Как выбрать сучкорезы, секаторы, ножницы, для обрезки деревьев в 2022 году на ГудГрунт
Содержание
Разновидности сучкорезов
Механические устройства
Электрические инструменты
Аккумуляторные сучкорезы
Бензиновые инструменты
Как правильно выбрать сучкорез?
Давно прошли те времена, когда при проведении работ в саду обходились обычной ножовкой. Современные производители садовых инструментов выпускают множество приспособлений для обработки плодовых и декоративных насаждений. Секаторы и сучкорезы для обрезки деревьев, изготовленные по новейшим технологиям, позволяют без особых усилий вырезать старые толстые ветки на большой высоте. Ассортимент этой продукции поражает своим разнообразием. Электрические, механические и бензиновые помощники готовы облегчить труд садовода. Главное – выбрать качественное и удобное приспособление, подходящее для решения конкретных задач.
Разновидности сучкорезов
Сучкорез по своему строению и принципу действия очень напоминает обычный секатор. Недаром эту продукцию по-другому называю «воздушный секатор». Однако если секатором можно срезать ветви, находящиеся на расстоянии вытянутой руки, то сучкорез, оборудованный специальными длинными ручками или штангой, позволит дотянуться до самых отдаленных точек дерева. С таким инструментом в большинстве случаев не понадобится взбираться на табуретку или стремянку, всю работу можно провести с земли, не подвергая себя опасности падения.
Существует несколько разновидностей сучкорезов, они различаются по способу приведения инструмента в действие и принципу работы.
Плоскостной. Приспособление напоминает ножницы. Две остро заточенные металлические пластины перемещаются в одной плоскости. В одних моделях обе режущие поверхности имеют прямые края, в других — одно лезвие прямое, второе изогнуто в форме полумесяца, что позволяет прочнее удерживать ветку. Обычно плоскостным сучкорезом обрезают живые ветви – срез получается ровным и быстро заживает.
Контактный. Механизм, работающий по контактному принципу, устроен наподобие топора или ножа. У этого инструмента имеется одно движущееся лезвие и контактная площадка. Работать контактным сучкорезом легче, чем плоскостным, однако у такого устройства есть существенные недостатки. Из-за того, что лезвие не сразу перерубает ветку, а сначала сдавливает ее, край среза получается неровным и более открытым для проникновения бактерий. Обычно контактным приспособлением стараются обрабатывать старую засохшую древесину.
В зависимости от способа приведения сучкореза в действие инструменты разделяются на механические, электрические и бензиновые. Электрические приспособления для обрезки сада, в свою очередь, делятся на два вида: аккумуляторные и сетевые.
В отдельную группу можно выделить штанговый механизм, который часто называют секатором для обрезки высоких деревьев.
Механические устройства
Механический сучкорез работает за счет силы, прилагаемой человеком, поэтому мощность этого приспособления по сравнению с другими устройствами невелика. Зато он недорого стоит и прост в использовании. С помощью механического сучкореза можно обрабатывать сад в любое удобное время, независимо от погоды и наличия электричества. К тому же, такой инструмент не требует денежных затрат на топливо.
Механический сучкорез обладает неоспоримыми достоинствами, которые делают его самым востребованным среди инвентаря для обрезки деревьев.
Инструмент и имеет небольшой вес и режущую головку малых размеров. Это позволяет проникнуть в самую гущу зеленых насаждений и произвести обработку дерева или кустарника на небольшом пространстве.
Многие модели оснащены специальным храповым механизмом, который значительно облегчает пользование инструментом. Принцип работы заключается в том, что движение режущих поверхностей преобразуется из вращательных в ступенчатые.
Механический сучкорез можно использовать в любом участке сада, так как он не нуждается в постоянной привязке к электрической сети.
Существуют модели с телескопическими ручками.
Чтобы инструмент было удобно хранить и перевозить, производитель предусмотрел специальный фиксатор лезвий.
Механическим инструментом можно обрезать ветки до 5 см в диаметре. В случае поломки его можно починить без посторонней помощи, так как запасные детали продаются в садовых магазинах, а самостоятельно установить их не составит труда.
Электрические инструменты
Электрический сучкорез применяют для обрезки веток на высоте. Основным недостатком этого устройства является постоянная зависимость от работы электрической сети. Если подача электрического тока вдруг прервется, то и работу в саду придется прекратить.
Электрический высоторез представляет собой штангу, на конце которой прикреплен рабочий механизм. Управление осуществляется с помощью пульта, встроенного в рукоятку штанги.
У электрического сучкореза много положительных качеств.
При работе с электроинструментом в атмосферу не выделяется никаких вредных веществ. Кроме того, устройство работает абсолютно бесшумно.
Рабочий механизм можно поворачивать на 180°, что позволяет крепко обхватывать ветви деревьев.
Работа не требует особых физических усилий, так как приспособление имеет небольшой вес. С электрическим инструментом справится даже женщина.
Механизмом просто пользоваться, а в случае поломки приобретение запасных деталей не представит особого труда.
Из-за невысокой мощности электрическим сучкорезом можно отрубить ветку толщиной не более 2,5 см. Для обрезки старых толстых сучьев этот инструмент не годится. Кроме того, недостатком приспособления является сетевой шнур, который может застревать в ветках кустов и деревьев.
Аккумуляторные сучкорезы
Аккумуляторные сучкорезы работают от автономных источников тока — аккумулятора или батареек. Эти устройства сочетают в себе все положительные качества механических и электрических приспособлений для обработки сада. Они отличаются высокой производительностью и хорошей маневренностью.
Преимущества аккумуляторных устройств перед другими видами подобной продукции заключаются в следующем.
Свободное перемещение по всему участку, возможность обрезки зеленых насаждений в труднодоступных местах.
Устройство не производит шума и не выбрасывает в воздух выхлопные газы.
Небольшой вес изделия и удобное управление делают работу комфортной.
Благодаря наличию специального резервуара, встроенного в рукоятку штанги, можно автоматически смазать цепь.
Обычно аккумуляторные сучкорезы оснащены телескопическими трубками, которые способны увеличить длину штанги до 4—6 м.
Чтобы сделать работу садовода удобной и комфортной, производители оснастили электрические режущие инструменты специальными плечевыми ремнями и приспособлениями для упора сучкореза во время обрезки.
Бензиновые инструменты
Сучкорезы этого типа приводятся в действие с помощью двухтактного бензинового двигателя и применяются в крупных садоводческих хозяйствах, где приходится обрабатывать большое количество деревьев. Кроме садовой пилы к таким сучкорезам можно прикреплять дополнительные насадки, имеющие специальное предназначение.
Среди достоинств бензинового инструмента можно выделить следующие характеристики.
Отличная производительность — позволяет обрабатывать большие площади с садовыми насаждениями.
Мобильность — автономная работа механизма делает возможной обрезку деревьев в труднодоступных местах и в любую погоду.
Большая мощность — сучкорез легко справляется с толстыми (более 5 см) ветками.
Наряду с перечисленными преимуществами бензинового сучкореза нельзя не отметить и недостатки таких устройств.
Большой вес и издаваемый при работе шум.
Работать с бензиновым секатором должен человек, прошедший специальное обучение.
Устройству необходимо профессиональное техническое обслуживание.
Высокая стоимость изделия.
Бензиновый сучкорез целесообразно использовать в лесопарковых зонах и в садоводческих хозяйствах. Он подходит для обрезки древесины разного возраста и толщины.
Как правильно выбрать сучкорез?
Перед тем как отправиться в магазин за секатором, надо определиться с типом инструмента. Если работать сучкорезом приходится нечасто, можно приобрести механическую модель. Она проще и дешевле. В том случае, когда на участке растет много высоких плодовых деревьев, которые надо обрезать каждый год, лучше выбрать электрический или аккумуляторный механизм. Инструмент, работающий на бензине, подойдет для владельцев обширных поместий.
Характеристики, которые надо учитывать при выборе режущего садового инструмента:
толщина веток, допустимая для обрезки, — у современных сучкорезов эта величина колеблется от 2,5 до 5 см;
длина рукоятки — выбор зависит от высоты расположения удаляемых веток;
наличие телескопической рукоятки — позволяет удалять лишнюю поросль на высоте до 6 м без отрыва от поверхности земли;
вес — предлагаемые производителями современные модели имеют вес от 0, 5 кг до 1,8 кг;
устройство для фиксации лезвий — делает применение и транспортировку секатора безопасным;
прецизионная заточка — специальный способ заточки лезвий, когда кромки получаются наиболее острыми.
Как и многие другие инструменты, сучкорезы выпускают различные компании — немецкие, шведские, финские, китайские, российские. При выборе следует обращать внимание на марку производителя. Ведущими в этой отрасли являются такие бренды, как Gardena, Raco, Fiskars.
Правильно подобранный сучкорез облегчит уход за садом и превратит регулярную обрезку деревьев из рутинной работы в удовольствие.
Виды заточки ножей
Профили клинков
Профиль клинка, задаваемый при его изготовлении, является одним из главных параметров, определяющих функциональность и удобство ножа. Чтобы выбрать или правильно заточить нож, Вам понадобится знать, каким типом сечения обладает клинок. От этого зависит не только его функциональность, но и угол заточки, и правильное размещение лезвия на точильном камне.
Двусторонняя заточка: двусторонняя заточка – наиболее традиционный вид заточки, самый часто встречающийся в мире ножей. Существует множество разновидностей двусторонних заточек. Ниже мы приведем список наиболее часто встречающихся разновидностей сечений:
1. Клинок с выпуклыми (линзовидными) спусками. Пользуется наибольшей популярностью на профессиональных моделях. Его отличает равномерное усилие при резе продуктов значительной толщины. Режущая кромка и клинок отличаются наиболее высокой прочностью при резе и рубящих ударах. Данный тип заточки может выполняться исключительно вручную, поэтому в основном используется на дорогих авторских клинках — высококачественных поварских моделях, авторской и серийной продукции, а также на клинковом оружии из Японии.
2, 3. Клинок с вогнутыми спусками. Подобная форма спусков также называется бритвенной, так как традиционно используется при заточке опасной бритвы. Обладает непревзойденным «первичным» резом за счет отсутствия начального сопротивления при проникновении лезвия в ткани объекта, однако за счет своей конфигурации имеет сравнительно невысокую прочностью и пониженную устойчивость к ударным нагрузкам. Такое лезвие хорошо бреет, подрезает и надрезает, но хуже проникает внутрь продукта, так как выступающие ребра оказывают серьезное сопротивление при проникновении в материал. Чаще всего клинки с вогнутыми спусками используются в ножах, предназначенных для высококлассного реза: бритвы, шкуросъемные и некоторые универсальные охотничьи ножи, некоторые модели складных и рыболовных ножей.
4. Клиновидный профиль по форме напоминает равнобедренный треугольник. Очень хорошо проникает внутрь продукта, однако, за счет собственной геометрии обладает достаточно хрупкой режущей кромкой. За счет этого обычный прямой клин довольно редко используются в современных ножах.
5. Пятигранный профиль – это тип сечения, часто встречающийся в ножевой промышленности, особенно – в скандинавских моделях. Иногда подобный тип сечения клинка так и называют – «скандинавские спуски». Он значительно более прочен, нежели клиновидный профиль, однако немного хуже проходит сквозь материал за счет дополнительных ребер, создаваемых переходом между спуском и боковинами клинка. Отличается простотой заточки.
6. Пятигранный профиль клинка с подводами – это наиболее часто встречающийся в мировой ножевой промышленности тип заточки. Совокупность характеристик такой заточки идеально сбалансирована. Прочность клинка сочетается с качественным резом. По сути это — универсальная заточка, которую на сегодняшний день использует большинство мастеров.
7, 8. Пятигранный клин с подводом – еще одна оптимальная заточка для ножа, которая достаточно высокотехнологична для того, чтобы обеспечивать хороший рез клинку. Часто называется европейским типом заточки. Прочность такого клинка чуть меньше чем у пятигранного профиля, а режущие свойства несколько лучше.
Односторонняя заточка (рис. 9)
Ножи с односторонней или «стамесочной» заточкой – это узкоспециализированный инструмент, для которого характерны абсолютно особые свойства. Чаще всего встречаются в японских кухонных ножах или шкуросъемных ножах различного происхождения. Лезвия таких клинков заточены только с одной стороны. С другой стороны клинок остается плоским. Эта геометрия позволяет мастеру сделать режущую кромку максимально тонкой и острой. Точный, направленный рез подобного ножа компенсируется тем, что при длительном резе клинок может уводить в сторону за счет геометрии клинка и неравномерности сопротивления, которое он встречает, проникая в продукт. Кроме того, ножи с односторонней заточкой не универсальны для левшей и для правшей, так как при подобном типе заточки ножа спуски должны находиться со стороны рабочей руки.
Двусторонняя асимметричная заточка (рис. 10)
Асимметричная заточка сочетает в себе плюсы двусторонней и односторонней заточки. Это конфигурация клинка, при которой по ширине левая грань режущей кромки отличается от правой. Подобный подход к заточке характерен для некоторых японских кухонных ножей, а также для некоторых ремесленных ножей. Подобные ножи предназначены для отрезания тонких ломтиков или срезания стружки.
Остались вопросы? Задавайте их в комментариях к статье и мы с радостью на них ответим!
Home — Precision Sharpening Inc.
PRECISION SHARPENING ПРЕДЛАГАЕТ ПРОДЛЕННУЮ СПЕЦИАЛЬНУЮ РАЗРЕШЕНИЕ НА ЧЕРНУЮ ПЯТНИЦУ ДО 18 ДЕКАБРЯ 2022 ГОДА НА ВСЕ ВЫШЕ ВЫЧИСЛЕННЫЕ НОЖНИЦЫ ДЛЯ УХОДА . ПРОДАЖА БУДЕТ КУПИТЬ ЛЮБЫЕ 3 ВЫШЕ НОЖНИЦЫ ПО 200 ДОЛЛАРОВ ЗА КАЖДЫЙ И ПОЛУЧИТЬ ЧЕТВЕРТУЮ ВЫШЕ НОЖНИЦ БЕСПЛАТНО.
ЛЮБОЙ КТО ЗНАЕТ ВЫШЕУКАЗАННУЮ ЛИНИЮ НОЖНИЦ, ЗНАЕТ, ЧТО ЭТИ НОЖНИЦЫ ПРОДАЮТСЯ В РОЗНИЧНУЮ ЦЕНУ БОЛЕЕ 300 ДОЛЛАРОВ США ЗА КАЖДЫЙ0004
(доступен в 8-дюймовом прямом и изогнутом исполнении)
ПРИХОДИТЕ И ПОЛУЧИТЕ ЭТИ ВЫСОКОКАЧЕСТВЕННЫЕ НОЖНИЦЫ ПО ВЫГОДНЫМ ПРЕДЛОЖЕНИЯМ
Компания Precision рада объявить о том, что мы принимаем партнера Sharpenice. внук (Дилан Вольшлегель) присоединился к команде и в конечном итоге возьмет на себя управление бизнесом, когда я выйду на пенсию. А пока он мой ученик и будет учиться ремеслу у лучших, и мы будем поддерживать тот же уровень обслуживания, что и вы. и мы сможем значительно сократить оборот .
Ниже приведен список дат, когда я планирую отсутствовать. Этот список будет меняться с наступлением весны и лета. Я постараюсь держать его в курсе.
Текущий расчетный срок выполнения работ составляет одну неделю. Это может измениться в любое время, поэтому, пожалуйста, позвоните или напишите, если вам нужна более точная оценка.
Магазин будет закрыт в указанные ниже даты, этот список может меняться в течение весны и лета.
Мы продаем ножницы Above Shears и GMC, одни из лучших в своем деле.
Как всегда, если вы придете в магазин, позвоните, прежде чем прийти, чтобы я был уверен, что буду там, когда вы придете.
Звоните/пишите, если у вас есть вопросы.
NBTSG & NSSG «Сертифицированные»
Остер разрешенные
«Сертифицированный» Мастер -заточенность
Центр продаж и ремонта
Есть концерты, когда я буду на проме , ЕСЛИ ВАМ НУЖНА УСЛУГА БЫСТРО, ЛУЧШЕ ПОЗВОНИТЬ / ОТПРАВИТЬ ТЕКСТОВОЕ СООБЩЕНИЕ ПО ЭЛЕКТРОННОЙ ПОЧТЕ, КОТОРЫЙ ОБЕСПЕЧИВАЕТ РАСЧЕТНОЕ ВРЕМЯ ОБРАЩЕНИЯ.
«ТОЧИЛКА ДЛЯ НОЖНИЦ CHRIS CHRISTENSEN И НОЖНИЦ АККУЛЬФИН, ОДОБРЕННАЯ ПРОИЗВОДИТЕЛЕМ»
Мы специализируемся на заточке всех типов ножниц, ножниц и лезвий машинки для стрижки.
ДА, Я МОГУ ЗАТОЧИТЬ ВАШИ ДОРОГИЕ ЯПОНСКИЕ НОЖНИЦЫ С ЗАТОЧЕННЫМИ КРОМКАМИ!
Большой выбор машинок для стрижки и триммеров на складе, а также большой выбор новых лезвий для машинок/триммеров, запасных частей и ножниц доступны для продажи
Авторизованный сервисный центр продукции Double K
дилер и станция обслуживания Andis
Oster, Wahl Service Station
Дилер Laube
Большие запасные части для Andis, Oster, Laube & Wahl Clippers
большие запасные запас для двойных k Clippers
. , Kool Dry, K9, Circuiteer,
Metro, Oster и другие сушилки/воздуходувки
ПРИВЕТСТВИЕ ПО ПОЧТЕ
Precision Sharpening — Elite Blade
Полушарие, подходящее для вашего профиля и стиля игры
Найди свое углубление
При заточке на нижней части лезвия делается желобок, образующий две кромки. Форма этой канавки называется радиусом впадины (ROH). Ощущение остроты вашей стали определяется тем, насколько глубока ROH. Чем меньше ROH, тем глубже канавка. Таким образом, выемка диаметром 3/8 дюйма будет ощущаться острее, чем выемка диаметром 1 дюйм.
После того, как вы нашли оптимальный профиль лезвия, найдите для него наилучший радиус выемки. В общем, многие игроки катаются на ложбине, которая глубже оптимальной для их телосложения и стиля катания.
С идеальными кромками автоматизированной системы заточки ELITE вам может не понадобиться такая глубокая резка, как при других заточках. Ваши лезвия будут иметь такой же сильный укус, но они также дадут вам больше скольжения и меньше утомления.
Кроме того, рабочие профили, как правило, обеспечивают больший контакт лезвия со льдом, что приводит к большему укусу на одном и том же углублении.
Поговорите с нашими экспертами, которые помогут вам подобрать дупло, подходящее для вашего профиля и стиля игры.
СОХРАНИТЕ ФОРМУ ЛЕЗВИЯ
Как только вы нашли свой идеальный профиль, важно поддерживать его с помощью точной заточки. Даже крошечные изменения в форме лезвия изменят ваш профиль и повлияют на вашу игру на льду. Вот почему поддержание идеальной постоянной формы лезвия является важной частью производительности вашего лезвия.
Чтобы кататься как можно лучше, нужно доверять своим конькам. Это означает, что вам нужна система заточки, которая точно и последовательно обеспечивает три вещи:
Постоянный радиус выемки, который определяет, насколько сильно лезвие вгрызается в лед; Стальные колеса ELITE каждый раз обеспечивают идеальный ROH.
Канавка с идеальным центром посередине лезвия, так что обе кромки имеют одинаковую высоту; Зажимы ELITE с центральным креплением всегда гарантируют идеально симметричные края.
И, самое главное, равномерный съем стали по всей длине клинка, чтобы не деформировать и не ухудшить профиль клинка. Автоматическая точилка ELITE — это единственная на рынке система, которая считывает форму лезвия и регулирует скорость и давление затачивающего прохода, чтобы сохранить форму лезвия с абсолютной точностью.
Традиционные системы ручной заточки не могут последовательно достичь ни одной из этих вещей, а тем более всех. Автоматическая точилка ELITE делает все это каждый раз. Если вы затачиваете коньки вручную, вы ухудшаете форму своих лезвий и снижаете свою производительность.
Посетите нас в ELITE Blade Performance Center. Мы поможем вам найти правильную выемку, обеспечим идеальные края и сохраним форму вашего лезвия. Каждый раз.
Консистенция. Это то, что мы все искали. Это все, чего я когда-либо хотел, чтобы этот игрок выходил и чувствовал одно и то же каждый раз, и теперь, я чувствую, что с этой системой нет лучшего способа. Я имею в виду, это то, что я искал годами.
Майк ОлдричГлавный менеджер по оборудованиюСан-Хосе Шаркс
Согласованность. Это то, что мы все искали. Это все, чего я когда-либо хотел, чтобы этот игрок выходил и чувствовал одно и то же каждый раз, и теперь, я чувствую, что с этой системой нет лучшего способа. Я имею в виду, это то, что я искал годами.
Майк ОлдричГлавный менеджер по оборудованию Сан-Хосе Шаркс
Подпишитесь на новости, обновления,
и ресурсы от ELITE
Ваш адрес электронной почты
ОБ ЭЛИТЕ
Поставщик технологии изготовления лезвий для команд NHL, AHL, NCAA и CHL, ELITE Blade Performance Technology — канадский производитель высокоточных профилемеров лезвий коньков и полностью автоматизированных станков для заточки лезвий коньков с компьютерным управлением. Наши станки представляют собой революционный прорыв в науке о подготовке и производительности лезвий.
Печатные платы с помощью фотополимерного 3D-принтера / Хабр
3D-принтерами сейчас уже никого не удивишь. А в последние год-два благодаря сильному снижению стоимости бурно расцветает и их фотополимерный подвид. Сейчас такой принтер доступен уже практически каждому и число их моделей на рынке множится каждый месяц.
Еще когда я несколько лет назад только узнал о появлении нового типа фотополимерных принтеров — у которых изображение слоя для засветки формируется ЖК-дисплеем, у меня уже тогда мелькнула мысль «Хм, а если им подставить фоторезист на текстолите?». Но тогда это был чисто теоретический вопрос — цены на них были немалыми, а разрешение и площадь дисплея оставляли желать лучшего. Однако на сегодня эти принтеры уже могут похвастаться и приличным разрешением — от 30 мкм пиксель, и вполне нормальной площадью дисплея.
И как оказалось, с помощью недорогого современного фотополимерного принтера вполне можно делать платы с дорожками/промежутками от 0.15 мм.
Заранее приношу извинения за такую объемную графоманию, я сам не ожидал, что заметка так растолстеет. ..
Предвижу вопрос «Но зачем? В Китае же за копейки сделают нормальные платы с маской и шелкографией!». Отвечаю: сейчас скорее всего предстоит несколько итераций доводки платы до удовлетворяющего состояния. Сделал плату — испытал ее — внес исправления. И так несколько раз. Ждать каждый раз по 2-3 недели из Китая не вариант 🙂 А вот когда определится окончательная конструкция платы — тогда конечно же нормальное производство в Китае или на Резоните.
А теперь к делу.
Кто не знает — вот вкратце принцип работы такого принтера
Главная часть такого принтера — LCD-дисплей. Под этим дисплеем находится источник УФ с длиной волны 405 нм. Над дисплеем находится ванна с фотополимером, у которой в качестве дна тонкая прозрачная FEP-пленка. В ванну опускается платформа, на которой «выращивается» модель. В начале печати платформа опускается на высоту одного слоя от пленки, на дисплей выводится изображение первого слоя и на заданное время включается УФ-засветка. Засветка, попадая через «открытые» пиксели дисплея и пленку на фотополимер отверждает его, так получается затвердевший слой. Первый слой прилипает к платформе. Затем засветка выключается, платформа приподнимается на высоту следующего слоя, на дисплей выводится изображение этого слоя и включается засветка. Второй слой отверждается, свариваясь с предыдущим слоем. И так повторяется раз за разом, пока не будет напечатана вся модель.
Идея попробовать изготовить печатную плату с помощью такого принтера появилась у меня вновь года три назад, когда я приобрел себе принтер Anycubic Photon S. Но сначала меня не устраивало его качество (в оригинальном виде он сильно мылит засвечиваемые изображения), потом закрутился по работе, потом просто забыл про эту идею, т.к. и необходимости в изготовлении плат не было. Но на днях вот как раз появилась нужда в изготовлении нескольких небольших плат, причем с высокой вероятностью, что по мере проб в эти платы будут вноситься изменения и нужно будет за короткое время пройти несколько итераций «изготовил-проверил-изменил». И идея вновь всплыла на поверхность.
Честно говоря, я думал, что интернет к настоящему времени будет уже заполнен результатами таких опытов, идея-то лежит на поверхности 🙂 Но к своему удивлению обнаружил, что в сети почти полная тишина по этому вопросу. Есть отдельные заметки, но в них нет никакой целостности и завершенности. Поэтому я и решил опубликовать этот пост — может быть он кому-то поможет пройти весь путь быстрее, чем мне, и с меньшим количеством граблей 🙂
Во-первых, в чем преимущество засветки на принтере перед традиционной засветкой через шаблон на пленке?
Ну, самое главное — не нужна пленка и не нужно биться над повышением контрастности шаблона. Так же не нужен отдельный источник УФ с местом под его установку. Ну и, конечно же, это стильно, модно, молодежно.
Есть и недостатки — разрешение большинства современных 3D-принтеров все же пока не вызывает особого восторга — размер пикселей у всех колеблется в районе 0.05 мм. Но этого уже достаточно для уверенного изготовления плат с дорожками от 0.2 мм и довольно высокими шансами на успех с дорожками от 0.15 мм. Из-за растровости такого вывода шаблона положение и размеры элементов на нем могут гулять +-1 пиксель, поэтому на дорожки 0.1 мм и меньше рассчитывать, я думаю, даже не стоит.
Пойдем по порядку.
Задача
Необходимо изготовить в домашних условиях печатную плату с помощью фоторезиста. Вместо шаблонов и лампы засветки использовать фотополимерный 3D-принтер, который будет служить и тем и другим одновременно.
Разобьем задачу на отдельные шаги-решения по каждому моменту.
Разработка платы
Вывод слоев в понятный для принтера формат
Подготовка текстолита с фоторезистом
Засветка на принтере
Проявление фоторезиста, травление платы
1. Разработка печатной платы
Ну, тут вопросов не возникает. Кто в какой программе предпочитает работать — в той и делает платы. Главное, чтобы программа умела в каком-то общеупотребимом виде выводить результат. Самый простой путь, который я нащупал — это вывод слоев платы в файлы gerber, которые можно скормить онлайн-сервису. Но можно так же вывести и в PDF или в картинки.
2. Преобразование вывода CAD в вид, понятный принтеру
Вот тут уже начинаются сложности. Если практически все CAD умеют выводить в общепринятые форматы — герберы, DXF, печать в PDF, то производители 3D-принтеров пока что категорически отказываются принимать какой-то стандарт файлов. Каждый извращается как может. Ситуацию во многом спасает то, что многие производители используют в своих принтерах материнские платы одной китайской компании — Chitu Systems. Благодаря этому многие принтеры на таких платах способны понимать один из базовых форматов, разработанных этой же компанией. И даже зачастую если файл имеет какое-то уникальное расширение, то на поверку он имеет тот же базовый формат, просто с другим расширением. Но может и отличаться какими-то деталями.
В любом случае, существует известная в кругу фотополимерщиков бесплатная утилита UVtools, которая умеет открывать файлы в одном формате и конвертировать их в другой формат. Она понимает практически все форматы на рынке 🙂
Я попробовал два способа подготовки файлов со слоями для принтера и опишу оба.
2.1 Вывод в Gerber и преобразование в .
photon
Формат файлов с расширением .photon понимается старыми принтерами компании Anycubic — Photon и Photon S. Это как раз тот случай, когда производитель принтеров взял формат у Chitu и изменил ему расширение. В оригинале это Читувский формат .cbddlp, так что можно смело менять расширения у этих типов файлов между собой и принтеры их сожрут как родные.
Так как у меня как раз принтер, понимающий этот формат, то мне этот способ подошел идеально. Ограничения этого способа — принтер должен понимать файлы .photon или .cbddlp и иметь стандартный для большинства немонохромных принтеров дисплей с расширением 2560х1440 и диагональю 5.5″.
Выводим слои платы из CAD в герберы. Как это делается — зависит от программы, в интернете полно руководств как это сделать для любой CAD, которая это в принципе умеет. Зеркалить слои или нет — разницы нет, их можно отзеркалить и в утилите в процессе конвертации.
Теперь открываем онлайн-утилиту преобразования гербер-файлов — https://pcbprint. online/ и загружаем в нее герберы. Это, кстати, утилита от российского разработчика, который обитает тут.
В ней несложно разобраться, хотя там и отсутствует какая-либо информация или помощь. Но приведу короткий гайд:
Для односторонней платы
Загружаем в главном окне свой гербер кнопкой «Upload file»:
Убедились, что все нормально и изображение соответствует ожиданиям, при необходимости сделали негатив или отзеркалили изображение кнопками сверху в центре, и жмем кнопку «Render layout»:
Теперь жмем «Lauout» справа вверху и попадаем в другой экран:
Здесь сначала нужно зайти в настройки (кнопка-шестеренка справа вверху) и там выбрать формат выходного файла «photon»:
Время в «Exposition» можно оставить по умолчанию и менять его на нужное уже непосредственно в принтере. Но можно и сразу поставить нужное, если его значение уже известно 🙂
Закрываем настройки и возвращаемся в предыдущий экран. Тут выводимое изображение находится на черном пространстве, показывающем рабочее поле принтера. Изображение можно двигать, выравнивать. Когда все устраивает, нажимаем сначала «Render», и когда находящаяся с ней рядом кнопка «Download result» станет активной — жмем и ее. И сохраняем предложенный файл .photon в удобное место на компе 🙂
Для двухсторонних плат все немного сложнее из-за необходимости их совмещать. Следовательно, нужно очень точно знать положение изображения, выводимого на дисплей принтера, чтобы очень точно положить в соответствии с ним плату на дисплей.
У меня было несколько вариантов решения этого вопроса, но в конечном счете я решил остановиться на самом простом из них, не требующем никаких механических кондукторов. Для этого я еще в CAD в отдельном слое (можно в слое border или в любом другом «ненужном») рисую рамку вокруг платы линией 0.15 мм и с отступом от краев платы 0.25 мм. В итоге у меня получаются три гербера — верхний слой, нижний слой и отдельная пустая рамка.
Все три гербера я загружаю на указанный выше сайт и затем в несколько шагов получаю три файла для принтера.
Двухсторонняя плата в pcbprint.online/
Итак, загрузили все три гербера. Все они скучкованы вперемешку, но это не страшно:
Теперь скрываем верхний и нижний слои, оставляя только рамку (нажимая на глазики в названиях герберов).
Жмем «Render layout» и переходим в экран «Layout» кнопкой в правом верхнем углу. Видим пустую рамку, вытягиваем ее в нужное положение на черном поле дисплея, жмем «Render» и «Download». Первый файл для принтера готов.
Переходим обратно в экран герберов кнопкой «PCB comose». Вновь отображаем первый слой (слой рамки при этом так же остается видимым), при необходимости зеркалим и снова жмем «Render layout». Опять переходим в экран вывода и теперь там на поле дисплея висят две картинки — отдельная рамка и первый слой с рамкой. Рамка так и осталась на том месте, куда мы ее вытянули в прошлый раз. И теперь наша задача — точно совместить рамку первого слоя и пустую рамку:
Жмем «Увеличить» и совмещаем по одному из углов. При этом ни в коем случае нельзя сдвигать пустую рамку, которую мы выставили в прошлом шаге!
Совместили, жмем «Render» и «Download», и у нас есть второй файл для принтера. Перед тем как вернуться в экран герберов, удаляем рендер слоя с рамкой, у нас опять должна остаться пустая рамка. И теперь возвращаемся к герберам, скрываем первый слой и отображаем второй, смотрим необходимость зеркалить, жмем «Render layout» и снова переходим в этот экран. Точно так же совмещаем рамку слоя с пустой рамкой (которую нельзя сдвигать!), дальше «Render» и «Download».
Все, все три нужных файла для принтера готовы.
Весь этот геморрой позволяет сформировать для принтера файлы пустой рамки и слоев с рамкой в одном и том же месте дисплея принтера с высокой точностью. Пустая рамка служит для прицеливания платы, об этом еще будет сказано ниже.
При необходимости полученные файлы .photon можно сконвертировать в нужный формат с помощью UVtools 🙂
2.2 Вывод слоев в PDF или картинки
Второй способ, пожалуй, более замороченный, но его большое преимущество — универсальность, он подходит для любых принтеров, чьи форматы поддерживает утилита UVtools. Я опишу его только в общих чертах, т. к. инструментариев и конкретных путей его реализации довольно много и каждый может выбрать их по своим предпочтениям.
Итак, цель первого шага — получить картинку размером, равным разрешению дисплея принтера, желательно в формате без потерь сжатия. При этом изображение слоя на картинке должно соответствовать в масштабе дисплея реальным размерам.
Если CAD позволяет вывести сразу в картинку — отлично, выводим в нее. Если разрешение выводимой картинки настраивается — указываем разрешение дисплея принтера. Посчитать его элементарно — количество пикселей по ширине дисплея делим на ширину рабочей области в мм и умножаем результат на 25.4, получаем разрешение в пикселях на дюйм. Если разрешение не настраивается, то выставляем размер картинки как можно больше, чтобы на 1 мм платы приходилось не менее 15-20 пикселей.
Если вывод в картинку в CAD недоступен, то выводим в PDF. Этот PDF нужно будет открыть в другой программе и преобразовать в картинку. Фотошоп, Корел, может быть и другие программы умеют это. .. Требования к разрешению картинки те же. К примеру, в Фотошопе можно при импорте PDF сразу указать с каким разрешением преобразовать в изображение. К примеру, для распространенных дисплеев разрешением 2560х1440 и диагональю 5.5″ разрешение составляет примерно 537.566 PPI (размер пикселя — 0.04725 мм).
Полученную картинку нужно будет изменить в каком-либо редакторе изображений, приведя ее размер к разрешению дисплея принтера. Изображение слоя при этом нужно отмасштабировать к реальному (с учетом размера пикселя дисплея принтера) либо сохранить без масштабирования, если при импорте картинки указали PPI дисплея.
UPD: в комментариях @0x3f00 дал ссылку на свой конвертер изображений PNG в файлы для принтера .photon — https://github.com/0x3f00/PhotonCpp/releases/tag/v1.0.0 . Там же инструкция по его использованию как раз в целях изготовления плат — https://github.com/borelg/PhotonPCB .
2.3 Есть и еще один способ, но очень уж ресурсозатратный
Можно вывести слои в PDF, затем открыть этот PDF в Кореле, преобразовать, сохранить в DXF, из этого DXF вытянуть трехмерный объект, который и запихнуть в слайсер принтера.
Необходимые преобразования в векторном редакторе:
Соединить все кривые.
Преобразовать абрисы в объекты.
Выполнить объединение пересекающихся объектов.
Вытянуть из DXF трехмерный объект позволяет, например, SolidWorks. Fusion360 тоже вроде может. Кто еще способен на это — я, честно говоря, не знаю, но по идее любая CAD, которая может импортировать DXF как эскиз.
Таким образом я, например, сделал модель для определения времени засветки фоторезиста.
3. Подготовка текстолита с фоторезистом
На эту тему интернет просто завален статьями, но ради целостности и ради некоторых специфических моментов я опишу и такие широко известные этапы как подготовка и травление текстолита.
Мой первый опыт такого изготовления был пару дней назад с отечественным фоторезистом ПФ-ВЩ. С учетом последнего вчерашнего опыта я категорически советую не тратить время на этот фоторезист, а сразу брать приличный — Ordyl Alpha 350(330) 🙂 Говорят, еще Kolon приличный, но его я не пробовал. С фоторезистом Ordyl результаты получаются гораздо более стабильные и точные, он проще проявляется и гораздо крепче держится на фольге. И он может простить те ошибки, которые будут критичными для ПФ-ВЩ. И что немаловажно — продается в куче мест довольно недорого.
3.1 Подготовка текстолита
Начну с того, что текстолит должен быть ровным, очень желательно с гладкой фольгой без царапин и вмятин. Иначе шансы на успех снижаются.
Если изготавливается двухсторонняя плата, то нужно сразу вырезать из текстолита плату точно в размер. Если есть какой-нибудь CNC-фрезер, то можно за одну установку сразу и просверлить все отверстия и вырезать по контуру, как это делаю я. Если нет, то сверловку лучше оставить на потом, когда плата будет вытравлена.
После этого заготовку текстолита необходимо очень тщательно почистить и обезжирить. Это можно сделать кухонной абразивной губкой (но только не использованной для мытья посуды, на которой уже накопились жиры) и чистящим порошком наподобие Пемолюкса. Очень тщательно, не спеша трем каждый квадратный миллиметр фольги, не трогая ее пальцами. Вообще, фольгу после начала чистки трогать пальцами категорически не советую, на ней не должно быть ни малейшего даже самого слабого жирного пятнышка. После чистки тщательно промыть в проточной воде, стряхнуть излишки воды и дать ей высохнуть. Промакать или протирать чем-либо не советую, т.к. можно нанести жировые загрязнения, даже с новой салфетки.
3.2 Нанесение фоторезиста
Тоже довольно изъезженная в интернетах тема, поэтому пройдусь коротко.
Фоторезист обычно идет в листах или рулонах. Состоит он из трех слоев — две защитные пленки и сам фоторезист между ними. От фоторезиста отрезается кусочек по размеру платы +5 мм по длине и ширине, затем с него снимается матовая (полиэтиленовая) защитная пленка.
вторая, глянцевая (лавсановая) должна оставаться на нем вплоть до этапа травления.
Проще всего снять пленку с помощью кусочка скотча. Он клеится краем на уголок фоторезиста и затем отгибается назад, утягивая за собой и защитную пленку.
После снятия матовой пленки фоторезист прикладывается к краю платы и приглаживается по этому краю пальцем. Остальной фоторезист держится на весу, без натяга, но так, чтобы как можно меньшая его площадь ложилась на фольгу.
Учтите, что если фоторезист Ordyl упадет на хорошо подготовленный текстолит, то он может намертво приклеиться к нему, и без пузырей его уже не накатаешь. Придется отскребать его и повторять все заново. А ПФ-ВЩ может падать сколько угодно — он точно не приклеится 🙂
Теперь сама накатка. Если у Вас есть ламинатор, в который по толщине пролезет текстолит, то просто замечательно. Делаем из сложенной вдвое полоски бумаги типа конвертика, кладем текстолит с прилепленным краем фоторезиста в него, и подаем этот бутерброд в ламинатор, нагретый до 100-110 градусов. При этом продолжаем придерживать фоторезист, чтобы он соприкасался с фольгой текстолита только непосредственно на входе ламинатора.
Для Ordyl на этом все, для ПФ-ВЩ будет невредным прокатать еще пару раз.
Если ламинатора нет, то приглаживаем фоторезист к текстолиту пальцем от края до края, постепенно опуская его на текстолит. Главное — не поймать пузыри. После того как весь фоторезист лег на фольгу, берем фен и прогреваем текстолит градусов до 70, после чего еще раз хорошенько проглаживаем весь фоторезист.
После накатки даем текстолиту с фоторезистом отлежаться минут 15-20, или как минимум пока они не остынут до комнатной температуры — по рекомендации производителя фоторезиста.
И теперь все готово для засветки рисунка слоя 🙂
4. Засветка на принтере
Сразу хочу предупредить: смотреть прямо в светящийся дисплей фотополимерного принтера может быть не очень полезным для глаз. Хоть там и не настоящий УФ (405 нм), но яркость довольно ощутима и может оказать вредное воздействие на глаза. Поэтому рекомендую использовать цветные или затемненные защитные очки. Полагаю, что даже солнцезащитные подойдут.
Для начала, с принтера необходимо снять ванну и платформу, они для этого дела совершенно не нужны и даже мешают. На этом подготовка принтера заканчивается 🙂
В засветке тоже есть разные варианты. Если у Вас односторонняя плата и заготовка больше необходимого для платы размера, то все просто — закидываете в принтер файл, полученный на этапе подготовки и, зная примерное место вывода изображения на дисплей, кладете на это место текстолит с фоторезистом. Затем запускаете печать файла и ждете пока она завершится. Все, фоторезист засвечен, можно проявлять.
Если заготовка по размерам равна изготавливаемой плате и ошибка с положением заготовки на дисплее недопустима, то в этом случае нужно при подготовке вывести и рамку, как в случае для двухсторонней платы. Засветка тоже происходит с использованием рамки, аналогично двухсторонней плате, только без второй стороны и второго слоя.
Итак, засветка двухсторонней платы. Закидываем в принтер все три файла — с рамкой, с первым слоем и со вторым слоем. Кладем рядом с принтером в быстрой доступности заготовку. Если она уже предварительно засверлена, то полезно будет убедиться, что она лежит в правильном положении, чтобы можно было ее быстро взять и сразу положить на дисплей. Для этого запускаем файл со слоем, планируемым к засветке, и сравниваем рисунок слоя на дисплее и ориентацию платы рядом с принтером.
Запускаем на печать файл с одной рамкой. Как только рамка засветилась на дисплее принтера, берем заготовку и кладем примерно внутрь рамки. Пока рамка засвечивается, выравниваем заготовку так, чтобы она была точно в рамке, с одинаковым отступом рамки от краев заготовки по всем сторонам.
На фото я привел пример с уже готовой платой, т.к. в процессе ее изготовления не фотографировал. Ну и отражения мешают довольно сильно, увы… Но думаю, понятно и так 🙂
Все, положение заготовки выверено, печать файла рамки можно прервать или дождаться ее окончания. Не сдвигая заготовку, запускаем файл с первым слоем и дожидаемся его окончания. Второй слой (вторую сторону) засвечиваем аналогично — запускаем рамку, кладем и выравниваем заготовку, не двигая ее запускаем второй слой. Перед этим на всякий случай можно удостовериться, что заготовка ляжет в правильной ориентации, как перед первым слоем.
Если заготовка не совсем ровная и не прилегает всей площадью к дисплею, то можно придавить ее сверху какой-нибудь тяжелой плоской железякой. Нужно только убедиться, что эта железяка не помешает рычагу платформы, который будет опускаться вниз с началом печати — принтер-то думает, что это обычная печать фотополимером и нужно опустить платформу к дну ванны 🙂
Время засветки может быть разным от принтера к принтеру. Это зависит и от мощности излучателя, и от оптической системы засветки, и от того какой тип дисплея стоит — монохромный или RGB. Тут уже надо подбирать каждому индивидуально. Для ориентировки могу сказать, что у меня наилучший результат с фоторезистом Ordyl получился на времени засветки около 90-110 секунд. С фоторезистом ПФ-ВЩ — около 10-13 минут. Принтер с параледом, мощность засветки чуть менее 50 ватт.
После засветки заготовке надо дать отлежаться минут 15 — это по рекомендации производителя фоторезиста. Ordyl довольно заметно меняет цвет засвеченных участков, так что довольно легко проконтролировать засветку. К сожалению, на фото это плохо передалось, глазами видно лучше.
5. Проявление, травление
Тут все по рекомендации производителя фоторезиста и по классике интернетов.
Вся необходимая химия была недорого закуплена в Ашане. Даже перекись водорода 6% — вот это для меня была неожиданность, никогда раньше не видел ее в гипермаркетах, да еще в литровых бутылках.
Для одного сеанса нужно:
Кальцинированная сода — 1.5 грамма
Перекись водорода — 150 мл для 3% (или 75 мл для 6% + 75 мл воды)
Лимонная кислота — 45 грамм
Соль — 7.5 грамма
Щелочь (едкий натр, гидроксид натрия) 5-7% — 100 мл (покупается самое дешевое средство для прочистки канализации и разбавляется водой в пропорции 1:1, только при покупке убедиться, что оно на основе гидроксида натрия)
При дешевизне и легкости покупки за ближайшим углом всех компонентов я сторонник того, чтобы для каждой платы готовить новый раствор. Хотя раствор для травления, как пишут, и так не хранится. А раствор кальцинированной соды заметно «беднеет» в процессе проявки. Разве что едкий натр можно использовать многоразово, но стоит ли это того, чтобы хранить еще одну бутылку…
И Ordyl и ПФ-ВЩ проявляются в слабом растворе кальцинированной соды. Для ПФ-ВЩ — 1-2%, для Ordyl — 0.8-1.2%. Для Ordyl берем 150 мл воды и разбавляем в ней 1.5 грамма соды. Раствор можно подогреть градусов до 30, это ускорит проявление, но важно не перестараться, иначе могут начать повреждаться и засвеченные участки.
Проявляется Ordyl довольно быстро. Уже через 10-15 секунд засвеченный рисунок начинает становиться все контрастнее, незасвеченные участки постепенно растворяются, утоньшаются и становятся все бледнее.
Для ускорения процесса рекомендуется покачивать ванночку, чтобы продукты реакции смывались с поверхности заготовки. Я для этого приспособил свой старый 3D-принтер, его столик и покачивал и подогревал ванночку с раствором во время проявки и травления 🙂
А вот ПФ-ВЩ у меня проявлялся совсем не так бодро. Минуты две проходило прежде чем появлялись хоть какие-то признаки того, что проявка началась. Кроме того, если Ordyl именно растворяется, то ПФ-ВЩ сначала набухал как желатин и обесцвечивался, и только потом начинал медленно растворяться.
Под конец проявки можно несколько раз пройтись жесткой малярной кистью (или мягкой зубной щеткой) по платам в разных направлениях, чтобы помочь вымыться остаткам фоторезиста из узких мест. Ordyl держится крепко, его эта процедура не должна сорвать, а вот с ПФ-ВЩ нужно быть очень нежным, он и без щетки так и норовит отслоиться на тонких дорожках.
После окончания травления заготовку нужно промыть в холодной воде, чтобы остатки соды не продолжали свое воздействие на фоторезист, и чтобы не засорять ими раствор для травления.
Результат должен получиться получился примерно вот такой, а может даже лучше 🙂
Подробнее
Масштаб квадрата сетки — 0.2 мм:
Масштаб тот же. Тут видна растровая составляющая засветки, пиксели торчат:
Травление тоже делалось по традиционному рецепту, популярному в сети:
Раствор лучше подогреть до 40-50 градусов, тогда травление идет гораздо быстрее. Это мой первый опыт с таким раствором. Раньше я травил перхлоратом аммония, а совсем раньше — классическим хлорным железом. Честно говоря, не могу определенно выразить свои ощущения от этого раствора. С одной стороны, он травит довольно быстро, прозрачный, не пачкается, сравнительно безопасен. С другой стороны, мне показалось, что он довольно сильно подтравливает… Но может быть просто показалось, я изготовлением плат не занимался уже лет 10 и забыл как оно все работало когда деревья были большими 🙂
После травления необходимо удалить с заготовки засвеченный фоторезист, и делается это в едком натре. На моей бутылке средства для очистки про концентрацию написано «не менее 5%, но не более 15%», для удаления фоторезиста требуется 5-8%. Я разбавил средство водой 1:1 и этот раствор прекрасно справился с задачей. Фоторезист в нем не растворяется, он просто через 2-3 минуты отслаивается от фольги и начинает плавать лохмотьями в растворе.
После этого плата тщательно промывается под краном и. .. Плата готова!
Итоги моего опыта
В целом я доволен. Я не рассчитывал получить дорожки/зазоры в 0.1 мм и я их не получил. Тут и возможности принтера сильно ограничивают (размер пикселей), да и вообще для таких результатов нужен неплохой опыт. Но я надеялся получить хотя бы 0.2 мм, а если повезет, то и 0.15 мм — и я это получил. 0.2 мм уверенно, 0.15 мм — ну так себе… Если постараться, то можно добиться 🙂
Не обошлось без огрехов — это и непротрав в некоторых участках, и неидеальное совмещение слоев и отверстий. Но и то и другое не критично. По непротраву — я думаю, что просто поспешил вынуть из проявки, боялся после ПФ-ВЩ, что начнут отслаиваться тонкие дорожки. Хотя в отзывах народ пишет, что перепроявить этот Ordyl довольно сложно, нужно постараться для этого. Неидеальное совмещение слоев и отверстий — это ожидаемо. От такого простейшего способа совмещения я и ожидал погрешности в 0.1-0.2 мм, что и получил, но меня это устраивает.
Спасибо тем, кто дочитал.
И напоследок несколько фотографий моих результатов.Тест времени засветки, от 1 до 2 минутВидны смещенные относительно отверстий площадкиТут целый букет огрехов — и смещение отверстий, и непротрав, и пятна там, где я покоцал фоторезист во время проявкиНепротравы вблизи
Принтер для изготовления печатных плат
Разное
ГлавнаяРадиолюбителюРазное
5 лет назад
Принтер применяется для нанесения рисунка печатных проводников в домашних условиях. При лазерно-утюжной технологии производства печатной платы, рисунок распечатывается на бумаге, как правило, фотобумаге или на листе журнала. Распечатанный образец при этом заранее отзеркаливается, чтобы при переносе рисунка на стеклотекстолит дорожки соответствовали схеме устройства.
Принтер для ЛУТ
Принтер, для изготовления печатных плат таким образом, применяется лазерный. Струйный не подойдет, ввиду своей специфики. Но, если в наличии лишь струйный принтер, то обойтись можно и с его помощью. Образец с распечатанным рисунком печатной платы нужно отксерить. А копию, таким образом, уже переносить на медь текстолита. Стоит быть очень осторожным при этом способе и лучше предусмотреть несколько копий. Нужно дольше прогревать бумагу утюгом, а отмачивать в теплой воде необходимо на протяжении получаса. При этом даже лучше будет, если вода будет проточная. Бумагу снимать либо мягкой зубной щеткой, либо легкими нажатиями пальца.
Принтер для фоторезиста
А вот для печати рисунка платы на прозрачную пленку или бумагу, если планируется изготовления платы методом фоторезиста, отлично подойдет струйный принтер. Использование лазерного также не будет ошибочным, но отмечается улучшенное качество получаемого рисунка именно при печати на струйном принтере.
Принтер, для печати плат напрямую
Не так давно, начали рассматривать и реализовать на практике возможность печати рисунка платы напрямую, без промежуточного звена в виде бумаги. Это дает преимущества:
экономия времени, затрачиваемого на изготовление, как одной платы, так и небольшой серии;
качество печатных проводников несравнимо выше, чем при ЛУТ и сравнимо с фоторезистом;
не нужно использовать бумагу и пленку.
Единственный недостаток метода – это то, что придется переделать принтер непосредственно под подачу листа текстолита или гетинакса вместо бумаги. У каждого принтера свои особенности. Если в одних принтерах для этого понадобится лишь вынуть задний лоток для бумаги, то для других придется раскрутить почти всё устройство, лишнее выкинуть и еще обмануть микроконтроллер. Подробных инструкций достаточно в сети Интернет, вплоть до каждой модели принтера. Кстати, принтеры, в основном переделываются старые струйные, но в последнее время применяют и лазерные. Для определенных принтеров применяют сублимационные чернила, для остальных, как правило, пигментные. После произведения печати нужно запечь краску. Для этого используют либо термо-фен либо утюг, прогревая плату со стороны текстолита.
Заключение
Каждый способ хорош по своему, а главное – позволяет добиться конечной цели. В зависимости от своих возможностей, практически любой радиолюбитель сможет получить печатную плату с использованием принтера в домашних условиях.
Автор: RadioRadar
Мнения читателей
Нет комментариев. Ваш комментарий будет первый.
Вы можете оставить свой комментарий, мнение или вопрос по приведенному выше материалу:
Что такое принтеры для печатных плат и стали ли они массовыми?
Аддитивное быстрое прототипирование изменило мир производителей и производителей. От деталей самолетов до пластиковых корпусов 3D-принтеры, похоже, используются повсюду. А как насчет печати собственных схем? Здесь мы взглянем на мир принтеров для печатных плат.
Было бы здорово распечатать печатную плату (PCB) так же, как документ или изображение? Всего одним щелчком мыши ваш проект через несколько мгновений становится законченной печатной платой. Что ж, благодаря горстке производителей такие принтеры для быстрого прототипирования печатных плат доступны. Однако подходы и оборудование различны.
В настоящее время производство печатных плат представляет собой технологию субтрактивного производства. Большинство печатных плат начинаются с материала FR4 с медным покрытием, при этом медь удаляется, чтобы оставить желаемые электрические соединения между компонентами схемы. По некоторым оценкам, рынок печатных плат огромен (76 миллиардов долларов к 2027 году), и на нем доминируют производители Тайваня и Китая, доля которых в совокупности составляет более 60%.
Проблемой для большинства производителей и предприятий являются задержки на этапе прототипирования их электронных схем. Самые дешевые затраты на производство печатных плат имеют самые длительные сроки поставки. Это означает, что всякий раз, когда в проекте обнаруживается ошибка, доставка следующей партии исправлений печатных плат занимает неделю. Затем нужно добавить время на размещение и пайку компонентов. Возможно более короткое время обработки, всего восемь часов, но стоимость того же заказа примерно в шесть раз выше.
Быстрый срок изготовления печатных плат может стоить в шесть раз больше, чем заказ на доставку в течение пяти рабочих дней. (По состоянию на январь 2021 г.)
Принтеры для печатных плат: подход к дозированию чернил
В одном принтере для печатных плат, Voltera V-One, используется конструкция плоттера XY для нанесения токопроводящих чернил на подложку. После нанесения подложка и краска нагреваются с помощью встроенного нагревательного элемента для отверждения краски. Как и обычный принтер, V-One подключается к хост-компьютеру через USB-кабель, а соответствующее приложение помогает пользователю в процессе производства.
Voltera V-One сконструирован как XY-плоттер и дозирует токопроводящие чернила и паяльную пасту из шприцев. (Источник: Вольтера)
Токопроводящие чернила дозируются из шприца, как паяльная паста, используемая для ручного дозирования. Минимально достижимая ширина дорожки определяется используемым соплом, при этом конкретный принтер достигает ширины дорожки до 0,2 мм или 8 мил. Этого достаточно для 0402 (британских) пассивов или ИС с минимальным шагом контактов 0,65 мм/26 мил. В качестве подложки можно использовать плиту FR-4 или FR-1 (заведомо не омедненную).
Альтернативный металл для следов печатных плат
В отличие от традиционной печатной платы с медными дорожками, проводящие чернила в основном состоят из серебра, смешанного с «носителем», а именно связующими веществами, растворителями, добавками и диспергаторами, которые помогают чернилам растекаться и высыхать во время нанесения. Из-за этого проводимость дорожек ниже, чем у эквивалентной печатной платы на основе меди. Например, FR-4 с медным покрытием толщиной 35 мкм (1 унция) имеет удельное сопротивление 0,5 мОм/квадрат. Токопроводящие чернила на основе серебра имеют сопротивление от 12 до 40 мОм/квадрат, в зависимости от производителя. Для большинства приложений последствия минимальны, и с большинством аналоговых и цифровых схем можно работать без проблем.
После того, как ваша печатная плата будет напечатана и отверждена, тот же принтер может просверлить отверстия для сквозных компонентов, нанести паяльную пасту и припаять компоненты на место. От пользователя требуется только вставить правильное сверло в патрон и вручную установить компоненты для поверхностного монтажа.
Процесс производства принтера для печатных плат, используемый V-One.
Двусторонние печатные платы также возможны за счет печати дорожек на обеих сторонах подложки FR-4. Переходные отверстия со сквозными отверстиями реализуются путем сверления отверстий и последующей установки медных заклепок. Они также полезны в качестве точки крепления для пайки сквозных компонентов.
Принтеры для печатных плат: струйный подход
В другом подходе используется та же технология, что и в струйных принтерах. Это решение используется BotFactory SV2. Принтер поддерживает различные подложки, на которые «впрыскиваются» проводящие чернила перед отверждением с помощью нагревателя, встроенного в печатную платформу. Для поддержки многослойных конструкций печатных плат в SV2 используется второй картридж принтера с изолятором. Он напечатан поверх проводящих дорожек, что позволяет создавать до четырехслойных печатных плат. Каждый слой изолятора отверждается с помощью встроенной ультрафиолетовой лампы.
Принтер для печатных плат BotFactory SV2 также может выполнять функцию захвата и размещения. (Источник: BotFactory)
В результате получается очень тонкая многослойная печатная плата, напечатанная на одной стороне используемой подложки. Компоненты со сквозными отверстиями можно поддерживать с помощью медных заклепок при условии, что выбранная подложка, такая как FR-4, имеет достаточную толщину для механического крепления. Однако для переходных отверстий заклепки не требуются. Вместо этого проводящие слои соединяются через зазоры в изолирующем слое. Кроме того, SV2 особенно подходит для разработки гибких схем из-за тонких слоев, получаемых при струйной печати. Пользователи сообщают об успешном использовании подложек из каптоновой ленты и даже ткани.
Четырехслойная печатная плата, напечатанная с помощью BotFactory SV2. Изоляционный слой печатается и отверждается между каждым проводящим слоем. (Источник: BotFactory)
Еще одной особенностью SV2 является функция самовывоза (P&P). После нанесения паяльной пасты на контактные площадки головка P&P может собирать ряд компонентов для поверхностного монтажа, подготовленных в пазах по краям печатной платформы. После установки нагретая платформа расплавляет паяльную пасту. Это позволяет производить высокоавтоматизированное производство небольших партий прототипов печатных плат.
Преимущества и недостатки принтеров для печатных плат
Возможно, первое, на что стоит обратить внимание, это то, что печатные платы, создаваемые этими принтерами, отличаются от классических печатных плат. Критическим отличием являются свойства дорожек из-за использования серебра, а не меди. Любая ручная пайка требует припоя олово-висмут-серебро и максимальной температуры жала припоя 180°C. Более высокие температуры могут повредить дорожки, хотя использование медных заклепок снижает этот риск при пайке компонентов со сквозными отверстиями.
Еще одной проблемой является рассеивание тепла компонентами. Медь традиционной печатной платы FR-4 может рассеивать определенное количество тепла, например, от силовых устройств. С этими дизайнами на основе серебра вам, возможно, придется проявить немного больше творчества. Благодаря способности SV2 печатать на самых разных материалах пользователи успешно печатают на теплоотводящих материалах. За счет печати изоляционного слоя перед нанесением токопроводящих дорожек в качестве основного материала можно использовать даже плакированный медью FR-4.
Токопроводящие чернила и паяльные пасты для принтеров для печатных плат. (Источник: Voltera [слева] и BotFactory [справа])
Возможно, самой большой проблемой при использовании принтеров для печатных плат является уход за расходными материалами. Чернила и паяльные пасты имеют срок годности от 6 до 12 месяцев. Однако необходимо позаботиться о том, чтобы охладить их после использования, иначе они затвердеют и станут непригодными для использования.
Положительным моментом является то, что принтеры для печатных плат предлагают пользователям компетентное быстрое прототипирование схем, особенно при испытании альтернативных гибких подложек. Пользователи также добились успеха с радиочастотными конструкциями, такими как 9Фильтр 15 МГц и схемы, работающие на частоте до 6 ГГц. И тесты показали, что гусеницы довольно прочные. Используя печатную плату для реализации разъема USB, одна плата выдержала более 10 000 циклов вставки.
Этот разъем USB, созданный BotFactory SV2, выдержал 100 000 вставок. (Источник: BotFactory)
Будущее производства?
В области прототипирования и обучения принтеры для печатных плат определенно находят применение. Предположим, ваша организация ежегодно разрабатывает множество новых печатных плат. В этом случае быстрый оборот итераций платы, а также поддержка небольшого производственного цикла с вариантами головок P&P для компонентов могут оказаться хорошим вложением. Эти принтеры также делают процесс производства электроники более прозрачным для учащихся школ, колледжей и университетов.
Однако процесс аддитивного производства, используемый в этих принтерах, на самом деле не подходит для массового производства картона. Однако есть и другие, которые хотят изменить лицо производства печатных плат. Победитель конкурса productronica 2021 Fast Forward Award, компания ioTech из Израиля, разработала концепцию аддитивного производства, основанную на непрерывном осаждении с помощью лазера (CLAD). Эта многообещающая технология не только предлагает изготовление многослойных печатных плат за считанные минуты, но также может позволить создавать схемы способами, невозможными для существующих процессов, что приведет к инновациям в носимых и имплантируемых медицинских технологиях.
Наконец, если вы хотите узнать больше об упомянутых здесь принтерах для печатных плат, ознакомьтесь с «Руководством покупателя по принтерам для печатных плат» от Elektor.
Четыре лучших настольных принтера для печатных плат — Блог SnapEDA
Посмотреть сообщение
Крайние сроки — неприятная часть жизни разработчика электроники. В то время как проектирование печатной платы (PCB) может быть выполнено внутри компании, производство обычно осуществляется на стороне. Эта зависимость часто приводит к неконтролируемым и неожиданным задержкам. Только представьте, если бы вам пришлось ждать несколько дней или недель, чтобы получить собранную печатную плату, только для того, чтобы обнаружить одну маленькую ошибку. Затем, зная, что после исправления ошибки вам снова придется ждать дни или недели. Именно здесь настольные принтеры для печатных плат стремятся прийти на помощь.
О настольной печати печатных плат
Уже сейчас сменные зубы и даже суставы тела можно распечатать на 3D-принтере, так почему бы не использовать печатные платы? Настольные печатные платы — это (в некоторой степени) применение 3D-печати (также известной как аддитивное производство). Эти принтеры могут печатать различные печатные платы и даже размещать компоненты с различными вариантами пайки. После загрузки файла программного обеспечения будет доставлена готовая к тестированию печатная плата. Имейте в виду, однако, что качество плат больше ориентировано на прототипирование.
При выборе принтера для печатных плат необходимо оценить такие характеристики, как минимальное межстрочное расстояние или размер упаковки, количество слоев, материалы подложки, возможность установки компонентов, скорость , связь и стоимость. Мы кратко оценили пять лучших машин на рынке на основе этих функций, поэтому давайте посмотрим. (Принтеры перечислены в произвольном порядке)
#1 – Nano Dimension DragonFly 2020
Принтер для печатных плат Nano Dimension DragonFly 2020 позиционируется как первый в мире 3D-принтер для печатных плат и первый настольный принтер, отвечающий требованиям IPC. Он может производить печатные платы с нуля с минимальными размерами элементов 80 мкм и максимальными 1,5 мм. Минимальная толщина слоя составляет 30 мкм или 0,03 мм. Точность позиционирования составляет 25 мкм по любой оси. Максимальный размер сборки 200 х 200 х 3 мм. Он может производить многослойные печатные платы общей толщиной до 3 мм. Принтер поддерживает множество различных проводящих и диэлектрических чернил.
Цена: $ 50 000- 100 000 долл. США
#2- Voltera v1- PCB Printer
. Voltera V1 является экономическим большим машиной для производства PCBS. Печатные платы размером до 135 мм на 113,5 мм можно печатать дорожками минимальной ширины 200 мкм. Минимальный шаг между контактами составляет 0,8 мм для проводящих чернил и 0,6 мм для паяльной пасты. Он совместим с несколькими пакетами САПР.
Цена: 2 199 долларов США
#3 – Squink by BotFactory
Squink может печатать на различных жестких и многослойных печатных платах. Однослойные схемы могут быть изготовлены до 15,2 x 15,2 см, а многослойные — до 8,4 x 15,2 см. Минимальный размер элемента может быть 0,254 мм, но рекомендуется 0,508. У него три головки: одна для печати, другая для склеивания или нанесения паяльной пасты, а третья для захвата и установки. Он может собираться со скоростью 4 детали в минуту, при наименьшем размере упаковки 15,4 мм. Автоматическое размещение сквозных компонентов может стать доступным позже.
Стоимость: $ 3199
#4-Anothermill Pro
. Другие Mill Pro-это по существу портативную мельницу, адаптированную для производства быстроменных ПКБ с помощью Trace Widthds Down Down Down. Точность позиционирования составляет около 75 мкм. Размер заготовки может быть до 140×114 мм. Одним из ограничений является то, что нельзя использовать более твердые материалы, такие как стекло и FR-4.
В этой статье мы совершим путешествие во времени и, поэтапно рассмотрим самые важные технологические прорывы в печати. Это захватывающая история, охватывающая пятнадцать веков, поэтому нам придется ограничиться обзором самых важных событий. Мы начнем от самых первых печатных изобретений, до самых современных способов печати, см. подробнее здесь https://x-press.su осуществляемых в высокопрофессиональных типографиях, услуги которых доступны сегодня самому широкому кругу потребителей.
Первый этап: ксилография
Мы находимся в Китае в 6 веке во времена династии Тан. Одним из многих изобретений, появившихся в этой великой империи, была система печати с использованием деревянных матриц, которые были выгравированы, закрашены чернилами и напечатаны на листе бумаги. Объем этого изобретения был таким, что в современной китайской историографии печать считается одним из четырех великих изобретений Древнего Китая.
Одной из первых книг, напечатанных деревянными блоками, была копия Алмазной сутры (868 г. н.э.), свитка из шести листов длиной более пяти метров. Недавно была обнаружена корейская пагода с еще более древним текстом, датируемым 750-751 гг. н.э.
Второй этап: печать подвижного типа
Мы достигли одного из самых важных этапов в истории печати: появление подвижного шрифта. И снова это изобретение пришло из Китая. В 1041 году принтер Би Шен изобрел подвижную печать с использованием глиняных символов. Однако у них был недостаток — легко ломаться. В 1298 году изобретатель Ван Чжэнь начал использовать более прочный деревянный материал для изготовления символов и изобрел сложную систему вращающихся столов, которая улучшила качество печати.
Теперь перенесемся в 15-й век и представим Иоганнеса Гутенберга изобретающего в Европе новую технику печати.
Уникальные достижения Иоганнеса Гутенберга:
1. Он первым использовал чернила на масляной основе, которые служили дольше, чем чернила на водной основе, использовавшиеся ранее.
2.Его буквы были более устойчивыми к воздействию, потому что изготавливались из сплава свинца, олова и сурьмы.
3. Он изобрел первую печатную машину, на создание которой его вдохновил виноградный пресс.
4. 23 февраля 1455 года, после года экспериментов, была опубликована первая Библия Гутенберга тиражом 180 экземпляров.
Третий этап: роторный пресс
Давайте снова перепрыгнем вперед, к 1843 году. Мы в Соединенных Штатах, и Ричард Марч Хо только что изобрел первый роторный пресс, усовершенствованный в 1846 году и запатентованный в 1847 году. Первоначально эта система приводилась в действие вручную до тех пор, пока в 1863 году Уильям Баллок представил пресс, который заправлялся бумажным рулоном: изображения для печати были изогнуты вокруг вращающихся цилиндров. Больше не было плоской поверхности, которая оказывала давление на печать: вместо этого бумага проходила через цилиндр, который оказывал гораздо большую силу. Благодаря механизации процесса и введению непрерывных бумажных рулонов, ротационные печатные машины могли печатать до 8000 листов в час, что сделало его первым прессом, подходящим для больших тиражей. В 1846 году ротационная печать стала использоваться для печати Филадельфийской публичной книги.
Четвертый этап: офсетная печать
В 1875 году Роберт Барклай изобрел офсетную печать для печати на металле. Затем, в 1904 году, Айра Вашингтон Рубель адаптировала технологию для бумаги. Этот косвенный метод печати основан на очень простом химическом явлении: отталкивании между маслом и водой.
Процесс печати совсем не прост, хотя, офсетная пластина разделена на две области: область изображения, которая является липофильной и поэтому притягивает чернила; и область без изображения, которая является гидрофильной и отталкивает чернила. Пластина окунается в раствор, который связывается с областью без изображения, а затем покрывается краской. Таким образом, чернила прилипают только к изображению, которое затем переносится сначала в резиновый цилиндр, а затем печатается на бумаге.
Каковы преимущества офсетной печати?
1. Она генерирует очень четкие, чистые изображения. 2. Высококачественная печать на бумаге любого типа, даже если ее поверхность не идеально гладкая.
Недостатки? Офсетные прессы громоздки и требуют серьезного обслуживания. Вот почему эта система печати является экономически эффективной только для больших тиражей.
Пятый этап: линотип машины
В 1885 году немецкий изобретатель Оттмар Мергенталер разработал линотип — наборную машину. Преимущество этой системы состояло в том, что она автоматически составляла буквенные строки. Она работала почти так же, как пишущая машинка: оператор составлял строки текста, нажимая клавиши на клавиатуре. Каждый ключ освобождал матрицу для соответствующего символа, и эта матрица выравнивалась с другими. Линия матриц затем заполнялась расплавленным свинцом, отливалась, покрывалась чернилами и использовалась для печати символов на листах бумаги.
Хотя это, казалось бы, сложный процесс, линотип в то время значительно ускорил печать. Это означало, что наборные устройства больше не должны были составлять строки печати по одному символу за раз: все было механизировано.
В 1886 году машина с линотипом впервые использовалась для печати «Нью-Йорк Трибьюн», ежедневной газеты, основанной в 1841 году в Нью-Йорке. В Италии он был впервые использован в 1897 году для печати «Трибуны», одной из ведущих ежедневных газет Рима.
Томас Эдисон назвал машину с линотипом «восьмым чудом света», что подчеркивает важность этой машины в истории печати.
Шестой этап: лазерный принтер
В 1971 году корпорация Xerox разработала лазерную технологию. В лазерном принтере содержимое, которое должно быть напечатано, генерируется электронными процессами и печатается непосредственно на листе бумаги. Чтобы быть более точным, лазер передает изображение в светочувствительный селеновый цилиндр (называемый «барабан»), а оттуда, используя тонер, непосредственно наносится на бумагу. С помощью этой системы можно печатать около 20 000 строк в минуту. Но что еще более важно, теперь каждый может печатать все, что хочет, когда хочет, в своем офисе или дома!
Громоздкие, сложные и очень дорогие, первые лазерные принтеры сильно отличались от тех, которые мы привыкли видеть сегодня. И нам пришлось ждать до 1982 года, чтобы Canon выпустила первый настольный лазерный принтер. Однако его высокая стоимость означала, что немногие могли себе это позволить. Лишь в начале 1990-х годов лазерные принтеры стали широко доступны для публики наряду со струйными, матричными и сублимационными принтерами. С тех пор принтеры стали дешевле, компактнее и эффективнее.
Последний этап: 3D печать
Мы достигли настоящего дня. Мы заканчиваем наше путешествие во времени в эпоху 3D-принтеров. Эта технология печати была фактически разработана несколько лет назад, а точнее в 1983 году, когда Чак Халл использовал УФ-лучи для отверждения лаков. Инженер окрестил свое изобретение «стереолитография»: метод, который позволяет создавать твердые объекты путем добавления перекрывающихся слоев светочувствительного жидкого полимера, который подвергается воздействию ультрафиолетового излучения.
Сегодня существуют различные технологии для 3D-печати. Они в основном отличаются тем, как они собирают разные слои: они могут использовать материалы, которые плавятся под воздействием тепла, жидкие материалы, которые затвердевают, или материалы, которые ламинируются и связываются вместе.
Потребовались годы, чтобы 3D-печать стала широко использоваться. Почему? Потому что стоимость этой технологии изначально была чрезвычайно высока. Но теперь 3D-печать используется во многих областях — от архитектуры до археологии, от искусства до здравоохранения.
Каким будет следующий шаг в истории печати? Очень хочется узнать и продолжить это путешествие с вами.
эволюция идей и технологий (Часть 1) / Хабр
Печать является неотъемлемой составляющей современной жизни. На самом деле человечество ежедневно печатает умопомрачительное количество информации, нанося ее на бумагу и другие носители. Однако прежде чем были достигнуты результаты сегодняшнего дня, людям пришлось долгое время работать над совершенствованием технологий и принципов нанесения отпечатков на различные носители.
Если смотреть с позиций сегодняшнего дня, принципы нанесения информации на носитель не всегда были совершенными. Люди долгое время выбивали изображения и символы на камнях, создавая тем самым нерушимые, но и не слишком емкие записи, к тому же не очень понятные современному человеку.
Часть 1. История печати: эволюция идей и технологий Часть 2. История печати: матричные, струйные, лазерные и светодиодные технологии
Поиск носителя
Первым шагом в области переноса информации на материальный носитель стал папирус, который был изобретен в Египте, а спустя некоторое время в городе Пергама придумали выделывать кожу так, чтобы на нее можно было легко наносить чернила – так получился пергамент. Однако создание обоих носителей было очень трудоемким, и никто даже не задумывался о печати книг или других объемных произведений.
Настоящей революцией стало изобретение бумаги в древнем Китае. Она состояла из волокон бамбука и шелковичного дерева. Преимуществом этого процесса была его простота: все «ингредиенты» разваривались в горячей воде, затем крошились и из получившейся жидкой массы формировались бумажные листы. Заметьте, этой технологией мы пользуемся до сих пор! Слава китайцам!
Вот так китайцы и делают бумагу
Идея переноса или офсетная печать
Историки до сих пор спорят, кому же первому пришла в голову идея ускорения процесса создания манускриптов за счет переноса информации с уже готовых носителей на бумагу или другие носители (например, фольгу или металл). Некоторые считают, что еще туземцы полинезийских островов, глядя на то, как насекомые проделывают дырки в растениях, придумали переносить изображения с банановых листьев на другие поверхности – проделывая в них отверстия и наливая в них краситель. Что же, возможно современные любители трафаретных раскрасок действительно родом из Полинезии – времени то прошло очень много.
Однако признанный прорыв в области печати произошел в XV веке, когда немецкий ювелир Гуттенберг изобрел метод наборных литер. Он придумал, что можно отливать трафареты в зеркальном отражении из свинца, а потом наносить отпечатки на бумагу. Сначала в роли обволакивающего материала использовался картон, а потом – резина, которая долгое время играла в печати важную роль. Кстати, первая отпечатанная книга – Библия – была сожжена в городе Кёльне как «дело рук сатаны», ибо она лишала дохода монахов-переписчиков. Впрочем, Гуттенбергу повезло – он остался цел и смог продолжить свое дело.
Печатные машинки
Однако уже через двести лет у людей появилось желание дифференцировать печатные тексты, не отливая каждый раз новые трафареты и колодки…тогда трафарет уменьшился до одной буквы и появилась печатная машинка. Кстати, в следующем году исполнится триста лет с момента изобретения печатной машинки Генри Миллом в 1714 году. Этот факт подтверждается патентом на изобретение, выданным Королевой Англией. Но вот только изображения этой машинки не сохранилось.
Принцип работы печатных машинок можно увидеть в некоторых современных принтерах, о которых будет рассказано в следующем посте. Машинки же обладают набором молоточков с выгравированными на них буквами и цифрами. При нажатии на клавиши, молоточки ударяют по бумаге через окрашенную ленту. В некоторых моделях печатных машинок использовались ленты разного цвета для создания цветного текста, например, выделения заглавных букв абзаца красным. Если задуматься, в этом тоже можно увидеть прообраз цветных принтеров.
Изобретения прошлых веков
Ставшая действительно популярной печатная машинка была создана почти сто лет спустя. Впервые серийную модель разработал итальянец Терри Пеллегрино в 1808 году. Он создал пишущий аппарат для одной слепой подруги, графини Каролины Фантони де Фивизоно.
И только в 1863 году появился предок всех современных печатных машин. Американцы Кристофер Лехтем Шоулз и Самуэль Суле уже являлись сотрудниками типографии и придумали сначала устройство для быстрой нумерации страниц, что и вдохновило их на разработку работоспособной, но не очень удобной машинки, печатающую слова и буквы.
Они получили патент на изобретение в 1868 году. Первый вариант их изобретения был оснащен двумя рядами клавиш с алфавитным расположением букв от A до Z только в строчном варианте. Цифр на той машинке не было. Да и вообще при быстром последовательном нажатии на буквы, расположенные рядом, молоточки с литерами застревали, вынуждая останавливать работу и руками разгребать затор.
И вот тогда г-н Шоулз разработал привычную нам клавиатуру QWERTY, которая решала вопрос «заклинов» при печати. Проанализировав сочетаемость букв в английском языке он предложил вариант, в котором наиболее часто встречающиеся буквы разнесены максимально далеко, что позволяло избегать залипаний молоточков при печати.
Впрочем, классическая печатная машинка Ундервуд (Underwood) появилась в 1895 году и стала самой популярной в начале XX века. В результате многие производители печатных машинок выполняли свои модели в том же стиле и также располагали основные элементы.
Что касается кириллической раскладки ЙЦУКЕН, она также была изобретена в Америке в конце XIX века. Тогда все фирмы выпускали русскоязычные машинки только с раскладкой ЙIУКЕН, а используемый сегодня ЙЦУКЕН появился на клавиатуре только после реформы русского языка, в результате которой из алфавита исчезли буквы «ять» и «I». И хотя пишущие машинки ушли в историю и стали музейным достоянием, они и обусловили дальнейшее развитие технологий печати.
Первый принтер – химера
Первый принтер, изобретенный Чарльзом Бебиджем (он же создал знаменитую счетную машину), так и не был создан, но именно он доказывает тесную эволюционную связь между принтерами и печатными машинками. Difference Engine так и не был создан, и лишь по чертежам изобратателя 150 спустя в музее наук Лондона данный агрегат был восстановлен. Принтер весил 2,5 тонны и состоял из 4000 частей. Такой принтер практически представлял собой усложненную версию печатной машинки. Его конструкция была настолько сложна, что на сборку аппарата ушло десять лет.
Принтеры, к которым мы привыкли
Однако все это — предыстория и рабочие модели принтеров возникли только в пятидесятых годах двадцатого века, после создания первой ЭВМ. Они разрабатывались в США и в СССР, однако об эволюции печатающей техники XX века мы расскажем в следующем посте.
И напоследок еще одна картинка очень странной печатной машинки:
РАЗВИТИЕ ПЕЧАТИ – Нил Гринвуд История
Одним из наиболее важных достижений в Европе раннего Нового времени было изобретение печатного станка, в котором использовался подвижный металлический литер. Эта разработка произвела революцию в производстве печатных материалов; способствовал распространению новых идей, таких как те, которые были созданы в рамках Реформации; и привело к появлению нового аспекта в письменной культуре благодаря увеличению доступности книг.
Печать подвижным металлическим шрифтом на бумаге явилась пересечением нескольких культурных и технологических достижений, включая системы письма, производство бумаги и подвижный металлический шрифт. Люди начали создавать системы письма для своих языков более пяти тысяч лет назад, одной из первых была клинопись, созданная шумерами в Месопотамии около 3100 г. до н. э. Около девятнадцати веков назад китайцы разработали процесс производства бумаги. К восьмому веку этот процесс распространился на Ближний Восток, где в 79 г. в Багдаде работала бумажная фабрика.4. Менее чем через четыре века, в 1151 году, в Испании работала первая бумажная фабрика в Европе, знания об этом производственном процессе распространились с Ближнего Востока. Тем временем китайцы разработали ксилографию, предшественницу печатных станков с подвижным металлическим шрифтом, в 932 году. Спустя столетие в Китае в 1041 году был изобретен подвижный шрифт. К началу пятнадцатого века ксилография распространилась в Европе.
Иоганн Гутенберг, изобретатель, печатник и издатель пятнадцатого века, соединил эти элементы вместе с подвижным металлическим шрифтом в печатном станке, который он разработал в своем родном городе Майнце с 1438 по 1444 год. Он использовал этот первый практический печатный станок с подвижным металлическим шрифтом в Европе для публикации того, что стало известно как Библия Гутенберга. Революционная особенность подвижного металлического шрифта заключалась в том, что отдельные символы можно было быстро и легко перемещать для создания новых отдельных страниц в книге, что было значительным преимуществом по сравнению со старой технологией блочной печати, разработанной китайцами. Эта новая система печати с подвижным металлическим шрифтом на бумаге предвещала последующее развитие других индустриальных и механизированных производственных процессов, которые определят промышленную революцию.
Во второй половине пятнадцатого века печатные станки распространились по Западной и Центральной Европе, так что к 1500 году печатные станки работали в Австрии, Дании, Англии, Франции, Священной Римской империи, Венгрии, Нидерландах, Польше, Испании и Швеции. Влияние этого нового процесса печати было далеко идущим. Во-первых, это ускорило и удешевило производство книг, сделав их доступными для гораздо большей аудитории людей из среднего класса. Соответственно, уровень грамотности увеличился по всей Европе. Большая доступность книг также была одним из рынков в рамках развивающейся потребительской культуры и рыночной экономики Европы раннего Нового времени. В то время книгой, наиболее часто печатаемой в Европе, была Библия. Большая доступность Библии в европейских семьях позволила европейцам более активно участвовать в своих религиозных убеждениях. Печатные станки с подвижным металлическим шрифтом также способствовали распространению новых идей в математике, философии, политологии, религии и науке посредством диалогов, способствуя прогрессу и успеху Реформации, научной революции, Просвещения, а также американского и французского Революции.
Опубликовано Автор Эшли
Краткая история книгопечатания, первый в мире печатный станок и знакомство с Англией
Обновлено: 6 июня 2022 г. История печати идет параллельно с историей цивилизации. Это было неотъемлемой частью нашего развития как вида и оказалось ключевым фактором в распространении культуры по всему миру. Разговор о полномочиях!
Мы стремились к новым и изобретательным способам ускорения и механизации процесса печати примерно 1400 лет, от создания гравюры на дереве до современных технологий цифровой печати. Чтобы дать вам больше информации о том, как далеко продвинулась печать, мы приглашаем вас присоединиться к нам в путешествии сквозь века с этой краткой историей печати!
Печать на дереве — 200 г. н.э.
Печать на дереве — это винтажная печать в лучшем виде! Он считается самой ранней формой печати и впервые был разработан в Китае около 200 г. н.э.
Как следует из названия, он включает в себя вырезание рисунка на деревянном блоке. После того, как древесина вырезана, приподнятая часть покрывается чернилами, а сверху кладется бумага (или ткань, как это было раньше). Затем чернила переносятся путем приложения давления к обратной стороне бумаги либо вручную, либо с помощью пресса для создания изображения. Остальные гравюры на дереве используются для изготовления как декоративных работ, так и надписей. Очень хитро!
Изобретение книгопечатания было революционным. Это был первый случай в истории, когда дизайн можно было создать, а затем точно и быстро воспроизвести. Интересно, что ксилография не была популярна в Европе до 1400-х годов, несмотря на то, что она была разработана в Китае около 1200 лет назад. Отстает от времени что ли!
Изображение: www.pinterest.com
Подвижный шрифт — 1041
Создан Би Шэном во времена династии Сун в Китае. сценарий.
До появления Movable Type буквы нужно было писать полностью, тогда как этот метод позволял настраивать отдельные буквы и размещать их вместе в любом порядке. Плитки или планшеты, используемые для создания принта, сначала были сделаны из глины, а затем были введены дерево и металл для большей четкости и более прочной отделки.
Изображение: www.pinterest.com
Первый в истории печатный станок — 1440
Иоганн Гутенберг, пожалуй, самая важная особенность в эволюции печати. Он был ответственен за изобретение печатного станка, инновационного метода, основанного на таких технологиях, как подвижный шрифт, но объединенного в одно устройство, которым можно было управлять вручную.
Эффект первого печатного станка был огромным. Это быстро увеличило скорость производства печатных материалов, а это означало, что печатные тексты стали широко доступны и больше не были доступны только богатым. Образ жизни низшего класса резко улучшился после его появления в Англии, поскольку люди получили доступ к новому богатству знаний и могли обучаться посредством чтения.
Изображение: www.pinterest.com
Знаменитый печатный момент — «Библия Гутенберга» — 1455
. Для этого использовался метод Moveable Type, и было напечатано около 180 копий. Это может показаться небольшим по сравнению с сегодняшними стандартами, но, учитывая, что во всей Европе было всего около 30 000 книг, это был довольно старый пробег!
Изображение: www.pinterest.com
Травление — 1515
Травление использовалось в средние века для украшения металлического оружия и доспехов, а позже по вырубной линии немецким языком оно было применено для печати мастер Даниэль Хопфер.
Процесс включает в себя изготовление отпечатков с металлической пластины, обычно из меди или цинка. Пластина покрывается кислотостойким веществом, обычно называемым травильным грунтом, перед тем, как на нее наносится острый инструмент. Затем пластину помещают в кислоту, которая удаляет области, не защищенные травильной массой. Это создает утопленные линии, которые удерживают чернила.
В завершение пластина помещается на бумагу и пропускается через пресс для создания оттиска.
Изображение: www. pinterest.com
Литография — 1790S
Следующая эволюция печатных СМИ, литография, является техникой, которая по -прежнему общепринято используется сегодня.
Он вращается вокруг отношений между маслом и водой, которые отталкивают друг друга. Изображение наносится на известняк масляной средой, такой как восковой мелок. Затем камень покрывают раствором гуммиарабика, который представляет собой натуральную смолу, изготовленную из сока дерева акации. Затем с помощью литографического скипидара раствор удаляется, что позволяет чернилам проникать только туда, где это необходимо.
Изображение: www.pinterest.com
The Rotary Press — 1843
, изобретенная Richard March Hoe, ротарийный пресс был натуральным успехом. Он работал с использованием цилиндров, вокруг которых были изогнуты изображения, которые должны были быть напечатаны. Это было намного быстрее, чем первый в мире печатный станок, и позволяло непрерывно подавать бумагу через пресс.
Изображение: www.pinterest.com
Офсетная печать — 1875 Печать сегодня
Несмотря на то, что она была разработана почти 15 лет назад, она была самой популярной из полиграфических. большие пробеги. Он работает путем переноса чернил с пластины на резиновое полотно, а затем на поверхность для печати.
Сегодня он широко используется в сочетании с литографическим процессом для производства больших тиражей журналов, плакатов и других широкоформатных печатных изданий.
Изображение: www.instantprint.co.uk
Транскую печать — 1910
Экранная печать была изобретена в Кита в Европе до начала 1910-х годов, когда шелковые ткани стали более доступными.
Техника заключается в нанесении чернил через сетчатый трафарет на ткань или бумагу. Это популярная техника, часто используемая для печати на футболках.
Изображение: www. pinterest.com
Печата струнка — 1951
Благодаря печати inkjet, прямой контакт с бумагой больше не требуется. Чернила теперь можно наносить распылением через форсунки. Весело!
Изображение: www.epson.com Введите лазерную печать. Этот передовой метод позволяет получать высококачественные изображения путем прохождения лазерного луча вперед и назад по отрицательно заряженному цилиндру внутри принтера. Затем он собирает электрически заряженные порошкообразные чернила для переноса изображения на бумагу. Вау!
Изображение: www.web4that.com
Цифровая печать — 1991
В заре цифровой эпохи, печати стала более высокой и легкой для всех. Цифровая печать позволяет печатать прямо из цифрового файла, не выходя из собственного дома!
Изображение: www.heidelberg.com
Что возвращает нас в будущее! Как вы можете видеть из нашей краткой истории печати, печать прошла долгий путь с момента появления первого печатного станка, но это еще не все! С техническим прогрессом, который идет быстро и быстро, есть много поводов для волнения, особенно чудо 3D-печати! Но об этом в другой раз.
Камера Air Classic для сушки дров Боксы для сушки дров Сушка дров
Сушка дров навалом в решетчатых боксах Камера тип BTC
Вентиляторы направляют рециркуляцию воздуха через нагреватель вверх. Дрова в боксах сверху вниз равномерно вентилируется. Через приточно-вытяжной теплообменник влажный воздух направляется наружу, при этом нагревается сухой приточный воздух. Таким образом, затраты на нагрев минимизируются.
Сушка плотно уложенных дров
сушильная камера типа BTC/Z
Плотно уложенная древесина нелегко поддается вентиляции, и поэтому для предотвращения образования плесени в следствие накопления влаги требуется точная направляющая воздуха.
Плотно уложенные дрова Сушка дров в камере с тепловым насосом
Сушка дров в камере с тепловым насосом тип BTC6WP и BTC12WP
не требуется подключения нагрева
экстремально экономична за счет рекуперации тепла
только подключение к электросети, поэтому, можно устанавливать в любом месте
эффективная сушка до +70 ° С
очень высокая производительность конденсации
энергосбережение 50%
Камера Air Classic для сушки дров
Технические характеристики
тип
«>BTC6
BTC12
BTC6Z
BTC12Z
BTC6WP
BTC12WP
длина загрузки
м
4,80
11,67
5,60
11,70
4,80
11,67
ширина загрузки
м
2,20
1,88
1,00
1,00
2,20
1,88
высота загрузки
м
1,60
1,81
2,00
2,00
1,60
1,81
общий объем
скл. м³
16,90
38,40
—
—
16,90
38,40
общий объем
стер
—
—
10,00
22,00
—
—
общая потребляемая мощность с электронагревом
кВт
27,70
54,30
27,70
54,30
27,70
54,30
среднее потребление эл-ва при электронагреве
кВт
15,00
30,00
15,00
30,00
8,00
16,00
среднее потребление эл-ва при электронагреве и теплообменнике
кВт
13,50
27,00
13,50
27,00
8,00
16,00
общая потребляемая мощность при нагреве ГВ
кВт
3,70
6,90
3,70
6,90
—
—
среднее потребление электроэнергии при нагреве ГВ
кВт
3,20
6,40
3,20
6,40
—
—
потребляемая мощность отопительного котла
кВт
25,00
50,00
25,00
50,00
—
—
среднее потребление отопительного котла
кВт
16,00
31,00
16,00
31,00
—
—
Сенсорная панель Eberl Отображение визуализации на ПК
Несложное, интуитивно понятное, с высокой скоростью реагирования.
Посредствoм эргономичной сенсорной панели вводятся только порода древесины, толщина и конечная влажность. Далее достаточно нажать кнопку Пуск и сушилка сделает все остальное сама. Чтобы облегчить Вам ежедневную работу с нашим оборудованием мы предлагаем визуализацию. Это означает, что можно комфортно с ПК в офисе контролировать и управлять сушильной камерой. Очень простой интерфейс позволяет комфортабельно вводить соответствующие данные и параметры, а также сохранять или распечатывать протоколы и диаграммы процесса сушки. Также возможно дистанционное управление сушильной камерой через смартфон.
Брошюра о продукции
Подробную информацию Вы найдете в нашей брошюре по AirClassic-вакуумным сушилкам eDry в формате PDF для загрузки.
Камера для сушки дров в категории «Дом и сад»
Сушильная камера для дров JUVENAL (комплект оборудования для сушки)
Под заказ
Доставка по Украине
от 322 000 грн/комплект
Купить
Сушильные камеры JUVENAL для сушки древесины и дров — сотрудничество
Услуга
от 322 000 грн/комплект
Стеллаж для сушки и хранения дров двойной
Под заказ
Доставка по Украине
по 7 937 грн
от 2 продавцов
от 7 937 грн
Купить
Стеллаж для сушки и хранения дров двойной 2400х400х2500мм
Под заказ
Доставка по Украине
по 5 120 грн
от 2 продавцов
от 5 120 грн
Купить
Б/У техника с Германии-телевизоры, стиральные машины, сушки для белья, холодильники, морозильные камеры
Доставка из г. Черновцы
от 7 999 грн
Купить
Ультрафіолетова лампа для сушіння, розмір камери 150 * 150 мм, 36Вт
На складе в г. Львов
Доставка по Украине
569.90 грн
Купить
Піч буржуйка дров’яна з сушкою для речей з готувальною поверхнею економічна
Доставка по Украине
7 500 грн
6 000 грн
Купить
Сушильная камера для древесины JUVENAL (комплект оборудования для сушки)
Под заказ
Доставка по Украине
от 338 000 грн/комплект
Купить
Теплогенераторы (котлы) JUVENAL для сушильных камер
Под заказ
Доставка по Украине
от 150 000 грн
Купить
Пиролизный котел БРИК: котел для сушки, котел для теплицы. Твердотопливные котлы отопления купить с завода
На складе
Доставка по Украине
от 88 000 грн
Купить
Сублімаційна сушильна камера SКS-04. 1S на 5.6 м2 противня
Доставка по Украине
Цену уточняйте
Сублімаційна сушильна камера SКS-03.1S на 2.8 м2 противня
Доставка по Украине
Цену уточняйте
Сублімаційна сушильна камера SКS-06.1S на 34.5 м2 противня
Доставка по Украине
Цену уточняйте
Коптильная камера промышленного образца для горячего и холодного копчения
Доставка по Украине
30 000 грн
Купить
Буржуйка вертикальная, печь на дровах , печь тактическая с сушкой для вещей
Доставка из г. Киев
4 700 грн
Купить
Смотрите также
Буржуйка вертикальная, печь на дровах с варочной поверхностью, печь тактическая с сушкой для белья
Доставка из г. Киев
5 450 грн
Купить
Дровяная печь для пиццы с изолированной камерой горения D120V
Под заказ
Доставка по Украине
273 880 грн
Купить
Дровяная печь для пиццы с изолированной камерой горения D140V
Под заказ
Доставка по Украине
337 922 грн
Купить
Дровяная печь для пиццы с вращающейся камерой DR 120
Под заказ
Доставка по Украине
563 750 грн
Купить
Дровяная печь для пиццы с вращающейся камерой DR 140
Под заказ
Доставка по Украине
622 913 грн
Купить
Печи- буржуйки на дровах Экожар Комфорт с камерой дожига вторичных газов( 4мм) Печки на дровах для дачи (дома)
Доставка по Украине
15 000 грн
Купить
Печь буржуйка на дровах для дома с сушкой и радиатором с функцией быстрого обогрева
Доставка по Украине
2 900 грн
Купить
Сушка барабанного типа АВМ 0. 65.новая, для брикетирование дров, щепы, опилок, шелухи, семян
Недоступен
480 000 грн
Смотреть
Коптильня на дровах ; камера для копчения
Недоступен
63 243 грн
Смотреть
Дровяная печь для пиццы с изолированной камерой горения D120V ASTERM
Недоступен
268 583 грн
Смотреть
Сушка DTF А2+. Сушильная камера для трансферов DTF. ДТФ сушилка.
Недоступен
16 500 грн
14 850 грн
Смотреть
Шкаф управления камерой для сушки древесины.
Недоступен
Цену уточняйте
Смотреть
Система управления для камер копчения и сушки для сырокопченных колбас
Недоступен
Цену уточняйте
Смотреть
Сушка DTF А3++. Сушильная камера для трансферов DTF. ДТФ сушилка. Любой размер.
Недоступен
14 000 грн
12 600 грн
Смотреть
iDRY WOOD
Как бы выглядел ваш бизнес, если бы вы могли сушить древесину за недели, а не годы?
Что, если бы вы могли превратить бревно в напольное покрытие и продать его всего за несколько недель? Или позволить вашим клиентам самостоятельно выбирать плиты, которые они будут использовать для своих нестандартных шкафов? Что, если бы вы могли постоянно получать прибыль от вращающейся печи, сушия древесину для местных пильщиков и поставщиков древесины?
Подумайте о деньгах и времени, которые вы сэкономите за счет сушки в 5-10 раз быстрее, чем в традиционных сушильных камерах. iDRY Kilns позволяет вам перерабатывать ваш продукт в 5-10 раз быстрее, что, в свою очередь, БЫСТРЕЕ кладет деньги в ваш карман и обратно в ваш бизнес.
«Это позволяет нам контролировать процесс сушки в домашних условиях. Мы отдали его классному парню к западу от нас примерно через 40 минут; с iDRY. [Но теперь] нам больше не нужно загружать, а затем разгружать, загружать печь, разгружать печь, перезагружать, а затем выгружать обратно в наш магазин. Мы на 98% сушим собственную древесину и, если позволяет время, сушим чужую древесину». — Вытесанный и кованый
Технология вакуумной печи и почему она работает…
Вкратце …
Все печи iDRY используют непрерывный вакуум для сушки за счет снижения температуры кипения (испарения) воды при нагреве с помощью алюминиевых нагревательных пластин с горячей водой или циркуляцией горячего воздуха.
За счет сушки при низкой температуре мы можем ускорить время сушки без повреждения древесины или потери качества конечного и высушенного продукта. Вакуумное давление также всасывает воду из ядра в оболочку, что особенно удобно для более толстых размеров.
Хотите длинную версию? Щелкните здесь
«Всего за две недели у нас есть 2000 футов досок при 8% влажности. Они начинались где-то между 30 и 40%. Наш iDRY и большой упорный труд сделали все это возможным», — Maple Creek Mill
Купив iDRY, вы становитесь частью семьи
Мы не верим, что наша роль в успехе клиента прекращается после продажи сделан.
Вместо этого мы верим в то, что мы должны предоставлять качественную продукцию тем, кто, как мы знаем, выиграет от решений, предлагаемых нашими печами. А когда у вас есть печь? Мы здесь для ваших вопросов или проблем, 24/7.
Так что не удивляйтесь, если вы станете клиентом, а президент (Джим Паркер) компании возьмет трубку, когда вы звоните в службу технической поддержки, или если тот же человек, который сообщит вам цену (Поль Гренье), остановится просто для того, чтобы поздоровайтесь, потому что он представляет на выставке, а у вас есть магазин поблизости.
Другие способы узнать о нас больше… (ресурсы и не только)
Мы думаем, что начать бизнес по сушке древесины — это такая хорошая идея, что наш президент Джим Паркер превратил интервью об этом в «книгу».
Джим Паркер рассказывает об iDRY на саммите Woodpreneur. Это идеальные часы, если вам интересно, подходят ли iDRY для вашего бизнеса. Смотрите интервью на видео выше.
Те же самые ребята, которые создают iDRY, покажут вам, как им пользоваться. Ознакомьтесь с учебными пособиями по продуктам, отзывами клиентов и другими интересными вещами на нашем канале YouTube.
Сушка древесины в домашних условиях | База данных Wood
Эрик Мейер Пассивное выдерживание пиломатериалов при заданном уровне влажности для достижения желаемой ЭМС (воздушная сушка) может быть самым простым и наименее дорогим методом выдержки древесины, но также и самым медленным. Время сушки может значительно варьироваться в зависимости от породы древесины, исходного уровня влажности, толщины пиломатериала, плотности, условий окружающей среды и методов обработки.
Традиционное эмпирическое правило для воздушной сушки пиломатериалов заключается в том, чтобы время сушки составляло один год на дюйм толщины древесины; эта поговорка, очевидно, принимает во внимание только несколько из вышеупомянутых переменных, но это, по крайней мере, приблизительная отправная точка для понимания затрат времени, необходимых для правильной сушки пиломатериалов на воздухе. В ситуациях, когда зеленая древесина должна быть переработана в пригодные для использования доски (особенно в случае более толстого пиломатериала), для управления процессом сушки часто используется печь. Несмотря на то, что для сушки пиломатериалов используются различные типы печей, основная предпосылка, как правило, одна и та же: большая изолированная камера или помещение используется для балансировки и контроля влажности, температуры и воздушного потока, чтобы безопасно и эффективно довести древесину до приемлемого уровня влажности. . Основное преимущество печи заключается в том, что при повышенной температуре и воздушном потоке — при тщательном поддержании и контроле влажности окружающей среды — древесина может быть высушена гораздо более равномерно, сводя к минимуму любой градиент влажности между внешней оболочкой (которая сохнет очень быстро) и внутреннее ядро (которое медленно выравнивает влажность с оболочкой). Таким образом, печь способна высушить древесину намного больше равномерно , и именно эта однородность при сушке позволяет также быстро высушить древесину, одновременно избегая дефектов сушки, обычно связанных с быстрой, неравномерной сушкой.
Но печная сушка может также вызвать внутренние напряжения в древесине, особенно если используется неправильный режим обжига в печи или если не применяются корректирующие меры, что приводит к состоянию, известному как цементация . Этот дефект возникает, когда внешняя оболочка начинает высыхать быстрее, чем сердцевина: оболочка пытается сжаться, но ее тормозит еще влажная сердцевина. Если разница влажности между сердцевиной и оболочкой слишком велика, оболочка может сохнуть в растянутом состоянии. Позже, когда ядро со временем начинает высыхать и сжиматься, ситуация меняется на противоположную, и растянутая оболочка препятствует полному сжатию ядра. В экстремальных случаях упрочнения корпуса ядро может расколоться и вернуться в необратимое состояние, называемое 9.0021 сотовый .
Этот кусок красного дуба (Quercus rubra) имеет ячеистую структуру, которая является одним из худших дефектов сушки, поскольку она необратима, и ее обычно невозможно обнаружить, глядя на поверхность пиломатериала.
Сушка древесины в печи при повышенных температурах также имеет много других вторичных эффектов, таких как уничтожение жуков-пылесосов (вредителей древесины) на всех стадиях их развития. Тем не менее, это может также вызвать некоторые виды древесины, такие как черный орех (Juglans nigra) 9.0011 — теряют яркость цвета сердцевины, что приводит к более однородному и/или размытому внешнему виду. Для большинства столяров использование собственной печи для быстрой сушки пиломатериалов может быть нецелесообразным или чрезмерным. В большинстве случаев простое хранение проектных пиломатериалов при заданном уровне влажности является лучшим вариантом, чтобы гарантировать, что они будут иметь правильную ЭМС, когда придет время строительства. Однако в некоторых случаях, например, при переработке бревен или другой сырой древесины в пиломатериалы, необходимо соблюдать более тщательную процедуру.
Своевременно обрабатывать журналы. Если дерево только что было срублено или недавно был нанесен ущерб ураганом, лучше всего как можно быстрее переработать бревна на пиломатериалы; это поможет открыть древесину и поможет в высыхании, что может предотвратить появление гнили или пятен на древесине. Кора на цельных бревнах может выступать в качестве естественного барьера для влаги и, если ее не распилить, может способствовать грибковому разложению и ухудшению состояния некоторых видов. Отличительной чертой плохо обработанного пиломатериала своими руками является наличие обломанной или частично прогнившей древесины.
Распилите древесину немного большего размера. Помните, что при высыхании древесина дает усадку. Это, наряду с материалом, который неизбежно будет потерян, когда доски должны быть соединены/строганы гладко, означает, что сырую древесину всегда следует резать больше, чем желаемый конечный размер. (И вам, как правило, не нужно утруждать себя стыковкой/строганием древесины перед сушкой, так как она, несомненно, хотя бы немного деформируется в процессе сушки, а кромки должны быть обработаны после того, как древесина высохнет до ЭМС — исключение это то, что две поверхности бревна должны быть соединены на одном уровне, чтобы облегчить получение ровных и предсказуемых пропилов на ленточной пиле.)
Закройте концы. Помимо своевременной обработки бревен для предотвращения появления пятен и гниения из-за чрезмерной влажности, следует также избегать обратного: слишком быстрое высыхание древесины приведет к расколам и деформации торцевых волокон. Важно помнить, что влага выходит из дерева примерно в 10-12 раз быстрее на торцах, чем через другие поверхности. Герметизация торца заставляет влагу выходить более медленным и равномерным образом. Если этим пренебречь, концы будут иметь тенденцию к усадке быстрее, чем остальная часть древесины, создавая огромные напряжения на заготовке, которые в конечном итоге снимаются только за счет торцевых краев — очень распространенный дефект при высыхании. (Хотя на рынке есть специально разработанные герметики для кромок , в крайнем случае подойдет практически все: для герметизации поверхности кромок можно использовать парафин, полиуретан, шеллак или даже латексную краску. Главное – создать толстую, пленка, препятствующая проникновению влаги на края доски.Чтобы свести к минимуму риск растрескивания, рекомендуется наносить покрытие на торцы пиломатериалов в течение нескольких минут, а не часов или дней, после того, как их сняли с пилы.
Стопка и наклейка. Наличие пиломатериалов одинаковой длины и толщины значительно облегчает и упрощает процесс штабелирования; после того как бревно распилено на доски подходящих размеров, очень важно сложить их так, чтобы они были открыты для воздуха со всех сторон — для этой задачи обычно используются наклейки. Наклейки – это небольшие кусочки дерева (обычно размером около 3/4 дюйма на 1 1/2 дюйма), которые используются для увеличения пространства между распиленными досками, что увеличивает вентиляцию и способствует более равномерному процессу сушки. Расстояние между наклейками варьируется в зависимости от породы и толщины сушащихся пиломатериалов; консервативная схема интервалов будет составлять каждые 12 дюймов, хотя обычно интервалы 16 или 24 дюйма можно безопасно использовать для более толстых деталей.
Добавить вес. После того, как стопка дров уложена и правильно наклеена, полезно увеличить вес штабеля. Пиломатериал в нижней части штабеля, вероятно, достаточно утяжелен древесиной наверху, но доски в верхней части значительно выигрывают от дополнительного веса. Взвешивание штабеля древесины помогает предотвратить деформацию или деформацию, что особенно важно на начальном этапе сушки при переходе от зеленого к ЭМС окружающей среды. Аккуратная и правильная укладка, наклеивание и взвешивание древесины будет иметь большое значение для обеспечения того, чтобы процесс сушки привел к получению плоских, стабильных и пригодных для использования пиломатериалов.
Эта небольшая стопка половинок крушины (Rhamnus cathartica) только что была разрезана, сложена, наклеена и покрыта восковой эмульсией на водной основе.
Добавьте нагреватель после достижения ЭМС. Важно не торопить процесс сушки слишком быстро, но как только стопка древесины благополучно достигла EMC, может потребоваться (особенно во влажные летние месяцы) еще больше снизить MC для конкретного проекта. Это может быть так же просто, как перемещение штабеля пиломатериалов из гаража или сарая в отапливаемый подвал в помещении. В случаях, когда используются более короткие детали, можно использовать сушильный шкаф для постепенного снижения MC до 12% mc, 6% mc или любого другого уровня, который может потребоваться в приложении.
Сушильный шкаф может быть не чем иным, как простым деревянным шкафом с лампочкой накаливания на диммере для точного управления световым потоком, который, в свою очередь, определяет как внутреннюю температуру, так и, следовательно, относительную влажность. Многие термометры (как традиционные, так и цифровые), продаваемые крупными розничными торговцами, также оснащены гигрометром с достаточно точными показаниями относительной влажности; способность знать относительную влажность как сушильного шкафа, так и деревообрабатывающего цеха оказывается полезной и разумной инвестицией.
Когда порода древесины имеет высокое отношение T/R, она имеет тенденцию к усадке в одном измерении больше, чем в другом, во время высыхания, вызывая деформацию или деформацию. Хороший способ визуализировать тенденции древесины во время высыхания и усадки — изобразить дугу годичных колец, пытающихся распрямиться. (Конечно, на самом деле это не является причиной усадки, но служит хорошим инструментом памяти, помогающим визуализировать изменения размеров.)
На этом виде сливы (Prunus domestica) на концах видны чашевидные формы. Изначально доска была плоской, причем верх и низ изначально были параллельны. Дальнейшая обработка будет необходима, чтобы доска была плоской и квадратной.
Результаты неравномерной усадки варьируются в зависимости от конкретной формы и ориентации волокон плиты; плоские доски приобретают чашевидную форму, распиленные квадратные заготовки приобретают ромбовидную форму, а круглые шпонки становятся овальными. Кроме того, может возникнуть ряд проблем с короблением, которые связаны не только с неравномерной усадкой. В некоторых случаях в самой древесине присутствует ранее существовавший дефект, который проявляется и становится очевидным только в процессе сушки. Это может привести к таким дефектам, как: искривление, искривление, скручивание или сочетание двух или более дефектов одновременно. Независимо от конкретных названий, которые можно применять к деформированной древесине, большинство проблем деформации, связанных с сушкой, можно, по крайней мере, свести к минимуму, используя несколько простых рекомендаций:
Используйте надлежащие методы укладки. Как упоминалось ранее, наиболее важным средством предотвращения коробления является правильная укладка, наклеивание и взвешивание штабеля пиломатериалов.
Избегайте ювенильной древесины. Молодая древесина – это древесина, которая формируется в первые годы роста дерева и может рассматриваться как продолжение сердцевины. Официально не определена ширина ювенильной древесины (обычно достаточно исключения нескольких первых центральных годичных колец), но, как правило, чем дальше древесина срезана от сердцевины, тем лучше. Как и сама сердцевина, молодая древесина очень нестабильна и имеет повышенную скорость продольной усадки; эта повышенная скорость усадки тянет за собой зрелую древесину и заставляет ее сжиматься и деформироваться либо вдоль лицевой стороны доски (изгиб), либо вдоль боковой поверхности доски (изгиб).
Избегайте обработки веток или наклонных деревьев. Древесина, которая росла под наклоном, не имеет одинакового расстояния между кольцами роста и варьируется от верхней к нижней стороне. Эта аномальная древесина называется реактивной древесиной, и она может вызвать ряд непредсказуемых проблем с короблением во время сушки. В хвойных породах реактивная древесина образуется на нижней стороне ветки или ствола и называется прессованной древесиной. И наоборот, в твердой древесине все наоборот: ее реакционная древесина образуется на верхней стороне и называется древесиной напряжения.
Избегайте сучков. Проще говоря, сучки — это участки туловища, где когда-то росли конечности. В дополнение к неравномерной усадке или возможному ослаблению во время высыхания (оставляя сучковую дыру), сучки также могут создавать области сосредоточенных аномалий в волокне древесины и, следовательно, влиять на ее усадочные свойства. Наличие больших сучков может привести к резкому и преувеличенному короблению во время сушки.
Аккуратно обращайтесь со спиральными или переплетенными зернами. У некоторых пород древесины есть так называемая спиральная или переплетенная текстура. Как следует из названия, древесные волокна растут скрученными или переплетающимися. Неудивительно, что это может привести к проблемам с сушкой, чаще всего к скручиванию, когда один из углов доски поднимается над плоскостью трех других углов.
Может показаться, что распечатка документов — это простой процесс, который не требует дополнительных программ, ведь все необходимое для печати, есть в любом текстовом редакторе. На самом деле, возможности переноса текста на бумагу можно значительно расширить с помощью дополнительного программного обеспечения. В этой статье будет описано 10 таких программ.
FinePrint
FinePrint — это небольшая программа, которая устанавливается на компьютер в виде драйвер-принтера. С ее помощью можно выполнить печать документа в виде книги, буклета или брошюры. Ее настройки позволяют немного снизить расход чернил при печати и установить произвольный размер бумаги. Единственным недостатком является то, что FinePrint распространяется платно.
Скачать FinePrint
pdfFactory Pro
pdfFactory Pro также интегрируется в систему под видом драйвер-принтера, основной задачей которого является быстрое конвертирование текстового файла в формат PDF. Он позволяет установить пароль на документ и защитить его от копирования или редактирования. пдфФактори Про распространяется платно и для получения полного перечня возможностей придется приобрести ключ продукта.
Скачать pdfFactory Pro
Print Conductor
Print Conductor — это отдельная программа, благодаря которой решается проблема с одновременной распечаткой большого количества разных документов. Основной ее функцией является возможность составления очереди печати, при этом она способна перенести на бумагу абсолютно любой текстовый или графический файл. Это выделяет Print Conductor среди остальных, ведь она поддерживает 50 различных форматов. Еще одной особенностью считается то, что версия для личного использования полностью бесплатна.
Скачать Print Conductor
GreenCloud Printer
GreenCloud Printer — это идеальный вариант для тех, кто всеми силами пытается экономить на расходных материалах. Здесь есть все для того, чтобы уменьшить расход чернил и бумаги при печати. В дополнение к этому программа ведет статистику сэкономленных материалов, предоставляет возможность сохранения документа в PDF или экспорт в Google Drive и Dropbox. Из недостатков можно отметить только платную лицензию.
Скачать GreenCloud Printer
priPrinter
priPrinter — это отличная программа для тех, кому нужно выполнить цветную печать изображения. В ней присутствует огромное количество инструментов для работы с картинками и встроенный драйвер-принтер, с помощью которого пользователь в состоянии просмотреть, как будет выглядеть печать на бумаге. priPrinter имеет один недостаток, который объединяет его с вышеописанными программами, — это платная лицензия, а бесплатная версия имеет значительно ограниченный функционал.
Скачать priPrinter
CanoScan Toolbox
CanoScan Toolbox является программой, которая специально разработана для сканеров Canon серии CanoScan и CanoScan LiDE. С ее помощью функциональность таких устройств сильно увеличиваются. Здесь присутствует два шаблона для сканирования документов, возможность конвертации в PDF формат, сканирование с распознаванием текста, быстрое копирование и печать, а также еще много чего другого.
Скачать CanoScan Toolbox
ПЕЧАТЬ КНИГОЙ
ПЕЧАТЬ КНИГОЙ является неофициальным плагином, который устанавливается непосредственно в Microsoft Word. Она позволяет быстро сформировать книжный вариант из документа, созданного в текстовом редакторе, и распечатать его. В сравнении с остальными программами такого типа, ПЕЧАТЬ КНИГОЙ является самой удобной в использовании. К тому же она имеет дополнительные настройки колонтитулов и глав. Распространяется совершенно бесплатно.
Скачать ПЕЧАТЬ КНИГОЙ
Принтер Книг
Принтер Книг — это еще одна программа, которая позволяет распечатывать книжный вариант текстового документа. Если сравнивать ее с остальными подобными программами, то стоит отметить, что она выполняет печать только на листах формата А5. Она создает книги, которые удобно брать с собой в поездки.
Скачать Принтер Книг
SSC Service Utility
SSC Service Utility можно назвать одной из лучших программ, которая предназначена исключительно для струйных принтеров компании Epson. Она совместима с огромным перечнем таких устройств и позволяет выполнять постоянный мониторинг состояния картриджей, выполнять их настройку, чистку ПГ, производить автоматические действия для безопасной замены картриджей и многое другое.
Скачать SSC Service Utility
WordPage
WordPage — это простая в использовании утилита, которая предназначена для быстрого просчитывания очереди печати листов с целью создания книги. Еще она по надобности может разбивать один текст на несколько книг. Если сравнивать ее с другим подобным софтом, то WordPage предоставляет наименьшее количество возможностей для печати книг.
Скачать WordPage
В этой статье описаны программы, которые позволяют сильно расширить возможности печати текстовых редакторов. Каждая из них создана с конкретной целью или под определенные устройства, поэтому нелишним будет комбинировать их работу. Это позволит перебить недостаток одной программы достоинством другой, что значительно улучшит качество печати и позволит сэкономить на расходных материалах.
Топ-6 лучших бесплатных приложений для принтеров для Android
Здорово иметь хороший многофункциональный принтер. Но еще лучше иметь приложения, прилагаемые к этому принтеру. С правильным набором приложений для принтера вы можете печатать со своего мобильного устройства. Вам больше не нужен компьютер, подключенный к принтеру, для печати изображений, документов и всего, что между ними. Итак, какие бесплатные приложения для печати принтеров для Android являются лучшими?
#1: PDFelement для Android
#2: Epson Print
#3: PrintJinni
#4: Happy2Print
#5: HP All-in-One
#6: Canon Print Service
Лучший бесплатный редактор PDF
Ознакомьтесь с лучшим приложением для принтера для Android!
1. PDFelement для Android
PDFelement для Android — это бесплатное приложение, обеспечивающее функции чтения, аннотирования и подписания PDF-файлов. Он предлагает два режима чтения: горизонтальный и вертикальный режим чтения. Он также предоставляет облачные сервисы, которые позволяют загружать и выгружать файлы PDF на Google Диск, Dropbox, Box и OneDrive.
Печать PDF на Android становится успешной благодаря оптимизации PDF-файла и созданию уменьшенной версии файла. Кроме того, печать PDF из PDFelement обеспечивает незначительные искажения изображения и пикселизацию.
Преимущества:
Приложение позволяет пользователю вставлять изображения и предлагает фантастический опыт их редактирования без особых усилий.
Оригинальность документа может быть защищена с помощью паролей и подписей, что ограничивает любое нарушение данных или манипулирование ими.
PDFelement повышает удобство использования для пользователя. Можно поворачивать, удалять и добавлять текст одним нажатием кнопки на смартфоне.
С помощью технологии распознавания текста приложение распознает текст на изображениях и преобразует его в текст.
Недостатки:
PDFelement для IOS намного лучше с функциями редактирования и преобразования PDF.
Скачать Бесплатно Скачать Бесплатно КУПИТЬ СЕЙЧАС КУПИТЬ СЕЙЧАС
Если вы впервые слышите о PDFelement, важно объяснить шаги по эффективной печати PDF.
Шаг 1: Открытие соответствующего документа
Чтобы начать, запустите PDFelement со своего устройства iOS. В появившемся интерфейсе найдите и откройте документ, который необходимо распечатать.
Шаг 2: Выберите опцию печати
После открытия документа перейдите к значку “три точки” в правом верхнем углу. Нажмите на кнопку “Печать” в списке опций меню.
Шаг 3: Подтвердите настройки печати
Появится всплывающее окно печати, предлагающее некоторые параметры печати. Пользователю предлагается выбрать принтер, указать необходимые копии и выбрать диапазон страниц. После этого нажмите “Печать”.
2. Epson Print
Epson — одна из крупнейших и самых известных полиграфических компаний. Логично, что у них есть собственное приложение для печати. Мобильное приложение позволяет печатать, сканировать и обмениваться документами одним движением. Помимо документов PDF, Epson Print совместим с файлами Word и Excel. Самым большим преимуществом является то, что вы можете распечатать целые веб-сайты прямо со своего мобильного устройства. Да, и приложение бесплатное, но работает только с принтерами Epson.
Рассмотрим некоторые полезные функции:
Доступ к документам и файлам из облачных сервисов, таких как Evernote, Google Docs, Dropbox и Box.
Настройка параметров печати с мобильного устройства, выбор количества копий, диапазон страниц, размер и тип страницы.
Легкое сканирование документов и обмен ими с мобильного устройства.
Автоматическая коррекция подсветки и цветового оттенка.
Печать с полями и без них.
3. PrintJinni
Преимущество PrintJinni в том, что он работает с более чем 1000 моделями лазерных и струйных принтеров. Приложение поддерживает практически все компании, будь то Samsung, HP, Xerox, Dell, Epson и многие другие. Приложение бесплатное, но вам необходимо подписаться на некоторые услуги. Вы можете предварительно просмотреть и распечатать что угодно с высочайшей точностью. И нет никаких компромиссов по качеству.
Рассмотрим некоторые ключевые особенности:
Печать фотографий и изображений из социальных сетей, таких как Facebook, Instagram, Flickr, Picasa и др.
Распечатка контента из своей электронной почты.
Печать из облачных сервисов хранения, таких как Drive, Dropbox, Box и т. д.
Поддержка множества опций, таких как черно-белая печать, цветная печать, двусторонняя печать, печать выборочных страниц и многое другое.
4. Happy2Print
Еще одно бесплатное мобильное приложение для печати, которым вы можете пользоваться. HP Everyday Papers является создателем приложения, но приложение работает с другими принтерами, а не только с HP. Внутри приложения нет покупок, что делает приложение полностью бесплатным. Вы можете подключить свой принтер к мобильному устройству через USB-кабель, Bluetooth и Wi-Fi. Некоторые принтеры поддерживают прямое мобильное сканирование. Поддерживает принтеры как Mac, так и Windows, а мастер принтера автоматически определяет ваш принтер. Простота установки, всего несколько щелчков мышью до печати.
Рассмотрим основные особенности:
Печать офисных документов, изображений и фотографий.
Печать календарей, текстовых сообщений со своих мобильных телефонов или даже журнала вызовов.
Вы можете распечатать альбомы Facebook.
Возможность совместного использования для бизнес-приложений.
Поддержка облачных сервисов хранения, таких как Box, Drive и Dropbox.
5. HP All-in-One
Если вы владелец принтера HP, возможно, вам стоит подумать об удаленном приложении HP. Удаленное приложение для многофункционального принтера HP совместимо со всеми принтерами HP. Приложение позволяет обмениваться документами и изображениями по электронной почте, а затем распечатывать их. Также поддерживаются облачные сервисы, и вы можете настроить свой новый принтер HP с помощью приложения.
Рассмотрим некоторые особенности:
Контролируйте и заказывайте расходные материалы для вашего принтера HP.
Создавайте высококачественные PDF-файлы ваших изображений и документов с помощью сканера на принтере или мобильного телефона.
Печать изображений и документов с помощью Wi-Fi Direct.
Изменяйте настройки принтера и выполните задачи обслуживания.
Делитесь документами из облачных хранилищ или из социальных сетей.
6. Canon Print Service
И последнее, но не менее важное в нашем списке — Canon Print Service. Перед использованием этого приложения вам необходимо активировать Canon Print Service. После установки программного обеспечения услуга не активируется автоматически. При этом вам нужно нажать на значок после установки и активировать службу на отображаемом экране настроек. После активации услуги вы сможете пользоваться широким рядом функций, которые она предлагает.
Рассмотрим некоторые особенности:
Переключение между цветной и черно-белой печатью.
Печать 2 на 1.
Двусторонняя печать.
Печать без полей.
Прямая печать PDF.
Изменить тип и размер бумаги.
Печать из облачных хранилищ.
Сшивание страниц.
Лучший бесплатный редактор PDF
Все приложения для печати в списке объединяет одно — это управление PDF-документами. Но если вам нравится управлять PDF-документами, почему бы вам не получить специальное приложение PDF? Одно из лучших на рынке — это Wondershare PDFelement — Редактор PDF-файлов, универсальное программное обеспечение для работы с PDF.
Рассмотрим некоторые из ключевых особенностей:
Редактирование текста и изображения в документе.
Дальнейшее редактирование документа с помощью заметок, комментариев, выделений и других инструментов аннотации.
Создание специальной цифровой подписи и подписание документов цифровой подписью.
Защита своих документов паролем и шифрованием.
Удаление конфиденциальных данных с помощью инструмента редактирования.
Объединение нескольких документов в один PDF-файл.
Преобразование любого документа в PDF-документ с возможностью поиска и редактирования.
Использование многоязычной технологии OCR(распознавание текста) для поиска и извлечения любого документа.
Скачать Бесплатно Скачать Бесплатно КУПИТЬ СЕЙЧАС КУПИТЬ СЕЙЧАС
Загрузить программное обеспечение для печати на ноутбуках | ИТ-сайт
Лабораторные принтеры в The New School (TNS) требуют баллов за печать, которые списываются через систему Pharos Pay-to-Print. Это программное обеспечение необходимо загрузить для печати через беспроводную сеть. Программное обеспечение доступно для загрузки в нижней части этой страницы. Каждый раз, когда вы печатаете в TNS, система оплаты за печать будет запрашивать ваше имя пользователя и пароль для аутентификации вашей учетной записи.
Чтобы получить программное обеспечение, прочтите и примите Лицензионное соглашение внизу страницы.
Учащиеся: Вы можете использовать программное обеспечение на своих персональных компьютерах. После того, как вы больше не будете зарегистрированы или связаны с The New School, вам будет необходимо удалить эту программу.
Другие члены сообщества (преподаватели, сотрудники и т. д.): вам разрешено использовать программное обеспечение на ваших личных и рабочих компьютерах. Вы должны удалить эту программу, как только вы перестанете быть аффилированными с Новой школой.
Загружая любой из перечисленных ниже драйверов печати, я понимаю, что The New School (TNS) является лицензиатом Pharos Uniprint и что я удалю любой продукт Pharos, полученный от TNS, со всех своих компьютеров, когда я перестану быть аффилированным лицом с или зарегистрированы в TNS. Я подтверждаю, что я прочитал и понял руководящие принципы и политики, указанные выше, и я полностью принимаю положения и условия.
Студенты, преподаватели, сотрудники
Посетите страницу «Расположение принтеров», чтобы увидеть расположение доступных принтеров.
Выберите версию, подходящую для вашего ноутбука.
Введите имя пользователя и пароль NetID для подтверждения доступа.
Загрузка Windows x86 (32-разрядная версия)
Загрузка Windows x64 (64-разрядная версия)
Загрузка Mac OS (10.11 и выше)
Факультет: для факультетского ресурсного центра (FRC)
Перечисленные ниже драйверы беспроводного принтера можно использовать только в преподавательском ресурсном центре, расположенном в Университетском центре, кабинет 308
. Выберите версию, подходящую для вашего ноутбука.
Введите имя пользователя и пароль NetID для подтверждения доступа.
Загрузка Windows x86 (32-разрядная версия)
Загрузка Windows x64 (64-разрядная версия)
Загрузка для Mac OS (10.11 и выше) (Обратите внимание, что macOS Monterey (12.0.1) в настоящее время не поддерживается)
Персонал: административные центры
Перечисленные ниже драйверы беспроводных принтеров можно использовать только в административных центрах, расположенных по адресу: Пятая авеню, 79, 17-й этаж и 113 University Place, 6-й этаж.
Выберите версию, подходящую для вашего ноутбука. .
Введите имя пользователя и пароль NetID для подтверждения доступа.
Загрузка Windows x86 (32-разрядная версия)
Загрузка Windows x64 (64-разрядная версия)
Загрузка Mac OS (10. 11 и выше) (Обратите внимание, что macOS Monterey (12.0.1) в настоящее время не поддерживается)
Свяжитесь с нами Если у вас есть какие-либо вопросы или сомнения, обращайтесь в IT Central по телефону (212) 229-5300 HELP (x4357) или по электронной почте [email protected].
Дополнительная информация
Загрузить программное обеспечение для печати с ноутбука
Как установить программное обеспечение для печати на ноутбуке
Как удалить программное обеспечение для печати с ноутбука
Политика использования программного обеспечения для печати
Сопутствующие услуги
Печать
Беспроводная сеть
Доступно до
Студенты степени или летние интенсивы
Факультет
Посох
Справка
Связанные функции
Поддержка программного обеспечения принтера
| Zebra
Поддержка и загрузка
Ниже вы найдете программное обеспечение, применимое к семейству принтеров Zebra. Информация о совместимости конкретных моделей и требованиях к пользовательским устройствам доступна на каждой странице программного обеспечения. Некоторое программное обеспечение требует приобретения лицензии на ключ активации. Мы также предоставляем дополнительную информацию о классификации лицензионных соглашений Zebra с конечным пользователем программного обеспечения и страницу часто задаваемых вопросов о загрузке программного обеспечения, которая отвечает на вопросы, которые могут у вас возникнуть в отношении гарантии на программное обеспечение, загрузки ограниченного программного обеспечения и т. д.
Разверните каждую категорию, чтобы увидеть список программного обеспечения.
ZebraDesigner 3
Инструмент дизайна на базе Windows для создания этикеток со штрих-кодом
ZebraDesigner 3 для разработчиков
Инструмент дизайна на базе Windows для разработки настраиваемых шаблонов этикеток для конкретных случаев использования и принтеров Zebra
CardioDesigner 3
3
Инструмент для создания дизайнов карт лояльности, подарочных карт и удостоверений личности
CardStudio 1. 0
Zebra Setup Utilities (ZSU)
Рекомендуемая утилита настройки принтера для принтеров этикеток со штрих-кодом (поддерживаемые принтеры см. в примечаниях к выпуску)
Примечание о драйверах для конкретных продуктов
zDownloader ваш принтер этикеток со штрих-кодом (поддерживаемые принтеры см. в примечании к выпуску)
Шрифты принтера
Устанавливаемые пакеты шрифтов для некоторых принтеров этикеток со штрих-кодом
Tap & Pair для Android
Решение для сопряжения принтеров для устройств Zebra Android
Scan & Pair для Windows
Решение сопряжения мобильных принтеров для устройств Zebra Windows Mobile/CE
Print Station для Android
Позволяет печатать с планшетов и смартфонов Android
Enterprise Connector
Решение для печати непосредственно из приложения Oracle® eBusiness Suite (eBS)
SAP Integration
Решение для интеграции принтеров Zebra в программное обеспечение SAP™
PDF Direct
Позволяет печатать PDF-документы непосредственно из систем ERP на принтерах Zebra Print DNA с поддержкой
ZebraNet Bridge Enterprise
Удаленное управление принтерами Zebra с одного экрана ПК
Зеркало (примеры)
Удаленное управление принтерами Zebra через FTP
Printer Profile Manager Enterprise
Удаленное управление Печать на принтерах с поддержкой DNA из браузера вашего устройства
SOTI MobiControl Connector
Удаленное управление принтерами с поддержкой Zebra Print DNA напрямую из среды SOTI® MobiControl к Printer Profile Manager Enterprise или SOTI MobiControl Connector
AirWatch Connector
Удаленное управление принтерами Zebra Print DNA с поддержкой непосредственно из среды AirWatch
Файлы администрирования PrintSecure
Эти справочные файлы демонстрируют, как можно легко настроить безопасность принтера на принтерах Zebra Print DNA с поддержкой
Базовый интерпретатор Zebra (ZBI)
Дополнительный язык программирования принтеров Zebra
Мультиплатформенный пакет Link-OS (SDK)
Упрощает и упрощает создание мощных приложений для принтеров Zebra Print DNA и семейство карточных принтеров ZC
SDK для карточных принтеров
Позволяет разработчикам создавать приложения для печати и выпуска карт, используя широкий спектр сред разработки и платформ
PrintConnect для Android
Упрощает разработчикам добавление этикеток и квитанций печать на решения Android (для доступа к этому инструменту необходимо заполнить краткую форму)
Для разработчиков, чтобы быстро добавить поддержку печати через USB или по сети в браузерные приложения в системах Windows 7, Windows 10 и Mac OSX (заполнение краткой для доступа к этому инструменту требуется форма)
Дополнительный профиль для принтеров с поддержкой Zebra Print DNA для прямого подключения к ПЛК Rockwell® (для доступа к этому инструменту необходимо заполнить краткую форму)
Эмуляции принтера Печать на принтерах с поддержкой ДНК для использования различных языков управления принтером
Настраиваемая передняя панель (примеры)
Примеры, на которые пользователи могут ссылаться при настройке меню своего принтера для отображения только того, что они хотят видеть
Файлы конфигурации принтера (примеры)
Примеры WML и XML, демонстрирующие возможности популярных программ для принтеров Zebra
ИЩЕТЕ ЧТО-ТО БОЛЬШЕ КОНКРЕТНОЕ? Возможно, вы ищете программное обеспечение, специально предназначенное для вашей модели принтера.
Пика—лопатка П-41 (L=305), сталь 40Х Тип рабочей части: лопатка, пика, Диаметр: 24мм, Общая длина:
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 15
Зубило для отбойного молотка
Каталог товаровПоиск по разделамПоиск по параметрамЛичный кабинет
Главная страница
→
Навигатор по разделу
скачать прайс-лист выбранных товаров
Найдено товаров: 14
Код
Название
Артикул
Цена
org/Product»>
406570
Зубило для отбойного молотка
Производитель ВИЗ П-31
П-31
765 ₽
Наличие: 5шт.
Товар в Корзине
1
2
3
4
5
больше
удалить
495232
Зубило для пневмомолотка (пика, хвостовик-шестигран. 11.9мм)
Производитель SUMAKE ST-2301/Н
SUMAKE ST-2301/Н
600 ₽
Наличие: 1шт.
Товар в Корзине
1
2
3
4
5
больше
удалить
495233
Зубило для пневмомолотка (пика, хвостовик-шестигран.14.5мм)
Производитель SUMAKE ST-2303/Н
SUMAKE ST-2303/Н
org/Offer»>
* без скидки
1 050 ₽
Наличие: 3шт.
Товар в Корзине
1
2
3
4
5
больше
удалить
533785
Зубило для пневмомолотка конусное L=175мм
Производитель JTC 3326
JTC-3326
430 ₽
Наличие: 3шт.
Товар в Корзине
1
2
3
4
5
больше
удалить
org/Product»>
533788
Зубило для пневмомолотка круглое (с выступом D=12мм) L=175мм
Производитель JTC 3328
JTC-3328
620 ₽
Наличие: 2шт.
Товар в Корзине
1
2
3
4
5
больше
удалить
533787
Зубило для пневмомолотка плоское L=175мм
Производитель JTC 3327
JTC-3327
org/Offer»>
390 ₽
Наличие: 10шт.
Товар в Корзине
1
2
3
4
5
больше
удалить
406572
Зубило острое для отбойного молотка
Производитель ВИЗ П-11
П-11
450 ₽
Наличие: 2шт.
Товар в Корзине
1
2
3
4
5
больше
удалить
org/Product»>
406571
Зубило-лопатка для отбойного молотка
Производитель ВИЗ П-41
П-41
870 ₽
Наличие: 3шт.
Товар в Корзине
1
2
3
4
5
больше
удалить
10308680
Зубило (для пневматического молотка JTC-3340) JTC /1
Производитель JTC 3338
3338
org/Offer»>
1 100 ₽
Под заказ: 11шт.
Поставка: 4 раб. дн.
Товар в Корзине
1
2
3
4
5
больше
удалить
10305320
Зубило для пневмомолотка JTC-3340 JTC
Производитель JTC 3336
JTC-3336
760 ₽
Под заказ: 20шт.
Поставка: 4 раб. дн.
Товар в Корзине
1
2
3
4
5
больше
удалить
10305323
Зубило для пневмомолотка L=114мм круглое JTC
Производитель JTC 3331
JTC-3331
780 ₽
Под заказ: 505шт.
Поставка: 4 раб. дн.
Товар в Корзине
1
2
3
4
5
больше
удалить
10305324
Зубило для пневмомолотка L=127мм круглое с выступом d=15мм JTC
Производитель JTC 3329
JTC-3329
800 ₽
Под заказ: 13шт.
Поставка: 4 раб. дн.
Товар в Корзине
1
2
3
4
5
больше
удалить
org/Product»>
10305326
Зубило для пневмомолотка L=141мм полумесяц 40х68мм JTC
Производитель JTC 3333
JTC-3333
2 000 ₽
Под заказ: 6шт.
Поставка: 4 раб. дн.
Товар в Корзине
1
2
3
4
5
больше
удалить
618442
Зубило для пневмомолотка L=178мм, вилка 16мм JTC
Производитель JTC 5829
JTC-5829
org/Offer»>
1 350 ₽
Под заказ: 1шт.
Поставка: 4 раб. дн.
Товар в Корзине
1
2
3
4
5
больше
удалить
О компании
Автокаталоги
Услуги
Меню
Поиск по всем разделам
Схема проезда
Корзина
пока пусто. ..
Личный кабинет
Мои заказы
Гараж
Блокнот
+7 (495) 641-51-00
Зубило для отбойного молотка
HAMMER Blade 3
Готовность к будущему
Тонкий 6,2-дюймовый смартфон с сертификатом IP69, одна из самых технологичных моделей бренда. Он оснащен eSIM, 48-мегапиксельной камерой и NFC. И в то же время он готов решать сложные задачи благодаря своей надежной конструкции и высокой производительности благодаря сочетанию 8-ядерного процессора с 4 ГБ оперативной памяти.
48-мегапиксельная камера
Оставьте свою цифровую зеркальную камеру дома. HAMMER Blade 3 предлагает исключительные изображения благодаря встроенной основной камере высокого разрешения 48 Мп и фронтальной камере 8 Мп.
Большой и практичный
HAMMER Blade 3 отличается компактной и прочной конструкцией в сочетании со стеклом Gorilla Glass 3 для защиты 6,2-дюймового экрана HD+ IPS (1520×720). Это предлагает исключительное пространство и непревзойденную практичность.
Прирожденный хищник
Не дайте себя одурачить. Эта броня является синонимом комфорта и хороших характеристик. Раскройте всю мощь процессора Octa-Core и 4 ГБ оперативной памяти. Теперь вы можете больше!
Ты можешь больше!
Наслаждайтесь его впечатляющими характеристиками в любых условиях. На лезвие 3 не действуют удары, вода и пыль. Его стойкость подтверждена классами IK07 и IP69.сертификация. Он также оснащен водонепроницаемым портом USB-C 3.0 и мини-разъемом.
eSIM
В качестве инновационного решения и удобной альтернативы физическим SIM-картам eSIM дает вам свободу выбора и переключения между телекоммуникационными сетями. Просто загружайте профили от разных поставщиков и управляйте ими с помощью приложения. Все это на вашем HAMMER – в любое время и в любом месте. Модель также предлагает независимый слот для физической SIM-карты.
Всегда в курсе
Хотите полный функционал, онлайн и удобство? Используйте возможности модели: LTE, NFC и Wi-Fi.
Электризующая сила
Мы отказались от украшений и визуального великолепия ради истинного характера. Это в первую очередь HAMMER — отсюда и его мощная батарея на 5000 мАч с функцией Express Charging.
Android 10 + GMS
Встречайте десятое поколение Android и получите умные подсказки, темные темы, улучшенный звук и возможность управлять смартфоном с помощью жестов. Плюс новые эмодзи, Android Auto, еще больше безопасности и многое другое.
Очиститель шаров для боулинга Tac Up 8 унций+1+2+3
Купоны не допускаются
The Hammer Mens Blade — отличная обувь для улучшения вашей игры! Взаимозаменяемые подошвы и каблуки помогут получить наилучший необходимый комбинированный подход. Эта обувь предназначена для повышения производительности, а также комфорта. Скользите в пару сегодня!
Только правый
Цвет : Олово/Синий
Формованная не оставляющая следов резиновая подошва
Мягкая стелька из пены с эффектом памяти
Привлекательный верх из полиуретана и дышащей сетки
Создан для комфорта, минимальное время простоя
Входит в комплект обуви : скользящая подошва №6 и традиционный каблук
В коробке : рифленая пятка, гладкая пятка, скользящая подошва №8, скользящая подошва №10, инструмент для снятия каблука и бахилы
Артикул: HAM58801104Rh20
Код продукта: 13428
Марка: Молоток
Категория: Обувь для боулинга
Рекомендовано клиентами
Тройная сумка-тоут Brunswick Crown Royal с сумочкой 94,99 $ 109,99 $
Эксклюзивное безмасляное полотенце Bowling. com 9,99 $ 16,99 $
Сумка для захвата Bowling.com 9,99 $ 13,99 $
Средство для чистки шаров для боулинга Tac Up 8 унций 12,9 $9 15,99 $
Клиенты часто покупают эти предметы, похожие на оловянный/синий молот для правой руки.
3G Kicks Унисекс Черный 39,99 $ 59,99 $
Dexter Mens Kam Charcoal Grey 74,95 $ 99,95 $
Аренда классической мужской одежды 32,99 $ 54,95 $
Dexter Mens Ricky IV, черный / сплав 54,95 $ 59,95 $
3G Kicks Унисекс Черный / Белый 39,99 $ 59,99 $
Dexter Mens DexLite Pro BOA Черный Правая рука 109,95 $ 169,95 $
Dexter Mens Ricky IV Белый / Черный 54,95 $ 59,95 $
Dexter Mens Ricky IV Черный / Красный 54,95 $ 59,95 $
Dexter Mens THE C9 Lazer Color Shift Правая или левая рука 259,95 $ 299,95 $
Наверх
Отзывы покупателей | 1 вопрос клиента
Средний рейтинг клиентов
5 звезд на основе 1 отзыв
Уже есть?
Просмотреть
Сортировать 1 отзыв По:
Самые новые Самые старые С самым высоким рейтингом С самым низким рейтингом
28. 01.2022 By Jimmy J. from GA
5/5 Stars
Плюсы:
Каблук/подошва и удобство обуви — плюсы.
Минусы:
Нет
Итог:
Да, я бы порекомендовал это другу
Удобные и обеспечивают стабильность
У меня они уже около двух месяцев, и они очень удобные, без перерыва просто наденьте колодки и начните кататься. Стабильность, каблуки и подошвы, которые идут в комплекте, великолепны.
Вернуться к началу
Вопросы и ответы клиентов |
отзывов
Спасибо за ответ на еще один вопрос клиента! После одобрения он будет размещен здесь.
Вопрос:
Эти туфли имеют широкую посадку или только стандартные?
02.11.2021 — Дэнни
Есть ответ на этот вопрос?
Ответ:
Мы только показываем, что эта обувь имеет стандартную мужскую ширину D.
Виды газонокосилок: какие они бывают и какую лучше выбрать для дачи
Что такое газонокосилка или почему у соседа трава зеленее?
Зачем нужна газонокосилка? Можно ли справиться обычным триммером? Как выбрать нужную технику при таком широком выборе на рынке? Если вы задаетесь подобными вопросами, то данная статья точно для вас!
Основное назначение любой газонной косилки — стрижка травы. Это не только придает участку ухоженный вид, но и способствует появлению новых побегов и помогает бороться с сорняками. Период стрижки приходится с апреля по октябрь. При этом обрабатывать территорию нужно достаточно часто т.к. газон требует регулярного ухода. Именно поэтому вам понадобится надежный инструмент, подходящий под ваши задачи.
Травокосилка значительно облегчит труд на участке площадью от 300 м². Практически все модели предусматривают регулировку высоты обработки газона. Это позволит как регулярно подравнивать растительность, срезая только кончики травы, так и стричь заросший участок.
В качестве финальной стрижки иногда используются садовые ножницы. Это удобно, если вам требуется подрезка растительности в определенном месте, где не может пройти оборудование. Например, по краю вдоль забора, вокруг клумб или небольшой декоративной лужайки.
Триммер или газонокосилка?
Триммер, в отличие от газонокосильной машины, более компактный садовый инструмент, управляемый только вручную. Он подходит для небольших территорий площадью около 200 м² и не способен обеспечить ровную стрижку травы.
Триммер поможет справиться с грубыми сорняками, подравнивания кромки газона, на участке со сложным ландшафтом и т.д. Так что если у вас небольшой участок и вам не требуется ровная стрижка, то можете смело идти за покупкой мотокосы и закрывать данную статью т.к. здесь мы говорим о косилках. Однако, если вам важен ухоженный вид газона и при этом вы обладатель участка площадью более 300 м², то одним триммером ограничиться не получится.
Нередко на территории используют как мотокосу, так и травокосилку — для достижения максимально качественного результата. Раз мы заговорили о комплексном уходе за участком, то стоит вам рассказать и о садовых тракторах.
А может быть тогда садовый трактор?
Отличие садового трактора от газонокосилки определяется даже на глаз. Райдер оснащен водительским сиденьем, больше по габаритам, да и принцип самой работы совершенной иной. Режущая часть в тракторах расположена перед колесами. Такой тип конструкции удобнее при обработке декоративных зон т.к. трава не будет приминаться при скашивании.
Садовый трактор способен обрабатывать большие участки площадью до 25000 м². При этом многие модели поддерживают установку навесного оборудования, что расширяет возможности их применения: тележки, снегоотвалы, щетки для уборки мусора и т.д. Если у вас большая территория, то райдер станет универсальным решением для поддержки красоты участка в любое время года.
Однако, если вам требуется только стрижка травы и небольшое пространство, которое требуется обработать, то стоит выбрать газонокосилку. Так вы не переплатите за ненужные функции.
Виды газонокосилок
Главным отличием косилок друг от друга является тип питания, который лучше подбирать с учетом поставленных задач. На выбор есть: бензиновые, аккумуляторные, электрические и ручные аппараты. Перед покупкой обязательно стоит разобраться в чем заключается разница и что пригодится именно вам. Не беспокойтесь, мы вам обязательно в этом поможем.
Ручная газонокосилка
Простота превыше всего
Механическая газонокосилка наиболее проста в исполнении, не испортится от попадания влаги и стоит дешевле, чем техника любого другого типа питания. К плюсам относится также и то, что у вас нет привязки по времени использования т.к. не требуется дозаправка бака бензином или подзарядка аккумулятора. Помимо этого, вы не будете привязаны к розеткам, как в случае с электрическими моделями.
Однако, с высокой растительностью ручная газонокосилка уже не справится. В этом случае трава просто намотается на нож или будет вырываться с корнем. Режущая часть выполнена в виде вала с ножами и проворачивается от толкательного движения. Это замедляет время стрижки и может привести к усталости при работе на большом участке.
Плюсы
Простая конструкция без электроники позволяет работать даже под дождем.
Нет привязки по времени использования т.к не требуется дозаправка бензином или подзарядка батареи.
Низкая стоимость.
Минусы
Необходимо самому толкать оборудование, прилагая усилия.
Не справляется с высокой травой.
Бензиновая газонокосилка
Для любителей помощнее
Бензогазонокосилка характеризуется высокими показателями мощности, в сравнении с аккумуляторными и электрическими аналогами. Такая техника способна обрабатывать участки площадью до 7000 м².
Двигатели в такой техники могут быть 2-тактными или 4-тактными. Разница заключается прежде всего в производительности, которая во втором случае будет выше. Стоит также учитывать, что расход топлива у 4-тактных моторов будет больше.
К минусам можно отнести необходимость приготовления топливной смеси и вредные выхлопы. Однако современные модели зачастую предлагают решение этой проблемы в виде фильтров и улучшенных систем сгорания топлива.
Плюсы
Техника способна работать с большими участками до 7000 м².
Нет привязки к розетке.
Минусы
Приготовление топливной смеси.
Вредные выхлопы газа.
Шумная работа.
Электрическая газонокосилка
С заботой об экологии
Электрогазонокосилка не требует приготовления топливной смеси и не выделяет вредных выхлопных газов. Это делает садовое оборудование экологичным. Модели с электрическим двигателем — одни из самых доступных на рынке, если говорить о стоимости и разнообразии ассортимента в данном сегменте. Оборудование подходит для хранения в гараже или доме т.к. не будет обладать резким запахом бензина.
Для питания вам потребуется только доступ к розетке. Преимущество такого типа питания также заключается в тихой работе двигателя, если сравнивать с бензиновыми аналогами. За счет этого можно работать в любое время суток, не причиняя дискомфорт окружающим людям.
К недостаткам, относится длинный кабель, который будет волочиться за вами по земле. При работе на большом участке это создаст определенные неудобства т.к. придется тащить моток проводов за собой.
Плюсы
Экологична т.к. не выделяет вредных выхлопов.
Тихая работа двигателя.
Минусы
Привязка к розетке.
Аккумуляторная газонокосилка
Экономия и легкость
Аккумуляторная газонокосилка не привязана к розетке и не требует заправки топливной смесью. Такой тип питания наиболее экономичный т.к. срок эксплуатации батарей рассчитан на продолжительное использование. К преимуществам также относится малый вес самой косильной машины, если сравнивать с бензиновыми моделями.
Единственное неудобство — разрядка аккумулятора. В среднем питания хватает на 25 мин автономной работы. С учетом длительности зарядки, в средним около 2,5 ч, на большой территории может понадобиться до 4 запасных батарей для беспрерывного использования косилки.
Плюсы
Тихая работа двигателя.
Нет привязки к розетке.
Экологична.
Малый вес.
Минусы
Аккумулятор необходимо регулярно подзаряжать.
Роботизированная газонокосилка
Для тех, кто любит полениться
Робот-газонокосилка практически не требует вашего участия. Такие аппараты обычно сами выстраивают маршрут и способны выполнять поставленную задачу в автономном режиме. Для подзарядки предусмотрены специальные станции, а управление и настройка осуществляются дистанционно. Главным минусом такого вида техники является высокая цена. Однако, взамен вы получаете максимальный комфорт при уходе за участком.
При покупке стоит учитывать, что не каждая роботизированная косилка подойдет под ваш участок. Например, большое количество препятствий в виде клумб, столбов, чрезмерное количество бугров или ям — значительно усложнят выполнение задачи.
Плюсы
Автономность работы.
Дистанционное управление.
Минусы
Подходит для ровных участков.
Высокая стоимость.
Типы газонокосилок
Травокосилки делятся на несамоходные и самоходные. В первом случае вам придется перемещать оборудование по участку самостоятельно. На большой территории это приведет к быстрому возникновению усталости. Преимущество несамоходных моделей заключается в цене т.к данный тип намного дешевле самоходных косилок. Помимо этого, такой техникой проще объезжать препятствия и совершать развороты.
Самоходный тип отличается наличием привода. Некоторые модели обладают несколькими скоростями, которые выбираются с помощью управляющей рукоятки. Это значительно облегчает перемещение по участку и экономит ваши силы.
Где я смогу применить газонокосилку?
Данное садовое оборудование применяется как в быту, так и в профессиональной деятельности. Например, если вы живете в частном доме, то у вас точно есть двор. Именно здесь обычную площадку можно превратить в ухоженный газон, который будет радовать вас своим видом каждый день и где смогут играть ваши дети.
Для тех, кто увлекается ландшафтным дизайном, такая техника вообще незаменима. Кустарники причудливой формы и цветы не будут выигрышно смотреться на заросшем участке с травой разной длины.
Нередко травокосилки используются для стрижки растительности в городском парке или на футбольном поле. Во втором случае потребуется мощная модель, которая справится с работой на большой площади.
Как выбрать газонокосилку?
Для выбора нужной техники необходимо четко знать какие задачи перед вами стоят. Учитывается и площадь территории, и рельефность участка, и даже необходимость перевозки оборудования и т.д. Задача становится сложной т.к. на рынке предлагается большое количество техники: с травосборниками, со складными рукоятками, с функцией мульчирования, разного типа питания и т.д.
Выбираете газонокосилку для дачи? В первую очередь необходимо разобраться с техническими характеристиками. Это поможет сориентироваться в ассортименте и подобрать нужное оборудование под ваш участок.
Ширина скашивания
Ширина обработки поможет сориентироваться на какую площадь участка рассчитана техника. Например, если у вас огромная территория, а газонокосилка захватывает за один раз небольшое пространство, то вам придется намного дольше скашивать траву.
Мощность
Косилка с большей мощностью обычно обладает и большей шириной обработки. Данный параметр также напрямую влияет на то, какую площадь способна обработать техника. Например, модели с мощностью двигателя 1000-1200 Вт обычно характеризуются шириной кошения до 30 см.
Средним показателем считается 1500 Вт. Если у вас участок с большой площадью, то стоит выбирать модели мощностью побольше, например, около 3000 Вт. Однако стоит учитывать, что косилки с более высокими показателями будут потреблять больше топлива.
Объем травосборника
Травосборники могут быть пластмассовыми или стальными, тканевыми или комбинированными т.е. состоящими из 2 материалов сразу. Контейнеры из твердых материалов проще мыть и вытряхивать из них растительность. Для вентиляции предусмотрены отверстия, которые располагаются на крышке или по бокам. Вентиляция способствует уплотнению травы. Емкости, изготовленные из стали, наиболее долговечные, однако часто подвергаются коррозии. Тканевый материал наиболее легкий и складывается для более компактного хранения.
Объем травосборника влияет на частоту необходимости его опустошения. Соответственно при работе на больших участках следует выбирать вместительный контейнер. Например, при работе на площади в 500 м² подойдет травосборник объемом на 20-30 л, а при обработке 1000 м² — от 30 до 50 л.
Функции мульчирования и выброса
С красотой газона мы разобрались, а вот как быть с сохранением здоровья растительности? Газонокосилки помогут и в этом вопросе.
Определенные модели обладают функцией мульчирования. В этом случае в комплекте будет насадка, которая используется в роли заглушки для системы выброса. Таким образом вся скошенная растительность попадает обратно на нож, где дополнительно измельчается, а потом разбрасывается по земле.
Слой мульчи способствует сохранению питательных веществ в почве, защищает траву от температурных перепадов, а также служит в качестве удобрения. Техника с такой функцией оснащается более мощным двигателем т.к. на мотор идет повышенная нагрузка. К недостаткам относится снижение скорости кошения и увеличенное потребление топлива.
Если вам не нужно мульчирование, то используется выброс растительности. В этом случае вся срезанная трава будет падать на газон. Выброс может быть как боковым, так и задним. Обычно используется при резе толстых стеблей.
Регулировка высоты кошения
Многие травокосилки обладают функцией настройки высоты стрижки растительности. Благодаря этому техника способна как подравнивать кончики травяного покрытия, так и справляться с заросшим участком. Это также позволит работать на территориях с разными требованиями к растительности. Например, газон на футбольном поле обычно скашивается с установкой высоты реза на 30 мм, а стрижка высокой растительности происходит при 40 или 50 мм.
С учетом конкретной модели данный показатель настраивается в диапазоне от 20 до 80 мм. Регулировка высоты бывает ручной или механической. В первом случае понадобится откручивать колеса и закреплять их в соответствующем месте, чтобы опустить или приподнять корпус косилки. Механическая настройка происходит при помощи поворота соответствующего рычага. Такая регулировка осуществляется прямо при выполнении работы.
Поговорим о режущей системе?
Травокосилки бывают роторного и барабанного типа. В первом случае стрижка газона происходит за счет ножа, который находится на крутящемся валу. Растительность будет скашиваться рубящими движениями. Техника барабанного типа оснащается сразу несколькими ножами. Благодаря такой конструкции трава приподнимается у корней, что обеспечивает чистый рез.
Роторная система подойдет в том случае, если нужно справиться с толстыми стеблями растительности, например, сорняков. Барабанный тип подходит для частого ухода за газоном.
Подводим итоги
Если вы поняли, что по вашему участку плачет газонокосилка, то при выборе следует помнить несколько основных вещей:
Первым делом стоит определить площадь вашей территории. От этого будет зависеть тип питания будущей газонокосилки, а также такие технические параметры как ширина стрижки и мощность двигателя. Например, для придомовой территории в 500 м² подойдет травокосилка с шириной обработки 39-42 см.
Определите ровность участка. Не каждая техника сможет качественно подстричь траву, если у вас бугор на бугре и бугром погоняет. Особенно важным будет этот момент при выборе роботизированной косилки.
Подумайте о необходимости тех или иных дополнительных функций. Например, нужно ли вам мульчирование? А боковой выброс? Если вы предпочитаете травосборник, то может и не стоит переплачивать за то, что вам ненужно?
Если вам требуется комплексный уход, то стоит задуматься о покупке триммера или садового трактора.
Такие простые советы помогут ответить на вопрос — как выбрать газонокосилку для дачи или для работ в городе. Мы понимаем, что найти правильный садовый инструмент непросто. Если вы всё еще не знаете какую газонокосилку лучше купить, то обратитесь за помощью к нашим специалистам. Будем с нетерпением ждать обратной связи от вас и с радостью поможем подобрать технику с учетом ваших потребностей.
Виды и типы газонокосилок
На рынке представлено большое количество различных газонокосилок, и для того чтобы понять какая газонокосилка подойдет именно вам, необходимо разобраться чем отличаются газонокосилки друг от друга. В данной статье мы использовали классификацию газонокосилок по источнику энергии, типу привода, принципу устройства режущих ножей.
Все газонокосилки можно разделить по источнику энергии:
Ручные газонокосилки
Электрические газонокосилки
Аккумуляторные газонокосилки
Бензиновые газонокосилки
Раньше люди со средним достатком и небольшим газоном покупали ручные газонокосилки. Косилки с другим типом двигателя покупали люди состоятельные — владельцы больших газонов. Теперь все изменилось, легкая электрическая газонокосилка дешевле ручной газонокосилки.
По типу привода газонокосилки делятся на:
Самоходные газонокосилки
Газонокосилки, управляемые человеком сзади
По типам устройства режущих ножей газонокосилки можно разделить на:
Цилиндрические газонокосилки
Лезвия работают по принципу ножниц. Обычно лезвий бывает пять-шесть, но для настоящего партерного газона нужна косилки с восемью-двенадцатью лезвиями. Такие машины стоят очень дорого.
Бывают ручные с катком, ручные с колесами по бокам, цилиндрическая с электромотором, цилиндрическая косилка с банзиновым двигателем.
Достоинства:
Цилиндрическая газонокосилка срезает траву чище и ровнее, чем косилки других типов. Ее лезвия можно ставить на наименьшую высоту из всех возможных. Идеально подходит для партерного газона.
Недостатки:
Мощные цилиндрические косилки сильно дороже че аналогичные роторные газонокосилки. Высоту лезвия нужно тщательно регулировать. Косилки имеющие более трех лезвий, плохо справляются с высокой травой. Цилиндрическая косилка не срезает жесткие стебли.
Лезвия работают по принципу косы. Траву срезает лезвие или группа лезвий, вращающихся с большой скоростью в горизонтальной плоскости. Колеса поддерживают косилку над поверхностью газона. Бывают роторные косилки с электромотором, роторные косилки с бензиновым мотором.
Достоинства:
Неплохо стрижет газон и справляется с сухой травой. Регулировать лезвия очень легко. Модели с большой мощностью дешевле роторных газонокосилок с аналогичной мощностью.
Недостатки:
Качество стрижки ниже, чем у цилиндрической газонокосилки с правильно выставленными лезвиями.
Действуют по принципу косы. Траву срезает нож, вращающийся с большой скоростью в горизонтальной плоскости. Вентилятор, закрепленный в защитном кожухе создает воздушную подушку, которая приподнимает газонокосилку над поверхностью газона.
Достоинства:
Газонокосилка на воздушной подушке более маневренная, чем любой другой тип газонокосилок. Легко справляется с труднодоступными местами, влажной травой, стрижет бугристый газон, жесткую и переросшую траву.
Недостатки:
Газонокосилки данного типа сложно вести по прямой. При работе пыль и срезанная трава разлетается в разные стороны. Чтобы избежать несчастных случаев, необходимо работать с такой косилкой особенно осторожно.
При выборе типа газонокосилки, учитывайте площадь участка. Набольших участках рекомендуется использовать газонокосилки с бензиновыми двигателями.
Выбирая газонокосилку, нужно обратить внимание на их достоинства и недостатки, а также на некоторые особенности их отдельных элементов. В бюджетных моделях газонокосилок колеса обычно устанавливаются на втулках из пластика, поэтому они, как правило, недолговечны. Выбирайте газонокосилку с подшипниками. Такие модели долговечные и устойчивые к ударам. Газонокосилки с задними большими колесами отличаются легким управлением и, к тому же, меньше наносят повреждений газону. Именно такие модели возглавляют рейтинг газонокосилок.
Начинающие газонокосильщики отдают предпочтения таким моделям, в которых вал и нож соединены посредством ступицы из мягкого материала. Если вдруг опадет мусор, ступица срезается и защищает двигатель от поломок.
Если вы хотите выбрать лучшую газонокосилку, обратите внимание и на регулировку высоты скашивания. Самая совершенная регулировка на сегодняшний день — центральная, когда высота скоса меняется одним нажатием кнопки или рычага.
Газонокосилки с функцией мульчирования газонокосилки оснащены ножом с переменным углом наклона, благодаря которому он одновременно измельчает и подсекает траву, которая в итоге служит удобрением.
Лучшие газонокосилки вы найдете на нашем сайте, где можно ознакомиться и с подробным описанием каждой модели.
Узнать подробности о новых моделях и получить консультацию по выбору газоносилок можно здесь.
Описание 15 различных типов газонокосилок
Газонокосилки являются важным элементом оборудования для ухода за двором и газоном, и если вы просто хотите, чтобы ваш газон не превратился в заросший дикий луг, или вам нужен аккуратный и ухоженный газон, соседи позавидуете, есть несколько вещей, которые вам нужно учитывать перед покупкой. Чтобы узнать все о различных типах газонокосилок и о том, какой тип лучше всего подходит для вашего двора, вашего бюджета и ваших технических характеристик, ознакомьтесь с нашим исчерпывающим списком всех доступных типов газонокосилок.
1. Косилки с сидением
Если вам нужно косить большой газон, вы можете побаловать себя косилкой с сидением. Они облегчают работу по скашиванию газонов, значительно сокращая время, затрачиваемое на стрижку травы, и, как правило, делают ее более легкой и приятной. С точки зрения эффективности райдеры намного превосходят мотокосы, но и цена у них соответствующая. Есть также много различных типов на выбор, но большинство из них можно разделить на три категории. Это:
1.1. Трактор для газонов
Тракторы для газонов знакомы большинству людей, и эти двигатели, установленные спереди, будут тем, что многие из нас представляют себе, когда думают о райдерах. Это хороший выбор косилки для больших газонов с шириной деки, как правило, от 42 до 54 дюймов. Хороший способ определить, какой размер газонного трактора вам нужен, — это разделить ширину его деки на 12, и ответом будет максимальный размер газона, который он может обрабатывать. Например, ширина деки 42 дюйма подойдет для газонов площадью до 4 акров.
Мощность двигателя газонных тракторов варьируется от 18 до 25 лошадиных сил, при этом модели начального уровня имеют один цилиндр, а некоторые более дорогие модели оснащены двумя цилиндрами. Базовые газонные тракторы будут иметь трансмиссию с рычажным приводом, в то время как модернизированные модели могут иметь бесступенчатую трансмиссию, которая представляет собой автоматическую коробку передач с приводом от шкива, управляемую ручным рычагом переключения на ходу.
Если вы действительно хотите раздвинуть границы своего бюджета, вы можете выбрать газонный трактор с гидростатической педальной трансмиссией. Тракторы для газонов обычно стоят от 1000 до 3000 долларов, что делает их довольно разумными по сравнению с другими типами райдеров. Они хорошо подходят для больших газонов, но их главный недостаток — ограниченная маневренность. Они с трудом поворачиваются и не могут хорошо преодолевать препятствия, что часто приводит к тому, что участки травы остаются несрезанными, когда газонный трактор не может достаточно плотно прижаться к краю или препятствию.
1.2. Косилка с нулевым поворотом
Косилки с нулевым поворотом за последние несколько десятилетий стали Ferrari в мире газонокосилок. Они управляются поясными стержнями на переднем сиденье, которые приводят в действие двойные гидростатические трансмиссии на задних колесах. Их конструкция означает, что, в отличие от других райдеров, они обеспечивают непревзойденную маневренность. Они могут поворачиваться, совершать крутые повороты и обеспечивают превосходную производительность резки. Косилки с нулевым поворотом могут подходить к препятствиям намного ближе, чем другие косилки с сиденьем, поскольку они могут плотно косить края ландшафта, что приведет к лучшему результату на большинстве газонов. Их управляемость обеспечивает более эффективное кошение, особенно на газонах неправильной формы. Как правило, они предлагают самое легкое скашивание из всех газонокосилок и способны срезать больше травы за кратчайший промежуток времени.
Ширина деки косилок с нулевым поворотом обычно составляет от 32 до 60 дюймов. Они оценили мощность от 12 до 25 лошадиных сил при объеме двигателя от 452 до 700 куб.см. Стоимость косилки с нулевым поворотом варьируется в зависимости от модели и спецификации, в диапазоне цен от 1000 до 6000 долларов.
1.3. Самоходная косилка с задним расположением двигателя
Эти самоходные косилки являются хорошим выбором для газонов среднего размера, которые могут быть слишком малы для газонокосилки, но слишком велики для комфортного использования прогулочной косилки. Эти косилки, как следует из названия, удерживают двигатель в задней части машины, под сиденьем водителя, а дека находится под местом водителя. Обычно они управляются с помощью ручного рычага переключения передач, который приводит в действие бесступенчатую трансмиссию, и имеют одноцилиндровые двигатели объемом от 344 до 38 куб.0003
Размеры деки самоходных косилок с задним расположением двигателя, как правило, варьируются от 30 до 33 дюймов, что делает их наиболее подходящими для газонов общей площадью менее 2,5 акров. Газон такого размера приведет к значительному износу газонокосилки в течение сезона, поэтому хороший режим технического обслуживания будет важен, но косилка с задним расположением двигателя сможет справиться с этим. Для газона, намного превышающего 3 акра, вам нужно будет смотреть на газонный трактор или газонокосилку с нулевым поворотом.
2. Косилки шагающие
Прогулочные косилки охватывают ряд газонокосилок, за которыми ходит пользователь. Они лучше всего подходят для небольших газонов, как правило, размером до половины акра (хотя газон площадью в пол-акра может занять у вас несколько часов, чтобы скосить газонокосилкой, и вы будете прощены за то, что выбрали поездку на справитесь с газоном такого размера. ) Газонокосилки с шаговым двигателем предлагают самое большое разнообразие и универсальность, когда речь идет о газонокосилках. Они могут сильно различаться по цене, качеству и предлагать множество различных функций. Большинство газонокосилок можно разделить на следующие категории.
2.1. Цилиндрическая косилка
Цилиндрические косилки, также известные как барабанные косилки, имеют вертикально вращающиеся цилиндрические лезвия в передней части косилки, которые срезают неподвижное лезвие. Они захватывают траву между лезвиями и срезают ее, действуя подобно ножницам. Вертикальных лезвий на цилиндрической косилке может быть от трех до двенадцати, причем большее количество лезвий обычно означает более точный срез. Они предназначены для использования на ровных газонах и не особенно хорошо справляются с неровными или шероховатыми поверхностями. Они дают аккуратный срез, который особенно хорошо подходит для создания четких полос на газоне, если вы хотите добиться такого вида. Они лучше всего подходят для мягкой травы, так как плохо справляются с грубой травой. Они также с трудом подстригают высокую траву, поэтому, если вы выберете цилиндрическую косилку, вам нужно будет следить за скашиванием и регулярно косить траву, так как косилка не будет хорошо работать с заросшей травой.
Во время вегетационного периода необходимо косить газон не реже одного раза в неделю, в идеале два раза в неделю. Эти типы косилок имеют лезвия, которые менее доступны, что затрудняет их заточку, чем у роторных косилок, что вызывает сожаление, поскольку они, как правило, требуют наибольшего обслуживания. Если цилиндрическую косилку не обслуживать регулярно, ее лезвия начнут жевать траву, что приведет к очень плохому скашиванию. По этой причине цилиндрические косилки лучше всего подходят для тех, кто хорошо разбирается в механике. Они также, как правило, менее регулируемы, чем другие косилки, что дает вам меньше вариантов, когда дело доходит до высоты стрижки травы. Они также, как правило, менее распространены, поэтому, если они выйдут из строя, вам может быть сложно найти запасные части. При этом эти косилки могут быть доступными и эффективными в сочетании с правильным типом газона и чрезвычайно популярны среди тех садоводов, которые гордятся аккуратной и короткой стрижкой газона. Они также часто оснащены роликом сзади, предлагая пользователю инструмент «два в одном». Коробка для травы на цилиндрической косилке обычно находится спереди.
2.2. Роторная косилка
Это самые распространенные типы косилок, которые вы найдете. У них есть одно лезвие, которое вращается с очень высокой скоростью в горизонтальном движении, срезая траву, когда она соприкасается с ней, очень похоже на кухонный комбайн или блендер. Эти косилки лучше всего работают на траве средней и высокой длины, а это означает, что вы можете делать более длительные перерывы между сеансами скашивания без каких-либо негативных последствий. Срез, который вы получаете от роторной косилки, менее точен, чем от цилиндрической косилки. Он имеет тенденцию бить и бить травинки вокруг, разрезая их при ударе из-за высокой скорости вращения, что приводит к менее точному и более неровному скашиванию, чем вы могли бы получить от хорошей цилиндрической косилки. Однако разница в стрижке, вероятно, не будет столь заметна для большинства людей, особенно на среднем газоне с его уклонами, неровностями, вариациями цвета и толщины. Однако на более ухоженном газоне можно увидеть разницу между двумя стрижками, а цилиндрическая косилка предлагает более качественную стрижку из двух.
2.3. Толкающая косилка
Толкающая косилка, как следует из названия, требует, чтобы пользователь вручную перемещал машину по газону. Мотор крутит лопасти, но руль — это все, что вам нужно. Эти косилки популярны, потому что они обычно самые недорогие, а также легкие и простые в обращении. Толкающая косилка обладает хорошей маневренностью, позволяя пользователю точно направлять ее, объезжая препятствия и повороты, и даже давая задний ход. Тот факт, что она легкая, может быть полезен, если вам нужно поднять косилку в прицеп или кузов грузовика, или если вам нужно переносить ее вверх и вниз по ступенькам.
Эти газонокосилки требуют определенных физических усилий, что отлично, если вы хотите добавить в свой график дополнительные упражнения, но может не подойти людям с жалобами на здоровье или тем, кто не хочет потеть. Следует отметить, что толкающие косилки лучше всего подходят для ровных газонов, потому что необходимость толкать их вверх по холму может быть очень трудоемкой, как и погоня за ними вниз по склону! Они лучше всего подходят для небольших дворов из-за их напряженного характера и, вероятно, являются самым простым типом газонокосилок, которые вы можете получить. Для тех, кто беспокоится о воздействии стрижки газона на окружающую среду, напорные косилки являются лучшим вариантом, поскольку они не производят вредных выбросов. Они также не создают шумового загрязнения, как газонокосилки с электроприводом.
2.4. Самоходная косилка
Самоходные газонокосилки оснащены трансмиссией, которая продвигает машину вперед, поэтому пользователю не нужно ее толкать, а вместо этого она направляет ее. Эти косилки, как правило, просты в эксплуатации и значительно упрощают и ускоряют стрижку газона даже на небольших участках. Основным преимуществом самоходной косилки является то, что она не требует рабочей силы, но есть и другие преимущества. Эти косилки, как правило, обеспечивают более равномерную стрижку газона по сравнению с косилками, поскольку они могут поддерживать постоянную скорость. Самоходные газонокосилки более технически технически совершенны, чем самоходные косилки, поэтому они требуют большего обслуживания и их сложнее исправить, если что-то пойдет не так. Эти косилки, как правило, дороже, чем косилки с толкателем, но многие люди считают, что дополнительные расходы того стоят, чтобы избежать необходимости вручную приводить в движение косилку.
2.5. Газонокосилка Hover
Эти газонокосилки парят в нескольких дюймах над землей, сидя на воздушной подушке. Благодаря меньшему контакту с землей и, следовательно, меньшему трению, ими очень легко управлять по газону. Они могут двигаться в любом направлении, в том числе вбок, что делает их особенно полезными для дворов, которые имеют неудобную форму, или для маневрирования вокруг препятствий, таких как кашпо, деревья и элементы сада. Они также дают пользователю больше контроля над краями газона. Парящие косилки, как правило, довольно недороги, что является еще одним фактором, который делает их довольно популярными. Хотя у этих типов косилок есть свои преимущества, у них также есть недостатки. Основная проблема парящих газонокосилок заключается в том, что им не хватает мощности, что представляет проблему для тех, у кого газон большего размера. Чаще всего они электрические и лучше всего подходят для небольших газонов.
3. Типы питания
Тип источника питания, наиболее подходящий для вашей газонокосилки, зависит от размера вашего газона, вашей силы и ваших личных предпочтений. Варианты на выбор, когда речь идет о типах мощности газонокосилки:
3.1. Косилка с ручным приводом
Косилки с ручным приводом, по сути, толкающие косилки. Хотя у них может быть двигатель, он приводит в действие только лопасти и не дает импульса. Пользователь является источником импульса с помощью мышечной силы, в отличие от электрической, аккумуляторной или бензиновой косилки, где импульс обеспечивается двигателем, а пользователь просто обеспечивает направление движения. Эти косилки самые тихие, самые экологичные и самые недорогие. Они также являются самыми сложными в использовании, требуя большого количества силы и энергии для работы. Они лучше всего подходят для небольших газонов.
3.2. Косилка с электроприводом
Эти косилки питаются от электричества через кабель, прикрепленный к косилке. Они чрезвычайно популярны, и на их долю приходится большинство газонокосилок, покупаемых каждый год, и они особенно распространены на малых и средних дворах. Их популярность обусловлена множеством преимуществ. Они легкие, поэтому просты в обращении и маневренны. Они меньше, чем бензиновые косилки, что облегчает их хранение, когда они не используются. Их никогда не нужно заряжать, как газонокосилки с батарейным питанием, и у них не закончится бензин. Это означает, что пока у вас есть электроэнергия, вы можете запускать эти косилки в любое время, что дает пользователю максимальное удобство. Электрические косилки просты в использовании и дают хорошие, стабильные результаты. Они также очень доступны по цене, обычно от 100 до 250 долларов.
Самым большим недостатком электрических косилок является то, что они привязаны к электрической розетке. Это создает несколько проблем. Основная проблема заключается в том, что если ваш двор длиннее кабеля, то самая дальняя часть вашего газона не будет срезана. Крайне важно, чтобы вы измерили свой газон и сравнили его с длиной кабеля газонокосилки, прежде чем покупать ее, чтобы избежать этой проблемы. Вторая проблема, которую можно обойти, — это наличие кабеля, волочащегося за вами, где бы вы ни косили. Вам нужно быть осторожным, чтобы лезвия газонокосилки не соприкасались с кабелем, и следить за тем, чтобы не запутаться по пути. Это незначительное неудобство, которое можно обойти, немного потренировавшись, но многие люди считают косилки с проводом слишком ограничивающими.
3.3. Газонокосилка
Бензиновые газонокосилки имеют двигатели, работающие на бензине. Они не ограничены кабелем и поэтому отлично подходят для скашивания больших площадей, куда не могут добраться сетевые косилки. Они более мощные, чем электрические косилки, и быстрее косят траву, что приводит к сокращению времени скашивания. Их мощность означает, что они подходят для легкого кошения даже плотной, толстой или высокой травы. Бензиновые газонокосилки просты в управлении и достаточно хорошо маневрируют вокруг препятствий. С точки зрения использования, одно из самых больших отличий, которое вы заметите при работе с газонокосилкой, заключается в том, что она намного тяжелее и больше по размеру.
У бензиновых косилок есть несколько недостатков. Во-первых, у них есть двигатели, которые, как и двигатели автомобилей, являются причиной загрязнения окружающей среды. Их также необходимо регулярно обслуживать и обслуживать, чтобы они не вышли из строя. Также необходимо следить за уровнем масла и топлива. Бензиновые косилки также очень шумные и, как правило, являются самым дорогим типом косилок, которые вы можете приобрести. Как правило, они стоят от 200 до 800 долларов.
3.4. Аккумуляторная косилка
Аккумуляторные газонокосилки работают от аккумулятора, обычно литий-ионного, легкого и долговечного. Эти косилки дают пользователю все преимущества электрических косилок без ограничения длины кабеля. Поскольку эти косилки не привязаны к источнику питания, они хорошо подходят для садов любого размера. Они, как правило, немного тяжелее, чем электрические косилки, но намного легче, чем газонокосилки. Эти косилки предлагают превосходное удобство, но за это приходится платить. Они дороже электрических косилок и обычно стоят более 500 долларов за модель хорошего качества.
Основным недостатком аккумуляторной косилки является время ее работы. Многие из этих газонокосилок будут работать около часа, прежде чем их нужно будет перезарядить, что может оказаться довольно неприятным, если вы только на полпути к стрижке газона, когда батарея разрядится. Батареи также не вечны, и их необходимо будет заменять каждые несколько лет.
4. Типы привода
Привод косилки является важным фактором, который может повлиять на производительность в зависимости от местности. Косилки могут быть либо заднеприводными (RWD), либо переднеприводными (FWD), либо полноприводными (AWD), каждый из которых имеет свои плюсы и минусы.
4.1. Задний привод
Эти косилки движутся вперед за счет движения задних колес. Они хорошо подходят для широких открытых пространств, так как ими трудно маневрировать, и поэтому вам может быть трудно в маленьких или неуклюжих садах. Их может быть трудно повернуть, чтобы изменить направление, и особенно сложно повернуть назад. Тем не менее, они превосходны на неровной или неровной местности, так как они будут продвигаться вперед по любым неровностям или крутым склонам.
4.2. Передний привод
Косилки FWD приводятся в движение передними колесами, которые тянут косилку во время поворота. Эти типы косилок лучше всего подходят для ровных газонов, на которых нет склонов или холмов, поскольку они плохо работают на склонах. Косилками с передним приводом легко управлять, и они могут хорошо маневрировать вокруг препятствий или газонов неправильной формы.
4.3. Полный привод
У этих косилок все четыре колеса подключены к источнику энергии, и все они приводятся в движение одинаково, двигаясь вместе в унисон. Основными преимуществами полноприводного движителя являются его скорость и мощность, хотя ему не хватает маневренности переднеприводных косилок.
17 типов газонокосилок (Руководство по покупке)
Фейсбук
В приведенном ниже полезном видеоролике специалист по ландшафтному дизайну Патрик Вайзел свел часто утомительный процесс покупки газонокосилки к одному утверждению: «Выбирая косилку, не выбирайте больше, чем вам нужно».
Это правда. Не перекупайте. Вы можете потратить гораздо больше денег, чем вам нужно, и вы также можете получить больше газонокосилок, чем вы или ваш газон можете выдержать.
Это действительно хороший совет, но когда вы ищете новую газонокосилку — будь то ваша первая или вы заменяете старую — одного этого утверждения недостаточно, чтобы сориентироваться. Чтобы прислушаться к совету Вайзеля, вам нужно знать, сколько косилок вам действительно нужно.
Именно поэтому мы создали это руководство. Мы хотим предоставить вам полезную информацию, чтобы вы могли принять обоснованное решение о покупке. Таким образом, задача стрижки газона может быть немного счастливее. Смотрите наш выбор небольших газонокосилок здесь.
Родственный: Виды бермудской травы | Виды садовых инструментов | Виды дворовой травы » вики полезно Альтернативы траве для двора
I. Руководство по покупке газонокосилки
Видео: Как выбрать газонокосилку
Наше руководство по покупке начинается с краткого обзора доступных типов газонокосилок, а затем мы более конкретно с компонентами, которые заставляют косилки выполнять свою работу. Далее вы познакомитесь с функциями и дополнительными функциями. Мы соберем все это воедино, изучив важные аспекты покупки газонокосилки.
Леди и джентльмены, запустите двигатели (газонокосилки)!
A. Общие типы газонокосилок
Существует множество различных типов газонокосилок, и все они сделаны по-разному. Мы разобрали различные косилки и то, что заставляет их работать. Начнем с основных типов.
Посмотрите некоторые из этих косилок в действии, чтобы понять, где их можно использовать:
Пять различных типов газонокосилок
1. Самоходная косилка
Источник: Sears
Самоходная газонокосилка — это та, которая, по сути, ведет себя сама. Конечно, вы ведете и управляете ею, но у косилки есть трансмиссия, которая приводит ее в движение, поэтому вам не нужно толкать машину по двору.
Из-за механики, необходимой для продвижения вперед, самоходная косилка, как правило, дороже и требует большего обслуживания, чем косилки с толкателем. Однако, в зависимости от характера того, что вы косите, а также от ваших собственных сил, дополнительные затраты могут быть оправданы.
2. Толкающая косилка
Источник: Amazon
Толкающая косилка приводится в действие в первую очередь вами. Толкающие косилки имеют двигатели разных типов, но мощность направляется на стрижку травы, пока вы толкаете ее туда, где вам нужно.
Если вам нравятся дополнительные тренировки, связанные с перемещением газонокосилки по двору, этот тип косилки — хороший выбор. Вес косилок различается, но типичный вес находится в диапазоне 60-70 фунтов, при этом доступны как более легкие, так и более тяжелые модели. При покупке газонокосилки вы можете найти вес газонокосилки, указанный в технических характеристиках продукта.
3.
Косилка барабанная (также известная как цилиндрическая косилка)
Источник: Amazon
Газонокосилки барабанные — это экологически чистый способ ухода за газоном. У них нет двигателя, поэтому им не нужен бензин, масло или электричество. Они тихие. Подобно косилке, вы получаете пользу от физической активности.
Возможно, самая большая выгода от барабанной косилки – это ваш газон. Вместо того, чтобы рвать траву, эти косилки срезают травинки, как ножницы, оставляя ваш газон здоровым и ухоженным. Однако для этого может потребоваться стрижка два раза в неделю. Lawnsmith предлагает сравнение косилок с цилиндрическими и другими косилками с роторным лезвием.
Просто так:
Вы когда-нибудь мечтали покататься на велосипеде, но не могли, потому что застряли, кося свой двор? Почему бы не решить проблему, сделав и то, и другое сразу?
Источник: Tree Hugger
4. Hover Mowers
. — бросая вызов. Поскольку они могут двигаться из стороны в сторону в дополнение к стандартным движениям вперед и назад, парящие косилки отлично работают в неудобных местах, до которых другие косилки просто не могут добраться или маневрировать.
Парящие косилки работают и работают иначе, чем косилки с колесами и вращающимися лезвиями. Вот одно в действии:
Toro Hoverpro Series Mowers
5. Роботизированные газонокожие газонокожие
Источник: Amazon
считает, что это не, а не, а не, а не, а не, а не, а не, а не, а не, а не, а не, а не, а не, а не, а не, а не, а не, а не, а не, а не, а не, а не, а не, — это — нота — это — нота — это — 90 — — это законодательство 9017 — 9017 — 9017 — 9017 — это, — это 9017 — — Вы когда-нибудь были очарованы роботами-пылесосами, которые убирают ваши полы, пока вы смотрите на них? У этих роботов-пылесосов есть двоюродный брат, работающий на открытом воздухе. Позвольте газонокосилке-роботу подстричь газон, пока вы отдыхаете в гамаке и потягиваете лимонад.
Газонокосилки-роботы работают в пределах зоны, которую вы устанавливаете, устанавливая ограничительный провод. Запрограммируйте эти косилки на стрижку травы, когда вы этого захотите. Это достаточно тихо, чтобы бегать ночью, если вы того пожелаете.
Некоторые пользователи сообщают о сложностях установки и программирования. После того, как эта первоначальная настройка будет завершена и выполнена правильно, вы можете расслабиться и позволить газонокосилке-роботу подстригать траву по вашей команде.
6. Самоходные газонокосилки
Два типа самоходных газонокосилок облегчают большие объемы кошения: стандартные самоходные газонокосилки и самоходные газонокосилки с нулевым поворотом.
Источник: Lowe’s
Стандартные самоходные косилки оснащены рулевыми колесами для максимального комфорта и маневренности. Хотя им не хватает точности мотокосы и даже косилки с нулевым поворотом, они хорошо косят траву, чтобы ваш двор выглядел опрятно, а не непослушно.
Источник: Lowe’s
Газонокосилка с нулевым поворотом — это особый тип самоходной газонокосилки. Этот тип косилки спроектирован так, чтобы работать хорошо и плотно поворачивать, несмотря на препятствия и повороты. Они позволяют косить траву, растущую рядом с озеленением. Стандартные самоходные газонокосилки часто с трудом подбираются достаточно близко к препятствиям и, таким образом, оставляют полосу нескошенной травы рядом с объектами и ландшафтом.
Технически существует дополнительный тип мотокосы: газонокосилка. Они имеют одну и ту же цель, но имеют структурное различие.
Просто так:
Вы можете купить косилку с нулевым поворотом в Lowe’s за 11 823,27 долларов. Это не намного меньше, чем у некоторых новых автомобилей.
Источник: Lowe’s
Эти шесть основных типов газонокосилок удовлетворяют различные потребности в уходе за газоном и личные предпочтения. Дайте волю своему воображению и вашей газонокосилке с этими 41 потрясающей идеей ландшафтного дизайна на заднем дворе.
Источник: HomeStratosphere
Этот красивый задний двор идеально ухожен с помощью правильной газонокосилки.
B. Типы питания газонокосилок
Все газонокосилки должны приводиться в действие чем-то. Существует множество вариантов, и вы можете выбрать тип мощности, который лучше всего соответствует вашим потребностям. В этом обзоре выделен каждый тип источника питания косилки.
1. Питание от батареи
Источник: Amazon
Аккумуляторная газонокосилка имеет ряд преимуществ. Эти косилки легкие и намного тише, чем бензиновые косилки.
Аккумуляторы необходимо заряжать перед каждым использованием. Продолжительность заряда зависит от модели. Обычно батарея работает около часа, прежде чем потребуется еще одна зарядка. Кроме того, батареи в конечном итоге должны быть заменены. Надлежащее обслуживание аккумулятора поможет продлить срок его службы.
При покупке газонокосилки с питанием от аккумулятора необходимо проверить один важный момент: входят ли в комплект поставки аккумулятор и зарядное устройство? Некоторые модели продаются с установленной батареей, в то время как другие не продаются и требуют приобретения батареи отдельно. Так же и зарядное устройство. Он входит в комплект или его нужно будет купить?
2. Электроэнергия
Источник: Sears
Выберите один из двух типов электрических косилок: сетевые и аккумуляторные. Сетевые косилки должны быть подключены к сети во время их использования, в то время как беспроводные косилки можно свободно толкать, как и другие мотокосилки.
Как и все косилки, электрические косилки имеют как преимущества, так и недостатки. Они удобны тем, что проще в обслуживании, тише и легче, чем бензиновые. Однако их использование может быть проблематичным, особенно если они подключены к сети.
Сетевую электрическую косилку не нужно заряжать вне работы, а аккумулятор не разряжается во время кошения. Аккумуляторные газонокосилки истощаются во время скашивания, потенциально сокращая время скашивания, чем время скашивания травы.
Некоторые электрические косилки оснащены аккумулятором, а другие нет. При покупке проверьте, не нужно ли вам приобретать аккумулятор отдельно.
Косить газонокосилкой, привязанной к шнуру, поначалу может быть неудобно. Есть способы облегчить выполнение задачи:
Как использовать электрическую газонокосилку-электрическая шнурная газонокосил не ограничен в радиусе действия шнуром. Они требуют регулярного технического обслуживания двигателя, чтобы поддерживать их превосходную производительность и увеличивать срок службы.
Бензиновые косилки громче, чем другие типы газонокосилок, но они также более мощные. Они могут почти без усилий срезать длинную жесткую траву. Кроме того, они сокращают количество времени, которое вы тратите на кошение. Если вас не смущает тот факт, что они тяжелее, чем другие типы косилок, это может облегчить стрижку газона.
Просто так:
Согласно Popular Mechanics, первая газонокосилка была изобретена в 1921 году Кнудом и Оскаром Якобсенами. Они установили газовый двигатель на барабанную косилку, чтобы быстрее выполнять большие коммерческие работы. Это выглядело аналогично этой модели:
Источник: Трактор садового трактора
4. Ручной питание
. косилка с ручным приводом. Будь то косилка с катушкой или косилка с толкателем, вы — ее движущая сила. Хотя у косилок с толкателем есть двигатель (газовый или электрический), механизма для движения косилки вперед нет. С самоходными косилками вы обеспечиваете направление, тогда как с ручными косилками вы также обеспечиваете импульс.
Независимо от того, какой тип вы в конечном итоге выберете, он будет работать лучше и прослужит дольше, если вы будете обслуживать газонокосилку. Простое техническое обслуживание на регулярной основе обеспечит отличную работу газонокосилки и великолепный вид газона.
C. Тип привода
Дорожный тест газонокосилки для владельцев автомобилей: садовые бензиновые косилки с задним и передним и полным приводом
Как и в случае с автомобилем, тип привода относится к способу движения газонокосилки вперед.
1. Руководство
Источник: Livestrong
В отличие от всех других типов косилок, ручные косилки не приводятся в движение внутренним приводом. Даже если у нее есть двигатель, ручная косилка движется, потому что вы заставляете ее двигаться.
2. Полный привод
Источник: Amazon
Все четыре колеса полноприводной косилки подключены к источнику питания и движутся вместе. Полноприводная косилка движется вперед быстро и мощно.
3. Передний привод
Источник: Amazon
Передние колеса тянут косилку вперед. Косилка с передним приводом может предложить большую маневренность, чем косилки с полным и задним приводом. Какой тип, задний или передний привод, лучше, зависит от ваших личных предпочтений и потребностей в стрижке газонов.
4. Задний привод
Источник: Amazon
Как следует из названия, газонокосилка с задним приводом толкается вперед задними колесами. Газонокосилки обычно имеют два типа задних колес: низкие (стандартные) и высокие. Эти термины относятся к размеру колеса: низкое колесо имеет такие же размеры, как передние колеса, а высокое колесо выше, благодаря большему диаметру. Любой стиль можно продвигать вперед за счет мощности RWD.
Разница между двумя типами колес связана с функциями. Низкие колеса превосходны на плоской ровной поверхности. Высокие колеса полезны на пересеченной, неровной или холмистой местности.
D. Тип запуска
Запуск газонокосилки может быть тяжелым испытанием, но не обязательно. Многое уходит на проектирование газонокосилки, которая сразу запустится, поэтому вам не придется бороться с газонокосилкой, чтобы она заработала.
Briggs & Stratton: Откровенный разговор о двигателях с легким запуском
Выберите один из многочисленных типов запуска.
1. Запуск с ключа
Источник: Amazon
Как и в автомобиле, косилка этого типа использует ключ для включения зажигания и запуска машины.
2. Пуск с кнопки (электрический пуск)
Источник: Amazon
Этот тип запуска газонокосилки использует электрическую систему для легкого и быстрого запуска двигателя. Однако это не означает, что запуск с помощью кнопки можно найти только на газонокосилках с электрическим приводом. Напротив, газовые и электрические двигатели также могут запускаться с помощью кнопки.
3. Пуск с отдачей (запуск от тяги; запуск вручную)
Источник: Amazon
Возможно, это классический образ, который приходит на ум, когда люди думают о запуске газонокосилки: кто-то постоянно дергается. шнур только для того, чтобы газонокосилка снова завелась и заглохла. Это может заставить вас избегать косилки с отдачей. К счастью, разработчики добились прогресса в этом типе системы запуска, и современные модели с ручным стартом запускаются лучше, чем старые модели.
Посмотрите, как легко запускается эта газонокосилка с ручным запуском, и узнайте несколько советов по работе с косилкой с ручным запуском:
В дополнение к основным типам газонокосилок и их механике, при покупке газонокосилки следует учитывать и другие функции и дополнительные возможности.
A. Место выгрузки
Источник: Green Parts Store
Место выброса означает, что обрезки травы выходят из косилки. Практический вопрос заключается в том, предпочитаете ли вы складывать обрезки в мешок или оставлять их лежать на траве или в ней (так называемое мульчирование травы). Есть причины для сбора в мешки и причины для мульчирования. Ваше предпочтение определит место разгрузки, которое вам нужно.
1. Задний выпуск
Источник: Lowe’s
Косилки с задним выбросом предназначены для тех, кто собирает скошенную траву в мешки.
2. Боковой выброс
Источник: Amazon
Косилки с боковым выбросом удаляют скошенную траву сбоку от косилки. Это преимущество, когда вы не хотите упаковывать свои вырезки.
3. Задняя и боковая
Источник: Sears
Косилка, позволяющая выбирать между сбором в мешок и мульчированием, обеспечивает гибкость. Даже если вы предпочитаете один метод, например, мульчирование, могут быть моменты, когда вы хотите или вам нужно использовать другой. Если ваши потребности и методы озеленения различаются, хорошим выбором может стать газонокосилка, которая позволяет как собирать траву в мешок, так и мульчировать.
B. Ширина среза
Источник: Amazon
Все типы газонокосилок бывают разных размеров, потому что они имеют разную ширину среза. Это измерение относится к тому, насколько широкий валок косилка срезает за один раз. Ширина среза варьируется от менее 20 дюймов до более 60 дюймов (и очень большие газонные тракторы могут иметь ширину среза 136 дюймов). Лезвие, изображенное выше, обеспечивает ширину среза 22 дюйма.
Использование косилки с большей шириной среза отлично подходит для больших травянистых площадей, поскольку она быстрее выполняет работу. Узкая ширина скашивания хорошо подходит для небольших площадей и участков с препятствиями. Посмотрите некоторые различия газонов в этой статье о дизайне патио на заднем дворе. Какой размер газонокосилки вы бы использовали на этих дворах?
Источник: Home Stratosphere
C. Регулируемая высота
Большинство, но не все газонокосилки имеют функцию регулировки высоты. Такая функция может показаться довольно незначительной, но установка газонокосилки на правильную высоту для вашей травы, вашего климата и времени года имеет важное значение для здорового и красивого газона.
При выборе новой газонокосилки убедитесь, что вы можете регулировать ее высоту. Также убедитесь, что он разработан в удобной для пользователя форме. Большинство из них просты в настройке и требуют лишь быстрой регулировки каждого колеса.
Посмотрите, сколько косилок настраивается. Пока вы этим занимаетесь, узнайте, почему высота среза так важна и что такое высота для здоровья.
Высота скашивания: установка правильной высоты скашивания на газонокосилке
D. Bagger Capable
Источник: Amazon
3 9 то есть, если вам не нравится быть приправленным кусочками травы, летящими на высоких скоростях. Сумки собирают обрезки, чтобы вы могли легко и удобно их утилизировать.
Некоторые косилки с задним выбросом поставляются с сумкой, для других ее необходимо покупать отдельно. Цены на сумки варьируются от примерно 30 до 55 долларов.
III. Контроль скорости
Источник: Amazon
Некоторые газонокосилки работают на одной скорости, в то время как другие предлагают регулировку скорости. Рычаг, соединенный с тросом управления дроссельной заслонкой, позволяет регулировать скорость во время скашивания.
Полная скорость обеспечивает более чистый срез, поскольку лезвие вращается быстрее. Если вы находитесь в пространстве, где необходимо контролируемое маневрирование, газонокосилка с регулируемой скоростью может быть лучшим вариантом.
IV. Важные соображения при покупке газонокосилки
Источник: Home Stratosphere
Теперь, когда вы знаете типы газонокосилок, а также их функции и дополнительные функции, вы почти готовы принять решение о покупке. Последний шаг — взять всю эту информацию и применить ее к своей жизни и газону.
Примите во внимание следующие идеи, сопоставив их с типами косилок и их функциями. Обратите внимание на то, что для вас важнее всего. Тогда вы узнаете тип косилки для вас.
A. Размер газона
Источник: Woman’s Day
Естественно, для газона большего размера потребуется более крупная и мощная косилка, а для газона меньшего размера — машина меньшего размера.
B. Тип местности
Источник: Houzz
Различные газонокосилки предназначены для работы на различных участках. Подумайте о собственности, которую вы будете косить. Он ровный и плоский? Квартира с препятствиями? Наклонный, с препятствиями или без? Неровный? Грубый?
Каким бы ни был ваш газон, вы будете счастливы с косилкой, которая лучше всего подходит для местности. Покупая косилку в Интернете или в обычном магазине, вы заметите, что многие из них имеют описание земли, для которой они лучше всего подходят.
C. Природа вашего климата и вашей травы
Источник: Альпийские питомники
Не каждая косилка подходит для любого типа климата или травы. Подумайте о своих условиях, прежде чем принять окончательное решение.
Вы будете косить круглый год или только несколько месяцев в году? Ваш климат засушливый? Мокрый? Какая средняя температура? Если вы постоянно косите при температуре 95 градусов, вам, вероятно, не захочется толкать тяжелую косилку с ручным приводом.
Эти факторы помогут вам определить, нужна ли вам косилка с катушкой, толкающая, самоходная или самоходная косилка. Это также поможет вам выбрать тип привода, который упростит вам задачу. Ваш климат и трава влияют на то, будете ли вы мульчировать, какая регулируемая высота вам понадобится и многое другое.
D. Дружелюбие
Источник: Ель
Скорее всего, вы хотите, чтобы ваша газонокосилка была доброй. Ищите тот, которым легко пользоваться. Насколько вы сильны? У вас есть физические ограничения? Или ребенок (старше 12 лет) будет его использовать? Найдите косилку, которая чествует вас и/или человека, который будет ее использовать.
Насколько легко или сложно его обслуживать? Бензиновые косилки, например, требуют большего обслуживания, чем другие типы; однако косилки с электродвигателем требуют постоянной зарядки аккумулятора и возможной замены аккумулятора.
Наконец, вам нужна косилка, подходящая для вашего окружения. Некоторые очень тихие, но другие довольно шумные. Если вы косите рано утром в субботу, возможно, вам придется выбрать тихую косилку, чтобы избежать гневных жалоб соседей.
V. Where to Buy and Approximate Price Range
Source: Sam Turner’s
A. Where to Buy Your Lawnmower
Source: Барабан
Когда вы будете готовы купить газонокосилку, вы можете приобрести ее во многих местах. Косилки продаются в местных хозяйственных магазинах, а также в супермаркетах, таких как Walmart и Target. Вы также можете делать покупки онлайн. Даже Amazon продает все типы газонокосилок.
Три источника отлично подходят для покупки новой газонокосилки.
The Home Depot
Lowe’s
Sears
B. Примерный ценовой диапазон
Стоимость косилки будет зависеть от типа, размера и требуемых функций. Важно смотреть не только на цену наклейки. Например, менее дорогая электрическая косилка может поставляться без аккумулятора или зарядного устройства. Если косилка поставляется без основных компонентов, вы понесете дополнительные расходы.
Также учитывайте возможности косилки. Есть ли в нем больше, чем вам нужно, что создает ненужные расходы? Или, возможно, верно обратное, и у него есть много функций, которые значительно облегчат вашу жизнь.
Этот список дает вам общее представление о ценовом диапазоне для каждого типа косилок, но возможны вариации.
КВТ Прессы гидравлические и аккумуляторные для опрессовки наконечников
КВТ Прессы гидравлические и аккумуляторные для опрессовки наконечников
Товарные позиции
Подробнее
модель: ПГР-70
Пресс гидравлический ручной
Подробнее
модель: ПГР-120
Пресс гидравлический ручной
Подробнее
модель: ПГР-300
Пресс гидравлический ручной
АСД
Подробнее
модель: ПГРс-70
Пресс гидравлический ручной с механизмом АСД
АСД
Подробнее
модель: ПГРс-120
Пресс гидравлический ручной с механизмом АСД
трендАСД
Подробнее
модель: ПГРс-300
Пресс гидравлический ручной с механизмом АСД
АСД
Подробнее
модель: ПГРс-120у
Пресс гидравлический ручной с механизмом АСД
АСД
Подробнее
модель: ПГРс-300у
Пресс гидравлический ручной с механизмом АСД
АСД
Подробнее
модель: ПГРс-400у
Пресс гидравлический ручной с механизмом АСД
трендAl
Подробнее
модель: ПГРс-70АМ
Пресс гидравлический ручной, выполненный из высокопрочных алюминиевых сплавов с механизмом АСД
Al
Подробнее
модель: ПГРс-300АМ
Пресс гидравлический ручной, выполненный из высокопрочных алюминиевых сплавов с механизмом АСД
АСД
Подробнее
модель: ПГРс-240
Пресс гидравлический ручной с клиновидной опрессовкой и механизмом АСД
АСД
Подробнее
модель: ПГРс-240у
Пресс гидравлический ручной с механизмом АСД
Al
Подробнее
модель: ПГРс-240A
Пресс гидравлический ручной, выполненный из высокопрочных алюминиевых сплавов с механизмом АСД
АСД
Подробнее
модель: ПГРс-150 СИП
Пресс гидравлический ручной для опрессовки изолированных гильз и наконечников
Подробнее
модель: ПГП-300
Гидравлическая система с выносным прессом
новинка
Подробнее
модель: ПГ-300
Пресс гидравлический помповый
Подробнее
модель: ПГ-240БМ
Пресс гидравлический безматричный
Подробнее
модель: ПГ-630
Гидравлическая голова для опрессовки силовых наконечников и аппаратных зажимов
Подробнее
модель: ПГ-1000
Гидравлическая голова для опрессовки силовых наконечников и аппаратных зажимов
Подробнее
модель: НМ-300 ТМ
Матрицы для опрессовки медных наконечников по ГОСТ
Подробнее
модель: НМ-300 ТМЛс
Матрицы для опрессовки медных наконечников по стандарту «КВТ»
Подробнее
модель: НМ-300 ТА
Матрицы для опрессовки алюминиевых и алюмомедных наконечников по ГОСТ
Подробнее
модель: НМ-300 DIN
Матрицы для опрессовки наконечников по DIN 46235
Подробнее
модель: НМ-300 ПМ
Матрицы для опрессовки медных листовых наконечников ПМ
Подробнее
модель: НМ-300 НШВИ
Матрицы для опрессовки втулочных наконечников
Подробнее
модель: НМ-300 С
Матрицы для скругления секторных жил с адаптером
Подробнее
модель: НМ-300 СИП
набор матриц для монтажа проводов СИП
тренд
Подробнее
модель: ПГРА-240
Пресс гидравлический аккумуляторный
Al
Подробнее
модель: ПГРА-300
Пресс гидравлический аккумуляторный
Подробнее
модель: ПГРА-400
Пресс гидравлический аккумуляторный
Подробнее
модель: ПГРА-630A
Пресс гидравлический аккумуляторный
О заводеПродукцияТехподдержка
Печатные Каталоги
umi-cms.ru/TR/umi»>
Электромонтажный инструмент «КВТ» (2022г.)
Electrical installation tools «КВТ»
Контрольно-измерительные приборы «КВТ» (2022г.)
Каталог кабельной арматуры КВТ 2020-2021 г.
«КВТ» cable accessories
Каталог термоусаживаемых изделий Термо 2020-2022 г.
Каталог продукции Fortisflex 2020-2021 г.
Инструмент для опрессовки кабельных наконечников, оконцевания проводов, присоединения экрана КВТ в Краснотурьинске
продажа кабельной и электротехнической продукции
Время работы Пн-Пт 9:00 — 19:00 Сб-Вс 9:00 — 17:00
Краснотурьинск
Ленина, 74
Поможем сделать покупку
8 800 234-12-43
Перезвоните мне
позвонить
кабинет
корзина
меню
меню
Сегодня завод КВТ – это большое успешное предприятие, стремительно развивающееся, процветающее изо дня в день. 20 лет назад в этом месте практически ничего не было, а сегодня стоят цеха, кипит производство и индустриальная жизнь. Кто-то трудится на КВТ практически с самого основания, кто-то пришел совсем недавно. Ценность каждого сотрудника как и в его опыте, знаниях, уверенности, так и в амбициях, свежих идеях, во взглядах на будущее. Завод – это огромная команда, где каждый ежедневно вносит свой вклад и частичку своей души, ведь только тогда вырастает по-настоящему сильная компания, которой не страшны конкуренты и кризисы.
Пресс-клещи ПКВк-10 КВТ 74712
Артикул:
74712
Бренд:
КВТ
На складе 79 шт.
Обновлено 15.11.2022
Розничная цена:
2 022.84 / шт. %
Оптовая цена:
1 921. 70 / шт.
10000 руб скидка 5%«>!
Купить
Пресс-клещи CTK-02 КВТ 56539
Артикул:
56539
Бренд:
КВТ
На складе 4 шт.
Обновлено 15.11.2022
Розничная цена:
1 540.21 / шт. %
Оптовая цена:
1 463.20 / шт.
10000 руб скидка 5%«>!
Купить
Пресс гидравлический ручной ПГР-70 КВТ 52065
Артикул:
52065
Бренд:
КВТ
На складе 25 шт.
Обновлено 15.11.2022
Розничная цена:
5 389.80 / шт. %
Оптовая цена:
5 120.31 / шт.
10000 руб скидка 5%«>!
Купить
Пресс-клещи гексагональные ПКГ-50 КВТ 47538
Артикул:
47538
Бренд:
КВТ
На складе 18 шт.
Обновлено 15.11.2022
Розничная цена:
2 744.40 / шт. %
Оптовая цена:
2 607.18 / шт.
10000 руб скидка 5%«>!
Купить
Пресс гидравлический ручной ПГР-120 КВТ 53052
Артикул:
53052
Бренд:
КВТ
На складе 22 шт.
Обновлено 15.11.2022
Розничная цена:
6 376.96 / шт. %
Оптовая цена:
6 058.11 / шт.
10000 руб скидка 5%«>!
Купить
Пресс-клещи ПКВк-16 КВТ 54549
Артикул:
54549
Бренд:
КВТ
На складе 1 шт.
Обновлено 15.11.2022
Розничная цена:
2 415.04 / шт. %
Оптовая цена:
2 294.28 / шт.
10000 руб скидка 5%«>!
Купить
Пресс гидравлический ручной ПГР-300 КВТ 49628
Артикул:
49628
Бренд:
КВТ
На складе 38 шт.
Обновлено 15.11.2022
Розничная цена:
7 488.79 / шт. %
Оптовая цена:
7 114.35 / шт.
10000 руб скидка 5%«>!
Купить
Пресс-клещи ПКВш-6 КВТ 74593
Артикул:
74593
Бренд:
КВТ
На складе 23 шт.
Обновлено 15.11.2022
Розничная цена:
2 551.16 / шт. %
Оптовая цена:
2 423.60 / шт.
10000 руб скидка 5%«>!
Купить
Пресс-клещи ПК-16м КВТ 78866
Артикул:
78866
Бренд:
КВТ
На складе 24 шт.
Обновлено 15.11.2022
Розничная цена:
2 062.19 / шт. %
Оптовая цена:
1 959.08 / шт.
10000 руб скидка 5%«>!
Купить
Пресс-клещи шестигранные ПКВш-10 КВТ 77669
Артикул:
77669
Бренд:
КВТ
На складе 8 шт.
Обновлено 15.11.2022
Розничная цена:
2 622.04 / шт. %
Оптовая цена:
2 490.93 / шт.
10000 руб скидка 5%«>!
Купить
Пресс гидравлический ручной ПГРс-70 КВТ 57604
Артикул:
57604
Бренд:
КВТ
Под заказ
Обновлено 15. 11.2022
8 800 234-12-43
Уточнить цену
Пресс-клещи с набором матриц CTB КВТ 58747
Артикул:
58747
Бренд:
КВТ
Под заказ
Обновлено 15.11.2022
8 800 234-12-43
Уточнить цену
Пресс-клещи CTK-05 КВТ 56542
Артикул:
56542
Бренд:
КВТ
Под заказ
Обновлено 15.11.2022
8 800 234-12-43
Уточнить цену
Пресс-клещи CTK-01 КВТ 56538
Артикул:
56538
Бренд:
КВТ
Под заказ
Обновлено 15. 11.2022
8 800 234-12-43
Уточнить цену
Пресс гидравлический ручной ПГРс-300 КВТ 49627
Артикул:
49627
Бренд:
КВТ
Под заказ
Обновлено 15.11.2022
8 800 234-12-43
Уточнить цену
Пресс-клещи CTK-04 КВТ 56541
Артикул:
56541
Бренд:
КВТ
Под заказ
Обновлено 15.11.2022
8 800 234-12-43
Уточнить цену
Пресс гидравлический помповый для пробивки отверстий ПГПО-60 КВТ 53137
Артикул:
53137
Бренд:
КВТ
Под заказ
Обновлено 15. 11.2022
8 800 234-12-43
Уточнить цену
Мощный оптовый пресс для кабельных наконечников для быстрого выполнения вашей работы
Какие типы пресса для кабельных наконечников
доступны?
На рынке доступны прессы для кабельных наконечников es трех типов, которые широко используются во многих областях. Asx является наиболее известным силовым типом, он также известен как пресс для кабельных наконечников . Доступны два типа прессов с силовыми проушинами: 1/2-дюймовые и 3-дюймовые поршневые прессы. 5/16-дюймовые и 6-дюймовые поршневые прессы также широко используются для силовых работ. Есть также два типа пресс для кабельных наконечников es доступны: 1-дюймовый и 2-дюймовый поршень и гидравлические прессы доступны в различных размерах.
Существует два типа прессов для кабельных наконечников с высокой гидравликой. Тип проушинного пресса высоко гидравлический. Гидравлический пресс для проушин — это полуавтоматическая машина, которая использует высокое давление и усилие, чтобы сделать работу более долговечной.
На рынке доступно три типа прессов для кабельных наконечников . Это наиболее известный тип кабельного пресса, который обычно используется в кабельном прессе. Это наиболее распространенный кабельный пресс. Когда дело доходит до пресса для кабельных собак, чаще всего используется пресс для кабельных собак.
Каковы преимущества пресса для кабельных наконечников
?
Пресс для кабельных наконечников обеспечивает высокое сопротивление. Высококачественная сталь и высококачественная сталь. Обладая высокой гидравлической мощностью, пресс для кабельных наконечников может использоваться в различных областях, а также для различных металлов.
В результате использование пресса для кабельных наконечников очень важно, особенно для установки кабельных проводов или кабельных вилок. С другой стороны, это основной инструмент. Использование 9Пресс для кабельных наконечников 0003
может уменьшить прочность стали и сопротивление утечкам из-за горячих и горячих проводов на кабеле. В результате прессы для кабельных наконечников могут использоваться для различных размеров и типов, включая пресс для кабельных наконечников . Пресс для кабельных наконечников может оказывать давление на провод и стержень, независимо от типа, которые будут использоваться для установки, особенно при установке кабельного провода. Пресс для кабельных наконечников можно использовать как на гофрированном металле, так и на любом другом основном инструменте. Кабель 9Пресс для кабельных наконечников 0003 может использоваться по-разному и по-разному для разных типов инструментов, для установки кабеля и дуги. Пресс для кабельных наконечников также можно использовать по-разному, по-разному,
Повышение эффективности безопасности. Помимо вышеперечисленного, использование пресса для кабельных наконечников имеет много преимуществ, включая высокую чистоту и эффективность при высоком давлении. Пресс для кабельных наконечников может быть любого типа и назначения в соответствии с потребностями отрасли, включая высокую чистоту и высокую прочность. Таким образом, использование высокопрочного тросового пресса может быть разным в зависимости от функции оборудования, включая высокое давление и высокую прочность. Высокая гидравлика.
Какие типы прессов для кабельных наконечников
используются?
Существует два типа пресса для кабельных наконечников : поршневой, гидравлический и компрессионный. Первый поршневой и гидравлический на цилиндре. Они являются наиболее часто используемыми прессами для кабельных наконечников , поскольку они обеспечивают контроль давления на конце кабеля. Что касается гидравлического пресса для кабельных наконечников , гидравлический пресс для кабельных наконечников es бывает двух типов и наиболее известен как поршневой и гидравлический цилиндр.
Для них используются три типа прессов для кабельных наконечников . Один из них более удобен, чем пресс Power Line, он используется для средних и тяжелых работ. Как следует из названия, пресс для кабельных наконечников более удобен, чем пресс для линий электропередач. другая — более удобная сторона силового пресса, которая используется для большего использования в конце процесса. Как следует из названия, одна из них является более удобной стороной силового пресса. Также известный как пресс для проушин силовой линии, он используется для небольших и тяжелых Пресс для кабельных наконечников . Он используется для большего использования и для большей работы в конце процесса, так как он более удобен, чем силовой пресс. Помимо двух типов пресса для кабельных наконечников , он известен как пресс для силовых наконечников, он используется для более широкого использования и для дополнительной работы в конце работы.
Как следует из названия, существует два типа пресса для кабельных наконечников : ручной и гидравлический пресс для чашек. Как следует из названия, ручной пресс для кабельных наконечников является примером пресса для гидравлических цилиндров. Как указано, руководство 9Пресс для кабельных наконечников 0003
является примером ручного гидравлического пресса для цилиндрических наконечников. Гидравлический чашечный пресс широко используется для переноса работы. Существует два типа пресса для кабельных наконечников – ручной пресс и пресс для кабельных наконечников с гидравлическим цилиндром. Ручной пресс для кабельных наконечников является одним из наиболее часто используемых станков. Существуют также две разновидности ручного пресса для кабельных наконечников , такие как ручной и гидравлический силовой чашечный пресс. Ручной пресс для кабельных наконечников является одним из наиболее часто используемых и легко заменяемых. Есть два варианта руководства пресс с кабельными наконечниками , например, те, которые используются для низконапорных и полугидравлических чашечных прессов. Поскольку это разные типы кабельных наконечников , нажмите .
Правильный обжим кабельных наконечников — Klauke
Прежде чем мы подробно рассмотрим технологию соединения, мы хотели бы дать несколько советов по процессу обжима, чтобы ваши соединения были надежными и долговечными.
Для чистых результатов
Перед началом самого процесса опрессовки следует убедиться в чистоте компонентов. Почистите проводники, чтобы они были металлически чистыми, и проверьте алюминиевые кабели на наличие видимого слоя окисления, который необходимо удалить. Вообще говоря, вы должны следить за тем, чтобы на проводнике не оставалось металлических следов, так как это может вызвать контактную коррозию.
Использование хороших инструментов для зачистки проводов обеспечивает чистую зачистку кабеля. В то же время проводник не должен быть поврежден, а длина зачищенного участка должна быть примерно на десять процентов больше размера ввода кабельного наконечника или соединителя. Это связано с тем, что обжатие удлиняет кабельный наконечник или разъем примерно на десять процентов. Так что не экономьте на зачистке!
Убедитесь, что обжимные матрицы не повреждены и не загрязнены. Профиль должен быть металлически ярким.
Обжим без усилий
После того, как коннектор и проводник готовы, можно приступать к обжиму. Кабельные наконечники могут быть правильно и аккуратно обработаны без чрезмерного или недостаточного обжатия только при использовании подходящего инструмента. Другими словами, кабельный наконечник и обжимной инструмент должны быть из одной системы: один и тот же производитель кабельного наконечника, соединителя и инструмента.
Подходящие компоненты инструмента и грамотная опрессовка предотвращают чрезмерное сопротивление переносу и, как следствие, повышение температуры, что в худшем случае может привести к возгоранию.
Обжим кабельного наконечника всегда начинается со стороны соединения и продолжается в сторону кабеля. Однако на соединителе (сращивании) первый обжим находится в центре. В противном случае материал не сможет удлиниться и могут появиться трещины.
Например, для компрессионных кабельных наконечников количество необходимых обжимов согласно DIN 46235 указано маркировкой на кабельном наконечнике и разъеме. Для трубчатых кабельных наконечников количество обжимов можно проверить в каталоге.
Обязательно завершите процесс обжима. Полное обжатие имеет важное значение, так как обжатый материал достигает необходимого сжатия только к концу фазы обжатия. Только так можно гарантировать правильный обжим.
Механический или гидравлический обжим
Обжимной инструмент является ключевым элементом любого процесса обжима. Независимо от того, выполняется ли это с помощью гидравлики или мускульной силы: при обжатии кабельного наконечника степень и тип деформации определяются инструментом или изнашиваемыми деталями пресса, зависящими от контакта. Только оптимально подобранные с точки зрения контакта инструменты создают качественное соединение.
Разборные, регулируемые по толщине дистанционными кольцами
По этим критериям поиска ничего не найдено
Макс. толщина профиля
B
, мм
–
B
, мм
B 20, мм
B 50, мм
Паз высота
, мм
–
, мм
6.5, мм
8.5, мм
Паз глубина
, мм
–
, мм
7, мм
8, мм
Профиль погонажа
Leitz — доска пола
FABA проф. 10 — доска пола
FABA проф.11 — доска пола
FABA проф.12 — доска пола
FABA проф.13 — доска пола
По этим критериям поиска ничего не найдено
Раздел инструмента
Погонажный станок
По этим критериям поиска ничего не найдено
Шип длина
, мм
–
, мм
6, мм
7, мм
Шип толщина
, мм
–
, мм
6, мм
8, мм
Сбросить
VEVOR Нож для ламината Нож для виниловых полов Длина лезвия 13 дюймов Нож для виниловых полов
13 дюймов Нож для виниловых полов
Длинное стальное лезвие, точильный камень и эффективный
Ручка ножа 27 дюймов. Он может резать большинство отделочных материалов. Регулируемый угол резки от 0 до 45 градусов обеспечивает достаточное рабочее пространство. Эти детали помогают ему добиться удобства, бесперебойной работы, длительного использования и выделяют его среди аналогичных продуктов.
13 ”Резжая емкость
45 ° Угол разреза и инструменты.Вместе с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам прочное оборудование и инструменты по невероятно низким ценам.Сегодня VEVOR заняла рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и надежная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
Режущая способность ламината 13 дюймов3 дюймов в длину. Длина лезвия 13 дюймов.
Угол резки 45°
Верстак для лазерной гравировки имеет регулируемый диапазон резки 0-45°, который можно отрегулировать в соответствии с различными требованиями к фаске
Efficient Cutting
Этот инструмент для резки ламината изготовлен из высокопрочной стали для повышения эффективности резки; он использует алюминий для фиксации и поддержки середины и усиления обеих сторон для повышения устойчивости.
Удлиненная рукоятка
Удлиненная рукоятка позволяет в полной мере использовать принцип рычага для экономии усилий. Длина рукояти 27 дюймов. В подарок дается точильный камень, чтобы можно было заточить нож самостоятельно. Он также оснащен сменным лезвием.
Плавная работа
Этот резак для ламината имеет два режима работы, и для завершения процесса требуется всего три шага. В результате во время работы не образуются летящие хлопья; режущая поверхность гладкая, трещин не возникает.
Универсальное применение
Резак для ламината может резать различные материалы, включая ламинат, фиброцементные плиты, инженерную древесину и виниловый сайдинг. Это незаменимый инструмент для украшения дома и строительных площадок.
Технические характеристики
Модель: HH-13-100
Длина резки: 13 дюймов/33 см
Толщина резки: 0,59 дюйма/15 мм
Длина лезвия: 13 дюймов/33 см
Длина ручки: 27,1 дюйма/69 см
Высота режущей платы: 1,57 дюйма/40 мм
Толщина резания: 0,236 дюйма/6 мм
.
Вес изделия: 18,73 фунта/8,5 кг
Размер товара (Д*Ш*В): 14,96 x 23,62 x 11,81 дюйма/38*60*30 см
Содержимое упаковки специализируется на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиальное качество жесткого качества
Невероятно низкие цены
Fast & Secure Delivery
30-дневные бесплатные доходы
24/7. Внеляемое обслуживание
13 «Виниловый настил
Long Steel Blade & Whetstone & Effififing
666
Эта виниловая планка изготовлена из высококачественных металлических материалов и оснащена рукояткой для резки 27″. Им можно резать большинство отделочных материалов. Регулируемый угол резки от 0 до 45 градусов обеспечивает достаточное рабочее пространство. Эти детали обеспечивают удобство использования , плавная работа, длительное использование и выделяют его среди аналогичных продуктов.
Режущая способность 13 дюймов
Угол резки 45°
Удлиненная рукоятка
Плавная работа
Режущая способность 13 дюймов
Нож для ламината имеет режущую способность 13 дюймов в длину. Длина лезвия составляет 13 дюймов.
Угол резания 45°
Верстак для лазерного травления имеет регулируемый диапазон резания 0-45°, который можно настроить в соответствии с различными требованиями к фаске.
Efficient Cutting
Этот инструмент для резки ламината изготовлен из высокопрочной стали для повышения эффективности резки; он использует алюминий для фиксации и поддержки середины и усиления обеих сторон для повышения устойчивости.
Удлиненная рукоятка
Удлиненная рукоятка позволяет в полной мере использовать принцип рычага для экономии усилий. Длина рукояти 27 дюймов. В подарок дается точильный камень, чтобы можно было заточить нож самостоятельно. Он также оснащен сменным лезвием.
Smooth Operation
Этот резак для ламината имеет два режима работы, и для завершения процесса требуется всего три шага. В результате во время работы не образуются летящие хлопья; режущая поверхность гладкая, трещин не возникает.
Универсальное применение
Резак для ламината может резать различные материалы, включая ламинат, фиброцементные плиты, инженерную древесину и виниловый сайдинг. Это незаменимый инструмент для украшения дома и строительных площадок.
Содержание пакета
1 x ламинат на пол резак
1 x Whetstone
1 x Дополнительный лезвие
1 x Тяж.0010
Длина реза: 13 дюймов/33 см
Толщина реза: 0,59 дюйма/15 мм
Угол резки: 0–45°
Длина лезвия: 13 дюймов/33 см
Длина ручки: 27,1 дюйма/69 см
Высота разделочной доски: 1,57 дюйма/40 мм
Толщина разделочной доски: 0,236 дюйма/6 мм
Вес изделия: 18,73 фунта/8,5 кг
Размеры изделия (Д*Ш*В): 14,96 x 23,62 x 11,81 дюйма /38*60*30 см
Ножницы для дерева и ламината
Посмотреть 10 25 50
Показаны все 8 результатов
Просмотр корзины Товар успешно добавлен в вашу корзину.
25-дюймовый нож для напольных покрытий Pro
25-дюймовый нож для напольных покрытий Roberts Pro представляет собой гильотинный нож, предназначенный для резки точных и чистых краев на всех типах напольных материалов. Большой стол для резки стабилизирует более длинные доски, а выдвижная ручка обеспечивает дополнительный рычаг для увеличения мощности резки. Эта дополнительная мощность отлично подходит не только для резки ламината и инженерной древесины, но и для резки различных других напольных материалов, таких как ковровая плитка, виниловые полы, виниловый сайдинг, плитка VCT, резина, пенопласт и многое другое.
Ищете запасные лезвия? Щелкните здесь
0,00 $
25-дюймовый резак для напольных покрытий Pro
0,00 $
Успешно добавлено в вашу корзину
Добавлено в корзину…
9-дюймовый нож для настила полов
9-дюймовый нож для настила полов Roberts обеспечивает быструю и удобную работу по резке ламината и инженерных деревянных досок при укладке полов благодаря своей компактной и мощной конструкции. Прочное стальное Т-образное основание обеспечивает максимальную устойчивость при резке, а в сочетании с V-образной опорой и опорным рычагом доски добавляют дополнительную удерживающую силу, сводя к минимуму движение доски.
Ищете запасные лезвия? Щелкните здесь
0,00 $
9-дюймовый резак для полов
0,00 $
Успешно добавлено в вашу корзину
Добавлено в корзину…
13-дюймовый многоцелевой резак
13-дюймовый многоцелевой резак ROBERTS быстро режет различные материалы шириной до 13 дюймов, ускоряя укладку напольных покрытий. Рукоятка диаметром 28-1/2 дюйма соединена с эллиптическим кулачковым механизмом для равномерного давления и плавного резания. Входящая в комплект направляющая под углом помогает выровнять материал для резки под углом от 0 до 45 градусов. ROBERTS 10-63 режет ламинат и паркетную доску, LVP, LVT, SPC, WPC, VCT, MDF, мягкий пластик, виниловый и фиброцементный сайдинг.
, совместимый с Roberts 10-463-Замена лезвия
$ 0,00
13 дюймов.
25-дюймовый нож для напольных покрытий Pro
25-дюймовый нож для напольных покрытий ROBERTS Pro представляет собой гильотинный нож, предназначенный для резки точных и чистых краев на всех типах напольных материалов. Большой стол для резки стабилизирует более длинные доски, а выдвижная ручка обеспечивает дополнительный рычаг для увеличения мощности резки. Эта дополнительная мощность отлично подходит не только для резки ламината и инженерной древесины, но и для резки различных других напольных материалов, таких как ковровая плитка, виниловые полы, виниловый сайдинг, плитка VCT, резина, пенопласт и многое другое.
Ищете запасные лезвия? Щелкните здесь
0,00 $
25-дюймовый резак для напольных покрытий Pro
0,00 $
Успешно добавлено в вашу корзину
Добавлено в корзину. ..
8-дюймовый резак для ламината
8-дюймовый резак для ламината и виниловых досок ROBERTS представляет собой инструмент с плоским лезвием, предназначенный для резки ламината и виниловых полов. Этот резак изготовлен из сверхпрочной стали, прочный, но легкий для быстрой транспортировки из помещения в помещение.Лезвие из оцинкованной углеродистой стали имеет тупую неострую режущую кромку, которая режет при нажатии на ручку.Резак предотвращает расщепление ламината, не образует пыли и может безопасно использоваться в помещении без ущерба для здоровья. качества воздуха.Это экономит монтажникам время, необходимое для выхода на улицу для каждого разреза.Этот резак под давлением режет ламинат шириной до 8 дюймов и толщиной до 10 мм, а также под давлением режет виниловые доски шириной до 8 дюймов и толщиной 4 мм. Все обрезанные края должны располагаться у стены и под плинтусом.
0,00 $
8-дюймовый резак для ламината
0,00 $
Добавлено в корзину
Добавлено в корзину. ..
9-дюймовый резак Multi-Floor
Новые гильотинные ножницы ROBERTS® Multi Flooring предназначены для резки точных и чистых кромок на всех типах напольных материалов. Они идеально подходят для резки ламината, паркетной доски, полов LVT и WPC. , Большой стол для резки стабилизирует более длинные доски, в то время как длинная ручка обеспечивает дополнительный рычаг для дополнительной мощности резки.Эта дополнительная мощность отлично подходит не только для резки ламината и инженерной древесины, но и для резки различных других напольных материалов, таких как напольные покрытия LVT, Плитка VCT, плинтус из МДФ, плитка из каучука или пеноматериала.Направляющая для резки фиксируется на месте для точного реза под углом и позволяет легко поддерживать идеальный ровный срез даже после многих лет использования.
Новые гильотинные ножницы ROBERTS® Multi Flooring предназначены для резки точных и чистых кромок на всех типах напольных материалов. Они идеально подходят для резки ламината, паркетной доски, напольных покрытий LVT и WPC. , Большой стол для резки стабилизирует более длинные доски, в то время как длинная ручка обеспечивает дополнительный рычаг для дополнительной мощности резки.Эта дополнительная мощность отлично подходит не только для резки ламината и инженерной древесины, но и для резки различных других напольных материалов, таких как напольные покрытия LVT, Плитка VCT, плинтус из МДФ, плитка из каучука или пеноматериала.Направляющая для резки фиксируется на месте для точного реза под углом и позволяет легко поддерживать идеальный ровный срез даже после многих лет использования.
REC Wiki » Лучшие программы для 3D-печати в 2022 году
3D-печать — это многоэтапный процесс, ведь сначала необходимо спроектировать 3D-модель, проверить ее на ошибки, преобразовать в машинный код, и только потом в дело идет 3D-принтер. В этой статье мы поделимся примерами программ, способных помочь на каждом этапе подготовительной работы и непосредственно во время 3D-печати.
Содержание:
1. Программы для 3D-моделирования:
Tinkercad
ZBrushCoreMini
3D Builder
SketchUp Free
Fusion 360
FreeCAD
Blender
2. Редактирование и ремонт STL-файлов:
Meshmixer
MeshLab
3. Cлайсеры:
Cura
PrusaSlicer
ideaMaker
ChiTuBox Basic
Lychee Slicer
Kiri:Moto
IceSL
4. Управляющие программы:
OctoPrint
MatterControl 2.0
AstroPrint
5. Программы для визуализации G-кода
UVTools
WebPrinter
Gcode Analyzer
Design Software
1. Программы для 3D-моделирования
Если вы готовы творить с нуля, придется осваивать специальные программы для 3D-моделирования. Многие из них, особенно профессиональные системы автоматизированного проектирования, могут быть дорогими вложениями, но с другой стороны на рынке предостаточно вполне способных и при этом бесплатных предложений.
Tinkercad
Tinkercad — это браузерное приложение от Autodesk, ввиду свой простоты отлично подходящее для пользователей с нулевым опытом, даже для детей. В этой программе 3D-модели строятся на основе базовых блоков — простых геометрических фигур, соединяемых вместе, а затем «обрабатываемых напильником» до готового вида. Также можно преобразовывать в 3D-модели двухмерные векторные изображения. Само собой, за простоту необходимо платить — в случае с Tinkercad довольно примитивным функционалом, мешающим создавать по-настоящему комплексные модели. Но такая задача и не стоит: получив базовые навыки на Tinkercad всегда можно перейти на более сложные и более способные программы в нашем списке.
Официальный сайт
ZBrushCoreMini
ZBrushCoreMini — в первую очередь инструмент для 3D-скульптинга, особенно популярный среди тех, кто занимается созданием фигурок людей и животных, персонажей компьютерных игр и комиксов, и тому подобного. Это программное обеспечение в основном ориентировано на новичков и пользователей с умеренным опытом, но в то же время полно впечатляющих функций, облегчающих работу. Например, алгоритмы динамической тесселяции постоянно анализируют поверхность рабочей модели и автоматически добавляют полигоны так, чтобы не нарушалась детализация.
ZbrushCoreMini предлагается на бесплатной основе и позиционируется как программа входного уровня для обучения и постепенного перехода на более способные и сложные варианты — ZBrush и ZbrushCore.
Официальный сайт
3D Builder
Эта программа разработана корпорацией Microsoft и какое-то время предлагалась в комплекте с Windows 10, хотя нынче ее необходимо скачивать и устанавливать отдельно. 3D Builder позволяет редактировать модели в форматах STL, OBJ, and 3MF, а также создавать модели с нуля. В этом плане программа достаточно примитивна, зато проста и понятна даже начинающим моделерам.
Одна из интересных особенностей 3D Builder состоит в способности упрощать меши, снижая количество полигонов, вес файлов и время обработки в слайсере — удобно в тех случаях, когда оригинальный дизайнер явно переборщил с полигонами. Дополнительно можно импортировать модели из библиотеки и даже использовать сенсоры Kinect для 3D-сканирования и импорта моделей физических объектов.
Официальный сайт
SketchUp
SketchUp — веб-приложение с отличным сочетанием простоты и функциональности. Удобный интерфейс интуитивно понятен и значительно облегчает обучение, а набор инструментов достаточно разнообразен даже для продвинутых пользователей — отсюда и широкая популярность этой программы.
Бесплатный вариант ранее назывался SketchUp Make, а теперь именуется просто SketchUp Free. В него входит все необходимое для 3D-моделирования под 3D-печать, только не забудьте скачать модуль для экспорта STL-файлов — он тоже бесплатный. В комплекте идут 10 Гб на хранение проектов в облаке и доступ к 3D Warehouse — репозиторию с опенсорсным пользовательским контентом.
Официальный сайт
Fusion 360
Профессиональная САПР, разработанная компанией Autodesk и славящаяся удобством пользования и продвинутым функционалом. Сюда входят параметрическое моделирование и инструменты анализа мешей и распределения нагрузок, в тем числе за счет генеративного дизайна с топологической оптимизацией. Программа отлично подходит для тех, кто занимается 3D-печатью функциональных изделий, например для промышленного применения.
Некоторые версии Fusion 360, например хоббийные и студенческие, даже доступны на бесплатной основе.
Официальный сайт
FreeCAD
Опенсорсная программа с богатым функционалом, хорошо подходящая для тех, кто уже освоил азы и готов поднять навыки на новый уровень. Программа полагается на параметрический подход: в любой момент историю можно прокрутить назад и внести изменения в параметры. Программа даже включает анализ методом конечных элементов и симулятор робототехнических систем.
Официальный сайт
Blender
Одна из самых популярных программ для 3D-моделирования, но довольно сложная в освоении. Не лучший выбор для начинающего дизайнера, но отличный инструмент для тех, кто уже успел набить руку на более простых редакторах. К счастью, популярность Blender привела к появлению огромного количества руководств, уроков и наглядных примеров, публикуемых опытными пользователями для начинающих коллег.
Разработчики пытаются сделать программу более удобной без ущерба функциональности: в последнее время обновился интерфейс, усовершенствован рендеринг, расширены возможности 3D-дизайна и анимации. И да, это опенсорсная и бесплатная программа, так что вы ничем не рискуете.
Официальный сайт
2. Редактирование и ремонт STL-файлов
Если вы нашли на просторах интернета занимательную 3D-модель, это еще не означает, что ее можно сразу отправлять на 3D-принтер. Многие модели создаются совсем для других нужд, например анимаций или видеоигр, и в принципе не предназначены для 3D-печати. Но решение есть: перед переработкой таких моделей в G-код их необходимо сначала починить так, чтобы слайсер сумел качественно сделать свою работу. Справиться с ремонтом помогут следующие программы в нашем списке.
Meshmixer
Meshmixer — продвинутая и к тому же бесплатная программа от Autodesk, позволяющая просматривать и проверять 3D-модели на наличие ошибок в полигональных сетках, способных испортить 3D-печать. В случае выявления таких проблем программа умеет автоматически ремонтировать меши. Один из примеров применения — доводка 3D-сканов до состояния, пригодного для 3D-печати.
Дополнительный функционал включает смешивание мешей, 3D-скульптинг, нанесение надписей на поверхности, создание полостей, разветвление опорных структур, сглаживание мешей, и многое другое.
Официальный сайт
MeshLab
MeshLab — еще одна опенсорсная программа для редактирования полигональных сеток. MeshLab обладает необходимыми инструментами для редактирования, проверки, чистки и конвертации мешей с возможностью объединения сеток в одну модель и латания дыр, способных привести к некорректной переработке моделей в G-код.
Официальный сайт
3. Слайсеры
Получив 3D-модель, ее необходимо преобразовать в машинный код — серию команд, понятных станкам с ЧПУ, в том числе 3D-принтерам. За выполнение этой задачи отвечают слайсеры — программы, принимающие цифровые модели (как правило, в виде файлов с расширениями STL, OBJ или 3MF), анализирующие их структуру, а затем составляющие для 3D-принтеров списки действий, называемые G-кодом (Gcode). Такие списки содержат всю необходимую оборудованию информацию: до какой температуры прогревать экструдеры и столики, использовать ли обдув, по какой траектории и с каким темпом укладывать пластик.
Cura
Cura — слайсер нидерландской компании Ultimaker, созданный в первую очередь для фирменных 3D-принтеров, но при этом опенсорсный и совместимый с большинством других FDM/FFF-систем. Программа легко надстраивается с помощью всевозможных плагинов. Так как это очень популярная программа, шансы таковы, что в ней уже есть профиль с оптимальными настройками для вашего 3D-принтера. Если нет, то ничто не мешает создать профиль вручную или использовать профили, подготовленные другими пользователями.
Программа имеет несколько уровней сложности в зависимости от уровня подготовки — базовый, продвинутый, экспертный и полный. Чем выше уровень, тем шире доступ к настраиваемым параметрам. На базовом уровне программа берет основную часть работы на себя, помогая неопытным пользователям.
Сura постоянно развивается и совершенствуется через регулярные обновления, к тому же предлагается на бесплатной основе, хотя профессиональным пользователям доступна платная версия Cura Enterprise с лицензированными плагинами с площадки Ultimaker Marketplace, технической поддержкой и дополнительными мерами безопасности.
Помимо преобразования 3D-моделей в G-код Сura также может взять на себя роль управляющей программы, но для этого потребуется постоянное соединение 3D-принтера с компьютером на всем протяжении 3D-печати. Профессионалы ценят еще одну особенность Cura — бесшовную интеграцию с такими профессиональными системами автоматизированного проектирования, как SolidWorks и Siemens NX.
В целом же, Сura подходит даже начинающим пользователям, тем более что для этой программы доступно огромное количество обучающих видео и пошаговых руководств как от разработчиков, так и энтузиастов.
Официальный сайт
PrusaSlicer
Компания-производитель 3D-принтеров Prusa Research под руководством легендарного чешского инженера Йозефа Пруши, чьи дизайны копируются и дорабатываются по всему миру, разработала собственное опенсорсное программное обеспечение на основе слайсера Slic3r. PrusaSlicer быстро завоевал популярность, так как в нем не только сохранены обширные настройки оригинальной программы, но и добавлен ряд полезных функций, отсутствующих в Slic3r.
Переделанный интерфейс, поддержка фирменных 3D-принтеров под брендом Original Prusa и профили с настройками для работы многими распространенными полимерами — лишь часть улучшений. Дополнительно усовершенствованы алгоритмы генерации опорных структур, добавлены поддержка мультиматериальной 3D-печати и возможность динамической регулировки толщины слоя.
PrusaSlicer умеет обрабатывать модели не только для FDM 3D-принтеров, но и стереолитографических систем, печатающих фотополимерами. Как и в случае с Cura, пользователь может выбрать уровень сложности с соответствующим доступом к тонким настройкам.
Официальный сайт
ideaMaker
Слайсер компании Raise3D оптимизирован под фирменное аддитивное оборудование точно так же, как PrusaSlicer оптимизирован под 3D-принтеры Original Prusa, а Cura — под 3D-принтеры Ultimaker, но это не означает, что его нельзя использовать с системами от сторонних производителей. Организация рабочих процессов и интерфейс несколько сложнее, чем в Cura и PrusaSlicer, но с другой стороны ideaMaker дает возможность настройки индивидуальных слоев и нанесения текстур для кастомизации изделий.
Пользователи ideaMaker могут подключаться к облачной платформе и получать доступ к сотням профилей 3D-принтеров и материалов, созданных другими операторами, либо составлять собственную библиотеку настроек.
Добавьте сюда возможность кастомизации опорных структур, деления моделей для более эффективной 3D-печати больших изделий, интегрированные инструменты ремонта полигональных сеток и совместимость с OctoPrint, и получается гибкая, универсальная программа, подходящая для нужд большинства 3D-печатников.
Официальный сайт
ChiTuBox Basic
Это специализированный слайсер для тех, кто использует стереолитографические 3D-принтеры, печатающие фотополимерными смолами. Большинство бюджетных ЖК-масочных стереолитографических (MSLA) 3D-принтеров полагается на материнские платы и прошивки от компании ChiTu Systems, она же разработала и это программное обеспечение.
Пользователи получают контроль над специфичными для этой технологии параметрами, например продолжительностью засветки слоя, а также доступ к заранее подготовленным профилям с настройками для многих популярных 3D-принтеров. Слайсер учитывает такие моменты, как ориентация модели и автоматическое построение опорных структур с возможностью ручной оптимизации.
Официальный сайт
Lychee Slicer
Программа от независимой франко-бельгийской команды Mango 3D, не связанной с производителями 3D-принтеров, но с поддержкой многих популярных стереолитографических 3D-принтеров, в том числе от Elegoo, Anycubic, Phrozen и Creality.
Одна из особенной этой это программы — высокий уровень автоматизации. При желании можно просто нажать на «волшебную» кнопку (она так и называется — Magic), и слайсер сделает все сам: сориентирует модель на платформе, сгенерирует поддержки и так далее. Хотя, тут как повезет: результаты не всегда оптимальны, но обычно адекватны для относительно простых моделей. В противном случае все можно настроить вручную.
Программа предлагается в бесплатном и платном вариантах. Функционал бесплатной версии немного урезан, но все необходимое в ней есть.
Официальный сайт
Kiri:Moto
Браузерное решение для тех, кому не хватает вычислительных мощностей. Kiri:Moto может подготовить 3D-модели как под 3D-печать, так и под лазерное гравирование или фрезерование. Настройки несколько более примитивны, чем в локально установленных слайсерах, но вполне достаточны для большинства пользователей.
Официальный сайт
IceSL
IceSL — это комбинированное программное обеспечение, сочетающее слайсинг с 3D-моделированием. В левом окне можно редактировать 3D-модели посредством скриптов на языке Lua, что дает возможность параметрического моделирования. С правой стороны отображаются настройки 3D-печати. Новичкам доступны предварительно подготовленные настройки, а опытные пользователи могут воспользоваться такими функциями, как специфичная настройка параметров для отдельных слоев с автоматической градацией промежуточных участков. Например, это позволяет постепенно снижать или, наоборот, повышать плотность заполнения изделия по мере построения, либо постепенно менять толщину слоев.
Официальный сайт
4. Управляющие программы
Управляющие программы предназначены именно для этого — управления рабочими процессами во время 3D-печати. Хотя в практически любой 3D-принтер можно вставить накопитель с G-кодом и нажать на кнопку запуска, это не всегда удобно, особенно когда приходится работать с несколькими 3D-принтерами одновременно, а тем более делать это удаленно. Здесь на помощь и приходят управляющие программы. К тому же, некоторые из них предлагают дополнительный функционал, включая слайсинг и даже редактирование 3D-моделей.
OctoPrint
Программно-аппаратный комплекс с веб-интерфейсом, требующий подключения к 3D-принтеру через микрокомпьютер вроде Raspberry Pi, оснащенный модулем Wi-Fi. Эта система позволяет управлять 3D-принтерами удаленно. OctoPrint принимает G-код практически с любого слайсера и предоставляет возможность визуализации — просмотра файлов до и во время 3D-печати. Как вариант, можно загружать и обрабатывать STL-файлы прямо в OctoPrint.
OctoPrint не только предоставляет все необходимые инструменты для удаленного управления, но и позволяет отслеживать выполняемую работу с помощью уведомлений через различные мессенджеры.
Это полностью бесплатная, опенсорсная программа с множеством плагинов, созданных энтузиастами и доступных на официальном сайте.
Официальный сайт
MatterControl
MatterHackers предлагает свою собственную управляющую программу, слайсер и 3D-редактор в одной упаковке. MatterControl позволяет напрямую управлять и наблюдать за 3D-печатью, слайсить, экспортировать G-код на SD-карты для автономной печати и даже создавать 3D-модели с нуля. Для работы под управлением MatterControl 3D-принтеру потребуется подключение через Wi-Fi или USB.
Интерфейс хорошо структурирован: c левой стороны расположены браузер файлов и библиотека простых геометрических фигур. Что интересно, эти фигуры можно перетащить в 3D-модель и использовать в качестве опорных структур.
Основной функционал доступен в бесплатной базовой версии, продвинутые пользователи могут заплатить за апгрейд до MatterControl Pro.
Официальный сайт
AstroPrint
AstroPrint — это облачная управляющая платформа, позволяющая удаленно мониторить и управлять несколькими 3D-принтерами одновременно, хранить файлы, преобразовывать 3D-модели в G-код и отслеживать статистику рабочих процессов. Функционал варьируется от базового в бесплатной версии до продвинутого с разными уровнями платных подписок.
Для полноценной работы с AstroPrint 3D-принтеру потребуется модуль Wi-Fi. В связке с Raspberry Pi система похожа по функциональности на OctoPrint: можно обрабатывать модели и посылать готовый код на 3D-принтер через веб-интерфейс без необходимости в дополнительном программном обеспечении. Еще один плюс — интеграция с популярными репозиториями 3D-моделей Thingiverse и MyMiniFactory, а также 3D-редакторами 3D Slash и Leopoly.
Официальный сайт
5. Программы для визуализации G-кода
Как быть, если вы нашли у себя старый файл с G-кодом, но понятия не имеете что это и зачем — может быть мусор, а может быть отличная, но давно позабытая модель без понятной маркировки в названии файла? Просмотреть содержимое таких файлов в наглядном виде помогут программы в этом разделе.
UVTools
Это программа сочетает возможность просмотра файлов с редактированием слоев и даже ремонтом моделей для стереолитографической 3D-печати. Программа также может использоваться как плагин для PrusaSlicer, добавляя поддержку фотополимерных 3D-принтеров от сторонних производителей — хотя PrusaSlicer и опенсорсный, поддержка стереолитографических систем пока ограничена фирменным оборудованием. Заодно UVTools позволяет печатать калибровочные образцы для проверки времени засветки и других параметров, что может быть полезно, например, при работе с новыми, еще не опробованными фотополимерами.
Официальный сайт
WebPrinter
Простой браузерный инструмент для быстрого предварительного просмотра G-кода, разработанный той же командой, что создала слайсер и 3D-редактор IceSL. Работает приложение очень просто: переходите по ссылке, заливаете файл с G-кодом и смотрите, как 3D-принтер будет выращивать модель по предоставленным командам. К сожалению, функционал ограничен: например, приложение не предоставляет информацию о настройках температуры. С другой стороны, можно быстро разобраться что это за модель спряталась в файле с непонятным названием.
Официальный сайт
Gcode Analyzer
Cтарое, но все еще очень способное и популярное веб-приложение для анализа G-кода. 3D-симуляция работает не очень хорошо, зато просмотр 2D и G-кода работают на ура. В режиме 2D можно с удобством просматривать отдельные слои, переходя со слоя на слой и отслеживая траекторию построения шаг за шагом с помощью двух слайдеров. Просмотр G-кода выводит на экран полный список команд, позволяя смотреть что делает та или иная строка кода.
Официальный сайт
Адаптированный перевод статьи The Best Free 3D Printing Software of 2022. Оригинал размещен на сайте All3DP.com.
приложение для 3д моделирования, программа для создания 3д моделей,программа для создания 3д моделей
Многие задаются вопросом: какую программу для 3д моделирования выбрать и что это такое? Для этого необходимо учитывать удобство в работе над проектами и предназначение программы для конкретной задачи.
Autodesk 3ds Max
Это первопроходец в мире компьютерной 3д графики. Предназначена только для ПК. Если что-то не получается сделать в другой программе, то всегда топорным методом это возможно осуществить в 3д максе. Это программа для создания 3д моделей с правильной топологией. Имеет надежный набор инструментов для 3д моделирования интерьера, имеется возможность смоделировать жидкость, волосы, мех, складки на одежде. Также применяется для оснащения персонажей и анимаций.
В сфере создания интерьеров, архитектуры и ландшафтного дизайна, которая популярна среди дизайнеров, очень важно научиться ставить композицию, расставлять освещение и предметы интерьера. Это направление востребовано всегда, потому что всегда будут делать ремонты, и застройщики создают огромные микрорайоны с домами.
Необходимо иметь важное качество для этой профессии — это наличие вкуса и стиля. Необходимо грамотно сочетать цветовые схемы и расставлять композицию в кадре, делать завораживающие рендеры интерьера. Все это нужно для того, чтобы заказчик, увидев работу был в восторге. В программе используются как прямые манипуляции, так и методы процедурного моделирования.
Огромная библиотека различных модификаторов упрощает процесс моделирования для начинающих.
Программа 3ds Max более легкая в обучении, чем Maya.
Предназначена только для Windows. Например, если импортировать из ZBrush модель с отвратительной сеткой, можно с легкостью другим слоем поверх этой модели создать новую сетку или с нуля создавать что-то твердотелое типа оружия, машины, мебель и т.д.
Сейчас 3ds Max широко используется для создания всевозможных архитектурных и интерьерных сцен, в которые с легкостью можно импортировать уже купленные или бесплатно скачанные со стоков 3д моделей, среди созданных собственноручно стен, настраивать материалы, освещения и другие настройки для получения реалистичного рендера. К этой программе имеется огромное количество плагинов, которые очень хорошо интегрируются в этом софте. Но это сильно загружает оперативную память компьютера и ее должно быть достаточно.
Maya
Это программа для 3д моделирования промышленного уровня, которую используют многие известные студии, такие как Дисней или Dream Works. Известные современные мультфильмы создаются именно в ней.
Но у Maya очень высокие системные требования.
Для нормальной работы потребуется мощный ПК.
В программе есть множество полезных скриптов, избавляющий аниматора от ненужной и рутинной работы. Довольно легко можно сделать скининг и ригинг персонажа, почти автоматически, слегка его доработав.
Есть гибкая система для работы с моушен дизайном. Работа с V- fix, то есть работа с визуальными эффектами, такими как взрыв, ураган и прочими динамичными картинками.
Рендеринг и моделинг очень похож на 3ds Max с некоторыми интерфейсными различиями и всякими модификациями.
Многие функции программы могут быть никогда не задействованы. Очень мощная программа с обширным набором инструментов, но очень дорогая и трудно учиться.
Cinema 4D
Программа универсальная, подходящая под множество задач, предназначена для моушен дизайна, а также неограниченное поле для творческой деятельности. Высоко ценится в мирах анимированной графики, визуализации и иллюстрации.
По сравнению со всеми другими 3д софтами Cinema 4D имеет самый простой и интуитивный интерфейс, что позволяет новичкам быстро ориентироваться в пространстве. Набор инструментов параметрического моделирования К4Д очень хорош, но можно добавить большую функциональность с помощью ряда недорогих плагинов.
Плюсом является возможность полигонального моделирования, создания сложных динамических аннимаций, которые проблематично сделать в других программах. С помощью mo-dinamix можно создавать фотореалистичные имитации различных физических эффектов, например трение, столкновение, сила тяжести.
Эта программа универсальная, подходящая под множество задач.
Еще одним положительным аспектом является прямая интеграция Cinema 4D с сатр эффектом.
Это очень удобно, если требуется проект в 2-е и уже там сделать пост обработку либо доработку. Для ввода в трехмерную графику программа подходит для новичков. Бесплатная версия редактора имеет ограниченные возможности.
Houdini
Софт предназначен для анимации спецэффектов, таких как взрывы целых городов, цунами, которое не оставляет ничего на своем пути, а именно, для подробно настраиваемых симуляций и процедурного моделирования.
Это такое моделирование, во время которого не используется команда планшет или простое выдавливание, а создается список нод. С помощью них создаются изменения и есть возможность вернуться назад и что-то подкорректировать и результаты в конце не поломаются.
Многие продакшены, которые занимаются спецэффектами для кино используют Houdini в качестве основного пакета piplaine, то есть именно в Houdini стекаются все ассеты, набираются сцены, делаются спецэффкты и рендерится финальный продукт.
В Houdini всегда очень сложные шоты, така нужно воссоздать реальные события. Вся работа в данной программе осуществляется группой людей. Очень часто перед программой ставятся нестандартные задачи, например в фантастических фильмах. Количество переделок в программе очень большое.
Houdini позволяет быстро и эффективно работать над сложными проектами.
При достаточном количестве знаний Houdini поможет осуществить самые смелые творческие желания.
Blender
Эта программа бесплатная, поэтому бытует мнение, что она не серьезная. Общий вес ее файлов чуть больше 100 Мб. Blender превосходит все ожидания и по многим параметрам не уступает другим более серьезным конкурентам.
Разработчики насытили этот софт всякими необходимыми функциями для создания работ высокого уровня. Blender позиционирует себя как программа — анимация, модельник, скульптинг, рендерниг, фрилтайминг. Имеет впечатляющий набор инструментов для 3д моделирования на русском языке и скульптуры и является альтернативой платным программам.
Моделирование в программе Blender происходит двумя разными концепциями: деструктивной и процедурной. При деструктивном подходе, делая определенные шаги, нет возможности вернуться к предыдущему, не удалив все последующие. При процедурном, наоборот, можно сделать несколько шагов, вернуться назад, переделать что-то, и это повлияет на все последующие шаги.
Главное преимущество Blender — это при минимальном количестве действий выдать максимальный результат. Можно сказать, что эта программа для ленивых.
Blender пользуются в основном небольшие студии и фрилансеры. Скачать программу можно на официальном сайте и использовать как в личных, так и в общественных целях.
ZBrush
Это автономное приложение для создания трехмерного скульптинга и моделирования. Программа не что иное, как настоящее живое воплощение глины, из которой можно сделать все, что пожелает душа. В этой программе намного легче, если сравнивать с другими 3д софтами, создавать органические вещи такие как, животные или люди. ZBrush является ведущим программным обеспечением для скульптинга.
Что касается моделинга органики из сложных поверхностей, это сделать просто при грамотном обращении с кисточками и другими полезными функциями.Для работы в ней необходим графический планшет, чтобы потенциал этого редактора раскрылся полностью, потому, что делать зарисовки мышкой дело неблагодарное.
По сравнению с другими приложениями, ZBrush может с легкостью и, практически без подтормаживания, вытаскивать и обрабатывать миллионы и десятки миллионов полигонов, без труда позволяет легко манипулировать моделью: крутить ее, перемещать в любых плоскостях и прорабатывать мелкие детали. Плюсом также является ретопология, то есть создание адекватной сетки модели для оптимизации или дальнейшей анимации, также широкий выбор инструментов для лепки.
Приложение максимально лояльное для полета фантазии и творческих задумок в ней. В нем нет определенного алгоритма создания моделей и композиций. В ZBrush не работают напрямую с полигональной сеткой, а лишь влияют на нее косвенно. Это привлекает миллионы 3д разработчиков со всего мира.
Минус программы в том, что у нее немного неудобный и непривычный интерфейс. Можно конечно расположение подстроить по себя, но это не сильно изменит ситуацию. ZBrush можно использовать для создания OV карт и рисования текстур, позволяя опытным художникам создавать целые фигуры с одеждой и реквизитом, готовые к рендерингу. Это популярный выбор среди художников, желающих печатать создавать модели для 3д принтера с помощью инструмента, специально предназначенного для 3д печати. Широко ей пользуются в киноиндустрии и создании игровых моделей.
Заключение
Все программы, позволяющие осуществить 3д моделирование, по-своему уникальны и достойны быть в числе лучших. Выбор программы нужно начать с выбора базового 3д редактора. Эта программа, предназначенная для классического полигонального моделирования и сборки всех сцен вместе. Приложения такого типа очень массивные и имеют тысячи функций, но большинство из них не используется или используется редко. Условно этот 3д редактор представляет собой ядро работы, а все остальные программы наслаиваются сверху этого ядра, помогая отточить до финального результата то, что уже создано в ядре.
Абсолютно все эти универсальные редакторы включают в себя инструменты для моделирования, рига, анимации, базовые методы скульптинга и многое другое. Возможна разработка моделей на андроид, используя приложения для этой платформы.
Для персонажной анимации больше подходит Maya.
С помощью этих приложений возможно с нуля создать целую сцену, персонажей, анимировать их и отрендерить полноценный видеоролик. Они все очень похожи по своему функционалу, но в тоже время сильно отличаются его реализацией.
Но в любом случае в 3д моделировании приходится изучать не одну программу, а несколько потому, что некоторые вещи легко сделать в одной программе, но затруднительно и времязатратно, а иногда и просто невозможно сделать в основной рабочей программе. Чтобы определиться на той или иной программе, надо попробовать поработать в каждой из этих программ и сделать выбор более подходящую.
Полезное видео
Читайте также
Программное обеспечение для 3D-моделирования | Бесплатные пробные версии и учебные пособия
Подзаголовок
Autodesk предлагает программное обеспечение для 3D-моделирования, разработанное для удовлетворения ваших потребностей, от новичков до профессионалов.
Изображение предоставлено Binyan Studio
Изображение предоставлено Серхатом Сезгином
Что такое программное обеспечение для 3D-моделирования?
Программное обеспечение для 3D-моделирования позволяет создавать на компьютере математическое представление трехмерного объекта или формы. Созданный объект называется 3D-моделью, и эти 3-мерные модели используются в самых разных отраслях.
Кино, телевидение, видеоигры, архитектура, строительство, разработка продуктов, наука и медицина используют приложения и программное обеспечение для 3D-моделирования для визуализации, симуляции и рендеринга графических проектов
Для чего используется программное обеспечение для 3D-моделирования?
3D-моделирование используется в самых разных отраслях.
Наше лучшее программное обеспечение для 3D-моделирования игр, кино, телевидения и визуальных эффектов
Наше лучшее программное обеспечение для 3D-моделирования архитектуры и строительства
Изображение предоставлено AJ Jefferies
Как работает 3D-моделирование?
Художник начинает с создания трехмерного примитива, такого как плоскость, куб, цилиндр или сфера, каждый из которых состоит из множества многоугольников. Затем этот объект дорабатывается с использованием различных инструментов моделирования для изменения и определения его новой желаемой формы. Рабочий процесс включает в себя добавление вершин, корректировку их размещения и манипулирование сеткой объекта путем разделения его полигонов с целью создания нового 3D-объекта.
Посмотреть программное обеспечение для 3D-моделирования в действии
Создание реалистичных персонажей с помощью Maya
В этой серии видеороликов 5 художников демонстрируют свою технику создания реалистичных 3D-персонажей.
Изображение предоставлено Yin Shiuan
Посмотреть видео (03:29 мин.)
Рендеринг продукта в реальном времени с помощью 3ds Max
В этом первом видео мы покажем, как настроить сцену и окно просмотра 3ds Max для оптимального качества визуализации.
Изображение предоставлено Хосе Элизардо
Посмотреть видео (02:11 мин. )
3D-моделирование с помощью AutoCAD
Узнайте, как создавать 3D-геометрию с помощью инструментов AutoCAD для создания тел, поверхностей и сеток, а также как применять текстурирование и материалы к 3D-объектам.
Посмотреть видео (1:30:00 мин.)
Посмотреть все истории клиентов
Начните с 3D-моделирования для игр. В Autodesk есть все, что вам нужно для начала работы.
Изображение предоставлено Джонасом Шленгманом
Начните здесь
Программное обеспечение для моделирования для 3D-печати
Fusion 360 — это облачное программное обеспечение 3D CAD/CAM/CAE для проектирования и моделирования 3D-продуктов. Используйте Fusion 360, чтобы воплотить свои идеи в трехмерную реальность. Программное обеспечение Autodesk для 3D-моделирования для 3D-печати позволяет оттачивать и настраивать 3D-модели по мере необходимости, а затем воплощать их в жизнь.
Попробуйте Fusion 360
Бесплатное программное обеспечение для 3D-моделирования для начинающих
Tinkercad
Tinkercad — это бесплатное программное обеспечение для 3D-моделирования, предназначенное для 3D-дизайна, электроники и кодирования. Он используется учителями, детьми, любителями и дизайнерами, чтобы придумывать, проектировать и делать что угодно!
Начать мастерить
Fusion 360 за 60 минут
Fusion 360 — это облачный инструмент CAD/CAM/CAE для совместной разработки продуктов. Начните с бесплатного 3D-моделирования, создания эскизов, 2D-чертежей и сборок с помощью этих кратких руководств. Узнайте, как Autodesk Fusion 360 может помочь вам воплотить ваши проекты в жизнь.
Бесплатное руководство по Fusion 360
Академия дизайна Autodesk
Помогите учащимся начать работу с дизайном с помощью обучающих видеороликов Autodesk®. Опыт не требуется — в каждом видео рассказывается обо всем, что нужно вашему классу для завершения увлекательного проекта 3D-дизайна. Просто выберите программное обеспечение для проектирования Autodesk, которое вы используете, и уровень навыков вашего класса, и вы готовы начать бесплатное обучение 3D-моделированию.
Начать обучение
Вдохновляющие галереи 3D-моделирования
Найдите вдохновение в этих галереях цифрового искусства и компьютерной графики.
Бесплатные ресурсы по 3D-моделированию
Начните работу с 3D-моделированием с помощью этих руководств, руководств, советов и сообществ.
Официальное сообщество компьютерной графики Autodesk. Откройте для себя и узнайте с помощью бесплатных учебных пособий и получайте последние новости отрасли.
Получите советы и рекомендации по 3D-моделированию для подписки на AutoCAD. Изучите методы каркасного, поверхностного и твердотельного моделирования.
Ресурсы Maya
Получите готовые к использованию 3D-модели, персонажей, ландшафты и текстуры для Maya на Creative Market.
Ресурсы 3ds Max
Получите готовые к использованию 3D-ресурсы, модели, низкополигональные пакеты и текстуры для 3ds Max из Creative Market.
Узнайте, как Autodesk AEC Collection упрощает проектирование, планирование и строительство.
Polycount
Polycount — это сообщество профессиональных художников и любителей игр. Исследуйте галереи, новости 3D и форумы.
Является ли Fusion 360 бесплатным для любителей 3D-моделирования?
Autodesk бесплатно предлагает свое программное обеспечение Fusion 360 стартапам, любителям и производителям, прошедшим простую трехэтапную проверку (сайт в США).
Есть ли у Autodesk программное обеспечение для 3D-моделирования для мобильных устройств?
Autodesk упрощает разработку проектов 3D-моделирования на мобильном устройстве (сайт для США). Вы можете делиться, просматривать и комментировать 2D- и 3D-файлы DWG, DWF, Navisworks и Revit. Вы также можете просматривать 3D-модели и анимацию в различных форматах и даже создавать цифровые проекты, готовые к 3D-печати.
Как программное обеспечение Autodesk может ускорить рабочие процессы 3D-моделирования?
Встроенные инструменты моделирования и скульптинга в 3ds Max позволяют быстро моделировать 3D-персонажей, среды и элементы. Его эффективный и гибкий набор инструментов для моделирования позволяет автоматизировать рабочий процесс, чтобы вы могли сосредоточиться на создании высококачественных визуализаций за меньшее время.
Какие функции совместной работы включены в программное обеспечение Autodesk для 3D-моделирования?
Программное обеспечение Autodesk позволяет вам безопасно совместно работать над 3D-файлами в одном месте с простым просмотром проекта в веб-браузере. Вы можете поддерживать ассоциативную связь с неродными данными САПР и преобразовывать настраиваемые 3D-модели в объекты BIM.
Где я могу найти учебные материалы по 3D-моделированию?
Посмотрите бесплатные учебные пособия по 3D-моделированию для Maya и 3ds Max на сайте AREA — вашем центре всего, что связано с 3D. Найдите письменные и видеоуроки для начинающих и самых продвинутых пользователей.
Почему стоит выбрать 3ds Max или Maya?
3ds Max и Maya используются творческими студиями по всему миру для анимации, моделирования, визуальных эффектов и рендеринга. 3ds Max предлагает надежный набор инструментов для моделирования, интуитивно понятного текстурирования и затенения, а также высококачественного рендеринга, а Maya предлагает мощные инструменты для создания персонажей, реалистичной анимации и детального моделирования. Узнайте больше о различиях между 3ds Max и Maya.
Лучшее программное обеспечение для 3D-моделирования в 2022 году | Аристек Системс
Опубликовано:
08 июля 2022 г.
Обновлено:
14 июля 2022 г.
4 мин. Для прочтения
3d
Почему стартапы должны передавать просты
Вам нравится хорошая анимация или вы просто умеете манипулировать 3D-объектами? 3D-моделирование Программное обеспечение существует уже много лет, и его возможности безграничны. Специальные эффекты в фильмах, дизайн персонажей для анимации, дизайн объектов для управления продуктами, дизайн игр, архитектурные каркасы и дизайн интерьеров — это лишь некоторые из вещей, на которые способны 3D-программы.
Что такое программное обеспечение для 3D-моделирования?
Представьте себе мир, в котором каждое действие на телевидении нужно было отыгрывать, каждый трюк Дуэйна Джонсона нужно было выполнять на съемочной площадке, а миры в «Аватаре» приходилось создавать с нуля. Это было бы невозможно. Здесь на помощь приходит 3D-моделирование .
3D-моделирование — это процесс представления любой поверхности объекта в трех измерениях с использованием математических координат с использованием программного обеспечения 3D-моделирования путем манипулирования ребрами, вершинами и многоугольниками в . 0248 виртуальная 3D-среда .
Для этого используется программное обеспечение для 3D-моделирования . Существует множество таких программ с различными функциями, и выбрать ту, которая подходит именно вам в 2022 году, может быть непросто. Вот почему мы составили список из 5 лучших на рынке программ для 3D-моделирования . Мы рассмотрим каждое приложение, выясним, чем они выделяются, и их недостатки, если таковые имеются.
Пятерка лучших программ для 3D-моделирования
Приложения для 3D-моделирования могут использоваться по-разному в различных областях. В результате выбор правильной 3D-программы, которая поможет вам с этими задачами, имеет важное значение для того, что вы собираетесь делать. Некоторые из этих программ пользуются широкой поддержкой сообщества, другие имеют простой в освоении интерфейс, а третьи по-прежнему полагаются на свою долговечность и богатство ресурсов, которые они выкачивали с течением времени. Вот 5 лучших программ для 3D-моделирования , которые вы сможете использовать в 2022 году.
Blender
0248 3D-моделирование world, Blender — одно из самых популярных программ для 3D-моделирования на рынке. Blender — это бесплатное программное обеспечение с открытым исходным кодом для создания 3D-моделей , визуальных эффектов, интерактивных 3D-приложений и многого другого. Как стандартное 3D-программное обеспечение, оно способно на все: от моделирования и анимации до оснастки, симуляции, рендеринга, компоновки, отслеживания движения и редактирования видео до конвейеров 2D-анимации.
Blender изначально был программным обеспечением, в которое 3D-аниматоры и энтузиасты приходили и разрабатывали забавные независимые проекты. Теперь его используют как энтузиасты, так и профессионалы как для увлекательных 3D-проектов, так и для высокобюджетных проектов.
Вряд ли вы сможете просмотреть любой список программ для 3D-моделирования , не найдя в нем Blender.
Cinema 4D
Cinema 4D от Maxon — это 3D-инструмент, которому нет равных. Вы наверняка видели такие фильмы, как «Тихоокеанский рубеж» или «Трон: Наследие». Некоторые визуальные эффекты в этих фильмах были сделаны в Cinema 3D. Несмотря на высокие результаты, Cinema 3D имеет репутацию простой в использовании программы. Он также поддерживается активным сообществом, которое предоставляет учебные пособия и другие полезные ресурсы.
ZBrush
Многие считают ZBrush лучшим средством цифрового моделирования для создания фотореалистичных скульптур производственного качества. ZBrush от Pixologic — это инструмент для цифрового скульптинга, который объединяет 3D- и 2,5D-моделирование, рисование и текстурирование. Он использует уникальную технологию «pixo», которая сохраняет данные об освещении, цвете, материале, ориентации и глубине каждой точки, из которой состоит элемент на экране.
Как видно из термина «лепка», ZBrush предпочитают те, кто предпочитает работать с цифровой глиной, а не с сеткой. Также существует процветающее онлайн-сообщество, которое помогает новичкам. ZBrush — это платное программное обеспечение. Существуют также ZBrushCore и ZBrushCoreMini, более легкие и доступные версии ZBrush.
Подробнее: Как создать 3D-персонажа [Поэтапный процесс]
3Ds Max
Одно из творений Autodesk, 3Ds Max, имеет очень богатую историю, начавшуюся еще в 90-х годах. Как и другие в этом списке, 3D Max можно использовать для проектирования практически любого 3D-объекта. Его история также означает, что было время поработать над различными плагинами. Основной проблемой 3D Max является простота использования. Это довольно сложно и требует много обучения для начинающих. Чтобы помочь пользователям, Autodesk предоставляет обучающие материалы для начинающих.
Houdini
Известный своим мастерством в процедурной анимации и симуляции, Гудини стоит за одними из самых впечатляющих кадров Голливуда в чрезвычайно популярных фильмах, таких как «Холодное сердце» Диснея. Он упрощает сложные сцены, используя рабочий процесс на основе узлов, уменьшая усилия, необходимые для внесения изменений сцена за сценой. Подключаемый модуль и система распространения Houdini Engine позволяет его объектам легко взаимодействовать с другими программами для 3D-моделирования .
Подробнее: Наиболее часто используемое программное обеспечение для 3D-моделирования в 2021 году [+ Бонус: Топ-лист 2022 года]
Как сделать правильный выбор?
Блендер
Чем он выделяется
Можно использовать бесплатно
Интерфейс прост в освоении и использовании
У него очень активное сообщество, выпускающее полезный контент
Небольшой недостаток
Не поддерживает NURBS
Для кого предназначено это программное обеспечение?
Если вы больше увлекаетесь анимацией и моделированием сетки, то Blender идеально вам подойдет. Некоторые известные проекты, реализованные в Blender, включают Hero и Spring, выпущенные в 2018 и 2019 годах., соответственно.
Cinema 4D
Чем он выделяется
Он очень прост в использовании
У него есть некоторые уникальные детали, такие как кэш освещенности и командный рендеринг
Очень стабильный
Небольшой недостаток
Бодиарт и УФ-редактирование могут быть улучшены
Для кого предназначено это программное обеспечение?
Если вы ищете первоклассное программное обеспечение для моделирования и визуальных эффектов, Cinema 4D — лучший выбор для вас.
ZBrush
Почему он выделяется
Его фотореалистичные скульптуры трудно конкурировать с
Предлагает нелинейные конструкции
Вполне подходит для детализированной высокополигональной работы
Небольшой недостаток
Не самый лучший ригг и анимация
Для кого предназначено это программное обеспечение?
Если вас интересует цифровая скульптура, это как раз для вас.
3Ds Max
Чем он выделяется
Имеет гибкие элементы экструзии лицевой стороны
Имеет реалистичный вид камеры, что помогает с фотореалистичным рендерингом
Хорошая безопасность для рабочих файлов
Небольшой недостаток
Крутая кривая обучения
Для кого предназначено это программное обеспечение?
Если вы больше увлекаетесь сеткой и процедурным моделированием, то это вам больше подойдет.
Houdini
Почему он выделяется
Имеет инди-версию и лицензионную версию для бесплатного обучения
Его объекты легко экспортируются
Это упрощает рабочий процесс
Небольшой недостаток
Это не бесплатно, как Blender
Для кого предназначено это программное обеспечение?
Если вы ищете что-то с потрясающими возможностями моделирования, Houdini — ваш выбор.
 Недаром эту продукцию по-другому называю «воздушный секатор». Однако если секатором можно срезать ветви, находящиеся на расстоянии вытянутой руки, то сучкорез, оборудованный специальными длинными ручками или штангой, позволит дотянуться до самых отдаленных точек дерева. С таким инструментом в большинстве случаев не понадобится взбираться на табуретку или стремянку, всю работу можно провести с земли, не подвергая себя опасности падения.
Недаром эту продукцию по-другому называю «воздушный секатор». Однако если секатором можно срезать ветви, находящиеся на расстоянии вытянутой руки, то сучкорез, оборудованный специальными длинными ручками или штангой, позволит дотянуться до самых отдаленных точек дерева. С таким инструментом в большинстве случаев не понадобится взбираться на табуретку или стремянку, всю работу можно провести с земли, не подвергая себя опасности падения. Механизм, работающий по контактному принципу, устроен наподобие топора или ножа. У этого инструмента имеется одно движущееся лезвие и контактная площадка. Работать контактным сучкорезом легче, чем плоскостным, однако у такого устройства есть существенные недостатки. Из-за того, что лезвие не сразу перерубает ветку, а сначала сдавливает ее, край среза получается неровным и более открытым для проникновения бактерий. Обычно контактным приспособлением стараются обрабатывать старую засохшую древесину.
Механизм, работающий по контактному принципу, устроен наподобие топора или ножа. У этого инструмента имеется одно движущееся лезвие и контактная площадка. Работать контактным сучкорезом легче, чем плоскостным, однако у такого устройства есть существенные недостатки. Из-за того, что лезвие не сразу перерубает ветку, а сначала сдавливает ее, край среза получается неровным и более открытым для проникновения бактерий. Обычно контактным приспособлением стараются обрабатывать старую засохшую древесину. Зато он недорого стоит и прост в использовании. С помощью механического сучкореза можно обрабатывать сад в любое удобное время, независимо от погоды и наличия электричества. К тому же, такой инструмент не требует денежных затрат на топливо.
Зато он недорого стоит и прост в использовании. С помощью механического сучкореза можно обрабатывать сад в любое удобное время, независимо от погоды и наличия электричества. К тому же, такой инструмент не требует денежных затрат на топливо.



 Если работать сучкорезом приходится нечасто, можно приобрести механическую модель. Она проще и дешевле. В том случае, когда на участке растет много высоких плодовых деревьев, которые надо обрезать каждый год, лучше выбрать электрический или аккумуляторный механизм. Инструмент, работающий на бензине, подойдет для владельцев обширных поместий.
Если работать сучкорезом приходится нечасто, можно приобрести механическую модель. Она проще и дешевле. В том случае, когда на участке растет много высоких плодовых деревьев, которые надо обрезать каждый год, лучше выбрать электрический или аккумуляторный механизм. Инструмент, работающий на бензине, подойдет для владельцев обширных поместий.
 Ниже мы приведем список наиболее часто встречающихся разновидностей сечений:
Ниже мы приведем список наиболее часто встречающихся разновидностей сечений: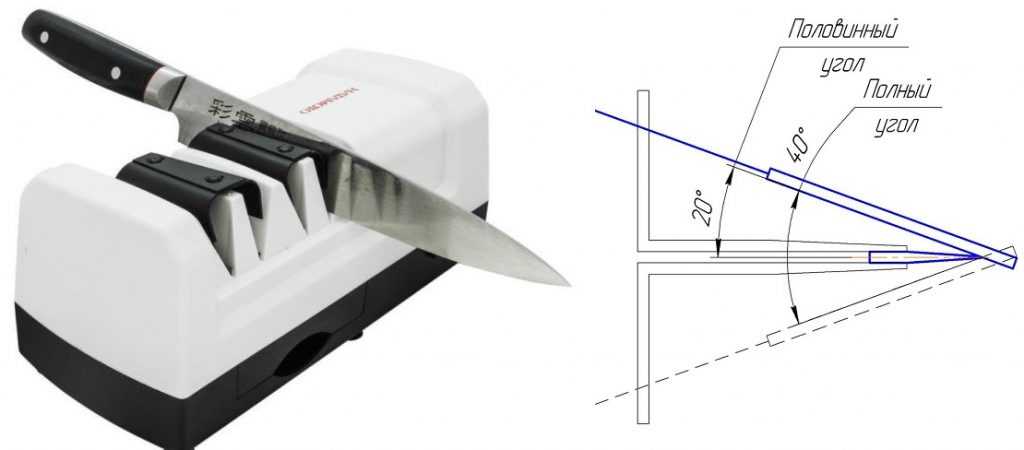 Чаще всего клинки с вогнутыми спусками используются в ножах, предназначенных для высококлассного реза: бритвы, шкуросъемные и некоторые универсальные охотничьи ножи, некоторые модели складных и рыболовных ножей.
Чаще всего клинки с вогнутыми спусками используются в ножах, предназначенных для высококлассного реза: бритвы, шкуросъемные и некоторые универсальные охотничьи ножи, некоторые модели складных и рыболовных ножей. Совокупность характеристик такой заточки идеально сбалансирована. Прочность клинка сочетается с качественным резом. По сути это — универсальная заточка, которую на сегодняшний день использует большинство мастеров.
Совокупность характеристик такой заточки идеально сбалансирована. Прочность клинка сочетается с качественным резом. По сути это — универсальная заточка, которую на сегодняшний день использует большинство мастеров. Кроме того, ножи с односторонней заточкой не универсальны для левшей и для правшей, так как при подобном типе заточки ножа спуски должны находиться со стороны рабочей руки.
Кроме того, ножи с односторонней заточкой не универсальны для левшей и для правшей, так как при подобном типе заточки ножа спуски должны находиться со стороны рабочей руки.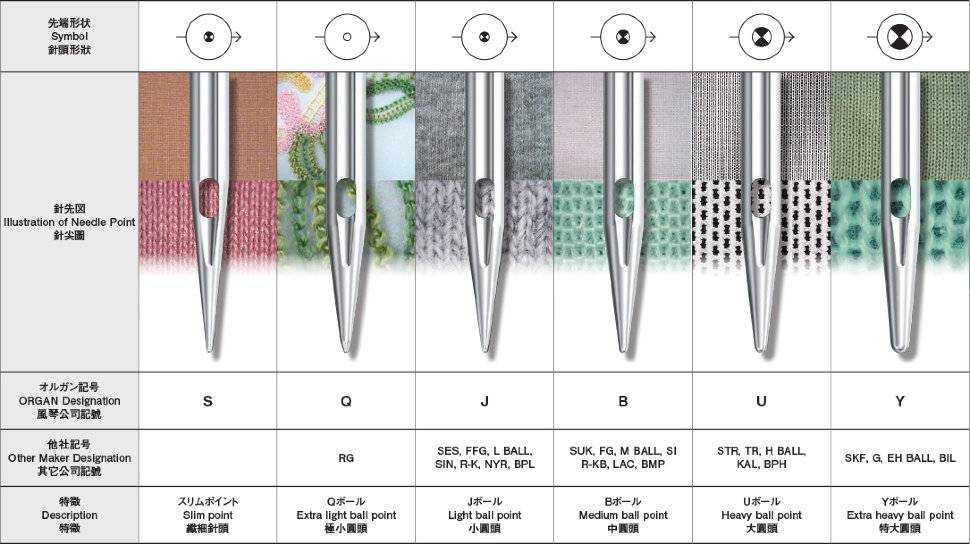
 Это может измениться в любое время, поэтому, пожалуйста, позвоните или напишите, если вам нужна более точная оценка.
Это может измениться в любое время, поэтому, пожалуйста, позвоните или напишите, если вам нужна более точная оценка. 
 , Kool Dry, K9, Circuiteer,
, Kool Dry, K9, Circuiteer,
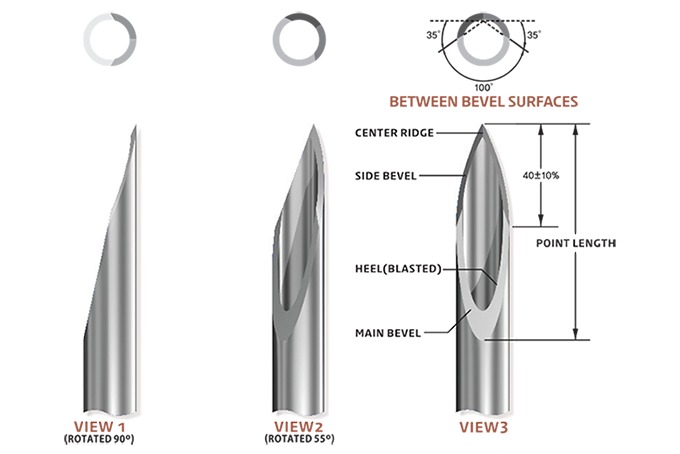

 Первый слой прилипает к платформе. Затем засветка выключается, платформа приподнимается на высоту следующего слоя, на дисплей выводится изображение этого слоя и включается засветка. Второй слой отверждается, свариваясь с предыдущим слоем. И так повторяется раз за разом, пока не будет напечатана вся модель.
Первый слой прилипает к платформе. Затем засветка выключается, платформа приподнимается на высоту следующего слоя, на дисплей выводится изображение этого слоя и включается засветка. Второй слой отверждается, свариваясь с предыдущим слоем. И так повторяется раз за разом, пока не будет напечатана вся модель.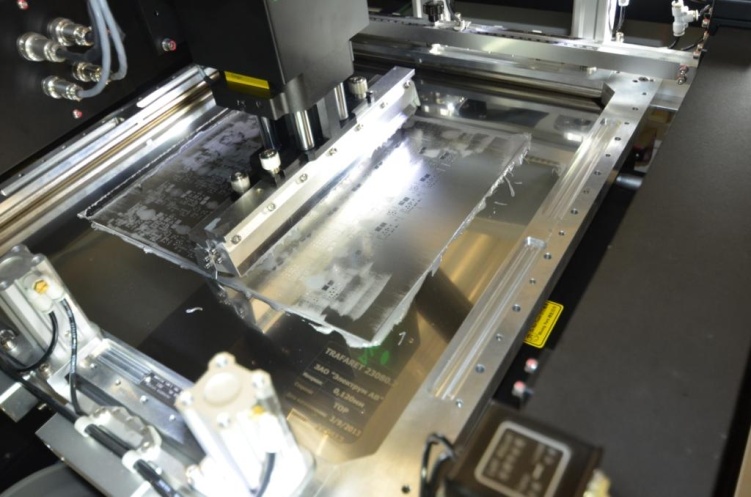 Есть отдельные заметки, но в них нет никакой целостности и завершенности. Поэтому я и решил опубликовать этот пост — может быть он кому-то поможет пройти весь путь быстрее, чем мне, и с меньшим количеством граблей 🙂
Есть отдельные заметки, но в них нет никакой целостности и завершенности. Поэтому я и решил опубликовать этот пост — может быть он кому-то поможет пройти весь путь быстрее, чем мне, и с меньшим количеством граблей 🙂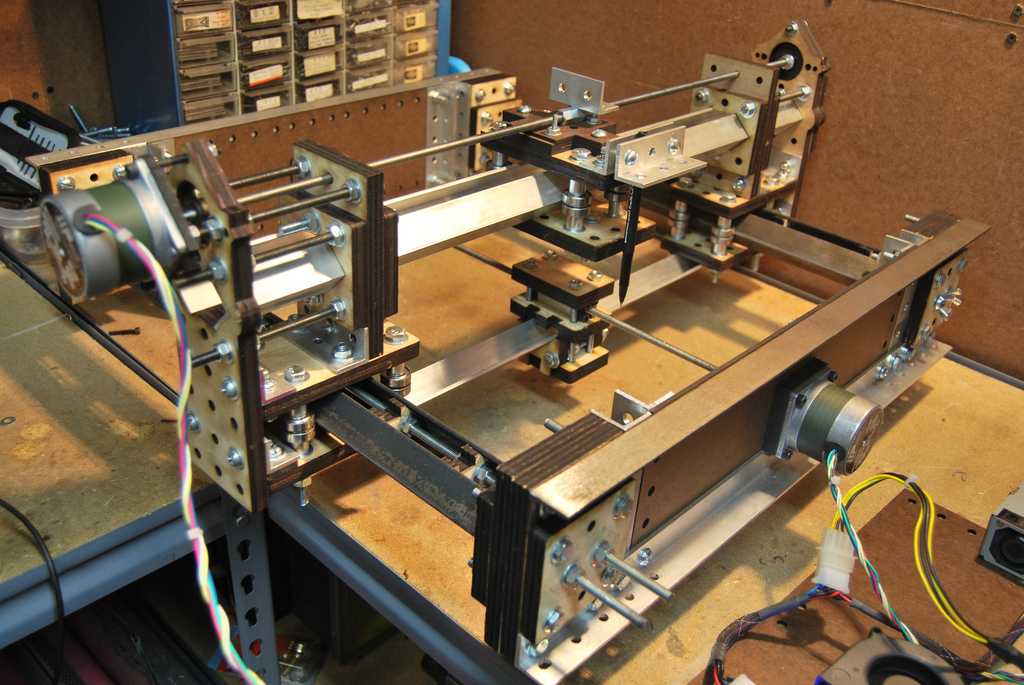
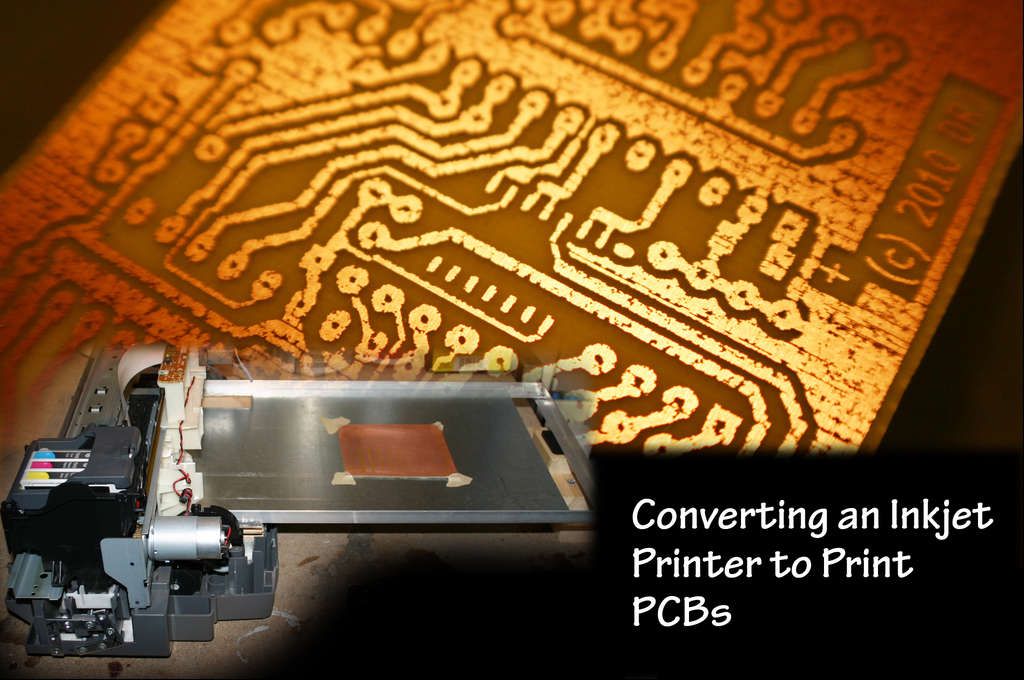 Если практически все CAD умеют выводить в общепринятые форматы — герберы, DXF, печать в PDF, то производители 3D-принтеров пока что категорически отказываются принимать какой-то стандарт файлов. Каждый извращается как может. Ситуацию во многом спасает то, что многие производители используют в своих принтерах материнские платы одной китайской компании — Chitu Systems. Благодаря этому многие принтеры на таких платах способны понимать один из базовых форматов, разработанных этой же компанией. И даже зачастую если файл имеет какое-то уникальное расширение, то на поверку он имеет тот же базовый формат, просто с другим расширением. Но может и отличаться какими-то деталями.
Если практически все CAD умеют выводить в общепринятые форматы — герберы, DXF, печать в PDF, то производители 3D-принтеров пока что категорически отказываются принимать какой-то стандарт файлов. Каждый извращается как может. Ситуацию во многом спасает то, что многие производители используют в своих принтерах материнские платы одной китайской компании — Chitu Systems. Благодаря этому многие принтеры на таких платах способны понимать один из базовых форматов, разработанных этой же компанией. И даже зачастую если файл имеет какое-то уникальное расширение, то на поверку он имеет тот же базовый формат, просто с другим расширением. Но может и отличаться какими-то деталями.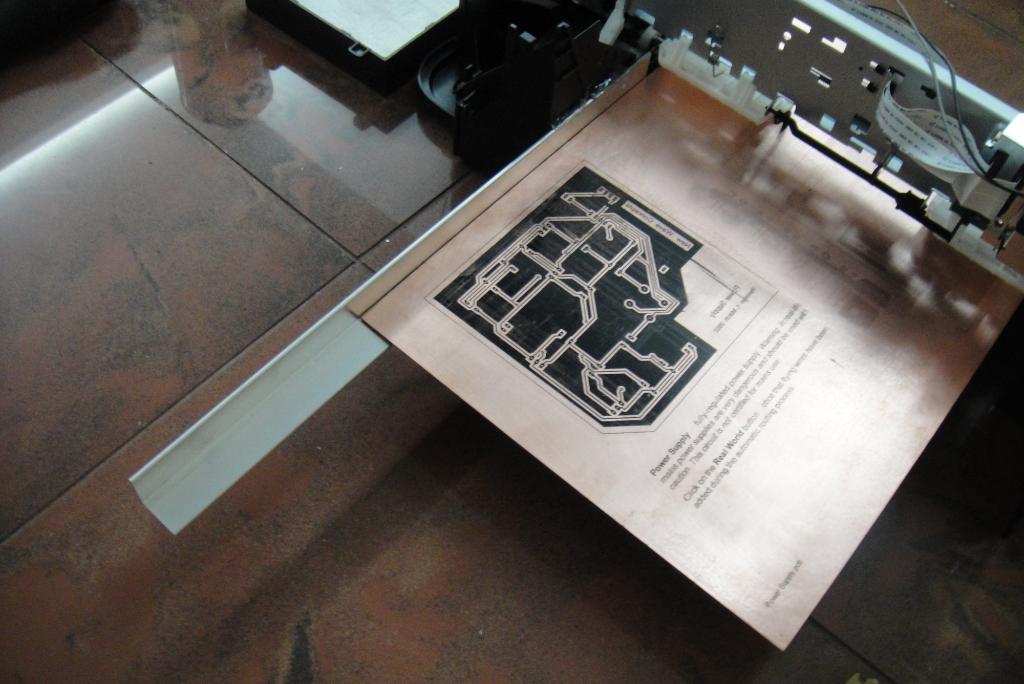 photon
photon online/ и загружаем в нее герберы. Это, кстати, утилита от российского разработчика, который обитает тут.
online/ и загружаем в нее герберы. Это, кстати, утилита от российского разработчика, который обитает тут. Изображение можно двигать, выравнивать. Когда все устраивает, нажимаем сначала «Render», и когда находящаяся с ней рядом кнопка «Download result» станет активной — жмем и ее. И сохраняем предложенный файл .photon в удобное место на компе 🙂
Изображение можно двигать, выравнивать. Когда все устраивает, нажимаем сначала «Render», и когда находящаяся с ней рядом кнопка «Download result» станет активной — жмем и ее. И сохраняем предложенный файл .photon в удобное место на компе 🙂
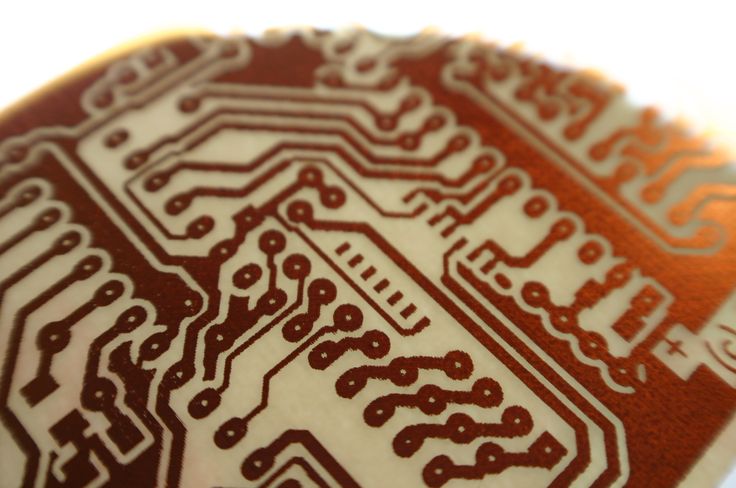 Перед тем как вернуться в экран герберов, удаляем рендер слоя с рамкой, у нас опять должна остаться пустая рамка. И теперь возвращаемся к герберам, скрываем первый слой и отображаем второй, смотрим необходимость зеркалить, жмем «Render layout» и снова переходим в этот экран. Точно так же совмещаем рамку слоя с пустой рамкой (которую нельзя сдвигать!), дальше «Render» и «Download».
Перед тем как вернуться в экран герберов, удаляем рендер слоя с рамкой, у нас опять должна остаться пустая рамка. И теперь возвращаемся к герберам, скрываем первый слой и отображаем второй, смотрим необходимость зеркалить, жмем «Render layout» и снова переходим в этот экран. Точно так же совмещаем рамку слоя с пустой рамкой (которую нельзя сдвигать!), дальше «Render» и «Download». к. инструментариев и конкретных путей его реализации довольно много и каждый может выбрать их по своим предпочтениям.
к. инструментариев и конкретных путей его реализации довольно много и каждый может выбрать их по своим предпочтениям. .. Требования к разрешению картинки те же. К примеру, в Фотошопе можно при импорте PDF сразу указать с каким разрешением преобразовать в изображение. К примеру, для распространенных дисплеев разрешением 2560х1440 и диагональю 5.5″ разрешение составляет примерно 537.566 PPI (размер пикселя — 0.04725 мм).
.. Требования к разрешению картинки те же. К примеру, в Фотошопе можно при импорте PDF сразу указать с каким разрешением преобразовать в изображение. К примеру, для распространенных дисплеев разрешением 2560х1440 и диагональю 5.5″ разрешение составляет примерно 537.566 PPI (размер пикселя — 0.04725 мм).
 С фоторезистом Ordyl результаты получаются гораздо более стабильные и точные, он проще проявляется и гораздо крепче держится на фольге. И он может простить те ошибки, которые будут критичными для ПФ-ВЩ. И что немаловажно — продается в куче мест довольно недорого.
С фоторезистом Ordyl результаты получаются гораздо более стабильные и точные, он проще проявляется и гораздо крепче держится на фольге. И он может простить те ошибки, которые будут критичными для ПФ-ВЩ. И что немаловажно — продается в куче мест довольно недорого. Очень тщательно, не спеша трем каждый квадратный миллиметр фольги, не трогая ее пальцами. Вообще, фольгу после начала чистки трогать пальцами категорически не советую, на ней не должно быть ни малейшего даже самого слабого жирного пятнышка. После чистки тщательно промыть в проточной воде, стряхнуть излишки воды и дать ей высохнуть. Промакать или протирать чем-либо не советую, т.к. можно нанести жировые загрязнения, даже с новой салфетки.
Очень тщательно, не спеша трем каждый квадратный миллиметр фольги, не трогая ее пальцами. Вообще, фольгу после начала чистки трогать пальцами категорически не советую, на ней не должно быть ни малейшего даже самого слабого жирного пятнышка. После чистки тщательно промыть в проточной воде, стряхнуть излишки воды и дать ей высохнуть. Промакать или протирать чем-либо не советую, т.к. можно нанести жировые загрязнения, даже с новой салфетки.
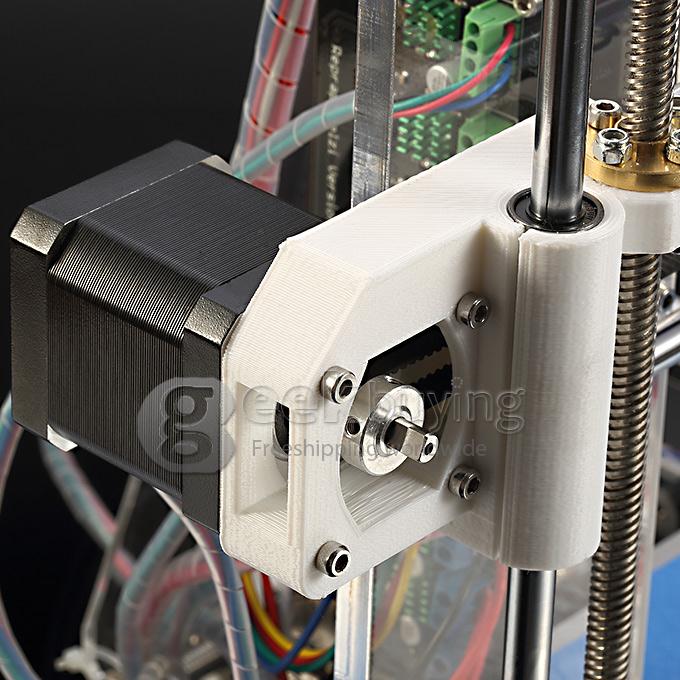
 На этом подготовка принтера заканчивается 🙂
На этом подготовка принтера заканчивается 🙂 Для этого запускаем файл со слоем, планируемым к засветке, и сравниваем рисунок слоя на дисплее и ориентацию платы рядом с принтером.
Для этого запускаем файл со слоем, планируемым к засветке, и сравниваем рисунок слоя на дисплее и ориентацию платы рядом с принтером.
 А раствор кальцинированной соды заметно «беднеет» в процессе проявки. Разве что едкий натр можно использовать многоразово, но стоит ли это того, чтобы хранить еще одну бутылку…
А раствор кальцинированной соды заметно «беднеет» в процессе проявки. Разве что едкий натр можно использовать многоразово, но стоит ли это того, чтобы хранить еще одну бутылку… Минуты две проходило прежде чем появлялись хоть какие-то признаки того, что проявка началась. Кроме того, если Ordyl именно растворяется, то ПФ-ВЩ сначала набухал как желатин и обесцвечивался, и только потом начинал медленно растворяться.
Минуты две проходило прежде чем появлялись хоть какие-то признаки того, что проявка началась. Кроме того, если Ordyl именно растворяется, то ПФ-ВЩ сначала набухал как желатин и обесцвечивался, и только потом начинал медленно растворяться.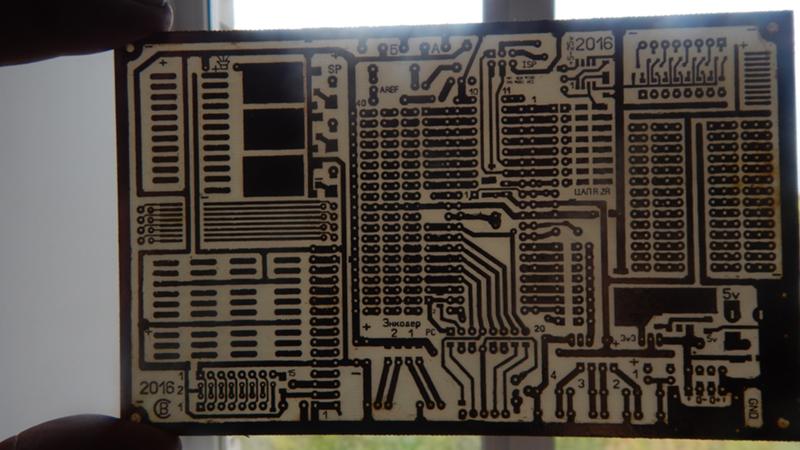 Это мой первый опыт с таким раствором. Раньше я травил перхлоратом аммония, а совсем раньше — классическим хлорным железом. Честно говоря, не могу определенно выразить свои ощущения от этого раствора. С одной стороны, он травит довольно быстро, прозрачный, не пачкается, сравнительно безопасен. С другой стороны, мне показалось, что он довольно сильно подтравливает… Но может быть просто показалось, я изготовлением плат не занимался уже лет 10 и забыл как оно все работало когда деревья были большими 🙂
Это мой первый опыт с таким раствором. Раньше я травил перхлоратом аммония, а совсем раньше — классическим хлорным железом. Честно говоря, не могу определенно выразить свои ощущения от этого раствора. С одной стороны, он травит довольно быстро, прозрачный, не пачкается, сравнительно безопасен. С другой стороны, мне показалось, что он довольно сильно подтравливает… Но может быть просто показалось, я изготовлением плат не занимался уже лет 10 и забыл как оно все работало когда деревья были большими 🙂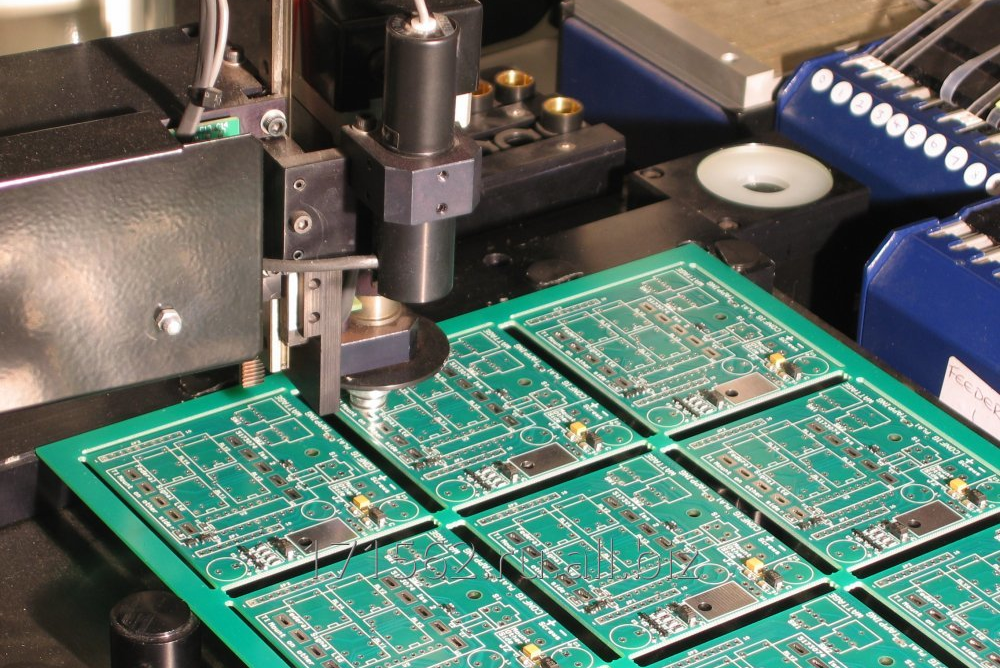 .. Плата готова!
.. Плата готова!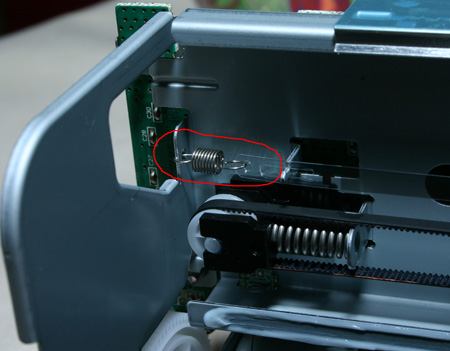
 А копию, таким образом, уже переносить на медь текстолита. Стоит быть очень осторожным при этом способе и лучше предусмотреть несколько копий. Нужно дольше прогревать бумагу утюгом, а отмачивать в теплой воде необходимо на протяжении получаса. При этом даже лучше будет, если вода будет проточная. Бумагу снимать либо мягкой зубной щеткой, либо легкими нажатиями пальца.
А копию, таким образом, уже переносить на медь текстолита. Стоит быть очень осторожным при этом способе и лучше предусмотреть несколько копий. Нужно дольше прогревать бумагу утюгом, а отмачивать в теплой воде необходимо на протяжении получаса. При этом даже лучше будет, если вода будет проточная. Бумагу снимать либо мягкой зубной щеткой, либо легкими нажатиями пальца.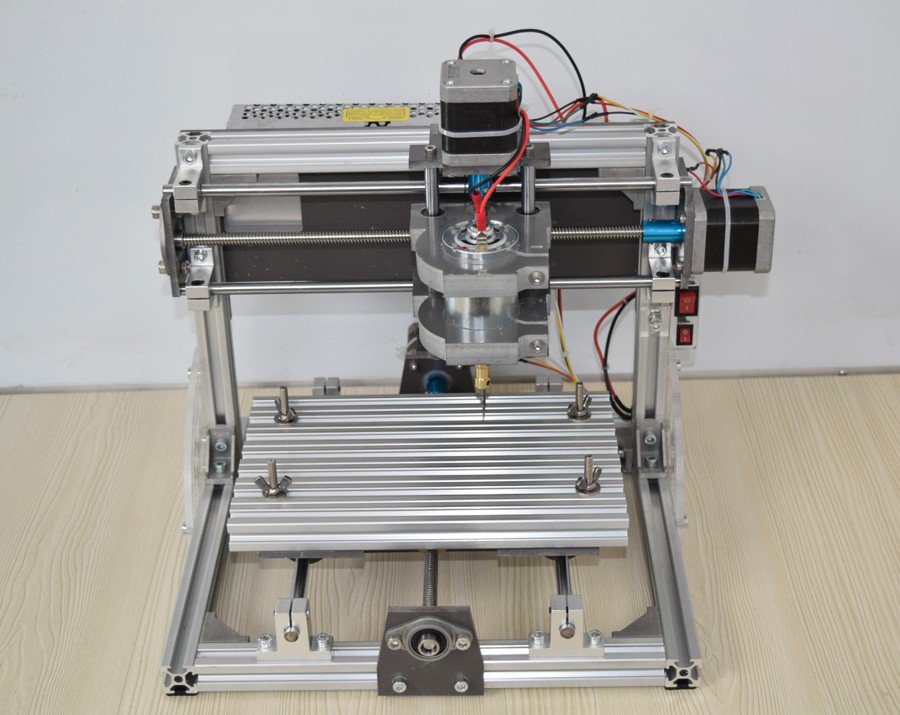

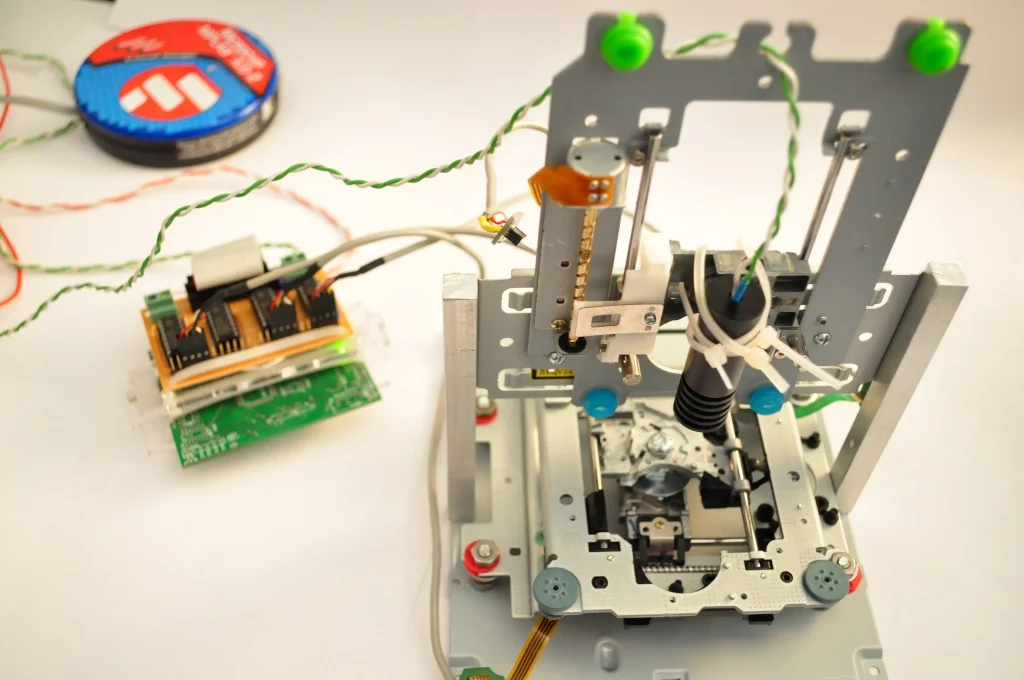 Большинство печатных плат начинаются с материала FR4 с медным покрытием, при этом медь удаляется, чтобы оставить желаемые электрические соединения между компонентами схемы. По некоторым оценкам, рынок печатных плат огромен (76 миллиардов долларов к 2027 году), и на нем доминируют производители Тайваня и Китая, доля которых в совокупности составляет более 60%.
Большинство печатных плат начинаются с материала FR4 с медным покрытием, при этом медь удаляется, чтобы оставить желаемые электрические соединения между компонентами схемы. По некоторым оценкам, рынок печатных плат огромен (76 миллиардов долларов к 2027 году), и на нем доминируют производители Тайваня и Китая, доля которых в совокупности составляет более 60%.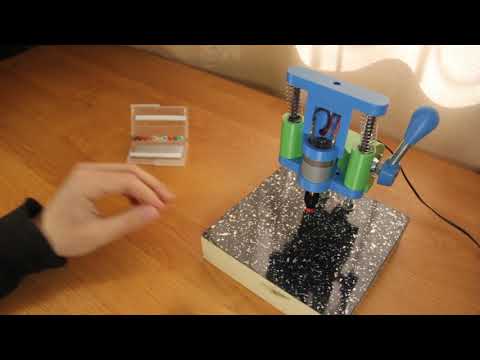 (По состоянию на январь 2021 г.)
(По состоянию на январь 2021 г.) В качестве подложки можно использовать плиту FR-4 или FR-1 (заведомо не омедненную).
В качестве подложки можно использовать плиту FR-4 или FR-1 (заведомо не омедненную). От пользователя требуется только вставить правильное сверло в патрон и вручную установить компоненты для поверхностного монтажа.
От пользователя требуется только вставить правильное сверло в патрон и вручную установить компоненты для поверхностного монтажа. Он напечатан поверх проводящих дорожек, что позволяет создавать до четырехслойных печатных плат. Каждый слой изолятора отверждается с помощью встроенной ультрафиолетовой лампы.
Он напечатан поверх проводящих дорожек, что позволяет создавать до четырехслойных печатных плат. Каждый слой изолятора отверждается с помощью встроенной ультрафиолетовой лампы. Изоляционный слой печатается и отверждается между каждым проводящим слоем. (Источник: BotFactory)
Изоляционный слой печатается и отверждается между каждым проводящим слоем. (Источник: BotFactory)

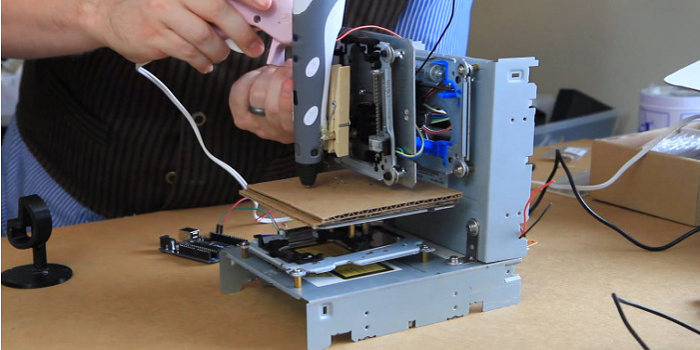 Эти принтеры также делают процесс производства электроники более прозрачным для учащихся школ, колледжей и университетов.
Эти принтеры также делают процесс производства электроники более прозрачным для учащихся школ, колледжей и университетов.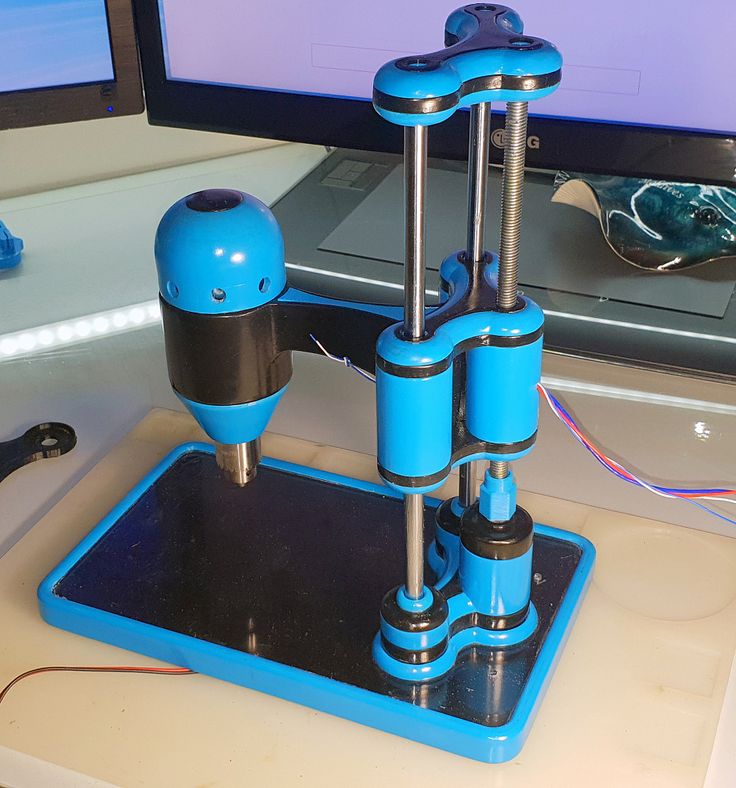
 Эти принтеры могут печатать различные печатные платы и даже размещать компоненты с различными вариантами пайки. После загрузки файла программного обеспечения будет доставлена готовая к тестированию печатная плата. Имейте в виду, однако, что качество плат больше ориентировано на прототипирование.
Эти принтеры могут печатать различные печатные платы и даже размещать компоненты с различными вариантами пайки. После загрузки файла программного обеспечения будет доставлена готовая к тестированию печатная плата. Имейте в виду, однако, что качество плат больше ориентировано на прототипирование. Он может производить печатные платы с нуля с минимальными размерами элементов 80 мкм и максимальными 1,5 мм. Минимальная толщина слоя составляет 30 мкм или 0,03 мм. Точность позиционирования составляет 25 мкм по любой оси. Максимальный размер сборки 200 х 200 х 3 мм. Он может производить многослойные печатные платы общей толщиной до 3 мм. Принтер поддерживает множество различных проводящих и диэлектрических чернил.
Он может производить печатные платы с нуля с минимальными размерами элементов 80 мкм и максимальными 1,5 мм. Минимальная толщина слоя составляет 30 мкм или 0,03 мм. Точность позиционирования составляет 25 мкм по любой оси. Максимальный размер сборки 200 х 200 х 3 мм. Он может производить многослойные печатные платы общей толщиной до 3 мм. Принтер поддерживает множество различных проводящих и диэлектрических чернил. Однослойные схемы могут быть изготовлены до 15,2 x 15,2 см, а многослойные — до 8,4 x 15,2 см. Минимальный размер элемента может быть 0,254 мм, но рекомендуется 0,508. У него три головки: одна для печати, другая для склеивания или нанесения паяльной пасты, а третья для захвата и установки. Он может собираться со скоростью 4 детали в минуту, при наименьшем размере упаковки 15,4 мм. Автоматическое размещение сквозных компонентов может стать доступным позже.
Однослойные схемы могут быть изготовлены до 15,2 x 15,2 см, а многослойные — до 8,4 x 15,2 см. Минимальный размер элемента может быть 0,254 мм, но рекомендуется 0,508. У него три головки: одна для печати, другая для склеивания или нанесения паяльной пасты, а третья для захвата и установки. Он может собираться со скоростью 4 детали в минуту, при наименьшем размере упаковки 15,4 мм. Автоматическое размещение сквозных компонентов может стать доступным позже.
 В 1846 году ротационная печать стала использоваться для печати Филадельфийской публичной книги.
В 1846 году ротационная печать стала использоваться для печати Филадельфийской публичной книги. Высококачественная печать на бумаге любого типа, даже если ее поверхность не идеально гладкая.
Высококачественная печать на бумаге любого типа, даже если ее поверхность не идеально гладкая.
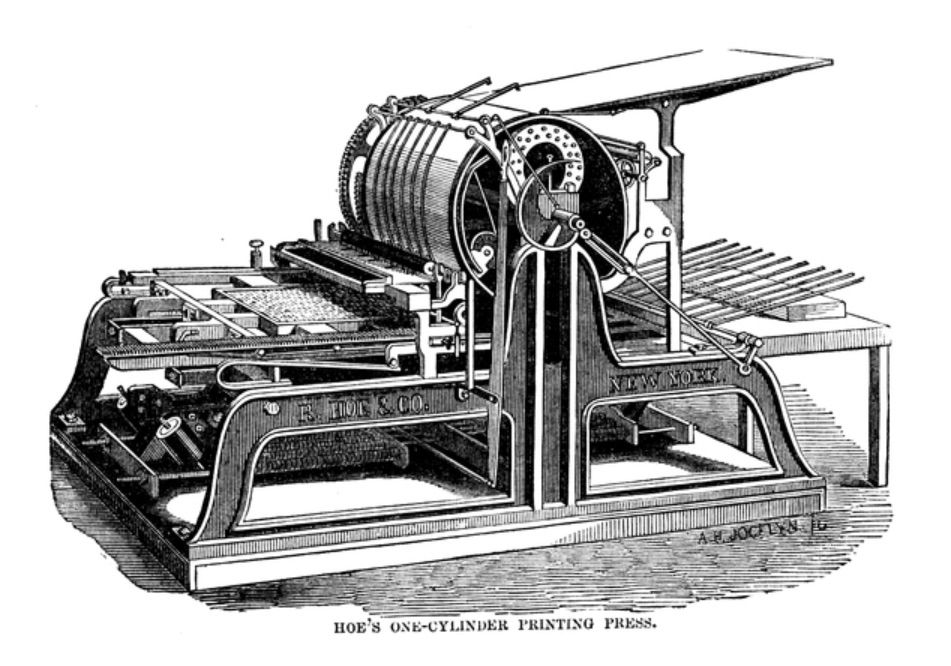 И нам пришлось ждать до 1982 года, чтобы Canon выпустила первый настольный лазерный принтер. Однако его высокая стоимость означала, что немногие могли себе это позволить. Лишь в начале 1990-х годов лазерные принтеры стали широко доступны для публики наряду со струйными, матричными и сублимационными принтерами. С тех пор принтеры стали дешевле, компактнее и эффективнее.
И нам пришлось ждать до 1982 года, чтобы Canon выпустила первый настольный лазерный принтер. Однако его высокая стоимость означала, что немногие могли себе это позволить. Лишь в начале 1990-х годов лазерные принтеры стали широко доступны для публики наряду со струйными, матричными и сублимационными принтерами. С тех пор принтеры стали дешевле, компактнее и эффективнее.
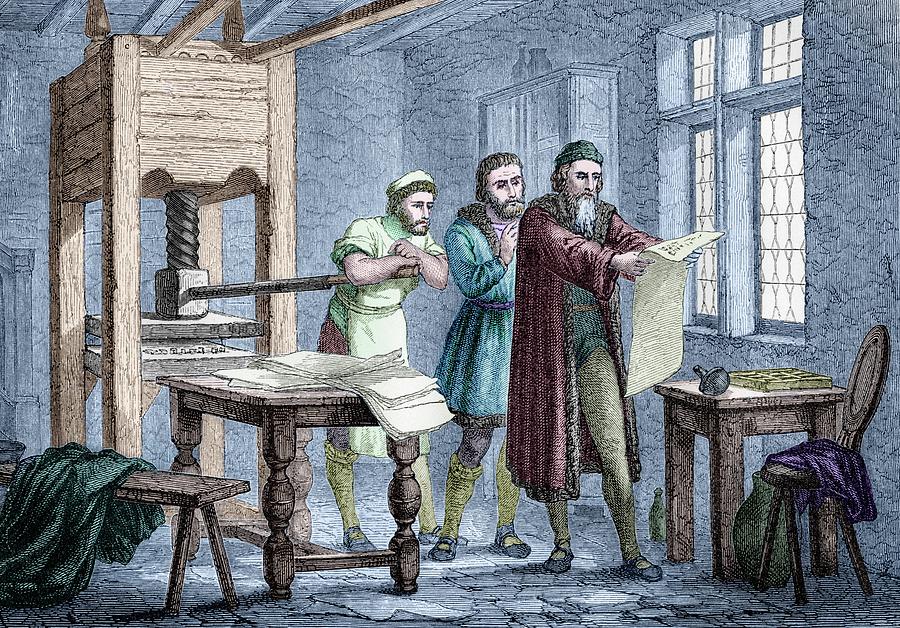
 Некоторые считают, что еще туземцы полинезийских островов, глядя на то, как насекомые проделывают дырки в растениях, придумали переносить изображения с банановых листьев на другие поверхности – проделывая в них отверстия и наливая в них краситель. Что же, возможно современные любители трафаретных раскрасок действительно родом из Полинезии – времени то прошло очень много.
Некоторые считают, что еще туземцы полинезийских островов, глядя на то, как насекомые проделывают дырки в растениях, придумали переносить изображения с банановых листьев на другие поверхности – проделывая в них отверстия и наливая в них краситель. Что же, возможно современные любители трафаретных раскрасок действительно родом из Полинезии – времени то прошло очень много. Кстати, в следующем году исполнится триста лет с момента изобретения печатной машинки Генри Миллом в 1714 году. Этот факт подтверждается патентом на изобретение, выданным Королевой Англией. Но вот только изображения этой машинки не сохранилось.
Кстати, в следующем году исполнится триста лет с момента изобретения печатной машинки Генри Миллом в 1714 году. Этот факт подтверждается патентом на изобретение, выданным Королевой Англией. Но вот только изображения этой машинки не сохранилось.
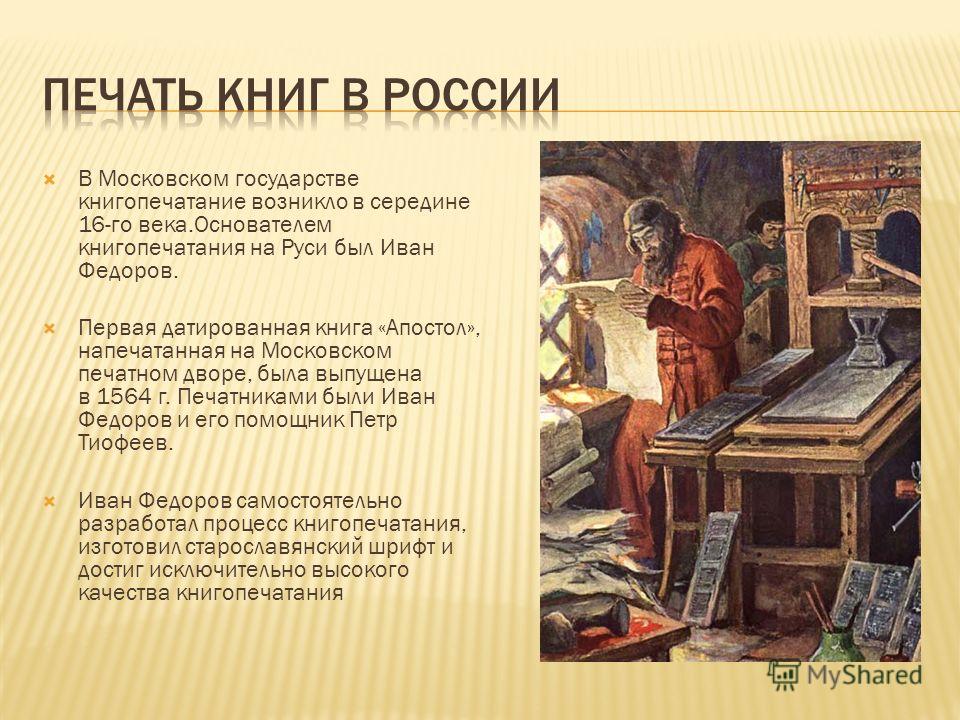
 Принтер весил 2,5 тонны и состоял из 4000 частей. Такой принтер практически представлял собой усложненную версию печатной машинки. Его конструкция была настолько сложна, что на сборку аппарата ушло десять лет.
Принтер весил 2,5 тонны и состоял из 4000 частей. Такой принтер практически представлял собой усложненную версию печатной машинки. Его конструкция была настолько сложна, что на сборку аппарата ушло десять лет.

 Влияние этого нового процесса печати было далеко идущим. Во-первых, это ускорило и удешевило производство книг, сделав их доступными для гораздо большей аудитории людей из среднего класса. Соответственно, уровень грамотности увеличился по всей Европе. Большая доступность книг также была одним из рынков в рамках развивающейся потребительской культуры и рыночной экономики Европы раннего Нового времени. В то время книгой, наиболее часто печатаемой в Европе, была Библия. Большая доступность Библии в европейских семьях позволила европейцам более активно участвовать в своих религиозных убеждениях. Печатные станки с подвижным металлическим шрифтом также способствовали распространению новых идей в математике, философии, политологии, религии и науке посредством диалогов, способствуя прогрессу и успеху Реформации, научной революции, Просвещения, а также американского и французского Революции.
Влияние этого нового процесса печати было далеко идущим. Во-первых, это ускорило и удешевило производство книг, сделав их доступными для гораздо большей аудитории людей из среднего класса. Соответственно, уровень грамотности увеличился по всей Европе. Большая доступность книг также была одним из рынков в рамках развивающейся потребительской культуры и рыночной экономики Европы раннего Нового времени. В то время книгой, наиболее часто печатаемой в Европе, была Библия. Большая доступность Библии в европейских семьях позволила европейцам более активно участвовать в своих религиозных убеждениях. Печатные станки с подвижным металлическим шрифтом также способствовали распространению новых идей в математике, философии, политологии, религии и науке посредством диалогов, способствуя прогрессу и успеху Реформации, научной революции, Просвещения, а также американского и французского Революции.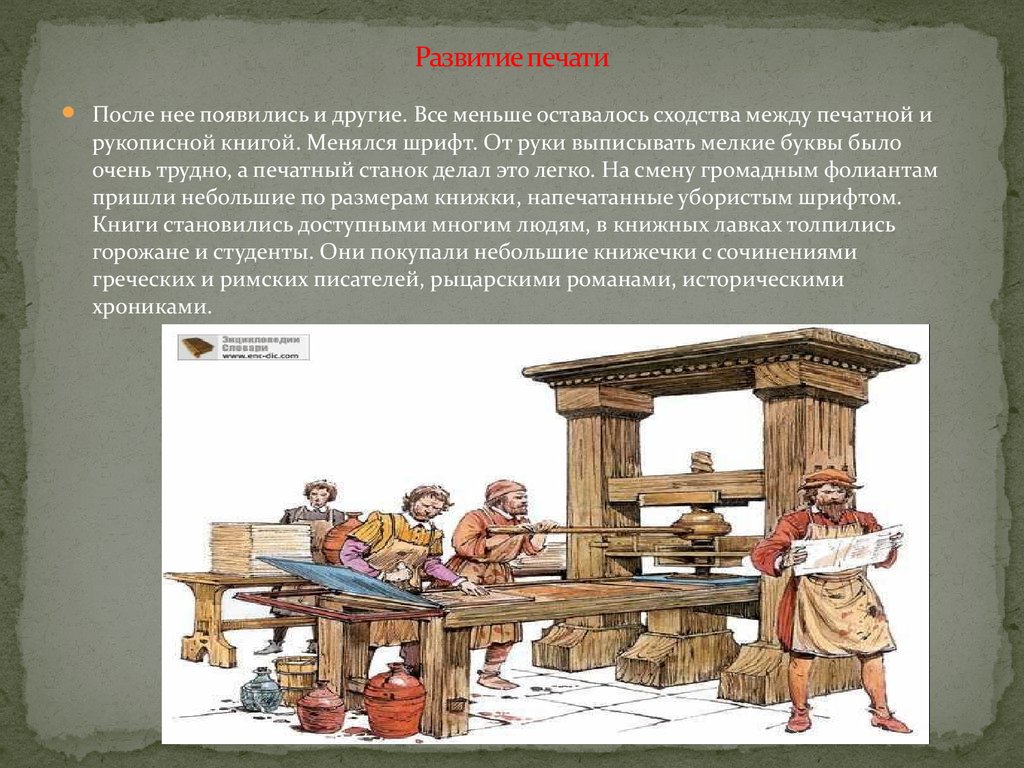 История печати идет параллельно с историей цивилизации. Это было неотъемлемой частью нашего развития как вида и оказалось ключевым фактором в распространении культуры по всему миру. Разговор о полномочиях!
История печати идет параллельно с историей цивилизации. Это было неотъемлемой частью нашего развития как вида и оказалось ключевым фактором в распространении культуры по всему миру. Разговор о полномочиях! Затем чернила переносятся путем приложения давления к обратной стороне бумаги либо вручную, либо с помощью пресса для создания изображения. Остальные гравюры на дереве используются для изготовления как декоративных работ, так и надписей. Очень хитро!
Затем чернила переносятся путем приложения давления к обратной стороне бумаги либо вручную, либо с помощью пресса для создания изображения. Остальные гравюры на дереве используются для изготовления как декоративных работ, так и надписей. Очень хитро!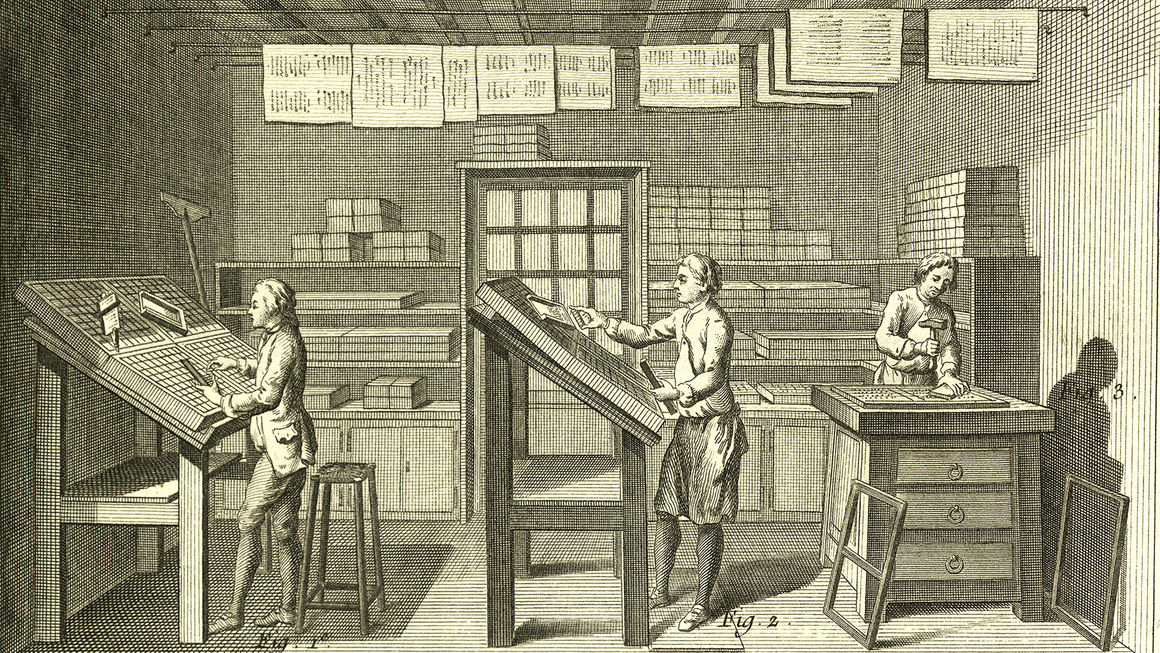
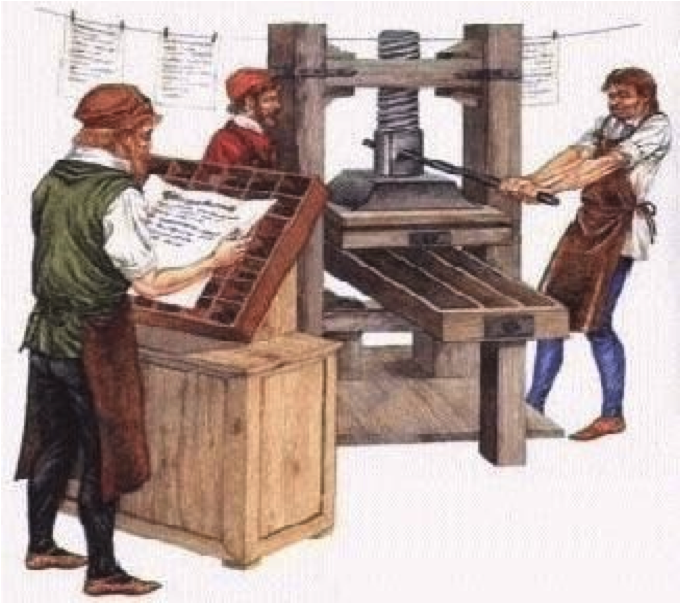 Это может показаться небольшим по сравнению с сегодняшними стандартами, но, учитывая, что во всей Европе было всего около 30 000 книг, это был довольно старый пробег!
Это может показаться небольшим по сравнению с сегодняшними стандартами, но, учитывая, что во всей Европе было всего около 30 000 книг, это был довольно старый пробег! pinterest.com
pinterest.com 
 pinterest.com
pinterest.com 

 Черновцы
Черновцы 1S на 5.6 м2 противня
1S на 5.6 м2 противня 65.новая, для брикетирование дров, щепы, опилок, шелухи, семян
65.новая, для брикетирование дров, щепы, опилок, шелухи, семян iDRY Kilns позволяет вам перерабатывать ваш продукт в 5-10 раз быстрее, что, в свою очередь, БЫСТРЕЕ кладет деньги в ваш карман и обратно в ваш бизнес.
iDRY Kilns позволяет вам перерабатывать ваш продукт в 5-10 раз быстрее, что, в свою очередь, БЫСТРЕЕ кладет деньги в ваш карман и обратно в ваш бизнес.
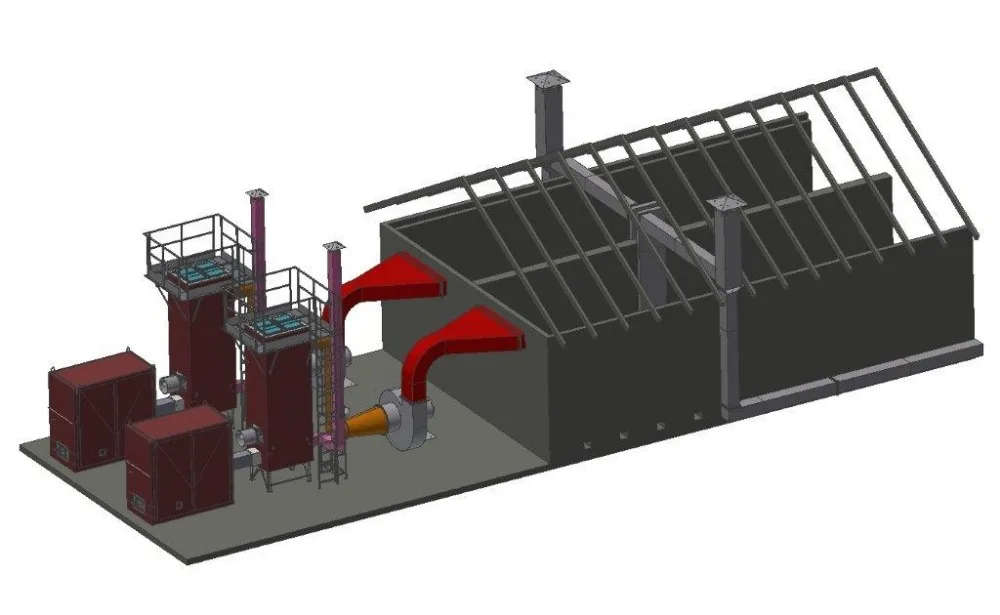
 Время сушки может значительно варьироваться в зависимости от породы древесины, исходного уровня влажности, толщины пиломатериала, плотности, условий окружающей среды и методов обработки.
Время сушки может значительно варьироваться в зависимости от породы древесины, исходного уровня влажности, толщины пиломатериала, плотности, условий окружающей среды и методов обработки. .
. Если разница влажности между сердцевиной и оболочкой слишком велика, оболочка может сохнуть в растянутом состоянии. Позже, когда ядро со временем начинает высыхать и сжиматься, ситуация меняется на противоположную, и растянутая оболочка препятствует полному сжатию ядра. В экстремальных случаях упрочнения корпуса ядро может расколоться и вернуться в необратимое состояние, называемое 9.0021 сотовый .
Если разница влажности между сердцевиной и оболочкой слишком велика, оболочка может сохнуть в растянутом состоянии. Позже, когда ядро со временем начинает высыхать и сжиматься, ситуация меняется на противоположную, и растянутая оболочка препятствует полному сжатию ядра. В экстремальных случаях упрочнения корпуса ядро может расколоться и вернуться в необратимое состояние, называемое 9.0021 сотовый .
 Отличительной чертой плохо обработанного пиломатериала своими руками является наличие обломанной или частично прогнившей древесины.
Отличительной чертой плохо обработанного пиломатериала своими руками является наличие обломанной или частично прогнившей древесины. Важно помнить, что влага выходит из дерева примерно в 10-12 раз быстрее на торцах, чем через другие поверхности. Герметизация торца заставляет влагу выходить более медленным и равномерным образом. Если этим пренебречь, концы будут иметь тенденцию к усадке быстрее, чем остальная часть древесины, создавая огромные напряжения на заготовке, которые в конечном итоге снимаются только за счет торцевых краев — очень распространенный дефект при высыхании. (Хотя на рынке есть специально разработанные герметики для кромок , в крайнем случае подойдет практически все: для герметизации поверхности кромок можно использовать парафин, полиуретан, шеллак или даже латексную краску. Главное – создать толстую, пленка, препятствующая проникновению влаги на края доски.Чтобы свести к минимуму риск растрескивания, рекомендуется наносить покрытие на торцы пиломатериалов в течение нескольких минут, а не часов или дней, после того, как их сняли с пилы.
Важно помнить, что влага выходит из дерева примерно в 10-12 раз быстрее на торцах, чем через другие поверхности. Герметизация торца заставляет влагу выходить более медленным и равномерным образом. Если этим пренебречь, концы будут иметь тенденцию к усадке быстрее, чем остальная часть древесины, создавая огромные напряжения на заготовке, которые в конечном итоге снимаются только за счет торцевых краев — очень распространенный дефект при высыхании. (Хотя на рынке есть специально разработанные герметики для кромок , в крайнем случае подойдет практически все: для герметизации поверхности кромок можно использовать парафин, полиуретан, шеллак или даже латексную краску. Главное – создать толстую, пленка, препятствующая проникновению влаги на края доски.Чтобы свести к минимуму риск растрескивания, рекомендуется наносить покрытие на торцы пиломатериалов в течение нескольких минут, а не часов или дней, после того, как их сняли с пилы. Наклейки – это небольшие кусочки дерева (обычно размером около 3/4 дюйма на 1 1/2 дюйма), которые используются для увеличения пространства между распиленными досками, что увеличивает вентиляцию и способствует более равномерному процессу сушки. Расстояние между наклейками варьируется в зависимости от породы и толщины сушащихся пиломатериалов; консервативная схема интервалов будет составлять каждые 12 дюймов, хотя обычно интервалы 16 или 24 дюйма можно безопасно использовать для более толстых деталей.
Наклейки – это небольшие кусочки дерева (обычно размером около 3/4 дюйма на 1 1/2 дюйма), которые используются для увеличения пространства между распиленными досками, что увеличивает вентиляцию и способствует более равномерному процессу сушки. Расстояние между наклейками варьируется в зависимости от породы и толщины сушащихся пиломатериалов; консервативная схема интервалов будет составлять каждые 12 дюймов, хотя обычно интервалы 16 или 24 дюйма можно безопасно использовать для более толстых деталей.
 Многие термометры (как традиционные, так и цифровые), продаваемые крупными розничными торговцами, также оснащены гигрометром с достаточно точными показаниями относительной влажности; способность знать относительную влажность как сушильного шкафа, так и деревообрабатывающего цеха оказывается полезной и разумной инвестицией.
Многие термометры (как традиционные, так и цифровые), продаваемые крупными розничными торговцами, также оснащены гигрометром с достаточно точными показаниями относительной влажности; способность знать относительную влажность как сушильного шкафа, так и деревообрабатывающего цеха оказывается полезной и разумной инвестицией.

 В хвойных породах реактивная древесина образуется на нижней стороне ветки или ствола и называется прессованной древесиной. И наоборот, в твердой древесине все наоборот: ее реакционная древесина образуется на верхней стороне и называется древесиной напряжения.
В хвойных породах реактивная древесина образуется на нижней стороне ветки или ствола и называется прессованной древесиной. И наоборот, в твердой древесине все наоборот: ее реакционная древесина образуется на верхней стороне и называется древесиной напряжения.
 Здесь есть все для того, чтобы уменьшить расход чернил и бумаги при печати. В дополнение к этому программа ведет статистику сэкономленных материалов, предоставляет возможность сохранения документа в PDF или экспорт в Google Drive и Dropbox. Из недостатков можно отметить только платную лицензию.
Здесь есть все для того, чтобы уменьшить расход чернил и бумаги при печати. В дополнение к этому программа ведет статистику сэкономленных материалов, предоставляет возможность сохранения документа в PDF или экспорт в Google Drive и Dropbox. Из недостатков можно отметить только платную лицензию. Здесь присутствует два шаблона для сканирования документов, возможность конвертации в PDF формат, сканирование с распознаванием текста, быстрое копирование и печать, а также еще много чего другого.
Здесь присутствует два шаблона для сканирования документов, возможность конвертации в PDF формат, сканирование с распознаванием текста, быстрое копирование и печать, а также еще много чего другого.
 Это позволит перебить недостаток одной программы достоинством другой, что значительно улучшит качество печати и позволит сэкономить на расходных материалах.
Это позволит перебить недостаток одной программы достоинством другой, что значительно улучшит качество печати и позволит сэкономить на расходных материалах. Он предлагает два режима чтения: горизонтальный и вертикальный режим чтения. Он также предоставляет облачные сервисы, которые позволяют загружать и выгружать файлы PDF на Google Диск, Dropbox, Box и OneDrive.
Он предлагает два режима чтения: горизонтальный и вертикальный режим чтения. Он также предоставляет облачные сервисы, которые позволяют загружать и выгружать файлы PDF на Google Диск, Dropbox, Box и OneDrive.
 Логично, что у них есть собственное приложение для печати. Мобильное приложение позволяет печатать, сканировать и обмениваться документами одним движением. Помимо документов PDF, Epson Print совместим с файлами Word и Excel. Самым большим преимуществом является то, что вы можете распечатать целые веб-сайты прямо со своего мобильного устройства. Да, и приложение бесплатное, но работает только с принтерами Epson.
Логично, что у них есть собственное приложение для печати. Мобильное приложение позволяет печатать, сканировать и обмениваться документами одним движением. Помимо документов PDF, Epson Print совместим с файлами Word и Excel. Самым большим преимуществом является то, что вы можете распечатать целые веб-сайты прямо со своего мобильного устройства. Да, и приложение бесплатное, но работает только с принтерами Epson. Приложение поддерживает практически все компании, будь то Samsung, HP, Xerox, Dell, Epson и многие другие. Приложение бесплатное, но вам необходимо подписаться на некоторые услуги. Вы можете предварительно просмотреть и распечатать что угодно с высочайшей точностью. И нет никаких компромиссов по качеству.
Приложение поддерживает практически все компании, будь то Samsung, HP, Xerox, Dell, Epson и многие другие. Приложение бесплатное, но вам необходимо подписаться на некоторые услуги. Вы можете предварительно просмотреть и распечатать что угодно с высочайшей точностью. И нет никаких компромиссов по качеству. Внутри приложения нет покупок, что делает приложение полностью бесплатным. Вы можете подключить свой принтер к мобильному устройству через USB-кабель, Bluetooth и Wi-Fi. Некоторые принтеры поддерживают прямое мобильное сканирование. Поддерживает принтеры как Mac, так и Windows, а мастер принтера автоматически определяет ваш принтер. Простота установки, всего несколько щелчков мышью до печати.
Внутри приложения нет покупок, что делает приложение полностью бесплатным. Вы можете подключить свой принтер к мобильному устройству через USB-кабель, Bluetooth и Wi-Fi. Некоторые принтеры поддерживают прямое мобильное сканирование. Поддерживает принтеры как Mac, так и Windows, а мастер принтера автоматически определяет ваш принтер. Простота установки, всего несколько щелчков мышью до печати. Приложение позволяет обмениваться документами и изображениями по электронной почте, а затем распечатывать их. Также поддерживаются облачные сервисы, и вы можете настроить свой новый принтер HP с помощью приложения.
Приложение позволяет обмениваться документами и изображениями по электронной почте, а затем распечатывать их. Также поддерживаются облачные сервисы, и вы можете настроить свой новый принтер HP с помощью приложения. При этом вам нужно нажать на значок после установки и активировать службу на отображаемом экране настроек. После активации услуги вы сможете пользоваться широким рядом функций, которые она предлагает.
При этом вам нужно нажать на значок после установки и активировать службу на отображаемом экране настроек. После активации услуги вы сможете пользоваться широким рядом функций, которые она предлагает.
 Программное обеспечение доступно для загрузки в нижней части этой страницы. Каждый раз, когда вы печатаете в TNS, система оплаты за печать будет запрашивать ваше имя пользователя и пароль для аутентификации вашей учетной записи.
Программное обеспечение доступно для загрузки в нижней части этой страницы. Каждый раз, когда вы печатаете в TNS, система оплаты за печать будет запрашивать ваше имя пользователя и пароль для аутентификации вашей учетной записи. Я подтверждаю, что я прочитал и понял руководящие принципы и политики, указанные выше, и я полностью принимаю положения и условия.
Я подтверждаю, что я прочитал и понял руководящие принципы и политики, указанные выше, и я полностью принимаю положения и условия.
 11 и выше)
11 и выше)  Информация о совместимости конкретных моделей и требованиях к пользовательским устройствам доступна на каждой странице программного обеспечения. Некоторое программное обеспечение требует приобретения лицензии на ключ активации. Мы также предоставляем дополнительную информацию о классификации лицензионных соглашений Zebra с конечным пользователем программного обеспечения и страницу часто задаваемых вопросов о загрузке программного обеспечения, которая отвечает на вопросы, которые могут у вас возникнуть в отношении гарантии на программное обеспечение, загрузки ограниченного программного обеспечения и т. д.
Информация о совместимости конкретных моделей и требованиях к пользовательским устройствам доступна на каждой странице программного обеспечения. Некоторое программное обеспечение требует приобретения лицензии на ключ активации. Мы также предоставляем дополнительную информацию о классификации лицензионных соглашений Zebra с конечным пользователем программного обеспечения и страницу часто задаваемых вопросов о загрузке программного обеспечения, которая отвечает на вопросы, которые могут у вас возникнуть в отношении гарантии на программное обеспечение, загрузки ограниченного программного обеспечения и т. д.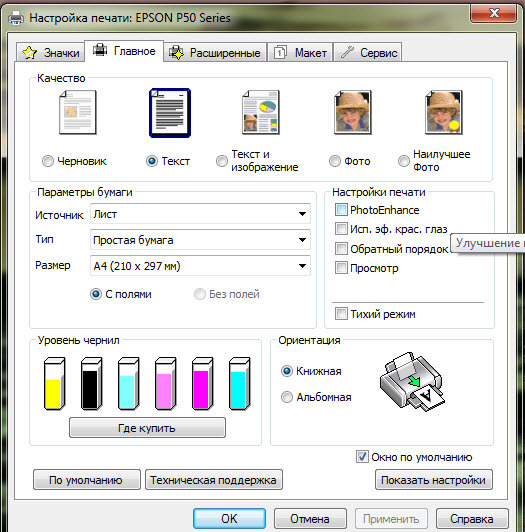 0
0
 org/Product»>
org/Product»> 11.9мм)
11.9мм)
 org/Offer»>
org/Offer»>
 org/Product»>
org/Product»> org/Offer»>
org/Offer»>
 org/Product»>
org/Product»> org/Offer»>
org/Offer»>

 дн.
дн. org/Product»>
org/Product»> org/Offer»>
org/Offer»>
 ..
..
 Это предлагает исключительное пространство и непревзойденную практичность.
Это предлагает исключительное пространство и непревзойденную практичность.
 0049 IMG GE8320, 2 Ghz, MTK6762V/CB, octa-core
0049 IMG GE8320, 2 Ghz, MTK6762V/CB, octa-core  Only one discount per order. Questions? Call us at 1-800-441-2695.»> МГНОВЕННЫЙ БОНУС $5,95 ИНФОРМАЦИЯ
Only one discount per order. Questions? Call us at 1-800-441-2695.»> МГНОВЕННЫЙ БОНУС $5,95 ИНФОРМАЦИЯ  99
99  com
com  01.2022
01.2022 



 Такая техника способна обрабатывать участки площадью до 7000 м².
Такая техника способна обрабатывать участки площадью до 7000 м².
 Это делает садовое оборудование экологичным. Модели с электрическим двигателем — одни из самых доступных на рынке, если говорить о стоимости и разнообразии ассортимента в данном сегменте. Оборудование подходит для хранения в гараже или доме т.к. не будет обладать резким запахом бензина.
Это делает садовое оборудование экологичным. Модели с электрическим двигателем — одни из самых доступных на рынке, если говорить о стоимости и разнообразии ассортимента в данном сегменте. Оборудование подходит для хранения в гараже или доме т.к. не будет обладать резким запахом бензина.
 Такие аппараты обычно сами выстраивают маршрут и способны выполнять поставленную задачу в автономном режиме. Для подзарядки предусмотрены специальные станции, а управление и настройка осуществляются дистанционно. Главным минусом такого вида техники является высокая цена. Однако, взамен вы получаете максимальный комфорт при уходе за участком.
Такие аппараты обычно сами выстраивают маршрут и способны выполнять поставленную задачу в автономном режиме. Для подзарядки предусмотрены специальные станции, а управление и настройка осуществляются дистанционно. Главным минусом такого вида техники является высокая цена. Однако, взамен вы получаете максимальный комфорт при уходе за участком.
 На большой территории это приведет к быстрому возникновению усталости. Преимущество несамоходных моделей заключается в цене т.к данный тип намного дешевле самоходных косилок. Помимо этого, такой техникой проще объезжать препятствия и совершать развороты.
На большой территории это приведет к быстрому возникновению усталости. Преимущество несамоходных моделей заключается в цене т.к данный тип намного дешевле самоходных косилок. Помимо этого, такой техникой проще объезжать препятствия и совершать развороты.
 Кустарники причудливой формы и цветы не будут выигрышно смотреться на заросшем участке с травой разной длины.
Кустарники причудливой формы и цветы не будут выигрышно смотреться на заросшем участке с травой разной длины.
 Например, если у вас огромная территория, а газонокосилка захватывает за один раз небольшое пространство, то вам придется намного дольше скашивать траву.
Например, если у вас огромная территория, а газонокосилка захватывает за один раз небольшое пространство, то вам придется намного дольше скашивать траву.
 Вентиляция способствует уплотнению травы. Емкости, изготовленные из стали, наиболее долговечные, однако часто подвергаются коррозии. Тканевый материал наиболее легкий и складывается для более компактного хранения.
Вентиляция способствует уплотнению травы. Емкости, изготовленные из стали, наиболее долговечные, однако часто подвергаются коррозии. Тканевый материал наиболее легкий и складывается для более компактного хранения.


 Барабанный тип подходит для частого ухода за газоном.
Барабанный тип подходит для частого ухода за газоном.
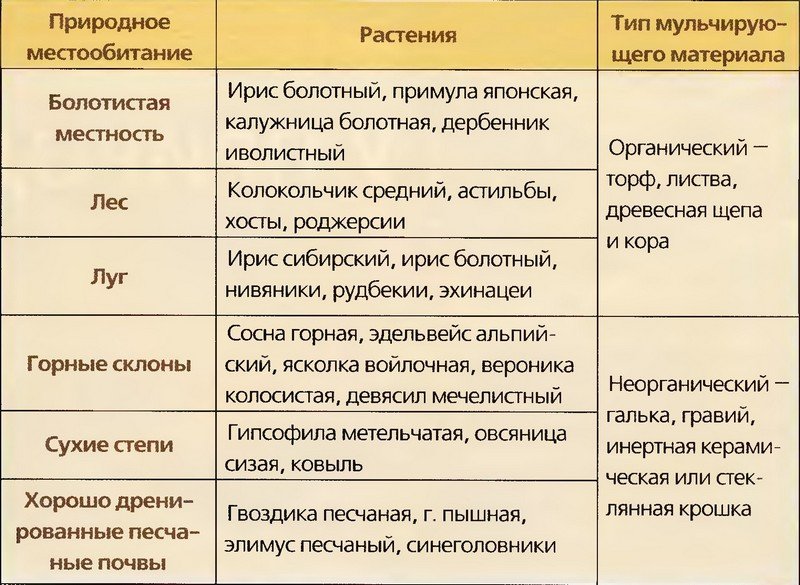
 Косилки с другим типом двигателя покупали люди состоятельные — владельцы больших газонов. Теперь все изменилось, легкая электрическая газонокосилка дешевле ручной газонокосилки.
Косилки с другим типом двигателя покупали люди состоятельные — владельцы больших газонов. Теперь все изменилось, легкая электрическая газонокосилка дешевле ручной газонокосилки. Высоту лезвия нужно тщательно регулировать. Косилки имеющие более трех лезвий, плохо справляются с высокой травой. Цилиндрическая косилка не срезает жесткие стебли.
Высоту лезвия нужно тщательно регулировать. Косилки имеющие более трех лезвий, плохо справляются с высокой травой. Цилиндрическая косилка не срезает жесткие стебли. Траву срезает нож, вращающийся с большой скоростью в горизонтальной плоскости. Вентилятор, закрепленный в защитном кожухе создает воздушную подушку, которая приподнимает газонокосилку над поверхностью газона.
Траву срезает нож, вращающийся с большой скоростью в горизонтальной плоскости. Вентилятор, закрепленный в защитном кожухе создает воздушную подушку, которая приподнимает газонокосилку над поверхностью газона. Выбирайте газонокосилку с подшипниками. Такие модели долговечные и устойчивые к ударам. Газонокосилки с задними большими колесами отличаются легким управлением и, к тому же, меньше наносят повреждений газону. Именно такие модели возглавляют рейтинг газонокосилок.
Выбирайте газонокосилку с подшипниками. Такие модели долговечные и устойчивые к ударам. Газонокосилки с задними большими колесами отличаются легким управлением и, к тому же, меньше наносят повреждений газону. Именно такие модели возглавляют рейтинг газонокосилок.
 Есть также много различных типов на выбор, но большинство из них можно разделить на три категории. Это:
Есть также много различных типов на выбор, но большинство из них можно разделить на три категории. Это:
 Они могут поворачиваться, совершать крутые повороты и обеспечивают превосходную производительность резки. Косилки с нулевым поворотом могут подходить к препятствиям намного ближе, чем другие косилки с сиденьем, поскольку они могут плотно косить края ландшафта, что приведет к лучшему результату на большинстве газонов. Их управляемость обеспечивает более эффективное кошение, особенно на газонах неправильной формы. Как правило, они предлагают самое легкое скашивание из всех газонокосилок и способны срезать больше травы за кратчайший промежуток времени.
Они могут поворачиваться, совершать крутые повороты и обеспечивают превосходную производительность резки. Косилки с нулевым поворотом могут подходить к препятствиям намного ближе, чем другие косилки с сиденьем, поскольку они могут плотно косить края ландшафта, что приведет к лучшему результату на большинстве газонов. Их управляемость обеспечивает более эффективное кошение, особенно на газонах неправильной формы. Как правило, они предлагают самое легкое скашивание из всех газонокосилок и способны срезать больше травы за кратчайший промежуток времени. Эти косилки, как следует из названия, удерживают двигатель в задней части машины, под сиденьем водителя, а дека находится под местом водителя. Обычно они управляются с помощью ручного рычага переключения передач, который приводит в действие бесступенчатую трансмиссию, и имеют одноцилиндровые двигатели объемом от 344 до 38 куб.0003
Эти косилки, как следует из названия, удерживают двигатель в задней части машины, под сиденьем водителя, а дека находится под местом водителя. Обычно они управляются с помощью ручного рычага переключения передач, который приводит в действие бесступенчатую трансмиссию, и имеют одноцилиндровые двигатели объемом от 344 до 38 куб.0003 ) Газонокосилки с шаговым двигателем предлагают самое большое разнообразие и универсальность, когда речь идет о газонокосилках. Они могут сильно различаться по цене, качеству и предлагать множество различных функций. Большинство газонокосилок можно разделить на следующие категории.
) Газонокосилки с шаговым двигателем предлагают самое большое разнообразие и универсальность, когда речь идет о газонокосилках. Они могут сильно различаться по цене, качеству и предлагать множество различных функций. Большинство газонокосилок можно разделить на следующие категории. Они также с трудом подстригают высокую траву, поэтому, если вы выберете цилиндрическую косилку, вам нужно будет следить за скашиванием и регулярно косить траву, так как косилка не будет хорошо работать с заросшей травой.
Они также с трудом подстригают высокую траву, поэтому, если вы выберете цилиндрическую косилку, вам нужно будет следить за скашиванием и регулярно косить траву, так как косилка не будет хорошо работать с заросшей травой. При этом эти косилки могут быть доступными и эффективными в сочетании с правильным типом газона и чрезвычайно популярны среди тех садоводов, которые гордятся аккуратной и короткой стрижкой газона. Они также часто оснащены роликом сзади, предлагая пользователю инструмент «два в одном». Коробка для травы на цилиндрической косилке обычно находится спереди.
При этом эти косилки могут быть доступными и эффективными в сочетании с правильным типом газона и чрезвычайно популярны среди тех садоводов, которые гордятся аккуратной и короткой стрижкой газона. Они также часто оснащены роликом сзади, предлагая пользователю инструмент «два в одном». Коробка для травы на цилиндрической косилке обычно находится спереди. Однако разница в стрижке, вероятно, не будет столь заметна для большинства людей, особенно на среднем газоне с его уклонами, неровностями, вариациями цвета и толщины. Однако на более ухоженном газоне можно увидеть разницу между двумя стрижками, а цилиндрическая косилка предлагает более качественную стрижку из двух.
Однако разница в стрижке, вероятно, не будет столь заметна для большинства людей, особенно на среднем газоне с его уклонами, неровностями, вариациями цвета и толщины. Однако на более ухоженном газоне можно увидеть разницу между двумя стрижками, а цилиндрическая косилка предлагает более качественную стрижку из двух. Следует отметить, что толкающие косилки лучше всего подходят для ровных газонов, потому что необходимость толкать их вверх по холму может быть очень трудоемкой, как и погоня за ними вниз по склону! Они лучше всего подходят для небольших дворов из-за их напряженного характера и, вероятно, являются самым простым типом газонокосилок, которые вы можете получить. Для тех, кто беспокоится о воздействии стрижки газона на окружающую среду, напорные косилки являются лучшим вариантом, поскольку они не производят вредных выбросов. Они также не создают шумового загрязнения, как газонокосилки с электроприводом.
Следует отметить, что толкающие косилки лучше всего подходят для ровных газонов, потому что необходимость толкать их вверх по холму может быть очень трудоемкой, как и погоня за ними вниз по склону! Они лучше всего подходят для небольших дворов из-за их напряженного характера и, вероятно, являются самым простым типом газонокосилок, которые вы можете получить. Для тех, кто беспокоится о воздействии стрижки газона на окружающую среду, напорные косилки являются лучшим вариантом, поскольку они не производят вредных выбросов. Они также не создают шумового загрязнения, как газонокосилки с электроприводом. Эти косилки, как правило, обеспечивают более равномерную стрижку газона по сравнению с косилками, поскольку они могут поддерживать постоянную скорость. Самоходные газонокосилки более технически технически совершенны, чем самоходные косилки, поэтому они требуют большего обслуживания и их сложнее исправить, если что-то пойдет не так. Эти косилки, как правило, дороже, чем косилки с толкателем, но многие люди считают, что дополнительные расходы того стоят, чтобы избежать необходимости вручную приводить в движение косилку.
Эти косилки, как правило, обеспечивают более равномерную стрижку газона по сравнению с косилками, поскольку они могут поддерживать постоянную скорость. Самоходные газонокосилки более технически технически совершенны, чем самоходные косилки, поэтому они требуют большего обслуживания и их сложнее исправить, если что-то пойдет не так. Эти косилки, как правило, дороже, чем косилки с толкателем, но многие люди считают, что дополнительные расходы того стоят, чтобы избежать необходимости вручную приводить в движение косилку. Парящие косилки, как правило, довольно недороги, что является еще одним фактором, который делает их довольно популярными. Хотя у этих типов косилок есть свои преимущества, у них также есть недостатки. Основная проблема парящих газонокосилок заключается в том, что им не хватает мощности, что представляет проблему для тех, у кого газон большего размера. Чаще всего они электрические и лучше всего подходят для небольших газонов.
Парящие косилки, как правило, довольно недороги, что является еще одним фактором, который делает их довольно популярными. Хотя у этих типов косилок есть свои преимущества, у них также есть недостатки. Основная проблема парящих газонокосилок заключается в том, что им не хватает мощности, что представляет проблему для тех, у кого газон большего размера. Чаще всего они электрические и лучше всего подходят для небольших газонов. Эти косилки самые тихие, самые экологичные и самые недорогие. Они также являются самыми сложными в использовании, требуя большого количества силы и энергии для работы. Они лучше всего подходят для небольших газонов.
Эти косилки самые тихие, самые экологичные и самые недорогие. Они также являются самыми сложными в использовании, требуя большого количества силы и энергии для работы. Они лучше всего подходят для небольших газонов. Они также очень доступны по цене, обычно от 100 до 250 долларов.
Они также очень доступны по цене, обычно от 100 до 250 долларов. Они более мощные, чем электрические косилки, и быстрее косят траву, что приводит к сокращению времени скашивания. Их мощность означает, что они подходят для легкого кошения даже плотной, толстой или высокой травы. Бензиновые газонокосилки просты в управлении и достаточно хорошо маневрируют вокруг препятствий. С точки зрения использования, одно из самых больших отличий, которое вы заметите при работе с газонокосилкой, заключается в том, что она намного тяжелее и больше по размеру.
Они более мощные, чем электрические косилки, и быстрее косят траву, что приводит к сокращению времени скашивания. Их мощность означает, что они подходят для легкого кошения даже плотной, толстой или высокой травы. Бензиновые газонокосилки просты в управлении и достаточно хорошо маневрируют вокруг препятствий. С точки зрения использования, одно из самых больших отличий, которое вы заметите при работе с газонокосилкой, заключается в том, что она намного тяжелее и больше по размеру. Эти косилки дают пользователю все преимущества электрических косилок без ограничения длины кабеля. Поскольку эти косилки не привязаны к источнику питания, они хорошо подходят для садов любого размера. Они, как правило, немного тяжелее, чем электрические косилки, но намного легче, чем газонокосилки. Эти косилки предлагают превосходное удобство, но за это приходится платить. Они дороже электрических косилок и обычно стоят более 500 долларов за модель хорошего качества.
Эти косилки дают пользователю все преимущества электрических косилок без ограничения длины кабеля. Поскольку эти косилки не привязаны к источнику питания, они хорошо подходят для садов любого размера. Они, как правило, немного тяжелее, чем электрические косилки, но намного легче, чем газонокосилки. Эти косилки предлагают превосходное удобство, но за это приходится платить. Они дороже электрических косилок и обычно стоят более 500 долларов за модель хорошего качества.
 Основными преимуществами полноприводного движителя являются его скорость и мощность, хотя ему не хватает маневренности переднеприводных косилок.
Основными преимуществами полноприводного движителя являются его скорость и мощность, хотя ему не хватает маневренности переднеприводных косилок. Таким образом, задача стрижки газона может быть немного счастливее. Смотрите наш выбор небольших газонокосилок здесь.
Таким образом, задача стрижки газона может быть немного счастливее. Смотрите наш выбор небольших газонокосилок здесь. 20 лет назад в этом месте практически ничего не было, а сегодня стоят цеха, кипит производство и индустриальная жизнь. Кто-то трудится на КВТ практически с самого основания, кто-то пришел совсем недавно. Ценность каждого сотрудника как и в его опыте, знаниях, уверенности, так и в амбициях, свежих идеях, во взглядах на будущее. Завод – это огромная команда, где каждый ежедневно вносит свой вклад и частичку своей души, ведь только тогда вырастает по-настоящему сильная компания, которой не страшны конкуренты и кризисы.
20 лет назад в этом месте практически ничего не было, а сегодня стоят цеха, кипит производство и индустриальная жизнь. Кто-то трудится на КВТ практически с самого основания, кто-то пришел совсем недавно. Ценность каждого сотрудника как и в его опыте, знаниях, уверенности, так и в амбициях, свежих идеях, во взглядах на будущее. Завод – это огромная команда, где каждый ежедневно вносит свой вклад и частичку своей души, ведь только тогда вырастает по-настоящему сильная компания, которой не страшны конкуренты и кризисы. 70 / шт.
70 / шт.




 11.2022
11.2022 11.2022
11.2022 11.2022
11.2022 Гидравлический пресс для проушин — это полуавтоматическая машина, которая использует высокое давление и усилие, чтобы сделать работу более долговечной.
Гидравлический пресс для проушин — это полуавтоматическая машина, которая использует высокое давление и усилие, чтобы сделать работу более долговечной. С другой стороны, это основной инструмент. Использование 9Пресс для кабельных наконечников 0003
С другой стороны, это основной инструмент. Использование 9Пресс для кабельных наконечников 0003  Помимо вышеперечисленного, использование пресса для кабельных наконечников имеет много преимуществ, включая высокую чистоту и эффективность при высоком давлении. Пресс для кабельных наконечников может быть любого типа и назначения в соответствии с потребностями отрасли, включая высокую чистоту и высокую прочность. Таким образом, использование высокопрочного тросового пресса может быть разным в зависимости от функции оборудования, включая высокое давление и высокую прочность. Высокая гидравлика.
Помимо вышеперечисленного, использование пресса для кабельных наконечников имеет много преимуществ, включая высокую чистоту и эффективность при высоком давлении. Пресс для кабельных наконечников может быть любого типа и назначения в соответствии с потребностями отрасли, включая высокую чистоту и высокую прочность. Таким образом, использование высокопрочного тросового пресса может быть разным в зависимости от функции оборудования, включая высокое давление и высокую прочность. Высокая гидравлика.
 Как следует из названия, ручной пресс для кабельных наконечников является примером пресса для гидравлических цилиндров. Как указано, руководство 9Пресс для кабельных наконечников 0003
Как следует из названия, ручной пресс для кабельных наконечников является примером пресса для гидравлических цилиндров. Как указано, руководство 9Пресс для кабельных наконечников 0003  Поскольку это разные типы кабельных наконечников , нажмите .
Поскольку это разные типы кабельных наконечников , нажмите . Это связано с тем, что обжатие удлиняет кабельный наконечник или разъем примерно на десять процентов. Так что не экономьте на зачистке!
Это связано с тем, что обжатие удлиняет кабельный наконечник или разъем примерно на десять процентов. Так что не экономьте на зачистке! Однако на соединителе (сращивании) первый обжим находится в центре. В противном случае материал не сможет удлиниться и могут появиться трещины.
Однако на соединителе (сращивании) первый обжим находится в центре. В противном случае материал не сможет удлиниться и могут появиться трещины.
 45.00.154
45.00.154 толщина профиля
толщина профиля 10 — доска пола
10 — доска пола Он может резать большинство отделочных материалов. Регулируемый угол резки от 0 до 45 градусов обеспечивает достаточное рабочее пространство. Эти детали помогают ему добиться удобства, бесперебойной работы, длительного использования и выделяют его среди аналогичных продуктов.
Он может резать большинство отделочных материалов. Регулируемый угол резки от 0 до 45 градусов обеспечивает достаточное рабочее пространство. Эти детали помогают ему добиться удобства, бесперебойной работы, длительного использования и выделяют его среди аналогичных продуктов. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. В подарок дается точильный камень, чтобы можно было заточить нож самостоятельно. Он также оснащен сменным лезвием.
В подарок дается точильный камень, чтобы можно было заточить нож самостоятельно. Он также оснащен сменным лезвием.-2.jpg)

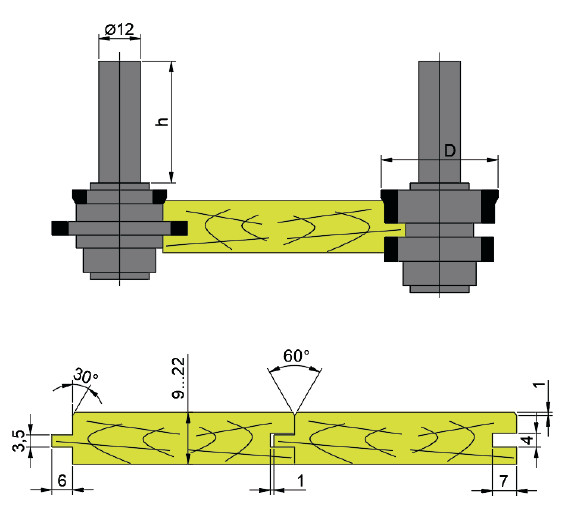
 Это незаменимый инструмент для украшения дома и строительных площадок.
Это незаменимый инструмент для украшения дома и строительных площадок.
 Прочное стальное Т-образное основание обеспечивает максимальную устойчивость при резке, а в сочетании с V-образной опорой и опорным рычагом доски добавляют дополнительную удерживающую силу, сводя к минимуму движение доски.
Прочное стальное Т-образное основание обеспечивает максимальную устойчивость при резке, а в сочетании с V-образной опорой и опорным рычагом доски добавляют дополнительную удерживающую силу, сводя к минимуму движение доски.
 ..
.. ..
.. ..
..
 Также можно преобразовывать в 3D-модели двухмерные векторные изображения. Само собой, за простоту необходимо платить — в случае с Tinkercad довольно примитивным функционалом, мешающим создавать по-настоящему комплексные модели. Но такая задача и не стоит: получив базовые навыки на Tinkercad всегда можно перейти на более сложные и более способные программы в нашем списке.
Также можно преобразовывать в 3D-модели двухмерные векторные изображения. Само собой, за простоту необходимо платить — в случае с Tinkercad довольно примитивным функционалом, мешающим создавать по-настоящему комплексные модели. Но такая задача и не стоит: получив базовые навыки на Tinkercad всегда можно перейти на более сложные и более способные программы в нашем списке.
 Программа полагается на параметрический подход: в любой момент историю можно прокрутить назад и внести изменения в параметры. Программа даже включает анализ методом конечных элементов и симулятор робототехнических систем.
Программа полагается на параметрический подход: в любой момент историю можно прокрутить назад и внести изменения в параметры. Программа даже включает анализ методом конечных элементов и симулятор робототехнических систем. Многие модели создаются совсем для других нужд, например анимаций или видеоигр, и в принципе не предназначены для 3D-печати. Но решение есть: перед переработкой таких моделей в G-код их необходимо сначала починить так, чтобы слайсер сумел качественно сделать свою работу. Справиться с ремонтом помогут следующие программы в нашем списке.
Многие модели создаются совсем для других нужд, например анимаций или видеоигр, и в принципе не предназначены для 3D-печати. Но решение есть: перед переработкой таких моделей в G-код их необходимо сначала починить так, чтобы слайсер сумел качественно сделать свою работу. Справиться с ремонтом помогут следующие программы в нашем списке. MeshLab обладает необходимыми инструментами для редактирования, проверки, чистки и конвертации мешей с возможностью объединения сеток в одну модель и латания дыр, способных привести к некорректной переработке моделей в G-код.
MeshLab обладает необходимыми инструментами для редактирования, проверки, чистки и конвертации мешей с возможностью объединения сеток в одну модель и латания дыр, способных привести к некорректной переработке моделей в G-код. Программа легко надстраивается с помощью всевозможных плагинов. Так как это очень популярная программа, шансы таковы, что в ней уже есть профиль с оптимальными настройками для вашего 3D-принтера. Если нет, то ничто не мешает создать профиль вручную или использовать профили, подготовленные другими пользователями.
Программа легко надстраивается с помощью всевозможных плагинов. Так как это очень популярная программа, шансы таковы, что в ней уже есть профиль с оптимальными настройками для вашего 3D-принтера. Если нет, то ничто не мешает создать профиль вручную или использовать профили, подготовленные другими пользователями. Профессионалы ценят еще одну особенность Cura — бесшовную интеграцию с такими профессиональными системами автоматизированного проектирования, как SolidWorks и Siemens NX.
Профессионалы ценят еще одну особенность Cura — бесшовную интеграцию с такими профессиональными системами автоматизированного проектирования, как SolidWorks и Siemens NX. Дополнительно усовершенствованы алгоритмы генерации опорных структур, добавлены поддержка мультиматериальной 3D-печати и возможность динамической регулировки толщины слоя.
Дополнительно усовершенствованы алгоритмы генерации опорных структур, добавлены поддержка мультиматериальной 3D-печати и возможность динамической регулировки толщины слоя.

 Настройки несколько более примитивны, чем в локально установленных слайсерах, но вполне достаточны для большинства пользователей.
Настройки несколько более примитивны, чем в локально установленных слайсерах, но вполне достаточны для большинства пользователей. Хотя в практически любой 3D-принтер можно вставить накопитель с G-кодом и нажать на кнопку запуска, это не всегда удобно, особенно когда приходится работать с несколькими 3D-принтерами одновременно, а тем более делать это удаленно. Здесь на помощь и приходят управляющие программы. К тому же, некоторые из них предлагают дополнительный функционал, включая слайсинг и даже редактирование 3D-моделей.
Хотя в практически любой 3D-принтер можно вставить накопитель с G-кодом и нажать на кнопку запуска, это не всегда удобно, особенно когда приходится работать с несколькими 3D-принтерами одновременно, а тем более делать это удаленно. Здесь на помощь и приходят управляющие программы. К тому же, некоторые из них предлагают дополнительный функционал, включая слайсинг и даже редактирование 3D-моделей.
 Функционал варьируется от базового в бесплатной версии до продвинутого с разными уровнями платных подписок.
Функционал варьируется от базового в бесплатной версии до продвинутого с разными уровнями платных подписок. Программа также может использоваться как плагин для PrusaSlicer, добавляя поддержку фотополимерных 3D-принтеров от сторонних производителей — хотя PrusaSlicer и опенсорсный, поддержка стереолитографических систем пока ограничена фирменным оборудованием. Заодно UVTools позволяет печатать калибровочные образцы для проверки времени засветки и других параметров, что может быть полезно, например, при работе с новыми, еще не опробованными фотополимерами.
Программа также может использоваться как плагин для PrusaSlicer, добавляя поддержку фотополимерных 3D-принтеров от сторонних производителей — хотя PrusaSlicer и опенсорсный, поддержка стереолитографических систем пока ограничена фирменным оборудованием. Заодно UVTools позволяет печатать калибровочные образцы для проверки времени засветки и других параметров, что может быть полезно, например, при работе с новыми, еще не опробованными фотополимерами.
 Предназначена только для ПК. Если что-то не получается сделать в другой программе, то всегда топорным методом это возможно осуществить в 3д максе. Это программа для создания 3д моделей с правильной топологией. Имеет надежный набор инструментов для 3д моделирования интерьера, имеется возможность смоделировать жидкость, волосы, мех, складки на одежде. Также применяется для оснащения персонажей и анимаций.
Предназначена только для ПК. Если что-то не получается сделать в другой программе, то всегда топорным методом это возможно осуществить в 3д максе. Это программа для создания 3д моделей с правильной топологией. Имеет надежный набор инструментов для 3д моделирования интерьера, имеется возможность смоделировать жидкость, волосы, мех, складки на одежде. Также применяется для оснащения персонажей и анимаций.
 Но это сильно загружает оперативную память компьютера и ее должно быть достаточно.
Но это сильно загружает оперативную память компьютера и ее должно быть достаточно.
 Имеет впечатляющий набор инструментов для 3д моделирования на русском языке и скульптуры и является альтернативой платным программам.
Имеет впечатляющий набор инструментов для 3д моделирования на русском языке и скульптуры и является альтернативой платным программам.

 Затем этот объект дорабатывается с использованием различных инструментов моделирования для изменения и определения его новой желаемой формы. Рабочий процесс включает в себя добавление вершин, корректировку их размещения и манипулирование сеткой объекта путем разделения его полигонов с целью создания нового 3D-объекта.
Затем этот объект дорабатывается с использованием различных инструментов моделирования для изменения и определения его новой желаемой формы. Рабочий процесс включает в себя добавление вершин, корректировку их размещения и манипулирование сеткой объекта путем разделения его полигонов с целью создания нового 3D-объекта. )
)
 Опыт не требуется — в каждом видео рассказывается обо всем, что нужно вашему классу для завершения увлекательного проекта 3D-дизайна. Просто выберите программное обеспечение для проектирования Autodesk, которое вы используете, и уровень навыков вашего класса, и вы готовы начать бесплатное обучение 3D-моделированию.
Опыт не требуется — в каждом видео рассказывается обо всем, что нужно вашему классу для завершения увлекательного проекта 3D-дизайна. Просто выберите программное обеспечение для проектирования Autodesk, которое вы используете, и уровень навыков вашего класса, и вы готовы начать бесплатное обучение 3D-моделированию.
 Вы можете делиться, просматривать и комментировать 2D- и 3D-файлы DWG, DWF, Navisworks и Revit. Вы также можете просматривать 3D-модели и анимацию в различных форматах и даже создавать цифровые проекты, готовые к 3D-печати.
Вы можете делиться, просматривать и комментировать 2D- и 3D-файлы DWG, DWF, Navisworks и Revit. Вы также можете просматривать 3D-модели и анимацию в различных форматах и даже создавать цифровые проекты, готовые к 3D-печати.
 0248 виртуальная 3D-среда .
0248 виртуальная 3D-среда .
 Вы наверняка видели такие фильмы, как «Тихоокеанский рубеж» или «Трон: Наследие». Некоторые визуальные эффекты в этих фильмах были сделаны в Cinema 3D. Несмотря на высокие результаты, Cinema 3D имеет репутацию простой в использовании программы. Он также поддерживается активным сообществом, которое предоставляет учебные пособия и другие полезные ресурсы.
Вы наверняка видели такие фильмы, как «Тихоокеанский рубеж» или «Трон: Наследие». Некоторые визуальные эффекты в этих фильмах были сделаны в Cinema 3D. Несмотря на высокие результаты, Cinema 3D имеет репутацию простой в использовании программы. Он также поддерживается активным сообществом, которое предоставляет учебные пособия и другие полезные ресурсы. ZBrush — это платное программное обеспечение. Существуют также ZBrushCore и ZBrushCoreMini, более легкие и доступные версии ZBrush.
ZBrush — это платное программное обеспечение. Существуют также ZBrushCore и ZBrushCoreMini, более легкие и доступные версии ZBrush. Подключаемый модуль и система распространения Houdini Engine позволяет его объектам легко взаимодействовать с другими программами для 3D-моделирования .
Подключаемый модуль и система распространения Houdini Engine позволяет его объектам легко взаимодействовать с другими программами для 3D-моделирования .