Программы для 3d проектирования: 21 лучшая программа для 3D-моделирования
Рейтинг лучших бесплатных программ для 3D-моделирования (для начинающих) на весну 2021 года / Хабр
Существуют сотни различных бесплатных программных инструментов для 3D-моделирования для новичков, желающих создать свои собственные 3D-модели. Пользователи могут экспортировать свои модели и либо напечатать их на 3D-принтере, либо разместить в интернете, чтобы другие могли загрузить их бесплатно или за деньги.
Эти программы варьируются от простых в использовании для новичков до профессиональных, на изучение которых могут уйти годы. Поэтому мы создали свой список лучших бесплатных программ для 3D-моделирования, чтобы помочь вам сделать выбор.
Некоторые бесплатные онлайн-программы работают полностью в браузере, другие нужно загрузить. Но все они, по крайней мере в краткосрочной перспективе, бесплатны.
Список лучших бесплатных программ для 3D-моделирования в 2021 году:
TinkerCAD — лучшая программа для начинающих
3D Slash — простая программа для начинающих
FreeCAD — бесплатная программа с открытым исходным кодом
SketchUp
Blender — расширенная бесплатная программа
MeshMixer
Fusion 360
Vectary
SelfCAD
BlocksCAD
OpenSCAD
Wings 3D
Критерии, которые использовались для оценки:
Простота использования.
 Бесплатными программами часто пользуются новички, поэтому это важно.
Бесплатными программами часто пользуются новички, поэтому это важно.Наличие хорошо проработанного набора инструментов для создания профессиональных 3D-моделей.
Наличие новых инструментов, которые дают возможность использовать совершенно новый подход к созданию 3D-дизайнов.
 Бесплатными программами часто пользуются новички, поэтому это важно.
Бесплатными программами часто пользуются новички, поэтому это важно.1. TinkerCAD — лучшая бесплатная программа для начинающих
Страна разработчика — США. Доступна к работе в браузере.
Это одна из многих программ 3D CAD-гиганта Autodesk, TinkerCAD. Инструмент обманчиво выглядит примитивным, прост в использовании, но снова и снова попадает в топ лучших бесплатных программ.
TinkerCAD позволяет создавать детализированные 3D-модели, используя базовые формы, соединяя их вместе. Процесс обучения намного проще, чем в других программах. Она идеально подходит для новичков и детей, для обучения детей 3D-печати. Ее чаще других используют в школах и классах по всему миру. Можете начать работу за считанные минуты в браузере без загрузки. Более того, можно скачать приложение TinkerCAD и поиграть с моделями на смартфоне или планшете!
Более того, можно скачать приложение TinkerCAD и поиграть с моделями на смартфоне или планшете!
Autodesk производит множество программ для различных отраслей. TinkerCAD идеально подходит для начинающих в 3D-дизайне, позволяет сделать что-то классное. Вы можете экспортировать модель в STL и любом другом формате и отправить на печать на 3D-принтере. Как только вы приобретете необходимый опыт, вам может понадобиться более сложная программа, например AutoCAD. Но при этом TinkerCAD остается отличной программой для начала вашей карьеры 3D-дизайнера.
2. 3D Slash — простая бесплатная программа для начинающих
Основная версия бесплатная, премиум версия требует оплату $2 в месяц.
Идеально подходит для новичков. 3D Slash не похожа на обычную программу, больше похожа на дружественный, интерактивный 3D-мир, где вы можете создавать, что угодно. Команда разработчиков четко продумала, как сделать пользовательский интерфейс максимально естественным, понятным не дизайнерам, без сложного процесса обучения. Функционал интуитивно понятен и удобен.
Функционал интуитивно понятен и удобен.
В то же время вы не ограничены только базовыми формами. Можете создавать впечатляющие и более сложные объекты. Стандартная версия бесплатная, премиум — с небольшой ежемесячной оплатой. Также доступны школьные и профессиональные тарифные планы.
3. FreeCAD — бесплатная программа с открытым исходным кодом
FreeCAD была выпущена еще в 2002 году, и несмотря на то, что все еще находится в стадии бета-тестирования, ее разработка значительно продвинулась. Она предназначена для того, чтобы сделать процесс создания 3D-версий реальных объектов максимально эффективным и простым.
Очень полезная функция — возможность начать со статического 2D-эскиза, из которого затем можно построить конечную 3D-модель. FreeCAD хорошо работает в Windows и Mac, можно легко экспортировать модель в виде файлов STL, OBJ или даже DXF, например, для ЧПУ.
Хотя FreeCAD была разработана в основном для станков, ее можно использовать и для 3D-печати. Более того, FreeCAD — программа с открытым исходным кодом, поэтому можно работать с Python.
FreeCAD идеально подходит для пользователей с некоторым опытом проектирования, так как часть инструментов может оказаться сложной для начинающих. Но в целом это очень мощный бесплатный инструмент для 3D-моделирования.
4. SketchUp
Основная версия бесплатная, версия Pro стоит $299 в год. Страна разработчика – США.
Программа — ветеран индустрии программного обеспечения для 3D-моделирования, была создана в 2000 году компанией Lastsoftware. В 2006 году ее выкупил Google, чтобы внедрить этот универсальный и мощный инструмент в свои сервисы. С тех пор она была продана Trimble Inc., которая и предложила бесплатную версию. SketchUp — отличный выбор для начинающих дизайнеров. Ее, как и TinkerCAD, освоить легче, чем большинство других 3D-программ. Содержит практически все инструменты, которые могут понадобиться.
Несмотря на то, что SketchUp пользуются в основном архитекторы, она приобретает все большую популярность в 3D-печати. Инструменты удивительно хорошо подходят создателям 3D-CAD-файлов. Вы можете загрузить расширение SketchUp STL, чтобы создавать файлы в STL.
Вы можете загрузить расширение SketchUp STL, чтобы создавать файлы в STL.
SketchUp имеет простой интерфейс, не перегруженный информацией. Вы можете легко разобраться в нем за несколько часов и в первый же день создать очень реалистичную 3D-модель.
5. Blender — расширенная бесплатная программа
Страна разработчика – Нидерланды.
Возможно, это самое популярное программное обеспечение для 3D-дизайна. Blender имеет огромное активное сообщество, которое делится своими STL-файлами и 3D-моделями, а также информацией в интернете. Быстрый поиск Google и YouTube выдаст тысячи ссылок, где пользователи демонстрируют свои 3D-проекты и обмениваются опытом работы в Blender 3D. Такая популярность обусловлена прежде всего тем, что программа на 100% бесплатная и с открытым исходным кодом. В ней можно создать практически все, что угодно. Выбор инструментов огромен.
Процесс обучения более сложный, чем у предыдущих программ. Однако благодаря своему набору инструментов Blender универсальная программа для 3D-моделирования. Она используется в различных областях, начиная от создания VFX для фильмов, видеоигр, дизайна 3D-моделей, заканчивая 3D-печатью. Кроме того, Blender поставляется с интегрированным игровым движком, а также детализированными инструментами для моделирования и возможностью редактирования видео. Это невероятное бесплатное программное обеспечение идеально подходит для разработчиков игр и опытных 3D-моделистов.
Она используется в различных областях, начиная от создания VFX для фильмов, видеоигр, дизайна 3D-моделей, заканчивая 3D-печатью. Кроме того, Blender поставляется с интегрированным игровым движком, а также детализированными инструментами для моделирования и возможностью редактирования видео. Это невероятное бесплатное программное обеспечение идеально подходит для разработчиков игр и опытных 3D-моделистов.
6. MeshMixer
Страна разработчика – США.
Meshmixer – уникальная программа, не вписывающаяся ни в одну конкретную категорию. Еще одна разработка Autodesk, Meshmixer выгодно отличается от конкурентов тем, что позволяет редактировать существующие модели с помощью различных инструментов, включая анимацию, выгибание/заполнение, восстановление. Meshmixer хорошо подходит для модификации конструкций и обеспечения качества. Полезна как для начинающих, так и для экспертов. Позволяет улучшать и готовить свои модели к 3D-печати.
Еще одно важное преимущество программы – возможность ее использования в топологической оптимизации. Благодаря простым инструментам, детали можно сделать легче и экономичнее. Это особенно полезно для последующей 3D-печати в таких отраслях, как аэрокосмическая и автомобильная промышленность, где очень важен вес модели.
Благодаря простым инструментам, детали можно сделать легче и экономичнее. Это особенно полезно для последующей 3D-печати в таких отраслях, как аэрокосмическая и автомобильная промышленность, где очень важен вес модели.
В целом, Meshmixer — универсальный вариант для тех, кому нужно улучшить 3D-модель. Новички могут изменять свои модели, эксперты — оптимизировать промышленные проекты.
7. Fusion 360
Программа бесплатна для личного пользования в течение года, Pro версия стоит около $500 в год.
Страна разработчика – США.
Очередная разработка Autodesk для школ и академических институтов. Это, несомненно, инструмент для экспертов, однако достаточно удобный в использовании для образованного новичка. Fusion 360 — программа для совместного использования, позволяет обмениваться файлами STL через облако для совместного редактирования и оптимизации моделей.
Обладает мощными инструментами для работы практически над любым промышленным 3D-дизайном. Имеет встроенные функции для оценки нагрузки, с которой столкнутся компоненты 3D-модели. Это позволяет дизайнерам находить потенциально слабые места перед печатью. После создания можно легко экспортировать модель в STL-файл или любой другой формат. Программа недавно стала бесплатной для студентов, стартапов и многих других. Если у вас есть некоторый опыт, или вы хотите повысить свои навыки в 3D-дизайне, это 3D-программное обеспечение идеально подойдет.
Это позволяет дизайнерам находить потенциально слабые места перед печатью. После создания можно легко экспортировать модель в STL-файл или любой другой формат. Программа недавно стала бесплатной для студентов, стартапов и многих других. Если у вас есть некоторый опыт, или вы хотите повысить свои навыки в 3D-дизайне, это 3D-программное обеспечение идеально подойдет.
8. Vectary
Бесплатная программа с премиальными функциями за $12 в месяц.
Vectary появилась в 2014 году и называет себя самой доступной платформой 3D- и AR-дизайна. Это бесплатная веб-программа для 3D-моделирования. Vectary предлагает шаблоны с предварительно отрисованными и освещенными экранами, перед которыми вы можете разместить свои 3D-модели для съемки продукта и других художественных целей. Простой рабочий интерфейс с необходимым набором инструментов делает работу с освещением и моделированием легкой. Вы можете легко экспортировать готовый дизайн или сцену в виде AR-модели.
Бесплатный пакет включает в себя доступ к Vectary Studio для создания и проектирования моделей, а также возможность экспортировать ваши творения в форматы OBJ или STL. Для других форматов вам потребуется обновление. Бесплатно можно создать до 25 проектов, а также получить доступ к библиотеке 3D-активов, материалов и иконок Vectary. Платное обновление дает доступ к инструментам предварительного просмотра AR, а также к функциям совместного использования проектов и командам для лучшей и быстрой обратной связи между несколькими людьми.
Для других форматов вам потребуется обновление. Бесплатно можно создать до 25 проектов, а также получить доступ к библиотеке 3D-активов, материалов и иконок Vectary. Платное обновление дает доступ к инструментам предварительного просмотра AR, а также к функциям совместного использования проектов и командам для лучшей и быстрой обратной связи между несколькими людьми.
9. SelfCAD
Бесплатная программа для сферы образования. Для остальных стоит $4,99 в месяц.
Страна разработчика – США.
SelfCAD фокусируется на том, чтобы быть лучшей браузерной бесплатной программой для 3D-моделирования для студентов по всему миру, которую не надо скачивать. Она популярна в американских школах, обучающих студентов 3D-дизайну. Простая и удобная в использовании, требующая короткий период обучения, SelfCAD имеет все необходимые инструменты для создания моделей. Также в ней есть инструменты нарезки для подготовки файлов STL или G-кода к 3D-печати.
SelfCAD — простая программа для 3D-дизайна с очень понятным интерфейсом, подходит новичкам.
10. BlocksCAD
Программа предоставляется бесплатно. Есть платные учебные версии для школ.
Страна разработчика – США.
BlocksCAD ориентирована на обучение и была создана для учащихся по модели STEM с 3-го по 8-й классы. Это облачное бесплатное программное обеспечение для 3D-моделирования, которое способствует изучению математики, вычислительного мышления, концепций кодирования и проектирования моделей для 3D-печати.
В свободной галерее имеется широкий выбор проектов, которые можно использовать в личных и классных работах, начиная от снеговиков, ювелирных колец, рыб и даже печально известного кафетерия. Отлично взаимодействует с OpenSCAD, предназначена для простой, веселой и удобной работы для детей. 3D-модели можно создавать с помощью красочных, простых в управлении блоков, и экспортировать либо в виде STL-файлов, либо в виде файлов для открытия и редактирования в OpenSCAD. Для новичков BlocksCAD предлагает обширные учебные пособия по основам 3D-моделирования и использованию 3D-программного обеспечения.
11. OpenSCAD
OpenSCAD – бесплатная загружаемая программа. Выглядит устрашающе, поскольку «окутывает» кодами и скриптами. Это мощный инструмент. Но имейте в виду, что он для тех, кто привык к кодированию. Программа была создана еще в 2010 году Мариусом Кинтелем и Клиффордом Вольфом. Регулярно выходят новые обновления и патчи. OpenSCAD любят 3D-дизайнеры, которые предпочитают скриптовый, а не художественный метод проектирования. Стоит также отметить, что 3D-деталь в OpenSCAD можно создать использую лишь мышь, но это не единственная фишка программы.
В целом, мы впечатлены OpenSCAD: она предлагает что-то новое и бесплатно. Однако необходимо, по крайней мере, промежуточное знание языков сценариев. В противном случае лучше использовать один из других вариантов из нашего списка.
12. Wings 3D
Wings 3D — полностью открытое и бесплатное программное обеспечение для 3D-моделирования, которое активно разрабатывается и совершенствуется с 2001 года. Программа не такая современная и удобная в использовании, как Vectary или TinkerCAD, но очень хорошо работает с персонажами, настольными моделями и другими проектами по созданию 3D моделей. Довольно легко работать с функциями по настройке моделей, например, лепкой, соединением, резкой, сгибанием — просто даже для начинающих.
Довольно легко работать с функциями по настройке моделей, например, лепкой, соединением, резкой, сгибанием — просто даже для начинающих.
Каждый пункт меню контекстный, поэтому, когда вы щелкаете правой кнопкой мыши, появляются различные опции в зависимости от того, что вам может понадобиться. Этот продвинутый инструмент экономит время и делает программу отличным инструментом для 3D-моделирования для начинающих и экспертов.
Перевод с сайта 3DSourced
Рейтинг лучших программ для 3D-моделирования
Сегодня 3D-графика встречается нам буквально на каждом шагу – в фильмах, мультфильмах, играх, на экранах смартфонов, на рекламных баннерах и во многих других местах. Даже фотография, которую вы с удовольствием рассматриваете, может оказаться просто реалистичной графикой. Да, программы для 3D моделирования достигли такого совершенства, что создаваемые ими эффекты практически невозможно отличить от реальности.
Модели, которые в них создаются, используются не только в играх, но и в фильмах, причём их не отличить от настоящих. А фотореалистичные изображения широко используются, например, дизайнерами. Объёмные модели используются при проектировании зданий, мебели, оборудования. 3D-графика сегодня – это большой сектор, где трудится много людей, притом в самых разных сферах.
А фотореалистичные изображения широко используются, например, дизайнерами. Объёмные модели используются при проектировании зданий, мебели, оборудования. 3D-графика сегодня – это большой сектор, где трудится много людей, притом в самых разных сферах.
Какие программы позволяют творить всё это волшебство? Их очень много, у всех разные возможности и назначение. Общее у них одно – изучать их можно очень долго, каждый день открывая для себя новые возможности и приёмы. То есть это сродни творчеству. Давайте посмотрим, какие программы для 3Д моделирования сейчас самые лучшие.
Autodesk 3DS Max
Это одна из самых первых программ данного назначения, и она же самая популярная. Выпускается компанией Autodesk с 1996 года, и за десятилетия достигла больших высот. На сегодняшний день это, пожалуй, лучшая программа для 3D моделирования, с очень богатым функционалом. Всё, что только захочется, в ней можно сделать – объёмные модели, в том числе людей, волосы, траву, ткань, есть встроенная физика и кинематика, система частиц, легко построить анимацию и получить видеоролик.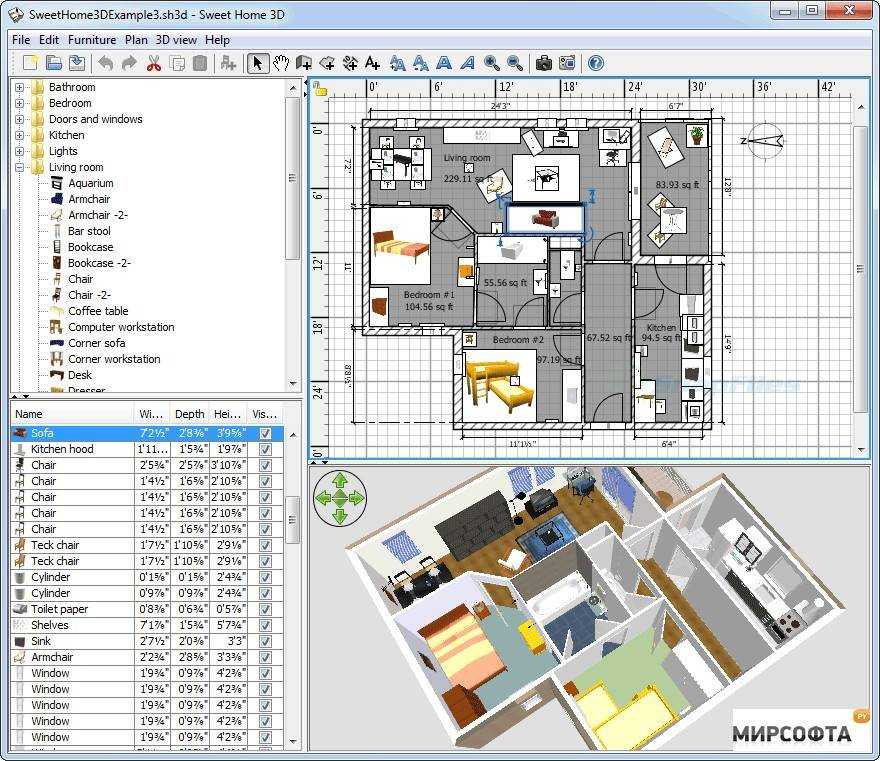
Интерфейс 3D Max выглядит сложно, но разобраться в нём, оказывается, легко. Ведь за годы существования программы создано множество учебников, видеоуроков, есть целые сообщества, посвящённые ей. Кроме того, разработано множество расширений, библиотек и готовых моделей, которые можно запросто скачать и использовать.
3D Max обычно используется визуализаторами для проектирования дизайна интерьеров или экстерьеров. Этому способствует отличная система освещения V-Ray, которая позволяет создать изображение, неотличимое от фотографии. Однако программа также популярна и для создания моделей для игр, а также коротких анимаций.
Преимущества 3DS Max:
- множество обучающих материалов, расширений и готовых библиотек;
- востребованность специалистов на рынке.
Недостатки:
- очень дорогая программа, но для обучения можно получить бесплатную студенческую лицензию на 3 года;
- освоение требует много времени.
Maya
Эта программа для создания 3D также выпускается компанией Autodesk и тоже имеет бесплатную студенческую лицензию на 3 года для обучения. А вот коммерческая версия стоит довольно много, поэтому в России большого распространения не получила, но широко используется за рубежом, в основном для создания спецэффектов в кинематографии и мультфильмов. Её активно использует компания Pixar, а из российских мультфильмов в ней созданы «Смешарики» и некоторые другие.
Maya имеет практически те же возможности, что и 3DS Max, благодаря чему они долгое время были прямыми конкурентами. Но 3DS Max нашёл своё применение в основном в дизайне и в игровой индустрии, а Maya лучше подходит для кинематографии, хотя и другие задачи тоже не исключены. В этой программе используются уникальные технологии Maya Fur для создания волос, травы и подобных вещей, и Maya Fluid Effects для моделирования жидкости и атмосферы. Также она поддерживает многоядерные процессоры, что ускоряет рендеринг сцены.
Также она поддерживает многоядерные процессоры, что ускоряет рендеринг сцены.
Преимущества Maya:
- возможности моделирования практически не ограничены;
- можно создавать сложные реалистичные анимации и спецэффекты.
Недостатки:
- большая сложность изучения;
- дорогая лицензия, хотя есть студенческая бесплатная на 3 года.
ZBrush
Это одна из лучших программ для создания 3D персонажей для различных игр или фильмов. Дело в том, что моделирование здесь похоже на лепку из куска глины – берётся примитивная фигура нужной формы, а затем с помощью разных инструментов от неё отсекается лишнее, выполняется разглаживание, можно выдавливать или вминать объект в любом месте.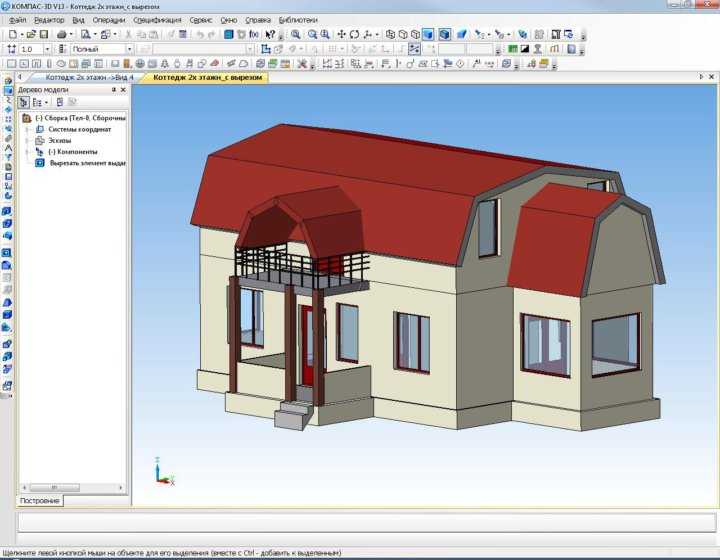 В итоге можно создать очень реалистичную модель.
В итоге можно создать очень реалистичную модель.
Во многом благодаря этой программе возникло даже новое направление искусства – 3D-лепка, или цифровой скульптуринг. Освоить программу не очень сложно, есть множество уроков в разных форматах, и есть сообщества, где энтузиасты делятся своими произведениями.
Созданные в ZBrush модели с успехом используются в различных фильмах, мультфильмах и в играх – большинство фантастических персонажей смоделировано именно в этой программе.
Преимущество ZBrush: возможность создания очень реалистичных и детализированных персонажей.
Недостаток: дорогая лицензия.
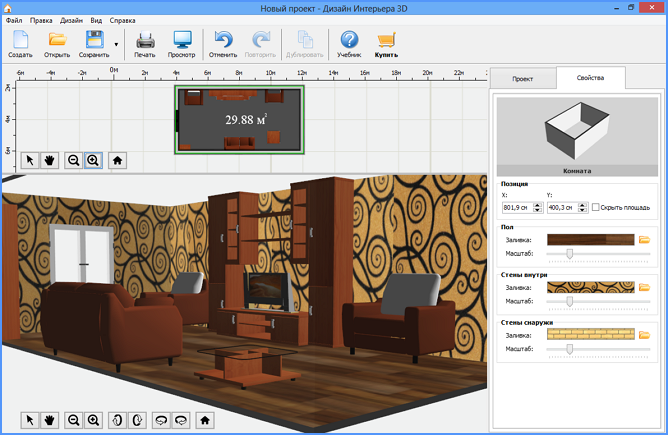
Cinema 4D
Это одна из самых простых программ для 3D моделирования на русском языке, которую часто рекомендуют для новичков.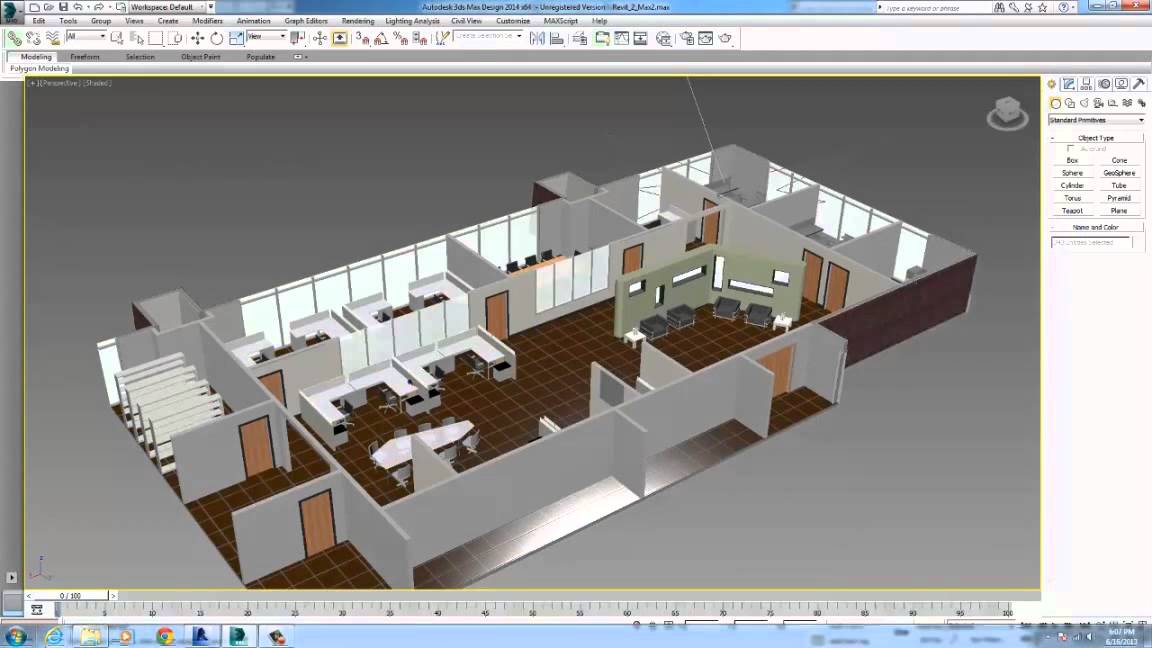 При этом функционал она имеет вполне приличный, в ней можно создавать даже мультфильмы и рекламные ролики.
При этом функционал она имеет вполне приличный, в ней можно создавать даже мультфильмы и рекламные ролики.
Популярности способствует и возможность совместного использования с After Effects, а также большое количество обучающих курсов и других материалов.
Преимущества Cinema 4D:
- есть русский интерфейс;
- мощный рендер;
- реалистичное освещение;
- простота изучения для новичка;
- возможность расширения с помощью дополнительных модулей.
Недостатки:
- дорогая лицензия;
- сложно моделировать лица – в этом ZBrush вне конкуренции.
Blender
В отличие от прочих, это полностью бесплатная программа для 3D моделирования, к тому же из числа лучших. Несмотря на бесплатность, по функционалу Blender можно сравнить с 3DS Max. О возможностях говорит хотя бы тот факт, что эта программа использовалась для создания спецэффектов во многих фильмах компании Marvel. Она находится в ТОПе подобных инструментов уже много лет.
О возможностях говорит хотя бы тот факт, что эта программа использовалась для создания спецэффектов во многих фильмах компании Marvel. Она находится в ТОПе подобных инструментов уже много лет.
Blender может устанавливаться на различные системы, имеет много обучающих материалов, легко осваивается. Есть возможность расширения функционала путём установки разных плагинов. Широко применяется для создания игровых моделей.
В функционале имеются модули для работы с частицами, жидкими и мягкими телами, волосами, можно использовать скелетную анимацию. Имеется и режим лепки, а также обычное полигональное моделирование и с применением сплайнов.
Преимущества Blender:
- программа бесплатная;
- небольшой размер;
- совместимость с разными системами;
- обилие обучающих материалов;
- простота изучения.
Недостаток: в Blender сложно прорабатывать одежду персонажей, и они сами получаются больше мультяшными.
Autodesk AutoCAD
Эта программа может использоваться как для черчения, так и для 3D-моделирования. Это более специализированная среда, которой пользуются в основном инженеры, архитекторы и другие специалисты-проектировщики. AutoCAD имеет большие возможности по моделированию именно технических процессов. Реалистичность картинки здесь не так велика, как в непревзойдённом 3D Max, но их можно использовать совместно, что и делают многие визуализаторы.
Преимущества AutoCAD:
- обилие обучающих материалов;
- простота использования;
- специализация на техническом направлении;
- возможность работы в 2D и в 3D.

Недостаток: дорогая лицензия.
Sketch-Up
Это очень простая в использовании программа для простого моделирования зданий и интерьеров. Она рассчитана на массовое использование, а потому имеет встроенную систему обучения и минимум инструментов, притом разобраться с ними не составит труда.
Так как компания, разрабатывающая эту программу, в своё время принадлежала Google, она интегрирована с сервисом Google Maps, чтобы все пользователи могли добавлять на карту свои трёхмерные модели зданий и других достопримечательностей.
Преимущества Sketch-Up:
- простота использования;
- бесплатность для личного пользования;
- можно быстро создать интерьер своей квартиры и подвигать мебель.
Недостатки:
- несовместимость файлов в ранних версиях;
- может нестабильно работать.
На самом деле 3D-редакторов гораздо больше, есть и для общего использования, и специализированные. Но указанные здесь – самые известные, и именно с их помощью была создана большая часть той 3D-графики, которую мы можем наблюдать сейчас.
Конечно, вас интересует вопрос, сложно ли научиться пользоваться одним из таких редакторов, чтобы своими руками создать что-нибудь интересное. Или даже дойти до достаточно высокого уровня, чтобы начать зарабатывать. Конечно, это довольно сложно для новичка и потребует некоторых усилий. Но это вполне возможно, есть много обучающих уроков на YouTube и на других сайтах.
Что касается самих программ, то 3DS Max и некоторые другие, например, можно получить совершенно бесплатно, если оформить студенческую лицензию или записаться на короткое обучение на официальном сайте. А Blender изначально бесплатен и довольно перспективен.
Пользуетесь ли вы какой-нибудь из перечисленных программ или другой? Поделитесь своим мнением о ней, возможно, это пригодится кому-нибудь из наших читателей.
8 потрясающих опций для программного обеспечения для 3D-моделирования
Логотипы, веб-сайты и многое другое…
Логотипы, веб-сайты, обложки книг и многое другое…
Получить дизайн
Возможность создавать проекты с помощью программного обеспечения для 3D-моделирования может быть огромным преимуществом для любого графического дизайнера. Он позволяет создавать фотореалистичные иллюстрации и макеты, привлекательные для клиентов, а также расширять набор навыков для создания чертежей продуктов и дизайна окружающей среды.
Существует множество программ для 3D-моделирования, но мы познакомим вас со списком самых популярных из них.
1. Sketchup
Макет Sketchup: точечное расширение
Sketchup — это удобное приложение, которое можно бесплатно загрузить и которое отлично подходит для новичков в области 3D-моделирования. Более продвинутые версии стоят денег, но вы все равно можете создавать отличные визуализации и анимации с помощью бесплатной версии.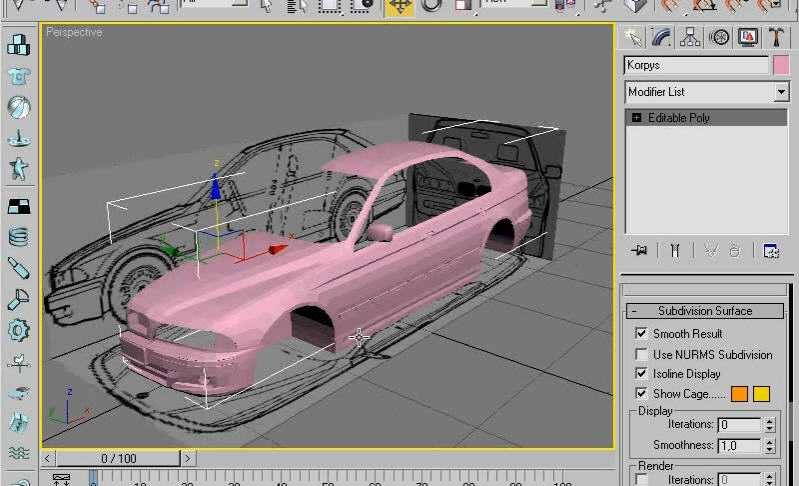
2. Blender
Скриншот: Создание реалистичной головы в Blender (через Blender Cookie)
Blender — еще одно бесплатное приложение для 3D-моделирования. Функции включают в себя скульптуру, анимацию, фотореалистичную визуализацию и редактирование видео. Для тех, кто готов сделать шаг вперед, программное обеспечение также позволяет создавать полноценные 3D-игры, редактировать видео и реалистичные симуляции (такие как жидкость, дым и волосы).
3. AutoCAD
Скриншот: AutoCAD 2014 Tour: Обзор пользовательского интерфейса
AutoCAD от Autodesk — одно из самых универсальных и широко используемых приложений для трехмерного моделирования. Он используется инженерами, а также экологическими, промышленными и графическими дизайнерами. В качестве дополнительного бонуса они предлагают онлайн-видео, которые познакомят вас с основами программного обеспечения, чтобы вы могли начать работу.
4. Rhino
Скриншот: Учебный дизайн автомобиля с Rhino (через icreatia)
Rhino — это программное обеспечение для трехмерного моделирования на основе кривых, которое создает математически точные модели трехмерных поверхностей.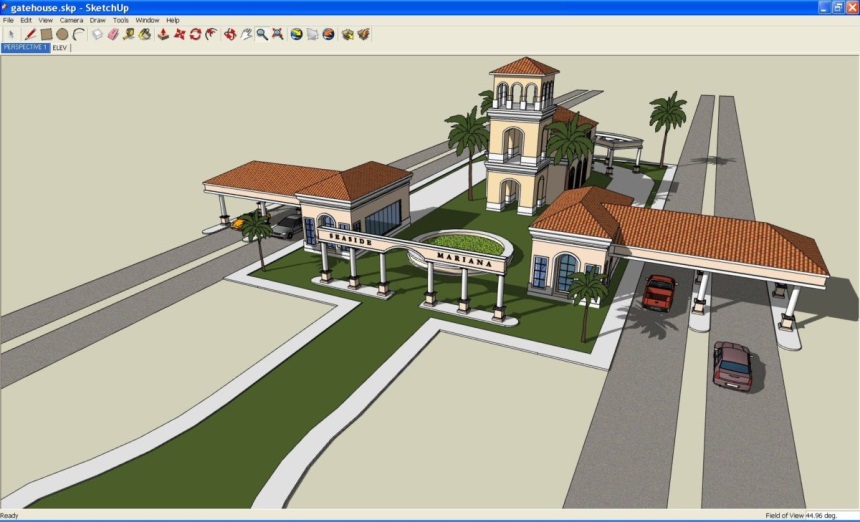 Он используется в архитектуре, промышленном, продуктовом, мультимедийном и графическом дизайне. Rhino предлагает целую библиотеку онлайн-руководств, интерактивных занятий, руководств по обучению и многого другого, чтобы помочь вам начать работу.
Он используется в архитектуре, промышленном, продуктовом, мультимедийном и графическом дизайне. Rhino предлагает целую библиотеку онлайн-руководств, интерактивных занятий, руководств по обучению и многого другого, чтобы помочь вам начать работу.
5. Revit
Revit: Визуализация проекта
Autodesk Revit специализируется на архитектурном проектировании и проектировании конструкций, в частности, на информационном моделировании зданий (BIM). Функции от бесплатных концептуальных эскизов до анализа устойчивой энергетики с множеством возможностей для совместной работы и совместной работы.
6. 3Ds Max
3DS Max: моделирование сетки и поверхности
3ds Max® от Autodesk — это программное обеспечение для 3D-моделирования, анимации, симуляции и рендеринга, используемое в промышленном дизайне, фильмах, играх и анимационной графике. Дизайнеры могут воплотить свои творения в жизнь с более правдоподобными текстурами, человеческими движениями, развевающимися волосами и мехом, симуляцией частиц и многим другим.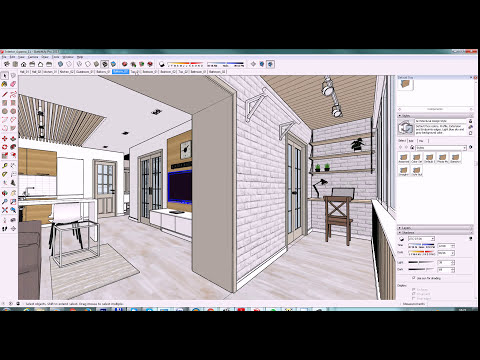
7. Maya
Autodesk Maya: Навигация по интерфейсу и рабочему пространству Maya
Также от Autodesk Maya 3D представляет собой программное обеспечение для трехмерного моделирования, анимации, рендеринга и симуляции. Maya 3D очень похожа на 3ds Max, но менее удобна для начинающих. Он используется в разработке видеоигр, анимационных фильмов и визуальных эффектов и предлагает инструменты более высокого уровня для персонажей и эффектов. Вы можете начать изучение некоторых основ здесь.
8. Синема 4D
MAXON: Cinema 4D Studio
Приложение CINEMA 4D, разработанное MAXON, представляет собой приложение для 3D-моделирования, анимации и рендеринга, доступное в «4 вариантах» — художники-графики, архитекторы, дизайнеры и 3D-аниматоры.
Он широко используется в киноиндустрии и помог создать анимацию в таких фильмах, как Железный человек, и Облачно, возможны осадки в виде фрикаделек. Вы можете ознакомиться с другими впечатляющими работами, сделанными в C4D, здесь.
Заключение
Многие из этих приложений перекрываются с точки зрения их возможностей и могут использоваться во всех областях графического, экологического и товарного дизайна. Проекты, созданные с помощью программного обеспечения для 3D-моделирования, могут иметь множество различных применений, поэтому крайне важно заранее спросить своих клиентов о предполагаемом конечном использовании проекта.
Клиентам могут понадобиться 3D-проекты для чего угодно: от презентаций и анализа дизайна до готовых к производству файлов. Во время передачи обязательно загрузите файлы дизайна PNG и JPG с высоким разрешением и спросите их, нужны ли им исходные 3D-файлы или любые другие форматы файлов, такие как PSD.
Идея изучения программного обеспечения для 3D-моделирования может показаться пугающей, но потенциальные преимущества для бизнеса любого графического дизайнера могут быть огромными. Как и при изучении Adobe Suite, знание основ 3D может иметь большое значение. Существует множество бесплатных программ, так почему бы не начать с одной из них и не перейти к более продвинутым программам?
Используете ли вы программное обеспечение для 3D-моделирования, которое не было включено в эту статью? Поделитесь этим ниже и расскажите нам, почему это круто!
Рекомендуемое изображение: 3D-рендеринг, созданный с помощью 3Ds Max. Слева направо: концепт-кар Джомара Мачадо; Женская анатомия Сала; The White Shake House от Glorybound (через area.autodesk.com)
Слева направо: концепт-кар Джомара Мачадо; Женская анатомия Сала; The White Shake House от Glorybound (через area.autodesk.com)
Лучшее программное обеспечение для 3D-моделирования — 29 лучших вариантов для дизайнеров
Чтобы создать что-либо в трех измерениях, вам понадобится лучшее программное обеспечение и программа для 3D-моделирования. Мы составили список лучших бесплатных и платных программ для 3D-моделирования, которые помогут вам в вашем обучении!
Переход от 2D к 3D открывает новые области и возможности в цифровом мире. В конце концов, воссоздать мир на компьютере таким, каким мы его видим, — большое дело. Программное обеспечение для 3D-моделирования упрощает эту задачу. Если вы 2D-дизайнер, стремящийся окунуться в новую область 3D, или уже состоявшийся 3D-дизайнер, который ищет больше топлива для своих творческих двигателей, этот полный список лучших программ для 3D-моделирования определенно вам поможет. Прежде чем перейти к этому, вот суть базовой программы 3D-моделирования.
Что такое 3D-моделирование?
3D-моделирование — это математический метод создания проектов в трех виртуальных измерениях (высота/глубина, длина и ширина). Программа 3D-моделирования помогает сделать это эффективным и удобным для пользователя способом. 3D-моделирование пытается воссоздать какой-либо объект реального мира, или чертеж будущей структуры, или даже произведение искусства. С программным обеспечением для 3D возможности безграничны. В настоящее время 3D-моделирование используется в самых разных областях, таких как медицина, архитектура, развлечения и т. д.
Как и любой популярный продукт или услуга, Интернет предлагает обширный список лучших программ для 3D-моделирования, как бесплатных, так и платных. Составление тщательно отобранного списка подходящего программного обеспечения для 3D может быть немного сложным, но мы приложим все усилия.
Вот лучшие бесплатные программные моделирования 3D для 2022
- Blender
- Makehuman
- Autodesk Maya
- SkeCtepup FreeSkupupupupupous
1117
117
117
117
117
117
7
117
17
17
17
7
17
7.
0117 - OpenSCAD
- FreeCAD
- Vue
- Sculptris
- Daz Studio & More
 0117
0117Blender
Blender is an open source (free, and anyone can contribute to свой код, чтобы сделать его лучше) программное обеспечение для 3D-моделирования, которое является отличной альтернативой своим платным собратьям. Как и любое программное обеспечение с открытым исходным кодом, Blender имеет большое сообщество разработчиков, художников и дизайнеров, которые всегда готовы помочь. Blender, бесплатное программное обеспечение для 3D-моделирования для Mac, также работает в Windows и Linux. Если вы ищете лучшую программу для 3D-моделирования, Blender — отличный выбор; он имеет впечатляющие возможности набора инструментов и сильную поддержку. Тем не менее, эта бесплатная 3D-программа немного нетрадиционна, и переход от Blender к другим платным программам 3D-дизайна может потребовать некоторого привыкания.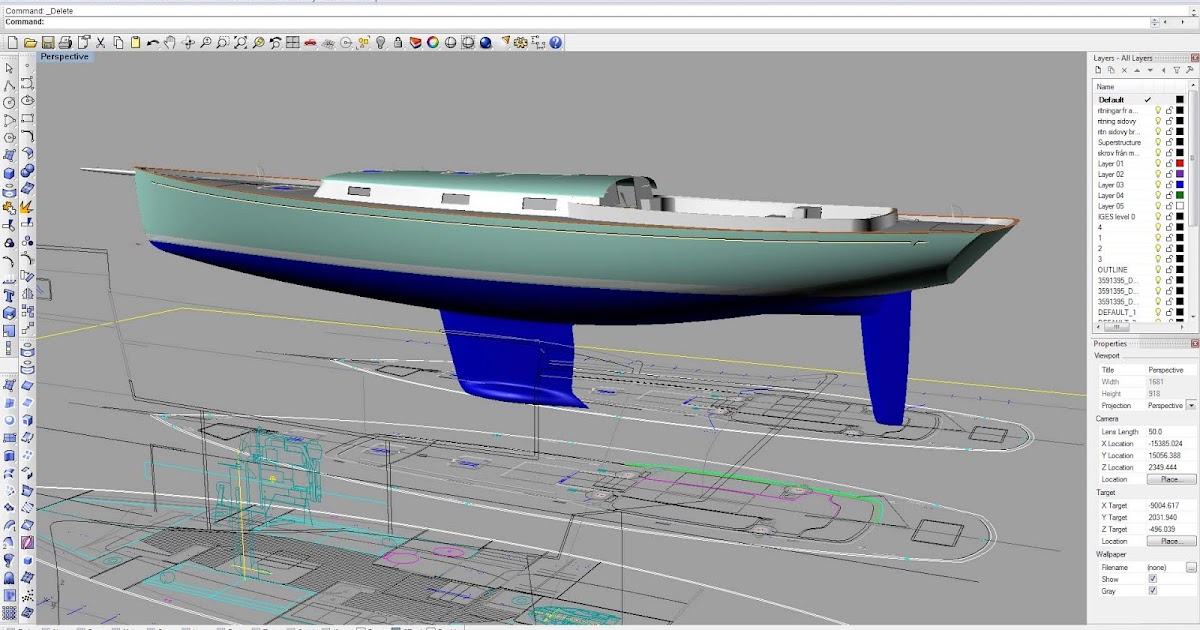
MakeHuman
MakeHuman — еще один продукт, выбранный из корзины лучшего бесплатного программного обеспечения для 3D-моделирования, ориентированный на конкретный вариант использования; дизайн персонажа (как следует из названия). Как и Blender, MakeHuman — одно из лучших программ для 3D-моделирования для начинающих. Его простой пользовательский интерфейс / UX легко понять, а инструменты также не очень сложны в использовании. Вы можете использовать MakeHuman для создания проектов для начинающих и небольших модулей в качестве предшественника будущих, более сложных начинаний. Это отличное сообщество разработчиков, поддерживающих его, и очень отзывчивый форум-портал, где получить поддержку можно быстро и эффективно.
Autodesk Maya
Autodesk Maya — это надежная, универсальная программа для 3D-моделирования, которая предлагает 30-дневную бесплатную пробную версию (отсюда и раздел бесплатных). Если вы ищете программное обеспечение для 3D-моделирования для начинающих, Autodesk Maya предоставляет прекрасную возможность работать на настоящей профессиональной платформе. Вы не можете публиковать коммерческие проекты, созданные в течение пробного периода, но можете оттачивать свои навыки. Он также имеет студенческую лицензию для учащихся и энтузиастов, которые только начинают интересоваться миром 3D-дизайна.
Вы не можете публиковать коммерческие проекты, созданные в течение пробного периода, но можете оттачивать свои навыки. Он также имеет студенческую лицензию для учащихся и энтузиастов, которые только начинают интересоваться миром 3D-дизайна.
SketchUp Free
Как следует из названия, эта программа для 3D-моделирования является одной из самых универсальных бесплатных программ в Интернете, совместимой практически со всеми операционными системами (идеально подходит для пользователей Windows и Mac, даже Chromebook). Он прост для понимания и прост в использовании. SketchUp Free идеально подходит для дизайнеров интерьеров и мебельщиков. Это 3D-программное обеспечение позволяет избежать махинаций с оснасткой и UV-картами, что потрясающе, если вы просто сосредоточены на быстром и правильном выполнении своей работы. У него также есть платные версии (магазин, про и студия), которые расширяют функциональные возможности сопровождающего его набора инструментов. Проверьте это программное обеспечение для 3D-моделирования в Интернете, чтобы узнать больше.
Ученик Гудини
Ученик Гудини — бесплатная версия популярной и отмеченной наградами программы Houdini FX. Идеально подходит для людей, которые занимаются 3D-дизайном в качестве хобби или изучают это замечательное искусство. Кроме того, здорово то, что бесплатная версия имеет все функции платной версии, за исключением возможности публикации ваших проектов на коммерческой платформе. Houdini Apprentice, один из самых мощных инструментов в этом списке, — замечательная программа, позволяющая освоить профессиональные хитрости, не тратя при этом большие деньги. Спасибо щедрым разработчикам!
OpenSCAD
Нельзя отрицать, что цифровое 3D-моделирование требует большого творческого мастерства, но нельзя игнорировать тот факт, что оно основано на математических алгоритмах. OpenSCAD — одно из таких бесплатных программ для 3D-моделирования, которое больше ориентировано на техническую область 3D-моделирования, чем на творческую часть. Это идеальный инструмент проектирования для создания цифровых моделей, предназначенных для последующей 3D-печати; игрушки, небольшие гаджеты, удобные утилиты и т. д. могут быть созданы с помощью этой программы 3D-моделирования. OpenSCAD также универсален и работает на всех основных операционных системах, таких как Mac, Windows и Linux.
д. могут быть созданы с помощью этой программы 3D-моделирования. OpenSCAD также универсален и работает на всех основных операционных системах, таких как Mac, Windows и Linux.
FreeCAD
Еще одно лучшее программное обеспечение для 3D-моделирования с открытым исходным кодом, которое все еще находится в стадии разработки, — это FreeCAD. Тем не менее, функций, которые он имеет в настоящее время, достаточно для разработки потрясающих 3D-проектов и моделей. Основная область, в которой FreeCAD доминирует над своими конкурентами, — это способность с легкостью создавать сложные и сложные формы на основе свойств и взаимосвязей с другими формами. Если вы знакомы с объектно-ориентированным программированием, FreeCAD имеет с ним много общего. Это визуальное представление объектов и их атрибутов, а также того, как эти объекты взаимодействуют с другими объектами. Все это может показаться немного техническим, но ко всему нужно немного привыкнуть.
Vue
Удивительно, что на рынке так много лучших программ для 3D-моделирования, как платных, так и бесплатных, и все они имеют некоторые преимущества перед другими. Vue намного опережает другие программы 3D-моделирования, когда дело доходит до проектирования ландшафтов. Благодаря множеству функций, которые придадут вашим проектам гламурный вид, Vue также поставляется с платной версией. В бесплатной версии все ваши дизайны будут иметь водяной знак, и эти дизайны не будут использоваться в коммерческих целях. Тем не менее, Vue — это программное обеспечение для тех, кто заинтересован в создании красивых пейзажей, которые выглядят почти так же хорошо, как реальный мир.
Vue намного опережает другие программы 3D-моделирования, когда дело доходит до проектирования ландшафтов. Благодаря множеству функций, которые придадут вашим проектам гламурный вид, Vue также поставляется с платной версией. В бесплатной версии все ваши дизайны будут иметь водяной знак, и эти дизайны не будут использоваться в коммерческих целях. Тем не менее, Vue — это программное обеспечение для тех, кто заинтересован в создании красивых пейзажей, которые выглядят почти так же хорошо, как реальный мир.
Sculptris
Как мы упоминали ранее, каждое из этих 3D-программ обладает некоторыми передовыми функциями, что делает их лучше остальных в какой-то области знаний. Sculptris, как следует из названия, идеально подходит для создания цифровых скульптур. Это легко узнать и использовать. После нескольких минут обучения и практики вы можете приступить к созданию лиц и персонажей. Sculptris — одно из лучших бесплатных программ для 3D-моделирования для начинающих. Изучив этот инструмент, вы можете начать использовать ZBrush, платную программу 3D-моделирования от тех же разработчиков, чтобы создавать умопомрачительные скульптуры и прототипы персонажей.
Daz Studio
Daz Studio — одна из таких бесплатных 3D-программ с огромным набором инструментов и функций. Программное обеспечение бесплатно для всех, но некоторые утилиты платные. Рынок полон контента, который вы можете использовать бесплатно. С Daz Studio 3D-моделирование, анимация и рендеринг становятся намного проще. Для программного обеспечения с такими богатыми возможностями у него достаточно простой пользовательский интерфейс. Все, что вы создаете с помощью этого простого программного обеспечения для 3D-моделирования, принадлежит только вам, бесплатно! Это очень надежная программа, для работы которой требуется всего 1 ГБ ОЗУ. Однако для оптимальной производительности рекомендуется объем оперативной памяти более 2 ГБ.
TinkerCAD
TinkerCAD — одна из самых универсальных бесплатных программ для 3D-моделирования; это инструмент на основе браузера, что делает его очень доступным. Это программное обеспечение для начинающих, разработанное гигантом 3D-моделирования Autodesk, идеально подходит для изучения профессиональных приемов. Многие преподаватели 3D-проектирования предпочитают использовать TinkerCAD из-за его универсальности и простого пользовательского интерфейса. У него также есть отличная команда поддержки и щедрые участники, которые делают его лучше с каждым днем. Если вы хотите создавать проекты быстро и эффективно, TinkerCAD — отличный выбор.
Многие преподаватели 3D-проектирования предпочитают использовать TinkerCAD из-за его универсальности и простого пользовательского интерфейса. У него также есть отличная команда поддержки и щедрые участники, которые делают его лучше с каждым днем. Если вы хотите создавать проекты быстро и эффективно, TinkerCAD — отличный выбор.
Leopoly
Leopoly — это программа для 3D-моделирования, разработанная венгерскими разработчиками с учетом простоты использования и надежности. Он предлагает различные планы, как платные, так и бесплатные, и имеет обширную клиентскую базу, которой можно похвастаться. Бесплатная версия идеально подходит для студентов и новичков, которые только начинают интересоваться огромной областью 3D-дизайна. Как и TinkerCAD, Leopoly — это онлайн-программа 3D-моделирования, которая работает в браузерах. Это делает VR-моделирование и разработку текстур очень простыми и несложными.
NanoCAD
NanoCAD — бесплатная программа 3D-моделирования только для Windows, предназначенная для пользователей, которые ищут бесплатный аналог AutoCAD. У него также есть платная версия, которая поддерживает функции, предлагаемые бесплатной версией. Одной из лучших особенностей этой бесплатной программы является то, что она позволяет вам просматривать ваши предыдущие изменения и работать с ними для создания других проектов (во многом как ветвление в Github). NanoCAD идеально подходит для дизайнеров, которые занимаются этим искусством в качестве хобби или побочного интереса. Кроме того, это отлично подходит для студентов, которые не могут позволить себе AutoCAD; Единственным недостатком является то, что эта программа для рисования недоступна для пользователей Mac.
У него также есть платная версия, которая поддерживает функции, предлагаемые бесплатной версией. Одной из лучших особенностей этой бесплатной программы является то, что она позволяет вам просматривать ваши предыдущие изменения и работать с ними для создания других проектов (во многом как ветвление в Github). NanoCAD идеально подходит для дизайнеров, которые занимаются этим искусством в качестве хобби или побочного интереса. Кроме того, это отлично подходит для студентов, которые не могут позволить себе AutoCAD; Единственным недостатком является то, что эта программа для рисования недоступна для пользователей Mac.
MeshMixer
Meshmixer — еще одно программное обеспечение, принадлежащее линии Autodesk. В отличие от большинства программ в этом списке, это бесплатное программное обеспечение для 3D-моделирования используется поверх предварительно разработанных проектов. MeshMixer предлагает невероятную гибкость в работе с анимацией, дизайном текстур, полостью и т. д. Он делает ваши проекты лучше и повышает их качество. Доступный как для Mac, так и для Windows, MeshMixer требует низкой конфигурации системы для запуска. У него почти незначительная кривая обучения и отличный отзывчивый пользовательский интерфейс. Превосходен в разработке 3D-сеток (каркас для 3D-проектов). Вы можете проверить их веб-сайт для различных вариантов использования, где применима эта программа для 3D-рисования.
Доступный как для Mac, так и для Windows, MeshMixer требует низкой конфигурации системы для запуска. У него почти незначительная кривая обучения и отличный отзывчивый пользовательский интерфейс. Превосходен в разработке 3D-сеток (каркас для 3D-проектов). Вы можете проверить их веб-сайт для различных вариантов использования, где применима эта программа для 3D-рисования.
Лучшие платные программы для 3D-моделирования
ZBrush
ZBrush занимает первое место в списке платных программ для 3D-моделирования только благодаря своей способности создавать 3D-дизайны потрясающего качества, идеально подходящие для 3D-печати. Двигаясь вниз по списку, вы найдете множество программ, которые соответствуют или превосходят ZBrush с точки зрения наборов инструментов и простоты использования; однако упомянутый выше факт делает его распространенным выбором в качестве программного обеспечения для 3D-художников для тех, кто хочет печатать свои проекты из высококачественных материалов.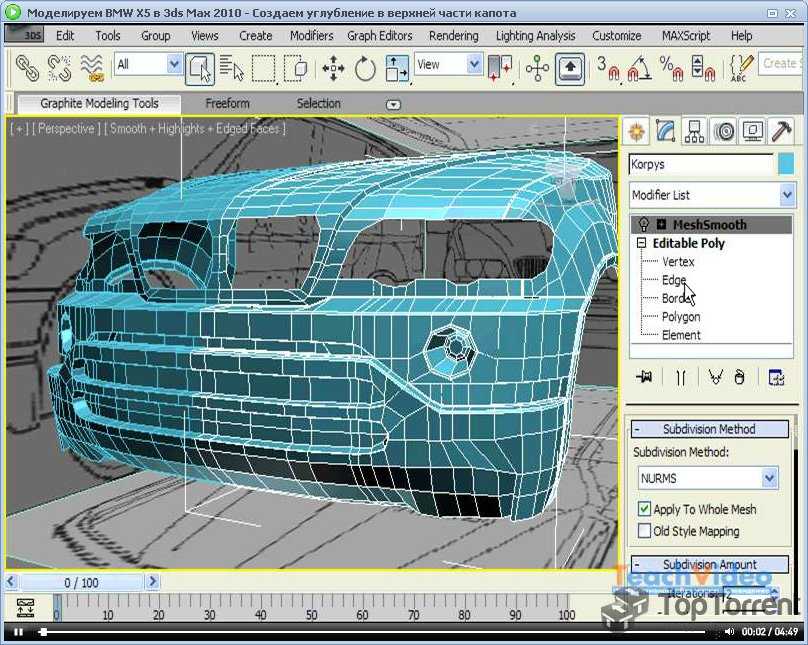 Это немного дороговато и более надежно для изучения многих программ, которые появляются в этом списке, но в большинстве случаев, если результат хороший, стоит потратить деньги и усилия. Вот некоторые из лучших идей 3D-печати, которые вы можете реализовать.
Это немного дороговато и более надежно для изучения многих программ, которые появляются в этом списке, но в большинстве случаев, если результат хороший, стоит потратить деньги и усилия. Вот некоторые из лучших идей 3D-печати, которые вы можете реализовать.
Autodesk 3ds Max
Это программное обеспечение для 3D-моделирования является одним из лучших вариантов для операционной системы Windows. Он может похвастаться обширным набором инструментов и сравнительно прост в освоении, чем его аналоги. 3ds Max имеет умеренную цену с моделью подписки, поддерживающей структуру оплаты. Поскольку его бесплатная версия предлагает 30-дневный пробный период, любителям проще перейти на эту платную версию, что делает ее очень популярной среди новых платных пользователей. Ахиллесова пята этого инструмента 3D-моделирования заключается в том, что он доступен только для Windows. Огромная потеря для пользователей Mac, поскольку это один из лучших инструментов в этом списке.
Modo
Modo, разработанная Foundry, представляет собой универсальную и передовую программу 3D-моделирования, которая упрощает текстурирование и рендеринг.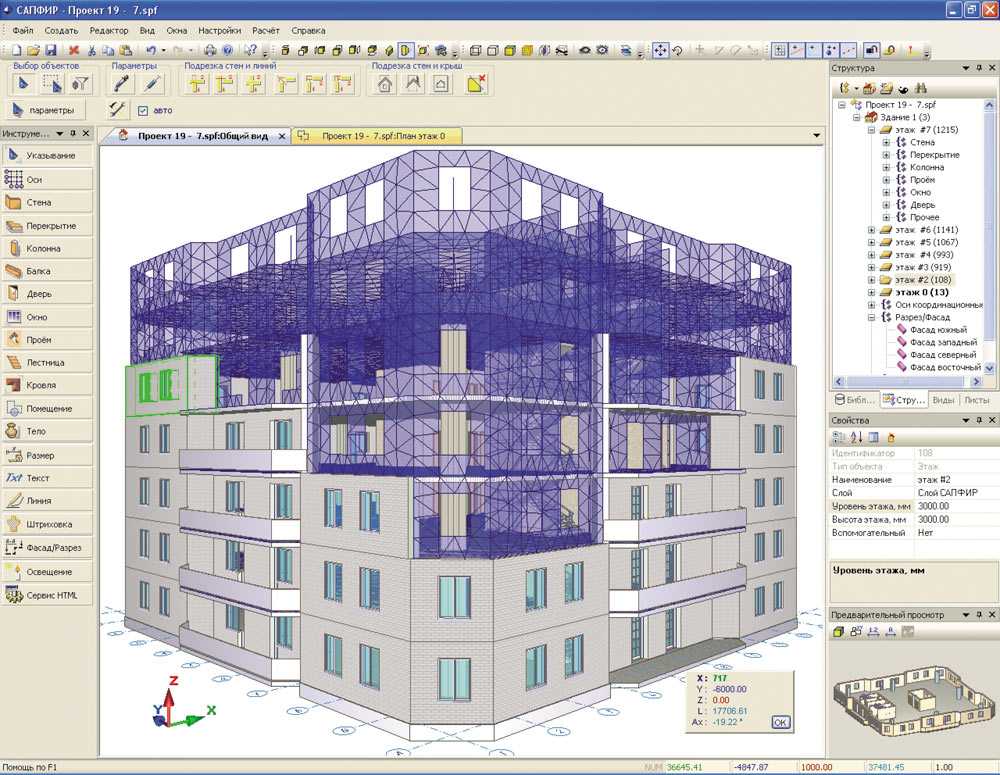 Modo разработан на основе идеи о том, что скорость и эффективность имеют первостепенное значение при создании 3D-проектов. Поэтому Foundry приложила значительные усилия, чтобы максимально уменьшить количество технических сбоев и препятствий. Как упоминалось ранее, его очень легко освоить по сравнению с Maya и ZBrush. Modo отлично справляется с созданием проектов среднего уровня, но работа с большими проектами усложняется. Кроме того, над набором инструментов нужно немного поработать, чтобы достичь уровня гигантов в бизнесе программного обеспечения для 3D-моделирования.
Modo разработан на основе идеи о том, что скорость и эффективность имеют первостепенное значение при создании 3D-проектов. Поэтому Foundry приложила значительные усилия, чтобы максимально уменьшить количество технических сбоев и препятствий. Как упоминалось ранее, его очень легко освоить по сравнению с Maya и ZBrush. Modo отлично справляется с созданием проектов среднего уровня, но работа с большими проектами усложняется. Кроме того, над набором инструментов нужно немного поработать, чтобы достичь уровня гигантов в бизнесе программного обеспечения для 3D-моделирования.
Autodesk Maya
Платная версия того же программного обеспечения, которое вы видели в бесплатном разделе этого блога, Autodesk Maya, является лучшим программным обеспечением для 3D-моделирования. С ним связана огромная ценность бренда, и он может похвастаться звездной пользовательской базой. Да. Pixar использует эту программу для 3D-моделирования. Тем не менее, цена немного высока, что сокращает некоторых потенциальных пользователей.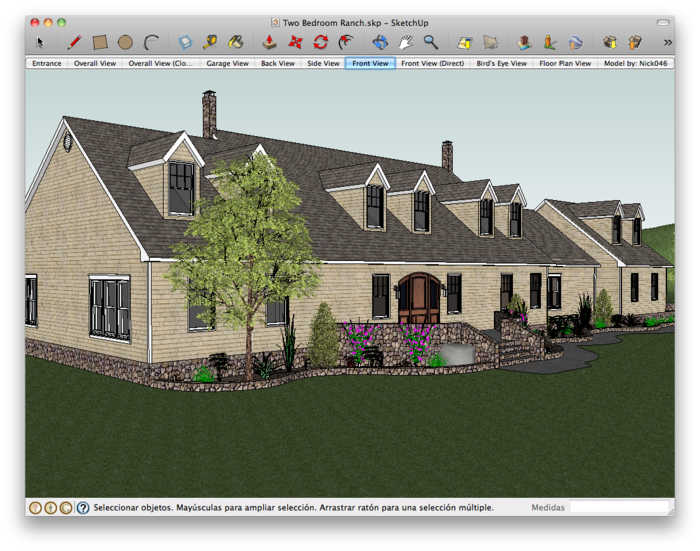 За последние несколько лет в Autodesk Maya были добавлены потрясающие функциональные возможности, что позволило ему превзойти конкурентов с точки зрения доходов и клиентской базы. Если вы серьезно относитесь к тому, чтобы превратить 3D-дизайн в карьеру, или если вы уже являетесь профессионалом и хотите добавить этот X-фактор в свое резюме, Autodesk Maya должен быть вашим первым выбором!
За последние несколько лет в Autodesk Maya были добавлены потрясающие функциональные возможности, что позволило ему превзойти конкурентов с точки зрения доходов и клиентской базы. Если вы серьезно относитесь к тому, чтобы превратить 3D-дизайн в карьеру, или если вы уже являетесь профессионалом и хотите добавить этот X-фактор в свое резюме, Autodesk Maya должен быть вашим первым выбором!
Autodesk Mudbox
Mudbox — еще один замечательный продукт от Autodesk. Он прост в использовании по сравнению с Maya и идеально подходит для 3D-редактирования и скульптуры. Чтобы добавить анимацию и другие функции, вам понадобится дополнительное программное обеспечение. Тем не менее, это отличный дополнительный инструмент для обучения. Это универсальный инструмент, который работает в операционных системах на базе Linux, системах Mac и Windows. Это тяжелое программное обеспечение, требующее 4 ГБ ОЗУ, и без проблем работает на 8 ГБ ОЗУ. Используйте Mudbox в качестве дополнительного инструмента к другим программам для 3D-моделирования, и вы не пожалеете об этом.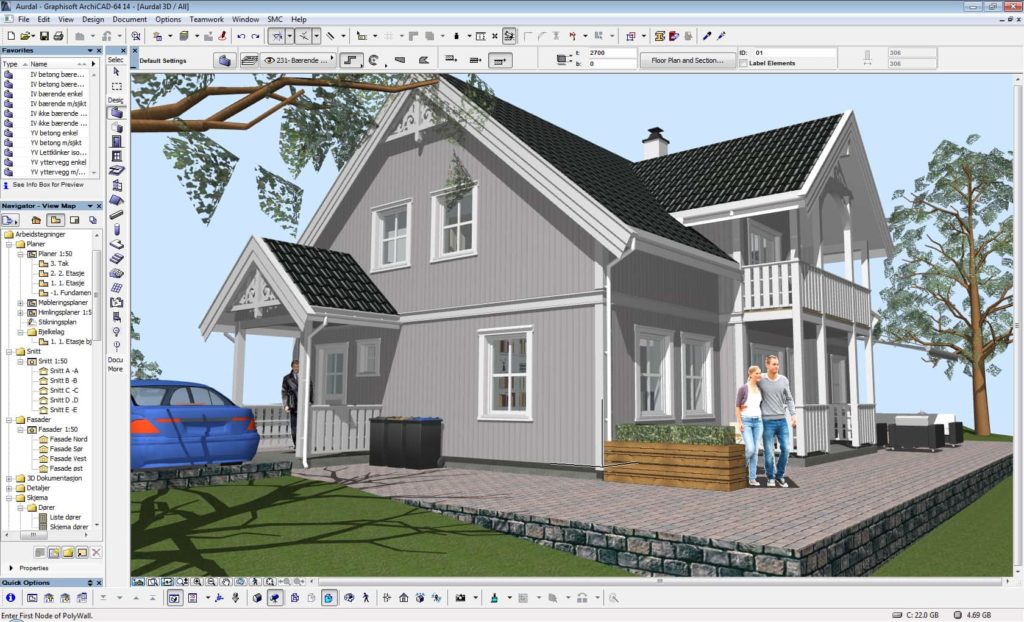
Houdini
Houdini — еще одна замечательная 3D-программа, доступная в настоящее время на рынке. Многие признанные корпоративные дизайнеры используют Houdini для обслуживания своих клиентов. Как и другие гиганты индустрии, Houdini трудно освоить, и он немного суров для кошелька. Но созданные дизайны находятся на другом уровне. Вы можете посетить их официальный сайт, чтобы просмотреть их блестящее портфолио. Он предлагает большую гибкость элементов управления, чем Autodesk Maya, и использует другие алгоритмы для анимации и рендеринга (процедурные на основе узлов). Приложив немного терпения и сильной воли, Houdini не займет много времени, чтобы освоить его, и оставаясь верным своему названию, изучив Houdini, вы станете волшебником в области 3D-дизайна.
Cinema 4D
Поскольку вы больше склонны к 3D-анимационной графике, Cinema 4D — это программное обеспечение для вас. Однако с ним связана огромная цена, поэтому убедитесь, что ваши требования соответствуют возможностям, предлагаемым этим программным обеспечением для 3D-моделирования. Они предлагают бесплатную пробную версию примерно на 40 дней, которая поможет вам принять это решение. Как только вы начнете использовать Cinema 4D, вы обнаружите, что кривая обучения, связанная с ним, довольно нетребовательна и упрощена. Для бесперебойной работы требуется 4 ГБ ОЗУ и видеокарта, и он доступен для операционных систем Mac, Linux и Windows.
Они предлагают бесплатную пробную версию примерно на 40 дней, которая поможет вам принять это решение. Как только вы начнете использовать Cinema 4D, вы обнаружите, что кривая обучения, связанная с ним, довольно нетребовательна и упрощена. Для бесперебойной работы требуется 4 ГБ ОЗУ и видеокарта, и он доступен для операционных систем Mac, Linux и Windows.
Rhinoceros
Сила и надежность исходят из названия этого программного обеспечения для 3D-графики, которое также очень универсально, когда речь идет о операционных системах и спецификациях процессора. Rhinoceros фокусируется на создании беспрепятственного дизайна с помощью простых в освоении инструментов и надстроек. Как упоминалось ранее, рендеринг происходит плавно и не замедляет работу системы, что идеально подходит для сложных анимаций и трансформирующихся 3D-дизайнов. Он поставляется с 90-дневной пробной версией, после чего вы должны заплатить несколько долларов, чтобы продолжить использовать программное обеспечение. Цена немного высока, но эта платформа для 3D-моделирования заслуживает того, чтобы ее опробовать.
Цена немного высока, но эта платформа для 3D-моделирования заслуживает того, чтобы ее опробовать.
Substance Designer
Substance Designer, одно из самых дешевых платных программ для 3D-моделирования в списке, фокусируется на создании реалистичных текстур. Все его гаджеты разработаны с учетом текстурирования и скинов. Вы можете использовать это программное обеспечение в качестве предшественника другого программного обеспечения в этом списке, потому что действительно, упомянутые выше возможности, предлагаемые Substance Designer, выходят за рамки номинала. Это одна из тех программ 3D-моделирования, которые легко освоить и которые быстро создают результаты. Еще одной сильной стороной Substance Designer является авторская разработка материалов (создание различных материалов с различными текстурами, атрибутами и свойствами; использование в качестве основы для других 3D-моделей).
Revit
Revit — это лучшее программное обеспечение для 3D-моделирования, разработанное Autodesk. Он специализируется на трехмерном архитектурном проектировании и проектировании конструкций. Цена немного выше, чем у других архитектурных инструментов, но оно того стоит. Техническая поддержка впечатляет, и программное обеспечение поставляется с 30-дневной гарантией возврата денег. В Revit доступно множество онлайн-руководств и образовательного контента, что отлично подходит для студентов, изучающих архитектуру. Легко поделиться своей работой с членами команды, а функции рендеринга также очень эффективны. Как и все продукты Autodesk, Revit излучает качество и надежность в своих операциях и результатах. Фантастический выбор как для студентов, так и для профессионалов отрасли, это воплощение программного обеспечения для 3D работает как на Mac, так и на Windows.
Он специализируется на трехмерном архитектурном проектировании и проектировании конструкций. Цена немного выше, чем у других архитектурных инструментов, но оно того стоит. Техническая поддержка впечатляет, и программное обеспечение поставляется с 30-дневной гарантией возврата денег. В Revit доступно множество онлайн-руководств и образовательного контента, что отлично подходит для студентов, изучающих архитектуру. Легко поделиться своей работой с членами команды, а функции рендеринга также очень эффективны. Как и все продукты Autodesk, Revit излучает качество и надежность в своих операциях и результатах. Фантастический выбор как для студентов, так и для профессионалов отрасли, это воплощение программного обеспечения для 3D работает как на Mac, так и на Windows.
SelfCAD
Это еще одна замечательная программа, выпущенная совсем недавно. Это онлайн-программное обеспечение для 3D-моделирования, предназначенное как для начинающих, так и для профессионалов в области 3D-моделирования. SelfCAD имеет простой и интуитивно понятный интерфейс, облегчающий начало работы. Это единственная программа, которая объединила технические, художественные инструменты и инструменты 3D-печати в одном приложении. В дополнение к этому, можно также анимировать свои проекты в программе, используя функцию анимации. Встроенный слайсер SelfCAD позволяет вам нарезать свои проекты для создания G-кода, который вы можете отправить на свой принтер. На Youtube и в разделе учебных пособий на их веб-сайте есть много учебных пособий Youtube, которые помогут быстро начать работу.
SelfCAD имеет простой и интуитивно понятный интерфейс, облегчающий начало работы. Это единственная программа, которая объединила технические, художественные инструменты и инструменты 3D-печати в одном приложении. В дополнение к этому, можно также анимировать свои проекты в программе, используя функцию анимации. Встроенный слайсер SelfCAD позволяет вам нарезать свои проекты для создания G-кода, который вы можете отправить на свой принтер. На Youtube и в разделе учебных пособий на их веб-сайте есть много учебных пособий Youtube, которые помогут быстро начать работу.
SelfCAD имеет как бесплатные, так и платные варианты. С бесплатной учетной записью у вас есть доступ ко всем инструментам, но вы не можете экспортировать свои проекты.
AutoCAD
AutoCAD, одно из наиболее широко используемых программ для 3D-моделирования как в учреждениях, так и на предприятиях, представляет собой универсальный и мощный инструмент для создания чертежей зданий и архитектурных проектов. AutoCAD имеет множество онлайн-руководств и пошаговых руководств, что делает его фаворитом среди студентов. Благодаря современному набору инструментов и эффективным алгоритмам рендеринга AutoCAD является лучшим в своем роде. Он отлично работает как на Mac, так и на Windows и гарантирует бесперебойную работу пользователей. Навыки AutoCAD считаются необходимым условием для многих инженеров-строителей, которые подают заявки в строительные и архитектурные фирмы.
AutoCAD имеет множество онлайн-руководств и пошаговых руководств, что делает его фаворитом среди студентов. Благодаря современному набору инструментов и эффективным алгоритмам рендеринга AutoCAD является лучшим в своем роде. Он отлично работает как на Mac, так и на Windows и гарантирует бесперебойную работу пользователей. Навыки AutoCAD считаются необходимым условием для многих инженеров-строителей, которые подают заявки в строительные и архитектурные фирмы.
Связанный : Вы можете ознакомиться с альтернативами AutoCAD с открытым исходным кодом
OnShape
OnShape предлагает центральное рабочее пространство, где различные члены команды могут совместно создавать потрясающие 3D-модели. Профессионалы и корпоративные сотрудники предпочитают использовать OnShape из-за его фантастических возможностей управления проектами. Помимо этого, OnShape — это программное обеспечение для 3D-моделирования, которое работает с облачной моделью SaaS. У него есть центральный репозиторий, который может иметь ветки, очень похожие на репозитории программирования, такие как Github. Он работает как на Mac, так и на Windows и не так требователен к бюджету. У него также есть бесплатная версия, но она не предлагает много функций.
Он работает как на Mac, так и на Windows и не так требователен к бюджету. У него также есть бесплатная версия, но она не предлагает много функций.
Poser
Poser вращается вокруг проектирования человеческих лиц и персонажей с использованием алгоритмов, которые помогают в быстром проектировании путем изменения «базовой фигуры». Вы можете не только создавать человеческие персонажи, но и создавать фоны, импортируя огромные материалы. Poser — это независимый инструмент, которого достаточно, чтобы удовлетворить все ваши требования от А до Я. Как и другие программы в этом списке, вы можете легко работать с форматами cr2, pz2 и obj.
Renderosity — это официальная торговая площадка Poser.
Snaptrude
Snaptrude — это инновационное и запатентованное программное обеспечение BIM для архитектуры и дизайна интерьеров, которое помогает архитекторам и дизайнерам интерьеров выполнить процесс проектирования из эскиза в BIM за несколько минут, а не часов! Это позволяет им быстро реализовать несколько вариантов дизайна с одинаковым уровнем точности и результатов проектирования.
Вот некоторые ключевые особенности Snaptrude:
- Создавайте молниеносные итерации дизайна и создавайте автоматические интерьеры с более чем 1000 вариантов мебели
- Провести технико-экономическое обоснование площадки вместе с теневым анализом.
- Преобразование концептуальных моделей в BIM одним нажатием кнопки
- Автоматическое преобразование ручного эскиза в BIM
- CAD в BIM. Быстрое преобразование из 2D в 3D
- Эскиз в BIM.
Заключение
Мы знаем, что выбор подходящего программного обеспечения для 3D-моделирования — непростое решение, особенно когда цены такие высокие. Но поверьте нам, деньги стоят результата. 3D-моделирование — это само по себе искусство, которое требует от художника весьма творческого подхода. Наряду с этим необходим и здравый технический ум. Некоторые из программ для 3D-моделирования (в основном бесплатные) из этого списка помогут вам начать это невероятное путешествие. Как только вы освоитесь, вы сможете самостоятельно судить и выбирать, какое программное обеспечение совместимо с вашим стилем работы, удовлетворяет все ваши требования и, самое главное, дает наилучшие результаты.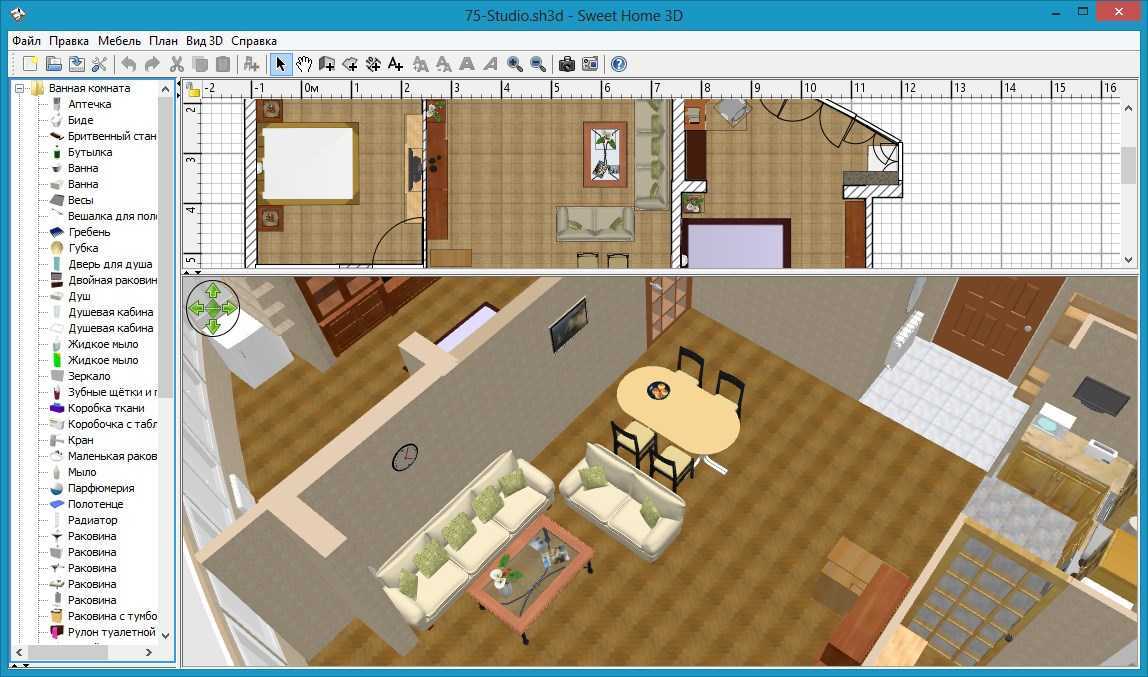 Удачного проектирования!
Удачного проектирования!
Часто задаваемые вопросы
Какое программное обеспечение лучше всего подходит для 3D-моделирования?
Blender — это программное обеспечение с открытым исходным кодом, которое считается одним из лучших и наиболее полных программ для 3D-моделирования и анимации.
Какое программное обеспечение нельзя использовать для 3D-моделирования и САПР?
Adobe Premiere Pro не предназначен для 3D-моделирования или приложений САПР и не может использоваться для этих целей.
Какое программное обеспечение для 3D используют дизайнеры?
Blender, Vue и AutoDesk Maya — популярные программы для 3D-моделирования, используемые дизайнерами.
Сложно ли заниматься 3D-моделированием?
Как и любому другому навыку, 3D-моделированию нужно научиться. Требуется время, терпение и много практики, чтобы освоить основы, а затем двигаться дальше. В целом, как и любой другой вид искусства, 3D-моделирование может занять много времени и требует большого количества деталей.
 10.2007 N 229-ФЗ
10.2007 N 229-ФЗ
 Не предприняв действий по исключению из Единого государственного реестра индивидуальных предпринимателей, предприниматель сохраняет статус индивидуального предпринимателя и обязан уплачивать упомянутые страховые взносы, независимо от того, осуществляет он предпринимательскую деятельность или нет, и факта получения дохода от этой деятельности.
Не предприняв действий по исключению из Единого государственного реестра индивидуальных предпринимателей, предприниматель сохраняет статус индивидуального предпринимателя и обязан уплачивать упомянутые страховые взносы, независимо от того, осуществляет он предпринимательскую деятельность или нет, и факта получения дохода от этой деятельности. 08.2016 — до подачи СНТ «Наука» настоящего иска. Вместе с тем, указанное не свидетельствует о том, что ИП ***** не оказала ***** услуг и не проконсультировала последнюю в связи с рассмотрением судом настоящего дела, как это предусмотрено в 1.2 договора.
08.2016 — до подачи СНТ «Наука» настоящего иска. Вместе с тем, указанное не свидетельствует о том, что ИП ***** не оказала ***** услуг и не проконсультировала последнюю в связи с рассмотрением судом настоящего дела, как это предусмотрено в 1.2 договора. Доверенности, выданные военнослужащими, работниками воинских частей, соединений, учреждений, военных образовательных организаций или членами их семей, могут удостоверяться командиром (начальником) соответствующих воинских части, соединения, учреждения, военной образовательной организации. Доверенности лиц, находящихся в местах содержания под стражей или в местах лишения свободы, могут удостоверяться начальником соответствующего учреждения.
Доверенности, выданные военнослужащими, работниками воинских частей, соединений, учреждений, военных образовательных организаций или членами их семей, могут удостоверяться командиром (начальником) соответствующих воинских части, соединения, учреждения, военной образовательной организации. Доверенности лиц, находящихся в местах содержания под стражей или в местах лишения свободы, могут удостоверяться начальником соответствующего учреждения. Указанная доверенность в электронной форме должна быть подписана квалифицированной электронной подписью, указанной в пункте 1 настоящей статьи, или квалифицированной электронной подписью лица, которому выдана доверенность с правом передоверия, или квалифицированной электронной подписью нотариуса в случае, если доверенность удостоверена нотариусом. В случае, если указанная доверенность выдана в порядке передоверия, представляется также доверенность, допускающая возможность указанного передоверия, подписанная квалифицированной электронной подписью, указанной в пункте 1 настоящей статьи, или квалифицированной электронной подписью нотариуса, если доверенность удостоверена нотариусом. Представление доверенности осуществляется посредством ее включения в пакет электронных документов, если иной порядок представления такой доверенности не предусмотрен требованиями, установленными Правительством Российской Федерации.
Указанная доверенность в электронной форме должна быть подписана квалифицированной электронной подписью, указанной в пункте 1 настоящей статьи, или квалифицированной электронной подписью лица, которому выдана доверенность с правом передоверия, или квалифицированной электронной подписью нотариуса в случае, если доверенность удостоверена нотариусом. В случае, если указанная доверенность выдана в порядке передоверия, представляется также доверенность, допускающая возможность указанного передоверия, подписанная квалифицированной электронной подписью, указанной в пункте 1 настоящей статьи, или квалифицированной электронной подписью нотариуса, если доверенность удостоверена нотариусом. Представление доверенности осуществляется посредством ее включения в пакет электронных документов, если иной порядок представления такой доверенности не предусмотрен требованиями, установленными Правительством Российской Федерации. spamhaus.org
spamhaus.org
 0.0.10-11
0.0.10-11 Чтобы убедиться, что вы имеете право на бесплатное использование, ознакомьтесь с условиями:
Чтобы убедиться, что вы имеете право на бесплатное использование, ознакомьтесь с условиями: Знание этого поможет вам понять, что вы могли сделать неправильно, если ваш IP-адрес был замечен в ZEN.
Знание этого поможет вам понять, что вы могли сделать неправильно, если ваш IP-адрес был замечен в ZEN.

 Вот несколько вещей, с которых можно начать:
Вот несколько вещей, с которых можно начать:
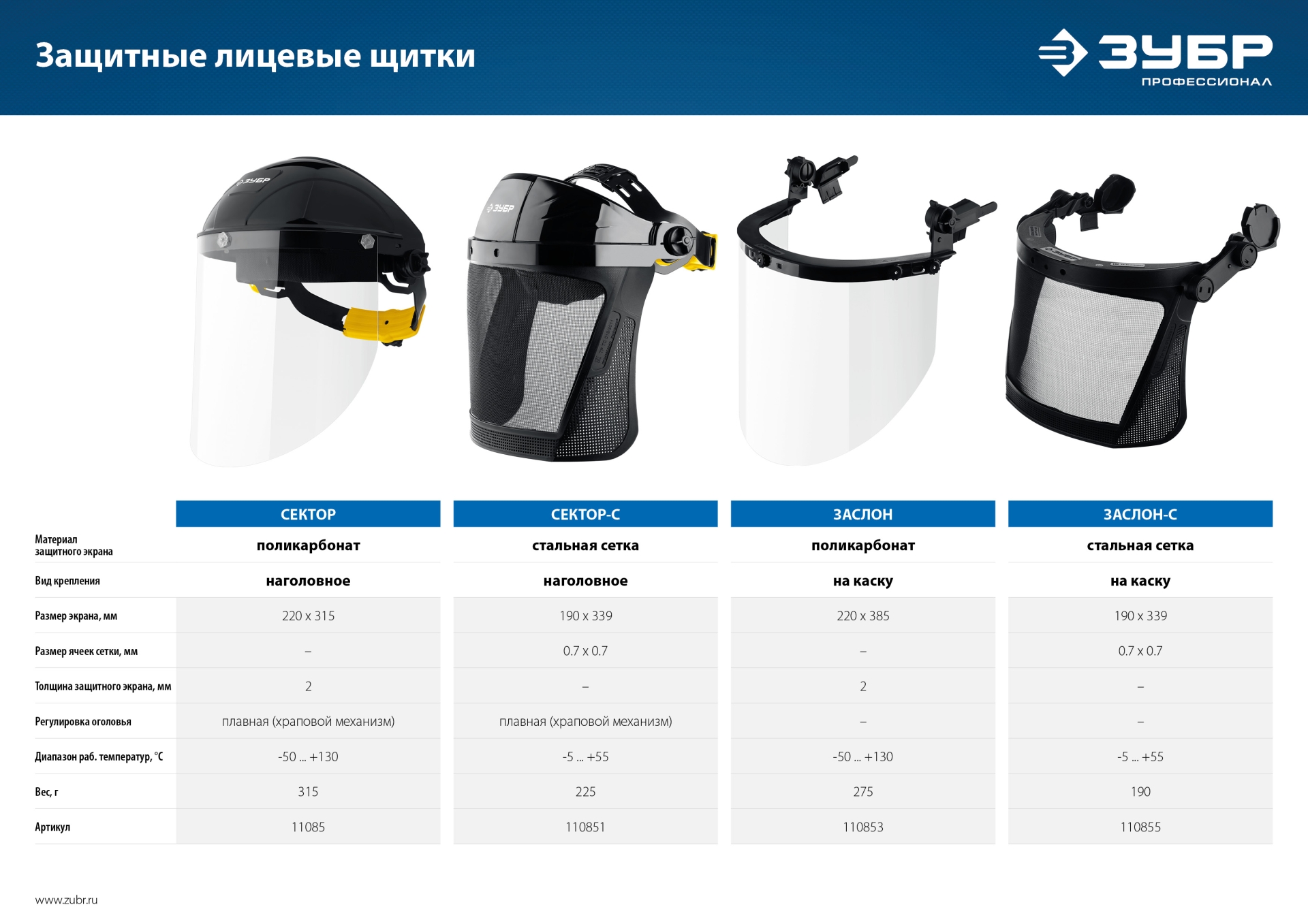
 Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
 Практически у всех ножевых ножниц имеются два ножа, закрепленные под определенным углом от 7 до 12 градусов. Форма ножей и угол, под которым они расположены, различаются и зависят от типа и назначения тех или иных ножниц по металлу.
Практически у всех ножевых ножниц имеются два ножа, закрепленные под определенным углом от 7 до 12 градусов. Форма ножей и угол, под которым они расположены, различаются и зависят от типа и назначения тех или иных ножниц по металлу. Одни виды ножниц по металлу подходят для того, чтобы резать металл на ровные куски по прямой линии, другие типы ножниц используются для вырезания фигурных фрагментов или для проделывания в листе отверстий.
Одни виды ножниц по металлу подходят для того, чтобы резать металл на ровные куски по прямой линии, другие типы ножниц используются для вырезания фигурных фрагментов или для проделывания в листе отверстий.

 Кроме того, фигурную резку осуществлять ножевыми электрическими ножницами сложно.
Кроме того, фигурную резку осуществлять ножевыми электрическими ножницами сложно.
 org/Breadcrumb»>
org/Breadcrumb»>

 Вы можете найти больше информации здесь .
Вы можете найти больше информации здесь .

 07.2006 г. №152-ФЗ
07.2006 г. №152-ФЗ

 ПОСУД СТОЛОВИЙ (КРІМ ПОСУДИН ДЛЯ ПИТТЯ) АБО КУХОННИЙ, КРІМ ВИРОБЛЕНОГО ІЗ СКЛОКЕРАМІКИ, МЕХАНІЧНОГО ВИГОТОВЛЕННЯ:ПОСУД СКЛЯНИЙАРТ.53674 КАРАФА КВАДРАТНА 0,25L S/STOPPER — 204ШТ;КРАЇНА ВИРОБНИЦТВА : EU/SI;ТОРГОВЕЛЬНА МАРКА — ТМ ARCOROC;ВИРОБНИК : EURO GLASS COLOR LIMITED, СЛОВЕНІЯ
ПОСУД СТОЛОВИЙ (КРІМ ПОСУДИН ДЛЯ ПИТТЯ) АБО КУХОННИЙ, КРІМ ВИРОБЛЕНОГО ІЗ СКЛОКЕРАМІКИ, МЕХАНІЧНОГО ВИГОТОВЛЕННЯ:ПОСУД СКЛЯНИЙАРТ.53674 КАРАФА КВАДРАТНА 0,25L S/STOPPER — 204ШТ;КРАЇНА ВИРОБНИЦТВА : EU/SI;ТОРГОВЕЛЬНА МАРКА — ТМ ARCOROC;ВИРОБНИК : EURO GLASS COLOR LIMITED, СЛОВЕНІЯ
 15 ШТ., ВЕС: 6,98 КГ 2. МЕСТА 1, 1 КОРОБКА ДЛЯ КАРТ 8. 000 11. 02 ОБЩЕЕ КОЛ-ВО. СИДЕНЬЯ: 1
15 ШТ., ВЕС: 6,98 КГ 2. МЕСТА 1, 1 КОРОБКА ДЛЯ КАРТ 8. 000 11. 02 ОБЩЕЕ КОЛ-ВО. СИДЕНЬЯ: 1 У ВНУТРІШНЬОМУ ПРОСТОРІ КОРОБКИ МАЮТЬ ВСТАВКИ ІЗ ОТВОРОМ СПЕЦИФІЧНОЇ ФОРМИ ДЛЯ РМІЩЕННЯ ПЛЯШКИ ДЛЯ ІГРИСТИХ ВИН; КОРОБКА СУВЕНІРНА ДВОМІСНА «BRUT ROSE — SEMI SWEET WHITE» МАЄ ВСТАВКУ З ДВОМА ОТВОРАМИ ДЛЯ РОЗМІЩЕННЯ ПЛЯШОК ДЛЯ ІГРИСТИХ ВИН, А ТАКОЖ ОТВОРИ ДЛЯ РОЗМІЩЕННЯ ІНШИХ ПРЕДМЕТІВ (ТРИ КРУГЛИХ ОТВОРИ ТА ОДИН ПРЯМОКУТНИЙ).ВИРОБНИК: EURO GLASS COLOR, ЄС
У ВНУТРІШНЬОМУ ПРОСТОРІ КОРОБКИ МАЮТЬ ВСТАВКИ ІЗ ОТВОРОМ СПЕЦИФІЧНОЇ ФОРМИ ДЛЯ РМІЩЕННЯ ПЛЯШКИ ДЛЯ ІГРИСТИХ ВИН; КОРОБКА СУВЕНІРНА ДВОМІСНА «BRUT ROSE — SEMI SWEET WHITE» МАЄ ВСТАВКУ З ДВОМА ОТВОРАМИ ДЛЯ РОЗМІЩЕННЯ ПЛЯШОК ДЛЯ ІГРИСТИХ ВИН, А ТАКОЖ ОТВОРИ ДЛЯ РОЗМІЩЕННЯ ІНШИХ ПРЕДМЕТІВ (ТРИ КРУГЛИХ ОТВОРИ ТА ОДИН ПРЯМОКУТНИЙ).ВИРОБНИК: EURO GLASS COLOR, ЄС
 7″СЕРЕБРЯНЫЙ СТЕКЛЯННЫЙ ШАР BX6 PB4″EUROGLASS HOLIDAY ORNX6, PB3.2″RED» СТЕКЛЯННЫЙ ШАР X4 CERAMIC 11″CLASSIC LANTERN SANTA CERAMIC 12″CLASSIC ROOFTOP SANTA CERAMIC 11″ КЛАССИЧЕСКИЕ САНИ САНТА 25″ ГОРДЫЙ ПАВЛИН МЕТАЛЛ, КЕРАМИКА 12″ КЛАССИЧЕСКИЙ САНТА НА ПОЕЗДЕ МЕТАЛЛ 10,5″ РОГА ОЛЕНЯ, 9′ RALEIGH BEADED GARLAND CERAMIC UL7-9″JACK-O-LANTERN TRIO ОБЩИЕ ТОВАРЫ (ПРАЗДНИЧНЫЕ УКРАШЕНИЯ)
7″СЕРЕБРЯНЫЙ СТЕКЛЯННЫЙ ШАР BX6 PB4″EUROGLASS HOLIDAY ORNX6, PB3.2″RED» СТЕКЛЯННЫЙ ШАР X4 CERAMIC 11″CLASSIC LANTERN SANTA CERAMIC 12″CLASSIC ROOFTOP SANTA CERAMIC 11″ КЛАССИЧЕСКИЕ САНИ САНТА 25″ ГОРДЫЙ ПАВЛИН МЕТАЛЛ, КЕРАМИКА 12″ КЛАССИЧЕСКИЙ САНТА НА ПОЕЗДЕ МЕТАЛЛ 10,5″ РОГА ОЛЕНЯ, 9′ RALEIGH BEADED GARLAND CERAMIC UL7-9″JACK-O-LANTERN TRIO ОБЩИЕ ТОВАРЫ (ПРАЗДНИЧНЫЕ УКРАШЕНИЯ) ЕВРО-СТЕКЛО ST 3L/2 —
ЕВРО-СТЕКЛО ST 3L/2 — 230В, МОДЕЛЬ: ЕВРО СТЕКЛО СТ 3Л/2-16ШТ КОД ОКП 34 6100
230В, МОДЕЛЬ: ЕВРО СТЕКЛО СТ 3Л/2-16ШТ КОД ОКП 34 6100
 ДОГОВОРА: WH0906-150
ДОГОВОРА: WH0906-150 COM.MX УВЕДОМЛЕНИЕ 2: MEXICANA OPERADORA DE TANQUES, SA DE CV ALVARO OBREGON # 151 PISO 8 INT. Б КОЛ. РОМА ДЕЛЕГ. CUAUHTEMOC MEXICO DF 06700 НДС №. GRUPO ESP.: GEA011127IY1 ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ О ГРУЗОПОЛУЧАТЕЛЕ: (НОМЕР ФАКСА: QUIMIKAO: 52-36880861)
COM.MX УВЕДОМЛЕНИЕ 2: MEXICANA OPERADORA DE TANQUES, SA DE CV ALVARO OBREGON # 151 PISO 8 INT. Б КОЛ. РОМА ДЕЛЕГ. CUAUHTEMOC MEXICO DF 06700 НДС №. GRUPO ESP.: GEA011127IY1 ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ О ГРУЗОПОЛУЧАТЕЛЕ: (НОМЕР ФАКСА: QUIMIKAO: 52-36880861)

 На данный момент существуют таможенные данные 32 стран при большом экспорте-импорте. Вы можете искать покупателей из США, Великобритании, Пакистана,
На данный момент существуют таможенные данные 32 стран при большом экспорте-импорте. Вы можете искать покупателей из США, Великобритании, Пакистана, Закажите сегодня, чтобы гарантировать, что у вас никогда не будет дефицита средств индивидуальной защиты в вашем отделе. Предложения включают индивидуальную маркировку крупных заказов. | Средства индивидуальной защиты Summit Medical
Закажите сегодня, чтобы гарантировать, что у вас никогда не будет дефицита средств индивидуальной защиты в вашем отделе. Предложения включают индивидуальную маркировку крупных заказов. | Средства индивидуальной защиты Summit Medical Защитные щитки
Защитные щитки Наши лицевые щитки — отличное дополнение к вашим процедурам инфекционного контроля.
Наши лицевые щитки — отличное дополнение к вашим процедурам инфекционного контроля.
 Ленточные ножи поставляются в разных вариантах: с простым столом и двухскоростные (два шкива), со столом с поддувом воздуха, с системой плавной регулировки скорости (рекомендуется для синтетических тканей), а также с регулировкой скорости и поддувом.
Ленточные ножи поставляются в разных вариантах: с простым столом и двухскоростные (два шкива), со столом с поддувом воздуха, с системой плавной регулировки скорости (рекомендуется для синтетических тканей), а также с регулировкой скорости и поддувом. При обрыве ленты, она попадает внутрь ножа.
При обрыве ленты, она попадает внутрь ножа. 00 руб
00 руб

 Москва, пр-т Буденного, д. 1/1, корп. 2 | тел. (985) 178-88-38, (495) 779-0333
Москва, пр-т Буденного, д. 1/1, корп. 2 | тел. (985) 178-88-38, (495) 779-0333 Доставка по России!
Доставка по России!

 Внешне принцип действия ленточного ножа напоминает работу пилы, которая скорее не режет, а именно зубьями, находящимися по периметру ножа распиливает продукцию.
Внешне принцип действия ленточного ножа напоминает работу пилы, которая скорее не режет, а именно зубьями, находящимися по периметру ножа распиливает продукцию.
 Эластичные ленточные ножи легко переносят любое положение.
Эластичные ленточные ножи легко переносят любое положение.

 Это не просто заявление Симмонса о качестве. Это менталитет, который сохранил
Это не просто заявление Симмонса о качестве. Это менталитет, который сохранил




 Независимо от того, есть ли у вас опыт работы со сталью или вы новичок в этом сказочном металле, этот мастер-класс предоставит вам навыки, необходимые для создания красивых украшений из травленой стали с сиянием золота с использованием процесса Keum Boo.
Независимо от того, есть ли у вас опыт работы со сталью или вы новичок в этом сказочном металле, этот мастер-класс предоставит вам навыки, необходимые для создания красивых украшений из травленой стали с сиянием золота с использованием процесса Keum Boo. , 14:00-17:00 процесс и гибкость в эффектах. В этой демонстрации, ориентированной на методы, мы познакомимся с захватывающим миром сплавления порошкового золота и других металлов со сталью.
, 14:00-17:00 процесс и гибкость в эффектах. В этой демонстрации, ориентированной на методы, мы познакомимся с захватывающим миром сплавления порошкового золота и других металлов со сталью. Вам будет предложено изучить методы, которые вы раньше не использовали. Это будет тяжело, но это также освободит вас!
Вам будет предложено изучить методы, которые вы раньше не использовали. Это будет тяжело, но это также освободит вас! Методы, представленные на уроке: формовка и подъем меди, клепка, прокалывание (с использованием ювелирной пилы), а также кожа и крепления с люверсами / шнуровкой, чтобы сделать бюстье пригодным для носки и готовым для всех ваших потребностей воина.
Методы, представленные на уроке: формовка и подъем меди, клепка, прокалывание (с использованием ювелирной пилы), а также кожа и крепления с люверсами / шнуровкой, чтобы сделать бюстье пригодным для носки и готовым для всех ваших потребностей воина. Вместо этого мы будем намного короче беглых демонстраций освежения знаний, чтобы большую часть времени можно было потратить на работу над отдельными частями с более личным руководством по мере развития работ. Класс по-прежнему ориентирован на технику, а не на проект. Студенты по-прежнему не могут закончить произведение во время урока. (Полная погоня за судном просто занимает много времени!) Готовые медные сосуды снова будут доступны для работы учащимся.
Вместо этого мы будем намного короче беглых демонстраций освежения знаний, чтобы большую часть времени можно было потратить на работу над отдельными частями с более личным руководством по мере развития работ. Класс по-прежнему ориентирован на технику, а не на проект. Студенты по-прежнему не могут закончить произведение во время урока. (Полная погоня за судном просто занимает много времени!) Готовые медные сосуды снова будут доступны для работы учащимся. Студенты получат практический опыт, уйдя с набором тестовых плиток, которые они создали.
Студенты получат практический опыт, уйдя с набором тестовых плиток, которые они создали. .?
.? MetalArtStudio.com является эксклюзивным представителем нескольких талантливых современных дизайнеров и художников, которые создают свои произведения искусства, используя различные техники; часто включает некоторую комбинацию репродукций жикле, основанных на фотографии, картинах на холсте и / или оригиналах, раскрашенных в цифровом виде. Результатом является высокоспециализированная художественная репродукция на уникальном носителе, которую можно идеально воссоздать или настроить в различных размерах, цветовых схемах и в неограниченном количестве.
MetalArtStudio.com является эксклюзивным представителем нескольких талантливых современных дизайнеров и художников, которые создают свои произведения искусства, используя различные техники; часто включает некоторую комбинацию репродукций жикле, основанных на фотографии, картинах на холсте и / или оригиналах, раскрашенных в цифровом виде. Результатом является высокоспециализированная художественная репродукция на уникальном носителе, которую можно идеально воссоздать или настроить в различных размерах, цветовых схемах и в неограниченном количестве.

 фото Е). Вспомните, как нужно правильно гладить кошку или собаку.
фото Е). Вспомните, как нужно правильно гладить кошку или собаку. Теперь опилите каждый пакет шпона, как показано на фото Е.
Теперь опилите каждый пакет шпона, как показано на фото Е. Приклейте их сначала малярным скотчем к краю линейки (фото F), прежде чем соединить друг с другом. Продолжайте сборку до тех пор, пока каждый квадрант не будет состоять из семи кленовых и шести ореховых треугольников. Свободная от малярного скотча сторона впоследствии будет лицевой стороной орнамента.
Приклейте их сначала малярным скотчем к краю линейки (фото F), прежде чем соединить друг с другом. Продолжайте сборку до тех пор, пока каждый квадрант не будет состоять из семи кленовых и шести ореховых треугольников. Свободная от малярного скотча сторона впоследствии будет лицевой стороной орнамента.
 Заклейте скотчем всю поверхность набора (фото Н) и удалите кусочки скотча с противоположной (нижней) стороны.
Заклейте скотчем всю поверхность набора (фото Н) и удалите кусочки скотча с противоположной (нижней) стороны. Подготовьте две основы А для игровых полей, выпилив их из МДФ толщиной 6 мм, четыре прижимные плиты из МДФ толщиной 19 мм и лва куска шпона махагони размерами 255×432 мм. Равномерно нанесите на основу белый клей ПВА и положите сверху лист шпона. Накройте шпон листом вощеной бумаги и сожмите пакет струбцинами между двумя плитами МДФ толщиной 19 мм. Когда клей высохнет, удалите струбцины и наклейте шпон на вторую основу для игрового поля.
Подготовьте две основы А для игровых полей, выпилив их из МДФ толщиной 6 мм, четыре прижимные плиты из МДФ толщиной 19 мм и лва куска шпона махагони размерами 255×432 мм. Равномерно нанесите на основу белый клей ПВА и положите сверху лист шпона. Накройте шпон листом вощеной бумаги и сожмите пакет струбцинами между двумя плитами МДФ толщиной 19 мм. Когда клей высохнет, удалите струбцины и наклейте шпон на вторую основу для игрового поля. 2).
2). 2). Теперь опилите заготовки до окончательной длины, сделав на концах скосы для соединения на ус (рис. 3).
2). Теперь опилите заготовки до окончательной длины, сделав на концах скосы для соединения на ус (рис. 3). Выпилите длинные перегородки D. Прибавьте к диаметру имеющихся у вас игровых шашек 3 мм, чтобы определить положение перегородок. Приклейте длинные перегородки на место. Затем выпилите короткие перегородки Е, длина которых зависит от положения длинных. (В нашем случае короткие перегородки имели длину 35 мм.) Приклейте короткие перегородки на место (рис. 3).
Выпилите длинные перегородки D. Прибавьте к диаметру имеющихся у вас игровых шашек 3 мм, чтобы определить положение перегородок. Приклейте длинные перегородки на место. Затем выпилите короткие перегородки Е, длина которых зависит от положения длинных. (В нашем случае короткие перегородки имели длину 35 мм.) Приклейте короткие перегородки на место (рис. 3). Нанесите три слоя бесцветного покрытия (мы использовали полуматовый нитролак в аэрозольной упаковке) и пригласите приятеля, чтобы провести с ним вечер за увлекательной игрой.
Нанесите три слоя бесцветного покрытия (мы использовали полуматовый нитролак в аэрозольной упаковке) и пригласите приятеля, чтобы провести с ним вечер за увлекательной игрой.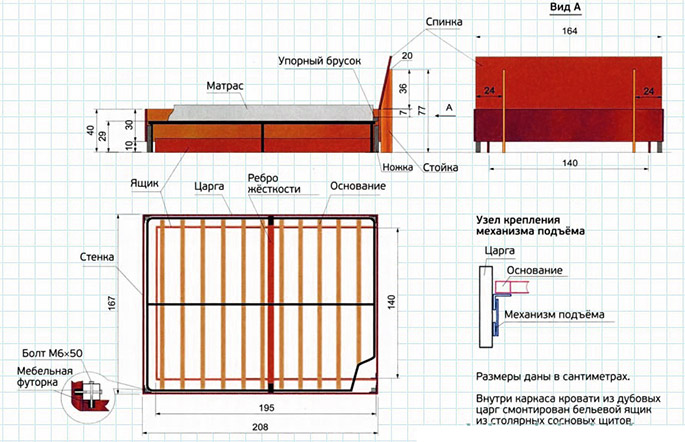
 Чтобы закрепить накрепко верхние пластины, примените латунные шурупы. Теперь необходим пильный станок. Необходимо пройтись по каждому краю пакета. Лучше брать 60 зубьев. Теперь разверните пакет в противоположную сторону и прижмите его прямым краем к продольному упору. Сделайте опиливание станком второго края пакета. Вы должны добиться 33 мм ширины.
Чтобы закрепить накрепко верхние пластины, примените латунные шурупы. Теперь необходим пильный станок. Необходимо пройтись по каждому краю пакета. Лучше брать 60 зубьев. Теперь разверните пакет в противоположную сторону и прижмите его прямым краем к продольному упору. Сделайте опиливание станком второго края пакета. Вы должны добиться 33 мм ширины.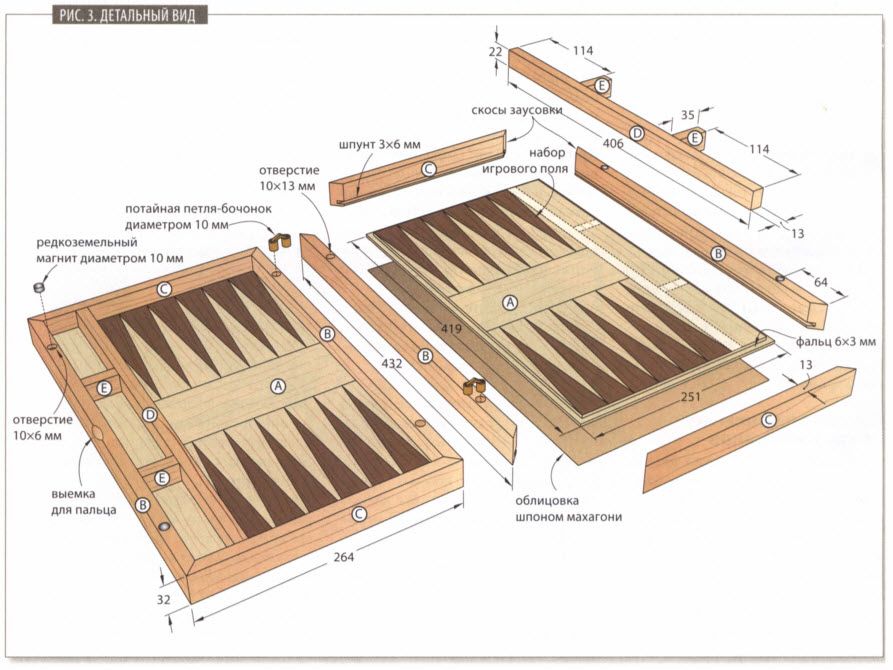

 youtube.com/embed/YOQHQ2btbh5?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/YOQHQ2btbh5?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>  Если вы приобрели шашки турнирного стандартного размера, они должны быть 1,75 дюйма в диаметре. Вам понадобится двенадцать из них, чтобы они могли удобно расположиться в центре вашего игрового поля. Это даст вам измерение ширины доски. Он должен составить от 21 до 22 дюймов. Чтобы найти длину доски, положите 13 шашек рядом. Это даст вам достаточно места для 12 пунктов (цветные треугольные отметки на доске), по шесть на каждой домашней стороне и место в центре для ваших захваченных шашек. Длина вашей доски должна составлять от 23 до 24 дюймов. Как только вы определили размер своего игрового поля, отцентрируйте его на деревянной доске и отметьте границы. Вам понадобятся границы шириной не менее 1–2 дюймов — больше, если вы планируете построить приподнятые границы вокруг игрового поля (пример приподнятых деревянных краев см. на фотографии).
Если вы приобрели шашки турнирного стандартного размера, они должны быть 1,75 дюйма в диаметре. Вам понадобится двенадцать из них, чтобы они могли удобно расположиться в центре вашего игрового поля. Это даст вам измерение ширины доски. Он должен составить от 21 до 22 дюймов. Чтобы найти длину доски, положите 13 шашек рядом. Это даст вам достаточно места для 12 пунктов (цветные треугольные отметки на доске), по шесть на каждой домашней стороне и место в центре для ваших захваченных шашек. Длина вашей доски должна составлять от 23 до 24 дюймов. Как только вы определили размер своего игрового поля, отцентрируйте его на деревянной доске и отметьте границы. Вам понадобятся границы шириной не менее 1–2 дюймов — больше, если вы планируете построить приподнятые границы вокруг игрового поля (пример приподнятых деревянных краев см. на фотографии). В основании шипы должны быть примерно такой же ширины, как и шашки, 1,75 дюйма. Вы можете сужать их так резко или постепенно, как хотите. Имейте в виду, что на традиционных досках пять шашек могут располагаться на одной фишке, и вы все равно будете видеть кончик фишки, выступающий за пятую шашку. Используйте линейку, чтобы точки были ровными и прямыми.
В основании шипы должны быть примерно такой же ширины, как и шашки, 1,75 дюйма. Вы можете сужать их так резко или постепенно, как хотите. Имейте в виду, что на традиционных досках пять шашек могут располагаться на одной фишке, и вы все равно будете видеть кончик фишки, выступающий за пятую шашку. Используйте линейку, чтобы точки были ровными и прямыми. Лак должен обеспечить вам максимально прочное покрытие. Ознакомьтесь с предупреждениями и рекомендациями производителя. Некоторые лаки требуют, чтобы вы разбавили первый слой уайт-спиритом, чтобы запечатать древесину. Для нанесения окуните поролоновую кисть в лак и проведите по древесине, двигаясь по направлению волокон. Дайте этому слою высохнуть в течение 6 часов, прежде чем наносить второй слой. Вы можете нанести от 2 до 5 слоев, но 2-3 должно быть достаточно для нормального износа вашей доски.
Лак должен обеспечить вам максимально прочное покрытие. Ознакомьтесь с предупреждениями и рекомендациями производителя. Некоторые лаки требуют, чтобы вы разбавили первый слой уайт-спиритом, чтобы запечатать древесину. Для нанесения окуните поролоновую кисть в лак и проведите по древесине, двигаясь по направлению волокон. Дайте этому слою высохнуть в течение 6 часов, прежде чем наносить второй слой. Вы можете нанести от 2 до 5 слоев, но 2-3 должно быть достаточно для нормального износа вашей доски.

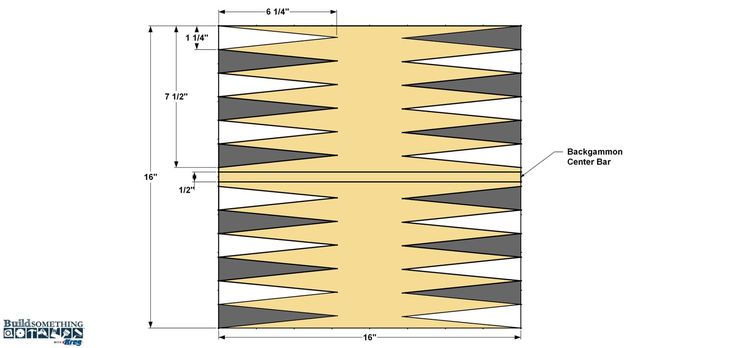
 Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
 д.
д. Дополнительная шлифовка тела диска обеспечивает качественный ровный рез.
Дополнительная шлифовка тела диска обеспечивает качественный ровный рез. 9k-411504205d) «D.BOR» * D-9K-411504205D
9k-411504205d) «D.BOR» * D-9K-411504205D BOR» * D-9K-412356405D
BOR» * D-9K-412356405D Пильные диски D.BOR могут быть установлены на торцовочные и циркулярные пилы.
Пильные диски D.BOR могут быть установлены на торцовочные и циркулярные пилы. 00
00 00
00 x 1 дюйм
x 1 дюйм x 1 дюйм
x 1 дюйм
 Тем не менее, вы должны учитывать TPI лезвия или несколько зубьев, если вы собираетесь использовать деревянное лезвие.
Тем не менее, вы должны учитывать TPI лезвия или несколько зубьев, если вы собираетесь использовать деревянное лезвие. Максимальная плотность зубьев составляет шесть на дюйм для алюминия толщиной более четверти дюйма.
Максимальная плотность зубьев составляет шесть на дюйм для алюминия толщиной более четверти дюйма. Если срез не прямой, металл зацепится за него. Когда это произойдет, отпустите курок и немного отведите пилу назад. Еще раз медленно подайте пилу и дайте лезвию сделать рез.
Если срез не прямой, металл зацепится за него. Когда это произойдет, отпустите курок и немного отведите пилу назад. Еще раз медленно подайте пилу и дайте лезвию сделать рез. Поэтому не следует надевать слишком свободные перчатки, поскольку они могут зацепиться за вращающееся лезвие. Следите за тем, чтобы к обрезанным краям не пристал клочок ткани. Они могут порезать пальцы, потому что они острые.
Поэтому не следует надевать слишком свободные перчатки, поскольку они могут зацепиться за вращающееся лезвие. Следите за тем, чтобы к обрезанным краям не пристал клочок ткани. Они могут порезать пальцы, потому что они острые.

 Некоторые эксперты считают, что кое-какие идеи они позаимствовали у советской системы «Стерео-70».
Некоторые эксперты считают, что кое-какие идеи они позаимствовали у советской системы «Стерео-70». В 1986 году в НИКФИ была сделана камера для съёмок голографических фильмов. В том же году на киностудии им. Горького начали снимать первый голографический фильм, а правительство СССР приняло решение о постройке в Москве первого голографического кинотеатра на 50 зрительских мест.
В 1986 году в НИКФИ была сделана камера для съёмок голографических фильмов. В том же году на киностудии им. Горького начали снимать первый голографический фильм, а правительство СССР приняло решение о постройке в Москве первого голографического кинотеатра на 50 зрительских мест. 3д Россия модели готовы к анимации, игр и проектов VR / AR. Используйте фильтры, чтобы найти сфальсифицированы, анимированные, низкополигональные или бесплатные 3д моделей . Доступен в любом формате файла, включая FBX, OBJ, MAX, 3DS, C4D…Show more
3д Россия модели готовы к анимации, игр и проектов VR / AR. Используйте фильтры, чтобы найти сфальсифицированы, анимированные, низкополигональные или бесплатные 3д моделей . Доступен в любом формате файла, включая FBX, OBJ, MAX, 3DS, C4D…Show more 00
00 00
00 00
00
 Тем не менее, поскольку Россия объявила о планах увеличить срок службы самолетов еще на треть в 2020 году, продлив их эксплуатацию до 2030-х годов, инженеры страны вынуждены искать новые способы предотвращения их устаревания.
Тем не менее, поскольку Россия объявила о планах увеличить срок службы самолетов еще на треть в 2020 году, продлив их эксплуатацию до 2030-х годов, инженеры страны вынуждены искать новые способы предотвращения их устаревания. филиал.
филиал. Например, атмосферные условия на высоте 20 км демонстрируют как более низкие температуры, так и менее плотный воздух. Работа в тропосфере снижает некоторые проблемы, связанные с наземным запуском, такие как трение о воздух, вызывающее аэродинамический нагрев.
Например, атмосферные условия на высоте 20 км демонстрируют как более низкие температуры, так и менее плотный воздух. Работа в тропосфере снижает некоторые проблемы, связанные с наземным запуском, такие как трение о воздух, вызывающее аэродинамический нагрев.
 Вскоре после этого подразделение Дальгренского центра надводных боевых действий ВМС США также объявило о планах удвоить усилия по разработке гиперзвуковых ракет с целью использования 3D-печати для разработки системы, которая сделает его явным лидером в этой области.
Вскоре после этого подразделение Дальгренского центра надводных боевых действий ВМС США также объявило о планах удвоить усилия по разработке гиперзвуковых ракет с целью использования 3D-печати для разработки системы, которая сделает его явным лидером в этой области. играть в.
играть в. Фото с Викисклада.
Фото с Викисклада.  Ограничения по температуре и отверждению смеси, которую можно использовать только при температуре выше 5°C (около 41°F), потребовали от бригады установки палатки вокруг строительной зоны для ее изоляции. Дом был отделан слоем «минеральной штукатурки, [которая] состоит из белого цемента и шаровидной мраморной и гранитной крошки, поэтому она может служить дополнительной теплоизоляцией и хорошо сочетается с системами теплоизоляции», — сообщает Apis Cor. Веб-сайт. [3DPrint.com]
Ограничения по температуре и отверждению смеси, которую можно использовать только при температуре выше 5°C (около 41°F), потребовали от бригады установки палатки вокруг строительной зоны для ее изоляции. Дом был отделан слоем «минеральной штукатурки, [которая] состоит из белого цемента и шаровидной мраморной и гранитной крошки, поэтому она может служить дополнительной теплоизоляцией и хорошо сочетается с системами теплоизоляции», — сообщает Apis Cor. Веб-сайт. [3DPrint.com] [ National Geographic ]
[ National Geographic ] [InHabitat]
[InHabitat] Однако, используя многоблочные полимеры, команда создала структурно прочный пластиковый сплав, который потенциально может облегчить производителям переработку этих двух типов пластиковых отходов. [Новый Атлас]
Однако, используя многоблочные полимеры, команда создала структурно прочный пластиковый сплав, который потенциально может облегчить производителям переработку этих двух типов пластиковых отходов. [Новый Атлас]

 by на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», для целей регистрации на сайте, а также для целей и на условиях представленных в политике конфиденциальности.
by на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», для целей регистрации на сайте, а также для целей и на условиях представленных в политике конфиденциальности.
 В основном, Scag Patriot, в числе прочих, входит в линейку косилок коммерческого класса. Scag Patriot предлагает дополнительные функции с хорошим двигателем и производительностью.
В основном, Scag Patriot, в числе прочих, входит в линейку косилок коммерческого класса. Scag Patriot предлагает дополнительные функции с хорошим двигателем и производительностью. с., а лучшая модель – 26 л.с.
с., а лучшая модель – 26 л.с.


 Но в 1986 году Metalcraft официально приобрела Scag Power Equipment.
Но в 1986 году Metalcraft официально приобрела Scag Power Equipment. )
) Я был очень впечатлен общей производительностью и конструкцией косилки Scag Patriot.
Я был очень впечатлен общей производительностью и конструкцией косилки Scag Patriot. 25 ″ приращения
25 ″ приращения Эта косилка предназначена для скашивания примерно 5-10 акров в неделю в сезон кошения.
Эта косилка предназначена для скашивания примерно 5-10 акров в неделю в сезон кошения. Режущая дека Hero™ обеспечивает превосходную производительность как для профессионалов, так и для домовладельцев. Алюминиевые шпиндели «не требуют обслуживания» в течение многих лет надежной работы. Размеры 52″ и 61″ расширяют радиус действия косилки и позволяют выполнять работу быстрее!
Режущая дека Hero™ обеспечивает превосходную производительность как для профессионалов, так и для домовладельцев. Алюминиевые шпиндели «не требуют обслуживания» в течение многих лет надежной работы. Размеры 52″ и 61″ расширяют радиус действия косилки и позволяют выполнять работу быстрее!

 3 / 5)
3 / 5)