Найдено 14 сервисных центров по ремонту 3d-принтеров в Москве. Выберите подходящий вам сервис из списка ниже или просто оставьте заявку на ремонт и мастер сам свяжется с вами.
Быстрая заявка на ремонт
4 отзыва
Ремонт любой сложности, в короткие сроки, качественно и не дорого!
улица Грина 36
Сегодня 10:00–21:00, без перерыва
+7 (495) 197-66-72
Олеся оценил(а) на 5 звезд
Благодаря вашему сайту, я нашла хороший сервисный центр для ремонта стиральной машины Самсунг. Была проведена бесплатная диагностика и в кротчайшие сроки устранена поломка. Счастью не б
6 отзывов
Сервисный центр по ремонту мобильной и бытовой техники.
ул.Мурановская, д.12 (и ещё 18 адресов)
Сегодня 10:00–18:00, без перерыва
+7 (495) 926-72-26
Николай оценил(а) на 5 звезд
Сломался телефон, дисплей не включался.
Обратился в данный сервисный центр, быстро все сделали. Спасибо данному за сервису за профессиональную работу.
5 отзывов
6 фото
Здравствуйте!
Мы работаем не на количество, а на КАЧЕСТВО!!!
Ценим доверие клиентов и выполняем ремонт на совесть, чтобы вы потом порекомендовали своим друзьям и знакомым.
Отдельный инженер по каждому профилю. Стаж мастеров от 15 лет!
Маршала Бирюзова, 34 (и ещё 60 адресов)
Сегодня выходной
+7 (499) 288-79-76
Сергей оценил(а) на 5 звезд
Думал что пылесос уже нужно выкинуть, но друг посоветовал вашу компанию и я обратился к вам, работа выполнена в кратчайшие сроки и все шикарно работает, спасибо вам большое
3 отзыва
Сервисный центр по ремонту бытовой и мобильной техники. Есть возможность вызвать курьера для доставки вашего устройства в ремонт.
Без перерыва на обед. Звонки принимаем по будням с 9:00 до 21:00, по выходным и праздничным дням с 10:00 до 20:00
Студёный проезд, д.12 (и ещё 26 адресов)
Сегодня 10:00–18:00, без перерыва
+7 (495) 545-06-08
Мария оценил(а) на 5 звезд
Немного повозились с ней, я уж думала, всё теперь новую надо покупать, а не тут да и было? работает как часы?✔️
1 отзыв
7 фото
3 сертификата
Ремонт ЛЮБОЙ техники. Работаем более 20 лет — главная гарантия качества! ОНЛАЙН консультант на нашем сайте работает 24 часа
Старый Зыковский проезд, 3
Сегодня 16:00–19:00, без перерыва
+7 (495) 236-90-08
Макс оценил(а) на 5 звезд
Сломался телевизор. Начитался страшилок в отзывах о других компаниях, о бесконечном обмане. В итоге починили за три часа телевизор, стоимость и качество работ полностью устроили. Буду о
Юрловский проезд, д.13 (и ещё 8 адресов)
Сегодня 11:00–18:00, без перерыва
+7 (495) 055-72-25
4 отзыва
Часовая 10/1 (и ещё 1 адрес)
Сегодня 11:00–19:00, без перерыва
+7 (495) 120-41-38
Нина оценил(а) на 5 звезд
Сдавала в этот сервис парогенератор, он плевался водой, а не отпаривал, поломку нашли быстро, оказалось сломался температурный регулятор. Спасибо за быстрый ремонт.
5 отзывов
6 фото
Щербаковская 1 (и ещё 1 адрес)
Сегодня 10:00–21:00, без перерыва
+7 (495) 147-69-38
Lisi4ka оценил(а) на 5 звезд
Ремонтировала комп. Ремонт сделали быстро и качественно. Очень довольна. В следующий раз тоже обращтся буду к ним.
1 отзыв
5 фото
Широкая 13А
Сегодня 10:00–18:00, перерыв 13:00–14:00
+7 (985) 910-68-87
Сергей оценил(а) на 5 звезд
Обратился к вам по поводу сломанной микроволновки и очень рад что пошел именно к вам, сейчас продолжаю ей пользоватся и дефектов никаких не наблюдается
3 фото
ул. Коминтерна 13/4
Сегодня выходной
+7 (963) 775-88-99
Малыгина 6
Сегодня 10:00–20:00, без перерыва
+7 (903) 960-25-84
ул. Багратионовский проезд, 7к3
Сегодня 10:00–21:00, без перерыва
+7 (495) 295-00-83
москва вавилово 15 (и ещё 1 адрес)
Сегодня выходной
+7 (499) 490-48-82
Ирина оценил(а) на 1 звезду
Добрый день. Позвонила по телефону 4994904882 надо было отремонтировать алкотестер оператор сказал что да они делают ремонт подъезжайте на Вавилово 15 проехав через всю Москву оказалос
4 отзыва
Крылатские Холмы д.37 (и ещё 2 адреса)
Сегодня выходной
+7 (495) 223-16-10
Ирина оценил(а) на 5 звезд
Всё починили, теперь буду радовать семью всякими выпечками ? приятно было иметь с вами дело.
Удобный поиск
Оставьте заявку на ремонт 3d-принтера или просто задайте вопрос мастерам и с вами свяжутся представители сервисных центров для устранения неисправности.
Как это работает?
Частые вопросы по ремонту 3d-принтеров
Где можно отремонтировать 3d-принтер в Москве?
Советуем вам обратиться в один из следующих сервисных центров: Сервисный центр в Медведково, Nicom, Лаборатория ремонта.
Есть ли сервисы с бесплатной диагностикой?
Да, например, AEPerson — сервис с 25 летним стажем!, Ремонтный участок, СЦ «С2-014B». Полный список сервисных центров с данной услугой вы можете получить, применив фильтр.
Сколько сервисов по ремонту 3d-принтера в Москве с хорошими отзывами?
По мнению пользователей Москвы в городе находятся 9 сервисных центров по ремонту 3d-принтеров с положительными отзывами: Сервисный центр в Медведково, Сервисный центр FIXIT, LAURA РЕМОНТ и еще 6 сервисных центров.
Мне нужен срочный ремонт 3d-принтера в Москве
Срочный ремонт доступен у 14 сервисных центров, вот некоторые из них: Сервисный центр в Медведково, Nicom, Лаборатория ремонта. Для поиска срочного ремонта воспользуйтесь фильтром.
Можно ли оплатить ремонт картой?
Оплатить работу за ремонт 3d-принтера картой можно в 10 сервисах, например тут: Nicom, Лаборатория ремонта, Ремонт и Сервис.
Какие компании осуществляют гарантийный ремонт 3d-принтеров?
В каталоге зарегистрированы 3 сервисных центра, которые ремонтируют 3d-принтеры по гарантии, например: Лаборатория ремонта, Три Кита, Профи . Подробности уточняйте по телефонам.
Есть ли доставка для ремонта?
13 сервисных центров готовы приехать и забрать у вас 3d-принтер на ремонт, а потом привезти обратно. Некоторые сервисы с доставкой: Nicom, Три Кита, Ремонт и Сервис.
Есть ли в наличии запчасти для 3d-принтеров?
4 сервисных центра готовы продать Вам запчасти для 3d-принтера или выполнить ремонт, используя эти запчасти. Некоторые сервисы с запчастями в наличии: Сервисный центр в Медведково, Nicom, Атлант Сервисный Центр.
Еще ремонтируют
Электрические велосипеды
Фрезеры
Видеоглазки
Терминалы сбора данных (ТСД)
Машинки для стрижки
Шлифовальные машины
Микроскопы
Водяные циркуляционные насосы
Ремонт 3D принтеров — Сервисный Центр «AF-Service» ремонт электронной техники в Москве
Ремонт и продажа 3D принтеров в Москве. Гарантия от 30-ти дней! Звоните по телефону ✆ +7(495) 888-16-30. Часы работы с 10-00 до 18-00.
3D принтер это устройство для изготовления объемных объектов путем послойного нанесения либо полимеризации печатающего материала. Сама концепция такого метода построения моделей появилась ещё в 80-е года прошлого века. Тогда был придуман метод называемый лазерным селективным спеканием (SLS — Selective Laser Sintering). При таком способе создания объект из электронного вида переходил в реальный путем послойного засвечивания лазером светочувствительного фотополимера. Тогда 3D печать была доступна только крупным компаниям и являлась процессом исключительно производственным.
В сегодняшний век технологий, 3D печать становится всё более и более доступной. Стало это возможно благодаря изобретению метода нанесения слоев расплавленым пластиком. Такой метод называется термопластической экструзией. Вероятно в ближайшем будущем экструзионный 3D принтер будет использоваться на равне с «2D» принтером. Уже сейчас данное устройство всё чаще можно увидеть в домах и офисах. Если Ваше «чудо техники» вышло из строя и требуется в короткие сроки произвести ремонт, немедля обращайтесь в наш технический центр.
Если Вы нашли нашу страницу в интеренете и сейчас читаете её это может значить то что ваш 3D принтер не работает либо работает но не так как надо и Вы ищете информацию о устранении неполадки. Не стоит пробовать чинить аппарат самому. Хотя на первый взгляд и кажется что устройство имеет простой принцип работы и проблем возникнуть не должно, смеем Вас заверить что это не так и как у любого другого оборудования у него есть свои секреты в работе.
Так какие же неполадки могут возникнуть у 3D принетра.
Типичные неисправности 3D принтеров:
Не нагревается экструдер (хотэнд) 3D принтера
Объект сдвигается при печати
Отсутсвует нагрев кровати 3D принтера
Не подается пластик/филамент в экструдер
Не передвигается блок печати или отсутствует перемещение по осям XY
Не перемещается стол/кровать или отутсвует движение по оси Z
Потеря точности печати/3D принтер смещает слои
Забивается экструдер
3D принтер не определяется компьтером/ не подключается
другие типичные неисправности 3D принтеров
Любую из данных неисправностей могут устранить инженеры нашего технического центра. Мы производим ремонт любых 3D принтеров работающих по технологии послойного нанесения филамента/пластика. Также в нашем техническом центре существует возможность произвести апгрейд/модернизацию вашего 3D принтера.
Ориентировочные цены на ремонт 3D принтеров
Наименование услуги
Стоимость
Ремонт/замена экструдера 3D принтера
От 2800р.
Ремонт цепей питания двигателей/концевиков/нагревателей 3D принтера
От 3800р.
Ремонт/замена платы управления 3D принтера
От 2400р.
Прошивка/настройка прошивки 3D принтера
От 2300р.
Ремонт механики 3D принтера
От 3800р.
Техническое обслуживание 3D принтера
От 2900р.
Более подробную информация о ремонте 3D принтеров Вы можете узнать у наших менеджеров по телефону:
✆ +7(495) 888-16-30
Наверх
Дом, напечатанный на 3D-принтере Apis Cor, полностью созданный за один день
Разве не было бы замечательно, если бы вы вернулись домой на следующий день, когда задумали приобрести такой? В настоящее время технология 3D-печати проникает во многие отрасли промышленности, одной из которых является строительный бизнес. Ранее в этом году американская компания по 3D-печати Apis Cor и российский девелопер совместно построили первый в мире 3D-печатный дом всего за 24 часа. Дом 3D-печати стоит сегодня в Ступино, городе недалеко от Москвы, Россия.
Подробнее:
Прорыв в 3D-печати: голландские исследователи разработали новый биопластик на основе водорослей для 3D-печати
Почему в архитектуре сейчас все говорят о 3D-печати?
При строительстве жилого дома использовались автомат смеси и подачи и мобильный 3D-принтер. Они были разработаны Apis Cor специально для этой цели. Принтер, действовавший подобно подъемному крану, построил все элементы дома. Он построил все здание как единое целое, от экстерьера до интерьера, включая все стены и перегородки. Это было в отличие от заказной 3D-печати, которая создает части здания как отдельные части на объектах вдали от строительной площадки. Затем отдельные панели возвращаются для сборки и соединения на месте. Дом Аписа Кора изогнутой формы имеет площадь 37 квадратных метров (400 квадратных футов). Именно эта форма была выбрана, а не другие. Он был выбран, чтобы подчеркнуть великолепные возможности 3D-принтера, который может создать любую желаемую форму здания. Дом включает в себя гостиную, ванную комнату, кухню и прихожую. Одним из пяти партнеров в этом проекте является компания Samsung, которая снабдила дом всей необходимой бытовой техникой, в том числе изогнутым телевизором, который можно было разместить на изогнутой стене гостиной. Несмотря на то, что крыша плоская, она способна выдерживать нормы снеговой нагрузки для зданий. Это было достигнуто за счет использования участков полимерных мембран, соединенных вместе с помощью горячего воздуха. Установка дверей и окон происходила после завершения строительного процесса. Одним из многих преимуществ процесса 3D-печати является его гибкость и адаптируемость. Это позволяет использовать различные виды установок, а также фурнитуру в процессе строительства.
предоставлено Apis Cor.
Строительство Дома Апис Кор:
Погода, однако, не благоприятствовала строительству. Строительство 3D-печатного дома проходило в суровую зиму России. Хотя сам принтер может работать при температурах до -35 градусов Цельсия, бетонная смесь, которую он использует, может образовываться только при температуре выше 5 градусов Цельсия. Поэтому для утепления периметра и обеспечения лучшего температурного режима бетонной смеси был использован тент. Геополимеры позволят строительным компаниям в будущем строить 3D-дома в любое время года. Еще одним преимуществом новой техники является низкая стоимость создаваемых зданий по сравнению с обычными блочными зданиями. Новый метод экономит до 70% стоимости строительства. Здание, напечатанное на 3D-принтере Apis Cor, стоило 10 134 доллара, что означает 275 долларов за каждый квадратный метр. Эта стоимость включает в себя все аспекты строительства снаружи и внутри, такие как крыша, изоляция, отделка и, конечно же, фундамент. Двери и окна были самыми дорогими предметами в доме.
Все изображения предоставлены Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
любезно предоставлено Apis Cor.
Услуги 3D-печати и аддитивное производство изнашиваемых деталей
Дом
Услуги по заказу запчастей
Услуги аддитивного производства и 3D-печати
Загрузите 3D-модель (STL/STEP).
Выберите материал, способ печати и узнайте цену.
► Загрузка не работает? Нажмите здесь, чтобы начать загрузку непосредственно в сервисном инструменте 3D-печати.
Наша служба 3D-печати использует порошки, нити и смолы, которые, как было доказано, служат до 50 раз дольше, чем стандартные материалы для 3D-печати внутри движущихся объектов. Мы тщательно тестируем наши инженерные композитные пластиковые материалы iglide® в нашей испытательной лаборатории площадью 41 000 квадратных футов, чтобы убедиться, что каждая напечатанная на 3D-принтере деталь или компонент обладают исключительной износостойкостью, сравнимой с литьем под давлением. Все материалы и детали, напечатанные на 3D-принтере igus®, отличаются низким коэффициентом трения, не требуют технического обслуживания и являются самосмазывающимися. Мы производим 3D-печатные компоненты для прототипов и небольших партий, минимальный объем заказа не требуется!
Почему стоит выбрать igus?
Быстрое обслуживание, запчасти в течение 2-3 рабочих дней
Большой выбор материалов, включая высокотемпературные материалы, соответствующие требованиям FDA и ESD
Возможна установка компонентов большой емкости до 3 м
Возможна печать из нескольких материалов
Цифровая обработка света (DLP)
Высокий уровень детализации деталей
Изотропные механические свойства
Чистая и гладкая поверхность
Возможны внутренние каналы
Просмотрите наши материалы
Приобретите все наши материалы для 3D-печати материалы ниже. Чтобы узнать больше о наших материалах, процессе тестирования и т. д., нажмите здесь.
Порошковый материал SLS
Высокая износостойкость и высокая прочность для механизмов скольжения и зубчатых передач
Бестселлер в сфере услуг 3D-печати
Может обрабатываться на подходящих имеющихся в продаже машинах для лазерного спекания
Перейти в магазин
Нить FDM
Материалы для специальных требований, таких как FDA, высокая термостойкость и химическая стойкость
Диаметры 1,75 мм и 3 мм
Высокая износостойкость
Низкий коэффициент трения
Перейти в магазин
Смола DLP
Первая в мире износостойкая DLP-смола
Срок службы в 30-60 раз выше, чем у обычных смол для 3D-печати
Зубчатые колеса с модулем зубьев 0,2 возможных
Высокий уровень детализации: разрешение до 35 мкм
Просмотрите Магазин
Услуга 3D-печати
Наша служба 3D-печати использует порошки и нити, которые, как было доказано, служат до 50 раз дольше, чем стандартные материалы для 3D-печати внутри движущихся объектов. Все изнашиваемые детали, напечатанные на 3D-принтере igus®, обладают низким коэффициентом трения, не требуют технического обслуживания и являются самосмазывающимися.
Использовать службу 3D-печати
Конфигуратор САПР
Этот инструмент позволяет пользователям загружать файлы САПР для 3D-печатных подшипников, шестерен, роликов и пруткового проката. Представления компонентов отображаются как в 2D, так и в 3D, и доступна подробная информация о продукте. Индивидуальные проекты также могут быть легко загружены и настроены.
Использовать CAD-конфигуратор
Обсудите свой проект со специалистом по нестандартным деталям
Независимо от того, заинтересованы ли вы в полностью собранных решениях «под ключ» или хотите создать свой собственный проект, позвольте нам помочь вам с решением, основанным на вашем конкретном приложении и требованиях. Свяжитесь с нами через форму ниже или позвоните нам по телефону (800) 521-2747 и обсудите ваш проект уже сегодня!
Связаться со специалистом
Ресурсы Engineer’s Toolbox
Часто задаваемые вопросы: часто задаваемые вопросы
В: Что такое 3D-печать?
О: Термин «3D-печать» охватывает множество различных типов аддитивных технологий. Термины «аддитивное производство» или «быстрое прототипирование» часто используются как синонимы. Когда для изготовления компонентов используется 3D-печать, материал добавляется слой за слоем, что ясно из термина «добавка». Это отличает 3D-печать от методов резки, при которых материал удаляется для изготовления компонентов (метод вычитания). Это делает 3D-печать очень экономичной в использовании материала.
В: Что такое 3D-принтер?
О: 3D-принтер — это машина, с помощью которой можно создать трехмерный объект, например, путем плавления пластика или металла. Инструменты не нужны. Для изготовления объекта требуется соответствующий проектный файл (3D-модель или файл CAD). Изделие изготавливается на 3D-принтере на основе этого файла.
В: Как долго хранится компонент, напечатанный на 3D-принтере?
A: Срок службы компонента, напечатанного на 3D-принтере, всегда сильно зависит от нагрузки и выбранного материала. Решающую роль играют такие величины, как крутящий момент, частота вращения, нагрузка на растяжение и нагрузка на сжатие. Производственный процесс также оказывает влияние на долговечность компонента.
В: Насколько точно может печатать 3D-принтер?
О: Точность 3D-печатной детали зависит от соответствующего метода и качества принтера. Здесь также играют роль используемая нить и качество данных CAD. По сравнению с литьем под давлением или процессами механической обработки, в 3D-печати возможные отклонения больше. При литье пластмасс под давлением возможны допуски в десятых пределах, а при механической обработке металла — в сотых. Допуск отклонения составляет не менее 0,1 мм в большинстве процессов. Часто смешение терминов «разрешение» и «допуск» приводит к недоразумениям. Например, разрешение принтера Polyjet всего 15 мкм не означает, что допуск такой же низкий. Здесь вы должны внимательно относиться к различным терминам.
В: Как работает 3D-принтер?
О: По сути, 3D-принтер работает так же, как 2D-принтер, который наносит чернила на бумагу с помощью струи или лазера. 3D-печать — это аддитивный процесс, в котором материал постепенно добавляется слой за слоем для создания трехмерной модели. В 3D-печати есть несколько методов, которые работают немного по-разному. Отправной точкой для 3D-печати являются соответствующие данные CAD для печатаемой детали.
В: Что означает аддитивное производство?
A: Аддитивное производство описывает революционный производственный процесс, в котором материал наносится слой за слоем аддитивно для создания физического компонента. Основой многоуровневой структуры являются проектные данные 3D CAD. Компоненты строятся слой за слоем, а не вычитаются из пруткового материала (например, фрезеруются, обтачиваются). Производственный процесс принципиально отличается от консервативных методов механической обработки и часто приводит к экономии материала и веса и, таким образом, обычно позволяет избежать ненужных отходов материала. Скудный выбор материалов, доступных в настоящее время для 3D-печати, по-прежнему охватывает наиболее распространенные классы материалов, такие как металлы, пластмассы и композиты.
Ручной инструмент и принадлежности → Металлорежущий инструмент → Резцы токарные → Резцы токарные проходные отогнутые. ГОСТ 18877-73 → Канаш
Отправить запрос
Версия для печати
Задать вопрос
Нашли ошибку?
Технические характеристики:
ГОСТ 18877-73
Обозначение резца
2102-0005
Направление резца
правый
Угол врезки пластины
10º
Пластина
твёрдый сплав ВК8
Габаритные размеры, мм
25х16х140
Описание:
Резец токарный проходной отогнутый предназначен для обтачивания наружных цилиндрических и конических поверхностей с продольной подачей, при этом позволяет обрабатывать торцевые поверхности деталей с поперечной подачей. Также применяется в целях снятия фасок, обработки и подрезки выступающих частей деталей при продольной или поперечной подаче, во время работы с которыми снимается наибольшая часть припуска. Могут использоваться как для черновой (обдирочной), так и для чистовой обработки. В резце токарном проходном отогнутом с углом врезки пластины 10° в основном используется пластина из твёрдого сплава ВК8.
Отзывы:
добавить отзыв
Отзывов ещё нет. Ваш отзыв будет первым.
Цена на товар Резец токарный проходной отогнутый правый, ВК8, 25х16х140 мм, ГОСТ 18877-73 может отличаться от розничной (магазинной) цены. Фото, наименование, артикул, описание и технические характеристики товара могут отличаться и иметь неточности или могут быть изменены производителем без предварительного уведомления, также может меняться страна-производитель в зависимости от поставок. Уточняйте важные для вас параметры и характеристики в магазинах у консультантов или по телефонам и электронной почте. Проверяйте комплектацию товара и его технические возможности в момент получения товара. Данный сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437.2 Гражданского кодекса РФ.
Похожие товары:
Резец токарный проходной отогнутый правый, Т15К6, 20х16х120 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0077, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т15К6, размер 20х16х120 мм
Отправить запрос
Резец токарный проходной отогнутый правый, Т5К10, 20х16х120 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0077, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т5К10, размер 20х16х120 мм
Отправить запрос
Резец токарный проходной отогнутый правый, Т15К6, 25х16х140 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0055, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т15К6, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной отогнутый правый, Т5К10, 25х16х140 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0055, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т5К10, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной отогнутый левый, ВК8, 25х16х140 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0006, левый, угол врезки пластины 10º, пластина из твёрдого сплава ВК8, размер 25х16х140 мм
Отправить запрос
Сообщить о поступленииX
имя:
*
телефон:
*
e-mail:
комментарий:
сообщить о поступлении и цене
Запрос отправлен.
Мы свяжемся с вами, когда товар поступит на склад.
Подписка на снижение ценыX
Мы уведомим вас о снижении цены на этот товар.
имя:
*
телефон:
*
e-mail:
отправить
Ошибка или неточность на сайте?X
Нашли ошибку или неточность в описании товара? Cообщите нам, мы обязательно это исправим.
ошибка:
*
отправить
металлорежущий, абразивный инструмент и оснастка в Минске
на главную
о компании
контакты
отправить запрос
Основным направлением деятельности компании является оптовая продажа профессионального металлорежущего, абразивного инструмента и оснастки промышленным предприятиям республики и организациям в сфере обслуживания Беларуси.
Широкий ассортимент абразивного и металлорежущего инструмента. Всегда на складе.
Гарантия на всю продукцию
Возможна отсрочка платежа
Доставка по всей Беларуси
Опыт 20 лет и более 300 довольных клиентов
Прямые поставки инструмента от российских и китайских предприятий — лидеров металлообработки
В штате инженерно-технические специалисты окажут консультацию по оптимальному выбору инструмента
Новые товары на сайте:
Сверло по металлу ц/х 9,9 L=133 l=87
Сверло спиральное правое стандартной длины с цилиндрическим хвостовиком, диаметром 9,9 мм, общей длиной 133 мм. Длина рабочей части — 87 мм. Марка металла — Р6М5. Производство Россия. Применяется для сверления заготовок из металлических заготовок, …
подробнее
Узнавайте цены у продавца. Позвоните нам
Сверло по металлу ц/х 13,0 Р6М5К5 L=151 l=101
Сверло спиральное правое стандартной длины с цилиндрическим хвостовиком, диаметром 13,0 мм, общей длиной 151 мм. Длина рабочей части — 101 мм. Марка металла — Р6М5К5. Производство Россия. Применяется для сверления заготовок из металлических …
подробнее
Узнавайте цены у продавца. Позвоните нам
Сверло по металлу с коническим хвостовиком 6,7 L=144 l=63
Сверло спиральное правое стандартной длины с коническим хвостовиком, диаметром 6,7 мм. Общая длина 144 мм, длина рабочей части 63 мм, конус Морзе 1 (КМ 1). Марка металла Р6М5. Производство Россия. Конические спиральные сверла изготовлены из …
подробнее
Узнавайте цены у продавца. Позвоните нам
Сверло по металлу с коническим хвостовиком 6,0 L=138 l=57
Сверло спиральное правое, стандартной длины с коническим хвостовиком, диаметром 6,0 мм. Общая длина 138 мм, длина рабочей части 57 мм, конус Морзе 1 (КМ 1). Марка металла Р6М5. Производство Россия. Конические спиральные сверла изготовлены из …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 L=58 l=16 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,25 L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,25 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 6,0х1,0 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 6 мм , шагом резьбы 1,0 мм, общей длиной 66 мм, длиной рабочей части 19 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,50 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,5 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 8,0х1,25 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 8 мм , шагом резьбы 1,25 мм, общей длиной 72 мм, длиной рабочей части 22 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,50 L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,5 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,0 L=80 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,0 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х2,0 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 2,0 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Валы Pro-Forme с фрезой
Инструмент для выдалбливания Pro-Forme является одним из лучших инструментов для ручной токарной обработки торцевых/полых профилей, представленных на рынке с 1995 года. Фреза специально разработана для выдалбливания и обладает множеством уникальных функций. Разработанные для крупномасштабных проектов, в линейке есть три разных головки: прямая, слегка изогнутая и изогнутая. Предназначен для использования в сочетании с рукояткой Pro-Master.
Повсеместно признан лучшим инструментом для выдалбливания. «Производите стружку, а не пыль!»
ПРЯМОЙ ВАЛ Прямой вал Pro-Forme и режущая головка. Прямой вал предназначен для изготовления отверстия и удаления древесины по бокам и по днищу сосуда.
Слегка изогнутый вал Слегка изогнутый вал Pro-Forme и резак. Слегка изогнутая головка для удаления древесины с плеча и по бокам.
ИЗОГНУТЫЙ ВАЛ Изогнутый вал Pro-Forme и резак. Изогнутый вал предназначен для врезания под буртик полой формы.
ПРОСТОТА В ИСПОЛЬЗОВАНИИ, НЕ ТРЕБУЕТСЯ РЕГУЛИРОВАТЬ РЕЗЦЫ — В отличие от других инструментов, вам не нужно постоянно регулировать резак. Фреза изготовлена из закаленной быстрорежущей стали M2 и открыта с одной стороны для предотвращения засорения, что является общей проблемой для других инструментов для обработки торцевых зерен/долблений. Он также режет на гораздо более медленных скоростях, например. 500 об/мин, сводя к минимуму вторичную стружку. Регулируемый предохранительный калибр определяет глубину резания и предотвращает заглубление.
ПРОСТОЙ В ЗАТОЧКЕ — Самый простой в заточке инструмент для выдолбления. Просто используйте алмазный напильник, такой как Diamond Hone для кредитных карт Woodcut Tools. При необходимости резак также можно заменить, чтобы обеспечить долгий срок службы этих инструментов.
ПОПЕРЕЧНАЯ И ТОРЦЕВАЯ ПРОФИЛЬНОСТЬ — Предназначена для сценариев с поперечной и торцовой текстурой, а также для сухой и сырой древесины. Тем не менее, для оптимального выдалбливания Woodcut Tools рекомендует регулярно затачивать фрезу и использовать свежую древесину.
ВАЛ С ГЛУБОКИМ ВЫПОЛНЕНИЕМ — Все инструменты Pro-Forme оснащены прочным валом диаметром 5/8 дюйма, выступающим на 10 дюймов над подручником. Полые формы глубиной до 13 дюймов и даже глубже в сочетании с упором для инструмента Woodcut Irons.
РУКОВОДСТВА ПОЛЬЗОВАТЕЛЯ И ВИДЕО ПОСТАВЛЯЮТСЯ — В комплект поставки инструмента Pro-Forme Hollowing Tool входит подробный буклет с руководством пользователя. Руководство пользователя и демонстрация видео доступны на нашем канале You Tube
РЕЖУЩАЯ ГОЛОВКА PRO-FORME Режущая головка Woodcut Tools Pro-Forme, также известная как головка Power, была специально разработана для выдалбливания. Основатель Woodcut Tools, Кен Порт, был разочарован наличием на рынке стандартных скребков для выдалбливания, поэтому после многих лет рассмотрения конструкции, прототипов и выдалбливания был создан резак с головкой Power. Уникальная параболическая форма, вдохновленная парижским текстилем. Эта параболическая форма имеет узкую вершину, которая специально разработана для чистого среза торцевых волокон. Большой внешний изгиб предназначен для срезания торцевого зерна на боковой стороне сосуда, образуя широкую стружку. Фреза специально разработана для эффективного выброса стружки, которую Фил Айронс обычно называет «большим выхлопом», в отличие от многих других инструментов для выдалбливания на рынке с круглыми фрезами, которые создают неэффективный U-образный выход. фаска специально разработана для плавного и легкого получения изящной волнистой стружки. Резец изготовлен из M2 HSS и поставляется с полой шлифовкой. Латунный калибр имеет четкую кромку и может быть легко отрегулирован для контроля количества срезаемой древесины и предотвращения заглубления. Woodcut Tools рекомендует регулярно затачивать фрезу. Инструкции по заточке фрезы см. на стр. 6 Руководства пользователя или в видео ниже.
Дополнительные принадлежности:
Рукоятка Pro-Master 20 дюймов — втулка 20 дюймов (508 мм). Он имеет удобную мягкую рукоятку для длительных периодов работы на токарном станке. При необходимости две ручки можно соединить вместе, чтобы увеличить длину.
Скребковая головка Pro-Forme предназначена для обычного или сдвигового шабрения, что снижает потребность в шлифовании. Головка скребка легко навинчивается на вал Pro-Forme. В комплект скребковой головки входят два скребковых ножа.
Головка Little Wonder Cup — Головка Little Wonder легко навинчивается на вал Pro-Forme. Он дает превосходную отделку и наиболее эффективен при курчавом или заусенцевидном волокне.
Подставка для утюжков — Ворота для утюжков уменьшают, как правило, неподдерживаемую длину вашего инструмента для выдалбливания.
Наборы Pro-Forme
Инструмент Pro-Forme для выдалбливания является одним из лучших инструментов для ручной токарной обработки торцевых/полых профилей на рынке с 1995 года. Фреза специально разработана для выдалбливания и обладает множеством уникальных функций. Разработанный для крупномасштабных проектов, в линейке есть три разных головки: прямая, слегка изогнутая и изогнутая, и все комплекты включают рукоятку Pro-Master.
Повсеместно признан лучшим инструментом для выдалбливания. «Производите стружку, а не пыль!»
НАЧАЛЬНЫЙ НАБОР Стартовый комплект включает в себя прямой вал Pro-Forme, режущую головку и рукоятку Pro-Master. Прямой вал предназначен для изготовления отверстия и удаления древесины по бокам и по днищу сосуда.
ПРОМЕЖУТОЧНЫЙ НАБОР Промежуточный комплект — самый популярный вариант комплекта Pro-Forme Hollowing Kit. Он включает в себя прямые и изогнутые валы Pro-Forme с режущими головками и рукояткой Pro-Master. Прямой вал предназначен для изготовления отверстия и удаления древесины по бокам и по днищу сосуда. Изогнутый вал предназначен для врезания под буртик полой формы.
РАСШИРЕННЫЙ КОМПЛЕКТ Расширенный комплект включает в себя прямой, слегка изогнутый и изогнутый валы Pro-Forme с режущими головками и рукояткой Pro-Master. Этот комплект представляет собой идеальную комбинацию для серьезного токаря полых профилей. Прямой вал предназначен для изготовления отверстия и удаления древесины по бокам и по днищу сосуда. Слегка изогнутая головка для удаления древесины с плеча и по бокам. Изогнутый вал предназначен для врезания под буртик полой формы.
ПРОСТОТА В ИСПОЛЬЗОВАНИИ, НЕ ТРЕБУЕТСЯ РЕГУЛИРОВАТЬ РЕЗЦЫ — В отличие от других инструментов, вам не нужно постоянно регулировать резак. Фреза изготовлена из закаленной быстрорежущей стали M2 и открыта с одной стороны для предотвращения засорения, что является общей проблемой для других инструментов для обработки торцевых зерен/долблений. Он также режет на гораздо более медленных скоростях, например. 500 об/мин, сводя к минимуму вторичную стружку. Регулируемый предохранительный калибр определяет глубину резания и предотвращает заглубление.
ПРОСТОЙ В ЗАТОЧКЕ — Самый простой в заточке инструмент для выдолбления. Просто используйте алмазный напильник, такой как Diamond Hone для кредитных карт Woodcut Tools. При необходимости резак также можно заменить, чтобы обеспечить долгий срок службы этих инструментов.
ПОПЕРЕЧНАЯ И ТОРЦЕВАЯ ПРОФИЛЬНОСТЬ — Предназначена для сценариев с поперечной и торцовой текстурой, а также для сухой и сырой древесины. Тем не менее, для оптимального выдалбливания Woodcut Tools рекомендует регулярно затачивать фрезу и использовать свежую древесину.
ВАЛ С ГЛУБОКИМ ВЫПОЛНЕНИЕМ — Все инструменты Pro-Forme оснащены прочным валом диаметром 5/8 дюйма, выступающим на 10 дюймов над подручником. Полые формы глубиной до 13 дюймов и даже глубже в сочетании с упором для инструмента Woodcut Irons.
РУКОЯТКА PRO-MASTER — 20-дюймовая (508 мм) рукоятка с выступом имеет удобный мягкий захват при длительном использовании токарного станка. При необходимости две ручки можно соединить вместе для увеличения длины.
РУКОВОДСТВА ПОЛЬЗОВАТЕЛЯ И ВИДЕО ПОСТАВЛЯЮТСЯ — В комплект с инструментом Pro-Forme Hollowing Tool входит обширный буклет с руководством пользователя. Руководство пользователя и демонстрационные видеоролики доступны на нашем канале You Tube.
РЕЖУЩАЯ ГОЛОВКА PRO-FORME Режущая головка Woodcut Tools Pro-Forme, также известная как головка Power, была специально разработана для выдалбливания. Основатель Woodcut Tools, Кен Порт, был разочарован наличием на рынке обычных скребков для выдолбления, поэтому после многих лет разработки прототипов и выдалбливания был создан резак с головкой Power. Уникальная параболическая форма, вдохновленная парижским текстилем. Эта параболическая форма имеет узкую вершину, которая специально разработана для чистого среза торцевых волокон. Большой внешний изгиб предназначен для срезания торцевого зерна на боковой стороне сосуда, образуя широкую стружку. Фреза специально разработана для эффективного выброса стружки, которую Фил Айронс обычно называет «большим выхлопом», в отличие от многих других инструментов для выдалбливания на рынке с круглыми фрезами, которые создают неэффективный U-образный выход. фаска специально разработана для плавного и легкого получения изящной волнистой стружки. Резец изготовлен из M2 HSS и поставляется с полой шлифовкой. Латунный калибр имеет четкую кромку и может быть легко отрегулирован для контроля количества срезаемой древесины и предотвращения заглубления. Woodcut Tools рекомендует регулярно затачивать фрезу. Инструкции по заточке фрезы см. на стр. 6 Руководства пользователя или в видео ниже.
На сегодняшний день на производстве активно используются самые различные виды промышленного оборудования. При этом многие виды такой технике обладают значительными размерами, весом, производят высокий уровень шума в помещении, а также дают достаточно высокие нагрузки на опорную поверхность. Для того чтобы применение такого промышленного оборудования было максимально безопасным, длительным и бесшумным сегодня используются специализированные регулируемые опоры.
Наша компания «Инокс Групп» предлагает вашему вниманию высококачественные опоры для оборудования регулируемые, созданные с использованием самых современных и передовых технологий. У нас представлена исключительно оригинальная продукция от известного итальянского производителя «Martin». Без всяких сомнений, регулируемые опоры этой компании пользуются огромной популярностью во всем мире, в частности благодаря оптимальному соотношению цены и качества, высокой надежности, прочности и долговечности.
Что представляют собой регулируемые (шарнирные) опоры?
Промышленные регулируемые опоры для оборудования – это комплекс специальных крепежных элементов, которые применяются для правильной и безопасной установки различных видов производственного оборудования. Такие крепежи обладают невероятно высокой прочностью и способны выдерживать даже самые габаритные и тяжелые виды оборудования, а также все нагрузки, связанные с его работой.
Сейчас чаще всего регулируемые опоры создаются с использованием крепких и надежных металлов, в том числе и нержавейки. Как показывает практика, регулируемые опоры из нержавеющей стали с легкостью выдерживают даже самые сильные нагрузки. При этом они не боятся влаги, не поддаются коррозии и могут служить своим владельцам десятилетиями без потери качества работы.
Регулируемые опоры из нержавеющей стали могут менять свое положение и высоту, благодаря наличию специальных механизмов регуляции. Эта особенность делает их более функциональными и эффективными при их совмещении с самыми различными видами промышленного оборудования и техники.
Что такое антивибрационные опоры?
Сегодня большую популярность обрели так называемые антивибрационные опоры. По сути это практически те же регулируемые опоры, но имеющие некоторые конструкционные отличия. Их нижняя часть оснащена специальной прокладкой из упругого материала, благодаря чему они способны максимально эффективно понизить негативные последствия от вибрации. В частности, при работе крупной промышленной техники ее вибрация может передаваться на конструкционные элементы строительного сооружения. Это не только создает определенный дискомфорт для работников предприятия, но и может нанести непоправимый урон самому зданию.
Антивибрационные опоры снижают влияние вибрации на опорное основание и делают рабочий процесс максимально комфортным для всех рабочих. Также их использование позволяет существенно снизить уровень шума при осуществлении различных манипуляций на производственной технике. Именно поэтому антивибрационные опоры используются на большинстве производственных предприятий в странах Европы.
Вы можете купить опоры для оборудования регулируемые прямо сейчас
Наша компания предлагает вам приобрести регулируемые опоры из нержавеющей стали по доступным ценам. Если вас интересуют регулируемые опоры, Вы можете их приобрести позвонив или отправив запрос по электронной почте. Мы являемся официальным поставщиком продукции известной на весь мир компании-производителя «Martin». Это высококачественные и надежные регулируемые шарнирные опоры, а также антивибрационные опоры, предназначенные для применения на производстве.
Преимущества регулируемых опор от Компании Martin это: • Надежность и долговечность. Наши регулируемые опоры из нержавеющей стали способны выдерживать даже самые сильные производственные нагрузки. Они обладают превосходной стойкостью к воздействию окружающей среды, в том числе не боятся сильных перепадов температур или агрессивных веществ; • Функциональность и универсальность. Опоры регулируемые шарнирные можно использовать в самых различных направлениях производства, в том числе в пищевой и химической промышленности. В независимости от того, что именно вы ищите, будь то опора конвейера или что-то другое они идеально подойдут для этой цели; • Стильный внешний вид. Опоры регулируемые шарнирные выглядят очень стильно и современно; • Доступная стоимость. Мы предлагаем для всех своих клиентов привлекательные цены на промышленные шарнирные (регулируемые) опоры для оборудования.
Наша компания предлагает несколько видов продукции, а именно: 1. С пластиковым основанием. Это может быть опора конвейера или для другого оборудования, рабочего стола или же конструкции из алюминия. Такая опора конвейера оснащена основанием, сделанным из стойкого и высокопрочного промышленного пластика; 2. Опора регулируемая для мебели. Оснащенная прорезиненным основанием, такая опора регулируемая для мебели применяется в основном для поддержки легких конструкций, в том числе и в мебельной промышленности; 3. Регулируемые опоры из нержавеющей стали. Могут использоваться в тех направлениях промышленности, где есть потребность в соблюдении гигиенических норм. Регулируемые опоры из нержавеющей стали не поддаются коррозии и применяются в химической, фармацевтической и пищевой промышленности; 4. Стальные опоры для оборудования регулируемые. Созданы с использованием крепкой оцинкованной стали и предназначены для крупных станков. Такая опора конвейера или другой техники идеально подходит для тяжелой промышленности; 5. Антивибрационные регулируемые опоры. Благодаря своей особой конструкции они успешно гасят вибрацию, создаваемую различными механизмами при их работе.
Если вас заинтересовало данное оборудование, то специалисты нашей компании смогут профессионально проконсультировать вас по всем интересующим Вас вопросам и дать полезные рекомендации. Звоните нам прямо сейчас, мы с нетерпением ждем вашего звонка!
Регулируемые опоры для станков в категории «Дом и сад»
Опора DC для стола мебельная с креплением регулируемая 60/710 Хром
Полка для верстака TOPTUL 1560*200*603мм + 20 держателей TAAD1602
На складе в г. Львов
Доставка по Украине
23 782 — 24 971 грн
от 33 продавцов
23 782 грн
Купить
Ходунки-опоры для пожилых, регулируемые по высоте , складные
На складе
Доставка по Украине
1 699. 55 грн
1 789 грн
Купить
Нога для кухонного стола,опора,стойка мебельная регулируемая 60/710 хром
Доставка из г. Харьков
152.26 грн
Купить
Харьков
Угловой соединитель регулируемый для садовых опор 11мм, 3 шт., TYLS11.
На складе
Доставка по Украине
188.48 — 198 грн
от 2 продавцов
198 грн
Купить
Зажимной стол и стол для станков (верстак) регулируемый по высоте Wolfcraft MASTER 700 (6908000)
Доставка по Украине
8 586 грн
Купить
Станок для бритья The Shave Factory Safety Razor регулируемый
На складе
Доставка по Украине
от 975 грн
Купить
Ходунки опоры для взрослых с колесами, регулируемый KJT905
Заканчивается
Доставка по Украине
1 949 грн
2 199 грн
Купить
Опора регулируемая для строительных лесов d 38 (усиленная)
Доставка по Украине
400 грн
Купить
Каркас парты регулируемой по высоте (3-5 ростовые группы). Металлические опоры, ножки для ученических столов
Доставка по Украине
820 грн
Купить
Смотрите также
Каркас парты регулируемой по высоте (4-6 ростовые группы). Металлические опоры, ножки для ученических столов
Доставка по Украине
900 грн
Купить
Каркас парты регулируемой по высоте (4-6 ростовые группы). Металлические опоры, ножки для ученических столов
Доставка по Украине
890 грн
Купить
Каркас для парты ученической двухместной регулируемой «Монолит». Металлические ножки и опоры школьной мебели
Доставка по Украине
1 780 грн
Купить
Опора (Подпятник) для деревяного бруса 150х150 регулирующая
На складе в г. Мукачево
Доставка по Украине
269 грн
Купить
Мукачево
Опора (Подпятник) для деревяного бруса 120х120 регулирующая
На складе в г. Мукачево
Доставка по Украине
259 грн
Купить
Мукачево
Опора (Подпятник) для деревяного бруса 100х100 регулирующая
На складе в г. Мукачево
Доставка по Украине
249 грн
Купить
Мукачево
Опора (Подпятник) для деревянного бруса 200х200 (4мм) регулирующая
На складе в г. Мукачево
Доставка по Украине
629 грн
Купить
Мукачево
Опора (Подпятник) для деревянного бруса 200х200 (5мм) регулирующая
На складе в г. Мукачево
Доставка по Украине
799 грн
Купить
Мукачево
Полка для верстака TOPTUL 1560*200*603мм + 20 держателей TAAD1602
Доставка по Украине
по 23 782 грн
от 5 продавцов
23 782 грн
Купить
Скамья для жима регулируемая, с отрицательным углом до 300 кг / Опоры для пресса
Доставка по Украине
4 330 грн
Купить
Регулируемая опора, заглушка для ножек
На складе
Доставка по Украине
20 грн
Купить
Регулируемый эспандер для груди с 5 канатами Тренажер сопротивления, Силовой тренажер для тренировки мышц, Б/У
Заканчивается
Доставка по Украине
по 1 124. 25 грн
от 2 продавцов
1 124.25 грн
1 499 грн
Купить
Т — образный бритвенный станок для обычных лезвий. С регулируемой головой.
Доставка из г. Киев
550 грн
Купить
Гиперэкстензия профессиональная регулируемая реабилитационная тренажер для спины ягодиц пресса станок
На складе в г. Дрогобыч
Доставка по Украине
3 905 грн
4 905 грн
Купить
Дрогобыч
регулируемых ножек — магазин деталей OpenBuilds
OpenBuilds®
(пока отзывов нет)
Написать обзор
OpenBuilds®
Регулируемые ножки
Рейтинг Требуется
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Требуется
Тема обзора Требуется
Комментарии Требуется
Артикул:
3190-набор
Сейчас:
$7,99
Часто покупают вместе:
Описание
Описание
Эти регулируемые выравнивающие ножки станут прекрасным дополнением к любому столу при использовании вместе с нашей опорной пластиной V-Slot 40×40
Характеристики продукта
Большой диапазон регулировки
Шаровая головка с вращением на 360 градусов
Совместим с нашей опорной пластиной с центральной резьбой V-Slot 40×40
Что включено
(4) Регулируемые ножки M8 / D50 / L50
Технические характеристики изделия
M8
Длина винта 50 мм
Ножки диаметром 50 мм
Макс. грузоподъемность 150 кг (300 фунтов) каждый
Все зарегистрированные товарные знаки, логотипы и другая интеллектуальная собственность, найденная на Сайте или упомянутая здесь, принадлежат их соответствующим владельцам.
Добавьте мобильности своим пользовательским столам с помощью подножки OpenBuilds. Эта пластина соединяется непосредственно с нашим V-образным пазом 40×40 с помощью прилагаемых винтов и позволяет использовать ролик размера M8 на ножке. ..
Клиенты также просмотрели
Оптические лазеры
Преимущества OpenBuilds LEAD CNC Laser Upgrade с лазерной головкой XF+ Простая ориентированная на пользователя установка на все OpenBuild…
Блокирующий ролик
Gearish
Сейчас:
24,99 $
Добавьте гибкости своим столам в мастерской с помощью этого набора колесиков с фиксаторами. Вам понравится возможность легко и быстро изменить свое пространство. Соедините с нашей опорной пластиной V-Slot 40×40 для…
Что такое регулируемые выравнивающие ножки?
Дом // Новости отрасли // Что такое регулируемые выравнивающие ножки?
Типы регулируемых ножек
Регулируемые ножки бывают разных форм и конструкций в зависимости от области применения. Некоторые из них идеально подходят для проектов по благоустройству дома своими руками, в то время как другие необходимы для тяжелых условий эксплуатации. Итак, прежде чем решить, какой тип нивелира купить, давайте сначала пройдемся по списку продуктов и аксессуаров:
Регулируемые ножки без шипов
Регулировочные ножки без шипов идеально подходят для большинства статических задач. Они могут служить в качестве выравнивателей ножек мебели или выравнивателей верстака. Большой диаметр основания обеспечивает жесткую опору, а противоскользящие накладки из резины или неопрена предотвращают скольжение. Кроме того, этот тип выравнивающей опоры может выдерживать большие нагрузки и обеспечивает регулируемый угол от 15 до 20 градусов.
Регулируемые ножки
Также идеально подходят для мебели и полок, Регулировочные ножки с креплением на шпильке предназначены для установки более крупного оборудования, такого как токарные станки, конвейеры и фрезерные станки. Этот тип продукта включает в себя вариант крепления гнезда, который обеспечивает поворот от 5 до 20 градусов. Изготовленные из стали или нержавеющей стали, регулировочные ножки со шпильками состоят из основания и встроенной шпильки, а некоторые конструкции способны выдерживать нагрузку 30 000 фунтов.
Выравнивающие ножки приспособления
Операции приспособления, такие как нарезание резьбы и контурирование, требуют ровной поверхности. Здесь на помощь приходят регулировочные ножки приспособления. Изготовленные из высококачественной стали, ножки идеально подходят для работы в средних условиях. Они часто имеют съемную подкладку и удобную розетку, которую можно легко отрегулировать с помощью шестигранного ключа. В зависимости от области применения вы, возможно, захотите поискать сборочные ножки, которые уже поставляются с пластиной и шестигранной гайкой.
Резьбовые регулировочные ножки
Некоторые типы выравнивающих опор имеют резьбовой вал. Они известны как выравнивающие ножки с резьбой. В отличие от крепления на шпильке, в котором болт встроен, этот тип решения для выравнивания идеально подходит для установки и стабилизации машин, которые уже имеют болты с резьбой. Они также могут поставляться в антивибрационном и малошумном исполнении.
С метрической резьбой
Регулировочные ножки с метрической резьбой состоят из шарика и шестигранника. Так же, как и регулировочные ножки с резьбой, этот тип изделия имеет резьбовой вал. Разница лишь в том, что у него метрическая резьба. Он обеспечивает поворот на 15 градусов и поставляется с широким спектром отделки, включая оцинкованный хром и черный оксид.
Резьбовой
Этот тип изделия состоит из шпинделя. Как следует из названия, ножки имеют резьбу сверху по направлению к шпинделю. Это создает жесткое и надежное основание, способное выдерживать различные степени вибрации.
С метрической резьбой
Метрический правильный станок незаменим в ряде отраслей, включая металлообработку и производство. Этот тип регулируемых ножек, состоящий из стержня с метрической резьбой, может иметь нужный размер резьбы. Выберите от 50 мм до 200 мм, в зависимости от технических характеристик машины.
Материалы для выравнивающих ножек
Помимо проверки конструкции и конструкции регулируемой выравнивающей ножки, вам также необходимо проверить материал, из которого она изготовлена. Не все материалы подходят для вашей промышленной среды. Кроме того, вам нужно будет выбрать продукты в зависимости от веса, который они могут нести. Также следует учитывать устойчивость к нагреву, коррозии и длительному износу.
Крайне важно знать, какой из них прослужит долго и принесет наибольшую пользу производственной линии. В этом разделе мы рассмотрим некоторые материалы, из которых изготавливаются высококачественные выравнивающие ножки:
Сталь и нержавеющая сталь
Если говорить о долговечности и надежности, крепления из стали и нержавеющей стали занимают первое место в списке; на самом деле, эти материалы идеально подходят для широкого спектра типов выравнивания. Если вам нужно, чтобы ножки скользили или ножки стула выдерживали высокие нагрузки, обратите внимание на изделия из стали или нержавейки. Для промышленного применения часто используются выравнивающие ножки из нержавеющей стали с желтым хромированным покрытием.
Утюг
Регулируемые ножки из железа, используемые в основном на мебели, офисном оборудовании и бытовой технике, рассчитаны на длительный срок службы. Для более тяжелых применений обратите внимание на чугунные направляющие и ножки.
Алюминий
Легкий и универсальный алюминий — хороший выбор для легких применений. Он обеспечивает отличную коррозионную стойкость и долговечность. Кроме того, он также устойчив к магнитам и дешевле по сравнению с нержавеющей сталью.
Пластик
Несмотря на то, что пластиковые выравнивающие ножки не так прочны, как другие материалы в этом списке, они могут обеспечить хорошую опору для легких условий эксплуатации. Они обеспечивают превосходную защиту деревянных, бетонных и ковровых полов. Пластик также отлично подходит для роликов, поскольку он устойчив к растворителям, жирам и другим жидкостям. Для достижения наилучших результатов ищите выравниватели из полиэтилена.
Грузоподъемность выравнивающих ножек
Поиск подходящих выравнивающих ножек — непростая задача. Во-первых, вам нужно будет учитывать грузоподъемность, требуемую приложением.
Имейте в виду, что не все решения для выравнивания предназначены для заготовок и машин весом более 100 фунтов. На всякий случай обратите внимание на размер и конструкцию основания. Имеет ли он достаточно большой диаметр, чтобы обеспечить оптимальное распределение веса? Достаточно ли она жесткая, чтобы обеспечить стабильную работу 9?0152 Приспособление с ЧПУ ?
Очевидно, что недостаточно выбрать регулируемые регулируемые ножки определенного типа. Вам нужно сузить область поиска, проверив, какие из них могут нести требуемый вес. Некоторые конструкции могут нести максимум 50 фунтов. в то время как другие хорошо подходят для более крупных машин весом около 15 тонн.
В любом случае, допустимая нагрузка на регулируемые опоры зависит от конструкции и материала, из которого они изготовлены. Более легкие грузы хорошо справляются с пластиковыми креплениями, поэтому вы также можете подумать о пластиковых выравнивателях ножек стола и напольных протекторах для столов. Углеродистая сталь также отлично подходит для столов для переговоров благодаря своей прочности и коррозионной стойкости.
Для более тяжелых нагрузок рассмотрите материалы из стали и стальных сплавов. Бронза и оцинкованный алюминий также являются лучшим выбором для выравнивающих ножек. Выбор правильных выравнивающих ножек важен не только с точки зрения эффективности, но и безопасности. Установка тяжелой техники на неправильные опоры приведет к дорогостоящим травмам со смертельным исходом. Таким образом, чтобы обеспечить более безопасную рабочую среду, вам потребуются подходящие выравнивающие ножки.
Регулируемые ножки Области применения
Регулируемые регулируемые ножки имеют решающее значение для производства, автомобилестроения, пищевой промышленности и других отраслей, где используется тяжелое оборудование. Они повышают ценность производственных линий за счет следующего:
Создание ровной поверхности
Производственные полы не всегда идеально ровные. Вы можете этого не замечать, но можете стоять на неровной поверхности. Это становится очевидным, когда вы измеряете работу и определяете, что она не соответствует стандартам продукта.
Если вы производите детали машин, ровная поверхность помогает обеспечить точность и предотвратить ошибки, которые невозможно исправить. Следовательно, использование регулируемых выравнивающих ножек может решить проблему неровного пола и уменьшить количество отходов из-за неаккуратной работы.
Уменьшение вибрации
Влага, тепло и все остальное может повлиять на исправность и производительность вашей машины. Опять же, вибрация часто является основной причиной ремонта. От токарных станков до фрезерных станков почти все промышленное оборудование подвержено вибрационным повреждениям.
Как правило, такие машины не следует устанавливать непосредственно на бетонный пол. Вместо этого было бы лучше держать их поднятыми на нужной высоте. Для этого идеально подходят регулируемые выравнивающие ножки.
Когда дело доходит до подавления вибрации, важно выбирать регулируемые ножки с аксессуарами для изоляции от вибрации. Например, резиновые антивибрационные прокладки могут помочь уменьшить движение и шум во время работы.
Сокращение расходов на техническое обслуживание
Поскольку регулируемые ножки создают жесткое основание и снижают вибрации и удары, они могут помочь предотвратить повреждения и замедлить износ. Это, в свою очередь, снижает затраты на техническое обслуживание и ремонт оборудования, которое склонно к чрезмерному использованию.
Выбор правильных выравнивателей кажется несущественным, но в долгосрочной перспективе это может привести к значительной экономии средств. Итак, если ваша цель — снизить эксплуатационные расходы и сохранить производительность, используйте устойчивые регулировочные ножки, чтобы ваши машины работали в соответствии со спецификациями.
Увеличение срока службы оборудования
Помимо экономии средств, регулируемые выравнивающие ножки могут предотвратить опрокидывание оборудования. Учитывая, как они предотвращают повреждение вашего оборудования, эти инструменты могут замедлить амортизацию.
Независимо от того, используются ли они в течение длительного времени или подвергаются воздействию жидкостей, машины с регулируемыми опорами рассчитаны на длительный срок службы. По сути, вам не придется приобретать новые машины в течение короткого периода времени. Увеличенный срок службы помогает вам получать максимальную отдачу от вашего оборудования до тех пор, пока не возникнет необходимость в обновлении или замене.
Хотите найти выравнивающие ножки, которые прослужат вам долго? Убедитесь, что вы нашли его для типа машины или оборудования, которое вы используете. Затем, выбрав правильные решения для выравнивания, вы сможете получить доступ к этим и другим преимуществам!
Процедура выравнивания
Выравнивание машины — простой процесс, но он требует знакомства с определенными инструментами и подходами. Мы почти можем сказать, что процесс выравнивания сам по себе является искусством. Вот несколько важных приемов, о которых следует помнить, когда вы используете регулируемые опоры для нивелирных станков и верстаков, чтобы начать работу.
Обеспечение равномерного распределения веса
Основной принцип, которому необходимо следовать, — это распределение веса. Каждый угол машины должен обеспечивать равную поддержку. Поверхность становится неустойчивой, если один угол не такой жесткий, как другие. Чтобы исправить это, вы можете подложить прокладки под каждую ногу. Однако это может быть утомительно, так как вам потребуются прокладки различной толщины для оптимального распределения веса.
Использование регулируемых выравнивающих ножек упрощается, поскольку каждый угол можно отрегулировать в соответствии с требуемой нагрузкой. Для более тяжелых машин рекомендуется установить выравнивающие клинья на полу перед установкой машины. В любом случае вам нужно будет проверить, равномерно ли распределяется вес по всем углам. Просто установите машину и проверьте каждый угол, воспринимает ли он нагрузку.
Используйте максимальную настройку
Если машина весит около 1000 фунтов или более, опустите ее на крепление и вместо того, чтобы поднимать ее и просовывать ножки под нее. После установки проверьте, есть ли у вас ровная плоскость. Если вы удовлетворены, поверните регулировочный винт по часовой стрелке, чтобы зафиксировать уровни.
Проверьте свои уровни по расписанию
Установка машины — это еще не все. Уровни могут меняться со временем в зависимости от того, как часто вы используете оборудование, среди прочих факторов. Таким образом, чтобы убедиться, что ваши машины правильно выровнены, сделайте частью профилактического обслуживания проверку уровней и внесение корректировок. Делайте это каждые полгода или раз в год.
Ознакомьтесь с техническими характеристиками машины
Для различных машин и областей применения требуются специальные решения для выравнивания. Одно можно сказать наверняка; некоторые измерительные приборы могут не работать. Рассмотрим, какие инструменты вам потребуются для проверки уровней. Использование неправильных не обеспечит точных измерений. Чтобы обеспечить точность, используйте только те инструменты и методы выравнивания, которые подходят для данной машины.
RIB JET-RA4500 MASTER — это лодка РИБ для охоты и рыбалки в труднодоступных местах и мелководья.
Его основными особенностями являются:
жесткое композитное днище с тоннелем, бронированное ПНД толщиной 10мм
усиленный транец, спроектированный под установку водомета любой серии
четырехсекционный баллон из качественного ПВХ-материала производства Германии (Mehler Plastel 900г/м2)
Дополнительное дублирование баллонов тканью ПВХ плотностью 1250г/м2 от днища до привальника обеспечивает надежную защиту надувных бортов лодки от веток и камней.
Предельно низкий центр тяжести делает лодку легко управляемой, а специальное расположение реданов быстро выводит лодку на глиссер даже при полной загрузке
Оснащение
Стандартная комплектация лодки оборудуется носовой палубой для удобства погрузки, которая может использоваться как сиденье и полка, двумя рядами банок, двойными усиленными стрингерами, двумя водоотливными помпами по обе стороны от тоннеля.
Для удобства эксплуатации и как дополнительная мера безопасности, лодка оборудуется двойным леером: один леер проходит снаружи лодки, второй – внутри кокпита. Дополнительно в кокпите установлены ручки для пассажиров.
Для защиты от повреждений при погрузке и для удобства посадки, по верху баллона наклеивается аппликация из рифленого ПВХ-материала.
Смотреть видео
Видео
Смотрите MASTER в деле
Посмотрите, как прошла испытания водометная лодка RIB JET от КБ «Русские Амфибии» на реках Новосибирской области.
Характеристики
Преимущества 4500 MASTER
Благодаря широким возможностям по комплектации выпускаемых серий лодок дополнительными аксессуарами, мы можем предложить вам различные варианты по комфортности и стоимости.
Ниже представлен состав комплектования и технические характеристики лодок РИБ серии 4500 MASTER.
Технические характеристики
Габариты: — длина 4,50 м; — ширина 2,08 м; — высота 0,85 м.
Размеры кокпита: — длина 3,32 м; — ширина 0,93 м; — глубина 0,57 м.
Пассажировместимость — 5 чел. Грузоподъемность — 900 кг Вес пустой — 190 кг Количество независимых ПВХ баллонов — 4 шт Рекомендованная мощность двигателя — 50 л.с. Тип движителя — водомётный Высота транца — 640 мм Управление — румпельное Плотность ткани ПВХ баллонов — 900/1250 г/м2 Диаметр баллонов — 530 мм
* В процессе модернизации моделей параметры могут меняться.
Комплектация RIB JET-RA4500 MASTER
Особенности: Жесткая носовая палуба Антискользящий центральный коврик
Внутренний леер по левому/правому борту Наружный леер по левому/правому борту
Ручки внутренние для пассажиров — 4 шт Ручки наружные — 8 шт Рым — 1 шт
Дополнительно: Провода для аккумулятора Крепление аккумулятора
Электропомпа для откачки воды — 2 шт
Узнать стоимость
Реальная модель
Прикоснитесь к лодке на её 3D модели
Воспользуйтесь неограниченными возможностями 3D модели лодки RIB JET-RA4500 MASTER, чтобы оценить все важные для вас моменты и подробнее увидеть вашу будущую лодку уже сейчас.
Опыт
Отзывы наших покупателей
Алексей Васильев
Ленинградская область, п. Лосево, Федерация гребного слалома Ленинградской области
Сергей Портнягин
Забайкальский край
Сергей Готовцев
Республика Саха, Якутия, г. Якутск
CRM-форма появится здесь
Джет Мастер (Jet Master) — Лошади
Джет Мастер (Jet Master) — Лошади — Малкинский конный завод
OCEANA MASTER JET BASE ЯВЛЯЕТСЯ ВОСТОЧНЫМ ПОБЕРЕЖЬЕМ УЗЛОМ ВОЕННОЙ АВИАЦИИ
С тех пор, как 100 лет назад был введен в строй USS Langley, национальные авианосцы и их бортовые авиакрыла демонстрировали американскую мощь, поддерживали сдерживание и контроль над морями и выполняли обязательства перед союзниками. и партнеров по всему миру.
Поддержка национальных авианосцев и их авиакрыльев является задачей аэропортов класса IV ВМФ, и одним из наиболее важных является военно-морская авиабаза Океана. Сегодня NAS Oceana включает в себя 5,916 акров, обслуживает 250 самолетов и является крупнейшим работодателем в Вирджиния-Бич.
«Аэродромы NAS Oceana и NALF [Военно-морской вспомогательный посадочный полигон] Fentress представляют собой стратегические ресурсы в американском арсенале поддержки наших авианосцев. Одна из семи систем военно-морских аэропортов класса IV в Министерстве обороны США, NAS Oceana, в обычный день поддерживает около 600 операций для 17 эскадрилий, пяти авиакрыльев авианосцев и сменной эскадрильи», — сказал капитан Стивен В. Джунаеди, исполнительный директор NAS Oceana. .
F/A-18F Super Hornet, приписанный к Gladiators 106-й эскадрильи ударных истребителей (VFA-106), летит вместе с Chance-Vought F4U-4 Corsair во время авиашоу ВМС США в Океании. Эти два самолета иллюстрируют восемь десятилетий поддержки ВМС США NAS Oceana.
ФОТО ВМС США СПЕЦИАЛИСТА ПО МАССОВЫМ СВЯЗЯМ МАРКА МАРКА ТОМАСА МАХМОДА
Океана родилась накануне вступления Америки во Вторую мировую войну. В ноябре 1940 года ВМФ закупил 328,95 акров заболоченных сельхозугодий, проложили асфальтированные взлетно-посадочные полосы и построили небольшой вспомогательный аэродром недалеко от маленькой деревушки Океана, которая была буквально последней остановкой на железнодорожной ветке. Имея 32 офицера и 172 рядовых, военно-морской вспомогательный десантный комплекс Oceana мог поддерживать чуть более одной эскадрильи самолетов.
К 1943 году, однако, стало ясно, что аэродром придется расширить, чтобы удовлетворить потребности воюющей страны, и особенно потребности авианосной авиации. Было добавлено больше площади аэродрома, новые, более длинные взлетно-посадочные полосы, больше казарм и ангаров, а 17 и 19 августа была введена в эксплуатацию военно-морская вспомогательная авиабаза Oceana.43.
РЕКЛАМА
Рост и строительство продолжались на протяжении всей войны, но Oceana все еще изо всех сил пыталась построить объекты достаточно быстро, чтобы не отставать от расширения, которое к 1945 году увеличило количество самолетов и офицеров более чем втрое, и удвоил рядовой состав. Рост не закончился со Второй мировой войной.
После победы многие базы и объекты были быстро закрыты, но в то время как персонал сокращался, корабли консервировались, а самолеты утилизировались, Океана все еще росла, становясь настолько большой, что в 1952.
Длинные взлетно-посадочные полосы Oceana и относительно удаленное расположение сделали его идеальным местом для реактивных самолетов ВМФ нового поколения, и в феврале 1954 года командующий военно-морскими операциями назначил Oceana всепогодной авиабазой. Чуть более трех лет спустя аэродром был был назван полем Соучек в честь вице-адмирала Аполлона Соучека, пионера морской авиации, летчика-испытателя и начальника Бюро аэронавтики (BuAer) в 1953–1955 годах. Поскольку военно-морской флот принял на вооружение новые реактивные самолеты и адаптировался к своим потребностям с помощью новых и модифицированных авианосцев, а также новых концепций операций, Oceana стала ключевой частью перехода.
«Авианосец является центральным элементом арсенала ВМС США. По мере того, как она развивалась и развивалась морская авиация, развивалась и военно-морская авиабаза Океана. С развитием реактивного двигателя эта установка превратилась из небольшого вспомогательного аэродрома в основную базу реактивных самолетов ВМФ на восточном побережье, которую мы знаем сегодня», — сказал командующий NAS Oceana капитан Боб Холмс.
Мастерская реактивная база Oceana принимала у себя пять поколений военно-морских реактивных самолетов, от самых ранних «Фантомов», «Пантер» и «Банши» до наших дней, а на станции размещались последние поколения ударных истребителей ВМФ.
РЕКЛАМА
«Мы призваны оказывать оперативную и материально-техническую поддержку флоту, истребителям и семьям в 19 командных отделах, пяти авианосных ударных группах, 17 эскадрильях и 79 партнерских командах-арендаторах на борту NAS Oceana Master Jet. Base, Dam Neck Annex и NALF Fentress для усиления боевых сил флота по всему миру», — сказал Холмс.
Несмотря на раннее обозначение Oceana в качестве вспомогательной посадочной площадки, военно-морская вспомогательная посадочная площадка Fentress выполняет миссию, жизненно важную для авианосной авиации ВМС США в 21 веке.
«Фентресс NALF позволяет тактическим эскадрильям проводить практику посадки авианосца [FCLP] в рамках их непрерывного обучения и подготовки перед началом полета. Fentress регулярно поддерживает 15 местных эскадрилий [14 флотов и одна сменная эскадрилья (FRS)] и семь эскадрилий NS Norfolk E-2/C-2 TACAIR [шесть флотов и одна FRS]. В дополнение к поддержке TACAIR [Tactical Air] у Fentress есть места на борту корабля [2 LHA, CG 52 и TAOE 6] для обеспечения требований к обучению вертолетам / наклонным крыльям. Fentress доступен 24/7 для поддержки требований эскадрильи и регулярно наблюдает за 60 000-75 000 операций в год, все из которых поддерживают требования миссии наших национальных авианосцев», — сказал Джунаеди.
NAS Oceana и NALF Fentress были основой авианосной авиации ВМС США в течение 80 лет и останутся ключевой частью морской авиации в далеком будущем.
Джет | Shadow Slave Wiki
Обзор
История
Воспоминания
Цитаты
Галерея
»
Помните: никто не может выжить в Царстве Снов в одиночку. Это не мнение, это факт. Старайтесь ладить со сверстниками, даже если они плохо к вам относятся. Это может спасти вам жизнь.
”
― Джет в Санни, Глава 19 Пересечение моста
Джет
Иллюстрация
Фан-арт
Чиби Вер.
Имена
Статус
Имя
Jet
Псевдонимы
Soul Reaper
Титулы
Soul Reaper Jet
Master Jet
Colonel Jet [1 ]
Жизненный статус
𓋹 Жив
Возраст
В конце 20 лет (Дебют)
30 (Глава 753 )
Пол
♀ Самка
Раса
Человек
Краска для волос
Цвет глаз
Цвет кожи
Черный
Синий
Белый
Ок
Аффл
Род занятий
Старший офицер Первой Армии
Принадлежность
Правительство
Эвакуационная армия
Первая нерегулярная рота
Ранг
Мастер (Вознесенный)
Ядро
Ядро души
Роман
Глава 17 Три простых слова
Джет — первый вознесшийся Санни, переживший свой первый кошмар. Она руководила работой правительства и дежурила в его кошмаре. [2]
Содержимое
1 Внешний вид
2 Личность
3 Аспект, Способности и Недостаток
3.1 Ядро души
3.2 Боевая способность
4 Фон
5 Общая информация
6 Каталожные номера
7 Навигация по сайту
Внешность
У нее были короткие волосы цвета воронова крыла и ледяные голубые глаза. Ее безупречная кожа была гладкой, эластичной и белой, как снег. Она такая же бледная, как Солнышко. Однако, в то время как бледная кожа Солнышка выглядела странно и нездорово, красивая незнакомка была не чем иным, как поразительным. [2]
На вид женщине было за двадцать. На работу она носит тёмно-синюю форму с серебряными погонами и чёрные кожаные сапоги. Пиджак ее униформы был небрежно расстегнут, из-под него виднелась черная майка. На плечевом знаке отличия на ее левом рукаве есть три звезды, которые означают, что она имеет ранг Вознесенных. [2]
Она утверждает, что ее внешний вид ниже среднего среди пробужденных ее уровня. Несмотря на это, Санни считал ее самой красивой женщиной, которую он когда-либо видел. [2] Позже, когда Санни поступает в Академию, он понимает, что она не лгала. [3]
По словам Санни, Джет обладал неосязаемым качеством, с которым никто не мог сравниться. У нее было захватывающее присутствие. [4]
Личность
Она работает с правительством, в отличие от большинства пробужденных ее ранга, питаемая альтруизмом и чувством долга, жертвуя богатством и славой. Хотя она прекрасно понимает, что о некоторых вещах нельзя говорить, она ценит честность. [2]
По словам Юлиуса, у нее проблемный характер, и из-за этого, по его оценке, она не сможет стать Святой, потому что не ладит с другими Пробужденными, что необходимо для попытки победить Третий Кошмар. Он был удивлен, что такой варвар, как она, знает цену сложному знанию. Он описал ее как кровожадную дикарку и убийцу-психопата. [5]
Аспект, Способности и Недостаток
Способности Аспекта позволяют ей нацеливаться непосредственно на души противников, не обращая внимания на плоть. Никакая броня, сопротивление урону и физическая защита не могут защитить их души. [5]
Она может сделать свое оружие призрачным и устрашающе светящимся, и просто пройти сквозь броню существа прямо там, где должно было быть одно из ядер души. [6]
Ядро души
Душа Джета была лишена света и окутана тьмой. В его недрах горело единственное мощное ядро, наложенное на ее сердце. Ядро было собрано из многочисленных осколков, некоторые из которых как бы подходили друг другу, а другие не подходили друг другу. Лоскутная сфера из осколков сияла яростным сияющим светом, наполненная ошеломляющим количеством эссенции души. Несмотря на это, сущность Мастера Джета, похоже, не уменьшилась. [7]
Когда Оскверненное насекомое умерло, поток испорченной сущности, казалось, хлынул в расколотое ядро Мастера Джета, сжигая остатки зловонной тьмы, пронизывающей его. Ее плоть была пропитана эссенцией в гораздо большей степени, чем обычно. Это частично объясняет, почему она была такой сильной, несмотря на то, что обладала только одним ядром. [7]
Боевые способности
Ее боевой стиль был жестоким и властным, отточенным и идеально отточенным для достижения единственной цели — быстрой смерти и полного опустошения ее врагов. Хотя ему не хватало чутья и утонченности, чувствуется смертельная тяжесть тысяч и тысяч смертельных сражений. [8]
Предыстория
Санлесс впервые встретил ее, когда пришел в сознание после Первого Кошмара. Она сидела рядом с ним на случай, если он превратится в Кошмарное Существо. [2] По словам Учителя Юлиуса, она одна из самых страшных Пробужденных, несмотря на то, что она не самая сильная. [5]
Она сделала то же самое, что и Санни, после того как стала Пробужденной — купила дом. Но в ее случае это заняло больше времени. [9]
Ее статус и репутация попирали процедуры по крайней мере в значительной степени. [1] Это очевидно, когда она может пройти куда угодно внутри Академии. [10] Также, когда она взяла с собой кажущегося гражданским лицом в военный бункер. [1]
Общая информация
По ее словам, главной проблемой Первого Кошмара часто оказывается окружение. В связи с этим она призвала Санни посещать выживание в дикой природе в Академии. [11]
Она дала Санни три совета, которые спасли ему жизнь сразу после того, как он был перенесен в Царство Снов: [11]
Держите свой Недостаток и Аспект в секрете. Другие люди представляют такую же угрозу, как и кошмарные создания.
Научитесь выживать в дикой природе. Самой большой угрозой в Царстве Снов являются не Кошмарные существа, а окружающая среда.
Старайтесь ладить со сверстниками, даже если они плохо к вам относятся. Это может спасти вам жизнь.
Она попросила помощи у Санни по следующим причинам: [12]
Санни — одна из очень немногих, кому она доверит свою спину.
Из первоначальной информации, которую она получила, у подозреваемого мог быть Аспект, чем-то похожий на Санни, высокая близость к теням.
Санни такая же убийца, как и она.
Она подарила Санни осколок души Вознесенного на его двадцатый день рождения. [13]
Она планировала присоединиться к экспедиционному корпусу в Антарктиде, чтобы остановить Кошмарных Существ, пока люди будут эвакуированы по воде. [14]
Ее официальное звание в Первой армии: «Полковник Джет, старший офицер Первой пробужденной иррегулярной роты Северного квадрантного корпуса Эвакуационной армии». [1]
Санни побила свой рекорд по вознесению на пять лет. [15]
Ее личное дело в правительственной базе данных было загадочным, кроме ее имени и звания почти все было затемнено. [16]
Вы пользуетесь струйным принтером? Не знаю, как вам, а мне очень нравятся эти умные машины! Но любой ум, человеческий или машинный, нуждается в органах чувств, которые предоставляют информацию для обработки.
«Органы чувств» струйного принтера – это его датчики. Сегодня мы заглянем внутрь принтера и узнаем, какие датчики там находятся.
Для начала отметим, что струйный принтер — это электромеханическая система, содержащая движущие части и электронную начинку.
Струйный принтер как электромеханическая система
Электронная начинка принтера представляет собой микропроцессорную систему.
Эта система подобна той, которая устанавливается в системном блоке компьютера, только гораздо меньшей мощности.
Она имеет в своем составе несколько входов и выходов.
Выходы управляют исполнительными механизмами (электродвигателями), которые двигают каретку с печатающей головкой и подают бумагу.
Еще они «рулят» световыми индикаторами, показывающими различные режимы работы принтера и дюзами печатающей головки, посредством которых чернила подаются на бумагу.
Есть в струйном принтере еще и:
печатающая головка,
сервисная станция для ее очистки,
источник вторичного электропитания, обеспечивающий энергией механизмы и электронику.
Печатающих головок может быть несколько, они могут быть совмещены с резервуарами для чернил и устанавливаться каждая отдельно. Сервисная станция может управляться отдельным двигателем.
На входы этой системы подаются сигналы с кнопок на передней панели и датчиков, которые являются «глазами» и «ушами» струйного принтера. Вот о последних и поговорим чуть более подробно.
Механические датчики
Условно датчики можно разделить на две большие группы — механические и оптические.
Механические датчики имеют в своем составе микрокнопку и (необязательно) какой-то рычаг или тягу (удлинитель).
При нажатии на эту кнопку в микропроцессорную систему принтера подается сигнал, и принтер реагирует на это соответствующим образом.
Как правило, датчик открытия/закрытия крышки принтера — механический.
Крышка имеет на своей обратной стороне выступ, тягу или рычаг, которая при своем поднятии нажимает (или отжимает) соответствующую микрокнопку.
Принтер реагирует на это так, что выводит каретку с печатающей головкой в позицию замены картриджа. Обычно же при паузах в работе головка находится в крайнем правом положении (в положении парковки) над резиновой капой (прокладкой), что уменьшает подсыхание печатающих сопел.
Кнопки включения питания, протяжки бумаги, выбора режима работы также являются механическими датчиками.
Некоторые модели принтеров могут печатать как на листе бумаги различных форматов, так и на CD-дисках. Выбор осуществляется с помощью рычажка, который соединен с датчиком (чаще всего механическим). Опрашивая этот датчик, схема управления «знает», где ей предстоит печатать.
Оптические датчики
Оптические датчики — это «глаза принтера».
Основу такого датчика составляет оптопара.
Оптопара представляет собой фотодиод и светодиод, расположенные на близком расстоянии друг от друга.
Светодиод излучает видимый свет (или ИК-излучение) в сторону фотодиода, фотодиод это излучение воспринимает.
Если световой поток от светодиода попадает на фотодиод, на выходе фотодиода имеется сигнал, если светового потока нет или он перекрыт — сигнала нет.
В большинстве случаев пара светодиод-фотодиод защищена непрозрачным кожухом с узкими прорезями. Это сделано с целью обеспечить более четкое срабатывание, и для исключения посторонних засветок.
С этой же целью оптопары работают преимущественно в инфракрасном диапазоне, что позволяет сильно уменьшить влияние дневного света.
Для контроля наличия или положения бумаги в струйных принтерах в большинстве случаев применяются именно оптические датчики. Кроме оптопары, такой датчик содержит в себе легкую поворачивающуюся шторку, которая перекрывает световой поток в оптопаре.
Когда лист бумаги попадает в тракт подачи (непосредственно перед зоной печати), он слегка приподнимает шторку. Она перекрывает световой поток, и принтер «знает», что лист бумаги подошел к зоне печати.
Энкодерные датчики
Есть еще два оптических датчика, которые имеются во всех моделях струйных принтеров, даже самых простых.
Речь идет об энкодерных датчиках.
Один из них представляет собой узкую прозрачную ленту с часто нанесенными на нее черными непрозрачными штрихами.
Эта ленточка неподвижно закреплена параллельно и выше направляющей, по которой двигается каретка с печатающей головкой.
Внутри каретки имеется оптопара и, когда происходит движение каретки, оптопара движется вдоль энкодерной ленты, пересекая непрозрачные штрихи и светлые места между ними.
Поток излучения от светодиода оптопары периодически прерывается, так что выходной сигнал фотодиода имеет форму импульсов.
Чем дальше каретка с печатающей головкой отъехала от первоначального положения, тем больше непрозрачных штрихов прервало поток излучения. И тем больше импульсов поступило в электронную схему струйного принтера.
Таким образом, считая импульсы энкодерной оптопары, микропроцессорная система отслеживает положение каретки с печатающей головкой.
По такому же принципу работает и энкодерный датчик, который учитывает формат используемой бумаги.
Обычно он расположен в левой части принтера, неподалеку от двигателя, управляющего подачей бумаги.
Он выполнен в виде прозрачного диска с нанесенными на его край радиальными непрозрачными штрихами.
Считая эти штрихи, электронная схема «знает», какая часть листа уже отпечатана (или прокручена при протяжке бумаги).
Другие оптические датчики
Имеются и сенсоры (оптические датчики) цветовой калибровки.
Различные виды бумаги имеют различную фактуру (матовая, глянцевая и т. д.) и различную степень белизны.
Цветовые показатели чернил даже в оригинальных картриджах могут немного отличаться от партии к партии.
Для приведения цветов к некоему «общему знаменателю» используется цветовая калибровка.
При калибровке цвета принтер сначала печатает тест в виде цветных фигур. Затем каретка с сенсором проходит над напечатанной областью, и ее светодиод излучает свет в сторону напечатанного изображения.
Фотодиод, также находящийся в каретке, улавливает отраженный свет, спектр которого анализирует схема управления. Эта информация учитывается в дальнейшей работе.
Для другого типа бумаги калибровку надо выполнить заново.
Видите, как получается! С помощью простых штуковин – кнопок, шторок, рычажков, оптопар, кусков пластика со штрихами — обеспечивается достаточно высокий «интеллект» струйного принтера!
С помощью тех же сенсоров выполняется и выравнивание головок принтера. Дело в том, что при смене головок (или картриджей) взаимное положение сопел может слегка измениться. При этом точность заливки цветов уменьшится. Кроме того, со временем механические детали принтера изнашиваются, и появляются люфты. Все это вызывает ухудшение четкости изображения.
Принтер печатает вначале тестовые фигуры (квадраты, прямоугольники, штрихи) с определенным фиксированным положением. Затем каретка повторно проходит над ними и считывает отраженный сигнал. Полученная информация учитывается в дальнейшей работе.
И напоследок следует сказать, что иногда на энкодерные ленты и диски могут попадать чернила. Нормальная работа принтера при этом может нарушиться.
При загрязнении энкодерных лент и дисков их следует очистить чистой (лучше кипяченой или дистиллированной) водой.
Если же используются пигментные или сольвентные чернила – следует воспользоваться специальными чистящими жидкостями. Хорошо ознакомиться со статьей о техническом обслуживании струйного принтера на этом сайте.
До новых встреч!
Основные датчики струйного принтера, захват бумаги
Главная
Новости
12 мая 2014
Любого хотя бы раз в жизни интересовал вопрос: «Как же принтер узнает, расположен ли носитель в зоне для печати и что нужно печатать в определенном месте листка? Чем принтер способен распознавать те или иные действия?» Ответ достаточно прост — это его датчики, механического и оптического типа.
Как определить пустой или полный картридж?
Определить пустой или полный картридж принтера поможет оптопара, представляющая собой фотодиод и светодиод, расположенные в одном корпусе. Если пространство между ними свободное, то будет подан активный сигнал, если поток оптического излучения будет прерванным, то активного сигнала на выходе не будет. Оптопара свободно вращается между свето- и фотодиодом и легкой шторкой. В момент, когда лист попадает в принтер, запускается механизм транспорта, приподнимается шторка и на выходе фотодиода сигнал меняется.
Логика работы заключается в следующем — поток излучения открывается или перекрывается, что зависит от конкретной модели принтера. Далее схема управления фиксирует это изменение и устройство «понимает», что носитель находится в зоне печати.
Как принтер узнает что есть бумага в принтере?
Необходимо также определить, открыта или закрыта верхняя крышка, ее обычно открывают, чтобы заменить картридж, удалить застрявшую бумагу или произвести определенные технические операции. Датчик открытия крышки может быть механического типа и представлять собой кнопку, которую отжимает специальный выступ, расположенный с внутренней стороны крышки. Датчик может быть и оптомеханического типа, представлять собой оптопару с вращающейся шторкой, которой управляет коромысло или тяга механического типа. Крышка может также иметь специальный выступ, который перекрывает поток света когда она закрыта. Если в момент печати специально открыть верхнюю крышку, то в управляющую схему поступит соответствующий сигнал и каретка остановится.
О местонахождении печатающей головки принтер «узнает», используя энкодерную ленту, а также оптопару, которая расположена во внутренней части каретки. Энкодерная лента — это прозрачная полоска, выполненная из тонкого пластика, на который нанесены тонкие непрозрачные штрихи.
Каретка с картриджами принтера ездит по энкодерной ленте в одну сторону и в другую, в это время темные полоски на ней служат для перекрытия потока излучения, который идет от оптопары. В схеме управления фиксируется несколько импульсов, чем дальше каретка будет находиться от начального положения, тем больше импульсов поступит в схему.
Еще один датчик энкодерного типа расположен на валу подачи бумаги, только выполнен он в виде коротких и непрозрачных штрихов на прозрачном куске пластика круглой формы.
Поделиться ссылкой:
Вернуться к списку
Зонд
z. Можно ли использовать одноканальный модуль оптопары на 12 В в машине на 24 В?
Задавать вопрос
спросил
Изменено 3 года, 8 месяцев назад
Просмотрено 550 раз
$\begingroup$
У меня есть Tevo Tornado Gold 24 В. Я хочу использовать этот LJ12 A3-4-Z/BX Inductive NPN NO 4 мм с рабочим током 6–36 В в качестве датчика Z. Я не хочу поджаривать свою машину, подавая 24 В на вход датчика.
Что у меня есть, так это одноканальный оптопарный изолирующий модуль на 12 В.
Я хочу знать, можно ли использовать этот модуль оптопары на 12 В с источником питания на 24 В, или мне нужен другой модуль, чтобы не поджарить датчик.
Если мне нужен другой, что мне нужно?
Z-зонд
индуктивный датчик
тево-торнадо
$\endgroup$
5
$\begingroup$
Можно смело использовать модуль с 24В.
Со стороны входа показаны красный светодиод, оптрон и резистор 1 кОм последовательно. Падение напряжения на светодиоде и оптроне, вероятно, составляет около 3,1–3,5 В вместе, поэтому при входном напряжении 12 В вы получите ток примерно 9 А. мА-.
При входном напряжении 24 В повышенный ток вызовет несколько большее падение напряжения, но даже если падение напряжения останется на уровне 3,1 В, ток все равно будет составлять всего 21 мА. Это хорошо соответствует номиналу оптопары (аналогичные оптопары часто рассчитаны на 60 мА) и немного превышает номинал светодиода (аналогичные светодиоды обычно рассчитаны на 20 мА), но, вероятно, все будет в порядке.
Для дополнительного спокойствия можно подключить дополнительный резистор последовательно с входом. «Идеальное» значение (то есть, чтобы ток оставался таким же, как при 12 В) будет составлять 1,3 кОм, хотя подойдет любой резистор небольшого номинала (выше 100 Ом).
$\endgroup$
$\begingroup$
Без использования модуля
с номинальным напряжением 12 В «сам по себе» .
Использование оптопары 12 В/5 В для подключения 24 В к цепи 5 В приводит к тому, что оптопара работает за пределами ее номинальных значений, что означает, что вы разрушите ее либо сразу, либо через короткое время.
Один с соответствующими характеристиками
Чтобы экранировать 5 В от максимального 24 В от пробника без дополнительных деталей, вам потребуется использовать оптопару 24 В/5 В.
Хитрость с делителями напряжения
С помощью делителя напряжения на 50 %, состоящего из двух резисторов с правильным номиналом, вы можете ограничить напряжение оптрона, который, в свою очередь, превратит сигнал 24 В в сигнал 12 В, что защитит нашу оптопару и доска дальше.
$\endgroup$
5
Бесплатный файл SVG Схема для емкостного датчика с модулем оптопары・Идея для 3D-печати для загрузки・Cults
Корпус My MDF Ikea LACK для ANET A8
Бесплатно
ANET A8 — Цепь оси X, датчик накаливания и опора для съемного разъема вентилятора.
Бесплатно
ANET A8 — Поддержка Ramps 1.4 для переключения makerbot параллельно с индуктивным датчиком на Z-мин.
Бесплатно
Схема емкостного датчика с релейным модулем
Бесплатно
Футляр для модуля оптопары
Бесплатно
Коробка термопары, термометр W1209.
Бесплатно
Опора оси катушки с zz608
Бесплатно
ANET A8 — Y Endstop для коммутатора Makerbot
Бесплатно
Лучшие файлы 3D-принтеров в категории Инструменты
Полировальный круг для сверл
Бесплатно
БОЛЬШАЯ КАТУШКА (3 Кг) Держатель для катушки IKEA Skadis с подшипниками
Бесплатно
Репликатор 2X Канал охлаждающего вентилятора
Бесплатно
Smoothed and Stackable V4 (NO GAPS) — более удобная версия защитного визора от 3DVerkstan
Мини-катушки для наконечников или образцов филамента.
Бесплатно
Крепление для крепления велосипедов
Бесплатно
Бестселлеры категории Инструменты
ТОЧНЫЙ ШТАНГМЕНТ ДЛЯ 3D-ПЕЧАТИ СДЕЛАЙ САМ
3,16 €
Крепление Creality Sonic Pad для Ender 3 S1 Pro
1,29 €
Ender 3, 3 V2, 3 pro, 3 max, двойной 40-мм осевой вентилятор, канал горячего конца / клык. CR-10, прямой привод Micro Swiss и совместимость с боуденом. Для печати поддержка не требуется
1,53 €
Направляющая кабеля Ender 3 S1 BEST — вертикальная
Подставка для бутылок с краской Fast-Print (6 размеров)
2,84 €
ПЭТ-машина, сделай нить своими руками из пластиковых бутылок дома!
50 €
ТОЧНЫЙ ЦИФРОВОЙ ИНДИКАТОР 3D ПЕЧАТЬ СДЕЛАЙ САМ
1,93 €
Space Saver — соединитель для вешалок
1,99 €
💖 Хотели бы вы поддержать культы?
Вам нравятся культы и вы хотите помочь нам продолжить приключение самостоятельно ? Обратите внимание, что мы небольшая команда из 3 человек , поэтому нам очень просто поддерживать деятельность и создавать будущие разработки .
Главная / ЧПУ станок / Токарный станок / Разные специализированные токарные станки
Специализированный токарный станок относится к группе токарного оборудования и предназначается для токарной обработки конкретных деталей, изготовляемых крупными сериями в различных отраслях промышленности. На заводах, выпускающих и эксплуатирующих прокатное оборудование, находят применение специализированные вальцетокарные токарные станки (рис. 1) для чернового и чистового обтачивания валков прокатных станов. Эти станки отличаются высокой жесткостью, что в сочетании с большой мощностью привода позволяет полностью использовать возможности оснащенного твердым сплавом инструмента. Станки этого вида оснащаются несколькими суппортами и специальными люнетами, позволяющими устанавливать парный валок при калибровании, которое может производиться с помощью электрокопировальных устройств.
Вообще, существуют разные токарные станки, например в металлургической промышленности применяют специальные токарные станки для обдирки цилиндрических и конических слитков круглого и квадратного сечения:
для отрезки головной части слитка;
для разрезки многогранных бандажных слитков на заготовки для колес и бандажей колесных пар подвижного состава железных дорог.
На тепловозо- и вагоностроительных заводах и при ремонте находят применение колесотокарные (рис. 2) и осетокарные станки, предназначенные для обтачивания бандажей, ободов и осей колесных пар для подвижного состава железных дорог.
Рис. 2. Специальный колесотокарный станок 1836.
На заводах, выпускающих двигатели внутреннего сгорания, используются специальные токарные станки полуавтоматы для обработки коленчатых валов и распределительных валиков.
Обработка коренных шеек коленчатого вала и подрезание смежных с ними щек и концов вала может производиться на станках двух типов — с двусторонним или с центральным приводом. У станков с двусторонним приводом (рис. 3) задняя бабка является также ведущей, шпиндель ее вращается синхронно со шпинделем передней бабки.
Рис. 3. Полуавтоматический специализированный токарный станок 1A857 для обработки коленчатых валов.
На таких станках можно обтачивать средние коренные шейки коленчатых валов (рис. 4, α), подрезание смежных с ними щек, а также обработка соосных шатунных шеек и смежных с ними щек, если коленчатый вал закрепить так, что оси шеек совпадут с осью шпинделя станка (рис. 4, б).
Рис. 4. Схемы обработки коленчатого вала на токарном станке
Обработка коренных шеек, расположенных на концах вала, выполняется на специализированных токарных станках с центральным приводом (рис. 5). В этом случае вал, установленный в центрах, приводится через шестерню, закрепленную на предварительно обработанной средней шейке (рис. 4, в).
Рис. 5. Полуавтоматический специальный токарный станок 1А84 для обработки коленчатых валов.
Существуют разные токарные станки для одновременной обработки всех шатунных шеек коленчатого вала. В этом случае вал закрепляют так, как изображено на рис. 4, α, а суппортам, в которых закреплены резцы, сообщается движение по окружности синхронно с вращением заготовки, радиус которой равен эксцентрицитету коленчатого вала (рис. 1, 4, г).
Для обработки тяжелых коленчатых валов применяют токарные станки (рис. 6), на которых заготовку закрепляют неподвижно в люнетах 2, а последовательная обработка как коренных шеек, так и шатунных производится двумя резцами, установленными в суппортах 4 на планшайбе 3, которым сообщается радиальная подача. Планшайбе сообщается продольная подача по направляющим станины 1, а также поперечное установочное движение для совмещения центра планшайбы с центром обрабатываемой шейки коленчатого вала.
Рис. 6. Специализированный токарный станок с вращающимися резцами для последовательной обработки шеек тяжелых коленчатых валов
Для обработки кулачковых распределительных валиков используются специальные токарные многорезцовые станки полуавтоматы с двусторонним и с центральным приводом. На станках с двусторонним приводом (рис. 7) производятся обтачивание шеек и подрезание торцов кулачков в средней части вала, а также одновременное обтачивание профиля всех кулачков. Станки с центральным приводом предназначены для обработки шеек и подрезания торцов кулачков на концах распределительного валика.
Рис. 7. Полуавтоматический специальный токарный станок 1893 для обработки распределительных валиков.
В инструментальной промышленности находят применение разные токарно затыловочные станки (рис. 8) для снятия затылков у зубьев дисковых и червячных фрез и других инструментов.
Токарно затыловочные станки отличаются от универсальных токарных станков тем, что резцовой каретке 2 суппорта (рис. 9) сообщается периодическое возвратно поступательное движение, состоящее из медленной поперечной подачи вперед, при которой снимается затылок на зубе, и быстрого отскока в исходное положение.
Возвратно-поступательное движение осуществляется кулачком 1, получающим движение от вала 3, кинематически связанного с приводом вращения заготовки.
Рис. 9. Суппорт токарно-затыловочного станка.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Металлорежущие станки являются главными элементами машиностроительных производств. Ключевая роль станкостроения в машиностроении определяется тем, что все машины и разнообразные изделия создаются с помощью металлорежущих станков. Уровень развития станкостроения определяет промышленный потенциал страны, экономическую неуязвимость, обороноспособность и независимость государства.
Металлорежущий станок — это технологическая машина, предназначенная для обработки материалов резанием с целью получения деталей заданной формы и размеров (с требуемыми точностью и качеством обработанной поверхности).
На станках обрабатывают заготовки не только из металла, но и из других материалов, поэтому термин «металлорежущий станок» является условным. [1]
Металлорежущий станок (станок) — машина для размерной обработки заготовок. К станкам относят и технологическое оборудование, использующее для обработки электрофизические и электрохимические методы, сфокусированный электронный или лазерный луч, поверхностное пластическое деформирование и некоторые другие виды обработки. [7]
Помимо основной рабочей операции, связанной с изменением формы и размеров заготовки, на станке необходимо осуществлять вспомогательные операции для смены заготовок, их зажима, измерения, операции по смене режущего инструмента, контроля его состояния и состояния всего станка. В связи с большим разнообразием функций, выполняемых на станках, их целесообразно рассматривать как систему, состоящую, из нескольких функциональных подсистем. [7]
В зависимости от характера выполняемых работ различают девять групп станков. Каждая группа содержит девять типов станков, объединенных общими технологическими признаками и конструктивными особенностями [1], [3], [4], [6], [7].
Зубо-долбежные для обработки цилиндри-ческих колёс
Зуборезные для обработки конических колёс
Зубо-фрезерные для нарезания цилиндри-ческих колёс и шлицевых валов
Зубо-фрезерные для нарезания червячных колёс
Для обработки торцевых зубьев колёс
Резьбо — фрезерные
Зубо-отделоч-ные, провероч-ные и обкатные
Зубо — и резьбо — шлифо-вальные
Другие зубо — и резьбо — обрабаты-вающие
6
Фрезерные
Вертикаль-но — фрезерные консольные
Фрезерные непрерыв-ного действия
Продоль-ные одно-стоечные
Копиро-вальные и гравиро-вальные
Верти-кально — фрезерные бескон-сольные
Продоль-ные двух-стоечные
Широко — универ-сальные фрезерные инстру-менталь-ные
Горизон-тально — фрезерные консоль-ные
Другие фрезерные
7
Строгальные, долбежные, протяжные
Продоль-ные
одно-стоечные
Продоль-ные
двух-стоечные
Поперечно — строгаль-ные
Долбеж-ные
Протяж-ные горизон-тальные
Протяжные вертикаль-ные для внутрен-него протя-гивания
Протяж-ные вертикаль-ные для наружного протяги-вания
_
Другие строгаль-ные
8
Разрезные
Отрезные, оснащен-ные токарным резцом
Отрезные, оснащен-ные шлифо-вальным кругом
Отрезные, оснащен-ные гладким или насечным диском
Правűльно — отрезные
Ленточно — пильные
Отрезные с дисковой пилой
Отрезные ножовоч-ные
_
_
9
Другие
Муфто — и трубо-обрабаты-вающие
Пило-насекатель-ные
Правűльно — и бесцентро-вообди-рочные
_
Для испытания инстру-ментов
Делитель-ные машины
Баланси-ровочные
_
_
Наиболее распространенные типы станков [6]:
По степени универсальности:
По степени универсальности (специализации)станки подразделяют на универсальные, специализированные и специальные. [1]
Универсальные станки (станки общего назначения) предназначены для обработки деталей широкой номенклатуры в единичном и мелкосерийном производстве, различных по форме и размерам деталей. Станки универсальные или общего назначения предназначенны для выполнения различных операций при обработке деталей разнообразной номенклатуры. Такие станки находят применение в (индивидуальном), отчасти — мелкосерийном производстве в ремонтных цехах, МТС. Станки для особенно большого диапазона работ называют часто широкоуниверсальными. [2]
Для этих станков характерен широкий диапазон регулирования скоростей и подач. К универсальным относятся токарные, токарно-винторезные , токарно-револьверные, сверлильные, фрезерные, строгальные и другие станки как с ручным управлением, так и с ЧПУ.
Универсальные станки с ручным управлением требуют от оператора и частичной или полной реализации программы, так же выполнения функций манипулирования (смена заготовки и инструмента), контроль и измерение. Универсальные станки с ЧПУ требуют от оператора лишь отдельных функций манипулирования и контроля. При этом становиться возможным обслуживание одним оператором нескольких станков. [1], [5], [7].
Специализированные станки используют для обработки деталей одного наименования, но разных размеров. Это станки для обработки труб, муфт, коленчатых валов; зубо- и резьбообрабатывающие, токарно-затыловочные и др. Для специализированных станков характерна быстрая переналадка сменных устройств и приспособлений; они применяются в средне- и крупносерийном производстве. Являются основным оборудованием современных машиностроительных заводов. Примером могут служить токарные станки для обработки коленчатых валов или шлифовальные станки для обработки колец шарикоподшипников. [1], [5], [7].
Специальные (называются иногда узкоспециальными) станки используют для обработки деталей одного наименования и размера; их применяют в крупносерийном и массовом производстве. Для облегчения изготовления специальных станков их собирают из нормализованных узлов. Такой способ изготовления специальных станков является самым целесообразным и эффективным. Им присвоено общее название — агрегатные станки. [1], [2].
По степени специализации:
По точности станки делят на пять классов:
1. Нормальной точности (Н) — к этому классу относится большинство универсальных станков;
2. Повышенной точности (П) — станки этого класса изготовляют на базе станков нормальной точности, но предъявляют повышенные требования к точности обработки ответственных деталей станка, качеству сборки и регулировки;
3. Высокой точности (В) — точность станков этого класса достигается благодаря специальной конструкции отдельных узлов, высоких требований к точности изготовления деталей, качеству сборки и регулировки станка в целом;
4. Особо высокой точности (А) — требования, предъявляемые при изготовлении таких станков, еще более жесткие, чем при изготовлении станков класса В;
5. Особо точные (С), или мастер-станки — на них изготавливают детали для станков классов точности В и А.
Прецизионные станки (классов точности В, А и С) желательно эксплуатировать в термоконстантных цехах, в которых температура и влажность регулируются автоматически. [1], [3].
В зависимости от массы станка:
В зависимости от массы станки подразделяют на легкие ( < 1 т), средние (1 … 10 т) (нормального веса по ранее разработанной классификации) и тяжелые(> 10 т) .
В свою очередь тяжелые станки бывают крупные (10 … 30 т), собственно тяжелые (30 … 100 т) и уникальные (> 100 т).
Для станков внутришлифовальных, хонинговальных и зубообрабатывающих градация тяжелых станков иная: крупные станки — от 10 до 29 т, тяжелые — от 20 до 60 т, особо тяжелые — массой более 60 т. [1], [2].
По степени автоматизации:
По степени автоматизации различают станки с ручным управлением, полуавтоматы и автоматы.
В станках с ручным управлением пуск и останов станка, переключение скоростей и подач, подвод и отвод инструмента, загрузку станка заготовками и разгрузку готовых деталей и другие вспомогательные операции выполняет рабочий.
Полуавтомат — станок, работающий с автоматическим циклом, для повторения которого требуется вмешательство рабочего. Например, загрузку на станок заготовки и разгрузку обработанной детали рабочий осуществляет вручную, после чего он включает станок для повторения следующего цикла.
Автомат производит все рабочие и вспомогательные движения цикла технологической операции и повторяет их без участия рабочего, который лишь наблюдает за работой станка, контролирует качество обработки и при необходимости подналаживает станок, т. е. регулирует его для восстановления достигнутых при первоначальной наладке точности, взаимного расположения инструмента и заготовки, а также качества получаемой детали.
Под циклом понимают промежуток времени от начала до конца периодически повторяющейся операции независимо от числа одновременно обрабатываемых заготовок. [1]
В зависимости от расположения шпинделя:
В зависимости от расположения шпинделя станки бывают горизонтальные, вертикальные и наклонные.
По степени концентрации операций:
По степени концентрации операций станки подразделяют на одно- и много- позиционные.
Концентрация операции — это возможность одновременной обработки на станке различных поверхностей заготовки многими инструментами. При этом развитие шло по двум направлениям: создание одно- позиционных, много- инструментальных станков, когда одновременно несколькими режущими инструментами обрабатываются различные поверхности одной заготовки, и разработка многопозиционных много- инструментальных станков, одновременно обрабатывающих две заготовки и более. [1]
Источники:
[1] Проектирование автоматизированных станков и комплексов: учебник: в 2 т. / под ред. П. М. Чернянского. — 2-е изд., испр.- М. : Изд-во МГТУ им. Н. Э. Баумана, 2014.
[2] Металлорежущие станки: учебник: под ред. д.т.н. проф. Н. С. Ачеркана. М. : Изд-во МАШГИЗ, 1957
[3] Металлорежущие станки: Колл. Авторов под ред. проф. В. К. Тепинкичиева. М., «Машиностроение», 1973
[4] Металлорежущие станки. Учеб. пособие для втузов Н. С. Колев, Л. С. Красниченко, Н. С. Никулин и др. — 2-е изд., перераб. и доп. — М., «Машиностроение», 1980
[5] Металлорежущие станки: А. М. Трофимов Учеб. пособие для техникумов. — 2-е изд., перераб. и доп. — М., «Машиностроение», 1979
[6] Металлорежущие станки (альбом общих видов, кинематических схем и узлов). А. М. Кучер, М. М. Киватицкий, А. А. Покровский. — М., «Машиностроение», 1972
[7] Металлорежущие станки: Учебник для машиностроительных втузов/Под ред. В. Э. Пуша. — М., «Машиностроение», 1985
10 удивительных специализированных машин, которые стоит увидеть
Специализированные машины — это оборудование, которое может выполнять определенные задачи, на которые не способны их обычные аналоги. Такое оборудование оснащено особыми функциями, такими как способность работать лучше и быстрее, чем обычное оборудование. Специализированные машины стали незаменимым компонентом горнодобывающих, строительных и коммунальных проектов во всем мире. Они придали этим проектам новое измерение, подняв их производительность на несколько ступеней. Мы составили список некоторых специализированных машин, принадлежащих к определенным нишам, которые вы должны увидеть. Просто взгляните!
1 Мостоукладчик SMB для параболических кривых с наклоном
Мостоукладчики специального типа от SMB Construction International GmbH (SMB) используются для строительства параболических кривых с наклоном. Эти асфальтоукладчики, оснащенные точно управляемыми катками, помогают выполнять точное уплотнение наклонных и параболических дорожных покрытий.
Мостоукладчик SMB для параболических кривых с наклоном. Изображение предоставлено: smb-ci.com
Несколько дорожных дорожек имеют изгибы или арки, выполненные в форме параболы. Для строительства таких параболических кривых с уклоном используется уникальный вид мостоукладчика. Одной из таких компаний, поставляющих эти мостоукладчики, является SMB Construction International GmbH (SMB). Точная и качественная укладка криволинейных дорожных покрытий достигается за счет точно управляемых катков мостоукладчика. Эти катки, поддерживаемые электрическими гидравлическими тросовыми лебедками, обеспечивают мощную силу для выполнения сложных строительных задач.
Высокоточные датчики, установленные на асфальтоукладчике с крутыми поворотами, обнаруживают и сканируют контрольные рельсы, примыкающие к шасси асфальтоукладчика. После успешного сканирования со всех сторон датчики передают эти данные в централизованную вычислительную систему. Это позволяет гидравлическим системам оборудования точно перемещать шасси асфальтоукладчика и выглаживающую плиту в нужное положение.
Мостовой асфальтоукладчик подается через установленный сбоку резервуар для хранения, который заполняется с помощью экскаватора или заправочной машины. Шнековые питатели транспортируют материал к выглаживающей плите и обеспечивают равномерное распределение по всей ширине. ( Источник )
Рекламные объявления
2 Крепление для грузовика Dutchman с изогнутым отвалом 100 дюймов
Крепление для грузовика с изогнутым отвалом 100 дюймов от Dutchman Industries идеально подходит для выкапывания деревьев до 12 дюймов. Его уникальные отвалы «холодной штамповки» в сочетании с невероятным замком подъемной мачты обеспечивают большую мощность копания.
Крепление для грузовика Dutchman с изогнутым отвалом 100″. Изображение предоставлено: dutchmantruckspade.com
100-дюймовая тележка Dutchman с изогнутым лезвием используется для пересадки больших деревьев, когда ручная пересадка чрезвычайно трудоемка и требует много времени. Эта лопата для деревьев, предназначенная для выкапывания до 12 дюймов, является одной из самых специализированных машин в мире для пересадки деревьев. Лопата для дерева установлена на кузове грузовика с 20 000 передних и 46 000 задних. Он оснащен специальными лезвиями «холодной формы», которые охватывают деревья, вгрызаются в землю, а затем поднимают деревья над землей. Затем укоренившиеся деревья вывозят на предназначенный участок для пересадки или пересадки.
Крепление для грузовика Dutchman’s Curved-Blade 100″. Изображение предоставлено: dutchmantruckspade.com
100-дюймовая тележка с изогнутым отвалом поставляется с устройством для копания, которое использует гидравлические цилиндры для вдавливания копающих ножей в почву. Эти цилиндры соединяются с лопастями и круглой рамой. Круглая рама оборудования предлагает достаточно места для размещения широких деревьев.
Рама также имеет гидравлический запирающий механизм, предотвращающий ее открытие при вдавливании копающих ножей в землю. Имеется «фиксирующая подъемная мачта», которая исключает перемещение лопаты и делает транспортировку более удобной и безопасной. Лопата для деревьев также поставляется со скребками, чтобы предотвратить прилипание почвы. ( 1, 2, 3, 4)
Объявления
3 Ligchine SCREEDSAVER ELITE Трехмерная бетонная стяжка с лазерным наведением
Ligchine Screedsaver Elite 3D Concrete Screed машина с 12-футовой головкой с боковым смещением а большой метлой можно выровнять бетонные полы как профессионал. 3D-модель предлагает площадь покрытия 216 квадратных футов за проход, что обеспечивает крупносерийное производство и оптимальную производительность рабочей площадки.
Ligchine SCREEDSAVER ELITE Трехмерная бетонная стяжка с лазерным наведением. Изображение предоставлено: forconstructionpros.com
Screedsaver Elite 3D Concrete Screed machine от Ligchine — это новая модель с лазерным наведением среди эксклюзивной линейки специализированных машин. Выравнивающая машина с 12-футовой головкой с боковым смещением выглаживает самые большие препятствия. Он оснащен секциями стрелы для тяжелых условий эксплуатации, длина которых достигает 18 футов. Специализированная комбинация головки и щетки обеспечивает увеличение площади обработанных квадратных метров за проход, которая составляет 216 квадратных футов за проход.
Машина для трехмерной бетонной стяжки также оснащена системой трехмерной бетонной стяжки с лазерным управлением, которая обеспечивает прецизионную точность и большие объемы производства для укладки бетона с трехмерным контуром.
При длине 14 футов 6 дюймов и высоте 5 футов 5 дюймов модель Elite имеет узкую конструкцию шасси для лучшей навигации. Полный привод обеспечивает улучшенное перемещение выглаживающей плиты от рабочей площадки к месту укладки. Также улучшены элементы управления для большей настраиваемости и точности укладки. ( 1, 2, 3, 4)
Реклама
4 Kraft Training Gerat, также известный как силовой тренажер для метания копья
Kraft Training Gerat или «KTG» — это специальное немецкое силовое оборудование для элитных метателей копья, позволяющее развивать силу и скорость. Салазки устройства загружают грузы весом 22 фунта до максимального веса 30,42 фунта.
Тренажер Kraft Training Gerat (KTG) — это немецкое устройство для силовых тренировок, которое помогает метателям копья повышать свою силу и скорость. Оборудование, используемое Йоханнесом Феттером, золотым призером чемпионата мира 2017 года в Германии, также позволяет спортсменам выполнять идеальный бросок с меньшим риском получения травмы.
Специализированное устройство для силовых тренировок представляет собой переносные салазки весом 8,36 фунта, прикрепленные к наклонной балке, которая выдерживает вес до 30,42 фунта. Спортсмены могут бросать сани, имитируя метание копья. Затем машина отображает точную скорость броска вместе с траекторией в режиме реального времени. ( 1, 2)
Реклама
5 Огнеметы для пропашных культур Red Dragon®
Четырехрядный огнемет Red Dragon® Row Crop Flamers — это , используемый для прополки пламенем на пропане для уничтожения сорняков без гербицидов или пестицидов.
Огнеметы Красного Дракона. Изображение предоставлено: flameengineering.com
Red Dragon® Row Crop Flamers — одна из ограниченных, но наиболее специализированных машин, используемых в области традиционного и органического земледелия. Он поставляется с резервуаром для подачи пропана, который стреляет пламенем с температурой до 2500 градусов по Фаренгейту в целевые сорняки. Более высокие температуры заставляют воду в сорняках кипеть и разрушают их клеточные стенки. В результате растение теряет всю свою влагу и в итоге погибает.
В комплект поставки входят монтажные кронштейны для ножек навесного бруса, шланги, топливный фильтр, горелки, главный выключатель, защита клапана и комплект горелки. Он работает на пропане, который не токсичен, не загрязняет окружающую среду и полностью горит. Это позволяет производителям экологически чистых продуктов и традиционным фермерам бороться с сорняками без каких-либо пестицидов или гербицидов. Огнемет, работающий на пропане, экономически эффективен и лучше всего работает с широким спектром культур, таких как морковь, кукуруза, майло и салат. ( 1, 2, 3)
10 Необычные конструкции, которые действительно служат цели
Специализированная машина | Морита и компания
Сфера деятельности
Специализированная машина
Специализированная машина
Мы предлагаем широкий спектр специализированных машин для сборки, контроля, машинного процесса
, проверки и транспортировки в соответствии с вашими запросами.
Наши передовые технологические навыки, которые могут обеспечить высокую точность, и «Total FA System» могут поддержать ваш бизнес на каждом этапе; машинное исследование, производство и разработка системы.
5 преимуществ нашей общей системы FA
#1
Мы обеспечиваем системную интеграцию как для отдельных машин, так и для линий. Мы поддерживаем вас от стадии обучения до послепродажного обслуживания.
#2
У нас есть ноу-хау и достижения, особенно в производстве кузнечных станков и машин для массового производства металлических деталей.
#3
Мы добиваемся экономии рабочей силы и энергии за счет повышения производительности и гибкости.
#4
Наши машины соответствуют стандартам UL・CE. Мы установили и наладили наши машины на заводах наших клиентов за границей.
#5
Мы предлагаем новый технологический метод Наш богатый опыт в автомобильной, авиационной, сталелитейной и электротехнической промышленности поможет вам найти новый технологический метод или
Наши технические навыки
Узнать подробности
Технология обработки
Горячий калибровочный пресс
+
Детали самолетов должны быть очень легкими и прочными, поэтому используются специальные материалы, такие как титановый сплав. Горячий калибровочный пресс может прессовать специальные материалы при высокой температуре (800 градусов). Мы успешно разработали это, сочетая прессование и технику теплозащиты.
Станок для производства проволоки для сиденья
+
Отрезанная и выправленная на заданную длину заготовка устанавливается в заданном положении на устройство подачи материала и выполняется автоматическая формовка.
Автоматический гибочный станок
+
Автоматический гибочный станок – это оборудование для формирования и обработки стабилизатора поперечной устойчивости.
Сборка
Машина для склеивания автомобильных сидений
+
Подушечка и сиденье для автомобилей скреплены термосклеиванием. Требуется усовершенствованная термообработка.
Машина для установки шайб для малых пружин
+
На малой пружине установлена металлическая шайба.
Машина для склеивания резины
+
Клей наносят на резину и дают ему высохнуть. Затем устанавливается на металлическую планку.
Осмотр
Машина для проверки цепи привода ГРМ
Машина для осмотра втулки кривошипа
Машина для проверки размеров вала
Трансфер
Машина для перемещения алюминиевых колес
+
Данное оборудование предназначено для перемещения алюминиевых колес в процессе производства автомобилей. Мы добились автоматизации передачи тяжелых колес.
Машина для загрузки магазина лезвий
+
Машина для переноса болтов
+
Управление
Проектирование управления
Система FA с использованием программы секвенсора, разработанной производителями, в том числе зарубежными. (MITSUBISHI, OMRON, KEYENCE, SIEMENS, Allen-Bradley)
Робот
Устройство для переноса с использованием роботов производства FANUC, YASKAWA, NACHi, Kawasaki и др.
Съемник стопорных колец KRAFTOOL внешний/внутренний 6в1 22811 — используется при снятии или установке стопорных колец — внутренних или внешних. В комплектацию входят сменные насадки, которые расширяют функциональность представленного ручного инструмента. Выполнен из качественного прочного материала, что позволяет увеличить срок эксплуатации.
Преимущества:
Простота применения
Долгий срок службы
Качественное исполнение
Эффективность в работе
Комплектация:
Съемник
3 сменные насадки
Упаковка
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
Съемник стопорных колец KRAFTOOL с изогнутыми губками, внешний, 175 мм: цена, фото, описание, характеристики
Щитовики в Геншине — это подкласс поддержки (саппортов), который накладывает на персонажей команды защиту в виде щита, позволяющего временно поглощать входящий урон.
Толщина щита, т.е. то сколько он сможет выдержать урона, зависит от характеристики защита или от HP конкретного щитовика.
Классические щитовики
В Genshin Impact существуют ряд персонажей, у которых есть способности, связанные с созданием щитов:
Чжун Ли
Ноэлль
Диона
Бэй Доу
Синь Янь
Тома
Юнь Цзинь
Лайла
Чжун Ли — создает яшмовый щит путем длительного нажатия элементального навыка “Власть над камнем” . Помимо плотного щитка даст команде дополнительный урон путем применения “Падения кометы” . Благодаря этому частенько выступает в качестве саб-дд.
Ноэлль — если деда пока у вас нет, то обратите внимание на выпадающего со 100% вероятностью из Молитвы новичка боевую горничную Ноэлль. Эта хрупкая на вид девушка может решить сразу несколько задач в отряде — щитовик, хиллер и саб-дд.
Диона — малышка-бармен из таверны “Кошкин хвост” накладывает довольно милый щиток в виде кошачьей головы. Только ради этого уже стоит добавить лолю в отряд, но она еще и хороший лекарь и щитовик, об этом тоже не стоит забывать.
Бэй Доу — элементальный навык “Крушитель бури” создает щиток, который не только защитит активного перса, но еще и нанесет дополнительный электро урон по врагам.
Синь Янь — элементальный навык “Решительный жар” создает щиток, причем он имеет несколько уровней с особыми эффектами, зависящие от попавшим по нему ударам.
Тома — элементальный навык “Пылающий покров” и взрыв стихий “Багровый оёрой” . Оба эти способности с небольшими изменения направлены на создание защиты активного перса.
Лайла — создает щиток путем применения элементального навыка «Ночи почтенного сосредоточения» . Он не только защищает активного перса, но еще и немного поддамаживает врагов, выстреливая по ним крио Метеорами . На фоне владения крио-щитом между собой сравниваются Диона и Лайла. Кого из них двоих выбрать? Необходимо отталкиваться от ситуации.
Бай Чжу — обладает интересной механикой бесшовного щита, который обновляется каждые 2,5 секунды на протяжении действия ульты «Целостное восстановление» и наносит периодический дендро-урон. Рассчитывать на него, как на полноценную защиту, как, например, в ситуации Чжун Ли или Лайлы, не стоит. Это просто приятное дополнение к хиллу.
Юнь Цзинь — мало кто из игроков знает, что оперная певица из Ли Юэ, оказывается умеет накладывать щиты. Во время длительного удержания навыка “Вихревое представление” возникает щиток на время действия анимации применения. Это примерно 2-3 секунды. Эффективно? Проще быстро прожать «Вихревое представление» и уйти из-под удара.
Появляются с созвездиями
В игре есть персы, которые могут накладывать щиток на себя и команду, правда такая возможность появляется только с получением определенного созвездия:
Янь Фэй
Кэйа
Янь Фэй — 4 созвездие “Охранная грамота” позволяет создавать щит во время использования взрыва стихий “По рукам” . Работает 15 секунд и зависит от здоровья Янь Фэй. Довольно хорошая вещь, так как позволяет отказаться в некоторых случаях от полноценного щитовика в команде.
Кэйа — 4 созвездие “Поцелуй холода” . Появляется щит, когда здоровье капитана кавалерии падает ниже 20% (может возникнуть 1 раз в 1 минуту). Тут либо нужно контролировать уровень здоровья Кэйи, чтобы иметь стабильный щит, либо не пользоваться им в таком качестве. В общем такое себе занятие.
Лучшие щитовики
На данный момент самым лучшим щитовиком является гео персонаж Чжун Ли, к которому даже близко никто приблизиться не может в этом качестве.
Такой материал, как алюминий и сплавы на его основе широко востребован в различных отраслях промышленности. Это обусловлено эко свойствами и эксплуатационными характеристиками.
Существует ошибочное мнение, что данный металл легко обрабатывать. Однако подобная «лёгкость» требует применения высокоточного современного оборудования и соответствующих профессиональных навыков оператора.
Минусы и плюсы обработки алюминия
на фрезерном станке
Данный материал отличается высокой пластичностью. Это хорошее качество. Но, при выполнении фрезеровки, именно оно является серьёзной предпосылкой к повреждению заготовки. Появлению на ней вмятин, рисок, иных дефектов, которые весьма заметны на продукции.
Испортить металлическую заготовку возможно даже на этапе её фиксации к рабочему столу последнего.
Именно поэтому рекомендовано все алюминиевые заготовки фиксировать не механическими прижимами, а с использованием специальных вакуумных столов.
Подобное решение является безальтернативным при выполнении гравировальных работ, нанесении различных изображений на тонкую и сверхтонкую фольгу. Механически закрепить её невозможно чисто физически.
Из-за высокой вероятности возникновения дефектов на заготовке, в процессе её обработки, алюминий весьма чувствителен к воздействиям малейших вибраций станка и обрабатывающего инструмента. Это обязательно требуется учитывать. Так как, при ошибочном подборе режима фрезерования, либо применении неправильно закрепленных (разбалансированных) цанги, фрезы, готовая поверхность выполненного реза может получиться замятой. Деталь пойдет в брак.
Тонкости режимов фрезерования
Податливость Al, вопреки бытующему мнению, вовсе не означает, что обрабатывать его просто и легко на любых выбранных режимах реза, включая предельные.
Высока вероятность возникновения, даже при умеренных скоростях фрезерования, ситуаций, когда металлическая стружка наглухо забивает имеющиеся у фрезы канавки. Инструмент выходит из строя.
С целью исключения вероятности возникновения подобных ситуаций требуется:
выполнять работы «правильными» фрезами, с необходимым числом зубьев и канавок;
использовать СОЖ;
грамотно выбирать требуемые режимы фрезерования.
Все это достигается, в первую очередь, строгим выполнением рекомендаций изготовителей станков и фрез.
Ещё одна особенность. По умолчанию определение «алюминий» является собирательным. Оно распространяется на все сплавы, производимые на основе данного металла. Специфика их обработки может различаться весьма существенно.
Пример. «Мягкий» АМГ и дюралюминий требуют собственных режимов обработки. Последние подбираются с учётом существ3ующих требований к финишному качеству выпускаемой детали и параметров станка.
Высокоскоростная обработка алюминия (ВСО)
Фрезерование алюминия, востребованная и одна из наиболее простых технологий его обработки. Установленная фреза, снимая слой металла заданной толщины, придаёт обрабатываемой заготовке необходимую форму, размеры.
Применение современных моделей с ЧПУ обеспечивает гарантированное выполнение обработки с max точной реализацией самых мелких элементов, получить 2D или 3D рельеф любой степени сложности. Все изображения прорабатываются детально и чётко.
Экономическая эффективность различных технологий может различаться достаточно существенно. ВСО является, на данный момент, наиболее действенным способом обработки алюминиевых заготовок. Объясняется это тем, что высокое число оборотов шпинделя органично сочетается с возможностью увеличения (на таких режимах) глубины реза. Пример. Для стали этот показатель не меняется.
В целом ряде ситуаций экономически более целесообразным является вариант изготовления одной детали (со значительным процентом отходов обработки), чем выкраивание нескольких деталей из того же объёма материала. именно этим объясняется востребованность при обработке режимов ВСО.
«Гладко было на бумаге…»
Безусловная привлекательность тандемной технологии, ВСО + увеличенная глубина реза, содержит свою «ложку дёгтя». Это проблема возрастания вибрации. Явление это неизбежное и весьма нежелательное. И бороться с ним методами традиционными не получится. Обеспечения высокой жёсткости четырёхзвенной системы, включающей станок, приспособление для фиксации, обрабатывающий инструмент, заготовку уже недостаточно.
Требуется обязательный учёт гармонического закона, согласно которому колеблется фреза, шпиндель. Проще говоря, требуется учитывать, кроме статической, также динамические характеристики возникающих вибраций.
Пример. Теоретические выкладки, подтвержденные практикой, показывают – ВСО обработку Al деталей лучше всего выполнять концевой фрезой, имеющей 3 спиральных канавки. Увеличение их количества снижает эффективность удаления стружки в силу сокращения сечения каждой канавки пропорционально росту их количества.
Обратный вариант, уменьшить их число до 2, тоже не проходит. Он приведёт к росту нежелательных гармоник. Это обусловлено следующим. Частота, с которой колеблется фреза, перестаёт совпадать с числом ударов, которые совершает по детали пара режущих кромок (при частоте вращения шпинделя, достигающих 20000 об/мин).
Оценить оптимальную скорость его вращения позволяют специальные программные продукты. Они позволяют оценить тональность собственных колебаний устройства. Для этого проводится «прослушивание» системы станок – инструмент. Задачу решает подключенный к ПК микрофон специальной конструкции.
Тонкости фрезерования алюминия
на станке с ЧПУ
Приступая к фрезерованию алюминия на фрезерном станке с ЧПУ, следует помнить — предельные значения режимов реза, являющиеся оптимальными, для него, существенно уже, чем для пластика, дерева. Выход за них приводит к ускоренному изнашиванию режущего инструмента, существенному снижению качества обработки.
Следует помнить о высокой вероятности забивания каналов стружкой, что приводит к браку.
Руководствуясь рядом несложных рекомендаций, можно избежать подобного результата.
Не спешите при выполнении работ.
Все основные характеристики: величина подачи, глубина реза и скорость его выполнения должны соответствовать параметрам, заданным для вашего станка производителем. Не гонитесь за скоростью. Это обязательно скажется на качестве.
Для получения максимально точных значений считайте требуемую скорость подачи с применением калькулятора.
Это специальный программный продукт. Оптимальным решением будет наличие в нём следующих значений:
установка min значений числа оборотов;
адаптация под фрезы разной конфигурации (цилиндрические, концевые, иные).
Чем больше диапазон, тем лучше калькулятор.
учет прочность материала заготовки на изгиб;
вывод информацию о скорости, с которой идёт износ инструмента;
учет возможного истончения стружки;
возможность расчёта (с учётом мощности станка) нескольких режимов обработки.
Оптимальное решение — фрезы тех марок, которые изначально предназначены для эксплуатации в режиме ВСО, имеющие износостойкие покрытия. Пример, диборид титана (TiB2).
При работе фрезами с d<6 мм возможно подобраться к скоростям 20000 об/мин максимально близко.
Своевременно удаляйте стружку из рабочих областей.
Несвоевременное выполнение данной процедуры, кратчайший путь к поломке фрезы.
Контролируйте глубину реза.
Чем глубже рез, тем сложнее удалять стружку. Оптимальное решение, выбрать нужную глубину, совершив несколько проходов.
Обеспечьте бесперебойную смазку.
Использование СОЖ минимизирует вероятность налипания стружки, перегрева инструмента. Делает работу комфортной.
Если допустимая скорость перемещения шпинделя по двум осям (X, Y) недостаточно высокая, требуется применять фрезы с минимальным числом зубьев (два или один, с обязательным наличием широких канавок для удаления стружки)
Нельзя допускать работы станка на предельных мощностях.
Вывод
Прекрасным выбором для предприятия, планирующего фрезерную обработку алюминиевых заготовок, является покупка ЧПУ станка линейки WATTSAN. С их подробными характеристиками можно ознакомиться на нашем сайте LASERCUT.
10 полезных советов по резке алюминия на станках с ЧПУ
Демонстрация и консультация
Оплата любым способом
Доставка по всей территории РФ
Гарантия и сервисное обслуживание
10 полезных советов по резке алюминия на станках с ЧПУ
Чаще всего в интернете можно встретить статьи о работе на станках с ЧПУ по дереву или пластику, тем не менее хорошему станку по зубам и алюминий. Главное знать, как правильно с ним работать.
Есть несколько принципиально важных отличий в работе по алюминию от работ по дереву или пластмассам, о которых необходимо помнить. Во-первых, пределы оптимального режима резки у алюминия гораздо у?же. При выходе за пределы оптимального режима фрезы начинают изнашиваться гораздо быстрее, а поверхность оставляет желать лучшего. Также надо иметь в виду, что алюминий и его сплавы так и норовят забить наглухо канавки вашего режущего инструмента. Когда стружка полностью забьёт вашу фрезу, она перестанет резать металл, а при подаче инструмент просто будет давить на заготовку, что приведёт к его поломке. Даже если изначально работа по алюминию может показаться сложной задачей, обрабатывать его можно практически на любом станке с ЧПУ. В данной статье рассмотрим 10 полезных советов, которые позволят проводить работы правильно и безопасно.
Фрезерование алюминия
1. Не торопиться.
Несмотря на то, что станок с ЧПУ может обрабатывать различные металлы, это не самый подходящий инструмент для производства крупногабаритных изделий, например, больших запчастей для автомобиля. Для качественной резки нужно работать не спеша, просто разрешив машине выполнять своё дело – а в таком случае деталь большого размера будет обрабатываться неоправданно долго. Вообще обработка металла является весьма серьёзной нагрузкой для станка, поэтому необходимо правильно рассчитывать скорость и глубину резания, величину подачи — согласно характеристикам вашего станка.
2. Использовать калькулятор для расчёта скорости подачи шпинделя.
Возьмите на вооружение калькулятор скорости резания и подачи для оптимизации настроек. Не стоит резать «на слух», ни к чему хорошему это не приведёт. Лучше воспользоваться калькуляторами, которые в наше время нетрудно найти на просторах интернета как в виде сайтов с необходимыми полями для заполнения и расчёта в онлайн-режиме, так и отдельных профессионально разработанных программных продуктов. В идеале следует использовать такой калькулятор, который будет выводить следующие показатели:
— Установка нижнего предела минимально возможных оборотов в минуту. Толку от калькулятора, если он продолжает предлагать вам заниженные обороты чем позволяет ваш станок?
— Поддерживать как можно больше типов режущего инструмента: цилиндрические фрезы, торцевые, червячные, концевые, конические, и многие другие;
— Учитывать прочность материала на изгиб;
— Выводить предупреждения о скорости износа. При работе на низких оборотах и повышенной температуре она значительно возрастает.
— Учитывать утончение стружки: когда вы делаете небольшие надрезы, шириной менее половины диаметра вашего инструмента, это также приводит к повышению износа инструмента.
— Возможность по мере необходимости рассчитать сразу несколько режимов работы станка по мощности.
После расчёта режима работы, у вас скорее всего всё же возникнет проблема несоответствия рекомендуемого числа оборотов, так как обычно калькуляторы выдают очень низкие значения. Минимальная скорость большинства станков ограничена, и она зачастую гораздо выше необходимой для резки алюминия, но тем не менее есть способы решить эту проблему иными путями. Следующая пара советов покажет возможные пути решения этой проблемы.
3. Использование фрез с износостойким покрытием.
Хорошим вариантом будет использовать фрезы, которые изначально рассчитаны на работу по металлам на высоких скоростях. Обычно это инструмент из твердосплавных материалов. Обычные фрезы из быстрорежущей стали, а также кобальтовые могут оказаться всё же слишком медленными, поэтому следует поискать инструмент с износостойким покрытием типа CC AluSpeed® (TiB2 — диборид титана). У фрез по алюминию с таким покрытием стружка скользит по поверхности фрезы без прилипания и теплопередачи. Они стоят немного больше, но продуктивность работы и качество изделия это окупят сполна. Допустим у вас в наличии концевая фреза из обычной быстрорежущей стали для которой рекомендуемая скорость вращения шпинделя 3.000 об/мин. А ваш станок имеет минимальную скорость 8.000 оборотов в минуту (весьма распространенная минимальная скорость для ЧПУ станков). Концевая фреза с покрытием из CC AluSpeed® может иметь рекомендованную скорость в 7.824 об/мин, что гораздо ближе к минимальной скорости станка. Поэтому такой фрезой, в принципе, уже можно смело работать. Пытайтесь найти концевой инструмент по параметрам наиболее приближенный к скорости вашего станка с ЧПУ, это позволит эффективно обрабатывать ваши заготовки.
4. Работайте фрезами меньшего диаметра
Еще один способ увеличить число оборотов в минуту – работать фрезой малого диаметра. Старайтесь работать фрезами диаметром менее 6 мм. Важно помнить, что в этом случае следует выбирать фрезы из наиболее жестких материалов, с высокой прочностью на изгиб. Чем меньше диаметр, тем ближе мы можем подобраться к 20.000 об/мин. Главный принцип – комбинируя различные размеры и режимы работы подобраться как можно ближе к штатным возможностям вашего станка.
5. Уделяйте внимание своевременной очистке рабочей области от стружки
Уделите особенное внимание удалению стружки. Наличие стружки в обрабатываемых отверстиях и пазах – верный путь к поломке инструмента. И здесь не стоит сильно надеяться, что встроенная система удаления стружки достаточно хороша, и повышенное внимание не нужно.
6. Следите за глубиной резания – глубокие отверстия очистить тяжелее
Сложность извлечения стружки увеличивается с глубиной резания, поэтому лучше сделайте больше проходов, освобождая больше пространства и работая не очень глубоко, чем пытаться сэкономить немного времени.
7. Не забывайте о смазке
Хорошей идеей будет использование смазочно-охлаждающей жидкости, подаваемой под давлением через распылитель — это позволит избежать как прилипания стружки к фрезе, так и перегрева режущего инструмента. Крайне полезное и, в целом, недорогое решение позволит сделать работу гораздо более комфортной.
8. Не уменьшайте скорость подачи слишком сильно!
Если вы идете слишком медленно, то вы рискуете перейти в такой режим, где инструмент
будет больше изнашиваться, чем резать. Подача завязана на обороты шпинделя. Мало просто соблюдать оптимальную скорость резания, нужно еще держать в оптимальных пределах подачу на зуб.
Зоны оптимальных режимов у металлов гораздо уже, чем у дерева или пластика
9. Если станок не может перемещать шпиндель по XY c достаточно большой скоростью, используйте фрезы с меньшим числом зубьев.
При недостаточной скорости подачи для работы с алюминием рекомендуется использовать однозубые и двузубые фрезы
с широкими канавками для стружки. А четырех- или более зубыми фрезами работать по алюминию не стоит вообще! Причина заключается в том, что при обработке алюминия образуется очень много крупной стружки. Чем меньше зубьев, тем больше пространство между режущими кромками, и тем больше места для продуктивного отвода больших кусков стружки. Многозубые же фрезы забиваются стружкой наглухо очень быстро. Следующая вещь, которую следует учитывать — это так называемое «радиальное истончение стружки». Если глубина резания, т.е. высота области радиального контакта фрезы и заготовки будет меньше радиуса фрезы, это вызовет истончение стружки, и вместо резания начнётся трение и нагревание инструмента, которое в конечном итоге приведёт к преждевременному износу и высокой вероятности поломки. Последний тип резания постоянно наблюдается при операциях зубофрезерования, поскольку глубина резания при этом относительно небольшая по сравнению с диаметром фрезы. Рекомендации по выбору максимальной толщины стружки обычно приводятся в технических характеристиках режущего инструмента.
10. Не работайте на полной мощности
Теперь, когда усвоено 9 предыдущих советов, можно поговорить о мощности. Машина, работающая на пределе, скорее разрушит режущий инструмент, оставит неудовлетворительное качество поверхности, а точность обработки заготовки будет желать лучшего. Не всегда доступны данные о мощности и жесткости того или иного станка. Жесткость несущей системы оценивается по величине относительных смещений инструмента и заготовки под действием сил резания. Всё это зависят от величины силы резания, собственной жесткости отдельных узлов станка, контактной жесткости между узлами станка и от порядка расположения этих узлов в пространстве. При высокоточных работах необходимо оценивать погрешности под действием упругих деформаций, а также необходимо учитывать деформации инструментальной оснастки, приспособления и заготовки. Элементы технологической системы могут деформироваться по-разному при различном их расположении и разном направлении сил резания, и, если не принимать во внимание этот фактор, могут возникнуть недопустимые погрешности при обработке. Поэтому при изготовлении точных деталей необходимо особенно тщательно провести предварительную оценку упругих деформаций технологической системы.
Вывод
Обработка алюминия на станках с ЧПУ
является абсолютно выполнимой на большинстве станков. Стоит лишь грамотно решить вопрос выбора оптимального режима, учесть все требования подачи и скоростей, а также мудрого выбора инструмента и параметров резки. И, само собой, воспользоваться каким-нибудь калькулятором чтобы это всё рассчитать, не забывая про особенности стружкообразования при обработке алюминия. Успешных проектов!
Назад в раздел
Резка алюминия на фрезерном станке с ЧПУ: 11 простых советов
Может ли фрезерный станок резать алюминий?
Люди часто спрашивают: «Может ли фрезерный станок с ЧПУ резать алюминий?» Они привыкли видеть, что они в основном режут дерево и пластик. Я всегда отвечаю на этот вопрос: «Да, любой фрезерный станок с ЧПУ может резать алюминий, если вы сделаете это правильно». Я собираюсь ТОЧНО рассказать вам, как резать алюминий на фрезерном станке с ЧПУ, с помощью этих 11 простых советов.
Как только вы узнаете секреты, вы обнаружите, что обработка алюминия на фрезерном станке с ЧПУ не только проста, но и очень продуктивна. Использование фрезерного станка с ЧПУ для алюминиевых деталей может быть очень успешным занятием при небольшой осторожности и подготовке. Это не значит, что фрезерный станок с ЧПУ не подойдет для вашей задачи, поэтому обязательно прочитайте нашу статью «Фрезерный станок с ЧПУ и фрезерный станок», чтобы узнать больше.
Резка алюминия с помощью фрезерного станка Основы
Следует помнить несколько моментов о том, чем алюминий (и другие металлы) отличается от дерева или пластика. Во-первых, они имеют гораздо меньшую «золотую середину» для оптимальных подач и скоростей. Если вы выходите из зоны наилучшего качества, фрезы начинают ломаться, они изнашиваются намного быстрее, а чистота поверхности в лучшем случае оставляет желать лучшего. На самом деле, есть несколько «золотых сережек» в зависимости от того, чего вы хотите достичь:
У металлов гораздо меньшие «сладкие точки» (более узкий диапазон допустимых подач и скоростей), чем у дерева или пластика…
Во-вторых, для алюминия (и некоторых других металлов) существует фактор «липкости». Алюминий хочет прилипнуть к инструменту. На самом деле, он будет делать это до такой степени, что приварится к инструменту. Как только на режущих кромках появятся клейкие алюминиевые отложения, этот инструмент недолго прослужит, особенно при скорости вращения 20 000 об/мин и выше.
Лучший фрезерный станок с ЧПУ для алюминия
Итак, учитывая, что мы можем резать алюминий практически на любом фрезерном станке с ЧПУ, какой фрезерный станок с ЧПУ лучше всего подходит для алюминия?
Есть два особенно важных качества. Во-первых, это жесткость. Любой изгиб станка приведет к тому, что инструмент будет резаться с отклонением, что радикально увеличит износ инструмента. Кстати, наше программное обеспечение G-WIzard Calculator имеет как снижение мощности, чтобы компенсировать недостаточную жесткость станка, так и расчеты и оптимизацию отклонения инструмента, чтобы свести к минимуму эту проблему. Во-вторых, как уже упоминалось, алюминий липкий. Вам понадобится какая-то смазка. Так что возьмите любой фрезерный станок с ЧПУ, который у вас есть, и наденьте на него масло, которое поможет нанести эту смазку. Вы обнаружите, что это значительно повышает ваши шансы на успех в алюминии.
11 советов по резке алюминия на фрезерном станке с ЧПУ
Несмотря на эти трудности, вы можете успешно резать алюминий практически на любом фрезерном станке. Вот 11 советов по успешной резке алюминия на фрезерном станке с ЧПУ:
1. Не спешите
Фрезерный станок с ЧПУ может резать алюминий, но он не является идеальным инструментом для вырезания крупных аэрокосмических деталей, таких как лонжероны крыльев. Цена, которую вы заплатите за успех, — замедление процесса. Обратите внимание, что я не имею в виду буквальное замедление ваших подач и скоростей, но ваша общая скорость съема материала будет меньше, чем то, что может быть достигнуто на специально созданном фрезерном станке с ЧПУ. Так что расслабьтесь и позвольте машине делать свое дело. По крайней мере, фрезерный станок с ЧПУ хорошего размера может разместить на своем столе гораздо больше материала, чем любой другой фрезерный станок с ЧПУ. Загрузите его, нажмите зеленую кнопку и уходите.
2. Подачи и скорости фрезерного станка с ЧПУ по алюминию
Послушайте, вы, по всей вероятности, приблизитесь к пределу возможностей вашего станка. Резать алюминий на фрезерном станке с ЧПУ не так уж и легко, поэтому давайте сделаем это правильно. Ни о какой «нарезке на слух», о которой так любят говорить старожилы. Ухо не успевает за вами достаточно быстро, когда ваша машина скользит по углам и сквозь карманы. В одну минуту все в порядке, а в следующую вы уворачиваетесь от кончика резака, который отломился и разлетелся по магазину. Все пользователи ЧПУ могут извлечь выгоду из калькулятора подачи и скорости, но когда вы приближаетесь к границе диапазона производительности, вы должны быть особенно осторожны. Конечно, мы рекомендуем наш собственный калькулятор G-Wizard Feeds and Speed Calculator. Конечно, есть и другие, но наш — это первый в мире калькулятор подачи и скорости, специально разработанный для нужд пользователей фрезерных станков с ЧПУ (щелкните эту ссылку, чтобы понять, почему).
Убедитесь, что тот, который вы получаете, имеет необходимые функции для фрезерных станков с ЧПУ. Очень важные функции для фрезерных станков с ЧПУ, которые мы включаем в калькулятор G-Wizard, включают:
— установка минимальной скорости вращения. Калькулятор не поможет, если он постоянно говорит вам двигаться медленнее, чем вы можете.
— Типы фрезерных станков с ЧПУ: биты V, компрессионные и понижающие биты важны для пользователей фрезерных станков с ЧПУ. Убедитесь, что ваш новый калькулятор обрабатывает их так же, как G-Wizard.
— Отклонение: Отклонение инструмента является фактом жизни и является причиной многих поломок инструментов. Убедитесь, что ваш калькулятор вычисляет отклонение и что у него есть такие возможности, как оптимизатор резки и мастера CADCAM, помогающие найти решения, позволяющие избежать чрезмерного отклонения.
– Предупреждение о трении: Если вы слишком сильно замедлите скорость подачи, фреза перестанет срезать хорошую чистую стружку и начнет пахать по поверхности. Это называется «трением» и действительно сокращает срок службы инструмента из-за выделяемого тепла. Получите калькулятор с предупреждением о натирании.
– Утончение стружки: Когда вы делаете легкие пропилы, ширина которых меньше половины диаметра фрезы, вы получаете утончение стружки. Ваш калькулятор должен компенсировать это, иначе вы преждевременно изнашиваете инструменты.
— Возможность снижать мощность для менее жестких машин: см. № 10 ниже, чтобы узнать больше. Также хорошо, если калькулятор имеет несколько профилей машины, чтобы вы могли легко переключаться между профилями с полной оценкой и профилями со сниженной номинальной стоимостью по мере необходимости.
Как только у вас появится калькулятор, вашей первой проблемой будет слишком низкая рекомендуемая частота вращения. Одна из проблем для большинства фрезерных станков с ЧПУ заключается в том, что шпиндель работает быстрее, чем на многих фрезерных станках с ЧПУ. Ваш средний новый фрезерный станок с ЧПУ максимально достигает при 10 000 об/мин, а многие фрезерные станки с ЧПУ не могут работать с такой скоростью медленный . Жизнь для них начинается примерно при 20 000 об/мин. Следующие несколько советов посвящены решениям этой проблемы.
3. Используйте алюминиевые фрезы для резки алюминия (карбидные концевые фрезы)
В фрезерных станках с ЧПУ используются различные специальные фрезы, которые не следует использовать с алюминием. Спирали с продольной резкой, компрессионные фрезы и тому подобное не подходят для работы с алюминием.
Вам нужны алюминиевые фрезы, специально предназначенные для алюминия. В большинстве станков с ЧПУ для этой цели используются концевые фрезы с 2 или 3 канавками. Вы также можете использовать концевые фрезы с одной канавкой, но ни при каких обстоятельствах не используйте более 3 канавок.
Это помогает увеличить рекомендуемую скорость вращения, чтобы убедиться, что ваши фрезы работают на высоких оборотах, на которых работают шпиндели фрезерного станка с ЧПУ. Измерение, которое определяет это, называется поверхностной скоростью (для получения дополнительной информации об этом и многих других подсказках и советах по каналам и скоростям ознакомьтесь с нашей кулинарной книгой по каналам и скоростям). Твердосплавные фрезы могут работать намного быстрее, чем фрезы из быстрорежущей стали. Забудьте о фрезах из быстрорежущей стали и кобальта для алюминия.
Например, мне нужно вырезать паз с помощью концевой фрезы 1/4″. Если я выберу концевую фрезу из быстрорежущей стали, G-Wizard скажет мне, что она хочет работать со скоростью 5877 об/мин, и мой фрезерный шпиндель со скоростью 20 000 об/мин не будет работать так медленно. Поэтому я перешел на твердосплавную концевую фрезу. Сейчас рекомендация 17419об/мин – мы намного ближе. Это с поверхностной скоростью 1140 SFM. Возможно, вы сможете найти более агрессивные рекомендации SFM для инструментов вашего производителя.
Алюминиевые фрезы?
Вы начали задаваться вопросом, почему большая часть мира называет «алюминий» «алюминием»? Если вы думаете, что это просто странный маленький британизм в английском языке, то на самом деле это не так. Долгое время все, включая американцев, называли его «алюминий». Затем американская алюминиевая компания ALCOA допустила опечатку во многих своих печатных материалах. Они отказались от «i» и назвали его алюминием. И они были настолько влиятельны, что это закрепилось, по крайней мере, в США.
4. Используйте фрезы меньшего диаметра
Другой способ увеличить число оборотов – использовать фрезы меньшего диаметра. Забудьте о концевых фрезах 1/2″. Опустите до 1/4″ максимум и, как правило, меньше. Поскольку вы собираетесь использовать меньшие диаметры, вам нужны более жесткие фрезы, чтобы отклонение инструмента не стало проблемой — помните, вам нужен калькулятор подачи и скорости, который учитывает отклонение инструмента. Твердый сплав намного более жесткий, чем быстрорежущая сталь, так что это еще одна причина отдать предпочтение карбиду.
Глядя на наш пример №3 с твердосплавными фрезами, предположим, что вместо концевой фрезы 1/4″ мы используем фрезу 3/16″. Это, казалось бы, небольшое изменение теперь увеличило рекомендуемую скорость вращения до 23226 об/мин — основная территория шпинделя фрезерного станка. Нам легко снизить скорость до 20 000 об/мин и немного увеличить срок службы инструмента.
Мораль этой истории заключается в том, чтобы тщательно подбирать инструменты к возможностям вашей машины.
5. Будьте параноиком в отношении очистки стружки
Я не могу не подчеркнуть этого, особенно когда материал имеет свойство связываться с резаком.
Повторная нарезка стружки ломает больше фрез, чем любая другая вещь, которую я вижу. Будьте параноиком по поводу очистки фишек. Не рассчитывайте на близлежащую вакуумную систему сбора пыли, если вы лично не убедились, что она высасывает стружку даже из самых глубоких порезов. Более надежным является воздушный поток, закрепленный на шпинделе и направленный точно туда, где фреза соприкасается с разрезаемым материалом. Если вы стоите там с насадкой в руке (или, что еще хуже, с щеткой), думая, что можете сохранить чистоту, вы недостаточно параноидально относитесь к очистке стружки.
6. Следите за глубиной резания и прорезями — они затрудняют удаление стружки =”text-align:>
Чем глубже вы режете и чем ближе к прорези проходит фреза, тем труднее удалить стружку дна отверстия. Сделайте больше проходов, чтобы вырезать до необходимой глубины и открыть меньшие глубины для лучшего доступа.
Вот совет. При работе с материалом, к которому приклеен тонкий лист алюминия, устанавливайте лист алюминиевой стороной вверх. Это позволяет как можно быстрее убрать алюминий с резака.
7. Смазать туманом
Предполагая, что вы достаточно параноидально относитесь к этой стружке, следующая проблема заключается в том, чтобы обеспечить смазку, чтобы уменьшить склонность стружки прилипать к режущим кромкам.
Многие пользователи фрезерных станков с ЧПУ ненавидят возиться с охлаждающей жидкостью любого типа, но для надежной резки чего-либо, кроме самого тонкого алюминия, вам в значительной степени необходимо использовать какую-либо смазку. Поскольку вы, по-видимому, уже соорудили подачу сжатого воздуха, вы можете также запустить туман охлаждающей жидкости через тот же механизм. На самом деле, купите господина, чтобы обеспечить воздушный поток и туман охлаждающей жидкости. Это просто и недорого.
Можно настроить распыление так, чтобы оседало очень мало жидкости, чтобы уменьшить беспорядок, и это нормально, пока то, что распыляется, попадает на резак.
Иногда просто невозможно использовать туман, но вам все равно нужно вырезать алюминий. Если вы режете очень тонкий алюминий или делаете очень мелкие проходы, вы можете обойтись без смазки. Сделайте несколько тестов и посмотрите.
8. Не замедляйте скорость подачи слишком сильно!
Если вы уменьшите скорость подачи, вы рискуете заставить инструмент тереться, а не резать. Это гораздо больший риск для пользователей фрезерных станков с ЧПУ, чем для пользователей фрезерных станков, просто потому, что шпиндель вращается очень быстро. Чтобы поддерживать рекомендованную нагрузку на стружку при таких высоких оборотах, фрезу необходимо перемещать с умом.
Наша фреза 3/16″ со скоростью 21 тыс. об/мин, например, хочет подавать со скоростью 91 дюйм/мин. Если вы слишком сильно замедлитесь, скажем, на 1/4 от этого, многие подумают, что они нянчатся с машиной и инструментом. Нет ничего более далекого от правды. Если вы начнете работать настолько медленно, что фреза начнет тереться при 20 000 об/мин, вы нагреете все детали и резко сократите срок службы инструмента. Подробнее об этом явлении трения см. в нашей статье о нагрузке на стружку и скорости резания.
Быть в курсе проблем с трением легко, если вы используете калькулятор подачи и скорости, такой как G-Wizard, который предупреждает вас о трении.
9. Если ваша машина не может подавать достаточно быстро, используйте меньше зубьев и увеличьте ширину резания
Концевая фреза с одним зубом…
Обычно мы все равно используем 3 или меньше зубьев с алюминием – просто не пытайтесь использовать четыре или более фреза из алюминия!
Причина в том, что алюминий дает особенно крупную стружку. Чем меньше канавок, тем больше пространство между режущими кромками и тем больше места для выхода и сдувания крупной стружки. При слишком большом количестве канавок стружка возвращается слишком плотно, заклинивает канавки, и довольно скоро у вас сломается фреза.
Предположим, вы используете калькулятор подачи и скорости и столкнулись с ситуацией, когда ваш станок просто не может перемещать фрезу достаточно быстро. Например, возьмем наш пример 3/16″ при 21 тыс. об/мин, предположим, что мы вырезаем пропил шириной 0,040″. G-Wizard предлагает подавать на концевую фрезу с 3 зубьями со скоростью 166 дюймов в минуту, но ваш фрезерный станок с ЧПУ может выполнять точную и надежную резку только со скоростью 100 дюймов в минуту. Что делать?
Ответ: попробуйте меньше флейт. Фрезу с 2 зубьями требуется только скорость подачи 110 дюймов в минуту. Замедление до 100 IPM не приведет к риску трения — это всего на 10% медленнее.
Кстати, мы говорили о резке алюминия, но с древесиной эта проблема усугубляется, потому что более мягкий материал можно резать гораздо быстрее. Подставьте эти значения и выберите Hardwood в G-Wizard, и он хочет работать со скоростью 883 IPM при 20 000 об/мин!
Вот подсказка: именно по этой причине делают фрезы с 1 канавкой. Datron — одна из компаний, которая продает концевые фрезы с одной канавкой.
Если мы рассмотрим сценарий с одной канавкой при 20000 об/мин, GW теперь рекомендует 294 дюйма в минуту. Если вы сжигаете дрова, это, вероятно, потому, что вы подаете слишком медленно, и фреза трется. Кстати, я люблю смотреть, как быстро движущийся промышленный фрезерный станок с ЧПУ пробивает дерево и поднимает метель из стружки и пыли. Холодные бобы!
Еще одна вещь, о которой следует знать, это то, что называется «Радиальное утончение стружки». Если ширина резания меньше 1/2 диаметра фрезы, вам необходимо увеличить скорость подачи, поскольку ваш станок производит неестественно тонкую стружку из-за радиального утончения стружки. И здесь вы снова думаете об этом, делая сверхтонкие резы и резко снижая скорость подачи. Вместо этого из-за радиального утончения и истирания стружки вы резко сокращаете срок службы фрезы. Калькулятор подачи и скорости G-Wizard автоматически учитывает радиальное утончение стружки в своих расчетах.
10. Используйте предел мощности для уменьшения жесткости
Хорошо, вы освоили остальные 9 советов, и все идет хорошо, но теперь вы столкнулись с ограничениями жесткости вашей машины. Если пахать на полную мощность, случаются плохие вещи. Станок вибрирует и разрушает фрезу, чистота поверхности оставляет желать лучшего, или станок отклоняется и режет очень неточно.
Силы резания для металла, вероятно, будут намного выше, чем для дерева, а фрезерные станки с ЧПУ (иногда называемые портальными фрезерными станками) значительно менее жесткие, чем аналогичные фрезерные станки с ЧПУ. Это просто факт жизни. По крайней мере, сравните рабочую зону фрезерного станка (намного меньше, чем у фрезера) и его вес (намного выше, чем у фрезера) с фрезерным станком с ЧПУ. За исключением самых больших промышленных портальных мельниц, нет никакого сравнения. И из-за этого этот станок никак не может быть таким же жестким, как фрезерный станок с ЧПУ. Итак, мы должны компенсировать.
Мы не знаем точную жесткость данной машины. Нет опубликованной спецификации, которую мы могли бы использовать для сравнения или расчета. Но мы можем использовать мощность шпинделя в качестве прокси. Именно с этой силой, «давящей» на заготовку при резке, должна бороться жесткость. G-Wizard имеет возможность рассчитать мощность шпинделя со сниженной номинальной мощностью, которая соответствует рабочему диапазону и весу вашего станка до мощности шпинделя, подходящей для этого уровня жесткости. Результаты могут вас удивить, но они основаны на реальных эмпирических измерениях.
Например, предположим, что у вас есть фрезерный станок размером 4 х 8 футов с ходом по оси Z 20 дюймов, который весит 1000 фунтов. Обратите внимание, что даже довольно легкий коммерческий фрезерный станок с ЧПУ, такой как Haas TM-1, будет иметь ход 30 ″ x 12 ″ x 16 ″ и общий вес 3240 фунтов — гораздо меньший корпус и намного больший вес. Для работы на таком уровне жесткости (а ТМ-1 тоже не является вершиной жесткости) требуется снижение мощности до 0,17 л.с.
Снижение номинальных характеристик значительно снизит наши цифры — 22 тыс. об/мин и 79IPM для полного паза с 3/16″ дюйма и 2 канавками. Но мы выполним работу с лучшим качеством поверхности, точностью и меньшей склонностью к отклонению рамы машины или вибрации.
Не запускайте все время с пониженными характеристиками, сохраняйте профиль машины со сниженными характеристиками, а другой — без. Используйте заниженный для более тонкой обработки поверхности или в случаях, когда фреза продолжает ломаться.
11. Фрезерный станок с ЧПУ обрабатывает алюминиевый лист иначе, чем фрезерный станок с ЧПУ, разрезающий алюминиевый лист
Существует огромная разница между фрезерным станком с ЧПУ, который режет тонкий алюминиевый лист, и фрезерным станком с ЧПУ, который режет более толстый алюминиевый лист. Чем толще материал и чем больше глубина реза, тем важнее следовать этим советам.
Заключение
Обработка алюминия на фрезерном станке с ЧПУ абсолютно выполнима практически на любом фрезерном станке. Это всего лишь вопрос согласования возможностей вашего станка с требованиями к подаче и скорости материала «наилучшего результата» за счет разумного выбора инструментов и параметров резки. Хороший калькулятор подачи и скорости, такой как наш G-Wizard, может помочь вам в этом. Добавьте к этому потребность в смазке и паранойю по поводу скопления стружки, и вы готовы заняться алюминиевым проектом.
Часто задаваемые вопросы по резке алюминия на фрезерном станке с ЧПУ
Может ли фрезерный станок с ЧПУ резать алюминий?
Абсолютно! Это вопрос использования правильной фрезы или долота, правильной подачи и скорости, а также избегания различных других ошибок, описанных в этой статье.
По какой причине фрезерные станки с ЧПУ не режут алюминий?
Отсутствие смазки – причина №1, по которой фрезерные станки с ЧПУ не могут резать алюминий. Алюминий имеет химическое сродство к лезвию, что приводит к налипанию стружки на лезвие, если нет смазки. Подробнее читайте в этой статье.
Как получить хорошую скорость и подачу фрезерного станка с ЧПУ для алюминия?
Используйте высококачественный калькулятор подачи и скорости, созданный для фрезерных станков с ЧПУ. Есть много проблем, характерных для фрезерных станков с ЧПУ, которые необходимо учитывать для правильной подачи и скорости.
Какие фрезы с ЧПУ лучше всего подходят для алюминия?
Используйте качественные твердосплавные концевые фрезы с числом канавок не более 3.
Резка алюминия на фрезерном станке с ЧПУ: Руководство для экспертов
Можно ли эффективно резать алюминий на фрезерном станке с ЧПУ?
Хотя фрезерные станки с ЧПУ чаще всего используются для резки неметаллов, фрезерование алюминия стало довольно популярным из-за повышенной жесткости, обеспечиваемой бюджетными фрезерными станками с ЧПУ.
Хотя резка алюминия на фрезерном станке с ЧПУ может оказаться сложной задачей, существует несколько стратегий, позволяющих получить хорошие результаты даже на небольших станках с ЧПУ.
В этой статье обсуждаются все проблемы, которые могут возникнуть при резке алюминия на фрезерном станке с ЧПУ. Несколько важных советов и стратегий обсуждаются в следующих разделах.
Что в этом обзоре ?
Как обрабатывать алюминий с ЧПУ?
Алюминий и его сплавы
Заключительные мысли
Часто задаваемые вопросы (FAQ)
Как резать алюминий на фрезерном станке с ЧПУ
Фрезерование алюминия на станке с ЧПУ
температура, которая может вызвать некоторые проблемы при обработке на фрезерном станке с ЧПУ. Как правило, для преодоления трудностей и получения резания с хорошим качеством поверхности рекомендуется использовать концевую фрезу с 3 зубьями, большим углом подъема винтовой линии (35°–40°) и адаптивной траекторией движения инструмента.
Будучи мягким металлом, он требует сравнительно меньшего усилия резания, чем другие твердые металлы, такие как сталь, титан и т. д. алюминий.
Оптимальные скорости и подачи для фрезерования алюминия
Инструментальный материал
Тип резания
Скорость (об/мин)
Скорость подачи (дюйм/мин) глубина резания
чес)
HSS
Черновая обработка
2500
30
0,06
8
HSS 247
3500
10
0,015
Твердый сплав
Черновая обработка
12000
50
0,06
Карбид
Финишная обработка
20000
35
0,015
Параметры s для обработки алюминия концевыми фрезами 1/4″ с 3 зубьями
Хорошее соотношение между скоростью режущего инструмента и скоростью подачи известно как «зона наилучшего восприятия».
Металлы имеют меньшие точки наилучшего восприятия, чем дерево и пластмассы, что означает меньше возможностей для ошибки при настройке параметров для обработки металлов с ЧПУ.
Обработка алюминия с подачей ниже оптимальной может привести к повышению температуры поверхности, что приведет к расплавлению алюминия и повреждению инструмента.
Установка скорости подачи выше оптимальной приведет к сильным вибрациям и плохому качеству поверхности.
Кроме того, оптимальные параметры обработки материала варьируются от одного ЧПУ к другому.
Крупногабаритный промышленный ЧПУ создает более высокий крутящий момент и обеспечивает большую жесткость по сравнению с настольным ЧПУ небольшого размера.
Это позволяет промышленному ЧПУ работать с более высокими скоростями и подачами и удалять больший объем материала, чем настольное ЧПУ.
Таким образом, в зависимости от типа используемого ЧПУ идеальный баланс скорости и скорости подачи режущего инструмента чрезвычайно необходим для поддержания хорошего управления процессом.
Скорость фрезерования алюминия
Скорость режущего инструмента зависит от различных факторов, таких как тип материала, режущий инструмент, станок с ЧПУ и т. д.
Концевые фрезы со специальным покрытием необходимо вращать в определенном диапазоне оборотов для активации покрытие.
Различные концевые фрезы могут выполнять определенный процесс обработки на разных скоростях.
Например, оптимальная скорость для сверления алюминия 1/4-дюймовой концевой фрезой из быстрорежущей стали с 3 зубьями составляет 2139–4584 об/мин.
Расчет подачи и скорости концевой фрезы из быстрорежущей стали с использованием онлайн-калькулятора
С другой стороны, концевые фрезы из твердого сплава более жесткие, чем концевые фрезы из быстрорежущей стали, и способны выдерживать большее усилие резания без защелкивания.
Таким образом, рекомендуемая скорость возрастает примерно до 9 000–19 000 об/мин при использовании твердосплавной концевой фрезы с такими же характеристиками.
Эта высокая скорость позволяет концевым фрезам из твердого сплава быстрее резать алюминий и обеспечивает более высокую скорость подачи, чем концевые фрезы из быстрорежущей стали.
Расчет подачи и скорости для концевой фрезы из твердого сплава с помощью онлайн-калькулятора
Кроме того, жесткость твердого сплава позволяет использовать концевые фрезы малого диаметра для выполнения сложных резов.
По мере уменьшения диаметра концевой фрезы рекомендуемое число оборотов увеличивается.
Одним из больших преимуществ выбора твердосплавных концевых фрез является их жесткость. Следовательно, вы можете выбрать концевые фрезы малого диаметра.
Например, вместо 1/4 дюйма, если вы выберете твердосплавную концевую фрезу 3/16 дюйма, рекомендуемое число оборотов подскочит с 17 420 до 23 230. Вы можете оставить его на уровне около 20 000 оборотов в минуту, чтобы оно работало хорошо и сохраняло длительный срок службы инструмента.
Подача для фрезерования алюминия
Скорость, с которой режущий инструмент входит в материал
Скорость подачи зависит от скорости шпинделя, количества канавок, количества стружки и типа обрабатываемого материала.
Например, 0,5-дюймовая концевая фреза из быстрорежущей стали с 2 зубьями и средней толщиной стружки 0,004 дюйма может иметь оптимальную скорость подачи около 47 дюймов в минуту при скорости вращения шпинделя 6000 об/мин.
Слишком низкая скорость подачи может привести к трение, явление, при котором инструмент начинает врезаться в поверхность материала, выделяя избыточное тепло и сокращая срок службы инструмента. 10 000 об/мин и скорость подачи около 40 дюймов в минуту при сохранении малой глубины резания.
Алюминий — пластичный металл с низкой температурой плавления, который иногда может образовывать клейкую массу при резке на станке с ЧПУ.
Пластичная природа приводит к образованию наростов на кромках, которые подвергаются наклепу и сокращают срок службы инструмента.
Кроме того, сильное тепло, выделяющееся при резке алюминия, может привести к привариванию стружки к инструменту, что приведет к ухудшению чистоты поверхности заготовки и даже к поломке инструмента.
Поэтому необходимо задать оптимальные параметры и поддерживать хороший контроль процесса при обработке алюминия на ЧПУ.
Стружкообразование
Прерывистое стружкообразование наиболее желательно при обработке металлов на ЧПУ.
Эта прерывистая стружка отрывается от основного металла, забирая часть тепла, образующегося в процессе.
Защищает инструмент от перегрева и исключает возможность приваривания стружки к инструменту.
Однако чрезвычайно прерывистое образование стружки может испортить чистоту поверхности, вызывая следы вибрации на обработанной поверхности.
При обработке алюминия образование стружки зависит от скорости и подачи процесса.
Установлено, что наилучшее стружкообразование для алюминия с хорошим качеством поверхности достигается при обработке на высокой скорости и низкой подаче.
Обработка поверхности
Обработка поверхности алюминия, обработанного на станках с ЧПУ (Источник: E3journals)
Резка алюминия на станках с ЧПУ с высокой скоростью и низкой скоростью подачи обеспечивает гладкий рез с хорошим качеством поверхности.
Для улучшения чистоты поверхности алюминия рекомендуется использовать многопроходную технику с малой глубиной резания.
Кроме того, использование подъемного пропила вместо обычного пропила также улучшает чистоту поверхности пропила, выполняемого на алюминии.
Однако, если требуется хорошо отполированная поверхность, могут потребоваться дополнительные процессы механической обработки, такие как пескоструйная обработка, шлифовка и т. д.
Выбор инструмента
Когда дело доходит до выбора правильной концевой фрезы для процесса, фрезерные станки с ЧПУ предлагают различные варианты.
Правильный выбор инструмента для обработки улучшает качество поверхности и сокращает время цикла процесса.
Выбор подходящей концевой фрезы для резки алюминия на станке с ЧПУ зависит от различных факторов.
В зависимости от материала инструмента
Материал, используемый для изготовления инструмента, определяет его способность выдерживать экстремальные условия обработки без потери остроты.
Концевые фрезы с порошковым покрытием и твердосплавные концевые фрезы являются двумя наиболее популярными типами концевых фрез, используемых для обработки алюминия.
Мягкость алюминия приводит к забиванию стружкой канавок концевой фрезы. 9№ 0005
Порошковое покрытие концевой фрезы помогает уменьшить количество липкой стружки, образующейся при резке алюминия.
Концевые фрезы с покрытием из нитрида титана-алюминия (TiAlN) или карбонитрида титана (TiCN) используются для фрезерования алюминия, так как это делает канавки скользкими, что препятствует перемещению стружки.
2-зубая концевая фреза с покрытием TiAiN
Фрезы с твердосплавным покрытием могут работать на высоких оборотах и поэтому рекомендуются для обработки алюминия.
Эти концевые фрезы, как правило, дороже, чем концевые фрезы из быстрорежущей стали, но они обеспечивают большую жесткость при длительном сроке службы и могут резать алюминий, как масло.
Концевые фрезы с твердосплавным покрытием рекомендуются для малых предприятий, поскольку они обеспечивают высокую прочность твердого сплава по разумной цене.
Для крупных производств рекомендуется использовать цельные твердосплавные концевые фрезы, поскольку они сравнительно более жесткие, способны обеспечивать более высокое усилие резания и обеспечивают длительный срок службы инструмента при минимальном техническом обслуживании.
Твердосплавная концевая фреза с тремя зубьями
Тем не менее, концевая фреза из быстрорежущей стали иногда также может использоваться для резки алюминия, и поэтому она рекомендуется для любителей и мастеров-любителей.
В зависимости от количества канавок
Режущая кромка концевой фрезы известна как канавка, и чем больше число канавок, тем больше материала удаляется за один оборот.
Однако по мере увеличения количества канавок способность стружки соскальзывать с инструмента снижается.
Это приводит к накоплению стружки в концевой фрезе, что приводит к износу инструмента и даже к его поломке.
С другой стороны, меньшее количество канавок обеспечивает хороший отвод стружки и позволяет ей легко соскальзывать с зоны резания.
Поэтому при обработке пластичных материалов с низкой температурой плавления, таких как алюминий, рекомендуется использовать концевые фрезы с 2 или 3 зубьями, которые облегчают удаление стружки.
На основе угла подъема
Угол подъема — это угол между центральной осью и касательной к режущей кромке инструмента.
Для облегчения удаления стружки рекомендуется использовать больший угол наклона спирали, поскольку он позволяет струже скользить по ней и удаляться из зоны резания.
Однако большой угол наклона спирали увеличивает трение стружки, скользящей по инструменту, что приводит к повышению температуры и может привести к привариванию стружки к поверхности инструмента.
Поэтому рекомендуется использовать концевую фрезу с углом наклона спирали от 35° до 40° для черновой обработки и концевую фрезу с углом наклона спирали 45° для чистовой обработки.
Управление сроком службы инструмента
При резке алюминия необходимо обеспечить остроту инструмента для достижения наилучших результатов.
Хотя алюминий является пластичным металлом, он существенно влияет на срок службы инструмента и затупляет режущую кромку концевой фрезы.
Это можно минимизировать, следуя оптимизированной траектории движения инструмента.
Вращающий момент обычно рекомендуется для обработки внутренних контуров, таких как отверстия и пазы.
Линейное движение режущего инструмента
В этой технике вместо погружения в заготовку инструмент движется по траектории с постепенно увеличивающейся глубиной.
Это снижает усилие, действующее на режущую кромку, и увеличивает срок службы инструмента.
Кроме того, при выполнении резов по внешним контурам рекомендуется использовать метод адаптивной траектории инструмента.
Адаптивная траектория инструмента использует дуговое движение (криволинейная траектория инструмента) на входе и выходе инструмента из заготовки.
Адаптивная траектория движения инструмента (Источник: Sapience-group)
Это увеличивает срок службы инструмента, поддерживая постоянную нагрузку на концевую фрезу на протяжении всего резания.
Смазка
Тепло, выделяемое в процессе резки, также может повредить режущий инструмент.
Таким образом, хорошая система смазки необходима для сохранения остроты инструмента при длительной обработке алюминия без перегрева.
Периодические мелкие резы и другие кратковременные процессы механической обработки могут выполняться без смазки за счет качества поверхности и срока службы инструмента.
Однако при выполнении операций с высокой производительностью съема материала рекомендуется использовать систему смазки распылением или смазку потоком.
Система смазки струей сравнительно дешевле, чем смазка туманом, но создает больше беспорядка.
Дешевая и эффективная альтернатива дорогостоящей смазке распылением и грязной смазке струей — аэрозольный баллончик WD-40.
Удаление стружки
Фрезерование металла с ЧПУ с подачей воздуха для удаления стружки
Высокая температура, выделяемая при обработке алюминия, может привести к прилипанию стружки к инструменту.
Это влияет на чистоту поверхности выреза в заготовке и резко снижает срок службы инструмента.
Чтобы избежать этих уничижительных условий, необходимо удалять стружку с инструмента и заготовки.
Для этой цели можно использовать магазинный пылесос или воздушный бластер.
Однако при использовании строительного пылесоса стружка, как правило, застревает в пылеулавливающем башмаке и царапает заготовку, когда пылезащитный башмак скользит по поверхности.
С другой стороны, сопло струи воздуха, направленное на головку режущего инструмента, более надежно, поскольку струя сжатого воздуха выталкивает стружку из зоны резания.
Улучшает чистоту поверхности реза и помогает регулировать температуру режущего инструмента.
Жесткость фрезерного станка с ЧПУ
Шарико-винтовой привод в фрезерном станке с ЧПУ Shapeoko HDM
Обработка алюминия требует гораздо большей жесткости, чем резка дерева или пластика.
Хороший фрезерный станок с ЧПУ для фрезерования алюминия должен быть достаточно жестким, чтобы обеспечивать высокое усилие резания без ущерба для качества реза.
Фрезерный станок с ЧПУ с шарико-винтовой передачей или реечной передачей обычно рекомендуется для обработки алюминия.
Это связано с тем, что они обеспечивают лучшую жесткость, чем ходовые винты и ременный привод, и, следовательно, сводят к минимуму проблемы изгиба и вибрации.
При обработке алюминия на малогабаритном настольном ЧПУ с меньшей жесткостью рекомендуется выполнять неглубокие резы и использовать концевые фрезы с укороченной длиной для гашения вибраций.
Зажим
Так как это мягкий металл, зажим алюминия иногда может быть сложным, особенно при работе с тонкостенными алюминиевыми деталями.
Вакуумная присоска обеспечивает равномерное удерживающее усилие по всей поверхности и рекомендуется для удерживания тонких пластин из алюминия.
Вакуумные присоски для удержания работы (Источник: Amastone)
Кроме того, перед зажимом рекомендуется заполнить полости тонкостенной алюминиевой заготовки, так как это обеспечивает дополнительную жесткость.
Лучшие алюминиевые сплавы для механической обработки
Алюминий — пластичный металл с хорошей электро- и теплопроводностью и низкой температурой плавления.
Чистый алюминий пластичен по своей природе и редко используется в производстве с ЧПУ.
Добавление некоторых легирующих элементов к алюминию приводит к получению различных марок алюминия, которые обладают большей прочностью, сохраняя при этом свойства чистого алюминия.
В зависимости от легирующих элементов, добавляемых в алюминий, существуют различные алюминиевые сплавы, которые используются в различных отраслях промышленности, таких как аэрокосмическая промышленность, транспорт и электроника.
Эти алюминиевые сплавы можно разделить на категории в зависимости от их состава и термической обработки.
Термообрабатываемые алюминиевые сплавы
Эти сплавы производятся путем смешивания материала сплава с чистым алюминием при высоких температурах (900–1050 ℉) для повышения растворимости в твердом состоянии.
Эта высокотемпературная обработка повышает прочность алюминиевого сплава.
Алюминий 6061
Алюминий 6061 обрабатываемая деталь
Это самый популярный алюминиевый сплав для станков с ЧПУ, который обеспечивает превосходное соотношение прочности к весу и естественную коррозионную стойкость.
Это делает алюминий 6061 предпочтительным выбором для аэрокосмической промышленности, товаров народного потребления и общего производства.
Хотя он обладает хорошей устойчивостью к растрескиванию под нагрузкой, он не рекомендуется для применения в условиях высоких нагрузок.
Обладает отличной обрабатываемостью и обрабатываемостью, что делает его идеальным для обработки на станках с ЧПУ.
Алюминий MIC-6
Алюминий MIC-6
MIC-6 является вторым наиболее широко используемым алюминиевым сплавом в проектах обработки с ЧПУ.
Это алюминиевый сплав серии 7000, содержащий цинк в качестве основного легирующего элемента.
MIC-6 выпускается в виде литых пластин, невосприимчивых к изменению температуры и устойчивых к деформации при обработке на станках с ЧПУ.
Если ваш проект требует точного контроля размеров и допусков, например, при изготовлении инструментов, измерительного оборудования и медицинских инструментов, вам следует рассмотреть алюминий MIC-6.
Однако его свариваемость ограничена по сравнению с 6061, поскольку сварные соединения могут растрескиваться из-за коррозии.
Алюминий 6082
Уголки и швеллеры из алюминия 6082
Алюминий 6082 обладает более высокой прочностью на растяжение, чем 6061, при меньшей стоимости, чем серия 7000.
Обладает свойствами, подобными алюминию 6061, и обеспечивает самую высокую прочность на растяжение среди сплавов серии 6000 с исключительной стойкостью к коррозии.
Благодаря своей высокой прочности на растяжение этот сплав обычно используется для изготовления несущих конструкций, таких как опоры, рамы и т. д.
Алюминий 7075
Шасси самолета из алюминия 7075
Этот сплав также известен как алюминий аэрокосмического качества из-за его превосходного отношения прочности к весу.
Это легкий металл, обеспечивающий прочность и твердость, сравнимые со сталью.
Это делает его пригодным для применения в условиях высоких нагрузок в аэрокосмической, военной и транспортной отраслях для изготовления крупных компонентов с минимальным увеличением веса продукта.
Алюминий 7075 хорошо выдерживает усталость и является хорошим выбором для изготовления деталей, подвергающихся повторяющимся циклам нагрузки и разгрузки.
Однако он имеет меньшую обрабатываемость и свариваемость по сравнению с другими сплавами и имеет наименьшую коррозионную стойкость среди алюминиевых сплавов из-за присутствия меди.
Алюминий 2024
Фюзеляж самолета из алюминия 2024
Алюминий 2024 представляет собой алюминий средней и высокой прочности, основным легирующим элементом которого является медь.
Обладает отличным соотношением прочности и веса с хорошей усталостной прочностью, но не такой прочный, как алюминий 7075.
В аэрокосмической отрасли алюминий 2024 используется для изготовления фюзеляжа самолета и натяжных элементов крыла.
Однако он подвержен термическому удару и имеет низкую коррозионную стойкость.
Нетермообрабатываемые алюминиевые сплавы
Эти сплавы производятся путем смешивания чистого алюминия с легирующим материалом посредством холодной обработки, такой как прокатка или растяжение, при которых происходит уменьшение площади.
Это уменьшение стабилизирует свойства алюминиевого сплава и контролирует его прочность.
Алюминий 3003
Алюминий 3003 CNC-обработка
Алюминий 3003 производится путем добавления марганца в качестве основного легирующего элемента.
Это сплав общего назначения с умеренной прочностью и хорошей коррозионной стойкостью.
Кроме того, он обладает хорошей свариваемостью и формуемостью, что делает его подходящим для деталей, требующих изменения формы после механической обработки.
Этот сплав обычно используется в производстве товаров для дома и изделий из листового металла, таких как кухонное оборудование, кровля, водосточные желоба, сайдинг и отделка.
Алюминий 5052
Лодка из алюминия 5052
Алюминий 5052 – это самый прочный нетермообрабатываемый сплав, основными легирующими компонентами которого являются магний и хром.
Исключительно устойчив к коррозии даже под действием морской воды и солевых брызг.
Это делает его пригодным для использования на судах и в кухонном оборудовании, которое регулярно подвергается воздействию соленой воды.
Алюминий 5083
Деталь кузова из алюминия 5083
Алюминий 5083 имеет хорошее соотношение веса и прочности и обладает устойчивостью к коррозии.
Кроме того, сварные соединения алюминия 5083 демонстрируют замечательную прочность, что делает его идеальным для изготовления компонентов тяжелых транспортных средств, таких как грузовики, корабли, железнодорожные вагоны и т. д.
Заключительные мысли
Обработка алюминия на ЧПУ может привести некоторые проблемы, которые можно решить, поддерживая хороший контроль процесса и устанавливая оптимальные параметры.
Хотя резка алюминия на небольшом настольном станке с ЧПУ (например, Shapeoko) может быть немного сложной задачей, это, безусловно, достижимо.
При обработке алюминия на малогабаритных фрезерных станках с ЧПУ всегда рекомендуется начинать с наименьшей рекомендуемой настройки и постепенно увеличивать параметры, чтобы найти оптимальную настройку.
Наконец, оптимальные параметры для резки алюминия варьируются от одной установки к другой, поэтому перед обработкой фактической заготовки рекомендуется выполнить пробные прогоны на обрезках материала.
Часто задаваемые вопросы (FAQ)
Могу ли я использовать цеховой пылесос для удаления стружки при обработке алюминия?
Да, вы можете использовать цеховой пылесос для удаления стружки при обработке алюминия.
 Была проведена бесплатная диагностика и в кротчайшие сроки устранена поломка. Счастью не б
Была проведена бесплатная диагностика и в кротчайшие сроки устранена поломка. Счастью не б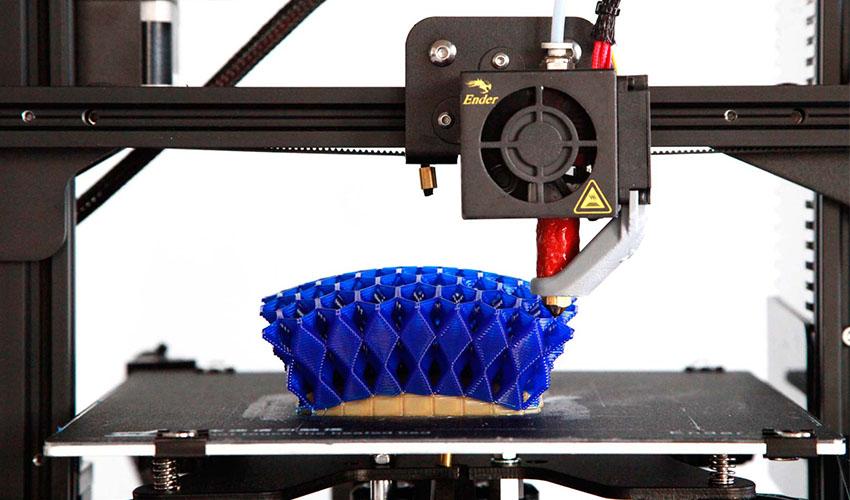

 Работаем более 20 лет — главная гарантия качества! ОНЛАЙН консультант на нашем сайте работает 24 часа
Работаем более 20 лет — главная гарантия качества! ОНЛАЙН консультант на нашем сайте работает 24 часа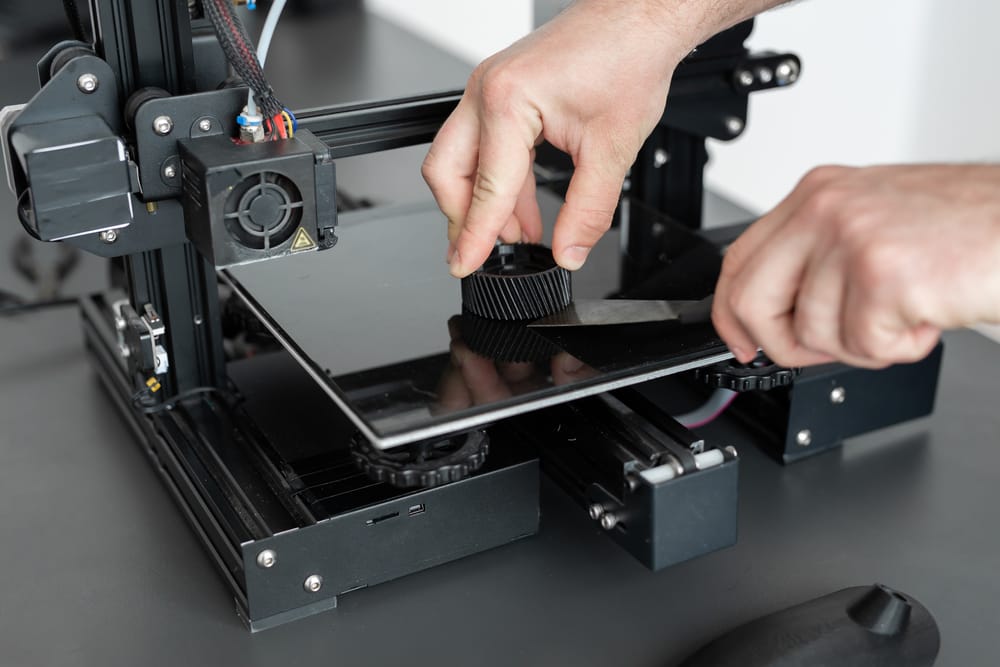 Спасибо за быстрый ремонт.
Спасибо за быстрый ремонт. Коминтерна 13/4
Коминтерна 13/4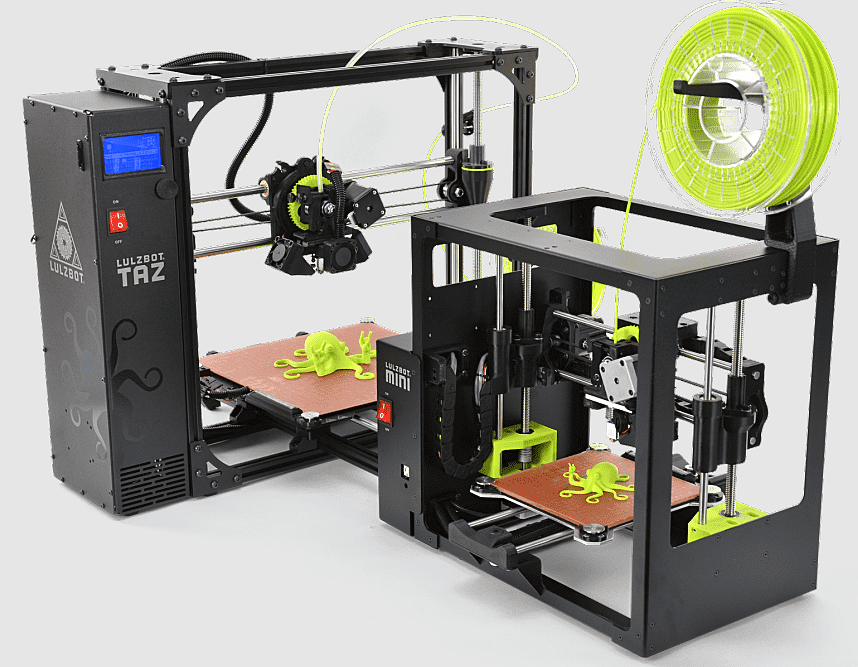 Позвонила по телефону 4994904882 надо было отремонтировать алкотестер оператор сказал что да они делают ремонт подъезжайте на Вавилово 15 проехав через всю Москву оказалос
Позвонила по телефону 4994904882 надо было отремонтировать алкотестер оператор сказал что да они делают ремонт подъезжайте на Вавилово 15 проехав через всю Москву оказалос
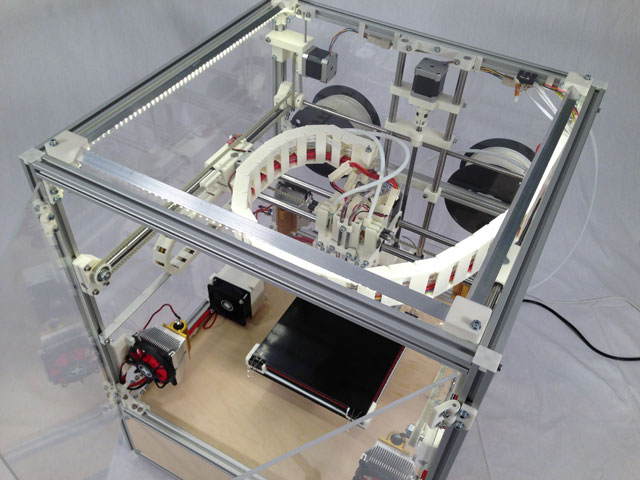
 Гарантия от 30-ти дней! Звоните по телефону ✆ +7(495) 888-16-30. Часы работы с 10-00 до 18-00.
Гарантия от 30-ти дней! Звоните по телефону ✆ +7(495) 888-16-30. Часы работы с 10-00 до 18-00. Уже сейчас данное устройство всё чаще можно увидеть в домах и офисах. Если Ваше «чудо техники» вышло из строя и требуется в короткие сроки произвести ремонт, немедля обращайтесь в наш технический центр.
Уже сейчас данное устройство всё чаще можно увидеть в домах и офисах. Если Ваше «чудо техники» вышло из строя и требуется в короткие сроки произвести ремонт, немедля обращайтесь в наш технический центр.  Мы производим ремонт любых 3D принтеров работающих по технологии послойного нанесения филамента/пластика. Также в нашем техническом центре существует возможность произвести апгрейд/модернизацию вашего 3D принтера.
Мы производим ремонт любых 3D принтеров работающих по технологии послойного нанесения филамента/пластика. Также в нашем техническом центре существует возможность произвести апгрейд/модернизацию вашего 3D принтера. 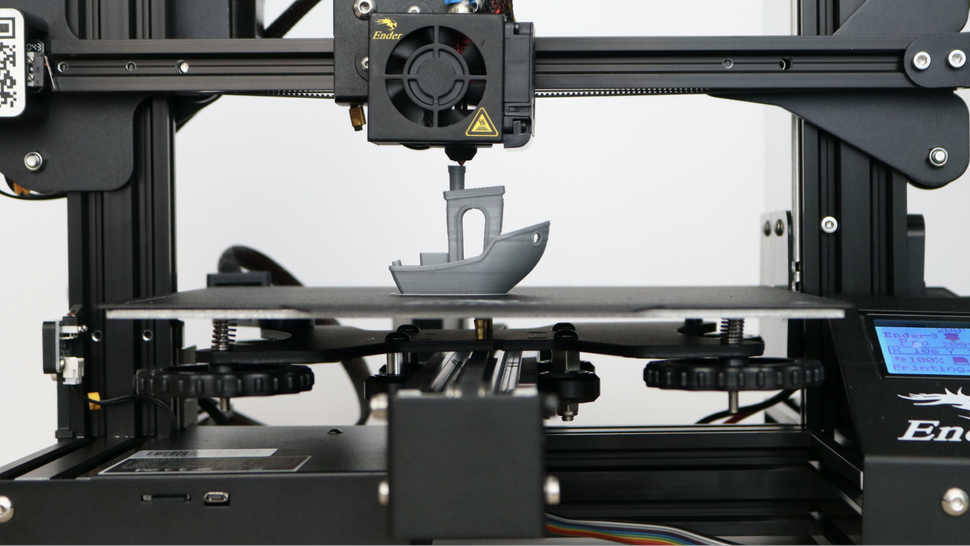
 Ранее в этом году американская компания по 3D-печати Apis Cor и российский девелопер совместно построили первый в мире 3D-печатный дом всего за 24 часа. Дом 3D-печати стоит сегодня в Ступино, городе недалеко от Москвы, Россия.
Ранее в этом году американская компания по 3D-печати Apis Cor и российский девелопер совместно построили первый в мире 3D-печатный дом всего за 24 часа. Дом 3D-печати стоит сегодня в Ступино, городе недалеко от Москвы, Россия. Дом Аписа Кора изогнутой формы имеет площадь 37 квадратных метров (400 квадратных футов). Именно эта форма была выбрана, а не другие. Он был выбран, чтобы подчеркнуть великолепные возможности 3D-принтера, который может создать любую желаемую форму здания. Дом включает в себя гостиную, ванную комнату, кухню и прихожую. Одним из пяти партнеров в этом проекте является компания Samsung, которая снабдила дом всей необходимой бытовой техникой, в том числе изогнутым телевизором, который можно было разместить на изогнутой стене гостиной. Несмотря на то, что крыша плоская, она способна выдерживать нормы снеговой нагрузки для зданий. Это было достигнуто за счет использования участков полимерных мембран, соединенных вместе с помощью горячего воздуха. Установка дверей и окон происходила после завершения строительного процесса. Одним из многих преимуществ процесса 3D-печати является его гибкость и адаптируемость. Это позволяет использовать различные виды установок, а также фурнитуру в процессе строительства.
Дом Аписа Кора изогнутой формы имеет площадь 37 квадратных метров (400 квадратных футов). Именно эта форма была выбрана, а не другие. Он был выбран, чтобы подчеркнуть великолепные возможности 3D-принтера, который может создать любую желаемую форму здания. Дом включает в себя гостиную, ванную комнату, кухню и прихожую. Одним из пяти партнеров в этом проекте является компания Samsung, которая снабдила дом всей необходимой бытовой техникой, в том числе изогнутым телевизором, который можно было разместить на изогнутой стене гостиной. Несмотря на то, что крыша плоская, она способна выдерживать нормы снеговой нагрузки для зданий. Это было достигнуто за счет использования участков полимерных мембран, соединенных вместе с помощью горячего воздуха. Установка дверей и окон происходила после завершения строительного процесса. Одним из многих преимуществ процесса 3D-печати является его гибкость и адаптируемость. Это позволяет использовать различные виды установок, а также фурнитуру в процессе строительства.
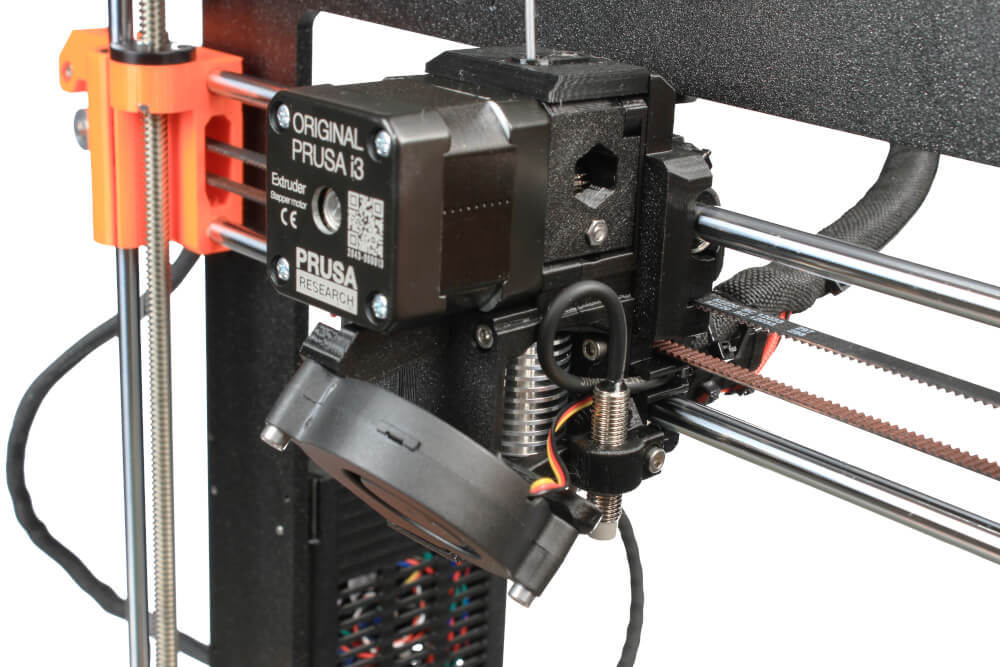 Двери и окна были самыми дорогими предметами в доме.
Двери и окна были самыми дорогими предметами в доме.

 Выберите материал, способ печати и узнайте цену.
Выберите материал, способ печати и узнайте цену. youtube.com/embed/KakOXtZUP9I» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»>
youtube.com/embed/KakOXtZUP9I» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»>  Чтобы узнать больше о наших материалах, процессе тестирования и т. д., нажмите здесь.
Чтобы узнать больше о наших материалах, процессе тестирования и т. д., нажмите здесь. Все изнашиваемые детали, напечатанные на 3D-принтере igus®, обладают низким коэффициентом трения, не требуют технического обслуживания и являются самосмазывающимися.
Все изнашиваемые детали, напечатанные на 3D-принтере igus®, обладают низким коэффициентом трения, не требуют технического обслуживания и являются самосмазывающимися.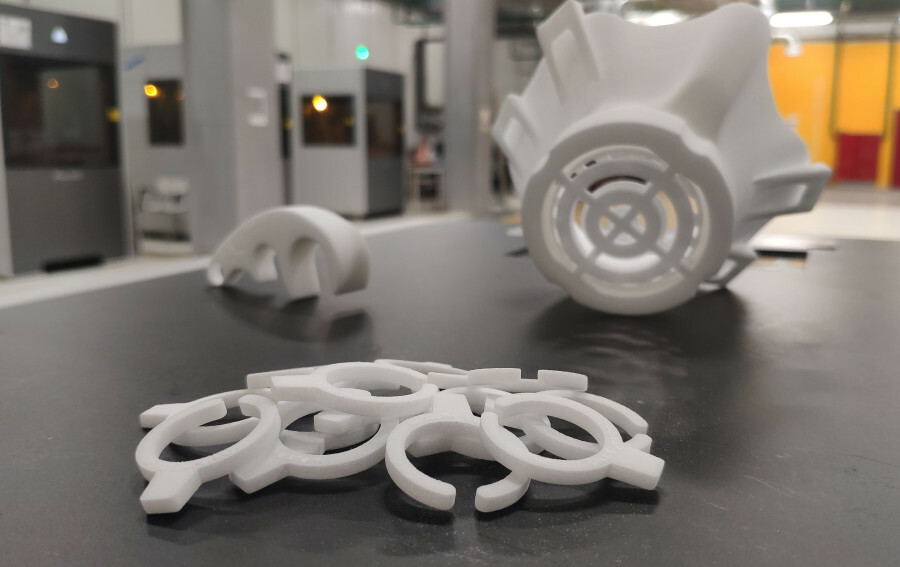 Термины «аддитивное производство» или «быстрое прототипирование» часто используются как синонимы. Когда для изготовления компонентов используется 3D-печать, материал добавляется слой за слоем, что ясно из термина «добавка». Это отличает 3D-печать от методов резки, при которых материал удаляется для изготовления компонентов (метод вычитания). Это делает 3D-печать очень экономичной в использовании материала.
Термины «аддитивное производство» или «быстрое прототипирование» часто используются как синонимы. Когда для изготовления компонентов используется 3D-печать, материал добавляется слой за слоем, что ясно из термина «добавка». Это отличает 3D-печать от методов резки, при которых материал удаляется для изготовления компонентов (метод вычитания). Это делает 3D-печать очень экономичной в использовании материала.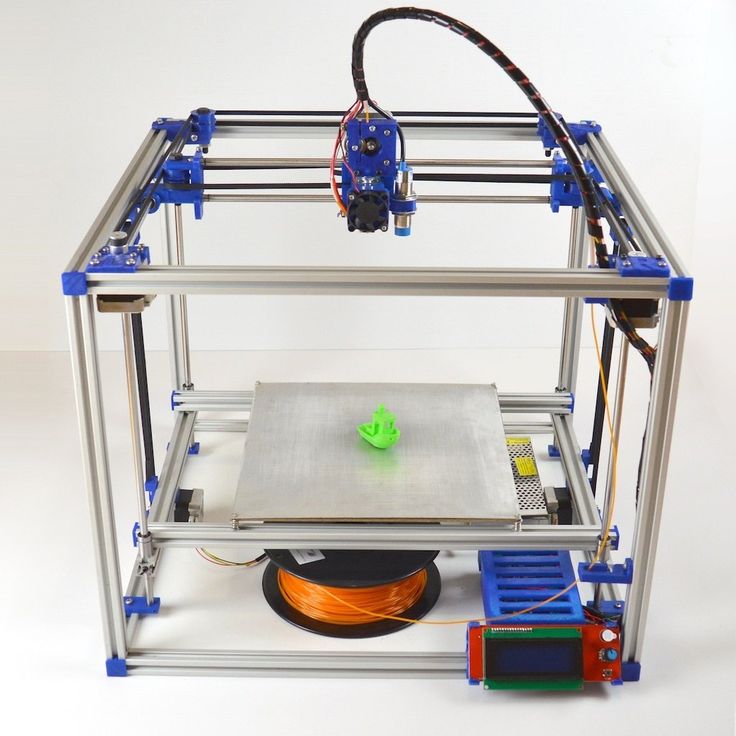 Производственный процесс также оказывает влияние на долговечность компонента.
Производственный процесс также оказывает влияние на долговечность компонента. 3D-печать — это аддитивный процесс, в котором материал постепенно добавляется слой за слоем для создания трехмерной модели. В 3D-печати есть несколько методов, которые работают немного по-разному. Отправной точкой для 3D-печати являются соответствующие данные CAD для печатаемой детали.
3D-печать — это аддитивный процесс, в котором материал постепенно добавляется слой за слоем для создания трехмерной модели. В 3D-печати есть несколько методов, которые работают немного по-разному. Отправной точкой для 3D-печати являются соответствующие данные CAD для печатаемой детали.


 Всегда на складе.
Всегда на складе. Марка металла — Р6М5К5. Производство Россия. Применяется для сверления заготовок из металлических …
Марка металла — Р6М5К5. Производство Россия. Применяется для сверления заготовок из металлических … Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …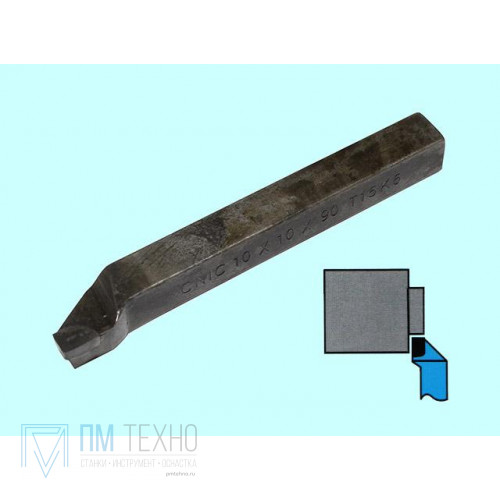 Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
 Регулируемый предохранительный калибр определяет глубину резания и предотвращает заглубление.
Регулируемый предохранительный калибр определяет глубину резания и предотвращает заглубление. Руководство пользователя и демонстрация видео доступны на нашем канале You Tube
Руководство пользователя и демонстрация видео доступны на нашем канале You Tube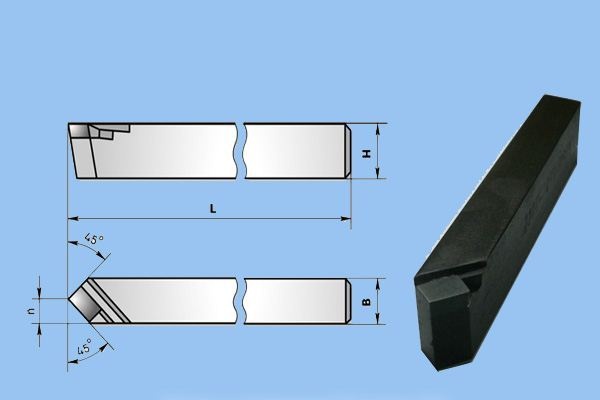 фаска специально разработана для плавного и легкого получения изящной волнистой стружки. Резец изготовлен из M2 HSS и поставляется с полой шлифовкой. Латунный калибр имеет четкую кромку и может быть легко отрегулирован для контроля количества срезаемой древесины и предотвращения заглубления.
фаска специально разработана для плавного и легкого получения изящной волнистой стружки. Резец изготовлен из M2 HSS и поставляется с полой шлифовкой. Латунный калибр имеет четкую кромку и может быть легко отрегулирован для контроля количества срезаемой древесины и предотвращения заглубления.  Он дает превосходную отделку и наиболее эффективен при курчавом или заусенцевидном волокне.
Он дает превосходную отделку и наиболее эффективен при курчавом или заусенцевидном волокне.
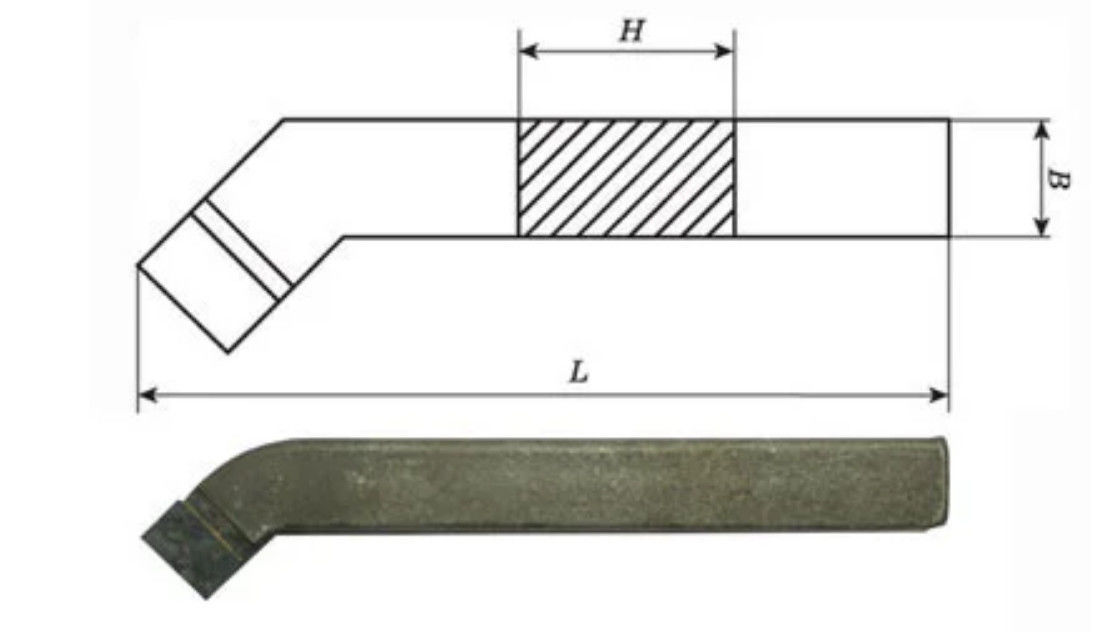 Фреза изготовлена из закаленной быстрорежущей стали M2 и открыта с одной стороны для предотвращения засорения, что является общей проблемой для других инструментов для обработки торцевых зерен/долблений. Он также режет на гораздо более медленных скоростях, например. 500 об/мин, сводя к минимуму вторичную стружку. Регулируемый предохранительный калибр определяет глубину резания и предотвращает заглубление.
Фреза изготовлена из закаленной быстрорежущей стали M2 и открыта с одной стороны для предотвращения засорения, что является общей проблемой для других инструментов для обработки торцевых зерен/долблений. Он также режет на гораздо более медленных скоростях, например. 500 об/мин, сводя к минимуму вторичную стружку. Регулируемый предохранительный калибр определяет глубину резания и предотвращает заглубление. Полые формы глубиной до 13 дюймов и даже глубже в сочетании с упором для инструмента Woodcut Irons.
Полые формы глубиной до 13 дюймов и даже глубже в сочетании с упором для инструмента Woodcut Irons. Эта параболическая форма имеет узкую вершину, которая специально разработана для чистого среза торцевых волокон. Большой внешний изгиб предназначен для срезания торцевого зерна на боковой стороне сосуда, образуя широкую стружку. Фреза специально разработана для эффективного выброса стружки, которую Фил Айронс обычно называет «большим выхлопом», в отличие от многих других инструментов для выдалбливания на рынке с круглыми фрезами, которые создают неэффективный U-образный выход. фаска специально разработана для плавного и легкого получения изящной волнистой стружки. Резец изготовлен из M2 HSS и поставляется с полой шлифовкой. Латунный калибр имеет четкую кромку и может быть легко отрегулирован для контроля количества срезаемой древесины и предотвращения заглубления.
Эта параболическая форма имеет узкую вершину, которая специально разработана для чистого среза торцевых волокон. Большой внешний изгиб предназначен для срезания торцевого зерна на боковой стороне сосуда, образуя широкую стружку. Фреза специально разработана для эффективного выброса стружки, которую Фил Айронс обычно называет «большим выхлопом», в отличие от многих других инструментов для выдалбливания на рынке с круглыми фрезами, которые создают неэффективный U-образный выход. фаска специально разработана для плавного и легкого получения изящной волнистой стружки. Резец изготовлен из M2 HSS и поставляется с полой шлифовкой. Латунный калибр имеет четкую кромку и может быть легко отрегулирован для контроля количества срезаемой древесины и предотвращения заглубления. 
 Их нижняя часть оснащена специальной прокладкой из упругого материала, благодаря чему они способны максимально эффективно понизить негативные последствия от вибрации. В частности, при работе крупной промышленной техники ее вибрация может передаваться на конструкционные элементы строительного сооружения. Это не только создает определенный дискомфорт для работников предприятия, но и может нанести непоправимый урон самому зданию.
Их нижняя часть оснащена специальной прокладкой из упругого материала, благодаря чему они способны максимально эффективно понизить негативные последствия от вибрации. В частности, при работе крупной промышленной техники ее вибрация может передаваться на конструкционные элементы строительного сооружения. Это не только создает определенный дискомфорт для работников предприятия, но и может нанести непоправимый урон самому зданию. Мы являемся официальным поставщиком продукции известной на весь мир компании-производителя «Martin». Это высококачественные и надежные регулируемые шарнирные опоры, а также антивибрационные опоры, предназначенные для применения на производстве.
Мы являемся официальным поставщиком продукции известной на весь мир компании-производителя «Martin». Это высококачественные и надежные регулируемые шарнирные опоры, а также антивибрационные опоры, предназначенные для применения на производстве. Мы предлагаем для всех своих клиентов привлекательные цены на промышленные шарнирные (регулируемые) опоры для оборудования.
Мы предлагаем для всех своих клиентов привлекательные цены на промышленные шарнирные (регулируемые) опоры для оборудования. Такая опора конвейера или другой техники идеально подходит для тяжелой промышленности;
Такая опора конвейера или другой техники идеально подходит для тяжелой промышленности;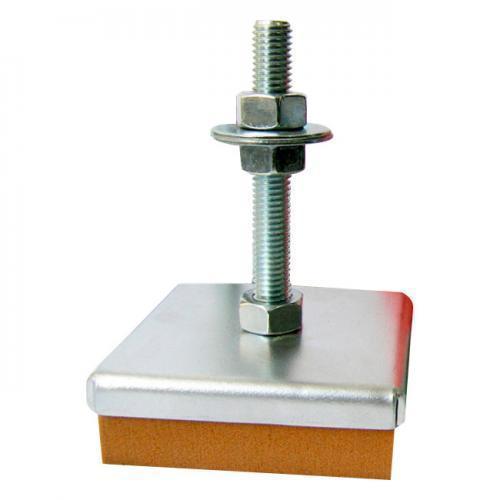 Ровно
Ровно 55 грн
55 грн Металлические опоры, ножки для ученических столов
Металлические опоры, ножки для ученических столов Мукачево
Мукачево 25 грн
25 грн грузоподъемность 150 кг (300 фунтов) каждый
грузоподъемность 150 кг (300 фунтов) каждый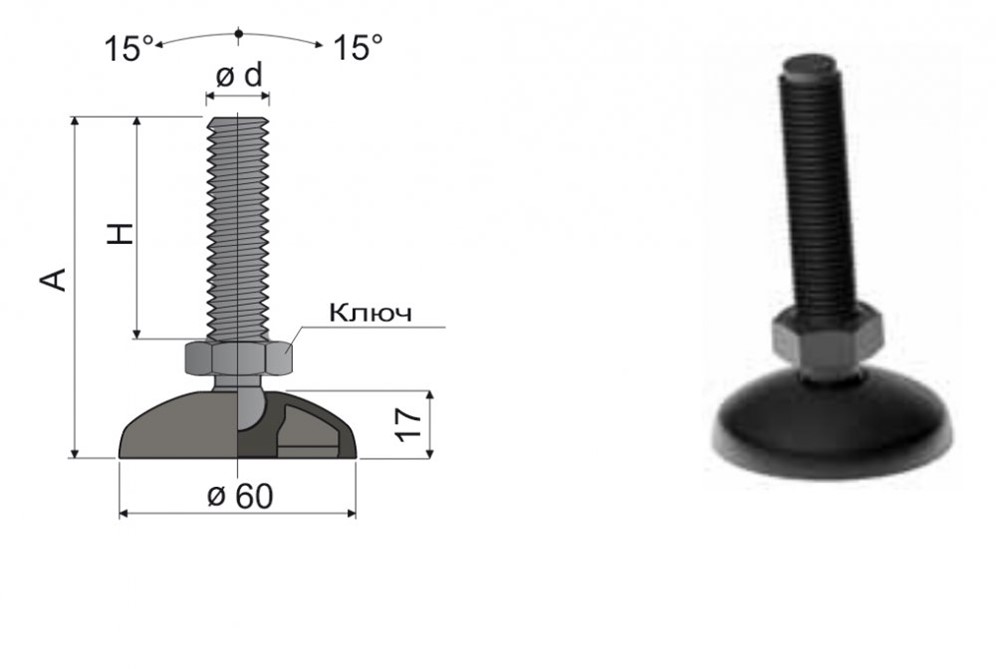 ..
.. Итак, прежде чем решить, какой тип нивелира купить, давайте сначала пройдемся по списку продуктов и аксессуаров:
Итак, прежде чем решить, какой тип нивелира купить, давайте сначала пройдемся по списку продуктов и аксессуаров:
 Так же, как и регулировочные ножки с резьбой, этот тип изделия имеет резьбовой вал. Разница лишь в том, что у него метрическая резьба. Он обеспечивает поворот на 15 градусов и поставляется с широким спектром отделки, включая оцинкованный хром и черный оксид.
Так же, как и регулировочные ножки с резьбой, этот тип изделия имеет резьбовой вал. Разница лишь в том, что у него метрическая резьба. Он обеспечивает поворот на 15 градусов и поставляется с широким спектром отделки, включая оцинкованный хром и черный оксид. Не все материалы подходят для вашей промышленной среды. Кроме того, вам нужно будет выбрать продукты в зависимости от веса, который они могут нести. Также следует учитывать устойчивость к нагреву, коррозии и длительному износу.
Не все материалы подходят для вашей промышленной среды. Кроме того, вам нужно будет выбрать продукты в зависимости от веса, который они могут нести. Также следует учитывать устойчивость к нагреву, коррозии и длительному износу. Для более тяжелых применений обратите внимание на чугунные направляющие и ножки.
Для более тяжелых применений обратите внимание на чугунные направляющие и ножки. На всякий случай обратите внимание на размер и конструкцию основания. Имеет ли он достаточно большой диаметр, чтобы обеспечить оптимальное распределение веса? Достаточно ли она жесткая, чтобы обеспечить стабильную работу 9?0152 Приспособление с ЧПУ ?
На всякий случай обратите внимание на размер и конструкцию основания. Имеет ли он достаточно большой диаметр, чтобы обеспечить оптимальное распределение веса? Достаточно ли она жесткая, чтобы обеспечить стабильную работу 9?0152 Приспособление с ЧПУ ?


 По сути, вам не придется приобретать новые машины в течение короткого периода времени. Увеличенный срок службы помогает вам получать максимальную отдачу от вашего оборудования до тех пор, пока не возникнет необходимость в обновлении или замене.
По сути, вам не придется приобретать новые машины в течение короткого периода времени. Увеличенный срок службы помогает вам получать максимальную отдачу от вашего оборудования до тех пор, пока не возникнет необходимость в обновлении или замене. Каждый угол машины должен обеспечивать равную поддержку. Поверхность становится неустойчивой, если один угол не такой жесткий, как другие. Чтобы исправить это, вы можете подложить прокладки под каждую ногу. Однако это может быть утомительно, так как вам потребуются прокладки различной толщины для оптимального распределения веса.
Каждый угол машины должен обеспечивать равную поддержку. Поверхность становится неустойчивой, если один угол не такой жесткий, как другие. Чтобы исправить это, вы можете подложить прокладки под каждую ногу. Однако это может быть утомительно, так как вам потребуются прокладки различной толщины для оптимального распределения веса. Если вы удовлетворены, поверните регулировочный винт по часовой стрелке, чтобы зафиксировать уровни.
Если вы удовлетворены, поверните регулировочный винт по часовой стрелке, чтобы зафиксировать уровни.



 р.
р. и партнеров по всему миру.
и партнеров по всему миру.
 Рост не закончился со Второй мировой войной.
Рост не закончился со Второй мировой войной. По мере того, как она развивалась и развивалась морская авиация, развивалась и военно-морская авиабаза Океана. С развитием реактивного двигателя эта установка превратилась из небольшого вспомогательного аэродрома в основную базу реактивных самолетов ВМФ на восточном побережье, которую мы знаем сегодня», — сказал командующий NAS Oceana капитан Боб Холмс.
По мере того, как она развивалась и развивалась морская авиация, развивалась и военно-морская авиабаза Океана. С развитием реактивного двигателя эта установка превратилась из небольшого вспомогательного аэродрома в основную базу реактивных самолетов ВМФ на восточном побережье, которую мы знаем сегодня», — сказал командующий NAS Oceana капитан Боб Холмс.
 Это не мнение, это факт. Старайтесь ладить со сверстниками, даже если они плохо к вам относятся. Это может спасти вам жизнь.
Это не мнение, это факт. Старайтесь ладить со сверстниками, даже если они плохо к вам относятся. Это может спасти вам жизнь.  Она руководила работой правительства и дежурила в его кошмаре. [2]
Она руководила работой правительства и дежурила в его кошмаре. [2]  [2]
[2]  Он описал ее как кровожадную дикарку и убийцу-психопата. [5]
Он описал ее как кровожадную дикарку и убийцу-психопата. [5]  Ее плоть была пропитана эссенцией в гораздо большей степени, чем обычно. Это частично объясняет, почему она была такой сильной, несмотря на то, что обладала только одним ядром. [7]
Ее плоть была пропитана эссенцией в гораздо большей степени, чем обычно. Это частично объясняет, почему она была такой сильной, несмотря на то, что обладала только одним ядром. [7]  [1] Это очевидно, когда она может пройти куда угодно внутри Академии. [10] Также, когда она взяла с собой кажущегося гражданским лицом в военный бункер. [1]
[1] Это очевидно, когда она может пройти куда угодно внутри Академии. [10] Также, когда она взяла с собой кажущегося гражданским лицом в военный бункер. [1] 

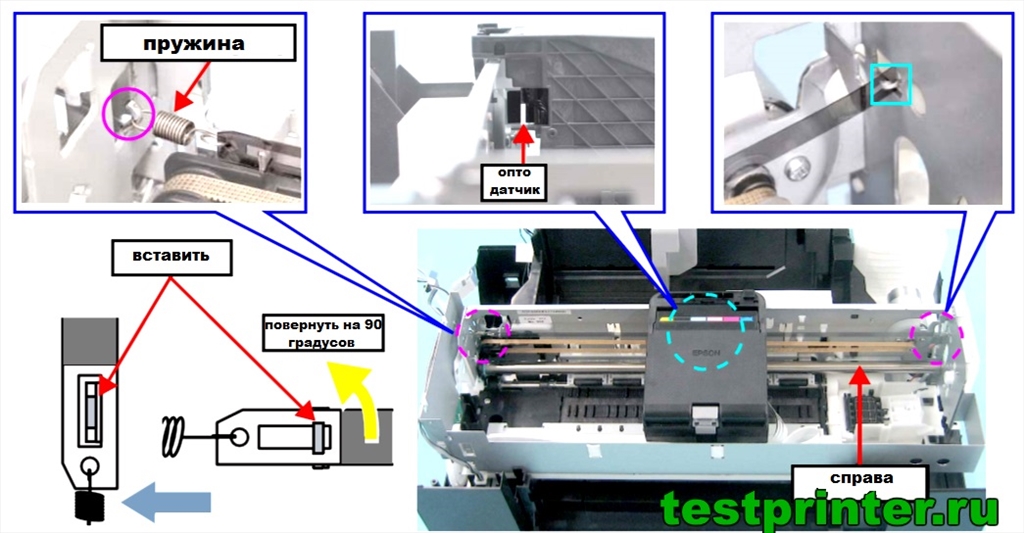

 Это сделано с целью обеспечить более четкое срабатывание, и для исключения посторонних засветок.
Это сделано с целью обеспечить более четкое срабатывание, и для исключения посторонних засветок.

 Эта информация учитывается в дальнейшей работе.
Эта информация учитывается в дальнейшей работе. Нормальная работа принтера при этом может нарушиться.
Нормальная работа принтера при этом может нарушиться.
 Датчик открытия крышки может быть механического типа и представлять собой кнопку, которую отжимает специальный выступ, расположенный с внутренней стороны крышки. Датчик может быть и оптомеханического типа, представлять собой оптопару с вращающейся шторкой, которой управляет коромысло или тяга механического типа. Крышка может также иметь специальный выступ, который перекрывает поток света когда она закрыта. Если в момент печати специально открыть верхнюю крышку, то в управляющую схему поступит соответствующий сигнал и каретка остановится.
Датчик открытия крышки может быть механического типа и представлять собой кнопку, которую отжимает специальный выступ, расположенный с внутренней стороны крышки. Датчик может быть и оптомеханического типа, представлять собой оптопару с вращающейся шторкой, которой управляет коромысло или тяга механического типа. Крышка может также иметь специальный выступ, который перекрывает поток света когда она закрыта. Если в момент печати специально открыть верхнюю крышку, то в управляющую схему поступит соответствующий сигнал и каретка остановится.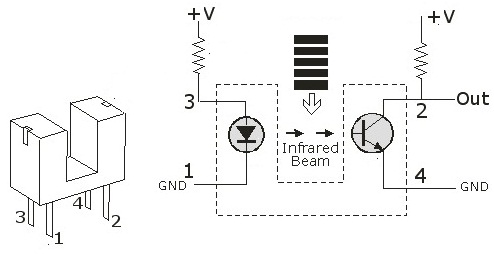 В схеме управления фиксируется несколько импульсов, чем дальше каретка будет находиться от начального положения, тем больше импульсов поступит в схему.
В схеме управления фиксируется несколько импульсов, чем дальше каретка будет находиться от начального положения, тем больше импульсов поступит в схему.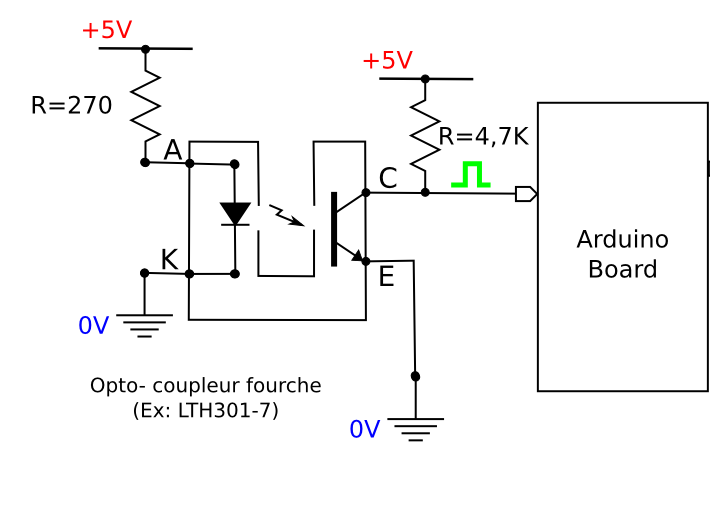 Я хочу использовать этот LJ12 A3-4-Z/BX Inductive NPN NO 4 мм с рабочим током 6–36 В в качестве датчика Z. Я не хочу поджаривать свою машину, подавая 24 В на вход датчика.
Я хочу использовать этот LJ12 A3-4-Z/BX Inductive NPN NO 4 мм с рабочим током 6–36 В в качестве датчика Z. Я не хочу поджаривать свою машину, подавая 24 В на вход датчика. мА-.
мА-.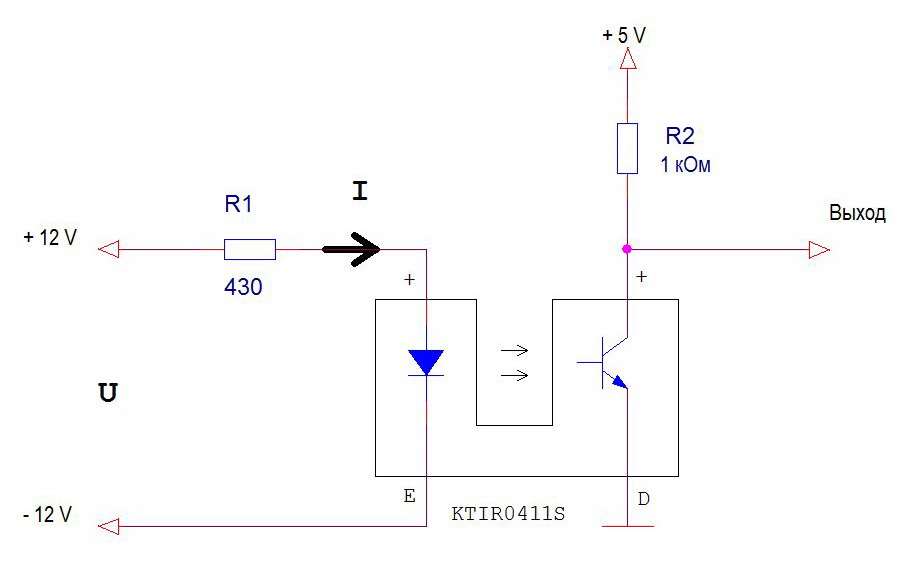
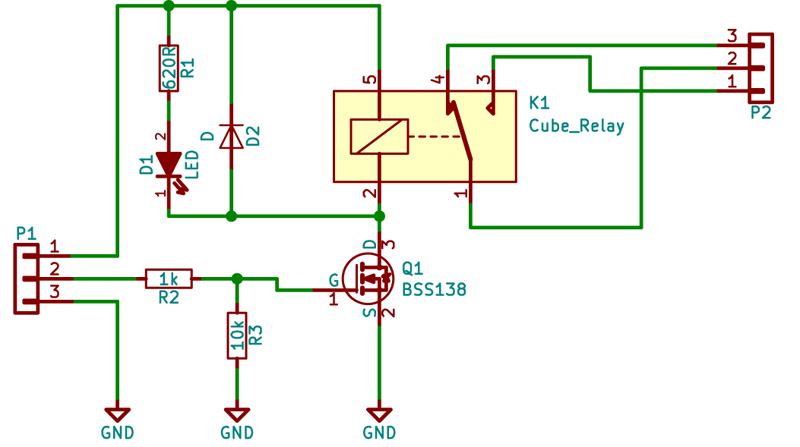
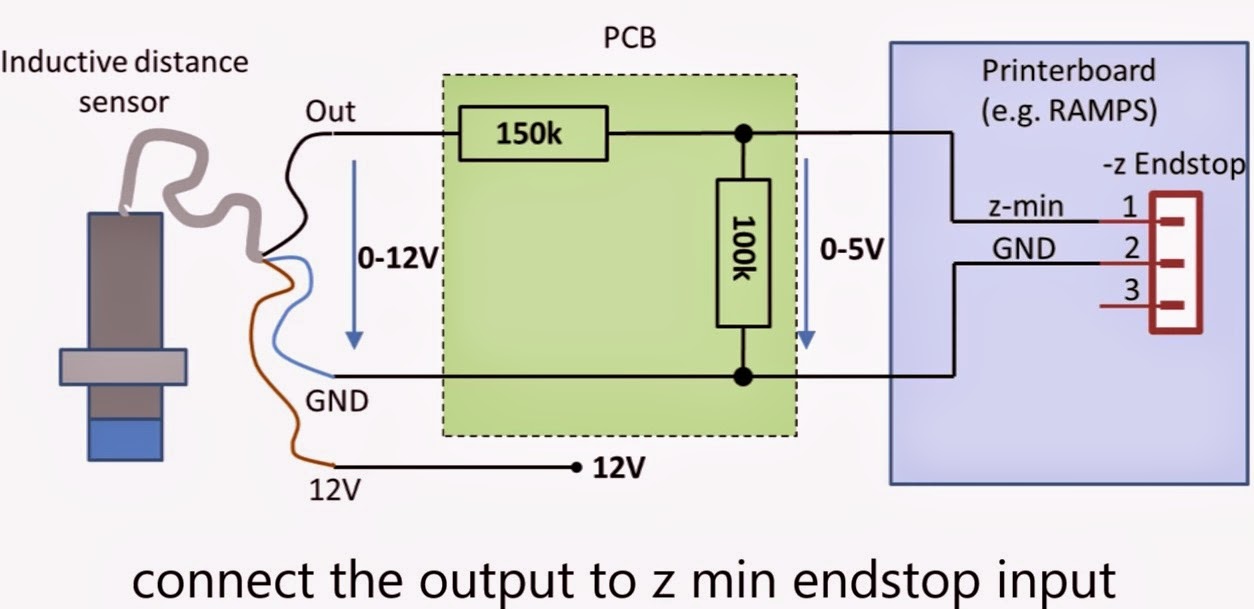

 5). В этом случае вал, установленный в центрах, приводится через шестерню, закрепленную на предварительно обработанной средней шейке (рис. 4, в).
5). В этом случае вал, установленный в центрах, приводится через шестерню, закрепленную на предварительно обработанной средней шейке (рис. 4, в).

 Основы классификации.
Основы классификации. [7]
[7]
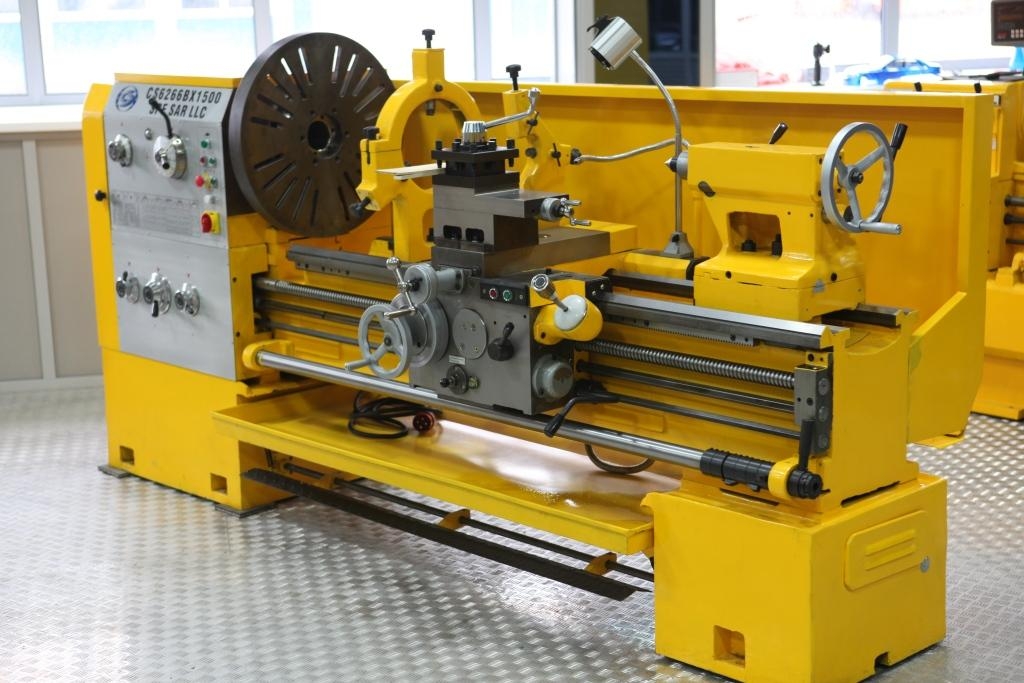 [1]
[1] Универсальные станки с ЧПУ требуют от оператора лишь отдельных функций манипулирования и контроля. При этом становиться возможным обслуживание одним оператором нескольких станков. [1], [5], [7].
Универсальные станки с ЧПУ требуют от оператора лишь отдельных функций манипулирования и контроля. При этом становиться возможным обслуживание одним оператором нескольких станков. [1], [5], [7]. Для облегчения изготовления специальных станков их собирают из нормализованных узлов. Такой способ изготовления специальных станков является самым целесообразным и эффективным. Им присвоено общее название — агрегатные станки. [1], [2].
Для облегчения изготовления специальных станков их собирают из нормализованных узлов. Такой способ изготовления специальных станков является самым целесообразным и эффективным. Им присвоено общее название — агрегатные станки. [1], [2]. Особо точные (С), или мастер-станки — на них изготавливают детали для станков классов точности В и А.
Особо точные (С), или мастер-станки — на них изготавливают детали для станков классов точности В и А. [1], [2].
[1], [2]. регулирует его для восстановления достигнутых при первоначальной наладке точности, взаимного расположения инструмента и заготовки, а также качества получаемой детали.
регулирует его для восстановления достигнутых при первоначальной наладке точности, взаимного расположения инструмента и заготовки, а также качества получаемой детали. [1]
[1] Такое оборудование оснащено особыми функциями, такими как способность работать лучше и быстрее, чем обычное оборудование. Специализированные машины стали незаменимым компонентом горнодобывающих, строительных и коммунальных проектов во всем мире. Они придали этим проектам новое измерение, подняв их производительность на несколько ступеней. Мы составили список некоторых специализированных машин, принадлежащих к определенным нишам, которые вы должны увидеть. Просто взгляните!
Такое оборудование оснащено особыми функциями, такими как способность работать лучше и быстрее, чем обычное оборудование. Специализированные машины стали незаменимым компонентом горнодобывающих, строительных и коммунальных проектов во всем мире. Они придали этим проектам новое измерение, подняв их производительность на несколько ступеней. Мы составили список некоторых специализированных машин, принадлежащих к определенным нишам, которые вы должны увидеть. Просто взгляните! Для строительства таких параболических кривых с уклоном используется уникальный вид мостоукладчика. Одной из таких компаний, поставляющих эти мостоукладчики, является SMB Construction International GmbH (SMB). Точная и качественная укладка криволинейных дорожных покрытий достигается за счет точно управляемых катков мостоукладчика. Эти катки, поддерживаемые электрическими гидравлическими тросовыми лебедками, обеспечивают мощную силу для выполнения сложных строительных задач.
Для строительства таких параболических кривых с уклоном используется уникальный вид мостоукладчика. Одной из таких компаний, поставляющих эти мостоукладчики, является SMB Construction International GmbH (SMB). Точная и качественная укладка криволинейных дорожных покрытий достигается за счет точно управляемых катков мостоукладчика. Эти катки, поддерживаемые электрическими гидравлическими тросовыми лебедками, обеспечивают мощную силу для выполнения сложных строительных задач. Шнековые питатели транспортируют материал к выглаживающей плите и обеспечивают равномерное распределение по всей ширине. ( Источник )
Шнековые питатели транспортируют материал к выглаживающей плите и обеспечивают равномерное распределение по всей ширине. ( Источник )  Лопата для дерева установлена на кузове грузовика с 20 000 передних и 46 000 задних. Он оснащен специальными лезвиями «холодной формы», которые охватывают деревья, вгрызаются в землю, а затем поднимают деревья над землей. Затем укоренившиеся деревья вывозят на предназначенный участок для пересадки или пересадки.
Лопата для дерева установлена на кузове грузовика с 20 000 передних и 46 000 задних. Он оснащен специальными лезвиями «холодной формы», которые охватывают деревья, вгрызаются в землю, а затем поднимают деревья над землей. Затем укоренившиеся деревья вывозят на предназначенный участок для пересадки или пересадки. Имеется «фиксирующая подъемная мачта», которая исключает перемещение лопаты и делает транспортировку более удобной и безопасной. Лопата для деревьев также поставляется со скребками, чтобы предотвратить прилипание почвы. ( 1, 2, 3, 4)
Имеется «фиксирующая подъемная мачта», которая исключает перемещение лопаты и делает транспортировку более удобной и безопасной. Лопата для деревьев также поставляется со скребками, чтобы предотвратить прилипание почвы. ( 1, 2, 3, 4)  Выравнивающая машина с 12-футовой головкой с боковым смещением выглаживает самые большие препятствия. Он оснащен секциями стрелы для тяжелых условий эксплуатации, длина которых достигает 18 футов. Специализированная комбинация головки и щетки обеспечивает увеличение площади обработанных квадратных метров за проход, которая составляет 216 квадратных футов за проход.
Выравнивающая машина с 12-футовой головкой с боковым смещением выглаживает самые большие препятствия. Он оснащен секциями стрелы для тяжелых условий эксплуатации, длина которых достигает 18 футов. Специализированная комбинация головки и щетки обеспечивает увеличение площади обработанных квадратных метров за проход, которая составляет 216 квадратных футов за проход.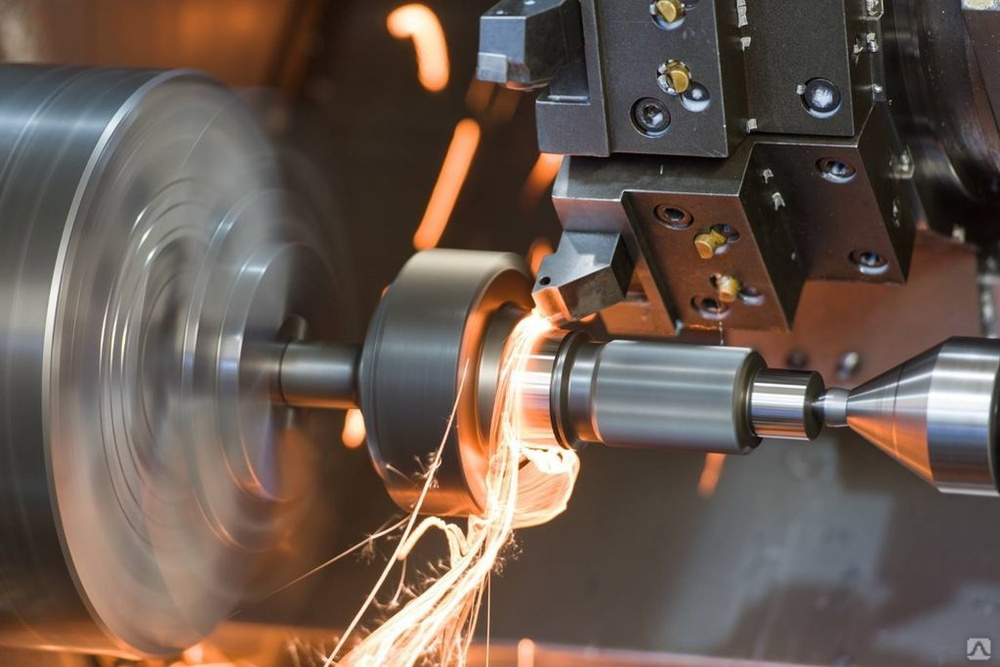 Полный привод обеспечивает улучшенное перемещение выглаживающей плиты от рабочей площадки к месту укладки. Также улучшены элементы управления для большей настраиваемости и точности укладки. ( 1, 2, 3, 4)
Полный привод обеспечивает улучшенное перемещение выглаживающей плиты от рабочей площадки к месту укладки. Также улучшены элементы управления для большей настраиваемости и точности укладки. ( 1, 2, 3, 4)  youtube.com/embed/Hmb6D14V0OA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Hmb6D14V0OA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>  Он поставляется с резервуаром для подачи пропана, который стреляет пламенем с температурой до 2500 градусов по Фаренгейту в целевые сорняки. Более высокие температуры заставляют воду в сорняках кипеть и разрушают их клеточные стенки. В результате растение теряет всю свою влагу и в итоге погибает.
Он поставляется с резервуаром для подачи пропана, который стреляет пламенем с температурой до 2500 градусов по Фаренгейту в целевые сорняки. Более высокие температуры заставляют воду в сорняках кипеть и разрушают их клеточные стенки. В результате растение теряет всю свою влагу и в итоге погибает.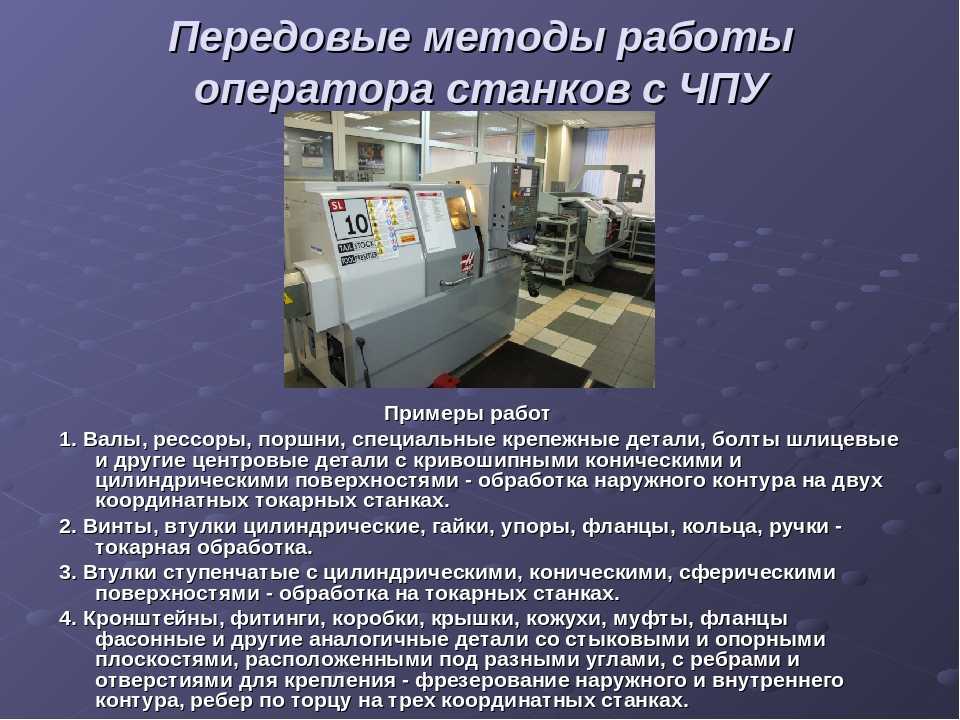 ( 1, 2, 3)
( 1, 2, 3) 
 Горячий калибровочный пресс может прессовать специальные материалы при высокой температуре (800 градусов). Мы успешно разработали это, сочетая прессование и технику теплозащиты.
Горячий калибровочный пресс может прессовать специальные материалы при высокой температуре (800 градусов). Мы успешно разработали это, сочетая прессование и технику теплозащиты.

 Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
 88 р.
88 р. США
США США
США США
США США
США США
США США
США США
США США
США США
США США
США США
США США
США США
США США
США
 Оба эти способности с небольшими изменения направлены на создание защиты активного перса.
Оба эти способности с небольшими изменения направлены на создание защиты активного перса. Это примерно 2-3 секунды. Эффективно? Проще быстро прожать «Вихревое представление» и уйти из-под удара.
Это примерно 2-3 секунды. Эффективно? Проще быстро прожать «Вихревое представление» и уйти из-под удара.
 Инструмент выходит из строя.
Инструмент выходит из строя.
 Это проблема возрастания вибрации. Явление это неизбежное и весьма нежелательное. И бороться с ним методами традиционными не получится. Обеспечения высокой жёсткости четырёхзвенной системы, включающей станок, приспособление для фиксации, обрабатывающий инструмент, заготовку уже недостаточно.
Это проблема возрастания вибрации. Явление это неизбежное и весьма нежелательное. И бороться с ним методами традиционными не получится. Обеспечения высокой жёсткости четырёхзвенной системы, включающей станок, приспособление для фиксации, обрабатывающий инструмент, заготовку уже недостаточно.
 Не гонитесь за скоростью. Это обязательно скажется на качестве.
Не гонитесь за скоростью. Это обязательно скажется на качестве. Пример, диборид титана (TiB2).
Пример, диборид титана (TiB2).
 Также надо иметь в виду, что алюминий и его сплавы так и норовят забить наглухо канавки вашего режущего инструмента. Когда стружка полностью забьёт вашу фрезу, она перестанет резать металл, а при подаче инструмент просто будет давить на заготовку, что приведёт к его поломке. Даже если изначально работа по алюминию может показаться сложной задачей, обрабатывать его можно практически на любом станке с ЧПУ. В данной статье рассмотрим 10 полезных советов, которые позволят проводить работы правильно и безопасно.
Также надо иметь в виду, что алюминий и его сплавы так и норовят забить наглухо канавки вашего режущего инструмента. Когда стружка полностью забьёт вашу фрезу, она перестанет резать металл, а при подаче инструмент просто будет давить на заготовку, что приведёт к его поломке. Даже если изначально работа по алюминию может показаться сложной задачей, обрабатывать его можно практически на любом станке с ЧПУ. В данной статье рассмотрим 10 полезных советов, которые позволят проводить работы правильно и безопасно.

 При работе на низких оборотах и повышенной температуре она значительно возрастает.
При работе на низких оборотах и повышенной температуре она значительно возрастает. Обычно это инструмент из твердосплавных материалов. Обычные фрезы из быстрорежущей стали, а также кобальтовые могут оказаться всё же слишком медленными, поэтому следует поискать инструмент с износостойким покрытием типа CC AluSpeed® (TiB2 — диборид титана). У фрез по алюминию с таким покрытием стружка скользит по поверхности фрезы без прилипания и теплопередачи. Они стоят немного больше, но продуктивность работы и качество изделия это окупят сполна. Допустим у вас в наличии концевая фреза из обычной быстрорежущей стали для которой рекомендуемая скорость вращения шпинделя 3.000 об/мин. А ваш станок имеет минимальную скорость 8.000 оборотов в минуту (весьма распространенная минимальная скорость для ЧПУ станков). Концевая фреза с покрытием из CC AluSpeed® может иметь рекомендованную скорость в 7.824 об/мин, что гораздо ближе к минимальной скорости станка. Поэтому такой фрезой, в принципе, уже можно смело работать. Пытайтесь найти концевой инструмент по параметрам наиболее приближенный к скорости вашего станка с ЧПУ, это позволит эффективно обрабатывать ваши заготовки.
Обычно это инструмент из твердосплавных материалов. Обычные фрезы из быстрорежущей стали, а также кобальтовые могут оказаться всё же слишком медленными, поэтому следует поискать инструмент с износостойким покрытием типа CC AluSpeed® (TiB2 — диборид титана). У фрез по алюминию с таким покрытием стружка скользит по поверхности фрезы без прилипания и теплопередачи. Они стоят немного больше, но продуктивность работы и качество изделия это окупят сполна. Допустим у вас в наличии концевая фреза из обычной быстрорежущей стали для которой рекомендуемая скорость вращения шпинделя 3.000 об/мин. А ваш станок имеет минимальную скорость 8.000 оборотов в минуту (весьма распространенная минимальная скорость для ЧПУ станков). Концевая фреза с покрытием из CC AluSpeed® может иметь рекомендованную скорость в 7.824 об/мин, что гораздо ближе к минимальной скорости станка. Поэтому такой фрезой, в принципе, уже можно смело работать. Пытайтесь найти концевой инструмент по параметрам наиболее приближенный к скорости вашего станка с ЧПУ, это позволит эффективно обрабатывать ваши заготовки.

 А четырех- или более зубыми фрезами работать по алюминию не стоит вообще! Причина заключается в том, что при обработке алюминия образуется очень много крупной стружки. Чем меньше зубьев, тем больше пространство между режущими кромками, и тем больше места для продуктивного отвода больших кусков стружки. Многозубые же фрезы забиваются стружкой наглухо очень быстро. Следующая вещь, которую следует учитывать — это так называемое «радиальное истончение стружки». Если глубина резания, т.е. высота области радиального контакта фрезы и заготовки будет меньше радиуса фрезы, это вызовет истончение стружки, и вместо резания начнётся трение и нагревание инструмента, которое в конечном итоге приведёт к преждевременному износу и высокой вероятности поломки. Последний тип резания постоянно наблюдается при операциях зубофрезерования, поскольку глубина резания при этом относительно небольшая по сравнению с диаметром фрезы. Рекомендации по выбору максимальной толщины стружки обычно приводятся в технических характеристиках режущего инструмента.
А четырех- или более зубыми фрезами работать по алюминию не стоит вообще! Причина заключается в том, что при обработке алюминия образуется очень много крупной стружки. Чем меньше зубьев, тем больше пространство между режущими кромками, и тем больше места для продуктивного отвода больших кусков стружки. Многозубые же фрезы забиваются стружкой наглухо очень быстро. Следующая вещь, которую следует учитывать — это так называемое «радиальное истончение стружки». Если глубина резания, т.е. высота области радиального контакта фрезы и заготовки будет меньше радиуса фрезы, это вызовет истончение стружки, и вместо резания начнётся трение и нагревание инструмента, которое в конечном итоге приведёт к преждевременному износу и высокой вероятности поломки. Последний тип резания постоянно наблюдается при операциях зубофрезерования, поскольку глубина резания при этом относительно небольшая по сравнению с диаметром фрезы. Рекомендации по выбору максимальной толщины стружки обычно приводятся в технических характеристиках режущего инструмента.-500x500.jpg)
 Поэтому при изготовлении точных деталей необходимо особенно тщательно провести предварительную оценку упругих деформаций технологической системы.
Поэтому при изготовлении точных деталей необходимо особенно тщательно провести предварительную оценку упругих деформаций технологической системы. Я собираюсь ТОЧНО рассказать вам, как резать алюминий на фрезерном станке с ЧПУ, с помощью этих 11 простых советов.
Я собираюсь ТОЧНО рассказать вам, как резать алюминий на фрезерном станке с ЧПУ, с помощью этих 11 простых советов. На самом деле, есть несколько «золотых сережек» в зависимости от того, чего вы хотите достичь:
На самом деле, есть несколько «золотых сережек» в зависимости от того, чего вы хотите достичь: Кстати, наше программное обеспечение G-WIzard Calculator имеет как снижение мощности, чтобы компенсировать недостаточную жесткость станка, так и расчеты и оптимизацию отклонения инструмента, чтобы свести к минимуму эту проблему. Во-вторых, как уже упоминалось, алюминий липкий. Вам понадобится какая-то смазка. Так что возьмите любой фрезерный станок с ЧПУ, который у вас есть, и наденьте на него масло, которое поможет нанести эту смазку. Вы обнаружите, что это значительно повышает ваши шансы на успех в алюминии.
Кстати, наше программное обеспечение G-WIzard Calculator имеет как снижение мощности, чтобы компенсировать недостаточную жесткость станка, так и расчеты и оптимизацию отклонения инструмента, чтобы свести к минимуму эту проблему. Во-вторых, как уже упоминалось, алюминий липкий. Вам понадобится какая-то смазка. Так что возьмите любой фрезерный станок с ЧПУ, который у вас есть, и наденьте на него масло, которое поможет нанести эту смазку. Вы обнаружите, что это значительно повышает ваши шансы на успех в алюминии. Обратите внимание, что я не имею в виду буквальное замедление ваших подач и скоростей, но ваша общая скорость съема материала будет меньше, чем то, что может быть достигнуто на специально созданном фрезерном станке с ЧПУ. Так что расслабьтесь и позвольте машине делать свое дело. По крайней мере, фрезерный станок с ЧПУ хорошего размера может разместить на своем столе гораздо больше материала, чем любой другой фрезерный станок с ЧПУ. Загрузите его, нажмите зеленую кнопку и уходите.
Обратите внимание, что я не имею в виду буквальное замедление ваших подач и скоростей, но ваша общая скорость съема материала будет меньше, чем то, что может быть достигнуто на специально созданном фрезерном станке с ЧПУ. Так что расслабьтесь и позвольте машине делать свое дело. По крайней мере, фрезерный станок с ЧПУ хорошего размера может разместить на своем столе гораздо больше материала, чем любой другой фрезерный станок с ЧПУ. Загрузите его, нажмите зеленую кнопку и уходите. Все пользователи ЧПУ могут извлечь выгоду из калькулятора подачи и скорости, но когда вы приближаетесь к границе диапазона производительности, вы должны быть особенно осторожны. Конечно, мы рекомендуем наш собственный калькулятор G-Wizard Feeds and Speed Calculator. Конечно, есть и другие, но наш — это первый в мире калькулятор подачи и скорости, специально разработанный для нужд пользователей фрезерных станков с ЧПУ (щелкните эту ссылку, чтобы понять, почему).
Все пользователи ЧПУ могут извлечь выгоду из калькулятора подачи и скорости, но когда вы приближаетесь к границе диапазона производительности, вы должны быть особенно осторожны. Конечно, мы рекомендуем наш собственный калькулятор G-Wizard Feeds and Speed Calculator. Конечно, есть и другие, но наш — это первый в мире калькулятор подачи и скорости, специально разработанный для нужд пользователей фрезерных станков с ЧПУ (щелкните эту ссылку, чтобы понять, почему).

 Вы также можете использовать концевые фрезы с одной канавкой, но ни при каких обстоятельствах не используйте более 3 канавок.
Вы также можете использовать концевые фрезы с одной канавкой, но ни при каких обстоятельствах не используйте более 3 канавок. Сейчас рекомендация 17419об/мин – мы намного ближе. Это с поверхностной скоростью 1140 SFM. Возможно, вы сможете найти более агрессивные рекомендации SFM для инструментов вашего производителя.
Сейчас рекомендация 17419об/мин – мы намного ближе. Это с поверхностной скоростью 1140 SFM. Возможно, вы сможете найти более агрессивные рекомендации SFM для инструментов вашего производителя. Твердый сплав намного более жесткий, чем быстрорежущая сталь, так что это еще одна причина отдать предпочтение карбиду.
Твердый сплав намного более жесткий, чем быстрорежущая сталь, так что это еще одна причина отдать предпочтение карбиду. Более надежным является воздушный поток, закрепленный на шпинделе и направленный точно туда, где фреза соприкасается с разрезаемым материалом. Если вы стоите там с насадкой в руке (или, что еще хуже, с щеткой), думая, что можете сохранить чистоту, вы недостаточно параноидально относитесь к очистке стружки.
Более надежным является воздушный поток, закрепленный на шпинделе и направленный точно туда, где фреза соприкасается с разрезаемым материалом. Если вы стоите там с насадкой в руке (или, что еще хуже, с щеткой), думая, что можете сохранить чистоту, вы недостаточно параноидально относитесь к очистке стружки.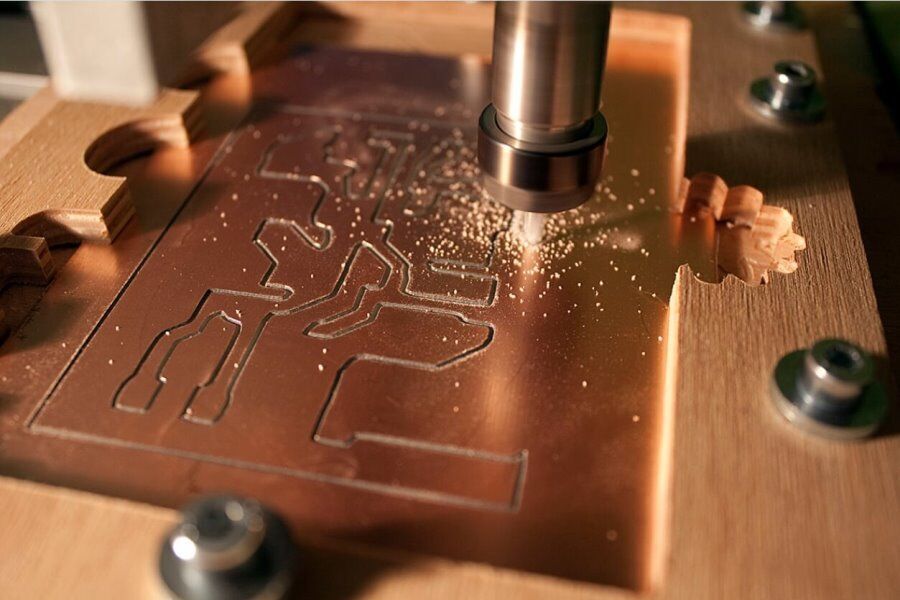
 Это гораздо больший риск для пользователей фрезерных станков с ЧПУ, чем для пользователей фрезерных станков, просто потому, что шпиндель вращается очень быстро. Чтобы поддерживать рекомендованную нагрузку на стружку при таких высоких оборотах, фрезу необходимо перемещать с умом.
Это гораздо больший риск для пользователей фрезерных станков с ЧПУ, чем для пользователей фрезерных станков, просто потому, что шпиндель вращается очень быстро. Чтобы поддерживать рекомендованную нагрузку на стружку при таких высоких оборотах, фрезу необходимо перемещать с умом. Чем меньше канавок, тем больше пространство между режущими кромками и тем больше места для выхода и сдувания крупной стружки. При слишком большом количестве канавок стружка возвращается слишком плотно, заклинивает канавки, и довольно скоро у вас сломается фреза.
Чем меньше канавок, тем больше пространство между режущими кромками и тем больше места для выхода и сдувания крупной стружки. При слишком большом количестве канавок стружка возвращается слишком плотно, заклинивает канавки, и довольно скоро у вас сломается фреза. Подставьте эти значения и выберите Hardwood в G-Wizard, и он хочет работать со скоростью 883 IPM при 20 000 об/мин!
Подставьте эти значения и выберите Hardwood в G-Wizard, и он хочет работать со скоростью 883 IPM при 20 000 об/мин! Вместо этого из-за радиального утончения и истирания стружки вы резко сокращаете срок службы фрезы. Калькулятор подачи и скорости G-Wizard автоматически учитывает радиальное утончение стружки в своих расчетах.
Вместо этого из-за радиального утончения и истирания стружки вы резко сокращаете срок службы фрезы. Калькулятор подачи и скорости G-Wizard автоматически учитывает радиальное утончение стружки в своих расчетах. И из-за этого этот станок никак не может быть таким же жестким, как фрезерный станок с ЧПУ. Итак, мы должны компенсировать.
И из-за этого этот станок никак не может быть таким же жестким, как фрезерный станок с ЧПУ. Итак, мы должны компенсировать. Для работы на таком уровне жесткости (а ТМ-1 тоже не является вершиной жесткости) требуется снижение мощности до 0,17 л.с.
Для работы на таком уровне жесткости (а ТМ-1 тоже не является вершиной жесткости) требуется снижение мощности до 0,17 л.с.
 Алюминий имеет химическое сродство к лезвию, что приводит к налипанию стружки на лезвие, если нет смазки. Подробнее читайте в этой статье.
Алюминий имеет химическое сродство к лезвию, что приводит к налипанию стружки на лезвие, если нет смазки. Подробнее читайте в этой статье.











 д.
д.
 д.
д.