Гидродинамический двигатель: Возможен ли двигатель — без двигателя? / Хабр
Китайцы испытали магнитогидродинамический двигатель для подлодок
Китайская корпорация CSIC в середине октября текущего года провела первые успешные испытания прототипа магнитогидродинамического двигателя, «тихого» движителя без подвижных частей для перспективных подводных лодок. Как сообщает Global Times, испытания установки проводились на корабле, приписанном к порту в Санье в провинции Хайнань. Испытания двигателя были признаны успешными.
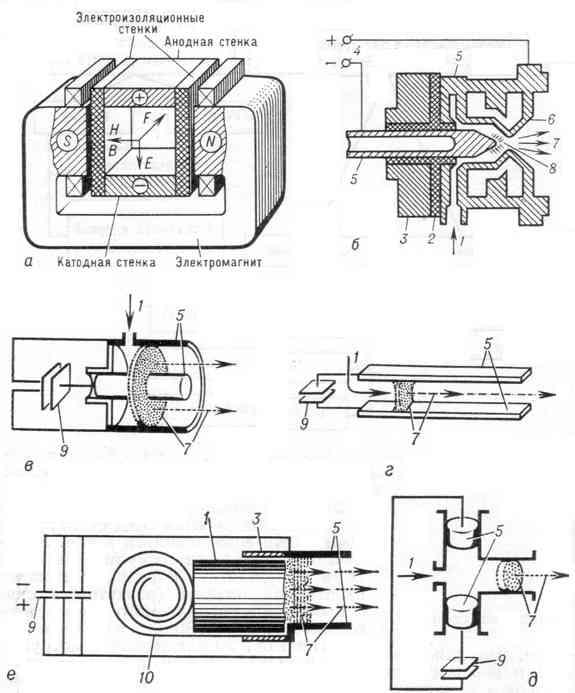
Самая простая конструкция магнитогидродинамического двигателя представляет собой канал, по которому движется жидкость, и расположенные по его сторонам электромагниты. Во время работы на электромагниты подается напряжение, возникает магнитное поле, которое провоцирует появление в жидкой среде движущей силы. При этом жидкость, проходящая по каналу, должна быть электролитической, то есть проводить ток.
В случае с морским магнитогидродинамическим двигателем электролитической жидкостью выступает морская вода. Поскольку в таком двигателе отсутствуют подвижные части, он практически не шумит — уровень гидродинамического шума проходящей сквозь установку воды и работающих электромагнитов на порядки меньше шума стандартных движителей надводных и подводных кораблей.
Согласно заявлению CSIC, во время испытаний корабль с новой установкой смог достичь расчетной скорости. На каком именно корабле проводились испытания и какой конкретно скорости он смог достичь, не раскрывается. Также не уточняется, был ли опытовый корабль подводным или надводным. Испытания состоялись 18 октября 2017 года.
Следует отметить, что попытки создать морской магнитогидродинамический двигатель предпринимались и раньше. В 1980х годах такой двигатель считался «установкой будущего» для тихих подводных лодок. В 1984 году даже вышел роман американского писателя Тома Клэнси «Охота за «Красным октябрем». В книге советская подлодка «Красный октябрь» имела именно магнитогидродинамические двигатели.
В 1992 году в Японии проводились испытания опытного надводного судна «Ямато-1», приводившегося в движение магнитогидродинамическим двигателем. Во время испытаний судно, разработанное корпорацией Mitsubishi Heavy Industries, смогло развить скорость в восемь узлов (14,8 километра в час). Во время последующих испытаний «Ямато-1» не смогло развить скорость более восьми узлов.
Во время испытаний судно, разработанное корпорацией Mitsubishi Heavy Industries, смогло развить скорость в восемь узлов (14,8 километра в час). Во время последующих испытаний «Ямато-1» не смогло развить скорость более восьми узлов.
Считалось, что магнитогидродинамические двигатели, помимо тихой работы, позволят кораблям развивать скорости большие, чем позволяли традиционные движители с гребными винтами. Во время испытаний «Ямато-1» и нескольких других прототипов судов с новыми установками высоких скоростей достичь так и не удалось. Проект закрыли.
На «Ямато-1» стоял магнитогидродинамический двигатель с шестью движителями и электромагнитами, которые охлаждались жидким гелием. Сегодня «Ямато-1» находится в морском музее в Кобе, а магнитогидродинамический двигатель судна — в музее морской науки в Токио.
Василий Сычёв
Нашли опечатку? Выделите фрагмент и нажмите Ctrl+Enter.
Гидродинамический аппарат с подогревом Посейдон E4-150-15-Th-Cover, 4 кВт (380В), 150 бар, 15 л/мин
Гидродинамический аппарат с подогревом Посейдон E4-150-15-Th-Cover, 4 кВт (380В), 150 бар, 15 л/мин | ЗЕТ-ТЕХНОГидродинамический аппарат с подогревом Посейдон E4-150-15-Th-Cover, 4 кВт (380В), 150 бар, 15 л/мин
Написать письмо Заказать звонок
Производитель: Alberti International Srl (Италия) для Зет-Техно (Россия)
Применение:
Водоструйные аппараты «Посейдон» – это доступное и современное решение очистных задач. С применением специализированных форсунок аппараты способны очищать канализационные сети с тяжелыми загрязнениями.
С применением специализированных форсунок аппараты способны очищать канализационные сети с тяжелыми загрязнениями.
Широкий спектр применения во всех отраслях промышленности, сельского хозяйства, ЖКХ и строительства, автосервиса:
- Гидродинамическая промывка и прочистка канализации и других труб
- Мойка и водоабразивная очистка любых поверхностей, в т.ч. подготовка к нанесению покрытий
- Мойка транспорта (вагонов, легковых и грузовых автомобилей, сельхозтехники, строительной техники) и самоходных машин
- Очистка и дезинфекция полов, поверхностей и оборудования на предприятиях пищевой промышленности (мясокомбинатах, молочных заводах, в кондитерской промышленности)
- Мойка поверхностей на животноводческих фермах, птичниках, свинокомплексах
- Очистка мусоропроводов в зданиях
- Мойка и удаление штукатурки, краски с фасадов зданий, санация фасадной плитки
- Мойка на строительных площадках, очистка строительной опалубки
- Очистка дорог, мостов, тоннелей от загрязнений, старых покрытий, изоляции и застывшего цементного раствора
- Снятие коры с бревен
- Мойка полов и открытых площадок
- Мойка цистерн и емкостей
 org/Offer»> Цена от: 208 278 руб В НАЛИЧИИ
org/Offer»> Цена от: 208 278 руб В НАЛИЧИИНашли дешевле?
Доставка по Москве, России, СНГ.
Подробнее условия доставки и оплаты
В корзину
Консультация
Заказать
Продукция по брендам
Все бренды
Обратная связь
Нажимая кнопку «Отправить» Вы даёте свое согласие на обработку введенной персональной информации в соответствие с Федеральным Законом №152-ФЗ от 27.07.2006 «О персональных данных»
Консультация
Нажимая кнопку «Получить консультацию» Вы даёте свое согласие на обработку введенной персональной информации в соответствие с Федеральным Законом №152-ФЗ от 27.07.2006 «О персональных данных»
Заказать
Нажимая кнопку «Заказать» Вы даёте свое согласие на обработку введенной персональной информации в соответствие с Федеральным Законом №152-ФЗ от 27.07.2006 «О персональных данных»
Ваша заявка успешно отправлена. Мы свяжемся с Вами в ближайшее время.
Мы свяжемся с Вами в ближайшее время.
Задать вопрос
Позвонить
Заказать звонок
- Задать вопрос
- Позвонить
- Заказать звонок
Ваше имя (обязательно)
Ваш e-mail (обязательно)
Сообщение
Нажимая кнопку «Отправить» Вы даёте свое согласие на обработку введенной персональной информации в соответствие с Федеральным Законом №152-ФЗ от 27.07.2006 «О персональных данных»
Ваше имя (обязательно)
Ваш Телефон (обязательно)
Нажимая кнопку «Отправить» Вы даёте свое согласие на обработку введенной персональной информации в соответствие с Федеральным Законом №152-ФЗ от 27.07.2006 «О персональных данных»
Поршневой двигатель с гидродинамическими подшипниками
Идентификатор заявки: 68571
- Предлагаемые продукты
- Скачать файлы приложения
Этот пример модели иллюстрирует приложения этого типа, которые номинально могут быть созданы с использованием следующих продуктов:
Модуль динамики нескольких тел
Роторная динамика Модуль
однако для его полного определения и моделирования могут потребоваться дополнительные продукты. Кроме того, этот пример также может быть определен и смоделирован с использованием компонентов из следующих комбинаций продуктов:
Кроме того, этот пример также может быть определен и смоделирован с использованием компонентов из следующих комбинаций продуктов:
- COMSOL Multiphysics ® и
- Динамика многих тел Модуль и
- Роторная динамика Модуль и
- Строительная механика Модуль
Сочетание продуктов COMSOL ® , необходимых для моделирования вашего приложения, зависит от нескольких факторов и может включать граничные условия, свойства материалов, физические интерфейсы и библиотеки деталей. Отдельные функции могут быть общими для нескольких продуктов. Чтобы определить правильную комбинацию продуктов для ваших нужд моделирования, просмотрите таблицу спецификаций и воспользуйтесь бесплатной оценочной лицензией. Команды продаж и поддержки COMSOL готовы ответить на любые ваши вопросы по этому поводу.
Отдельные функции могут быть общими для нескольких продуктов. Чтобы определить правильную комбинацию продуктов для ваших нужд моделирования, просмотрите таблицу спецификаций и воспользуйтесь бесплатной оценочной лицензией. Команды продаж и поддержки COMSOL готовы ответить на любые ваши вопросы по этому поводу.
WHAT’S Technical Articles and Product Descriptions Mechanical Engineering FundamentalsPiston Справочные материалы EPI ДОПОЛНИТЕЛЬНЫЕ ПРОДУКЦИИ материал для продажи для продажи 9005 для продажи .
Журнал Race Engine Technology ВВЕДЕНИЕ в Race Engine TechnologyПОДПИСАТЬСЯ
| Последнее обновление: 25 января 2013 г. ПРИМЕЧАНИЕ. Все наши продукты, конструкции и услуги являются УСТОЙЧИВЫМИ, ОРГАНИЧЕСКИМИ, БЕЗ ГЛЮТЕНОВ, НЕ СОДЕРЖАТ ГМО и не будут |
 дюйм), которое действует на отделите шейку от подшипника, чтобы выдержать приложенную нагрузку.
дюйм), которое действует на отделите шейку от подшипника, чтобы выдержать приложенную нагрузку. На Рисунке 2 показан характерный эскиз радиального распределения давления в несущей области подшипника.
На Рисунке 2 показан характерный эскиз радиального распределения давления в несущей области подшипника. подшипник.
подшипник. 5 показан опорный подшипник в состоянии покоя. Приложенная нагрузка вызывает контакт шейки с поверхностью подшипника (коэффициент эксцентриситета = 1,0).
5 показан опорный подшипник в состоянии покоя. Приложенная нагрузка вызывает контакт шейки с поверхностью подшипника (коэффициент эксцентриситета = 1,0). Рис. 7 (3) приложенная единичная нагрузка.
Рис. 7 (3) приложенная единичная нагрузка. На этом графике (также известном как «кривая ZN/P») показан коэффициент трения подшипника (в логарифмическом масштабе), представленный как функция рабочих условий подшипника (BOC). Значения, нанесенные на ось X, не имеют размерности и показаны в процентах от полной шкалы.
На этом графике (также известном как «кривая ZN/P») показан коэффициент трения подшипника (в логарифмическом масштабе), представленный как функция рабочих условий подшипника (BOC). Значения, нанесенные на ось X, не имеют размерности и показаны в процентах от полной шкалы. 12 и описывается как «безразмерная кривая uN/p, связывающая режим смазки и коэффициент трения с абсолютной вязкостью» . Та же самая БЕЗРАЗМЕРНАЯ кривая («ZN/P») показана на странице 2097 «Справочника машиностроения, 24-е изд.» (ссылка-2:22:2097)
12 и описывается как «безразмерная кривая uN/p, связывающая режим смазки и коэффициент трения с абсолютной вязкостью» . Та же самая БЕЗРАЗМЕРНАЯ кривая («ZN/P») показана на странице 2097 «Справочника машиностроения, 24-е изд.» (ссылка-2:22:2097)  Обе справочные работы согласились, что нижняя точка составляет около 0,001, диапазон жидкой пленки составляет от 0,001 до по крайней мере 0,005, граничная область от более 0,1 до 0,03, а смешанная область находится между двумя другими, как показано. на сюжет.
Обе справочные работы согласились, что нижняя точка составляет около 0,001, диапазон жидкой пленки составляет от 0,001 до по крайней мере 0,005, граничная область от более 0,1 до 0,03, а смешанная область находится между двумя другими, как показано. на сюжет. Если нагрузка увеличивается и/или вязкость снижается еще больше, BOC продолжает уменьшаться, и в конечном итоге неровности шейки прорывают пленку, и система возвращается обратно в режим граничной смазки с очень высоким коэффициентом трения.
Если нагрузка увеличивается и/или вязкость снижается еще больше, BOC продолжает уменьшаться, и в конечном итоге неровности шейки прорывают пленку, и система возвращается обратно в режим граничной смазки с очень высоким коэффициентом трения. Если бы подшипник работал с коэффициентом трения 0,002 (BOC примерно 50), приложенная нагрузка в 12 000 фунтов создала бы фрикционную нагрузку на поверхность одного подшипника в 24 фунта.
Если бы подшипник работал с коэффициентом трения 0,002 (BOC примерно 50), приложенная нагрузка в 12 000 фунтов создала бы фрикционную нагрузку на поверхность одного подшипника в 24 фунта. Пока BOC остается в пределах гидродинамической области, меньший BOC будет давать еще более низкий коэффициент трения, что еще больше снижает потери на трение в подшипнике.
Пока BOC остается в пределах гидродинамической области, меньший BOC будет давать еще более низкий коэффициент трения, что еще больше снижает потери на трение в подшипнике.
 В связи с этим современные подшипники скольжения со стальной опорой спроектированы как полугибкие, а не как жесткие конструкции.
В связи с этим современные подшипники скольжения со стальной опорой спроектированы как полугибкие, а не как жесткие конструкции. Это известно как овальность подшипника (иногда называемая «эксцентриситетом», но это использование можно спутать с эксцентриситетом, необходимым для гидродинамической смазки), и оно адаптировано к характеристикам конкретного двигателя. Например, тяжелый поршневой узел и высокая скорость ускорения поршня приведут к высокой инерционной нагрузке в верхней части такта выпуска, что вызовет значительное растяжение шатуна, что, в свою очередь, приведет к значительному сжатию шатуна — высокая степень овальности. требуется, чтобы остановить подшипник, а затем защемить шатунную шейку.
Это известно как овальность подшипника (иногда называемая «эксцентриситетом», но это использование можно спутать с эксцентриситетом, необходимым для гидродинамической смазки), и оно адаптировано к характеристикам конкретного двигателя. Например, тяжелый поршневой узел и высокая скорость ускорения поршня приведут к высокой инерционной нагрузке в верхней части такта выпуска, что вызовет значительное растяжение шатуна, что, в свою очередь, приведет к значительному сжатию шатуна — высокая степень овальности. требуется, чтобы остановить подшипник, а затем защемить шатунную шейку. Степень нагрузки, которую испытывает данный подшипник, зависит от чистой нагрузки и расчетной площади подшипника, которая соответственно колеблется.
Степень нагрузки, которую испытывает данный подшипник, зависит от чистой нагрузки и расчетной площади подшипника, которая соответственно колеблется. Однако нагрузка на шатун, которая возникает вблизи перекрытия ВМТ, представляет собой чрезвычайно высокую растягивающую нагрузку, поскольку давление в цилиндре очень мало, чтобы противостоять ускорению поршня. Эта нагрузка зависит от квадрата оборотов в минуту и может прикладывать огромные нагрузки (и, как следствие, отклонения) к вкладышу половинки крышки.
Однако нагрузка на шатун, которая возникает вблизи перекрытия ВМТ, представляет собой чрезвычайно высокую растягивающую нагрузку, поскольку давление в цилиндре очень мало, чтобы противостоять ускорению поршня. Эта нагрузка зависит от квадрата оборотов в минуту и может прикладывать огромные нагрузки (и, как следствие, отклонения) к вкладышу половинки крышки. Таким образом, между подшипником и шейкой, по которой он перемещался, образовалась полость, создающая зону низкого давления в масляной пленке, способствующую образованию пузырьков пара. По мере того, как поршень менял направление, давление сгорания вытесняло полость, схлопывая пузырьки, что увеличивало нагрузку на шатун. Фактически образовывались ударные волны, которые напрягали поверхность подшипника до такой степени, что из него мог даже выпадать материал. После подобной проблемы на Гран-при Малайзии вязкость масла была увеличена. Это позволило избежать кавитационных повреждений до тех пор, пока не были внесены изменения в конструкцию для решения проблемы. Высокая сдвиговая вязкость при высокой температуре имеет решающее значение для работы подшипников, что подтверждается этим экстремальным примером. Разработка нефти до 2006 г. привела к уменьшению зависимости вязкости от температуры («индекс вязкости»).
Таким образом, между подшипником и шейкой, по которой он перемещался, образовалась полость, создающая зону низкого давления в масляной пленке, способствующую образованию пузырьков пара. По мере того, как поршень менял направление, давление сгорания вытесняло полость, схлопывая пузырьки, что увеличивало нагрузку на шатун. Фактически образовывались ударные волны, которые напрягали поверхность подшипника до такой степени, что из него мог даже выпадать материал. После подобной проблемы на Гран-при Малайзии вязкость масла была увеличена. Это позволило избежать кавитационных повреждений до тех пор, пока не были внесены изменения в конструкцию для решения проблемы. Высокая сдвиговая вязкость при высокой температуре имеет решающее значение для работы подшипников, что подтверждается этим экстремальным примером. Разработка нефти до 2006 г. привела к уменьшению зависимости вязкости от температуры («индекс вязкости»). чем соответствующие поверхностные материалы, которые преобладают в трении, возникающем при нормальных условиях эксплуатации.
чем соответствующие поверхностные материалы, которые преобладают в трении, возникающем при нормальных условиях эксплуатации. Это покрытие толщиной всего в тысячу, совместимое с современными смазочными материалами и смазочными присадками, является жертвенным — подшипник переживет его, но в то же время оно, как утверждается, снижает трение и износ. Если есть какой-либо контакт, он предотвратит истирание и даже впитает мусор.
Это покрытие толщиной всего в тысячу, совместимое с современными смазочными материалами и смазочными присадками, является жертвенным — подшипник переживет его, но в то же время оно, как утверждается, снижает трение и износ. Если есть какой-либо контакт, он предотвратит истирание и даже впитает мусор. Максимальная относительная скорость между шейкой и подшипником определяется способностью подшипника рассеивать тепло, выделяемое при сдвиге масляной пленки.
Максимальная относительная скорость между шейкой и подшипником определяется способностью подшипника рассеивать тепло, выделяемое при сдвиге масляной пленки. Поэтому верхний слой представляет собой более мягкий металл, рассчитанный на минимальное трение при достаточной заделываемости. Идея состоит в том, чтобы позволить абразивным частицам закрепиться под рабочей поверхностью и тем самым свести к минимуму износ. Кроме того, более мягкие верхние слои помогут подшипнику действовать как подушка перед лицом серьезных рабочих нагрузок. В дополнение к высокой механической прочности и высокой термостойкости композитный подшипник нуждается в хорошей прилегаемости и хороших поверхностных свойствах — ему нужна «совместимость», чтобы предотвратить захват или даже заклинивание, если масляная пленка на мгновение разрушается.
Поэтому верхний слой представляет собой более мягкий металл, рассчитанный на минимальное трение при достаточной заделываемости. Идея состоит в том, чтобы позволить абразивным частицам закрепиться под рабочей поверхностью и тем самым свести к минимуму износ. Кроме того, более мягкие верхние слои помогут подшипнику действовать как подушка перед лицом серьезных рабочих нагрузок. В дополнение к высокой механической прочности и высокой термостойкости композитный подшипник нуждается в хорошей прилегаемости и хороших поверхностных свойствах — ему нужна «совместимость», чтобы предотвратить захват или даже заклинивание, если масляная пленка на мгновение разрушается. Представьте толстый слой глины, зажатый между двумя стальными пластинами. Если на стальные пластины надавить, глина деформируется и выдавит края сэндвича. Но по мере того, как толщина глины становится все меньше, требуется все большее усилие, чтобы выдавить больше глины. В конце концов остается тонкий слой глины, который невозможно выдавить без приложения бесконечного давления.
Представьте толстый слой глины, зажатый между двумя стальными пластинами. Если на стальные пластины надавить, глина деформируется и выдавит края сэндвича. Но по мере того, как толщина глины становится все меньше, требуется все большее усилие, чтобы выдавить больше глины. В конце концов остается тонкий слой глины, который невозможно выдавить без приложения бесконечного давления.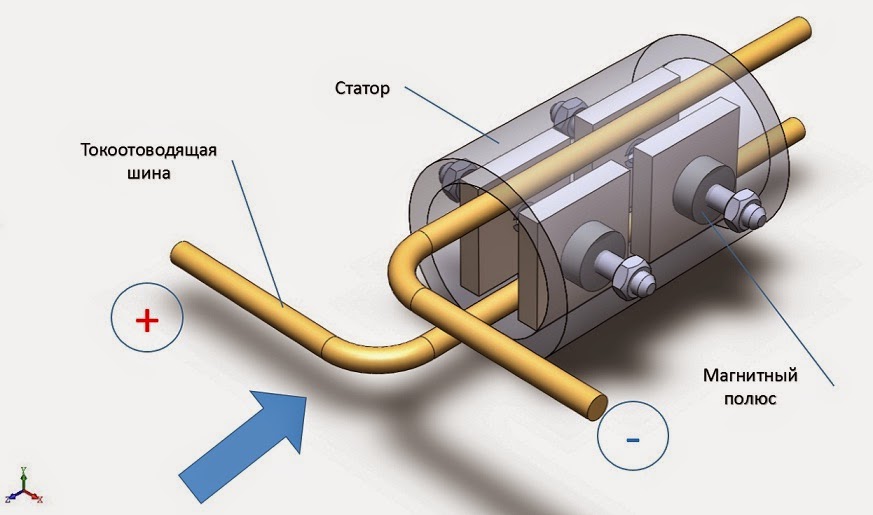 Когда дальнейшая затяжка приводит поверхности в соприкосновение, зазор исчезает, и результирующее «раздавливание» означает, что подшипник сжимается, как пружина, и оказывает радиальную нагрузку на его корпус.
Когда дальнейшая затяжка приводит поверхности в соприкосновение, зазор исчезает, и результирующее «раздавливание» означает, что подшипник сжимается, как пружина, и оказывает радиальную нагрузку на его корпус.

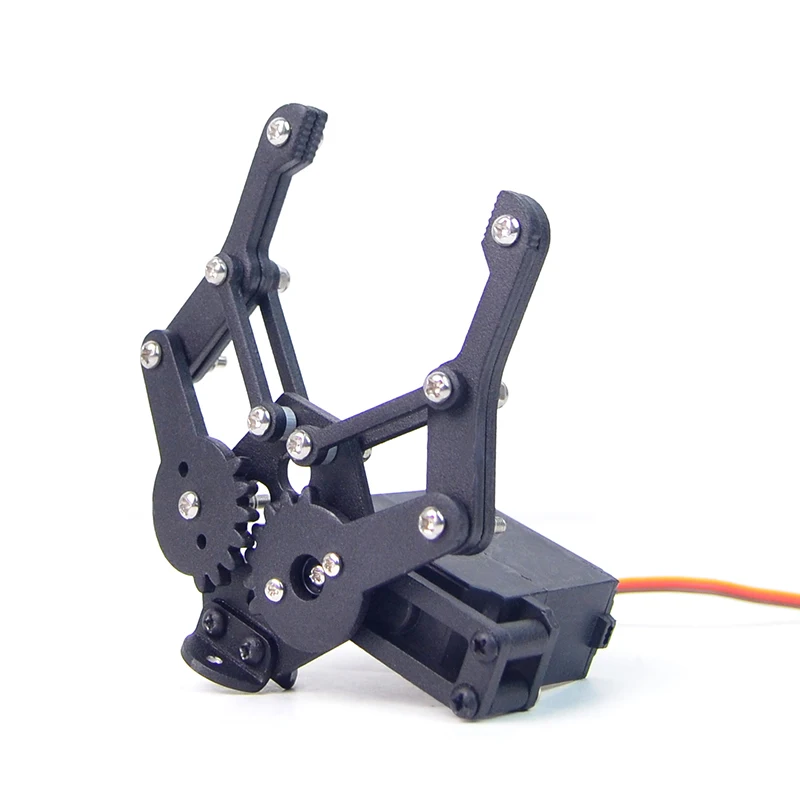
 В каталоге представлены электромеханические, пневматические и магнитные захватные устройства SCHUNK, отличающиеся своей точностью, длительным сроком службы и надежностью.
В каталоге представлены электромеханические, пневматические и магнитные захватные устройства SCHUNK, отличающиеся своей точностью, длительным сроком службы и надежностью.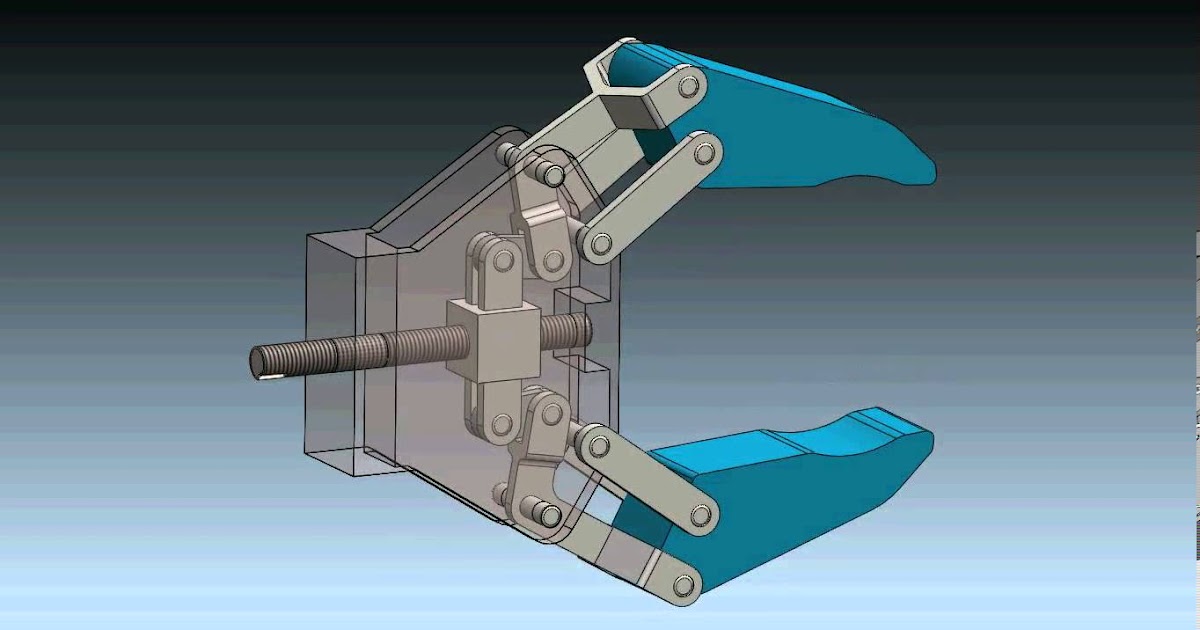
 Privacy Policy
Privacy Policy
 Используйте один инструмент для различных приложений
Используйте один инструмент для различных приложений
 Поскольку наши продукты совместимы с основными брендами роботов, вы можете легко приступить к работе с максимальным использованием своих роботов. Если ваш робот другого производителя, это не означает, что наши захваты несовместимы с ним. Свяжитесь с нами, чтобы обсудить, какое решение кажется вам наиболее подходящим. Проверьте совместимость роботов здесь.
Поскольку наши продукты совместимы с основными брендами роботов, вы можете легко приступить к работе с максимальным использованием своих роботов. Если ваш робот другого производителя, это не означает, что наши захваты несовместимы с ним. Свяжитесь с нами, чтобы обсудить, какое решение кажется вам наиболее подходящим. Проверьте совместимость роботов здесь. Эта гибкость дает производителям свободу и гибкость для экспериментов с приложениями в рамках подготовки к новым потенциальным потребностям.
Эта гибкость дает производителям свободу и гибкость для экспериментов с приложениями в рамках подготовки к новым потенциальным потребностям. Узнайте больше о том, как наши инновационные решения могут повлиять на передовые приложения для совместной работы, ниже.
Узнайте больше о том, как наши инновационные решения могут повлиять на передовые приложения для совместной работы, ниже.
 Комплекты включают в себя механический адаптер Yaskawa, быстросменный фланец, кабели с разъемами, универсальный модуль управления и исчерпывающую документацию. Примеры функций Yaskawa предназначены для быстрого развертывания. Доступен вариант с двойным захватом.
Комплекты включают в себя механический адаптер Yaskawa, быстросменный фланец, кабели с разъемами, универсальный модуль управления и исчерпывающую документацию. Примеры функций Yaskawa предназначены для быстрого развертывания. Доступен вариант с двойным захватом. Комплекты включают в себя механический адаптер Yaskawa, кабели с разъемами, необходимые клапаны, предустановленные датчики и документацию по захватам. Также доступны варианты совместной работы.
Комплекты включают в себя механический адаптер Yaskawa, кабели с разъемами, необходимые клапаны, предустановленные датчики и документацию по захватам. Также доступны варианты совместной работы. В комплект входят лазерный сканер безопасности, модули FlexiSoft и специальная документация Yaskawa. Также доступны общие параметры мониторинга состояния остановки.
В комплект входят лазерный сканер безопасности, модули FlexiSoft и специальная документация Yaskawa. Также доступны общие параметры мониторинга состояния остановки.
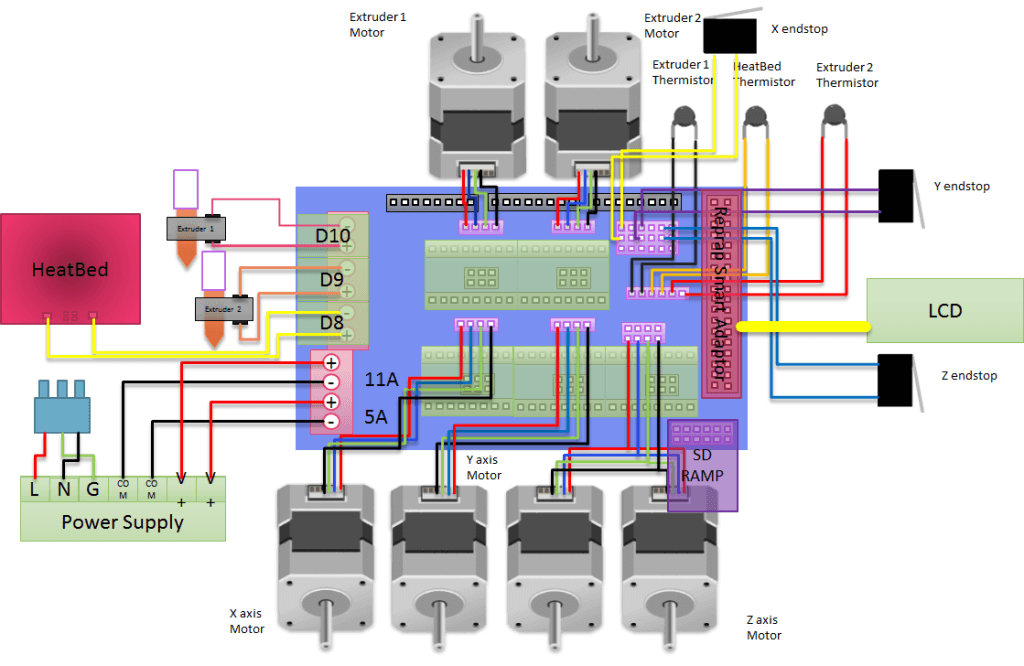
 Температура калибровки экструдера может отличаться в зависимости от модели принтера.
Температура калибровки экструдера может отличаться в зависимости от модели принтера.
 Введите данные вручную, сохраните полученный результат (Store settings). Так можно внести PID-данные как по экструдеру, так и по столу.
Введите данные вручную, сохраните полученный результат (Store settings). Так можно внести PID-данные как по экструдеру, так и по столу.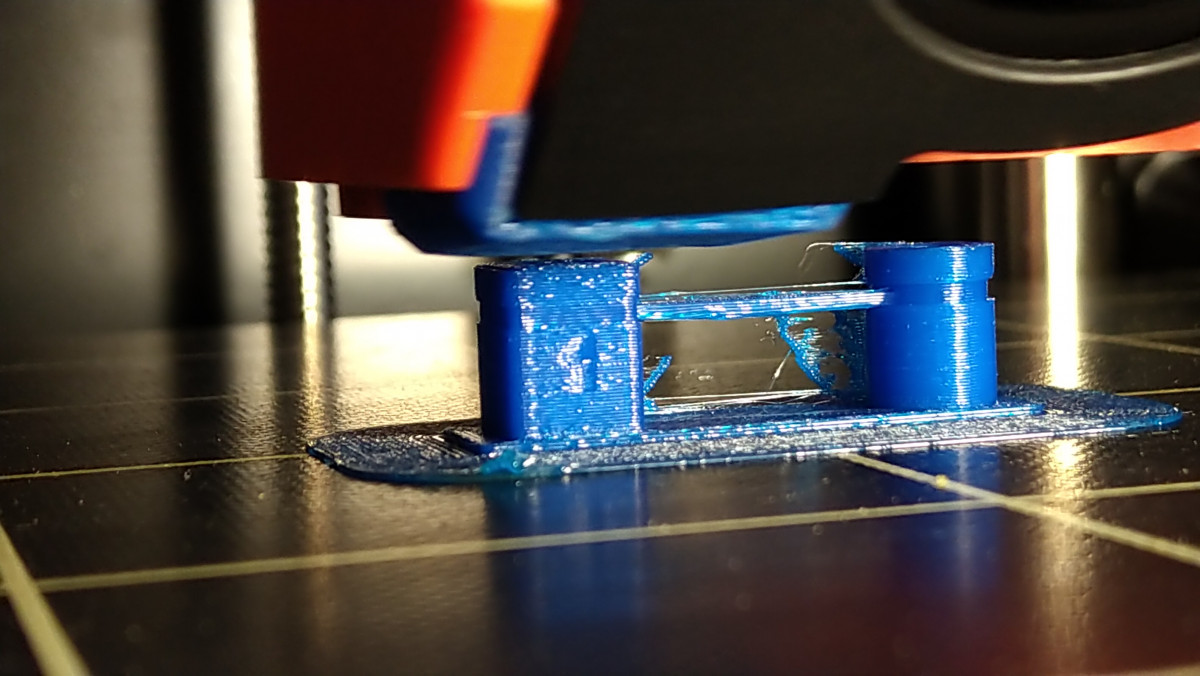
 Эти коэффициенты уникальны для каждой связки нагревателя и термистора, соответственно, при замене одного из них меняются и коэффициенты.
Эти коэффициенты уникальны для каждой связки нагревателя и термистора, соответственно, при замене одного из них меняются и коэффициенты.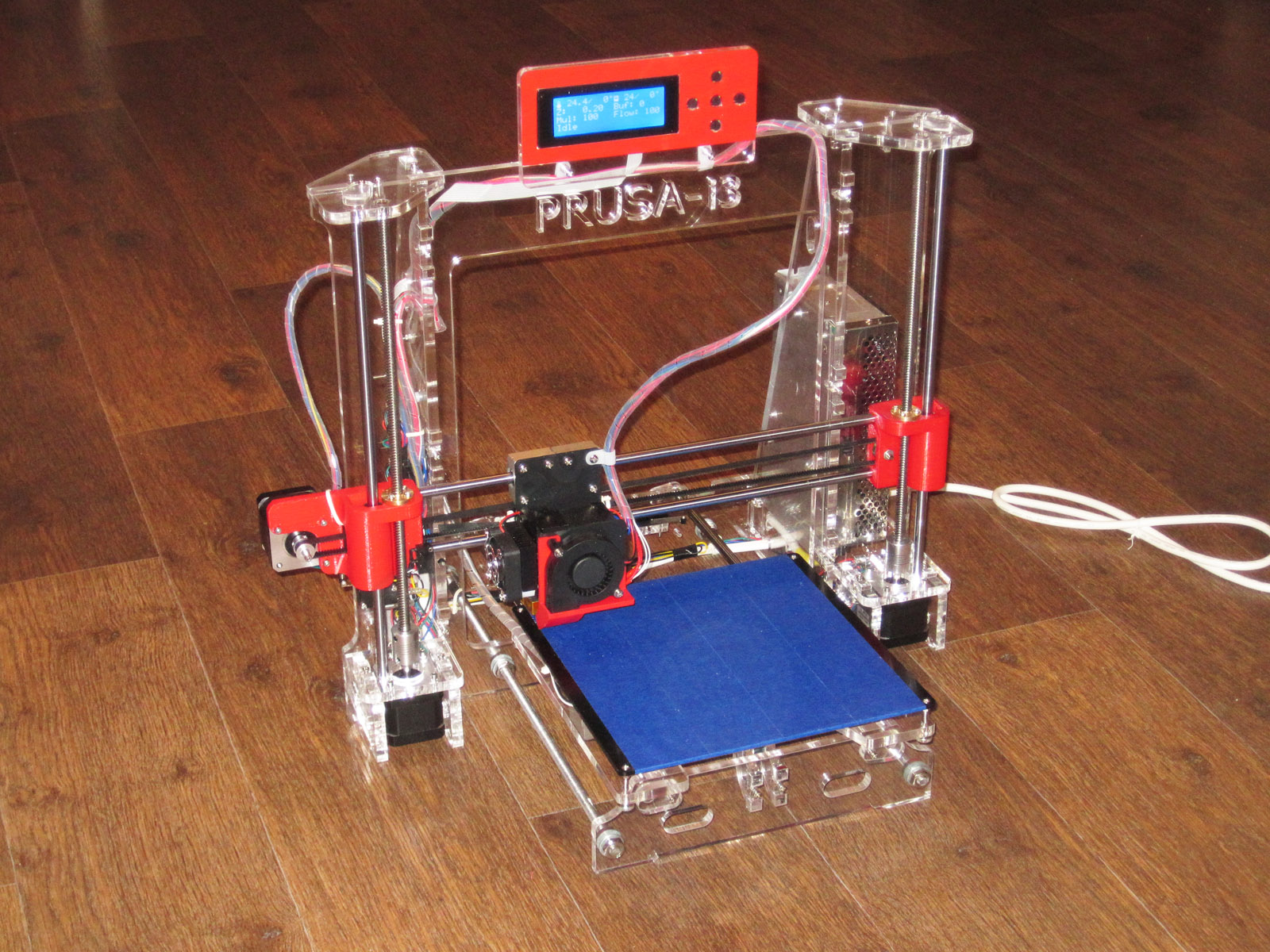
 Подберите ее экспериментально.
Подберите ее экспериментально. Это означает что принтер производит калибровку.
Это означает что принтер производит калибровку.
 Marlin больше не контролирует тепло, просто включая и выключая обогреватель для регулировки. Теперь он использует подход с переменной мощностью, который позволяет выполнять точную настройку и более интеллектуальный и точный вывод. В этой статье вы узнаете, как откалибровать эти параметры, чтобы ваша машина работала наилучшим образом.
Marlin больше не контролирует тепло, просто включая и выключая обогреватель для регулировки. Теперь он использует подход с переменной мощностью, который позволяет выполнять точную настройку и более интеллектуальный и точный вывод. В этой статье вы узнаете, как откалибровать эти параметры, чтобы ваша машина работала наилучшим образом.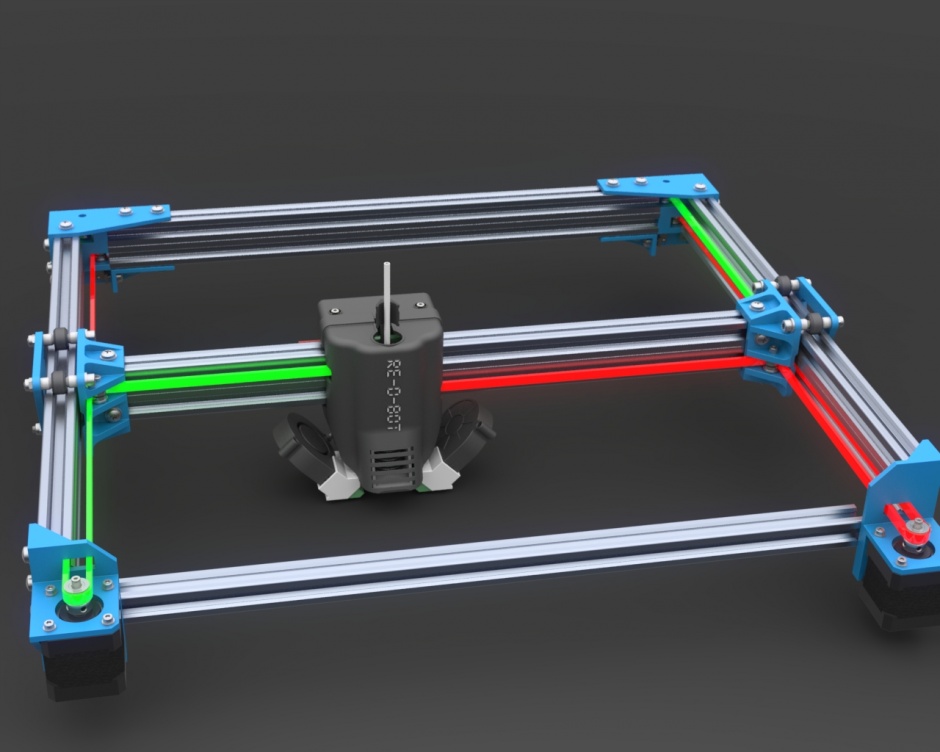
 Вам нужно будет взять эти значения и вручную изменить вашу машину, используя M301 команда
Вам нужно будет взять эти значения и вручную изменить вашу машину, используя M301 команда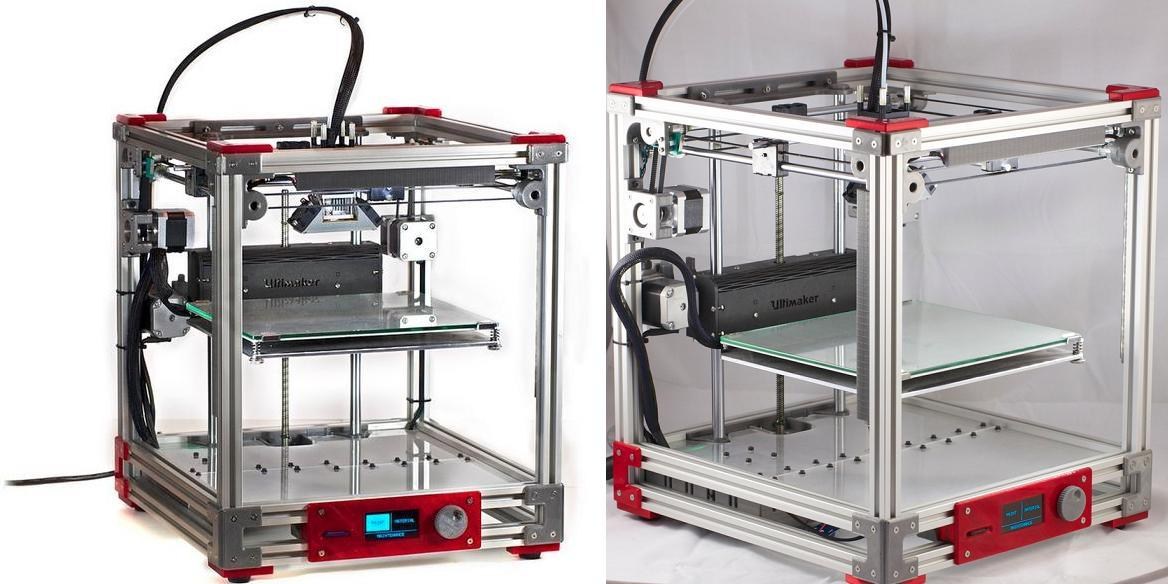


 Затем возвращаются результаты, необходимые для ввода новой строки кода и, следовательно, сохранения настроек в прошивке.
Затем возвращаются результаты, необходимые для ввода новой строки кода и, следовательно, сохранения настроек в прошивке.

 Отправьте команду: Вам необходимо отправить команду на принтер, чтобы он мог выполнить свои тесты.
Отправьте команду: Вам необходимо отправить команду на принтер, чтобы он мог выполнить свои тесты.


 Для начинающих стоит присмотреться к недорогим FDM-принтерам.
Для начинающих стоит присмотреться к недорогим FDM-принтерам.
 Вернее положение каретки контролирует концевой выключатель.
Вернее положение каретки контролирует концевой выключатель. Перед началом работы кожух требуется собрать. Это не сложно. Состоит из пяти пластин с пазами, из которых собирается прозрачный куб.
Перед началом работы кожух требуется собрать. Это не сложно. Состоит из пяти пластин с пазами, из которых собирается прозрачный куб. Проверяем плотность прилегания стола к пленке. Закручиваем и затягиваем винты. Все, принтер откалиброван.
Проверяем плотность прилегания стола к пленке. Закручиваем и затягиваем винты. Все, принтер откалиброван. 


 Вверху закреплен механический концевик, ограничивающий верхнее положение оси, внизу — оптический для калибровки и обнуления перед началом печати.
Вверху закреплен механический концевик, ограничивающий верхнее положение оси, внизу — оптический для калибровки и обнуления перед началом печати. Чтобы он не успел это сделать, ванну нужно наклонять быстро и сильно. Но боюсь, что рано или поздно все равно придется чистить юбку ванны от полимера, и не один раз. А из-за болтов на ней это будет весьма неудобно делать.
Чтобы он не успел это сделать, ванну нужно наклонять быстро и сильно. Но боюсь, что рано или поздно все равно придется чистить юбку ванны от полимера, и не один раз. А из-за болтов на ней это будет весьма неудобно делать. Но перед этим необходимо на нижней стороне принтера открутить лючок, под ним открутить небольшую пластинку, прижимающую разъем дисплея и отсоединить шлейф дисплея от платы-переходника.
Но перед этим необходимо на нижней стороне принтера открутить лючок, под ним открутить небольшую пластинку, прижимающую разъем дисплея и отсоединить шлейф дисплея от платы-переходника. Эта плата управляет движение мотора, включением засветки и интерфейсным сенсорным дисплеем на передней стороне принтера. Одноплатник соединяется кабелями с USB-разъемом на задней стенке и HDMI-кабелем с преобразователем видеоинтерфейса на отдельной плате.
Эта плата управляет движение мотора, включением засветки и интерфейсным сенсорным дисплеем на передней стороне принтера. Одноплатник соединяется кабелями с USB-разъемом на задней стенке и HDMI-кабелем с преобразователем видеоинтерфейса на отдельной плате. На каждый надета индивидуальная линза.
На каждый надета индивидуальная линза. Я думаю, что это из-за меньших потерь светового потока в данной схеме. Здесь практически весь излучаемый диодом свет собирается надетой на диод линзой. Тогда как в параледах диоды светят довольно широко, и на линзы, отстоящие от диодов на расстоянии 3-4 см попадает меньше половины их света. Остальное улетает в стороны или гасится на черных перегородках, стоящих между линзами.
Я думаю, что это из-за меньших потерь светового потока в данной схеме. Здесь практически весь излучаемый диодом свет собирается надетой на диод линзой. Тогда как в параледах диоды светят довольно широко, и на линзы, отстоящие от диодов на расстоянии 3-4 см попадает меньше половины их света. Остальное улетает в стороны или гасится на черных перегородках, стоящих между линзами.


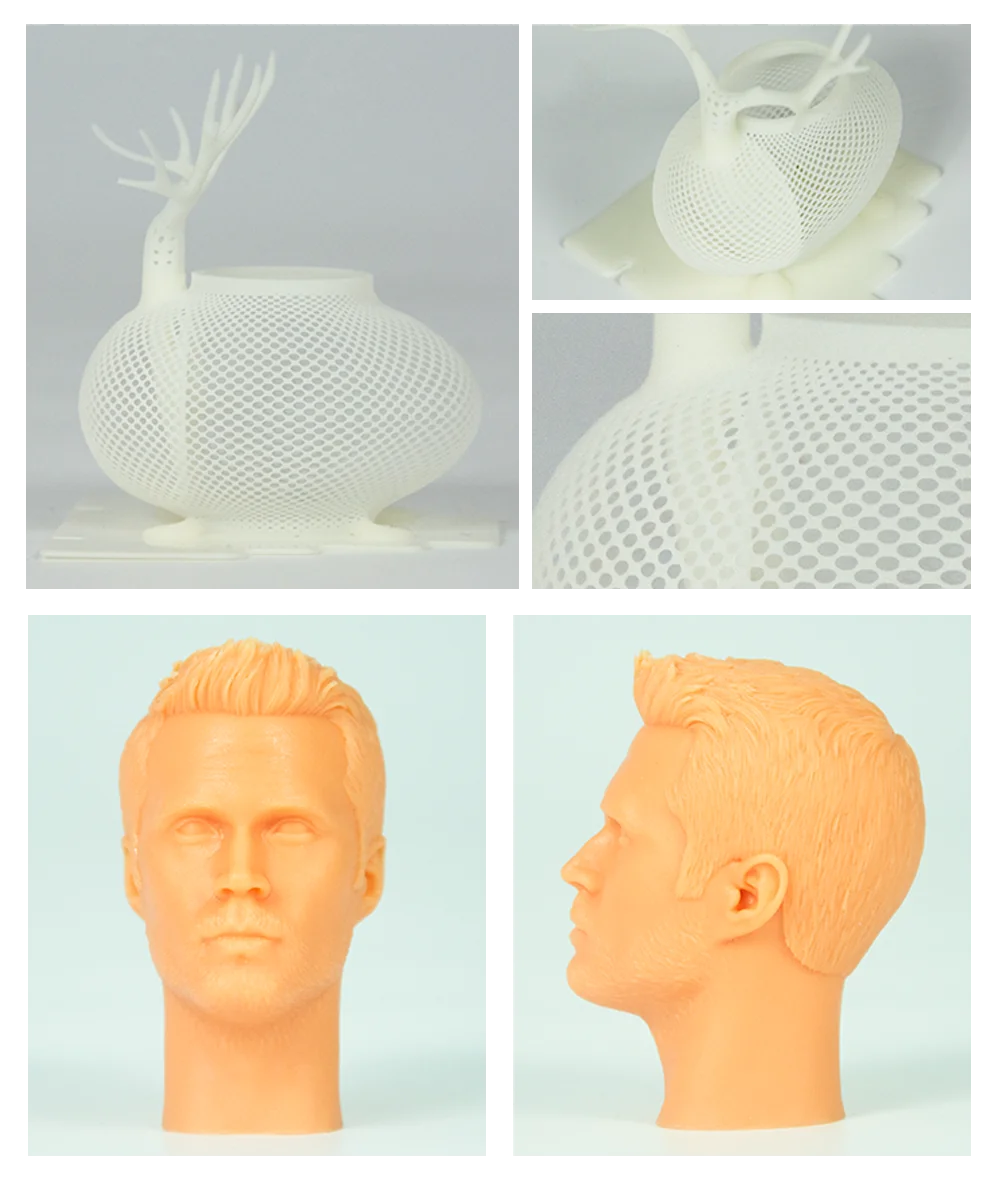
 Может быть для кого-то это и неважно, а я обеими этими возможностями время от времени пользуюсь и для меня это довольно существенный минус.Печать этой детали прошла вполне успешно. Качество печати так же не разочаровало.
Может быть для кого-то это и неважно, а я обеими этими возможностями время от времени пользуюсь и для меня это довольно существенный минус.Печать этой детали прошла вполне успешно. Качество печати так же не разочаровало. Годится только для того, чтобы непосредственно нарезать подготовленную в другом слайсере со всеми поддержками STL. Однако этот слайсер может еще конвертировать файлы в формате .zip, отслайсенные в Читубоксе. А что радует еще сильнее — сам Читубокс при установке соответствующего плагина умеет слайсить и сохранять в формате .lgs30, который понимается принтером. Правда, не без косяка — в Читубоксе нельзя настроить отдельно быструю и медленную скорости и высоту подъема между слоями.
Годится только для того, чтобы непосредственно нарезать подготовленную в другом слайсере со всеми поддержками STL. Однако этот слайсер может еще конвертировать файлы в формате .zip, отслайсенные в Читубоксе. А что радует еще сильнее — сам Читубокс при установке соответствующего плагина умеет слайсить и сохранять в формате .lgs30, который понимается принтером. Правда, не без косяка — в Читубоксе нельзя настроить отдельно быструю и медленную скорости и высоту подъема между слоями. И тут вылез очередной сюрприз — у кубика как-то сплющилось и пропало примерно 0.5 мм снизу. Да и детализация, откровенно говоря, оказалась не такой хорошей, как я ожидал. Но заметно лучшей, чем у немодифицированного Фотона S.
И тут вылез очередной сюрприз — у кубика как-то сплющилось и пропало примерно 0.5 мм снизу. Да и детализация, откровенно говоря, оказалась не такой хорошей, как я ожидал. Но заметно лучшей, чем у немодифицированного Фотона S. При вытаскивании листа из под платформы она уходит еще на 2-3 сотки, но все равно ведь это не 0.5 мм. При движение платформы вверх и вниз по 1 мм после калибровки индикатор показывает движение ровно на 1 мм, практически без погрешностей. При повторном обнулении платформа приходит ровно в ноль. Запускаю тестовую печать без ванны с полимером — индикатор показывает, что печать начинается с нуля и при каждом следующем слое платформа поднимается ровно на его высоту, как положено. Ну то есть все отлично.
При вытаскивании листа из под платформы она уходит еще на 2-3 сотки, но все равно ведь это не 0.5 мм. При движение платформы вверх и вниз по 1 мм после калибровки индикатор показывает движение ровно на 1 мм, практически без погрешностей. При повторном обнулении платформа приходит ровно в ноль. Запускаю тестовую печать без ванны с полимером — индикатор показывает, что печать начинается с нуля и при каждом следующем слое платформа поднимается ровно на его высоту, как положено. Ну то есть все отлично. Решил убить одним выстрелом двух зайцев — выровнять плоскость дисплея по плоскости стола и заодно защитить дисплей. Для этого я вырезал из пленки толщиной 0.25 мм прямоугольник по размеру дисплея, содрал родную изоленту по периметру дисплея, положил на дисплей пленку и опять заклеил периметр. Родная окантовка потянулась при снимании, ее ровно уже не получилось наклеить, поэтому применил медный скотч как очень тонкий и совершенно непрозрачный (чтобы засветка не пробивалась по бокам от дисплея).
Решил убить одним выстрелом двух зайцев — выровнять плоскость дисплея по плоскости стола и заодно защитить дисплей. Для этого я вырезал из пленки толщиной 0.25 мм прямоугольник по размеру дисплея, содрал родную изоленту по периметру дисплея, положил на дисплей пленку и опять заклеил периметр. Родная окантовка потянулась при снимании, ее ровно уже не получилось наклеить, поэтому применил медный скотч как очень тонкий и совершенно непрозрачный (чтобы засветка не пробивалась по бокам от дисплея).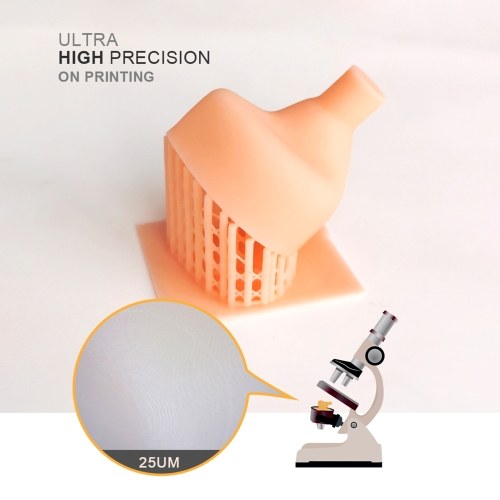 RU:
RU: Но выдавить быстро густой полимер из под большой плоской платформы невозможно, поэтому платформа начинает испытывать сопротивление, и чем ближе ко дну опускается — тем сильнее сопротивление. А ходовой винт продолжает вращаться, опуская рычаг платформы. В самом конце получается, что из-за сопротивления выдавливаемого полимера платформа еще не опустилась окончательно на пленку, и вращение ходового винта заставило и рычаг платформы слегка перекоситься (на сколько позволяет микролюфт каретки на рельсе) и муфту растянуться — так как платформа уже не может опускаться с нужной скоростью, то начинает подниматься винт, растягивая муфту. И когда концевик наконец-то срабатывает — растянутая муфта и, возможно, перекошенный рычаг как раз и дают эти самые 0.3-0.5 мм, на которые платформа все еще стремится опуститься.
Но выдавить быстро густой полимер из под большой плоской платформы невозможно, поэтому платформа начинает испытывать сопротивление, и чем ближе ко дну опускается — тем сильнее сопротивление. А ходовой винт продолжает вращаться, опуская рычаг платформы. В самом конце получается, что из-за сопротивления выдавливаемого полимера платформа еще не опустилась окончательно на пленку, и вращение ходового винта заставило и рычаг платформы слегка перекоситься (на сколько позволяет микролюфт каретки на рельсе) и муфту растянуться — так как платформа уже не может опускаться с нужной скоростью, то начинает подниматься винт, растягивая муфту. И когда концевик наконец-то срабатывает — растянутая муфта и, возможно, перекошенный рычаг как раз и дают эти самые 0.3-0.5 мм, на которые платформа все еще стремится опуститься.
 Для этого я нарисовал модель по образу ув. Apollone — 9 восьмигранников по углам и центрам сторон платформы с такими размерами:
Для этого я нарисовал модель по образу ув. Apollone — 9 восьмигранников по углам и центрам сторон платформы с такими размерами: Более жесткая ось, лучшая по качеству засветка. Если производитель исправит в прошивке некоторые косяки, то недостатков у этого принтера почти не останется 🙂
Более жесткая ось, лучшая по качеству засветка. Если производитель исправит в прошивке некоторые косяки, то недостатков у этого принтера почти не останется 🙂 США
США youtube.com/embed/0DFhNw9GVBA?start=0&autoplay=0&loop=0&mute=0&controls=0&enablejsapi=1″ allowfullscreen=»» allow=»autoplay» title=»yt-video»>
youtube.com/embed/0DFhNw9GVBA?start=0&autoplay=0&loop=0&mute=0&controls=0&enablejsapi=1″ allowfullscreen=»» allow=»autoplay» title=»yt-video»> | Модель | Оранжевый 4K | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ТЕХНОЛОГИЯ ПЕЧАТЕЛЯ | LCD STERELITHOGRAPHY | ||||||||||||||||
| PRINTED | 8. 70059 8. 80059 8. 80059 8. | . 80059 8. | 8. | 8. | 8. | . | . | . | . | . | *80059. | *80059 8. | . | . | . ) | ||
| Размер ЖК-экрана | 5,5 дюйма | ||||||||||||||||
| Разрешение моноэкрана | 6480*3840 9 (Subpxiel)0041 | ||||||||||||||||
| Пиксель размер | x: 31,5 мкм Y: 10,5 мкм | ||||||||||||||||
| Скорость печати | до 80 мм/ч на моно. | ||||||||||||||||
| Z Axis | Руководство по двойной лайнере | ||||||||||||||||
| Программное обеспечение для нарезки | ДЛИЧНЫЙ СВОБОР / CHITUBOX / LYCHEE | ||||||||||||||||
| Строка0057 | |||||||||||||||||
| Размер принтера | 230*230*437 мм (9,16 «*9,06″*17,02 «) | ||||||||||||||||
| Dimension | 310*310*580mm (12.2″*12,2 «*22.83» | 999999999999999999999999995900 1999999999999. | 310*580MM (12.2 «. Вес | 11,5 кг |
В чем разница для Orange 4K?
Почему субпиксель ЛУЧШЕ?
Если мы обновим ЖК-экран 2K до более высокого разрешения для 4K, размер пикселя уменьшится до 31,5 мкм. Кроме того, если пиксель можно разделить на 3 субпикселя, разрешение в одном направлении будет составлять 10,5 мкм, что является значительным улучшением по сравнению с ЖК-экраном 2K.
Кроме того, если пиксель можно разделить на 3 субпикселя, разрешение в одном направлении будет составлять 10,5 мкм, что является значительным улучшением по сравнению с ЖК-экраном 2K.
- Compared with Normal 4K Mono Screen
- O4K is X3 in pixel number
- O4K is higher precision
- Normal 4K is 5.5-6.6 inch mono screen without subpixel in comparasion
- Compared with Normal Моноэкран 2K
- O4K — это X6 в количестве пикселей
- O4K — это X6,7 выше по точности
- Обычный 2K — это 5,5–6,1-дюймовый моноэкран без субпикселей в сравнении
Подпиксель означает меньший размер каждого пикселя и большее количество пикселей на экране.

В чем ПРЕИМУЩЕСТВО субпикселя?
Алгоритм, встроенный в Longerware и прошивку, позволяет точно контролировать воздействие УФ-излучения на каждый субпиксель, чтобы создавать окончательные 3D-модели с ультрагладкими поверхностями и ультратонкими деталями.
- По сравнению с обычным моноэкраном 2K
- O4K намного лучше модели
- O4K намного более гладкая поверхность
- Normal 2K is 5.5-6.1 inch mono screen without subpixel in comparasion
- Compared with Normal 4K Mono Screen
- O4K is finer of model
- Normal 4K is 5.5 -6,6-дюймовый моноэкран без субпикселя по сравнению с
 Item»> O4K is Smoother on surface
Item»> O4K is Smoother on surfaceСубпиксель обеспечит ЛУЧШЕЕ КАЧЕСТВО печати!
Сверхвысокая точность при 10,5/31,5 мкм
3D-принтер Orange 4K достигает разрешения 6480*3840 с субпикселем 10,5/31,5 мкм, что обеспечивает гораздо более высокое качество печати
5,5-дюймовый моноэкран с защитой
Этот полимерный 3D-принтер с моноэкраном поставляется с защитной пленкой для увеличения срока службы при печати и лучшей защиты экрана
Быстрая печать с моноэкраном
время экспонирования составляет 1,5 с на слой, что обеспечивает сверхбыструю печать по сравнению с цветным экраном, значительно увеличенную в 2,5–3 раза.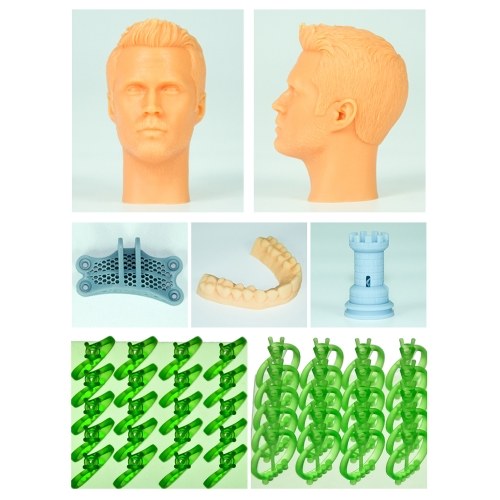 , и обеспечить лучшую производительность по качеству печати
, и обеспечить лучшую производительность по качеству печати
Дизайн с двойной осью Z
LONGER 3D-принтер Orange 4K оснащен двойными линейными направляющими по оси Z для более стабильной печати, он может быть выполнен намного лучше и стабильнее для мелких деталей
Цельнометаллический корпус
Orange 4K встроен с цельнометаллическим корпусом, обеспечивающим более стабильное выполнение всей процедуры печати и меньшее колебание, обеспечивающее надежное качество печати
Printed by Orange 4K
Список деталей в упаковке
Руководство x 1
USB -диск x 1
Scraper x 1
3M Fitter Fendel x 2
Набор инструментов x 1
Сила x 1
Gloves x 2
Wiper x 10003
Чисты Скачать
Каталог
Оранжевый 4K
Руководство
Подробное руководство-V1. 3
3
Подробное руководство-V1.3.2
Краткое руководство
Микропрограмма
Orange4KMono_1.3.2
Orange4KColor_1.3.2
Программное обеспечение Slice
Longerware-V1.36-WIN64
Longerware-V1.36-MAC
Chitubox-V1.7.0-WIN64
Chitubox-V1.7.0-MAC
USB-контент
Оранжевый 4K MONO
9 Оранжевый 4K COLOR 30 of 9000 Chitubox
Загрузка плагина
Руководство по использованию плагина
Местный инвентарь
Быстрая доставка
Международная гарантия
100% безопасная проверка
Более низкая цена или низкая производительность 90 Обзор 3D-принтеров 10 Дешевле или ниже0328 Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию.
 Вот как это работает.
Вот как это работает.
The Longer Orange 10 стоит очень дешево, но вы получаете то, за что платите.
(Изображение: © Tom’s Hardware)
Аппаратный вердикт Тома
Малоформатный полимерный 3D-принтер по бросовой цене, слабая производительность Longer Orange 10 и шаткое качество сборки делают его плохой сделкой.
ЛУЧШИЕ ПРЕДЛОЖЕНИЯ СЕГОДНЯ
Плюсы
- +
+ Недорогая цена
- +
+ Компактность
Почему вы можете доверять Tom’s Hardware
Наши эксперты-рецензенты часами тестируют и сравнивают продукты и услуги, чтобы вы могли выбрать лучшее для себя. Узнайте больше о том, как мы тестируем.
Longer Orange 10 — это 3D-принтер начального уровня в линейке Orange, который уступает Orange 30 и Orange 4K как по цене, так и по характеристикам. Он доступен на более длинном сайте (открывается в новой вкладке) за 139 долларов США., удивительно низкая цена, которая является самой дешевой из всех 3D-принтеров, которые я видел в продаже.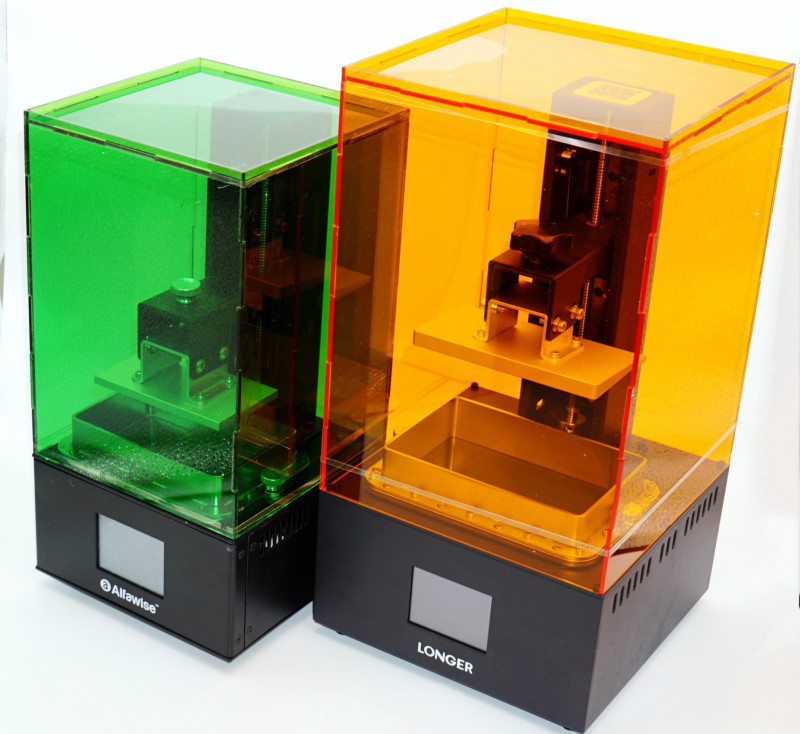
После тестирования Orange 10 у меня осталось больше вопросов, чем ответов относительно того, для кого предназначен этот принтер. Он использует ЖК-экран с маскировкой RGB, который по умолчанию имеет медленное время отверждения для каждого слоя, а также небольшой объем сборки. Важно отметить, что его разрешение в пикселях более чем на 50 % больше, чем у Creality LD-002R , сравнимого по цене и размеру принтера, что приводит к более низкому разрешению отпечатков и выраженному наступанию на пологих кривых, что делает его неспособным конкурировать с лучшие 3D принтеры.
Лучшее на сегодня предложение Longer Orange 10
638 Отзывы клиентов Amazon (открывается в новой вкладке)
☆☆☆☆☆
(открывается в новой вкладке)
(открывается в новой вкладке) 3
Нет информации о цене (открывается в новой вкладке)
Check Amazon (открывается в новой вкладке)
Longer Orange 10 Технические характеристики
Проведите пальцем по экрану для прокрутки по горизонтали
| Занимаемая площадь | x 1,7 дюйма x 4,7 дюйма (6,7 дюйма x 4,7 дюйма) 17,0 см x 36,0 см) | |
| Build Volume | 3. 86″ x 2.17″ x 5.5″ (98mm x 55mm x 140mm) 86″ x 2.17″ x 5.5″ (98mm x 55mm x 140mm) | |
| Resin | DLP Photopolymer Resin | |
| UV Light | UV Matrix 405nm UV LED | |
| Маскирующая ЖК -разрешение | 854 x 480 | |
| Маскировка LCD размер | 4,5 « | |
| 2,8″ LCD Touchscreen | 2,8 «LCD Touchscreen | .0061 |
Входит в комплект поставки Longer Orange 10
(Изображение предоставлено Tom’s Hardware)
The Longer Orange 10 поставляется со всеми расходными материалами, необходимыми для подготовки к печати, включая блок питания и металлический скребок. для удаления деталей, перчатки, тряпка для очистки, карта microSD, USB-устройство чтения карт памяти microSD и некоторые фильтры из смолы для повторного использования смолы. Крышка, устойчивая к ультрафиолетовому излучению, поставляется в разобранном виде (подробнее об этом позже), и все детали, необходимые для ее сборки, входят в комплект поставки. Orange 10 также включает в себя печатное руководство, в котором описаны все шаги, связанные с запуском принтера.
Крышка, устойчивая к ультрафиолетовому излучению, поставляется в разобранном виде (подробнее об этом позже), и все детали, необходимые для ее сборки, входят в комплект поставки. Orange 10 также включает в себя печатное руководство, в котором описаны все шаги, связанные с запуском принтера.
Сборка Longer Orange 10
(Изображение предоставлено Tom’s Hardware)
Longer Orange 10 включает устойчивую к ультрафиолетовому излучению крышку, которую необходимо собрать перед установкой на принтер. Это немного необычно; В большинстве полимерных принтеров MSLA, таких как Anycubic Photon Mono , Creality LD-002R и Elegoo Mars Pro , используется цельная акриловая крышка, которая поставляется установленной на принтере. Крышка Longer Orange 10 состоит из пяти частей, каждая из которых покрыта защитной пленкой с обеих сторон. Эта пленка имеет тенденцию рваться и расслаиваться при отслаивании, и ее удаление требует очень много времени; мне потребовалось почти пятнадцать минут, чтобы удалить его полностью.
(Изображение предоставлено Tom’s Hardware)
После удаления защитной пленки можно собирать крышку. Мозаика на боковых сторонах панелей позволяет защелкнуть их на место, а прилагаемые черные скобы скрепляют боковые панели перед добавлением верхней панели. Сборка крышки немного напоминала жонглирование; кронштейны и верхняя часть скрепляют стороны вместе, но стороны не могут быть собраны без верхней части, удерживающей их на месте. Потребовалось несколько попыток, чтобы сделать это правильно, но в конце концов крышка защелкнулась.
(Изображение предоставлено Tom’s Hardware)
Крышка удерживается парой резинок; один вверху и один внизу. Хотя это решение относительно недорогое и позволяет транспортировать принтер в коробке немного меньшего размера, общая шаткость и отсутствие прочной крышки не внушали мне особого доверия после того, как все было собрано. Резиновые ленты туго натянуты вокруг акриловых углов, и я обеспокоен тем, что поднятие крышки приведет к тому, что резиновая лента со временем порвется из-за трения об острые углы акриловых панелей.
(Изображение предоставлено Tom’s Hardware)
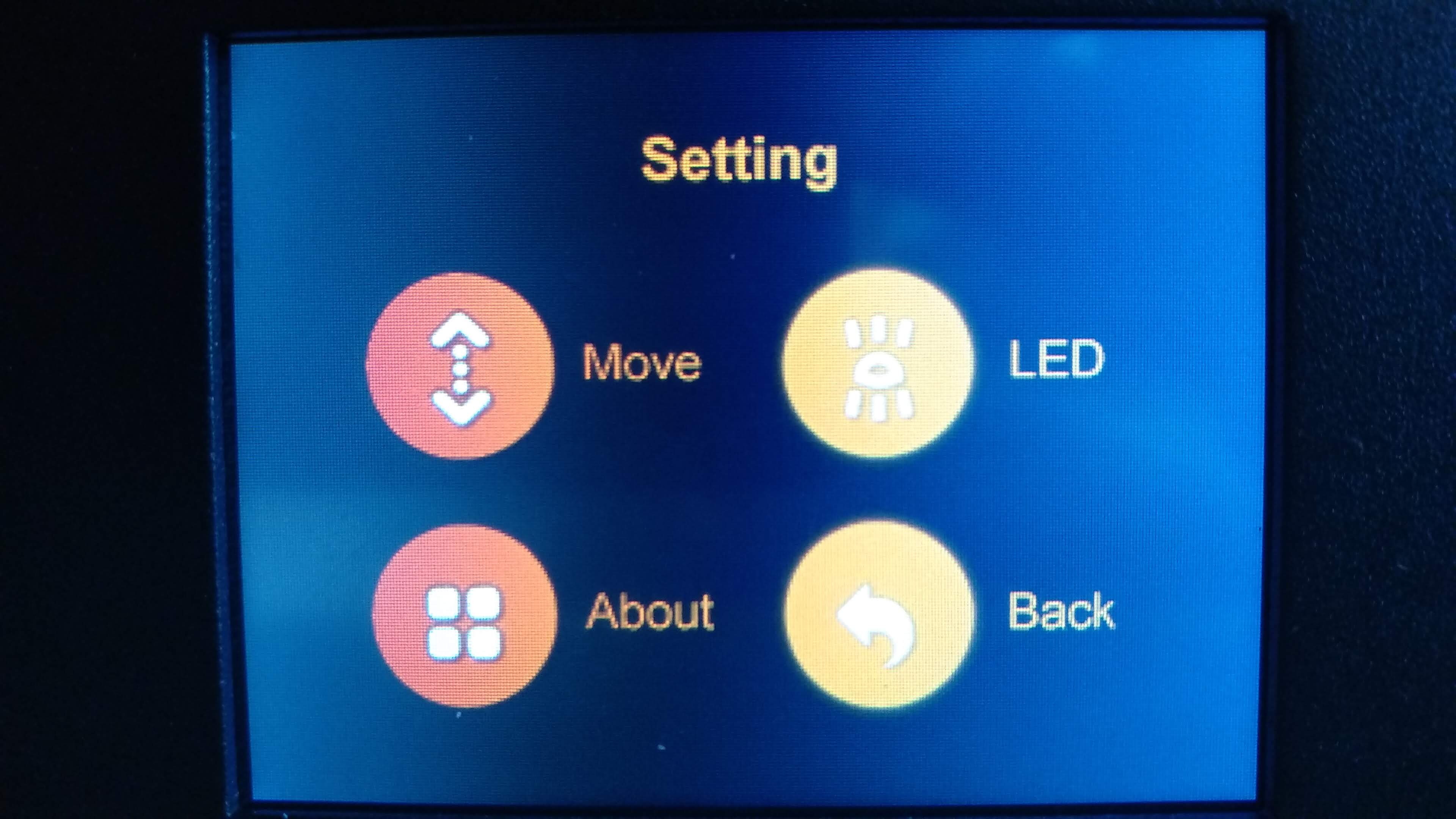
Пользовательский интерфейс Longer Orange 10 представляет собой 2,8-дюймовый цветной сенсорный ЖК-экран, который предлагает основные функции управления, а также информацию в реальном времени во время печати. ЖК-дисплей яркий и отзывчивый, но общий пользовательский интерфейс немного голый, а элементы управления, используемые для калибровки платформы сборки, не имеют интуитивно понятной маркировки.
(Изображение предоставлено Tom’s Hardware)
В Orange 10 используется специальная плата контроллера с микроконтроллером STM32F103 и A49.88 шаговый драйвер. Вентилятор охлаждения платы контроллера — самый громкий компонент принтера, и во время печати он работает с очень разумной громкостью. Корпус Orange 10 сделан из гнутого листового металла, и мне понравилось ощущение прочности и стабильности, которое он обеспечивает.
(Изображение предоставлено Tom’s Hardware)
Маскирующий ЖК-экран на Longer Orange 10 представляет собой 4,5-дюймовый экран с разрешением 854 x 480. Эта комбинация приводит к относительно низкому разрешению XY 0,115 мм, гораздо более крупному разрешению, чем 0,035 мм, достигнутый за счет разрешения 4K, маскирующего ЖК-дисплеи, как на Фрозен Соник Мини 4K . Даже маскирующие ЖК-экраны без разрешения 4K, такие как экраны Creality LD-002R, имеют разрешение менее 0,1 мм (у LD-002R — 0,075 мм), поэтому это слегка толстое разрешение XY может привести к появлению деталей с видимыми ступенями на неглубоких поверхностях. кривые.
Эта комбинация приводит к относительно низкому разрешению XY 0,115 мм, гораздо более крупному разрешению, чем 0,035 мм, достигнутый за счет разрешения 4K, маскирующего ЖК-дисплеи, как на Фрозен Соник Мини 4K . Даже маскирующие ЖК-экраны без разрешения 4K, такие как экраны Creality LD-002R, имеют разрешение менее 0,1 мм (у LD-002R — 0,075 мм), поэтому это слегка толстое разрешение XY может привести к появлению деталей с видимыми ступенями на неглубоких поверхностях. кривые.
(Изображение предоставлено Tom’s Hardware)
Платформа сборки имеет наклон назад, что позволяет смоле стекать обратно в чан во время печати. Портал, к которому он крепится, изготовлен из изогнутого куска металла, а на стержне с Z-образной резьбой установлена противозазорная гайка для предотвращения заклинивания во время быстрых перемещений. Компоненты движения на машине, как правило, кажутся прочными, и кажется, что гентри не имеет никакого люфта во время печати.
Выравнивание рабочей платформы на Longer Orange 10
(Изображение предоставлено Tom’s Hardware)
Рабочая платформа на Longer Orange 10 крепится к порталу четырьмя болтами, которые также используются для выравнивания. Ослабив болты на гентри и поместив лист бумаги на маскирующий ЖК-экран, я опустил рабочую платформу в исходное положение и затянул болты на гентри.
Ослабив болты на гентри и поместив лист бумаги на маскирующий ЖК-экран, я опустил рабочую платформу в исходное положение и затянул болты на гентри.
Болты имеют стопорные шайбы с разрезными кольцами, в отличие от обычных шайб, что делает выравнивание станины утомительной и сложной задачей. Когда я затягивал болты, шайба с разрезным кольцом слегка смещалась и заставляла платформу сборки подниматься или опускаться. Выравнивание этого принтера было сложной задачей, которая требовала от меня очень медленной работы, чтобы убедиться, что платформа сборки не сместилась во время затяжки.
(Изображение предоставлено Tom’s Hardware)
После того, как я выровнял платформу для сборки, я установил емкость для смолы в принтер и закрепил ее двумя винтами с накатанной головкой. Ванна имеет полимерную раму с индикаторами заполнения, отградуированными до отметки максимального заполнения 200 мл, нанесенной сбоку. Пленка FEP на дне чана установлена, предварительно натянута и готова к использованию прямо из коробки.
Безопасность печати с удлиненным оранжевым 10
(Изображение предоставлено Tom’s Hardware)
В Longer Orange 10 используется смола с УФ-излучением 405 нм, материал, с которым необходимо безопасно обращаться в неотвержденном состоянии, чтобы избежать травм. Смола может быть вредной при контакте с кожей, поэтому обязательно надевайте перчатки при заливке, очистке или обращении с неотвержденной смолой. Я также обязательно надеваю перчатки при снятии платформы сборки после печати, так как смола имеет тенденцию скапливаться на верхней части платформы и может капать, пока платформа снимается.
Убедитесь, что вы используете Orange 10 в хорошо проветриваемом помещении, чтобы свести к минимуму опасность вдыхания паров. Любые разливы или незатвердевшая смола, прилипшая к поверхности, должны быть удалены с помощью 99% изопропиловый спирт и контейнер для смолы должны быть закрыты и закреплены, когда материал не заливается активно.
(Изображение предоставлено Tom’s Hardware)
Платформа сборки на Orange 10 имеет четыре направленных вверх болта, которые используются для ее крепления к кронштейну. Это плохой элемент конструкции, так как расположение болтов означает, что очень трудно очистить незатвердевшую смолу внутри колпачков болтов или очистить пространство между головками болтов и кронштейном. Хотя наклонная платформа для сборки позволяет большей части смолы скользить обратно в чан, она все равно скапливается вокруг места соединения кронштейна с платформой для сборки, и ее может быть трудно полностью очистить. Хотя эта проблема не является уникальной для Longer Orange 10, я считаю, что она, безусловно, требует много времени и может быть легко решена с помощью цельной платформы сборки.
Это плохой элемент конструкции, так как расположение болтов означает, что очень трудно очистить незатвердевшую смолу внутри колпачков болтов или очистить пространство между головками болтов и кронштейном. Хотя наклонная платформа для сборки позволяет большей части смолы скользить обратно в чан, она все равно скапливается вокруг места соединения кронштейна с платформой для сборки, и ее может быть трудно полностью очистить. Хотя эта проблема не является уникальной для Longer Orange 10, я считаю, что она, безусловно, требует много времени и может быть легко решена с помощью цельной платформы сборки.
Печать прилагаемых тестовых отпечатков на Longer Orange 10
(Изображение предоставлено Tom’s Hardware)
The Longer Orange 10 включает четыре предварительно нарезанные модели, готовые к печати, а также файлы .STL, используемые для их изготовления. . Первым, что я протестировал, был VampireLordBust.lgs, модель размером 75,26 мм, которая печатается за пять часов и девять минут.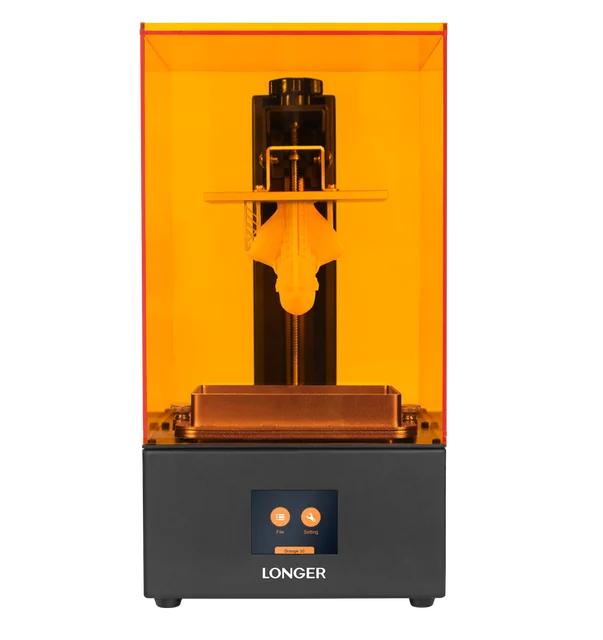 Модель (которую я нашел , загруженной на MyMiniFactory путем поиска по имени файла) имеет опоры, встроенные в модель, а не созданные программным обеспечением слайсера.
Модель (которую я нашел , загруженной на MyMiniFactory путем поиска по имени файла) имеет опоры, встроенные в модель, а не созданные программным обеспечением слайсера.
(Изображение предоставлено Tom’s Hardware)
Я стараюсь избегать моделей со встроенными опорами, так как каждый принтер обрабатывает их по-своему, а программное обеспечение слайсера обычно лучше справляется с их созданием. Это больше проблема с полимерными принтерами MSLA, поскольку необходимо отламывать более крупные опоры, которые могут разрушить или расколоть хрупкую отвержденную смолу.
(Изображение предоставлено Tom’s Hardware)
Деталь напечатана без каких-либо проблем, и, как и ожидалось, удаление вспомогательного материала оставило некоторые дефекты. Два больших стержня под руками было трудно полностью удалить, а тонкие стержни под подбородком оставляли материал после того, как они были сломаны. Общий уровень детализации модели был приглушен, а разрешение не выглядело таким резким, как я ожидал от полимерного принтера MSLA. Зубы на этом бюсте вампира были смоделированы индивидуально, но я заметил, что их было трудно различить на распечатанной модели.
Зубы на этом бюсте вампира были смоделированы индивидуально, но я заметил, что их было трудно различить на распечатанной модели.
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
Встроенная модель The_Three_Wise_Skulls_20mb.lgs представляет собой более высокий отпечаток (107,25 мм), что позволило мне лучше прочувствовать уровень детализации Orange 10 был способен. Эта нарезанная модель была интересна по двум причинам; он печатает полностью без поддержки, а также печатает полностью сплошным. Это означает, что в процессе печати используется больше смолы, и он кажется более тяжелым и плотным, чем бюст вампира-лорда (78 грамм против 27).
Меня больше впечатлила детализация этой модели, а время печати 9 часов 17 минут стало приятным сюрпризом, учитывая высоту модели. Низкое разрешение XY (0,115 мм) приводит к тому, что на пологих изгибах модели видны выступы, особенно на задней и боковых сторонах черепа.
(Изображение предоставлено Tom’s Hardware)
Подготовка файлов к печати с помощью LongerWare
(Изображение предоставлено: Longer)
Longer включает два приложения с Orange 10; LongerWare и Читубокс.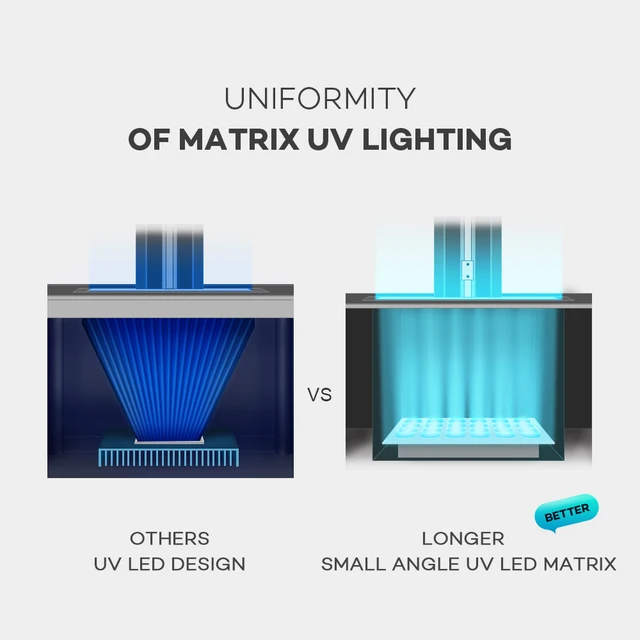 LongerWare — это приложение, предназначенное для полимерных 3D-принтеров Orange 10, Orange 30 и Orange 120 MSLA. LongerWare включает в себя профили для различных типов смол, включая водосмываемые, стандартные и литьевые с различными разрешениями. LongerWare предлагает функции, которые вы ожидаете от программного обеспечения для нарезки, например, возможность масштабировать, поворачивать и перемещать модели перед их подготовкой к печати.
LongerWare — это приложение, предназначенное для полимерных 3D-принтеров Orange 10, Orange 30 и Orange 120 MSLA. LongerWare включает в себя профили для различных типов смол, включая водосмываемые, стандартные и литьевые с различными разрешениями. LongerWare предлагает функции, которые вы ожидаете от программного обеспечения для нарезки, например, возможность масштабировать, поворачивать и перемещать модели перед их подготовкой к печати.
(Изображение предоставлено Longer)
Я был разочарован общим опытом использования LongerWare, хотя, поскольку
программное обеспечение кажется немного незавершенным. В программном обеспечении нет возможности предварительного просмотра времени печати или использования материалов, а после экспорта в виде файла .lgs для Orange 10 объект нельзя открыть для проверки настроек. Это похоже на серьезную оплошность, и это немного усложнило планирование моего графика печати. Единственный способ увидеть расчетное время печати — сохранить проект в виде файла . lgs, экспортировать его на карту microSD, вставить карту в принтер, нажать «Печать», а затем просмотреть время на сенсорном экране принтера.
lgs, экспортировать его на карту microSD, вставить карту в принтер, нажать «Печать», а затем просмотреть время на сенсорном экране принтера.
(Изображение предоставлено Tom’s Hardware)
Чтобы протестировать LongerWare, я распечатал 32-мм миниатюру из Loot Studios , нарезанную с использованием водосмываемого полимерного профиля толщиной 0,05 мм. Миниатюра (32mm_Georgios_HelmetVersion) была напечатана чуть более чем за четыре часа, и только когда мини была над чаном со смолой, я заметил, что опоры не прикреплены к модели в разных точках. Сняв модель и почистив ее, я увидел, что в щите отсутствует большой участок. Опоры для щита пропечатались до точки контакта, а затем резко остановились, что заставило меня поверить в то, что связь между моделью и опорой была недостаточно прочной, чтобы удерживать модель на месте.
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
Несмотря на отсутствие вспомогательного материала на щите, копье было напечатано без проблем и успешно завершено. Качество вспомогательного материала копья оставляет желать лучшего, некоторые отдельные структуры сливаются с соседними. Разочаровывают различные дефекты этой модели, но самым большим выводом для меня стала сложность использования программного обеспечения LongerWare. . По сравнению с альтернативой, которую предлагает Longer (Chitubox), сложно представить ситуацию, когда было бы выгодно использовать LongerWare.
Качество вспомогательного материала копья оставляет желать лучшего, некоторые отдельные структуры сливаются с соседними. Разочаровывают различные дефекты этой модели, но самым большим выводом для меня стала сложность использования программного обеспечения LongerWare. . По сравнению с альтернативой, которую предлагает Longer (Chitubox), сложно представить ситуацию, когда было бы выгодно использовать LongerWare.
Подготовка файлов к печати с помощью Chitubox
(Изображение предоставлено Chitubox)
Chitubox включает Orange Longer 10 в список поддерживаемых принтеров, но вам потребуется импортировать подключаемый модуль для экспорта расширения .lgs, используемого принтером. . Longer включает в себя как приложение Chitubox, так и необходимый плагин на карте microSD, входящей в комплект поставки машины. Chitubox предлагает все функции LongerWare, а также дополнительные функции, такие как оценка времени печати, оценка использования материала и возможность исправить любые потенциальные проблемы с нарезанным файлом путем удаления островков (отдельных пикселей, которые не связаны с основным телом и может плавать в ванне или прилипать к пленке ФЭП).
(Изображение предоставлено Chitubox)
Я использовал тот же профиль на Chitubox, что и на LongerWare (смываемый водой для 0,05 мм), но я заметил, что время экспозиции установлено на шесть секунд, а не на восемь. Это небольшая разница, но она заставила меня задуматься о том, какие еще изменения могут существовать в различных профилях между слайсерами. Все скорости Z были одинаковыми, а нижние слои имели одинаковые настройки экспозиции и высоты.
(Изображение предоставлено Tom’s Hardware)
Разрезанная в Chitubox, 32-миллиметровая миниатюрная модель Минотавра от Loot Studios была распечатана за 3 часа и 2 минуты и, похоже, не имела проблемы с расслоением опоры, которая была у модели, разрезанной в LongerWare. Детали были такими же, как и у других напечатанных моделей, хотя некоторые мелкие детали выглядели немного мягкими. Вспомогательный материал был прикреплен к модели по всему периметру, и его удаление было быстрым и легким.
(Изображение предоставлено Tom’s Hardware)
Сравнение размера печати более длинного Orange 10 и Creality LD-002R
(Изображение предоставлено Tom’s Hardware)
Longer Orange 10 — это компактный 3D-принтер, занимающий заметно меньшую площадь, чем другие 3D-принтеры из смолы MSLA. Полимерный 3D-принтер Creality LD-002R MSLA за 199 долларов предлагает аналогичные характеристики по несколько более высокой цене, поэтому имеет смысл сравнить общий объем сборки и объем принтера, чтобы понять, насколько меньше Longer Orange 10 на самом деле.
Полимерный 3D-принтер Creality LD-002R MSLA за 199 долларов предлагает аналогичные характеристики по несколько более высокой цене, поэтому имеет смысл сравнить общий объем сборки и объем принтера, чтобы понять, насколько меньше Longer Orange 10 на самом деле.
Проведите по экрану для горизонтальной прокрутки
| Header Cell — Column 0 | Longer Orange 10 | Creality LD-002R |
|---|---|---|
| Masking LCD Resolution | 854 x 480 | 2560 x 1140 |
| XY Resolution | .115mm | .075mm |
| Размеры сборки | 3,86 x 2,17 x 5,5 дюйма | 4,69 x 2,56 x 6,3 дюйма |
| Объем | 46,07 Кубик Дюймы | 8 888 488 4. 68 888 888 488 года 9038 888 488 года.0061 68 888 888 488 года 9038 888 488 года.0061 |
| Размеры принтера | 6,7 x 6,7 x 14,2 дюйма | 8,7 x 8,7 x 15,9 дюйма |
| Принтер. ) | 7,20% | 6,20% |
Значительно уменьшенная длина по осям X и Z на Orange 10 напрямую приводит к значительному уменьшению объема сборки по сравнению с LD-002R. Маскирующий ЖК-дисплей с более низким разрешением на Orange 10 означает, что разрешение XY также ниже, чем у LD-002R. Тем не менее, компактный форм-фактор Orange 10 дает ему небольшое преимущество при сравнении общего объема сборки и соотношения занимаемой площади.
(Изображение предоставлено Tom’s Hardware)
Печать прилагаемой скобки на длинном оранжевом 10
(Изображение предоставлено Tom’s Hardware)
детали, предназначенные для реального использования. Orange 10 включает в себя файл на microSD под названием «BRACKET. lgs», который распечатывается за полтора часа. Кронштейн заполнен шестиугольными отверстиями для облегчения, которые перфорируют модель вертикально, и круглыми отверстиями для облегчения, которые проходят горизонтально.
lgs», который распечатывается за полтора часа. Кронштейн заполнен шестиугольными отверстиями для облегчения, которые перфорируют модель вертикально, и круглыми отверстиями для облегчения, которые проходят горизонтально.
(Изображение предоставлено Tom’s Hardware)
Напечатанный брекет показался мне жестким и легким, и включение этой модели дало мне пищу для размышлений, пока она лечится. Хотя общее разрешение Orange 10 не соответствует задаче печати миниатюр с высокой детализацией, более крупные или более блочные модели, не требующие четкой детализации, могут хорошо подойти для этого принтера.
Кронштейн имел небольшой выступ в плоскости XY, но это не имеет значения при печати таких функциональных деталей. Увидев эту модель, я подумал, что этот принтер может стать домом для любого пользователя, который хочет печатать функциональные детали, где точность не так важна.
(Изображение предоставлено Tom’s Hardware)
The Longer Orange 10 в настоящее время можно приобрести непосредственно у Longer за 139 долларов. Кроме того, Orange 10 стоит 179,99 долларов на Amazon, и в настоящее время участники Amazon Prime могут приобрести его по очень разумной цене 143,99 долларов с бесплатной доставкой. При такой цене может показаться, что Orange 10 — это хорошее соотношение цены и качества для тех, кто интересуется 3D-печатью.
Кроме того, Orange 10 стоит 179,99 долларов на Amazon, и в настоящее время участники Amazon Prime могут приобрести его по очень разумной цене 143,99 долларов с бесплатной доставкой. При такой цене может показаться, что Orange 10 — это хорошее соотношение цены и качества для тех, кто интересуется 3D-печатью.
К сожалению, мне трудно найти убедительную причину для выбора Longer Orange 10, когда другие бюджетные 3D-принтеры MSLA на полимерной основе, такие как Creality LD-002R, существуют в том же ценовом диапазоне. Относительно низкое разрешение в плоскости XY и немонохромный ЖК-дисплей означает, что на Orange 10 потребуется больше времени для печати деталей с более низким разрешением, чем на других бюджетных машинах MSLA. Orange 10 кажется мне машиной для конкретного приложения, но вам нужно будет подготовить это приложение, прежде чем покупать этот принтер.
Вообще говоря, большая часть привлекательности Orange 10, скорее всего, связана с минимальной ценой машины. Для пользователей, не заботящихся о скорости или точности, которым нужна ручная сборка, как если бы они получили 3D-принтер Creality Ender 3 Pro FDM, Orange 10 предлагает полный опыт 3D-печати из смолы MSLA за меньшие деньги, чем свидание для двоих.
Easythreed com: EasyThreed Official Store — Amazing prodcuts with exclusive discounts on AliExpress
EasyThreed Online Deals — Tomtop.com
|Русский
Все
Очистить историюПоследние поисковые запросы
Группа экономит деньги,
Dji Phantom 3,
Xiaomi,
Tv Box,
Xiaomi Mi A1,
Xiaomi Redmi 4x,
Dji Spark,
часы мужские,
Andoer,
Maze Alpha
Altro>+
Меньше-
Главная
EasyThreed
Лучшие бренды
5Результаты
EasyThreed
Еще
4.5
Отзывы Оценка
Среднее значение на 120 отзывы
Сортировать::РекомендуемыеНовыеСамые популярныеБольшинство отзывов
Цена
45%OFF
Настольный детский 3D-принтер EasyThreed K1 Mini
US$137.39
US$247.01
Presale
Бесплатная доставка
(371)SKU:OS4345EU
View details
>>37%OFF
EasyThreed Мини Настольный Детский 3D Принтер
 87″>US$119.00
87″>US$119.00US$186.00
Presale
Бесплатная доставка
(600)SKU:OS3035EU
View details
>>38%OFF
EasyThreed E3D Nano Начальный уровень Desktop 3D-принтер для детей
US$159.99
US$257.65
Presale
(229)SKU:OS0862W-UK
View details
>>3D-принтер EasyThreed для детей Мини-настольный 3D-принтер 100x100x100 мм Размер печати Без подогрева кровати Печать одной кнопкой с TF-картой Образец нити PLA для начинающих Домашнее образование
 98″>US$189.05
98″>US$189.05Presale
Бесплатная доставка
(343)SKU:OS4673EU
View details
>>3D-принтер EasyThreed для детей Мини-настольный 3D-принтер
US$301.29
Presale
(339)SKU:OS4672EU
View details
>>
- Предыдущая страница
- 1
- Следующая Страница
Недавно просмотренные
Скажите нам, какой продукт вы хотите приобрести в группе
Mиниатюрный 3D принтер Easythreed K7 по сказочной цене
Каталог
Электроника
Компьютерная техника
Бытовая техника
Детские товары
Строительство и ремонт
Товары для дома
Мебель
Диваны и мягкая мебель
Авто и мото товары
Товары для красоты
Здоровье
Гигиена
Продукты
Товары для животных
Спорт и активный отдых
Хобби и развлечения
Книги
Дача, сад и огород
Одежда, обувь и аксессуары
Ювелирные изделия
Интернет и мобильная связь
Программы, приложения и игры
Билеты на мероприятия
Подписки и услуги
Путешествия
Банки, страхование и финансы
Электроника
Компьютерная техника
Бытовая техника
Детские товары
Строительство и ремонт
Товары для дома
Мебель
Диваны и мягкая мебель
Авто и мото товары
Товары для красоты
Здоровье
Гигиена
Продукты
Товары для животных
Спорт и активный отдых
Хобби и развлечения
Книги
Дача, сад и огород
Одежда, обувь и аксессуары
Ювелирные изделия
Интернет и мобильная связь
Программы, приложения и игры
Билеты на мероприятия
Подписки и услуги
Путешествия
Банки, страхование и финансы
Смартфоны и телефоны
Планшеты
Смарт-часы и браслеты
Игровые приставки
Фото и видеокамеры
Телевизоры и аксессуары
Аудиотехника, Hi-Fi
Умный дом
Квадрокоптеры
Радиоуправляемые модели
3D-печать
GPS-навигация
Автомобильная электроника
Системы безопасности
Батарейки и электропитание
Проекторы и экраны
Системы видеонаблюдения
Датчики
Ноутбуки
Графические планшеты
Аксессуары для ноутбуков
Комплектующие
Оргтехника и расходные материалы
Мониторы и аксессуары
Сетевое оборудование
Настольные ПК и моноблоки
Периферийные устройства
Накопители данных
Техника для кухни
Техника для дома
Техника для красоты
Игрушки и игры
Коляски и автокресла
Подгузники и гигиена
Детское питание
Товары для школы
Посуда
Освещение
Интерьер
Текстиль
Бытовая химия
Хозяйственные товары
Уход за одеждой и обувью
Столы и стулья
Мебель для спальни
Мебель для кухни
Мебель для ванной
Прихожая
Офисная мебель
Детская мебель
Надувная мебель
Раскладушки
Садовая мебель
Уход за полостью рта
Туалетная бумага и ватные изделия
Женская гигиена
Чай, кофе, какао
Вода, соки, напитки
Кондитерские изделия
Молочные продукты
Яйца
Макароны, крупы
Консервация
Десертные соусы, варенье, мед
Все для выпечки
Орехи, семена, сухофрукты
Соусы, кетчупы
Снэки
Блюда быстрого приготовления
Мясная гастрономия
Рыбная гастрономия
Хлеб и хлебобулочные изделия
Алкоголь
Шоколадные изделия
Торты и пирожные
Конфеты, карамель, леденцы
Печенье, крекер
Зефир, пастила
Фрукты и орехи в глазури, драже
Пряники, вафли
Мармелад
Жевательная резинка
Кондитерские изделия к праздникам
Детское печенье
Детские молочные продукты
Масло, маргарин, спред
Молоко
Десерты, пудинги, кремы, желе
Сгущенное молоко
Мороженое
Женщинам
Мужчинам
Детям
Обувь
Аксессуары
Сумки и чемоданы
Игры для приставок
Игры для PC (ПК)
Программы для PC (ПК)
Приложения для мобильных телефонов
Терки и измельчители
Разделочные доски
Ножи кухонные
Мусаты, точилки, точильные камни
Ножницы кухонные
Консервные ножи и закаточные машинки
Овощечистки, рыбочистки
Формы для льда и десертов
Термометры и таймеры
Фольга, бумага, пакеты
Мангалы, грили, барбекю, коптильни
Вертела, решетки, шампуры
Скидка
Leon
Добавлено 1 год назад
19. 10.2021 11:45:28
10.2021 11:45:28
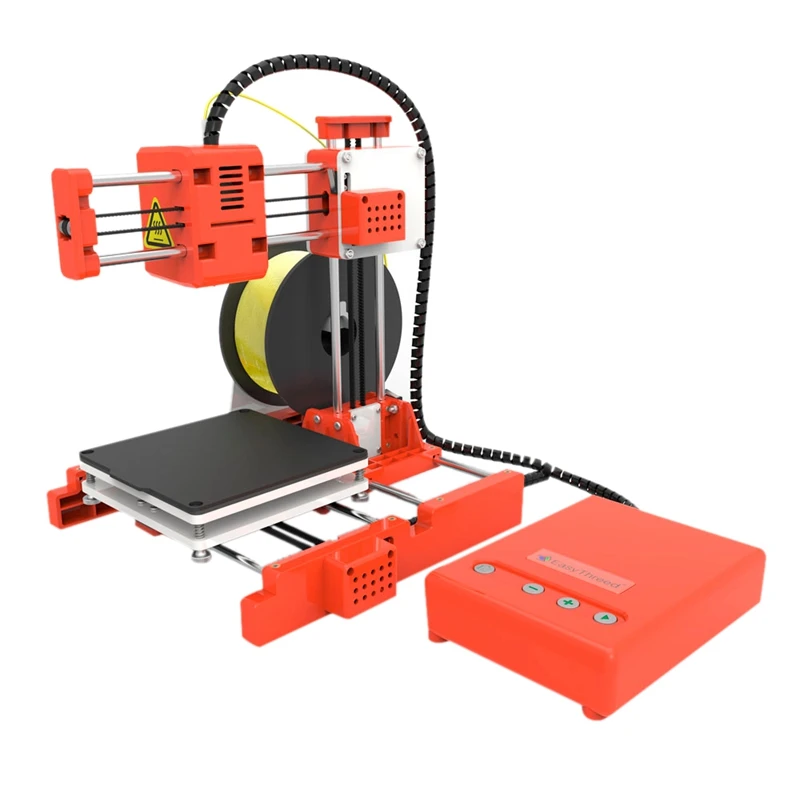
Первый 3D принтер на подоконнике доступный даже ребенку.
Полный комплект. Осталось только собрать и печатать.
- Технология печати: FDM
- Максимальный размер печати: 100X100X100 мм
- Количество сопел: 1
- Диаметр сопла: 0,4 мм
- Толщина слоя: 0,1-0,4 мм
- Нить для печати: PLA, TPU
- Диаметр нити: 1,75 мм
- Точность печати: 0,1-0,2 мм
- Программное обеспечение слайсера: Easyware K7, CURA, Simplify3D
- Температура экструдера: 180-230 ℃
- Скорость печати: 10-40 мм / с
- Входной файл слайсера:.Stl / obj, вывод: .gcode
- Мощность: 12 В, 30 Вт
- Размер: 175x235x270 мм
- Размер коробки: 270x100x310 мм
- Поддержка ОС: Windows XP / 7/8/10 (32 бит / 64 бит)
- Возможность печати: TF-карта, USB-кабель
Присоединяйся к крупнейшему сообществу любителей скидок — Халявщики!
Узнай все секреты экономии на покупках и делись скидками со всеми.
Создать аккаунт
Вход
Забыли пароль?
Войти через email
Войти через Telegram
Присоединяйся к крупнейшему сообществу любителей скидок — Халявщики!
Узнай все секреты экономии на покупках и делись скидками со всеми.
Уже зарегистрированы?Войти
Пройди простую регистрацию
Регистрация через email
Регистрация через Telegram
Присоединяйся к крупнейшему сообществу любителей скидок — Халявщики!
Узнай все секреты экономии на покупках и делись скидками со всеми.
Уже зарегистрированы?Войти
Восстановление пароля
Easy Thread — Etsy.

2 оси: ПРИЦЕПЫ 2 ОСИ
Добавление и удаление вспомогательной оси на диаграмме в Excel
Диаграммы
Диаграммы
Диаграммы
Добавление и удаление вспомогательной оси на диаграмме в Excel
-
Создание диаграммы от начала до конца
Статья
-
Добавление и удаление названий на диаграмме
Статья
-
Отображение и скрытие легенды или таблицы данных на диаграмме
Статья
-
Добавление и удаление вспомогательной оси на диаграмме в Excel
Статья
-
Добавление тренда или линии среднего значения к диаграмме
Статья
-
Выбор диаграммы с помощью экспресс-анализа
Статья
-
Обновление данных в существующей диаграмме
Статья
-
Показ тенденций изменения данных с помощью спарклайнов
Статья
Далее:
Сводные таблицы
Если числа на диаграмме значительно отличаются от ряд данных рядов данных или если у вас есть данные различных типов (цена и объем), отобразить один или несколько рядов данных на дополнительной вертикальной оси (значений). Масштаб этой оси соответствует значениям связанного с ней ряда данных. Вспомогательная ось хорошо подходит для диаграмм, в которых сочетаются гистограмма и график. Вы можете быстро отдемонстрировать диаграмму, изменив ее на комбограмму.
Примечание: Следующая процедура применима Office 2013 и более новых версиях. Ищете по Office 2010 г.?
-
Выделите диаграмму, чтобы открыть вкладку Работа с диаграммами.
-
На вкладке Конструктор нажмите кнопку Изменить тип диаграммы.
-
Установите флажок в столбце Вспомогательная ось напротив ряда данных, который нужно отобразить.
-
Щелкните стрелку раскрывающегося списка и выберите пункт График.
-
Нажмите кнопку ОК.
 org/ListItem»>
org/ListItem»>
Выберите элементы Комбинированная > Гистограмма с группировкой и график на вспомогательной оси.
Добавление и удаление вторичной оси на диаграмме в Office 2010 г.
Если значения разных рядов данных, представленные на плоской диаграмме, значительно отличаются по величине либо на диаграмме представлены данные различных типов (например, цена и объем), на вспомогательной вертикальной оси (значений) можно отобразить один или несколько рядов данных. Масштаб вспомогательной вертикальной оси соответствует значениям связанного с ней ряда данных.
Масштаб вспомогательной вертикальной оси соответствует значениям связанного с ней ряда данных.
После добавления на плоскую диаграмму вспомогательной вертикальной оси можно также добавить вспомогательную горизонтальную ось (категорий), которая может оказаться полезной на точечной и пузырьковой диаграммах.
Изменение типа диаграммы для определенных рядов данных помогает распознать данные, отображенные на вспомогательной оси. Например, на гистограмме один из рядов данных на вспомогательной оси можно представить в виде графика.
Важно: Описанные ниже действия можно выполнять только с уже созданной плоской диаграммой. Вспомогательные оси не поддерживаются для трехмерных диаграмм.
За один раз на вспомогательной оси можно отобразить данные только одного ряда. Чтобы представить на вспомогательной оси несколько рядов данных, повторите эту процедуру для каждого из них.
Чтобы представить на вспомогательной оси несколько рядов данных, повторите эту процедуру для каждого из них.
-
На диаграмме щелкните ряд данных, который вы хотите отобразить по вспомогательной вертикальной оси, или выполните указанные ниже действия для выбора ряда данных в списке элементов диаграммы.
-
Щелкните диаграмму.
Откроется панель Работа с диаграммами с дополнительными вкладками Конструктор, Макет и Формат.
 org/ListItem»>
org/ListItem»>
На вкладке Формат в группе Текущий фрагмент щелкните стрелку в поле Элементы диаграммы, а затем выберите ряд данных, который нужно отобразить по вспомогательной вертикальной оси.
-
На вкладке Формат в группе Текущий фрагмент нажмите кнопку Формат выделенного фрагмента.
Откроется диалоговое окно Формат ряда данных.
Примечание: Если открылось другое диалоговое окно, повторите действие 1, выбрав на диаграмме ряд данных.
 org/ListItem»>
org/ListItem»>
На вкладке Параметры ряда в разделе Построить ряд щелкните По вспомогательной оси и нажмите кнопку Закрыть.
На диаграмме появится вспомогательная вертикальная ось.
Чтобы изменить вид вспомогательной вертикальной оси, выполните следующие действия:
-
На вкладке Макет в группе Оси нажмите кнопку Оси.
-
Выберите пункт Вспомогательная вертикальная ось и нужный параметр отображения оси.


Чтобы изменить параметры вспомогательной вертикальной оси, выполните следующие действия:
-
Щелкните вспомогательную ось правой кнопкой мыши и выберите в контекстном меню пункт Формат оси.
-
В группе Параметры оси задайте нужные параметры.
Для выполнения этой процедуры на диаграмме уже должна быть вспомогательная вертикальная ось. Инструкции по ее добавлению см. в разделе Добавление вспомогательной вертикальной оси.
Инструкции по ее добавлению см. в разделе Добавление вспомогательной вертикальной оси.
-
Щелкните диаграмму со вспомогательной вертикальной осью.
Откроется панель Работа с диаграммами с дополнительными вкладками Конструктор, Макет и Формат.
-
На вкладке Макет в группе Оси нажмите кнопку Оси.
-
Выберите пункт Вспомогательная горизонтальная ось и нужный параметр отображения оси.
-
На диаграмме щелкните ряд данных, который вы хотите изменить.
Откроется панель Работа с диаграммами с дополнительными вкладками Конструктор, Макет и Формат.
Совет: Вы также можете щелкнуть правой кнопкой мыши ряд данных, выбрать пункт Изменить тип диаграммы для ряда и перейти к действию 3.
-
На вкладке Конструктор в группе Тип нажмите кнопку Изменить тип диаграммы.
 org/ListItem»>
org/ListItem»>
В диалоговом окне Изменение типа диаграммы выберите тип.
В первом поле показан список категорий, а во втором — доступные типы диаграмм для каждой категории. Дополнительные сведения о поддерживаемых типах диаграмм см. в статье Типы диаграмм.
Примечание: Одновременно можно изменить тип диаграммы только для одного ряда данных. Чтобы изменить тип диаграммы для нескольких рядов, повторите эти действия для каждого из них.
-
Щелкните диаграмму со вспомогательной осью, которую вы хотите удалить.
Откроется панель Работа с диаграммами с дополнительными вкладками Конструктор, Макет и Формат.
-
На вкладке Макет в группе Оси нажмите кнопку Оси, выберите Вспомогательная вертикальная ось или Вспомогательная горизонтальная ось, а затем щелкните Нет.

Советы:
-
Также можно щелкнуть вспомогательную ось, которую вы хотите удалить, и нажать клавишу DELETE либо щелкнуть ее правой кнопкой мыши и выбрать команду Удалить.
-
Чтобы удалить дополнительные оси сразу после их добавления, нажмите кнопку Отменить панели быстрого доступа илинажмите CTRL+Z.
Когда значений в диаграмме значительно различаются между ряд данных ряды данных, вы можете отобразить один или несколько рядов данных на вспомогательной оси. Вспомогательную ось также можно использовать как часть смешанной диаграммы при наличии различных типов данных (например, цены и объема продаж) в одной диаграмме.
В этой диаграмме основная вертикальная ось слева используется для объема продаж, а вспомогательная вертикальная ось справа — для цены.
Выполните любое из описанных ниже действий.
Добавление вспомогательной оси
-
Этот шаг относится только Word для Mac: в меню Вид выберите пункт Разметка печати.
-
На диаграмме выберите ряд данных, который вы хотите отображать на вспомогательной оси, а затем откройте вкладку Конструктор на ленте.
Например, щелкните одну из линий графика. Будут выделены все маркеры данных этого ряда.
-
Щелкните Добавить элемент диаграммы > Оси и выберите вспомогательную горизонтальную или вспомогательную вертикальную ось.
Добавление названия оси для вспомогательной оси
-
На диаграмме выберите ряд данных, который вы хотите отображать на вспомогательной оси, а затем откройте вкладку Конструктор на ленте.
Например, щелкните одну из линий графика. Будут выделены все маркеры данных этого ряда.
-
Щелкните Добавить элемент диаграммы > Названия осей и выберите вспомогательную горизонтальную или вспомогательную вертикальную ось.
 org/ListItem»>
org/ListItem»>
Этот шаг относится только Word для Mac: в меню Вид выберите пункт Разметка печати.
Вы всегда можете обратиться к экспертув Excel Tech Community , получить поддержку в сообществе Answersили предложить новую функцию или улучшение. Чтобы узнать, как поделиться своими мыслями, см. раздел Как поделиться своим мнением о Microsoft Office?. Поделитесь с нами.
Чтобы узнать, как поделиться своими мыслями, см. раздел Как поделиться своим мнением о Microsoft Office?. Поделитесь с нами.
SDS6-2V УЦИ на 2 оси цена — УЦИ и оптические линейки
СанкоМашКомплекс
Тверской станкостроительный завод
22
ГОДА
8 (4822) 620-620
Сравнение станков
ничего не выбрано
- Обзор
- Модельный ряд
- Фото
- Документация
Технические характеристикиКомплектация и опции
| Устройство | SDS6-2V УЦИ на 2 оси |
|---|---|
| Количество осей | 2 |
| Дискретность измерения, мкм | подключаются линейки с дискр. 0,5; 1, 5, 10 мкм |
| Диапазон измеряемы длин, мм | 9999 |
| Тип выходного сигнала | TTL |
| Референтная точка | — |
| Длина кабеля (стандарт), м | 1 (питание) |
| Электропитание, В | 100~220 В |
| *примечание | Поддерживаются как линейные так и круговые энкодеры |
| Габаритные размеры, мм | 298х184х50 ** |
| Габаритные размеры упаковки ДхШхВ, мм | 350х150х250 |
| Вес упаковки, кг | 3,5 |
| Применение | *обычно применяется для токарных станков, реже для фрезерных и расточных |
| Размеры примечание | ** без учета размеров кронштейна и пылезащитного кожуха |
Полная таблица характеристик
| Базовая комплектация | Опции |
|---|---|
| УЦИ на 2 оси Разъем подключения питания 220В Пылезащитный кожух Неодимовые магниты круглой формы- 2 шт Фиксаторы -уголки — 2 шт Руководство по эксплуатации на русском языке | Кронштейн для крепления устройства индикации к станку Монтаж УЦИ и оптических линеек на станке Заказчика |
Фото станка
- Внешний вид УЦИ на 2 оси
- УЦИ 3 оси с отображением координат и режима работы
- Пример комплекта установки, включая оптические линейки и кронштейны
- Пример установки комплекта УЦИ и линеек на токарный станок
- Пример 2
- Пример установки оптической линейки
- Система индикации вид сзади
Устройство цифровой индикации (УЦИ) предназначено для обработки электрических сигналов поступающих от оптоэлектронных преобразователей линейных перемещений (оптических линеек и осуществляет визуализацию на цифровом табло полученной информации, а также оказывает помощь в выполнение операций обработки.
Основное назначение устройства цифровой индикации (УЦИ), это отображение координат перемещающихся осей на станках. При использовании УЦИ повышается точность изготовления и понижается процент брака, за счёт наличия индикации непосредственного положения исполнительного механизма, при этом не нужно делать поправку на люфты, и проводить расчёты перевода делений шкалы лимба на реально получаемый размер.
Современные устройства цифровой индикации имеют ряд дополнительных функций:
-
Функция расчета радиуса дуги окружности -
Сверление отверстий вдоль наклонной линии -
Функция 200 вспомогательных точек исходного положения -
Функция деления окружности на равные дуги -
Обработка угловой поверхности -
Обработка прямоугольного внутреннего паза -
Выход в ноль -
Функция калькулятора -
Коррекция на диаметр инструмента -
Функция цифрового фильтра -
Функция памяти 200 инструментов -
Функция измерения для конуса -
Перевод размеров (мм- дюймы, угловые-линейные и т. д.).
 д.).
д.).
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Оптические линейки серии KA-300
Референтная точка: каждые 50 мм
70-470 мм, 520-770 мм, 820-970 мм, 1020 мм
Оптические линейки серии KA-600
Референтная точка: каждые 50 мм
1000 мм, 1100 мм, 1200 мм, 1300 мм, 1400 мм, 1500 мм, 1600 мм, 1700 мм, 1800 мм, 1900 мм, 2000 мм, 2100 мм, 2200 мм, 2300 мм, 2400 мм, 2500 мм, 2600 мм, 2700 мм, 2800 мм, 2900 мм, 3000 мм,
Оптические линейки серии KA-500
Референтная точка: Каждые 50 мм
70-470
520-770
Оптические линейки серии KA-200
Референтная точка: Каждые 10 мм
30-200
Каждые 20мм
220-360
Условия приобретения и заказ
Купить станок, посмотреть его в работе, ознакомиться со складом станков — Вы можете, связавшись с нашими менеджерами
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Цена по запросу, доставка, ПНР, сервис
Устройство цифровой индикации и оптические линейки
УЦИ — Устройства Цифровой Индикации (DRO) идеальны для оснащения универсальных станков. Они дешевле и проще комплексов с ЧПУ, но позволяют пользоваться современными технологиями при модернизации станков. УЦИ (Дисплей/Позиционер) вместе с линейными датчиками чаще всего устанавливают на металлообрабатывающие токарные, фрезерные и расточные станки. Установив цифровую индикацию на станок, Вы повышаете производительность оператора и точность изготавливаемых изделий.
Они дешевле и проще комплексов с ЧПУ, но позволяют пользоваться современными технологиями при модернизации станков. УЦИ (Дисплей/Позиционер) вместе с линейными датчиками чаще всего устанавливают на металлообрабатывающие токарные, фрезерные и расточные станки. Установив цифровую индикацию на станок, Вы повышаете производительность оператора и точность изготавливаемых изделий.
Возможно осуществление монтажа и проверки устройств цифровой индикации и преобразователями перемещений силами наших специалистов на Вашем оборудовании. Мы оказываем квалифицированные консультации по выбору необходимого оборудования.
Часто задаваемые вопросы — FAQ по УЦИ и оптическим линейкам:
1. Может ли УЦИ управлять перемещением.
Ответ: УЦИ серии SDS6 не может осуществлять управление перемещением по осям, только отображение координат
2. Можно ли УЦИ и оптические линейки устанавливать самостоятельно?
Ответ: Можно, соблюдая требования инструкций на УЦИ и оптические линейки.
3. Можете осуществить установку на нашем предприятии
Ответ: Да можем, для осуществления данной работы необходимо сообщить адрес нахождения станка, прислать его фотографии для определения мест установки. После этого будет скалькулирована стоимость работ и выезда специалиста
4. Срок гарантии на оборудование
Ответ: Стандартный срок гарантии составляет 12 месяцев с даты продажи. При условии отсутствия механических повреждений, загрязнений и квалифицированной установки
5. Осуществляете подбор аналогов вышедших из строя устройств и оптических линеек?
Ответ: Да осуществляем. От Вас требуется предоставить максимум информации с имеющихся на оборудовании шильдиков.
6. Могут ли на разных осях одного станка установлены оптические линейки с различной дискретностью?
Ответ: — да Могут. Дискретность каждой оси настраивается индивидуально.
7. Может ли оптическая линейка работать в условиях сильной вибрации
Ответ: Оптическая измерительная линейка является прецизионным измерительным устройством. Для обеспечения надежности ее работы следует избегать использования линейки в условиях вибрации и ударов.
Для обеспечения надежности ее работы следует избегать использования линейки в условиях вибрации и ударов.
8. Оптические линейки могут быть подключены к станку с ЧПУ для контроля позиции?
Ответ: Нет, в интерфейсе «по умолчанию» не предусмотрены реверсивные сигналы фаз А и B
9. Если от места установки оптической линейки до устройства индикации расстояние превышает 3 метра, что делать?
Ответ: Использовать удлинитель необходимой длины. Стандартно предлагается – Кабель в защитной металлической оплетке с разъемами длиной 3м, 10м
10. Наличие RS232
Ответ: RS232 порт есть только у УЦИ с маркировкой F, например SDS6-3vF
11. Возможно ли подключение инкрементного энкодера (например датчика угла поворота стола)
Ответ: Да возможно. Работает с датчиками определенной дискретности. см. руководство по эксплуатации на УЦИ
▲ Наверх
Что такое 2-осный, 3-осный и 4-осный автомобиль? — Car, Truck And Vehicle How To Guides
Брайан Оньянго
Всякий раз, когда упоминается технический термин, возникает путаница. Определение оси очень простое, и мы здесь, чтобы объяснить его ясно и точно.
Ось — это центральный вал, к которому с обеих сторон крепятся колеса. Количество осей напрямую влияет на количество колес, которые может иметь транспортное средство: двухосные автомобили имеют 3, 4 или 6 колес, трехосные автомобили имеют от 6 до 10 колес, а четырехосные автомобили имеют от 8 до 14 колес.
Некоторые мотоциклы могут иметь три колеса на двух осях. Для легковых автомобилей правило простое: по два колеса на ось. Грузовые автомобили могут иметь по 4 колеса на ось, так как пары колес можно складывать друг на друга для увеличения грузоподъемности.
Что такое ось и для чего она нужна?
Ось транспортного средства определяется как «центральный вал для вращающегося колеса или шестерни». Другими словами, это основная опорная балка, проходящая по всей длине автомобиля и к которой крепятся колеса. Количество осей на транспортном средстве соответствует количеству колес, которые имеет транспортное средство.
Другими словами, это основная опорная балка, проходящая по всей длине автомобиля и к которой крепятся колеса. Количество осей на транспортном средстве соответствует количеству колес, которые имеет транспортное средство.
Двухосный автомобиль имеет три или четыре колеса. Наиболее распространенными типами двухосных транспортных средств являются легковые автомобили, внедорожники и пикапы. Трехосный автомобиль имеет шесть и более колес.
Наиболее распространенным типом трехосных транспортных средств являются тягачи с прицепом, также известные как 18-колесные или полуприцепы. Четырехосные автомобили не так распространены, но они существуют. Наиболее распространенным типом четырехосного транспортного средства является мусоровоз
Основная роль оси заключается в том, чтобы поддерживать вес транспортного средства и его груза. Чем тяжелее автомобиль, тем больше у него осей. Вот почему у полуприцепов так много осей; они должны быть в состоянии выдержать большой вес.
Еще одна роль оси — передача мощности от двигателя к колесам. Ось делает это с помощью ряда шестерен, которые расположены в дифференциале.
Ось делает это с помощью ряда шестерен, которые расположены в дифференциале.
Дифференциал представляет собой коробку передач, позволяющую каждому колесу вращаться с разной скоростью. Это необходимо, потому что, когда транспортное средство поворачивает, колеса снаружи поворота должны пройти большее расстояние, чем колеса внутри поворота.
Количество осей транспортного средства также может влиять на его маневренность. Чем больше осей у автомобиля, тем труднее его поворачивать. Вот почему у мусоровозов четыре оси; они должны иметь возможность делать крутые повороты, чтобы попасть в небольшие пространства.
Факторы, определяющие тип оси автомобиля
Тип оси автомобиля определяется несколькими факторами. Один — это количество колес на машине. Полноприводные автомобили имеют две оси, одну спереди и одну сзади. Полноприводные автомобили имеют четыре оси, две спереди и две сзади.
Другим фактором является вес автомобиля. Более тяжелые автомобили нуждаются в большем количестве осей, чтобы выдержать их вес. Двухосные автомобили могут выдерживать до 26 000 фунтов. Трехосные автомобили могут выдерживать до 36 000 фунтов. А четырехосные автомобили могут выдерживать до 46 000 фунтов.
Двухосные автомобили могут выдерживать до 26 000 фунтов. Трехосные автомобили могут выдерживать до 36 000 фунтов. А четырехосные автомобили могут выдерживать до 46 000 фунтов.
Итак, двухосный автомобиль подойдет для легкового автомобиля с двумя колесами. Трехосный автомобиль был бы хорош для более тяжелой машины с четырьмя колесами. И четырехосный автомобиль подойдет для еще более тяжелой машины с четырьмя колесами.
Какие типы осей используются в автомобилях?
В автомобилях используются три стандартных типа осей. Это:
- Задняя ось: Эта ось обеспечивает питание ведущих колес. Он разделен на две половины, известные как полуволны, которые соединены дифференциалом. Задние оси обычно находятся под напряжением, что означает, что они вращаются вокруг колес автомобиля.
- Передняя ось: Эта ось находится в передней части автомобиля и помогает управлять автомобилем и преодолевать неровности на неровной дороге. Балка, поворотный палец, рулевая тяга и поворотный кулак — четыре основных компонента. Передние мосты должны быть очень прочными. В результате часто используется углеродистая сталь или никелевая сталь.
- Поворотный кулак: Поворотные кулаки крепятся к передним колесам автомобиля и соединяются с передней осью шкворнями.
 Балка, поворотный палец, рулевая тяга и поворотный кулак — четыре основных компонента. Передние мосты должны быть очень прочными. В результате часто используется углеродистая сталь или никелевая сталь.
Балка, поворотный палец, рулевая тяга и поворотный кулак — четыре основных компонента. Передние мосты должны быть очень прочными. В результате часто используется углеродистая сталь или никелевая сталь.Типы задних мостов
Не все задние оси одинаковы. На самом деле существует четыре основных типа.
- Полуплавающая ось: Полуплавающая ось является наиболее распространенным типом задней оси. С каждой полуосью соединено одно колесо. Затем валы соединяются с дифференциалом, который передает мощность от двигателя к колесам.
- Полностью плавающая ось: Полностью плавающая ось имеет ту же базовую конструкцию, что и полуплавающая ось. Однако полуоси не связаны с дифференциалом. Вместо этого они соединены с подшипниками внутри картера оси.
- Плавающая ось на три четверти : Плавающая ось на три четверти похожа на полуплавающую ось. Однако с каждым валом соединено только одно колесо. Другое колесо связано с дифференциалом.
- Полуплавающая ось: Полуплавающая ось является наименее распространенным типом задней оси. Он имеет ту же базовую конструкцию, что и плавающая ось на три четверти. Однако оба колеса связаны с дифференциалом.
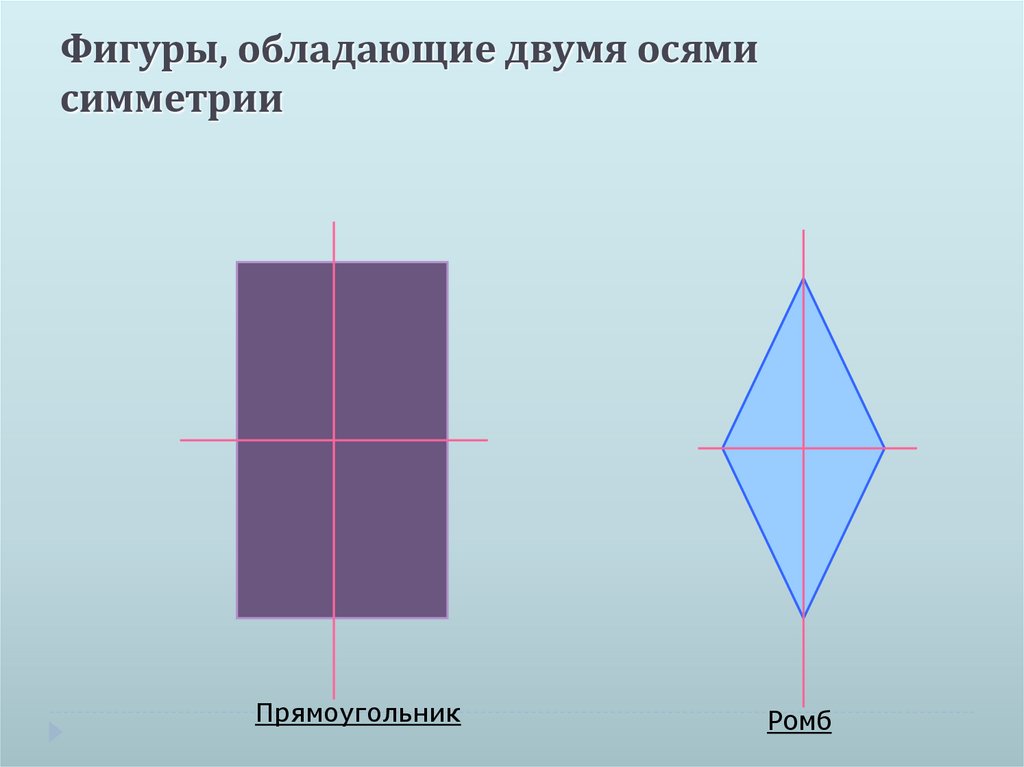 Однако с каждым валом соединено только одно колесо. Другое колесо связано с дифференциалом.
Однако с каждым валом соединено только одно колесо. Другое колесо связано с дифференциалом.Типы передних мостов
Существует два основных типа передних мостов: активные и неподвижные.
- Ведущий мост: Ведущий мост — это тип переднего моста, который передает мощность от двигателя к колесам. Ведущий мост также отвечает за управление автомобилем.
- Неподвижная ось: Неподвижная ось — это тип передней оси, которая не передает мощность от двигателя к колесам. Мертвая ось отвечает только за поддержание веса автомобиля.
Сколько существует типов приводных осей?
Ведущие мосты бывают двух основных типов: независимые и зависимые. Независимый ведущий мост — это тип ведущего моста, который не соединен с рамой транспортного средства.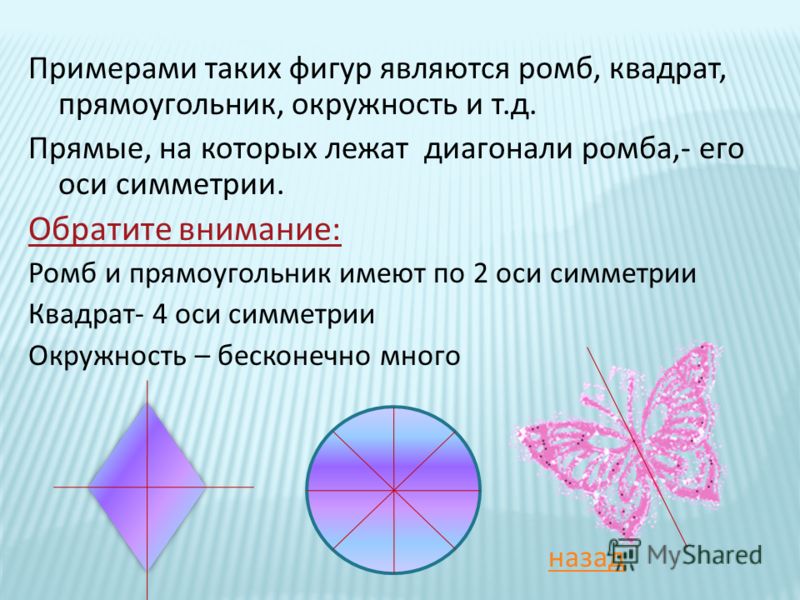 Вместо этого он соединен с колесами элементами подвески.
Вместо этого он соединен с колесами элементами подвески.
В то время как зависимая ведущая ось представляет собой тип ведущей оси, которая соединена с рамой транспортного средства. Зависимая ведущая ось также связана с колесами элементами подвески.
Какие существуют типы мертвых осей?
Теперь, когда мы уже знаем роль мертвых осей, давайте рассмотрим различные существующие типы. Существует два основных типа мертвых осей: сплошные и ведомые.
- Неразрезная ось: Неразрезная ось — это разновидность неподвижной оси, которая соединена с рамой транспортного средства. Неразрезная ось также соединена с колесами элементами подвески.
- Поддерживающая ось: Поддерживающая ось — это тип мертвой оси, не соединенной с рамой транспортного средства. Вместо этого он соединен с колесами элементами подвески.
Что такое полноприводная ось?
Полноприводная ось — это тип оси, которая используется в автомобилях с полным приводом.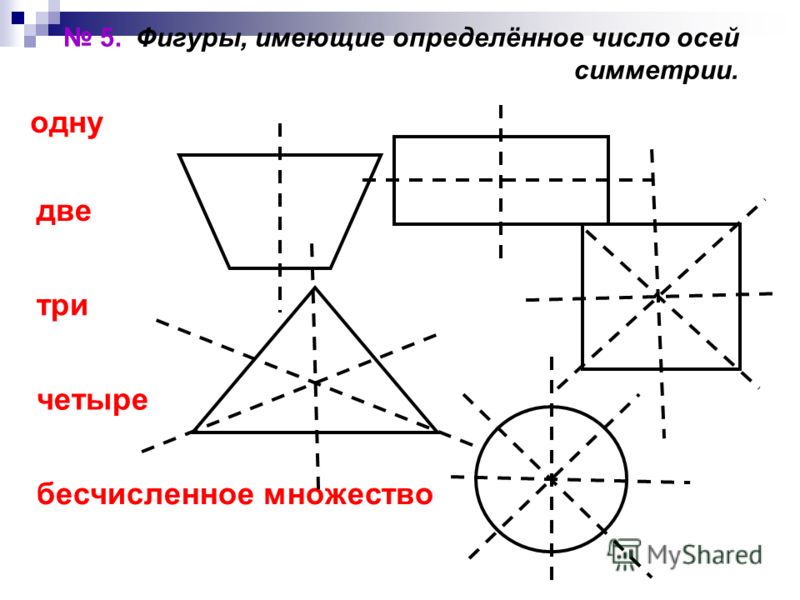 Полноприводная ось отвечает за передачу мощности от двигателя к колесам. Полноприводная ось также отвечает за управление автомобилем.
Полноприводная ось отвечает за передачу мощности от двигателя к колесам. Полноприводная ось также отвечает за управление автомобилем.
Что вызывает поломку оси?
Существует несколько причин, по которым ось может сломаться. Одна из причин заключается в конструкции оси. Другая причина связана с тем, как сделана ось. Последняя причина связана с тем, как используется ось.
Как узнать, что у вас неисправна ось
Есть несколько признаков того, что у вас неисправна ось. Одним из признаков является то, что ваш автомобиль начинает вибрировать во время движения. Еще одним признаком является то, что ваш автомобиль начинает издавать шум во время движения. Последний признак, если ваш автомобиль начинает тянуть в одну сторону, когда вы едете.
Заключение
Существует множество различных типов осей. Разница между 2-х, 3-х и 4-х осными транспортными средствами заключается в количестве осей, которые они имеют. Двухосные автомобили имеют две оси, трехосные автомобили имеют три оси, а четырехосные автомобили имеют четыре оси.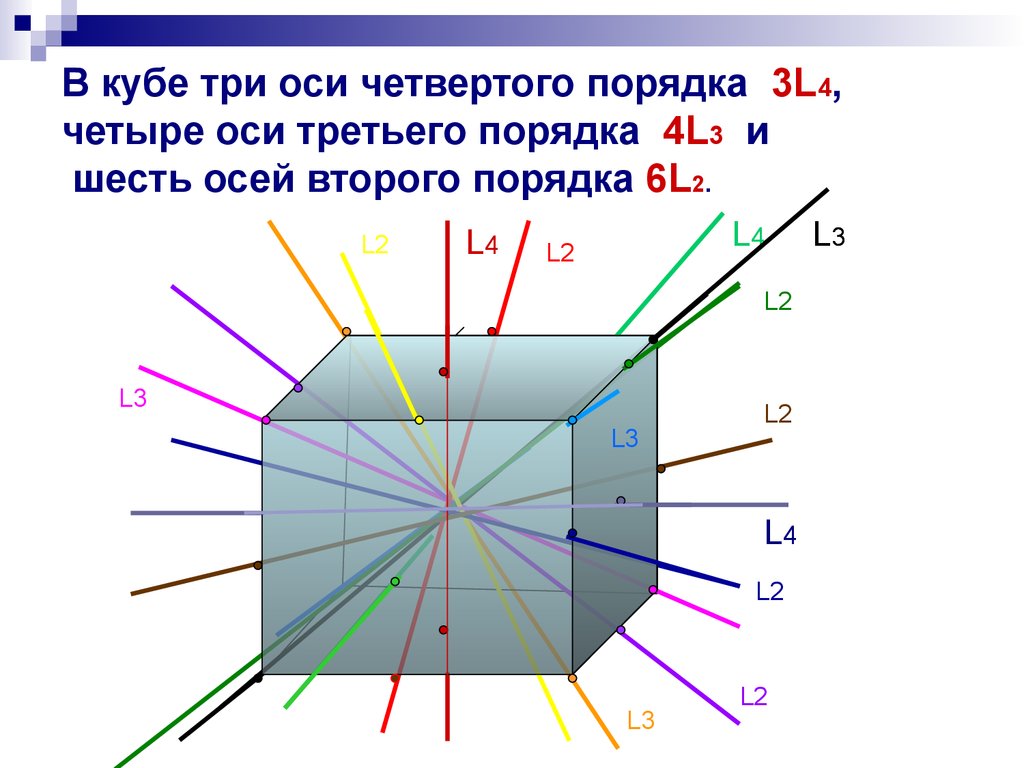
У каждого типа транспортных средств есть свои преимущества и недостатки. При выборе транспортного средства важно учитывать, по какой местности вы будете ездить и какой вес вы будете нести.
Для получения дополнительной информации ознакомьтесь с другими статьями:
Сколько осей у автомобиля?
Может ли сломанная ось повредить коробку передач?
Сколько должна стоить замена оси CV?
Все, что вам нужно знать
Ось — это стержень или вал, который вращает колеса и поддерживает вес вашего автомобиля. Мосты являются важными компонентами любого транспортного средства и бывают трех основных типов: передние, задние и поворотные. Давайте разберем типы осей и посмотрим, как выбрать правильное передаточное число для вашего автомобиля.
Что такое ось?
Ключевой компонент вашего автомобиля. Оси представляют собой центральные валы, которые соединяются с колесами. По словам Car From Japan, они обычно поворачиваются вместе с колесами. Поскольку оси контролируют мощность, приводящую в движение колеса, каждое транспортное средство должно иметь оси для работы.
Поскольку оси контролируют мощность, приводящую в движение колеса, каждое транспортное средство должно иметь оси для работы.
Сколько осей у автомобиля?
Количество осей в автомобиле зависит от типа транспортного средства, как утверждает Car From Japan. В большинстве случаев автомобили имеют две оси для вращения колес. Более крупные транспортные средства, которые перевозят больше пассажиров и имеют больше колес, могут иметь больше осей.
Легко определить количество осей вашего автомобиля или любого другого транспортного средства. Просто посмотрите на свой автомобиль сбоку, а затем посчитайте количество пар шин. Большинство автомобилей имеют в общей сложности четыре шины или два комплекта шин, один спереди и один сзади. Два комплекта шин равны двум осям.
Факторы, определяющие тип моста в автомобиле
Несколько факторов определяют, какой тип моста нужен транспортному средству. Например, технические требования и количество производимого усилия имеют большое значение при выборе типа оси.
Например, технические требования и количество производимого усилия имеют большое значение при выборе типа оси.
Некоторые автомобили имеют предварительно спроектированные оси стандартных размеров. Другие имеют индивидуальные оси, которые соответствуют потребностям и спецификациям автомобиля. Индивидуальные оси, как правило, лучше всего подходят для автомобилей, поскольку они позволяют более индивидуально контролировать колеса. Эти оси могут более точно регулировать скорость и крутящий момент колес.
Типы мостов
Согласно Quadratec, мосты бывают трех стандартных типов:
- Задний мост: Этот мост отвечает за передачу мощности на ведущие колеса. Он состоит из двух половин, известных как полуоси, которые соединены дифференциалом. В большинстве случаев задние мосты являются живыми, то есть вращаются вместе с колесами автомобиля.
- Передний мост: Расположенный в передней части автомобиля, этот мост отвечает за рулевое управление и обработку ударов от неровной поверхности дороги. Они состоят из четырех основных частей: балки, поворотного пальца, рулевой тяги и поворотной цапфы. Передние оси должны быть максимально прочными, поэтому их обычно изготавливают из углеродистой или никелевой стали.
- Поворотный кулак: Поворотные кулаки крепятся к передним колесам автомобиля с помощью шкворней, соединяющих эти оси с передней осью.
 Они состоят из четырех основных частей: балки, поворотного пальца, рулевой тяги и поворотной цапфы. Передние оси должны быть максимально прочными, поэтому их обычно изготавливают из углеродистой или никелевой стали.
Они состоят из четырех основных частей: балки, поворотного пальца, рулевой тяги и поворотной цапфы. Передние оси должны быть максимально прочными, поэтому их обычно изготавливают из углеродистой или никелевой стали.Типы заднего моста
Не все задние мосты одинаковы, поскольку их тип определяется опорой и методами крепления. Согласно The Engineers Post, существует три типа задних мостов:
- Полуплавающий мост: Этот задний мост соединяет колесо с фланцем на внешней стороне полуоси и надежно удерживает его. Один подшипник поддерживает полуось, а другой входит в кожух полуоси. Поскольку он имеет два подшипника, полуплавающая ось должна быть больше, чем другие варианты, чтобы создавать такой же крутящий момент. Полуплавающие оси используются для легковых автомобилей, внедорожников и грузовиков среднего размера, таких как полутонные и легкие пикапы.
- Полностью плавающая ось: В соответствии со своим названием, этот тип оси эффективно плавает на месте и сохраняет свое положение благодаря двум подшипникам. Он предназначен только для передачи крутящего момента. Полностью плавающие оси, как правило, лучше всего подходят для более крупных транспортных средств, таких как тяжелые грузовики. Некоторые грузовики среднего размера с большей тяговой способностью или те, которые широко используют полный привод, также могут получить преимущества от полностью плавающих осей.
- Трехчетвертная плавающая ось: Более сложная, чем полуплавающая ось, и более надежная. Он помогает поддерживать сход-развал и справляется с боковой тягой и крутящим моментом.

Типы переднего моста
Согласно Мейнеке, автомобили имеют два основных типа переднего моста. Это:
- Неподвижная передняя ось: Эти оси остаются на месте и не вращаются вместе с колесами. Большинство мертвых передних мостов и дифференциалов имеют кожухи, которые предотвращают их контакт с водой или грязью.
- Ведущий передний мост: В отличие от глухих передних мостов, ведущие передние мосты передают крутящий момент от коробки передач к передним колесам.
 Большинство мертвых передних мостов и дифференциалов имеют кожухи, которые предотвращают их контакт с водой или грязью.
Большинство мертвых передних мостов и дифференциалов имеют кожухи, которые предотвращают их контакт с водой или грязью.Типы поворотных осей
Как поясняется в The Engineers Post, существует четыре типа поворотных осей:
- Elliot: В этом типе используется шкворень, вилка и шплинт для соединения с передней осью.
- Reverse Elliot: Этот тип имеет расположение, противоположное стандартной цапфе Elliot.
- Lamoine: Этот тип поворотной цапфы имеет Г-образный шпиндель вместо шарнира вилки.
- Задняя подвеска Lamoine: Имеет обратную компоновку по сравнению со стандартной поворотной цапфой Lamoine.
Как понять, что ваша ось пришла в негодность
Поскольку оси необходимы для работы вашего автомобиля, важно поддерживать их в рабочем состоянии. Как утверждает Мейнеке, если вы видите один из следующих признаков, вы можете сказать, что ваша ось находится в аварийном состоянии:
Как утверждает Мейнеке, если вы видите один из следующих признаков, вы можете сказать, что ваша ось находится в аварийном состоянии:
- Вы слышите громкий лязг, когда включаете передачу.
- Вы чувствуете вибрацию при управлении автомобилем.
- Ваш автомобиль не будет двигаться вперед или назад, даже если он работает.
Как выбрать правильное передаточное число для вашего пикапа
В дополнение к уникальным характеристикам крутящего момента, двигателя и трансмиссии многие грузовики также имеют нестандартные передаточные числа. По словам Эдмундса, передаточное отношение 3,55:1 означает, что приводной вал поворачивается 3,55 раза каждый раз, когда колесо поворачивается один раз.
В большинстве случаев стандартное передаточное число хорошо подходит для большинства водителей, которые не рассчитывают перевозить большие грузы. Однако, если вы планируете буксировать тяжелые прицепы или перевозить большие грузы, вам может понадобиться максимально возможное передаточное число.
Оси, которые следует учитывать
Выбирая правильное передаточное число для своего автомобиля, помните о нескольких вещах. Помните:
- Наклейка на окно автомобиля показывает данные об экономии топлива для стандартного передаточного числа. Если у грузовика есть нестандартное передаточное число, экономия топлива автоматически снижается.
- Невозможно сравнивать опциональные передаточные числа разных автопроизводителей. Различные размеры шин влияют на передачу системы, что влияет на итоговую цифру.
- Многие дилеры называют более низкие передаточные числа мостов высокими передачами, а более высокие передаточные числа мостов — короткими передачами. Первые обычно имеют лучший расход топлива, в то время как вторые обычно могут перевозить более тяжелые грузы.
Оси — это лишь одна из функций, необходимых для удержания автомобиля на дороге. Узнайте больше о наших любимых передовых функциях в наших сравнительных тестах и обзорах первых дисков.
Форматно раскроечный центр: Раскроечные центры с ЧПУ | HOMAG
Раскроечные центры с ЧПУ | HOMAG
Станки для раскроя плит
Не важно, выберете ли вы форматно-раскроечный центр с ЧПУ для раскроя отдельных плит, угловой станок для раскроя или комплексную установку, в базовой комплектации или с индивидуальным оснащением, с нашими раскроечными станками вы сможете быстро, удобно и экономично выполнять заказы. Наши распиловочные центры обеспечивают качественный раскрой любых плитных материалов с точным соблюдением заданных размеров как при мелком, так и при промышленном производстве.
Вылет пильного полотна
58 мм
65 мм
80 мм
95 мм
110 мм
125 мм
150 мм
170 мм
190 мм
Длина реза
3200 мм
3800 мм
4300 мм
5600 мм
6500 мм
Станки для раскроя пластиковых плит
Вам требуется оборудование для быстрого и точного раскроя пластиковых плит? Тогда станки для раскроя плит из серии P (Plastics) — это именно то, что вам нужно. Серия включает в себя высокотехнологичные раскроечные станки, созданные специально для обработки пластиковых материалов. Выбрав одну из предлагаемых моделей, вы получите надежный и высококачественный раскроечный станок, отвечающих вашим потребностям.
Вылет пильного полотна
80 мм
95 мм
125 мм
150 мм
170 мм
Длина реза
3200 мм
4300 мм
5600 мм
Многопильные станки
Быстрый, точный и экономичный раскрой и выборка пазов при обработке крупноформатных плитных материалов. Проходные пилы HOMAG одинаково эффективны при использовании в производстве мебели, напольных покрытий, облицовочных панелей для стен и потолков, легких строительных плит и планок, а также при изготовлении заготовок для дверей и дверных коробок.
Все типы раскроя
Перекрестный раскрой
Продольный раскрой
Оборудование для нестинга
Программное обеспечение для раскроя
Оптимизация раскроя плитных материалов. Наше программное обеспечение помогает не только уменьшить отходы, но и — в зависимости от версии — снизить общие затраты на раскрой, включая затраты на обработку и на материалы.
Раскроечные центры с чпу | дерево | SELCO SK 3
Новинки
BREMA EKO 1.1
Real-time panel machining centre
NEXTSTEP
Гибкий обрабатывающий центр для раскроя
Рекомендуемые
WINLINE
Обрабатывающий центр с ЧПУ
STREAM A
Кромкооблицовочные станки
Технологии
-
Обрабатывающие центры с ЧПУ
Увидеть все-
Обрабатывающие центры -
Обрабатывающие центры с кромкооблицовкой -
Обрабатывающие центры Nesting -
Обрабатывающие центры для производства дверей и окон -
Домостроение
-
-
Форматно-раскроечные центры -
Кромкооблицовочные станки -
Калибровально-шлифовальные станки -
Сверлильные станки -
Решения для сборки -
Перемещение деталей
Программное обеспечение
-
Планирование и контроль производства-
SmartConnection
-
-
CAD/CAM-
B_SOLID -
B_EDGE -
IX BY IMOS
-
-
Оптимизаторы-
B_NEST -
B_OPTI
-
ВЫБРАТЬ СЕКТОР
ОБРАБОТКА ДЕРЕВАОБРАБОТКА ПЛАСТИКОВ И КОМПОЗИТОВ
Service
Biesse Service
Глобальная команда высококвалифицированных техников для поддержки клиентов по всему миру.
Parts
BIESSE PARTS
Профессионалы на службе клиентов — в кратчайшие сроки, точно и эффективно.
Sophia
ДОБАВЛЕННАЯ СТОИМОСТЬ ТЕХНИКИ
IoT платформа интернета вещей, открывающую доступ к широкому спектру услуг для оптимизации производственных процессов.
-
Машины
-
Обрабатывающие центры с ЧПУ -
Форматно-раскроечные центры -
Кромкооблицовочные станки -
Калибровально-шлифовальные станки -
Сверлильные станки -
Решения для сборки -
Перемещение деталей
-
-
Software solutions -
Сервис
-
Service -
Parts
-
-
Отзывы
-
Журнал
-
Корпорация -
Выставки и Мероприятия -
В Фокусе
-
-
Выставки и Мероприятия
-
Компания
-
Карьера
-
Инвесторы
-
Новостная рассылка
-
Контакты
-
Страна
Россия
Worldwide
Italia
United Kingdom
Россия
France
中国
Asia
Deutschland
España
Schweiz
North America
India
Australia & New Zealand
Türkiye Cumhuriyeti
Middle East
Brasil -
Язык
Русский
Русский -
сектор
дерево
дерево
ОБРАБОТКА ПЛАСТИКОВ И КОМПОЗИТОВ
Страна
-
Worldwide
-
Italia
-
United Kingdom
-
Россия
-
France
-
中国
-
Asia
-
Deutschland
-
España
-
Schweiz
-
North America
-
India
-
Australia & New Zealand
-
Türkiye Cumhuriyeti
-
Middle East
-
Brasil
Язык
-
Русский
HOME > Машины >
Форматно-раскроечные центры с ЧПУ
SELCO SK 3
НАПИШИТЕ НАМ
Запросить информацию
Загрузить брошюру
ИтальянскийАнглийскийНемецкийИспанскийФранцузскийРусскийПортугальский
Характеристики
Программное обеспечение
Истории клиентов
Загрузить брошюру
ИтальянскийАнглийскийНемецкийИспанскийФранцузскийРусскийПортугальский
НАПИШИТЕ НАМЗапросить информацию
Простой и компактный станок для раскроя
SELCO SK 3 — раскроечный центр для обработки панелей, способный удовлетворить потребности небольших и средних фабрик. Создан для производства отдельных деталей или небольших серий деталей.
Создан для производства отдельных деталей или небольших серий деталей.
ТОЧНОСТЬ РАСКРОЯ
Благодаря боковому выравнивателю, встроенному в структуру каретки пил, возможно получать высокоточное позиционирование даже очень тонких и гибких панелей, снижая до минимума время цикла.
Простая и быстрая настройка
Система быстрой смены пил Quick change это наиболее быстрое, эргономичное безопасное устройство для замены пил без использования инструментов.
Программное обеспечение для SELCO SK 3
B_OPTI
ПО для «умного» раскроя
B_OPTI – программное обеспечение для оптимизации карт раскроя, созданное компанией Биессе. Программа рассчитывает оптимальное решение для минимизации расхода материалов, времени производства и производственных расходов, исходя из перечня имеющихся на складе панелей и требований к финальной продукции.
Отзывы
Группа Stechert
Технология Biesse сопровождает рост Stechert
Читать больше
Go to top of page
Система резки большого формата TK3S — Научно-техническая компания Ханчжоу IECHO — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
iBrightCut Manual
78 страниц
Руководство пользователя IPlyCut
30 страниц
IMulCut V1 Руководство пользователя
27 страниц
Руководство пользователя CutterServer
42 страницы
ISO
1 стр.
CE
1 страниц
Производство мягкой мебели
2 страницы
Текстильная и швейная промышленность
2 страницы
Решения для автомобильной промышленности
8 страниц
Интегрированное решение для резки мебели
10 страниц
Комплексное решение для резки рекламных материалов и графики
10 страниц
Интеллектуальное решение для резки в швейной промышленности
4 страницы
Интегрированная система резки салона автомобиля IECHO
8 страниц
Режущий раствор для композитных материалов
6 страниц
Автоматическая система многослойной резки GLS
4 страницы
Автоматическая система многослойной резки GLSC
4 страницы
Система широкоформатной резки TK4S
5 страниц
Новая модель высокоскоростной цифровой системы резки BK4 IECHO
6 страниц
Система высокоскоростной цифровой резки BK3
4 страницы
Система высокоскоростной цифровой резки BK
5 страниц
Система высокоскоростной цифровой резки BK2
5 страниц
ТЕХНИЧЕСКИЙ КОНСТРУКЦИОННЫЙ ФАЙЛ (TCF)
190 страниц
LCKS
4 страницы
PK АВТОМАТИЧЕСКАЯ ИНТЕЛЛЕКТУАЛЬНАЯ СИСТЕМА РЕЗКИ
2 страницы
PK1209 PRO и PK1209 PRO MAX
2 страницы

Сравнить
Удалить все
Сравнить до 10 товаров
Wide-Format 101: One for Cutters
В последнем выпуске нашей серии Wide-Format 101 мы предлагаем введение в основные процессы финишной обработки, в частности, рулонные резаки и планшетные столы для резки.
И Zund, и Esko пару недель назад сделали несколько новых объявлений о столах для резки на выставке drupa, так что сейчас самое подходящее время, чтобы предложить краткое руководство по возможностям резки для широкоформатной печати — несколько замечаний по резке. , Вы могли бы сказать.
Для любой операции печати необходима какая-либо форма режущего устройства, даже если это простая гильотина или резак с тремя ножами. Для широкоформатной графики существует несколько вариантов, каждый из которых ориентирован на то, что вы пытаетесь создать.
Самый простой вариант резки — это то, что встроено в принтер. Когда достигается конец задания, принтер автоматически обрезает его — sccccchhhhlik! 90 200 (извините, я на мгновение обратился к Дону Мартину) — и переходит к следующему заданию. (На еще более простом уровне принтер вообще не имеет режущего механизма, и оператор вручную отрезает каждое задание с помощью лезвия бритвы или ножа X-Acto.)
Плоттер утолщается
В зависимости от вашего объема и сложности работы, которую вы выполняете, вам может не понадобиться ничего, кроме этого. Вы нажимаете «распечатать», когда выходите за дверь в конце дня, и когда вы приходите на следующее утро, все распечатывается и вырезается. Но чтобы повысить производительность или развить способность предлагать новые типы специальных приложений для печати, вы можете инвестировать в то, что называется плоттером/резаком для винила. Он не относится исключительно к винилу и может использоваться для различных тонких гибких подложек. Хотя некоторые из нас помнят термин «плоттер» из первых дней электростатической CAD/CAM-печати, в контексте резки он относится к машине, которая может «чертить» форму, а затем вырезать ее. Эта форма может быть квадратом/прямоугольником, кругом или даже сложной пользовательской формой. Не все резаки могут вырезать сложные формы, поэтому при покупке резака/плоттера, если вы хотите иметь возможность вырезать по контуру наклейки, наклейки на бампер, автомобильную графику или другие неквадратные формы, убедитесь, что машина способна на это. . Например, обычные формы наклеек и наклеек на бампер — это круги и овалы.
Вы нажимаете «распечатать», когда выходите за дверь в конце дня, и когда вы приходите на следующее утро, все распечатывается и вырезается. Но чтобы повысить производительность или развить способность предлагать новые типы специальных приложений для печати, вы можете инвестировать в то, что называется плоттером/резаком для винила. Он не относится исключительно к винилу и может использоваться для различных тонких гибких подложек. Хотя некоторые из нас помнят термин «плоттер» из первых дней электростатической CAD/CAM-печати, в контексте резки он относится к машине, которая может «чертить» форму, а затем вырезать ее. Эта форма может быть квадратом/прямоугольником, кругом или даже сложной пользовательской формой. Не все резаки могут вырезать сложные формы, поэтому при покупке резака/плоттера, если вы хотите иметь возможность вырезать по контуру наклейки, наклейки на бампер, автомобильную графику или другие неквадратные формы, убедитесь, что машина способна на это. . Например, обычные формы наклеек и наклеек на бампер — это круги и овалы. (Между прочим, эти станки также иногда называют фрезами x/y, xy или XY, термины, которые также применяются к столам для резки — см. ниже.)
(Между прочим, эти станки также иногда называют фрезами x/y, xy или XY, термины, которые также применяются к столам для резки — см. ниже.)
С точки зрения производительности, наличие отдельной машины для резки позволяет поддерживать максимальную скорость печати принтера, а не замедлять процесс резки, особенно если он печатает сложные формы. Задания выходят из принтера в рулоне, распечатанный рулон вставляется в резак, и принтер продолжает печатать, пока резак делает свое дело.
Резаки и плоттеры для винила различаются по размеру, мощности и другим возможностям, как и принтеры. Естественно, вам не нужно покупать резак, который шире, чем ваш самый широкий принтер, но при покупке резака серьезно подумайте, нужно ли вам будет делать его шире в будущем. Лезвия и даже мощность могут различаться, поэтому убедитесь, что они физически способны резать то, что вам нужно. И, как и при покупке любого типа оборудования, предугадывайте будущие потребности, а также текущие требования при оценке возможностей.
Некоторые поставщики резаков для винила: Fotoba (распространяется в США компанией Colex), Graphtec (серии CE6000 и FC8600), Mimaki (серии CF2, CG-SRIII и CG-FXII), Mutoh (серия ValueCut), Roland (серия GX Pro серии).
Оставлять деньги на столе?
Если у вас есть более требовательные потребности в резке, например, жестких материалов, на самом деле нередко даже в наши дни квалифицированный сотрудник, сгорбившись над рабочим столом, вручную вырезает формы. Это не самый продуктивный рабочий процесс в мире, поэтому, если у вас есть или вы хотите иметь объем для его поддержки (и место для него), вам, возможно, придется инвестировать в стол для резки. На первый взгляд, как будто из рассказа Эдгара Аллана По, это, как следует из названия, большой плоский стол. В центре находится движущаяся металлическая балка, на которой установлена подвижная головка с режущими инструментами. Некоторые столы могут включать и выключать сотни различных инструментов, в зависимости от того, что и как вы хотите резать. И это не только ножи; некоторые столы также поддерживают маршрутизаторы (не электронные маршрутизаторы, которые передают сигнал Wi-Fi по всему дому или офису), которые «фрезеруют» или просверливают доску, пластик, дерево или другой толстый материал. Фрезерование, перфорация, биговка, гравировка и даже создание шрифта Брайля — это лишь некоторые примеры различных типов инструментов, которые можно установить на современные столы для резки.
И это не только ножи; некоторые столы также поддерживают маршрутизаторы (не электронные маршрутизаторы, которые передают сигнал Wi-Fi по всему дому или офису), которые «фрезеруют» или просверливают доску, пластик, дерево или другой толстый материал. Фрезерование, перфорация, биговка, гравировка и даже создание шрифта Брайля — это лишь некоторые примеры различных типов инструментов, которые можно установить на современные столы для резки.
Лазеры также приходят на столы для резки, хотя, как и следовало ожидать, вы платите больше. На данный момент.
Чем больше доступных инструментов, тем универсальнее оборудование и мастерская, и тем большее количество приложений можно произвести.
Эти столы также можно использовать для раскроя текстиля, будь то просто раскрой прямоугольных мягких вывесок или раскрой печатной ткани по выкройке, которая впоследствии будет сшита в какую-либо форму одежды. К некоторым столам также можно прикрепить рулон.
Некоторые из наиболее убедительных демонстраций на таких выставках, как SGIA Expo, включают в себя эти столы, которые быстро и автоматически выполняют контурную резку, вырезая более или менее сложные формы, такие как гитары, рыбы и, как на недавней выставке, маски кандидатов в президенты этого года. . Эта сложная резка управляется программным обеспечением и «файлом резки», который содержит параметры резки. Доска была напечатана с небольшими регистрационными метками, ограничивающими каждое изображение, которое нужно вырезать. Файл выреза сообщает режущему инструменту, где делать каждый разрез относительно регистрационных меток, которые инструментальная головка отслеживает с помощью сканера. Эти столы также находят свою нишу в прототипировании упаковки, а также в постоянно расширяющемся диапазоне приложений.
. Эта сложная резка управляется программным обеспечением и «файлом резки», который содержит параметры резки. Доска была напечатана с небольшими регистрационными метками, ограничивающими каждое изображение, которое нужно вырезать. Файл выреза сообщает режущему инструменту, где делать каждый разрез относительно регистрационных меток, которые инструментальная головка отслеживает с помощью сканера. Эти столы также находят свою нишу в прототипировании упаковки, а также в постоянно расширяющемся диапазоне приложений.
Другие формы автоматизации включают загрузку и выгрузку, хотя в настоящее время все еще существуют ограничения на то, насколько автоматизированной может быть загрузка и выгрузка платы. Интересно, что Zünd демонстрирует версию своего стола для резки S3, в котором используется роботизированная рука для выгрузки досок. Тем не менее, вы заплатите больше за робототехнику, но вы должны помочь им. Некоторые таблицы также могут автоматически заменять инструмент на основе параметров, указанных в файле выреза.
Принтер designer xl: PICASO 3D — производитель 3D принтеров.
Designer X | Designer X PRO
Печать инженерными материалами
ABS, PLA, ASA, PP, TPU, PETG, HIPS —
базовые материалы, которыми можно печатать на всю камеру
с наилучшими показателями межслойной адгезии и минимальными
отклонениями от цифровой модели
PA(6/12/66), ABS (GF/CF), PC, TPU (и производные) —
инженерные материалы, которые позволяют печатать изделия
с повышенными потребительскими свойствами (температура
эксплуатации, химическая стойкость, физико-механические
свойства)
PEEK, PEKK, PPSU, ULTEM —
конструкционные материалы с высокой температурой эксплуатации
и лучшими потребительскими свойствами. Объем печати в камере
ограничен и зависит от геометрии модели
Конструкционные
300+ °C
ULTRAX, PPS,
PEEK, PEKK,
PPSU, ULTEM,
PC CF
Инженерные
Эксплуатация
свыше 150 °C
PA6, PA12, PA66,
ABS (GF/CF), PC,
AEROTEX,
FORMAX, ABS/PC
Базовые
Эксплуатация
до 90-150 °C
PLA, PVA, SBS,
ABS, HIPS, WAX,
ASA, PP, TPU,
PETG, CERAMO,
FLEX, TPU, TPE
Polygon X
Polygon X — это бесплатное программное обеспечение
для подготовки задания на 3D-печать, работы с профилями
материалов и дистанционного управления 3D-принтерами
Скачать
Вы можете попробовать Polygon X,
даже не имея 3D-принтера
Технические
характеристики
ПЕЧАТЬ
Технология печати
Fused Filament Fabrication [FFF]
Fused Filament Fabrication [FFF]
Область печати
201 х 201 х 210 мм
201 х 201 х 210 мм
Количество экструдеров
1
1
Количество сопел
1
2
Скорость печати (максимальная скорость экструдирования), см3/ч
130 см3/ч
130 см3/ч
Максимальная температура экструдера
430°С
430°С
Максимальная температура стола
150°C
150°C
Тип подогрева камеры печати
Активный
Активный
Максимальная температура камеры
80°C
80°C
Минимальная толщина слоя
10 микрон (0. 01мм)
10 микрон (0.01мм)
Диаметр сопла
0.5 мм / (0.2-1 мм )
0.5 мм / (0.2-1 мм )
Диаметр пластиковой нити
1.75±0.1 мм
1.75±0.1 мм
СИСТЕМЫ
Основные системы
Технология JetSwitch 4
Нет
Есть
Технология горячей замены
Нет
Есть
Технология инверсии сопел
Нет
Есть
Калибровка стола
Полуавтоматическая
Полуавтоматическая
Контроль подачи пластика
Есть
Есть
Контроль наличия пластика
Есть
Есть
Контроль первого слоя
Есть
Есть
Встроенная система профилей материала
Есть
Есть
Облачная система профилей материалов (при подключении к
Internet)
Есть
Есть
Настройка параметров материала во время печати
Есть
Есть
Автосведение сопел
Нет
Есть
Система быстрого переключения сопел
Нет
Есть
Вспомогательные системы
Встроенный режим сушки пластика
Есть
Есть
Система оповещений состояния принтера
Есть
Есть
Автодиагностика принтера
Есть
Есть
Возобновление печати после отключения электропитания
Есть
Есть
МЕХАНИКА
Внешний корпус
Алюминий [композит]
Алюминий [композит]
Рама
Сталь
Сталь
Платформа печати
Алюминий, стекло
Алюминий, стекло
Направляющие
XYZ Цилиндирические, сталь
XY Рельсовые, сталь
Z Цилиндрические, сталь
Охлаждение зоны печати
Двустороннее
Двустороннее
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
Программное обеспечение
PICASO 3D Polygon X™
PICASO 3D Polygon X™
Удалённый мониторинг и управление по сети
Через Polygon X
Через Polygon X
Типы файлов
*. stl, *.amf, *.obj, *.3ds, *.plgx, *.gcode, *.ppf, *.plgs, *.plg
stl, *.amf, *.obj, *.3ds, *.plgx, *.gcode, *.ppf, *.plgs, *.plg
*.stl, *.amf, *.obj, *.3ds, *.plgx, *.gcode, *.ppf, *.plgs, *.plg
Операционная система
Windows 7 и более поздние версии
Windows 7 и более поздние версии
ФИЗИЧЕСКИЕ ХАРАКТЕРИСТИКИ (БЕЗ УПАКОВКИ)
Размер принтера
390 x 425 x 525 мм (ШхГхВ)
390 x 425 x 525 мм (ШхГхВ)
Вес
16.5 кг
17.5 кг
ЭЛЕКТРИЧЕСТВО
Работа в сетях
220В±15% 50Гц (опция 110В±15% 60Гц)
220В±15% 50Гц (опция 110В±15% 60Гц)
Рабочая мощность *
350 Вт
350 Вт
Пиковая потребляемая мощность
1000 Вт
1000 Вт
Интерфейсы
WiFi, Ethernet, USB Flash
WiFi, Ethernet, USB Flash
МАТЕРИАЛЫ ПЕЧАТИ
PLA, ABS, FORMAX, HIPS GF, RELAX, TOTAL CF-5, PVA, HIPS, PPX, PA12CF, PA Support, ULTRAX, Nylon 6C M4, Nylon SC M7, ePAHT-CF, Titan GF-12, PC, Nylon, PSU, PEI ULTEM 9085, PEEK, PA6, PA12, PA66, PP, ASA, ABS/PC, TPU, PET, PETG, PMMA, AEROTEX, CERAMO, WAX, SBS и другие материалы, в том числе с наполнением стекло- и углеволокном
PLA, ABS, FORMAX, HIPS GF, RELAX, TOTAL CF-5, PVA, HIPS, PPX, PA12CF, PA Support, ULTRAX, Nylon 6C M4, Nylon SC M7, ePAHT-CF, Titan GF-12, PC, Nylon, PSU, PEI ULTEM 9085, PEEK, PA6, PA12, PA66, PP, ASA, ABS/PC, TPU, PET, PETG, PMMA, AEROTEX, CERAMO, WAX, SBS и другие материалы, в том числе с наполнением стекло- и углеволокном
* приблизительное значение, ABS-пластик
Техподдержка
Выберите продукт
Polygon X
Регулярное обновление Polygon X.
Перед использованием ознакомьтесь с этой информацией
В этой версии обновлен движок для подготовки заданий Picaso X Core. Новый движок позволяет не тратить время на подбор оптимальной ширины линии периметров для корпусных и тонкостенных моделей. Там, где это необходимо, ширина будет изменена автоматически для совпадения с размером модели. Однако, для лучшей печати мы по-прежнему рекомендуем устанавливать ширину, кратную толщине стенки вашей модели.
Оптимизирован порядок печати периметров. Теперь при использовании порядка «Стандартный» количество и дистанция холостых перемещений между двумя внешними периметрами будут уменьшены — это сэкономит немного времени печати и положительно повлияет на качество внешней поверхности.
Из интерфейса Профессионального режима настройки задания исключены параметры «Оптимизация для тонких стенок» и «Заполнение щелей между периметрами».
Настройка ширины линии для второго периметра теперь доступна при любом варианте порядка печати периметров (Профессиональный режим настройки).
Добавлен алгоритм, проверяющий наличие всех слоёв в файле задания после генерации. Если по какой-либо причине часть слоёв не сгенерируется, программа предложит повторить подготовку задания.
Обновлен набор базовых профилей.
Минимальные системные требования:
— ОС Windows 7 x64 (или выше)
— .NETFramework версии 4.7.2 (или выше)
— Разрешение экрана не менее 1183х700.
Версия совместима с принтерами PICASO 3D, на которых установлена прошивка 5.411 или выше.
Cкачать
Версия ПО 2.5.0
29.03.2023
База профилей материалов
Актуальный архив с подобранными нашими инженерами профилями материалов от различных производителей
Cкачать
Версия ПО —
05.03.2023
Polygon X
Версия с движком Picaso X Core прошлой версии — без переменной ширины экструзии.
Для корректной работы обновите прошивку принтера до версии 5.411 (или выше)
Перед использованием ознакомьтесь с этой информацией
Polygon X позволяет создавать задания на печать для принтеров линейки Series 2, а также Designer Classic, Designer X, Designer X PRO, Designer XL, Designer XL PRO.
Улучшена работа с высокополигональными моделями — увеличена скорость вращения и перемещения моделей по платформе.
В Профессиональный режим настройки задания добавлен параметр «Плотное основание поддержки», который позволяет выбрать — будет ли первый слой поддержки сплошным или нет.
Внесен ряд улучшений, связанных с сетевым подключением устройств линейки Series 2.
Исправлено несколько ошибок, связанных с сохранением профилей материалов для Series 2 и подсветкой поверхностей моделей на платформе.
Минимальные системные требования:
— ОС Windows 7 x64 (или выше)
— . NETFramework версии 4.7.2 (или выше)
NETFramework версии 4.7.2 (или выше)
— Разрешение экрана не менее 1183х700.
Cкачать
Версия ПО 2.4.18
05.03.2023
Обзор 3D-принтера Picaso 3D Designer XL (2023)
Прочтите наш обзор 3D-принтера Picaso 3D Designer XL, чтобы узнать характеристики, функции и возможности устройства.
В 2016 году PICASO 3D запустила линейку принтеров серии X. Первым принтером в этой серии стал принтер Designer X Pro с двумя соплами. После него была выпущена версия принтера с одним соплом Designer X.
В 2018 году PICASO 3D модернизировал две модели, предоставив им возможность крупномасштабной печати. Модернизированным широкоформатным 3D-принтером стал Designer XL. Это принтер, который будет рассмотрен в этой статье.
В этом руководстве
ДОСТУПНО В TOP3DSHOP
Оборудование
Designer XL поставляется в коробке размером 760 x 680 x 1190 мм.
Принтер поставляется со стандартным набором принадлежностей для данной серии. К ним относятся:
К ним относятся:
- Пенал с инструментами
- Флэш-накопитель USB
- Запасная насадка
- Шнур питания 1,8 м
- Бутылка клея 250 мл
Для пробной печати производитель предлагает катушку FormaX X-line 2 кг. Это инженерный огнеупорный пластик на основе АБС с примесью углеродного волокна.
Ось X принтера надежно фиксируется пластиковыми ремнями, а набор аксессуаров находится под столом в поролоновой прокладке.
Технические характеристики
Размеры принтера 650 x 590 x 1000 мм, вес 75 кг.
Дизайнер XL изготовлен из композитного алюминия, а дверцы из термостойкого пластика. Две дверцы расположены на передней панели, а третья — на крышке корпуса. Эта третья дверь обеспечивает легкий доступ к порталу XY.
Дизайнер XL на фирменной подставке
Дизайнер XL использует фирменную плату управления на базе 32-битного процессора ARM CORTEX M4. Плата достаточно мощная для обеспечения корректной работы принтера и программных расширений новых версий прошивки
Принтер работает на кинематике CoreXY. В этой системе используются два ремня на двух двигателях. В этой системе движение печатающей головки по оси X происходит, когда оба двигателя вращаются в одном направлении. Когда моторы вращаются в разные стороны, голова движется только по оси Y. А когда вращается только один мотор, голова движется по диагонали.
В этой системе используются два ремня на двух двигателях. В этой системе движение печатающей головки по оси X происходит, когда оба двигателя вращаются в одном направлении. Когда моторы вращаются в разные стороны, голова движется только по оси Y. А когда вращается только один мотор, голова движется по диагонали.
Система CoreXY позволяет печатать с высокой скоростью благодаря своей легкой конструкции. В системе нет двигателя на оси X.
Designer XL поставляется с завода с достаточно натянутым ремнем. Поэтому у него нет натяжителей для дополнительной регулировки.
По осям XY используются стальные направляющие.
Однако инженеры PICASO 3D значительно изменили стандартную кинематику CoreXY, используемую в этом принтере. В частности, на стальной раме закреплены XY-портал и ось Z с печатным столом. Также корпус принтера создает дополнительную жесткость конструкции.
Учитывая форм-фактор Designer XL, стандартного винта оси Z и двух цилиндрических направляющих недостаточно для правильной работы принтера. Поэтому за перемещение печатной платформы отвечают четыре шариковых винта, расположенных по углам рамы. Каждый шариковый винт имеет отдельный шаговый двигатель, цилиндрический вал и энкодер для автоматической калибровки печатной платформы.
Поэтому за перемещение печатной платформы отвечают четыре шариковых винта, расположенных по углам рамы. Каждый шариковый винт имеет отдельный шаговый двигатель, цилиндрический вал и энкодер для автоматической калибровки печатной платформы.
Designer XL использует прямой экструдер. В этом экструдере в печатающей головке установлен двигатель подачи, что позволяет выполнять быструю отводную печать. Питатель оснащен двумя шестернями для обеспечения равномерной подачи гибкого флекса.
В печатающую головку также встроен кодировщик управления потоком. Этот энкодер позволяет отслеживать сразу несколько видов возможных неисправностей. Кодер может обнаруживать такие проблемы, как засорение сопла, спутанный материал, неравномерный диаметр и поломка стержня.
Designer XL поставляется с соплом 0,5 мм. Однако при необходимости вы можете заменить сопло 0,5 мм на сопла 0,2–0,8 мм.
Хотэнд принтера имеет 400-й нагревательный блок с цельнометаллическим термобарьером. Хотэнд нагревается до 410°C. Поэтому Designer XL может печатать не только обычными материалами, такими как ABS, PLA, PVA, HIPS, но и суперплавкими конструкционными пластиками, такими как SBS, AEROTEX, FORMAX, ULTRAN и PEEK.
Хотэнд нагревается до 410°C. Поэтому Designer XL может печатать не только обычными материалами, такими как ABS, PLA, PVA, HIPS, но и суперплавкими конструкционными пластиками, такими как SBS, AEROTEX, FORMAX, ULTRAN и PEEK.
Площадь сборки принтера составляет 360 x 360 x 610 мм. Платформа также соответствует режимам работы с инженерными пластиками и может нагреваться до 150°С.
Как и в случае с предыдущими моделями серии, печатная платформа имеет пластину из намагниченного стекла. Пластина из намагниченного стекла позволяет легко снять отпечатанную модель вместе с пластиной, а затем разделить их.
На боковых панелях принтера есть дверцы держателя нити, в которых также используются магнитные крепления.
Designer XL также имеет поддон, в котором скапливаются отходы после очистки сопла.
Электроника
Designer XL оснащен монохромным дисплеем с энкодером. Меню принтера разделено на обычные вкладки: печать, загрузка/выгрузка филамента, подогрев печатной платформы и сопел, калибровка и т. д.
д.
Однако в меню есть и много уникальных функций. К ним относятся калибровка энкодера, режим автоматической очистки печатающей головки, сушка катушки с нитью на столе и режим ночной печати.
Слайсер Polygon X
3D-принтеры PICASO работают со слайсером собственной разработки Polygon X. Этот слайсер доступен на USB-накопителе, который входит в комплект поставки принтера.
Polygon X имеет простой дизайн и разделен на 3 условные вкладки: «Новая работа», «Просмотр работы» и «Мониторинг».
На вкладке «Новая работа» вы можете размещать, вращать и масштабировать модель с помощью панели инструментов справа.
После установки модели нажмите «Настройки работы». Когда вы это сделаете, появится меню с 3 режимами настроек. Доступны следующие режимы: «Базовый», «Расширенный» и «Профессиональный». Эти режимы предназначены для пользователей с разным уровнем навыков.
Базовый режим имеет подсказки и минимальный набор функций. С другой стороны, расширенный и профессиональный режимы имеют более расширенные настройки.
С другой стороны, расширенный и профессиональный режимы имеют более расширенные настройки.
После подтверждения настроек нарезки откроется окно предварительного просмотра задания. В этом окне отображаются настройки печати и модель отображается слоями. Слайсер предложит сохранить нарезанную модель в формате .plgx на флешку или добавить в базу данных Polygon X. Если вы сохраните его в базе данных Polygon X, вы сможете отправить задание на печать через локальную сеть.
Третья вкладка называется «Мониторинг». На этой вкладке отображается информация о состоянии принтера и готовности к печати.
Экосистема Polygon X поддерживает несколько сетевых подключений. Это означает, что вы можете объединить несколько 3D-принтеров PICASO в полноценный промышленный парк и контролировать их удаленно.
Примеры печати
Чтобы увидеть качество печати Picaso 3D Designer XL, проверьте следующие примеры печати:
Заключение
Основным преимуществом первых двух моделей серии (Designer X и Designer X Pro) была возможность печати конструкционными тугоплавкими принтерами в сегменте бюджетных пластиков . Более того, экосистема Polygon X позволила создать промышленную ферму печати.
Более того, экосистема Polygon X позволила создать промышленную ферму печати.
Designer X Pro и Designer X нашли применение во многих областях производства. Однако конструктивные ограничения не позволили реализовать весь потенциал платформы X в крупносерийном производстве. Designer XL решает эту проблему. Теперь все функции версии Designer X с одним соплом доступны для печати крупных функциональных деталей в области машиностроения, приборостроения, авиастроения, робототехники и т. д.
Категории приложений
Принтеры производителя
Обзор 3D-принтера Picaso 3D Designer XL Pro (2023 г.)
Является ли Picaso 3D Designer XL Pro достойным обновлением? Прочтите наш обзор, чтобы узнать о его характеристиках, производительности, качестве печати и цене.
В 2018 году PICASO 3D выпустила третью модель серии X — Designer XL. Этот 3D-принтер представлял собой увеличенную версию односоплового принтера Designer X. Поэтому выпуск двухсопловой модели Designer X Pro в новом форм-факторе был лишь вопросом времени.
В 2019 году на рынок вышел четвертый принтер серии Designer XL Pro. В этом обзоре мы рассмотрим принтер и его возможности. В этом руководстве
Технические характеристики
 д.
д.Оборудование
Designer XL Pro поставляется в коробке размером 760 x 680 x 1190 мм. Внутри коробки вы найдете:
- Принтер
- Фирменный пенал с инструментами
- Сетевой кабель 1,8 м
- Флэш-накопитель USB
- 2 запасные насадки
- Бутылка клея
Производитель рекомендует наносить клей на поверхность стола перед каждой печатью.
Для тестовой печати производитель предлагает два рулона материала: FormaX X-line (технический пластик на основе АБС и углеродного волокна) по 2 кг и PICASO 3D HIPS 750 г.
Ось X фиксирует ремни безопасности для безопасной транспортировки, а компоненты размещаются в пенопластовых люльках.
Технические характеристики
Picaso 3D Designer XL Pro имеет размеры 650 x 590 x 1000 мм и весит 75 кг. Корпус изготовлен из композитного алюминия, а дверцы из термостойкого пластика. Первая дверца расположена на крышке для удобного доступа к XY-порталу, а еще две на передней панели.
В Designer XL Pro используется стандартная плата управления серии X от PICASO 3D. Плата основана на 32-битном процессоре ARM CORTEX M4. Процессор достаточно мощный для решения задач текущей функциональности принтера, а также для программных расширений следующих версий прошивки.
Designer XL Pro использует кинематику CoreXY. В этой системе используются два ремня и два осевых двигателя.
В системе печатающая головка перемещается по оси X, когда оба двигателя вращаются в одном направлении. Когда двигатели вращаются в противоположных направлениях, головка перемещается только по оси Y. Если вращается только один двигатель, головка движется по диагонали.
Если вращается только один двигатель, головка движется по диагонали.
Ранее мы писали о 3D-принтерах CoreXY.
CoreXY позволяет печатать на высоких скоростях, устраняя двигатель на оси X.
Designer XL Pro поставляется с хорошо натянутыми ремнями. Поэтому в корпусе принтера нет натяжителей ремня. На оси XY установлены стальные рельсовые направляющие, что исключает ненужные вибрации при перемещении головки.
Инженеры PICASO 3D внесли существенные изменения в кинематику CoreXY. В частности, гентри XY и ось Z крепятся к стальной раме, а корпус принтера обеспечивает дополнительную жесткость.
Учитывая размеры Designer XL Pro, одного винта по оси Z и двух цилиндрических направляющих недостаточно для управления столом принтера. Вот почему за движение платформы отвечают четыре шарико-винтовых пары. Шариковые винты расположены по углам рамы. Каждый из винтов имеет свой шаговый двигатель, цилиндрический вал и энкодер для автоматической калибровки стола.
Designer XL Pro оснащен двойным поворотным экструдером с собственной запатентованной технологией JetSwitch. При этой технологии два сопла находятся под углом друг к другу. При выборе одной форсунки вторая отводится на несколько градусов вверх. Это исключает возможность соприкосновения неактивного сопла с моделью.
В отличие от других роторных экструдеров, JetSwitch не только убирает неактивное сопло, но и прячет его в гнезде корпуса. Эта функция защищает модель от капель и нитей пластика из неохлаждаемого сопла. Поэтому JetSwitch позволяет печатать двумя материалами на высоких скоростях без потери качества.
В стандартной комплектации Designer XL Pro поставляется с соплами диаметром 0,5 мм. Однако при необходимости сопла можно заменить на сопла диаметром 0,2-0,8 мм.
Designer XL Pro использует хот-энды с 400 нагревательными блоками, которые могут нагреваться до 410°C. Благодаря этому принтер может печатать широким спектром пластиков, от обычных ABS, PLA, PVA, HIPS до сверхогнеупорных материалов, таких как SBS, AEROTEX, FORMAX, ULTRAN и PEEK.
Размер конструктора Designer XL Pro составляет 360 x 360 x 610 мм. Стол, как и в предыдущих моделях серии, поддерживает нагрев до 150°С.
Магниты используются для крепления стеклянной пластины стола. Это позволяет легко снять модель и отделить ее от пластины без ограничений корпуса принтера.
На боковых панелях есть дверцы с держателями катушек, где также используются магнитные зажимы.
Как и предыдущая модель серии, Designer XL Pro поставляется с лотками для сбора отходов после очистки форсунок.
На задней панели принтера находится кнопка питания, порт Интернета и порт USB.
Picaso 3D Designer XL Pro оснащен монохромным дисплеем с кодировщиком. Помимо стандартных вкладок меню (печать, загрузка/выгрузка филамента, подогрев стола и сопел, калибровка и т. д.) имеются уникальные функции от PICASO 3D. К ним относятся: калибровка энкодера, режим автоматической очистки печатающей головки, сушка катушки с нитью на столе и печать в ночном режиме с замедлением скорости.
Слайсер Polygon X
Слайсер Polygon X собственной разработки был создан для 3D-принтеров PICASO. Его можно загрузить с USB-накопителя, входящего в комплект.
Polygon X имеет интуитивно понятный дизайн, разделенный на 3 вкладки: «Новое задание», «Просмотр задания» и «Мониторинг».
На вкладке «Новая работа» мы можем размещать, масштабировать и позиционировать модель с помощью панели инструментов.
После установки модели нажмите «Настройка задания». Появится меню с 3 режимами настроек: «Основной», «Расширенный» и «Профессиональный». Представленные режимы ориентированы на пользователей с разным уровнем подготовки.
«Базовый режим» имеет небольшое количество контроллеров и сопровождается подсказками. С другой стороны, режимы «Расширенный» и «Профессиональный» имеют гибкую систему настроек с множеством параметров.
Каждая модель принтера имеет свои предопределенные профили. Например, Designer XL Pro имеет предварительно настроенные профили для двухэкструдерной печати, например, профиль с растворимыми подложками.
После подготовки задания открывается окно Предварительный просмотр задания. Здесь отображаются настройки печати и модель отображается разбитой на слои. Программа предлагает сохранить нарезанную модель в формате .plgx на флешку или добавить в базу данных Polygon X, из которой можно отправить задание на печать через интернет-соединение.
На вкладке Мониторинг отображается производительность принтера и состояние печати. Polygon X поддерживает параллельные сетевые соединения. Это позволяет объединить несколько 3D-принтеров PICASO в полноценный индустриальный парк и удаленно контролировать их работу.
Качество печати
Вот несколько примеров отпечатков, сделанных с помощью Picaso 3D Designer XL Pro:0005
Заключение
PICASO 3D Designer XL Pro завершает переход платформы X на крупномасштабную печать. Огнеупорная печать сложных художественных и инженерных моделей теперь доступна с использованием растворимых носителей PVA и HIPS.
 корпус,рыч. храп. мех.,300х90х390 мм,штанга 5х20мм Matrix
корпус,рыч. храп. мех.,300х90х390 мм,штанга 5х20мм Matrix 691.11B
691.11B 160.11
160.11 BORНОРТSoudaTytanSoudalMakroflexBIT (EASYFIX)STRONGUltimaЛугаORIENTFLEXORIENTCRAFTKOBALTEAll-Be-FixX-GlassPENTAFASADMakitaMUNGOMKTДмитровский завод строительных лесовKLINGSPORRidgidPENOSILHitachiElfe /РоссияЯрпожинвестGEFESTPolinetPolinet LuxTDStelsПрофиль экономПрофиль премиумСПЛИТСТОУН (Россия)BPSМалярProfiEMARТех-КрепЛЭЗБелгородский абразивный заводКРЕОСТТЕХНОНИКОЛЬTOPMasteradoАЛЮМЕТESABDISTARKNIPEXSMIRDEX (Греция)ABRAFLEXАРСЕНАЛМОНОЛИТACECABoschHobbyRusslandСИЛАKROSPERVIRADenzelDSKСпецЭлектродESPIRA (Германия)Азовский лакокрасочный завод Диво ZLATAROCKMELTMESSERKarnaschKAPROFISKARSREMONTIXRubberflexFarboxBritzSormatPROFILIRFIXUnibobMetaboММК-МЕТИЗNEXT BUILDSD BUILDКЕДРCeresitFASTYKRONWERKFASADProВИТЕКОspheraflexDKCСИБИНSANTOOLSIKAРОАРMILWAUKEEЗубрASDStolnerLLTIN HOMEКВТKBENO NAMEZitrekOMAXЭталонБИВАЛBecoolНиборитFoxweldGCE KRASSHexagon RagascoGZWM S.A.БеларусьCavagna GroupfischerPlasmaTecХомутПРОKAMPMANNRedchiliVertexСварогРесантаBRAUBERGПИФАГОРBella-Plast3МKornorRIKKERKMPRUSSIAШУРУПЬELFEMTXSTERNFIXERHIMTEXСделано в РоссииМастерАлмазTESLA BATTERIESNE-ADМОСБАЗАЛЬТTENACHEMСтройИнструм.
BORНОРТSoudaTytanSoudalMakroflexBIT (EASYFIX)STRONGUltimaЛугаORIENTFLEXORIENTCRAFTKOBALTEAll-Be-FixX-GlassPENTAFASADMakitaMUNGOMKTДмитровский завод строительных лесовKLINGSPORRidgidPENOSILHitachiElfe /РоссияЯрпожинвестGEFESTPolinetPolinet LuxTDStelsПрофиль экономПрофиль премиумСПЛИТСТОУН (Россия)BPSМалярProfiEMARТех-КрепЛЭЗБелгородский абразивный заводКРЕОСТТЕХНОНИКОЛЬTOPMasteradoАЛЮМЕТESABDISTARKNIPEXSMIRDEX (Греция)ABRAFLEXАРСЕНАЛМОНОЛИТACECABoschHobbyRusslandСИЛАKROSPERVIRADenzelDSKСпецЭлектродESPIRA (Германия)Азовский лакокрасочный завод Диво ZLATAROCKMELTMESSERKarnaschKAPROFISKARSREMONTIXRubberflexFarboxBritzSormatPROFILIRFIXUnibobMetaboММК-МЕТИЗNEXT BUILDSD BUILDКЕДРCeresitFASTYKRONWERKFASADProВИТЕКОspheraflexDKCСИБИНSANTOOLSIKAРОАРMILWAUKEEЗубрASDStolnerLLTIN HOMEКВТKBENO NAMEZitrekOMAXЭталонБИВАЛBecoolНиборитFoxweldGCE KRASSHexagon RagascoGZWM S.A.БеларусьCavagna GroupfischerPlasmaTecХомутПРОKAMPMANNRedchiliVertexСварогРесантаBRAUBERGПИФАГОРBella-Plast3МKornorRIKKERKMPRUSSIAШУРУПЬELFEMTXSTERNFIXERHIMTEXСделано в РоссииМастерАлмазTESLA BATTERIESNE-ADМОСБАЗАЛЬТTENACHEMСтройИнструм. руRAWLPLUGLigansФЭСТКитайRUBIFROSTМагнитогорский электронный заводНовосибирский Респираторный ЗаводSilaРемонт на 100%ПУШКИНОMasterFlowПромышленникФиксарЭРАSAMWELDEVRENSait DemirciMr. ЭКОНОМИКПРАКТИКАRICHBOSSONGOBOelementaTekafixTERMOCLIPAkfix
руRAWLPLUGLigansФЭСТКитайRUBIFROSTМагнитогорский электронный заводНовосибирский Респираторный ЗаводSilaРемонт на 100%ПУШКИНОMasterFlowПромышленникФиксарЭРАSAMWELDEVRENSait DemirciMr. ЭКОНОМИКПРАКТИКАRICHBOSSONGOBOelementaTekafixTERMOCLIPAkfix
 Стойка изготовлена из твердой стали и имеет длину примерно 48 дюймов. Крепежные отверстия предварительно просверлены в центрах 16 дюймов. Монтажное оборудование не входит в комплект. Каждая прорезь рассчитана на ширину стержня примерно 5/16″.
Стойка изготовлена из твердой стали и имеет длину примерно 48 дюймов. Крепежные отверстия предварительно просверлены в центрах 16 дюймов. Монтажное оборудование не входит в комплект. Каждая прорезь рассчитана на ширину стержня примерно 5/16″. Эта 4-футовая стойка, предварительно просверленная в центре 16 дюймов, вмещает 24 стержневых зажима. Эта стойка для зажимов не предназначена для крепления трубных хомутов, быстрозажимных хомутов или любых других предметов. Зажимы в комплект не входят.
Эта 4-футовая стойка, предварительно просверленная в центре 16 дюймов, вмещает 24 стержневых зажима. Эта стойка для зажимов не предназначена для крепления трубных хомутов, быстрозажимных хомутов или любых других предметов. Зажимы в комплект не входят. P65Warnings.ca.gov.
P65Warnings.ca.gov.

 Зажимы-конвертеры стойки для зажимов аккуратно вставляются в пазы нашей стойки для зажимов труб Peachtree. Это позволяет надежно хранить стержневые хомуты на стойке для хомутов Peachtree без необходимости в дополнительных стойках для хомутов.
Зажимы-конвертеры стойки для зажимов аккуратно вставляются в пазы нашей стойки для зажимов труб Peachtree. Это позволяет надежно хранить стержневые хомуты на стойке для хомутов Peachtree без необходимости в дополнительных стойках для хомутов. в упаковке
в упаковке Каждая щель рассчитана на ширину стержня примерно 5/16 дюйма 9.0014
Каждая щель рассчитана на ширину стержня примерно 5/16 дюйма 9.0014 Еще в далеком 2007 году вы могли заметить, что я являюсь поклонником параллельных зажимов Jet и Bessey. С годами моя коллекция значительно выросла, и в результате их хранение иногда может быть проблемой. Моя сборочная зона в новом магазине расположена у стены, поэтому настенное решение снова для меня идеально. Я внимательно изучил кронштейны для вешалок, которыми пользуюсь последние 6-7 лет, и решил, что могу сделать еще лучше. Вместо того, чтобы просто прикрепить подвесную систему непосредственно к стене, я хотел построить полку вокруг подвесной системы, которая не только хорошо выглядела бы, но и помогла бы в моем стремлении создать больше места для хранения вещей. А когда дело доходит до сборки, обычно есть такие вещи, как скотч, молотки, рулетки, клей, аэрозольные баллончики с водой, печенье и т. д., которые приятно иметь под рукой. Так почему бы не создать место для хранения там, где его раньше не было?
Еще в далеком 2007 году вы могли заметить, что я являюсь поклонником параллельных зажимов Jet и Bessey. С годами моя коллекция значительно выросла, и в результате их хранение иногда может быть проблемой. Моя сборочная зона в новом магазине расположена у стены, поэтому настенное решение снова для меня идеально. Я внимательно изучил кронштейны для вешалок, которыми пользуюсь последние 6-7 лет, и решил, что могу сделать еще лучше. Вместо того, чтобы просто прикрепить подвесную систему непосредственно к стене, я хотел построить полку вокруг подвесной системы, которая не только хорошо выглядела бы, но и помогла бы в моем стремлении создать больше места для хранения вещей. А когда дело доходит до сборки, обычно есть такие вещи, как скотч, молотки, рулетки, клей, аэрозольные баллончики с водой, печенье и т. д., которые приятно иметь под рукой. Так почему бы не создать место для хранения там, где его раньше не было? Итак, я пошел в магазин, сделал некоторые измерения и быстро придумал план для моей новой стойки с параллельными зажимами.
Итак, я пошел в магазин, сделал некоторые измерения и быстро придумал план для моей новой стойки с параллельными зажимами. Я также решил вырезать немного кривизны по бокам для дополнительного зазора для рук и более привлекательного вида. Я начертил кривую на ленточной пиле и зачистил ее с помощью шлифовальной машины с качающимся шпинделем.
Я также решил вырезать немного кривизны по бокам для дополнительного зазора для рук и более привлекательного вида. Я начертил кривую на ленточной пиле и зачистил ее с помощью шлифовальной машины с качающимся шпинделем.