Чистовую обработку металла выполняют: Головна — Електроннi засоби навчання
Виды обработки металлов — способы и основы технологии ручной и термической металлообработки изделий
Металлообработка – технологические процессы, которые изменяют размер, форму и другие характеристики металлоизделий. Применяются различные виды обработки – литье, механические, электрические и термические виды обработки, сварка.
Под металлообработкой понимают совокупность технологических процессов, изменяющих размеры, форму и другие характеристики металлических заготовок. Условная классификация технологий обработки металлов: литье, механообработка (резанием и давлением), термическая, сварка, электрическая, художественная.
Один из наиболее древних способов обработки металлов
Литье – это процесс изготовления отливок путем заливки литейных форм расплавленным металлом. После отвердевания металлический расплав приобретает конфигурацию внутреннего пространства формы. Современные технологии литья обеспечивают возможность изготавливать отливки сложных форм с минимально возможными припусками на дальнейшую механообработку.
Типы обработки металла литьем:
- В песчаные формы. Это самая массовая и недорогая литейная технология, позволяющая изготавливать грубые заготовки. Отверстия и полости в них образуют с помощью стержней, помещаемых в форму для литья.
- В кокиль – разборную, чаще всего металлическую форму. Методика позволяет получать качественные полуфабрикаты. Отвердевшее изделие извлекают из кокиля.
- Под давлением в пресс-формах. Способ применяется в основном для цветных сплавов и некоторых марок стали.
- По выплавляемым моделям. Этот метод позволяет изготавливать сложные по форме изделия. Для этого из стеарина и другого материала изготавливают высокоточную модель детали, а затем на нее наносят суспензию, формирующую оболочку. Высушенную и прокаленную оболочковую форму заполняют металлическим расплавом. Охлаждение –на открытом пространстве или в термостате.
Основные виды механической обработки металлов
Механообработка металлических заготовок включает процессы, в результате которых изменяются геометрические характеристики деталей. Ее можно разделить на две основные категории. К первой группе, называемой обработкой давлением, относятся операции, происходящие без снятия поверхностного слоя металла. Это прокатка, ковка, штамповка, прессование. Вторая группа – технологические операции, называемые обработкой резанием. К ним относят токарную обработку, фрезерование, строгание, долбление, сверление.
Ее можно разделить на две основные категории. К первой группе, называемой обработкой давлением, относятся операции, происходящие без снятия поверхностного слоя металла. Это прокатка, ковка, штамповка, прессование. Вторая группа – технологические операции, называемые обработкой резанием. К ним относят токарную обработку, фрезерование, строгание, долбление, сверление.
Способы обработки металлов давлением (ОМД)
Задачи, решаемые различными видами ОМД: получение полуфабрикатов или изделий заданных геометрических параметров, улучшение микроструктуры металла, снижение усадочной пористости отливок, улучшение физико-механических характеристик заготовок. Существует два основных направления ОМД:
- холодные процессы – осуществляются при температурах ниже порога начала рекристаллизационных процессов;
- горячая ОМД– происходит выше температур рекристаллизации.
Основные виды обработки металлов давлением:
- Горячая прокатка.
 Этот способ механической обработки применяется в производстве листового, трубного, сортового и фасонного проката. Горячекатаные полуфабрикаты могут служить исходным материалом для различных способов холодного деформирования.
Этот способ механической обработки применяется в производстве листового, трубного, сортового и фасонного проката. Горячекатаные полуфабрикаты могут служить исходным материалом для различных способов холодного деформирования. - Холодная прокатка. Ее цель – повышение точности размеров, улучшение качества поверхности и других характеристик горячекатаных полуфабрикатов.
- Холодное и горячее волочение. Осуществляется протягиванием заготовки через отверстие заданной формы с целью получения требуемого поперечного сечения длинномерного проката. Площадь сечения отверстия всегда меньше площади сечения заготовки. Этот способ металлообработки применяется при производстве прутков (круглых, квадратных, многоугольных)и фасонного проката с малым размером сечения, тонкостенных труб небольшого диаметра.
- Горячая и холодная штамповка. Этот вид ОМД известен на протяжении нескольких веков. А холодная штамповка длительное время была основным способом производства металлической посуды благодаря простой реализации и невысокой стоимости процесса. Штамповка бывает листовой и объемной. В результате объемной штамповки происходит пространственное изменение формы объемной заготовки. Обычно целью такой технологической операции является получение из заготовки простой формы (шара, цилиндра, параллелепипеда, куба) изделия более сложной конфигурации. Листовая штамповка – вид обработки металлов, с помощью которого получают как небольшие детали, так и корпуса различных видов транспорта.
- Ковка. Осуществляется при нагреве заготовки. Бывает ручной (такой способ сейчас применяется в основном для создания художественных изделий) и механизированной.
- Холодное и горячее прессование (экструдирование). Экструзия заключается в обработке заготовок путем их выдавливания через один или несколько каналов. Без нагрева обычно прессуются мягкие цветные металлы (алюминий, медь) и сплавы на их основе. Для стальных заготовок обычно применяют горячее прессование. Экструдирование – современный метод металлообработки, позволяющий получать длинномерные профильные изделия.
- Комбинированная обработка. Очень часто для получения необходимого результата комбинируют несколько технологий ОМД и/или ОМД сочетают с другими типами металлообработки.
 Этот способ механической обработки применяется в производстве листового, трубного, сортового и фасонного проката. Горячекатаные полуфабрикаты могут служить исходным материалом для различных способов холодного деформирования.
Этот способ механической обработки применяется в производстве листового, трубного, сортового и фасонного проката. Горячекатаные полуфабрикаты могут служить исходным материалом для различных способов холодного деформирования.
 Штамповка бывает листовой и объемной. В результате объемной штамповки происходит пространственное изменение формы объемной заготовки. Обычно целью такой технологической операции является получение из заготовки простой формы (шара, цилиндра, параллелепипеда, куба) изделия более сложной конфигурации. Листовая штамповка – вид обработки металлов, с помощью которого получают как небольшие детали, так и корпуса различных видов транспорта.
Штамповка бывает листовой и объемной. В результате объемной штамповки происходит пространственное изменение формы объемной заготовки. Обычно целью такой технологической операции является получение из заготовки простой формы (шара, цилиндра, параллелепипеда, куба) изделия более сложной конфигурации. Листовая штамповка – вид обработки металлов, с помощью которого получают как небольшие детали, так и корпуса различных видов транспорта.

Виды металлообработки резанием
Обработка резанием – совокупность процессов, подразумевающих срезание слоев металла с переходом их в стружку или разделение заготовок на части. Разделяют черновую, получистовую и чистовую обработку. Заготовками служат: отливки, все виды проката, штампованные, кованые, прессованные детали.
Основные методы обработки металлов резанием:
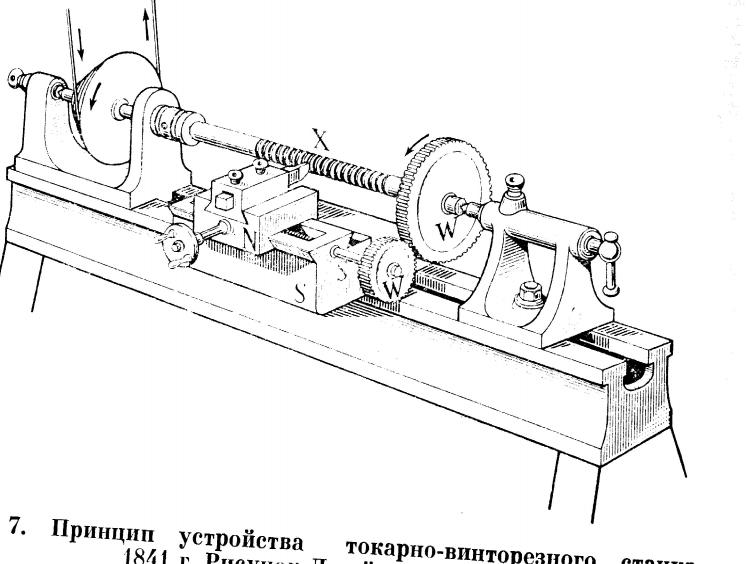
- Токарная обработка (точение). Реализуется на станках токарной группы с помощью резцов. Точение позволяет создавать конические, цилиндрические и фасонные детали.
- Сверление. Дополнительные операции, которые могут сочетаться со сверлением – растачивание, развертывание, рассверливание, зенкерование. Их цель – получение отверстий нужного диаметра и глубины – сквозных или глухих. Применяемое оборудование – сверлильные станки различных типов, токарные станки.
- Фрезерование. Осуществляется на фрезерных станках с помощью дисковых, цилиндрических, торцевых, концевых, угловых фрез.
- Шлифование. Эта операция относится к чистовым. С ее помощью снижают шероховатость поверхности до значения, указанного в чертежах на изделие. Рабочий орган шлифовальных станков – абразивные круги, ленты, хонинговальные головки.
- Операции по разделению заготовок на части – резка и рубка. Резка осуществляется ручным или механизированным инструментом, как вариант – термическим воздействием. В серийном производстве для рубки проката применяют ножницы-гильотины, пресс-ножницы, механические и гидропрессы, угловысечные станки.
 Применяемое оборудование – сверлильные станки различных типов, токарные станки.
Применяемое оборудование – сверлильные станки различных типов, токарные станки.
Для реализации скоростных методов резания используются металлообрабатывающие станки с ЧПУ, выполняющие все операции в автоматическом режиме в соответствии с заложенной в них компьютерной программой.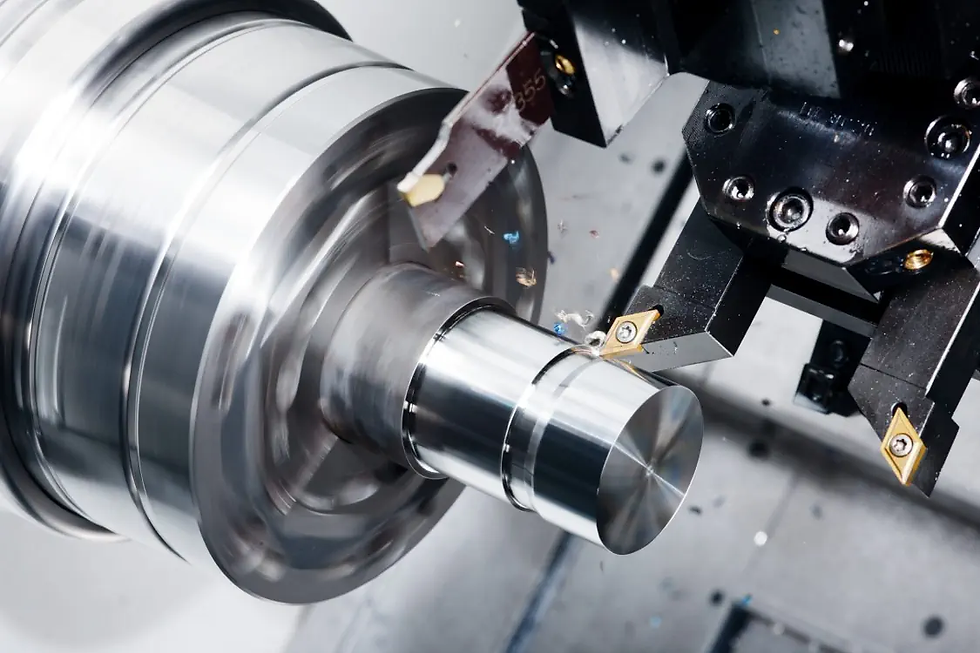
Термическая обработка металлов
Термообработкой металлов и сплавов называют совокупность операций нагрева до установленных температур, выдержки и охлаждения с различной скоростью и в различных средах. Их цель –получение микроструктуры и физико-механических характеристик, соответствующих запланированной технической задаче. Основные виды термообработки:
- ОтжигIи II рода. Отжиг I рода для стальных заготовок обычно подразумевает нагрев до температур, при которых не происходят фазовые превращения стали. В зависимости от условий проведения этот вид т/о включает процессы гомогенизации, рекристаллизации, снятия остаточных напряжений и некоторого снижения твердости. Отжиг II рода для сталей сопровождается фазовыми превращениями. В результате такой т/о падают показатели прочности и твердости стали, повышается ее пластичность и ударная вязкость. Обычно отжиг II рода применяют для подготовки к различным видам механообработки.
- Закалка. Применяется для металлов и сплавов, в которых в твердом состоянии при нагреве до высоких температур и охлаждении в воде или масле происходят фазовые превращения. Закалка всегда сочетается с отпуском, который уменьшает хрупкость и напряжения, характерные для закаленных сталей. После закалки и отжига повышаются прочность, твердость, износостойкость стальной заготовки.
- Термомеханическая обработка (ТМО). Сочетает пластическую деформацию с термообработкой. Горячая пластическая деформация сочетается с закалкой, холодная – со старением. ТМО применяется для сталей, алюминиевых и магниевых сплавов.

Сварка металлов и сплавов
Сущность сварки заключается в нагреве кромок свариваемых деталей до температуры плавления и дальнейшем образовании между ними неразъемного соединения.
Существует несколько способов сварки:
- Электрическая. Самый распространенный вид сварочного процесса. Электродуговая сварка осуществляется покрытыми плавящимися электродами, неплавящимися электродами в среде инертных газов, с использованием сварочной проволоки. Еще один вид электросварки – контактная сварка. Различают точечную и роликовую электросварку. В последнем случае токопроводящий ролик соединяет две детали сплошным швом.
- Газовая. Окислителем в этом процессе является кислород, а функции горючего газа выполняют: ацетилен, его более экономичная альтернатива – МАФ (метилацетилен-алленовая фракция), природный газ, пропанбутановая смесь, водород и др.
- Химическая. Для нагрева кромок используется тепло, выделяемое в результате химической реакции. Химическая сварка применяется в труднодоступных местах и даже под водой.
 Электродуговая сварка осуществляется покрытыми плавящимися электродами, неплавящимися электродами в среде инертных газов, с использованием сварочной проволоки. Еще один вид электросварки – контактная сварка. Различают точечную и роликовую электросварку. В последнем случае токопроводящий ролик соединяет две детали сплошным швом.
Электродуговая сварка осуществляется покрытыми плавящимися электродами, неплавящимися электродами в среде инертных газов, с использованием сварочной проволоки. Еще один вид электросварки – контактная сварка. Различают точечную и роликовую электросварку. В последнем случае токопроводящий ролик соединяет две детали сплошным швом.
Электрическая обработка металлов и сплавов
Электрообработка металлических заготовок основана на способности металла разрушаться при подаче высокоинтенсивных электрических разрядов. Этот вид металлообработки применяется для изготовления отверстий в тонких металлических листах, работы с полуфабрикатами из твердых сплавов, заточки инструментов.
Помимо видов металлообработки, служащих для получения необходимых технических характеристик металлоизделий, существует художественная обработка металлических заготовок. Ее цель – создание декоративных предметов или украшение изделий, имеющих практическое применение. Для этой цели применяют литье, чеканку, ковку, сварку.
Виды напильников и их применение — Как правильно работать напильником
Достичь идеального вида практически любого изделия легко, если под рукой есть напильник. Это ручной инструмент для работы с металлом, пластмассой и деревом, стеклом и даже костной тканью с большим функционалом. С его помощью можно выполнять следующие виды работ:
- обрабатывать изделия, удаляя на них зазубрины после грубого опиливания;
- корректировать форму предмета даже в труднодоступных местах и менять его размер;
- делать пазы, овалы, шлицы и канавки;
- отрезать лишние части детали;
- затачивать пилы по дереву и металлу, циклевки, ножи.

Напильники пригодятся не только слесарям-профессионалам — такая вещь незаменима и в быту. Рассмотрим виды напильников и их применение. Их делят по:
- Классам. 1 класс (насечка от 0 до 1) — для черновой обработки поверхностей. 2 класс — инструмент с абразивом для чистовой подготовки предмета. От 3 до 6 класса — “бархатные” или ювелирные приборы для финишной отделки.
- Форме. Плоские тупоносые предназначены для металла и дерева. Плоские остроносые — для пропиливания канавок и шлифовки внутренних и наружных плоских поверхностей. Квадратные нужны для распила квадратных или прямоугольных отверстий. Треугольные — их применяют для заточки пил по дереву, вырезания трехгранных отверстий и клиновидных канавок, шлифования внутренних углов, и срезания материалов по слоям. Круглые — подходят для заточки цепей для пил и проделывания круглых отверстий и пазов. Полукруглые — ими легко обрабатывать плоские и сферические поверхности. Ромбовидные — такой вид напильника справляется с обработкой шестерней, дисков, колес, то есть с поверхностями усложненной конфигурации.

Этот средство для шлифования и отделки изделий имеет важное преимущество — безопасность эксплуатации. Это значит, что в быту шлифовкой может заниматься любой человек, при этом ничем не рискуя и не имея специальных навыков.
Как правильно работать напильником
Далее приведем алгоритм действий, чтобы вы могли правильно работать напильником.
- Обеспечьте свое рабочее место достаточным количеством света, иначе обработка изделия может выйти некачественной.
- Зафиксируйте деталь, которую хотите отшлифовать, в тисках или струбциной к верстаку.
- Выберите соответствующий тип. Например, чтобы снять большой слой металла, возьмите прибор для черновых работ первого класса. Для удаления коррозии подойдет бархатный.
- Подготовьте рабочий инструмент. Если он не новый, то очистите его щеткой по металлу. Проверьте плотность прилегания ручки — не должно быть люфта.
- Приступите к работе. Возьмитесь за рукоять правой рукой, а левой прижимайте рабочую часть к зоне отделки изделия и выполняйте аккуратные движения вперед-назад. При ходе вперед нажимайте на рукоятку и носок, направляя движение под углом 45 градусов.
 При ходе вперед нажимайте на рукоятку и носок, направляя движение под углом 45 градусов.
При ходе вперед нажимайте на рукоятку и носок, направляя движение под углом 45 градусов.
Следите за качеством вашем работы. Поступательные движения должны быть без перекосов — это поможет избежать появления заусенцев и борозд на изделии. Также не забывайте стряхивать опилки между насечками щеткой.
Вернемся к важному этапу работы — выбору подходящего напильника. Следуя этим советам, вы подберете соответствующее задаче орудие, которым вам будет удобно работать:
Учитывайте геометрию рабочей части и детали, которую подвергнете обработке. Информацию о форме напильников механического действия вы найдете выше в статье.
Обратите внимание на длину и ширину — они должны соответствовать размеру изделия.
Подбирайте механическое орудие в зависимости от материала предмета, который шлифуете. Если работаете с твердым материалом, то рабочая часть должна быть изготовлена из стали с процентом углерода равным 1,3. Для работ по металлу выбирайте инструмент с показателем твердости от 64 до 66 HRc, для затачивания — от 65 до 67 HRc, а для опиливания мягких материалов подойдет уровень твердости от 53 до 56 HRc.
В ассортименте нашего магазина Немолоток вы найдете качественные немецкие напильники полукруглой, плоской формы, бархатные и с напылением из твердосплавной крошки. Инструменты дадут вам возможность без особый усилий в домашних условиях обрабатывать стекло, дерево, пластик, гипс, металлы и керамическую плитку.
Классификация напильников по предназначению
Кроме класса и формы есть и другая классификация напильников — по предназначению. Их делят на 5 групп:
- Слесарные или ручные. Самый простой тип орудия для шлифовки с двойной насечкой. Размер зубьев рабочей части может быть разным, поэтому следует учитывать требуемое качество обработки поверхности.
- Специального назначения. Могут быть нескольких видов, например, для обработки латуни, бронзы, дюралюминия, автомобильный корпусный или ножевой заточной. Они отличаются по виду, размерам и качеству изготовления. Этими инструментами в основном работают на заводах и других предприятиях — удаляют дефекты с изделий, оставшиеся после станков.
- Надфили. Они меньше ручного инструмента и имеют 11 видов форм. Ими удобно выполнять чистовую обработку за счет мелкого зерна насечек.
- Рашпили. Крупные зубья на рабочей части позволяют выполнять грубую обработку металлов. Подходят и для работ по дереву и пластмассе.
- Ленточные или машинные. Представляют собой ленту из наждачной бумаги прикрепленную к электрическому прибору. С его помощью можно шлифовать круглые трубы, зачищать сварные швы, обрабатывать кромки листового металла, удалять дефекты на внутренних частях изделий и производить заточку.

Как видите, предназначение напильников широко, поэтому иметь такой функциональный инструмент дома — хорошая идея.
Размеры зубьев на напильниках
В начале статьи мы указали, что такой механический инструмент делится по классам. Остановимся на них и размерах зубьев на напильниках подробнее. Их различают по номерам и названиям:
- 0 и 1 — драчевые. На каждые 10 мм рабочей поверхности присутствуют от 4 до 12 зубьев. Ними снимают от 01, до 0,2 мм металла за один ход, что считается достоинством. Но есть и недостаток — низкая точность обработки материала.
- 2 и 3 — личные. На 10 мм поверхности встречается от 13 до 24 зубьев. За ход снимают слой равный 0,06 мм. Из недостатков — быстрое засорение канавок пылью, поэтому во время работы приходится отвлекаться на очищение насечек.
- 4 и 5 — бархатные. Количество канавок на каждые 10 мм — от 25 до 80. Такой инструмент позволяет снять до 0,01 мм металла, поэтому им выполняют чистовую обработку и придают изделию нужный размер.
 Ними снимают от 01, до 0,2 мм металла за один ход, что считается достоинством. Но есть и недостаток — низкая точность обработки материала.
Ними снимают от 01, до 0,2 мм металла за один ход, что считается достоинством. Но есть и недостаток — низкая точность обработки материала.
Если вы задумываетесь о домашней мастерской, тогда рекомендуем приобрести несколько видов таких ручных инструментов, тем более, что вы знаете об их видах и назначении.
Подпишитесь на рассылку
Металлическая отделка – какие виды отделки существуют?
Изображение предоставлено Вадимом Ратниковым/Shutterstock.com
Отделка металла — это заключительный этап производственного процесса, используемый для обеспечения эстетики и защиты окружающей среды. Он также используется для уменьшения шероховатости поверхности за пределами возможностей операций механической обработки деталей, которые должны сопрягаться или герметизироваться. Сюда также входят методы очистки металла, удаления окалины, удаления заусенцев и т. д. Короче говоря, для различных целей используются многочисленные типы процессов отделки металла. В этом руководстве рассматриваются некоторые основные методы отделки, а также области применения и рекомендации по выбору процесса отделки металла. Некоторые из общих преимуществ финишной обработки металлов включают:
Он также используется для уменьшения шероховатости поверхности за пределами возможностей операций механической обработки деталей, которые должны сопрягаться или герметизироваться. Сюда также входят методы очистки металла, удаления окалины, удаления заусенцев и т. д. Короче говоря, для различных целей используются многочисленные типы процессов отделки металла. В этом руководстве рассматриваются некоторые основные методы отделки, а также области применения и рекомендации по выбору процесса отделки металла. Некоторые из общих преимуществ финишной обработки металлов включают:
- Повышенная износостойкость
- Улучшенная декоративная привлекательность
- Повышенная электропроводность
- Более высокое электрическое сопротивление
- Повышенная химическая стойкость
- Повышенная устойчивость к потускнению
Типы обработки металла
Ниже приведены несколько доступных типов чистовой обработки:
Покрытие
При металлизации используются химические ванны для покрытия или изменения поверхности подложек тонкими слоями металла, такого как цинк, никель, кадмий или хром. В методе гальванического покрытия генерируется электрический ток для покрытия подложки, в то время как при нанесении покрытия химическим способом используется автокаталитический процесс, в котором подложка катализирует реакцию. Поскольку гальванопокрытие является химически интенсивным крупномасштабным процессом, оно почти всегда выполняется поставщиками услуг гальванопокрытий, которые специализируются в этой области.
В методе гальванического покрытия генерируется электрический ток для покрытия подложки, в то время как при нанесении покрытия химическим способом используется автокаталитический процесс, в котором подложка катализирует реакцию. Поскольку гальванопокрытие является химически интенсивным крупномасштабным процессом, оно почти всегда выполняется поставщиками услуг гальванопокрытий, которые специализируются в этой области.
Металлическое покрытие может улучшить долговечность продукта, коррозионную стойкость, поверхностное трение и внешний вид. В случае оцинкованного металла цинковое покрытие служит расходуемым анодом, которое само подвергается коррозии, защищая целостность подложки. Однако гальванические машины, как правило, не подходят для сглаживания поверхностных дефектов.
Шерардизация
— это процесс, используемый для покрытия небольших стальных деталей, таких как болты и шайбы, коррозионно-стойким сплавом цинка и железа. Детали обваливаются в нагретом барабане с цинковой пылью, что обеспечивает высокую коррозионную стойкость. При крупносерийном производстве станок для отделки бочек является быстрым и эффективным решением для нанесения покрытий.
При крупносерийном производстве станок для отделки бочек является быстрым и эффективным решением для нанесения покрытий.
Дополнительную информацию о гальваническом покрытии можно найти в этой статье о антикоррозионных покрытиях.
Чистка/чистка
В отличие от гальванического покрытия обработка металла щетками является эффективным методом устранения дефектов поверхности. Эти отделочные машины создают однородную текстуру поверхности с параллельными волокнами, чтобы сгладить внешний вид продукта. Для достижения этого эффекта обычно используется абразивная лента или проволочная щетка. Кроме того, единственное направление ленты или щетки может создать слегка закругленные края, перпендикулярные волокнам.
Кроме того, проволочная щетка используется для удаления шлака, образующегося при некоторых сварочных операциях, а также для удаления окалины и песка с металлических поверхностей перед очисткой.
Химические ванны и кислотные ванны используются для очистки остатков масла, оставшихся после механической обработки, формовки и других процессов перед гальванопокрытием или покрытием.
Полировка/шлифовка/хонингование/притирка
Эти абразивные методы используются для уменьшения шероховатости поверхности металлов после механической обработки. Шероховатость измеряется в микродюймах при наиболее требовательных процессах механической обработки (развёртывание, протягивание) с шероховатостью поверхности 16-125 микродюймов. Прецизионная или тонкая шлифовка (см. ниже) может уменьшить шероховатость поверхности до 8–16 микродюймов. с помощью абразивных кругов или насадных головок. Кроме того, абразивные порошки используются в сочетании с кожаными или войлочными кругами для полировки (1-32 микродюйма) и полировки (0,5-16 микродюймов) по мере необходимости. При хонинговании и притирке используются абразивные составы для улучшения шероховатости поверхности сопрягаемых деталей путем трения их друг о друга (например, притертые клапаны двигателя) или пропускания сопрягаемой формы через полость (например, хонингованный цилиндр).
Полировка металла может выполняться как вручную, так и с помощью автоматической роботизированной полировки металла. Процесс, который уменьшает шероховатость поверхности, также увеличивает блеск металла, поскольку отраженный свет меньше рассеивается от более гладких поверхностей. Таким образом, эти же методы часто используются просто для улучшения эстетики поверхности.
Процесс, который уменьшает шероховатость поверхности, также увеличивает блеск металла, поскольку отраженный свет меньше рассеивается от более гладких поверхностей. Таким образом, эти же методы часто используются просто для улучшения эстетики поверхности.
Шлифование
Шлифовальные станки используют абразивные круги для сглаживания поверхностей. Существует несколько типов шлифовальных станков, предназначенных для обеспечения различных уровней конечной гладкости. Как отмечалось выше, шлифование используется для уменьшения шероховатости поверхности, оставшейся после механической обработки, и в качестве последнего шага в процессе обработки для приближения к допуску. Плоскошлифовальный станок является наиболее распространенным типом шлифовального станка, но существует множество специальных шлифовальных станков, таких как бесцентровые шлифовальные станки и шлифовальные станки Бланшара, которые также используются в повседневном использовании, при этом прецизионное шлифование по Бланшару является широко используемой техникой металлообработки, идеально подходящей для крупногабаритных деталей.
Многочисленные разновидности ручных шлифовальных машин используются для удаления металла, очистки от шлака и т. д. Прямошлифовальные машины используются для точной обработки проходов впускных коллекторов, штампов и т. д. Они обычно оснащены абразивными кругами специальной формы, известными как шлифовальные головки.
Вибрационная отделка
Вибрационные отделочные машины используются для снятия заусенцев с изделий и удаления острых кромок, литников и т. д. Они помещают детали в барабан, заполненный абразивными гранулами, и применяют опрокидывающую вибрацию для создания однородной случайной текстуры. Частота циклов станка и величина вибрации обычно варьируются, что позволяет эффективно обрабатывать различные детали, от мелких до крупных.
Взрывные работы
Пескоструйное оборудование, такое как пескоструйные машины, обычно используется в проектах, требующих однородной матовой текстуры. В процессе пескоструйной обработки (также известной как дробеструйная очистка) песок, стальная дробь, металлические гранулы или другие абразивные материалы наносятся на подложку с высокой скоростью. Это приводит к гладкой, чистой текстуре продукта, особенно из мягких металлов.
Это приводит к гладкой, чистой текстуре продукта, особенно из мягких металлов.
Дробеструйная обработка — это метод дробеструйной обработки, используемый для создания сжимающего напряжения на поверхности металлов с целью повышения сопротивления усталости, коррозионного растрескивания под напряжением, стойкости к истиранию и т. д. Процесс холодной обработки придает поверхности сжимающее напряжение как способ противодействия растяжению. стресс, вызванный производством. Воронение — это еще один метод модификации поверхности холодной обработки, используемый для придания сжимающего напряжения для сопротивления усталости.
Термическая обработка
Важным этапом многих операций по производству металлов является термообработка, которая используется для придания материалу желаемых характеристик после того, как ему будет придана окончательная форма. Например, после нарезания зубчатых колес их обычно закаляют с помощью процесса индукционного или пламенного нагрева, чтобы повысить износостойкость поверхностей зубьев при одновременном повышении прочности нижележащих зубьев. При закалке обычно применяется операция закалки, которая является важным этапом преобразования зернистой структуры металла. Упрочнение корпуса используется, например, на дужках навесных замков для изготовления оболочки, устойчивой к механическому воздействию. Термическая обработка также применяется для удаления любых остаточных напряжений, оставшихся после производства. Азотирование — это еще один процесс поверхностного упрочнения, который можно проводить при температуре ниже температуры превращения стали, что устраняет необходимость в закалке и любой возможной деформации детали.
При закалке обычно применяется операция закалки, которая является важным этапом преобразования зернистой структуры металла. Упрочнение корпуса используется, например, на дужках навесных замков для изготовления оболочки, устойчивой к механическому воздействию. Термическая обработка также применяется для удаления любых остаточных напряжений, оставшихся после производства. Азотирование — это еще один процесс поверхностного упрочнения, который можно проводить при температуре ниже температуры превращения стали, что устраняет необходимость в закалке и любой возможной деформации детали.
Покрытие
Краски на водной и масляной основе используются для недорогой защиты металлов от коррозии. Доступны специальные краски для суровых условий, такие как необрастающие краски для морского применения.
Порошковое покрытие представляет собой декоративную отделку, похожую на краску, но с большей стойкостью. Этот процесс включает в себя ультрафиолетовое или термическое отверждение сухого порошка термопласта или термореактивного полимера на металле для получения текстурированного, матового или глянцевого покрытия. Это электростатический процесс, при котором заряд, помещенный на подложку, притягивает к ней частицы порошка. Текстурированное порошковое покрытие очень эффективно скрывает дефекты поверхности.
Это электростатический процесс, при котором заряд, помещенный на подложку, притягивает к ней частицы порошка. Текстурированное порошковое покрытие очень эффективно скрывает дефекты поверхности.
Алюминий часто подвергают анодированию с химической обработкой поверхности для обеспечения коррозионной стойкости, эстетических эффектов или, в случае анодирования с твердым покрытием, большей износостойкости.
Горячее чернение
Машины для горячего чернения наносят тонкий слой черного оксида на поверхность изделия для создания матово-черного покрытия с высокой устойчивостью к истиранию. Это высокотемпературный процесс горячей отделки, при котором продукт помещается в ряд резервуаров, содержащих очистители, щелочи и охлаждающие жидкости. Горячее чернение чаще всего используется при производстве автомобильных деталей, инструментов и огнестрельного оружия. Воронение — это разновидность черного оксидного покрытия, которое используется для защиты стали от коррозии.
Выбор процесса отделки металла
Есть несколько соображений по сужению выбора, когда дело доходит до выбора метода отделки металла. Некоторые полезные вещи, о которых следует помнить:
Некоторые полезные вещи, о которых следует помнить:
- Скорость производства : Как быстро технология наносит отделку на продукт?
- Рентабельность : Некоторые отделочные машины (такие как вибромассажер) могут быть дорогими, но могут компенсировать их стоимость за счет более высокой скорости цикла
- Твердость металла : для более твердых металлов обычно требуются более интенсивные методы отделки, такие как шлифование, или могут потребоваться более жесткие абразивы, чем те, которые используются для более мягких материалов
Типы отделки металла — сводка
В этой статье представлено краткое обсуждение различных видов отделки металла. Для получения дополнительной информации о других продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Другие изделия из металла
- Как предотвратить образование складок во время глубокой вытяжки
- Травмы, характерные для металлообработки
- Основное сырье, используемое при изготовлении металла
- Процессы изготовления нержавеющей стали
- Готовые изделия из нержавеющей стали
- Изготовление сварных и бесшовных труб из нержавеющей стали
- Металлообработка на токарном станке
- Как глубоко вытянуть латунь
- История металлического прядения
- Алюминиевый профиль в строительстве
- Как работают станки для отделки металла
- Взрывной гидроформинг
- Технология гидроформовки металлов
- Применение ротационной штамповки в профилегибочном производстве
- Пластик против. Изготовление металла — преимущества и недостатки
- Материалы, используемые при профилировании
- Гидроформинг в автомобильной промышленности
- Процесс экструзии алюминия и его применение
- Конструкционные алюминиевые профили
- Наплавка нержавеющей сталью
- Ведущие компании по производству штамповок глубокой вытяжки в США
- Об обработке металлов давлением – краткое руководство
- Обзор процессов изготовления металлов
- Что такое ковка?
- Инструменты и оборудование для ковки металла, а также запасные части
- Понимание штамповки металлов
- Что такое глубокое рисование? Углубленный взгляд на формирование глубокой вытяжки
- Справочник по видам ковки — холодная ковка и горячая ковка
- Что такое прецизионная штамповка? Взгляд на машину для штамповки металла
- Профилегибочная машина и процесс профилирования
- Ведущие компании по производству и обработке металлов в США
Прочие «Типы» изделий
- Типы энкодеров — Руководство для покупателей ThomasNet
- Типы фильтров — Руководство для покупателей ThomasNet
- Типы элементов управления и контроллеров — руководство по покупке ThomasNet
- Различные типы воздушных фильтров
- Типы катушек индуктивности и сердечников
- Аэрокосмический крепеж: типы и материалы
- Типы защелок
- Типы труб из нержавеющей стали
- Типы медицинской упаковки — Руководство для покупателей ThomasNet
- Типы контроллеров двигателей и приводов
- Типы ЧПУ
- Типы порошковых покрытий
- Типы фенолов и фенольных материалов — Руководство для покупателей ThomasNet
- Типы операций высечки
- Типы сверл с ЧПУ
- Типы мультиплексоров
- Типы кримперов — Руководство по покупке ThomasNet
- Типы датчиков температуры
- Типы розеток
- Три типа медицинских покрытий
Больше из Изготовление и изготовление на заказ
Что такое отделка металла и как это работает?
Быстро осмотритесь вокруг, и вы, вероятно, найдете один или несколько предметов, содержащих какой-то металл, начиная с компьютера, на котором вы читаете этот пост! Металл играет ключевую роль в нашей жизни на протяжении тысячелетий и является важным компонентом почти всех технологических инноваций. Подумайте о том, насколько другой была бы наша жизнь без автомобилей, украшений, зубных пломб, гаек и болтов и всех других металлических изделий, которые мы используем сегодня.
Подумайте о том, насколько другой была бы наша жизнь без автомобилей, украшений, зубных пломб, гаек и болтов и всех других металлических изделий, которые мы используем сегодня.
Существуют десятки металлов, которые мы регулярно используем в той или иной форме. Примеры включают медь, олово, цинк, свинец и никель, а также относительно редкие «драгоценные» металлы, такие как золото, серебро, платина и палладий. Все это природные элементы, извлеченные из земной коры. Каждый из них имеет свои особенности, полезные для человека. Тем не менее, каждый тип металла имеет присущие ему недостатки, которые необходимо устранить, чтобы максимально увеличить их полезность. Вот где в игру вступает промышленная отделка металла.
Что такое промышленная обработка металлов?
Отделка металла — это всеобъемлющий термин, используемый для описания процесса нанесения некоторого типа металлического покрытия на поверхность металлической детали, обычно называемой подложкой. Это может также включать реализацию процесса очистки, полировки или иного улучшения поверхности. Отделка металла часто состоит из гальванического покрытия, которое представляет собой процесс осаждения ионов металла на подложку с помощью электрического тока. Фактически, обработка металла и покрытие иногда используются взаимозаменяемо. Однако отрасль отделки металлов включает в себя широкий спектр процессов, каждый из которых предлагает свои преимущества для пользователя.
Отделка металла часто состоит из гальванического покрытия, которое представляет собой процесс осаждения ионов металла на подложку с помощью электрического тока. Фактически, обработка металла и покрытие иногда используются взаимозаменяемо. Однако отрасль отделки металлов включает в себя широкий спектр процессов, каждый из которых предлагает свои преимущества для пользователя.
Промышленная отделка металлов может служить многим ценным целям, включая:
- Ограничение воздействия коррозии
- Используется в качестве грунтовки для повышения адгезии краски
- Укрепление основания и повышение износостойкости
- Уменьшение эффекта трения
- Улучшение внешнего вида детали
- Повышение паяемости
- Придание поверхности электропроводности
- Повышение химической стойкости
- Очистка, полировка и удаление дефектов поверхности
Давайте подробнее рассмотрим, как работает отделка металла, рассмотрев некоторые из наиболее часто используемых промышленных процессов отделки металла.
Что такое гальваника?
Гальваническое покрытие, также известное как электроосаждение, включает осаждение металла или металлического сплава на поверхность подложки. Электрический ток пропускают через жидкость (называемую «ванной»), содержащую растворенные ионы металла и подложки. Объект служит катодом и притягивает ионы металлов, находящиеся в гальванической ванне. Процесс предварительной обработки, который обычно включает в себя очистку, полоскание и зачистку, часто используется перед нанесением покрытия. Обычные методы объемного гальванического покрытия включают в себя гальванопокрытие на стойке, когда детали прикрепляются к приспособлению, и гальваническое покрытие, при котором множество более мелких деталей кувыркаются внутри бочкообразной клетки.
В дополнение к металлическим поверхностям гальваническое покрытие также может использоваться для покрытия пластмасс и других неметаллических материалов. Однако этот процесс чрезвычайно сложен в освоении и требует специальных знаний в области гальваники.
Химическое покрытие
Химическое нанесение покрытий аналогично гальванопокрытию тем, что подложку помещают в жидкий раствор, содержащий желаемый металл, чаще всего никель или медь. Ключевое отличие заключается в способе, которым происходит осаждение. Вместо электричества металлическое покрытие наносится с помощью химической реакции. В дополнение к исходному металлу в гальваническую ванну обычно входит комплексообразующий агент для сохранения металлического раствора и различные химические вещества, которые поддерживают стабильность и продлевают срок службы ванны.
Пассивация
Пассивирование иногда используется в качестве процесса последующей обработки покрытия, обычно в качестве средства обеспечения дополнительной защиты от коррозии. Пассивация включает в себя нанесение покрытия из оксида металла, которое может увеличить время, в течение которого происходит появление ржавчины. Пассивы доступны в различных цветах, которые также могут улучшить внешний вид готовой детали.
Облицовка
Плакирование — это механический процесс, при котором тепло и давление используются для создания связи между подложкой и металлическим покрытием. Плакирование может обеспечить более толстое металлическое покрытие, чем гальваническое или химическое покрытие. Это также требует менее строгого процесса подготовки. Однако плакирование также предполагает использование специализированного оборудования, которое обычно делает его более дорогостоящим, чем гальваническое покрытие.
Цементация
Один из способов защитить поверхность металлической поверхности — сделать ее более твердой. Этой цели может достичь промышленный процесс отделки металла, известный как цементация. Закалка — это металлургический процесс, который добавляет защиту за счет модификации поверхности. Этого можно достичь за счет применения одного из многих методов, таких как микроцементация, науглероживание и азотирование. Каждый из этих процессов позволяет получить требуемый твердый корпус, в то время как основной металл остается относительно мягким. Защитный чехол в конечном итоге повысит долговечность и износостойкость основной детали.
Защитный чехол в конечном итоге повысит долговечность и износостойкость основной детали.
Горячее чернение
Горячее чернение чаще всего используется для придания черной матовой поверхности автомобильным деталям и огнестрельному оружию, а также в военных целях, где требуется защитное темное покрытие. Горячее чернение также может повысить стойкость металлической детали к истиранию. При горячем чернении на поверхность подложки наносится тонкое черное оксидное покрытие. Конкретный процесс включает в себя перемещение деталей через серию резервуаров, содержащих различные чистящие средства, едкие материалы и охлаждающие жидкости. Горячее чернение обычно выполняется большими партиями, что делает его идеально подходящим для небольших деталей.
Порошковое покрытие
Вместо использования жидкости для покрытия металлического предмета порошковая окраска предполагает нанесение сухого порошка. Как правило, порошковое покрытие может обеспечить большую толщину, чем жидкое покрытие.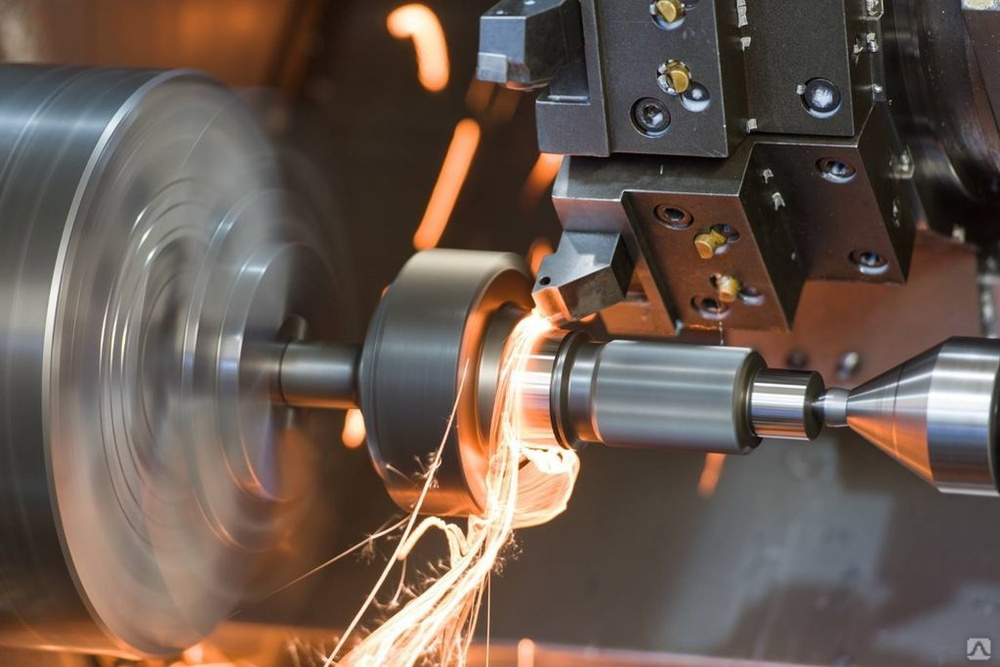 Процесс порошкового покрытия работает путем объединения множества ингредиентов, включая пигменты, отвердители, модификаторы текучести, выравнивающие агенты и другие добавки для создания порошка. Затем порошок электростатически осаждается на поверхность подложки. Последним этапом является отверждение деталей в специально разработанной печи, которая вызывает химическую реакцию, приводящую к высокой плотности звеньев. Порошковое покрытие также можно наносить на некоторые пластмассы и другие неметаллические подложки.
Процесс порошкового покрытия работает путем объединения множества ингредиентов, включая пигменты, отвердители, модификаторы текучести, выравнивающие агенты и другие добавки для создания порошка. Затем порошок электростатически осаждается на поверхность подложки. Последним этапом является отверждение деталей в специально разработанной печи, которая вызывает химическую реакцию, приводящую к высокой плотности звеньев. Порошковое покрытие также можно наносить на некоторые пластмассы и другие неметаллические подложки.
Что такое электрополировка?
Электрополировка — это процесс электрохимической отделки металла, который считается противоположным гальванопокрытию. Гальваника включает осаждение ионов металла на поверхность подложки. При электрополировке ионы металла удаляются из подложки, что приводит к гладкой, обтекаемой текстуре поверхности. Это достигается путем погружения объекта в ванну с электролитом, что позволяет ему служить анодом.
Объект также подключен к терминалу, который обеспечивает источник питания постоянного тока и служит катодом. Электрополировка часто применяется для удаления заусенцев или небольшого количества мусора с поверхности, устранения пиков и впадин, а также для полировки труднодоступных мест. В некоторых случаях его можно даже использовать для уменьшения размера детали.
Электрополировка часто применяется для удаления заусенцев или небольшого количества мусора с поверхности, устранения пиков и впадин, а также для полировки труднодоступных мест. В некоторых случаях его можно даже использовать для уменьшения размера детали.
Полировальный круг
Как и в случае электрополировки, полировочная полировка может использоваться для очистки и сглаживания поверхности подложки. Однако полировка баффом не предполагает создания какой-либо электрохимической реакции. Вместо этого для полировки поверхности используется машина, оснащенная тканевым колесом, что производит действие, аналогичное полировке автомобиля после вощения автомобиля. Полировка баффом чаще всего применяется для придания глянцевой декоративной отделки металлическим предметам.
Массовая обработка
Массовая полировка, также известная как механическая обработка поверхности, предлагает экономичный способ полировки деталей в больших объемах. Массовая отделка на самом деле включает в себя широкий спектр процессов, которые могут одновременно обеспечивать однородную очистку, обламывание кромок, сглаживание и полировку мелких деталей. Это может значительно сократить время производства. Общие методы массовой отделки также включают отделку в барабане и вибрационную отделку. Процессы массовой отделки обычно включают применение материалов, которые могут состоять из таких материалов, как алюминий, сталь, пластик или алюминий. Выбор среды будет зависеть от желаемого результата процесса.
Это может значительно сократить время производства. Общие методы массовой отделки также включают отделку в барабане и вибрационную отделку. Процессы массовой отделки обычно включают применение материалов, которые могут состоять из таких материалов, как алюминий, сталь, пластик или алюминий. Выбор среды будет зависеть от желаемого результата процесса.
Дробеструйная обработка
Дробеструйная обработка
может быть чрезвычайно эффективной для снижения усталости и напряжения металла, предотвращения поломок, вызванных коррозией, и увеличения прочности и срока службы детали. Чтобы понять, как работает дробеструйная обработка, может быть полезно рассмотреть принцип, применяемый при использовании молотка с шариковым бойком. Если ударить молотком по металлическому предмету, на поверхности появятся ямочки. Результирующее сжимающее напряжение фактически укрепит поверхность объекта.
При дробеструйной обработке используется специально разработанное оборудование для взрыва небольших снарядов, известных как дробь. Снаряды могут быть изготовлены из керамики, металла, стекла или другого материала. Сжатие вызывает пластичность или постоянную деформацию поверхности.
Снаряды могут быть изготовлены из керамики, металла, стекла или другого материала. Сжатие вызывает пластичность или постоянную деформацию поверхности.
Абразивоструйная очистка
Абразивоструйная очистка, также известная как пескоструйная или дробеструйная очистка, позволяет объединить очистку и отделку в один процесс, что позволяет сэкономить время и деньги. При абразивоструйной очистке сжатый воздух под высоким давлением используется для подачи среды на поверхность детали для выполнения желаемого действия по очистке, полировке или отделке.
Можно использовать широкий спектр наполнителей, таких как песок, карбид кремния, стеклянные шарики, алюминиевая стальная дробь или дробь, или органические материалы, такие как скорлупа грецких орехов или кукурузные початки. Как правило, более твердые материалы используются, когда требуется более агрессивная очистка, а более мягкие материалы используются на поверхностях, которые более подвержены повреждениям. Величина давления также может быть отрегулирована в соответствии с конкретными требованиями к очистке или отделке.
Взрыв соды
Содоструйная обработка работает аналогично абразивно-струйной очистке. Ключевое отличие состоит в том, что на поверхность объекта наносится пищевая сода, а не абразивная среда. Содоструйная обработка служит мощным методом удаления жира, масла, ржавчины, краски и других поверхностных загрязнений. Тем не менее, он также обеспечивает более щадящую очистку, чем абразивоструйная обработка. Содоструйная обработка обычно используется на поверхностях, которые легко царапаются.
Дробеметная очистка шлама
Гидроструйную очистку часто называют мокрой струйной очисткой из-за использования горячей воды для обеспечения желаемого результата очистки или подготовки поверхности. Мокрая струйная очистка включает в себя трехэтапный процесс, который включает в себя промывку горячей водой с щелочью для подготовки поверхности, нанесение абразивной суспензии на поверхность и еще одну обработку горячей водой с щелочью для промывки детали. Гидроструйная очистка шлама отличается от других процессов струйной обработки тем, что для приведения в движение шлама вместо сжатого воздуха используется высокоскоростная дробеструйная установка. Общие области применения влажной струйной очистки включают обезжиривание и удаление масел и оксидов.
Общие области применения влажной струйной очистки включают обезжиривание и удаление масел и оксидов.
Вибрационная отделка
Вибрационная отделка может быть чрезвычайно эффективным процессом для удаления шероховатостей и других дефектов поверхности. Детали помещают внутрь чаши или ванны, которая также содержит среду в форме гранул. Активация чаши приводит к вибрационному действию, которое заставляет среду и детали тереться друг о друга, что создает желаемый результат. Типичные применения вибрационной отделки включают в себя разрушение кромок, очистку, удаление окалины, воронение или полировку мелких деталей.
Очистка деталей
Надлежащая очистка деталей часто необходима для удаления загрязнений перед выполнением других промышленных процессов отделки металлов. Одним из широко применяемых методов очистки деталей является ультразвуковая промывка, при которой высокочастотные звуковые волны используются для создания интенсивного чистящего действия для удаления стойких загрязнений и мусора.
Еще одним эффективным методом очистки деталей является промывка в непрерывном потоке, трехэтапный процесс, при котором детали помещаются на конвейерную ленту и перемещаются между станциями мойки, ополаскивания и сушки. Оба процесса идеально подходят для быстрой и эффективной очистки большого количества мелких деталей.
Выбор правильного процесса промышленной обработки металлов
При выборе процесса промышленной отделки металла следует учитывать множество факторов. Вам нужно будет учитывать скорость производства. Например, если ваша операция требует быстрого выполнения работ, вам необходимо выбрать процесс, совместимый с вашими жесткими производственными сроками. Другим фактором является твердость металла или другого материала подложки, с которым вы работаете. Чрезмерно абразивный процесс может повредить деталь, а слишком щадящий может не дать желаемого результата.
Конечно, стоимость всегда является важным фактором. Потратив некоторое время на изучение всех доступных вариантов ценообразования, вы сможете сэкономить вашей компании значительную сумму денег.
 Эволюция данной разработки привела к появлению настоящих матричных принтеров.
Эволюция данной разработки привела к появлению настоящих матричных принтеров. Любопытно, что LA30 имел как последовательный, так и параллельный интерфейс.
Любопытно, что LA30 имел как последовательный, так и параллельный интерфейс.
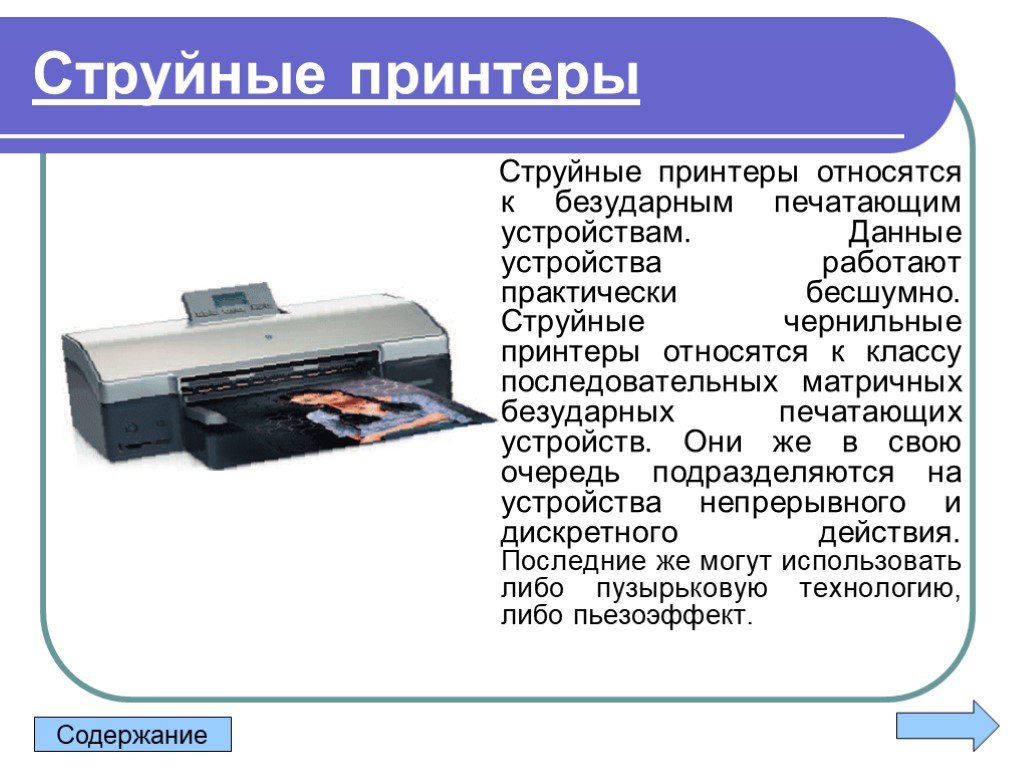
 В Canon эту технологию назвали «пузырьковая печать».
В Canon эту технологию назвали «пузырьковая печать». Именно ее сотрудники в 1969 году сообразили, что технологию копировальных устройств можно применить и в принтерах. Таким образом, фотобарабан заряжается отрицательно, а луч лазера снимает определенную часть заряда, проходя по фотобарабану, именно там, где должны быть напечатаны пиксели. Тонер лазерного принтера может быть изготовлен из различных материалов: металлической стружки, смол, угольной пыли и т.д. В любом случае он также заряжен отрицательно и потому прилипает именно в том месте, где пройдет лазер придаст барабану положительный потенциал. Барабан переносит электронное изображение на бумагу, к которой притянутся частицы тонера. В конце концов бумага попадает в печку, и тонер под действием нагревательного вала плавится, закрепляясь на бумаге. Более подробно мы уже рассказывали о технологии в предыдущих статьях.
Именно ее сотрудники в 1969 году сообразили, что технологию копировальных устройств можно применить и в принтерах. Таким образом, фотобарабан заряжается отрицательно, а луч лазера снимает определенную часть заряда, проходя по фотобарабану, именно там, где должны быть напечатаны пиксели. Тонер лазерного принтера может быть изготовлен из различных материалов: металлической стружки, смол, угольной пыли и т.д. В любом случае он также заряжен отрицательно и потому прилипает именно в том месте, где пройдет лазер придаст барабану положительный потенциал. Барабан переносит электронное изображение на бумагу, к которой притянутся частицы тонера. В конце концов бумага попадает в печку, и тонер под действием нагревательного вала плавится, закрепляясь на бумаге. Более подробно мы уже рассказывали о технологии в предыдущих статьях. Вместе с ним продаются графический и текстовый редакторы, а так же программа для комбинирования текстов и графики и, естественно, лазерный принтер. Стоимость такого оборудования составляла в то время 17 000 долларов.
Вместе с ним продаются графический и текстовый редакторы, а так же программа для комбинирования текстов и графики и, естественно, лазерный принтер. Стоимость такого оборудования составляла в то время 17 000 долларов. д.). Первый светодиодный принтер был выпущен компанией OKI лишь в 1987 году, а спустя 10 лет, в 1998 году, так же компания разработала первый цветной светодиодный принтер.
д.). Первый светодиодный принтер был выпущен компанией OKI лишь в 1987 году, а спустя 10 лет, в 1998 году, так же компания разработала первый цветной светодиодный принтер. В ассортименте производителей имеются как стандартные цветные и черно-белые, так и широкоформатные светодиодные принтеры.
В ассортименте производителей имеются как стандартные цветные и черно-белые, так и широкоформатные светодиодные принтеры. Впрочем, сфера применения данной технологии весьма ограничена, так как для печати требуется специальная термобумага, а скорость переноса рисунка оказывается достаточно низкой, ведь краситель каждого цвета наносится на бумагу по очереди.
Впрочем, сфера применения данной технологии весьма ограничена, так как для печати требуется специальная термобумага, а скорость переноса рисунка оказывается достаточно низкой, ведь краситель каждого цвета наносится на бумагу по очереди. А также уже более 10 лет существуют 3D-принтеры, которые позволяют печатать различные объекты из полимеров или, например, шоколада. Они, бесспорно, заслуживают отдельного разговора.
А также уже более 10 лет существуют 3D-принтеры, которые позволяют печатать различные объекты из полимеров или, например, шоколада. Они, бесспорно, заслуживают отдельного разговора. Об истории создания принтера можно было бы прочесть не одну лекцию, однако мы расскажем вам о наиболее значительных этапах этой истории.
Об истории создания принтера можно было бы прочесть не одну лекцию, однако мы расскажем вам о наиболее значительных этапах этой истории.
 Этих технологий три:
Этих технологий три:


 Это устройство проложило путь для более поздних лазерных принтеров, включая первый в мире лазерный принтер EARS.
Это устройство проложило путь для более поздних лазерных принтеров, включая первый в мире лазерный принтер EARS. Это был первый офисный принтер, объединивший электрофотографию и лазерную технологию.
Это был первый офисный принтер, объединивший электрофотографию и лазерную технологию.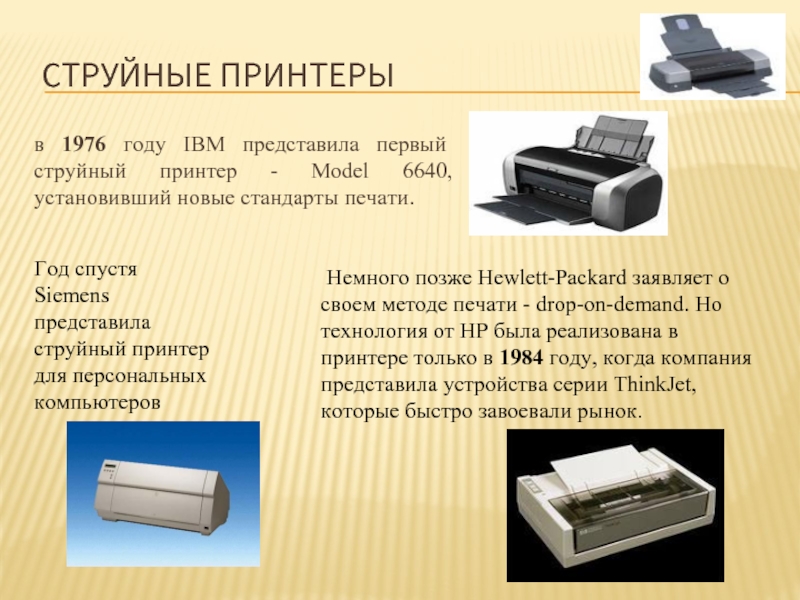 Хотя первый струйный принтер фактически появился на рынке в 1976 г., первый продукт не произвел фурора. Однако в 1998 году Hewlett-Packard выпустила струйный принтер Deskjet, который стал чрезвычайно популярным на домашнем потребительском рынке. Он был продан за умопомрачительные 700 фунтов стерлингов.
Хотя первый струйный принтер фактически появился на рынке в 1976 г., первый продукт не произвел фурора. Однако в 1998 году Hewlett-Packard выпустила струйный принтер Deskjet, который стал чрезвычайно популярным на домашнем потребительском рынке. Он был продан за умопомрачительные 700 фунтов стерлингов.
 э.
э. н.э.
н.э.

 Обе модификации форматно раскроечного станка имеют жёсткую конструкцию усиленную по периметру, что предотвращает всевозможные механические изменения (деформации) станины станка в процессе эксплуатации, как следствие — снижает уровень вибраций благодаря чему станок способен длительное время работать без перенастройки.
Обе модификации форматно раскроечного станка имеют жёсткую конструкцию усиленную по периметру, что предотвращает всевозможные механические изменения (деформации) станины станка в процессе эксплуатации, как следствие — снижает уровень вибраций благодаря чему станок способен длительное время работать без перенастройки.
 Станок также имеет отверстие для подключения системы аспирации. HOLZTECHNIK P30 имеет боковую алюминиевую линейку, которая легко двигается по направляющим. Регулировка линейки осуществляется вручную. Линейка нужна для того что бы во время раскроя получить необходимую ширину заготовки.
Станок также имеет отверстие для подключения системы аспирации. HOLZTECHNIK P30 имеет боковую алюминиевую линейку, которая легко двигается по направляющим. Регулировка линейки осуществляется вручную. Линейка нужна для того что бы во время раскроя получить необходимую ширину заготовки.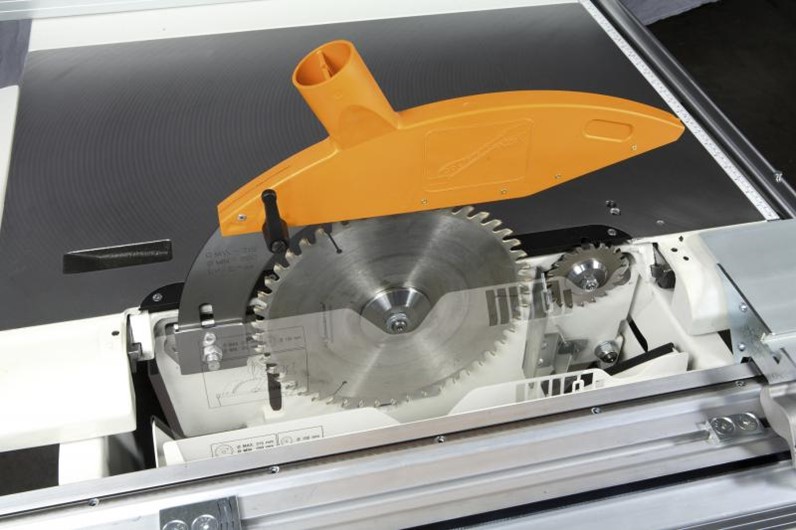 высота пропила при 90° (355mm)
высота пропила при 90° (355mm) pro/formatno-raskroechnye.htmlКупить станок для производства мебели: https://tekhno.pro/dlja-povtornoj-obrabotki.html
pro/formatno-raskroechnye.htmlКупить станок для производства мебели: https://tekhno.pro/dlja-povtornoj-obrabotki.html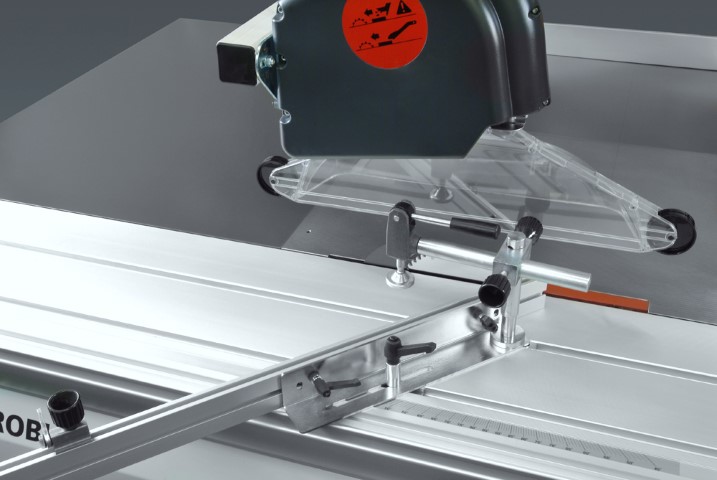 налог с продаж
налог с продаж 3.123 | Толщина 2,8 мм | Felder / Format4 / Hammer
3.123 | Толщина 2,8 мм | Felder / Format4 / Hammer
 США
США Это предполагает, что ролики для материала выровнены (что не всегда имеет место в случае с пилами, которые индивидуально выравнивают свои ролики для материала). Эти проблемы решаются функциями Accu-Square, Accu-Fence и Accu-Glide панельной пилы Saw Trax.
Это предполагает, что ролики для материала выровнены (что не всегда имеет место в случае с пилами, которые индивидуально выравнивают свои ролики для материала). Эти проблемы решаются функциями Accu-Square, Accu-Fence и Accu-Glide панельной пилы Saw Trax. После выравнивания и выравнивания винт для листового металла действует как установочный штифт, фиксирующий кронштейн на раме. Для отклонения от заводского выравнивания необходимо срезать шуруп для листового металла. Звучит сложно, но вам не нужно об этом беспокоиться. Все, что вам нужно знать, это то, что ваша панельная пила всегда будет резать под прямым углом.
После выравнивания и выравнивания винт для листового металла действует как установочный штифт, фиксирующий кронштейн на раме. Для отклонения от заводского выравнивания необходимо срезать шуруп для листового металла. Звучит сложно, но вам не нужно об этом беспокоиться. Все, что вам нужно знать, это то, что ваша панельная пила всегда будет резать под прямым углом.
 Затем положите машину на стол. Используя линейку длиной 10 футов на моделях шириной 10 футов, выровняйте все средние ролики вверх или вниз, чтобы выровнять их с двумя внешними роликами. Проблема в том, что никто не делает 10-футовую линейку, поэтому вам нужно сделать ее самостоятельно.
Затем положите машину на стол. Используя линейку длиной 10 футов на моделях шириной 10 футов, выровняйте все средние ролики вверх или вниз, чтобы выровнять их с двумя внешними роликами. Проблема в том, что никто не делает 10-футовую линейку, поэтому вам нужно сделать ее самостоятельно. Наш вакуумный шланг имеет больший диаметр 2,5″, что позволяет сочетать больший поток воздуха для исключительного отвода пыли. Мы предоставляем 12-футовый шланг для сбора пыли и даже соединительную муфту для легкого подключения к вашему пылесосу. Обратите также внимание на то, что защитный кожух пилы по-прежнему защищает диск при включении и выключении станка. Они используют виниловую трубку, которую нужно регулировать вверх или вниз в зависимости от толщины разрезаемого материала. Когда вы забываете отрегулировать его, он вдавливается в пильное полотно, что делает его бесполезным. Обычно это происходит в первую неделю. У них нет защиты лезвия на их пиле. Если пила частично опущена при подаче листа сбоку и соприкасается с диском, может произойти повреждение зуба, требующее замены диска.
Наш вакуумный шланг имеет больший диаметр 2,5″, что позволяет сочетать больший поток воздуха для исключительного отвода пыли. Мы предоставляем 12-футовый шланг для сбора пыли и даже соединительную муфту для легкого подключения к вашему пылесосу. Обратите также внимание на то, что защитный кожух пилы по-прежнему защищает диск при включении и выключении станка. Они используют виниловую трубку, которую нужно регулировать вверх или вниз в зависимости от толщины разрезаемого материала. Когда вы забываете отрегулировать его, он вдавливается в пильное полотно, что делает его бесполезным. Обычно это происходит в первую неделю. У них нет защиты лезвия на их пиле. Если пила частично опущена при подаче листа сбоку и соприкасается с диском, может произойти повреждение зуба, требующее замены диска.  В наши пакеты включены левая и правая ленты. Их стопор можно использовать только с левой стороны машины.
В наши пакеты включены левая и правая ленты. Их стопор можно использовать только с левой стороны машины. 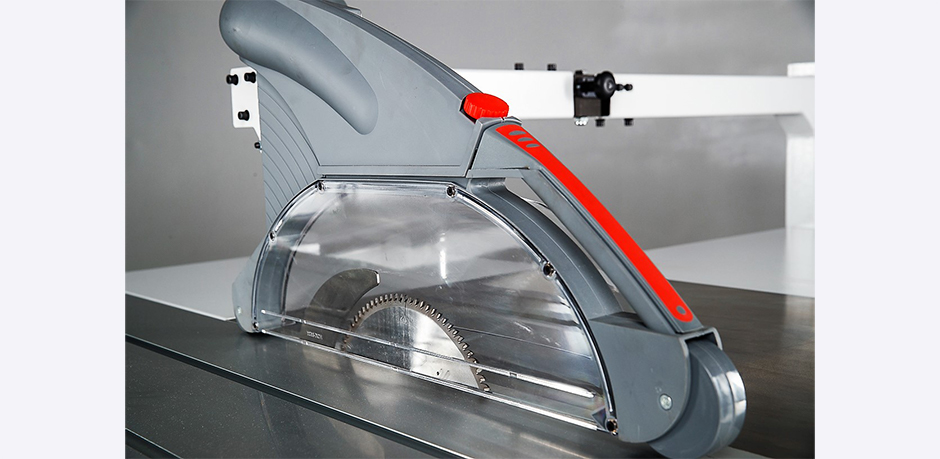 Просто потяните за две ручки в верхней части каретки и поверните их на 1/4 оборота, чтобы заблокировать их в открытом положении. Затем просто поверните режущий инструмент наружу. Чтобы зафиксировать новый режущий инструмент, снова поверните ручки на 1/4 оборота, и штифты войдут во вставку, зафиксировав ее на месте. Наша философия заключается в том, что эта машина представляет собой просто большое приспособление для прямой резки материалов. Изменяя режущий инструмент, вы можете получить двойную нагрузку от своей машины, сэкономив деньги и занимаемую площадь. Сопоставимые станки не позволяют менять инструмент.
Просто потяните за две ручки в верхней части каретки и поверните их на 1/4 оборота, чтобы заблокировать их в открытом положении. Затем просто поверните режущий инструмент наружу. Чтобы зафиксировать новый режущий инструмент, снова поверните ручки на 1/4 оборота, и штифты войдут во вставку, зафиксировав ее на месте. Наша философия заключается в том, что эта машина представляет собой просто большое приспособление для прямой резки материалов. Изменяя режущий инструмент, вы можете получить двойную нагрузку от своей машины, сэкономив деньги и занимаемую площадь. Сопоставимые станки не позволяют менять инструмент. 
 Киев
Киев 84 грн
84 грн 97085,24.10827″ data-id=»77″ data-city=»city_1″ data-image=»images/rdshops/rdshop_77.jpg»>
97085,24.10827″ data-id=»77″ data-city=»city_1″ data-image=»images/rdshops/rdshop_77.jpg»> 87745,24.25975″ data-id=»78″ data-city=»city_1″ data-image=»images/rdshops/no_img.jpg»>
87745,24.25975″ data-id=»78″ data-city=»city_1″ data-image=»images/rdshops/no_img.jpg»> 93371747938961,24.042554952698296″ data-id=»80″ data-city=»city_1″ data-image=»images/rdshops/no_img.jpg»>
93371747938961,24.042554952698296″ data-id=»80″ data-city=»city_1″ data-image=»images/rdshops/no_img.jpg»> 9473652,24.1215883″ data-id=»74″ data-city=»city_1″ data-image=»images/rdshops/rdshop_74.jpg»>
9473652,24.1215883″ data-id=»74″ data-city=»city_1″ data-image=»images/rdshops/rdshop_74.jpg»> 953097,24.2527299″ data-id=»71″ data-city=»city_1″ data-image=»images/rdshops/rdshop_71.jpg»>
953097,24.2527299″ data-id=»71″ data-city=»city_1″ data-image=»images/rdshops/rdshop_71.jpg»> 6100661,25.2587752″ data-id=»29″ data-city=»city_2″ data-image=»images/rdshops/rdshop_29.jpg»>
6100661,25.2587752″ data-id=»29″ data-city=»city_2″ data-image=»images/rdshops/rdshop_29.jpg»> 13281,27.26655″ data-id=»31″ data-city=»city_4″ data-image=»images/rdshops/rdshop_31.jpg»>
13281,27.26655″ data-id=»31″ data-city=»city_4″ data-image=»images/rdshops/rdshop_31.jpg»> 87345,26.51747″ data-id=»79″ data-city=»city_5″ data-image=»images/rdshops/rdshop_79.jpg»>
87345,26.51747″ data-id=»79″ data-city=»city_5″ data-image=»images/rdshops/rdshop_79.jpg»> 1735,26.76222″ data-id=»35″ data-city=»city_7″ data-image=»images/rdshops/rdshop_35.jpg»>
1735,26.76222″ data-id=»35″ data-city=»city_7″ data-image=»images/rdshops/rdshop_35.jpg»> 49389,25.874″ data-id=»36″ data-city=»city_8″ data-image=»images/rdshops/rdshop_36.jpg»>
49389,25.874″ data-id=»36″ data-city=»city_8″ data-image=»images/rdshops/rdshop_36.jpg»> 96665,21.95827″ data-id=»39″ data-city=»city_11″ data-image=»images/rdshops/rdshop_39.jpg»>
96665,21.95827″ data-id=»39″ data-city=»city_11″ data-image=»images/rdshops/rdshop_39.jpg»> 81636,24.58967″ data-id=»42″ data-city=»city_13″ data-image=»images/rdshops/rdshop_42.jpg»>
81636,24.58967″ data-id=»42″ data-city=»city_13″ data-image=»images/rdshops/rdshop_42.jpg»> 50542,27.33364″ data-id=»44″ data-city=»city_15″ data-image=»images/rdshops/rdshop_44.jpg»>
50542,27.33364″ data-id=»44″ data-city=»city_15″ data-image=»images/rdshops/rdshop_44.jpg»> 1434497,24.8445108″ data-id=»70″ data-city=»city_22″ data-image=»images/rdshops/rdshop_70.jpg»>
1434497,24.8445108″ data-id=»70″ data-city=»city_22″ data-image=»images/rdshops/rdshop_70.jpg»> 96748,23.15779″ data-id=»59″ data-city=»city_18″ data-image=»images/rdshops/rdshop_59.jpg»>
96748,23.15779″ data-id=»59″ data-city=»city_18″ data-image=»images/rdshops/rdshop_59.jpg»> 39418,21.56528″ data-id=»49″ data-city=»city_20″ data-image=»images/rdshops/rdshop_49.jpg»>
39418,21.56528″ data-id=»49″ data-city=»city_20″ data-image=»images/rdshops/rdshop_49.jpg»>



 Машина была обнаружена на следующий день, повреждена. Сейчас он ждет запчастей из-за застоя в цепочке поставок.
Машина была обнаружена на следующий день, повреждена. Сейчас он ждет запчастей из-за застоя в цепочке поставок. «Hyundai и Kia приняли решение отказаться от стандартной функции безопасности, которая помогла бы защитить инвестиции владельцев, и теперь их клиенты расплачиваются за это. Пришло время для Hyundai и Kia взять на себя ответственность за свое неправильное решение, которое наносит ущерб американским семьям. и ставит под угрозу общественную безопасность».
«Hyundai и Kia приняли решение отказаться от стандартной функции безопасности, которая помогла бы защитить инвестиции владельцев, и теперь их клиенты расплачиваются за это. Пришло время для Hyundai и Kia взять на себя ответственность за свое неправильное решение, которое наносит ущерб американским семьям. и ставит под угрозу общественную безопасность».

 По данным Национальной администрации безопасности дорожного движения, кражи связаны как минимум с 14 зарегистрированными авариями и восемью погибшими.
По данным Национальной администрации безопасности дорожного движения, кражи связаны как минимум с 14 зарегистрированными авариями и восемью погибшими.


 В общем главное надежное дно.
В общем главное надежное дно.

 9 и выше
9 и выше 5 кг
5 кг


 Ознакомьтесь с обменом на NHL 22 ниже и узнайте, как вы можете получить эти фантастические награды HUT:
Ознакомьтесь с обменом на NHL 22 ниже и узнайте, как вы можете получить эти фантастические награды HUT: Когда вы покупаете
Когда вы покупаете
 Этот ограниченный по времени набор доступен и повторяется во время события и может помочь вам получить определенные OVR, которых вам не хватает для любого набора.
Этот ограниченный по времени набор доступен и повторяется во время события и может помочь вам получить определенные OVR, которых вам не хватает для любого набора. Получите настоящее
Получите настоящее


 Подробнее об изготовлении токарного станка из УШМ читайте в нашей статье.
Подробнее об изготовлении токарного станка из УШМ читайте в нашей статье.
 В первую очередь, необходимо обязательно использовать средства личной защиты — маску или очки.
В первую очередь, необходимо обязательно использовать средства личной защиты — маску или очки.
 Устанавливаем и крепим на нем болгарку.
Устанавливаем и крепим на нем болгарку.  В качестве привода используется электрическая дрель.
В качестве привода используется электрическая дрель.

 На лицевую панель корпуса выводим кнопку включения и сам регулятор.
На лицевую панель корпуса выводим кнопку включения и сам регулятор.
 Сначала к станине крепится платформа с двигателем, потом устанавливаются шкивы.
Сначала к станине крепится платформа с двигателем, потом устанавливаются шкивы.
 Для этого используется кусок круглой трубы с внутренней резьбой, круглая пластина и стальной круглый пруток.
Для этого используется кусок круглой трубы с внутренней резьбой, круглая пластина и стальной круглый пруток.  В одной из полок каждой заготовки вырезаем пазы. Привариваем крепления к станине. Подручник изготавливаем из профильной трубы. К нижней части необходимо приварить два «ушка», чтобы можно было закрепить на направляющих.
В одной из полок каждой заготовки вырезаем пазы. Привариваем крепления к станине. Подручник изготавливаем из профильной трубы. К нижней части необходимо приварить два «ушка», чтобы можно было закрепить на направляющих.

 Это касается и токарного станка.
Это касается и токарного станка.  Вкручиваем винты.
Вкручиваем винты.  Но какой способ выбрать, чтобы работа заняла минимум времени, а результат оправдал ожидания?
Но какой способ выбрать, чтобы работа заняла минимум времени, а результат оправдал ожидания? Обратите внимание, что из одного бруска можно сделать несколько шаров.
Обратите внимание, что из одного бруска можно сделать несколько шаров.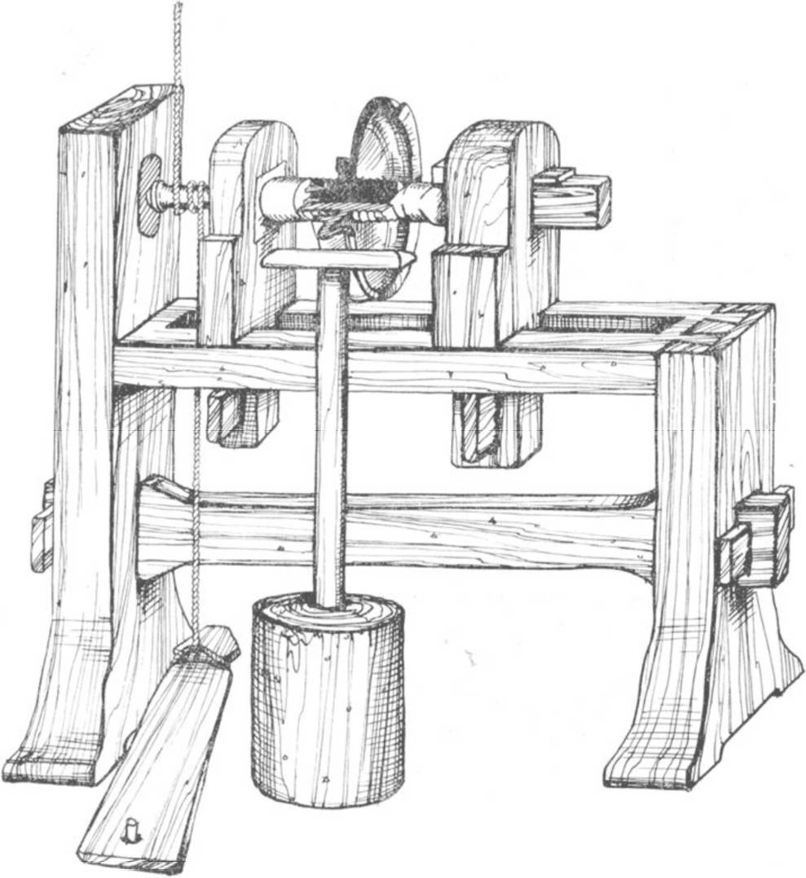 В креплениях надо сделать посадочные места под подшипники. Потом собираем все детали вместе.
В креплениях надо сделать посадочные места под подшипники. Потом собираем все детали вместе.
 Исключительно из металла должны быть изготовлены либо целиком, либо как минимум основные элементы передней и задней бабки.
Исключительно из металла должны быть изготовлены либо целиком, либо как минимум основные элементы передней и задней бабки. Реже на валу двигателя через планшайбу, которую надо выточить отдельно, устанавливается большой самозажимной патрон.
Реже на валу двигателя через планшайбу, которую надо выточить отдельно, устанавливается большой самозажимной патрон. Также, если в передней бабке будет устанавливаться вал со шкивами, то именно эту деталь нужно будет изготовить в двух экземплярах и второй установить в задней части передней бабки. Конечно, в ней можно установить и трубку с подшипниками, на которых вращается центральный вал с выведенными за пределы передней бабки шкивами.
Также, если в передней бабке будет устанавливаться вал со шкивами, то именно эту деталь нужно будет изготовить в двух экземплярах и второй установить в задней части передней бабки. Конечно, в ней можно установить и трубку с подшипниками, на которых вращается центральный вал с выведенными за пределы передней бабки шкивами. Он может быть металлическим, фанерным, деревянным, пластиковым и.т.п. и устанавливаться в разных местах, зависящих от особенностей конструкции станков.
Он может быть металлическим, фанерным, деревянным, пластиковым и.т.п. и устанавливаться в разных местах, зависящих от особенностей конструкции станков. От шаблона к копиру рисунок профиля передается при помощи поводка, а вот его форма и длина обязательно согласуются с этим местом. Чем тоньше будет кончик поводка – тем точнее он передаст форму от шаблона заготовке, но при этом он должен быть достаточно твердым и жестким.
От шаблона к копиру рисунок профиля передается при помощи поводка, а вот его форма и длина обязательно согласуются с этим местом. Чем тоньше будет кончик поводка – тем точнее он передаст форму от шаблона заготовке, но при этом он должен быть достаточно твердым и жестким.


 » tabindex=»0″/>
» tabindex=»0″/>
 Для реза нетокопроводящих материалов. Режет ВСЁ! Абразивные проволочно-вырезные станки с ЧПУ серии МК56 широко используются для реза графитовых электродов, пластин из эпоксидных смол, карбидных материалов,…
Для реза нетокопроводящих материалов. Режет ВСЁ! Абразивные проволочно-вырезные станки с ЧПУ серии МК56 широко используются для реза графитовых электродов, пластин из эпоксидных смол, карбидных материалов,… Данную модель часто приобретают н…
Данную модель часто приобретают н… 04.2018 Изменено 23.09.2018
04.2018 Изменено 23.09.2018 — токарные станки с ЧПУ фрезерные станки обрабатывающие центры
— токарные станки с ЧПУ фрезерные станки обрабатывающие центры Простое программирование через меню и клавиши быстрой настройки позволяют изготавливать одноразовые детали вдвое быстрее, чем на станке с ручным управлением. Многорежимная работа позволяет использовать станок в ручном, полуавтоматическом и полном режиме ЧПУ. Постоянные циклы и графическая проверка упрощают и ускоряют настройку.
Простое программирование через меню и клавиши быстрой настройки позволяют изготавливать одноразовые детали вдвое быстрее, чем на станке с ручным управлением. Многорежимная работа позволяет использовать станок в ручном, полуавтоматическом и полном режиме ЧПУ. Постоянные циклы и графическая проверка упрощают и ускоряют настройку. Размеры рисуются на экране, пока вы их вводите, а недостающая информация вычисляется автоматически.
Размеры рисуются на экране, пока вы их вводите, а недостающая информация вычисляется автоматически. :
:

 Повторюсь, после рядовой ресанты, по ощущениям как буд то держишь шуропеверт с силой бура для прокладки тунелей. Единственный минус вес, вероятнее всего дело привычки. Так же хорошо собран, не люфтит больше чем нужно, патрон не сбит, чётко отцентрован, кулочки сходятся в «ноль». Долго выбирал остановился на этой модели, по соотношению цена-возможности, перекроет все бытовые задачи раза 3, если брять на постоянную работу, так это больше для ремонтников небольших давай станков, или мастерской. РекомендуюДостоинства: Мощный, бесщеточный, металлический патрон с трещеткой, качество сборки, и как по мне лично тактильно удобенНедостатки: После обычного бытового Шурика, показался тяжёлым, но скорее дело привычки
Повторюсь, после рядовой ресанты, по ощущениям как буд то держишь шуропеверт с силой бура для прокладки тунелей. Единственный минус вес, вероятнее всего дело привычки. Так же хорошо собран, не люфтит больше чем нужно, патрон не сбит, чётко отцентрован, кулочки сходятся в «ноль». Долго выбирал остановился на этой модели, по соотношению цена-возможности, перекроет все бытовые задачи раза 3, если брять на постоянную работу, так это больше для ремонтников небольших давай станков, или мастерской. РекомендуюДостоинства: Мощный, бесщеточный, металлический патрон с трещеткой, качество сборки, и как по мне лично тактильно удобенНедостатки: После обычного бытового Шурика, показался тяжёлым, но скорее дело привычки Работаю им уже год полёт нормальный. Нравится быстрозажимной патрон, удобный кейс.Достоинства: Отличный шуруповёрт.Недостатки: Цена
Работаю им уже год полёт нормальный. Нравится быстрозажимной патрон, удобный кейс.Достоинства: Отличный шуруповёрт.Недостатки: Цена Собрал короб из гипсокартона небольшой: 3 метра высота ширина, толщина 16 см, села одна банка, много это или мало пока не понял. В руке сидит отлично, отличие от щеточных — движки у них безщеточные громкие, на что и не привычно. Удобный кейс, много места свободного для сверл, патрон металлический, думаю сбиваться не будет, трещоточный механизм понравился, биты не выплевывает, как делал мой прошлый метабо, раскручивался патрон. Ну в целом данный товар рекомендую, советую обратить внимание на биение патрона и брать.
Собрал короб из гипсокартона небольшой: 3 метра высота ширина, толщина 16 см, села одна банка, много это или мало пока не понял. В руке сидит отлично, отличие от щеточных — движки у них безщеточные громкие, на что и не привычно. Удобный кейс, много места свободного для сверл, патрон металлический, думаю сбиваться не будет, трещоточный механизм понравился, биты не выплевывает, как делал мой прошлый метабо, раскручивался патрон. Ну в целом данный товар рекомендую, советую обратить внимание на биение патрона и брать. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить дрель-шуруповерт аккумуляторная Bosch GSR 18V-50 (06019H5020) 18В 2х2Ач Li-Ion в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар дрель-шуруповерт аккумуляторная Bosch GSR 18V-50 (06019H5020) 18В 2х2Ач Li-Ion действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить дрель-шуруповерт аккумуляторная Bosch GSR 18V-50 (06019H5020) 18В 2х2Ач Li-Ion в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар дрель-шуруповерт аккумуляторная Bosch GSR 18V-50 (06019H5020) 18В 2х2Ач Li-Ion действительны в Санкт-Петербурге.
 5-13 мм
5-13 мм Профессиональная система 18V работает с аккумуляторами и зарядными устройствами Bosch того же класса напряжения. Интеллектуальный бесщеточный двигатель – эффективность, долговечность и компактность.
Профессиональная система 18V работает с аккумуляторами и зарядными устройствами Bosch того же класса напряжения. Интеллектуальный бесщеточный двигатель – эффективность, долговечность и компактность. скорость удара
скорость удара диаметр сверления в дереве
диаметр сверления в дереве com и в магазине по лучшей цене. Оригинальные продукты | Быстрая доставка
com и в магазине по лучшей цене. Оригинальные продукты | Быстрая доставка /Max
/Max , почтовый ящик №: 3000, Hosur Road, Adugodi, Bangalore — 560030, India, номер службы поддержки — 18004258665
, почтовый ящик №: 3000, Hosur Road, Adugodi, Bangalore — 560030, India, номер службы поддержки — 18004258665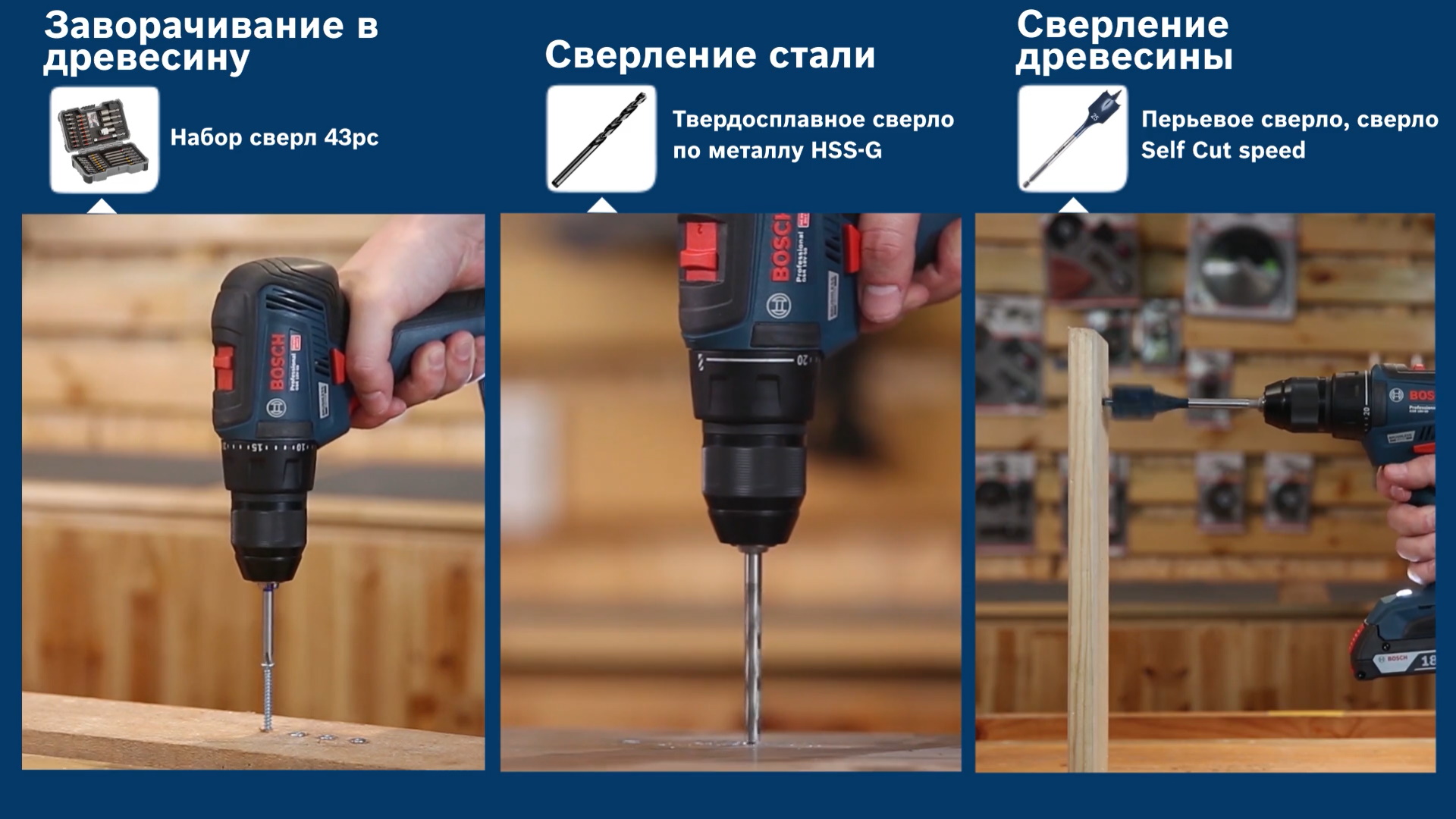
 В отдельных случаях визуализируются просветы бронхов, содержащих газ. Это называется синдромом «воздушной бронхографии». В сочетании с эффектом «матового стекла», он также относится к явным признакам пневмонии.
В отдельных случаях визуализируются просветы бронхов, содержащих газ. Это называется синдромом «воздушной бронхографии». В сочетании с эффектом «матового стекла», он также относится к явным признакам пневмонии. Участки уплотнения легких по типу «матового стекла» обычно расположены с двух сторон симметрично (но иногда диффузно и неравномерно). Уплотнения преобладают в прикорневых областях легких, а диффузные изменения — в верхних и нижних отделах. Для пневмоцистной пневмонии, как и для вирусной, ассоциированной с COVID-19, характерны эффект консолидации и симптом «лоскутного одеяла», но на томограммах легких видны и другие признаки: воздушные кисты, пневмоторакс.
Участки уплотнения легких по типу «матового стекла» обычно расположены с двух сторон симметрично (но иногда диффузно и неравномерно). Уплотнения преобладают в прикорневых областях легких, а диффузные изменения — в верхних и нижних отделах. Для пневмоцистной пневмонии, как и для вирусной, ассоциированной с COVID-19, характерны эффект консолидации и симптом «лоскутного одеяла», но на томограммах легких видны и другие признаки: воздушные кисты, пневмоторакс. Однако определить возбудителя пневмонии и тактику лечения можно после дополнительной лабораторной диагностики.
Однако определить возбудителя пневмонии и тактику лечения можно после дополнительной лабораторной диагностики. Отек часто возникает как осложнение хронических и острых заболеваний легких, следствие коронарной ишемии, сердечной недостаточности, патологических сбоев в работе других органов и их систем.
Отек часто возникает как осложнение хронических и острых заболеваний легких, следствие коронарной ишемии, сердечной недостаточности, патологических сбоев в работе других органов и их систем. В отдельных случаях у пациента наблюдается несколько «матовых стекол» диффузного или диффузно-мозаичного типа. Аденокарцинома представлена различными морфологическими подтипами и требует динамического наблюдения.
В отдельных случаях у пациента наблюдается несколько «матовых стекол» диффузного или диффузно-мозаичного типа. Аденокарцинома представлена различными морфологическими подтипами и требует динамического наблюдения. , Khafagy A., Nicolas P., Vessieres A., Brauner M. Patterns of pulmonary tuberculosis on CT / Eur J Radiol, 2012.
, Khafagy A., Nicolas P., Vessieres A., Brauner M. Patterns of pulmonary tuberculosis on CT / Eur J Radiol, 2012. Клинические примеры
Клинические примеры Как раз кабинет Ирины Александровны, заведующей нашим отделением рентген-лучевой диагностики.
Как раз кабинет Ирины Александровны, заведующей нашим отделением рентген-лучевой диагностики.
 Это исследование используется при начале заболевания и в среднем через 7-10 дней.
Это исследование используется при начале заболевания и в среднем через 7-10 дней.
 Он развивается при локализации воспалительного процесса в альвеолярной ткани. Наиболее часто вызывается такими инфекционными агентами как пневмококки или палочка Фридлендера, стафилококками.
Он развивается при локализации воспалительного процесса в альвеолярной ткани. Наиболее часто вызывается такими инфекционными агентами как пневмококки или палочка Фридлендера, стафилококками.
 Это называется симптом «матового стекла». Инфильтрат имеет нечеткие контуры. В зоне этих изменений возможно усиление легочного рисунка за счет инфильтрации интерстициальных структур.
Это называется симптом «матового стекла». Инфильтрат имеет нечеткие контуры. В зоне этих изменений возможно усиление легочного рисунка за счет инфильтрации интерстициальных структур.
 В настоящее время уже редко встречаются долевые инфильтрации. Обычно это 1-2 сегмента. Изменение обычно носит односторонний характер.
В настоящее время уже редко встречаются долевые инфильтрации. Обычно это 1-2 сегмента. Изменение обычно носит односторонний характер.



 То, что эти изменения двусторонние и такие многочисленные, позволило нам предположить наличие, заподозрить у больного тромбоэмболию, что впоследствии и… Вот эти вот участки линейного фиброза – как участки уже перенесенных инфарктов.
То, что эти изменения двусторонние и такие многочисленные, позволило нам предположить наличие, заподозрить у больного тромбоэмболию, что впоследствии и… Вот эти вот участки линейного фиброза – как участки уже перенесенных инфарктов.
 Как правило, это двустороннее поражение, тонкостенные полости деструкции. Характерная картина.
Как правило, это двустороннее поражение, тонкостенные полости деструкции. Характерная картина.
 Имеют тяжелое клиническое течение и высокую летальность.
Имеют тяжелое клиническое течение и высокую летальность.
 Как правило, при таких формах микоплазменной пневмонии наблюдается выраженный бронхообструктивный синдром, который длительно сохраняется после разрешения этой пневмонии.
Как правило, при таких формах микоплазменной пневмонии наблюдается выраженный бронхообструктивный синдром, который длительно сохраняется после разрешения этой пневмонии.
 Мелкие очаговые тени. Локализация в средних и нижних отделах одного или обоих легких. Реакция корней.
Мелкие очаговые тени. Локализация в средних и нижних отделах одного или обоих легких. Реакция корней.
 Для уточнения данных рентгенографии может быть использована либо линейная, но лучше всего, конечно, компьютерная томография.
Для уточнения данных рентгенографии может быть использована либо линейная, но лучше всего, конечно, компьютерная томография.
 Степень ее клинического течения не позволяет определить исход заболевания.
Степень ее клинического течения не позволяет определить исход заболевания.
 Галактика находится примерно в 30 миллионах световых лет от нас. На таком расстоянии от Земли, что на самом деле не так далеко по космическим масштабам, NGC 4242 видна любому, у кого есть даже самый простой телескоп (как обнаружил британский астроном Уильям Гершель, когда открыл галактику в 1788 году).
Галактика находится примерно в 30 миллионах световых лет от нас. На таком расстоянии от Земли, что на самом деле не так далеко по космическим масштабам, NGC 4242 видна любому, у кого есть даже самый простой телескоп (как обнаружил британский астроном Уильям Гершель, когда открыл галактику в 1788 году).
 В нашем
В нашем
 52 lm/ft
52 lm/ft 98 lm/ft
98 lm/ft
 Житомир
Житомир Киев
Киев , включительно с держателем для бит
, включительно с держателем для бит диаметр стержня: 5 мм
диаметр стержня: 5 мм
 Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
 Набор насадок для отверток включает набор насадок в одной коробке.
Набор насадок для отверток включает набор насадок в одной коробке.
 США
США