«Лего» 1934 – 1969 — 3Д конструктор для системы образования
Главная / История конструкторов / «Лего» 1934 – 1969
В наше время трудно найти взрослого или ребёнка, который не слышал бы о конструкторе LEGO. Это самый узнаваемый бренд в мире игрушек, на основе которого за последние 50 лет было создано множество клонов, так или иначе повторяющих идею соединения пластмассовых «кирпичиков». На сегодня их выпущено столько, что на каждого жителя планеты приходится по 62 оригинальных «кирпичика» «Лего». Компания ежегодно выпускает десятки брошюр, книг и журналов, посвященных конструктору, в том числе издания для коллекционеров с полным каталогом выпущенных наборов, моделей и их детальным описанием.
Книга коллекционера LEGO, изданная в 2011 году
История «Лего» началась в 1932 году с фабрики столяра Оле Кирка Кристиансена из небольшого городка Биллунд в Дании. Фабрика занималась производством стремянок, табуреток, гладильных досок и деревянных игрушек.
Деревянные кубики LEGO из набора 1939 года
В 1934 году Оле объявил о конкурсе на лучшее название фирмы по производству детских игрушек, который сам и выиграл. В качестве торговой марки для своей продукции он выбрал начальные буквы словосочетания LEg GОdt, что на датском языке означает «играть хорошо». Скорее всего, датский плотник не знал, что слово «lego» на латыни означает «собираю». В то время кроме деревянных кубиков с буквами и цифрами, «Лего» выпускала деревянные трактора, паровозики, локомотивы, вагончики, автомобили, лошадки-качалки и даже игрушечные утюги. Большинство моделей придумывал сын Оле Готфрид, который с 17 лет работал на фабрике, а после смерти отца в 1958 году возглавил компанию LEGO.
Первые пластиковые игрушки LEGO Group начала выпускать в 1947 году – это были коллекционные модели автомобилей, трактора и локомотивы. Тогда же Кристиансен получил в свои руки образцы так называемых «самозащелкивающихся кирпичиков» из пластика, конструкцию которых придумал и запатентовал английский детский психолог Хилари Фишер Пейдж (1904-1957). Эти кубики были произведены британской компанией Kiddicraft.
Пластмассовые кирпичики Self-locking Bricks Хилари Пэйджа, выпущенные компанией Kiddicraft в 1947 году
В 1947 году компания LEGO приобретает оборудование для производства пластика и пресс-формы, и уже спустя два года выпускает около 200 видов различных пластиковых и деревянных игрушек, включая те самые «самозащелкивающиеся кирпичики» Пейджа.
Затем отец и сын Кристиансены модифицировали изобретение Пейджа, ликвидировав боковые прорези и сгладив выступающее сверху штырьки. Прототип современных кирпичиков «Лего» появился на свет в 1949 году под названием Automatic Binding Bricks. В качестве материала использовалась пластмасса на основе ацетата целлюлозы. Компания начала выпуск наборов, состоявших их «кирпичиков», плоских основ для их крепления и дополнительных деталей. «Кирпичики» LEGO имели несколько круглых «шляпок» и полое прямоугольное основание, что позволяло им крепиться друг к другу, но не так прочно, как сцеплялись «кирпичики» Пейджа. Интересно, что по словам дочери Хилари Фишера Пейджа, «отец до самой смерти ничего не знал о существовании «кирпичиков» LEGO».
С 1953 безымянные «кирпичики» получили название «LEGO Mursten», а компания начинает экспортировать 28 наборов под названием «Система игры Лего» в Швецию.
Набор LEGO 1949 года
Набор LEGO № 324 «Дом с гаражом». 1958
Конструкторы, которые сегодня ассоциируются с именем LEGO, появились в 1954-1958 годах и в конце 50-х годов стали одним из самых популярных детских развлечений в Европе. Использование пластмассы в качестве материала для изготовления игрушек в то время не одобрялось ни продавцами, ни покупателями. Однако активная маркетинговая политика Готфрида Кристиансена позволила продвинуть идею «игрушечной системы Лего» сначала на скандинавском, а затем и на европейском рынке игрушек, не смотря на то, что сила сцепления «кирпичиков» была не большой, а сами они не отличались универсальностью.
В феврале 1960 года на фабрике LEGO в Биллунде произошёл третий за всю историю пожар, полностью уничтоживший цех по выпуску деревянных игрушек. Готфрид, который к тому времени выкупил доли братьев и стал единственным владельцем компании, был за прекращение производства деревянных игрушек, а Карл Георг и Герхард Кирк Кристиансены были намерены продолжать выпуск деревянных конструкторов. В 1962 году они создали собственный проект под названием BILOfix, который просуществовал почти 28 лет. Деревянные игрушки «Билофикс» продавались только в Дании. Их ассортимент состоял из деревянных конструкций, выпускавшихся ранее под маркой «Лего», а также новых пластиковых игрушек типа грузовика Bilofix и набора деталей Ingeniør. Последний представлял собой смешанный вариант конструктора с деревянными деталями из берёзы и пластмассовыми из ABS пластика.
Набор Bilofix 1969 года
В 1966 году название BILOfix было изменено на BILOtoy, так как на рынке с 1954 года существовали игрушки с похожим названием – Baufix. Деревянные игрушки BILOtoy не пользовались популярностью в других странах Европы из-за высокой стоимости.
Модель мотоцикла и автокрана из смешанных деревянно-пластиковых наборов Bilofix. 1970 годы
В 1972 году Герхард Кристиансен продаёт компанию вместе со всем производством датскому дистрибьютору KE Mathiasen А/ S, который в течении 17 лет вместе с японским дистрибьютором Bornelund производил и продавал игрушку под названием Bilotec, а позже Hanse-Tec.
Метаморфозы с названиями не помогли, деревянные игрушки практически не пользовались популярностью, и их производство полностью прекратилось в 1989 году.
Кирпичики LEGO продолжали триумфальное шествие по всему миру. В 1963 году ацетат целлюлозы, используемый для изготовления элементов конструктора, был заменен на акрилонитрил (Acrylonitrile Butadiene Styrene, или ABS) – пластмассу, используемую до сих пор. Кирпичики «Лего», изготовленные из пластмассы в 1963 году, до сих пор держат форму и цвет, и также прочно сцепляются с «кирпичиками», изготовленными в наши дни. Все детали конструкторов LEGO изготавливаются по определённому стандарту, для соблюдения которого формы для штамповки элементов конструктора производятся с точностью 10 мкм, а точность самих «кирпичиков» составляет 2 тысячные миллиметра.
ПРОДОЛЖЕНИЕ
← «Лего» 1969 — наши дни
«Байко» →
LEGO® Собери кирпичик | Официальный LEGO® Shop US
12390 Результаты 1 — 20 из 12390 Результаты
2050100200400PEECES за Page20
Актуальность. 72375
$ 0,55
ID
:
6345724
/
78565
$ 0,56
ID
$ 0,56
ID
0003
:
6307940
/
46537
$2.04
ID
:
6294545
/
67129
$0.52
ID
:
6076467
/
17817
$ 2,76
ID
:
6316974
/
51283
$ 0,50
ID
:
ID
:
ID
:
ID
:
ID
:
ID
:
ID
9000
. 0010 6299494
/
53017
$0.30
ID
:
6335936
/
53017
$0.30
ID
:
4299625
/
57028
$ 3,24
ID
:
6335932
/
53017
$ 0,30
ID
:
6306748
ID
:
6306748
:
6306748
:
6306748
:
6306748
0010 /
68495
$0. 65
ID
:
6172283
/
28577
$0.73
ID
:
6285598
/
65630
$0.54
ID
:
6325437
/
70694
$2.44
ID
:
6393322
/
44865
$0. 33
ID
:
6321769
/
44865
$0.32
ID
:
6270111
/
88513
$0.07
ID
:
6366229
/
44874
$ 0,17
ID
:
6364352
/
67692
$ 00003
/
67692
$ 0,00003
/
. 0022
ID
:
6362991
/
42191
$ 0,17
… 0000000000
Classic Brick Sets LEGO® Classic Brick Sets | Официальный магазин LEGO® US
Наборы кубиков LEGO® Classic
ПродуктыПодробнее
Создавайте все, что только можно вообразить, из этих огромных наборов кубиков LEGO® Classic, наполненных деталями LEGO®, такими как колеса, окна, глаза, листья, флажки, рычаги. — и сами знаковые кирпичи. Каждый набор предлагает новые возможности для проектирования и создания чего-то действительно оригинального, а в инструкциях есть несколько первоначальных идей, которые помогут вам приступить к работе, прежде чем вы отправитесь в свои собственные приключения. Создавайте огромные транспортные средства или крошечных животных — или создавайте что-то из того и другого! Все наборы объединяются, чтобы дать волю вашему воображению. Собирайте огромные замки LEGO®, а затем разбирайте их и превращайте в неистовых монстров. Без ограничений в том, что вы можете сделать, обязательно найдется что-то для всех, включая взрослых, и наборы отлично подходят для того, чтобы помочь девочкам и мальчикам в возрасте от 4 лет и старше вырастить их уверенность и творческий потенциал — или для часов веселья для строителей любого возраста!
… Подробнее
с показателем 24 продукта
Сортируйте по
: рекомендуется
Рекомендуется
Новейшая
Цена: низкий до высокого уровня
Цена: высокая до низкого
Подсчет количества частей: высокий до низкого до низкого;
Зарядные устройства и адаптеры для мобильных телефонов
Внешние аккумуляторы
Умные часы и браслеты
Радиотелефоны
Стационарные телефоны
Рации
Компьютеры
Ноутбуки
Планшеты
Жесткие диски, SSD и сетевые накопители
Модули памяти
Материнские платы
Видеокарты
Звуковые карты
Процессоры (CPU)
Кулеры и системы охлаждения
Блоки питания
Оптические приводы
Корпуса
Мониторы
Веб-камеры
Сканеры
Принтеры и МФУ
Очки виртуальной реальности
Компьютерные гарнитуры
Клавиатуры, мыши, комплекты
Рули, джойстики, геймпады
Компьютерная акустика
Мыши
Клавиатуры
Оборудование Wi-Fi и Bluetooth
Маршрутизаторы и коммутаторы
Модемы
Сетевые карты и адаптеры
VoIP-оборудование
Компьютерные кресла
USB Flash drive
Электронные книги
Источники бесперебойного питания
Игровые приставки
Факсы
Режущие плоттеры
Картриджи
Стабилизаторы напряжения
Чехлы для планшетов
Коврики для мыши
Сумки и чехлы для ноутбуков
Моноблоки
Фото- и видеокамеры
Фотоаппараты
Видеокамеры
Чехлы и сумки для видеокамер
Цифровые фоторамки
Экшн-камеры
Объективы
Вспышки
Карты памяти
Красота и здоровье
Напольные весы
Фены и приборы для укладки
Электробритвы мужские
Электрические зубные щетки
Машинки для стрижки
Эпиляторы и женские электробритвы
Велотренажеры
Беговые дорожки
Глюкометры и анализаторы крови
Бритвы и лезвия
Тонометры
Уход за полостью рта
Массажеры
Детские товары
Квадрокоптеры
Беговелы
Радио- и видеоняни
Детские весы
Рюкзаки и сумки-кенгуру
Велокресла
Слинги
Люльки и переноски
Матрасы и наматрасники
Подгузники
Сумки для мам
Конверты и спальные мешки
Молокоотсосы
Детские автокресла
Детские коляски
Блокирующие устройства
Перегородки
Манежи
Стульчики для кормления
Подогреватели бутылочек
Стерилизаторы
Бутылочки и ниблеры
Детские трехколесные велосипеды
Детские веломобили
Детские электромобили
Самокаты
Санки
Ледянки
Тюбинги
Снегокаты
Детские качели
Батуты
Детские песочницы
Детские мячи и прыгуны
Воздушные змеи
Фрисби
Детские скакалки
Надувные игрушки
Дача и сад
Электрогенераторы
Электро- и бензопилы
Водяные насосы
Газонокосилки и триммеры
Мотоблоки и культиваторы
Мойки высокого давления
Снегоуборщики
Лодочные моторы
Телескопы
Эхолоты
Мангалы
Грили, коптильни и барбекю
Мини-тракторы
Электрические и бензиновые опрыскиватели
Ремонт и строительство
Фрезеры
Инструменты и аксессуары
Лобзики
Перфораторы
Шлифовальные машины
Наборы инструментов
Дрели, шуруповерты, гайковерты
Сварочные аппараты
Сварочные маски
Отбойные молотки
Клеевые пистолеты
Строительные фены
Электрорубанки
Компрессоры
Пневмоинструмент
Авто
Автомагнитолы
Радар-детекторы
Автонавигаторы GPS
Автоакустика
Автотелевизоры
Видеорегистраторы
Алкотестеры
Автоинструмент
Противоугонные устройства
Моторное масло
Антифриз
Шины
Колесные диски
Внимание, сайт megazin-bt. ru использует файлы cookie! Некоторые функции могут не работать, если не установлены cookies. Чтобы узнать больше об использовании cookies на нашем сайте, перейдите на информационную страницу Cookies.
ОК
выгодная цена в гипермаркете Fix-hub
Номер на схеме:
0001
Артикул:00020655
Название:Спираль Bosch 00020655
Наличие:Под заказ
Цена:2 165 руб
Номер на схеме:
0002
Артикул:00029464
Название:Резиновая ножка для Bosch 00029464
Наличие:Под заказ
Цена:2 590 руб
Номер на схеме:
0004
Артикул:00050490
Название:Кронштейн Bosch 00050490
Наличие:Под заказ
Цена:2 590 руб
Номер на схеме:
0005
Артикул:00483801
Название:Соединительный кабель для электрокомбайна Bosch 00483801
Наличие:Под заказ
Цена:3 008 руб
Номер на схеме:
0006
Артикул:00086040
Название:Панель управления Bosch 00086040
Наличие:Под заказ
Цена:2 590 руб
Номер на схеме:
0007
Артикул:00087327
Название:Держатель Bosch 00087327
Наличие:Под заказ
Цена:2 590 руб
Номер на схеме: 0008
Артикул:00029459
Название:Защитный выключатель мотора для кухонного комбайна Bosch 00029459
Наличие:Под заказ
Цена:6 853 руб
Номер на схеме: 0009
Артикул:00096099
Название:Корпусная деталь Bosch 00096099
Наличие:Под заказ
Цена:1 808 руб
Номер на схеме: 0010
Артикул:00152043
Название:Ограда Bosch 00152043
Наличие:Под заказ
Цена:2 165 руб
Номер на схеме: 0011
Артикул:00153507
Название:Переключатель Bosch 00153507
Наличие:Под заказ
Цена:512 руб
Номер на схеме: 0012
Артикул:00153508
Название:Элемент корпуса Bosch 00153508
Наличие:Под заказ
Цена:1 133 руб
Номер на схеме:
0013
Артикул:00152046
Название:Шар для Bosch 00152046
Наличие:Под заказ
Цена:2 165 руб
Номер на схеме:
0014
Артикул:00152047
Название:Опорная ножка для состава Bosch 00152047
Наличие:Под заказ
Цена:2 590 руб
Номер на схеме: 0015
Артикул:00153509
Название:Переключатель для дробилки Bosch 00153509
Наличие:Под заказ
Цена:3 008 руб
Номер на схеме: 0016
Артикул:00153510
Название:Вставка Bosch 00153510
Наличие:Под заказ
Цена:2 165 руб
Номер на схеме:
0017
Артикул:00153511
Название:Модуль (плата) управления Bosch 00153511
Наличие:Под заказ
Цена:2 590 руб
Номер на схеме:
0018
Артикул:00152051
Название:Перекрытие Bosch 00152051
Наличие:Под заказ
Цена:2 165 руб
Номер на схеме: 0019
Артикул:00442388
Название:Ножка Bosch 00442388
Наличие:Под заказ
Цена:5 338 руб
Номер на схеме: 0020
Артикул:00517803
Название:Инструкция по эксплуатации для электрокомбайна Bosch 00517803
Наличие:Под заказ
Цена:914 руб
Номер на схеме: 0021
Артикул:00517438
Название: Брошюра для кухонного измельчителя Bosch 00517438
Недоступно к заказу
Номер на схеме: 0022
Артикул:00152605
Название:Конденсатор пластмассовый для электрокомбайна Bosch 00152605
Наличие:Под заказ
Цена:914 руб
Номер на схеме:
0024
Артикул:00056526
Название:Холдер Bosch 00056526
Наличие:Под заказ
Цена:1 823 руб
Номер на схеме:
0025
Артикул:00020649
Название:Уплотнитель Bosch 00020649
Наличие:Под заказ
Цена:7 141 руб
Номер на схеме:
0026
Артикул:00020659
Название:Уплотнительная резина Bosch 00020659
Наличие:Под заказ
Цена:876 руб
Номер на схеме:
0027
Артикул:00029460
Название:Наконечник Bosch 00029460
Наличие:Под заказ
Цена:3 912 руб
Номер на схеме:
0028
Артикул:00029465
Название:Угольные щетки для кухонного комбайна Bosch 00029465
Наличие:Под заказ
Цена:3 620 руб
Номер на схеме:
0030
Артикул:00032911
Название:Комплект для устаноки для Bosch 00032911
Наличие:Под заказ
Цена:2 165 руб
Номер на схеме: 0031
Артикул:00095518
Название:Корпус для дробилки Bosch 00095518
Наличие:Под заказ
Цена:4 826 руб
Номер на схеме:
0032
Артикул:00152314
Название:Шестерня для измельчителя Bosch 00152314
Наличие:Под заказ
Цена:449 руб
Номер на схеме:
Артикул:
Название:
В наличии у партнеров:
на складе в г. Москва
Цена:449 руб
Номер на схеме: 0033
Артикул:00152315
Название:Коническое колесо для кухонного комбайна Bosch 00152315
Наличие:Под заказ
Цена:3 470 руб
Номер на схеме:
0034
Артикул:00065582
Название:Прокладка Bosch 00065582
Наличие:Под заказ
Цена:2 165 руб
Номер на схеме:
0035
Артикул:00065583
Название:Ножка Bosch 00065583
Наличие:Под заказ
Цена:2 165 руб
Номер на схеме:
0037
Артикул:00095517
Название:Привод для кухонного комбайна Bosch 00095517
Наличие:Под заказ
Цена:6 781 руб
Номер на схеме: 0038
Артикул:00056557
Название:Модуль для электрокомбайна Bosch 00056557
Наличие:Под заказ
Цена:18 304 руб
Номер на схеме: 0039
Артикул:00095516
Название:Ротор для кухонного измельчителя Bosch 00095516
Наличие:Под заказ
Цена:22 344 руб
Номер на схеме: 0040
Артикул:00095427
Название:Статор для кухонного измельчителя Bosch 00095427
Наличие:Под заказ
Цена:6 350 руб
Номер на схеме: 0041
Артикул:00095514
Название:Привод для кухонного измельчителя Bosch 00095514
Наличие:Под заказ
Цена:44 482 руб
Номер на схеме: 0042
Артикул:00029466
Название:Скребок для измельчителя Bosch 00029466
Наличие:Под заказ
Цена:1 366. 67 руб
Номер на схеме:
0043
Артикул:00080060
Название:Микронасадка Bosch 00080060
Наличие:Под заказ
Цена:2 969 руб
Номер на схеме: 0044
Артикул:00086064
Название:Крышка для кухонного комбайна Bosch 00086064
Наличие:Под заказ
Цена:3 008 руб
Номер на схеме:
0045
Артикул:00086065
Название:Емкость для смешивания для измельчителя Bosch 00086065
Наличие:Под заказ
Цена:4 654 руб
Номер на схеме: 0046
Артикул:00086067
Название:Венчик для измельчителя Bosch 00086067
Наличие:Под заказ
Цена:4 826 руб
Номер на схеме: 0047
Артикул:00086066
Название:Венчик для кухонного комбайна Bosch 00086066
Наличие:Под заказ
Цена:5 840 руб
Номер на схеме:
0048
Артикул:00020640
Название:Роликоподшипник Bosch 00020640
Наличие:Под заказ
Цена:2 900 руб
Номер на схеме: 0049
Артикул:00029461
Название:Скоба для дробилки Bosch 00029461
Наличие:Под заказ
Цена:2 590 руб
Номер на схеме: 0050
Артикул:00020647
Название:Подшипник для кухонного комбайна Bosch 00020647
Наличие:Под заказ
Цена:2 937 руб
Номер на схеме:
0051
Артикул:00181212
Название:Постоянный магнит для кухонного комбайна Bosch 00181212
Наличие:Под заказ
Цена:2 590 руб
Номер на схеме:
0052
Артикул:00020646
Название:Уплотнительная резина Bosch 00020646
Наличие:Под заказ
Цена:2 590 руб
Номер на схеме:
0054
Артикул:00420578
Название:Шестерёнка Bosch 00420578
Наличие:Под заказ
Цена:2 590 руб
Номер на схеме: 1000
Артикул:00310056
Название:Смазка для кухонного комбайна Bosch 00310056
Наличие:Под заказ
Цена:7 365 руб
Роберт Бош: Муж и отец
Жизнь не всегда была легкой. В личной жизни Роберту Бошу пришлось смириться с несколькими ударами судьбы. Двое его детей умерли в раннем возрасте, а его первый брак распался. Тем не менее, он обрел новое счастье в новой семье и прожил долгую и полноценную жизнь.
Роберт Бош писал длинные письма своей будущей жене Анне Кайзер из США и Англии, заявляя: «Что бы ни случилось, ты должна быть моей». Помимо уточнения своего взгляда на жизнь, он признал: «Одним из моих главных недостатков является то, что я легко впадаю в гнев…» Эта черта характера не помешала Анне выйти замуж за Роберта 10 октября 1887 года в Обертюркхайме близ Штутгарта.
Их дочери Маргарет и Паула родились в 1888 и 1889 годах. Их сын Роберт, третий ребенок, родился в 1891 году. Эрна Элизабет, третья дочь, родилась в 1893 году, но умерла всего через год.
Роберт Бош рано познакомил своего сына с бизнесом. Он позволил ему помочь с инвентаризацией в возрасте одиннадцати лет. Молодой Роберт устроился подмастерьем в компанию своего отца в 1909 году. Однако всего через год ему пришлось отказаться от всех профессиональных амбиций. У него развился рассеянный склероз, и он умер 6 апреля 1921 года после продолжительной болезни.
Роберт Бош умер 12 марта 1942 года. Даже после смерти национал-социалистический режим отказался оставить его в покое, и 18 марта ему были устроены государственные похороны.
Приложение 1: Роберт Бош — его жизнь и творчество Форма заказа
Жажда знаний и широкий круг интересов
Узнать больше
История нашего успеха
Узнать больше
Всегда активен, даже в свободное время
Узнать больше
Название Bosch Значение герба, фамильные гербы 90 90 История гербов, фамильные гербы 31090
Доступные источники:
Нидерланды
Германия
Загрузка семейного герба (JPG) Серия Heritage — 600 DPI
Загрузка. ..
(189)
ДОБАВИТЬ В КОРЗИНУ
Фамилия Босх происходит от древнескандинавского слова «buski», означающего «куст» или «лес», таким образом, она классифицируется как топонимическая фамилия и, скорее всего, использовалась человеком, который жил возле видного куста. английская фамилия «Буш»
Идет загрузка…
Раннее происхождение семьи Бош
Фамилия Бош впервые встречается в Голландии
Идет загрузка…
Ранняя история семьи Bosch
На этой веб-странице показан лишь небольшой отрывок из нашего исследования Bosch. Дополнительная информация включена в раздел «Ранняя история Bosch» во всех наших продуктах с расширенной историей в формате PDF и печатных продуктах, где это возможно.
Идет загрузка…
Варианты написания Bosch
Варианты написания этой фамилии включают: Bosch, van den Bosch, Bos, van den Bos, Bosse и многие другие.
Идет загрузка…
Первые знаменитости семьи Бош (до 1700 г.)
Среди тех, кто отличился в эту эпоху голландской истории, был Иероним Босх (1450-1516), голландский художник, чьи работы хорошо известны использованием фантастических образов для иллюстрации морали… Еще 30 слов (2 строки текста) включены в тему «Ранние знаменитости Bosch» во всех наших продуктах PDF Extended History и печатных продуктах, где это возможно.
Мировой рейтинг Bosch
В Соединенных Штатах имя Bosch является 6 280 th самая популярная фамилия с примерно 4974 людьми с этим именем. [1] Тем не менее, во Франции имя Bosch занимает 2872 nd самых популярных фамилий с примерно 2000-2500 человек с этим именем. [2] А в Нидерландах имя Бош является 66 th популярной фамилией с примерно 13 142 людьми с таким именем. [3] Южная Африка оценивает Bosch как 605 th с 11 506 людьми. [4]
Идет загрузка…
Миграция Bosch в США
+
Одними из первых поселенцев этой фамилии были:
Бош Поселенцы в Соединенных Штатах в 17 веке
Ян и Ганс Бош, прибывшие в Новые Нидерланды в 1662 году прибывший в Америку в 1662 г. [5]
Ян Бош, прибывший в Новые Нидерланды в 1662 г. [5]
Альберт Бош, 44 года, прибывший в Нью-Йорк в 1689 г. [5]
Бош Поселенцы в США в 18 веке
Даниэль Бош, прибывший в Нью-Йорк в 1709-1710 гг. [5]
Вильгельм Бош, высадившийся в Пенсильвании в 1751 г. [5]
Ганс Мартин Бош, прибывший в Пенсильванию в 1752 г. [5]
Ганс Мартин Бош, приехавший в Пенсильванию в 1752 году со своей женой Маргаретой Гомерингер и их детьми Катариной, Конрадом, Джейкобом и Иоганном Майклом
Джейкоб Бош, приехавший в Пенсильванию в 1752 году [5]
… (Дополнительные сведения доступны во всех наши продукты PDF Extended History и печатные продукты, где это возможно.)
Бош Поселенцы в США в XIX веке
Мариано Бош, прибывший в Пуэрто-Рико в 1803 году [5]
Рамон Бош, прибывший в Пуэрто-Рико в 1811 году [5]
Франсиско Бош, 25 лет , высадившийся в Пуэрто-Рико в 1819 году [5]
Джеронимо Бош, 21 год, прибывший в Пуэрто-Рико в 1819 году [5]
Харман Бош, высадившийся в Чарльстоне, Южная Каролина, в 1822 году [5]
. . (Дополнительные сведения доступны во всех наших продуктах PDF Extended History и печатных продуктах, где это возможно.)
Современные знаменитости имени Bosch (пост 1700)
+
Хосе Мануэль Лара Бош (1946-2015), исполнительный директор и бизнесмен Planet Grupoman и Atresmedia (2012–2015)
Карл Бош (1874–1940), немецкий химик, лауреат Нобелевской премии по химии в 1931 г. 1966—2000) — южноафриканский игрок в крикет.0022
Роберт Бош (1861–1942), немецкий промышленник, основатель «Robert Bosch GmbH»
Кайл Ванден Бош (1978 г.р.), игрок Национальной футбольной лиги
Хуан Бош (1909–2001), доминиканский политик и писатель
Иероним Босх (1450–1516), нидерландский художник
Дэвид Бош (1929–1992), южноафриканский миссионер и писатель
Альберт Генри Бош (1908–2005), американский политик-республиканец, представитель США от 5-го округа Нью-Йорка, 1953 г. -61; Судья округа Нью-Йорк, 19 лет. 61-62; Судья Верховного суда Нью-Йорка, 11-й округ, 1962-64 [6]
… (Еще 4 знака внимания доступны во всех наших продуктах расширенной истории в формате PDF и печатных продуктах, где это возможно.)
Исторические события для семья Бош
+
Бисмарк
Альберт Бош (1921-1941), немец Матроз II, служивший на борту немецкого линкора Бисмарк во время Второй мировой войны, когда он был потоплен, направляясь во Францию; он погиб при затоплении [7]
Похожие статьи
+
Цитаты
+
«Какие 5000 самых распространенных фамилий в США?». NameCensus.com, https://namecensus.com/last-names/
BEAVER 24RF не отдает инструмент — Возможные неисправности и способы их устранения
#1
OFFLINE
goldanmani
Отправлено 10 Август 2021 — 13:26
Буквально месяц назад меняли шпиндель на аналогичный, но уже итальянский. В чем суть: спустя месяц после установки во время работы при смене инструмента станок завел фрезу в ячейку и не смог «отцепить» патрон и выдал ошибку, вручную через кнопку так же не выпускает патрон — происходит щелчок, устанавливает в неподвижное состояние(нельзя вращать даже вручную), но не отпускает совсем. В остальном он работает, но как тут можно нормально работать без смены инструмента?
Наверх
#2
OFFLINE
3D-BiG
Отправлено 10 Август 2021 — 13:44
Возможно низкое давление воздуха (должно быть 6-7Бар), возможно забывали в лубрикатор добавлять масло, и пневмоцилиндр шпинделя не смазывался и заржавел, или ослаб болтик захвата штревеля на толкателе — иногда его надо подкручивать инбуксовым ключом внутри конуса захвата. ..
Наверх
#3
OFFLINE
goldanmani
Отправлено 10 Август 2021 — 17:30
Повысил давление на максимум (даже больше, чем было раньше), вручную снял инструмент и он со свистом под давлением вылетел. За выходные патрон как-то пережало или еще что.. Непонятно. Спасибо за ответ, а давление вернул сейчас обратно.
Наверх
#4
OFFLINE
3D-BiG
Отправлено 10 Август 2021 — 17:49
Повысил давление на максимум (даже больше, чем было раньше), вручную снял инструмент и он со свистом под давлением вылетел.
Похоже в цилиндре ржавчина: в лубрикатор масло добавляете? Перед подачей воздуха на станке стоит влагоотделитель перед лубрикатором?
Наверх
#5
OFFLINE
ShadowVoice
Отправлено 10 Август 2021 — 20:50
Еще стоит регулярно протирать оправки инструментов. Мы это делаем с обезжиривателем. И посадочную поверхность шпинделя тоже протирать — для этого есть специальные конусы со сменными пластинками из… ХВЗ какого материала. Но чистит хорошо.
Ух и ах, но всякое гуано пытается лезть и в захват шпинделя. Мой совет — WD40 из балончика на захват шпинделя и в ручном режиме открывать/закрывать шпиндель. Потом протереть конус и увидите какое кол-во всего WD40 вымоет из захвата шпинделя.
Как раз недавно лечил у клиента шпиндель, что никак не хотел отдавать инструмент. Клиент был изрядно удивлен сколько всякого г-на я вымыл из его шпинделя.
Наверх
#6
OFFLINE
niksooon
Отправлено 10 Август 2021 — 23:56
так то есть неписанное правило -при длительных перерывах в работе инструмент из конуса шпинделя вынимать, для разгрузки пружин ,
Наверх
#7
OFFLINE
ShadowVoice
Отправлено 11 Август 2021 — 10:42
Коллега абсолютно прав: В мануалах на шпиндель почти всегда прописано — не оставлять оправку в шпинделе после окончания работы. Хотя кто эти мануалы читает и тем более следует им
Наверх
Шпиндель с автосменной плохо меняет инструмент — Неисправность механики станка
#1
OFFLINE
Skrip
Отправлено 11 Март 2015 — 11:11
Всем доброго времени суток. В последнее время обозначивается следующая проблема, шпиндель (HSD 8 kWt) всё хуже и хуже меняет инструмент. Чем дальше тем хуже. Станку 2 года (и шпинделю соответственно). Проблема состоит в том что он (шпиндель) не всегда с первого раза выплёвывает инструмент. Особенно после длительного простоя. Раньше такая длительность измерялась неделей. Т.е. если станок не включали неделю, то потом для первой смены инструмента приходилось его вручную «дожимать», при помощи лёгкого удара по патрону в момент нажатия кнопки. Если один раз выплюнул, дальше всё хорошо, весь день работает без проблем.
Сейчас уже приходится гарантировано каждое утро проделывать подобную процедуру. И проблема прогрессирует. В последний раз он не смог поменять инструмент во время активной работы, автосмена инструмента происходила каждые 20-30 минут. На последнем листе материала возникла та же проблема.
Вопрос, в чём причина и что делать?
По совету MIGа я регулярно промазываю маслом и вытираю насухо внутренний конус держателя патрона. Но это не решает проблему кардинально. Помогает в лучшем случае до вечера. На утро всё повторяется, или даже раньше.
Боюсь как бы не стало совсем плохо. Менять шпиндель мне не по карману.
Похожие темы: Заклинило шпиндель с авто сменой Сбой в порядке выбора инструмента в магазине Проблемы со сменой инструмента При смене инструмента закусило шланг и станок встал с ошибкой Сбой при смене инструмента Не срабатывает смена инструмента При автосмене инструмента станок зависает и выдает ошибку
ВСЕХ! люблю. Ох моя печёночка бедненькая…
Наверх
#2
OFFLINE
ServiceMAN
Отправлено 11 Март 2015 — 12:20
скорее всего в воздухе подаваемом на станок, есть конденсат. он вызвал коррозию пневмоцилиндра разжимания патрона. надо разбирать, чистить и мазать пневматику шпинделя.
Наверх
#3
OFFLINE
T-Rex
Отправлено 11 Март 2015 — 13:53
Проблема состоит в том что он (шпиндель) не всегда с первого раза выплёвывает инструмент. Особенно после длительного простоя.
А в пневмоцилиндр шпинделя не пробовали небольшую порцию масла (любого жидкого, типа «веретенки» И-20) вместе с воздухом подать? Попробуйте… Шланг снимите и влейте 1-2 мл прямо в штуцер, а затем несколько раз выполните извлечение инструмента вручную (кнопкой), чтобы цилиндр полностью смазался.
«Закисание» и заедание пневмоцилиндров в пневмосистемах без лубрикатора — довольно-таки распространенная неисправность. Особенно если воздух без хорошей подготовки (через осушитель не проходил).
Наверх
#4
OFFLINE
saneokokokok
Отправлено 11 Март 2015 — 21:58
1 Нельзя патрон в шпинделе оставлять!
2 в пневмо системе должен быть осушитель или хотя бы влагоотделители.
3 не надо забывать периодически добавлять спец масло в лубрикатор на самом станке
Посмотрите в разъем шпинделя (куда вставляется патрон), он должен быть БЛЕСТЯЩИМ на всей поверхности, без следов коррозии.
Если коррозия имеется то, покупаете наждачную бумагу зерном P2000 — P2500 и на 1000 оборотах в минуту без лишнего усердия удаляете коррозию с поверхности разъема.
Тоже самое и с патроном на нем не должно быть следов коррозии.
Наверх
#5
OFFLINE
T-Rex
Отправлено 11 Март 2015 — 23:19
Нельзя патрон в шпинделе оставлять!
??? Честно, впервые об этом слышу. Ни в одном из мануалов на шпиндель (HSD, Jager) такого указания не встречал.
Наверх
#6
OFFLINE
Menu/Exit
Отправлено 12 Март 2015 — 03:21
У нас плохо выплевывал и забирал, когда давление воздуха в системе падало.
Например включался мощный потребитель воздуха.
Решилось увеличение сечения труб и повышением давления с 8 до 9.5 атмосфер.
В длинных трубах, кранах, лубрикаторах, шлангах маленького сечения всегда происходит потеря давления.
Есть даже формула расчета. Например в трубе диаметром 10-15 мм, на длине в 100 метров давление падает в 2 раза. А в трубе внутренним диаметром 25-30 мм, давление падает на 10 %. Рейнольдс и Бернули рулят.
Сделали ревизию под новую компоновку и все сразу заработало.
Сообщение отредактировал Menu/Exit: 12 Март 2015 — 03:21
Наверх
#7
OFFLINE
Skrip
Отправлено 12 Март 2015 — 09:55
1) Влагоотделитель есть, но я не уверен что он работает качественно (китай всётаки)
2) Понравилась идея с добавлением масла прямо в штуцер шпинделя (ещё бы найти в какой точно, а то ливану куданить не туда -))
3) все патроны без коррозии и держатель тоже, к тому же я периодически их смазываю маслом и протираю насухо салфеткой
4) На станке стоят манометры с регуляторами давления — «верхнее» и «нижнее». Все показывают давление достаточное для нормальной смены инструмента, я даже пометил маркером стрелку манометров после первоначальной настройки (с полной проверкой) станка. Но боюсь как бы уже после этих манометров не возникало проблем. Возможно система всё таки забивается грязно-маслом из компрессора.
Достаточным давлением я считаю 6 атмосфер. Больше пробовал, но шланги рвутся, причем непредсказуемо где. Может и шланги китайские совсем (оранжевые такие примерно 10 мм внешний диаметр), но мне кажется проблема не в давлении. Ведь после «ручной» смены инструмента один раз всё двигается заметно лучше?
Явно механика внутри шпинделя тупит, это прямо таки чувствуется, когда я руками меняю инструмент. Вяло так счёлкает, как я по понедельникам ).
ВСЕХ! люблю. Ох моя печёночка бедненькая…
Наверх
#8
OFFLINE
Sullen
Отправлено 12 Март 2015 — 13:24
https://dl. dropboxus…ES915-ES919.pdf
Разбирайте и чистите от грязи и ржавчины пневмоцилиндр, который отпускает фрезу. Ну или цанговый зажим ослаб.
Наверх
#9
OFFLINE
saneokokokok
Отправлено 12 Март 2015 — 14:56
??? Честно, впервые об этом слышу. Ни в одном из мануалов на шпиндель (HSD, Jager) такого указания не встречал.
Естественно что не написано, потому как итальянци и подумать не могли, о том в каких РОССИЙСКИХ условиях БУДЕТ РАБОТАТЬ ШПИНДЕЛЬ.
У 95% владельцев такого оборудования нет осушителя воздуха в пневмо системе.
И 99% владельцев такого оборудования забывают доливать масло в лубрикатор или вообще не знают что это такое.
Наверх
#10
OFFLINE
T-Rex
Отправлено 12 Март 2015 — 16:24
У 95% владельцев такого оборудования нет осушителя воздуха в пневмо системе. И 99% владельцев такого оборудования забывают доливать масло в лубрикатор или вообще не знают что это такое.
Справедливости ради: у этих владельцев шпиндель преждевременно «сгниет» независимо от того, оставляют они в нем конус или вынимают на время перерывов в работе.
Полагаю, что правильным решением следует считать нормальную подготовку воздуха (водомаслоотделитель и лубрикатор) и административные меры по поддержанию этих двух устройств в работоспособном состоянии («акты противоестественной любви» к оператору, начавшему работу с полным отделителем и пустым лубрикатором). А не придумывать сомнительные ритуалы, призванные ее заменить…
Сообщение отредактировал T-Rex: 12 Март 2015 — 16:34
Наверх
#11
OFFLINE
3D-BiG
Отправлено 12 Март 2015 — 19:28
Полагаю, что правильным решением следует считать нормальную подготовку воздуха (водомаслоотделитель и лубрикатор) и административные меры по поддержанию этих двух устройств в работоспособном состоянии («акты противоестественной любви» к оператору, начавшему работу с полным отделителем и пустым лубрикатором). А не придумывать сомнительные ритуалы, призванные ее заменить…
Правильно составленный журнал техобслуживания станка, где на первой страничке описана методика, последовательность и ответственность — прежде всего снятие с гарантии, если техобслуживания НЕ ведется, а далее страницы для ведения, оставленный инженером запускающим станок. При том на журнале оставляется подпись принявшей стороны с датой ознакомления, и подпись сотрудника, обученного для обслуживания станка..
Обычно помогает. Сам состалял такие журналы и раздавал инженерам в конторе, включая его в комплект документации,подписываемой на запуске оборудования…
Наверх
#12
OFFLINE
zhuk4038
Отправлено 12 Апрель 2015 — 20:25
Столкнулись изначально с такой же проблемой примерно через 1 год после начала работы.
В общем, опуская подробности, что сделали, чтобы проблема ушла:
1. разборка шпинделя (шток держателя вынимаем и полностью прочищаем, пневмопривод полностью разбираем, чистим и собираем).
2. замена любрикатора на итальянский малого сечения. Дело все в том, что китайский перестал работать примерно через 6 месяцев. Просто масло перестало расходоваться и никакие регулировки не помогали. Настроили новый любрикатор 1 каплю в 12-15 секунд.
3. Замена всех осушителей с китайских на итальянские и установка дополнительного абсорбционного осушителя с фильтром тонкой очистки.
4. Давление в воздушной магистрали подходит 8 очков. На регуляторе автосмены настроено 7 очков.
По поводу итальянских — просто других в наличии не было. Может быть и другие хорошие.
И последнее. Зачем вынимать патрон из шпинделя при простое? Ни разу не делали так. Периодически прочищаем растворителем патроны и конус шпинделя. Иначе от смолы залипать начинает, особенно при обработке сосны. Даже когда станок стоит, в воздухе присутствует пыль, и если вынимать конус, то она садится на поверхности конуса. Так что не вынимаем. Пусть так живет.
Сообщение отредактировал zhuk4038: 12 Апрель 2015 — 22:03
Наверх
#13
OFFLINE
Pavel333
Отправлено 05 Январь 2016 — 11:49
Господа . имеется в наличии станок с китайским АТЦ шпинделем.проблема в том что -очень трудно вытащить из него патрон с цангой(работает на пневматике).может кто сталкивался с такой проблемой?
Прикрепленные изображения
Наверх
#14
OFFLINE
3D-BiG
Отправлено 05 Январь 2016 — 12:34
Вариантов много, начиная от грязи в кулачках, заканчивая ограничением хода штока… Телепатия не может пробиться через железный корпус шпинделя, дабы точнее дефектовать…ЭКРАНИТУЕТ ЖЕЛЕЗО ТЕЛЕПАТИЧЕСКИЕ ЛУЧИ!!!
Наверх
#15
OFFLINE
тот еще наладчик
Отправлено 05 Январь 2016 — 17:54
При выбросе патрона из конуса шпинделя должно сильно шипеть , это избыточное давление выталкивает патрон если он приклеился после длительного работы без смены , проверьте шланги с верху шпинделя , пару раз встречал перепутаны на новых станках.
Наверх
#16
OFFLINE
3D-BiG
Отправлено 05 Январь 2016 — 18:29
При выбросе патрона из конуса шпинделя должно сильно шипеть , это избыточное давление выталкивает патрон
Оно продувает конус от пыли, а не выталкивает конус со фрезой — выталкивает шток цилиндра… Если посмотрите на чертеж, то поймете что и как:
Наверх
#17
OFFLINE
тот еще наладчик
Отправлено 05 Январь 2016 — 21:57
Спорить не буду , но из личного опыта , особенно когда помещение с повышенной влажностью и воздухо подготовки путней нет , когда на канусе появляются следы окиси то посли ночи без этого обдува сам ну ни как не хочит выходить . видимо усилие нажатия не многим превосходит усилие удержания патрона .
Наверх
#18
OFFLINE
3D-BiG
Отправлено 05 Январь 2016 — 22:58
Если нет грамотной воздухоподготовки для шпинделя с АТС, то это прямой способ убить ему и пневмоцилиндр и систему выброса инструмента…. В обязательном порядке воздух должен осушаться и в него добавляться масло для смазки, в противном случае ржавчина убъет механизм… Цена осушителя, фильтра, масленки, двух редукторов и клапанов управления многократно ниже цены шпинделя.
В этом видео на примере ЕТ-шки на стенде видно что и для чего надо для управления шпинделем:
Сообщение отредактировал 3D-BiG: 05 Январь 2016 — 22:58
Наверх
#19
OFFLINE
T-Rex
Отправлено 05 Январь 2016 — 23:43
В обязательном порядке воздух должен осушаться и в него добавляться масло для смазки
Придерусь к видео. На «правильных» станках обычно используется два раздельных контура подготовки. Воздух на пневмоцилиндр пропускается через лубрикатор, а на продувку конуса подается просто сухой, без замасливания (замасленный конус под нагрузкой может провернуться, убивая шпиндель). А на видео все через общий лубрикатор идет.
Сообщение отредактировал T-Rex: 05 Январь 2016 — 23:48
случилось одномоментно. поехал на смену во время фрезеровки и встал с ошибкой.
вот видео
воздух подается , видно движение верхней части в попытке выплюнуть, но патрон даже не двигается
киянкой постучали , масло в пневмоцилиндр брызнули. без результата.
куда копать, как разобрать дальше ? заранее спасибо
еще в конце видео видна головка болта слева в районе датчиков, хорошо так поцарапанная (станок бу)
тут не может быть каких то заморочек ?
Сообщение отредактировал Admin: 06 Май 2020 — 14:57
Перенесено
Наверх
Мировой обзор станков | Гарднер Интеллект
Мировой обзор станков
Ваш всесторонний взгляд на мировую экономику производства.
Отчет о мировом машиностроении за 2021 г.
Используйте эту ежегодно обновляемую централизованную коллекцию производственной деятельности со всего мира, включая рейтинги стран и тенденции с течением времени, чтобы определить рынки, на которых можно ожидать роста вашего бизнеса, сохранения стабильности или риска снижения, чтобы вы могли планировать соответствующим образом.
$995
Купить здесь
Таблицы мирового обзора станкостроения 2021 г.
Получите таблицы и проанализируйте данные, чтобы исследовать ваши уникальные вопросы и получить более глубокое представление о движущих силах, стоящих за показателями, которые предполагают возможности и / или угрозы по всему миру.
1495 долларов США
Купить здесь
Комплект обзоров мирового станкостроения 2021 г.
Все это у вас под рукой, отчет в качестве краткого справочника и таблицы для тех вопросов, на которые просто невозможно ответить, не копнув глубже
1995 долларов США
Купить здесь
Получите доступ к глобальной производственной экономике
Купить здесь
Свяжитесь с группой разведки Gardner
Связаться
Gardner Business Media — стратегические бизнес-решения
Лучшие магазины
Мероприятие, объединяющее поиск и закупку; технология продукта; бенчмаркинг и бизнес-стратегия
ЦИФРОВЫЕ МЕДИА
РЕШЕНИЯ
Помогаем вам рассказать свою историю с помощью многоканального маркетинга
ПО МАРКЕТИНГУ
ПРОИЗВОДИТЕЛЯМ
Подпишитесь на нашу рассылку, посвященную стратегии промышленного маркетинга
КАРТА ВАШЕГО ШОУ
Программное обеспечение для конференций и управления событиями
Отчет
World Machine Tool показывает перенос производства в Северную Америку
Опубликовано |
8 МИНУТ ПРОЧТЕНИЯ
После увеличения закупок станков за последние два года 12 из 15 стран с наибольшим потреблением станков сократились в 2019 году в разгар мирового спада. Но в знак переориентации США увеличили свою долю в целом, а закупки станков Мексикой увеличились.
Стивен Клайн-младший
Директор по данным,
Гарднер Бизнес Медиа
Доля
Читать дальше
Глобальный станкостроительный бум продолжается, за исключением Китая
Станкостроение переживает мировой бум
Обработка Вопросы? Спросите эксперта
В 2017 и 2018 годах World Machine Tool Survey от Gardner Intelligence, исследовательского подразделения Modern Machine Shop , издательство Gardner Business Media, показало, что 12 из 15 стран с наибольшим потреблением станков увеличили свое потребление. Это относительно редко случается за один год, и это был единственный раз за несколько лет подряд. Этот мировой подъем и чрезвычайно цикличный характер рынка станков должны были стать ключом к пониманию судьбы потребления станков в 2019 году, который был мировым спадом.
Согласно последнему опросу, результаты которого недавно были опубликованы, мировое потребление станков снизилось на 13,1 млрд долларов, или 13,8%, до 82,1 млрд долларов в 2019 году.. Таким образом, в 2019 году был самый низкий уровень потребления станков с 2010 года, когда большая часть мировой экономики только начинала восстанавливаться после Великой рецессии. А в преддверии 2018 года 12 из 15 ведущих стран-потребителей сократили потребление станков в 2019 году.
когда большая часть мировой экономики только начинала восстанавливаться после Великой рецессии. Мировое производство станков пошло по той же схеме, упав до самого низкого уровня с 2010 года9.0005
Китай лидирует в сокращении
Хотя в 2017 и 2018 годах наблюдалось восстановление, мировой рынок станков существенно сократился с 2011 года. Большая часть этого сокращения связана с Китаем, который, безусловно, возглавил сокращение в 2019 году. Потребление в 2019 году составило 22,3 млрд долларов, снизившись на 6,4 млрд долларов, или на 25,3%. Снижение потребления станков в Китае составило почти половину общемирового спада.
Китайская автомобильная промышленность, среди прочего, замедлилась к концу 2019 года. Китайская экономика также особенно сильно пострадала от карантина для сдерживания COVID-19. В результате потребление станков в Китае, вероятно, снова значительно снизится в 2020 году, возможно, еще на 15-25%, или примерно на 5 миллиардов долларов.
Потребление станков в Китае составило 27,2% рынка в 2019 году. Впервые с 2008 года потребление станков в Китае составило менее 30% мирового рынка. И доля страны на мировом рынке может снова упасть в 2020 г., когда работа перемещается в страны Юго-Восточной Азии, не так сильно пострадавшие от COVID-19и Мексика, которая продолжает претендовать на более широкое присутствие в мировом производстве.
Производство в Мексике растет
В 2019 году Мексика потребляла станков на 2,5 миллиарда долларов. Это был третий по величине показатель за всю историю и восьмой год подряд с потреблением более 2 миллиардов долларов. В 2019 году Мексика потребила станков на 9,1% больше, чем в 2018 году. Из 15 крупнейших потребителей Мексика заняла второе место по величине роста (больше увеличился только Бразилия). Рост Мексики в 2019 году также был пятым по темпам роста в мире. Три быстрорастущие страны были значительно меньшими потребителями, что значительно упростило достижение более высоких темпов роста.
Мексика сохранила за собой восьмое место в мире по потреблению станков в 2019 году. Тем не менее, страна значительно увеличила свою долю в мировом потреблении станков с 2,4% до 3,1%. В 2019 году Мексика заняла самую большую долю мирового рынка станков за всю историю.
Последствия перешоринга в Северной Америке
США, второй по величине потребитель в мире, купили станков на 9,7 млрд долларов в 2019 году, что всего на 1,6% меньше, чем в 2018 году. третий год в США по потреблению станков с 1998 года. В результате США значительно увеличили свою долю на мировом рынке станков. В 2019 году США потребляли 11,9% мировых станков. Это была самая высокая доля США в мировом потреблении с 2001 года. Это важно, потому что 2001 год стал началом значительного офшоринга производства США из-за искусственно заниженных процентных ставок, установленных Федеральной резервной системой, чтобы помочь стране оправиться от взрыва точки. ком пузырь.
После окончания Великой рецессии в конце 2009 или начале 2010 года маятник качнулся назад, поскольку производство возвращается в Северную Америку, а точнее в США и Мексику. Общая растущая доля мирового потребления станков в обеих странах за это время свидетельствует о тенденции решоринга или почти решоринга.
COVID-19 привел к тому, что несколько стран изолировали значительную часть своего населения, что привело к значительному снижению экономической активности. Вполне возможно, что мировое потребление станков снизится на 15% и более в 2020 году. Если мировое потребление станков снизится на 15%, оно впервые с 2009 года упадет ниже 70 миллиардов долларов., в разгар Великой рецессии.
Производство станков также сокращается
Мировое производство станков шло по той же схеме, что и потребление. В 2019 году мировое производство станков составило 84,2 млрд долларов, что на 12,9 млрд долларов меньше, или 13,3%. Как и глобальное потребление, мировое производство в 2019 году упало до самого низкого уровня с 2010 года. Только три из 15 производителей увеличили производство в 2019 году: Бразилия, Франция и Канада.
Китай, крупнейший в мире производитель станков, сократил производство на 4,6 млрд долларов, или на 23,1%. Производство станков в Китае сократилось шесть из последних восьми лет, упав до самого низкого уровня с 2009 года.. В 2019 году доля Китая в мировом производстве составила 23,1%, что стало самым низким показателем с 2008 года, когда она составляла 16,4%.
Читайте: Turn-Mills 101
Бразилия была единственной страной в десятке ведущих производителей, которая увеличила производство станков.
Какие виды 3D-принтеров бывают? Технологии 3D-печати
Данная статья не претендует на научность, а скорее является небольшим введением в 3D-печать «для чайников».
Что же собственно мы подразумеваем под понятием 3D-печать?
В начале 1980-х начали развиваться новые методы производства деталей, основанные не на удалении материала, как в традиционных технологиях механической обработки, а на послойном изготовлении изделия по трехмерной модели, полученной в САПР, за счет добавления материалов в виде пластиковых, керамических, металлических порошков и их связки термическим, диффузионным или клеевым методом. И что же это значит на практике? То, что стало возможно создавать физические объекты совершенно по-новому.
Первым, кто запатентовал подобную технологию еще в далеком 1984 году, был Чак Халл, он же в 1986 году создал компанию 3D Systems, которая до сих пор является одним из лидеров отрасли. Первый коммерческий 3D-принтер 3D Systems SLA-1 был представлен в 1987 году.
Таким образом мы плавно подходим к рассказу о первой и возможно на сегодняшний день самой перспективной технологии 3D-печати, а именно печати фотополимерной смолой. Изначально эта технология называлась SLA, но со временем данное название стало не совсем корректным.
Фотополимерная печать
Суть фотополимерной 3D-печати заключается в том, что жидкая фотополимерная смола под воздействием света затвердевает и формирует 3D-модель. Изначально в качестве источника света выступал лазер, а технология была названа SLA или стереолитография.
Несмотря на кажущуюся простоту, компания 3D Systems потратила более 10 лет, чтобы выпустить на рынок первый полноценный коммерческий продукт. Для этого потребовалось, чтобы произошли сдвиги в других технологических продуктах, таких как твердотельные лазеры, в которых в качестве активной среды используется вещество, находящееся в твёрдом состоянии.
Не вдаваясь глубоко в технологические дебри, можно сказать, что прошло около 25 лет постепенного развития этой технологии до 2013-2014 года, когда SLA 3D-принтеры стоили сотни тысяч долларов и были доступны только крупным компаниям, где также использовались очень ограниченно в силу дороговизны как оборудования так и материалов.
Созданный в 2011 году стартап под названием FormLabs переосмыслил идеи Чака Халла и разработал первый настольный SLA 3D-принтер, который начал продаваться по цене до 3 тысяч долларов. Таким образом, это дало возможность широкому кругу пользователей приобщиться к 3D-печати. За прошедшие годы компания FormLabs поставила десятки тысяч своих принтеров на рынок, избежала поглощения более крупными игроками и стала первым единорогом в 3D-печати с капитализацией более 1 млрд. долларов. Эта история стала одним из двух поворотных пунктов в прорыве, совершенном технологией 3D-печати за последние годы. Но другие компании тоже не стояли на месте и очень скоро поняли, что лазер как источник света для засветки фотополимерной смолы не является единственным решением, и предложили другой способ формирования модели, который получил название DLP (Digital Light Processing).
Не вдаваясь в технические подробности важно отметить, что преимущества данной технологии заключается в более высокой продуктивности за счет засветки всего слоя сразу, в отличие от лазера, который должен физически освещать всю модель, поэтому требуется его постоянно перемещать. На простом примере очень легко объяснить, что это значит. Предположим вам надо напечатать кольцо, это задача на принтерах обоих технологий займет примерно одно и тоже время, а вот если вам надо напечатать сразу 10 колец, DLP-технология получит преимущество. То есть, имея DLP-принтер, вы напечатаете 10 колец за то же время, что и одно, в то время как SLA-принтер будет тратить на прорисовку каждого из колец определенное время, хотя это и даст возможность добиться лучшего качества.
Немного цифр…
Принтеру Form2, печатающему по технологии SLA, потребуется 11 часов 22 минуты для печати 55 моделей.
В итоге 12,4 минуты на одно кольцо.
А 3D-принтер Uniz Slash Plus, в основе работы которого лежит технология DLP, потратит на печать 6- колец всего 3 часа 51 минуту, получается одно кольцо за 3,8 минуты.
Технология DLP получила определенное распространение и начала составлять конкуренцию традиционной SLA, но прорывной не стала, как вдруг случилась новая революция — на сцене появились LCD 3D-принтеры.
Принцип формирования еще проще, мощная LED-лампа, усиленная системой линз, светит на LCD-матрицу, которая проецирует нужное изображение на ванну с полимером, где и формируется 3D-модель.
Создание этой технологии в 2016 году дало возможность снизить цену на 3D-принтер в 10 раз по сравнению с хитом продаж того времени принтером FormLabs Form 2, цена на бюджетные LCD 3D-принтеры шла от 300 долларов. Такое кардинальное снижение стоимости позволило существенно расширить круг покупателей и дало домашним пользователям и маленьким студиям печати возможность попробовать эту технологию для своих нужд.
В чем же ее преимущество по сравнению с другими, кроме собственно цены?
LCD, как и DLP-принтеры засвечивают слой сразу, это дает им преимущество в производительности, правда по началу пользователи сталкивались с не очень высоким качеством самих моделей. Но с появлением в 2019 году 3D-принеров с LCD матрицей 2K, а потом и чуть позже 4K, эту проблему удалось решить, и LCD принтеры на сегодняшний день превосходят и по скорости, и по минимальной толщине слоя своих старших братьев.
Яркими примерами принтеров с разрешением 2K являются модели – Elegoo Mars, Anycubic Photon S, Wanhao GR1, Phrozen Shuffle Lite, Phrozen Shuffle 2019, Phrozen Shuffle XL 2019, Phrozen Sonic, с разрешением 4K — Phrozen Shuffle 4K, Phrozen Transform.
Внедрение в скором будущем матриц 8K, а также использование специальных монохромных матриц, повышающих скорость печати, сделает эту технологию доминирующей на рынке 3D-принтеров.
ТЕХНОЛОГИИ ФОТОПОЛИМЕРНОЙ 3D ПЕЧАТИ:
Надеюсь, я смог донести до вас суть различий между этими технологиями, ну а теперь, собственно, хочется рассказать, для чего чаще всего выбирают SLA/DLP/LCD 3D-печать. Здесь сразу стоит разделить принтеры на промышленные и настольные.
Промышленные 3D-принтеры в основном используют для создания прототипов большого размера, а также мелкосерийного производства и создания форм для отливки. Обладая достаточно высокой производительностью и хорошим качеством конечных изделий, это оборудование используется в автомобилестроении, аэрокосмической промышленности, а также для печати массивных объектов, таких как эта кость мамонта, напечатанная компанией Materialise в рамках сотрудничества с Бельгийским Королевским институтом естественных наук в Брюсселе.
Настольные SLA/DLP/LCD принтеры получили широчайшее распространение, прежде всего, в таких сферах деятельности, как стоматология, ювелирное дело, судо- и авиамоделирование, а также изготовление уникальных подарков и сувениров. Подробнее об этом можно почитать в наших статьях, посвященных этим темам.
Применение 3D-принтера в стоматологии
3D-печать в прототипировании
Применение 3D-принтера в ювелирном деле
3D-печать в мелкосерийном производстве
Высокая детализация и качественная финишная поверхность делает именно эту технологию 3D-печати отличным инструментом для решения многочисленных задач, которые до этого приходилось решать гораздо более трудоемкими и дорогими способами в тех сферах деятельности, о которых я упомянул выше.
Фотополимерная печать на 3D-принтере в стоматологии.
Фотополимерная 3д печать в ювелирном деле. Справа – напечатанная на 3D принтере мастер-модель браслета.
Фотополимерная печать для создания прототипов
Создание сувениров с помощью фотополимерной 3D печати
Путь развития FDM-технологии 3D-печати
Вторым отцом 3D-печати можно смело назвать С. Скотта Крампа, который в 1988 году запатентовал технологию FDM (Fused Deposition Modeling) – моделирование методом наплавления, и в 1989 году вместе со своей женой создал компанию Stratasys, которая до сих пор является одной из главных компаний отрасли.
Для данной технологии также зачастую используется аббревиатура FFF (Fused Filament Fabrication), но это не должно вводить вас в заблуждение. Суть технологий одна, а названия разные для того, чтобы избежать патентных споров.
Итак, что же, собственно, было изобретено. Суть идеи была в том, что пластиковая нить подается в экструдер, где плавится при высокой температуре и через маленькое сопло слоями формирует модель.
На базе этого изобретения Stratasys начала выпускать промышленные 3D-принтеры, которые в основном использовались также как и первые SLA-машины в автомобилестроении, аэрокосмической отрасли, а с появлением различных прочных видов пластика, таких как поликарбонат (PC), полиэфирэфиркетон (PEEK), полиэфиримид (PEI, Ultem), полифенилсульфон (PPSF/PPSU), и для создания функциональных прототипов. Большого распространения эта технология не получила, пока спустя более 20 лет не появился проект RepRap (Replicating Rapid Prototyper) — самовоспроизводящийся механизм для быстрого изготовления прототипов.
Изначальная идея была в том, что нужно создать 3D-принтер, который бы мог напечатать другой 3D-принтер, на этой фотографии все пластиковые детали «ребенка» напечатаны на «родителе». По факту же произошло совершенно другое — группа энтузиастов смогла создать бюджетный 3D-принтер для домашнего или офисного использования. Идею быстро подхватили трое гиков из Нью-Йорка, которые создали компанию MakerBot и начали коммерческое производство настольных FDM 3D-принтеров. Это и стало вторым поворотным моментом в современной истории 3D-печати.
Стоимость принтеров составляла около 1000$, и эта цена стала вполне приемлема для многих энтузиастов, техногиков, увлеченных идеей 3D-печати инженеров и студентов.
В 2013 году MakerBot был поглощен Stratasys за рекордные 400 миллионов долларов. Итогом всего этого стало то, что мир получил очень интересную технологию создания физических объектов. Огромным плюсом FDM-технологии является дешевизна и большой выбор материалов печати, которые в большом количестве стали появляться после начала распространения 3D-печати. FDM-принтеры, прежде всего, распространились среди домашних пользователей, которые начали многочисленные эксперименты с печатью дома, подробнее об этом можно прочитать в статье 3D-печать как хобби.
Кроме того, FDM-печать нашла свое главное профессиональное применение — создание прототипов. После внедрения в этот процесс 3D-печати он уже никогда не будет прежним. Создание прототипов стало существенно более дешевым и быстрым, и это дало возможность пробовать гораздо больше идей инженеров для создания максимально качественных и продуманных в мелочах изделий, подробнее об этом также можно прочесть в статье 3D-печать в прототипировании. Также сейчас активно идут попытки внедрения FDM 3D-печати в мелкосерийное производство, и эта история получила неожиданное развитие во время эпидемии COVID-19, когда врачам срочно понадобилось производить запчасти для аппаратов искусственной вентиляции легких, а также держатели масок для врачей, которые вынуждены целыми днями их носить.
FDM 3D-печать в полной мере смогла продемонстрировать свои основные преимущества по сравнению с классическим производством, а именно скорость моделирования новой модели и запуск его в серию в кратчайшие сроки, меньше одного дня.
Еще одним важнейшим преимуществом FDM-печати является широкий выбор материалов, начиная от биоразлагаемого PLA-пластика и заканчивая материалами типа PEEK, которые можно стерилизовать при высокой температуре и давлении.
В скором будущем мы ожидаем повсеместное внедрение так называемых «ферм 3D-печати», которые смогут реализовать концепцию «гибкого производства», суть которой заключается в том, что такая ферма может выпускать любую доступную продукцию, а не специализироваться в изготовлении каких-то конкретных изделий, как происходит на классическом производстве. Сегодня это могут быть запчасти для старых моделей железнодорожных вагонов, а завтра держатели медицинских масок или сувенирные кубки для победителей соревнований или пластиковые заглушки для мебели.
А пока продолжим наш рассказ о разных видах 3D-печати, возникших параллельно с развитием двух мейнстримовых технологий, о которых я уже рассказал. Многие инженеры и предприниматели в разных странах и компаниях поняли, что можно начать использовать принципы 3D-печати, используя другие материалы и способы формирования моделей, и вот что у них получилось.
Другие виды 3D-печати
SLM (Selective Laser Melting) – селективное лазерное плавление, имеет также названия DMLM и LPBF. Принцип 3D-печати здесь состоит в том, что под воздействием мощного лазера металлический порошок плавится и формирует 3D-модель. Это позволяет создавать модели сложных форм и высокой прочности, больше всего эта технология получила применение в аэрокосмической сфере и медицине. Ракета – это не массовый продукт и некоторые элементы гораздо удобнее и выгоднее печатать на 3D-принтере, чем фрезеровать или отливать.
На фотографии выше самый большой в мире напечатанный ракетный двигатель. Он был напечатан на принтере SLM 800 от SLM Solutions для британской аэрокосмической компании Orbex. Двигатель произведен как цельнометаллическое изделие из никелевого сплава. SLM 3DSLM 3D-печать позволила сократить затраты времени на 90%, а расходы на 50% по сравнению с ЧПУ-станками.
В медицине же 3D-печать металлом стала использоваться для создания индивидуальных имплантов из титана, сделанных непосредственно для конкретного пациента, это существенно повышает шансы на выздоровление.
EBM (Electron Beam Melting) — электронно-лучевая плавка. Это технология, похожая на SLS/DMLS, только здесь объект формируется путём плавления металлического порошка электронным лучом в вакууме.
SLS (Selective Laser Sintering) – селективное лазерное спекание, еще одна очень интересная технология. Процесс формирования модели здесь такой же, как в SLM, но вместо металлического порошка используется порошок из полиамида или нейлона. Это дает возможность формировать очень прочные, износостойкие изделия сложных форм, которые в первую очередь можно использовать как функциональные прототипы будущих изделий из металла или прочного пластика.
Коллектор двигателя, напечатанный на SLS-принтере
Мебель, напечатанная на SLS-принтере
MJF (Multi Jet Fusion) – оригинальная технология, разработанная компанией HP, которая по сути повторяет принцип SLS, но при этом не использует лазер. Это дает определенное преимущество в производительности принтера по сравнению с лазерной технологией, ведь он запекает слой сразу, также как это происходит с LCD 3D-принтерами, о которых мы подробно писали ранее в этой статье. Будучи одним из мировых технологических гигантов HP быстро ворвалась на маленький рынок 3D-печати и быстро заняла на нем большую долю в промышленном сегменте оборудования, к сожалению, по состоянию на 2020 год HP так и не начала поставки своих 3D-принтеров на российский рынок.
Хирургический инструмент и блок циллиндра, напечатанные на MJF-принтере
PolyJet — это технология, сходная с обычной печатью на струйном принтере. Жидкий полимер через множество крошечных сопел выстреливается на поверхность печатной платформы, после чего они затвердевают при помощи ультрафиолетового излучения. Используя данную технологию, можно создавать высококачественные полноцветные макеты и прототипы с высочайшим уровнем детализации и финишным качеством сравнимым с промышленными серийными образцами. К сожалению, высокая стоимость оборудования и материалов не дает возможности более широкого внедрения этой технологии.
MJM (Multi Jet Modelling) — технология многоструйного моделирования, схожая с PolyJet, но в качестве материала здесь также может выступать воск. Технология разработана компанией 3D Systems, поэтому по соображениям защиты патентов имеет другое название. Печать воском широко применяется в ювелирном деле для выполнения индивидуальных моделей на заказ и создания мастер-моделей. Также существуют специализированные принтеры от компании SolidScape, которые печатают двухкомпонентным воском для последующего расплавления материала поддержки в горячей воде
CJP (Color Jet Printing) – технология, суть которой состоит в послойном склеивании и окрашивании порошка на основе гипса или пластика. С помощью этой технологии можно создавать полноцветные изделия, а это чаще всего используются для печати архитектурных моделей и фигурок людей. Себестоимость печати в данном случае ниже, чем по технологии PolyJet, что дает больше возможностей для ее более широкого использования.
LOM (Laminated object manufacturing) – технология, схожая с CJP, но здесь строительным материалам выступает бумага, каждый лист которой приклеивается к предыдущему, раскрашивается струйным принтером и перфорируется. Это дает полноцветную 3D-модель и также хорошо подходит для архитектурных и декоративных моделей.
Еще одной технологией с огромными перспективами является комбинированная технология 3D-печати металлами, которая объединяет в себе 3 этапа создания модели: печать на FDM-принтере специальной композитной нитью, где в определенных пропорциях смешан металл и полимер, выплавление полимера и запекание металлической модели. На основе этой технологии американские компании DeskTop Metal и MarkForged уже создали свои коммерческие модели 3D-принтеров и начали их продажи, как в Америке, так и в Европе, но пока технология является очень сырой и не гарантирует хорошего качества готовых изделий. Зато ее огромным преимуществом является существенно более низкая цена и принтеров, и готовых изделий. В Россию данные системы пока не поставлялись, поэтому мы ждем возможности самостоятельно оценить их качество и эффективность. В перспективе нескольких лет эта технология может стать самой востребованной из всех возможных способов 3D-печати.
Studio System+ от Desktop Metal
Как это работает:
3D-печать керамикой является также перспективным направлением в разных отраслях. Существует ряд компаний, которые выпускают оборудование, печатающее керамические модели. Разные производители используют для этого уже упомянутые до этого DLP и SLA, как слегка адаптированную технологию многоструйного моделирования Ceramic binder jetting (CBJ). Данная печать применяется в стоматологии, ювелирном деле, а также для создания прототипов высокого качества, обладающих необходимыми функциональными свойствами. Также на базе FDM-принтеров создают принтеры, печатающие глиной для создания керамических изделий новым способом. Например, итальянская компания WASP уже несколько лет предлагает такие системы на базе своих дельта-принтеров, печатающих пластиковой нитью.
Строительные 3D-принтеры по сути тоже используют принцип построения такой же, как в FDM-принтерах, только вместо расплавленной нити наносится жидкий бетон. Это позволяет построить стены дома размером 100 квадратных метров примерно за 3 дня, что существенно быстрее, чем стандартные способы строительства и, кроме того, это дает возможность создавать объекты сложных форм. Безусловно, это направление является перспективным, но на сегодняшний день не получило широкого применения, хотя в Китае строительные 3D-принтеры были использованы для быстрого строительства автономных блоков для самоизоляции больных коронавирусом в легкой форме, кому не досталось места в больницах, а дома находится им было опасно. Интересным фактом является и то, что самым перспективным проектом по строительству жилья на Марсе также признан способ 3D-печати.
Дом, напечатанный иркутской компанией в Дубаи за 3 дня
Боксы для больных коронавирусом в Китае. 15 комнат изготовили за 1 день.
Пищевая 3D-печать — это еще один способ применения FDM-технологии, только здесь в качестве материала выступает съедобное сырье. Больше всего распространение получили принтеры, печатающие шоколадом. Шоколад темперируется попадает в экструдер и через сопло слоями формирует 3D-модель. Т.к. шоколад в отличие от пластика является очень нежным материалом, то и печатать им не так просто, хотя он и дает возможность быстро создавать кастомизированные кулинарные шедевры или десерты необычных форм. Кроме шоколада есть возможность печатать с помощью пюре, теста или джема. Данная технология пока находится на ранней стадии развития, и возможно уже в ближайшее время мы увидим более совершенное оборудование, которое можно будет применять более широко. Одним из представителей 3D-принтеров для печати шоколадом является Choc Creator.
И последний, но далеко не по своей важности вид 3D-печати, на который возлагаются очень большие надежды в будущем – 3D-биопринтинг. По своей сути это послойная печать, где в качестве материала выступают живые клетки. Это относительно новый вид 3D-печати, первые эксперименты стали проводиться в 2000 году биоинженером Томасом Боландом, который доработал обычные настольные принтеры для печати фрагментов ДНК. За 20 лет эта индустрия шагнула далеко вперед, и уже сейчас помимо прототипов человеческих органов успешно печатают импланты, трубки сосудов, клапаны сердца, ушные раковины, хрящи, костную ткань и кожу для последующей пересадки. Этот вид печати успешно применяется для создания «тренажеров» для врачей, на которых они могут проводить репетицию операций или для студентов для живой практики. И, конечно, одно из основных предназначений биопринтинга – печать функционирующих внутренних органов для пересадки из биоматериала пациента. Пока данное направление находится на стадии разработок и тестирований и полноценно не применяется для лечения пациентов, но уже сейчас проведено большое количество успешных экспериментов. Как например, печать сердца израильскими учеными в 2019 году, пока совсем крошечное по размерам, но главное, что оно способно выполнять свои функции. Также биопечать имеет огромные перспективы в экспериментальном тестировании медицинских препаратов, выпускаемых фармацевтическими компаниями.
Безусловно, не обо всех технологиях 3D-печати мне удалось рассказать в этой статье, но прочитав ее даже не будучи техническим экспертом, вы сможете получить первое представление о 3D-печати, различных ее технологиях и способах применения. Если вас заинтересовало использование 3D-печати в вашей работе или хобби, обращайтесь к специалистам нашей компании и мы всегда будем рады вас дополнительно проконсультировать.
Александр Корнвейц
Эксперт рынка 3D-печати
Справочник по 3D печати 2020: типы 3D принтеров, материалы и пр.
Доступные, надежные 3D принтеры Formlabs для использования в офисах и мастерских устанавливают отраслевой стандарт профессиональной 3D печати для компаний по всему миру. Масштабируйтие Вашу разработку прототипов и производство с помощью экономичных моделей с высоким разрешением и качеством печати промышленных 3D принтеров.
Лучший в отрасли настольный 3D-принтер на базе технологии LFS (Low Force Stereolithography)
Узнать больше о Form 3
Первый доступный по цене 3D принтер для больших объемов печати с использованием полимеров
Узнать больше о Form 3L
Масштабируемое решение с несколькими принтерами
Промышленная мощь селективного лазерного спекания в вашей мастерской
Ознакомиться с Fuse 1
Технологии 3D печати или аддитивного производства (АМ — Additive Manufacturing) служат для изготовления трехмерных физических изделий из моделей, созданных с использованием системы автоматизированного проектирования (CAD), путем последовательного добавления материала слой за слоем.
Хотя технологии 3D печати существуют с 1980-х годов, лишь последние достижения в области машинного оборудования, материалов и программного обеспечения открыли возможности 3D печати более широкому кругу компаний — ранее такие инструменты использовались лишь в нескольких высокотехнологичных отраслях.
Сегодня недорогие профессиональные настольные 3D принтеры и 3D принтеры для мастерских упрощают работу предприятий в различных отраслях, способствуя внедрению инновационных разработок. Среди таких отраслей машиностроение, производство, стоматология, здравоохранение, образование, индустрия развлечений, ювелирное дело и аудиология.
Любой процесс 3D печати начинается с создания модели в CAD, которая экспортируется в программное обеспечение для подготовки проекта к печати. В зависимости от используемой в 3D принтере технологии модели изготавливаются слой за слоем путем отверждения фотополимерной смолы или спекания порошка. Затем модели извлекаются из принтера и подвергаются пост-обработке в зависимости от целей применения.
3D принтеры создают объекты из трехмерных моделей, математических представлений трехмерных поверхностей, созданных с использованием программного обеспечения для автоматизированного проектирования (CAD) на основе данных 3D-сканирования. Затем проект экспортируется в файл STL или OBJ, который считывается программным обеспечением для подготовки трехмерных моделей к печати.
3D принтеры поставляются с программным обеспечением для задания параметров печати и возможности анализа цифровой модели по слоям, представляющие собой горизонтальные сечения печатаемого объекта. Настраиваемые параметры печати включают в себя ориентацию модели, поддерживающие структуры (при необходимости), настройку высоты слоя и тип полимера. После завершения настроек программное обеспечение отправляет инструкции на принтер через беспроводное или кабельное соединение.
В некоторых 3D принтерах для превращения жидкой фотополимерной смолы в затвердевший пластик используется лазер, другие создают объекты, спекая мелкие частицы полимерного порошка при высоких температурах. Большинство 3D принтеров могут выполнять процесс печати без оператора, а современные системы автоматически заправляют необходимый для создания объектов материал из картриджей.
В зависимости от технологии и материала, напечатанные модели могут потребовать промывки изопропиловым спиртом (IPA) для удаления с их поверхности неотвержденных полимеров, финальной полимеризации для стабилизации механических свойств, ручной обработки для удаления поддерживающих структур или очистки сжатым воздухом или соответствующим аппаратом для удаления избытка порошка. Некоторые из этих процессов могут быть автоматизированы с помощью аксессуаров.
Напечатанные на 3D принтеры объекты могут быть использованы сразу же или после пост-обработки и необходимой отделки путем механической обработки, декорирования, окраски, крепления или соединения. Часто 3D печать также служит промежуточным этапом, будучи использованной в комбинации с традиционными методами производства, такими как изготовление заготовок для литья ювелирных изделий и стоматологических протезов, или пресс-форм для нестандартных изделий.
Вам не удается найти технологию 3D-печати, наиболее соответствующую вашим потребностям? В этом видеоруководстве мы сравниваем технологии моделирования методом наплавления (FDM), стереолитографии (SLA) и селективного лазерного спекания (SLS) с точки зрения главных факторов, которые следует учитывать при покупке.
У каждой технологии 3D-печати есть свои преимущества и недостатки, из-за чего они лучше подходят для различных способов применения. В этом видео мы сравниваем функциональные и визуальные характеристики 3D-принтеров на базе технологий моделирования методом наплавления (FDM), стереолитографии (SLA) и селективного лазерного спекания (SLS), чтобы вы могли подобрать решение, которое лучше всего соответствует вашим потребностям.
Вам нужно быстро изготавливать модели или прототипы на заказ? По сравнению с привлечением сторонних компаний или использованием традиционных методов, таких как обработка на станке, собственный 3D-принтер позволяет сократить время подготовки заказа на несколько недель. В этом видео мы сравниваем скорость печати при использовании таких технологий 3D-печати, как моделирование методом наплавления (FDM), стереолитография (SLA) и селективное лазерное спекание (SLS).
Сравнение затрат на 3D-принтеры выходит за рамки цен, указанных на этикетке, которые не дают вам представление о фактической стоимости модели, изготавливаемой с помощью 3D-печати. Узнайте о трех факторах, которые нужно учитывать, чтобы узнать о затратах при использовании таких технологий 3D-печати, как моделирование методом наплавления (FDM), стереолитография (SLA) и селективное лазерное спекание (SLS).
При использовании традиционных производственных процессов изготовление модели может занимать недели или месяцы. 3D печать превращает CAD модели в физические объекты в течение нескольких часов: таким образом могут создаваться как изделия и их комбинации на основе одноразовых концептуальных моделей, так и функциональные прототипы, и даже тестироваться небольшие производственные циклы. Это позволяет разработчикам и инженерам быстрее разрабатывать идеи и помогает компаниям быстрее выводить продукты на рынок.
3D печать устраняет необходимость в дорогостоящих инструментах и устройствах для литья под давлением или механической обработки; одно и то же оборудование может быть использовано для создания деталей различной геометрии: от изготовления прототипа до производства. Поскольку 3D-печать становится все более актуальной при производстве функциональных конечных изделий, она может дополнять или заменять традиционные методы производства для растущего диапазона изделий в малых и средних объемах.
От обуви и одежды до велосипедов, мы окружены унифицированными товарами, поскольку предприятия стремятся стандартизировать продукты и сделать производство более экономичным. 3D печать позволяет изменять только цифровой проект и адаптировать каждый продукт к требованиям клиента без дополнительных затрат на оборудование. Благодаря этому 3D печать нашла применение в отраслях, где индивидуальная подгонка является ключевой, таких как медицина и стоматология, но, поскольку 3D печать становится все более доступной, ее все чаще используют для массовой модификации потребительских товаров.
С помощью 3D печати можно создавать объекты и изделия сложной формы, такие как нависающие элементы, микроканалы и органические формы, которые было бы дорого или даже невозможно изготовить традиционными методами производства. Это дает возможность формировать комбинации из меньшего количества отдельных деталей, снижать вес, уменьшать количество слабых соединений и сокращать время сборки, что открывает новые возможности в области проектирования и конструирования.
Разработка продукта — это циклический процесс, состоящий их нескольких этапов тестирования, оценки и подгонки. Обнаружение и устранение недостатков в шаблонах на ранних стадиях может помочь компаниям избежать дорогостоящего перепроектирования и использования дополнительных инструментов в ходе производственного процесса. С помощью 3D печати инженеры могут до запуска в производство тщательно тестировать прототипы, которые выглядят и работают как конечные продукты, и снижать риски, связанные с эксплуатационной пригодностью и усложнением производственных процессов.
Благодаря созданию необходимых прототипов и 3D печати специальных инструментов, пресс-форм и вспомогательных средств производства производственные компании могут автоматизировать производственные и оптимизировать рабочие процессы с гораздо меньшими затратами и в значительно более короткие сроки, чем при традиционном производстве. Таким образом снижаются производственные затраты и предотвращаются дефекты, повышается качество, ускоряется сборка и увеличивается производительность труда.
Цифровая стоматология снижает риски и неопределенности, связанные с человеческим фактором, позволяя добиться постоянства качества и точности на каждом этапе рабочего процесса, а также улучшить качество обслуживания пациентов. 3D принтеры могут производить целый ряд высококачественных нестандартных изделий с низкой себестоимостью, обеспечивая исключительную степень подгонки и воспроизводимые результаты.
3D-принтеры являются многофункциональными инструментами для создания иммерсивной среды обучения и проведения научных исследований. Они стимулируют творческий подход и знакомят студентов с технологиями профессионального уровня, позволяя внедрять метод STEAM в областях науки, техники, искусства и дизайна.
Доступная по цене настольная 3D печать профессионального уровня помогает врачам получать медицинские приспособления, удовлетворяющие потребностям каждого отдельного человека и повышающие эффективность лечения. При этом организация значительно снижает временные и денежные затраты: от лабораторий до операционных.
Напечатанные с высоким разрешением физические модели широко используются в «цифровой лепке», 3D-моделировании персонажей и изготовлении реквизита. Напечатанные на 3D принтерах модели снимались в анимационных фильмах, выступали героями видеоигр, использовались для создания театральных костюмов и даже спецэффектов для фильмов-блокбастеров.
Профессиональные ювелиры используют возможности CAD и 3D печати для быстрого создания прототипов, подгонки украшений под требования клиентов и производства больших партий заготовок для литья. Цифровые инструменты позволяют создавать плотные, четко детализированные модели без утомительного, связанного с погрешностями изготовления восковок.
Formlabs предлагает две профессиональные технологии 3D печати: стереолитографию и селективное лазерное спекание, открывая доступ к этим мощным и удобным инструментам промышленного производства креативным профессионалам по всему миру.
Стереолитографическая (SLA) 3D печать использует лазер для превращения жидкой фотополимерной смолы в твердые изотропные модели.
Наиболее распространенным методом является инвертированная стереолитография, при которой платформа опускается в резервуар с полимером, и между платформой и дном резервуара остается лишь тонкий слой жидкости. Гальванометры направляют лазер через прозрачное окно под резервуаром для полимеров для получения поперечного сечения трехмерной модели и выборочного отверждения полимеров. Модель формируется из последовательных слоев толщиной менее ста микрон. При необходимости, выступающие части удерживаются при помощи поддерживающих структур, крепящихся к платформе. По завершении формирования слоя модель поднимается со дна резервуара, для того чтобы под нее смог затечь свежий полимер, и платформа снова опускается. Процесс повторяется до завершения печати.
быстрого прототипирования;
функционального прототипирования;
моделирования концептов;
мелкосерийного производства;
изготовления стоматологических изделий;
изготовления прототипов ювелирных изделий и их литья
быстрого прототипирования;
функционального прототипирования;
моделирования концептов;
мелкосерийного производства;
изготовления стоматологических изделий;
изготовления прототипов ювелирных изделий и их литья
Узнать больше о cтереолитографической 3D печати
В 3D принтерах с селективным лазерным спеканием (SLS) используется мощный лазер для спекания мелких частиц порошка полимера в твердую структуру.
Тонкий слой порошка наносится на верхнюю часть платформы внутри рабочей камеры, и принтер предварительно нагревает порошок до температуры чуть ниже температуры плавления исходного материала. Лазер сканирует поперечное сечение 3D-модели и формирует твердый объект посредством механического сплавления частиц. Нераспыленный порошок поддерживает модель во время печати и устраняет необходимость в специальных поддерживающих структурах. Платформа опускается в рабочую камеру на один слой, толщина которого, как правило, составляет 50–200 микрон, и устройство для повторного нанесения наносит новый слой порошка сверху. Затем лазер сканирует следующий срез модели, и процесс повторяется для каждого слоя до тех пор, пока модель не будет завершена.
функционального прототипирования;
изготовления конечных моделей;
мелкосерийного производства и изготовления изделий на заказ.
функционального прототипирования;
изготовления конечных моделей;
мелкосерийного производства и изготовления изделий на заказ.
Узнать больше о методе селективного лазерного спекания
Рынок материалов для 3D печати является широким и постоянно растущим: принтеры используются для печати всего — от пластмассы до металлов, и даже потенциально — продуктов питания и живых тканей. Formlabs предлагает следующий ассортимент фотополимерных материалов для настольной 3D печати.
Стандартные материалы для 3D печати обеспечивают высокое разрешение печати, отличные функциональные характеристики модели и гладкую поверхность, что идеально подходит для быстрого создания прототипов, разработки продуктов и моделирования.
Cтандартные полимеры представлены в виде полимеров Black, White, Grey, которые обеспечивают матовую поверхность и непрозрачность модели, в виде Clear, обеспечивающего прозрачность напечатнных изделий, а также в виде Color Kit для подбора практически любого цвета.
Ознакомиться со стандартными полимерами для 3D печати
Это материалы для 3D-печати, предназначенные для инжиниринга, производства и проектирования изделий. Они предлагают расширенные функциональные возможности, способны выдержать многочисленные тестовые испытания, работают в условиях стрессовой нагрузки и не теряют прочности с течением времени.
Инженерные полимеры идеально подходят для 3D печати прочных и точных концептуальных моделей и прототипов и позволяют быстро оценить качество конструкции, формы и подгонку, а также оптимизировать производственные процессы.
Ознакомиться с инженерными полимерами
Стоматологические полимеры расширяют возможности зуботехнических лабораторий и стоматологических кабинетов, позволяя быстро, экономично и без привлечения внешних специалистов изготавливать целый ряд стоматологических изделий, начиная от стоматологических моделей и заканчивая биосовместимыми хирургическими шаблонами, сплинтами и ортодонтическими моделями термоформованных ретейнеров и элайнеров.
Ознакомиться со стоматологическими полимерами
Ювелирные полимеры созданы для того, чтобы подчеркивать детали и экономически эффективно создавать нестандартные украшения. Эти полимеры идеально подходят для изготовления прототипов и литья ювелирных изделий, а также для вулканизации и холодной вулканизации резины.
Ознакомиться с ювелирными полимерами
Ceramic Resin — экспериментальный материал, раздвигающий границы 3D печати. Он разработан для 3D печати моделей с напоминающей камень текстурой и последующего получения керамического изделия путем обжига. С его помощью можно изготавливать керамические модели для инженерных изысканий или создавать уникальные предметы искусства.
Оцените качество печати Formlabs на собственном опыте и найдите подхолящий для Вас материал.
Интересуетесь 3D-печатью? Вот несколько советов, прежде чем вы погрузитесь в
Что я собирался делать с моим 3D-принтером, я не могу вспомнить. Я смутно припоминаю, что хотел напечатать большие вещи, но не был уверен, что это могут быть. Говоря более абстрактно, я надеялся, что печатник сможет объединить несколько увлечений и интересов в одно: компьютерное программирование, аддитивное и субтрактивное производство, автоматизированное проектирование, мастерство и непреодолимое желание создать что-нибудь, что угодно.
Моей первой ошибкой было ожидание слишком многого от моего принтера. Я столкнулся с десятками других ловушек после того, как принтер прибыл, вплоть до того дня, когда я поставил его на полку в своем гараже и торжественно объявил через стол для завтрака моей семьи, что я покончил (на данный момент) с 3D-принтером. Зал буквально взорвался аплодисментами.
Это потому, что мое хобби стало навязчивой идеей, чего я мог бы избежать, если бы понимал ограничения моих навыков и возможностей принтера. Между тем, с марта 2020 года аддитивное производство стало одной из немногих отраслей, которые росли, несмотря на пандемию. Машины доказали свою коммерческую привлекательность во время сбоев в цепочках поставок и предложили возможности быстрого прототипирования работникам эпохи Возрождения, которые хотят помочь отрасли здравоохранения.
А с появлением 3D-принтеров (некоторые из них доступны для потребителей, другие предназначены для промышленных операций), которые теперь создают все, от бетонных домов до органических биотехнологических материалов, их популярность не снижается.
Вот несколько советов, прежде чем приступить к 3D-печати.
Знайте, почему вы покупаете
3D-принтеры различаются по размеру, цене, точности и, в связи с этими переменными, стоимости. Планируете ли вы печатать игрушки для своих детей или это способ познакомить их с STEM? У вас есть небольшие проекты по дому, для которых 3D-печатные детали могут сэкономить вам деньги? Или вы просто ищете настольное хобби, которое позволит вам печатать безделушки и безделушки, такие как соковыжималка для тюбиков зубной пасты или кронштейн для книжной полки?
Недорогие настольные принтеры стоят от 100 до 400 долларов, а более точные и большие принтеры стоят от 1000 долларов. Профессиональные принтеры и принтеры для энтузиастов, некоторые из которых могут печатать керамикой, металлами, песком и другими материалами помимо пластика, могут стоить до 10 000 долларов. Все, что сверх этого, будет считаться промышленным и может стоить до 250 000 долларов.
Для целей данного руководства я предполагаю, что вы ищете настольные потребительские принтеры. В связи с недавним взрывом доступности принтеров для работы по дому достаточно всего, что меньше 500 долларов. Весь этот диапазон будет соответствовать одинаковым стандартам точности и скорости, а также поддерживать возможности модернизации.
Выбор типа принтера
3D-принтеры существуют с 1983 года. Тогда единственным методом 3D-печати стало девять различных типов принтеров. Тем не менее, для начинающего покупателя моделирование методом наплавления (FDM) и стереолитография (SLA) являются самыми простыми в освоении и требуют наименьших ноу-хау для начала работы.
FDM работает следующим образом: Термопласты (проталкиваются через сопло, нагретое до температуры более 200 градусов. Пластики, известные как нити, бывают разных типов: полимолочная кислота (PLA), полиамид (PA), акрилонитрил-бутадиен-стирол (ABS). ), полиэтилентерефталатгликоль (PETG) или некоторые из них с добавлением дерева и углерода в пластик.Наиболее распространенные сопла имеют диаметр 0,4 мм (чем они меньше, тем выше разрешение), и они парят над рабочей пластиной или платформа с подогревом толщиной примерно с лист бумаги для заметок. Рабочая пластина, иногда также нагреваемая, помогает пластику прилипать и охлаждаться по мере накопления и затвердевания слоев. Сопло перемещается по направляющим или порталам (у некоторых есть две оси, у некоторых больше) , иногда с помощью приводов, серводвигателей, реечных конструкций или направляющих скольжения.Окончательный отпечаток обычно необходимо очистить от лишнего пластика с помощью канцелярского ножа или проволочной щетки, но это не всегда необходимо.
Руководство по 3D-печати в 2019 году: типы 3D-принтеров, материалы для 3D-печати и приложения
Технологии 3D-печати или аддитивного производства (AM) создают трехмерные детали из моделей автоматизированного проектирования (САПР) путем последовательного добавления слоя материала слоями, пока не будет создана физическая часть.
Хотя технологии 3D-печати существуют с 1980-х годов, последние достижения в области машин, материалов и программного обеспечения сделали 3D-печать доступной для более широкого круга предприятий, позволяя все большему количеству компаний использовать инструменты, ранее ограниченные несколькими высокотехнологичными отрасли.
Сегодня профессиональные недорогие настольные и настольные 3D-принтеры ускоряют инновации и поддерживают бизнес в различных отраслях, включая машиностроение, производство, стоматологию, здравоохранение, образование, развлечения, ювелирные изделия и аудиологию.
Все процессы 3D-печати начинаются с модели САПР, которая отправляется в программное обеспечение для подготовки проекта. В зависимости от технологии 3D-принтер может производить деталь слой за слоем путем затвердевания смолы или спекания порошка. Затем детали извлекаются из принтера и подвергаются постобработке для конкретного применения.
Узнайте, как перейти от проектирования к 3D-печати с помощью 3D-принтера Form 3 SLA. В этом 5-минутном видео рассказывается об основах использования Form 3, от программного обеспечения и материалов до печати и постобработки.
3D-принтеры создают детали из трехмерных моделей, математических представлений любой трехмерной поверхности, созданных с помощью программного обеспечения автоматизированного проектирования (САПР) или разработанных на основе данных трехмерного сканирования. Затем дизайн экспортируется в виде файла STL или OBJ, который может быть прочитан программным обеспечением для подготовки к печати.
3D-принтеры включают в себя программное обеспечение для указания параметров печати и разделения цифровой модели на слои, которые представляют собой горизонтальные поперечные сечения детали. Настраиваемые параметры печати включают ориентацию, опорные конструкции (при необходимости), высоту слоя и материал. После завершения настройки программное обеспечение отправляет инструкции на принтер по беспроводному или кабельному соединению.
Некоторые 3D-принтеры используют лазер для отверждения жидкой смолы в затвердевший пластик, другие сплавляют мелкие частицы полимерного порошка при высоких температурах для создания деталей. Большинство 3D-принтеров могут работать без присмотра до тех пор, пока печать не будет завершена, а современные системы автоматически пополняют необходимый для деталей материал из картриджей.
В 3D-принтерах Formlabs онлайн-панель позволяет удаленно управлять принтерами, материалами и командами.
В зависимости от технологии и материала отпечатанные детали могут потребовать промывки изопропиловым спиртом (IPA) для удаления неотвержденной смолы с их поверхности, доотверждения для стабилизации механических свойств, ручной работы для удаления поддерживающих структур или очистка сжатым воздухом или медиабластером для удаления излишков порошка. Некоторые из этих процессов можно автоматизировать с помощью аксессуаров.
Детали, напечатанные на 3D-принтере, можно использовать напрямую или после обработки для конкретных целей и требуемой отделки путем механической обработки, грунтовки, окраски, крепления или соединения. Часто 3D-печать также служит промежуточным этапом наряду с традиционными методами производства, такими как позитивы для литья по выплавляемым моделям ювелирных изделий и стоматологических приспособлений или формы для нестандартных деталей.
Тремя наиболее популярными типами 3D-принтеров для пластиковых деталей являются стереолитография (SLA), селективное лазерное спекание (SLS) и моделирование методом наплавления (FDM). Formlabs предлагает две профессиональные технологии 3D-печати, SLA и SLS, предоставляя эти мощные и доступные инструменты промышленного производства в творческие руки профессионалов по всему миру.
Стереолитография была первой в мире технологией 3D-печати, изобретенной в 1980-х годах, и до сих пор остается одной из самых популярных технологий среди профессионалов. В 3D-принтерах SLA используется лазер для отверждения жидкой смолы в затвердевший пластик в процессе, называемом фотополимеризацией.
3D-принтеры из смолы SLA стали чрезвычайно популярными благодаря своей способности производить высокоточные, изотропные и водонепроницаемые прототипы и детали из ряда современных материалов с прекрасными характеристиками и гладкой поверхностью. Составы смол SLA обладают широким спектром оптических, механических и термических свойств, соответствующих свойствам стандартных, инженерных и промышленных термопластов.
3D-печать смолой — отличный вариант для высокодетализированных прототипов, требующих жестких допусков и гладких поверхностей, таких как формы, модели и функциональные детали. 3D-принтеры SLA широко используются в самых разных отраслях: от машиностроения и дизайна продуктов до производства, стоматологии, ювелирных изделий, моделирования и образования.
Быстрое прототипирование
Функциональное прототипирование
Концептуальное моделирование
Мелкосерийное производство
Применение в стоматологии
Изготовление прототипов и литье ювелирных изделий
Узнайте больше о 3D-принтерах SLA
Стереолитография (SLA) 3D-печать использует лазер для отверждения жидкой фотополимерной смолы в твердые изотропные детали.
Детали SLA имеют острые края, гладкую поверхность и минимальные видимые линии слоев.
Селективное лазерное спекание (SLS) В 3D-принтерах используется мощный лазер для спекания мелких частиц полимерного порошка в твердую структуру. Нерасплавленный порошок поддерживает деталь во время печати и устраняет необходимость в специальных поддерживающих конструкциях. Это делает SLS идеальным для сложной геометрии, включая внутренние элементы, поднутрения, тонкие стенки и отрицательные элементы. Детали, изготовленные с помощью SLS-печати, обладают превосходными механическими характеристиками, а по прочности напоминают детали, изготовленные методом литья под давлением.
Наиболее распространенным материалом для селективного лазерного спекания является нейлон, популярный инженерный термопласт с превосходными механическими свойствами. Нейлон легкий, прочный и гибкий, а также устойчив к ударам, химическим веществам, теплу, ультрафиолетовому излучению, воде и грязи.
Сочетание низкой стоимости детали, высокой производительности и проверенных материалов делает SLS популярным выбором среди инженеров для функционального прототипирования и экономичной альтернативой литью под давлением для изготовления ограниченного тиража или изготовления мостов.
Функциональное прототипирование
Части конечного использования
Мелкосерийное, мостовое или индивидуальное производство
Узнайте больше о 3D-принтерах SLS
В 3D-принтерах SLS используется мощный лазер для сплавления мелких частиц полимерного порошка.
Детали SLS имеют слегка шероховатую поверхность, но практически не имеют видимых линий слоев.
Моделирование методом наплавления (FDM), также известное как изготовление плавленых нитей (FFF), является наиболее широко используемым типом 3D-печати на потребительском уровне. 3D-принтеры FDM работают путем экструзии термопластичных нитей, таких как ABS (акрилонитрил-бутадиен-стирол), PLA (полимолочная кислота), через нагретое сопло, расплавляя материал и нанося пластик слой за слоем на платформу сборки. Каждый слой укладывается по одному, пока деталь не будет завершена.
3D-принтеры FDM хорошо подходят для базовых экспериментальных моделей, а также для быстрого и недорогого прототипирования простых деталей, таких как детали, которые обычно могут подвергаться механической обработке. Однако FDM имеет самое низкое разрешение и точность по сравнению с SLA или SLS и не является лучшим вариантом для печати сложных конструкций или деталей со сложными функциями. Более качественную отделку можно получить с помощью процессов химической и механической полировки. Промышленные 3D-принтеры FDM используют растворимые подложки для смягчения некоторых из этих проблем и предлагают более широкий спектр инженерных термопластов, но они также имеют высокую цену.
Базовые экспериментальные модели
Простое прототипирование
Узнайте больше о 3D-принтерах FDM
3D-принтеры FDM создают детали путем плавления и экструзии термопластичной нити, которую сопло принтера наносит слой за слоем в области построения.
Детали FDM, как правило, имеют видимые линии слоев и могут показывать неточности вокруг сложных элементов.
Не можете найти лучший процесс 3D-печати для ваших нужд? В этом видеоруководстве мы сравниваем технологии FDM, SLA и SLS, самые популярные типы 3D-принтеров, с учетом наиболее важных соображений при покупке.
Каждый процесс 3D-печати имеет свои преимущества и ограничения, которые делают его более подходящим для определенных приложений. В этом видеоролике сравниваются функциональные и визуальные характеристики 3D-принтеров FDM, SLA и SLS-принтеров, чтобы помочь вам выбрать решение, которое лучше всего соответствует вашим требованиям.
Вам срочно нужны нестандартные детали или прототипы? По сравнению с аутсорсингом поставщиков услуг или использованием традиционных инструментов, таких как механическая обработка, наличие собственного 3D-принтера может сэкономить недели времени на выполнение заказа. В этом видео мы сравниваем скорость процессов 3D-печати FDM, SLA и SLS.
Сравнение стоимости различных 3D-принтеров выходит за рамки цен на наклейки — они не расскажут вам полной истории о том, сколько будет стоить 3D-печатная деталь. Узнайте о трех факторах, которые необходимо учитывать при определении стоимости, и о том, как они соотносятся между технологиями 3D-печати FDM, SLA и SLS.
Поскольку аддитивные производственные процессы создают объекты путем добавления материала слой за слоем, они предлагают уникальный набор преимуществ по сравнению с традиционными субтрактивными и формирующими производственными процессами.
При использовании традиционных производственных процессов получение детали может занять недели или месяцы. 3D-печать превращает модели САПР в физические детали за несколько часов, производя детали и сборки от одноразовых концептуальных моделей до функциональных прототипов и даже небольших производственных партий для тестирования. Это позволяет дизайнерам и инженерам быстрее разрабатывать идеи, а компаниям — быстрее выводить продукты на рынок.
Инженеры AMRC обратились к 3D-печати, чтобы быстро изготовить 500 высокоточных колпачков для бурения, которые использовались при пробном бурении для Airbus, сократив время выполнения заказов с недель до трех дней.
Благодаря 3D-печати нет необходимости в дорогостоящих инструментах и установках, связанных с литьем под давлением или механической обработкой; одно и то же оборудование может использоваться от прототипирования до производства для создания деталей с различной геометрией. По мере того, как 3D-печать становится все более пригодной для производства функциональных деталей для конечного использования, она может дополнять или заменять традиционные методы производства для растущего спектра приложений в малых и средних объемах.
Компания Pankl Racing Systems заменила обработанные приспособления и приспособления деталями, напечатанными на 3D-принтере, снизив затраты на 80 — 90 процентов, что привело к экономии 150 000 долларов США.
От обуви до одежды и велосипедов, мы окружены продуктами, выпускаемыми в ограниченном количестве одинаковых размеров, поскольку предприятия стремятся стандартизировать продукты, чтобы сделать их производство экономичным. При 3D-печати необходимо изменить только цифровой дизайн, чтобы адаптировать каждый продукт к покупателю без дополнительных затрат на инструменты. Эта трансформация сначала начала закрепляться в отраслях, где важна индивидуальная подгонка, таких как медицина и стоматология, но по мере того, как 3D-печать становится более доступной, ее все чаще используют для массовой кастомизации потребительских товаров.
Gillette’s Razor Maker™ дает потребителям возможность создавать и заказывать индивидуальные 3D-печатные ручки для бритвы с возможностью выбора из 48 различных дизайнов (и их количество растет), различных цветов и возможностью добавления пользовательского текста.
С помощью 3D-печати можно создавать сложные формы и детали, такие как выступы, микроканалы и органические формы, которые было бы дорого или даже невозможно изготовить с помощью традиционных методов производства. Это дает возможность объединять сборки в меньшее количество отдельных частей, чтобы уменьшить вес, облегчить слабые соединения и сократить время сборки, открывая новые возможности для проектирования и проектирования.
Nervous System запустила первую в мире линию керамических украшений, напечатанных на 3D-принтере, состоящую из замысловатых узоров, которые было бы невозможно изготовить с использованием любой другой керамической технологии.
Разработка продукта — это итеративный процесс, требующий нескольких раундов тестирования, оценки и уточнения. Раннее обнаружение и исправление недостатков конструкции может помочь компаниям избежать дорогостоящих доработок и изменений инструментов в будущем. С помощью 3D-печати инженеры могут тщательно тестировать прототипы, которые выглядят и работают как конечные продукты, снижая риски проблем с удобством использования и технологичностью перед переходом к производству.
Разработчики Plaato, оптически прозрачного шлюза для домашнего пивоварения, напечатали на 3D-принтере 1000 прототипов, чтобы отрегулировать их дизайн, прежде чем инвестировать в дорогостоящие инструменты.
3D-печать ускоряет инновации и поддерживает предприятия в самых разных отраслях, включая машиностроение, производство, стоматологию, здравоохранение, образование, развлечения, ювелирные изделия, аудиологию и многое другое.
Быстрое прототипирование с помощью 3D-печати позволяет инженерам и проектировщикам превращать идеи в реалистичные доказательства концепции, доводить эти концепции до высокоточных прототипов, которые выглядят и работают как конечные продукты, и проводить продукты через ряд этапов проверки до массового производства .
Применение:
Быстрое прототипирование
Коммуникационные модели
Проверка производства
Подробнее
Производители автоматизируют производственные процессы и оптимизируют рабочие процессы путем создания прототипов инструментов и прямой 3D-печати нестандартных инструментов, пресс-форм и производственных вспомогательных средств при гораздо меньших затратах и сроках выполнения заказов, чем при традиционном производстве. Это снижает производственные затраты и дефекты, повышает качество, ускоряет сборку и максимизирует производительность труда.
Применение:
Кондуктор и приспособления
Инструменты
Литье (литье под давлением, термоформование, литье силикона, многослойное формование)
Металлическое литье
Мелкосерийное производство
Массовая настройка
Подробнее
3D-принтеры — это многофункциональные инструменты для иммерсивного обучения и углубленных исследований. Они могут поощрять творчество и знакомить учащихся с технологиями профессионального уровня, одновременно поддерживая учебные программы STEAM в области науки, техники, искусства и дизайна.
Заявки:
Модели для учебных программ STEAM
Производственные лаборатории и мастерские
Пользовательские исследовательские установки
Узнать больше
Недорогая профессиональная настольная 3D-печать помогает врачам разрабатывать методы лечения и устройства, адаптированные для каждого уникального человека, открывая двери для высокоэффективных медицинских приложений и экономя организациям значительное время и затраты от лаборатории до операционной. комната.
Применение:
Анатомические модели для хирургического планирования
Медицинские приборы и хирургические инструменты
Стельки и ортопедические стельки
Узнать больше
Физические модели высокого разрешения широко используются в скульптуре, моделировании персонажей и создании реквизита. Детали, напечатанные на 3D-принтере, используются в покадровых фильмах, видеоиграх, костюмах на заказ и даже в спецэффектах для блокбастеров.
Применение:
Гиперреалистичные скульптуры
Модели персонажей
Реквизит
Узнать больше
Профессионалы-ювелиры используют САПР и 3D-печать для быстрого прототипирования дизайнов, соответствия требованиям клиентов и производства больших партий готовых изделий. Цифровые инструменты позволяют создавать последовательные детализированные детали без утомительной и изменчивой резьбы по воску.
Применение:
Литье по выплавляемым моделям (литье по выплавляемым моделям)
Фитинги
Шаблоны для литья резины
Узнать больше
Специалисты по слухопротезированию и лаборатории ушных вкладышей используют цифровые рабочие процессы и 3D-печать для более последовательного изготовления высококачественных индивидуальных ушных изделий и в больших объемах для таких приложений, как заушные слуховые аппараты, средства защиты органов слуха, индивидуальные беруши и наушники.
Применение:
Мягкие силиконовые ушные вкладыши
Индивидуальные наушники
Подробнее
Рынок материалов для 3D-печати широк и постоянно растет, и в разработке находятся принтеры для всего, от пластика до металла, и даже для продуктов питания и живых тканей. Formlabs предлагает следующий ассортимент фотополимерных материалов для рабочего стола.
Стандартные материалы для 3D-печати обеспечивают высокое разрешение, мелкие детали и гладкую поверхность, что идеально подходит для быстрого прототипирования, разработки продуктов и общего моделирования.
Эти материалы доступны в черном, белом и сером цветах с матовой поверхностью и непрозрачным внешним видом, прозрачные для любых деталей, требующих прозрачности, а также в виде цветового комплекта, подходящего практически для любого пользовательского цвета.
Ознакомьтесь со стандартными материалами
Материалы для 3D-печати для проектирования, производства и проектирования изделий разработаны таким образом, чтобы обеспечивать расширенную функциональность, выдерживать обширные испытания, работать в условиях стресса и оставаться стабильными с течением времени.
Конструкционные материалы идеально подходят для 3D-печати прочных, точных концептуальных моделей и прототипов для быстрого повторения проектов, оценки формы и соответствия и оптимизации производственных процессов.
Исследовать инженерные материалы
Медицинские смолы позволяют больницам создавать детали для конкретных пациентов за день на месте оказания медицинской помощи и поддерживать исследования и разработки медицинских устройств. Эти смолы разработаны для 3D-печати анатомических моделей, медицинских устройств и их компонентов, а также инструментов хирургического планирования и определения размеров имплантатов.
Исследуйте материалы для ювелирных изделий
Ювелирные смолы созданы для того, чтобы улавливать захватывающие дух детали и создавать нестандартные украшения с минимальными затратами. Эти смолы идеально подходят для изготовления ювелирных изделий и литья ювелирных изделий, а также для изготовления вулканизированной резины и литья RTV.
Компания Siman выпускает различные виды автоматических станков для производства колючей проволоки. В наличии и под заказ станки для выпуска одноосновной и двухосновной колючей проволоки, а также…
15.06.2016
Москва (Россия)
Станок для производства шарнирной сетки
Состояние: Новый
В наличии
Завод строительных сеток Siman выпускает и предлагает уникальный станок для производства шарнирной сетки. Шарнирная сетка применяется по всем мире как №1 для ограждения больших сельскохозяйственных…
15.06.2016
Москва (Россия)
Станки для производства окоренных кольев фирмы Bezner
Состояние: Б/У
Станки для производства окоренных кольев фирмы Bezner
1. Окорочный станок
Тип – WP-35T
Год выпуска – 1977
Диаметры готовой продукции – 3 – 20 см
Максимальный диаметр сырья – 250 мм
Длина…
26. 08.2020
Рязань (Россия)
Станок для производства полукруглого водосточного желоба
Состояние: Новый Год выпуска: 2015
Мобильный прокатный станок для производства полукруглого водосточного желоба 125 и 150 мм. Производительность — 9 или 15 м/мин (в зависимости от комплектации). Бесшовный полукруглый…
28.05.2019
Санкт-Петербург (Россия)
27 500
Станок для производства отводов YDM
Состояние: Новый Год выпуска: 2016
Компания «Вентас» представляет станок по производству отводов YDM (ILMAKSAN, Турция) по заводским ценам. Назначение данного оборудования – фальцевое соединение сегментов фасонного изделия.Станок…
18.10.2018
Москва (Россия)
2 342 205
Станок по производству колена водосточной трубы. Листогиб
Состояние: Новый Год выпуска: 2015 Производитель: США
В наличии
Компания «ГЛОБАЛ ТРЕЙД» эксклюзивный официальный поставщик полного комплекта водосточного и кровельного оборудования: станков по производству водосточной трубы, водосточного желоба, колена…
28.10.2022
Ростов-на-Дону (Россия)
400 000
станок для производства бескаркасных арочных ангаров
Состояние: Новый Год выпуска: 2014
В наличии
Мобильный станок для производства бескаркасных арочных ангаров. Минимальные сроки изготовления конструкций. Экономия на крепеже, балках,швеллерах. Монтаж на стройплощадке.
21.07.2015
Первоуральск (Россия)
1 800 000
Экструзионная линия (станок) для производства профиля ПВХ для натяжных потолков, багет, гарпун, вставка
Состояние: Новый
Экструзионная линия (станок) для производства профиля ПВХ для натяжных потолков, багет, гарпун, вставка. Гарантия качества.
Доставка до Вас+пусконаладка и обучение.
(Экструзионная линия + 3…
18.05.2016
Дзержинск (Россия)
32 000
Ручной станок для производства профнастила ZT 2150
Состояние: Новый
В наличии
Описание:
• глубина подачи листа не ограничена
• Толщина листа до 0,7мм
• Рабочая длина 2150 мм
• Профиль С18 (С8 ; С10 под заказ)
• производительность в смену 8 часов: до 250 погонных…
25.10.2016
Москва (Россия)
162 400
Ручной станок для производства профнастила ZT 2150
Состояние: Новый
В наличии
Описание:
• глубина подачи листа не ограничена
• Толщина листа до 0,7мм
• Рабочая длина 2150 мм
• Профиль С18 (С8 ; С10 под заказ)
• производительность в смену 8 часов: до 250 погонных. ..
25.10.2016
Москва (Россия)
162 500
Станок для производства штукатурной сетки ПВС-1250У
Состояние: Б/У Год выпуска: 2012 Производитель: Россия
Станок для производства штукатурной сетки ПВС-1250У плюс два комплекта ножей
20.01.2016
Нарофоминск (Россия)
1 000 000
Экструзионно-выдувные станки по производству канистр 5 литров, 10 литров
Состояние: Б/У
Компания купит экструзионно-выдувные станки для производства штабелируемых полиэтиленовых канистр 5 и 10 литров. Нужны станки с автоматической обрезкой облоя, паризон контроль, двухсекционные….
25.01.2016
Армавир (Россия)
Станок для производства евроштакетника
Состояние: Новый Год выпуска: 2015 Производитель: Россия (Россия)
В наличии
Продаю новый станок для производства евроштакетников. Продаю новый станок для производства евроштакетников. Станок новый, выпускает два вида штакетника. Ширина штрипса 120 и 90 мм. Работает от 220В.
17.02.2016
Набережные Челны (Россия)
180 000
Станки для производства профилей
Состояние: Новый Год выпуска: 2016 Производитель: Уральский завод «Стальные Профили» (Россия)
В наличии
Производство и продажа оборудования:
1) Профилегибочные станки — для производства профиля
2) Стан продольной резки
3) Печи порошковой покраски (камеры полимеризации)
Оборудование производим…
10.03.2016
Первоуральск (Россия)
150 000
Станок для производства лего кирпича
Состояние: Б/У Год выпуска: 2015
Продаю станок для производства лего кирпича «Нафаня» и бетоносмеситель Скаут 300М. Все оборудование куплено в 2015г ,находится в отличном состоянии, в эксплуации находилось не более 3…
27.05.2016
Краснодар (Россия)
600 000
плоскощелевой станок для производства стрейч-пленки.
Состояние: Б/У Производитель: Россия
Купим плоскощелевой станок для производства стрейч-пленки.
28.03.2016
Волжский (Волгоградская обл.) (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по станку для производства опилок почти как на Авито и TIU
Видео станка для производства опилок
Станок упаковочный для стружки и опилок Pack 90S
«Шервуд»
Станки и оборудование
Древесно-стружечные станки
Pack 90S
Оставить заявку
Цена: По запросу
Описание станка:
Предназначен для прессования и упаковки в полиэтиленовую пленку стружки и опилок.
Объем упаковываемого материала уменьшается в 3 — 5 раз, что удобно для хранения и транспортировки.
При вскрытии упаковки материал возвращается в исходное состояние.
Оборудование может использоваться на предприятиях и цеха по производству погонажных и столярных изделий, лесопильных производствах, мебельных производствах, на предприятиях по переработке различных отходов, с целью получения высококачественных упакованных изделий для дальнейшего удобного хранения и продажи, или для эффективной перевозки на птицефабрики и животноводческие хозяйства и др. целей.
Отличительные особенности
Отличительная особенность пресса состоит в наличии шиберной заслонки. Шиберная заслонка позволяет получить ровный и плотный брикет со всех сторон, исключая прессования брикет в брикет. Прессование происходит в металлическую стенку шиберной заслонки.
Характеристики
Фото10
Видео1
Получаемые изделия
Наименование
Значение
Габаритные размеры, мм:
Длина:
5425
Ширина:
3700
Высота:
2400
Масса (без учета гидростанции), кг:
3100
Размеры и масса получаемых брикетов:
Длина:
600, 800
Ширина:
400
Высота:
300
Масса упакованной стружки (брикета):
14. ..25
Производительность станка, брикет/мин:
1
Электрооборудование:
Род тока питающей цепи:
переменный, 3-х фазный
Напряжение, В:
380
Установленная мощность, кВт:
18.5
Гидрооборудование:
Рабочее давление, МПа:
7…20
Объем гидробака, л:
200
Рабочие узлы
Станина
Усиленная конструкция пресса за счет использования листового металла толщиной 12 мм.
Камера прессования изготовлена из металлического листа толщиной 30 мм с дополнительными ребрами жесткости.
Гидравлическая система
Гидростанция с насосами высокого и низкого давления позволяют производить полный цикл прессования за 60-90 сек.
Пульт управления Siemens
Удобный и простой пульт управления не требующий специальных навыков оператора. Отображает все параметры и позволяет настроить все узлы пресса под необходимое усилие и время цикла прессования .
На прессе предусмотрены два режима работы автоматический и ручной для наладки.
Загрузочный бункер
Большой и удобный для загрузки бункер.
Шиберная заслонка
Позволяет получить ровный брикет со всех сторон, исключая прессования брикет в брикет.
Прессование происходит в металлическую стенку шиберной заслонки.
Обслуживание
Пуско-наладочные работы
Услуги пуско-наладки представляют собой запуск оборудования, обучение Вашего персонала работе на станке, настройке, перенастройке станка.
Подробнее
Транспортные услуги
Для экономии Вашего времени мы организуем доставку оборудования автомобильным или железнодорожным транспортом.
Подробнее
Гарантийное обслуживание
При обнаружении неисправности в оборудовании наш специалист выезжает на ваше предприятие для определения причины поломки и ее устранения.
Подробнее
Машина для производства опилок, Машина для производства опилок на продажу, Производитель машин для производства опилок
Машина для производства опилок на продажу
1- Машина для производства опилок: Измельчитель древесины может перерабатывать древесину, ветки и другое сырье в опилки за один раз. 2- Материалы для применения: Обработка остаточных материалов (таких как ветки, ветки, листы, рейки, круглое деревянное ядро, отходы шпона, отходы древесины и т. д.) 3- Мощность: 15кВт-55кВт | Производительность: 1-4 т/ч
Модель
GY-600
GY-800
GY-1000
Диаметр ножевого ролика (мм)
600
800
1000
Количество дробилок
32
42
52
Количество ножей для стружки
3
4
4
Балдес Длина
200
250
340
Порт подачи
160×180
200 × 220
300×320
Скорость (об/мин)
1400
1200
1000
Мощность двигателя
15-18,5 кВт
30кВт
55кВт
Дизель
32 л. с.
40 л.с.
75 л.с.
Вместимость
1-2т/ч
2-3т/ч
3-4т/ч
Размеры: Д*Ш*В (см)
Д130×Ш98×В73
Д200×Ш100×В230
Д230×Ш175×В330
Вес (кг)
800
1400
2200
Нажмите, чтобы увидеть GY216/GY218 Барабанная дробилка для продажи (Мощность: 55 кВт-110 кВт | Производительность: 5-10 т/ч)
Нажмите, чтобы увидеть Большая интегрированная барабанная дробилка для древесины на продажу (Мощность: 110–315 кВт | Производительность: 15–40 т/ч)
Стационарный встроенный измельчитель веток
Гусеничная мобильная встроенная дробилка для веток
Встроенная измельчительная машина с резиновыми шинами
Принцип работы машины для производства опилок
Машина для производства опилок использует резку лезвий и удар высокоскоростного воздушного потока, а также интегрирована функция ударного двойного дробления, которая может выполнять разделение и обработку микроматериала одновременно. В процессе резки и шлифования лезвием ротор создает высокоскоростной поток воздуха, который вращается вдоль направления реза лезвия, и материал ускоряется в воздушном потоке, а многократное воздействие заставляет материал подвергаться двойному шлифованию при одновременно, тем самым ускоряя скорость дробления материала.
Особенности
1. Весь комплект оборудования приводится в действие только одним двигателем, прост по конструкции и компактен по компоновке, дешев по цене, стабилен в работе, низкое энергопотребление, высокая производительность, хорошее качество обработанных опилок продукты и низкая стоимость обработки. Он может использоваться для резки бамбука, соломы, стеблей кукурузы, стеблей сорго и т. д. Машина для производства опилок также может использоваться в качестве сырья для производства древесно-стружечных плит и древесно-стружечных плит. 2. Машина для измельчения опилок в основном состоит из устройства для резки стружки, устройства для измельчения и вентилятора и особенно подходит для переработки опилок в питательную среду для съедобных грибов. Размер древесной щепы после разрезания устройством для резки стружки невелик, и ее можно направить на дробильное устройство для дальнейшего измельчения без сушки.
Сопутствующая машина для продажи
Измельчитель веток для сада для продажи
Измельчитель пней на продажу
Производители машин для производства опилок из бревен
ECOSTAN
® Машина для производства опилок (Прямая подача бревен в опилки)
Процесс: Древесные бревна подаются в машину для производства опилок с помощью подающего ленточного конвейера, через который материал соприкасается с вращающимися лезвиями машины для опилок. Этот процесс помогает превратить бревна в опилки за один раз.
Применение: Опилочная машина предназначена для изготовления опилок из различных видов деревянных бревен. Это помогает избавиться от большого количества древесных отходов. Машины для производства опилок помогают производить опилки высокого качества непосредственно из бревен без использования молотковой дробилки или дробилки. Опилки являются побочным продуктом распиловки, фрезерования, строгания, фрезерования и сверления деревянных бревен.
Входящее сырье: Любой тип бревен твердой или мягкой древесины диаметром до: 12 дюймов может быть преобразован непосредственно в опилки размером до: 8 мм. Он предназначен для работы со всеми типами бревен, т. е. твердыми, мягкими, сухими, влажными и т. д.
Народные названия: Машина для производства древесных опилок, Машина для производства опилок, Машина для производства опилок, Машина для производства древесного порошка, Пожиратель бревен, Измельчитель опилок, Машина для производства бамбуковых опилок, Производитель опилок и т. д.
Модель №
Производство
Требования к питанию
ЕСМ 150
5000 кг/ч
159 л. с.
ЕСМ 100
3000 кг/ч
106 л.с.
ЕСМ 75
2000 кг/ч
79,5 л.с.
ЕСМ 50
1000 кг/ч
53 л.с.
ИндияАфганистанАлбанияАлжирАмериканское СамоаАндорраАнголаАнгильяАнтарктида Антигуа и Барбуда АргентинаАрменияАрубаАвстралияАвстрияАзербайджанБагамыБахрейнБангладешБарбадосБеларусьБельгияБелизБенинБермудыБутанБоливия Босния и Герцеговина БотсванаОстров БувеБразилия британский Территория Индийского океана
Бруней Даруссалам БолгарияБуркина-ФасоБирмаБурундиКамбоджаКамерунКанада Кантон и острова Эндербери Кабо-ВердеКаймановы острова Центральный Африканская Республика ЧадЧилиКитайОстров Рождества кокосы (Килинг) острова КолумбияКоморские островаКонгоОстрова КукаКоста-РикаКот-д’Ивуар Хорватия (Грватская) КубаКипрЧехияДемократический ЙеменДанияДжибутиДоминика Доминиканский Республика
Дроннинг Мод Земельные участки Восточный ТиморЭквадорЕгипетСальвадор Экваториальный Гвинея ЭритреяЭстонияЭфиопия Фолкленд острова (Мальвинские острова) Фарерские островаФиджиФинляндияФранция Франция, Столичный Французская ГвианаФранцузская Полинезия Французский Южные территории ГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГвинеяГвинея-бисеГайанаГаити Слышал и острова Макдональд ГондурасГонконгВенгрияИсландияИндияИндонезия Иран (Исламская Республика) Ирак ИрландияИзраильИталияБерег Слоновой КостиЯмайкаЯпонияОстров ДжонстонИорданияКазахстанКенияКирибати Корея, Народно-Демократическая Республика
Республика Корея из КувейтКыргызстан лаосский Народно-Демократическая Республика ЛатвияЛиванЛесотоЛиберия Ливийский араб Джамахирия ЛихтенштейнЛитваЛюксембургМакаоМакедонияМадагаскарМалавиМалайзияМальдивыМалиМальтаМаршалловы островаМартиникаМавританияМаврикийМайоттаМексика Микронезия, Федеративные Штаты Острова Мидуэй Молдова, Республика МонакоМонголияМонтсерратМароккоМозамбикМьянмаНамибияНауруНепалНидерланды Нидерланды Антильские острова Нейтральная зонаНовая КалидонияНовая ЗеландияНикарагуаНигерНигерияНиуэ Остров Норфолк Северный Марианские острова НорвегияОманТихоокеанские островаПакистанПалауПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныОстров ПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумыния Русский Федерация Руанда С.
Что такое файл STL? Плюсы и минусы и когда это использовать
Автор Кирилл Соколов На чтение 6 мин. Просмотров 268 Опубликовано
Два десятилетия назад 3D-моделирование было чем-то, чем занимались только опытные аниматоры и разработчики игр. Трехмерные модели были не чем иным, как цифровыми представлениями реальных или воображаемых объектов, обладающих глубиной. В настоящее время существует технология, которая может превратить 3D-модель в реальный объект – и наоборот. 3D-моделирование также стало настолько распространенным и доступным, что люди делают это просто для развлечения.
Как и любые другие цифровые данные, 3D-модели хранятся в форматах файлов, которые можно открыть только с помощью соответствующих программное обеспечение. Формат файла STL – один из наиболее часто используемых для 3D-моделей по нескольким веским причинам. Что такое STL и почему вы должны его использовать?
Содержание
Откуда взялся Формат файла STL взят из?
Чем он отличается от других форматов файлов 3D?
Плюсы и минусы работы с файлами STL
ПЛЮСЫ
МИНУСЫ
Заключительные мысли
Откуда взялся Формат файла STL взят из?
STL означает просто « Стереолитография ». Это собственный формат файла программного обеспечения для стереолитографии САПР, разработанного компанией 3D Systems. Это также один из старейших форматов 3D-файлов – начиная с 1980-х годов.
Проблема, которая десятилетиями преследовала индустрию 3D-моделирования, – это огромное количество различных и несовместимых форматов файлов 3D-моделей. . Это результат того, что каждый разработчик программного обеспечения 3D придумывает свои собственные проприетарные форматы. В настоящее время в Интернете существует более сотни таких форматов файлов, что затрудняет совместную работу между различными системами.
Самый распространенный способ решения этой проблемы – придерживаться «нейтрального» или «открытого» -source »форматы файлов. Форматы файлов являются отраслевыми стандартами и могут быть преобразованы между различными частными форматами, что позволяет открывать их с помощью любого программного обеспечения для 3D-моделирования. STL – это пример формата с открытым исходным кодом. Есть и другие, такие как OBJ, IGS и STEP.
Чем он отличается от других форматов файлов 3D?
В области 3D-печати Формат файла STL – один из двух популярных форматов файлов, используемых наряду с OBJ. Между ними STL – гораздо более простая альтернатива, предоставляющая более широкую базу пользователей. Файлы STL меньше по размеру, что делает их идеальными для совместного использования и публикации.
Есть несколько вещей, которые делают STL уникальным. Во-первых, это мозаичный формат, что означает, что он аппроксимирует поверхность 3D-модели с помощью серии взаимосвязанных треугольников. Этот метод «треугольной сетки» является наиболее распространенным методом, используемым в 3D-моделировании.
Несмотря на простоту, разрешение файла STL можно повысить, просто увеличив количество треугольных плоскостей, которые аппроксимируют поверхность . Естественно, это увеличивает размер файла 3D-модели. Даже при наивысшем уровне разрешения, доступном для мозаичного файла, 3D-модель, сохраненная в формате STL, по-прежнему имеет более низкую точность, чем модели, в которых используется точное кодирование поверхности.
Плюсы и минусы работы с файлами STL
Формат файла STL не самый лучший из существующих. Он отлично подходит для 3D-печати, но вы не увидите много серьезных 3D-художников, работающих с «простыми» файлами STL. Если вы пытаетесь решить, сохранять ли файлы в формате STL или предоставлять к ним общий доступ, ознакомьтесь с преимуществами и ограничениями этого.
ПЛЮСЫ
1. Легко делиться и публиковать
Если вы посмотрите любой сайт, на котором публикуются 3D-модели, вы заметите, что многие из них находятся в формате STL. Благодаря простоте файлов STL их размер остается небольшим. Им может не хватать точности воспроизведения файлов других форматов, но большинство 3D-принтеров так же ограничены в уровне детализации, который они могут воссоздать в любом случае, поэтому это вряд ли имеет значение.
2. Совместимость практически со всеми программными платформами для 3D-моделирования и печати.
STL широко используется в качестве стандартного формата файлов для моделей, предназначенных для 3D-печати, поэтому производители 3D-принтеров разрабатывают свои продукты для работать с этим. Почти все программные платформы для 3D-моделирования могут открывать файлы STL, а некоторые даже разрабатывают «облегченную» версию своей платформы, предназначенную исключительно для работы с STL. С большой пользовательской базой, которая полагается на формат файла, технология для работы с STL, вероятно, является одной из наиболее зрелых в области 3D-дизайна.
3. Действует как интерфейс между 3D-моделированием и 3D-печатью.
3D-модели с полной точностью, созданные с помощью программного обеспечения САПР, непрактично сложны для публикации в Интернете, тем более для 3D-печати. Преобразование в STL – это способ «упростить» модель до формы, которая может быть легко понятна программному обеспечению слайсера принтера. Есть даже некоторые модели 3D-принтеров, которые не работают ни с какими другими форматами файлов, кроме STL.
МИНУСЫ
1. Не содержит данных текстуры.
Стандартный файл STL просто содержит данные о вершинах треугольников, аппроксимирующих поверхность 3D-модели, и ничего больше. Это означает, что цвет STL не содержит цвета, текстуры или материала, который будет использоваться. Если вы хотите напечатать 3D-модель с использованием нескольких цветов или материалов, то файл STL – не лучший выбор. Также невозможно встраивать метаданные, например информацию об авторских правах, в модель STL
2. Файлы STL очень трудно изменить.
Главный недостаток файла STL состоит в том, что его может быть очень сложно редактировать, не считая простого масштабирования модели. Поскольку модель STL содержит только приближение исходной 3D-модели, а не саму модель, часто проще начать модель с нуля, чем изменять существующий файл STL.
Хотя мы указываем это как Ограничение STL, некоторые издатели 3D-моделей фактически используют эту характеристику в своих интересах. Поскольку с моделями STL, как известно, сложно работать, это также означает, что модели, которые они публикуют, не могут быть изменены. В некотором смысле они сохраняют право собственности на свои оригинальные модели, даже если версия STL была опубликована для всех.
3. Возможно, не догнать современные 3D-принтеры.
Мы уже упоминали, что ограничение в точности файлов STL допустимо, если учесть, что современные 3D-принтеры также ограничены в разрешении. Однако в дальнейшем это может быть не так. Уже сегодня разрабатываются современные 3D-принтеры с микронным разрешением. Если эти 3D-принтеры станут отраслевым стандартом, тогда тесселированные форматы, такие как STL, могут скоро оказаться устаревшими.
Заключительные мысли
Если вы какое-то время играли с 3D-моделями и принтерами, то вы, вероятно, уже сталкивались с файлами STL. Этот удивительно компактный формат файла отлично подходит для обмена 3D-моделями, но у него есть несколько ограничений. Понимая эти ограничения, вы будете знать, что можно и чего нельзя делать с файлами STL – и когда вам нужно начать работать с другими форматами файлов 3D.
Внимание! Никогда не оставляйте 3D-принтеры без присмотра. Они могут представлять опасность для пожарной безопасности.
Формат STL чем открыть? Список программ, инструкции с фото
Stereolithography или просто STL – это формат файла, который достаточно часто применяется при хранении 3D моделей, используемых в дальнейшем для изготовления различных изделий на 3D-принтерах или станках с ЧПУ. Данный формат начал использоваться еще в 1987 г.
STL активно применяется при проектировании, в работе с видео и даже при создании компьютерных игр.
Файлы могут записываться как в текстовом, так и бинарном форматах.
Стоит отметить, что задачей STL является передача исключительно геометрии прототипа. Другие аспекты, в том числе цветовое исполнение, STL обычно не передает. Тем не менее существуют способы, позволяющие сохранять информацию о цветах, если в этом существует необходимость.
Есть у STL и другие минусы, например, точность передачи геометрических данных временами оставляет желать лучшего. А если модель чересчур сложна, то размер файла будет довольно существенный.
Однако вышеперечисленные минусы нисколько не умаляют удобства использования формата при проектировании и работе с другими задачами, требующими использования 3D-моделирования.
Программы для открытия STL:
При работе с STL нередко возникают проблемы с открытием файлов. Впервые сталкиваясь с данным форматом, не всегда удается верно подобрать программу, в которой файлы будут доступны для просмотра и редактирования. Сразу возникает вопрос – Чем открыть STL-файлы?
На самом деле проблема эта не столь серьезная, какой может показаться на первый взгляд. Разработано множество программ, в том числе для разных операционных систем, которые легко помогут справиться с данной задачей.
При работе с web-файлом можно пользоваться Microsoft Internet Information Services. Adobe Fireworks позволяет работать с STL, при необходимости взаимодействия с файлами данных.
Для открытия трехмерных изображений, разработанных в stl-формате, можно воспользоваться одной из множества программ. Отметим наиболее популярные, с помощью которых вы сможете открыть данные файлы:
TurboCAD. Разработана Microsoft. Используется для черчения, работы с изображениями в 2D и 3D форматах. Может применяться как на Windows, так и на Macintosh.
MeshLab. Еще одна программа для работы с 3D моделями. Имеет открытый код, последняя, на данный момент, версия датирована декабрем 2016 г.
Systemes CATIA. Французская разработка, написанная на C++. Применима на операционных системах Windows и Unix. Актуальная версия разработана в феврале 2016 г.
В Windows с STL-файлами также можно работать со следующими программами:
— GOM Inspect;
— ideaMK STL Viewer;
— Geomagic Explorer.
Для Mac применимы:
— Afanche 3D Viewer;
— CloudCompare;
— Blender.
Последние две также функционируют на Linux. Помимо прочего, для Linux подходит программа Parametric Technology Creo.
А еще существуют онлайн-сервисы, при помощи которых тоже можно открыть файлы формата STL. С этой задачей может легко справиться, например, greentoken.de
Но чаще всего Stl-файлы, созданные для изготовления изделий на станках с числовым программным управлением (ЧПУ) требуется открыть в программах 3D Max и ArtCam. Подробную инструкцию с пошаговыми фотографиями процесса смотрите в разделах: импорт stl моделей в 3D Max и импорт stl в ArtCam.
Подробнее об истории происхождения и особенностях файлов мы писали в статье об STL-формате.
Таким образом, мы ответили на столь распространенный вопрос о файлах stl чем открыть? Если остались неясности – просто свяжитесь с нами с помощью любого удобного вам способа! Мы открыты для общения практически во всех мессенджерах и с удовольствием проконсультируем по работе с 3д моделями!
Видео:
Где заказать 3д модели в стл-формате?
На нашем сайте представлена самая широкая база 3d stl моделей для станков с чпу по выгодным ценам. При необходимости наши художники разработают нужные вам модели на заказ.
Нас отличают:
большой опыт работы,
выгодная стоимость моделей, позволяющая окупить покупку после создания и продажи 1-2 изделий,
бонусная система скидок для постоянных покупателей,
возможность доработки любой модели под ваши требования,
полное сопровождение клиента и помощь при работе.
Звоните!
Что такое файл STL?
Формат файла STL стал де-факто стандартным форматом передачи данных в индустрии быстрого прототипирования и является форматом, необходимым для взаимодействия с Quickparts. Этот формат аппроксимирует поверхности твердотельной модели треугольниками. Для простой модели, такой как коробка, показанная на рисунке 1, ее поверхности можно аппроксимировать двенадцатью треугольниками, как показано на рисунке 2. Чем сложнее поверхность, тем больше треугольников получается, как показано на рисунке 3.
Почти все современные CAD-системы способны создавать файлы STL. Для пользователя процесс часто так же прост, как выбор «Файл», «Сохранить как» и «STL». Ниже приведены шаги для создания высококачественных файлов STL из ряда ведущих современных CAD-систем. Во всех случаях экспортируйте файл STL как двоичный файл. Это экономит время и размер файла.
Как правило, изменение таких параметров, как «Допуск хорды» или «Угловой контроль», приводит к изменению разрешения файла STL. Чем больше файл STL, тем больше треугольников размещено на поверхности модели. Для простой геометрии (не много кривых) файл может занимать всего пару сотен килобайт. Для сложных моделей файлы размером от 1 до 5 МБ будут создавать хорошие детали. Для многих геометрий файлы размером более 5 МБ не нужны, и часто это просто приводит к увеличению времени на получение вашего предложения и деталей.
Кроме того, для большинства процессов и материалов RP минимальная толщина элемента составляет 0,020. Что-то меньшее, чем это, и функции не будут развиваться. Проверьте свои модели и внесите соответствующие изменения в важные функции. Исключением является SLA с высоким разрешением, в котором элементы будут уменьшены до 0,010, и материал SLS Flex, для которого требуется толщина 0,040.
(Обратите внимание, что это только общие рекомендации, и в некоторых случаях они могут не работать или создавать наилучший файл STL. Обратитесь к руководству пользователя или к разработчикам программного обеспечения для получения дополнительной информации или технической поддержки. Если Quickparts определит, что ваш файл STL не подходит для производства, мы свяжемся с вами для получения обновленного файла.)
Geomagic Design (ранее Alibre)
Файл
Экспорт
Сохранить как >STL
Введите имя файла
Сохранить
AutoCAD
Ваш проект должен быть трехмерным твердым объектом для вывода файла STL.
Убедитесь, что модель находится в положительном пространстве
Установите Facetres равным 10
В командной строке введите STLOUT
.
Выбрать объекты
Выберите Y для двоичного файла
Выберите имя файла
CadKey / KeyCreator
Выберите стереолитографию в параметрах экспорта
Введите имя файла
Нажмите «ОК»
I-DEAS
Файл >Экспорт >Файл Rapid Prototype >OK
Выберите деталь для прототипирования
Выберите прототип устройства > SLA500. dat > OK
Установить абсолютное отклонение фасетки на 0,000395
Выберите «Двоичный» > «ОК»
Inventor
Сохранить копию как
Выберите STL
Выберите «Параметры» > «Установить высокий»
Введите имя файла
Сохранить
IronCAD
Щелкните правой кнопкой мыши на детали
Свойства детали > Визуализация
Установить сглаживание поверхности граней на 150
Файл > Экспорт
Выберите .STL
Mechanical Desktop
Используйте команду AMSTLOUT для экспорта файла STL.
Следующие параметры командной строки влияют на качество STL и должны быть настроены для получения приемлемого файла.
Угловой допуск — эта команда ограничивает угол между нормалями соседних треугольников.
Значение по умолчанию: 15 градусов. Уменьшение угла увеличит разрешение файла STL.
Соотношение сторон — этот параметр управляет соотношением высоты и ширины граней. Значение 1 будет означать, что высота грани не больше ее ширины. Значение по умолчанию — 0, игнорируется.
Допуск поверхности — этот параметр определяет максимальное расстояние между краем грани и фактической геометрией. При значении 0,0000 этот параметр игнорируется.
Vertex Spacing — этот параметр определяет длину ребра грани. Значение по умолчанию — 0,0000, игнорируется.
ProE
Файл > Сохранить копию
Установить тип STL
Установить высоту хорды равной 0. Поле будет заменено минимально допустимым значением.
Установить контроль угла на 1
Выберите имя файла
ОК
Rhino
Файл >Сохранить как
Выберите тип файла >STL
Введите имя файла STL.
Сохранить
Выберите двоичные файлы STL
SolidDesigner
Файл >Внешний >Сохранить STL
Выберите двоичный режим
Выберите деталь
Введите 0,001 мм для максимального расстояния отклонения
Нажмите «ОК»
SolidEdge
Файл >Сохранить как
Задайте для параметра «Тип файла» значение STL
.
Опции
Установите допуск преобразования на 0,001 дюйма или 0,0254 мм.
Установить угол плоскости поверхности на 45,00
Сохранить
SolidWorks
Файл >Сохранить как
Задайте для параметра «Тип файла» значение STL
.
Параметры >Вывод как=Двоичный, Единица измерения = Дюймы
Разрешение > Пользовательское, Допуск отклонения = минимум (ползунок вправо), Допуск угла = 5 градусов
ОК
Сохранить
Think3
Файл >Сохранить как
Задайте для параметра «Тип файла» значение STL
.
Сохранить
Unigraphics
Файл > Экспорт > Быстрое прототипирование
Установить тип вывода на двоичный
Установить допуск треугольника на 0,0025
Установить допуск смежности на 0,12
Установите для параметра Auto Normal Gen значение On (Вкл.)
Установите для обычного дисплея значение «Выкл.»
Включить треугольный дисплей
Что такое файл STL?
Центр обучения 3D
Посмотреть все категории
Комплектация:
Введение
Что такое формат файла STL?
Как это работает?
3D-печать файла STL
Является ли формат STL единственным форматом файла для 3D-печати?
Введение
Что такое формат файла STL?
Общая информация о STL
Если вы хотите использовать аддитивное производство для своего следующего проекта, вам нужно будет получить файл в правильном формате, и STL, безусловно, является самым популярным. Действительно, для создания объекта в трех измерениях требуется специальный трехмерный файл.
Что означает «STL» ? Наиболее распространенное объяснение состоит в том, что это аббревиатура слова стереолитография, данная 3D Systems. Но другие скажут, что на самом деле это относится к стандартному языку треугольников или даже к стандартному языку тесселяции. Никто толком не знает, но самое главное не происхождение названия STL, а то, что он делает.
В файле STL хранится информация о вашей 3D-модели. Формат представляет необработанную поверхность модели с маленькими треугольниками. Чем сложнее и детальнее структура, тем больше треугольников будет использоваться для представления модели. Но почему именно этот формат файла полезен?
После создания модели вам необходимо перевести ее на язык, понятный вашему 3D-принтеру. Информация файла STL описывает только геометрию модели, в ней нет спецификаций текстуры, цвета или материала вашей модели. В нем есть вся информация о поверхности объекта, именно то, что напечатает 3D-принтер.
Как создать файл STL?
Создание хорошего файла STL может помочь вам на многих уровнях! Действительно, как вы, возможно, знаете, 3D-печать вашего проекта, от быстрого прототипирования до производства, может быть большим преимуществом. Первым шагом для вас будет создание 3D-дизайна. Сегодня почти все программное обеспечение САПР на рынке может генерировать файл STL из вашей 3D-модели. Вам просто нужно экспортировать файл STL из программы CAD.
Когда у вас есть файл, вы можете оптимизировать его и увеличить разрешение вашей модели. Чтобы получить наилучший результат 3D-печати при заказе детали в нашем онлайн-сервисе 3D-печати, вам может потребоваться следовать всем нашим советам, чтобы получить наилучшее разрешение для вашего файла STL.
Как открыть файл STL?
Вот несколько примеров программ, способных открывать файлы STL:
Microsoft 3D Viewer.
Microsoft Print 3D.
Мешлаб
МиниМагия
3D-Tool Free Viewer
КАТИЯ
ИМСИ Турбокад Про
ТинкерCAD
SketchUp
ideaMK STL Viewer
Параметрическая технология Creo
https://proforma-3dprinting-store. myshopify.com
Как это работает?
Давайте немного продвинемся в нашем объяснении. Мы только что видели, что файл STL на самом деле является переводом 3D-объекта , но что это значит? Этот файл будет кодировать геометрию поверхности объекта, концепция, используемая на этом этапе, называется тесселяцией. Тесселяция — это действие по замощению поверхности геометрическими фигурами, особенно треугольниками, как в примере ниже:
https://computergraphics.stackexchange.com
Роль файла будет заключаться в хранении информации об этих треугольных геометриях. Существует два разных способа хранения информации в файле: кодировка ASCII и двоичная кодировка, которые сохраняют компоненты единичного вектора нормали к треугольнику и координаты вершин.
Кодировка ASCII
Файл ASCII STL всегда начинается с этой строки:
сплошное имя
Имя будет названием модели, и оно продолжается всеми номерами треугольников:
facet normal n i n j n k
outer loop
vertex v1 x v1 y v1 z
Vertex V2 x V2 Y V2 Z
VERTEX V3
V3 .8. 0 0 V3
v3 2 V3 .0381 z
endloop
endfacet
Каждый n или v является числом с плавающей запятой. Файл ASCII STL заканчивается на:
endsolid name
Если ваш файл большой и очень подробный, он может немного усложниться и стать огромным. В этом случае есть другое решение.
Двоичное кодирование
Двоичный файл начинается с 80-символьного заголовка, и каждый треугольник затем представляется двенадцатью 32-битными числами с плавающей запятой. И в итоге это выглядит так:
UINT8 [80] — заголовок
UINT32 — Количество треугольников
Foreach Triangle
Real32 [3] — нормальный вектор
Real32 [3] — Нормальный вектор
[3] — нормальный вектор
9000 2 4 [3] — нормальный вектор
9000 2
4. REAL32[3] – Вершина 2
REAL32[3] – Вершина 3
UINT16 – Число байтов атрибута
конец
Этот формат удобнее для чтения, двоичный формат
вам нужно проверить файл, чтобы найти возможную проблему.
3D-печать файла STL
Аддитивные производственные работы путем добавления материала слой за слоем или спекания порошка слой за слоем. Итак, что будет интересно для 3D-принтера, так это все слои 3D-объекта. На этом этапе инструмент 3D-слайсера позволяет создавать все слои в 2D, и все это затем группируется в файле GCode, языке 3D-принтера.
Таким образом, машина будет выполнять процесс построения объекта слой за слоем. Большим преимуществом STL для 3D-печати является то, что это универсальный формат файлов, и все 3D-принтеры могут его читать. Но прежде чем отправить файл на 3D-печать, вы должны убедиться, что он не поврежден.
Если файл поврежден, 3D-машина не сможет его распечатать. Смежные треугольники должны иметь две общие вершины, и правило правой руки, примененное к вершинам, должно привести к той же ориентации, что и вектор нормали. Ознакомьтесь с нашим топом лучших бесплатных редакторов STL, чтобы отредактировать или восстановить все ваши файлы STL перед процессом 3D-печати.
Чтобы современные окна имели отличные характеристики, производство стеклопакетов должно выполняться в строгом соответствии с технологическими стандартами. Основное требование к этим изделиям – абсолютная герметичность. Однако помимо этого существует еще ряд не мене важных критериев – стабильность форм, заявленная производителем звуко- и теплоизоляция, а также отсутствие конденсата на внутренней стороне стекол. Такого результата можно добиться только в том случае, если выполнять все нормативы в процессе производства.
Нюансы терминологии
Технология изготовления стеклопакетов для окон из пластика, евробруса и алюминия одинаковая. Вследствие этого не существует отдельное производство деревянных стеклопакетов и других их видов. К тому же в самом этом термине содержится смысловая ошибка, которая может ввести в заблуждение. Ведь ни в каком в стеклопакете нет деревянных деталей, а речь в данном случае идет об изготовлении стеклопакетов для деревянных окон.
Для производства этих элементов оконных конструкций используются:
различные виды стекла;
металлические или пластиковые дистанционные рамки;
герметики;
инертный газ;
поглотитель влаги;
декоративные элементы – фьюзинг, полимеры, бевели и протяжки;
энергосберегающие и звукоизоляционные покрытия.
Для изготовления стеклопакетов с подогревом используются дополнительные материалы и специальные технологии. Подробнее об этом уникальном продукте читайте на ОкнаТрейд.
Этапы изготовления стеклопакетов
Благодаря автоматизации некоторых стадий этого процесса удалось добиться более высокого качества и сократить сроки изготовления стеклопакетов. Вся производственная процедура состоит из 7 этапов:
раскрой стекла;
резка спейсеров – дистанционных рамок;
мойка стекла;
нанесение герметика;
шлифовка краев стекла;
первичная сборка;
завершающая герметизация.
После выполнения всех перечисленных процессов стеклопакеты готовы к интеграции в оконные рамы.
Резка стекла
Одна из основных и самых важных процедур – резка стекла. Причем в этом процессе значение имеет не только точность, но и сохранение структуры раскраиваемого материала, а также обеспечение ровных краев разлома. Дело в том, что в процессе резки на стекле образуются микротрещины, которые имеют способность довольно быстро «самозалечиваться». В результате такой особенности, если замешкаться, можно допустить брак, поэтому при качественном раскрое разлом должен выполняться сразу же после разреза.
Сегодня этот процесс полностью автоматизирован, поэтому производителям стеклопакетов удалось повысить качество. Резка осуществляется на специальных форматно-раскроечных станках с ЧПУ и специальными воздушными подушками для листов стекла. Кроме того, для предотвращения сколов линия реза сразу же автоматически обрабатывается смазывающей жидкостью с низкой вязкостью. Благодаря этому существенно замедляется процесс «самозалечивания» стекла, и удается добиться идеально ровных разломов без сколов.
Подготовка дистанционных рамок
Одновременно с процессом резки стекла осуществляется подготовка дистанционных рамок, о видах которых можно узнать в обзоре на ОкнаТрейд. Поскольку дистанционные рамки изготавливаются путем предварительной резки профилей и последующей их сборки в цельный каркас или при помощи гибки, подготовительная процедура может отличаться в зависимости от выбора дистанционного профиля. В ходе сборки во внутренние полости спейсеров засыпается молекулярное сито – специальные поглощающие гранулы. К этому материалу предъявляется ряд требований:
способность впитывать исключительно влагу и инертность к другим содержащимся в воздухе веществам;
подходящий диаметр гранул, который не позволит им высыпаться из отверстий в дистанционной рамке.
Изготовление стеклопакетов на этом этапе выполняется с тем учетом, чтобы стекла не запотевали изнутри в процессе эксплуатации окон. В процессе этого мероприятия важно правильно определить «точку росы», благодаря чему будет подобрано правильное количество поглотителя влаги.
При заказе стеклопакетов рекомендуется отдавать предпочтение моделям, изготовленным из дистанционных рамок с терморазрывом. Использование таких спейсеров позволяет устранить «мостики холода» в этой зоне оконной конструкции.
Мойка стекол
Мойка уже раскроенных стекол выполняется в специальной камере с применением деминерализованной воды. Вся процедура выполняется без применения моющих средств. Все загрязнения с поверхности стекла удаляются при помощи специальных щеток, имеющих ворс со строго определенной жесткость. Такая технология позволяет качественно очистить все поверхности и не поцарапать при этом стекло.
Нанесение герметика
Эта кажущаяся простой процедура имеет принципиальное значение – если нарушить технологию ее выполнения, существует высокий риск разгерметизации стеклопакета. Составы на основе бутилов наносятся на поверхность спейсеров автоматическим или ручным способами. При этом второй вариант допускается только в том случае, когда производство стеклопакетов не носит массовый характер. В процессе нанесения принципиально важно, чтобы слой герметика был везде равномерным и составлял 3 мм.
Шлифовка стекол
Перед выполнением непосредственного монтажа, чтобы снизить вероятность разрушения только что собранной конструкции, выполняется шлифовка стекол по периметру. Это мероприятие позволяет улучшить адгезию и обеспечивает страховку на то время, которое требуется для застывания герметика.
Первичная сборка
На этом этапе стекла соединяются с дистанционными рамками, на которые предварительно был нанесен герметик. Очень важно, чтобы связующий состав после сборки имел исключительно черный цвет. Ведь наличие белых пятен на герметике означает то, что его касались руками или стекло плохо помыли. Это негативно сказывается на качестве соединительного шва. Во избежание подобных ситуаций рабочие работают в перчатках и следят за чистотой стекол. После сборки конструкции укладывают под специальный пресс, где под давлением бутиловое покрытие проникает в структуру силикатной массы и обеспечивает надежное соединение.
Стеклопакеты с белыми пятнами в местах склеивания стекол и дистанционных рамок не пригодны для установки и эксплуатации. Использование таких изделий может привести к быстрому снижению энергоэффективности окон и уровня шумопоглощения.
Завершающая стадия
Изготовление стеклопакетов для окон заканчивается этапом нанесения на боковые части конструкции второго слоя герметика. Процедура выполняется в температурном диапазоне 16-25°C при влажности воздуха не выше 50%. В качестве вторичного слоя могут быть использованы тиоколовые, силиконовые или полиуретановые герметики. Благодаря этому этапу обеспечивается сохранность первичной геометрии стеклопакетов в течение всего их гарантийного срока эксплуатации.
Изготовление стеклопакетов на заказ, цены в Москве
Изготовление и производство стеклопакетов для деревянных, алюминиевых или пластиковых окон, включая нестандартные формы и размеры. Наши мастера наилучшим образом справятся с монтажом пластиковых окон собственного изготовления.
Доступная цена на изготовление стеклопакетов от производителя объясняется наличием собственного производства в Москве. Стоимость конкретного заказа зависит от размеров оконных блоков, от толщины и качества стекла, а также его количества.
ЦЕНЫ
№
Наименование работ
Ед-ца
Стоимость
Изделие меньше 1 кв.м. приравниваются к 1 кв.м
1
Изготовление стеклопакета однокамерного (пластиковые окна, толщиной от 14 мм до 32 мм)
кв.м
3500
2
Изготовление стеклопакета однокамерного (деревянные окна, толщиной от 14 мм до 32 мм)
кв. м
4000
3
Изготовление стеклопакета однокамерного (алюминиевые окна, толщиной от 14 мм до 32 мм)
кв.м
4000
4
Изготовление стеклопакета двухкамерного (пластиковые окна, толщиной от 24 мм до 40 мм)
кв.м
4500
5
Изготовление стеклопакета двухкамерного (деревянные окна, толщиной от 24 мм до 40 мм)
кв.м
5000
6
Изготовление стеклопакета двухкамерного (алюминиевые окна, толщиной от 24 мм до 40 мм)
кв.м
5000
7
Тонировка стекластеклопакета
кв.м
+30%
8
Триплекс
кв.м
6000
9
Закаленное стекло
кв.м
+30%
10
6
Энергосберегающие К-стекло, I-стекло
кв.м
+20%
11
Декоративная планка
кв. м
+20%
12
Замена стекла от
кв.м
2000
13
Выезд мастера по Москве/Московской области от МКАД
км.
0/15
14
Доставка по Московской области от МКАД (легковой авто.)
км.
15
15
Доставка по Москве
км.
0
Как заказать производство стеклопакетов
После заполнения на сайте формы обратной связи. с вами срочно связывается менеджер. Вы также сами можете позвонить ему по номеру 7 (495) 585-61-64. По подтверждении клиентом готовности купить новый оконный блок к нему будет отправлен мастер-замерщик.
В его обязанности входит:
выполнение необходимых замеров;
расчет стоимости заказа;
составление договора с указанием сдачи готовых оконных блоков и монтажа.
Схема работы
1 день — замер
1 день — монтаж
Комфортный климат в доме важен для уютного проживания. Если нужно отремонтировать или полностью заменить окна, то мы поможем! Изготовление стеклопакетов в Москве проводится с использованием качественных материалов за короткий срок. Вы можете оставить заявку на сайте, а мастер приедет на место, чтобы произвести точные расчеты и замеры.
Стеклопакет представляет собой конструкцию, состоящую из нескольких листов стекла, собранных в герметичный профиль. Между ними есть прослойка из сухого воздуха или газа, обеспечивающая надежную защиту от внешнего холода и ультрафиолетовых лучей.
Виды конструкций
Есть одно-, двух- и трехкамерные стеклопакеты. Если брать самый простой вариант, то он имеет одну камеру, но два стекла. По сравнению со старыми рамами, данная установка отличается повышенными качествами звукоизоляции и теплоизоляцию. Увеличивая число камер, можно сэкономить на системах отопления и вентиляции. Окна н будут пропускать холод с улицы, сохранять тепло внутри помещения, отражать ультрафиолетовые лучи в летний период.
Изготовление стеклопакетов для пластиковых окон сложный процесс, который возможно совершить в специальном месте. Для этого используется: стекло, дистанционная рамка, также применяют два вида герметика полиизобутиленового и полисульфидного, плюс осушитель (силикагель). Каждый материал до сборки проходит цикл подготовки, обработки.
Технология
Изготовление стеклопакетов на заказ позволяет в точности провести расчеты для каждого дома. В самом начале работы проводится резка стекла и спейсеров. Они должны соответствовать размеру будущей конструкции. Далее дистанционные рамки заполняются осушителем. Стоит знать, что спейсеры могут отличаться по цвету и свойствам. Их подбирает специалист, учитывая особенности помещения и пожелания заказчика.
Следующий этап — мойка стекол деминерализованной водой. Когда все части прошли подготовку, спейсеры собираются в готовую раму. Делается это с помощью соединительных углов. Раму прикладывают по периметру стекла в единый пакет. Для герметичности конструкции используется герметик, который наносится шириной не менее трех миллиметров по периметру рамы.
Собранную конструкцию помещают в пресс, где происходит плотное сжатие стекол. Под конец на торец стеклопакета наносится еще один вид герметика. Это необходимо сделать для фиксации геометрии конструкции. Соблюдая все правила изготовления, можно добиться герметичности и высокой прочности окон.
Производитель предлагает разнообразные решения для вашей комнаты. Цена за изготовление стеклопакета зависит от количества камер, конструкции, дополнительных требований к работе. Установка, проверка монтажа осуществляется на месте. Изготовление стеклопакета по размерам, возможность контролировать все производственные этапы, дает право компании предлагать гарантию на свою продукцию.
Наша производственная база
Примеры выполненных проектов
Наши специалисты в процессе работы
Портфолио
Наши преимущества
Честная цена Мы сразу озвучиваем стоимость, и она не меняется в ходе работ.
Точно в срок Выполним все работы по ремонту окон в срок, мы ценим ваше время.
Гарантия 5 лет Оперативно реагируем на обращения наших клиентов и устраняем любые возникшие неполадки.
Наши документы
Договор на годовое обслуживание Типовой договор Прайс на ремонт окон Прайс на москитные сетки
Изоляционное стекло (IG) представляет собой комбинацию двух или более листов стекла, разделенных прокладкой и запечатанных в единое целое с одним или несколькими воздушными промежутками между ними. Его также часто называют двойным стеклопакетом или стеклопакетом. Изоляционное стекло — это эволюция старых технологий, известных как окна с двойными подвесками и штормовые окна. В традиционных двустворчатых окнах использовалось одно стекло для разделения внутреннего и внешнего пространств.
Основной производственный процесс для создания стеклопакетов включает в себя резку стекла, окантовку стекла, мойку стекла, сборку дистанционной рамки и заполнение газом.
Резка стекла Два листа стекла, которые будут использоваться для изготовления герметичного блока, измеряются и вырезаются по размеру либо вручную, либо с помощью автоматического стола для резки. Существует множество автоматизированных решений, позволяющих сократить количество дорогостоящих ошибок и повысить общую эффективность резки стекла. От пил до передаточных столов, Wakefield располагает лучшими в своем классе инструментами, необходимыми для выполнения работы.
Окантовка стекла После резки изоляционные слои стекла должны быть герметизированы с помощью герметиков, чтобы два отдельных листа стали одним единым стеклом. Чтобы герметики приклеились к стеклу, необходимо полностью удалить любые чувствительные к влаге покрытия или удалить края. Удаление края — это удаление узкой полосы покрытия по периметру листа стекла, которое было обрезано по размеру, чтобы герметики могли приклеиваться непосредственно к стеклу. Это может занять очень много времени. К счастью для производителей окон, существует множество экономичных машин, позволяющих выполнять удаление краев и устранять дорогостоящие сбои при удалении краев. Wakefield Equipment предлагает как стол для удаления с одной кромкой, так и стол для удаления с двумя кромками, предназначенный для одновременного повышения производительности и безопасности оператора.
Следующим этапом процесса является подача стеклопакетов через стеклоомыватель. Может быть, нет более важного оборудования, чем шайба, чтобы гарантировать, что стекло полностью очищено от мусора. Wakefield предлагает стеклоомыватели размером 60 и 84 дюйма, которые могут быть изготовлены по индивидуальному заказу в соответствии с потребностями производителя. После стирки они тщательно проверяются оператором на качество.
Распорка в сборе Когда стекло подготовлено, пора соединить отдельные стекла в одно с помощью распорной планки. Оконные и стеклянные прокладки — это уплотнители, которые располагаются между стеклами в окне. За прошедшие годы оконная промышленность добилась прогресса в используемых материалах. Исторически распорки изготавливались в основном из металла и волокна, что, по мнению производителей, обеспечивало большую долговечность. Однако металл проводит тепло, поэтому производители обращаются к другим типам материалов и технологий, таким как разделительная прокладка и гибкая прокладка. Распорки-перехватчики считаются гораздо более энергоэффективными и обладают большей способностью удерживать желаемую температуру. Они также могут вызвать эхо через окна, что делает их плохим выбором для определенных приложений. 9№ 0003
Гибкая дистанционная рамка – это один из новейших и наиболее энергоэффективных видов стеклопакетов на современном рынке. В зависимости от материалов, используемых при его изготовлении, часто считается, что он лучше изолирует, чем алюминий или разделительные прокладки. Гибкая прокладка представляет собой разновидность поворотной прокладки, которая в дополнение к своему безвредному для окружающей среды профилю также является более тихим типом уплотнения, чем алюминиевые или запорные уплотнения. Компания Wakefield предлагает таблицу применения гибких проставок, предназначенную для помощи в сборке гибких прокладок.
Газовое наполнение Для дальнейшего повышения теплового КПД стеклопакета используется газовое наполнение. Газонаполнительное оборудование для окон заполняет пространство между плоскостями аргоном или криптоном, что снижает U-фактор окна. достижения общей цели максимальной скорости производства стеклопакетов в минимально возможной занимаемой площади. Посмотрите образец линии по производству стеклопакетов и позвоните в наш отдел продаж, чтобы получить индивидуальное предложение!
предыдущая запись: Стеклянная облицовка: преимущества навесных стен по сравнению с дождевой завесой производство художественного стеклопакета (I. G.), позволяющее изготавливать стеклопакеты высокого качества под каждый заказ. Все этапы I.G. производство тщательно контролируется для контроля качества, тестирования стекла и сертификации, чтобы гарантировать вам, что все стеклопакеты Sun производятся в соответствии с самыми высокими стандартами.
В продуктах Sun стандартно используются изолированные стекла с двойным остеклением. Он состоит из 2 частей стекла с герметичным воздушным пространством 1/2 дюйма между ними. Стандартные стеклопакеты состоят из одной части прозрачного стекла и одной части высокоэффективного стекла с низким коэффициентом излучения. Система стеклянных прокладок с кромками для наилучших характеристик тепловых прокладок Герметичное воздушное пространство на всех блоках Low-E IG заполнено аргоном для повышения тепловых характеристик за счет замедления внутренней конвекции.
Стеклопакеты из закаленного стекла (оба стекла) входят в стандартную комплектацию всех дверных блоков. Тройное остекление доступно для некоторых продуктов.
Фаза 1: Резка стекла
Большие листы плоского стекла разрезаются по размеру с помощью нашего автоматизированного и управляемого автоматическим стеклорезом, оптимизированным и управляемым с помощью компьютера. Спецификации стекла для каждого заказа отправляются нашему оптимизатору стекла. Эти размеры устанавливаются компьютером для максимального повышения квалификации и минимизации отходов стекла. После завершения расчетов оптимизатор инициирует загрузку нужного листа стекла на флоат-стол, а затем транспортирует его к режущей головке. Затем стеклянный лист автоматически разрезается на нужные размеры для I.G. производство. Затем оператор стекла отделяет отрезанные куски и загружает их на тележки для стекла, которые отправляются на стадию очистки.
Этап 2: Очистка стекла
Перед тем, как стекло можно будет собрать в стеклопакет. устройство, его необходимо предварительно тщательно очистить. Отрезанные куски стекла снимаются с тележек для стекла и загружаются на роликовый конвейер, который подает их в стеклоомыватель. В этой мойке для мытья стекол используются вода и чистящие растворы, тщательно хранящиеся в чистоте, для удаления всех загрязнений со всех стеклянных поверхностей. Когда стекло выходит из мойки на конвейерной системе, оно оказывается внутри «чистой комнаты». Это помещение с контролируемой средой, предназначенное для защиты стекла от мусора и загрязнений, которые в противном случае могли бы повредить стеклопакет. Чистая комната также обеспечивает оптимальные уровни температуры и влажности, необходимые для сборки I.G. Ед. изм.
Фаза 3: Нанесение дистанционной рамки
После того, как стекло вымыто и помещено в чистую комнату, оно продолжает движение по роликовой конвейерной системе к этапу нанесения дистанционной рамки. Поскольку Sun использует Duralite™ в качестве прокладки для стекла, прокладка наносится одним непрерывным путем по периметру стекла. Это важно прежде всего потому, что это означает, что I.G. единица будет иметь только один угловой шов, запаянный в конце I. G. производство. Остальные три угла представляют собой непрерывный изгиб без стыка или шва. Это помогает нашему I.G. блоки обеспечивают превосходное герметичное уплотнение и превосходное удержание газа аргона. Большинство других I.G. системы требуют, чтобы каждый угол был механически соединен и герметизирован. Спейсер Duralite™ наносится с помощью роботизированной системы нанесения, управляемой компьютером. Это обеспечивает точное и последовательное нанесение спейсера.
Фаза 4: Установка решеток между стеклом
Если в установке требуется установка решеток между стеклом (или GBG), стекло с нанесенной на него прокладкой затем направляется по конвейерной системе на станцию нанесения решеток. Затем оператор вставит в устройство нужный GBG. GBG крепится с помощью штифтовых зажимов, которые крепятся к внутренней части прокладки Duralite™. Точное выравнивание решетки достигается за счет расположения точек, нанесенных на прокладку при ее нанесении на стекло (на предыдущем шаге). После того, как GBG вставлен, стекло отправляется на этап сборки.
Этап 5: Сборка стеклопакета
На данный момент у нас есть один кусок стекла с нанесенной на него прокладкой Duralite™ и, при необходимости, вставленной решеткой. У нас также есть другой кусок стекла, который идет поверх этого, чтобы сформировать полный блок. Он направляется из стиральной машины вниз по другой стороне конвейерной системы, минуя установку прокладок и станцию вставки решетки. Эти две половины I.G. по конвейеру отправляются на автоматизированный сборочный стол «бабочка». Каждая сторона бокового блока автоматически подается на стол-бабочку. Затем стол складывается, соединяя верхнюю часть стекла с другой частью с помощью I.G. распорка. Собранный блок затем вытекает из чистой комнаты на конечную станцию.
Этап 6: Печать
Собранный I.G. устройство теперь должно быть подано в нашу печь со стеклянным уплотнением. Эта печь нагревает устройство до определенной температуры и пропускает его через пресс, который обеспечивает окончательное уплотнение между стеклом и прокладкой Duralite™.
Фаза 7: Газ аргон
Как И.Г. блок выходит из печи для герметизации, он загружается на I.G. тележка. Устройство загружено вертикально четвертым углом (еще не запечатанным) вверху. Затем устройство заполняется газообразным аргоном с использованием FastGas с термической проверкой и герметизируется четвертый угол.
FastGas с термической проверкой — это управляемая компьютером система наполнения газом, которая отслеживает количество аргона при заполнении газового баллона. Ед. изм. Эта система обеспечивает точное и последовательное заполнение каждого I.G. блока, чтобы убедиться, что воздушное пространство заполнено до отказа, а четвертый угол надежно герметизирован.
Посмотреть веб-страницу FastGas
Зачем использовать аргон для заполнения герметичного воздушного пространства?
Аргон — инертный газ, тяжелее воздуха. Заполнение воздушного пространства аргоном делает герметичное воздушное пространство более термически эффективным. Это происходит потому, что аргон, будучи тяжелее воздуха, замедляет конвекционный эффект устройства.
Конвекция в данном случае представляет собой движение воздуха в закрытом воздушном пространстве, возникающее, когда одна сторона И.Г. подвергается воздействию одной температуры, а другая сторона подвергается воздействию другой температуры. Этот температурный дисбаланс вызывает движение воздуха. Чем больше разница температур, тем больше количество движения воздуха или конвекции. Зимой холодная наружная температура встречается с наружной поверхностью стекла. Теплая внутренняя температура соответствует внутренней стеклянной поверхности. Конвекция внутри И.Г. блок перемещает холодную температуру от внешней поверхности стекла к внутренней поверхности стекла. В конечном итоге это приводит к более холодной внутренней поверхности стекла и потерям тепла.
Заполнение воздушного пространства аргоном эффективно замедляет конвекцию, делая стеклопакет более термически эффективным. Таким образом, удержание аргона очень важно для долгосрочной эффективности стеклопакета.
— халатно сделана ручка аварийной остановки, она просто напросто мешает и создает в большей степени дискомфорт, отпустив её аппарат просто напросто глохнет! Ввиду пластиковой защелки, как мышеловка, мотоблок работая на холостом ходу может заглохнуть от собственной вибрации,а именно срабатывания механизма.
— Разблокираторы осей, посмотрите как они сделаны, тросики для их управления пережимаются в раме мотоблока, нужно всё переделывать. Да и ещё мотоблок аналог WEIMA 1100-6 DIF, у многих владельцев при фрезеровке почвы их обрывает длинными лепестаками фрез, те что загнуты в редуктор. Вывод — они долго не прослушат, и механизм не совершенный. да и будете собирать, при установке крыльев, пережмете их ещё сильнее.
— ВОМ! о да.. навесного нет! вообще, я даже китайским поставщикам писал, нет у них ничего! На завод вейма не получилось выйти у меня. Что в России, дык цены как за пол мотоблока только на одну картофелекопалку!
— незнаю как фрезеровать огород, ведь садится будет мотоблок на разблокираторы
— незнаю как окучивать картошку, ведь помнут весть урожай разблокираторы, какого размера колеса ставить? 22 дюйма?
— магазин не привозит для Авроры 1400 ничего, рынок пуст!
— запчастей нету!
Отзыв:
Вот теперь друзья сравним с Невой, которую я не купил. . Мотоблок покупается в большей степени для огорода, обработки и привести что нибудь. На Неву выбор в магазинах полно всего: снегоуборщики, косилки (не нужно руль задом наперед переворачивать), картофелекопалки/сажалки, буры!!! Сцепка у Невы жестче, сильнее.
Так что думайте, если просто возить что то, то Аврора 1400 норм. Если обрабатывать огород, и возить и бурить и копать, то конечно Нева, ибо большая проблема в плане доработки, ну или может просто наладить продажи для АВроры.
Я не дилер и не рекламщик, просто накипело.?
вот пример видео работы на мотоблоке
https://youtu.be/PCz62ZL_dFs
https://youtu.be/21Xv28zAFN8
https://youtu.be/M5wGwLb9HKM
Дополняю после 1,5 лет использования:
Фрезеровка только на 10 резах, иначе мотоблок тонет, и садится на редуктор, кто не верит = сниму видео, докажу, пройдитесь по фрезерованной почве и всё поймете, особенно по разработанному участку.
Навесное оборудование. Так его и не наблюдаю.
Раскрутилась ручка заднего хода, закрутить её не получится!!! Там внутри гайка, а головка болта запаяна в ручке, не подберешься, пришлось колхозить на жгуты и проволочку.
Мотоблок глохнет в горку, незнаю что там за датчики от защиты попадания масла в камеру сгорания, но блин!!!! Это опасно!!! Уточните этот момент, что на нем в горку нельзя въезжать!!! Это капец! Мотоблок глохнет!
нареканий по работе двигателя при нагрузке и работе КПП — нет, всё в порядке.
Дополняю видеоматериалом
Пахота
https://youtu.be/-hjCGDOUuX8
Веники
https://youtu.be/u-wDbTPXGgc
Нагрузка
https://youtu.be/hIMLve8uU1E
Фрезеровка
https://youtu.be/PCz62ZL_dFs
Видео обзоры Aurora Country 1100 multi-shift (21114) на CMP24
Главная »
Каталог »
Для дома, дачи и ремонта »
org/ListItem»>Силовая и садовая техника »
Обработка почвы »
Мотоблоки
СМЕЖНЫЕ РАЗДЕЛЫ+
Где купитьКупить в кредит
{{message}}
{{message}}
Рейтинг:
(5/5)
Отзывы (1) Оставить отзыв
Описание Видео обзоры (3) Характеристики (32) Сравнить цены (2) Яндекс.Маркет Отзывы (1)
Видео Обзоры (3)
Мотоблок COUNTRY 1100 MULTI-SHIFT — урожайный тихоход
Aurora COUNTRY 1400 MULTI-SHIFT — пробуем
Распаковка и обзор нового мотоблока Aurora Country 1400 MULTI-SHIFT
Сравнить цены (2)
Последняя известная цена от 2080 р. до 2527 р. в 2 магазинах
В данный момент у нас нет информации о наличии данного товара в магазинах. Вы можете поискать его на других площадках:
Магазин
Цена
Наличие
AliExpress
AliExpress – один из крупнейших мировых маркетплейсов, предлагающий клиентам самые низкие цены
Яндекс.Маркет
Купить в кредит (0)
Компания
Предложение
Описание
Мотоблок бензиновый Aurora COUNTRY 1100 MULTI-SHIFT используют для обработки почвы на средних и больших участков. Модель прекрасно справится не только с культивацией почвы, но и с более сложными задачами. Для реализации дополнительных возможностей необходимо приобрести навесное оборудование. У данной модели есть пониженная передача, которую применяют при работе с навесным оборудованием. Низкая скорость позволит с максимальным комфортом работать с почворезами, снегоотбрасывателем или косилкой.
Мотоблок оснащен мощным четырехтактным двигателем OHV с мощностью 7 л.с. с верхним расположением клапанов. Данный двигатель является аналогом HONDA GX 210. 6 скоростная коробка передать имеет 4 скорости движения вперед и 2 скорости назад. Вместительный топливный бак и низкий показатель расхода бензина гарантирует долгую бесперебойную работу без дозаправки. Рукоятки можно отрегулировать под любого пользователя. Настройка может проводиться как по горизонтали, так и по вертикали.
~ ~ ~
Смотри характеристики.
Характеристики (32)
Параметр
Значение
Вес нетто
105
Бак
4.8
Родина бренда
Россия
Глубина обработки
300
Мощность
5200
Ширина обработки
1100
Класс культиватора
тяжелый
Рабочий объем
212
Диаметр фрез
300
Тип двигателя
бензиновый
Производитель двигателя
AURORA
Обороты (об/мин)
3600
Мощность (л. с.)
7
Скорости (группа Снегоуборщики)
4 вперед/2 назад
Тип стартера
ручной
Двигатель
4-х тактный
Объем масла в двигателе
0.6
Вид топлива
бензин
Вал отбора мощности (ВОМ)
да
Снежный отвал(опционально)
есть
Плуг(опционально)
есть
Картофелекопалка(опционально)
есть
Прицеп/тележка(опционально)
есть
Косилка(опционально)
есть
Рыхлитель(опционально)
есть
Грунтозацеп(опционально)
есть
Мощность двигателя на топливе
7
Тип устройства
мотокультиватор
Глубина культивации
30
Тип топливного двигателя
4-х тактный
Кол-во передач
4 вперед
Навесное оборудование в комплекте
фрезы
Отзывы (1)
Зарегистрируйтесь и получайте бонусы за покупки!
Пожалуйста подождите. .
{{message}}
Ошибка! Повторите попытку позднее.
Подписаться на новинки, скидки и интересные предложения
Нажимая кнопку «Готово», я даю своё согласие cmp24.by на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», для целей регистрации на сайте, а также для целей и на условиях представленных в политике конфиденциальности.
Электрический камин Aurora 1100 – это красиво оформленный и стильный блок, который не только согревает вас теплом мощностью 2 кВт, но и выглядит совершенно потрясающе.
Он содержит кристаллы, угли и реалистичные бревна, и вы также можете выбрать, как вы хотите его установить;
Может быть обращен лицом вперед с двусторонним покрытием
Может быть установлен в углу так, чтобы одна сторона была видна, а другая закрыта
Или его можно установить так, чтобы были видны передняя часть и обе стороны
Используя технологию 3D-проекции пламени, коллекция Aurora создает впечатление настоящего огня, а благодаря полностью настраиваемому набору пламени и очагу огня вы можете создать огонь по своему вкусу. Кровать для огня Aurora наполнена искусно изготовленными искусственными бревнами, углями и кристаллами, которые заставляют пламя танцевать и мерцать перед вашими глазами.
Каждым камином Aurora можно управлять либо вручную на костре, с помощью пульта дистанционного управления, либо с помощью смартфона, просто загрузив приложение Smart Life.
Вы можете наслаждаться эффектом пламени без нагрева.
Характеристики:
Тепловая мощность 2 кВт
3-сторонняя смотровая площадка из стекла
Технология трехмерной проекции пламени
Хрустальные угли и реалистичные бревна
4 настройки яркости пламени и адаптивное управление (многоцветное для пламени, топливного слоя и поленьев)
Включает пульт дистанционного управления и настенные крепления
Вы можете настроить макет топливной кровати
Включает термовыключатель
Функции адаптивного интеллектуального управления
Управление с телефона с помощью приложения Smart Life
Размеры:
Ширина: 1102 мм
Высота: 617 мм
Глубина: 328 мм
Вес: 45 кг
Инструкцию по установке можно посмотреть здесь
Информация о стоимости доставки:
Вы можете добавить любые товары в корзину и легко рассчитать стоимость доставки. Просто введите свой код Eir, и все применимые сборы будут рассчитаны автоматически.
Заказы на сумму 150 евро с НДС или более доставляются бесплатно по всей стране. (Исключения см. в примечаниях ниже)
Все заказы на сумму менее 150 евро с НДС включают стандартную стоимость доставки в размере 10 евро с НДС
(см. исключения ниже)
Доставляем в любую точку Ирландии.
Крупногабаритные товары:
За доставку крупногабаритных товаров может взиматься дополнительная плата (см. ниже), так как, к сожалению, дополнительные расходы на курьерскую доставку часто неизбежны. Если заказ превышает 150 евро, взимается только плата за оптовую доставку. Окончательная стоимость доставки крупногабаритных товаров будет рассчитана, когда все товары будут добавлены в корзину. Прилагаются все усилия, чтобы указать, где товары облагаются доплатой за доставку.
Товары по специальному заказу:
Мы находимся в постоянном контакте с нашими поставщиками и делаем все возможное, чтобы все «товары по специальному заказу» в нашем интернет-магазине были доступны у наших поставщиков в указанные сроки. Если по какой-либо причине наш поставщик отсутствует на складе, а вы заказали продукт, мы немедленно сообщим вам об этом и предоставим вам возможность либо подождать, пока он не появится, либо перейти на лучшую модель за небольшую дополнительную плату или без нее, либо получить полное возмещение. Более подробную информацию о продуктах по специальному заказу смотрите здесь.
Сроки:
Все поставки по стране будут доставлены в течение 2-3 рабочих дней.
(Местная доставка в течение 1-2 рабочих дней.)
Доставка товаров по специальному заказу может занять больше времени, но это будет указано на странице информации о продукте. Вы можете увидеть больше информации о продуктах специального заказа здесь.
Рабочие дни с понедельника по пятницу, за исключением государственных праздников. Заказы, размещенные в субботу/воскресенье, будут считаться размещенными в следующий понедельник.
Доставка некоторых товаров может занять больше времени. В этом случае мы сообщим вам об этой задержке по телефону/электронной почте.
Если ваша доставка срочная, пожалуйста, свяжитесь с нами по телефону или электронной почте, и мы сделаем все возможное, чтобы ускорить ее.
Пожалуйста, укажите в вашем заказе конкретные инструкции по доставке.
Крупногабаритные товары:
Крупногабаритные товары доставляются на поддонах и выгружаются курьером. Все негабаритные грузы доставляются на обочине. К сожалению, транспортная компания не будет доставлять товар в помещение для хранения, если это не согласовано заранее. Подъезд к месту доставки должен быть удобным для грузовика, а невозможность обеспечить подходящую ровную площадку для работы тележки с поддонами может привести к отказу курьера в доставке. Обратите внимание, что операторы доставки будут применять безопасные процедуры в отношении текущих соображений общественного здравоохранения..
Эксклюзивные товары:
Некоторые строительные материалы чрезвычайно громоздки, и их нецелесообразно доставлять за пределы Co. Sligo, например. бетонные блоки, тонны мешков с песком или гравием или несколько отрезков древесины. Мы выделили, где это так, жирным красным шрифтом. Если вы закажете эти продукты, мы свяжемся с вами, чтобы узнать, хотите ли вы оплатить дополнительную стоимость доставки или хотите отменить заказ. Пожалуйста, не обижайтесь на это, так как доставка некоторых крупногабаритных товаров может стоить намного больше, чем стоимость товара. Мы базируемся в Слайго, поэтому можем предложить местную службу доставки в этом районе с использованием собственных транспортных средств.
Если на месте есть вилочный погрузчик или телепорт, мы будем признательны, если вы сообщите нам об этом заранее, заполнив специальные накладные при оформлении заказа.
Продавец или курьерская компания не несут ответственности за любой ущерб, причиненный товарам или лицам в результате разгрузки товара покупателем.
**Пожалуйста, свяжитесь с нами перед заказом, если вы не уверены в вышеизложенном**
Поврежденный товар:
Если товар поврежден при доставке, Покупатель имеет право отказаться от доставки. Поврежденные товары должны быть сфотографированы при доставке, а фотографии должны быть немедленно отправлены по электронной почте на адрес [email protected]. Если товар поврежден при доставке, мы заменим товар как можно быстрее и без дополнительных затрат.
После того, как товары подписаны, считается, что товары были в хорошем состоянии при доставке.
Общий:
Доставка осуществляется в течение периода времени, согласованного между Покупателем и Продавцом, и Продавец приложит все усилия, чтобы обеспечить доставку в течение согласованного периода. Непоставка Продавцом Товара в согласованный период времени не является нарушением настоящего договора Продавцом, и Покупатель не имеет права на возмещение убытков или другую компенсацию или на отмену этого контакта по причине такого невыполнения.
Продавец оставляет за собой право поставлять в рассрочку. Каждая часть поставки считается отдельным договором, выполнение или неисполнение которого не влияет ни на какую другую часть договора или на договор в целом. Если какой-либо заказ включает в себя более одной поставки и не производится оплата в установленный срок (либо по настоящему договору, либо по любому другому договору, заключенному между Продавцом и Покупателем), Продавец имеет право приостановить все дальнейшие поставки до тех пор, пока не будет произведена оплата. или расторгнуть договор без ущерба для любого существующего требования.
Продавец не несет ответственности перед Покупателем за любые убытки или ущерб, которые могут быть понесены Покупателем как прямой или косвенный результат предотвращения, затруднения или задержки поставки Товаров Продавцом по причине каких бы то ни было обстоятельств. которые находятся вне контроля Продавца. Таким образом, после принятия поставки Покупатель не имеет права задерживать или откладывать оплату всей или любой части согласованной цены.
1. В случае повреждения товара при доставке Покупатель имеет право отказаться от доставки. Поврежденные товары должны быть сфотографированы при доставке, а фотографии отправлены по электронной почте на адрес sales@mybuildingsupplies. ie. Если товар поврежден при доставке, мы заменим товар как можно быстрее и без дополнительных затрат.
2. Если товары были подписаны, а позже были обнаружены дефекты/повреждения, уведомление должно быть отправлено в письменной форме в течение 24 часов, а фотографии должны быть отправлены по электронной почте на адрес [email protected].
3. Все проблемы с неисправными/поврежденными товарами будут решаться в индивидуальном порядке, и будут предприняты все усилия для своевременного исправления. Гарантии производителя действуют в определенных случаях.
4. Любые возвращаемые товары, которые не являются неисправными или поврежденными, несут полные транспортные расходы, которые должны быть оплачены покупателем. Уведомление о намерении вернуть ненужный товар должно быть сделано в течение 14 дней с момента получения товара. Возвращаемые товары должны быть в оригинальной упаковке и в первоначальном состоянии, прежде чем можно будет вернуть деньги.
5. Все возвращенные товары должны быть отправлены в компанию Patrick Rogers Ltd. , O’Connell St., Ballymote, Co. Sligo
Примечание относительно жидкотопливных котлов и бойлерных печей:
Пожалуйста, сначала свяжитесь с нами или проконсультируйтесь квалифицированному специалисту, прежде чем заказывать масляный котел или бойлерную печь, чтобы убедиться, что вы заказываете правильный вариант для вашего дома. Если товар необходимо вернуть, может взиматься плата за пополнение запасов.
Возврат товаров по специальному заказу
На все «товары по специальному заказу» распространяется та же политика возврата продуктов, что и на товары, находящиеся на складе. Тем не менее, возвращаемые товары, которые не являются неисправными или поврежденными при доставке, облагаются комиссией за пополнение запасов в размере 10%.
Узнайте, что такое Life Out Here, в Tractor Supply Co. Получите советы, практические руководства и информацию о ваших питомцах , жизнь на ферме, газон и сад, …
Косилки Trail в Tractor Supply Co.
www.tractorsupply.com › … › Газонокосилки и навесное оборудование › Газонокосилки
Покупайте косилки Trail в Tractor Supply Co. Покупайте онлайн, бесплатно забирайте в магазине. Делайте покупки сегодня!
Ротационная фреза CountyLine 5 футов в компании Tractor Supply Co. Нож с заостренным задним креплением идеально подходит для стрижки травы, стеблей и легких кустарников. Эффективно работает от 25-45 л.с. на 540 …
Тип привода ВОМ: срезной штифт Ширина резания: 60 дюймов Тип сцепки: Категория 1 Вес продукта: 450 фунтов
DR 26 дюймов 344 куб. › Газонокосилки › Толкающие газонокосилки
1,999,99 $
Купить DR 26-дюймовый 344-кубовый бензиновый полевой и щеточный газонокосилка Premier 26 Push в Tractor Supply Co. Отличное обслуживание клиентов.
Ähnliche Fragen
Сколько весит 5-футовая свинья?
Сколько весит 4-футовая свинья?
Что такое кусторез на тракторе?
Tractor Supply Cedar Creek, TX Магазин
www.tractorsupply.com › Главная › Поиск магазинов › Поиск магазинов
… для аренды прицепа. Станция для мытья домашних животных Подробнее. Мы делаем время купания легким! Благодаря нашему профессиональному оборудованию для ухода за лошадьми и высококачественным продуктам для ухода, …
Расширенная аренда и сервисное обслуживание тракторов F&H — новые и подержанные …
www.advancedrentalandservice.com
Продвинутая аренда и обслуживание тракторов Поставка F&H на заводах в Москве, штат Миссури, с продажей нового и подержанного сельскохозяйственного оборудования, запасными частями и обслуживанием.
Весь инвентарь — Расширенная аренда и сервисное обслуживание тракторов F&H
Бур – это специфический рабочий аксессуар, который среди бытовых электрических инструментов применяется исключительно с перфораторами и ударными дрелями-шуруповертами. Используется, чтобы создавать отверстия в поверхностях из прочных материалов: например, кирпичной кладке, бетонных конструкциях, камне. Этот вид оснастки выполняет широкий спектр задач. Полезен в ремонтных работах, строительстве. За счет этого начинающих мастеров зачастую интересует, как выбрать бур для перфоратора.
Стандартный рабочий элемент перфоратора состоит из нескольких основных элементов:
Хвостовик в задней части оснастки. За него деталь устанавливается в патроне электроинструмента. Бывают разных типов, подробнее рассмотрим позже.
Спираль.
Полость для отвода пыли. При бурении скапливается большой объем строительного мусора. Вывод мелких частиц пыли через специальную канавку поддерживает высокую производительность.
Твердосплавная режущая пластина представляет собой наконечник оснастки. Его качество и состояние влияют на долговечность: обратите внимание, насколько прочно закреплена эта часть. Она должна находиться по центру. Следите за износом: после длительного использования твердосплавная режущая пластина перестанет эффективно входить в материал, и режущий инструмент придется менять.
Чем отличается бур от сверла по бетону
Стандартное сверло для ударных дрелей-шуруповертов по бетону имеет следующие отличия от бура:
Тип хвостовика. В бурах для перфораторов SDS-Plus и SDS-Max, в сверлах – цилиндрический. Хвостовик имеет канавки на месте установки в гнездо: они обеспечивают большую надежность.
Прочность. Мощность перфоратора выше, чем шуруповерта. В процессе бурения (сверления с ударом) оснастка совершает возвратно-поступательные движения: на них оказывается сильная ударная нагрузка, поэтому она укреплена дополнительно: износостойкость выше.
Наличие винтового стержня у насадок позволяет одновременно с бурением выводить из отверстия образующийся мусор.
Большинство моделей сверлильных инструментов имеют 3 режима работы:
Сверление.
Долбление.
Сверление с ударом.
Каждый ориентирован на насадки определенных типов. Первый вращает оснастку в патроне, второй выполняет возвратно-поступательные движения (например, в этом режиме работает зубило), третий совмещает действия первых двух.
Сверла для дрелей-шуруповертов рассчитаны на безударное сверление, поэтому оснащены меньшим запасом прочности.
Как выбрать бур для перфоратора
При выборе бура следует ориентироваться на такие факторы, как:
Производитель (качество). Рассмотрим в соответствующем пункте статьи.
Совместимость с инструментом. На установку в гнездо какого типа рассчитана насадка? Если вы – начинающий мастер, то уточните у продавца, будет ли достаточно насадке мощности вашего электрического прибора: в противном случае работа не будет эффективной.
Целесообразность. Задайтесь вопросом «Зачем мне нужен инструмент?». С каким материалом вы собираетесь работать? Отверстия каких габаритов (глубина, диаметр) планируете бурить? Ответы помогут избавить от затрат, которые вы не планировали.
Типоразмер хвостовика
SDS-Plus – это стандартная, наиболее распространенная разновидность. Используется в большинстве моделей легких и средних бытовых и полупрофессиональных электрических приборов. Предназначены для фиксации оснастки с размером хвостовика до 10 мм.
SDS-Max представляет собой хвостовик для тяжелых моделей, которыми выполняют интенсивные профессиональные работы. За счет особенностей конструкции SDS-Max обеспечивают наиболее надежное закрепление насадки, что важно при выполнении сложных задач. Работают с бурами для перфоратора диаметром от 20 мм.
Съемный кулачковый патрон применяется в качестве дополнительного. Будет полезен, если под рукой нет дрели или шуруповерта, а потребность в сверлении есть. Предоставляет возможность работать инструментом со стандартными цилиндрическими сверлами, не прибегая к дополнительным приспособлениям.
Диаметр и длина
Параметр характеризует, отверстие какого размера получится бурить установленной оснасткой. Указывается в технических характеристиках товара, как и длина. Диаметр буров в интернет-магазине «Бигам» достигает 80 мм (профессиональные аксессуары с типа SDS-Max).
Чем больших размеров отверстие вам требуется, тем более оснастка будет требовательна к мощности электроприбора. Если работа обязывает сверлить регулярно, интенсивно и сложными отверстиями, то не скупитесь на качественный брендовый электроинструмент.
Ресурс (долговечность)
Профессионалам приходится бурить по множеству отверстий каждый день в различных условиях: стройплощадка или ремонт. Оснастка со временем изнашивается, теряя производительность. Увидев разброс цен между бюджетными и качественными бурами для перфоратора, новичок задастся вопросом «Зачем платить больше?», выберет первые. Недорогая оснастка быстро приходит в негодность, требуя замены.
На долговечность влияет качество материала, а также износостойкость напайки, отвечающей за бурение материала.
Категории и виды буров
Разнообразный выбор рабочей оснастки объясняется тем, что инструмент используют при работе с материалами разной прочности – каждому требуются свои специфичные расходники. Есть разные хвостовики, габариты насадок, формы наконечников, производители, расширяющие разброс цен.
Разберем различия по обрабатываемому материалу.
По бетону
Для перфоратора по бетону – прочному армированному – подойдет элемент с алмазным напылением: он характерен высоким запасом прочности. Такие детали широко распространены в профессиональной среде за счет надежности, долговечности, производительности.
По кирпичу, камню
Бытовые буровые насадки по камню и кирпичной кладке зачастую используются при проведении внутренних ремонтных работ. Отдается предпочтение насадкам с победитовыми наконечниками, хвостовиком типа SDS-Plus.
По дереву
В отличие от бетона, камня и кирпича, древесина относится к мягким материалам. Аксессуары для перфораторов при работе с ней не используются, вместо них подойдут сверла. Работать с этой оснасткой надо в режиме сверления. Диаметр и тип хвостовика подбираются в соответствии с требуемым размером отверстия, выбранными характеристиками вашего электроинструмента.
Виды насадок и сверл – какие производители лучше
Рекомендуется отдавать предпочтение брендовой рабочей оснастке Bosch, Metabo, Makita. Запчасти этих производителей не только прослужат длительный срок, но с меньшей вероятностью повредят инструмент и поверхности.
Разберем подробнее разновидности рабочих элементов электрических перфораторов.
Шнековые насадки
Применяются, когда требуется создавать глубокие отверстия. Спиральная конструкция обеспечивает эффективный отвод пыли, что сокращает время выполнения задачи.
Пологие сверла
Будут полезны, когда нужно создать отверстие небольших размеров. Долговечны, но неудобны при длительной эксплуатации: из-за слабого отвода мусора пользователю приходится вручную вычищать пыль из созданного отверстия.
Спиральные буры
Оптимально подойдут, если требуется пробурить толстую стену: строение обеспечит качественный и своевременный вывод строительных отходов.
Коронки
Используются в электромонтажных работах. Необходимы, когда нужно отверстие под розетку или выключатели. Бывают коронки с алмазным напылением или победитовыми зубцами.
Другие виды сверл
Есть разновидности насадок, полезные в определенных специфичных ситуациях:
Бур с большим наклоном канавок с высокой скоростью создает глубокие отверстия, быстро изнашиваясь, оказывая высокую нагрузку на электроинструмент.
Насадка с малым углом наклона канавок быстро просверлит большое число малых отверстий.
Победитовый или алмазный наконечник: что лучше?
Нельзя ответить однозначно, твердосплавная режущая пластина из какого материала лучше. Алмаз и победит предназначены для выполнения разных задач:
Алмазные наконечники предназначены для обработки бетонных конструкций (в том числе армированного бетона), каменных заготовок. Характерны высоким показателем износостойкости.
Победитовые наконечники будут более полезны в бытовой эксплуатации, так как используются зачастую при бурении каменной кладки, низкокачественного непрочного бетона.
Как маркируются сверла? Какие размеры насадок существуют
Сверла, коронки, долота и прочие комплектующие выставлены с бирками (как на изображении). На них отображена вся необходимая информация:
Для обработки какого материала предназначены.
Какие габаритные размеры (диаметр, длину в миллиметрах) имеют.
В какие гнезда (SDS-Plus, SDS-Max) устанавливаются.
Некоторые производители (к примеру, Зубр) указывают на упаковке дополнительную информацию. Например, для работы в каком режиме предназначена насадка (сверление, долбление, бурение). Размещают сведения о строении режущей пластины (наконечника).
Как выбрать смазку хвостовиков перфоратора
Смазочные вещества предпочтительно использовать, чтобы продлить срок эксплуатации. Их требуется наносить на хвостовик перед установкой в перфоратор. Какие преимущества дает регулярное применение смазки хвостовиков?
Патрон очищается от накопленного шлама.
Уменьшается вероятность попадания пыли и других мелких частиц ко внутренним рабочим узлам электроинструмента.
Снижается износ деталей.
Предотвращает перегрев в процессе интенсивной работы, уменьшая температуру.
Как правило, в руководствах по эксплуатации электрических сверлильных инструментов указывается, что использовать прибор определенного производителя можно только со смазкой соответствующей торговой марки. Тем не менее, если у вас нет возможности приобрести смазочную жидкость для хвостовиков, допустимо использовать сопутствующие товары сторонних производителей: к примеру, Makita, Metabo.
Бур по бетону для перфоратора в категории «Инструмент»
Бур по бетону и камню для перфоратора 35 мм D.BOR (570-450) SDS-Max
Доставка по Украине
3 200 грн
Купить
Інтернет магазин «МотоВело» — найкраща техніка для вас!
Бур по бетону 6х160мм SDS+ RAIZER (для перфоратора)
Доставка по Украине
39 грн
Купить
»МетШоп» — гуртовий інтернет-магазин
Бур по бетону 10х160 мм SDS+ RAIZER (для перфоратора)
Доставка по Украине
47 грн
Купить
»МетШоп» — гуртовий інтернет-магазин
Бур по бетону 12х160 мм SDS+ RAIZER (для перфоратора)
Доставка по Украине
51 грн
Купить
»МетШоп» — гуртовий інтернет-магазин
Бур по бетону 14х160 мм SDS+ RAIZER (для перфоратора)
Доставка по Украине
56 грн
Купить
»МетШоп» — гуртовий інтернет-магазин
Бур по бетону 6х210мм SDS+ RAIZER (для перфоратора)
Доставка по Украине
47. 50 грн
Купить
»МетШоп» — гуртовий інтернет-магазин
Бур 6х110 SDS-PLUS S4 для перфоратора (бетон, камень, кирпич)
На складе в г. Житомир
Доставка по Украине
49.30 грн
Купить
МетизКом
Бур 6х160 SDS-PLUS S4 для перфоратора (бетон, камень, кирпич)
На складе в г. Житомир
Доставка по Украине
54.90 грн
Купить
МетизКом
Бур 6х210 SDS-PLUS S4 для перфоратора (бетон, камень, кирпич)
На складе в г. Житомир
Доставка по Украине
61.60 грн
Купить
МетизКом
Бур 6х260 SDS-PLUS S4 для перфоратора (бетон, камень, кирпич)
На складе в г. Житомир
Доставка по Украине
69.40 грн
Купить
МетизКом
Бур 6х310 SDS-PLUS S4 для перфоратора (бетон, камень, кирпич)
На складе в г. Житомир
Доставка по Украине
101. 90 грн
Купить
МетизКом
Сверло (бур) 26мм×460мм для перфоратора по бетону и кирпичу
На складе в г. Павлоград
Доставка по Украине
435 грн
Купить
Бур по бетону для перфоратора 4х110 SDS-PLUS
Доставка по Украине
по 52.03 грн
от 3 продавцов
52.03 грн
Купить
Компания Дюкерт
Бур по бетону для перфоратора 4х160 SDS-PLUS
Доставка по Украине
по 57.47 грн
от 2 продавцов
57.47 грн
Купить
Компания Дюкерт
Бур по бетону для перфоратора 5х110 SDS-PLUS
Доставка по Украине
по 52.03 грн
от 2 продавцов
52.03 грн
Купить
Компания Дюкерт
Смотрите также
Бур по бетону для перфоратора 5х210 SDS-PLUS
Доставка по Украине
по 80.76 грн
от 3 продавцов
80.76 грн
Купить
Компания Дюкерт
Бур по бетону для перфоратора 6х110 SDS-PLUS
Доставка по Украине
по 51.69 грн
от 3 продавцов
51. 69 грн
Купить
Компания Дюкерт
Сверло (бур) 26мм×460мм для перфоратора по бетону и кирпичу
На складе в г. Павлоград
Доставка по Украине
360 грн
Купить
100 мелочей
Бур по бетону для перфоратора 4х160 SDS-PLUS
Доставка по Украине
57.47 грн
Купить
Крепеж
Бур по бетону для перфоратора 5х110 SDS-PLUS
Доставка по Украине
52.03 грн
Купить
Крепеж
Бур по бетону «ZHWEI» 6х110
На складе
Доставка по Украине
31.70 грн
Купить
sverlobox
Бур по бетону «ZHWEI» 6х160
На складе
Доставка по Украине
35.50 грн
Купить
sverlobox
Бур по бетону «ZHWEI» 6х210
На складе
Доставка по Украине
44.60 грн
Купить
sverlobox
Бур по бетону «ZHWEI» 6х260
На складе
Доставка по Украине
55. 60 грн
Купить
sverlobox
Бур по бетону «ZHWEI» 10х160
На складе
Доставка по Украине
41 грн
Купить
sverlobox
Бур для перфоратора 16х460 Havera
Доставка по Украине
193.50 грн
Купить
ЧП «Ступаков»
Бур для перфоратора sds+ D6 L160 тубус
Доставка из г. Харьков
25.80 грн
Купить
ЧП «Ступаков»
Бур для перфоратора sds+ D6 L110 тубус
Доставка из г. Харьков
23.70 грн
Купить
ЧП «Ступаков»
Бур для перфоратора sds+ D8 L160 тубус
Доставка из г. Харьков
28 грн
Купить
ЧП «Ступаков»
Общие сведения о сверлах по бетону и каменной кладке
Анатомия сверл
Сверла по камню и бетону состоят из трех основных компонентов:
Длина и диаметр
Длина и
7 диаметр сверла по бетону и каменной кладке измеряются .
Вы всегда должны знать глубину и ширину отверстия, которое вам нужно просверлить, прежде чем вы сможете выбрать правильное сверло.
Как работают насадки по каменной кладке
Сверла по бетону и камню работают одинаково; они долбят и сверлят отверстия в твердых материалах. Но ваше приложение будет определять размер головки и количество режущих пазов.
Твердосплавные насадки
Карбид вольфрама — один из самых прочных материалов в мире.
Превосходная твердость со значением твердости 100 HV по сравнению со сталью, которая составляет всего 160 HV.
Твердосплавные пазы
изготовлены из твердой стали и покрыты карбидом.
Твердосплавные пазы
с полной головкой изготовлены из цельного куска карбида, который часто приваривается к закаленной стали. Тем не менее, Bosch производит твердосплавные биты с полной головкой, которые соединяются диффузионной сваркой, создавая прочное соединение между канавкой и головкой для превосходной прочности, производительности и длительного срока службы.
Инвестируйте в карбид самого высокого качества, которое вы можете себе позволить. Более дешевый, низкокачественный карбид более хрупок, с большей вероятностью выскочит, и его нужно будет заменять чаще, чем высококачественную твердосплавную коронку.
Чем сверла по каменной кладке отличаются от других сверл
Отличие сверл по каменной кладке от других сверл
Сверла по каменной кладке и бетону — это специальные сверла; специально изготовлены для сверления твердых материалов и заполнителей, таких как кирпич, кирпичный раствор, камень, цементно-волокнистые плиты, бетон и даже фундаменты, армированные сталью легкой и средней тяжести.
Биты по бетону и камню НЕ взаимозаменяемы с другими битами для обычных поверхностей, таких как стекло, дерево, металл или плитка, если вы не используете специализированную биту для работы с несколькими материалами.
Требования к сверлению с твердой поверхностью требуют уникальной конструкции: наконечники рассчитаны на диаметр, который немного больше диаметра вала. Когда вал достигает отверстия, он идеально подходит.
Сверла для каменной кладки и твердосплавные сверла бывают различной длины, ширины и специального назначения, включая сверла с перфоратором для сверления отверстий большого диаметра в бетонных проектах; и быстро меняющийся Биты SDS , которые остаются надежно зафиксированными в патроне уникальной конструкции.
Как сверлить бетон Вот несколько обновленных передовых методов, которыми вы можете поделиться с вашей бригадой о том, как сэкономить время, повысить эффективность бурения и сэкономить деньги, соблюдая важные правила безопасности.
Просмотрите свой участок, композитные материалы для фундамента и определите лучший перфоратор для проекта, предпочтительно инструмент, разработанный SDS
Дважды отмерьте, один раз просверлите . Мудрость безотказного сверления похожа на старую поговорку о резке пиломатериалов и других мягких материалов. Используйте этот совет для измерения глубины и длины, а также размещения на поверхности.
Выберите правильные биты SDS. Использование неправильного бита может легко замедлить или остановить ваш проект, увеличить трудозатраты, повредить вашу базу и даже привести к катастрофическим результатам, включая задержку других проектов.
Перед бурением убедитесь, что вы и ваша бригада носите соответствующее защитное оборудование OSHA, особенно защитные очки, и постоянно принимаете соответствующие меры по сдерживанию кремнеземной пыли.
Встаньте твердо на твердую поверхность, предпочтительно на землю, поставив ноги на ширине плеч. Держите дрель обеими руками для постоянного контроля. Дрели легко убежать, если вы расслабитесь, ударитесь о мягкий карман или гальку в твердых материалах или отдадите. Возьмитесь за дрель самой сильной рукой, а другой рукой подпирайте заднюю часть дрели.
Если вы не тренируетесь, обязательно наблюдайте за своим товарищем по команде, чтобы убедиться, что он знает правильную стойку, технику бурения и носит защитное снаряжение.
Начните с самой низкой скорости дрели. Если ваша дрель имеет только одну скорость, сверлите короткими очередями для лучшего контроля. Затем ускорьтесь, сохраняйте контроль и завершите отверстие в соответствии со своими спецификациями.
Если вы наткнулись на кочку, положите дрель. Используйте каменный гвоздь и молоток, аккуратно разбейте пятно. Снова начните сверлить на медленной скорости или быстрыми рывками, пока не почувствуете, что твердое место сломано, и вы можете сверлить в обычном режиме.
Совет: Если не используются буровые коронки или пылезащитные кожухи, избегайте заедания, часто вынимая сверло и счищая пыль с канавки и отверстия с помощью ручной щетки, малярной кисти, ткани или сжатого воздуха. Когда отверстие будет готово, сдуйте или сметите всю пыль. Обязательно следуйте рекомендациям OSHA, продолжайте носить защитные очки и другие средства индивидуальной защиты, пока проект не будет завершен.
10 лучших наборов сверл по каменной кладке в 2022 году (в том числе для сверления таких материалов, как керамика, бетон и камень)
Добро пожаловать в справочник Томаса по лучшим сверлам по каменной кладке 2022 года. Thomas связывает промышленных покупателей и поставщиков из Северной Америки. уже более 120 лет. Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.
При работе с прочными материалами, такими как гранит, камень, плитка или бетон, необходимо иметь правильное сверло, чтобы пройти сквозь них. Хотя тип сверла, который будет иметь под рукой профессионал, важен, успешное сверление отверстий в этом типе материала действительно сводится к наличию сверла по каменной кладке, которое вырезано для работы.
Наборы сверл по каменной кладке обеспечивают быстрое сверление различных твердых материалов
Обычный набор сверл не подойдет для сверления бетона, камня, шлакоблока, керамической плитки и других твердых материалов, и подойдет только специальный набор сверл по бетону. Независимо от того, является ли целью замена старых сверл или поиск принадлежностей для более эффективного сверления, в этом руководстве по выбору лучшего набора сверл по каменной кладке есть что-то для любых потребностей и бюджета. Сверло должно быть достаточно прочным, чтобы справиться с материалом, с которым оно сталкивается. Вот почему покупатели должны учитывать несколько факторов, когда делают покупки для них.
Сверла по камню — Руководство по покупке
Типы сверл, размеры сверл и просверливаемый материал — все это должно учитываться при принятии решения о покупке. Вот еще несколько подробностей, которые следует учитывать перед покупкой.
Сверло Тип
Для использования сверл по камню обычно требуется перфоратор или даже перфоратор. Независимо от сверл, доступных на рабочих площадках, всегда полезно убедиться, что они совместимы с потенциальными сверлами.
Размер сверла
Сверла по камню
доступны в различных размерах. Знание диаметра и длины, необходимых для сверления отверстий для любого проекта, является обязательным. Размер будет определять размер просверленных отверстий. Покупатели могут захотеть рассмотреть набор сверл по каменной кладке, чтобы иметь в своем распоряжении множество вариантов.
Материал сверла по каменной кладке
Чтобы сверло проходило через такие прочные поверхности, сверла должны быть изготовлены из специальных материалов. Как правило, сверло по каменной кладке изготавливается с твердосплавным наконечником. В частности, они обычно представляют собой наконечники из карбида вольфрама. При этом доступны и другие материалы, в том числе с алмазным покрытием.
Лучшие сверла по каменной кладке от Thomas’s Top Picks 2022
Вот некоторые из лучших сверл по каменной кладке, которые вы можете купить, по мнению тысяч довольных клиентов.
Лучшие сверла по каменной кладке: Набор из 7 предметов Bosch Impact Tough | Купить сейчас
Лучшие сверла для тяжелых работ по каменной кладке: KATEYA 7-компонентное сверло с твердосплавными наконечниками | Купить сейчас
Лучшие бюджетные сверла по каменной кладке: Набор сверл по каменной кладке TITGGI | Купить сейчас
Лучшие сверла по камню SDS Plus: Набор из 7 предметов Bosch Bulldog | Купить сейчас
Лучшее индивидуальное сверло по каменной кладке: DeWALT DW5224 Набор твердосплавных ударных сверл ¼ дюйма на 4 дюйма | Купить сейчас
Лучшие сверла для работы с разными материалами: Твердосплавные сверла Milwaukee SHOCKWAVE для работы с разными материалами | Купить сейчас
Лучшие сверла по каменной кладке для вращающейся дрели: SKIL Набор из 14 вращающихся сверл по каменной кладке | Купить сейчас
Лучшие быстросменные сверла по камню: DKIBBITH Сверла по камню, 10 шт. | Купить сейчас
Лучшие хромированные сверла по каменной кладке: Owl Tools Набор из 10 сверл по каменной кладке | Купить сейчас
Лучший малый набор сверл по каменной кладке: Sabre Tools 4-компонентные 12-дюймовые сверла SDS Plus | Купить сейчас
Прокрутите вниз, чтобы узнать больше об этих лучших сверлах по каменной кладке, в том числе с наконечниками из карбида вольфрама для перфораторов, чтобы сделать процесс сверления бетона немного проще.
*Цены, указанные в этой статье, указаны в долларах США на сайтах amazon.com (США), lowes.com и homedepot.com по состоянию на июнь 2022 г.
1. Лучшие сверла по каменной кладке — набор ударопрочных сверл Bosch из 7 предметов
Этот набор сверл по каменной кладке состоит из семи предметов и рассчитан на срок службы, в четыре раза превышающий срок службы стандартных сверл. Набор из 7 предметов Bosch Impact Tough с асимметричными твердосплавными наконечниками с алмазной шлифовкой имеет фрезерованные U-образные канавки со спиралями с глубокой насечкой.
Обеспечивает ускоренную скорость сверления и продлевает срок службы сверла. Этот набор сверл подходит для большинства распространенных перфораторов и является доступным вариантом по качеству. Один клиент назвал это отличным набором функций, в то время как другой сказал, что биты «легко проходят через кирпич».
Технические характеристики
Тип хвостовика: Шестигранный хвостовик
Совместимость: Большинство перфораторов
Материал: Карбид
КУПИТЬ:
22,48 долл. США, Lowe’s
2. Лучшие сверла для тяжелых работ по каменной кладке — набор сверл KATEYA с твердосплавными наконечниками из 7 предметов
Если вы хотите потратиться на отличный набор сверл по каменной кладке для тяжелых работ, обратите внимание на набор KATEYA из семи частей с твердосплавными наконечниками . Этот набор сверл по камню, изготовленный из быстрорежущей стали, специально подходит для перфораторов SDS Max.
Один клиент сказал, что это «практически все, что вам нужно для бурения мощным перфоратором». Другой клиент предложил проверить длину, так как они не идеальны для сверления глубоких отверстий, но другой человек отметил, что они столь же прочны, как и другие биты SDS Max торговой марки.
Технические характеристики
Тип хвостовика: SDS Max
Совместимость: Перфораторы SDS Max
Материал: Карбид
КУПИТЬ СЕЙЧАС:
169,99 долларов США, Amazon
3. Лучшие бюджетные сверла по каменной кладке — набор сверл по каменной кладке TITGGI с наконечниками из карбида вольфрама
Этот набор сверл по каменной кладке из 10 предметов обеспечивает хорошее качество менее чем за 20 долларов США. Высококачественные сверла имеют наконечники из карбида вольфрама промышленной прочности. Это сохраняет ваши сверла острыми и прочными, продлевая срок их службы. Канавка U-образного типа способствует удалению стружки и обеспечивает более эффективное сверление.
Сверла имеют универсальную рукоятку, совместимую с электродрелью или настольной дрелью. «Стоимость и долговечность бит я в шоке», — написал один покупатель. Другой покупатель прокомментировал, что «по цене качество отличное». Большая часть рецензентов также согласилась с тем, что сверло по бетону Titggi — отличный продукт по доступной цене.
Технические характеристики
Тип хвостовика: Трехгранный хвостовик
Совместимость: Универсальная дрель
Материал: Промышленный твердый сплав
КУПИТЬ СЕЙЧАС:
14,98 долларов США, Amazon
4. Лучшие сверла по камню SDS Plus — набор из 7 предметов Bosch Bulldog
Этот набор сверл идеально подходит, если вы хотите сверлить быстрее. Набор из 7 предметов Bosch Bulldog обеспечивает увеличение скорости до 15 % по сравнению со стандартными сверлами. Он включает в себя несколько размеров, чтобы помочь с рядом потенциальных проектов, и все биты имеют твердосплавные наконечники.
Благодаря особой конструкции канавки эти сверла обеспечивают более чистое сверление и меньше нагреваются. По словам одного рецензента, этот набор бит для каменной кладки «топчет конкурентов». Тот же человек также говорит, что он «никогда не видел, чтобы сверла создавали такие чистые и круглые отверстия», как этот набор.
Технические характеристики
Тип хвостовика: SDS Plus
Совместимость: Сверло SDS Plus
Материал: Карбид, легированная сталь
КУПИТЬ:
32,98 долларов США, Lowe’s
5. Лучшее индивидуальное сверло по каменной кладке — твердосплавное сверло DEWALT DW5224 размером ¼ дюйма на 4 дюйма
Не всем нужен полный набор сверл. Для покупателей, которым нужно только одно сверло, твердосплавное ударное сверло DeWALT DW5224 ¼ дюйма x 4 дюйма простое в использовании. Сверло имеет четырехканавую конструкцию. Это облегчает удаление мусора, повышая эффективность дрели.
Несколько рецензентов отметили способность сверла оставаться острым после интенсивного использования. Один рецензент заметил, что это отличный продукт, который можно купить несколько раз, чтобы профессионалы всегда могли иметь его под рукой.
Технические характеристики
Тип хвостовика: Круглый
Совместимость: Стандартный перфоратор
Материал: Карбид
КУПИТЬ СЕЙЧАС:
1,71 доллара США, Amazon
6. Лучшие сверла для работы с разными материалами — сверла Milwaukee SHOCKWAVE с твердым сплавом для разных материалов
Сложенные друг на друга материалы могут стать проблемой для некоторых сверл, но твердосплавные сверла Milwaukee SHOCKWAVE для работы с несколькими материалами предлагают универсальное решение, которое многие ищут. Срок службы этой универсальной насадки в 10 раз превышает стандартный срок службы при работе со штабелированными материалами.
Также обеспечивает быстрое сверление (до 85% быстрее в металле, по данным производителя). По словам одного из клиентов, эти сверла без проблем пробивали бетон. Несколько других покупателей также отметили, как быстро они реализовывали проекты с этими битами.
Технические характеристики
Тип хвостовика: Шестигранный хвостовик
Совместимость: Перфоратор
Материал: Карбид
КУПИТЬ:
19 долларов США.97, Домашний склад
7. Лучшие сверла по каменной кладке для вращающейся дрели — набор SKIL для вращающихся сверл по каменной кладке из 14 предметов
Для сетевых или аккумуляторных дрелей набор SKIL для сверления по камню из 14 предметов является идеальным и доступным выбором. Сверла с двойной канавкой имеют твердосплавные наконечники и отлично подходят для сверления кирпича, шлакоблока и плитки. В наборе, состоящем из нескольких частей, есть сверла семи различных размеров, а также дополнительные детали наиболее распространенных размеров.
Они поставляются в пластиковом футляре, чтобы хранить их в целости и сохранности. Один клиент отметил, что даже с их «ограниченной силой» у них не было проблем с использованием этих сверл с обычной дрелью. Другой рецензент также добавил, что сверла прослужили дольше, чем они ожидали.
Технические характеристики
Тип хвостовика: Круглый
Совместимость: Перфоратор
Материал: Карбид
КУПИТЬ СЕЙЧАС: 15,98 долларов США, Lowe’s
8. Лучшие сверла по каменной кладке с быстрой сменой — 10-компонентные сверла DKIBBITH по каменной кладке
Если вы ищете универсальный набор сверл по бетону, который легко подходит для различных электроинструментов, это хороший выбор. Шестигранный хвостовик на DKIBBITH 10 шт. 9Набор сверл по камню 0007 позволяет использовать эти сверла с обычными электрическими дрелями и настольными сверлами и позволяет их быстро менять.
Один из клиентов, регулярно занимающийся укладкой плитки, сказал, что эти сверла в этом наборе сверл имеют «выдающееся качество», добавив, что им нужно только одно сверло, тогда как обычно требуется несколько.
Технические характеристики
Тип хвостовика: Шестигранный хвостовик
Совместимость: Общие
Материал: Карбид
КУПИТЬ СЕЙЧАС:
19,99 долларов США (было 26,99 долларов США), Amazon
9. Лучшие хромированные сверла по каменной кладке — сверла по каменной кладке Owl Tools из 10 предметов
Чтобы просверлить твердые каменные поверхности, вам понадобятся прочные сверла. Эти сверла по каменной кладке Owl Tools из 10 предметов имеют твердосплавные наконечники и хромированное покрытие, обеспечивающее прочность и долговечность промышленного уровня. Набор сверл поставляется в жестком пластиковом футляре для хранения.
Owl Tools также предлагает пожизненную гарантию, позволяющую вернуть деньги или заменить в случае неисправности. «Эти биты для кладки проходят через цемент, бетон и т. д., как масло», — написал один покупатель. «Они еще не подводили меня». Другой покупатель сказал, что они «работали лучше, чем некоторые очень известные бренды».
Технические характеристики
Тип хвостовика: Не указано
Совместимость: Не указано
Материал: Твердый сплав, хромовое покрытие
КУПИТЬ СЕЙЧАС:
15,99 долларов США, Amazon
10. Лучший малый набор сверл по каменной кладке — Sabre Tools, 4 предмета, 12 дюймов.
Сверла SDS Plus
Многие из представленных в списке наборов сверл по камню содержат большое количество компонентов. Покупатели, которые ищут наборы меньшего размера с меньшим количеством компонентов для сверл, обнаружат, что набор Sabre Tools из 4-х 12-дюймовых сверл SDS Plus может быть лучшим вариантом.
Хотя у него всего четыре насадки, каждая из них имеет твердосплавный наконечник и двухканавочную конструкцию для максимальной производительности. Один рецензент сказал, что этот набор сверл был всем, на что они надеялись, используя его для сверления как бетона, так и арматуры. Другой рецензент написал, что это «сверла очень хорошего качества по отличной цене».
Хотя для сверления отверстий в бетоне не нужны специальные сверла по камню, нужен хороший набор сверл по камню. В этом списке битов по каменной кладке лучшим выбором является набор из 7 предметов Bosch Impact Tough ( 22,48 долларов США, Lowe’s ) благодаря его возможностям сверления по каменной кладке и шестигранным хвостовикам.
Если вам нужно более мощное сверло по бетону, мы рекомендуем набор бит KATEYA из 7 предметов с твердосплавными наконечниками ( 169,99 долларов США, Amazon ). Эти биты для каменной кладки станут прекрасным дополнением к вашему арсеналу инструментов.
Сверлите ли вы шлакоблоки, бетон, керамическую плитку или любые другие твердые материалы, твердосплавная головка набора сверл по каменной кладке легко просверлит отверстия в соответствии с вашими потребностями. Наши рекомендации по сверлам по бетону помогут вам сэкономить время и силы с помощью идеального набора сверл для вас, независимо от того, какие марки сверл вы предпочитаете.
Мы надеемся, что наш обзор лучших сверл по каменной кладке был вам полезен, независимо от того, искали ли вы что-то для легкого бетона или более твердых материалов. Чтобы узнать о других поставщиках сопутствующих товаров, в том числе о поставщиках буровых долот, буровых станков, буровой стали и переносных буровых установок, ознакомьтесь с нашими дополнительными руководствами или посетите платформу поиска поставщиков Thomas.
Прочие инструменты Артикул
Хвостовики сверл
Типы розеток
Характеристики сверла
История отвертки Робертсона
Материалы для сверления
Общие сведения о лебедках и подъемниках — руководство по покупке Томаса
Ударный гайковерт и ударный гайковерт — в чем разница
Лучшие портативные ленточные пилы
Лучшие аккумуляторные ударные гайковерты
Ведущие производители инструментов и компании в США
Лучшие пилы по бетону
Лучший локатор автоматических выключателей
Лучшие производители и поставщики бензопил в США
Лучший мультитул
Лучший тактический фонарь
Лучшие метлы для толкания
Лучший перезаряжаемый фонарик
Лучшая сетевая дрель
Лучшая аккумуляторная дрель
Лучший набор торцевых ключей
Лучший универсальный нож
Лучшие анкеры для гипсокартона
Лучшая сумка для инструментов для плотников
Лучший сварочный аппарат для начинающих
Лучшая головоломка
Лучший органайзер для инструментов
Лучшая кисть для отделки салона
Самая мощная аккумуляторная дрель-шуруповерт
Таблица размеров шестигранного ключа/ключа
Лучший набор ударных головок
Лучший набор инструментов для механиков
Лучшие рабочие перчатки
Лучшая аккумуляторная штанговая пила
Лучшие лестницы
Лучший искатель гвоздей для оштукатуренных стен
Лучшая стремянка/табурет
Лучшие лестницы для покраски
Лучшая настольная пила
Лучший искатель стад
Лучшая торцовочная пила
Лучшие садовые ножницы, сучкорезы и секаторы
Лучший коммерческий измельчитель древесины
Лучшие сумки для инструментов
Лучший резиновый молоток
Лучшая торпеда Уровень
Лучшие рулетки
Лучший клеевой пистолет для деревообработки
Лучший степлер
Лучший фартук для деревообработки
Лучший пистолет для гвоздей
Лучшая беспроводная воздуходувка
Лучший коммерческий пожиратель сорняков
Лучшие защитные очки для строительства
Лучший паяльник
Лучшие пояса для инструментов
Лучшие лошади-пилы
Типы головок и трещоток для различных применений
Лучшая сумка для инструментов для электриков
Лучший коммерческий гербицид
Лучший набор прецизионных отверток (для электроники и т.
Дриль ударний Bosch Universalimpact 730 (0603131022) — купити в Києві, Україні
Код: 107466
Бренд: BOSCH
Доставка у відділення «Нова пошта» та адресна доставка кур’єром «Нова пошта» за рахунок отримувача.
Самовивіз з наших магазинів – безкоштовно. Якщо товар значиться тільки в магазині – товар не доступний на відправку «Нова пошта».
Готівкою
Безготівковим
Visa / MasterCard
Кредит / Розстрочка
12 місяців від виробника
Обмін і повернення товару здійснюється протягом 14 днів після покупки, відповідно до закону України «Про захист прав споживачів України»
Опис
Дриль ударний Bosch UniversalImpact 730 (0603131022) – потужний інструмент, який працює з ударом і без по твердому матеріалу, такими як: бетон, цегла, деревина та метал. Компактний і невеликої ваги, відрізняється ергономічним дизайном та зручним розміщенням кнопок керування. Серед особливостей дриля ударного Bosch UniversalImpact 730 (0603131022) слід виділити наявність регулювання числа обертів та ударів, напрямку обертання патрона, глибини свердління.
Для безпечної роботи оператора, є кнопка фіксування вимикача. Можна попередньо встановити необхідний темп за допомогою налаштовуваного коліщатка. Швидкозатискний патрон із блокуванням шпинделя, розрахований на роботу з насадками діаметром 2-13 мм. Напрямок обертання патрона змінюється перемикачем реверса. Глибина свердління легко регулюється, що дозволяє виробляти однакового розміру отвори. Додаткове руків’я встановлюється з будь-якого, зручного для користувача боку.
Особливості:
Надійний двигун потужністю 730 Вт
Точне налаштування числа обертів за допомогою регулювального коліщатка
Електронне регулювання обертів від сили натискання
Одномуфтовий швидкозатискний патрон 13 мм
Кнопка блокування шпинделя, для швидкої зміни оснащення
Блокування кнопки ввімкнення для режиму безперервної роботи
Діаметр шийки 43 мм, дозволяє установку Bosch UniversalImpact 700 у свердлильні стійки
Регульоване переднє руків’я з фіксатором обмежувача глибини
Реверс
Накладка на задньому руків’ї Soft-Grip для повного контролю над інструментом
Мала вага та компактні розміри
* Характеристики та комплектація товару можуть змінюватися виробником без повідомлення.
* Магазин не несе відповідальності за зміни, внесені виробником.
Бічна рукоятка , Електронне регулювання частоти обертання , Наявність удару
Максимальний діаметр свердління
Класифікація
* Характеристики та комплектація товару можуть змінюватися виробником без повідомлення.
* Магазин не несе відповідальності за зміни, внесені виробником.
Дриль Bosch UniversalImpact 730 (0.603.131.022) ціни в Києві та Українi
код товару: U0347107
0 відгуків
Ціна за одиницю:
3998 грн
+51 бонус
Повідомити про наявність
Оплата
Готівкова, Безготівкова, VISA/Mastercard
Обмін / повернення
Обмін/ повернення товару протягом 14 днів
Гарантія: 12 місяців
Доставка:
Ваше місто:
Населений пункт не знайдено.
Перевірте написання, чи введіть найближчий до вас
Київ
Бровари
Вінниця
Дніпро
Житомир
Запоріжжя
Івано-Франківськ
Кременчук
Кропивницький
Лубни
Луцьк
Львів
Миколаїв
Одеса
Полтава
Суми
Харків
Херсон
Черкаси
Чернігів
Товар не доступний
Схожі товари:
Дриль Black&Decker 850 Вт (BEH850)
U0665127
3468 грн
Дриль Bosch GSB 13 RE БЗП (0. 601.217.100)
U0206644
3516 грн
Ще схожі товари
Оплата
Готівкова, Безготівкова, VISA/Mastercard
Обмін / повернення
Обмін/ повернення товару протягом 14 днів
Гарантія: 12 місяців
Доставка:
Ваше місто:
Населений пункт не знайдено.
Перевірте написання, чи введіть найближчий до вас
Київ
Бровари
Вінниця
Дніпро
Житомир
Запоріжжя
Івано-Франківськ
Кременчук
Кропивницький
Лубни
Луцьк
Львів
Миколаїв
Одеса
Полтава
Суми
Харків
Херсон
Черкаси
Чернігів
Товар не доступний
Схожі товари:
Дриль Black&Decker 850 Вт (BEH850)
U0665127
3468 грн
Дриль Bosch GSB 13 RE БЗП (0. 601.217.100)
U0206644
3516 грн
Ще схожі товари
Оплата
Готівкова, Безготівкова, VISA/Mastercard
Обмін / повернення
Обмін/ повернення товару протягом 14 днів
Гарантія: 12 місяців
Характеристики
Оцінка
0 відгуків
Поділитися
Залишити відгук
Аксесуари
Аналоги
Дриль Black&Decker 850 Вт (BEH850)
3468 6,775 грн
+86 бонусів
Купити
побутовий, швидкозатискний, 13 мм, 3200 об/хв, 850 Вт, мережа, 2 кг
Дриль Bosch GSB 13 RE БЗП (0.601.217.100)
3516 6,77206 грн
+91 бонусів
Купити
професійний, швидкозатискний, 13 мм, 2800 об/хв, 600 Вт, мережа, 1.8 кг
Дриль DeWALT DWD024S
3698 6,95926 грн
+92 бонусів
Купити
професійний, швидкозатискний, 13 мм, 2800 об/хв, 701 Вт, мережа, 1. 8 кг
Дриль Black&Decker KR8542K-QS (KR8542K)
4432 8,07484 грн
+57 бонусів
Купити
побутовий, швидкозатискний, 13 мм, 3100 об/хв, 850 Вт, мережа, 2.1 кг
Дриль Makita HP1641K ударная (HP1641K)
4613 7,69036 грн
+115 бонусів
Купити
професійний, швидкозатискний, 13 мм, 2800 об/хв, 680 Вт, мережа, 2 кг
Ви переглядали
Самовивіз з магазину BRAIN
У відділення служби доставки
Кур’єром за адресою
Виберіть найближчий до вас магазин Brain:
Виберіть перевізника:
Нова пошта
Укрпошта
Доставка:
Вартість доставки кур’єром по м. Київ становить 35 грн, при замовленні від 250 грн — безкоштовно!
Доставка виконується у обраний Вами час з 10:00 до 22:00 до під’їзду.
Ваше замовлення доставлять у той же день за умови його оформлення до 12:00 та наявності товару на складі.
3998 грн
Підпишіться на розсилку і дізнавайтеся про новини та розпродажі першим!
class=»br-sub-form-block»>
Вам нараховано
грн BrainUp
на бонусний рахунок
Детальніше про програму лояльності
Руководство пользователя Bosch UniversalImpact 730
Главная
Сад и инструменты
Дрель
Bosch
UniversalImpact 730
Язык
Тип
страниц
Английский
Руководство пользователя
127
> Перейти к руководству
немецкий
Руководство пользователя
127
Перейти к руководству
Голландский
Руководство пользователя
127
Перейти к руководству
Датский
Руководство пользователя
127
Перейти к руководству
Французский
Руководство пользователя
127
Перейти к руководству
итальянский
Руководство пользователя
127
Перейти к руководству
Португальский
Руководство пользователя
127
Перейти к руководству
Шведский
Руководство пользователя
127
Перейти к руководству
Турецкий
Руководство пользователя
127
Перейти к руководству
Испанский
Руководство пользователя
127
Перейти к руководству
Норвежский
Руководство пользователя
127
Перейти к руководству
Финский
Руководство пользователя
127
Перейти к руководству
Выбрать другой языкНемецкийГолландскийДатскийФранцузскийИтальянскийПортугальскийШведскийТурецкийИспанскийНорвежскийФинскийАнглийский
708161
У вас есть вопросы по этому товару? Задайте свой вопрос здесь, на этом форуме.
Правила форума
Сообщить о нарушении
Libble очень серьезно относится к злоупотреблению своими услугами. Мы обязуемся бороться с такими злоупотреблениями в соответствии с законами вашей страны проживания. Когда вы отправите отчет, мы проверим его и примем соответствующие меры. Мы свяжемся с вами только в том случае, если нам потребуются дополнительные сведения или у нас будет дополнительная информация, которой мы могли бы поделиться.
Продукт: Bosch UniversalImpact 730
Спам
Содержимое ненависти или насилия
Например, антисемитское содержание, расистское содержание или материал, который может привести к насильственному физическому действию.
Личная или частная информация
Например, номер кредитной карты, личный идентификационный номер или незарегистрированный домашний адрес. Обратите внимание, что адреса электронной почты и полные имена не считаются частной информацией.
Продвижение регулируемых товаров и услуг
Другое
Forumrules
Чтобы получить содержательные вопросы, мы применяем следующие правила:
Во-первых, прочитайте руководство;
Проверьте, не задавался ли ранее ваш вопрос;
Постарайтесь задать свой вопрос как можно четче;
Вы уже пытались решить проблему? Пожалуйста, укажите это;
Если вашу проблему решил посетитель, сообщите ему об этом на этом форуме;
Чтобы дать ответ на вопрос или ответ, не используйте эту форму, а нажмите на кнопку «ответить на этот вопрос»;
Ваш вопрос будет размещен здесь и отправлен по электронной почте нашим подписчикам. Поэтому избегайте заполнения личных данных.
Ваш вопрос был размещен на этой странице
Хотите получать уведомления по электронной почте, когда публикуются новые ответы и вопросы? Пожалуйста, введите Ваш адрес электронной почты.
Wiertarka udarowa 701W UniversalImpact 730 BOSCH
Описание продукта
Технические параметры
Достава завира
Мокны и выдающиеся сильники или моцы 701W и дужей предков обротовей до 3. 000 обр/мин зап.
Новы Кшталт, Невелькие Габариты и Невельки Церковь запевня, оптимальная эргономика, урзандения или высокий комфорт, обслуживание и латвийские услуги
Szybkozaciskowy uchwyt wiertarski 13mm z blokadą PRESS-Lock umożliwia szybką i łatwą wymianę wiertła czy końcówki wkrętarskiej bez konieczności używania dodatkowych narzędzi (kluczyka), a wbudowany system PRESS-Lock ułatwia demontaż zakleszczonego w uchwycie wiertła
Rękojeść tylna pokryta miękkim тип материала Softgrip zwiększa wygodę pracy zapobiegając wyślizgiwaniu się narzędzia oraz zmniejsza drgania przenoszone na dłonie
Система Bosch Electronic – funkcja stopniowego zwiększania prędkości obrotowej (elektroniczna regulacja obrotów) umożliwiająca precyzyjne nawiercenie otworu lub wkręcenie wkrętów
Przełącznik biegu w prawo i w lewo do wkręcania i wykręcania wkrętów i śrub
Wyłącznik udaru do wiercenia i wkręcania oraz do pracy z удар и без удара
Duży и wygodny wyłącznik z regulacją prędkości obrotowej oraz przycisk blokady do pracy ciągłej
Rękojeść przednia z regulacją położenia umożliwia bezpieczną pracę oburącz oraz gwarantuje wygodną obsługę i optymalną kontrolę, zapobiega wyślizgiwaniu się narzędzia
Ogranicznik głębokości wiercenia z łatwą regulacją umożliwia wiercenie nieprzelotowych otworów o zadanej głębokości.
 Як цеглинки завоювали світ
Як цеглинки завоювали світ Як цеглинки завоювали світ — Нільс Лунде MB
Як цеглинки завоювали світ — Нільс Лунде MB 50 грн
50 грн 50 грн
50 грн На сегодня их выпущено столько, что на каждого жителя планеты приходится по 62 оригинальных «кирпичика» «Лего». Компания ежегодно выпускает десятки брошюр, книг и журналов, посвященных конструктору, в том числе издания для коллекционеров с полным каталогом выпущенных наборов, моделей и их детальным описанием.
На сегодня их выпущено столько, что на каждого жителя планеты приходится по 62 оригинальных «кирпичика» «Лего». Компания ежегодно выпускает десятки брошюр, книг и журналов, посвященных конструктору, в том числе издания для коллекционеров с полным каталогом выпущенных наборов, моделей и их детальным описанием. В то время кроме деревянных кубиков с буквами и цифрами, «Лего» выпускала деревянные трактора, паровозики, локомотивы, вагончики, автомобили, лошадки-качалки и даже игрушечные утюги. Большинство моделей придумывал сын Оле Готфрид, который с 17 лет работал на фабрике, а после смерти отца в 1958 году возглавил компанию LEGO.
В то время кроме деревянных кубиков с буквами и цифрами, «Лего» выпускала деревянные трактора, паровозики, локомотивы, вагончики, автомобили, лошадки-качалки и даже игрушечные утюги. Большинство моделей придумывал сын Оле Готфрид, который с 17 лет работал на фабрике, а после смерти отца в 1958 году возглавил компанию LEGO.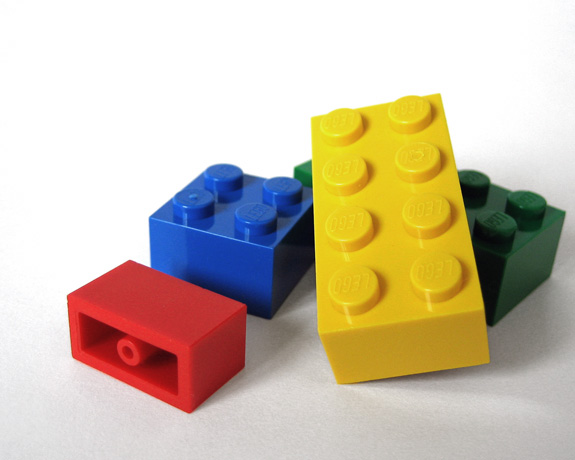
 1958
1958 В 1962 году они создали собственный проект под названием BILOfix, который просуществовал почти 28 лет. Деревянные игрушки «Билофикс» продавались только в Дании. Их ассортимент состоял из деревянных конструкций, выпускавшихся ранее под маркой «Лего», а также новых пластиковых игрушек типа грузовика Bilofix и набора деталей Ingeniør. Последний представлял собой смешанный вариант конструктора с деревянными деталями из берёзы и пластмассовыми из ABS пластика.
В 1962 году они создали собственный проект под названием BILOfix, который просуществовал почти 28 лет. Деревянные игрушки «Билофикс» продавались только в Дании. Их ассортимент состоял из деревянных конструкций, выпускавшихся ранее под маркой «Лего», а также новых пластиковых игрушек типа грузовика Bilofix и набора деталей Ingeniør. Последний представлял собой смешанный вариант конструктора с деревянными деталями из берёзы и пластмассовыми из ABS пластика.
 72375
72375 0010 6299494
0010 6299494 65
65 33
33 0022
0022 Собирайте огромные замки LEGO®, а затем разбирайте их и превращайте в неистовых монстров.
Собирайте огромные замки LEGO®, а затем разбирайте их и превращайте в неистовых монстров. 0328
0328 0328
0328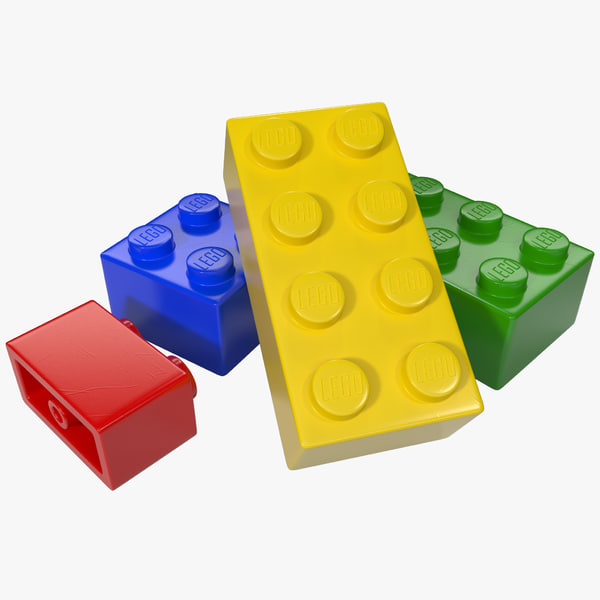 7
7 99993
99993 99
99
 Москва
Москва 67 руб
67 руб В личной жизни Роберту Бошу пришлось смириться с несколькими ударами судьбы. Двое его детей умерли в раннем возрасте, а его первый брак распался. Тем не менее, он обрел новое счастье в новой семье и прожил долгую и полноценную жизнь.
В личной жизни Роберту Бошу пришлось смириться с несколькими ударами судьбы. Двое его детей умерли в раннем возрасте, а его первый брак распался. Тем не менее, он обрел новое счастье в новой семье и прожил долгую и полноценную жизнь. Справа: известный немецкий архитектор Бруно Пауль спроектировал столовую виллы Bosch в 1920-х годах. Территория виллы Боша (1950 г.). © Wirtschaftsarchiv Hohenheim Анна Бош с сыном Робертом (ум. 1921) (1913). © Familie Zundel, Salzburg
Справа: известный немецкий архитектор Бруно Пауль спроектировал столовую виллы Bosch в 1920-х годах. Территория виллы Боша (1950 г.). © Wirtschaftsarchiv Hohenheim Анна Бош с сыном Робертом (ум. 1921) (1913). © Familie Zundel, Salzburg ). Роберт и Маргарет Бош вскрывают подарки к его 80-летию (19 лет).41). Роберт и Маргарет Бош разговаривают с Карлом Зехендером на территории виллы Бош (1941). Траурная процессия по случаю захоронения урны Роберта Боша на кладбище Вальдфридхоф (1942 г.).
). Роберт и Маргарет Бош вскрывают подарки к его 80-летию (19 лет).41). Роберт и Маргарет Бош разговаривают с Карлом Зехендером на территории виллы Бош (1941). Траурная процессия по случаю захоронения урны Роберта Боша на кладбище Вальдфридхоф (1942 г.). ..
..
 [5]
[5] . (Дополнительные сведения доступны во всех наших продуктах PDF Extended History и печатных продуктах, где это возможно.)
. (Дополнительные сведения доступны во всех наших продуктах PDF Extended History и печатных продуктах, где это возможно.) 61-62; Судья Верховного суда Нью-Йорка, 11-й округ, 1962-64 [6]
61-62; Судья Верховного суда Нью-Йорка, 11-й округ, 1962-64 [6]
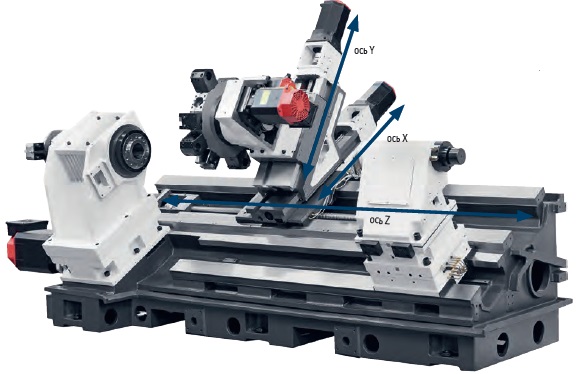
 Клиент был изрядно удивлен сколько всякого г-на я вымыл из его шпинделя.
Клиент был изрядно удивлен сколько всякого г-на я вымыл из его шпинделя.
 Если один раз выплюнул, дальше всё хорошо, весь день работает без проблем.
Если один раз выплюнул, дальше всё хорошо, весь день работает без проблем. Ох моя печёночка бедненькая…
Ох моя печёночка бедненькая…


 Все показывают давление достаточное для нормальной смены инструмента, я даже пометил маркером стрелку манометров после первоначальной настройки (с полной проверкой) станка. Но боюсь как бы уже после этих манометров не возникало проблем. Возможно система всё таки забивается грязно-маслом из компрессора.
Все показывают давление достаточное для нормальной смены инструмента, я даже пометил маркером стрелку манометров после первоначальной настройки (с полной проверкой) станка. Но боюсь как бы уже после этих манометров не возникало проблем. Возможно система всё таки забивается грязно-маслом из компрессора. dropboxus…ES915-ES919.pdf
dropboxus…ES915-ES919.pdf
 А не придумывать сомнительные ритуалы, призванные ее заменить…
А не придумывать сомнительные ритуалы, призванные ее заменить… При том на журнале оставляется подпись принявшей стороны с датой ознакомления, и подпись сотрудника, обученного для обслуживания станка..
При том на журнале оставляется подпись принявшей стороны с датой ознакомления, и подпись сотрудника, обученного для обслуживания станка.. Просто масло перестало расходоваться и никакие регулировки не помогали. Настроили новый любрикатор 1 каплю в 12-15 секунд.
Просто масло перестало расходоваться и никакие регулировки не помогали. Настроили новый любрикатор 1 каплю в 12-15 секунд. имеется в наличии станок с китайским АТЦ шпинделем.проблема в том что -очень трудно вытащить из него патрон с цангой(работает на пневматике).может кто сталкивался с такой проблемой?
имеется в наличии станок с китайским АТЦ шпинделем.проблема в том что -очень трудно вытащить из него патрон с цангой(работает на пневматике).может кто сталкивался с такой проблемой?
 видимо усилие нажатия не многим превосходит усилие удержания патрона .
видимо усилие нажатия не многим превосходит усилие удержания патрона . На «правильных» станках обычно используется два раздельных контура подготовки. Воздух на пневмоцилиндр пропускается через лубрикатор, а на продувку конуса подается просто сухой, без замасливания (замасленный конус под нагрузкой может провернуться, убивая шпиндель). А на видео все через общий лубрикатор идет.
На «правильных» станках обычно используется два раздельных контура подготовки. Воздух на пневмоцилиндр пропускается через лубрикатор, а на продувку конуса подается просто сухой, без замасливания (замасленный конус под нагрузкой может провернуться, убивая шпиндель). А на видео все через общий лубрикатор идет.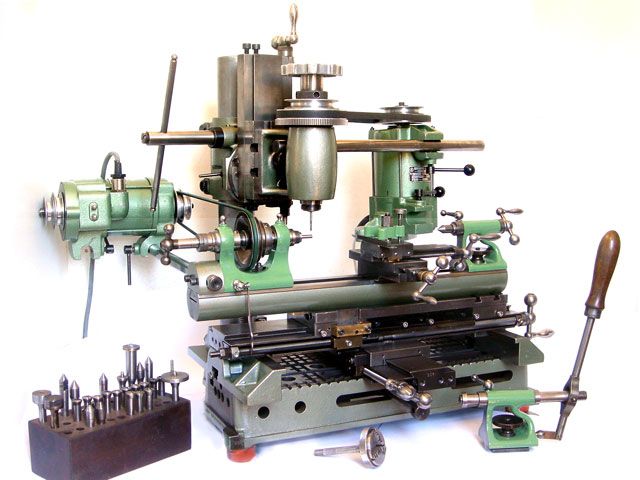 без результата.
без результата.
 Это относительно редко случается за один год, и это был единственный раз за несколько лет подряд. Этот мировой подъем и чрезвычайно цикличный характер рынка станков должны были стать ключом к пониманию судьбы потребления станков в 2019 году, который был мировым спадом.
Это относительно редко случается за один год, и это был единственный раз за несколько лет подряд. Этот мировой подъем и чрезвычайно цикличный характер рынка станков должны были стать ключом к пониманию судьбы потребления станков в 2019 году, который был мировым спадом. Большая часть этого сокращения связана с Китаем, который, безусловно, возглавил сокращение в 2019 году. Потребление в 2019 году составило 22,3 млрд долларов, снизившись на 6,4 млрд долларов, или на 25,3%. Снижение потребления станков в Китае составило почти половину общемирового спада.
Большая часть этого сокращения связана с Китаем, который, безусловно, возглавил сокращение в 2019 году. Потребление в 2019 году составило 22,3 млрд долларов, снизившись на 6,4 млрд долларов, или на 25,3%. Снижение потребления станков в Китае составило почти половину общемирового спада.
 третий год в США по потреблению станков с 1998 года. В результате США значительно увеличили свою долю на мировом рынке станков. В 2019 году США потребляли 11,9% мировых станков. Это была самая высокая доля США в мировом потреблении с 2001 года. Это важно, потому что 2001 год стал началом значительного офшоринга производства США из-за искусственно заниженных процентных ставок, установленных Федеральной резервной системой, чтобы помочь стране оправиться от взрыва точки. ком пузырь.
третий год в США по потреблению станков с 1998 года. В результате США значительно увеличили свою долю на мировом рынке станков. В 2019 году США потребляли 11,9% мировых станков. Это была самая высокая доля США в мировом потреблении с 2001 года. Это важно, потому что 2001 год стал началом значительного офшоринга производства США из-за искусственно заниженных процентных ставок, установленных Федеральной резервной системой, чтобы помочь стране оправиться от взрыва точки. ком пузырь. Если мировое потребление станков снизится на 15%, оно впервые с 2009 года упадет ниже 70 миллиардов долларов., в разгар Великой рецессии.
Если мировое потребление станков снизится на 15%, оно впервые с 2009 года упадет ниже 70 миллиардов долларов., в разгар Великой рецессии.
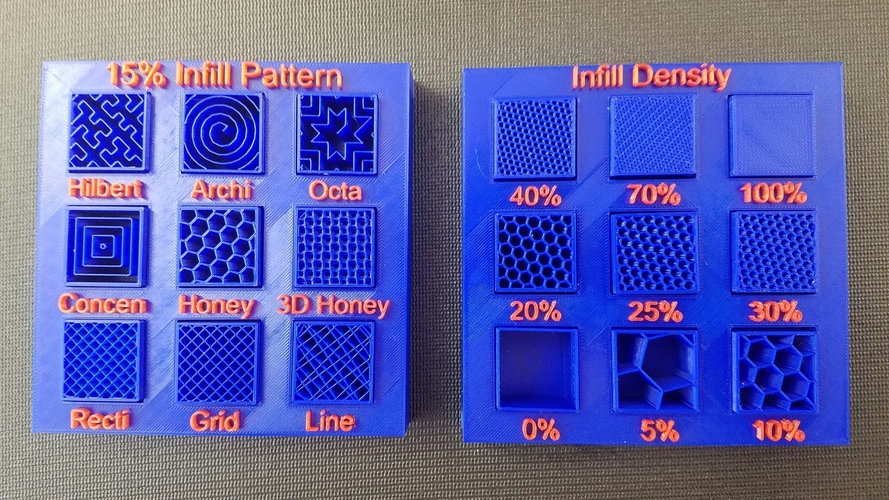
 Здесь сразу стоит разделить принтеры на промышленные и настольные.
Здесь сразу стоит разделить принтеры на промышленные и настольные.

 Суть технологий одна, а названия разные для того, чтобы избежать патентных споров.
Суть технологий одна, а названия разные для того, чтобы избежать патентных споров.
 По факту же произошло совершенно другое — группа энтузиастов смогла создать бюджетный 3D-принтер для домашнего или офисного использования. Идею быстро подхватили трое гиков из Нью-Йорка, которые создали компанию MakerBot и начали коммерческое производство настольных FDM 3D-принтеров. Это и стало вторым поворотным моментом в современной истории 3D-печати.
По факту же произошло совершенно другое — группа энтузиастов смогла создать бюджетный 3D-принтер для домашнего или офисного использования. Идею быстро подхватили трое гиков из Нью-Йорка, которые создали компанию MakerBot и начали коммерческое производство настольных FDM 3D-принтеров. Это и стало вторым поворотным моментом в современной истории 3D-печати.


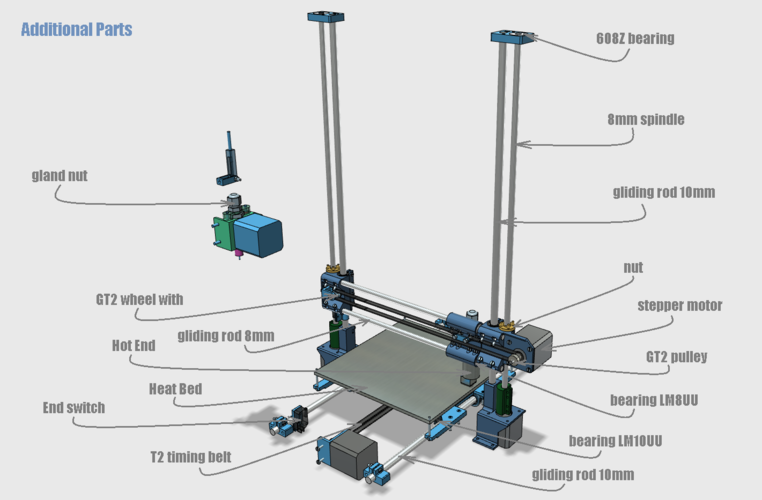 Это дает определенное преимущество в производительности принтера по сравнению с лазерной технологией, ведь он запекает слой сразу, также как это происходит с LCD 3D-принтерами, о которых мы подробно писали ранее в этой статье. Будучи одним из мировых технологических гигантов HP быстро ворвалась на маленький рынок 3D-печати и быстро заняла на нем большую долю в промышленном сегменте оборудования, к сожалению, по состоянию на 2020 год HP так и не начала поставки своих 3D-принтеров на российский рынок.
Это дает определенное преимущество в производительности принтера по сравнению с лазерной технологией, ведь он запекает слой сразу, также как это происходит с LCD 3D-принтерами, о которых мы подробно писали ранее в этой статье. Будучи одним из мировых технологических гигантов HP быстро ворвалась на маленький рынок 3D-печати и быстро заняла на нем большую долю в промышленном сегменте оборудования, к сожалению, по состоянию на 2020 год HP так и не начала поставки своих 3D-принтеров на российский рынок.
 К сожалению, высокая стоимость оборудования и материалов не дает возможности более широкого внедрения этой технологии.
К сожалению, высокая стоимость оборудования и материалов не дает возможности более широкого внедрения этой технологии.
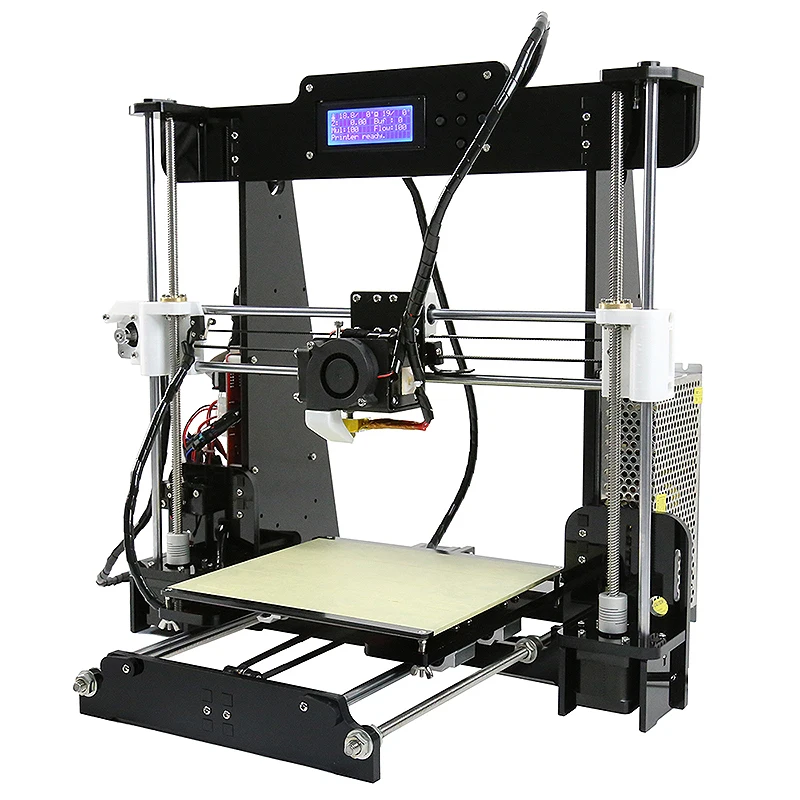 Себестоимость печати в данном случае ниже, чем по технологии PolyJet, что дает больше возможностей для ее более широкого использования.
Себестоимость печати в данном случае ниже, чем по технологии PolyJet, что дает больше возможностей для ее более широкого использования.
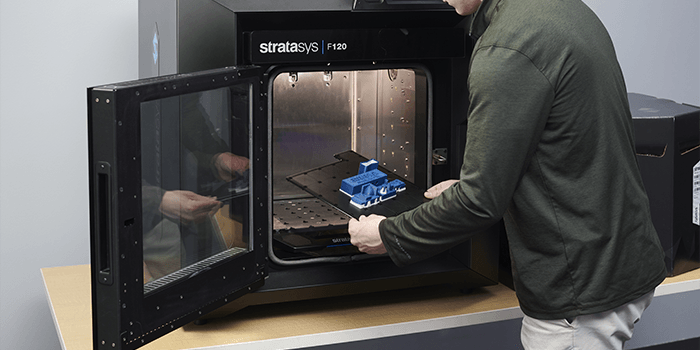 Зато ее огромным преимуществом является существенно более низкая цена и принтеров, и готовых изделий. В Россию данные системы пока не поставлялись, поэтому мы ждем возможности самостоятельно оценить их качество и эффективность. В перспективе нескольких лет эта технология может стать самой востребованной из всех возможных способов 3D-печати.
Зато ее огромным преимуществом является существенно более низкая цена и принтеров, и готовых изделий. В Россию данные системы пока не поставлялись, поэтому мы ждем возможности самостоятельно оценить их качество и эффективность. В перспективе нескольких лет эта технология может стать самой востребованной из всех возможных способов 3D-печати.
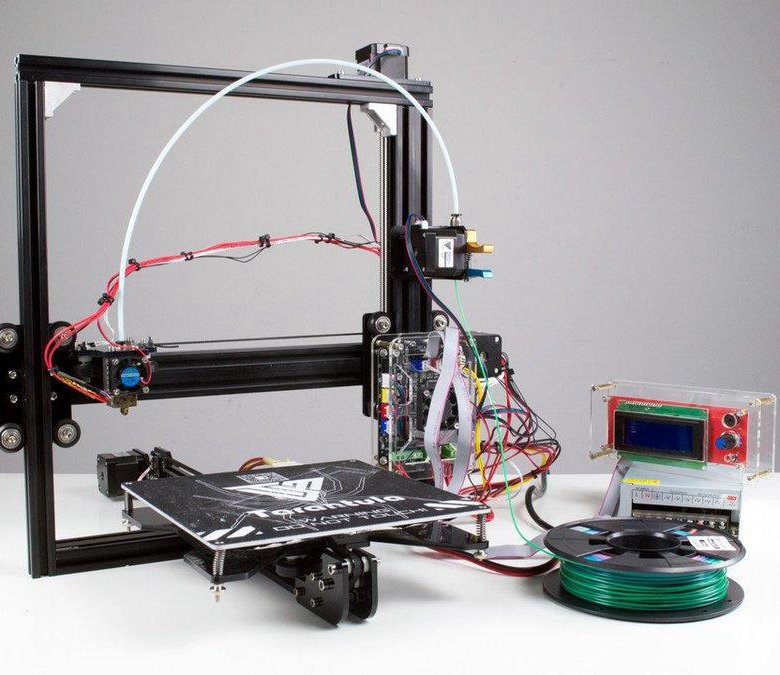 Также на базе FDM-принтеров создают принтеры, печатающие глиной для создания керамических изделий новым способом. Например, итальянская компания WASP уже несколько лет предлагает такие системы на базе своих дельта-принтеров, печатающих пластиковой нитью.
Также на базе FDM-принтеров создают принтеры, печатающие глиной для создания керамических изделий новым способом. Например, итальянская компания WASP уже несколько лет предлагает такие системы на базе своих дельта-принтеров, печатающих пластиковой нитью.
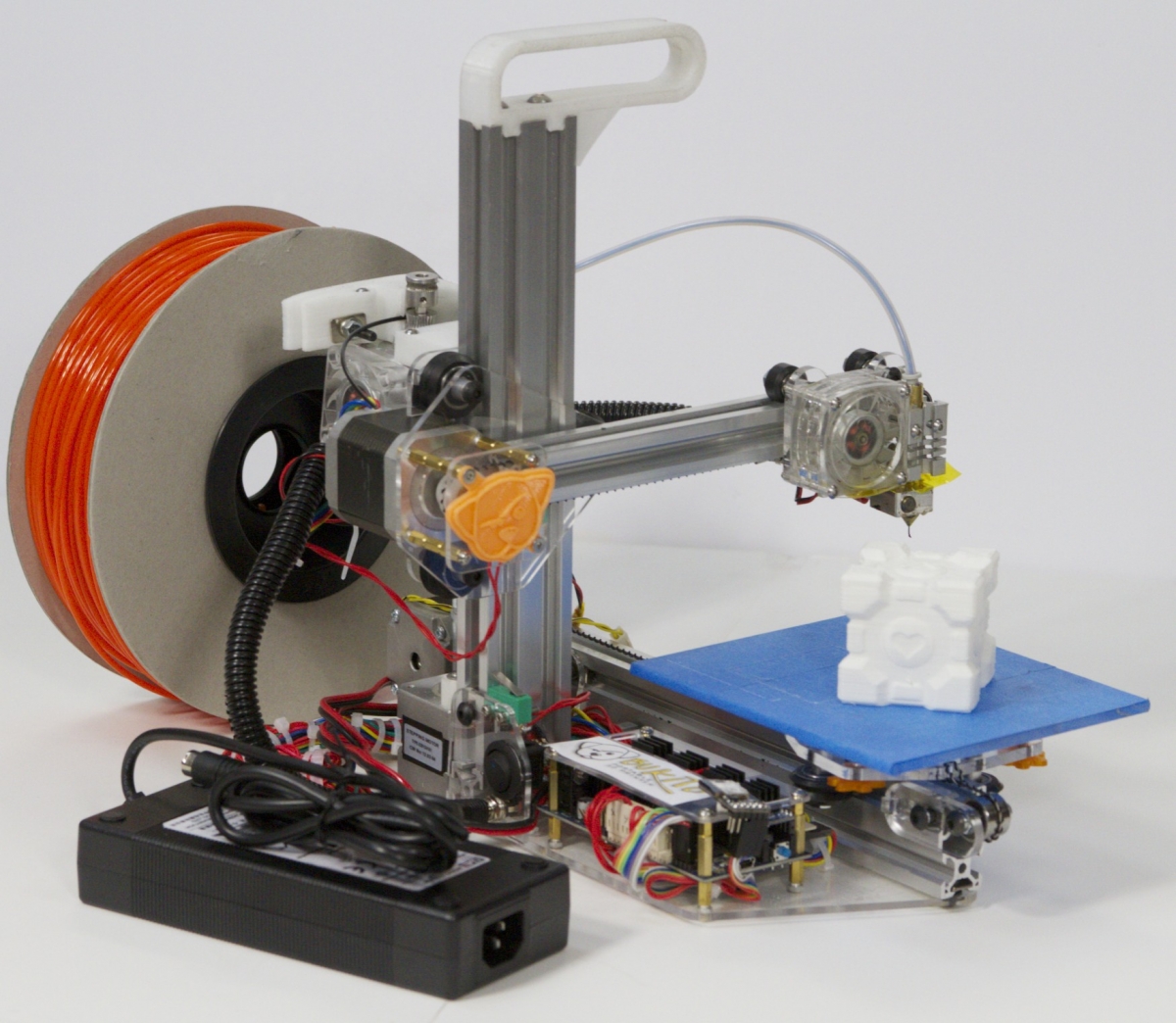 Интересным фактом является и то, что самым перспективным проектом по строительству жилья на Марсе также признан способ 3D-печати.
Интересным фактом является и то, что самым перспективным проектом по строительству жилья на Марсе также признан способ 3D-печати.
 Одним из представителей 3D-принтеров для печати шоколадом является Choc Creator.
Одним из представителей 3D-принтеров для печати шоколадом является Choc Creator.
 Пока данное направление находится на стадии разработок и тестирований и полноценно не применяется для лечения пациентов, но уже сейчас проведено большое количество успешных экспериментов. Как например, печать сердца израильскими учеными в 2019 году, пока совсем крошечное по размерам, но главное, что оно способно выполнять свои функции. Также биопечать имеет огромные перспективы в экспериментальном тестировании медицинских препаратов, выпускаемых фармацевтическими компаниями.
Пока данное направление находится на стадии разработок и тестирований и полноценно не применяется для лечения пациентов, но уже сейчас проведено большое количество успешных экспериментов. Как например, печать сердца израильскими учеными в 2019 году, пока совсем крошечное по размерам, но главное, что оно способно выполнять свои функции. Также биопечать имеет огромные перспективы в экспериментальном тестировании медицинских препаратов, выпускаемых фармацевтическими компаниями.
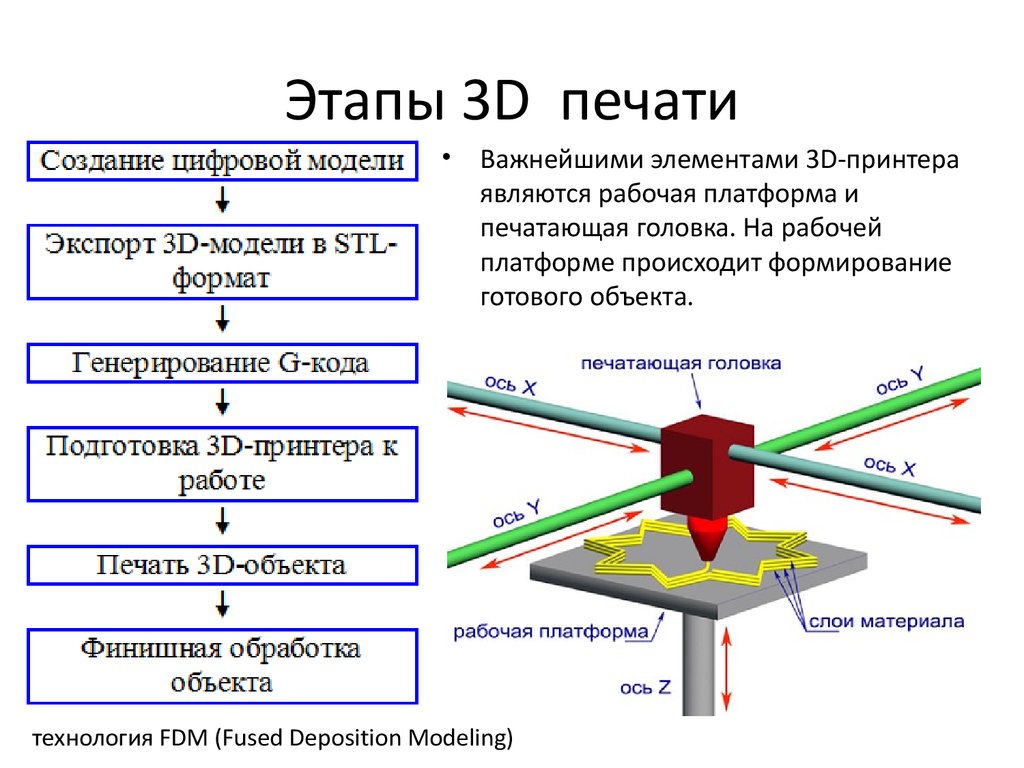
 Большинство 3D принтеров могут выполнять процесс печати без оператора, а современные системы автоматически заправляют необходимый для создания объектов материал из картриджей.
Большинство 3D принтеров могут выполнять процесс печати без оператора, а современные системы автоматически заправляют необходимый для создания объектов материал из картриджей.
 В этом видео мы сравниваем скорость печати при использовании таких технологий 3D-печати, как моделирование методом наплавления (FDM), стереолитография (SLA) и селективное лазерное спекание (SLS).
В этом видео мы сравниваем скорость печати при использовании таких технологий 3D-печати, как моделирование методом наплавления (FDM), стереолитография (SLA) и селективное лазерное спекание (SLS). Это позволяет разработчикам и инженерам быстрее разрабатывать идеи и помогает компаниям быстрее выводить продукты на рынок.
Это позволяет разработчикам и инженерам быстрее разрабатывать идеи и помогает компаниям быстрее выводить продукты на рынок.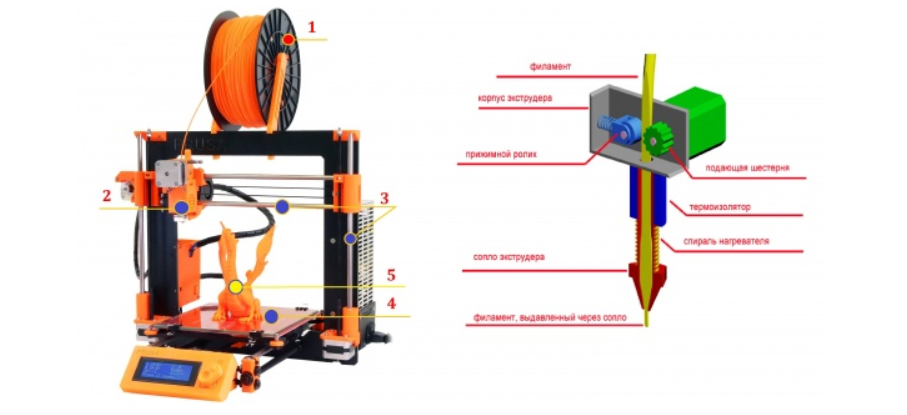
 Они стимулируют творческий подход и знакомят студентов с технологиями профессионального уровня, позволяя внедрять метод STEAM в областях науки, техники, искусства и дизайна.
Они стимулируют творческий подход и знакомят студентов с технологиями профессионального уровня, позволяя внедрять метод STEAM в областях науки, техники, искусства и дизайна. Цифровые инструменты позволяют создавать плотные, четко детализированные модели без утомительного, связанного с погрешностями изготовления восковок.
Цифровые инструменты позволяют создавать плотные, четко детализированные модели без утомительного, связанного с погрешностями изготовления восковок. По завершении формирования слоя модель поднимается со дна резервуара, для того чтобы под нее смог затечь свежий полимер, и платформа снова опускается. Процесс повторяется до завершения печати.
По завершении формирования слоя модель поднимается со дна резервуара, для того чтобы под нее смог затечь свежий полимер, и платформа снова опускается. Процесс повторяется до завершения печати. Лазер сканирует поперечное сечение 3D-модели и формирует твердый объект посредством механического сплавления частиц. Нераспыленный порошок поддерживает модель во время печати и устраняет необходимость в специальных поддерживающих структурах. Платформа опускается в рабочую камеру на один слой, толщина которого, как правило, составляет 50–200 микрон, и устройство для повторного нанесения наносит новый слой порошка сверху. Затем лазер сканирует следующий срез модели, и процесс повторяется для каждого слоя до тех пор, пока модель не будет завершена.
Лазер сканирует поперечное сечение 3D-модели и формирует твердый объект посредством механического сплавления частиц. Нераспыленный порошок поддерживает модель во время печати и устраняет необходимость в специальных поддерживающих структурах. Платформа опускается в рабочую камеру на один слой, толщина которого, как правило, составляет 50–200 микрон, и устройство для повторного нанесения наносит новый слой порошка сверху. Затем лазер сканирует следующий срез модели, и процесс повторяется для каждого слоя до тех пор, пока модель не будет завершена. Formlabs предлагает следующий ассортимент фотополимерных материалов для настольной 3D печати.
Formlabs предлагает следующий ассортимент фотополимерных материалов для настольной 3D печати.
 С его помощью можно изготавливать керамические модели для инженерных изысканий или создавать уникальные предметы искусства.
С его помощью можно изготавливать керамические модели для инженерных изысканий или создавать уникальные предметы искусства. Зал буквально взорвался аплодисментами.
Зал буквально взорвался аплодисментами.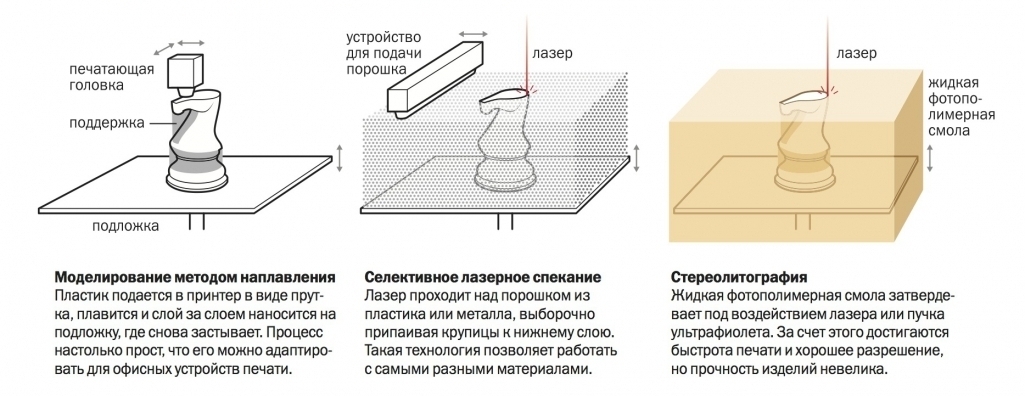 Профессиональные принтеры и принтеры для энтузиастов, некоторые из которых могут печатать керамикой, металлами, песком и другими материалами помимо пластика, могут стоить до 10 000 долларов. Все, что сверх этого, будет считаться промышленным и может стоить до 250 000 долларов.
Профессиональные принтеры и принтеры для энтузиастов, некоторые из которых могут печатать керамикой, металлами, песком и другими материалами помимо пластика, могут стоить до 10 000 долларов. Все, что сверх этого, будет считаться промышленным и может стоить до 250 000 долларов. Пластики, известные как нити, бывают разных типов: полимолочная кислота (PLA), полиамид (PA), акрилонитрил-бутадиен-стирол (ABS). ), полиэтилентерефталатгликоль (PETG) или некоторые из них с добавлением дерева и углерода в пластик.Наиболее распространенные сопла имеют диаметр 0,4 мм (чем они меньше, тем выше разрешение), и они парят над рабочей пластиной или платформа с подогревом толщиной примерно с лист бумаги для заметок. Рабочая пластина, иногда также нагреваемая, помогает пластику прилипать и охлаждаться по мере накопления и затвердевания слоев. Сопло перемещается по направляющим или порталам (у некоторых есть две оси, у некоторых больше) , иногда с помощью приводов, серводвигателей, реечных конструкций или направляющих скольжения.Окончательный отпечаток обычно необходимо очистить от лишнего пластика с помощью канцелярского ножа или проволочной щетки, но это не всегда необходимо.
Пластики, известные как нити, бывают разных типов: полимолочная кислота (PLA), полиамид (PA), акрилонитрил-бутадиен-стирол (ABS). ), полиэтилентерефталатгликоль (PETG) или некоторые из них с добавлением дерева и углерода в пластик.Наиболее распространенные сопла имеют диаметр 0,4 мм (чем они меньше, тем выше разрешение), и они парят над рабочей пластиной или платформа с подогревом толщиной примерно с лист бумаги для заметок. Рабочая пластина, иногда также нагреваемая, помогает пластику прилипать и охлаждаться по мере накопления и затвердевания слоев. Сопло перемещается по направляющим или порталам (у некоторых есть две оси, у некоторых больше) , иногда с помощью приводов, серводвигателей, реечных конструкций или направляющих скольжения.Окончательный отпечаток обычно необходимо очистить от лишнего пластика с помощью канцелярского ножа или проволочной щетки, но это не всегда необходимо.
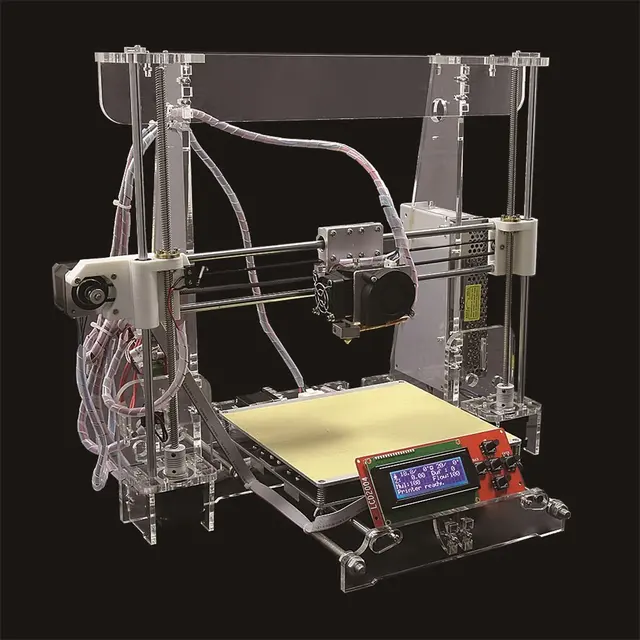 В этом 5-минутном видео рассказывается об основах использования Form 3, от программного обеспечения и материалов до печати и постобработки.
В этом 5-минутном видео рассказывается об основах использования Form 3, от программного обеспечения и материалов до печати и постобработки.  Большинство 3D-принтеров могут работать без присмотра до тех пор, пока печать не будет завершена, а современные системы автоматически пополняют необходимый для деталей материал из картриджей.
Большинство 3D-принтеров могут работать без присмотра до тех пор, пока печать не будет завершена, а современные системы автоматически пополняют необходимый для деталей материал из картриджей.

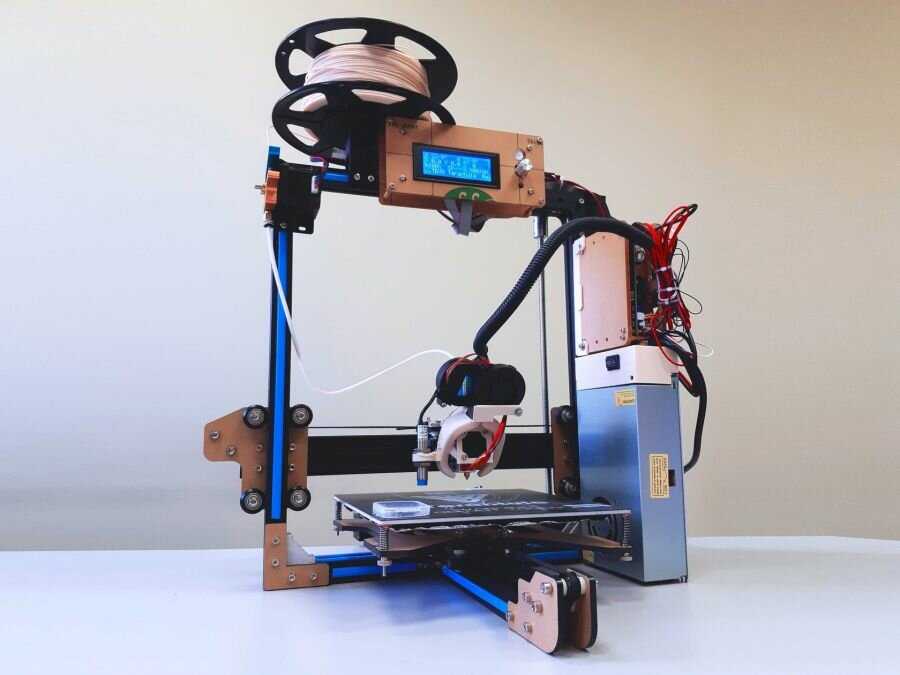 Нерасплавленный порошок поддерживает деталь во время печати и устраняет необходимость в специальных поддерживающих конструкциях. Это делает SLS идеальным для сложной геометрии, включая внутренние элементы, поднутрения, тонкие стенки и отрицательные элементы. Детали, изготовленные с помощью SLS-печати, обладают превосходными механическими характеристиками, а по прочности напоминают детали, изготовленные методом литья под давлением.
Нерасплавленный порошок поддерживает деталь во время печати и устраняет необходимость в специальных поддерживающих конструкциях. Это делает SLS идеальным для сложной геометрии, включая внутренние элементы, поднутрения, тонкие стенки и отрицательные элементы. Детали, изготовленные с помощью SLS-печати, обладают превосходными механическими характеристиками, а по прочности напоминают детали, изготовленные методом литья под давлением.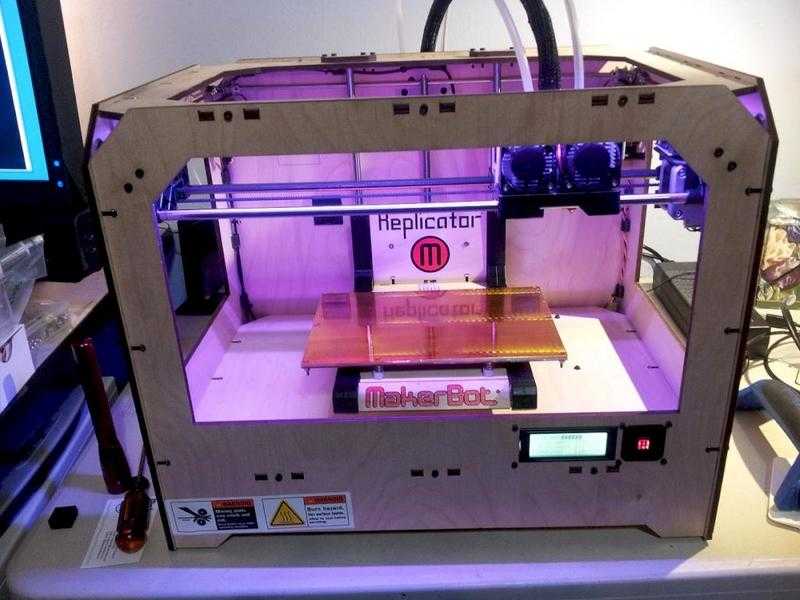
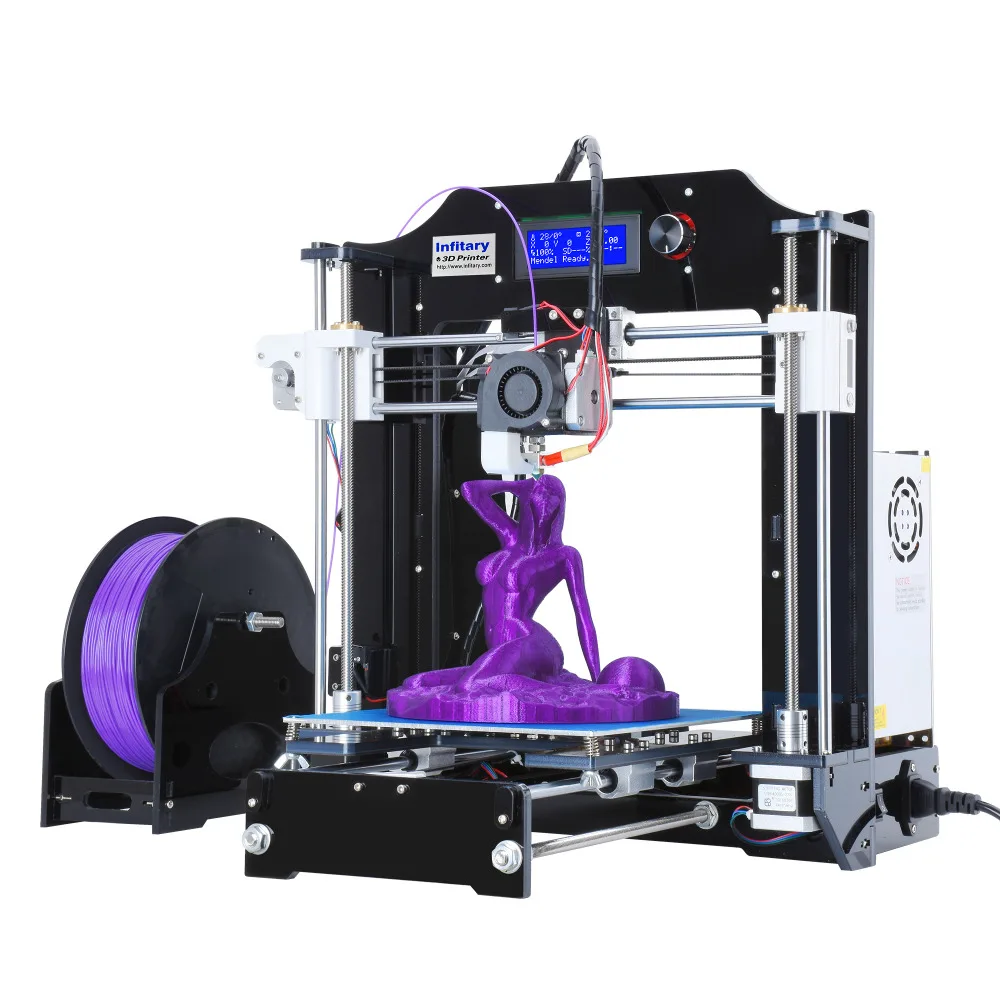 Однако FDM имеет самое низкое разрешение и точность по сравнению с SLA или SLS и не является лучшим вариантом для печати сложных конструкций или деталей со сложными функциями. Более качественную отделку можно получить с помощью процессов химической и механической полировки. Промышленные 3D-принтеры FDM используют растворимые подложки для смягчения некоторых из этих проблем и предлагают более широкий спектр инженерных термопластов, но они также имеют высокую цену.
Однако FDM имеет самое низкое разрешение и точность по сравнению с SLA или SLS и не является лучшим вариантом для печати сложных конструкций или деталей со сложными функциями. Более качественную отделку можно получить с помощью процессов химической и механической полировки. Промышленные 3D-принтеры FDM используют растворимые подложки для смягчения некоторых из этих проблем и предлагают более широкий спектр инженерных термопластов, но они также имеют высокую цену.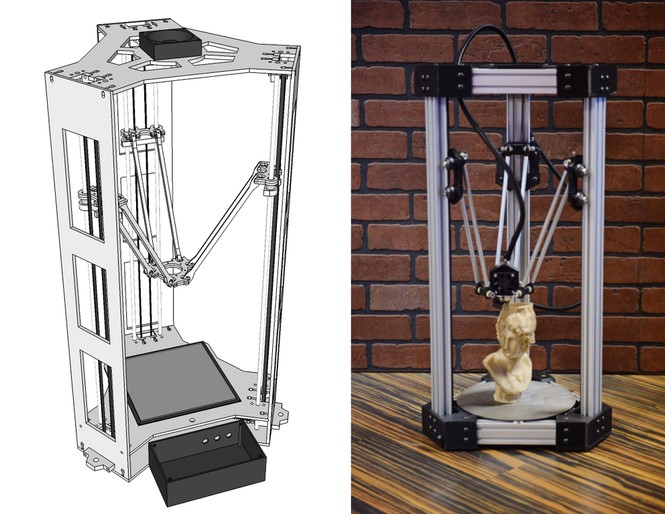
 По мере того, как 3D-печать становится все более пригодной для производства функциональных деталей для конечного использования, она может дополнять или заменять традиционные методы производства для растущего спектра приложений в малых и средних объемах.
По мере того, как 3D-печать становится все более пригодной для производства функциональных деталей для конечного использования, она может дополнять или заменять традиционные методы производства для растущего спектра приложений в малых и средних объемах.
 Раннее обнаружение и исправление недостатков конструкции может помочь компаниям избежать дорогостоящих доработок и изменений инструментов в будущем. С помощью 3D-печати инженеры могут тщательно тестировать прототипы, которые выглядят и работают как конечные продукты, снижая риски проблем с удобством использования и технологичностью перед переходом к производству.
Раннее обнаружение и исправление недостатков конструкции может помочь компаниям избежать дорогостоящих доработок и изменений инструментов в будущем. С помощью 3D-печати инженеры могут тщательно тестировать прототипы, которые выглядят и работают как конечные продукты, снижая риски проблем с удобством использования и технологичностью перед переходом к производству.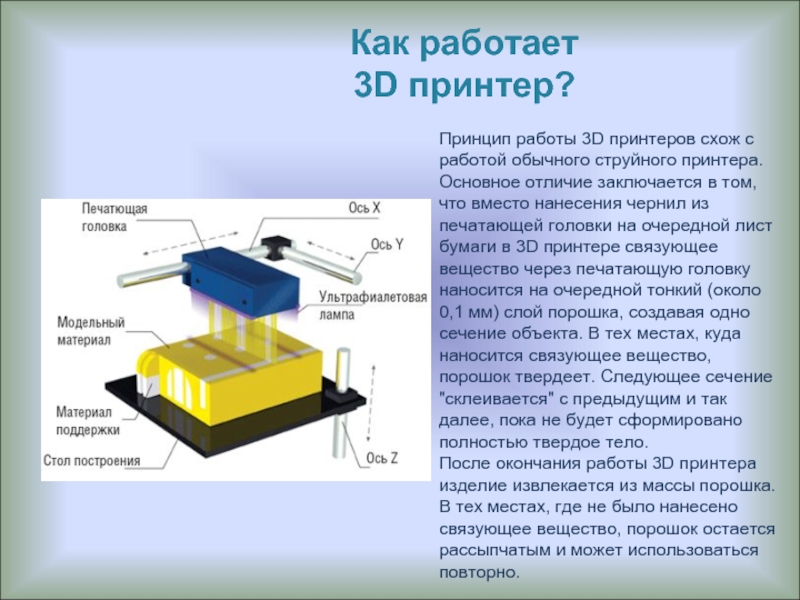
 Они могут поощрять творчество и знакомить учащихся с технологиями профессионального уровня, одновременно поддерживая учебные программы STEAM в области науки, техники, искусства и дизайна.
Они могут поощрять творчество и знакомить учащихся с технологиями профессионального уровня, одновременно поддерживая учебные программы STEAM в области науки, техники, искусства и дизайна. Детали, напечатанные на 3D-принтере, используются в покадровых фильмах, видеоиграх, костюмах на заказ и даже в спецэффектах для блокбастеров.
Детали, напечатанные на 3D-принтере, используются в покадровых фильмах, видеоиграх, костюмах на заказ и даже в спецэффектах для блокбастеров.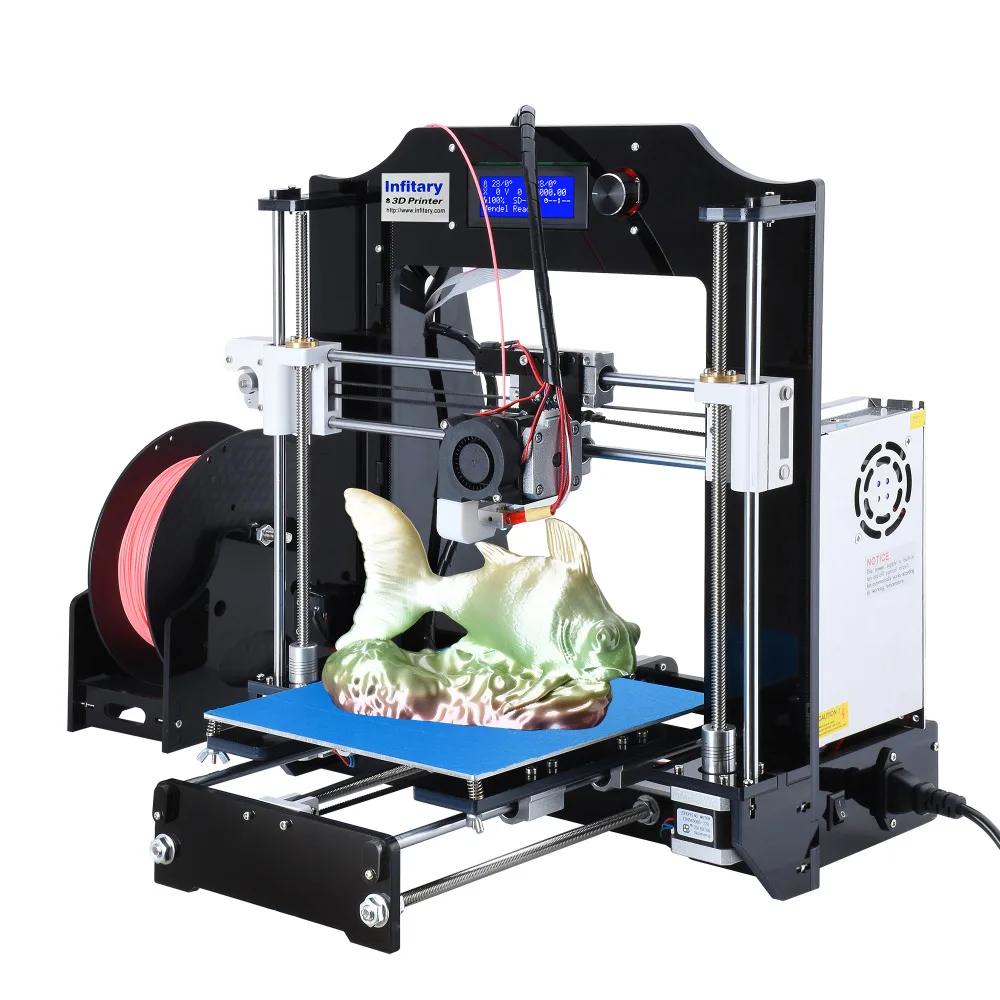
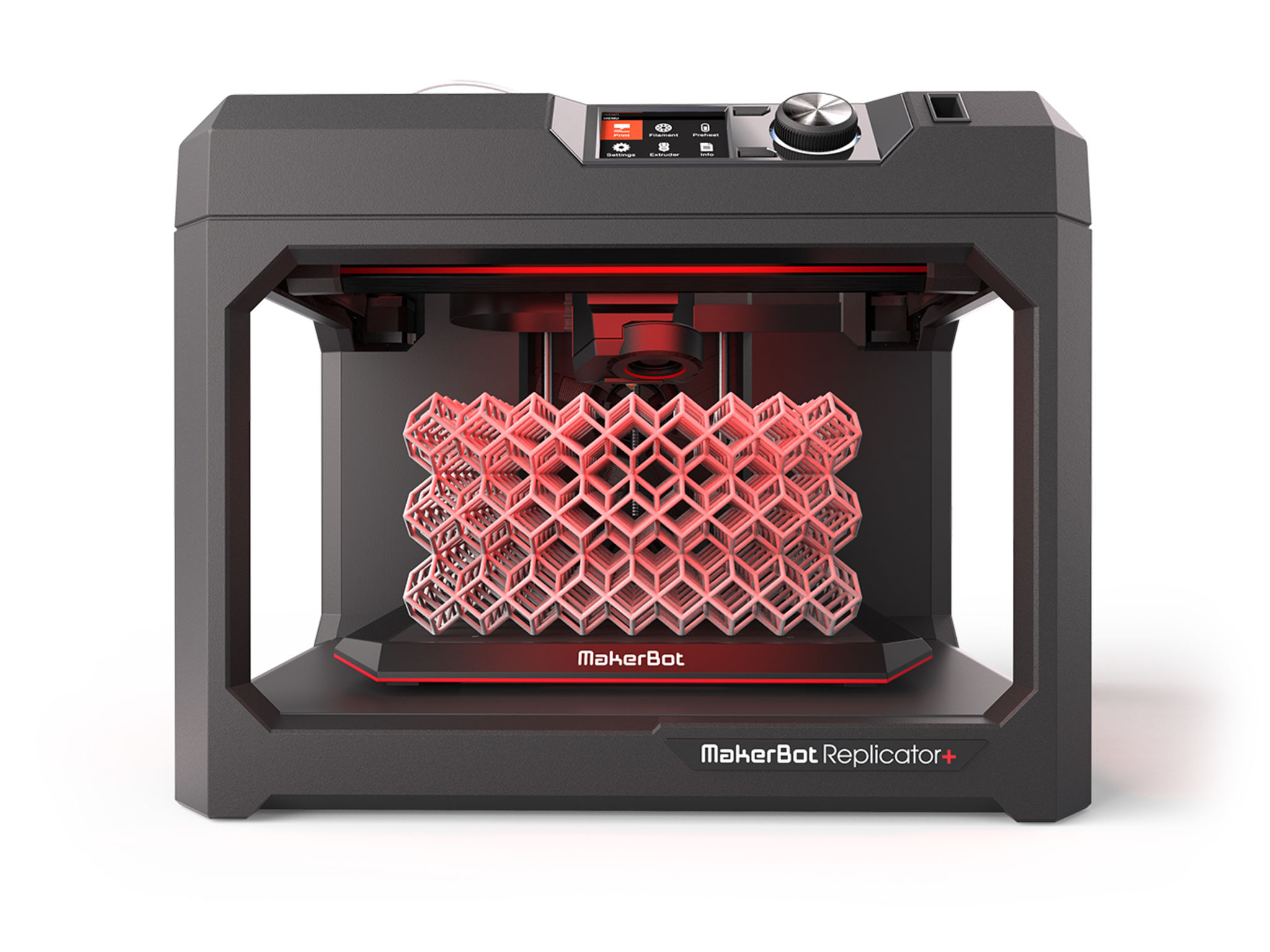
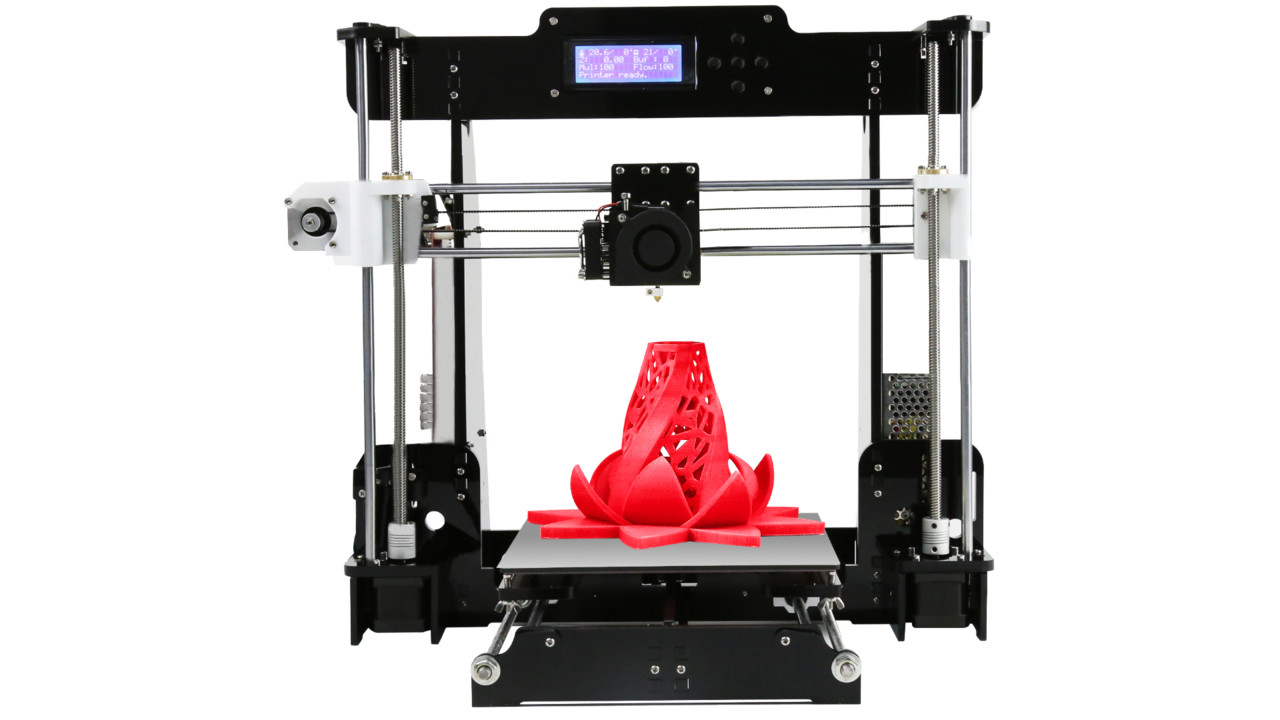
 08.2020
08.2020 Листогиб
Листогиб Гарантия качества.
Гарантия качества.
 ..
.. Продаю новый станок для производства евроштакетников. Станок новый, выпускает два вида штакетника. Ширина штрипса 120 и 90 мм. Работает от 220В.
Продаю новый станок для производства евроштакетников. Станок новый, выпускает два вида штакетника. Ширина штрипса 120 и 90 мм. Работает от 220В.

 ..25
..25 Отображает все параметры и позволяет настроить все узлы пресса под необходимое усилие и время цикла прессования .
Отображает все параметры и позволяет настроить все узлы пресса под необходимое усилие и время цикла прессования .
 с.
с. В процессе резки и шлифования лезвием ротор создает высокоскоростной поток воздуха, который вращается вдоль направления реза лезвия, и материал ускоряется в воздушном потоке, а многократное воздействие заставляет материал подвергаться двойному шлифованию при одновременно, тем самым ускоряя скорость дробления материала.
В процессе резки и шлифования лезвием ротор создает высокоскоростной поток воздуха, который вращается вдоль направления реза лезвия, и материал ускоряется в воздушном потоке, а многократное воздействие заставляет материал подвергаться двойному шлифованию при одновременно, тем самым ускоряя скорость дробления материала. Размер древесной щепы после разрезания устройством для резки стружки невелик, и ее можно направить на дробильное устройство для дальнейшего измельчения без сушки.
Размер древесной щепы после разрезания устройством для резки стружки невелик, и ее можно направить на дробильное устройство для дальнейшего измельчения без сушки. Это помогает избавиться от большого количества древесных отходов. Машины для производства опилок помогают производить опилки высокого качества непосредственно из бревен без использования молотковой дробилки или дробилки. Опилки являются побочным продуктом распиловки, фрезерования, строгания, фрезерования и сверления деревянных бревен.
Это помогает избавиться от большого количества древесных отходов. Машины для производства опилок помогают производить опилки высокого качества непосредственно из бревен без использования молотковой дробилки или дробилки. Опилки являются побочным продуктом распиловки, фрезерования, строгания, фрезерования и сверления деревянных бревен. с.
с.
 Есть и другие, такие как OBJ, IGS и STEP.
Есть и другие, такие как OBJ, IGS и STEP.
 Почти все программные платформы для 3D-моделирования могут открывать файлы STL, а некоторые даже разрабатывают «облегченную» версию своей платформы, предназначенную исключительно для работы с STL. С большой пользовательской базой, которая полагается на формат файла, технология для работы с STL, вероятно, является одной из наиболее зрелых в области 3D-дизайна.
Почти все программные платформы для 3D-моделирования могут открывать файлы STL, а некоторые даже разрабатывают «облегченную» версию своей платформы, предназначенную исключительно для работы с STL. С большой пользовательской базой, которая полагается на формат файла, технология для работы с STL, вероятно, является одной из наиболее зрелых в области 3D-дизайна. Это означает, что цвет STL не содержит цвета, текстуры или материала, который будет использоваться. Если вы хотите напечатать 3D-модель с использованием нескольких цветов или материалов, то файл STL – не лучший выбор. Также невозможно встраивать метаданные, например информацию об авторских правах, в модель STL
Это означает, что цвет STL не содержит цвета, текстуры или материала, который будет использоваться. Если вы хотите напечатать 3D-модель с использованием нескольких цветов или материалов, то файл STL – не лучший выбор. Также невозможно встраивать метаданные, например информацию об авторских правах, в модель STL


 Может применяться как на Windows, так и на Macintosh.
Может применяться как на Windows, так и на Macintosh. Подробную инструкцию с пошаговыми фотографиями процесса смотрите в разделах: импорт stl моделей в 3D Max и импорт stl в ArtCam.
Подробную инструкцию с пошаговыми фотографиями процесса смотрите в разделах: импорт stl моделей в 3D Max и импорт stl в ArtCam.
 Чем больше файл STL, тем больше треугольников размещено на поверхности модели. Для простой геометрии (не много кривых) файл может занимать всего пару сотен килобайт. Для сложных моделей файлы размером от 1 до 5 МБ будут создавать хорошие детали. Для многих геометрий файлы размером более 5 МБ не нужны, и часто это просто приводит к увеличению времени на получение вашего предложения и деталей.
Чем больше файл STL, тем больше треугольников размещено на поверхности модели. Для простой геометрии (не много кривых) файл может занимать всего пару сотен килобайт. Для сложных моделей файлы размером от 1 до 5 МБ будут создавать хорошие детали. Для многих геометрий файлы размером более 5 МБ не нужны, и часто это просто приводит к увеличению времени на получение вашего предложения и деталей. Если Quickparts определит, что ваш файл STL не подходит для производства, мы свяжемся с вами для получения обновленного файла.)
Если Quickparts определит, что ваш файл STL не подходит для производства, мы свяжемся с вами для получения обновленного файла.) dat > OK
dat > OK Уменьшение угла увеличит разрешение файла STL.
Уменьшение угла увеличит разрешение файла STL.

 Действительно, для создания объекта в трех измерениях требуется специальный трехмерный файл.
Действительно, для создания объекта в трех измерениях требуется специальный трехмерный файл.
 myshopify.com
myshopify.com 8. 0 0 V3
8. 0 0 V3 

 Благодаря этому существенно замедляется процесс «самозалечивания» стекла, и удается добиться идеально ровных разломов без сколов.
Благодаря этому существенно замедляется процесс «самозалечивания» стекла, и удается добиться идеально ровных разломов без сколов. В процессе этого мероприятия важно правильно определить «точку росы», благодаря чему будет подобрано правильное количество поглотителя влаги.
В процессе этого мероприятия важно правильно определить «точку росы», благодаря чему будет подобрано правильное количество поглотителя влаги. Составы на основе бутилов наносятся на поверхность спейсеров автоматическим или ручным способами. При этом второй вариант допускается только в том случае, когда производство стеклопакетов не носит массовый характер. В процессе нанесения принципиально важно, чтобы слой герметика был везде равномерным и составлял 3 мм.
Составы на основе бутилов наносятся на поверхность спейсеров автоматическим или ручным способами. При этом второй вариант допускается только в том случае, когда производство стеклопакетов не носит массовый характер. В процессе нанесения принципиально важно, чтобы слой герметика был везде равномерным и составлял 3 мм.
 Это негативно сказывается на качестве соединительного шва. Во избежание подобных ситуаций рабочие работают в перчатках и следят за чистотой стекол. После сборки конструкции укладывают под специальный пресс, где под давлением бутиловое покрытие проникает в структуру силикатной массы и обеспечивает надежное соединение.
Это негативно сказывается на качестве соединительного шва. Во избежание подобных ситуаций рабочие работают в перчатках и следят за чистотой стекол. После сборки конструкции укладывают под специальный пресс, где под давлением бутиловое покрытие проникает в структуру силикатной массы и обеспечивает надежное соединение.
 м
м м
м Если нужно отремонтировать или полностью заменить окна, то мы поможем! Изготовление стеклопакетов в Москве проводится с использованием качественных материалов за короткий срок. Вы можете оставить заявку на сайте, а мастер приедет на место, чтобы произвести точные расчеты и замеры.
Если нужно отремонтировать или полностью заменить окна, то мы поможем! Изготовление стеклопакетов в Москве проводится с использованием качественных материалов за короткий срок. Вы можете оставить заявку на сайте, а мастер приедет на место, чтобы произвести точные расчеты и замеры.
 Для герметичности конструкции используется герметик, который наносится шириной не менее трех миллиметров по периметру рамы.
Для герметичности конструкции используется герметик, который наносится шириной не менее трех миллиметров по периметру рамы.
 В традиционных двустворчатых окнах использовалось одно стекло для разделения внутреннего и внешнего пространств.
В традиционных двустворчатых окнах использовалось одно стекло для разделения внутреннего и внешнего пространств. Удаление края — это удаление узкой полосы покрытия по периметру листа стекла, которое было обрезано по размеру, чтобы герметики могли приклеиваться непосредственно к стеклу. Это может занять очень много времени. К счастью для производителей окон, существует множество экономичных машин, позволяющих выполнять удаление краев и устранять дорогостоящие сбои при удалении краев. Wakefield Equipment предлагает как стол для удаления с одной кромкой, так и стол для удаления с двумя кромками, предназначенный для одновременного повышения производительности и безопасности оператора.
Удаление края — это удаление узкой полосы покрытия по периметру листа стекла, которое было обрезано по размеру, чтобы герметики могли приклеиваться непосредственно к стеклу. Это может занять очень много времени. К счастью для производителей окон, существует множество экономичных машин, позволяющих выполнять удаление краев и устранять дорогостоящие сбои при удалении краев. Wakefield Equipment предлагает как стол для удаления с одной кромкой, так и стол для удаления с двумя кромками, предназначенный для одновременного повышения производительности и безопасности оператора.
 Гибкая прокладка представляет собой разновидность поворотной прокладки, которая в дополнение к своему безвредному для окружающей среды профилю также является более тихим типом уплотнения, чем алюминиевые или запорные уплотнения. Компания Wakefield предлагает таблицу применения гибких проставок, предназначенную для помощи в сборке гибких прокладок.
Гибкая прокладка представляет собой разновидность поворотной прокладки, которая в дополнение к своему безвредному для окружающей среды профилю также является более тихим типом уплотнения, чем алюминиевые или запорные уплотнения. Компания Wakefield предлагает таблицу применения гибких проставок, предназначенную для помощи в сборке гибких прокладок. G.), позволяющее изготавливать стеклопакеты высокого качества под каждый заказ. Все этапы I.G. производство тщательно контролируется для контроля качества, тестирования стекла и сертификации, чтобы гарантировать вам, что все стеклопакеты Sun производятся в соответствии с самыми высокими стандартами.
G.), позволяющее изготавливать стеклопакеты высокого качества под каждый заказ. Все этапы I.G. производство тщательно контролируется для контроля качества, тестирования стекла и сертификации, чтобы гарантировать вам, что все стеклопакеты Sun производятся в соответствии с самыми высокими стандартами.
 В этой мойке для мытья стекол используются вода и чистящие растворы, тщательно хранящиеся в чистоте, для удаления всех загрязнений со всех стеклянных поверхностей. Когда стекло выходит из мойки на конвейерной системе, оно оказывается внутри «чистой комнаты». Это помещение с контролируемой средой, предназначенное для защиты стекла от мусора и загрязнений, которые в противном случае могли бы повредить стеклопакет. Чистая комната также обеспечивает оптимальные уровни температуры и влажности, необходимые для сборки I.G. Ед. изм.
В этой мойке для мытья стекол используются вода и чистящие растворы, тщательно хранящиеся в чистоте, для удаления всех загрязнений со всех стеклянных поверхностей. Когда стекло выходит из мойки на конвейерной системе, оно оказывается внутри «чистой комнаты». Это помещение с контролируемой средой, предназначенное для защиты стекла от мусора и загрязнений, которые в противном случае могли бы повредить стеклопакет. Чистая комната также обеспечивает оптимальные уровни температуры и влажности, необходимые для сборки I.G. Ед. изм. G. производство. Остальные три угла представляют собой непрерывный изгиб без стыка или шва. Это помогает нашему I.G. блоки обеспечивают превосходное герметичное уплотнение и превосходное удержание газа аргона. Большинство других I.G. системы требуют, чтобы каждый угол был механически соединен и герметизирован. Спейсер Duralite™ наносится с помощью роботизированной системы нанесения, управляемой компьютером. Это обеспечивает точное и последовательное нанесение спейсера.
G. производство. Остальные три угла представляют собой непрерывный изгиб без стыка или шва. Это помогает нашему I.G. блоки обеспечивают превосходное герметичное уплотнение и превосходное удержание газа аргона. Большинство других I.G. системы требуют, чтобы каждый угол был механически соединен и герметизирован. Спейсер Duralite™ наносится с помощью роботизированной системы нанесения, управляемой компьютером. Это обеспечивает точное и последовательное нанесение спейсера. После того, как GBG вставлен, стекло отправляется на этап сборки.
После того, как GBG вставлен, стекло отправляется на этап сборки.
 Это происходит потому, что аргон, будучи тяжелее воздуха, замедляет конвекционный эффект устройства.
Это происходит потому, что аргон, будучи тяжелее воздуха, замедляет конвекционный эффект устройства.

 org/ListItem»>Силовая и садовая техника »
org/ListItem»>Силовая и садовая техника » в 2 магазинах
в 2 магазинах У данной модели есть пониженная передача, которую применяют при работе с навесным оборудованием. Низкая скорость позволит с максимальным комфортом работать с почворезами, снегоотбрасывателем или косилкой.
У данной модели есть пониженная передача, которую применяют при работе с навесным оборудованием. Низкая скорость позволит с максимальным комфортом работать с почворезами, снегоотбрасывателем или косилкой. с.)
с.) .
. Дегтярева
Дегтярева

 Просто введите свой код Eir, и все применимые сборы будут рассчитаны автоматически.
Просто введите свой код Eir, и все применимые сборы будут рассчитаны автоматически. Если по какой-либо причине наш поставщик отсутствует на складе, а вы заказали продукт, мы немедленно сообщим вам об этом и предоставим вам возможность либо подождать, пока он не появится, либо перейти на лучшую модель за небольшую дополнительную плату или без нее, либо получить полное возмещение. Более подробную информацию о продуктах по специальному заказу смотрите здесь.
Если по какой-либо причине наш поставщик отсутствует на складе, а вы заказали продукт, мы немедленно сообщим вам об этом и предоставим вам возможность либо подождать, пока он не появится, либо перейти на лучшую модель за небольшую дополнительную плату или без нее, либо получить полное возмещение. Более подробную информацию о продуктах по специальному заказу смотрите здесь. В этом случае мы сообщим вам об этой задержке по телефону/электронной почте.
В этом случае мы сообщим вам об этой задержке по телефону/электронной почте. Sligo, например. бетонные блоки, тонны мешков с песком или гравием или несколько отрезков древесины. Мы выделили, где это так, жирным красным шрифтом. Если вы закажете эти продукты, мы свяжемся с вами, чтобы узнать, хотите ли вы оплатить дополнительную стоимость доставки или хотите отменить заказ. Пожалуйста, не обижайтесь на это, так как доставка некоторых крупногабаритных товаров может стоить намного больше, чем стоимость товара. Мы базируемся в Слайго, поэтому можем предложить местную службу доставки в этом районе с использованием собственных транспортных средств.
Sligo, например. бетонные блоки, тонны мешков с песком или гравием или несколько отрезков древесины. Мы выделили, где это так, жирным красным шрифтом. Если вы закажете эти продукты, мы свяжемся с вами, чтобы узнать, хотите ли вы оплатить дополнительную стоимость доставки или хотите отменить заказ. Пожалуйста, не обижайтесь на это, так как доставка некоторых крупногабаритных товаров может стоить намного больше, чем стоимость товара. Мы базируемся в Слайго, поэтому можем предложить местную службу доставки в этом районе с использованием собственных транспортных средств. Поврежденные товары должны быть сфотографированы при доставке, а фотографии должны быть немедленно отправлены по электронной почте на адрес
Поврежденные товары должны быть сфотографированы при доставке, а фотографии должны быть немедленно отправлены по электронной почте на адрес 

 Будет полезен, если под рукой нет дрели или шуруповерта, а потребность в сверлении есть. Предоставляет возможность работать инструментом со стандартными цилиндрическими сверлами, не прибегая к дополнительным приспособлениям.
Будет полезен, если под рукой нет дрели или шуруповерта, а потребность в сверлении есть. Предоставляет возможность работать инструментом со стандартными цилиндрическими сверлами, не прибегая к дополнительным приспособлениям. Оснастка со временем изнашивается, теряя производительность. Увидев разброс цен между бюджетными и качественными бурами для перфоратора, новичок задастся вопросом «Зачем платить больше?», выберет первые. Недорогая оснастка быстро приходит в негодность, требуя замены.
Оснастка со временем изнашивается, теряя производительность. Увидев разброс цен между бюджетными и качественными бурами для перфоратора, новичок задастся вопросом «Зачем платить больше?», выберет первые. Недорогая оснастка быстро приходит в негодность, требуя замены.





 50 грн
50 грн 90 грн
90 грн 69 грн
69 грн 60 грн
60 грн Вы всегда должны знать глубину и ширину отверстия, которое вам нужно просверлить, прежде чем вы сможете выбрать правильное сверло.
Вы всегда должны знать глубину и ширину отверстия, которое вам нужно просверлить, прежде чем вы сможете выбрать правильное сверло.
 Когда вал достигает отверстия, он идеально подходит.
Когда вал достигает отверстия, он идеально подходит. Используйте этот совет для измерения глубины и длины, а также размещения на поверхности.
Используйте этот совет для измерения глубины и длины, а также размещения на поверхности.
 Thomas связывает промышленных покупателей и поставщиков из Северной Америки. уже более 120 лет. Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.
Thomas связывает промышленных покупателей и поставщиков из Северной Америки. уже более 120 лет. Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.  Сверло должно быть достаточно прочным, чтобы справиться с материалом, с которым оно сталкивается. Вот почему покупатели должны учитывать несколько факторов, когда делают покупки для них.
Сверло должно быть достаточно прочным, чтобы справиться с материалом, с которым оно сталкивается. Вот почему покупатели должны учитывать несколько факторов, когда делают покупки для них.
 | Купить сейчас
| Купить сейчас Набор из 7 предметов Bosch Impact Tough с асимметричными твердосплавными наконечниками с алмазной шлифовкой имеет фрезерованные U-образные канавки со спиралями с глубокой насечкой.
Набор из 7 предметов Bosch Impact Tough с асимметричными твердосплавными наконечниками с алмазной шлифовкой имеет фрезерованные U-образные канавки со спиралями с глубокой насечкой. Этот набор сверл по камню, изготовленный из быстрорежущей стали, специально подходит для перфораторов SDS Max.
Этот набор сверл по камню, изготовленный из быстрорежущей стали, специально подходит для перфораторов SDS Max. Высококачественные сверла имеют наконечники из карбида вольфрама промышленной прочности. Это сохраняет ваши сверла острыми и прочными, продлевая срок их службы. Канавка U-образного типа способствует удалению стружки и обеспечивает более эффективное сверление.
Высококачественные сверла имеют наконечники из карбида вольфрама промышленной прочности. Это сохраняет ваши сверла острыми и прочными, продлевая срок их службы. Канавка U-образного типа способствует удалению стружки и обеспечивает более эффективное сверление. Набор из 7 предметов Bosch Bulldog обеспечивает увеличение скорости до 15 % по сравнению со стандартными сверлами. Он включает в себя несколько размеров, чтобы помочь с рядом потенциальных проектов, и все биты имеют твердосплавные наконечники.
Набор из 7 предметов Bosch Bulldog обеспечивает увеличение скорости до 15 % по сравнению со стандартными сверлами. Он включает в себя несколько размеров, чтобы помочь с рядом потенциальных проектов, и все биты имеют твердосплавные наконечники. Для покупателей, которым нужно только одно сверло, твердосплавное ударное сверло DeWALT DW5224 ¼ дюйма x 4 дюйма простое в использовании. Сверло имеет четырехканавую конструкцию. Это облегчает удаление мусора, повышая эффективность дрели.
Для покупателей, которым нужно только одно сверло, твердосплавное ударное сверло DeWALT DW5224 ¼ дюйма x 4 дюйма простое в использовании. Сверло имеет четырехканавую конструкцию. Это облегчает удаление мусора, повышая эффективность дрели. Срок службы этой универсальной насадки в 10 раз превышает стандартный срок службы при работе со штабелированными материалами.
Срок службы этой универсальной насадки в 10 раз превышает стандартный срок службы при работе со штабелированными материалами. Сверла с двойной канавкой имеют твердосплавные наконечники и отлично подходят для сверления кирпича, шлакоблока и плитки. В наборе, состоящем из нескольких частей, есть сверла семи различных размеров, а также дополнительные детали наиболее распространенных размеров.
Сверла с двойной канавкой имеют твердосплавные наконечники и отлично подходят для сверления кирпича, шлакоблока и плитки. В наборе, состоящем из нескольких частей, есть сверла семи различных размеров, а также дополнительные детали наиболее распространенных размеров. Шестигранный хвостовик на DKIBBITH 10 шт. 9Набор сверл по камню 0007 позволяет использовать эти сверла с обычными электрическими дрелями и настольными сверлами и позволяет их быстро менять.
Шестигранный хвостовик на DKIBBITH 10 шт. 9Набор сверл по камню 0007 позволяет использовать эти сверла с обычными электрическими дрелями и настольными сверлами и позволяет их быстро менять. Эти сверла по каменной кладке Owl Tools из 10 предметов имеют твердосплавные наконечники и хромированное покрытие, обеспечивающее прочность и долговечность промышленного уровня. Набор сверл поставляется в жестком пластиковом футляре для хранения.
Эти сверла по каменной кладке Owl Tools из 10 предметов имеют твердосплавные наконечники и хромированное покрытие, обеспечивающее прочность и долговечность промышленного уровня. Набор сверл поставляется в жестком пластиковом футляре для хранения. Сверла SDS Plus
Сверла SDS Plus В этом списке битов по каменной кладке лучшим выбором является набор из 7 предметов Bosch Impact Tough ( 22,48 долларов США, Lowe’s ) благодаря его возможностям сверления по каменной кладке и шестигранным хвостовикам.
В этом списке битов по каменной кладке лучшим выбором является набор из 7 предметов Bosch Impact Tough ( 22,48 долларов США, Lowe’s ) благодаря его возможностям сверления по каменной кладке и шестигранным хвостовикам. Чтобы узнать о других поставщиках сопутствующих товаров, в том числе о поставщиках буровых долот, буровых станков, буровой стали и переносных буровых установок, ознакомьтесь с нашими дополнительными руководствами или посетите платформу поиска поставщиков Thomas.
Чтобы узнать о других поставщиках сопутствующих товаров, в том числе о поставщиках буровых долот, буровых станков, буровой стали и переносных буровых установок, ознакомьтесь с нашими дополнительными руководствами или посетите платформу поиска поставщиков Thomas.


 601.217.100)
601.217.100) 601.217.100)
601.217.100) 8 кг
8 кг


 000 обр/мин зап.
000 обр/мин зап.