Станок для заточки цепи ,заточной станок,AL-FA Польшa
Доставка по Украине
по 1 599 грн
от 2 продавцов
1 599 грн
Купить
Боразоновый заточной круг 125-203 мм для ленточных пил Круг CBN,127х12,7×10/30
На складе
Доставка по Украине
от 4 500 грн
Купить
Абразивный заточной круг 150x6x32 Andre Abrasive для заточки ленточных пил
Доставка из г. Черкассы
220 грн
Купить
Уникальный станок для заточки сверл Euro Craft BG212 от 3 мм до 16 мм
На складе в г. Сумы
Доставка по Украине
1 470 грн
Купить
Многофункциональный точильный станок PARKSIDE® (Оригинал) Германия
На складе
Доставка по Украине
1 706. 67 — 1 821.84 грн
от 3 продавцов
2 277.30 грн
Купить
Смотрите также
Боразоновый заточной круг для ленточных пил
Доставка по Украине
4 400 грн
Купить
Боразоновый заточной круг для ленточных пил
Доставка по Украине
4 400 грн
Купить
Заточной станок для дисковых пил Holzmann MTY 8-70
Доставка по Украине
по 16 960 грн
от 2 продавцов
16 960 грн
Купить
Станок для развода ленточных пил Lenker DWS-3 (разводной на два зуба)
На складе
Доставка по Украине
15 000 грн
Купить
Станок для заточки цепей всех видов Max MXCG-01 : 650 Вт Польша!
Доставка из г. Сумы
1 630 грн
Купить
Заточной станок для заточки дисковых пил 3Д692
Доставка по Украине
49 000 грн
Купить
Абразивный заточной круг 175x6x32 Andre Abrasive для заточки ленточных пил
Доставка из г. Черкассы
240 грн
Купить
Впитывающий войлок для смазки ленточных пил мазутом на станках и оборудовании
Доставка по Украине
1 980 грн
Купить
Станок для разводки ленточных пил Lenker DWS-2 (разводной станок)
На складе
Доставка по Украине
от 11 000 грн
Купить
Заточной станок для дисковых пил CORMAK JMY8-70 | заточний верстат для ріжучих дисків
Доставка по Украине
11 820 грн
Купить
Станок для заточки цепей всех видов Max MXCG-01 : 650 Вт Польша!
Доставка из г. Сумы
1 630 грн
Купить
Станок для заточки всех видов цепей LEX LXGC500 Чехия 2 ДИСКА!
Доставка по Украине
1 599 грн
Купить
Станок для заточки дисковых пил Темп МЗПД-150
Доставка из г. Ивано-Франковск
3 275 грн
Купить
Лента пильная 1300 мм х 13 мм по металлу для ленточных пил (для станков FDB SG90, Proma PPK90)
Доставка по Украине
509 грн
Купить
Заточной станок для ленточных пил «АЗУ 007» Байкал
Для стабильно работающего лесопильного предприятия достаточное количество качественных ленточных пил — залог успешной работы без простоев. При этом своевременная заточка и разводка ленточных пил позволяет экономить собственно пилы (поскольку их ресурс существенно увеличивается), а также выдавать продукцию исключительно высокого качества, и, следовательно, высокой стоимости. Обеспечить такое положение дел, нам думается, можно одним способом — иметь собственное заточное оборудование для ленточных пил. В частности, хорошим решением будет заточной станок для ленточных пил «АЗУ 007» БАЙКАЛ.
Этот промышленный заточной станок разработан на основе последних технических разработок ведущих производителей заточного оборудования. Он компактен (габариты с направляющими опорами 1000х500х400мм), мобилен и удобен в работе, и представляет собой хороший ответ на «вечный» вопрос: как точить ленточные пилы.
Конструкция станка «АЗУ 007» БАЙКАЛ проста и надежна, что гарантирует его длительную и надежную эксплуатацию. Это автономное настольное устройство, предназначенное для автоматической заточки ленточных пил как в стационарных, так и в полевых условиях. Можно отметить высокую точность профилирования зубьев пилы при достаточно большой скорости заточки.
Пуск/Стоп
Хорошее заточное устройство минимизирует влияние человеческого фактора в таком «тонком» деле, как заточка ленточной пилы. Поэтому немаловажно, что работа на станке не требует специальной квалификации персонала. Точить пилы на этом станке может практически любой человек, прочитавший инструкцию.
Заточка на станке «АЗУ 007» БАЙКАЛ производится одноразовым эльборовым заточным диском. Материал эльбор по твердости лишь незначительно уступает алмазу, его ресурс составляет примерно 10 км заточенной пилы, что означает практически год работы без замены.
Обратите внимание, что для охлаждения рабочей зоны в станке используется масло, непрерывно циркулирующее с системе (объем масла 4,5 литра). Для удаления из масла металлической стружки применяются постоянные магниты. Система проста и надежна: магниты находятся в емкости с маслом и притягивают стружку, не допуская попадания ее в масляную помпу.
Для автоматического выключения станка по завершении процесса заточки используется магнитный датчик.
Со станком «АЗУ 007» БАЙКАЛ правильная заточка ленточных пил для Вас больше не вопрос!
Длина ленточной пилы, мм
2200-5200
Ширина полотна, мм
32-50
Шаг зуба, мм
до 22
Высота зуба, мм
до 10
Тип заточных кругов
Эльборовый 10/30
Диаметр заточных кругов, мм
127 /12,7
Скорость вращения круга, об/мин
3000
Скорость подачи пилы, шагов/мин
до 60
Объем масла, л
4,5
Мощность 3-х фазного Эл/двигателя привода абразивною круга, Вт
250
Частота вращения, об/мин
2730
Напряжение. В
380
Мощность эл. двигателя подачи пилы, Вт
40
Напряжение эл. двигателя подачи пилы, В
до 12
Мощность эл. двигателя помпы, Вт
до 40
Напряжение эл. двигателя помпы, В
12
Габаритные размеры (с установленными направляющими опорами), мм
1000х500х400
Масса устройства в комп-те (без масла), кг
50
Комплектация:
Cтанок для заточки ленточных пил в сборе
Направляющие опоры
Набор магнитов
Руководство по эксплуатации
Заточной станок для ленточных пил «АЗУ 007», фото:
Станок для заточки ленточных пил Woodland Mills представляет собой полностью автоматический станок для заточки ленточных пил. Питается от аккумулятора 12 В, поэтому точилку можно использовать в отдаленных районах.
Подающий рычаг автоматически продвигает лезвие вперед, в то время как шлифовальный диск, приводимый в действие кулачком, затачивает переднюю часть и впадину зуба.
Кронштейн лезвия, установленный на лезвии, автоматически выключает станок после заточки всего лезвия.
Точилку можно отрегулировать для переднего угла зуба 7, 10 и 14 градусов. Глубину впадины и выход также можно отрегулировать, что позволяет использовать лезвия шириной 1″ – 1,25″ (25–32 мм) с расстоянием между зубьями (шагом) 3/4″ – 1″ (19 мм). мм – 25 мм) для установки на эту точилку.
Ленточные пилы прослужат дольше, если их заточить примерно через 2-4 часа фрезерования и до того, как они станут слишком тупыми. Проталкивание тупых лезвий через бревна приведет к образованию очень маленьких трещин напряжения в горловине зуба. Эти трещины напряжения могут в конечном итоге расти, вызывая преждевременную поломку лопастей. Однако, если эти трещины сошлифовать до того, как они станут слишком длинными, трещину можно удалить, продлив срок службы лезвия.
Рекомендуется дать заточенным лезвиям отдохнуть хотя бы один день, чтобы сталь восстановилась. Стачивание на 0,004″ – 0,008″ (0,1 мм – 0,2 мм) каждый раз, когда вы затачиваете лезвие, должно позволить лезвию обеспечить срок службы 4-6 затачиваний.
Как затачивать ленточные пилы с помощью автоматического устройства для заточки ленточных пил Woodland Mills
Автоматическое устройство для заточки ленточных пил Woodland Mills является мощн. ..
Из той же коллекции
Страница не найдена 404
Что случилось?
Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Шероховатостью поверхности называется совокупность микронеровностей, образующих рельеф поверхности и рассматриваемых в пределах участка, длина которого равна базовой длине.
В большинстве случаев шероховатость поверхности определяется одним из параметров Ra или Rz.
Высота неровностей профиля по десяти точкам Rz — является суммой средних абсолютных значений высот точек пяти наибольших выступов профиля и глубин пяти наибольших впадин в пределах базовой длины, измеренных от произвольной линии АВ
Среднее арифметическое отклонение профиля Ra – это среднее арифметическое абсолютных значений отклонений профиля yi от средней линии m в пределах базовой длины
Все причины возникновения шероховатости можно разбить на 3 группы:
Расположение режущих кромок инструмента, относительно обрабатываемой поверхности;
Упругая и пластическая деформация обрабатываемого металла;
Вибрации в технологической станочной системе.
Рисунок 2.
Образование неровностей на обработанной поверхности можно представить как след от движения режущих кромок инструмента. Назовём такой профиль регулярным (рис.2).
На образование регулярного профиля влияет геометрия резца, в частности – углы в плане, а так же величина подачи S. Их влияние описывается формулой
В реальном процессе резания впереди резца и под обработанной поверхностью образуется зона пластической деформации, которая вносит некоторую погрешность в регулярный профиль. Пластически деформированный металл в отдельных местах как бы наволакивается на микронеровности, а в где-то вырываются отдельные куски металла. Потому реальное значение Rz может быть записано как:
где — приращение высоты микронеровностей, вызванное пластической деформацией металла. Следовательно, чем меньше пластическая деформация, тем меньше высота микронеровностей. Величина пластической деформации зависит, в большей степени, от твёрдости обрабатываемого материала и, в меньшей — от глубины резания — t.
Методы и средства оценки шероховатости поверхности
Шероховатость поверхности оценивают двумя основными методами:
качественным и количественным.
Качественный метод оценки основан на визуальном сопоставлении обработанной поверхности с эталоном невооруженным глазом или под микроскопом, а также по ощущениям при ощупывании рукой (пальцем, ладонью, ногтем). Визуальным способом можно достаточно точно определять шероховатость поверхности, за исключением весьма тонко обработанных поверхностей. Эталоны, применяемые для оценки шероховатости поверхности визуальным способом, должны быть изготовлены из тех же материалов, с такой же формой поверхности и тем же методом, что и деталь. Качественную оценку весьма тонко обработанных поверхностей следует производить с помощью микроскопа или лупы с пятикратным и большим увеличением.
Количественный метод оценки заключается в измерении микронеровностей поверхности с помощью приборов: профилографов и профилометров.
Профилографы
Профилографы — это приборы, позволяющие получатть изображение микронеровностей профиля в увеличенном масшттабе на каком-либо носителе (фотоплёнке, фотобумаге).
Профилометры — минуя этап получения изображения, производят необходимые измерения профиля микронеровностей.
Рисунок 3.
Схема профилографа Б. М. Левина приведена на рис. 3. Луч света от лампы 1, проходя через линзу 2, щель 3 и оптическую систему 5, падает на зеркала 8 и 7. Зеркало 8 связано с ощупывающей иглой 9. Луч света, отраженный от зеркала 7 и затем от зеркала 8, проходит оптическую систему 6 и, попадая на зеркала 4 и далее на цилиндрическую линзу 14, проецирует изображение щели 3 на светочувствительную пленку 13,расположенную на барабане 12. Изображение щели проецируется в виде световой точки. Деталь 10, на поверхности которой измеряют шероховатость, располагается на верхнем диске предметного стола 11. При вращении синхронного двигателя стол вместе с деталью движется поступательно относительно иглы 9, а барабан 12 вращается. Таким образом, на светочувствительной фотоплёнке получается изображение пути светового луча, повторяющего профиль обработанной поверхности испытуемой детали.
Рисунок 4.
Принцип действия профилометра конструкции В. М. Киселева заключается в возбуждении колебаний напряжения в результате движений ощупывающей иглы. На рис. 4 приведена схема этого профилометра (модель КВ-7). Игла 1 с алмазным наконечником, радиус закругления которого 12 мкм, подвешена на пружинах 2. Нижний конец ее ощупывает неровности поверхности детали, а верхний связан с индукционной катушкой 3, которая перемещается в магнитном поле полюсов 4 и 6 магнита 5. Возбуждаемый этим перемещением ток подают на усилитель и затем на гальванометр. Перемещение иглы по поверхности осуществляют с помощью электропривода со скоростью 10…20 мм/с. Давление иглы на поверхность проверяемой детали составляет 5…25 кПа. При подключении к профилометру осциллографа можно получить профилограмму исследуемой поверхности.
Рисунок 5.
Для измерения шероховатости предназначен также двойной микроскоп В. П. Линника (рис. 5). Прибор состоит из двух частей: микроскопа А для освещения исследуемой поверхности, микроскопа Б для наблюдения и измерения профиля поверхности. Оси обеих частей микроскопа, наклоненные под углом 45° к исследуемой поверхности, пересекаются между собой в предметной точке объективов.
В плоскости изображения объектива 3 микроскопа А перпендикулярно плоскости оси микроскопа расположена щель 2, освещаемая источником света 1. Объектив 3 дает уменьшенное изображение а щели 2 на проверяемой плоскости Р в виде узкой светящейся линии. При отсутствии на участке поверхности Р микронеровностей объектив 4 микроскопа Б в плоскости сетки окуляра 5 даст изображение а 2 той же узкой светящейся линии, а также изображение близлежащего участка исследуемой поверхности.
При том же расположении микроскопов А и Б при наличии микронеровностей h часть пучка света, отраженная от участка поверхности P 1 при наблюдении будет казаться выходящей из точки a 1 или из точки а 1 поверхности Р 1, расположенной на расстоянии 2h ниже поверхности Р. Тогда изображение точки из на сетке окуляра 5 будет на расстоянии h от оси микроскопа Б, равном h = 2xh sin 45°, где х — увеличение объектива 4.
Для измерений высоты неровностей в микроскопе Б установлен окулярный микрометр. Двойной микроскоп В. П. Линника позволяет также фотографировать исследуемую поверхность с высотой неровностей 0,9…60 мкм.
Точность обработки
Погрешности базирования
2.5.2. Факторы, влияющие на качество обработанной поверхности
Технология машиностроения / Основы технологии машиностроения / 2.5.2. Факторы, влияющие на качество обработанной поверхности
Шероховатость поверхностей деталей машин зависит от многих факторов: метода обработки, режимов резания, геометрических параметров и качества поверхностей режущей части инструмента, пластической и упругой деформации обрабатываемого материала, жёсткости технологической системы («станок – приспособление – инструмент – заготовка») и связанных с ней вынужденных деформаций, колебаний и вибраций при резании, смазочно-охлаждающей жидкости и др.
Большое влияние на шероховатость поверхности оказывает геометрия режущего инструмента, особенно при больших подачах. В этом случае шероховатость определяют в зависимости от геометрических параметров режущей части инструмента: углов в плане, главного (φ) и вспомогательного (φ1), радиуса закругления вершины резца (r) и подачи за оборот (Sо). При увеличении r шероховатость уменьшается, сувеличением углов φ и φ1 шероховатость поверхности увеличивается.
Передний угол (γ), угол наклона режущей кромки (λ), задний угол (α) могут быть отнесены к второстепенным факторам, влияющим на формирование микропрофиля.
При точении, например (рис. 2.16):
1) расчётная высота неровности поверхности (Rр) образуется закруглённым участком режущей кромки (см. рис. 2.16, а)
Rр = S02 / 8 r,
где S0 – подача за оборот, мм/об; r – радиус закругления резца при вершине, мм;
2) расчётная величина шероховатости Rр образуется вершиной резца, у которой отсутствует радиус закругления (см. рис. 2.16, б)
Rр = S0 Sinφ Sinφ1 / Sin (φ + φ1).
Значительное влияние на искажение шероховатости поверхности оказывает пластическая деформация. При обработке материалов, которые не образуют нароста, влияние пластической деформации на шероховатость объясняется главным образом распространением волны деформации в сторону соседнего следа, а при обработке материалов, образуют нарост, кроме того и действием вершины нароста, поэтому образуются задиры материала на поверхности среза.
Влияние упругих деформаций на шероховатость поверхности является следствием наличия на лезвии любого инструмента притупления. При взаимном перемещении резца и заготовки наличие этого скругления вызывает упругое деформирование материала около режущей кромки. Минуя её, материал заготовки приподнимается и занимает прежнее положение.
Обрабатываемая поверхность формируется режущим инструментом. Поэтому неровности его лезвия в определенной степени копируются на этой поверхности. Это наблюдается при поперечном и продольном точении, протягивании, цилиндрическом фрезеровании и др.
При выборе или проектировании режущего инструмента, при установлении режимов резания, выборе смазочно-охлаждающей жидкости и способа её подвода в рабочую зону необходимо стремиться к рациональному отводу стружки, чтобы исключить отрицательного воздействия на формирование обработанной поверхности.
Деформациии вибрации технологической системы увеличивают шероховатость обрабатываемой поверхности.
Из режимов резания наиболее существенное влияние на процесс образования шероховатости поверхности оказывают подача и скорость резания.
При увеличении подачи в пределах от 0,25 до 0,7 мм/об.
увеличивается почти пропорционально и шероховатость поверхности, а дальше принимает постоянное значение. При малых подачах (меньше 0,25 мм/об.) уменьшение подачи весьма незначительно уменьшает шероховатость.
Экспериментальными исследованиями установлена связь скорости резания при обработке сталей с образованием нароста и шероховатостью обрабатываемой поверхности. Различают четыре зоны:
· первая зона соответствует малым скоростям резания (V до 1 м/мин). Она характеризуется тем, что нарост в ней отсутствует, поверхность получается без надиров;
· вторая зона соответствует скоростям резания 1 – 30 м/мин. В этой зоне появляется нарост, достигая здесь наибольшей высоты и соответственно наибольшей шероховатости;
· третья зона соответствует скоростям резания от 25 до80 м/мин; она характеризуется исчезновением нароста и уменьшением шероховатости;
· в четвёртой зоне скорость резания более 80 м/мин, она характеризуется отсутствием нароста. В этой зоне с изменением скорости шероховатость почти не изменяется.
Глубина резания оказывает незначительное влияние на шероховатость поверхности. Однако изменение глубины резания при малых её значениях (менее 0,3 мм) существенно изменяет условия срезания стружки и шероховатость возрастает.
Материал обрабатываемой заготовки также оказывает влияние на шероховатость поверхности. Например, стали с повышенным содержанием серы (автоматные стали) и стали с присадкой свинца после обработки резанием имеют меньшую шероховатость, чем углеродистая сталь.
Применение смазочно-охлаждающей жидкости способствует уменьшению шероховатости поверхности.
На основе экспериментальных данных, производственного опыта установлены параметры шероховатости поверхности в зависимости от различных методов обработки:
ü увеличение скорости резания приводит к увеличению глубины наклёпа в поверхностном слое. Однако при скоростях резания более 200 м/мин глубина наклёпа уменьшается, в результате действия высоких температур происходит разупрочнение;
ü при обработке конструкционных сталей режущим инструментом с отрицательным передним углом и при скоростях резания 500 – 800 м/мин возникают остаточные напряжения сжатия;
ü увеличение подачи приводит к возрастанию глубины наклёпа и остаточных напряжений;
ü при увеличении заднего угла (α) с 3 до 15ºи уменьшении главного угла в плане (φ) с 90 до 45 ºглубина наклёпа уменьшается;
ü увеличение радиуса скругления режущей кромки приводит к возрастанию глубины наклёпа и остаточных напряжений.
Параметры поверхности (Spatial Analyst) — ArcGIS Pro
В этом разделе
Сводка
Использование
Параметры
Среды
Информация о лицензировании
6
6
Параметры
Доступно с лицензией Spatial Analyst.
Доступно с лицензией 3D Analyst.
Сводка
Определяет параметры растровой поверхности, такие как экспозиция, наклон и кривизна.
Узнайте больше о том, как работают параметры поверхности
Использование
Выходные параметры рассчитываются для каждой ячейки путем подбора локальной поверхности вокруг целевой ячейки. Доступные параметры поверхности для параметра Тип параметра (parameter_type в Python): Уклон, Экспозиция, Средняя кривизна, Тангенциальная (нормальный контур) кривизна, Профиль (нормальная линия наклона) кривизны, План (проецируемый контур) кривизны, Контурное геодезическое кручение, Гауссова кривизна и кривизна Казорати.
Все выходные параметры рассчитываются с использованием геодезических координат и уравнений.
Если для параметра Тип параметра указан параметр Уклон (НАКЛОН в Python), выходные данные представляют собой скорость изменения отметки для каждой ячейки цифровой модели рельефа (ЦМР). Это первая производная ЦМР. Диапазон значений вывода наклона зависит от типа единиц измерения.
Если для Тип параметра указан параметр Пропорция (АСПЕКТ в Python), в выходных данных указывается направление по компасу, к которому обращен склон спуска для каждого местоположения. Он выражается в положительных градусах от 0 до 360, отсчитываемых по часовой стрелке от севера.
Кривизна используется для описания формы поверхности. Применительно к наукам о Земле он помогает понять влияние гравитации, эрозии и других факторов на поверхность и используется в сочетании с другими параметрами поверхности для идентификации и классификации форм рельефа.
Средняя кривизна (MEAN_CURVATURE в Python) — общая кривизна поверхности. Он рассчитывается как среднее значение минимальной и максимальной кривизны. Когда это указано для Типа параметра, выходные данные эквивалентны среднему значению кривизны профиля (нормальная линия наклона) и касательной (нормальный контур). Его знак, положительный или отрицательный, не является окончательным показателем, за исключением крайних значений. Высокие положительные значения указывают на области максимальной денудации, а высокие отрицательные значения указывают на области максимальной аккумуляции (Minár et al., 2020).
Кривизна профиля (линия нормального наклона) (PROFILE_CURVATURE в Python) — кривизна геометрического нормали вдоль линии наклона. Положительные значения указывают на области ускорения поверхностного стока и эрозии. Отрицательная кривизна профиля указывает на области замедления поверхностного течения и отложений. Положительная кривизна профиля (линия нормального наклона) указывает на то, что поверхность в этой ячейке выпукла в направлении уклона. Отрицательная кривизна указывает на то, что поверхность вогнута в этой ячейке в том же направлении. Значение 0 указывает, что поверхность плоская.
Тангенциальная кривизна (нормальный контур) (TANGENTIAL_CURVATURE в Python) — геометрическая нормальная кривизна, перпендикулярная линии наклона и касающаяся линии контура. Положительные значения указывают на области расходящегося поверхностного потока. Отрицательная тангенциальная кривизна указывает на области сходящегося поверхностного потока. Положительная тангенциальная (нормальный контур) кривизна указывает на то, что поверхность выпукла в этой ячейке, перпендикулярной направлению уклона. Отрицательная кривизна указывает на то, что поверхность вогнута в этой ячейке в направлении, перпендикулярном уклону. Значение 0 указывает, что поверхность плоская.
Кривизна плана (проецируемого контура) (CONTOUR_CURVATURE в Python) — кривизна вдоль контурных линий.
Contour geodesic torsion (CONTOUR_GEODESIC_TORSION в Python) — скорость изменения угла наклона вдоль изолиний.
Гауссова кривизна (GAUSSIAN_CURVATURE в Python) — общая кривизна поверхности. Он вычисляется как произведение минимальной и максимальной кривизны и может принимать отрицательные и положительные значения. Положительные значения указывают на то, что поверхность выпуклая в этой ячейке, а отрицательные значения указывают что он вогнутый. Значение 0 указывает, что поверхность плоский.
Кривизна Казорати (CASORATI_CURVATURE в Python) — общая кривизна поверхности. Он может быть нулевым или всегда положительным. Высокие положительные значения указывают на области резкого изгиба в нескольких направлениях.
Единицами всех выходных данных типа кривизны будут обратные величины (квадрат обратной величины для гауссовой кривизны) x,y-единиц выходной системы координат.
Параметр «Квадратичный» (QUADRATIC в Python) параметра «Локальный тип поверхности» (local_surface_type в Python) не точно соответствует соседним ячейкам. Это параметр по умолчанию и рекомендуемый для большинства данных и приложений.
Квадратичная поверхность сводит к минимуму влияние зашумленных данных поверхности, таких как лидарная поверхность высокого разрешения, что особенно важно при вычислении кривизны.
Используйте квадратичную поверхность при указании размера окрестности, превышающего размер ячейки, и при использовании опции адаптивной окрестности.
Опция Biquadratic (BIQUADRATIC в Python) параметра типа локальной поверхности точно соответствует данным из соседних ячеек.
Этот вариант подходит для высокоточной поверхности ввода.
Если расстояние до окрестности больше, чем размер ячейки входного растра, преимущества точности биквадратного типа поверхности будут потеряны. Оставьте расстояние соседства по умолчанию (равное размеру ячейки).
Параметр Расстояние окрестности (neighborhood_distance в Python) определяет размер окрестности и вычисляет параметр поверхности на этом расстоянии от центра целевой ячейки.
Не может быть меньше размера ячейки входного растра.
Меньшее расстояние по соседству отражает большую локальную изменчивость ландшафта, характеристики более мелких элементов ландшафта. Для данных о высоте с высоким разрешением могут быть более подходящими большие расстояния.
Если установлен флажок Использовать адаптивное соседство (use_adaptive_neighborhood имеет значение ADAPTIVE_NEIGHBORHOOD в Python), расстояние соседства будет меняться в зависимости от изменчивости рельефа. Расстояние соседства будет уменьшаться, если в окне расчета слишком большая изменчивость.
Указание значения параметра Z-единицы поверхности (z-единицы в Python) важно для обеспечения правильного вычисления выходных данных уклона.
Если в вертикальной системе координат входного растра доступна единица измерения z, она будет применена автоматически. Рекомендуется определить единицу измерения z для входного растра, если она отсутствует. Вы можете использовать инструмент Определить проекцию, чтобы указать z-единицу. Если он не определен, счетчик будет использоваться по умолчанию.
Диапазон значений в выходных данных уклона зависит от единиц измерения выходного уклона (output_slope_measurement в Python):
Градусов (DEGREE в Python) — диапазон значений уклона составляет от 0 до 90.
Рост в процентах (PERCENT_RISE в Python) — диапазон от 0 до практически бесконечности. Плоская поверхность составляет 0 процентов, поверхность под углом 45 градусов — 100 процентов, и по мере того, как поверхность становится более вертикальной, процентное увеличение становится все больше.
Если установлен флажок Проецировать геодезические азимуты (project_geodesic_azimuths имеет значение PROJECT_GEODESIC_AZIMUTHS в Python), выполняются следующие условия:
Север всегда представлен 360 градусами.
Азимуты будут проецироваться для исправления искажения, вызванного неконформной выходной системой координат. Эти углы можно использовать для точного определения точек вдоль самого крутого спуска.
Проверьте параметр Проецировать геодезические азимуты, если вы используете выходные данные Параметры поверхности в качестве ввода обратного направления для параметра Ввод обратного направления или растра направления потока (in_back_direction_raster в Python) для инструмента в группе инструментов Расстояние.
Если установлен флажок Использовать экваториальный аспект (для проекта project_geodesic_azimuths установлено значение USE_EQUATORIAL_ASPECT в Python), аспект будет измеряться от точки вдоль экватора, чтобы скорректировать перекос направления, возникающий при приближении к полюсам. Этот параметр гарантирует, что оси север-юг и восток-запад перпендикулярны друг другу.
Установите флажок Использовать экваториальный аспект, если местность находится вблизи северного или южного полюса.
Дополнительные сведения о средах геообработки, применимых к этому инструменту, см. в разделах Среды анализа и Spatial Analyst.
Ссылки:
Джеймс Д.Э., доктор медицины Томер, С.А. Портер. (2014). Трансскалярная сегментация формы рельефа на основе цифровых моделей рельефа высокого разрешения. Постер представлен на: Ежегодной конференции пользователей ESRI; июль 2014 г.; Сан-Диего, Калифорния.
Минар, Дж., Эванс, И.С., и Дженчо, М. (2020). Всеобъемлющая система определений кривизны земной поверхности (топографическая) с последствиями для их применения в геолого-геофизическом моделировании и прогнозировании. Earth-Science Reviews, 103414. https://doi. org/10.1016/j.earscirev.2020.103414
Параметры
Метка
Объяснение
Тип данных
Входная поверхность растр
Входная поверхность.
Растровый слой
Тип параметра
(Необязательно)
Указывает тип параметра выходной поверхности, который будет вычисляться.
Уклон — будет вычислена скорость изменения высоты. Это значение по умолчанию.
Пропорция — будет вычислено нисходящее направление максимальной скорости изменения для каждой ячейки.
Средняя кривизна — будет измерена общая кривизна поверхности. Он рассчитывается как среднее значение минимальной и максимальной кривизны. Эта кривизна описывает внутреннюю выпуклость или вогнутость поверхности, независимую от направления или влияния силы тяжести.
Тангенциальная кривизна (нормальный контур) — будет измеряться геометрическая нормальная кривизна, перпендикулярная линии наклона, касательной к контурной линии. Эта кривизна обычно применяется для характеристики схождения или расхождения потока по поверхности.
Кривизна профиля (нормальная линия наклона) — измеряется геометрическая нормальная кривизна вдоль линии наклона. Эта кривизна обычно применяется для характеристики ускорения и замедления потока вниз по поверхности.
Кривизна плана (проекции контура) — измеряется кривизна вдоль линий контура.
Контурное геодезическое кручение — будет измеряться скорость изменения угла наклона вдоль горизонталей.
Гауссова кривизна — измеряется общая кривизна поверхности. Он вычисляется как произведение минимальной и максимальной кривизны.
Кривизна Касорати — измеряется общая кривизна поверхности. Это может быть ноль или любое другое положительное число.
Строка
Тип локальной поверхности
(Необязательно)
Указывает тип функции поверхности, которая будет размещена вокруг целевой ячейки.
Quadratic — функция квадратичной поверхности будет подогнана к соседним ячейкам. Это значение по умолчанию.
Biquadratic — биквадратная функция поверхности будет подогнана к соседним ячейкам.
Строка
Расстояние до окрестности
(Необязательно)
Выходные данные будут рассчитаны для этого расстояния от центра целевой ячейки. Он определяет размер соседства.
Значение по умолчанию — размер ячейки входного растра, в результате получается окрестность 3 на 3.
Линейная единица
Использовать адаптивную окрестность
(Необязательно)
Указывает, будет ли расстояние до окрестности меняться при изменении ландшафта (адаптивно). Максимальное расстояние определяется расстоянием соседства. Минимальное расстояние равно размеру ячейки входного растра.
Не отмечено — во всех местоположениях будет использоваться единое (фиксированное) соседнее расстояние. Это значение по умолчанию.
Флажок отмечен — во всех местоположениях будет использоваться адаптивное расстояние соседства.
Логический
Единица Z
(Необязательно)
Линейная единица вертикального z-значения.
Определяется вертикальной системой координат, если она существует. Если вертикальная система координат не существует, z-единица измерения должна быть определена из списка единиц, чтобы гарантировать правильность геодезических вычислений. По умолчанию метр.
Дюймы — единицей измерения будут дюймы.
Фут — единицей измерения длины будут футы.
Ярд — линейной единицей будут ярды.
Миля США — единицей измерения будут мили.
Морская миля — линейной единицей измерения будут морские мили.
Миллиметр — единицей измерения длины будут миллиметры.
Сантиметр — линейной единицей измерения будут сантиметры.
Метр — единицей измерения будут метры.
Километр — линейной единицей измерения будут километры.
Дециметр — линейной единицей измерения будут дециметры.
Строка
Измерение выходного уклона
(Необязательно)
Единицы измерения (градусы или проценты), которые будут использоваться для выходного растра уклона. Этот параметр активен только в том случае, если тип параметра — «Наклон».
Градус — угол наклона будет рассчитываться в градусах.
Подъем в процентах — наклон склона будет рассчитываться как процент подъема, также называемый процентным уклоном.
Строка
Геодезические азимуты проекта
(Необязательно)
Указывает, будут ли проецироваться геодезические азимуты для коррекции искажения выходного угла, вызванного выходной угловой привязкой.
Не отмечено — геодезические азимуты не будут проецироваться. Это значение по умолчанию.
Флажок отмечен — будут проецироваться геодезические азимуты.
Логический
Использовать экваториальный аспект
(дополнительно)
Указывает, будет ли аспект измеряться от точки на экваторе или от северного полюса.
Не отмечено — экспозиция будет измеряться от северного полюса. Это значение по умолчанию.
Флажок отмечен — экспозиция будет измеряться от точки на экваторе.
Указывает тип параметра выходной поверхности, который будет вычисляться.
НАКЛОН — Будет вычислена скорость изменения высоты. Это значение по умолчанию.
СООТНОШЕНИЕ — будет вычислено нисходящее направление максимальной скорости изменения для каждой ячейки.
MEAN_CURVATURE — будет измерена общая кривизна поверхности. Он рассчитывается как среднее значение минимальной и максимальной кривизны. Эта кривизна описывает внутреннюю выпуклость или вогнутость поверхности, независимую от направления или влияния силы тяжести.
TANGENTIAL_CURVATURE — будет измеряться геометрическая нормальная кривизна, перпендикулярная линии наклона, касательной к контурной линии. Эта кривизна обычно применяется для характеристики схождения или расхождения потока по поверхности.
PROFILE_CURVATURE — будет измеряться геометрическая нормальная кривизна вдоль линии наклона. Эта кривизна обычно применяется для характеристики ускорения и замедления потока вниз по поверхности.
CONTOUR_CURVATURE — будет измеряться кривизна вдоль контурных линий.
CONTOUR_GEODESIC_TORSION — будет измеряться скорость изменения угла наклона вдоль горизонталей.
GAUSSIAN_CURVATURE — будет измерена общая кривизна поверхности. Он вычисляется как произведение минимальной и максимальной кривизны.
CASORATI_CURVATURE — будет измерена общая кривизна поверхности. Это может быть ноль или любое другое положительное число.
Строка
local_surface_type
(Необязательно)
Указывает тип функции поверхности, которая будет размещена вокруг целевой ячейки.
QUADRATIC — функция квадратичной поверхности будет подогнана к соседним ячейкам. Это значение по умолчанию.
BIQUADRATIC — биквадратная функция поверхности будет подогнана к соседним ячейкам.
Строка
окрестности_расстояние
(Необязательно)
Выходные данные будут рассчитаны для этого расстояния от центра целевой ячейки. Он определяет размер соседства.
Значение по умолчанию — размер ячейки входного растра, в результате получается окрестность 3 на 3.
Линейная единица
use_adaptive_neighborhood
(необязательно)
Указывает, будет ли расстояние до соседства меняться при изменении ландшафта (адаптивно). Максимальное расстояние определяется расстоянием соседства. Минимальное расстояние равно размеру ячейки входного растра.
FIXED_NEIGHBORHOOD — во всех местоположениях будет использоваться одно (фиксированное) расстояние соседства. Это значение по умолчанию.
ADAPTIVE_NEIGHBORHOOD — во всех местоположениях будет использоваться адаптивное расстояние соседства.
Логический
z_unit
(Необязательно)
Линейная единица вертикального z-значения.
Определяется вертикальной системой координат, если она существует. Если вертикальная система координат не существует, z-единица измерения должна быть определена из списка единиц, чтобы гарантировать правильность геодезических вычислений. По умолчанию метр.
ДЮЙМЫ — единицей измерения будут дюймы.
ФУТЫ — единицей измерения длины будут футы.
ДВОР — линейной единицей измерения будут ярды.
MILE_US — линейная единица измерения — мили.
NAUTICAL_MILE — Линейной единицей будут морские мили.
МИЛЛИМЕТР — единицей измерения длины будут миллиметры.
САНТИМЕТР — линейной единицей измерения будут сантиметры.
METER—Единицей измерения будут метры.
КИЛОМЕТР — Линейная единица измерения — километры.
ДЕЦИМЕТР — Линейной единицей измерения будут дециметры.
Строка
output_slope_measurement
(Необязательно)
Единицы измерения (градусы или проценты), которые будут использоваться для выходного растра уклона. Этот параметр доступен, только если параметр_тип = «НАКЛОН».
DEGREE — угол наклона будет рассчитываться в градусах.
PERCENT_RISE — наклон склона будет рассчитываться как процент подъема, также называемый процентным уклоном.
Строка
project_geodesic_azimuths
(Необязательно)
Указывает, будут ли геодезические азимуты проецироваться для коррекции искажения выходного угла.
GEODESIC_AZIMUTHS — геодезические азимуты не будут проецироваться. Это значение по умолчанию.
PROJECT_GEODESIC_AZIMUTHS — будут проецироваться геодезические азимуты.
Логический
use_equatorial_aspect
(Необязательно)
Указывает, будет ли аспект измеряться от точки на экваторе или от северного полюса.
NORTH_POLE_ASPECT — аспект будет измеряться от северного полюса. Это значение по умолчанию.
EQUATORIAL_ASPECT — аспект будет измеряться от точки на экваторе.
Булево значение
Возвращаемое значение
Имя
Объяснение
Тип данных
out_raster
Выходной растр.
Растр
Пример кода
Пример 1 SurfaceParameters (окно Python)
В следующем примере демонстрируется использование этого средства в окне Python.
В этом примере создается растр уклона с выходными значениями в процентах с использованием метода адаптивного соседства. Максимальное расстояние соседства составляет 5 метров.
В следующем примере демонстрируется использование этого средства в автономном скрипте Python.
В этом примере создается растр кривизны профиля (линия нормального уклона) с использованием метода адаптивного соседства. Максимальное расстояние соседства составляет 10 метров.
# Имя: SurfaceParameters_Ex_02.py
# Описание: Получение кривизны профиля (линии нормального уклона) для разрешения 1 м
# растр высот с адаптивным соседним расстоянием не более 10 м.
# Требования: Расширение Spatial Analyst
# Импорт системных модулей
импортировать аркпи
импорт из arcpy.sa *
# Установить параметры среды
arcpy.env.workspace = "C:/sapyexamples/data"
# Ознакомьтесь с лицензией дополнительного модуля ArcGIS Spatial Analyst
arcpy.CheckOutExtension("Пространственный")
# Установить локальные переменные
inRaster = "elevation_1m. tif"
inParameterType = "PROFILE_CURVATURE"
inNeighborhoodDistance = "10 МЕТРОВ"
inUseAdaptiveNeighborhood = "ADAPTIVE_NEIGHBORHOOD"
# Запустить инструмент
outSurfaceParameters = SurfaceParameters(inRaster, inParameterType, "",
inNeighborhoodDistance, inUseAdaptiveNeighborhood)
# Сохраняем вывод
outSurfaceParameters.save("C:/sapyexamples/output/outsurfaceparameters02.tif")
SurfaceParameters, пример 3 (автономный скрипт)
В следующем примере демонстрируется использование этого средства в автономном скрипте Python.
В этом примере создается растр аспекта с использованием расстояния окрестности 5 метров. Исправьте искажения направления из-за использования неконформной проекции.
# Имя: SurfaceParameters_Ex_03.py
# Описание: Получить экспозицию для поверхности высот на расстоянии 5 м, правильно
# для искажения направления из-за неконформной проекционной системы.
# Требования: Расширение Spatial Analyst
# Импорт системных модулей
импортировать аркпи
импорт из arcpy. sa *
# Установить параметры среды
arcpy.env.workspace = "C:/sapyexamples/data"
# Ознакомьтесь с лицензией дополнительного модуля ArcGIS Spatial Analyst
arcpy.CheckOutExtension("Пространственный")
# Установить локальные переменные
inRaster = "elevation_1m.tif"
inParameterType = "АСПЕКТ"
inNeighborhoodDistance = "5 МЕТРОВ"
inProjectGeodesicAzimuths = "PROJECT_GEODESIC_AZIMUTHS"
# Запустить инструмент
outSurfaceParameters = SurfaceParameters(inRaster, inParameterType, "",
inNeighborhoodDistance, "", "", "",
inProjectGeodesicAzimuths)
# Сохраняем вывод
outSurfaceParameters.save("C:/sapyexamples/output/outsurfaceparameters03.tif")
Окружающая среда
Автоматическая фиксация, Размер ячейки, Метод проецирования размера ячейки, Текущая рабочая область, Экстент, Географические преобразования, Маска, Выходное ключевое слово CONFIG, Выходная система координат, Временная рабочая область, Растр привязки, Размер плитки
Информация о лицензировании
Требуется Spatial Analyst или 3D Analyst
Standard: Требуется Spatial Analyst или 3D Analyst
Расширенный: Требуется Spatial Analyst или 3D Analyst
Похожие темы
Отзыв по этой теме?
Как работают параметры поверхности — ArcGIS Pro
Доступно с лицензией Spatial Analyst.
Доступно с лицензией 3D Analyst.
Инструмент Параметры поверхности определяет параметры растровой поверхности, такие как экспозиция, наклон и кривизна.
Аспект
Параметр Экспозиция поверхности определяет направление склона спуска. Значение каждой ячейки в выходном растре указывает направление по компасу, на которое обращена поверхность в этом месте. Он измеряется по часовой стрелке в градусах от 0 (на север) до 360 (снова на север), проходя полный круг. Плоским участкам, не имеющим направления вниз, присваивается значение -1.
На следующих изображениях показан входной набор данных высот и выходной растр аспектов.
Применение аспекта
С типом параметра поверхности Экспозиция можно выполнять следующие действия:
Найти все северные склоны горы в рамках поиска лучших склонов для лыжных трасс.
Рассчитайте солнечное освещение для каждого места в регионе в рамках исследования по определению разнообразия жизни в каждом месте.
Найдите все южные склоны в гористой местности, чтобы определить места, где снег, вероятно, растает первым, в рамках исследования, направленного на выявление жилых районов, которые, вероятно, первыми пострадают от стока.
Вычисление геодезического аспекта
Геодезический аспект в местоположении представляет собой угловое направление α нисходящей поверхности по отношению к северу, измеренное на плоскости, касательной к поверхности эллипсоида (синяя плоскость на иллюстрации ниже).
Чтобы вычислить экспозицию в каждом месте, квадратичная или биквадратичная поверхность подгоняется к соседним ячейкам с использованием метода наименьших квадратов (LSM). Нормаль поверхности рассчитывается в ячейке от этой поверхности. В том же месте вычисляется нормаль эллипсоида, перпендикулярная касательной плоскости поверхности эллипсоида.
Поскольку касательная плоскость поверхности эллипсоида считается базовой плоскостью, нормаль к поверхности проецируется на эту плоскость. Наконец, геодезический аспект рассчитывается путем измерения угла α по часовой стрелке между севером и проекцией нормали к поверхности (см. рисунок выше).
Наклон
Параметр поверхности Наклон представляет собой крутизну каждой ячейки растровой поверхности. Чем меньше значение уклона, тем ровнее местность; чем выше значение уклона, тем круче местность.
Выходной растр уклона может быть рассчитан в двух единицах измерения: в градусах или процентах (процент подъема). Рост в процентах лучше понять, если рассматривать его как рост, деленный на пробег, умноженный на 100. Рассмотрим треугольник B ниже. При угле 45 градусов подъем равен разбегу, а процент подъема равен 100 процентам. По мере приближения угла наклона к вертикали (90 градусов), как в треугольнике С, процент подъема начинает приближаться к бесконечности.
Сравниваются значения уклона в градусах и процентах.
Наклон чаще всего используется для набора данных высот, как показано на следующих изображениях. Более крутые склоны отображаются на выходном растре склонов более темно-коричневым цветом.
Инструмент также можно использовать с другими типами непрерывных данных, такими как население, для выявления резких изменений стоимости.
Расчеты геодезического уклона
Геодезический уклон — это угол, образованный между топографической поверхностью и поверхностью эллипсоида. Любая поверхность, параллельная поверхности эллипсоида, имеет наклон, равный 0. Чтобы вычислить наклон в каждом месте, квадратичная или биквадратичная поверхность подгоняется к соседним ячейкам с использованием метода наименьших квадратов (LSM). Нормаль поверхности рассчитывается в ячейке от этой поверхности. В том же месте вычисляется нормаль эллипсоида, перпендикулярная касательной плоскости поверхности эллипсоида. Наклон в градусах вычисляется из угла между нормалью эллипсоида и нормалью топографической поверхности. Этот угол такой же, как между топографической поверхностью и поверхностью эллипсоида.
Обзор кривизны поверхности
Кривизна — это набор типов параметров поверхности, используемых для описания формы поверхности, обычно вдоль линии на поверхности, созданной пересечением плоскости через поверхность. Концептуально геометрическая кривизна находит наиболее подходящую окружность (соприкасающуюся окружность), чтобы аппроксимировать форму кривой в любой точке. Кривизна обратно пропорциональна радиусу этой окружности (1/r). Более прямая линия лучше всего подходит для большего круга, что приводит к меньшей кривизне, а более узкая изогнутая линия лучше всего подходит для меньшего круга, что приводит к большей кривизне (Crane, 2018).
Кривизна профиля (линия нормального наклона)
Параметр поверхности кривизны профиля (линия нормального наклона) измеряет геометрическую нормальную кривизну вдоль линии наклона. Иногда называемая кривизной профиля, ее можно представить как форму вертикального (профильного) поперечного сечения поверхности. Как показано ниже, вертикальная плоскость пересекает поверхность по оранжевой линии, и если ее отрезать, она будет выглядеть как профиль поперечного сечения поверхности.
Эта плоскость определяется двумя векторами: желтая стрелка указывает направление градиента или стрелку линии наклона, а красная стрелка указывает нормаль к поверхности. Комбинация этих красных и желтых векторов определяет оранжевую плоскость и ее оранжевую линию пересечения с поверхностью. Кривизна профиля вычисляется по оранжевой линии (линия нормального наклона) на оранжевой плоскости.
Здесь используется нормальная терминология линии наклона Minár et al (2020), чтобы свести к минимуму двусмысленность и путаницу с более ранней терминологией.
Эта кривизна обычно применяется для характеристики ускорения и замедления потока вниз по поверхности под действием силы тяжести. При более высокой скорости вода может нести и перемещать большее количество материала; области ускорения становятся областями эрозии, а области замедления становятся областями отложений.
На изображении ниже области сильно выпуклого профиля (линия нормального наклона) кривизны вокруг гребня конуса показаны фиолетовым цветом. Области сильно вогнутого профиля (линия нормального наклона) кривизны в основании конуса показаны оранжевым цветом. Области с малыми значениями кривизны прозрачны.
Кривизна профиля (линия нормального наклона), рассчитанная на ЦММ с разрешением 5 метров, с расстоянием соседства 35 метров (окно 15 x 15 ячеек), показаны адаптивное соседство и квадратичная подгонка поверхности.
Результаты этой кривизны отличаются от выходных данных кривизны профиля из предыдущего инструмента Кривизна. Объяснение различий между кривизной профиля и кривизной профиля (линии наклона) приведено ниже.
Формула расчета кривизны профиля (линии нормального уклона) выглядит следующим образом:
Тангенциальная кривизна (нормальный контур)
Параметр поверхности Тангенциальная кривизна (нормальный контур) измеряет геометрическую нормальную кривизну, перпендикулярную линии наклона, касательной к линии контура. Он называется тангенциальной кривизной, потому что измеряет кривизну, касательную к контурной линии. Он описывается как нормальный контур (Minár et al., 2020), потому что фиолетовая секущая плоскость, которая создает фиолетовую линию, вдоль которой вычисляется кривизна, определяется вектором синего контура и вектором нормали к красной поверхности.
Тангенциальная кривизна (нормальный контур) обычно применяется для характеристики топографической конвергенции и дивергенции потока на поверхности.
На изображении ниже синим цветом показаны области высокой выпуклой тангенциальной (нормальный контур) кривизны вокруг гребня конуса и гребня, обращенного к вам. Это области расходящихся потоков. Области сильно вогнутой тангенциальной (нормальный контур) кривизны внутри конуса показывают сходящийся поток красным цветом. Области с малыми значениями кривизны прозрачны.
Тангенциальная (нормальный контур) кривизна, рассчитанная на ЦММ с разрешением 5 метров, с расстоянием соседства 35 метров (окно 15 x 15 ячеек), адаптивное соседство и квадратичная подгонка поверхности.
Формула для расчета тангенциальной (нормальный контур) кривизны выглядит следующим образом:
План (проекция контура) кривизны
Параметр План (проекция контура) кривизны поверхности измеряет кривизну вдоль контурных линий. Иногда это называют кривизной контура и горизонтальной кривизной. Кривизна спроецированного контура измеряется вдоль контурной линии синего цвета, где горизонтальная плоскость пересекает поверхность.
Формула для расчета кривизны в плане (проекция контура) выглядит следующим образом:
Изображение ниже иллюстрирует разницу между тангенциальной (нормальный контур) кривизной, измеренной вдоль фиолетовой линии, и кривизной в плане (проекция контура), измеряется по синей контурной линии.
Контурное геодезическое кручение
Параметр Контурное геодезическое кручение измеряет скорость изменения угла наклона вдоль горизонталей.
Формула для расчета геодезического кручения контура выглядит следующим образом:
Средняя кривизна
Параметр Средняя кривизна поверхности измеряет общую кривизну поверхности. Он рассчитывается как среднее значение минимальной и максимальной кривизны. Он также математически эквивалентен среднему значению кривизны профиля (линия нормального наклона) и тангенциальной кривизны (нормальный контур). На изображении ниже показаны секущая плоскость Профиль (линия нормального наклона) (оранжевая) и плоскость сечения Тангенциальная (нормальный контур) (фиолетовая).
Профиль (линия нормального наклона) и тангенциальная (нормальный контур) кривизна измеряют выпуклость и вогнутость в определенном направлении; тогда как средняя кривизна описывает внутреннюю выпуклость или вогнутость поверхности, независимую от направления или влияния силы тяжести. Его знак (положительный или отрицательный) не является окончательным показателем выпуклости или вогнутости, за исключением крайних значений, поскольку поверхность может быть вогнутой в одном направлении и выпуклой в другом. Высокие положительные значения указывают на области максимальной денудации, а высокие отрицательные значения указывают на области максимальной аккумуляции (Minár et al. , 2020).
Формула для расчета средней кривизны выглядит следующим образом:
Где:
K M = Средняя кривизна
z = f(x,y)
Гауссова кривизна
Параметр Гауссовой кривизны измеряет общую кривизну поверхности. Он вычисляется как произведение минимальной и максимальной кривизны и может принимать отрицательные и положительные значения. Положительные значения указывают на то, что поверхность в этой ячейке выпуклая, а отрицательные значения указывают на то, что она вогнутая. Значение 0 указывает, что поверхность плоская.
Формула для расчета кривизны Гаусса выглядит следующим образом:
Кривизна Касорати
Параметр поверхности кривизны Касорати измеряет общую кривизну поверхности. Это может быть ноль или любое другое положительное число. Высокие положительные значения указывают на области резкого изгиба в нескольких направлениях.
Формула для расчета кривизны Казорати выглядит следующим образом:
Базовые и комбинаторные типы кривизны
Тангенциальная кривизна (нормальный контур), кривизна профиля (линия нормального наклона) и контурное геодезическое кручение считаются основными типами кривизны, поскольку другие кривизны может быть выражена как их комбинация. Приняв терминологию Minár et al (2020), они описываются как основное трио.
В дополнение к приведенным выше выражениям для средней кривизны, гауссовой кривизны и кривизны Казорати, эти кривизны также могут быть вычислены как комбинация базовой тройки.
Формула для расчета средней кривизны выглядит следующим образом:
Формула для расчета гауссовой кривизны выглядит следующим образом:
Где:
K G = Гауссова кривизна
K T = Тангенциальная кривизна (нормальный контур)
K P = кривизна профиля (линия нормального уклона)
τ = геодезическое кручение контура
z = f(x,y)
к устаревшим алгоритмам инструмента Кривизна
Инструмент Параметры поверхности использует другие алгоритмы кривизны, чем инструмент Кривизна, а также геодезическую математику в своих расчетах; поэтому не следует проводить прямое сравнение результатов этих двух инструментов. Типы кривизны Surface Parameters, Profile (нормальная линия наклона) и Tangential (нормальный контур), являются истинными геометрическими кривизнами (Minár et al. 2020). Средняя кривизна инструмента «Параметры поверхности» представляет собой среднее значение минимальной и максимальной кривизны в этой точке. Типы Profile и Planform инструмента Curvature являются производными по направлению, фактически не измеряя геометрическую кривизну поверхности в определенном месте (Zevenbergen and Thorne 19).87). Знак (положительный или отрицательный) для профиля (линия нормального уклона) в инструменте «Параметры поверхности» противоположен кривизне профиля инструмента «Кривизна». Инструмент «Параметры поверхности» выполняет вычисления в геодезическом пространстве, а инструмент «Кривизна» использует плоские координаты и математические вычисления. Инструмент «Параметры поверхности» может соответствовать квадратичной или биквадратной поверхности, инструмент «Кривизна» поддерживает только биквадратную поверхность.
Расстояние соседства
Значение расстояния соседства — это расстояние карты от центра текущей обрабатываемой ячейки до центра ортогонального соседа. Меньшее соседнее расстояние фиксирует большую локальную изменчивость ландшафта, что дает характеристики более мелких элементов ландшафта. Для данных высот с более высоким разрешением более подходящим может быть большее расстояние соседства из-за ошибки мелкого масштаба (шума) в данных, которые не отражают интересующие процессы формы рельефа, или из-за того, что интересующая форма рельефа лучше распознается на больших расстояниях.
В приведенном ниже примере используется цифровая модель поверхности (DSM) с разрешением 5 метров, которая имеет заметный шум и артефакты полос, отображаемые в результате кривизны профиля (линии нормального уклона). В первом изображении использовалось окно по умолчанию 3 x 3 или соседнее расстояние 5 метров, второе изображение представляет собой окно 9 x 9 ячеек или соседнее расстояние 20 метров, а третье изображение использовало окно 15 x 15 ячеек или соседнее расстояние 35 метров. В этом примере с увеличением расстояния до соседей наиболее значимые или основные особенности ландшафта становятся более четкими, а артефакты шума и полос становятся менее заметными. Хотя большее соседнее расстояние всегда приводит к меньшему шуму, наиболее подходящее расстояние будет зависеть от размера ячейки данных и размера элементов рельефа, важных для приложения.
Профиль (линия нормального наклона) показана кривизна вулканического конуса на трех окрестных расстояниях. Фиолетовые области — это высокая выпуклая кривизна, а оранжевые области — высокая вогнутая кривизна.
Наименьшее расстояние окрестности равно размеру ячейки входного растра. Наибольшее расстояние соседства равно семикратному размеру ячейки, в результате чего получается окно размером 15 x 15 ячеек. Любое указанное расстояние, превышающее размер ячейки более чем в семь раз, всегда приводит к использованию окна ячейки размером 15 x 15.
Показана зависимость между расстоянием соседства (оранжевая линия) и числом в пикселях движущегося окна. Для размера ячейки 10 метров расстояние соседства 10 метров будет использовать окно ячейки 3 x 3 (это значение по умолчанию), расстояние соседства 20 метров будет использовать окно ячейки 5 x 5, а расстояние соседства 30 метров будет использоваться окно 7 x 7 ячеек.
Если задано соседнее расстояние, не приведет к нечетному интервалу размера ячейки, он будет округлен до следующий интервал размера ячейки. Например, в приведенном выше рисунке, если бы соседнее расстояние 25 метров было указано, он будет округлен до следующего интервала размера ячейки, 30 метров (в три раза больше размера ячейки), в результате получается ячейка 7 x 7 окно.
Если данные высот имеют гораздо более высокое пространственное разрешение, чем это необходимо для анализа интересующих форм рельефа, альтернативой варианту окна соседства является повторная выборка или агрегирование данных до большего размера ячейки, который больше подходит для приложения.
Расчет параметров поверхности зависит от размера ячейки и расстояния до соседней области. Wilson (2018) и Minár et al (2020) представляют эффективные и актуальные сводки многочисленных исследований по этой теме.
Адаптивная окрестность
Если этот параметр установлен, параметр Использовать адаптивное соседство изменяет расстояние соседства (размер окна или площадь), используемое для вычисления параметра поверхности, чтобы лучше фиксировать соответствующие изменения ландшафта. Инструмент автоматически определяет подходящий размер окна, вычисляя локальное отклонение от средней высоты (DEV) (Wilson and Gallant, 2000) на основе значений всех ячеек в окрестности. Он пытается использовать максимально возможный размер окна, сводя к минимуму изменчивость поверхности (James et al., 2014). Максимальный размер используемого окна указывается в параметре Расстояние до соседства.
При вычислении параметра поверхности с фиксированной окрестностью используются все значения ячеек в пределах окрестности. При вычислении параметра поверхности с адаптивной окрестностью используются только девять ячеек (внешние ортогональные и диагональные ячейки и центральная обрабатывающая ячейка) окрестности.
Точки обозначают центры ячеек, используемые при расчете параметра поверхности с окном 7 x 7 при использовании адаптивного соседства.
Адаптивное соседство особенно полезно при анализе ландшафта с элементами рельефа самого разного размера, такими как большие холмы с небольшими оврагами или руслами ручьев, из ЦМР высокого разрешения. В такой ситуации небольшое соседнее расстояние, такое как 1 метр, может использоваться для оврагов ручьев, а большее соседнее расстояние 10 или 15 метров используется для холмов.
На приведенном ниже рисунке меньшая окрестность соответствует ручью и краю обрыва, большая окрестность соответствует переходу от холма к равнине и еще большая окрестность — почти ровному однородному плато.
Краевой эффект расстояния соседства
Ячейкам вокруг внешнего края выходных данных будет присвоено значение NoData, если для расчета недостаточно информации.
При использовании опции адаптивного соседства экстент выходного растра будет уменьшаться вокруг его внешнего края на одну ячейку.
При использовании фиксированного расстояния соседства, превышающего размер входной ячейки, экстент выходного растра будет уменьшен в соответствии с используемым расстоянием соседства. Величина уменьшения может быть рассчитана как (ширина окна в пикселях — 1) / 2
Например, если расстояние соседства приводит к использованию окна размером 7 x 7 ячеек, выходной растр уменьшится по внешнему краю на три ячейки. .
Квадратичная и биквадратная
Существует два типа локальных поверхностей, которые можно подогнать к окну соседства: квадратичная и биквадратная. Значение по умолчанию квадратичное и рекомендуется для большинства данных и приложений.
Квадратичная поверхность представляет собой аппроксимацию точек методом наименьших квадратов и не проходит точно через все точки. Не проходя точно через все точки, использование квадратичной поверхности сводит к минимуму влияние зашумленных данных о поверхности, таких как лидарная поверхность с высоким разрешением. Это дает более репрезентативный результат для всех параметров поверхности и особенно важно при вычислении кривизны.
Квадратичная поверхность должна использоваться при указании размера окрестности, превышающего размер ячейки, и при использовании опции адаптивной окрестности.
Биквадратная поверхность точно соответствует данным из соседних ячеек. Этот вариант подходит для высокоточной входной поверхности без случайных шумов. Если расстояние соседства больше, чем размер ячейки входного растра, преимущества точности биквадратичного типа поверхности будут потеряны; поэтому расстояние соседства следует оставить по умолчанию (равное размеру ячейки).
Преобразование геодезических координат
Инструмент «Параметры поверхности» выполняет расчеты в геоцентрической трехмерной системе координат, также называемой системой координат «Земля по центру, фиксация Земли» (ECEF), рассматривая форму Земли как эллипсоид. Результат вычислений не зависит от того, как проецируется набор данных. Он будет использовать z-единицы входного растра, если они определены в пространственной привязке. Если пространственная привязка входных данных не определяет z-единицы, вам нужно будет сделать это с параметром z-unit.
Система координат ECEF представляет собой трехмерную правостороннюю декартову систему координат с центром Земли в качестве начала координат, где любое местоположение представлено координатами X, Y и Z. На следующем рисунке показан пример целевого местоположения T, выраженного в геоцентрических координатах:
Растр поверхности преобразуется из входной системы координат в трехмерную геоцентрическую систему координат.
Геодезические вычисления используют координаты X, Y, Z, которые рассчитываются на основе его геодезических координат (широта φ, долгота λ, высота h). Если система координат входного растра поверхности является системой координат проекции (PCS), растр сначала перепроецируется в географическую систему координат (GCS), где каждое местоположение имеет геодезическую координату. Затем он преобразуется в систему координат ECEF. Высота h (значение z) представляет собой высоту эллипсоида относительно поверхности эллипсоида. См. иллюстрацию ниже.
Для преобразования геодезических координат (широта φ, долгота λ, высота h) в координаты ECEF используйте следующие формулы: φ) * cos(λ)
Y = ( N (φ) + h ) * cos(φ) * sin(λ)
Z = ( b 4 2 25 5 a 2 * N (φ) + h ) * sin(φ)
Где:
N (φ) = a 2 / √( a 2 * cos(φ) 2 + b 2 * sin(φ) 2 )
φ = Latitude
λ = долгота
H = высота эллипсоидов
A = Основная ось эллипсоида
B = Незначительная ось ellipsoid
66666666666666666666666666666666666666666666666666666666666 6. B = незначительная ось. выше формулы. Если единица Z входного растра указана в любой другой единице, она будет преобразована в метры.
Рекомендуемая литература
Для лучшего понимания методов анализа поверхности и их применения см. ссылки ниже. Кроме того, Hengl and Reuter (2008) и Wilson (2018) предоставляют исчерпывающую каталогизацию этих и многих других методов анализа местности и их приложений. Minár et al (2020) представляет исчерпывающий обзор и сравнение предыдущих работ по кривизне земной поверхности с ясностью и определением многих типов кривизны.
Каталожные номера
Б. Хофманн-Велленхоф, Х. Лихтенеггер и Дж. Коллинз, 2001 г. GPS — теория и практика. Раздел 10.2.1. п. 282.
Берроу, П. А., и Макдонелл, Р. А., 1998. Принципы географических информационных систем (Oxford University Press, Нью-Йорк), 190 стр.
Дэвид Эберли, 1999. Подгонка данных методом наименьших квадратов (Geometric Tools, LLC), стр. 3.
E.J.Krakiwsky, and D.E.Wells, 1971. Системы координат в геодезии (GEODESY AND GEOMATICS ENGINEERING, UNB), ПРИМЕЧАНИЯ К ЛЕКЦИЯМ, No16, 1971, стр. 18-38
Hengl T. and Reuter H. 9104. Концепции геоморфометрии, программное обеспечение, приложения. Эльзевир.
Джеймс Д.Э., доктор медицины Томер, С.А. Портер. 2014. Трансскалярная сегментация рельефа на основе цифровых моделей рельефа высокого разрешения. Постер представлен на: Ежегодной конференции пользователей ESRI; июль 2014 г.; Сан-Диего, Калифорния.
Ланкастер, П. и Шалкаускас, К. Подгонка кривых и поверхностей: введение. London: Academic Press, 1986.
Marcin Ligas, and Piotr Banasik, 2011. Преобразование декартовых и геодезических координат на вращающемся эллипсоиде путем решения системы нелинейных уравнений (ГЕОДЕЗИЯ И КАРТОГРАФИЯ), Vol.
Тренировочная Доска для отжиманий Push Up Rack Board MJ-040 / Упоры от пола / Складная платформа для отжиманий
Доставка по Украине
465 грн
325. 50 грн
Купить
Доска упор для отжиманий Push Up JT-006 Board Платформа Подставка
Доставка по Украине
578 грн
478 грн
Купить
пошаговая инструкция с фото и видео
Пол пришёл в негодность и необходимо срочно сделать ремонт. Какой материал выбрать для финишной отделки, чтобы приятно было ходить босиком и покрытие выглядело аккуратно, свежо и уютно? Прекрасным решением будет использование натурального природного материала — древесины. Современные технологии позволяют из обычного дерева сделать прочную и привлекательную шпунтованную доску для пола своими руками.
Содержание
1 Что такое шпунтованная доска
1.1 Для чего нужна и где применяется
1.2 Как устроена
2 Преимущества и недостатки материала
3 Как сделать шпунтованную доску своими руками
3.1 Необходимые материалы и инструменты
3.2 Пошаговый процесс изготовления
3. 3 Видео: как сделать шпунтованную доску своими руками
Что такое шпунтованная доска
Классическая обрезная доска используется для отделки пола уже много веков. В результате получается тёплый и ровный пол, но есть у такого покрытия недостатки, которые снижают комфортность:
назойливый скрип половиц, избавиться от которого бывает очень трудно;
щели между досками, через которые проходит влага и холодный воздух;
опасные для кожи занозы и неровности;
торчащие шляпки гвоздей.
Шпунт — это выступ, который проходит вдоль всего ребра доски и закрывается в замок при соединении с противоположным торцом аналогичного товара
Доска шпунтованная — это обрезная доска пола, с боковыми поверхностями, обработанными под шпунт для более качественной укладки.
Сегодня пол из деревянного массива лишён неприятных минусов, хотя для его создания применяются традиционные сорта лиственных, дубовых и хвойных пород:
лиственница прекрасно выдерживает механические нагрузки, она устойчива к истиранию и не гниёт при повышенных показателях влажности. Такой пол можно использовать на улице для строительства террас и веранд, не требуется покрывать лаком, при желании можно использовать бесцветное или тонирующее масло для ухода;
дуб имеет плотную и твёрдую древесину, дубовый пол прослужит долго и не поцарапается от стульев или каблуков;
сосна и ель отличаются мягкостью, они приятны на ощупь, но требуют покрытия лаком.
Выпускается также доска из берёзы, ольхи, ясеня, красного дерева, тика, других ценных и экзотических пород древесины.
Для чего нужна и где применяется
Этот природный материал используют в строительстве для укладки финишного напольного покрытия и чернового пола в частных домах и квартирах, на балконах и лоджиях, верандах и террасах, саунах и общественных помещениях.
Для производственных и коммерческих помещений с большим количеством людей и техники, необходимостью частой влажной уборки и постоянными механическими нагрузками использование деревянных досок для пола не рекомендуется.
У шпунтованной доски нижний слой остаётся необработанным
Ольха и осина по действующему ГОСТу 8242 может использоваться для настила полов только в жилых комнатах. Из дешёвых досок сорта С делают обычно черновые полы.
Подробнее про то, что такое массивная доска, какие бывают виды и сорта, преимущества и недостатки материала, а также, отличие от других видов покрытия, вы узнаете в статье: https://pol-master.com/pol-pokritiya/massivnaya-doska-dlya-pola.html.
Как устроена
Шпунтованная доска имеет свои конструктивные особенности, благодаря которым она обретает улучшенные технические характеристики для создания качественного чистового пола:
Размеры таких досок приведены к нескольким стандартным габаритам для лёгкости расчёта расхода материала и удобству в укладке. Длина доски обычно выбирается равной длине комнаты. Возможно изготовление и более длинных или толстых планок по индивидуальным заказам.
Стандартные размеры:
длина варьируется от 100 до 400 см;
ширина достигает от 8,5 до 10 см;
толщина бывает от 2,5 до 3,5 см.
Преимущества и недостатки материала
Усовершенствованная с помощью современных технологий шпунтованная половая доска имеет массу преимуществ перед обычной обрезной:
замковое соединение даёт равномерное распределение нагрузки, плотное прилегание и отсутствие щелей между досками, более высокие показатели теплоизоляции и шумопоглощения. Пол выглядит как единое бесшовное полотно, его не нужно циклевать;
срок службы шпунта составляет несколько десятилетий. Ремонт успеет надоесть, а выглядеть будет всё так же великолепно. В таком случае можно отшлифовать поверхность и придать ей другой тон с помощью морилки или цветного лака;
Стандартные размеры позволяют легко заменить отдельную планку или скомбинировать различные сорта древесины в оригинальный ансамбль;
гладкая лицевая сторона материала выглядит роскошно сразу после покупки, она не требует дополнительной шлифовки, её можно покрывать лаком или защитными составами без риска поднятия ворса, по ней приятно и безопасно ходить босиком;
абсолютная экологическая безопасность этого природного материала и бесклеевое соединение позволяют использовать его в детских комнатах и спальнях. Антистатический эффект не притягивает пыль к поверхности пола и облегчает уход;
благодаря наличию шпунтов и канавок на тыльной стороне изделия пол более устойчив к воздействию влаги, не коробится, не рассыхается, не скрипит. Нижняя вентиляция препятствует развитию грибка и плесени;
простота монтажа позволяет уложить чистовой пол даже начинающему специалисту, что значительно снижает стоимость ремонта;
разнообразие пород древесины, способов обработки и различных декоративных эффектов даёт широкие возможности для украшения интерьера и придания дому неповторимого стиля.
Чаще всего шпунтованную доску укладывают на укреплённые лаги
Ровный и красивый деревянный пол необходимо дополнить плинтусом, чтобы получить законченный вид помещения. О том, как прикрепить плинтус к полу, вы можете прочитать в материале: https://pol-master.com/pol-pokritiya/plintus/kak-prikrepit-plintus-k-polu.html.
Есть у шпунтованной доски недостатки, как и у любого натурального материала:
низкая устойчивость к воздействию воды, при постоянном намокании материал может разбухать и гнить. Для решения этой проблемы древесину пропитывают антисептиками, а также покрывают защитными маслами, восками, лаками;
высокая стоимость материала обусловлена его натуральностью, качеством исходного сырья и сложностью технологии обработки;
пожарная опасность снижается путём пропитки антипиренами, препятствующими возгоранию дерева.
Как сделать шпунтованную доску своими руками
Ещё одним немаловажным достоинством шпунтовки является возможность её изготовления своими руками при наличии определённых навыков по деревообработке. Эта кропотливая работа требует свободного времени и знания тонкостей технологии, а также правил выбора качественного сырья. По внешнему виду и состоянию материала доска разделяется на следующие сорта:
экстра — самый дорогостоящий сорт, на его поверхности нет сучков и дефектов, он имеет абсолютно гладкую, однородную структуру;
А — сорт высокого класса, но на его поверхности допускаются небольшие пятна и потемнения без наличия сучков или иных дефектов древесной структуры;
В — самый популярный сорт средней ценовой категории. Сучки и другие включения и пятна на его поверхности не портят общий вид, а создают дополнительный декоративный эффект натуральности;
С — дешёвый сорт с допустимыми различными неоднородностями структуры и сквозными сучками.
Влажность шпунта можно легко определить влагомером
Определившись с сортом, следует обратить внимание на другие критерии выбора исходного пиломатериала:
влажность должна составлять 10–15%, а в идеале до 8%, таких показателей добиваются с помощью промышленной сушки в специальных камерах, после которой доска приобретает свой стабильный размер и больше усыхать не будет. Определить качественную сушку можно по блестящей поверхности и звонкому звуку при постукивании, а высокий уровень влажности определяется по наличию конденсата на внутренней стороне полиэтиленовой упаковки;
целостность упаковки позволит сохранить низкий уровень влажности и качество сырья, при покупке следует также проверить наличие сертификатов, чеков и другой сопроводительной документации, рекомендуется выбирать продукцию известных крупных брендов, которые заслужили доверие потребителей, дешёвая доска неизвестного производителя может быть низкого качества;
нарушения геометрии и гладкости шлифовки, особенно у товара высокого класса, недопустимы, они усложнят укладку и могут испортить внешний вид готового покрытия. Эти параметры проверяются визуально и вручную;
при сочетании нескольких разных пород дерева следует подбирать доски одного стандартного размера, чтобы уменьшить количество обрезков. Порода древесины зависит от назначения помещения и планируемых нагрузок, условий эксплуатации.
Необходимые материалы и инструменты
Доски куплены, теперь можно начинать работу.
На крупных заводах шпунтование производится на высокоточных станках с программным управлением.
Для домашнего шпунтования понадобятся следующие инструменты и материалы:
рулетка, уровень, линейка, угольник, карандаш для разметки;
пропитка от огня и биологических поражений;
электролобзик или ножовка для коррекции размеров;
фуганок с функцией отбора четверти, фрезерный станок;
струбцины для фиксации заготовки.
В случаях, когда нельзя использовать массивные доски для пола, хорошим вариантом может оказаться покрытие пола инженерной доской. Что такое инженерная доска и как ее монтировать, расскажем на нашем сайте: https://pol-master.com/pol-pokritiya/trehsloynaya-inzhenernaya-doska.html.
Пошаговый процесс изготовления
Конечно, добиться производственного класса досок сорта экстра в домашней мастерской не получится, но сделать замковое соединение и в дальнейшем получить красивый ровный пол без скрипа и щелей — вполне по силам.
Этапы работ, которые нужно выполнить:
Перед работой следует подержать купленное сырьё в помещении несколько часов для адаптации к температурному режиму и влажности. Сухую чистую готовую к обработке доску необходимо закрепить на рабочем столе струбцинами так, чтобы она не шаталась и не смещалась в процессе работы.
Отмерить по длинной стороне середину торцевой боковой поверхности и нанести разметку для замкового соединения.
У влажной древесины цвет темнее и поверхность матовая
Ручным фуганком или на фрезерном станке нужно очень точно и аккуратно вырезать четвертной паз в одном длинном торце доски.
Эта работа не терпит ошибок, в случае смещения или искривления линии пропила доску придётся выбросить
На другом торце нужно выбрать четверти по краям от начерченной оси, чтобы получился шпунт.
Таким образом необходимо выпилить выступы и пазы на всех досках
На тыльной стороне доски пропилить желоба или пазы для вентиляции, достаточно одного паза. С лицевой стороны при необходимости произвести шлифовку
Обработать готовые планки антисептиком и пропиткой от возгорания, которые продлят срок эксплуатации пола и отдалят необходимость ремонта.
Видео: как сделать шпунтованную доску своими руками
Шпунтованная доска прослужит десятки лет, если материал выбран правильно и шпунтование сделано не спеша и аккуратно. После укладки полы желательно покрыть несколькими слоями защитного лака, тогда их можно будет мыть, передвигать тяжёлую мебель и ходить по ним на шпильках без риска поцарапать или продавить. Твёрдые породы, устойчивые к механическим воздействиям можно покрыть специальным маслом, которое подчеркнёт красоту и выявит фактуру древесины.
Автор: strelka2018
Распечатать
Оцените статью:
(6 голосов, среднее: 3.5 из 5)
Поделитесь с друзьями!
Купить V-образный резак для пенопласта FoamWerks
Фреза для пенопласта V-образного паза FoamWerks — WC2001
48,49 Новое Состояние В наличии
Перейти к концу галереи изображений
30 изображений
ДЛЯ ДОПОЛНИТЕЛЬНЫХ ИЗОБРАЖЕНИЙ
0
1
2
Продукт
Описание
Вырежьте V-образные канавки из пенопласта с помощью фрезы FoamWerks V-GooWerks. Особенности включают в себя регулируемую глубину лезвия, быстросменные зажимы для лезвий, магнитный слот для лезвий, встроенный ящик для хранения лезвий и пять лезвий. Позволяет делать V-образные канавки в пенопластовых плитах толщиной до 1/2 дюйма (5 мм). Используется с направляющими каналов FoamWerks, Logan Adapt-A-Rule или Team System. Используйте сменные лезвия WC-5 или WC-20.
ВАЖНАЯ ИНФОРМАЦИЯ: Всегда подкладывайте кусок пенопласта под вырезаемый кусок. Это необходимо для защиты инструмента и продления срока службы лезвий.
Подробнее о продукте
Особенности включают регулируемую глубину лезвия, быстросменные зажимы для лезвий, магнитный слот для лезвий, встроенный ящик для хранения лезвий и пять лезвий.
Позволяет делать V-образные канавки в пенопластовых плитах толщиной до 1/2 дюйма (5 мм).
Используется с направляющей FoamWerks Channel Rail, Logan Adapt-A-Rule или Team System.
Используйте сменные лезвия WC-5 или WC-20
90 дней гарантия производителя
Продукт
Обзоры
5 Обзоры
Рейтинг:
88%
Напишите свой обзор
Вы рассмотрение: FOAM Poard v -grove uttter v -grove v -groove uttter v -grove v -groove v -groove uttter v -groove v -groove v -groove v -groove v -groove. Ваша оценка
Отзыв
1 звезда 2 звезды 3 звезды 4 звезды 5 звезд
Псевдоним
Сводка
Отзыв
Люди, которые смотрели, также смотрели
Демонстрация
Видео
FoamWerks WC-2001 V-Groover Demo
Стенограмма: Чтобы установить лезвия на Logan V-Groover, снимите желтые зажимы лезвий и установите лезвия с обеих сторон инструмента. Затем замените желтые зажимы для лезвий. Обратите внимание на встроенный в пластик магнит, удерживающий лезвие во время его установки. На задней части инструмента имеется место для хранения лезвий, куда можно поместить дополнительные лезвия. Чтобы отрегулировать глубину лезвия на V-образном желобке, найдите регулятор глубины лезвия на задней части инструмента. Это регулирует глубиномер лезвия на нижней стороне V-образного желоба от более глубокого до более мелкого. Logan FoamWerks V-Groover лучше всего работает в сочетании с Logan FoamWer … Подробнее
Чтобы установить лезвия на Logan V-Groover, снимите желтые зажимы лезвий и установите лезвия с обеих сторон инструмента. Затем замените желтые зажимы для лезвий. Обратите внимание на встроенный в пластик магнит, удерживающий лезвие во время его установки. На задней части инструмента имеется место для хранения лезвий, куда можно поместить дополнительные лезвия. Чтобы отрегулировать глубину лезвия на V-образном желобке, найдите регулятор глубины лезвия на задней части инструмента. Это регулирует глубиномер лезвия на нижней стороне V-образного желоба от более глубокого до более мелкого. Logan FoamWerks V-Groover лучше всего работает в сочетании с канальной направляющей Logan FoamWerks. Это поможет сделать срезы прямыми. Всегда убедитесь, что вы используете обрезки пенопластовой плиты под пенопластовой плитой, которую вы собираетесь делать с V-образной канавкой. Используйте направляющую, чтобы сделать метки там, где должна появиться V-образная канавка. На V-образной канавке есть небольшие насечки, которые совпадут с вашей контрольной меткой. Зацепите V-образный желобок сбоку от направляющей в соответствии с сделанной вами контрольной отметкой. Добавление дополнительного куска материала на дальнем конце поддерживает начало и конец вашего разреза. Сдвиньте инструмент вперед, чтобы прижать лезвия, и потяните назад, чтобы создать V-образную канавку.
Ресурсы
Фреза для пенопласта с V-образными канавками от FoamWerks — Руководство WC2001 (895 КБ) Скачать
Отправить новый вопрос
Максимальная длина вопроса: 2505 | Магазин Felder
‘>
Привет
Ваш профиль
Учетная запись пользователя
Учетная запись пользователя магазина
Выйти
Авторизоваться
0
0
Корзина
Ваша корзина пуста.
Описание
Фреза регулируемая и дополнительная фреза
Для шпиндельной формовки пазов под пружины сторонних производителей, задних панелей, угловых соединений кузова, формовки в фурнитуре, обработки шпона, врезки декоративных деталей (латунь, камень, пластик) .
Изготовлен из стали, Бронзовая поверхность, Регулировка с помощью набора прокладок.
Оснащен сменными основными и предварительными ножами HW.
Для ручной подачи, ограничитель толщины, низкая отдача.
Толщина стального листа до 3 мм ; выносная рабочая голова ; стальная конструкция ; возможность использования матриц.
Бренд: КВТ
Вес товара (Вес нетто), кг: 3,39
Пресс гидравлический для пробивки отверстий ПГПО-60 КВТ
2
77-53137
Цена: 13 913 руб / шт.
Модель предназначена для перфорирования листового металла. В комплекте поставляются насадки для получения круглых отверстий. Края получаемых отверстий получаются ровные и неострые. Отверстия диаметром от 16,2; 18,6; 20,5; 22,5; 25,4; 28,3; 37,0; 47,0 мм.
Предназначен для перфорации листового металла толщиной до 3,2 мм.
Бренд: ПАСКАЛЪ
Тип изделия: Гидравлический
Материал обработки: Металл
Матрицы в комплекте, мм: 22,50; 28,30; 34,60; 43,20; 49,60; 61,50
Перфоратор гидравлический для перфорации листового металла ПГЛ-60П8 ПАСКАЛЪ
1
70-77357
Цена: 16 916 руб / шт
Предназначен для перфорации листового металла толщиной до 3,2 мм.
Бренд: ПАСКАЛЪ
Тип изделия: Гидравлический
Материал обработки: Металл
Матрицы в комплекте, мм: 22,50; 28,30; 34,60; 43,20; 49,60; 61,50
Перфоратор ручной электромонтажный ПРЭ-60 РОСТ
78-4806018
Цена: 9 590 руб / шт
Перфоратор (дыродел) ручной электромонтажный ПРЭ-60 с винтовой подачей предназначен для продавливания отверстий диаметром от 22 до 60 мм в металлических листах толщиной до 2 мм. Механический
Бренд: РОСТ
Тип изделия: Ручной
Материал обработки: Металл
Вес товара (Вес нетто), кг: 4
Матрицы в комплекте, мм: 22, 27, 34, 43, 49, 60
Перфоратор гидравлический для перфорации листового металла ПГЛ-60ПРС ПАСКАЛЪ
70-77356
Цена: 18 617 руб / шт
Предназначен для перфорации листового металла толщиной до 3,2 мм.
Бренд: ПАСКАЛЪ
Тип изделия: Гидравлический
Материал обработки: Металл
Матрицы в комплекте, мм: 22,50; 28,30; 34,60; 43,20; 49,60; 61,50
Перфоратор гидравлический ручной ПГЭР-60 РОСТ
78-4860218
Цена: 15 530 руб / шт
Перфоратор (дыродел) гидравлический электромонтажный ручной ПГЭР-60 предназначен для продавливания отверстий диаметром от 22 до 60 мм в металлических листах толщиной до 2,5 мм.
Бренд: РОСТ
Тип изделия: Гидравлический, Ручной
Материал обработки: Металл
Вес товара (Вес нетто), кг: 4
Матрицы в комплекте, мм: 22, 27, 34, 43, 49, 60
Перфоратор гидравлический для перфорации листового металла ПГЛП-60П ПАСКАЛЪ
70-77351
Цена: 11 624 руб / шт
Предназначен для перфорации листового металла толщиной до 3,2 мм.
Бренд: ПАСКАЛЪ
Тип изделия: Гидравлический
Материал обработки: Металл
Матрицы в комплекте, мм: 22,50; 28,30; 34,60; 43,20; 49,60; 61,50
Перфоратор гидравлический ПГЭ2-8 РОСТ
78-4800028
Цена: 11 430 руб / шт
Перфоратор (дыродел) гидравлический электромонтажный ПГЭ2-8 предназначен для продавливания отверстий диаметром от 22 до 60 мм в металлических листах толщиной до 2,5 мм.
Бренд: РОСТ
Тип изделия: Гидравлический
Материал обработки: Металл
Вес товара (Вес нетто), кг: 12
Матрицы в комплекте, мм: 22, 27, 34, 43, 49, 60
Перфоратор гидравлический стационарный ПГЭС-35 РОСТ
78-4803519
Цена: 17 190 руб / шт
Перфоратор (дыродел) гидравлический электромонтажный стационарный ПГЭС-35 предназначен для продавливания отверстий диаметром 26 и 35 мм в металлических листах толщиной до 1,5 мм.
Бренд: РОСТ
Тип изделия: Гидравлический
Материал обработки: Металл
Вес товара (Вес нетто), кг: 16
Матрицы в комплекте, мм: 26, 35
Пресс для пробивки отверстий в листовом металле ПГЭР-60А РОСТ
78-4860118
Цена: 15 442 руб / шт
Модель предназначена для перфорирования листового металла. В комплекте поставляются насадки для получения круглых отверстий. Отверстия диаметром от 22 до 60 мм
Бренд: РОСТ
Тип изделия: Гидравлический
Материал обработки: Металл
Матрицы в комплекте, мм: 22, 27, 34, 43, 49, 60
Пресс гидр. помповый для пробивки отв. ПГПО-60А КВТ
77-66533
Цена: 20 583 руб / шт.
Инструмент имеет минимальный вес и габариты благодаря новой конструкции и специальному алюминиевому сплаву, из которого изготовлен корпус инструмента.
Пробойник гидравлический ручной НПРГ-15 предназначен для разделки отверстий в листовом металле из нержавеющей стали толщиной не более 2 мм, из листовой стали – не более 4 мм с предварительным рассверливанием отверстия для штока.
Бренд: НЬЮТОН
Тип изделия: Гидравлический
Материал обработки: Металл
Матрицы в комплекте, мм: 63, 76, 80, 89, 100, 114
Перфоратор гидравлический ПГЭ2-8 без насоса РОСТ
78-4800284
Цена: 11 765 руб / шт
Перфоратор гидравлический ПГЭ2-8 без насоса предназначен для пробивки отверстий в металлических листах толщиной до 2,5мм, листах из нержавеющей стали толщиной до 2мм и других листовых материалах
Бренд: РОСТ
Тип изделия: Гидравлический
Материал обработки: Металл
Вес товара (Вес нетто), кг: 3
Матрицы в комплекте, мм: 22, 34, 43, 49, 60, 27,5
Пробивка отверстий в листовом металле – необходимая часть в производстве щитового оборудования. Для получения красивых, ровных отверстий, без малейшей деформации или прочего дефекта металла – мы рекомендуем делать их с помощью гидравлического инструмента. На данный момент в нашей компании представлен инструмент пробивающий отверстия от 16 мм до 116 мм в диаметре, так же есть матрицы для пробивки квадратных и прямоугольных форм. Основные модели пробивают отверстия в металле от 2,5-3-х мм, но нужно помнить, что чем больше пробиваемое отверстие – тем тоньше должен быть металл, иначе режущие матрицы быстро выйдут из строя. Стоит отметить, что для установки пробивной матрицы в металле необходимо просверлить предварительное отверстие (10 или 20 мм) под винтовую шпильку, на которой будут фиксироваться матрица и пуансон.
Пресс для пробивки отверстий КБ1916 (усилие 630 кН) от производителя ПАО Долина
Если по роду вашей деятельности вам периодически или постоянно приходится искать способ, чтобы сделать отверстия в металле, впору приобрести устройство, которое справится с этой задачей. На сайте нашей компании, среди разнообразной продукции Кувандыкского завода — известного производителя кузнечно-прессового оборудования в РФ, представлен пресс, предназначенный специально для проделывания отверстий. С его помощью любое количество отверстий в прокате (листовом и фасонном) можно сделать, не прилагая особых усилий. Сферы применения устройства: машиностроение, ремонтные заводы и мастерские, а также предприятия, работающие с металлоконструкциями.
Те, кто успел опробовать пресс для пробивки отверстий, отмечают, что он очень удобен, управляется кнопкой или педалью. Отверстия, проделанные им, выполнены с абсолютной точностью, что исключает необходимость их дополнительной обработки. Данное устройство успешно используют для шаговой пробивки отверстий, а также с его помощью можно получить отверстия нестандартной формы (треугольные и квадратные).
При необходимости, кроме основного приспособления, вы можете заказать сменную штамповую оснастку. А для того, чтобы облегчить перемещение заготовок, конструкцию можно дополнительно укомплектовать рольгангом подающим.
Сообщить о своем намерении приобрести пресс модели КБ1916 вы можете по телефону, указанном на сайте компании, или оформив заявку через интернет. Наши ведущие специалисты свяжутся с вами и ответят на любые вопросы по поводу условий оплаты, гарантий, доставки и обслуживания пресса, с помощью которого можно пробивать отверстия в металле. Мы работаем не только с отечественными клиентами, продукцию Кувандыкского завода «Долина» можно встретить на многочисленных предприятиях далеко за пределами нашей страны. Мы отправляем оборудование за рубеж и знаем все тонкости оформления соответствующих документов.
Гарантия 12 месяцев
Ремонтная база Россия и СНГ
Доставка запчастей 5-15 дней
Срок службы 10-20 лет
Модель
Номинальное усилие пресса, кН (тс)
Пресс для пробивки отверстий КБ1916 (усилие 630 кН)
630
Пресс для пробивки отверстий КБ1931 (усилие 1250 кН)
1250
Пресс для пробивки отверстий КБ1932 (усилие 1600 кН)
1600
Реальный внешний вид может немного отличаться от изображенного на страницах сайта. Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
Наибольшие размеры пробиваемого отверстия для металла при σв≤500 МПа, (50кг/мм2) мм
диаметр
32
толщина
16
Номинальное усилие пресса, кН (тс)
630
Электродвигатель (мощность):
5,5
Электродвигатель (частота вращения, мин-1):
3000
Частота ходов ползуна, мин-1:
одиночных, не более
17
Расстояние от оси ползуна пресса до станины, не менее, мм
500
Габаритные размеры, мм
1100×1490×1865
Режим работы электросхемы
одиночный ход, наладочный режим
Масса, кг:
1180
Управление
педальное
Штамповочный пресс — Etsy.
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(202 релевантных результата)
Rapid Supreme Press Меньший дырокол SP30
Элегантный и функциональный дырокол, оснащенный инновационной технологией Rapid Press Less™, которая снижает требуемую мощность более чем на 50% по сравнению с традиционными дыроколами.
Информация Посетители, находящиеся в группе Гости, не могут оставлять комментарии к данной публикации.
3 простых шага для оригинальной лазерной гравировки фото
Trotec Laser
Обучение и поддержка
Центр поддержки
Советы и рекомендации по лазерной гравировке фотографий
3 простых шага для оригинальной лазерной гравировки фото
Программа для лазера Trotec JobControl® позволяет делать гравировку фото легко и быстро благодаря готовому модулю ПО для обработки изображений. Фотография автоматически отправляется на лазер с учетом подходящих параметров. Использование такой опции очень удобно для создания лазерной гравировки высокого качества. При этом не требуется каких-либо специальных знаний работы с фотоизображениями.
3 простых шага для оригинальной лазерной гравировки фото
Шаг № 1:
Отправьте необходимую фотографию на обработку лазеру с Вашей обычной графической программы. В всплывающем сообщении Вы прочтете характеристики подходящего фото.
Шаг № 2:
Выберите следующие параметры ПО Вашего лазера:
Тип материала: Укажите материал, который Вы планируете гравировать. Здесь можно использовать готовые параметры из базы данных по обработке разных типов поверхностей.
Тип процесса: Выберите опцию «Оптимизация фото» (Photo-optimised). Эта функция автоматически улучшает фотографию для лазерной обработки.
Разрешение: Используйте изображение разрешением минимум 333 dpi или выше.
Растровый алгоритм: Разные типы растровых алгоритмов доступны в зависимости от необходимого дизайна и эффекта, который Вы хотите достичь. Мы рекомендуем опцию «Упорядоченное сглаживание» (Ordered Dithering) как стандартный параметр для фото людей.
Шаг № 3:
Запустите процесс гравировки.
Основные составляющие подходящей фотографии для лазерной гравировки
Важный фактор для качественной лазерной гравировки — это разрешение изображения. Как уже говорилось ранее, разрешение фотографии должно быть минимум 333 dpi. При необходимости Вы можете увеличить разрешение в Вашем графическом редакторе, изменив растр (bitmap или для CorelDraw resample (ресамплинг)).
Например, фотографии из Интернета обычно имеют разрешение 72 dpi. Даже такие изображения можно гравировать на лазере, если исходный макет большего разрешения и был изменен до меньших размеров.
Не советуем увеличивать маленькие фотографии, так как это ухудшает разрешение. При этом растр становится слишком большим. Такой вариант не подходит для качественной лазерной гравировки.
Здесь Вы найдете два примера хорошего и неподходящего изображения для лазерной гравировки:
Фотография слева отлично подходит для лазерной обработки. На ней видно четкий контраст, хорошо видны все элементы.
Фото справа — не лучший вариант для лазерной гравировки. Людей плохо видно на заднем фоне, элементы не четкие. Подобная фотография может получиться смазанной при гравировке, так как сложно выделить каждый элемент из-за невысокого контраста между фигурами.
Suitable for photo laser engravingNon-suitable for laser engraving
Для гравировки фото есть правило: чем меньше, тем лучше!
Некоторые стараются увеличить режим работы лазера и взять изображение с очень высоким разрешением. В таком случае фотография может получиться малоконтрастной, будут плохо видны детали, так как точки растра перекрывают друг друга. По возможности следует слегка гравировать поверхность материала. Рекомендуем использовать на 10% меньше режима работы лазера по сравнению со стандартными работами на данном материале.
Совет: Чтобы подобрать подходящие параметры для Вашего материала, Вы можете сначала сделать гравировку черно-белого изображения.
Подробнее о матрице черно-белого изображения (файл временно на английском)>>
От типа материала зависит качество гравировки
Подбор разрешения для определенного типа материала является очень важным для качества лазерной гравировки.
Например, анодированный алюминий можно гравировать с разрешением изображения 600-1000 dpi, так как точки растра не увеличиваются на данном материале во время лазерной обработки.
Для древесины или стекла 333 dpi вполне достаточно, так как каждая точка растра при гравировке становится больше чем в графическом редакторе. Это связано с качеством поверхности.
Для акрила или ламината подходит разрешение 500-600 dpi.
Для лазерной гравировки изображения на пластике в большинстве случаев достаточно меньшего разрешения фотографии (333-500 dpi), так как точки растра не перекрывают друг друга.
Эффекты гравировки фото с разными растровыми алгоритмами
Разные растровые алгоритмы доступны в программе JobControl®, можно выбрать любой в зависимости от желаемого дизайна и необходимого эффекта на материале. Например, опция «Упорядоченное сглаживание» (Ordered Dithering) очень удачно подходит для гравировки предметов и людей.
Функция «Случайное псевдосмешение цветов» или по-другому «Стохастическое рассеивание» (Error Diffusion) с разными вариантами цветовых режимов таких как Stucki, Jarvis, Floyd Steinberg позволяет получить четкое изображение с многочисленными деталями, такими как здания, животные.
Фотографии с небольшим контрастом, например, лицо ребенка, могут быть оптимизированы также посредством подбора растрового алгоритма.
Подробнее о растровых алгоритмах (файл временно доступен на английском)>>
Подходящие линзы для гравировки фотографий
Самый оптимальный вариант — линза 1,5″. Исключение — предметы с большой площадью для гравировки. В данном случае лучше использовать линзы 2″ или 2,5″ и выбрать более низкое разрешение. Это также сэкономит время.
У меня не получилось качественно выгравировать фотографию. Что еще можно сделать для лучшего результата?
У Вас получится качественная гравировка при использовании контрастного изображения. Важно помнить, что не все фотографии одинаковы, и не все материалы обрабатываются аналогично. В некоторых случаях приходится оптимизировать фотографии, чтобы их можно было использовать для лазерной гравировки. Например, можно увеличить контраст деталей на изображении или, наоборот, установить фильтр «нерезкое маскирование». Большинство графических редакторов имеют такие функции.
Мы подготовили для Вас самые важные рекомендации в данном файле.
Download
Загрузки
Получите индивидуальную поддержку от наших экспертов по лазерному оборудованию.
Связаться с нами
Техническая поддержка
Фото с лазерной гравировкой — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
ГЕРМАНИЯ Найдите уникальные предметы со всего мира, которые доставляются в Германию
(более 1000 релевантных результатов)
3 шага к идеальной лазерной гравировке фотографий
org/BreadcrumbList»>
Trotec Laser
Обучение и поддержка
Справочный центр
Лазерная гравировка фотографий
3 шага к идеальной лазерной гравировке фотографий
Программное обеспечение JobControl® для лазерной обработки имеет функцию фотооптимизированной гравировки, которая позволяет легко создавать высококачественные гравированные фотографии. Изображение автоматически обрабатывается при его отправке встроенной функции JobControl. Используя этот инструмент, вы можете создавать потрясающие фото лазерные гравюры, не требуя знаний в области обработки фотографий.
Прекрасная лазерная гравировка фотографий за 3 простых шага
Шаг 1:
После того, как вы выбрали свою фотографию, отправьте ее на лазер с помощью любой графической программы, которую вы предпочитаете. Ниже показано, как сделать хорошую фотографию.
Шаг 2:
Внесите следующие изменения в драйвер принтера:
Настройки материала : выберите материал для гравировки. Здесь мы используем нашу базу данных материалов, чтобы вернуться к проверенным параметрам лазера.
Тип процесса : выберите «оптимизированный для фотографий». Фотографии автоматически оптимизируются для лазерной обработки в фотооптимизированном режиме.
Разрешение : Выберите не менее 333 точек на дюйм или выше.
Алгоритм растра : Доступны различные алгоритмы растра в зависимости от дизайна, который вы хотите выгравировать, и эффекта, которого вы хотите достичь. Мы рекомендуем «Упорядоченное сглаживание» в качестве стандартной настройки для изображений людей.
Шаг 3:
Начните процесс гравировки.
Из чего состоит идеальная фотография? качественные результаты, ищите изображения с большим количеством оттенков серого.
Качество изображения также очень важно. Изображения из Интернета обычно имеют разрешение 72 dpi, однако они могут давать качественные результаты при лазерной обработке, если изображение большое и может быть уменьшено до размер заготовки.Избегайте увеличения небольших изображений, так как это дает более низкое разрешение и снижает качество гравировки.Как правило, изображения для лазерной гравировки должны иметь разрешение не менее 300 dpi.При необходимости вы можете увеличить разрешение в графической программе путем повторной выборки.
Вот два примера изображений, хорошо подходящих и неподходящих для фотогравировки:
Изображение слева хорошо подходит для обработки с помощью лазера. Он имеет хороший контраст и экспозицию, а элементы изображения выделяются. Изображение справа меньше подходит для лазерной обработки. Несмотря на то, что люди выделяются на фоне, экспозиция слишком слабая, из-за чего люди выглядят так, как будто они находятся в тени. Это мешает видеть детали, и люди будут выгравированы как единая поверхность.
Подходит для лазерной гравировки фотографий Не подходит для лазерной гравировки
Эмпирическое правило для фотогравировки: лучше меньше, да лучше!
Наилучшие результаты достигаются при использовании соответствующих параметров материала. Очень часто используется слишком большая мощность лазера, что приводит к «плоской» гравировке с мелкими деталями, потому что растровые точки перекрываются. В идеале материал должен лишь слегка «царапать» поверхность. Хорошим правилом является примерно на 10% меньшая производительность лазера по сравнению со стандартной работой по гравировке.
СОВЕТ: Чтобы найти идеальные параметры для материала, вы можете выгравировать матрицу в оттенках серого. Если гравировка слишком темная, уменьшите мощность или увеличьте скорость. Если он слишком легкий, увеличьте мощность или уменьшите скорость.
Подробнее о матрице оттенков серого
Материал оказывает серьезное влияние на качество гравировки
Разрешение процесса — еще один важный фактор, когда речь идет о качестве гравировки. Например, анодированный алюминий можно гравировать с разрешением 600–1000 dpi, поскольку на этом материале точки не перекрываются. С другой стороны, для дерева или стекла достаточно 333 dpi, поскольку каждая растровая точка больше, чем на графике. Как правило, более низкие разрешения (333–500 dpi) приводят к более скульптурным фотогравюрам, поскольку растровые точки не перекрываются.
Эффекты гравировки фотографий с использованием различных растровых алгоритмов
Как «Рассеивание ошибок», так и «Упорядоченное сглаживание» являются видами растровых алгоритмов, которые могут быть реализованы в драйвере JobControl X. Упорядоченный дизеринг представляет собой организованную растровую структуру. Чем темнее оттенки серого, тем больше растровая точка. Положение и плотность растровых точек остаются неизменными. Распространение ошибок — это «хаотичная» растровая структура. Чем темнее значение шкалы серого, тем плотнее растровые точки. При этом размер точек не меняется.
Подробнее о растровых алгоритмах
Правильный объектив для гравировки фотографий
В большинстве случаев объектив 1,5 дюйма является лучшим выбором.
GBH 2-26 DFR Перфоратор с патроном SDS plus | Bosch Professional
Перфораторы
Перфоратор с патроном SDS plus
Функции и основные характеристики
Ваш выбор
с патроном
Показать вариант
в данный момент недоступны онлайн
Найти дилера поблизости
Перфораторы
GBH 2-26 DFR
Подробнее
L-Case
Быстрозажимной патрон 13 мм
Ограничитель глубины 210 мм
Сменный патрон SDS plus
Дополнительная рукоятка 2 602 025 141
Номер заказа: 0611254768
Рекомендованная розничная цена с НДС
Выбранный вариант
Выбранный вариант
с патроном
0 611 254 768
Найти дилера поблизости
GBH 2-26 DFR Professional
Ваш выбор
с патроном
Номер заказа: 0 611 254 768
Выбрать вариант
в данный момент недоступны онлайн
Найти дилера поблизости
GBH 2-26 DFR
Подробнее
L-Case
Быстрозажимной патрон 13 мм
Ограничитель глубины 210 мм
Сменный патрон SDS plus
Дополнительная рукоятка 2 602 025 141
Номер заказа: 0611254768
0,00
Рекомендованная розничная цена с НДС
Этот продукт содержит
L-Case 1 605 438 1CR
Быстрозажимной патрон 13 мм 2 608 572 212
Ограничитель глубины 210 мм 1 613 001 010
Сменный патрон SDS plus 2 608 572 213
Дополнительная рукоятка 2 602 025 141
показать меньше
показать больше
Характеристики производительности
Число ударов при ном. числе оборотов*
0 – 4.000 уд/мин
Номинальное число оборотов*
0 – 900 об/мин
Дополнительные данные
Номинальная входная мощность*
800 W
Энергия удара (согласно EPTA 05/2016)
3 J
Вес*
2,9 кг
Зажим
SDS plus
Диапазон сверления
Диам. отверстия в бетоне, буры
4 – 26 мм
Опт. диапазон прим., буры
8 – 16 мм
Диам. отверстия в бетоне при сверлении полыми сверлильными коронками
16 мм
Макс. диам. отверстия в камне, сверлильные коронки
68 мм
Макс. Ø сверла по металлу
13 мм
Макс. диам. отверстия в древесине
30 мм
Общие значения вибрации (Ударное сверление в бетоне)
Значение вибрации ah
16,5 м/с²
Неточность K
1,5 м/с²
Общие значения вибрации (Долбление в бетоне)
Значение вибрации ah
10,5 м/с²
Неточность K
1,5 м/с²
Ударное сверление в бетоне
Значение вибрации ah
16,5 м/с²
Неточность K
1,5 м/с²
Долбление в бетоне
Значение вибрации ah
10,5 м/с²
Неточность K
1,5 м/с²
Показать больше
* Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
EPTA Procedure 05: Энергия единичного удара
Европейской ассоциацией производителей электроинструмента (EPTA) был сформулирован общий метод определения энергии единичного удара для перфораторов и бетоноломов (Procedure 05).
В документе определяется стандартизированный метод измерения, который позволяет произвести сравнение различных инструментов и компаний, входящих в Ассоциацию.
Параметры, включенные в документ, стандартизированы, тогда как фактические параметры могут варьироваться, например, в зависимости от различных условий работы, величины долота, состояния заготовки.
Для того, чтобы страница отображалась корректно, ее необходимо перезагрузить. Нажмите на кнопку ниже, чтобы перезагрузить страницу.
Перфоратор прямой Bosch GBH 2-26 DFR ( SDS-Plus, 800Вт )
Доставка по Украине
1 899 грн
Купить
Перфоратор Bosch GBH 2-26 DFR, 800Вт, 2.8Дж
Доставка по Украине
1 899 грн
Купить
ПЕРФОРАТОР BOSCH 2-26 DFR DRE. Перфоратор Бош
На складе в г. Киев
Доставка по Украине
3 158.40 грн
2 653.06 грн
Купить
Перфоратор Bosch GBh3-26 SDS-Plus Bulldog Xtreme
Компания Bosch недавно объявила о пополнении своей линейки перфораторов глубокого заложения перфоратором Bosch GBh3-26 SDS-Plus Bulldog Xtreme Rotary Hammer. При весе 6,4 фунта он оснащен модернизированным двигателем на 8,0 ампер, который обеспечивает энергию удара 2,0 футо-фунта. Как и большинство перфораторов, последний Bulldog предлагает три режима: только сверление, сверление с ударом и долбление.
Кроме того, 1-дюймовый перфоратор Bosch SDS-Plus Bulldog Xtreme имеет скорость без нагрузки 0–1300 об/мин для быстрого сверления и скорость под нагрузкой 0–5100 ударов в минуту для работы с каменной кладкой. Он также имеет позиционирование Vario-Lock, реверсивный спусковой крючок с регулируемой скоростью (встроенная муфта), шнур питания с гибким шаровым револьвером, который поворачивается на 35 °, и рукоятку с мягкой рукояткой пистолетного типа. Система бит SDS-plus позволяет менять биты без инструментов с автоматической блокировкой бит. Простой инструмент включает в себя вспомогательную рукоятку, ограничитель глубины, чистящую тряпку и футляр и будет продаваться по цене 219 долларов США..
«Работа любого перфоратора заключается в работе в тяжелых условиях. Bosch GBh3-26 Bulldog Xtreme — новейшая модель в линейке традиционных перфораторов, созданная с учетом требований пользователя. Это означает максимизацию мощности и минимизацию веса. Пользователи сказали нам, что они хотят выполнять работу с помощью инструмента, который не ломает им спину, но может работать с бетоном практически любого уровня».
Майк Иецци, менеджер по продукции, проводные изделия, Robert Bosch Tool Corporation
Перфоратор Bosch GBh3-26 SDS-plus Bulldog Xtreme Характеристики
Три режима: сверление, удар, долбление
Варио-замок
Реверсивный курок с регулируемой скоростью
Шнур с гибким шариковым наконечником, который поворачивается на 35°
Мягкая рукоятка пистолетного типа
Замена насадок без инструментов с автоматической блокировкой насадок
Перфоратор Bosch GBh3-26 SDS-plus Bulldog Xtreme Технические характеристики
Модель: Bosch GBh3-26
Источник питания: 120 В переменного тока
Ампер: 8,0
Скорость без нагрузки: 0–1300
Частота ударов: 0–5100 дюймов в минуту
Энергия удара: 2,0 футо-фунта.
Размер патрона: 1″
Оптимальный диапазон размеров бетона: 3/16″ – 5/8″
Максимальный диаметр бетона: 1″
Макс. коронка для бетона: 2-5/8″
Макс. диаметр стали: 1/2″
Макс. диаметр дерева: 1-1/4″
Вес: 6,4 фунта
Длина: 15″
Гарантия: 1 год
Цена: $219
Ознакомьтесь со всей продукцией Bosch в Acme Tools!
Наш выбор
В настоящее время есть три текущие модели, носящие название Bosch 1-Inch SDS-plus Bulldog Xtreme Rotary Hammer, причем Bosch BGh3-26 является новейшей. Увеличение мощности двигателя до 8,0 ампер не сильно повлияло на увеличение мощности, за исключением немного лучшего диаметра сверления по дереву. Однако мы можем ожидать некоторого дополнительного крутящего момента.
Частота ударов фактически снизилась с 5800 до 5100 IPM. Важно то, что они не позволили весу увеличиться благодаря более крупному двигателю, и он по-прежнему составляет 6,4 фунта. Так стоит ли обновляться? Нам придется подождать, пока он не попадет в наши руки, чтобы увидеть, насколько мотор отличается.
Чтобы узнать больше о перфораторе Bosch GBh3-26 SDS-plus Bulldog Xtreme Rotary Hammer или найти местного дилера, посетите сайт www.boschtools.com.
Bosch 0611253703 Перфоратор GBH 2-26 DRE в Авка, Лагос
X
Расчетная стоимость доставки и налоги
* Страна
3
3 Нигерия
Штат/провинция
Почтовый индекс
Описание
Дополнительный
отзывов
Политика возврата
Защита покупателя
Детали
Преимущества
Быстрый универсальный прибор для повседневного использования
Быстрое выполнение работы благодаря высокой скорости сверления и высокой производительности долбления благодаря двигателю мощностью 800 Вт и энергии удара 2,7 Дж
Широкая область применения с блокировкой вращения для долбления
Вращающаяся щеточная пластина для одинаковой мощности при прямом и обратном вращении
Вращение вперед/назад для выбивания застрявших сверл
Надежный и прочный с длительным сроком службы благодаря высококачественным компонентам
Шариковая втулка для предотвращения обрыва кабеля
Предохранительная муфта для защиты пользователя и машины
Бесступенчатая регулировка скорости для чистого начала бурения
Технические данные
Наиболее важные данные Здесь вы найдете самые важные технические данные для вашего профессионального инструмента Bosch!
Номинальная потребляемая мощность
800 Вт
Макс. энергия удара
2,7 Дж
Частота ударов при номинальной скорости
0 – 4 000 ударов в минуту
Номинальная скорость
0 – 900 об/мин
Масса
2,8 кг
Длина
377 мм
Ширина
83 мм
Высота
210 мм
Держатель бит
Паспорт безопасности плюс
Диапазон сверления
Диаметр сверления в бетоне перфораторами
4 – 26 мм
Оптимальный диапазон применения в бетоне с помощью перфораторов
8 – 16 мм
Макс. диаметр сверления в кирпичной кладке коронками
68 мм
Макс. диаметр сверления в стали
13 мм
Макс. диаметр сверления в дереве
30 мм
Информация о шуме/вибрации
Измеренные значения, определенные в соответствии с EN 60745. Общая значения вибрации (векторная сумма трех направлений)
Chiselling
.
9,5 м/с²
Неопределенность К
1,5 м/с²
Ударное бурение в бетоне
Уровень вибрации ah
17,5 м/с²
Неопределенность К
1,5 м/с²
Дополнительная информация
Производитель
Бош
Состояние
Новый
Гарантия
3-4 года
Налоговый класс
НДС 7,5%
Будьте первым, кто оставит отзыв об этом продукте
Напишите свой отзыв
7 дней
Mamtus гарантирует, что вы останетесь довольны своей покупкой — качество продукции, безопасные платежи и право на возврат .
видео-инструкция по монтажу своими руками, круглопильные станки, ленточная, цепная шинная пилорама, какое нужно оборудование, что получают при продольном распиле, фото и цена
Статьи
В наше время появилось множество новых строительных материалов, однако, дерево продолжает оставаться одним из наиболее востребованных. Конечно, прежде чем использовать его в строительстве, бревна подвергают обработке – распиловке.
Ниже мы рассмотрим,как происходит этот процесс и какое используется оборудование для распиловки бревен.
Распиловка ствола
Общие сведения
Бревном называется ствол дерева, с которого удалены все сучья и ветки. В некоторых случаях бревна используют как самостоятельный материал, к примеру, в качестве столбов, свай, мачт и пр. Однако, чаще всего выполняется их продольная распиловка (роспуск).
Прежде всего рассмотрим,что получают из бревен при продольной распиловке.
Итак, при помощи данной обработки получают следующие виды пиломатериалов:
Брус;
Обрезную доску;
Необрезную доску.
Роспуск бревен может осуществляться разными способами, к примеру, своими руками с использованием пильного инструмента, на пилорамах, при помощи станков или даже целых производственных линий. В любом случае главная задача – получить качественный результат, с минимальным количеством отходов.
Пример раскроя бревна
Чем лучше раскроен ствол, тем больше стройматериалов из него получается. Соответственно, при качественной распиловке снижается и цена пиломатериала. К примеру, при изготовлении толстого бруса меньше отходов, поэтому он зачастую стоит дешевле.
Разрезка заготовки бензопилой
Применяемое оборудование
Качество разрезки во многом зависит от оборудования, на котором она осуществляется.
Ниже рассмотрим наиболее распространенные его типы, которые применяют для данных целей:
Бензопила и ручные пилы – используются для распиловки в домашних условиях. Следует отметить, что получить качественный результат, работая работе ручным инструментом, очень сложно.
Ленточная пилорама
Пилорама – данное оборудование по типу конструкции различается на три вида:
Ленточная пилорама – для продольного роспуска стволов. В качестве режущего элемента используется ленточная пила.
Основным достоинством является простота станка в обслуживании и обращении. На ленточной пилораме может работать даже новичок.
Дисковая – для роспуска бревен диаметром более 70 мм. Это оборудование позволяет использовать наиболее удобную схему раскроя. К другим достоинствам относится то, что эти пилорамы не требуют частой заточки пил.
Правда круглопильные станки для распиловки бревен стоят очень дорого, что является их основным недостаткам.
Цепная шинная пилорама – для продольной распиловки бревен небольшими партиями. К достоинствам относится высокое качество обработки, в частности, станок можно использовать даже для получения шпона.
Линии по распиловке – представляют собой профессиональное высокопроизводительное оборудование, позволяющее получить качественную продукцию с точными геометрическими формами. Такие линии применяются на крупных заводах.
Линия по роспуску бревен
Виды и способы распиловки
Раскрой
Раскрой вразвал
По типу раскроя бревен различают следующие виды распиловки:
Вид роспуска
Особенности
Вразвал
Осуществляется при помощи параллельных распилов, в результате чего получается необрезная деревянная доска. Данный способ является наиболее простым. Зачастую его используют для последующего получения обрезной доски. Следует отметить, что роспуск в развал позволяет получить наиболее широкую доску.
С брусовкой
Ствол обрезается с четырех сторон для получения бруса, который впоследствии распускается на доски. Такой способ позволяет получить с одной заготовки несколько обрезных досок одинаковой ширины.
Круговой
Напоминает раскрой с брусовкой. Разница заключается лишь в том, что после отрезания каждой доски ствол поворачивают на 90 градусов вокруг продольной оси.
Тип распиловки подбирается в зависимости вида готового материала и желаемых их размеров.
Самодельная пилорама из бензопилы
Распил в домашних условиях
В первую очередь следует сказать, что для получения качественного результата в домашних условиях понадобится пилорама. Сделать станок для распиловки бревен своими руками можно из электро- или бензопилы.
Для этого нужно выполнить раму и каретку, на которой закрепляется цепная пила. На раме следует предусмотреть зажимы, которые будут фиксировать ствол.
Инструкция по роспуску выглядит следующим образом:
Работа начинается со спила горбыля – так называется верхняя доска при продольном распиле, которая с одной стороны имеет выпуклость.
Затем ствол переворачивается и снимается горбыль с противоположной стороны. В итоге получается заготовка, которая не скатывается с рамы.
После этого ствол зажимается и начинается роспуск «вразвал».
Совет! Чтобы получить качественный результат, цепь пилы должна быть хорошо заточенной.
При самостоятельном роспуске не стоит работать со слишком длинными бревнами, так как в этом случае сложней получить хорошее качество. Поэтому предварительно ствол лучше распилить на две части.
На фото — поперечная разрезка ствола
Следует отметить, что распил бывает не только продольным, но и поперечным. Ее применяют для получения так называемого «кругляка» или «чурок».
В домашнем хозяйстве последние чаще всего применяются в качестве топлива. Однако, они могут использоваться и для других целей.
Для получения чурок не обязательно использовать станок или даже бензопилу. К примеру, чтобы заготовить дрова на зиму, можно вполне справиться и двуручной пилой или даже ножовкой. Напиленные таким способом чурки впоследствии колются топором.
Совет! Плоские кругляши, полученные поперечной разрезкой, можно использовать для декоративного оформления участка, к примеру, ими можно выложить дорожки. Чурки зачастую используют в качестве ограждения клумб и грядок.
Вот, собственно, и вся основная информация по роспуску бревен.
Вывод
Распиловка бревен представляет собой обработку дерева, позволяющую получить готовые стройматериалы, такие как доски или брус. Как мы выяснили, данная операция может быть выполнена разным оборудованием. В домашних условиях можно обойтись даже ручным инструментом.
Ознакомиться с дополнительной полезной информацией по обозначенной теме можно из видео в этой статье.
Виды и схемы распила бревна на пилорамах
Главная
Пресс-центр
Статьи
org/ListItem»>Виды и схемы распила бревна на пилорамах
7 июня 2019
Статьи
Для качественного распила и снижения отходов на пилорамах используют специальные схемы раскроя бревен. Они зависят от выбранного типа распила и вида материала, который нужно получить.
Древесина – самый древний строительный материал. Изначально применялись стволы деревьев для изготовления стен и ветки для создания крыши. Позже, когда появились более продвинутые инструменты, из древесины стали изготавливать пиломатериалы. Сегодня для этого применяют различные типы пилорам. С их помощью из бревна можно изготовить доски, брус и другие материалы. Из этой статьи вы узнаете, как правильно распилить бревно на ленточной пилораме.
Содержание:
Основные типы распила бревна
Радиальный и тангенциальный
Оборудование для распила бревен
Способы раскроя
Схемы роспуска бревен
На 90 или 180 градусов
Заключение
Основные типы распила бревна
Структура древесины неоднородна. Наибольшим качеством обладает комлевая часть. Именно в этой нижней части ствола и получают наиболее ценный пиломатериал. Перед распилом бревна оператор должен решить вопрос, что он хочет получить из бревна. При этом важно, чтобы материал соответствовал высокому качеству. Ведь от этого будет зависеть его стоимость.
Радиальный и тангенциальный
Существует несколько видов распиловки бревна. Наиболее популярными являются:
радиальный;
тангенциальный.
Кроме основных типов распила на лесопилке могут использовать и менее популярные: центральный, рустикальный и смешанный. Такие способы распила подходят для ленточных пилорам Алтай 3-серии.
Радиальный распил представляет собой такой тип распиловки, при котором ось разреза проходит через сердцевину. При таком распиле годовые кольца ствола в доске образуют углы от 76 до 90 градусов. Преимуществами данного типа раскроя является однородный цвет и текстура материала. Доски и брус подвергаются минимальной усушке. По сравнению с пиломатериалами, полученными другими способами распиловки, радиальные подвергаются минимальному деформированию в процессе эксплуатации.
Тангенциальный распил на пилораме Энерготех используется для получения пиломатериалов с более выраженным рисунком. Но при сушке и в процессе эксплуатации такие материалы обладают большой деформацией. Поэтому их можно использовать только в сухих помещениях.
Самым известным видом оборудования для роспуска бревен на пиломатериалы является пилорама. Как понятно из названия, пильный станок такого типа обладает рамами, на которых закреплены режущие части. С помощью передвижения рам вдоль бревна происходит его раскрой.
Работа ленточной пилорамы, видео которого можно найти в Интернете, даст представление о работе этого оборудования. Такой станок позволяет произвести обработку бревен диаметром до 80 см и длиной до 7 метров. Конструкция ленточных пилорам бывает двух видов: вертикальной и горизонтальной. В обоих типах такого оборудования за распил древесины отвечает ленточное полотно.
Способы раскроя
В качестве сырья для производства пиломатериалов используется очищенное от сучьев и верхней части ствола бревно. Чтобы наиболее рационально использовать бревно для производства пиломатериалов применяют различные схемы. Их главная задача снизить процент отходов. А значит, понизить себестоимость продукции. Косвенно, выбранный способ раскроя влияет и на средний расход электроэнергии ленточной пилорамы.
Схемы роспуска бревен
Наиболее популярными способами пиления бревен являются:
Распиловка вразвал. Производится с помощью параллельных линий по плоскости сечения заготовки. На выходе получается необрезная доска и два боковых горбыля. Это самый простой способ, который используется для производства пиломатериала из бревна небольшого диаметра.
Распиловка с брусовкой. Сначала из бревна выпиливается двухкантный брус. Остальное сырье используется для производства необрезных досок. Брус можно использовать как самостоятельный материал или распустить на обрезные доски. Такой способ подходит для крупных предприятий, где параллельно, на другом оборудовании, можно производит роспуск бруса.
Чтобы подойти к распилу бревна максимально точно и правильно рассчитать этот процесс на крупных предприятиях используют специальные компьютерные программы. В них учитывается множество параметров. Начиная от толщины пильного диска и заканчивая породой древесины.
На 90 или 180 градусов
В зависимости от модели ленточной пилорамы такое оборудование может использоваться для производства распиловки с:
Вращением бревна на 90 градусов.
В первом случае используется оборудование, которое поворачивается на 180 градусов вдоль своей оси. Что позволяет получить пиломатериалы с несколькими типами распилов. На первом этапе отделяются горбыли, находящиеся под прямым углом друг от друга. Затем производится вырезка двух досок у кромлевой части.
После разворота на 90 градусов изготавливается еще несколько досок. Затем проводится еще один поворот бревна на 90 градусов и проходит его окончательная нарезка на доски.
Этот метод обладает возможностью производства пиломатериала среднего качества. Наиболее популярна такая схема при изготовлении рустикальных досок. К недостаткам такой схемы распила нужно отнести малую скорость производства.
Если используется производство радиальных или трангенциальных досок, то вышеописанная схема не подходит. В этом случае используют распил с одновременным анализом полученных пиломатериалов на наличие дефектов. Если они обнаруживаются, происходит быстрая перестройка оборудования с целью минимизации их количества.
При использовании оборудования с поворотом бревна на 90 градусов, схема распила выглядит следующим образом. Сначала удаляется первичный горбыль. Когда ширина составит не менее 110 мм производят нарезку необрезной доски. При этом со ствола снимается еще 25 – 30 мм.
Проводится анализ остатка бревна. Если на срезанной поверхности количество дефектов находится в допустимом уровне, то производится дальнейший раскрой на пиломатериалы нужных размеров.
Такой способ подходит для оборудования, обладающего одной режущей поверхностью.
Заключение
На любом сайте, посвященном деревообработке можно найти таблицу распила бревна на ленточной пилораме. Скачайте ее и распечатайте для применения на собственном предприятии. Такие таблицы, согласно выбранным схемам распила, позволяют минимизировать отходы и повысить прибыль предприятия. Правильный распил бревна повышает качество продукции и уменьшает ее себестоимость. Что очень важно в деревообрабатывающем бизнесе.
Подписаться на рассылку
Будьте в курсе последних новостей отрасли
Подписаться
Поделиться
Назад к списку
Оборудование — Лесопилки — Магазин поварских пил
Начните производить больше пиломатериалов, чем когда-либо прежде, с портативной лесопилкой повара. Когда-то дисковые пилы были известны высокопроизводительным лесопильным производством. Сегодня не каждый хочет идти в ногу с полдюжиной или более сотрудников, а также с ответственностью, которую влечет за собой круговое пиление. Но люди по-прежнему хотят высокой производительности, которая обеспечивается мощной машиной, способной производить пиломатериалы прямого распила.
Зарабатывайте больше денег с помощью переносной лесопилки Cook’s
С такой высокопроизводительной ленточной пилорамой, как переносная лесопилка AC-36, вы можете зарабатывать больше денег при меньшем количестве людей, меньшем техническом обслуживании, меньшей головной боли и делать все это за меньшие деньги! И мы можем помочь вам в достижении этой цели с помощью нашей линейки портативного лесозаготовительного оборудования.
Мы производим переносные пилорамы, которые помогут вам заработать больше денег. Мы делаем больше, чем запускаем наши лесопильные заводы на выставках — мы зарабатываем ими на жизнь — и запускаем их в рабочем масштабе на постоянной основе. Так что, если вы хотите купить у компании, которая действительно знает, что нужно для ежедневной работы лесопильного завода, мы можем вам помочь.
Наша линейка гидравлических переносных и стационарных пилорам производится с 1994 года, и самая первая построенная нами лесопилка работает и по сей день. Мы создаем их для тяжелых условий эксплуатации, и мы создаем их для работы, поэтому у вас есть не только долговечная мельница, но и портативная лесопилка, которой вы можете зарабатывать на жизнь.
Мы стараемся использовать как можно меньше специальных деталей, поэтому, когда вам нужна деталь, вы можете забрать ее на месте; когда ты действительно нуждаешься. Каждый из наших офисных сотрудников прошел обучение работе с каждой из наших лесопильных станков, поэтому, когда вы позвоните, здесь будет кто-то знающий, кто поможет вам с вашей переносной лесопилкой AccuTrac.
Позвольте нам помочь вам заработать больше денег!
Сортировать по Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
Сортировать по Сорт
Сортировать по
Рекомендуемые товары
Новые товары
Бестселлер
от А до Я
от Z до А
По отзыву
Цена: по возрастанию
Цена: по убыванию
Быстрый просмотр
AC4449 Переносная пилорама для широкого распила
Хотите распилить более крупные бревна на полностью гидравлической переносной пилораме? Не смотрите дальше! AC4449 будет распиливать доски шириной до 44 дюймов благодаря простоте гидравлического привода и при этом оставаться портативным! Функции:
49дизельный двигатель Янмар л. с. Ширина 44 дюйма…
61 950,00 $
Быстрый просмотр
Повара
Лесопилка МП-32
Оригинальная тяжелая лесопилка Распилите пиломатериалы для своего дома, сарая, ограждения, конюшни, мебели и всего, что между ними, с помощью портативной пилорамы. Начать распиловку бревен на пиломатериалы можно с помощью ленточной пилорамы МР-32. MP-32 поставляется…
$12 750,00
Быстрый просмотр
Гидравлическая переносная лесопилка HD3238
Гидравлическая мельница по разумной цене! Переносная лесопилка HD3238 построена на прочной конструкции рамы, используемой в нашей модели ручной лесопилки MP-32, которая включает в себя балки основной рамы 6x3x3/16 дюймов в сочетании с жесткой, негибкой головкой с 4 стойками. Этот станок…
$39 950,00
Быстрый просмотр
Переносная гидравлическая лесопилка AC-36
Полностью гидравлическая переносная лесопилка Accu-Trac AC36 от Cook дает вам множество причин, по которым она является лучшей ленточной пилой на сегодняшнем рынке переносной лесопилки. AC-36 был разработан для высокой производительности, а также для удобства пользователя, поэтому он является нашим лучшим…
$53 205,00
Быстрый просмотр
Сверхширокая лесопилка
Серия Cooks Super Wide предлагает вам возможность распиливать очень широкие плиты из пней или деревьев большого диаметра, чтобы использовать их для столешниц, торцевых столиков, изголовий кроватей и всего, что вы можете придумать. Простота в использовании и управлении с гладкой поверхности. вращающаяся головка…
21 450,00 $
Быстрый просмотр
Комплекты лесопилки МП-32
Пакет 1 14 161,00 долларов США (сэкономьте 256,00 долларов США)
Однофазный электрический мощностью 10 л.с. 16-футовое бревно Пандусы для загрузки бревен. Эти пандусы очень помогают загружать бревна на станину. Бревна могут быть свернуты либо с помощью «крюка для бруса», либо с помощью бревна или с помощью. ..
$14 161,00
Быстрый просмотр
Производственные пакеты AC-36
Высокопроизводительный пакет Всего 82 105 долларов США (сэкономьте 6 423,00 долларов США) Полностью гидравлическая лесопилка AC-36 — дизельный двигатель Yanmar мощностью 49 л. AE-2P 25 л.с. EFI Kohler…
82 105,00 $
404 ОШИБКА WOODWEB
404 ОШИБКА WOODWEB
Поиск по всему сайту Поиск в каталоге продуктов Поиск в базе знаний Поиск по всем форумам Поиск по биржевому оборудованию Поиск биржи пиломатериалов Поиск вакансий Поиск объявлений Новости отрасли Поиск Аукционы, распродажи и специальные предложения Календарь событий поиска ———————— Поиск отдельных форумов Клеи Архитектурная мастерская Бизнес Изготовление шкафов САПР ЧПУ Пыль/Безопасность/Завод Отделка Лесное хозяйство Мебель Установка Ламинат/твердая поверхность Распиловка и сушка Обработка массивной древесины Добавленная стоимость Древесина Прод. Шпон ВУДнетВорк
Главная || Новые посетители
Карта сайта
Извините… введенный вами адрес недоступен.
Скорее всего, вы ввели неверный адрес (URL)
Список ссылок для навигации по сайту можно найти на карте сайта WOODWEB
Меня интересует ………. Бизнес Купить и продать Изготовление шкафов Компьютеры и производство Работа Пиломатериалы Машины Распиловка и сушка Рекламные возможности Стандартная карта сайта
Ресурсы
Домашняя страница Что нового Новые посетители
Видео Библиотека Программное обеспечение и мобильные приложения Аукционы, Распродажи и специальные предложения
–
Знак оповещения о продаже Промышленность Новости Деревообработчики Каталог Пиление и Сушка Справочник The Wood Doctor
Пользовательское соглашение и условия использования Политика конфиденциальности
Ссылка на WOODWEB
Стать a Member Логин
Каталог продукции
Каталог продукции (Основной) Алфавитный список предприятий Клеи и крепежные изделия Ассоциации Бизнес Шкафы Комплектующие Компьютер Программное обеспечение Чертеж Дизайнерские услуги Образование Электроника Отделка и Абразивы Лесное хозяйство Ручные инструменты Метизы -Кабинет Аксессуары -Декоративный
-Ящик Системы -Петли
-Осветительные приборы
-Панель Установка
Работа Возможности и услуги по деревообработке
Ламинирование и наплавка
Пиломатериалы и Фанера -Розничная торговля Пиломатериал и Фанера
Машины
-Воздух Компрессоры -Аукционы & Оценки
-Скучный Машины -Резьба Машины -Зажимное оборудование
-ЧПУ Машины
-Комбинация Механизм -Копинг Машины
-Настольное оборудование
-Дверь и оконное оборудование
-Оборудование «ласточкин хвост»
-Шпоночное оборудование
-Производство дюбелей Машины
-Пыль Коллекция -Нисходящий поток Столы -Кадр Оборудование
-Край Бандерс -Энергия Производство Оборудование -Палец Фуганки — Отделка Оборудование
-Напольное покрытие Машины -Склеивание Оборудование -Петля Вставка -Столярки
— Ламинирование Оборудование — Лазер Обработка -Токарные станки
-Материал Обработка
-Измерительное оборудование
-Разное
-Врезное Оборудование
-Формовщики
-Панель Обработка Оборудование -строгальные станки -Прессы -Начальный Обработка -Роутеры -Шлифовка Машины -Распиловка Машины -Услуга и ремонт -шейперы -Заточка Оборудование -Запасной Запчасти -Лестница Производство -Шиномеры — V-образная канавка Оборудование -Шпон Оборудование -Древесина Отходы Обработка Оборудование -Нисходящий поток Таблицы
Молдинги и столярные изделия -Пол -Лестница Корпус Упаковка и транспорт
Электроинструменты
Планы и публикации
Завод Техническое обслуживание и управление
Распиловка и сушка
Поставщики
Инструменты -Улучшения и Аксессуары
Шпон -Кромка -Inlays и Маркетри
Токарная обработка дерева
Галереи
Проект Галерея Лесопилка Галерея Магазин Галерея Галерея оборудования Последние изображения Галерея
Форумы
Последние сообщения со всех форумов Клеи Архитектура Деревообработка Бизнес и менеджмент Монтаж шкафов и столярных изделий Изготовление шкафов CAD Сушка в промышленных печах ЧПУ Сбор пыли, Безопасность и оборудование Операция Профессиональная отделка Лесное хозяйство Профессиональная мебель Создание ламинирования и Сплошная поверхность Перекивание и сушил Строительную дерево
Аппарат для сварки ленточных пил BAS 100,120 IDEAL WERK
Ideal (Германия)
Цена по запросу
В корзину
Сравнить товары
Аппарат для сварки ленточных пил BAS 050,060 IDEAL WERK
Ideal (Германия)
Цена по запросу
В корзину
Сравнить товары
Аппарат для сварки пил BSS-060 IDEAL WERK
Ideal (Германия) толщина свариваемых пил 0,4 — 1,5 мм, ширина пил по металлу 6-34 мм, по дереву 6-60 мм
Цена по запросу
В корзину
Сравнить товары
Аппарат для сварки ленточных пил BSS-025 IDEAL WERK
Ideal (Германия)
149 354 р.
В корзину
Сравнить товары
Сварочный аппарат Fahringer FW-200
T.L. Fahringer (США)
Цена по запросу
В корзину
Сравнить товары
Пост сварки пил ленточных ПСПЛ-160
Профиль (Россия) ширина пил до 160мм, толщина до 2мм
Цена по запросу
В корзину
Сравнить товары
Пост сварки пил ленточных ПСПЛ-140
толщиной 0,8 — 1,5 мм, шириной до 140 мм, с газовым отпуском
132 000 р.
В корзину
Сравнить товары
Станки для сварки пил и напайки зубьев
Станки для сварки пил и напайки зубьев — Rostanex
Перейти к навигацииПерейти к содержимому
Искать:
По популярностиПо новизнеЦены: по возрастаниюЦены: по убыванию
Показ всех — 8 результатов
Станок для зачистки сварных швов мод. ST ABM
Ширина ленточных пил: 10-200 мм. Толщина ленточных пил: 0,6-3,2 мм. Мощность: 0,37 кВт.
Доставка: 60 днейПроизводитель: Страна: ТурцияГарантия: 12 месяцевЦена: по запросу
Уточнить цену
ПодробнееСравнить
Аппараты для сварки ленточных пил мод.
BAS 100,120 IDEAL-WERK
Ширина ленточных пил: 100/120 мм. Толщина ленточных пил: 0,4-1,65 мм.
Доставка: 60 днейПроизводитель: Страна: ГерманияГарантия: 12 месяцевЦена: по запросу
Уточнить цену
ПодробнееСравнить
Аппарат для сварки ленточных пил мод. G 20-60 GRIGGIO
Ширина ленточных пил: 20-60 мм. Толщина ленточных пил: 0,5-1,2 мм. Потребляемая мощность: 8 кВт.
Доставка: 45 днейПроизводитель: Страна: ИталияГарантия: 12 месяцевЦена: по запросу
Уточнить цену
ПодробнееСравнить
Аппарат для сварки ленточных пил мод. G 10-40 GRIGGIO
Ширина ленточных пил: 10-40 мм. Толщина ленточных пил: 0,5-1,2 мм. Потребляемая мощность: 4,5 кВт.
Доставка: 45 днейПроизводитель: Страна: ИталияГарантия: 12 месяцевЦена: по запросу
Уточнить цену
ПодробнееСравнить
Аппарат для сварки ленточных пил мод.
FL-50
Ширина ленточных пил: 3-50 мм. Толщина ленточных пил: 0,4-1,2 мм. Потребляемая мощность: 8,0 кВт.
Доставка: 60 днейПроизводитель: Страна: КитайГарантия: 12 месяцевЦена: по запросу
Уточнить цену
ПодробнееСравнить
Аппарат для сварки ленточных пил мод. MIG-IST ABM
Ширина ленточных пил: 10-200 мм. Толщина ленточных пил: 0,6-3,2 мм. Потребляемая мощность: 4,0 кВт.
Доставка: 60 днейПроизводитель: Страна: ТурцияГарантия: 12 месяцевЦена: по запросу
Уточнить цену
ПодробнееСравнить
G20-80 Сварочный аппарат для ленточных пил с отжигом
Ширина ленточных пил: 20-80 мм. Толщина ленточных пил: 0,7-12 мм. Потребляемая мощность: 8 кВт.
Доставка: 45 днейПроизводитель: Страна: ИталияГарантия: 12 месяцевЦена: по запросу
Уточнить цену
ПодробнееСравнить
G 5-30 станок для сварки пил и напайки зубьев
Ширина ленточных пил: 5-30 мм. Толщина ленточных пил: 0,5-1 мм. Потребляемая мощность: 4 кВт.
Доставка: 45 днейПроизводитель: Страна: ИталияГарантия: 12 месяцевЦена: по запросу
Уточнить цену
ПодробнееСравнить
По популярностиПо новизнеЦены: по возрастаниюЦены: по убыванию
Показ всех — 8 результатов
Аппарат для стыковой сварки с ленточной пилой Electroweld – Electroweld Industries
Сортировать по
ПопулярныеЛучшие продажиПо алфавиту, от A до ZПо алфавиту, от Z до AЦена, от низкой к высокойЦена, от высокой к низкойДата, от старой к новойДата, от новой к старой
—Выберите модель машины для стыковой сварки ленточных пил для электросварки —BBW-325: ленточные пилы из углеродистой стали| 3 — ширина 25 мм| Ширина от 0,1181 до 0,9842 дюйма | Толщина 0,6 — 1,2 мм | 0,0236″ — 0,0472″ толщинаBBW-535: полотна ленточной пилы из углеродистой стали | 5 — ширина 37 мм| 0,19Ширина 68 – 1,4567 дюйма | Толщина 0,6 — 1,2 мм | 0,0236″ — 0,0472″ толщинаBBW-631: биметаллические ленточные пилы | 12 — ширина 31 мм| Ширина от 0,4724 до 1,2205 дюйма | Толщина 0,8 — 1,4 мм | 0,0314″ — 0,0551″ толщинаBBW-640: биметаллические ленточные пилы | 12 — ширина 41 мм| Ширина от 0,4724 до 1,2205 дюйма | Толщина 0,8 — 1,4 мм | 0,0314″ — 0,0551″ толщинаBBW-2745PN: биметаллические ленточные пилы| 27 — ширина 54 мм| Ширина от 1,0629 до 2,1259 дюймов | Толщина 0,9 — 1,6 мм | 0,0354″ — 0,1811″ толщинаBBW-4165PN: биметаллические ленточные пилы | 41 — ширина 65 мм| 1,06141″ — 2,559Ширина 0 дюймов| Толщина 0,8–1,4 мм| Толщина 0,0314–0,0551 дюймаBBW-1241PN: полотна ленточной пилы из углеродистой стали, биметаллические полотна ленточной пилы| Ширина 12–41 мм| Ширина 0,4724–1,2205 дюйма| Толщина 0,8–1,4 мм| 0,0314 » — 0,0551″ толщинаBBW-2765PN: ленточные пилы из углеродистой стали, биметаллические ленточные пилы | 27 — ширина 65 мм | 1,0630″ — 2,5590″ ширина | 0,8 — 1,4 мм толщина | 0,0314″ — 0,0551″ толщина UBW-415B: ленточная пила из углеродистой стали полотна| ширина 30–50 мм| ширина 1,1811–1,9685 дюйма, биметаллические полотна ленточной пилы| ширина 20–37 мм| ширина 0,7874–1,4566 дюймаUBW-516B: полотна ленточной пилы из углеродистой стали| ширина 30–60 мм| 1,1811 дюйма — Ширина 2,3622″, биметаллические ленточные пилы | Ширина 25–41 мм | 0,9842″ — 1,6141″ ширинаUBW-617B: полотна ленточной пилы из углеродистой стали| 35 — ширина 75 мм| Биметаллические ленточные пилы шириной 1,3779–2,9527 дюйма | Ширина 30 — 45 мм | 1,1811″ — 1,7716″ ширинаUBW-818B: биметаллические ленточные пилы | 35 — ширина 50 мм| 1,3779–1,9685 дюйма, ширина UBW-1020B: биметаллические ленточные пилы | 35 — ширина 60 мм| 1,3779–2,3622 дюйма, ширина UBW-1622B: биметаллические ленточные пилы | Ширина 40–65 мм| 1,5748″ — 2,5590″ ширина
Электросварочный аппарат для стыковой сварки ленточной пилы из углеродистой стали 3 кВА (BBW-325)
Обычная цена $660. 00
Аппарат для стыковой сварки ленточной пилы из углеродистой стали Electroweld 5KVA (BBW-535)
Обычная цена $732,00
Электросварочный аппарат для стыковой сварки биметаллической ленточной пилы 12 кВА (модель: BBW-631)
Обычная цена 1200,00 долларов США
Электросварочный аппарат для стыковой сварки биметаллической ленточной пилы 15 кВА (модель: BBW-640)
Обычная цена 1620,00 долларов США
Электросварочный пневматический биметаллический ленточнопильный станок для стыковой сварки 30 кВА
Обычная цена 3000,00 долларов США
Электросварочный пневматический биметаллический ленточнопильный станок для стыковой сварки 40 кВА
Обычная цена 3600,00 долларов США
Electroweld Биметаллическая ленточная пила Сварочный аппарат для стыковой сварки лезвий 75-125 мм 50KVA
Обычная цена 5 400,00 долларов США
Электросварочный ленточнопильный станок для стыковой сварки с пневматическим приводом 15 кВА (BBW-1241PN)
Обычная цена 2 340,00 долларов США
Аппарат для стыковой сварки ленточной пилы с электросваркой 12 кВА (BBW-1231PN)
Обычная цена $2 010,00
Электросварочный аппарат для стыковой сварки биметаллической ленточной пилы 18 кВА (модель: BBW-645)
Обычная цена $2 052,00
Сварочные решения для ленточных пил, ленточных ножей и стальной полосы
Перейти к содержимому
Ленточные пилы
Запросить об этих станках теперь !
Преимущества
Машины
Оборудование
Contact Person
Butt and Flash Butt Sward Machines
Тип BS и BAS Ideal Butt Machines и флэш -машины предназначены для эффективного соединения SAW SWADS SWADS SWAD , ленточные ножи и стальная полоса. Их сильные стороны заключаются в точности, сверхпрочная стыковая сварка , которую можно воспроизвести в высоком качестве. При проектировании машины особое внимание уделялось оператору с учетом простой и эргономичной работы.
Компактная и прочная конструкция станка с интуитивно понятным управлением ориентирована не только на промышленное использование в деревообрабатывающих и металлообрабатывающих операциях, но и на мобильный ремонт. Используемые по всему миру машины для стыковой сварки IDEAL BSS и BAS ежедневно доказывают свое качество и надежность… и делают это на протяжении десятилетий.
Преимущества наших сварочных аппаратов для ленточных пил, ленточных ножей и стальной полосы
Без добавления припоя, флюса или других дополнительных материалов
Корпуса машин прочной конструкции для долговечности в сложных производственных условиях
Идеально выровненные сварные швы без смещения благодаря использованию высокоточных износостойких направляющих
Равномерное, высокая степень распределения давления без проскальзывания детали в процессе сварки с помощью регулируемых ручных, пневматических или гидравлических зажимных устройств (зависит от типа машины)
Быстросменные электродные вставки и фитинги для быстрого монтажа
Электронные компоненты расположены либо в корпусе машины, либо в отдельном шкафу для оптимальной защиты от грязи и повреждений
Сварка внахлест с помощью пружинной системы с механическим или пневматическим предварительным натяжением для точно таких же результатов сварки
Чувствительная или, в зависимости от обстоятельств, непрерывная регулировка силы осадки и пути для оптимальных результатов сварки
Автоматическое управление процессом сварки для точного воспроизведения результатов сварки
Точная многоступенчатая регулировка сварочного напряжения для оптимальных параметров процесса
Наши машины для стыковой сварки BSS для работы с полосами шириной до 50 мм
Сварка встык — это самый доступный и экономичный способ соединения полос. При стыковой сварке грязь выталкивается из сварного шва во время процесса. В результате получается сварной шов для тяжелых условий эксплуатации .
Встроенная установка для отжига для наилучших результатов сварки
Регулировка двухступенчатого отжига (кроме BSS 016)
Регулируемое расстояние между губками для процесса отжига для оптимального отжига по всей свариваемой полосе
Автоматический сброс давления сварного шва на время процесса отжига для достижения наилучших результатов (BSS 040 + 050)
Дополнительные опции
Электронная функция отжига IDEAL EG для непрерывной регулировки напряжения отжига для удобной обработки сварного шва
Приставные ножницы IDEAL AHM для лучшей подготовки концов полосы (для BSS 016 + 025)
Встроенный шлифовальный двигатель IDEAL ESM для чистовой обработки сварного шва (кроме BSS 050)
Технические детали для полосовых пил до 50 мм
Типы BAS 040-065 Флэш-прикладная машина для обработки полосок до 60 мм
. , образование защитной атмосферы и предотвращение загрязнения сварного шва, что гарантирует высокое качество сварного соединения.
Машины серии BAS 040 – 065 оснащены боковыми электродами для водяного охлаждения. Таким образом, можно обеспечить очень высокую производительность.
Все машины типа BAS 040–065 уже оснащены функцией электронного отжига IDEAL (EG) в стандартной комплектации.
Электронная функция отжига EG позволяет плавно регулировать напряжение и время отжига (кроме типа 040) для удобной обработки сварного шва и повышения безопасности процесса.
Регулируемый зазор между губками и автоматический сброс давления сварного шва во время процесса отжига гарантируют оптимальный результат отжига
Дополнительные опции
Опциональный электронный контроль температуры отжига GTR для оптимальной прочности сварного шва на изгиб:
Автоматический контроль температуры отжига GTR с инфракрасным спектральным пирометром для бесконтактного измерения температуры, включая устройство наведения луча, светодиодное освещение и автоматическая защита объектива
Установка целевых значений для трех различных стадий температуры, времени нагрева, отжига и охлаждения, а также графическая визуализация процесса отжига
Технические данные
Серия BAS 300: Машина для стыковой сварки оплавлением полос шириной до 215 мм Часы.
В базовую комплектацию уже включен широкий спектр функций, например, контроль температуры отжига IDEAL GTR с пирометром. Простота эксплуатации также имеет первостепенное значение: полный процесс сварки и отжига запускается полностью автоматически с помощью всего лишь одного действия. Это позволяет достигать неизменно высокого качества:
Централизованное управление всеми настройками продукта на цветном сенсорном экране
Хранение до 99 наборов программных данных
USB-интерфейс для передачи и защиты программ
Управление процессом сварки с помощью необслуживаемых серводвигателей
Автоматическое позиционирование начального межчелюстного промежутка путем выбора программы без дополнительных дополнительных настроек
Идеальный сварной шов с центральным расположением благодаря автоматическому расчету наилучшего результата отжига
Высокая точность отключения благодаря отключению мощности с электронным управлением для неизменно точных результатов сварки
Машина автоматически останавливается в случае отклонения между заданным и фактическим значением, при этом параметр отклонения задается посредством управления параметрами и отображается на центральном дисплее
Стопорные планки с быстрой регулировкой для быстрого монтажа
Простая калибровка упоров с помощью калибровочного шаблона
Оптимизированный процесс очистки благодаря воздушным форсункам
Электронный счетчик штук
Непрерывная и индивидуальная настройка скорости вспышки и пути вспышки
Узнайте об этих машинах прямо сейчас!
Технические данные
Брошюра серии BAS
Дополнительные опции
Автоматический контроль температуры линз GTR с инфракрасным спектральным пирометром для бесконтактного измерения температуры светодиодов, включая устройство для измерения освещения и направления луча
Установка целевых значений для трех различных стадий температуры, времени нагрева, отжига и охлаждения, а также графическая визуализация процесса отжига
Центрирующее устройство IDEAL ESW (не для BAS 360): Для точного позиционирования концов ленты на плоскости сварки
Гидравлическое устройство для снятия заусенцев IDEAL EV (для BAS 330 и BAS 340): Для автоматического удаления заусенцев с верхней и нижней сторон ленты во время отжига
Пневматическое устройство для введения IDEAL ELV (для BAS 310 и BAS 320): Для быстрого и простого введения узких лент шириной до 25 мм
Дополнительное зажимное устройство IDEAL ZSPN: для стабилизации очень длинных лент
Специальное зажимное устройство для фиксации и выравнивания ленточных ножей (для BAS 330 и BAS 340)
Принадлежности для предварительной и последующей обработки полос для всех типов станков
Вы можете дополнить и расширить свой станок для шлифования полос различными компонентами в соответствии с вашими потребностями. К ним относятся различные конструкции ножниц для полос и шлифовальных станков, которые могут быть добавлены непосредственно к станкам для дальнейшей обработки сварных полос и ленточных пил.
ножниц
Идеальные ножницы для полосок обезьяны для резки полосок без зарыва и правого углу
AHE 420 / AHE 450
AHE 250
AHE 080
AHE 060
AHE 050
988
99004
AHE 050
988
99004
AHE 050
988
99004
9659 9000 9000 9000 9000 3
965 9000 9000 9000 9000 9003
6565965 9000 9000 9000 9003
9999999003
9
.0003 IDEAL-SMH или, в зависимости от обстоятельств, SMP шлифовальные станки для обработки сварного шва полос шириной до 320 мм
Ссылка для загрузки страницы
Настройки конфиденциальности
Если вам еще не исполнилось 16 лет, и вы хотите дать согласие на дополнительные услуги, вы должны спросить разрешения у своих законных опекунов. Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.
Принять все
Сохранить
Используйте только необходимые файлы cookie
Настройки конфиденциальности
Основные (3)
Основные файлы cookie обеспечивают выполнение основных функций и необходимы для правильной работы веб-сайта.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Имя
Печенье Борлабс
Анбитер
Владелец этого веб-сайта, Выходные данные
Цвек
Сохраняет настройки посетителей, выбранные в окне файлов cookie Borlabs Cookie.
Имя файла cookie
borlabs-cookie
Печенье Laufzeit
1 Яр
Имя
Куформ
Анбитер
Куформ
Цвек
Сохранить информацию, введенную в формы, предоставленные плагином Quform для сеанса. Сохраняет только идентификатор сеанса (без личных данных) / Требуется по соображениям безопасности (защита от подделки межсайтовых запросов) / Требуется для нормальной работы плагина
Печенье Laufzeit
quform_session
Имя
WPML
Анбитер
Владелец этого веб-сайта
Цвек
Сохраняет язык последней просматриваемой пользователем страницы.
Статистические файлы cookie собирают информацию анонимно. Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Акзептирен
Гугл Аналитика
Имя
Гугл Аналитика
Анбитер
Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия
Цвек
Файл cookie Google, используемый для аналитики веб-сайта. Генерирует статистические данные о том, как посетитель использует веб-сайт.
Датеншуцерклерунг
https://policies.google.com/privacy
Хост(ы)
google.com
Имя файла cookie
_ga,_gat,_gid
Печенье Laufzeit
2 года
Внешние носители (2)
Внешние носители
Контент с видеоплатформ и социальных сетей по умолчанию заблокирован. Если файлы cookie внешних носителей принимаются, доступ к этому содержимому больше не требует ручного согласия.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Акзептирен
Карты Гугл
Имя
Карты Гугл
Анбитер
Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия
Цвек
Используется для разблокировки контента Google Maps.
Датеншуцерклерунг
https://policies.google.com/privacy
Хост(ы)
.google.com
Имя файла cookie
НИД
Печенье Laufzeit
6 Монате
Акзептирен
YouTube
Имя
YouTube
Анбитер
Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия
Металлические шкафы для одежды на продажу | Стальные гардеробные шкафы
Гардеробные шкафы с одной и двумя дверями
Металлические шкафы на продажу | Стальные гардеробные шкафы
Стальные гардеробные шкафы — отличный способ хранить личные вещи в порядке и в безопасности. В магазине металлических шкафов вы найдете широкий ассортимент металлических гардеробных шкафов различных размеров, стилей и ценовых категорий, идеально подходящих для самых разных целей. Например, у нас есть сверхширокие мобильные шкафы Sandusky, изготовленные из толстой стали с утопленными ручками-замками. Они сочетают в себе необходимую долговечность с удобством мобильности.
У нас также есть недорогие одностворчатые шкафы с выдвижными ящиками для хранения одежды и папок с папками. Вы также найдете прозрачные шкафы, чтобы ваши вещи всегда были на виду, но трехточечный запирающий механизм обеспечивает их безопасность. Многие из этих продуктов доступны в различных нейтральных и ярких цветах, поэтому их можно подобрать в соответствии с интерьером вашего помещения.
Независимо от того, что требуется вашему бизнесу или организации, у нас есть шкафы для хранения вещей, которые вам нужны, от брендов, которым вы доверяете. Если у вас есть какие-либо вопросы о наших решениях для хранения данных, позвоните нам по телефону (888) 651-3880.
21 Предметов42 Предметов63 Предметов84 Предметов105 ПредметовИмя (A — Z)Имя (Z — A)Цена (Низкая — Высокая)Цена (Высокая — Низкая)
Гардеробный шкаф Deluxe C-Thru — 36 дюймов Ш x 78 дюймов В
2 модели и 11 цветов CVD7818W 36″Ш x 18″Г x 78″В CVD7824W 36″Ш x 24″Г x 78″В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
Простой в сборке шкаф для одежды класса люкс — 36 «Ш x 78» В
2 модели и 11 цветов 1871 36″Ш x 18″Г x 78″В 2471 36″Ш x 24″Г x 78″В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
Гардеробный шкаф открытого типа, 72″H
2 модели и 11 цветов OS7114 36″Ш x 18″Г x 72″В OS7124 36″Ш x 24″Г x 72″В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
Простой в сборке стандартный гардеробный шкаф — 36 дюймов Ш x 18 дюймов Г x 72 дюймов В
Доступно 11 цветов 1471 36″ Ш x 18″ Г x 72″ В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
45-W-244, Гардеробный шкаф — калибр 12, 48″ Ш x 24″ Г x 66″ В
45-Ш-244
48″ Ш x 24″ Г x 66″ В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
55-W-244, Гардеробный шкаф — калибр 12, 60″ Ш x 24″ Г x 66″ В
55-W-244
60″ Ш x 24″ Г x 66″ В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
Стандартный гардеробный шкаф — 36 дюймов Ш x 18 дюймов Г x 72 дюймов В
Доступно 11 цветов 7114 36’Ш x 18’Г x 72’В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
Гардеробный шкаф Делюкс — 36 дюймов Ш x 18 дюймов Г x 78 дюймов В
7818Ш 36″ Ш x 18″ Г x 78″ В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
Гардеробный шкаф Делюкс — 36 дюймов Ш x 24 дюйма x 78 дюймов В
7824Ш 36″Ш x 24″Г x 78″В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
Гардеробный шкаф серии Classic Plus — 5 цветовых вариантов
5 вариантов цвета Модель CAW1362472 36’Ш x 24’Г x 72’В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
Гардеробный шкаф серии Classic Plus — 5 цветовых вариантов
5 вариантов цвета
Модель CAW1362478
36″ Ш x 24″ Г x 78″ В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
Стандартный гардеробный шкаф C-Thru — 36 дюймов Ш x 18 дюймов Г x 72 дюймов В
Доступно 11 цветов CVD7114 36″ Ш x 18″ Г x 72″ В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
Гардеробные шкафы серии Elite, 36 дюймов, 9 вариантов цвета
Доступно 9 цветов Модель EAWR362472 36’Ш x 24’Г x 72’В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
Шкаф экстра большой вместимости серии Elite, 46 дюймов, 9 вариантов цвета
Доступно 9 цветов Модель EAWR462472 46’Ш x 24’Г x 72’В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
Мобильный гардеробный шкаф серии Transport, 36 дюймов (ширина) — 9 цветовых вариантов
Доступно 9 цветов Модель TAWR362472 36’Ш x 24’Г x 72’В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
Сверхширокий мобильный шкаф Transport Series, ширина 46 дюймов — 9Варианты цвета
Доступно 9 цветов Модель TAWR462472 46’Ш x 24’Г x 78’В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
Серия WSC — Гардеробные шкафы для хранения с 3 ящиками
WSC-3672-24-3D
36″ Ш x 24″ Г x 72″ В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
Серия WSC — Гардеробные шкафы для хранения с 4 ящиками
WSC-3672-24-4D
36″ Ш x 24″ Г x 72″ В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
Серия WSC — Гардеробные шкафы для хранения с 3 ящиками
WSC-4872-24-3D
48″ Ш x 24″ Г x 72″ В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
Серия WSC — Гардеробные шкафы для хранения с 4 ящиками
WSC-4872-24-4D
48″ Ш x 24″ Г x 72″ В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
Серия WSC — Гардеробные шкафы для хранения с 3 ящиками
WSC-6072-24-3D
60″ Ш x 24″ Г x 72″ В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
2 модели и 11 цветов CVD7818W 36 дюймов (Ш x 18 дюймов) x 78 дюймов (В) CVD7824 (Ш x 26 дюймов) 78″H
Рассказать другу
Сохранить список желаний
Подробности
Гардеробный шкаф Deluxe C-Thru — 36 дюймов Ш x 78 дюймов В
2 модели и 11 цветов CVD7818W 36″Ш x 18″Г x 78″В CVD7824W 36″Ш x 24″Г x 78″В
Пожалуйста, нажмите на изображение выше, чтобы узнать подробности и заказать
21 Предметов42 Предметов63 Предметов84 Предметов105 ПредметовНазвание (A — Z)Название (Z — A)Цена (Низкая — Высокая) Цена (Высокая — Низкая)
1006 Гардеробный шкаф для хранения — Металлический шкаф со штангой для одежды
0 из 5
( Оставьте отзыв первым. )
318,27 $ – 380,59 $
Артикул: 1006 7
89 Описание
Подробная информация о продукте
Отзывы (0)
Скачано
Металлические офисные шкафы Lyon серии 1000 шириной 36 дюймов с дверцами обеспечивают виртуальную кладовую! Гардеробный шкаф 1006 серии 1000 дает вам место для хранения одежды, а также полку во всю ширину в верхней части. Помимо использования в качестве шкафов для хранения офисного гардероба, вы можете использовать их для хранения униформы или костюма в розничной торговле или школах. Эти металлические офисные шкафы предлагают все замечательные функции шкафа Lyon, но по более низкой цене.
Прочная стальная конструкция
Гардеробный шкаф 1006 имеет конструкцию из толстой стали. Закругленные передние углы придают стильный вид. Полноразмерные двойные дверцы широко открываются, обеспечивая полный доступ ко всем частям шкафа. Каждая из сверхпрочных стальных дверей оснащена тремя петлями. Эти петли вместе с усилением типа чаши помогают поддерживать выравнивание двери. Функция Lyon «Тихая дверь» также снижает шум при открытии и закрытии дверей шкафа. Основание высотой 4 дюйма обеспечивает дополнительное пространство для ног под шкафом для хранения, когда двери открыты. Это также помогает поднимать предметы на нижней полке, поэтому вам не нужно тянуться вниз, чтобы взять их.
Гардеробный шкаф 1006 оснащен 3-точечной системой запирания. Благодаря усилению двери система запирания работает без заеданий. Полированная хромированная ручка легко поворачивается, удерживая двери закрытыми. Встроенный замок с рифленым ключом обеспечивает дополнительную безопасность. Замок шкафа включает в себя два ключа, позволяющих запирать предметы в шкафу. Это добавляет еще один уровень к управлению запасами предметов или продуктов, хранящихся в шкафу. Все наши металлические офисные шкафы для хранения имеют прочную порошковую окраску, которая выдержит суровые условия эксплуатации.
Регулируемая полка со штангой для одежды
Каждый шкаф для хранения гардероба 1006 включает в себя регулируемую по ширине полку в верхней части. Эта стальная полка размером 36 дюймов (ширина x 21 дюйм) обеспечивает грузоподъемность 210 фунтов. Полноразмерная металлическая штанга для одежды, прикрепленная под полкой, чтобы повесить пальто, униформу или другие предметы одежды. Полка аккуратно входит в прорези в задних углах шкафа и полностью регулируется по 2-дюймовым центрам без инструментов. Два зажима полки поддерживают передние углы полки. Просто освободите передние защелки, переместите полку и снова установите защелки там, где это необходимо. Это позволяет вам легко изменять расстояние между полками, когда вам нужно изменить хранилище. Вы можете еще больше расширить возможности хранения, добавив дополнительные полки в нижней части для хранения обуви или одежды в сложенном виде.
Сборка и установка
Вы можете заказать эти металлические шкафы для офисных принадлежностей в разобранном или собранном виде.
 Сумы
Сумы 67 — 1 821.84 грн
67 — 1 821.84 грн Сумы
Сумы
 Материал эльбор по твердости лишь незначительно уступает алмазу, его ресурс составляет примерно 10 км заточенной пилы, что означает практически год работы без замены.
Материал эльбор по твердости лишь незначительно уступает алмазу, его ресурс составляет примерно 10 км заточенной пилы, что означает практически год работы без замены. В
В 00
00 bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/131/535/Sharpener1__96713.1636387163.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/131/535/Sharpener1__96713.1636387163.jpg?c=1?imbypass=on»>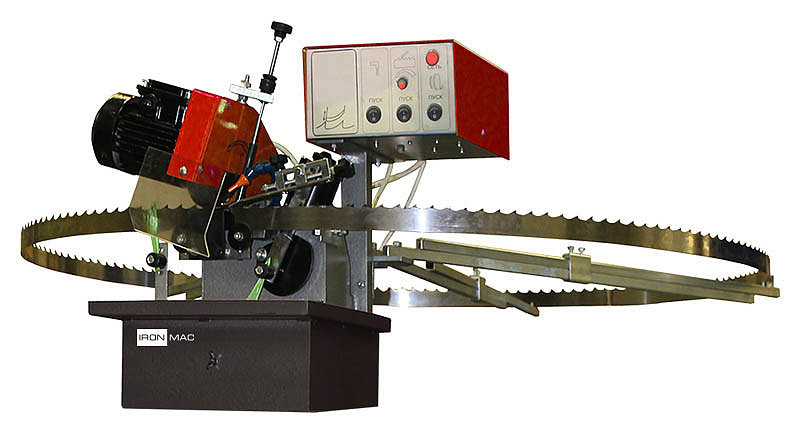 bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/131/541/Sharpener3__72353.1636387129.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/131/541/Sharpener3__72353.1636387129.jpg?c=1?imbypass=on»>
 мм – 25 мм) для установки на эту точилку.
мм – 25 мм) для установки на эту точилку. ..
..
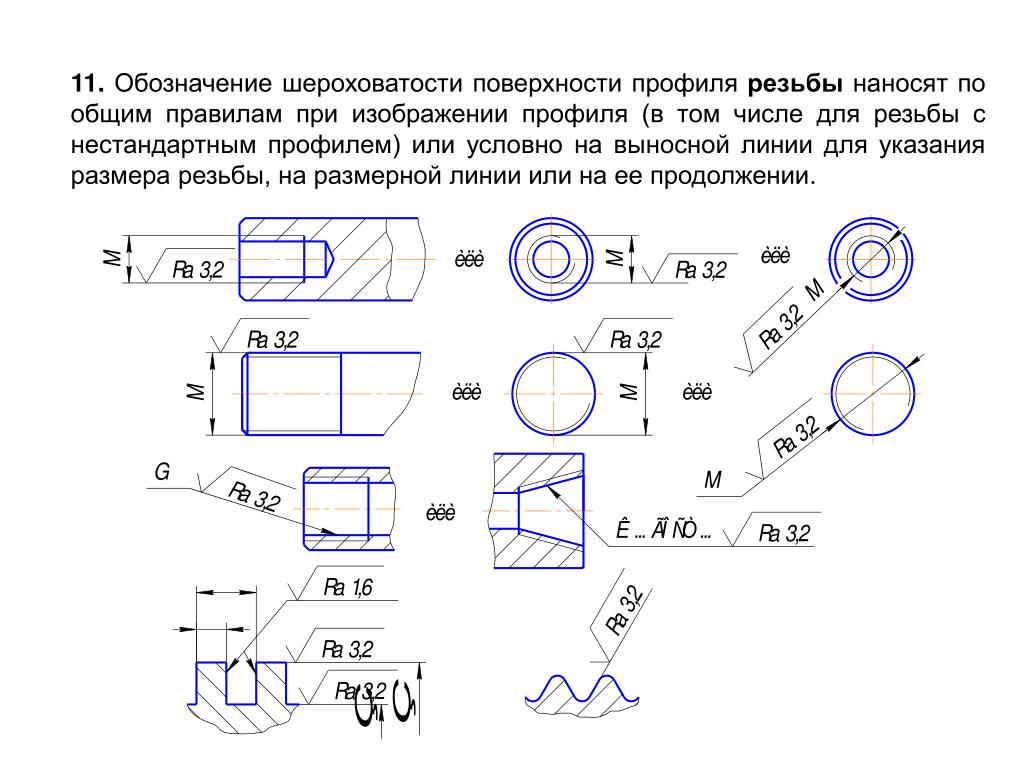 Потому реальное значение Rz может быть записано как:
Потому реальное значение Rz может быть записано как: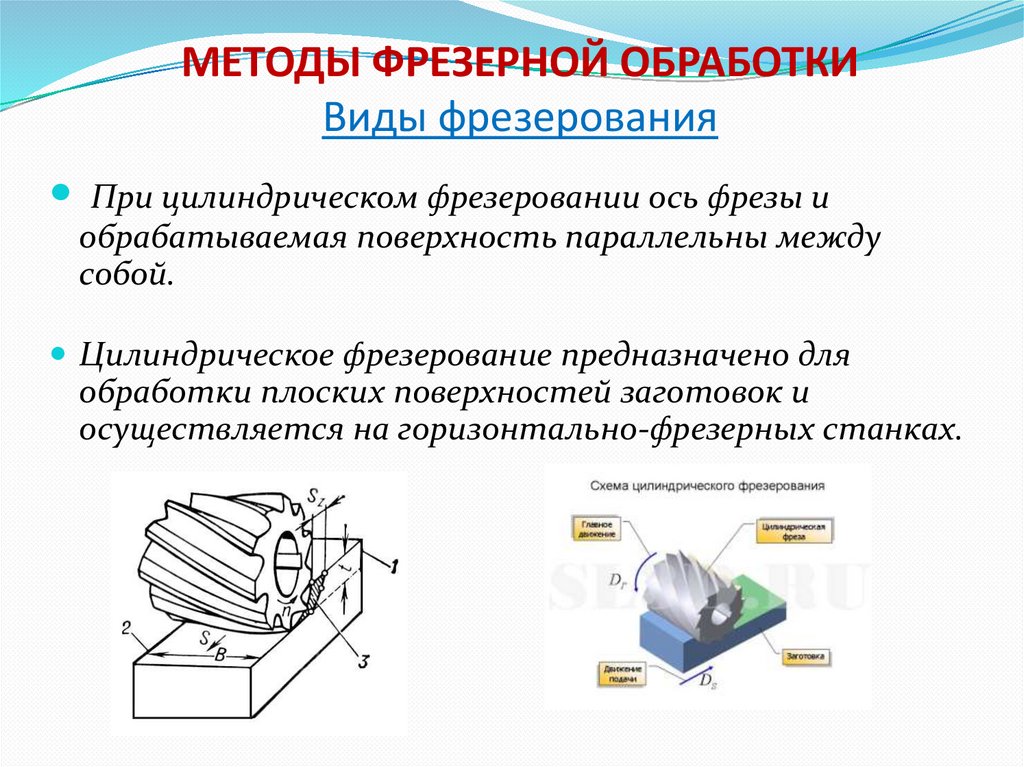 Качественную оценку весьма тонко обработанных поверхностей следует производить с помощью микроскопа или лупы с пятикратным и большим увеличением.
Качественную оценку весьма тонко обработанных поверхностей следует производить с помощью микроскопа или лупы с пятикратным и большим увеличением.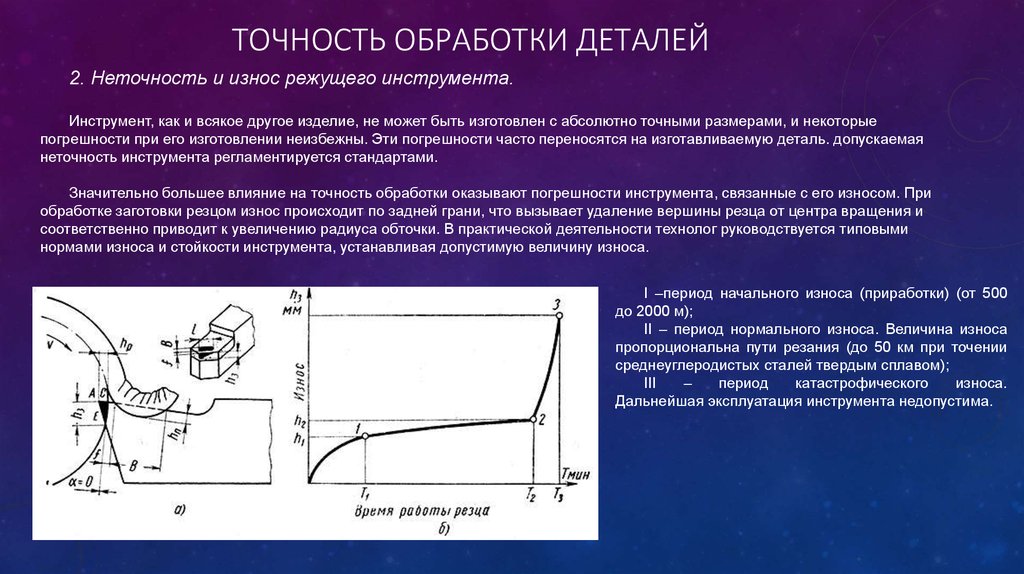 Изображение щели проецируется в виде световой точки. Деталь 10, на
Изображение щели проецируется в виде световой точки. Деталь 10, на Перемещение иглы по поверхности осуществляют с помощью электропривода со скоростью 10…20 мм/с. Давление иглы на поверхность проверяемой детали составляет 5…25 кПа. При подключении к профилометру осциллографа можно получить профилограмму исследуемой поверхности.
Перемещение иглы по поверхности осуществляют с помощью электропривода со скоростью 10…20 мм/с. Давление иглы на поверхность проверяемой детали составляет 5…25 кПа. При подключении к профилометру осциллографа можно получить профилограмму исследуемой поверхности.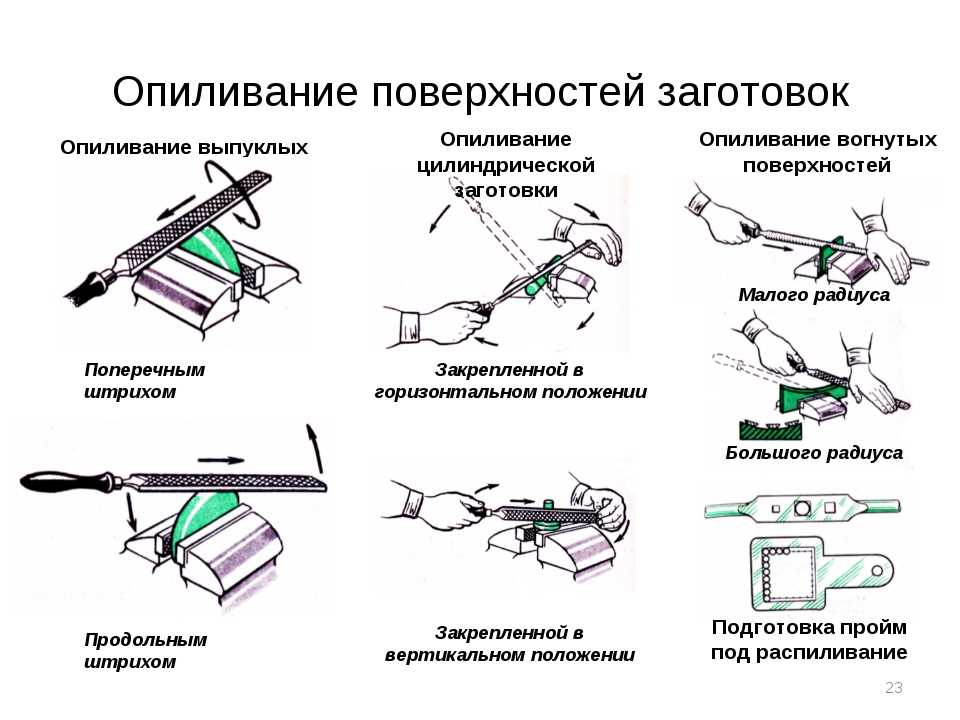
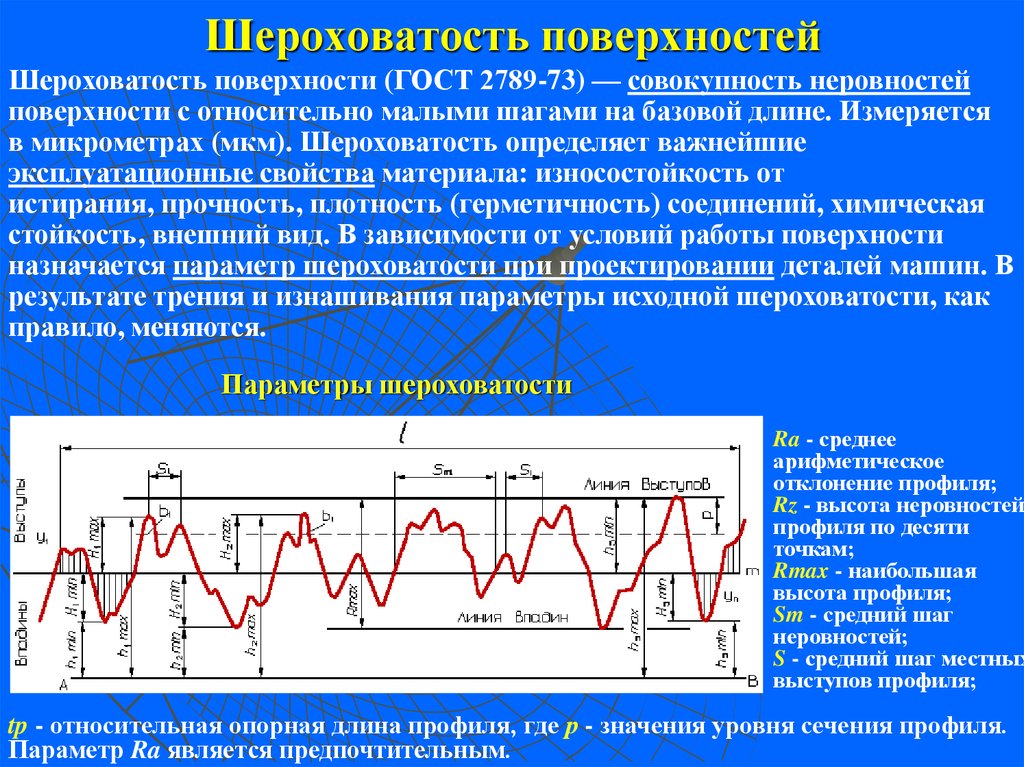
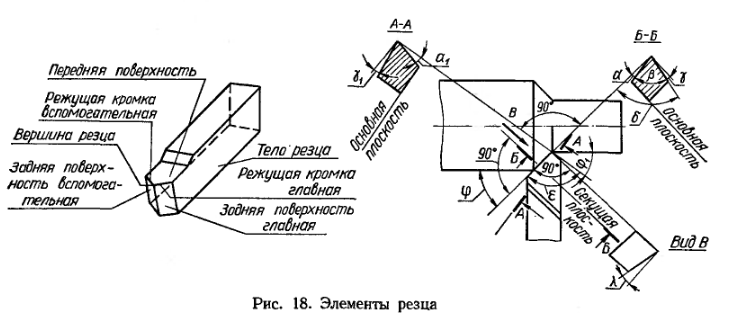 рис. 2.16, б)
рис. 2.16, б) Это наблюдается при поперечном и продольном точении, протягивании, цилиндрическом фрезеровании и др.
Это наблюдается при поперечном и продольном точении, протягивании, цилиндрическом фрезеровании и др.
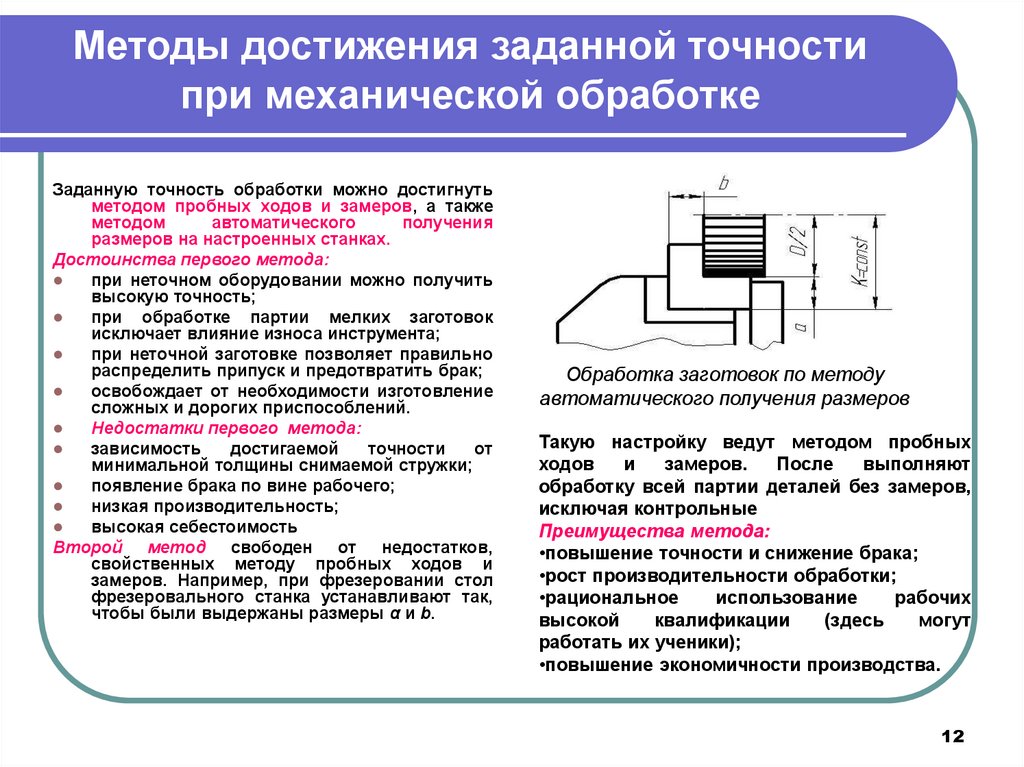
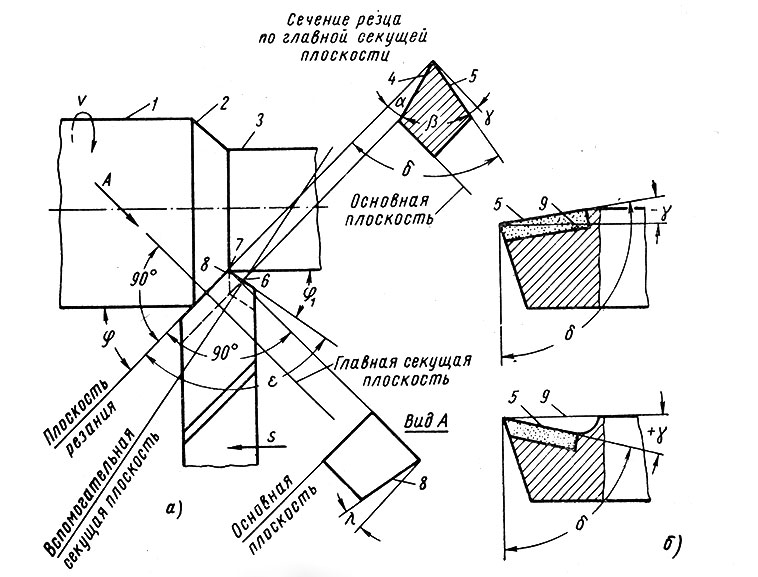

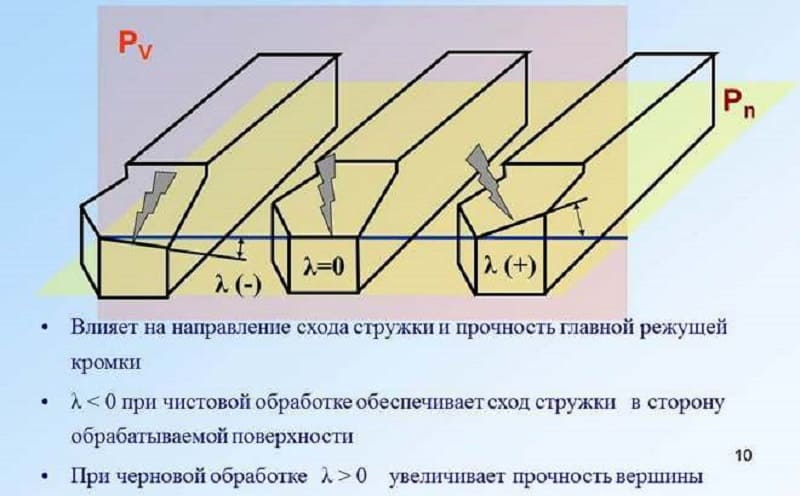
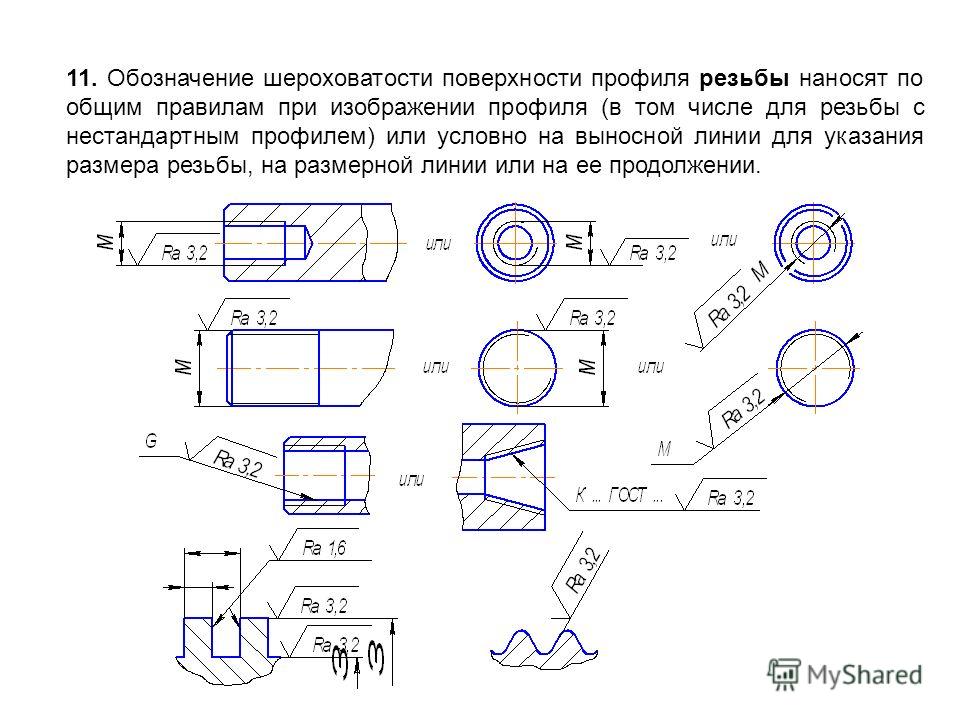 Отрицательная кривизна указывает на то, что поверхность вогнута в этой ячейке в том же направлении. Значение 0 указывает, что поверхность плоская.
Отрицательная кривизна указывает на то, что поверхность вогнута в этой ячейке в том же направлении. Значение 0 указывает, что поверхность плоская.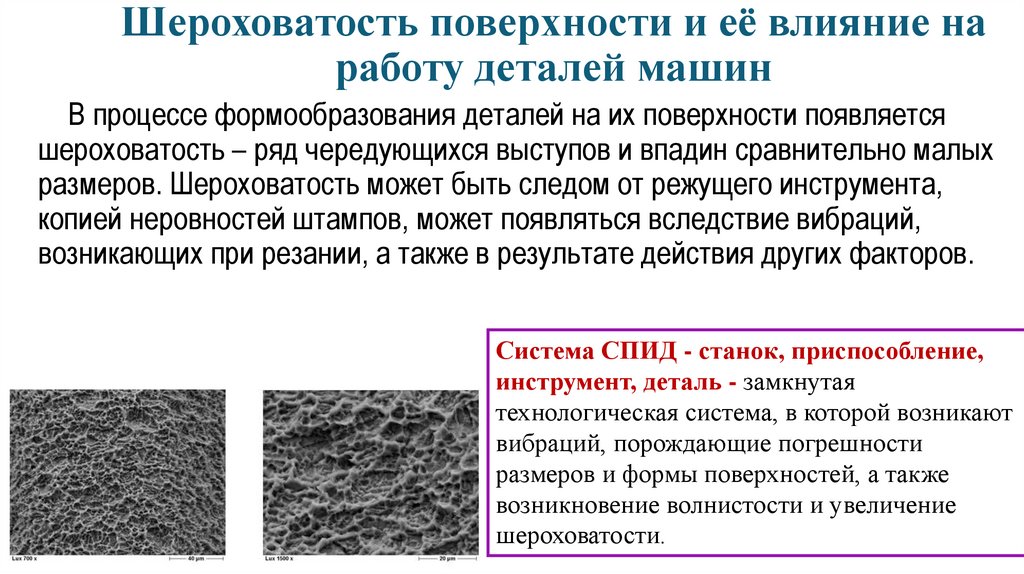
 Это параметр по умолчанию и рекомендуемый для большинства данных и приложений.
Это параметр по умолчанию и рекомендуемый для большинства данных и приложений.


 org/10.1016/j.earscirev.2020.103414
org/10.1016/j.earscirev.2020.103414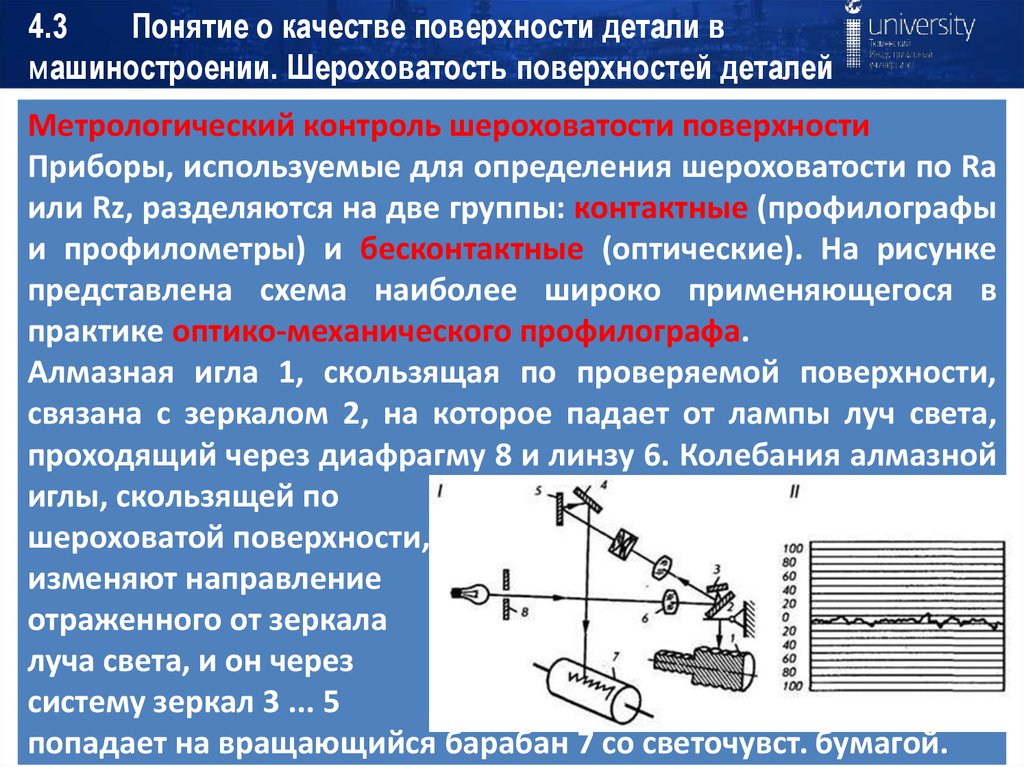 Эта кривизна описывает внутреннюю выпуклость или вогнутость поверхности, независимую от направления или влияния силы тяжести.
Эта кривизна описывает внутреннюю выпуклость или вогнутость поверхности, независимую от направления или влияния силы тяжести.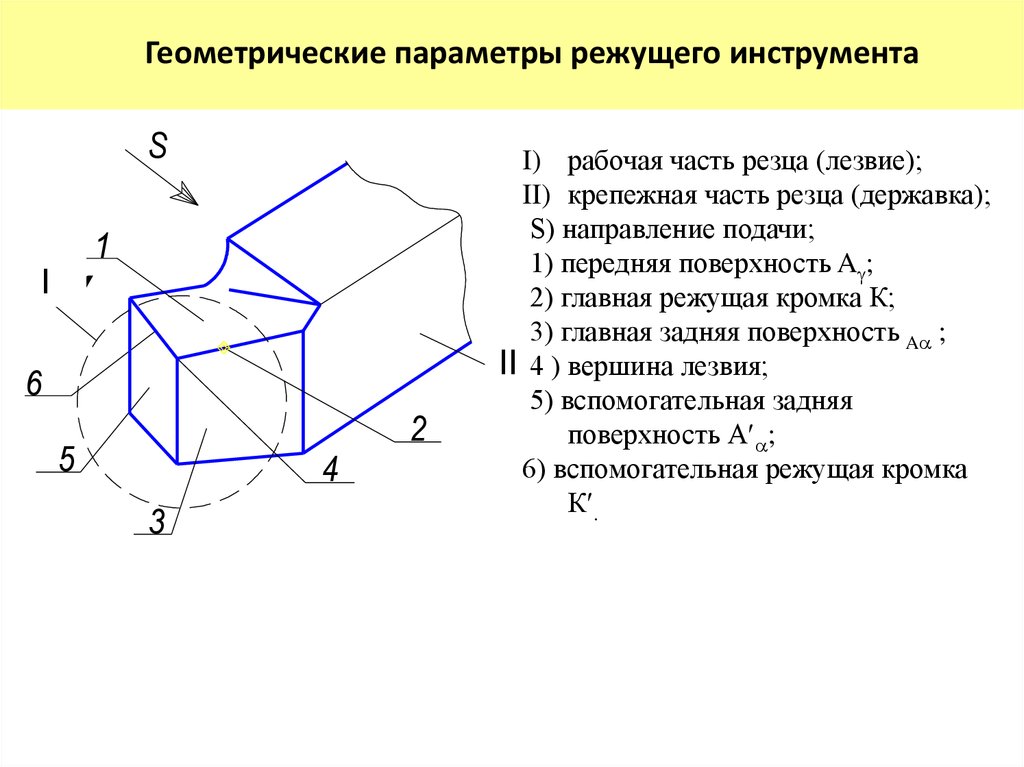 Это может быть ноль или любое другое положительное число.
Это может быть ноль или любое другое положительное число. Он определяет размер соседства.
Он определяет размер соседства.
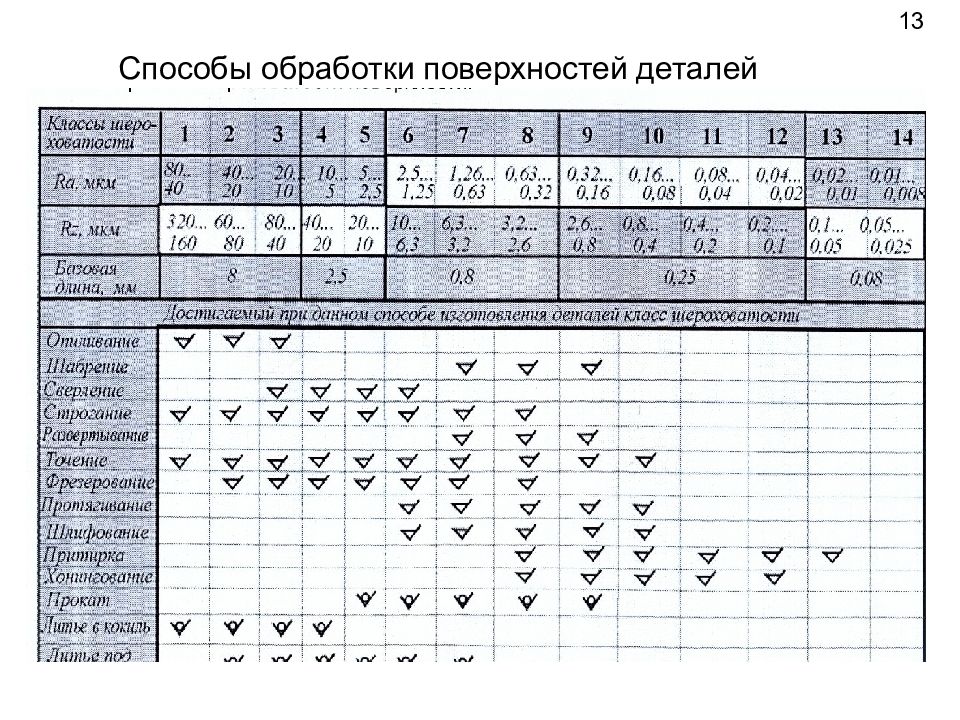 Этот параметр активен только в том случае, если тип параметра — «Наклон».
Этот параметр активен только в том случае, если тип параметра — «Наклон».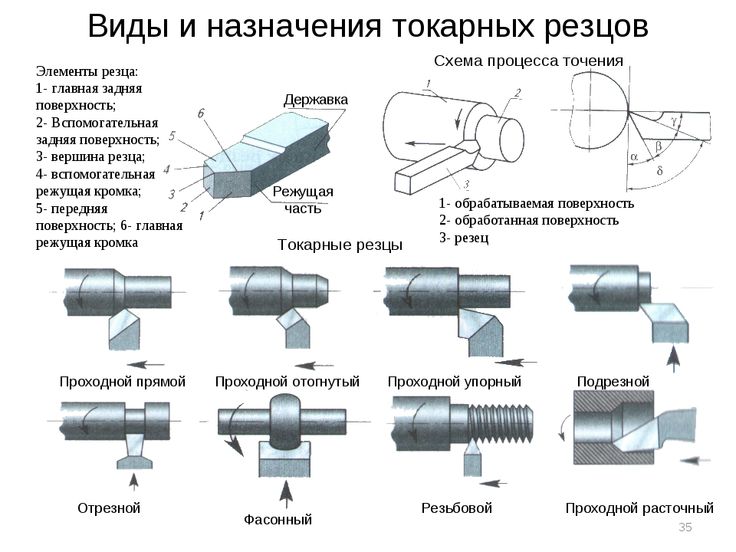
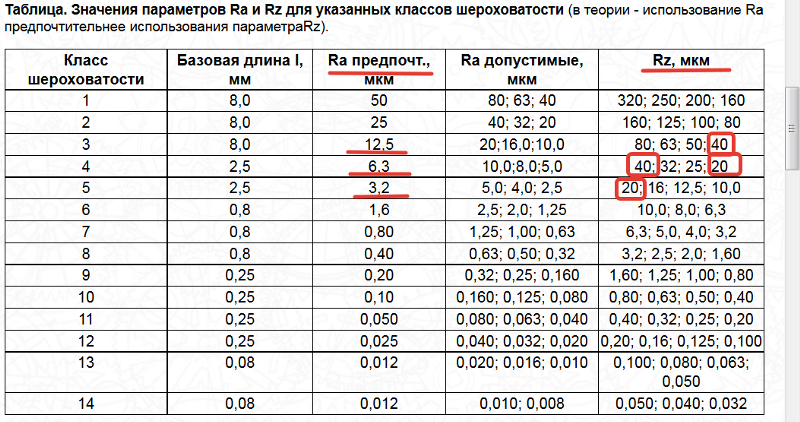
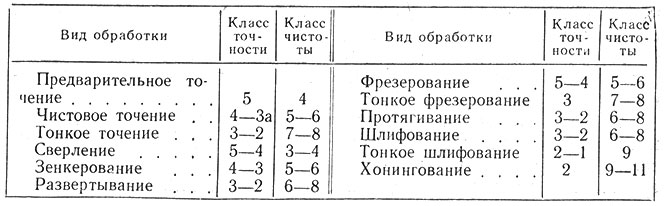 Эта кривизна обычно применяется для характеристики схождения или расхождения потока по поверхности.
Эта кривизна обычно применяется для характеристики схождения или расхождения потока по поверхности.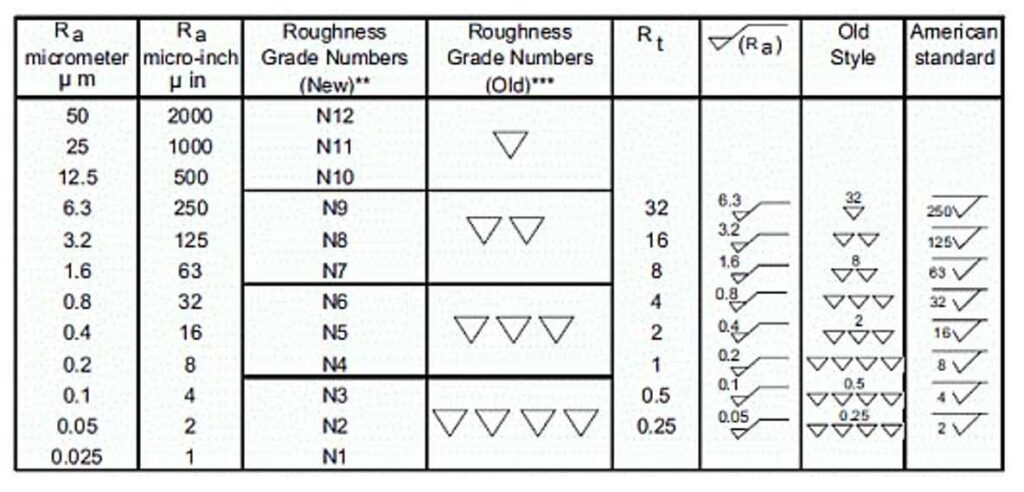
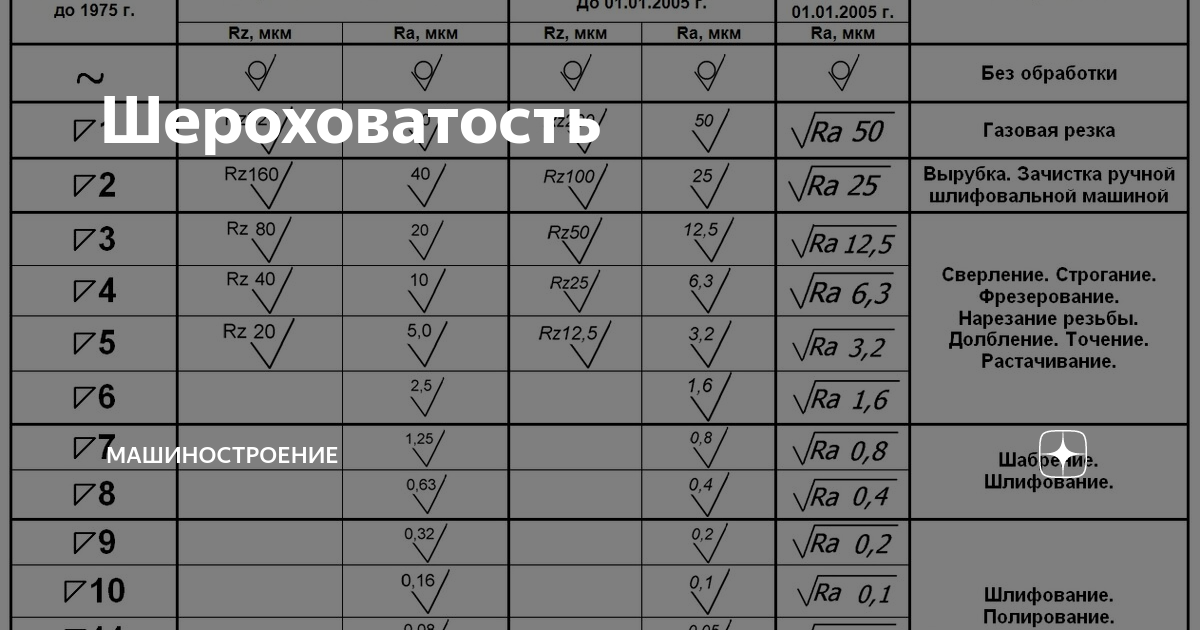 Максимальное расстояние определяется расстоянием соседства. Минимальное расстояние равно размеру ячейки входного растра.
Максимальное расстояние определяется расстоянием соседства. Минимальное расстояние равно размеру ячейки входного растра.
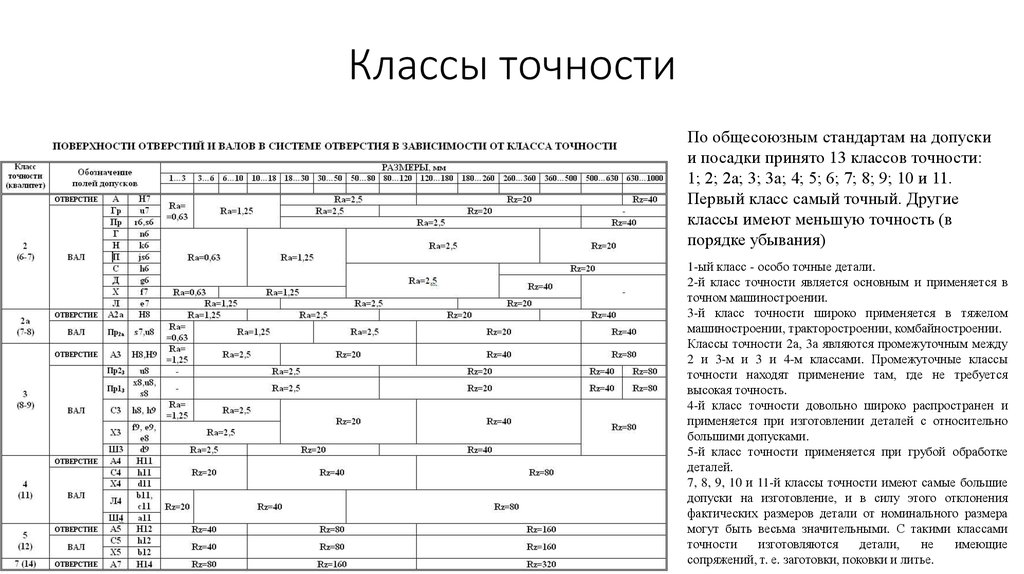 Этот параметр доступен, только если параметр_тип = «НАКЛОН».
Этот параметр доступен, только если параметр_тип = «НАКЛОН».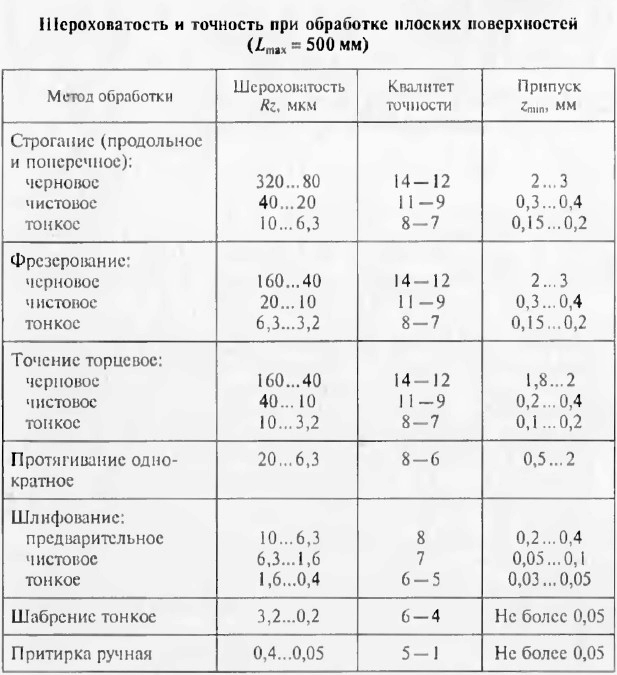
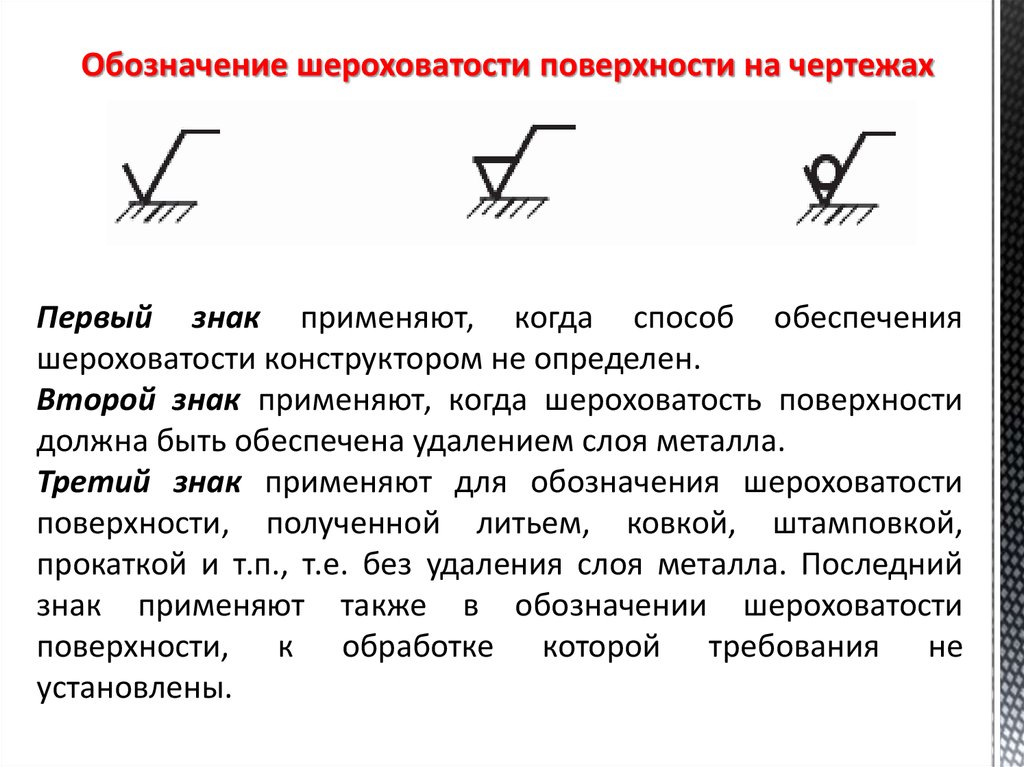 tif", "", "", "5 МЕТРОВ",
"ADAPTIVE_NEIGHBORHOOD", "", "PERCENT_RISE")
outSurfaceParameters.save("C:/sapyexamples/output/outsurfaceparameters01.tif")
tif", "", "", "5 МЕТРОВ",
"ADAPTIVE_NEIGHBORHOOD", "", "PERCENT_RISE")
outSurfaceParameters.save("C:/sapyexamples/output/outsurfaceparameters01.tif")  tif"
inParameterType = "PROFILE_CURVATURE"
inNeighborhoodDistance = "10 МЕТРОВ"
inUseAdaptiveNeighborhood = "ADAPTIVE_NEIGHBORHOOD"
# Запустить инструмент
outSurfaceParameters = SurfaceParameters(inRaster, inParameterType, "",
inNeighborhoodDistance, inUseAdaptiveNeighborhood)
# Сохраняем вывод
outSurfaceParameters.save("C:/sapyexamples/output/outsurfaceparameters02.tif")
tif"
inParameterType = "PROFILE_CURVATURE"
inNeighborhoodDistance = "10 МЕТРОВ"
inUseAdaptiveNeighborhood = "ADAPTIVE_NEIGHBORHOOD"
# Запустить инструмент
outSurfaceParameters = SurfaceParameters(inRaster, inParameterType, "",
inNeighborhoodDistance, inUseAdaptiveNeighborhood)
# Сохраняем вывод
outSurfaceParameters.save("C:/sapyexamples/output/outsurfaceparameters02.tif")  sa *
# Установить параметры среды
arcpy.env.workspace = "C:/sapyexamples/data"
# Ознакомьтесь с лицензией дополнительного модуля ArcGIS Spatial Analyst
arcpy.CheckOutExtension("Пространственный")
# Установить локальные переменные
inRaster = "elevation_1m.tif"
inParameterType = "АСПЕКТ"
inNeighborhoodDistance = "5 МЕТРОВ"
inProjectGeodesicAzimuths = "PROJECT_GEODESIC_AZIMUTHS"
# Запустить инструмент
outSurfaceParameters = SurfaceParameters(inRaster, inParameterType, "",
inNeighborhoodDistance, "", "", "",
inProjectGeodesicAzimuths)
# Сохраняем вывод
outSurfaceParameters.save("C:/sapyexamples/output/outsurfaceparameters03.tif")
sa *
# Установить параметры среды
arcpy.env.workspace = "C:/sapyexamples/data"
# Ознакомьтесь с лицензией дополнительного модуля ArcGIS Spatial Analyst
arcpy.CheckOutExtension("Пространственный")
# Установить локальные переменные
inRaster = "elevation_1m.tif"
inParameterType = "АСПЕКТ"
inNeighborhoodDistance = "5 МЕТРОВ"
inProjectGeodesicAzimuths = "PROJECT_GEODESIC_AZIMUTHS"
# Запустить инструмент
outSurfaceParameters = SurfaceParameters(inRaster, inParameterType, "",
inNeighborhoodDistance, "", "", "",
inProjectGeodesicAzimuths)
# Сохраняем вывод
outSurfaceParameters.save("C:/sapyexamples/output/outsurfaceparameters03.tif") 
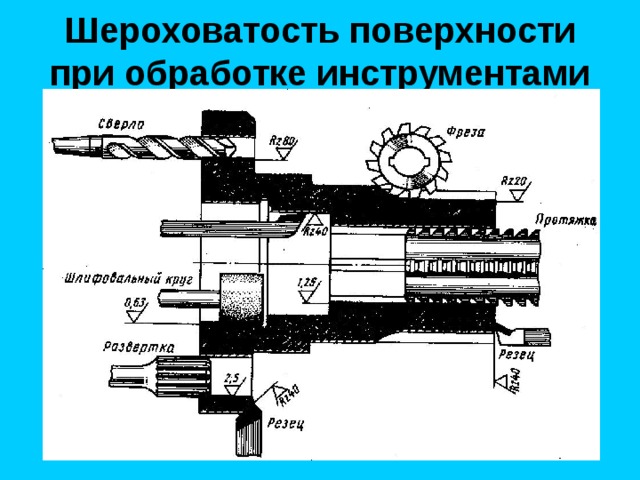
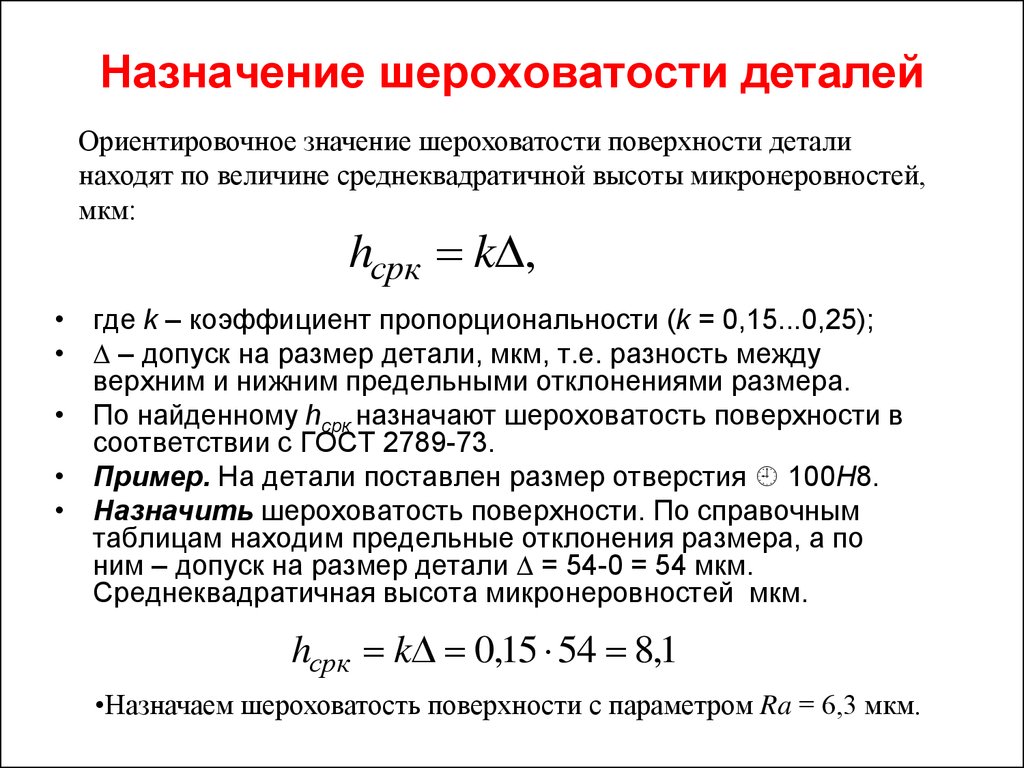 Наконец, геодезический аспект рассчитывается путем измерения угла α по часовой стрелке между севером и проекцией нормали к поверхности (см. рисунок выше).
Наконец, геодезический аспект рассчитывается путем измерения угла α по часовой стрелке между севером и проекцией нормали к поверхности (см. рисунок выше).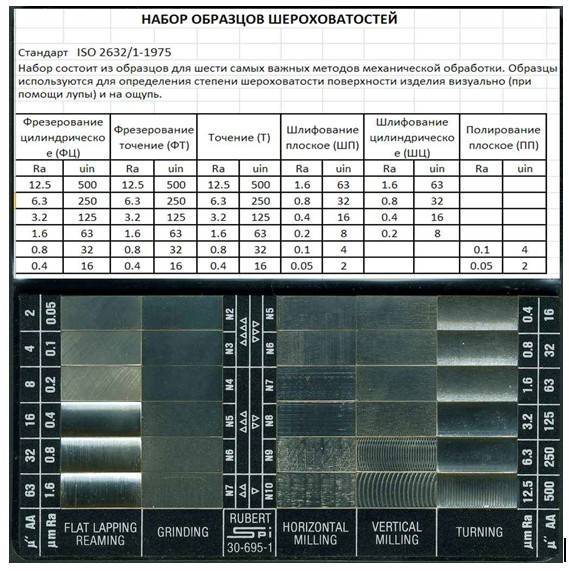 Более крутые склоны отображаются на выходном растре склонов более темно-коричневым цветом.
Более крутые склоны отображаются на выходном растре склонов более темно-коричневым цветом.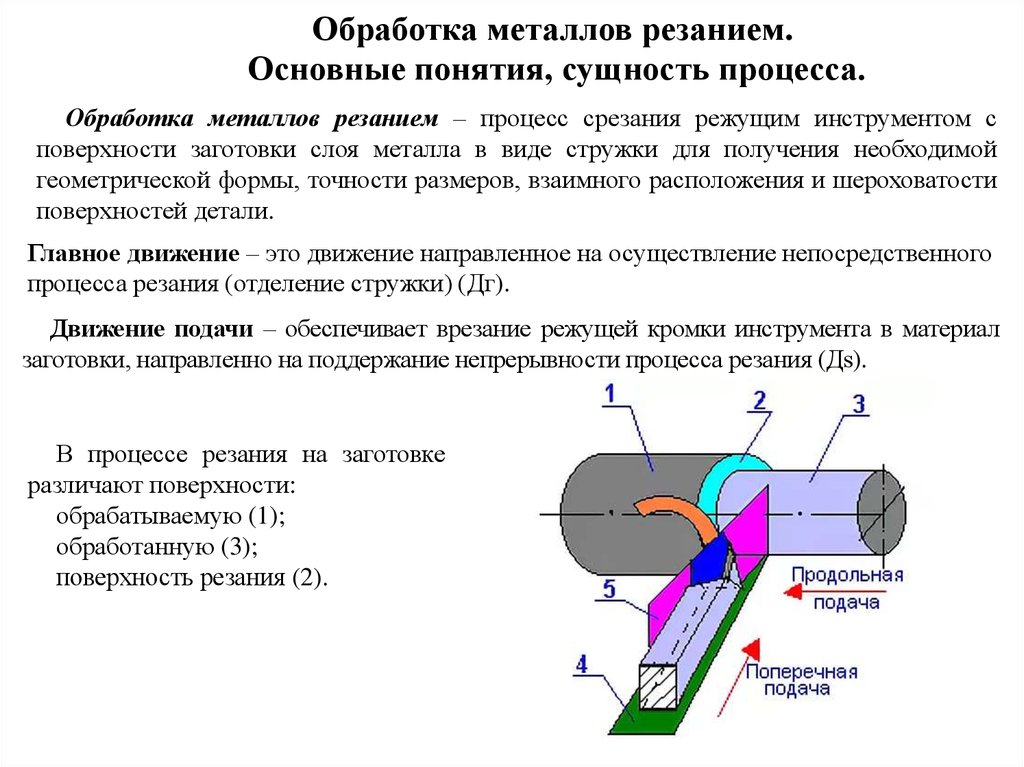

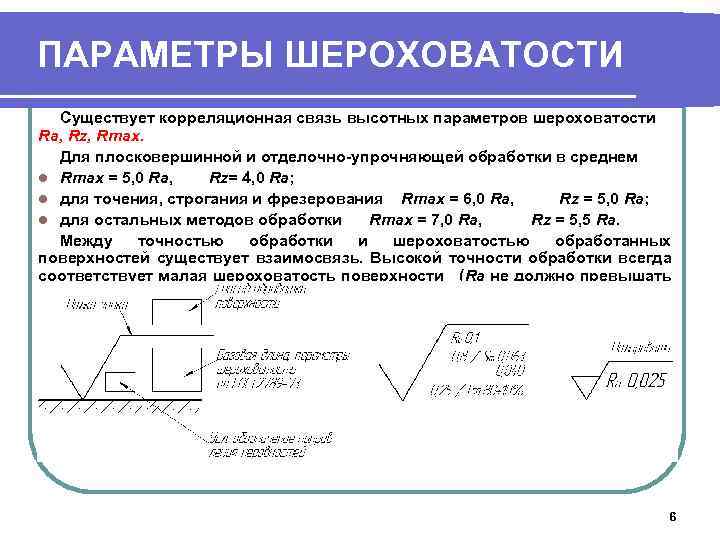 Области сильно вогнутого профиля (линия нормального наклона) кривизны в основании конуса показаны оранжевым цветом. Области с малыми значениями кривизны прозрачны.
Области сильно вогнутого профиля (линия нормального наклона) кривизны в основании конуса показаны оранжевым цветом. Области с малыми значениями кривизны прозрачны. Он описывается как нормальный контур (Minár et al., 2020), потому что фиолетовая секущая плоскость, которая создает фиолетовую линию, вдоль которой вычисляется кривизна, определяется вектором синего контура и вектором нормали к красной поверхности.
Он описывается как нормальный контур (Minár et al., 2020), потому что фиолетовая секущая плоскость, которая создает фиолетовую линию, вдоль которой вычисляется кривизна, определяется вектором синего контура и вектором нормали к красной поверхности.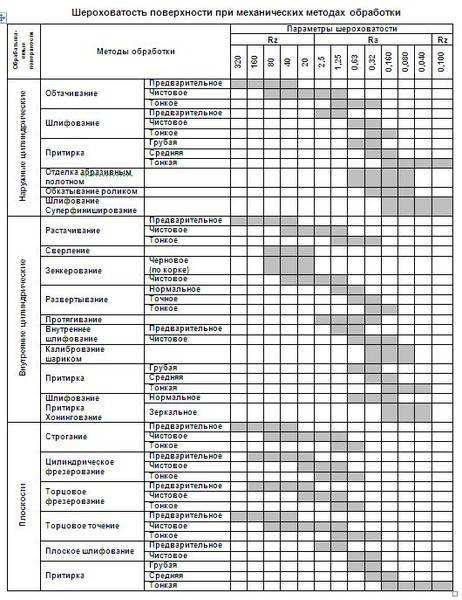
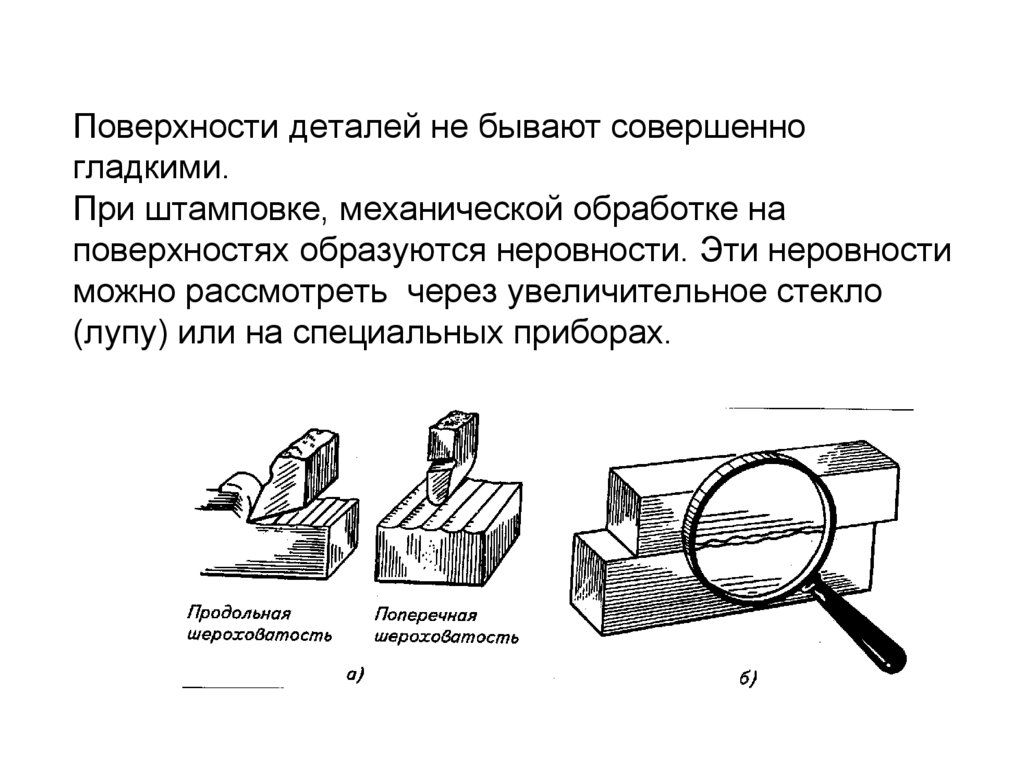 Он рассчитывается как среднее значение минимальной и максимальной кривизны. Он также математически эквивалентен среднему значению кривизны профиля (линия нормального наклона) и тангенциальной кривизны (нормальный контур). На изображении ниже показаны секущая плоскость Профиль (линия нормального наклона) (оранжевая) и плоскость сечения Тангенциальная (нормальный контур) (фиолетовая).
Он рассчитывается как среднее значение минимальной и максимальной кривизны. Он также математически эквивалентен среднему значению кривизны профиля (линия нормального наклона) и тангенциальной кривизны (нормальный контур). На изображении ниже показаны секущая плоскость Профиль (линия нормального наклона) (оранжевая) и плоскость сечения Тангенциальная (нормальный контур) (фиолетовая). , 2020).
, 2020).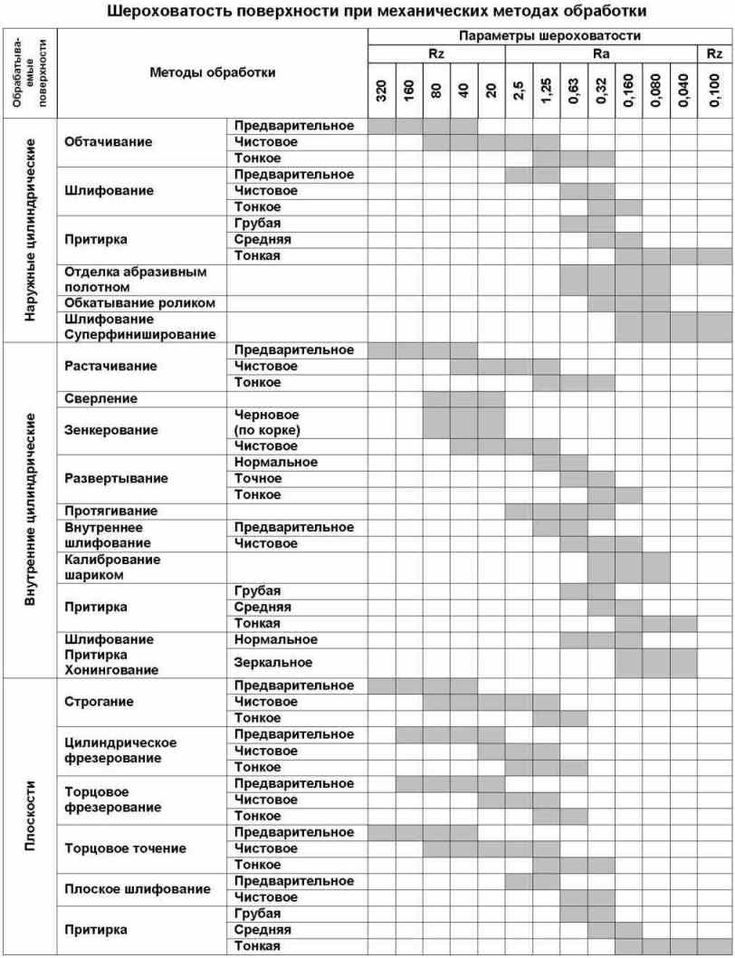 Приняв терминологию Minár et al (2020), они описываются как основное трио.
Приняв терминологию Minár et al (2020), они описываются как основное трио.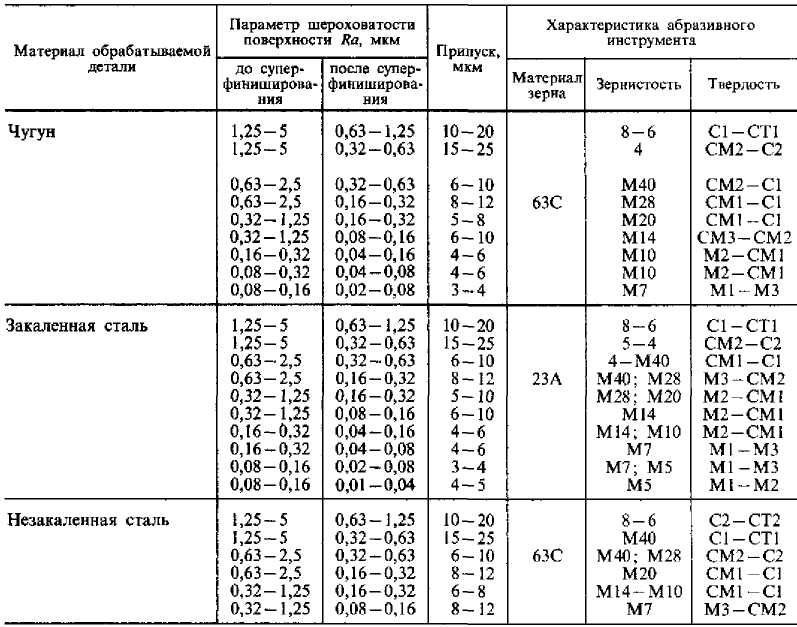 Типы кривизны Surface Parameters, Profile (нормальная линия наклона) и Tangential (нормальный контур), являются истинными геометрическими кривизнами (Minár et al. 2020). Средняя кривизна инструмента «Параметры поверхности» представляет собой среднее значение минимальной и максимальной кривизны в этой точке. Типы Profile и Planform инструмента Curvature являются производными по направлению, фактически не измеряя геометрическую кривизну поверхности в определенном месте (Zevenbergen and Thorne 19).87). Знак (положительный или отрицательный) для профиля (линия нормального уклона) в инструменте «Параметры поверхности» противоположен кривизне профиля инструмента «Кривизна». Инструмент «Параметры поверхности» выполняет вычисления в геодезическом пространстве, а инструмент «Кривизна» использует плоские координаты и математические вычисления. Инструмент «Параметры поверхности» может соответствовать квадратичной или биквадратной поверхности, инструмент «Кривизна» поддерживает только биквадратную поверхность.
Типы кривизны Surface Parameters, Profile (нормальная линия наклона) и Tangential (нормальный контур), являются истинными геометрическими кривизнами (Minár et al. 2020). Средняя кривизна инструмента «Параметры поверхности» представляет собой среднее значение минимальной и максимальной кривизны в этой точке. Типы Profile и Planform инструмента Curvature являются производными по направлению, фактически не измеряя геометрическую кривизну поверхности в определенном месте (Zevenbergen and Thorne 19).87). Знак (положительный или отрицательный) для профиля (линия нормального уклона) в инструменте «Параметры поверхности» противоположен кривизне профиля инструмента «Кривизна». Инструмент «Параметры поверхности» выполняет вычисления в геодезическом пространстве, а инструмент «Кривизна» использует плоские координаты и математические вычисления. Инструмент «Параметры поверхности» может соответствовать квадратичной или биквадратной поверхности, инструмент «Кривизна» поддерживает только биквадратную поверхность.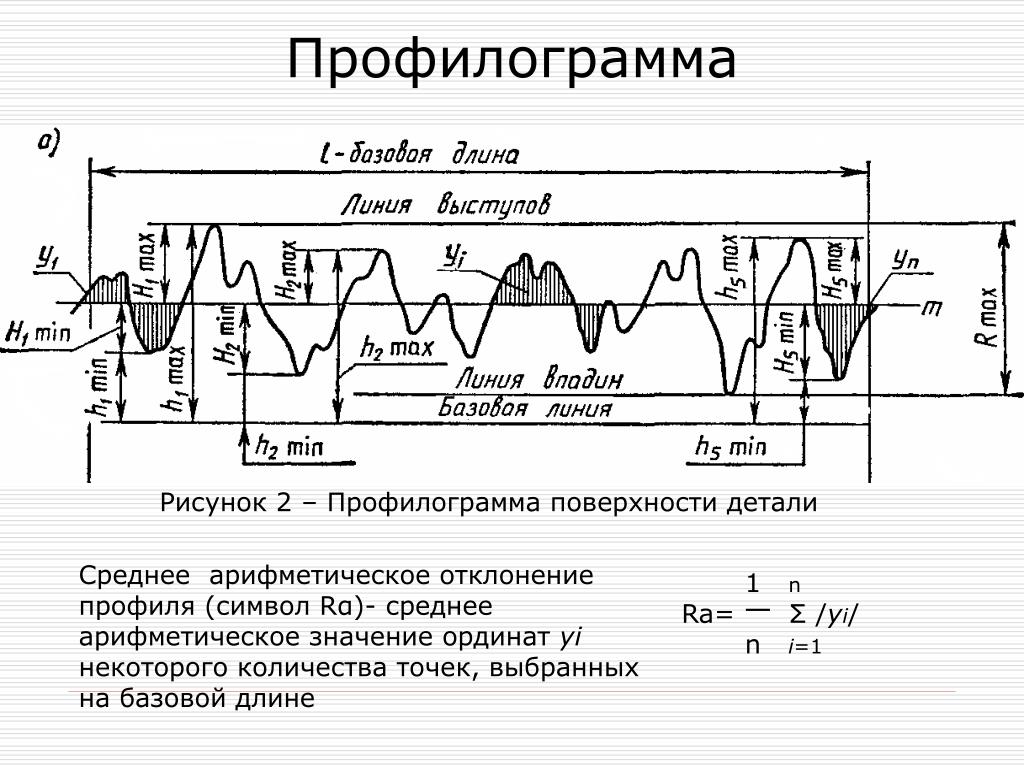
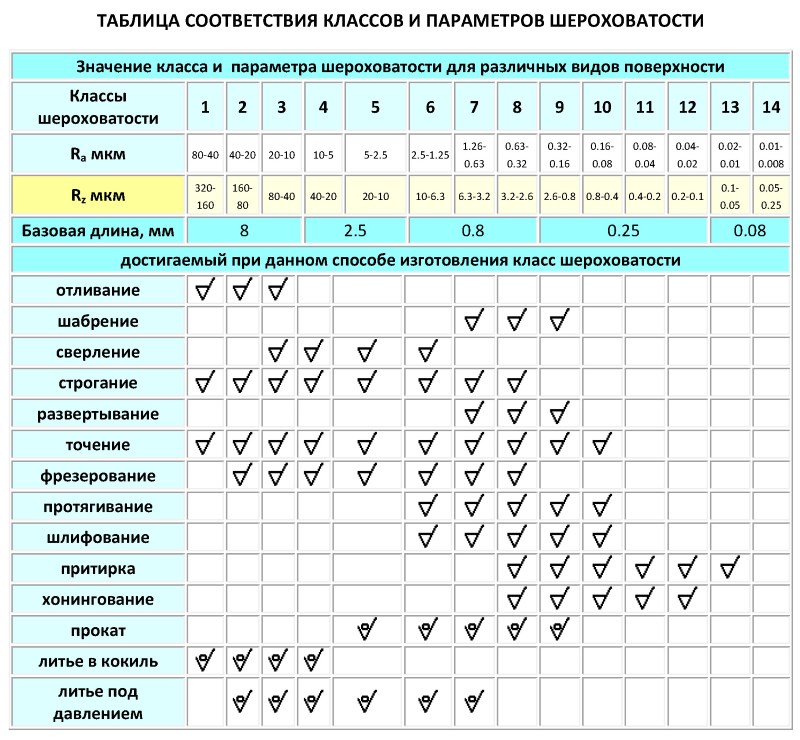 В этом примере с увеличением расстояния до соседей наиболее значимые или основные особенности ландшафта становятся более четкими, а артефакты шума и полос становятся менее заметными. Хотя большее соседнее расстояние всегда приводит к меньшему шуму, наиболее подходящее расстояние будет зависеть от размера ячейки данных и размера элементов рельефа, важных для приложения.
В этом примере с увеличением расстояния до соседей наиболее значимые или основные особенности ландшафта становятся более четкими, а артефакты шума и полос становятся менее заметными. Хотя большее соседнее расстояние всегда приводит к меньшему шуму, наиболее подходящее расстояние будет зависеть от размера ячейки данных и размера элементов рельефа, важных для приложения.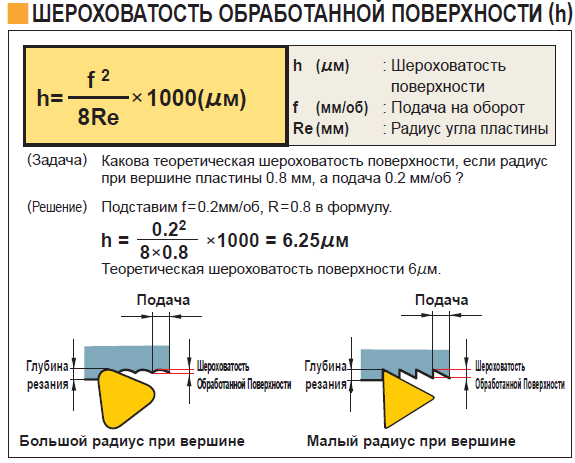 Для размера ячейки 10 метров расстояние соседства 10 метров будет использовать окно ячейки 3 x 3 (это значение по умолчанию), расстояние соседства 20 метров будет использовать окно ячейки 5 x 5, а расстояние соседства 30 метров будет использоваться окно 7 x 7 ячеек.
Для размера ячейки 10 метров расстояние соседства 10 метров будет использовать окно ячейки 3 x 3 (это значение по умолчанию), расстояние соседства 20 метров будет использовать окно ячейки 5 x 5, а расстояние соседства 30 метров будет использоваться окно 7 x 7 ячеек. Wilson (2018) и Minár et al (2020) представляют эффективные и актуальные сводки многочисленных исследований по этой теме.
Wilson (2018) и Minár et al (2020) представляют эффективные и актуальные сводки многочисленных исследований по этой теме.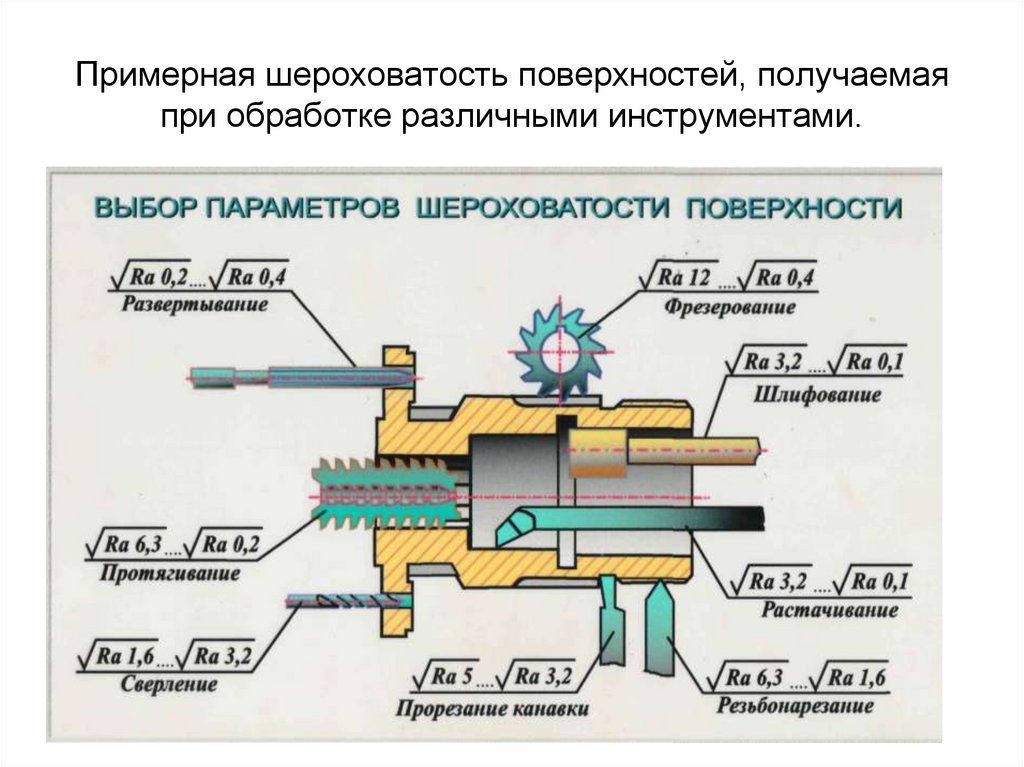

 Это дает более репрезентативный результат для всех параметров поверхности и особенно важно при вычислении кривизны.
Это дает более репрезентативный результат для всех параметров поверхности и особенно важно при вычислении кривизны. Он будет использовать z-единицы входного растра, если они определены в пространственной привязке. Если пространственная привязка входных данных не определяет z-единицы, вам нужно будет сделать это с параметром z-unit.
Он будет использовать z-единицы входного растра, если они определены в пространственной привязке. Если пространственная привязка входных данных не определяет z-единицы, вам нужно будет сделать это с параметром z-unit. Затем он преобразуется в систему координат ECEF. Высота h (значение z) представляет собой высоту эллипсоида относительно поверхности эллипсоида. См. иллюстрацию ниже.
Затем он преобразуется в систему координат ECEF. Высота h (значение z) представляет собой высоту эллипсоида относительно поверхности эллипсоида. См. иллюстрацию ниже. B = незначительная ось. выше формулы. Если единица Z входного растра указана в любой другой единице, она будет преобразована в метры.
B = незначительная ось. выше формулы. Если единица Z входного растра указана в любой другой единице, она будет преобразована в метры.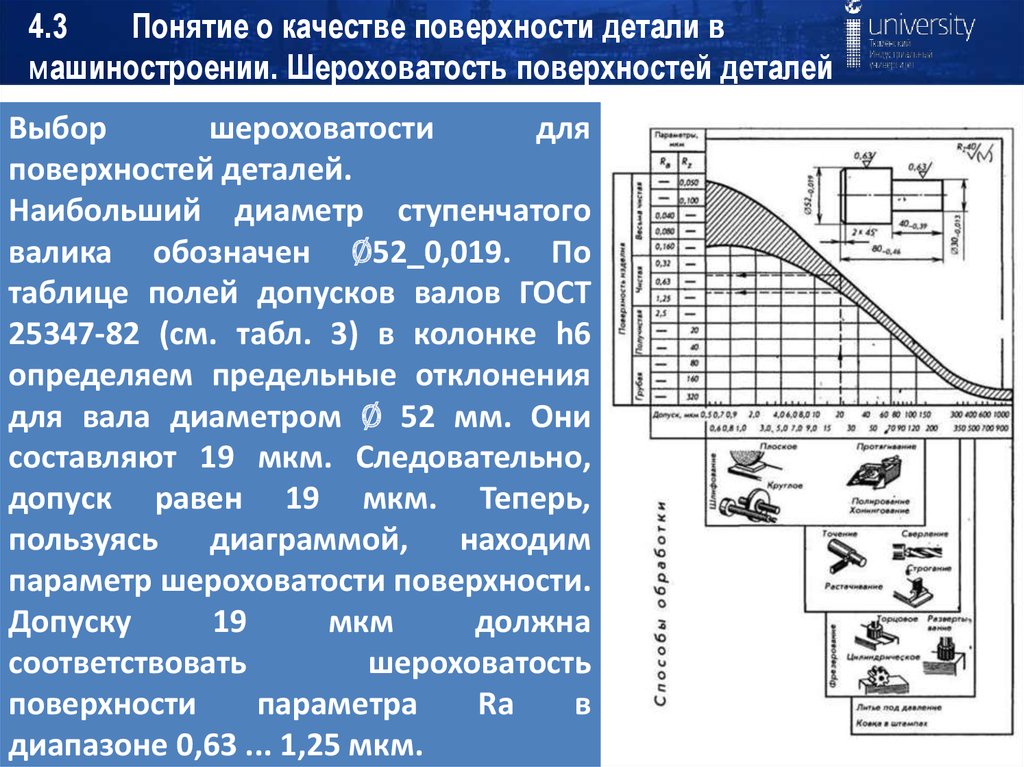 cmu.edu/~kmcrane/Projects/DDG/paper.pdf
cmu.edu/~kmcrane/Projects/DDG/paper.pdf
 Одесса
Одесса 50 грн
50 грн 3 Видео: как сделать шпунтованную доску своими руками
3 Видео: как сделать шпунтованную доску своими руками Такой пол можно использовать на улице для строительства террас и веранд, не требуется покрывать лаком, при желании можно использовать бесцветное или тонирующее масло для ухода;
Такой пол можно использовать на улице для строительства террас и веранд, не требуется покрывать лаком, при желании можно использовать бесцветное или тонирующее масло для ухода;

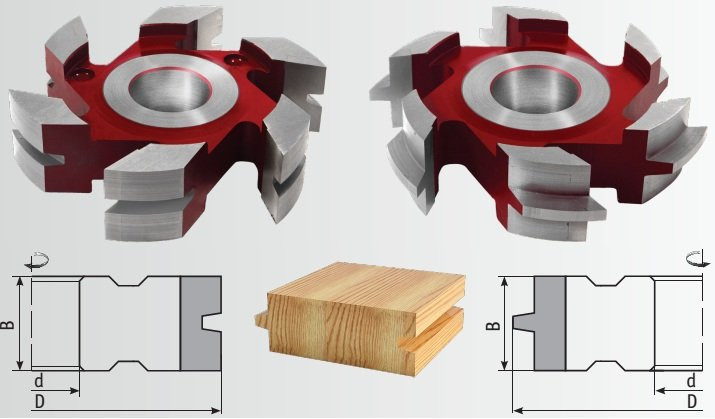 Антистатический эффект не притягивает пыль к поверхности пола и облегчает уход;
Антистатический эффект не притягивает пыль к поверхности пола и облегчает уход; Для решения этой проблемы древесину пропитывают антисептиками, а также покрывают защитными маслами, восками, лаками;
Для решения этой проблемы древесину пропитывают антисептиками, а также покрывают защитными маслами, восками, лаками; Сучки и другие включения и пятна на его поверхности не портят общий вид, а создают дополнительный декоративный эффект натуральности;
Сучки и другие включения и пятна на его поверхности не портят общий вид, а создают дополнительный декоративный эффект натуральности; Эти параметры проверяются визуально и вручную;
Эти параметры проверяются визуально и вручную; Что такое инженерная доска и как ее монтировать, расскажем на нашем сайте: https://pol-master.com/pol-pokritiya/trehsloynaya-inzhenernaya-doska.html.
Что такое инженерная доска и как ее монтировать, расскажем на нашем сайте: https://pol-master.com/pol-pokritiya/trehsloynaya-inzhenernaya-doska.html.
 Твёрдые породы, устойчивые к механическим воздействиям можно покрыть специальным маслом, которое подчеркнёт красоту и выявит фактуру древесины.
Твёрдые породы, устойчивые к механическим воздействиям можно покрыть специальным маслом, которое подчеркнёт красоту и выявит фактуру древесины. Позволяет делать V-образные канавки в пенопластовых плитах толщиной до 1/2 дюйма (5 мм). Используется с направляющими каналов FoamWerks, Logan Adapt-A-Rule или Team System. Используйте сменные лезвия WC-5 или WC-20.
Позволяет делать V-образные канавки в пенопластовых плитах толщиной до 1/2 дюйма (5 мм). Используется с направляющими каналов FoamWerks, Logan Adapt-A-Rule или Team System. Используйте сменные лезвия WC-5 или WC-20. Ваша оценка
Ваша оценка Logan FoamWerks V-Groover лучше всего работает в сочетании с Logan FoamWer … Подробнее
Logan FoamWerks V-Groover лучше всего работает в сочетании с Logan FoamWer … Подробнее На V-образной канавке есть небольшие насечки, которые совпадут с вашей контрольной меткой. Зацепите V-образный желобок сбоку от направляющей в соответствии с сделанной вами контрольной отметкой. Добавление дополнительного куска материала на дальнем конце поддерживает начало и конец вашего разреза. Сдвиньте инструмент вперед, чтобы прижать лезвия, и потяните назад, чтобы создать V-образную канавку.
На V-образной канавке есть небольшие насечки, которые совпадут с вашей контрольной меткой. Зацепите V-образный желобок сбоку от направляющей в соответствии с сделанной вами контрольной отметкой. Добавление дополнительного куска материала на дальнем конце поддерживает начало и конец вашего разреза. Сдвиньте инструмент вперед, чтобы прижать лезвия, и потяните назад, чтобы создать V-образную канавку.





 Для получения красивых, ровных отверстий, без малейшей деформации или прочего дефекта металла – мы рекомендуем делать их с помощью гидравлического инструмента. На данный момент в нашей компании представлен инструмент пробивающий отверстия от 16 мм до 116 мм в диаметре, так же есть матрицы для пробивки квадратных и прямоугольных форм. Основные модели пробивают отверстия в металле от 2,5-3-х мм, но нужно помнить, что чем больше пробиваемое отверстие – тем тоньше должен быть металл, иначе режущие матрицы быстро выйдут из строя. Стоит отметить, что для установки пробивной матрицы в металле необходимо просверлить предварительное отверстие (10 или 20 мм) под винтовую шпильку, на которой будут фиксироваться матрица и пуансон.
Для получения красивых, ровных отверстий, без малейшей деформации или прочего дефекта металла – мы рекомендуем делать их с помощью гидравлического инструмента. На данный момент в нашей компании представлен инструмент пробивающий отверстия от 16 мм до 116 мм в диаметре, так же есть матрицы для пробивки квадратных и прямоугольных форм. Основные модели пробивают отверстия в металле от 2,5-3-х мм, но нужно помнить, что чем больше пробиваемое отверстие – тем тоньше должен быть металл, иначе режущие матрицы быстро выйдут из строя. Стоит отметить, что для установки пробивной матрицы в металле необходимо просверлить предварительное отверстие (10 или 20 мм) под винтовую шпильку, на которой будут фиксироваться матрица и пуансон. Данное устройство успешно используют для шаговой пробивки отверстий, а также с его помощью можно получить отверстия нестандартной формы (треугольные и квадратные).
Данное устройство успешно используют для шаговой пробивки отверстий, а также с его помощью можно получить отверстия нестандартной формы (треугольные и квадратные). Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ. de
de
 При этом не требуется каких-либо специальных знаний работы с фотоизображениями.
При этом не требуется каких-либо специальных знаний работы с фотоизображениями. Мы рекомендуем опцию «Упорядоченное сглаживание» (Ordered Dithering) как стандартный параметр для фото людей.
Мы рекомендуем опцию «Упорядоченное сглаживание» (Ordered Dithering) как стандартный параметр для фото людей. На ней видно четкий контраст, хорошо видны все элементы.
На ней видно четкий контраст, хорошо видны все элементы.
 Например, опция «Упорядоченное сглаживание» (Ordered Dithering) очень удачно подходит для гравировки предметов и людей.
Например, опция «Упорядоченное сглаживание» (Ordered Dithering) очень удачно подходит для гравировки предметов и людей. Важно помнить, что не все фотографии одинаковы, и не все материалы обрабатываются аналогично. В некоторых случаях приходится оптимизировать фотографии, чтобы их можно было использовать для лазерной гравировки. Например, можно увеличить контраст деталей на изображении или, наоборот, установить фильтр «нерезкое маскирование». Большинство графических редакторов имеют такие функции.
Важно помнить, что не все фотографии одинаковы, и не все материалы обрабатываются аналогично. В некоторых случаях приходится оптимизировать фотографии, чтобы их можно было использовать для лазерной гравировки. Например, можно увеличить контраст деталей на изображении или, наоборот, установить фильтр «нерезкое маскирование». Большинство графических редакторов имеют такие функции.  org/BreadcrumbList»>
org/BreadcrumbList»> Ниже показано, как сделать хорошую фотографию.
Ниже показано, как сделать хорошую фотографию. Качество изображения также очень важно. Изображения из Интернета обычно имеют разрешение 72 dpi, однако они могут давать качественные результаты при лазерной обработке, если изображение большое и может быть уменьшено до размер заготовки.Избегайте увеличения небольших изображений, так как это дает более низкое разрешение и снижает качество гравировки.Как правило, изображения для лазерной гравировки должны иметь разрешение не менее 300 dpi.При необходимости вы можете увеличить разрешение в графической программе путем повторной выборки.
Качество изображения также очень важно. Изображения из Интернета обычно имеют разрешение 72 dpi, однако они могут давать качественные результаты при лазерной обработке, если изображение большое и может быть уменьшено до размер заготовки.Избегайте увеличения небольших изображений, так как это дает более низкое разрешение и снижает качество гравировки.Как правило, изображения для лазерной гравировки должны иметь разрешение не менее 300 dpi.При необходимости вы можете увеличить разрешение в графической программе путем повторной выборки. Это мешает видеть детали, и люди будут выгравированы как единая поверхность.
Это мешает видеть детали, и люди будут выгравированы как единая поверхность. Например, анодированный алюминий можно гравировать с разрешением 600–1000 dpi, поскольку на этом материале точки не перекрываются. С другой стороны, для дерева или стекла достаточно 333 dpi, поскольку каждая растровая точка больше, чем на графике. Как правило, более низкие разрешения (333–500 dpi) приводят к более скульптурным фотогравюрам, поскольку растровые точки не перекрываются.
Например, анодированный алюминий можно гравировать с разрешением 600–1000 dpi, поскольку на этом материале точки не перекрываются. С другой стороны, для дерева или стекла достаточно 333 dpi, поскольку каждая растровая точка больше, чем на графике. Как правило, более низкие разрешения (333–500 dpi) приводят к более скульптурным фотогравюрам, поскольку растровые точки не перекрываются.
 отверстия в бетоне, буры
отверстия в бетоне, буры диам. отверстия в древесине
диам. отверстия в древесине
 8 кВт, 2.7 Дж)
8 кВт, 2.7 Дж) 04 грн
04 грн 50 грн
50 грн Перфоратор Бош
Перфоратор Бош Система бит SDS-plus позволяет менять биты без инструментов с автоматической блокировкой бит. Простой инструмент включает в себя вспомогательную рукоятку, ограничитель глубины, чистящую тряпку и футляр и будет продаваться по цене 219 долларов США..
Система бит SDS-plus позволяет менять биты без инструментов с автоматической блокировкой бит. Простой инструмент включает в себя вспомогательную рукоятку, ограничитель глубины, чистящую тряпку и футляр и будет продаваться по цене 219 долларов США..
 Так стоит ли обновляться? Нам придется подождать, пока он не попадет в наши руки, чтобы увидеть, насколько мотор отличается.
Так стоит ли обновляться? Нам придется подождать, пока он не попадет в наши руки, чтобы увидеть, насколько мотор отличается. энергия удара
энергия удара Общая значения вибрации (векторная сумма трех направлений)
Общая значения вибрации (векторная сумма трех направлений)

 Такие линии применяются на крупных заводах.
Такие линии применяются на крупных заводах.


 org/ListItem»>Виды и схемы распила бревна на пилорамах
org/ListItem»>Виды и схемы распила бревна на пилорамах Наибольшим качеством обладает комлевая часть. Именно в этой нижней части ствола и получают наиболее ценный пиломатериал. Перед распилом бревна оператор должен решить вопрос, что он хочет получить из бревна. При этом важно, чтобы материал соответствовал высокому качеству. Ведь от этого будет зависеть его стоимость.
Наибольшим качеством обладает комлевая часть. Именно в этой нижней части ствола и получают наиболее ценный пиломатериал. Перед распилом бревна оператор должен решить вопрос, что он хочет получить из бревна. При этом важно, чтобы материал соответствовал высокому качеству. Ведь от этого будет зависеть его стоимость. Доски и брус подвергаются минимальной усушке. По сравнению с пиломатериалами, полученными другими способами распиловки, радиальные подвергаются минимальному деформированию в процессе эксплуатации.
Доски и брус подвергаются минимальной усушке. По сравнению с пиломатериалами, полученными другими способами распиловки, радиальные подвергаются минимальному деформированию в процессе эксплуатации. В обоих типах такого оборудования за распил древесины отвечает ленточное полотно.
В обоих типах такого оборудования за распил древесины отвечает ленточное полотно. Остальное сырье используется для производства необрезных досок. Брус можно использовать как самостоятельный материал или распустить на обрезные доски. Такой способ подходит для крупных предприятий, где параллельно, на другом оборудовании, можно производит роспуск бруса.
Остальное сырье используется для производства необрезных досок. Брус можно использовать как самостоятельный материал или распустить на обрезные доски. Такой способ подходит для крупных предприятий, где параллельно, на другом оборудовании, можно производит роспуск бруса. Затем производится вырезка двух досок у кромлевой части.
Затем производится вырезка двух досок у кромлевой части. При этом со ствола снимается еще 25 – 30 мм.
При этом со ствола снимается еще 25 – 30 мм. Когда-то дисковые пилы были известны высокопроизводительным лесопильным производством. Сегодня не каждый хочет идти в ногу с полдюжиной или более сотрудников, а также с ответственностью, которую влечет за собой круговое пиление. Но люди по-прежнему хотят высокой производительности, которая обеспечивается мощной машиной, способной производить пиломатериалы прямого распила.
Когда-то дисковые пилы были известны высокопроизводительным лесопильным производством. Сегодня не каждый хочет идти в ногу с полдюжиной или более сотрудников, а также с ответственностью, которую влечет за собой круговое пиление. Но люди по-прежнему хотят высокой производительности, которая обеспечивается мощной машиной, способной производить пиломатериалы прямого распила. Так что, если вы хотите купить у компании, которая действительно знает, что нужно для ежедневной работы лесопильного завода, мы можем вам помочь.
Так что, если вы хотите купить у компании, которая действительно знает, что нужно для ежедневной работы лесопильного завода, мы можем вам помочь. с.
с. AC-36 был разработан для высокой производительности, а также для удобства пользователя, поэтому он является нашим лучшим…
AC-36 был разработан для высокой производительности, а также для удобства пользователя, поэтому он является нашим лучшим… ..
..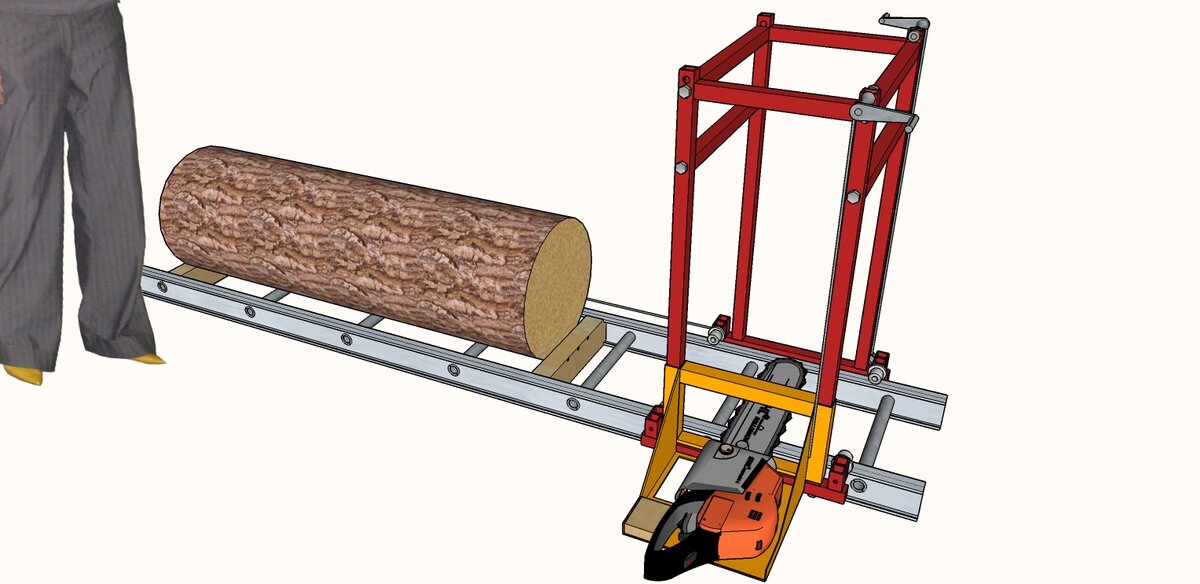


 BAS 100,120 IDEAL-WERK
BAS 100,120 IDEAL-WERK FL-50
FL-50 Толщина ленточных пил: 0,5-1 мм. Потребляемая мощность: 4 кВт.
Толщина ленточных пил: 0,5-1 мм. Потребляемая мощность: 4 кВт. 00
00 Их сильные стороны заключаются в точности, сверхпрочная стыковая сварка , которую можно воспроизвести в высоком качестве. При проектировании машины особое внимание уделялось оператору с учетом простой и эргономичной работы.
Их сильные стороны заключаются в точности, сверхпрочная стыковая сварка , которую можно воспроизвести в высоком качестве. При проектировании машины особое внимание уделялось оператору с учетом простой и эргономичной работы. )
) Каждая из сверхпрочных стальных дверей оснащена тремя петлями. Эти петли вместе с усилением типа чаши помогают поддерживать выравнивание двери. Функция Lyon «Тихая дверь» также снижает шум при открытии и закрытии дверей шкафа. Основание высотой 4 дюйма обеспечивает дополнительное пространство для ног под шкафом для хранения, когда двери открыты. Это также помогает поднимать предметы на нижней полке, поэтому вам не нужно тянуться вниз, чтобы взять их.
Каждая из сверхпрочных стальных дверей оснащена тремя петлями. Эти петли вместе с усилением типа чаши помогают поддерживать выравнивание двери. Функция Lyon «Тихая дверь» также снижает шум при открытии и закрытии дверей шкафа. Основание высотой 4 дюйма обеспечивает дополнительное пространство для ног под шкафом для хранения, когда двери открыты. Это также помогает поднимать предметы на нижней полке, поэтому вам не нужно тянуться вниз, чтобы взять их.

 0fsi
0fsi 0
0 8
8 п.)
п.) 6 CDTI ecoFLEX
6 CDTI ecoFLEX