Air Energy — официальный поставщик компрессорного оборудования
Воздушные компрессоры
Воздушные компрессоры 6154
Винтовые компрессоры 5065
Безмасляные компрессоры 618
Дизельные компрессоры 245
Дожимные компрессоры 42
Поршневые компрессоры 180
Рекуператоры тепловой энергии 4
Все подкатегории
Компрессорное оборудование
Компрессорное оборудование 1446
Осушители сжатого воздуха 679
Фильтры сжатого воздуха 600
Ресиверы и воздухосборники 29
Циклонные сепараторы 61
Угольные адсорберы 32
Клапаны слива конденсата 5
Водомасляные сепараторы 40
Все подкатегории
Генераторы азота и кислорода
Генераторы азота и кислорода 1108
Генераторы азота 862
Мембранные азотные установки 126
Кислородные станции 120
Все подкатегории
Быстросборные трубопроводы
Быстросборные трубопроводы 575
Алюминиевая система труб 366
Трубы из нержавеющей стали 142
Пневматические аксессуары 20
Инструмент для монтажа 47
Все подкатегории
Лидеры продаж
Серия CSM
Винтовой компрессор Ceccato CSM 7.
5D/8 TM500
846
л/мин
Производительность
8
бар
Максимальное давление
5.5
кВт
Мощность
Винтовые блоки Tamrotor серии Enduro
Винтовой блок Tamrotor Enduro EN2
1100
л/мин
Производительность
7
бар
Максимальное давление
7. 5
кВт
Мощность
Серия PPOG
Генератор кислорода Pneumatech PPOG 1 95%
1.5
м³/ч
Производительность кислорода
95
%
Чистота кислорода
6
бар
Давление кислорода
Серия WIS
Безмасляный компрессор Ceccato WIS 25 V A
3200
л/мин
Производительность
13
бар
Максимальное давление
18
кВт
Мощность
Минеральное масло FluidTech
Масло компрессорное FluidTech, канистра 20л
46
мм2/с
Вязкость
3000
ч
Интервал замены
20
л
Объем тары
Серия CPS
Дизельный компрессор Chicago Pneumatic CPS 350 CS AF/WS
10400
л/мин
Производительность
12
бар
Максимальное давление
92
кВт
Мощность
Наши бренды
Азот для лазерной резки
Выдув ПЭТ тары
Кислород для рыборазведения
Компрессор для автосервиса
Пневмотранспорт сыпучих материалов
Стоматологические компрессоры
Pramac расширяет линейку мобильных дизельных генераторов: серия GPW с 9 до 750 кВа
Компания PRAMAC разработала поколение мобильных дизельных генераторных установок на основе глобальных и масштабируемых концепций.
Новая линейка ABAC — SPINN 15X-22KW
Высокопроизводительное решение для сжатого воздуха нового поколения. Отвечая на потребности всех отраслей промышленности, ABAC продолжает вводить новшества в свой ассортимент решений для сжатого воздуха.
Atlas Copco расширяет предложение по производству азота PSA
В линейке Premium NGP+ представлены новые модели среднего размера и расширенные функции. Ассортимент азотных генераторов Atlas Copco NGP+ становится все больше и лучше. Опираясь на успех своего премиального азотного решения PSA, производитель представляет две новые модели в своей линейке NGP+. Наряду с выпуском NGP 160+ и NGP 200+, также добавились расширенные функции ко всей серии NGP+ среднего размера, чтобы предоставить клиентам большую гибкость, надежность и низкую стоимость владения.
Все новости
О компании
Лет на рынке
15
Компрессоров ввели в эксплуатацию
1200
Ассортимент оборудования
8000
Позиций запасных частей на складе
3300
Обслуживаем единиц техники
800
Услуги
Сопровождение на всех этапах
Проектирование и инжиниринг
Консультирование и пневмоаудит
Пуско-наладка оборудования
Сервисное обслуживание
Диагностика и ремонт
Капитальный ремонт винтовых блоков
Монтаж трубопроводов
Все услуги
Более 50-ти компрессорных станций в швейные цеха по всей России
Децентрализованная система для машиностроительного производства
Ввели в эксплуатацию модульную компрессорную станцию
Наши клиенты
Отправить запрос
Прикрепить документы
Я согласен на обработку персональных данных
Мы перезвоним вам в течение 5 минут
Я согласен на обработку персональных данных
АЙР КОМПРЕССОР СЕРВИС — Пермь и Пермский край
org/LocalBusiness» itemscope=»»>
Адрес:
Пермь г., Деревообделочная ул., д. 3
Телефон:
+7 (342) 2932693
Сайт:
http://www.acs.perm.ru
Описание:
АЙР КОМПРЕССОР СЕРВИС — О компании
Рубрики:
Компрессоры, компрессорное оборудование
О компании:
Редактировать описание
Отзывы о компании АЙР КОМПРЕССОР СЕРВИС
Не опубликовано ни одного отзыва. Добавьте свой отзыв о компании!
Добавить отзыв
В рубрике «Компрессоры, компрессорное оборудование» также находятся следующие организации:
АТЛАС КОПКО
Адрес: Пермь г. , Комсомольский просп., д. 98, оф. 5
ВПК-ПЕРМЬ
Адрес: Пермь г., 1905 года ул., д. 35
КРИСТАЛЛ ТЭК
Адрес: Пермь г., Промышленная ул., д. 61
ПРОМТЕХНИКА, ГК
Адрес: Пермь г., Энергетиков ул., д. 39
ЭКОНИКА-ТЕХНО
Адрес: Пермь г., Васильева ул., д. 19, оф. 103
АЙР КОМПРЕССОР СЕРВИС
Адрес: Пермь г., Деревообделочная ул., д. 3
АТЛАС КОПКО ФИЛИАЛ
Адрес: 614990, Пермь, Комсомольский просп., д. 34, оф. 302
АТЛАС КОПКО
Адрес: Пермь г., Комсомольский просп., д. 98, оф. 5
ВПК-ПЕРМЬ
Адрес: Пермь г., 1905 года ул., д. 35
КРИСТАЛЛ ТЭК
Адрес: Пермь г., Промышленная ул., д. 61
ЛИК ПРЕДСТАВИТЕЛЬСТВО
Адрес: 614000, Пермь, Седова ул. , д. 22, оф. 201
МЕТ-КОМ
Адрес: 614016, Пермь, Краснофлотская ул., д. 40а
ОВИМЭКС ФИЛИАЛ
Адрес: 614107, Пермь, Лебедева ул., д. 13, УДС МОЛОТ
ПРОМТЕХНИКА, ГК
Адрес: Пермь г., Энергетиков ул., д. 39
ПРУМА ФИЛИАЛ
Адрес: 614990, Пермь, Героев Хасана ул., д. 92
СТАНКОИНКОМ НПК
Адрес: 614016, Пермь, Краснофлотская ул., д. 40а, оф. 2
ЭКОНИКА-ТЕХНО
Адрес: Пермь г., Васильева ул., д. 19, оф. 103
ЭЛЕКТРОТЕХНИЧЕСКАЯ КОМПАНИЯ
Адрес: 614111, Пермь, Солдатова ул., д. 29/2
Популярная компания из рубрики Компрессоры, компрессорное оборудование:
ЭКОНИКА-ТЕХНО Пермь г.
7 лучших предложений по накачке шин на 2022 год
Проколоть шину никогда не бывает весело. Это может испортить всю поездку или отнять у вас много времени, если у вас плотный график. К счастью, есть портативные устройства для накачивания шин, которые могут спасти вас, когда вы в затруднительном положении.
В наши дни вам не нужен огромный портативный насос для накачки шин, чтобы выполнить работу. Существует множество небольших опций, которые вы можете легко спрятать в багажнике вашего автомобиля, чтобы каждый раз иметь запасной план.
В то время как большинство этих накачивающих шин стоят от 70 до 80 долларов за простые и могут доходить до 250 долларов и более за многофункциональные инструменты, есть несколько отличных предложений, которые помогут вам сэкономить деньги. Мы собрали семь лучших предложений шин, чтобы проверить их прямо сейчас.
Амазонка
Устройство для накачивания шин с воздушным компрессором AstroAI: 33 долл. США
Сэкономьте 12 долл.
США
Этот прочный высокопроизводительный воздушный компрессор оснащен ЖК-дисплеем, несколькими насадками и системой автоматического измерения давления в шинах для быстрой и эффективной накачки. При весе всего 2,2 фунта этот инфлятор также является ультрапортативным. Он также поставляется с трехлетней гарантией.
33 доллара на Amazon
Амазонка
Воздушный компрессор для накачки шин Teromas: 35 долл. США
Сэкономьте 15 долл. США
Оснащенный розетками переменного и постоянного тока, этот компрессор для шин можно использовать в автомобиле и дома. Имеет встроенный фонарик, ЖК-дисплей и три насадки-насадки. При весе всего 2,4 фунта этот насос имеет общую мощность 120 Вт.
35 долларов на Amazon
Амазонка
Аккумуляторный насос для накачивания шин AstroAI с перезаряжаемой батареей: 53 долл.
США
Сэкономьте 37 долл. США
Этот насос для накачивания AstroAI оснащен мощным двигателем, который накачивается на 30 % быстрее, чем аналогичные устройства. Аккумулятор быстро заряжается, его мощности хватает на три комплекта шин. Он поставляется с металлическим цилиндром, датчиком давления в шинах, автоматическим отключением, светодиодным фонариком, быстрой накачкой, двойным источником питания и мониторингом в реальном времени.
53 доллара на Amazon
Амазонка
Портативный воздушный компрессорный насос Kensun: 50 долларов США
Сэкономьте 40 долларов США
Этот инфлятор поставляется с зарядными устройствами переменного и постоянного тока, поэтому вы можете использовать его в автомобиле или дома. С тремя различными насадками вы можете использовать его для накачивания автомобильных шин, велосипедов, баскетбольных мячей и многого другого. Он имеет аналоговый манометр, который некоторые люди могут предпочесть цифровым манометрам.
70 долларов на Amazon
Амазонка
Воздушный компрессор Helteko и насос для накачки шин: 44 долл. США
Сэкономьте 26 долл. США
При весе всего 3,2 фунта этот насос для накачки шин представляет собой мощный инструмент и поставляется в небольшой упаковке. Он оснащен стальным клапаном, цифровым дисплеем и разъемами переменного/постоянного тока. Он имеет удобную ручку для переноски и аварийный светодиодный фонарь, который автоматически отключается. На этот инфлятор распространяется трехлетняя гарантия.
44 доллара на Amazon
Амазонка
Накачка шин и воздушный компрессор Avid Power: 59 долларов США
Сэкономьте 31 доллар США
С 20-вольтовым аккумулятором и 12-вольтовым автомобильным адаптером этот портативный шинный насос и воздушный компрессор изначально стоили 90 долларов, но теперь менее 60 долларов. Благодаря автоматическому отключению все, что вам нужно сделать, это установить желаемый уровень давления и запустить инфлятор. Он определяет давление в шине и автоматически выключается, когда шина накачивается.
59 долларов на Amazon
Амазонка
Эта машина не просто накачка шин. Это также источник питания, пусковое устройство, радио и фонарик. Он обеспечивает питание переменного тока и оснащен аккумулятором, предназначенным для запуска вашего автомобиля от внешнего источника. Воздушный компрессор с давлением 26 фунтов на квадратный дюйм с легкостью накачивает шины легковых и грузовых автомобилей, внедорожников, мотоциклов, велосипедов и даже газонокосилок.
Руководство по покупке воздушного компрессора
Правильный выбор воздушного компрессора
Типы воздушных компрессоров
Формы и размеры
Понимание спецификаций
Начало работы с воздухом
Существует множество воздушных компрессоров на выбор. Лучший способ сделать правильный выбор — подумать о том, для чего вы собираетесь его использовать. Поскольку воздушный компрессор — это долгосрочная инвестиция, мы рекомендуем вам подумать о том, какими могут быть ваши потребности сегодня и завтра. Это руководство по покупке содержит ценную информацию и советы по поиску лучшего воздушного компрессора для ваших проектов. Кроме того, воспользуйтесь нашим средством поиска продукции для воздушных компрессоров, которое поможет вам найти наилучший выбор.
Тип воздушного компрессора
Компрессоры для внутренних работ
Подходит для небольших гвоздезабивателей, таких как гвоздезабиватели калибра 16–23.
1–6 галлонов — лучше всего подходит для 1–3 пользователей, легкое и среднее использование
4–10 галлонов — лучше всего подходит для 3–5 пользователей, среднее и интенсивное использование
Наружные компрессоры для строительных площадок монтажные, кровельные и напольные гвоздезабиватели.
4–6 галлонов — лучше всего подходит для 1–2 пользователей, среднее и интенсивное использование
8–20 галлонов — лучше всего подходит для 3–6 пользователей, среднее и интенсивное использование
Купить все воздушные компрессоры
Формы и размеры
Воздушные компрессоры
бывают разных форм и размеров, но они намного проще, чем кажется. Когда дело доходит до форм-фактора, во многих случаях все сводится к поиску компрессора, который подходит для вашего пространства и соответствует вашим предпочтениям.
Способ описания технических характеристик воздушного компрессора может показаться сложным, но есть шесть важных характеристик, на которые стоит обратить внимание.
Что означают характеристики компрессора
Масляно-смазочные и безмасляные
Все воздушные компрессоры либо используют масло в качестве смазки, либо безмасляные, и используют передовые полимерные кольца. Традиционный воздушный компрессор с масляной смазкой требует регулярной замены и пополнения масла, а при использовании для покраски или работ по дереву может потребоваться маслоуловитель, чтобы не повредить ваши материалы. Новые, без масла компрессоры требуют меньше обслуживания и, как правило, работают чище, но отсутствие масляной смазки означает у них может быть немного меньший срок службы. Многие люди предпочитают безмасляные за простоту и удобство использования.
PSI (фунты на квадратный дюйм)
Мера того, насколько плотно упакован воздух внутри ресивера компрессора. Некоторые инструменты требуют минимального давления работать. Убедитесь, что вы выбрали компрессор с достаточно высоким рейтингом PSI, чтобы поддерживать инструменты, которые вы собираетесь использовать.
60 PSI и ниже – очистка, надувание, окраска распылением
60-100 фунтов на квадратный дюйм — нормальный рабочий диапазон пневмоинструмента
100-130 PSI – для использования с более длинными шлангами или когда требуется большая мощность
Более 130 PSI – для использования со специальными инструментами, предназначенными для работы с высоким давлением
SCFM (стандартные кубические футы в минуту)
Он измеряет скорость, с которой воздух поступает в ресивер компрессора и выходит из него. Каждый пневмоинструмент потребляет воздух в определенная ставка. Чем больше SCFM обеспечивает ваш компрессор, тем больше инструментов вы можете запускать одновременно, или более высокий рабочий цикл вы можете запустить их.
Примеры требований SCFM для обычных пневматических инструментов:
0,7 SCFM – Brad Nailer
2,4 станд. куб. фута в минуту – финишный гвоздезабивной
До 20 стандартных кубических футов в минуту – Пневматическая трещотка 3/8 дюйма
До 35 стандартных кубических футов в минуту – Ударный гайковерт 1/2 дюйма
Имейте в виду, что ваш пневматический инструмент будет использовать куб. футы в минуту от насоса ПЛЮС воздух, хранящийся в резервуаре, для достижения максимальной производительности инструмента и времени работы. Однако, если компрессор не подобран должным образом, может потребоваться периодическая работа пневмоинструмента, что снизит требуемый уровень куб. фута в минуту, или инструмент может не достичь надлежащего уровня мощности.
л.с. (л.с.)
Мощность двигателя, приводящего в действие компрессор, измеряется в лошадиных силах. Меньшие компрессоры с более низкими станд. двигатели меньшего размера, а для больших компрессоров нужны двигатели большего размера. Хотя мощность важна, рейтинг SCFM вместе с размер бака и максимальный PSI больше говорят о мощности воздушного компрессора.
дБА (взвешенные децибелы)
Шум, создаваемый компрессором, измеряется в децибелах. В то время как большие компрессоры неизбежно шумны, многие современные компрессоры стали очень тихими. Если вы собираетесь работать рядом с воздушным компрессором или в течение длительного времени времени рассмотрите малошумные компрессоры.
Менее 60 дБА – громкость обычного разговора, очень тихий компрессор
Более 80 дБА – объем пылесоса или выше, более шумный компрессор
Падение давления
Снижение давления воздуха от компрессора к инструменту. Ограничения потока, вызванные регулятором, муфтами, или воздушный шланг меньшего размера, требуют регулирования более высокого рабочего давления на компрессоре, чтобы получить желаемое целевое давление на инструмент.
Оборудование багетной мастерской | Изготовление рам из багета в Санкт-Петербурге Ленбагет
Перейти к контенту
Оборудование, которое используется в Ленбагете для изготовления багетных рамок – образец западного качества.
В России нет заводов, выпускающих станки для производства багетных рамок, поэтому наши мастера используют оборудование зарубежного производства. Самое лучшее оборудование для багетных мастерских производится в США, Франции, Италии, Дании. Лидерами среди производителей оборудования для багетных мастерских считаются компании: итальянские Alfamaccine и Omga, французская ТМ Cassese, американские Fletcher, Logan, Craft, датское Morso.
Итак, с помощью чего мы сделаем Вам багетную раму?
Мы готовы предоставить Вам возможность глубже проникнуть в процесс изготовления Вашей рамки и ознакомиться с оборудованием, которое используется для её создания.
Циркулярная пила AIKEN (Великобритания)
Комбинированная торцовочная пила AIKEN MMS 305/1. 6М – это инструмент, который является незаменимым помощником в изготовление багета, ведь, по сути, это мобильный деревообрабатывающий станок и не только. Предназначен для поперечного, наклонного и комбинированного пиления древесины, пластика и мягких металлов. Модель оснащена выдвижными П-образными упорами для возможности работы с заготовками большой длины, а специальные вертикальные зажимы обеспечивают надежное закрепление заготовки.
Все эти возможности циркулярной пилы AIKEN, в сочетании с отличным качеством и точностью обработки, позволяют делать наши багетные рамки настоящим произведением искусства.
Механический станок Minigraf A2M
Используется для скрепления углов багетных рам. Отличное качество скрепления достигается с помощью вертикального прижима, на котором прижимные L-образные или круглые головки закрепляются с помощью магнита, это позволяет сдвигать точку прижима в зависимости от особенностей профиля и позиции, в которую забивается V-скоба.
Гильотина Morso F (Дания)
Это надежный станок, самый лучший и популярный среди моделей гильотин в мире. Благодаря своей точности, надежности и простоте в эксплуатации эта гильотина позволяет выполнить нарезку багета как из дерева, так и из пластика с максимальным качеством. Мастерская Ленбагет закупает уже 5 лет эту модель, и наши клиенты неизменно остаются довольны.
Резак для вырезания паспарту
Это профессиональный станок для вырезания паспарту, производимый в США компанией Logan. Надежная конструкция, отличные технические характеристики, современный дизайн делают эту модель предпочтительной для профессиональных оформителей и художников.
Резак Fletcher 3100 (США)
Fletcher 3100 – это профессиональный, универсальный станок. C его помощью наши мастера быстро нарезают картон для паспарту, задний картон, стекло и даже листовой алюминий. Стекло и задний картон защищают картину от агрессивной внешней среды.
Механический пистолет Logan
Механический пистолет Logan F500-2 имеет прочный металлический корпус желтого цвета и предназначен для сборки багетных рам, т. е. для закрепления стекла, паспарту, картины, заднего картона в раме с помощью специальных гвоздей.
Резак Logan 3 Step Oval (США)
Это устройство помогает нам вырезать овальные и круглые паспарту. Этот небольшой резак, произведенный в США, позволяет получать идеально ровные линии и формы. Такие паспарту очень востребованы среди наших клиентов.
Бесшумный компрессор Air 3542
Оборудование с использованием пневматического привода позволяет ускорить процесс изготовления рам, повысить качество и при этом получить от работы удовольствие. Бесшумные масляные компрессоры фирмы «Aircom» – это лучший выбор для багетной мастерской, т.к. эти компрессоры отличаются компактными размерами, удобны в эксплуатации, не создают вибрации, а, самое главное, компрессоры производства «Aircom» являются бесшумным источником сжатого воздуха.
Мы купили самое лучшее оборудование, чтобы создавать настоящие произведения искусства, достойные лучших музеев мира. НО! только хорошего оборудования недостаточно, именно поэтому в нашей мастерской работают самые лучшие мастера Санкт-Петербурга. Зная это, наши постоянные клиенты, среди которых банки, профессиональные художники, гобеленовая фабрика, фотографы, уверены, что работа будет выполнена на 5+, изящно и с любовью.
Наши популярные услуги
Багетная мастерская «Ленбагет» предлагает вам свои услуги по изготовлению рамок и выбору уже готовых изделий из имеющихся образцов. Наша мастерская оказывает следующие виды услуг:
oformlenie-vyshivok-ikonka-2
Оформление вышивок
oformlenie-zerkal-ikonka-2
Оформление зеркал
oformlenie-kartin-ikonka-2
Оформление картин
izgotovlenie-ram-ikonka-2
Изготовление рам
oformlenie-foto-ikonka-1
Оформление фотографий
oformlenie-tv-ikonka-2
Оформление ТВ
Адреса багетных мастерских
Приносите ваши работы на оформление в ближайший к дому багетный салон Ленбагет.
Внимание! Услугой «срочное оформление» можно воспользоваться в багетной мастерской по адресу ст. м. Парк Победы, ул. Фрунзе 15 и ст. м. Проспект Большевиков, пр. Пятилеток 14, к. 1
Остались вопросы?
Просто позвоните нам в любой день с 10:00 по 20:00, ответим на все интересующие вас вопросы
8 (812) 640-60-73
8 (812) 748-99-70
Вы так же можете найти ответ на странице
Вопросы и ответы
Станок для багета в категории «Промышленное оборудование и станки»
Станок раскроечный для порезки деревяного багета
Доставка по Украине
99 099 грн
Купить
Двухголовочный станок Woodmaster 200 бу для резки МДФ профиля и фрезерования пазов под шпонки
Недоступен
70 040 грн
Смотреть
Арочный станок для декоративной резки пенопласта «Arcade»
Недоступен
28 000 грн
Смотреть
Усозарезной станок Alfamacchine T350 б/у для резки профилей и багета, 2008 года
Недоступен
Цену уточняйте
Смотреть
Порезочный станок бу для резки профилей MDF Wood Max 210
Недоступен
Цену уточняйте
Смотреть
Станок для резки профиля бу Brevetti Prizma CE двухпильный
Недоступен
Цену уточняйте
Смотреть
Станок для сборки рам Alfamacchine Alfa 3 бу
Недоступен
Цену уточняйте
Смотреть
Alfamacchine Minigraf 3 скобозабиватель бу для сборки рам
Недоступен
Цену уточняйте
Смотреть
Станок для скрепления углов рамы А2М200
Недоступен
Цену уточняйте
Смотреть
Набір для зшивки багетних рам Framers Corner PFK 03
Недоступен
1 411. 20 грн
Смотреть
Станки для сборки рам Minigraff 44
Недоступен
Цену уточняйте
Смотреть
Набір для зшивки багетних рам Framers Corner PFK 04
Недоступен
6 820.80 грн
Смотреть
Оборудование для сшивки багета, профиля Minigraff 3
Недоступен
Цену уточняйте
Смотреть
Верстат для зшивки багетних рам Logan F300-1 (ручний)
Недоступен
8 890.60 грн
Смотреть
Верстат для зшивки багетних рам Logan F300-2
Недоступен
15 523.20 грн
Смотреть
Смотрите также
Верстат для зшивки багетних рам Alfamacchine M200
Недоступен
42 336 грн
Смотреть
Верстат для зшивки багетних рам Alfamacchine Minigraf 3
Недоступен
84 201.60 грн
Смотреть
Верстат для зшивки багетних рам Alfamachine Minigraf 144
Недоступен
185 808 грн
Смотреть
Верстат для зшивки багетних рам Alfamachine Minigraf 44
Недоступен
148 176 грн
Смотреть
Верстат для зшивки багетних рам Gielle F106М
Недоступен
42 336 грн
Смотреть
Станок для зшивки багетних рам Logan F300-3
Недоступен
25 872 грн
Смотреть
Верстат для зшивки багетних рам MINIGRAF 4 Elektronica
Недоступен
160 876. 80 грн
Смотреть
Гільйотина Alfamacchine MFC
Недоступен
23 520 грн
Смотреть
Гільйотина Framecorners
Недоступен
Цену уточняйте
Смотреть
Гільйотина Morso BA
Недоступен
58 800 грн
Смотреть
Гільйотина Morso F + ліве крило
Недоступен
108 192 грн
Смотреть
Гільйотина Morso eh (Б/У)
Недоступен
Цену уточняйте
Смотреть
Гільйотина Pilm GH 8100 мех
Недоступен
96 432 грн
Смотреть
Гільйотина Pilm GH 8100 Р
Недоступен
Цену уточняйте
Смотреть
Торговый автомат Baguette : Умный багет
Надежность, дистанционное управление и продажи 24/7, Adopt Smart Baguette!
Раздатчик Smart Baguette, созданный профессионалами в области промышленной автоматизации, сочетает в себе надежность и уважение к традиционным хлебопекарным ноу-хау. Чтобы компенсировать опустынивание пекарен в деревнях или обеспечить близость обслуживания, выберите Smart Baguette!
Ваш автономный помощник по продажам
В помещении или на улице Внутри или снаружи Выбор места установки
100% подключение 100 % подключений Простое управление продажами и поставками
100 % настраиваемость 100% настраиваемый в соответствии с вашими цветами
Полная параметризация Полная параметризация Простота и надежность каждый день
Различные виды оплаты Различные виды оплаты CB, наличные, бесконтактные
Livraison Rapide Быстрая доставка за 5 секунд
150 багетов Вместимость 150 хлебных палочек
24/7 Доступность 24/7
Духовой шкаф
Оснащенный миниатюрной традиционной профессиональной духовкой дозатор Smart Baguette позволяет осуществлять даже окончательное выпекание багетов на конвейере . Чтобы лучше всего адаптироваться к вашему продукту, нагревательные элементы можно отрегулировать до 280°C / 536°F. Таким образом, в зависимости от предварительного приготовления, которое вы сделаете заранее в своей пекарне, вы устанавливаете температуру по своему желанию.
Узнать больше
Узнать больше
Холодильная камера
Чтобы обеспечить соблюдение холодовой цепи, холодильное отделение регулируется на 5°C / 41°F и регулируется по мере необходимости . Вы даже можете отслеживать и архивировать температуры на срок до года. Сигнал тревоги (по sms или e-mail) и санитарная блокировка предусмотрены системой Smart Baguette при достижении аномальных температурных порогов.
Быстрое и простое дистанционное управление
AT Web — это простое веб-приложение, которое позволяет вам получать круглосуточный доступ к вашему Smart Baguette со смартфона, планшета или ПК . Подобно приборной панели, вы дистанционно управляете своей машиной и можете:
Просматривайте статистику продаж и оборот
Определить цену продажи и CSD
Доступ к запасу оставшихся и выброшенных багетов
Установка температуры приготовления и охлаждения
Программное обеспечение Smart Baguette также позволяет нашему отделу технического обслуживания, не выезжая, делать следующее:
Вносить обновления
Удаленное обслуживание и поиск и устранение неисправностей
Автоматически получать предупреждение при возникновении неисправности
Платежные средства
Все платежные средства доступны на Smart Baguette:
Монеты и банкноты
Кредитная карта (Eurocard, Mastercard и Visa)
Бесконтактный
Прибыльность
Выбор Smart Baguette позволит вам увеличить продажи без необходимости вкладывать средства в дополнительную и дорогостоящую точку продаж . Это также позволяет вам заменить отнимающие много времени и топлива поездки, ограничив их одной поездкой туда и обратно, чтобы пополнить свой дистрибьютор Smart Baguette.
Бесплатное исследование проекта
Пример прибыльности дистрибьютора во Франции: Исходя из себестоимости 0,35 евро за багет и продажной цены 0,95 €, Smart Baguette приносит прибыль от 66 проданных багетов в день.
Бесплатное исследование проекта
Полностью настраиваемая торговая точка
Smart Baguette позволяет разместить диспенсер в любом месте . Независимо от того, встроен ли он в витрину магазина или на открытом воздухе, ваш диспенсер предназначен для этой цели.
Все стороны Smart Baguette можно оформить под ваше изображение. Логотип, изображения и цвета могут быть воспроизведены на всем диспенсере.
Почтовый индекс
J’accepte le traitement de mes données et les appels téléphoniques de la part d’Api Tech et ses partenaires
Я согласен на обработку моих данных и на то, что мне позвонят Api Tech и ее партнеры
Во французской глуши есть автоматы по продаже багетов
Филипп Рамакерс / Shutterstock
Автор: Стейси Адамс|13 марта 2023 г. , 20:31 по восточному стандартному времени
Если вы когда-либо чувствовали голод на работе или отчаянно нуждались в прохладительном напитке в жаркий день, вы, вероятно, испытывали огромную радость. увидев торговый автомат. Эти устройства имеют долгую и интересную историю, начиная с римской эпохи. Древнегреческий математик разработал машину с очень важной целью обеспечения святой водой египетских храмов. Со временем торговые автоматы распространились по многим регионам земного шара, включая Англию, Францию и США. Эти автоматы также продавали различные товары, такие как жевательная резинка, открытки и даже алкогольные напитки.
В наши дни торговое оборудование в основном ассоциируется с удобной раздачей закусок и напитков. Их обычно можно найти в школах, офисах, больницах, а также в коммерческих и общественных местах. Современные версии часто высокотехнологичны и могут включать такие функции, как сенсорные экраны и датчики падения, чтобы гарантировать, что покупатель получит свой товар. Тем не менее, Франция продвинулась в концепции торговых автоматов на шаг вперед, предоставив голодающим туристам в отдаленных районах обогащающие углеводы.
Что такой багет, как ты, делает в таком месте?
Thomas Dutour/Shutterstock
Пеший туризм может быстро вызвать аппетит, который не может быть утолен одной мюсли. Для путешественников во Франции стратегически расположенные торговые автоматы продают багеты, длинную хрустящую буханку хлеба, которая практически является синонимом страны. Один удачливый турист случайно наткнулся на одно из этих современных чудес и поделился своим опытом через TikTok. В коротком ролике путешественник получает вкусный багет из прямоугольной машины с прорезью для хлеба посередине. По словам путешественника, выдаваемый хлеб выходит из слота теплым, поджаренным и совсем не средним, что означает, что качество багета было намного выше среднего.
Машина в клипе от ICI Baguettes, которая занимается исключительно разработкой устройств для раздачи хлеба. Что касается функций, машины ICI Baguettes могут вмещать до 86 багетов одновременно, оставаясь при этом приятно компактными (размеры 31 дюйм на 31 дюйм). Устройства также могут предложить два вида багетов, традиционный и обычный. Если говорить о разнице между этими двумя вариантами, то все дело в технике выпечки.
Французы очень серьезно относятся к своему хлебу
Chesnot/Getty Images
Культовые французские булочки делятся на две отдельные категории: традиционные и багеты. Традиционные версии должны соответствовать французскому закону о хлебе, согласно которому багеты должны содержать только воду, соль, дрожжи и пшеничную муку. Кроме того, традиции также должны выпекаться в тех же заведениях, где они продаются. С другой стороны, нетрадиционные багеты могут содержать дополнительные ингредиенты, такие как орехи или консерванты. Традиционный багет более высокого качества, как правило, дороже.
Дело настолько серьезное, что французские пекари и защитники галловой культуры добивались признания багета Организацией Объединенных Наций по вопросам образования, науки и культуры (ЮНЕСКО), которая поддерживает культурное наследие во всем мире.
Шпиндель токарного станка должен сообщать крутящий момент детали, обрабатываемой на станке. Для этого к концу шпинделя крепится зажимное устройство, наиболее соответствующее обрабатываемой детали. Зажимных приспособлений существует большое множество, но обычно это трехкулачковый патрон — он обеспечивакет надежность и точность зажима, удобство установки и снятия большинства симметричных деталей.
Конструкция конца шпинделя токарного станка должен удовлетворять следующим требованиям:
Обеспечивать точность центровки патрона по отношению к оси шпинделя
Обеспечивать установку и снятие патрона для замены за минимальное время
Содержание
Разновидности передних концов шпинделей токарных станков
Концы шпинделей резьбовые
Концы шпинделей фланцевые типа А
Концы шпинделей фланцевые под поворотную шайбу
Концы шпинделей типа Кэмлок (Camlock)
Фланцы промежуточные (переходные) к самоцентрирующим патронам
Разновидности передних концов шпинделей токарных станков
Передний конец шпинделя токарного станка служит для базирования (центрирования) и закрепления токарного патрона, планшайбы или поводкового патрона.
На сегодняшний день существует четыре разновидности передних концов шпинделей универсальных токарных станков:
Резьбовой конец шпинделя — в обязательном порядке требует промежуточный (переходной) фланец, для того чтобы установить на шпиндель патрон или другое зажимное устройство;
Фланцевый конец шпинделя — с конусной посадкой — форма А. Фланец шпинделя имеет резбовые отверстия для непосредственного крепления патрона спереди винтами с внутренними шестигранниками, проходящими сквозь патрон;
Фланцевый конец шпинделя — с конусной посадкой. Фланец шпинделя имеет отверстия для непосредственного крепления патрона с помощью поворотной (байонетной) шайбы — это наиболее распространенный и предпочтительный вид крепления;
Фланцевый конец шпинделя — с конусной посадкой. Фланец шпинделя имеет отверстия для непосредственного крепления патрона с помощью шпилек типа Camlock
В соответствии с четырьмя существующими разновидностями шпинделей на сегодняшний день действует четыре государственных стандарта регламентирующих конструкцию и размеры передних концов шпинделей:
ГОСТ 12595 — Концы шпинделей фланцевые типа А и фланцы зажимных устройств
ГОСТ 12593 — Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств
ГОСТ 26651 — Концы шпинделей фланцевые типа Кэмлокк и зажимные устройства
ГОСТ 3889 — Фланцы промежуточные к самоцентрирующим патронам.
Концы шпинделей резьбовые.
ГОСТ 16868 (Взамен ОСТ 428)
Крепление патрона на резьбовой конец шпинделя
Крепление патрона на резьбовой конец шпинделя. Смотреть в увеличенном масштабе
ГОСТ 16868 (Концы шпинделей резьбовые) предлагает два типоразмера концов шпинделей:
М39 х 4,0
М45 х 4,5
Конец шпинделя резьбовой ГОСТ 16868
В реальности существуют множество моделей станков, выпущенных до начала 60-х годов, с резьбовыми концами шпинделей от М33 до М150. Резьбовой конец шпинделя использовался на токарных станках старых моделей, например, 1А62 (М90 х 6) и в малых токарных станках — учебных и настольных, например, ТВ-7 (М45 х 4,5) и т.д.
Если резьбовой конец шпинделя не соотвтствует ГОСТ 16868 (Концы шпинделей резьбовые) как, например, на станке ТВ-4 (d = М36 х 4), требуется изготовить нестандартный промежуточный фланец, используя посадочные размеры необходимого патрона.
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на цилиндрический центрирующий поясок диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок — ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Недостаток шпинделей с резьбой в том, что при торможении или реверсировании быстроходного станка патрон по инерции может соскочить со шпинделя. Кроме того, токарные патроны, устанавливаемые на этих шпинделях по посадке скольжения, не вполне точно центрируются. На точность центрирования оказывает влияние зазор. При частом навинчивании и свинчивании патронов зазор из-за износа сопрягаемых поверхностей увеличивается. В этих условиях даже плотные соединения со временем теряют свою первоначальную точность, и возникает потребность в ремонте головки шпинделя.
В средних и крупных токарных станках используются фланцевые концы шпинделей с центрирующим коротким конусом (7°7′30″). Конические направляющие обеспечивающют более точное центрирование при установке патронов и планшайб.
Концы шпинделей фланцевые типа А
ГОСТ 12595
ГОСТ 12595-2003 (DIN 55026, ИСО 702-1:2001). (Взамен ГОСТ 2570-58). Станки металлорежущие. Концы шпинделей фланцевые типа А и фланцы зажимных устройств. Основные и присоединительные размеры.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом 1:4 (7°7′30″) типа А для токарных и шлифовальных станков, а также на фланцы зажимных устройств, устанавливаемых на концы шпинделей.
Фланцевые концы шпинделей типа А имеют резьбовые крепежные отверстия по окружности фланца, которые служат для для крепления патрона винтами с внутренними шестигранниками. Для концов шпинделей такого типа (А) должны использаваться зажимные патроны 2 типа по ГОСТ 2675-80 Тип 2.
Крепление патрона на фланцевый конец шпинделя типа А
Крепление патрона на фланцевый конец шпинделя типа А. Смотреть в увеличенном масштабе
Концы шпинделей фланцевые типа А по ГОСТ 12595
Условные размеры концов шпинделей типа А по ГОСТ 12595
Всего предусмотрено девять условных размеров концов шпинделей (3, 4, 5, 6, 8, 11, 15, 20, 28) с номинальным наружным диаметром 92, 108, 133, 165, 210, 280, 380, 520, 725 мм.
Фланец шпинделя снабжен коротким конусом 1:4 (7°7′30″), обеспечивающим надежное центрирование патрона. Допуски на конусы назначаются с таким расчетом, чтобы при установке патрона от руки между торцевыми поверхностями шпинделя и патрона оставался небольшой зазор, при затягивании крепежных винтов зазор ликвидируется, а конусы сопрягаются по посадке, близкой к прессовой. Вследствие большого угла конуса патрон после освобождения винтов легко снимается. Вылет патрона минимальный.
Фланцевые концы типа А могут изготавливаться в двух исполнениях.
Крепежные отверстия расположены на делительных окружностях диаметров D1 и D2;
Крепежные отверстия расположены только на делительной окружности диаметром D2. Исполнение 2 следует применять для концов шпинделей условного размера №3 и №4;
Исполнения 1 и 2 — следует применять для концов шпинделей условного размера от №5 до №28.
Для крепления токарного патрона на фланцевом шпинделе необходимо установить его на центрирующем конусе шпинделя, пропустить крепежные винты сквозь устанавливаемый токарный патрон в торцевые крепежные отверстия фланца шпинделя, затянуть винты.
Концы шпинделей фланцевые под поворотную шайбу
ГОСТ 12593
ГОСТ 12593-93 (DIN 55027, ИСО 702-3-75). (Взамен ГОСТ 2570-58). Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом 1:4 (7°7′30″) и поворотной шайбой для токарных станков и на фланцы зажимных устройств, устанавливаемых на концы шпинделей. ГОСТ 12593-93 представляет собой полный аутентичный текст ИСО 702-3-75 «Станки. Концы шпинделей и планшайбы. Размеры для взаимозаменяемости. Часть III. Байонетный тип».
Фланцевые концы шпинделей типа Б имеют сквозные крепежные отверстия по окружности фланца и байонетную поворотную шайбу которые служат для для крепления патрона без свинчивания крепежных гаек, что позволяет быстро закреплять и снимать патроны. Для концов шпинделей такого типа (Б) должны использаваться зажимные быстросменные патроны 3 типа по ГОСТ 2675-80 Тип 3.
Крепление патрона на фланцевый конец шпинделя под поворотную шайбу
Крепление патрона на фланцевый конец шпинделя под поворотную шайбу. Смотреть в увеличенном масштабе
Пример применения фланцевых концов шпинделей под поворотную шайбу
Исполнения фланцевых концов шпинделей под поворотную шайбу
Исполнения фланцевых концов шпинделей под поворотную шайбу. Смотреть в увеличенном масштабе
Размеры фланцевых концов шпинделей под поворотную шайбу
Токарный патрон по ГОСТ 2675-80 Тип 3 для установки c поворотной шайбой
Фланцы для быстросменных патронов (тип Б) с посадкой на конус 1:4 (7°7′30″) под поворотную шайбу выполняются восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20) с номинальным наружным диаметром 102, 112, 135, 170, 220, 290, 400, 540 мм.
Фланцевые концы шпинделей с поворотной шайбой могут изготавливаться в трех исполнениях:
Условный размер конца шпинделя 3 и 4;
Условный размер конца шпинделя 5, 6, 8;
Условный размер конца шпинделя 11, 15, 20.
На рисунке показана установка быстросменного токарного патрона 2 на фланцевом шпинделе с помощью байонетной поворотной шайбы 1. Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.
Сама поворотная шайба крепится к фланцу шпинделя с помощью втулки 3 и винта 4 (вариант 1) или только винтом 7 (вариант 2), при этом она остается подвижной и может вращаться на шпинделе в пределах вытянутого крепежного отверстия.
Крепление на фланцевом шпинделе с поворотной шайбой отнимает немного времени, вместе с тем фланцевое соединение обеспечивает высокую точность центрирования (отсутствует зазор), полную надежность при больших оборотах шпинделя.
Концы шпинделей фланцевые типа Кэмлок
ГОСТ 26651
Концы шпинделей фланцевые типа Кэмлок ГОСТ 26651-85 (DIN 55029, ИСО 702/II-75) Станки металлорежущие. Концы шпинделей фланцевые типа Кэмлок и зажимные устройства.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом типа Кэмлок (Camlock) для токарных станков и зажимные устройства, устанавливаемые на концы шпинделей. Стандарт полностью соответствует СТ СЭВ 4853-84 и ИСО 702/II-75.
Крепление патрона на фланцевый конец шпинделя типа Кэмлок
Крепление патрона на фланцевый конец шпинделя типа Кэмлок. Смотреть в увеличенном масштабе
Фланцевые концы шпинделей типа Кэмлок с посадкой на конус 1:4 предусмотрены восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20).
Эксцентриковые зажимы Кэмлок существенно ускоряют установку токарного патрона, поэтому устанавливаются там, где требуется частая смена патрона.
Фланцы промежуточные к самоцентрирующим патронам
ГОСТ 3889-80
Настоящий стандарт распространяется на промежуточные фланцы, предназначенные для установки на концы шпинделей металлорежущих станков самоцентрирующих патронов общего назначения.
Промежуточные фланцы (их называют еще План-шайбы) необходим для центрирования и крепления патронов с центрирующим пояском (ГОСТ 2675 тип 1) на любой из 4-х типов концов шпинделей токарных станков.
ГОСТ 3889-80 (DIN 6350) Фланцы должны изготавливаться исполнений:
Исполнение 1 — устанавливаемое на резьбовые концы шпинделей по ГОСТ 16868;
Исполнение 2 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12593 под поворотную шайбу;
Исполнение 3 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 1;
Исполнение 4 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 3.
ГОСТ 3889 Исполнение 1. Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на центрирующий поясок — цилиндр диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок — ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Процесс установки токарного патрона состоит из следующих этапов:
Промежуточный фланец навинчивается на резьбу шпинделя до упора. Отверстие во фланце должно плотно садиться на поясок шпинделя
Закручиваются винты запорного устройства против самоотвинчивания
Проверяется биение центрирующего пояска на фланце (D1) и опорной торцевой поверхности со стороны патрона
На центрирующий поясок (D1) устанавливается патрон и крепится болтами
Проверяется радиальное и торцевое биение патрона
Пример: фланец промежуточный к токарному станку ТВ-4
Фланец промежуточный к токарному станку ТВ-4
Пример условного обозначения фланца исполнения 1, диаметром 100 мм:
Фланец 7081-0592 ГОСТ 3889-80
Пример условного обозначения фланца исполнения 1, диаметром 125 мм:
Фланец 7081-0593 ГОСТ 3889-80
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
ГОСТ 3889-80 Исполнение 2.
Фланцы промежуточные под фланцевые концы шпинделей под поворотную шайбу (ГОСТ 12593)
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
ГОСТ 3889-80 Исполнение 3. Фланцы промежуточные под фланцевые концы шпинделей исполнения 1 по ГОСТ 12595
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
ГОСТ 3889-80 Исполнение 4. Фланцы промежуточные под фланцевые концы шпинделей исполнения 3 по ГОСТ 12595
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 3
Видеоролик: Разборка и сборка токарного патрона
Видеоролик: Установка токарного патрона и проверка точности центрирования токарного станка
Патрон для токарного станка с улучшенной конструкцией
Модель включает в себя самоцентрирующий патрон для токарного станка, который состоит из корпуса, в составе которого соединенные между собой передняя и задняя части, шпиндель, на его наружной поверхности установлена задняя часть корпуса. Также устройство включает в себя спиральный диск патрона. В виде конусов выполнены внутренние области задней части корпуса и спирального диска а также находящаяся с ними в сопряженнии наружная область шпинделя. У шпинделя наружная область может имеет конусность 7:24.
Втулка установленная между конусными поверхностями шпинделя и спирального диска способна регулироваться в радиальном направлении и может входить в комплектацию устройства. В итоге, себестоимость изготовления патрона для токарного станка снижается, срок службы кулачков. 2 з.п. ф-лы, 2 ил. увеличивается, точность базирования заготовок в кулачках патрона повышается, жесткость сопряжения патрона со шпинделем становится выше.
Устройство используется для закрепления цилиндрических заготовок при обработке на токарных станках в 3-х, 4-х и 6-ти кулачковых самоцентрирующих спирально-реечных патронах и относится к области металлообработки. Корпус, кулачки и спирально-реечный механизм их перемещения содержит известный токарный самоцентрирующий патрон. Корпус крепится к токарному станку шпильками, гайками (ГОСТ 2675-80. патроны самоцентрирующие трехкулачковые) и базируется на конусный поясок и торец на переднем конце шпинделя токарного станка. Данная конструкция патрона выпускается серийно и имеет широкое применение в промышленности. Но подобная система включает в себя ряд недостатков.
Во первых, необходимо базировать корпус патрона для токарного станка, при установке на шпиндель, одновременно на торцевую поверхность и конусную поверхность. Подобное конструкторское решение требует выполнения базовых поверхностей как на шпинделе, так и в корпусе патрона с очень высокой точностью (ГОСТ 2675-80, табл. 3) и является не технологичным. Базирование произойдёт либо только на торец, или только на конус, в случае если допуск на размеры не будут выдержаны. В итоге, технология изготовления обеих сопрягаемых деталей значительно усложняется.
Во-вторых, точность радиального перемещения кулачков определяется базированием самого корпуса на шпинделе, а также точностью изготовления спирального диска и его базирования в корпусе. В результате не получится обеспечить заданное биение заготовок во всем диапазоне перемещения кулачков, если сложить все погрешности базирования в данной конструкции патрона. Это вынуждает применять расточку кулачков, при обработки заготовок на получистовых и чистовых операциях, что влечёт за собой снижение срока их службы.
Известен патрон для токарного станка включающий корпус, кулачки, спирально-реечный механизм их перемещения (АС 1808487, МПК B23B 31/00, 1991 г. ), этот токарный патрон является самоцентрирующимся. Спиральный диск патрона базируется на наружной цилиндрической поверхности шпинделя, а корпус конструкции патрона базируется на внутренней конусной поверхности шпинделя. Такое конструктивное решение, вследствие уменьшения числа составляющих суммарной погрешности базирования спирального диска, позволяет повысить точность базирования заготовок К недостаткам данного устройства следует отнести необходимость изготовления, высокой точности, сопрягаемых поверхностей при базировании корпуса одновременно на конусную внутреннюю поверхность и торцевую поверхность шпинделя. Это соответственно, повышает себестоимость их изготовления.
Вследствие нерегулируемого зазора в сопряжении с цилиндрической поверхностью шпинделя, у спирального диска не устранена полностью погрешность базирования на шпинделе, что в свою очередь не гарантирует при закреплении в патроне во всем диапазоне перемещения кулачков заданного биения заготовок.
Достижение требуемой жесткости сопряжения вследствие погрешностей размеров базовых поверхностей не всегда гарантируется при базирование корпуса на внутреннюю коническую поверхность и одновременно на торцевую поверхность.
Улучшения достигаемые в новом устройстве, проявляются:
в повышении срока службы кулачков;
в снижении себестоимости изготовления патрона;
в повышении жесткости сопряжения патрона для токарного станка со шпинделем;
в повышении точности базирования заготовок в кулачках патрона.
Указанный технический результат достигается тем, что корпус и спиральный диск установлены на наружной конусной поверхности шпинделя. Наружная коническая поверхность шпинделя может быть выполнена с конусностью 7:24. Между коническими поверхностями шпинделя и спирального диска может быть установлена регулируемая в радиальном 3 направлении втулка.
Совокупность отличительных признаков такого технического решения является новой. Она необходима и достаточна для достижения заявленного технического результата, что обусловлено следующим.
Во первых, установка корпуса на наружную конусную поверхность шпинделя обеспечивает для тяжелого патрона надежное, жесткое и точное базирование относительно оси вращения шпинделя. Установка спирального диска непосредственно на конусную поверхность шпинделя позволяет полностью устранить зазоры между базовыми поверхностями и свести до нуля погрешность базирования относительно оси вращения шпинделя. Этому способствует установка между шпинделем и спиральным диском регулируемой в радиальном направлении втулки. В результате на точность радиального перемещения кулачков и, соответственно, на точность базирования заготовок разных диаметров во всем диапазоне перемещения кулачков будет оказывать влияние только точность изготовления торцевой спирали и реек кулачков.
Во-вторых, базирование корпуса только на одну конусную поверхность позволяет снизить требования к точности выполнения размеров сопрягаемых поверхностей шпинделя и патрона для токарного станка, и, соответственно, снизить себестоимости их изготовления.
Патроны и шпиндели – цены уточняйте по телефону
7 КОНИЧЕСКИЙ СТАЛЬНОЙ ПАТРОН 7 конический патрон разработан специально для использования с полировальными кругами, щетками и центрирующими кругами. Этот прецизионно изготовленный из легированной стали патрон предназначен для установки на токарные станки и полировальные двигатели, содержащие стандартные стоматологические конические валы. При заказе укажите 7L (левый) или 7R (правый). Транспортировочный вес: 6 унций [107 г] Размеры упаковки: диаметр хвостовика 5/8 дюйма x длина 3 5/8 дюйма [2 см x 9 см]
7B КОНИЧЕСКИЙ ЛАТУННЫЙ ПАТРОНИК Конический патрон 7B разработан специально для использования с полировальными кругами, щетками и центрирующими кругами. Конический патрон 7B изготовлен из латуни, что упрощает установку и снятие на конические стоматологические стержни, что снижает износ стержня. При заказе указывайте 7BL (левый) или 7BR (правый). Транспортировочный вес: 6 унций [107 г] Размеры изделия: диаметр хвостовика 5/8 дюйма x длина 3 5/8 дюйма [2 см x 9 см]
1-6 ПАТРОНЫ ДЛЯ КАМНЯ Патроны для камней предназначены для установки абразивных кругов с различными внутренними диаметрами, как указано ниже. Патроны для обработки камней изготавливаются в соответствии со строгими стандартами из качественной латуни. Только для использования на конических валах токарных станков. При заказе указывайте номер патрона (ниже).
#2 STONE — для 3/8” [9,5 мм] в.д. (размер отверстия) Колесо — ЛЕВОЕ
#3 STONE — для 5/16” [7,9 мм] В.Д. (размер отверстия) Колесо -ПРАВОЕ
#4 STONE – для 5/16” [7,9 мм] В.Д. (размер отверстия) Колесо — ЛЕВОЕ
#5 STONE — для 1/4” [6,3 мм] В.Д. (размер отверстия) Колесо — ПРАВОЕ
#6 STONE — для 1/4” [6,3 мм] в.д. (размер отверстия) Колесо – ЛЕВОЕ
Транспортировочный вес: 6 унций [107 г] Размеры устройства: диаметр хвостовика 5/8 дюйма x длина 2 дюйма [2 см x 9см]
9 ЛЕНТА ДЛЯ ОПРАВКИ Предназначена для установки абразивных лент диаметром 3/4 дюйма и шириной 3/4 дюйма [1,9 см x 1,9 см]. Изготовленная из легированной стали и имеющая покрытие для установки на стандартные конические стержни для стоматологии, абразивная лента удерживается на месте путем затягивания концевого винта на резиновой оправке. При заказе укажите 9L (левый) или 9R (правый). Транспортировочный вес: 8 унций [227 г] Размеры устройства: 4 7/8” Д x 5/8” Диаметр хвостовика [12 см x 2 см] с диаметром хвостовика 1/4”.
8T JACOBS TYPE JR. ЧАК 8T разработан специально для использования с небольшими борами и оправками, диаметр которых не превышает 1/4” [6,3 мм]. Патрон 8T представляет собой менее дорогой и полуточный регулируемый патрон для использования на токарных станках с коническими валами. Этот патрон открывается поворотом против часовой стрелки и закрывается поворотом по часовой стрелке. При заказе указывайте 8T (справа) или 8T-L (слева). Транспортировочный вес: 8 унций [227 г] Размеры изделия: 2 1/4” Д x 1” Диаметр хвостовика [6 см x 3 см]
18 ПРЕЦИЗИОННЫЙ ПАТРОНА ATLAS Патрон 18 Atlas представляет собой точный патрон типа Джейкобса. для использования с зажимными приспособлениями диаметром от 0,001 дюйма [0,03 мм] до 0,250 дюйма [6,4 мм]. Патрон Atlas 18 крепится к правому валу стоматологического токарного станка со стандартными стоматологическими коническими валами. Обработанный с предельной точностью, 18 Atlas обеспечивает техническому специалисту концентричность, не имеющую себе равных ни в одном другом регулируемом патроне, без биения и без вибрации. Только для правого вала. Транспортировочный вес: 1 фунт [0,5 кг] Размеры устройства: 2 1/2” Д x 1 1/4” Диаметр хвостовика [6 см x 3 см]
12 ПАТРОНА ДЛЯ КАМНЯ С хвостовиком 1/4 дюйма [0,6 см] для использования в патронах типа Jacobs. Этот патрон для камня подходит для абразивных камней с внутренним диаметром 1/4 дюйма [0,6 см]. только беседка. Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе укажите 12L (левый) или 12R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: длина 2 3/16 дюйма, диаметр хвостовика 3/4 дюйма [6 см x 2 см] с диаметром хвостовика 1/4 дюйма.
13 ЛЕНТОЧНЫЙ ПАТРОНИК Разработан с хвостовиком 1/4 дюйма [0,6 см] для использования в патронах типа Jacobs. Принимает 3/4” x 3/4” [1,9см х 1,9 см] абразивные ленты. Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе укажите 13L (левый) или 13R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: 2 5/8” Д x 3/4” Диаметр хвостовика [7 см x 2 см] с диаметром хвостовика 1/4”.
13-1 КОНИЧЕСКИЙ ПАТРОН Разработан с хвостовиком 1/4” [0,6 см] для использования в патронах типа Jacobs. Этот конический патрон рассчитан на использование небольших полировальных кругов, щеток и центрирующих колес. Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе указывайте 13-1L (левый) или 13-1R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: 2 5/8” Д x 1/2” Диаметр хвостовика [7 см x 1,3 см] с диаметром хвостовика 1/4”.
Конический патрон, изготовленный из стального сплава, для использования с прямыми валами 1/2″ [1,3 см] или 5/8″ [0,6 см]. Доступно для левой или правой стороны полировального двигателя. Этот патрон предоставляет пользователю сверхмощный патрон для использования с полировальными кругами, щетками и аксессуарами с центрированием свинца. Крепится с помощью винтов. Пожалуйста, укажите диаметр вала и левое или правое положение.
20L – 1/2″ [1,3 см]
20R – 1/2″ [1,3 см]
20L- 5/8″ [1,6 см]
20R – 5/8″ [1,6 см]
В наличии
Патроны и шпиндели – количество по телефону, чтобы узнать цену
Четырехкулачковые независимые токарные патроны стандартного назначения со сплошными реверсивными кулачками, корпус из чугуна с шаровидным графитом
Губки изготовлены из высококачественной углеродистой стали и закалены, упорные подшипники и рабочие винты из цементируемой стали. 0019
Эти патроны имеют индивидуально регулируемые кулачки, которые позволяют надежно захватывать детали сложной формы, а кулачки позволяют идеально центрировать квадратный компонент в патроне, обеспечивая при этом максимальное усилие зажима.
Характеристики:
Губки регулируются по отдельности, что позволяет прочно захватывать детали сложной формы
(4) Губки позволяют идеально центрировать квадратный компонент в патроне, обеспечивая при этом максимальное усилие зажима
Тела патронов-это полу-стали
челюсти изготовлены из высококачественной углеродистой стали, а отверстие
Подшипники тяги и эксплуатационные винты изготовлены из корпуса закаленная сталь
Маршрутное описание технологического процесса — определение термина
сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов.
Научные статьи на тему «Маршрутное описание технологического процесса»
По степени детализации описаниятехнологическогопроцесса…. Согласно данному признаку технологическиепроцессы делятся на процессы с маршрутным, операционным и операционно-маршрутным… Маршрутное расписание заключается в сокращенном описаниитехнологических операций в маршрутной карте… Операционное описание заключается в полном описании всех технологических операций в последовательности… Маршрутно-операционное описание представляет собой сокращенное описаниетехнологических операций в маршрутной
Статья от экспертов
Предложена методология создания систем класса «Индустрия 5. 0» с использованием технологий искусственного интеллекта. Методология основана на многоагентных методах создания баз знаний и пригодна для разработки систем проектирования и управления для цифровых интеллектуальных производств. Разработана интегрированная структура Интернета знаний и Интернета вещей. Проанализирован жизненный цикл изделий машиностроения и предложены методы применения Интернета знаний и Интернета вещей на различных этапах этого цикла. Приведена функциональная декомпозиция основных этапов жизненного цикла. Даны концептуальные основы Интернета знаний. Разработаны многоагентные методы создания баз знаний. Предложена метаонтология инженерных агентов. Описаны принципы построения многоагентных систем полуавтоматического проектирования изделий. Приведено описание возможностей интеллектуальных систем программирования обработки на оборудовании с ЧПУ в части формирования траектории и областей переходов. Описаны возможн…
Creative Commons
Научный журнал
Общие сведения о результатах проектирования маршрутныхтехнологическихпроцессов Проектирование маршрутного. .. В зависимости от сферы производства конкретное исполнение маршрутноготехнологическогопроцесса может… Задачи проектирования маршрутноготехнологическогопроцесса Основная задача проектирования маршрутного… Методы проектирования маршрутноготехнологическогопроцесса Для проектирования технологических карт целесообразно… Таким образом, проектирование маршрутноготехнологическогопроцесса неизбежно сводится к системному менеджменту
Статья от экспертов
Повышай знания с онлайн-тренажером от Автор24!
Напиши термин
Выбери определение из предложенных или загрузи свое
Тренажер от Автор24 поможет тебе выучить термины с помощью удобных и приятных карточек
Маршрутное описание — Большая Энциклопедия Нефти и Газа, статья, страница 2
Cтраница 2
Так, например, при описании технологического процесса сварки, операции, связанные с подготовкой к сварке и зачисткой сварного шва, описываются в маршрутном описании, а операции, непосредственно связанные с выполнением процесса сварки описываются в операционном описании. [16]
При маршрутном описании операций нет необходимости приводить ссылки на инструкции по охране труда при условии, что выполнение этих операций не связано с повышенными требованиями безопасности труда. Маршрутное описание операций чаще всего применяется в условиях единичного ( например, опытного) или мелкосерийного производства, в котором заняты высококвалифицированные рабочие, хорошо знакомые с методами и средствами обеспечения безопасности труда.
[17]
Наименование операции отражает применяемый вид оборудования и записывается прилагательным в именительном падеже, например, фрезерная ( все фрезерные станки, кроме зубо — и резьбо-фрезерных), зубообрабатывающая ( станки зубофрезерные, зубодолбежные, зубо-строгальные и др.), фрезерная с ЧПУ и др. Запись содержания операции следует выполнять в форме маршрутного или операционного описания. Маршрутное описание содержания операции следует применять в единичном и опытном производстве. В серийном и массовом производстве следует применять операционное описание содержания операции.
[18]
При применении маршрутного описания технологического процесса запись операций следует выполнять в сокращенном и укрупненном виде без указания переходов и режимов обработки. При маршрутном описании запись вспомогательных переходов, связанных с установкой, выверкой и закреплением деталей, находится в компетенции разработчика документов.
[19]
Выбор схемы базирования является одним из ответственных этапов проектирования процесса сборки. Исходными данными для выбора баз являются сборочный чертеж, технические условия, маршрутное описание сборки.
[20]
В целях сокращения времени на разработку документов отдельные разработчики документов порой игнорируют указания этой информации, что в некоторых случаях является совершенно недопустимым, так как это находится в прямой зависимости от качества выполняемых работ. Для комплектов документов на технологические процессы сварки, пайки, горячей штамповки и другие маршрутное описание операций из-за этого не допускается. В этом отношении разработчику документов нужно быть очень внимательным и понимать ответственность за уровень разрабатываемой документации и выпускаемой продукции.
[21]
Определяющим фактором степени детализации при разработке технологического процесса является объем выпуска продукции. Если фактический объем выпуска больше расчетного, то оптимальной является операционная технология, а меньше-маршрутная. Маршрутным описанием технологического процесса является сокращенное описание всех технологических операций в последовательности их выполнения без указания переходов и технологических режимов.
[22]
Часто затраты времени на разработку технологического процесса во много раз превышают затраты времени на его осуществление. Если изготовляют большое число изделий, то доля затрат времени на разработку процесса, приходящаяся на одно изделие, будет незначительной, но при небольшом выпуске изделий эта доля резко возрастет. В этом случае разрабатывают укрупненный технологический процесс, например создают лишь маршрутное описание технологического процесса, в которое включают последовательность операций и оборудование, но без указаний переходов и режимов процесса. Все остальное предоставляется решать непосредственно рабочему, имеющему для этого соответствующую квалификацию.
[23]
Разработка комплекта документов на директивный ТП свойственна только для определенных отраслей промышленности, занимающихся изготовлением технически сложных изделий, например, летательные аппараты. Как правило, комплект документов на директивный ТП относится к составной части, входящей в комплект директивной технологической документации на изделие. Директивная технологическая документация разрабатывается только на наиболее ответственные части изделия, которые отличаются более повышенной трудоемкостью. Разработка такой документации выполняется в маршрутно-операционном или маршрутном описании на формах МК без применения специализированных форм технологических документов. В документах производится укрупненное указание операций, состав применяемых основных средств технологического оснащения. Все операции подвергаются укрупненному нормированию. Состав данных, имеющийся в комплекте документов на директивный ТП, позволяет произвести необходимые расчеты, например, по применяемому оборудованию, трудозатратам и материалам.
[24]
Страницы:
1
2
Маршрут
— определение, значение и синонимы
маршруты; маршрутизированный; маршрутизация
А маршрут — это способ путешествия или передвижения, путь из точки А в точку Б. Маршрут также может быть методом, используемым для достижения конкретного маршрут к успеху.
Маршрут происходит от старофранцузского слова rute , «дорога», «путь» или «путь», и латинского rupta , «изломанный путь» или «проторенный путь». Маршрутом может быть шоссе, например Route 66, или все места, через которые вы проезжаете по пути, например, используя карту для поиска кратчайшего маршрута. Как глагол маршрут означает «отправить людей или вещи определенным курсом», например, указатели объезда, которые направляют вас по незнакомым улицам, или посылка, которая направляется к вам через Кливленд.
Определения маршрута
существительное
установленный маршрут проезда или доступа
синонимы:
маршрут, путь
существительное
открытый путь (общедоступный) для путешествий или транспорта
синонимы:
дорога
глагол
отправить по определенному маршруту
глагол
отклоняться в указанном направлении
глагол
отправлять документы или материалы по соответствующим адресам
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: Эти примеры предложений появляются в различных источниках новостей и книгах, чтобы отразить использование слова «маршрут» . Мнения, выраженные в примерах, не отражают мнение Vocabulary. com или его редакции. Отправьте нам отзыв
ВЫБОР РЕДАКТОРА
Посмотрите
маршрут в последний раз
Закройте пробелы в словарном запасе с помощью персонализированного обучения, которое фокусируется на обучении слова, которые нужно знать.
Начните изучение словарного запаса
Независимо от того, являетесь ли вы учителем или учеником, Vocabulary.com может направить вас или ваш класс на путь систематического улучшения словарного запаса.
Начать
Определение и значение маршрута — Merriam-Webster
1 из 2
ˈrüt rau̇t
1
а
: пройденный путь : шоссе
основной маршрут на север
б
: средство доступа : канал
маршрут социальной мобильности — Т. Ф. О’Ди
2
: линия пути : курс
3
а
: установленный или выбранный курс движения или действия
был маршрутизированный вдоль живописной прибрежной дороги
2
: отвести в указанном направлении
Синонимы
Существительное
артериальный
артерия
проспект
бульвар
проезжая часть [ Британский ]
перетащить
диск
скоростная автомагистраль
шоссе
большая дорога
шоссе
пройти
щука
дорога
проезжая часть
ряд
улица
проезд
шоссе
трассировка
Магистраль
путь
Глагол
поведение
прямой
руководство
свинец
маршал
маршал
пилот
показать
рулить
usher
Просмотреть все синонимы и антонимы в тезаурусе
Примеры предложений
Существительное
Мы не знали, какой маршрут выбрать.
маршрут эвакуации на случай пожара
крупная перелетная птица маршрут
Вы можете выбрать другой маршрут и все равно прийти к тому же выводу.
Следуйте по маршруту 2 в город.
Мы живем на сельской трассе .
Глагол
Трафик был направил в обход аварии.
Когда доктор отсутствует, его звонки по номеру перенаправляются по номеру на его автоответчик.
Узнать больше
Последние примеры в Интернете
В 1903 году на юго-западной окраине острова Унимак был построен маяк «Скотч-Кэп» с видом на перевал Унимак, который до сих пор является основным судоходным маршрутом через Алеутские острова.
—Дэвид Ример | Alaska History, Anchorage Daily News , 26 марта 2023 г.
Совершите круиз по Аляске в Голландии и Америке, чтобы увидеть Внутренний проход, а затем отправьтесь в 10-часовое живописное путешествие на куполообразных вагонах McKinley Explorer.0069 маршрут до Денали.
— Джеймс Барретт, Popular Mechanics , 23 марта 2023 г.
Два моста соединяют мыс с материковым Массачусетсом по важному маршруту для жителей и туристов.
— Тоня Аланес, BostonGlobe.com , 22 марта 2023 г.
Маршрут стиля к моде пролегал через хип-хоп, когда рэперы представляли новые способы ношения старой одежды, придавая таким брендам, как Polo, Tommy Hilfiger и Nautica, неожиданную известность, которая не имела ничего общего с мечтами о подражании стилю жизни Wasp.
— Хуа Хсу, 9 лет0069 The New Yorker , 20 марта 2023 г.
Этот маршрут сейчас недоступен, но Aero соединяет Лос-Анджелес с Лос-Кабосом, Аспеном и Сан-Вэлли, штат Айдахо; Сан-Франциско — Лос-Кабос; и из Лондона в Женеву, Ибицу и Ниццу, Франция.
—Чаднер Наварро, Travel + Leisure , 20 марта 2023 г.
Альтернативный маршрут Кападии был документальным фильмом.
— Адди Морфут, 9 лет.0069 Разнообразие , 20 марта 2023 г.
Как могло животное следовать по такому запутанному маршруту обратно к своему происхождению?
— Дана Маккензи, Discover Magazine , 20 марта 2023 г.
Один из ключевых вопросов в рамках растущей глобальной конфронтации заключается в том, предложит ли Пекин Путину оружие, потенциально через тайный маршрут , такой как Северная Корея.
— Робин Диксон, 9 лет.0069 Вашингтон Пост , 19 марта 2023 г.
Наденьте небольшой шланг на выпускной клапан, чтобы направить жидкость в контейнер.
—Майкл Стиллвелл, .Популярная механика , 27 марта 2023 г.
В 2019 году Cinia стала партнером российской компании «МегаФон» в более раннем проекте, направленном на прокладку кабеля по кабелю на восток из Европы через российскую Арктику в Азию.
— Изабель Бускетт, WSJ , 10 марта 2023 г.
GranTurismo Folgore приводится в движение тремя электродвигателями, которые направляют до 818 лошадиных сил на все четыре колеса.
— Дрю Дориан, 9 лет.0069 Автомобиль и водитель , 14 фев. 2023
Большинство прошлых проектов, продиктованных технологиями того времени, включали в себя невероятно большие ферменные конструкции для удерживания солнечных панелей и электропроводки, ведущей к центральному передатчику.
— IEEE Spectrum , 3 февраля 2023 г.
Соглашение будет включать в себя обеспечение того, чтобы все пользовательские данные из США направлялись по маршруту через серверы, поддерживаемые американской технологической компанией Oracle Corp., которая также будет проверять алгоритмы приложения.
— Алекс Баринка, 9 лет0069 Bloomberg.com , 9 февраля 2023 г.
Железные дороги пытаются направить грузов с опасными материалами наиболее безопасным путем.
— Джош Фанк, Chicago Tribune , 9 февраля 2023 г.
Железные дороги пытаются направить грузов с опасными материалами наиболее безопасным путем.
— Джош Фанк, The Christian Science Monitor , 9 февраля 2023 г.
Набор 988 направит звонящих на линию помощи 988 Suicide & Crisis Lifeline, доступную по всей территории США.
— Los Angeles Times , 8 января 2023 г.
Узнать больше
Эти примеры программно скомпилированы из различных онлайн-источников, чтобы проиллюстрировать текущее использование слова «маршрут». Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах.
История слов
Этимология
Существительное
Среднеанглийское rute, route, заимствовано из англо-французского rute, восходит к вульгарной латыни *rupta (сокращение от *rupta via, буквально, «сломанный путь, вынужденный проход», от латинского viam rumpere «форсировать проход»), от женского рода ruptus, причастие прошедшего времени от rumpere «сломать, лопнуть», восходит к индоевропейскому *ru-n-p-, носовое настоящее образование от основания *reu̯p- «ломаться, рваться» — подробнее
Глагол
производное от записи маршрута 1
Первое известное использование
Существительное
13 век, в значении, определенном в смысле 1a
Глагол
1832, в значении, определенном в смысле 1
Путешественник во времени
5
5 Первое известное использование маршрут был в 13 веке
Другие слова того же века
Словарные статьи Рядом с
route
разгромить
маршрут
маршрутный агент
Посмотреть другие записи поблизости
Процитировать эту запись0005
«Маршрут. » Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/route. По состоянию на 5 апреля 2023 г.
Копировать цитирование
Детское определение
маршрут
1 из 2
сущ.
ˈrüt ˈrau̇t
1
: дорожный смысл 2а, шоссе
США Route 66
2
: курс действий к цели
лучший маршрут в мир
3
а
: установленный, выбранный или назначенный курс движения
исследователи ищут новый маршрут в Индию
воздушный маршрут в Европу
б
: территория для регулярного осмотра
газета маршрут
маршрут
2 из 2
глагол
: для отправки или перевозки по определенному маршруту
Стекла и зеркала в Ижевске на заказ | Производство по вашим размерам
Продукция и услуги
Наши работы
О компании
Прайс
Контакты
Адрес производства г.Ижевск, Автозаводская 5/1
+7(963)5443444
Стекло – удивительный материал, используемый человеком с древних времен. Возможности использования этого материала безграничны. Благодаря своей структуре и свойствам стекло получило широкое распространение как в строительстве, так и в интерьерах квартир, домов и офисов.
Компания «Стекла18» была основана более 10 лет назад и продолжает развиваться, за годы работы зарекомендовала себя надежным производителем стеклянных и зеркальных изделий. Кроме того, «Стекла18» оказывают различные услуги по обработке стекла и зеркала, а также занимаются монтажом готовых элементов. Наша компания занимает лидирующие позиции в республике Удмуртия и отвечает за свою работу, гарантируя высокое качество. Мы реализуем любую Вашу дизайнерскую идею, своевременно выполним заказ по Вашим размерам любого уровня сложности. При производстве и обработке стекол и зеркал в нашей компании используется высокотехнологичное оборудование.
Для бизнеса
Выставочные витрины, полки, перегородки, а также иные стеклянные предметы создают комфортную атмосферу в офисах и на рабочих местах. Широкий ассортимент продукции из стекла и зеркала дает возможность изготовить изделия по вашему индивидуальному заказу. Работаем с организациями и частными лицами.
Для дома
Стеклянная мебель, зеркальные вставки, напольные покрытия, столешницы, перегородки и все, что может родиться в ваших фантазиях воплотимо руками наших мастеров. В результате обращения к нам Вы сможете приобрести действительно уникальное изделие отменного качества, которое украсит Ваш дом и будет неизменно радовать Вас.
Для кухни
Эксклюзивные стеклянные фартуки для рабочей зоны, изготовление столешниц, полок, вставок в кухонные дверцы и многое другое. Нет ограничений по размеру и конфигурации изделий – просверлим отверстия в нужном месте, красиво обработаем края, нанесем декор любым выбранным способом. Ваша кухня просто засверкает.
НАША ПРОДУКЦИЯ И услуги
Пескоструйная обработка стекла и зеркала
Фотопечать на стекле
Витраж
Обработка кромок стекла и зеркала
Сверление стекла и зеркала
Установка, монтаж, демонтаж
Нарезка стекла и зеркала
Нужна консультация?
Специалисты нашей компании всегда готовы проконсультировать
Оставьте заявку и получите бесплатную консультацию
Стекла и зеркала в Ижевске на заказ
Стекла и зеркала в Ижевске на заказ | Производство по вашим размерам
Продукция и услуги
Наши работы
О компании
Прайс
Контакты
Адрес производства г.Ижевск, Автозаводская 5/1
+7(963)5443444
Стекло – удивительный материал, используемый человеком с древних времен. Возможности использования этого материала безграничны. Благодаря своей структуре и свойствам стекло получило широкое распространение как в строительстве, так и в интерьерах квартир, домов и офисов.
Компания «Стекла18» была основана более 10 лет назад и продолжает развиваться, за годы работы зарекомендовала себя надежным производителем стеклянных и зеркальных изделий. Кроме того, «Стекла18» оказывают различные услуги по обработке стекла и зеркала, а также занимаются монтажом готовых элементов. Наша компания занимает лидирующие позиции в республике Удмуртия и отвечает за свою работу, гарантируя высокое качество. Мы реализуем любую Вашу дизайнерскую идею, своевременно выполним заказ по Вашим размерам любого уровня сложности. При производстве и обработке стекол и зеркал в нашей компании используется высокотехнологичное оборудование.
Для бизнеса
Выставочные витрины, полки, перегородки, а также иные стеклянные предметы создают комфортную атмосферу в офисах и на рабочих местах. Широкий ассортимент продукции из стекла и зеркала дает возможность изготовить изделия по вашему индивидуальному заказу. Работаем с организациями и частными лицами.
Для дома
Стеклянная мебель, зеркальные вставки, напольные покрытия, столешницы, перегородки и все, что может родиться в ваших фантазиях воплотимо руками наших мастеров. В результате обращения к нам Вы сможете приобрести действительно уникальное изделие отменного качества, которое украсит Ваш дом и будет неизменно радовать Вас.
Для кухни
Эксклюзивные стеклянные фартуки для рабочей зоны, изготовление столешниц, полок, вставок в кухонные дверцы и многое другое. Нет ограничений по размеру и конфигурации изделий – просверлим отверстия в нужном месте, красиво обработаем края, нанесем декор любым выбранным способом. Ваша кухня просто засверкает.
НАША ПРОДУКЦИЯ И услуги
Пескоструйная обработка стекла и зеркала
Фотопечать на стекле
Витраж
Обработка кромок стекла и зеркала
Сверление стекла и зеркала
Установка, монтаж, демонтаж
Нарезка стекла и зеркала
Нужна консультация?
Специалисты нашей компании всегда готовы проконсультировать
Оставьте заявку и получите бесплатную консультацию
EIGHTEEN GLASS – КОММЕРЧЕСКОЕ И ЖИЛОЕ СТЕКЛО В ВОСТОЧНОМ БРУНСВИКЕ
О нас
50 лет в бизнесе
Eighteen Glass Co., Inc. является семейным и управляемым подрядчиком по остеклению коммерческих и жилых помещений с полным спектром услуг, расположенным в Центральном Нью-Джерси. . Мы профсоюзный подрядчик с полным штатом полевого и офисного персонала. Наша компания работает с 1972 года.
За годы работы мы заработали отличную репутацию, предлагая квалифицированные и надежные своевременные услуги лучшим подрядчикам в нашей области.
Наше жилищное подразделение предлагает замену стеклопакетов и зеркал на дому, а также многие другие услуги.
Наше коммерческое подразделение предлагает установку алюминиевых и FRP дверей, витринных систем, навесных стен, стеклянных дверей и все виды коммерческого ремонта. Мы являемся дилерами Kawneer и Vistawall, EFCO, Graham и Winco, а также многими другими.
Жилой дом
Мы предлагаем комплексное обслуживание клиентов, которое включает в себя бесперебойную коммуникацию, организацию на месте и каждый раз надежную и качественную ручную работу. Мы предоставляем широкий спектр услуг как на дому, так и на дому, в том числе:
Замена изоляционного блока
столовые вершины
зеркала
Двери для душа
Ремонт картинной рамы
Замена стекла дворика
Деревянное / стальное стекло замена стекла
Обычные поставки.
Замена стекла стола для террасы
См. наши жилые проекты
Коммерческие помещения
Наше коммерческое подразделение предлагает установку алюминиевых и стеклопластиковых дверей, фасадных систем, навесных стен, стеклянных дверей и все виды коммерческого ремонта. Мы являемся дилерами Kawneer и Vistawall, EFCO, Graham и Winco, а также многими другими.
We specialize in
Storefront
Curtainwall
Art Glass
All Glass Marker Boards
Mirrors
Aluminum Entrances
Fire Rated Framing
FRP Doors
Mall Fronts
Handrails
Все стеклянные офисные перегородки
Посмотрите наши коммерческие проекты
Наши продукты и партнеры
Видео
Посмотрите некоторые из наших проектов!
EIGHTEEN GLASS — КОММЕРЧЕСКОЕ И ЖИЛОЕ СТЕКЛО В ВОСТОЧНОМ БРАНСУИКЕ
О нас
50 лет в бизнесе
Eighteen Glass Co. , Inc. является семейным и управляемым подрядчиком по остеклению коммерческих и жилых помещений с полным спектром услуг, расположенным в Центральном Новом Джерси. Мы профсоюзный подрядчик с полным штатом полевого и офисного персонала. Наша компания работает с 1972 года.
За годы работы мы заработали отличную репутацию, предлагая квалифицированные и надежные своевременные услуги лучшим подрядчикам в нашей области.
Наше жилищное подразделение предлагает замену стеклопакетов и зеркал на дому, а также многие другие услуги.
Наше коммерческое подразделение предлагает установку алюминиевых и FRP дверей, витринных систем, навесных стен, стеклянных дверей и все виды коммерческого ремонта. Мы являемся дилерами Kawneer и Vistawall, EFCO, Graham и Winco, а также многими другими.
Жилой дом
Мы предлагаем комплексное обслуживание клиентов, которое включает в себя бесперебойную коммуникацию, организацию на месте и каждый раз надежную и качественную ручную работу.
Как выглядит манипулятивное поведение? Почему люди ведут себя токсично и как с этим справиться? Разбираемся в обзоре РБК Трендов
Доцент психфака МГУ Александр Рикель — о том, как противостоять манипуляциям
(Видео: РБК)
Что такое манипуляция?
Манипуляция — это вид психологического воздействия, при котором один человек принуждает другого к какому-либо действию при помощи скрытой обманной тактики и получает от этого действия выгоду. В манипулятивной ситуации всегда есть как минимум два участника: «охотник»-манипулятор и жертва. При этом и жертвой, и охотником могут выступать сразу целые группы людей.
Манипуляцию отличают четыре характерных признака:
Воздействие имеет цель, скрытую для жертвы.
Жертва согласилась выполнить действие потому, что ее убедили, что оно принесет кому-либо пользу.
Действие принесет жертве вред или, как минимум, не принесет пользы.
У манипулятора есть заранее продуманный сценарий развития ситуации.
Представьте себе человека, который сообщает гиперопекающей матери о переезде или скорой свадьбе, а в ответ получает плач и жалобы: «Значит, я тебе не нужна, вот умру, и делай, что хочешь». Воспринимать это хладнокровно тяжело — многим в такой ситуации проще отказаться от собственных планов, чем справиться с чувством вины.
Если вы осознали, что делаете то, чего не хотите, только ради того, чтобы принести пользу или доказать что-то другому человеку — вы стали жертвой манипуляции.
Как устроена психология манипулятора?
Манипулятор воспринимает окружающих не как полноценных личностей, а как инструменты достижения своих целей. Однако неверно представлять манипуляторов как злых и исключительно токсичных персонажей — напротив, они могут казаться приятными и заботливыми людьми, которые действуют исключительно из лучших побуждений и вам на благо. Манипуляторы страдают и сами, поскольку воспринимают окружающий мир как потенциальную угрозу и чаще всего никому не доверяют.
Где можно столкнуться с манипуляциями?
В любой сфере и в любой ситуации, где человек может получить для себя какую-то выгоду. Дети могут манипулировать родителями, недобросовестные маркетологи — клиентами, а политики — электоратом. Манипуляторами чаще всего оказываются члены семьи, друзья, сексуальные или деловые партнеры.
Как манипулятор воздействует на жертву?
Чтобы заставить человека действовать в своих целях, манипулятор нащупывает в жертве некую внутреннюю «мишень» — например, чувство жалости или стыда. Так действуют уличные мошенники или аферисты, которые собирают пожертвования для несуществующих детей. Близко знакомые манипуляторы действуют тоньше — некоторые годами втираются в доверие, чтобы потом использовать самые глубокие душевные раны и комплексы жертвы.
Манипулятор всегда действует осознанно?
Нет. Иногда люди переносят в зрелый возраст привычные детские модели поведения. Например, ребенка воспитывали холодные родители, и единственным способом получить внимание от них был плач. Постепенно человек привыкает, что можно получить желаемое только через слезы, и проигрывает этот сценарий во всех сферах, от семьи до работы. Однако чаще встречаются вполне осознанные манипуляции.
Кажется, я манипулятор. Что с этим делать?
Поможет рефлексия и работа над собой. Осознайте, что вы теряете, прибегая к манипуляциям: возможно, вы неосознанно портите отношения с близкими людьми или рушите свой бизнес. Отказаться от скрытого воздействия на людей может быть сложно, если это приносит «охотнику» ощутимые выгоды.
Кажется, мной манипулируют. Что делать?
Есть несколько способов выйти из позиции жертвы:
Проигнорируйте. Манипулятор ждет вашей реакции, и не важно насколько активной она будет: начнете вы совершать действия, спорить или ограничитесь оправданиями. «Охотник» проигнорирует любые логические доводы, поскольку его цель — вывести вас из равновесия.
Сломайте сценарий. Сделайте то, чего манипулятор от вас не ожидает и перехватите ведущую роль в ситуации. Например, согласитесь с человеком, который к вам придирается и спросите: «Да, я такой. И что с того?»
Манипулируйте в ответ. В некоторых случаях может помочь контрманипуляция, хотя такое поведение может показаться спорным. Так вы покажете «охотнику», что понимаете правила, по которым он играет, и заведете манипулятора в его собственную ловушку.
Вскройте манипуляцию. Скажите прямо: «Я понимаю, что ты мной манипулируешь и пытаешься вызвать во мне чувство вины. Я могу тебе помочь, если ты обратишься с прямой просьбой — если ты продолжишь манипулировать, ты не достигнешь своего и разрушишь наши отношения».
Робот-манипулятор — что это такое и в каких сферах используется
Робот-манипулятор — тип промышленных роботов. Такие роботы выполняют функции человеческой руки. Соединения сегментов манипулятора допускают вращательные и поступательные движения.
Роботы могут распознавать, понимать и менять окружающую среду. Их сфера деятельности каждый год расширяется. Внедряются новые программы, роботы могут выполнять всё более точные действия: собирать автомобили, сортировать мусор, выбирать только спелые плоды при сборе урожая.
Сегодня расскажем о том, где и как применяются манипуляторы.
Обзор применения
В зависимости от специфики, манипуляторы используются в разных отраслях промышленности и выполняют разные задачи. Но все они призваны улучшить условия труда работников и снизить расходы предприятия.
Роботы-манипуляторы — решение для тех сфер, в которых часто случаются ошибки из-за человеческого фактора. Там, где человеку не хватает скорости реакции или существуют опасные условия, приходит на помощь робот.
Автомобильная промышленность
Использование роботов-манипуляторов в этой сфере позволяет выполнять одновременно несколько задач быстро и точно.
Их используют для литья, штамповки, сварки, переноса грузов, установки деталей, сборки кузова и других работ. Роботы-манипуляторы в машиностроении обеспечивают беспрерывное производство.
Электротехника, электроника
В сфере электроники важна точность, скорость, умение работать с мельчайшими деталями. Рука робота-манипулятора не дрогнет и выполнит задачу быстрее, чем это сделали бы люди.
Сравните работу робота и человека в видео, в котором робот собирает жесткий диск:
Строительство
В этой отрасли роботы-манипуляторы помогают строить здания, ориентируясь на информационную модель. Это помогает избежать ошибок установки, ускорить процесс строительства, уменьшить количество отходов.
К тому же с помощью манипуляторов можно строить сложные геометрические формы.
Химическая промышленность
Это сфера контакта с опасными веществами. Внедрение роботов-манипуляторов в химическую промышленность минимизирует участие людей в процессах производства.
В сферах, где присутствие человека обязательно, используются специальные коллаборативные роботы, которые взаимодействуют с работниками.
Медицина и фармацевтика
Здесь тоже используются коллаборативные роботы-манипуляторы, которые помогают врачам проводить сложные операции. Такие манипуляторы обычно сверхчувствительные, имеют биосовместимое покрытие.
Также часто используются манипуляторы для создания и упаковки фармацевтических препаратов и мединструментов.
Иные области
Роботы-манипуляторы используются и в других отраслях. Их можно запрограммировать практически на любой ручной труд.
Автоматизация производства с помощью роботов-манипуляторов позволит предприятиям увеличить скорость работы, снизить расходы и повысить рентабельность.
Если вы уже сделали выбор в пользу автоматизации и ищете оборудование для роботов, мы с радостью проконсультируем вас.
Определение
в кембриджском словаре английского языка
Примеры манипулятора
манипулятор
Поскольку вы знаете, что вам определенно нужен робот-манипулятор , вы начинаете свою покупку или свое мысленное путешествие с получения этой руки.
От TechCrunch
Они также считают, что он хитрый манипулятор , который неоднократно проскальзывал сквозь щели системы уголовного правосудия.
Из Далласских утренних новостей
Он накапливает свое влияние не как гипнотизер толпы, а как мастер манипулирования теми, кто его окружает.
Из Атлантики
Вот почему эти транспортные средства также оснащены 30-футовой роботизированной лапой-манипулятором (в комплекте с прикрепленной камерой, набором датчиков и железом 9). 0009 манипулятор ).
От Гизмодо
Эго — хитрый манипулятор и сделает почти все, чтобы сойти с крючка.
От Хаффингтон Пост
Как она стала таким массивным манипулятором в каком-то смысле.
От Хаффингтон Пост
Он не хотел, чтобы его принуждали или им манипулировали, потому что он был девятым. 0009 манипулятор .
Из Нью-Йорк Пост
Более 18% обращались к альтернативным практикам, таким как хиропрактики и остеопаты-манипуляторы, по сравнению с 6,9% населения в целом.
Из Business Insider
Таким образом, средства массовой информации и общественность были вынуждены изменить свое отношение к ней как к лжецу и манипулятору .
Из Fast Company
Но пантеры — теневые манипуляторы без этики.
С грани
Его действия не похожи на действия мастера манипулятора .
Из Нью-Йорк Пост
Эти примеры взяты из корпусов и источников в Интернете. Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.
Проверьте свой словарный запас с помощью наших веселых викторин по картинкам
{{randomImageQuizHook. copyright1}}
{{randomImageQuizHook.copyright2}}
Авторы изображений
Попробуйте пройти викторину
Слово дня
поднять крышу
очень громко и увлеченно играть/петь
Об этом
Блог
Сочиняем песни и танцуем об этом: говорим о важности (2)
Подробнее
New Words
экономное переворачивание
В список добавлено больше новых слов
Наверх
Содержание
EnglishExamplesTranslations
7 Признаков, на которые стоит обратить внимание
Автор: WebMD Редакторы
В этой статье
Что такое манипуляция?
Признаки манипуляции
Лечение манипуляции
Поддержка и ресурсы
Для людей, состоящих в отношениях, естественно испытывать проблемы по мере развития отношений. Иногда эти проблемы возникают из-за эмоций или жадности. Одной из проблем, которая может возникнуть в любых отношениях, является манипуляция. Это проблема, которая может привести к другим по пути. Узнайте о признаках манипуляции и о том, что делать, если она проявляется в ваших отношениях с другими людьми.
Что такое манипуляция?
Манипуляция – это оказание вредного влияния на других. Люди, которые манипулируют другими, атакуют их ментальные и эмоциональные стороны, чтобы получить то, что они хотят. Манипулирующий человек, называемый манипулятором, стремится создать дисбаланс власти и воспользоваться жертвой, чтобы получить власть, контроль, выгоды и/или привилегии за счет жертвы.
Манипуляции могут происходить в близких или случайных отношениях, но они чаще встречаются в близких отношениях. В некотором смысле каждый может манипулировать другими, чтобы получить то, что он хочет. Но манипулирование определяется как любая попытка повлиять на чьи-то эмоции, чтобы заставить их действовать или чувствовать определенным образом.
У манипуляторов есть общие уловки, которые они используют, чтобы заставить вас чувствовать себя иррациональными и с большей вероятностью уступить их просьбам. A few common examples include:
Guilt
Complaining
Comparing
Lying
Denying
Feigning ignorance or innocence
Blame
Mind games
Signs of Manipulation
Manipulation can happen in many forms. На самом деле, иногда доброта может быть формой манипуляции в зависимости от намерения. Тогда возникает вопрос, считается ли манипулированием любая форма влияния?
Независимо от того, имеет ли манипулирование благие или дурные намерения, оно все равно является попыткой подорвать ваше рациональное мышление.
Люди, которые манипулируют другими, имеют общие черты, которые вы можете найти. К ним относятся:
Они знают ваши слабости и знают, как их использовать
Они используют вашу неуверенность против вас
Они убеждают вас отказаться от чего-то важного для вас, чтобы сделать вас более зависимым от них
Если они преуспеют в свои манипуляции, они будут продолжать делать это до тех пор, пока вы не сможете выйти из ситуации
Другие признаки манипуляции включают:
Преимущество местоположения
Манипулятор попытается вывести вас из зоны комфорта и мест, с которыми вы знакомы, чтобы получить над вами преимущество. Это может быть любое место, которое манипулятор чувствует в собственности или под контролем.
Манипулирование фактами
Манипулятор будет активно лгать вам, оправдываться, обвинять вас или стратегически делиться фактами о себе и скрывать другую правду. Делая это, они чувствуют, что обретают над вами власть и получают интеллектуальное превосходство.
Преувеличение и обобщение
Манипуляторы являются экспертами в преувеличении и обобщении. Они могут говорить что-то вроде: «Меня никто никогда не любил». Они используют расплывчатые обвинения, чтобы было труднее увидеть дыры в их аргументах.
Жестокий юмор
Эта тактика, используемая манипуляторами, предназначена для того, чтобы указать на ваши слабости и заставить вас чувствовать себя неуверенно. Выставляя вас в дурном свете, они имеют чувство психологического превосходства.
Газлайтинг
Эта тактика используется манипулятором, чтобы сбить вас с толку и заставить усомниться в собственной реальности. Манипуляция происходит, когда вы противостоите насилию или лжи, а манипулятор говорит вам, что этого никогда не было.
Пассивная агрессия
Люди могут быть пассивно-агрессивными по многим причинам, которые не всегда предназначены для манипулирования. Но хронические (долговременные) манипуляторы будут использовать эту тактику, чтобы заставить вас чувствовать себя виноватой и делать двусмысленные комплименты. Они делают это, чтобы показать гнев, не злясь напрямую, заставляя вас чувствовать себя сбитым с толку.
Постоянный Судейство
Манипулятор не скрывает свои манипуляции за юмором или «хорошим развлечением». В этом случае вас открыто осуждают, высмеивают и увольняют. Они хотят, чтобы вы чувствовали, что делаете что-то не так, и что бы вы ни делали, вы будете неадекватны им. Они фокусируются только на негативных аспектах и не предлагают конструктивных решений.
Лечение манипуляции
Манипуляцию бывает трудно распознать или признать, когда она происходит с вами. Вы не виноваты в том, что с вами происходят манипуляции. Невозможно предотвратить манипуляцию, потому что это проблема манипулятора. Манипулятор должен найти помощь.
Однако есть способы уменьшить эмоциональное воздействие манипуляций. Вот способы установить жесткие границы в отношениях:
Общайтесь четко, прямо и конкретно.
Поймите, когда манипуляция ненормальна и требует внимания.
Установите границы вокруг манипулирования и найдите способ сообщить человеку, что вы понимаете, что он манипулирует вами, и что вы не хотите участвовать в этом разговоре.
Найдите доверенное лицо, не находящееся под влиянием манипулятора, и посоветуйтесь с ним по поводу вашей ситуации.
Умение распознавать манипуляции — важная составляющая, позволяющая положить ей конец. Если манипуляция исходит от близкого человека, обратиться за помощью бывает очень сложно. Однако манипуляция может сказаться на вашем собственном эмоциональном благополучии.
Литиевая пластичная смазка с усиленной адгезией и антифреттинговыми свойствами для долговременного смазывания высоконагруженных узлов.
-25°C +110°C
400г400г(Lube-Shuttle)1кг5кг25кг50кг180кг
Применение
Узлы трения
Преимущества
Решаемые проблемы
Производители рекомендуют
Сочетание материалов
Свойства
Высоконагруженные подшипники, подвижные шлицевые соединения, направляющие и другие узлы трения, в том числе работающие при повышенной влажности и воздействии вибрации в:
ходовой части автомобилей и подъемно-транспортных машин;
металло- и деревообрабатывающих станках;
металлургическом оборудовании;
промышленных вентиляторах;
конвейерных системах.
Подшипники качения
Подшипники скольжения
Направляющие скольжения
Направляющие качения
Грузовые тросы
Резьбовые соединения
Шлицевые / шпоночные соединения
Высокая несущая способность
Работоспособность во влажной среде
Работоспособность в запыленной среде
Высокие антикоррозионные свойства
Высокая адгезия — хорошо удерживается на смазанных поверхностях
Устойчивость к смыванию водой
Длительный срок службы
Эффективная защита от фреттинг-коррозии
Обладает свойствами антиаварийной смазки
Хорошие противоизносные свойства
Предотвращает скачкообразное движение
Схватывание, задир, заедание
Скачкообразное движение
Бринеллирование или ложное бринеллирование
Фреттинг-коррозия
Проникновение пыли в закрытый смазанный узел и абразивное изнашивание
Коррозия
Вымывание смазочного материала
Стекание или выброс смазки под действием центробежных сил
Сила трения при критической нагрузке (метод Almen-Weiland)
Н
3200
ASTM D 1478-80
Момент сопротивления вращению подшипника качения при пониженной температуре -20 °С при запуске / через 20 мин после запуска / в рабочем режиме
H*м
0,42/0,035/-
Molykote Longterm 2 plus
Общая информация:
Пластичные смазки Molykote Longterm 2 plus применяется для сочетаний металл/металл со скоростями от низких до умеренно высоких, особенно при высоких нагрузках. Литиевая смазка Longterm 2 plus с усиленной адгезией и антифреттинговыми свойствами предназначается для долговременного смазывания высоко нагруженных узлов. Смазка Molykote Longterm 2 plus успешно используется для подшипников качения и скольжения, шлицевых соединений кардана, шарниров и крестовин в автомобилях и подъемно-транспортных машин, работающих при повышенной влажности, воздействий вибрации. Смазка рекомендована производителями BMW и Alfa Romeo. Продукт идеально подходит для направляющих скольжения и качения подвергающихся высоким нагрузкам в тягах, конвейерных роликовых подшипниках, промышленных вентиляторах, и металлургическом оборудовании. Смазка Molykote Longterm 2 plus идеально подходит для высоконагруженных подшипников, подвижных шлицевых соединениях, направляющих и других узлов трения в металлообрабатывающих и деревообрабатывающих станках. Продукт рекомендован производителями и инженерно-технологическими компаниями ALFA LAVAL, Beninca, Brandt, FMC Technologies, IMA, Siemens.
Преимущества:
Высокая несущая способность;
Пригодна для долговременной смазки;
Высокие антикоррозионные свойства;
Хорошие противоизносные свойства;
Высокая адгезия — хорошо удерживается на смазанных поверхностях;
Предотвращает скачкообразное движение;
Эффективная защита от фреттинг-коррозии;
Устойчивость к смыванию водой;
Работоспособность во влажной среде;
Работоспособность в запыленной среде;
Обладает свойствами антиаварийной смазки.
Указания по применению:
Очистить поверхность контакта от загрязнений. Наносить как обычно при смазывании консистентными смазками с помощью кисти, шпателя, шприца, пистолета для нанесения смазки или автоматического смазочного оборудования.
Технические данные:
✦Цвет: Черный ✦Базовое масло: Минеральное ✦Загуститель: Литиевое мыло ✦Антифрикционные добавки (наполнители): Дисульфид молибдена, графит ✦Присадки: Ингибитор коррозии, Противозадирная присадка, Усилитель адгезии ✦Диапазон рабочих температур: от -25 до +110°С (кратковременно до +130°С) ✦Фактор скорости: 250000 мм*об/мин ✦Плотность при 20°С: 0,9 г/см³ ✦Вязкость базового масла при 40°С: 265 мм²/с ✦Пенетрация перемешанной смазки (60 циклов): 265-295 мм/10 ✦Температура капле падения: ≥175°C ✦Класс консистенции по NLGI: 2 ✦Стойкость к окислению: 30 кПа ✦Степень коррозии (подшипники качения, дистиллированная вода): 0-1 ✦Выделение масла (стандартный тест): 1,7% ✦Нагрузка сваривания (испытание на четырехшариковой машине трения, 1450 об/мин/10 с): 3800 Н ✦Критическая нагрузка (метод Almen-Weiland): 20000 Н ✦Срок службы (тест FAG FE9, роликовые подшипники, 6000 об/мин/4500 Н/110 °C): 100 ч. ✦Показатель износа (испытание на четырехшариковой машине трения, 1450 об/мин/800 Н/1 ч): 1,0 мм ✦Сила трения при критической нагрузке (метод Almen-Weiland): 3200 Н ✦Момент сопротивления вращению подшипника качения при пониженной температуре -20 °С при запуске / через 20 мин после запуска / в рабочем режиме: 0,42/0,035/- H*м
Упаковка Molykote Longterm 2 plus
Объем: 400 гр. В упаковке: 10 штука. Объем: 1 кг. В упаковке: 1 штука. Объем: 5 кг. В упаковке: 1 штука. Объем: 25 кг. В упаковке: 1 штука. Объем: 50 кг. В упаковке: 1 штука. Объем: 180 кг. В упаковке: 1 штука.
MOLYKOTE® Longterm 2 Plus Противозадирная консистентная смазка для подшипников
MOLYKOTE® Longterm 2 Plus Противозадирная консистентная смазка для подшипников
Дом
Продукты
MOLYKOTE® Longterm 2 Plus Противозадирная консистентная смазка для подшипников
MOLYKOTE® Longterm 2 Plus Extreme Pressure Bearing Grease
Консистентная смазка для комбинаций металл/металл с движениями от медленных до средне-быстрых, особенно при высоких нагрузках
Картридж 400 г — 10 шт. в коробке
Ведро 25 кг
Бочка 180 кг
Найти дистрибьютора Контакты МОЛИКОТЕ
Загрузки
Приложения
Успешно используется для подшипников, шлицевых профилей и сцеплений в высоконагруженных автомобилях, тракторах, кранах, землеройных машинах, конвейерных лентах и вилочных погрузчиках. Он также успешно используется там, где существует риск фреттинг-коррозии, образования канавок (эффект Бринелля) или влаги.
Подшипники скольжения, втулки и втулки
Силовые винтовые приводы
Подшипники качения
Направляющие и направляющие для слайдов
Преимущества производительности
Высокая грузоподъемность
Подходит для долговременной смазки
При смешанном трении обеспечивает защиту от износа за счет твердых смазочных материалов и противозадирных присадок
Хорошая адгезия
Хорошая защита от коррозии
Хорошая защита от коррозии
Хорошая защита от истирания
Высокая грузоподъемность
Высокая скорость работы
Высокая липкость и адгезия
Высокая износостойкость
Низкая скорость
информация о продукте
Тип продукта
Смазки
Технология
Минеральное масло
Вязкое базовое масло при 40C
265
Класс NLGI
2
Загуститель
Литий
Твердые смазочные материалы
MoS2, графит
Низкотемпературный (C)
-25
Высокотемпературный (C)
110
Цвет
Черный
Технические ресурсы
Просмотр:
Где купить Найдите поставщика нужного вам продукта MOLYKOTE ® .
Свяжитесь с нами Не можете найти то, что ищете? Позвольте нам помочь вам.
MOLYKOTE LONGTERM 2 PLUS
MOLYKOTE LONGTERM 2 PLUS
Политика в отношении файлов cookie Ulbrich Group хочет предложить вам наилучший сервис. Для этого мы сохраняем информацию о вашем посещении в так называемых файлах cookie. Используя этот веб-сайт, вы даете согласие на использование файлов cookie. Вы можете нажать кнопку «Дополнительная информация», чтобы найти подробную информацию об использовании файлов cookie на этом веб-сайте. Вы также можете запретить использование файлов cookie, изменив настройки браузера.
Описание: Консистентная смазка для комбинаций металл/металл с движениями от медленных до средне-быстрых, особенно при высоких нагрузках.
Области применения: Успешно используется для подшипников, шлицевых профилей и сцеплений в высоконагруженных автомобилях, тракторах, кранах, землеройных машинах, конвейерных лентах и вилочных погрузчиках, а также там, где существует риск фреттинг-коррозии, образования канавок (по Бринеллю). эффект) или влаги.
Особенности: Высокая грузоподъемность; Подходит для длительного смазывания; При смешанном трении обеспечивает защиту от износа за счет твердых смазочных материалов и противозадирных присадок; Хорошая прочность сцепления; Хорошая защита от коррозии.
Прибор для проверки уплотнений FAG FE9,F50 (>100h)
Drop Point [°C]
Corrosion Protection SKF-Emcor
black
2
265
295
265
-25
110
3800
110°C
0-1
Отправьте запрос на этот продукт!
MOLYKOTE LONGTERM 2 PLUS
Пожалуйста, заполните все требуемые поля. Пожалуйста, заполните поля правильными данными.
0
Я согласен с Юридическими условиями и прочитал Политику конфиденциальности.
Я разрешаю вам сообщать мне об интересных новостях и событиях по электронной почте. Если вы больше не хотите получать наши электронные письма в будущем, вы можете отказаться от них в любое время с помощью ссылки в конце каждого информационного бюллетеня или отправить нам электронное письмо по адресу [email protected]. Ваша информация будет обработана в соответствии с правовыми нормами.
Политика в отношении файлов cookie Ulbrich Group хочет предложить вам наилучший сервис. Для этого мы сохраняем информацию о вашем посещении в так называемых файлах cookie.
Хотя процесс 3D печати и кажется отличной альтернативой классическим методам производства, произведенные детали могут оказаться непрочными и непригодными для использования. Как правило — это результат использования стандартных материалов, которые не рассчитаны на прочность и долговечность. Но выход есть: используйте прочные материалы! Прочные материалы для 3D печати могут значительно расширить ваши возможности, так как вы можете печатать детали и отдельные узлы для небольших проектов, не опасаясь их поломки.
В этой статье мы рассмотрим три самых прочных типа материалов для 3D печати. Однако перед этим мы подробно рассмотрим, что означает прочность с точки зрения филаментных материалов.
Что такое прочность и как мы ее будем оценивать?
Прочность материала можно измерить различными методами и оценивать по разному. В этой статье мы в основном будем использовать прочность на разрыв (напряжение до того, как что-то сломается). Мы укажем предел прочности каждого материала для 3D печати на разрыв в фунтах или фунтах на квадратный дюйм (PSI).
Несмотря на очевидное количество фунтов, которое может выдержать материал, все же есть предел погрешности в зависимости от того, как была напечатана деталь. Мы собрали исследования из разных источников, чтобы убедиться, что эти три материала являются самыми прочными.
Вы также должны понимать, что сам материал — не единственный фактор, который влияет на прочность готового изделия. Сам дизайн, постобработка и процесс 3D печати также влияют на прочность детали.
Поликарбонат
По мнению многих производителей и обозревателей, поликарбонат (ПК) считается самой прочной нитью для 3D печати из существующих. В частности, добиться высокой прочности изделий из поликарбоната можно при 3D печати цельнометаллическим хот эндом и 3D принтером в корпусе, который изолирован от влияния внешней среды.
Немного цифр
Airwolf 3D после множества испытаний филаментов пришли к выводу, что поликарбонат — лучший выбор из прочных филаментов для настольных 3D принтеров. Они смогли повесить до 685 фунтов на крючок, напечатанный поликарбонатом, и обнаружили, что этот материал имел предел прочности на разрыв 9800 фунтов на квадратный дюйм. Напротив, та же деталь, напечатанная на PLA, могла выдержать только 285 фунтов.
Используя аналогичный тест, MatterHackers изучили прочность на разрыв этого типа нити, а также ряд других материалов. Они смогли повесить на крюк на поликарбонат в среднем 409 фунтов, в то время как детали из PLA имели значительно более слабый средний вес — всего 154 фунта.
Наконец, известный ютубер Томас Санладерер, занимающийся 3D печатью, рассмотрел несколько поликарбонатных материалов и дал очень положительные отзывы о прочности материала.
3D печать поликарбонатом
Стоит заметить, что качество 3D печати поликарбонатом не очень хорошее. По сравнению с другими материалами, выступы и мелкие детали могут получиться не так хорошо как с использованием того же PLA.
По данным Rigid.Ink, поликарбонат в основном продают в прозрачном цвете. Этот материал для 3D печати обладает отличной термостойкостью, а также ударопрочностью. Но обратите внимание, что печатать вам придется при высоких температурах. Как уже упоминалось выше, лучше использовать закрытый 3D принтер и цельнометаллический хотэнд.
Плюсы поликарбоната: сверхпрочный, отличная термическая и ударопрочность.
Минусы поликарбоната: плохо справляется с выступами и мелкими деталями 3D модели, требуется корпус и цельнометаллический хотэнд, ограниченное количество цветов.
Нейлон
Следующий в нашем списке прочных материалов для 3D печати — нейлон. Этот материал многие считают самым надежным для настольных 3D принтеров. Нейлон уступает по прочности поликарбонату, но все же явно прочнее остальных конкурентов, таких как PLA и ABS.
Немного цифр
Крюк, напечатанный из нейлоновой (910) нити, имел прочность на разрыв 7000 фунтов на квадратный дюйм, в то время как тот же крючок из ABS имел прочность только 4700 фунтов на квадратный дюйм, согласно данным Airwolf 3D. Airwolf 3D также отметили, что зажим, напечатанный из нейлоновой нити, выдерживает 485 фунтов.
MatterHackers выкладывали аналогичные результаты и заметили, что крючок, напечатанный из их материала NylonX, в среднем может удерживать 364 фунта до того, как сломается. Компания Rigid.Ink также провела обзор некоторых нейлоновых нитей и дала им четыре из пяти оценок прочности и пять — по долговечности. Для сравнения: прочность и долговечность PLA составляет три условные единицы.
3D печать нейлоном
Печатать нейлоном немного легче, чем поликарбонатом, но это все еще не PLA. Нейлоновая нить довольно гигроскопична, поэтому она должна быть сухой и требует высокой температуры печати 220-270 °C. Этот материал склонен к небольшому короблению, но также устойчив к ударам, усталости и высокой температуре.
Плюсы нейлона: ударопрочность, устойчивость к усталости, термостойкость, легче печатать, чем поликарбонатом.
Минусы нейлона: гигроскопичность, коробление, требуется очень высокая температура хот энда.
Композиты
Наконец, композитные нити, хотя и не являются по сути одним материалом, могут быть чрезвычайно прочными. Композиты — это нити с определенными добавками, которые влияют на свойства материала, в том числе для повышения прочности. В названиях этих нитей обычно есть слова «pro», «reinforced» (армированные) или «infused» (настоянные), поскольку они обычно представляют собой смесь разных материалов.
По этой причине невозможно оценить, где находятся композитные волокна по сравнению с двумя предыдущими материалами. Некоторые композиты, такие как Carbonyte, могут конкурировать с нейлоновыми нитями по прочности, в то время как некоторые композиты менее прочные.
Все зависит от того, из чего состоит композитная нить. Прочные обычно представляют собой высокопрочный материал, такой как нейлон, пропитанный другим высокопрочным материалом, например, углеродное волокно или стекло.
Говоря об углеродном волокне — это тоже очень прочная нить, которую иногда используют для 3D печати велосипедов. Однако некоторые композитные волокна прочнее, чем многие волокна из чистого углеродного волокна, поэтому они не вошли в тройку лучших, но заслуживают особого упоминания как композитные волокна.
Немного цифр
В качестве примеров мы будем использовать нейлон с углеродным волокном и нейлоновые нити со стекловолокном. MatterHackers определили, что крючки, напечатанные на этих материалах, могут удерживать в среднем 349 и 268 фунтов соответственно.
Rigid.Ink дал нейлоновой нити со стекловолокном четыре из пяти оценок прочности и пять — по долговечности. Они также дали нейлону с углеродным волокном пять из пяти оценок как по прочности, так и по долговечности. Для сравнения, PLA и ABS имели тройку по прочности.
3D печать композитами
Композитные материалы различаются по способу 3D печати, но они, как правило, относительно похожи на их основной материал. Прочные композитные волокна обычно изготавливаются из нейлона, поэтому вам придется печатать при довольно высоких температурах. Эти нити также довольно дорогие.
Плюсы композитов: Это комбинация нескольких материалов с достижением максимально лучших свойств, прочные.
Минусы композитов: Дорогие, требуют высоких температур 3D печати.
Какой пластик выбрать для 3D-принтера? — 3dimg
Расходных материалов для 3D-печати становится все больше и выбрать то, что нужно для своего проекта становится все сложнее. Как не запутаться во всем этом многообразии? Давайте рассмотрим.
Аддитивные технологии. Что это?
Это процесс создания объемных объектов на основе компьютерной 3D-модели за счет последовательного нанесения слоев материала. Основное преимущество — практически неограниченная геометрическая форма и экономия используемого материала, а также короткие сроки реализации проекта по сравнению с классическим производством.
Существует несколько основных методов аддитивного производства, но самый распространенный — экструзионный метод по технологии FDM (моделирование методом послойного наплавления). Процесс печати подразумевает последовательное создание слоев при помощи выдавливания тонкой струи нагретого материала. А какой материал выбрать в конкретной ситуации? Давайте рассмотрим все по порядку.
PLA или полилактид — один из наиболее распространенных пластиков, используемых в 3D-печати. Это экологичный материал, поскольку в качестве сырья используется кукуруза и сахарный тростник. Пластик твердый и прочный, но в то же время хрупкий на ударные нагрузки и размягчается уже при температуре выше 50-60 градусов. Пластик обладает низкой усадкой, глянцевой поверхностью, плохо обрабатывается (но если шкурить его с водой, то этот процесс становится менее затруднительным), растворяется в дихлорметане, хорошая межслойная адгезия, для склеивания изделий рекомендуется использовать эпоксидную смолу или дихлорметан. Области применения: дизайнерские объекты, сувениры, игрушки, ненагруженные шестерни, крепления, формочки, фигурки.
ABS (акрилонитрилбутадиенстирол) — так же является одним из наиболее распространенных пластиков, используемых в 3D-печати. Это ударопрочный термопластик, завоевавший высокую популярность в промышленности и в аддитивном производстве. Большинство пластиковых предметов вокруг нас сделаны именно из ABS, а потому область применения чрезвычайно обширна.
PET-GUN или PETG – это модифицированный сополимер PET или полиэтиленгликольтерефталат. В материал добавлен второй хвостик гликоля, что усилило молекулярную струткуру материала, а также увеличило температуру стеклования до 91 градуса, кроме того, гликоль препятствует помутнению при нагревании и кристаллизации. Пластик не токсичен и достаточно ударопрочный, а спекаемость слоев получается такой, что при нагрузке изделие часто ломается против слоев, а не вдоль. Благодаря тому, что пластик не токсичен, он отлично подходит для печати изделий пищевой промышленности, например, вырубок для печенья. Также PETG подходит для печати элементов декора, сувениров или изделий, которые будут эксплуатироваться в уличных условиях, а также шестерней.
TITI FLEX – классический полиуретан. Полиуретаны относятся к синтетическим эластомерам и нашли широкое применение в промышленности благодаря широкому диапазону прочностных характеристик. Используются в качестве заменителей резины при производстве изделий, работающих в агрессивных средах, в условиях больших знакопеременных нагрузок и температур. Диапазон рабочих температур от −60 °С до +155 °С позволяет использовать TITI FLEX в самых агрессивных средах, но и печать будет несколько сложнее, чем «обычными» пластиками. Кроме того, есть диапазон жесткости – от SOFT до HARD.
NYLON или полиамид — «капризный» в условиях содержания материал, т.к. впитывает влагу даже из воздуха, а по цене превосходит большинство других пластиков, обработка требует опыта и навыков. Несмотря на такие NминусыYLON это невероятно прочный, долговечный и универсальный материал. Из-за очень разнопланового перечня характеристик полиамид выйдет победителем в сравнении с практически любым другим пластиком. У нейлона очень низкий коэффициент трения, а значит он идеально подходит для печати подвижных деталей, например, втулок или шестерней.
PP или пропилен — является вторым наиболее часто используемым пластиком в промышленности, после ABS. Полипропилен это материал, отличающийся высокой прочностью при ударе и многократном изгибе, износостойкостью, хорошими электроизоляционными свойствами в широком диапазоне температур, высокой химической стойкостью, низкой паро- и газопроницаемостью, растворяется только при высокой температуре и под воздействием концентрированных растворителей. Благодаря своим потребительским и технологическим качествам полипропилен имеет очень широкий спектр применения: для производства газо- и водопроводных напорных труб, профилей, листов, пленки, мебели, технических изделий, товаров культурно-бытового назначения, в производстве полипропиленового волокна. Полипропилен также часто используется для производства контейнеров и упаковки для пищевых продуктов, особенно, таких, которые не деформируются в посудомоечных машинах. PP не токсичен в готовом виде, однако в момент печати следует помнить, что материал может выделять токсины.
PC или поликарбонат — пластик для инженеров и конструкторов. Невероятно прочный и жесткий, устойчив к ударному воздействию и серьезным физико-механическим нагрузкам. Выдерживает краткий нагрев вплоть до 147 градусов С, используется в пожарной безопасности. Биологически интертен и экологически чист, можно стерелизовать. Хороший диэлектрик, термостойкий, имеет большой диапазон температур для длительного использования: от -100 до 115-130 °С.
PVA или поливиниловый спирт – лучший выбор в пару к ABS и PLA. PVA это водорастворимый материал, использующийся в качестве вспомогательного материала для 3D печати, главным образом для изготовления поддержек. Главной его особенностью является водорастворимость. При низкой влажности пластик характеризуется высокой прочностью на разрыв, при повышении влажности уменьшается прочность, но возрастает эластичность.
ASA или акрилонитрилстиролакрилатовый пластик – атмосферостойкий аналог ABS пластика. Обладает высокой жесткостью, устойчив к разбавленным кислотам, минеральным смазочным маслам, дизельному топливу. В отличие от АБС-пластика, АСА-пластик стоек к действию УФ-излучения. Не желтеет на открытом воздухе. Хорошо перерабатывается. ASA отлично подойдет для печати корпусов уличных устройств, уличной осветительной техники, элементов автомобилей, морской и воздушной техники (как наружных, так и внутренних элементов) и предметов, которые при эксплуатации подвергаются воздействию окружающей среды.
HIPS GEO – еще один пластик используемый в качестве материала для поддержек. Имеет самую минимальную усадку, низкую температуру плавления, а также наилучшим образом обрабатывается растворителем DE-лимомен. Помимо своих положительных качеств, имеет ряд преимущество перед ABS пластиком по физико-механическим свойствам.
PND или полиэтилен низкого давления (ПНД) или высокой плотности (HDPE) — полиэтилен, получаемый при низком давлении. PND представляет собой эластичный легкий материал, способный к кристаллизации. Теплостойкость достигает 110 °С. Допускает охлаждение до -80 °С. При длительных нагрузках PND наблюдается высокая ползучесть. Данный вид полиэтилена обладает отличными диэлектрическими характеристиками, он биологически инертен и легко подвергается переработке. Полиэтилен низкого давления предназначен для изготовления технических изделий, а также изделий контактирующих с пищевыми продуктами, питьевой водой, косметическими лекарственными препаратами. Разрешен для изготовления игрушек, может быть прозрачным и т.к. материал легче воды, все изделия из него обладают отличной плавучестью.
Если вы только начинаете свой путь в мире аддитивных технологий и у вас пока не получается разобраться во всех нюансах использования материалов, обработки, склейки и настройки оборудования — напишите нам. Наши сотрудники помогут вам выбрать идеальный материал под конкретные задачи.
самых прочных материалов для 3D-печати: ударопрочные нити
Если вам нужно напечатать на 3D-принтере деталь или объект, который должен выдерживать сильные удары или многократное использование, вам придется обратиться к некоторым из самых прочных материалов для 3D-печати.
Что делает нить для 3D-печати прочной? В этой статье прочность относится к материалам, способным выдерживать сильные удары и многократное использование, а также долговечным . Некоторые нити обладают более высокой ударной вязкостью, более высокой усталостной прочностью или долговечностью, а некоторые обладают сочетанием всех трех факторов.
В этой статье мы рассмотрим 7 самых прочных материалов для 3D-печати и способы выбора между ними для следующей печати.
7 Самые прочные материалы для 3D-печати
Самые прочные нити для 3D-печати:
ABS
ТПУ
ПЭТ-Г
ПА
ПАНТ CF15
ПП
ПП GF30 .
Прочность этих нитей различается, поскольку некоторые из них более устойчивы к ударам, а другие структурно прочны или даже устойчивы к усталости. Давайте углубимся в уникальные характеристики каждой нити.
1. АБС
АБС (акрилонитрилбутадиенстирол) представляет собой жесткий и ударопрочный термопластический материал . Это популярный материал, который в основном используется для инженерных целей и технической печати. По сравнению со многими другими волокнистыми нитями, АБС-пластик довольно экономичен, что делает его отличным выбором, если у вас ограниченный бюджет, но вам все еще нужна высокая прочность. Наряду с устойчивостью к ударам и усталости, ABS также является термостойким и водостойким.
Когда выбирать ABS:
ABS — это идеальный материал для 3D-печати, который можно использовать, если ваша печать будет использоваться для движущихся частей, высоких механических нагрузок или для функций с высокими нагрузками . ABS также является хорошим вариантом, если ваша печать будет продуктом конечного использования, так как он имеет привлекательную поверхность.
2. ТПУ
ТПУ (термопластичный полиуретан) наиболее известен своей гибкостью, что делает этот материал для 3D-печати таким прочным . Наряду с гибкостью, ТПУ также очень прочен, обладает высокой устойчивостью к ударам, износу, химическим веществам и истиранию. ТПУ — идеальный материал для 3D-печати, который можно использовать для поглощения ударов.
Когда выбирать ТПУ:
Благодаря способности увеличиваться в 4,5 раза по сравнению с первоначальным размером, не ломая , ТПУ — ваш лучший выбор для любых отпечатков, требующих высокого уровня гибкости и прочности. ТПУ обычно используется для печати таких деталей, как колеса, пружины, амортизаторы и другие гибкие объекты.
3. PET-G
Новичкам в области 3D-печати следует обратиться к PET-G (модифицированный полиэтилентерефталатом гликоль) при поиске материала для 3D-печати, который является одновременно прочным и простым в печати . PET-G легче печатать, чем ABS, но он прочнее и технологичнее, чем PLA. PET-G ударопрочен, устойчив к истиранию, а также обладает некоторой гибкостью.
Когда выбирать PET-G:
Обладает блестящей поверхностью и хорошим уровнем прочности, PET-G — отличный вариант для деталей конечного назначения . Он обычно используется для печати функциональных прототипов, деталей с умеренными нагрузками и защитных чехлов.
4. PA
Одним из самых прочных материалов для 3D-печати с точки зрения долговечности и термостойкости является PA (полиамид). Этот полукристаллический пластик используется для отпечатков, которые будут подвергаться тяжелым нагрузкам. Полиамид обладает высокой прочностью, отличной ударопрочностью и устойчивостью к усталости, что делает его идеальным для движущихся частей.
Когда выбирать PA:
PA обычно используется для изготовления шайб, шестерен, приспособлений, скользящих деталей и объектов, подвергающихся высокой усталости. Являясь одним из самых прочных материалов для 3D-печати, он устойчив к истиранию, ударам и нагреву. По сравнению с ABS полиамид обладает лучшей ударной вязкостью и гибкостью.
5. PAHT CF15
Другим широко используемым материалом для 3D-печати в автомобильной промышленности является PAHT CF15 (высокотемпературный полиамид, армированный углеродным волокном). Этот филамент является мощным материалом для 3D-печати в нашем списке. PAHT CF15 — это , характеризующийся высоким уровнем прочности, термостойкости, жесткости и ударопрочности .
Когда выбирать PAHT CF15:
Хотя может возникнуть соблазн немедленно использовать самый прочный материал, который только можно найти, это не всегда правильный выбор. Эта прочная нить для 3D-печати лучше всего подходит для самых требовательных объектов или деталей. Используйте его, когда вам нужен материал, который должен заменить металл, или детали, которые будут подвергаться воздействию экстремальных температур и высоких нагрузок.
6. PP
PP (полипропилен) — легкий и гибкий материал, но пусть это вас не смущает. Фактически, полипропилен — это очень прочный материал для 3D-печати, обладающий высокой ударопрочностью и устойчивостью к усталости. Полипропилен наиболее известен своей высокой устойчивостью к большинству химических веществ, включая щелочи, кислоты и органические растворители.
Когда выбирать PP:
Несмотря на то, что его легкая природа может не делать его таким прочным, как другие нити в этом списке, его долговечность и ударопрочность при сохранении воздушности делают его хорошим вариантом для деталей, которые будут подвергаться повторяющимся операциям, таких как упаковка, трубы, соединения.
7. PP GF30
PP GF30 (полипропилен 30% стекловолокно) похож на PP, но с небольшим усилением. Стекловолокно в PP GF30 позволяет этому материалу для 3D-печати иметь высокий уровень прочности и жесткости, сохраняя при этом легкость и высокую химическую стойкость. Это один из самых прочных материалов для 3D-печати, который часто используется в автомобильной и аэрокосмической промышленности.
Когда выбирать PP GF30:
Наряду с легким весом, прочностью и жесткостью , одним из наиболее впечатляющих качеств PP GF30 является его высокая устойчивость к агрессивным средам , включая химические вещества и погодные условия. Если ваша 3D-печать будет размещаться снаружи или должна выдерживать суровые температуры при сохранении прочности конструкции, то PP GF30 будет отличным выбором.
Самая прочная нить для 3D-принтеров выпускается во всех формах, размерах и определениях прочности. Ищете ли вы долговечность, ударопрочность или сопротивление усталости, этот список обязательно приведет вас в правильном направлении.
Выбор между ПК, нейлоном, ТПУ и другими материалами
Хорошие материалы для 3D-печати, как правило, предлагают сочетание желаемых характеристик. Эти характеристики могут включать пригодность для печати, долговечность, химическую стойкость, термостойкость и гибкость, и это лишь некоторые из них. Однако главным среди этих желательных свойств является прочность: никто не хочет, чтобы их напечатанные на 3D-принтере детали ломались, а прочность материала — один из лучших способов гарантировать, что этого не произойдет.
Взгляните на рынок нитей, и вы легко увидите, что самые прочные нити для 3D-принтеров имеют более высокую цену, чем их более слабые аналоги. Отчасти это связано со стоимостью более прочного сырья, а отчасти с более широким использованием 3D-печати в качестве инструмента для конечного производства, когда реальные функциональные детали требуют большей прочности, чем прототипы. Спрос на высокопрочные материалы растет, и многие производители были рады предложить решения.
В этой статье рассматриваются некоторые из самых прочных нитей для 3D-принтеров, доступных для пользователей 3D-принтеров FDM. Это ни в коем случае не исчерпывающее руководство по высокопрочным материалам, но в нем рассматриваются некоторые из самых популярных высокопрочных нитей в потребительской сфере, а также затрагиваются некоторые материалы профессионального уровня, предназначенные для опытных пользователей.
Прочная нить для 3D-печати пользуется большим спросом, но «прочность» в данном контексте может означать несколько разных вещей. При сравнении нитей вы увидите такие термины, как прочность на разрыв, ударная вязкость, прочность на разрыв и прочность на изгиб — все они могут быть измерены с помощью стандартизированных испытаний на прочность — в дополнение к более общим терминам, таким как долговечность и ударная вязкость.
Эти разные термины необходимы, потому что материалы могут быть прочными или слабыми по-разному. Например, попробуйте представить относительную прочность стеклянной бутылки и кусочка жевательной резинки. Если бы вы швырнули два предмета в стену, стекло, очевидно, разбилось бы, а жевательная резинка осталась почти невредимой. Но разорвать жевательную резинку руками гораздо легче, чем стеклянную бутылку.
При выборе и покупке нити для 3D-принтера важны все различные атрибуты, связанные с прочностью. Тем не менее, два типа силы обычно имеют приоритет над любыми другими. Это прочность на растяжение и ударная вязкость.
Прочность на растяжение
Используется для обозначения предельной прочности материала или детали. Прочность на растяжение может быть определена как способность сопротивляться разрыву при растяжении, т. е. при натяжении или растяжении.
Прочность на растяжение является наиболее широко используемым показателем прочности для деталей, напечатанных на 3D-принтере, поскольку она указывает на пригодность материала для несущих или механических применений. Он выражается в мегапаскалях (МПа) или, в Соединенных Штатах, в фунтах на квадратный дюйм (фунт/кв. дюйм), а значения определяются путем проведения испытания на растяжение: буквально разрывая кусок материала на части и используя тензометр для записи точного значения. степень натяжения, при которой материал разрывается. Это ключевой показатель практически для любой функциональной печатной детали.
На уровне недорогих потребителей самые прочные нити для 3D-принтеров с точки зрения прочности на растяжение включают поликарбонат (ПК), модифицированный полиэтилентерефталатгликолем (PETG) и полимолочную кислоту (PLA). К слабым материалам относятся термопластичный полиуретан (ТПУ) и акрилонитрилбутадиенстирол (АБС).
Материалы с хорошей прочностью на растяжение труднее сломать при растяжении
Ударная вязкость
Другим ключевым показателем прочности является ударная вязкость. Синоним ударной вязкости, ударная вязкость — это способность материала или детали поглощать удары и внезапные удары без разрушения. Это важное материальное свойство для таких предметов, как оборудование для обеспечения безопасности и детские игрушки.
Ударная вязкость определяется как количество энергии, обычно выражаемое в килоджоулях на квадратный метр (кДж/м2), которое материал способен поглотить без разрушения. Хрупкие материалы имеют низкий уровень ударной вязкости и могут легче сломаться при внезапном ударе. Однако материалы могут иметь высокую ударную вязкость и низкую прочность на растяжение, и наоборот.
К сожалению, из-за множества различных способов испытаний на ударную вязкость может быть сложно сравнить точную ударную вязкость двух разных нитей рядом. Два разных производителя филамента могут использовать разные методы тестирования и даже разные единицы измерения.
На потребительском уровне самые прочные нити для 3D-принтеров с точки зрения ударопрочности включают нити ABS, PETG, поликарбонатные нити и гибкие нити, такие как TPU. Одним из очень слабых материалов с точки зрения ударопрочности является PLA, который может легко разбиться при падении или ударе.
Прочие показатели прочности
Помимо предела прочности при растяжении и ударной вязкости, некоторые важные термины, которые вы можете найти в паспорте материала, включают: ; выражено в мегапаскалях (МПа)
Прочность на разрыв: Относится к тому, насколько хорошо материал может сопротивляться росту порезов, когда он находится под нагрузкой; выражается в килоньютонах на метр (кН/м)
Удлинение при разрыве: Относится к пределу прочности на растяжение и относится к тому, насколько материал растягивается до того, как он разорвется при растяжении; выражено в процентах
Рекомендуемое чтение: 5 вариантов получения прочных деталей с помощью 3D-печати
Предел прочности при растяжении: 70 МПа
Одним из самых прочных материалов для 3D-печати FDM — с точки зрения как прочности на растяжение[1], так и прочности на удар — является поликарбонат (ПК). Фактически, поликарбонатная нить, вероятно, была бы одним из самых популярных материалов для печати, если бы ее не было так сложно печатать.
Преимущества поликарбоната, помимо превосходной прочности на разрыв и ударную вязкость, включают его термостойкость и пригодность для печати на прозрачных деталях. Препятствием для печати ПК является его очень высокая температура плавления и очень высокие температуры, необходимые для его печати. Для экструдера требуется температура не менее 260 °C, а для некоторых составов требуется более 300 °C, что выходит за рамки возможностей настольных 3D-принтеров потребительского уровня. Рекомендуется температура слоя около 100 °C.
Поликарбонаты некоторых марок содержат добавки, снижающие температуру плавления материала, но эти добавки также могут снижать прочность и термостойкость материала, что делает их менее подходящими для деталей конечного использования, таких как автомобильные компоненты.
ПК 3D-печать обычно ограничивается небюджетными системами, которые могут печатать при высоких температурах и извлекать из материала наилучшие прочностные свойства. Однако даже эти системы могут с трудом контролировать склонность материала к деформации.
Популярные нити для ПК включают Raise3D Premium PC, Polymaker PolyMax и 3DXTech 3DXMax PC.
Приблизительная прочность на растяжение: 50–80 МПа
Еще одним прочным волокном как на растяжение, так и на удар является нейлон (ПА). Несмотря на то, что нейлоновая нить не такая прочная, как поликарбонат, печатать на нейлоновой нити немного легче, для чего требуется температура экструдера около 250 °C и подогрев стола до температуры около 80 °C.
Нейлон, возможно, чаще ассоциируется с селективным лазерным спеканием (SLS), где он используется в виде порошка для изготовления промышленных деталей и прототипов. Тем не менее, нейлоновая нить для 3D-принтера FDM широко доступна и, как правило, стоит дешевле ПК. По сравнению с ПК он немного более гибкий, что может быть желательно для некоторых функциональных частей. Другие преимущества нейлоновой нити включают ее превосходную долговечность, гладкость поверхности и адгезию слоев.
Хотя большинство настольных принтеров могут обрабатывать нейлоновую нить, этот высокопрочный материал имеет недостатки. Например, он очень гигроскопичен и склонен к поглощению влаги, что может вызвать различные проблемы с печатью, такие как образование пузырей в сопле. Как и поликарбонат, нейлон также подвержен деформации при остывании.
Популярные нейлоновые нити включают MatterHackers Pro Series Nylon, Ultimaker Nylon и ColorFabb PA.
Предел прочности при растяжении: 20–50 МПа
Хотя гибкие нити, такие как термопластичный полиуретан (ТПУ), обычно не считаются высокопрочными материалами из-за их очень низкой прочности на растяжение, они на самом деле обладают очень высоким уровнем ударной прочности, что делает их подходящими для амортизирующих печатных объектов и функциональных детали, такие как защитные кожухи. Естественно, ТПУ имеет очень высокое удлинение при разрыве по сравнению с более жесткими материалами, а также материал обладает хорошей стойкостью к истиранию и химической стойкостью. Однако его прочность на растяжение очень низкая, что делает его непригодным для механических деталей.
Большинство настольных 3D-принтеров могут печатать ТПУ и другие разновидности термопластичного эластомера (ТПЭ) с требуемой температурой горячего конца около 230 °C. Однако обратите внимание, что лучшие 3D-принтеры для печати гибкими нитями имеют экструдеры с прямым приводом, поскольку экструдеры Боудена могут спутывать нити.
Популярные нити TPU включают NinjaTek Cheetah TPU, Polymaker PolyFlex и Fillamentum Flexfill.
Рекомендуем прочитать: Объяснение настроек печати TPU
В профессиональных и промышленных условиях многие пользователи FDM теперь обращаются к высокопроизводительным материалам, таким как PAEK (PEEK и PEKK) и PEI (ULTEM), для производства деталей конечного использования, особенно в таких требовательных отраслях, как автомобильная и аэрокосмическая. Когда прочность нити является наивысшим приоритетом, эти материалы инженерного класса намного лучше, чем обычные продукты, такие как нить PLA.
Высококачественные пластмассы обладают очень высоким уровнем прочности на растяжение. Нить PEEK, например, может иметь прочность на разрыв до 100 МПа, что значительно выше, чем у нити из поликарбоната, и значительно выше, чем у нити из АБС. Материалы семейства PAEK также обладают очень хорошей ударной вязкостью; PEI немного менее прочный, но, как правило, гораздо более доступный, чем нить PAEK.
Очевидным недостатком высокопроизводительных полимеров является то, что ими нельзя печатать на принтерах начального уровня или даже на настольных машинах среднего уровня. Они требуют гораздо более высоких температур (сопло, станина и корпус), чем обычные материалы, они дороже и иногда требуют отжига, чтобы максимизировать их механические характеристики.[2]
Популярные высокоэффективные нити включают 3DXTECH ThermaX PEEK и Markforged ULTEM 9085.
Прочность и жесткость термопластов можно повысить, смешав их с армирующими добавками, создав так называемую композитную нить. Общие добавки включают рубленое углеродное волокно и стекловолокно.
Композиты популярны в 3D-печати FDM, поскольку они позволяют пользователям включать прочные материалы, такие как углеродное волокно, без корректировки процесса печати. Поскольку в композите содержится больше термопласта, чем добавки, материал все же можно расплавить и экструдировать, как обычную нить.
Армированные композиты могут иметь высокий уровень прочности на растяжение. Например, MatterHackers NylonX (композит из нейлона и углеродного волокна) имеет прочность на растяжение 100 МПа.
Обратите внимание, однако, что нити из углеродного волокна FDM имеют ограничения по своей прочности, поскольку рубленые волокна, смешанные с материалом, ориентированы случайным образом. Передовые технологии композитной печати, например, разработанные Markforged и Desktop Metal, позволяют печатать непрерывными волокнами, в результате чего детали становятся намного прочнее.[3]
Выбор самой прочной нити для 3D-принтера для ваших нужд сводится к двум ключевым факторам: типу требуемой прочности и требуемому уровню прочности (это возможно при наличии имеющегося оборудования для печати).
Если детали должны выдерживать постоянные нагрузки и напряжения, предпочтение следует отдавать материалам с высокой прочностью на растяжение. К ним относятся PLA и PETG в более дешевом сегменте, такие материалы, как ПК в среднем, и композиты или высокоэффективные полимеры, предлагающие самый высокий уровень прочности на растяжение, в премиум-конце.
Если детали должны выдерживать внезапные удары, предпочтение следует отдавать материалам с высокой ударной вязкостью или ударной вязкостью. К таким материалам относятся ABS и TPU для потребителей и высокоэффективные полимеры для премиум-класса.
В целом, многие пользователи FDM предпочитают такие материалы, как нейлон и поликарбонат, поскольку они предлагают хороший баланс между доступностью, прочностью на растяжение и ударной вязкостью.
[1] Таникелла Н.Г., Виттбродт Б., Пирс Дж.М. Прочность на разрыв коммерческих полимерных материалов для изготовления плавленых нитей 3D-печати.
Как облагораживают драгоценные камни. Облагораживание гранатов, стеклозаполнение, прессование драгоценных камней на сайте Геммологического центра МГУ.
Облагораживание – это специальные процессы обработки, за исключением полировки, чистки и огранки, приводящие к изменению внешнего вида (цвета, чистоты, оптических эффектов), долговечности или доступности камней. Количество камней, подвергающихся облагораживанию с целью улучшения внешнего вида (чистоты, цвета), прочности, качества, постоянно растет.
Драгоценные камни в настоящее время облагораживают различными способами. К наиболее распространенным типам облагораживания относят:
Термообработка, или отжиг (высоко- и низкотемпературный)
Заполнение трещин и полостей (промасливание, заполнение смолами, воском, парафином), отдельно выделяется заполнение стеклом и пластмассой.
Залечивание трещин (бурой или флюсом)
Пропитка (стабилизация), вощение
Прокрашивание
Диффузионное прокрашивание (диффузия в кристаллическую решетку и поверхностная диффузия)
HPHT-обработка (облагораживанием методом высоких температур и высоких давлений)
Покрытие (нанесение покрытий)
Облучение
Просверливание канала и удаление включений лазером
Термообработка
(или отжиг)
Изменение цвета, чистоты или/и каких-нибудь оптических эффектов под воздействием температуры.
Заполнение выходящих на поверхность полостей или трещин бесцветным стеклом с высоким показателем преломления.
Облагороженные эти методом камни требуют специального ухода!
Пример: бриллиант
Промасливание/заполнение смолой
Заполнение выходящих на поверхность трещин бесцветным маслом, воском, смолой или иным бесцветным веществом (кроме пластмассы и стекла) с целью улучшения чистоты камня.
Облагороженные эти методом камни требуют специального ухода!
Пример: изумруд и другие камни с трещинами, выходящими на поверхность
Заполнение твердыми полимерами
Заполнение выходящих на поверхность трещин бесцветными полимерами для улучшения чистоты. К этому виду обработки относится так называемая технология Excel™ (для изумрудов) и другие процедуры, которые не сильно влияют на прочность и стабильность камня и позволяют сохранить стандартные требования по уходу, то есть такие объекты не требуют особого бережного ухода и подвергаются обычному обращению, как и необлагороженные камни. Подобная технология облагораживания применяется, чтобы подчеркнуть природную красоту изумруда при сохранении минимальных требований по уходу.
Пример: изумруд
Заполнение
свинцовым стеклом
Заполнение выходящих на поверхность полостей или трещин бесцветным свинцовым стеклом. Обработка улучшает чистоту, цвет, прочность, возможно увеличение массы камня за счет заполнения трещин и полостей. Сапфиры могут заполнять кобальтовым стеклом.
Облагороженные эти методом камни требуют специального ухода!
Залечивание трещин с помощью флюса, вещества, понижающего температуру плавления камня. По трещине в результате облагораживания будут наблюдаться остатки вещества флюса, но они проявлены не столь явно, в меньшем количестве и степени, чем при заполнении трещин (в том числе свинцовым стеклом).
Пример: рубин
Пропитка
Пропитка пористого камня бесцветным веществом (обычно пластмасса) для увеличения прочности и внешнего вида образца.
Пример: стабилизированная бирюза, коралл
Вощение
Пропитка пористых камней бесцветным воском или парафином для улучшения внешнего вида поверхности.
Пример: коралл, амазонит
Прокрашивание
Введение красящего вещества в камень для придания ему цвета, усиления уже существующего оттенка или улучшения равномерности распределения окраски.
Облагороженные эти методом камни требуют специального ухода!
Пример: прокрашенный зеленый жадеит
Отбеливание
Осветление или удаление цвета в камне под воздействием температуры, света и/или химических веществ. Нередко применяется в комбинации с последующим прокрашиванием или пропиткой с целью стабилизировать полученную окраску.
Чаще всего применяется к кварцу.Очень сильно охлажденные камни помещают в очень горячий раствор (флюид), за счет растрескивания (образуется целая система трещин) камень прокрашивается и приобретает определенный (изначально заданный) цвет.
Пример: зеленый прокрашенный кварц, имитирующий изумруд или жадеит
Диффузионное
прокрашивание
Поверхностная диффузия
Внедрение химических элементов в поверхностный слой камня в процессе высокотемпературной обработки с целью создания окрашенного приповерхностного слоя или эффекта астеризма.
Облагороженные эти методом камни требуют специального ухода!
Пример: некоторые синие сапфиры, звездчатые сапфиры
Объемная диффузия
Отжиг при высоких температурах в присутствии бериллия, глубоко проникающего внутрь камня с целью изменения цвета.
Пример: сапфиры падпараджа или желтые сапфиры
Реконструирование
Маленькие частицы природного материала сжимают под давлением и связывают в единое целое.
Пример: бирюза
Стабилизация
Этот процесс, применяемый, как правило, к бирюзе, часто путают с реконструированием, но в действительности он подразумевает заполнение пор, полостей, трещин в бирюзе бесцветным полимером для уменьшения пористости, предохранения камням от раскалывания и потери окраски. Нередко, помимо заполнения, в этом процессе используют красители (прокрашивание), такие детали обязательно подлежат раскрытию при продаже подобных образцов.
Пример: бирюза
HPHT-обработка
Достижение определенного изменения цвета под комбинированным воздействием высоких давлений и температур.
Пример: бриллианты высоких групп цвета (бесцветные или почти бесцветные)
Покрытие
(нанесение покрытия)
Применение таких способов дополнительной обработки поверхности камня, как покрытие лаком, эмалью, краской, фольгой, напыление пленок с целью улучшить внешний вид, прочность, цвет или иные особенности камня.
«Chemical Vapor Deposition» — высокотехнологичный процесс нанесения покрытия (пленки) на павильон камня с целью улучшения или изменения цвета.
Пример: бриллиант, топаз-мистик
Облучение
Изменение цвета камня посредством бомбардировки нейтронами или электронами или воздействия гамма- и ультрафиолетового излучения. Облучение может применяться к предварительно подвергнутым отжигу или закалке образцам.
Пример: голубой топаз, цветные бриллианты
Высверливание включений лазером
Применение лазера и химических реагентов для просверливания канала и удаления включений в камне.
Пример: бриллиант
Прессование
Процесс частичного расплавления и спрессования маленьких кусочков или порошков из природных смол (янтарь, копал). Прессованный янтарь сохраняет те же свойства, что и непрессованный. В комплексе с этой обработкой также улучшают чистоту и могут изменять цвет образца.
Пример: янтарь
Обработка дымом
Опал пропитывают дымом для затемнения основного цвета (цвета фона). Камень становится более контрастным и визуально усиливается игра цвета.
Пример: эфиопские опалы
Обработка «сахаром и кислотой»
В этом процессе опалы отжигают в насыщенном растворе сахара. Опаловая матрица впитывает сахар. Затем образцы погружают в концентрированную серную кислоту. Между сахаром и кислотой протекает химическая реакция, в результате которой остается углерод. Этот углерод делает цвет фона более темным, что проявляет игру цвета в опале и делает камень визуально ярче.
Пример: опал
Для одного камня могут быть применены разные виды облагораживания, приводящие к различным требованиям по уходу.
Раскрытие информации об облагораживании драгоценных камней
Требования по уходу за облагороженными камнями
Как распознать облагороженные камни
Температура плавления алмаза и его особенности
Алмаз — драгоценный камень, но его свойства физики оценили по достоинству только в XVI веке. И это несмотря на то что камень был найден несколькими столетиями раньше. Конечно, чтоб оценить всю значимость минерала, потребовалось провести немало опытов. Они дали информацию о том, какая твердость у камня, температура плавления алмаза, а также другие физические характеристики. Но с тех пор камень используют не только в качестве красивого аксессуара, но еще и в промышленных целях.
Оценка проводилась в специальных лабораториях. И в результате был выяснен химический состав алмаза, строение его кристаллической решетки, а также открыто несколько феноменов.
Плавление алмаза
Как известно, кристаллическая решетка вещества имеет форму тетраэдра с ковалентными связями между атомами углерода. Возможно, что именно такая структура стала причиной нескольких открытий, связанных с плавлением алмаза.
Энциклопедии минералов дают показатели плавления алмазов 3700-4000 градусов по Цельсию. Но это не совсем точная информация, поскольку они не поддаются общепринятым закономерностям. В частности, во время плавления были обнаружены такие эффекты:
Используя высокие температуры (2000 градусов Цельсия без доступа кислорода), алмаз можно превратить в графит. При этом дальнейшее поведение этого вещества с повышением температуры не поддается логическому объяснению. А вот процесс в обратную сторону произвести невозможно. В крайнем случае можно получить синтетический камень, кристаллическая решетка которого будет отличаться от природных алмазов.
Если же нагревать камень до температуры 850-1000 градусов по Цельсию, он превращается в углекислый газ, то есть исчезает без следа. Такой опыт провели в 1694 году исследователи из Италии Тарджони и Аверани, пытаясь расплавить камни и соединить их в один алмаз.
Исследования проводились и в 2010 году в Калифорнии, где группа физиков сделала вывод, что добиться плавления алмаза невозможно, если постепенно повышать температуру камня. Чтоб выяснить показатель плавления, необходимо, кроме температуры, воздействовать на алмаз давлением, а это затрудняет измерение. Чтоб действительно перевести алмаз в жидкое состояние, ученым потребовалось приложить немало усилий. Для этого они использовали импульсы лазера, которые действовали на камень несколько наносекунд. При этом камень в жидком виде был получен при давлении, в 40 миллионов раз превосходящем атмосферное на уровне моря. Кроме того, если давление понижалось до 11 миллионов атмосфер, а температура при этом на поверхности минерала была 50 тысяч Кельвинов, то на камне появлялись твердые кусочки. Они не тонули в остальной жидкости и внешне напоминали кусочки льда. При дальнейшем понижении показателя давления, кусочки скапливались, образовывая «айсберги» на плаву. Ученые сопоставили, что так ведет себя углерод в составе планет Нептуна и Урана, на поверхности этих небесных тел тоже существуют океаны с жидким алмазом. Но чтоб доказать это предположение, необходимо отправить спутники к планетам, что на сегодняшний момент невозможно быстро осуществить.
Если действовать на камень короткими световыми импульсами в ультрафиолетовом диапазоне, то в минерале появятся небольшие углубления. Таким образом эксперимент подтверждает исчезновение камня под действием мощного ультрафиолета, то есть превращения алмаза в углекислый газ. Поэтому ультрафиолетовые лазеры на основе алмаза быстро ломаются и становятся непригодными к использованию. Но не следует переживать по поводу того, что бриллиант на украшении исчезнет со временем: чтоб удалить один микрограмм минерала, придется держать алмаз под ультрафиолетом около 10 миллиардов лет.
Итак, показатель плавления — интересная характеристика алмаза. Она все еще является предметом для изучения. С появлением технологий ученые находят новые способы проверки этой характеристики. На ее основе можно сделать выводы по поводу происхождения камня, открыть новые способы применения алмаза.
Рекомендуем похожие статьи
Red Melting Stone — Etsy.
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
8. Системы координат — документация QGIS Documentation
Цель:
Ознакомиться с системами координат.
Основные понятия:
Система координат (CRS), проекция карты, перепроецирование «на лету», широта, долгота
8.1. Обзор
Map projections try to portray the surface of the earth, or a portion of the earth, on a flat piece of paper or computer screen. In layman’s term, map projections try to transform the earth from its spherical shape (3D) to a planar shape (2D).
A coordinate reference system (CRS) then defines how the two-dimensional, projected map in your GIS relates to real places on the earth. The decision of which map projection and CRS to use depends on the regional extent of the area you want to work in, on the analysis you want to do, and often on the availability of data.
8.2. Подробнее о проекциях
Традиционным способом отображения формы Земли являются глобусы. Однако использование этого подхода имеет свои недостатки. Хотя глобусы по большому счету сохраняют форму Земли и иллюстрируют пространственную конфигурацию объектов размером с континент, их весьма проблематично носить в кармане. Кроме того, они удобны в использовании исключительно при малых масштабах (например 1:100 миллионам).
Большинство тематических карт, используемых в ГИС-приложениях, имеют гораздо больший масштаб. Обычно, наборы ГИС-данных имеют масштаб 1:250 000 или больше, в зависимости от уровня детализации. Глобус таких размеров будет дорогим и его использование будет очень сложным. Поэтому картографы разработали набор приемов, называемых проекциями карты, предназначенный для отображения сферической поверности Земли в двумерном пространстве с достаточной точностью.
Если рассматривать Землю вблизи, её можно считать плоской. Однако, при взгляде из космоса видно, что её форма приближена к сферической. Карты, как будет показано в следующем разделе, отражают реальность. На них показаны не только объекты, но и их форма и пространственное расположение. Каждая проекция имеет достоинства и недостатки. Выбор наилучшей проекции для карты определяется её масштабом и назначением. Например, проекция может давать неприемлемые искажения в случае отображения всего африканского континента, но идеально подходить для создания крупномасштабной (подробной) карты страны. Свойства проекций также могут влиять на визуальные параметры карты. Так, некоторые проекции хорошо подходят для маленьких областей, другие хороши для отображения объектов, протяженных с запада на восток, третьи — для объектов вытянутых с севера на юг.
8.3. Три типа картографических проекций
The process of creating map projections is best illustrated by positioning a light source inside a transparent globe on which opaque earth features are placed. Then project the feature outlines onto a two-dimensional flat piece of paper. Different ways of projecting can be produced by surrounding the globe in a cylindrical fashion, as a cone, or even as a flat surface. Each of these methods produces what is called a map projection family. Therefore, there is a family of planar projections, a family of cylindrical projections, and another called conical projections (see Рис. 8.3)
Рис. 8.3 Три типа картографических проекций: a) цилиндрические, b) конические, c) азимутальные.
В настоящее время процесс проецирования сферической Земли на бумагу выполняется с использованием математических преобразований и тригонометрии. Но в основе лежит все то же пропускание луча света через глобус.
8.4. Точность картографических проекций
Map projections are never absolutely accurate representations of the spherical earth. As a result of the map projection process, every map shows distortions of angular conformity, distance and area. A map projection may combine several of these characteristics, or may be a compromise that distorts all the properties of area, distance and angular conformity, within some acceptable limit. Examples of compromise projections are the Winkel Tripel projection and the Robinson projection (see Рис. 8.4), which are often used for producing and visualizing world maps.
Рис. 8.4 Проекция Робинсона дает приемлемые искажения площади, расстояний и углов.
В большинстве случаев сохранить все характеристики исходных объектов при проецировании невозможно. Это значит, что когда вам требуется выполнить анализ, необходимо подбирать такую проекцию, которая даст наилучшие характеристики для анализа. Например, если требуется измерить расстояния, необходимо выбрать проекцию, которая обеспечит точные расстояния.
8.4.1. Равноугольные проекции
Когда мы работаем с глобусом, основные направления компаса (север, восток, юг и запад) всегда расположены под углом в 90 градусов друг к другу. Другими словами восток всегда будет находиться на 90 градусов от севера. Проекция может сохранять угловые направления, и такая проекция называется конморфной или равноугольной.
These projections are used when the preservation of angular relationships is important. They are commonly used for navigational or meteorological tasks. It is important to remember that maintaining true angles on a map is difficult for large areas and should be attempted only for small portions of the earth. The conformal type of projection results in distortions of areas, meaning that if area measurements are made on the map, they will be incorrect. The larger the area the less accurate the area measurements will be. Examples are the Mercator projection (as shown in Рис. 8.5) and the Lambert Conformal Conic projection. The U.S. Geological Survey uses a conformal projection for many of its topographic maps.
Рис. 8.5 Проекция Меркатора используется в тех случаях, когда важна правильность углов и допустимы искажения площади.
8.4.2. Равнопромежуточные проекции
If your goal in projecting a map is to accurately measure distances, you should select a projection that is designed to preserve distances well. Such projections, called equidistant projections, require that the scale of the map is kept constant. A map is equidistant when it correctly represents distances from the centre of the projection to any other place on the map. Equidistant projections maintain accurate distances from the centre of the projection or along given lines. These projections are used for radio and seismic mapping, and for navigation. The Plate Carree Equidistant Cylindrical (see Рис. 8.6) and the Equirectangular projection are two good examples of equidistant projections. The Azimuthal Equidistant projection is the projection used for the emblem of the United Nations (see Рис. 8.7).
Рис. 8.6 Равнопромежуточная цилиндрическая проекция Плате-Карре используется, когда необходимо получить точные расстояния.
Рис. 8.7 Логотип ООН использует азимутальную равнопромежуточную проекцию.
8.4.3. Равновеликие проекции
When a map portrays areas over the entire map, so that all mapped areas have the same proportional relationship to the areas on the Earth that they represent, the map is an equal area map. In practice, general reference and educational maps most often require the use of equal area projections. As the name implies, these maps are best used when calculations of area are the dominant calculations you will perform. If, for example, you are trying to analyse a particular area in your town to find out whether it is large enough for a new shopping mall, equal area projections are the best choice. On the one hand, the larger the area you are analysing, the more precise your area measures will be, if you use an equal area projection rather than another type. On the other hand, an equal area projection results in distortions of angular conformity when dealing with large areas. Small areas will be far less prone to having their angles distorted when you use an equal area projection. Alber’s equal area, Lambert’s equal area and Mollweide Equal Area Cylindrical projections (shown in Рис. 8.8) are types of equal area projections that are often encountered in GIS work.
Рис. 8.8 Равновеликая псевдоцилиндрическая проекция Мольвейде, например, гарантирует, что площади всех отображаемых объектов на карте — пропорциональны площадям объектов на поверхности Земли.
Имейте в виду, что картографическая проекция — очень сложная тема. Существуют сотни различных проекций, каждая из которых пытается отобразить на плоском листе бумаги определённую часть поверхности Земли как можно достовернее. На самом деле, выбор используемой проекции — ваш выбор. Многие государства имеют наиболее часто используемые проекции и при обмене данными специалисты следуют государственному тренду.
8.5. Подробнее о системах координат
С помощью систем координат каждая точка на поверхности Земли может быть представлена набором из трёх чисел, называемых координатами. В целом, системы координат делятся на системы координат проекций (также называемых Декартовыми или прямоугольными системами координат) и географические системы координат.
8.5.1. Географические системы координат
Использование географических систем координат очень распространено. Для описания положения на поверхности Земли они используют градусы широты и долготы и, иногда, значение высоты. Наиболее популярная называется WGS 84.
Lines of latitude run parallel to the equator and divide the earth into 180 equally spaced sections from North to South (or South to North). The reference line for latitude is the equator and each hemisphere is divided into ninety sections, each representing one degree of latitude. In the northern hemisphere, degrees of latitude are measured from zero at the equator to ninety at the north pole. In the southern hemisphere, degrees of latitude are measured from zero at the equator to ninety degrees at the south pole. To simplify the digitisation of maps, degrees of latitude in the southern hemisphere are often assigned negative values (0 to -90°). Wherever you are on the earth’s surface, the distance between the lines of latitude is the same (60 nautical miles). See Рис. 8.9 for a pictorial view.
Рис. 8.9 Географическая система координат с параллелями (линии, параллельные экватору) и меридианами с центральным меридианом в Гринвиче.
Lines of longitude, on the other hand, do not stand up so well to the standard of uniformity. Lines of longitude run perpendicular to the equator and converge at the poles. The reference line for longitude (the prime meridian) runs from the North pole to the South pole through Greenwich, England. Subsequent lines of longitude are measured from zero to 180 degrees East or West of the prime meridian. Note that values West of the prime meridian are assigned negative values for use in digital mapping applications. See Рис. 8.9 for a pictorial view.
На экваторе, и только на экваторе, длина дуги в 1 градус меридиана и длина дуги в 1 градус параллели — равны. При движении по направлению к полюсам, расстояние между меридианами постоянно уменьшается, пока, точно на полюсе, все 360° долготы не сойдутся в одной точке — вы даже сможете пальцем прикоснуться к ней (хотя, вероятно, захотите одеть перчатки). Используя географическую систему координат, мы получаем сетку, делящую поверхность Земли на четырёхугольники площадью примерно 12363.365 кв. километров на экваторе, которые практически бесполезны для определения местоположения чего-либо в пределах этого многоугольника.
Чтобы быть по-настоящему полезной, сетка параллелей и меридианов на карте должна быть поделена на достаточно маленькие отрезки, которые можно было бы использовать (с достаточной степенью точности) для описания расположения точки на карте. Для достижения этой цели, градусы делятся на минуты (') и секунды ("). В одном градусе 60 минут, а в минуте 60 секунд (3600 секунд в градусе). Так, на экваторе, одна секунда параллели или меридиана равна 30.87624 метров.
8.5.2. Системы координат проекций (прямоугольные)
A two-dimensional coordinate reference system is commonly defined by two axes. At right angles to each other, they form a so called XY-plane (see Рис. 8.10 on the left side). The horizontal axis is normally labelled X, and the vertical axis is normally labelled Y. In a three-dimensional coordinate reference system, another axis, normally labelled Z, is added. It is also at right angles to the X and Y axes. The Z axis provides the third dimension of space (see Рис. 8.10 on the right side). Every point that is expressed in spherical coordinates can be expressed as an X Y Z coordinate.
Рис. 8.10 Двух и трёхмерные системы координат.
Системы координат проекций в южном полушарии (к югу от экватора) берут начало от экватора и начального меридиана. Это значит, что значения по оси Y увеличиваются к югу, а значения по оси X увеличиваются на Запад. В северном полушарии (к северу от экватора) началом служат также экватор и начальный меридиан. Однако, теперь значения по оси Y увеличиваются на Север, а значения по оси X увеличиваются на Восток. Далее будет описана часто используемая система координат, называемая Универсальная поперечная проекция Меркатора (Universal Transverse Mercator, UTM).
The Universal Transverse Mercator (UTM) coordinate reference system has its origin on the equator at a specific Longitude. Now the Y-values increase southwards and the X-values increase to the West. The UTM CRS is a global map projection. This means, it is generally used all over the world. But as already described in the section „accuracy of map projections“ above, the larger the area (for example South Africa) the more distortion of angular conformity, distance and area occur. To avoid too much distortion, the world is divided into 60 equal zones that are all 6 degrees wide in longitude from East to West. The UTM zones are numbered 1 to 60, starting at the antimeridian (zone 1 at 180 degrees West longitude) and progressing East back to the antemeridian (zone 60 at 180 degrees East longitude) as shown in Рис. 8.11.
Рис. 8.11 Зоны Универсальной поперечной проекции Меркатора. Для Южной Африки используются зоны UTM: 33S, 34S, 35S, и 36S.
As you can see in Рис. 8.11 and Рис. 8.12, South Africa is covered by four UTM zones to minimize distortion. The zones are called UTM 33S, UTM 34S, UTM 35S and UTM 36S. The S after the zone means that the UTM zones are located south of the equator.
Рис. 8.12 Зоны UTM 33S, 34S, 35S и 36S с центральными меридианами используются для высокоточного проецирования территории Южной Африки. Красный крест показывает Зону интереса (Area of Interest — AOI).
Say, for example, that we want to define a two-dimensional coordinate within the Area of Interest (AOI) marked with a red cross in Рис. 8.12. You can see, that the area is located within the UTM zone 35S. This means, to minimize distortion and to get accurate analysis results, we should use UTM zone 35S as the coordinate reference system.
The position of a coordinate in UTM south of the equator must be indicated with the zone number (35) and with its northing (Y) value and easting (X) value in meters. The northing value is the distance of the position from the equator in meters. The easting value is the distance from the central meridian (longitude) of the used UTM zone. For UTM zone 35S it is 27 degreesEast as shown in Рис. 8.12. Furthermore, because we are south of the equator and negative values are not allowed in the UTM coordinate reference system, we have to add a so called false northing value of 10,000,000 m to the northing (Y) value and a false easting value of 500,000 m to the easting (X) value. This sounds difficult, so, we will do an example that shows you how to find the correct UTM 35S coordinate for the Area of Interest.
8.6.1. The northing (Y) value
The place we are looking for is 3,550,000 meters south of the equator, so the northing (Y) value gets a negative sign and is -3,550,000 m. According to the UTM definitions we have to add a false northing value of 10,000,000 m. This means the northing (Y) value of our coordinate is 6,450,000 m (-3,550,000 m + 10,000,000 m).
8.6.2. The easting (X) value
First we have to find the central meridian (longitude) for the UTM zone 35S. As we can see in Рис. 8.12 it is 27 degrees East. The place we are looking for is 85,000 meters West from the central meridian. Just like the northing value, the easting (X) value gets a negative sign, giving a result of -85,000 m. According to the UTM definitions we have to add a false easting value of 500,000 m. This means the easting (X) value of our coordinate is 415,000 m (-85,000 m + 500,000 m). Finally, we have to add the zone number to the easting value to get the correct value.
В результате, координаты нашей Точки интереса, в значениях системы координат UTM зона 35S будут выглядеть следующим образом: 35 415,000 м В / 6,450,000 м С. В некоторых ГИС, когда правильно указана проекция UTM зона 35S и единицы измерения в метрах, номер зоны можно убрать и записать пару координат в более простом виде 415,000 6,450,000.
8.7. Перепроецирование «на лету»
Как вы, вероятно, может себе представить, возможна ситуация когда данные, которые вы хотите использовать в ГИС, спроецированы в различных системах координат. Например, у вас может быть векторный слой границ Южной Африки в UTM 35S и другой векторный слой с информацией о замерах объема осадков, в географической системе координат WGS 84. В ГИС эти два векторных слоя отобразятся в совершенно разных местах окна карты, потому что они имеют разные проекции.
To solve this problem, many GIS include a functionality called on-the-fly projection. It means, that you can define a certain projection when you start the GIS and all layers that you then load, no matter what coordinate reference system they have, will be automatically displayed in the projection you defined. This functionality allows you to overlay layers within the map window of your GIS, even though they may be in different reference systems. In QGIS, this functionality is applied by default.
8.8. Частые ошибки / о чем стоит помнить
Тема картографическая проекция очень сложная и даже профессионалы-географы, геодезисты зачастую испытывают сложности с правильным определением проекций карт и систем координат. Обычно, если работаете в ГИС, у вас уже есть спроецированные данные для начала работы. В большинстве случаев, эти данные будут перепроецироваться в определённую систему координат, поэтому не возникнет необходимости создавать новую систему координат или вручную перепроецировать данные в другую систему координат. Тем не менее, всегда полезно знать что такое проекция карты и система координат.
8.9. Что мы узнали?
Подведём итоги:
Проекция карты изображает поверхность Земли на двухмерном, плоском листе бумаги или экране компьютера.
Существую мировые проекции карт, но большинство проекций созданы и оптимизированы для проецирования малых площадей поверхности Земли.
Картографические проекции никогда абсолютно точно не передают сферическую поверхность Земли. Существуют искажения углов, длин и площадей. Невозможно одновременно корректно отображать все эти характеристики с помощью проекции карты.
Система координат (CRS) определяет, с помощью координат, каким образом двухмерная,спроецированная карта соотносится с реальной местностью на поверхности Земли.
Существуют два различных типа систем координат: Географические системы координат и Системы координат проекций.
Перепроецирование «на лету» — функция ГИС, которая позволяет совмещать слои, даже если они имеют различные системы координат.
8.10. Попробуйте сами!
Вот некоторые идеи для заданий:
Start QGIS
In Project ► Properties… ► CRS check No projection (or unknown/non-Earth projection)
Load two layers of the same area but with different projections
Let your pupils find the coordinates of several places on the two layers. You can show them that it is not possible to overlay the two layers.
Then define the coordinate reference system as Geographic/WGS 84 inside the Project Properties dialog
Load the two layers of the same area again and let your pupils see how setting a CRS for the project (hence, enabling «on-the-fly» projection) works.
You can open the Project Properties dialog in QGIS and show your pupils the many different Coordinate Reference Systems so they get an idea of the complexity of this topic. You can select different CRSs to display the same layer in different projections.
8.11. Стоит учесть
If you don’t have a computer available, you can show your pupils the principles of the three map projection families. Get a globe and paper and demonstrate how cylindrical, conical and planar projections work in general. With the help of a transparency sheet you can draw a two-dimensional coordinate reference system showing X axes and Y axes. Then, let your pupils define coordinates (X and Y values) for different places.
8.12. Дополнительная литература
Книги:
Chang, Kang-Tsung (2006). Introduction to Geographic Information Systems. 3rd Edition. McGraw Hill. ISBN: 0070658986
DeMers, Michael N. (2005). Fundamentals of Geographic Information Systems. 3rd Edition. Wiley. ISBN: 9814126195
Galati, Stephen R. (2006): Geographic Information Systems Demystified. Artech House Inc. ISBN: 158053533X
Работа с проекциями в QGIS подробно описана в Руководстве пользователя QGIS.
8.13. Что дальше?
Следующий раздел посвящен созданию карт.
Система координат станка с ЧПУ
Для определения координатного пространства внутри станка и пространства для перемещения инструмента (фрезы, резца, экструдера, лазерного луча и др. ) во всех современных станках используются декартова система координат с осями X, Y и Z.
Декартова система координат — прямолинейная система координат с взаимно перпендикулярными осями. Это наиболее простая и поэтому часто используемая система координат:
Помимо линейных осей, станок может иметь несколько поворотных осей. Их обозначение зависит от того, вокруг какой линейной оси они вращаются. Ниже приведена схема системы координат с поворотными осями:
Для позиционирования инструмента в системе координат могут использоваться разные технические устройства и механизмы. В этой статье рассматриваются системы координат, используемые в станках с ЧПУ, включая рабочую систему координат (WCS), машинную систему координат (MCS) и систему смещения.
Роль системы координат
Станок должен понимать положение заготовки в физическом пространстве — просто поместить кусок металла в ЧПУ станок и нажать кнопку «Пуск» недостаточно. Для решения этой задачи используется рабочая система координат станка.
Задача усложняется, когда в процессе обработки используется несколько инструментов. Каждый из них имеет различную длину, которая изменяет расстояние между базовой точкой шпинделя и заготовкой. Например, точка начала для 3-мм фрезы с небольшой длиной будет отличаться от точки начала для 6-мм сверла, предназначенного для сверления глубоких отверстий.
Система координат позволяет сообщить управляющей программе:
где в пространстве находится заготовка;
как далеко от неё находится инструмент;
как должен двигаться инструмент в процессе обработки детали.
Используя декартову систему координат, можно управлять движением инструмента вдоль каждой оси, что уже позволит сделать из заготовки деталь.
Система координат классического фрезерного станка с точки зрения оператора:
ось X задаёт перемещение «влево» и «вправо»;
ось Y — «вперед» и «назад»;
ось Z — «вверх» и «вниз».
Система координат классического токарного станка:
Многие современные токарные станки с ЧПУ оснащаются фрезерным инструментом. Но как быть, если токарный станок имеет всего две оси, а требуется обработать квадрат или шестигранник? Производители оборудования предлагают для таких случаев два решения.
1. Перейти от декартовой системы координат к полярной
Полярная система координат — это двумерная система координат, в которой каждая точка на плоскости определяется двумя числами — полярным углом и полярным радиусом. В случае с токарным станком полярный угол это угол поворота шпинделя относительно инструмента, а полярный радиус это положение инструмента по оси Х.
Иными словами, чтобы определить точку в пространстве, необходимо указать радиус и угол отклонения от оси Х. На практике использовать такую систему координат, как правило, неудобно, поэтому ЧПУ преобразовывает угловое значение поворота шпинделя в более понятную линейную координату. При программировании в полярных координатах необязательно пересчитывать углы. Кроме того, обработка в полярных координатах не позволяет выполнять некоторые фрезерные операции.
2. Использовать дополнительную ось перемещения
Вторым способом является установка дополнительной оси перемещения (ось Y). Такая опция позволяет значительно расширить возможности станка, и, в отличие от полярных координат, пригодна для выполнения любых фрезерных операций. Недостаток такой опции — это её стоимость и сравнительно небольшой диапазон перемещений.
Движение вдоль системы координат всегда основано на том, как движется инструмент, а не стол с заготовкой. Например, увеличение значения координаты X приведёт к смещению стола влево, но если смотреть с точки зрения инструмента, он движется вправо вдоль заготовки.
Кроме трёх или двух осей, в любой системе координат задаётся исходная точка. Каждый станок с ЧПУ имеет свою собственную внутреннюю исходную точку, которая называется Machine Home или Референтная позиция.
Привязка системы координат
Чтобы упростить написание программ ЧПУ, используется система рабочих координат или WCS. WCS определяет конкретную исходную точку в блоке материала, обычно в программном обеспечении САМ.
Перед началом выполнения управляющей программы станку необходимо указать расположение заготовки относительно его системы координат (MCS).
Для этого оператор должен указать величину смещения по каждой оси станка. Это можно сделать несколькими способами, но на многих современных станках существует возможность оснащения его автоматической системой измерения заготовки.
Такая система представляет собой высокоточный датчик, который устанавливается в шпинделе станка (фрезерный станок) или в инструментальной револьверной головке (токарный станок). Датчик на медленной подаче производит касание заготовки и передает сигнал на ЧПУ, которая в свою очередь заносит в память величину смещения вдоль соответствующей оси. Такое устройство позволяет значительно ускорить наладку станка.
Выбор исходной точки для WCS требует тщательного планирования. Необходимо учитывать несколько условий:
исходная точка должен быть найдена механическими средствами с помощью искателя края или зонда;
одинаковые исходные точки помогают экономить время при замене деталей;
исходная точка должна учитывать требуемые допуски для всех последующих операций.
Если на станке обрабатывается несколько деталей в одном задании, для каждой детали может быть назначено собственное смещение. Это позволяет станку с ЧПУ точно связать свою систему координат с системами нескольких деталей в разных местах и выполнять несколько настроек одновременно.
Коррекция инструмента
Обычно для изготовления одной и той же детали используется несколько инструментов. Как отмечалось выше, разный инструмент имеет разные геометрические параметры, которые станок должен учитывать при перемещении. Для этого в станке существует таблица смещения инструмента, в которой указываются геометрические параметры инструмента (для токарных резцов: смещение от нулевой точки станка, для фрезерного инструмента длина и диаметр). Для записи коррекции используют несколько способов:
Измерения касанием. Этот способ не требует каких либо специальных технических средств или дополнительного оснащения, но вместе с этим является наименее точным. Суть заключается в касании заготовки инструментом либо напрямую, либо через концевые меры.
Использование пресетера (необходимо наличие в цеху специального устройства — пресетора).
Пресетер позволяет точно измерить длину и диаметр инструмента. Это наиболее точный метод измерения, но вместе с тем наиболее затратный и наименее удобный, так как для проведения измерений инструмент необходимо извлекать из станка.
Измерение при помощи датчика измерения инструмента. В зависимости от типа датчика этот способ не уступает по точности предыдущему, но при этом менее затратный и наиболее эффективный, так как привязку инструмента можно осуществлять в автоматическом режиме. Суть данного способа заключается в установке в рабочую зону станка высокоточного датчика для измерения инструмента:
Инструмент касается контактной поверхности датчика, а датчик в свою очередь передает сигнал на ЧПУ, которая фиксирует данные в таблице инструментов. Измерение может проводиться как в ручном режиме, так и в автоматическом (в зависимости от типа датчика).
С помощью инструментов нашего портала Вы сможете легко сравнить между собой станки от разных производителей и принять верное решение о покупке оборудования!
Также вы можете обратиться за помощью к специалистам Центра технологической поддержки портала СТАНКОТЕКА — для этого оставьте заявку на сайте или позвоните по телефону, указанному на странице «Контакты».
Система координат в C как массив
Я не думаю, что вы можете сделать это с массивами, но вы можете сделать это с указателями на элементы массива.
Однако, я бы не стал этого делать, если бы у меня не было ОЧЕНЬ серьезной причины . Отрицательно индексируемые указатели не будут тем, что ожидает читатель вашего кода, поэтому их легко будет случайно использовать неправильно. Для ясности вам может быть лучше с функциональным решением, если только оно не должно быть ОЧЕНЬ быстрым.
С этим покончено, давайте сделаем это!
Судя по вашей попытке, вы можете запутаться в массивах и указателях. Помните, что это не одно и то же.
Теперь C не запрещает вам использовать отрицательные индексы, что может иметь смысл, когда вы используете указатель. Итак, вы можете сделать это:
int a[5];
интервал *b = а + 2; // или &a[2]
b[-2] // это [0]
b[-1] // это [1]
b[0] // ia a[2] и т. д.
Итак, я думаю, что следующий код вам подойдет.
#define GRIDSIZE 101
.....
int map_memory[GRIDSIZE][GRIDSIZE];
int *map_rows[GRIDSIZE];
интервал **карта;
инт я;
int gridMidPoint = GRIDSIZE / 2;
for(i = 0; i < GRIDSIZE; i++) {
map_rows[i] = &(map_memory[i][0]) + gridMidPoint;
}
карта = map_rows + gridMidPoint;
Затем вы можете использовать его именно так, как вы ожидаете - с размером сетки 101:
Поскольку оба массива создаются в стеке, ничего освобождать не нужно.
Что здесь происходит? Позвольте мне сломать его. Во-первых, мы создаем резервный массив:
int map_memory[GRIDSIZE][GRIDSIZE];
Далее нам нужен массив указателей, которые мы собираемся использовать в качестве строк:
int *map_rows[GRIDSIZE];
Нам нужно, чтобы это были указатели, потому что они будут указывать на середину массивов в только что созданном двумерном массиве.
int gridMidPoint = GRIDSIZE / 2;
Здесь мы вычисляем среднюю точку. Я предполагаю, что вам нужно одинаковое количество элементов массива по обе стороны от нуля, поэтому вам не нужен +1 из вашего примера.
Этот код перебирает каждый элемент в нашем массиве строк и устанавливает эту строку так, чтобы она указывала на середину соответствующей строки в двумерном массиве. Вы также можете написать:
map_rows[i] = &map_memory[i][gridMidPoint];
Но я лично считаю, что вариант с лишними скобками и дополнением читается понятнее. Я думаю, если вы делаете необычные вещи с указателями, вы должны точно объяснить, что происходит, для следующего человека, который прочитает ваш код.
Наконец, нам нужно, чтобы наш указатель map указывал на середину строк:
map = map_rows + gridMidPoint;
Готово!
Помните, что двумерные массивы на самом деле являются одним блоком непрерывной памяти. Это означает, что map[0][gridMidPoint+1] совпадает с местоположением map[1][-1*gridMidPoint] . На самом деле это ничем не отличается от обычного двумерного массива, но об этом следует помнить при отладке.
Система координат
Важно: Этот документ может не представлять лучшие практики для текущей разработки. Ссылки на загрузки и другие ресурсы могут стать недействительными.
Система координат — это двумерное пространство, в котором вы размещаете, изменяете размер, трансформируете и рисуете видимые объекты вашего приложения, а также размещаете пользовательские события. Приложения в iOS и OS X полагаются на систему координат, которая находит точки с использованием горизонтальной и вертикальной осей (то есть оси x и оси y), которые пересекаются в общей исходной точке (0,0, 0,0). От начала координат положительные значения увеличиваются в одном направлении по обеим осям; отрицательные значения увеличиваются в противоположных направлениях. Вы выражаете точку в этом координатном пространстве как пару чисел с плавающей запятой в единицах пользовательского пространства, которые не привязаны к любым единицам в пространстве устройства, таким как пиксели. Рисование почти всегда происходит в секторе координатного пространства, где значения как по оси X, так и по оси Y положительны.
Системы координат могут иметь разные ориентации чертежа
Система координат по умолчанию для видов в iOS и OS X отличается ориентацией вертикальной оси:
OS X. Система координат по умолчанию имеет начало в нижней слева от области рисования; положительные значения простираются вверх и вправо от него. Вы можете программно «перевернуть» систему координат вида в OS X.
iOS. Система координат по умолчанию имеет начало в левом верхнем углу области рисования, а положительные значения простираются вниз и вправо от нее. Вы не можете изменить ориентацию по умолчанию системы координат вида в iOS, то есть вы не можете «перевернуть» ее.
Окна и представления имеют свои собственные системы координат
В приложении в любой момент может использоваться несколько систем координат. Окно позиционируется и измеряется в экранных координатах, которые определяются системой координат для дисплея. Само окно представляет собой базовую систему координат для всего рисования и обработки событий, выполняемых его представлениями. Каждый вид в окне поддерживает свою собственную локальную систему координат для рисования; эта система координат определяется представлением ограничивает свойство. Свойство представления frame выражает его местоположение и размер в системе координат его суперпредставления; тот же вид, в свою очередь, предоставляет базовую систему координат для позиционирования и изменения размеров его подвидов.
Платформы AppKit и UIKit предоставляют методы для преобразования точек и прямоугольников между системами координат представления и другого представления, представления и его окна, а также (в OS X) экрана и окна.
 5D/8 TM500
5D/8 TM500 5
5
 Опираясь на успех своего премиального азотного решения PSA, производитель представляет две новые модели в своей линейке NGP+. Наряду с выпуском NGP 160+ и NGP 200+, также добавились расширенные функции ко всей серии NGP+ среднего размера, чтобы предоставить клиентам большую гибкость, надежность и низкую стоимость владения.
Опираясь на успех своего премиального азотного решения PSA, производитель представляет две новые модели в своей линейке NGP+. Наряду с выпуском NGP 160+ и NGP 200+, также добавились расширенные функции ко всей серии NGP+ среднего размера, чтобы предоставить клиентам большую гибкость, надежность и низкую стоимость владения. org/LocalBusiness» itemscope=»»>
org/LocalBusiness» itemscope=»»> , Комсомольский просп., д. 98, оф. 5
, Комсомольский просп., д. 98, оф. 5 , д. 22, оф. 201
, д. 22, оф. 201 Это может испортить всю поездку или отнять у вас много времени, если у вас плотный график. К счастью, есть портативные устройства для накачивания шин, которые могут спасти вас, когда вы в затруднительном положении.
Это может испортить всю поездку или отнять у вас много времени, если у вас плотный график. К счастью, есть портативные устройства для накачивания шин, которые могут спасти вас, когда вы в затруднительном положении. США
США США
США Он имеет аналоговый манометр, который некоторые люди могут предпочесть цифровым манометрам.
Он имеет аналоговый манометр, который некоторые люди могут предпочесть цифровым манометрам. Благодаря автоматическому отключению все, что вам нужно сделать, это установить желаемый уровень давления и запустить инфлятор. Он определяет давление в шине и автоматически выключается, когда шина накачивается.
Благодаря автоматическому отключению все, что вам нужно сделать, это установить желаемый уровень давления и запустить инфлятор. Он определяет давление в шине и автоматически выключается, когда шина накачивается. Лучший способ сделать правильный выбор — подумать о том, для чего вы собираетесь его использовать.
Лучший способ сделать правильный выбор — подумать о том, для чего вы собираетесь его использовать.
 youtube.com/embed/w1dalE_pQ8Y?mute=0&autoplay=0&rel=0&controls=1&cc_load_policy=1&enablejsapi=1″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/w1dalE_pQ8Y?mute=0&autoplay=0&rel=0&controls=1&cc_load_policy=1&enablejsapi=1″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Каждый пневмоинструмент потребляет воздух в
Каждый пневмоинструмент потребляет воздух в футы в минуту от насоса ПЛЮС воздух, хранящийся в резервуаре, для достижения максимальной производительности инструмента и времени работы. Однако, если компрессор не подобран должным образом, может потребоваться периодическая работа пневмоинструмента, что снизит требуемый уровень куб. фута в минуту, или инструмент может не достичь надлежащего уровня мощности.
футы в минуту от насоса ПЛЮС воздух, хранящийся в резервуаре, для достижения максимальной производительности инструмента и времени работы. Однако, если компрессор не подобран должным образом, может потребоваться периодическая работа пневмоинструмента, что снизит требуемый уровень куб. фута в минуту, или инструмент может не достичь надлежащего уровня мощности. В то время как большие компрессоры неизбежно шумны, многие
В то время как большие компрессоры неизбежно шумны, многие
 Благодаря своей точности, надежности и простоте в эксплуатации эта гильотина позволяет выполнить нарезку багета как из дерева, так и из пластика с максимальным качеством. Мастерская Ленбагет закупает уже 5 лет эту модель, и наши клиенты неизменно остаются довольны.
Благодаря своей точности, надежности и простоте в эксплуатации эта гильотина позволяет выполнить нарезку багета как из дерева, так и из пластика с максимальным качеством. Мастерская Ленбагет закупает уже 5 лет эту модель, и наши клиенты неизменно остаются довольны. е. для закрепления стекла, паспарту, картины, заднего картона в раме с помощью специальных гвоздей.
е. для закрепления стекла, паспарту, картины, заднего картона в раме с помощью специальных гвоздей. Зная это, наши постоянные клиенты, среди которых банки, профессиональные художники, гобеленовая фабрика, фотографы, уверены, что работа будет выполнена на 5+, изящно и с любовью.
Зная это, наши постоянные клиенты, среди которых банки, профессиональные художники, гобеленовая фабрика, фотографы, уверены, что работа будет выполнена на 5+, изящно и с любовью. Фрунзе 15 и ст. м. Проспект Большевиков, пр. Пятилеток 14, к. 1
Фрунзе 15 и ст. м. Проспект Большевиков, пр. Пятилеток 14, к. 1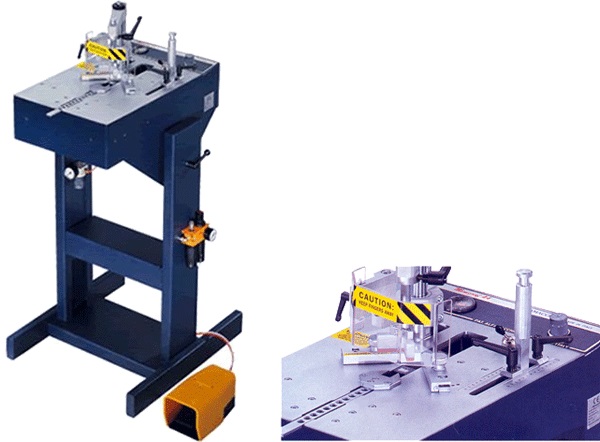 20 грн
20 грн 80 грн
80 грн Чтобы лучше всего адаптироваться к вашему продукту, нагревательные элементы можно отрегулировать до 280°C / 536°F. Таким образом, в зависимости от предварительного приготовления, которое вы сделаете заранее в своей пекарне, вы устанавливаете температуру по своему желанию.
Чтобы лучше всего адаптироваться к вашему продукту, нагревательные элементы можно отрегулировать до 280°C / 536°F. Таким образом, в зависимости от предварительного приготовления, которое вы сделаете заранее в своей пекарне, вы устанавливаете температуру по своему желанию. Подобно приборной панели, вы дистанционно управляете своей машиной и можете:
Подобно приборной панели, вы дистанционно управляете своей машиной и можете: Это также позволяет вам заменить отнимающие много времени и топлива поездки, ограничив их одной поездкой туда и обратно, чтобы пополнить свой дистрибьютор Smart Baguette.
Это также позволяет вам заменить отнимающие много времени и топлива поездки, ограничив их одной поездкой туда и обратно, чтобы пополнить свой дистрибьютор Smart Baguette. , 20:31 по восточному стандартному времени
, 20:31 по восточному стандартному времени Что касается функций, машины ICI Baguettes могут вмещать до 86 багетов одновременно, оставаясь при этом приятно компактными (размеры 31 дюйм на 31 дюйм). Устройства также могут предложить два вида багетов, традиционный и обычный. Если говорить о разнице между этими двумя вариантами, то все дело в технике выпечки.
Что касается функций, машины ICI Baguettes могут вмещать до 86 багетов одновременно, оставаясь при этом приятно компактными (размеры 31 дюйм на 31 дюйм). Устройства также могут предложить два вида багетов, традиционный и обычный. Если говорить о разнице между этими двумя вариантами, то все дело в технике выпечки.


 Кроме того, токарные патроны, устанавливаемые на этих шпинделях по посадке скольжения, не вполне точно центрируются. На точность центрирования оказывает влияние зазор. При частом навинчивании и свинчивании патронов зазор из-за износа сопрягаемых поверхностей увеличивается. В этих условиях даже плотные соединения со временем теряют свою первоначальную точность, и возникает потребность в ремонте головки шпинделя.
Кроме того, токарные патроны, устанавливаемые на этих шпинделях по посадке скольжения, не вполне точно центрируются. На точность центрирования оказывает влияние зазор. При частом навинчивании и свинчивании патронов зазор из-за износа сопрягаемых поверхностей увеличивается. В этих условиях даже плотные соединения со временем теряют свою первоначальную точность, и возникает потребность в ремонте головки шпинделя.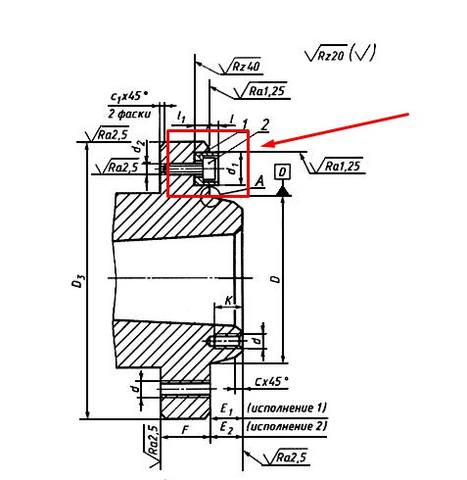
 Вследствие большого угла конуса патрон после освобождения винтов легко снимается. Вылет патрона минимальный.
Вследствие большого угла конуса патрон после освобождения винтов легко снимается. Вылет патрона минимальный. Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств.
Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.
Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.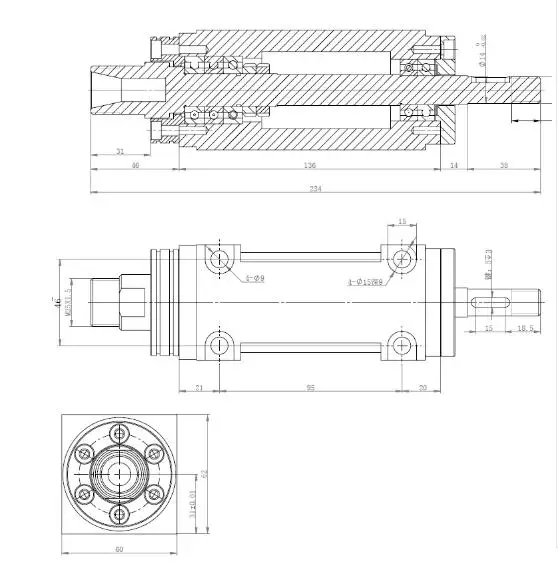


 Фланцы промежуточные под фланцевые концы шпинделей под поворотную шайбу (ГОСТ 12593)
Фланцы промежуточные под фланцевые концы шпинделей под поворотную шайбу (ГОСТ 12593) youtube.com/embed/EvYVUmSFt7s» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/EvYVUmSFt7s» frameborder=»0″ allowfullscreen=»»>  В итоге, себестоимость изготовления патрона для токарного станка снижается, срок службы кулачков. 2 з.п. ф-лы, 2 ил. увеличивается, точность базирования заготовок в кулачках патрона повышается, жесткость сопряжения патрона со шпинделем становится выше.
В итоге, себестоимость изготовления патрона для токарного станка снижается, срок службы кулачков. 2 з.п. ф-лы, 2 ил. увеличивается, точность базирования заготовок в кулачках патрона повышается, жесткость сопряжения патрона со шпинделем становится выше. Подобное конструкторское решение требует выполнения базовых поверхностей как на шпинделе, так и в корпусе патрона с очень высокой точностью (ГОСТ 2675-80, табл. 3) и является не технологичным. Базирование произойдёт либо только на торец, или только на конус, в случае если допуск на размеры не будут выдержаны. В итоге, технология изготовления обеих сопрягаемых деталей значительно усложняется.
Подобное конструкторское решение требует выполнения базовых поверхностей как на шпинделе, так и в корпусе патрона с очень высокой точностью (ГОСТ 2675-80, табл. 3) и является не технологичным. Базирование произойдёт либо только на торец, или только на конус, в случае если допуск на размеры не будут выдержаны. В итоге, технология изготовления обеих сопрягаемых деталей значительно усложняется.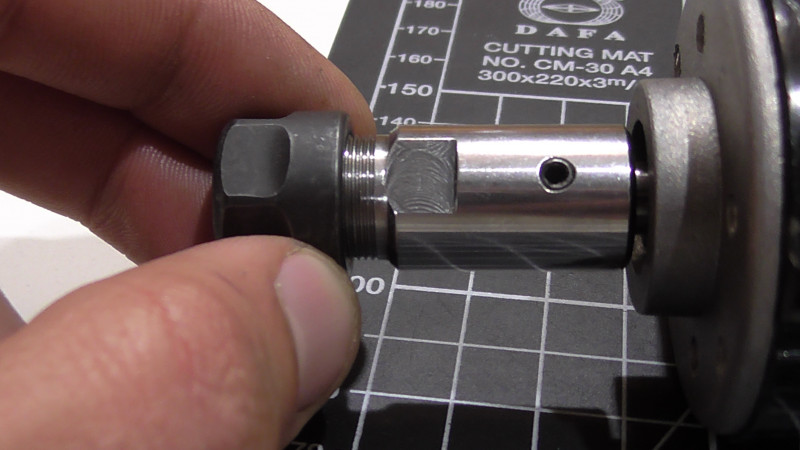 ), этот токарный патрон является самоцентрирующимся. Спиральный диск патрона базируется на наружной цилиндрической поверхности шпинделя, а корпус конструкции патрона базируется на внутренней конусной поверхности шпинделя. Такое конструктивное решение, вследствие уменьшения числа составляющих суммарной погрешности базирования спирального диска, позволяет повысить точность базирования заготовок К недостаткам данного устройства следует отнести необходимость изготовления, высокой точности, сопрягаемых поверхностей при базировании корпуса одновременно на конусную внутреннюю поверхность и торцевую поверхность шпинделя. Это соответственно, повышает себестоимость их изготовления.
), этот токарный патрон является самоцентрирующимся. Спиральный диск патрона базируется на наружной цилиндрической поверхности шпинделя, а корпус конструкции патрона базируется на внутренней конусной поверхности шпинделя. Такое конструктивное решение, вследствие уменьшения числа составляющих суммарной погрешности базирования спирального диска, позволяет повысить точность базирования заготовок К недостаткам данного устройства следует отнести необходимость изготовления, высокой точности, сопрягаемых поверхностей при базировании корпуса одновременно на конусную внутреннюю поверхность и торцевую поверхность шпинделя. Это соответственно, повышает себестоимость их изготовления.
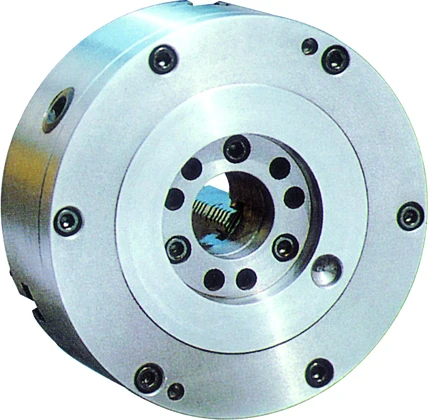 Установка спирального диска непосредственно на конусную поверхность шпинделя позволяет полностью устранить зазоры между базовыми поверхностями и свести до нуля погрешность базирования относительно оси вращения шпинделя. Этому способствует установка между шпинделем и спиральным диском регулируемой в радиальном направлении втулки. В результате на точность радиального перемещения кулачков и, соответственно, на точность базирования заготовок разных диаметров во всем диапазоне перемещения кулачков будет оказывать влияние только точность изготовления торцевой спирали и реек кулачков.
Установка спирального диска непосредственно на конусную поверхность шпинделя позволяет полностью устранить зазоры между базовыми поверхностями и свести до нуля погрешность базирования относительно оси вращения шпинделя. Этому способствует установка между шпинделем и спиральным диском регулируемой в радиальном направлении втулки. В результате на точность радиального перемещения кулачков и, соответственно, на точность базирования заготовок разных диаметров во всем диапазоне перемещения кулачков будет оказывать влияние только точность изготовления торцевой спирали и реек кулачков. Этот прецизионно изготовленный из легированной стали патрон предназначен для установки на токарные станки и полировальные двигатели, содержащие стандартные стоматологические конические валы. При заказе укажите 7L (левый) или 7R (правый). Транспортировочный вес: 6 унций [107 г] Размеры упаковки: диаметр хвостовика 5/8 дюйма x длина 3 5/8 дюйма [2 см x 9 см]
Этот прецизионно изготовленный из легированной стали патрон предназначен для установки на токарные станки и полировальные двигатели, содержащие стандартные стоматологические конические валы. При заказе укажите 7L (левый) или 7R (правый). Транспортировочный вес: 6 унций [107 г] Размеры упаковки: диаметр хвостовика 5/8 дюйма x длина 3 5/8 дюйма [2 см x 9 см]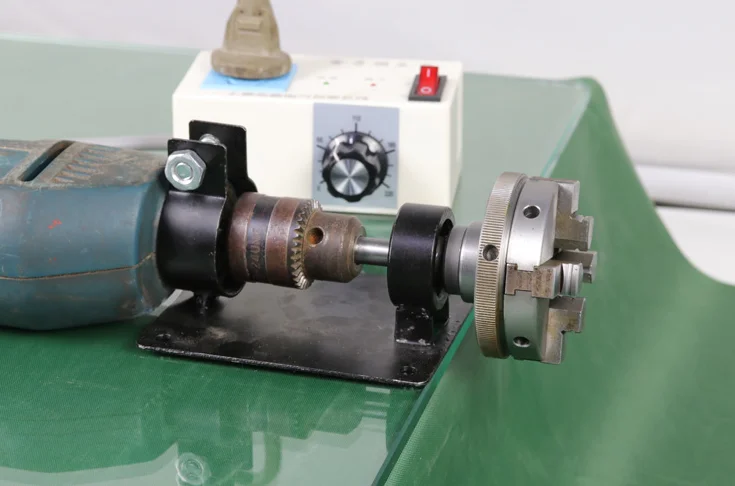 Патроны для обработки камней изготавливаются в соответствии со строгими стандартами из качественной латуни. Только для использования на конических валах токарных станков. При заказе указывайте номер патрона (ниже).
Патроны для обработки камней изготавливаются в соответствии со строгими стандартами из качественной латуни. Только для использования на конических валах токарных станков. При заказе указывайте номер патрона (ниже). При заказе укажите 9L (левый) или 9R (правый). Транспортировочный вес: 8 унций [227 г] Размеры устройства: 4 7/8” Д x 5/8” Диаметр хвостовика [12 см x 2 см] с диаметром хвостовика 1/4”.
При заказе укажите 9L (левый) или 9R (правый). Транспортировочный вес: 8 унций [227 г] Размеры устройства: 4 7/8” Д x 5/8” Диаметр хвостовика [12 см x 2 см] с диаметром хвостовика 1/4”. Обработанный с предельной точностью, 18 Atlas обеспечивает техническому специалисту концентричность, не имеющую себе равных ни в одном другом регулируемом патроне, без биения и без вибрации. Только для правого вала. Транспортировочный вес: 1 фунт [0,5 кг] Размеры устройства: 2 1/2” Д x 1 1/4” Диаметр хвостовика [6 см x 3 см]
Обработанный с предельной точностью, 18 Atlas обеспечивает техническому специалисту концентричность, не имеющую себе равных ни в одном другом регулируемом патроне, без биения и без вибрации. Только для правого вала. Транспортировочный вес: 1 фунт [0,5 кг] Размеры устройства: 2 1/2” Д x 1 1/4” Диаметр хвостовика [6 см x 3 см] Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе укажите 13L (левый) или 13R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: 2 5/8” Д x 3/4” Диаметр хвостовика [7 см x 2 см] с диаметром хвостовика 1/4”.
Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе укажите 13L (левый) или 13R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: 2 5/8” Д x 3/4” Диаметр хвостовика [7 см x 2 см] с диаметром хвостовика 1/4”.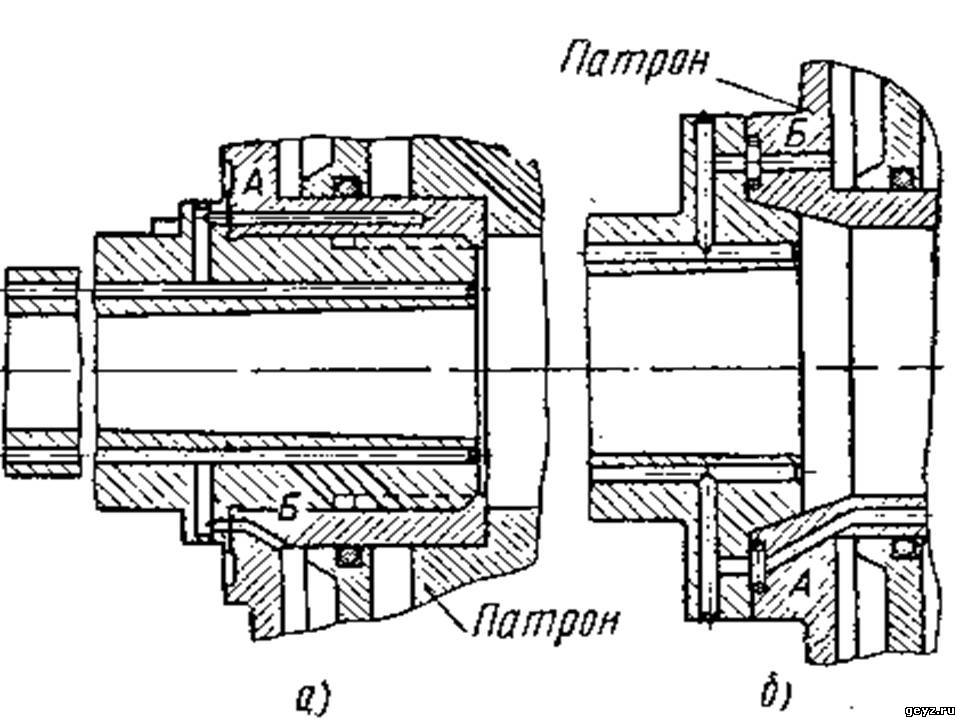 Крепится с помощью винтов. Пожалуйста, укажите диаметр вала и левое или правое положение.
Крепится с помощью винтов. Пожалуйста, укажите диаметр вала и левое или правое положение.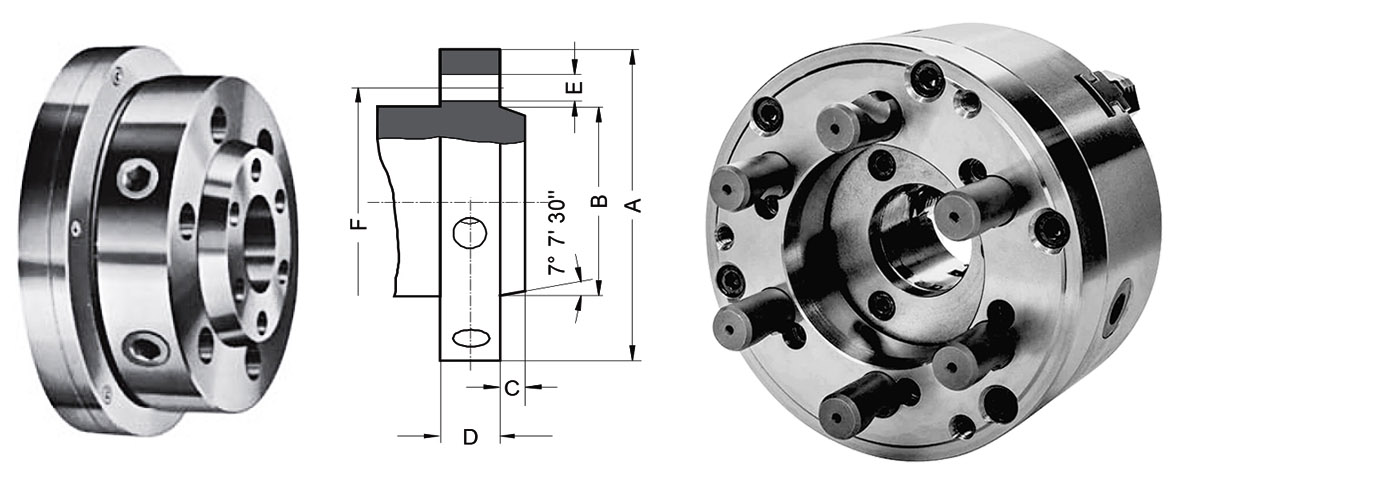 0019
0019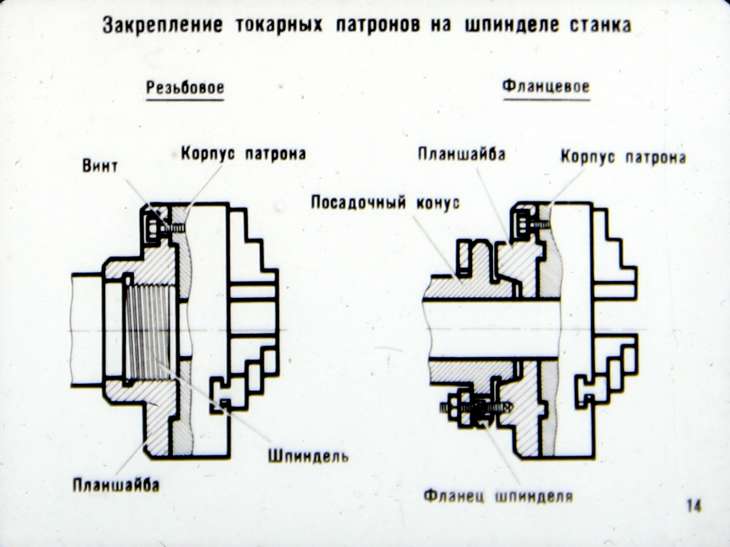
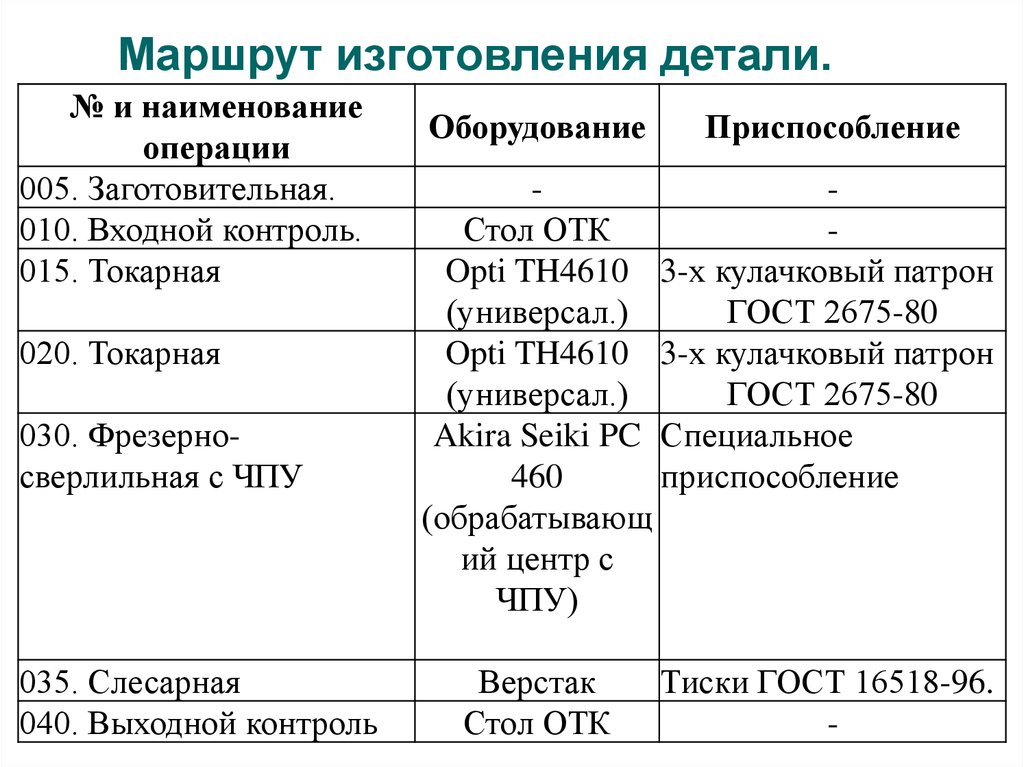 ..
..
 В серийном и массовом производстве следует применять операционное описание содержания операции.
В серийном и массовом производстве следует применять операционное описание содержания операции.
 В этом отношении разработчику документов нужно быть очень внимательным и понимать ответственность за уровень разрабатываемой документации и выпускаемой продукции.
В этом отношении разработчику документов нужно быть очень внимательным и понимать ответственность за уровень разрабатываемой документации и выпускаемой продукции.
 Все остальное предоставляется решать непосредственно рабочему, имеющему для этого соответствующую квалификацию.
Все остальное предоставляется решать непосредственно рабочему, имеющему для этого соответствующую квалификацию.
 Состав данных, имеющийся в комплекте документов на директивный ТП, позволяет произвести необходимые расчеты, например, по применяемому оборудованию, трудозатратам и материалам.
Состав данных, имеющийся в комплекте документов на директивный ТП, позволяет произвести необходимые расчеты, например, по применяемому оборудованию, трудозатратам и материалам.

 com или его редакции.
com или его редакции.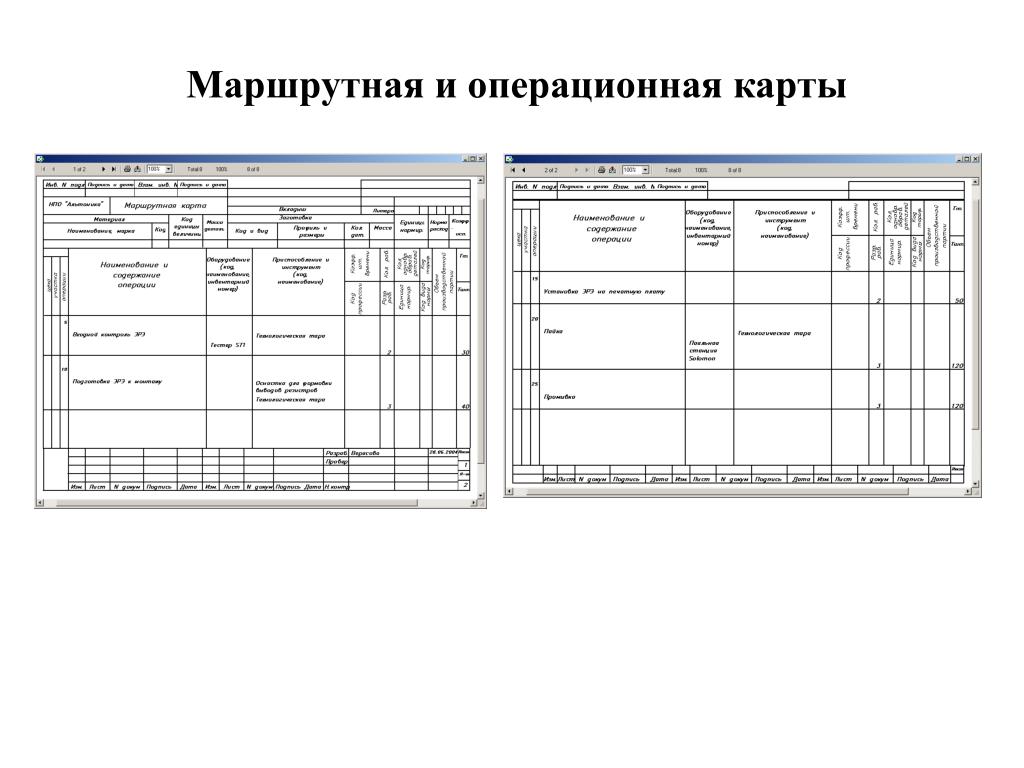 Ф. О’Ди
Ф. О’Ди
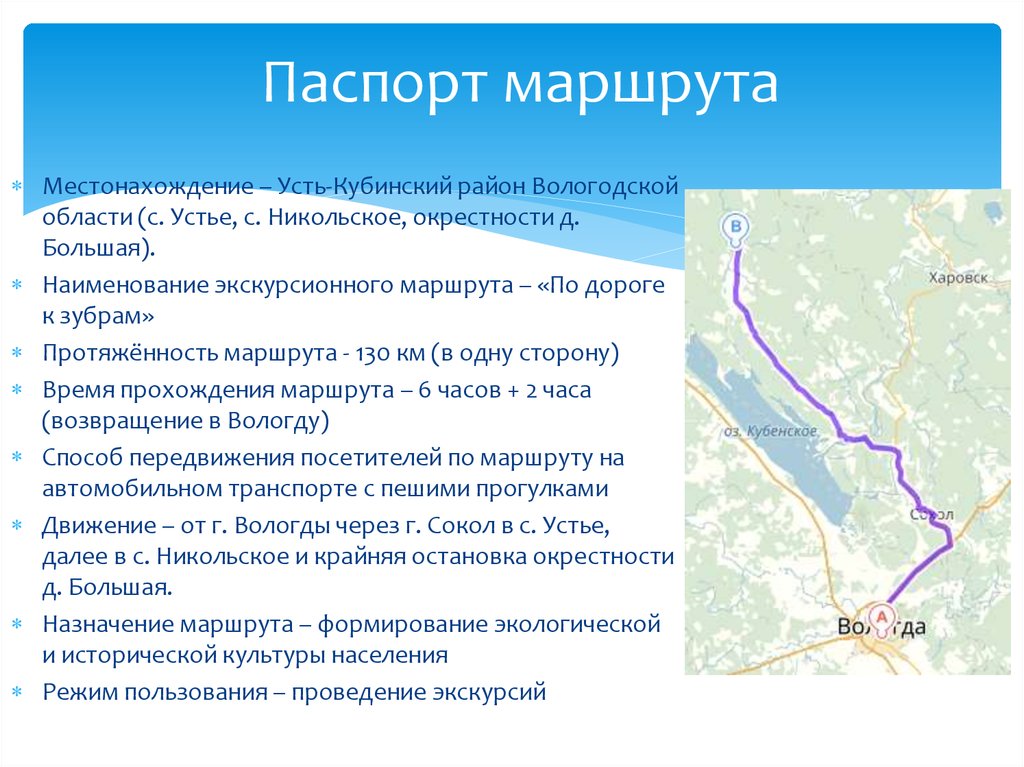



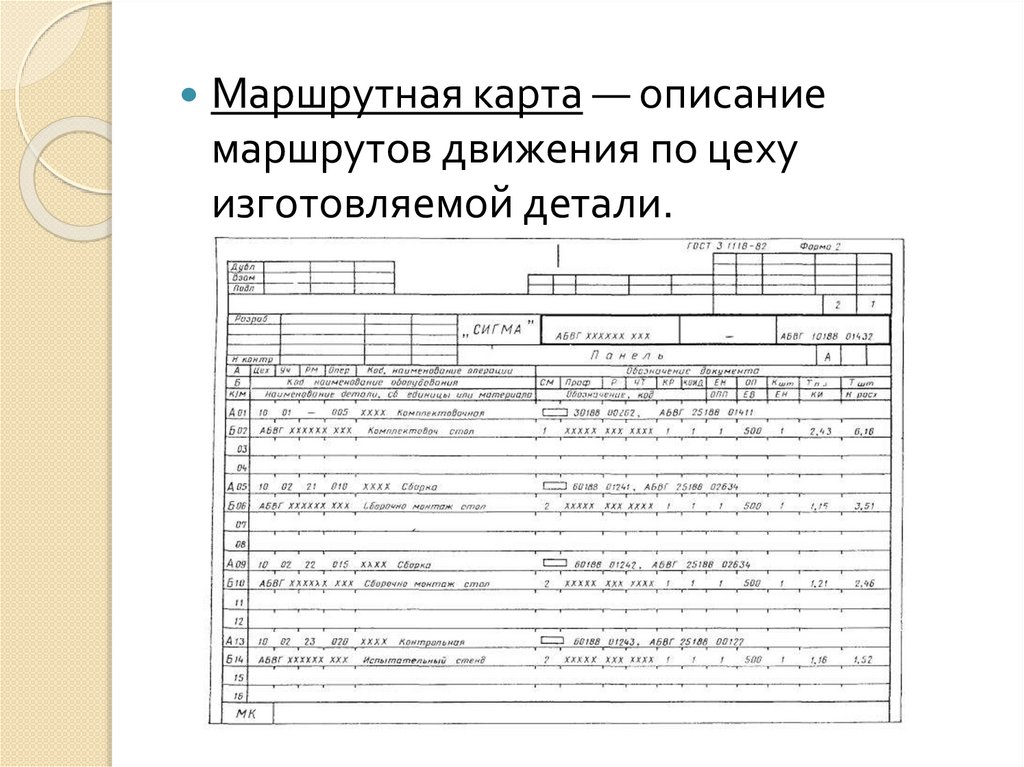
 » Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/route. По состоянию на 5 апреля 2023 г.
» Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/route. По состоянию на 5 апреля 2023 г.
 В результате обращения к нам Вы сможете приобрести действительно уникальное изделие отменного качества, которое украсит Ваш дом и будет неизменно радовать Вас.
В результате обращения к нам Вы сможете приобрести действительно уникальное изделие отменного качества, которое украсит Ваш дом и будет неизменно радовать Вас. Ижевск, Автозаводская 5/1
Ижевск, Автозаводская 5/1
 В результате обращения к нам Вы сможете приобрести действительно уникальное изделие отменного качества, которое украсит Ваш дом и будет неизменно радовать Вас.
В результате обращения к нам Вы сможете приобрести действительно уникальное изделие отменного качества, которое украсит Ваш дом и будет неизменно радовать Вас. Ижевск, Автозаводская 5/1
Ижевск, Автозаводская 5/1

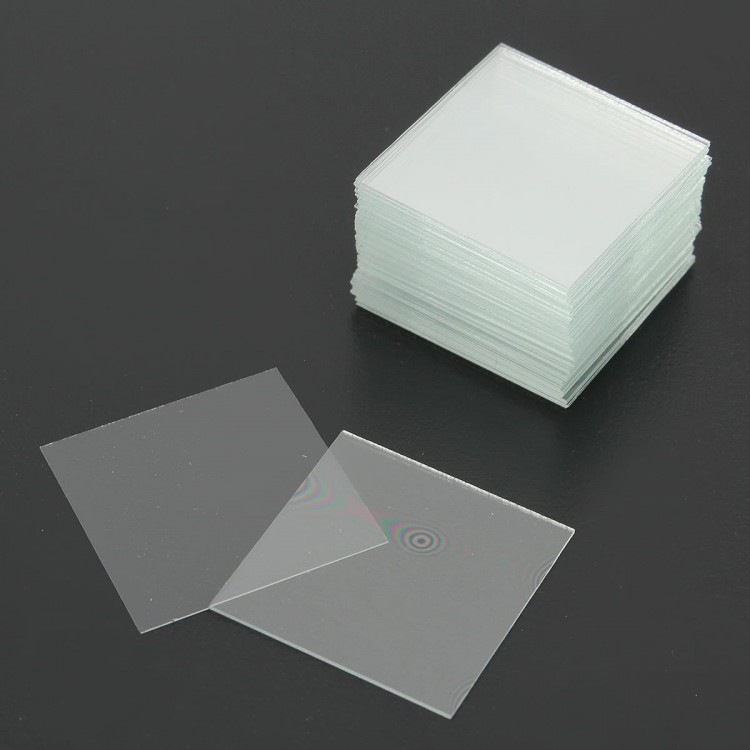 , Inc. является семейным и управляемым подрядчиком по остеклению коммерческих и жилых помещений с полным спектром услуг, расположенным в Центральном Новом Джерси. Мы профсоюзный подрядчик с полным штатом полевого и офисного персонала. Наша компания работает с 1972 года.
, Inc. является семейным и управляемым подрядчиком по остеклению коммерческих и жилых помещений с полным спектром услуг, расположенным в Центральном Новом Джерси. Мы профсоюзный подрядчик с полным штатом полевого и офисного персонала. Наша компания работает с 1972 года.

 Постепенно человек привыкает, что можно получить желаемое только через слезы, и проигрывает этот сценарий во всех сферах, от семьи до работы. Однако чаще встречаются вполне осознанные манипуляции.
Постепенно человек привыкает, что можно получить желаемое только через слезы, и проигрывает этот сценарий во всех сферах, от семьи до работы. Однако чаще встречаются вполне осознанные манипуляции. Например, согласитесь с человеком, который к вам придирается и спросите: «Да, я такой. И что с того?»
Например, согласитесь с человеком, который к вам придирается и спросите: «Да, я такой. И что с того?» Их сфера деятельности каждый год расширяется. Внедряются новые программы, роботы могут выполнять всё более точные действия: собирать автомобили, сортировать мусор, выбирать только спелые плоды при сборе урожая.
Их сфера деятельности каждый год расширяется. Внедряются новые программы, роботы могут выполнять всё более точные действия: собирать автомобили, сортировать мусор, выбирать только спелые плоды при сборе урожая. Роботы-манипуляторы в машиностроении обеспечивают беспрерывное производство.
Роботы-манипуляторы в машиностроении обеспечивают беспрерывное производство.

 0009 манипулятор ).
0009 манипулятор ).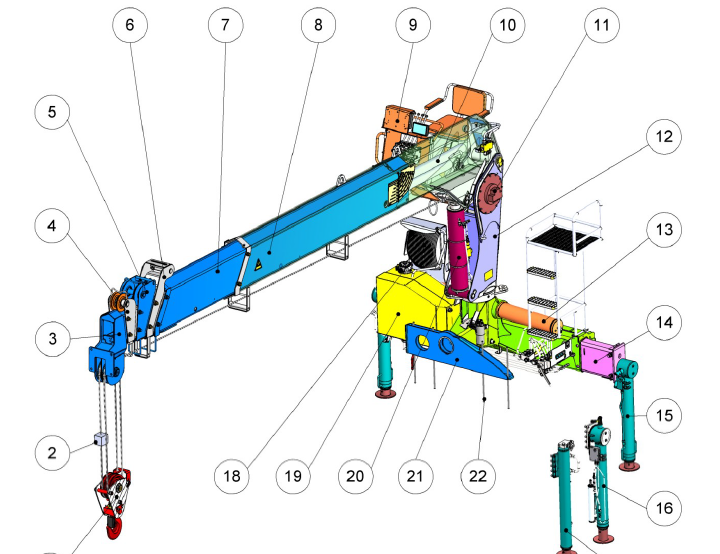 0009 манипулятор .
0009 манипулятор .
 Украинский
Украинский copyright1}}
copyright1}} Иногда эти проблемы возникают из-за эмоций или жадности. Одной из проблем, которая может возникнуть в любых отношениях, является манипуляция. Это проблема, которая может привести к другим по пути. Узнайте о признаках манипуляции и о том, что делать, если она проявляется в ваших отношениях с другими людьми.
Иногда эти проблемы возникают из-за эмоций или жадности. Одной из проблем, которая может возникнуть в любых отношениях, является манипуляция. Это проблема, которая может привести к другим по пути. Узнайте о признаках манипуляции и о том, что делать, если она проявляется в ваших отношениях с другими людьми.
 Это может быть любое место, которое манипулятор чувствует в собственности или под контролем.
Это может быть любое место, которое манипулятор чувствует в собственности или под контролем. Манипуляция происходит, когда вы противостоите насилию или лжи, а манипулятор говорит вам, что этого никогда не было.
Манипуляция происходит, когда вы противостоите насилию или лжи, а манипулятор говорит вам, что этого никогда не было. Вы не виноваты в том, что с вами происходят манипуляции. Невозможно предотвратить манипуляцию, потому что это проблема манипулятора. Манипулятор должен найти помощь.
Вы не виноваты в том, что с вами происходят манипуляции. Невозможно предотвратить манипуляцию, потому что это проблема манипулятора. Манипулятор должен найти помощь.
 изм.
изм.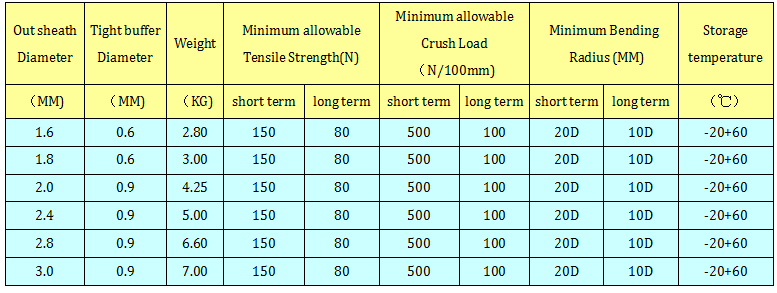 4
4
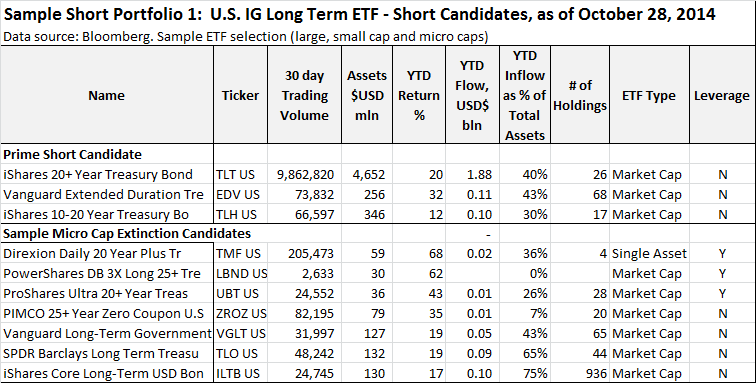


 в коробке
в коробке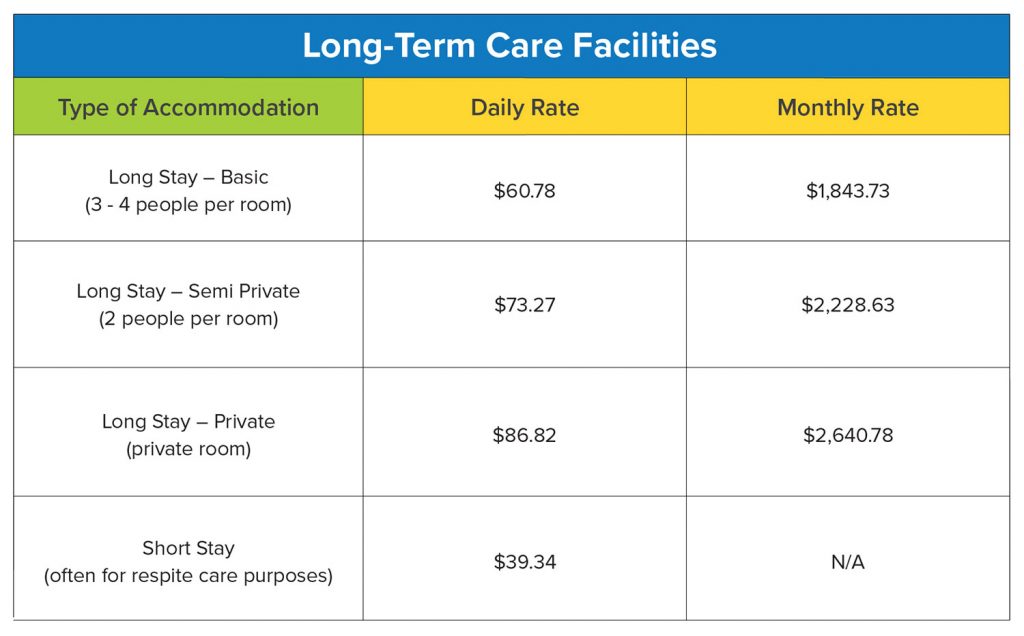
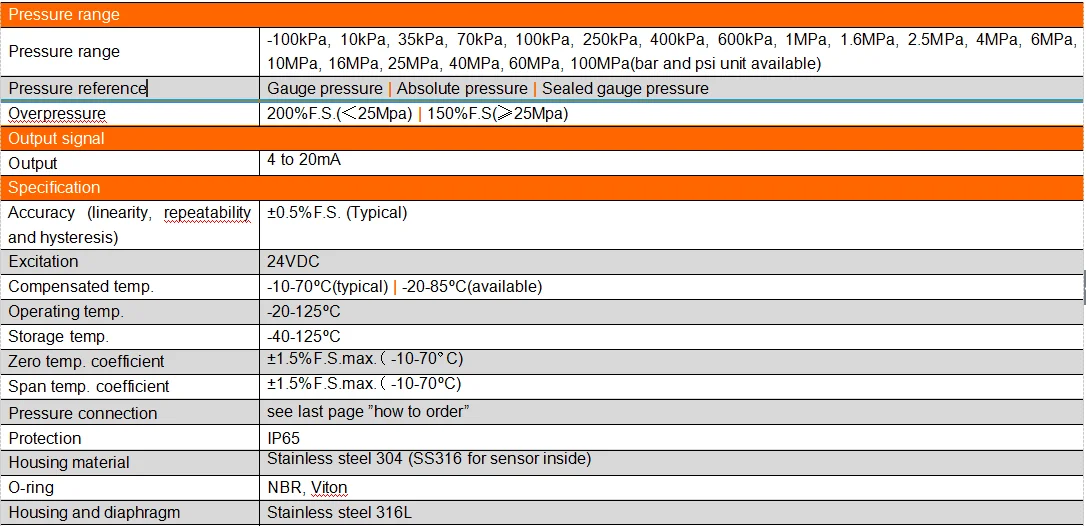
 Пожалуйста, заполните поля правильными данными.
Пожалуйста, заполните поля правильными данными.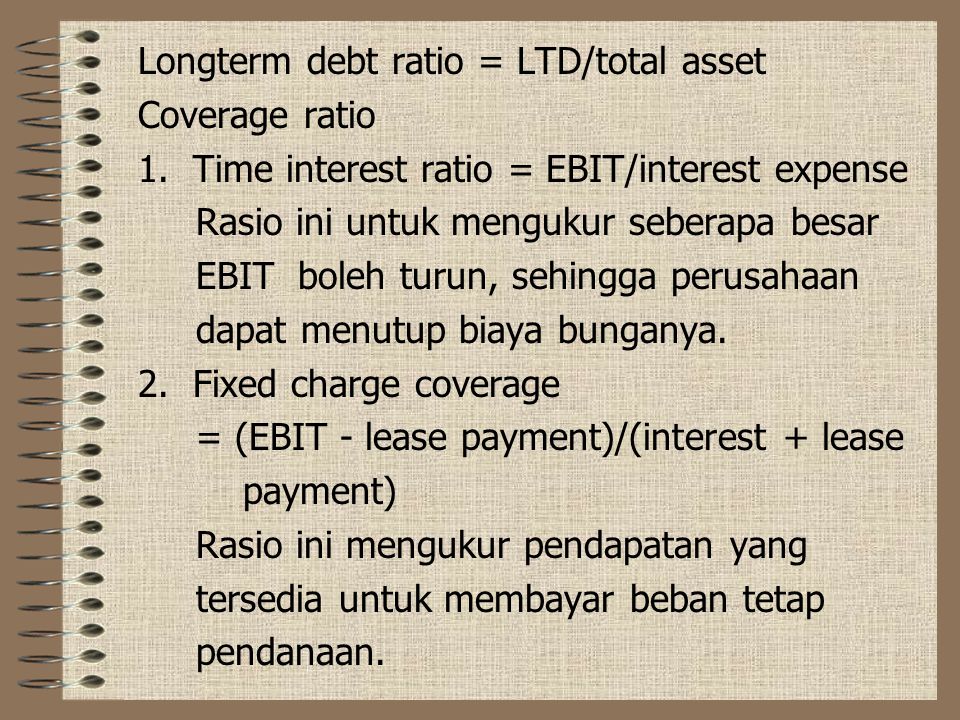
 В частности, добиться высокой прочности изделий из поликарбоната можно при 3D печати цельнометаллическим хот эндом и 3D принтером в корпусе, который изолирован от влияния внешней среды.
В частности, добиться высокой прочности изделий из поликарбоната можно при 3D печати цельнометаллическим хот эндом и 3D принтером в корпусе, который изолирован от влияния внешней среды.
 Нейлон уступает по прочности поликарбонату, но все же явно прочнее остальных конкурентов, таких как PLA и ABS.
Нейлон уступает по прочности поликарбонату, но все же явно прочнее остальных конкурентов, таких как PLA и ABS. Этот материал склонен к небольшому короблению, но также устойчив к ударам, усталости и высокой температуре.
Этот материал склонен к небольшому короблению, но также устойчив к ударам, усталости и высокой температуре.
 Для сравнения, PLA и ABS имели тройку по прочности.
Для сравнения, PLA и ABS имели тройку по прочности. Основное преимущество — практически неограниченная геометрическая форма и экономия используемого материала, а также короткие сроки реализации проекта по сравнению с классическим производством.
Основное преимущество — практически неограниченная геометрическая форма и экономия используемого материала, а также короткие сроки реализации проекта по сравнению с классическим производством.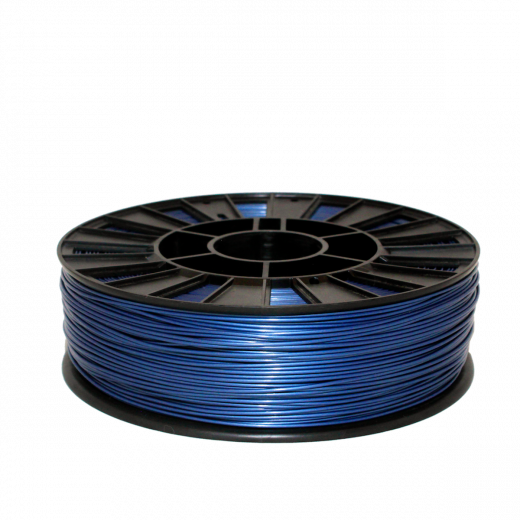 Области применения: дизайнерские объекты, сувениры, игрушки, ненагруженные шестерни, крепления, формочки, фигурки.
Области применения: дизайнерские объекты, сувениры, игрушки, ненагруженные шестерни, крепления, формочки, фигурки. Также PETG подходит для печати элементов декора, сувениров или изделий, которые будут эксплуатироваться в уличных условиях, а также шестерней.
Также PETG подходит для печати элементов декора, сувениров или изделий, которые будут эксплуатироваться в уличных условиях, а также шестерней. Из-за очень разнопланового перечня характеристик полиамид выйдет победителем в сравнении с практически любым другим пластиком. У нейлона очень низкий коэффициент трения, а значит он идеально подходит для печати подвижных деталей, например, втулок или шестерней.
Из-за очень разнопланового перечня характеристик полиамид выйдет победителем в сравнении с практически любым другим пластиком. У нейлона очень низкий коэффициент трения, а значит он идеально подходит для печати подвижных деталей, например, втулок или шестерней. Полипропилен также часто используется для производства контейнеров и упаковки для пищевых продуктов, особенно, таких, которые не деформируются в посудомоечных машинах. PP не токсичен в готовом виде, однако в момент печати следует помнить, что материал может выделять токсины.
Полипропилен также часто используется для производства контейнеров и упаковки для пищевых продуктов, особенно, таких, которые не деформируются в посудомоечных машинах. PP не токсичен в готовом виде, однако в момент печати следует помнить, что материал может выделять токсины.
 PND представляет собой эластичный легкий материал, способный к кристаллизации. Теплостойкость достигает 110 °С. Допускает охлаждение до -80 °С. При длительных нагрузках PND наблюдается высокая ползучесть. Данный вид полиэтилена обладает отличными диэлектрическими характеристиками, он биологически инертен и легко подвергается переработке. Полиэтилен низкого давления предназначен для изготовления технических изделий, а также изделий контактирующих с пищевыми продуктами, питьевой водой, косметическими лекарственными препаратами. Разрешен для изготовления игрушек, может быть прозрачным и т.к. материал легче воды, все изделия из него обладают отличной плавучестью.
PND представляет собой эластичный легкий материал, способный к кристаллизации. Теплостойкость достигает 110 °С. Допускает охлаждение до -80 °С. При длительных нагрузках PND наблюдается высокая ползучесть. Данный вид полиэтилена обладает отличными диэлектрическими характеристиками, он биологически инертен и легко подвергается переработке. Полиэтилен низкого давления предназначен для изготовления технических изделий, а также изделий контактирующих с пищевыми продуктами, питьевой водой, косметическими лекарственными препаратами. Разрешен для изготовления игрушек, может быть прозрачным и т.к. материал легче воды, все изделия из него обладают отличной плавучестью.
 Давайте углубимся в уникальные характеристики каждой нити.
Давайте углубимся в уникальные характеристики каждой нити.
 PET-G легче печатать, чем ABS, но он прочнее и технологичнее, чем PLA. PET-G ударопрочен, устойчив к истиранию, а также обладает некоторой гибкостью.
PET-G легче печатать, чем ABS, но он прочнее и технологичнее, чем PLA. PET-G ударопрочен, устойчив к истиранию, а также обладает некоторой гибкостью. Являясь одним из самых прочных материалов для 3D-печати, он устойчив к истиранию, ударам и нагреву. По сравнению с ABS полиамид обладает лучшей ударной вязкостью и гибкостью.
Являясь одним из самых прочных материалов для 3D-печати, он устойчив к истиранию, ударам и нагреву. По сравнению с ABS полиамид обладает лучшей ударной вязкостью и гибкостью.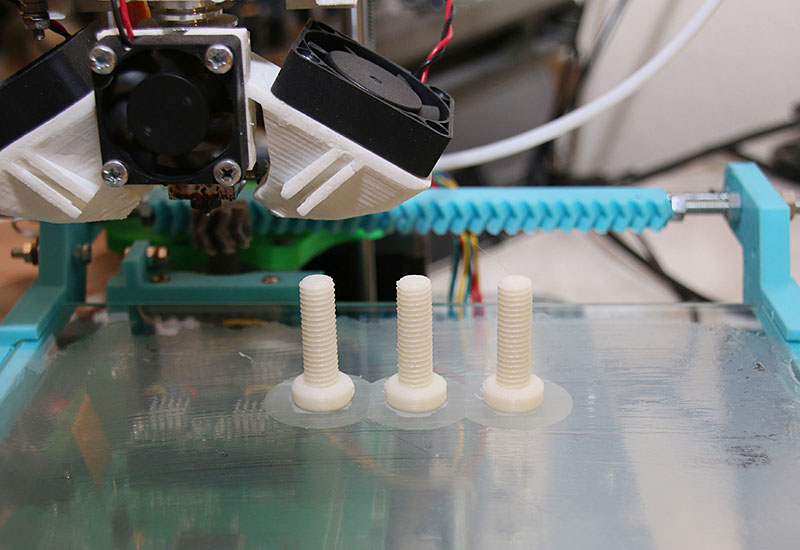
 Это один из самых прочных материалов для 3D-печати, который часто используется в автомобильной и аэрокосмической промышленности.
Это один из самых прочных материалов для 3D-печати, который часто используется в автомобильной и аэрокосмической промышленности. Эти характеристики могут включать пригодность для печати, долговечность, химическую стойкость, термостойкость и гибкость, и это лишь некоторые из них. Однако главным среди этих желательных свойств является прочность: никто не хочет, чтобы их напечатанные на 3D-принтере детали ломались, а прочность материала — один из лучших способов гарантировать, что этого не произойдет.
Эти характеристики могут включать пригодность для печати, долговечность, химическую стойкость, термостойкость и гибкость, и это лишь некоторые из них. Однако главным среди этих желательных свойств является прочность: никто не хочет, чтобы их напечатанные на 3D-принтере детали ломались, а прочность материала — один из лучших способов гарантировать, что этого не произойдет. Это ни в коем случае не исчерпывающее руководство по высокопрочным материалам, но в нем рассматриваются некоторые из самых популярных высокопрочных нитей в потребительской сфере, а также затрагиваются некоторые материалы профессионального уровня, предназначенные для опытных пользователей.
Это ни в коем случае не исчерпывающее руководство по высокопрочным материалам, но в нем рассматриваются некоторые из самых популярных высокопрочных нитей в потребительской сфере, а также затрагиваются некоторые материалы профессионального уровня, предназначенные для опытных пользователей. Но разорвать жевательную резинку руками гораздо легче, чем стеклянную бутылку.
Но разорвать жевательную резинку руками гораздо легче, чем стеклянную бутылку. степень натяжения, при которой материал разрывается. Это ключевой показатель практически для любой функциональной печатной детали.
степень натяжения, при которой материал разрывается. Это ключевой показатель практически для любой функциональной печатной детали. Хрупкие материалы имеют низкий уровень ударной вязкости и могут легче сломаться при внезапном ударе. Однако материалы могут иметь высокую ударную вязкость и низкую прочность на растяжение, и наоборот.
Хрупкие материалы имеют низкий уровень ударной вязкости и могут легче сломаться при внезапном ударе. Однако материалы могут иметь высокую ударную вязкость и низкую прочность на растяжение, и наоборот. Фактически, поликарбонатная нить, вероятно, была бы одним из самых популярных материалов для печати, если бы ее не было так сложно печатать.
Фактически, поликарбонатная нить, вероятно, была бы одним из самых популярных материалов для печати, если бы ее не было так сложно печатать. Однако даже эти системы могут с трудом контролировать склонность материала к деформации.
Однако даже эти системы могут с трудом контролировать склонность материала к деформации.
 Однако его прочность на растяжение очень низкая, что делает его непригодным для механических деталей.
Однако его прочность на растяжение очень низкая, что делает его непригодным для механических деталей.
 Общие добавки включают рубленое углеродное волокно и стекловолокно.
Общие добавки включают рубленое углеродное волокно и стекловолокно.

 К этому виду обработки относится так называемая технология Excel™ (для изумрудов) и другие процедуры, которые не сильно влияют на прочность и стабильность камня и позволяют сохранить стандартные требования по уходу, то есть такие объекты не требуют особого бережного ухода и подвергаются обычному обращению, как и необлагороженные камни. Подобная технология облагораживания применяется, чтобы подчеркнуть природную красоту изумруда при сохранении минимальных требований по уходу.
К этому виду обработки относится так называемая технология Excel™ (для изумрудов) и другие процедуры, которые не сильно влияют на прочность и стабильность камня и позволяют сохранить стандартные требования по уходу, то есть такие объекты не требуют особого бережного ухода и подвергаются обычному обращению, как и необлагороженные камни. Подобная технология облагораживания применяется, чтобы подчеркнуть природную красоту изумруда при сохранении минимальных требований по уходу.  По трещине в результате облагораживания будут наблюдаться остатки вещества флюса, но они проявлены не столь явно, в меньшем количестве и степени, чем при заполнении трещин (в том числе свинцовым стеклом).
По трещине в результате облагораживания будут наблюдаться остатки вещества флюса, но они проявлены не столь явно, в меньшем количестве и степени, чем при заполнении трещин (в том числе свинцовым стеклом).



 Облучение может применяться к предварительно подвергнутым отжигу или закалке образцам.
Облучение может применяться к предварительно подвергнутым отжигу или закалке образцам. Камень становится более контрастным и визуально усиливается игра цвета.
Камень становится более контрастным и визуально усиливается игра цвета. И это несмотря на то что камень был найден несколькими столетиями раньше. Конечно, чтоб оценить всю значимость минерала, потребовалось провести немало опытов. Они дали информацию о том, какая твердость у камня, температура плавления алмаза, а также другие физические характеристики. Но с тех пор камень используют не только в качестве красивого аксессуара, но еще и в промышленных целях.
И это несмотря на то что камень был найден несколькими столетиями раньше. Конечно, чтоб оценить всю значимость минерала, потребовалось провести немало опытов. Они дали информацию о том, какая твердость у камня, температура плавления алмаза, а также другие физические характеристики. Но с тех пор камень используют не только в качестве красивого аксессуара, но еще и в промышленных целях. В частности, во время плавления были обнаружены такие эффекты:
В частности, во время плавления были обнаружены такие эффекты: Чтоб действительно перевести алмаз в жидкое состояние, ученым потребовалось приложить немало усилий. Для этого они использовали импульсы лазера, которые действовали на камень несколько наносекунд. При этом камень в жидком виде был получен при давлении, в 40 миллионов раз превосходящем атмосферное на уровне моря. Кроме того, если давление понижалось до 11 миллионов атмосфер, а температура при этом на поверхности минерала была 50 тысяч Кельвинов, то на камне появлялись твердые кусочки. Они не тонули в остальной жидкости и внешне напоминали кусочки льда. При дальнейшем понижении показателя давления, кусочки скапливались, образовывая «айсберги» на плаву. Ученые сопоставили, что так ведет себя углерод в составе планет Нептуна и Урана, на поверхности этих небесных тел тоже существуют океаны с жидким алмазом. Но чтоб доказать это предположение, необходимо отправить спутники к планетам, что на сегодняшний момент невозможно быстро осуществить.
Чтоб действительно перевести алмаз в жидкое состояние, ученым потребовалось приложить немало усилий. Для этого они использовали импульсы лазера, которые действовали на камень несколько наносекунд. При этом камень в жидком виде был получен при давлении, в 40 миллионов раз превосходящем атмосферное на уровне моря. Кроме того, если давление понижалось до 11 миллионов атмосфер, а температура при этом на поверхности минерала была 50 тысяч Кельвинов, то на камне появлялись твердые кусочки. Они не тонули в остальной жидкости и внешне напоминали кусочки льда. При дальнейшем понижении показателя давления, кусочки скапливались, образовывая «айсберги» на плаву. Ученые сопоставили, что так ведет себя углерод в составе планет Нептуна и Урана, на поверхности этих небесных тел тоже существуют океаны с жидким алмазом. Но чтоб доказать это предположение, необходимо отправить спутники к планетам, что на сегодняшний момент невозможно быстро осуществить. Таким образом эксперимент подтверждает исчезновение камня под действием мощного ультрафиолета, то есть превращения алмаза в углекислый газ. Поэтому ультрафиолетовые лазеры на основе алмаза быстро ломаются и становятся непригодными к использованию. Но не следует переживать по поводу того, что бриллиант на украшении исчезнет со временем: чтоб удалить один микрограмм минерала, придется держать алмаз под ультрафиолетом около 10 миллиардов лет.
Таким образом эксперимент подтверждает исчезновение камня под действием мощного ультрафиолета, то есть превращения алмаза в углекислый газ. Поэтому ультрафиолетовые лазеры на основе алмаза быстро ломаются и становятся непригодными к использованию. Но не следует переживать по поводу того, что бриллиант на украшении исчезнет со временем: чтоб удалить один микрограмм минерала, придется держать алмаз под ультрафиолетом около 10 миллиардов лет. de
de
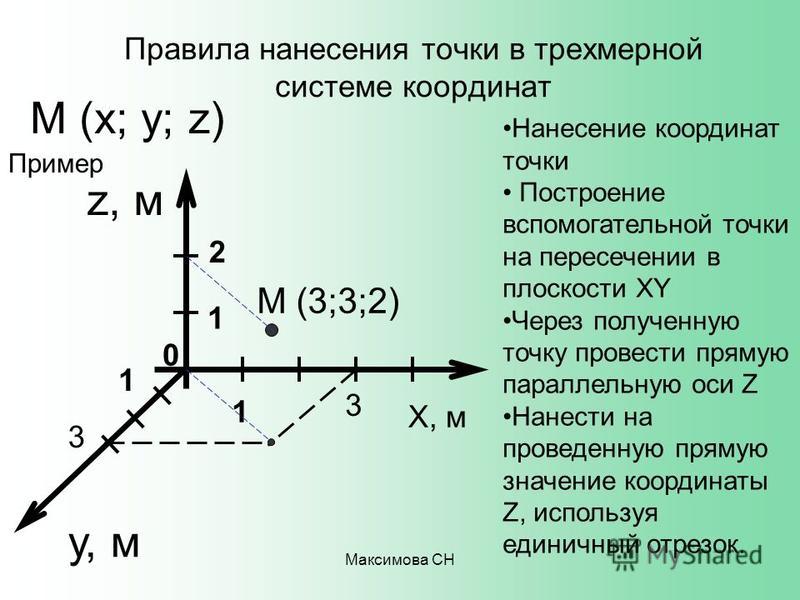 Карты, как будет показано в следующем разделе, отражают реальность. На них показаны не только объекты, но и их форма и пространственное расположение. Каждая проекция имеет достоинства и недостатки. Выбор наилучшей проекции для карты определяется её масштабом и назначением. Например, проекция может давать неприемлемые искажения в случае отображения всего африканского континента, но идеально подходить для создания крупномасштабной (подробной) карты страны. Свойства проекций также могут влиять на визуальные параметры карты. Так, некоторые проекции хорошо подходят для маленьких областей, другие хороши для отображения объектов, протяженных с запада на восток, третьи — для объектов вытянутых с севера на юг.
Карты, как будет показано в следующем разделе, отражают реальность. На них показаны не только объекты, но и их форма и пространственное расположение. Каждая проекция имеет достоинства и недостатки. Выбор наилучшей проекции для карты определяется её масштабом и назначением. Например, проекция может давать неприемлемые искажения в случае отображения всего африканского континента, но идеально подходить для создания крупномасштабной (подробной) карты страны. Свойства проекций также могут влиять на визуальные параметры карты. Так, некоторые проекции хорошо подходят для маленьких областей, другие хороши для отображения объектов, протяженных с запада на восток, третьи — для объектов вытянутых с севера на юг.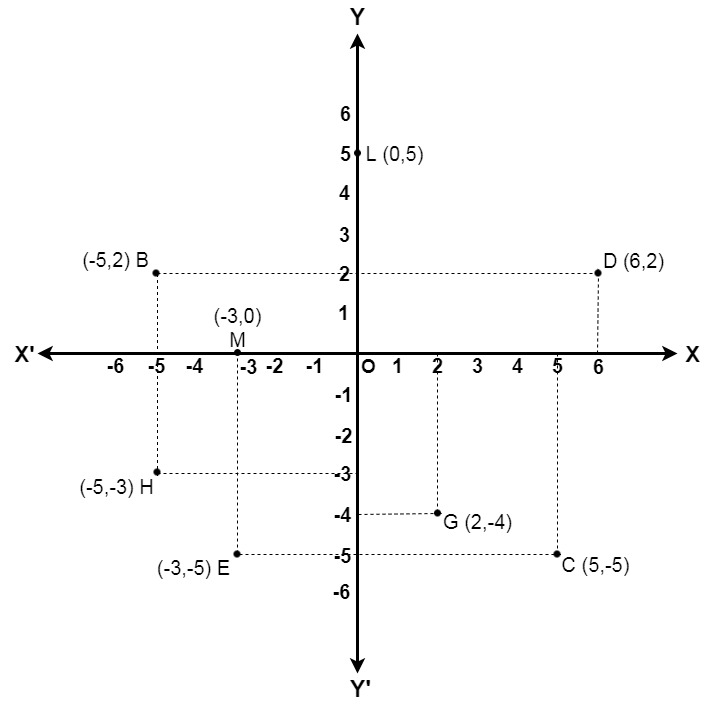
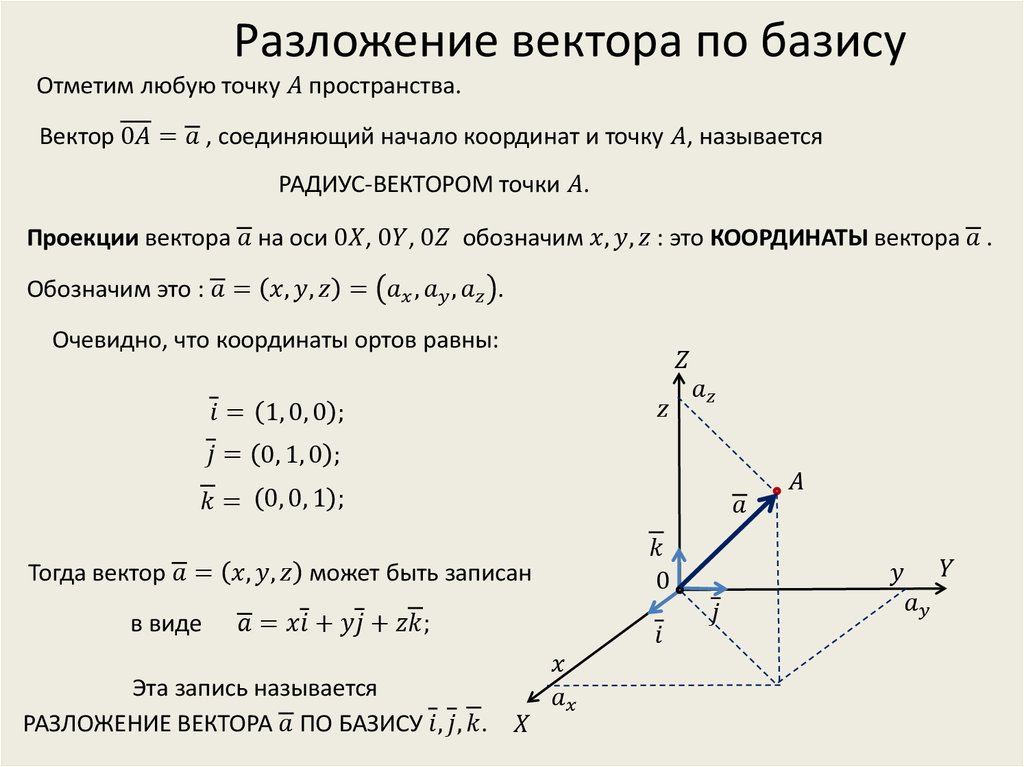 A map projection may combine several
A map projection may combine several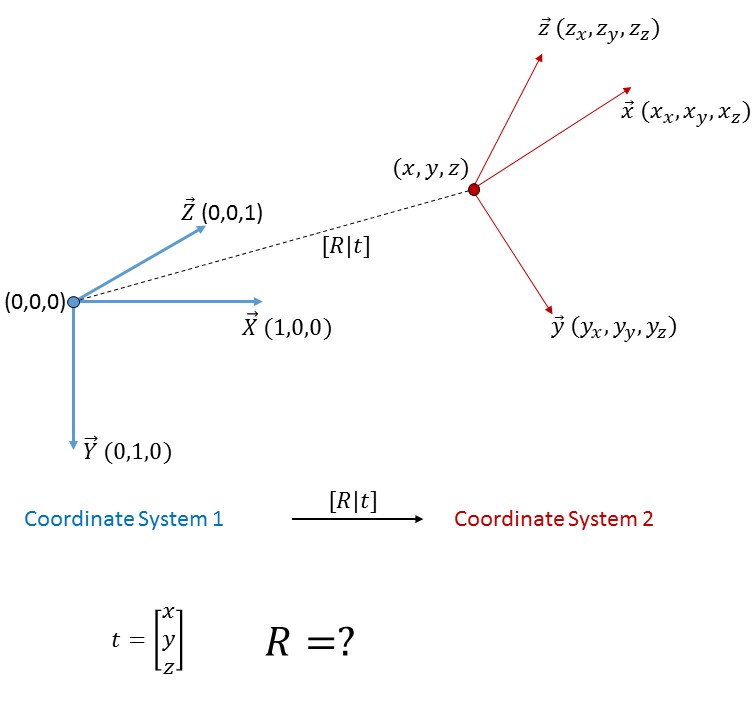 Другими словами восток всегда будет находиться на 90 градусов от севера. Проекция может сохранять угловые направления, и такая проекция называется конморфной или равноугольной.
Другими словами восток всегда будет находиться на 90 градусов от севера. Проекция может сохранять угловые направления, и такая проекция называется конморфной или равноугольной.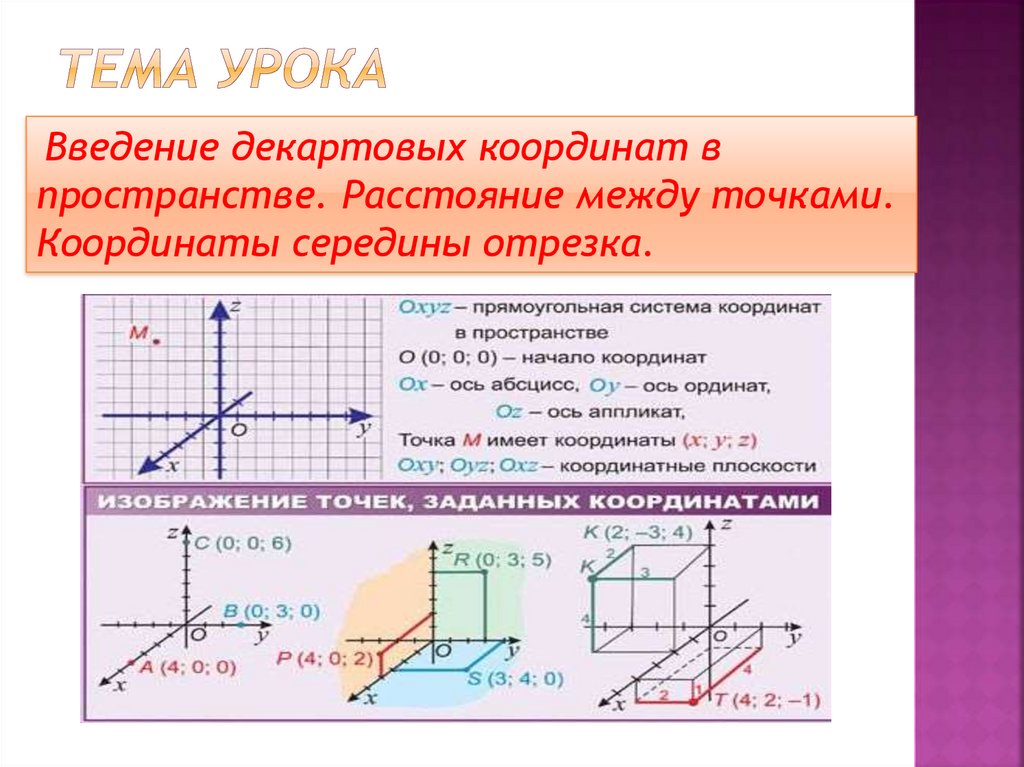
 8.7).
8.7). On the other hand, an equal area
On the other hand, an equal area
 In the northern hemisphere,
In the northern hemisphere, Note that values West of the prime meridian are assigned negative values
Note that values West of the prime meridian are assigned negative values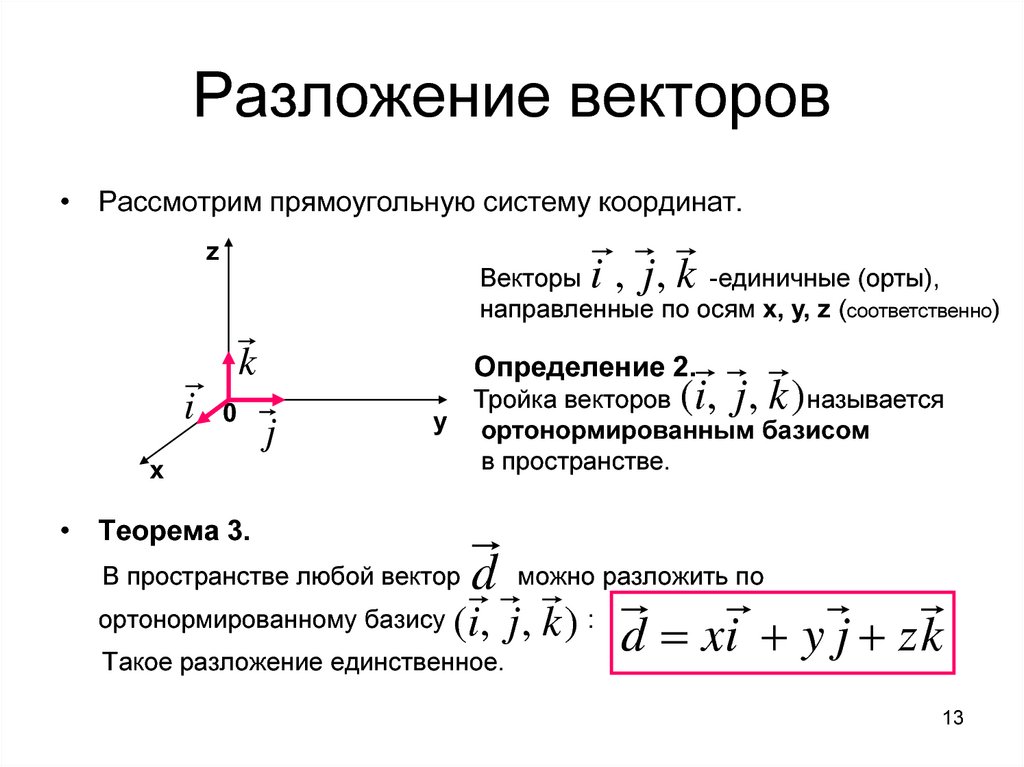 Для достижения этой цели, градусы делятся на минуты (
Для достижения этой цели, градусы делятся на минуты (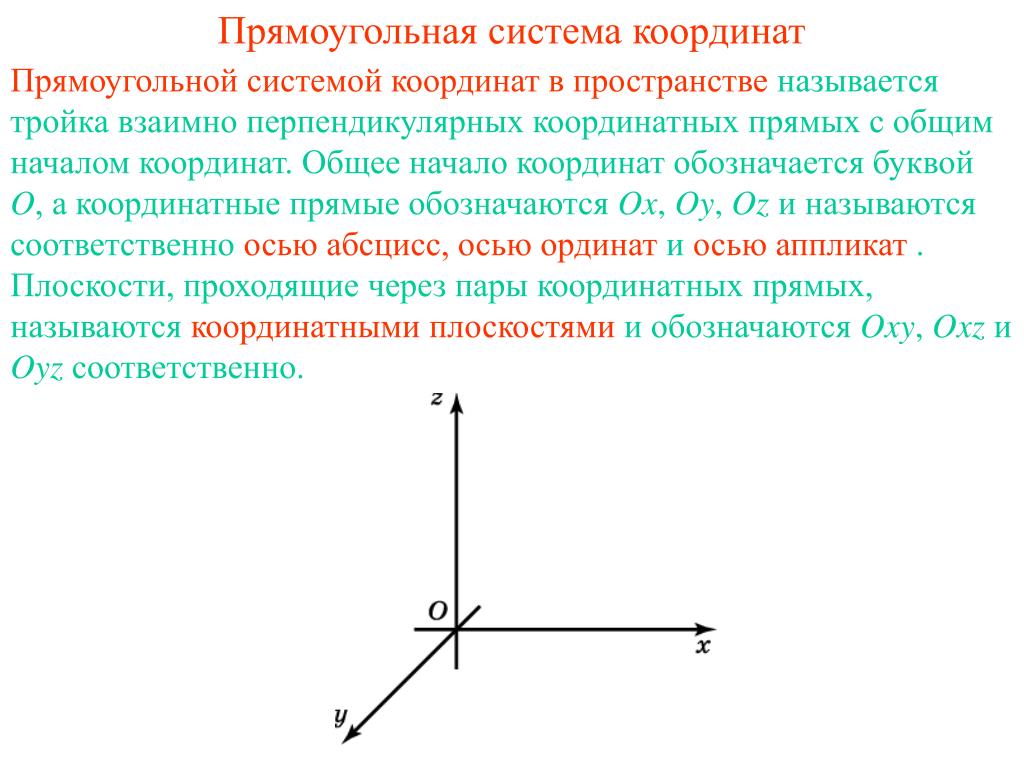
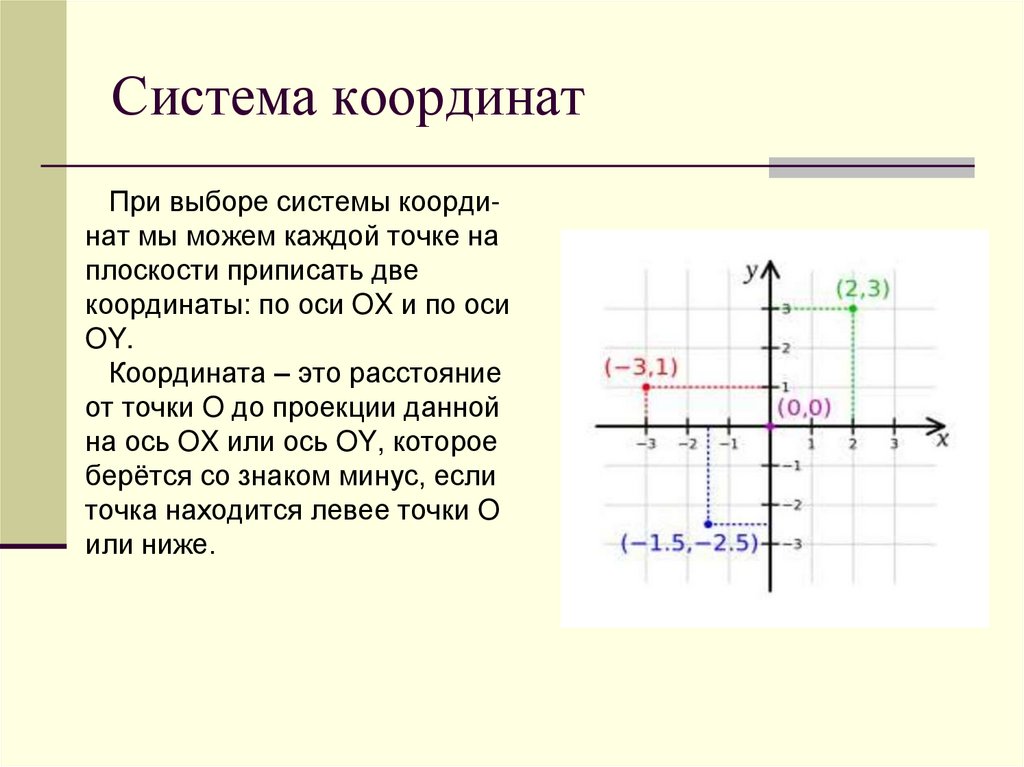 This means, it is generally used all over the world. But as already
This means, it is generally used all over the world. But as already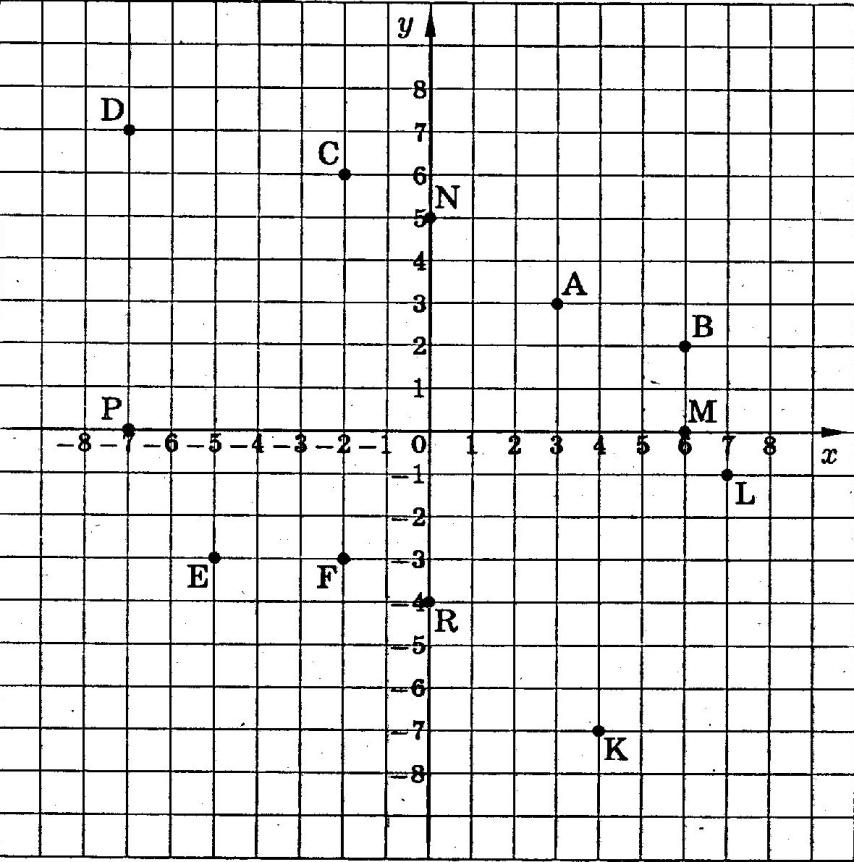 The S after the zone
The S after the zone The easting value is the distance from the
The easting value is the distance from the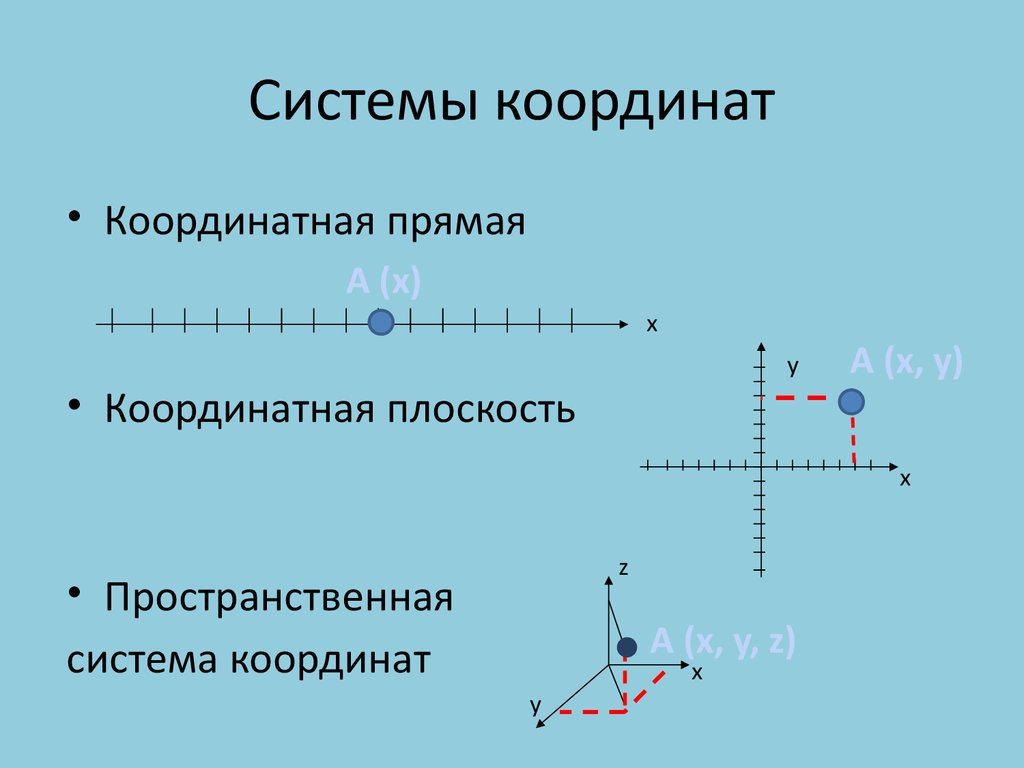
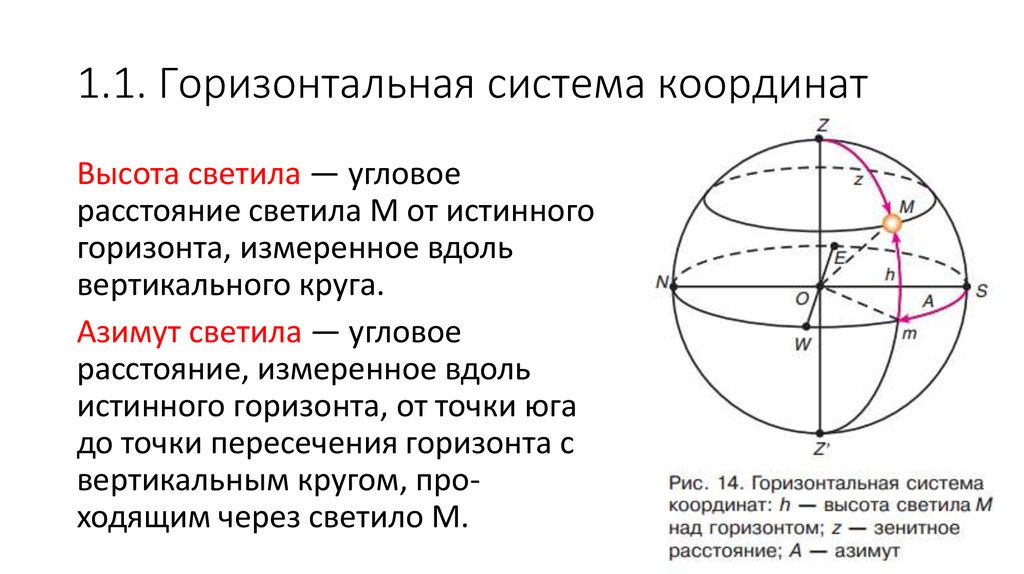
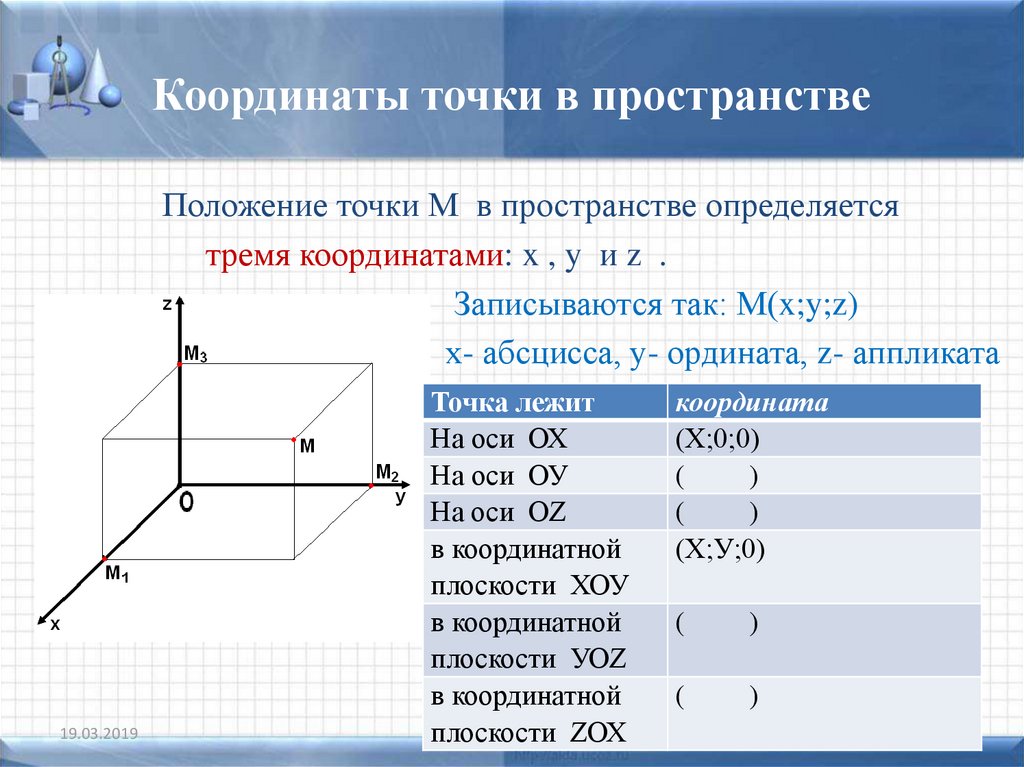
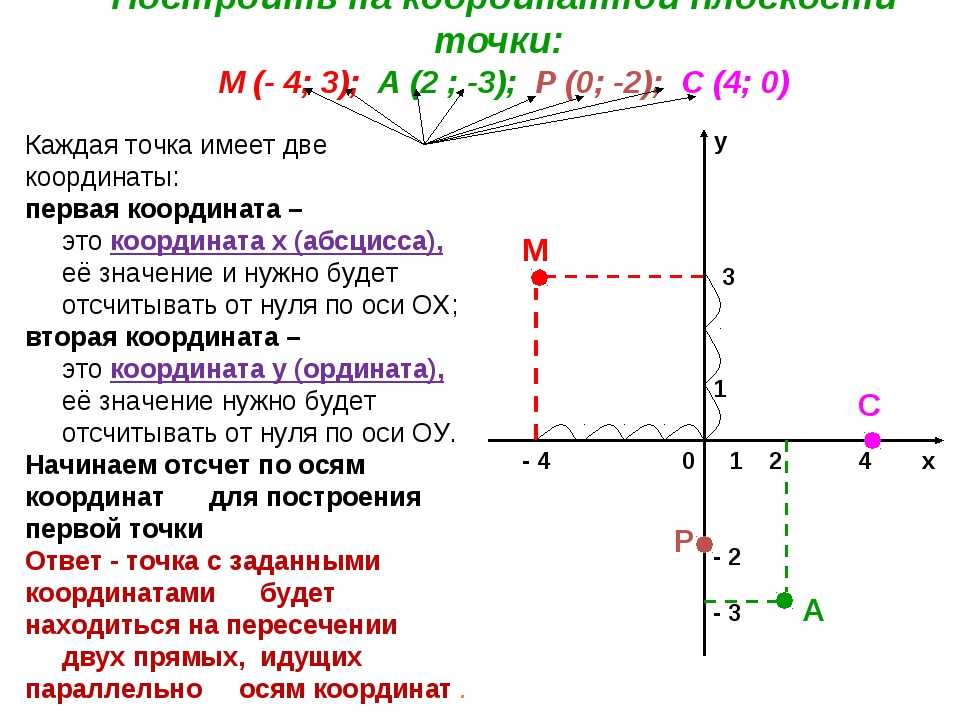
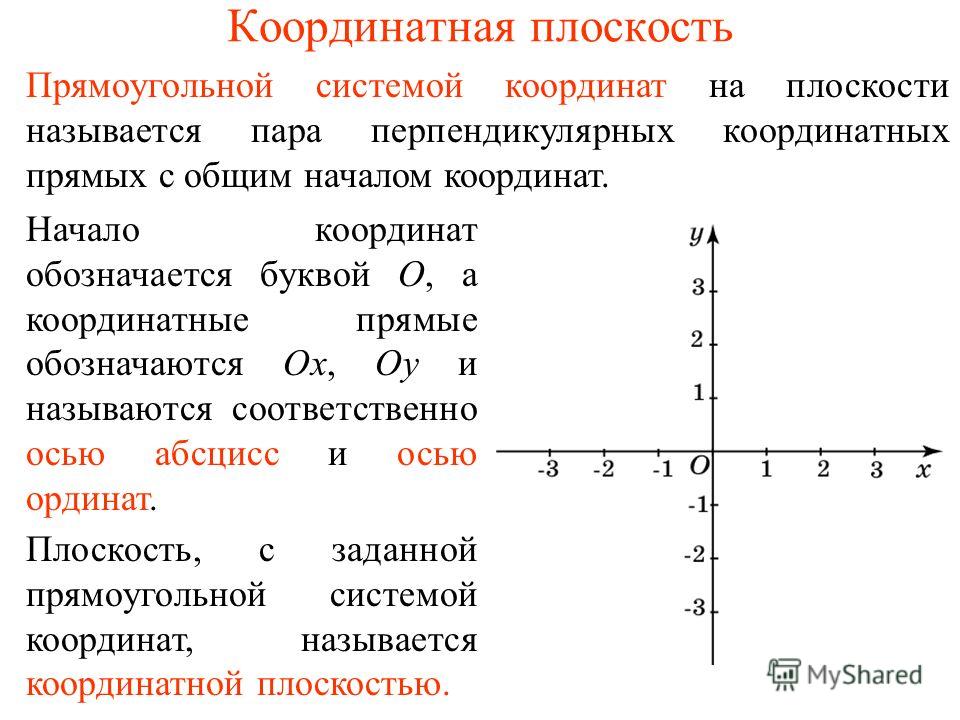
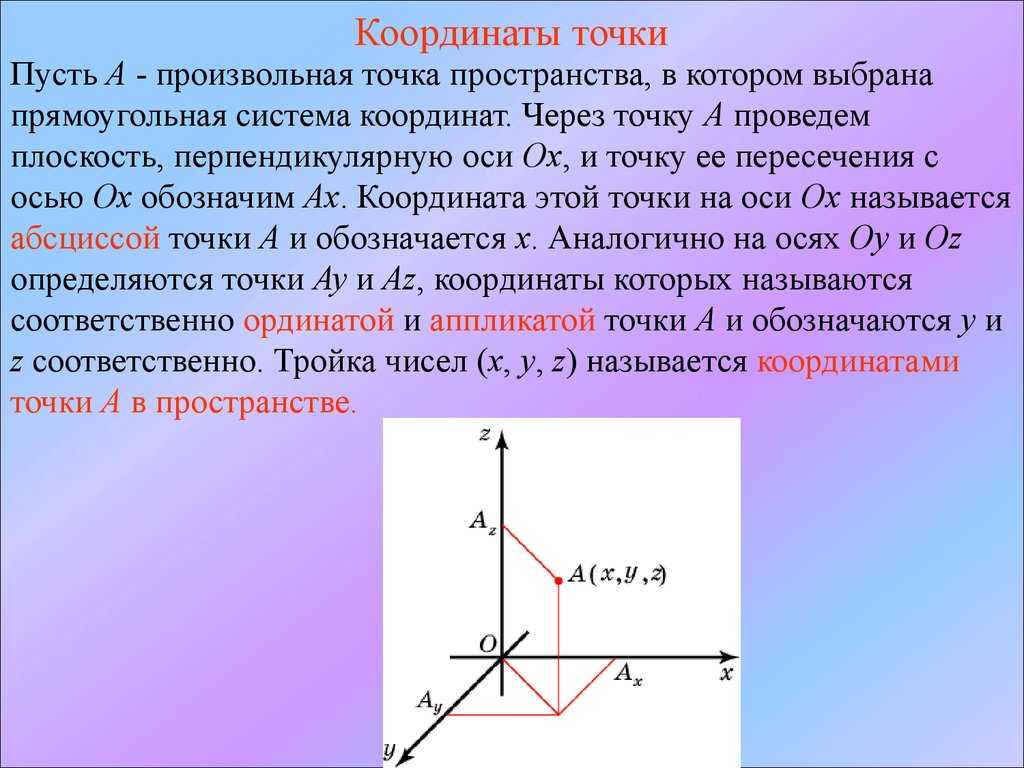 Then, let your pupils define coordinates (X and Y
Then, let your pupils define coordinates (X and Y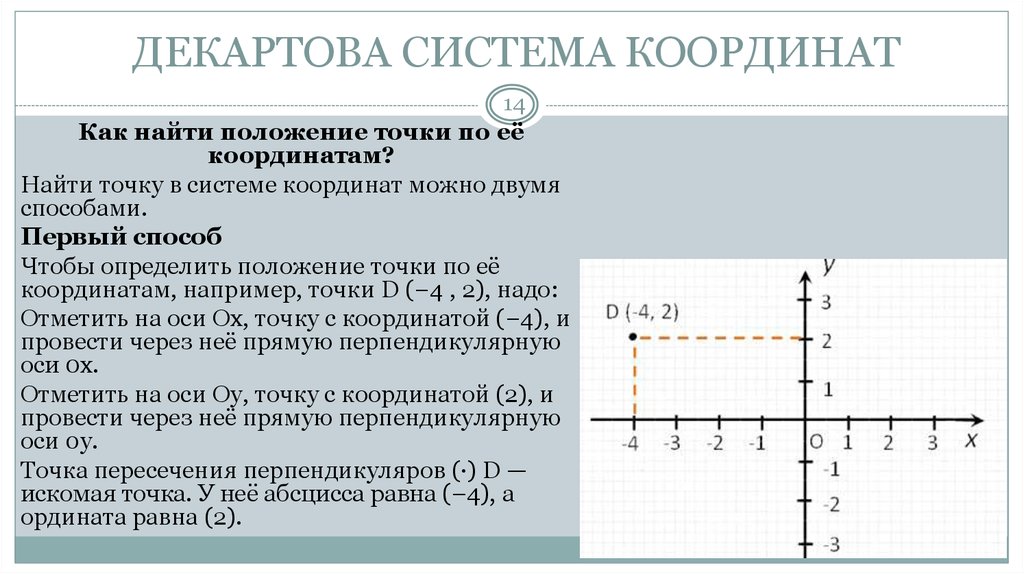 ) во всех современных станках используются декартова система координат с осями X, Y и Z.
) во всех современных станках используются декартова система координат с осями X, Y и Z.
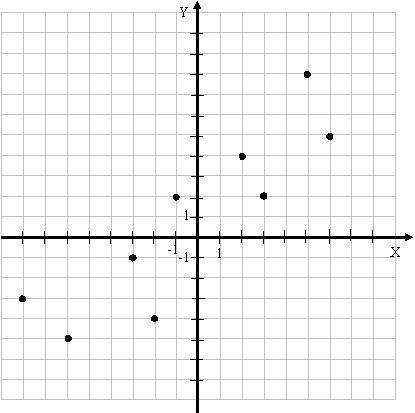 Для решения этой задачи используется рабочая система координат станка.
Для решения этой задачи используется рабочая система координат станка.
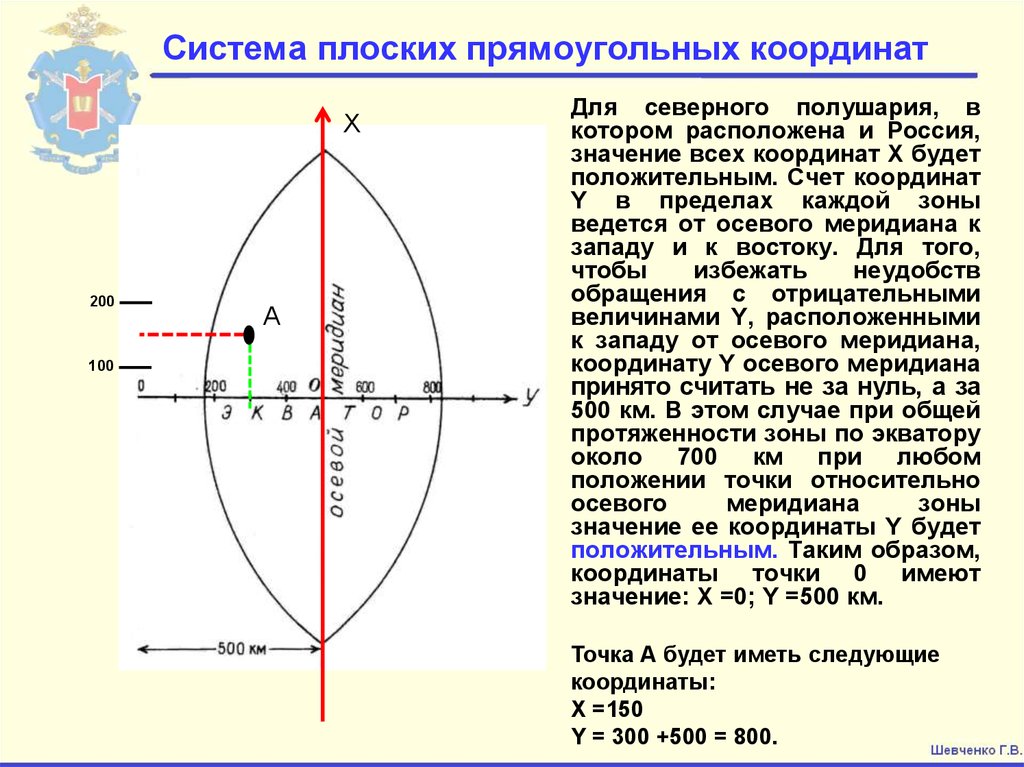
 При программировании в полярных координатах необязательно пересчитывать углы. Кроме того, обработка в полярных координатах не позволяет выполнять некоторые фрезерные операции.
При программировании в полярных координатах необязательно пересчитывать углы. Кроме того, обработка в полярных координатах не позволяет выполнять некоторые фрезерные операции.
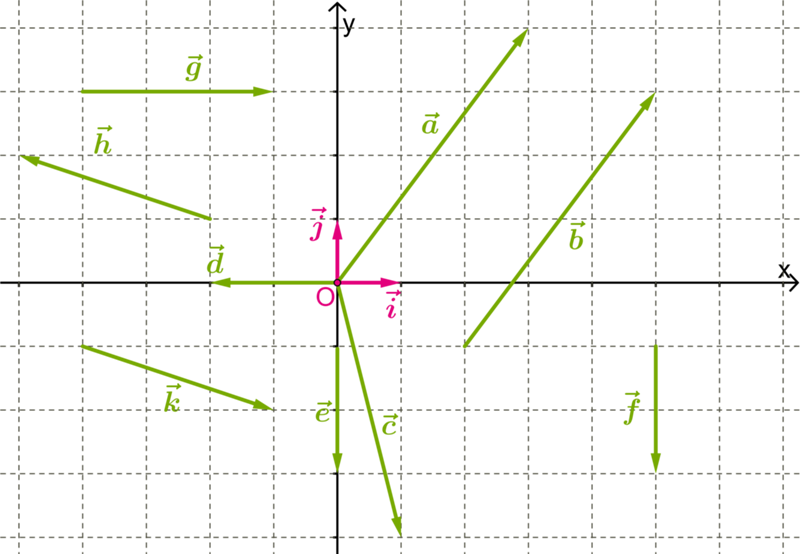 Такое устройство позволяет значительно ускорить наладку станка.
Такое устройство позволяет значительно ускорить наладку станка.
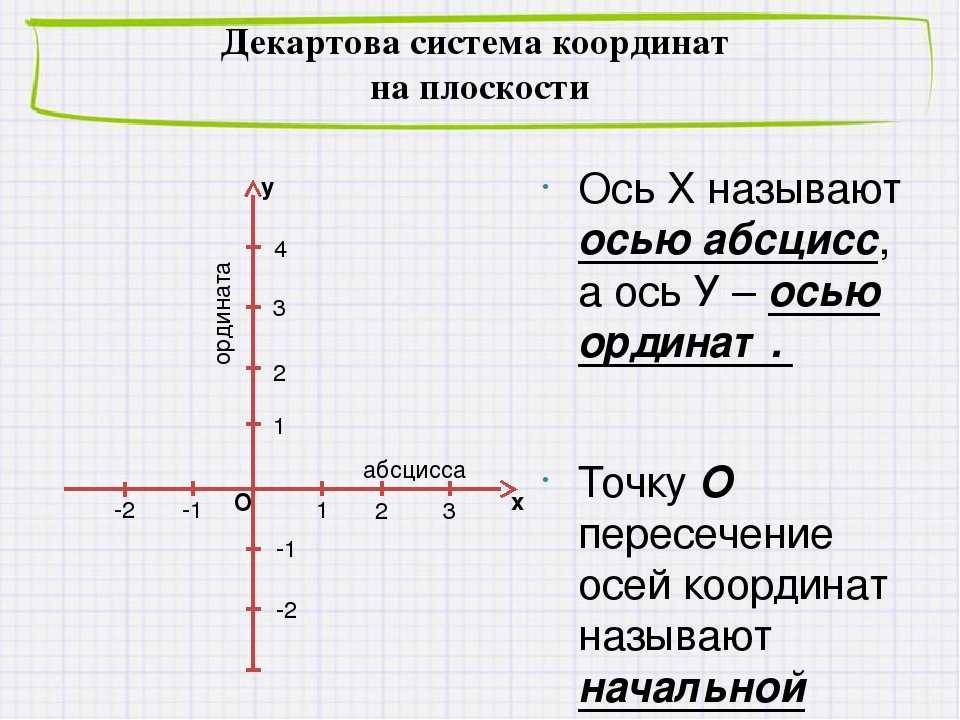 Как отмечалось выше, разный инструмент имеет разные геометрические параметры, которые станок должен учитывать при перемещении. Для этого в станке существует таблица смещения инструмента, в которой указываются геометрические параметры инструмента (для токарных резцов: смещение от нулевой точки станка, для фрезерного инструмента длина и диаметр). Для записи коррекции используют несколько способов:
Как отмечалось выше, разный инструмент имеет разные геометрические параметры, которые станок должен учитывать при перемещении. Для этого в станке существует таблица смещения инструмента, в которой указываются геометрические параметры инструмента (для токарных резцов: смещение от нулевой точки станка, для фрезерного инструмента длина и диаметр). Для записи коррекции используют несколько способов:
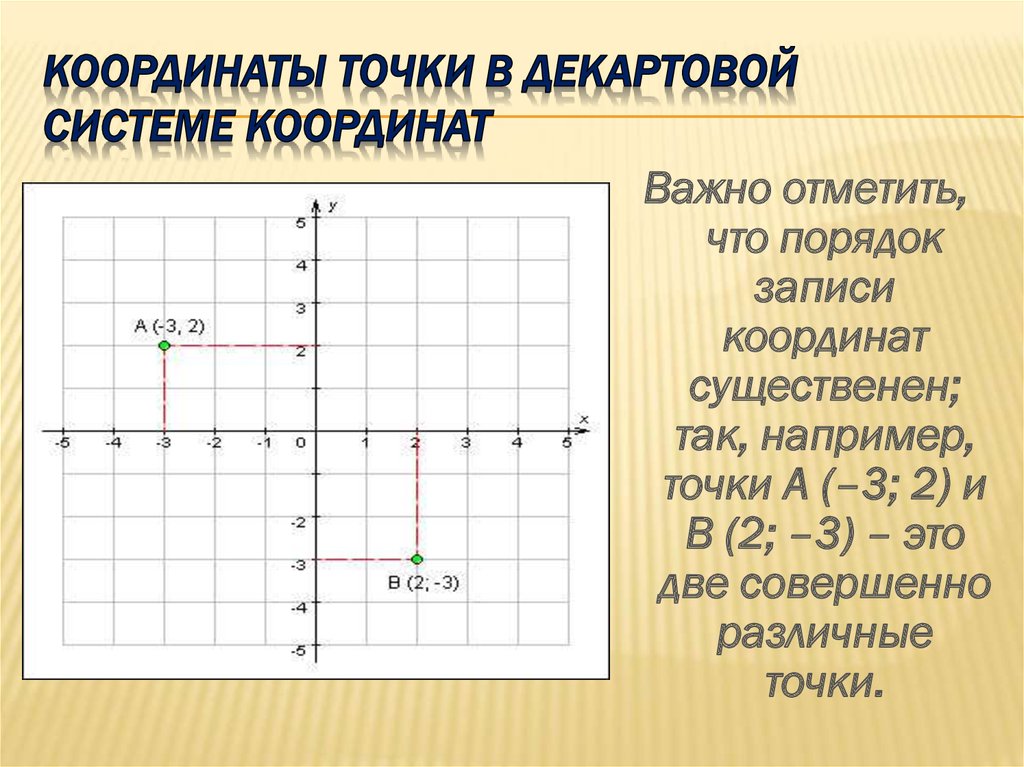
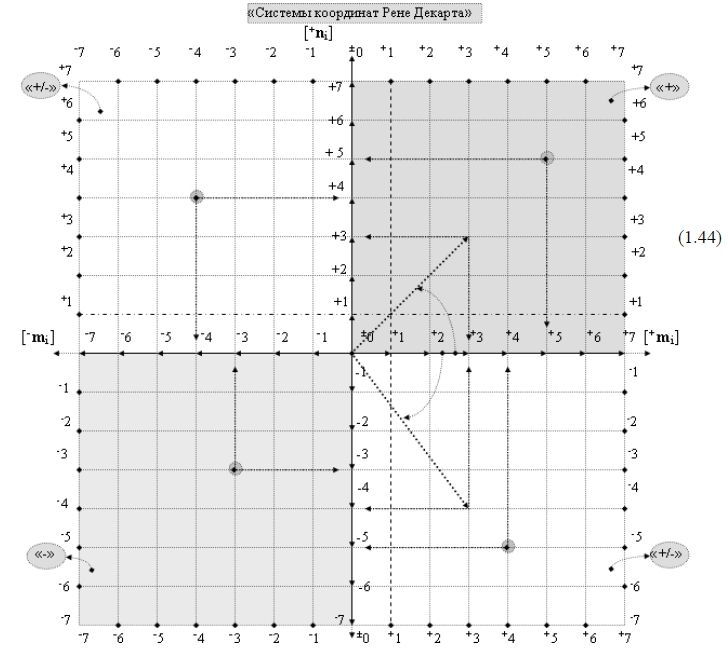
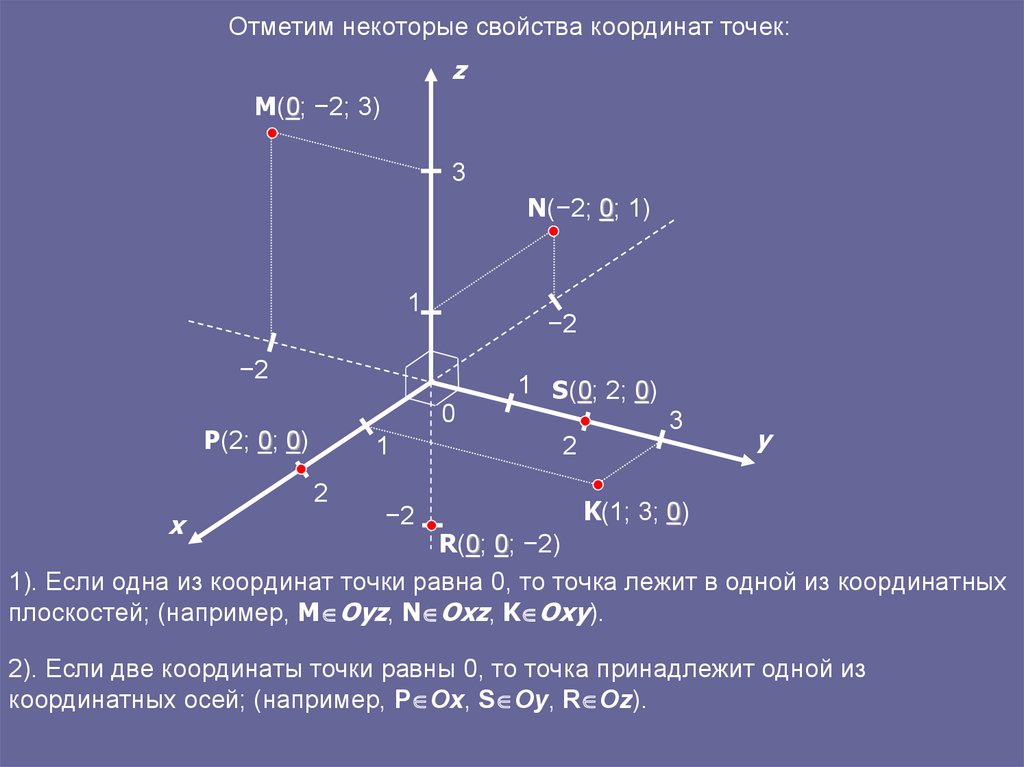
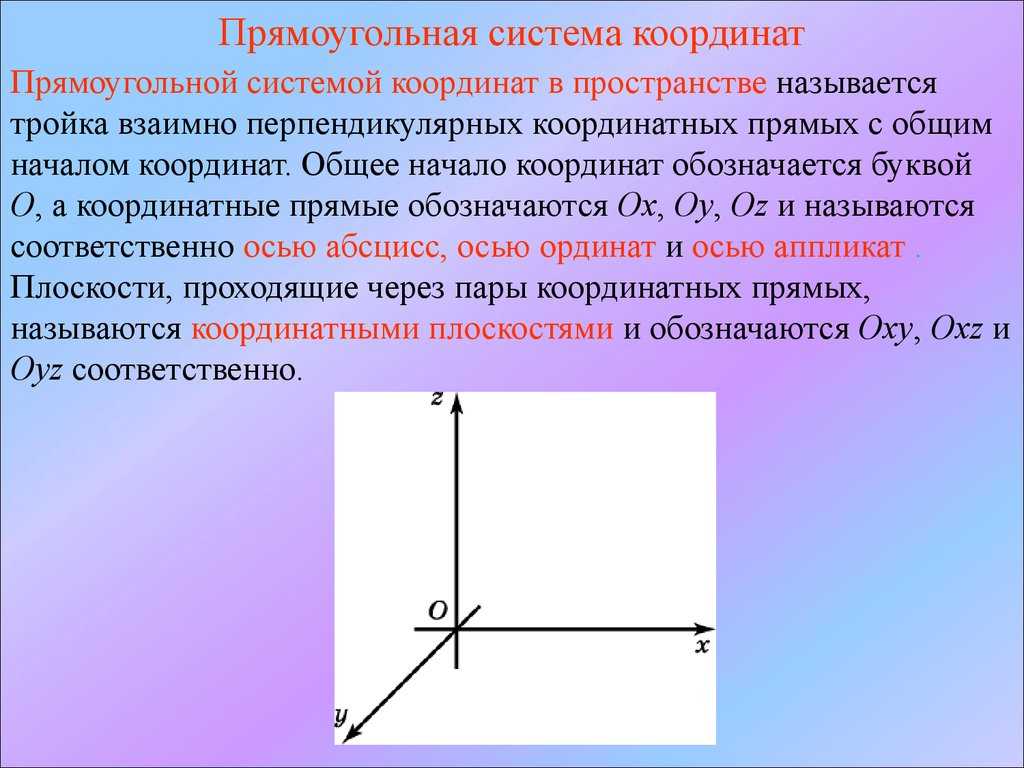
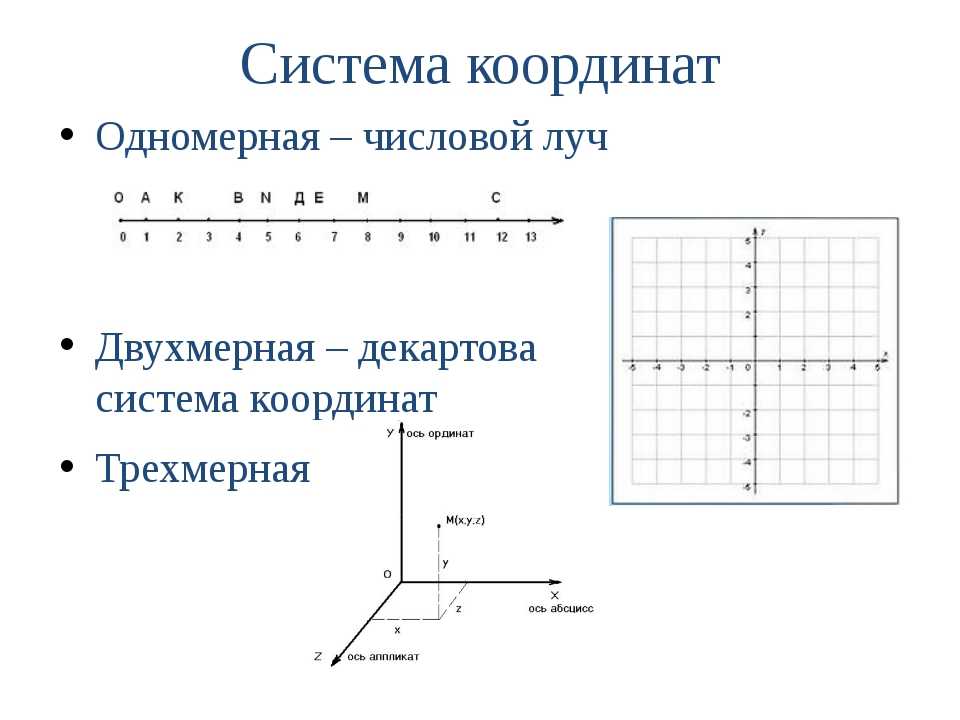 Это означает, что
Это означает, что 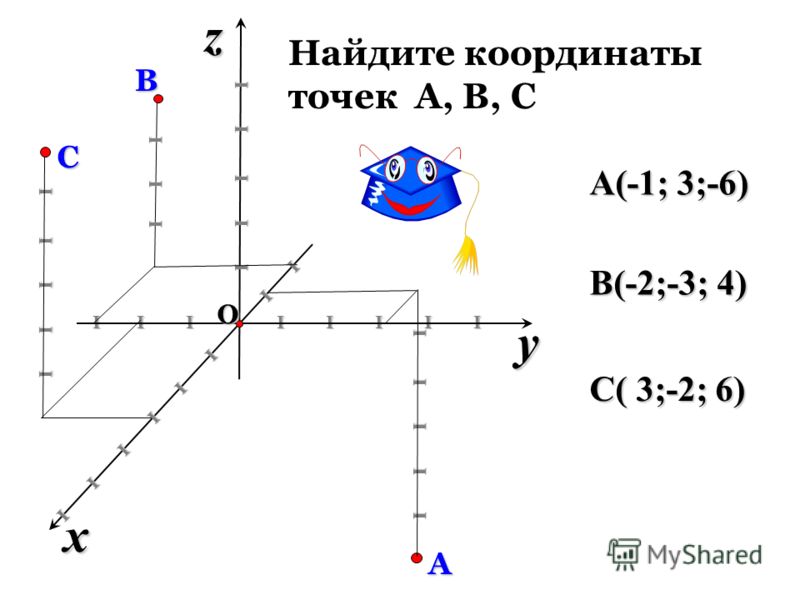 Вы выражаете точку в этом координатном пространстве как пару чисел с плавающей запятой в единицах пользовательского пространства, которые не привязаны к любым единицам в пространстве устройства, таким как пиксели. Рисование почти всегда происходит в секторе координатного пространства, где значения как по оси X, так и по оси Y положительны.
Вы выражаете точку в этом координатном пространстве как пару чисел с плавающей запятой в единицах пользовательского пространства, которые не привязаны к любым единицам в пространстве устройства, таким как пиксели. Рисование почти всегда происходит в секторе координатного пространства, где значения как по оси X, так и по оси Y положительны.