Краскопульт электрический Вихрь ЭКП-400 — для нанесения краски и других составов (лака, грунтовки, пропиток). Вещество из устройства выделяется под давлением встроенного насоса. Имеет форму пистолета с расположенным снизу бачком. Данная конструкция компактна и удобна для бытового использования, транспортировки и хранения.
Преимущества:
Бачок объемом 1 литр позволяет работать без дозаправки продолжительное время
Высокое качество покраски за счет воздушного типа двигателя – лакокрасочные материалы переносятся на поверхность тонким ровным слоем
Комплектация:
Краскопульт
Бачок для краски
Сопло (форсунка) 2,5 мм
Сопло (форсунка) 1,7 мм
Воронка для определения густоты краски
Инструкция
Коробка
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
Краскопульт «Вихрь» ЭКП-400
Корзина: пусто
+7(978)-683-36-69
Увеличить
Производитель: ВИХРЬ
0 отзывов
Артикул:
72/17/2
Вес:
2,15
кг.
Ед. измерения:
шт
Нет в наличии
Количество:
Доступно
Авторизуйтесь для просмотра цен
Краскораспылитель Вихрь ЭКП-400 простой в эксплуатации инструмент для нанесения краски и других составов (лака, грунтовки, пропиток). Вещество из устройства выделяется под давлением встроенного насоса. ЭКП-400 имеет форму пистолета с расположенным снизу бачком. Данная конструкция компактна и удобна для бытового использования, транспортировки и хранения.
Преимущества ЭКП-400:
1. В комплекте поставки идут 2 сопла (насадки) разного диаметра (1,5 мм и 2 мм). 2 мм – широкая площадь покрытия и толстый слой нанесения. 1,5 мм – малая площадь покрытия и тонкий слой нанесения.
2. Бачок объемом 1 литр позволяет работать без дозаправки продолжительное время.
3. Высокое качество покраски за счет воздушного типа двигателя – лакокрасочные материалы переносятся на поверхность тонким ровным слоем.
Вес в упаковке
Вид краскопульта
Со встроенным компрессором
Гарантия, мес.
Диаметр сопла
1.5 ; 2
Комплектация
Краскопульт 1 шт. Бачок для краски 1 шт. Сопло (форсунка 2 мм. (установлена на сопло краскопульта) 1 шт. Сопло (форсунка) 1,5 мм. 1 шт. Руководство по эксплуатации 1 шт. Упаковка 1 шт.
РОС20ВСК | 5 дюймов Орбитальная шлифовальная машина/полировщик Palm Random
Поделиться с
Обзор 360°
Включает
Преимущества
Технические данные
Аксессуары и приспособления
Отзывы
Описание продукта
Bosch ROS20VSK 5 дюймов. Эксцентриковая шлифовальная/полировальная машина имеет встроенную систему торможения с демпфированием колодок для устранения вихревых следов на готовой детали. Этот инструмент обеспечивает быстрое удаление и сверхгладкую поверхность. Любой профессионал, которому необходимо шлифовать, особенно столяры, краснодеревщики и плотники, обнаружит, что шлифовальный станок выполняет работу в соответствии со строгими стандартами и быстро. Чтобы обеспечить надежный захват диска во время использования, в нем используется дисковое крепление Bosch на липучке. Податливая микропористая подложка обеспечивает гладкую и чистовую отделку как на плоских, так и на рельефных поверхностях. Он был разработан с эргономичной мягкой верхней частью и корпусом. Он имеет регулируемую скорость от 7 500 до 12 000 об/мин, чтобы скорость соответствовала задаче. Он также включает в себя бортовую систему фильтрации мелкой пыли.
Включает
Количество
Включить
1
ROS20VS 5 дюймов. Орбитальная шлифовальная машина Palm Random
1
5 дюймов. Шлифовальный диск
1
RS034 5 дюймов. Мягкая шлифовальная тарелка
1
2609170071 Демпфирующее кольцо
1
2609199179 Микрофильтр пылесборник
1
Переходник для вакуумного шланга VAC002
1
Чемодан для переноски
Преимущества
Встроенная тормозная система с демпфированием тормозных колодок для предотвращения образования вихревых следов
Дисковая насадка на липучке
Подложка из микроячеистых материалов для чистовой отделки
Используются широко распространенные отраслевые стандарты с 8 отверстиями размером 5 дюймов. диски с липучкой
Регулятор скорости для соответствия скорости заготовке и задаче
Диапазон регулировки от 7 500 до 12 000 об/мин
Оптимальная бортовая система для фильтрации мелкой пыли
Мягкая ручка сверху и корпуса
-вибрация
Шлифовальный диск, переходник для вакуумного шланга и сумка для переноски
Технические данные
Технические характеристики
Сила тока
2,5
Тип корпуса
Твердый пластик
Размеры
5″ х 6″ х 9″
Размер диска
5 дюймов
Сбор пыли
Да
Эксцентриковое смещение
3/64 дюйма (1,2 мм)
Высота
6,0″
Длина
9,0″
Без нагрузки ОПМ
7 500–12 000
Диаметр орбиты
3/32 дюйма (2,5 мм)
Радиус орбиты
3/64 дюйма (1,25 мм)
Размер прокладки
5 дюймов
Размер/Тип бумаги
Круглый 5 дюймов
Рейтинг
120 В переменного тока
Шлифовальный станок Тип
Случайные орбитальные шлифовальные машины
Контроль скорости
Переменная скорость
Диапазон скоростей
7 500 — 12 000 оп/мин
Инструментальный уровень
2 — Сетевой — промежуточная регулировка скорости
Переменная скорость
Да
Напряжение
120 В
Вес
3,5 фунта
Ширина
5,0″
Работает с
Сверхмягкая подошва на липучке RS033
Подкладка мягкая на липучке RS034
Подложка жесткая на липучке RS035
Шланги вакуумные антистатические 26255 с помощью антистатического адаптера в комплекте с этими шлангами), VAC008 и большинство других 22-мм и 35-мм антистатических шлангов
Другие вакуумные шланги Vh2022, Vh2035 и Vh2635 (с помощью адаптера VX120, входящего в комплект этих шлангов), шланги VAC005 и VAC006 и большинство другие шланги 22 мм и 35 мм
Адаптер вакуумного шланга для подсоединения к вакуумным шлангам 1-1/4″ или 1-1/2″ VAC002 или VAC024
(1) GEX33-5 5 дюймов. Эксцентриковая шлифовальная/полировальная машина с несколькими отверстиями, (1) средняя опорная тарелка с несколькими отверстиями, (1) шестигранный ключ, (1) шлифовальный диск, (1) съемная передняя рукоятка, (1) пылесборник с микрофильтром, (2) пылесос Шланговые адаптеры
Масса
5,1 фунта
Включает
(1) GEX33-6 6 дюймов. Эксцентриковая шлифовальная/полировальная машина с несколькими отверстиями, (1) средняя опорная тарелка с несколькими отверстиями, (1) шестигранная шлифовальная головка, (1) шлифовальный диск, (1) съемная передняя рукоятка, (1) пылесборник с микрофильтром, (2) пылесос Переходники для шлангов
Масса
5,2 фунта
Включает
(1) GEX34-6 6 дюймов. Эксцентриковая шлифовальная/полировальная машина с несколькими отверстиями, (1) средняя опорная тарелка с несколькими отверстиями, (1) шестигранный ключ, (1) шлифовальный диск, (1) съемная передняя рукоятка, (1) пылесборник с микрофильтром, (1) пылесос Адаптер шланга
Эксцентриковая шлифовальная/полировальная машина, (1) съемная передняя рукоятка, (1) 5 дюймов. Шлифовальный диск, (1) RS038 5 дюймов. Мягкая опорная подкладка, (1) 2605411234 трубчатый пылесборник, (1) переходник для вакуумного шланга VAC024, (1) ключ для прокладки на 5 мм
Вес
5,3 фунта
Эксцентриковая шлифовальная/полировальная машина, (1) съемная передняя рукоятка, (1) трубчатый пылесборник 2605411234, (1) переходник для вакуумного шланга VAC024, (1) шлифовальный диск, (1) RS6045 6 дюймов. Мягкая опорная подушка, (1) ключ для подкладок на 5 мм
Вес
5,3 фунта
Аксессуары и насадки для ROS20VSK
Опорные тарелки
Полировальные колпачки и диски
Шлифовальные насадки, эксцентриковые шлифмашины
29
4
4 Шлифовальные диски для эксцентриковых шлифовальных машин
Служба поддержки
Служба поддержки клиентов
Есть вопрос по инструменту, аксессуару, приложению или обслуживанию? Позвоните нам по телефону 1-877-BOSCH99 (1-877-267-2499) или посетите раздел часто задаваемых вопросов.
Схема поиска деталей
Найдите и загрузите схему деталей для своего инструмента.
Регистрация продукта
Защита ваших инвестиций в электроинструменты Bosch поможет вам сэкономить время и деньги в будущем.
Заказ запасных частей
Закажите оригинальные запчасти Bosch здесь.
Отправьте нам SMS
Введите свой номер телефона
Предоставляя информацию в этой форме, я даю свое согласие на то, чтобы связаться со мной по СМС/СМС для решения этого вопроса.
Отправка выполнена успешно
Ваше сообщение успешно отправлено
Ошибка
Ошибка
Односкоростная эксцентриковая шлифовальная машина Bosch ROS10 5”
Артикул № 257090
MFR #ROS10
5-дюймовая односкоростная эксцентриковая шлифовальная машина Bosch ROS10 обеспечивает быстрое снятие материала и получение однородной ультрагладкой поверхности, поэтому столяры и плотники-отделочники могут шлифовать быстро и в соответствии со строгими стандартами. Он предназначен для устранения вихревых следов на заготовке благодаря встроенной тормозной системе с демпфированием колодок. Дисковые насадки Bosch с липучкой…
См. полное описание и характеристики
64,99 $
В наличии
Количество
Bosch ROS10 5-дюймовая односкоростная эксцентриковая шлифовальная машина для ладони
Особенности продукта
Разрывная система. Встроенная тормозная система с демпфированием колодок для предотвращения образования вихревых следов.
Мотор. Двигатель на 2,5 А обеспечивает 12 000 об/мин.
Насадка для диска. Крепление диска на липучке для надежного захвата.
Опорная подушка. Микропористая подложка для гладкой и тонкой отделки.
Комфорт пользователя. Мягкая верхняя часть и корпус для удобства пользователя и низкий уровень вибрации.
Сбор пыли. Встроенная система сбора пыли с микрофильтром и конструкцией контейнера с защитой от проливания, которая сводит к минимуму попадание пыли в шлифовальный станок.
Диски. Используются широко распространенные 5-дюймовые диски с крючками и петлями с 8 отверстиями.
Описание
5-дюймовая односкоростная эксцентриковая шлифовально-полировальная машина Bosch ROS10 обеспечивает быстрое снятие материала и получение идеально гладкой поверхности, поэтому столяры и столяры-отделочники могут шлифовать быстро и в соответствии со строгими стандартами. Он предназначен для устранения вихревых следов на заготовке благодаря встроенной тормозной системе с демпфированием колодок. Крепление диска Bosch на липучке обеспечивает надежный захват диска во время использования. Кроме того, подложка из микропористого материала гибкая, что обеспечивает гладкую чистовую отделку как на плоских, так и на рельефных поверхностях. Благодаря удобной верхней части с мягкой накладкой и конструкции корпуса эта шлифовальная машина на 2,5 А обеспечивает 12 000 об/мин для первоклассного съема материала. Он также включает в себя бортовую систему фильтрации мелкой пыли.
Характеристики
Сила тока
2,5
Тип корпуса
Без футляра
Размеры
5″ x 6″ x 9″
Размер диска
5″
Сбор пыли
Да
Эксцентриковое смещение
3/64 дюйма (1,2 мм)
Высота
6,0″
Длина
9,0″
ОПМ без нагрузки
12 000
Диаметр орбиты
3/32″ (2,5 мм)
Радиус орбиты
3/64 дюйма (1,25 мм)
Размер прокладки
5″
Рейтинг
120 В переменного тока
Инструментальный уровень
4 – Сетевой – односкоростной базовый
Напряжение
120 В
Вес
3,5 фунта
Ширина
5,0″
Работает с
Сверхмягкая опорная подушка на липучке RS033Мягкая опорная подушка на липучке RS034Жесткая опорная подушка на липучке RS035
Антистатические вакуумные шланги Вх2622А и Вх2635А (с помощью антистатического адаптера, входящего в комплект этих шлангов), ВАС008 и большинство других антистатических шлангов диаметром 22 мм и 35 мм.
Пневмогайковерт ударный Fubag IW580 1/2″ имеет компактную конструкция за счет отсутствия двигателя. Большой крутящий момент и ударный механизм обеспечивают высокую производительность. Широкая клавиша «Пуск» — для удобного и простого управления инструментом. Модель широко используется в автосервисах, производственных цехах, ремонтных мастерских.
Преимущества
Высокий момент затяжки;
Наличие удара — для мгновенного откручивания приржавевших и закисших гаек;
Инструмент устойчив к механическому износу;
Ударным пневмогайковертом FUBAG IW580 100190 можно работать даже в условиях повышенной влажности;
Регулировка момента затяжки;
Реверс;
Низкая пожаро- и взрывоопасность рабочего процесса благодаря работе на сжатом воздухе.
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
Интернет-магазин Кувалда.ру предлагает пневматические ударные гайковерты Fubag, соответствующие требованиям и стандартам качества. У нас вы можете оплатить товар по безналичному расчету или наличными, а также картой. Каталог пневматических гайковертов Fubag постоянно расширяется и дополняется новейшими моделями. В нашем интернет-магазине есть удобная и быстрая доставка по Москве и Московской области. Для быстрого поиска товаров используйте функцию поиска по категориям, разделам и подразделам, а также в строке поиска по поисковому слову или номеру. Сориентироваться в представленном товаре помогут опытные менеджеры, которые расскажут вам технические детали и условия поставки. Благодаря широкому ассортименту пневматических ударных гайковертов Fubag у нас есть все, что вам нужно. Будем рады ответить на ваши вопросы о наших ценах и ассортименте. Будем рады вашим предложениям и пожеланиям по улучшению нашего сервиса.
Пневматические ключи Fubag предназначены для отвинчивания и затягивания элементов резьбовых соединений. В зависимости от модели и технических характеристик они востребованы в бытовых целях, в автосервисах, на стройках и в производстве.
Типы и конструктивные особенности
Пневматические ключи Fubag являются устройствами ударного типа и воздействуют на крепеж с помощью мощных импульсов рабочего механизма. Они подключены к компрессору, который обеспечивает подачу сжатого воздуха, и могут выполнять работу в больших объемах.
В продаже имеются следующие типы ключей:
Угловой. Такие модели отличаются перпендикулярным расположением рабочего вала по отношению к корпусу и небольшими габаритами. Небольшой вес и компактность позволяют использовать угловые устройства для работы в стесненных условиях и труднодоступных местах.
Пистолет. Они имеют высокий крутящий момент и могут работать с резьбовыми соединениями разных размеров. Пистолетные модели востребованы в автомастерских при выполнении шиномонтажа колес любой техники и на производственных предприятиях.
Прямые гайковерты тяжелые, имеют высокий крутящий момент и предназначены для ослабления и затягивания больших болтов и гаек. Для удобства оператора при работе и равномерного распределения нагрузки оборудование оснащено дополнительной рукояткой.
Критерии выбора инструмента
Хотите недорого купить пневматический ключ «Fubag» в Москве? Компания Fubag-power предлагает широкий выбор моделей прямого, пистолетного и углового удара, которые отличаются комплектацией и техническими параметрами.
При покупке пневматического инструмента для откручивания и затяжки гаек и болтов необходимо обратить внимание на следующие характеристики:
значение крутящего момента;
объем воздуха, необходимый для работы;
материал корпуса и размеры;
размер приводного квадрата, который может быть 3/8, 1/2, 3/4 или 1 дюйм;
длина рабочего вала.
При этом учитываются назначение, объем и интенсивность использования оборудования.
Низкая цена на пневмогайковерт Fubag в интернет-магазине Fubag-power обусловлена прямыми поставками продукции от производителя и отсутствием посредников. Мы предоставляем гарантии на все виды пневмоинструмента и осуществляем доставку товара по Екатеринбургу, Москве и другим регионам РФ.
Арт. 100191
IW580 Пневматический ударный гайковерт 1/2″ Универсальный ударный гайковерт, подходящий для самых сложных соединений. Прочный металлический корпус. В комплекте: кейс, набор головок 9, 10, 11, 13, 14, 17, 19, 22, 24, 27 мм, удлинитель 1/2″ 125 мм.
FUBAG IWM 1900
Арт. металлический корпус. Подходит для работы с самыми сложными соединениями, в том числе с «закисшими» соединениями. Сверхпрочный металлический корпус не боится падений и повреждений. Крутящий момент 1890 Нм позволяет работать с самыми тяжелыми соединениями и большими диаметрами резьбы. Подходит для автомастерских, в том числе для обслуживания грузовых автомобилей, строительства, крупных производств, сборки металлоконструкций.
FUBAG IWM 2500
Арт. 100275
Первый пневматический ключ Fubag 1” в металлическом кейсе. Корпус из ударопрочного сплава. Самый высокий крутящий момент позволяет обслуживать грузовики и другую тяжелую технику, собирать стальные конструкции и т. д. Чрезвычайно прочный и устойчивый к падениям. Очень мощный, справится с самыми тяжелыми, застарелыми, кислыми составами.
FUBAG IWM 1700
Арт. 100245
Новый ключ с квадратным хвостовиком 3/4 дюйма Прочный ударопрочный металлический корпус для самых тяжелых условий эксплуатации. Преимущества: — Мощная и производительная, но при этом простая в использовании модель — Самый надежный и прочный корпус, устойчивый к царапинам и следам масла. — Отлично подходит для обслуживания автомобилей, промышленности, строительства. — Эргономичная ручка с покрытием для максимального комфорта — Низкая вибрация во время работы
FUBAG IWM 1400
Арт. 100235
Новый гайковерт с квадратным сечением 3/4″. Подходит для обслуживания автомобилей. Мощная и мощная модель с малым весом. Преимущества: — Высококачественный металлический сплав — Ударопрочный и надежный корпус, не боится падений и повреждений — Немаркое покрытие, на корпусе нет царапин и следов масла — Быстро достигает нужного крутящего момента — Удобный курок положение для максимального комфорта — Низкая вибрация
FUBAG IWM 1100
Арт. 100225
Мощный ключ для высокоинтенсивных работ в тяжелых условиях. Максимальный крутящий момент 1080 Нм. Легко использовать даже одной рукой. Преимущества: — Ударный механизм Twin Hammer — Высокопрочный корпус — Удобная регулировка крутящего момента — Поверхность, устойчивая к царапинам — Рабочий вал и молоток из двухуровневой закаленной стали
FUBAG IWM 680
Art. 100201
Новый пневматический ключ Fubag в максимально надежном и прочном металлическом кейсе. Самая востребованная мощность (крутящий момент) на рынке – 675 Нм. Удобная регулировка мощности, не оставляющая следов и устойчивая к царапинам поверхность. Рабочий вал и молоток из двухуровневой закаленной стали. Ударный механизм Twin Hammer.
Однофазный сварочный аппарат BlueWeld COMBI 182 TURBO в Москве (Автоматы сварочные)
Россия
Москва
Газосварочное оборудование
Автоматы сварочные
Однофазный сварочный аппарат BlueWeld COMBI 182 TURBO в Москве
Цена: Цену уточняйте
за 1 ед.
Описание товара
Описание BlueWeld COMBI 182 TURBO
Однофазные сварочные полуавтоматы с воздушным охлаждением для сварки электродной проволокой в среде защитного газа методом MIG-MAG или самозащитной порошковой проволокой (без газа).
С термозащитой и ступенчатой регулировкой сварочного тока.
Поставляются с принадлежностями для сварки самозащитной порошковой проволокой.
по запросу поставляется набор для сварки в защитном газе по различным типам материалов: стали, нержавеющей стали, алюминию
пригоден для сварки точками с электронной регулировкой продолжительности протекания тока
Технические характеристики Напряжение: 1×220 В Мощность при нагрузке 60%: 2.3 кВт Макс. мощность: 5.2 кВт Сварочный ток min: 30 A Сварочный ток max: 170 A Нагрузка от максимальной: 20 % Сварочный ток при нагрузке в % от максимальной: 140 А Сварочный ток при нагрузке 60%: 80 А Длина: 800 мм Ширина: 450 мм Высота: 570 мм МАССА: 38 кг
Товары, похожие на Однофазный сварочный аппарат BlueWeld COMBI 182 TURBO
Не нужно ждать, оставьте заявку на «Однофазный сварочный аппарат BlueWeld COMBI 182 TURBO» от организации «Энерго 220, ООО» на нашем портале BizOrg.
Почему следует выбрать «Энерго 220, ООО»:
специальное предложение по сервису и стоимости для пользователей торговой площадки BizOrg;
своевременное выполнение взятых на себя обязательств;
разнообразные способы оплаты.
FAQ
Как оформить заказ?
Чтобы оформить заказ на «Однофазный сварочный аппарат BlueWeld COMBI 182 TURBO» свяжитесь с фирмой «Энерго 220, ООО» по контактам, которые указаны сверху справа. Не забудьте указать, что нашли компанию на портале БизОрг.
Где посмотреть полную информацию об организации «Энерго 220, ООО»?
Для получения полных данных о компании перейдите сверху справа по ссылке-названию организации. Затем перейдите на интересуемую вкладку с описанием.
Предложение указано с ошибками, телефон не доступен и т.д.
Если у Вас возникли проблемы при сотрудничестве с «Энерго 220, ООО» – сообщите идентификаторы фирмы (127624) и товара/услуги (1071920) в нашу службу технической поддержки.
Общая информация:
дата размещения объявления: 17. 06.2021;
последнее изменение сведений – 17.06.2021;
151 – именно такое количество пользователей просмотрело данную страницу с момента размещения. И каждый день это число увеличивается;
вы сможете увидеть «Однофазный сварочный аппарат BlueWeld COMBI 182 TURBO» в разделах «Промышленное оборудование, станки, механизмы», «Сварочное и паяльное оборудование», «Газосварочное оборудование», «Автоматы сварочные».
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией Энерго 220, ООО цена товара «Однофазный сварочный аппарат BlueWeld COMBI 182 TURBO» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Энерго 220, ООО по указанным телефону или адресу электронной почты.
Телефоны:
+7 4997257076
Купить однофазный сварочный аппарат BlueWeld COMBI 182 TURBO в Москве:
ул. Каспийская, д.12, стр.2
Однофазный сварочный аппарат BlueWeld COMBI 182 TURBO
Инструкция Сварочного аппарата Blueweld Combi 182 Turbo на русском
В представленном списке руководства для конкретной модели Сварочного аппарата — Blueweld Combi 182 Turbo. Вы можете скачать инструкции к себе на компьютер или просмотреть онлайн на страницах сайта бесплатно или распечатать.
В случае если инструкция на русском не полная или нужна дополнительная информация по этому устройству, если вам нужны дополнительные файлы: драйвера, дополнительное руководство пользователя (производители зачастую для каждого продукта делают несколько различных документов технической помощи и руководств), свежая версия прошивки, то вы можете задать вопрос администраторам или всем пользователям сайта, все постараются оперативно отреагировать на ваш запрос и как можно быстрее помочь. Ваше устройство имеет характеристики:Тип устройства: сварочный выпрямитель, Типы сварки: полуавтоматическая сварка (MIG/MAG), Сварочный ток (MIG/MAG): 30-170 А, Количество фаз питания: 1, Тип выходного тока: постоянный, Мощность: 5. 20 кВт, полные характеристики смотрите в следующей вкладке.
blueweld-combi-182-turbo-guide.pdf
Руководство пользователя
blueweld-combi-182-turbo-certificate.doc
Скачать сертификат соответствия
Скачать
Для многих товаров, для работы с Blueweld Combi 182 Turbo могут понадобиться различные дополнительные файлы: драйвера, патчи, обновления, программы установки. Вы можете скачать онлайн эти файлы для конкретнй модели Blueweld Combi 182 Turbo или добавить свои для бесплатного скачивания другим посетителями.
Файлов не найдено
Если вы не нашли файлов и документов для этой модели то можете посмотреть интсрукции для похожих товаров и моделей, так как они зачастую отличаются небольшим изменениями и взаимодополняемы.
Обязательно напишите несколько слов о преобретенном вами товаре, чтобы каждый мог ознакомиться с вашим отзывом или вопросом. Проявляйте активность что как можно бльше людей смогли узнать мнение настоящих людей которые уже пользовались Blueweld Combi 182 Turbo.
Вася
2019-07-18 07:18:00
Пролдрппп
Основные и самые важные характеристики модели собраны из надежных источников и по характеристикам можно найти похожие модели.
Основные характеристики
Тип устройства
сварочный выпрямитель
Типы сварки
полуавтоматическая сварка (MIG/MAG)
Сварочный ток (MIG/MAG)
30-170 А
Количество фаз питания
1
Тип выходного тока
постоянный
Мощность
5.20 кВт
Продолжительность включения при максимальном токе
20 %
Диаметр проволоки
0.60-1.20 мм
Дополнительные характеристики
Габариты, ДхШхВ
800х450х570 мм
Масса
38 кг
Здесь представлен список самых частых и распространенных поломок и неисправностей у Сварочных аппаратов. Если у вас такая поломка то вам повезло, это типовая неисправность для Blueweld Combi 182 Turbo и вы можете задать вопрос о том как ее устранить и вам быстро ответят или же прочитайте в вопросах и ответах ниже.
Название поломки
Описание поломки
Действие
Самопроизвольное Отключение Сварочного Аппарата
Сильное Гудение Трансформатора
Чрезмерный Нагрев Сварочного Аппарата
Низкое Значение Сварочного Тока
Плохая Регулировка Сварочного Тока
Внезапный Обрыв Сварочной Дуги И Невозможность Зажечь Ее Снова
Потребление Большого Тока Из Сети При Отсутствии Нагрузки
Автомагнитола Вообще Не Включается
А9 (Не Al9 А Именно А9)
Загорается Код Ошибки А9 И Все. Аппарат Не Работает.
Нет Регулировки Тока Дуги
На Табло Задания Тока Дуги Нули, На Вращение Потенциометра Регулировки Уставки Тока Не Реагирует
Сгорели Транзистор Rjh60F7
Отсутствие Первичного Импульса
Fubag Ts-Mig 190
Пошёл Дым Из Главного Тансформатора
Кратон Wt 180
Вышел Из Строя Переключатель
Сгорел Транзистор Не Понятная Маркировка 1D22Ay Первая Строка И Третья 90C Подскажите Пожалуйста Полностью Маркировку
Включил И Аппарат Стрельнул
Не Работает Как Полуавтомат
Второй Раз Выходит Из Строя Соленоидный Клапан
Нет Дуги
Включаем Все Работает Адыги Нет
Нет Тока На Выходе Клемм Пуско Зарядного Устройства
Сгорели Транзисторы Fgh60N60Smd
Не Работает Режим Tig
Нет Напряжения На Вых Саи
Вентилятор Работает
Нет Подачи Газа В Зону Сварки
Не Работает Управление Включением Клапана Подачи Газа
Не Включается Вентилятор
Не Работает Вентилятор
С Платы Отцепили Все Провода
Теперь Не Знаем Кокой Куда
Горит Индикатор О. С, Гудит Но Неварит, Пропала Масса
Включается Но Когда + К — То Неварит А Загорается Индикатор О. С Подскажите Что Делать?
Сварочник Fubag Ir 220
Не Включается Вообще. На Реле Приходит 121В И Дальше Ничего. Подскажите В Чём Может Быть Причина?
Горят Оба Диода, Сеть И Рядом Жёлтая
Вентилятор Работает На Провода Нет Напряжения, То Есть Нет Дуги, Что Делать?
Бестмини 180
Аппарат Включается, Вентиляторы Работают, Но Не Варит Так Как На Дисплее Пишет «Напр. Слабое». В Чем Может Быть Причина?
Ошибка
0215
Внезапный Обрыв Сварочной Дуги
При Сварке Происходит Внезапный Обрыв Дуги,При Чем Все Клеммы И Разъемы Правильно Подключены
Фубаг Интиг 200 Ас Дс
Лампа Сети Горит Аппарат Не Включается Табло Не Горит Вентилятор Не Работает Перед Этим Поставил На Постоянном Токе Максимальное Количество Герц Немного Поработал Загорелась Ошибка На Кнопки Не Реагировал Выключил Клавишей И Больше Не Включается Только Го
Сразу После Подключения Загорелся Индикатор «Защита», На Дисплее Напряжения Горит Eo2, Ни Один Регулятор Не Реагирует, Характерных Звуков При Включении Данного Аппарата В Сеть Не Обнаружилось!
Приобретался В Сети Дилерских Центров «Svarbi- Спб» На Уманском Пер. .д71..Помещение 25; Приобретался 03 Марта 2020Года По Счету N2083
Плохой Розжиг Дуги
В нашей базе сейчас зарегестрированно 18 353 сервиса в 513 города России, Беларусии, Казахстана и Украины.
МУЛЬТИ-СЕРВИС
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
рязанский проспект 36
Телефон:
Сайт:
n/a
Время работы Круглосуточно
ЮГО-ВОСТОК
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
Ставропольский проезд, владение 199
Телефон:
79250169302
Сайт:
n/a
Время работы Будни: с 1100 до 2000 Суббота: с 1200 до 1800 Воскресенье: выходной
СОЮЗОРГТЕХНИКА
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
Каширское ш., д.26, кор.3
Телефон:
74959915852
Сайт:
n/a
Время работы Будни: с 1000 до 1900 Суббота: с 1000 до 1500 Воскресенье: выходной
ТЕЛЕДОКТОР
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
Учинская, 1
Телефон:
79166304460
Сайт:
n/a
Время работы Будни: с 1000 до 2000 Суббота: с 1100 до 1700 Воскресенье: выходной
WELDING-ZONE. RU
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
Москва, Рязанский проспект, 36
Телефон:
74952151722
Сайт:
n/a
Время работы Будни: с 1000 до 2000 Суббота: с 1100 до 1600 Воскресенье: с 1100 до 1600
Дуговая сварка – ICEC
Категория: Дуговая сварка
Описание
Arcon Welding Портативное сварочное оборудование ARCON
The Workhorse 300S Сварочный аппарат для сварки ручкой / Lift Start TIG / Аппарат для сварки порошковой проволокой 10-400A
Универсальный сварочный аппарат для электродуговой, аргонодуговой и порошковой сварки с механизмом подачи проволоки, чувствительным к напряжению.
Одно напряжение 240 В, 480 В, 575 В или 400 В. Также доступен в двойном исполнении
первичное напряжение, 240В/480В (одна или три фазы в 240В).
Эксклюзивная 5-летняя гарантия от отказов, связанных с коррозией
Вес: 80 фунтов.
Загрузить руководство в формате PDF Загрузить брошюру в формате PDF
The Workhorse 300MS CC/CV MIG/Stick Welder, 30-400A
Многоцелевой сварочный аппарат MIG / сварочный аппарат.
Обеспечивает функцию Command Arc в сварке MIG, которая сводит к минимуму разбрызгивание
Одно напряжение 240 В, 480 В, 575 В или 400 В. Также доступен с двойным первичным напряжением, 240 В/480 В (одна или три фазы для 240 В)
Эксклюзивная 5-летняя гарантия от отказов, связанных с коррозией
Вес: 80 фунтов.
Скачать брошюру в формате PDF
Рабочая лошадка 300ST Аппарат для дуговой сварки TIG, сварочный аппарат
Дуговой стартер с конденсаторным разрядом Сварочный аппарат TIG / Сварочный аппарат для дуговой сварки, разработанный специально для сложной сварки TIG, когда вольфрамовый электрод (вольфрам) не может касаться основного металла, что может вызвать загрязнение сварного шва.
Эксклюзивная 5-летняя гарантия от отказов, связанных с коррозией
Вес: 80 фунтов.
Скачать брошюру в формате PDF
Аппарат для приварки шпилек Studhorse 1000 DM
Портативный (80 фунтов) инверторный сварочный аппарат с вытяжной дугой на 1000 А. Диаметр шпильки с полным основанием: от минимум 1/4 дюйма до максимум 5/8 дюйма (6–16 мм).
Вес: 80 фунтов.
Эксклюзивная 5-летняя гарантия от отказов, связанных с коррозией.
Скачать брошюру в формате PDF
Аппарат для приварки шпилек Studhorse 1200 DM
Портативный (80 фунтов) инверторный сварочный аппарат с вытяжной дугой на 1200 А. Диаметр шпильки с полным основанием: от минимум 1/4 дюйма до максимум 3/4 дюйма (6–19 мм).
Вес: 80 фунтов.
Эксклюзивная 5-летняя гарантия от отказов, связанных с коррозией.
Скачать брошюру в формате PDF
The Workhorse 300ST Robotic TIGweld
Сварочный аппарат Stick/TIG на 300 А, который будет работать от «третьего рельса» постоянного тока с напряжением до 800 В и идеально подходит для легкорельсового транспорта и туннелей поездов метро, где отсутствует питание переменного тока и выхлопные газы от генераторных сварочных аппаратов. может быть опасным. Устройство имеет дополнительные зажимы для подключения питания Third-Rail.
Ironhorse 300S 700 В постоянного тока
В первую очередь предназначен для сварки TIG (GTAW) с использованием промышленного робота с проверенным временем источником питания SCR-инверторного типа. Весит всего 80 фунтов, имеет встроенный автоматический выключатель и обеспечивает 5-зонную тепловую защиту, что делает эту машину идеальной для интеграции с промышленным роботом, использующим 240, 480 или 575 В переменного тока в качестве основного питания.
Боевой конь
Warhorse является опцией для Workhorse 300S. Он доступен для всех стандартных напряжений и предназначен для защиты машины от скачков напряжения и перенапряжений, обычно встречающихся в средах с очень «грязной» системой распределения электроэнергии, таких как угольные шахты, электростанции, сталелитейные заводы и некоторые генераторы. Такая высокая устойчивость к перенапряжениям и всплескам была достигнута за счет значительного увеличения емкости существующих цепей защиты от перенапряжения, добавления новых устройств защиты от перенапряжения и использования компонентов с номинальным напряжением в критических частях цепей инвертора.
Различные виды сварки и для чего они используются
Помните фильм 80-х «Танец-вспышка»? Главная героиня, Дженнифер Билз, днем работала сварщиком на сталелитейном заводе в Питтсбурге, и для многих людей это было их первым проблеском того, чем сварщик зарабатывает на жизнь.
Дженнифер, безусловно, сделала сварку гламурной, хотя фильм, не говоря уже о навыках сварщика Джен, подвергся резкой критике со стороны критиков.
Джен, как сообщается, впоследствии сказала, что она изучала сварку в течение двух месяцев до начала съемок, но поскольку режиссер хотел, чтобы в камере было больше искр, ей пришлось проделать ужасную работу. Возможно, мы сможем отпустить ее с крючка.
Несмотря на то, что изображают в фильмах, сварка, конечно, серьезная работа. Он используется для соединения кусков металла вместе и является очень искусным ремеслом. Итак, какие существуют виды сварки и для чего они используются в промышленности?
Сварка МИГ
Сварка МИГ — это один из самых простых видов сварки для начинающих. Сварка MIG на самом деле представляет собой два разных типа сварки. В первом используется оголенный провод, а во втором — флюсовый сердечник.
Сварка MIG неизолированной проволокой может использоваться для соединения тонких металлических деталей. Сварку MIG с флюсовой сердцевиной можно использовать на открытом воздухе, поскольку для нее не требуется расходомер или подача газа. Сварка MIG, как правило, является предпочтительным вариантом сварки для энтузиастов-любителей и сварщиков-любителей, у которых нет денег, чтобы тратить их на дорогостоящее оборудование.
Сварка электродом
Сварка электродом, также известная как дуговая сварка, делается по старинке. Ручную сварку немного сложнее освоить, чем сварку MIG, но вы можете купить сварочное оборудование за очень небольшую плату, если хотите попробовать дома. При сварке стержнем используется сварочный стержень с стержневым электродом.
В приведенном ниже видео объясняется разница между сваркой с подачей проволоки и сваркой электродом.
Сварка ВИГ
Сварка ВИГ чрезвычайно универсальна, но она также является одной из самых сложных для освоения технологий сварки, а сварщики ВИГ Lincoln Electric являются квалифицированными специалистами.
Для сварки TIG необходимы две руки. Одна рука подает стержень, а другая держит горелку TIG. Эта горелка создает тепло и дугу, которые используются для сварки большинства обычных металлов, включая алюминий, сталь, сплавы никеля, сплавы меди, кобальт и титан.
Сварочные аппараты TIG можно использовать для сварки стали, нержавеющей стали, хромомолибденовой стали, алюминия, никелевых сплавов, магния, меди, латуни, бронзы и даже золота. TIG — полезный процесс сварки велосипедных рам, газонокосилок, дверных ручек, крыльев и многого другого.
Плазменно-дуговая сварка
Плазменно-дуговая сварка является точной техникой и обычно используется в аэрокосмической промышленности, где толщина металла составляет 0,015 дюйма. Одним из примеров такого применения может быть лопатка двигателя или воздушное уплотнение. Плазменно-дуговая сварка по технологии очень похожа на сварку TIG, но электрод утоплен, а ионизирующие газы внутри дуги используются для создания тепла.
Обычной комбинацией газов является аргон в качестве плазмообразующего газа и аргон плюс от 2 до 5% водорода в качестве защитного газа. Гелий можно использовать в качестве плазменного газа, но поскольку он более горячий, это снижает номинальный ток сопла.
Хотите узнать больше о плазменной сварке? Прочтите эту статью.
Электронно-лучевая и лазерная сварка
Электронно-лучевая и лазерная сварка — это чрезвычайно точные методы сварки с высокой энергией. Электронные лучи и лазеры могут быть сфокусированы и направлены с исключительной точностью, необходимой для сварки самых маленьких имплантируемых медицинских устройств, а также обеспечивают огромную мощность, необходимую для сварки крупных деталей космического корабля. Электронно-лучевая и лазерная сварка — это универсальные, мощные, автоматизированные процессы. Оба могут создавать красивые сварные швы с металлургической и эстетической точки зрения. Оба могут быть экономически эффективными.
Посмотрите видео ниже, демонстрирующее некоторые преимущества и недостатки электронно-лучевой сварки по сравнению с лазерной сваркой.
Натуральная древесина была и остается популярным строительным и отделочным материалом. К одному из видов которого относятся — панели для внутренней и наружной отделки (вагонка). До недавнего времени, выбор между панелями по их внешнему виду, был не особо велик. Среди известных и доступных ламелей из натурального дерева, можно назвать:
Вагонка. Не широкие, до 3 сантиметров толщиной доски, различной степени обработки их поверхности по качеству. Основные параметры — толщина, ширина, длина, определяются производителем материала.
Евровагонка. Названные выше стандарты, приведены к единым, общеевропейским. В нескольких вариантах. Данные панели, также имеют дополнительную классификацию по качеству обработки и состоянию древесины.
Блок-хаус. Евровагонка с лицевой поверхностью в виде оцилиндрованного бревна.
Фальшбрус. Аналог блок хауса, но ровной поверхностью и квадратным сечением.
Красивая отделка вагонкой
С недавнего времени к перечисленным отделочным панелям из натуральной древесины различных пород деревьев, добавились — деревянные обои из профилированной вагонки.
Деревянные «обои»
Если сказать честно, то не очень понятно, чем руководствовались люди, давшие такое название — деревянные обои, обычной и общеизвестной евровагонке?!
Профилированная вагонка имеет только одно (но существенное) отличие от уже известных нам образцов материалов для деревянной отделки, это — профилированную внешнюю поверхность. То есть, вы можете выбрать подходящий по внешнему дизайну к общему интерьеру профиль. Или наоборот, исходя из его (профиля) формы, оформить стиль помещения. К основным видам профилированной вагонки относятся такие формы, как:
домик,
гребенка,
волна,
прямой профиль.
Родоначальниками профилированной вагонки, считается финские деревообрабатывающие предприятия, запустившие данный отделочный материал в массовое производство.
По собственному опыту (за державу обидно), можем добавить, что отделка помещений профильной доской, в России известна и применяется очень давно. С одним добавлением. В качестве модных сегодня — деревянных обоев, использовались фигурные панели (всем известные — наличники), изготовленные под заказ. Но не имеющие паза — гребневого соединения, что заменялось шпунтом.
Типы деревянных обоев
Называя по умолчанию профилированную евро вагонку — деревянными обоями, в целях полного раскрытия данного вопроса, следует упомянуть материалы для отделки, в большей степени соответствующие данному названию — обои из дерева. К ним относятся:
деревянные обои из натурального шпона,
пробковые рулонные или панельные покрытия.
Подбирая сравнительный материал для нашей статьи, с удивлением обнаружили, что в категорию — деревянные обои, отдельные (многие) авторы, добавили — терма древесину?! Так вот. Вынужденно поясняем. Терма древесина — это любой отделочный материал из натурального дерева обработанный специальным термическим способом для улучшения качественных характеристик изделия.
Профилированная мембрана для гидроизоляционных работ planter standard
Planter standard — изоляционный строительный материал нового поколения. Изготавливается из высоко прочного полиэтилена большой степени плотности. Характерной особенность данного полотна, является наличие на его поверхности округлых выступов (шипов). Высотой 8 миллиметров. Применение planter standard, в качестве гидроизоляции зданий и помещений практически не ограничено. Благодаря техническому устройству (шипам) и плотному полиэтилену используемого для изготовления профилированной мембраны planter standard, она успешно применяется для:
работ по защите от влаги заглубленных частей (фундаментов) промышленных и общегражданских строений в момент засыпки котлована грунтом обратной засыпки;
предохранения плиты фундамента от скопления капиллярной влаги.
проведения мероприятий направленных на улучшение состояния влажных стен.
укладке плоских кровельных материалов и тому подобных операций.
К положительным качествам профилированной гидроизоляционной мембраны, относятся:
высокая устойчивость к воздействиям агрессивной химической среды,
сопротивляемость к образованию плесени и гнилостных бактерий,
высокая прочность,
термоустойчивость.
Более подробную техническую и технологическую информацию, а также сведения о стоимости материала, можно узнать на официальном сайте производителя профилированной мембраны для гидроизоляционных работ planter standard.
Отделка стен профилированной вагонкой и мембраной
Исходя из того, что называемая деревянными обоями профилированная вагонка, является по своей сути ни чем иным, как обычной вагонкой стандарта евро, с фигурной рельефной поверхностью ее лицевой части. То и соответственно и монтажные работы по их укладке, полностью идентичны. По той причине что в задачи данной статьи не входит детальное описание работ по отделке стен помещений названным материалом, приведем краткую последовательность необходимых действий, которые включают в себя:
первоначальную обработку стен защитными составами,
Завершающие декоративно — отделочные работы (тонирование, покраска, лакировка).
Профильная доска, евровагонка, имитация бруса в наличии на складе на Новорижском шоссе
Евро Вагонка сорт-А
Универсальный отделочный материал принудительной сушки, из хвойных пород древесины
Евро Вагонка сорт ВС
Универсальный отделочный материал принудительной сушки, из хвойных пород древесины
Штиль 121х14
Отделочный материал принудительной сушки, из хвойных пород древесины, для отделки стен и потолков
Штиль 146х14
Отделочный материал принудительной сушки, из хвойных пород древесины, для отделки стен и потолков
Имитация бруса 120х17
Изделие принудительной сушки, из хвойных пород древесины, имитирующее стену из профилированного бруса
Имитация бруса 145х17
Изделие принудительной сушки, из хвойных пород древесины, имитирующее стену из профилированного бруса
Имитация бруса 145х21
Изделие принудительной сушки, из хвойных пород древесины, имитирующее стену из профилированного бруса
Имитация бруса 195х21
Изделие принудительной сушки, из хвойных пород древесины, имитирующее стену из профилированного бруса
Имитация бруса 195х28
Изделие принудительной сушки, из хвойных пород древесины, имитирующее стену из профилированного бруса
Имитация бруса 190х36
Изделие принудительной сушки, из хвойных пород древесины, имитирующее стену из профилированного бруса
Блок-хаус 145х28
Изделие принудительной сушки, из хвойных пород древесины, имитирующее стену из оцилиндрованного бревна
Блок-хаус 140х36
Изделие принудительной сушки, из хвойных пород древесины, имитирующее стену из оцилиндрованного бревна
Блок-хаус 190х36
Изделие принудительной сушки, из хвойных пород древесины, имитирующее стену из оцилиндрованного бревна
Блок-хаус 190х45
Изделие принудительной сушки, из хвойных пород древесины, имитирующее стену из оцилиндрованного бревна
Пол 145х28
Изделие принудительной сушки, из хвойных пород древесины, имеющее шип-паз для соединения в единое полотно
Пол 145х36
Изделие принудительной сушки, из хвойных пород древесины, имеющее шип-паз для соединения в единое полотно
Пол 145х46
Изделие принудительной сушки, из хвойных пород древесины, имеющее шип-паз для соединения в единое полотно
Под профильной доской понимают пиломатериалы, которые подверглись профилированию. Процедура подразумевает придание изделию определенной формы. Это необходимо для того, чтобы материал было проще монтировать.
Профилированная доска в одной части имеет паз, а в другой – выступ. Они проходят по всей длине изделия. Во время сборки выступ заходит в паз, что обеспечивает надежное соединение элементов между собой. Подобную конструкцию именуют замком.
Помимо прочности профилированная доска имеет ряд других преимуществ перед обычной:
она эстетичнее выглядит;
ее легче и быстрее монтировать;
она лучше удерживает тепло и не допускает продувание облицовочного покрытия.
Наиболее распространенная разновидность материала – широко известная вагонка. Ее применяют как для внутренней, так и для наружной отделки. Вагонка обладает привлекательным внешним видом и недорого стоит.
Приобрести профилированнуюдоску в Москве можно в нашей компании LesBox. Мы предлагаем качественные пиломатериалы из различных хвойных пород древесины.
Профильные напольные покрытия | Westin Automotive Products, Inc.
Home
Westin Products
Westin Floor & Cargo Lines
Profile Floor Lines
Напольные и грузовые коврики Westin
от 43,99 до 230,99 долларов США
• Защищает ковровое покрытие автомобиля от ежедневного износа • Простота установки • Изготовлен из эластичного, прочного и не имеющего запаха прорезиненного полимера • Подкладки сохраняют форму в жару, холод и при больших нагрузках • Создан для контурирования поверхности пола транспортного средства • Кромка до 2 дюймов по краю футеровки удерживает разливы и мусор • Приподнятая текстурированная поверхность для сильного сцепления • Материал легко чистится SUV/CUV • Отлично подходит для использования в любое время года
Только для жителей Калифорнии – Реквизит. 65 Предупреждение
ПРЕДУПРЕЖДЕНИЕ: Некоторые продукты могут содержать химические вещества, такие как ДЭГФ, которые могут вызывать рак, врожденные дефекты или другие нарушения репродуктивной функции. Для получения дополнительной информации посетите веб-сайт www.p65warnings.ca.gov
Выберите свой автомобиль
Выберите год
Выберите год
2023
2022
2021
2020
2019
2018
2017
90 003 2016
2015
2014
2013
2012
2011
2010
2009
2008
2007
2006
2005
2004
2003
2002
2001
Выберите марку
Выберите марку
Выберите модель
Выберите модель
Профильные напольные покрытия
8 изображений и 1 видео
Подробная информация о продукте
Завершите образ
Гарантия
Новые напольные покрытия Westin Profile изготовлены из гибкого, прочного прорезиненного полимера без запаха, который поддерживает пол переднего ряда, второго ряда, третьего ряда и грузового отсека в чистоте, несмотря ни на что элементы, с которыми вы сталкиваетесь. Наши конструкции соответствуют площади пола вашего автомобиля и защищают ковер от чрезмерного износа в сложных ситуациях. Благодаря приподнятой текстурированной поверхности, которая обеспечивает сильное сцепление, накладки на полы Westin Profile обеспечивают точную посадку и сохраняют свою форму как в сильную жару, так и в холод. Доверьте Westin, чтобы вывести свою поездку на новый уровень благодаря яркому внешнему виду и надежной защите, которая вам так нужна!
900 03 Крышки кровати и двери багажного отделения Westin
Коврики кровати и двери багажного отделения Westin
Вестин
Супервинч
ФЕЙ
Брут
×
Onduline Ag-Liner 9 дюймов в центре Панели ПВХ шириной 38 дюймов для профессионального использования
Ag-Liner (9 дюймов по центру)
Описание
Инструкции по установке
Аксессуары
Ag-Liner (9 дюймов по центру)
0 отзывов
RemoveCompare
Ag-Liner (9 дюймов по центру)
Ag-Liner (9 дюймов по центру)
Ag-Liner (9 дюймов по центру)
AG-LINER: 9 дюймов по центральному профилю
ПВХ-панели шириной 38 дюймов отлично подходят для внутренней облицовки. в некоторых случаях используется формованный металл. Обеспечивает безопасность ваших животных и защищает вашу основную конструкцию от повреждений в результате физического контакта и воздействия едких сред. Легко чистить.
Цвета
Описание
Преимущества продукта
Невоспламеняющийся
НЕ ржавеет, не гниет, не скалывается и не отслаивается даже в большинстве щелочных сред
Высокая ударопрочность
900 14 Глянцевая отделка помогает отражать свет
Помогает снижение шума
Термостойкость при температуре поверхности до 150F°
Аксессуары
AG-LINER работает с несколькими аксессуарами, чтобы обеспечить наилучшую и безопасную установку в вашем здании.
Для получения дополнительной информации о AG- Аксессуары LINER см. в разделе «Аксессуары» ниже.
от 2 футов 6 дюймов до 24 футов 6 дюймов с шагом 1 дюйм Для получения дополнительной информации обратитесь в отдел продаж и обслуживания клиентов
Ширина панели
38 дюймов (эффективное покрытие 36 дюймов)
Толщина
0,032 дюйма (0,8 мм)
Крепеж
Через каждые 6 дюймов по горизонтали
Пролет
2′ по центру
ДОСТУПНЫЕ ПРОФИЛИ:
AG-LINER 9-ДЮЙМЫ ПО ЦЕНТРУ
AG-LINER GRECA (38″)
9 0014 Панели ПВХ также доступны в профилях шириной 26 дюймов:
UltraVinyl — 26 дюймов Greca Профиль
SeaCoaster — Профиль круглой волны
Длина чулок
9-дюймовый по центру
Грека шириной 38 дюймов
Белый
8 футов 4 дюйма
1800А
1850А
10 футов 4 дюйма
1800Б
1850Б
12 футов 4 дюйма
1800К
1959С
16 футов 4 дюйма
1800Е
1850Е
20 футов 4 дюйма
1800Г
1850Ф
24 фута 4 дюйма
1800I
1850I
На панели AG-LINER распространяется 10-летняя ограниченная гарантия при использовании с соответствующими аксессуарами, в интерьерах зданий и при использовании в пределах эксплуатационных параметров.
Скоро появится ссылка на гарантию…
Скоро появится…
Инструкции по установке
УСТАНОВКА
Предварительное сверление отверстий перед установкой
Минимальный наклон 1:12 [наилучшая производительность при 2:12 или круче]
Храните панели в прохладном, сухом и затененном месте до установки
Не ходите прямо по панелям
Используйте 100% силиконовую или бутиловую ленту в качестве герметика
Резка настольной пилой с фанерным диском для достижения наилучших результатов
Можно использовать ручную циркулярную пилу (фанерное полотно) и электролобзик
Для небольших локальных работ также можно использовать ручные инструменты
Уход и техническое обслуживание:
Не используйте абразивные или высокощелочные чистящие средства
Не допускайте попадания спрея для мытья под давлением в непосредственной близости от панелей
Не наносите чистящие средства под прямыми солнечными лучами и не оставляйте чистящие средства на длительное время
Очистить крышу от мусора
Для получения дополнительной информации обратитесь в службу поддержки клиентов, используя ссылку ниже.
Сушильная камера для дерева древесины проходного типа muhlbock 200мкуб
Состояние: Б/У Год выпуска: 2000 Производитель: Muhlbock (Австрия)
В отличном рабочем состоянии. Полностью исправна. Новая такая стоит сейчас минимум 174 000 евро без учёта допоборудования на заводе изготовителе + её надо привезти, в общем около 20 млн….
21.04.2022
Нарофоминск (Россия)
4 500 000
Сушильные камеры
Состояние: Новый Год выпуска: 2015
В наличии
Производство и установка сушильных камерКомпания Негоциант-инжиниринг предлагает сушильные камеры конвекционного типа для сушки пиломатериалов и древесины. Все элементы камеры выполнены из алюминия…
17.10.2016
Москва (Россия)
Сушильная камера ПВСК-Т для термической обработки древесины
Состояние: Новый Год выпуска: 2015
В наличии
Мобильные пресс вакуумные пропиточно-сушильные камеры ПВСК-Т, для получения улучшенных параметров древесины, быстрой, высокоэффективной и качественной сушки пиломатериалов, получения…
04.04.2016
Уфа (Россия)
1 800 000
Сушильные камеры для древесины
Состояние: Новый Год выпуска: 2015
В наличии
ООО «М-Импульс», является разработчиком и предлагает мобильные пресс вакуумные пропиточно-сушильные камеры ПВСК, для качественной пропитки, сушки, получения термически. ..
04.04.2016
Уфа (Россия)
1 600 000
Сушильные камеры
Состояние: Новый
В наличии
Сушильные камеры.
Организация производит сушильные агрегаты для сушки древесины любых размеров стандартные и по чертежам заказчика (Термопрессы сушильные вакуумные, конвективные сушильные камеры,…
04.03.2014
Старый Оскол (Россия)
1 100 000
Пресс-вакуумные пропитачно-сушильные камеры ПВСК
Состояние: Новый Год выпуска: 2014
В наличии
Вам нужен сухой пиломатериал? У Вас гибкое производство? У Вас высокое качество продукции? Вам не обойтись без пресс-вакуумной сушильной камеры ПВСК-Т, которая позволяет в короткие сроки 1-2 дня,…
04.04.2016
Уфа (Россия)
1 200 000
Сушильные камеры и комплектующие к ним
Состояние: Новый
В наличии
Предлагаем качественное деревообрабатывающее оборудование. В том числе: сушильные камеры и комплектующие к ним; алюминиевый профильный лист, механизм для съема и установки ворот, уплотнитель для…
27.03.2014
Ухта (Россия)
800 000
Сушильные камеры Универсал
Состояние: Новый
В наличии
Малогабаритная сушильная камера предназначена для сушки пиломатериалов любых пород и сечений до требуемой конечной влажности. В сравнении с другими сушильными камерами предлагаемые камеры не…
27.03.2014
Ухта (Россия)
Сушильная камера
Состояние: Новый
В наличии
Сушильная камера для мяса, рыбы, морепродуктов.
Термошкаф для производства сушеных шнеков; мяса, рыбы, морепродуктов. Конвекционный метод сушки за счет продуманной циркуляции воздушных потоков…
11. 05.2017
Старый Оскол (Россия)
Комплектующие для сушильных камер
Состояние: Новый
В наличии
Предлагаем весь спектр комплектующих, запасных частей для сушильных камер древесины. Двигатели, вентиляторы, контроллеры, калориферы.Двигатели в тропическом исполнении итальянского производителя…
19.01.2015
Санкт-Петербург (Россия)
Пресс вакуумные сушильные камеры
Состояние: Новый Год выпуска: 2015 Производитель: ООО М-Импульс (Россия)
В наличии
ООО М-Импульс, является разработчиком и изготовителем многофункциональных, экономичных, мобильных, пресс- вакуумных пропиточно-сушильных камер ПВСК-Т, ТП, ТКТ. Предлагает вакуумные…
Состояние: Б/У Год выпуска: 2014 Производитель: Термопроцесс (Россия)
Продается сушильная камера ЛСК-30У + Котёл водогрейный твердотопливный КВР РТ-120В связи с перепрофилированием производства продам сушильную камеру ЛСК-30У + Котёл водогрейный твердотопливный. ..
09.02.2016
Соликамск (Россия)
950 000
сушильную камеру АСКМ-15
Состояние: Б/У Производитель: Россия
Организация реализует сушильную камеру АСКМ-15. Состояние — рабочее, мало б/у. Находится в Курске.Общая характеристика:Аэродинамическая сушильная камера АСКМ-15А — это высоконадежное…
08.12.2016
Курск (Россия)
500 000
Сушильные камеры конвективного типа от 25 до 150 м
Состояние: Новый Производитель: ООО»Дулан» (Россия)
Компания Dulan предлагает качественное деревообрабатывающее оборудование, в том числе: сушильные камеры от 25 до 150 к.м. и комплектующие к ним.Компания Dulan предлагает качественное…
01. 11.2022
Санкт-Петербург (Россия)
Окрасочно сушильные камеры ОСК и кабины
Состояние: Новый Год выпуска: 2017 Производитель: Россия
В наличии
Проектирование, производство и монтаж окрасочно-сушильных камер и покрасочных кабин любой сложности для порошковые и аэрозольные. Проектирование и монтаж промышленной вентиляции и…
10.01.2017
Щелково (Россия)
Вентилятор для сушильных камер
Состояние: Новый Производитель: Германия
Для сушильных камер мы предлагаем абсолютно новые реверсивные серпообразные лопатки типа R, благодаря этому повышается коэффициент полезного действия по сравнению с традиционными реверсивными…
01. 11.2022
Санкт-Петербург (Россия)
63 000
Пресс-Вакуумная сушильная камера ПВСК-6
Состояние: Новый Производитель: ООО М-Импульс (Россия)
В наличии
.Здравствуйте! Продается Пресс-Вакуумная сушильная камера ПВСК-6 для любых видов дерева, и пиломатериалов, объем загрузки 5.5 м3 весь процесс сушки автоматизирован,габариты сушилки 7000*2200*1100,…
16.01.2020
Нижневартовск (Россия)
1 275 000
Сушильные камеры IMG
Состояние: Новый
В наличии
Качественные сушильные камеры.Компания IMG занимается проектированием, производством, поставкой и запуском современных сушильных камер собственного и итальянского производства. Наша компания…
04.06.2018
Санкт-Петербург (Россия)
Пресс-вакуумные сушильные камеры ПВСК-6
Состояние: Новый Год выпуска: 2012
В наличии
Производство оборудования для качественной сушки пиломатериалов. ООО «МВ-Импульс», является
разработчиком и предлагает
многофункциональные, экономичные, мобильные пресс-вакуумные…
04.04.2016
Уфа (Россия)
1 500 000
конвективные сушильные камеры
Состояние: Новый Производитель: ТЕРМОЛЕС (Россия)
В наличии
мобильные сушильные камеры конвективного типа. Не требуют общестроительных работ по устройству фундамента. Цена-самая низкая в РФ! Доставка по всей России.
19.03.2019
Великий Новгород (Новгород) (Россия)
620 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по сушильной камере для дерева почти как на Авито и TIU
Видео сушильной камеры для дерева
Почти как у Шишкина: медвежонок, взбирающийся на дерево, попал на камеру в ЕАО
Комсомольская правда
Результаты поиска
Дом. СемьяЖивой уголокИнтересное
Оксана ШЕМЕТОВА
3 ноября 2022 4:30
Взбирающийся на дерево медвежонок попал на фотоловушку в ЕАО[видео]
Косолапый усердно карабкался к своей цели Фото: скриншот с видео
История, напоминающая сюжет с картины русского художника Ивана Шишкина, произошла в Еврейской автономии. Камера фотоловушки запечатлела карабкающегося на заваленное дерево медвежонка. Косолапый так усердно взбирался, как будто там, наверху, его ждал самый настоящий горшочек меда.
Медвежонок попал в объектив фотоловушки в ЕАО
Автор видео: Центр «Амурский тигр»
— В Еврейской автономной области фотоловушка запечатлела медвежонка, который вскарабкивается вверх по дереву и, судя по его целеустремленному взгляду, он не намерен останавливаться на достигнутом, — рассказали в Центре «Амурский тигр».
Пока маленький хищник развлекался, мама-медведица кружила вокруг дерева. Что происходило дальше, чем закончились восхождения медвежонка, камера не засняла. Как он спустился — неизвестно, в «Амурском тигре» предположили, что справиться со спуском без помощи матери косолапому вряд ли удалось.
Специалисты выезжали на место, где гуляла семья медведей, к моменту визита людей хищников там уже не было, а значит, медвежонок смог справиться со своим восхождением, и они с мамой благополучно отправились дальше обходить леса Еврейской автономии.
Совсем недавно в той же области на камеры попал еще один медведь, он увлеченно чесал спину о кору дерева, на кадрах было видно, что хищник получает от своего занятия небывалое удовольствие.
ЧИТАЙТЕ ТАКЖЕ:
Сегодня в белом танце кружимся: медведь обтерся об дерево в ЕАО
Медведь у маркировочного дерева попал на фотоловушку в ЕАО(подробнее)
Фыр-фыр носиком: любопытный мишка обнюхал фотоловушку в Хабаровском крае
Медведь обнюхал фотоловушку в лесоохотхозяйстве «Дурминское» Хабаровского края (подробнее)
Читайте также
Возрастная категория сайта 18+
Сетевое издание (сайт) зарегистрировано Роскомнадзором, свидетельство Эл № ФС77-80505 от 15 марта 2021 г.
ГЛАВНЫЙ РЕДАКТОР — НОСОВА ОЛЕСЯ ВЯЧЕСЛАВОВНА.
ШЕФ-РЕДАКТОР САЙТА — КАНСКИЙ ВИКТОР ФЕДОРОВИЧ.
АВТОР СОВРЕМЕННОЙ ВЕРСИИ ИЗДАНИЯ — СУНГОРКИН ВЛАДИМИР НИКОЛАЕВИЧ.
Сообщения и комментарии читателей сайта размещаются без предварительного редактирования. Редакция оставляет за собой право удалить их с сайта или отредактировать, если указанные сообщения и комментарии являются злоупотреблением свободой массовой информации или нарушением иных требований закона.
Исключительные права на материалы, размещённые на интернет-сайте www.kp.ru, в соответствии с законодательством Российской Федерации об охране результатов интеллектуальной деятельности принадлежат АО «Издательский дом «Комсомольская правда», и не подлежат использованию другими лицами в какой бы то ни было форме без письменного разрешения правообладателя.
Приобретение авторских прав и связь с редакцией: kp@kp.ru
Кронштейн камеры «Reach» на дереве
Артикул:
REACH01
MSRP:
288,99 $
Было:
Ваша цена: $259,99 — $429,98
(Вы экономите
29,00 долларов США
)
(9 отзывов)
Написать обзор
Выход на конечность Производитель
ДОСТИГАЕМОСТЬ
Рейтинг Обязательно
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Тема отзыва Обязательно
Комментарии Обязательно
Из-за повышенного спроса и сроков поставки этот продукт в настоящее время недоступен для покупки.
Это то, что мы все ищем в легком кронштейне для камеры, и то, что мы стремимся предоставить рынку и отрасли. Кульминация опыта Modern Assassins и опыта Out On A Limb Manufacturing позволила создать то, что, по нашему мнению, является наиболее полной системой мобильной камеры, доступной на сегодняшний день в «Reach».
Вылет 24″ от крепления на дереве
Рука весит 16 унций
Tree Mount весит 20 унций
2-дюймовый кулачковый ремешок весом 10 унций
ЛЕГКИЙ кронштейн для камеры
Вес всего 46 унций (это основание, ремень и кронштейн)
УНИВЕРСАЛЬНОСТЬ
«Reach» устанавливает новые стандарты совместимости и функциональности. Кронштейн камеры снимается с основания. Разделение системы на два компонента, которые легко поместятся в рюкзаке или даже в кармане. Ремешок в стиле Cam Over Buckle для надежного крепления основания к любому стволу или ветке дерева независимо от типа коры. Установите его вертикально, горизонтально и почти в любом промежуточном положении. Регулировка крепления на плече без помощи инструментов. Потянув за рычаг, вы уменьшите трение о плечевой шар, что позволит отрегулировать уровень руки, а нажатие на рычаг надежно зафиксирует его на месте после регулировки.
3-секционный рычаг не только уменьшает занимаемую площадь для совместимости, но и помогает в работе. Кронштейн, состоящий из трех частей, помещает камеру на конец кронштейна, когда он полностью сжат, в отличие от складывания двух частей, которые вдавливают вашу камеру обратно в дерево. Трехкомпонентный «Reach» также позволяет пользователю «обернуть» руку вокруг своего тела или дерева, чтобы протянуть руку и захватить практически любой угол. А для Saddle Hunter это позволяет руке проходить между ними и деревом, чтобы получить максимальную отдачу от вашей руки.
ПРОСТОЙ
Без инструментов. Работа с однорычажным замком. Простая в использовании кулачковая пряжка. «Досягаемость» обеспечивает адаптацию к съемке с любого дерева, на которое вы можете забраться, чтобы вы могли сосредоточиться на охоте.
SILENT & SMOOTH
Цилиндрическая втулка обеспечивает буфер между кронштейном и креплением для бесшумного крепления и плавной работы. Тефлоновые шайбы между сегментами рычага обеспечивают плавное движение для стабильной пленки.
ПРОЧНЫЙ
Вырезан, фрезерован и обработан из алюминия. «Reach» может выдерживать 10 фунтов и при этом обеспечивать плавную работу и удержание при полном выдвижении для качественной съемки. Не позволяйте камере отягощать вашу охоту или ваш успех. Хватайте «Assassin Reach» и посмотрите, что вы сможете захватить.
Наиболее сбалансированная система камер для Mobile Hunter, Self Filmer или Saddle Hunter на рынке.
ДОСТАВКА В КАНАДУ?
Все заказы по Канаде будут отправлены через USPS, и взимается предоплата в размере 75 долларов США для покрытия меняющихся расходов на доставку. Как только ваш заказ будет отправлен, мы вернем вам разницу! Поэтому, если стоимость доставки вашего заказа составляет 55 долларов США, мы вернем вам 20 долларов США! Свяжитесь с нами, если вы предпочитаете другой способ доставки!
Информация о гарантии
Out On A Limb MFG гарантирует отсутствие производственных дефектов на всю продукцию. На изделия NOT производства Out On A Limb MFG и ремни NOT распространяется гарантия Out On A Limb MFG. Если у вас есть какие-либо проблемы с вашими продуктами, пожалуйста, заполните нашу форму претензии по гарантии, и мы свяжемся с вами в ближайшее время.
Дополнительная информация
9 отзывов
5
Отличный продукт
Опубликовано Ремингтоном Кармайклом 3 октября 2021 г.
Отличный легкий кронштейн для камеры
4
Досягаемость
Опубликовано Tread Lightly 8 августа 2021 г.
Я еще не пробовал. Мне нравится его дизайн, и после того, как я раздену его, я возьму его и попробую. Тогда вы можете добавить еще одну звезду в рейтинг. Когда прибудет мое новое седло, я сделаю это в то же время. С нетерпением жду запуска камеры с обеих сторон
5
Предел
Опубликовано Дереком Глосом 30 января 2021 г.
Предел превзошел мои ожидания. Это как раз то, что мне было нужно, чтобы завершить настройку седла. Очень легкий, устойчивый и компактный.
5
Предел
Опубликовано Тимом Дж. Уайтом 29 сентября 2020 г.
Продукты
OOAL хорошо сконструированы и просты в использовании. С Мэттом приятно работать, и обслуживание клиентов отличное.
5
Предел
Опубликовано Майком Исбеллом 28 мая 2020 г.
Это потрясающая штука. Сверхлегкий, прочный, компактный и по отличной цене
5
Большая рука
Опубликовано Сетом Дюфреном 11 марта 2020 г.
Отличная система крепления камеры. База намного меньше и легче, чем у конкурентов.
5
Потрясающий продукт
Опубликовано Марком Дорингом 19 декабря 2019 г.
Кажется, это отличный продукт… такой легкий по сравнению с моей 4-й стрелкой с камерой. Буду тестировать в лесу. Мэтт так быстро отправил его мне… заказал и отправил в тот же день…
5
Удобно
Опубликовано Энтони Гузеком 28 ноября 2019 г.
Очень удобно
5
Отличный продукт
Опубликовано Кеннетом Холифилдом 13 ноября 2019 г.
Единственное, что я бы сделал, это сделал примечание, чтобы клиенты прикрепляли тросик к винту, чтобы они его не потеряли. Все, что не прикреплено, вы потеряете. Улыбнись
Клиенты также просмотрели
Out On A Limb Mfg.
MSRP:
124,99 $
Было:
Ваша цена: $109,99 — $249,97
Выберите параметры
Out On A Limb Mfg.
MSRP:
Было:
$159,99
Out On A Limb Mfg.
Рекомендуемая производителем розничная цена:
Было:
259,99–389,98 долларов США
Out On A Limb Mfg.
MSRP:
202,99 $
Было:
Ваша цена:
181,99 $
Добавить в корзину
Out On A Limb Mfg.
MSRP:
Было:
Ваша цена:
$289,99
Out On A Limb Mfg.
MSRP:
Было:
$289,99
Out On A Limb Mfg.
MSRP:
188,99 $
Было:
Ваша цена:
169,99 долларов США
Out On A Limb Mfg.
MSRP:
95,99 $
Было:
Ваша цена:
85,99 $
Выберите параметры
Out On A Limb Mfg.
MSRP:
224,99 $
Было:
Ваша цена:
19 долларов9.99
Добавить в корзину
Out On A Limb Mfg.
MSRP:
Было:
24,99 $
Выберите параметры
Blink Cam: Tree & Post Mount
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми возможностями нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
В 10 тележках
Цена: 27,14 €
Загрузка
Включая НДС (где применимо), плюс стоимость доставки
4538 продаж
|
5 из 5 звезд
Основной цвет
Выберите цвет
Черный
Темно-зеленый
Белый
Светло-серый
Темно-синий
Космический серый
Земля Браун
Выберите цвет
Вы можете сделать предложение только при покупке одного товара
Исследуйте другие похожие поисковые запросы
Внесен в список 19 апреля 2023 г.
70 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручная работа
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
2). Рычаг силовой головки опускается вниз, создавая усилие Р, действующее на рычаг 5. Рычаг 5 передает усилие через шток 4 на качающийся конус 3. Конус, перемещаясь вправо, раздвигает плунжеры 16, и детали закрепляются качающимися прихватами 12. Для освобождения обработанных деталей сжатый воздух подводят к другой полости пневматической силовой головки. Рычаг ее поднимается вверх. Шток 4 с конусом 3 перемещается влево. Прихваты 12 под действием пружин 10 повертываются и освобождают деталь. Регулировочные винты 14 применяются для настройки приспособления. Приспособление крепят на столе станка четырьмя болтами М16.
Сортировка: По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Модель (А — Я)Модель (Я — А)
Показать: 15255075100
И00.38.00.03 — Конус
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.03 — Конус. cdwФайл модели:..
$2.00
И00.38.00.03 — Конус — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.38.00.03 — Конус — чертеж.cdw..
$1.00
И00.38.00.04 — Шток
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.04 — Шток.cdwФайл модели:И..
$2.00
И00.38.00.04 — Шток — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.38.00.04 — Шток — чертеж.cdw..
$1.00
И00.38.00.05 — Рычаг
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.05 — Рычаг.cdwФайл модели:..
$2.00
И00.38.00.05 — Рычаг — чертеж
В архиве находится файл чертежа. Версия программы Компас 16. И00.38.00.05 — Рычаг — чертеж.cdw..
$1.00
И00.38.00.07 — Головка
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.07 — Головка.cdwФайл модел..
$2.00
И00.38.00.07 — Головка — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.38.00.07 — Головка — чертеж.cdw..
$1.00
И00.38.00.08 — Установ угловой
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.08 — Установ угловой.cdwФа..
$2.00
И00.38.00.08 — Установ угловой — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.38.00.08 — Установ угловой — чертеж…
$1.00
И00.38.00.09 — Толкатель
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.09 — Толкатель.cdwФайл мод..
$2.00
И00.38.00.09 — Толкатель — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.38.00.09 — Толкатель — чертеж.cdw..
$1.00
И00.38.00.10 — Пружина
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.10 — Пружина.cdwФайл модел..
$2.00
И00.38.00.10 — Пружина — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.38.00.10 — Пружина — чертеж.cdw..
$1.00
И00.38.00.11 — Винт пружины
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.11 — Винт пружины.cdwФайл ..
$2.00
Показано с 1 по 15 из 36 (всего 3 страниц)
Классификация приспособлений — Токарное дело
Классификация приспособлений
Категория:
Токарное дело
Классификация приспособлений
В зависимости от типа производства, формы и размеров заготовок, технических требований и условий применения станочные приспособления подразделяются на несколько групп: универсальные общего назначения (УП), специальные (СП),универсально-сборные (УСП), сборно-разборные (СРП) и некоторые другие.
Универсальные приспособления используются в единичном и серийном производстве для установки и закрепления заготовок, различных по форме и размерам. К ним относятся токарные патроны, станочные тиски, кондукторы, делительные устройства, столы и др.
Универсальные приспособления разделяют на безналадочные и наладочные. Наладочные приспособления состоят из двух частей — универсальной и сменной. У ниверсальная часть, состоящая из корпуса, привода и Других деталей, является постоянной и в соответствии со стандартами изготовляется заранее. Наладочная часть приспособления состоит из сменных наладок, которые изготовляются в соответствии с формой и размерами группы деталей, обрабатываемых в данном при-споеоблении.
Специальные приспособления предназначены для обработки определенной детали или группы однотипных деталей. Такие приспособления обеспечивают высокую точность установки и быстрое закрепление.
Универсально-сборные приспособления используются в единичном и мелкосерийном производстве. Технико-организационная сущность системы УСП заключается в том, что любое специальное станочное приспособление собирается из стандартизованных и нормализованных деталей и узлов, заранее изготовленных и многократно используемых.
Универсальные приспособления. Рассмотрим наиболее распространенные в машиностроении конструкции универсальных безналадочных приспособлений.
Кулачковые патроны. Для установки и закрепления заготовок на токарных и шлифовальных станках применяют кулачковые патроны. Они бывают двух-, трех- и четырехкулачковые, с ручным и механизированным приводом, самоцентрирующие с независимым перемещением кулачков. По ГОСТу 1654—71 патроны делятся на четыре класса точности: Н — нормальной, П — повышенной, В — высокой, А — особо высокой.
Двухкулачковые патроны служат для закрепления небольших по размерам заготовок, имеющих сложную форму, — арматуры, фасонного литья, штамповок, поковок и т. п. Их изготовляют с ручным приводом, со спирально-реечным и винтовым механизмами (ГОСТ 14903—69), с клиновым центрирующим (ГОСТ 16866— 71) и клинорычажным (ГОСТ 16682—71) механизмами.
Двухкулачковый самоцентрирующий клинорычаж-ный механизированный патрон показан на рис. 1. Он закрепляется на шпинделе станка с помощью переходного фланца. От самоотвинчивания патрон во время работы предохраняется пружинным стопором. Он установлен в гайке, которая закреплена на винте стопором. Винт, соединенный с тягой штока пневмопривода, служит для регулирования радиального перемещения кулачков.
Рис. 1. Универсальные патроны: а — двухкулачковый; б — трехкулачковый.
Наибольшее применение находят универсальные трехкулачковые спирально-реечные патроны с ручным зажимом (рис. 1). Диск, расположенный в корпусе патрона, на одной торцевой поверхности имеет коническое зубчатое колесо, а на другой — спиральные реечные пазы, которые находятся в зацеплении с рейками.
Универсальные четырехкулачковые патроны служат для закрепления деталей сложной формы, для которых требуется высокая точность выверки оси, и тяжелых деталей. По ГОСТу 3890—72 четырехкулачковые , патроны с независимым перемещением кулачков ключом изготовляются четырех классов точности—Н, П, В, А— и двух типов: А — для крепления на фланцевые концы шпинделей и Б — для крепления на резьбовые концы шпинделей через промежуточные фланцы. В этих патронах каждый кулачок может перемещаться в радиальном пазу корпуса независимо от других с помощью установочного винта, имеющего только вращательное движение. Его продольному перемещению препятствуют сухари, запрессованные в корпусе. При использовании этих патронов требуется много времени на установку и закрепление заготовки.
Универсальный четырехкулачковый патрон с механизированным приводом для перемещения кулачков приведен на рис. 2. В этом патроне каждая пара противоположно установленных кулачков перемещается последовательно.
Рис. 2. Универсальный четырехкулачковый патрон..
При перемещении штока вправо происходит раскрепление детали.
Машинные тиски относятся к группе универсальных приспособлений, в которых обрабатываются различные по форме и размерам заготовки. Тиски имеют постоянные детали — корпус, салазки, механизм закрепления — и сменные губки для обработки различных по форме и размерам заготовок. Тиски изготовляют с одной или двумя подвижными, а также плавающими губками. Зажимы в тисках делают: ручными, винтовыми, эксцентриковыми, пневматическими, механизированными, гидравлическими и пнезмогидравличе-скими.
По ГОСТу 14904—69 машинные тиски изготовляют трех типов: А — с ручным приводом, Б — с гидроприводом, В — с пневмоприводом. Конструкции машинных тисков должны быть жесткими, быстродействующими и удобными в работе.
Универсальные поворотные тиски с встроенным пневмоприводом показаны на рис. 3. В основание тисков встроен пневмоцилиндр, с которым соединен поворотный корпус. К корпусу прикреплен распределительный кран с рукояткой. На верхней части корпуса закреплена плита. В плите и подвижной губке имеются Т-образные пазы под головки болтов для крепления к тискам сменных наладок. Регулируемая гуока, которую можно перемещать винтом, закреплена на плите. Губку можно снять, когда обрабатывают крупногабаритные заготовки.
Закрепление заготовки происходит следующим образом. Сжатый воздух, поступая в верхнюю полость пневмоцилиндра, перемещает поршень со штоком при этом длинное плечо рычага опускается, а короткое перемещает губку вправо, и заготовка закрегь ляется.
Делительные головки применяют для установки, закрепления и периодического поворота или непрерывного вращения небольших заготовок, обрабатываемых на фрезерных станках. В инструментальных цехах используются оптические делительные головки для угловых измерений, делительных работ и угловой разметки при обработке сложных и точных деталей технологической оснастки.
Рис. 3. Машинные тиски..
Стандартом предусмотрен выпуск четырех типов головок: ОДГ-2, ОДГ-5, ОДГ-Ю и ОДГ-бО с ценой деления 2”, 5”, 10” и 60”. Конструктивно оптические делительные головки различаются только оформлением оптической системы.
Универсальная делительная головка с пневматичесмкие цанговым зажимом изображена на рис. 4.
Рис. 4. Делительная головка..
Закрепление заготовки в головке происходит следующим образом. Сжатый воздух через штуцер по каналу распределительного клапана попадает в полость Б и перемещает поршень со штоком и втулкой влево. Втулка, перемещаясь по конической поверхности цанги, сжимает ее и закрепляет заготовку. Раскрепление ее осуществляется после того, как сжатый воздух по другому штуцеру поступает в полость А. Одновременно воздух из полости Б выходит в атмосферу. Поршень со штоком и втулкой отходит вправо, усилие с лепестков цанги снимается, и заготовка освобождается.
С помощью рукоятки шпиндель головки с заготовкой можно повернуть на заданный угол.
Универсально-наладочные приспособления состоят из двух частей — универсальной и сменной. В универ. сальную часть входят корпусные детали и привод, а в сменную — наладки, изготовленные в соответствии с формой и размерами обрабатываемых деталей. В состав УНП входят кулачковые и цанговые патроны, тиски, скальчатые кондукторы, столы и др.
Скальчатые кондукторы широко используются при обработке различных деталей на сверлильных станках. | Выпускаются кондукторы скальчатые консольные с пневматическим закреплением (ГОСТ 16889—71), портальные с пневматическим закреплением (ГОСТ 16892—71) и портальные с конусным зажимом (ГОСТ 16891—71).
В конструкцию любого скальчатого кондуктора входят постоянные и сменные узлы (наладки). Постоянными узлами и деталями являются корпус, две или три скалки, несущие кондукторную плиту, и механизм для перемещения скалок и закрепления обрабатываемых деталей.
Сменные наладки проектируют в соответствии с конфигурацией обрабатываемых деталей. Они состоят из установочно-зажимных узлов и сменной кондукторной плиты с комплектом кондукторных втулок. Для базирования и фиксации сменных наладок в корпусе и кондукторной плите предусматриваются установочные поверхности (центрирующие отверстия, установочные пальцы, Т-образные пазы и т. п.).
С помощью скальчатых кондукторов можно обрабатывать самые разнообразные по форме и размерам детали, начиная от валиков и кончая плоскостными деталями.
Устройство и принцип действия скальчатого кондуктора несложны. На основании (рис. 5, а) кр„епят сменную наладку, на которой устанавливают обрабатываемую деталь. Одно целое с основанием составляют стойки, в отверстия которых входят скалки, присоединенные к сменной кондукторной плите.
Несмотря на то что для каждой детали требуются особая наладка и кондукторная плита, проектирование и изготовление их занимают меньше времени и обходятся дешевле, нежели создание всего кондуктора.
Рис. 5. Скальчатые кондукторы..
В тех случаях, когда закрепление детали должно быть произведено в направлении, перпендикулярном сверлению, применяют скальчатые кондукторы консольного типа (рис. 5,б).
Портальный скальчатый кондуктор (рис. 5, в) имеет две отдельные стойки. Расстояние между ними можно изменить, для чего основание, на котором устанавливают наладку для крепления детали, делают выдвижным. В нужном положении основание закрепляют поворотом рукоятки.
Пневматический скальчатый кондуктор изображен на рис. 6. В корпус (рис. 6, а) кондуктора встроен цилиндр, где перемещается поршень со штоком, заменяющим собой одну из трех скалок.
Рис. 6. Пневматический скальчатый кондуктор..
Пример базирования и закрепления сменных элементов для сверления четырех отверстий в детали с цилиндрическим хвостовиком и прямоугольным фланцем приведен на рис. 6.
Сборка УСП должна производиться опытным слесарем-сборщиком по карте технологического процесса механической обработки детали или по схематическому чертежу. После использования УСП оно разбирается на составные элементы, которые хранятся в специальных кладовых.
Рис. 8. Жесткие и разжимные оправки..
Применение универсально-сборных приспособлений дает возможность резко сократить сроки изготовления технологической оснастки.
Специальные приспособления используются для механической обработки конкретной детали, имеют одно-целевое назначение и поэтому наиболее трудоемки и дорогостоящи. Они широко применяются в крупносерийном и массовом производстве.
Специальные приспособления различают по видам обработки, для которых они предназначены.
Токарные приспособления. В зависимости от способа установки обрабатываемой детали специальные токарные приспособления могут быть выполнены в виде оправки или патрона.
Рис. 9. Оправка с гидропластом..
Для чистовой обработки деталей типа колес и втулок можно применять разжимную оправку, показанную на рис. 8. Деталь надевается на правую часть оправки с тремя продольными прорезями. Коническая пробка вгоняется в корпус оправки легкими ударами молотка, разжимает ее и тем самым закрепляет деталь.
Оправка с гидропластом для чистовой обработки деталей изображена на рис. 9. Корпус оправки крепится к планшайбе, На корпусе напрессована в нагретом состоянии разжимная втулка, на которой для лучшего уплотнения в местах посадки сделаны кольцевые углубления. Рабочая (тонкая) часть втулки—-Мембрана — должна быть изготовлена весьма точно, разностенности, которая может привести к смещ’ени3 оси обрабатываемой детали.
В крупносерийном и массовом производстве широко распространены специальные самоцентрирующие двух-и трехкулачковые патроны с механическим приводом (пневматическим, гидравлическим или от электродвигателя). По конструкции специальные кулачковые патроны мало чем отличаются от универсальных патронов.
Сверлильные приспособления. Для обработки отверстий на вертикальных одношпиндельных, радиально-сверлильных и многошпиндельных станках применяются различного типа кондукторы — накладные, стационарные, поворотные, ящичные и др.
Накладные кондукторы — наиболее простые по конструкции и наиболее дешевые приспособления для сверлильных станков. Накладными их называют потому, что их надевают (накладывают) на обрабатываемую деталь, а после обработки отверстий снимают. Накладной кондуктор для обработки отверстий в корпусе накатной головки показан на рис. 10. Деталь устанавливается на оправку и базируется на ней своим отверстием, а торцевым пазом фиксируется по выступу на торце детали. Опоры, запрессованные в корпус кондуктора, обеспечивают правильное его положение относительно детали. К детали кондуктор крепится откидной шайбой и гайкой. Винт предотвращает поворот оправки при закреплении детали.
Для сверления отверстия, расположенного на наружной цилиндрической поверхности детали, имеется установочная площадка на корпусе кондуктора, перпендикулярная оси кондукторной втулки 8. Во избежание перекосов при сверлении отверстий через втулки установочные поверхности опор должны быть прошлифованы после сборки с корпусом так, чтобы они лежали в одной плоскости.
Для закрепления детали необходимо отвернуть гайку и подвернуть шайбу, после чего корпус кондуктора и деталь свободно снимаются с оправки.
Рис. 10. Накладной кондуктор..
Рис. 11. Поворотный (а) и опрокидываемый (б) кондукторы..
Опрокидываемые кондукторы применяют в тех слу-чаях, когда в одной детали необходимо обработать несколько отверстий, расположенных под некоторым углом друг к другу. Такой кондуктор для сверления во втулке трех отверстий под углом 120° изображен на рис. 11.
Корпус кондуктора выполнен в виде шестигранной призмы. Деталь надевается на правый цилиндрический конец фиксатора и поджимается втулкой при вращении винта, пропущенного через откидной кронштейн 8. При сверлении первого отверстия через втулку кондуктор устанавливается на столе станка поверхностями А. При обработке второго отверстия его необходимо повернуть на 120° и установить на стол станка поверхностями Б. При сверлении третьего отверстия кондуктор устанавливается поверхностями В.
После обработки трех отверстий отвертывают винт, отводят в сторону кронштейн и выталкивают деталь из кондуктора нажатием на кнопку фиксатора, который проходит сквозь фланец. Когда кнопку отпускают, пружина возвращает фиксатор в исходное положение.
Фрезерные приспособления. Основным назначением фрезерных приспособлений является правильное базирование и жесткое закрепление детали. Так как при фрезеровании усилия резания обычно бывают весьма значительными и направлены иначе, чем при сверлении, то и применяемые приспособления должны быть более жесткими по конструкции. Приспособления устанавливаются на станках в строго определенном положении по отношению к режущему инструменту с помощью направляющих шпонок, установов (габаритов) и установочных шаблонов.
Рис. 12. Приспособление для фрезерования квадратов. .
После обработки и вывода заготовки из-под фрезы ее раскрепляют и поворачивают на 90° таким образом, чтобы цилиндрический хвостовик хомутика лег на правую опорную шпильку. Затем, закрепив заготовку, фрезеруют две другие стороны квадрата. Опорные шпильки 6 располагают симметрично относительно оси угла
призмы таким образом, чтобы ось хвостовика хомути лежащего на шпильках, составляла с вертикальнее осью угла призмы угол 45±0,5°.
Приспособление с гидравлическим зажимом детал предназначенное для фрезерования лапок на хвостовиках концевого инструмента, показано на рис. 12. Сменные угловые призмы крепятся к корпусу приспособления винтами. Угол наклона боковых плоскостей призм зависит от угла конуса хвостовика де. тали.
Хвостовик укладывается в паз призмы до упора на стержне, который фиксируется в корпусе винтом. Сверху хвостовик прижимается рычагом, вращающимся на оси шпильки, в отверстии стойки. В нерабочем положении левый конец рычага поднят пружиной, а в рабочем — опущен и закрепляет в угловом пазу призмы с помощью болта со сферической головкой, ввернутой в шток поршня гидроцилиндра.
При подаче масла в нижнюю полость гидроцилиндра через гидропанель, установленную на кронштейне станка, поршень, поднимаясь вверх, поднимает правый конец рычага и прижимает левым концом деталь. Для раскрепления детали производят переключение гидропанели, чтобы масло из нижней полости гидроцилиндра перетекало в резервуар и одновременно подавалось в его верхнюю полость. При этом поршень опустится вниз под действием пружины 10 и вместе с ним опустится правый конец рычага, а левый освободит деталь.
Мембранные патроны просты в изготовлении и обеспечивают высокую точность (0,004…0,005 мм) фиксации детали относительно оси вращения шпинделя.
Винтовой мембранный патрон показан на рис. 13. Мембрана изготовлена из пружинной стали 65Г за одно целое с рожками Б. С помощью винтов мембрана крепится к планшайбе станка. В рожки мембраны ввернуты винты, которые фиксируются в нужном положении гайками. Положение детали в осевом направлении определяется упорами. Когда мембрана собрана, винты и упоры шлифуют. Концы винтов шлифуют на такой размер, который был бы меньше окончательного размера наружного диаметра обрабатываемой детали на величину перемещения рожков или зажимных винтов, чтобы обеспечить закрепление детали.
Рис. 13. Винтовой мембранный патрон.
—
Различают приспособления (оснастку) для получения заготовок, механической обработки, сборки, контроля, захвата, транспортирования предмета производства и т. д. Самыми многочисленными из указанных являются станочные приспособления, предназначенные для установки (базирования и закрепления) заготовок в целях их обработки на металлорежущих станках. Ряд станочных приспосблений, кроме этого, обеспечивает направление режущего инструмента, облегчает наладку технологической системы для размерной обработки. В зависимости от метода обработки и типа применяемого станка различают токарные, сверлильные, фрезерные, протяжные, шлифовальные и другие станочные приспособления.
Оправки, переходные втулки, резцедержатели и другие устройства, обеспечивающие требуемое положение и закрепление режущего инструмента на станке, называют вспомогательным инструментом. Для станков токарной, расточной, фрезерной, сверлильной и других групп изготовляют комплекты вспомогательных инструментов, позволяющие применять разнообразные режущие инструменты. Технологические комплекты режущего и вспомогательного инструмента образуют систему инструментальной оснастки станков данной группы.
Станочное приспособление, режущий и вспомогательный инструменты, а также станок, устройство управления станком, заготовка являются элементами технологической системы, которая создается и может быть использована при выпуске конкретной детали, если она включает все перечисленные выше элементы и если она подготовлена к выполнению данной операции.
Каждый раз, когда возникает необходимость организовать выпуск новых или модернизированных изделий, проводят технологическую подготовку производства (ТПП). Как правило, затраты на проектирование и изготовление технологической оснастки значительны и составляют 80—90% затрат на ТПП и 15—40% стоимости оборудования, для которого эта оснастка предназначается. Для снижения этих затрат в качестве технологической оснастки стремятся использовать типовые, универсальные приспособления, а если это невозможно, то применять приспособления, собранные из стандартных и унифицированных деталей и узлов. Уменьшение числа оригинальных деталей в приспособлениях существенно сокращает сроки и стоимость подготовки производства изделия.
Универсальные безналадочные приспособления представляют собой неразборные станочные приспособления, предназначенные для многократного применения без какой-либо доработки. Такие приспособления (например, центры, токарные патроны, поворотные столы и т. п.) широко применяют в единичном и серийном производстве.
Универсальн о-н аладочные приспособления состоят из универсальной базовой части (применяемой многократно) и сменных или регулируемых установочных элементов (называемых наладкой). Такие приспособления (например, универсальные наладочные тиски, угольники и т. д.) используют в единичном и серийном производстве. В условиях серийного и крупносерийного производства применяют специализированные наладочные приспособления, в которых базовая часть является специализированной.
Из всех видов технологической оснастки многократного применения наибольшее распространение получила система универсальн о-с борных приспособлений (УСП). Эти приспособления широко используют в единичном и серийном производстве при обработке заготовок как на универсальных станках, так и на станках с ЧПУ. Эти приспособления собирают из заранее изготовленных стандартных деталей и узлов высокой точности и износостойкости. Обычно приспособления собирают слесари 3—6-го разряда за 1—20 ч в зависимости от его сложности и размера. Чертеж приспособления не изготовляют.
Элементы УСП по назначению делят на базовые, опорные, направляющие, прижимные, крепежные и разные. Отдельную группу составляют сборочные единицы (узлы): поворотные головки; фиксаторы; делительные диски; центровые бабки и т. д. В качестве примера на рис. 13.1 показан кондуктор для сверления вала, созданный на базе гидроблока, предназначенного для механизации закрепления заготовки. Обрабатываемый вал устанавливают на две призмы, смонтированные на гидроблоке. Кондукторные планки закреплены на опорах. Шпилька, смещающая прихват, ввинчена в шток цилиндра гидроблока, соединенного с гидропневмоусилителем шлангами.
Основные элементы УСП имеют срок службы 10— 15 лет, их изготовляют из высококачественных материалов и подвергают термической обработке. Так, базовые и опорные элементы изготовляют из легированной стали 12ХНЗА; их цементируют на глубину 0,7—1,6 мм и закаливают до твердости 58—62 HRC,. К точности деталей УСП предъявляют высокие требования. Например, допустимые отклонения высоты базовых плит находятся в пределах от 0 до 0,04 мм.
Для высокоточной обработки используют специализированные комплекты УСП (например, УСП-ЧПУ для станков с ЧПУ) повышенной жесткости и точности.
В серийном производстве изделий с ограниченным периодом изготовления (до 1,5 лет) применяют сборно-разборные приспособления, собираемые из стандартных деталей и узлов. После сборки таких приспособлений возможна доработка поверхностей их деталей, контактирующих с заготовкой.
Рис. 1. Кондуктор для сверления вала
Неразбираемые специальные приспособления предназначены для серийного и крупносерийного производства определенных изделий. Детали этих приспособлений повторно не используют.
Опыт эксплуатации станочных приспособлений показывает, что во всех случаях, где это оправдано технико-экономическим расчетом, применение переналаживаемой оснастки вместо специальной позволяет в среднем в 2—5 раз сократить цикл технологической подготовки производства, сократить объем ручных слесарно-сборочных работ, снизить затраты на материалы и т. д.
Реклама:
Читать далее:
Способы и погрешности установки заготовок в приспособлениях
Статьи по теме:
Основные направления модернизации токарных станков
Применение группового метода обработки деталей
Рационализация технологического процесса
Уменьшение времени на управление станком
Уменьшение времени на измерение детали
Главная → Справочник → Статьи → Блог → Форум
Глава 5.
Планарные связи
Йи Чжан с Сьюзан Фингер Стефанни Беренс
Содержание
5.1 Введение
5.1.1 Что такое механизмы связи?
Задумывались ли вы когда-нибудь, какой механизм вызывает появление ветрового стекла? стеклоочиститель на лобовом стекле автомобиля колебаться ( рис. 5-1а)? Механизм, показанный на рис. 5-1b, преобразует вращательное движение двигателя в колебательное стеклоочистителя.
Рисунок 5-1 Стеклоочиститель
Давайте сделаем простой механизм с аналогичным поведением. Возьми немного картона и сделайте четыре полоски, как показано на рисунке 5-2а.
Возьмите 4 штифта и соберите их, как показано на рисунке. 5-2б.
Теперь держите 6 дюймов. полоса, чтобы он не мог двигаться и поворачивать 3 дюйма полоска. Вы увидите, что 4in. полоса колеблется.
Рисунок 5-2 Четырехрычажный механизм своими руками
Четырехрычажная связь является самым простым и часто наиболее полезным механизмом. Как мы упоминали ранее, механизм, состоящий из твердых тел и младшие пары называется связью (Охота 78). В планарных механизмах существует только два вида нижние пары — оборотные пары и призматические пары.
Простейшая замкнутая связь — это четырехзвенниковая связь. четыре элемента, три подвижных звена, одно фиксированное звено и четыре штифта суставы. Связь, имеющая хотя бы одно фиксированное звено, является механизмом. Следующий пример четырехзвенной связи был создан в SimDesign в simdesign/fourbar.sim
.
Рисунок 5-3 Соединение с четырьмя стержнями в SimDesign
Этот механизм имеет три подвижных звена. Две ссылки закреплены на кадр, который не показан на этой картинке. В SimDesign ссылки могут быть прибиты к фону, тем самым превращая их в рамку.
Сколько степеней свободы у этого механизма? Если мы хотим, чтобы он был только один, мы можем наложить одно ограничение на связь, и она будет иметь определенное движение. Четырехзвенная связь самый простой и удобный механизм.
Напоминание: Механизм состоит из твердых тел и нижних пар называются связями (Hunt 78). В плоские механизмы бывают только двух видов нижних пар: поворотные пары и призматические пары.
5.1.2 Функции соединений
Функция рычажного механизма состоит в том, чтобы производить вращательные, колебательные, или возвратно-поступательное движение от вращения кривошипа или порок наоборот (Ham и др. 58). Определенные более конкретно связи могут быть использованы для преобразования:
непрерывного вращения в непрерывное вращение с постоянной или переменное отношение угловых скоростей.
Непрерывное вращение в колебательное или возвратно-поступательное движение (или реверс), с постоянным или переменным передаточным числом.
Колебание в колебание или возвратно-поступательное движение в возвратно-поступательное движение, с постоянным или переменным отношением скоростей.
Связи выполняют множество различных функций, которые можно классифицировать в соответствии с основной целью механизма:
Генерация функции : относительное движение между звеньями соединенный с рамой,
Генерация пути : путь точки трассировки или
Генерация движения : движение соединительного звена.
5.2 Четырехрычажные механизмы
Одним из простейших примеров связи с ограничениями является четырехзвенный механизм . Различные полезные механизмы могут формироваться из четырехзвенного механизма с небольшими вариациями, такими как изменение характера пар, пропорций звеньев, и т. д. . Кроме того, многие механизмы сложных ссылок представляют собой комбинации двух или более таких механизмов. Большинство четырехзвенных механизмов относятся к одному из следующих двух классов:
четырехзвенный рычажный механизм и
кривошипно-кривошипный механизм.
5.2.1 Примеры
Параллелограммный механизм
В параллелограммном четырехзвенном соединении ориентация муфты не меняется в процессе движения. На рисунке показан загрузчик. Очевидно, поведение поддержания параллелизма важно в погрузчик. Ковш не должен вращаться при подъеме и опускании. Соответствующий файл SimDesign — simdesign/loader. sim.
Рисунок 5-4 Механизм фронтального погрузчика
Кривошипно-ползунковый механизм
Четырехзвенный механизм имеет некоторые специальные конфигурации, созданные сделать одну или несколько ссылок бесконечной по длине. Кривошипная рукоятка (или кривошипно-ползунковый) механизм, показанный ниже, представляет собой четырехзвенниковую связь с ползунок, заменяющий бесконечно длинную выходную ссылку. Соответствующий Файл SimDesign — simdesign/slider.crank.sim.
Рисунок 5-5 Кривошипно-ползунковый механизм
Эта конфигурация переводит вращательное движение в поступательное. один. Большинство механизмов приводятся в движение двигателями, а кривошипы часто используется для преобразования вращательного движения в линейное движение.
Кривошип и поршень
Вы также можете использовать ползунок в качестве входной ссылки и рукоятку в качестве выходная ссылка. В этом случае механизм передает поступательное движение во вращательное движение. Поршни и кривошип во внутреннем двигатель внутреннего сгорания является примером механизма этого типа. соответствующий файл SimDesign — simdesign/combustion.sim.
Рисунок 5-6 Кривошип и поршень
Вы можете задаться вопросом, почему слева есть еще один слайдер и ссылка. Этот механизм имеет две мертвые точки. Ползунок и ссылка слева помогите механизму преодолеть эти мертвые точки.
Устройство подачи блоков
Одним из интересных применений кривошипа является устройство подачи блоков. Файл SimDesign можно найти в simdesign/block-feeder.sim
.
Рисунок 5-7 Устройство подачи блоков
5.2.2 Определения
В ряду планарных механизмов простейшая группа нижней пары механизмы четырехзвенные. A Четырехрычажный механизм состоит из четырех стержневых звеньев и четырех поворотных пар, как показано на рис. 5-8.
Рисунок 5-8 Четырехрычажный механизм
Звено напротив фрейма называется соединительное звено и звенья шарнирно прикреплены к раме называются боковыми ссылками . Ссылка, которую можно свободно вращать 360 градусов по отношению ко второму звену будет называться вращать относительно второго звена (не обязательно рамка). Если возможно, чтобы все четыре бара стали одновременно выровнены, такое состояние называется точкой изменения .
Вот некоторые важные концепции механизмов ссылок:
Кривошип : Боковая тяга, вращающаяся относительно рамы, называется кривошип .
Кулиса : любое звено , которое не вращается , называется коромыслом .
Кривошипно-коромысловый механизм : В четырехзвенном рычажном механизме, если более короткая боковая тяга вращается, а другая качается ( т.е. , колеблется), он называется кривошипно-коромысловым механизмом .
Двухкривошипный механизм : В четырехзвенном рычажном механизме, если обе боковые звенья вращаются, он называется двухкривошипным механизмом .
Двойной кулисный механизм : В четырехрычажном механизме, если оба боковые звенья качаются, он называется двухрычажным механизмом .
5.2.3 Классификация
Перед классификацией четырехзвенников нам необходимо ввести некоторые основная номенклатура.
В четырехзвенном соединении мы имеем в виду сегмент линии между петли на заданном звене в виде стержня , где:
с = длина кратчайшего стержня
l = длина самого длинного стержня
p, q = длина промежуточного стержня
Теорема Грасгофа утверждает, что четырехзвенный механизм имеет в точке не менее одно вращающееся звено, если
с + л
(5-1)
и все три мобильные ссылки будут качаться, если
с + л > р + q
(5-2)
Неравенство 5-1 равно критерию Грасгофа .
Все четырехзвенные механизмы попадают в одну из четырех категорий, перечисленных в Таблица 5-1:
Из таблицы 5-1 видно, что для механизма, имеющего кривошип, сумма длин его самого короткого и самого длинного звеньев должна быть меньше или равной сумме длин двух других звеньев. Однако, это условие необходимое, но недостаточное. Механизмы удовлетворения это состояние подразделяется на следующие три категории:
Если самая короткая ссылка является боковой, механизм представляет собой кривошипно-кулисный механизм. Кратчайший звено – это кривошип в механизме.
Когда кратчайшее звено является рамкой механизм, механизм двухкривошипный.
Когда самая короткая ссылка звено сцепки, механизм двухкоромысловый.
5.2.4 Угол передачи
На рисунке 5-11, если AB является входной ссылкой, сила, приложенная к выходному звену, CD , передается через соединительное звено BC . (То есть, нажав на ссылку CD накладывает силу на ссылку AB , которая передается по ссылке BC .) Для достаточно медленных движений (незначительные силы инерции), сила в соединительном звене чистая растяжение или сжатие (незначительное изгибающее действие) и направлено по г. до н.э. г. . При заданной силе в соединительном звене крутящий момент передается на выходной бар (примерно пункт D ) максимально, когда угол между соединительная шина BC и выходная шина CD имеют размер /2. Следовательно, угол BCD равен называется угол передачи .
(5-3)
Рисунок 5-11 Угол передачи
Когда угол передачи значительно отклоняется от /2, крутящий момент на выходном стержне уменьшается и может оказаться недостаточным для преодоления трения в система. По этой причине угол отклонения =|/2-| не должно быть слишком большим. В практике, нет определенного верхнего предела для , потому что существование силы инерции могут устранить нежелательные силовые соотношения которая присутствует в статических условиях. Тем не менее, следующие Критерий можно соблюдать.
5.2.5 Мертвая точка
Когда боковое звено, такое как AB на рис. 5-10, выравнивается с соединительным звеном BC , его можно только сжать или удлиняется муфтой. В этой конфигурации крутящий момент приложен к ссылка на другой стороне, CD , не может вызвать вращение в ссылке АБ . Поэтому говорят, что эта ссылка находится в мертвой точке (иногда называется точкой переключения ).
Рисунок 5-10 Мертвая точка
На рис. 5-11, если AB является кривошипом, он может быть выровнен с BC в полное выдвижение по линии AB 1 C 1 или в сгибание с AB 2 в сложенном виде Б 2 С 2 . Обозначим угол ADC через и угол DAB на . Мы используем индекс 1 для обозначают расширенное состояние и 2 для обозначения изогнутого состояния ссылок AB и BC . В расширенном состоянии ссылка CD не может вращать по часовой стрелке, не растягивая и не сжимая теоретически жесткая леска AC 1 . Поэтому ссылка CD не может перейти в запретную зону ниже C 1 D , и должен быть в одном из двух крайние положения; другими словами, ссылка CD находится в экстремуме. А второй экстремум звена CD приходится на = 1 .
Обратите внимание, что крайние положения бокового звена происходят одновременно с мертвыми точками противоположного звена.
В некоторых случаях мертвая точка может быть полезна для таких задач, как работа крепления (Рисунок 5-11).
Рисунок 5-11 Рабочее крепление
В других случаях мертвая точка должна быть и может быть преодолена с помощью момента инерции звеньев или с несимметричным развертыванием механизм (Рисунок 5-12).
Рисунок 5-12 Преодоление мертвой точки асимметричным развертывание (двигатель V)
5.2.6 Кривошипно-ползунковый механизм
Кривошипно-ползунковый механизм, широко известный в двигателей, является частным случаем кривошипа-коромысла механизм. Обратите внимание, что если качелька 3 на рис. 5-13а очень длинный, его можно заменить блоком, скользящим в криволинейной прорези или направляющей, как показано на рисунке. Если длина коромысла бесконечны, направляющая и блок больше не изогнутый. Скорее, они кажутся прямыми, как показано на рис. 5-13b, а соединение принимает форму обычный кривошипно-ползунковый механизм .
Рисунок 5-13 Кривошипно-ползунковый механизм
5.2.7 Инверсия кривошипно-ползункового механизма
Инверсия — это термин, используемый в кинематике для обозначения разворота или взаимозаменяемость формы или функции применительно к кинематическим цепям и механизмам. Для например, взяв другую ссылку в качестве фиксированной, ползунковая рукоятка механизм, показанный на рис. 5-14а, можно инвертировать в механизмы, показанные на рис. 5-14b, c и d. Другой примеры можно найти в применении этих механизмов. Для например, механизм насосного устройства на рис. 5-15 такой же, как на рис. 5-14b.
Имейте в виду, что инверсия механизма не меняет движения его звеньев относительно друг друга, но не изменяет их абсолютные движения.
Содержание
Полное оглавление
1 Физические принципы
2 Механизмы и простые машины
3 Подробнее о машинах и механизмах
4 Базовая кинематика твердых тел со связями
5 плоских соединений
5. 1 Введение
5.1.1 Что такое механизмы связи?
5.1.2 Функции связей
5.2 Четырехрычажные механизмы
5.2.1 Примеры
5.2.2 Определения
5.2.3 Классификация
5.2.4 Угол передачи
5.2.5 Мертвая точка
5.2.6 Кривошипно-ползунковый механизм
5.2.7 Инверсия кривошипно-ползункового механизма
6 кулачков
7 передач
8 Другие механизмы
Индекс
Ссылки
sfinger@ri.cmu.edu
Типы механических штифтов – Руководство покупателя Томаса
Шплинт фиксирует вал шестерни на месте.
Изображение предоставлено Дэном Логаном/Shutterstock.com
Машинные штифты, также называемые крепежными штифтами или крепежными штифтами, представляют собой тип специального крепежа, используемого для надлежащего выравнивания и соединения двух деталей или компонентов. Доступны полупостоянные и быстросъемные модели, для установки и снятия этих креплений может потребоваться дополнительное давление или инструменты (например, полупостоянные), или они имеют подпружиненный механизм, который фиксирует их на месте, что упрощает установку и снятие. (т. е. быстродействующий).
В дополнение к вышеперечисленным характеристикам эти компоненты доступны в различных размерах и материалах, включая металл, пластик и дерево, с различными конструкциями, подходящими для множества применений. Определение оптимального типа машинного штифта для использования во многом зависит от требований приложения, поскольку каждый тип штифта используется для выполнения различных функций и операций.
Крепежи с машинными штифтами, обычно используемые в промышленности и торговле, можно разделить на несколько общих категорий, которые включают:
Шплинты
Установочные штифты
Сцепные и шплинтовые пальцы
Фиксирующие штифты
Пружинные штифты
В следующих разделах описывается каждая из вышеупомянутых категорий машинных штифтов, а также приводятся примеры их соответствующих подтипов.
Шплинты
Шплинты, также называемые шплинтами или проволочными зажимами, представляют собой проволочные крепежные детали с двумя зубцами, используемые при сборке машин для фиксации деталей или других крепежных элементов (например, штифтов со шпильками или гаек с прорезями) на месте и предотвращения их ослабления с течением времени. Используя быстросъемную, полукруглую или круглую конструкцию, эти крепежные детали обычно требуют предварительно просверленного отверстия или оборачивают компонент вала во время установки.
Самый распространенный тип шплинтов — разрезные — имеет закругленную головку и гибкие зубцы. Эти характеристики делают его пригодным для вставки и крепления предварительно просверленных компонентов, а также для блокировки других крепежных элементов.
Некоторые из доступных типов шплинтов включают шплинты-бабочки, шплинты, шпильки, кольцевые шплинты и поворотные шплинты.
Установочные штифты
Установочные штифты представляют собой короткие, прямые и цилиндрические стержни, используемые для выравнивания компонентов машины перед их скреплением друг с другом с помощью других крепежных элементов, таких как винты или болты. Эти крепежные детали доступны в высокоточных конических, прорезных, спиральных, ступенчатых и рифленых конструкциях и, как правило, имеют высокий коэффициент трения, что позволяет им фиксировать узлы на месте. Некоторые из типичных применений дюбельных штифтов включают сборку мебели и использование в качестве простых петель или осей.
В основном используемые в машиностроении, конические штифты представляют собой распространенный тип установочных штифтов, которые имеют больший диаметр на одном конце, который постепенно сужается к меньшему концу. Эти штифты доступны в моделях без резьбы, а также с одинарной и двусторонней резьбой и подходят для позиционирования и крепления компонентов в узлах, таких как колеса и рычаги, к валам.
Ведущие штифты, штифты с канавками и штифты с накаткой — это некоторые из других доступных типов штифтов.
Пальцы сцепки и шпингалета
Штифты сцепки и шплинты аналогичны крепежным элементам как по форме, так и по функциям; оба этих быстросъемных, цилиндрических и (как правило) прямых штифта вставляются в предварительно просверленные ответные отверстия для временной фиксации или соединения компонентов.
Чем эти два типа штифтов отличаются, так это механизмами блокировки; в то время как сцепные штифты требуют дополнительного крепежного компонента (обычно шплинта) для фиксации в нужном положении, шплинтовые шплинты (также стилизованные под шплинты или шплинты) имеют встроенный фиксирующий механизм.
Например, шплинт представляет собой тип сцепного пальца, который фиксируется с помощью шплинта. Как правило, они используются как часть системы крепления с вилкой, чтобы можно было присоединить штифт к другому устройству, например, к крану или пахотному оборудованию. Шплинты, с другой стороны, обычно используются для узлов осей или колес и содержат кольцевой компонент, который защелкивается на месте и предотвращает ослабление крепления и развал узла.
Другими примерами сцепных и шплинтовых пальцев являются стопорные штифты, стопорные штифты и рычажные штифты.
Установочные штифты
Установочные штифты используются для позиционирования, выравнивания и фиксации двух заготовок вместе с жесткими допусками. Доступные с несколькими различными конструктивными характеристиками и конфигурациями, включая форму головки и хвостовика, а также ручную, пневматическую, гидравлическую и электрическую активацию, эти цилиндрические крепежные детали подходят для широкого спектра применений.
Некоторые из подтипов этих двух категорий штифтов включают штифты с круглой головкой, зажимные штифты, конусные установочные штифты, пробойники, Г-образные штифты и Т-образные штифты.
Пружинные штифты
Пружинные штифты представляют собой штифты с дюбелями, которые имеют полую цилиндрическую конструкцию без головки и доступны как в спиральных, так и в скрученных моделях. Как следует из названия, спиральные пружинные штифты изготавливаются из металлического материала, обычно из стали, который скручивается в цилиндрическую форму, а катанные штифты (также называемые пружинными штифтами с прорезями) скручиваются в форму.
Экономичные и не требующие практически никакой подготовки перед использованием, эти типы крепежа могут применяться во многих областях, начиная от электрических соединителей и заканчивая металлическими изделиями.
Дополнительные типы контактов
В дополнение к упомянутым выше типам доступны и другие штифты для более специализированного промышленного и коммерческого применения. К таким штифтам относятся штифты выталкивателя, шарнирные штифты, срезные штифты и штифты для сварки.
Резюме
Это руководство дает общее представление о типах машинных штифтов, доступных для использования в промышленных и коммерческих целях.
Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим руководствам Thomas или посетите платформу поиска поставщиков Thomas, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Классификация бульдозерных отвалов | Виды и применение бульдозерного отвала
11.11.2020
Бульдозер – это мощная техника с фронтальным отвалом для перемещения больших объемов сыпучих материалов. Основой производительной конструкции служит тракторная база на гусеничных или колесных шасси. Современная бульдозерная техника является многозадачным оборудованием с широкими возможностями. Повышению функциональности машин для выполнения планировочных и строительных задач способствует растущее разнообразие отвалов.
Производители спецтехники постоянно улучшают характеристики рабочих органов, совершенствуя классическую конструкцию и выпуская на рынок инновационные решения. С развитием технологий меняется форма и ширина, способ крепления и принцип функционирования. Подробный обзор отвалов для бульдозера поможет сориентироваться в ассортименте и выбрать оптимальный вариант для организации работ.
Области эксплуатации бульдозерного оборудования
Послойное срезание почвы;
Перемещение больших масс грунта;
Выравнивание рабочих площадок;
Рытье котлованов для устройства фундамента;
Формирование каналов и траншей;
Прокладка и ремонт автомобильных трасс;
Сооружение насыпей, плотин, дамб;
Разработка карьеров и горных месторождений;
Очистка территорий от мусора и снега;
Разрушение железобетонных конструкций;
Сельскохозяйственные работы.
Особенности применения бульдозеров в разных отраслях
Бульдозерная спецтехника востребована в дорожном, промышленном и гражданском строительстве. Мощное оборудование широко применяется в коммунальном и сельском хозяйстве. Бульдозеры Cat® также активно используются в горнодобывающей отрасли. Отвалы с производительными ножами упрощают выемку грунта при организации землеройных работ, чистку прудов и водоемов, прокладку подземных коммуникаций и гидротехнических систем.
Помимо универсальных рабочих органов производители предлагают дополнительные решения для определенных направлений коммерческой деятельности. Специальные виды отвалов для бульдозера выполняют поставленные задачи максимально эффективно. В продаже можно найти модели для лесозаготовительной и угледобывающей промышленности, военной отрасли, полигонной закладки отходов, мелиоративных и коммунальных работ.
Конструкция бульдозерного отвала
Сварная конструкция из высокопрочной стали имеет коробчатую структуру. Впереди бульдозерного отвала перпендикулярно движению машины монтируется лист криволинейного профиля. Для предотвращения износа дополнительно используются стальные пластины, устойчивые к ударному и абразивному воздействию. Съемные ножи с острой режущей кромкой на болтовом креплении располагаются на лобовом листе снизу.
Неповоротные отвалы монтируются с помощью подъемных гидравлических цилиндров и толкающих брусьев. Система крепления позволяет контролировать поперечный перекос, предотвращая раскачивание. Задняя стенка рабочего органа соединяется с рамой бульдозера. Крепление осуществляется через гидроцилиндры. Для соединения толкающих брусьев бульдозерного отвала с рамой используются сферические и пальцевые шарниры.
Для установки поворотного оборудования предусмотрен другой тип крепления. Отвал соединяется при помощи сферического шарнира с толкающей рамой. По бокам конструкции U-образной формы располагаются подкосы и раскосы. Поворот осуществляется путем перестановки крепежных шарниров. Специальные гнезда позволяют быстро менять положение навесного оборудования. Шарнирная система соединяет и гидроцилиндры с рамой.
Для изготовления толкающего устройства традиционно используются балки коробчатого сечения. Чтобы увеличить производительность на легких грунтах, бульдозерные отвалы удлиняются уширителями. Функциональное дополнение закрепляется болтами с обоих концов. Управление движением оборудования осуществляется оператором из кабины посредством джойстиков или рычагов с приложением минимальных усилий.
Типы привода бульдозерного отвала
Гидравлический. Система управления, основанная на усилении энергии под давлением рабочей жидкости, успешно применяется в производстве спецтехники. Гидравлический привод обеспечивает перемещение, фиксацию и перекос бульдозерного отвала в вертикальной плоскости максимально эффективно. Система комплектуется цилиндрами и распределительным устройством.
Механический. Канатно-блочное управление рабочими органами спецтехники – классическое решение. Для подъема и опускания оборудования применяются рычаги. Механический привод позволяет фиксировать отвал бульдозера в определенном положении. Канатно-блочная система управления функционирует за счет лебедки, которая устанавливается на тракторную базу.
Электромеханический. Компания Caterpillar® выпускает бульдозерную технику с силовым приводом нового поколения. Эффективная система управления обеспечивает преобразование электрической энергии в механическую. Привод действует и в обратном направлении. Электромеханическое оборудование упрощает автоматизацию рабочих процессов.
Классификация отвалов по виду конструкции
Полусферический (SU). Универсальная модель подходит для землеройных работ на всех видах грунтов. Конструкция объединяет преимущества двух типов бульдозерных навесок. Отвалы SU врезаются в грунт так же эффективно, как прямые. Перемещают столь же большие массы материала, как сферические. Наличие щек способствует увеличению объема перемещаемого груза. Для полигонных работ дополнительно необходима установка козырька или решетки. Полусферические отвалы относятся к неповоротным навесным инструментам для бульдозеров.
Сферический (U). Трехсекционные рабочие органы цилиндрической формы удобны для перемещения легких объемных материалов на значительные расстояния. Центральная часть занимает порядка 40% поверхности. Угол расположения коротких боковых секций по отношению к ней достигает 25 градусов. Способность к удержанию сыпучего материала позволяет свести к минимуму потери при транспортировке. Длина режущей кромки препятствует заглублению, снижая эффективность работы с плотными грунтами.
Прямой (S). Для разработки немерзлых пород, в том числе легких скальных, применяются неповоротные модели универсального назначения. Прямые отвалы для бульдозеров максимально эффективны при выполнении землеройных операций на грунтах повышенной прочности, особенно при условии установки с легким перекосом. Рабочая поверхность оборудования свободно погружается на требуемую глубину. По параметрам тяги и удельной мощности прямые бульдозерные отвалы превосходят поворотные модели.
Сигма-отвал (Σ). Конструкция сложной конфигурации эффективно обрабатывает грунт. Центральная часть легко внедряется в породу. Высыпанию материала препятствуют края особой формы. Сигма-отвалы отлично справляются с послойным срезанием плотных суглинистых и растительных грунтов, но не подходят для перемещения рыхлых и сухих материалов. Использование производительного оборудования типа Σ по назначению позволяет сократить потребление горючего при эксплуатации бульдозерной спецтехники.
Классификация отвалов по типу конструкции
Неповоротный.В категорию входят полусферические, сферические и прямые типы отвалов для бульдозера. С торцов неповоротной конструкции расположены боковые щеки, снижающие потери грунта в процессе перемещения. Призма волочения формируется с помощью верхнего козырька, который приваривается на лобовой лист. Некоторые фирмы используют для дополнительной защиты от высыпания решетки и щитки. Неповоротные бульдозерные отвалы типа SU, U и S используются с учетом конструктивных особенностей.
Поворотный (A). Оборудование предназначено для поперечного перемещения материалов. Поворотные модели эффективны при засыпке котлованов и траншей, формировании насыпных сооружений, уборке мусора и снега, корчевании растительности. Поворот в обе стороны осуществляется за счет шарнира, расположенного на раме бульдозера. Прямая конструкция увеличена в ширину, но уменьшена в высоту в сравнении с моделями типа S. Поворотные рабочие органы для бульдозера производятся без боковых щек.
С гидроперекосом. Для улучшения внедрения в породу прямые, сферические и полусферические отвалы неповоротного типа оснащаются специальным устройством. Перекос производится с помощью винтовой стяжки и гидравлического цилиндра. Положение в поперечной плоскости можно изменить, повернув влево или вправо. Оснащение бульдозера гидроцилиндрами перекоса позволяет оператору корректировать угол из кабины в режиме перемещения машины. Для фиксации положения отвала служит запорный клапан.
Шарнирно-сочлененный. Функция гидроперекоса не обеспечивает отвалу достаточную накопительную способность, а поворотный механизм не справляется с тяжелыми грунтами. Шарнирно-сочлененные модели лишены этих недостатков. Для установки выдвижного отвала бульдозер оборудуется дополнительной секцией. Соединения обеспечивают сферические шарниры. Применение бульдозерного оборудования выдвижного типа позволяет сократить эксплуатационные расходы, повысив качество выполняемых работ.
Специальные бульдозерные отвалы
Корчевательные. Для выемки пней и булыжников из земли с дальнейшим перемещением применяются зубья, закрепляемые непосредственно на лобовом листе прямого отвала, или специальное оборудование решетчатой конструкции, которое справляется с поставленными задачами максимально эффективно. При установке корчевателя бульдозер обязательно оборудуется в верхней части защитным ограждением.
Буферные. Оборудование используется, чтобы толкать скреперы в процессе внедрения в породу. Буфер напоминает прямой отвал укороченной формы с расположенной в центре стальной пластиной. Механизм гидроперекоса отсутствует. Для поглощения ударов при контакте со скрепером подвеска комплектуется амортизаторами из резины. Бульдозер с буферным отвалом можно использовать и для общих работ.
Рекультивационные. Для срезания плодородного слоя почвы и дальнейшей транспортировки для загрузки в бурты выпускается бульдозерное оборудование увеличенной ширины с переменным радиусом кривизны лобового листа. Рекультивационные отвалы способствуют увеличению объема и улучшению условий набора грунта, формируя оптимальную призму волочения и повышая производительность спецтехники.
Угольные. Перемещение материалов в добывающей и перерабатывающей промышленности обеспечивают сферические отвалы специального назначения с функцией гидроперекоса. Угольные модели отличаются от универсальных увеличенной шириной. Бульдозерное оборудование используется в карьерах и на складах рудных материалов. Угольные отвалы применяются и для перемещения щепы на лесопереработке.
Торфяные. В мелиорации востребованы удлиненные прямые отвалы уменьшенной высоты с механизмом перекоса. Торфяные модели устанавливаются преимущественно на болотные модификации бульдозеров. Эксплуатация мелиоративного оборудования подразумевает использование противовеса в задней части тракторной базы. Производительные отвалы перемещают массы торфа на полях в аграрном секторе.
Кусторезные. Отвалы V-образной конфигурации применяются для валки мелколесья при подготовке строительных площадок. Остроугольная конструкция формируется двумя лезвиями. Острые режущие кромки перемещаются по поверхности грунта, срубая кустарники и молодые деревья. Мелколесье падает в стороны, формируя проход по ширине захвата. Бульдозер с кусторезом оборудуется защитным каркасом.
Для уборки мусора. Для работы бульдозерной спецтехники с отходами на полигонах производятся широкие прямые отвалы с увеличенной кривизной лобовой поверхности и высоким козырьком. Сзади машина комплектуется противовесом. Бульдозеру для полигонных работ необходима защита от повреждений. Ведущие фирмы выпускают готовые к эксплуатации модификации техники с отвалами для уборки мусора.
Дополнительные конструкционные детали
Рабочая поверхность отвалов подвергается максимальной нагрузке. Для изготовления износостойких ножей специалистами Caterpillar применяется легированная сталь с борными и никелевыми добавками. Для предотвращения пересыпания рыхлых материалов отвал бульдозера также оснащается козырьком. Все комплектующие, кроме режущих инструментов, крепятся методом сварки. Двухлезвенные ножи при затуплении можно снять и перевернуть, снова зафиксировав на листе болтами.
Угловые инструменты выступают за пределы режущей кромки, способствуя снижению износа, увеличивая глубину проникновения в грунт и предотвращая заклинивание. Вместительность увеличивается за счет козырька и косынок, удерживающих грунт внутри. Для повышения прочности конструкция комплектуется ребрами жесткости. Надежное крепление соединительных элементов обеспечивает эффективную работу бульдозерной техники в любых условиях.
Как выбрать отвал для бульдозера?
Рентабельность оборудования – залог процветания бизнеса. При оснащении бульдозерной спецтехники следует принимать во внимание тягово-сцепные и скоростные характеристики машины, сопоставляя показатели с параметрами отвала. Эффективность землеройных работ зависит от соотношения максимального усилия и длины ножа. Когда значение достигает большой величины, бульдозер от производителя способен разрабатывать плотные грунты.
Тяговое усилие определяется с учетом эксплуатационной массы, характеристик ходовой части и трансмиссии спецтехники. От скорости зависит продолжительность рабочего цикла. Сократить время возврата отвала в исходное положение помогает способность бульдозера быстро перемещаться задним ходом. Для оценки призмы волочения важна мощность двигателя. Скорость транспортного и рабочего перемещения определяет производительность.
Бульдозерная спецтехника в России
Компания «Цеппелин Русланд» представляет в России производителя Caterpillar в качестве официального дилера. На нашем сайте можно заказать бульдозерную спецтехнику и навесное оборудование с оплатой в рассрочку. Покупателям предоставляется помощь в эксплуатации и обслуживании спецтехники. Обращайтесь, чтобы заказать оригинальное оборудование для бульдозера!
Остались вопросы?
Наш специалист подробно ответит на них
Я согласен на обработку моих персональных данных ООО «Цеппелин Русланд» в соответствии с формой согласия и Политикой конфиденциальности.
Я согласен на получение маркетинговых и рекламных материалов от ООО «Цеппелин Русланд» в соответствии с формой согласия.
Ваша заявка принята!
Отвал ДТ-75 — ООО «ЧелТракСнаб», Челябинск
На рынке можно найти различное навесное оборудование, предназначенное для разной техники, основная задача которого повысить эффективность выполнения работ. Одним из самых востребованных навесных элементов, применяющихся в строительстве, является отвал ДТ-75 для бульдозеров.
Цена: Уточняйте у менеджера
Отправить запрос
Выгодные условия приобретения спецтехники
Большой выбор моделей для разных задач
Оригинальная спецтехника от ведущих производителей
Отвал дт-75
Отвал дт-75 значительно повышает скорость и эффективность не только строительных работ, но и уборки снега. Стоит отметить, что повышается не только производительность, но и рентабельность техники. При этом навесное оборудование дт-75 представлено не только отвалом, но и другими навесными элементами:
бурами,
крановыми машинами,
снегоочистителями,
трубоукладочным оборудованием и так далее.
Технические характеристики отвала ДТ-75
Тип оборудования
Прямой неповоротный отвал
Базовый трактор
Трактор ДТ-75
Количество гидроцилиндров
2
Управление отвалом
Гидравлическое
Ширина отвала, мм
2520
Высота отвала, м
650
Угол въезда; не менее,градусов
20
Масса, кг
830
Бульдозерный отвал ДТ-75
Что касается отвалов дт-75, то они также выпускаются различных типов, в продаже можно найти:
Многофункциональный отвал с гидроперекосом, который особенно эффективен при устройстве дорожных насыпей и уборке снега.
Неповоротный отвал, который чаще всего применяется на торфяниках.
Неповоротный или прямой отвал универсальный для выполнения широкого спектра строительных, снегоуборочных и демонтажных работ.
Поворотный отвал дт-75, который удобно использовать в сложно проходимой местности или в местах, ограниченных по рабочей площади.
При этом отвал дт-75 может навешиваться как на бульдозеры, так и на трактора. Что касается последнего, то такая техника имеет и другое рабочее оборудование, а также основные элементы, это:
Ковши различного типа.
Отвал и механизм опускания и подъема с использованием гидроцилиндра.
Силовой капот и подвеска.
Поперечная балка и так далее.
В нашем каталоге вы найдете все необходимое оборудование для бульдозеров и тракторов, в том числе и отвал дт-75. На всю реализуемую нами продукцию есть необходимые сертификаты и лицензии. Обращайтесь к проверенным временем поставщикам!
В разделе «Коммунальное оборудование» Вас может заинтересовать следующая продукция:
Погрузчик МТЗ УН-П-320 на Беларус-320.
4
Ямобур НБУ-1300
Отвал на Т-150
Щеточное оборудование Буран-22
Полуприцеп тракторный ППС-248 с РС-822
Снегоочиститель шнекороторный ФРС-200М
древесины — Как лучше всего учитывать ширину пильного диска (пропил) при резке досок?
Я хотел запустить сценарий.
это использует то, что сказали другие, и превращает это в ясный практический пример.
общепринятое мнение и практику невозможно обойти. отмерьте ДВАЖДЫ и отрежьте ОДИН РАЗ, затем отшлифуйте до формы.
в математике, мы можем пойти немного дальше. но на практике эта информация почти бесполезна .
Дано: Я хочу, чтобы круг из восьми частей был построен из блоков, которые были обрезаны под повторяющимся углом. и если их нужно склеить, не подкрашивая и не обтачивая края, необходима точность. каждый разрез должен учитываться.
, поэтому я беру 1-дюймовый деревянный брусок и использую торцовочную пилу. Определяю нужную окружность и измеряю толщину своего лезвия.
Давайте назовем его кругом диаметром 12 дюймов и, следовательно, радиусом 6 дюймов. в результате получается окружность 37,74 дюйма.
это означает, что нам нужно как минимум 37,74 дюйма материала
Но!
тогда скажем, что лезвие имеет толщину 1/16 дюйма. Тогда мы должны учесть половину толщины. поэтому для каждого разреза мы отмечаем линию, где заканчивается блок, а затем еще одну отметку, которая находится на 1/32 дюйма дальше. Затем мы должны умножить 1/32 дюйма на количество разрезов, которое равно 8. это приводит к 8/32 запаса, который мы должны были добавить к нашей длине заготовки, чтобы учесть ошибку лезвия.
означает, что вам нужно как минимум 37,74 ~ 38 дюймов плюс 8/32 ~ 1/4 дюйма
Было бы хорошо иметь 38 и 1/4″ дерева для круга окружности 37,74 в этих условиях.
BUTTTTT! на 8 частей приходится 45 градусов на блок, потому что 360/8=45, тогда каждая сторона каждого блока имеет ПОЛОВИНУ этого числа, что означает, что каждый разрез будет сделан под углом 22,5 градуса. вам нужно сделать некоторую геометрию, чтобы повторно учесть эту ошибку, так как будет накопление, если они будут многократно вырезаны и намерены совместить.
геометрия следующая: угол 22,5 градуса потеряет некоторую точность, потому что толщина лезвия, которую мы учитываем при каждом разрезе в 1/32 дюйма, составляет, скажем, 1/32 дюйма от 1-дюймовой стороны одного блока — 1/32. составляет примерно ~ 0,03125 или 3,125% от этой стороны, предполагая 1 дюйм, но на самом деле это не 1 дюйм на сторону, внешняя и внутренняя стороны шире и короче соответственно и имеют размеры около 4,75 дюйма снаружи и 3,75 дюйма соответственно. при существующем состоянии круга диаметром 12 дюймов и/или 37,74 окружности.
, поэтому мы берем этот процент и применяем его к реальным внутри и снаружи, и мы проводим третью линию через две, которые мы уже провели.
выглядит так: 3,125% x 4,75 и 3,125% x 3,75
это будет выглядеть как 1 линия , затем 1 еще одна параллельная линия и затем еще 1 слегка касательная линия , исходящая из короткого («внутренняя сторона») угла по диагонали за длинной стороной (« «внешняя» сторона).
Касательная, потому что 3,125 % малого числа по сравнению с 3,125 % большого числа имеют другое наклонное отношение.
Затем вы добавляете четвертую и последнюю линию , параллельную этой третьей линии, на 1/32 дюйма от нее.
И, наконец, чтобы правильно принять и усреднить эти линии, вы должны найти середину между параллельными линиями и отметить ее 5-й линией КРАСНЫМ цветом , затем еще 6-й линией ГОЛУБЫМ , а затем измерить их наклоны и усреднить их. и разрезать, , вы можете обнаружить, что самый правильный угол для разреза не 22,5, а на самом деле что-то вроде 22,6, в зависимости от обстоятельств.
извините, если цифры нечеткие, но это приблизительная идея. Это помогает мне думать об этом. но если вы помешаны на контроле над крошечными числами, это не поможет вам получить правильную стрижку, в конце концов, это требует времени, навыков и практики. как только вы нашли успешный способ резки и придания формы своим деталям, двигайтесь назад и применяйте этот метод к тем инструментам, которые у вас есть, и согласовывайте его.
В конце концов, у вас есть только дерево и пила, поэтому учтите, что вы должны компенсировать на долю градуса, а также компенсировать на долю расстояния для достижения желаемого результата. толщина лезвия влияет на оба.
Выбор правильного полотна ленточной пилы
Выбор правильного полотна ленточной пилы
Выбор правильного полотна ленточной пилы лезвие для вашей пилы или приложения так же просто, как ответить на несколько основных вопросы:
1. Что такое надлежащее лезвие
ДЛИНА ?
Чаще всего длина полотна для вашей пилы можно найти в Руководстве пользователя. Если у вас нет руководства пользователя, посетите веб-сайт производителя или отдайте его отдел обслуживания клиентов звонок. Иметь Номер модели вашей пилы пригодится при разговоре с производителем представитель.
2. Что такое надлежащее лезвие
ШИРИНА ?
Выберите самое широкое лезвие в зависимости от порезы, которые вы будете делать. При резке кривые, ширина лезвия будет определять наименьший радиус, который может быть резать. Лезвия меньшей ширины используются для разрезы меньшего радиуса, в то время как лезвия большей ширины чаще всего используются для перепиливания или почти прямолинейные разрезы. справочная таблица ниже содержит некоторые рекомендации по выбору ширины для различных порезы.
ШИРИНА ЛОПАСТИ РАДИУС CUT
1/8″ 3/16″
3/16″ … 3
3/8″ 1-7/16″
1/2″ 2 -5/8″
5/8″ 4″
3/4″ 5-1/2″
3.
Что такое надлежащее лезвие ЗУБЬЯ НА ДЮЙМ (TPI) или шаг?
Для более плавного и рафинированный срез, выберите лезвие с большим числом шагов на дюйм. Конфигурации с высоким TPI должны использоваться на более тонких материалах и могут требуют пониженной скорости подачи материала через лезвие. Более толстые материалы требуют лезвия с низким TPI, но может подаваться через лезвие с более высокой скоростью подачи. Большинство пильных полотен имеют низкий показатель TPI. конфигурация. График ниже, разработанный Starrett®, предлагает руководство по выбору TPI на основе материала толщина.
4. Что такое подходящее лезвие
ТИП ЗУБЬЯ ?
Обычно существует три типа конфигурации зубьев для ленточных пил по дереву – обычные, скиповые и крюковые. обычный зуб лезвие доступно с лезвиями с более высоким TPI и обеспечивает более гладкую рубит во всех лесах. Лезвие крюк имеет более широкий разнесенными зубьями и, как правило, имеют передний угол 10° для агрессивных пропилов в твердая или более трудная для резки древесина.
Токарный станок с ЧПУ своими руками: чертежы самодельного аппарата
Для производства простых деталей в небольшой мастерской, выгодно иметь настольный токарный станок с ЧПУ.
Сделать его можно своими руками, используя шпиндельный блок от старого оборудования и шаговые двигатели с ручного электроинструмента. Часть деталей, включая станину, придется готовить самостоятельно.
Содержание:
1 Необходимые инструменты и материалы
2 Как сделать самодельный аппарат по дереву и металлу?
2.1 Делаем опоры
2.2 Собираем аппарат
2.3 Изготавливаем 3-кулачковый патрон
2.4 Делаем регулятор скорости вращения
2.5 Выбираем источник питания
2.6 Конструируем двухосевой держатель инструмента
2.7 Настраиваем и регулируем
2.8 Доработка
3 Советы и рекомендации
4 Чертежы
5 Возможные ошибки
Необходимые инструменты и материалы
Для создания токарного станка понадобятся обычные инструменты, имеющиеся у каждого любителя мастерить.
дрель;
болгарка с отрезным и зачистным кругом;
сварочный аппарат;
набор ключей;
ручной слесарный инструмент.
Наличие фрезера значительно упростит работу. Если нет гладких валов и винтов из ненужного оборудования, то понадобится доступ к токарному станку.
Материалы подбираются из отходов:
листовой прокат разной толщины;
швеллера;
ручки и лимбы;
подшипники;
крепеж.
Для станины токарного станка по дереву используют листы ДВП, ДСП, многослойную толстую фанеру. Электродвигатели подойдут от старой стиральной машины, пылесоса, непригодного электроинструмента.
Читайте также: токарный по дереву своими руками
Как сделать самодельный аппарат по дереву и металлу?
Начинать создание токарного станка с ЧПУ следует с разработки сборочного чертежа и деталировки. Затем выбираются из «хлама» подходящие куски проката для изготовления конкретных элементов станины и других узлов.
Основные узлы токарного станка с ЧПУ:
станина с направляющими;
передняя бабка;
шпиндель;
патрон;
суппорт;
салазки с резцедержателем;
задняя бабка с центром;
привод;
компьютер и шкаф управления.
Корпуса выполняются из тонкого листа. Опорные конструкции и основания свариваются из проката толщиной от 8 мм.
Важно!
При проектировании следует учитывать материалы, которые будут обрабатываться на станке и величину напряжений, возникающих при этом.
Делаем опоры
На станине крепятся все основные узлы. Одновременно основание:
обеспечивает соосность вращающегося и неподвижного центров;
параллельность расположения направляющих и оси вращения;гасит вибрацию.
Для токарного станка по дереву достаточно взять плиту ДСП толщиной 30–40 мм. Снизу к ней прикрепить деревянные брусья вдоль торцов на расстоянии 10 мм от края. Они заменят ножки при установке станка на столе. отдельно стоящему оборудованию потребуются прочные опоры в виде трапецеидальных конструкций из бруса с наклонными поперечинами.
Важно!
Для станка, обрабатывающего металл, основание и стойки выполняются из металла: лист S 20 мм и швеллера 80–120.
Лист размечается под установку бабки, направляющих и двигателя. Делаются отверстия и крепится все к опорам. Можно собрать все основание совместно с опорами и после этого по подметке делать отверстия под крепеж.
Собираем аппарат
Передняя, задняя бабка и суппорт предварительно устанавливаются на опорную плиту. Проверяется их соосность и параллельность. После этого узлы закрепляются на станине.
Крепится к основанию передняя бабка.
Устанавливаются направляющие.
Монтируется ходовой винт.
На направляющие устанавливается суппорт, через него пропускается винт и крепится в муфте.
Выставляется задняя бабка – неподвижный центр.
Для обработки деталей разной длины, задняя бабка закрепляется через втулки на круглых направляющих или в основании опоры делаются продольные пазы, чтобы перемещать ее вдоль оси и зажимать болтами. Читайте также: самодельный токарный станок по металлу, изготовление, чертежи.
Изготавливаем 3-кулачковый патрон
Крепление планшайбы патрона к шпинделю осуществляется через резьбовую или коническую втулку. Ее можно выточить самостоятельно из дерева, желательно твердой породы. Для этого на место шпинделя закрепляется электродрель.
Сверло заменяется зенкером или зубчатой фрезой для ручного фрезера. Торец заготовки прижимается к инструменту и вращается вместе с ним. Резец подводится суппортом и перемещается поперечно салазками. Обработка производится в ручном режиме управления.
Для соединения с планшайбой, втулка изготавливается с фланцем по размеру отверстия в диске. Разметить 3 паза на планшайбе от центра строго под 120⁰. Они не должны до края 12–15 мм и от втулки быть на расстоянии 8–10 мм.
Вырезать фрезером пазы. Использовать режущий инструмент диаметром 8 мм – ширина паза. Если фреза тоньше, использовать шаблон.
Важно!
При отсутствии фрезы диаметром 8 мм, ровные закругленные края паза выполняются сверлом соответствующего диаметра, затем паз между ними вырезается другим инструментом.
Кулачки изготавливаются из металлического уголка. К торцу привариваются сегменты кольца, разрезанного из толстостенной трубы. В одной полке уголка сверлится 2 отверстия по размеру паза и через них болтами кулачки фиксируются в нужном положении на планшайбе.
Важно!
При обработке стали и чугуна возникают большие напряжения. Деревянный патрон не выдержит нагрузок и разрушится. Необходимо изготавливать стальную: втулку и планшайбу.
Делаем регулятор скорости вращения
Скорость вращения электродвигателя не регулируется и не соответствует количеству оборотов детали для качественной обработки. Изменять ее можно, используя:
зубчатое зацепление;
ременную передачу;
цепную передачу.
Изготовление звездочек в домашних условиях невозможно. Проще всего сделать шкивы разных диаметров, и вращать шпиндель от электромотора через ремень. В этом случае изготовив несколько деталей разного диаметра, перекидывая ремень, можно получать разую частоту вращения детали.
Справка! Ремень одновременно является защитой от перегрузок, он проскальзывает.
Выбираем источник питания
Токарному станку с ЧПУ оптимально подойдут шаговые двигатели. Ими проще, чем другими, управлять в автоматическом режиме через компьютер или электронный блок.
Можно на вращения шпинделя установить мотор со стиралки или другого поломанного домашнего оборудования. На привод суппорта подойдет менее мощный с дрели. Важно, чтобы они работали от сети 220 В.
Важно!
Коллекторный двигатель не подходит для настольных станков. При падении напряжения в сети у него увеличивается скорость – количество оборотов.
Конструируем двухосевой держатель инструмента
Резец вдоль оси вращения перемещается вместе с суппортом. Для поперечного движения на салазках делаются поперечные направляющие. Между ними устанавливается винт с ручкой на торце. Управление ручное.
Механическое перемещение при обрезке и обработке торцов можно осуществить, подключив винт к маленькому отдельному двигателю.
Настраиваем и регулируем
Устранить все люфты, качение деталей. Подтянуть подшипники. На шпинделе закрепить патрон в него вставить оправку. Электродвигатель переместить по направляющим в основании до полного натяжения ремня. Подвести неподвижный центр к детали. Включить обороты и проверить радиальное и осевое биение. Отрегулировать регулировкой задней бабки.
Проехать суппортом, с закрепленным к нему индикатором, по верхней и боковой поверхности оправки. Выставить с помощью клиньев, убрать перекос.
Доработка
Самодельный токарный станок подключается к блоку управления ЧПУ. Программа задается через включение и выключение двигателя, прямых и обратных оборотов.
Для изготовления деталей в полностью автоматическом режиме, устанавливается третий двигатель на поперечную подачу салазок.
Советы и рекомендации
Управление токарными станками ЧПУ осуществляется через запуск и остановку двигателей. На подачу каждого направления следует ставить шаговый электродвигатель:
вращение шпинделя;
продольное перемещение суппорта;
поперечное перемещение резцедержателя.
При наличии других автоматических подач, каждая из них подключается к своему двигателю.
Станку с ЧПУ, даже самодельному, необходимы определенные условия эксплуатации и хранения:
температура в помещении от +10 до +25 градусов;
влажность ниже 80%;
стабильное напряжение.
Электроника и электрооборудование чувствительны к перепадам напряжения. Для стабильной работы станка с ЧПУ, необходимо устанавливать стабилизатор напряжения.
Чертежы
Чертежи можно бесплатно скачать по ссылке — Чертежи
Возможные ошибки
Подключение к станку программы с числовым управлением сложный и материально затратный процесс. ЧПУ окупит себя только в случае производства больших партий деталей. Точность изготовления низкая. Самодельное оборудование будет востребовано при обработке дерева в мастерских по изготовлению мебели и других изделий. Металлические детали, требующие точности размеров и чистоты обработки, можно изготавливать в ручном режиме.
При монтаже основных узлов на станине сваркой получается монолитная жесткая конструкция. Но она имеет свои недостатки. При неподвижном соединении невозможно регулировать соосность центров и их параллельное расположение относительно движения суппорта. Приваривать можно только направляющие. Передняя и задняя бабка должны прикручиваться болтами с возможностью регулировки прокладками.
Центр задней бабки должен свободно вращаться. Если нет опорного подшипника, следует ставить шлифованную втулку из чугуна или бронзы. Токарный станок своими руками обойдется значительно дешевле покупного. Проектировать и изготавливать его интересно для умельцев.
Самодельный ЧПУ станок своими руками быстро
Неожиданно много читателей, прочитавших мою статью, посвященную некоторым аспектам проектирования механики самодельного гравировально-фрезерного станка ЧПУ, высказали в своих откликах, как бы это помягче…, недоумение тем обстоятельством, что о линейных шариковых подшипниках качения я упомянул вскользь и без должного восторга. Действительно, восторгов я не расточал. К линейным шариковым направляющим я отношусь спокойно, как к одному из возможных вариантов построения координатного стола. Как и у любого другого варианта, у этого есть свои достоинства и недостатки, из которых главное достоинство — относительная технологическая простота достижения заданных точностей при рабочих ходах больше метра, а главный недостаток — высокая цена комплектующих.
Я по-прежнему считаю, что небольшой станок, например, с рабочим полем 500х300 мм, проще, технологичнее и дешевле сделать, применив круглые направляющие с бронзовыми втулками скольжения. Однако, чем больше по размеру рабочее поле, тем сложнее обеспечить заданную точность за приемлемые деньги. Наконец, наступает момент, когда технологические трудности изготовления и монтажа направляющих скольжения, а значит и их стоимость оказывается сопоставимой со стоимостью блоков шариковых линейных подшипников на рельсах.
Вот и получается, что небольшой гравировально-фрезерный станок дешевле сделать на круглых направляющих скольжения с обычной винтовой передачей. Но, если рабочий ход хотя бы по одной из осей превысит некоторое значение, при котором выгодней купить шариковые направляющие, то конечно, проще купить. Само собой, упомянутое «некоторое значение» — вещь относительная. Стоимость изготовления механики в Москве и, например, на Урале отличается в разы. По моим оценкам, для Москвы размер рабочего хода, при котором стоит подумать о шариковых линейных направляющих, составляет 1000…1200 мм и более.
Статья планировалась из двух частей. Первая часть должна была быть посвящена выбору направляющих, особенностям проектирования и конструирования механики с использованием шариковых линейных направляющих, а вторая — практической реализации станка. Известно, теорию читать никто не любит, все сами «теоретики». Поэтому предвосхищая возгласы: «Все, что вы пишете, давно известно из книжек! К практике поближе!!», я решил ограничиться практической реализацией. Вообще, цель статьи не научить строить станки ЧПУ, а расширить горизонты интересующихся подобной техникой и показать, что станок ЧПУ в производстве (но не по цене!) не такая уж крутая вещь, как принято о ней думать.
Задача
Вообще говоря, «на скорую руку» делаются бутерброды и салаты, романтический ужин можно соорудить на скорую руку, но не станок. Тем не менее, я вынес это словосочетание в заголовок статьи. Почему? Попробую объяснить.
«На скорую руку» это значит технологично для домашнего производства. Т.е. станок должен быть сконструирован так, чтобы его можно было изготовить, используя минимальный набор самых обычных слесарных инструментов. Буквально, если у вас в арсенале имеется электролобзик с пилкой по металлу, сверлильный станок, плашки-метчики и напильник, то этого должно быть достаточно. На худой конец, сгодится простая ножовка по металлу и дрель.
Кое-кто скажет: «Ну, ты загнул, товарищ! Так не бывает», и будет прав. Так действительно не бывает. Потому что, если фрезерные работы можно исключить полностью, то без элементарных токарных работ нам не обойтись, значит, работ этих должно быть совсем не много, все остальное – ручками, на кухне.
Ставя перед собой такую задачу, надо хорошо понимать, что осуществить задуманное можно только при условии широкого применения покупных комплектующих и стандартных алюминиевых профилей. Направляющие – этакие краеугольные камни портального гравировально-фрезерного станка — тоже придется купить, а они дорогие. Так что, «на скорую руку» не значит дешево!
И последнее соображение. «На скорую руку» ассоциируется с понятиями просто и быстро. Если с определением «просто» можно согласиться, то быстро вряд ли получится. Изготовление даже простых деталей может затянуться на неопределенный срок, но как говорится, «терпение и труд – все перетрут».
Подытожим:
Для фрезерования бальзы, фанеры, дерева, пластиков и тонких (до 2 мм) алюминиевых сплавов.
На линейных шариковых направляющих и зубчатых ремнях.
Рабочее поле не менее 1000х300х90.
Разрешение позиционирования не хуже 0,1 мм.
Скорость позиционирования не менее 2 м/мин.
Икс
Начнем с простого – со стола-основания. Элементарный геометрический расчет показывает, что при ходе по Х равному 1000 мм длина стола должна быть 1300 мм. По крайней мере, у меня так получилось. При ходе по Y больше 300 мм ширина стола должна быть не менее 460 мм.
Изучив сортамент стандартных прессованных прямоугольных труб (боксов) из алюминиевого сплава АД31 (других промышленность, к сожалению, не выпускает) выбираем бокс 80х40х4 мм. Нарезаем из него несколько балок (1300 мм — 2 шт. и 460 мм -4шт.). Еще нам понадобятся два швеллера 50х30х4 длиной 1300 мм. В них отлично вписываются шариковые направляющие SBS15SL, которые я решил применить. В качестве ножек используем подходящие круглые ножки от дивана, купленные в магазине ОБИ. Сверлим во всем этом дырочки, кое-что красим, если есть такая возможность, и собираем каркас основания.
Получилось весьма крепко. Под нагрузкой швеллеры, в которые буду уложены рельсы слегка прогибаются, но ничего, поставим столешницу – будет совсем другое дело, основание по прочности и жесткости приобретет исключительную «дубовость».
Привинчиваем рельсы.
Они располагаются под столом и, как видите, относительно хорошо защищены от пыли и стружек. Не смотря на то, что шариковые блоки SBS снабжены скребками, предусмотреть дополнительную (пассивную) защиту рельс и блоков от прямого попадания стружек никогда не вредно.
Привинчиваем к шариковым блокам площадки, на которые впоследствии будет ставиться портал. Площадки эти — просто прямоугольные пластинки из сплава Д16Т с отверстиями для крепления портала и кронштейна под шаговый мотор.
О кронштейне шагового мотора, и вообще о проводке зубчатого ремня поговорим отдельно.
Проводка зубчатого ремня
Да, шаговые моторы для перемещения портала по оси Х будут крепиться на самом портале! Почему-то когда говорят о приводе зубчатым ремнем, в мозгах рисуется ремень в виде кольца с мотором, установленным на раму, а натяжение ремня организуется на портале или каретке. Так делать можно, но лучший ли это способ? Не уверен. Мы пойдем другим путем. Устроим из ремня псевдо зубчатую рейку.
Концы ремня закрепим на раме. Одну прижимную планку зафиксируем жестко, а другая будет иметь возможность перемещаться для натяжения ремня в пределах расстояния между соседними зубьями, т.е. в пределах 5 мм. Зубчатое колесо, как обычно, насаживается на вал мотора. Ролики устанавливаются на том же кронштейне, что и мотор. В общем, все очевидно – мотор крутится и перемещает сам себя.
Чем же такой способ лучше кольцевого ремня? Да, хотя бы тем, что расход ремня в два раза меньше, натягивать проще, экономия на зубчатых колесах, которые дорогие и их надо покупать вместе с ремнем. Ролики с осями можно подобрать готовые. В общем есть в таком решении плюсы. А минусы? Не знаю…. Кабели от моторов таскать за порталом? Так их все равно таскать от осей Y и Z, плюс-минус несколько проводов – не принципиально. Вес портала увеличится? Увеличится. И это, наверно, единственный минус, о котором стоит говорить. Цена вопроса 1,5…2 кг (вес моторов) и/или 100 долларов США (длинный ремень и дополнительные зубчатые колеса). Я выбрал экономию денег, а не веса. При таких размерах портала экономия двух килограммов его массы существенного выигрыша не дает. В конце концов, при использовании зубчатых реек моторы стоят именно на каретках.
Ремень надо брать с относительно мелким зубом. Я выбрал любезный моему сердцу ремень от хвостовой балки модели вертолета «Раптор 50». Он имеет шаг зубьев 5 мм. Зубчатое колесо тоже от этого вертолета. Его диаметр (по средней линии зубьев) 14 мм. Значит при включении двигателя в полушаговом режиме (400 шагов на оборот) перемещение каретки на один шаг будет 3,14*16/400 = 0,11 мм. Это больше, чем задумано. В микрошаге (1:6) перемещение на шаг получается 0,042 мм. То, что надо. И хотя «не тянущийся» ремень все равно чуть-чуть тянется, зато в ремне отсутствует накопленная ошибка, которая всегда присутствует в ходовом винте. В итоге, я думаю, мы уложимся в точность фрезерования 0,1 мм на длине 1000 мм. По крайней мере, по бальзе и четырехмиллиметровой фанере.
Что касается кронштейна шагового мотора, то это, как видите, простая пластина с дырками. Ничего особенного, выпиливаем точно так же, как и основание. Пока за рамки ножовки, дрели и напильника мы не вышли. Будем продолжать в том же духе.
Устанавливаем все это дело на раму и проверяем, как ездит. Ездит хорошо!
Собственно, это почти все с рамой. Осталось «причесать», придать изделию «товарный вид» и установить столешницу.
Товарный вид
«Made in дома» — не обязательно сикось-накось, коряво и неаккуратно. Меня удручают, закрепленные на уродских «курьих ножках» и торчащие во все стороны двигатели, пучки неубранных проводов, вывороченные наизнанку контроллеры и тому подобные «прелести» самодельных конструкций. Все бы ничего, в конце концов, каждый делает как может, пока автор очередного такого уродца не начинает всерьез рассуждать о серийном производстве своего детища для продажи, оправдывая неказистый вид станка, тем что это, дескать, опытный образец: «Тут подправим, там переделаем, кожухи понавесим, все покрасим, и будет это не станок, а конфетка». Не будет! Если для себя, любимого, автор не может сделать как надо, и ему не стыдно рекламировать свой недоделанный «товар» то и для покупателя он сделает тяп-ляп. Проверено, и не раз. Но это так, к слову….
Проложим пару дохленьких швеллеров, в которых будут размещаться петли кабелей от двигателей и концевых выключателей. Если контроллер большой и не лезет в подстольное пространство, то сделаем кронштейны для выходных соединителей. И, наконец, установим заглушки на торцы несущих профилей, чтобы в них не скапливалась грязь.
Затраты труда на эти на первый взгляд необязательные мероприятия окупаются с лихвой.
Столешница
Станок планируется в основном для пиления бальзы, фанеры, пластиков, поэтому столешница может быть сделана из ламинированной панели для кухонной мебели толщиной 40 мм, т.е. той же толщины, что и алюминиевые боксы. Столешница крепится к двум несущим балкам рамы. Швеллеры, в которых проложены рельсы, также следует прикрепить саморезами к столешнице. В целом, конструкция получается ровная, прочная и жесткая. Можно спокойно встать на получившееся основание станка и походить по нему пешком – ничего не случится.
Некоторым «продвинутым» специалистам может понравиться наборная столешница из алюминиевого станочного профиля. Пожалуйста, принципиально ничего не изменится. Однако станок на зубчатых ремнях может пилить только то, на что рассчитан, а именно — фанеру, пластики и тонкий алюминий, и не более того, поэтому ужесточать столешницу – бессмысленно.
Игрек
Пошли дальше.
Поперечная балка, на которую будут устанавливаться рельсы оси Y, получается длиной 510 мм. В целях унификации сделаем ее из того же алюминиевого бокса 80х40х4 мм. Рельсы поставим прямо на торцы балки.
В большое прямоугольное отверстие на широкой грани профиля будет входить ось двигателя с насаженным на него зубчатым колесом. С противоположной стороны балки разместится каретка Z. Т.е. балка должна пройти как бы сквозь каретку Y. Для этого на шариковые блоки наденем две одинаковые детали, сделанные из отрезков стандартного алюминиевого швеллера 60х40х5 мм.
Проводку зубчатого ремня выполним точно так же, как и по оси Х, только устройства для крепления и натяжения ремня сделаем на уголках.
Ремень оказывается хорошо защищен от стружек и грязи. В нижней части профиля (внутри) будет размещена петля кабеля от двигателей Y и Z. Осталось поставить заглушки на торцы балки и все.
С лицевой стороны (со стороны каретки Z) балка не имеет отверстий, что очень хорошо, т.к. именно тут летит стружка. Как видите, балка с кареткой Y получилась очень простой.
Зет
Ход по Z планируется сделать 90 мм. Почему 90? Потому что мне достаточно 90, а можно сделать и 150 мм. Это не принципиально.
Каретка Z и все, что с ней связано, самая многодельная и трудоемкая часть нашего станка. Оно и понятно, привод по оси Z нельзя сделать на ремне. При каждом выключении станка под действием своего веса и веса шпинделя каретка будет съезжать вниз, и терять «0». Кроме того, от двигателя требуется значительный момент удержания, который должен компенсировать не только усилие фрезерования, но и вес шпинделя. Только винт с шагом не более 5 мм (лучше 3 мм) спасает положение. Итак, вот детали, которые надо изготовить.
Ходовой винт
Начнем с винта. Я уже писал подробно о ходовых винтах и гайках в статье «Механика самодельного станка ЧПУ», не буду повторяться. НО. Так ли уж необходим в данном случае на оси Z ходовой винт с гайкой, выполненный по всем правилам точной механики? Вряд ли. Станок предназначен для плоского фрезерования, по сути, это просто лобзик с ЧПУ – опустил фрезу на нужную глубину и – погнали выпиливать. Тут сгодится катаный винт. Да, чего там катаный, простой винт с метрической резьбой сгодится! И гайка капроновая сгодится! Другое дело, если планируется 3D фрезерование, например барельефов и медалей…, но такая задача плохо согласуется с ременным приводом остальных осей. Так что, винт можно применить ЛЮБОЙ. Любой то любой, но я применил катаный винт Tr12х2 и бронзовую гайку с компенсацией люфта. Т.к. сегодня у меня это просто лобзик, а завтра я, возможно, захочу поставить винты на все оси. Конструкция позволяет.
Кстати, ходовой винт, переходная втулка для двигателя и опорные кольца подшипников – единственные детали, для изготовления которых нам потребуется токарный станок. Даже если вы купили резьбовую шпильку на рынке, концы такого винта нужно разделать.
Конструкция подшипникового узла ходового винта описана в вышеупомянутой статье. Она оказалась удачной, поэтому в новом станке сделаем точно также.
Отверстие в стенке под подшипники растачивать по посадке не обязательно, достаточно просто просверлить. Рабочие нагрузки направлены по оси винта, и если радиально-упорные подшипники будут слегка елозить в поперечном направлении, то ничего страшного, на точности работы оси это практически не скажется.
Сборка
Устанавливаем ходовой винт внутрь основания-швеллера, сделанного из профиля 60х40х5 мм, какого же, как и тот, который мы использовали для каретки Y. К торцам основания привинчиваем рельсы.
Внимательный читатель скажет: «Ага! Деталь, на которую ставится двигатель, фрезерованная!!!». Необязательно. Ее можно сделать из двух плоских деталей и свинтить вместе. Например, так.
Устанавливаем уголки на шариковые блоки. Уголки сделаны из профиля 50х50х5 мм. Это единственный доступный профиль из сплава Д16Т.
Спереди на уголки ставится панель, которая, по сути, и есть каретка Z. Но перед этим установим перемычку, которая свяжет уголки с ходовой гайкой.
На первый взгляд эта деталь лишняя. Ходовую гайку можно закрепить сразу на передней панели. Но в этом случае, существенно возрастают требования к точности изготовления деталей, и монтаж гайки придется производить вслепую. Т.к. станок у нас «на скорую руку» и делаем мы его на кухне, то в данном случае такая переходная деталька может оказаться полезной. Впрочем, кто в себе уверен, может ее и не ставить.
Последний штрих. Устанавливаем переднюю панель и кронштейн для шпинделя.
Кронштейн может быть фрезерованный, а может быть и просто плоский. Это у кого как получится. Ходовой винт по оси Z оказался хорошо защищен от прямого попадания стружки. В целом, каретка Z получилась компактной, ее ширина 118 мм. Неплохой результат, если учесть, что основные детали сделаны из стандартных профилей.
X-Y-Z
Устанавливаем Z на Y.
Устанавливаем боковые стенки портала и клеммную коробочку для кабелей.
Устанавливаем портал на раму.
Вот и все. Станок получился удобный, стройный, я бы даже сказал поджарый, ничего не торчит, к рабочему полю хороший доступ со всех сторон, никаких кожухов, которые чего-то там прикрывают, нет «гусениц» для проводов, все провода спрятаны. Кстати, в моем экземпляре контроллер тоже спрятан под стол, к станку подходит только шнур питания и кабель LPT порта от компьютера.
Даже если вы все кривовато выпилили и не очень точно просверлили отверстия, вы все равно сможете доработать станок, довести его до ума и заставить нормально работать. Потому что в этой конструкции все определяется заведомо точными покупными направляющими и приемлемой геометрической точностью прессованных профилей (параллельность и перпендикулярность граней). Тут в принципе нет сложно выполнимых посадок и жестких допусков на линейные размеры. Однако, само собой разумеется, чем точнее вы сделаете детали, тем лучше и для станка и для тех изделий, которые вы будете на нем выпиливать.
А можно…?
Отвечаю сразу — МОЖНО! Все можно! Только нужно ли?
«А можно вместо четырех шариковых блоков поставить на каретку два? Будет почти в два раза дешевле» — Можно! Но я поставил четыре, и вам советую.
«А можно заменить обычные профили станочными? Будет лучше» — Можно! В каком-то смысле действительно будет лучше. Скажем так, будет лучше ровно на столько, на сколько, к примеру, станут лучше «Жигули», если поставить на них семнадцатидюймовые колеса от «Мерседеса», Но дороже будет, это точно!
«А можно для увеличения прочности заменить не внушающие доверия алюминиевые профили хорошими стальными?» — Можно! Если удастся подобрать подходящие по размеру, и при условии замены шариковых направляющих на 20-й типоразмер. Кстати и ремни нужно взять потолще, и двигатели помощнее, и, чего там мелочиться, лучше сразу на ШВП перейти.
«А можно такой станок сделать размером 2х3 метра, и чтобы 10 мм фанеру пилил со скоростью 600 мм/мин.?» — Можно! Только профили нужно брать станочные и крепить их к стальным сварным рамам, и ремни заменить зубчатыми рейками и моторы брать с редукторами, и прочее по мелочам.
«А можно вместо дорогих шариковых направляющих применить обычные шарикоподшипники, чтобы все так же ездило?» — Можно! Ездить будет! Но я все-таки разорился на рельсы и дорогие линейные подшипники, сами догадайтесь почему.
«А можно вместо импортных шариковых линейных направляющих использовать наши, отечественные, мебельные, или компьютерные?» — Можно! См. ответ на предыдущий вопрос.
«А вот у меня нет ни дрели, ни ножовки по металлу. Как быть?» — Займите у соседа или купите… лучше сразу готовый станок.
«Хочу построить такой же станок как у вас. Не могли бы вы: дать мне готовые чертежи, ткнуть носом, где продаются все комплектующие, отвести за руку к дяде, который выточит нужные детали, оказать помощь в изготовлении, сборке и настройке станка, консультировать, отвечать на вопросы, и вообще, всячески содействовать?» — Мог бы, если у вас хватит денег на все это содействие.
Такие, вот, дела.
ЧПУ своими руками: 4 потрясающих станка, которые вы можете построить уже сегодня
Итак, вы хотите построить станок с ЧПУ, но не совсем уверены, какой именно станок построить — например, фрезерный станок с ЧПУ своими руками? Или, может быть, вы новичок в ЧПУ и хотите быстро освоиться. Тогда это руководство откроет вам двери в хобби с ЧПУ. Мы начнем с создания основы, которую вы можете использовать, чтобы решить, каким должно быть ваше первое ЧПУ Hobby.
Глава 1
Какой станок с ЧПУ своими руками?
Глава 2
Что изучать дальше?
Глава 3
Устройство станка с ЧПУ
Глава 4/b>
Контроллеры ЧПУ и электроника
Глава 5
Преобразование ЧПУ и механика
Глава 6
3D-принтеры
Глава 7
Принадлежности и методы
Глава 8
Вдохновение
4 потрясающих станка с ЧПУ своими руками, которые можно собрать уже сегодня
Автор Bob Warfield
Введение
Итак, вы хотите построить станок с ЧПУ, но не совсем уверены, какой именно? Тогда эта статья для вас. Мы постараемся создать структуру, которую вы сможете использовать, чтобы решить, каким должен быть ваш первый проект с ЧПУ. Вы будете активны в Hobby CNC, прежде чем узнаете об этом.
Первое, что вам нужно сделать, это сделать несколько заметок о некоторых вопросах, которые вы хотите понять заранее. Попробуйте этот вопросник :
Стоимость: Сколько вы можете позволить себе потратить на свой станок с ЧПУ? Некоторые станки с ЧПУ стоят дороже, чем другие. Некоторым потребуется больше программного обеспечения или инструментов, чем другим, что увеличивает расходы. Получите реальную честную оценку уровня затрат, с которыми вы готовы иметь дело для вашего проекта Hobby CNC.
Сложность: Рядом со стоимостью будет реалистичная оценка навыков, которые вы можете применить при создании своей машины. Некоторые машины построить будет намного проще, чем другие. Некоторым больше понравятся допуски, которые немного свободнее и их легче достичь. Сильные навыки работы с деревом по сравнению с сильными навыками работы с металлом также повлияют на ваш выбор.
Время: Если у вас будет достаточно времени, вы сможете построить почти что угодно. Но сколько времени вы реально можете посвятить проекту? Насколько ваш интерес связан с созданием самой машины по сравнению с использованием машины после того, как она будет готова? Учтите, что может быть хорошей идеей пройти весь путь, наладив работу более простого станка, прежде чем перейти к окончательному проекту ЧПУ. Вы многому научитесь на более простой машине и будете намного лучше подготовлены к работе со сложной машиной.
Проекты: Что вы хотите сделать на своем станке с ЧПУ? Ваша основная цель того, что вы хотите сделать, сильно повлияет на тип машины, которую вы строите, а также на требуемые характеристики для этой машины.
Давайте пробежимся по доступным типам машин и немного прокомментируем, как они соотносятся с различными вопросами, которые я попросил вас рассмотреть. Я собираюсь заняться ими в грубом порядке по стоимости и сложности.
Но сначала, если у вас уже есть машина, пожалуйста, пройдите наш обзор машин для хобби, чтобы вы могли увидеть результаты того, какие машины есть у других любителей.
1. Самодельный фрезерный станок с ЧПУ
Фрезерные станки с ЧПУ — это предпочтительные станки с ЧПУ для столяров, и они прекрасно дополняют любой деревообрабатывающий цех. Типичный фрезерный станок с ЧПУ имеет довольно большие допуски по сравнению с фрезерным станком или токарным станком, но допускает гораздо более жесткие допуски, чем большинство других деревообрабатывающих станков. Например, становится возможной тонкая инкрустация.
Фрезерно-фрезерные станки с ЧПУ могут быть изготовлены из материалов, начиная от древесностружечных плит и заканчивая цельнометаллической конструкцией с прецизионными направляющими, что обеспечивает станок профессионального качества. Существует множество наборов планов и комплектов, а также компаний, которые специализируются на продаже деталей для изготовления фрезерного станка с ЧПУ. Доступны даже 4Axis CNC Router.
Станки с ЧПУ по дереву — главные! Комплект фрезерного станка с ЧПУ
: Shapeoko
Простой в сборке набор: Carbide3D Shapeoko…
Я должен передать это людям Carbide3D — Shapeoko — это отличный набор для фрезерного станка с ЧПУ.
Этот мощный маленький деревообрабатывающий станок с ЧПУ прошел два года наших обзоров фрезерных станков с ЧПУ и получил сверхвысокие оценки удовлетворенности клиентов. Если этого было недостаточно, они полностью убили обзор Desktop Fabrication от MAKE Magazine за 2017 год:
Вот что Make: Magazine должен был сказать о Shapeoko XXL в своем выпуске Digital Fabrication Shootout 2017:
«Этот настольный мощный двигатель иллюстрирует, почему вы становитесь больше или идете домой».
«XXL — это просто потрясающее сочетание возможностей и полезной площади резания».
Когда я был готов поставить фрезерный станок с ЧПУ в мастерскую CNCCookbook, я знал, что мне нужно несколько вещей:
— Это должно было быть сделано своими руками. Я хотел написать об этом и видео пошаговой сборки.
— Это должно было быть мощно. Я слишком долго работал в CNC, чтобы играть с игрушками, которые в конечном итоге не могут многого добиться. Конечно, это не полноразмерный станок, но в моем магазине нет места для полноразмерного фрезерного станка с ЧПУ.
– Это должно было быть бюджетно и экономно по времени. Потому что ты знаешь, почему это так!
— Требовались линейные направляющие для повышения точности, жесткости и снижения затрат на техническое обслуживание. Никаких сборных систем V-образных канавок.
– Мне нужно столько перемещений по осям X, Y и Z, сколько поместится в моем пространстве.
Восторженные отзывы, которые я читал в ходе наших опросов, обзор Make и многочисленные возможности встретиться и пообщаться с людьми из Carbide3D, сделали мой выбор в пользу CNCCookbook несложным делом.
Мы получили Shapeoko XXL, и я задокументировал сборку!
Другие фрезерные станки с ЧПУ
Нет предела возможностям проектов фрезерных станков с ЧПУ. Использование линейных направляющих профессионального качества, жесткой конструкции и высококачественного шпинделя может дать результаты, аналогичные коммерческим столам, которые стоят намного дороже.
Чтобы узнать больше о различных частях фрезерного станка с ЧПУ и о том, как выбрать лучшие детали для фрезерного станка с ЧПУ, ознакомьтесь с нашим руководством:
Полное руководство по деталям для фрезерного станка с ЧПУ
Примеры проектов фрезерного станка с ЧПУ своими руками
Типичный фрезерный станок с ЧПУ У стола будет относительно ограниченное перемещение по оси Z, поэтому он больше подходит для деталей, вырезанных из листовых материалов, таких как плазменный стол. С учетом сказанного, фрезерный станок с ЧПУ может изготавливать гораздо более разнообразные детали, чем плазменный стол. Вот некоторые образцы:
Здесь я показал несколько довольно сложных проектов, чтобы дать представление о том огромном потенциале, который может дать собственный станок с ЧПУ. Более простые проекты также легко реализовать. Вот гоночный знак, сделанный из кориана на фрезерном станке с ЧПУ Джо:
Для меня это удивительная работа, выполненная на относительно скромном станке.
Чтобы узнать больше о проектах фрезерных станков с ЧПУ, ознакомьтесь с нашей статьей.
Профиль фрезерного станка с ЧПУ своими руками
Самодельный фрезерный станок с ЧПУ
Стоимость
Средний : Стол должен быть немного более точным, чем плазменный резак. Если вы хотите резать алюминий и другие мягкие металлы, вам понадобится изрядная жесткость. И есть 3 оси, а также шпиндель (часто просто ручной фрезер в скобе). Еще одним фактором, влияющим на увеличение стоимости, является то, что вам нужно будет приобрести программное обеспечение CAM определенного типа, чтобы в полной мере воспользоваться преимуществами фрезерного станка с ЧПУ.
Сложность
От среднего (с нуля) до простого (комплект) . С этими машинами будет больше работы, чем с плазменным столом. Считайте, что один из них эквивалентен довольно глубокому проекту по деревообработке. Тем не менее, вы можете сэкономить много времени и усилий при очень небольших дополнительных затратах, попробовав комплект фрезерного станка с ЧПУ, такой как Shapeoko.
Время
От короткого к длинному . Это более крупный проект, чем плазменный стол, и его выполнение займет больше времени. Вы можете компенсировать это, купив комплекты деталей и чертежи. Набор можно сделать довольно быстро.
Дополнительные детали
Эти опции могут улучшить работу машины. Подумайте о них на этапе планирования: — линейные направляющие вместо шкивов с V-образными канавками. – шарико-винтовые пары и блоки подшипников для большей точности и жесткости, а также для уменьшения люфта. – Шпиндель с водяным охлаждением. Начните с обрезного фрезера, но со временем вам понадобится шпиндель получше. — алюминиевые профили: они довольно типичны для создания более жестких рам на машине.
Недостатки
Эти станки предназначены для обработки дерева, пластика и, если у вас есть хорошо сделанный жесткий станок, мягких металлов, таких как алюминий. Большой занимает довольно много места в вашем магазине, но, с другой стороны, вы могли бы жить без некоторых других ваших деревообрабатывающих станков, если бы они у вас были.
Проекты
Почти все, что вы хотите сделать из дерева (твердой, мягкой древесины, березовой фанеры и т. д.), пластмассы или, если вам удобно, из мягкого металла. Большинство из них имеют ограниченный диапазон оси Z, поэтому большая часть того, что вы делаете, не может быть очень высокой или толстой. Диапазон OTOH, оси x и оси y превосходен.
Что бы вы сделали на собственном станке с ЧПУ?
Готовы узнать больше о фрезерных станках с ЧПУ?
Вам понадобится наш Руководство покупателя фрезерного станка с ЧПУ. Это ваш полный путеводитель по всем лучшим фрезерным станкам с ЧПУ на рынке.
Я готов, давай сделаем это!
2. Самодельный 3D-принтер
По всей вероятности, самым простым и недорогим устройством для начала работы является 3D-принтер. Они могут выглядеть как игрушки-мастера, но они способны на удивительно сложную работу. Мы сделали серию из нескольких частей, которая представляет собой отличное введение в 3D-печать и многое вам о ней расскажет. Мы также сделали полную серию по сборке Rostock Max v2.
3D-принтеры выполняют так называемую аддитивную обработку, потому что они добавляют материал, а не вырезают его. У аддитивной обработки есть несколько явных преимуществ, заключающихся в том, что вы можете изготавливать детали, которые было бы чрезвычайно сложно изготовить с помощью субтрактивной или традиционной обработки. Например, вы можете создать свисток, как показано ниже, и выдавить маленький шарик внутри свистка как часть процесса. Полые детали просты, и важно воспользоваться этим, чтобы уменьшить использование пластиковых смол при изготовлении деталей.
Большинство 3D-принтеров используют технологию экструзии пластиковых нитей. Они строят детали слой за слоем. Этот подход дешев и сердитен, но имеет тот недостаток, что детали могут иметь относительно низкое разрешение. Вот типичная экструдированная деталь:
Свисток работает, но есть линии экструзии, которые вам придется либо принять, либо отшлифовать после завершения детали…
А вот та же деталь, изготовленная с помощью оптического процесса высокого разрешения :
Какая разница: деталь гладкая и имеет более жесткие допуски…
Образец деталей для 3D-принтера
Профиль для 3D-принтера
Самодельный 3D-принтер
Стоимость
Низкий : Вы можете купить готовый 3D-принтер менее чем за 2000 долларов, и если вы будете осторожны, вы, вероятно, сможете построить его менее чем за 1000 долларов. Программное обеспечение, необходимое для его запуска, доступно как бесплатное с открытым исходным кодом. 3D-принтер с высоким разрешением можно сделать где-то в диапазоне от 2000 до 3000 долларов, используя DLP-проектор в качестве источника света. Но светочувствительные смолы могут быть довольно дорогими.
Сложность
Низкий . Эти машины имеют довольно легкие допуски, и вы можете приобрести комплекты деталей, которые еще больше упрощают процесс. Хороший комплект почти собран.
Время
Низкий
Недостатки
Только пластик. Низкое разрешение для экструдеров. Изготовление детали может занять несколько часов. Пластик может быть дорогим.
Проекты
Все, что вы хотите сделать из пластика. Вашим основным ограничением будет разрешение принтера и общий размер деталей, которые вы можете сделать в одном принтере. Некоторые модели вмещают гораздо большие размеры, и есть машины с высоким разрешением, в которых используются светочувствительные смолы, которые могут обеспечивать гораздо более жесткие допуски, чем принтеры на основе экструзии.
Готовы узнать больше о ЧПУ?
Вам понадобится наша кулинарная книга для начинающих с ЧПУ и DIY. Это ваш путеводитель по всем бесплатным ресурсам, учебным пособиям и руководствам, которые помогут вам освоить ЧПУ.
Я готов, давай сделаем это!
3. Фрезерный станок с ЧПУ «Сделай сам»
В зависимости от того, сколько углов вы вырезаете с помощью фрезерного станка с ЧПУ «Сделай сам» и насколько сложен ваш проект фрезерного станка с ЧПУ, фрезерный станок с ЧПУ, вероятно, будет самым дорогим, трудным в исполнении, но наиболее гибким. Станок с ЧПУ своими руками. Мы сравниваем фрезерный станок с ЧПУ и фрезерный станок в отдельной статье.
Несмотря на то, что было создано несколько фрезерных станков с ЧПУ, собранных с нуля, вам лучше всего преобразовать ручной фрезерный станок в ЧПУ, пока у вас не будет большого опыта работы с ЧПУ. Под «преобразованием» я подразумеваю, что вы в основном собираетесь поставить оси x, y и z под контроль компьютера. Это означает добавление шарико-винтовых пар с подшипниковыми узлами к каждой оси. Скорее всего, вы будете использовать шаговый двигатель или сервопривод для вращения шариковых винтов. Вам также понадобится источник питания для запуска двигателей. Учитывая эти движущиеся части и хороший интерфейс для преобразования g-кода в сигналы, необходимые для запуска ваших осей, у вас будет ЧПУ для хобби, готовое к работе.
Таким образом, одно из первых решений, которое вам придется принять и которое определит множество других решений для вас в будущем, — какой ручной фрезерный станок переоборудовать.
Есть много возможностей. Некоторые из них, которые следует рассмотреть в порядке от самого тяжелого/самого дорогого до самого легкого/дешевого, включают:
– Коленная фреза в стиле Бриджпорт: они дороги, и тяжелое колено не особенно хорошо подходит для ЧПУ. OTOH, есть много коленчатых станков с ЧПУ, и ничто не говорит «Фрезерный станок», как Bridgeport. Я бы не выбрал его, если бы хотел с самого начала заняться ЧПУ, но если он у вас уже есть, нет необходимости рассматривать что-либо еще.
— RF-45 и клоны: это изготовленные в Китае мельницы для кроватей, которые можно приобрести в самых разных местах и во всевозможных вариациях. У них есть рабочая зона и жесткость, как у Bridgeport, но без тяжелого колена, поэтому они лучше подходят для проектов с ЧПУ. Их самым большим недостатком является их шпиндель, который ограничен 1600 об/мин. Запланируйте переоборудование с ременным приводом в какой-то момент, прежде чем вы полностью реализуете потенциал одной из этих мельниц.
— Grizzly G0704: эти фрезерные станки немного меньше, чем RF-45, но являются идеальной платформой ЧПУ. Такие люди, как Хосс из Hossmachine, могут предоставить полную информацию, включая планы и часто комплекты, помогающие с конверсиями. Если стол и ход достаточно велики для ваших проектов, это будет более дешевый и быстрый проект, чем RF-45.
— Sieg X2: Это аккуратные маленькие машины, очень популярные. Я не думаю, что стал бы меньше, чем X2, но вы можете делать с ним удивительные вещи, как продемонстрировала Hossmachine (полностью автоматическое устройство смены инструмента и корпус в стиле VMC).
Вот отличная статья о выборе станка-донора для вашего проекта фрезерного станка с ЧПУ «Сделай сам».
Важное примечание:
Некоторые новички задумываются о переделке сверлильного станка во фрезерный станок. Даже не начинайте идти по этому пути. Для получения посредственного результата потребуется столько усилий, что оно того не стоит.
Вот некоторые типичные станки:
Мое преобразование фрезерного станка RF-45 своими руками…
Преобразование Хосса G0704 с ЧПУ на довольно ранней стадии: он добавил гораздо больше!
Имея в своем магазине фрезерный станок с ЧПУ, нет предела возможностям. Лучше всего то, что станок можно использовать для изготовления еще большего количества инструментов. Как только вы заработаете основные 3 оси, вы сможете создавать приводные дышла, автоматические смены инструмента и всевозможные другие аксессуары.
Образец деталей для фрезерных станков с ЧПУ
У меня есть страница интересных деталей, сделанных в домашних мастерских с ЧПУ. Вот некоторые основные моменты для фрезерных станков с ЧПУ DIY:
Профиль фрезерного станка с ЧПУ
Самодельный фрезерный станок с ЧПУ
Стоимость
От среднего до высокого : Этот проект лучше всего подходит для преобразования ручного фрезерного станка в ЧПУ. Таким образом, у вас будет стоимость ручного станка, а также всех дополнительных деталей с ЧПУ. Еще один фактор, влияющий на увеличение стоимости, заключается в том, что вам нужно будет приобрести программное обеспечение CAM определенного типа, чтобы в полной мере воспользоваться преимуществами фрезерного станка с ЧПУ.
Сложность
От среднего до высокого . Хотя вы могли бы взяться за такой проект, если вы никогда раньше не работали на станке, вам будет легче, если у вас есть немного ручной обработки под вашим поясом. См. наше Полное руководство по деталям фрезерных станков с ЧПУ для подробного ознакомления с тем, что входит в состав одного из этих станков.
Время
От среднего до длинного . Вы можете компенсировать это, купив комплекты деталей и чертежи.
Недостатки
Во многом расход и сложность.
Проекты
Почти все, что вы хотели бы сделать из любого материала, поддающегося обработке. Единственным реальным ограничением, вероятно, будет способность вашей машины перемещаться по размеру ваших деталей. Фрезерные станки с ЧПУ обычно имеют больший ход по оси Z, чем фрезерные станки с ЧПУ.
4. Самодельный плазменный стол с ЧПУ
Следующим по сложности будет самодельный плазменный стол с ЧПУ. Эти столы перемещают плазменную горелку, чтобы вырезать формы из листового металла. В CNCCookbook есть галерея идей для плазменных столов, сделанных своими руками, которые показывают многие из проектов, которые сделали другие. Вот хорошо законченный плазменный стол:
Красиво оформленный плазменный стол…
По сути, вам нужен XY-стол с возможностью управления высотой по оси Z. Стол не требует особенно жестких допусков, но полезно, если он может двигаться довольно быстро. Многое из того, что входит в плазменный стол с ЧПУ DIY, очень похоже на фрезерный станок с ЧПУ DIY.
Используемые механизмы могут быть довольно простыми:
Механизм скольжения на подшипниках качения
Реечная рейка и шестерня с пружинным натяжением для уменьшения люфта…
Если вы сварщик и занимаетесь изготовлением деталей и, возможно, небольшими работами с листовым металлом, плазменный стол покажется вам довольно простым проектом. .
Образцы деталей стола для плазменной резки
Столы для плазменной резки предназначены для резки деталей из листового материала:
Профиль стола для плазменной резки
Плазменный стол «Сделай сам»
Стоимость
От низкого до среднего : Сам стол может быть относительно дешевым — всего лишь стальной запас. Вам понадобятся 3 шаговых двигателя или серводвигателя, какая-то рельсовая система (может быть изготовлена дешево) и реечный привод, который также довольно дешев. Расходы на плазменный резак, если он у вас уже есть. Можно использовать относительно простое программное обеспечение, поскольку вы будете вырезать точный контур чертежа DXF.
Сложность
Низкий . Эти машины имеют довольно легкие допуски. Если вы выполняли проекты по сварке и изготовлению, вы можете заняться плазменным столом.
Время
Средний . Это более крупный проект, чем 3D-принтер.
Недостатки
Только листовой материал. Относительно низкое разрешение, и детали потребуют очистки, чтобы удалить шлак и сгладить края. Этот процесс может упрочнять материалы, что делает плазменную резку менее желательной, чем водоструйная, если деталь необходимо будет обрабатывать после плазменной резки.
Проекты
Все, что вы хотите сделать из листового металла. Стандартный размер плазменного стола составляет 4 фута на 8 футов, что позволяет выполнять довольно большие проекты.
Улучшить подачу и скорость для
Ваш путеводитель по лучшим самодельным обучающим материалам с ЧПУ для начинающих
Вот наш полный набор ресурсов ЧПУ для хобби и начинающих :
ЧПУ с Хайме : Начать с кто-то, кто ничего не знает о ЧПУ и оглядывается через плечо, когда она становится опытным специалистом по ЧПУ.
Для начинающих: Мы создали для вас специальную страницу, на которой есть все, что вам нужно, чтобы получить прочную основу и изучить ЧПУ.
Блог для начинающих Категория: Все наши лучшие посты в блогах для новичков в области ЧПУ и ЧПУ.
CNC Feeds and Speeds Cookbook: Овладение подачами и скоростями имеет решающее значение для вашего успеха в CNC. Это бесплатное онлайн-обучение быстро поможет вам в этом. Вы улучшите время цикла, стойкость инструмента и чистоту поверхности.
Курс G-кода CNCCookbook: Используйте интерактивный инструмент обучения и онлайн-курсы, чтобы изучить G-код или отточить свои навыки.
CNC Dictionary: Сбиты с толку новой терминологией? Наш CNC Dictionary — это ваш секретный декодер терминологии CNC, облегчающий работу.
Покажите мне, как повысить скорость для
Полное руководство по деталям ЧПУ для самостоятельного изготовления
Мы проведем вас шаг за шагом на визуальной интерактивной карте по всем частям, из которых состоит станок с ЧПУ:
Что это такое
Как они работают
Как выбрать лучшее для вашего проекта
Где их взять
Вы узнаете все о линейных рельсах, шаговых двигателях, шарикоподшипниках, шарико-винтовых передачах, подшипниковых блоках и других полезных вещах, необходимых для создания собственного станка с ЧПУ.
Покажите мне, как повысить скорость для
Контроллер — это программное обеспечение, работающее на компьютере. В зависимости от контроллера это может быть ПК или Mac, или это может быть выделенный небольшой компьютер в случае таких вещей, как GRBL.
В дополнение к какому-либо компьютеру обычно имеется коммутационная плата, один или несколько приводов и источник питания, который генерирует напряжение постоянного тока, необходимое двигателям для перемещения осей. Многие из этих компонентов, таких как блок питания и диски, можно приобрести в собранном виде, так что вы, по сути, просто соединяете строительные блоки вместе.
Эти статьи помогут вам в этом:
Панели управления ЧПУ: Что должно быть на вашей панели управления?
Точность и производительность: Какие факторы влияют на точность и производительность моего станка с ЧПУ?
Breakout Boards: Как мой компьютер взаимодействует с моей машиной?
Проблемы с шумом: Диагностика и устранение проблем с шумом в системах ЧПУ.
Блоки для электроники: Как собрать аккуратно подключенный корпус для электроники с ЧПУ.
Галерея ограждений: Ищете идеи для защиты от наводнений?
Покажите мне, как улучшить скорость для
Покажите мне, как увеличить скорость для
Покажите мне, как улучшить скорость для
CNC Software: Digital Tooling for C NC: Обзор различных видов программного обеспечения, связанного с ЧПУ, и как они работают вместе
Секреты перехода от CAD, Image, DXF или STL к GCode
Стратегии CAM Toolpath: Где объясняются черновая обработка с погружением, трохоидальная обработка и другие странные звери.
Траектории 3D CAM: Узнайте, какие 3D траектории использовать в каких ситуациях.
Hot Rodding Your CNC: Полное руководство по взлому, модификациям и обновлениям
Самодельная система подачи СОЖ: Создайте систему подачи СОЖ с фильтрацией по дешевке.
Муфты для охлаждающей жидкости: Удобный способ подачи охлаждающей жидкости, которая крепится к шпинделю.
Фиксирующая пластина для фрезерных станков : Упрощает модульное крепление и настройку.
Дышло с электроприводом: быстрая и простая смена инструмента.
Дополнение для высокоскоростного шпинделя: прикрепите высокоскоростной шпиндель к имеющемуся шпинделю.
One Shot Oiler : Сделайте вашу машину более плавной, надежной и с меньшим износом.
Перемещение мельницы: пошаговое руководство по перемещению и подгонке мельницы.
Шпиндели ЧПУ для строительства и хот-роддинга: подшипники, ременные передачи, частотно-регулируемые приводы, АТС и многое другое.
Покажите мне, как повысить скорость для
Зал славы домашних мастерских: посетите некоторые другие мастерские любителей ЧПУ своими руками.
Абсолютный мастер-класс, вдохновленный Тони Старком: стал бы супергерой-миллиардер иметь в своей мастерской с ЧПУ?
На что способен станок с ЧПУ начального уровня: Гораздо больше, чем вы думаете!
Существует больше машин, чем мы рассмотрели здесь, таких как лазер, токарный станок, гибочные станки и многое другое. Но постарайтесь придерживаться вариантов, которые мы рассмотрели для вашего первого проекта Hobby CNC.
Готовы узнать больше о ЧПУ?
Вам понадобится наша кулинарная книга для начинающих с ЧПУ и DIY. Это ваш путеводитель по всем бесплатным ресурсам, учебным пособиям и руководствам, которые помогут вам освоить ЧПУ.
Я готов, давай сделаем это!
КАК СОЗДАТЬ СТАНОК С ЧПУ (для любителя)
КАК СОБИРАТЬ СТАНОК С ЧПУ (любителю) — советы и практические советы
Изначально фрезерный станок с ЧПУ представлял собой инструмент, предлагающий множество различных возможностей фрезерования. С помощью станка с ЧПУ мы можем работать с различными материалами, такими как пенопласт, полистирол, пластик, дерево, алюминий и даже сталь. Польская группа энтузиастов DIY продолжает расти (что нас очень радует) и в результате мы решили создать серию руководств, в которых опишем процесс сборки простого 3-х осевого фрезерного станка с ЧПУ. Станок, который станет идеальным началом вашего приключения с ЧПУ.
Как собрать самодельный фрезерный станок с ЧПУ на базе системы V-SLOT OpenBuilds.
В наших руководствах мы сосредоточимся на создании станка с ЧПУ, в котором используются системные компоненты OpenBuilds V-SLOT. Мы будем использовать проект фрезерования C-BEAM. Наша конструкция будет состоять из алюминиевых профилей V-SLOT 2060 и C-BEAM, пластин и роликов V-SLOT, совместимых с V-образными профилями.
ВНИМАНИЕ! ВЛОГ ЕЩЕ СОЗДАЕТСЯ, ПОТОМУ К СТАТЬЕ БУДУТ ПРИЛОЖЕНЫ ГРАФИКА И ДРУГИЕ МАТЕРИАЛЫ, КОТОРЫЕ БУДУТ ПОЛЕЗНЫ В ПРОЦЕССЕ СТРОИТЕЛЬСТВА
Фрезерный станок C-BEAM в двух словах
В начале несколько слов о возможностях фрезерного станка C-BEAM. Как мы упоминали ранее, модель фрезерного станка с ЧПУ C-BEAM представляет собой интересную конструкцию, которая идеально подходит в качестве первого станка с ЧПУ для многих людей. Фрезерный станок с ЧПУ C-BEAM позволяет изучить основы конструкции станков с ЧПУ и процесс фрезерования. Эта модель в большей части состоит из алюминиевых компонентов, благодаря чему мы можем получить хорошую, прочную и стабильную конструкцию, которую можно улучшить в будущем. В устройстве используются шаговые двигатели NEMA 23, перемещение по осям X/Y/Z возможно благодаря использованию пропеллеров ACME 8 мм. Вся система может управляться контроллером BlackBox или электронными устройствами на базе Arduino. Рабочее поле в плоскости X/Y 350х280мм. Возможность обработки материалов толщиной примерно 35 мм позволяет работать со многими материалами, создавать множество проектов и при этом вся конструкция не очень велика.
Фрезерный станок отлично подойдет для обработки пенопласта, пластика, электронных плат, печатных плат. Подходит также для работы с МДФ, мягкой и твердой древесиной и даже позволяет легко работать с алюминием!
Для кого предназначен фрезерный станок C-BEAM?
Фрезерный станок C-BEAM подойдет любителю, энтузиасту DIY, предпринимателю, художнику или ученому. Многие люди задаются вопросом, как построить фрезерный станок с ЧПУ или как построить фрезерный станок по дереву. Еще одно распространенное сомнение заключается в том, какой фрезерный станок выбрать для учебных целей. Модель фрезерного станка C-BEAM предназначена для энтузиастов DIY, любителей, людей, которые хотели бы узнать об эксплуатации и конструкции станков с ЧПУ. Идеально подходит в качестве фрезерного станка для изучения всего процесса фрезерования, что делает его хорошим выбором для использования в университетах. Однако этот фрезерный станок с ЧПУ не следует рассматривать только как образовательный станок. Фрезерный станок C-BEAM уже нашел множество применений на малых, средних и крупных предприятиях. Это идеальная поддержка для компаний, которые предоставляют различные прототипы моделей, а также для компаний, которые производят небольшие серии деталей или создают свои собственные (часто уникальные) продукты.
Эта модель также очень популярна среди людей, которые задаются вопросом, какой фрезерный станок купить для дома и ищут «настольный» фрезерный станок или иначе — фрезерный станок для стола. Итак, если вы ищете небольшой фрезерный станок с ЧПУ или руководство, которое ответит на все ваши вопросы, такие как «как построить фрезерный станок с ЧПУ или как начать фрезерование различных материалов», мы можем пройти все этапы строительства вместе!
Мы создадим фрезерный станок на основе системы V-SLOT. По этой причине мы составили для вас список деталей, которые вам понадобятся.
НАЖМИТЕ НА ССЫЛКУ: СПИСОК ЧАСТЕЙ
Кроме компонентов, необходимых для сборки фрезерного станка с ЧПУ, вам потребуются основные инструменты для мастерских.
Вам могут понадобиться такие инструменты, как:
Нож для обоев
Ножницы
Отвертка / набор отверток
Шестигранные ключи
Отвертка
Метчик
Торцевой ключ (8)
Паяльник (с оловом и т. д.)
Прутковый зажим0
Около дюжины часов терпения и (вероятно) больший стол.
К этой статье мы подготовили для вас видеоматериалы, опубликованные на нашем YouTube-канале. Материал, где можно посмотреть весь процесс строительства и познакомиться с ним. К сожалению, мы не профессиональные кинорежиссеры и иногда (в монтажной части) оказывается, что мы видим, сколько этапов и деталей представлено в видеоматериале не так хорошо, как хотелось бы. Поэтому просим вас понять, если в фильме иногда не все показано так, как вы того хотите, или представлены не все желаемые этапы. Мы стараемся улучшать качество представленного в видео контента с каждым последующим фильмом, и при необходимости не стесняйтесь обращаться к нам, мы можем записать дополнительные материалы.
Весь процесс сборки фрезерного станка мы разобьем на несколько постов и видео материалов. В первой части этой серии мы покажем вам, как построить механическую структуру фрезерного станка с ЧПУ.
Чтобы построить эту конструкцию, вам понадобятся элементы, которые можно найти в списке механических компонентов.
Время строительства примерно 4-8 часов. Сложность: 2.5/5
Процесс сборки представлен в прикрепленном видео материале, где можно посмотреть:
Как собрать раму для фрезерного станка с ЧПУ C-BEAM
Как построить направляющие осей X / Y / Z
В видеоматериале показана конструкция всей фрезерной рамы, и отдельных тележек, установка шпиндельного держателя и пропеллеров для осей X/Y/Z и некоторые другие.
AE310026A Съемник с сепаратором 16х165 мм диапазон 75-105мм
СПЕЦИФИКАЦИЯ
Код товара
47538
Количество в упаковке
1
Артикул
AE310026A
Штрих-код
4719152399547
Страна производитель
ТАЙВАНЬ (КИТАЙ)
ОПИСАНИЕ
Описание
Съемник с сепаратором 16х165 мм диапазон 75-105мм. Самая надежная конструкция съемника, практически исключающая срыв захватов с демонтируемой детали и позволяющая прилагать предельные нагрузки, какие только способны выдержать детали тянущей части. К плюсам инструмента также можно отнести его способность захватывать демонтируемые детали, установленные с минимальным зазором между деталью и корпусом узла или агрегата и «страгивать» их при этом коническими выточками съемника при затяжке его шпилек, возможность использования сепаратора в качестве оправки при работе на прессе. К минусам – необходимость приобретения тянущей части, узкий рабочий диапазон и ограничения по доступу к демонтируемым деталям. Полукольца съемника изготавливаются из стали SCM415, закаленной до твердости HRC 42-45. Шпильки соответствуют классу прочности 8.8
Область применения
Применяется для демонтажа подшипников, шкивов, шестерен с захватом за внешнюю часть детали и где это необходимо и возможно технологически за внутреннюю, переустановив захваты.
Технические характеристики
Твердость
42-45 HRc
Диапазон
3″-4-1/2″ (75 мм х 105 мм)
Резьба
5/8″x 18 (16 мм) х 165 мм
ГАРАНТИЯ
Инструменты и приспособления специального назначения производства компании JONNESWAY® ENTERPRISE CO., LTD., по уровню исполнения относятся к изделиям класса PROFESSIONAL, применяется для производства работ по сборке, ремонту и обслуживания продукции машиностроения, строго персоналом, имеющим соответствующую квалификацию, знакомым с правилами техники безопасности, условиями эксплуатации и навыками работы со специальным инструментом и приспособлениями.
На инструменты и приспособления специального назначения торговой марки JONNESWAY® распространяется понятие «ограниченной гарантии», в связи с сокращением срока эксплуатации, связанным с повышенным износом некоторых деталей конструкции при использовании. Срок эксплуатации изделия с заявленными характеристиками определен в 12 месяцев с начала использования инструмента. Начало эксплуатации определяется по дате продажи, указанной в гарантийном талоне JONNESWAY® или фискальном документе, подтверждающем факт приобретения конкретного изделия. Срок применения инструмента с объявленными характеристиками может быть изменен индивидуально, как в сторону уменьшения, так и в сторону увеличения в зависимости от интенсивности и условий эксплуатации конкретного изделия (группы изделий).
Претензии по отношению к инструменту, вышедшему из строя в течение гарантийного срока, принимается к рассмотрению уполномоченным представителем JONNESWAY® ENTERPRISE CO., LTD., в соответствии с Законом «О Защите прав потребителя».
Не подлежат обслуживанию по гарантийным условиям изделия, вышедшие из строя в результате:
Нагрузок, превышающих расчетные.
Воздействий, не связанных с выполнением основных функций изделия.
Нарушений правил хранения, обслуживания и применения.
Естественного износа.
В этой связи, производитель настоятельно рекомендует:
1) Подбирать и использовать инструмент согласно производимой работе и строго по назначению.
2) Не наносить удары по телу инструмента или элементам изделия другими предметами, если подобное не предусмотрено конструкцией.
3) Не допускать падения инструмента с большой высоты на твердую поверхность.
4) Не допускать длительное хранение инструмента в условиях высокой влажности или иных агрессивных к материалам изделия средах.
5) Не допускать самостоятельного ремонта и регулировок инструмента в период гарантийного срока.
6) Правильно и своевременно производить работы по техническому обслуживанию инструмента.
7) При использовании специальных приспособлений и средств диагностики, руководствоваться исключительно рекомендациями производителя по ремонту и эксплуатации обслуживаемой техники.
8) Правильно и своевременно производить очистку инструмента от загрязнений.
.
Претензии по данной гарантии не принимаются к рассмотрению в случаях невозможности подтверждения квалификации пользователя, наличия признаков проведения ремонтных работ изделий, осуществлявшихся неуполномоченными на это лицами, изменений конструкции, или самостоятельной установки неоригинальных компонентов и деталей изделий.
Производитель оставляет за собой право определения причины выхода из строя изделия (из-за некачественных материалов, ошибок при сборке, человеческого фактора или по иным причинам).
Права по настоящей гарантии ограничиваются первоначальным потребителем и не распространяются на последующих.
Дадим оптовые цены предпринимателям и автопаркам ?
Наличные при получении VISA, MasterCard, МИР Долями Оплата через банк
Производитель: ROCKFORCE
Получить информацию о товаре или оформить заказ вы можете по телефону 8 800 6006 966.
Есть в наличии
Самовывоз
Уточняем
Доставка
Уточняем
Доступно для заказа — больше 10 шт.
Данные обновлены: 26.04.2023 в 08:30
Все характеристики
Отзывы о товаре
Вопрос-ответ
Статьи о товаре
Характеристики
Сообщить о неточности в описании товара
Код для заказа
443970
Артикулы
RF-666105
Производитель
ROCKFORCE
Каталожная группа:
. .Инструмент шоферский и принадлежности Принадлежности
Ширина, м:
0.16
Высота, м:
0.045
Длина, м:
0.2
Вес, кг:
2.4
Код ТН ВЭД:
8205598099
Отзывы о товаре
Вопрос-ответ
Задавайте вопросы и эксперты помогут вам найти ответ
Чтобы задать вопрос, необоходимо авторизоваться/зарегистрироваться на сайте
Чтобы добавить отзыв, необходимо авторизоваться/зарегистрироваться на сайте
Чтобы подписаться на товар, необходимо авторизоваться/зарегистрироваться на сайте
Сертификаты
Обзоры
Все обзоры участвуют в конкурсе — правила конкурса.
Для этого товара еще нет обзоров.
Написать обзор
Статьи о товаре
Наличие товара на складах и в магазинах, а также цена товара указана на 26.04.2023 08:30.
Цены и наличие товара во всех магазинах и складах обновляются 1 раз в час.
При достаточном количестве товара в нужном вам магазине вы можете купить его без предзаказа.
Интернет-цена — действительна при заказе на сайте или через оператора call-центра по телефону
8 800 6006 966. При условии достаточного количества товара в момент заказа.
Цена в магазинах — розничная цена товара в торговых залах магазинов без предварительного заказа.
Представленные данные о запчастях на этой странице несут исключительно информационный характер.
ДИАПАЗОН СЪЕМНИКОВ ДЛЯ ПРУТКА OD50 08– 75 мм
$ долларов США
1130 00
Артикул
Д1
D2 ~ D3 Диапазон
Б1
В2
ч2
Л1
Л2
Л3
ТХС002913
32
8 ~ 60
50
28
72
92
16
59
ТХС004160
54 ~ 110
ТХС004161
40
8 ~ 66
60
28
110
94
16
61
ТХС004160
54 ~ 110
ТХС004162
50
8 ~ 75
65
28
130
114
16
81
ТХС004163
60 ~ 125
Артикул
Интерфейс
Направление
Емкость
Проекция
Вращение
Рука
Охлаждающая жидкость
Смещение
ТХС002913
СЪЕМНИК ДЛЯ ПРУТКА OD25, ДИАПАЗОН 6–50 мм
ПРЯМОЙ
СВОБОДНО
СТАТИЧЕСКИЙ СТАТИЧЕСКИЙ
ПРЯМОЙ
ВНЕШНЯЯ ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ
ПРЯМОЙ
ТХС002914
СЪЕМНИК ПРУТКА OD32 НД= 8-50 мм
ПРЯМОЙ
СВОБОДНО
СТАТИЧЕСКИЙ СТАТИЧЕСКИЙ
ПРЯМОЙ
ВНЕШНЯЯ ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ
ПРЯМОЙ
ТХС004159
СЪЕМНИК ПРУТКА OD32 НД= 54-110 мм
ПРЯМОЙ
СВОБОДНО
СТАТИЧЕСКИЙ СТАТИЧЕСКИЙ
ПРЯМОЙ
ВНЕШНЯЯ ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ
ПРЯМОЙ
ТХС004160
ДИАПАЗОН ДЛЯ СЪЕМНИКА ПРУТКА OD40 54–110 мм
ПРЯМОЙ
СВОБОДНО
СТАТИЧЕСКИЙ СТАТИЧЕСКИЙ
ПРЯМОЙ
ВНЕШНИЙ ХЛАДАГЕНТ
ПРЯМОЙ
ТХС004161
ДИАПАЗОН СЪЕМНИКОВ ДЛЯ ПРУТКА OD40 08– 66 мм
ПРЯМОЙ
СВОБОДНО
СТАТИЧЕСКИЙ СТАТИЧЕСКИЙ
ПРЯМОЙ
ВНЕШНЯЯ ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ
ПРЯМОЙ
ТХС004162
ДИАПАЗОН СЪЕМНИКОВ ДЛЯ ПРУТКА OD50 08– 75 мм
ПРЯМОЙ
СВОБОДНО
СТАТИЧЕСКИЙ СТАТИЧЕСКИЙ
ПРЯМОЙ
ВНЕШНЯЯ ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ
ПРЯМОЙ
ТХС004163
ДИАПАЗОН СЪЕМНИКОВ ДЛЯ ПРУТКА OD50 60–125 мм
ПРЯМОЙ
СВОБОДНО
СТАТИЧЕСКИЙ СТАТИЧЕСКИЙ
ПРЯМОЙ
ВНЕШНЯЯ ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ
ПРЯМОЙ
Обновлено 202304
СОВМЕСТИМЫЕ СТАНКИ
Сопло 286575 JG-75, 3/4-тонный съемник без троса
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
ОСОБЕННОСТИ: • Предназначен для подъема, опускания, растяжения или тяги тяжелых грузов • Доступен с тяговым усилием 3/4, 1-1/2 и 3 тонны • Для защиты от коррозии используется легкая оцинкованная сталь • Храповой тормоз с двойным уплотнением система повышает безопасность на рабочей площадке • Соответствует стандартам ANSI/ASME B30. 21
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: • Скорость подъема (фут/мин): 10 • Грузоподъемность (тонны): 3/4 • Грузоподъемность лебедки/тяги (фунт. ): 2 750 • Грузоподъемность (фунты): 1 650 • Длина хода (дюймы): 2 • Габаритные размеры (Д x Ш x В) (дюймы): 16-3/4 x 2-1/2 x 9-1/4 • Длина ручки (мин./макс.) (дюймы): 17 -3/4 — 29-1/8
Съемники JET® серии JG включают в себя проверенные промышленные конструкции, позволяющие поднимать, опускать, растягивать или тянуть тяжелые грузы. Съемники JET Grip Pullers, доступные в различных конфигурациях, изготовлены из легкой оцинкованной стали для защиты от коррозии, а тормозная система с несколькими сцеплениями повышает безопасность на стройплощадке. ДЖЕТ JG серии G
American ExpressApple PayDiners ClubDiscoverMeta PayGoogle PayMastercardPayPalShop PayVenmoVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Политика возврата
——
Возврат
Наш полис действует 30 дней. Если с момента покупки прошло 30 дней, к сожалению, мы не можем предложить вам возврат или обмен.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным и находиться в том же состоянии, в котором вы его получили. Плата за пополнение запасов в размере 25% будет применяться к товарам весом более 100 фунтов.
Некоторые виды товаров не подлежат возврату. Мы также не принимаем продукты, которые являются санитарно-гигиеническими товарами, опасными материалами или легковоспламеняющимися жидкостями или газами.
Для оформления возврата нам потребуется квитанция или подтверждение покупки.
Пожалуйста, не отправляйте покупку обратно производителю.
Любой предмет не в своем первоначальном состоянии, поврежденный или с отсутствующими частями по причинам, не связанным с нашей ошибкой, не будет принят.
Возврат средств (если применимо)
Как только ваш возврат будет получен и проверен, мы отправим вам электронное письмо, чтобы уведомить вас о том, что мы получили ваш возвращенный товар. Мы также уведомим вас об одобрении или отклонении вашего возмещения.
Если вы одобрены, ваш возврат будет обработан, и кредит будет автоматически применен к вашей кредитной карте или исходному способу оплаты.
Просроченные или отсутствующие возвраты (если применимо)
Если вы еще не получили возмещение, сначала проверьте свой банковский счет еще раз.
Затем свяжитесь с компанией, выпустившей вашу кредитную карту, может пройти некоторое время, прежде чем ваш возврат будет официально отправлен.
Далее обратитесь в свой банк. Часто перед отправкой возмещения требуется некоторое время на обработку.
Если вы сделали все это, но до сих пор не получили возмещение, свяжитесь с нами по адресу [email protected].
Обмены (если применимо)
Мы заменяем товары только в том случае, если они неисправны или повреждены. Если вам нужно обменять его на такой же товар, отправьте нам электронное письмо по адресу [email protected].
Доставка
Чтобы вернуть товар, отправьте его по почте по адресу: 4170 W Harmon Ave #4 Las Vegas Nevada US 89103
Вы будете нести ответственность за оплату ваших собственных расходов по доставке для возврата вашего товара.
 Вещество из устройства выделяется под давлением встроенного насоса. Имеет форму пистолета с расположенным снизу бачком. Данная конструкция компактна и удобна для бытового использования, транспортировки и хранения.
Вещество из устройства выделяется под давлением встроенного насоса. Имеет форму пистолета с расположенным снизу бачком. Данная конструкция компактна и удобна для бытового использования, транспортировки и хранения. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.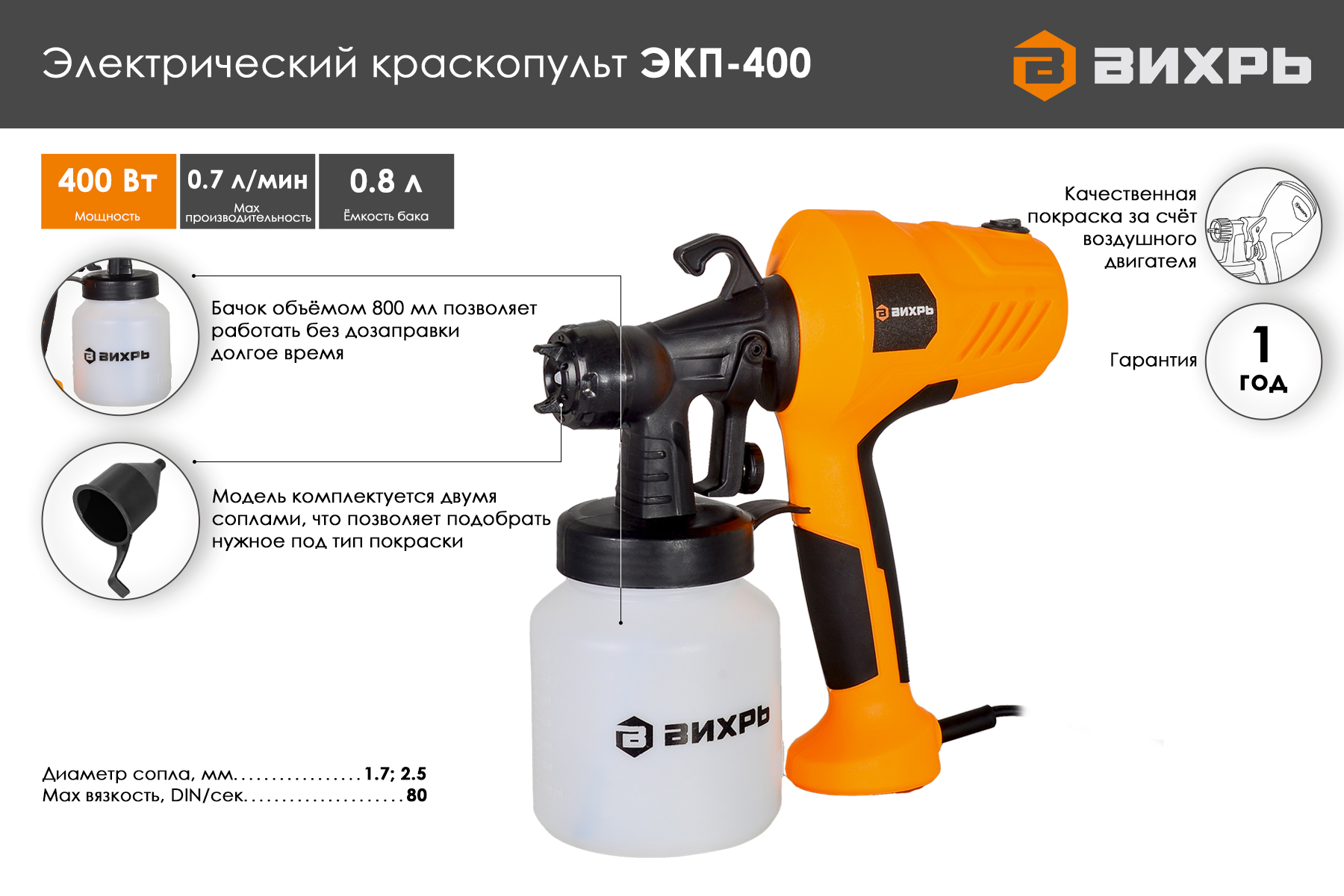

 Вещество из устройства выделяется под давлением встроенного насоса. ЭКП-400 имеет форму пистолета с расположенным снизу бачком. Данная конструкция компактна и удобна для бытового использования, транспортировки и хранения.
Вещество из устройства выделяется под давлением встроенного насоса. ЭКП-400 имеет форму пистолета с расположенным снизу бачком. Данная конструкция компактна и удобна для бытового использования, транспортировки и хранения.


 диски с липучкой
диски с липучкой Орбитальная шлифовальная машина/полировщик Palm, (1) 5 дюймов. Шлифовальный диск, (1) RS034 5 дюймов. Мягкая шлифовальная пластина, (1) демпфирующее кольцо 2609170071, (1) пылесборник с микрофильтром 2609199179, (1) переходник для вакуумного шланга VAC002, (1) кейс для переноски
Орбитальная шлифовальная машина/полировщик Palm, (1) 5 дюймов. Шлифовальный диск, (1) RS034 5 дюймов. Мягкая шлифовальная пластина, (1) демпфирующее кольцо 2609170071, (1) пылесборник с микрофильтром 2609199179, (1) переходник для вакуумного шланга VAC002, (1) кейс для переноски Орбитальная шлифовальная машина/полировщик Palm, (1) 5 дюймов. Шлифовальный диск, (1) RS034 5 дюймов. Мягкая шлифовальная подушка, (1) демпфирующее кольцо 2609170071, (1) пылесборник с микрофильтром 2609199179, (1) переходник для вакуумного шланга VAC002, (1) кейс для переноски
Орбитальная шлифовальная машина/полировщик Palm, (1) 5 дюймов. Шлифовальный диск, (1) RS034 5 дюймов. Мягкая шлифовальная подушка, (1) демпфирующее кольцо 2609170071, (1) пылесборник с микрофильтром 2609199179, (1) переходник для вакуумного шланга VAC002, (1) кейс для переноски Двухрежимная эксцентриковая шлифовальная машина, (1) средняя опорная тарелка, (1) шестигранный ключ, (1) шлифовальный диск, (1) съемная передняя рукоятка, (2) переходники для вакуумного шланга
Двухрежимная эксцентриковая шлифовальная машина, (1) средняя опорная тарелка, (1) шестигранный ключ, (1) шлифовальный диск, (1) съемная передняя рукоятка, (2) переходники для вакуумного шланга Эксцентриковая шлифовальная/полировальная машина с несколькими отверстиями, (1) средняя опорная тарелка с несколькими отверстиями, (1) шестигранная шлифовальная головка, (1) шлифовальный диск, (1) съемная передняя рукоятка, (1) пылесборник с микрофильтром, (2) пылесос Переходники для шлангов
Эксцентриковая шлифовальная/полировальная машина с несколькими отверстиями, (1) средняя опорная тарелка с несколькими отверстиями, (1) шестигранная шлифовальная головка, (1) шлифовальный диск, (1) съемная передняя рукоятка, (1) пылесборник с микрофильтром, (2) пылесос Переходники для шлангов Односкоростная эксцентриковая шлифовальная/полировальная машина для ладони, (1) RS034 5 дюймов. Мягкая подложка, (1) 5 дюймов. Шлифовальный диск, (1) 2609170071 Демпфирующее кольцо, (1) 2609199179 Пылесборник для микрофильтра, (1) VAC002 Переходник для вакуумного шланга
Односкоростная эксцентриковая шлифовальная/полировальная машина для ладони, (1) RS034 5 дюймов. Мягкая подложка, (1) 5 дюймов. Шлифовальный диск, (1) 2609170071 Демпфирующее кольцо, (1) 2609199179 Пылесборник для микрофильтра, (1) VAC002 Переходник для вакуумного шланга Мягкая опорная подушка, (1) ключ для подкладок на 5 мм
Мягкая опорная подушка, (1) ключ для подкладок на 5 мм
 Встроенная тормозная система с демпфированием колодок для предотвращения образования вихревых следов.
Встроенная тормозная система с демпфированием колодок для предотвращения образования вихревых следов. Он предназначен для устранения вихревых следов на заготовке благодаря встроенной тормозной системе с демпфированием колодок. Крепление диска Bosch на липучке обеспечивает надежный захват диска во время использования. Кроме того, подложка из микропористого материала гибкая, что обеспечивает гладкую чистовую отделку как на плоских, так и на рельефных поверхностях. Благодаря удобной верхней части с мягкой накладкой и конструкции корпуса эта шлифовальная машина на 2,5 А обеспечивает 12 000 об/мин для первоклассного съема материала. Он также включает в себя бортовую систему фильтрации мелкой пыли.
Он предназначен для устранения вихревых следов на заготовке благодаря встроенной тормозной системе с демпфированием колодок. Крепление диска Bosch на липучке обеспечивает надежный захват диска во время использования. Кроме того, подложка из микропористого материала гибкая, что обеспечивает гладкую чистовую отделку как на плоских, так и на рельефных поверхностях. Благодаря удобной верхней части с мягкой накладкой и конструкции корпуса эта шлифовальная машина на 2,5 А обеспечивает 12 000 об/мин для первоклассного съема материала. Он также включает в себя бортовую систему фильтрации мелкой пыли.
 ru
ru давление: 6.3 атм
давление: 6.3 атм Большой крутящий момент и ударный механизм обеспечивают высокую производительность. Широкая клавиша «Пуск» — для удобного и простого управления инструментом. Модель широко используется в автосервисах, производственных цехах, ремонтных мастерских.
Большой крутящий момент и ударный механизм обеспечивают высокую производительность. Широкая клавиша «Пуск» — для удобного и простого управления инструментом. Модель широко используется в автосервисах, производственных цехах, ремонтных мастерских. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
 Пневматические гайковерты Fubag Критерии выбора инструмента
Пневматические гайковерты Fubag Критерии выбора инструмента В зависимости от модели и технических характеристик они востребованы в бытовых целях, в автосервисах, на стройках и в производстве.
В зависимости от модели и технических характеристик они востребованы в бытовых целях, в автосервисах, на стройках и в производстве.


 100235
100235 100201
100201 අපගේ මිල ගණන් සහ පරාසය පිළිබඳ ඔබේ ප්රශ්නවලට පිළිතුරු දීමට අපි සතුටු වෙමු. අපගේ සේවාව වැඩිදියුණු කිරීම සඳහා ඔබගේ යෝජනා ස හ කැමැත්ත අපි සාදරයෙන් පිළිගනිමු.
අපගේ මිල ගණන් සහ පරාසය පිළිබඳ ඔබේ ප්රශ්නවලට පිළිතුරු දීමට අපි සතුටු වෙමු. අපගේ සේවාව වැඩිදියුණු කිරීම සඳහා ඔබගේ යෝජනා ස හ කැමැත්ත අපි සාදරයෙන් පිළිගනිමු.




 06.2021;
06.2021; Каспийская, д.12, стр.2
Каспийская, д.12, стр.2 20 кВт, полные характеристики смотрите в следующей вкладке.
20 кВт, полные характеристики смотрите в следующей вкладке. Проявляйте активность что как можно бльше людей смогли узнать мнение настоящих людей которые уже пользовались Blueweld Combi 182 Turbo.
Проявляйте активность что как можно бльше людей смогли узнать мнение настоящих людей которые уже пользовались Blueweld Combi 182 Turbo. Если у вас такая поломка то вам повезло, это типовая неисправность для Blueweld Combi 182 Turbo и вы можете задать вопрос о том как ее устранить и вам быстро ответят или же прочитайте в вопросах и ответах ниже.
Если у вас такая поломка то вам повезло, это типовая неисправность для Blueweld Combi 182 Turbo и вы можете задать вопрос о том как ее устранить и вам быстро ответят или же прочитайте в вопросах и ответах ниже. С, Гудит Но Неварит, Пропала Масса
С, Гудит Но Неварит, Пропала Масса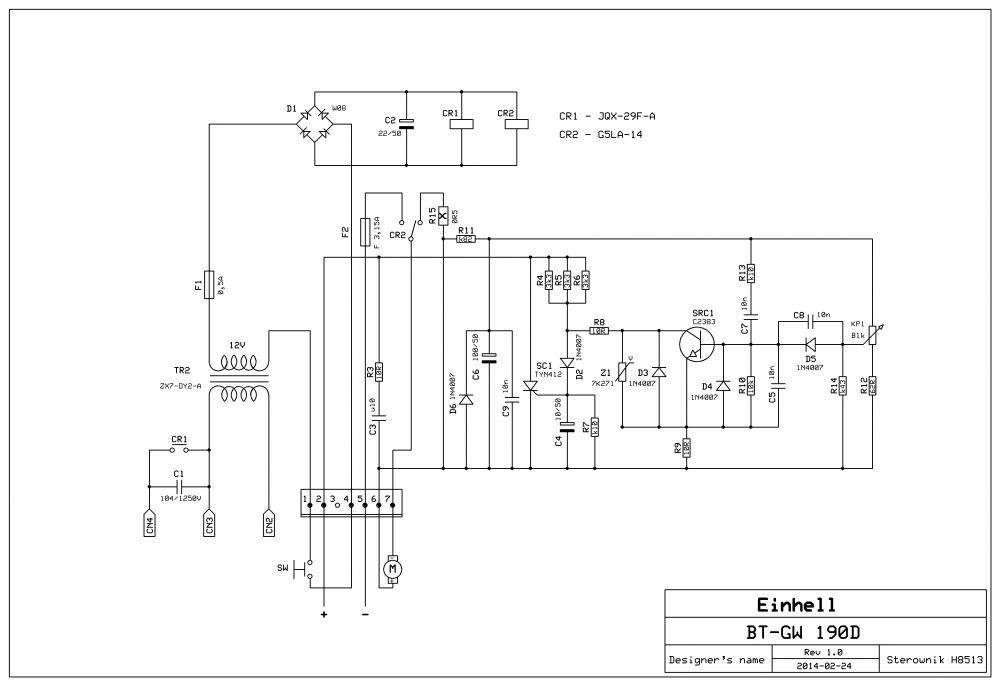 .д71..Помещение 25; Приобретался 03 Марта 2020Года По Счету N2083
.д71..Помещение 25; Приобретался 03 Марта 2020Года По Счету N2083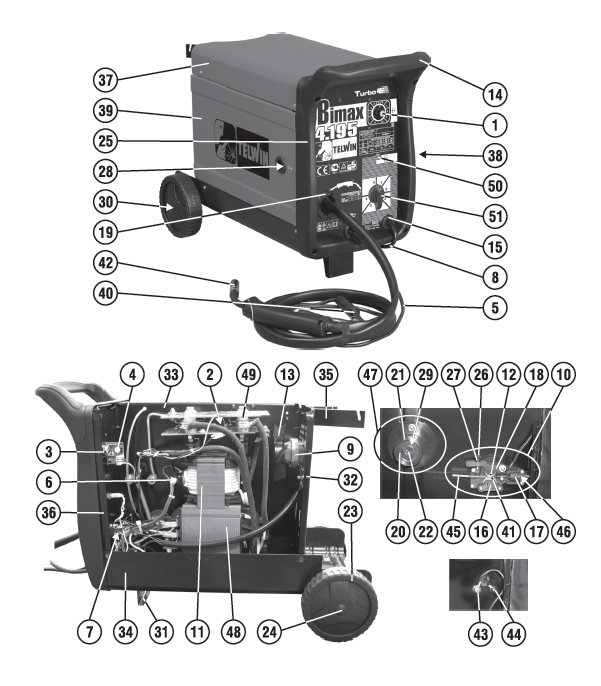 RU
RU Также доступен в двойном исполнении
Также доступен в двойном исполнении


 Сварку MIG с флюсовой сердцевиной можно использовать на открытом воздухе, поскольку для нее не требуется расходомер или подача газа. Сварка MIG, как правило, является предпочтительным вариантом сварки для энтузиастов-любителей и сварщиков-любителей, у которых нет денег, чтобы тратить их на дорогостоящее оборудование.
Сварку MIG с флюсовой сердцевиной можно использовать на открытом воздухе, поскольку для нее не требуется расходомер или подача газа. Сварка MIG, как правило, является предпочтительным вариантом сварки для энтузиастов-любителей и сварщиков-любителей, у которых нет денег, чтобы тратить их на дорогостоящее оборудование.
 Гелий можно использовать в качестве плазменного газа, но поскольку он более горячий, это снижает номинальный ток сопла.
Гелий можно использовать в качестве плазменного газа, но поскольку он более горячий, это снижает номинальный ток сопла.
.jpg)



 Процедура подразумевает придание изделию определенной формы. Это необходимо для того, чтобы материал было проще монтировать.
Процедура подразумевает придание изделию определенной формы. Это необходимо для того, чтобы материал было проще монтировать.
 Для получения дополнительной информации посетите веб-сайт www.p65warnings.ca.gov
Для получения дополнительной информации посетите веб-сайт www.p65warnings.ca.gov Наши конструкции соответствуют площади пола вашего автомобиля и защищают ковер от чрезмерного износа в сложных ситуациях. Благодаря приподнятой текстурированной поверхности, которая обеспечивает сильное сцепление, накладки на полы Westin Profile обеспечивают точную посадку и сохраняют свою форму как в сильную жару, так и в холод. Доверьте Westin, чтобы вывести свою поездку на новый уровень благодаря яркому внешнему виду и надежной защите, которая вам так нужна!
Наши конструкции соответствуют площади пола вашего автомобиля и защищают ковер от чрезмерного износа в сложных ситуациях. Благодаря приподнятой текстурированной поверхности, которая обеспечивает сильное сцепление, накладки на полы Westin Profile обеспечивают точную посадку и сохраняют свою форму как в сильную жару, так и в холод. Доверьте Westin, чтобы вывести свою поездку на новый уровень благодаря яркому внешнему виду и надежной защите, которая вам так нужна! в некоторых случаях используется формованный металл. Обеспечивает безопасность ваших животных и защищает вашу основную конструкцию от повреждений в результате физического контакта и воздействия едких сред. Легко чистить.
в некоторых случаях используется формованный металл. Обеспечивает безопасность ваших животных и защищает вашу основную конструкцию от повреждений в результате физического контакта и воздействия едких сред. Легко чистить.

 Все элементы камеры выполнены из алюминия…
Все элементы камеры выполнены из алюминия… ..
.. В том числе: сушильные камеры и комплектующие к ним; алюминиевый профильный лист, механизм для съема и установки ворот, уплотнитель для…
В том числе: сушильные камеры и комплектующие к ним; алюминиевый профильный лист, механизм для съема и установки ворот, уплотнитель для… 05.2017
05.2017 ..
.. 11.2022
11.2022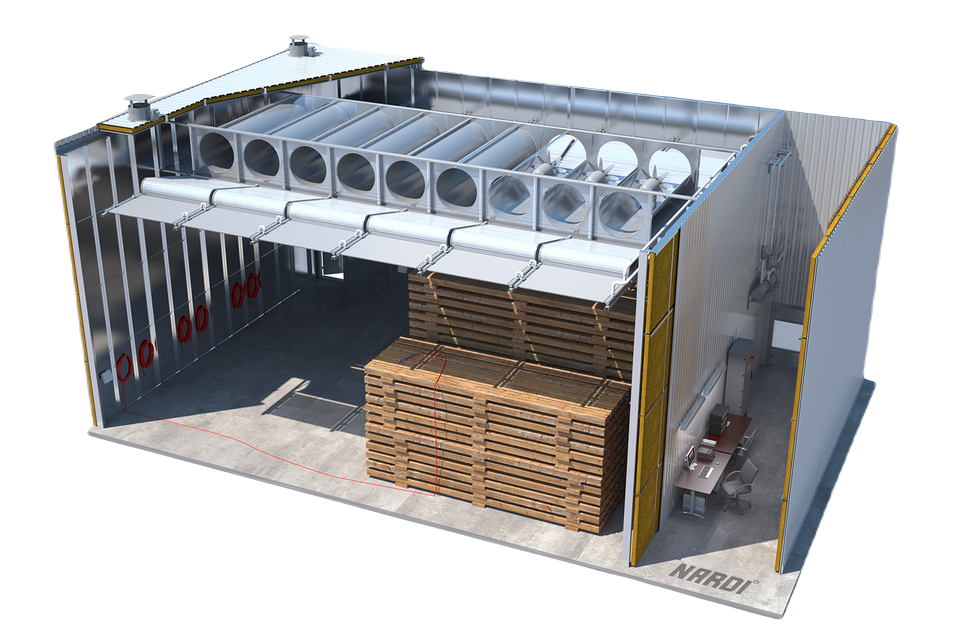 11.2022
11.2022 ООО «МВ-Импульс», является
ООО «МВ-Импульс», является
 СемьяЖивой уголокИнтересное
СемьяЖивой уголокИнтересное Как он спустился — неизвестно, в «Амурском тигре» предположили, что справиться со спуском без помощи матери косолапому вряд ли удалось.
Как он спустился — неизвестно, в «Амурском тигре» предположили, что справиться со спуском без помощи матери косолапому вряд ли удалось.


 Ремешок в стиле Cam Over Buckle для надежного крепления основания к любому стволу или ветке дерева независимо от типа коры. Установите его вертикально, горизонтально и почти в любом промежуточном положении. Регулировка крепления на плече без помощи инструментов. Потянув за рычаг, вы уменьшите трение о плечевой шар, что позволит отрегулировать уровень руки, а нажатие на рычаг надежно зафиксирует его на месте после регулировки.
Ремешок в стиле Cam Over Buckle для надежного крепления основания к любому стволу или ветке дерева независимо от типа коры. Установите его вертикально, горизонтально и почти в любом промежуточном положении. Регулировка крепления на плече без помощи инструментов. Потянув за рычаг, вы уменьшите трение о плечевой шар, что позволит отрегулировать уровень руки, а нажатие на рычаг надежно зафиксирует его на месте после регулировки.
 Как только ваш заказ будет отправлен, мы вернем вам разницу! Поэтому, если стоимость доставки вашего заказа составляет 55 долларов США, мы вернем вам 20 долларов США! Свяжитесь с нами, если вы предпочитаете другой способ доставки!
Как только ваш заказ будет отправлен, мы вернем вам разницу! Поэтому, если стоимость доставки вашего заказа составляет 55 долларов США, мы вернем вам 20 долларов США! Свяжитесь с нами, если вы предпочитаете другой способ доставки!









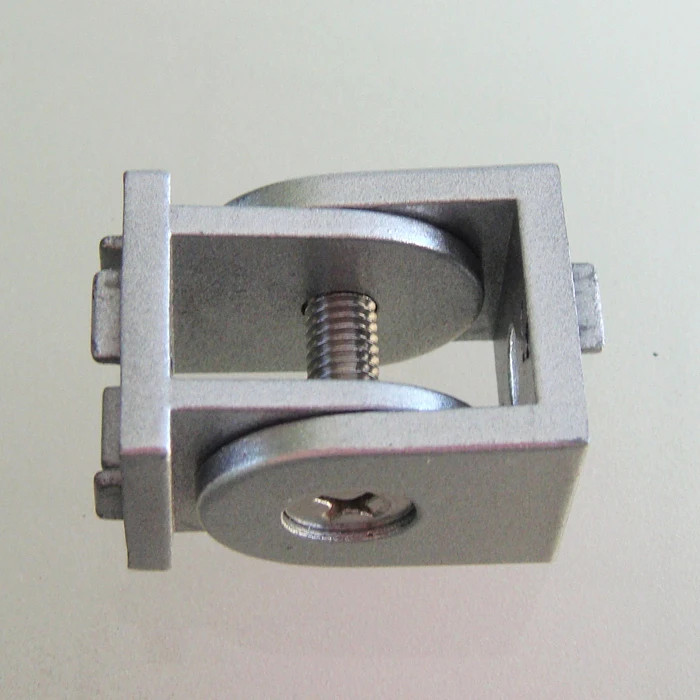 И00.38.00.05 — Рычаг — чертеж.cdw..
И00.38.00.05 — Рычаг — чертеж.cdw.. Версия программы Компас 16.Файл чертежа:И00.38.00.09 — Толкатель.cdwФайл мод..
Версия программы Компас 16.Файл чертежа:И00.38.00.09 — Толкатель.cdwФайл мод..
 Технико-организационная сущность системы УСП заключается в том, что любое специальное станочное приспособление собирается из стандартизованных и нормализованных деталей и узлов, заранее изготовленных и многократно используемых.
Технико-организационная сущность системы УСП заключается в том, что любое специальное станочное приспособление собирается из стандартизованных и нормализованных деталей и узлов, заранее изготовленных и многократно используемых.
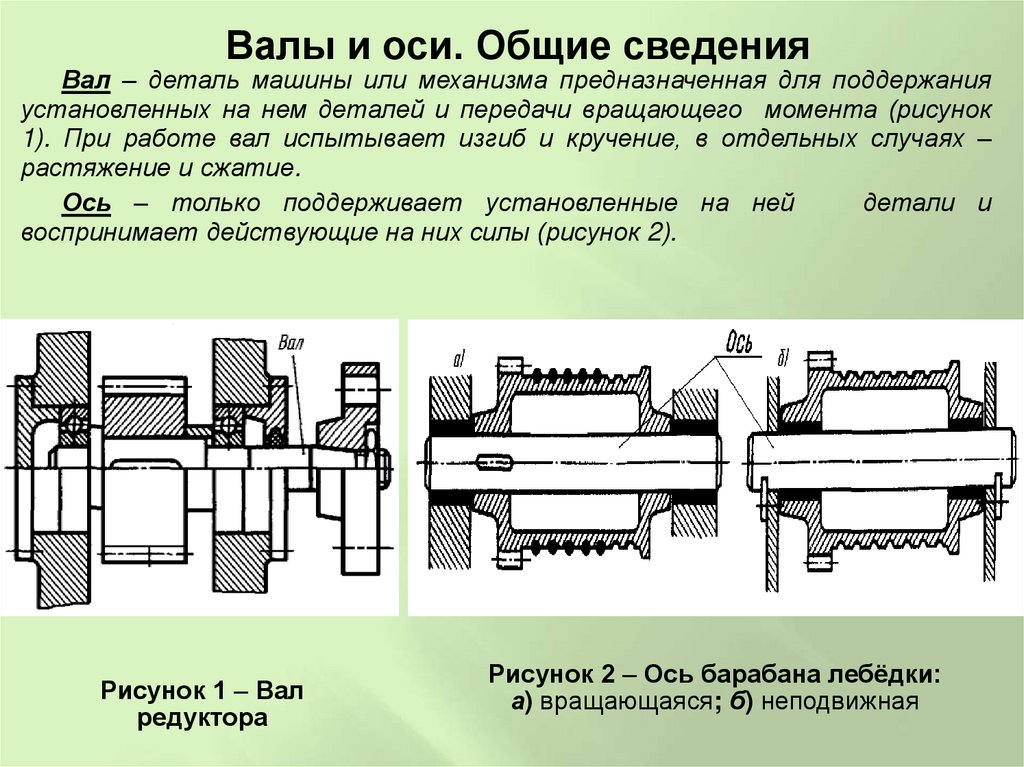 В этих патронах каждый кулачок может перемещаться в радиальном пазу корпуса независимо от других с помощью установочного винта, имеющего только вращательное движение. Его продольному перемещению препятствуют сухари, запрессованные в корпусе. При использовании этих патронов требуется много времени на установку и закрепление заготовки.
В этих патронах каждый кулачок может перемещаться в радиальном пазу корпуса независимо от других с помощью установочного винта, имеющего только вращательное движение. Его продольному перемещению препятствуют сухари, запрессованные в корпусе. При использовании этих патронов требуется много времени на установку и закрепление заготовки. Зажимы в тисках делают: ручными, винтовыми, эксцентриковыми, пневматическими, механизированными, гидравлическими и пнезмогидравличе-скими.
Зажимы в тисках делают: ручными, винтовыми, эксцентриковыми, пневматическими, механизированными, гидравлическими и пнезмогидравличе-скими.
 Раскрепление ее осуществляется после того, как сжатый воздух по другому штуцеру поступает в полость А. Одновременно воздух из полости Б выходит в атмосферу. Поршень со штоком и втулкой отходит вправо, усилие с лепестков цанги снимается, и заготовка освобождается.
Раскрепление ее осуществляется после того, как сжатый воздух по другому штуцеру поступает в полость А. Одновременно воздух из полости Б выходит в атмосферу. Поршень со штоком и втулкой отходит вправо, усилие с лепестков цанги снимается, и заготовка освобождается.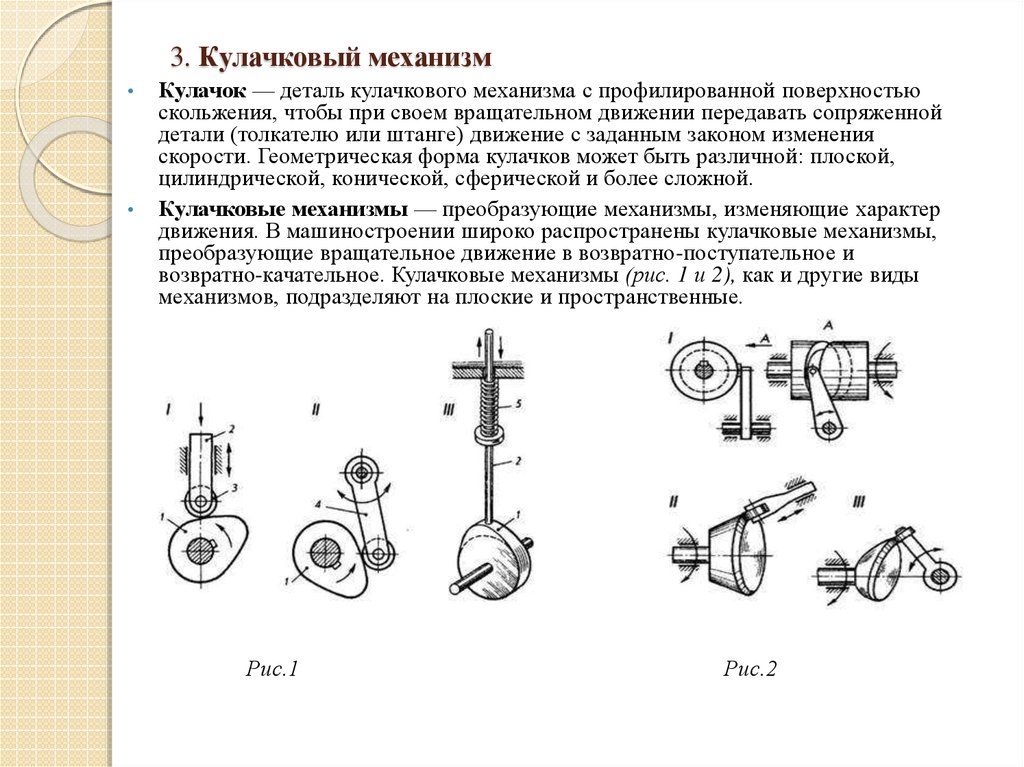

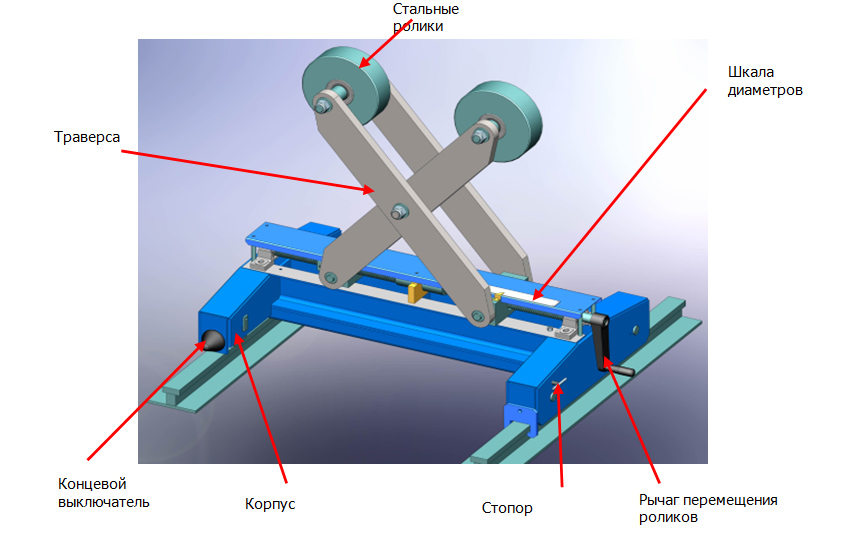 6.
6.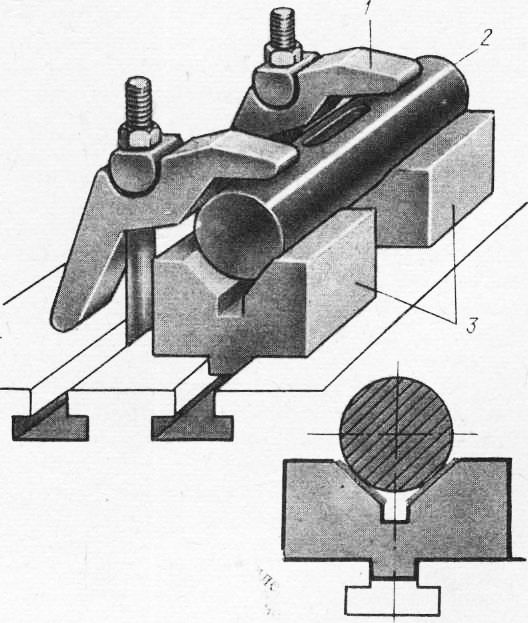
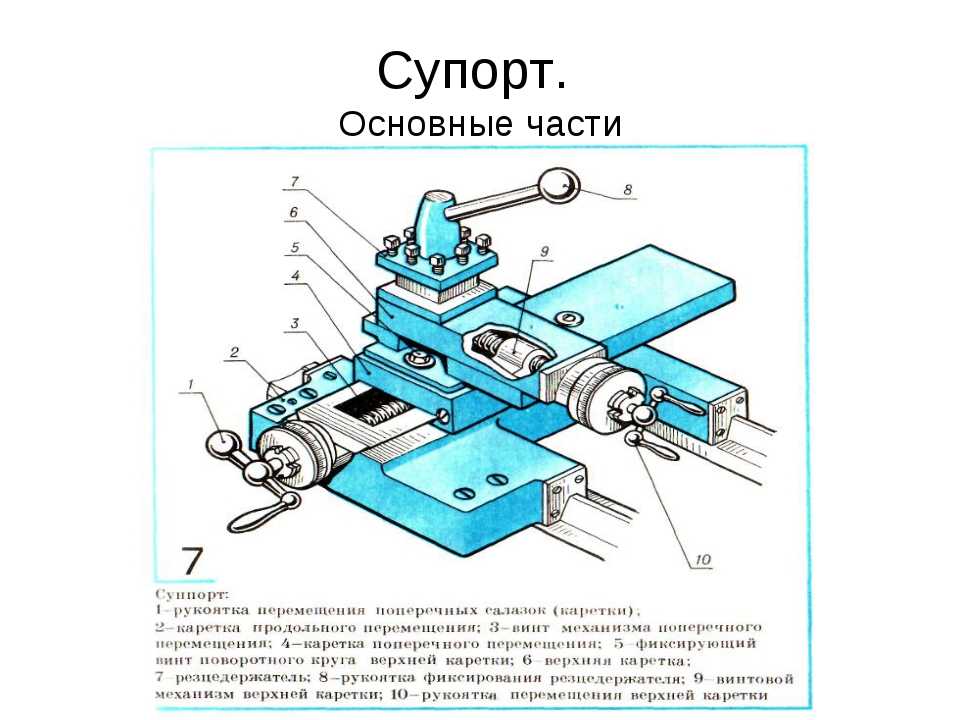
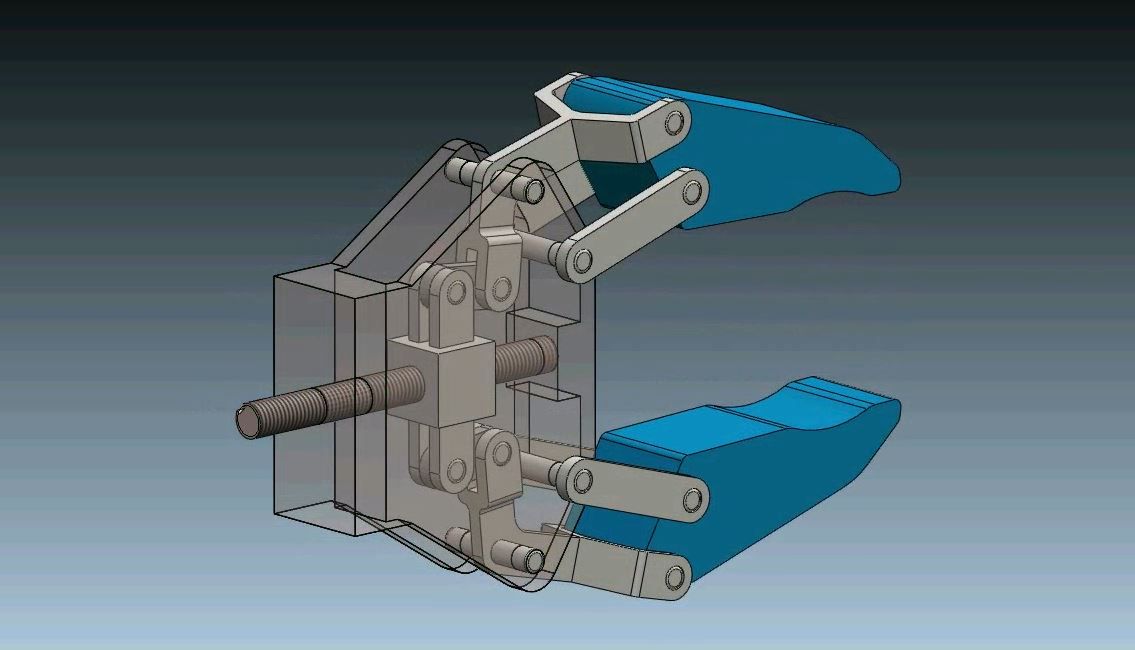 Во избежание перекосов при сверлении отверстий через втулки установочные поверхности опор должны быть прошлифованы после сборки с корпусом так, чтобы они лежали в одной плоскости.
Во избежание перекосов при сверлении отверстий через втулки установочные поверхности опор должны быть прошлифованы после сборки с корпусом так, чтобы они лежали в одной плоскости. При обработке второго отверстия его необходимо повернуть на 120° и установить на стол станка поверхностями Б. При сверлении третьего отверстия кондуктор устанавливается поверхностями В.
При обработке второго отверстия его необходимо повернуть на 120° и установить на стол станка поверхностями Б. При сверлении третьего отверстия кондуктор устанавливается поверхностями В. .
.
 Концы винтов шлифуют на такой размер, который был бы меньше окончательного размера наружного диаметра обрабатываемой детали на величину перемещения рожков или зажимных винтов, чтобы обеспечить закрепление детали.
Концы винтов шлифуют на такой размер, который был бы меньше окончательного размера наружного диаметра обрабатываемой детали на величину перемещения рожков или зажимных винтов, чтобы обеспечить закрепление детали.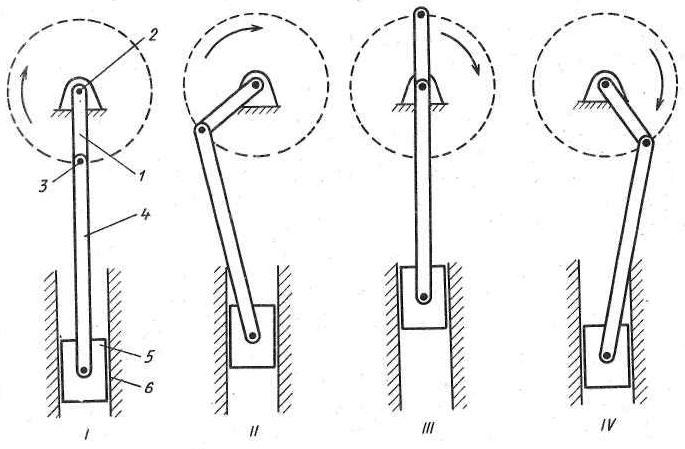 Для станков токарной, расточной, фрезерной, сверлильной и других групп изготовляют комплекты вспомогательных инструментов, позволяющие применять разнообразные режущие инструменты. Технологические комплекты режущего и вспомогательного инструмента образуют систему инструментальной оснастки станков данной группы.
Для станков токарной, расточной, фрезерной, сверлильной и других групп изготовляют комплекты вспомогательных инструментов, позволяющие применять разнообразные режущие инструменты. Технологические комплекты режущего и вспомогательного инструмента образуют систему инструментальной оснастки станков данной группы. Для снижения этих затрат в качестве технологической оснастки стремятся использовать типовые, универсальные приспособления, а если это невозможно, то применять приспособления, собранные из стандартных и унифицированных деталей и узлов. Уменьшение числа оригинальных деталей в приспособлениях существенно сокращает сроки и стоимость подготовки производства изделия.
Для снижения этих затрат в качестве технологической оснастки стремятся использовать типовые, универсальные приспособления, а если это невозможно, то применять приспособления, собранные из стандартных и унифицированных деталей и узлов. Уменьшение числа оригинальных деталей в приспособлениях существенно сокращает сроки и стоимость подготовки производства изделия.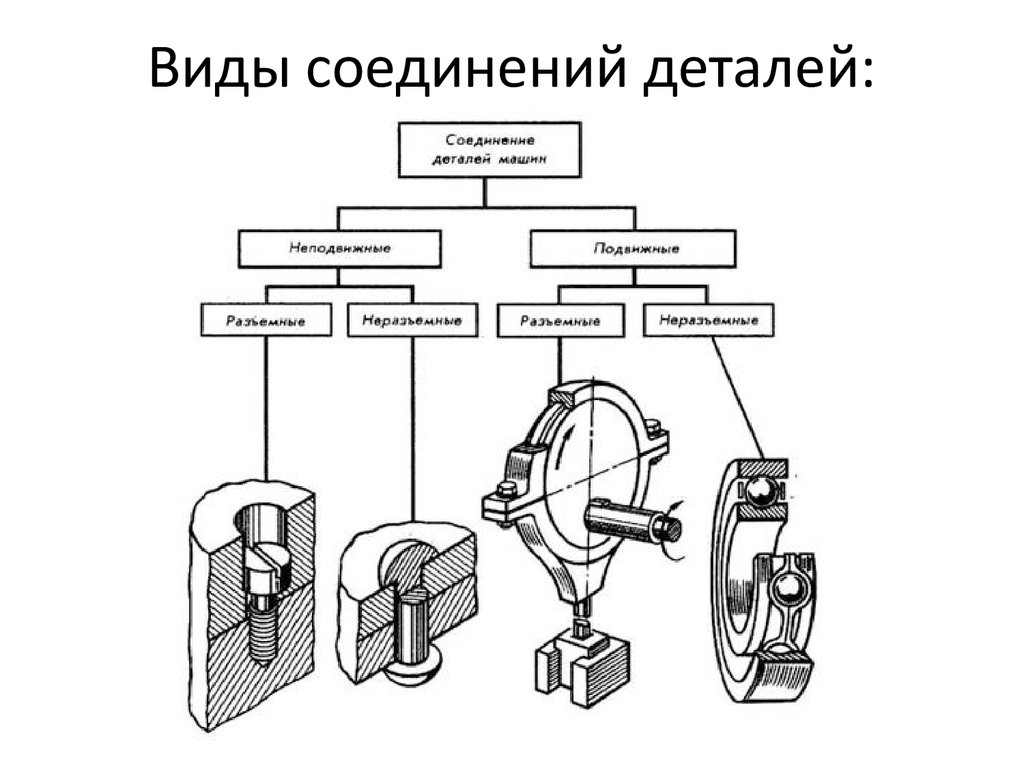
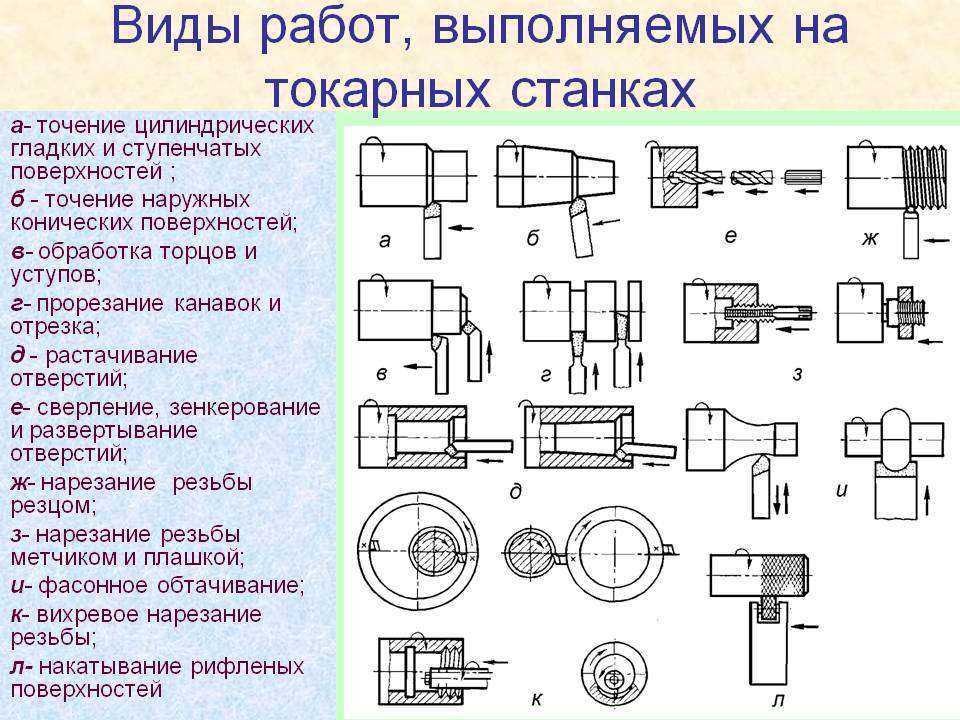 Кондукторные планки закреплены на опорах. Шпилька, смещающая прихват, ввинчена в шток цилиндра гидроблока, соединенного с гидропневмоусилителем шлангами.
Кондукторные планки закреплены на опорах. Шпилька, смещающая прихват, ввинчена в шток цилиндра гидроблока, соединенного с гидропневмоусилителем шлангами.
 Планарные связи
Планарные связи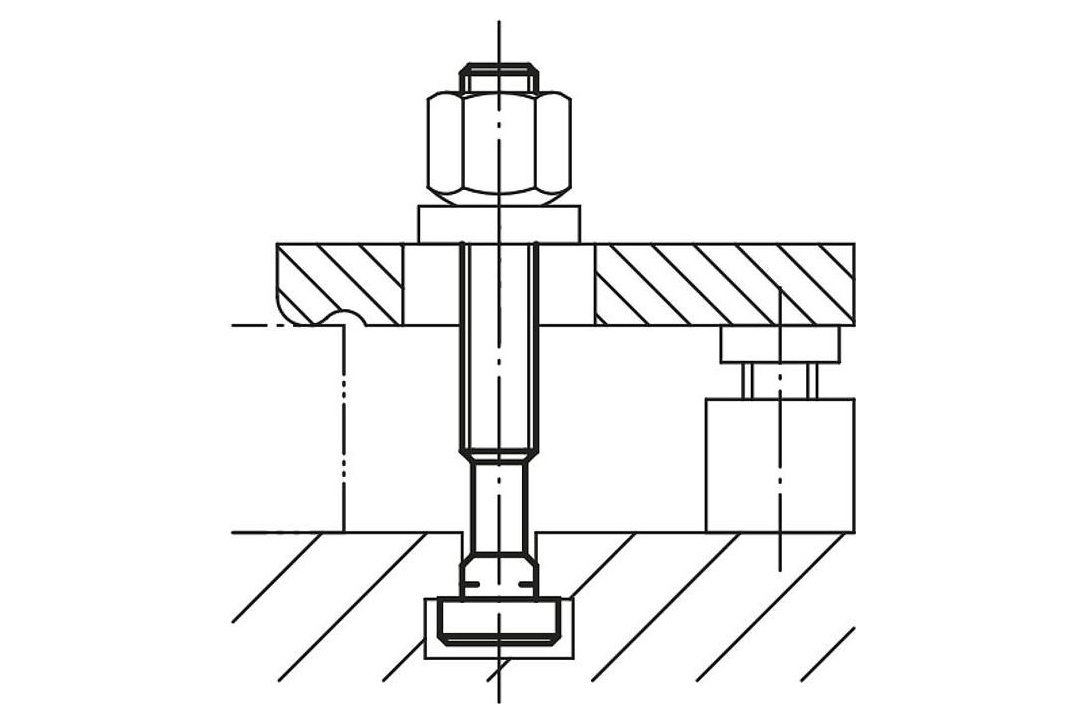


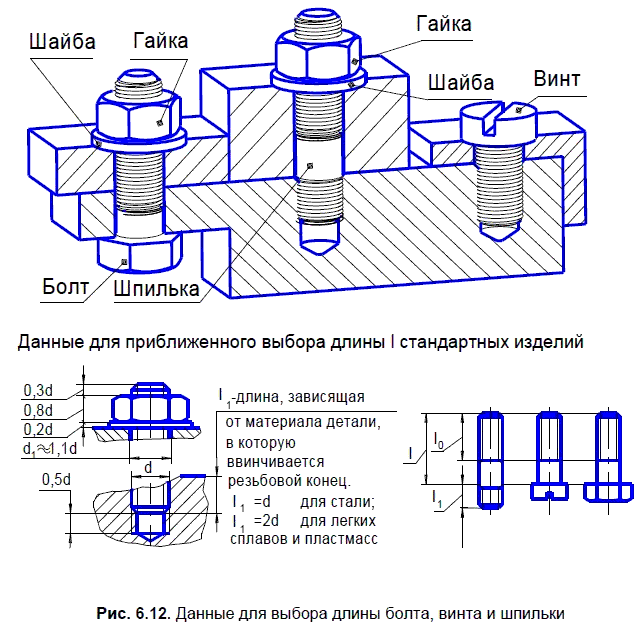 sim.
sim. Поршни и кривошип во внутреннем
Поршни и кривошип во внутреннем Ссылка, которую можно свободно вращать
Ссылка, которую можно свободно вращать
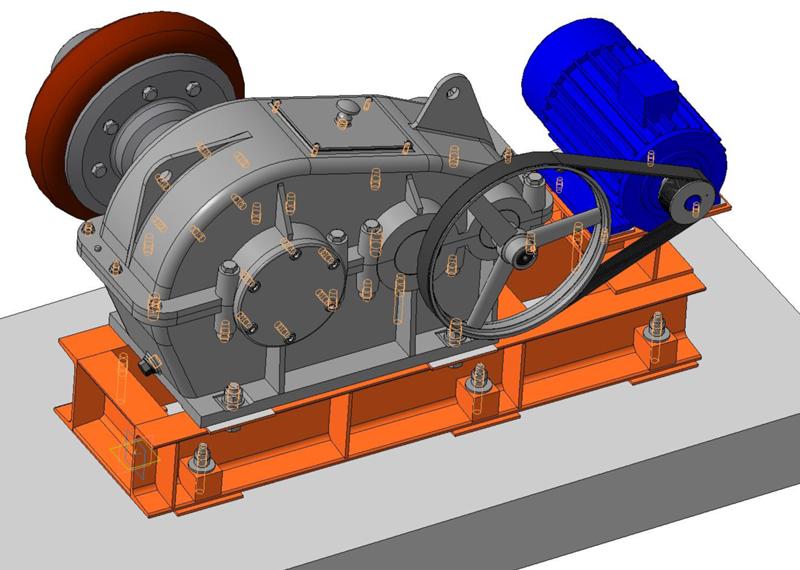 р + д
р + д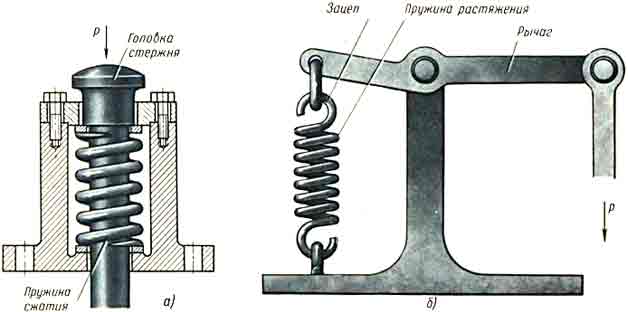 Кратчайший
Кратчайший


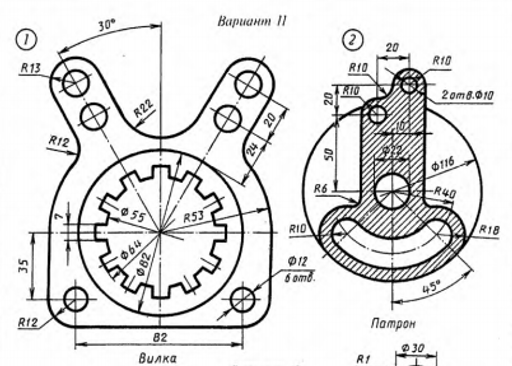
 1 Введение
1 Введение Доступны полупостоянные и быстросъемные модели, для установки и снятия этих креплений может потребоваться дополнительное давление или инструменты (например, полупостоянные), или они имеют подпружиненный механизм, который фиксирует их на месте, что упрощает установку и снятие. (т. е. быстродействующий).
Доступны полупостоянные и быстросъемные модели, для установки и снятия этих креплений может потребоваться дополнительное давление или инструменты (например, полупостоянные), или они имеют подпружиненный механизм, который фиксирует их на месте, что упрощает установку и снятие. (т. е. быстродействующий).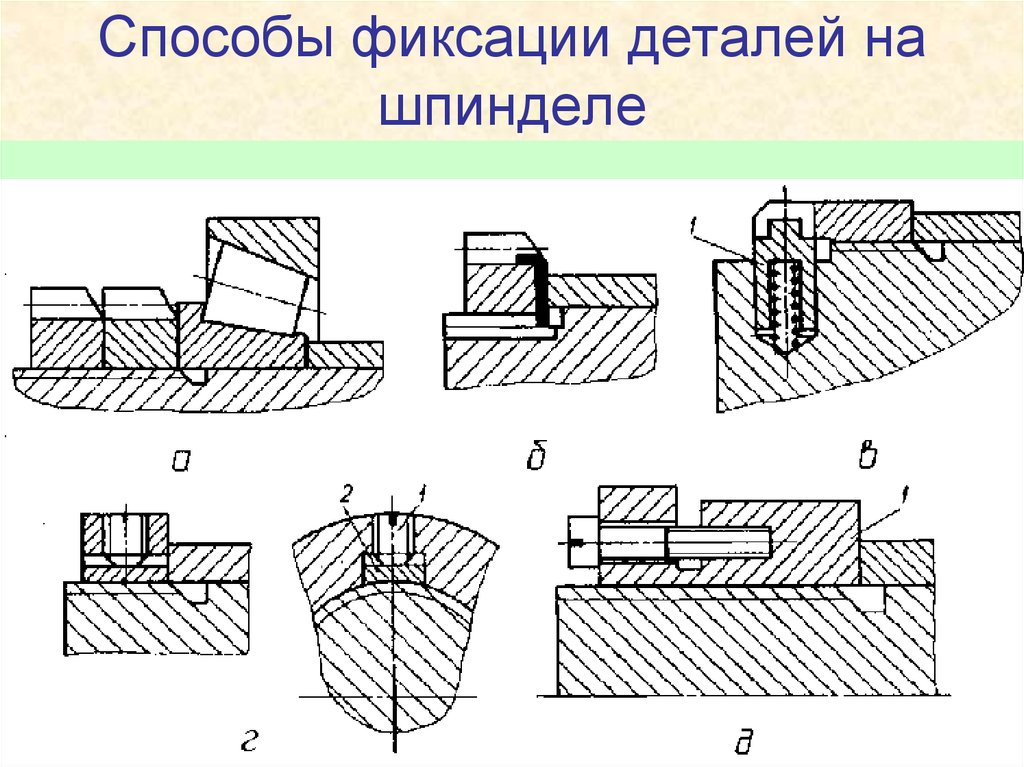
 Эти крепежные детали доступны в высокоточных конических, прорезных, спиральных, ступенчатых и рифленых конструкциях и, как правило, имеют высокий коэффициент трения, что позволяет им фиксировать узлы на месте. Некоторые из типичных применений дюбельных штифтов включают сборку мебели и использование в качестве простых петель или осей.
Эти крепежные детали доступны в высокоточных конических, прорезных, спиральных, ступенчатых и рифленых конструкциях и, как правило, имеют высокий коэффициент трения, что позволяет им фиксировать узлы на месте. Некоторые из типичных применений дюбельных штифтов включают сборку мебели и использование в качестве простых петель или осей.
 Доступные с несколькими различными конструктивными характеристиками и конфигурациями, включая форму головки и хвостовика, а также ручную, пневматическую, гидравлическую и электрическую активацию, эти цилиндрические крепежные детали подходят для широкого спектра применений.
Доступные с несколькими различными конструктивными характеристиками и конфигурациями, включая форму головки и хвостовика, а также ручную, пневматическую, гидравлическую и электрическую активацию, эти цилиндрические крепежные детали подходят для широкого спектра применений.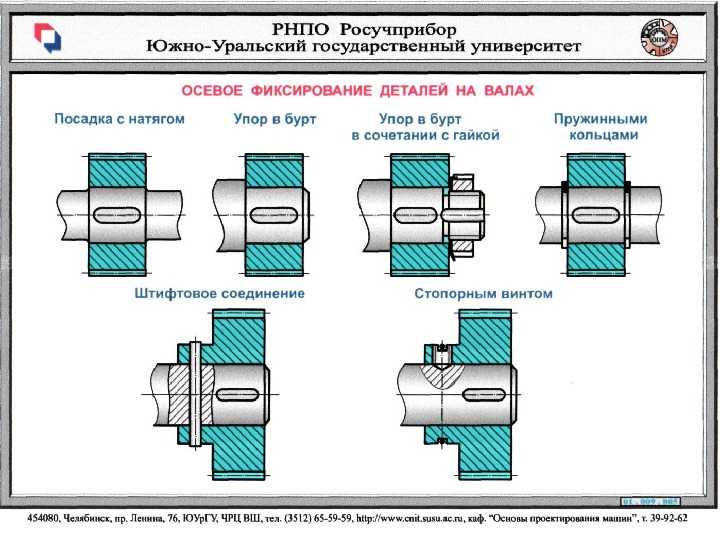

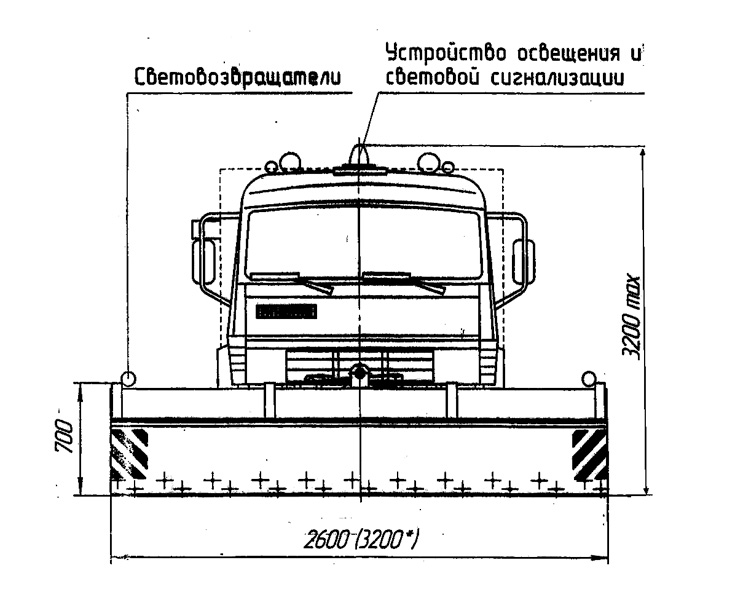 Впереди бульдозерного отвала перпендикулярно движению машины монтируется лист криволинейного профиля. Для предотвращения износа дополнительно используются стальные пластины, устойчивые к ударному и абразивному воздействию. Съемные ножи с острой режущей кромкой на болтовом креплении располагаются на лобовом листе снизу.
Впереди бульдозерного отвала перпендикулярно движению машины монтируется лист криволинейного профиля. Для предотвращения износа дополнительно используются стальные пластины, устойчивые к ударному и абразивному воздействию. Съемные ножи с острой режущей кромкой на болтовом креплении располагаются на лобовом листе снизу.
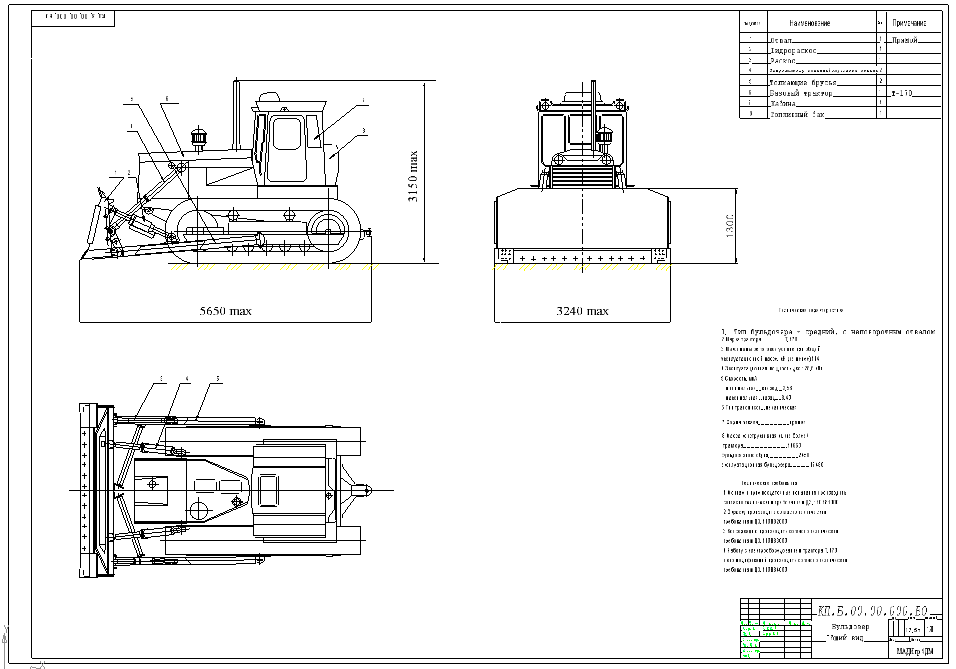 Специальные гнезда позволяют быстро менять положение навесного оборудования. Шарнирная система соединяет и гидроцилиндры с рамой.
Специальные гнезда позволяют быстро менять положение навесного оборудования. Шарнирная система соединяет и гидроцилиндры с рамой.
 Канатно-блочное управление рабочими органами спецтехники – классическое решение. Для подъема и опускания оборудования применяются рычаги. Механический привод позволяет фиксировать отвал бульдозера в определенном положении. Канатно-блочная система управления функционирует за счет лебедки, которая устанавливается на тракторную базу.
Канатно-блочное управление рабочими органами спецтехники – классическое решение. Для подъема и опускания оборудования применяются рычаги. Механический привод позволяет фиксировать отвал бульдозера в определенном положении. Канатно-блочная система управления функционирует за счет лебедки, которая устанавливается на тракторную базу.
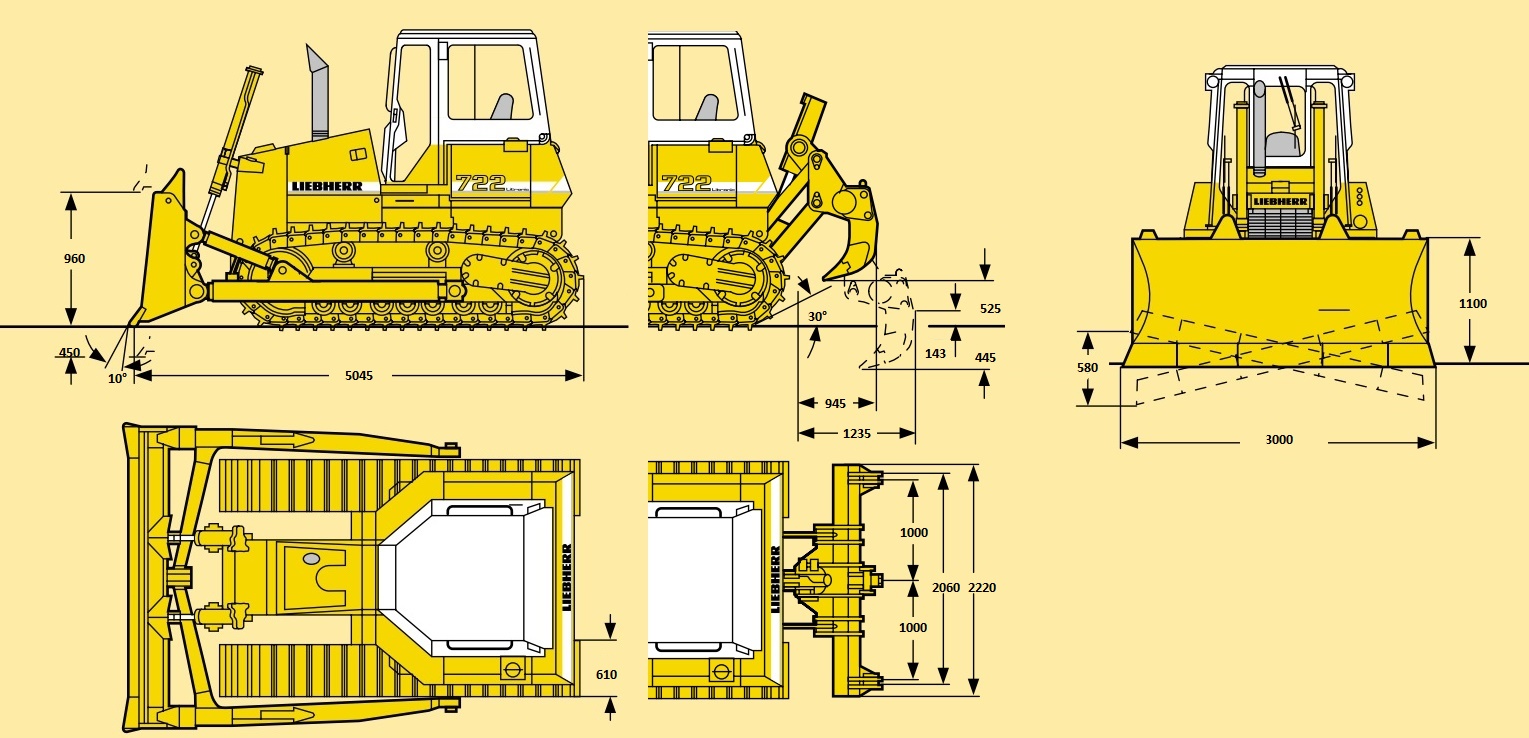 Отвалы SU врезаются в грунт так же эффективно, как прямые. Перемещают столь же большие массы материала, как сферические. Наличие щек способствует увеличению объема перемещаемого груза. Для полигонных работ дополнительно необходима установка козырька или решетки. Полусферические отвалы относятся к неповоротным навесным инструментам для бульдозеров.
Отвалы SU врезаются в грунт так же эффективно, как прямые. Перемещают столь же большие массы материала, как сферические. Наличие щек способствует увеличению объема перемещаемого груза. Для полигонных работ дополнительно необходима установка козырька или решетки. Полусферические отвалы относятся к неповоротным навесным инструментам для бульдозеров.
 Прямые отвалы для бульдозеров максимально эффективны при выполнении землеройных операций на грунтах повышенной прочности, особенно при условии установки с легким перекосом. Рабочая поверхность оборудования свободно погружается на требуемую глубину. По параметрам тяги и удельной мощности прямые бульдозерные отвалы превосходят поворотные модели.
Прямые отвалы для бульдозеров максимально эффективны при выполнении землеройных операций на грунтах повышенной прочности, особенно при условии установки с легким перекосом. Рабочая поверхность оборудования свободно погружается на требуемую глубину. По параметрам тяги и удельной мощности прямые бульдозерные отвалы превосходят поворотные модели.
 В категорию входят полусферические, сферические и прямые типы отвалов для бульдозера. С торцов неповоротной конструкции расположены боковые щеки, снижающие потери грунта в процессе перемещения. Призма волочения формируется с помощью верхнего козырька, который приваривается на лобовой лист. Некоторые фирмы используют для дополнительной защиты от высыпания решетки и щитки. Неповоротные бульдозерные отвалы типа SU, U и S используются с учетом конструктивных особенностей.
В категорию входят полусферические, сферические и прямые типы отвалов для бульдозера. С торцов неповоротной конструкции расположены боковые щеки, снижающие потери грунта в процессе перемещения. Призма волочения формируется с помощью верхнего козырька, который приваривается на лобовой лист. Некоторые фирмы используют для дополнительной защиты от высыпания решетки и щитки. Неповоротные бульдозерные отвалы типа SU, U и S используются с учетом конструктивных особенностей.
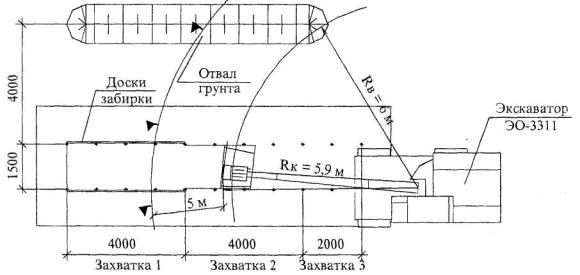
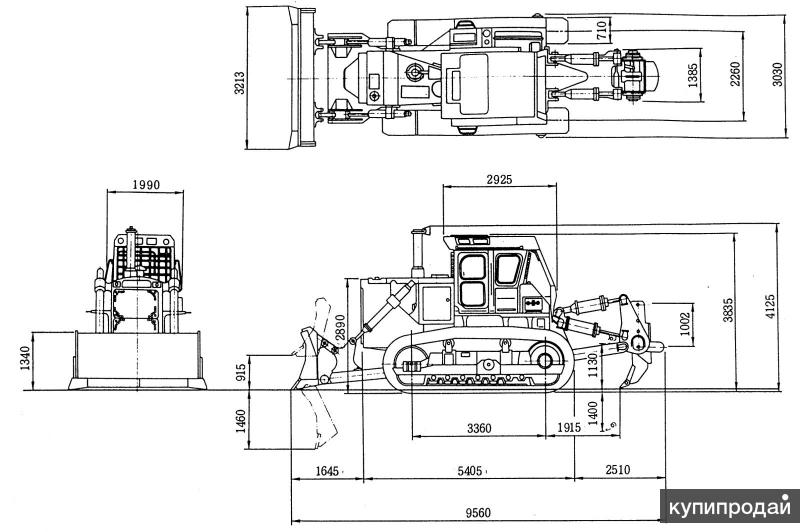
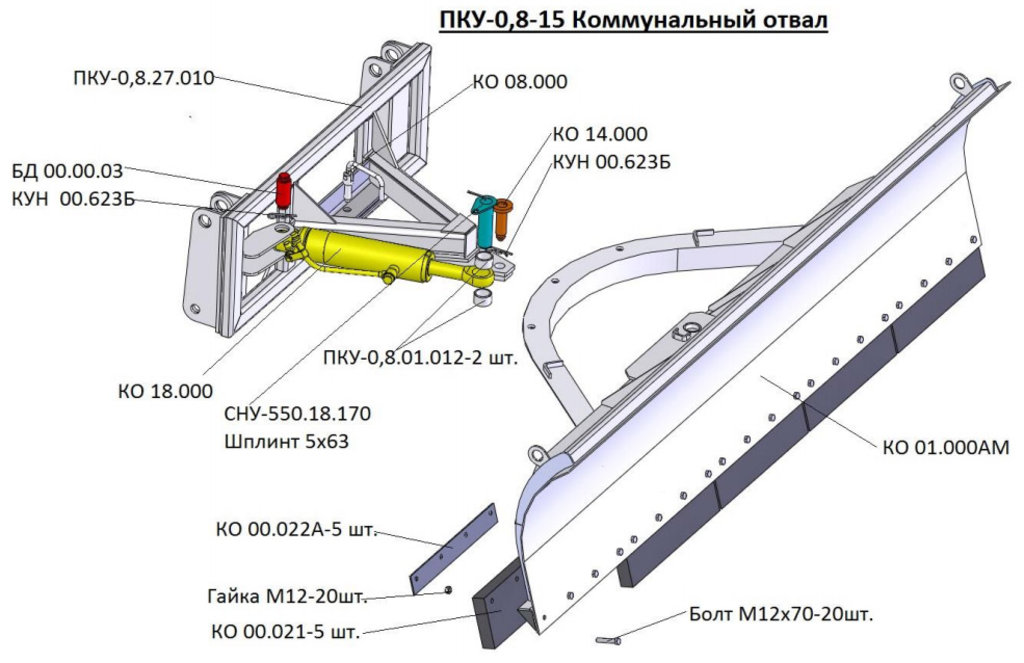 Рекультивационные отвалы способствуют увеличению объема и улучшению условий набора грунта, формируя оптимальную призму волочения и повышая производительность спецтехники.
Рекультивационные отвалы способствуют увеличению объема и улучшению условий набора грунта, формируя оптимальную призму волочения и повышая производительность спецтехники.
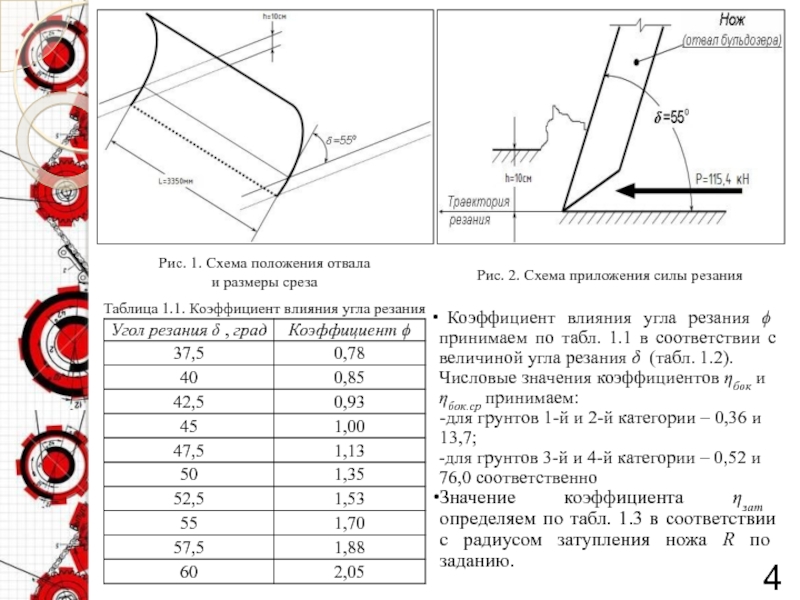
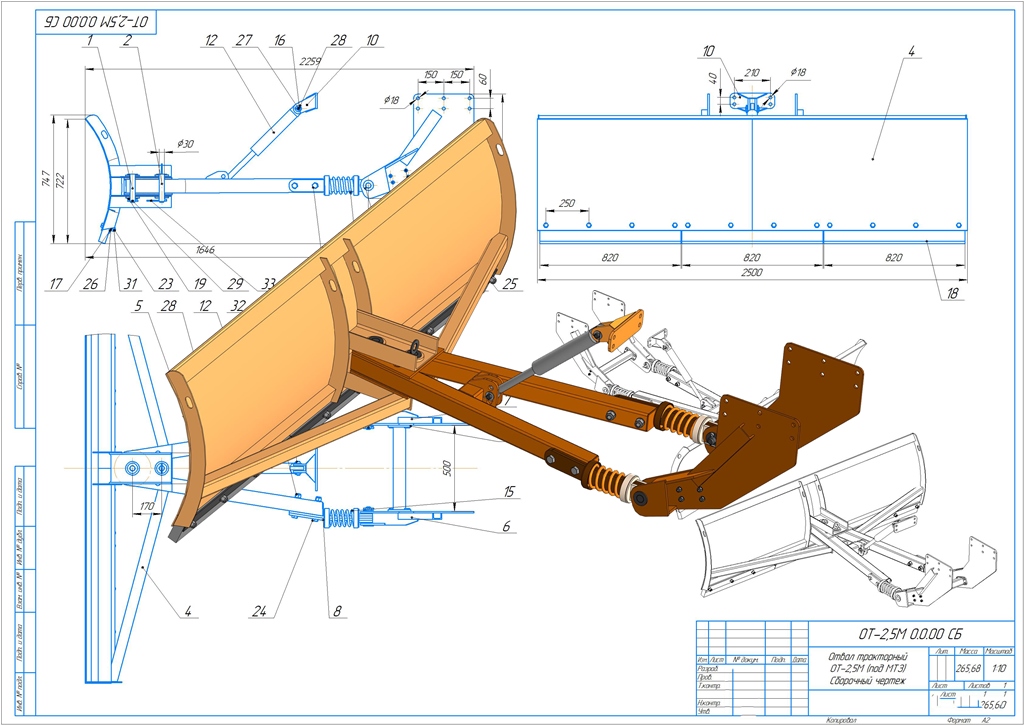 Для изготовления износостойких ножей специалистами Caterpillar применяется легированная сталь с борными и никелевыми добавками. Для предотвращения пересыпания рыхлых материалов отвал бульдозера также оснащается козырьком. Все комплектующие, кроме режущих инструментов, крепятся методом сварки. Двухлезвенные ножи при затуплении можно снять и перевернуть, снова зафиксировав на листе болтами.
Для изготовления износостойких ножей специалистами Caterpillar применяется легированная сталь с борными и никелевыми добавками. Для предотвращения пересыпания рыхлых материалов отвал бульдозера также оснащается козырьком. Все комплектующие, кроме режущих инструментов, крепятся методом сварки. Двухлезвенные ножи при затуплении можно снять и перевернуть, снова зафиксировав на листе болтами.
 Эффективность землеройных работ зависит от соотношения максимального усилия и длины ножа. Когда значение достигает большой величины, бульдозер от производителя способен разрабатывать плотные грунты.
Эффективность землеройных работ зависит от соотношения максимального усилия и длины ножа. Когда значение достигает большой величины, бульдозер от производителя способен разрабатывать плотные грунты.
 Обращайтесь, чтобы заказать оригинальное оборудование для бульдозера!
Обращайтесь, чтобы заказать оригинальное оборудование для бульдозера!
 Стоит отметить, что повышается не только производительность, но и рентабельность техники. При этом навесное оборудование дт-75 представлено не только отвалом, но и другими навесными элементами:
Стоит отметить, что повышается не только производительность, но и рентабельность техники. При этом навесное оборудование дт-75 представлено не только отвалом, но и другими навесными элементами: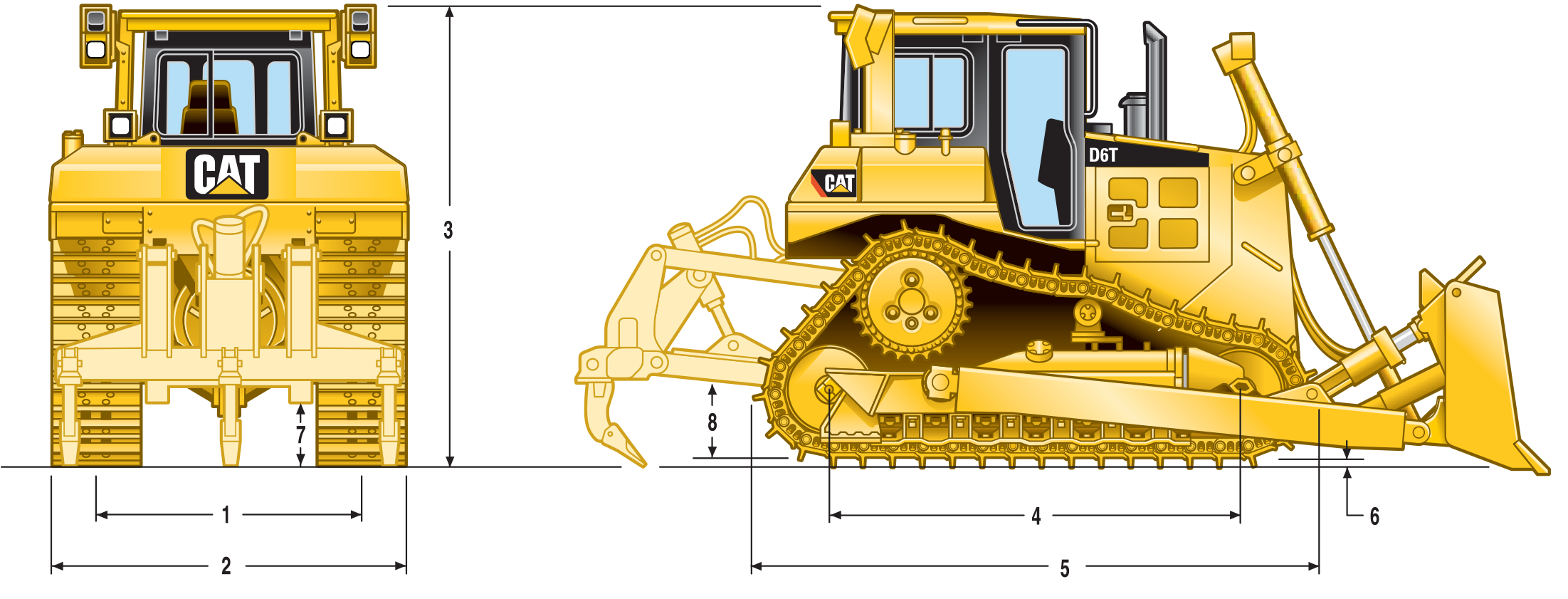
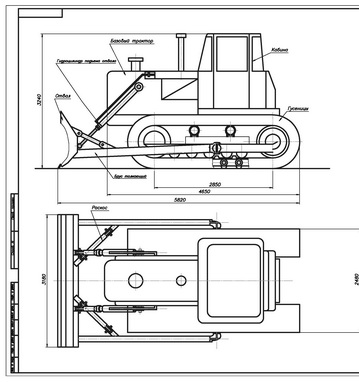 4
4 каждый разрез должен учитываться.
каждый разрез должен учитываться.

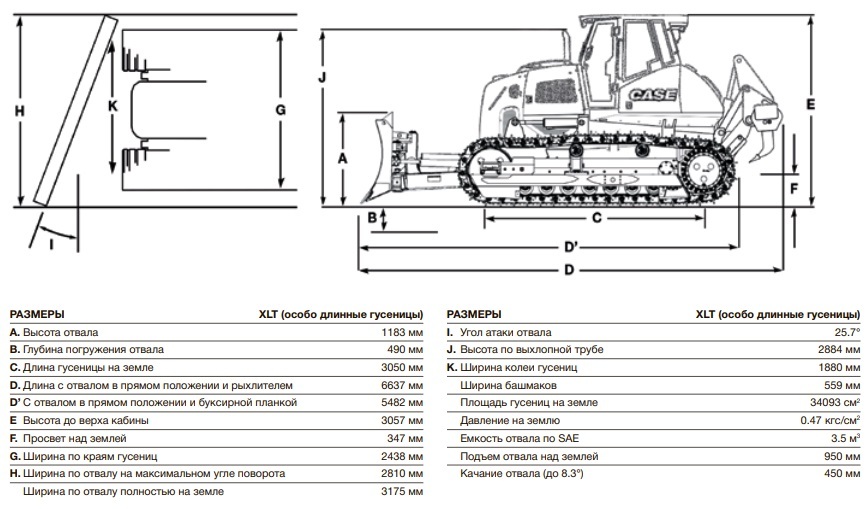
 Если
Если Что такое
Что такое

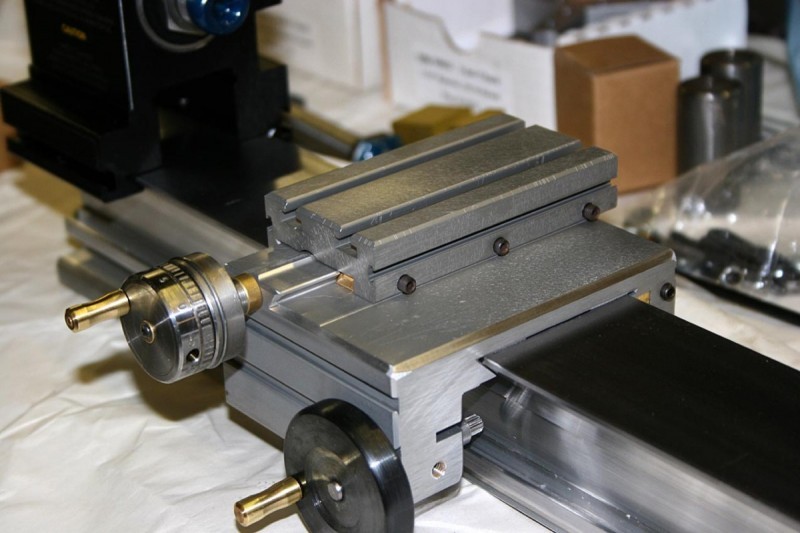 Снизу к ней прикрепить деревянные брусья вдоль торцов на расстоянии 10 мм от края. Они заменят ножки при установке станка на столе. отдельно стоящему оборудованию потребуются прочные опоры в виде трапецеидальных конструкций из бруса с наклонными поперечинами.
Снизу к ней прикрепить деревянные брусья вдоль торцов на расстоянии 10 мм от края. Они заменят ножки при установке станка на столе. отдельно стоящему оборудованию потребуются прочные опоры в виде трапецеидальных конструкций из бруса с наклонными поперечинами.
 Разметить 3 паза на планшайбе от центра строго под 120⁰. Они не должны до края 12–15 мм и от втулки быть на расстоянии 8–10 мм.
Разметить 3 паза на планшайбе от центра строго под 120⁰. Они не должны до края 12–15 мм и от втулки быть на расстоянии 8–10 мм. Изменять ее можно, используя:
Изменять ее можно, используя:
 Программа задается через включение и выключение двигателя, прямых и обратных оборотов.
Программа задается через включение и выключение двигателя, прямых и обратных оборотов. Для стабильной работы станка с ЧПУ, необходимо устанавливать стабилизатор напряжения.
Для стабильной работы станка с ЧПУ, необходимо устанавливать стабилизатор напряжения.


 Т.е. станок должен быть сконструирован так, чтобы его можно было изготовить, используя минимальный набор самых обычных слесарных инструментов. Буквально, если у вас в арсенале имеется электролобзик с пилкой по металлу, сверлильный станок, плашки-метчики и напильник, то этого должно быть достаточно. На худой конец, сгодится простая ножовка по металлу и дрель.
Т.е. станок должен быть сконструирован так, чтобы его можно было изготовить, используя минимальный набор самых обычных слесарных инструментов. Буквально, если у вас в арсенале имеется электролобзик с пилкой по металлу, сверлильный станок, плашки-метчики и напильник, то этого должно быть достаточно. На худой конец, сгодится простая ножовка по металлу и дрель.
 Так что, «на скорую руку» не значит дешево!
Так что, «на скорую руку» не значит дешево!


 Зубчатое колесо, как обычно, насаживается на вал мотора. Ролики устанавливаются на том же кронштейне, что и мотор. В общем, все очевидно – мотор крутится и перемещает сам себя.
Зубчатое колесо, как обычно, насаживается на вал мотора. Ролики устанавливаются на том же кронштейне, что и мотор. В общем, все очевидно – мотор крутится и перемещает сам себя.

 Будем продолжать в том же духе.
Будем продолжать в том же духе.
 Проверено, и не раз. Но это так, к слову….
Проверено, и не раз. Но это так, к слову….

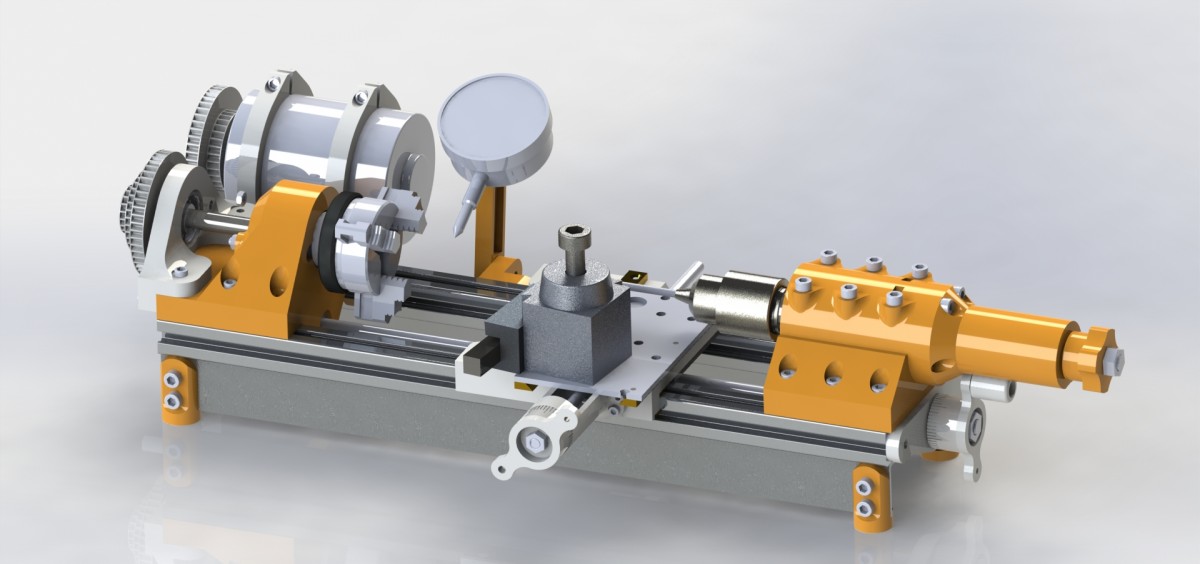
 Только винт с шагом не более 5 мм (лучше 3 мм) спасает положение. Итак, вот детали, которые надо изготовить.
Только винт с шагом не более 5 мм (лучше 3 мм) спасает положение. Итак, вот детали, которые надо изготовить.
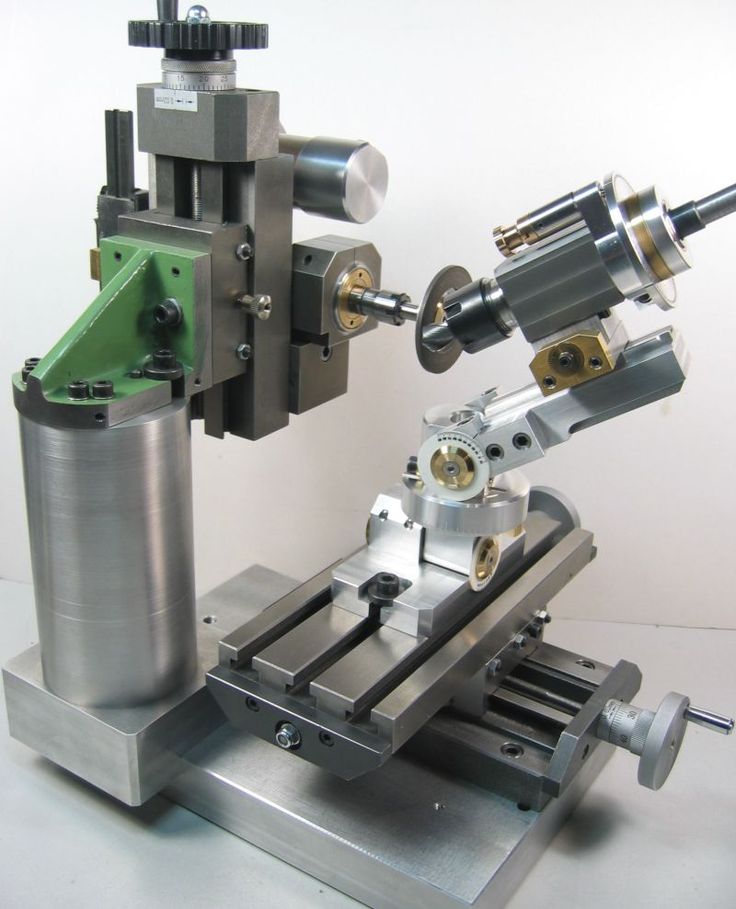 Конструкция позволяет.
Конструкция позволяет.
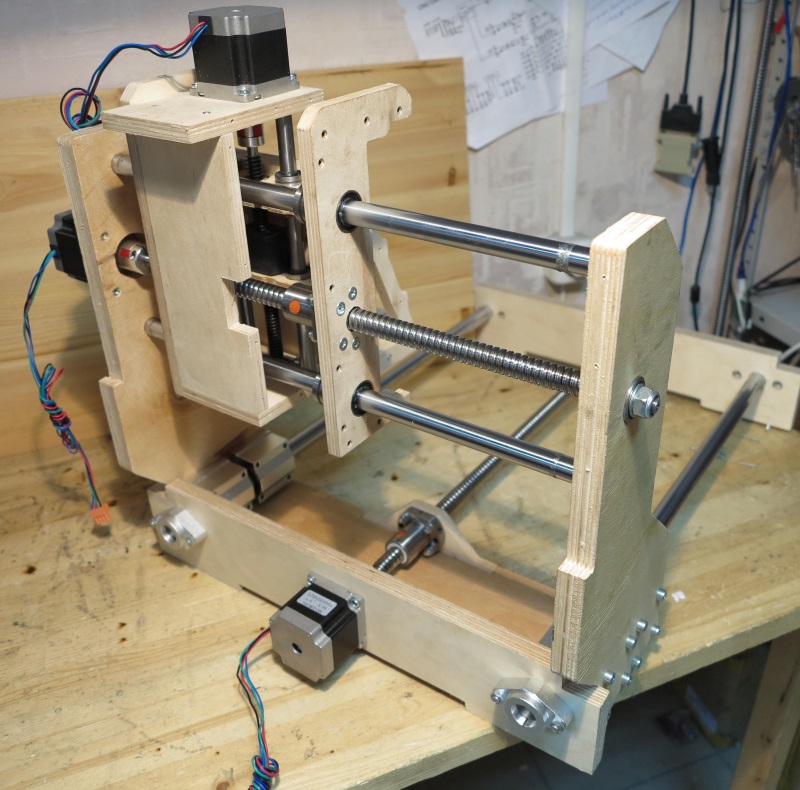 Необязательно. Ее можно сделать из двух плоских деталей и свинтить вместе. Например, так.
Необязательно. Ее можно сделать из двух плоских деталей и свинтить вместе. Например, так.
 Это у кого как получится. Ходовой винт по оси Z оказался хорошо защищен от прямого попадания стружки. В целом, каретка Z получилась компактной, ее ширина 118 мм. Неплохой результат, если учесть, что основные детали сделаны из стандартных профилей.
Это у кого как получится. Ходовой винт по оси Z оказался хорошо защищен от прямого попадания стружки. В целом, каретка Z получилась компактной, ее ширина 118 мм. Неплохой результат, если учесть, что основные детали сделаны из стандартных профилей.
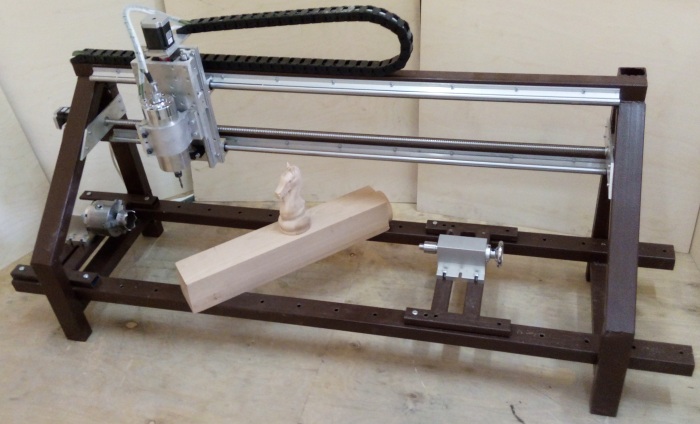 Кстати и ремни нужно взять потолще, и двигатели помощнее, и, чего там мелочиться, лучше сразу на ШВП перейти.
Кстати и ремни нужно взять потолще, и двигатели помощнее, и, чего там мелочиться, лучше сразу на ШВП перейти.
 Не могли бы вы: дать мне готовые чертежи, ткнуть носом, где продаются все комплектующие, отвести за руку к дяде, который выточит нужные детали, оказать помощь в изготовлении, сборке и настройке станка, консультировать, отвечать на вопросы, и вообще, всячески содействовать?» — Мог бы, если у вас хватит денег на все это содействие.
Не могли бы вы: дать мне готовые чертежи, ткнуть носом, где продаются все комплектующие, отвести за руку к дяде, который выточит нужные детали, оказать помощь в изготовлении, сборке и настройке станка, консультировать, отвечать на вопросы, и вообще, всячески содействовать?» — Мог бы, если у вас хватит денег на все это содействие.
 Мы постараемся создать структуру, которую вы сможете использовать, чтобы решить, каким должен быть ваш первый проект с ЧПУ. Вы будете активны в Hobby CNC, прежде чем узнаете об этом.
Мы постараемся создать структуру, которую вы сможете использовать, чтобы решить, каким должен быть ваш первый проект с ЧПУ. Вы будете активны в Hobby CNC, прежде чем узнаете об этом.

 Конечно, это не полноразмерный станок, но в моем магазине нет места для полноразмерного фрезерного станка с ЧПУ.
Конечно, это не полноразмерный станок, но в моем магазине нет места для полноразмерного фрезерного станка с ЧПУ.

 Считайте, что один из них эквивалентен довольно глубокому проекту по деревообработке. Тем не менее, вы можете сэкономить много времени и усилий при очень небольших дополнительных затратах, попробовав комплект фрезерного станка с ЧПУ, такой как Shapeoko.
Считайте, что один из них эквивалентен довольно глубокому проекту по деревообработке. Тем не менее, вы можете сэкономить много времени и усилий при очень небольших дополнительных затратах, попробовав комплект фрезерного станка с ЧПУ, такой как Shapeoko.
 Это ваш полный путеводитель по всем лучшим фрезерным станкам с ЧПУ на рынке.
Это ваш полный путеводитель по всем лучшим фрезерным станкам с ЧПУ на рынке. Полые детали просты, и важно воспользоваться этим, чтобы уменьшить использование пластиковых смол при изготовлении деталей.
Полые детали просты, и важно воспользоваться этим, чтобы уменьшить использование пластиковых смол при изготовлении деталей. Программное обеспечение, необходимое для его запуска, доступно как бесплатное с открытым исходным кодом. 3D-принтер с высоким разрешением можно сделать где-то в диапазоне от 2000 до 3000 долларов, используя DLP-проектор в качестве источника света. Но светочувствительные смолы могут быть довольно дорогими.
Программное обеспечение, необходимое для его запуска, доступно как бесплатное с открытым исходным кодом. 3D-принтер с высоким разрешением можно сделать где-то в диапазоне от 2000 до 3000 долларов, используя DLP-проектор в качестве источника света. Но светочувствительные смолы могут быть довольно дорогими. Некоторые модели вмещают гораздо большие размеры, и есть машины с высоким разрешением, в которых используются светочувствительные смолы, которые могут обеспечивать гораздо более жесткие допуски, чем принтеры на основе экструзии.
Некоторые модели вмещают гораздо большие размеры, и есть машины с высоким разрешением, в которых используются светочувствительные смолы, которые могут обеспечивать гораздо более жесткие допуски, чем принтеры на основе экструзии.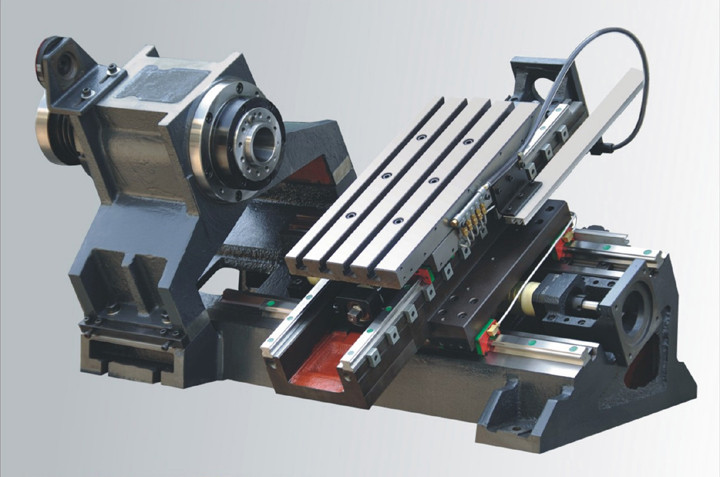 Под «преобразованием» я подразумеваю, что вы в основном собираетесь поставить оси x, y и z под контроль компьютера. Это означает добавление шарико-винтовых пар с подшипниковыми узлами к каждой оси. Скорее всего, вы будете использовать шаговый двигатель или сервопривод для вращения шариковых винтов. Вам также понадобится источник питания для запуска двигателей. Учитывая эти движущиеся части и хороший интерфейс для преобразования g-кода в сигналы, необходимые для запуска ваших осей, у вас будет ЧПУ для хобби, готовое к работе.
Под «преобразованием» я подразумеваю, что вы в основном собираетесь поставить оси x, y и z под контроль компьютера. Это означает добавление шарико-винтовых пар с подшипниковыми узлами к каждой оси. Скорее всего, вы будете использовать шаговый двигатель или сервопривод для вращения шариковых винтов. Вам также понадобится источник питания для запуска двигателей. Учитывая эти движущиеся части и хороший интерфейс для преобразования g-кода в сигналы, необходимые для запуска ваших осей, у вас будет ЧПУ для хобби, готовое к работе. Я бы не выбрал его, если бы хотел с самого начала заняться ЧПУ, но если он у вас уже есть, нет необходимости рассматривать что-либо еще.
Я бы не выбрал его, если бы хотел с самого начала заняться ЧПУ, но если он у вас уже есть, нет необходимости рассматривать что-либо еще. Я не думаю, что стал бы меньше, чем X2, но вы можете делать с ним удивительные вещи, как продемонстрировала Hossmachine (полностью автоматическое устройство смены инструмента и корпус в стиле VMC).
Я не думаю, что стал бы меньше, чем X2, но вы можете делать с ним удивительные вещи, как продемонстрировала Hossmachine (полностью автоматическое устройство смены инструмента и корпус в стиле VMC).
 Хотя вы могли бы взяться за такой проект, если вы никогда раньше не работали на станке, вам будет легче, если у вас есть немного ручной обработки под вашим поясом. См. наше Полное руководство по деталям фрезерных станков с ЧПУ для подробного ознакомления с тем, что входит в состав одного из этих станков.
Хотя вы могли бы взяться за такой проект, если вы никогда раньше не работали на станке, вам будет легче, если у вас есть немного ручной обработки под вашим поясом. См. наше Полное руководство по деталям фрезерных станков с ЧПУ для подробного ознакомления с тем, что входит в состав одного из этих станков. Эти столы перемещают плазменную горелку, чтобы вырезать формы из листового металла. В CNCCookbook есть галерея идей для плазменных столов, сделанных своими руками, которые показывают многие из проектов, которые сделали другие. Вот хорошо законченный плазменный стол:
Эти столы перемещают плазменную горелку, чтобы вырезать формы из листового металла. В CNCCookbook есть галерея идей для плазменных столов, сделанных своими руками, которые показывают многие из проектов, которые сделали другие. Вот хорошо законченный плазменный стол: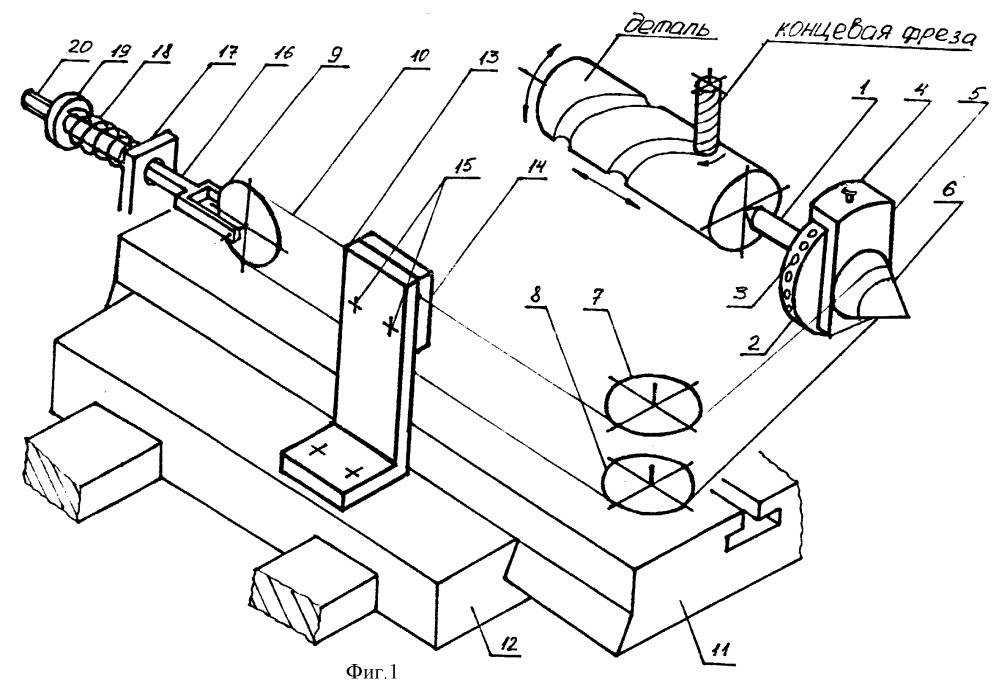 .
. Если вы выполняли проекты по сварке и изготовлению, вы можете заняться плазменным столом.
Если вы выполняли проекты по сварке и изготовлению, вы можете заняться плазменным столом.

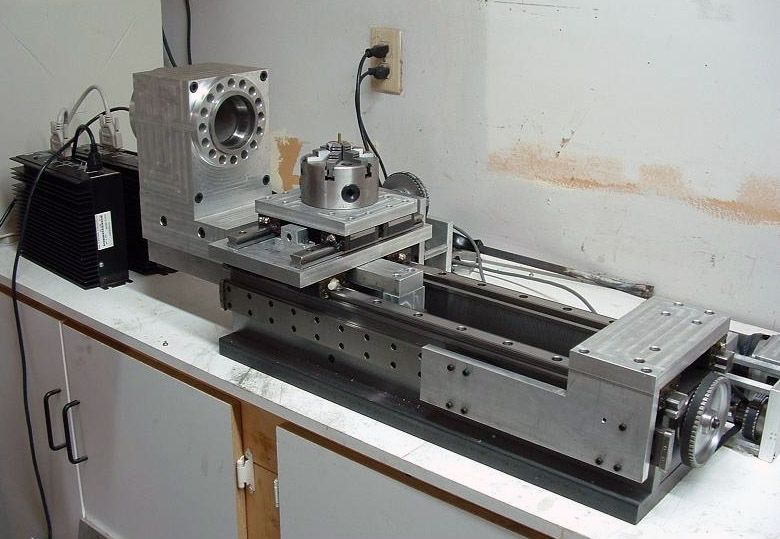


 С помощью станка с ЧПУ мы можем работать с различными материалами, такими как пенопласт, полистирол, пластик, дерево, алюминий и даже сталь. Польская группа энтузиастов DIY продолжает расти (что нас очень радует) и в результате мы решили создать серию руководств, в которых опишем процесс сборки простого 3-х осевого фрезерного станка с ЧПУ. Станок, который станет идеальным началом вашего приключения с ЧПУ.
С помощью станка с ЧПУ мы можем работать с различными материалами, такими как пенопласт, полистирол, пластик, дерево, алюминий и даже сталь. Польская группа энтузиастов DIY продолжает расти (что нас очень радует) и в результате мы решили создать серию руководств, в которых опишем процесс сборки простого 3-х осевого фрезерного станка с ЧПУ. Станок, который станет идеальным началом вашего приключения с ЧПУ. Как мы упоминали ранее, модель фрезерного станка с ЧПУ C-BEAM представляет собой интересную конструкцию, которая идеально подходит в качестве первого станка с ЧПУ для многих людей. Фрезерный станок с ЧПУ C-BEAM позволяет изучить основы конструкции станков с ЧПУ и процесс фрезерования. Эта модель в большей части состоит из алюминиевых компонентов, благодаря чему мы можем получить хорошую, прочную и стабильную конструкцию, которую можно улучшить в будущем. В устройстве используются шаговые двигатели NEMA 23, перемещение по осям X/Y/Z возможно благодаря использованию пропеллеров ACME 8 мм. Вся система может управляться контроллером BlackBox или электронными устройствами на базе Arduino. Рабочее поле в плоскости X/Y 350х280мм. Возможность обработки материалов толщиной примерно 35 мм позволяет работать со многими материалами, создавать множество проектов и при этом вся конструкция не очень велика.
Как мы упоминали ранее, модель фрезерного станка с ЧПУ C-BEAM представляет собой интересную конструкцию, которая идеально подходит в качестве первого станка с ЧПУ для многих людей. Фрезерный станок с ЧПУ C-BEAM позволяет изучить основы конструкции станков с ЧПУ и процесс фрезерования. Эта модель в большей части состоит из алюминиевых компонентов, благодаря чему мы можем получить хорошую, прочную и стабильную конструкцию, которую можно улучшить в будущем. В устройстве используются шаговые двигатели NEMA 23, перемещение по осям X/Y/Z возможно благодаря использованию пропеллеров ACME 8 мм. Вся система может управляться контроллером BlackBox или электронными устройствами на базе Arduino. Рабочее поле в плоскости X/Y 350х280мм. Возможность обработки материалов толщиной примерно 35 мм позволяет работать со многими материалами, создавать множество проектов и при этом вся конструкция не очень велика. Подходит также для работы с МДФ, мягкой и твердой древесиной и даже позволяет легко работать с алюминием!
Подходит также для работы с МДФ, мягкой и твердой древесиной и даже позволяет легко работать с алюминием! Это идеальная поддержка для компаний, которые предоставляют различные прототипы моделей, а также для компаний, которые производят небольшие серии деталей или создают свои собственные (часто уникальные) продукты.
Это идеальная поддержка для компаний, которые предоставляют различные прототипы моделей, а также для компаний, которые производят небольшие серии деталей или создают свои собственные (часто уникальные) продукты.
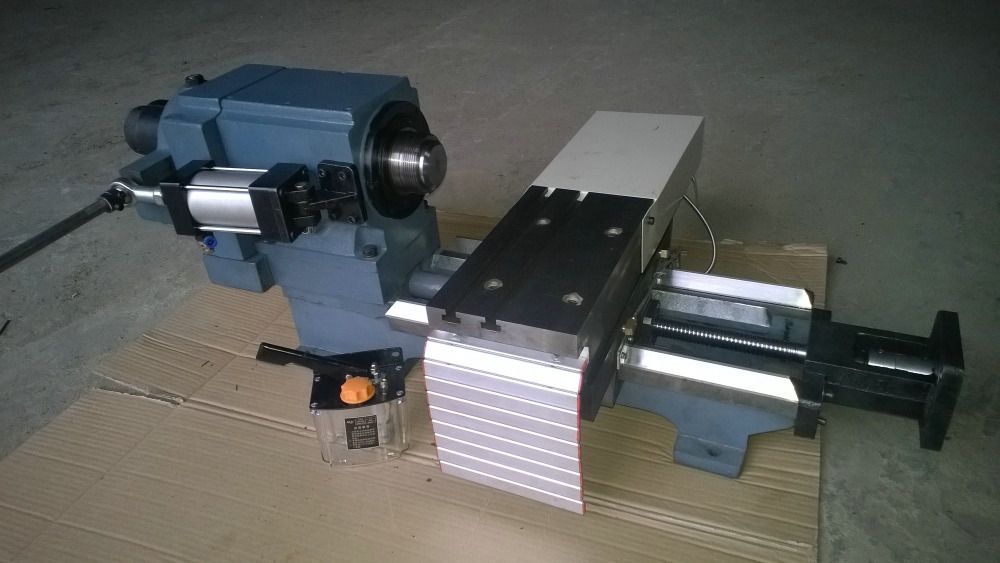




 .Инструмент шоферский и принадлежности
.Инструмент шоферский и принадлежности
 21
21
 Мы также уведомим вас об одобрении или отклонении вашего возмещения.
Мы также уведомим вас об одобрении или отклонении вашего возмещения.