Клей-расплав — адгезив на основе полимеров, который наносится в расплавленном состоянии. Нанесение клея обычно производится клеевым пистолетом, который работает через нажатие на курок. В промышленных условиях его чаще наносят с помощью клеевых машин. Клей-расплав используется в самых разных сферах благодаря своей универсальности. Это упаковка, переплетные работы, картонное производство, полиграфия, ленты и этикетки, сборочное производство, бытовой ремонт, рукоделие.
Клей-расплав привлекателен по многим причинам. Он быстродействующий. На самом деле, время схватывания может быть скорректировано в зависимости от потребностей технологического процесса. Горячий расплав безопасен в использовании и экологически чист. В дополнение к склеиванию сложных поверхностей, горячий расплав также может быть использован для заполнения зазоров, герметизации. Он легко транспортируется и хранится.
Преимущества клея-расплава перед адгезивами на основе растворителя
Клей-расплав стал настолько популярным, что он уверенно обгоняет по потреблению клеи на основе растворителей. Они представляют собой смеси различных ингредиентов, растворенных в специальных составах . Склеивание происходит после испарения растворителя. Клей-расплав, который основан на термоплавких полимерах, обходит многие проблемы с адгезивами на основе растворителей.
Горячий расплав быстрее и экономичнее, имеет большую адгезию и выделяет гораздо меньше летучих органических соединений, чем клеи на основе растворителей.
Благодаря своей химической природе клей-расплав может принимать любое количество форм. Он поставляется в форме стержней, гранул, брикетов и подушек. Горячий расплав может быть нанесен несколькими способами: экструзия (выдавливание из сопла), распыление, нанесение валиком.
Дозирующее оборудование для клея-расплава представлено в виде резервуаров для плавления , вакуумных транспортеров (шлангов), барабанных или ведерных загрузчиков и предплавильных установок.
Состав
Сырье, используемое в горячем расплаве, влияет на его функциональность, стоимость, доступность и производительность. Как правило, клей-расплав состоит из полимера (он может быть в различных формах) и нескольких добавок. Эти добавки включают смолы, воски, антиоксиданты и пластификаторы. Могут быть добавлены и другие химические вещества, чтобы придать расплаву особые свойства.
Полимеры
Основными составляющими горячих расплавов являются термоплавкие полимеры. Это длинные повторяющиеся цепочки определенных молекул, которые имеют различные свойства в зависимости от длины цепей и типа молекулы.
Основными полимерами, используемыми в клеях-расплавах, являются:
этиленвинилацетат (EVA)
полиолефины
полиамиды и сложные полиэфиры
блок-сополимеры стирола
этиленметилакрилат (EMA)
этилен-Н-бутилакрилат (EnBA).
Полимеры придают горячему расплаву прочность и гибкость, термостойкость, ударопрочность и стойкость к сдвигу. Эти характеристики в значительной степени определяются типом полимера, его молекулярной массой и количеством.
При большем содержании полимера вы получаете более высокую вязкость, а также большую гибкость. При более низком содержании полимера наблюдается более низкая вязкость.
Добавки
Смолы
Смолы определяют липкость клея-расплава. Они влияют на то, как долго клей остается липким после его нанесения. Таким образом, смолы контролируют смачивание клея (т. е. то, как долго он остается жидким при контакте с поверхностью основания).
Смолы также оказывают влияние на адгезионную природу горячего расплава. Выбор смолы определяется ее совместимостью с основным полимером, температурой размягчения и удельной адгезией. Основными типами липких смол, используемых в горячем расплаве, являются канифоль и гидрогенизированная канифоль, гидрогенизированный углеводород, терпеновые фенолы, сложный эфир канифоли и другие. Также используются чистые ароматические мономеры.
С большим количеством смолы получается клей-расплав с уменьшенной липкостью и более высокой скоростью схватывания. С меньшим количеством липкой смолы расплав будет жестче и агрессивнее.
Воски
Воск в горячем расплаве в первую очередь контролирует заданную скорость схватывания и открытое время. Открытое время — это время, необходимое для создания связи. Это может длиться от нескольких секунд до бесконечности (для некоторых чувствительных к давлению клеев-расплавов). Этот параметр определяет, как быстро горячий расплав может образовать связь некоторой приемлемой прочности.
Эти два значения должны точно соответствовать параметрам, используемым в производственных линиях. В дополнение к ним воск также влияет на термостойкость и адгезию горячего расплава при температурах ниже температуры окружающей среды.
Основными типами воска, используемого в горячем расплаве, являются натуральные и синтетические воски. Характеристики воска определяются процентом кристалличности, температурой плавления и молекулярной массой.
При более низком содержании воска горячий расплав будет иметь более высокую вязкость и большую гибкость, а также будет связываться более агрессивно. При меньшем количестве воска горячий расплав будет иметь меньшую вязкость, быстрее схватываться и связываться менее агрессивно.
Антиоксиданты
Антиоксиданты используются в горячих расплавах в первую очередь для защиты материала от разрушения в течение срока его годности. Некоторые из часто используемых антиоксидантов в горячем расплаве включают фенолы, ароматические амины, фосфаты, фосфиты и BHT.
Наряду со стабилизаторами, антиоксиданты добавляются в небольших количествах и не влияют на физические свойства горячего расплава. Они защищают горячий расплав не только в течение срока его хранения, но и в расплавленном состоянии при нанесении и смешивании.
Пластификаторы
Помимо основного полимера и смолы, пластификаторы являются наиболее распространенной добавкой в клее-расплаве. На самом деле они используются как своего рода второй базовый полимер, чтобы придать горячему расплаву большую гибкость и прочность. Пластификаторами часто являются углеводородные масла с низким содержанием ароматических веществ и имеющие химические характеристики парафина.
В идеале пластификатор обладает низкой летучестью, прозрачен и не имеет запаха. Используя пластификатор, горячий расплав может достичь более низкой вязкости расплава и быстрого увлажнения поверхности.
В дополнение к основным ингредиентам термоклей поставляется с несколькими другими добавками, которые придают ему определенные желаемые характеристики. Биоциды предотвращают рост бактерий, а наполнители добавляют объем и прочность, снижая при этом стоимость. Клей-расплав также может содержать антипирены и различные пигменты или даже блестки.
расплавы — характеристики, производители, состав и расход
Клей-расплав – это легкоплавкий материал, изготовленный на основе пластичных полимеров без применения растворителей. При обычных условиях такой пластик находится в твердом состоянии, а при нагреве переходит в состояние вязкой полужидкой фазы. При этом расплав обладает хорошей адгезией и держится на самых разных материалах.
После охлаждения тонкий клеящий слой становится твердым и создает очень прочный клеевой шов. В зависимости от марки клея, температура плавления находится в пределах от 100°С до 200°С. Скорость остывания зависит от толщины нанесенного слоя и марки применяемого состава.
Состав материала
Кроме термопластичного полимера для изменения адгезии, пластичности и температурных режимов в готовый материал могут быть добавлены особые компоненты, влияющие на технические характеристики клеевых соединений. Это смолы, канифоль, парафин, полимерные и красящие пигменты. Кроме этого в состав клея расплава добавляют наполнители в виде окиси алюминия, талька, мела, древесной муки и сажи, влияющие на температуру плавления и время схватывания.
Разновидности клеев
В зависимости от используемого базового компонента различают несколько видов клея расплава. Самые распространенные из них:
этиленвинилацетатный для склеивания пластиков, тканей, картона, бумаги, керамики и тонколистового металла;
полиуретановый клей расплав для обработки и крепления кромочных мебельных материалов;
полиолефиновый устойчив к температурным перепадам и отлично подходит для склеивания фольги, кожи, ДСП, ДВП и упаковочных материалов;
Клеевые составы постоянной липкости применяются в производстве скотча и других липких лент. Температура плавления таких клеев не превышает 18°С.
Подготовка к работе и использование инструмента
Клеи-расплавы производят в виде стержней, гранул, блоков и пластин для ручного и механического нанесения с помощью специального инструмента. Для разогрева и плавления полимерной массы используют термопистолеты и клеевые дозаторы. В них клеевой состав разогревается до температуры плавления, проходя через электрическую спираль или ТЭН. После этого он подается на специальную головку для нанесения на поверхность.
По способу подачи и конструкции клеевые головки бывают следующих видов:
щелевые для контактного и бесконтактного нанесения;
пневматические для спреевого и спирального нанесения;
шнековые электрические.
Для наклеивания декоративных кромок из ПВХ на элементы мебели, применяют специальные головки для кромкооблицовки серии МЕВ.
Преимущества клей-расплава
Широкое распространение термоклеев основано на таких характеристиках клея расплава, как:
очень быстрое склеивание;
экологическая чистота материала;
небольшой экономный расход;
широкая область применения;
надежность, высокая прочность, отличная адгезия;
практически неограниченный срок хранения;
устойчивость к воздействию влаги и перепадам температур.
На расход клея расплава оказывает влияние показатель плотности. Наибольшей экономии можно достичь, используя материалы с меньшим значением плотности и температуры плавления.
Применение клеев в мебельном производстве
Клей-расплав для мебельной кромки это один из наиболее распространенных видов термоклея. Производители мебели стабильно доверяют этому материалу благодаря надежности и прочности соединений. Кромка выглядит аккуратно, особенно после осторожной обработки углов.
В зависимости от применяемых материалов, технологии производства и инструмента для нанесения могут использоваться разнородные гранулы. Част из них сформована в виде мелкого порошка, другие похожи на небольшие горошины или миниатюрные таблетки, а остальные выглядят как длинные капсулы или бруски.
Расход клея на 1 метр кромки зависит от способа нанесения, температуры нагрева и марки материала. Для плит толщиной 18 мм при использовании контактных автоматов эта величина составляет 12-14 г/м. При ручном нанесении расход увеличивается до 16-18 грамм. Производители клея расплава указывают в других единицах измерения – 200-250 г/м2.
Технология облицовки профилей
Клеи расплавы широко применяют для декоративной отделки профилей путем поверхностной облицовки или окутывания. Это позволяет полностью отказаться от использования лакокрасочных материалов, улучшить внешний вид заготовок, повысить качество и снизить расходы на производство.
При облицовывании пленками ПВХ обязательно используют клеевые расплавы. Для этих целей наиболее распространены составы на основе:
этиленвинилацетата;
аморфного полиальфаолефина;
полиамида;
полиуретана.
Применяемый клей-расплав должен отвечать техническим требованиям по устойчивости к перепадам температур, воздействию солнечного ультрафиолета, повышенной влажности, долговечности и прочности.
Другие варианты применения
Кроме применения в мебельном производстве и облицовки профилей эти клеи широко используются в таких производственных процессах, как:
наклеивание этикеток на стекло и пластики;
изготовление и маркировка упаковок;
сборка воздушных и газовых фильтров;
производство и монтаж изоляционных материалов;
деревообработка и выпуск клееного бруса.
Клей-расплав экономен при использовании. Для соединения деталей и заготовок требуется минимальное количество материала. Процесс склеивания происходит очень быстро и гарантирует надежность любых стыков.
Опубликовано 06.11.2018 Греггом Ховардом, техническим менеджером отдела графики
Клеи-расплавы
уже много лет используются в переплетных мастерских и типографиях. На рынке доступны различные термоклеи, и выбор продукта в значительной степени зависит от предполагаемого конечного использования, производственных процессов и оборудования для нанесения. Клеи, чувствительные к давлению (PSA) и этиленвинилацетатные клеи (EVA), являются двумя химическими веществами-расплавами, наиболее часто используемыми в полиграфии. Хотя они различаются по физическим свойствам и рабочим характеристикам, состав этих двух систем имеет некоторое сходство.
Некоторые рецептуры клеев-расплавов очень просты, а некоторые чрезвычайно сложны, но все они обычно содержат четыре типа общих ингредиентов: полимеры, пластификаторы, вещества, повышающие клейкость, и антиоксиданты.
Каждый из этих классов ингредиентов привносит что-то уникальное и важное в общую формулу. В каждом классе есть сотни различных вариантов, которые можно использовать или комбинировать, чтобы придать конечному продукту определенный набор атрибутов.
Ниже приведены краткие сведения, иллюстрирующие, почему каждый из четырех основных классов компонентов является неотъемлемой частью клея. Другие добавки — красители или пигменты, наполнители, УФ-стабилизаторы — также могут быть добавлены к клеям для удовлетворения различных требований к производительности.
Полимеры
Полимер считается основой клеевой системы; он обеспечивает как прочность, так и гибкость. Полимеры также влияют на адгезионные свойства, термическую стабильность, химическую стойкость и совместимость. Полимеры EVA обычно включают в термоклеи, предназначенные для склеивания корешка, бокового склеивания и подкладки. Напротив, блок-сополимеры используются в клеях-расплавах PSA, предназначенных для бокового склеивания и подкладки, а также в клеях для обложки, используемых как в переплетном деле, так и в прямой почтовой рассылке.
Усилители клейкости
Эти термопластичные смолы считаются отличительной чертой формулы горячего расплава; ими можно манипулировать, чтобы повлиять на многие атрибуты обработки и производительности. Начальная адгезия может быть сформирована системой повышения клейкости, и она также способствует термической стабильности, цвету и запаху продукта.
Пластификаторы
Пластификаторы представляют собой технологические масла и воски, используемые в основном для регулирования вязкости и скорости плавления продукта. Однако они также помогают установить адгезивные и когезионные свойства; изменить открытое время; и обеспечивают дополнительную гибкость. В составы PSA обычно добавляют масла, тогда как в термоклеи EVA предпочтительны воски.
Антиоксиданты
Хотя антиоксиданты составляют небольшой процент от общей формулы, они очень важны для термической стабильности клея. Клеи-расплавы склонны к деградации при хранении при температурах выше рекомендуемых в течение длительного периода времени. Надлежащая антиоксидантная система защитит клей как в процессе производства, так и в процессе нанесения.
Как долго вы должны ждать, прежде чем проверять натяжение и изгиб страниц в только что переплетенных книгах? Щелкните здесь, чтобы получить ответ.
Категории
Продукты и инновации
Состав и техническое описание клеев-расплавов, чувствительных к давлению
HMPSA (клеи-расплавы, чувствительные к давлению), как правило, состоят из следующих ингредиентов:
термостойкость для HMPSA. Фаза стирола образует физически сшитую сеть в клее при комнатной температуре. SBC плавится и становится текучим при температурах выше температуры стеклования стирольного домена, примерно от 200 до 230°. На рынке клеев-расплавов доступны четыре типичных SBC: стирол-изопрен-стирол (SIS), стирол-бутадиен-стирол (SBS), стирол-(этилен-бутилен)-стирол (SEBS, гидрированный SBS) и стирол-стирол. (Этилен-пропилен)-стирол (SEPS, гидрированный SIS). Каждый SBC имеет свою особую молекулярную структуру и может образовывать определенные составы для различных применений. Связанный стирол (% стирола) и степень связывания (% триблока), входящие в состав СБС; и скорость течения расплава (MFR) или индекс расплава (MI) являются тремя ключевыми молекулярными структурами, влияющими на характеристики адгезии и технологичность HMPSA.
2. Придающие клейкость Придающие клейкость низкомолекулярные олигомеры на основе нефти или природного сырья с температурой размягчения от ниже комнатной до 320°. Повысители клейкости могут обеспечить специфическую адгезию и более низкую вязкость расплава для клеев.
Два семейства придающих клейкость обычно используются для HMPSA:
a) Нефтяные углеводородные смолы: C5 (алифатические), C9 (ароматические), C10 (дицикло-пентадиен, DCPD), C5/C9 (дополнительные придающие клейкость), и C10/C9 (содействующие повышению клейкости).
b) Натуральные смолы: канифоль, терпен и их производные.
Выбор усилителей клейкости в первую очередь зависит от используемых SBC и рынков применения. HMPSA являются прозрачными, если вещества, повышающие клейкость, и SBC совместимы. Для менее или несовместимых смесей SBC-придающих клейкость, они мутные или непрозрачные.
3. Пластификаторы Пластификаторы могут эффективно снижать твердость, снижать вязкость и улучшать устойчивость HMPSA к низким температурам. Они также могут снизить стоимость клея. В составах HMPSA используются два типа пластификаторов: минеральные масла и бутеновое масло.
Обучение работе оператора плазменного станка. Проводим бесплатно
Часто клиенты интересуются, где и как можно обучиться работе на плазменном станке, приобретённом в нашей компании. Спешим сообщить – для этого не нужно предпринимать каких-то усилий. После завершения пуско-наладочных работ сотрудники «ТеплоВентМаш» обучат будущего оператора плазменной установки работать на этом агрегате.
Кто может работать на станке плазменной резки?
Преимуществом данного оборудования является несложность в управлении и в работе на нём. Несмотря на то, что такие машины состоят не только из механической, но и из электронной части (плюс дополнительно компьютеризированы), работать на станке плазменной резки сможет каждый человек, знакомый с обычным персональным компьютером.
Чтобы стать оператором машин термической резки, купленных в компании «ТеплоВентМаш», достаточно быть обычным пользователем ПК.
Среднестатистическому рабочему понадобится всего несколько дней, чтобы полностью узнать и освоить все технические моменты, связанные с работой на таком «умном» оборудовании. Причём оператору станка плазменной резки с ЧПУ не нужно посещать дорогостоящие курсы в других (или своём) городах – наше обучение абсолютно бесплатно!
Что освоит потенциальный оператор машины плазменной резки?
За время обучения будущий оператор выяснит, как производится:
загрузка рабочих чертежей в русифицированную программу раскроя Sheet Cam;
раскладка чертежей деталей на листе в программе Sheet Cam;
подбор и регулировка скоростей резания для заготовок различных форм на листах с определенной толщиной;
регулировка силы тока на плазменном источнике при заданных скоростях резания и толщинах листового металла;
экспорт полученной программы резания в управляющую программу устройства плазменной резки и запуск процесса нарезания заготовок;
порезка (даже без созданной заранее программы) срочно понадобившихся предприятию деталей.
Бесплатное обучение вашего персонала
Наши специалисты бесплатно обучат всему, что знают сами, будущих операторов машин плазменной резки в течении 1 дня, на месте установки оборудования. При чём не только рабочих, но и мастеров, технологов и т.д. – людей, причастных к выпуску заготовок на этом станке.
Если покупатель изъявит желание обучиться работе на установке плазменной резки с ЧПУ в стенах нашего предприятия, комплексное обучение может длиться чуть дольше – от 1 до 3 дней. Но и в этом случае это будет бесплатно.
В дальнейшем мы открыты для любых профессиональных консультаций. Связавшись с нами любым удобным способом, вы получите исчерпывающие ответы на любые возникшие вопросы по поводу работы на машине плазменной резки металла, приобретенной в нашей компании.
В комплект поставки данного оборудования входит «Руководство по эксплуатации», где подробнейшим образом описан порядок действий по работе на этом станке. Такая брошюра станет дополнительной консультативной помощью в работе оператора на установке плазменной резки, выпущенной компанией «ТЕПЛОВЕНТМАШ».
Плазменный станок с ЧПУ — своими руками
Что такое станок плазменной резки с ЧПУ? Это машина с компьютерным управлением, которая может прорезать любой электропроводящий материал (сталь/нержавеющая сталь/алюминий/медь). Машина берет созданный на компьютере 2D-эскиз и преобразует его в систему числового программного управления (ЧПУ), которая соединена с плазменным резаком. Плазменный резак использует электрическую дугу и сжатый воздух, чтобы прорезать проводящий материал.
Я спроектировал и построил этот плазменный резак в своей личной мастерской, используя несколько готовых компонентов вместе с некоторыми сборками, изготовленными на заказ.
Ознакомьтесь со следующими шагами, чтобы получить подробный обзор моей сборки плазменной машины с ЧПУ!
Примечание: данная статья является переводом.
Шаг 1: Планирование и компоненты
Планирование:
Перед тем как начать, мне нужно было ответить на пару ключевых вопросов:
Насколько большой стол с ЧПУ я хочу сделать?
Какова максимальная толщина материала, который мне нужно разрезать?
Эти два вопроса будут определять остальную часть вашего проекта. Я решил построить стол, на котором можно разместить лист материала размером 4×8 футов. Основываясь на том, что я обычно изготавливаю, я хотел иметь возможность прорезать сталь толщиной как минимум 1/4 дюйма.
Я также включил в дизайн несколько уникальных моментов:
Опускающиеся ролики для удобства передвижения;
Система вытяжки для удаления пыли и дыма;
Система всасывания в точке сопла и водяной затвор для вытягивания мелких частиц вблизи режущего наконечника;
Съемная режущая поверхность — позволяет мне снять режущую поверхность и вставить поддон для воды для альтернативного метода борьбы с дымом и пылью.
Задействованные компоненты:
Ниже приведен общий список основных компонентов станка плазменной резки с ЧПУ:
Аппарат плазменной резки — я решил приобрести плазменный резак Hypertherm Powermax 65 для этой сборки. Эта машина способна резать сталь толщиной 1 дюйм.
Воздушный компрессор — плазменным резакам требуется подача воздуха для работы и резки материалов. Я выбрал воздушный компрессор Ingersoll на 80 галлонов, у которого не должно быть проблем с обеспечением подачи воздуха из системы.
Пакет управления двигателем с ЧПУ — это приводы и двигатели, которые управляют движением плазменного резака. Я купил свою систему в компании CandCNC. Эта система включала в себя все 4 шаговых двигателя и драйверы двигателей в одном полном комплекте.
Основание стола — я изготовил основание стола на заказ, используя поверхность для резки. Основная рама изготовлена из квадратной трубы 2×0.12 дюйма.
Портальный узел — сюда входят все подшипники, шестерни, зубчатые направляющие и структурные компоненты, составляющие подвижный портал наверху стола. Вы можете приобрести эти детали по отдельности или приобрести полный комплект для портала. Я решил купить свой портал у Precision Plasma.
Программное обеспечение — требуется несколько различных типов программного обеспечения:
Программное обеспечение для проектирования САПР — программное обеспечение для автоматизированного проектирования позволяет создавать эскизы и конструировать детали перед их вырезанием. AutoCad или Fusion 360 — отличные варианты для программ проектирования САПР.
Программное обеспечение CAM для плазменной резки — программное обеспечение для автоматизированного производства преобразует ваш эскиз САПР в код (обычно G-Code), который система плазменной резки с ЧПУ может считывать и интерпретировать. Я запускаю SheetCAM в своей системе.
Программное обеспечение управления ЧПУ — это программное обеспечение считывает G-код и отправляет его двигателям на столе ЧПУ. В моей системе используется управляющее по Mach4 с ЧПУ
Компьютер — для запуска программного обеспечения ЧПУ и подключения к блоку управления двигателем требуется базовый компьютер.
Шаг 2: Изготовление основания стола
Я начал с создания основной рамы из квадратных труб 2″x2″x11ga и прямоугольных 2″x3″x11ga. Я добавил опускающиеся ролики, которые закреплены на месте для легкой мобильности. Я также расширил свои рельсовые направляющие таким образом, чтобы портал полностью перемещался по площади 4×8 футов, чтобы обеспечить легкую загрузку стальных листов. Размеры портала определяли ширину основания стола.
Шаг 3: Изготовление режущей поверхности
Режущую поверхность я спроектировал как съемный узел. Это позволяет мне приподнять её и вставить поддон для воды в качестве опции для защиты от пыли и дыма. Эта режущая поверхность использует направляющие планки 2×1/8″ и была изготовлена из следующих материалов:
прямоугольная труба 2″x3″x11ga;
квадратная труба 2″x2″x11ga;
квадратная труба 1″x1″x14ga;
2x.25-дюймовый плоский стержень.
Шаг 4: Сборка основания стола и режущей поверхности
Режущая поверхность опускается на основание стола. Набор холоднокатаных плоских прутков шириной 3 дюйма и толщиной 3/8 дюйма служат направляющими для портала. Холоднокатаные материалы сохраняют более высокие допуски на размеры, чем горячекатаные. Эти направляющие крепятся болтами к верхней части основной рамы. Холоднокатаные материалы имеют более высокие допуски по размерам, чем горячекатаные. Эти направляющие крепятся болтами к верхней части основной рамы.
Шаг 5: Стендовые испытания системы управления двигателем
Прежде чем подключать двигатели и проводку, целесообразно провести стендовые испытания системы. Это позволит убедиться, что все двигатели и соединения полностью исправны и запрограммированы на вращение в правильном направлении. Инструкции, прилагаемые к моему набору управления двигателем CandCNC, помогли упростить этот процесс.
На этом этапе я также подключил свой плазменный резак Hypertherm, чтобы он автоматически запускался по сигналу от блока управления CandCNC. Инструкции CancCNC помогли мне пройти через этот процесс подключения.
Шаг 6: Сборка портала
После изготовления основания стола и режущей поверхности следующим шагом была сборка и установка портала. Моя портальная система от Precision Plasma была построена из экструдированного алюминия.
Этот портал оснащен осью Z, позволяющей регулировать высоту резака (THC). Контроль высоты резака — очень желательная функция для плазменных столов с ЧПУ. Это позволяет осуществлять активный и автоматический контроль расстояния между наконечником резака и разрезаемым материалом. Система обратной связи напряжения автоматически поддерживает заданное расстояние, даже если разрезаемый материал начинает деформироваться. Без THC существует риск столкновения резака с заготовкой. Система THC также продлевает срок службы расходных материалов плазменного резака (электрода/наконечника/сопла).
Я также решил использовать приводы с ременным редуктором для каждого двигателя. Это помогло сгладить работу и движение портала.
Шаг 7: Создание рабочего стола/центра управления
Я изготовил стол из квадратной трубы диаметром 1,5 дюйма для своего компьютера и монитора. Некоторые монтируют свои компьютеры прямо на базу ЧПУ. Я решил сделать систему управления отдельным узлом. Мой компьютер находится под столом. Впоследствии я добавил лист металла вокруг стола, чтобы защитить компьютер от пыли.
Шаг 8: Добавление системы приточной вентиляции
Эффективное средство для отвода дыма и пыли во время работы плазменной системы с ЧПУ крайне необходимо. Для этого существует два распространенных метода: водяной стол или вытяжка. Каждый из них имеет свои преимущества и недостатки
Водяной стол — этот тип включает резервуар с водой (часто обработанный ингибитором коррозии и бактерий), который находится непосредственно прямо под разрезаемым материалом. Вода задерживает большую часть пыли возникающей при резке и помогает сохранить материал прохладным. Однако во время резки вода часто разбрызгивается и требует постоянного технического обслуживания, чтобы ваша портальная система оставалась сухой и чистой.
Вытяжка — этот тип использует поток воздуха с механическим приводом для всасывания пыли и паров вниз в стол и наружу в желаемое место. С правильными вентиляторами и достаточным потоком воздуха этот метод работает очень хорошо. Однако он не обеспечивает возможности охлаждения материала, который обеспечивает поддон для воды. Охлаждение материала полезно для уменьшения деформации, особенно при резке тонких материалов.
Я решил встроить в свой стол вытяжку, но оставил возможность использования водяного стола с помощью съемной режущей поверхности. Я начал с того, что обшил основание стола алюминиевым листом. Я подключил 4 точки всасывания, используя 10-дюймовый воздуховод HVAC. У каждой точки всасывания есть ползунок, который позволяет мне направлять максимальное количество всасывания в определенные квадранты стола. Для питания моего нисходящего потока я использовал два промышленных кухонных вытяжных вентилятора. Эти вентиляторы обычно монтируются на крыше или стене и выбрасывают воздух радиально во всех направлениях. Я модифицировал вентиляторы, чтобы они выбрасывали воздух в одном направлении, используя некоторые специально построенные воздуховоды. Мои вентиляторы выдувают всю пыль и дым за пределы моей мастерской.
Впоследствии я также добавил систему всасывания в точке сопла. Я использовал 1,5-дюймовый сливной шланг и направил его от режущего наконечника через кабельные дорожки портала вниз к ведру объемом 5 галлонов, которое также подключено к магазинному пылесосу. Частично наполнив 5-литровое ведро водой, я создал временный водяной затвор, который помогает улавливать мелкую пыль и частицы.
Шаг 9: Калибровка и выравнивание портала
Это критически важный шаг для обеспечения точного и правильного реза. Физически измеряя движения портала и внося небольшие изменения в систему управления, вы можете настроить свой стол так, чтобы угол между осью X и осью Y составлял 90 градусов. Я проверил движение портала вверх и вниз по столу, чтобы убедиться, что он движется ровно и точно на всем протяжении всего диапазона движения. «Пределы» для стола контролируются микропереключателями. В моем руководстве по эксплуатации системы управления CandCNC я ознакомился с интеграцией коммутаторов.
Шаг 10: Тестовые резы
После сборки системы и выполнения всех этапов настройки из руководства пользователя CancCNC я был готов к пробной резке. Я выполнил инструкции из руководства по моей системе управления и приступил к резке. Эта система была готова к работе с самого начала. Первые разрезы были четкими и чистыми.
Шаг 11: Примеры выполненных проектов
Этот стол изменил мой подход к изготовлению изделий. Проекты, которые обычно занимали дни или недели, сократились до нескольких часов. Каждый раз, когда я берусь за что-то новое, я сначала думаю о том, можно ли в этом проекте использовать свой плазменный резак с ЧПУ, чтобы быстро и эффективно сделать изделие.
Видео плазменного станка в действии:
По сравнению со станками лазерной резки у плазменных станков есть ряд недостатков: большая ЗТВ по сравнению с лазерной резкой, качество с более тонкими листами и пластинами хуже, чем при лазерной резке, допуски не такие точные, как при лазерной резке, более широкий пропил, чем при лазерной резке, кроме того, сам процесс довольно сложный и требует высокой квалификации оператора, во время резки металла в воздух выбрасывается большое количество вредных газов.
Хотите подробнее узнать про плазменную резку читайте в нашем блоге.
Если вам понравилась данная статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Плазменные столы с ЧПУ Torchmate | Премиальные станки с ЧПУ | Резка листового металла и труб
Различные конфигурации для удовлетворения любых потребностей — плазменные столы от 4×4 до 8×22
Несколько размеров столов и вариантов питания плазмы на выбор, все поставляются полностью собранными и готовыми к работе
Линейка продуктов Torchmate® автоматизированных столов плазменной резки охватывает широкий спектр станков: от наших станков с ЧПУ начального уровня — Torchmate 4400 до наших промышленных столов плазменной резки Torchmate 5100 и всего, что между ними. Наши полностью собранные машины идеально подходят для малого или среднего магазина, который хочет добавить свое первое автоматизированное оборудование в свой бизнес. Torchmate 4400, 4800 и 4510 — это очевидный выбор для всех преподавателей, с полными образовательными пакетами, разработанными специально для классной комнаты и поддерживаемыми Lincoln Electric® по всей стране.
Щелкните здесь для получения дополнительной информации
Столы для любого типа бизнеса
Выберите стол, который соответствует вашим потребностям
Наши машины оснащены серией плазменных резаков FlexCut®, разработанных специально для работы с машинами Torchmate. Эти устройства включают FlexCut 80, FlexCut 125 и FlexCut 200. Наши плазменные резаки высокой четкости Spirit® II обеспечивают превосходное качество резки для тех, кому требуется еще более высокое качество резки. Предприятия, связанные с сельским хозяйством, промышленным производством, архитектурой и множеством других отраслей, могут извлечь выгоду из улучшений бизнеса, которые может принести режущий стол с ЧПУ Torchmate.
Для получения информации о том, как правильно выбрать стол для плазменной резки для вашего бизнеса или хобби, щелкните нашу страницу «Как выбрать», чтобы ознакомиться со всей линейкой продуктов. Вы также можете позвонить в наш отдел продаж по телефону (775) 673-2200, чтобы обсудить, какая плазменная система подходит именно вам.
Щелкните здесь для получения дополнительной информации
Возможности производства в течение всего дня
Torchmate способствует успешному бизнесу клиентов в сфере производства
Полезность наших плазменных столов выходит за рамки обычного объема того, что наши клиенты классифицируют как производственное оборудование. Наши процессы резки металла включают плазменную и газокислородную резку и позволяют вам расширить свой бизнес различными способами. Здесь можно найти ссылку на истории успеха наших клиентов и прочитать о том, как тысячи наших машин по всему миру способствовали успешному развитию бизнеса в производственной отрасли.
Стол Torchmate X обеспечивает вес и долговечность водяного стола из мягкой стали весом более 5000 фунтов для производственных цехов, которые готовы взять на себя обязательства по производству на собственном производстве. На нашем передовом промышленном плазменном столе с ЧПУ Torchmate 5100 предлагается опция наклонной головки, позволяющая сваривать готовые детали прямо со стола.
Щелкните здесь для получения дополнительной информации
Lincoln Electric стремится к доступности
ЧПУ стало доступным более 40 лет
Мы производим доступные столы для резки с 1979 года и ускорили наши технологические достижения в области управления движением, контроля высоты и производства благодаря приобретению Lincoln Electric® в 2011 году. Lincoln Electric производит этот международный бренд плазменных столов с ЧПУ. первоклассный продукт в мире плазменной автоматизации, который будет по-прежнему предлагать доступность и качество, которые сделали имя Torchmate нарицательным в производственной отрасли. Таблицы Torchmate теперь представляют собой законченное решение из единого источника.
Lincoln Electric производит все элементы плазменного стола, включая плазменный резак, контроллер движения и сам стол. Уверенность и душевное спокойствие, которые вы получите со столом Torchmate от Lincoln Electric, намного превосходят любой другой вариант в отрасли.
Щелкните здесь для получения дополнительной информации
Ведущая в отрасли поддержка с Torchmate
Получите помощь на каждом этапе процесса резки с ЧПУ
Мы работаем с 7:00 до 16:00 по тихоокеанскому времени. Позвоните нам сегодня по бесплатному номеру (866) 571-1066. Позвольте одному из наших обученных специалистов по ЧПУ провести вас через каждый шаг процесса резки с ЧПУ. Мы хотели бы, чтобы вы присоединились к тысячам, которые уже являются частью нашей семьи Torchmate.
Свяжитесь с нами
¿Se habla español?
Свяжитесь с нашим испаноязычным отделом продаж уже сегодня!
Испаноязычный отдел продаж: ¿Se habla español? Torchmate эста orgulloso де ofrecer a nuestros clientes эль nuevo Departmentamento де ventas en español. Para mas información de nuestro productos y ventas contacten a nuestro представителя de ventas Diego al +57 13648800 Ext. 7710 / Мобильный: +57 3187358186, или enviénos su información y preguntas [email protected]. Tenemos ла решение ан систем де Корте ЧПУ для всей промышленности, nuestros sistemas де корте están disponibles ан Todo Latino América.
Узнать больше
Lincoln Electric PythonX® Станок для резки листов
Роботизированная плазменная резка
PythonX PLATE от Lincoln Electric — это роботизированный стол для резки нового поколения, который улучшит ваше производство и улучшит качество деталей. PythonX PLATE предлагает лучшую надежность и простоту использования по сравнению с нероботизированными столами для резки листового металла. Благодаря прогрессивной конструкции машины и более чем десятилетнему прогрессу в технологии роботизированной плазменной резки, PythonX PLATE делает роботизированную резку пластин выгодным выбором.
Щелкните здесь для получения дополнительной информации
Lincoln Electric MasterPipe® Compact Profiler
Надежное решение для резки труб с ЧПУ
Профилировщик труб MasterPipe Compact представляет собой разнообразный станок с ЧПУ для резки труб, который может резать трубы и трубки размером от 1 до 8. дюймов в диаметре.* Эта машина отлично подходит для производства поручней и каркасов безопасности, а также для производителей ограждений и производителей труб любого типа малого и среднего размера. Операторы могут вручную срезать фаску на трубах, чтобы создать фитинги, уже подготовленные для сварки. Станок имеет два варианта длины станины станка: 15 и 25 футов. Каждая нога машины имеет максимальную грузоподъемность 100 фунтов, а общая максимальная грузоподъемность составляет 1000 фунтов.
Щелкните здесь для получения дополнительной информации
Плазменные столы с ЧПУ Torchmate серии 4000 | Станки плазменной резки 4×4, 4×8, 5×10
Комплекты столов плазменной резки с ЧПУ 4×4, 4×8 и 5×10 — готовы к работе менее чем за 30 минут станка как единой системы, предназначенной для совместной работы для плавной и эффективной резки всех ваших деталей и конструкций.
Это означает, что одна компания несет исключительную ответственность за разработку и поддержку этих плазменных столов, гарантируя, что машины будут работать для всех ваших потребностей в резке в день доставки машины. Эти полностью собранные станки поставляются со всем необходимым для немедленного начала резки металла. Столы Torchmate рассчитаны на длительную работу при минимальном техническом обслуживании.
Ознакомьтесь с полной информацией и техническими характеристиками машин ниже, а затем запросите расценки или позвоните нам по телефону 1-866-571-1066 и задайте любые вопросы. Один из наших высококвалифицированных экспертов по плазменным столам поможет вам выбрать лучший станок для вас. Эти машины доступны с короткими сроками поставки, и вы можете быстро начать работу. Воспользуйтесь нашими лучшими в отрасли машинами и заставьте это новое оборудование работать на вас!
Надежная и прочная механика стола и простое в использовании программное обеспечение ЧПУ плюс элементы управления с сенсорным экраном
Механика этих столов была спроектирована таким образом, чтобы выдерживать жесткие условия цеха и долгие часы работы. Изготовители из любой отрасли могут положиться на этот станок, чтобы изо дня в день точно резать металлические детали. Это было сделано, чтобы быть простым в использовании и интуитивно понятным. Пользователи любого уровня подготовки найдут программное обеспечение для сенсорного экрана Visual Machine Designer простым в использовании и простым в использовании для новых операторов. Torchmate 4400, 4800 и 4510 также поставляются в полностью собранном виде и могут быть доставлены к вам в течение недели! Вам понадобится только электричество, вода, сжатый воздух и установленный заземляющий стержень, прежде чем вы сможете выполнить свою первую работу. Кроме того, мы предлагаем Torchmate Academy — профессиональную учебную программу, которая шаг за шагом проведет вас через каждую деталь работы вашей машины с видео высокого разрешения. Он также включает в себя полный раздел обучения САПР со всеми последними обновлениями. Узнайте больше об Академии Torchmate здесь. Нажмите здесь, чтобы запросить предложение или позвоните нам по телефону 1-866-571-1066.
Серия Torchmate 4000 2023 года — опция 5×10
Посмотрите основные характеристики самой большой машины серии 4000 — Torchmate 4510 5×10! Посмотрите видео ниже!
Позвоните нам сегодня по телефону 1-866-571-1066, и мы поможем вам выбрать правильный стол Torchmate или запросите предложение!
Нажмите на изображение продукта ниже, чтобы получить конкретную информацию о каждой машине.
Тратьте меньше | Получить больше | Out Оправдайте ожидаемый срок службы расходных материалов
Столы плазменной резки Torchmate с ЧПУ оснащены контроллером движения, который устанавливает планку скорости ускорения и замедления, плазменным резаком, который увеличивает скорость резки и почти в 3 раза превышает срок службы конкурирующих расходных материалов, а также линейным перемещением система, которая обеспечивает скорость перемещения портала и резака до 500 дюймов в минуту. Все эти функции ускоряют экономию средств для наших клиентов. Более высокие скорости резки и более высокие коэффициенты ускорения и замедления сокращают продолжительность производственного цикла и увеличивают количество металлических деталей, которые может продать ваш магазин. Расходные детали с более длительным сроком службы выдерживают количество прожигов более 500, прежде чем потребуется замена расходных материалов. Не говоря уже о том, что наши клиенты ежемесячно экономят на расходных материалах 45 % по сравнению с конкурентами. Такая экономия затрат может напрямую трансформироваться в чистую прибыль вашего производственного бизнеса. Взгляните на истории успеха наших клиентов. Истории успеха клиентов Torchmate здесь.
Вот как Torchmate поможет вам быстро начать работу с пакетами успеха Torchmate — приобретайте Torchmate с полной уверенностью и спокойствием!
Одно дело купить плазменный стол, но следующий шаг — убедиться, что вы можете уверенно управлять станком и как можно быстрее начать производство деталей и конструкций. Вот почему у нас самые широкие возможности обучения в отрасли. Теперь мы предлагаем пакеты Torchmate Success Package — высококачественное обучение в сочетании с финансовыми поощрениями, которые помогут вам быстро и профессионально управлять своей новой машиной! Посмотрите видео, чтобы получить полную информацию, а затем позвоните нам сегодня по телефону 1-866-571-1066, чтобы получить помощь в выборе правильного пакета для вас.
Частью наших пакетов успеха является обучающий видеокурс премиум-класса Torchmate Academy. Академия Torchmate — это полный онлайн-курс видеообучения, который научит вас работать со столом Torchmate от начала до конца. Он также включает в себя полное обучение работе с Torchmate CAD, чтобы вы могли быстро приступить к проектированию собственных деталей и конструкций. Самое приятное в Torchmate Academy то, что она доступна для вас 24 часа в сутки, 7 дней в неделю, 365 дней в году с вашим онлайн-логином. Наши лучшие инструкторы Torchmate с многолетним опытом работы со столами Torchmate проведут вас через каждый шаг, чтобы помочь вам быстро приступить к работе. Мы также предлагаем варианты виртуального обучения, обучения на наших объектах в Рено и Кливленде, а также обучения на месте у вас.
Torchmate 4000TC — добавьте инструмент для резки труб к вашему столу серии 4000
Простое добавление возможностей резки труб к вашему Torchmate
Torchmate 4000TC — это новое приспособление для всех плазменных столов Torchmate серии 4000. Это позволяет быстро и легко добавить в свою операцию резку труб и трубок. В 4000TC используется тот же источник питания плазменной системы, сенсорный экран и элементы управления движением, что и в вашем плазменном столе, что позволяет добавить резку труб с гораздо меньшими затратами, чем при использовании отдельного станка. Вы можете добавить 4000TC к своей машине при первой покупке или позже, по мере расширения вашей деятельности. Для получения полной информации о приспособлении для резки труб 4000TC нажмите здесь.
Непревзойденная техническая поддержка и обслуживание клиентов
Конкурирующие производители столов для плазменной резки с ЧПУ используют комбинацию различных поставщиков для создания сборной машины. Это заставляет их клиентов искать помощь среди множества компаний. Lincoln Electric знает, насколько сложна технология плазменной резки с ЧПУ и как трудно ее освоить. Мы делаем все возможное, предоставляя нашим клиентам лучшую в отрасли команду технической поддержки в США и Академию Torchmate. Поддержка, предоставляемая при покупке Torchmate серии 4000, без сомнения, лучшая в бизнесе.
Загрузите каталог
Нажмите на изображение, чтобы загрузить полный каталог для Torchmate 4400 и 4800. Внутри вы найдете полные спецификации в таблице, информацию о гарантии, а также все функции и преимущества владения станком Lincoln Electric Cutting. Системы плазменной резки с ЧПУ. Ознакомьтесь с подробной информацией о наших лучших в отрасли вариантах поддержки, которые предоставляются при покупке каждого стола, а также с некоторыми замечательными отзывами и проектами, созданными пользователями машин для резки серии Torchmate 4000. Вы также можете скачать краткий обзор продукции для краткого обзора машин здесь.
2 года гарантии на каждую систему плазменной резки серии 4000
Компания Lincoln Electric Cutting Systems в Рино, штат Невада, предлагает их в короткие сроки, и новая машина может быть доставлена к вам в кратчайшие сроки. Предприятия могут воспользоваться нашими упреждающими возможностями обучения, которые позволят вам обучить свою команду еще до того, как ваша машина будет доставлена. Эти возможности включают университет Torchmate и дополнительный курс обучения САПР на месте, проводимый в нашей штаб-квартире в Рино, штат Невада, или региональное обучение во многих местах по всей стране. Мы также предлагаем дополнительную двухдневную установку и обучение, проводимое обученным техническим специалистом Lincoln Electric Cutting Systems. Позвоните сегодня, чтобы поговорить с обученным специалистом по продажам и предложить подходящую систему плазменной резки для вашего бизнеса. 1-866-571-1066. Вы также можете запросить расценки на наши столы здесь.
См. более подробную информацию о наших плазменных станках с ЧПУ ниже.
Комментарии: Пожалуйста, пришлите мне цитату Веб-сайт:
Вы собираетесь предоставить нам свою личную информацию. Пожалуйста, ознакомьтесь с нашей Политикой конфиденциальности веб-сайта здесь, чтобы узнать, как мы собираем, используем и храним личную информацию. Нажимая «Запросить цену», вы (1) соглашаетесь с тем, как мы обрабатываем вашу личную информацию, как описано в нашей Политике конфиденциальности веб-сайта, и (2) подтверждаете, что вам не менее шестнадцати (16) лет.
С каждым годом 3D печать становится более популярна и доступна. Раньше 3D принтер был больше похож на сложный ЧПУ станок, но теперь производители идут на встречу пользователям. Упрощаются и автоматизируются настройки, которые многих новичков вгоняли в ступор. Несмотря на это, начинающему пользователю бывает сложно разобраться в многообразии постоянно появляющихся пластиков для 3D принтера.
Выбрать пластик для 3D принтера очень важно, особенно когда стоит цель напечатать функциональную модель с определенными свойствами. Будет обидно, если напечатанная шестерёнка сломается почти сразу, или декоративная модель быстро потеряет свою красоту.
Важно понимать, сможет ли принтер работать с выбранным пластиком. Некоторые материалы (чаще всего инженерные) требуют определенных условий для удачной печати.
Для начала определитесь, какую модель нужно напечатать. Какие свойства у нее должны быть? Модель должна быть прочной? Или это мастер модель для дальнейшего тиражирования, в которой важно качество поверхности?
В 90% 3D принтеров используется пластиковая нить диаметром 1.75. Диаметр 3мм встречается редко, но лучше заранее уточнить, какой размер используется в вашем принтере.
PLA
PLA (полилактид) – это самый популярный и доступный пластик для 3D принтера. PLA изготавливают из сахарного тростника, кукурузы или другого натурального сырья. Поэтому он считается нетоксичным, биоразлагаемым материалом.
Температура экструдера — 190-220 градусов. Подогрев стола не нужен, но если стол у принтера с «грелкой» для лучшего прилипания, можно разогреть его до 50-60 градусов. С PLA очень просто работать. Единственное требование — это обдув модели. Усадка у этого материала практически отсутствует. При печати он практически не имеет запаха, а если и пахнет, то запах напоминает жженую карамель.
Плюсы:
Не дает усадки. Благодаря этому можно легко изготавливать сборные или огромные модели без изменения размеров.
Нет специфических требований к 3D принтеру. Подойдет любой исправный 3D принтер. PLA не нужен подогреваемый стол или закрытый корпус.
Нетоксичен. Благодаря этому во время печати не пахнет или имеет еле уловимый аромат жженой карамели.
Разнообразная палитра цветов.
Минусы:
PLA плохо шлифуется и механически обрабатывается.
Начинает деформироваться уже при небольшом нагреве (около 50 градусов).
Хрупкость. По сравнению с другими материалами, PLA очень хрупкий и легко ломается.
Разрушается под воздействием ультрафиолета. В труху он конечно не развалится, но может стать более хрупким и выцвести.
PLA отлично подойдет для изготовления габаритных или составных моделей. Например декоративные предметы интерьера, макетирование, корпуса для электроники и т.д.
Недавно в продаже появился PLA+. Он может отличаться от обычного PLA улучшенными характеристиками. Например более прочный, с улучшенной адгезией слоев.
Макет турбины
Декоративные подставки
ABS
ABS (акрилонитрилбутадиенстирол) – это второй по популярности пластик для 3D печати, благодаря своим свойствам, доступности и небольшой цене.
Температура экструдера — 220-240 градусов. Температура стола 80-100 градусов. Для печати необходим подогреваемый стол у принтера. Желательно наличие закрытой камеры, потому что ABS «не любит» сквозняки. Из-за резкого перепада температур он может «отклеиться» от стола или треснуть по слоям. ABS при печати может неприятно пахнуть поэтому рекомендуется использовать принтер с закрытой камерой и фильтрами или печатать в хорошо проветриваемом помещении.
Плюсы:
Хорошие прочностные характеристики позволяют изготавливать из ABS функциональные прототипы.
Простая механическая и химическая обработка. ABS легко шкурится и сверлится, а при помощи ацетоновой бани можно добиться идеально гладкой поверхности.
На сегодняшний момент это самый недорогой вид пластика для 3D печати.
Большой выбор цветов и оттенков.
Минусы:
Высокая усадка. Из-за этого может быть проблематично изготовление габаритных изделий.
Для печати требуется подогреваемый стол и закрытая камера. Без этого ABS может отклеиваться от стола или трескаться по слоям.
В процессе печати ABS может неприятно пахнуть. Поэтому рекомендуется печатать в проветриваемых помещениях или использовать принтер с закрытой камерой и фильтром.
ABS – можно считать инженерным пластиком. Он подойдет для изготовления несложных функциональных изделий.
ABS после химической обработки в ацетоновой бане
РУ модель из ABS
ABS+ отличается от обычного ABS улучшенными прочностными характеристиками (упругость, жесткость, твердость), меньшей усадкой и иногда устойчивостью к некоторым маслам и растворителям (например бензин).
HIPS
HIPS (ударопрочный полистирол) – изначально задумывался как пластик растворимой поддержки для материалов с высокой температурой печати. Например для ABS или Нейлона.
Температура экструдера – 230-260 градусов. Температура стола – 80-100 градусов. Желательно наличие закрытой камеры у 3D принтера.
Плюсы:
Меньшая усадка чем у ABS.
Простота механической обработки.
Матовая поверхность очень выигрышно смотрится на декоративных изделиях.
Разрешен контакт с пищевыми продуктами (но стоит обязательно уточнить наличие сертификатов у конкретного производителя)
Минусы:
Для печати нужен принтер с подогреваемым столом и закрытой камерой.
Более гибкий и менее прочный чем ABS. Из-за этого не получится изготавливать функциональные изделия.
Маленькая палитра цветов.
Чаще всего HIPS используется по назначению для печати на 2х экструдерных принтерах в качестве поддержки для ABS. Он отлично (хоть и не очень быстро) растворяется в лимонеле.
Иногда HIPS используют в качестве самостоятельного материала. Изделия из него получаются не очень прочные, но этот пластик любят за лёгкую постобработку. HIPS можно использовать для моделей которые впоследствии будут контактировать с пищевыми продуктами (не горячими).
Использование HIPS в качестве растворимой поддержки
Декоративная ваза из HIPS
PVA
PVA (поливиниловый спирт) – это материал который разрабатывался как водорастворимая поддержка для PLA.
Температура экструдера – 190-210. Подогрев стола не требуется. PVA — немного “капризный” материал, его не рекомендуется перегревать и печатать на высоких скоростях.
PVA очень гигроскопичен и растворяется обычной водой. Поэтому он используется только в качестве поддержки для PLA или других пластиков имеющих близкую температуру печати к PVA.
Растворимая поддержка из PVA
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
PETG
PETG (полиэтилентерефталат) собрал в себе лучшие свойства PLA и ABS. С ним легко работать, у него маленький процент усадки и отличная спекаемость слоев.
Температура экструдера — 220-240 градусов. Температура стола — 80-100 градусов. В процессе печати модель необходимо хорошо обдувать.
Плюсы:
Отличная спекаемость слоев.
PETG очень прочный и износостойкий. Хорошо выдерживает ударные нагрузки.
Практически отсутствует запах при печати.
Нетоксичный.
Маленькая усадка.
Минусы:
PETG отлично подойдет для печати функциональных моделей. Благодаря небольшой усадке его часто используют для изготовления больших или составных моделей. Благодаря низкой токсичности PETG часто используют для изделий которые будут контактировать с пищей.
Формочки для печенья и узорчатая скалка
SBS
Это материал с высокой прозрачностью. При этом он прочный и упругий. SBS это пластик с низкой токсичностью. Его можно использовать для печати моделей контактирующих с пищей.
Температура экструдера – 230 -260 градусов. Температура стола — 60-100 градусов. Печатать можно без закрытого корпуса на принтере.
Плюсы:
Небольшая усадка
Прозрачность. После обработки сольвентом, лимонелом или дихлорметаном может получится красивые прозрачные изделия с практически гладкой поверхностью.
Легко обрабатывается механически или химически.
Разрешен контакт с продуктами питания.
Минусы:
SBS отлично подходит для полупрозрачных ваз, детских игрушек и емкостей для пищевых продуктов. Или функциональных вещей требующих прозрачности, например кастомные поворотники на мотоцикл или машину, светильники или прототипы бутылок.
Вазы отлично печатаются толстым соплом (0,7-0,8) в один проход (печать в 1 стенку или спиральная печать в слайсере).
Макеты бутылок после химической обработки
Нейлон
Нейлон (полиамид) считается самым износостойким материалом из доступных для домашней 3D печати. Помимо хорошей стойкости к истиранию и прочности он имеет большой коэффициент скольжения.
Температура экструдера — 240-260 градусов. Температура стола 80-100 градусов. Нейлон очень капризный и гигроскопичный материал – перед использованием рекомендуется просушить катушку с пластиком. Для печати нужен принтер с подогреваемым столом и закрытой камерой, без этого будет сложно напечатать что то крупнее небольшой шестеренки.
Плюсы:
Высокая прочность и износостойкость.
Высокий коэффициент скольжения.
Термостойкость, по сравнению с другими пластиками для 3D печати.
Высокая стойкость ко многим растворителям.
Хорошо поддается механической обработки. Отлично шлифуется и сверлится.
Минусы:
Нейлон отлично подойдет для изготовления износостойких деталей — шестеренки, функциональные модели и т.д. Иногда нейлон используют для печати втулок.
Шестеренка из нейлона
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Bestfilament
Мягкие пластики
FLEX (TPU, TPE, TPC) –это материал похожий на силикон или резину. Он гибкий и эластичный, но в то же время прочный на разрыв. Например TPE — это резиноподобный пластик, а TPU — более жесткий.
FLEX печатаются на температуре 200-240 (в зависимости от материала). Подогреваемый стол не обязателен. На принтерах с директ подачей материала (механизм подачи на печатной голове) проблем с печатью обычно не бывает. На боуден подаче (механизм подачи расположен на корпусе) печать очень мягкими пластиками может вызывать трудности. Обычно приходится дополнительно настраивать прижим прутка. Главный нюанс – это совсем небольшие скорости печати — 20-40мм.
Плюсы:
Минусы:
В зависимости от вида FLEXa модели могут получится гибкие или резиноподобные. Этот материал, в зависимости от мягкости, можно использоваться для печати уплотнительных прокладок, стелек, ременных передач, гусениц или других моделей которые требуют гибкости или мягкости.
Ремень из FLEXа
Кроссовки с гибкой подошвой
Колесо для РУ модели
Декоративные пластики
Декоративные пластики — это PLA пластики с различными наполнителями (деревянная или металлическая стружка). Или с красителями подобранными для имитации различных материалов. Поскольку основа пластика это PLA то он очень прост в печати.
Температура экструдера – 200- 220 градусов (в зависимости от производителя). Подогреваемый стол не обязателен.
Плюсы:
Минусы:
Некоторые наполнители (например глина) являются абразивами. Для таких пластиков нельзя использовать стандартное латунное сопло. Придется покупать более твердое стальное сопло.
Некоторые декоративные пластики могут забить маленькое сопло (0,4 и меньше). Для них нужно использовать более “толстое” сопло.
В зависимости от наполнителя получаются разные свойства материала. Пластики в которых используется только краситель не требуют дополнительной обработки. Материалам с “наполнителями” иногда может потребоваться дополнительная пост обработка.
Пластики с металлическими наполнителями после печати нужно обработать металлической щеткой. Тогда проступит Металлическое содержимое и модель будет напоминать металлическую отливку.
Пластики с металлической пудрой
Эти пластики часто используются для печати брелков, декоративных моделей и деталей интерьера.
Если в пластике большое содержание древесной пыли, то рекомендуется использовать больший диаметр сопла (0,5 и больше), более мелкое сопло может быстро забиться в процессе печати.
Грут из пластика с древесным наполнителем
Брелоки из пластика с медной пылью
Инженерные пластики
Это пластики на основе нейлона с наполнителями которые улучшают прочностные, теплостойкие и другие характеристики, помогают добится меньшей усадки материала. Например – углеволокно, карбоновые нити или стекловолокно.
Температура экструдера – 240-300 градусов (в зависимости от производителя). Температура стола — 90-110 градусов. Поскольку пластики на основе нейлона то требования для печати схожи. Это подогреваемый стол и закрытый корпус принтера.
Плюсы:
Твердость и прочность.
Низкая воспламеняемость или негорючесть.
Высокая точность, благодаря низкой усадке.
Минусы:
В 3D принтерах используются латунные сопла, некоторые пластики могут быстро “расточить” его во время печати. Для таких материалов рекомендуется использовать стальные сопла.
Это узкоспециализированные пластики применяемые под конкретную задачу, в зависимости от наполнителя. Например функциональные детали не теряющие форму при нагревании, устойчивые ко многим растворителям и т.д.
Функциональный прототип из композита с углеродным волокном
Оправа из композита
Пепельница из поликарбоната
Итоги
Это конечно не весь перечень материалов для 3D печати. Появляется много узкоспециализированных инженерных и декоративных пластиков, для конкретных задач.
Производители постоянно стараются пополнять ассортимент материалов для 3D печати. Совершенствуются уже знакомые материалы для более комфортной печати. Появляется много интересных декоративных пластиков имитирующих разные материалы — керамику, глину, дерево, металлы.
И конечно постоянно обновляется ассортимент инженерных пластиков. Сейчас появилось много интересных материалов для узкоспециализированных задач — например выжигаемый пластик с малой зольностью для последующей отливки в металле.
Выжигаемый пластик
Перед покупкой катушки прочитайте информацию на сайте производителя или продавца. Там можно найти некоторые нюансы печати для конкретного пластика. Рекомендуемый диапазон температур производитель указывает на коробке. Иногда для качественной печати рекомендуется напечатать несколько тестов чтобы подобрать настройки температуры, ретракта и т.д.
Старайтесь хранить начатую катушку в пакетах с силикагелем. Высокотемпературные пластики перед печатью рекомендуется дополнительно просушить от лишней влаги.
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
FlashForge
Гибкий TPU пластик для печати на 3D принтере в Москве: 1,75 мм, вес 1 кг
Подробнее
Только качественная продукция
Подробнее
Подписаться на рассылку
Узнавайте первым о скидках!
TPU пластик Описание Параметры печати и постобработки Физико- механические характеристики
Материал: TPU — термопластичный полиуретан
Термопластичный полиуретан (TPU) — это современный материал группы полимеров, выполненный на основе сложных полиэфиров. Эластичность напечатанных изделий является основным свойством, которое обуславливает применение этого пластика.
Параметры печати:
Температура печати: 175-190° С
Температура стола: 50° С
Покрытие стола: чистое стекло, клей БФ-2, клей для 3d печати
Скорость печати: 15-20 мм/с.
Охлаждение: рекомендуется печатать используя эффективный, кольцевой обдув.
Плотность: 1,25 г/см3
Особенности пластика TPU и работы с ним:
Эластичность — основное свойство, которое обуславливает применение.
Высокая стойкость к деформации как на сжатие, так и на растяжение.
Высокая прочность, очень мягкий. Твердость по Шору 75А
Отсутствие запаха при печати.
Отличная межслойная адгезия.
Низкая скорость печати.
Стойкость к большинству растворителей, жирам, маслам. Относительная стойкость к бензину.
Механическая обработка сильно затруднена из-за специфических свойств пластика.
Широкий диапазон эксплуатационных температур.
Точность прутка составляет ± 0,05 мм (пониженный допуск на геометрию).
Необходима доработка головки экструдера FDM-принтера с целью устранения зазоров и полостей на пути прутка от подающей шестерни до горячей зоны печатающей головки. Использование экструдеров с боуден трубкой затруднено из-за очень низкой твердости материала.
Механическая обработка изделий из пластика TPU затруднена.
Химическая обработка не применяется.
Термопластичный полиуретан (TPU) является уникальным материалом, одним из наиболее востребованных полимерных материалов. Эксплуатационные и химические свойства обеспечили этому материалу широкое распространение во всех отраслях промышленности с высокими требованиями к качеству материалов.
Термопластичный полиуретан (TPU) объединяет в себе износостойкость, легкость и эластичность, способность не изменять свой цвет в процессе его использования. Материал устойчив к воздействию низких температур. разрыву и агрессивным средам, хорошо сцепляется с поверхностью, восстанавливает форму при деформации, способен прекрасно сопротивляться проколам, обладает сопротивлением к скольжению.
Пластик TPU является первым гибким, Flex-пластиком в линейке пластиков производства Московского завода FDplast. Обладая прекрасными конструктивными и технологическими свойствами, термопластичный полиуретан используется в различных отраслях, начиная от обмотки силового кабеля, использования в разработке дизайна низа обуви, изготовления защитных аксессуаров для электронных устройств и заканчивая декоративной накладкой в салоне автомобиля.
Информацию о свойствах пластиков и требованиях к печати Вы найдете в буклете «Пластик для 3D печати FDplast».
Хранение пластика
Пластик для 3d печати необходимо хранить в сухом месте. Влага и сырость сильно влияют на филамент, в результате пластик портится, печатать из такого пластика становится невозможно. С хранением пластика не возникает проблем, он практически не подвержен воздействию нормальной влажности воздуха окружающей среды. Однако для получения идеального результата печати филамент целесообразно хранить в сухом месте, с силикагелем.
Советы по 3D печати
Подробнее >>
Скачать
Презентация. Пластик для 3D печати FDplast
Буклет. Пластик для 3D печати FDplast
Нужна труба? Звоните и мы Вам поможем!
Отправляйте заказ на электронную почту Завода и наши менеджеры свяжутся с Вами в ближайшее время!
Обновить форму
Контакты
Московский завод FDplast
Офис в г. Москва
Строительные объекты
Ultimate Materials Guide — Гибкая нить для 3D-печати
Обзор
Гибкие нити изготовлены из термопластичных эластомеров (TPE), представляющих собой смесь жесткого пластика и резины. Как следует из названия, этот материал эластичный по своей природе, что позволяет легко растягивать и сгибать пластик. Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
Гибкий и мягкий
Отличное гашение вибрации
Длительный срок хранения
Хорошая ударопрочность
Сложно печатать
Плохие шунтирующие характеристики
Возможность появления капель и нитей
Может плохо работать с экструдерами Боудена
Требования к оборудованию
Перед 3D-печатью с использованием гибких нитей убедитесь, что ваш 3D-принтер соответствует требованиям к оборудованию, перечисленным ниже, чтобы обеспечить наилучшее качество печати.
Bed
Temperature: 45-60 °C Heated Bed Optional Enclosure Not Required
Build Surface
PEI Painter’s Tape
Extruder
Temperature: 225-245 °C Direct Drive Extruder Recommended
Cooling
Требуется вентилятор охлаждения детали
Best Practices
Гибкие нити сопряжены со многими уникальными проблемами, о которых вы должны знать. Эти советы помогут вам снизить вероятность распространенных проблем с 3D-печатью, таких как засорение, перекручивание и натяжение.
Используйте экструдеры с прямым приводом
В то время как некоторые частично гибкие нити прекрасно работают с экструдерами Боудена, для большинства полностью гибких нитей требуется экструдер с прямым приводом для достижения наилучших результатов. Расстояние между приводной шестерней и зоной плавления на горячем конце должно быть как можно меньше, чтобы нить могла эффективно поступать в сопло. Кроме того, путь, по которому нить проходит в зону плавления, должен иметь жесткие допуски, чтобы предотвратить перекручивание или скручивание нити внутри. По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями.
Используйте медленную и постоянную скорость подачи
Гибкие нити обычно лучше всего печатаются при медленной и постоянной скорости подачи. Поскольку материал эластичный, может быть очень сложно контролировать резкие изменения скорости печати. Более высокие скорости печати могут привести к сжатию нити и, скорее всего, к застреванию. Медленный и устойчивый — лучший подход. Simplify3D предоставляет все ваши настройки скорости подачи на вкладке «Скорости» настроек вашего процесса, чтобы вы могли легко настроить эти значения. Поиск оптимальной скорости печати для вашего материала может занять несколько попыток, основанных на пробах и ошибках. Мы видели, что скорость 1200 мм/мин (20 мм/с) может быть хорошей отправной точкой для большинства материалов.
Снижение сопротивления катушки с нитью
Несколько настроек катушки с материалом также могут иметь большое значение при работе с гибкими материалами. Как правило, ваш экструдер втягивает нить в сопло, заставляя катушку с нитью, установленную на вашем принтере, разматывать немного пластика в процессе. Однако, поскольку гибкие материалы эластичны, это будет растягивать нить при ее втягивании, что может фактически привести к недостаточной экструзии. Попробуйте установить катушку над принтером, чтобы нить разматывалась вниз, что может уменьшить сопротивление. Также может быть невероятно полезно установить втулку шпули на подшипник, чтобы шпуля могла вращаться как можно более свободно.
Настройте параметры ретракции
Эластичность гибкой нити делает ее чувствительной к быстрым движениям, таким как ретракция. Чтобы успешно напечатать нить, вам нужно будет оптимизировать настройки отвода, чтобы уменьшить эти движения. Пока вы только начинаете работать с этим материалом, мы рекомендуем полностью отключить отвод. Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.
Оптимизируйте свои перемещения
Втягивание может быть особенно проблематичным для гибких материалов, поэтому обычно лучше свести к минимуму количество втягиваний, необходимых для печати. В Simplify3D есть замечательная функция, созданная специально для этой ситуации. Вместо того, чтобы двигаться по прямой линии из точки А в Б, программа фактически выберет совершенно новый путь при перемещении между этими точками с целью оставаться внутри вашего объекта, чтобы не было просачивания или натяжения. . Включив эту уникальную функцию, вы можете значительно сократить количество отводов, необходимых для печати, и значительно улучшить качество печати. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» в настройках вашего процесса и включите параметр «Не пересекать контур для перемещения».
Наконечники Pro-Tips
Оптимизируйте скорость подачи за счет печати с меньшей высотой слоя в диапазоне 0,1–0,2 мм. Нижняя высота слоя требует меньше пластика, поэтому ваш экструдер может использовать более низкую скорость подачи, уменьшая нагрузку на нить.
Старайтесь избегать использования плотов из гибких материалов, так как базовые слои плота имеют более высокие скорости экструзии, что может создать проблемы.
Если вы проектируете гибкую деталь, которая должна помещаться поверх другого объекта, попробуйте использовать отрицательный допуск между частями, чтобы гибкая деталь должна была растягиваться, чтобы плотно прилегать к другому объекту.
Начните работу с гибкими нитями
Теперь, когда вы готовы приступить к печати гибкими материалами, у нас есть несколько советов, которые помогут вам начать работу. Ознакомьтесь с некоторыми типичными приложениями ниже, попробуйте несколько наших примеров проектов или выберите популярную марку нити для покупки для вашего следующего проекта.
Общие области применения
Гашение вибрации
Рукоятки
Чехлы для телефонов
Примеры проектов
Радиоуправляемая автомобильная шина
Чехол для телефона
Велосипедная ручка
Популярные бренды
NinjaTek Ninjaflex, Armadillo, Cheetah
Полимер PolyFlex
eSun TPE
Гибкий ТПУ Sainsmart
Можете ли вы 3D-печатать из мягкого пластика? Удивительный ответ — 3D-печать
Когда мы думаем о 3D-печатных объектах, первое, что приходит на ум, — это что-то маленькое и твердое. Это связано с тем, что большинство нитей затвердевают по мере охлаждения и затвердевания, поэтому ваши конструкции будут функциональными и долговечными. Хотя наиболее распространенные нити для 3D-печати, такие как ABS и PLA, позволяют создавать твердые и жесткие объекты, другие нити могут сохранять эластичность и обеспечивать удивительно эластичное растяжение.
Можно печатать на 3D-принтере из мягкого пластика, если у вас есть подходящие нити, такие как TPU и TPE. Эти гибкие смолы бывают разной твердости и обычно обеспечивают самые прочные, мягкие и эластичные 3D-отпечатки. Хотя большинство принтеров печатают на мягком пластике, вам может понадобиться экструдер для сгибания.
Эта статья расскажет вам о мягких пластиковых нитях и научит их идентифицировать. Я также расскажу вам о проблемах печати мягким пластиком и дам несколько профессиональных советов по получению идеальной, гладкой и гибкой печати.
Можете ли вы 3D-печатать мягкий пластик на любом 3D-принтере?
Печать гибкими нитями — увлекательное занятие. Однако, если вы раньше не работали с мягким пластиком, вы можете обнаружить, что с ним довольно сложно работать.
Печать мягким пластиком требует определенных настроек и утонченности, хотя это возможно практически на любом принтере.
Мягкие пластмассы можно печатать в 3D на любом 3D-принтере, хотя для некоторых моделей экструзии могут возникнуть трудности с печатью гибких нитей. Обязательно ознакомьтесь с инструкциями производителя вашего 3D-принтера, прежде чем пытаться печатать из мягкого пластика.
Например, у 3D-принтеров с трубкой Боудена могут возникнуть дополнительные проблемы при печати мягким пластиком. Это потому, что мягкая, гибкая нить вялая, как мокрая лапша спагетти. В результате у экструдеров могут возникнуть трудности с выталкиванием этой гладкой нити из хотэнда, и если вы используете неправильные настройки печати и натяжение, вы можете получить замятие или полностью провалить печать.
Однако при печати мягких пластиковых нитей на 3D-принтере может помочь использование флекс-экструдера.
Экструдеры для гибких нитей, подобные этому Diabase Flexion-Rep2 (доступен на Amazon.com), прекрасно подходят для получения высококачественных мягких 3D-печатей на любом экструзионном принтере. У них есть более захватывающие части в экструдере, помогающие поддерживать равномерный поток нити.
Итак, если вы хотите регулярно печатать мягким пластиком, приобретение экструдера, способного работать с гладкими гибкими нитями, в конце концов, несомненно, окупится.
Кроме того, единственным серьезным ограничением при использовании экструзионного принтера является температура горячего конца при рассмотрении нити. Попробуйте выбрать нить, которая плавится при температуре, которую может достичь ваш принтер.
Как узнать, мягкая ли нить для 3D-печати?
Определение мягкости нити намного сложнее, чем кажется на первый взгляд.
Большинство нитей оцениваются по шкале твердости Шора, которая измеряет, насколько хорошо материал «отскакивает» после нажатия твердого заостренного датчика на его поверхность.
Таким образом, значение твердости по Шору измеряет как гибкость материала , так и насколько хорошо он выдерживает нагрузку.
В этом измерении используется числовой и буквенный рейтинг, чтобы определить, насколько мягким, гибким и прочным является полимер или пластик. Чем ниже цифра и буквенный рейтинг, тем мягче нить.
Чтобы определить, является ли нить для 3D-печати мягкой, проверьте ее твердость по шкале Шора. Большинство нитей имеют твердость 00, A или D по шкале дюрометра Шора. Материалы 00 являются самыми мягкими, материалы уровня A имеют среднюю мягкость, а материалы уровня D, как правило, более жесткие.
Однако это измерение усложняется добавлением числовых оценок. Например, эта нить Gizmo Dorks Flexible TPU (доступна на Amazon.com) имеет твердость по Шору 9.5А. Это означает, что его гибкость аналогична жесткому колесу скейтборда или колесу продуктовой тележки.
Тем не менее, Dialabs X60, самая мягкая нить на рынке на сегодняшний день, имеет твердость по Шору 60A. Это означает, что он имеет такую же твердость, как протектор шины или ластик из твердой резины.
Поэтому перед покупкой всегда проверяйте твердость нити или смолы по Шору, чтобы определить, достигнет ли она той мягкости, которую вы хотите получить при 3D-печати.
Лучшие мягкие пластиковые нити и смолы для 3D-печати
Давайте посмотрим на некоторые из лучших мягких пластиковых нитей. Я также дам вам примерный диапазон оценок твердости по Шору и температур плавления, но, пожалуйста, помните, что характеристики каждого продукта будут различаться в зависимости от производителя.
ТПУ — это фантастическая нить для эластичных и гибких изделий. Несмотря на то, что он мягкий, он также невероятно прочный, и мне даже удалось напечатать формы из эпоксидной смолы из этой нити. Его твердость по Шору обычно колеблется от 60A до 75D, а средняя температура плавления составляет от 185º до 220ºC (от 365º до 428ºF).
TPE — одна из самых мягких нитей со средней твердостью по Шору от 75A до 98A. Он имеет резиноподобную консистенцию и обычно плавится при температуре 190–250 ºC (от 374 º до 482 ºF).
Гибкие смолы SLA, DLP и LCD. Мягкие пластмассы подходят не только для экструзионных принтеров! Смолы для 3D-печати могут достигать выдающейся мягкости всего 30 А, но они также могут достигать невероятной твердости.
Другие материалы, такие как нейлон и полиэстер, также могут быть гибкими, поэтому в следующий раз, когда будете покупать нить, следите за показателями твердости по Шору.
Советы по печати на мягком пластике
Уменьшите скорость печати. Экструдеру требуется некоторое время для подачи гибких, скользких нитей в горячий конец. Итак, уменьшите скорость печати примерно наполовину, чтобы поддерживать постоянный поток нити.
Отключение втягивания принтера. Преломление — это параметр, который приподнимает сопло над отпечатком, уменьшая вероятность образования пузырей или чрезмерно экструдированных артефактных пятен. Однако при печати липкими, эластичными нитями втягивание не поможет, так как расплавленная нить будет растягиваться сильнее, оставляя комки на отпечатке.
Создайте бесшовный дизайн. Сокращение количества перескакиваний сопла с места на место может уменьшить образование натяжек и потенциальных пятен артефактов. Итак, постарайтесь придать отпечатку бесшовный дизайн, который ваш принтер сможет воссоздать, вообще не поднимая сопло.
Выпекайте отпечатки, чтобы уменьшить их натяжение. Мягкий пластик эластичный и тягучий, что часто означает, что на ваших моделях будут протягиваться и заметные линии слоев. Выпекайте напечатанный объект в духовке при низкой температуре (приблизительно половина температуры плавления нити) в течение часа, чтобы уменьшить эти незначительные ошибки.
Для получения дополнительных советов обязательно ознакомьтесь с этим фантастическим видео от Maker’s Muse на YouTube:
Ежегодно 15 ноября отмечается Всемирный день рециклинга. Этот праздник призван привлечь внимание властей, общественности и промышленности к проблеме вторичной переработки мусора.
Сегодня технологии позволяют перерабатывать от 40 до 60% отходов. Из мусора шьют новую одежду, строят детские площадки, а современные заводы по переработке отходов обогревают жилые кварталы. В России сфера обращения с отходами находится в ситуации, близкой к катастрофической – около 90% мусора не перерабатывается, а отправляется на захоронение. Безвозвратно теряются ресурсы, которые могли бы быть использованы повторно. Помочь справиться с этим должна комплексная система обращения с отходами, которая создается в рамках нацпроекта «Экология». В реализации этой программы активное участие принимает компания «РТ-Инвест» Госкорпорации Ростех.
Вторичная переработка – первичная проблема
Обращение с отходами – это проблема всего мира и конкретно каждого жителя нашей планеты. Ежегодно образуются миллиарды тонн отходов – все вместе мы производим гору мусора размером с Эльбрус. Каждый год количество отходов на душу населения возрастает примерно в три раза быстрее, чем прирастает само население мира. Нестандартный 2020-й наверняка поставит новый антирекорд в связи с появлением «ковидного мусора» – масок, перчаток, упаковок от дезинфицирующих средств. По данным Environmental Science & Technology Journal, сейчас каждый месяц выбрасываются примерно 129 млрд масок и 65 млрд перчаток. Они «успешно» дополняют горы полиэтиленовых пакетов, всевозможных упаковок, покрышек, бытовой техники и прочих отходов, разложение которых будет длиться столетиями.
Проблема переработки отходов имеет глобальный характер, а вот поиски ее решения в каждой стране свои собственные. На сегодняшний день некоторые государства уже выработали вполне действующие методики в борьбе с мусором и показывают неплохие результаты. Особенно в этом преуспели европейские страны – в Германии переработка мусора затрагивает 48% всех коммунальных отходов, в Италии – 26%, во Франции – 22%. В России этот показатель – на уровне около 10%. Ежегодно у нас в стране образуется примерно 70 млн тонн твердых коммунальных отходов (ТКО). По большей части это оказывается на мусорных полигонах и свалках, которые «завоевывают» все новые земли. По подсчетам общая площадь всех только официальных свалок в России насчитывает 4 млн гектаров. Это сравнимо с территорией целой страны, например Швейцарии.
Проблема утилизации отходов стала одной из центральных тем национального проекта «Экология». Согласно входящей в него программе «Комплексная система обращения с твердыми коммунальными отходами» к 2024 году наша страна должна достичь следующих показателей: доля обрабатываемого мусора увеличится с 12 до 60%, перерабатываемого – с 7 до 36%, также планируется ввести в эксплуатацию объекты по обработке отходов общей мощностью 37,1 млн тонн.
Реализацией проектов по созданию комплексной системы обращения с отходами занимается входящая в Ростех компания «РТ-Инвест». На сегодняшний день уже введены в эксплуатацию три инновационных комплекса по переработке отходов (КПО) – в Коломенском, Каширском и Сергиево-Посадском округах Московской области. Еще один начнет действовать до конца года в Можайском округе. Помимо четырех КПО, компания строит пять заводов по энергоутилизации отходов. На термическую переработку отходов будут поступать только те фракции, которые невозможно вовлечь во вторичный оборот.
«Умная» сортировка:
создание комплексов по переработке отходов
Инновационный КПО способен обеспечить эффективную переработку примерно половины от общего объема отходов. Сам процесс сортировки на таких комплексах практически полностью автоматизирован – «умная» техника сама отбирает из общего потока полезные фракции и превращает их в брикеты массой от 200 кг до 1 тонны.
Фото: «РТ-Инвест»
На днях «Региональный оператор» (входит в «РТ-Инвест») запустил онлайн-маркет вторсырья, где реализуются такие брикеты различных фракций: десять типов пластика, пять видов металла, картон, бумага и стеклобой. На комплексах по переработке отходов «РТ-Инвест» уже отсортировано около 57 тыс. тонн вторичного сырья. После переработки эти отходы получат вторую жизнь и превратятся в игрушки, упаковки, утеплители, стройматериалы и многое другое.
«РТ-Инвест» представляет статистику по работе своих КПО в открытом доступе. За этими цифрами можно следить буквально в онлайн-режиме – на сайте Ростеха появился специальный счетчик, который показывает, сколько тонн вторсырья было получено, а также сколько всего полезного можно создать из этого. Так, из 27 тыс. тонн пластика можно сделать 268 тыс. детских площадок или 64 млн футболок. Или, к примеру, из отсортированных 8 тыс. тонн металла можно произвести 544 тыс. велосипедов, а 14 тыс. тонн стекла могут превратиться в 84 млн елочных игрушек.
Энергия из отходов:
строительство заводов по переработке мусора в энергию
Работа современных КПО позволяет уменьшить объем отходов примерно вдвое, но все переработать просто невозможно. Так называемые «хвосты» будут отправляться на термическую переработку – на специальные заводы, строительством которых также занимается «РТ-Инвест». Речь идет не о мусоросжигательных заводах старого типа, а о сверхсовременных предприятиях по термической переработке отходов. Передовые технологии позволяют не только утилизировать отходы без ущерба для экологии, но и получить очень ощутимый экономический эффект – электроэнергию. Один такой завод может обеспечить энергией себя и помимо этого выдать в сеть миллионы киловатт в год. По подсчетам одна тонна отходов дает примерно 690 кВт⋅ч «зеленой» электроэнергии.
Проект под названием «Энергия из отходов», который реализует «РТ-Инвест», подразумевает строительство четырех заводов в Московской области, которые будут перерабатывать 2,8 млн тонн предварительно отсортированных отходов в год. Их запуск запланирован на 2022–2023 годы. В будущем в России появятся еще как минимум 25 таких предприятий по переработке мусора в энергию. Соответствующее соглашение заключили государственные корпорации Ростех, Росатом и ВЭБ.РФ. Эксперты отрасли подсчитали, что это позволит избежать открытия более 80 новых полигонов, ликвидировать 25 действующих и спасти от мусора около 60 тыс. гектаров земель.
Несмотря на такие обнадеживающие показатели и положительные заключения экологической экспертизы, проект находится под пристальным вниманием «зеленых». Идея мусоросжигания вызывает некоторые опасения. Дело в том, что мусоросжигательные заводы старого поколения не могли обеспечить в печах температуру выше 800 градусов по Цельсию, а таким образом и полный распад опасных веществ. В новых заводах температура сжигания достигает +1260 °C. При этом действует продвинутая система фильтрации, что позволяет намного уменьшить вредные выбросы – вреда от такого завода по соседству не больше, чем от автомобильной трассы. Во многих европейских городах они даже находятся в черте города, например в Париже. Энергию из отходов получают также в Копенгагене, Амстердаме, Лондоне и других городах. Многие заводы в Европе построены по технологиям швейцарско-японской Hitachi Zosen Inova – мирового лидера в области термической переработки отходов. Именно эта компания выступает техническим партнером «РТ-Инвест».
Как считают в «РТ-Инвесте», недоверие к технологиям зачастую возникает из-за противоречивой и непроверенной информации, которая распространяется по различным источникам. Поэтому специалисты компании рассказывают о собственных проектах максимально открыто и представляют обществу результаты своей работы. Например, недавно стартовали образовательные экскурсии на КПО в Подмосковье. Действующие сотрудники предприятий и профессиональные экологи рассказывают посетителям, как устроен процесс сортировки и работа комплексов в целом. Объектами индустриального туризма в будущем планируют стать и заводы проекта «Энергия из отходов».
переработка мусора. Как внедрить в городах лучший мировой опыт переработки отходов: Деловой климат: Экономика: Lenta.
ru
Одна из идей, предлагаемых предпринимателем-энтузиастом Дмитрием Давыдовым, касается обращения с отходами в России. Несмотря на то что это предложение было разработано и опубликовано еще в 2016-м, свою актуальность для страны оно совсем не потеряло. О создании благоприятной экологической атмосферы в российских городах — в материале «Ленты.ру».
Отслеживание нарушителей
В качестве образца создания благоприятной экологической атмосферы в российских городах Дмитрий Давыдов предлагает обратиться к опыту Сингапура, который в настоящее время является одним из самых зеленых мегаполисов на планете. Он напоминает, что еще в 1965-м остров был «образцом упадка, разрухи и запущенности» и нынешнее экологическое благополучие было достигнуто путем реализации практически драконовских мер.
Ведь кроме восстановления закисленных почв, налаживания системы стоков и полива, завоза на остров восьми тысяч разновидностей растений и высаживания миллионов деревьев и кустарников, необходимо было изменить менталитет его жителей. Поэтому для борьбы за чистоту, по решению властей, в течение двух десятилетий полицейские, стоявшие на каждом перекрестке, лично контролировали поведение граждан. А за каждое нарушение, будь то плевок или выгул скота на улицах города, штрафовали. В итоге благодаря четкой политике властей и изменению самосознания граждан в Сингапуре удалось создать сегодняшнюю благоприятную экологическую атмосферу.
В настоящее время в России, по мнению Дмитрия Давыдова, при наличии современных технологий навести порядок можно гораздо быстрее. Он предлагает отслеживать нарушителей при помощи профессиональных видеокамер, причем устанавливаемых не за государственный счет, а предпринимателями, которые будут получать половину суммы назначенных нарушителям штрафов.
Кроме того, предприниматель-энтузиаст уверен, что важную роль здесь могут сыграть граждане страны, так называемые уполномоченные заявители, фиксирующие нарушения и получающие за это также 50 процентов от суммы полученного государством штрафа.
Таким образом, считает Давыдов, «мы получим систему эффективного массового контроля за чистотой, которая поможет навести полный порядок максимум за два года». Он предлагает запустить пилотный проект в Сочи, а после получения положительных результатов распространить этот опыт на всю страну.
Фото: Максим Григорьев / ТАСС
Сортировка и переработка мусора
По мнению Давыдова, требования к сбору, сортировке и уничтожению мусора должны быть четко расписаны, чтобы граждане понимали, что является нарушением. А в качестве базового варианта можно использовать систему сепарации мусора в Швейцарии, которая с 2000 года запретила организацию свалок на территории страны. Сейчас там можно либо перерабатывать мусор, либо сжигать, получая тепло- и электроэнергию.
По решению швейцарских властей организацией сбора и переработки отходов занимаются частные компании. В настоящее время страна является одним из лидеров по утилизации мусора на европейском континенте — здесь перерабатывается в среднем 75 процентов всех отходов. В итоге сейчас Швейцария занимает первое место в рейтинге самых экологически чистых стран мира.
Давыдов приводит примеры использования отсортированного мусора в разных странах. Так, например, в Японии из переработанных пластиковых бутылок производят спортивную одежду, канцелярские товары, офисную мебель, школьную форму и многое другое. А из разных видов мусорного стекла, глины и фарфора изготавливают стройматериалы. Кроме того, в этой стране не все пищевые отходы сжигаются, часто они идут на переработку для производства удобрений.
Мусоросжигающие заводы
Сегодня современные мусоросжигающие заводы — это небольшие электростанции, вырабатывающие тепло- и электроэнергию. В Германии, например, после запрета складирования мусора на свалках количество таких установок резко увеличилось. В настоящее время здесь работает более ста установок, рассчитанных на утилизацию более 18 миллионов тонн мусора. Причем стоит отметить, что для их полной загрузки собственно немецких отходов не хватает, поэтому страна забирает мусор и у соседних стран, которые еще и платят за его утилизацию.
А в Швеции на заводе «Йерстадсверкен» после ежегодного сжигания около 330 тысяч тонн твердых бытовых отходов получают электроэнергию и тепло, которых хватает примерно для 90 процентов городских домовладений. Кроме того, из мусора здесь еще получают и биогаз, который используется для работы городского транспорта. По подсчетам шведских экспертов, сжигание четырех тонн отходов дает столько же энергии, как и одна тонна нефти.
По словам Дмитрия Давыдова, процессы сжигания отсортированного мусора, как в большинстве европейских стран, и сжигания несортированного мусора, как, например, в России, сильно отличаются. Во втором случае в воздух выбрасывается большое количество вредных веществ — таких, как диоксины, вызывающие онкологические и репродуктивные заболевания.
А дым, например, от шведского мусоросжигательного завода «Йерстадсверкен» состоит из 99,9 процента нетоксичных двуокиси углерода (углекислого газа) и воды, но их еще и фильтруют, а шлак из фильтров используют для наполнения заброшенных шахт. Парадоксально, но, по расчетам экологов, завод серьезно улучшает состояние естественной среды.
Кроме того, по мнению Давыдова, можно использовать также передовой швейцарский опыт промежуточного хранения отходов в городских условиях — баки подземного хранения. Это позволит свести к минимуму загрязнение соседних территорий, избежать неприятных запахов и появления вредных насекомых.
Фото: Кирилл Каллиников / РИА Новости
Переработка мусора как национальная идея
В настоящее время на территории России скопилось более 40 миллиардов тонн неутилизированных отходов, количество которых ежегодно увеличивается более чем на 60 миллионов тонн. По различным подсчетам, их переработка может приносить от двух до 3,5 миллиарда долларов в год. Давыдов уверен, что страна «проходит мимо больших денег, поскольку сегодня проекты по мусоропереработке являются мировым трендом, который интересен как российским, так и зарубежным инвесторам».
Но, по его мнению, еще существует возможность это наверстать, внедрив в кратчайшие сроки на всей территории страны самые современные технологичные способы переработки мусора. Для этого он предлагает предоставить компаниям, инвестирующим в мусоропереработку, налоговые льготы при условии, что «устанавливаемое оборудование будет представлять собой самые современные аналоги и соответствовать самым жестким критериям отбора, ориентированным на мировые стандарты».
Дмитрий Давыдов уверен, что после введения предлагаемых им мер мы сможем избавиться от уже имеющихся мусорных свалок, активизируем предпринимательскую активность в стране в целом, получим самые экологически чистые предприятия в мире по переработке и преобразованию бытовых отходов в теплоэнергию и электроэнергию, увеличив таким образом доходную часть бюджета.
По мнению предпринимателя-энтузиаста, самое сложное в этом процессе — изменение менталитета российских граждан. Но здесь, считает он, для сортировки отходов в соответствии с существующими требованиями поможет четко продуманная система мотивации. А для тех, кто этого делать не захочет, он предлагает альтернативное решение — закупать специальные мусорные пакеты, в стоимость которых уже будет включен специальный сбор на сортировку и утилизацию. В противном случае экологическая полиция вычисляет нарушителя и выписывает огромный штраф. Данная мера позволила бы решить проблему мусоропереработки и в России.
Дмитрий Давыдова уверен, что все предлагаемые меры позволят решить проблему мусоропереработки в России. По его мнению, «наведение чистоты и порядка в собственном дворе, городе, стране — достойная цель в жизни любого социально ответственного гражданина». Автор концепции подчеркивает, что без законодательной поддержки со стороны государства эти инициативы не могут быть реализованы, поэтому он призывает действующую власть обратить внимание на предложенные решения.
Во что превратятся ваши вторсырья
Перечисленные ниже продукты — это лишь некоторые из многих продуктов, которые могут содержать переработанные материалы. Важно помнить, что каждая муниципальная программа утилизации отличается, поэтому не все эти материалы обязательно принимаются там, где вы живете. Не стесняйтесь обращаться к нам, если у вас есть какие-либо вопросы.
Изделия из переработанной газеты :
Многие газеты и журналы, собранные в штате Мэн, перерабатываются на предприятии Huhtamaki Paper в Уотервилле/Фэрфилде для производства бумажных тарелок и сопутствующих бумажных изделий.
вернуться к началу
Изделия из переработанных журналов:
Переработанные журналы играют важную роль в процессе переработки, поскольку высокое содержание глины используется для удаления чернил с бумаги перед ее переработкой в новые бумажные изделия.
вернуться к началу
Изделия из переработанного картона/смешанной бумаги:
Многие программы утилизации жилых помещений в штате Мэн собирают несколько типов бумаги, таких как картон, журналы или макулатуру, в одну категорию. Это самое низкое качество переработанной бумаги в бумажном потоке. Большая часть смешанной бумаги для бытового использования представляет собой картон и сопутствующие товары, очень тонкий серый картон, используемый для изготовления таких контейнеров, как коробки для хлопьев, коробки для обуви, коробки для макарон и тому подобное. Большая часть картона штата Мэн и смешанного бытового картона экспортируется в Канаду для переработки и производства новой продукции.
вернуться к началу
Изделия из переработанного гофрированного картона:
Большая часть нашего переработанного гофрированного картона поставляется в Канаду и за границу.
вернуться к началу
Изделия из переработанной офисной бумаги:
вернуться к началу
Изделия из переработанной стали / Жестяные банки:
слой жести. Олово и сталь разделяются в процессе переработки. Вся сталь содержит переработанную сталь. Большая часть стали используется на восточном побережье США и в Канаде.
вернуться к началу
Изделия из переработанных алюминиевых банок:
Алюминий можно перерабатывать во множество различных продуктов, таких как прицепы для тракторов и кузова автомобилей, однако алюминиевые банки обычно становятся новыми алюминиевыми банками. Переработка алюминия не снижает качество металла, поэтому его можно перерабатывать бесконечно. При постоянном спросе на алюминиевые банки производители могут вернуть алюминиевую банку на прилавки магазинов как новую уже через 60 дней после переработки. Производство новых банок из переработанного алюминия экономит 95% энергии используется для производства банок из руды, известной как боксит. Алюминий штата Мэн вывозится за пределы штата и используется в основном для изготовления новых банок.
вернуться к началу
Изделия из переработанного стекла:
Все типы бывших в употреблении стеклянных емкостей можно многократно использовать для изготовления новых стеклянных изделий. На самом деле легче производить новую стеклянную тару из переработанного стекла, чем из сырья.
вернуться к началу
Изделия из переработанного пластика #1:
Пластмассы часто могут сбивать с толку, потому что на рынке так много разных типов пластмасс, и эти разные типы нельзя смешивать, когда они перерабатываются в новые продукты. Кроме того, некоторые продукты, изготовленные из одного и того же типа пластика, нельзя перерабатывать вместе, поскольку они производятся с использованием разных процессов. Например, бутылки со стиральным порошком и сумки для покупок могут быть пластиковыми № 2, но не могут быть переработаны вместе. Чаще всего перерабатываются пластмассы № 1 (бутылки из-под газировки) и № 2 (кувшины для молока, бутылки для стирального порошка). Цветной пластик менее универсален для переработчиков и, следовательно, может иметь более низкую цену на рынке вторичной переработки. Большинство этих материалов, собранных в рамках программ штата Мэн, отправляются в Массачусетс, Пенсильванию, Алабаму и за границу, где из них изготавливаются новые продукты и контейнеры.
Изделия из переработанного #2 пластика:
вернуться наверх
Какие существуют виды вторичной переработки?
Какие существуют виды переработки? | ISM Отходы и переработка
Дом Услуги по вторичной переработке Типы вторичной переработки
Макулатура и картон
Вторичная переработка бумаги жизненно важна для снижения воздействия на окружающую среду и сокращения ненужных общих отходов. Промышленность и торговля располагают примерно 12,5 млн тонн бумаги и картона в Великобритании каждый год; большая часть бумаги пригодна для вторичной переработки и может быть перенаправлена со свалок!
Каждая тонна переработанной бумаги или картона может сэкономить до 17 деревьев, два кубических метра свалки и 4100 кВт/ч электроэнергии!
Знаете ли вы, что при производстве новой бумаги из вторичного сырья расходуется на 70% меньше энергии, чем при использовании первичной целлюлозы!
Узнайте больше о переработке бумаги и картона здесь.
Переработка пластика
Ежегодно в мире образуется 381 миллион тонн пластиковых отходов, и, поскольку к 2034 году количество пластиковых отходов удвоится, переработка пластика имеет жизненно важное значение.
Существует около 50 различных групп пластмасс с сотнями различных разновидностей. Большинство видов пластика подлежат вторичной переработке, и поэтому их необходимо перерабатывать, чтобы уменьшить количество отходов, отправляемых на свалку, и помочь предотвратить попадание мусора в океаны.
Вы можете узнать, пригоден ли ваш пластик для вторичной переработки, проверив код смолы. Это будет число от одного до семи, окруженное тремя стрелками.
Хотя никто не знает наверняка, поскольку пластик существует недостаточно долго, считается, что пластик может разлагаться более 500 лет. Подробнее о переработке пластика читайте здесь.
Переработка металлов
Все марки цветных и черных металлов подлежат вторичной переработке для будущего использования. Поскольку металлы не теряют качества при переработке, мы можем многократно перерабатывать металл.
Чтобы понять, сколько энергии может сэкономить переработка, скажем, что переработка одной алюминиевой банки из-под напитков экономит достаточно энергии, чтобы обеспечить питание телевизора примерно на три часа !
Перед переработкой металлов металлы сортируются на нашем предприятии по переработке материалов (MRF) и разделяются на черные и цветные.
Черный металл включает железо и сталь; цветные металлы включают алюминий, медь, нержавеющую сталь, латунь и свинец, и это лишь некоторые из них. Подробнее о вторичной переработке металла читайте здесь.
Переработка WEEE (электронные устройства)
Переработка WEEE предназначена для переработки отходов электрического и электронного оборудования, то есть почти всего, что питается от батареи или розетки, например компьютеров, мобильных телефонов и телевизоров.
Переработка электронных товаров — это специализированная часть индустрии отходов и переработки, целью которой является предотвращение отправки электрических изделий на свалку.
Положение об отходах электрического и электронного оборудования (WEEE) (2013 г.) стало законом в Великобритании 1 января 2014 г. .
Компания ISM Waste & Recycling принимает и перерабатывает большинство отходов WEEE, включая компьютеры, мониторы, телевизоры, радиоприемники, мобильные телефоны и электроинструменты.
Вторичная переработка древесины
Древесина является идеальным возобновляемым материалом из-за большого количества различных применений.
Древесина может быть повторно использована в качестве строительного материала, переработана в мульчу для ландшафтного дизайна. Даже низкосортная древесина полезна, потому что мы можем использовать ее в качестве топлива для получения экологически чистой энергии.
По данным Ассоциации переработчиков древесины, ежегодно в Великобритании создается около 5 миллионов тонн древесных отходов , но перерабатывается значительно менее половины из них.
ISM Waste & Recycling может восстановить все типы незагрязненной древесины. Сорта древесины включают деревянные поддоны, деревянные ящики, половые доски, ДСП, заборы, фанеру, мебель и т. д. Подробнее о переработке древесины читайте здесь.
Переработка стекла
Стекло на 100 % подлежит вторичной переработке и никогда не теряет чистоты или качество при переработке, что означает, что мы можем перерабатывать его многократно.
Полное разложение стекла может занять около миллиона лет, что является серьезной проблемой для переполненных свалок. Крайне важно убедиться, что мы перерабатываем как можно больше стекла.
Мы можем повторно использовать стекло многократно, а качество материала такое же хорошее, как если бы оно было сделано новым из сырья. ISM может перерабатывать различные виды стекла, которые должны быть пригодны для повторной обработки.
Стекло должно быть как можно более чистым и свободным от загрязнений для повторного использования. Классы включают такие предметы, как бутылки, банки, окна, стаканы для питья, компьютерные экраны и т. д. Подобно другим переработанным материалам, переработка стекла также экономит значительное количество энергии.
Одежда и текстиль
С появлением «быстрой моды» в последние годы мы покупаем больше одежды, чем когда-либо, и, следовательно, у нас больше отходов текстиля, чем когда-либо.
Подсчитано, что ежегодно в Великобритании выбрасывается более 1 миллиона тонн текстиля , и не менее 50% тканей, которые мы выбрасываем, подлежат вторичной переработке.
ВС РФ уничтожили корвет ВМС Украины, два самолета и вертолет
ВС РФ уничтожили корвет ВМС Украины, два самолета и вертолет — РИА Новости Крым, 08.05.2022
ВС РФ уничтожили корвет ВМС Украины, два самолета и вертолет
Вооруженные силы России уничтожили корвет ВМС Украины проекта 1241 в районе Одессы, а также два украинских самолета Су-24 и вертолет Ми-24. Об этом сообщил… РИА Новости Крым, 08.05.2022
СИМФЕРОПОЛЬ, 8 мая — РИА Новости Крым. Вооруженные силы России уничтожили корвет ВМС Украины проекта 1241 в районе Одессы, а также два украинских самолета Су-24 и вертолет Ми-24. Об этом сообщил официальный представитель Минобороны Игорь Конашенков. Средствами ПВО уничтожены еще два украинских бомбардировщика Су-24 и один вертолет Ми-24 воздушных сил Украины, в районе Одессы сбит беспилотник «Байрактар»: «Всего же за сутки в данном районе уничтожены четыре украинских самолета, четыре вертолета, в том числе три с десантом на борту, три беспилотных летательных аппарата «Байрактар-ТБ2″ и один десантно-штурмовой катер ВМС Украины», — уточнил представитель МО РФ. Российские военные летчики за ночь поразили 130 военных объектов ВСУ, в том числе три пункта управления, 123 района сосредоточения личного состава и военной техники, две артиллерийские батареи на огневых позициях и два склада ракетно-артиллерийского вооружения и боеприпасов в районах Бахмута и Краснополья. В результате ударов уничтожены до 420 националистов, выведены из строя 55 единиц военной техники. Ракетчикам и артиллеристам удалось поразить 56 пунктов управления, 32 огневые позиции артиллерии, 415 районов сосредоточения живой силы и военной техники ВСУ, а также две пусковые установки зенитных ракетных комплексов С-300 в районе населенного пункта Коротыч Харьковской области. Всего с начала проведения специальной военной операции уничтожены: 156 самолетов, 116 вертолетов, 765 беспилотных летательных аппаратов, 297 зенитных ракетных комплексов, 2927 танков и других боевых бронированных машин, 335 установок реактивных систем залпового огня, 1393 орудия полевой артиллерии и миномета, а также 2746 единиц специальной военной автомобильной техники. Президент России Владимир Путин 21 февраля подписал указы о признании суверенитета Донецкой и Луганской народных республик, а 24 февраля объявил о начале специальной военной операции в Донбассе. Он заверил, что в планы Москвы не входит оккупация Украины, только ее демилитаризация и денацификация. Глава государства назвал целью операции защиту жителей ДНР и ЛНР, которые на протяжении восьми лет подвергались геноциду. Президент призвал служащих ВСУ сложить оружие: они смогут беспрепятственно покинуть зону боевых действий и вернуться к семьям. По словам Путина, вся ответственность за кровопролитие будет на совести киевского режима.
сво, министерство обороны рф, игорь конашенков, всу (вооруженные силы украины), украина
СИМФЕРОПОЛЬ, 8 мая — РИА Новости Крым. Вооруженные силы России уничтожили корвет ВМС Украины проекта 1241 в районе Одессы, а также два украинских самолета Су-24 и вертолет Ми-24. Об этом сообщил официальный представитель Минобороны Игорь Конашенков.
«Высокоточными ракетами воздушного базирования ВКС России в течение ночи уничтожен командный пункт механизированной бригады в районе Пятихатка Харьковской области и узел связи военного аэродрома «Червоноглинское» в районе населенного пункта Арциз. Также в районе Одессы уничтожен корвет ВМС Украины проекта 1241″, — сообщил Конашенков.
Средствами ПВО уничтожены еще два украинских бомбардировщика Су-24 и один вертолет Ми-24 воздушных сил Украины, в районе Одессы сбит беспилотник «Байрактар»:
«Всего же за сутки в данном районе уничтожены четыре украинских самолета, четыре вертолета, в том числе три с десантом на борту, три беспилотных летательных аппарата «Байрактар-ТБ2″ и один десантно-штурмовой катер ВМС Украины», — уточнил представитель МО РФ.
Российские военные летчики за ночь поразили 130 военных объектов ВСУ, в том числе три пункта управления, 123 района сосредоточения личного состава и военной техники, две артиллерийские батареи на огневых позициях и два склада ракетно-артиллерийского вооружения и боеприпасов в районах Бахмута и Краснополья. В результате ударов уничтожены до 420 националистов, выведены из строя 55 единиц военной техники.
Ракетчикам и артиллеристам удалось поразить 56 пунктов управления, 32 огневые позиции артиллерии, 415 районов сосредоточения живой силы и военной техники ВСУ, а также две пусковые установки зенитных ракетных комплексов С-300 в районе населенного пункта Коротыч Харьковской области.
7 мая 2022, 12:26
ВС РФ уничтожили под Харьковом военную технику из США и Европы — МО РФ
Всего с начала проведения специальной военной операции уничтожены: 156 самолетов, 116 вертолетов, 765 беспилотных летательных аппаратов, 297 зенитных ракетных комплексов, 2927 танков и других боевых бронированных машин, 335 установок реактивных систем залпового огня, 1393 орудия полевой артиллерии и миномета, а также 2746 единиц специальной военной автомобильной техники.
Президент России Владимир Путин 21 февраля подписал указы о признании суверенитета Донецкой и Луганской народных республик, а 24 февраля объявил о начале специальной военной операции в Донбассе. Он заверил, что в планы Москвы не входит оккупация Украины, только ее демилитаризация и денацификация. Глава государства назвал целью операции защиту жителей ДНР и ЛНР, которые на протяжении восьми лет подвергались геноциду. Президент призвал служащих ВСУ сложить оружие: они смогут беспрепятственно покинуть зону боевых действий и вернуться к семьям. По словам Путина, вся ответственность за кровопролитие будет на совести киевского режима.
8 мая 2022, 09:25
С «Азовстали» эвакуированы все гражданские — МО РФ
Официальный сайт бытовой техники и электроники Hisense: каталог, цены производителя
Официальный сайт бытовой техники и электроники Hisense: каталог, цены производителя
ПОДРОБНЕЕ
Подробнее
ПОДРОБНЕЕ
Подробнее
ПОДРОБНЕЕ
Подробнее
Подписывайтесь на наши группы
ВКонтакте
Телеграм
Дзен
ВКонтакте
Телеграм
Дзен
Подробнее о награде
Подробнее о продукте
Подробнее о награде
Подробнее о продукте
Популярные товары
Laser TV 100L5G (Проектор + экран)
RQ-563N4GW1
WFQY7014V
Hisense U7HQ 55″
Кристально четкое изображение
Все краски жизни
Компания Hisense занимается производством телевизоров, крупной бытовой техники, смартфонов, сплит-систем и инверторных кондиционеров. Всё, что мы создаем, сделает вашу жизнь проще, лучше и интереснее. На нашем официальном сайте представлен каталог производимой бытовой техники и потребительской электроники: холодильники, стиральные машины, кондиционеры, телевизоры, мобильные телефоны и смартфоны Hisense. Продолжая стратегию на продвижение бренда Hisense через спортивный маркетинг, компания стала официальным спонсором турнира UEFA EURO 2020 для сборных.
Подпишитесь на email-рассылку Hisense
о новых продуктах и других новостях компании
Я даю согласие на обработку моих персональных данных в соответствии с условиями Политики обработки персональных данных
Я даю согласие на получение email-рассылки о новых продуктах и других новостях компании Hisense от ООО «Горенье БТ»
На нашем веб-сайте используются файлы cookie
Мы используем cookie-файлы в целях улучшения стабильности работы сайта и повышения качества обслуживания пользователей. Вы можете прочитать подробнее о cookie-файлах в Политике в отношении файлов cookie или изменить настройки браузера. Продолжая пользоваться сайтом без изменения настроек, Вы даете согласие на использование ваших cookie-файлов
Шевроле Корвет Стингрей 2023 года | Спортивный автомобиль
Корвет Корвет
64 500 долларов США † Начальная рекомендованная производителем розничная цена
64 500 долларов США † Стартовая рекомендованная производителем розничная цена
.
495
†
Макс. лошадиная сила
2,9 СЕКУНД
†
В наличии. 0–60 раз
194 миль/ч
†
Максимальная скорость гусеницы
Дома на мировой арене.
Оснащенный 6,2-литровым двигателем LT2 V8, этот шедевр со средним расположением двигателя может похвастаться впечатляющей родословной и является спортивным автомобилем, специально созданным для того, чтобы бросить вызов любому сопернику.
2022 КОРВЕТ
Модель с самым высоким рейтингом в категории «Качество нового автомобиля» †
Спортивный автомобиль премиум-класса, получивший наивысший рейтинг в категории «Новый автомобиль», 2 года подряд †
Положись на это.
Создайте купе или кабриолет Corvette своей мечты с помощью конфигуратора Corvette.
Дизайн Ваш
ПРОИЗВОДИТЕЛЬНОСТЬ
Самый мощный серийный Stingray в истории.
Преодолев четверть мили всего за 11,2 секунды с доступными 495 лошадиными силами, † двигатель LT2 V8 в Stingray спроектирован так, чтобы произвести впечатление практически на любого водителя.
8-СТУПЕНЧАТАЯ КОРОБКА ПЕРЕДАЧ С ДВОЙНЫМ СЦЕПЛЕНИЕМ
Этот безнаддувный двигатель V8 расположен позади водителя, благодаря чему больше мощности передается на задние колеса, где это наиболее важно.
Больше производительности
ДИЗАЙН
ДИЗАЙН
Аэро через сердце обычного.
Обвес через самое сердце обычного.
Corvette восьмого поколения, дерзкий и захватывающий дух, представляет собой красиво вылепленный спортивный автомобиль со средним расположением двигателя и мощной аэродинамикой, разрезающий воздух с абсолютной точностью.
ПАКЕТ ВНУТРЕННЕЙ ОТДЕЛКИ STEALTH
ПРИБОРНАЯ ПАНЕЛЬ И ДВЕРИ ОТДЕЛАНЫ КОЖЕЙ ПО ИНДИВИДУАЛЬНОМУ ЗАКАЗУ
13 ВАРИАНТЫ ЦВЕТА САЛОНА
ПАКЕТ ВНУТРЕННЕЙ ОТДЕЛКИ STEALTH
ПРИБОРНАЯ ПАНЕЛЬ И ДВЕРИ ОТДЕЛАНЫ ИНДИВИДУАЛЬНОЙ КОЖЕЙ
13 ВАРИАНТОВ ЦВЕТА ИНТЕРЬЕРА
К 70-ЛЕТИЮ ИЗДАНИЯ
Два уникальных цвета кузова — трикотаж White Pearl Metallic с доступными двойными гоночными полосами Satin Matrix Grey или Carbon Flash Metallic с доступными двойными гоночными полосами Satin Black Metallic
Уникальный кожаный салон цвета Ceramic White с красной строчкой и красными ремнями безопасности
70 th Юбилейный внешний значок
Кованые алюминиевые диски с 20 спицами, дизайн Carbon Flash, окрашенные Flash, с красной полосой
70 th Юбилейные центральные колпаки колес
Два уникальных цвета кузова — трикотаж White Pearl Metallic с доступными двойными гоночными полосами Satin Matrix Grey или Carbon Flash Metallic с доступными двойными гоночными полосами Satin Black Metallic
Уникальный кожаный салон цвета Ceramic White с красной строчкой и красными ремнями безопасности
70 th Юбилейный внешний значок
Кованые алюминиевые диски с 20 спицами, дизайн Carbon Flash, окрашенные Flash, с красной полосой
70 th Юбилейные центральные колпаки колес
Тормозные суппорты Edge Red
Двухцветные сиденья GT2 или доступные спортивные сиденья Competition
70 th Логотип Anniversary на сиденьях и порогах
Рулевое колесо с замшевой обивкой из микрофибры и логотипом 70 летия
Индивидуальный набор чемоданов с логотипом 70 th Anniversary и красной строчкой
Табличка Special Edition и уникальная последовательность VIN
Тормозные суппорты Edge Red
Двухцветные сиденья GT2 или доступные спортивные сиденья Competition
70 th Юбилейный логотип на сиденьях и порогах
Рулевое колесо с отделкой из замши и микрофибры 70 th Юбилейный логотип
Индивидуальный набор чемоданов с логотипом 70 th Anniversary и красной строчкой
Табличка Special Edition и уникальная последовательность VIN
Галерея 32 Фото
Господство в деталях.
Кабриолет
Сверху вниз, действие вверх.
Самый гусеничный кабриолет Stingray с убирающейся крышей, органично вписывающейся в дизайн кузова. С открытой завесой вокруг пассажиров производительность остается высокой, когда верх опускается.
Колеса
Выберите свою стойку.
Четыре новых варианта кованых колесных дисков с 20 спицами, в том числе алюминиевые диски Tech Bronze-Forged от Corvette Accessories, † , предоставляют еще больше возможностей для индивидуальной настройки вашего Stingray.
19-дюймовые передние/20-дюймовые задние кованые алюминиевые диски с 20 спицами и полированным механическим покрытием
19-дюймовые передние/20-дюймовые задние 20-спицевые кованые диски из углеродного сплава с красной полосой и красной полосой
Ваше место в первом ряду для невероятной производительности.
В стандартной комплектации для 1LT и 2LT сиденье GT1 обтянуто натуральной кожей Mulan и предназначено для комфорта и поддержки на дальних дистанциях.
Доступное для 2LT и стандартное для 3LT сиденье GT2 имеет отделку из углеродного волокна с ореолом спинки и обтянуто натуральной кожей Napa.
COMPETITION SPORT
Доступное сиденье Competition Sport имеет агрессивную поддержку для вождения по треку, а в зонах повышенного износа используется текстиль с высокими эксплуатационными характеристиками.
В стандартной комплектации для 1LT и 2LT сиденье GT1 обтянуто натуральной кожей Mulan и предназначено для комфорта и поддержки на дальних дистанциях.
Доступное для 2LT и стандартное для 3LT сиденье GT2 имеет отделку из углеродного волокна с ореолом спинки и обтянуто натуральной кожей Napa.
COMPETITION SPORT
Доступное сиденье Competition Sport имеет агрессивную поддержку для вождения по треку, а в зонах повышенного износа используется текстиль с высокими эксплуатационными характеристиками.
В наличии БЕСПРОВОДНАЯ ЗАРЯДКА МОБИЛЬНЫХ УСТРОЙСТВ †
В наличии АУДИОСИСТЕМА BOSE PERFORMANCE SERIES С 14 ДИНАМИКАМИ
Режимы драйвера
При повороте ручки все меняется. Селектор режима вождения позволяет вам в электронном виде откалибровать до 12 переменных производительности на экране, чтобы подготовить ваш Stingray к любой дороге. Мой режим и режим Z позволяют еще больше персонализировать производительность, позволяя сохранять настройки между дисками.
Передний подъемник
Пусть ничто не встанет у вас на пути. Эта доступная система поднимает переднюю часть вашего Corvette почти на два дюйма менее чем за три секунды на низких скоростях, † , чтобы вы могли преодолевать низкие препятствия, такие как лежачие полицейские или крутые подъездные пути. А поскольку он запоминает до 1000 местоположений GPS, он без проблем работает в вашем мире.
Доступный регистратор производительности
Ваш цифровой тренер по вождению может регистрировать скорость разгона, торможения, выбор передачи и звук. Cosworth Toolbox анализирует показатели производительности и кругов, чтобы дать вам более глубокое представление о производительности на трассе и способах ее улучшения. Когда вы находитесь вдали от трассы, эта доступная функция действует как видеорегистратор с автоматической записью и оснащена режимом Valet Mode для наблюдения за использованием вашего Corvette, когда другие находятся за рулем, что позволяет вам спокойно передать свой автомобиль. разум.
Ваши любимые функции у вас под рукой.
Мобильное приложение myChevrolet Mobile App † теперь входит в стандартную комплектацию некоторых автомобилей Chevy. † Получите доступ ко всем нашим удаленным функциям и диагностическим ресурсам † на 3 года в рамках плана удаленного доступа. †
Больше преимуществ
Познакомьтесь со Стингреем.
Найдите ресурсы для владельцев, обучающие видео и многое другое.
Исследуйте
Корвет Консьерж
От обнаружения до доставки, мы здесь для вас на каждом этапе пути. Поговорите сейчас, напишите по адресу corvetteconcierge@chevrolet.com или позвоните по телефону 1-866-424-3892, чтобы поговорить с консьержем или назначить встречу. Часы работы с 8 утра до 7 вечера. ET, с понедельника по пятницу.
ОТДЕЛКИ CORVETTE STINGRAY
ДОПОЛНИТЕЛЬНЫЕ ИНСТРУМЕНТЫ ДЛЯ ПОКУПОК
Шевроле MyWay
Chevy MyWay † — это виртуальная видеосвязь один на один, которая позволяет вам общаться со специалистом по продукту в режиме реального времени. Задавайте вопросы, получайте ответы и смотрите демонстрации функций, где бы вы ни находились.
Начните свой тур
Полный уход
Будьте спокойны, зная, что еще долгое время после того, как вы отправите свой новый Chevrolet с конвейера, вы будете защищены нашим комплексным пакетом услуг Complete Care.
Исследуйте
Шевроле MyWay
Chevy MyWay † — это виртуальная видеосвязь один на один, которая позволяет вам общаться со специалистом по продукту в режиме реального времени. Задавайте вопросы, получайте ответы и смотрите демонстрации функций, где бы вы ни находились.
Начните свой тур
Полный уход
Будьте спокойны, зная, что еще долгое время после того, как вы отправите свой новый Chevrolet с конвейера, вы будете защищены нашим комплексным пакетом услуг Complete Care.
Исследуйте
ВАМ ТАКЖЕ МОЖЕТ ПОНРАВИТЬСЯ
2023 КОРВЕТ Z06 НАЧИНАЯ ОТ: 105 300 долларов США †
/ НА ИЗОБРАЖЕНИИ: 119 150 долларов США †
Corvette Z06 2023 года, созданный специально для того, чтобы доминировать на трассе, может похвастаться самым мощным в мире атмосферным двигателем V8.
2023 КАМАРО НАЧИНАЯ ОТ: 26 100 долларов США † / НА ИЗОБРАЖЕНИИ: 44 695 долл. США †
Camaro предлагает маневренность и поведение на дороге, которые невозможно игнорировать.
СТРОЙКА И ЦЕНА
Начните строить свой новый Corvette.
ПОДПИСАТЬСЯ НА ОБНОВЛЕНИЯ
Получить последние новости Corvette.
ЗАПРОС ЦИТАТЫ
Свяжитесь с дилером, чтобы узнать цены и предложения.
Если вы хотите определить, подлежит ли отзыву ваш текущий автомобиль или автомобиль, который вы рассматриваете, посетите веб-сайт www.nhtsa.gov/recalls или позвоните по телефону (888) 327-4236.
Корвет Мир | Подержанный дилерский центр Corvette, обслуживающий большие районы Далласа и Хьюстона, Техас
Перейти к основному содержанию
Ведущий американский продавец подержанных корветов с небольшим пробегом
Пн-Пт 8:00-18:00
Суббота с 9:00 до 15:00
Скрыть Показать
Предыдущий Следующий
1 2 3 4 5 6
От нашего участка до вашего подъезда
Наши инструменты помогут вам быстро и легко найти автомобиль.
Начнем…
Я знаю что я хочу.
* Указывает на обязательное поле
AUTO_USEDАвтоинвентаризация
2002 г. (1) 2005 г. (1) 2006 г. (1) 2007 г. (1) 2008 г. (3) 2013 (1) 2014 (1) 2015 (5) 2016 (5) 2017 (6) 2018 (2) 2019 (6) 2020 (1) 2021 (2) 2022 (3) 2023 (6)
Кабриолет (17) купе (28)
Черный (5) Синий (2) Серый (8) Апельсин (2) Красный (11) Серебро (7) Белый (6) Желтый (3) Другой (1)
Все сделки приветствуются.
Покупаем Корветы
Автомобили, грузовики, внедорожники
Быстрое одобрение кредита
Бесплатная передача местоположения CW.
Весь инвентарь
Корвет Уорлд Даллас
Корвет Уорлд Хьюстон
Новый подержанный, модельный ряд Chevrolet
Кабриолет
купе
Хэтчбек
внедорожник
Седан
Грузовик
Ван
фургон
Камаро
Корвет
Камаро
Корвет Стингрей
Камаро
Искра
Тракс
блейзер
Болт ЭУФ
Равноденствие
Пригородный
Тахо
Первопроходец
Траверс
Равноденствие
Первопроходец
Траверс
Малибу
Колорадо
Сильверадо 1500
Сильверадо 2500 HD
Сильверадо 3500 HD
Экспресс визитка
Экспресс в разрезе 4500
Сильверадо 1500
Сильверадо 1500 ООО
Сильверадо 2500 HD
Сильверадо 3500 HD
Экспресс 2500
Экспресс 3500
Экспресс 2500
Экспресс 3500
Болт EV
Добро пожаловать в Мир Корветов
Здесь, в Corvette World, мы стремимся превзойти наши ожидания клиентов от опытного владельца Corvette до новичка.
Заготовки дерев’яні для творчості (ЛИПА, БУК). Товари та послуги компанії «STRYI Професійний інструмент для різьби по дереву»
Продавець STRYI Профессиональный инструмент для резьбы по дереву розвиває свій бізнес на Prom.ua 9 років. Знак PRO означає, що продавець користується одним з платних пакетів послуг Prom.ua з розширеними функціональними можливостями. Порівняти можливості діючих пакетів
446 відгуків
за порядкомза зростанням ціниза зниженням ціниза новизною
702414
Заготовка скриньки STRYI для різьблення та декупажу, дерево, липа, 240*140мм, арт. 702414
980 грн
В наявності
Купити
705226
Заготовка дерев’яна для оформлення нард та шахів STRYI, липа, 520*260*80мм, арт.705226
Дошка тренувальна STRYI для різьблення з кресленням, липа, 300*100*20мм. арт.713012
220 грн
Під замовлення, 10 днів
Купити
761010
Дошка тренувальна STRYI для різьблення з кресленням, липа, 100*100*20мм, арт.761010
160 грн
В наявності
Купити
16243248
Резьба по дереву своими руками: с чего начать — ВикиСтрой
Простейшие инструменты и верстак
Работа резчика всегда начинается с изготовления заготовок. Поэтому первое, чем нужно обзавестись, это базовый набор инструмента для обработки дерева. Ну а поскольку художественная резьба требует достаточно высокой точности и качества обработки, арсенал должен быть расширенным.
В распоряжении должно быть несколько ножовок: для продольного и поперечного реза, а также припасовочная и с мелким зубом по металлу. Следы реза устраняются с помощью рашпилей, круглого и плоского, желательно разной зернистости. Более тонкая обработка проводится наждачной бумагой разных типов. Следует держать под рукой два деревянных бруска: круглого и прямоугольного профиля, которые удобно использовать как основу для наждачки.
1 — ножовка по дереву; 2 — припасовочная (обушковая) ножовка; 3 — ножовка по металлу; 4 — набор рашпилей по дереву; 5 — брусок для шлифовальной бумаги
Для предварительного оформления заготовок используются рубанки и шерхебели. Выбирать крупные фрагменты древесины удобно с помощью остро отточенного столярного топорика, на ободе которого выполнена отливка под молоток, а также стамесок разной ширины и профиля кромки.
1 — различные рубанки; 2 — топорик с молотком на обухе; 3 — набор стамесок
И всё же наибольшее значение для начинающего резчика имеет правильно сконструированный и удобный верстак. Он должен быть обустроен согласно нормативам организации столярных рабочих мест с учётом индивидуальных требований, таких как рост или длина рук. Стол необходимо оснастить механизмом, позволяющим быстро закрепить и открепить обрабатываемую заготовку. Сюда относятся как столярные тиски и струбцины, так и регулируемые (переставляемые) упорные колодки разных форм.
Столярный верстак
Специальные приспособления, электроинструмент
Имея всё необходимое для подготовки деталей к резьбе, необходимо в индивидуальном порядке собрать комплект инструментов для тонкой работы. Основа такого комплекта — набор качественных чистовых стамесок и резцов разных форм и размеров. Можно пойти двумя путями: приобрести средней руки набор из 8–12 предметов, либо покупать по одному-два экземпляра качественного инструмента, недостающих для освоения определённой техники или схемы резьбы.
Набор резцов и стамесок по дереву
Также хорошего столяра отличает правильно подобранный разметочный инструмент: линейки, угольники, рейсмусы, транспортиры, кронциркуль, штангенциркуль, карандаши разной плотности. Резьба по дереву всегда проводится по заранее продуманной схеме, в соответствии с которой для каждого отдельного изделия изготавливается шаблон. Поэтому привыкайте не выбрасывать картонные коробки и обрезки тонких листовых материалов вроде пластика или ЛМДФ.
Для проработки мелких деталей в наличии должно иметься несколько ножей разных размеров, один или два стружка, дисковый нож, пробойники разных форм и размеров. Для ускорения процесса и повышения точности обработки возможно использование электрических граверов, стамесок и реноваторов. Своё применение найдут до дюжины курковых струбцин, особенно при сборке составных изделий на клеевом соединении.
Наконец, в арсенале каждого уважающего себя резчика должна быть хорошая сетевая дрель и хотя бы самая простая вибрационная шлифмашина со сменяемыми подошвами. Что касается лобзика, он должен относиться как минимум к полупрофессиональному классу, иначе вам придётся делать большие припуски на обработку, а качество сквозной резьбы будет неизбежно страдать. Если вы основательно увлечётесь работой с деревом, не забудьте своевременно продумать систему удаления пыли и стружки.
Полный список необходимого вызывает лёгкую оторопь. Но всегда есть смысл сперва попробовать работу «на коленке», чтобы оценить уровень увлечённости и понять истинный смысл покупки дорого и качественного инструмента в будущем.
Изготавливать небольшие поделки можно, даже если в наличии имеется лишь два-три базовых резца, стол и набор наждачной бумаги разной зернистости. В качестве первых работ рекомендуется выбирать разделочные кухонные доски или декоративные фигурки размером до 200х200 мм: животные, растения, миниатюрные домики и подобную мелочёвку.
Такие изделия содержат все основные элементы резьбы по дереву: обрамляющая рельефная кромка, внутренняя сквозная резьба и рельефная резьба по плоскости. Суть в том, что придерживаться строгих размеров и допусков в поделках не обязательно, гораздо важнее почувствовать реакцию дерева на режущий инструмент, его пластичность, разницу плотностей в соседних волокнах и другие характерные особенности.
Когда под определённые приёмы работы выработается мышечная память, переходите к более сложным изделиям. На этом этапе следует озадачиться изготовлением рамок для фотографий, сундучков, шкатулок. Следующий уровень сложности — это составные изделия и деревянная механика. Начиная от известной многим композиции «Мужик и медведь» и заканчивая деревянными трёхмерными пазлами или механизмами с обилием шестерёнок.
Выполняя работы такой сложности, вы будете развивать и поддерживать навык точной резьбы по дереву, а этим не пренебрегают даже прожжённые профи.
Сквозная и глухая резьба: приёмы работы
Перед началом резки на заготовке (доске, щите) сперва размечается наружная форма, после чего лобзиком удаляется всё лишнее. Поверхность под резьбу должна быть идеально плоской, гладкой и не имеющей пороков. Шаблон (трафарет) переносится на очищенную поверхность дерева отчётливыми тонкими линиями.
Резьба классифицируется на две группы: сквозную и глухую плоско-рельефную. Сперва вырезают замкнутые контуры в центре деталей: в каждом из них сверлится отверстие, затем по линии фигура вырезается лобзиком. Ориентировать распил нужно на 1–1,5 мм внутрь контура, оставляя небольшой слой древесины под последующую обработку. Когда фигура вырезана, её края зачищают до устранения следов реза и получения прямоугольной кромки, в точности соответствующей рисунку разметки.
Рельефность краям придают либо ручным фрезером, либо стамесками и резцами. Край может быть скошен обычной прямой фаской, внутренней или внешней каймой скругленного профиля. С этим всё просто: выбираете инструмент соответствующего размера и профиля, начинаете с зареза и, удаляя древесину стружкой толщиной по 0,5–1 мм, обходите фигуру по контуру.
Сложнее работать с краями, требующими каскадной резки в несколько ярусов. Сперва нужно рейсмусом отметить ширину захода самой широкой части резьбы и снять первый ярус, затем последовательно отмечать и снимать все последующие. Учтите, что к сквозной резьбе относится также и оформление наружных краёв изделия.
Техника глухой рельефной резьбы более разнообразна. Это могут быть как всевозможные борозды и канавки, вырезанные по заранее нанесённому контуру, так и серия углублений или насечек разных размеров и геометрической формы. Переходя от простых фигур к более сложным, вы разовьёте пространственное представление, научитесь снимать древесину слой за слоем и со временем перейдёте к изготовлению скульптур и барельефов. В этом ключе решающее значение имеет практика — чем её больше, тем меньше реальной сложности вызывает работа.
Распространённые ошибки
В качестве заключения приведём распространенные ошибки, которые не позволяют начинающим резчикам полноценно овладеть инструментом или перейти на новый уровень мастерства:
Работа с сырой древесиной: все заготовки должны быть низкой влажности (12–13%) и хорошего качества.
Слишком большое заглубление инструмента: резьба по дереву не приемлет спешки, удалять лишнее нужно фрагментами исключительно небольшими, но в то же время соразмерными масштабу фигуры.
Не учитывается разнородность древесины: вырезая скругленные орнаменты, вы направляете режущую кромку то вдоль, то поперёк волокон, преодолевая участки с разной плотностью. Нажим инструмента и размер удаляемых фрагментов нужно соответствующим образом менять.
Отсутствие последовательности: каждая фигура или узор должны быть тщательным образом проработаны, опробованы на черновиках и разбиты на несколько последовательных этапов.
Наконец, желание охватить всё и сразу: не забывайте, что некоторые навыки приобретаются только со временем и при условии, что резчик постоянно практикуется. Всё время повышайте квалификацию, ставьте в приоритет качество обработки, и со временем даже очевидно сложные задачи станут видеться вам простыми в их организованной и продуманной реализации.
рмнт.ру
Трости ручной работы — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(998 релевантных результатов)
Трости для резьбы по дереву, виды деревьев
Осень традиционное время года, когда собирают саженцы деревьев, ветки и скрученные палочки для резьбы по тростям и тростям. По мере того, как листья меняют цвет и начинают опадать, ветви и стволы доступных саженцев становятся более заметными. Сок в сосудистой системе дерева стекает, что способствует высыханию. Во время одной утренней прогулки по своему двору я нашел двенадцать любимых саженцев деревьев и веток сортов, которые можно использовать для резьбы по дереву.
Нажмите на изображение, чтобы открыть полноразмерное фото. Все ссылки ведут на Wikipedia.org, где вы можете узнать больше о каждом виде деревьев.
Хикори – Carya tomentosa
Эта чрезвычайно плотная твердая древесина идеально подходит для изготовления небольших тростей и тростей. Из-за своей прочности он обычно используется для изготовления рукояток инструментов, спиц колес, валов клюшек для гольфа и весла для каноэ. Гикори растет в восточной половине Соединенных Штатов, Канаде и Мексике и часто встречается в дубовых и кленовых лесах. Показанный образец — Carya cordiformis, обычно называемый ореховым гикори, болотным гикори или ореховым гикори. Гикори является основным источником пищи для бабочки Луна.
Хикори имеет средне-серый цвет с легкой текстурой. Бледно-белые и светло-зеленые пятна распространены в более старых участках коры. Ищите это конкретное дерево вдоль границы леса и леса.
Орех черный – Juglans nigra –
Традиционно эта твердая древесина используется для изготовления прикладов оружия, мебели и напольных покрытий, а также для изготовления съедобных орехов. Скорлупа грецкого ореха использовалась для создания чернил и красителей. Уроженец восточного побережья Среднего Запада США, он был завезен в Европу как культивируемый вид в 1629 году.. Это вид-первопроходец, наряду с черной вишней и серебристым кленом, населяющий открытые поля и водно-болотные угодья перед более крупным ростом леса.
Черные грецкие орехи, которые часто называют сорняками, быстро растут. Двухлетний саженец может достигать от 6 до 8 футов в высоту и иметь диаметр основания 1 1/2 дюйма, идеальный размер для тростниковой палки. Показанный образец представляет собой восточный черный грецкий орех с красновато-коричневой окраской сильно текстурированной коры.
Орех английский – нет фото
Также называемые персидским грецким орехом, белым грецким орехом, грецким орехом Старого Света и калифорнийским грецким орехом, произрастают на Балканах, на востоке в Гималаях и на юго-западе Китая. Широкое распространение английского ореха во всем мире связано с простотой его выращивания и сбора орехов. В четвертом веке английский орех был завезен в Македонию Александром Македонским. Он имеет очень гладкую бледно-серую кору и может достигать высоты от 25 до 30 метров. Он используется для изготовления прикладов, мебели, гитар и шпона.
Дуб – Список видов Quercus
Существует около 600 существующих видов дуба, который является обычным деревом для большей части Северного полушария. В Америке насчитывается около 90 местных видов, которые обычно встречаются в больших лесных насаждениях и в домашнем ландшафте. Это основная мебельная древесина, используемая в деревянном каркасном строительстве и кораблестроении. Кора дуба, богатая дубильными веществами, используется при дублении кож.
Показанный образец представляет собой разновидность Белого Дуба и является деревом штата Мэриленд. Белый дуб имеет средне-серую окраску с крупными белыми пятнами. На ветке часто растут лишайники и мох. Текстура дуба резко меняется в зависимости от возраста ветки. Вся кора дуба имеет грубую текстуру, и по мере старения дерева на коре появляются впадины и гребни, глубина которых может достигать полудюйма.
Дуб – очень плотная древесина твердых пород, что придает ему прочность, необходимую для изготовления качественных тростей. Однако из-за того, что дуб имеет тенденцию быстро ветвиться, в молодом возрасте редко можно встретить длинные прямые стволы. Обратите внимание на фото образца, что этот четырех-пятилетний саженец уже имеет несколько углов к своему основному стволу.
Красный кедр — Juniperus virginiana, хвойное вечнозеленое растение
Красный кедр не является настоящим кедром, хотя это его обычное название. Восточный красный кедр, карандашный кедр и ароматический кедр являются частью семейства можжевеловых. Эта медленнорастущая лиственная древесина предпочитает плохие, сухие почвенные условия и встречается на востоке Соединенных Штатов. Это вид-первопроходец, населяющий открытые поля и окружающие заброшенные здания.
Из-за пурпурно-красной сердцевины кедр часто используется для декоративной обработки дерева и мебели, как кедровые сундуки или шкафы из кедра. Когда-то этот вид был обычной древесиной заборных столбов. Кедр может иметь высокое содержание сока, и перед использованием может потребоваться дополнительное время для сушки.
Белая акация – Robinia pseudoacacia, фото нет
Белая акация сегодня считается инвазивным видом, но всего несколько поколений назад она была основным источником древесины для заборных столбов и дров в США. Его чрезвычайно плотная, твердая древесина естественным образом замедляет гниение, позволяя стойке прослужить три или более десятилетий. Он может достигать высоты 70 футов при ширине ствола в три фута. Саранча встречается на конечной опушке леса, перед основным пологом. У него есть шипы, шипы вдоль ствола и ветвей, поэтому обращайтесь с саранчой осторожно.
Сассафрас – Sassafras albidum
Это небольшое лиственное дерево высотой от 30 до 50 футов произрастает в восточной части Северной Америки и восточной Азии. Кора новых ветвей имеет гладкую текстуру средне-серого цвета в начале роста, а ствол и старые ветви имеют красно-коричневую кору с глубокими бороздками.
Из-за небольшого размера это дерево не является обычным мебельным или деревообрабатывающим деревом. Вместо этого он используется при создании эфирных масел для парфюмерии и мыла, а также в качестве основного ингредиента для корневого пива.
Сассафрас является растением-хозяином, основным источником пищи для бабочек-парусников. – Это отличный зимний корм для белохвостого оленя, сурков и черных медведей, а также летний источник ягод для белохвостого перепела, диких индеек и дятлов. Поищите эту деревянную трость вдоль старых линий забора и дренажных канав посевных площадей. Это прекрасное декоративное садовое дерево, которое приносит бабочек в ваши цветники и огороды.
Клен — Acer
Родиной Азии, Европы, Северной Африки и Северной Америки является 128 видов клена, пятьдесят четыре из которых находятся под угрозой исчезновения в своей естественной среде обитания.
Это обычное дерево для ландшафтного дизайна, которое быстро растет во многих условиях окружающей среды. Клен является основным источником древесины, а также дает сок для производства кленового сахара и виски Теннесси. Эта плотная лиственная древесина с чистой белой окраской идеально подходит для использования в музыкальных инструментах, таких как скрипки, альты и виолончели. Клен также является основной балансовой древесиной для бумаги.
У этого саженца клена есть длинный шрам в том месте, где олень использовал саженец, чтобы стереть летний бархат со своих рогов, что добавило немного интереса к простой, гладкой, бледно-серой коре.
Вяз – Ulmaceae
Вязы произрастают в северном полушарии и бывают лиственными и полулиственными. Он растет в самых разных средах, имея только одно главное требование — хороший дренаж почвы. Может быть трудно определить, с каким видом вяза вы можете столкнуться, поскольку это дерево легко скрещивается между 30 или около того основными видами, создавая микровиды, произрастающие в очень небольших местных регионах. В США наиболее распространенным видом является Ulmus americana, быстрорастущее ландшафтное дерево.
Из-за прочности переплетающихся волокон вяза он используется в колесах повозок, ступицах колес повозок, сиденьях стульев и гробах.
Сосна белая восточная – Pinus strobus
Сосна белая растет от Ньюфаундленда через район Великих озер, Миннесоту до Манитобы и на юг вдоль бассейна Миссисипи до Аппалачей. Это быстрорастущее дерево из мягкой древесины, используемое для черновой обработки пиломатериалов, изготовления мебели и наиболее распространенное дерево для изготовления мачт парусных кораблей.
Сосна имеет чистый белый цвет при первом спиле, который с возрастом темнеет до темно-золотистого оранжевого тона. Он имеет широкие линии волокон с участками сильного сока в нескольких сучковых отверстиях.
Рододендрон –
Этот небольшой вид деревьев произрастает в более холодном климате и встречается на 80-м градусе северной широты в Северной Америке, Европе, России, Азии и в некоторых районах Австралии. В своей естественной среде обитания рододендрон встречается только на краю леса. Он предпочитает легкую тень и растет под кронами более высоких деревьев.
Этот вид культивируется с середины 1700-х годов и является обычным садовым кустарником, который иногда требует обрезки. Рододендрон отращивает множество маленьких боковых ветвей, которые сохраняются всего несколько сезонов. Когда ветки отмирают, они оставляют приподнятую насыпь вдоль основной ветки, что добавит интереса к вашим тростям.
Черная вишня – Prunus serotina
Часто считающийся сорным деревом в восточной части Северной Америки, этот вид является основным источником пищи для диких животных и певчих птиц. У него очень грубая, сломанная кора на основном стволе дерева, но ветви могут выглядеть так, как будто они обернуты в тонкие листы серо-золотой бумаги. Мелкие зеленовато-белые пятна обычны на коре молодых ветвей. Это вид-первопроходец, встречающийся вдоль старых линий заборов, рядов живых изгородей и на заброшенных полях. По возможности выбирайте трех-четырехлетние тележки для саженцев, а не более крупные ветки, чтобы получить прочные прямые стебли
Черная вишня, также называемая ромовой вишней или горной вишней, используется в джемах, желе и вине, придавая более острый вкус, чем сорта вишни.
Неопалимая купина – Euonymus alatus
Неопалимая купина – это общее название сорта бересклета, используемого в ландшафтном дизайне. Этот куст, также называемый крылатым бересклетом или крылатым бересклетом, может легко достигать десяти футов в высоту и до пятнадцати футов в ширину. Осенью листья окрашиваются в ярко-красный цвет, отсюда и название Неопалимая купина. Для использования в резьбе по тростям из более старых стеблей крылатого бересклета получаются чрезвычайно интересные древки трости. Кора этого вида Euonymus имеет выступающие гребни, которые проходят по четырем сторонам ветки, отсюда и название «крылатый».
Выбирайте главные ветви, а не боковые, которые имеют рост не менее 1 дюйма или больше. Обрежьте ветку как можно ближе к земле, чтобы не оставить «отмирание» в центре куста.
Бамбук –
Бамбук – это не дерево, а цветущая многолетняя трава, размножающаяся подземными корневищами. Существует более 1450 видов бамбука, который произрастает в Юго-Восточной Азии и Австралии, а также является обычным садовым растением в Северной Америке. Новые побеги появляются ранней весной и могут вырасти до четырех футов за один день. К концу лета средний новый побег, в зависимости от вида, может достигать 30-40 футов в длину. Собирайте только двухлетнюю или более старую поросль.
Бамбук — идеальная древесина для трости, так как он вырастает очень длинными прямыми отрезками.
Для того, чтобы закрепить заготовку на токарном станке в определённом положении, необходимо особое приспособление – вращающийся или упорный токарный центр. Оснастка позволяет обрабатывать детали на максимальных скоростях при минимальных вибрациях.
Токарный центр – это небольшая металлическая деталь, которая состоит из двух частей: хвостовика в виде вала или конуса Морзе, который закрепляется в пиноли задней бабки, и конусовидного упора, фиксирующего заготовку. Отметим, что обрабатываемая деталь фиксируется только после её зацентровки, то есть вытачивания с торцов болванки центровых отверстий. Таким образом заготовка фиксируется передней и задней бабкой станка – по двум противоположным сторонам, что позволяет очень прочно закрепить деталь и эффективно с ней работать.
Таким образом токарный центр применяется для центрирования и фиксации обрабатываемой детали в нужном положении во время точения.
Существует два вида токарных центров: вращающиеся и неподвижные, или упорные.
Невращающийся (упорный) центр выполняет одну функцию: удерживает заготовку. При этом, как следует из названия, он остаётся неподвижным даже при вращении болванки. Оснастка имеет единую цельнометаллическую конструкцию. Фиксация очень точная, однако основным минусом упорного центра является ограниченное число режимов резания при его применении.
Кроме того, на токарном станке поджим упорным центром должен быть дозированным по усилию, чтобы вместе с отсутствием радиального люфта, деталь могла легко поворачиваться.
Вращающийся центр применяется, если при обработке появляется излишнее давление и увеличивается трение, ведущее к перегреву и деформации детали. В такой ситуации использование упорного центра становится невозможным. Напротив, вращающийся центр крутится вместе с обрабатываемой заготовкой за счёт подшипника. Это помогает избежать перегрева в зоне контакта крутящейся детали и оснастки, что позволяет работать на повышенных скоростях, превышающих 70 м/мин.
Какой токарный центр выбрать?
Основным отличием вращающегося центра от упорного — это наличие подшипника, который позволяет наконечнику и обрабатываемой заготовке вращаться одновременно.
Однозначным достоинством вращающегося центра является его высокая износостойкость и возможность вести высокоскоростную обработку. Они бывают двух видов — Вращающиеся центры А-типа и Вращающиеся центры Б-типа:
А-тип (с постоянным центровым валиком) — наконечник расположен и вращается внутри хвостовика хвостовика. Основное преимущество — большая точность (незначительное биение).
Б-тип (с насадкой на центровой валик) — наконечник располагается на центровом валике и вращается вокруг него. Он герметичен и защищен от попадания СОЖ в подшипник.
Напротив, упорные центра характеризуются большей точностью (меньшим биением) и невысокой ценой из-за более простой конструкции. Они бывают с обычным и срезанным наконечником. Срезанный наконечник используется, когда необходимо обработать торец обрабатываемой детали.
И вращающиеся центры и упорные центры бывают разных исполнений, которые улучшают их характеристики и позволяют использовать максимально эффективно:
Удлинённые центры — используются, когда необходимо обработать небольшую заготовку на крупногабаритных станках.
Центры с твердосплавным наконечником — твердосплавный наконечник очень износостоек – такой центр прослужит дольше.
Центры с отжимной гайкой — без нее не обойтись в станках, где отсутствует механизм автоматического или полуавтоматического извлечения. Эта гайка помогает извлечь центр из задней бабки.
Износостойкие центры — используются очень дорогие высокопроизводительные подшипники, они служат долго даже при очень интенсивном и тяжелом использовании.
Чтобы вам было удобно подобрать вращающийся или упорный центр, мы подготовили сводную таблицу со всеми характеристиками и свойствами (смотрите в самом низу страницы).
Центры станочные и токарные патроны: виды, типы, описание
Главная Статьи Центры станочные и токарные патроны: виды, типы, описание
Токарный патрон и вращающиеся центры – это наиболее важные элементы оснастки токарного станка, специальное зажимное приспособление для точного крепления на станке заготовки, детали или режущего инструмента. Благодаря использованию токарного патрона, многообразию размеров и конструкций существенно увеличивается функциональность токарного станка, появляется возможность обработки сложнопрофильных деталей.
Токарный патрон – основная технологическая оснастка токарного станка, устройство, необходимое для крепления заготовки или инструмента для проведения металлорежущих операций. Токарный патрон, предназначенный для крепления заготовок, размещается на передней бабке станка. На задней могут быть установлены сверлильные патроны для фиксации различного рабочего инструмента – сверл, зенкеров, разверток и т. д. Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений.
Наилучшим вариантом будет выбор оснастки предназначенной для конкретной модели токарного станка, таким образом Вы гарантируете точное совпадение размера и конфигурации. От количества кулачков в токарном патроне зависит точность и конфигурация обрабатываемых деталей. Двух достаточно для удержания фасонных отливок, трех – для шестигранных и круглых деталей, 4-кулачкового – для деталей прямоугольного и квадратного профиля, а также заготовок несимметричной формы.
Конструкция и назначение токарных патронов
Существует несколько типов конструкции токарного патрона, классифицируемой по способу зажима детали и назначению:
Кулачковые патроны – наиболее широко используемые и подходящие для большинства операций. Состоят из нескольких подвижных сегментов для фиксации деталей. Имеют массу разновидностей.
Существуют следующие виды токарных патронов:
Двухкулачковые – применяются преимущественно для крепления фасонных отливок.
Трехкулачковые – более всего подходят для заготовок круглой и шестигранной форм.
Четырехкулачковые – для ассиметричных заготовок и деталей прямоугольной формы. Подразделяются на самоцентрирующиеся и с независимыми кулачками. В зависимости от типа зажима патрон может иметь ручной или механизированный зажим. В первом случае необходимо вручную осуществлять затяжку крепления детали, при механизированном зажиме – патрон сам осуществляет фиксацию. Рассмотрим основные конструктивные типы токарных патронов, используемые в современном металлообрабатывающем производстве.
Цанговые патроны – состоят из втягиваемой, выдвижной или неподвижной цанги, посредством которой и осуществляется фиксация детали. Подразделяются на зажимные и подающие. Зажимные используются для поворотного зажима деталей с заранее предварительно обработанной поверхностью, подающие цанги используются для крепления холоднотянутых заготовок.
Центры станочные вращающиеся
предназначаются для создания дополнительной опоры при обработке на токарных станках заготовок большой длины. Центры станочные вращающиеся применяются на обычных и на станках металлорежущих с программным управлением. Это один из видов высокоточной технологической оснастки, расширяющий технические возможности и увеличивающий производительность токарного оборудования. Такие приспособления позволяют повысить скорость резания и существенно уменьшить при этом биения обрабатываемой детали, что в конечном счёте положительно сказывается на качестве продукции. Вращающиеся центры для токарного станка состоят из вала и конусовидной части. Именно эта часть выполняет функцию центрирования. Технологическая снастка изготавливается на инструментальном производстве из качественных конструкционных материалов, чаще всего из легированной стали.
Шарикоподшипник, входящий в состав вращающегося центра, увеличивает КПД оборудования и уменьшает нагрев оснастки.
Форма и размеры зажимной части оптимизируются с целью облегчения подхода металлорежущего инструмента к обрабатываемой заготовке. Это важно при обработке фасонных изделий сложной конфигурации. Стандартом и техническими условиями детально регламентируются конструкция и размеры вращающихся токарных центров. Требуемые модификации этих приспособлений подбирают, исходя из потребностей и особенностей конкретного производства.
Чтобы купить инструмент в интернет магазине «Мир ISO» http://miriso.ru/ — достаточно выбрать необходимый товар в каталоге и отправить онлайн-заявку http://www.miriso.ru/sdelat_zakaz.html или позвонить по телефону +7 (8482) 999-111.
Токарная обработка
Что такое поворот?
Токарная обработка — это процесс механической обработки, используемый для изготовления цилиндрических деталей, при котором режущий инструмент движется линейно, а заготовка вращается. Токарная обработка, обычно выполняемая на токарном станке, уменьшает диаметр заготовки до заданного размера и обеспечивает гладкую поверхность детали. Токарный центр представляет собой токарный станок с числовым программным управлением (ЧПУ). Сложные токарные центры также могут выполнять различные фрезерные и сверлильные операции.
Несмотря на то, что наши токарные станки с ЧПУ различаются по размеру и мощности, от моделей с двумя осями до станков с вращающимся шпинделем и вторым шпинделем, мы проектируем каждый из них с учетом качества, надежности, простоты в эксплуатации и безопасности. Кроме того, благодаря нашей философии производства «Производство по требованию» все наши токарные станки оснащены новейшими и самыми передовыми токарными технологиями для повышения вашей производительности и развития вашего бизнеса.
Наш язык программирования MAZATROL берет свое начало в наших токарных станках. Для обработки как простых, так и сложных деталей, требующих 4-осевой токарной обработки, MAZATROL дает вам возможность программировать эти детали с помощью либо диалогового программирования, либо программирования G-кода (EIA/ISO) — или даже комбинации два типа программирования.
Благодаря нашей философии производства «Производство по запросу» все наши токарные станки оснащены новейшими и самыми передовыми токарными технологиями для повышения вашей производительности и развития вашего бизнеса.
Высокоскоростные токарные и фрезерные шпиндели с высоким крутящим моментом обеспечивают быстрое, точное и агрессивное удаление металла
Вторые шпиндели обеспечивают чистовую обработку обратной стороны или последовательную обработку деталей
Вращающиеся инструментальные шпиндели обеспечивают производительность фрезерования, сверления и нарезания резьбы на уровне обрабатывающего центра
Конфигурации с двумя шпинделями и двумя револьверными головками обеспечивают инновационные возможности обработки деталей
Конструкции тормозов передней бабки по оси C по всей окружности
Функциональность по оси Y обеспечивает больший диапазон обработки геометрии деталей
Мощные встроенные задние бабки с ЧПУ позволяют автоматизировать процессы
Гибридные роликовые направляющие
MX обеспечивают долговечность и надежность для долговременной точности
Опциональная длинная расточная оправка с возможностью обработки глубоких отверстий обеспечивает чрезвычайно производительную обработку
Удобные и функциональные системы ЧПУ упрощают программирование и повышают производительность
Совместимость с устройством подачи прутка, портальным загрузчиком и артикуляционным роботом повышает производительность и позволяет выполнять операции без освещения
Наш широкий выбор усовершенствованных токарных станков с ЧПУ, некоторые из которых обладают многозадачностью, эффективно справляются со всем, от токарной обработки мелких деталей до тяжелой обработки больших заготовок с длинным валом, а также в производственных количествах, которые варьируются от отдельных деталей до тысяч компонентов в неделю. На самом деле, мы предлагаем самую универсальную линейку быстрых, мощных и прецизионных токарных центров на рынке, от станков с вертикальной или горизонтальной ориентацией шпинделя до тех, которые включают в себя два токарных шпинделя, возможность фрезерования и функциональность оси Y для повышения производительности благодаря DONE IN ОДНО производство.
Серия QUICK TURN
Серия горизонтальных токарных станков мирового класса, преимущественно производимых во Флоренции, Кентукки, которые могут обрабатывать все, от мелкосерийных цехов до высокопроизводительных работ и всего, что между ними. Прочная конструкция ступенчатой платформы превосходит все ожидания даже в самых требовательных приложениях.
Встроенный главный и второй шпиндель/передняя бабка
Доступны конфигурации станков с вращающимся инструментом, осью Y и вторым шпинделем
MX-Роликовая направляющая, машиностроение
Система ЧПУ MAZATROL SmoothG и оборудование
Варианты автоматизации, такие как устройства подачи прутка, портальные роботизированные системы, автоматическая дверь, улавливатель автозапчастей и интерфейс робота
Подробнее
Серия QT-Ez
Горизонтальные токарные станки серии QT-Ez, произведенные в Кентукки, делают качество и надежность Mazak доступными практически для любой мастерской, обеспечивая производительность и компактность по доступной цене. Доступные опции включают задние бабки, управление стружкой и многозадачность, которые добавляют DONE IN ONE ® для обработки за один установ.
Мощные и надежные шпиндельные бабки со встроенным двигателем
Гибридная система роликовых направляющих MX повышает жесткость, точность и надежность
Конфигурации револьверной головки
включают 2-осевой барабан, Mazak с болтовым креплением или BMT 55 для вращающихся инструментов
Вращающийся инструмент (M) и внеосевая обработка по оси Y (Y) для многозадачной обработки
Высокопроизводительный второй шпиндель (S) доступен для обработки деталей DONE IN ONE
Подробнее
Переворачивание фотографий
Свяжитесь с местным представителем Mazak или посетите один из наших технологических центров , чтобы определить, какой обрабатывающий центр Mazak лучше всего соответствует вашим потребностям в обработке деталей.
Связанные страницы
5 уровней многозадачности
Автоматика
ЧПУ
Цифровые решения
СОВЕРШЕНО ЗА ОДИН РАЗ
Мазак СмартБокс
Гладкое звено Mazak
Мазак SUPERFLOW®
МТКоннект
Многозадачность
Основы токарного станка с ЧПУ и токарного центра с ЧПУ
*Обновлено 3 февраля 2021 г.
Токарные станки с ЧПУ и токарные станки могут показаться идентичными, но обычно они относятся к немного разным станкам. Токарные станки обычно только точат, в то время как токарные центры могут быть более совершенными. Эти станки могут выполнять торцевание, нарезание резьбы, накатку, сверление, растачивание, развертывание и токарную обработку конуса. Горизонтальные токарные станки с ЧПУ более распространены, но вертикальные станки используют гравитацию. Между токарной обработкой с ЧПУ, токарными станками с ЧПУ, различными типами станков с ЧПУ и многим другим это может быть довольно запутанным. В этой статье мы сосредоточимся на основах токарной обработки с ЧПУ, чтобы дать вам прочную основу и ответить на наиболее часто задаваемые вопросы.
Не стесняйтесь пропускать это руководство, если у вас есть конкретный вопрос:
Что такое токарная обработка с ЧПУ?
Какой материал можно обрабатывать на станке с ЧПУ?
Что такое токарный станок с ЧПУ?
Какие части токарного станка с ЧПУ?
Каковы преимущества токарной обработки с ЧПУ?
В чем разница между токарной и фрезерной обработкой с ЧПУ?
В чем разница между станками с ЧПУ и станками с ЧПУ?
Что такое токарная обработка с ЧПУ?
Что такое токарный центр с ЧПУ? (Центр)
В чем разница между токарными центрами с ЧПУ и токарными станками с ЧПУ?
Какие существуют типы токарных станков с ЧПУ?
В чем разница между обрабатывающим центром и токарным центром?
Что такое оси станка в токарном центре с ЧПУ?
Что такое токарная обработка с ЧПУ?
Токарная обработка с ЧПУ — это субтрактивный производственный процесс, в котором куски материала вращаются по мере того, как станок подается на деталь, удаляя материал для создания готовой детали. Он в основном используется для изготовления деталей цилиндрической формы.
Крупный план токарной обработки с ЧПУ в действии. [Источник]
Какой материал можно обрабатывать на станке с ЧПУ?
Существует множество материалов, которые можно использовать для токарной обработки с ЧПУ, как показано в этом руководстве. Однако наиболее распространенными являются металлические сплавы, такие как алюминий.
Что такое токарный станок с ЧПУ?
Токарные станки с ЧПУ или токарные станки с ЧПУ представляют собой станки, которые вращают брусок материала, позволяя режущему инструменту удалять материал из бруска до тех пор, пока не останется желаемый продукт.
Сам материал прикреплен к основному шпинделю и вращается им, в то время как режущий инструмент может перемещаться по нескольким осям. Типы деталей, создаваемых на токарном станке с ЧПУ, часто бывают цилиндрическими или симметричными относительно оси.
Какие части токарного станка с ЧПУ?
Вы можете разбить станки с ЧПУ на следующие части, и если вы хотите изучить их подробнее, эта статья может помочь:
Передняя бабка
Токарный станок с ЧПУ Станина
Чак
Задняя бабка
Перо задней бабки
Ножной переключатель/педаль
Панель управления ЧПУ
Револьверная головка
Каковы преимущества токарной обработки с ЧПУ?
Обработка с ЧПУ намного лучше, чем ручная обработка, по нескольким конкретным причинам:
Точность: программирование ЧПУ для выполнения задания обеспечивает последовательную и точную резку для обеспечения качества продукции. Его можно повторять снова и снова в одной и той же манере.
Экономическая эффективность: стоимость найма человека для ручной обработки деталей в больших масштабах намного дороже, чем использование машины, поскольку машина не устает, не нуждается в перерывах на обед и теоретически может работать круглосуточно и без выходных.
Скорость: токарная обработка с ЧПУ позволяет производить сотни и сотни деталей, сохраняя неизменность конечного продукта.
В чем разница между токарной и фрезерной обработкой с ЧПУ?
В то время как токарная обработка с ЧПУ вращает деталь для резки, фрезерная обработка с ЧПУ вращает инструмент для резки детали.
Более того, токарная обработка с ЧПУ обычно используется для цилиндрических деталей, поскольку вы полагаетесь на то, что сама деталь вращается и создает трение для удаления материала, когда режущий инструмент помещается на нее.
С другой стороны, фрезерование с ЧПУ позволяет создавать более сложные детали, поскольку вращается режущий инструмент (а не материал).
Разница между токарной и фрезерной обработкой на станках с ЧПУ. [Источник]
В чем разница между станками с ЧПУ и станками с ЧПУ?
ЧПУ — это станки с числовым программным управлением, тогда как ЧПУ — это станки с числовым программным управлением. Хотя оба они являются автоматическими машинами, которые в большинстве случаев работают с металлическими деталями и запрограммированы на выполнение желаемой операции, они различаются по принципу действия.
Числовое управление (ЧПУ) Машины управляются с помощью перфокарт, которые вводятся в машину, что затрудняет изменение программ. Даже для того, чтобы внести небольшое изменение в программу, ленту нужно было удалить, изменить и вернуть обратно в машины.
Компьютер с числовым программным управлением (ЧПУ) Станки имеют встроенный компьютер для хранения программ и изменения программы с помощью системы управления на станке.
Что такое токарная обработка с ЧПУ?
Процесс токарной обработки с ЧПУ включает в себя прикрепление материала к шпинделю станка с ЧПУ, а режущий инструмент движется линейно, воздействуя на материал и удаляя ненужный материал до тех пор, пока не останется готовая деталь.
Токарные станки с ЧПУ представляют собой передовые станки с числовым программным управлением. Они могут иметь 3, 4 или даже 5 осей, а также множество возможностей резки, включая фрезерование, сверление, нарезание резьбы и, конечно же, токарную обработку. Часто эти станки имеют закрытую конструкцию, чтобы любой разрезаемый материал, охлаждающая жидкость и компоненты оставались внутри станка.
Токарные станки с ЧПУ являются более совершенными формами токарных станков с ЧПУ. Оба являются станками, которые вращают брусок материала, позволяя режущему инструменту удалять материал из бруска до тех пор, пока не останется желаемый продукт. Однако токарные станки, как правило, имеют только 2 оси и только один шпиндель, тогда как токарные центры могут иметь до 5 осей и гораздо более универсальны с точки зрения режущей способности. Кроме того, токарные станки не имеют защитного кожуха вокруг станка и просто не обладают высокими производственными возможностями токарных центров.
Существует две широкие категории токарных станков с ЧПУ (центры), которые включают горизонтальные токарные станки и вертикальные токарные станки .
JSS-16A – любительский лобзиковый станок jet для выпиливания сложных радиусов в не слишком крупных заготовках из древесины, ДСП, ДВП, фанеры или пластмассы.
Описание:
Модель JET jss 16АА представляет собой улучшенную модификацию хорошо известного лобзикового станка Jet JSS-16 и имеет ряд интересных конструктивных особенностей, выгодно отличающих ее от аналогов других марок. Прежде всего, это универсальность в отношении используемых полотен: можно устанавливать пилки как со штифтовым креплением, так и без него.
Важно отметить удобное верхнее расположение рычага натяжения полотна.
Новое усовершенствование в конструкции – возможность изменить ориентацию плоскости распила: вдоль или поперек продольной оси станка, смотря как удобнее или привычнее оператору.
Предусмотрена электронная система плавной регулировки частоты ходов, которая позволяет точно подбирать скорость. Это важно как с точки зрения соблюдения теплового режима резания, так и с точки зрения борьбы с вибрациями.
Для распиловки под углом к поверхности предусмотрен механизм наклона рабочего стола, оборудованный транспортирной шкалой и стопором с лицевой стороны. Для удаления опилок с линии реза есть регулируемый патрубок для сдува опилок и 35-миллиметровый штуцер подключения к системе пылеотсоса.
Преимущества:
Плавная регулировка частоты ходов пилки
Верхнее расположение рычага быстрого натяжения и ослабления пильного полотна
Универсальное крепление пильного полотна
Два варианта установки пильного полотна (вдоль и поперек продольной оси станка)
Регулируемый патрубок для сдува опилок
Регулировка наклона пильного стола
Регулируемый прижим заготовки
Рабочий стол из алюминиевого литья
Характеристики:
Потребляемая мощность, кВт 0,09
Напряжение, В 230
Максимальная глубина пропила, мм 50
Размеры рабочего стола (ДхШ), мм 415 х 254
Диаметр вытяжного штуцера, мм 35
Длина пильного полотна, мм 127
Угол наклона рабочего стола 0-45º
Максимальная ширина заготовки (просвет до рамы), мм 406
Частота ходов пилки, ход/мин 550-1600
Ход пилки, мм 15
Длина, мм 620
Ширина, мм 340
Высота, мм 330
Масса, кг 11,5
Масса в упаковке, кг 13
Комплектация:
Посмотреть и скачать Инструкцию на рус. языке к лобзиковому станку Jet JSS-16A
Производство JPW Tools AG (Швейцария/Тайвань). Гарантия 2 года.
Jet — это широкий ассортимент станков для работы с деревом и металлом. Большинство моделей адресовано профессионалам и предназначено для эксплуатации в условиях небольших мастерских и промышленных предприятий. Но есть и отдельная серия начального уровня для хобби.
Рекомендация «Арсенал Мастера РУ»
Pекомендуем JET купить jss 16А в Арсенал Мастера. Доставим по всей России.
Посмотреть в каталоге с ценами Весь ассортимент Jet
Напоминаем:
После каждого использования производите очистку корпуса станка мягкой ветошью.
Если загрязнения не удаляются, смочите ветошь в мыльной воде.
Запрещается использовать для очистки растворители, такие как бензин, спирт, водный раствор аммиака и т. д.
Растворители могут повредить пластмассовые детали.
Используйте только остро заточенные пилки
Смазывайте подшипники после каждых 50 рабочих часов
Видео: лобзиковый станок Jet JSS-16A
Отзывы о Лобзиковый станок Jet JSS-16A 90Вт 550 — 1600 ход / мин наклон 0 / 45 гр 10000808MA
Отзывов пока не было. Вы можете оставить его первым
Электрический лобзик JET JSS-16A — цена, отзывы, характеристики с фото, инструкция, видео
Jet JSS-16A – любительский станок для выпиливания сложных радиусов в не слишком крупных заготовках из древесины, ДСП, ДВП, фанеры или пластмассы. Модель представляет собой улучшенную модификацию хорошо известного лобзикового станка Jet JSS-16 и имеет ряд интересных конструктивных особенностей, выгодно отличающих ее от аналогов других марок.
Прежде всего, это универсальность в отношении используемых полотен: можно устанавливать пилки как со штифтовым креплением, так и без него. Важно отметить удобное верхнее расположение рычага натяжения полотна. Новое усовершенствование в конструкции – возможность изменить ориентацию плоскости распила: вдоль или поперек продольной оси станка, смотря как удобнее или привычнее оператору.
Предусмотрена электронная система плавной регулировки частоты ходов, которая позволяет точно подбирать скорость. Это важно как с точки зрения соблюдения теплового режима резания, так и с точки зрения борьбы с вибрациями.
Для распиловки под углом к поверхности предусмотрен механизм наклона рабочего стола, оборудованный транспортирной шкалой и стопором с лицевой стороны. Для удаления опилок с линии реза есть регулируемый патрубок для сдува опилок и 35-миллиметровый штуцер подключения к системе пылеотсоса.
Особенности
Плавная регулировка частоты ходов пилки
Верхнее расположение рычага быстрого натяжения и ослабления пильного полотна
Универсальное крепление пильного полотна
Два варианта установки пильного полотна (вдоль и поперек продольной оси станка)
Регулируемый патрубок для сдува опилок
Регулировка наклона пильного стола
Регулируемый прижим заготовки
Рабочий стол из алюминиевого литья
Характеристика
Значение
Потребляемая мощность
90 Вт
Частота ходов пилки
550-1600 ход/мин
Ход пилки
15 мм
Длина пильного полотна
127 мм
Угол наклона рабочего стола
0-45º
Максимальная ширина заготовки (просвет до рамы)
406 мм
Максимальная глубина пропила
50 мм
Размеры рабочего стола (ДхШ)
415х254 мм
Диаметр вытяжного штуцера
35 мм
Габаритные размеры (ДхШхВ)
620х340х330 мм
Вес JSS-16A
11,5 кг
Комплектация
Комплект из пяти пильных полотен со штифтом
Адаптер для установки пильных полотен без штифта
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Jet JSS-16 дилемма | UKworkshop.co.uk
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Автор темы сырхаунд
Дата начала
Справка Служба поддержки UKworkshop.co.uk:
Чизхаунд
Установленный член
#1
Привет, банда: дилемма — После отличного барбекю и большого количества напитков я невинно упомянул очень хорошему другу, что мне нужна спиральная пила. Он, будучи отличным товарищем, сообщил мне, что не только обладает таким предметом, причем отличного качества, но, кроме того, он с радостью расстался бы с ним за бесценок. На мой восторженный вопрос он сказал мне, что это было сделано швейцарской компанией Jet. Мой интерес возрос. Здесь я должен сказать, что он, несмотря на многие другие качества, не плотник и склонен к неоправданному волнению при изучении известного аукционного сайта. В результате у меня теперь есть очень дешевая пила Jet Scroll, но, к сожалению, одна из хитрых китайских клонов. Не только это, но я обнаружил, что одной или двух частей не хватает, в частности, откидной ножки/прижимного зажима. Может ли кто-нибудь сказать мне, насколько это необходимо, и возможно ли получить в качестве запасной части? Мой оптимизм сейчас угасает, и я начинаю жалеть, что не упомянул об этом. Благодарен за любую помощь.
Друзья
Это стамеска шар… Ой
#2
Причина, по которой она отсутствует, заключается в том, что большинство людей после того, как они освоятся с машиной, найдут прижимную лапку головной болью, мешают и выбрасывают ее. Ваши руки держат кусок достаточно хорошо и достаточно близко, чтобы свести на нет необходимость в нем. Единственный раз, когда я использую тот, который был в комплекте с моим EX30, это когда я работаю над маркетри шириной более 20 дюймов
чт
Храм AJB
Мелкофигурный
#3
Я мало разбираюсь в спиральных пилах, так как у меня есть древняя штука Hegner, которой я когда-либо пользовался (для вырезания инкрустации морского ушка в моем случае). Тем не менее, ваш пост вдохновил меня заглянуть в Джет. Вот обзор. На самом деле это говорит о том, что, возможно, вам следует продать это в заливе или где-нибудь еще и начать все сначала. Jet JSS-16 Спиральная пила ОБЗОР — фишки со всем
Чизхаунд
Установленный член
#4
Друг сказал:
Причина, по которой она отсутствует, заключается в том, что большинство людей, как только они освоятся с использованием машины, найдут прижимную лапку головной болью, мешают и выбрасывают ее. Ваши руки держат кусок достаточно хорошо и достаточно близко, чтобы свести на нет необходимость в нем. Единственный раз, когда я использую тот, который был в комплекте с моим EX30, это когда я работаю над маркетри шириной более 20 дюймов
чч
Нажмите, чтобы развернуть…
Спасибо, друзья.
Чизхаунд
Установленный член
#5
AJB Темпл сказал:
Я мало разбираюсь в спиральных пилах, так как у меня есть древняя штука Hegner, которой я когда-либо пользовался (для вырезания инкрустации морского ушка в моем случае). Тем не менее, ваш пост вдохновил меня заглянуть в Джет. Вот обзор. На самом деле это говорит о том, что, возможно, вам следует продать это в заливе или где-нибудь еще и начать все сначала. Jet JSS-16 Спиральная пила ОБЗОР — фишки со всем
Нажмите, чтобы развернуть…
Спасибо, AJBT. Только что посмотрел на этот обзор — о-о-о — это не сулит ничего хорошего, не так ли? Но сначала я поиграю с ним — я мог бы упасть на тот, который был сделан в среду утром, а не в пятницу днем. Осталось четыре штифтовых лезвия Jet из оригинальной упаковки, так что попробую их. Скрестим пальцы, так как я ни за что не смогу прокрасться к Хегнеру мимо жены.
Храм AJB
Мелкофигурный
#6
Его главная проблема, похоже, заключалась в том, что лезвие двигалось неправильно. Некоторые металлические детали (вероятно, легко заменяемые) были изготовлены из слабого металла, но кроме этого, если бы лезвие пошло верным ходом, я подозреваю, что машина ему бы понравилась.
Мне подарил Hegner краснодеревщик, который сдавался. Я и не знал, что это машина премиум-класса. Это зря для меня, так как я почти не использую его в эти дни.
Удачи с вашим самолетом. Адриан
Чизхаунд
Установленный член
#7
Ну, я натерпелся на него (Jet JSS-16), но пришел к выводу, что это не для меня, несмотря на то, что у меня наверняка есть очереди на работу. Я нахожу его очень неприятным в использовании — он очень шумный, сильно вибрирует и иногда неловко пытается вырвать заготовку вверх. Он достаточно тихий при простом включении, но как только лезвие начинает работать (с самой нежной подачей), оно просто становится дребезжащим шумным зверем, из-за чего я тянусь к своим наушникам. Я думаю, что проблема связана с боковым движением лезвия — так же, как в цитируемом обзоре. Механизм, вероятно, меньше миллиметра, но этого достаточно, чтобы испортить его работу. Проблема в том, что я не знаю, что использовать пилу для прокрутки должен быть как — если они все такие, как этот, то они не для меня. Так что пока я возвращаюсь к исходной точке, пока я передумаю. Мне очень жаль людей, которые платят полную цену за один из них — по крайней мере, я заплатил лишь небольшую часть новой цены. Я тактично верну его своему другу. Урок должным образом усвоен.
Друзья
Это стамеска шар… Ой
#8
@Cheesehound посмотрите это, чтобы увидеть, как ваш тип пилы должен работать, и некоторые технические советы
Чизхаунд
Установленный член
#9
Droogs, большое спасибо за ваши советы. Я налью себе рюмку и буду сосредоточенно наблюдать за этим сегодня вечером. Привет, Джефф
Ножовки: как их выбрать, как ими пользоваться и прочее «мелочи»
AES
Общая металлообработка
23
Ответы
55
просмотров
13К
Шан
Делиться:
Фейсбук
Твиттер
Реддит
Пинтерест
Тамблер
WhatsApp
Эл. адрес
Делиться
Ссылка на сайт
грамм
замена 18-вольтового аккумулятора Parkside (lidl) старого образца
Последнее: glenfield2
Общая деревообработка
п
Насколько плоский кусок стекла?
Последний: pgrbff
Общая деревообработка
Что будет с вашими инструментами, когда вы умрете?
Последний: ian33a
Общая деревообработка
Разместите фотографию последней вещи, которую вы сделали
Последнее: Dr Al
Общая деревообработка
М
Продаются усиленные нейлоновые ролики на подшипниках — НОВАЯ ПАРТИЯ
Последняя: Moonsafari69
Продажа
Ипотечные ставки / проценты и т. д.
Последнее: MikeJhn
Общий чат (не по теме)
грамм
Браузеры
Последнее: Джерри
Общий чат (не по теме)
В
Крестовина и регулировочная ручка необходимы для Clifton 2000 года № 5, самолет
Последний: vaj
Ручной инструмент
Верх
Jet jss-16 не захватывает бесштифтовые лезвия.
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Автор темы КолиС1
Дата начала
Справка Служба поддержки UKworkshop.co.uk:
КолиС1
Установленный член
#1
Привет. Я недавно смотрел потоки прокрутки и подумал, что пришло время попробовать самому. Я успешно вырезал маленькое кольцо для ключей и именную табличку. Я использую пилу Jet JSS-16.
Я использовал лезвия Axminster со штифтами, и они работали нормально. Читая посты, я узнал, что, купив более качественные лезвия, можно получить более качественную отделку. Я купил несколько пакетов лезвий Olson с гладкими концами, чтобы попробовать (разновидность без штифтов), но я не могу заставить их держаться в прокруточной пиле. Это похоже на то, что зажимной наконечник не будет достаточно затягиваться, чтобы зажать лезвие.
Я планировал использовать их для вырезания вот этого, поэтому выбрал версию без штифтов, чтобы можно было продеть через маленькое отверстие.
В инструкции сказано, что он подходит как для лезвий со штифтами, так и для лезвий без штифтов, но у меня проблемы с лезвиями без штифтов. Мне удалось заставить их выйти 5-10 раз, пытаясь. не сломал ни одного лезвия в процессе, поэтому они должны быть намного лучшего качества, чем дешевые.
Мы будем очень признательны за любую помощь 😉
Саймон
Криспазл
Установленный член
#2
Иногда, если на внутренней стороне губок зажимов есть заусенцы или дефекты, они не затягиваются полностью. Легкая шлифовка внутренностей может все изменить.
Мышь
Установленный член
#3
Привет, Саймон,
На моих новых зажимах Sip обнаружены машинные боры, которые, похоже, сделаны тем же производителем, что и Jet, а также масло для обработки в пазах.
Самый простой способ справиться с ними — снять зажимы и удалить более крупные заусенцы с помощью надфиля, смыть масло, а затем использовать мелкую наждачную бумагу для завершения работы. Я также преобразовал верхний зажим в быстросъемный, подробности здесь: https://www.ukworkshop.co.uk/forums/sip- … 38473.html
КолиС1
Установленный член
#4
Спасибо за предложения. Никогда не думал, что это могут быть недостатки челюстей или масла. Сниму и отшлифую, чтобы убедиться вдвойне. Кажется немного смешным, что производители не позаботились о том, чтобы это было сделано должным образом. В конце концов, это основная часть машины 😕
Саймон
Холдейн
Установленный член
#5
Я использую ту же пилу, и у меня были те же проблемы, когда я впервые начал ее использовать, есть небольшая ловкость в поиске точки наилучшего захвата лезвия, тогда вы склонны перетягивать шестигранную гайку, которая закруглится, если вы не осторожно. Должен признаться, мне никогда не приходило в голову проверить зажимы на наличие заусенцев или дефектов, я просто выскакиваю в сарай
Мышь
Установленный член
#6
coleysbiscuit»:35giilwq сказал:
Кажется немного нелепым, что производители не позаботились о том, чтобы все было сделано должным образом. В конце концов, это основная часть машины 😕 Саймон
Нажмите, чтобы развернуть…
Привет Саймон
Кажется, контроль качества остался в прошлом. :ролл:
Большинство компонентов производятся в Азии, собираются здесь и используются в разных машинах. Я увидел жалобы на проскальзывание лезвий и решил проверить зажимы на своем, прежде чем использовать его. С тех пор проблем не было.
Когда я делал мод на верхний зажим, я позвонил в SIP и спросил размер винта, который я хочу заменить. Никто в их отделе технической поддержки не мог сказать мне, и, честно говоря, это не заботило.
Стоит ли удивляться, что эта страна находится в том состоянии, в котором она находится.
хокиноб
Установленный член
#7
Привет, Не знаком с Jet, но зажимы похожи на те, что на одной из моих пил. У меня были проблемы, и я решил сделать небольшой надрез с одной стороны, чтобы хомут был на две части. Тогда мне не пришлось «бороться» с зажимом, чтобы закрыть зазор. Я упоминал об этом ранее, но на этом форуме, похоже, нет способа искать личные сообщения (по крайней мере, я не могу найти способ), поэтому я попытаюсь прикрепить рисунок. Надеюсь, это поможет (что может быть, если ваш зажим похож!!).
Боб Х. шт. Немного солнечного света, счастливчики, как говаривал Томми Триндер.
[/Изображение]
КолиС1
Установленный член
#8
Ну, я последовал твоему совету и засунул наждачную бумагу между челюстями. — Это было похоже на использование совершенно другой машины ❗ Хорошая. :подмигнуть:
Боб, твоя идея гениальна! если у меня возникнут проблемы в будущем, мне придется попробовать вашу идею. Предположим, это заставит зажим сжимать его идеально параллельно. Цените приложенный солнечный свет, похоже, в последнее время его не так много в Великобритании.
Саймон
Джеффри
Установленный член
#9
Привет, Боб, чтобы найти личные сообщения, перейдите на страницу поиска, это второе поле внизу с правой стороны. там написано «Поиск автора» введите нужное имя. Я вставил Хокиноб, и там написано, что у вас есть 22 совпадения для Хокиноба.
Джефф
хокиноб
Установленный член
#10
Спасибо, Джефф, нашел. Будет помнить, куда идти, если случай представится снова. С уважением, Боб Х.
Спиральные пилы «Excalibur»
AES
Прокрутка — спиральные пилы
2
Ответы
31
просмотров
5К
OCtoolguy
Натяжение полотна спиральной пилы
Johnwa
Общая деревообработка
Ответов
0
просмотров
393
Johnwa
Проблемы со спиральной пилой.
Укулеле Джо
Общая деревообработка
Ответы
2
просмотров
160
AES
продано Gyokucho 664 TPE Seiun Saku Ryoba 300 мм тяговая пила в японском стиле
bp122
На продажу
Ответы
2
просмотров
508
bp122
Зажим для лезвий Axminster
Sru
Прокрутка — спиральные пилы
Ответы
15
просмотров
1К
Донватсон
Делиться:
Фейсбук
Твиттер
Реддит
Пинтерест
Тамблер
WhatsApp
Эл. адрес
Делиться
Ссылка на сайт
грамм
замена 18-вольтового аккумулятора Parkside (lidl) старого образца
Последнее: glenfield2
Общая деревообработка
п
Насколько плоский кусок стекла?
Последний: pgrbff
Общая деревообработка
Что будет с вашими инструментами, когда вы умрете?
Последний: ian33a
Общая деревообработка
Разместите фотографию последней вещи, которую вы сделали
Последнее: Dr Al
Общая деревообработка
М
Продаются усиленные нейлоновые ролики на подшипниках — НОВАЯ ПАРТИЯ
ЛКМ Торг — производитель красок и лакокрасочных материалов в Москве
Двухкомпонентная эпоксидная эмаль по металлу 2 в 1 «ЭПОКСТОН»
Двухкомпонентную эпоксидную эмаль по металлу 2 в 1 ЭПОКСТОН не первый год используем весной, когда приходит пора дороги чинить. Для мостовых конструкций, ограждений и прочего она оптимально подходит. С ней и ремонты реже, и результат лучше, хорошо справляется с нашими погодными капризами и нагрузками.
Краска «УНИКОМ» для черных и цветных металлов 2 в 1
Краской УНИКОМ для черных и цветных металлов 2 в 1 мы решили пользоваться в рамках небольшого ремонта. Она не слишком дорогая и, при этом, универсальная, да и к отзывам вопросов не было, многие хвалили. Что ж, похвалим и мы! Свою задачу выполнила без перерасхода и прочего негатива.
Двухкомпонентная полиуретановая грунт-эмаль по ржавчине 3 в 1 «ПОЛИУРЕТОН»
С большими объемами этой краски не работали, но товаром довольны. На автозаправочной станции красили все коммуникации и конструкции из металла. Указано, что выдерживает контакт с ГСМ, а это как раз нам и нужно было. Пока не подводит, заслуживает пятерки.
«ЭПОКСТОН» двухкомпонентная эпоксидная грунтовка для металла
Уже давно активно пользуемся продукций ЛКМ-Торг, для грунтовки труб это – лучший вариант. На самом деле, очень долго можем говорить о плюсах, но достаточно заявить лишь о соответствии реальных параметров заявленным. От нагрева не разрушается, от коррозии защищает. Служит годами!
Мы на всех наших предприятиях используем эту краску. Соответствует требованиям ГОСТ, а в нашем случае, с бесконечными проверками, это крайне важно. Сертификат есть, если требует – показываем. По эксплуатации все отлично, действительно держит и нефтепродукты, и реагенты, и кислоты.
Наливной пол «ЭПОКСТОН» 2К
Думаем, что эти полы – одна из составляющих успеха нашего роллердрома! Очень круто выглядит, колеровали до наших фирменных цветов, логотипы сделали, надписи – просто супер! Полы ровненькие, все довольны, еще и грязь на них не задерживается, обычная влажная уборка – никаких трудностей!
Краска фасадная «ДАКРИЛ»
Эх, надо было ЛКМ-Торгу сразу указывать, что грунтовку перед окрашивание нужно провести в обязательном, а не в рекомендательном порядке. Высоковат у меня вышел расход по кирпичу, по верхней планке. Из-за этого пришлось докупать, благо, с колеровкой потом промашек не вышло, оттенок совпал. К эксплуатационным свойствам претензий не имею – краска красивая, ровно ложится.
Краска «УНИКОМ» для шифера и черепицы
Жаль, что ЛКМ-Торг эту краску выпускает, в основном, для крупных покупателей. Из объема тары делаю такой вывод. Мне даже минимально доступных 5 килограммов для дачного шифера оказалось многовато, осталось. Пропадет – жалко, лишние траты. На этом, в принципе, негатив и заканчивается, именно по качеству и защитным свойствам отлично все.
Двухкомпонентная полиуретановая краска для бетонного пола «ПОЛИУРЕТОН»
Нам, честно говоря, не с чем сравнивать, но этой краской довольны. В 2022 проводили масштабный ремонт гаража, зачищали бетонные полы до основания и красили поверх. Думаю, тут не надо рассказывать, какие нагрузки испытывают полы в автобусном гараже, их и шины трут, и водой заливает, и нефтепродуктами. Так вот, эта краска справляется со всеми нагрузками.
Растворитель Уайт Спирит
Уайт-спирит как уайт-спирит. Ну, чувствуется, что из хорошего сырья сделан, не воняет, как многие другие, голова не болит после обработки. Жир растворяет хорошо. Тара, правда, великовата. В гараж-то мне нормально эти 2.5 литра, а вот домой – куда столько. Хорошо бы и маленькие бутылки начать выпускать, в хозяйстве вещь полезная.
Промышленные ЛКМ Remmers для интерьеров
Промышленные ЛКМ Remmers для интерьеров | Remmers
Промышленные ЛКМ Remmers Industrielacke
Подразделение промышленных интерьерных ЛКМ Remmers (Remmers Industrielacke) состоит из более чем 200 сотрудников и специализируется на производстве высококачественных покрытий для промышленного и серийного производства изделий для отделки интерьеров.
С помощью наших разнообразных продуктов мы защищаем и украшаем поверхности. Традиционно наша деятельность ведет свое начало из области лакокрасочных покрытий для деревянных поверхностей, но мы быстро расширили нашу успешную технологию лакокрасочных покрытий до таких «связанных с древесиной» материалов, как ДСП и ДВП, и на сегодняшний день мы обслуживаем также в сфере ЛКМ для отделки поверхности пластиков, древесно-полимерных композитов и металлических изделий.
Основанная в 1956 году как 3H-Lacke в Херфорде (Германия), компания с самого начала занималась разработкой для ведущих клиентов рынка в мебельной и кухонной промышленности технологий нанесения покрытий, которые сейчас используются во всем мире. С 2009 года компания входит в семейную группу компаний Remmers Gruppe (ссылка на домашнюю страницу Remmers) с головным офисом в Лёнингене. После вхождения в состав Remmers Gruppe были сделаны значительные инвестиции, которые нацелены на обеспечение лидерующих позиций на соответствующих рынках в будущем.
1 ноября 2016 года компания была переименована в Remmers Industrielacke.
Особенно важно для наших клиентов: децентрализованная структура в группе компаний Remmers позволяет компании Remmers Industrielacke продолжать работать самостоятельно и оптимально координировать сбыт, разработку, производство и другие функции на предприятии, расположенном в Херфорде.
Мы обеспечиваем нашим клиентам преимущества в производительности и инновационные лакокрасочные материалы, проявляя при этом традиционно гибкий подход и действуя в составе сильной группы.
Remmers Industrielacke обладает широким ассортиментом продукции. Наша основная программа традиционно ориентирована на технологии работы с лакокрасочными материалами, при этом в дополнение к стандартным продуктам мы предлагаем также специальные решения, отвечающие индивидуальным требованиям. Наряду с высоким качеством продукции, наши клиенты получают дополнительные преимущества в форме наших комплексных консультаций и услуг.
Подробнее
Традиционно работая в сфере отделки древесины, мы привыкли к высоким требованиям к качеству поверхностей. Поэтому мы можем предложить уникальные решения, удовлетворяющие запросы как в плане дизайна, так и касательно функциональности.
Подробнее
Короткие пути принятия решений, быстрые сроки поставок и клиентоориентированность — вот в чем секрет идеально работающего сервиса. Кроме высококвалфицированных сотрудников и специалистов внешней технической службы, готовых в любое время оказать Вам поддержку в подборе индивидуального решения, Remmers Industrielacke предлагает своим клиентам широкий спектр специальных сервисных услуг на базе собственного компетенц-центра.
Подробнее
Saffire LX — Решения для многоквартирных домов
Решения для многоквартирных домов: безопасное проживание для ваших жильцов
Серия Saffire LX оснащена новейшей технологией RFID в красивом современном дизайне.
Серия предлагает технологию бесконтактного считывания, предназначенную для повышения удобства контроля доступа для жителей и повышения эффективности работы для управляющих недвижимостью. Доступен в наборе универсальных моделей, которые сочетают в себе высокую производительность с эстетикой для гармонии с прогрессивными технологиями строительства и удобствами, включая возможность выдачи мобильного телефона, брелока, браслета или карты-ключа.
Удобный мобильный доступ
Saffire LX поставляется с Bluetooth Low Energy (BLE). Используя решение для мобильного доступа dormakaba, жители могут удобно использовать свои мобильные устройства с Saffire для доступа к своей резиденции, а также периметру, лифту, парковке и другим местам общего пользования.
Доступные модели:
Врезной – LX-M
Ригель – LX-D
Взаимосвязанные – LX-I
Паника – LX-P
Защелка — LX-L
Особенности:
Максимальная безопасность и надежность благодаря герметичному встроенному бесконтактному считывателю RFID
Замок с мобильным доступом Беспроводные обновления замков
Интеграция со сторонними системами и разработчиками решений для управления энергопотреблением, управления видео, управления посетителями, Интернета вещей, связи с резидентами и т. д.
Загрузки
Видео о продуктах
Информация о продукте
Функции
Испытано по BHMA Grade 1 как для врезной фурнитуры, так и для цилиндрической защелки; 2 класс для взаимосвязанных и засовов
Поддерживает программирование замков и контрольные записи в энергонезависимой памяти.
Высокая безопасность и защита от несанкционированного доступа
Мониторинг персонала – аудит RFID-карт
Технические данные
Продукция dormakaba сертифицирована по ряду стандартов, ориентированных на эффективность. Получая сертификаты, dormakaba гарантирует долговечность и производительность продукта, чтобы наши клиенты были уверены в качестве решения, которое соответствует и превосходит отраслевые стандарты в области контроля доступа, безопасности жизни и безопасности. Полные технические характеристики и сертификаты для каждой модели см. в отдельных технических описаниях.
Функциональность
Низкие эксплуатационные расходы
Работает с полностью герметичным бесконтактным считывателем
Срок службы батарей более 2 лет
Индикатор низкого заряда батареи для профилактического обслуживания
Записи программирования и аудита замка не стираются при замене батареи
Работает с полностью герметичным высокопроизводительным бесконтактным считывателем
Износостойкая конструкция и отделка
Компоненты
Программное обеспечение для управления общественным доступом
dormakaba RFID-кодировщик
Блок технического обслуживания dormakaba
Полномочия
Опционально: объектив Saflok Messenger Lens для онлайн-возможностей. Программа решения мобильного доступа dormakaba
Приложения
Идеально подходит для новых строительных проектов или при замене дверей
Упрощенная подготовка двери для простоты установки
Подходит для небольших и очень крупных объектов
Контроль доступа в жилые помещения, зоны общего пользования, доступ по периметру и в подсобные помещения
Определения применения MT-QTM Lock Finish [Апрель 2021 г.] 28.04.2021 | 373,69КБ
Информационный бюллетень по очистке замков
[KAA1501] 09-01-2021 | 51,48 КБ
выбрать все
Сертификаты 1
Сертификация строительных норм и правил Saffire LX-M Флориды [FL-13061.11] 20.07.2020 | 1,35 МБ
Сертификационная документация Saffire
выбрать все
Инструкции по установке 4
Руководство по установке Saffire LX [PK3704_T] 09-02-2022 | 7,28 МБ
Руководство по установке Saffire LX-D — PK3705 20. 07.2020 | 1,54 МБ
Инструкции по установке Saffire [PK3713] 07-01-2019 | 2,82 МБ
Руководство по установке Saffire LX-I — версия 2 [PK3710] 01.04.2020 | 7,39 МБ
выбрать все
Справочники 2
Информация о гарантии Ilco & Saflok (многоквартирные дома) 01.12.2017 | 163,85 КБ
Информация о гарантии Ilco & Saflok (многоквартирные дома)
Устройство резервного питания Saffire LX [PK3721] 01.05.2019 | 828,84 КБ
Инструкции пользователя
выбрать все
Kaba Multihousing M Замок Saffire LX-M, врезной
Kaba Multihousing M Замок Saffire LX-M, врезной
Модель: М
Серия
Saffire LX оснащена новейшей технологией RFID в современном дизайне. В многоквартирных домах есть возможность выдачи учетных данных с мобильного телефона, брелка, браслета или карты. Серия Saffire LX предлагает набор интеллектуальных решений, которые сочетают в себе высокую производительность с эстетикой и гармонируют с прогрессивными технологиями строительства и удобствами.
Удобный мобильный доступ
Saffire LX поставляется с включенным Bluetooth Low Energy (BLE). Используя решение для мобильного доступа dormakaba, жители могут удобно использовать свои мобильные устройства для доступа к своей резиденции, периметру и местам общего пользования.
Максимальная безопасность и надежность благодаря герметичному встроенному бесконтактному считывателю RFID
Испытано по BHMA Grade 1 как для врезной фурнитуры, так и для цилиндрической защелки
Блокировка мобильного доступа
Масштабируемость для будущего расширения с помощью врезной, цилиндрической защелки, ригеля
Совместимость с программным обеспечением для управления общественным доступом для удобного управления имуществом из любого места
Интегрируется со сторонними системами и разработчиками решений для управления энергопотреблением, Интернета вещей, связи с резидентами и т.
8.10. Ручные способы нанесения жидких лакокрасочных материалов
Способы нанесения лакокрасочных материалов, связанные с использованием ручного инструмента (кистей, шпателей, валиков, тампонов, а также аэрозольных баллонов), являются наиболее старыми. Однако они применяются до сих пор, несмотря на широкое внедрение механизированных способов окрашивания.
Ручное нанесение применяют при небольших объемах окрасочных работ преимущественно в быту, при ремонте помещений, окрашивании единичных надписей, цировок и т. д. Нередко при механизированном нанесении красок возникает необходимость исправления дефектов или покрытия отдельных небольших участков поверхности, например, труднодоступных мест. В этом случае также прибегают к ручным приемам нанесения материалов. Ручные способы позволяют обходиться небольшим количеством лакокрасочного материала, они экономичны (потери материалов незначительны) и в отдельных случаях незаменимы.
Окрашивание кистями. Для различных работ применяют кисти разных размеров и формы (рис. 8.28). Их изготовляют из свиной щетины (с добавлением 15% конского волоса), беличьего, барсучьего, хорькового волоса, верблюжьей шерсти, капрона. Большие по размерам кисти называют маховыми, их применяют при окрашивании больших поверхностей – кровли, пола, стен, потолков. Их укрепляют на удлиненной рукоятке (наконечнике) и работают двумя руками. Более мелкие кисти, предназначенные для работы одной рукой, называют ручниками. Они имеют разные размеры и четные номера от 6 до 30. Ручники бывают круглые и плоские.
Для окрашивания по трафарету применяют специальные кисти – трафаретные, они отличаются от ручников более короткой и жесткой щетиной.
Рис. 8.28. Кисти: а, б – плоский и круглый ручники; в — макловица; г – флейц; д – филеночная кисть; е – щетка-торцовка
Окрашивание ручными валиками. Производительность при окрашивании валиками составляет 35–80 м2/ч. Применяют валики разных размеров и конструкций. В простейшем варианте валик представляет собой укрепленный на рукоятке пластмассовый, деревянный или металлический каток, обтянутый поролоном, губчатой резиной или коротко стриженой цигейкой (рис. 8.29). Более сложные устройства имеют по два валика, а иногда и питающий бачок.
Рис. 8.29. окрасочный валик
Валиками, как и кистями, можно наносить лишь медленно высыхающие лакокрасочные материалы. Особенно хорошо зарекомендовал себя этот способ при окрашивании строительных объектов (стен, полов и потолков, дверных полотен, труб, ограждений лестничных клеток и т. д.) воднодисперсными и масляными красками. В промышленности с помощью ручных валиков иногда проводят окрасочные работы при ремонте вагонов, судов, щитовых изделий, емкостей для хранения жидких материалов. Нанесение лакокрасочных материалов валиками ограничивается плоскими поверхностями. В случае более сложных поверхностей его сочетают с кистевой окраской.
Нанесение лакокрасочных материалов шпателями и тампонами. Ручное шпатлевание – наиболее простой способ заделки отдельных дефектов поверхностей – рисок, царапин, вмятин, раковин и др. Эту операцию обычно выполняют с помощью простейшего инструмента – шпателей, металлических, деревянных, резиновых, пластмассовых (рис. 8.30).
В зависимости от характера поверхности и объема работ применяют шпатели с длиной рабочей кромки от нескольких десятков до сотен миллиметров.
Рис. 8.30. Шпатели: а – резиновый; б – пластмассовый; в – металлический
Тампоны применяют для нанесения лаков, политур, а также при производстве вспомогательных работ, например при крашении и порозаполнении древесины, протирке металлических и других изделий перед окрашиванием и после шлифования покрытий. Для полирования политурами служат тампоны из вязальной шерсти или обрезков шерстяных тканей, обернутых полотняной тканью. Тампоны для менее ответственных работ часто изготовляют из ваты, оберточным материалом служит марля, бязь или другая мягкая ткань. Тампон равномерно пропитывают жидким лакокрасочным материалом (материал лучше заливать внутрь тампона), затем приступают к лакированию или полированию. Движения тампоном должны быть ровными и плавными без остановок. При скольжении тампона под нажимом руки лакокрасочный материал постепенно выживается и оставляет тонкие следы (ласы) на покрываемой поверхности.
Окрашивание с помощью аэрозольных баллонов. При проведении восстановительных, подкрасочных и ремонтных работ в небольшом объеме нередко применяют аэрозольные баллоны (рис. 8.31).
Они выполняют одновременно две функции: служат тарой (емкостью) для лакокрасочного материала и своеобразным распылителем этого материала. Для того чтобы происходило распыление, баллоны снабжены распыляющим устройством, состоящим из клапана шарикового типа, пружины и стержня с пусковой головкой, а внутрь баллонов при их заполнении наряду с краской введен под давлением пропеллент (сжиженный или сжатый газ). Роль пропеллента или эвакуирующего газа могут выполнять различные вещества: фторорганические соединения (хладоны), насыщенные углеводороды (пропан, бутан), низкокипящие хлорированные углеводороды (метилхлорид, метиленхлорид, винилхлорид), сжатые газы (азот, углекислый газ, оксид азота (I)).
Рис. 8.31. схема устройства аэрозольного баллона: 1 – лакокрасочный материал; 2 – корпус баллона; 3 – сифонная трубка; 4 – распыляющее устройство
Пропелленты должны растворять лакокрасочный материал, не вступая с ним и с материалом подложки в химическое взаимодействие, обеспечивать постоянство давления в баллоне при распылении, быть неогнеопасными, нетоксичными и не обладать запахом. Этим требованиям в наибольшей степени отвечают хладоны (Ф-11 – фтортрихлорметан, Ф-12 – дифтордихлорметан, Ф-114 – тетрафтордихлорэтан). Совмещая их в разных соотношениях, получают смеси, которые обеспечивают требуемое для распыления давление насыщенных паров 0,25–0,36 МПа.
В аэрозольной металлической упаковке (вместимость от 0,15 до 1,0 л) выпускают разные лакокрасочные материалы (автомобильные и кожевенные нитроцеллюлозные краски, кремнийорганические и другие эмали). Нанесения красок проводят при температуре не ниже 15°С с расстояния 250–350 мм до окрашиваемой поверхности. Диаметр отпечатка факела материала при этом составляет 30–65 мм.
Одним баллоном вместимостью 0,5 л может быть окрашена поверхность ~2 м2 при толщине покрытия 12–14 мкм.
Нанесение лакокрасочных материалов на мелкие предметы, проведение линий и другие подобные операции осуществляют филеночными кистями, в которых наряду со щетиной применяют мягкий волос белки, хорька, куницы. Для проведения тонких линий применяют так называемые обводочные или цировочные кисти, которые изготовляют из длинного беличьего волоса. Волос белки служит также для изготовления художественных кистей. Кисти из жесткой щетины и грубого волоса оставляют штрихи при окраске. Для их сглаживания используют флейцы – широкие (обычно плоские) мягкие кисти из длинного барсучьего волоса.
При работе низковязкими красками (клеевыми, известковыми) применяют побелочные кисти и кисти-макловицы, а для придания поверхности рельефа – кисти, называемые щетками-торцовками.
Для получения хорошего качества покрытий при окрашивании кистями следует соблюдать определенные правила. Новые кисти желательно накануне работы вымыть и высушить, а выступающие ворсинки ожечь, после чего кисть «выщетить» для очистки обожженных концов. Чтобы избежать деформации волоса маховые, филеночные кисти и круглые кисти-ручники обвязывают на 1/3–2/3 длины. По мере истирания волоса витки шпагата постепенно срезают, освобождая перевязанную часть кисти.
При окрашивании на поверхности сначала делают грубые мазки, затем краску растушевывают кистью, одновременно втирая ее в поры подложки. Направление заключительных штрихов выбирают с учетом окрашиваемых изделий. Штрихи на стенах делают в вертикальном направлении, потолке и полу – в направлении распространения света, т. е. от окон. Изделия из древесины окрашивают и лакируют движениями кисти вдоль волокон. При покрытии сложных по форме изделий применяют набор кистей разных размеров. Кистями можно наносить лишь медленно высыхающие лакокрасочные материалы – масляные, алкидные, масляно-битумные, воднодисперсионные. Их вязкость должна быть порядка 80–100 с по ВЗ-4.
При необходимости нанесения быстросохнущих лакокрасочных материалов пользуются растворителями с пониженной летучестью, например, нитратцеллюлозные лаки и эмали разбавляют растворителями №649 и №650. Растушевывание поверхности при этом исключается.
Наносимые краски должны быть хорошо размешаны и профильтрованы. При использовании красок, содержащих растворители, окрасочные работы следует проводить в хорошо вентилируемых помещениях. Удобно пользоваться столами, оборудованными местной вентиляцией и имеющими бортовой (боковой) или нижний отсос. Скорость движения воздуха в месте отсоса должна быть не менее 0,3 м/с. Работа кистями малопроизводительна. Даже при большом навыке удается окрашивать масляными красками не более 10, воднодисперсионными – не более 15 м2/час.
Способы нанесения лакокрасочных покрытий | Технология и оборудование производства электрической аппаратуры
Подробности
Категория: Оборудование
оборудование
технологии
производство
Содержание материала
Технология и оборудование производства электрической аппаратуры
Проектирование технологических процессов
Типизация технологических процессов
Сведения об автоматизированных системах
Технологические процессы
Направления развития технологии
Совершенствование оборудования
Комплексная механизация и автоматизация
Совершенствование организации производства
Технология корпусных деталей
Виды заготовок и их выбор
Литые детали в электроаппаратостроении
Кованые и горячештампованные детали
Применение металлокерамики
Холодноштампованные детали
Технология листовой холодной штамповки
Прессы
Автоматизация холодной листовой штамповки
Сварные конструкции
Технологические процессы производства
Дуговая сварка
Контактная сварка
Технология изготовления рамно-каркасных конструкций
Технология изготовления тонколистовых конструкций
Механизация, автоматизация, технический контроль
Техника безопасности при сварке деталей электроаппаратов
Изготовление деталей электроаппаратов на металлорежущих станках
Режущий инструмент и особенности процесса резания
Металлорежущие станки в электроаппаратостроении
Технологическая оснастка
Примеры изготовления и обработки на металлорежущих станках
Совершенствование оборудования, оснастки и инструмента
Электрофизические и электрохимические методы обработки
Пружины
Технология изготовления витых цилиндрических пружин
Контроль и испытание пружин
Технология токоведущих частей и магнитопроводов
Технология изготовления деталей из шинных материалов
Оконцевание шин, проводов и кабелей
Пайка и лужение
Сварка контактных соединений
Многовитковые катушки
Намотка и изолировка катушек
Процессы сушки, пропитки, покрытие лаком катушек
Сушка катушек
Пропитка катушек
Покрытие катушек лаками и эмалями
Контроль катушек в процессе производства
Совершенствование производства катушек
Резистивные элементы резисторов
Технология элементов на каркасах
Технология резистивных элементов
Магнитопроводы
Технология шихтованных магнитопроводов
Технология изготовления ленточных магнитопроводов
Технология формованных магнитопроводов
Технология электроизоляционных деталей
Технология производства деталей из термореактивных пресс-материалов
Технология производства деталей из термопластичных материалов
Технология производства деталей из асбестоцементных пресс-материалов
Доделочные работы после прессования деталей
Совершенствование технологии изготовления деталей из пластмасс
Детали, получаемые механической обработкой из изоляционных материалов
Технологии механической обработки деталей из изоляционных материалов
Обработка пластмасс на металлорежущих станках
Сушка, пропитка и отделка деталей
Детали из керамики
Обработка деталей из керамики
Литая изоляция в электроаппаратостроении
Технология литой изоляции
Организация поточного производства
Технология поверхностных покрытий
Химическая и электрохимическая подготовка поверхности перед покрытием
Комплекс операций подготовки поверхности
Технология гальванических, химических и анодно-окисных покрытий
Способы нанесения лакокрасочных покрытий
Способы сушки лакокрасочных покрытий
Технология изготовления печатных плат
Изготовление многослойных печатных плат
Технология сборки
Сборка основного механизма
Сборка коммутирующих контактных единиц
Монтаж проводов, кабелей и шин
Конвейеры для сборки электрических аппаратов
Механизация слесарных, сборочных и электромонтажных работ
Автоматизация сборочных работ
Технический контроль и испытание деталей
Оборудование и оснастка для технического контроля и испытаний
Список литературы
Страница 76 из 89
18-9. СПОСОБЫ НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
Лакокрасочные материалы наносят на поверхность изделий различными методами: пневматическим распылением, распылением под высоким давлением, распылением в электрическом поле, аэрозольным распылением,. электроосаждением, струйным обливом, окунанием, наливом, валками, в барабанах, кистью и шпателем. Наиболее эффективный метод нанесения лакокрасочного материала для конкретного электрического аппарата выбирают из требований к покрытию, габаритов и конфигурации электрического аппарата, сборочной единицы или детали, условий производства экономической целесообразности, объема производства. Окраска пневматическим распылением. Около 70% выпускаемых лакокрасочных материалов наносят этим методом. Пневматическое распыление применяют в основном без нагрева. Окраска распылением под высоким давлением (безвоздушное распыление). Для окраски распылением с нагревом лакокрасочные материалы нагревают до 40 — 100°С и специальным насосом подают к распылительному устройству под давлением 4 — 10 МПа. Факел распыления формируется за счет перепада давления при выходе лакокрасочного материала из сопла распылителя и последующего мгновенного испарения части нагретого растворителя. Потери лакокрасочного материала составляют 5 — 12%. Преимущества этого метода «-по сравнению с окраской пневматическим распылением следующие: 1) потери на лакокрасочные материалы сокращаются на 20 — 35%;
2) сокращается расход растворителей; 3) сокращается цикл окраски.
Указанный метод рекомендуется применять для окраски средних, крупных и особо крупных аппаратов в серийном и единичном производствах. При окраске распылением под высоким давлением без нагрева лакокрасочный материал при 18 — 23°С подается к распылительному устройству под давлением.
Окрашивание распылением без нагрева имеет ряд преимуществ по сравнению с распылением с нагревом: установки проще по конструкции и ниже энергозатраты. Окраска распылением в электрическом поле высокого напряжения. Этот метод основан на переносе заряженных частиц краски в электрическом поле высокого напряжения, создаваемом между системой электродов, одним из которых является коронирующее краскораспыляющее устройство, другим — окрашиваемый электрический аппарат или его деталь. Лакокрасочный материал поступает на коронирующую кромку распылителя, где приобретает отрицательный заряд и распыляется под действием электрических сил, после чего направляется к заземленному изделию, осаждаясь на его поверхности. Окраска струйным обливом (рис. 18-11). Этот метод заключается в том, что изделие, окрашенное лакокрасочным материалом из сопл обливающего устройства, помещают в атмосферу, содержащую контролируемое количество паров органических растворителей. Выдержка нанесенного слоя лакокрасочного материала в атмосфере паров растворителей позволяет замедлить процесс улетучивания из него растворителя в начальный момент формирования покрытия. Это дает возможность избыточному количеству лакокрасочного материала стечь с изделия, а оставшемуся — равномерно распределиться по поверхности. В сравнении с окраской в электрическом поле обеспечивается лучшее качество покрытия деталей любой конфигурации.
Метод струйного облива применятся для грунтования и окрашивания изделий в серийном и массовом производствах (рис. 18-11).
Окрашивание аэрозольные распылением. Метод эффективен при ремонтных работах, а также при нанесении трафаретов и надписей и других окрасочных операциях небольшого объема. Лакокрасочные аэрозольные баллончики выпускают емкостью 0,15; 0,3; 0,5; 0,6л.
Назад
Вперёд
Назад
Вперёд
Вы здесь:
Главная
Книги
Оборудование
org/ListItem»> Автоматические устройства по компенсации реактивной мощности
Еще по теме:
Технология и оборудование производства электрических машин
Комплекс оборудования для механизации изготовления валов
Новые возможности для производителей ветряных турбин
Технология изготовления обмоток трансформаторов
Современные тенденции в совершенствовании технологии производства трансформаторных масел
Краски
Краска используется для декорирования, защиты и продления срока службы натуральных и синтетических материалов, а также действует как барьер против условий окружающей среды.
Краски можно в широком смысле разделить на декоративные краски, наносимые на месте для украшения и защиты зданий и других объектов, и промышленные покрытия, которые наносятся на заводах для отделки промышленных товаров, таких как автомобили.
Компоненты краски
Краски содержат:
пигмент(ы) – основные пигменты для придания цвета и укрывистости
связующее вещество (смола) — полимер, часто называемый смолой, образующий матрицу для удерживания пигмента на месте
наполнитель – более крупные частицы пигмента добавляются для улучшения адгезии, укрепления пленки и экономии связующего
растворитель
(иногда его называют разбавителем) — для снижения вязкости краски для лучшего нанесения используется либо органический растворитель, либо вода. Краски на водной основе заменяют некоторые краски, в которых используются летучие органические соединения, такие как углеводороды, вредные для атмосферы.
добавки – используются для изменения свойств жидкой краски или сухой пленки
Связующее (смола) и растворитель вместе иногда называют носителем. Связующее может быть растворено в виде раствора или находиться в виде дисперсии микроскопически малых частиц в жидкости.
В зависимости от типа краски и назначения добавки могут включать:
диспергаторы — для разделения и стабилизации частиц пигмента
силиконы
— для повышения устойчивости к атмосферным воздействиям
тиксотропные вещества — для придания краскам желеобразной консистенции, распадающейся до жидкости при перемешивании или при окунании в нее кисти
осушители — для ускорения времени сушки
вещества, препятствующие осаждению — для предотвращения осаждения пигмента
бактерициды — для консервации красок на водной основе в банках
фунгициды и альгициды — для защиты пленок наружной краски от повреждения плесенью, водорослями и лишайниками
Краски составляются в соответствии с предполагаемым назначением — грунтовка, грунтовка, специальные покрытия (матовые, глянцевые, термостойкие, антикоррозийные, стойкие к истиранию). Порошок пигмента распадается на отдельные частицы, которые покрываются связующим (смолой) и диспергируются в нем, что известно как «смачивание». Затем добавляют растворитель для придания необходимой консистенции. Каждая партия ингредиентов тщательно перемешивается в больших контейнерах с мешалкой и необходимыми добавками (рис. 1). Суммы до 40 000 дм 3 краски могут изготавливаться одной партией.
Рисунок 1 Состав белой глянцевой (алкидной) краски и белой матовой эмульсионной (акриловой) краски.
В этом разделе рассматриваются наиболее часто используемые связующие вещества, за которыми следуют пигменты.
Связующие в красках
Тремя наиболее важными связующими (смолами), используемыми в современных красках, являются:
акриловые полимеры (смолы)
алкидные полимеры (смолы)
эпоксидные полимеры (смолы)
Акриловые полимеры (смолы)
Связующее во многих эмульсионных красках основано на гомополимерах или сополимерах этенилэтаноата (винилацетата) и пропеноатного (акрилового) эфира.
Этенилэтаноат получают пропусканием смеси паров этановой кислоты, этилена и кислорода над нагретыми хлоридами палладия(II) и меди(II):
Этинилэтаноат и сложный эфир акриловой кислоты (например, метил-2-метилпропеноат) затем сополимеризуются с образованием случайного массива, в котором эти группы связаны в линейную цепь:
Другие сложные эфиры акриловой кислоты, -мономеры с этенилэтаноатом представляют собой этилпропеноат, бутилпропеноаты или сополимер бутилпропеноата и метил-2-метилпропеноата.
Полимеры, используемые в этих красках, разбавляются водой (водоразбавляемые эмульсионные краски), которые, как описано выше, гораздо безопаснее для окружающей среды, чем краски, в которых связующие вещества находятся в органических растворителях.
Рисунок 2 Водоразбавляемые эмульсионные краски используются в качестве декоративных красок, особенно для внутренней и внешней отделки зданий (включая краски для кладки и грунтовки для наружных работ). С любезного разрешения AkzoNobel.
Эмульсионные краски получают так называемым способом, известным как эмульсионная полимеризация, при котором жидкие мономеры, подлежащие полимеризации, сначала диспергируют в воде в виде эмульсии. Полимеры, полученные этим способом, обычно имеют относительную молекулярную массу от 500 000 до 1 000 000. Как таковые, они используются только в виде дисперсий, так как они были бы чрезвычайно вязкими, если бы их переносили в растворе, и это сделало бы их непригодными для использования.
Рис. 3 График зависимости между относительной молекулярной массой и вязкостью для растворов и дисперсионных полимеров.
Акриловые смолы также могут использоваться в промышленных красках, либо в виде водоразбавляемых эмульсионных красок, либо в качестве красок на основе растворителей. Промышленные краски на основе растворителей могут иметь прочную защитную отделку и широко используются в промышленности в качестве финишных покрытий, например, для кузовов автомобилей. Краска часто представляет собой два компонента, которые смешивают вместе непосредственно перед использованием: основная часть краски обычно состоит из акриловой смолы, полученной полимеризацией сложного эфира пропеноата, образованного из многоатомного спирта (диолы и триолы). Полученный полиэфир имеет многочисленные гидроксильные группы (-ОН), отходящие от основной цепи полимера. Гидроксильные группы реагируют с другим соединением, часто состоящим из полимерного изоцианата, такого как тример 1,6-диизоцианатогексана (гексаметилендиизоцианат):
Такое соединение известно как сшиватель, так как при взаимодействии со смолой оно образует трехмерную структуру, подобную полиуретану, образованному из полиола и изоцианата.
При смешивании этих двух компонентов происходит химическая реакция между гидроксильными группами полимера (акриловой смолы) и изоцианатными группами сшивающего агента:
Эта реакция протекает относительно медленно при комнатной температуре, позволяя достаточно время нанесения краски, после чего растворитель-разбавитель испаряется, а окрашенное изделие помещается в печь для ускорения химической реакции. Это значительно увеличивает молекулярную массу полимера, в результате чего он становится трехмерной молекулой и образует твердую пленку, устойчивую к химическим веществам.
Алкидные полимеры (смолы)
Декоративные глянцевые краски обычно содержат алкидные полимеры (смолы). Типичная смола производится из полиола, такого как пропан-1,2,3-триол (глицерин), с двухосновной кислотой, такой как бензол-1,2-дикарбоновый (фталевый) ангидрид, и олифы (льняное или соевое масло). . При совместном нагревании образуются сложноэфирные связи, а побочным продуктом является вода. Название алкид происходит от спирта и ангидрида. Первым этапом получения алкидного полимера является реакция между триолом и олифой с образованием моноглицерида. Например:
Затем моноглицерид реагирует с ангидридом с образованием алкидного полимера (смолы):
в органических растворителях (краски на основе растворителей). В прошлом в качестве растворителя использовался скипидар, извлеченный из деревьев, но его заменили растворители из нефтехимического сырья, такие как «уайт-спирит», представляющий собой смесь алифатических и алициклических углеводородов.
После нанесения алкидной смолы подвесные масляные осушающие группы реагируют с кислородом воздуха с образованием сшитого твердого термореактивного покрытия с высокой молекулярной массой.
Эпоксидные полимеры (смолы)
Эпоксидные смолы часто используются в качестве связующего в промышленных покрытиях (грунтовках). Они придают краске отличную адгезию вместе с высокой стойкостью к химическим веществам (коррозия) и физической стойкостью, необходимой, например, на кораблях и в резервуарах для хранения химикатов.
Эпоксидные смолы изготавливаются из 1-хлор-2,3-эпоксипропана (полученного из 3-хлорпропена) и замещенных фенолов, таких как бисфенол А:
Значением n можно управлять, чтобы получить ряд смол, варьирующихся от вязких жидкостей до твердых веществ с высокой температурой плавления. Эпоксидные смолы можно использовать в растворителях, таких как ароматические углеводороды, спирты, кетоны и сложные эфиры (краски на основе растворителей), или в виде дисперсий в воде (краски на водной основе) в виде настоящих эмульсий. Они обычно не используются в верхних покрытиях для наружных работ, потому что они подвержены разрушению под действием УФ-излучения, но из них получаются отличные покрытия для внутренних работ и грунтовки для наружных работ.
Эпоксидные смолы также используются в качестве клеев (например, Araldite) и электрических изоляторов.
Пигменты, используемые в красках
Пигменты придают цвет и непрозрачность краскам. Среди органических пигментов особое значение имеют производные азо-, фталоцианина и антрахинона.
Наиболее распространенным неорганическим пигментом является белый диоксид титана (оксид титана(IV)), который составляет более 70% от общего количества используемых пигментов (Группа 51). Он имеет высокий показатель преломления и придает краске «блеск». Другим широко используемым неорганическим пигментом является мелкодисперсный карбонат кальция. Он имеет низкий показатель преломления и используется вместе с диоксидом титана для производства «матовых» красок. Другие пигменты включают оксиды железа (черный, желтый и красный), оксид цинка и сажу.
Порошкообразные металлы, такие как цинк и некоторые соединения металлов, например фосфат цинка, обладают антикоррозионными свойствами.
Сушка краски
По мере высыхания краски образуется пленка, которая прилипает к поверхности материала, на который она наносится.
Эмульсионные краски высыхают в результате физического процесса, включающего испарение воды с последующим коалесценцией капель полимера и их последующей интеграцией в твердую полимерную матрицу, которая действует как связующее вещество для пигмента.
При нанесении глянцевых красок алкидный полимер сшивается в результате реакции окисления кислородом воздуха после того, как растворитель в значительной степени испарится. Эту реакцию ускоряют с помощью солей переходных металлов (например, нафтенатов кобальта и марганца). Ион переходного металла (с переменной степенью окисления) катализирует сшивание полимерных цепей, образуя твердую пленку на поверхности краски.
Свойства идеальной краски
Они сильно различаются в зависимости от конкретного конечного использования. Требования к автомобильному финишному покрытию, например, будут сильно отличаться от требований к декоративной потолочной краске.
Некоторые из типичных обязательных атрибутов могут включать:
простота применения
хорошее растекание следов нанесения (например, следов кисти)
формирование непрерывной защитной пленки
высокая непрозрачность
быстросохнущий
коррозионная стойкость
водонепроницаемость
термостойкость
стабильность цвета (т.е. к видимому и ультрафиолетовому излучению)
стойкость к истиранию и царапинам
долговечность
гибкость
легко чистится
Рисунок 4 Это погодные стойки. Краски были нанесены на панели и экспонированы под углом 45 ° к горизонтали и южной стороне для оценки долговечности. Среди отслеживаемых свойств: изменение цвета (выцветание), изменение блеска, загрязнение, растрескивание, отслаивание и заражение грибками и водорослями. С любезного разрешения Q-Lab Europe Limited.
Методы нанесения
Используются многочисленные методы, в том числе: кисть, валик, окунание, облив, распыление, горячее распыление, электростатическое распыление, безвоздушное распыление, электроосаждение, порошковое покрытие, вакуумная пропитка и погружение.
Вопросы охраны окружающей среды
Соединения свинца больше не используются в декоративных и автомобильных красках. Количество соединений свинца, все еще используемых в специализированных промышленных красках, значительно сократилось, и в конечном итоге будут найдены альтернативы. Это также относится к хроматам, которые, хотя они хорошо работают и в прошлом широко использовались в автомобилях, очень токсичны. Поскольку летучие углеводороды могут привести к загрязнению тропосферы, требуются покрытия с более низким содержанием органических растворителей. Способы достижения этого включают:
полимеры на водной основе (эмульсионные краски)
полимеры с более высоким содержанием твердых веществ (с использованием меньшего количества растворителя)
порошковые покрытия
Глянец на водной основе В настоящее время доступны краски, но первоначальный блеск отделки обычно не такой высокий, как у красок на основе органических растворителей. Клиент выбирает между продуктом с высокими эксплуатационными характеристиками и продуктом, более безопасным для окружающей среды. Интенсивные исследования продолжаются, чтобы улучшить эти краски.
Краски с высоким сухим остатком (на основе растворителей) теперь доступны, но не без компромиссов в цене и производительности. Относительная молекулярная масса полимерных смол снижена максимум примерно до 1000 по сравнению с 5000 в обычных красках. Это позволяет увеличить долю полимера с 20-30% до 40%, отсюда и термин «высокое содержание твердых веществ». Основная проблема заключается в необходимости поддержания низкой вязкости. По мере увеличения количества твердых веществ увеличивается и вязкость, достигая точки, при которой краска не может быть правильно нанесена. Меньшая доля растворителя имеет тенденцию замедлять процесс высыхания и отверждения пленки, поэтому в структуру полимера вносятся изменения — увеличение разветвления приводит к снижению вязкости при той же молекулярной массе. Нанесение краски более сложное. При нанесении аэрозолем краска должна находиться под давлением. Иногда краску наносят горячей. Трудно получить такой же хороший внешний вид, используя краску с высоким сухим остатком.
Рис. 5 Опрыскивание корабля в сухом доке. Нижняя часть часто покрывается красками, содержащими силикон (блок 68) или фторполимер (блок 66), которые предотвращают прикрепление ракушек к кораблю и, таким образом, уменьшают трение, что приводит к снижению затрат на энергию. Загрязненный корабль может увеличить расход топлива на 40%. С любезного разрешения AkzoNobel.
Порошковые покрытия используются, в частности, для таких товаров, как велосипеды и бытовая техника (холодильники, стиральные машины). Порошок состоит из смолы (часто эпоксидной смолы), пигментов, катализатора, способствующего образованию поперечных связей при нагревании порошка, и добавок. Порошок напыляется на изделие с помощью электростатического пистолета-распылителя, а затем подвергается термическому отверждению для получения твердого покрытия. Недавно в качестве прозрачных покрытий для кузовов автомобилей были введены акриловые порошковые покрытия. Несмотря на то, что это идеальное решение для многих областей применения, отверждение достигается при высокой температуре в печи и, следовательно, не универсально применимо (например, для покраски дерева и пластика).
Дата последнего изменения: 18 марта 2013 г.
Типы красок и их применение в конструкциях и конструкциях
🕑 Время считывания: 1 минута
Краски обычно представляют собой смеси пигментов и связующих в жидком состоянии. Обсуждаются различные виды красок и их применение в строительстве. Краски образуют прочную пленку при нанесении на поверхность. Эта пленка защищает поверхность от многих опасностей, таких как коррозия, атмосферные воздействия, химические воздействия и т. д. Деревянные или металлические конструкции можно продлить, покрыв их краской. Не только защитные краски также обеспечивают эстетический внешний вид поверхностей. Таким образом, краски играют важную роль в строительных работах и проектах.
Содержание:
Классификация красок и их применений
Различные типы красок
Алюминиевые краски
Асбесты Paints
Anti-Corresive Paints
Bit Краски
Графитовые краски
Краски для пластика
Казеиновые краски
Целлюлозные краски
Эмалевые краски
Эмульсионные краски
Бронзовые краски
Коллоидные краски
Масляные краски
Все краски подходят не для всех условий. Для разных условий могут пригодиться разные типы красок. Ниже описаны различные типы красок и их применение в строительстве.
Различные типы красок
Ниже приведены различные типы красок:
Краски для алюминия
Асбестовые краски
Антикоррозийные краски
Битумные краски
Краски на цементной основе
Краски на основе синтетического каучука
Силикатные краски
Графитовые краски
Краски для пластика
Казеиновые краски
Целлюлозные краски
Эмалевые краски
Эмульсионные краски
Бронзовые краски
Коллоидные краски
Масляные краски
Краски для алюминия
Алюминиевые краски получают путем смешивания тонкоизмельченного алюминия со спиртовыми или масляными лаками. Спиртовой лак сокращает период высыхания, а масляный лак обеспечивает более медленное высыхание. Таким образом, лак можно использовать в соответствии с требованиями. Этот тип краски используется для покраски изделий из дерева, металлических поверхностей и т. д. Слой краски затвердевает путем испарения спирта или масла. Алюминиевая краска имеет много преимуществ, таких как водонепроницаемость, устойчивость к электричеству, коррозии, атмосферным воздействиям, видимость в темноте и хороший внешний вид.
Асбестовые краски
Асбестовая краска – краска специального назначения, изготовленная из волокнистого асбеста. Применяется для перекрытия протечек в металлических кровлях, для ямочных работ, для защиты поверхностей от кислых газов и пара. Ржавчину водостоков, отливов, желобов и т. д. также можно предотвратить с помощью покрытия асбестовой краской.
Антикоррозийные краски
Для защиты от коррозии используются антикоррозийные краски. Таким образом, этот тип краски широко используется для металлических поверхностей, таких как трубы, внешние конструкции, которые могут подвергаться коррозии и т. д. Льняное масло обычно используется в качестве транспортного средства, а вместе с ним используется сильный осушитель для изготовления антикоррозионной краски. Это очень дешево и служит дольше.
Битумные краски
Битумные краски получают растворением смолы или асфальта в бензине или уайт-спирите. Они придают поверхности черный вид. Битумные краски применяются для металлических конструкций, находящихся под водой, железных водопроводных труб. Битумные краски обладают хорошей щелочестойкостью.
Краски на цементной основе
Краски на цементной основе содержат цемент в качестве основного материала. Эти краски содержат цемент, ускоритель, пигмент и другие добавки. Они доступны в виде порошка. При смешивании воды с этим порошком и перемешивании до необходимой консистенции получается краска. Краска на основе цемента является водостойкой и может наноситься как на внутренние, так и на внешние поверхности.
Краски на основе синтетического каучука
Синтетические каучуковые краски изготавливаются путем растворения синтетических смол в подходящих растворителях. При добавлении в этот смеситель подходящих пигментов цвет может варьироваться. Этот тип краски широко используется на цементно-бетонных поверхностях, таких как бетонные стены и т. д. Эта краска меньше подвержена влиянию дождя, солнечного света и т. д. Обладает хорошей стойкостью к кислотам, щелочам и влаге. Он очень быстро сохнет и сохраняет равномерный цвет по всей поверхности.
Силикатные краски
Силикатная краска представляет собой смесь кремнезема и смолистых веществ. Силикагель дает хорошую адгезию к краске, которая после высыхания образует твердую поверхность. Эта поверхность может противостоять экстремальным температурам с большим сопротивлением. Силикатные краски никогда не вступают в химическую реакцию с металлами. Так, данный вид краски можно использовать в жарких условиях и для металлических конструкций.
Графитовые краски
Графитная краска изготовлена из графита черного цвета. Он используется для окраски подземных сооружений, таких как шахты и т. д. Железные конструкции покрываются графитовыми красками.
Краски для пластика
Пластиковые краски содержат пластик в качестве основы. Пластичные краски очень быстро сохнут, обеспечивают лучший внешний вид и обладают высокой укрывистостью. Они используются для покрытия стен, плит, палуб и т. д.
Казеиновые краски
Казеин — это белок, который содержится в молочном твороге, берется и смешивается с белыми пигментами для получения казеиновых красок. Он доступен в виде порошка или пасты. Для получения необходимого цвета можно использовать цветные пигменты. Казеиновые краски используются для покрытия стен, потолков, работ по дереву и т. д. Но для наружных работ эту краску следует смешивать с сиккативами.
Целлюлозные краски
Целлюлозные краски представляют собой особый тип масляных красок. Их изготавливают из листов целлулоида, азотно-хлопчатобумажной, амилацетатной и фотопленок. В случае обычных масляных красок слой затвердевает путем окисления, но в этом случае слой затвердевает за счет испарения растворителя. Он обеспечивает гладкую поверхность и не подвержен влиянию дыма, воды, кислот и т. д. Он очень дорог и используется только для покраски самолетов, автомобилей и т. д.
Эмалевые краски
Основными составляющими эмалевых красок являются оксиды металлов, петролейный спирт, масло и смолистые вещества. Эмалевая краска сохнет очень медленно, но после высыхания образует очень твердый, непроницаемый и гладкий слой. На этот слой не действуют кислоты, щелочи, пары газов, вода и т.д. На рынке доступны эмалевые краски разных цветов. Так, они широко используются для окраски дверей, окон, лестниц, палуб и т. д.
Эмульсионные краски
Эмульсионные краски обладают хорошей щелочестойкостью. Это свойство может быть достигнуто с помощью таких носителей, как поливиниллактат, стирол, алкидная смола и т. д. Он очень быстро сохнет и его можно промывать водой, поскольку его пленкообразующий компонент эмульгируется в воде, а не в растворителе. Таким образом, этот тип краски можно использовать для всех кладочных работ, особенно для штукатурно-штукатурных кирпичных работ, которые содержат свободную щелочь.
Бронзовые краски
Бронзовые краски — это светоотражающие краски, которые широко используются на радиаторах. Его можно использовать как для внутренних, так и для наружных металлических конструкций. Обычно в качестве основы для бронзовых красок используется нитроцеллюлозный лак. Используемые пигменты представляют собой алюминиевую бронзу или медную бронзу.
Коллоидные краски
Коллоидные краски не содержат инертных материалов. Он требует длительного времени для осаждения из-за его коллоидных свойств. Когда он наносится на поверхность, он оседает и проникает сквозь толщу поверхности.
Масляные краски
Масляные краски — это не что иное, как обычные краски, которые обычно содержат основу и носитель. Основными базовыми компонентами, используемыми для изготовления масляных красок, являются свинцовые белила, цинковые белила, литопон, сурик и оксид титана. Обычными транспортными средствами, используемыми в масляных красках, являются льняное масло, буксирное масло и т. Д. Наряду с основой и носителем также используются сиккативы и цветные пигменты. В качестве осушителей могут использоваться глет, сурик, сульфат цинка, сульфат марганца и т. д. Масляные краски очень экономичны и их легко наносить. Обычно их наносят в три слоя разного состава.
Таким образом, этот тип красок можно наносить на стены, двери, окна, металлические конструкции и т. д. Но главный недостаток масляных красок в том, что они не подходят для влажных погодных условий.
 Они представляют собой смеси различных ингредиентов, растворенных в специальных составах . Склеивание происходит после испарения растворителя. Клей-расплав, который основан на термоплавких полимерах, обходит многие проблемы с адгезивами на основе растворителей.
Они представляют собой смеси различных ингредиентов, растворенных в специальных составах . Склеивание происходит после испарения растворителя. Клей-расплав, который основан на термоплавких полимерах, обходит многие проблемы с адгезивами на основе растворителей.
 Как правило, клей-расплав состоит из полимера (он может быть в различных формах) и нескольких добавок. Эти добавки включают смолы, воски, антиоксиданты и пластификаторы. Могут быть добавлены и другие химические вещества, чтобы придать расплаву особые свойства.
Как правило, клей-расплав состоит из полимера (он может быть в различных формах) и нескольких добавок. Эти добавки включают смолы, воски, антиоксиданты и пластификаторы. Могут быть добавлены и другие химические вещества, чтобы придать расплаву особые свойства.


 Также используются чистые ароматические мономеры.
Также используются чистые ароматические мономеры.
 Характеристики воска определяются процентом кристалличности, температурой плавления и молекулярной массой.
Характеристики воска определяются процентом кристалличности, температурой плавления и молекулярной массой.
 На самом деле они используются как своего рода второй базовый полимер, чтобы придать горячему расплаву большую гибкость и прочность. Пластификаторами часто являются углеводородные масла с низким содержанием ароматических веществ и имеющие химические характеристики парафина.
На самом деле они используются как своего рода второй базовый полимер, чтобы придать горячему расплаву большую гибкость и прочность. Пластификаторами часто являются углеводородные масла с низким содержанием ароматических веществ и имеющие химические характеристики парафина.
 При обычных условиях такой пластик находится в твердом состоянии, а при нагреве переходит в состояние вязкой полужидкой фазы. При этом расплав обладает хорошей адгезией и держится на самых разных материалах.
При обычных условиях такой пластик находится в твердом состоянии, а при нагреве переходит в состояние вязкой полужидкой фазы. При этом расплав обладает хорошей адгезией и держится на самых разных материалах. Самые распространенные из них:
Самые распространенные из них:

 Это позволяет полностью отказаться от использования лакокрасочных материалов, улучшить внешний вид заготовок, повысить качество и снизить расходы на производство.
Это позволяет полностью отказаться от использования лакокрасочных материалов, улучшить внешний вид заготовок, повысить качество и снизить расходы на производство.

 Полимеры EVA обычно включают в термоклеи, предназначенные для склеивания корешка, бокового склеивания и подкладки. Напротив, блок-сополимеры используются в клеях-расплавах PSA, предназначенных для бокового склеивания и подкладки, а также в клеях для обложки, используемых как в переплетном деле, так и в прямой почтовой рассылке.
Полимеры EVA обычно включают в термоклеи, предназначенные для склеивания корешка, бокового склеивания и подкладки. Напротив, блок-сополимеры используются в клеях-расплавах PSA, предназначенных для бокового склеивания и подкладки, а также в клеях для обложки, используемых как в переплетном деле, так и в прямой почтовой рассылке. В составы PSA обычно добавляют масла, тогда как в термоклеи EVA предпочтительны воски.
В составы PSA обычно добавляют масла, тогда как в термоклеи EVA предпочтительны воски. Фаза стирола образует физически сшитую сеть в клее при комнатной температуре. SBC плавится и становится текучим при температурах выше температуры стеклования стирольного домена, примерно от 200 до 230°. На рынке клеев-расплавов доступны четыре типичных SBC: стирол-изопрен-стирол (SIS), стирол-бутадиен-стирол (SBS), стирол-(этилен-бутилен)-стирол (SEBS, гидрированный SBS) и стирол-стирол. (Этилен-пропилен)-стирол (SEPS, гидрированный SIS). Каждый SBC имеет свою особую молекулярную структуру и может образовывать определенные составы для различных применений. Связанный стирол (% стирола) и степень связывания (% триблока), входящие в состав СБС; и скорость течения расплава (MFR) или индекс расплава (MI) являются тремя ключевыми молекулярными структурами, влияющими на характеристики адгезии и технологичность HMPSA.
Фаза стирола образует физически сшитую сеть в клее при комнатной температуре. SBC плавится и становится текучим при температурах выше температуры стеклования стирольного домена, примерно от 200 до 230°. На рынке клеев-расплавов доступны четыре типичных SBC: стирол-изопрен-стирол (SIS), стирол-бутадиен-стирол (SBS), стирол-(этилен-бутилен)-стирол (SEBS, гидрированный SBS) и стирол-стирол. (Этилен-пропилен)-стирол (SEPS, гидрированный SIS). Каждый SBC имеет свою особую молекулярную структуру и может образовывать определенные составы для различных применений. Связанный стирол (% стирола) и степень связывания (% триблока), входящие в состав СБС; и скорость течения расплава (MFR) или индекс расплава (MI) являются тремя ключевыми молекулярными структурами, влияющими на характеристики адгезии и технологичность HMPSA. Повысители клейкости могут обеспечить специфическую адгезию и более низкую вязкость расплава для клеев.
Повысители клейкости могут обеспечить специфическую адгезию и более низкую вязкость расплава для клеев.
 При чём не только рабочих, но и мастеров, технологов и т.д. – людей, причастных к выпуску заготовок на этом станке.
При чём не только рабочих, но и мастеров, технологов и т.д. – людей, причастных к выпуску заготовок на этом станке. Машина берет созданный на компьютере 2D-эскиз и преобразует его в систему числового программного управления (ЧПУ), которая соединена с плазменным резаком. Плазменный резак использует электрическую дугу и сжатый воздух, чтобы прорезать проводящий материал.
Машина берет созданный на компьютере 2D-эскиз и преобразует его в систему числового программного управления (ЧПУ), которая соединена с плазменным резаком. Плазменный резак использует электрическую дугу и сжатый воздух, чтобы прорезать проводящий материал. Основываясь на том, что я обычно изготавливаю, я хотел иметь возможность прорезать сталь толщиной как минимум 1/4 дюйма.
Основываясь на том, что я обычно изготавливаю, я хотел иметь возможность прорезать сталь толщиной как минимум 1/4 дюйма.
 AutoCad или Fusion 360 — отличные варианты для программ проектирования САПР.
AutoCad или Fusion 360 — отличные варианты для программ проектирования САПР.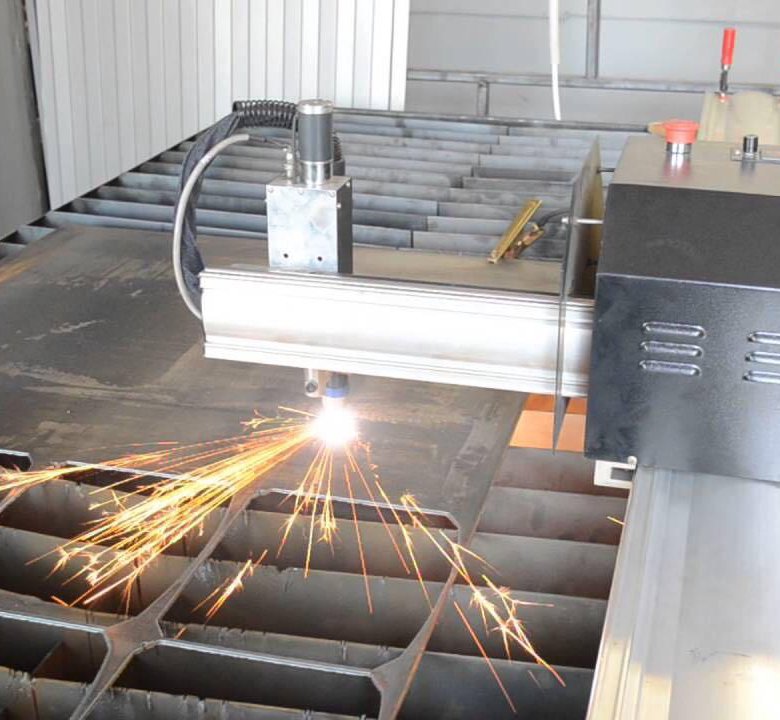 Размеры портала определяли ширину основания стола.
Размеры портала определяли ширину основания стола. Эти направляющие крепятся болтами к верхней части основной рамы.
Эти направляющие крепятся болтами к верхней части основной рамы. Контроль высоты резака — очень желательная функция для плазменных столов с ЧПУ. Это позволяет осуществлять активный и автоматический контроль расстояния между наконечником резака и разрезаемым материалом. Система обратной связи напряжения автоматически поддерживает заданное расстояние, даже если разрезаемый материал начинает деформироваться. Без THC существует риск столкновения резака с заготовкой. Система THC также продлевает срок службы расходных материалов плазменного резака (электрода/наконечника/сопла).
Контроль высоты резака — очень желательная функция для плазменных столов с ЧПУ. Это позволяет осуществлять активный и автоматический контроль расстояния между наконечником резака и разрезаемым материалом. Система обратной связи напряжения автоматически поддерживает заданное расстояние, даже если разрезаемый материал начинает деформироваться. Без THC существует риск столкновения резака с заготовкой. Система THC также продлевает срок службы расходных материалов плазменного резака (электрода/наконечника/сопла).
 Однако он не обеспечивает возможности охлаждения материала, который обеспечивает поддон для воды. Охлаждение материала полезно для уменьшения деформации, особенно при резке тонких материалов.
Однако он не обеспечивает возможности охлаждения материала, который обеспечивает поддон для воды. Охлаждение материала полезно для уменьшения деформации, особенно при резке тонких материалов.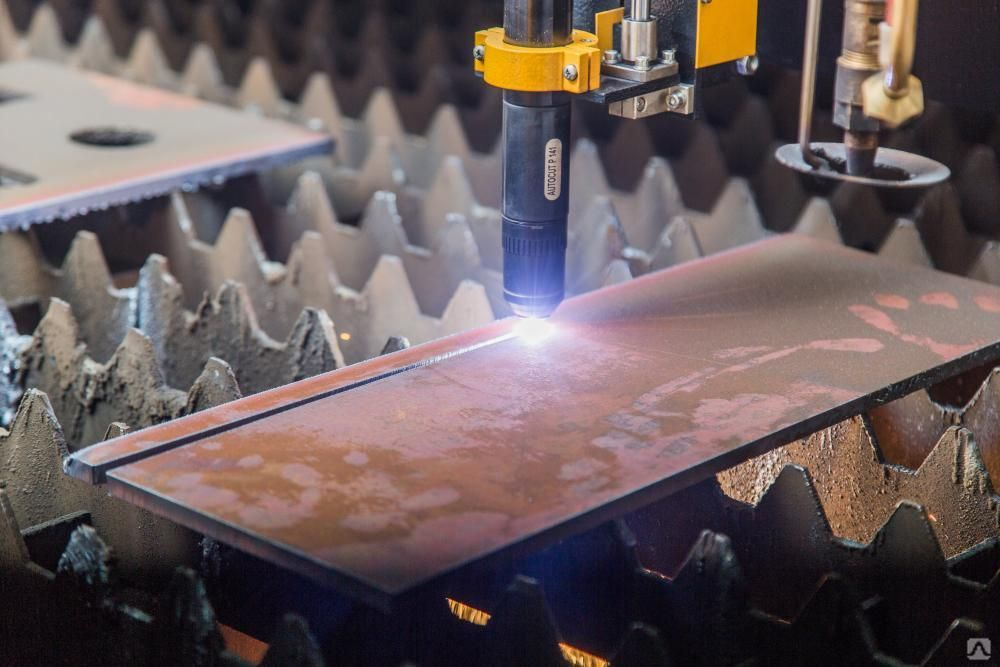


 Наши полностью собранные машины идеально подходят для малого или среднего магазина, который хочет добавить свое первое автоматизированное оборудование в свой бизнес. Torchmate 4400, 4800 и 4510 — это очевидный выбор для всех преподавателей, с полными образовательными пакетами, разработанными специально для классной комнаты и поддерживаемыми Lincoln Electric® по всей стране.
Наши полностью собранные машины идеально подходят для малого или среднего магазина, который хочет добавить свое первое автоматизированное оборудование в свой бизнес. Torchmate 4400, 4800 и 4510 — это очевидный выбор для всех преподавателей, с полными образовательными пакетами, разработанными специально для классной комнаты и поддерживаемыми Lincoln Electric® по всей стране.

 Таблицы Torchmate теперь представляют собой законченное решение из единого источника.
Таблицы Torchmate теперь представляют собой законченное решение из единого источника. Para mas información de nuestro productos y ventas contacten a nuestro представителя de ventas Diego al +57 13648800 Ext. 7710 / Мобильный: +57 3187358186, или enviénos su información y preguntas
Para mas información de nuestro productos y ventas contacten a nuestro представителя de ventas Diego al +57 13648800 Ext. 7710 / Мобильный: +57 3187358186, или enviénos su información y preguntas 
 Это означает, что одна компания несет исключительную ответственность за разработку и поддержку этих плазменных столов, гарантируя, что машины будут работать для всех ваших потребностей в резке в день доставки машины. Эти полностью собранные станки поставляются со всем необходимым для немедленного начала резки металла. Столы Torchmate рассчитаны на длительную работу при минимальном техническом обслуживании.
Это означает, что одна компания несет исключительную ответственность за разработку и поддержку этих плазменных столов, гарантируя, что машины будут работать для всех ваших потребностей в резке в день доставки машины. Эти полностью собранные станки поставляются со всем необходимым для немедленного начала резки металла. Столы Torchmate рассчитаны на длительную работу при минимальном техническом обслуживании. Изготовители из любой отрасли могут положиться на этот станок, чтобы изо дня в день точно резать металлические детали. Это было сделано, чтобы быть простым в использовании и интуитивно понятным. Пользователи любого уровня подготовки найдут программное обеспечение для сенсорного экрана Visual Machine Designer простым в использовании и простым в использовании для новых операторов. Torchmate 4400, 4800 и 4510 также поставляются в полностью собранном виде и могут быть доставлены к вам в течение недели! Вам понадобится только электричество, вода, сжатый воздух и установленный заземляющий стержень, прежде чем вы сможете выполнить свою первую работу. Кроме того, мы предлагаем Torchmate Academy — профессиональную учебную программу, которая шаг за шагом проведет вас через каждую деталь работы вашей машины с видео высокого разрешения. Он также включает в себя полный раздел обучения САПР со всеми последними обновлениями. Узнайте больше об Академии Torchmate здесь. Нажмите здесь, чтобы запросить предложение или позвоните нам по телефону 1-866-571-1066.
Изготовители из любой отрасли могут положиться на этот станок, чтобы изо дня в день точно резать металлические детали. Это было сделано, чтобы быть простым в использовании и интуитивно понятным. Пользователи любого уровня подготовки найдут программное обеспечение для сенсорного экрана Visual Machine Designer простым в использовании и простым в использовании для новых операторов. Torchmate 4400, 4800 и 4510 также поставляются в полностью собранном виде и могут быть доставлены к вам в течение недели! Вам понадобится только электричество, вода, сжатый воздух и установленный заземляющий стержень, прежде чем вы сможете выполнить свою первую работу. Кроме того, мы предлагаем Torchmate Academy — профессиональную учебную программу, которая шаг за шагом проведет вас через каждую деталь работы вашей машины с видео высокого разрешения. Он также включает в себя полный раздел обучения САПР со всеми последними обновлениями. Узнайте больше об Академии Torchmate здесь. Нажмите здесь, чтобы запросить предложение или позвоните нам по телефону 1-866-571-1066.
 Все эти функции ускоряют экономию средств для наших клиентов. Более высокие скорости резки и более высокие коэффициенты ускорения и замедления сокращают продолжительность производственного цикла и увеличивают количество металлических деталей, которые может продать ваш магазин. Расходные детали с более длительным сроком службы выдерживают количество прожигов более 500, прежде чем потребуется замена расходных материалов. Не говоря уже о том, что наши клиенты ежемесячно экономят на расходных материалах 45 % по сравнению с конкурентами. Такая экономия затрат может напрямую трансформироваться в чистую прибыль вашего производственного бизнеса. Взгляните на истории успеха наших клиентов. Истории успеха клиентов Torchmate здесь.
Все эти функции ускоряют экономию средств для наших клиентов. Более высокие скорости резки и более высокие коэффициенты ускорения и замедления сокращают продолжительность производственного цикла и увеличивают количество металлических деталей, которые может продать ваш магазин. Расходные детали с более длительным сроком службы выдерживают количество прожигов более 500, прежде чем потребуется замена расходных материалов. Не говоря уже о том, что наши клиенты ежемесячно экономят на расходных материалах 45 % по сравнению с конкурентами. Такая экономия затрат может напрямую трансформироваться в чистую прибыль вашего производственного бизнеса. Взгляните на истории успеха наших клиентов. Истории успеха клиентов Torchmate здесь. Вот почему у нас самые широкие возможности обучения в отрасли. Теперь мы предлагаем пакеты Torchmate Success Package — высококачественное обучение в сочетании с финансовыми поощрениями, которые помогут вам быстро и профессионально управлять своей новой машиной! Посмотрите видео, чтобы получить полную информацию, а затем позвоните нам сегодня по телефону 1-866-571-1066, чтобы получить помощь в выборе правильного пакета для вас.
Вот почему у нас самые широкие возможности обучения в отрасли. Теперь мы предлагаем пакеты Torchmate Success Package — высококачественное обучение в сочетании с финансовыми поощрениями, которые помогут вам быстро и профессионально управлять своей новой машиной! Посмотрите видео, чтобы получить полную информацию, а затем позвоните нам сегодня по телефону 1-866-571-1066, чтобы получить помощь в выборе правильного пакета для вас. Мы также предлагаем варианты виртуального обучения, обучения на наших объектах в Рено и Кливленде, а также обучения на месте у вас.
Мы также предлагаем варианты виртуального обучения, обучения на наших объектах в Рено и Кливленде, а также обучения на месте у вас.
 Вы также можете скачать краткий обзор продукции для краткого обзора машин здесь.
Вы также можете скачать краткий обзор продукции для краткого обзора машин здесь. Вы также можете запросить расценки на наши столы здесь.
Вы также можете запросить расценки на наши столы здесь.
 Единственное требование — это обдув модели. Усадка у этого материала практически отсутствует. При печати он практически не имеет запаха, а если и пахнет, то запах напоминает жженую карамель.
Единственное требование — это обдув модели. Усадка у этого материала практически отсутствует. При печати он практически не имеет запаха, а если и пахнет, то запах напоминает жженую карамель.

 Температура стола 80-100 градусов. Для печати необходим подогреваемый стол у принтера. Желательно наличие закрытой камеры, потому что ABS «не любит» сквозняки. Из-за резкого перепада температур он может «отклеиться» от стола или треснуть по слоям. ABS при печати может неприятно пахнуть поэтому рекомендуется использовать принтер с закрытой камерой и фильтрами или печатать в хорошо проветриваемом помещении.
Температура стола 80-100 градусов. Для печати необходим подогреваемый стол у принтера. Желательно наличие закрытой камеры, потому что ABS «не любит» сквозняки. Из-за резкого перепада температур он может «отклеиться» от стола или треснуть по слоям. ABS при печати может неприятно пахнуть поэтому рекомендуется использовать принтер с закрытой камерой и фильтрами или печатать в хорошо проветриваемом помещении.
 Из-за этого может быть проблематично изготовление габаритных изделий.
Из-за этого может быть проблематично изготовление габаритных изделий.


 С ним легко работать, у него маленький процент усадки и отличная спекаемость слоев.
С ним легко работать, у него маленький процент усадки и отличная спекаемость слоев.
 Или функциональных вещей требующих прозрачности, например кастомные поворотники на мотоцикл или машину, светильники или прототипы бутылок.
Или функциональных вещей требующих прозрачности, например кастомные поворотники на мотоцикл или машину, светильники или прототипы бутылок.

 Он гибкий и эластичный, но в то же время прочный на разрыв. Например TPE — это резиноподобный пластик, а TPU — более жесткий.
Он гибкий и эластичный, но в то же время прочный на разрыв. Например TPE — это резиноподобный пластик, а TPU — более жесткий.
 Или с красителями подобранными для имитации различных материалов. Поскольку основа пластика это PLA то он очень прост в печати.
Или с красителями подобранными для имитации различных материалов. Поскольку основа пластика это PLA то он очень прост в печати.

 Например – углеволокно, карбоновые нити или стекловолокно.
Например – углеволокно, карбоновые нити или стекловолокно.
 Например функциональные детали не теряющие форму при нагревании, устойчивые ко многим растворителям и т.д.
Например функциональные детали не теряющие форму при нагревании, устойчивые ко многим растворителям и т.д.
 Эластичность напечатанных изделий является основным свойством, которое обуславливает применение этого пластика.
Эластичность напечатанных изделий является основным свойством, которое обуславливает применение этого пластика. Относительная стойкость к бензину.
Относительная стойкость к бензину. Материал устойчив к воздействию низких температур. разрыву и агрессивным средам, хорошо сцепляется с поверхностью, восстанавливает форму при деформации, способен прекрасно сопротивляться проколам, обладает сопротивлением к скольжению.
Материал устойчив к воздействию низких температур. разрыву и агрессивным средам, хорошо сцепляется с поверхностью, восстанавливает форму при деформации, способен прекрасно сопротивляться проколам, обладает сопротивлением к скольжению. С хранением пластика не возникает проблем, он практически не подвержен воздействию нормальной влажности воздуха окружающей среды. Однако для получения идеального результата печати филамент целесообразно хранить в сухом месте, с силикагелем.
С хранением пластика не возникает проблем, он практически не подвержен воздействию нормальной влажности воздуха окружающей среды. Однако для получения идеального результата печати филамент целесообразно хранить в сухом месте, с силикагелем. Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
 Кроме того, путь, по которому нить проходит в зону плавления, должен иметь жесткие допуски, чтобы предотвратить перекручивание или скручивание нити внутри. По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями.
Кроме того, путь, по которому нить проходит в зону плавления, должен иметь жесткие допуски, чтобы предотвратить перекручивание или скручивание нити внутри. По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями. Мы видели, что скорость 1200 мм/мин (20 мм/с) может быть хорошей отправной точкой для большинства материалов.
Мы видели, что скорость 1200 мм/мин (20 мм/с) может быть хорошей отправной точкой для большинства материалов. Пока вы только начинаете работать с этим материалом, мы рекомендуем полностью отключить отвод. Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.
Пока вы только начинаете работать с этим материалом, мы рекомендуем полностью отключить отвод. Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.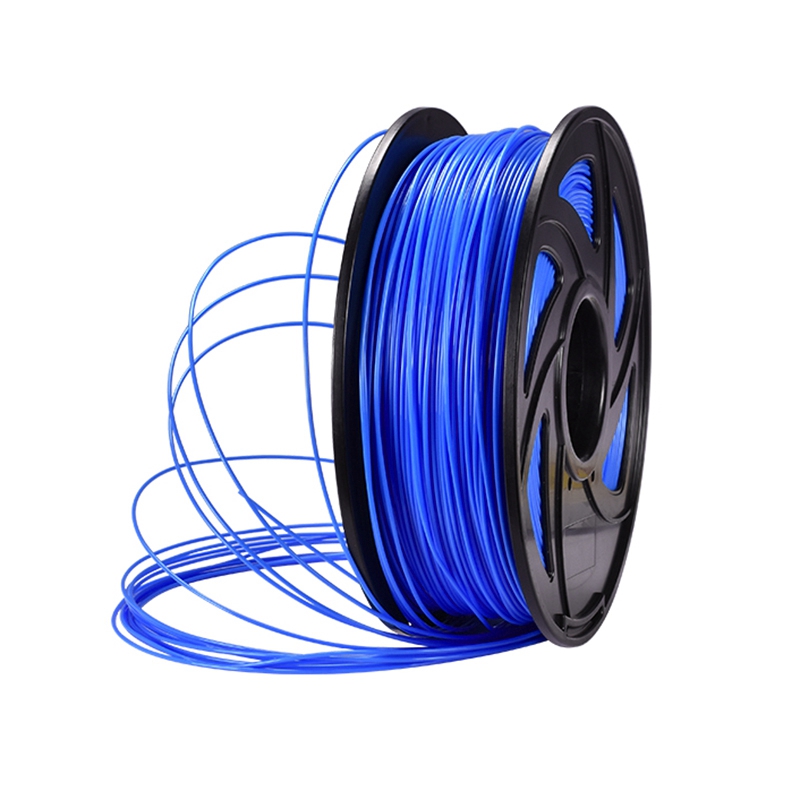

 Это связано с тем, что большинство нитей затвердевают по мере охлаждения и затвердевания, поэтому ваши конструкции будут функциональными и долговечными. Хотя наиболее распространенные нити для 3D-печати, такие как ABS и PLA, позволяют создавать твердые и жесткие объекты, другие нити могут сохранять эластичность и обеспечивать удивительно эластичное растяжение.
Это связано с тем, что большинство нитей затвердевают по мере охлаждения и затвердевания, поэтому ваши конструкции будут функциональными и долговечными. Хотя наиболее распространенные нити для 3D-печати, такие как ABS и PLA, позволяют создавать твердые и жесткие объекты, другие нити могут сохранять эластичность и обеспечивать удивительно эластичное растяжение. Это означает, что он имеет такую же твердость, как протектор шины или ластик из твердой резины.
Это означает, что он имеет такую же твердость, как протектор шины или ластик из твердой резины. Он имеет резиноподобную консистенцию и обычно плавится при температуре 190–250 ºC (от 374 º до 482 ºF).
Он имеет резиноподобную консистенцию и обычно плавится при температуре 190–250 ºC (от 374 º до 482 ºF). Однако при печати липкими, эластичными нитями втягивание не поможет, так как расплавленная нить будет растягиваться сильнее, оставляя комки на отпечатке.
Однако при печати липкими, эластичными нитями втягивание не поможет, так как расплавленная нить будет растягиваться сильнее, оставляя комки на отпечатке.
 В России этот показатель – на уровне около 10%. Ежегодно у нас в стране образуется примерно 70 млн тонн твердых коммунальных отходов (ТКО). По большей части это оказывается на мусорных полигонах и свалках, которые «завоевывают» все новые земли. По подсчетам общая площадь всех только официальных свалок в России насчитывает 4 млн гектаров. Это сравнимо с территорией целой страны, например Швейцарии.
В России этот показатель – на уровне около 10%. Ежегодно у нас в стране образуется примерно 70 млн тонн твердых коммунальных отходов (ТКО). По большей части это оказывается на мусорных полигонах и свалках, которые «завоевывают» все новые земли. По подсчетам общая площадь всех только официальных свалок в России насчитывает 4 млн гектаров. Это сравнимо с территорией целой страны, например Швейцарии.
 На сегодняшний день уже введены в эксплуатацию три инновационных комплекса по переработке отходов (КПО) – в Коломенском, Каширском и Сергиево-Посадском округах Московской области. Еще один начнет действовать до конца года в Можайском округе. Помимо четырех КПО, компания строит пять заводов по энергоутилизации отходов. На термическую переработку отходов будут поступать только те фракции, которые невозможно вовлечь во вторичный оборот.
На сегодняшний день уже введены в эксплуатацию три инновационных комплекса по переработке отходов (КПО) – в Коломенском, Каширском и Сергиево-Посадском округах Московской области. Еще один начнет действовать до конца года в Можайском округе. Помимо четырех КПО, компания строит пять заводов по энергоутилизации отходов. На термическую переработку отходов будут поступать только те фракции, которые невозможно вовлечь во вторичный оборот.
 На комплексах по переработке отходов «РТ-Инвест» уже отсортировано около 57 тыс. тонн вторичного сырья. После переработки эти отходы получат вторую жизнь и превратятся в игрушки, упаковки, утеплители, стройматериалы и многое другое.
На комплексах по переработке отходов «РТ-Инвест» уже отсортировано около 57 тыс. тонн вторичного сырья. После переработки эти отходы получат вторую жизнь и превратятся в игрушки, упаковки, утеплители, стройматериалы и многое другое.
 Так называемые «хвосты» будут отправляться на термическую переработку – на специальные заводы, строительством которых также занимается «РТ-Инвест». Речь идет не о мусоросжигательных заводах старого типа, а о сверхсовременных предприятиях по термической переработке отходов. Передовые технологии позволяют не только утилизировать отходы без ущерба для экологии, но и получить очень ощутимый экономический эффект – электроэнергию. Один такой завод может обеспечить энергией себя и помимо этого выдать в сеть миллионы киловатт в год. По подсчетам одна тонна отходов дает примерно 690 кВт⋅ч «зеленой» электроэнергии.
Так называемые «хвосты» будут отправляться на термическую переработку – на специальные заводы, строительством которых также занимается «РТ-Инвест». Речь идет не о мусоросжигательных заводах старого типа, а о сверхсовременных предприятиях по термической переработке отходов. Передовые технологии позволяют не только утилизировать отходы без ущерба для экологии, но и получить очень ощутимый экономический эффект – электроэнергию. Один такой завод может обеспечить энергией себя и помимо этого выдать в сеть миллионы киловатт в год. По подсчетам одна тонна отходов дает примерно 690 кВт⋅ч «зеленой» электроэнергии.
 Соответствующее соглашение заключили государственные корпорации Ростех, Росатом и ВЭБ.РФ. Эксперты отрасли подсчитали, что это позволит избежать открытия более 80 новых полигонов, ликвидировать 25 действующих и спасти от мусора около 60 тыс. гектаров земель.
Соответствующее соглашение заключили государственные корпорации Ростех, Росатом и ВЭБ.РФ. Эксперты отрасли подсчитали, что это позволит избежать открытия более 80 новых полигонов, ликвидировать 25 действующих и спасти от мусора около 60 тыс. гектаров земель.
 Многие заводы в Европе построены по технологиям швейцарско-японской Hitachi Zosen Inova – мирового лидера в области термической переработки отходов. Именно эта компания выступает техническим партнером «РТ-Инвест».
Многие заводы в Европе построены по технологиям швейцарско-японской Hitachi Zosen Inova – мирового лидера в области термической переработки отходов. Именно эта компания выступает техническим партнером «РТ-Инвест».
 ru
ru Поэтому для борьбы за чистоту, по решению властей, в течение двух десятилетий полицейские, стоявшие на каждом перекрестке, лично контролировали поведение граждан. А за каждое нарушение, будь то плевок или выгул скота на улицах города, штрафовали. В итоге благодаря четкой политике властей и изменению самосознания граждан в Сингапуре удалось создать сегодняшнюю благоприятную экологическую атмосферу.
Поэтому для борьбы за чистоту, по решению властей, в течение двух десятилетий полицейские, стоявшие на каждом перекрестке, лично контролировали поведение граждан. А за каждое нарушение, будь то плевок или выгул скота на улицах города, штрафовали. В итоге благодаря четкой политике властей и изменению самосознания граждан в Сингапуре удалось создать сегодняшнюю благоприятную экологическую атмосферу.
 В итоге сейчас Швейцария занимает первое место в рейтинге самых экологически чистых стран мира.
В итоге сейчас Швейцария занимает первое место в рейтинге самых экологически чистых стран мира.
 Парадоксально, но, по расчетам экологов, завод серьезно улучшает состояние естественной среды.
Парадоксально, но, по расчетам экологов, завод серьезно улучшает состояние естественной среды. Для этого он предлагает предоставить компаниям, инвестирующим в мусоропереработку, налоговые льготы при условии, что «устанавливаемое оборудование будет представлять собой самые современные аналоги и соответствовать самым жестким критериям отбора, ориентированным на мировые стандарты».
Для этого он предлагает предоставить компаниям, инвестирующим в мусоропереработку, налоговые льготы при условии, что «устанавливаемое оборудование будет представлять собой самые современные аналоги и соответствовать самым жестким критериям отбора, ориентированным на мировые стандарты». В противном случае экологическая полиция вычисляет нарушителя и выписывает огромный штраф. Данная мера позволила бы решить проблему мусоропереработки и в России.
В противном случае экологическая полиция вычисляет нарушителя и выписывает огромный штраф. Данная мера позволила бы решить проблему мусоропереработки и в России.
 Большая часть картона штата Мэн и смешанного бытового картона экспортируется в Канаду для переработки и производства новой продукции.
Большая часть картона штата Мэн и смешанного бытового картона экспортируется в Канаду для переработки и производства новой продукции. Переработка алюминия не снижает качество металла, поэтому его можно перерабатывать бесконечно. При постоянном спросе на алюминиевые банки производители могут вернуть алюминиевую банку на прилавки магазинов как новую уже через 60 дней после переработки. Производство новых банок из переработанного алюминия экономит 95% энергии используется для производства банок из руды, известной как боксит. Алюминий штата Мэн вывозится за пределы штата и используется в основном для изготовления новых банок.
Переработка алюминия не снижает качество металла, поэтому его можно перерабатывать бесконечно. При постоянном спросе на алюминиевые банки производители могут вернуть алюминиевую банку на прилавки магазинов как новую уже через 60 дней после переработки. Производство новых банок из переработанного алюминия экономит 95% энергии используется для производства банок из руды, известной как боксит. Алюминий штата Мэн вывозится за пределы штата и используется в основном для изготовления новых банок. Кроме того, некоторые продукты, изготовленные из одного и того же типа пластика, нельзя перерабатывать вместе, поскольку они производятся с использованием разных процессов. Например, бутылки со стиральным порошком и сумки для покупок могут быть пластиковыми № 2, но не могут быть переработаны вместе. Чаще всего перерабатываются пластмассы № 1 (бутылки из-под газировки) и № 2 (кувшины для молока, бутылки для стирального порошка). Цветной пластик менее универсален для переработчиков и, следовательно, может иметь более низкую цену на рынке вторичной переработки. Большинство этих материалов, собранных в рамках программ штата Мэн, отправляются в Массачусетс, Пенсильванию, Алабаму и за границу, где из них изготавливаются новые продукты и контейнеры.
Кроме того, некоторые продукты, изготовленные из одного и того же типа пластика, нельзя перерабатывать вместе, поскольку они производятся с использованием разных процессов. Например, бутылки со стиральным порошком и сумки для покупок могут быть пластиковыми № 2, но не могут быть переработаны вместе. Чаще всего перерабатываются пластмассы № 1 (бутылки из-под газировки) и № 2 (кувшины для молока, бутылки для стирального порошка). Цветной пластик менее универсален для переработчиков и, следовательно, может иметь более низкую цену на рынке вторичной переработки. Большинство этих материалов, собранных в рамках программ штата Мэн, отправляются в Массачусетс, Пенсильванию, Алабаму и за границу, где из них изготавливаются новые продукты и контейнеры. Промышленность и торговля располагают примерно 12,5 млн тонн бумаги и картона в Великобритании каждый год; большая часть бумаги пригодна для вторичной переработки и может быть перенаправлена со свалок!
Промышленность и торговля располагают примерно 12,5 млн тонн бумаги и картона в Великобритании каждый год; большая часть бумаги пригодна для вторичной переработки и может быть перенаправлена со свалок!
 Подробнее о вторичной переработке металла читайте здесь.
Подробнее о вторичной переработке металла читайте здесь.
 Крайне важно убедиться, что мы перерабатываем как можно больше стекла.
Крайне важно убедиться, что мы перерабатываем как можно больше стекла.
 Ракетчикам и артиллеристам удалось поразить 56 пунктов управления, 32 огневые позиции артиллерии, 415 районов сосредоточения живой силы и военной техники ВСУ, а также две пусковые установки зенитных ракетных комплексов С-300 в районе населенного пункта Коротыч Харьковской области. Всего с начала проведения специальной военной операции уничтожены: 156 самолетов, 116 вертолетов, 765 беспилотных летательных аппаратов, 297 зенитных ракетных комплексов, 2927 танков и других боевых бронированных машин, 335 установок реактивных систем залпового огня, 1393 орудия полевой артиллерии и миномета, а также 2746 единиц специальной военной автомобильной техники. Президент России Владимир Путин 21 февраля подписал указы о признании суверенитета Донецкой и Луганской народных республик, а 24 февраля объявил о начале специальной военной операции в Донбассе. Он заверил, что в планы Москвы не входит оккупация Украины, только ее демилитаризация и денацификация. Глава государства назвал целью операции защиту жителей ДНР и ЛНР, которые на протяжении восьми лет подвергались геноциду.
Ракетчикам и артиллеристам удалось поразить 56 пунктов управления, 32 огневые позиции артиллерии, 415 районов сосредоточения живой силы и военной техники ВСУ, а также две пусковые установки зенитных ракетных комплексов С-300 в районе населенного пункта Коротыч Харьковской области. Всего с начала проведения специальной военной операции уничтожены: 156 самолетов, 116 вертолетов, 765 беспилотных летательных аппаратов, 297 зенитных ракетных комплексов, 2927 танков и других боевых бронированных машин, 335 установок реактивных систем залпового огня, 1393 орудия полевой артиллерии и миномета, а также 2746 единиц специальной военной автомобильной техники. Президент России Владимир Путин 21 февраля подписал указы о признании суверенитета Донецкой и Луганской народных республик, а 24 февраля объявил о начале специальной военной операции в Донбассе. Он заверил, что в планы Москвы не входит оккупация Украины, только ее демилитаризация и денацификация. Глава государства назвал целью операции защиту жителей ДНР и ЛНР, которые на протяжении восьми лет подвергались геноциду. Президент призвал служащих ВСУ сложить оружие: они смогут беспрепятственно покинуть зону боевых действий и вернуться к семьям. По словам Путина, вся ответственность за кровопролитие будет на совести киевского режима.
Президент призвал служащих ВСУ сложить оружие: они смогут беспрепятственно покинуть зону боевых действий и вернуться к семьям. По словам Путина, вся ответственность за кровопролитие будет на совести киевского режима. 7
7 Об этом сообщил официальный представитель Минобороны Игорь Конашенков.
Об этом сообщил официальный представитель Минобороны Игорь Конашенков. В результате ударов уничтожены до 420 националистов, выведены из строя 55 единиц военной техники.
В результате ударов уничтожены до 420 националистов, выведены из строя 55 единиц военной техники. Он заверил, что в планы Москвы не входит оккупация Украины, только ее демилитаризация и денацификация. Глава государства назвал целью операции защиту жителей ДНР и ЛНР, которые на протяжении восьми лет подвергались геноциду. Президент призвал служащих ВСУ сложить оружие: они смогут беспрепятственно покинуть зону боевых действий и вернуться к семьям. По словам Путина, вся ответственность за кровопролитие будет на совести киевского режима.
Он заверил, что в планы Москвы не входит оккупация Украины, только ее демилитаризация и денацификация. Глава государства назвал целью операции защиту жителей ДНР и ЛНР, которые на протяжении восьми лет подвергались геноциду. Президент призвал служащих ВСУ сложить оружие: они смогут беспрепятственно покинуть зону боевых действий и вернуться к семьям. По словам Путина, вся ответственность за кровопролитие будет на совести киевского режима. Всё, что мы создаем, сделает вашу жизнь проще, лучше и интереснее. На нашем официальном сайте представлен каталог производимой бытовой техники и потребительской электроники: холодильники, стиральные машины, кондиционеры, телевизоры, мобильные телефоны и смартфоны Hisense. Продолжая стратегию на продвижение бренда Hisense через спортивный маркетинг, компания стала официальным спонсором турнира UEFA EURO 2020 для сборных.
Всё, что мы создаем, сделает вашу жизнь проще, лучше и интереснее. На нашем официальном сайте представлен каталог производимой бытовой техники и потребительской электроники: холодильники, стиральные машины, кондиционеры, телевизоры, мобильные телефоны и смартфоны Hisense. Продолжая стратегию на продвижение бренда Hisense через спортивный маркетинг, компания стала официальным спонсором турнира UEFA EURO 2020 для сборных. Вы можете прочитать подробнее о cookie-файлах в Политике в отношении файлов cookie или изменить настройки браузера. Продолжая пользоваться сайтом без изменения настроек, Вы даете согласие на использование ваших cookie-файлов
Вы можете прочитать подробнее о cookie-файлах в Политике в отношении файлов cookie или изменить настройки браузера. Продолжая пользоваться сайтом без изменения настроек, Вы даете согласие на использование ваших cookie-файлов



 Селектор режима вождения позволяет вам в электронном виде откалибровать до 12 переменных производительности на экране, чтобы подготовить ваш Stingray к любой дороге. Мой режим и режим Z позволяют еще больше персонализировать производительность, позволяя сохранять настройки между дисками.
Селектор режима вождения позволяет вам в электронном виде откалибровать до 12 переменных производительности на экране, чтобы подготовить ваш Stingray к любой дороге. Мой режим и режим Z позволяют еще больше персонализировать производительность, позволяя сохранять настройки между дисками. Когда вы находитесь вдали от трассы, эта доступная функция действует как видеорегистратор с автоматической записью и оснащена режимом Valet Mode для наблюдения за использованием вашего Corvette, когда другие находятся за рулем, что позволяет вам спокойно передать свой автомобиль. разум.
Когда вы находитесь вдали от трассы, эта доступная функция действует как видеорегистратор с автоматической записью и оснащена режимом Valet Mode для наблюдения за использованием вашего Corvette, когда другие находятся за рулем, что позволяет вам спокойно передать свой автомобиль. разум. Поговорите сейчас, напишите по адресу corvetteconcierge@chevrolet.com или позвоните по телефону 1-866-424-3892, чтобы поговорить с консьержем или назначить встречу. Часы работы с 8 утра до 7 вечера. ET, с понедельника по пятницу.
Поговорите сейчас, напишите по адресу corvetteconcierge@chevrolet.com или позвоните по телефону 1-866-424-3892, чтобы поговорить с консьержем или назначить встречу. Часы работы с 8 утра до 7 вечера. ET, с понедельника по пятницу.



 ZUDDXrW0vbdquz82h5K28V0qTDoTF7jNuGblL4BVIRI» data-advtracking-product-id=»919380488″ data-tg-chain=»{"view_type": "preview"}»>
ZUDDXrW0vbdquz82h5K28V0qTDoTF7jNuGblL4BVIRI» data-advtracking-product-id=»919380488″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjY0NTUzMTk3NywiY2F0ZWdvcnlJZCI6MTUyNTE0LCJjb21wYW55SWQiOjk1Mzk2Mywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2Njc4MDcwNzcuOTg3MjYzNywicGFnZUlkIjoiYmI4NmU0YTUtMjE4My00NjE0LTg1YzMtZWRiN2FhZGFkMGVhIiwicG93IjoidjIifQ.W-BfDAx9JjtSqSuBkKcm1oUsw-fXMlhVby3VbEDHxsw» data-advtracking-product-id=»645531977″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjY0NTUzMTk3NywiY2F0ZWdvcnlJZCI6MTUyNTE0LCJjb21wYW55SWQiOjk1Mzk2Mywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2Njc4MDcwNzcuOTg3MjYzNywicGFnZUlkIjoiYmI4NmU0YTUtMjE4My00NjE0LTg1YzMtZWRiN2FhZGFkMGVhIiwicG93IjoidjIifQ.W-BfDAx9JjtSqSuBkKcm1oUsw-fXMlhVby3VbEDHxsw» data-advtracking-product-id=»645531977″ data-tg-chain=»{"view_type": "preview"}»> 701236
701236 NP57t7HrBZTilM5YwJ1HIpivBZr_OBNBmXKRV7J1yd0″ data-advtracking-product-id=»1106813142″ data-tg-chain=»{"view_type": "preview"}»>
NP57t7HrBZTilM5YwJ1HIpivBZr_OBNBmXKRV7J1yd0″ data-advtracking-product-id=»1106813142″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjYzNzUyNTYwMywiY2F0ZWdvcnlJZCI6MTUyNTE0LCJjb21wYW55SWQiOjk1Mzk2Mywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2Njc4MDcwNzcuOTk1MTQ4LCJwYWdlSWQiOiI3NDBhM2JjOS03ODYwLTQ0YjQtODIwZi1mMGYwMjYyZDg3NzIiLCJwb3ciOiJ2MiJ9.JE4FKXyHzUQK4_AVigZzhn6JFCZbPrMt_YBjXKZp7bQ» data-advtracking-product-id=»637525603″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjYzNzUyNTYwMywiY2F0ZWdvcnlJZCI6MTUyNTE0LCJjb21wYW55SWQiOjk1Mzk2Mywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2Njc4MDcwNzcuOTk1MTQ4LCJwYWdlSWQiOiI3NDBhM2JjOS03ODYwLTQ0YjQtODIwZi1mMGYwMjYyZDg3NzIiLCJwb3ciOiJ2MiJ9.JE4FKXyHzUQK4_AVigZzhn6JFCZbPrMt_YBjXKZp7bQ» data-advtracking-product-id=»637525603″ data-tg-chain=»{"view_type": "preview"}»> 703020
703020 wWCmsW9AmZCJxZl-VPlfjC-iOkQUOdqOkk3wFh4HyOU» data-advtracking-product-id=»1289702640″ data-tg-chain=»{"view_type": "preview"}»>
wWCmsW9AmZCJxZl-VPlfjC-iOkQUOdqOkk3wFh4HyOU» data-advtracking-product-id=»1289702640″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEyOTExODgyNTEsImNhdGVnb3J5SWQiOjE1MjUxNCwiY29tcGFueUlkIjo5NTM5NjMsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY3ODA3MDc4LjAzMDQ0NjgsInBhZ2VJZCI6IjFkYTI5YTgzLWNiZWEtNGFiOS05ZGI0LTliYTM0ZTViOGVjYyIsInBvdyI6InYyIn0.GaSeHI_yWXwj7EIdp1cUGXU0WBTTm376gbZNw2PV8As» data-advtracking-product-id=»1291188251″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEyOTExODgyNTEsImNhdGVnb3J5SWQiOjE1MjUxNCwiY29tcGFueUlkIjo5NTM5NjMsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY3ODA3MDc4LjAzMDQ0NjgsInBhZ2VJZCI6IjFkYTI5YTgzLWNiZWEtNGFiOS05ZGI0LTliYTM0ZTViOGVjYyIsInBvdyI6InYyIn0.GaSeHI_yWXwj7EIdp1cUGXU0WBTTm376gbZNw2PV8As» data-advtracking-product-id=»1291188251″ data-tg-chain=»{"view_type": "preview"}»> 721010
721010 LbrFen9c8D2wHri_wxLhSJLsMSVAmeYjTp_u0-gSQ80″ data-advtracking-product-id=»1291195193″ data-tg-chain=»{"view_type": "preview"}»>
LbrFen9c8D2wHri_wxLhSJLsMSVAmeYjTp_u0-gSQ80″ data-advtracking-product-id=»1291195193″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEwOTQ1NjA0NjIsImNhdGVnb3J5SWQiOjE1MjUxNCwiY29tcGFueUlkIjo5NTM5NjMsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY3ODA3MDc4LjA0MTEyNDgsInBhZ2VJZCI6ImI2Y2JiOTA0LTA5NzUtNDY2MS1iOTY4LTBiMzU4MGNkMDg4YyIsInBvdyI6InYyIn0.jWwG4GbTEubX2__95-7wu7UKZDHiVw15uCVPlMjM7VQ» data-advtracking-product-id=»1094560462″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEwOTQ1NjA0NjIsImNhdGVnb3J5SWQiOjE1MjUxNCwiY29tcGFueUlkIjo5NTM5NjMsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY3ODA3MDc4LjA0MTEyNDgsInBhZ2VJZCI6ImI2Y2JiOTA0LTA5NzUtNDY2MS1iOTY4LTBiMzU4MGNkMDg4YyIsInBvdyI6InYyIn0.jWwG4GbTEubX2__95-7wu7UKZDHiVw15uCVPlMjM7VQ» data-advtracking-product-id=»1094560462″ data-tg-chain=»{"view_type": "preview"}»> 709001
709001 D3Uv-X9xqnd03AWW-NuGbV4jp6YsLrW0D-E47uC2WJM» data-advtracking-product-id=»843099672″ data-tg-chain=»{"view_type": "preview"}»>
D3Uv-X9xqnd03AWW-NuGbV4jp6YsLrW0D-E47uC2WJM» data-advtracking-product-id=»843099672″ data-tg-chain=»{"view_type": "preview"}»> Поэтому первое, чем нужно обзавестись, это базовый набор инструмента для обработки дерева. Ну а поскольку художественная резьба требует достаточно высокой точности и качества обработки, арсенал должен быть расширенным.
Поэтому первое, чем нужно обзавестись, это базовый набор инструмента для обработки дерева. Ну а поскольку художественная резьба требует достаточно высокой точности и качества обработки, арсенал должен быть расширенным.


 В качестве первых работ рекомендуется выбирать разделочные кухонные доски или декоративные фигурки размером до 200х200 мм: животные, растения, миниатюрные домики и подобную мелочёвку.
В качестве первых работ рекомендуется выбирать разделочные кухонные доски или декоративные фигурки размером до 200х200 мм: животные, растения, миниатюрные домики и подобную мелочёвку.

 В этом ключе решающее значение имеет практика — чем её больше, тем меньше реальной сложности вызывает работа.
В этом ключе решающее значение имеет практика — чем её больше, тем меньше реальной сложности вызывает работа.
 По мере того, как листья меняют цвет и начинают опадать, ветви и стволы доступных саженцев становятся более заметными. Сок в сосудистой системе дерева стекает, что способствует высыханию. Во время одной утренней прогулки по своему двору я нашел двенадцать любимых саженцев деревьев и веток сортов, которые можно использовать для резьбы по дереву.
По мере того, как листья меняют цвет и начинают опадать, ветви и стволы доступных саженцев становятся более заметными. Сок в сосудистой системе дерева стекает, что способствует высыханию. Во время одной утренней прогулки по своему двору я нашел двенадцать любимых саженцев деревьев и веток сортов, которые можно использовать для резьбы по дереву. Гикори является основным источником пищи для бабочки Луна.
Гикори является основным источником пищи для бабочки Луна. Показанный образец представляет собой восточный черный грецкий орех с красновато-коричневой окраской сильно текстурированной коры.
Показанный образец представляет собой восточный черный грецкий орех с красновато-коричневой окраской сильно текстурированной коры. Это основная мебельная древесина, используемая в деревянном каркасном строительстве и кораблестроении. Кора дуба, богатая дубильными веществами, используется при дублении кож.
Это основная мебельная древесина, используемая в деревянном каркасном строительстве и кораблестроении. Кора дуба, богатая дубильными веществами, используется при дублении кож. Восточный красный кедр, карандашный кедр и ароматический кедр являются частью семейства можжевеловых. Эта медленнорастущая лиственная древесина предпочитает плохие, сухие почвенные условия и встречается на востоке Соединенных Штатов. Это вид-первопроходец, населяющий открытые поля и окружающие заброшенные здания.
Восточный красный кедр, карандашный кедр и ароматический кедр являются частью семейства можжевеловых. Эта медленнорастущая лиственная древесина предпочитает плохие, сухие почвенные условия и встречается на востоке Соединенных Штатов. Это вид-первопроходец, населяющий открытые поля и окружающие заброшенные здания. Он может достигать высоты 70 футов при ширине ствола в три фута. Саранча встречается на конечной опушке леса, перед основным пологом. У него есть шипы, шипы вдоль ствола и ветвей, поэтому обращайтесь с саранчой осторожно.
Он может достигать высоты 70 футов при ширине ствола в три фута. Саранча встречается на конечной опушке леса, перед основным пологом. У него есть шипы, шипы вдоль ствола и ветвей, поэтому обращайтесь с саранчой осторожно. Поищите эту деревянную трость вдоль старых линий забора и дренажных канав посевных площадей. Это прекрасное декоративное садовое дерево, которое приносит бабочек в ваши цветники и огороды.
Поищите эту деревянную трость вдоль старых линий забора и дренажных канав посевных площадей. Это прекрасное декоративное садовое дерево, которое приносит бабочек в ваши цветники и огороды.

 У него очень грубая, сломанная кора на основном стволе дерева, но ветви могут выглядеть так, как будто они обернуты в тонкие листы серо-золотой бумаги. Мелкие зеленовато-белые пятна обычны на коре молодых ветвей. Это вид-первопроходец, встречающийся вдоль старых линий заборов, рядов живых изгородей и на заброшенных полях. По возможности выбирайте трех-четырехлетние тележки для саженцев, а не более крупные ветки, чтобы получить прочные прямые стебли
У него очень грубая, сломанная кора на основном стволе дерева, но ветви могут выглядеть так, как будто они обернуты в тонкие листы серо-золотой бумаги. Мелкие зеленовато-белые пятна обычны на коре молодых ветвей. Это вид-первопроходец, встречающийся вдоль старых линий заборов, рядов живых изгородей и на заброшенных полях. По возможности выбирайте трех-четырехлетние тележки для саженцев, а не более крупные ветки, чтобы получить прочные прямые стебли Для использования в резьбе по тростям из более старых стеблей крылатого бересклета получаются чрезвычайно интересные древки трости. Кора этого вида Euonymus имеет выступающие гребни, которые проходят по четырем сторонам ветки, отсюда и название «крылатый».
Для использования в резьбе по тростям из более старых стеблей крылатого бересклета получаются чрезвычайно интересные древки трости. Кора этого вида Euonymus имеет выступающие гребни, которые проходят по четырем сторонам ветки, отсюда и название «крылатый».

 Срезанный наконечник используется, когда необходимо обработать торец обрабатываемой детали.
Срезанный наконечник используется, когда необходимо обработать торец обрабатываемой детали.

 Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений.
Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений. Имеют массу разновидностей.
Имеют массу разновидностей. 

 Токарная обработка, обычно выполняемая на токарном станке, уменьшает диаметр заготовки до заданного размера и обеспечивает гладкую поверхность детали. Токарный центр представляет собой токарный станок с числовым программным управлением (ЧПУ). Сложные токарные центры также могут выполнять различные фрезерные и сверлильные операции.
Токарная обработка, обычно выполняемая на токарном станке, уменьшает диаметр заготовки до заданного размера и обеспечивает гладкую поверхность детали. Токарный центр представляет собой токарный станок с числовым программным управлением (ЧПУ). Сложные токарные центры также могут выполнять различные фрезерные и сверлильные операции.
 На самом деле, мы предлагаем самую универсальную линейку быстрых, мощных и прецизионных токарных центров на рынке, от станков с вертикальной или горизонтальной ориентацией шпинделя до тех, которые включают в себя два токарных шпинделя, возможность фрезерования и функциональность оси Y для повышения производительности благодаря DONE IN ОДНО производство.
На самом деле, мы предлагаем самую универсальную линейку быстрых, мощных и прецизионных токарных центров на рынке, от станков с вертикальной или горизонтальной ориентацией шпинделя до тех, которые включают в себя два токарных шпинделя, возможность фрезерования и функциональность оси Y для повышения производительности благодаря DONE IN ОДНО производство. Доступные опции включают задние бабки, управление стружкой и многозадачность, которые добавляют DONE IN ONE ® для обработки за один установ.
Доступные опции включают задние бабки, управление стружкой и многозадачность, которые добавляют DONE IN ONE ® для обработки за один установ.
 Между токарной обработкой с ЧПУ, токарными станками с ЧПУ, различными типами станков с ЧПУ и многим другим это может быть довольно запутанным. В этой статье мы сосредоточимся на основах токарной обработки с ЧПУ, чтобы дать вам прочную основу и ответить на наиболее часто задаваемые вопросы.
Между токарной обработкой с ЧПУ, токарными станками с ЧПУ, различными типами станков с ЧПУ и многим другим это может быть довольно запутанным. В этой статье мы сосредоточимся на основах токарной обработки с ЧПУ, чтобы дать вам прочную основу и ответить на наиболее часто задаваемые вопросы. Он в основном используется для изготовления деталей цилиндрической формы.
Он в основном используется для изготовления деталей цилиндрической формы. Его можно повторять снова и снова в одной и той же манере.
Его можно повторять снова и снова в одной и той же манере.


 языке к лобзиковому станку Jet JSS-16A
языке к лобзиковому станку Jet JSS-16A д.
д.

 Он, будучи отличным товарищем, сообщил мне, что не только обладает таким предметом, причем отличного качества, но, кроме того, он с радостью расстался бы с ним за бесценок. На мой восторженный вопрос он сказал мне, что это было сделано швейцарской компанией Jet. Мой интерес возрос. Здесь я должен сказать, что он, несмотря на многие другие качества, не плотник и склонен к неоправданному волнению при изучении известного аукционного сайта. В результате у меня теперь есть очень дешевая пила Jet Scroll, но, к сожалению, одна из хитрых китайских клонов. Не только это, но я обнаружил, что одной или двух частей не хватает, в частности, откидной ножки/прижимного зажима. Может ли кто-нибудь сказать мне, насколько это необходимо, и возможно ли получить в качестве запасной части? Мой оптимизм сейчас угасает, и я начинаю жалеть, что не упомянул об этом. Благодарен за любую помощь.
Он, будучи отличным товарищем, сообщил мне, что не только обладает таким предметом, причем отличного качества, но, кроме того, он с радостью расстался бы с ним за бесценок. На мой восторженный вопрос он сказал мне, что это было сделано швейцарской компанией Jet. Мой интерес возрос. Здесь я должен сказать, что он, несмотря на многие другие качества, не плотник и склонен к неоправданному волнению при изучении известного аукционного сайта. В результате у меня теперь есть очень дешевая пила Jet Scroll, но, к сожалению, одна из хитрых китайских клонов. Не только это, но я обнаружил, что одной или двух частей не хватает, в частности, откидной ножки/прижимного зажима. Может ли кто-нибудь сказать мне, насколько это необходимо, и возможно ли получить в качестве запасной части? Мой оптимизм сейчас угасает, и я начинаю жалеть, что не упомянул об этом. Благодарен за любую помощь. Тем не менее, ваш пост вдохновил меня заглянуть в Джет. Вот обзор. На самом деле это говорит о том, что, возможно, вам следует продать это в заливе или где-нибудь еще и начать все сначала. Jet JSS-16 Спиральная пила ОБЗОР — фишки со всем
Тем не менее, ваш пост вдохновил меня заглянуть в Джет. Вот обзор. На самом деле это говорит о том, что, возможно, вам следует продать это в заливе или где-нибудь еще и начать все сначала. Jet JSS-16 Спиральная пила ОБЗОР — фишки со всем Единственный раз, когда я использую тот, который был в комплекте с моим EX30, это когда я работаю над маркетри шириной более 20 дюймов
Единственный раз, когда я использую тот, который был в комплекте с моим EX30, это когда я работаю над маркетри шириной более 20 дюймов Вот обзор. На самом деле это говорит о том, что, возможно, вам следует продать это в заливе или где-нибудь еще и начать все сначала. Jet JSS-16 Спиральная пила ОБЗОР — фишки со всем
Вот обзор. На самом деле это говорит о том, что, возможно, вам следует продать это в заливе или где-нибудь еще и начать все сначала. Jet JSS-16 Спиральная пила ОБЗОР — фишки со всем Некоторые металлические детали (вероятно, легко заменяемые) были изготовлены из слабого металла, но кроме этого, если бы лезвие пошло верным ходом, я подозреваю, что машина ему бы понравилась.
Некоторые металлические детали (вероятно, легко заменяемые) были изготовлены из слабого металла, но кроме этого, если бы лезвие пошло верным ходом, я подозреваю, что машина ему бы понравилась. Он достаточно тихий при простом включении, но как только лезвие начинает работать (с самой нежной подачей), оно просто становится дребезжащим шумным зверем, из-за чего я тянусь к своим наушникам. Я думаю, что проблема связана с боковым движением лезвия — так же, как в цитируемом обзоре. Механизм, вероятно, меньше миллиметра, но этого достаточно, чтобы испортить его работу. Проблема в том, что я не знаю, что использовать пилу для прокрутки должен быть как — если они все такие, как этот, то они не для меня.
Он достаточно тихий при простом включении, но как только лезвие начинает работать (с самой нежной подачей), оно просто становится дребезжащим шумным зверем, из-за чего я тянусь к своим наушникам. Я думаю, что проблема связана с боковым движением лезвия — так же, как в цитируемом обзоре. Механизм, вероятно, меньше миллиметра, но этого достаточно, чтобы испортить его работу. Проблема в том, что я не знаю, что использовать пилу для прокрутки должен быть как — если они все такие, как этот, то они не для меня.  Я налью себе рюмку и буду сосредоточенно наблюдать за этим сегодня вечером. Привет, Джефф
Я налью себе рюмку и буду сосредоточенно наблюдать за этим сегодня вечером. Привет, Джефф адрес
адрес д.
д.
 Я недавно смотрел потоки прокрутки и подумал, что пришло время попробовать самому. Я успешно вырезал маленькое кольцо для ключей и именную табличку. Я использую пилу Jet JSS-16.
Я недавно смотрел потоки прокрутки и подумал, что пришло время попробовать самому. Я успешно вырезал маленькое кольцо для ключей и именную табличку. Я использую пилу Jet JSS-16. не сломал ни одного лезвия в процессе, поэтому они должны быть намного лучшего качества, чем дешевые.
не сломал ни одного лезвия в процессе, поэтому они должны быть намного лучшего качества, чем дешевые. Никогда не думал, что это могут быть недостатки челюстей или масла. Сниму и отшлифую, чтобы убедиться вдвойне. Кажется немного смешным, что производители не позаботились о том, чтобы это было сделано должным образом. В конце концов, это основная часть машины 😕
Никогда не думал, что это могут быть недостатки челюстей или масла. Сниму и отшлифую, чтобы убедиться вдвойне. Кажется немного смешным, что производители не позаботились о том, чтобы это было сделано должным образом. В конце концов, это основная часть машины 😕


 Высоковат у меня вышел расход по кирпичу, по верхней планке. Из-за этого пришлось докупать, благо, с колеровкой потом промашек не вышло, оттенок совпал. К эксплуатационным свойствам претензий не имею – краска красивая, ровно ложится.
Высоковат у меня вышел расход по кирпичу, по верхней планке. Из-за этого пришлось докупать, благо, с колеровкой потом промашек не вышло, оттенок совпал. К эксплуатационным свойствам претензий не имею – краска красивая, ровно ложится. Так вот, эта краска справляется со всеми нагрузками.
Так вот, эта краска справляется со всеми нагрузками.



 Программа решения мобильного доступа dormakaba
Программа решения мобильного доступа dormakaba  10.2020
10.2020 07.2020
07.2020 Серия Saffire LX предлагает набор интеллектуальных решений, которые сочетают в себе высокую производительность с эстетикой и гармонируют с прогрессивными технологиями строительства и удобствами.
Серия Saffire LX предлагает набор интеллектуальных решений, которые сочетают в себе высокую производительность с эстетикой и гармонируют с прогрессивными технологиями строительства и удобствами.
 8.29). Более сложные устройства имеют по два валика, а иногда и питающий бачок.
8.29). Более сложные устройства имеют по два валика, а иногда и питающий бачок. 8.30).
8.30).
 Этим требованиям в наибольшей степени отвечают хладоны (Ф-11 – фтортрихлорметан, Ф-12 – дифтордихлорметан, Ф-114 – тетрафтордихлорэтан). Совмещая их в разных соотношениях, получают смеси, которые обеспечивают требуемое для распыления давление насыщенных паров 0,25–0,36 МПа.
Этим требованиям в наибольшей степени отвечают хладоны (Ф-11 – фтортрихлорметан, Ф-12 – дифтордихлорметан, Ф-114 – тетрафтордихлорэтан). Совмещая их в разных соотношениях, получают смеси, которые обеспечивают требуемое для распыления давление насыщенных паров 0,25–0,36 МПа. Волос белки служит также для изготовления художественных кистей. Кисти из жесткой щетины и грубого волоса оставляют штрихи при окраске. Для их сглаживания используют флейцы – широкие (обычно плоские) мягкие кисти из длинного барсучьего волоса.
Волос белки служит также для изготовления художественных кистей. Кисти из жесткой щетины и грубого волоса оставляют штрихи при окраске. Для их сглаживания используют флейцы – широкие (обычно плоские) мягкие кисти из длинного барсучьего волоса. Направление заключительных штрихов выбирают с учетом окрашиваемых изделий. Штрихи на стенах делают в вертикальном направлении, потолке и полу – в направлении распространения света, т. е. от окон. Изделия из древесины окрашивают и лакируют движениями кисти вдоль волокон. При покрытии сложных по форме изделий применяют набор кистей разных размеров. Кистями можно наносить лишь медленно высыхающие лакокрасочные материалы – масляные, алкидные, масляно-битумные, воднодисперсионные. Их вязкость должна быть порядка 80–100 с по ВЗ-4.
Направление заключительных штрихов выбирают с учетом окрашиваемых изделий. Штрихи на стенах делают в вертикальном направлении, потолке и полу – в направлении распространения света, т. е. от окон. Изделия из древесины окрашивают и лакируют движениями кисти вдоль волокон. При покрытии сложных по форме изделий применяют набор кистей разных размеров. Кистями можно наносить лишь медленно высыхающие лакокрасочные материалы – масляные, алкидные, масляно-битумные, воднодисперсионные. Их вязкость должна быть порядка 80–100 с по ВЗ-4. Скорость движения воздуха в месте отсоса должна быть не менее 0,3 м/с. Работа кистями малопроизводительна. Даже при большом навыке удается окрашивать масляными красками не более 10, воднодисперсионными – не более 15 м2/час.
Скорость движения воздуха в месте отсоса должна быть не менее 0,3 м/с. Работа кистями малопроизводительна. Даже при большом навыке удается окрашивать масляными красками не более 10, воднодисперсионными – не более 15 м2/час. СПОСОБЫ НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
СПОСОБЫ НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ Факел распыления формируется за счет перепада давления при выходе лакокрасочного материала из сопла распылителя и последующего мгновенного испарения части нагретого растворителя. Потери лакокрасочного материала составляют 5 — 12%. Преимущества этого метода «-по сравнению с окраской пневматическим распылением следующие:
Факел распыления формируется за счет перепада давления при выходе лакокрасочного материала из сопла распылителя и последующего мгновенного испарения части нагретого растворителя. Потери лакокрасочного материала составляют 5 — 12%. Преимущества этого метода «-по сравнению с окраской пневматическим распылением следующие: Этот метод основан на переносе заряженных частиц краски в электрическом поле высокого напряжения, создаваемом между системой электродов, одним из которых является коронирующее краскораспыляющее устройство, другим — окрашиваемый электрический аппарат или его деталь. Лакокрасочный материал поступает на коронирующую кромку распылителя, где приобретает отрицательный заряд и распыляется под действием электрических сил, после чего направляется к заземленному изделию, осаждаясь на его
Этот метод основан на переносе заряженных частиц краски в электрическом поле высокого напряжения, создаваемом между системой электродов, одним из которых является коронирующее краскораспыляющее устройство, другим — окрашиваемый электрический аппарат или его деталь. Лакокрасочный материал поступает на коронирующую кромку распылителя, где приобретает отрицательный заряд и распыляется под действием электрических сил, после чего направляется к заземленному изделию, осаждаясь на его В сравнении с окраской в электрическом поле обеспечивается лучшее качество покрытия деталей любой конфигурации.
В сравнении с окраской в электрическом поле обеспечивается лучшее качество покрытия деталей любой конфигурации. org/ListItem»> Автоматические устройства по компенсации реактивной мощности
org/ListItem»> Автоматические устройства по компенсации реактивной мощности Краски на водной основе заменяют некоторые краски, в которых используются летучие органические соединения, такие как углеводороды, вредные для атмосферы.
Краски на водной основе заменяют некоторые краски, в которых используются летучие органические соединения, такие как углеводороды, вредные для атмосферы. Порошок пигмента распадается на отдельные частицы, которые покрываются связующим (смолой) и диспергируются в нем, что известно как «смачивание». Затем добавляют растворитель для придания необходимой консистенции. Каждая партия ингредиентов тщательно перемешивается в больших контейнерах с мешалкой и необходимыми добавками (рис. 1). Суммы до 40 000 дм 3 краски могут изготавливаться одной партией.
Порошок пигмента распадается на отдельные частицы, которые покрываются связующим (смолой) и диспергируются в нем, что известно как «смачивание». Затем добавляют растворитель для придания необходимой консистенции. Каждая партия ингредиентов тщательно перемешивается в больших контейнерах с мешалкой и необходимыми добавками (рис. 1). Суммы до 40 000 дм 3 краски могут изготавливаться одной партией.
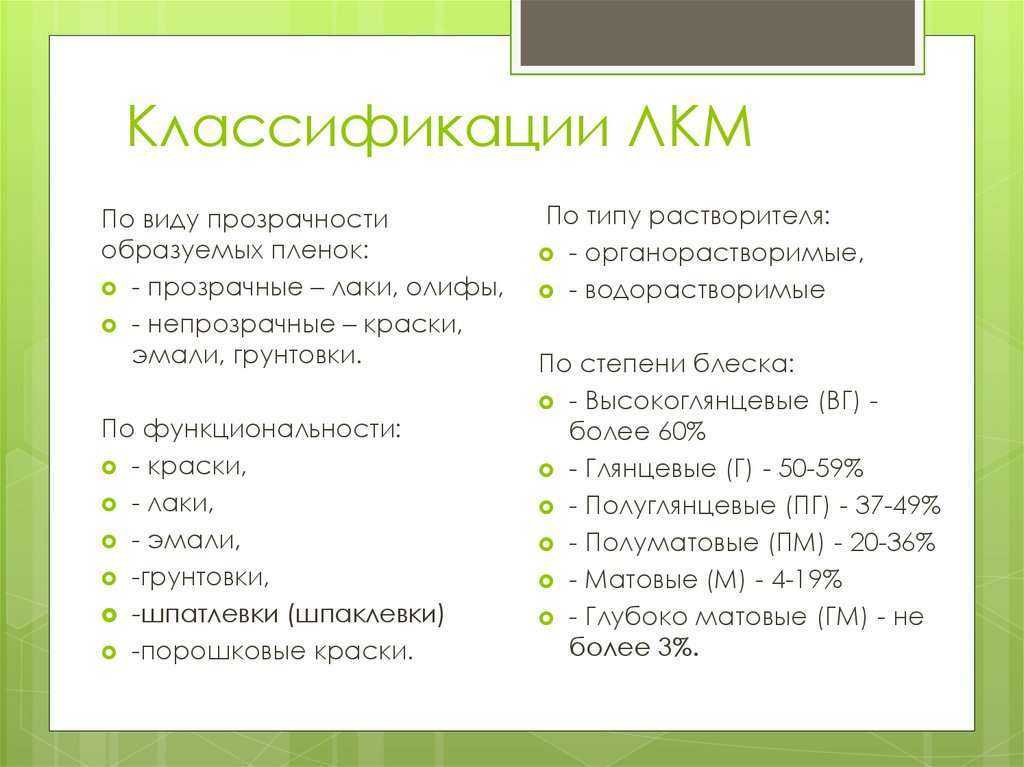 Краска часто представляет собой два компонента, которые смешивают вместе непосредственно перед использованием: основная часть краски обычно состоит из акриловой смолы, полученной полимеризацией сложного эфира пропеноата, образованного из многоатомного спирта (диолы и триолы). Полученный полиэфир имеет многочисленные гидроксильные группы (-ОН), отходящие от основной цепи полимера. Гидроксильные группы реагируют с другим соединением, часто состоящим из полимерного изоцианата, такого как тример 1,6-диизоцианатогексана (гексаметилендиизоцианат):
Краска часто представляет собой два компонента, которые смешивают вместе непосредственно перед использованием: основная часть краски обычно состоит из акриловой смолы, полученной полимеризацией сложного эфира пропеноата, образованного из многоатомного спирта (диолы и триолы). Полученный полиэфир имеет многочисленные гидроксильные группы (-ОН), отходящие от основной цепи полимера. Гидроксильные группы реагируют с другим соединением, часто состоящим из полимерного изоцианата, такого как тример 1,6-диизоцианатогексана (гексаметилендиизоцианат):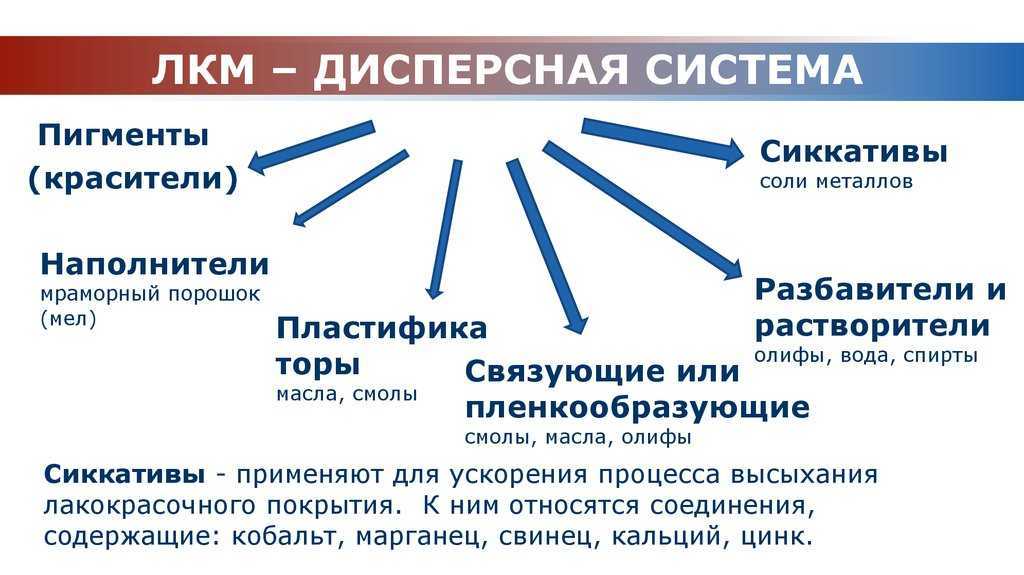 Это значительно увеличивает молекулярную массу полимера, в результате чего он становится трехмерной молекулой и образует твердую пленку, устойчивую к химическим веществам.
Это значительно увеличивает молекулярную массу полимера, в результате чего он становится трехмерной молекулой и образует твердую пленку, устойчивую к химическим веществам.
 Они обычно не используются в верхних покрытиях для наружных работ, потому что они подвержены разрушению под действием УФ-излучения, но из них получаются отличные покрытия для внутренних работ и грунтовки для наружных работ.
Они обычно не используются в верхних покрытиях для наружных работ, потому что они подвержены разрушению под действием УФ-излучения, но из них получаются отличные покрытия для внутренних работ и грунтовки для наружных работ. Другие пигменты включают оксиды железа (черный, желтый и красный), оксид цинка и сажу.
Другие пигменты включают оксиды железа (черный, желтый и красный), оксид цинка и сажу.
 Среди отслеживаемых свойств: изменение цвета (выцветание), изменение блеска, загрязнение, растрескивание, отслаивание и заражение грибками и водорослями.
Среди отслеживаемых свойств: изменение цвета (выцветание), изменение блеска, загрязнение, растрескивание, отслаивание и заражение грибками и водорослями.  Способы достижения этого включают:
Способы достижения этого включают: Основная проблема заключается в необходимости поддержания низкой вязкости. По мере увеличения количества твердых веществ увеличивается и вязкость, достигая точки, при которой краска не может быть правильно нанесена. Меньшая доля растворителя имеет тенденцию замедлять процесс высыхания и отверждения пленки, поэтому в структуру полимера вносятся изменения — увеличение разветвления приводит к снижению вязкости при той же молекулярной массе. Нанесение краски более сложное. При нанесении аэрозолем краска должна находиться под давлением. Иногда краску наносят горячей. Трудно получить такой же хороший внешний вид, используя краску с высоким сухим остатком.
Основная проблема заключается в необходимости поддержания низкой вязкости. По мере увеличения количества твердых веществ увеличивается и вязкость, достигая точки, при которой краска не может быть правильно нанесена. Меньшая доля растворителя имеет тенденцию замедлять процесс высыхания и отверждения пленки, поэтому в структуру полимера вносятся изменения — увеличение разветвления приводит к снижению вязкости при той же молекулярной массе. Нанесение краски более сложное. При нанесении аэрозолем краска должна находиться под давлением. Иногда краску наносят горячей. Трудно получить такой же хороший внешний вид, используя краску с высоким сухим остатком. Загрязненный корабль может увеличить расход топлива на 40%.
Загрязненный корабль может увеличить расход топлива на 40%. 
 Для разных условий могут пригодиться разные типы красок.
Для разных условий могут пригодиться разные типы красок. Таким образом, лак можно использовать в соответствии с требованиями.
Таким образом, лак можно использовать в соответствии с требованиями.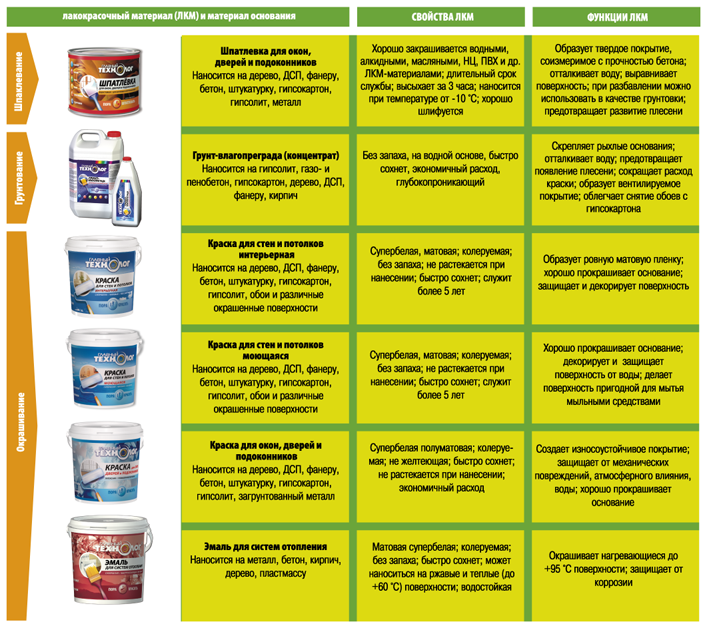 д.
д.

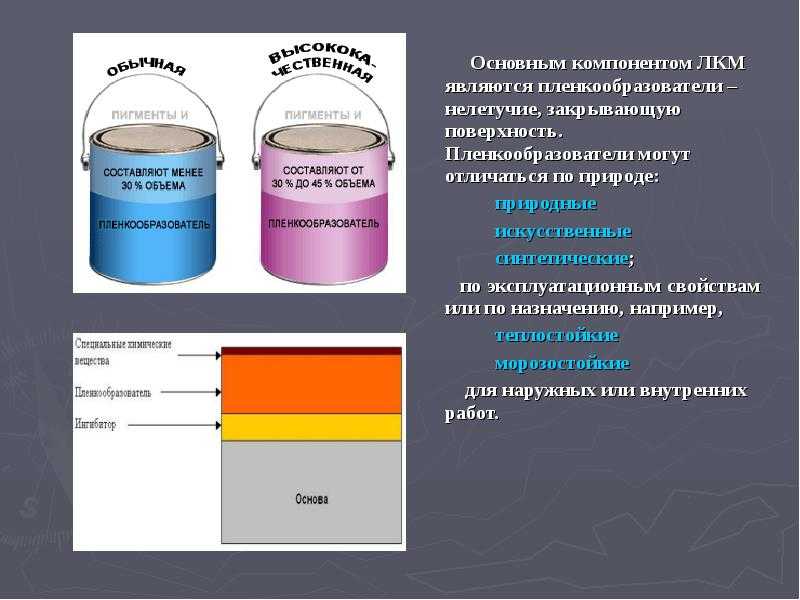
 д.
д. Он требует длительного времени для осаждения из-за его коллоидных свойств. Когда он наносится на поверхность, он оседает и проникает сквозь толщу поверхности.
Он требует длительного времени для осаждения из-за его коллоидных свойств. Когда он наносится на поверхность, он оседает и проникает сквозь толщу поверхности.