Червячная передача виды: 1.4 Виды червячных передач
1.4 Виды червячных передач
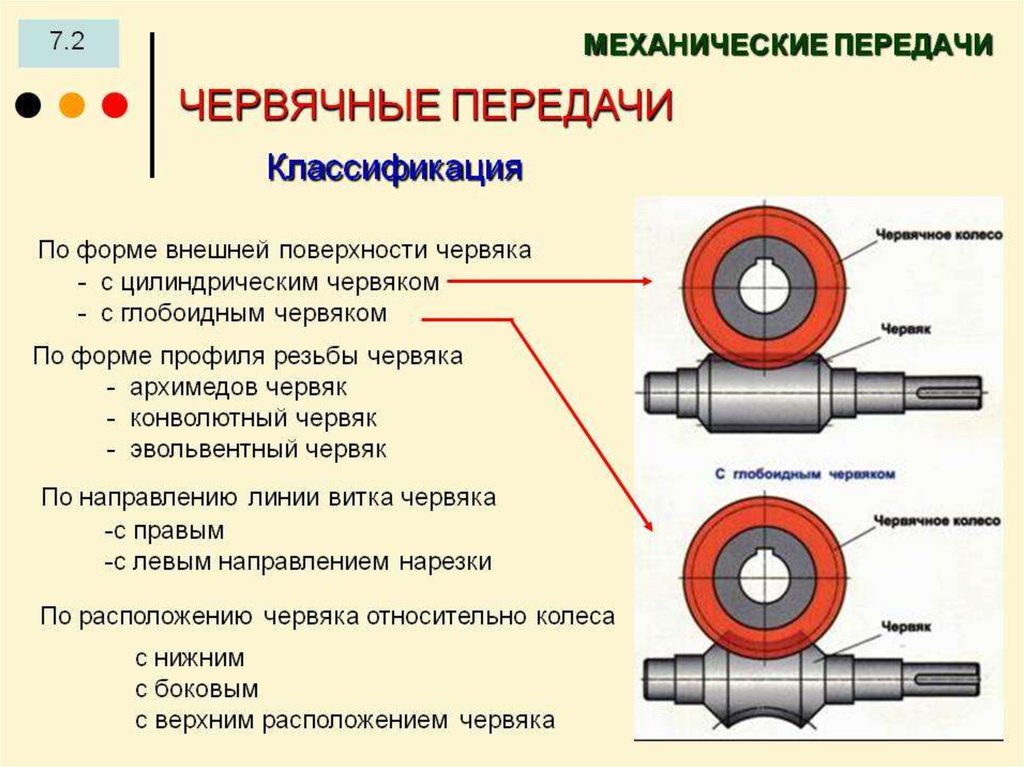
Червячные передачи
по форме червяка делят на цилиндрические
и глобоидные
(рис. 1.2). Глобоидные червяки обладают
на 30-60% большей несущей способностью,
чем цилиндрические, но сложнее в
изготовлении.
а | б | ||
Рис. | |||
По числу заходов
червяки могут быть одно-, двух- и
четырехзаходными.
По форме профиля
витков – архимедовы, конволютные,
эвольвентные, нелинейчатые.
а | б | в | ||
Рис. | ||||

Архимедовы
червяки ZA
(рис. 1.3а)
представляют собой винты с резьбой
трапецеидального профиля. Они имеют
прямобочный профиль в осевом сечении.
Эти червяки просты в изготовлении при
нарезании, но сложны при шлифовании.
Поэтому их применяют для тихоходных,
несильно нагруженных передач (до 1-2
кВт), не требующих шлифования червяка.
Область применения
передач с архимедовыми червяками
сокращается.
Конволютный
червяк ZN
(рис. 1.3б)
имеет выпуклый профиль в осевом сечении
и прямобокий профиль в сечении нормальном
винтовой линии. Такие червяки легче
нарезаются червячными фрезами. Шлифование
также затруднено.
Эвольвентный
червяк ZJ
(рис. 1.3в)
представляет собой косозубое колесо с
малым числом зубьев и очень большим
углом их наклона. Профиль зуба в торцевом
сечении очерчен эвольвентой. Несмотря
Несмотря
на более сложный профиль эвольвентные
червяки считаются наиболее технологичными,
так как для изготовления требуется
меньший набор фрез и шлифовальных
дисков, чем для изготовления червяков
другого типа. Применяется в средне- и
высокоскоростных передачах, для которых
требуется шлифование червяка.
Нелинейчатые
червяки –
образованные конусом (ZK)
или тором (ZT).
Они имеют
вогнутый профиль, за счет этого у них
больше площадь контакта с зубьями
колеса, и, следовательно, выше нагрузочная
способность, по сравнению с другими
типами червяков. Рабочие
поверхности витков нелинейчатых червяков
получают шлифованием конволютных
червяков с высокой точностью конусным
или тороидным кругом.
1.5 Степень точности червячных передач
Степень точности | Скорость | Изготовление, | Применение |
7 | 10 | Червяк | Передачи |
8 | 5 | Допускается | Передачи |
9 | 2 | Червяк | Передачи |
 Колесо
Колесо1.6 Типы червячных редукторов
Основное
распространение имеют одноступенчатые
червячные редукторы. Редукторы выполняют
Редукторы выполняют
со следующими вариантами расположения
червяка и червячного колеса:
а | б | в |
Рис. | ||
Червяк под колесом
(рис. 1.4а)
– применяют при окружных скоростях
червяка до 4…5 м/сек, смазка – окунанием
червяка. Условия смазки и теплоотдачи
через масло – хорошие. Недостаток этой
схемы – недостаточно хорошие условия
в отношении утечки масла через
подшипниковые узлы червяка.Червяк над колесом
(рис. 1.4б)
1.4б)
– предпочтительная конструкция,
применяемая в быстроходных передачах
во избежание излишних потерь на
разбрызгивание масла, смазка – окунанием
колеса. Условия смазки несколько хуже,
чем в предыдущей схеме. Не рекомендуется
применять такую схему при работе с
частыми пусками и остановками.Колесо имеет
вертикальную ось, червяк располагается
сбоку горизонтально (рис. 1.4в).
Данную схему стараются не применять
из-за опасности утечки масла через
подшипниковые узлы. Но иногда она
требуется для оборудования с вертикальной
осью вращения исполнительных механизмов
(например, привода поворотных платформ,
потолочных вентиляторов). Условия
смазки и теплоотдачи – хорошие.
 1.4б)
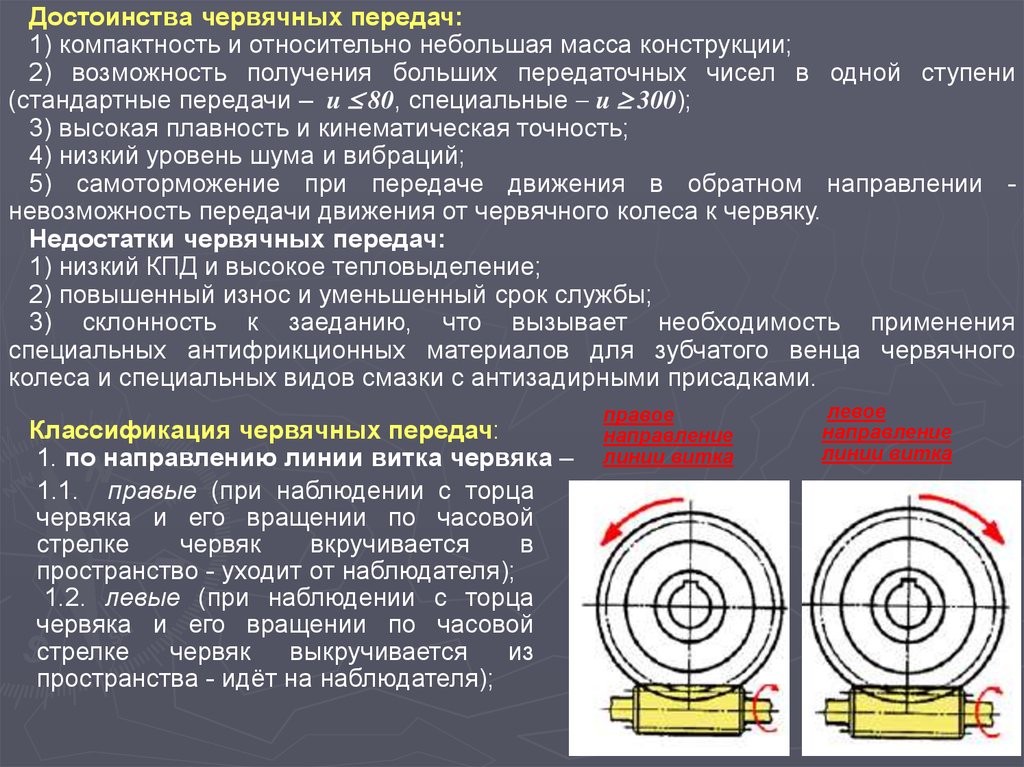
1.4б)Червячная передача. Теория, описание, конструкция червячной передачи.
Продолжение статьи о червячных мотор-редукторах — в этом разделе описан принцип действия червячной передачи, рассмотрены конструкция, достоинства и недостатки червячной передачи.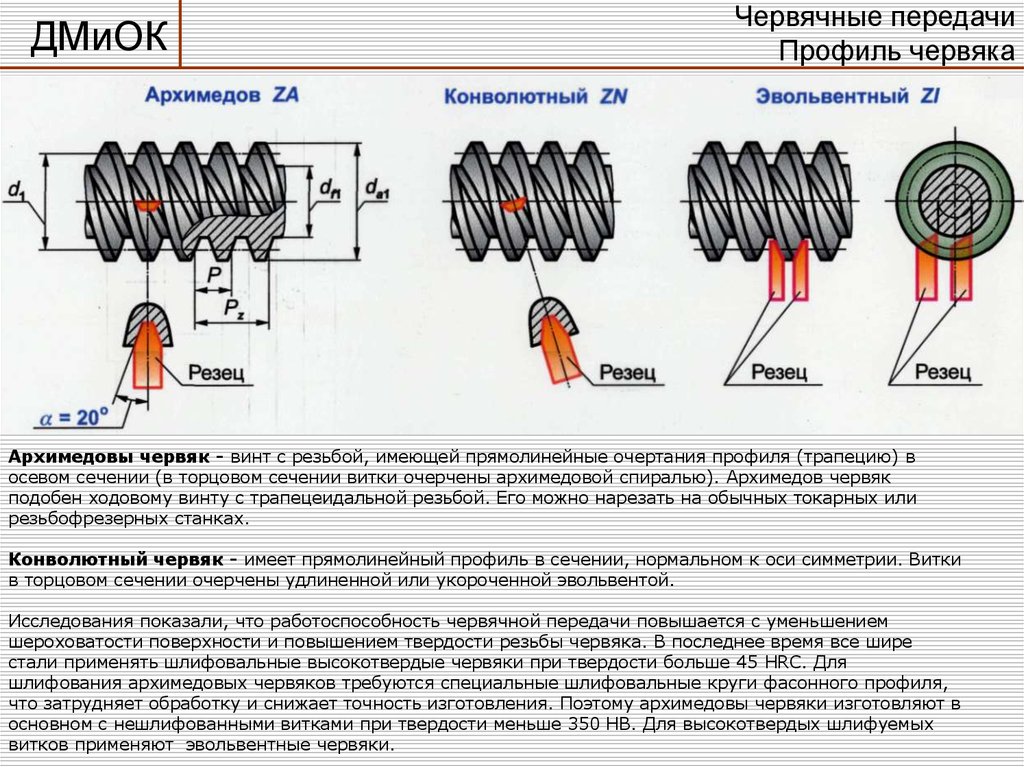
Червячная передача
Червячная передача |
Червячная передача представляет собой устройство, состоящее из основного червяка (винта со специальной резьбой) и зубчатого колеса, поэтому ее называют зубчато-винтовой. Это колесо, как правило, изготавливается из двух материалов – дорогого антифрикционного и более дешевого прочного металла. В рабочем процессе, когда зубья шестерни переходят в витки резьбы, сама шестерня приводится в движение червяком редуктора, передача переходит из винтовой зубчатой — в червячную.
Контакт звеньев редуктора сконцентрирован не в одной определенной точке, а по линии соприкосновения составляющих элементов. И от угла скрещивания вала и колеса (в большинстве случаев он равен 900) зависит длина этой контактной линии. Размеры и направление резьбы червяка полностью идентично подъему зубьев ведомого колеса.
Резьба червяка бывает:
- однозаходная (правая или левая) – имеет один гребень по винтовой линии;
- многозаходная (правая и левая) – соответственно, 2, 3, 4…одинаковых гребней.
В практике чаще всего используется многозаходная правая резьба.
По своему строению червячные передачи бывают двух видов:
- Цилиндрические (с цилиндрическим червяком, который более прост в изготовлении и применяется намного чаще).
- Глобоидальные (с глобоидными червяками). Пример такого винта в паре с роликовым сектором – это рулевое управление автомобиля.
Зубчатые колеса различают:
- По профилю зуба (прямой, вогнутый, роликовый).
- По типу зубчатого колеса (полное колесо, сектор с роликом и зубчатый сектор).
Валы червячного колеса бывают:
- горизонтальные;
- вертикальные.
Стоит отметить, что передаточное число червячной передачи значительно выше, чем у аналогичной зубчатой. Это позволяет использовать подобное устройство во многих системах управления и регулировки (лифты, автокраны, экскаваторы), в большинстве обрабатывающих станков, оборудовании подъемных машин, специализированного транспорта и прочих механизмов.
Червячная передача помимо положительных характеристик имеет и некоторые недостатки. Так, КПД этого двигателя значительно меньше, ведь винтовая пара в процессе работы несет некоторые потери передаваемой мощности.
Эти редуктора нередко дорогие в обслуживании: антифрикционные материалы, необходимые для обработки червячной пары стоят немалых денег. К тому же заедание резьбы и зубьев – очень распространенное явление в подобных мотор-редукторах. Здесь имеет место деформация рабочей поверхности зубьев колеса и резьбы винта, а также их поломка вследствие значительных перегрузок и долгосрочной их эксплуатации.
В связи с этим червячные передачи применяются значительно реже, чем подобные зубчатые. А предаваемые мощности, которые они создают, довольно небольшие – до 50-200 кВт.
Использован материал из книги «Детали машин» Гузенков П.Г.
…дальше
Червячные мотор-редукторы
Червячный редуктор
Все, что нужно знать о червячных передачах и преимуществах сотрудничества с производителем
Связано с различными видами
шестерни, червячные передачи различны и имеют уникальные особенности и области применения. Этот блог
Этот блог
сосредоточимся на преимуществах червячных передач.
Червячная передача состоит из
червь и червь
колесо. Червяк относится к винту, который сопрягается с червячным колесом. Когда входная мощность
приложенный к червяку, он вращается против колеса и передает мощность червячному колесу.
система устроена так, что червяк может просто крутить шестерню, а шестерня не может
повернуть червя из-за
самоблокирующийся.
В некоторых конструкциях трение внутри
червячное колесо и
червяк держит червяка
на месте. Эта характеристика может быть очень полезной в некоторых приложениях.
Червячные передачи являются самым плотным типом
системы и обеспечивают снижение скорости с высоким коэффициентом. Обычно они являются предпочтительным типом зубчатой передачи.
когда пространство ограничено и необходимы большие передаточные числа.
Червячные передачи можно использовать как для
значительно увеличить крутящий момент или значительно снизить скорость. Они есть
кроме того, самая плавная и мягкая из зубчатых передач, если они
правильно установлен и смазан.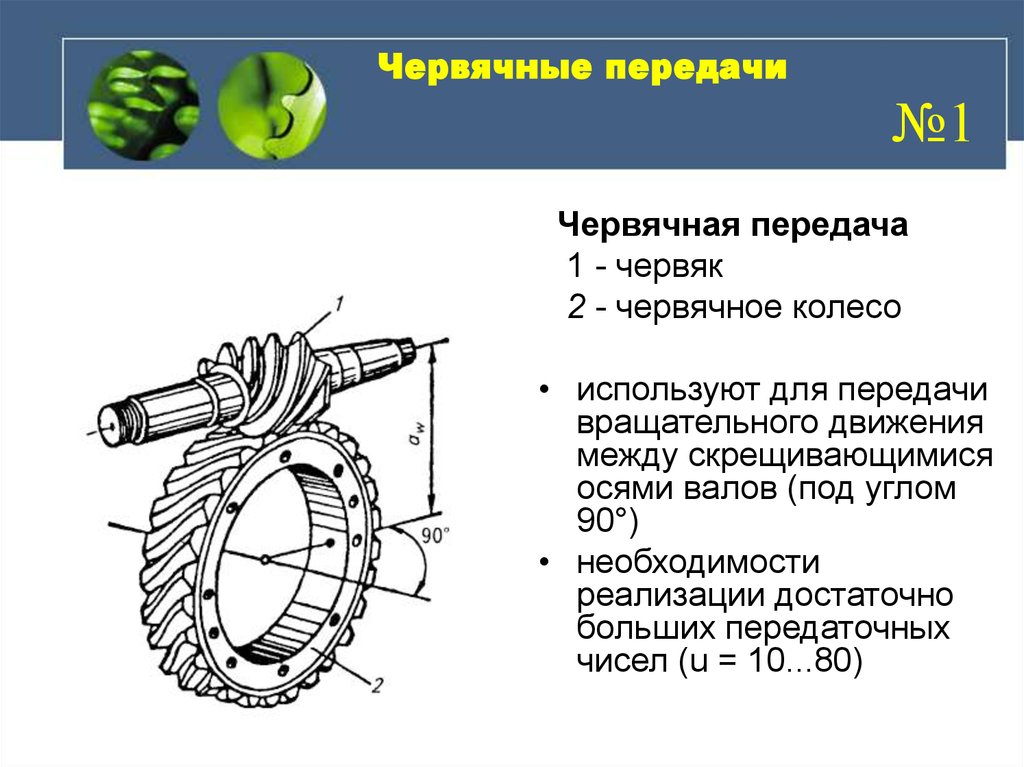
Что такое червячные передачи?
Червячная передача –
или червячная передача, как ее иногда называют – это конкретная передача
состав. Винтовой червяк — сцепляется с шестерней / колесом, похожим на прямозубую шестерню.
Настройка позволяет оператору машины определять скорость вращения. Настройка
также позволяет передавать более высокую силу.
Как работают червячные передачи?
Червячные передачи
работают за счет трения, создаваемого вращением смазанных шестерен. Трение
затем превращается в тепло. Создавая низкий уровень крутящего момента и высокий уровень крутящего момента,
червячные передачи используются в качестве редукторов скорости, что означает, что они идеальны
для нескольких приложений.
Какие существуют типы червячных передач?
В основном существует три типа червячных передач – безвентильные, однозубчатые и двузубчатые. Червячная передача без горловины представляет собой червячный механизм, не содержащий канавок.
Одногорлый червь включает
изогнутые винтовые зубья, покрывающие червяк.
Червячная передача с двойным венцем имеет
изогнутые зубья как на шестерне, так и на червячном винте.
Где используются червячные передачи?
Червячные передачи можно увидеть в нескольких
механизмы и устройства. Они используются в крупногабаритном оборудовании, а также в
вещи в доме. В чистом виде червячные передачи видны в тюнинге
механизм акустической гитары.
Подъемники
Из-за их компактного размера и нереверсивности
характеристики, червячные передачи обычно встречаются в устройствах, используемых для работы подъемников.
Этот вид передач работает как вторичная тормозная система, так как давление не может
передавать движение обратно через червяк/подъемник.
Конвейерные ленты и ворота безопасности
В качестве стандартных червячных приводов можно включить
одном направлении, они не будут двигаться назад, когда они закреплены и не
быть использованным. Это указывает на то, что червячные передачи идеально подходят для использования на конвейере.
Это указывает на то, что червячные передачи идеально подходят для использования на конвейере.
ремни.
Дополнительно используются на
электронные ворота безопасности. Один червячный привод используется для открывания ворот, а другой
использовал, чтобы закрыть его. Это указывает на то, что ворота могут быть защищены в любом направлении
и открыть нельзя.
Хотя червячные передачи чрезвычайно полезны, они должны быть высокого качества, чтобы работать эффективно. Компания Premium Transmission предлагает высококачественные промышленные редукторы и червячные передачи для всех видов использования. Для получения дополнительной информации свяжитесь с нами сегодня!
Червячные передачи | Производитель зубчатых колес KHK
ВЕРШИНА
Червячные передачи
>
Что такое червячная передача?
Червячная передача представляет собой редуктор со смещенным валом, который передает движение между двумя валами, которые не пересекаются и не параллельны.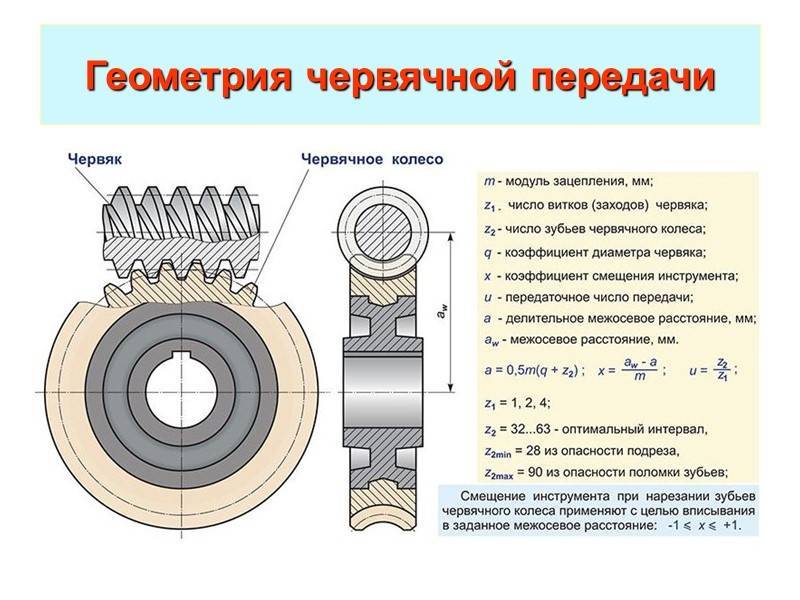 Несмотря на то, что он компактен, он может обеспечить значительное снижение скорости.
Несмотря на то, что он компактен, он может обеспечить значительное снижение скорости.
Червячная передача представляет собой резьбу, нарезанную на круглом стержне, а червячная передача представляет собой шестерню, которая входит в зацепление с червяком под углом 90 градусов. Комплект из червяка и червячного колеса называется червячной передачей.
Его история настолько стара, что его существование описано Архимедом примерно в 250 г. до н.э.
Существует примерно два типа червячных передач.
Один из них представляет собой цилиндрический червяк, который зацепляется с червячным колесом как пара, образуя «цилиндрическую червячную передачу».
Другая — «барабанная червячная передача», представляющая собой пару, состоящую из барабанного червяка и червячного колеса.
Последний тип также называют «червячной зубчатой передачей».
При использовании червячной передачи можно получить компактное и высокоскоростное передаточное число по сравнению с прямозубыми передачами.
Передаточное отношение определяется комбинацией количества витков червяка и количества зубьев на червячном колесе. Например, в случае червячных передач стандартных передач KHK можно получить передаточное отношение максимум до 1/120.
Червячные передачи имеют такие преимущества, как низкий уровень шума и низкая вибрация, но поскольку передача мощности осуществляется посредством скользящего контакта, они также имеют недостаток, заключающийся в сохранении тепла, и их эффективность передачи невелика (в случае цилиндрической червячной передачи общий КПД составляет около 30-60%).
Для уменьшения износа червяки обычно изготавливают из более твердого материала, чем червячные колеса.
Для стандартных зубчатых передач KHK для червяков используются механическая конструкционная углеродистая сталь (S45C), механическая конструкционная легированная сталь (SCM440), нержавеющая сталь и т. д. инженерный пластик) используются для червячного колеса.
Ход левой и правой поверхностей зубьев червяка обычно одинаков, однако существует также другой тип, называемый червячной передачей с двойным ходом, который изготавливается с разным шагом для двух поверхностей.
При использовании червячной передачи последнего типа можно перемещать червяк в осевом направлении с помощью прокладки, которая позволяет регулировать люфт. В случаях, например, когда из-за износа зубьев требуется регулировка люфта, ее можно выполнить без изменения межосевого расстояния между червяком и червячной передачей.
При использовании червячной передачи червяк является ведущим, а червячное колесо — ведомым валом. Когда угол подъема червяка особенно мал, вращение червяка за червячное колесо становится невозможным.
Это состояние называется самоблокировкой, и ожидается результат предотвращения обратного движения. Однако, поскольку это не полностью надежная функция, желательно использовать ее в сочетании с другим методом, когда требуется полное предотвращение реверсирования.
Примеры применения червячных передач включают редукторы скорости, лифты, станки, цепные блоки, рыболовные катушки и автомобильные усилители рулевого управления.
Ссылки по теме :
Смазка шестерен
Пожалуйста, укажите здесь номер детали для цены и чертежа шестерни
ВНИМАНИЕ: Использование чертежей САПР
Профиль зуба, представленный на чертеже САПР, отличается от фактического профиля зубчатого колеса.
Также обратите внимание, что детали любой фаски, скругления или канавки с прорезью на чертеже САПР могут отличаться от реальных значений или формы на фактическом изделии.
Как использовать червячные передачи
С помощью этих технических данных вы можете просмотреть исчерпывающую информацию о передачах KHK, включая их характеристики, а также советы и предупреждения при их выборе и использовании.
SW
Стальные червяки
Модуль: 0,5 – 6
Количество заходов: 1 – 2
Материал: S45C
Закалка: Нет 001 4
Многие составы доступный по низкой цене и отличному удобству использования.
Сопряженная червячная передача: BG, CG, PG, DG
Нажмите здесь, чтобы выбрать червячную передачу
SWG
Заземляющие червяки
Модуль: 1–6
Число пусков: 1–3
Материал: S45C
Закалка : Индукционная закалка зубьев шестерни
Покрытие зубьев : Шлифованные зубья
Сорт : KHK W001 2
Червяки, которые были закалены и отшлифованы с хорошим балансом точности, износостойкости и стоимости.
Возможны вторичные операции, кроме зубов.
Сопряженная червячная передача: AG
Нажмите здесь, чтобы выбрать червячную передачу
SUW
Червяки из нержавеющей стали
Модуль: 0,5–3
Число пусков: 1–2
Материал: SUS 303
Закалка : Нет
Покрытие зубьев: шлифованные (нешлифованные)
Сорт: KHK W001 4
Червяки из нержавеющей стали с защитой от ржавчины.
Сопряженная червячная передача: BG, CG, PG, DG
Нажмите здесь, чтобы выбрать червячную передачу
KWG
Шлифованные червячные валы
Модуль: 0,5–6
Число пусков: 1–2 9 0067 Материал: SCM440
Закалка : Термическая очистка, индукционная закалка зубьев шестерни
Покрытие зубьев : Шлифованные зубья
Сорт : KHK W001 2
Червяки с валами, подвергнутыми отпуску, закалке и шлифовке, обладают превосходной точностью, прочностью и устойчивостью к истиранию.
Вторичные операции можно делать, кроме зубов.
Сопряженная червячная передача: Модуль AG 0,5-1,5, AGF
Нажмите здесь, чтобы выбрать червячную передачу
Модуль: 1,5–4
Число пусков: 1
Материал: SCM440
Зуб обработка : Шлифованные зубья
Сорт : KHK W001 1
Двойные червяки (с валами), подвергнутые отпуску, закалке и шлифовке, обладающие превосходной точностью, прочностью и устойчивостью к истиранию.
Вторичные операции можно делать, кроме зубов.
Перемещение в осевом направлении отрегулирует люфт.
Сопряженная червячная передача: AGDL
Нажмите здесь, чтобы выбрать червячную передачу. Нажмите здесь, чтобы выбрать червячную направляющую. 0
Материал: CAC502 (PBC2)
Закалка : Нет
Покрытие зуба : Шлифованное (нешлифованное)
Сорт : KHK W002 4
Червячные колеса из фосфористой бронзы с отличной износостойкостью.
Используется в сочетании с SW и SUW.
Сопряженный червяк: SW, SUW
Щелкните здесь, чтобы выбрать червячные передачи
CG
Червячные колеса из серого чугуна
Модуль: 1–6
Передаточное отношение: 10–120
Материал: FC200
Закалка: Нет
Покрытие зубьев : Режущие (нешлифованные)
Класс : KHK W002 4
Недорогие чугунные червячные колеса, подходящие для легких нагрузок.
Используется в сочетании с SW и SUW.
Ответный червяк: SW, SUW
Щелкните здесь, чтобы выбрать червячные передачи
PG
Пластиковые червячные колеса
Модуль: 1 – 3
Передаточное число: 10 – 50
Материал: MC901
Закалка: нет
Покрытие зубьев : Гравированный (немолотый) Марка
: KHK W002 5 эквивалент
Червячные колеса из нейлона MC. Можно использовать без смазки.
Используется в сочетании с SW и SUW.
Сопряженный червяк: SW, SUW
Нажмите здесь, чтобы выбрать червячные передачи
DG
Пластиковые червячные колеса
Модуль : 0,5 – 0,8
Передаточное отношение : 10 – 60
Материал : Полиацеталь
Закалка : Нет
Покрытие зуба : Зубчатый (нешлифованный)
Сорт : KHK W002 5
Червячные колеса из полиацеталя.
Используется в сочетании с SW и SUW.
Сопряженный червяк: SW, SUW
Щелкните здесь, чтобы выбрать червячные передачи
AG
Червячные колеса
Модуль: 1–6
Передаточное отношение: 10–60
Материал: CAC7 02 (AlBC2)
Закалка: Нет
Зуб отделка : Cut (без шлифовки)
Сплав: KHK W002 2
Червячные колеса из алюминиевой бронзы с хорошим балансом между обрабатываемостью и износостойкостью.
Используется в сочетании с SWG.
Сопряженный червяк: SWG
Нажмите здесь, чтобы выбрать червячную передачу. Нажмите здесь, чтобы выбрать серию E для AG
AG
Червячные колеса
Модуль: 0,5–1,5
Передаточное число: 10–60
Материал: CAC702 (AlBC2)
Закалка : Нет
Покрытие зуба : Зубчатый (нешлифованный)
Сплав : KHK W002 2
Изготовлен из алюминиевой бронзы, обладает отличной износостойкостью. Широкий выбор доступен для этого пункта.
Сопряженный червяк: KWG
Щелкните здесь, чтобы выбрать червячные передачи
AGF
Червячные колеса
Модуль: 2–6
Передаточное число: 10–60
Материал: CAC702 ( AlBC2)
Закалка : Нет
Поверхность зуба : Резка (нешлифованная)
Сорт: KHK W002 2
Червячные колеса из алюминиевой бронзы с хорошим балансом между обрабатываемостью и износостойкостью.
Используется в сочетании с KWG.
Сопряженный червяк: KWG
Нажмите здесь, чтобы выбрать червячную передачу. Нажмите здесь, чтобы выбрать серию E для AGF
AGDL
Дуплексные червячные колеса
Модуль: 1,5–4
Передаточное число: 20–6 0
Материал: CAC702 (AlBC2)
Закалка : Нет
Покрытие зуба : Обработка (нешлифованная)
Сорт : KHK W002 1
Дуплексные червячные колеса из алюминиевой бронзы с превосходной точностью и хорошим балансом между обрабатываемостью и износостойкостью.
Используется в сочетании с KWGDL или KWGDLS.
Сопряженный червяк: KWGDL, KWGDLS
Щелкните здесь, чтобы выбрать червячную передачу. Щелкните здесь, чтобы перейти к руководству по двусторонним червячным передачам. Щелкните здесь, чтобы перейти к серии E для AGDL. Вы можете проверить комбинации стандартных червяков и червячных передач KHK в увеличенной таблице.
Червячная передача – компактная конструкция
Эта статья воспроизводится с разрешения.
Масао Кубота, Haguruma Nyumon , Tokyo: Ohmsha, Ltd., 1963.
Червячная передача — это один из типов зубчатых передач, в котором два вала расположены под прямым или почти прямым углом и не пересекаются. Есть один или несколько зубьев, которые имеют форму винта, в результате чего шестерня выглядит как червяк. Сопряженная шестерня называется червячным колесом; вместе они называются червяком и червячным колесом или просто червячной передачей (устройство червячной передачи). Как показано на рис. 6.1, можно добиться снижения скорости с большим передаточным числом на небольшом пространстве по сравнению с цилиндрическими зубчатыми колесами. Поэтому, когда требуется большое снижение скорости за один быстрый ход, обычной практикой является использование червяка в качестве первичного двигателя. Однако в редких случаях червячное колесо используется в качестве основного двигателя для увеличения скорости.
Как показано на рис. 6.1, можно добиться снижения скорости с большим передаточным числом на небольшом пространстве по сравнению с цилиндрическими зубчатыми колесами. Поэтому, когда требуется большое снижение скорости за один быстрый ход, обычной практикой является использование червяка в качестве первичного двигателя. Однако в редких случаях червячное колесо используется в качестве основного двигателя для увеличения скорости.
Рисунок 6.1 Сравнение размеров червячной и цилиндрической шестерни
1. Передаточное отношение 1 : 126
2. 1512 зубьев/диаметр 40 футов
3. 12 зубьев/диаметр 4 фута
Происхождение червячных передач 90 065
В В случае, когда две оси не пересекаются, рассмотрим пару винтовых передач, в которых зубья шестерни уменьшены до одного или нескольких зубьев. Тогда шестерня принимает форму обычного винта, и можно добиться значительного снижения скорости, как показано на рис. 6.2 (а). В этот момент зацепление является точечным контактом и может нести только небольшую нагрузку и имеет тенденцию создавать трение. Однако, используя червячную фрезу в форме шестерни и вращая фрезу, эквивалентную движению червяка относительно червячного колеса, можно получить зубчатую передачу с линейным контактом. Это обычная червячная передача, показанная на рис. 6.2(b), где маленькая шестерня — это червяк, а большая — червячное колесо.
Однако, используя червячную фрезу в форме шестерни и вращая фрезу, эквивалентную движению червяка относительно червячного колеса, можно получить зубчатую передачу с линейным контактом. Это обычная червячная передача, показанная на рис. 6.2(b), где маленькая шестерня — это червяк, а большая — червячное колесо.
Рисунок 6.2 Типы червячных передач
(слева) Цилиндрическая червячная и косозубая передача
(в центре) Цилиндрическая червячная и червячная передача
(справа) Червячная и червячная передача в форме песочных часов
Поскольку два вала обычно расположены под прямым углом , остальная часть обсуждения будет сосредоточена на этой конфигурации. Поверхность зуба вышеупомянутой червячной передачи представляет собой огибающую поверхность червяка. Однако, если рассматривать поперечное сечение, перпендикулярное валу червячного колеса, оно становится зацеплением реечной шестерни, в котором поверхность зуба червяка является рейкой, а поверхность зуба червяка — шестерней.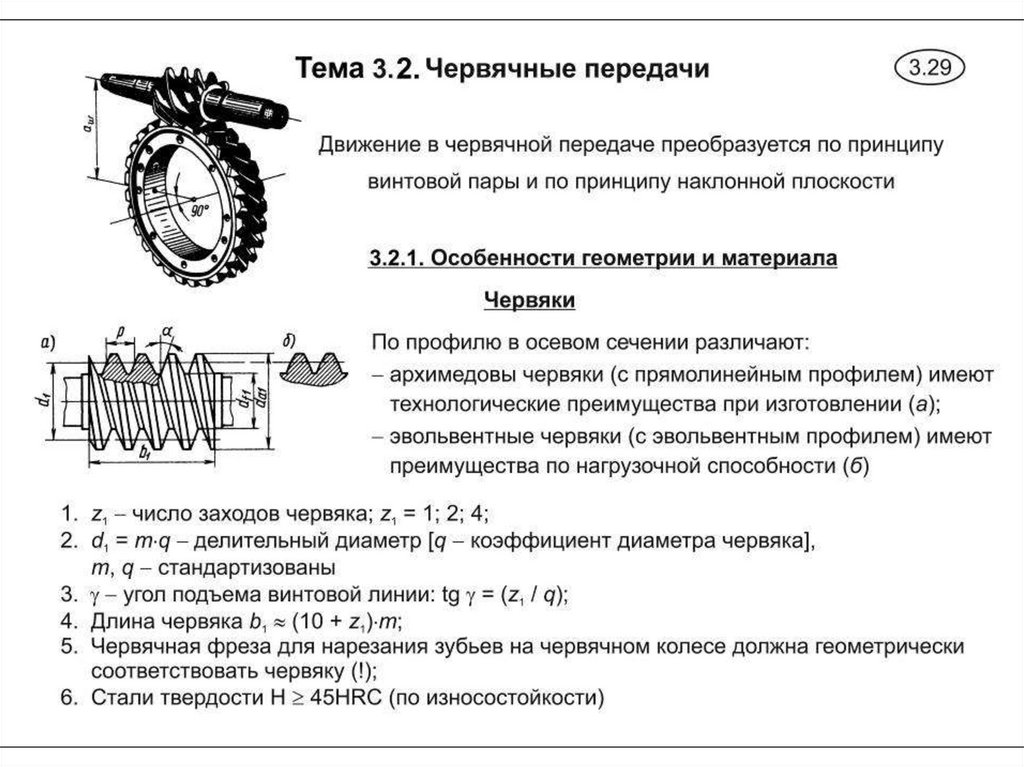 Поперечное сечение, нормальное к валу червячного колеса, включая червячный вал, называется центральным поперечным сечением. Эта поверхность является границей между наступающей и удаляющейся стороной червяка. Как показано на рис. 6.3, ситуация контакта между ними существенно отличается.
Поперечное сечение, нормальное к валу червячного колеса, включая червячный вал, называется центральным поперечным сечением. Эта поверхность является границей между наступающей и удаляющейся стороной червяка. Как показано на рис. 6.3, ситуация контакта между ними существенно отличается.
Общая касательная в произвольной точке на линии контакта на обеих поверхностях червячного колеса всегда проходит через точку контакта (точку шага) двух шаговых цилиндров и пересекает линию, параллельную валу червячного колеса (линия шага, P1P2 , на рис. 6.4).
Существует много форм зубьев червяков, но для удобства производства часто используется поверхность закручивания линейного переплетения или приближение к поверхности закручивания линейного переплетения. Обычно это трапеция, основанная на центральном поперечном сечении, поперечном сечении, перпендикулярном зубу или перпендикулярном поперечному сечению корня. Однако есть и другие, такие как эвольвентные червяки, использующие эвольвентные геликоиды, и конволютные червяки, использующие прямую линию, которая пересекает образующую эвольвентного червяка в качестве образующей.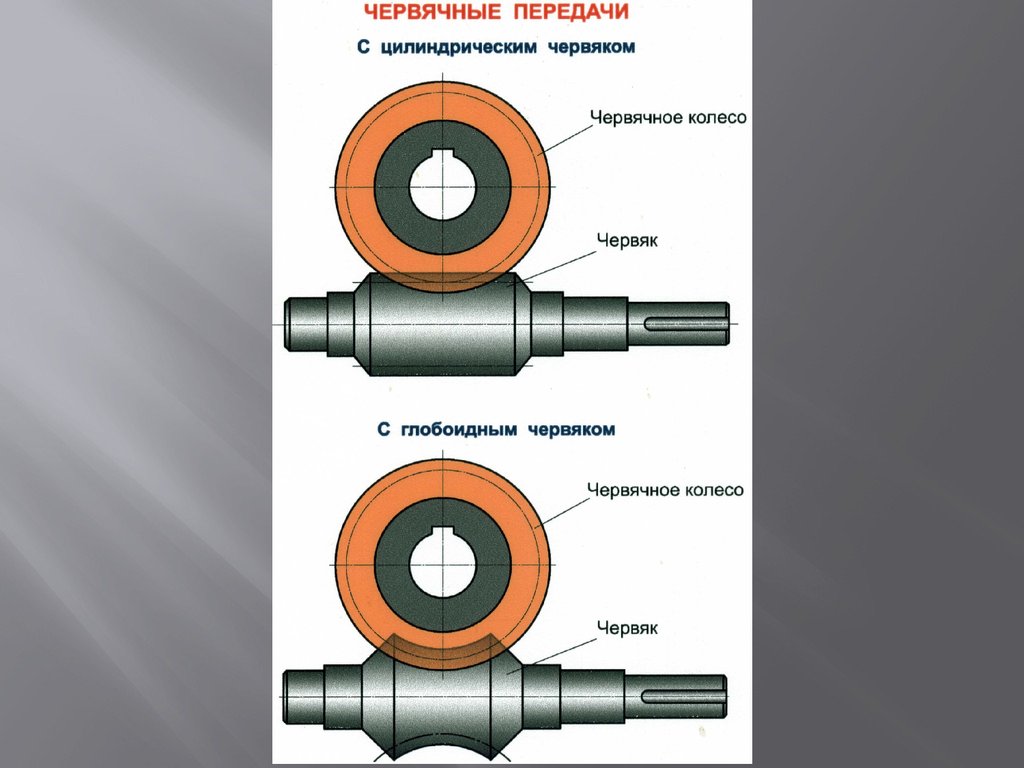 9Рис. 6.3 Возникновение условий зацепления центрального поперечного сечения обеих сторон (Наступающая и отступающая стороны червяка) (Поверхность левого зуба червяка является рабочей поверхностью)
9Рис. 6.3 Возникновение условий зацепления центрального поперечного сечения обеих сторон (Наступающая и отступающая стороны червяка) (Поверхность левого зуба червяка является рабочей поверхностью)
Для увеличения грузоподъемности иногда используются червяки с зубьями другой формы, например, когда центральное поперечное сечение представляет собой дугу окружности или различные второстепенные кривые. Считайте каждое поперечное сечение параллельным центральному поперечному сечению, а точку шага — границей, отступающая дуга представляет собой более гладкую сетку, чем наступающая дуга, как в зацеплениях прямозубых зубчатых колес. Следовательно, бывают случаи, когда червяк смещается отрицательно (увеличьте аддендум червяка и уменьшите его дедендум), так что большая часть сетки окажется на отступающей дуге (рис. 6.5). В частности, если червяк должен быть сплошным, желательно, чтобы сумма числа зубьев обеих шестерен была больше 40.
Рисунок 6.4 Валы червяка (I) и червячного колеса (II) и делительная линия P1P2
Рисунок 6. 5 Сравнение червячной передачи с непрофильным и профильным смещением
5 Сравнение червячной передачи с непрофильным и профильным смещением
2. Поверхность шага
3. Центральное сечение
4. Линия, образующая шаг
5. Линия намотки шага
6. Дуга отступающей стороны
7. Дуга наступающей стороны
8. Вращение червяка
9. Вид сверху контактной линии на червяке
10 .Область создания сетки
11. Начало
12. Концевой
Ход на правой и левой зубчатых поверхностях червяков в норме одинаков. Если его изменять, как показано на рис. 6.6, так, чтобы толщина зуба червяка постепенно менялась в направлении вала, то можно регулировать люфт, перемещая червяк в направлении его вала. Это называется двухзаходной червячной передачей (дуплексной червячной передачей) и используется для точного устранения люфта, например, в главной червячной передаче зубофрезерного станка.
Рисунок 6.6 Червячная передача с двумя заходами
(a) Червячная передача с двумя заходами
(b) Центральное сечение червячной передачи с двумя заходами
1. Максимальная величина регулировки ≈ та
Максимальная величина регулировки ≈ та
2. Направление регулировки
Количество витков в червяках
Количество витков в червяке — это количество зубьев в червяке.
Передаточное отношение червячной пары и червячной передачи получают путем деления числа зубьев червячной передачи на число витков червяка.
При числе витков червяка, равном единице, червячный вал делает один оборот, и червячная передача перемещается на один зуб, а при числе витков червяка, равном 2, червячная передача перемещается только на два зуба. Это указывает на то, что набор червячной передачи может обеспечить большое снижение скорости за один шаг. Кстати, когда червь содержит более двух потоков, он называется многопоточным червем.
На фотографии ниже слева показан SW2-R1, стандартный червь KHK, а на фотографии справа показан SW2-R2. Количество потоков SW2-R1 равно одному (красная линия), а количество потоков SW2-R2 равно двум (красная и синяя линии). Для этих двух угол опережения зубов также отличается.
SW2-R1
SW2-R2
При изменении числа витков червяка меняется и сопряженная червячная передача. В случае стандартных зубчатых колес KHK, двухзаходный SW2-R2, например, нельзя использовать с CG2-50R1, который должен соответствовать однозаходному червяку. Кроме того, в качестве набора червячных передач есть правая и левая резьбы, так что, например, червяк с правой и левой резьбой нельзя использовать вместе.
Между прочим, приведенная ниже комбинация одинарной резьбы дает коэффициент снижения скорости 50, а комбинация двойной резьбы дает коэффициент снижения скорости 25. ниже кратко описано, как использовать дуплексные червячные передачи.
Чтобы отрегулировать люфт червячной передачи или уменьшить увеличенный люфт из-за износа, очень трудно изменить межосевое расстояние между червячной передачей и червяком без возможной серьезной модификации конструкции. Дуплексная червячная передача была разработана для решения этой проблемы и подходит для применений, где требуется высокая точность с малым люфтом. В этой системе сторона червячной передачи имеет такую же толщину зуба по окружности, как и другие цилиндрические шестерни, но на стороне червяка для противоположной поверхности зуба используются разные ходы, что приводит к постоянному изменению толщины зуба. После того, как межосевое расстояние зафиксировано, фактическая регулировка люфта выполняется путем перемещения червяка в осевом направлении с помощью прокладок или винтов. Стандартные дуплексные червячные передачи KHK рассчитаны на изменение люфта на 0,02 мм при осевом перемещении червяка на 1 мм. Во всех случаях мы не рекомендуем нулевой люфт, так как необходимо поддерживать определенный уровень люфта, чтобы не допустить разрыва масляной пленки.
В этой системе сторона червячной передачи имеет такую же толщину зуба по окружности, как и другие цилиндрические шестерни, но на стороне червяка для противоположной поверхности зуба используются разные ходы, что приводит к постоянному изменению толщины зуба. После того, как межосевое расстояние зафиксировано, фактическая регулировка люфта выполняется путем перемещения червяка в осевом направлении с помощью прокладок или винтов. Стандартные дуплексные червячные передачи KHK рассчитаны на изменение люфта на 0,02 мм при осевом перемещении червяка на 1 мм. Во всех случаях мы не рекомендуем нулевой люфт, так как необходимо поддерживать определенный уровень люфта, чтобы не допустить разрыва масляной пленки.
Принцип самоблокировки червячных передач
Самоблокировка означает невозможность привода червяка с помощью червячного колеса, и эта функция используется в таких вещах, как системы предотвращения реверса и механизмы наматывания.
Склонность червячной передачи к самоблокировке увеличивается по мере уменьшения угла опережения (самоблокировка становится легче).
Чем больше угол опережения, тем меньше самоблокировка.
Число витков червяка
При одинаковых модулях и шагах червяков угол подъема становится больше по мере увеличения числа витков, т. е. при меньшем числе витков самостопориться легче.
Делительный диаметр червяка
При одинаковых модулях червяков и количестве витков угол подъема становится меньше по мере увеличения делительного диаметра, т. е. при большем делительном диаметре самостопориться легче.
Когда угол опережения мал
Поскольку сила, показанная красной стрелкой, мала, сила поворота
При большом угле опережения
Поскольку сила, показанная красной стрелкой, велика, сила поворота больше коэффициента трения, самоблокировка не происходит.
Другие
ШВП имеют низкий коэффициент трения из-за контакта качения на винте.
Несмотря на то, что сила, показанная красной стрелкой, мала, сила вращения больше коэффициента трения, а самоблокировки нет.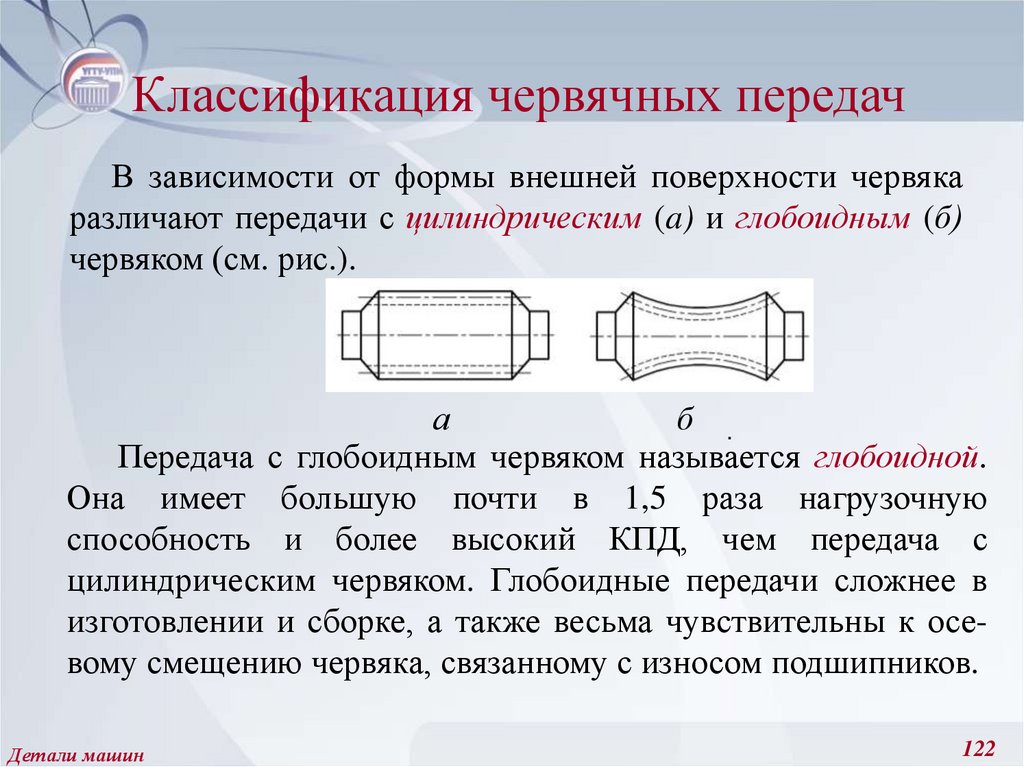
Проблемные области самоблокирующегося
Поскольку самоблокирующийся механизм зависит от коэффициента трения, ему не хватает стабильности.
- Даже при одинаковом угле подъема затруднена самоблокировка материалов с малым коэффициентом трения (μ)
Пример:
Комбинация материалов / коэффициент трения
железо и железо / около 0,3
Комбинация материалов / коэффициент трения
железо и алюминий бронза / около 0,2
Комбинация материалов / коэффициент трения 9 0067 железо и фосфористая бронза / около 0,15 - Коэффициент трения изменяется со скоростью
В неподвижном состоянии статическое трение высокое, но по мере увеличения скорости оно становится динамическим, и коэффициент трения уменьшается. При наличии вибрации возможно обратное вращение. - Коэффициент трения меньше при низкой шероховатости поверхности.
Трудно самостопориться шлифованными червяками.
Червячная передача «Песочные часы»
Эта статья воспроизводится с разрешения.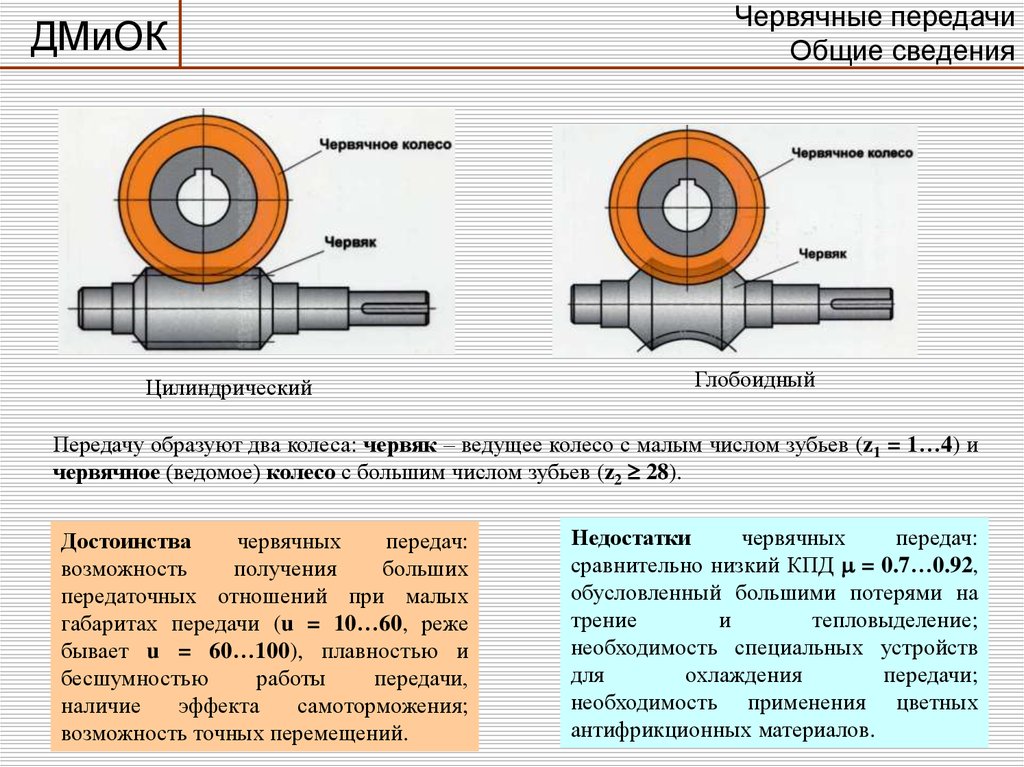
Masao Kubota, Haguruma Nyumon , Tokyo: Ohmsha, Ltd., 1963.
Существуют специальные типы червячных передач, делительная поверхность которых достигается за счет вращающейся дуги, которая соответствует части, ближайшей к червяку делительной окружности вокруг червячного вала в центральной секции (см. рис. 6.2(в)), таким образом, формируя профиль зуба червячной передачи в центральной части, формируя выемку с помощью фрезы, соответствующей профилю зуба, затем формируя зубья червячной передачи с помощью фрезы. чей профиль зуба такой же, как у нижней части, или путем обеспечения нижней части червячной передачи и изготовления червяка с помощью фрезы, подходящей для нижней части. Червяк Хиндли или конический червяк соответствуют первому и имеют прямолинейный профиль зубьев в центральной части, как на рис. 6.9., в то время как плоская червячная передача соответствует последнему и использует плоскую поверхность в качестве основания червячной передачи. В некоторых червячных передачах используется эвольвентная косозубая передача.
 к. воск прилипает только к волосам — не к коже, это уменьшает боль и повреждения кожи в ходе депиляции
к. воск прилипает только к волосам — не к коже, это уменьшает боль и повреждения кожи в ходе депиляции Не отстает от них и Тартл Вакс, в линейке которого появился керамический автошампунь Turtle Wax Hybrid Solutions Wash & Wax, а также ряд других новинок, доступных только для рынка США, и не поступающих в Украину. Давайте разберемся с теми автошампунями, которые доступны на нашем рынке. Чем отличаются, что выбрать?
Не отстает от них и Тартл Вакс, в линейке которого появился керамический автошампунь Turtle Wax Hybrid Solutions Wash & Wax, а также ряд других новинок, доступных только для рынка США, и не поступающих в Украину. Давайте разберемся с теми автошампунями, которые доступны на нашем рынке. Чем отличаются, что выбрать?
 Сам по себе «Зип Вакс» существует уже более 30 лет и кроме дизайна упаковки в нем ничего не меняется. В последнем обновлении к названию добавилась представка Quick & Easy, но это скорее просто маркетинговый ход «Тартл Вакс».
Сам по себе «Зип Вакс» существует уже более 30 лет и кроме дизайна упаковки в нем ничего не меняется. В последнем обновлении к названию добавилась представка Quick & Easy, но это скорее просто маркетинговый ход «Тартл Вакс». Полностью совместим со всеми продуктами новой линейки Hybrid Solutions от Turtle Wax.
Полностью совместим со всеми продуктами новой линейки Hybrid Solutions от Turtle Wax. ..:
..:

 на лакокрасочное покрытие Тельца. Итак, на какие компромиссы мне пришлось пойти, если я хотел вести образ жизни с быстрой эпиляцией?
на лакокрасочное покрытие Тельца. Итак, на какие компромиссы мне пришлось пойти, если я хотел вести образ жизни с быстрой эпиляцией?
 Хотя он отлично работал в качестве вспомогательного средства для сушки, готовые результаты выглядели немного скучно. Я подозреваю, что это может быть связано с тем, что Wax & Dry вступает в реакцию с существующим слоем воска на слюдяном лакокрасочном покрытии Vitz (хороший слой воска Deep Crystal Wet Look Cleaner Wax от Meguiar). Это полезное напоминание о том, что, хотя вы не можете чрезмерно натирать свой автомобиль, стоит быть немного осторожным при смешивании восков (так же, как смешивание ваших напитков — фатальная ошибка), особенно восков, произведенных разными брендами.
Хотя он отлично работал в качестве вспомогательного средства для сушки, готовые результаты выглядели немного скучно. Я подозреваю, что это может быть связано с тем, что Wax & Dry вступает в реакцию с существующим слоем воска на слюдяном лакокрасочном покрытии Vitz (хороший слой воска Deep Crystal Wet Look Cleaner Wax от Meguiar). Это полезное напоминание о том, что, хотя вы не можете чрезмерно натирать свой автомобиль, стоит быть немного осторожным при смешивании восков (так же, как смешивание ваших напитков — фатальная ошибка), особенно восков, произведенных разными брендами.
 Во время использования принтера лазер воздействует на барабан при каждой печати, что означает, что драм-юнит изнашивается и должен быть заменен через определенное количество печати.
Во время использования принтера лазер воздействует на барабан при каждой печати, что означает, что драм-юнит изнашивается и должен быть заменен через определенное количество печати. Он представляет собой пару нагретых валов внутри принтера, которые закрепляют тонер на бумаге.
Он представляет собой пару нагретых валов внутри принтера, которые закрепляют тонер на бумаге.

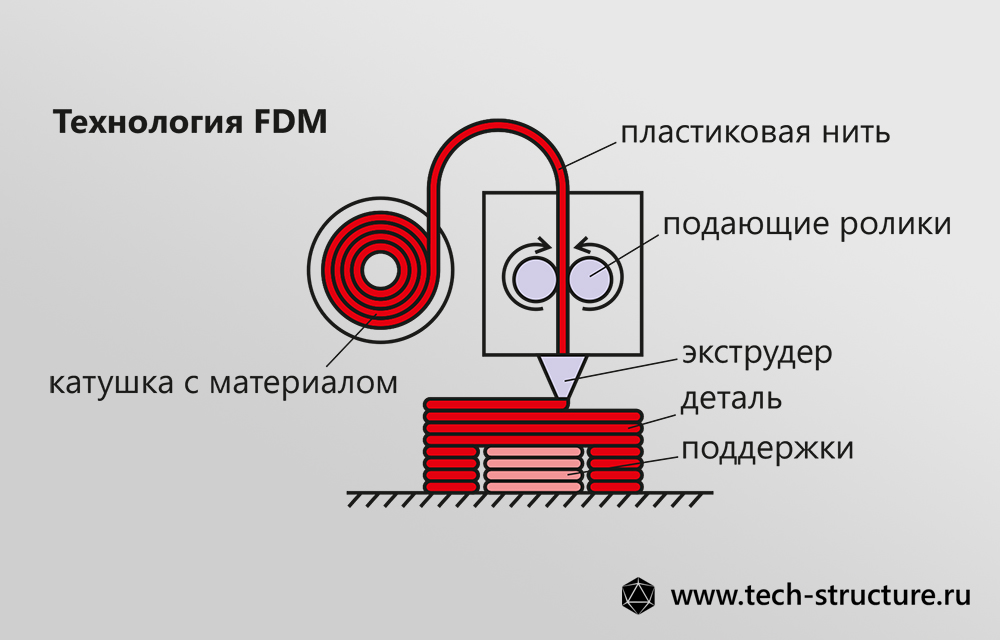
 Мир 3D-печати не стоит на месте и поэтому на рынке появляется все больше различных технологий, конкурирующих между собой. Разница их заключается в самом процессе печати. Одни технологии создают слои путем размягчения или плавления материала, затем они обеспечивают послойное нанесение этого самого материала. Другие технологии предусматривают использование жидких материалов, обретающих в процессе твердую форму под воздействие разнообразных факторов.
Мир 3D-печати не стоит на месте и поэтому на рынке появляется все больше различных технологий, конкурирующих между собой. Разница их заключается в самом процессе печати. Одни технологии создают слои путем размягчения или плавления материала, затем они обеспечивают послойное нанесение этого самого материала. Другие технологии предусматривают использование жидких материалов, обретающих в процессе твердую форму под воздействие разнообразных факторов. Слайсер преобразует ваш проект в файл gcode, готовый к печати как физический объект. Просто сохраните файл на прилагаемой SD-карте и вставьте его в свой 3D–принтер и нажмите печать.
Слайсер преобразует ваш проект в файл gcode, готовый к печати как физический объект. Просто сохраните файл на прилагаемой SD-карте и вставьте его в свой 3D–принтер и нажмите печать. Как только принтер начнет печатать, все, что вам нужно делать, это подождать — это просто.
Как только принтер начнет печатать, все, что вам нужно делать, это подождать — это просто. Эти модели хороши для обучения других по сложной геометрии интересным и полезным способом.
Эти модели хороши для обучения других по сложной геометрии интересным и полезным способом. Компания Xerox, пионер копировальных аппаратов в
Компания Xerox, пионер копировальных аппаратов в
 Гутенберг
Гутенберг
 Немного похоже на
Немного похоже на С меньшими иглами и большим их количеством вы можете создавать более привлекательные символы, но распечатка по-прежнему имеет тенденцию выглядеть немного точечной при ближайшем рассмотрении.
С меньшими иглами и большим их количеством вы можете создавать более привлекательные символы, но распечатка по-прежнему имеет тенденцию выглядеть немного точечной при ближайшем рассмотрении.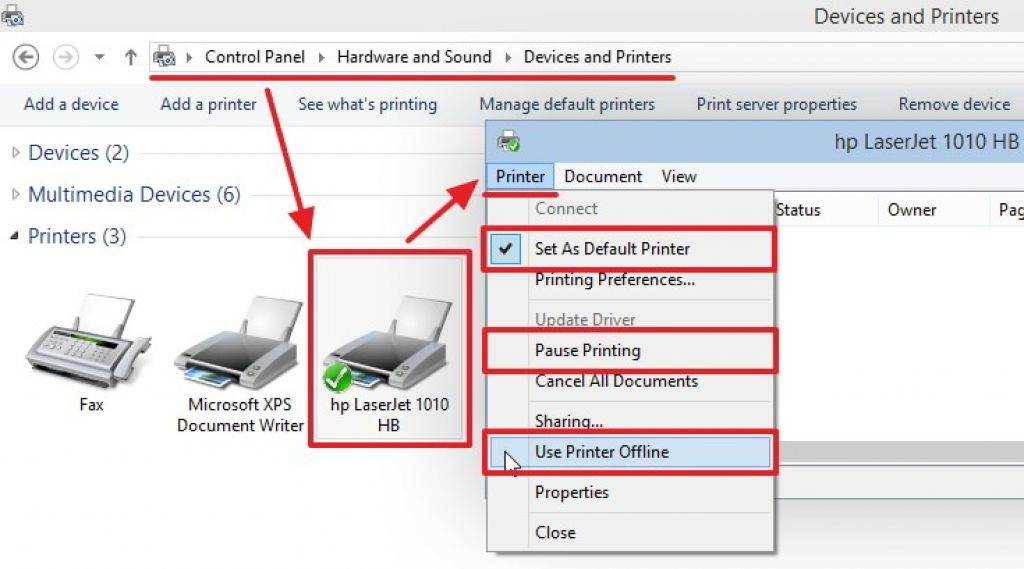

 Даже средний струйный принтер может печатать с разрешением 600 точек на дюйм (dpi), что примерно в десять раз лучше, чем у самой грубой матричной печати. Струйный принтер действительно хорошего фотографического качества может печатать с разрешением почти 5000 dpi. Где матричный принтер издает ужасный визг, когда его иглы рвутся.
Даже средний струйный принтер может печатать с разрешением 600 точек на дюйм (dpi), что примерно в десять раз лучше, чем у самой грубой матричной печати. Струйный принтер действительно хорошего фотографического качества может печатать с разрешением почти 5000 dpi. Где матричный принтер издает ужасный визг, когда его иглы рвутся.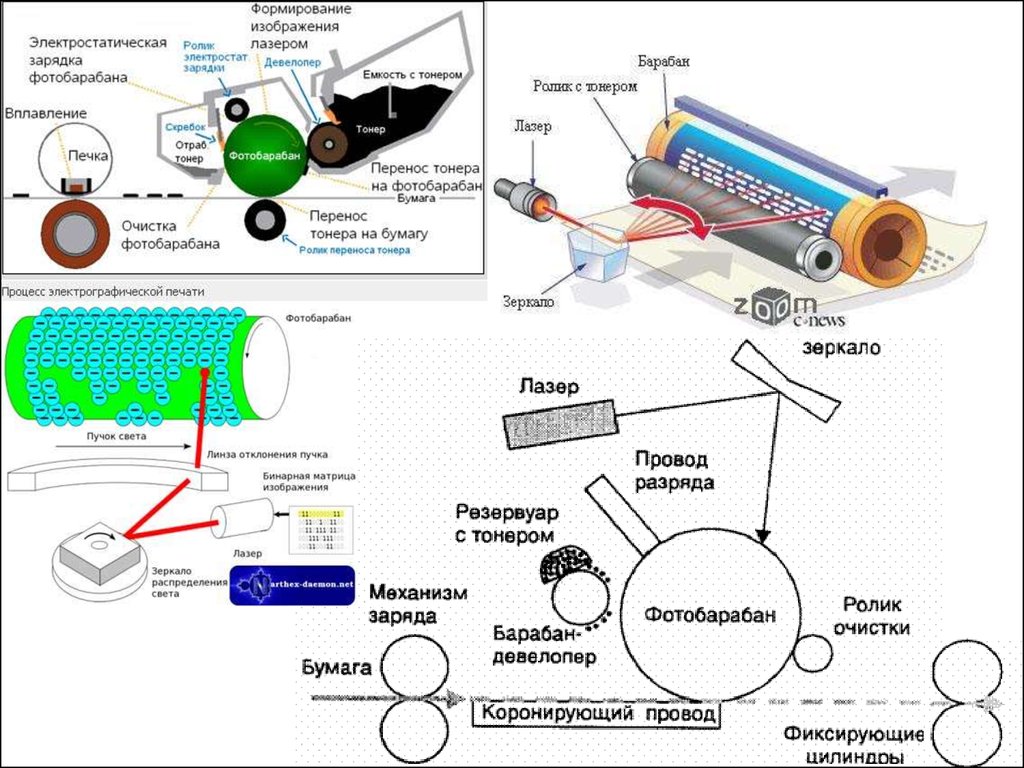
 Это называется двунаправленной печатью и позволяет печатать страницы намного быстрее.
Это называется двунаправленной печатью и позволяет печатать страницы намного быстрее.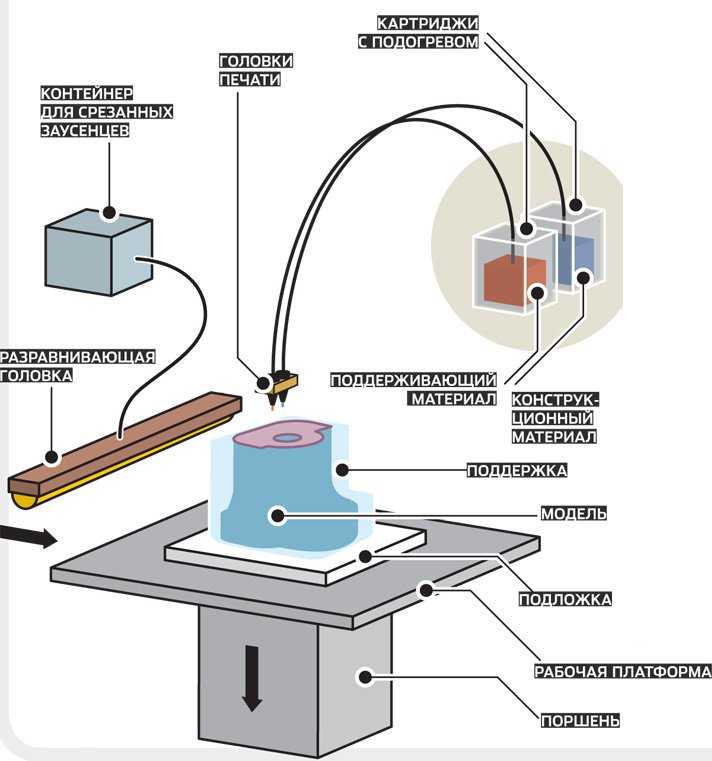
 Ряд независимых тестировщиков пришли к выводу, что Century Gothic, Calibri и Times New Roman значительно экономят чернила по сравнению с Arial, стандартным шрифтом Microsoft для большинства людей. Дополнительные советы по экономии денег на чернилах можно найти в Consumer Reports.
Ряд независимых тестировщиков пришли к выводу, что Century Gothic, Calibri и Times New Roman значительно экономят чернила по сравнению с Arial, стандартным шрифтом Microsoft для большинства людей. Дополнительные советы по экономии денег на чернилах можно найти в Consumer Reports. Хоата (ред.). John Wiley & Sons, 2016. Охватывает механику образования капель, принцип работы печатающих головок, влияние капель на бумагу и формирование символов на бумаге, а также будущие направления в технологии струйной печати).
Хоата (ред.). John Wiley & Sons, 2016. Охватывает механику образования капель, принцип работы печатающих головок, влияние капель на бумагу и формирование символов на бумаге, а также будущие направления в технологии струйной печати).
 Вот небольшая небольшая подборка многих струйных и пузырьковых струйных принтеров:
Вот небольшая небольшая подборка многих струйных и пузырьковых струйных принтеров: Хокинс, Xerox, опубликовано 30 июля 1985 г. Альтернативная конструкция пузырьковой струи.
Хокинс, Xerox, опубликовано 30 июля 1985 г. Альтернативная конструкция пузырьковой струи. Все права защищены. Полное уведомление об авторских правах и условия использования.
Все права защищены. Полное уведомление об авторских правах и условия использования. org/Person»> Криса Вудфорда. Последнее обновление: 5 мая 2022 г.
org/Person»> Криса Вудфорда. Последнее обновление: 5 мая 2022 г.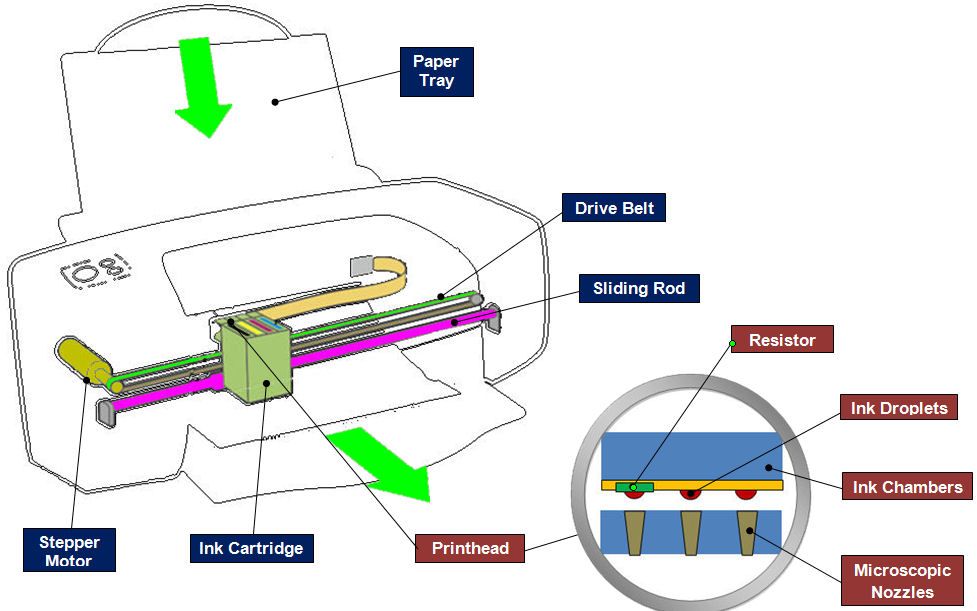
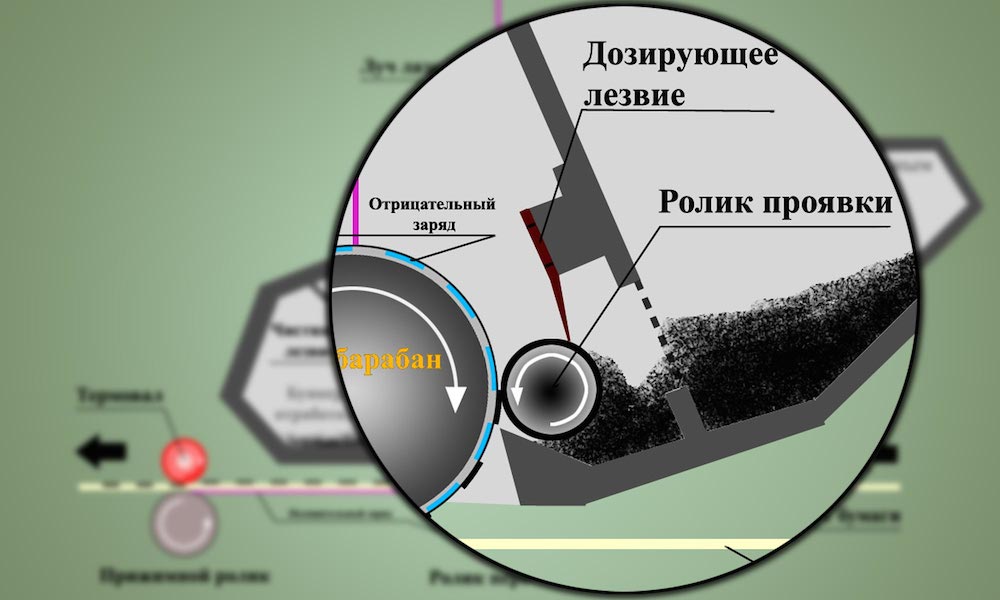
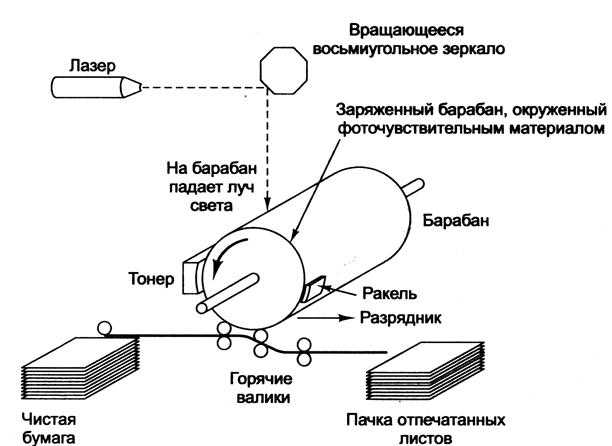 Лазерный принтер работает почти точно так же, с
Лазерный принтер работает почти точно так же, с
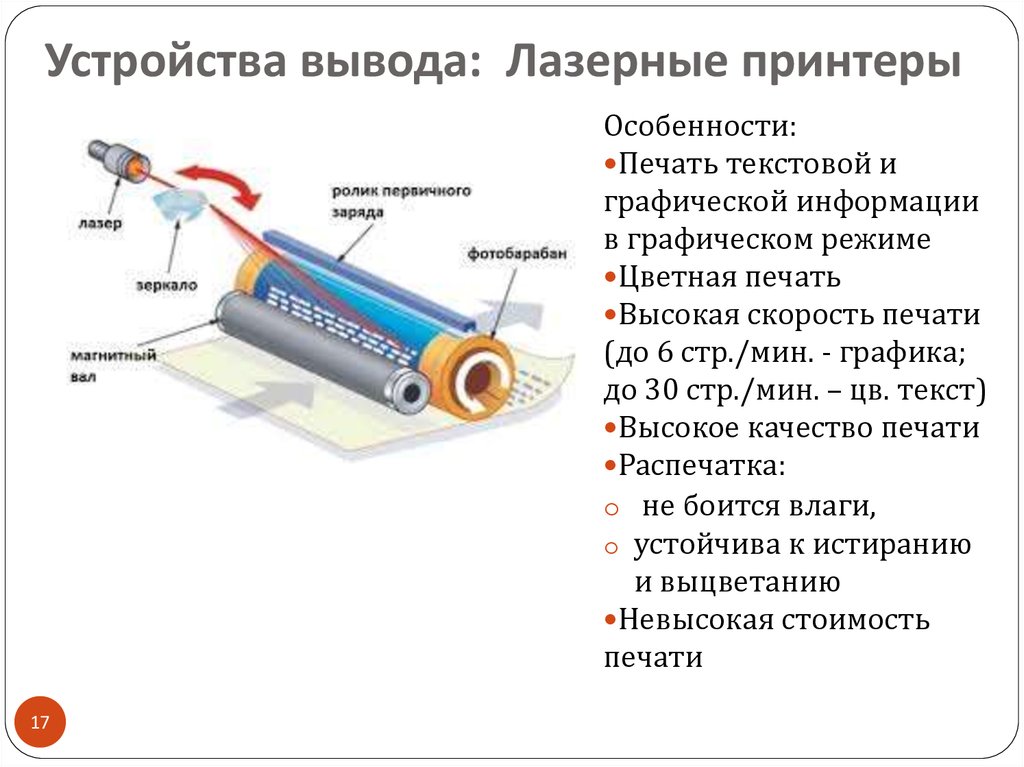 Чернила не притягиваются к частям барабана, имеющим положительное
Чернила не притягиваются к частям барабана, имеющим положительное Эти относительно медленные
Эти относительно медленные Дверь для лазерных принтеров была открыта!
Дверь для лазерных принтеров была открыта! Один был
Один был

 загрязнение воздуха). Один
загрязнение воздуха). Один Вы также должны быть очень осторожны при замене картриджей с тонером или обращении с пустыми картриджами.
Вы также должны быть очень осторожны при замене картриджей с тонером или обращении с пустыми картриджами.
 , Proceedings: Mathematical, Physical and Engineering Sciences, Proceedings: Mathematical, Physical and Engineering Sciences, Vol. 468, № 2144 (8 августа 2012 г.), стр. 2272–229.3.
, Proceedings: Mathematical, Physical and Engineering Sciences, Proceedings: Mathematical, Physical and Engineering Sciences, Vol. 468, № 2144 (8 августа 2012 г.), стр. 2272–229.3. Спенсер и др., RCRM Trust, 23 сентября 1986 г. Конструкция принтера середины 1980-х, способная печатать гораздо более детально (500 точек на дюйм), чем обычно могли достичь модели, разработанные ранее.
Спенсер и др., RCRM Trust, 23 сентября 1986 г. Конструкция принтера середины 1980-х, способная печатать гораздо более детально (500 точек на дюйм), чем обычно могли достичь модели, разработанные ранее. ), проведенное С. Каррашем и соавторами из Университетской больницы Мюнхена, показало: «статистически значимых изменений в механике легких не произошло» и «реакции на кратковременные, но очень высокие [ лазерные печатающие устройства] воздействия были небольшими и не указывали на клинически значимые эффекты
), проведенное С. Каррашем и соавторами из Университетской больницы Мюнхена, показало: «статистически значимых изменений в механике легких не произошло» и «реакции на кратковременные, но очень высокие [ лазерные печатающие устройства] воздействия были небольшими и не указывали на клинически значимые эффекты . принтеры действительно выделяют твердые частицы … в высокой концентрации в помещении. Следует проявлять особую осторожность … … и необходим эффективный контроль выбросов частиц в процессах печати».
. принтеры действительно выделяют твердые частицы … в высокой концентрации в помещении. Следует проявлять особую осторожность … … и необходим эффективный контроль выбросов частиц в процессах печати».


 Соотношение цена-качество полностью устраивает. Отработала без проблем уже более года, хотя использую ее часто.
Соотношение цена-качество полностью устраивает. Отработала без проблем уже более года, хотя использую ее часто. Был приятно впечатлен функционалом и несложностью в работе./nВ итоге решился на покупку prof 03220 и не пожалел./nЛично я вполне доволен данным приобретением. Хочу рекомендовать к приобретению!Тепловая пушка Hintek PROF-03220
Был приятно впечатлен функционалом и несложностью в работе./nВ итоге решился на покупку prof 03220 и не пожалел./nЛично я вполне доволен данным приобретением. Хочу рекомендовать к приобретению!Тепловая пушка Hintek PROF-03220 Тепловая пушка Hintek PROF-03220
Тепловая пушка Hintek PROF-03220


 Продается компанией East Key Realty.
Продается компанией East Key Realty. Эти данные могут не совпадать с общедоступными записями. Узнать больше.
Эти данные могут не совпадать с общедоступными записями. Узнать больше.

 футов
футов футов
футов Этот дом в настоящее время не продается — последний раз он был продан 14 апреля 2023 года за 165 000 долларов США
Этот дом в настоящее время не продается — последний раз он был продан 14 апреля 2023 года за 165 000 долларов США
 1–10, Мощеный
1–10, Мощеный Информация
Информация Redfin не подтверждает и не гарантирует эту информацию. Границы школьных услуг предназначены только для справки; они могут измениться, и их точность не гарантируется. Чтобы проверить право на зачисление в школу, свяжитесь напрямую со школьным округом.
Redfin не подтверждает и не гарантирует эту информацию. Границы школьных услуг предназначены только для справки; они могут измениться, и их точность не гарантируется. Чтобы проверить право на зачисление в школу, свяжитесь напрямую со школьным округом. Redfin настоятельно рекомендует потребителям самостоятельно исследовать климатические риски недвижимости для собственного удовлетворения.
Redfin настоятельно рекомендует потребителям самостоятельно исследовать климатические риски недвижимости для собственного удовлетворения.
 Мощность до 3000 Вт. Излучатель IPG Photonics и Raycus. Подготовим образцы.
Мощность до 3000 Вт. Излучатель IPG Photonics и Raycus. Подготовим образцы.
 Отсутствуют расходные материалы, которые требовали бы вложений. Эксплуатационный период превышает 20 лет.
Отсутствуют расходные материалы, которые требовали бы вложений. Эксплуатационный период превышает 20 лет. Есть проблемы и при креплении друг к другу заготовок из разных металлов.
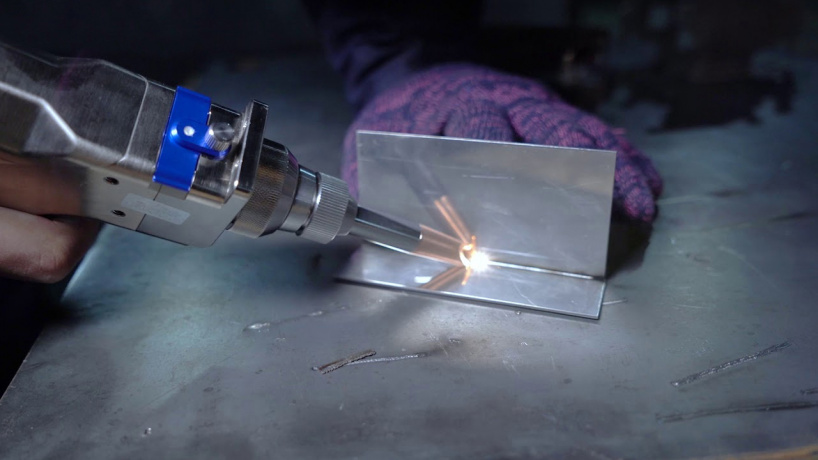
Есть проблемы и при креплении друг к другу заготовок из разных металлов.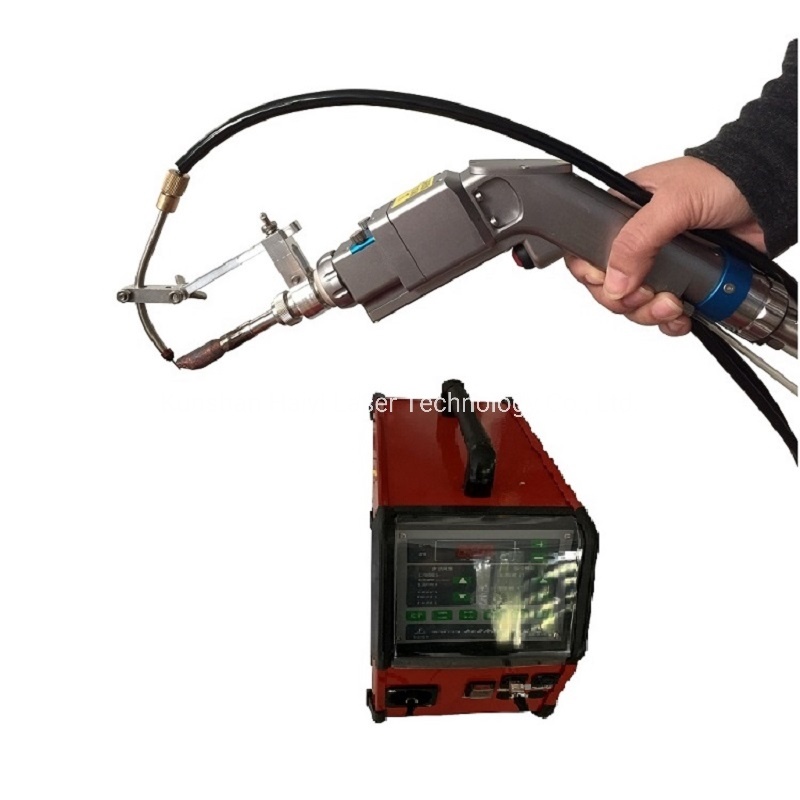 За счет локальной площади и быстрого нагрева остывание шва и скрепленных элементов происходит тоже быстро: это временя гораздо меньше, чем при использовании других способов сваривания.
За счет локальной площади и быстрого нагрева остывание шва и скрепленных элементов происходит тоже быстро: это временя гораздо меньше, чем при использовании других способов сваривания. Но самой важной особенностью данного вида сварки является возможность работы с титановыми деталями.
Но самой важной особенностью данного вида сварки является возможность работы с титановыми деталями.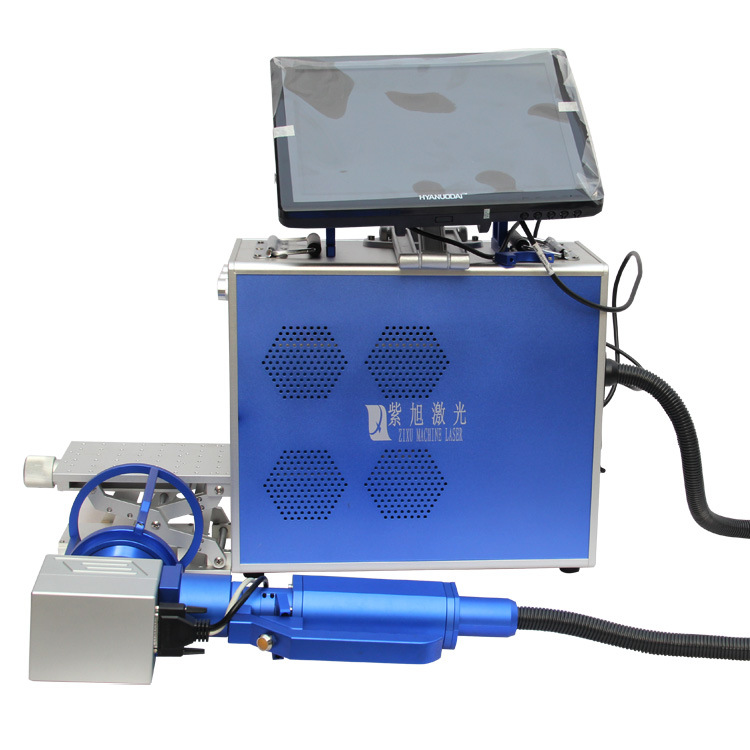
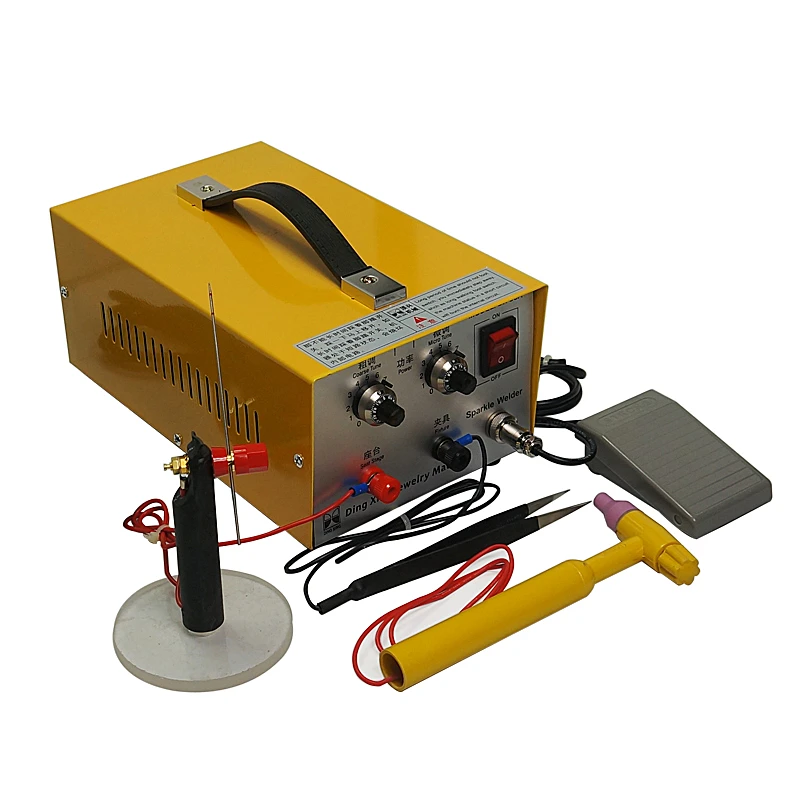
 Управление оборудованием осуществляется в автоматическом (установлены системы ЧПУ) или ручном режимах (с помощью выносного пульта). В первом случае предусмотрено использование специальных программ, во втором – управление скоростью, перемещением и параметрами рабочего процесса возложено на подготовленного оператора.
Управление оборудованием осуществляется в автоматическом (установлены системы ЧПУ) или ручном режимах (с помощью выносного пульта). В первом случае предусмотрено использование специальных программ, во втором – управление скоростью, перемещением и параметрами рабочего процесса возложено на подготовленного оператора. Используется при сварке небольших (по размеру и толщине стенок) деталей из цветных металлов (медь, серебро, алюминий, нержавеющей стали), пластмасс, стекла.
Используется при сварке небольших (по размеру и толщине стенок) деталей из цветных металлов (медь, серебро, алюминий, нержавеющей стали), пластмасс, стекла.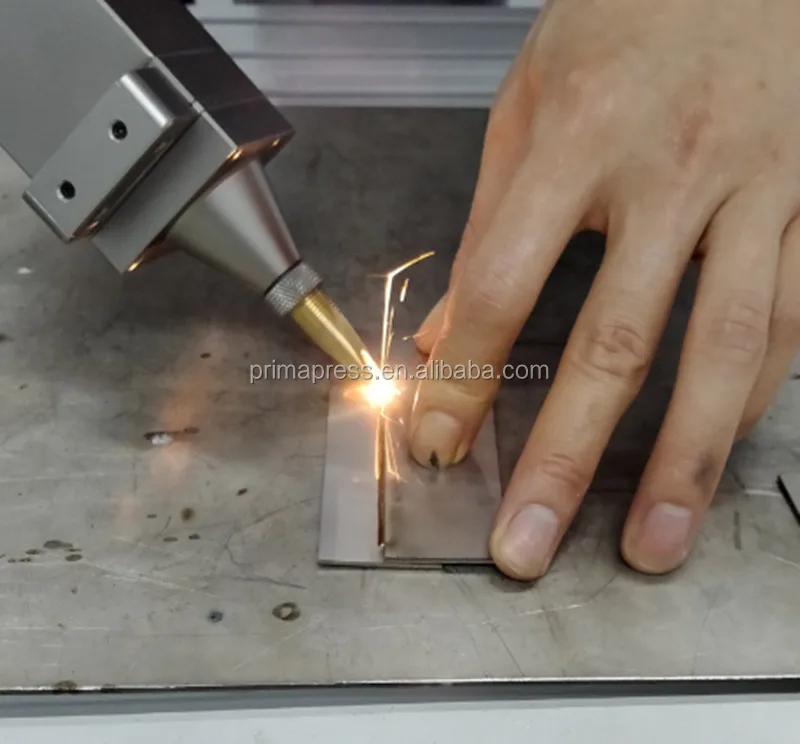 В момент охлаждения молекулы теряют энергию, за счет которой образуется когерентное излучение. Такие конструкции используют при работе с заготовками толщиной 30-35 мм, а скорость сваривания составляет до 200 погонных метров в час.
В момент охлаждения молекулы теряют энергию, за счет которой образуется когерентное излучение. Такие конструкции используют при работе с заготовками толщиной 30-35 мм, а скорость сваривания составляет до 200 погонных метров в час.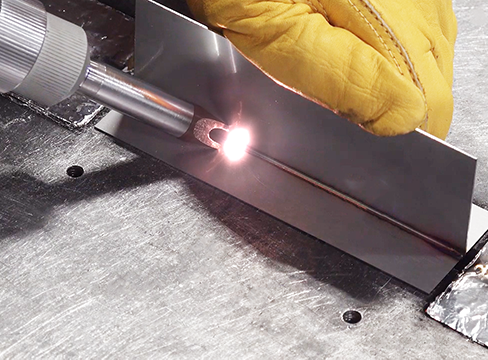



 Это относится и к сварке с помощью лазера.
Это относится и к сварке с помощью лазера.




 д. также распространен в огнестрельном оружии, подарках и аксессуарах, листовом металле, печатных платах, инструментах, рекламе, медицине, упаковке, электронике, полупроводниках и т. д. процессы.
д. также распространен в огнестрельном оружии, подарках и аксессуарах, листовом металле, печатных платах, инструментах, рекламе, медицине, упаковке, электронике, полупроводниках и т. д. процессы. Изображения: IPG Photonics
Изображения: IPG Photonics  Сварщик может выбирать предварительно заданные параметры сварки для различных видов сварки и регулировать выходную мощность, как на традиционном источнике питания для дуговой сварки. Ручной сварочный пистолет держится как горелка MIG, даже если он больше похож на горелку TIG. Источник питания лазера даже настраивается как традиционный сварочный аппарат: сварщик подключает шнур питания и газовое соединение, прикрепляет зажим к рабочей поверхности и начинает сварку. (Соединение Ethernet обеспечивает подключение к расширенным настройкам параметров.)
Сварщик может выбирать предварительно заданные параметры сварки для различных видов сварки и регулировать выходную мощность, как на традиционном источнике питания для дуговой сварки. Ручной сварочный пистолет держится как горелка MIG, даже если он больше похож на горелку TIG. Источник питания лазера даже настраивается как традиционный сварочный аппарат: сварщик подключает шнур питания и газовое соединение, прикрепляет зажим к рабочей поверхности и начинает сварку. (Соединение Ethernet обеспечивает подключение к расширенным настройкам параметров.)
 Устройство IPG рассчитано на 74 режима сварки, а предустановленные режимы включены в устройство, так что оно готово к использованию сразу после получения.
Устройство IPG рассчитано на 74 режима сварки, а предустановленные режимы включены в устройство, так что оно готово к использованию сразу после получения. «Обновления», как описал их Фишер, можно легко загрузить и установить через встроенное соединение Ethernet с ПК.
«Обновления», как описал их Фишер, можно легко загрузить и установить через встроенное соединение Ethernet с ПК.
 Сварщик по-прежнему должен носить негорючую одежду с длинными рукавами, сварочные перчатки и сварочный шлем. Но прежде чем защитный экран опустится на лицо сварщика, ему или ей нужно будет надеть очки, защищающие от лазерного излучения, которые обеспечивают улучшенную защиту и позволяют сварщику видеть сварочную ванну через линзу сварочного колпака. В конце концов, этот источник питания производит лазер класса IV.
Сварщик по-прежнему должен носить негорючую одежду с длинными рукавами, сварочные перчатки и сварочный шлем. Но прежде чем защитный экран опустится на лицо сварщика, ему или ей нужно будет надеть очки, защищающие от лазерного излучения, которые обеспечивают улучшенную защиту и позволяют сварщику видеть сварочную ванну через линзу сварочного колпака. В конце концов, этот источник питания производит лазер класса IV. Система была разработана с блокировкой, которая требует, чтобы кончик сварочной головки находился в контакте с материалом во время сварки. Если наконечник не касается детали, лазер отключается. Это гарантирует, что лазер направлен на металлическую заготовку. Кроме того, сварочный пистолет требует использования двухэтапного процесса: кнопка для включения операции и другая кнопка для запуска лазера.
Система была разработана с блокировкой, которая требует, чтобы кончик сварочной головки находился в контакте с материалом во время сварки. Если наконечник не касается детали, лазер отключается. Это гарантирует, что лазер направлен на металлическую заготовку. Кроме того, сварочный пистолет требует использования двухэтапного процесса: кнопка для включения операции и другая кнопка для запуска лазера.
 00 шт
00 шт 00 ₽
00 ₽ 00 ₽
00 ₽ 00 ₽
00 ₽ 00 шт
00 шт 00 ₽
00 ₽ 00 шт
00 шт 00 ₽
00 ₽ 00 шт
00 шт 00 шт
00 шт 00 шт
00 шт org/BreadcrumbList»>
org/BreadcrumbList»>
 016
016 Другое качество
Другое качество 00
00 Угловая шлифовальная машина GWS 750-115 мм…
Угловая шлифовальная машина GWS 750-115 мм… Эта угловая шлифовальная машина Bosch GWS 700 Professional представляет собой небольшую…
Эта угловая шлифовальная машина Bosch GWS 700 Professional представляет собой небольшую… Наше сверло по металлу Bosch…
Наше сверло по металлу Bosch… Нивелир Bosch GR 500 идеально подходит для…
Нивелир Bosch GR 500 идеально подходит для… Эта надбавка предоставляется со скидкой, если вы тратите более 99 фунтов стерлингов.
Эта надбавка предоставляется со скидкой, если вы тратите более 99 фунтов стерлингов. Эта услуга предоставляется Королевской почтой (в настоящее время доставка осуществляется в течение 7-10 рабочих дней, если товар есть на складе). Он применим к некоторым аксессуарам от Bosch, Festool, DeWalt, Trend, Fein и Makita. Некоторые компактные инструменты только с корпусом 18 В также подходят. Эта служба не принимает какие-либо горючие предметы, такие как канистры, картриджи или литиевые батареи.
Эта услуга предоставляется Королевской почтой (в настоящее время доставка осуществляется в течение 7-10 рабочих дней, если товар есть на складе). Он применим к некоторым аксессуарам от Bosch, Festool, DeWalt, Trend, Fein и Makita. Некоторые компактные инструменты только с корпусом 18 В также подходят. Эта служба не принимает какие-либо горючие предметы, такие как канистры, картриджи или литиевые батареи. APC и TNT занимаются для нас другими видами доставки. В плохих погодных условиях наши курьеры могут столкнуться с независящими от нас задержками, однако мы будем всячески помогать вам отслеживать ход доставки.
APC и TNT занимаются для нас другими видами доставки. В плохих погодных условиях наши курьеры могут столкнуться с независящими от нас задержками, однако мы будем всячески помогать вам отслеживать ход доставки.

 И.О.
И.О. И.О.
И.О. Во время войны завод неоднократно выходил победителем соцсоревнования среди предприятий Наркомата Углепрома, а в 1945 году занял первое место и получил переходящее Красное Знамя Государственного Комитета Обороны.
Во время войны завод неоднократно выходил победителем соцсоревнования среди предприятий Наркомата Углепрома, а в 1945 году занял первое место и получил переходящее Красное Знамя Государственного Комитета Обороны.
 АЖ49.В.02201/22
АЖ49.В.02201/22 25.20-007-72370116-2021 с изменением №1, №2 «Вентиляторы осевые серии ВОМ. Технические условия» типов ВОМ11, ВОМ14Р, ВОМ 16Р, ВОМ18Р, ВОМ20, ВОМ22, ВОМ24Р с электродвигателем ООО «Русэ…
25.20-007-72370116-2021 с изменением №1, №2 «Вентиляторы осевые серии ВОМ. Технические условия» типов ВОМ11, ВОМ14Р, ВОМ 16Р, ВОМ18Р, ВОМ20, ВОМ22, ВОМ24Р с электродвигателем ООО «Русэ… АД07.В.02346/20
АД07.В.02346/20 МЮ62.В.00695/19
МЮ62.В.00695/19 МЮ62.В.05227
МЮ62.В.05227 25
25 элекрич.тока на напр.не более 1000 В
элекрич.тока на напр.не более 1000 В 2k
2k
 На канале «Устинов Тролль» 70,6 тыс. подписчиков, на «ДИП Губернатор» 1,7 тыс. подписчиков. Последние посты говорят об эффективности Владимира Тунгусова как управленца и политического менеджера. Ранее Александр Устинов владел порталом Ustav.com, который был создан для публикации порочащих сведений о губернаторе Евгении Куйвашеве. Сейчас, по данным местных СМИ, портал продан.
На канале «Устинов Тролль» 70,6 тыс. подписчиков, на «ДИП Губернатор» 1,7 тыс. подписчиков. Последние посты говорят об эффективности Владимира Тунгусова как управленца и политического менеджера. Ранее Александр Устинов владел порталом Ustav.com, который был создан для публикации порочащих сведений о губернаторе Евгении Куйвашеве. Сейчас, по данным местных СМИ, портал продан.
 com стали известны подробности уголовного дела, в связи с которым Сегодня был арестован политтехнолог Александр Устинов. По имеющейся информации, Устинова подозревают в создании преступной группы, члены которой распространяли ложную информацию об известных политиках и бизнесменах, а затем вымогали у них деньги (сумма якобы колебалась от 5 до 25 тысяч долларов), часто используя мошеннические методы. схемы. «В своей работе преступная группа во главе с [Александром] Устиновым использовала ряд специально созданных интернет-порталов и каналов в Telegram: rupolit.net, ustav.net, kompromatural.ru, compromat.ws, glavk.info», — троллит Устинова. и «Корзина новостей», — рассказал Znak.com источник в правоохранительных органах.
com стали известны подробности уголовного дела, в связи с которым Сегодня был арестован политтехнолог Александр Устинов. По имеющейся информации, Устинова подозревают в создании преступной группы, члены которой распространяли ложную информацию об известных политиках и бизнесменах, а затем вымогали у них деньги (сумма якобы колебалась от 5 до 25 тысяч долларов), часто используя мошеннические методы. схемы. «В своей работе преступная группа во главе с [Александром] Устиновым использовала ряд специально созданных интернет-порталов и каналов в Telegram: rupolit.net, ustav.net, kompromatural.ru, compromat.ws, glavk.info», — троллит Устинова. и «Корзина новостей», — рассказал Znak.com источник в правоохранительных органах.
 Дело возбуждено по статьям 159 УК РФ «Мошенничество» и статье 163 УК РФ «Вымогательство».
Дело возбуждено по статьям 159 УК РФ «Мошенничество» и статье 163 УК РФ «Вымогательство». ,
, ,
,
 youtube.com/embed/MICOAudbu1c»>
youtube.com/embed/MICOAudbu1c»> 
 GR35191 )
GR35191 ) Понятно, что станок хоббийный, максимум дерево и пластик сверлить. Но все равно качество как у детской игрушки. В принципе, какая цена, такое и качество. Работает, и на том спасибо.
Понятно, что станок хоббийный, максимум дерево и пластик сверлить. Но все равно качество как у детской игрушки. В принципе, какая цена, такое и качество. Работает, и на том спасибо. hand-tools.com.my/category
hand-tools.com.my/category Это самая компактная модель в линейке Jet, но, несмотря на это, она обладает всеми функциями и системами, присущими профессиональным аналогам. Имеется ограничитель глубины и линейная миллиметровая шкала для контроля движения пиноли шпинделя, регулируемый наклон и высота стола, выполненного из чугуна. При работе с габаритными деталями можно снимать, одновременно выполняя роль опорного основания станка, поверхность которого так же обработана и имеет прорези для крепления захвата (входит в комплект).
Это самая компактная модель в линейке Jet, но, несмотря на это, она обладает всеми функциями и системами, присущими профессиональным аналогам. Имеется ограничитель глубины и линейная миллиметровая шкала для контроля движения пиноли шпинделя, регулируемый наклон и высота стола, выполненного из чугуна. При работе с габаритными деталями можно снимать, одновременно выполняя роль опорного основания станка, поверхность которого так же обработана и имеет прорези для крепления захвата (входит в комплект).
 с.): 3/4
с.): 3/4 

 Благодаря внедрению экструдеров с прямым приводом теперь можно печатать гибкие волокна.
Благодаря внедрению экструдеров с прямым приводом теперь можно печатать гибкие волокна. Он имеет твердость по Шору 80 А. Используйте его для производства гибких и сжимаемых деталей с разрешением от 50 до 100 микрон.
Он имеет твердость по Шору 80 А. Используйте его для производства гибких и сжимаемых деталей с разрешением от 50 до 100 микрон. Даже при наименьшем зазоре на пути нити TPE будут проталкивать и испортить ваш отпечаток.
Даже при наименьшем зазоре на пути нити TPE будут проталкивать и испортить ваш отпечаток.
 Все, что вам нужно сделать, это предоставить модель и сопроводительные инструкции.
Все, что вам нужно сделать, это предоставить модель и сопроводительные инструкции.


 Расходными материалами могут служить пластиковые нити, металлоглина, фотополимерные смолы и керамический порошок. Из этих компонентов 3D принтер формирует объект, параметры которого заданы программой. Преимущества такого вида печати – высокая скорость, точность и полное исключение ручной работы. Характеристики будущего изделия легко корректируются, а все параметры известны еще до начала работы принтера.
Расходными материалами могут служить пластиковые нити, металлоглина, фотополимерные смолы и керамический порошок. Из этих компонентов 3D принтер формирует объект, параметры которого заданы программой. Преимущества такого вида печати – высокая скорость, точность и полное исключение ручной работы. Характеристики будущего изделия легко корректируются, а все параметры известны еще до начала работы принтера.

 Благодаря внедрению экструдеров с прямым приводом теперь можно печатать гибкими нитями.
Благодаря внедрению экструдеров с прямым приводом теперь можно печатать гибкими нитями. Он имеет твердость по Шору 80А. Используйте его для производства гибких и сжимаемых деталей с разрешением от 50 до 100 микрон.
Он имеет твердость по Шору 80А. Используйте его для производства гибких и сжимаемых деталей с разрешением от 50 до 100 микрон.

 Резина представляет собой тип липкого материала, который в горячем состоянии прессуется в форму, в которой он охлаждается и вулканизируется. Когда резина вулканизируется, она становится твердой и сохраняет свою форму. Однако после вулканизации резина уже никогда не станет жидкой. Если резину снова нагреть, она сгорит. Для 3D-печати вам нужен материал, который контролируемо разжижается. С резиной это невозможно, поэтому резина не подходит для печати.
Резина представляет собой тип липкого материала, который в горячем состоянии прессуется в форму, в которой он охлаждается и вулканизируется. Когда резина вулканизируется, она становится твердой и сохраняет свою форму. Однако после вулканизации резина уже никогда не станет жидкой. Если резину снова нагреть, она сгорит. Для 3D-печати вам нужен материал, который контролируемо разжижается. С резиной это невозможно, поэтому резина не подходит для печати.
 Если приводной двигатель находится в печатающей головке, нить накала должна пройти меньшее расстояние. Поэтому вам нужен принтер с прямым приводом, чтобы хорошо печатать нитью ТПУ.
Если приводной двигатель находится в печатающей головке, нить накала должна пройти меньшее расстояние. Поэтому вам нужен принтер с прямым приводом, чтобы хорошо печатать нитью ТПУ.
 Зауженный наконечник патрубка обеспечивает точность и аккуратность выгрузки.
Зауженный наконечник патрубка обеспечивает точность и аккуратность выгрузки.
 Все эти материалы смешиваются вместе, а затем изготавливаются в виде листов. ДСП отличается низкой стоимостью, малым весом, водостойкостью, устойчивостью к старению, хорошей звуко- и теплоизоляцией, устойчивой структурой и идеально подходит для изготовления готовой мебели. Благодаря стольким преимуществам ДСП очень популярны и широко используются в производстве мебели для дома, строительстве, производстве поездов и автобусных вагонов. Древесно-стружечная плита из отходов может быть переработана для нового использования. Машины для переработки древесностружечных плит, такие как измельчитель древесностружечных плит, могут помочь.
Все эти материалы смешиваются вместе, а затем изготавливаются в виде листов. ДСП отличается низкой стоимостью, малым весом, водостойкостью, устойчивостью к старению, хорошей звуко- и теплоизоляцией, устойчивой структурой и идеально подходит для изготовления готовой мебели. Благодаря стольким преимуществам ДСП очень популярны и широко используются в производстве мебели для дома, строительстве, производстве поездов и автобусных вагонов. Древесно-стружечная плита из отходов может быть переработана для нового использования. Машины для переработки древесностружечных плит, такие как измельчитель древесностружечных плит, могут помочь.

 Это многоцелевая машина для измельчения, которая может быть доступна для измельчения широкого спектра материалов, включая пластик, резину, дерево, бумагу, кости животных и т. д. Разработана с высокоскоростным роторным резаком вместе с подвижной прижимной плитой с гидравлическим приводом. резака, этот промышленный измельчитель делает работу по измельчению суперэффективной и действенной. Роторный резак является реверсивным и управляется системой ПЛК, которая хорошо защищает[..]
Это многоцелевая машина для измельчения, которая может быть доступна для измельчения широкого спектра материалов, включая пластик, резину, дерево, бумагу, кости животных и т. д. Разработана с высокоскоростным роторным резаком вместе с подвижной прижимной плитой с гидравлическим приводом. резака, этот промышленный измельчитель делает работу по измельчению суперэффективной и действенной. Роторный резак является реверсивным и управляется системой ПЛК, которая хорошо защищает[..]
 БОЛЬШЕ ИЗМЕЛЬЧИТЕЛЯ.
БОЛЬШЕ ИЗМЕЛЬЧИТЕЛЯ. Все это можно сделать динамически через приложение DTV Rider.
Все это можно сделать динамически через приложение DTV Rider. Благодаря точно настроенному управлению двигателями управление является одним из самых больших улучшений по сравнению с газовым измельчителем.
Благодаря точно настроенному управлению двигателями управление является одним из самых больших улучшений по сравнению с газовым измельчителем.