Ключ прямой трубный для тяжелых работ RIDGID 8 31005
Алексей
24.04.2019
За 10-летний опыт работы сантехником я ни разу не видел инструменты прочнее этого. Судя по корпусу, который сделан из чугуна, данный инструмент предназначается для работы при больших нагрузках. Так это или нет, точно сказать не могу, потому что в моей работе явно больших нагрузок нет, поэтому весь потенциал прочности ключа раскрыть я не смог.
Когда я покупал себе этот ключ, то думал, что стану каким-то новатором. Но уже впоследствии, общаясь с коллегами-сантехниками, я понял, что техника этого производителя в принципе в нашей сфере пользуется особой популярностью. А такими ключами пользуются все продвинутые специалисты, которые топят за качественную работу при минимальных временных затратах.
Лично я выбирал себе этот ключ в сравнении сразу с несколькими моделями в магазине. Дали мне поиграться с ними. Этот мне больше всего понравился, потому что он обеспечивал быстрый и легкий зажим любых деталей. В принципе, работая на трубопроводе, качество работы ключа не изменилось. Регулировка гайкой здесь очень удобная за счет качества ключа, отлично подогнанных деталей и самого устройства ключа. Ни у одного подобного ключа я ещё не видел такую легкую и быструю регулировку гайкой.
Очень нравится сервис этого производителя, который находится в моем городе. Во-первых, всегда можно получить быструю консультацию. Во-вторых, нужные запчасти всегда есть в наличии. Больше всего я был удивлен, что есть даже запасные комплектующие на этот ключ! Так что даже если что-то и сломается у меня лет через 10, я просто заменю деталь и ключ будет работать ещё лет 10!
Аноним
06. 02.2019
У данного производителя инструментов все разводные ключи обладают высоким качеством. По сути, у них у всех одна и та же основа и конструкция, просто они отличаются друг от друга по длине. С каждым ключом удобно работать, если использовать его по основному назначению. Металл очень прочный, даже при каких-то сильных ударов с ним ничего не случится. С рабочей нагрузкой на моем заводе справляется отлично. Если раньше какие-то задачи я выполнял за несколько часов, то после покупки этого ключа у меня стало уходить на эти же задачи 40-60 минут. Моя эффективность как сотрудника повысилась и я стал выполнять больше работы, благодаря чему уже получил одно повышение. Прочность ключа доказывается тем, что при выполнении больших объёмов работы каждый день, он по-прежнему ровный, никаких деформаций нет, все в первоначальном виде. Советую подбирать ключ по длине, исходят из своего рабочего профиля. Кому-то больше подойдет короткий ключ, кому-то подлиннее вроде этой модели. Ну и храните его в сухом закрытом месте. Если он просто где-то на улице будет храниться или в открытом помещении, то в скором времени все неокрашенные части инструмента начнут покрываться коррозией, которую потом вывести с него не так-то просто
Валерий
22.11.2017
Мой коллега по цеху приобрел себе новый трубный ключ и долго хвастался им, мол, очень удобно работать стало, гораздо лучше старого инструмента. Мне стало интересно, я залез в интернет, почитал информацию про такие ключи. Прикинул несколько брендов, которые стоит рассмотреть. Пошел в магазин, там меня встретил консультант, с которым мы и занялись подбором ключа мне. Изначально рассмотрели несколько бюджетных моделей. Потом я предложил посмотреть что-то подороже и он мне предложил эту. Сразу сказал, что в отличие от рассмотренных ранее вариантов, данная модель трубного ключа соответствует каким-то там федеральным стандартам, что говорит о высоком качестве. Наощупь ключ очень приятный, удобно сидит в руке. Когда первый раз держал в руках, чувствовалось, что из какого-то качественного металла корпус сделан. А сделан он из чугуна) В конструкции, конечно, ничего уникального нет. Стандартный вариант, проверенный годами, который реально позволяет повысить свою рабочую эффективность. Вспомогательные детали типа верхней щеки или делений шкалы верхней щеки делают работу удобнее. Первая обеспечивает быстрый захват трубы, а второе – позволяет делать примерные замеры труб прямо в процессе работы. Про гайку – вообще отдельный разговор. Возможно, раньше я просто плохие инструменты использовал, но даже подумать не мог, что регулировка гайки может быть такой простой! Здесь это все делается настолько легко и быстро, что в первые разы я даже не понимал, как смог так переборщить с регулировкой) Ну и конечно, отдельным плюсом будут сменные детали ключа. То есть в случае выхода из строя какой-нибудь движущейся детали, можно купить такую же в фирменном магазине и поменять. Конечно, если ключ на две части разломать, то вряд ли фирменный магазин может чем-то помочь. Я пользуюсь этим ключом уже полтора года. Очень нравится, помогает в работе, поэтому я уверенно ставлю ему 5 баллов!
y004522
03.08.2016
Появилась необходимость в наличии такого вот инструмента в моем сундуке со всеми домашними инструментами. После недолгих выборов решил остановиться на данной модели от американского производителя.
Я купил его в строительном магазине недалеко от своего дома. Консультант мне его расхваливал, рассказывал о всех преимуществах и репутации данного производителя. Мы даже в действии проверили модели от нескольких производителей и данный инструмент понравился мне больше по качеству и удобству в работе. Уже потом, когда я начал им активно пользоваться, все подтвердилось: он реально очень удобен в работе и лучше него инструмент вряд ли получится найти. Удобство здесь прослеживается во всем. Губки-захваты работают отлично и без труда «ловят» любые детали, какая бы поверхность у них не была. Ручка тоже хорошо продумана. Она имеет хорошую длину, что позволяет откручивать все, что угодно, не затрачивая при этом много сил и времени. Если говорит о конструкции, то она очень простая, но при этом продуманная. Когда деталь уже захвачена и началось прокручивание подвижной головки, деталь намертво фиксируется ключом. Даже если поверхность детали будет очень скользкой, я ничего не чувствую, потому что зубья четко фиксируют её и не дают выскочить. Рукоятка инструмента имеет резиновую накладку. Это позволяет работать даже в жару, когда руки сильно потеют. При взаимодействии с резиновой накладкой они просто не соскальзывают с рукояти. Там же есть специальное ушко, за которое можно подвесить ключ. Но я нашел решение ещё круче: сделал специальную петлю из веревки, которую вешаю на шею и могу спокойно работать на высоте. Даже если ключ выскользнет из моих рук, то вниз все равно не улетит. Это очень удобно, как мне кажется. Из минусов я выделил только коррозию инструмента. Но коррозией покрываются только те элементы, на которые не нанесена краска. Пару раз я уже зачищал ключ от ржавчины, последний раз покрыл его антикоррозийным составом, пока что появление ржавчины остановилось, посмотрю, что дальше будет
garvan
11.11.2013
Разводных ключей в магазине предлагается бесчисленное множество, но я свое внимание решил обратить именно на этот от американского производителя. Об этой компании я слышал немного, но в основном только положительные отзывы и поэтому решил попробовать. Вообще в принципе такой инструмент является незаменимым помощником на любой производстве или в любой другой сфере. Нужно просто уметь с ним грамотно обращаться. Уже после первого рабочего дня я понял, что сам ключ сделан из очень качественно металла, потому что обладает высокой прочностью. Я точно знаю, что если будет какая-то острая необходимость, то его можно будет использовать в качестве ударного инструмента типа молотка и не бояться, что он сломается или где-то треснет. Быстрее треснет то, куда что-то забивается))
У меня у друга такой ключ, он работает в сфере сантехнических услуг. Разговаривали с ним по поводу ключа, он сказал, что ему он тоже очень нравится. В его работе по производству сантехнических работ, при монтаже трубопроводных систем в котельных и на нефтяном производстве данный ключ стал отличным помощником. При правильном подходе он реально может выполнять самые разные функции.
Сам по профессии я – нефтяник. Когда я только начинал работать, на свои должностные обязанности уходило очень много сил и времени, даже было желание уйти с этого места) Но потом бывалые спецы посоветовали мне использовать определенный инструмент во время работы, чтобы упростить привычные процессы. Одним из этих инструментов был подобный ключ. С того момента вся работа выполняется в разы легче и быстрее. К примеру, раньше мы как открывали проблемные, запорные органы? Для этого использовалась специальная вилка, которую ещё между собой нефтяники называют «мартышка». Она собой представляет хилую конструкцию, состоящую из металлического прута, на концы которого приварены штыри. В целом, такая штука вполне сгодится, если на запорном органе есть штурвал, тогда работать очень легко. Но ведь нередко бывают ситуации, когда штурвала нет? Тогда мартышкой придется очень долго работать. В таком случае спасением и является данный ключ, который мы уже между собой называем «попугай».
Главное преимущество данного инструмента – очень прочные и ребристые захваты-губки. Благодаря такому устройству ключ может ухватиться за любую поверхность без особых затруднений с моей стороны. И не важно, скользкая поверхность или нет, результат будет одним и тем же. Рукоятка здесь тоже очень удобная и обладает высокой прочностью. Все сделано так, что есть возможность надеть на неё дополнительную трубу. Это позволяет увеличить рычаг в особо сложных случаях. У нас на производстве был один случай, что мы на ключ нацепили шестиметровую трубу и !!!ВТРОЕМ!!! давили на неё. Задача была выполнена, а рукоятка при этом осталась в первоначальном виде, даже малейшего искривления геометрии я не обнаружил. Я вообще в шоке был)) Пока давили думал, ну все, новый ключ придется брать.
Как я уже сказал выше, ключ можно вполне использовать в качестве ударного инструмента типа молотка или кувалды. Благо его большая масса и прочность легко позволяют ему это пережить. Но в этом деле очень важно не ударять подвижными узлами ключа. Вот если их повредить, тогда ключ реально быстро выйдет из строя и от него уже никакого толку не будет. Ещё мне нравится, что ассортимент моделей такого ключа очень широкий у Ридгид. Я взял этот с 20-сантиметровой ручкой, мне его вполне хватает.
В общем, такой разводной ключ – замечательный инструмент по всем показателям. Однако он таковым будет, если применять его правильно и хорошо следить за ним, а именно: смазывать его подвижные детали и не нарушать правила хранения (описал эту проблему в минусах). Так что если вы готовы получить качественный инструмент в свои руки, то нужно также качественно за ним следить)
Алюминиевый прямой трубный ключ почти на 40 % легче, чем чугунные аналоги. Щеки и другие детали идентичны трубным ключам REKON для больших нагрузок.
Захват предмета (трубы, муфты и т. д.) происходит за счет захвата верхней щекой и последующем упоре о нижнюю. Верхняя щека имеет большой радиус качения, что обеспечивает более удобный захват. При использовании трубного ключа необходимо сохранять зазор между хвостовиком верхней щеки и трубой. Это обеспечивает наличие двух точек захвата (пяты и зубьев верхней щеки) для осуществления захватывающего действия ключа.
Характеристики прямого трубного ключа:
Новая эргономичная мягкая рукоятка
Высококачественная никель-хромированная сталь
Закалены и термически обработаны для длительного срока службы
С кобальтовым покрытием для снижения коррозии
Быстрая и точная настройка зева в метрической и британской системах
Соответствуют стандарту США № GGG-651 type I Class B. 10
Стоимость алюминиевого прямого трубного ключа:
Артикул
Размер, дюйм
Размер, мм
Ø труб, дюйм
Ø труб, мм
Вес, кг
Цена
035010
10″
250
1 ½
48
0,4
по запросу
035012
12″
300
2
60
0,7
по запросу
035014
14″
350
2
60
1,1
по запросу
035018
18″
450
2 ½
76
1,7
по запросу
035024
24″
600
3
90
2,7
по запросу
035036
36″
900
5
141
5,0
по запросу
035048
48″
1200
6
168
8,4
по запросу
Все продукты — Фергюсон
правда
правда
Чтобы увидеть местную доступность и точные местные цены, сначала нужно выбрать ближайший к вам магазин.
Почему США разрешили поставлять в РФ оборудование и ПО для работы интернета
Деньги не главное
С американских IT-компаний Cisco, Dell, HP и др. сняли ограничения в отношении их партнерства с Россией. Соответствующее заявление вечером 7 апреля появилось на сайте Управления по контролю за иностранными активами (OFAC) Минфина США. В документе уточняется, что американским компаниям снова можно продавать и поставлять в РФ услуги, ПО, оборудование и технологии для работы интернета, а именно для входа в сеть, обмена сообщениями, видеоконференций, блогинга и так далее.
«Единственно, что из формулировок документа неясно, о каком именно оборудовании идет речь. Там написано «hardware», что можно трактовать и как комплектующие вроде процессоров, и как готовое оборудование.
Насчет послаблений относительно продаж комплектующих я сильно сомневаюсь. А вот в то, что России разрешат продавать готовое оборудование, вполне», – рассказал «Газете.Ru» источник на рынке производителей телеком-оборудования.
Ввиду очевидного противостояния США и РФ решение OFAC может показаться как маленькое поражение Запада. Однако эксперты считают, что воспринимать это событие так не стоит, поскольку Америка, по их словам, преследует очевидные корыстные цели.
«Мотивация США предельно ясная. Штаты не хотят терять контроль над информационными потоками внутри российских сетей. Если американские вендоры уйдут с рынка, его полностью займут китайцы. Следовательно, весь контроль перейдет китайцам. А, учитывая противоборство США и Китая, первые просто не могут этого допустить», – сказал источник.
Аналогичного мнения придерживается президент ассоциации российских разработчиков ПО «Руссофт» Валентин Макаров. Он считает, что случившееся послабление прежде всего вызвано с опасениями США потерять возможность контроля за общественным мнением в России и оказанием на него влияния.
«Кроме того, теряется возможность использования встроенных в это оборудование инструментов для регулирования трафика и контента», – сказал Макаров.
Такого же мнения придерживается директор по развитию web-технологий компании Artezio (компания-разработчик программных телекоммуникационных решений) Сергей Матусевич. Он считает, что послабление нацелено на расширение информационного влияния США в РФ, а также удержание для Запада открытыми каналов доступа к информации.
Ну, а денежки потом
Чуть реже эксперты в разговоре с «Газетой.Ru» отмечали, что за обсуждаемым решением США кроется проблема экономического благополучия американских компаний. Например, ведущий аналитик Mobile Research Group Эльдар Муртазин говорит, что крупнейшие американские вендоры телеком-оборудования ежегодно зарабатывают в России миллиарды долларов. По его словам, это заметные суммы, которые американцам не хотелось бы отдавать китайским компаниям в лице Huawei и ZTE.
«Понятно, что по возвращении продажи будут невысокими, но сейчас даже они американским IT-корпорациям очень нужны. Потому что в условиях грядущего мирового кризиса и повсеместной гиперинфляции любая выручка будет плюсом. Уже осенью не будет никаких разговоров про политику. Всех будут интересовать только деньги», – сказал он.
Аналогичного мнения придерживается и генеральный директор «Либерум Навитас» (компания-разработчик облачных сервисов) Айрат Мустафин. «Вряд ли ошибусь, если скажу, что для этих компаний вопрос материальной выгоды стоит на первом месте», – заявил он.
Впрочем, источник на рынке производителей телеком-оборудования сильно усомнился в финансовой мотивации США. По его словам, доля России в выручке всех иностранных вендоров составляет не более 2%. При этом именно американские компании занимают не больше трети рынка, то есть для западных компаний получается совсем незначительная сумма.
В конце концов, эксперты часто отмечали тот факт, что решение США выглядит как предательство по отношению к европейским партнерам в лице таких компаний, как Nokia и Ericsson.
«Одна из главных причин, по которой США решились на этот шаг – возможность вытеснить с российского рынка европейские компании вроде Nokia и Ericsson и не дать захватить все китайскому Huawei. Ведь что произошло? Европейцы наложили зеркальные санкции, подумав, что американцы поступят также. Американцы обещали это сделать, но, как мы видим, до исполнения обещания дело не дошло», – сказал Муртазин.
С тем, что наиболее пострадавшей стороной в данной ситуации окажутся европейские игроки, согласились Валентин Макаров и источник на рынке производителей телеком-оборудования.
Наш ход
Источник «Газеты.Ru» считает, что разворот США на 360 градусов грозит России большими проблемами. По его словам, операторы сотовой связи и провайдеры с большой охотой примут вернувшихся американцев, что создаст большую угрозу для нацбезопасности РФ.
«Даже несмотря на всевозможные ограничения, которые устанавливаются государством относительно импорта иностранного оборудования, рынок придумает, как принять обратно американскую технику. Сами операторы точно не будут против, потому что им выгодно вернуть все как было. Для этого наверняка будут придуманы схемы по очень условной локализации оборудования, бюрократические механизмы признания иностранного оборудования российским и так далее.
Это огромный риск для нацбезопасности и большой удар для российских производителей телеком-оборудования – будет хуже, чем было», – сказал источник.
Впрочем, большинство спикеров настроены менее пессимистично. Например, по словам Сергея Матусевича из Artezio, ставка США может не сыграть как минимум из-за того, что американские IT-компании сами не захотят возвращаться в Россию из идеологических соображений и репутационных рисков.
«Многие компании добровольно ушли с российского рынка, а оставшиеся испытывают сложности с расчетами.
Быстро восстановить сотрудничество было бы проблематично и при хороших рыночных условиях, когда логистика поставок и оплаты не была еще нарушена.
Сейчас же форсировать российский рынок благодаря послаблению вряд ли возможно по экономическим и репутационным причинам. Поэтому скорее всего послабление позволит реализовать уже действующие контракты, а компаниям, которые не могли покинуть рынок, не придется делать этого под законодательным давлением», – сказал он.
В свою очередь Айрат Мустафин считает, что многие российские компании принципиально не захотят возвращаться к американской продукции из-за риска лишиться ее в будущем, с чем они уже столкнулись после 24 февраля.
«Сегодня все понимают, что, если поставщик может покинуть страну из-за распоряжения сверху, то ни о какой надежности поставщика не может быть и речи.
В любом случае, к реальной импортонезависимости все это не имеет никакого отношения. Существующая сегодня российская коммуникационная среда вполне способна решать текущие задачи пользователей, в дальнейшем – будут развиваться новые сервисы, в том числе для профессионального и бизнес-применения», – сказал он.
В компании TrueConf (ведущий разработчик средств видеоконференцсвязи в РФ) добавили, что как минимум в госсегмент и сферу критической инфраструктуры американские компании вернуться точно уже не смогут, поскольку с 1 апреля 2022 им запретили закупать зарубежные решения.
Право собственности на бесхозные вещи — Юридическая консультация
Антон Викторович Самойлов (Москва) 08. 12.2016 Рубрика: Другое
В нашем районе есть помещения, в которых размещены офисы и мелкие магазины.
Договор аренды этих помещений закончился, арендаторов попросили до конца ноября освободить помещения, но не все это сделали.
Теперь выезжают бригады рабочих, выламывают оборудование и мебель. Собирают все вещи, оставшиеся в помещениях, в кучи на улице. Затем загружают в грузовые автомобили и увозят на свалку. Могут ли прохожие и посторонние люди забирать вещи, выставленные на улицу, или помогать с демонтажем оборудования и забирать его себе?
Собственность
Владимир Иванов
Консультаций: 597
Исходя из положений ст. 130 Гражданского кодекса РФ вещи могут быть разделены на недвижимые и движимые вещи. В соответствии с п. 2 данной статьи вещи, не относящиеся к недвижимости, включая деньги и ценные бумаги, признаются движимым имуществом.
Бесхозяйной является вещь, которая не имеет собственника или собственник которой неизвестен либо, если иное не предусмотрено законами, от права собственности на которую собственник отказался (п. 1 ст. 225 Гражданского кодекса РФ).
Вместе с тем в силу положений п. 1 ст. 226 Гражданского кодекса РФ движимые вещи, брошенные собственником или иным образом оставленные им с целью отказа от права собственности на них, носят наименование брошенных вещей.
Поэтому вещь, выставленную на улицу, или вещь, полученную в результате демонтажа из помещений ранее занимаемых арендаторами, можно расценить как брошенную вещь.
В ст. 226 Гражданского кодекса РФ определен порядок обращения другими лицами в свою собственность брошенных вещей.
В абз. 1 п. 2 ст. 226 Гражданского кодекса РФ предусматриваются случаи, когда брошенную вещь можно обратить в свою собственность во внесудебном порядке: лицо, в собственности, владении или пользовании которого находится земельный участок, водный объект или иной объект, где находится брошенная вещь, стоимость которой явно ниже суммы, соответствующей пятикратному минимальному размеру оплаты труда, либо брошенные лом металлов, бракованная продукция, топляк от сплава, отвалы и сливы, образуемые при добыче полезных ископаемых, отходы производства и другие отходы, имеет право обратить эти вещи в свою собственность, приступив к их использованию или совершив иные действия, свидетельствующие об обращении вещи в собственность.
Другие брошенные вещи поступают в собственность лица, вступившего во владение ими, если по заявлению этого лица они признаны судом бесхозяйными.
Следовательно, лицо, забравшее брошенную вещь, оставшуюся от арендатора, чтобы обратить ее в собственность, должно будет обратиться в суд.
В соответствии со ст. 301 Гражданского кодекса РФ собственник вправе истребовать свое имущество из чужого незаконного владения.
Также вещью, выставленной на улице, или вещью, полученной в результате демонтажа из помещений ранее занимаемых арендаторами, можно правомерно завладеть, если собственник откажется от права собственности на нее. Порядок отказа от права собственности определен в абз. 1 ст. 236 Гражданского кодекса РФ.
Гражданин или юридическое лицо может отказаться от права собственности на принадлежащее ему имущество, объявив об этом либо совершив другие действия, определенно свидетельствующие о его устранении от владения, пользования и распоряжения имуществом без намерения сохранить какие-либо права на это имущество.
Следовательно, собственник вещи может прямо объявить об отказе от права собственности на вещи, находящиеся в помещениях.
При этом в описанной ситуации лицам, желающим взять бесхозяйную вещь или вещь, от которой отказался собственник, следует понимать грань между чужим имуществом и бесхозяйными вещами, чтобы действия их по завладению вещью не квалифицировались как кража по ст. 158 Уголовного кодекса РФ.
Как тайное хищение чужого имущества (кража) следует квалифицировать действия лица, совершившего незаконное изъятие имущества в отсутствие собственника или иного владельца этого имущества, или посторонних лиц либо хотя и в их присутствии, но незаметно для них (п. 2 постановления Пленума Верховного Суда РФ от 27.12.2002 № 29 «О судебной практике по делам о краже, грабеже и разбое»).
Сказали спасибо:
FIRST ON CNN: США оставили в Афганистане военной техники на 7 миллиардов долларов после вывода войск в 2021 году, говорится в отчете Пентагона
Вашингтон Си-Эн-Эн —
cms.cnn.com/_components/paragraph/instances/paragraph_F57EF995-71E2-E09B-7377-6CAC7D2BEAD0@published» data-editable=»text» data-component-name=»paragraph»> Военная техника на сумму около 7 миллиардов долларов, которую США передавали афганскому правительству в течение 16 лет, осталась в Афганистане после того, как США завершили свой вывод из страны в августе, согласно утвержденному Конгрессом отчету Министерства обороны США. CNN.
Это оборудование сейчас находится в стране, контролируемой тем самым врагом, которого США пытались изгнать в течение последних двух десятилетий: талибами. Министерство обороны не планирует возвращаться в Афганистан, чтобы «забрать или уничтожить» оборудование, говорится в отчете, который был предоставлен Конгрессу.
Согласно отчету, с 2005 по август 2021 года США предоставили Афганским национальным силам обороны и безопасности (ANDSF) оборудования на общую сумму 18,6 миллиарда долларов. Из этой суммы оборудование на сумму 7,12 млрд долларов осталось в Афганистане после завершения вывода американских войск 30 августа 2021 года. Согласно отчету Министерства обороны США, оно включало самолеты, боеприпасы класса «воздух-земля», военную технику, оружие, средства связи и другие материалы. .
Си-Эн-Эн
Эксклюзив: высокопоставленный генерал США заявил CNN, что «глобальный международный порядок безопасности» поставлен на карту после вторжения России в Украину
Огромная стоимость оставшейся техники поможет переключить внимание на хаотичный и поспешный вывод войск из Афганистана, который подвергся резкой критике со стороны законодателей с обеих сторон.
«Большая часть оставшегося оборудования», оставленного в Афганистане, требует «специального обслуживания, которое подрядчики Минобороны ранее предоставляли» афганским силам «в форме технических знаний и поддержки», говорится в отчете.
Министерство обороны было обязано представить Конгрессу отчет «относительно распоряжения имуществом, оборудованием и припасами Соединенных Штатов, предоставленными» афганским силам, которые «были уничтожены, вывезены из» или «остались в Афганистане», говорится в отчете. датируется мартом 2022 года.
«Цифра в 7,12 миллиарда долларов, указанная в недавнем отчете министерства перед Конгрессом, соответствует оборудованию ANDSF, а не американскому военному оборудованию, используемому нашими силами», — заявил официальный представитель министерства обороны майор армии Роб Лодевик. «Почти все оборудование, используемое вооруженными силами США в Афганистане, было либо модернизировано, либо уничтожено до нашего вывода, и оно не входит в сумму «7,12 млрд долларов», указанную в отчете».
В сообщении также говорится, что пять вертолетов Ми-17, которые находились в Афганистане, были официально переданы Украине в 2022 году, хотя они уже находились в Украине для обслуживания до того, как США покинули Афганистан. Министерство обороны уведомило Конгресс о своем намерении передать вертолеты в январе 2022 года, до начала вторжения России в страну, а Украина подписала письмо о принятии 11 марта 2022 года.
«Эти пять вертолетов находились в Украине на капитальном ремонте, когда рухнуло афганское правительство, и с тех пор остаются там», — говорится в отчете.
В докладе говорится, что из других материалов, которые США ранее закупили для Афганистана, но не отправили в страну, США передали Украине некоторые «нестандартные боеприпасы», в том числе около 37 000 122-мм гаубичных снарядов.
США также передали Украине более 15 миллионов патронов к винтовке Болла, более 99 тысяч патронов к 40-мм осколочно-фугасным гранатам и около 119 тысяч 82-мм осколочно-фугасных минометных снарядов из материалов, которые ранее были закуплены для Афганистана, говорится в докладе.
Эти боеприпасы были переданы Украине по распоряжению президента, говорится в сообщении.
В Афганистане остались самолеты стоимостью 923,3 миллиона долларов. США оставили 78 самолетов, закупленных для правительства Афганистана, в международном аэропорту Хамида Карзая в Кабуле до окончания вывода. Эти самолеты были демилитаризованы и выведены из строя до ухода американских военных, говорится в сообщении. Американские военные провели в августе небоевую эвакуацию из Афганистана, в основном через этот аэропорт.
На момент завершения вывода американских войск в Афганистане оставалось в общей сложности 9 524 боеприпаса класса «воздух-земля» на сумму 6,54 миллиона долларов. В отчете говорится, что «значительное большинство» «оставшихся запасов авиационных боеприпасов — это неточные боеприпасы».
В отчете говорится, что более 40 000 из 96 000 военных машин, переданных США афганским силам, оставались в Афганистане на момент вывода американских войск, включая 12 000 военных автомобилей «Хамви». «Эксплуатационное состояние оставшихся машин» в Афганистане «неизвестно», говорится в сообщении.
Местные жители проходят мимо танка, уничтоженного во время ожесточенных боев в районе, контролируемом поддерживаемыми Россией сепаратистскими силами в Мариуполе, Украина, вторник, 19 апреля 2022 г. Взятие Мариуполя лишило бы Украину жизненно важного Крымский полуостров, захваченный у Украины с 2014 года. (AP Photo/Alexei Alexandrov)
Алексей Александров/AP
Россия меняет тактику и наращивает темпы наступления на востоке и юге Украины
Согласно отчету, более 300 000 из 427 300 единиц оружия, переданных США афганским силам, оставались в Афганистане на момент вывода американских войск. В отчете говорится, что менее 1 537 000 «специальных боеприпасов» и «обычных боеприпасов для стрелкового оружия» общей стоимостью 48 миллионов долларов все еще находятся в стране.
«Почти все» оборудование связи, предоставленное США афганским силам, включая базовые станции, мобильные, переносные и портативные коммерческие и военные радиосистемы, а также связанные с ними передатчики и шифровальные устройства, также оставались в Афганистане во время войны. отзыв, говорится в сообщении.
«Почти все» оборудование ночного видения, наблюдения, «биометрическое и позиционное оборудование» в общей сложности почти 42 000 единиц специализированного оборудования осталось в стране, добавляется в сообщении.
Согласно отчету, «почти все» оборудование для обезвреживания взрывоопасных предметов и разминирования, в том числе 17 500 «средств обнаружения взрывчатых веществ, радиоэлектронного противодействия, обезвреживания и средств индивидуальной защиты», также осталось в Афганистане.
Понимание оставшегося срока полезного использования машины
Если вы читаете оценку оборудования перед тем, как сделать ставку на подержанное оборудование на аукционе, вы столкнетесь с концепцией оставшегося срока полезного использования. Понимая оставшийся срок полезного использования, вы можете понять, сколько стоит оборудование, и купить его с уверенностью. Учить больше.
Что такое оставшийся срок полезного использования при оценке оборудования?
Оставшийся срок полезного использования, иногда сокращенно обозначаемый как RUL, относится к количеству лет, в течение которых оборудование нуждается в замене.
Чтобы оценить оставшийся срок полезного использования предмета, оценщик просматривает записи об обслуживании, тщательно осматривает оборудование и проверяет среду, в которой используется оборудование. Например, вилочный погрузчик, хранящийся на свалке, стареет намного быстрее, чем тот, который всегда хранится в гараже на ночь. Даже если два вилочных погрузчика были приобретены одновременно, их остаточный срок службы может сильно различаться.
Оценщик оборудования сверится с руководствами, в которых указана стоимость оборудования с течением времени, а также нормальный срок службы устройства, который является типичным сроком службы устройства. Он или она может обратиться к производителю с вопросами, которые могут помочь определить значение, если возникнут какие-либо вопросы.
Вычитая расчетный период использования из нормального срока полезного использования, оценщик оборудования может дать оценку оставшегося срока полезного использования. Например, предположим, что нормальный срок службы консервного завода составляет 25 лет, а оценщик определяет, что оборудование использовалось в течение 10 лет. Консервщик может быть старше или моложе 10 лет; что имеет меньшее значение, так это физический возраст, чем количество использования, которое показывает оборудование. Затем оценщик вычитает использование из нормального срока полезного использования, чтобы получить RUL в 15 лет.
Как понять, что оставшийся срок полезного использования приносит вам пользу
Если вы заинтересованы в таком оборудовании, как консервная машина, аукционы подержанного оборудования могут стать отличным способом приобрести необходимое вам оборудование по доступной цене. Тем не менее, если вы не понимаете срок полезного использования, вы рискуете заплатить больше, чем следовало бы, за старую консервную банку, которая действительно не прослужит долго.
Если вы являетесь другой стороной аукциона — владельцем консервной машины, которая хочет ее продать — вы также должны понимать концепцию срока полезного использования. Заблаговременно узнав стоимость снаряжения, вы сможете оценить реальную рыночную стоимость своего предмета и решить, что делать дальше. Вы можете выбрать обслуживание старого консервного завода, если обслуживание поможет вам получить лучшую цену на аукционе. Или вы можете отказаться от обслуживания оборудования, сэкономив свои деньги.
6.5. Оборудование пунктов редуцирования газа «СВОД ПРАВИЛ. ГАЗОРАСПРЕДЕЛИТЕЛЬНЫЕ СИСТЕМЫ СНиП 42-01-2002. СП 62.13330.2011» (утв. Приказом Минрегиона РФ от 27.12.2010 N 780)
не действует Редакция от 27.12.2010Подробная информация
6.5. Оборудование пунктов редуцирования газа
6.5.1. Каждые ГРП, ГРПБ, ГРПШ и ГРУ должны быть оснащены фильтром, устройствами безопасности — предохранительным запорным клапаном (ПЗК) и (или) контрольным регулятором-монитором, регулятором давления газа, запорной арматурой, контрольными измерительными приборами (КИП) и, при необходимости, узлом учета расхода газа и предохранительным сбросным клапаном (ПСК).
6.5.2. Число линий редуцирования в пунктах редуцирования газа определяют исходя из требуемой пропускной способности, количества и давления газа выходных газопроводов, назначения пункта редуцирования газа в сети газораспределения. В ГРПШ число рабочих линий редуцирования — не более двух.
6.5.3. Для обеспечения непрерывности подачи газа потребителям в ГРП, ГРПБ, ГРПШ и ГРУ, пропускная способность которых обеспечивается одной линией редуцирования, может предусматриваться резервная линия редуцирования. Состав оборудования резервной линии редуцирования должен соответствовать рабочей линии.
Должна быть предусмотрена возможность одновременной работы основной и резервной линий редуцирования. Резервная линия редуцирования может включаться в работу автоматически при неисправности основной линии.
Допускается не предусматривать резервную линию редуцирования при подаче газа на объекты, в работе которых допускается прекращение подачи газа на период выполнения регламентных работ или подача газа потребителям осуществляется по закольцованной схеме газопроводов.
6.5.4. Оснащение пунктов редуцирования газа обводным газопроводом (байпасом) допускается только при наличии у потребителя редукционной и защитной арматуры. В ГРПШ допускается применение съемного байпаса с редукционной и защитной арматурой.
6.5.5. Обеспечение защиты сети газораспределения (газопотребления) и технических устройств от повышения давления газа свыше допустимых значений может достигаться применением в составе узла редуцирования следующих вариантов сочетания видов технических устройств:
6.5.6. Параметры настройки редукционной, предохранительной и защитной арматуры должны обеспечивать диапазон рабочего давления перед газоиспользующим оборудованием в соответствии с проектом.
Конструкция линии редуцирования (при наличии резервной линии или байпаса) должна обеспечивать возможность настройки параметров редукционной, предохранительной и защитной арматуры, а также проверки герметичности закрытия их затворов без отключения или изменения значения давления газа у потребителя.
6.5.7. Система редуцирования и защитная арматура должны иметь собственные импульсные линии. Место отбора импульса должно размещаться в зоне установившегося потока газа вне пределов турбулентных воздействий.
6.5.8. При размещении части технических устройств за пределами здания ГРП, ГРПБ должны быть обеспечены условия их эксплуатации, соответствующие указанным в паспортах предприятий-изготовителей. Технические устройства должны быть ограждены.
6.5.9. Фильтры, устанавливаемые в ГРП, ГРПБ, ГРПШ и ГРУ, должны иметь устройства определения перепада давления в них, характеризующие степень засоренности при максимальном расходе газа.
6.5.10. Устройства безопасности должны обеспечивать автоматическое ограничение повышения давления газа давления в газопроводе либо прекращение его подачи соответственно при изменениях, недопустимых для безопасной работы газоиспользующего оборудования и технических устройств. Сброс газа в атмосферу допускается в исключительных случаях.
6. 5.11. В ГРП, ГРПБ, ГРПШ и ГРУ должна быть предусмотрена система трубопроводов для продувки газопроводов и сброса газа от ПСК, который выводится наружу в места, где должны быть обеспечены безопасные условия для его рассеивания.
6.5.12. В ГРП, ГРПБ, ГРПШ и ГРУ должны быть установлены или включены в состав АСУ ТП РГ показывающие и регистрирующие приборы для измерения входного и выходного давления газа, а также его температуры.
В ГРПШ могут применяться переносные приборы.
6.5.13. Контрольно-измерительные приборы с электрическим выходным сигналом и электрооборудование, размещаемые в помещении ГРП и ГРПБ с взрывоопасными зонами, должны быть предусмотрены во взрывозащищенном исполнении.
КИП с электрическим выходным сигналом, в нормальном исполнении должны размещаться снаружи, вне взрывоопасной зоны, в закрытом шкафу из негорючих материалов или в отдельном помещении, пристроенном к противопожарной газонепроницаемой (в пределах примыкания) стене ГРП и ГРПБ.
Ввод импульсных газопроводов в это помещение, для передачи к приборам импульсов давления газа следует осуществлять так, чтобы исключить возможность попадания газа в помещение КИП.
6.5.14. Конструкцией ГРП, ГРПБ, ГРПШ и ГРУ должны предусматриваться устройства для обеспечения надежности электроснабжения в зависимости от категории объекта, на котором они будут установлены. Отдельно стоящие ГРП и ГРПБ должны обеспечиваться аварийным освещением от независимых источников питания.
Помещения ГРП и ГРПБ категории А должны быть оснащены пожарной сигнализацией, аварийной вентиляцией.
ГРП, ГРПБ и ГРПШ, представляющие опасность для непосредственного окружения при размещении их в поселениях и на территориях предприятий, следует относить к классу специальных объектов с минимально допустимым уровнем надежности защиты от прямых ударов молнии (ПУМ) 0,999.
Электрооборудование и электроосвещение ГРП и ГРПБ должны соответствовать требованиям Правил устройства электроустановок [2].
Термины и определения, связанные с пунктами редуцирования газа
Главная / Продукция / ГОСТы и СНиПы / ГОСТ Р 56019-2014 Системы газораспределительные. Пункты редуцирования газа. Функциональные требования /
Версия для печати
3.1 В настоящем стандарте применены термины по ГОСТ Р 52720 и ГОСТ Р 53865, а также следующие термины с соответствующими определениями:
3.1.1 временное рабочее давление; ТОР, МПа: Рабочее давление, превышающее пиковый уровень, при котором система редуцирования газа может временно работать под контролем регулирующих устройств.
3.1.2 запорный отсечной клапан: Запорный клапан, предназначенный для перекрытия потока газа в случае недопустимых или непредусмотренных технологическим процессом изменений давления.
Примечание — В [1], сводах правил и правилах безопасности применяется термин «предохранительный запорный клапан (ПЗК)».
3.1.3 линия редуцирования газа: Комплекс технических устройств, включающий в себя: газопровод, фильтр, запорную, редукционную, предохранительную и защитную арматуры, контрольно-измерительные приборы.
Примечание — Фильтр, предохранительная арматура и контрольноизмерительные приборы могут устанавливаться для двух и более линий редуцирования.
3.1.4 максимальное рабочее давление; МОР, МПа: Максимальное давление в газопроводе, допускаемое при постоянной эксплуатации.
3.1.5 основной регулятор давления: Регулятор давления, действующий в нормальных условиях эксплуатации.
3.1.6 отказ: Событие, заключающееся в нарушении работоспособного состояния объекта. [ГОСТ 27.002-89, статья 3.3]
3.1.7 пиковый уровень рабочего давления, МПа: Максимально допустимое рабочее давление в выходном газопроводе, превышающее проектное давление с учетом допусков в системе редуцирования давления.
3.1.8 предельное максимальное давление; MIP, МПа: Максимальное давление, ограниченное системой защиты от повышенного давления, которое сеть газораспределения (газопотребления) может испытывать непродолжительное время при аварийной ситуации.
3.1.9 предельное состояние: Состояние обьекта, при котором его дальнейшая эксплуатация недопустима или нецелесообразна, либо восстановление его работоспособного состояния невозможно или нецелесообразно. [ГОСТ 27.002-89, статья 2.5]
3.1.10 предохранительный клапан: Клапан, предназначенный для автоматической защиты оборудования и газопроводов от превышения давления свыше установленного значения посредством сброса избытка газа.
Примечание -В [1], сводах правил и правилах безопасности применяется термин «предохранительный сбросной клапан (ПСК)».
3.1.11 проектное давление; DP. МПа: Давление газа после регулятора, на котором основаны проектные расчеты сети газораспределения (газопотребления).
3.1.12 рабочая линия редуцирования: Линия редуцирования, действующая в нормальных условиях эксплуатации.
3.1.13 регулятор-монитор: Дополнительный (контрольный) регулятор, используемый в качестве защитного устройства. [ГОСТ Р 54960-2012, пункт 3.1.8]
3.1.14 регулятор-стабилизатор: Устройство, автоматически поддерживающее рабочее давление, необходимое для оптимальной работы газоиспользующего оборудования.
3.1.15 резервная линия редуцирования: Линия редуцирования, предназначенная для включения в работу в случае выхода из строя или отключения рабочей линии редуцирования.
3.1.16 система редуцирования давления: Комплекс технических устройств, обеспечивающий поддержание давления в установленных пределах на выходе из пункта редуцирования газа.
3.1.17 система защиты от повышенного давления: Система, исключающая возможность повышения давления до недопустимого значения в выходном газопроводе.
3.1.18 средний срок службы: Математическое ожидание срока службы. [ГОСТ 27.002-89, статья 6.18]
3.1.19 срок службы: Календарная продолжительность эксплуатации от начала эксплуатации объекта или ее возобновления после ремонта до перехода в предельное состояние. [ГОСТ 27.002-89, статья 4.6]
3.1.20 функциональные требования (functional specification): Документ, устанавливающий свойства, характеристики, условия технологического процесса, условия эксплуатации, ограничения и исключения, определяющие требования со стороны заказчика (потребителя) к производству и эксплуатации продукции, услуги или процесса. [ГОСТ Р ИСО 13879-2009, пункт 3.1]
3.2 В стандарте применены следующие сокращения:
АДС — аварийно-диспетчерская служба;
ГРО — газораспределительная организация;
ГРП — газорегуляторный пункт;
ГРПБ — блочный газорегуляторный пункт;
ГРПШ -шкафной пункт редуцирования газа;
ГРУ — газорегуляторная установка;
ЗОК-запорный отсечной клапан;
КИП — контрольно-измерительные приборы;
ПК — предохранительный клапан;
ПРГ — пункт редуцирования газа;
ПРГП — подземный пункт редуцирования газа;
ТМ -телемеханика;
ТЭС — тепловая электростанция.
<< назад / в начало / вперед >>
16 Марта 2015 г.
Оборудование для измельчения частиц — Машины для измельчения
Что такое уменьшение размера частиц?
«Добавление энергии к материалу для уменьшения размера больших кусков»
Энергия + материал = уменьшение размера
Доступны различные типы оборудования для уменьшения размера частиц, и каждый из них имеет свой собственный метод уменьшения. Машина для уменьшения размера, подходящая для задачи, — это та, которая может наиболее эффективно добавлять энергию для приложения.
С незапамятных времен люди считали необходимым делать маленькие кусочки из больших — камень, руду, лед, зерно и многое другое. Это был медленный, трудоемкий процесс на протяжении многих веков. Затем в каменном веке произошел первый прорыв — мы называем его молотом — и он работал лучше, чем когда-либо. На самом деле он работал настолько хорошо, что до сих пор остается одним из наиболее широко используемых инструментов в мире.
Сегодня существует множество различных станков для измельчения, позволяющих делать маленькие детали из больших. К оборудованию для измельчения частиц относятся первичные ударные и вторичные дробилки, а также помольные машины – садковые мельницы, молотковые мельницы, измельчители и измельчители.
Stedman производит полную линейку оборудования для измельчения частиц — первичные ударные дробилки, вторичные дробилки, третичные ударные дробилки, а также измельчители с садковыми мельницами, молотковые дробилки и дробилки для дробления заполнителей, горнодобывающей промышленности и промышленности. Обрабатываемые материалы делятся на широкие категории, включая абразивные, неабразивные, влажные или сухие, липкие и рыхлые. Опыт Стедмана в оценке этих факторов помогает определить правильное оборудование для измельчения для каждого уникального проекта.
Часто задаваемые вопросы о машинах для измельчения
Когда вы ищете оборудование для измельчения частиц, если у вас есть ответы на следующие основные вопросы, хороший, опытный поставщик может помочь вам сориентироваться в разработке лучшего оборудования для вашего применения. Начните с ответов на следующие пять вопросов:
Какое сырье будет измельчаться?
Какой диапазон влажности сырья?
Каков диапазон размера частиц сырья?
Какую производительность должно обеспечивать оборудование для измельчения (в фунтах в час, тоннах в час или килограммах в час)?
Какой диапазон размеров частиц должен быть у конечного продукта?
Для процессов, требующих частых переналадок, подходят машины для измельчения частиц с широким диапазоном управления процессом и гибкостью эксплуатации. Рыхлые материалы или нет, повлияет на тип оптимального оборудования для измельчения частиц. В дополнение к типу материала, начальный и конечный размер измельчаемого материала определяет процесс выбора мельницы. Свяжитесь со специалистами компании Stedman Machine Company, чтобы обсудить, какая машина для измельчения лучше всего подходит для вашего применения.
Test Before You Buy™
Испытательный центр Stedman Testing and Toll Processing Facility — это место, где можно проверить ваш материал на нашем полноразмерном оборудовании. Если его можно измельчить, измельчить, измельчить или смешать, скорее всего, мы это сделали. У нас есть более 10 000 отчетов об испытаниях, которые помогут вам быстро найти лучшее решение. Чтобы узнать больше о том, чего ожидать от тестирования, прочитайте нашу статью, опубликованную в журнале POWDER BULK ENGINEERING.
Почему Стедман?
Предоставление оборудования и услуг, которых вы заслуживаете
На протяжении почти двух столетий компания Stedman Machine Company производит качественное, надежное и долговечное оборудование для измельчения и промышленного дробления. У Stedman есть квалифицированные специалисты по обслуживанию и установке, готовые помочь со всеми потребностями в техническом обслуживании и вводе оборудования в эксплуатацию.
Непревзойденный отраслевой опыт – работа с 1834 года
Испытательная база современного оборудования
Преданный своему делу профессиональный персонал
Запчасти и обслуживание доступны 24 часа в сутки
Узнайте больше о нашем оборудовании для измельчения частиц:
Ударные дробилки
Уменьшение размера удара включает удары для измельчения материала. Основные типы ударных дробилок включают ударные дробилки с горизонтальным валом (HSI), измельчители с решетчатой мельницей и ударные дробилки с вертикальным валом (VSI).
Учить больше
Сепараторные мельницы и измельчители
Изобретенная Натаном П. Стедманом, клетка-мельница представляет собой ударный элемент с внутренней подачей, который измельчает или измельчает множество различных материалов до заданной степени измельчения.
Учить больше
Молотковые мельницы
Молотковая мельница — это дробилка, которая может измельчать, измельчать и дробить широкий спектр материалов. Эта дробилка использует дождь ударов молота, чтобы разрушить и дезинтегрировать материал.
Учить больше
Разрушители комков
Оборудование для разбивания комков позволяет уменьшить количество комков, образующихся при производстве, хранении или транспортировке сыпучих и порошкообразных материалов, без образования чрезмерного количества пыли и мелких частиц.
Учить больше
Бывшие в употреблении ударные дробилки
Компания Stedman возвращает подержанному оборудованию былую славу благодаря масштабному заводскому ремонту.
Учить больше
Индивидуальные системы измельчения
Компания Stedman обладает инженерным опытом в области проектирования, производства и установки нестандартных систем дробления и обработки материалов.
Учить больше
Нажмите, чтобы запросить предложение или позвоните нам по телефону (812) 926-0038
Оборудование для уменьшения размера частиц и машина для уменьшения размера
Каждый день миллионы людей используют продукты, к производству которых мы приложили руку, даже не осознавая этого. MPE производит промышленное оборудование для измельчения, необходимое для производства многих пищевых, химических и минеральных товаров и продуктов (FCM) .
Наше современное оборудование Gran-U-Lizer™ и Crack-U-Lator® обеспечивает наиболее точное распределение частиц по размерам, что повышает выход продукта и снижает нежелательные мелкие частицы. Наше шлифовальное оборудование может измельчать все, от круп и арахиса до кварца и цинка, для коммерческих и промышленных условий.
Gran-U-Lizers точно режут и отделяют продукт до частиц определенного размера, не дробят
Crack-U-Lizers производят узкое распределение частиц с контролируемым процессом крекинга между продольными и/или кольцевыми надрезами на сопрягающие валки
Основные преимущества
Уменьшение размера до любого размера от 4 до 325 меш или от 4760 до 50 микрон
Меньше мелких фракций, что означает более высокий выход и большую прибыль
Доступны полные исполнения CIP
Исполнения FDA для пищевых продуктов и санитарии
Отрасли, зависящие от ПДК
Оборудование для измельчения FCM
Передовая технология в отрасли
Компания MPE является ведущим производителем станков для измельчения благодаря нашим бесчисленным инновациям и функциям. Многие аспекты наших грануляторов Gran-U-Lizer выбираются на основе предполагаемого применения помола, включая гофры валков, передаточное отношение, герметичную конструкцию и другие.
Подробнее о Гран-У-Лизерс
Примеры нашего оборудования
Оборудование для измельчения Технологические особенности
Широкий ассортимент составов валков
Валки могут быть изготовлены из нержавеющих и закаленных сталей, со специальными покрытиями, а также из керамических материалов; все, что лучше всего подходит для вашего применения и максимально увеличивает срок службы рулона.
Возможности автоматизации
Полная автоматизация с повторяемостью.
Полностью пищевые материалы
Благодаря использованию сверхвысокой молекулярной массы и материалов из нержавеющей стали ваша кофемолка может быть изготовлена в соответствии со строгими спецификациями.
Дополнительная герметичная конструкция
Измельчение специй или материалов, которые могут вызывать раздражение, больше не является проблемой благодаря герметичной конструкции, доступной для наших измельчающих машин.
ЗАМЕНА ГОЛОВКИ И ПЕРЕТОЧКА РОЛИКОВ
Знаменитая программа MPE по замене головок предоставляет клиентам полностью восстановленные «как новые» шлифовальные головки в обмен на их изношенные узлы.
Тестирование помола
MPE полностью оборудована для тестирования вашего продукта, чтобы определить наилучшую конфигурацию кофемолки, соответствующую вашим спецификациям.
Подробнее об испытании на помол
Избранные статьи
18 ноября 2022 г.
Crack-U-Lator™ обеспечивает самый высокий выход и самое узкое распределение частиц из возможных доступная технология сокращения. Crack-U-Lators обеспечивают более узкое распределение частиц по размерам, что приводит к меньшему количеству отходов продукта, более высоким выходам и увеличению прибыли. Каждая машина может быть адаптирована к конкретным потребностям применения, превышающим санитарные требования для пищевой, химической, фармацевтической и горнодобывающей промышленности.
Свяжитесь со своим
Просмотреть все статьи о продуктах питания, химикатах и минералах
26 октября 2022 г.
Almond Conference 2022
Присоединяйтесь к MPE на конференции Almond в Сакраменто, Калифорния, чтобы узнать о Chain-Vey, нашем трубчатом скребковом конвейере и нашем подразделении Process Systems. для всех ваших потребностей в транспортировке миндаля и проектировании систем. Независимо от того, какой вид миндаля вы перерабатываете: очищенный от скорлупы, очищенный от скорлупы, обжаренный в сухом виде или даже миндальный порошок или муку, Chain-Vey входит в число
Просмотреть все продукты питания, химикаты и минералы
6 октября 2022 г.
MPE объявляет о новой технологии энергосбережения Green Knight
ЧИКАГО, Иллинойс — MPE, мировой лидер в области оборудования для точного помола и транспортировки кофе, объявляет о новой линейке передовых энергосберегающих инноваций под названием Green Knight Технология снижения энергопотребления (ERT) для промышленных измельчителей MPE и трубчатых скребковых конвейеров Chain-Vey®.
Поврежденные или дефектные товары | Политика возврата покупок в магазине | Гарантия на продукт
RadioShack.com Политика онлайн-возврата
Из-за COVID-19 время обработки возвратов может занять больше времени, чем обычно. Подождите от 14 до 21 дня, прежде чем обращаться в службу поддержки клиентов по поводу статуса вашего возврата. Спасибо за терпеливость.
На RadioShack.com мы хотим, чтобы вы были полностью удовлетворены каждым приобретенным товаром. Если вы не удовлетворены своей покупкой на RadioShack.com, вы можете вернуть большинство товаров в течение 30 дней с полным возмещением стоимости покупки за вычетом стоимости доставки, обработки или других дополнительных расходов. См. раздел «Исключения» для продуктов, на которые не распространяется наша политика возврата.
ВАЖНО: За некоторыми исключениями возврат средств осуществляется в виде кредита в интернет-магазине, который можно использовать на RadioShack. com. RadioShack не возмещает стоимость доставки. За некоторыми исключениями, мы не предоставляем предоплаченные этикетки для возврата; вы несете ответственность за покрытие любых расходов по доставке, чтобы вернуть ваш товар (ы).
Обязательно отправьте товар(ы) обратно в полном соответствии с нашей Политикой онлайн-возврата:
Товар должен быть отправлен обратно в течение 30 дней с даты доставки.
Предметы должны быть неиспользованными и находиться в состоянии как новые.
Все товары должны быть возвращены в оригинальной упаковке, со всеми включенными аксессуарами и документами.
За возвраты, отправленные обратно на наш склад без разрешения на возврат, полученного через наш Центр возврата или путем обращения в нашу службу поддержки клиентов, будет взиматься плата за ручную обработку в размере 10 долларов США.
Исключения: RadioShack.com не принимает возврат определенных товаров. Товары, не подлежащие возврату, отмечаются онлайн. К невозвратным товарам относятся:
Товары, которые были перепроданы или изменены (или помечены) для перепродажи, не принимаются.
Открытое программное обеспечение или наборы.
Электронные носители, не имеющие дефектов (например, флэш-накопители USB и карты памяти).
Средства личной гигиены (такие как маски для лица, щитки для лица).
Товары, перечисленные как окончательная продажа или не подлежащие возврату.
Товары, приобретенные не на RadioShack.com.
Внутренний возврат (США)
Чтобы вернуть или обменять ваши товары:
Начните с посещения нашего центра возврата по адресу radioshack.com/returns и введите адрес электронной почты, указанный при размещении заказа.
Ваш запрос на возврат вашего товара должен быть в течение 30 дней с даты доставки или иным образом в рамках нашей Политики возврата.
За некоторыми исключениями мы не предоставляем предоплаченные этикетки для возврата; вы несете ответственность за покрытие расходов на обратную доставку. Стоимость этикетки для обратной доставки будет вычтена из суммы возврата.
Вы получите электронное письмо с инструкциями по возврату. Выберите «Начать возврат» и выберите товары, которые вы хотите вернуть. Следуйте инструкциям, чтобы напечатать этикетку для возврата.
Пожалуйста, используйте выданную транспортную этикетку, чтобы обеспечить надлежащую обработку вашего возврата. Сохраните номер отслеживания возврата возвращаемой посылки, чтобы убедиться, что посылка будет возвращена на наш склад.
Вы можете вернуть посылку в любое почтовое отделение США. Подтверждение по электронной почте будет отправлено вам после того, как ваш возврат будет получен и обработан нашим складом.
Международный возврат
Если вы решите вернуть свой товар (-ы), RadioShack не предоставляет предоплаченные этикетки для возврата, и вы будете нести ответственность за покрытие расходов по доставке. Кроме того, клиенты за пределами США не смогут использовать наш онлайн-центр возврата. Вместо этого, пожалуйста, следуйте приведенным ниже инструкциям, чтобы вернуть товар в соответствии с нашей Политикой онлайн-возврата.
Чтобы вернуть товар по почте, свяжитесь с нашей службой поддержки клиентов по адресу [email protected]. Мы предоставим вам этикетку для возврата, которую вы можете отнести к любому из ваших местных перевозчиков. Отправьте возвращаемые товары в наш отдел возврата по адресу, указанному ниже:
Если вы получили поврежденный или дефектный товар от RadioShack.com, немедленно свяжитесь с представителем службы поддержки.
● Пожалуйста, сообщите представителю номер вашего заказа, номер позиции и номер для отслеживания из исходного электронного письма с подтверждением. Представителю также потребуется ваш адрес электронной почты и номер телефона.
● RadioShack.com приложит все разумные усилия, чтобы помочь вам с возвращением.
● Дефектный элемент может быть заменен в течение 30 дней с даты покупки в соответствии с нашей Гарантийной политикой или в течение гарантийного срока производителя, в зависимости от того, что дольше. Обратитесь за помощью к представителю отдела обслуживания клиентов.
● По возможности предоставьте фотографии повреждения или дефекта, чтобы ускорить помощь.
● Поврежденные или неисправные элементы будут заменены, если таковые имеются, или будет выдан кредит магазина RadioShack.com.
Утерянные в пути предметы
Если ваш номер для отслеживания показывает, что заказ был доставлен, но вы так и не получили его от RadioShack.com, немедленно свяжитесь с представителем службы поддержки клиентов.
● Свяжитесь с перевозчиком и подайте претензию в отношении утерянных в пути предметов. Сообщите представителю номер вашего заказа, номер товара, номер для отслеживания из исходного электронного письма с подтверждением и номер претензии. Представителю также потребуется ваш адрес электронной почты и номер телефона. ● RadioShack.com приложит все разумные усилия, чтобы помочь вам с заменой, если таковая имеется, или будет выдан кредит магазина.
Отмена заказа
Мы стремимся к тому, чтобы все заказы комплектовались, упаковывались и отправлялись как можно быстрее, потому что мы знаем, что вам не терпится получить их! Имея это в виду, как только ваш заказ будет размещен, мы не сможем отменить ваш заказ. Пожалуйста, ознакомьтесь с политикой возврата для получения дополнительной информации, если возврат все еще необходим.
Политика возврата покупок в магазине
Магазины RadioShack находятся в независимом владении и управлении и могут различаться в зависимости от местоположения. Обратитесь в местный магазин за копией их политики возврата. RadioShack.com не может осуществлять возврат товаров, приобретенных в магазинах RadioShack.
Гарантия на продукцию
Нажмите здесь , чтобы ознакомиться с Условиями использования для всех штатов.
На многие товары, продаваемые на RadioShack.com, распространяется гарантия производителя. Информацию о применимой гарантии обычно можно найти внутри коробки или упаковки. Для получения дополнительной информации о гарантии производителя на конкретный продукт обращайтесь непосредственно к производителю.
На наши продукты под собственной торговой маркой RadioShack предоставляется 90-дневная или 1-летняя гарантия, в зависимости от продукта. Вы можете прочитать условия этих ограниченных гарантий ниже.
Условия гарантии
За исключением Калифорнии, RadioShack не дает никаких дополнительных гарантий, явных или подразумеваемых, для любого продукта, произведенного стороной, отличной от RadioShack.
ЗА ИСКЛЮЧЕНИЕМ СЛУЧАЕВ, ЗАПРЕЩЕННЫХ ЗАКОНОМ, ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ СПЕЦИАЛЬНО ОТКАЗЫВАЮТСЯ: (1) ДЛЯ ВСЕХ ПРОДАЖ «КАК ЕСТЬ»; И (2) ПОСЛЕ НАЧАЛА: [A] Истечения срока действия ЛЮБОЙ ПРИМЕНИМОЙ ЯВНОЙ ГАРАНТИИ ИЛИ [B] 90 ДНЕЙ С ДАТЫ ПРИОБРЕТЕНИЯ.
RadioShack не несет ответственности за какие-либо убытки или ущерб (включая косвенные, специальные, случайные или косвенные убытки), вызванные прямо или косвенно продуктами, перечисленными в этом чеке. В некоторых штатах не допускаются ограничения подразумеваемых гарантий (таких как гарантии товарного состояния или пригодности для определенной цели) или исключение случайных или косвенных убытков, поэтому приведенные выше ограничения или исключения могут не применяться к вам. Кроме того, у вас могут быть другие права, которые варьируются от штата к штату.
РадиоШак.
Продукты, которые мы продаем, не разрешены для использования в качестве важнейших компонентов имплантируемых человеку устройств или устройств или систем жизнеобеспечения. Критический компонент — это любой компонент имплантируемого человеку устройства, устройства или системы жизнеобеспечения, отказ которого может привести к отказу имплантата, устройства или системы жизнеобеспечения или повлиять на их безопасность или эффективность.
На многие другие продукты, предлагаемые на этом веб-сайте, распространяется гарантия производителя. Копия конкретной гарантии, если таковая предлагается гарантом, будет доступна для проверки перед продажей по специальному запросу по нашему каталожному номеру.
Мы поставляем множество продуктов, которые соответствуют военным спецификациям, представленным производителем. Мы не отслеживаем эти продукты; поэтому мы поставляем их только как коммерческие детали.
Информация для международных клиентов или клиентов, путешествующих за границу: продукты, приобретенные на сайте RadioShack.com или в наших торговых точках в США, не могут быть возвращены для гарантийного обслуживания ни в одном из наших международных офисов.
90-дневная ограниченная гарантия
RadioShack Online OpCo LLC (далее «RadioShack») гарантирует отсутствие дефектов материалов и изготовления данного продукта при нормальном использовании первоначальным покупателем в течение девяноста (90) дней после даты покупки в магазине, принадлежащем RadioShack, RadioShack. com , либо авторизованным франчайзи или дилером RadioShack. RADIOSHACK НЕ ПРЕДОСТАВЛЯЕТ ДРУГИХ ЯВНЫХ ГАРАНТИЙ.
Настоящая гарантия не распространяется на: (a) повреждение или неисправность, вызванные или связанные с неправильным использованием, неправильным использованием, несоблюдением инструкций, неправильной установкой или обслуживанием, модификацией, аварией, стихийными бедствиями (например, наводнением или молнией) или чрезмерным напряжением. или текущий; (b) ненадлежащий или неправильно выполненный ремонт лицами, не являющимися авторизованным сервисным центром RadioShack; (c) расходные материалы, такие как предохранители или батареи; (d) обычный износ или косметическое повреждение; (e) транспортные, транспортные или страховые расходы; (f) расходы на демонтаж, установку, настройку, регулировку или переустановку продукта; и (g) требования лиц, не являющихся первоначальным покупателем.
В случае возникновения проблемы, на которую распространяется настоящая гарантия, отнесите продукт и товарный чек RadioShack в качестве подтверждения даты покупки в место первоначальной покупки или посетите сайт www. radioshack.com/warranty. RadioShack по своему усмотрению, если иное не предусмотрено законом, (а) заменит продукт таким же или сопоставимым продуктом или (б) возместит стоимость покупки. Все замененные продукты, а также продукты, за которые произведен возврат средств, становятся собственностью RadioShack.
RADIOSHACK ЯВНО ОТКАЗЫВАЕТСЯ ОТ ВСЕХ ГАРАНТИЙ И УСЛОВИЙ, НЕ УКАЗАННЫХ В ДАННОЙ ОГРАНИЧЕННОЙ ГАРАНТИИ. ЛЮБЫЕ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ, КОТОРЫЕ МОГУТ ПРЕДОСТАВЛЯТЬСЯ ЗАКОНОМ, ВКЛЮЧАЯ ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И, ЕСЛИ ПРИМЕНИМО, ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ, ИСТЕКАЮТ ПО ИСТЕЧЕНИИ ЗАЯВЛЕННОГО ГАРАНТИЙНОГО ПЕРИОДА.
ЗА ИСКЛЮЧЕНИЕМ ОПИСАННОГО ВЫШЕ, КОМПАНИЯ RADIOSHACK НЕ НЕСЕТ НИКАКОЙ ОТВЕТСТВЕННОСТИ ПЕРЕД ПОКУПАТЕЛЕМ ПРОДУКТА ИЛИ ЛЮБЫМИ ДРУГИМИ ЛИЦАМИ ИЛИ ОРГАНИЗАЦИЯМИ В ОТНОШЕНИИ КАКОЙ-ЛИБО ОТВЕТСТВЕННОСТИ, ПОТЕРИ ИЛИ УЩЕРБА, ВЫЗВАННЫХ ПРЯМО ИЛИ КОСВЕННО ИЗ-ЗА ИСПОЛЬЗОВАНИЯ ИЛИ РАБОТЫ ПРОДУКТА ИЛИ ВОЗНИКШЕГО НАРУШЕНИЕ НАСТОЯЩЕЙ ГАРАНТИИ, ВКЛЮЧАЯ, НО НЕ ОГРАНИЧИВАЯСЬ, ЛЮБЫЕ УЩЕРБЫ, СВЯЗАННЫЕ С НЕУДОБСТВАМИ И ЛЮБОЙ ПОТЕРЕЙ ВРЕМЕНИ, ДАННЫХ, ИМУЩЕСТВА, ДОХОДА ИЛИ ПРИБЫЛИ, А ТАКЖЕ ЛЮБЫЕ КОСВЕННЫЕ, ОСОБЫЕ, СЛУЧАЙНЫЕ ИЛИ ПОСЛЕДУЮЩИЕ УБЫТКИ, ДАЖЕ ЕСЛИ RADIOSHACK БЫЛ ПРЕДУПРЕЖДЕН ВОЗМОЖНОСТЬ ТАКИХ ПОВРЕЖДЕНИЙ.
В некоторых штатах не допускаются ограничения срока действия подразумеваемой гарантии или исключения или ограничения случайных или косвенных убытков, поэтому вышеуказанные ограничения или исключения могут не применяться к вам. Эта гарантия дает вам определенные юридические права, и вы также можете иметь другие права, которые различаются в зависимости от штата.
RadioShack Online OpCo LLC (далее «RadioShack») гарантирует отсутствие дефектов материалов и изготовления данного продукта при нормальном использовании первоначальным покупателем в течение одного (1) года после даты покупки в магазине, принадлежащем RadioShack, RadioShack.com , либо авторизованным франчайзи или дилером RadioShack. RADIOSHACK НЕ ПРЕДОСТАВЛЯЕТ ДРУГИХ ЯВНЫХ ГАРАНТИЙ.
Настоящая гарантия не распространяется на: (a) повреждение или неисправность, вызванные или связанные с неправильным использованием, неправильным использованием, несоблюдением инструкций, неправильной установкой или обслуживанием, модификацией, аварией, стихийными бедствиями (например, наводнением или молнией) или чрезмерным напряжением. или текущий; (b) ненадлежащий или неправильно выполненный ремонт лицами, не являющимися авторизованным сервисным центром RadioShack; (c) расходные материалы, такие как предохранители или батареи; (d) обычный износ или косметическое повреждение; (e) транспортные, транспортные или страховые расходы; (f) расходы на демонтаж, установку, настройку, регулировку или переустановку продукта; и (g) требования лиц, не являющихся первоначальным покупателем.
В случае возникновения проблемы, на которую распространяется настоящая гарантия, отнесите продукт и товарный чек RadioShack в качестве подтверждения даты покупки в место первоначальной покупки или посетите сайт www. radioshack.com/warranty. RadioShack по своему усмотрению, если иное не предусмотрено законом, (а) заменит продукт таким же или сопоставимым продуктом или (б) возместит стоимость покупки. Все замененные продукты, а также продукты, за которые произведен возврат средств, становятся собственностью RadioShack.
RADIOSHACK ЯВНО ОТКАЗЫВАЕТСЯ ОТ ВСЕХ ГАРАНТИЙ И УСЛОВИЙ, НЕ УКАЗАННЫХ В ДАННОЙ ОГРАНИЧЕННОЙ ГАРАНТИИ. ЛЮБЫЕ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ, КОТОРЫЕ МОГУТ ПРЕДОСТАВЛЯТЬСЯ ЗАКОНОМ, ВКЛЮЧАЯ ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И, ЕСЛИ ПРИМЕНИМО, ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ, ИСТЕКАЮТ ПО ИСТЕЧЕНИИ ЗАЯВЛЕННОГО ГАРАНТИЙНОГО ПЕРИОДА.
ЗА ИСКЛЮЧЕНИЕМ ОПИСАННОГО ВЫШЕ, КОМПАНИЯ RADIOSHACK НЕ НЕСЕТ НИКАКОЙ ОТВЕТСТВЕННОСТИ ПЕРЕД ПОКУПАТЕЛЕМ ПРОДУКТА ИЛИ ЛЮБЫМИ ДРУГИМИ ЛИЦАМИ ИЛИ ОРГАНИЗАЦИЯМИ В ОТНОШЕНИИ КАКОЙ-ЛИБО ОТВЕТСТВЕННОСТИ, ПОТЕРИ ИЛИ УЩЕРБА, ВЫЗВАННЫХ ПРЯМО ИЛИ КОСВЕННО ИЗ-ЗА ИСПОЛЬЗОВАНИЯ ИЛИ РАБОТЫ ПРОДУКТА ИЛИ ВОЗНИКШЕГО НАРУШЕНИЕ НАСТОЯЩЕЙ ГАРАНТИИ, ВКЛЮЧАЯ, НО НЕ ОГРАНИЧИВАЯСЬ, ЛЮБЫЕ УЩЕРБЫ, СВЯЗАННЫЕ С НЕУДОБСТВАМИ И ЛЮБОЙ ПОТЕРЕЙ ВРЕМЕНИ, ДАННЫХ, ИМУЩЕСТВА, ДОХОДА ИЛИ ПРИБЫЛИ, А ТАКЖЕ ЛЮБЫЕ КОСВЕННЫЕ, ОСОБЫЕ, СЛУЧАЙНЫЕ ИЛИ ПОСЛЕДУЮЩИЕ УБЫТКИ, ДАЖЕ ЕСЛИ RADIOSHACK БЫЛ ПРЕДУПРЕЖДЕН ВОЗМОЖНОСТЬ ТАКИХ ПОВРЕЖДЕНИЙ.
В некоторых штатах не допускаются ограничения срока действия подразумеваемой гарантии или исключения или ограничения случайных или косвенных убытков, поэтому вышеуказанные ограничения или исключения могут не применяться к вам. Эта гарантия дает вам определенные юридические права, и вы также можете иметь другие права, которые различаются в зависимости от штата.
Eaton ABC Series Быстродействующий предохранитель 3 А, 250 В переменного тока, 125 В постоянного тока, 32 В переменного тока (s
Основной контент начинается здесь
Eaton
Производитель: Eaton Bussmann
№ производителя: ABC-3-R
UPC: 051712646246
Артикул №: 148927
Eaton Bussmann
MFR #: ABC-3-R
UPC: 051712646246
Артикул #: 148927
Наличие
Местоположение
В наличии Кол-во
В наличии
90
3,40 доллара США
2,36 доллара США каждый
Описание
Быстродействующий плавкий предохранитель с керамической трубкой 1/4 x 1-1/4 дюйма, разработанный в соответствии с UL 248-14 для защиты электронных цепей от перегрузки по току. Установите в держатель предохранителя, блок или зажим плавкого предохранителя серии Bussmann или приобретите доступные осевые выводы для сквозной установки. Быстродействующие предохранители Eaton ABC с керамической трубкой 1/4″ x 1-1/4″ разработаны с более высокими номиналами отключения и напряжения согласно UL 248-14 для защиты электронных цепей от перегрузки по току. Это предохранитель, соответствующий требованиям RoHS. Заказывайте предохранители в виде патронов и устанавливайте их в держатель предохранителей, блок или зажим плавких предохранителей серии Bussmann или приобретайте с доступными осевыми выводами для сквозной установки.
Технические характеристики
Каталожный номер
АВС-3-Р
Производитель
Итон Буссманн
Марка
Итон
Суббренд
Буссманн серии
Страна происхождения
Китай
Сделано в США
№
Номинальная сила тока
3
Применение
Индивидуальные объекты и фабрики — Объект: системы безопасности
Одним из наиболее широко используемых гидроинструментов является гидроголовка.
Ножевая гидроголовка строгальная
Продольный разрез гидроголовки
Гидроголовка — это ножевая головка, которая имеет камеру для закачки в неё специальной жидкости (жировой смазки). Гидроголовка устанавливается на шпиндель станка, после чего в нее закачивается жидкость под давлением 300 атмосфер. При этом внутренняя полость гидроголовки расширяется, буксы обхватывают шпиндель станка, и ось инструмента совмещается с осью шпинделя станка.
Фрезы устанавливаются на шпиндель станка с помощью так называемых двухзажимных гидрооправок. Двухзажимная гидрооправка представляет собой оправку, имеющую внутри полость — камеру для закачки жидкости. На гидрооправку собираются фрезы и завинчиваются прижимной гайкой. Затем оправка устанавливается на шпиндель станка, в неё закачивается жидкость. При закачке жидкости внутренняя стенка оправки обхватывает шпиндель станка, а внешняя стенка оправки расширяется внутри посадочного отверстия фрез. Таким образом, ось фрез совмещается с осью шпинделя.
Совмещение оси инструмента с осью шпинделя
Закачка жидкости в гидроинструменты возможна только тогда, когда они полностью собраны и установлены на шпиндель станка. В противном случае высокое давление в камере инструмента может привести к его повреждению.
Станки, как танки, делятся на три класса: легкие, средние, тяжелые. Станок средней серии потяжелее, чем легкой, выполнен точнее и, как правило, имеет шпиндели диаметром 50 мм. Станок тяжёлой серии — это станок с массивной станиной, хорошо поглощающей вибрации, возникающие в процессе работы. Все детали такого станка выполнены с особо высокой точностью.
Как правило, такие станки не только имеют шпиндели диаметром 50 мм, они оснащены гидроопорами для горизонтальных шпинделей и специальными устройствами, позволяющими править инструмент непосредственно на станке. Эти устройства называются джойнтерами.
Джойнтер
Джойнтер ликвидирует погрешности заточки инструмента. С помощью этого приспособления можно не только ликвидировать погрешности заточки и дисбаланса инструмента, но также несколько раз перетачивать инструмент, не снимая его со станка, что крайне важно при высоких скоростях подачи заготовок.
При использовании гидроинструмента и станка средней или тяжёлой серии возможно, как было сказано выше, увеличить производительность станка. В этом случае величина fz eff равна подаче на зуб, т.е. на производительность станка начинает оказывать влияние количество ножей в ножевой головке (или количество зубьев у фрезы).
Станок средней серии, оснащённый гидроинструментом, способен работать на скорости 24 — 36 м/мин. На более высоких скоростях на качестве обрабатываемой поверхности начинают сказываться неизбежные неточности (допуски) изготовления и сборки шпиндельных узлов серийных станков и вибрация.
Тяжёлые станки могут работать со скоростями до 250 м/мин, но это уже тема отдельного разговора.
Kvarnstrands – уникальное качество инструментов для деревообработки
текст: Наталья Повольнова, фото: Kvarnstrands Verktyg AB
1768
Выставки
Kvarnstrands – это бренд ведущего производителя инструмента для деревообработки в Скандинавии. Специализируясь более 75 лет на производстве профильных, фуговальных и делительных фрез, фрез для сращивания и дисковых пил, Kvarnstrands удалось создать высококлассный инструмент по приемлемым ценам.
Компания Kvarnstrands Verktyg AB – семейный бизнес, ведущий свою историю с 1945 года. Деятельность предприятия началась с оказания услуг по заточке инструмента, позднее появились и производственные участки. Затем Kvarnstrands открыла свои представительства по продаже инструмента в Финляндии, Германии, Австрии, Северной Америке и России.
В русле многовековых традиций
В основе производственной философии Kvarnstrands лежат многовековые традиции деревообработки Швеции. В стране особое отношение к станкам и инструменту – все они заведомо должны быть очень высокого качества, рассчитаны на длительный срок эксплуатации, перерабатывать большие объемы древесины. Следование этим традициям и принципам позволило Kvarnstrands занять одно из передовых мест среди производителей деревообрабатывающего инструмента не только в Скандинавии, но и во всем мире.
Ножевые фуговальные гидроголовки Raptor, Celox Standard, в т.ч. облегченного исполнения (из алюминия), профильные Celox Multi, обеспечивающие идеально гладкую поверхность даже на сверхвысоких скоростях;
Заднезатылованные фрезы – цельные, SOLID (HL) (шведский патент 1898 г.), фрезы Patera Standard с напайными пластинами HSS или уникальные заднезатылованные фрезы Convex с напайными пластинами HSA, фрезы Rapax с напайными пластинами из твердого сплава, предназначенные для обработки профильных поверхностей и сохраняющие угловые параметры режущей кромки, а также высокую стабильность формы и размеров деталей в течение всего срока службы;
Фрезы для сращивания на мини-шип типа Viktor, подходящие для большинства автоматических линий сращивания – обеспечивают до 15% экономии клея;
Фрезы с поворотными ножами из твердого сплава марки Castor (стальной или облегченный корпус), рекомендуемые для предварительного фрезерования, а также для фрезерования ламелей перед склеиванием;
Среди выпускаемого инструмента можно найти фрезы уникальных размеров: максимальный диаметр 425 мм при максимальной длине 430 мм.
Kvarnstrands специализируется на производстве профильных, фуговальных и делительных фрез с максимальным диаметром до 425 мм, фрез для сращивания, а также строгальных гидроголовок диаметром до 4 мм и шириной 420 мм, в т.ч. строгальных головок Castor с поворотными ножами из твердого сплава. Главное достоинство компании – это изготовление высококачественного инструмента, способного работать при подаче материала до 1 200 м/мин. Инструмент для таких скоростных станков поставляется в Канаду на фирму Jilbert. Kvarnstrands обслуживает большинство скандинавских предприятий, где работают производительные продольно-фрезерные станки, в т.ч. WACO Hydromat 6 000 в Швеции, который обрабатывает детали со скоростью подачи 800 м/мин и строгальные станки Jilbert на скорости подачи 1 000 м/мин!
Инструмент Kvarnstrands отличается высококачественным материалом, оригинальной конструкцией и новейшей технологией заточки и динамической балансировки. Все эти особенности обеспечивают высокое качество и точность обработки плоских и профильных поверхностей, уникальную стойкость и практически неограниченную скорость.
На лидерских позициях
Лидерство Kvarnstrands подтверждают не только положительные отзывы пользователей, но и практические испытания инструмента. Так, заднезатылованные фрезы SOLID (HL) из сплава HL-N продемонстрировали увеличение на 30-40% стойкости к износу и возможность работы при высокой температуре, а острота режущей кромки инструмента в 10 раз превышает стандартные показатели. Фрезы из данного сплава имеют повышенную на 15% прочность к давлению и на 25% – к удару. Результаты исследований поразили специалистов: время работы новых фрез до заточки возросло более чем на 50%!
Kvarnstrands – это индивидуальный подход к запросам клиентов, небольшие сроки изготовления, стандартизированные цены на индивидуальные заказы. Примерно 75% продукции изготавливается предприятием в короткие сроки по индивидуальным заказам клиентов.Великолепное качество шведской инструментальной стали и твердых сплавов, высочайшая точность изготовления, отменная балансировка и ряд особенностей конструкции обеспечивают инструменту фирмы Kvarnstrands длительный срок службы и высокую эффективность применения. Весь инструмент производится только в Швеции, что само по себе является гарантией качества.
Фирма также поставляет автоматические заточные станки Kosmos для заточки ножей в ножевых головках и предлагает своим клиентам инновационные строгальные станки нового поколения от своего партнера – шведской фирмы WPM Sweden.
Эй, нужна помощь, товарищи «гидроголовы» 400 Вт л.с. 1 белая вдова 8 недель цветения
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Автор темы junmr2
Дата начала
юнмр2
Новый член
Эй, во-первых, спасибо за помощь заранее .. мне нужно знать, как я могу заставить мои почки набухнуть? а также близится день сбора урожая, должен ли я промывать только неделю или 2 недели? вот фотографии моей прекрасной дамы .. кстати я использую ———— и обычная часть Gh 3 вот картинка ..
Чем больше люди курят траву, тем больше падает Вавилон.
Поэт прерий
Активный член
Re: Эй, нужна помощь, товарищи «гидроголовы» 400 Вт л.с. 1 белая вдова 8 недель цветения
У вас есть около 250 ватт света… Я бы сказал, что вдвое больше, и вы увидите более крупные шишки.
Прерия
июньмр2
Новый член
Re: Эй, нужна помощь, товарищи «гидроголовы» 400 Вт л. с. 1 белая вдова 8 недель цветения
ПрериПоэт сказал:
У вас есть около 250 ватт света… Я бы сказал, удвойте его, и вы увидите более крупные шишки.
Прерия
Нажмите, чтобы развернуть…
у меня есть 400 Вт л.с. и 150 Вт л.с. там .. это больше, чем 250 Вт
Чем больше люди курят траву, тем больше падает Вавилон.
Поэт прерий
Активный член
Re: Привет, нужна помощь товарищи «гидроголовы» 400w л.с. 1 белая вдова 8 недель цветения
Извините, я был хм глуп и не прочитал тему достаточно хорошо.
MJGenius
Новый член
Re: Эй, нужна помощь, товарищи «гидроголовы» 400 Вт л. с. 1 белая вдова 8 недель цветения
Какие у вас темпы? Похоже, у вас хорошая вентиляция, так что это единственное, о чем я могу думать… И лично, лучшая дрянь, которую я когда-либо курил, была смыта за 2 недели. У него не было химического вкуса, и оно горело, как органическое, настоятельно рекомендуется.
Единственный способ освободить себя — это ваш разум
SnowBender
Новый член
Re: Эй, нужна помощь, товарищи «гидроголовы» 400 Вт л.с. 1 белая вдова 8 недель цветения
может быть, день сбора урожая еще не так близок, как вам хотелось бы верить в рекламе штамма.
Между прочим, 150+250 не соответствует той же интенсивности света, что и 400.
Горшок действительно действительно приводит к более твердым вещам… …Как выиграть Мировую серию.
Поздравляем чемпиона мира SF Giants!
юнмр2
Новый член
Re: Эй, нужна помощь, товарищи «гидроголовы» 400 Вт л.с. 1 белая вдова 8 недель цветения
MJGenius сказал:
Какие у тебя темпы? Похоже, у вас хорошая вентиляция, так что это единственное, о чем я могу думать… И лично, лучшая дрянь, которую я когда-либо курил, была смыта за 2 недели. У него не было химического вкуса, и оно горело, как органическое, настоятельно рекомендуется.
Нажмите, чтобы развернуть…
да, у меня есть хорошая вентиляция. В последнее время температура была низкой, так как я живу в Нью-Йорке, самая низкая и самая высокая температура составляет от 55 до 70 градусов по Фаренгейту, но в основном остается между 60 и 70 по Фаренгейту. Хотя я подумываю о промывке, так как я слышал, когда вы смывается, растение съедает себя, бутоны набухают, а листья отмирают быстрее, так как оно чувствует, что время уходит… есть ли в этом правда?
Чем больше люди курят траву, тем больше падает Вавилон.
юнмр2
Новый член
Re: Привет, нужна помощь, товарищи «гидроголовы» 400 Вт л.с. 1 белая вдова 8 недель цветения
SnowBender сказал:
может быть, день сбора урожая не так близок, как вам хотелось бы верить в рекламе штамма.
Между прочим, 150+250 не соответствует той же интенсивности света, что и 400.
Нажмите, чтобы развернуть…
Вы меня неправильно поняли, у меня 400 Вт л.с. ПЛЮС 150 Вт л.с. …
и штамм — белая вдова .. на сайте написано 9 недель, но я слышал, что это может занять до 10 недель .. у меня 8 неделя
Чем больше люди курят траву, тем больше падает Вавилон.
MJGenius
Новый член
Re: Эй, нужна помощь, товарищи «гидроголовы» 400 Вт л.с. 1 белая вдова 8 недель цветения
В этом определенно есть правда. Я слышал, что еще один хороший способ увеличить производство трихом — это выключать свет в течение последних 48 часов перед сбором урожая. Это заставляет самок думать, что наступила зима, и они выбрасывают весь свой прекрасный смолистый ТГК на все шишки. Я не пробовал, но лучший гровер, которого я знаю, дал мне этот совет, так что я планирую попробовать. У него всегда лучшее дерьмо, которое я когда-либо видел, так что оно уже доказало себя в моей книге.
Единственный способ освободить себя — это ваш разум
SnowBender
Новый член
Re: Привет, нужна помощь, товарищи «гидроголовы» 400 Вт л. с. 1 белая вдова 8 недель цветения
мое каменное недоразумение.
Я полагаю, что многие семеноводческие компании начинают отсчет недель после появления настоящих цветов, а не с того момента, когда они переворачиваются на 12/12.
Горшок на самом деле ведет к более сложным вещам… …например, к победе в Мировой серии.
Поздравляем чемпиона мира SF Giants!
Двордог35
Победитель конкурса «Завод месяца» — декабрь 2011 г.
Re: Привет, нужна помощь, товарищи «гидроголовы» 400 Вт л.с. 1 белая вдова 8 недель цветения
Несколько полезных советов выше. 48-72 часа темноты действительно помогают развитию трихом в конце. Промывка зависит от вас, некоторые делают, некоторые нет. Лично я бы за последние 2 недели. Температура у вас конечно низковата, 55* ночью холодно для девушки.
Если вы зайдете на You Tube и наберете White Widow, там есть отличный видеоролик от компании Green House Seed, выращивающей там White Widow. Пусть это идет в течение 65 дней перед резкой.
Удачи!
Брайнс
Новый член
Re: Привет, нужна помощь, товарищи «гидроголовы» 400 Вт л.с. 1 белая вдова 8 недель цветения
Мой любимый на все времена добавить табл. ложка патоки на галлон. воды через раз. бр
Nemo enim ipsam voluptatem quia voluptas sit aspernatur aut odit aut fugit, sed
июньмр2
Новый член
Re: Эй, нужна помощь, товарищи «гидроголовы» 400 Вт л.с. 1 белая вдова 8 недель цветения
Брайнс сказал:
Моя самая любимая функция добавления табл. ложка патоки на галлон. воды через раз. бр
Нажмите, чтобы развернуть…
где взять эту патоку?
Чем больше люди курят траву, тем больше падает Вавилон.
Брайнс
Новый член
Re: Эй, нужна помощь, товарищи «гидроголовы» 400 Вт л.с. 1 белая вдова 8 недель цветения в
почти в любом продовольственном магазине. бр
Nemo enim ipsam voluptatem quia voluptas sit aspernatur aut odit aut fugit, sed
Рейсфан
Известный член
Re: Эй, нужна помощь, товарищи «гидроголовы» 400 Вт л.с. 1 белая вдова 8 недель цветения
junmr2 сказал:
Вы меня неправильно поняли, у меня 400 Вт л. с. ПЛЮС 150 Вт л.с. …
, а штамм — белая вдова .. на веб-сайте указано 9 недель, но я слышал, что это может занять до 10 недель .. я нахожусь на номере недели 8
Нажмите, чтобы развернуть…
Иногда белая вдова не даст вам всех указаний по цвету волос для сбора урожая, как другие сорта. Единственный способ правильно собрать урожай — по цвету трича. Читайте ниже…. 420 Магазин ®
420 Magazine-Grow Поддержка Как выращивать каннабис Посетите наших спонсоров Руководство по публикации Поддержка 420 Magazine Как разместить и изменить размер фотографий
Двордог35
Победитель конкурса «Завод месяца» — декабрь 2011 г.
Re: Эй, нужна помощь, товарищи «гидроголовы» 400 Вт л.с. 1 белая вдова 8 недель цветения
Брайнс сказал:
Моя самая любимая функция добавления табл. ложка патоки на галлон. воды через раз. бр
Нажмите, чтобы развернуть…
Патока хороша, но… на мой взгляд и из того, что я читал. Вы должны выбрать что-то вроде Bud Candy от Advanced. GH тоже делает что-то подобное. Причина в том, что патока имеет тенденцию теряться в гидроэнергетике. С почвой он впитывается и доступен для поглощения растением.
Гонщик сказал:
Иногда белая вдова не дает всех указаний на цвет волос для сбора урожая, как другие сорта. Единственный способ правильно собрать урожай — по цвету трича. Читайте ниже…. 420 Журнал ®
Нажмите, чтобы развернуть…
Отлично читается Рейсфан! Спасибо за вашу помощь здесь
Брайнс
Новый член
Re: Эй, нужна помощь, ребята, «гидроголовы» 400 Вт л. с. 1 белая вдова 8 недель цветения
«GH тоже делает что-то подобное» да, это то, что я использую, это называется флорнектор, но это 15% патоки. 15 сахаров и 5 солодовых сиропов. , поэтому, не зная, где он и что он может достать, я попытался упростить задачу. бр
Nemo enim ipsam voluptatem quia voluptas sit aspernatur aut odit aut fugit, sed
Брайнс
Новый член
Re: Привет, нужна помощь товарищи «гидроголовы» 400w hps 1 белая вдова 8 недель цветения
Mix i tbl. ложка в 3 гл бл. с помощью шланга добавьте воду, если вы хорошо смешаете его с водой, а затем добавите, он работает нормально. ЕСЛИ вы сбрасываете его в водоем. вы сделаете смоляные шарики, которые забьют ваши насосы, это относится к конфетам bud, sweet, flornectoe и т. д. br
Nemo enim ipsam voluptatem quia voluptas sit aspernatur aut odit aut fugit, sed
Нужны знания, пожалуйста
Mari ju ana
Глубоководная культура — DWC
Ответы
15
просмотров
929
Мари ю ана
Линии для смешивания пищевых продуктов
Gangadodoctor
Глубоководная культура — DWC
Ответы
5
просмотров
2К
бандодоктор
Вопрос о графике созревания и смывания при использовании GH: 8 недель в цветке
Раздавливание чашки — это один из показателей жесткости листов, который связан с восприятием потребителем мягкости в руке или ощущением руки. Этот тест обычно проводят на детских салфетках и салфетках для личной гигиены, салфетках для ванн и лица, а также бумажных полотенцах. В целом, потребители предпочитают продукты, которые кажутся более мягкими при прикосновении к ним, в то время как все остальные характеристики воспринимаются практически такими же. Испытание гидростатического напора (или гидростатического напора) измеряет проницаемость ткани для воды под давлением. Чем выше показания давления в конце испытания, тем ниже проницаемость материалов. Этот тест обычно используется для тканей, используемых для изготовления защитной одежды, домашней одежды, геотканей, наружных покрытий одноразовых потребительских товаров, нетканых материалов и других влагонепроницаемых материалов.
Смываемость
В этом видеоролике показаны основные этапы испытаний INDA/EDANA на аэробное и анаэробное биорасщепление. Это 2 из 7 тестов, которые должны пройти влажные салфетки или продукты для салфеток, чтобы получить маркировку «смываемые» на основе методов испытаний на смываемость INDA. Это добровольный отраслевой стандарт, установленный Ассоциацией производителей нетканых материалов (INDA). Цель этого испытания — продемонстрировать, что продукт «распадется» или распадется в присутствии сточных вод или шлама. В этом видеоролике представлен обзор испытаний дренажной линии INDA/EDANA на промываемость. Это 1 из 7 тестов, которые должны пройти влажные салфетки или салфетки, чтобы получить маркировку «смываемые» на основе методов испытаний на смываемость INDA. Это добровольный отраслевой стандарт, установленный Ассоциацией производителей нетканых материалов (INDA). Целью этого испытания является демонстрация того, что продукт проходит через обычные бытовые канализационные сети.
В этом видеоролике представлен обзор теста INDA/EDANA на смывную способность бытового отстойника. Это 1 из 7 тестов, которые должны пройти влажные салфетки или салфетки, чтобы получить маркировку «смываемые» на основе методов испытаний на смываемость INDA. Это добровольный отраслевой стандарт, установленный Ассоциацией производителей нетканых материалов (INDA). Целью этого испытания является демонстрация того, что продукт не засорит бытовую систему отстойников.
Тест Slosh Box — это 1 из 7 тестов, которые должны пройти влажные салфетки или салфетки, чтобы получить маркировку «смываемые» в соответствии с Руководством 4 Ассоциации производителей нетканых материалов (INDA) по методам испытаний на смываемость. Это отраслевой добровольный стандарт, выпущенный INDA. Группа International Water Services Flushability Group (IWSFG) предложила альтернативный метод. Это видео представляет собой обзорное сравнение двух методов. Целью этого испытания является демонстрация того, что продукт будет рассеиваться (начинать распадаться) в канализационной системе до того, как попадет на станцию очистки сточных вод. В этом видеоролике представлен обзор испытаний муниципальных насосов INDA/EDANA на возможность промывки. Это 1 из 7 тестов, которые должны пройти влажные салфетки или салфетки, чтобы получить маркировку «смываемые» на основе методов испытаний на смываемость INDA. Это добровольный отраслевой стандарт, установленный Ассоциацией производителей нетканых материалов (INDA). Целью данного испытания является демонстрация того, что продукт не забивает муниципальные насосы в системе транспортировки и очистки сточных вод. Это видео представляет собой обзор испытания отстойной колонны INDA/EDANA на промываемость. Это 1 из 7 тестов, которые должны пройти влажные салфетки или салфетки, чтобы получить маркировку «смываемые» на основе методов испытаний на смываемость INDA. Это добровольный отраслевой стандарт, установленный Ассоциацией производителей нетканых материалов (INDA). Целью этого испытания является демонстрация того, что продукт тонет, а не всплывает в отстойниках очистных сооружений. В этом видеоролике представлен обзор теста INDA/EDANA на смывную емкость для смачивания. Это 1 из 7 тестов, которые должны пройти влажные салфетки или салфетки, чтобы получить маркировку «смываемые» на основе методов испытаний на смываемость INDA. Это добровольный отраслевой стандарт, установленный Ассоциацией производителей нетканых материалов (INDA). Целью данного испытания является демонстрация того, что продукт начнет разлагаться в канализационной системе еще до того, как попадет на станцию очистки сточных вод.
Лаборатория прототипов
В этом видеоролике демонстрируется модификация одноразовых потребительских товаров. Одноразовые потребительские товары, такие как детские подгузники и женские прокладки, могут быть созданы или модифицированы для проверки влияния альтернативных компонентов на эффективность продукта путем тестирования на стенде и/или на манекене с использованием стандартизированных протоколов испытаний. Протоколы испытаний могут быть изменены в соответствии с требованиями заказчика.
Манекен
Испытание нетканых материалов
В этом видео показана одна версия испытания на разрыв (трапецеидальный) на разрыв, в частности ASTM D5733. Этот тест используется для оценки силы, необходимой для распространения разрыва после его образования. В этом видео представлен обзор ASTM F1670, «Стойкость материалов, используемых в защитной одежде, к проникновению синтетической крови» (также известное как «Проникновение крови» или «Испытание ручкой крови»).
Муниципальное бюджетное общеобразовательное учреждение
средняя общеобразовательная школа № 9
Проект по информатике
Тема: «Использование технологий 3D — моделирования»
Подготовил: ученик 9 класса «А»
Долматов Константин Александрович
Руководитель проекта:
Стрельникова Людмила Сергеевна
Воронеж
2018-2019 учебный год
Оглавление
Введение…………………………………………………………………………………….……3
Глава1. Теоретическая часть
Разновидности 3D моделирования……………………………………………..………..4-5
1.2. Моделирование при помощи 3D принтера………………………………………………5-7
1.3. Моделирование при помощи 3D ручки…………………………………………….……7-8
Глава 2. Практическая часть
2. 1. Сравнительная характеристика использования 3D – технологий……………………….9
2.2. Создание 3D модели при помощи 3D ручки……………………………………..…..10-11
Заключение………………………………………………………………..……….……………12
Список литературы…………………………………………………………………………..…13
Введение
«Теоретически для построения наилучшей модели требуется, чтобы все необходимые компоненты поступили на рассмотрение одновременно». Эдвард де Боно
Эти слова принадлежат Британскому психологу и автору 12 книг. Я согласен с его мнением, так как полный взгляд на ситуацию позволяет работать, отталкиваясь сразу от всех частей информации.
Моделирование в информатике – это составление образа какого-либо реально существующего объекта, который отражает все существенные признаки и свойства.
3D-технологии создания объектов можно использовать практически повсеместно. Вы можете создать расческу, ложку, подставку и т. д. Значительно ускорить строительство и сделать его более доступным и безопасным. С развитием трёхмерных технологий, стало возможно создание большинства частей человеческого тела. Но чаще они используются в стоматологии.
Тема данной проектной работы «Использование технологий 3D-моделирования» была выбрана мной потому что, я считаю её актуальной и хочу поведать вам о технологии за которой, на мой взгляд, стоит будущее в свете многообразия её использования.
Цель: Создание модели самолета, с использованием 3D-ручки.
Задачи:
1. Изучить особенности использования 3D — технологий.
2. Сравнить технологию создания моделей с использованием 3D — ручки и 3D-принтера.
3. Научиться создавать модели с использованием 3D — ручки.
4. Создать модель самолёта с использованием 3D – ручки.
Проблема исследовательской работы: Моделирование является современным этапом развития технологий, но при этом мало кто использует эту технологии, из – за её дороговизны и сложности в использовании.
Глава1. Теоретическая часть
Разновидности 3D моделирования
Существует три вида 3D-моделирования:
каркасное моделирование;
поверхностное моделирование;
твердотельное моделирование.
Первый из них, наиболее простой – это каркасное моделирование. Модели, получаемые при создании этого типа, будут называться каркасными. Состоят они из линий, дуг, сегментов и полигонов. Изображения такого типа не передают полную информацию об объекте, зато с их помощью можно изучить его устройство и функциональность.
Рис.1 пример каркасного моделирования
Главным преимуществом каркасного моделирования является то, что на хранение трехмерных моделей, созданных этим способом, не требуется много оперативной памяти компьютера. Чаще всего каркасная визуализация применяется в специализированных программах для построения предполагаемой траектории движения устройства или инструмента.
Второй вид 3D-моделирования – это поверхностное моделирование.
Рис.2 пример поверхностного моделирования
В отличие от каркасного, здесь имеются не только сегменты, линии, дуги и полигоны, но и поверхности, образующие контур отображаемого объекта.
Последний, самый точный тип 3D-моделирования, называется «твердотельное моделирование». В результате его использования можно получить настоящий образец готового объекта, который передает все данные о нем.
Рис.3 пример твердотельного моделирования
Модель, созданная благодаря этому способу визуального воспроизведения, содержат текстуру. Хотя такие модели занимают наибольший объем памяти компьютера по сравнению с остальными, но они полностью описывает готовый объект.
Моделирование при помощи 3D-принтера
3D-принтер — станок с числовым программным управлением, использующий метод послойного создания детали. 3D печать является разновидностью аддитивного производства и обычно относится к инструментам быстрого прототипирования.
Также применяются различные технологии позиционирования печатающей головки:
Декартова, когда в конструкции используются три взаимно-перпендикулярные направляющие, вдоль каждой из которых двигается либо печатающая головка, либо основание модели.
При помощи трёх параллелограммов, когда три радиально-симметрично расположенных двигателя согласованно смещают основания трёх параллелограммов, прикреплённых к печатающей головке .
Автономная, когда печатающая головка размещена на собственном шасси, и эта конструкция передвигается целиком за счёт какого-либо движителя, приводящего шасси в движение.
3D-принтер с вращающимся столиком — использование на одной (или нескольких) осях вращения вместо линейного передвижения.
Ручная, когда печатающая головка выполнена в виде ручки/карандаша, и пользователь сам подносит её в то место пространства, куда считает нужным добавить выделяемый из наконечника быстро затвердевающий материал. Назван такой прибор «3D-ручка», и к 3D-принтерам может быть отнесён с известной натяжкой. Существуют варианты с использованием термополимера, застывающего при охлаждении, и с использованием фотополимера, отверждаемого ультрафиолетом.
Рис.4 3D-принтер
Рис.5 пример модели созданной на 3D-принтере
Слайсер – программа для перевода 3D модели в управляющий код для 3D принтера.
Модель режется (слайстися) по слоям. Каждый слой состоит из периметра и/или заливки.
Рис. 6 пример части модели “разрезанной” при помощи слайсинга
Модель может иметь разный процент заполнения заливкой, также заливки может и не быть (пустотелая модель).
На каждом слое происходят перемещения по осям XY с нанесением расплава пластика. После печати одного слоя происходит перемещение по оси Z на слой выше, печатается следующий слой и так далее.
Моделирование при помощи 3D-ручки
3D-ручка — это инструмент для рисования, позволяющий создавать трехмерные объекты. По принципу работы 3D ручки разделяются на два вида: «горячие» и «холодные».
«Горячие» ручки заправляются термопластиком, который поставляется в виде прутков или катушек нитей. В верхней части корпуса 3D ручки располагается отверстие, в которое вставляется пластик. Встроенный механизм автоматически подводит пластик к экструдеру, где он нагревается и подается в горячем виде через сопло. Расплавленный пластик способен принимать любую форму, а затем быстро застывает.
Рис.7 3D-ручка
Рис.8 пример модели сделанной “горячей” 3D-ручкой
Принцип действия «холодной» 3D-ручки основан на экструзии жидкой фотополимерной смолы, затвердевающий на выходе под воздействием ультрафиолетового излучателя. В таком устройстве нет нагревательных элементов, и материал для рисования не имеет высокой температуры. Гаджет работает без проводов, энергопотребление происходит за счет встроенного аккумулятора. В ручку вставляется картридж с жидким полимером. Для большинства «холодных» 3D-ручек доступны разные виды смол: обычные, эластичные, магнитные, светящиеся и меняющие цвет в зависимости от температуры.
Рис.9 холодная 3D-ручка
Глава 2. Практическая часть
2.1. Сравнительная характеристика использования 3D — технологий
Параметры сравнения
3D-принтер
3D-ручка
Скорость работы
от 40 до 150 мм/сек
От 50 до 350 мм/сек
Что нужно для печати
Готовая цифровая 3D-модель
Художественный навык
Качество печати
99% сходство с цифровой 3D-моделью
Зависит от человека
Температура печати
От 10 до 300 градусов
От 150 до 270 градусов
Ограничения
Размер модели которую может напечатать домашний 3D-принтер не больше 20-30 см в диаметре
Подходит как для домашнего так и в промышленного использования из-за его точности
Подходит только для творчесива
2. 2. Создание 3D — модели при помощи 3D — ручки
Этап 1. Найти трафарет желаемой модели
Рис 10. трафарет модели самолета
Этап 2. Подготовить 3D-ручку к использованию
Подключить к сети электропитания
Заправить пластик
Настроить параметры подачи пластика
Дождаться момента когда температура сопла дойдёт до 200 градусов
Рис 11. Создание модели самолета
Этап 3. Распечатать трафарет на листе A4 (дополнительно можно положить на лист прозрачный прямоугольник из ОРК стекла или температурастойкого пластика для лучшего отклеивания модели)
Рис 12. Создание модели самолета
Рис 13. Модель самолета
Заключение
Проведенное исследование позволяет сделать вывод о том, что 3D-печать быстрыми темпами проникает почти во все сферы человеческой деятельности. Технологии 3D-печати дают большие возможности, для воплощения самых экстравагантных идей. Одним из важных преимуществ 3D-печати является экономия времени и средств при производстве объектов различной сложности по сравнению с традиционными способами. Наиболее прогрессивными технологиями создания 3D-печатных объектов являются аддитивные, которые позволяют получить конечный коммерческий продукт. В архитектуре и дизайне актуально 3D-печатное макетирование. Метод 3D-печати напрямую зависит от поставленной автором цели и задачи. При выполнении данной проектной работы были выполнены следующие задачи:
Были изучены разновидности 3D-моделирования .
Были изучены разновидности 3D-принтеров.
Были изучены разновидности 3D-ручек.
Была создана 3D-модель самолёта.
В ходе данной работы я:
Познакомился с 3D-моделированием.
Узнал о разновидностях 3D-принтеров и 3D-ручек.
Узнал о отличиях и особенностях 3D-ручек и 3D-принтеров.
Таким образом, поставленные цели и задачи выполнены.
Список литературы
Цитаты: о моделировании. О моделировании цитаты [Электронный ресурс]. – URL: https://citaty.space/цитаты_о%20моделировании_15236
Мир трехмерной графики и создание 3D-модели объекта в среде: Blender. Индивидуальный проект
Муниципальное бюджетное общеобразовательное учреждение
средняя общеобразовательная школа № 5 п. Печенга Мурманской области
Мир трехмерной графики исоздание 3D-модели объекта в среде: Blender
Автор проекта: Дроздов Евгений, ученик 11 класса,
Научный руководитель: Александрова З. В., учитель информатики
Мир трехмерной графики исоздание 3D-модели объекта в среде: Blender
Актуальность темы:
Актуальность выбранной темы заключается в широком использовании трехмерного моделирования в сфере маркетинга, архитектурного дизайна и кинематографии, не говоря уже о промышленности. 3Д-моделирование позволяет создать прототип будущего сооружения, коммерческого продукта в объемном формате.
Цель проекта:
— Погрузиться в мир 3D графики
— Рассмотреть программы для 3D моделирования
— Понять принципы работы программ
— Выбрать одну из них и на ее базе создать 3D модель
Методы исследования:
Анализ литературы и интернет ресурсов по теме проекта; Просмотр обучающих видеороликов по данной теме; Разбор процесса создания моей 3D модели
Анализ литературы и интернет ресурсов по теме проекта;
Просмотр обучающих видеороликов по данной теме;
Разбор процесса создания моей 3D модели
Гипотеза: если я изучу основы 3D моделирования то на основании полученных знаний смогу создать собственную трехмерную модель
Что такое 3D моделирование?
Компьютерная программа — 1) комбинация компьютерных инструкций и данных, позволяющая аппаратному обеспечению вычислительной системы выполнять вычисления или функции управления. 2) синтаксическая единица, которая соответствует правилам определённого языка программирования, состоящая из определений и операторов или инструкций, необходимых для определённой функции, задачи или решения проблемы.
3D моделирование — это процесс формирование виртуальных моделей, позволяющий с максимальной точностью продемонстрировать размер, форму, внешний вид объекта и другие его характеристики. По своей сути это создание трехмерных изображений и графики при помощи компьютерных программ
Трехмерная компьютерная графика
Трехмерная компьютерная графика – это вид компьютерной графики, который позволяет создавать объёмные трёхмерные сцены (объекты). В трехмерной графике изображения (или объекты) моделируются и перемещаются в виртуальном пространстве, в природной среде или в интерьере, а их анимация позволяет увидеть объект с любой точки зрения, переместить в искусственно созданной среде и пространстве
Основные понятия
Рендеринг— термин в компьютерной графике, обозначающий процесс получения изображения по модели с помощью компьютерной программы.
Шейдер — это CG версия материала из реальной жизни. Он может иметь схожие свойства и может легко корректироваться пользователем.
Текстура — это файл, который используется для создания цвета шейдера , регулируя отражательные свойства поверхности.
Материалы— характеризуют внешний вид объекта (цвет и структуру). Материалы придают объекту реализм с помощью различных эффектов, таких как блеск, световое излучение, прозрачность и т.п.
История создания 3D моделирования
Первые компьютерные программы, формирующие простые трехмерные модели на основе эскизов, были созданы в 1960-х годах в университете города Юты (США) Иваном Сазерлендом и Дэвидом Эвансом.
Иван Сазерленд
История создания 3D моделирования
Началось все с проектов некоторых энтузиастов из области науки и применении компьютера при проектировании в целом для бизнеса, медицины, экологии, средств массовой информации, а закончилось проникновением во все сферы деятельности человека, даже в простую бытовую жизнь человека.
Где применяют 3D моделирование
Создание 3Д моделей предметов интерьера
3Д визуализация зданий.
Кинематограф, компьютерные игры и анимация.
Где применяют 3D моделирование
Реклама и маркетинг
Изготовление эксклюзивных украшений.
Производство мебели и комплектующих.
Создание различных моделей персонажей
Примеры Программ для 3D моделирования
Sculptris —не плохой вариант для новичка. Интуитивно понятный интерфейс не перегруженный специальными функциями. Фактически это виртуальный пластилин, из которого можно лепить модель любой формы. В практике профессиональных проектировщиков используется редко, только для создания свободных, художественных объектов в архитектуре, дизайне интерьеров.
Примеры Программ для 3D моделирования
Ashampoo Home Designer Pro 2 — качественный пакет для реализации проектов домов, интерьеров, ландшафтов. Достаточный функционал для решения сложных задач. Встроенные готовые 3D модели облегчают и ускоряют создание объектов. Хорошая поддержка от производителя и содружества. Участники программы со всего мира обмениваются проектами и технологиями работы. Отличный способ влиться в число профессиональных дизайнеров.
Примеры Программ для 3D моделирования
IClone7 — набор инструментов программы позволяет быстро воздавать анимационные сценарии. Для обучения навыков объемного моделирования хороший помощник . Популярна программа среди создателей мультфильмов
Примеры Программ для 3D моделирования
Blender 3D – бесплатный программный продукт, предназначенный для создания и редактирования трехмерной графики.Прекрасно подходит для новичков в этой сфере. Посмотрев несколько обучающих видео можно слегкостью влиться в мир 3D моделирования. Программа распространена на всех популярных платформах, имеет открытый исходный код и доступна совершенно бесплатно всем желающим, а также есть версия на русском языке.
Интерфейс Blender
Этапы создания 3D модели
1 этап – создание и редактирование объектов;
2 этап – украшение фона;
3 этап – придание цвета и текстуры объектам;
4 этап – рендеринг и сохранение объекта.
Создание и редактирование объектов
Для размещения объектов в окне 3D вида необходимо определить его позицию (место) и создать базовые конструкции и формы с помощью меш-объектов.
Режим редактирования
Появление объекта
Первая попытка создания трехмерного изображения
3D модель в режиме редактирования
Первая попытка создания трехмерного изображения
3D модель в режиме просмотра
Первая попытка создания трехмерного изображения
Простая модель маяка после финального этапа рендеринга
Финальный проект
Этапы:
Создание сцены и объектов из меш фигур.
Настройки цвета, текстур и материалов
Настройка освещения
Рендеринг
Создание сцены и объектов из меш фигур .
Плоскость место действия сцены
Остров
Объекты композиции(камни)
Объекты композиции(дом)
Объекты композиции(маленькие камни)
Объекты композиции(причал)
Объекты композиции(растительность и морские звезды)
Готовая сцена
Вода
Настройки цвета, текстур и материалов(вода)
Завершающий этап создания трехмерной модели
Вывод материалов . Это некое ядро благодаря которому все последующие настройки будут закреплены за данной поверхностью.
Микс-шейдер это расширение позволяет соединить все настройки вместе.
BSDF стекла , он позволяет сделать предмет с бликами , настроить его цвет и его способность отражать свет.
Прозрачный BSDF , он дает возможность объекту пропускать сквозь себя свет.
Вес поля , он придает объекту эффект гравитации, так как будто на него давит атмосферное давление.
Эффект облака . Благодаря ему вода стала иметь не однородную структуру.
Финальная текстура воды
Настройки цвета, текстур и материаловОстальных объектов композиции
Настройка освещения
Финальная модель
Рендеринг
Вывод
В ходе работы над проектом выдвинутая мной гипотеза: если я изучу основы 3D моделирования, то на основании полученных знаний смогу создать собственную трехмерную модель, подтвердилась. Действительно изучив данную тему я приобрел навыки трехмерного проектирования и теперь могу создавать собственные трехмерные объекты.
Мне настолько понравилось работать с 3D моделями, ведь это очень увлекательный и затягивающий процесс, что теперь я хочу связать свою жизнь с этой сферой и в будущем заниматься этим на профессиональном уровне.
3D-моделирование — проект «Амфитерра»
Хотя большая часть художественной литературы о SpecEvo была создана до цифровой эпохи, в начале 2000-х годов произошел кратковременный бум, когда канал Discovery финансировал специальные выпуски SpecEvo, такие как The Future is Wild и Dragons. У меня очень теплые воспоминания о The Future is Wild , мне пришлось умолять родителей разрешить мне не ложиться спать, чтобы посмотреть его в полуночный временной интервал, что говорит о доверии генерального директора сети к проекту. Тем не менее, проекты компьютерной графики, подобные этому, требовали, чтобы мне удалось представить некоторых из моих существ в виде 3D-моделей.
В текущей версии проекта Amphiterra представлены четыре существа, представленные в виде 3D-моделей. Один, катастрофический фраггон, представляет собой скульпт Zbrush, созданный в Zbrush. Мы начинаем с перевода его орфографического вида в изометрическую концепцию того, как может выглядеть окончательная часть. Это также включало в себя некоторые исследования движения того, как мог двигаться фраггон, чтобы создать более натуралистическую позу.
Экспортируя поворотный стол в его собственную систему, скульпт может иметь сверхвысокое количество полигонов без необходимости наложения карты нормалей на низкополигональную модель для рендеринга. (Подробнее об этом методе позже.) С точки зрения процесса, создание фраггона довольно прямолинейно; мы берем систему моделирования Zbrush, похожую на глину, и уточняем модель все более и более подробно с дальнейшими итерациями, включающими детали цвета и поверхности с помощью системы polypaint.
Как только я довел скульпт до приемлемого уровня детализации, я скульптировал поперечное сечение окружения существа.
В Zbrush я могу настроить систему освещения так, чтобы она воспроизводила старомодную трехточечную систему освещения, слегка скорректировав нижние части, чтобы дать классическое освещение монстра, чтобы повысить фактор устрашения фраггона.
С помощью этой настройки я могу экспортировать проигрыватель и скомпилировать его в Aftereffects.
Этот процесс дает нам готовую деталь для фраггона, но другие три модели компьютерной графики расширяют этот процесс, чтобы получить модель, с которой можно взаимодействовать непосредственно встраиваемым способом.
Умеренная свободная модель начиналась как объект, смоделированный коробкой, поскольку точная геометрия существа была бы сложной в родном средстве моделирования Zbrush.
В Zbrush модель затем преобразуется в высокополигональную модель.
Вместо этого, используя мастер-плагин Zbrush для прореживания, создается низкополигональная скульптура, а затем разворачивается в мастере Zbrush UV.
Коробочная модель в Maya
Скульпт Лополы в Zbrush
Хиполи скульпт в Zbrush.
Теперь уже развернутая модель загружается в Substance Painter 2, где комбинация нарисованных вручную и процедурно сгенерированных слоев эффектов используется для создания поверхности кожи, включая глубину и высоту, для имитации трехмерных деталей кожи без необходимость дополнительной геометрии.
Затем карты
можно экспортировать из Substance в Marmoset, где я могу точно настроить освещение для взаимодействия с сгенерированными картами. Это может быть использовано не только для высококачественного 2D-рендеринга, но я также могу экспортировать объект для размещения на Artstation и вставлять код на сайт Amphiterra.
На этой странице подробно описан 3D-процесс для Амфитерры, и если вы еще не проверили его, пожалуйста, прочитайте страницу на ИЛЛЮСТРАЦИИ. Или, если вы все догнали, наконец пришло время проверить ЗАКЛЮЧЕНИЕ!
Какие объекты моделировать начинающему 3D-художнику
Когда я начал заниматься 3D-моделированием, мне было трудно решить, что мне следует моделировать. Однако со временем я понял, что это глупый, но важный вопрос. Давайте посмотрим, что мы можем моделировать и как это может помочь нам, как новичкам, быстро расти.
Что мне моделировать в 3D? Вместо того, чтобы сосредотачиваться на выборе одного объекта, выберите целую кучу объектов и составьте список того, что нужно сделать. Попробуйте выбрать объекты, которые различаются по форме, чтобы лучше понять несколько инструментов и методов.
Это распространенный вопрос, и на него нет простого ответа. Но есть несколько углов атаки в зависимости от ваших целей. Читайте дальше, чтобы узнать, как мы можем еще больше увеличить масштаб того, что нужно сделать, и как надежно придумать эти идеи.
Как выбрать что моделировать?
Точно так же, как писатель может спросить «что писать», мы, как 3D-художники, в тот или иной момент зададимся вопросом, что я должен моделировать. Если мы застряли в этом процессе, мы можем провести много времени в безделье и ничего не делать, в то время как наше настроение и уверенность медленно угасают.
Вот процесс, который я бы посоветовал вам начать.
Начните с небольшого перерыва от компьютера
Продолжите сеанс разминки
Еще раз взгляните на потенциальные вещи, которые вы хотите создать
Поймите, что вы можете делать только одно за раз
Выберите одно
Начало создание
Связанный контент: Мотивация, планирование и рабочий процесс 3D-искусства
Продолжим. Начните с небольшого перерыва от компьютера, прогуляйтесь по кварталу. Иди сделай кофе или что тебе нравится. Просто убедитесь, что ваш перерыв не связан с 3D-моделированием. Это даст вашему мозгу время на размышления.
Ты уже вернулся? Хороший. Надеюсь, вы чувствуете себя немного перезаряженным. Сделаем разминку. Выберите объект на своем столе и смоделируйте его. Это может быть что угодно, от кофейной кружки до клавиатуры или растения в горшке. Дайте себе 20-30 минут, чтобы сделать этот объект. Так вы войдете в режим творения. Поверьте мне, просто начните, даже если вам этого не хочется. Это единственный путь.
Если вы не можете выбрать предмет, сделайте один из них:
Растение в горшке
Кофейная кружка
Смартфон
Сейчас примерно 45 минут. Вы взяли отпуск, вернулись и что-то сделали. Даже если вы не уложитесь в отведенное время. Это не имеет значения.
Чтобы получить некоторое представление о том, что вы хотите создать сейчас, если вы решили не продолжать создавать кофейные кружки и смартфоны в течение всего дня (различный вариант). Я настоятельно рекомендую Pinterest. Если у вас нет учетной записи Pinterest, создайте ее. Он должен быть у каждого художника.
Сопутствующее содержимое: вкратце о рабочем процессе создания эталонных фотографий
Здесь вы можете легко выбрать тему. Если у вас все еще нет идей, начните с этих поисков, чтобы найти изображения, из которых можно черпать вдохновение.
Фантастическая среда
Дизайн интерьера
Садовые украшения
герои мультфильмов
Товары для офиса
универсальный магазин
вверху чуть ниже строки поиска. Это сузит ваш поиск.
Здесь вы также можете понять, что существует безграничный запас возможностей. Вы не можете смоделировать все. Выберите одно или несколько эталонных изображений и начните моделирование. Начните с малого, а не с большого. Позвольте себе не торопиться и просто плывите по течению.
Рассмотрите используемые методы моделирования
Решая, что моделировать, важно думать о путешествии к готовому проекту. Какие основные методы будут использоваться в проекте?
Хорошим показателем того, что модель должна быть сделана, является то, что вам либо нравится работать с техникой, которую вам нужно будет использовать, либо вам понадобится техника, о которой вы хотите узнать больше.
Есть много крутых техник, которые стоит рассмотреть. В этом видео больше техник, чем я, наверное, рассмотрю, так как техники объясняются Глебом Александровым . Это потрясающий ресурс.
Придерживаться одной категории объектов или разнообразной?
Если вы считаете себя начинающим 3D-художником, я настоятельно рекомендую вам разнообразить различные виды моделирования. Попробуйте все доступные 3D-инструменты, чтобы понять, с чем вам нравится работать. Когда вы начинаете, вы можете подумать про себя, что было бы так здорово заниматься машинами весь день. Но после того, как вы попытаетесь создать мультипликационных персонажей, вы можете зацепиться за это.
Молодым людям обычно советуют пробовать как можно больше в раннем возрасте, чтобы они поняли, чем хотят заниматься в будущем. Здесь действует тот же принцип. Даже если вы молоды или нет, вы все еще новичок.
Через некоторое время, когда вы почувствуете, что ваши навыки 3D-искусства развиваются и вы можете хорошо справляться с 3D-моделированием, у вас есть возможность остаться на общем уровне и изучить как можно больше. Это маршрут, по которому я пошел, и я стараюсь впитать как можно больше. Другой вариант — выбрать специализацию на этом этапе.
В общем, я бы посоветовал всем, кто занимается фрилансом или хочет оставаться обычным. Но если вы хотите работать в отрасли, вам, вероятно, следует подумать о специализации.
Как долго я должен заниматься одним и тем же проектом, прежде чем объявить его завершенным?
Есть история об учителе рисования, который позволяет половине своего класса быть оцененным по самой совершенной скульптуре, которую они могут придумать в течение семестра. Чистый тест на качество. Другая половина была оценена по весу их кучи металлолома. Просто производите столько, сколько можете, не заботясь о качестве работы.
В конце концов, группа, которая оценивалась по объему работы, а не по качеству, не только выполнила больше всего работы, но и выполнила работу самого высокого качества благодаря количеству практики, через которую они прошли.
Эта история может быть правдой, а может и нет, но я думаю, что здесь можно извлечь большой урок. Как только на ваши плечи ложится бремя качества, вы значительно падаете.
Поэтому совет таков, что лучше двигаться дальше или начинать сначала снова и снова. Постарайтесь найти правильный угол атаки для любой данной проблемы и не превращайте свою работу в эту первобытную вещь, которой вы поклоняетесь и от которой слишком боитесь отказаться.
Просто делайте это снова и снова. Это сделает основной задачей нести меньший вес. Выбрать, что делать, будет не так сложно, ведь это не так уж и важно.
Связанные вопросы
Какое программное обеспечение для 3D является самым простым для изучения?
Самое простое в освоении программное обеспечение для 3D — это доступное. Для VFX и 3D-моделирования, связанного с искусством, начните с Blender. Это не совсем обычный совет, но это самое недооцененное 3D-программное обеспечение в мире. Это бесплатно и очень легко доступно, и есть масса ресурсов для его изучения.
Если вы заинтересованы в САПР, начните с SketchUp maker. Здесь доступна настольная версия, которая устарела в 2017 году. Однако она также доступна в виде онлайн-версии непосредственно в вашем браузере.
Вам нужна степень по 3D-моделированию?
Вам не нужна ученая степень, чтобы научиться создавать 3D-модели. Однако, если ваша цель состоит в том, чтобы получить работу в 3D-индустрии, в какой-то момент вам, вероятно, потребуется иметь хотя бы базовое представление об одном из коммерческих программных пакетов, таких как 3D Studio Max или Maya.
«Это можно сделать легко и дёшево», — убеждали себя, смотря на китайские принтеры «домашнего» назначения. Мы ещё никогда так сильно не ошибались…
Сегодня мы расскажем вам о том, по какому пути мы шли, разрабатывая собственный модуль печатающей головы для своего 3D-принтера, так как считаем что это довольно интересный опыт.
Началось всё с изучения проблем китайских печатающих головок. Основные их проблемы связаны с залипанием печатного материала, его проскальзыванием в приводном механизме и выходом из соединения экструдера. Проведя несколько ночей на форумах, мы установили причину — некачественный термобарьер между горячим соплом и холодной направляющей трубкой. Термобарьер на китайских комплектующих очень капризный и как будто специально сделан так, чтобы вызывать постоянные проблемы. Для качественной 3D-печати необходим термобарьер минимальной длины, обладающий высокими теплоизолирующими свойствами. Это позволяет нагревать только те зоны экструдера, которые нужно, не передавая тепло на холодные. В этом случае печатный материал расплавляется непосредственно в сопле, перед выходом из экструдера, что существенно облегчает эксплуатацию и снижает вероятность застревания и вытекания пластика.
На практике термобарьеры в «домашних» принтерах обычно значительно длиннее, чем нужно. Из-за этого точка плавления пластика смещается то в холодную зону, то в горячую, а это первый шаг к провалу. Простой и рациональный способ охлаждения — применение радиатора. Но само по себе наличие радиатора накладывает ряд конструктивных неудобств. Это проблемы с его креплением, качеством соприкасающихся поверхностей, с подачей/отводом воздуха. С подачей воздуха отдельные нюансы: воздух, очевидно холодный, берётся либо из рабочей зоны, либо извне.
Первый способ гораздо проще — вентилятор размещается в непосредственной близости от радиатора. Однако это неприемлемо для печати инженерными пластиками, так как для правильной усадки им требуется тёплый и сухой воздух. Для этого в «домашних» 3D-принтерах используют подогреваемый стол, который локально греет воздух вблизи области печати. Но на практике всё это работает далеко не всегда. Второй способ, с внешней подачей воздуха, накладывает ряд трудностей конструкторско-технологического характера, неминуемо увеличивающих стоимость принтера.
Долгие ночи на форумах помогли нам сделать выбор в пользу первого способа (рис. 1).
Рис. 1.
Рис. 2.
Мы заменили материал трубки термобарьера со стали на фторопласт. Этим мы хотели получить возможность сделать закрытую рабочую область с дополнительным обогревом. В итоге оно даже как-то работало, но всплыли разные проблемы с вытеканием пластика из соединений фторопласта с металлом. Дальше — только лучше. Мы обнаружили новые проблемы нашей головы: сопло неактивного материала цеплялось за свеженапечатанный материал. Нас снова ожидали долгие ночи на форумах. Вскоре вторая версия головы уже была в наших руках (рис. 2). Она максимально переняла в себя всё из первой за исключением того, что экструдеры стали теперь непараллельными, появился развал и механизм качения, который попеременно один из экструдеров ставил вертикально.
При тестировании мы обнаружили, что разработанный термобарьер не выполнял своего прямого назначения — пластик постоянно залипал и сочился из всех щелей. Настал переломный момент, навсегда изменивший нашу стратегию и подход к делу. После уймы проблем со второй версией бюджетной головы мы решили уйти от китайских комплектующих, уйти с форумов с обсуждением «домашних» принтеров и сосредоточить своё внимание на промышленный уровень.
Задача звучала чётко: создать 3D-принтер, который печатает любыми пластиками «из коробки» и не доставляет пользователю никаких проблем. Реализация такого наполеоновского плана ставила перед нами всё больше и больше инженерных задач. Нам требовалась серьёзная переработка конструкции.
Создание третьей версии головы (рис. 3) было лишь вопросом времени. Первый макет нового экструдера показывал существенный прирост скорости подачи материала. Отсутствие каких-либо проблем, например залипания пластика, позволяло говорить, что мы на правильном пути.
Рис. 3.
Рис. 4.
Однако при испытаниях у нас получилось настроить только один экструдер, второй по разным причинам переставал нормально функционировать. Причиной стала наша излишняя экономия. Из-за ограниченных ресурсов и желания максимально увеличить технологичность деталей оказалось, что диапазоны калибровки экструдеров недостаточны для одновременной работоспособности обоих. Это потребовало очередной переход к более точным, а следовательно, и дорогим деталям. Четвёртая голова (рис. 4) получилась суровой, точной и дорогой, но, в отличие от всех прошлых версий, она работала. Теперь проблемы с печатной головой отступили с переднего плана и открыли нам все остальные.
Началась переработка печатного стола. Благодаря подогреву рабочей камеры мы отказались от его подогрева. Наша задача «печатать из коробки» требовала уйти от калибровки стола пользователем, заменив на разовую калибровку при сборке. Благодаря этому на голове появился датчик для автоматического выравнивания минимальных отклонений программными средствами без участия пользователя. Именно этот датчик показал всю кривизну стола. Конструкцию стола потребовалось переделать, в очередной раз повышая стоимость.
Рис. 5.
Сейчас наш стол представляет собой фрезерованное алюминиевое основание с вакуумным захватом подложки. В настоящее время проводятся испытания с различными материалами для достижения лучшей адгезии пластика с подложкой. Началась разработка собственных сопел. Модернизация китайских сопел показала свою неэффективность в связи с их изначально низким качеством изготовления. Да и минимальное отверстие сопла — 0,2 мм — нас не устраивало. В настоящее время мы активно работаем над технологичностью сопел.
Сейчас наша голова с лёгкостью переключает активные экструдеры и печатает любым из них. Температура в рабочей камере стабильно держится в нужном диапазоне. Макет 3D-принтера полностью функционирует с точки зрения конструкции, но аппаратные и программные средства её требуют доработки. Дизайн и интерфейс управления также в процессе разработки.
Следующим этапом работы станет первый опытный образец, который планируется представить широкой публике. Тормозит разработку устоявшийся стереотип, что отечественных разработок нет, а если они и есть, то это калька с иностранных. Это мешает привлечению инвесторов и приводит к практически полному отсутствию внешнего финансирования. Несмотря на это, наша работа продолжается, а надежда на создание 3D-принтера, полностью разработанного и изготовленного в нашей стране, уже давно не кажется фантастикой. ■
Что это такое и как этого избежать — Fargo 3D Printing
Как пользователь 3D-принтеров, вы, возможно, слышали о термине «тепловая ползучесть». Тепловая ползучесть — это процесс неравномерного распространения тепла по хотэнду, нарушающий способ плавления нити для экструзии. Это часто приводит к засорению, особенно внутри термобарьерной трубки.
Что на самом деле происходит с тепловой ползучестью?
Картридж нагревателя прикреплен к блоку нагревателя. Картридж нагревателя нагревает блок нагревателя и рассеивается оттуда. Тепло проходит вверх и вниз по трубке теплового барьера, и именно так вы можете расплавить нить.
Нить набухает при прохождении через трубку. Только попав в область нагревательного блока, он должен начать плавиться. Затем он расплавляется и выдавливается из нижней части сопла.
Но когда вы охлаждаете экструдер, тепло поднимается вверх по трубке термобарьера.
Если тепло успешно ползет вверх по трубке, нить внутри трубки начнет слишком быстро набухать внутри трубки. PLA особенно будет намного легче прилипать к этим узким стенкам, и именно так вы получите засор трубки теплового барьера.
Несколько слов о трубках с тепловым барьером
Многие трубки с тепловым барьером предназначены для противодействия ползучести тепла. Выемка, которую вы можете увидеть на своей трубке, предназначена для того, чтобы остановить распространение тепла дальше вверх за счет меньшего количества металла для проведения тепла. Резьба трубки теплового барьера также действует как своего рода радиатор.
Надрез также обозначает место внутри термобарьерной трубки, где изменяется внутренний диаметр. Диаметр под надрезом шире, чем диаметр над ним, что позволяет быстро расширяющейся нити продолжать движение по трубке к соплу.
Как предотвратить тепловую ползучесть
Тепловая ползучесть чаще всего становится проблемой после того, как вы закончили печать и принтер начал остывать. Теперь размягчившаяся и прилипшая к узким стенкам верхней части термотрубки вспененная нить затвердеет и забьет ваш экструдер. Эти типы засоров особенно трудно удалить, потому что, как только пластик в верхней части трубки расширится и остынет, вы создадите слишком много массы для достаточного количества тепла, чтобы подняться наверх и снова смягчить этот пластик.
Один из способов избежать этого последствия тепловой ползучести — всегда выгружать нить после завершения печати. Для кого-то это может быть разумным решением, для кого-то нет.
Наш совет по выгрузке нити, когда становится очевидным, что тепловая ползучесть вызвала засорение трубки термобарьера, заключается в следующем: « Загрузка для выгрузки ». Это просто означает, что вместо того, чтобы запускать сценарий «выгрузки» на вашем принтере для удаления нити, вместо этого выполните «загрузку» вашей нити.
Это связано с тем, что если вы попытаетесь «разгрузить» нить, нагретая и набухшая часть нити нити, находящаяся в более широком диаметре, будет вынуждена пройти через меньший диаметр. Это, наверное, будет сложно, может порваться внутри, а может и вовсе не выйти. Это не работает так же хорошо, как обычный нагрев горячего конца, выталкивание уже размягченной нити вниз и вытягивание ее. Обрежьте неровный конец, и вы снова готовы к печати.
Но, как и во многих других случаях, лучшая профилактика — это простая тщательная проверка:
Всегда используйте керамическую изоляционную ленту вокруг нагревательного блока
Не используйте нити низкого качества с проблемами наполнителя и диаметра
Не оставляйте принтер нагретым, но не печатайте
Термобарьерные покрытия с FDM
Термобарьерные покрытия (TBC) обычно используются в аэрокосмических, морских и промышленных турбинах как для производства, так и для ремонта. Они помогают повысить устойчивость к коррозии и окислению, предотвратить износ и эрозию и повысить термическую стабильность поверхностей. Поэтому TBC являются популярным выбором для увеличения срока службы отдельных компонентов и изделий в целом. Еще одним заметным преимуществом является повышение эффективности системы за счет обеспечения более высоких рабочих температур.
Проблемы с традиционным маскированием
TBC дороги, и их нужно наносить только на критические поверхности, которые выиграют от обработки. Примером этого может быть внутренняя часть гильз камеры сгорания газовой турбины или лопатки катушек турбины; Сопрягаемые поверхности этих компонентов должны оставаться непокрытыми. Это требует трудоемкой и дорогостоящей маскировки этих областей.
Для этого традиционные методы основаны на устойчивой к высоким температурам ленте и силиконовой маскировке. Недостатки включают высокую стоимость этой одноразовой ленты, длительные сроки изготовления силиконовых масок на стороне и большие трудозатраты на тщательное нанесение ленты вручную на каждый отдельный компонент.
Твердая силиконовая маскирующая пленка имеет лишь минимальные преимущества по сравнению с тейпированием, поскольку она часто разрабатывается и закупается у внешних поставщиков, что приводит к длительным срокам изготовления и высоким затратам. Часто проекты требуют итерации, чтобы обеспечить хорошее соответствие, что приводит к дальнейшим задержкам и напрасной трате денег.
Преимущества решения FDM
Аддитивное производство с использованием материалов FDM® с отличными механическими свойствами и высокими тепловыми характеристиками в сочетании с надежностью и воспроизводимостью 3D-принтеров Fortus® представляют собой жизнеспособную альтернативу традиционным процессам маскирования.
Системы Fortus предлагают решение для маскировки, которое можно использовать повторно и которое требует более короткого времени выполнения заказа. Это связано с тем, что технология FDM позволяет разрабатывать и изготавливать инструменты собственными силами из высокотемпературных полимеров, таких как смола ULTEM™ 1010. Кроме того, в отличие от процессов ЧПУ, в технологии FDM отсутствует необходимость в обширном программировании траекторий или физических инструментов, а это означает, что изменения в конструкцию можно вносить в последнюю минуту, практически не влияя на последующее производство.
Предлагая как экономические преимущества, так и преимущества во времени, технология FDM представляет собой совершенно новый и более эффективный способ производства масок по сравнению с традиционными процессами. Он также применим для других нужд маскировки, таких как окраска распылением, дробеструйная обработка, наплавка твердым сплавом и сварка распылением.
Демонстрация нанесения термозащитного покрытия на вал.
Подтверждение применения
Для подтверждения этого применения были проведены испытания покрытия инструментальной стали с использованием процесса плазменного напыления покрытия Tribaloy 800 с масками, изготовленными как из смол ULTEM™ 1010, так и из смол ULTEM™ 9085. Эти тесты прошли успешно, и их краткое изложение приведено в конце этого документа, где вы найдете рекомендуемые настройки дизайна и принтера, на основе которых вы сможете создавать свои собственные проекты.
Заготовки из инструментальной стали в маске FDM
Геометрия маски
Образцы маскирования FDM были загружены заготовкой из инструментальной стали и удерживались на месте с помощью высокотемпературной ленты в качестве подложки.
Маски состоят из четырех ступеней, причем самая тонкая ступенька — это ступень 1. Это было сделано для установления минимальной рекомендуемой толщины маски.
Процедура испытаний
Исследование состояло из следующих этапов:
Печать масок
Эпоксидное покрытие половин масок
Измерение и оценка масок перед распылением
Термическое напыление заготовок из инструментальной стали в масках FDM
Измерение и оценка масок после напыления
Восстановление и очистка масок для дальнейшего использования с помощью пескоструйной обработки
Измерение и оценка масок после реставрации
Установка для физических испытаний проводилась на вращающемся столе с образцами, равномерно расположенными по периметру. Образцы прикреплялись к вращающемуся столу с помощью пружинных зажимов диаметром 50,8 мм (2,0 дюйма).
Для равномерного нанесения покрытия на все образцы использовалась роботизированная установка. Образцы прикреплялись через равные промежутки к периметру станины, вращающейся со скоростью 45 об/мин под роботизированным манипулятором. Пистолет-распылитель имел расстояние в пять дюймов, направленное нормально на образцы. Нанесение TBC включало три прохода предварительного нагрева и 25 проходов покрытия для увеличения толщины покрытия до 0,457 мм (0,018 дюйма).
На рисунке показана геометрия масок FDM
В рамках исследования были заданы следующие вопросы.
Какие температуры испытывают маски во время типичного процесса нанесения покрытия методом термического напыления и насколько смола ULTEM™ 1010 подходит для такого термического воздействия?
Термопары К-типа были прикреплены к маске FDM с помощью небольшого количества каптоновой ленты. Регистраторы данных регистрировали температуру во время операции термического напыления. Если обнаружено, что температура ниже температуры теплового отклонения материала, это дает хороший признак того, что маски будут достаточно термически стабильными для этого применения.
Как изменяются шероховатость, толщина и масса поверхности маски на этапах термического напыления и восстановления?
Шероховатость поверхности, толщина и масса маски измерялись на протяжении всего исследования, чтобы установить стабильность маски после воздействия суровых условий процесса термического напыления. Он также использовался для оценки того, насколько легко можно снова очистить маски для использования на последующей части на этапе восстановления.
Повышает ли эпоксидное покрытие FDM-маски перед использованием стабильность маски и облегчает ли ее чистка?
Тестирование было проведено двумя отдельными партиями образцов маскирования FDM в один и тот же день в одних и тех же условиях. Один набор образцов был покрыт эпоксидной смолой BJB TC-1614, а другой остался отпечатанным. Это было применено, чтобы проверить, поможет ли покрытие маски очистить маску от избыточного распыления между использованиями или увеличить срок службы маски.
Как выглядит замаскированный край покрытия на образцах из инструментальной стали после удаления масок?
Для того, чтобы установить, могут ли маски FDM обеспечить чистый четкий край для TBC, образцы были осмотрены визуально после процесса термического напыления. Они были оценены от A до F на основе достигнутых результатов.
A – Чистые углы, отсутствие нарушений покрытия, шероховатость <100 мкм
B – Чистые углы, отсутствие нарушений покрытия, шероховатость <150 мкм
C – Закругленные углы, незначительное нарушение покрытия, шероховатость <200 мкм незначительное нарушение покрытия, шероховатость>200 мкм
F – Закругленные углы, значительное нарушение покрытия, шероховатость>200 мкм
Распылитель расположен с пятидюймовым зазором и углом наклона 90°. Обратите внимание на пожертвованный эталонный образец в правом нижнем углу. Расположение термопар К-типа и регистраторов данных на испытательном стенде.
Имеют ли маски FDM какие-либо признаки коробления, изменения плоскостности или плавления после тестирования?
Было решено качественно измерить этот вопрос после этапа восстановления. Использовалась та же система оценок AF.
A – без изменения плоскостности, без плавления, без коробления
B – незначительное изменение плоскостности, без плавления, без коробления
C – незначительное коробление и изменение плоскостности, без плавления плоскостность, легкое плавление
F – Пагубное коробление и плавление
Тепловое воздействие на маску FDM во время процесса
Предварительные исследования выбранного процесса термического напыления и испытательного образца FDM показали, что температура поверхности составляет около 177°C (350°F).
Термопласт на основе смолы Stratasys ULTEM™ 1010 представляет собой материал с температурой стеклования (Tg) 215 °C (419 °F), твердостью 109 (M по Роквеллу) и температурой теплового изгиба 212 °C (413 °F), что делает его очень подходящим для этого применения как по термической стабильности, так и по стойкости к истиранию. Фактически, смола ULTEM™ 1010 продемонстрировала длительное использование при этих температурах в композитных инструментах в автоклаве. Другие материалы FDM, в зависимости от температуры процесса, могут быть выбраны, если требования ниже. ПК (поликарбонат) и нейлон 6 были протестированы в этом исследовании и признаны непригодными для высокотемпературных процессов TBC.
Изменение толщины масок на протяжении всего тестирования
Перед процессом маски с покрытием были немного толще, чем маски без покрытия, из-за дополнительной толщины эпоксидного покрытия.
В процессе работы маски без покрытия продемонстрировали более быстрое увеличение толщины из-за большего накопления и прилипания TBC, чем маски с эпоксидным покрытием, демонстрируя преимущество эпоксидного покрытия.
После этапа реставрации маски без покрытия сохраняли на поверхности больше ТБХ, чем маски с эпоксидным покрытием, поскольку покрытие было легче удалить с масок с эпоксидным покрытием. Маски с эпоксидным покрытием также немного лучше сохраняли свою первоначальную толщину из-за устойчивости эпоксидной смолы к пескоструйной очистке, что снова показывает преимущество эпоксидного покрытия.
Аналогичное поведение можно наблюдать при изменении веса масок в процессе.
Образец смолы ULTEM™ 1010 без покрытия после распыления. Стальные детали после фазы распыления. Меньшие и более короткие области были замаскированы высокотемпературной лентой, а более крупные и длинные области были замаскированы масками FDM.
В то время как образцы без покрытия перед обработкой имели несколько меньшую шероховатость, чем образцы с покрытием, поверхность образцов с покрытием в целом была более гладкой и блестящей. Однако дефекты, такие как пузырьки, завышали значения шероховатости образцов с покрытием.
После фазы реставрации поверхности не были восстановлены на 100%, но были в состоянии, пригодном для повторного использования, как показано на изображении ниже. Измерения шероховатости поверхности после реставрации показали небольшой прирост производительности при использовании эпоксидного покрытия.
В конечном счете было обнаружено, что наросты намного легче удалить с масок с эпоксидным покрытием во время реставрации. Это также проявляется в результирующих измерениях толщины после процесса термического напыления, поскольку на масках без покрытия наблюдалось большее отложение, что свидетельствует о повышении производительности с эпоксидным покрытием.
Непокрытые маски после этапа реставрации имели среднюю толщину ступени 4,978 мм (0,196 дюйма), что на 0,127 мм (0,005 дюйма) меньше, чем при пескоструйной очистке. Маски с покрытием в среднем составляли 4,724 мм (0,186 дюйма), что составляет всего лишь уменьшение на 0,076 мм (0,003 дюйма).
Маски без покрытия (слева) и маски с покрытием (справа). Обратите внимание на разницу в адгезии покрытия на шагах 1 и 2 между сериями без покрытия и с покрытием.
Рекомендации по дизайну и печати
Основываясь на этом опыте и тестах, Stratasys рекомендует следующее для разработки и печати FDM-шаблонов для термораспыления.
Геометрические особенности:
Маска должна иметь минимальную толщину 4,0 мм (0,16 дюйма). Дополнительные сведения см. в разделе о параметрах траектории.
Выбор материала маски FDM:
Как упоминалось ранее, смола ULTEM™ 1010 является наиболее подходящим материалом, предлагаемым в настоящее время, благодаря своей высокой термостойкости и низкому КТР. В зависимости от выбранных вами параметров процесса распыления, особенно при низкой максимальной температуре, коротком воздействии или небольшом количестве деталей, подлежащих покрытию, могут подойти альтернативные материалы FDM, такие как ULTEM™ 9.смола 085.
Ориентация детали:
Поведение детали FDM под нагрузкой и температурным воздействием может различаться в зависимости от ориентации печати. Детали должны быть ориентированы для генерации траектории и нарезки таким образом, чтобы для большей части геометрии маски выбиралась самая жесткая и устойчивая плоскость. Это помогает уменьшить коробление маски во время интенсивного нагрева в процессе распыления. Если маска дает неудовлетворительные результаты, альтернативное направление печати является разумной альтернативой для изучения.
Параметры траектории принтера:
Рекомендуется использовать следующие настройки параметров в Insight™, как показано на рис. 8.
Контуры: не менее двух. Контуры помогают сохранить четкие края маски и для большинства геометрий обеспечивают лучший коэффициент заполнения, чем сплошное растровое заполнение. Клиенты могут рассмотреть возможность увеличения количества контуров, чтобы потенциально получить лучшие результаты, но они должны знать, что этот режим печати немного медленнее, чем сплошной растр.
Стиль интерьера: Заполнение детали должно быть сплошным.
Понятно, что использование нескольких контуров и сплошного заполнения помогает обеспечить более стабильный и точный край маски и, таким образом, дает более четкую линию разделения между участками с покрытием и без покрытия. Твердые или более массивные детали также будут дольше нагреваться во время процесса и в результате могут быть более термически стабильными.
Постобработка детали:
Настоятельно рекомендуется покрывать маски FDM термостойкой эпоксидной смолой.
Быстрозажимной патрон для дрели 6413 и аккумуляторной дрели-шуруповерта MT062/063/066/601/607,DDF320/330D.
Технические характеристики
Основные Подробные
Крепление, дюйм
3/8х24
Вид
быстрозажимной
Адаптер патрона
шестигранник
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Акумуляторні шуруповерти GTM ᐈ Купити в Україні, ціна на STORGOM.
UA
Наталья
04.12.2022
Metabo PowerMaxx BS (600984000)
Какое хорошее изделие,пока в работе не проверяла,но уверена,что будет отлично,спасибо за рекомендацию,когда уже голова кругом от товаров и реально не можешь выбрать,то на помощь приходят ребята из этого маркета и все ставят на свои места.спасибо огромное ща помощь и отличный сервис. Я теперь ваша..
Ще..
Корисний відгук? 0 0
С
27.07.2022
Makita DDF485Z
Считаю универсальной моделью и отличным профессиональным инструментом. Мощный бесщёточный шуруповерт за сравнительно небольшую стоимость, защита от перегрева. сверление дерева, сверление металла до 10мм без проблем, саморезы и шурупы или сборка обычной мебели вообще на изи. Продается без кейса1
Ще..
Корисний відгук? 0 0
Кирилл
26.07.2022
Makita DDF 482 Z (Без АКБ)
Пожалуй это одна из самых мощных моделей за свои деньги. Шуруповерт сверлит все, закручивает так же, с разной силой конечно в зависимости от сложности работы. Пеноблок и металлические конструкции 4 см брал отлично, сама конструкция крепкая — пережил у меня пару падений с высоты. Нооо защиты у него1
Ще..
Корисний відгук? 0 1
Микола Клойченко
24.07.2022
Makita DF333DWAE
Класний шурік для побутових цілей, він не професійний прям, але для збору мебелі, кріплення стелажів, та й метал тонкий бере добре — крутний момент дозволяє. 2 швидкості, зручна конструкція, підсвітка є теж плюс іноді реально допомагає. Користуюсь пів року — люфтів не зявилось. Акб тримає1
Ще..
Корисний відгук? 0 0
Денис
23.07.2022
Makita DF333DWYE
Выбирал между этой модель и новым Metabo Power Maxx, но выбрал Makita, бо как по мне лучше сидит в руке и к тому же в дальнейшем можно купить аккумуляторный пылесос работающих от этих аккумуляторов. Мощности для меня достаточно. Работой шуруповерта доволен.
Ще. .
Корисний відгук? 0 0
Сергей
21.04.2022
Metabo PowerMaxx BS BL Q
Хочю выразить свою максимальную благодарность вы Лутшие
Ще..
Корисний відгук? 0 0
Анатолий
28.01.2022
Makita DDF485RFJ
Хороший профессиональный шуруповерт, трещетка на 21 отлично регулирует силу втапливания, на максималке мощности достаточно для сверления 10 мм точно, резьбу не срывает, патрон качественный и быстрозажимной. Охлаждение внутреннее достаточно сильное при работе. Вообщем инструмент мне понравился.1
Ще..
Корисний відгук? 0 0
Александр
29.11.2021
Metabo BS 18 L BL Q (602327500)
После 2 лет пользования шуруповертом Metabo Powermaxx, возникла необходимость взять достаточно мощный шуруповерт для закручивания саморезов в труднодоступных местах. Вопрос выбора бренда не стоял, однозначно метабо =) оставалось только определиться с моделью шуруповерта. Хотелось взять что-то1
Ще..
Корисний відгук? 2 0
Игорь
13.09.2021
Einhell TE-CD 18 Li-i Brushless — solo (4513860)
Коли передбачається надходження цього шуруповерту ?
Ще..
Корисний відгук? 0 0
Александр
21.08.2021
DeWALT DCD771D2
Купил около 11 месяцев назад , доволен полностью
Ще..
Корисний відгук? 0 0
Makita — Быстрозажимной сверлильный патрон 3/8″
Описание
Патроны Makita разработаны для работы в тяжелых условиях. Каждый патрон изготовлен из прочных высококачественных материалов, обеспечивающих дополнительную надежность. Эти удобные патроны устанавливаются быстро и легко.
Особенности :
Подходит для бит с хвостовиком до 3/8 дюйма
Конструкция из высококачественной стали для дополнительной прочности
Промышленный дизайн для увеличения срока службы
Простота установки для дополнительного удобства пользователя
Технические характеристики
Размер хвостовика: 3/8″
Способы доставки:
1. Доставка UPS: Все заказы, соответствующие ограничениям UPS по весу/объему и местам назначения, отправляются через UPS.По умолчанию в континентальных Соединенных Штатах используется стандартный наземный способ.Для заказов в Западном регионе доставка наземным транспортом UPS бесплатна.Для отправки на Гавайи и Аляску, пожалуйста, выберите между Next Day Air и 2nd Day Air.Вы можете повысить свой способ доставки UPS до 3-Day Select, 2nd Day Air или Next Day Air для тех товаров в вашем заказе, которые могут быть отправлены через UPS.
Ограничения UPS: Любой предмет весом более 150 фунтов. или превышение максимального размера упаковки UPS в 130 дюймов (длина + обхват, где обхват равен 2 x ширина плюс 2 x высота) не могут быть отправлены через UPS. UPS также требует фактического адреса улицы. UPS не обслуживает почтовые ящики или адреса военной почты APO/FPO.
2. Отправка USPS: Как упоминалось выше, UPS не предлагает услуги на почтовые ящики или адреса военной почты APO/FPO. В этих случаях мы отправим ваш заказ через систему доставки Почтовой службы США. (Почтовые посылки)
3. Общий перевозчик / грузовой автомобиль: Плата за доставку грузовым автомобилем указана только за доставку в пределах 48 смежных штатов. Уточните, пожалуйста, нужен ли грузовик с подъемными воротами для размещения груза на земле. Исключение: Аляска или Гавайи: за доставку на Аляску и Гавайи взимается дополнительная плата. Пожалуйста, свяжитесь с нами, чтобы узнать о фактической стоимости и способах доставки. Бесплатный номер: 1-800-374-9353 с понедельника по пятницу с 7:00 до 17:00 по тихоокеанскому времени. Факс 1-559-432-9355. Электронная почта: [email protected]
Время доставки: Стандартное время доставки UPS наземным транспортом в Западный регион составляет от 1 до 3 дней. Стандартный срок доставки в Восточный регион составляет от 3 до 8 дней. Доставка обычным перевозчиком может занять до 10 рабочих дней в Восточном регионе. Если требуется более быстрая доставка, свяжитесь с нами (бесплатный номер: 1-800-374-9353, с понедельника по пятницу: с 7:00 до 17:00 по тихоокеанскому времени). Мы можем принять другие меры для удовлетворения ваших требований.
Стоимость упаковки: Ко всем заказам добавляется стоимость упаковки в размере 2,00 долларов США.
Плата за обработку: Плата за обработку в размере 5 долларов США добавляется ко всем заказам на сумму менее 50 долларов США.
Штаты западного региона: Следующие штаты считаются западными штатами для целей доставки: AZ, CA, CO, ID, KS, MT, NE, ND, NM, NV, OK, OR, SD, TX, UT, WA , & ВЯ. Почта APO Armed Forces Pacific Mail (AP), отправляемая через Сан-Франциско, Калифорния, также считается пунктом назначения в западных штатах.
Как пользоваться бесключевым сверлильным патроном
Изобретение бесключевых сверлильных патронов изменило правила игры и упростило использование лучших аккумуляторных дрелей. Если бы я спросил, знаете ли вы, как пользоваться сверлильным патроном без ключа, у вас может возникнуть соблазн швырнуть в меня что-нибудь за оскорбление вашего интеллекта. Но давайте пока отложим это, потому что мы сталкиваемся с довольно многими людьми, которые на самом деле используют его неправильно.
История патрона 101
Если вы не в курсе истории проектирования сверл, многие из нас начинали с патрона с ключом. Это таинственно выглядящая штука, которая прикрепляется к шнуру старой дрели твоего отца. Когда вы вставляете его в отверстие в патроне, он создает зубчатую передачу, которая позволяет затягивать или ослаблять его. Потеряйте ключ, и вам не повезет, пока вы не найдете другой.
Появились бесключевые сверлильные патроны, и я думаю, что мы все вздохнули с облегчением, когда впервые использовали их. Вместо использования ключа все, что вам нужно сделать, это повернуть патрон, пока вы не почувствуете, что он затягивает сверло, и начать сверлить. Большинство из них имеют храповое действие, которое вы можете почувствовать, когда оно затягивается.
Как пользоваться быстрозажимным сверлильным патроном
Вы когда-нибудь начинали сверлить отверстие или вкручивать винт только для того, чтобы сверло выскользнуло наружу?
Для предотвращения этого производители разработали храповой механизм бесключевого патрона. Мы видим много людей в полевых условиях (и иногда сами виноваты в этом), просто держите патрон и нажимайте на спусковой крючок, пока сверло не удержит сверло на месте. Некоторые люди добиваются большего успеха, чем другие, но это не всегда правильно задействует запорный механизм.
Последующие работы с храповым патроном
Вы должны проворачивать патрон вручную до тех пор, пока не почувствуете, что он защелкивается.
Вот как можно более эффективно использовать быстрозажимной сверлильный патрон:
Держите вашу любимую дрель или биту и поворачивайте патрон, пока зубья не войдут в биту (вы можете использовать курок, чтобы помочь, если хотите).
Вручную затягивайте патрон туже, пока не почувствуете, что он защелкнулся.
Ремонт бензопил Husqvarna в Нижнем Новгороде — адреса и цены на ремонт бензопил Хускварна
Сервисные центры
Ищем подходящие сервисные центры. секундочку…
Найдено 24 сервисных центра
МОТОЗИП
8 (831) 466-22-73
Ремонт бензопилы Хускварна
Кащенко, 6 к 3
Насос Сервис
8 (831) 413-15-96
Ремонт бензопилы Хускварна
Ул. Героя Рябцева,1 Лит7Г
Хозяин
8 (831) 297-01-99
Ремонт бензопил Husqvarna
Политбойцов, 23
Сормовский
8 (831) 283-86-86
Ремонт бензопил Husqvarna
Базарная 8 корп 4
А-РЕНТ
8 (831) 435-15-15
Ремонт бензопилы Хускварна
оплата картой
срочный ремонт
Доставка, собственный автомобиль Газель.»>вызов курьера
бесплатная диагностика
Ул.Деловая 7к7
Инструмент-сервис
8 (831) 415-82-37
Ремонт бензопил Husqvarna
Сормовское шоссе, 1Б
Дровосек
8 (831) 414-72-64
Ремонт бензопилы Хускварна
оплата картой
срочный ремонт
Московское шоссе 231
Сервис на Плотникова-4а
8 (901) 801-00-07
Ремонт бензопилы Хускварна
срочный ремонт
бесплатная диагностика
ул. Плотникова 4А
Пигмент
8 (831) 217-00-99
Ремонт бензопилы Хускварна
оплата картой
срочный ремонт
выезд мастера
ул.Полтавская, д.32
ул. Героя Попова, д. 35 Б
Сервис на Восточной-65
8 (920) 055-23-29
Ремонт бензопилы Хускварна
Восточная 65
Свой Дом НН
8 (831) 291-58-15
Ремонт бензопилы Хускварна
оплата картой
Богородского ул., д.5, корп. 6
Прок-Сервис
8 (831) 413-32-33
Ремонт бензопил Husqvarna
срочный ремонт
вызов курьера
Марата, 51
Гекс Сервис
8 (831) 413-55-29
Ремонт бензопилы Хускварна
Светлогорский проезд, 3 к2
Свой Дом-НН
8 (831) 288-87-27
Ремонт бензопилы Хускварна
ул. Бекетова 13ж
MECHANIC
8 (908) 725-28-72
Ремонт бензопил Husqvarna
ул. Ларина, д. 12л
MachineStore
8 (831) 412-98-64
Ремонт бензопилы Хускварна
Печёрский Съезд, 18
Загружается…
Быстрая заявка на ремонт бензопилы
Средние цены на ремонт бензопил в Нижнем Новгороде
Профилактика (чистка, продувка и т.п.)
от 500 до 3 500 pyб.
Регулировка или ремонт карбюратора
от 500 до 3 200 pyб.
Замена поршневой или коленвала
от 900 до 3 900 pyб.
Замена винтов, гаек, свечи, фильтров и т.п.
от 300 до 5 300 pyб.
Указанные цены приблизительны. Окончательная стоимость зависит от многих факторов: распространённости модели, наличия запчастей, ремонтопригодности конкретной модификации и т. п. Также обязательно нужно уточнять у сервисного центра, включена ли стоимость запчастей в итоговую сумму: некоторые компании публикуют на сайте только стоимость работ, без учёта стоимости запчастей, а некоторые пишут полную стоимость.
Универсальный совет: всегда просите согласовывать с вами полную стоимость ремонта до начала любых работ. По закону сервисные центры и мастера обязаны это делать, но в стремлении заработать нечестно, игнорируют это требование. Честные работают только так: сначала согласованная сумма и состав работ, потом ремонт, потом оплата (возможно, частичная предоплата).
Учитывайте, что бесплатная диагностика бензопилы может оказаться платной, если вы откажетесь от ремонта в данном сервисном центре. Уточняйте этот момент отдельно до начала диагностики.
Ещё немного о ценах
неисправности пилы Хускварна 142, 365, 240, инструкция по ремонту и разборке
Бензопила является незаменимым помощником для каждого настоящего хозяина.
С момента появления инструмента его популярность стремительно возрастала.
Так, бензопила Хускварна 142 обладает высокой функциональностью. Она широко используется не только в лесном хозяйстве, но и на приусадебных участках.
Выбрать бензопилу довольно легко. Так, лучше всего обратить внимание на известные бренды, такие как Хускварна. Эта компания производит широкую линейку такого инструмента. Хускварна 240 и другие модели обладают высоким качеством и функциональностью. Но, к сожалению, даже такие инструменты не застрахованы от поломок.
Возможные неисправности
После того как в доме появилась бензопила, многие хозяева с облегченностью вздохнули.
Ведь, этот инструмент позволяет решать сложные задачи довольно быстро и легко.
Но, здесь стоит учитывать, что бензопила часто выходит из строя. Это связано с тем, что она подвергается большим нагрузкам во время эксплуатации. Поэтому нужно всегда быть готовым к устранению поломок.
Сегодня есть большое количество мастерских, которые предлагают свои услуги по ремонту бензопил и других инструментов. Но, это не значит, что при возникновении неисправности нужно сразу же бежать в ремонтную мастерскую.
Некоторые неисправности можно устранить своими руками. Для этого нужно просто знать основные причины возникновения поломок и способ их устранения.
Так, в процессе частого использования инструмента могут возникать поломки:
карбюратора;
глушителя;
масляного насоса;
системы зажигания и подачи топлива.
Каждую из этих поломок можно устранить собственными руками. Главное – это знать последовательность работ при устранении той или иной неисправности.
Система зажигания
Если инструмент вдруг перестал работать, то первое, что нужно проверить, так это систему зажигания. И начать нужно со свечи.
Выполнять работы нужно очень аккуратно. Для этого используется специальный крючок. Для начала нужно отсоединить провод и извлечь свечу.
Если она сухая, то это значит, что в цилиндр не поступает топливо.
Если же на ней есть брызги, то поломка может крыться в карбюраторе или в правиле запуска. Чтобы устранить поломку, нужно протереть свечу и перекрыть подачу топлива. После этого запускается стартер.
Таким образом, выполняется проветривание камеры сгорания и удаление излишков топлива. После этого свеча устанавливается на место и бензопила запускается.
Если на свечи есть нагар, то это свидетельствует о том, что бензопила хускварна 137 работает на низкокачественном топливе. Также нагар образуется в результате неправильного соотношения топлива и масла. Для того чтобы инструмент проработал как можно дольше, нужно тщательно изучить инструкцию по эксплуатации.
Если на свече есть нагар, то его нужно аккуратно удалить. Для этого можно использовать шило. Электроды аккуратно натираются шкуркой. После этого ее устанавливают на место. Также нужно залить топливо, которое рекомендуется использовать для данной модели бензопилы.
Неполадки в системе подачи топлива
Если инструмент не работает, то это может быть связано с тем, что в цилиндр не поступает топливо.
Прежде всего, нужно проверить топливный фильтр на уровень загрязненности. Чтобы проверить это, нужно снять топливный шланг и проверить насколько быстро течет топливо.
Если оно подается под небольшим напором, то проблема заключается именно в фильтре.
В этом случае нужно очистить фильтр. Он достается непосредственно через бак. Фильтр очищается и устанавливается назад. Его промывают под струей чистой воды.
После этого фильтр высушивается и аккуратно устанавливается назад. Чтобы в дальнейшем предотвратить возникновение такой неполадки, необходимо периодически проводить очистку фильтра.
Если очистка фильтра не дала положительного результата, то стоит обратить внимание на сапун. Засорение этого отверстия приводит к тому, что в карбюратор поступает недостаточное количество воздуха.
Совет специалиста: при устранении таких неисправностей необходимо использовать инструкцию, это позволит предотвратить возникновение более серьезных поломок.
Неисправность глушителя и карбюратора
При частом использовании бензопилы могут возникнуть неисправности глушителя. Определить это очень просто.
Если инструмент работает нормально, а при увеличении оборотов начинает глохнуть, то причина заключается в искрогасителе.
Чаще всего поломка этого элемента в результате засорения отходами сгорания. Решить эту проблему можно легко собственными руками.
Прежде всего, нужно снять глушитель и разобрать его. Здесь стоит учесть, что в некоторых моделях искрогасители не разбираются. После этого глушитель чиститься от нагара. Для этого используют специальные моющие средства.
Когда нагар будет устранен, искрогаситель высушивается с помощью фена. На завершающем этапе глушитель устанавливается на место.
Что касается карбюратора, то его настройку и ремонт можно провести в домашних условиях. Но, чтобы выполнить такие работы качественно, необходимо знать строение карбюратора и принцип его ремонта.
Некачественный ремонт может привести к серьезным повреждениям устройства. Поэтому специалисты рекомендуют выполнять его настройку и ремонт в специальных мастерских.
Как видно, многие неисправности бензопилы модно устранить собственными руками. Но чтобы сделать это, нужно обладать определенной информацией. Если вы не уверены в своих силах, то лучше обратиться за помощью к специалистам.
Смотрите видео, в котором специалист подробно показывает процесс разборки-сборки для ремонта своими руками бензопилы Хускварна 142:
Автор: DmitriiG
Распечатать
Оцените статью:
(10 голосов, среднее: 2. 7 из 5)
Поделитесь с друзьями!
Бензопилы и воздуходувки Husqvarna Ремонт малых двигателей Джека Алачуа, Флорида (386) 462-2882
Бензопилы и воздуходувки Husqvarna Ремонт малых двигателей Джека Алачуа, Флорида (386) 462-2882
Дом
Бензопилы и воздуходувки Husqvarna
Природа встретила достойного соперника.
Выберите бензопилу или воздуходувку Husqvarna для самых сложных проектов.
От валки больших деревьев до эффективного сбора листьев во дворе — выбирайте Husqvarna. Благодаря стабильной мощности и чрезвычайной долговечности вы можете доверять Husqvarna, который поможет вам с легкостью справиться с самыми сложными задачами на открытом воздухе.
Компания Jack’s Small Engine Repair предлагает полную линейку бензопил и воздуходувок Husqvarna для всех ваших проектов на открытом воздухе. Сейчас самое время покупать, поэтому не стесняйтесь просматривать наше самое популярное оборудование ниже или зайти сегодня, чтобы забрать свое домой. Кроме того, ознакомьтесь с приведенными ниже полезными советами и рекомендациями, чтобы убедиться, что вы используете свое новое оборудование Husqvarna правильно и безопасно.
Shop Husqvarna
Schedule Service
Contact Us
Shop Our Selection of Husqvarna Equipment
Shop Husqvarna Chainsaws
Shop Husqvarna Blowers
Chainsaw Safety Tips
Оборудование безопасности
Убедитесь, что вы правильно одеты и понимаете функции безопасности вашей бензопилы. Все бензопилы Husqvarna оснащены инерционным цепным тормозом. Если происходит отдача и кончик шины выталкивается вверх, инерция передней защиты должна мгновенно активировать цепной тормоз, чтобы остановить цепь.
Безопасность на месте
Когда вы приедете на рабочую площадку, пора планировать вырубку! Изучите дерево, чтобы увидеть, не повреждено ли оно гнилью или трещинами. Дерево наклонилось? В каком направлении следует валить дерево, имея в виду вашу будущую работу?
Работа с пилой
Использование надлежащих методов сведет к минимуму риск травм или деформации. Полностью обхватите рукоятки большими и указательными пальцами и держите большой палец левой руки под передней рукояткой, чтобы уменьшить силу отдачи. Кроме того, примите правильное положение: оптимальное рабочее положение — левая нога впереди правой и колени, а не спина, согнуты. Наконец, не бойтесь пилы. Держите его близко к телу, чтобы добиться баланса и точности.
Свяжитесь с отделом по ремонту и продаже оборудования для малых двигателей Jack’s
Позвольте нам подобрать оборудование, соответствующее вашим потребностям. Пожалуйста, не стесняйтесь обращаться к нам по телефону (386) 462-2882 (Алачуа, Флорида).
Как отремонтировать бензопилу Husqvarna со срезанной шпонкой маховика | На главную Руководства
Амелия Аллонси
Husqvarna представила свою первую бензопилу модели Husqvarna 90 в 1959 году и продолжает производить качественные бензопилы для домашнего и промышленного использования. В бензопилах используется шпонка маховика, чтобы удерживать маховик на коленчатом валу, но быстрая остановка двигателя может срезать шпонку маховика. Ключ предназначен для разрыва, чтобы принудительно отключить двигатель и предотвратить внутреннее повреждение двигателя, но его необходимо заменить, прежде чем вы сможете продолжить использование бензопилы. Зазор между модулем зажигания и маховиком должен быть отрегулирован правильно, чтобы компоненты маховика могли нормально срабатывать при запуске бензопилы.
Снятие маховика
Открутите четыре винта крышки цилиндра двигателя с помощью отвертки с плоской головкой. Потяните крышку цилиндра двигателя с верхней части двигателя, чтобы получить доступ к свече зажигания и проводу свечи зажигания. Крышка цилиндра двигателя находится на самом верху бензопилы под верхней ручкой.
С помощью торцевого ключа открутите четыре болта узла стартера тягового троса двигателя. Сдвиньте пусковой трос двигателя в сборе со стороны двигателя бензопилы, чтобы получить доступ к модулю зажигания, проводу свечи зажигания и направляющей кабеля выключателя останова. Тросовый стартер двигателя в сборе находится с левой стороны двигателя бензопилы, если смотреть на цепную пилу с места оператора.
Поверните резиновый чехол свечи зажигания, потянув, чтобы освободить провод свечи зажигания от свечи зажигания. Отсоедините провод свечи зажигания и провода выключателя остановки двигателя от направляющей троса вручную. Выньте провода свечи зажигания и выключателя остановки двигателя из направляющих тросов, удерживающих зажимы.
Отверните три болта крепления направляющей троса с помощью торцевого ключа, чтобы получить доступ к модулю зажигания и маховику двигателя. Вытяните направляющую кабеля со стороны двигателя и отложите в сторону.
С помощью торцевого ключа открутите два болта крепления модуля зажигания. Сдвиньте крепежные болты модуля зажигания с провода заземления модуля зажигания и черного выключателя остановки. Слегка приподнимите модуль зажигания с двигателя бензопилы. Отсоедините синий провод выключателя остановки от вывода модуля зажигания вручную. Вытащите модуль зажигания из двигателя бензопилы. Модуль зажигания бензопилы имеет провод свечи зажигания как единое целое.
Снимите свечу зажигания с головки блока цилиндров двигателя бензопилы с помощью свечной головки и ключа с храповым механизмом. Вверните инструмент для остановки поршня в отверстие для свечи зажигания в головке блока цилиндров двигателя бензопилы. Слегка затяните стопор поршня гаечным ключом. Ограничитель поршня предотвращает перемещение поршня вверх или вниз, проворачивая коленчатый вал и позволяя ослабить гайку маховика.
Ослабьте гайку маховика двигателя бензопилы торцевым ключом. Отвинтите гайку маховика до тех пор, пока гайка маховика не станет заподлицо с концом коленчатого вала, чтобы можно было установить съемник маховика двигателя.
Поверните центральный болт съемника маховика двигателя против часовой стрелки вручную, чтобы ослабить болт настолько, чтобы губки съемника маховика вошли под маховик.
Установите центральный болт съемника маховика на конец коленчатого вала двигателя бензопилы. Вставьте загнутые концы губок съемника маховика под маховик. Совместите каждую губку съемника с магнитами на маховике для правильной установки инструмента и предотвращения поломки ребер охлаждения маховика.
Затяните центральный болт съемника маховика на два-три оборота с помощью гаечного ключа. Ударьте по верхней части центрального болта съемника маховика латунным молотком или молотком с шаровым бойком, чтобы снять маховик с коленчатого вала двигателя. Снимите съемник маховика. Отверните гайку крепления маховика и снимите плоскую шайбу с верхней части маховика двигателя. Снимите маховик с коленчатого вала двигателя после снятия стопорной гайки и плоской шайбы.
Замена шпонки маховика и установка маховика
Установите маховик на плоскую рабочую поверхность ребрами охлаждения маховика вверх. Вставьте небольшой латунный пробойник в отверстие коленчатого вала в маховике, поместив латунный пробойник напротив шпонки маховика. Ударьте по латунному пуансону молотком со сферическим бойком, чтобы выбить сломанную шпонку из маховика. Поместите латунный штамп против шпонки маховика на коленчатом валу, если шпонка маховика находится на коленчатом валу, а не внутри маховика. Ударьте по латунному пуансону молотком со сферическим бойком, чтобы выбить шпонку маховика из паза коленчатого вала.
Вставьте новую шпонку маховика в шпоночный паз вручную или с помощью длинных острогубцев. Шпоночный паз маховика находится внутри отверстия коленчатого вала маховика. Наденьте маховик на коленчатый вал, совместив шпонку маховика с пазом на боковой стороне коленчатого вала двигателя. Плотно наденьте маховик рукой на коленчатый вал двигателя.
Наденьте плоскую шайбу на коленчатый вал двигателя на верхнюю часть маховика. Наверните гайку крепления маховика на коленчатый вал; завершите затяжку стопорной гайки маховика с усилием от 25 до 30 ньютон-метров или от 18 до 22 футо-фунтов с помощью динамометрического ключа и гнезда. С помощью гаечного ключа отвинтите стопор поршня от головки блока цилиндров двигателя.
Вставьте крепежный болт верхнего модуля зажигания через черный заземляющий провод выключателя остановки. Установите модуль зажигания рядом с маховиком. Вставьте болты крепления модуля зажигания через модуль зажигания. Затяните крепежные болты модуля зажигания вручную, чтобы удерживать зажигание рядом с маховиком. Поверните маховик так, чтобы магниты маховика коснулись контактов модуля зажигания.
Вставьте 0,3-миллиметровый щуп между маховиком и двумя нижними штырями модуля зажигания. Щуп регулирует модуль зажигания в соответствии с воздушным зазором маховика, обеспечивая правильный угол опережения зажигания и работу двигателя. Завершите затяжку крепежных болтов модуля зажигания с усилием от 4 1/2 до 6 ньютон-метров или от 3 до 4 1/2 футо-фунтов с помощью динамометрического ключа и гнезда. Вручную закрепите синий провод на клемме модуля зажигания.
Установите направляющую троса над маховиком на корпус двигателя. Вверните три болта крепления направляющей троса с помощью торцевого ключа, чтобы удерживать направляющую троса на месте. Вставьте провода свечи зажигания и выключателя останова в направляющие зажимы троса. Вверните свечу зажигания в головку цилиндра двигателя вручную. Завершите затяжку свечи зажигания до 15 ньютон-метров или 11 футо-фунтов с помощью динамометрического ключа и гнезда для свечи зажигания. Наденьте провод свечи зажигания на свечу зажигания.
Сдвиньте узел стартера двигателя с тяговым тросом на сторону картера двигателя. Завершите затяжку стопорных болтов узла пускового троса с усилием от 2 1/2 до 3 1/2 ньютон-метров или от 1 1/2 до 2 1/2 фут-фунтов с помощью динамометрического ключа и гнезда. Наденьте крышку цилиндра двигателя на верхнюю часть двигателя и окончательно затяните винты крепления цилиндра двигателя с помощью отвертки с плоской головкой.
Каталожные номера
Husqvarna: 340, 345, 350, 346XP, 351 Руководство по ремонту
Husqvarna: Информация о
Советы
Несмотря на то, что для извлечения срезанной шпонки маховика необходим молоток со сферической головкой, будьте осторожны, чтобы не ударить молотком по маховику, поскольку можно легко деформировать алюминиевый маховик.
Уважаемые Клиенты! В связи со сложившейся ситуацией, просим Вас актуальные цены на продукцию уточнять у персональных менеджеров. Благодарим за взаимопонимание и сотрудничество!
Найти
Kорзинa
(пуста)
Светотехника
Аварийное и ориентационное освещение
Аксессуары для светотехники и вспомогательное оборудование
Пускорегулирующая аппаратура и устройства питания для световых приборов
Трансформаторы для низковольтных систем освещения, блоки защиты ламп
Прожекторы и светильники направленного света
Прожектор, Светильник направленного света
Прожектор, светильник для освещения строительных площадок (переносной)
Прожектор , Светильник направленного света
Светильники настенно-потолочные
Светильники линейные, для модульных и магистральных систем освещения
Прожектор галогенный ИО 01-500 Алатырь 500Вт IP65 | 1040150060| Элетех поставляется под заказ,
срок изготовления уточняется по запросу.
Цена прожектора галогенного ИО 01-500 Алатырь 500Вт IP65 | 1040150060| Элетех R7s корпус литого упак.) ИУ зависит от общего объема заказа,
для формирования максимально выгодного предложения, рекомендуем высылать полный перечень требуемого товара.
Главная » Оборудование для HoReCa » Электрика и Свет » Прожекторы » Прожектор на штативе, 2м Camelion FLS-500/2
Описание Характеристики Отзывы (0)
Прожектор на штативе, 2м Camelion FLS-500/2 предназначен для освещения внешней территории, например футбольное поле, склад, автостоянка. Прожектор состоит из 2 плафонов и штатива. Работают от галогенных лампочек, а штатив крепится к треноге, наличие которой обеспечивает устойчивость конструкции. Корпус прожектора выполнен из алюминиевого сплава, стойкого к коррозии. Штатив выполнен из высокопрочной стали. Термостойкие стекла прожектора защищены металлической решеткой от разбивания.
Технические характеристики галогенного прожектора Camelion FLS-500/2 2х500Вт, на штативе 2м
Мощность светильника, Вт500
Напряжение питания, В220
Тип лампыгалогенная
Датчик движениянет
Материал корпусаметалл
Датчик освещенностинет
Датчик присутствиянет
Датчик шуманет
Способ установкина треноге
Габариты, мм580х245х185
ЦокольR7s
Количество ламп1
Устойчивость к перепадам напряжениянет
Степень защитыIP54
Комплектация *
Штатив на треноге — 1шт;
Галогенная лампа J118- 2шт.
Параметры упакованного товара
Единица товара: Штука
Вес, кг: 4,50
Габариты, мм: 630 x 245 x 185
Технические характеристики
Габариты
630 x 245 x 185 мм
Вес (кг)
4,5
Написать отзыв
Ваше Имя:
Ваш отзыв:
Внимание: HTML не поддерживается! Используйте обычный текст.
Единственная трудность в организации крупномасштабного мероприятия — заставить всех найти нужное место. А мы умеем, Прожекторы!
Прожекторная реклама — отличный способ сообщить всем, где проходит ваше мероприятие. Сверхяркие потоки света, пронзающие воздух на многие километры, всегда делают свое дело. Небесные лучи прожектора питаются от мощных ламповых систем и специально разработанных оптических профилей, которые выпускают в воздух сверхъяркие толстые лучи света, чтобы показать всем, где происходит действие, и упростить поиск вашего местоположения
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
ПРОДАЖА
ПРОДАЖА
ПРОДАЖА
ПРОДАЖА
ПРОДАЖА
ПРОДАЖА
ПРОДАЖА
ПРОДАЖА
ПРОДАЖА
Феб
|
артикул: СЛ-32002-ПД
Phoebus Solutions 500 Светодиодный прожектор сверхдальнего действия
Solutions 500 представляет собой новый стандарт использования светодиодных источников света в приложениях со сверхдальним светом. Никогда раньше не было прибора, обеспечивающего исключительную яркость на расстоянии до 750 футов. Приложения включают в себя:…
Было:
$8 200,00
Сейчас:
6 500,00 $
Добавить в корзину
Сравнивать
ПРОДАЖА
Фантом Динамика
|
артикул: Саванна
Прожекторы Savanna Xenon Skybeam
Системы Savanna Searchlight идеально подходят для концертных туров, живых мероприятий или архитектурных приложений. Прожектор Savanna может быть сконфигурирован как полностью автоматизированный или статический ксеноновый световой люк. Прожектор Savanna оснащен инновационной ксеноновой лампой…
SkyTracker SLX – это однолучевые фиксированные прожекторы, используемые для создания привлекающих внимание лучей света. Положение лампы можно зафиксировать с помощью узла двойной наклонной пластины. Система SkyTracker SLX защищена от дождя при работе с вертикальной…
SkyLights — это однолучевые фиксированные прожекторы, используемые для создания привлекающих внимание лучей света. STX1 — это полноповоротный ксеноновый прожектор с одной головкой, излучающий луч, видимый на многие мили. Он движется по привлекающему внимание овальному рисунку. Сметающий луч…
SkyTracker MiniTracker — это компактный полноповоротный металлогалогенный прожектор с одной головкой, излучающий хорошо видимый когерентный луч света. SkyTracker MiniTracker движется по непрерывной и привлекающей внимание круговой схеме. Подметание…
ПРОДАЖА
Скайтрекер
|
артикул: СТХ4-2000
Четырехголовый прожектор SkyTracker STX4 Full Motion
SkyTracker STX4 — полноповоротные прожекторы с четырьмя головками, излучающие четыре луча света, видимых на многие мили. Он движется по схеме «клеверного листа», что достигается за счет уникальной конструкции изогнутого вала. Сметающие лучи…
ПРОДАЖА
Феб
|
артикул: Silverbeam-360-PSL
Silverbeam 360 Вращающийся прожектор высокой интенсивности
Представляем вращающийся прожектор Silverbeam 360, последнее дополнение к инновационной линейке осветительных приборов Phoebus Manufacturing. Новейший член нашей популярной линейки ксеноновых прожекторов SILVERBEAM специально разработан для круглогодичного…
ПРОДАЖА
Феб
|
артикул: PSC850-20-AER
Вращающийся прожектор Silverbeam Cirrus мощностью 200 миллионов свечей
Cirrus — это полностью автономная, защищенная от непогоды прожекторная система, разработанная в первую очередь для использования в аренде и рекламе. Cirrus имеет непрерывное моторизованное вращение на 360 градусов с переменной скоростью и регулируемый наклон головы. Cirrus…
Прожектор Skybeam Laser Cannon В ШЕСТЬ РАЗ более заметен, чем самый яркий обычный прожектор – этот ЛАЗЕР виден с огромных расстояний! Лазерная космическая пушка — самый яркий лазер в мире мощностью более 500 Вт (это… 9).0007
Сравнить выбранные
?
Прожектор RCL-300A — ACR ARTEX
Сдвоенные металлогалогенные газоразрядные лампы мощностью 35 Вт создают прожектор с узким лучом, который идеально подходит для больших спортивных яхт и мега-яхт, а также крупных спортивных и коммерческих судов. Прожектор RCL-300A предназначен для повышения безопасности на море при работе в ночное время. Его также легко использовать с коммерческим джойстиком, который имеет рейтинг IP 69K и подсветку.
Он загерметизирован и обработан, чтобы выдерживать морскую среду, и всеми функциями можно управлять с помощью прилагаемого Point Pad™ и главного контроллера (можно установить до трех пультов дистанционного управления).
Внутренний механизм возвышения обеспечивает регулировку угла наклона луча прожектора; защищает подъемный механизм от непогоды
Включает сенсорный пульт дистанционного управления Point Pad™; в системе может быть установлено до трех удаленных устройств Point Pad™; включены варианты монтажа на поверхности/заподлицо
Прочный герметичный корпус из морского алюминия с тройной грунтовкой
Функция
XRCiZ™ позволяет вращать и перемещать световой блок каждые 30 дней с момента активации, чтобы все поверхности подшипников не подвергались коррозии, а все электрические контакты оставались в рабочем состоянии
Устойчивая к соленой воде конструкция с нейлоновыми и фенольными шайбами, винты из алюминированной нержавеющей стали с изолирующей смазкой
Жгут проводов в комплекте
* Двойные металлогалогенные газоразрядные газоразрядные лампы мощностью 35 Вт обеспечивают более 500 тыс. CD каждая и 1 миллион эффективных CD в сочетании.
Двойные металлогалогенные лампы мощностью 35 Вт, срок службы 1000 часов
Входное напряжение
12–24 В постоянного тока, потребляемый ток
Запуск
25 А при 12 В, рабочая 8 А при 12 В
Размеры коробки
20,5” x 14,25” x 19. 25”
Вес коробки
40 фунтов
Диаметр основания (без пьедестала)
9 дюймов (23 см)
СРОК ГАРАНТИИ: 1 ГОД
На данное изделие распространяется гарантия отсутствия заводских дефектов материалов и изготовления сроком на 1 (один)* год с даты покупки или получения в подарок. В течение гарантийного периода компания ACR Electronics, Inc. отремонтирует или, по своему усмотрению, заменит устройство бесплатно за работу, материалы или обратную транспортировку.
Для получения дополнительной помощи обращайтесь в наш отдел технической поддержки по телефону:
ACR Electronics, Inc. 5757 Ravenswood Road Fort Lauderdale, FL 33312-6645.
Электронная почта: [email protected], факс: +1 (954) 983-5087, телефон: +1 (954) 981-3333. или в результате обслуживания или модификации не производителем. КОМПАНИЯ НЕ ПРЕДОСТАВЛЯЕТ НИКАКИХ ЗАЯВЛЕНИЙ ИЛИ ГАРАНТИЙ ЛЮБОГО РОДА, ЯВНЫХ ИЛИ ПОДРАЗУМЕВАЕМЫХ, В ОТНОШЕНИИ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ ИЛИ ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ, ИЛИ ЛЮБЫХ ДРУГИХ ВОПРОСАХ В ОТНОШЕНИИ ЭТОГО ПРОДУКТА, если иное прямо не указано в предыдущем абзаце. Компания не несет ответственности за косвенный или особый ущерб. Для вступления гарантии в силу выберите форму выше и заполните ее полностью. Или вы можете заполнить регистрационную карточку, сопровождающую ваш продукт (если применимо), которую необходимо вернуть в ACR Electronics, Inc. в течение десяти дней с момента покупки.
*Пять лет для следующих продуктов: EPIRB, PLB, S-VDR, SSAS.
Как я могу получить запасную лампу для моего прожектора ACR?
Обычно лампочку можно приобрести у местного дилера ACR. Если ваш дилер не может поставить лампочку, вы всегда можете получить ее у ACR, отправив электронное письмо по адресу [email protected] или воспользовавшись формой обратной связи.

 02.2019
02.2019 Кому-то больше подойдет короткий ключ, кому-то подлиннее вроде этой модели. Ну и храните его в сухом закрытом месте. Если он просто где-то на улице будет храниться или в открытом помещении, то в скором времени все неокрашенные части инструмента начнут покрываться коррозией, которую потом вывести с него не так-то просто
Кому-то больше подойдет короткий ключ, кому-то подлиннее вроде этой модели. Ну и храните его в сухом закрытом месте. Если он просто где-то на улице будет храниться или в открытом помещении, то в скором времени все неокрашенные части инструмента начнут покрываться коррозией, которую потом вывести с него не так-то просто Изначально рассмотрели несколько бюджетных моделей. Потом я предложил посмотреть что-то подороже и он мне предложил эту. Сразу сказал, что в отличие от рассмотренных ранее вариантов, данная модель трубного ключа соответствует каким-то там федеральным стандартам, что говорит о высоком качестве. Наощупь ключ очень приятный, удобно сидит в руке. Когда первый раз держал в руках, чувствовалось, что из какого-то качественного металла корпус сделан. А сделан он из чугуна) В конструкции, конечно, ничего уникального нет. Стандартный вариант, проверенный годами, который реально позволяет повысить свою рабочую эффективность. Вспомогательные детали типа верхней щеки или делений шкалы верхней щеки делают работу удобнее. Первая обеспечивает быстрый захват трубы, а второе – позволяет делать примерные замеры труб прямо в процессе работы. Про гайку – вообще отдельный разговор. Возможно, раньше я просто плохие инструменты использовал, но даже подумать не мог, что регулировка гайки может быть такой простой! Здесь это все делается настолько легко и быстро, что в первые разы я даже не понимал, как смог так переборщить с регулировкой) Ну и конечно, отдельным плюсом будут сменные детали ключа.
Изначально рассмотрели несколько бюджетных моделей. Потом я предложил посмотреть что-то подороже и он мне предложил эту. Сразу сказал, что в отличие от рассмотренных ранее вариантов, данная модель трубного ключа соответствует каким-то там федеральным стандартам, что говорит о высоком качестве. Наощупь ключ очень приятный, удобно сидит в руке. Когда первый раз держал в руках, чувствовалось, что из какого-то качественного металла корпус сделан. А сделан он из чугуна) В конструкции, конечно, ничего уникального нет. Стандартный вариант, проверенный годами, который реально позволяет повысить свою рабочую эффективность. Вспомогательные детали типа верхней щеки или делений шкалы верхней щеки делают работу удобнее. Первая обеспечивает быстрый захват трубы, а второе – позволяет делать примерные замеры труб прямо в процессе работы. Про гайку – вообще отдельный разговор. Возможно, раньше я просто плохие инструменты использовал, но даже подумать не мог, что регулировка гайки может быть такой простой! Здесь это все делается настолько легко и быстро, что в первые разы я даже не понимал, как смог так переборщить с регулировкой) Ну и конечно, отдельным плюсом будут сменные детали ключа. То есть в случае выхода из строя какой-нибудь движущейся детали, можно купить такую же в фирменном магазине и поменять. Конечно, если ключ на две части разломать, то вряд ли фирменный магазин может чем-то помочь. Я пользуюсь этим ключом уже полтора года. Очень нравится, помогает в работе, поэтому я уверенно ставлю ему 5 баллов!
То есть в случае выхода из строя какой-нибудь движущейся детали, можно купить такую же в фирменном магазине и поменять. Конечно, если ключ на две части разломать, то вряд ли фирменный магазин может чем-то помочь. Я пользуюсь этим ключом уже полтора года. Очень нравится, помогает в работе, поэтому я уверенно ставлю ему 5 баллов! Мы даже в действии проверили модели от нескольких производителей и данный инструмент понравился мне больше по качеству и удобству в работе. Уже потом, когда я начал им активно пользоваться, все подтвердилось: он реально очень удобен в работе и лучше него инструмент вряд ли получится найти. Удобство здесь прослеживается во всем. Губки-захваты работают отлично и без труда «ловят» любые детали, какая бы поверхность у них не была. Ручка тоже хорошо продумана. Она имеет хорошую длину, что позволяет откручивать все, что угодно, не затрачивая при этом много сил и времени. Если говорит о конструкции, то она очень простая, но при этом продуманная. Когда деталь уже захвачена и началось прокручивание подвижной головки, деталь намертво фиксируется ключом. Даже если поверхность детали будет очень скользкой, я ничего не чувствую, потому что зубья четко фиксируют её и не дают выскочить. Рукоятка инструмента имеет резиновую накладку. Это позволяет работать даже в жару, когда руки сильно потеют. При взаимодействии с резиновой накладкой они просто не соскальзывают с рукояти.
Мы даже в действии проверили модели от нескольких производителей и данный инструмент понравился мне больше по качеству и удобству в работе. Уже потом, когда я начал им активно пользоваться, все подтвердилось: он реально очень удобен в работе и лучше него инструмент вряд ли получится найти. Удобство здесь прослеживается во всем. Губки-захваты работают отлично и без труда «ловят» любые детали, какая бы поверхность у них не была. Ручка тоже хорошо продумана. Она имеет хорошую длину, что позволяет откручивать все, что угодно, не затрачивая при этом много сил и времени. Если говорит о конструкции, то она очень простая, но при этом продуманная. Когда деталь уже захвачена и началось прокручивание подвижной головки, деталь намертво фиксируется ключом. Даже если поверхность детали будет очень скользкой, я ничего не чувствую, потому что зубья четко фиксируют её и не дают выскочить. Рукоятка инструмента имеет резиновую накладку. Это позволяет работать даже в жару, когда руки сильно потеют. При взаимодействии с резиновой накладкой они просто не соскальзывают с рукояти. Там же есть специальное ушко, за которое можно подвесить ключ. Но я нашел решение ещё круче: сделал специальную петлю из веревки, которую вешаю на шею и могу спокойно работать на высоте. Даже если ключ выскользнет из моих рук, то вниз все равно не улетит. Это очень удобно, как мне кажется. Из минусов я выделил только коррозию инструмента. Но коррозией покрываются только те элементы, на которые не нанесена краска. Пару раз я уже зачищал ключ от ржавчины, последний раз покрыл его антикоррозийным составом, пока что появление ржавчины остановилось, посмотрю, что дальше будет
Там же есть специальное ушко, за которое можно подвесить ключ. Но я нашел решение ещё круче: сделал специальную петлю из веревки, которую вешаю на шею и могу спокойно работать на высоте. Даже если ключ выскользнет из моих рук, то вниз все равно не улетит. Это очень удобно, как мне кажется. Из минусов я выделил только коррозию инструмента. Но коррозией покрываются только те элементы, на которые не нанесена краска. Пару раз я уже зачищал ключ от ржавчины, последний раз покрыл его антикоррозийным составом, пока что появление ржавчины остановилось, посмотрю, что дальше будет Об этой компании я слышал немного, но в основном только положительные отзывы и поэтому решил попробовать. Вообще в принципе такой инструмент является незаменимым помощником на любой производстве или в любой другой сфере. Нужно просто уметь с ним грамотно обращаться. Уже после первого рабочего дня я понял, что сам ключ сделан из очень качественно металла, потому что обладает высокой прочностью. Я точно знаю, что если будет какая-то острая необходимость, то его можно будет использовать в качестве ударного инструмента типа молотка и не бояться, что он сломается или где-то треснет. Быстрее треснет то, куда что-то забивается))
Об этой компании я слышал немного, но в основном только положительные отзывы и поэтому решил попробовать. Вообще в принципе такой инструмент является незаменимым помощником на любой производстве или в любой другой сфере. Нужно просто уметь с ним грамотно обращаться. Уже после первого рабочего дня я понял, что сам ключ сделан из очень качественно металла, потому что обладает высокой прочностью. Я точно знаю, что если будет какая-то острая необходимость, то его можно будет использовать в качестве ударного инструмента типа молотка и не бояться, что он сломается или где-то треснет. Быстрее треснет то, куда что-то забивается))
 Благодаря такому устройству ключ может ухватиться за любую поверхность без особых затруднений с моей стороны. И не важно, скользкая поверхность или нет, результат будет одним и тем же. Рукоятка здесь тоже очень удобная и обладает высокой прочностью. Все сделано так, что есть возможность надеть на неё дополнительную трубу. Это позволяет увеличить рычаг в особо сложных случаях. У нас на производстве был один случай, что мы на ключ нацепили шестиметровую трубу и !!!ВТРОЕМ!!! давили на неё. Задача была выполнена, а рукоятка при этом осталась в первоначальном виде, даже малейшего искривления геометрии я не обнаружил. Я вообще в шоке был)) Пока давили думал, ну все, новый ключ придется брать.
Благодаря такому устройству ключ может ухватиться за любую поверхность без особых затруднений с моей стороны. И не важно, скользкая поверхность или нет, результат будет одним и тем же. Рукоятка здесь тоже очень удобная и обладает высокой прочностью. Все сделано так, что есть возможность надеть на неё дополнительную трубу. Это позволяет увеличить рычаг в особо сложных случаях. У нас на производстве был один случай, что мы на ключ нацепили шестиметровую трубу и !!!ВТРОЕМ!!! давили на неё. Задача была выполнена, а рукоятка при этом осталась в первоначальном виде, даже малейшего искривления геометрии я не обнаружил. Я вообще в шоке был)) Пока давили думал, ну все, новый ключ придется брать. Ещё мне нравится, что ассортимент моделей такого ключа очень широкий у Ридгид. Я взял этот с 20-сантиметровой ручкой, мне его вполне хватает.
Ещё мне нравится, что ассортимент моделей такого ключа очень широкий у Ридгид. Я взял этот с 20-сантиметровой ручкой, мне его вполне хватает. Щеки и другие детали идентичны трубным ключам REKON для больших нагрузок.
Щеки и другие детали идентичны трубным ключам REKON для больших нагрузок.
 jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4wmzzbqbv7&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4wmzzbqbv7&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq4wmzzbqbv7&sr=everywhere»>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4wmzzbqbv7&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4wmzzbqbv7&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq4wmzzbqbv7&sr=everywhere»> jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4wmzzbqbv7&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4wmzzbqbv7&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq4wmzzbqbv7&sr=everywhere»>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4wmzzbqbv7&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4wmzzbqbv7&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq4wmzzbqbv7&sr=everywhere»> jsp?/category/rheem/_/N-zbrmod&n=zbq4wmzzbqbv7&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq4wmzzbqbv7&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq4wmzzbqbv7&sr=everywhere»>
jsp?/category/rheem/_/N-zbrmod&n=zbq4wmzzbqbv7&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq4wmzzbqbv7&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq4wmzzbqbv7&sr=everywhere»> jsp?/category/proflo/_/N-zbq6na&n=zbq4wmzzbqbv7&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbq4wmzzbqbv7&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbq4wmzzbqbv7&sr=everywhere»>
jsp?/category/proflo/_/N-zbq6na&n=zbq4wmzzbqbv7&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbq4wmzzbqbv7&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbq4wmzzbqbv7&sr=everywhere»> jsp?/category/victaulic/_/N-zbq6nz&n=zbq4wmzzbqbv7&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq4wmzzbqbv7&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq4wmzzbqbv7&sr=everywhere»>
jsp?/category/victaulic/_/N-zbq6nz&n=zbq4wmzzbqbv7&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq4wmzzbqbv7&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq4wmzzbqbv7&sr=everywhere»> org/ListItem» itemprop=»itemListElement»>
org/ListItem» itemprop=»itemListElement»>

 Уже осенью не будет никаких разговоров про политику. Всех будут интересовать только деньги», – сказал он.
Уже осенью не будет никаких разговоров про политику. Всех будут интересовать только деньги», – сказал он. Ведь что произошло? Европейцы наложили зеркальные санкции, подумав, что американцы поступят также. Американцы обещали это сделать, но, как мы видим, до исполнения обещания дело не дошло», – сказал Муртазин.
Ведь что произошло? Европейцы наложили зеркальные санкции, подумав, что американцы поступят также. Американцы обещали это сделать, но, как мы видим, до исполнения обещания дело не дошло», – сказал Муртазин.

 12.2016 Рубрика: Другое
12.2016 Рубрика: Другое 1 ст. 225 Гражданского кодекса РФ).
1 ст. 225 Гражданского кодекса РФ).

 cms.cnn.com/_components/paragraph/instances/paragraph_F57EF995-71E2-E09B-7377-6CAC7D2BEAD0@published» data-editable=»text» data-component-name=»paragraph»>
cms.cnn.com/_components/paragraph/instances/paragraph_F57EF995-71E2-E09B-7377-6CAC7D2BEAD0@published» data-editable=»text» data-component-name=»paragraph»> Из этой суммы оборудование на сумму 7,12 млрд долларов осталось в Афганистане после завершения вывода американских войск 30 августа 2021 года. Согласно отчету Министерства обороны США, оно включало самолеты, боеприпасы класса «воздух-земля», военную технику, оружие, средства связи и другие материалы. .
Из этой суммы оборудование на сумму 7,12 млрд долларов осталось в Афганистане после завершения вывода американских войск 30 августа 2021 года. Согласно отчету Министерства обороны США, оно включало самолеты, боеприпасы класса «воздух-земля», военную технику, оружие, средства связи и другие материалы. .


 США оставили 78 самолетов, закупленных для правительства Афганистана, в международном аэропорту Хамида Карзая в Кабуле до окончания вывода. Эти самолеты были демилитаризованы и выведены из строя до ухода американских военных, говорится в сообщении. Американские военные провели в августе небоевую эвакуацию из Афганистана, в основном через этот аэропорт.
США оставили 78 самолетов, закупленных для правительства Афганистана, в международном аэропорту Хамида Карзая в Кабуле до окончания вывода. Эти самолеты были демилитаризованы и выведены из строя до ухода американских военных, говорится в сообщении. Американские военные провели в августе небоевую эвакуацию из Афганистана, в основном через этот аэропорт. «Эксплуатационное состояние оставшихся машин» в Афганистане «неизвестно», говорится в сообщении.
«Эксплуатационное состояние оставшихся машин» в Афганистане «неизвестно», говорится в сообщении.

 Даже если два вилочных погрузчика были приобретены одновременно, их остаточный срок службы может сильно различаться.
Даже если два вилочных погрузчика были приобретены одновременно, их остаточный срок службы может сильно различаться.



 5.11. В ГРП, ГРПБ, ГРПШ и ГРУ должна быть предусмотрена система трубопроводов для продувки газопроводов и сброса газа от ПСК, который выводится наружу в места, где должны быть обеспечены безопасные условия для его рассеивания.
5.11. В ГРП, ГРПБ, ГРПШ и ГРУ должна быть предусмотрена система трубопроводов для продувки газопроводов и сброса газа от ПСК, который выводится наружу в места, где должны быть обеспечены безопасные условия для его рассеивания. Пункты редуцирования газа. Функциональные требования /
Пункты редуцирования газа. Функциональные требования /

 [ГОСТ Р 54960-2012, пункт 3.1.8]
[ГОСТ Р 54960-2012, пункт 3.1.8] [ГОСТ 27.002-89, статья 4.6]
[ГОСТ 27.002-89, статья 4.6]

 Начните с ответов на следующие пять вопросов:
Начните с ответов на следующие пять вопросов: Если его можно измельчить, измельчить, измельчить или смешать, скорее всего, мы это сделали. У нас есть более 10 000 отчетов об испытаниях, которые помогут вам быстро найти лучшее решение. Чтобы узнать больше о том, чего ожидать от тестирования, прочитайте нашу статью, опубликованную в журнале POWDER BULK ENGINEERING.
Если его можно измельчить, измельчить, измельчить или смешать, скорее всего, мы это сделали. У нас есть более 10 000 отчетов об испытаниях, которые помогут вам быстро найти лучшее решение. Чтобы узнать больше о том, чего ожидать от тестирования, прочитайте нашу статью, опубликованную в журнале POWDER BULK ENGINEERING. Основные типы ударных дробилок включают ударные дробилки с горизонтальным валом (HSI), измельчители с решетчатой мельницей и ударные дробилки с вертикальным валом (VSI).
Основные типы ударных дробилок включают ударные дробилки с горизонтальным валом (HSI), измельчители с решетчатой мельницей и ударные дробилки с вертикальным валом (VSI).

 Многие аспекты наших грануляторов Gran-U-Lizer выбираются на основе предполагаемого применения помола, включая гофры валков, передаточное отношение, герметичную конструкцию и другие.
Многие аспекты наших грануляторов Gran-U-Lizer выбираются на основе предполагаемого применения помола, включая гофры валков, передаточное отношение, герметичную конструкцию и другие.
 Свяжитесь со своим
Свяжитесь со своим
 К невозвратным товарам относятся:
К невозвратным товарам относятся: Стоимость этикетки для обратной доставки будет вычтена из суммы возврата.
Стоимость этикетки для обратной доставки будет вычтена из суммы возврата. Вместо этого, пожалуйста, следуйте приведенным ниже инструкциям, чтобы вернуть товар в соответствии с нашей Политикой онлайн-возврата.
Вместо этого, пожалуйста, следуйте приведенным ниже инструкциям, чтобы вернуть товар в соответствии с нашей Политикой онлайн-возврата.
 ● RadioShack.com приложит все разумные усилия, чтобы помочь вам с заменой, если таковая имеется, или будет выдан кредит магазина.
● RadioShack.com приложит все разумные усилия, чтобы помочь вам с заменой, если таковая имеется, или будет выдан кредит магазина.


 com , либо авторизованным франчайзи или дилером RadioShack. RADIOSHACK НЕ ПРЕДОСТАВЛЯЕТ ДРУГИХ ЯВНЫХ ГАРАНТИЙ.
com , либо авторизованным франчайзи или дилером RadioShack. RADIOSHACK НЕ ПРЕДОСТАВЛЯЕТ ДРУГИХ ЯВНЫХ ГАРАНТИЙ. radioshack.com/warranty. RadioShack по своему усмотрению, если иное не предусмотрено законом, (а) заменит продукт таким же или сопоставимым продуктом или (б) возместит стоимость покупки. Все замененные продукты, а также продукты, за которые произведен возврат средств, становятся собственностью RadioShack.
radioshack.com/warranty. RadioShack по своему усмотрению, если иное не предусмотрено законом, (а) заменит продукт таким же или сопоставимым продуктом или (б) возместит стоимость покупки. Все замененные продукты, а также продукты, за которые произведен возврат средств, становятся собственностью RadioShack.

 radioshack.com/warranty. RadioShack по своему усмотрению, если иное не предусмотрено законом, (а) заменит продукт таким же или сопоставимым продуктом или (б) возместит стоимость покупки. Все замененные продукты, а также продукты, за которые произведен возврат средств, становятся собственностью RadioShack.
radioshack.com/warranty. RadioShack по своему усмотрению, если иное не предусмотрено законом, (а) заменит продукт таким же или сопоставимым продуктом или (б) возместит стоимость покупки. Все замененные продукты, а также продукты, за которые произведен возврат средств, становятся собственностью RadioShack.
 Установите в держатель предохранителя, блок или зажим плавкого предохранителя серии Bussmann или приобретите доступные осевые выводы для сквозной установки. Быстродействующие предохранители Eaton ABC с керамической трубкой 1/4″ x 1-1/4″ разработаны с более высокими номиналами отключения и напряжения согласно UL 248-14 для защиты электронных цепей от перегрузки по току. Это предохранитель, соответствующий требованиям RoHS. Заказывайте предохранители в виде патронов и устанавливайте их в держатель предохранителей, блок или зажим плавких предохранителей серии Bussmann или приобретайте с доступными осевыми выводами для сквозной установки.
Установите в держатель предохранителя, блок или зажим плавкого предохранителя серии Bussmann или приобретите доступные осевые выводы для сквозной установки. Быстродействующие предохранители Eaton ABC с керамической трубкой 1/4″ x 1-1/4″ разработаны с более высокими номиналами отключения и напряжения согласно UL 248-14 для защиты электронных цепей от перегрузки по току. Это предохранитель, соответствующий требованиям RoHS. Заказывайте предохранители в виде патронов и устанавливайте их в держатель предохранителей, блок или зажим плавких предохранителей серии Bussmann или приобретайте с доступными осевыми выводами для сквозной установки.
 Эти устройства называются джойнтерами.
Эти устройства называются джойнтерами.
 В стране особое отношение к станкам и инструменту – все они заведомо должны быть очень высокого качества, рассчитаны на длительный срок эксплуатации, перерабатывать большие объемы древесины. Следование этим традициям и принципам позволило Kvarnstrands занять одно из передовых мест среди производителей деревообрабатывающего инструмента не только в Скандинавии, но и во всем мире.
В стране особое отношение к станкам и инструменту – все они заведомо должны быть очень высокого качества, рассчитаны на длительный срок эксплуатации, перерабатывать большие объемы древесины. Следование этим традициям и принципам позволило Kvarnstrands занять одно из передовых мест среди производителей деревообрабатывающего инструмента не только в Скандинавии, но и во всем мире.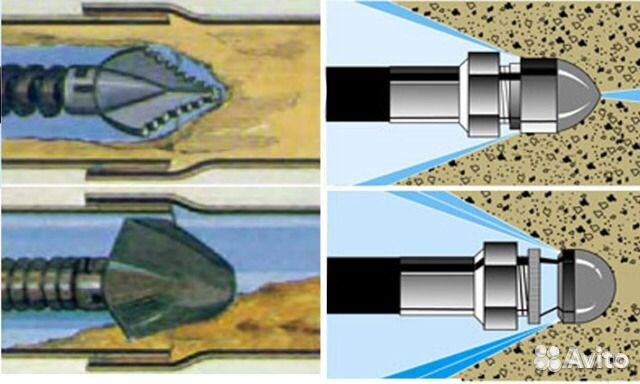
 Весь инструмент производится только в Швеции, что само по себе является гарантией качества.
Весь инструмент производится только в Швеции, что само по себе является гарантией качества. с. 1 белая вдова 8 недель цветения
с. 1 белая вдова 8 недель цветения  с. 1 белая вдова 8 недель цветения
с. 1 белая вдова 8 недель цветения 
 Хотя я подумываю о промывке, так как я слышал, когда вы смывается, растение съедает себя, бутоны набухают, а листья отмирают быстрее, так как оно чувствует, что время уходит… есть ли в этом правда?
Хотя я подумываю о промывке, так как я слышал, когда вы смывается, растение съедает себя, бутоны набухают, а листья отмирают быстрее, так как оно чувствует, что время уходит… есть ли в этом правда?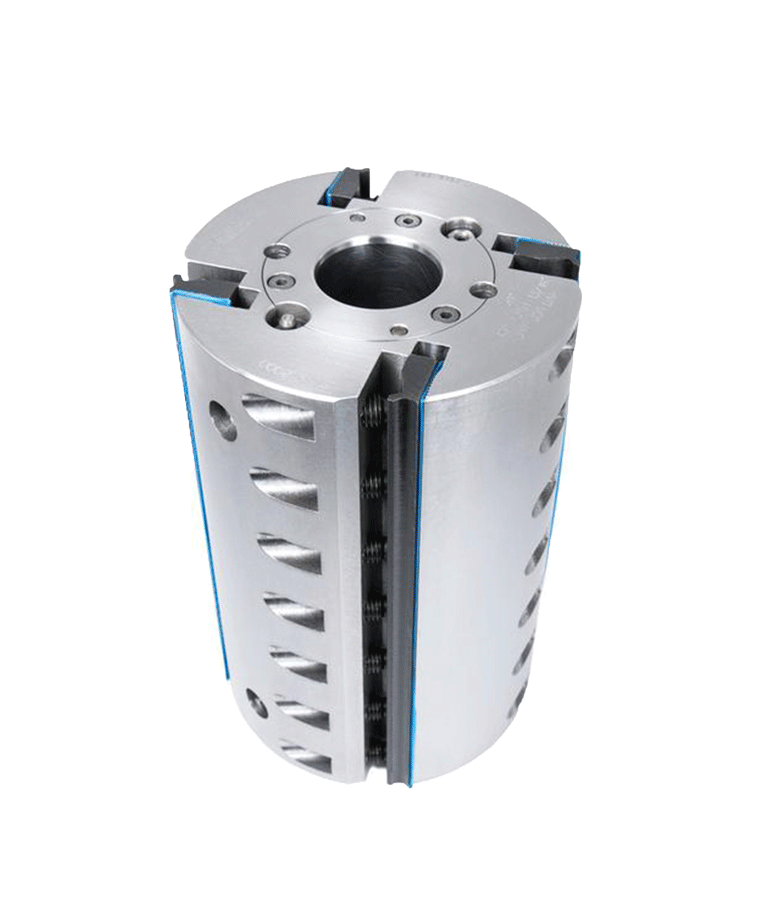 …
… с. 1 белая вдова 8 недель цветения
с. 1 белая вдова 8 недель цветения 
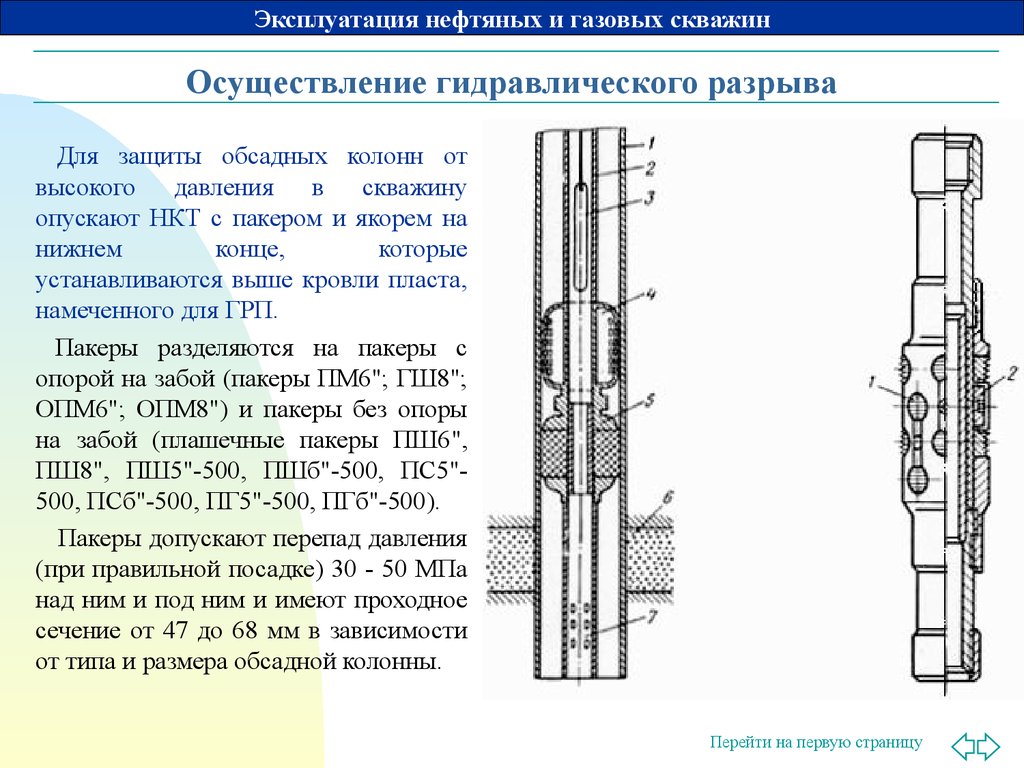 ложка патоки на галлон. воды через раз.
ложка патоки на галлон. воды через раз.  с. ПЛЮС 150 Вт л.с. …
с. ПЛЮС 150 Вт л.с. … ложка патоки на галлон. воды через раз.
ложка патоки на галлон. воды через раз.  с. 1 белая вдова 8 недель цветения
с. 1 белая вдова 8 недель цветения 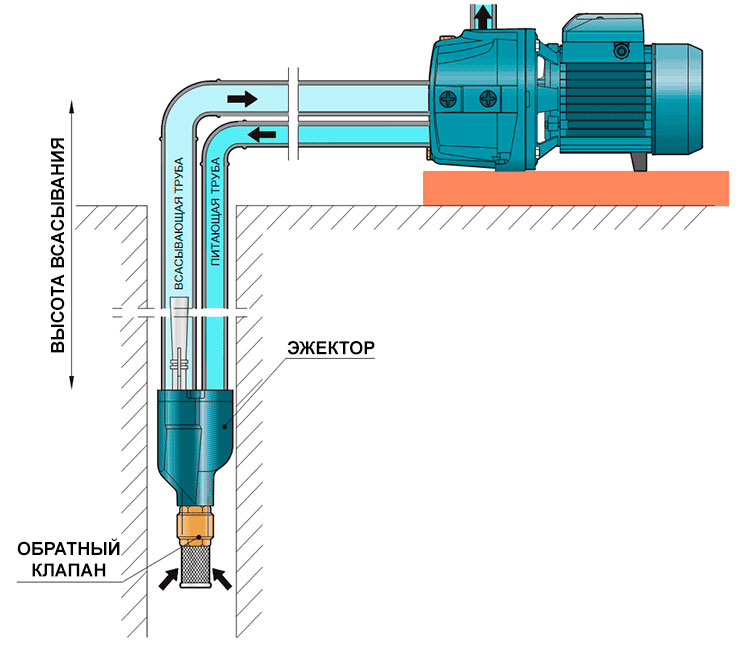 Этот тест обычно проводят на детских салфетках и салфетках для личной гигиены, салфетках для ванн и лица, а также бумажных полотенцах. В целом, потребители предпочитают продукты, которые кажутся более мягкими при прикосновении к ним, в то время как все остальные характеристики воспринимаются практически такими же.
Этот тест обычно проводят на детских салфетках и салфетках для личной гигиены, салфетках для ванн и лица, а также бумажных полотенцах. В целом, потребители предпочитают продукты, которые кажутся более мягкими при прикосновении к ним, в то время как все остальные характеристики воспринимаются практически такими же.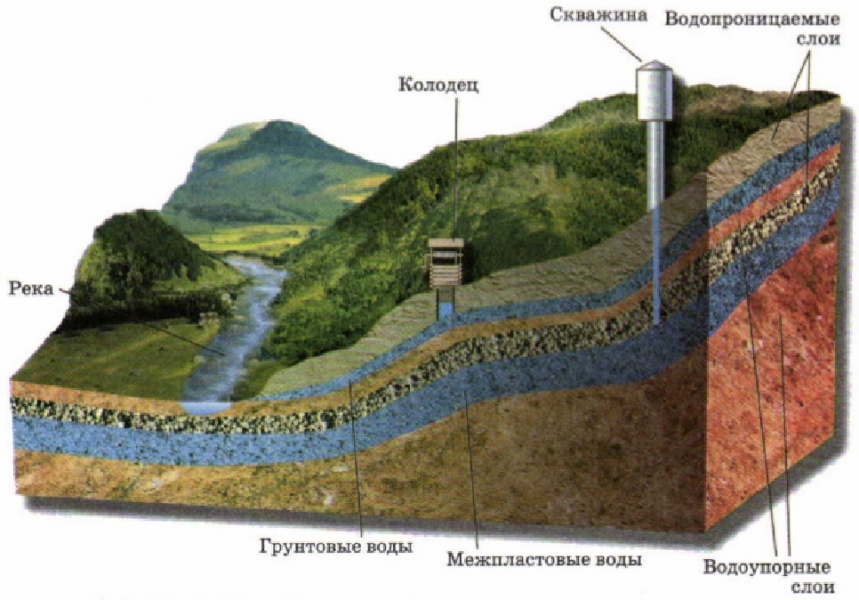
 Это добровольный отраслевой стандарт, установленный Ассоциацией производителей нетканых материалов (INDA). Цель этого испытания — продемонстрировать, что продукт «распадется» или распадется в присутствии сточных вод или шлама.
Это добровольный отраслевой стандарт, установленный Ассоциацией производителей нетканых материалов (INDA). Цель этого испытания — продемонстрировать, что продукт «распадется» или распадется в присутствии сточных вод или шлама. Это отраслевой добровольный стандарт, выпущенный INDA. Группа International Water Services Flushability Group (IWSFG) предложила альтернативный метод. Это видео представляет собой обзорное сравнение двух методов. Целью этого испытания является демонстрация того, что продукт будет рассеиваться (начинать распадаться) в канализационной системе до того, как попадет на станцию очистки сточных вод.
Это отраслевой добровольный стандарт, выпущенный INDA. Группа International Water Services Flushability Group (IWSFG) предложила альтернативный метод. Это видео представляет собой обзорное сравнение двух методов. Целью этого испытания является демонстрация того, что продукт будет рассеиваться (начинать распадаться) в канализационной системе до того, как попадет на станцию очистки сточных вод. Целью данного испытания является демонстрация того, что продукт не забивает муниципальные насосы в системе транспортировки и очистки сточных вод.
Целью данного испытания является демонстрация того, что продукт не забивает муниципальные насосы в системе транспортировки и очистки сточных вод.
 Но на практике всё это работает далеко не всегда.
Но на практике всё это работает далеко не всегда.
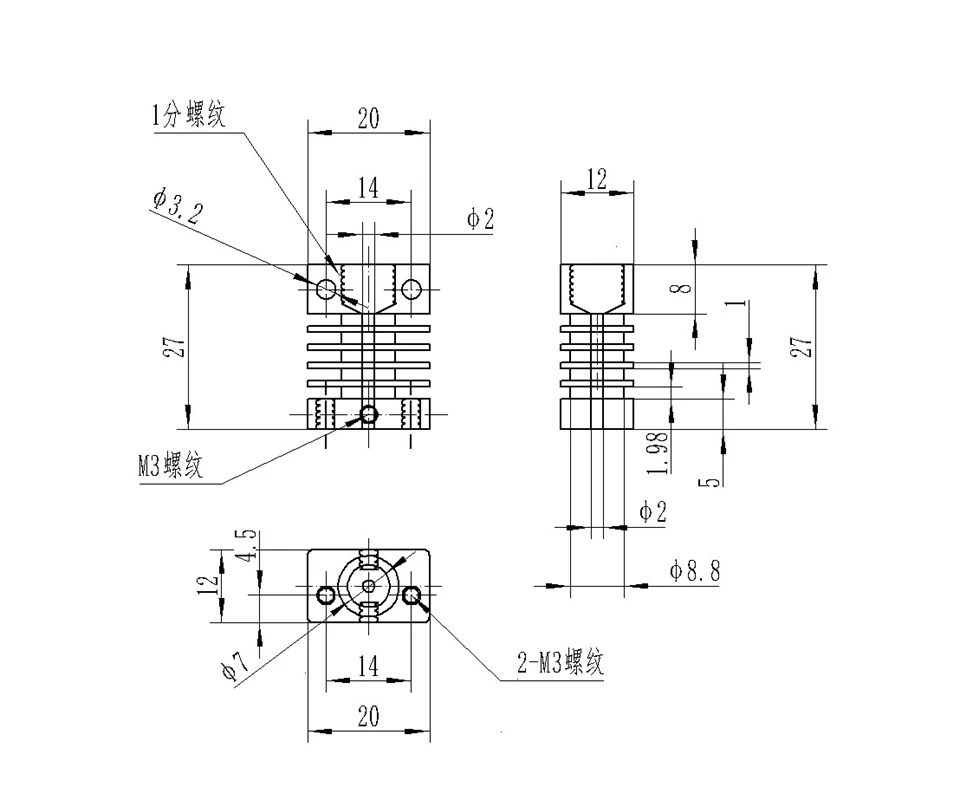
 Именно этот датчик показал всю кривизну стола. Конструкцию стола потребовалось переделать, в очередной раз повышая стоимость.
Именно этот датчик показал всю кривизну стола. Конструкцию стола потребовалось переделать, в очередной раз повышая стоимость.
 RU
RU 7/1.75 мм
7/1.75 мм 6 mavlink
6 mavlink
 Тепловая ползучесть — это процесс неравномерного распространения тепла по хотэнду, нарушающий способ плавления нити для экструзии. Это часто приводит к засорению, особенно внутри термобарьерной трубки.
Тепловая ползучесть — это процесс неравномерного распространения тепла по хотэнду, нарушающий способ плавления нити для экструзии. Это часто приводит к засорению, особенно внутри термобарьерной трубки. PLA особенно будет намного легче прилипать к этим узким стенкам, и именно так вы получите засор трубки теплового барьера.
PLA особенно будет намного легче прилипать к этим узким стенкам, и именно так вы получите засор трубки теплового барьера. Эти типы засоров особенно трудно удалить, потому что, как только пластик в верхней части трубки расширится и остынет, вы создадите слишком много массы для достаточного количества тепла, чтобы подняться наверх и снова смягчить этот пластик.
Эти типы засоров особенно трудно удалить, потому что, как только пластик в верхней части трубки расширится и остынет, вы создадите слишком много массы для достаточного количества тепла, чтобы подняться наверх и снова смягчить этот пластик. Это не работает так же хорошо, как обычный нагрев горячего конца, выталкивание уже размягченной нити вниз и вытягивание ее. Обрежьте неровный конец, и вы снова готовы к печати.
Это не работает так же хорошо, как обычный нагрев горячего конца, выталкивание уже размягченной нити вниз и вытягивание ее. Обрежьте неровный конец, и вы снова готовы к печати.
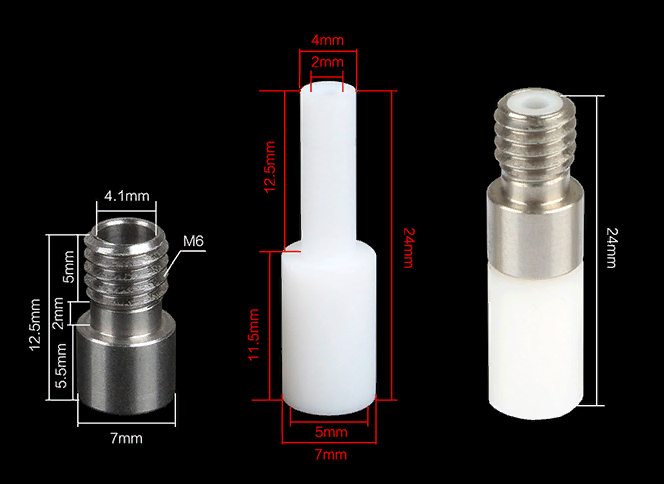
 Он также применим для других нужд маскировки, таких как окраска распылением, дробеструйная обработка, наплавка твердым сплавом и сварка распылением.
Он также применим для других нужд маскировки, таких как окраска распылением, дробеструйная обработка, наплавка твердым сплавом и сварка распылением. Это было сделано для установления минимальной рекомендуемой толщины маски.
Это было сделано для установления минимальной рекомендуемой толщины маски. Пистолет-распылитель имел расстояние в пять дюймов, направленное нормально на образцы. Нанесение TBC включало три прохода предварительного нагрева и 25 проходов покрытия для увеличения толщины покрытия до 0,457 мм (0,018 дюйма).
Пистолет-распылитель имел расстояние в пять дюймов, направленное нормально на образцы. Нанесение TBC включало три прохода предварительного нагрева и 25 проходов покрытия для увеличения толщины покрытия до 0,457 мм (0,018 дюйма).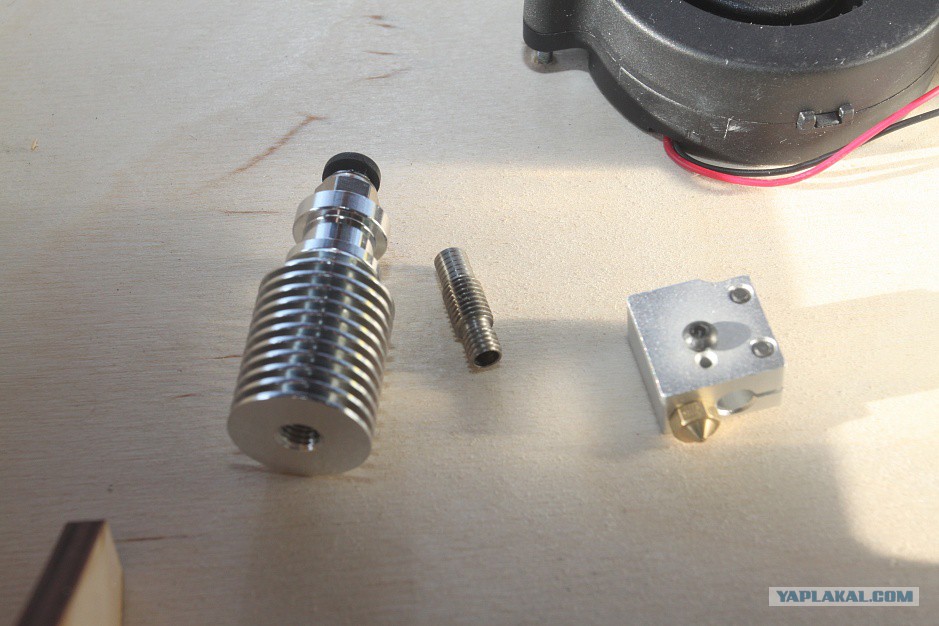 Он также использовался для оценки того, насколько легко можно снова очистить маски для использования на последующей части на этапе восстановления.
Он также использовался для оценки того, насколько легко можно снова очистить маски для использования на последующей части на этапе восстановления. Обратите внимание на пожертвованный эталонный образец в правом нижнем углу. Расположение термопар К-типа и регистраторов данных на испытательном стенде.
Обратите внимание на пожертвованный эталонный образец в правом нижнем углу. Расположение термопар К-типа и регистраторов данных на испытательном стенде.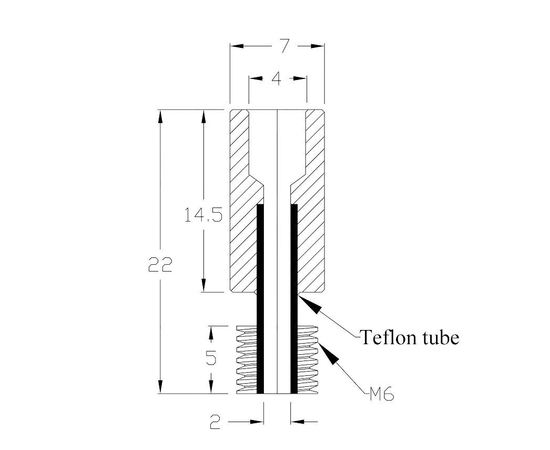 Фактически, смола ULTEM™ 1010 продемонстрировала длительное использование при этих температурах в композитных инструментах в автоклаве. Другие материалы FDM, в зависимости от температуры процесса, могут быть выбраны, если требования ниже. ПК (поликарбонат) и нейлон 6 были протестированы в этом исследовании и признаны непригодными для высокотемпературных процессов TBC.
Фактически, смола ULTEM™ 1010 продемонстрировала длительное использование при этих температурах в композитных инструментах в автоклаве. Другие материалы FDM, в зависимости от температуры процесса, могут быть выбраны, если требования ниже. ПК (поликарбонат) и нейлон 6 были протестированы в этом исследовании и признаны непригодными для высокотемпературных процессов TBC.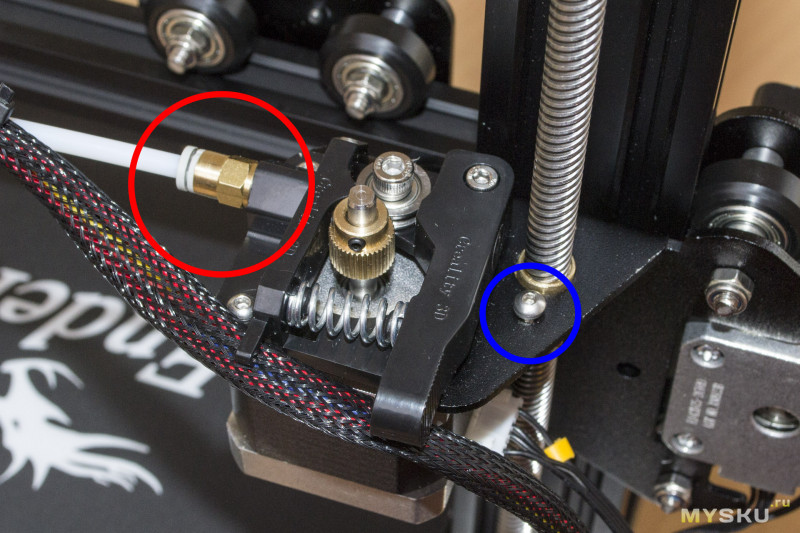
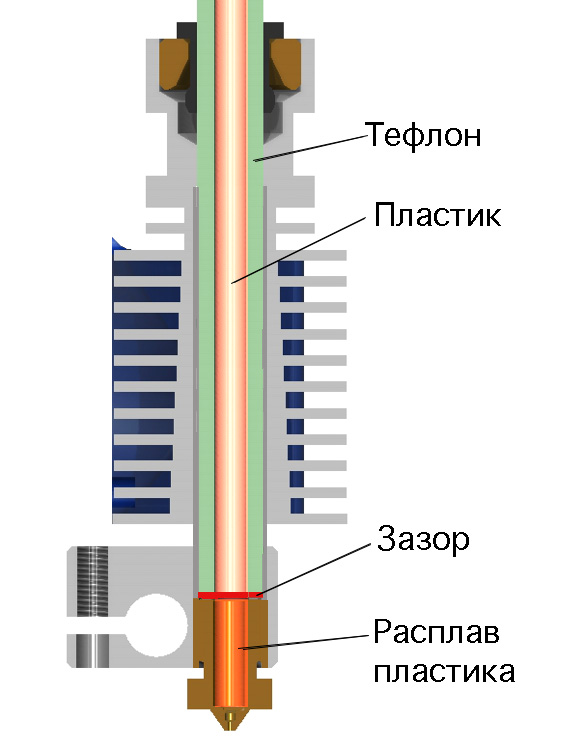 Это также проявляется в результирующих измерениях толщины после процесса термического напыления, поскольку на масках без покрытия наблюдалось большее отложение, что свидетельствует о повышении производительности с эпоксидным покрытием.
Это также проявляется в результирующих измерениях толщины после процесса термического напыления, поскольку на масках без покрытия наблюдалось большее отложение, что свидетельствует о повышении производительности с эпоксидным покрытием. в разделе о параметрах траектории.
в разделе о параметрах траектории.



 UA
UA Пеноблок и металлические конструкции 4 см брал отлично, сама конструкция крепкая — пережил у меня пару падений с высоты. Нооо защиты у него1
Пеноблок и металлические конструкции 4 см брал отлично, сама конструкция крепкая — пережил у меня пару падений с высоты. Нооо защиты у него1 .
. Хотелось взять что-то1
Хотелось взять что-то1 Доставка UPS: Все заказы, соответствующие ограничениям UPS по весу/объему и местам назначения, отправляются через UPS.По умолчанию в континентальных Соединенных Штатах используется стандартный наземный способ.Для заказов в Западном регионе доставка наземным транспортом UPS бесплатна.Для отправки на Гавайи и Аляску, пожалуйста, выберите между Next Day Air и 2nd Day Air.Вы можете повысить свой способ доставки UPS до 3-Day Select, 2nd Day Air или Next Day Air для тех товаров в вашем заказе, которые могут быть отправлены через UPS.
Доставка UPS: Все заказы, соответствующие ограничениям UPS по весу/объему и местам назначения, отправляются через UPS.По умолчанию в континентальных Соединенных Штатах используется стандартный наземный способ.Для заказов в Западном регионе доставка наземным транспортом UPS бесплатна.Для отправки на Гавайи и Аляску, пожалуйста, выберите между Next Day Air и 2nd Day Air.Вы можете повысить свой способ доставки UPS до 3-Day Select, 2nd Day Air или Next Day Air для тех товаров в вашем заказе, которые могут быть отправлены через UPS. В этих случаях мы отправим ваш заказ через систему доставки Почтовой службы США. (Почтовые посылки)
В этих случаях мы отправим ваш заказ через систему доставки Почтовой службы США. (Почтовые посылки) Если требуется более быстрая доставка, свяжитесь с нами (бесплатный номер: 1-800-374-9353, с понедельника по пятницу: с 7:00 до 17:00 по тихоокеанскому времени). Мы можем принять другие меры для удовлетворения ваших требований.
Если требуется более быстрая доставка, свяжитесь с нами (бесплатный номер: 1-800-374-9353, с понедельника по пятницу: с 7:00 до 17:00 по тихоокеанскому времени). Мы можем принять другие меры для удовлетворения ваших требований. Если бы я спросил, знаете ли вы, как пользоваться сверлильным патроном без ключа, у вас может возникнуть соблазн швырнуть в меня что-нибудь за оскорбление вашего интеллекта. Но давайте пока отложим это, потому что мы сталкиваемся с довольно многими людьми, которые на самом деле используют его неправильно.
Если бы я спросил, знаете ли вы, как пользоваться сверлильным патроном без ключа, у вас может возникнуть соблазн швырнуть в меня что-нибудь за оскорбление вашего интеллекта. Но давайте пока отложим это, потому что мы сталкиваемся с довольно многими людьми, которые на самом деле используют его неправильно.

 Плотникова 4А
Плотникова 4А Бекетова 13ж
Бекетова 13ж п. Также обязательно нужно уточнять у сервисного центра, включена ли стоимость запчастей в итоговую сумму: некоторые компании публикуют на сайте только стоимость работ, без учёта стоимости запчастей, а некоторые пишут полную стоимость.
п. Также обязательно нужно уточнять у сервисного центра, включена ли стоимость запчастей в итоговую сумму: некоторые компании публикуют на сайте только стоимость работ, без учёта стоимости запчастей, а некоторые пишут полную стоимость.

 Для начала нужно отсоединить провод и извлечь свечу.
Для начала нужно отсоединить провод и извлечь свечу.


 7 из 5)
7 из 5)
 Все бензопилы Husqvarna оснащены инерционным цепным тормозом. Если происходит отдача и кончик шины выталкивается вверх, инерция передней защиты должна мгновенно активировать цепной тормоз, чтобы остановить цепь.
Все бензопилы Husqvarna оснащены инерционным цепным тормозом. Если происходит отдача и кончик шины выталкивается вверх, инерция передней защиты должна мгновенно активировать цепной тормоз, чтобы остановить цепь. Наконец, не бойтесь пилы. Держите его близко к телу, чтобы добиться баланса и точности.
Наконец, не бойтесь пилы. Держите его близко к телу, чтобы добиться баланса и точности. Зазор между модулем зажигания и маховиком должен быть отрегулирован правильно, чтобы компоненты маховика могли нормально срабатывать при запуске бензопилы.
Зазор между модулем зажигания и маховиком должен быть отрегулирован правильно, чтобы компоненты маховика могли нормально срабатывать при запуске бензопилы. Отсоедините провод свечи зажигания и провода выключателя остановки двигателя от направляющей троса вручную. Выньте провода свечи зажигания и выключателя остановки двигателя из направляющих тросов, удерживающих зажимы.
Отсоедините провод свечи зажигания и провода выключателя остановки двигателя от направляющей троса вручную. Выньте провода свечи зажигания и выключателя остановки двигателя из направляющих тросов, удерживающих зажимы. Вверните инструмент для остановки поршня в отверстие для свечи зажигания в головке блока цилиндров двигателя бензопилы. Слегка затяните стопор поршня гаечным ключом. Ограничитель поршня предотвращает перемещение поршня вверх или вниз, проворачивая коленчатый вал и позволяя ослабить гайку маховика.
Вверните инструмент для остановки поршня в отверстие для свечи зажигания в головке блока цилиндров двигателя бензопилы. Слегка затяните стопор поршня гаечным ключом. Ограничитель поршня предотвращает перемещение поршня вверх или вниз, проворачивая коленчатый вал и позволяя ослабить гайку маховика.
 Ударьте по латунному пуансону молотком со сферическим бойком, чтобы выбить шпонку маховика из паза коленчатого вала.
Ударьте по латунному пуансону молотком со сферическим бойком, чтобы выбить шпонку маховика из паза коленчатого вала. Вставьте болты крепления модуля зажигания через модуль зажигания. Затяните крепежные болты модуля зажигания вручную, чтобы удерживать зажигание рядом с маховиком. Поверните маховик так, чтобы магниты маховика коснулись контактов модуля зажигания.
Вставьте болты крепления модуля зажигания через модуль зажигания. Затяните крепежные болты модуля зажигания вручную, чтобы удерживать зажигание рядом с маховиком. Поверните маховик так, чтобы магниты маховика коснулись контактов модуля зажигания. Вверните свечу зажигания в головку цилиндра двигателя вручную. Завершите затяжку свечи зажигания до 15 ньютон-метров или 11 футо-фунтов с помощью динамометрического ключа и гнезда для свечи зажигания. Наденьте провод свечи зажигания на свечу зажигания.
Вверните свечу зажигания в головку цилиндра двигателя вручную. Завершите затяжку свечи зажигания до 15 ньютон-метров или 11 футо-фунтов с помощью динамометрического ключа и гнезда для свечи зажигания. Наденьте провод свечи зажигания на свечу зажигания.
 21
21

 80 р.
80 р. Прожектор состоит из 2 плафонов и штатива. Работают от галогенных лампочек, а штатив крепится к треноге, наличие которой обеспечивает устойчивость конструкции. Корпус прожектора выполнен из алюминиевого сплава, стойкого к коррозии. Штатив выполнен из высокопрочной стали. Термостойкие стекла прожектора защищены металлической решеткой от разбивания.
Прожектор состоит из 2 плафонов и штатива. Работают от галогенных лампочек, а штатив крепится к треноге, наличие которой обеспечивает устойчивость конструкции. Корпус прожектора выполнен из алюминиевого сплава, стойкого к коррозии. Штатив выполнен из высокопрочной стали. Термостойкие стекла прожектора защищены металлической решеткой от разбивания.
 А мы умеем, Прожекторы!
А мы умеем, Прожекторы! Никогда раньше не было прибора, обеспечивающего исключительную яркость на расстоянии до 750 футов. Приложения включают в себя:…
Никогда раньше не было прибора, обеспечивающего исключительную яркость на расстоянии до 750 футов. Приложения включают в себя:… Прожектор Savanna оснащен инновационной ксеноновой лампой…
Прожектор Savanna оснащен инновационной ксеноновой лампой… STX1 — это полноповоротный ксеноновый прожектор с одной головкой, излучающий луч, видимый на многие мили. Он движется по привлекающему внимание овальному рисунку. Сметающий луч…
STX1 — это полноповоротный ксеноновый прожектор с одной головкой, излучающий луч, видимый на многие мили. Он движется по привлекающему внимание овальному рисунку. Сметающий луч… Он движется по схеме «клеверного листа», что достигается за счет уникальной конструкции изогнутого вала. Сметающие лучи…
Он движется по схеме «клеверного листа», что достигается за счет уникальной конструкции изогнутого вала. Сметающие лучи… Cirrus имеет непрерывное моторизованное вращение на 360 градусов с переменной скоростью и регулируемый наклон головы. Cirrus…
Cirrus имеет непрерывное моторизованное вращение на 360 градусов с переменной скоростью и регулируемый наклон головы. Cirrus… Прожектор RCL-300A предназначен для повышения безопасности на море при работе в ночное время. Его также легко использовать с коммерческим джойстиком, который имеет рейтинг IP 69K и подсветку.
Прожектор RCL-300A предназначен для повышения безопасности на море при работе в ночное время. Его также легко использовать с коммерческим джойстиком, который имеет рейтинг IP 69K и подсветку.
 25”
25” КОМПАНИЯ НЕ ПРЕДОСТАВЛЯЕТ НИКАКИХ ЗАЯВЛЕНИЙ ИЛИ ГАРАНТИЙ ЛЮБОГО РОДА, ЯВНЫХ ИЛИ ПОДРАЗУМЕВАЕМЫХ, В ОТНОШЕНИИ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ ИЛИ ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ, ИЛИ ЛЮБЫХ ДРУГИХ ВОПРОСАХ В ОТНОШЕНИИ ЭТОГО ПРОДУКТА, если иное прямо не указано в предыдущем абзаце. Компания не несет ответственности за косвенный или особый ущерб. Для вступления гарантии в силу выберите форму выше и заполните ее полностью. Или вы можете заполнить регистрационную карточку, сопровождающую ваш продукт (если применимо), которую необходимо вернуть в ACR Electronics, Inc. в течение десяти дней с момента покупки.
КОМПАНИЯ НЕ ПРЕДОСТАВЛЯЕТ НИКАКИХ ЗАЯВЛЕНИЙ ИЛИ ГАРАНТИЙ ЛЮБОГО РОДА, ЯВНЫХ ИЛИ ПОДРАЗУМЕВАЕМЫХ, В ОТНОШЕНИИ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ ИЛИ ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ, ИЛИ ЛЮБЫХ ДРУГИХ ВОПРОСАХ В ОТНОШЕНИИ ЭТОГО ПРОДУКТА, если иное прямо не указано в предыдущем абзаце. Компания не несет ответственности за косвенный или особый ущерб. Для вступления гарантии в силу выберите форму выше и заполните ее полностью. Или вы можете заполнить регистрационную карточку, сопровождающую ваш продукт (если применимо), которую необходимо вернуть в ACR Electronics, Inc. в течение десяти дней с момента покупки.