Обработка парами ацетона: Обработка парами ацетона.
Обработка парами ацетона.
Обработка парами ацетона.
Решил написать пост, тем самым отвечая на часто задаваемые вопросы клиентов, которые приобретали у меня «баню», и для тех, кто не может определиться с объёмом контейнера «бани» или хочет самостоятельно её сделать.
Конструкция «бани».
«Баня» состоит из контейнера, системы принудительного перемешивания паров ацетона и чаши-ТЭНа, нагревательного элемента для заправки ацетоном.
Какой выбрать контейнер ? Я использую три разных контейнера. 2-х литровый герметичный для деталей до 90 мм высотой, 3-х литровый герметичный для деталей длиной до 220 мм, 5-ти литровый негерметичный для деталей высотой до 200 мм. Чаще всего эксплуатирую 2-х литровый — 90% от всего количества распечатанных деталей. Контейнер должен быть из полиэтилена с прозрачными стенками и герметичный, можно использовать и негерметичный контейнер, но с плотно прилегающей крышкой. Как показала практика, для химобработки использование контейнеров с этими размерами покрывает примерно 99% всех напечатанных мною деталей за два года.
Это три мои «бани» на 2, 3 и 5 литров.
Это трехлитровая «баня».
Система принудительного перемешивания паров ацетона состоит из микродвигателя, подшипникового узла и вентилятора. Все детали, контактирующие с парами ацетона, нужно делать из ПЛА. Тот, кто владеет конструкторскими навыками, может сам сконструировать этот узел. Если у кого-то нет такой возможности или желания самому изготавливать «баню», то у меня можно купить как готовое изделие, так и набор деталей для самостоятельной сборки.
Нагревательный элемент, ТЭН. Из своего опыта — мощность ТЭНа должна быть 2 – 3 Ватта, для контейнеров большой ёмкости (10-15 литров) можно до 5 Ватт. Если использовать бόльшую мощность, процесс будет менее управляем. Используя закон Ома, можно рассчитать и изготовить ТЭН самостоятельно. Температура кипения ацетона 56,1 °C, а ТЭН мощностью более 5 Ватт в жаркую летнюю погоду может превысить эту температуру. С точки зрения взрывоопасности ничего страшного в этом нет, но интенсивное парообразование в замкнутом объёме создаёт туман и запотевание стенок контейнера, что полностью исключает визуализацию процесса. Конечно, с приобретением навыков визуальное наблюдение уже не требуется, и для опытных пользователей увеличение мощности ТЭНа приведёт к ускорению процесса.
Конечно, с приобретением навыков визуальное наблюдение уже не требуется, и для опытных пользователей увеличение мощности ТЭНа приведёт к ускорению процесса.
Количество ацетона зависит не только от площади поверхности обрабатываемой детали, но и от литража контейнера. Для одинаковых деталей, чем больше объём контейнера, тем больше надо ацетона, также и для большой детали надо больше ацетона, нежели для маленькой детали при одинаковом объёме контейнера. Сколько конкретно нужно ацетона — этот параметр подбирается опытным путём и зависит от площади обрабатываемой детали, от температуры окружающей среды, от химического состава АБС пластика (производителя филамента), от герметичности контейнера и от сортности, концентрации ацетона. Также надо иметь в виду, что ацетон хорошо разбавляется водой и недобросовестный продавец или производитель ацетона может легко этим воспользоваться. Чтобы не испортить деталь, надо начинать с маленькой дозы ацетона и если обработка будет недостаточной, просто повторить процесс ещё один или два раза. Надо учитывать, что при повторной заправке ацетоном все пары от первой заправки улетучатся, и для необходимой концентрации паров в контейнере потребуется дополнительный ацетон. Если кто не понял смысл последней фразы, поясняю, что при получении удовлетворительного результата за несколько подходов и при переходе на однократный этап количество ацетона, использованного за два или три подхода, надо сложить и взять 75% от суммы. Понятно, что цифра 75% — это не абсолютная величина, а приблизительное значение и носит рекомендательный характер.
Надо учитывать, что при повторной заправке ацетоном все пары от первой заправки улетучатся, и для необходимой концентрации паров в контейнере потребуется дополнительный ацетон. Если кто не понял смысл последней фразы, поясняю, что при получении удовлетворительного результата за несколько подходов и при переходе на однократный этап количество ацетона, использованного за два или три подхода, надо сложить и взять 75% от суммы. Понятно, что цифра 75% — это не абсолютная величина, а приблизительное значение и носит рекомендательный характер.
Время обработки зависит от тех же параметров, которые перечислены выше в абзаце «количество ацетона». Визуально процесс отслеживается через прозрачные стенки бокса, но основная трудность визуального контроля состоит в том, что окончание процесса химической обработки произойдёт после проветривания установки, спустя некоторое время. Это происходит из-за того, что поверхность детали, на которую воздействовали пары, становится вязкой текучей, и эта текучесть происходит до тех пор, пока в этом слое имеются активные элементы, насыщенные кетоны паров ацетона. Нейтрализация насыщенных кетонов происходит количественным поглощением этих молекул молекулами акрилонитрилбутадиенстирола (ABS) и обычным проветриванием, то есть, если угадать с количеством заправляемого в устройство ацетона, то процесс воздействия паров на пластик остановится сам и не испортит деталь. В противном случае, по истечении некоторого промежутка времени необходимо, не выключая устройства, открыть крышку бокса, при этом деталь будет иметь незаконченный вид и её нельзя трогать, и проветрить 10-20 минут. По истечении этого времени деталь примет почти окончательный вид, процесс текучести сильно замедлится, и деталь можно брать в руки. Окончательно пары ацетона «выйдут» из детали через 5 – 7 дней. Если деталь конструкционная и должна испытывать нагрузки, желательно использовать её по истечении двух-трёх дней. Для ускорения процесса «выхода» паров деталь можно нагреть до 50°С, но не раньше, чем через 1-2 часа холодного проветривания. Желательно все работы проводить в проветриваемом помещении, если работы проводятся в домашних условиях, то лучше это делать в санузлах с принудительной вытяжкой или на балконе.
Нейтрализация насыщенных кетонов происходит количественным поглощением этих молекул молекулами акрилонитрилбутадиенстирола (ABS) и обычным проветриванием, то есть, если угадать с количеством заправляемого в устройство ацетона, то процесс воздействия паров на пластик остановится сам и не испортит деталь. В противном случае, по истечении некоторого промежутка времени необходимо, не выключая устройства, открыть крышку бокса, при этом деталь будет иметь незаконченный вид и её нельзя трогать, и проветрить 10-20 минут. По истечении этого времени деталь примет почти окончательный вид, процесс текучести сильно замедлится, и деталь можно брать в руки. Окончательно пары ацетона «выйдут» из детали через 5 – 7 дней. Если деталь конструкционная и должна испытывать нагрузки, желательно использовать её по истечении двух-трёх дней. Для ускорения процесса «выхода» паров деталь можно нагреть до 50°С, но не раньше, чем через 1-2 часа холодного проветривания. Желательно все работы проводить в проветриваемом помещении, если работы проводятся в домашних условиях, то лучше это делать в санузлах с принудительной вытяжкой или на балконе. Ацетон является легковоспламеняющейся жидкостью, а пары ацетона при определённой концентрации взрывоопасны.
Ацетон является легковоспламеняющейся жидкостью, а пары ацетона при определённой концентрации взрывоопасны.
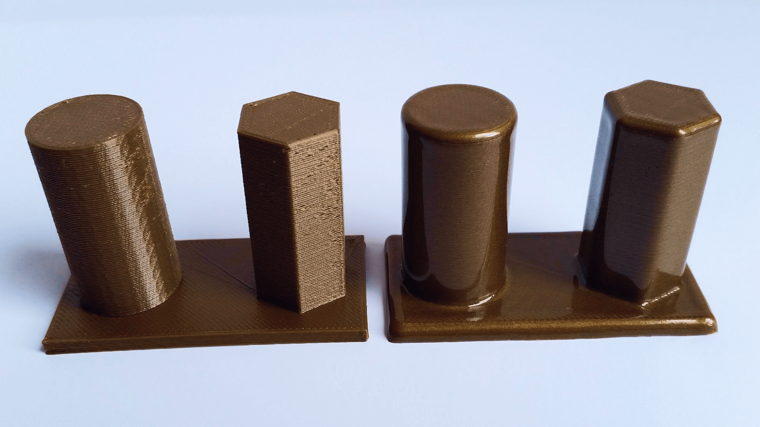
Внешний вид обработанных изделий сразу после открытия контейнера.
Это вид изделий после проветривания 30-40 минут. Для этих деталей потребовалось 9-10 см3 ацетона и 50-60 минут времени при температуре воздуха в помещении 25°С в двухлитровом контейнере. Наружные поверхности этих изделий не подвергались механической обработке. Площадь всех поверхностей, на которые воздействовали пары -406 см2. Размеры одной детали (ДхШхВ) -100х55х22 мм.
Далее я покажу разные изделия и режимы обработки.
Бюст Путина — 3 шт., бокс — 5 литров, суммарная площадь всех обрабатываемых поверхностей трёх бюстов – 1188 см2. Количество ацетона — 18 см3, время обработки 80-90 минут. Температура воздуха в помещении — 25° С. Размеры одного бюста (ДхШхВ) -75х65х132 мм.
Соты с подставкой — 1 шт, бокс — 2 литра, площадь поверхности — 810 см2, количество ацетона — 6 см3, время обработки — 40 минут. Температура воздуха в помещении — 22° С. Размеры (ДхШхВ) — 79х79х80 мм.
Температура воздуха в помещении — 22° С. Размеры (ДхШхВ) — 79х79х80 мм.
Башня, бокс — 5 литров, площадь поверхности — 750 см2, количество ацетона — 18 см3, время обработки — 110 минут. Температура воздуха в помещении — 18° С. Размеры (ДхШхВ) — 56х100х128 мм.
Кронштейн фары «Порш Кайен», бокс — 2 литра, площадь поверхности — 151 см2, количество ацетона — 6 см3, время обработки — 50 минут. Температура воздуха в помещении — 18° С. Размеры (ДхШхВ) — 91х80х18 мм.
Деталь корпуса, бокс — 3 литра, площадь поверхности — 690 см2, количество ацетона — 12 см3, время обработки — 60 минут. Температура воздуха в помещении — 18° С. Размеры (ДхШхВ) — 178х109х34 мм.
Профессор Йода, бокс — 2 литра, площадь поверхности — 140 см2, количество ацетона — 6 см3, время обработки — 40 минут. Температура воздуха в помещении — 20° С. Размеры (ДхШхВ) — 60х80х65 мм.
Все выше представленные детали практически не подвергались механической обработке.
Далее покажу детали, поверхность которых полностью подвергалась механической обработке – зашкуриванию.
Детали зелёного, синего и красного цветов, обрабатывались по 1 шт, бокс — 5 литров, площадь поверхности — 380 см2, количество ацетона — 15 см3, время обработки — 90 минут. Температура воздуха в помещении — 20° С. Размеры (ДхШхВ) — 70х70х120 мм.
Деталь синего цвета, бокс — 2 литра, площадь поверхности — 230 см2, количество ацетона — 8 см3, время обработки — 50 минут. Температура воздуха в помещении — 20° С. Размеры (ДхШхВ) — 70х70х50 мм.
Какой должна быть деталь? Конструкция, толщина слоя печати, механическая обработка.
Конструкция обрабатываемой детали. Не каждую деталь можно обрабатывать в «бане». Если в конструкции детали имеются очень тонкие стенки или перемычки толщиной менее 1 мм, то они оплавятся и потеряют форму раньше, чем обработаются остальные поверхности детали. Выход — или увеличивать толщину стенки, или защищать одну сторону, допустим внутреннюю, малярным скотчем или проводить лёгкую обработку.
Толщина слоя печати влияет на окончательное качество, но не очень значительно. За счёт проникновения паров ацетона в микрощели межслойных зазоров происходит дополнительное спекание, склеивание слоёв, что упрочняет деталь, делает её более монолитной. Понятно, что при толщине слоя 0,1 мм микрозазоров будет больше, нежели при слое толщиной, к примеру, 0,2 мм. Значит, деталь со слоем 0,2 мм должна получиться более монолитной, если так можно выразиться, а деталь со слоем 0,1 мм более красивой. Наверное, слой 0,15 мм будет оптимальным и для монолитности, и для внешнего вида.
Механическая обработка деталей. В большинстве случаев напечатанным деталям требуется механическая обработка надфилями, наждачной бумагой или другим инструментом, например, насадками гравёра «Дремел». После мехобработки поверхность получается шероховатой и визуально светлее остального тела. Перед тем как такие детали помещать в ацетоновую баню, необходимо предварительно обработать ацетоном места, которые подвергались механической обработке. Для этого берём любую не ворсистую ткань, смачиваем в ацетоне и одним-двумя движениями протираем эти места. Движения должны быть быстрыми, чтобы ткань не прилипла к детали. Если за один-два раза не удаётся протереть всю поверхность, то надо подождать 20-30 секунд и повторить процедуру. Если этого не сделать или обработать не тканью, а кистью, то после обработки детали в «бане» эти места на ощупь будут шершавые и визуально не очень блестящие.
Для этого берём любую не ворсистую ткань, смачиваем в ацетоне и одним-двумя движениями протираем эти места. Движения должны быть быстрыми, чтобы ткань не прилипла к детали. Если за один-два раза не удаётся протереть всю поверхность, то надо подождать 20-30 секунд и повторить процедуру. Если этого не сделать или обработать не тканью, а кистью, то после обработки детали в «бане» эти места на ощупь будут шершавые и визуально не очень блестящие.
Спасибо за внимание, пишите комментарии, критика по делу принимается, если что-то не понятно спрашивайте.
Компания Техно Принт 3D
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
Жидкость для снятия гель-лака Steam (полный обзор 2022 г.)
Жидкость для снятия гель-лака Steam Review
Я уверен, что мне не нужно вам это говорить, но гель-лаки действительно трудно снять, и это зависит от количества слоев и качества гель-лак полностью удаляется за 20-25 минут.
Паровая жидкость для снятия гель-лака — это машина, разработанная для ускорения снятия гель-лака.
И да, после того, как купил и нервно пробовал в первый раз Могу сообщить, что средство для снятия гель-лака Steam Off действительно работает.
В этой статье я надеюсь сделать его тщательный обзор, чтобы вы могли решить, подходит ли вам это устройство.
Как работает жидкость для снятия гель-лака с паром
Эти машины работают со жидкостью для снятия лака , которая в основном состоит из ацетона, , а не из водяного пара.
Я думаю, что одно из самых больших заблуждений относительно средства для снятия лака Steam заключается в том, что оно использует воду.
Паровая жидкость для снятия лака представляет собой электрическую машину, которая нагревает и испаряет ацетон. Цитата.
Чтобы использовать их, вам нужно будет поместить пальцы в машину, чтобы теплый пар ацетона растворил гель-лак.
Тепло от пара смягчает гель-лак, что позволяет парам ацетона легче растворять гель-лак.
Теперь, если вы пытаетесь избежать использования ацетона, я рекомендую использовать базовое покрытие Peel Off Base Coat, оно делает удаление гель-лаков очень простым и является наиболее безопасным для здоровья способом работы с гель-лаками.
Базовые покрытия Peel Off Base Coats — это то, что я использую большую часть времени. Щелкните здесь, чтобы узнать больше.
Плюсы жидкости для снятия лака Steam Off
1- Современный внешний вид
Мне больше всего нравится, что жидкость для снятия лака Steam Off имеет современный и технологичный вид, что делает ее отличным подарком коллеге-энтузиасту маникюра.
Средство для удаления пара также сделает маникюрный салон более изысканным и современным, что может понравиться молодым технически подкованным женщинам и, возможно, позволит вам оправдать более высокие цены.
Теперь, даже если вы не используете его часто, просто иметь устройство под рукой и на виду может быть достаточно, чтобы произвести впечатление на ваших клиентов.
2- Простота использования и настройки
Машины для нанесения лака для ногтей Steam Off поставляются в основном предварительно собранными и очень просты в использовании.
Как пользоваться жидкостью для снятия гель-лака Steam Off
- Первое, что вам нужно сделать, это добавить немного ацетона в пластиковую чашу внутри машины. Я использовал около двух столовых ложек
- Затем включите машину, чтобы нагреть это вверх.
- Теперь, пока машинка прогревается, вам нужно будет снять верхний слой гель-лака, чтобы избавиться от жесткого верхнего слоя.

- Когда вы закончите заполнять ногти, световой индикатор подскажет, когда нужно вставить пальцы внутрь.
- Оставьте пальцы внутри на 12–15 минут.
- Наконец, уберите пальцы и приступайте к соскабливанию лака.
- Если ваши лаки не ложатся гладко, вы всегда можете приложить пальцы еще на пару минут.
- Вы можете увидеть, как это делается, на видео ниже.
Важное примечание
Дно контейнера очень горячее, поэтому во избежание ожогов не касайтесь дна пальцами.
Вместо этого держите пальцы сжатыми, как будто вы что-то держите. Это также позволит пару более эффективно соприкасаться с вашими ногтями.
3- Очень доступный
Эти машины очень недороги, я купил свой на Amazon, у которого они обычно есть в наличии, вы можете нажать здесь, чтобы увидеть текущую цену.
Как ваши пальцы чувствуют себя внутри устройства для удаления пара
Вашим пальцам будет умеренно жарко, как в сауне, это не вызывает боли, но, на мой взгляд, может быть немного неудобно.
Недостатки средства для снятия гель-лака с паром
1- Выделяет пары
Моя основная проблема с этими машинами заключается в том, что они работают с испаряющимся ацетоном, который потенциально может облегчить вдыхание.
Ацетон является очень токсичным химическим веществом, и при вдыхании в небольших количествах может вызвать раздражение носа и горла. Цитата.
Теперь вдыхание больших количеств может привести к отравлению ацетоном, которое может повредить вашу нервную систему. Симптомы этого могут включать головную боль, тошноту, нарушение координации, сонливость и спутанность сознания.
Быстрое вдыхание большого количества паров ацетона может привести к потере сознания.
Несмотря на то, что эти устройства поставляются с резиновой прокладкой, предотвращающей утечку паров, риски все же существуют.
Поэтому при использовании этой машины не приближайте лицо слишком близко к ней, когда она включена, чтобы не вдыхать пары ацетона.
2- Рискованный дизайн (потенциальная пожароопасность)
Вторая самая большая проблема, связанная с этими машинами, заключается в том, что они используют жидкость для снятия лака, которая является легковоспламеняющейся жидкостью, поэтому я подозреваю, что при неправильном использовании эти машины потенциально могут быть пожароопасными. . Цитата.
Хотя я уверен, что если вы будете следовать рекомендациям, все будет в порядке.
Один из советов: всегда выключайте машину, когда закончите с ней работать.
3- Все еще нужно подпилить полировку.
Даже если вы используете пар для смягчения лака, вам все равно придется спиливать верхний слой гель-лака.
Это связано с тем, что гелевые верхние покрытия, как правило, очень долговечны и растворяются в ацетоне целую вечность.
К сожалению, средство для снятия пара не уменьшит количество труда, необходимого для удаления гель-лака.
4- Требуется больше времени для удаления лака
Средство для снятия лака Steam Off на самом деле требует больше времени для растворения гель-лака, потому что вы можете работать только одной рукой за раз, и если каждой рукой требуется 15 минут, то для полного удаления потребуется 30 минут. удалить все.
Кроме того, у вас есть время, необходимое для прогрева машины.
В то время как , если вы используете обычные методы удаления, , такие как ватные шарики, пропитанные ацетоном и прикрепленные к пальцам зажимами или обертками из фольги, , вы можете делать это обеими руками одновременно.
А у меня ватные диски обычно занимают минут 15-20 в зависимости от того, сколько слоев гель-лака я использовала.
5- Потеря подвижности
При использовании этих машин вы должны оставаться в одном положении в течение добрых 30 минут, чтобы они заработали, теперь, если вы используете ватные диски и зажимы, вы можете свободно передвигаться и, возможно, смотреть телевизор или следить за детьми.
6- Недолговечный
Большинство современных моделей устройств для удаления пара изготовлены из слабого пластикового внешнего слоя.
И я подозреваю, что после постоянного воздействия тепла они будут подвержены быстрому износу.
7- Подвергает большую часть вашей кожи воздействию ацетона
Пары ацетона, производимые этими машинами, не только попадут на ногти, но и на пальцы.
А если у вас экзема, то пары ацетона могут ее усугубить.
Теперь, напротив, если вы используете ватные диски, пропитанные ацетоном, которые затем можно положить прямо на ногти, вам не придется подвергать слишком большую часть вашей кожи воздействию агрессивного химического вещества.
8- Вызывает покраснение пальцев.
Это происходит из-за того, что ваши пальцы в течение длительного периода времени будут подвергаться воздействию горячего пара ацетона, из-за чего ваши пальцы покроются морщинами, как если бы вы долгое время находились в бассейне. Цитата.
Цитата.
Горячий пар вызывает сужение кровеносных сосудов в пальцах, что ограничивает кровоток, из-за чего пальцы немного сморщиваются.
9- Использует слишком много ацетона
Средство для удаления пара использует намного больше ацетона по сравнению с простым замачиванием его в ватных дисках, это связано с тем, что большая часть ацетона теряется в атмосфере в виде пара.
Таким образом, вы, вероятно, потратите больше денег на жидкость для снятия лака.
10- Не очень удобно
На мой взгляд, эти машины не были эргономичны, и мне было очень трудно удерживать руку в одном положении в течение 15 минут.
Вдобавок к этому хотелось бы, чтобы они сделали его гибким для разных размеров рук. Поэтому, если ваши руки слишком большие или слишком маленькие, это может быть немного неудобно.
Кому следует приобрести средство для снятия лака с пара
На мой взгляд, эти машины не очень практичны, они занимают слишком много времени, используют слишком много ацетона и просто неудобны в использовании.
Лично я своими больше не пользуюсь и никому не порекомендую, но если, как я упоминал ранее вы хотите сделать кому-то уникальный подарок или, возможно, сделать свой салон более современным и уникальным, вы, вероятно, можете подумать о покупке одного .
Где взять жидкость для снятия гель-лака Steam
Если вы заинтересованы в одной из этих машин, вы можете нажать здесь, чтобы узнать ее текущую цену на Amazon.
Самостоятельный способ удаления гель-лака
Я нашел действительно хорошее видео, которое поможет вам, см. ниже.
Единственная разница в том, что я немного подпиливаю гель-лак перед нанесением ватных шариков, это значительно ускоряет процесс удаления.
Самый безопасный способ удаления гель-лака
Теперь, если вы ищете безопасный и не содержащий ацетона способ избавиться от гель-лака, я рекомендую использовать базовое покрытие Peel Off, с ним можно легко снять гель-лак. лаки, вы можете нажать здесь, чтобы узнать больше.
Использованные ссылки и цитаты
Патент № US20160045010
Факты об ацетоне.
Healthline.com Отравление ацетоном
Профиль ацетона
Машины для удаления геля с паром – действительно ли они работают?
Когда дело доходит до удаления гель-лака , это определенно может показаться рутиной. Не говоря уже о том, что при неправильном уходе ваши ногти повреждаются и чувствуют себя слабыми в течение нескольких месяцев. Вот почему я решил попробовать машину для удаления геля . Снять гелевые ногти обещает быстро и аккуратно — большие претензии! Как сертифицированный мастер ногтевого сервиса, у меня были сомнения, но в итоге я был приятно удивлен своими результатами. Продолжайте читать, чтобы узнать, как использовать это устройство для снятия гель-лака и подходит ли оно вам!
Продолжайте читать, чтобы узнать, как использовать это устройство для снятия гель-лака и подходит ли оно вам!
Быстрая навигация
Можно ли удалить гель-лак паром?
Как в салонах снимают гелевые ногти?
Замачивание ногтей ацетоном
Подпиливание электронным файлом
Средство для снятия геля Steam Off
Средство для снятия геля Magic
Как пользоваться средством для удаления геля Steam Off?
Шаг 1. Настройка станции для удаления геля
Шаг 2. Отпиливание верхнего слоя
Шаг 3. Гель-лак Steam Off
Шаг 4. Проверка процесса удаления геля
Шаг 5 — Полируйте ногти и вымойте руки
Шаг 6 — Нанесите средство для укрепления ногтей
Шаг 7 — Питайте ногти и кожу
Шаг 8 — Очистите
Часто задаваемые вопросы
Заключение
2 9 . Это означает, что мы будем бесплатно получать небольшую комиссию за соответствующие покупки.
Давайте начнем с ответа на то, что вы все пришли сюда, чтобы узнать:
Может ли пар удалить гель-лак?
Да! Машины для удаления гель-лака с паром могут удалять гель-лак, мягкие гели, акрил и ногти с эффектом погружения. Эти машины также известны как отпариватели для ногтей с ацетоном. Они работают, нагревая небольшое количество ацетона и используя пар для разрушения различных искусственных ногтей.
Эти машины также известны как отпариватели для ногтей с ацетоном. Они работают, нагревая небольшое количество ацетона и используя пар для разрушения различных искусственных ногтей.
Узнайте, как снять гель-лак паром (пошаговая инструкция) здесь!
Как в салонах снимают гелевые ногти?
Салоны используют различные методы снятия гелевых ногтей, такие как пропитывание ацетоном или шлифовка вручную или электронным файлом (электронным файлом). В зависимости от состояния или типа ногтей клиента, опытный мастер подберет подходящий метод снятия гелевых ногтей.
Например, клиентам с тонкими ногтями и чувствительным ногтевым ложем следует удалить гель-лак методом замачивания (с ацетоном). Это связано с тем, что опиление может вызвать ощущение жжения, что очень неприятно. Существует также риск чрезмерного подпиливания ногтей, которые и без того тонкие.
Вот различные методы снятия гель-лака, используемые в маникюрных салонах:
Soak Off Nails With Acetone
Soak Off Nails With Acetone
Soak Off Nails With Acetone пошаговое руководство здесь!).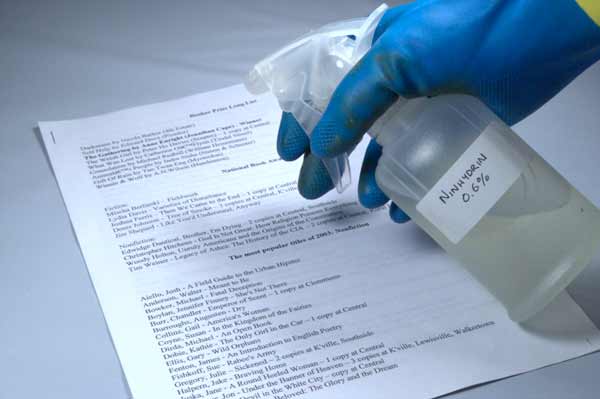
В салоне мастер маникюра начнет с того, что вручную спилит верхний слой гель-лака. Затем они пропитывают небольшие кусочки ваты ацетоном и помещают их на поверхность ногтей. Алюминиевая фольга или зажимы для ногтей будут использоваться, чтобы удерживать вату на месте.
После замачивания в ацетоне примерно на 5-10 минут мастер проверит готовность гель-лака. Если лак начинает отслаиваться, мастер по маникюру будет использовать пушер для кутикулы или апельсиновую палочку, чтобы аккуратно оттолкнуть его от поверхности ногтя. Если лак не сдвинется с места, они снова обмотают ноготь ватой, пропитанной ацетоном, и подождут еще немного.
После того, как весь гель-лак будет удален, мастер по маникюру аккуратно отполирует натуральные ногти, чтобы сгладить их. На этом этапе ногти готовы к еще одному гелевому маникюру или их можно оставить как есть.
Подпиливание электронным файлом
Опытные мастера маникюра могут безопасно удалить гель-лак (не повреждая натуральные ногти) с помощью электрической дрели для ногтей, также известной как электронный файл. Этот метод часто используется, когда клиенты наносят более густой гель, поскольку он быстрее смывается ацетоном.
Этот метод часто используется, когда клиенты наносят более густой гель, поскольку он быстрее смывается ацетоном.
Еще одна причина для удаления гелевых ногтей с помощью электронной пилки — отказ от использования ацетона. Некоторые клиенты могут быть очень чувствительны к нему, потому что он очень сушит кожу и ногти. Кроме того, ацетон может вызывать жжение при порезах и открытых ранах.
Средство для удаления геля Steam Off
Источник изображения: www.nailpro.com
В 2014 году голливудский салон The Painted Nail первым предложил удаление геля паром с помощью своей системы удаления геля Steam Off. Они утверждали, что их машина может удалить гель-лак «одним куском» без замачивания и соскабливания менее чем за 5 минут!
С тех пор на рынке появились аналогичные машины для снятия геля с паром как для профессионального, так и для домашнего использования.
Продолжайте читать ниже, чтобы узнать, как работают средства для снятия геля с помощью пара!
Magic Remover
Средство для снятия гель-лака ALIVER с Amazon. com
com
Это не очень распространенный метод снятия гель-лака в салонах, но в последнее время он стал довольно популярным для снятия в домашних условиях из-за влияния видео из ТикТока.
Этот тип жидкости для снятия гелевых ногтей обычно поставляется в бутылочке со щеточкой, прикрепленной к крышке. Продукт наносится кистью на поверхность ногтей, и через несколько минут гель-лак будет выглядеть так, как будто он «лопается»! Вот почему эти волшебные средства для снятия гель-лака также называются «выскакивающие» или «взрывающиеся» средства для снятия гель-лака.
Несмотря на то, что их популярность растет, эксперты предупреждают пользователей о вредных ингредиентах, которые могут содержаться в некоторых волшебных средствах для снятия гель-лака. Одним из таких ингредиентов, на который следует обратить внимание, является метиленхлорид, растворитель, используемый для удаления краски со зданий и мостов. В Канаде использование метиленхлорида в косметических продуктах запрещено из соображений безопасности.
Как использовать средство для удаления геля Steam Off?
Распаривание гель-лака быстро и бережно воздействует на ногти, и его легко можно сделать дома. Вот что вам понадобится:
- Old Towel or T-Shirt
- Paper Towels
- Nail brush
- Steam Off Gel Remover Machine
- 100% Pure Acetone
- 100/180 Grit Nail File
- Cuticle Pusher or Orange Wood Sticks
- Буфер для ногтей
- Средство для укрепления ногтей (дополнительно)
- Масло для кутикулы и крем для рук
Шаг 1. Установка станции для снятия геля
Защитите рабочую поверхность старым полотенцем или футболкой боитесь испортить) и положите сверху несколько слоев бумажных полотенец.
Включите устройство для удаления геля с помощью пара и налейте в лоток 5 мл чистого ацетона. Поместите лоток для пальцев и крышку сверху. Убедитесь, что все закрыто должным образом, чтобы пар не выходил во время нагревания.
Магазин здесь
Магазин здесь
Совет для профессионалов: Откройте окна или включите вентилятор. Хотя этот метод удаления геля не вызывает сильного запаха, рекомендуется работать в хорошо проветриваемом помещении.
Включите кофемашину. Когда вы нажмете кнопку включения, она издаст звуковой сигнал, и загорится красный индикатор нагрева.
Шаг 2. Подпилите верхний слой
Используя пилочку для ногтей с зернистостью 100/180, подпилите поверхность гель-лака, пока не исчезнет блеск. Используйте длинные, равномерные штрихи, не применяя слишком большого давления. Удалите гель-пыль щеточкой для ногтей.
Магазин здесь
Магазин здесь
Совет для профессионалов: Если вы умеете подпиливать вручную, попробуйте снять часть цвета гель-лака, чтобы в некоторых местах проглядывал базовый слой (не подпиливайте дальше этого момента!). Это поможет процессу выключения пара пройти еще быстрее.
Шаг 3. Отпаривание гель-лака
Когда индикатор на вашей машине загорится зеленым (примерно через 2 минуты после включения), вы готовы отпаривать свои гелевые ногти!
Аккуратно поместите подпиленные ногти в углубления для пальцев и слегка сверните их, чтобы не касаться ацетона в лотке.
Машина автоматически запустит отсчет времени для удаления пара, что займет около 5 минут.
Шаг 4. Проверка процесса удаления геля
После того, как машина снова издаст звуковой сигнал и загорится оранжевый индикатор «нагрев», вы можете вынуть пальцы из машины.
Аккуратно удалите гель-лак с помощью пушера для кутикулы или палочки из апельсинового дерева. Если гель-лак готов, он легко отслаивается. Если он совсем не двигается, снова пропарьте.
Повторяйте этот процесс на обеих руках, пока не удалите весь гель-лак.
Магазин здесь
Магазин здесь
Шаг 5. Отполируйте ногти и вымойте руки
Аккуратно отполируйте ногти бафом для ногтей, чтобы избавиться от остатков геля на поверхности ногтей. При необходимости подстригите и подпилите ногти.
Тщательно вымойте руки, чтобы избавиться от пыли с ногтей.
Магазин здесь
Шаг 6. Нанесение средства для укрепления ногтей
Это совершенно необязательный шаг, но если вам так хочется, побалуйте свои ногти укрепляющей процедурой!
Вот некоторые из тех, что нам нравятся:
- OPI Nail Envy
- Onyx Professional Hard As Hoof Укрепляющий крем для ногтей
- Nail-Aid Keratin 3-дневный уход за ногтями и укрепление ногтей
Магазин здесь
Магазин здесь
Магазин здесь
Шаг 7.
 Уход за ногтями и кожей
Уход за ногтями и кожей
Хотя удаление паром ацетона не так вредно для кожи и ногтей, всегда приятно держать пальцы в наилучшем состоянии с помощью масла для кутикулы и лосьона для рук.
Магазин здесь
Шаг 8. Очистка
Извлеките ацетоновый лоток из устройства для удаления паровых ногтей и вылейте излишки. Промойте лоток водой и высушите его. Я также люблю чистить остальную часть машины влажным бумажным полотенцем, чтобы она была готова к моему следующему удалению геля.
Готово!
Часто задаваемые вопросы
Можно ли отпаривать гвозди с погружением?
Как отпаривать акриловые ногти?
Какой ацетон снимает гелевые ногти?
Является ли ацетон тем же средством, что и жидкость для снятия лака?
Как быстро снять гели?
Сколько времени нужно, чтобы отмочить гелевые ногти?
Гель-лак лучше замачивать или спиливать?
Заключение
Средство для снятия геля Steam Off Gel Remover — отличный гаджет для салонов и дома. Он прост в использовании, бережно относится к ногтям и может удалять гель-лак, мягкие гели, лак для ногтей и акрил. Это уменьшает количество отходов (нет необходимости в хлопчатобумажной и алюминиевой пленках), и, прежде всего, весело и приятно наблюдать за процессом удаления!
Он прост в использовании, бережно относится к ногтям и может удалять гель-лак, мягкие гели, лак для ногтей и акрил. Это уменьшает количество отходов (нет необходимости в хлопчатобумажной и алюминиевой пленках), и, прежде всего, весело и приятно наблюдать за процессом удаления!
Фейсбук
Твиттер
LinkedIn
Пинтерест
Нравиться
Более
Об авторе Екатерине
В детстве я открыла для себя мир японского нейл-арта через журнал и с тех пор не могу перестать думать ни о чем, связанном с ногтями!
После того, как я пошел по более традиционному образовательному пути и получил степень бакалавра наук в области продуктов питания и питания, я решил, что пришло время заняться своей детской страстью. В 2015 году я получила диплом по программе ногтевых технологий Бланш Макдональд. После этого я прошла сертификацию YUMI Lashes и в 2017 году открыла бутик Sunday Beauty.
 При эпизодическом использовании целесообразно применять более простые конструкции, работа которых подразумевает ручное управление механизмами, визуальный контроль толщины снимаемого слоя металла и наличия угловых и радиальных отклонений заточенных зубьев.
При эпизодическом использовании целесообразно применять более простые конструкции, работа которых подразумевает ручное управление механизмами, визуальный контроль толщины снимаемого слоя металла и наличия угловых и радиальных отклонений заточенных зубьев.

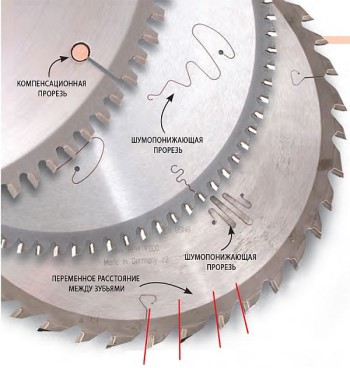 Внешний вид и долговечность производимых изделий полностью зависят от обработки сырья. Обрабатывающий инструмент должен быть идеально заточен. Купить надежное оборудование для заточки пильных дисков можно на сайте компании PilaFreza. В нашем каталоге вы найдете огромный выбор недорогой продукции для обработки дерева.
Внешний вид и долговечность производимых изделий полностью зависят от обработки сырья. Обрабатывающий инструмент должен быть идеально заточен. Купить надежное оборудование для заточки пильных дисков можно на сайте компании PilaFreza. В нашем каталоге вы найдете огромный выбор недорогой продукции для обработки дерева. Кабина полностью закрытая. Тип станка автоматический.
Кабина полностью закрытая. Тип станка автоматический. Ручной станок, которым можно затачивать дисковые пилы по передней и задней граням. Рекомендованная окружность дисков — 105-800 мм.
Ручной станок, которым можно затачивать дисковые пилы по передней и задней граням. Рекомендованная окружность дисков — 105-800 мм.
 На выбор покупателям предлагаются разнообразные модели устройств по выгодным расценкам и с различными характеристиками: это предоставляет возможность работать с твердосплавными напайками дисковых пил, использовать разные диаметры, задействовать автоматические режимы ЧПУ (числовое программное управление), обеспечивать высокую точность и производительность распила используемых материалов, внедрять новые настройки, пользоваться софтом на основе алгоритмов Microsoft.
На выбор покупателям предлагаются разнообразные модели устройств по выгодным расценкам и с различными характеристиками: это предоставляет возможность работать с твердосплавными напайками дисковых пил, использовать разные диаметры, задействовать автоматические режимы ЧПУ (числовое программное управление), обеспечивать высокую точность и производительность распила используемых материалов, внедрять новые настройки, пользоваться софтом на основе алгоритмов Microsoft.

 Во время обработки материала, режущий инструмент притупляется, из-за чего снижается качество работы и производительность.
Во время обработки материала, режущий инструмент притупляется, из-за чего снижается качество работы и производительность.

 Вы легко сможете связаться с сотрудниками и уточнить интересующие детали.
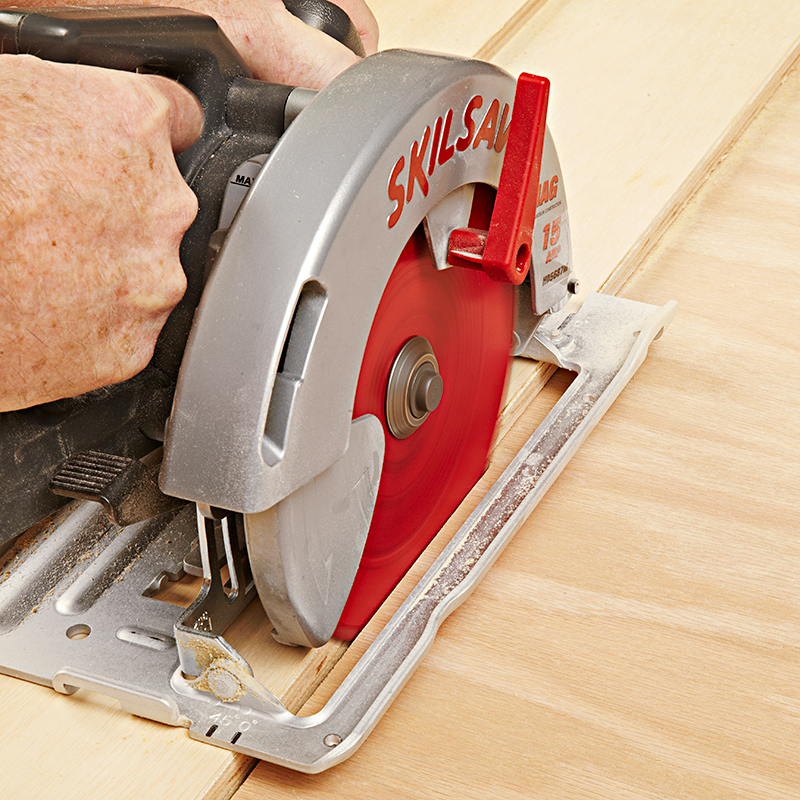
Вы легко сможете связаться с сотрудниками и уточнить интересующие детали.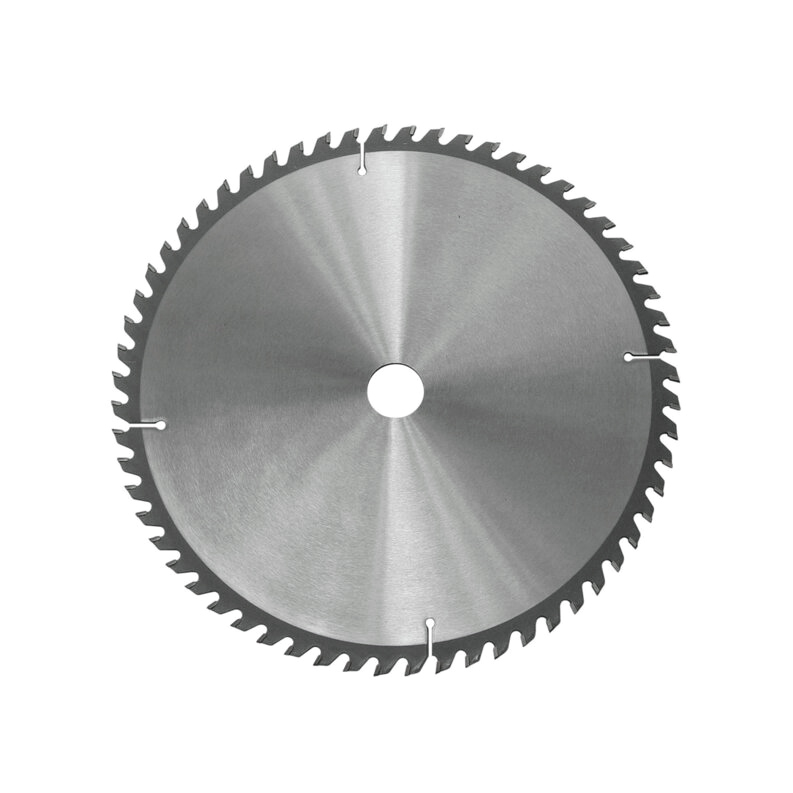 Я использую 6-дюймовый квадрат для пиломатериалов размером до 2×6 и 12-дюймовую модель для более широких досок. Пластиковые стропильные квадраты обеспечивают толстую опорную кромку и достаточно легкие, чтобы их можно было положить в задний карман. Сталь и алюминий тоже отлично работают.
Я использую 6-дюймовый квадрат для пиломатериалов размером до 2×6 и 12-дюймовую модель для более широких досок. Пластиковые стропильные квадраты обеспечивают толстую опорную кромку и достаточно легкие, чтобы их можно было положить в задний карман. Сталь и алюминий тоже отлично работают.
 Поставьте дужку вверх, я могу надежно удерживать ее одной рукой по центру. Установите носовую часть вниз, зажав оба конца, чтобы середина была туго натянута.
Поставьте дужку вверх, я могу надежно удерживать ее одной рукой по центру. Установите носовую часть вниз, зажав оба конца, чтобы середина была туго натянута. Для общего использования, когда качество резки не критично, используйте полотно с 40 зубьями. Если вы разрезаете твердую древесину, вернитесь к лезвию с 24 зубьями.
Для общего использования, когда качество резки не критично, используйте полотно с 40 зубьями. Если вы разрезаете твердую древесину, вернитесь к лезвию с 24 зубьями.

 Требования выдвигаются не только к улучшению производительности или скорости порезки — необходимо умение порезать сложные формы с высокой точностью, в то же время, сохраняя качество обработки обрезанных краев. Водоструйная порезка не оказывает давления на деталь; механическая реакция, скорее, имеет место на микроуровне. Несмотря на высокую кинетическую энергию при водоструйной порезке, деформация детали отсутствует, а высокая точность порезки достигается без потертых краев или неровностей. Края порезки имеют превосходное качество и не требуют дальнейшей обработки. На поверхности детали отсутствуют повреждения. Водяная струя оставляет минимальные следы на поверхности. Это приводит к меньшей потере материала, чем при использовании обычных технологий. Эта особенность делает возможным использование программ раскроя, чтобы сделать процесс еще более привлекательным.
Требования выдвигаются не только к улучшению производительности или скорости порезки — необходимо умение порезать сложные формы с высокой точностью, в то же время, сохраняя качество обработки обрезанных краев. Водоструйная порезка не оказывает давления на деталь; механическая реакция, скорее, имеет место на микроуровне. Несмотря на высокую кинетическую энергию при водоструйной порезке, деформация детали отсутствует, а высокая точность порезки достигается без потертых краев или неровностей. Края порезки имеют превосходное качество и не требуют дальнейшей обработки. На поверхности детали отсутствуют повреждения. Водяная струя оставляет минимальные следы на поверхности. Это приводит к меньшей потере материала, чем при использовании обычных технологий. Эта особенность делает возможным использование программ раскроя, чтобы сделать процесс еще более привлекательным.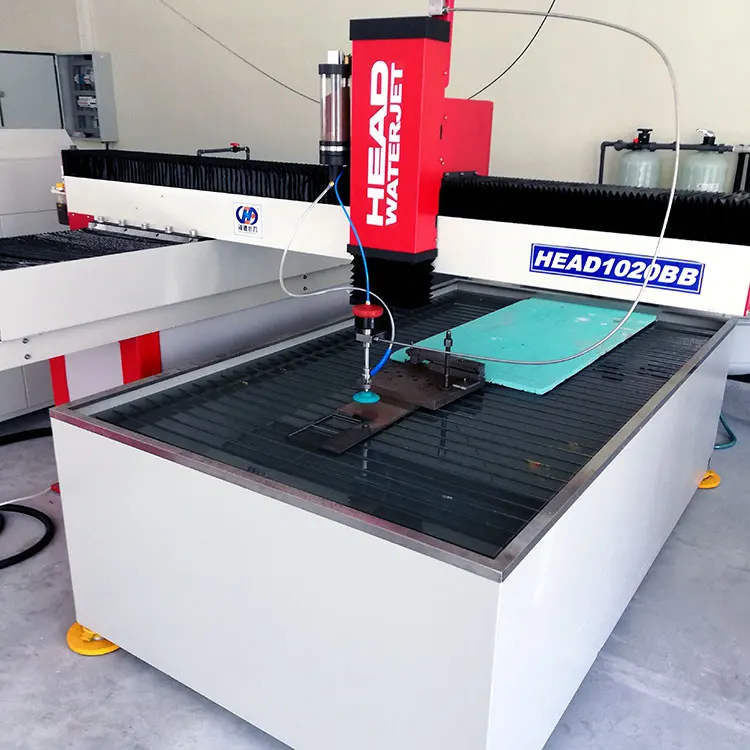 Работая с водоструйной порезкой, вы приобретаете свободу, работая с непрерывным изменением контуров и материалов. Эта технология может использоваться со множеством методов порезки. Возможна обработка острых углов и скосов, а также минимальных внутренних радиусов. Способность начать порезку в любой части детали, а также глубокая резка являют собой универсальный инструментом порезки для любого материала.
Работая с водоструйной порезкой, вы приобретаете свободу, работая с непрерывным изменением контуров и материалов. Эта технология может использоваться со множеством методов порезки. Возможна обработка острых углов и скосов, а также минимальных внутренних радиусов. Способность начать порезку в любой части детали, а также глубокая резка являют собой универсальный инструментом порезки для любого материала.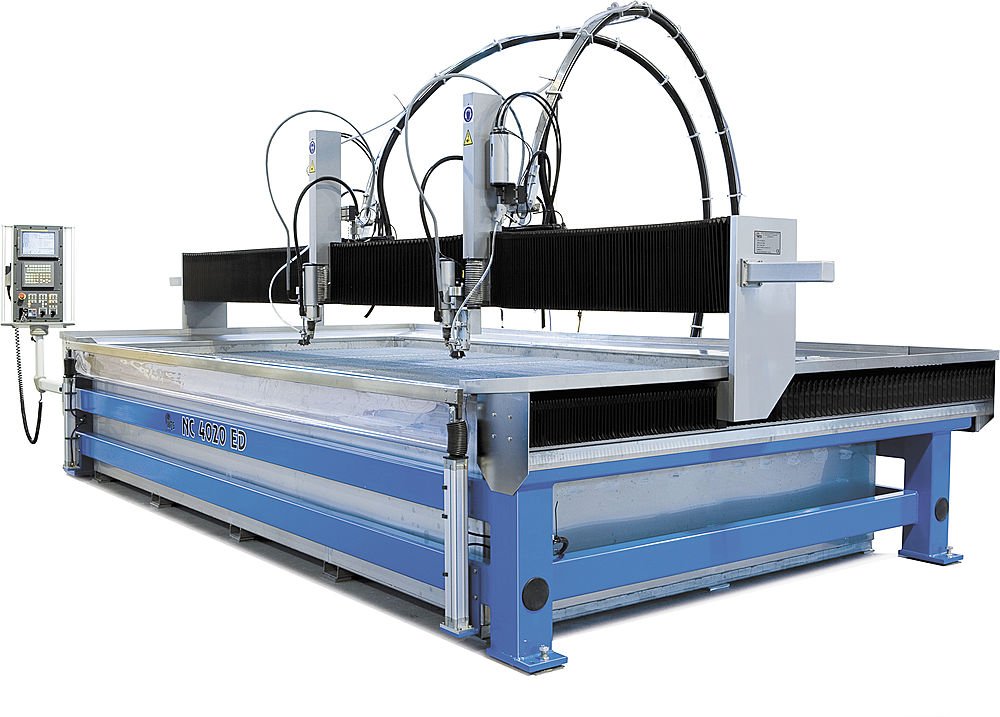 Вода стекает в цилиндр высокого давления через водяной фильтр. Принцип усилителя давления состоит из первичного циркуляции, которая функционирует при 200 бар при помощи электрически управляемого гидравлического насоса. Жидкость накачивается попеременно в правую или левую сторону гидравлического цилиндра при помощи клапана с четырьмя проходами.
Вода стекает в цилиндр высокого давления через водяной фильтр. Принцип усилителя давления состоит из первичного циркуляции, которая функционирует при 200 бар при помощи электрически управляемого гидравлического насоса. Жидкость накачивается попеременно в правую или левую сторону гидравлического цилиндра при помощи клапана с четырьмя проходами.
 Головка состоит из пневматически управляемого иглового клапана и насадки, в конце которой установлен специальный конус с отверстием из драгоценного камня (обычно алмаз или сапфир), который установлен при помощи специальной гайки. Именно в этой насадке достигаются скорости Машины 2-3.
Головка состоит из пневматически управляемого иглового клапана и насадки, в конце которой установлен специальный конус с отверстием из драгоценного камня (обычно алмаз или сапфир), который установлен при помощи специальной гайки. Именно в этой насадке достигаются скорости Машины 2-3. Простой дизайн позволяет произвести свободную замену насадки без инструмента в течение секунд – трудоёмкие процедуры центрирования — дело прошлого. Поскольку три главные части изнашивания отличаются друг от друга, они разработаны, чтобы быть заменены отдельно. ACTIVE AUTOLINE™ I – это цельная единица, которая включает в себя клапан насадки и трубку насадки.
Простой дизайн позволяет произвести свободную замену насадки без инструмента в течение секунд – трудоёмкие процедуры центрирования — дело прошлого. Поскольку три главные части изнашивания отличаются друг от друга, они разработаны, чтобы быть заменены отдельно. ACTIVE AUTOLINE™ I – это цельная единица, которая включает в себя клапан насадки и трубку насадки. Этот фактор становится еще более важным при порезке хрупких материалов, таких как камень, мрамор или стекло.
Этот фактор становится еще более важным при порезке хрупких материалов, таких как камень, мрамор или стекло.
 Как только уровень абразива ниже датчика, сосуд под давлением открывается, автоматически позволяя попадание абразива из верхнего резервуара.
Как только уровень абразива ниже датчика, сосуд под давлением открывается, автоматически позволяя попадание абразива из верхнего резервуара. FEEDLINE IV был разработан, чтобы точно гарантировать это. Со встроенным ЧПУ контроллером или управляемым потенциометром, система всегда обеспечивает подачу постоянного потока и позволяет Вам экономить абразив и сокращать затраты.
FEEDLINE IV был разработан, чтобы точно гарантировать это. Со встроенным ЧПУ контроллером или управляемым потенциометром, система всегда обеспечивает подачу постоянного потока и позволяет Вам экономить абразив и сокращать затраты. Уровень может также быть скорректирован через внешний потенциометр. Точная работа каждой режущей головки управляется отдельной FEEDLINE IV единицей.
Уровень может также быть скорректирован через внешний потенциометр. Точная работа каждой режущей головки управляется отдельной FEEDLINE IV единицей.


 Используя данный насос компании, могут позволить применить высокие технологии, предоставленные фирмой KMT.
Используя данный насос компании, могут позволить применить высокие технологии, предоставленные фирмой KMT. 

 Вода проходит сквозь сопло, формирующее струю диаметром порядка 0,2 мм, и подается в смесительную камеру.
Вода проходит сквозь сопло, формирующее струю диаметром порядка 0,2 мм, и подается в смесительную камеру.
 В зоне реза температура не превышает 90 градусов, что не способствует изменению структуры заготовок, поэтому гидроабразивный процесс широко применяется для нарезки металла самых разных типов и характеристик.
В зоне реза температура не превышает 90 градусов, что не способствует изменению структуры заготовок, поэтому гидроабразивный процесс широко применяется для нарезки металла самых разных типов и характеристик.
 Рабочий диапазон гидроабразивных станков, действительно, крайне широк, так как резка происходит гладко, эффективно и не приспособлена только к определенному материалу.
Рабочий диапазон гидроабразивных станков, действительно, крайне широк, так как резка происходит гладко, эффективно и не приспособлена только к определенному материалу. с.
с.


 Мэтт (соучредитель и технический директор) руководил командой Penn Formula SAE, каждый год производя полностью индивидуальную гоночную машину, где в кампусе производилось наибольшее количество практических работ.
Мэтт (соучредитель и технический директор) руководил командой Penn Formula SAE, каждый год производя полностью индивидуальную гоночную машину, где в кампусе производилось наибольшее количество практических работ.

 Периодичность смазывания он указывает в инструкции по эксплуатации устройства.
Периодичность смазывания он указывает в инструкции по эксплуатации устройства.



 Такие материалы сейчас в большом количестве предлагаются как производителями мото- и электрокос, а также другими компаниями.
Такие материалы сейчас в большом количестве предлагаются как производителями мото- и электрокос, а также другими компаниями.



 Для этого в отверстие вставляем носик тюбика или шприца и выдавливаем туда 2…5 мл смазки
Для этого в отверстие вставляем носик тюбика или шприца и выдавливаем туда 2…5 мл смазки

 Наши масла Oil Guard обладают теми же преимуществами, что и наша смесь масел HP.
Наши масла Oil Guard обладают теми же преимуществами, что и наша смесь масел HP. Разработанное для большинства 4-тактных двигателей с воздушным охлаждением, это масло обеспечивает превосходную защиту при высоких температурах, а также снижает износ и задиры двигателя.
Разработанное для большинства 4-тактных двигателей с воздушным охлаждением, это масло обеспечивает превосходную защиту при высоких температурах, а также снижает износ и задиры двигателя.

 269. В состав этого масла входят присадки, препятствующие электропроводности и сохраняющие диэлектрическую прочность до 36 кВ в случае подачи на него тока или напряжения.
269. В состав этого масла входят присадки, препятствующие электропроводности и сохраняющие диэлектрическую прочность до 36 кВ в случае подачи на него тока или напряжения. Смазка для конических зубчатых колес 100 г 503976401
Смазка для конических зубчатых колес 100 г 503976401 Смазка для конических зубчатых колес 100 г 503976401
Смазка для конических зубчатых колес 100 г 503976401
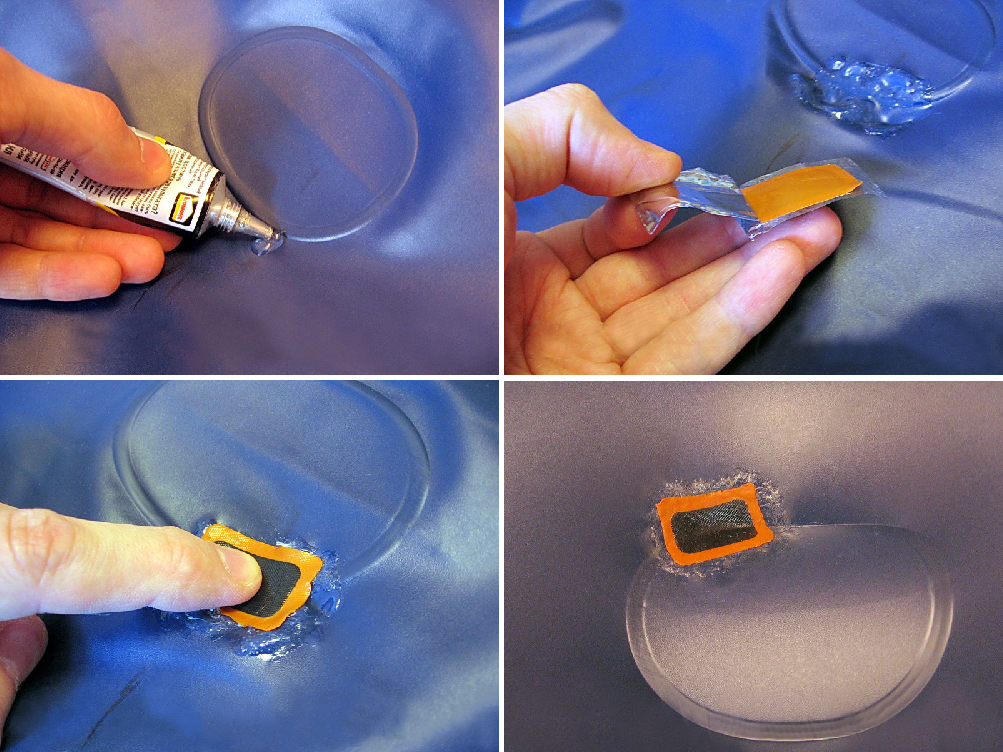

 С его помощью можно качественно соединить поролон с пластиковыми, деревянными, кожаными и прочими элементами.
С его помощью можно качественно соединить поролон с пластиковыми, деревянными, кожаными и прочими элементами.
 В то время как в европейских странах, в большинстве случаев, используют составы на водной основе. Они менее пожароопасны, не имеют такого едкого запаха, в их составе отсутствуют токсичные компоненты.
В то время как в европейских странах, в большинстве случаев, используют составы на водной основе. Они менее пожароопасны, не имеют такого едкого запаха, в их составе отсутствуют токсичные компоненты. Клей отвечает за скрепление различных слоев матраса путем склеивания материалов, находящихся под чехлом. Клей для матрасов можно использовать, например, для наматрасников, пружинных матрасов и сэндвич-матрасов, а также матрасов с открытыми и закрытыми порами, 7-зонных матрасов, гелевых матрасов и матрасов с эффектом памяти.
Клей отвечает за скрепление различных слоев матраса путем склеивания материалов, находящихся под чехлом. Клей для матрасов можно использовать, например, для наматрасников, пружинных матрасов и сэндвич-матрасов, а также матрасов с открытыми и закрытыми порами, 7-зонных матрасов, гелевых матрасов и матрасов с эффектом памяти.
 Они часто полностью мобильны и могут использоваться в любом месте, если доступно подключение сжатого воздуха. Все, что вам нужно сделать, это подключить систему и начать распылять клей для матраса. Кровати готовятся значительно быстрее, когда используется этот метод.
Они часто полностью мобильны и могут использоваться в любом месте, если доступно подключение сжатого воздуха. Все, что вам нужно сделать, это подключить систему и начать распылять клей для матраса. Кровати готовятся значительно быстрее, когда используется этот метод. Это позволяет повысить эффективность затрат и времени, а также контролировать процессы на протяжении всего производства без ущерба для качества. Это не только улучшает процесс сборки матраца, но и благодаря этому клею кровати изготавливаются быстрее.
Это позволяет повысить эффективность затрат и времени, а также контролировать процессы на протяжении всего производства без ущерба для качества. Это не только улучшает процесс сборки матраца, но и благодаря этому клею кровати изготавливаются быстрее. Они могут наноситься валиком, распылением или шариками и точками.
Они могут наноситься валиком, распылением или шариками и точками.
 Единственным недостатком матрасов, в которых используется термоклей, является то, что они могут издавать треск, когда клей высохнет. Однако постоянное развитие и инновации устраняют этот недостаток.
Единственным недостатком матрасов, в которых используется термоклей, является то, что они могут издавать треск, когда клей высохнет. Однако постоянное развитие и инновации устраняют этот недостаток.
 На него ссылаются как The Collaborative for High Performance Schools (CHPS), так и Система рейтинга зданий Leadership in Energy and Environmental Design (LEED).
На него ссылаются как The Collaborative for High Performance Schools (CHPS), так и Система рейтинга зданий Leadership in Energy and Environmental Design (LEED).


 Получите больше информации об инновациях, связавшись с нами.
Получите больше информации об инновациях, связавшись с нами. К счастью, были разработаны новые системы распыления, чтобы уменьшить избыточное распыление и достичь даже 100% эффективности переноса, что означает отсутствие потерь клея и снижение затрат на материалы.
К счастью, были разработаны новые системы распыления, чтобы уменьшить избыточное распыление и достичь даже 100% эффективности переноса, что означает отсутствие потерь клея и снижение затрат на материалы.

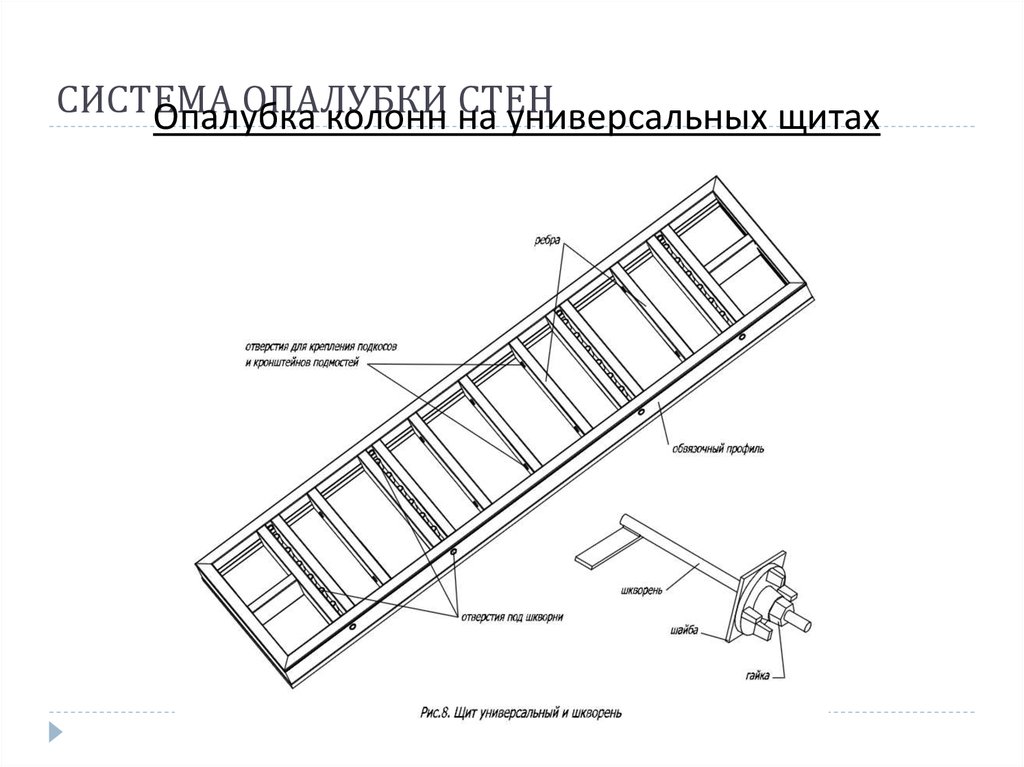
 Изготовление алюминиевого профиля осуществляется в России на австрийском и итальянском оборудовании.
Изготовление алюминиевого профиля осуществляется в России на австрийском и итальянском оборудовании. Опалубка рассчитана на высокое давление бетонной смеси — 80 кПа (8 т/м2).
Опалубка рассчитана на высокое давление бетонной смеси — 80 кПа (8 т/м2). )
)
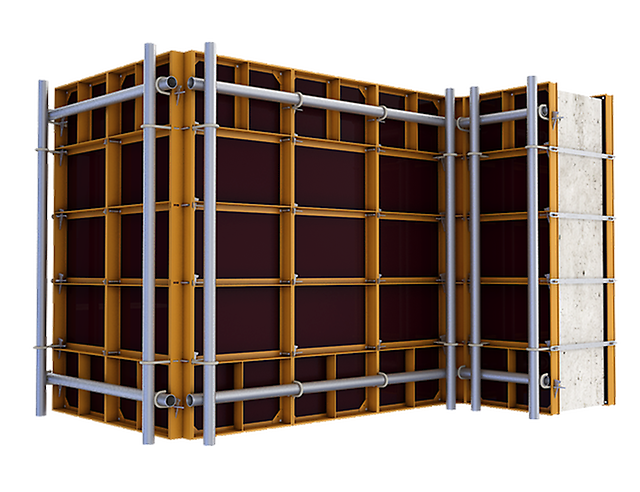 Д., В ассортименте используется сверхпрочная и сильно сжатая фанера. Для каждого из ваших требований выбор продуктов JKD обеспечивает наилучшее качество и эффективность.
Д., В ассортименте используется сверхпрочная и сильно сжатая фанера. Для каждого из ваших требований выбор продуктов JKD обеспечивает наилучшее качество и эффективность.

 При высоких уровнях воздействия свинец поражает мозг и центральную нервную систему, вызывая кому, судороги и даже смерть. Дети, пережившие тяжелое отравление свинцом, могут остаться с умственной отсталостью и поведенческими расстройствами. Теперь известно, что при более низких уровнях воздействия, которые не вызывают явных симптомов и которые ранее считались безопасными, свинец вызывает целый ряд повреждений во многих системах организма. Воздействие свинца также вызывает анемию, гипертонию, почечную недостаточность, иммунную токсичность и токсичность для репродуктивных органов. Считается, что неврологические и поведенческие эффекты свинца необратимы.
При высоких уровнях воздействия свинец поражает мозг и центральную нервную систему, вызывая кому, судороги и даже смерть. Дети, пережившие тяжелое отравление свинцом, могут остаться с умственной отсталостью и поведенческими расстройствами. Теперь известно, что при более низких уровнях воздействия, которые не вызывают явных симптомов и которые ранее считались безопасными, свинец вызывает целый ряд повреждений во многих системах организма. Воздействие свинца также вызывает анемию, гипертонию, почечную недостаточность, иммунную токсичность и токсичность для репродуктивных органов. Считается, что неврологические и поведенческие эффекты свинца необратимы.

 Это вызвано узлами, которые могут возникнуть в процессе производства, но это чисто эстетическая проблема, которая не влияет на характеристики продукта.
Это вызвано узлами, которые могут возникнуть в процессе производства, но это чисто эстетическая проблема, которая не влияет на характеристики продукта. Обязательно очищайте фанеру после каждого использования, так как это предотвратит накопление грязи и мусора и повреждение древесины. Вы также должны хранить фанеру в сухом защищенном месте, когда она не используется, и регулярно осматривать фанеру.
Обязательно очищайте фанеру после каждого использования, так как это предотвратит накопление грязи и мусора и повреждение древесины. Вы также должны хранить фанеру в сухом защищенном месте, когда она не используется, и регулярно осматривать фанеру.
 Другое использование фанеры для опалубки — это любые конструкции, которые требуют чрезвычайной прочности, но не обязательно эстетически приятной отделки. Это вызвано узлами, которые могут возникнуть в процессе производства, но это чисто эстетическая проблема, которая не влияет на характеристики продукта.
Другое использование фанеры для опалубки — это любые конструкции, которые требуют чрезвычайной прочности, но не обязательно эстетически приятной отделки. Это вызвано узлами, которые могут возникнуть в процессе производства, но это чисто эстетическая проблема, которая не влияет на характеристики продукта. Обязательно очищайте фанеру после каждого использования, так как это предотвратит накопление грязи и мусора и повреждение древесины. Вы также должны хранить фанеру в сухом защищенном месте, когда она не используется, и регулярно осматривать фанеру.
Обязательно очищайте фанеру после каждого использования, так как это предотвратит накопление грязи и мусора и повреждение древесины. Вы также должны хранить фанеру в сухом защищенном месте, когда она не используется, и регулярно осматривать фанеру.
 Основная цель опалубочной фанеры — сделать форму для заливки бетона и обеспечить прочную стену во время застывания бетона. Это связано с классом WBP, который обеспечивает хорошую устойчивость к атмосферным воздействиям, а также с тем фактом, что фанера не прилипает к бетону. Другое использование фанеры для опалубки — это любые конструкции, которые требуют чрезвычайной прочности, но не обязательно эстетически приятной отделки. Это вызвано узлами, которые могут возникнуть в процессе производства, но это чисто эстетическая проблема, которая не влияет на характеристики продукта.
Основная цель опалубочной фанеры — сделать форму для заливки бетона и обеспечить прочную стену во время застывания бетона. Это связано с классом WBP, который обеспечивает хорошую устойчивость к атмосферным воздействиям, а также с тем фактом, что фанера не прилипает к бетону. Другое использование фанеры для опалубки — это любые конструкции, которые требуют чрезвычайной прочности, но не обязательно эстетически приятной отделки. Это вызвано узлами, которые могут возникнуть в процессе производства, но это чисто эстетическая проблема, которая не влияет на характеристики продукта.

 Но при этом следует помнить, что ресурс подшипников может резко снизиться. И очень быстрое вращение не всегда хорошо, так как, например, дерево при фрезеровании образует мелкую пыль, которая затирается между материалом и режущим инструментом, и начинает подгорать. Как следствие, происходит перегрев фрезы и заготовки.
Но при этом следует помнить, что ресурс подшипников может резко снизиться. И очень быстрое вращение не всегда хорошо, так как, например, дерево при фрезеровании образует мелкую пыль, которая затирается между материалом и режущим инструментом, и начинает подгорать. Как следствие, происходит перегрев фрезы и заготовки.
 При «закрытом» фрезеровании, где отвод стружки
При «закрытом» фрезеровании, где отвод стружки
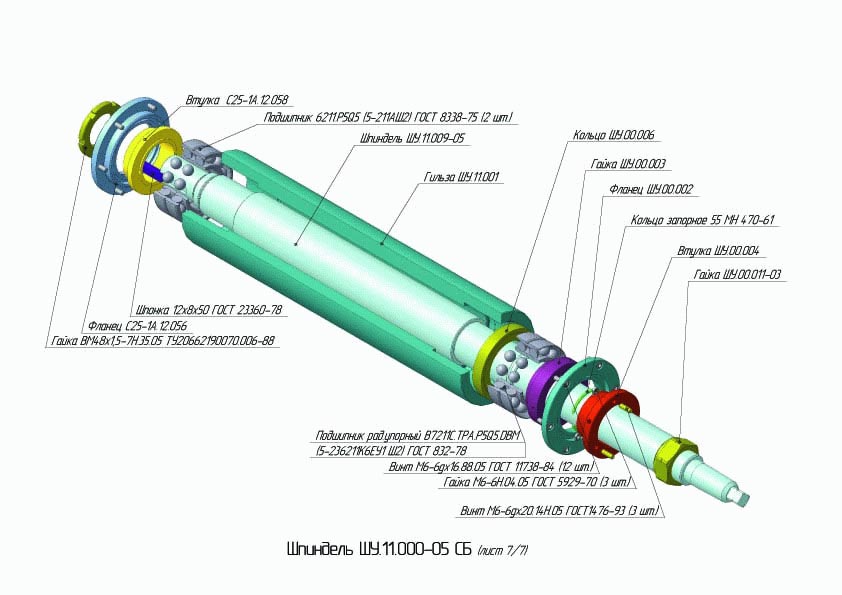
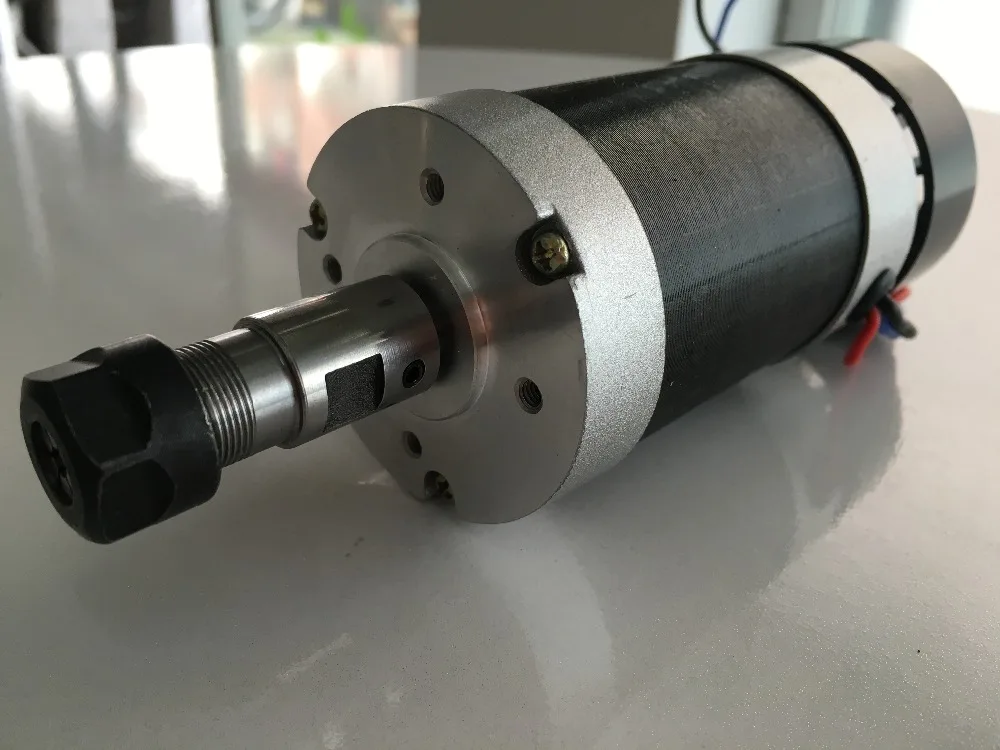
 Рабочий вал шпинделя устанавливается на подшипниках качения или скольжения высокого класса точности.
Рабочий вал шпинделя устанавливается на подшипниках качения или скольжения высокого класса точности.


 .. введенный вами адрес недоступен.
.. введенный вами адрес недоступен.

 Оператору не только легче наблюдать за ходом процесса резки, но и замена вставки становится намного быстрее.
Оператору не только легче наблюдать за ходом процесса резки, но и замена вставки становится намного быстрее. Деталь вырвалась из кулачков и застряла между торцом револьверной головки и кулачками патрона. Возникшие силы приподняли всю отливку башни против направляющих пластин. Отливка башни треснула под действием силы в 40 л.с. Счет за ремонт составил около 35 000 долларов, и машина не эксплуатировалась в течение девяти недель.
Деталь вырвалась из кулачков и застряла между торцом револьверной головки и кулачками патрона. Возникшие силы приподняли всю отливку башни против направляющих пластин. Отливка башни треснула под действием силы в 40 л.с. Счет за ремонт составил около 35 000 долларов, и машина не эксплуатировалась в течение девяти недель.
 Для нас это было решающим фактором, так как это позволяет нам дать свободу нашим идеям. Особенно впечатляют простота эксплуатации и обслуживания установки. Мы используем ее каждый день, и мы спокойны, поскольку можем положиться и на лазерную установку, и на обслуживание Trotec».
Для нас это было решающим фактором, так как это позволяет нам дать свободу нашим идеям. Особенно впечатляют простота эксплуатации и обслуживания установки. Мы используем ее каждый день, и мы спокойны, поскольку можем положиться и на лазерную установку, и на обслуживание Trotec».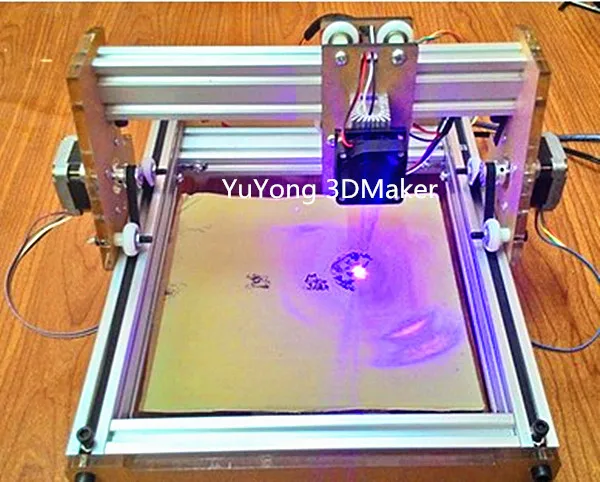
 Ровно
Ровно И.
И. 5 кв с ЧПУ, Лазерная резка
5 кв с ЧПУ, Лазерная резка 90х60см.
90х60см. Возможность производить высококачественные изделия из дерева, начиная от изделий массового производства и заканчивая индивидуальными проектами, является приоритетом для наших клиентов.
Возможность производить высококачественные изделия из дерева, начиная от изделий массового производства и заканчивая индивидуальными проектами, является приоритетом для наших клиентов.
 Это ясно: предприятия, которые могут максимально использовать древесное сырье, могут выиграть очень много. Наши лазеры позволяют сделать это эффективно и без использования старых методов, которые могут повредить древесину.
Это ясно: предприятия, которые могут максимально использовать древесное сырье, могут выиграть очень много. Наши лазеры позволяют сделать это эффективно и без использования старых методов, которые могут повредить древесину. Просмотрите наши станки для лазерной гравировки древесины и ознакомьтесь с функциями, которые вы можете установить в своем устройстве. Мы настраиваем лазерные резаки в соответствии с вашими производственными потребностями и сохраняем цену как можно более доступной. Но только потому, что процесс доступен, это не означает, что вы жертвуете качеством. Мы понимаем, что острые резы и высококачественное травление важны для любой компании или отдельного человека, занимающегося деревообрабатывающими проектами.
Просмотрите наши станки для лазерной гравировки древесины и ознакомьтесь с функциями, которые вы можете установить в своем устройстве. Мы настраиваем лазерные резаки в соответствии с вашими производственными потребностями и сохраняем цену как можно более доступной. Но только потому, что процесс доступен, это не означает, что вы жертвуете качеством. Мы понимаем, что острые резы и высококачественное травление важны для любой компании или отдельного человека, занимающегося деревообрабатывающими проектами. Разработанный для обеспечения низкой температуры, чтобы избежать ненужного сжигания или ошпаривания материалов, он позволяет вам полностью контролировать сложные деревянные разрезы и рисунки.
Разработанный для обеспечения низкой температуры, чтобы избежать ненужного сжигания или ошпаривания материалов, он позволяет вам полностью контролировать сложные деревянные разрезы и рисунки.
 Мы составили краткий список вещей, которые наши клиенты регулярно проектируют, вырезают, травят и гравируют:
Мы составили краткий список вещей, которые наши клиенты регулярно проектируют, вырезают, травят и гравируют: в руководстве пользователя или в дополнительных разделах поддержки на нашем веб-сайте. После правильной настройки нет опасности повредить древесину, окружающую линии разреза или травления вашего проекта. Это уникальный аспект станков с CO2-лазером и их способность работать с высокой точностью, в отличие от таких инструментов, как спиральные пилы и настольные пилы.
в руководстве пользователя или в дополнительных разделах поддержки на нашем веб-сайте. После правильной настройки нет опасности повредить древесину, окружающую линии разреза или травления вашего проекта. Это уникальный аспект станков с CO2-лазером и их способность работать с высокой точностью, в отличие от таких инструментов, как спиральные пилы и настольные пилы. Чтобы избежать появления темных отметин на деревянном материале во время процесса лазерной гравировки, выберите низкую мощность при высокой скорости.
Чтобы избежать появления темных отметин на деревянном материале во время процесса лазерной гравировки, выберите низкую мощность при высокой скорости. Мы поможем вам во всем: от выбора правильного лазерного резака или гравера до того, чтобы вы знали, как настроить свой проект. Мы работаем с клиентами от крупных корпораций до частных лиц начального уровня. Не теряйте времени, прежде чем связаться с нами, чтобы мы могли начать работу как можно скорее!
Мы поможем вам во всем: от выбора правильного лазерного резака или гравера до того, чтобы вы знали, как настроить свой проект. Мы работаем с клиентами от крупных корпораций до частных лиц начального уровня. Не теряйте времени, прежде чем связаться с нами, чтобы мы могли начать работу как можно скорее!
 0003
0003



 д. Вы можете создать свою собственную гравировку для своих любимых, реализовать свое воображение
д. Вы можете создать свою собственную гравировку для своих любимых, реализовать свое воображение

 Машина имеет впускной и выпускной патрубки сбоку, которые можно напрямую подсоединить к насосу.
Машина имеет впускной и выпускной патрубки сбоку, которые можно напрямую подсоединить к насосу.
 при средней длине волны 10 640 нм.
при средней длине волны 10 640 нм.






 Линейная направляющая поддерживает ось X, а два прочных цилиндрических стержня поддерживают движение по оси Y.
Линейная направляющая поддерживает ось X, а два прочных цилиндрических стержня поддерживают движение по оси Y.





 1105 – 84)
1105 – 84) 1129 – 93 и ГОСТ 3.1130
1129 – 93 и ГОСТ 3.1130
 ; %) и периодичность
; %) и периодичность
 д)
д) Формы и правила оформления
Формы и правила оформления В. Бодриков ФГБОУ ВО «МГУ им. Н. П. Огарёва»
В. Бодриков ФГБОУ ВО «МГУ им. Н. П. Огарёва»



 3 из 5
3 из 5 Вы также можете скачать его, экспортировать или распечатать.
Вы также можете скачать его, экспортировать или распечатать. Легко добавляйте и подчеркивайте текст, вставляйте изображения, галочки и знаки, добавляйте новые заполняемые области, а также меняйте порядок или удаляйте страницы из документов.
Легко добавляйте и подчеркивайте текст, вставляйте изображения, галочки и знаки, добавляйте новые заполняемые области, а также меняйте порядок или удаляйте страницы из документов. Некоторые операторы начинают с прохождения официальной программы обучения. Другие начинают как разнорабочие или водители грузовиков. Они переходят на более тяжелое оборудование по мере развития навыков.
Некоторые операторы начинают с прохождения официальной программы обучения. Другие начинают как разнорабочие или водители грузовиков. Они переходят на более тяжелое оборудование по мере развития навыков. Кандидаты на участие в программе стажировки должны быть старше 18 лет и иметь действующие водительские права штата Калифорния. Для большинства программ требуется аттестат о среднем образовании или его эквивалент.
Кандидаты на участие в программе стажировки должны быть старше 18 лет и иметь действующие водительские права штата Калифорния. Для большинства программ требуется аттестат о среднем образовании или его эквивалент. Вы можете использовать свою карту для совершения покупок у продавцов и других лиц, принимающих вашу карту. Кредитный союз не несет ответственности за отказ какого-либо продавца или финансового учреждения принять вашу карту. Если вы хотите оплатить товары или услуги через Интернет, вам может потребоваться предоставить информацию о безопасности номера карты, прежде чем вам будет разрешено завершить транзакцию. Кроме того, вы можете получить наличные в кредитном союзе, в других финансовых учреждениях, принимающих вашу карту, и в некоторых банкоматах (банкоматах). (Не все банкоматы принимают вашу карту.) Если кредитный союз разрешает операции с банкоматами с использованием вашей карты, он выдает вам личный идентификационный номер (ПИН-код). Чтобы получить наличные в банкомате, вы должны использовать PIN-код, выданный вам для использования с вашей картой. Вы соглашаетесь с тем, что не будете использовать свою карту для каких-либо транзакций, которые являются незаконными в соответствии с действующим федеральным законодательством, законодательством штата или местным законодательством.
Вы можете использовать свою карту для совершения покупок у продавцов и других лиц, принимающих вашу карту. Кредитный союз не несет ответственности за отказ какого-либо продавца или финансового учреждения принять вашу карту. Если вы хотите оплатить товары или услуги через Интернет, вам может потребоваться предоставить информацию о безопасности номера карты, прежде чем вам будет разрешено завершить транзакцию. Кроме того, вы можете получить наличные в кредитном союзе, в других финансовых учреждениях, принимающих вашу карту, и в некоторых банкоматах (банкоматах). (Не все банкоматы принимают вашу карту.) Если кредитный союз разрешает операции с банкоматами с использованием вашей карты, он выдает вам личный идентификационный номер (ПИН-код). Чтобы получить наличные в банкомате, вы должны использовать PIN-код, выданный вам для использования с вашей картой. Вы соглашаетесь с тем, что не будете использовать свою карту для каких-либо транзакций, которые являются незаконными в соответствии с действующим федеральным законодательством, законодательством штата или местным законодательством. Даже если вы используете свою карту для незаконной транзакции, вы будете нести ответственность за все суммы и сборы, понесенные в связи с этой транзакцией. Если вам разрешено получать наличные авансы на свой счет, вы также можете использовать свою карту для покупки инструментов и участия в транзакциях, которые мы считаем эквивалентом наличных денег. Такие транзакции будут отражены в вашей учетной записи как денежные авансы и включают, помимо прочего, банковские переводы, денежные переводы, ставки, лотерейные билеты и игровые фишки казино, если применимо. Этот параграф не должен толковаться как разрешающий или санкционирующий какую-либо сделку, которая является незаконной.
Даже если вы используете свою карту для незаконной транзакции, вы будете нести ответственность за все суммы и сборы, понесенные в связи с этой транзакцией. Если вам разрешено получать наличные авансы на свой счет, вы также можете использовать свою карту для покупки инструментов и участия в транзакциях, которые мы считаем эквивалентом наличных денег. Такие транзакции будут отражены в вашей учетной записи как денежные авансы и включают, помимо прочего, банковские переводы, денежные переводы, ставки, лотерейные билеты и игровые фишки казино, если применимо. Этот параграф не должен толковаться как разрешающий или санкционирующий какую-либо сделку, которая является незаконной.
 Вы соглашаетесь с тем, что ваш кредитный лимит представляет собой максимальную сумму (покупки, авансы наличными, финансовые расходы, а также «другие расходы»), которая может быть непогашенной на вашем счете в любое время. Если не указано иное, Кредитный союз не разрешает авансы сверх кредитного лимита. Если кредитный союз имеет программу, в соответствии с которой он позволяет выплачивать авансы, превышающие ваш кредитный лимит, за определенную плату, кредитный союз направит вам уведомление в устной, письменной или электронной форме (несмотря на требования параграфа, озаглавленного « Заявления и уведомления»), объясняющее ваше право на участие в программе Кредитного союза, в соответствии с которой он будет выполнять предварительные запросы сверх кредитного лимита. Если вы принимаете участие в такой программе, вы соглашаетесь с условиями такой программы. Вы можете запросить увеличение кредитного лимита только способом, приемлемым для Кредитного союза. Кредитный Союз может увеличить или уменьшить ваш кредитный лимит, отказать в выдаче аванса и/или прекратить действие вашей учетной записи в любое время по любой причине, не запрещенной законом.
Вы соглашаетесь с тем, что ваш кредитный лимит представляет собой максимальную сумму (покупки, авансы наличными, финансовые расходы, а также «другие расходы»), которая может быть непогашенной на вашем счете в любое время. Если не указано иное, Кредитный союз не разрешает авансы сверх кредитного лимита. Если кредитный союз имеет программу, в соответствии с которой он позволяет выплачивать авансы, превышающие ваш кредитный лимит, за определенную плату, кредитный союз направит вам уведомление в устной, письменной или электронной форме (несмотря на требования параграфа, озаглавленного « Заявления и уведомления»), объясняющее ваше право на участие в программе Кредитного союза, в соответствии с которой он будет выполнять предварительные запросы сверх кредитного лимита. Если вы принимаете участие в такой программе, вы соглашаетесь с условиями такой программы. Вы можете запросить увеличение кредитного лимита только способом, приемлемым для Кредитного союза. Кредитный Союз может увеличить или уменьшить ваш кредитный лимит, отказать в выдаче аванса и/или прекратить действие вашей учетной записи в любое время по любой причине, не запрещенной законом. Если вам разрешено получать наличные авансы на ваш счет, мы можем время от времени выдавать вам удобные чеки, которые могут быть выписаны на ваш счет. Удобные чеки не могут быть использованы для оплаты баланса вашего счета. Если вы используете удобный чек, он будет отправлен на ваш счет как денежный аванс. Мы оставляем за собой право отказать в оплате чека, выписанного на ваш счет, по любой причине, и такой отказ не является неправомерным нарушением чести. Вы можете потребовать, чтобы мы прекратили оплату чека удобства, выписанного на ваш счет. Вы соглашаетесь оплатить любую комиссию, взимаемую за остановку платежа по удобному чеку, выписанному на ваш счет. Вы можете сделать запрос на прекращение платежа устно, если это разрешено, или в письменной форме. Ваш запрос должен быть сделан за достаточное время до предъявления чека к оплате, чтобы дать нам разумную возможность действовать в соответствии с вашим запросом. Кроме того, ваш запрос должен точно описывать чек, включая точный номер счета, получателя платежа, любой номер чека, который может быть применим, и точную сумму чека.
Если вам разрешено получать наличные авансы на ваш счет, мы можем время от времени выдавать вам удобные чеки, которые могут быть выписаны на ваш счет. Удобные чеки не могут быть использованы для оплаты баланса вашего счета. Если вы используете удобный чек, он будет отправлен на ваш счет как денежный аванс. Мы оставляем за собой право отказать в оплате чека, выписанного на ваш счет, по любой причине, и такой отказ не является неправомерным нарушением чести. Вы можете потребовать, чтобы мы прекратили оплату чека удобства, выписанного на ваш счет. Вы соглашаетесь оплатить любую комиссию, взимаемую за остановку платежа по удобному чеку, выписанному на ваш счет. Вы можете сделать запрос на прекращение платежа устно, если это разрешено, или в письменной форме. Ваш запрос должен быть сделан за достаточное время до предъявления чека к оплате, чтобы дать нам разумную возможность действовать в соответствии с вашим запросом. Кроме того, ваш запрос должен точно описывать чек, включая точный номер счета, получателя платежа, любой номер чека, который может быть применим, и точную сумму чека. Если это разрешено, вы можете подать устный запрос на прекращение платежа, но такой запрос истечет через 14 дней, если вы не подтвердите свой запрос в письменной форме в течение этого времени. Письменные распоряжения о прекращении платежа действуют только в течение шести месяцев и могут быть продлены на дополнительные шестимесячные периоды путем подачи письменного запроса о возобновлении распоряжения о прекращении платежа. Мы не обязаны уведомлять вас об истечении срока действия приказа об остановке платежа. Если мы повторно кредитуем ваш счет после оплаты чека или тратты по действительному и своевременному остановленному платежному поручению, вы соглашаетесь подписать заявление с описанием спора с получателем платежа, чтобы переуступить нам все свои права в отношении получателя платежа или других держателей чек или тратта и помочь нам в любом судебном иске. Вы соглашаетесь возместить и ограждать нас от всех затрат и издержек, включая гонорары адвокатов, убытки или претензии, связанные с нашим выполнением вашего требования о прекращении оплаты или невозможностью остановить оплату товара в результате предоставления нам неверной информации или предоставление неадекватного времени для принятия мер по запросу об остановке платежа.
Если это разрешено, вы можете подать устный запрос на прекращение платежа, но такой запрос истечет через 14 дней, если вы не подтвердите свой запрос в письменной форме в течение этого времени. Письменные распоряжения о прекращении платежа действуют только в течение шести месяцев и могут быть продлены на дополнительные шестимесячные периоды путем подачи письменного запроса о возобновлении распоряжения о прекращении платежа. Мы не обязаны уведомлять вас об истечении срока действия приказа об остановке платежа. Если мы повторно кредитуем ваш счет после оплаты чека или тратты по действительному и своевременному остановленному платежному поручению, вы соглашаетесь подписать заявление с описанием спора с получателем платежа, чтобы переуступить нам все свои права в отношении получателя платежа или других держателей чек или тратта и помочь нам в любом судебном иске. Вы соглашаетесь возместить и ограждать нас от всех затрат и издержек, включая гонорары адвокатов, убытки или претензии, связанные с нашим выполнением вашего требования о прекращении оплаты или невозможностью остановить оплату товара в результате предоставления нам неверной информации или предоставление неадекватного времени для принятия мер по запросу об остановке платежа.
