Неотъемлемой частью процесса изготовления изделий и конструкций из стекла является резка стеклянного материала. После нарезки, заготовка изделия, как правило, выглядит неаккуратно. Более того, необработанные острые стеклянные края опасны – ими можно пораниться. Поэтому после резки стекла необходимы 2 обязательных процесса: шлифовка и полировка будущего изделия.
Шлифовка стекла:
Первый этап обработки будущего изделия из стекла – его шлифовка. Она устраняет крупные неровности и острые края будущей конструкции. Шлифованное стекло приобретает шероховатую кромку довольно неэстетичного вида, но при этом она становится ровной и безопасной для прикосновения.
Полировка стекла:
Процесс полировки происходит с помощью мягких волокон по щадящей технологии. Края изделия из стекла становятся гладкими и приобретают завершенный вид. Полированная кромка придает дополнительную прозрачность и красоту. Полностью обработанное стекло приобретает новые свойства и эстетику, благодаря чему стеклянные конструкции выглядят привлекательно, стильно и дорого.
Для чего производится шлифование и полировка стекол:
Необработанное острое стекло становится безопасным от порезов и травм при касании;
Уменьшается вероятность появления трещин на стекле;
Изделие приобретает красивый, приятный глазу вид со всех сторон.
Шлифование и полировка стекла – обязательные процессы при изготовлении стеклянной мебели, полок и столешниц, витрин, торгово-выставочного оборудования и прочих объектов, в которых видна кромка стекла.
Существует два типа обработки кромки стекла:
Прямолинейная обработка: процесс состоит из двух этапов – шлифование и полирование. Прямолинейная обработка позволяет получить такие профили как трапеция или плоская кромка с фасками (еврокромка), а также кромка под любым углом в диапазоне 0-450.
Криволинейная обработка: данная техника используется для обработки фигурной кромки или кромки неправильных форм. При криволинейной обработке изделие из стекла подвергается тем же процессам, что и при прямолинейном типе.
Формы торца кромки стекла:
Еврокромка (трапеция) полируется в трех плоскостях: торец и две фаски под углом 450 Еврокромка бывает шлифованной или полированной. Кромка в форме трапеции делает изделие аккуратным, а после обработки стекла минимизируется риск появления сколов и трещин.
Карандаш (полусфера) – в данном случае кромка стекла имеет овальную (эллипсоидную) форму. Внешний вид после такого типа обработки стекла оригинален и интересен, и такая форма кромки приобретает всё большую популярность среди заказчиков.
Помимо вышеуказанных видов, существуют менее популярные, например, прямой, двойной карандаш, водопад и т.д. Подобные виды кромок стекла применяются при изготовлении единичных изделий и эксклюзивных конструкций из стекла.
Шлифование и полировка стекла, качественная обработка кромки – обязательные процессы при изготовлении стеклянной мебели, полок и столешниц, витрин, торгово-выставочного оборудования и прочих объектов, в которых видна кромка стекла.
Заказать стекло с доставкой и выбрать желаемую обработку кромки вы можете, связавшись с менеджером по работе с клиентами. Качественные стекла от завода-производителя по низким ценам от ООО «СтеклоКонструкции» — ваш безошибочный выбор!
Обработка кромки стекла — резка и обработка кромки зеркала в СПб в мастерской
Примеры готовых работ можете увидеть в нашей фотогалерее.
Стекло или зеркало, которое было подвержено определенной обработке и декорированию, используется для украшения помещения: оно может применяться в дверцах шкафов-купе, в межкомнатных дверных полотнах или перегородках. Кроме того, на вывеске или витрине торгового объекта достаточно часто красуются такие стекольные изделия. Чтобы подробнее узнать, что такое резка и обработка стекла, нужно быть в курсе некоторых технологических тонкостей.
Зачем нужна обработка кромки стекла?
Резка и обработка стекла в декорировании неотъемлемы друг от друга. Так, для начала декорирования стекла материал должен быть нарезан в соответствии с необходимыми размерами на специализированном оборудовании с ЧПУ. Если необходимо, в стекольной и зеркальной поверхности делаются отверстия, к примеру, если монтаж будет производиться на поверхность стены.
Резка и обработка стекла, полировка
После придания стеклу изогнутых форм, проводится полирование. Также должна проводиться и обработка кромки стекла, вне зависимости от формы: начиная обычным закруглением, заканчивая внутренней кривой, аркой, овалом, квадратом и другими сложными формами. В данном случае все зависит от пожелания заказчика.
Полировка стекольной поверхности проводится при помощи различных кругов для шлифовки: алмазного, смоляного, полированного и прочих. Стоит знать, что такая резка и обработка стекла подразумевает использование не всего ассортимента стекольной продукции. К примеру, в некоторых мастерских могут быть обработаны стекла толщиной от 4мм, а в других предоставляется возможность полировки стекла в 2 мм. Кроме того, учитывается размер стекольного и зеркального листа, так как он может просто не поместиться в полость станка.
Обработка кромки стекла и последующее закаливание
Когда уже сделана обработка кромки стекла, в качестве завершающего этапа представлена линия закаливания стекла. Стекло должно быть нагрето до определенного температурного режима, что соответствует техническим требованиям, а после охлаждается до комнатных температур. Закаливание используется для повышения прочности и безопасности стекла в случае удара.
Так, обычное стекло, если было разбито, распадается на большое количество опасных крупных осколков, в то время как закаленное стекло распадется на более мелкие части, имеющие тупые края. Они максимум поцарапают кожу, но не порежут ее.
Резка и обработка стекла, матирование и другие услуги
Матированием называется обработка кромок стекла и всей его поверхности, придающая матовую текстуру. Матирование стекольной поверхности осуществляется различными методиками: химической (вытравливается при помощи кислоты) и механической, где используется пескоструйное обрабатывание. Последняя методика обработки приобрела наибольшую популярность, так как предоставляется возможность создания однородной матовой поверхности, имеющей рисунки различной сложности.
Пескоструйной обработкой называют шлифовку стекольной поверхности воздушной и мелкодисперсно-песчаной смесью, подающейся под давлением. После осуществления такой обработки на стекольной поверхности появляется большое количество микроскопических царапин, благодаря которым и образуется матовая текстура. Предоставляется возможность матирования стекла как всего листа, так и некоторых участков, создающих на поверхности определенный рисунок. Поверх стороны, которая была подвержена матированию, должно быть нанесено специализированное защитное покрытие, которое выступает в качестве препятствия для попадания в стекольные трещинки загрязнений. Благодаря этому покрытию стекольная поверхность также приобретает водоотталкивающие характеристики. Обработка кромки стекла, резка и другие работы проводятся в компании «Императорский стиль» точно в срок и по разумной цене.
Обработка кромок — Glaston
Решение для сборки стекла 3-в-1 с технологией чашечного колеса
1.
Автоматическая сборка прямоугольных и фигурных стекол
Прямые грани и радиусы – оба варианта
Флоат-стекло, закаленное стекло и многослойное стекло
2.
Кромка
Плоская кромка
Дубляж угловой
3.
Максимальная скорость обработки до 60 м/мин (кромка и плоская кромка)
Низкое время цикла и эксплуатационные расходы
Без замены инструмента при использовании чашечного круга
MULTI’ARRISSER
Автоматическая вертикальная оправочная машина
Однородная и однородная оправочная качество даже в начале и в конце
По сравнению с профилированными колесами площадь контакта со стеклом у чашечных колес намного выше.
Удаление материала распределяется по нескольким алмазам и, таким образом, становится более равномерным.
Самая высокая посадочная скорость
Чашеобразные шлифовальные круги позволяют достигать максимальной скорости 60 м/мин (также для плоской кромки).
С такой скоростью MULTI’ARRISSER является самым быстрым одноголовочным станком в мире.
Замена инструмента не требуется
Всегда используются одни и те же чашечные шлифовальные круги для стекла разной толщины и для разных функций.
Одна чашка для нескольких функций
Различная толщина стекла от 3 мм до 25 мм
Различные функции, такие как кромка, плоская сторона, дублирование углов, реализуются с помощью одного и того же чашечного круга
.
Отсутствие потерь производственного времени в смешанном режиме
Только одна изнашиваемая деталь
Лучшее соотношение цены и качества для инструмента благодаря простейшей геометрии
Долгий срок службы из Инструмент
Срок службы кромки стекла в 5-10 раз выше, чем у всех других систем
Более высокая производительность благодаря увеличению времени безотказной работы
Меньше сервисных вмешательств из-за меньшего времени простоя
Возможное снижение затрат в кратчайшие сроки благодаря увеличению срока службы инструментов
«Наша цель — достичь высочайшего уровня совершенства стекла, которое мы поставляем на бурно развивающийся рынок Саудовской Аравии», — говорят г-н Ибрагим и г-н Дафир Манна Аль-Амри, возглавляющие Al-Manna Glass в столица страны Эр-Рияд.
«Идея специальной U-образной конструкции, подходящей для нашего ограниченного пространства, была создана во время обеда моим сыном Максимилианом Драйсбушем и двумя Гластонами. сервисные инженеры. Я думаю, это говорит о нашем тесном сотрудничестве с Glaston», — говорит Томас Драйсбуш, управляющий директор Glas Dreisbusch.
«Мы очень доверяем нашему поставщику, — говорит Андреас Херцог-старший, управляющий директор Glas Herzog. «Наше сотрудничество с бывшей компанией Bystronic Glass, а теперь с Glaston — это именно то, чего вы, как клиент, хотели бы видеть. На самом деле, мы являемся одним из их старейших клиентов — 44 года и больше».
Подробнее
Артикул
4 ключевых вывода о Glasstec 2022
Сентябрь ознаменовался долгожданным возвращением выставки Glasstec. Мы все были счастливы снова встретиться лично после четырехлетнего перерыва….
Подробнее
Серия #AskGlaston по плоской закалке #3: Проблемы смешанного производства
В третьем выпуске серии #AskGlaston по плоской закалке рассматриваются проблемы смешанной продукции. Общая проблема смешанного производства – снижение загрузки…
Подробнее
Вы готовитесь к обработке автомобильного стекла будущего?
Что необходимо учитывать при адаптации производства автомобильных стекол к новым требованиям? В этом посте мы обсудим, что требуется для новых проектов и как…
Подробнее
Услуги
Техническое обслуживание Запасные части Соглашение об обслуживании Обучение и консультации Модернизация оборудования Перемещение/переустановка оборудования
Contact information
Choose your countryAfghanistanAlbaniaAlgeriaAndorraAngolaAntigua and BarbudaArgentinaArmeniaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBhutanBoliviaBosnia and HerzegovinaBotswanaBrazilBruneiBulgariaBurkina FasoBurundiCabo VerdeCambodiaCameroonCanadaCentral African RepublicChadChileChinaColombiaComorosCongo, Republic of theCosta RicaCroatiaCubaCyprusCzechiaDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFijiFinlandFranceGabonGambiaGeorgiaGermanyGhanaGreeceGrenadaGuatemalaGuineaGuinea-BissauGuyanaHaitiHondurasHong KongHungaryIcelandIndiaIndonesiaIraqIrelandIsraelItalyIvory CoastJamaicaJapanJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMauritaniaMauritiusMexicoMicronesiaMoldovaMonacoMongoliaMonte negroMoroccoMozambiqueMyanmar (Burma)NamibiaNauruNepalNetherlandsNew ZealandNicaraguaNigerNigeriaNorth IrelandNorth KoreaNorwayOmanPakistanPalauPalestinePanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalQatarRomaniaRussiaRwandaSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth KoreaSouth SudanSpainSri LankaSt. Китс и НевисSt. Люсия Св. Винсент и ГренадиныСуданСуринамСвазилендШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТонгаТринидад и ТобагоТунисТурцияТуркменистанТувалуУгандаВеликобритания (Соединенное Королевство)УкраинаОбъединенные Арабские ЭмиратыУругвайСША (Соединенные Штаты Америки)УзбекистанВануатуВенесуэлаВьетнамЙеменЗамбияЗимбабве
Экономьте время, деньги и нервы с помощью правильной вертикальной обработки кромки стекла
Дата: 25 марта 2022 г.
При обработке кромки стекла требования к готовым компонентам могут сильно различаться в зависимости от местоположения и назначения.
Качество и обработка кромки стекла чрезвычайно важны, так как они оказывают решающее влияние на прочность и, следовательно, на срок службы стекла.
ПРАВИЛЬНАЯ ОБРАБОТКА КРАЯ СТЕКЛА ВАЖНО
Обработка кромок стекла на профилированных листах – очень сложный процесс, требующий большого опыта и использования правильных инструментов или машин. Производить высококачественные конечные продукты, которые будут радовать конечных потребителей в течение длительного времени, можно только за счет обработки кромки стекла, подходящей для соответствующего применения.
Кроме того, из-за своих физических свойств (таких как большой вес, хрупкость и возможное растяжение материала) стекло имеет тенденцию к разрушению, если есть дефекты на кромке стекла, в частности, из-за неправильного обращения или нагрузок, вызванных тепловыми или ветровыми нагрузками. Профессиональная обработка кромки стекла значительно снижает этот риск и, в свою очередь, оказывает положительное влияние на безопасность труда и любые послепродажные расходы. Кроме того, это также может обеспечить значительное снижение затрат на износ на последующих этапах обработки, поскольку гладкая кромка не только делает более безопасной транспортировку, но и защищает транспортное оборудование, такое как ролики и ремни.
ЧТО НУЖНО ЗНАТЬ ОБ ОБРАБОТКЕ КРОМОК СТЕКЛА
Передовые станки используются для обработки стекла, наряду с шлифовальными лентами или шлифовальными кругами, изготовленными из корунда или алмаза.
Фальцовка — простейший способ обработки граней граненого стекла, при котором кромка в большей или меньшей степени ломается с помощью шлифовального инструмента с целью удаления надломов и недоломов, а также микротрещин. Край впоследствии имеет скошенный край. Кромки в основном сшиваются для производства частично закаленного или закаленного безопасного стекла, чтобы подготовить стекло к процессу закалки или системе закалки. Но этот тип обработки края стекла также используется для изоляции стеклянных листов, благодаря чему края стекла не будут видны после установки.
Шлифовка – это еще один метод обработки кромки стекла, который также называется корректировкой кромки стекла. Мы также называем размерное шлифование тонкой регулировкой. Во время этого процесса листы стеклолита шлифуются по размеру с удалением припуска, после чего они имеют мелкоструктурную кромку. Этот тип обработки кромки стекла используется, например, для остекления зданий, где края будут видны, а также для внутренних работ.
Полировка — это самый качественный метод обработки кромки стекла; это лучшая форма обработки, обеспечивающая очень гладкие и прозрачные результаты. Полированные кромки стекла в основном используются, когда стеклянные листы предназначены для декоративных целей, например, для зеркал или столешниц. Край стекла оптически прозрачен и обладает очень тонкой однородной полировкой.
РАЗНЫЕ КРОМКИ СТЕКЛА
Полностью необработанные кромки стекла имеют неровные, острые края с легкими волнистыми линиями (также называемыми линиями Вальнера) в краевых зонах. Кроме того, здесь можно найти мельчайшие микротрещины, которые иногда могут привести к поломке стекла под нагрузкой. По этой причине стеклянные листы с необработанными краями в основном используются только в том случае, если они находятся в раме.
СТЕКЛЯННЫЕ КРОМКИ (KGS)
Фальцовка устраняет острый выступ на кромке стекла и создает угловой переход между кромкой и поверхностью стекла. Стеклянные листы с фальцованными краями преимущественно используются для окон, так как обработка значительно снижает опасность получения травм при установке стеклянных листов. Однако это также значительно снижает риск поломки в результате механического или термического воздействия, например, во время отпуска.
Типичные области применения кромок стекла со швом:
Стеклопакеты
Однослойное частично закаленное стекло
Архитектурное стекло
Зеркало
Стеклянная кромка со швом
НЕОБРАБОТАННАЯ КРОМКА (KMG)
Мы называем необработанную кромку, если заметные неровности устраняются после фальцовки, при этом оголенные участки и раковистые изломы допускаются, если окончательный размер правильный.
Типичные области применения необработанной кромки:
Изоляционное стекло
Однослойное частично закаленное стекло
Архитектурное стекло
Зеркало
кромка стекла шероховатая
КРОМКИ ШЛИФОВАННЫЕ (КГН)
Кромки фальца стекла здесь обрабатываются по всей поверхности посредством шлифовки, для удаления надломов и подуступов. Благодаря этому лист стекла точно соответствует требуемому (установочному) размеру и компенсирует производственные допуски. Эта форма этапа обработки приводит к матовой шлифованной поверхности края со швом. Шлифовка оптимизирует физические и оптические качества и снижает риск поломки.
Типичное применение наземных кромок:
Наружная архитектура, включая LSG (фасадные и кровельные конструкции)
Дизайн интерьера, включая LSG
Фотогальваника
Автомобильная промышленность
а шлифованная кромка
ПОЛИРОВАННАЯ КРОМКА (КПО)
Полироль дополнительно очищает отшлифованные кромки, придавая им блестящую поверхность. Допускаются следы шлифовки, но они не должны быть матовыми. Полировку кромок стекла в первую очередь проводят, если требуется, чтобы готовые стеклянные листы имели наивысшее оптическое качество. Край можно дополнительно облагородить с помощью так называемой фасетной огранки, благодаря которой можно получить интересные оптические эффекты за счет отражения света.
Типичные области применения полированных кромок:
Дизайн интерьера, включая LSG (балюстрады, лестничные перила, лестницы, стеклянные панели, стеклянные двери и душевые перегородки, планировка помещений, кухонные компоненты и т. д.)
Мебельная промышленность
Противопожарная защита из одного листа
ГИДРОСТРУЙНАЯ РЕЗКА КРОМКИ (KGNW)
Кромки стекла также можно обрабатывать по всей поверхности с помощью водяной струи. Это также приводит к матовому внешнему виду шлифованной кромки. Этот метод позволяет производить резку стеклянных листов практически во всех вариантах без необходимости смены инструмента.
Типичные области применения кромок, обрезанных струей воды:
Наружная архитектура, включая LSG (фасадные и кровельные конструкции)
Дизайн интерьера, включая LSG
Огнестойкое стекло
Пуленепробиваемый многослойный LSG
кромка, обрезанная водяной струей
ПОДХОДЯЩАЯ МАШИНА ДЛЯ ОПТИМАЛЬНОЙ ОБРАБОТКИ КРОМОК СТЕКЛА
Различают также прямые кромки, скошенные кромки, С-образные кромки (круглые кромки), фацетные кромки и т. д. При всем этом разнообразии выбор Метод и установка или машина, естественно, также чрезвычайно важны, когда речь идет о достижении наилучших возможных результатов.
Являясь ведущим производителем машин для обработки стекла и производителей стеклопакетов, компания LiSEC уже более 60 лет разрабатывает оборудование, программное обеспечение и услуги для эффективной и высококачественной обработки листового стекла для строительной стекольной промышленности. Чтобы обеспечить бесшовное и безопасное производство, LiSEC использует вертикальную линию обработки кромок и внутренней поверхности плоских стеклянных листов: собственные продукты KSR, KSD, EPS и SplitFin! Эти DIN 1249- сертифицированные системы идеально подходят для соответствующих операций по обработке кромок.
ВЕРТИКАЛЬНЫЕ СИСТЕМЫ ДЛЯ ОБРАБОТКИ КРОМОК СТЕКЛА КРАТКИЙ ОБЗОР
Фальцовка кромок стекла — KSR: Вертикально ориентированный полностью автоматический компактный шлифовальный станок KSR от LiSEC обрезает кромки стеклянных листов со всех четырех сторон — и делает это одновременно с помощью Вращающееся на 360° шлифовальное устройство и ленты для мокрого шлифования с алмазными наконечниками на передней и задней кромке стекла. Благодаря вертикальной конструкции время цикла значительно короче, чем в горизонтальной системе, и достигается особенно долгий срок службы абразивных материалов.
Шлифовка кромок стекла — KSD-A: Станок для кромкооблицовки и шлифовки KSD-A также обладает преимуществами вертикальной конструкции и дополнительно оснащен инновационной технологией слайдера LiTEC. KSD-A в настоящее время является самой универсальной закаточно-шлифовальной машиной, сочетающей в себе огромную гибкость обработки со стабильным и надежным выполнением процесса, а также очень высокое качество как для форм, так и для прямоугольников.
Полировка кромок стекла — EPS-B и MRX-B: Эта система обработки кромок разделена на две башни обработки, первая (EPS-B) выполняет полную обработку кромок, а вторая (MRX-B) заботится обо всех внутренняя обработка. Две станции вместе составляют LiSEC SplitFin, которая в настоящее время является самой быстрой вертикальной технологической линией на рынке.
Краткий обзор преимуществ:
Высокая производительность и, следовательно, высокая окупаемость инвестиций
Значительное сокращение времени цикла обработки
Гибкая конфигурация
Простота в эксплуатации и обслуживании
Автопилот для обработки
Окончательная полировка без смены инструмента
Интеграция второй системы возможна в любое время
УНИВЕРСАЛЬНОЕ РЕШЕНИЕ ДЛЯ ВСЕХ ОБРАБОТЧИКОВ КРОМОК СТЕКЛА
SplitFin также является универсальным решением для шлифовки, полировки и вырезания, и поэтому упрощает большую часть внутренней логистики — очень деликатный вопрос, в частности, при обработке стекла. Любой процесс, необходимый для изготовления душевой перегородки или стеклянной перегородки с вырезами, возможен в кратчайшие сроки на одной системе с LiSEC SplitFin. Благодаря своей модульной структуре, SplitFin облегчает изготовление отверстий, зенкеров и шлифованных вырезов и имеет десять позиций смены инструмента на передней и задней сторонах соответственно.
SplitFin
Таким образом, SplitFin предназначен для всех переработчиков стекла, которым требуется профессиональное и быстрое решение с очень большими объемами продаж как для внутренних, так и для наружных работ. Что касается, в частности, производственных затрат, вертикальная ориентация SplitFin от LiSEC дает огромное преимущество перед всеми горизонтальными системами.
В то время как горизонтальные системы работают с 34 шпинделями, каждый из которых должен быть отрегулирован и оснащен различными инструментами для каждой толщины стекла, SplitFin работает с 1-2 шпинделями. Это экономит значительное количество времени во время производства, а также заметно снижает затраты на техническое обслуживание.
3аказать 3D-печать и 3D-моделирование в любой точке мира
Ищете подходящий сервис 3D-печати?
Заказать 3D-печать
Тысячи владельцев 3D-принтеров по всему миру. Просто найдите сервис 3D-печати поблизости
Нужна разработка 3D-модели?
Заказать 3D-модель
Предложения от лучших дизайнеров. Список исполнителей с примерами работ
Нужна 3D-модель или готовый 3D-объект?
Купить готовый дизайн
Готовые 3D-дизайны и распечатанные на 3D-принтерах модели. Просто выбери то, что нравится
Шаг 1.Загрузите вашу 3D-модель
Вы загружаете Вашу 3D-модель в формате . stl или .obj. Можно пропустить этот шаг и найти исполнителя без загрузки модели.
Шаг 2.Выбор материала для печати
Вы выбираете материал, из которого будет изготовлено изделие. Это может быть пластик, фотополимер или другие материалы.
Шаг 3.Выбор исполнителя для печати
Вы выбираете исполнителя из числа компаний или частных лиц, и отправляете ему заказ, заполнив форму с контактными данными.
Шаг 1.Выбор дизайнера
В списке исполнителей вы выбираете 3D-дизайнера.
Шаг 2.Заказ дизайна
Отправляете исполнителю заказ, заполнив форму с контактными данными.
Шаг 1.Выбор 3D-модели или готового изделия
В каталогах 3D-моделей или распечатанных 3D-моделей выбираете необходимую модель.
Шаг 2.Отправка заявки на покупку
Отправляете продавцу заявку на покупку дизайна.
SLS печать полиамидом на 3Д принтере на заказ
SLS печать полиамидом на 3Д принтере на заказ
SLS печать полиамидом на 3Д принтере на заказ
Технология: 3D-ПЕЧАТЬ
Загрузка . ..
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Цена от 150 o/см3
Стоимость за обработку
+ 50 o за обработку 1 изделия
Срок печати от 3 до 7 дней
Рассчитать стоимость
Цена
Считается индивидуально
Стоимость за обработку
Считается индивидуально
Срок печати от 10 до 15 дней
Рассчитать стоимость
Цена от 150 o/см3
Стоимость за обработку
+ 50 o за обработку 1 изделия
Срок печати от 3 до 7 дней
Рассчитать стоимость
Цена
Считается индивидуально
Стоимость за обработку
Считается индивидуально
Срок печати от 10 до 15 дней
Рассчитать стоимость
Нужна альтернатива?
Более точный
Фотополимер
Более дешевый
ABS-пластик
Выгодно для производства серии
Литьё пластика в силикон
Форма обратной связи для расчета стоимости 3D-печати
Если у вас есть готовая 3D модель, загрузите её в онлайн-форму для расчета стоимости 3D печати.
Если у вас нет 3D-модели или вам требуется предварительная консультация, свяжитесь с нами по телефону +7 (499) 390-03-77, отправьте 3D-модель с вопросами нам на почту [email protected] или заполните заявку, мы обязательно свяжемся с вами и ответим на все ваши вопросы.
Поля, отмеченные звездочкой (*), обязательны для заполнения
Лучший 3D-принтер для миниатюр в 2023 году
Видеоигры могут быть доминирующей платформой для ролевых игр, но значительное количество людей по-прежнему любит играть в игры лицом к лицу. К сожалению, миниатюрные модели для игр могут стоить очень дорого. Для энтузиастов 3D-печать их персонажей является жизнеспособной и потенциально экономичной альтернативой. Ключевой вопрос, особенно для новичков в 3D-принтерах, заключается в том, как найти правильную модель. Найти хороший баланс между ценой и производительностью всегда сложно. В этой статье рассматриваются важные функции, которые следует учитывать при принятии решения, и обобщается наш выбор лучшего 3D-принтера для миниатюр в пяти ключевых категориях.
— Лучший в целом: Anycubic Photon Mono 4K Resin 3D Printer — Лучший бюджет: Elegoo Mars 2 Pro Mono MSLA 3D Printer — Лучший для начинающих: Creality Ender 3 V2 3D Printer
7 — Лучшее разрешение:
Anycubic Photon Mono X 6K Resin 3D Printer — Лучшая скорость печати: Phrozen Sonic Mini 4K LCD Resin 3D Printer
Как мы выбрали лучший 3D-принтер для миниатюр
Для создания можно использовать самые разные машины 3D-печатные фигуры, но нет смысла покупать машину большего размера, чем необходимо. В результате выбранные нами машины относительно компактны, и ни одна из них не является особенно дорогой. Вот другие факторы, которые мы учитывали при выборе:
Точность: Вообще говоря, способность создавать мелкие детали важнее, чем построение объема (размера модели). Однако универсальность означает, что могут быть созданы и другие типы моделей, что позволяет получить максимальную отдачу от вашей покупки. Хотя мы сосредоточились на способности машины печатать 3D-миниатюры, наши кирки могут создавать и другие модели.
Простота использования: Как и все 3D-принтеры, принтеры для миниатюр делятся на две основные категории: полимерные и филаментные. Смола позволяет получить больше деталей, но это не очень приятный материал, и с ним может быть сложно работать. Филамент идеально подходит для начинающих, но не обеспечивает такого же уровня детализации. В то время как полимерные принтеры занимают большинство мест в нашем списке, мы включили модель филамента, чтобы проиллюстрировать преимущества.
Марка и цена: Нетрудно найти очень дешевые машины, способные производить 3D-печатные миниатюры. Однако результаты могут разочаровать. Хотя мы пытались минимизировать затраты, где это возможно, мы ограничили наш выбор брендами, известными своим качеством и надежностью.
Лучший 3D-принтер для миниатюр: обзоры и рекомендации
Лучший в целом: Anycubic Photon Mono 4K Resin 3D Printer
Высочайшее качество миниатюрной печати. Anycubic
Почему он стал лучшим: 3D-принтер Anycubic Photon Mono 4K предлагает все, что нужно большинству любителей миниатюрных моделей, с потрясающей детализацией по очень конкурентоспособной цене.
Спецификации:
— xy Precision: 35 микрон — Высота слоя: 10 микрон — Объем сборки: 6,49 дюйма L x 5,19 дюйма W x 3,14 дюйма H
Pros:
.
— Детализированная миниатюра — Минимальная настройка — Относительно простая в использовании
Минусы:
— Не лучший вариант для начинающих — Плохая поддержка клиентов из доступного 3D-принтера из смолы. Теперь версия 4K с более высоким разрешением обеспечивает еще большую детализацию, а для 3D-миниатюр нет лучшего принтера за эти деньги.
Монохромный экран диагональю 6,23 дюйма имеет разрешение 3840 x 2400 пикселей или 727 точек на дюйм. Горизонтальная точность составляет 35 микрон. Объедините это с высотой слоя всего 10 микрон, и вы получите лучшую в своем классе детализацию. Высокий коэффициент контрастности (разница между экспонированными и неэкспонированными пикселями) обеспечивает особенно четкие края и углы. Это устройство также довольно быстрое, с максимальной скоростью до 50 мм (2 дюйма) в час. Станок готов к использованию, требуется только выравнивание. Сенсорная панель проста в использовании, а бесплатное программное обеспечение Photon Workshop обеспечивает все необходимое управление.
В Anycubic Photon Mono 4K нет особых недостатков. Это не самое простое введение в печать 3D-миниатюр для начинающих, но это верно для любого полимерного принтера. Этот более простой, чем многие. Проблемы с машиной возникают редко, но, к сожалению, многие покупатели обнаружили, что компания очень медленно реагирует на возникающие проблемы.
Лучший бюджет: 3D-принтер Elegoo Mars 2 Pro Mono MSLA
Отличное соотношение цены и качества. Элегоо
Почему он стал хитом: Elegoo Mars 2 Pro — это последняя разработка модели, которая претерпела многочисленные улучшения с точки зрения качества и скорости печати, но при этом остается очень доступной.
Спецификации:
— XY Точность: 50 микрон — Высота слоя: 10 микрон — Объем сборки: 5,1 дюйма L x 3,25 дюйма W x 6,3 дюйма H
Pros:
— Хорошая деталь по цене — Встроенный угольный фильтр — Стандартное программное обеспечение
Минусы:
— Большие пиксели — Шумные вентиляторы
Те, кто ищет недорогие 3D-принтеры для создания миниатюр, наверняка захотят рассмотреть Elegoo Mars 2 Pro. Эксперты часто сравнивают его с нашим лучшим выбором, Anycubic Photon Mono 4K, и между ними есть относительно небольшие различия.
Экран печати на Elegoo имеет размер 6,08 дюйма и разрешение 2K, что дает разрешение 2560 x 1620 пикселей, хотя PPI (пикселей на дюйм) не указывается. Вертикальные пиксели составляют 10 микрон (что типично для многих полимерных 3D-принтеров), а горизонтальные пиксели — 50 микрон. Хотя статистика не так впечатляет, как у машин 4K, в реальном мире различия в деталях на самом деле довольно малы. Разрешение на готовых моделях не такое высокое, как у некоторых других 4K-принтеров, но вам нужно присмотреться, чтобы увидеть разницу. Скорость принтера составляет конкурентоспособный максимум 50 мм (2 дюйма) в час.
Как и многие конкуренты, Elegoo Mars 2 Pro готов к работе, за исключением выравнивания. 3,5-дюймовый сенсорный экран прост в использовании, а прилагаемое программное обеспечение предоставлено ведущим независимым разработчиком Chitubox. Этот принтер также поставляется с фильтрами с активированным углем, которые в значительной степени поглощают неприятные запахи, создаваемые 3D-печатью смолы (в целях безопасности вы все равно должны обеспечить достаточную вентиляцию).
Замена фильтров кажется немного сложной, а вентиляторы немного шумные, но это незначительные жалобы. Elegoo Mars 2 Pro производит очень хорошие 3D-миниатюры, и для геймеров, желающих сэкономить, это жизнеспособная альтернатива.
Лучшее для начинающих: 3D-принтер Creality Ender 3 V2
С ним легче учиться. Creality
Почему он попал в топ: Creality Ender 3 V2 неизменно возглавляет независимые обзоры 3D-принтеров для начинающих. Он сочетает в себе скромную стоимость с высококачественной конструкцией и большой универсальностью.
Характеристики:
— Точность XY: Н/Д — Высота слоя: 120 микрон — Объем сборки: 8,66 дюйма Д x 8,66 дюйма Ш x 90,84 дюйма H
Pros:
-Легче в использовании, чем смолайные принтеры -Впечатляющая сборка сборки -Нетоксичные нити
Минусы:
-Скромное определение -Сборка Требуется
Let The минусы убираются в первую очередь. По сравнению даже с полимерными принтерами 2K с самым низким разрешением, филаментный принтер, такой как Creality Ender 3 V2, обеспечивает заметно более низкое разрешение. Слои стали толще, и хотя доступны сопла толщиной до 20 микрон, они никогда не смогут уловить одинаковые детали. Кроме того, как и большинство филаментных 3D-принтеров, Creality Ender 3 V2 требует обширной сборки, которая займет не менее пары часов.
Вы можете удивиться, почему мы рекомендуем этот станок как один из лучших 3D-принтеров для начинающих, начинающих заниматься миниатюрным моделированием. Есть несколько причин. Филаментная 3D-печать гораздо более щадящая, чем полимерная. Хотя надлежащая вентиляция по-прежнему важна, сама нить нетоксична и дешевле смолы. Наконец, и это, пожалуй, самое главное, Creality имеет известную службу поддержки клиентов, которая помогает людям преодолеть любые проблемы, а также существует огромное онлайн-сообщество, которым могут воспользоваться учащиеся.
Creality Ender 3 V2 имеет значительно больший объем сборки, чем его конкуренты на основе смолы, что обеспечивает большую универсальность, когда речь идет о типе и размере модели, которую можно создать. Это не лучший 3D-принтер для миниатюр, если вы опытный любитель игр, но для новичков и тех, кто играет с семьей и друзьями, он может стать идеальным выбором.
Лучшее разрешение: Anycubic Photon Mono X 6K Resin 3D Printer
Превосходная точность и скорость. Anycubic
Почему он стал лучшим: Anycubic Photon Mono X 6K — последнее поколение этого впечатляющего семейства 3D-принтеров, дающее энтузиастам более высокую точность, более быстрое производство и большие объемы.
Спецификации:
— xy Precision: 34 микрон — Высота слоя: 10 микрон — Объем сборки: 9,6 дюйма L x 7,8 дюйма W x 4,8 дюйма H
Pros:
— Воспроизведение очень мелких деталей — Быстрая печать — Хороший объем сборки
Минусы:
— Сравнительно высокая цена — Плохая поддержка клиентов
Любителям 3D-миниатюристов Anycubic Photon Mono X 6K впечатляет всем. По сути, это серьезное обновление нашего лучшего выбора, модели 4K. Экран больше — 9,25 дюйма, а разрешение — 5750 x 3600 пикселей. Размер пикселей по горизонтали составляет всего 34 микрона, что является самым маленьким показателем в своем классе. Это также быстро, печатая со скоростью до 80 мм (3,15 дюйма) в час.
Результатом печати 3D-миниатюр является выдающееся количество мелких деталей, особенно лиц, волос, меха, чешуи дракона и т. д. несколько небольших моделей для печати одновременно. все с тем же высоким разрешением.
Цена сделает этот принтер недосягаемым для некоторых 3D-модельеров, но для других качество готовых изделий будет стоить вложений. Для правильной настройки требуется терпение, и, хотя ошибок немного, покупатели жалуются на плохую поддержку клиентов со стороны компании, как и в случае с моделью 4K.
Лучшая скорость печати: 3D-принтер Phrozen Sonic Mini 4K LCD Resin
Быстрая печать в высоком разрешении. Phrozen
Почему он стал лучшим: Phrozen Sonic Mini неизменно входит в число лучших 3D-принтеров для миниатюр и, помимо высокой точности, обеспечивает очень быструю печать.
Характеристики:
— Точность XY: 35 микрон — Высота слоя: 10 микрон — Объем сборки: 5,2 дюйма Д x 2,9дюймы Ш x 5,1 дюйма В
Плюсы:
— Высокодетализированные миниатюры — Очень быстрая печать — Конкурентоспособная цена
Минусы:
— Скромный объем сборки 90 Phro 3 90 S 3 — Не особенно 4K является прямым конкурентом Anycubic Photon 4K и является веским аргументом в качестве лучшего 3D-принтера для миниатюр. Они часто занимают первые два места в независимых обзорах. В то время как модель Anycubic занимает первое место благодаря сочетанию качества и стоимости, Phrozen Sonic Mini 4K имеет определенное преимущество, когда речь идет о скорости.
Его размер экрана составляет 6,1 дюйма, а в данном случае разрешение 4K составляет 3840 x 2160 пикселей с плотностью пикселей 722 PPI. Горизонтальные пиксели 35 микрон, высота слоя 10 микрон. Технически Phrozen и Anycubic имеют почти идентичные характеристики печати, а детализация для 3D-миниатюрной печати превосходна. Тем не менее, Phrozen может работать со впечатляющей скоростью 80 мм (3,15 дюйма) в час, что примерно на 30 процентов больше, чем у его ближайшего конкурента.
Как обычно, Phrozen Sonic Mini 4K требует только выравнивания перед началом печати. Он имеет четкий ЖК-дисплей для многих функций и поставляется со стандартным программным обеспечением Chitubox. Объем сборки Phrozen немного меньше, чем у Anycubic 4K, но мы сомневаемся, что покупатели любого 3D-принтера будут разочарованы.
На что следует обратить внимание перед покупкой 3D-принтера для миниатюр
Когда мы рассматривали эти 3D-принтеры общего назначения, объем сборки (размер модели) был одним из ключевых факторов, как и стоимость. Хотя качество машины, надежность и скорость также являются важными факторами, при выборе 3D-принтера для миниатюр обычно приоритет отдается количеству деталей. Хитрость заключается в том, чтобы понять, как правильно оценивать четкость (или разрешение). Это область, которая по понятным причинам сбивает с толку, поэтому давайте проясним.
Оси X и Y фактически являются шириной и глубиной экрана печати, на котором будет построена модель. Ось Z — это высота. В полимерных принтерах большое значение имеет трафаретная печать.
Более высокое число «K» (2K, 4K и т. д.) означает более высокое разрешение, но не обязательно означает лучшую детализацию. Хотя экран 4K имеет гораздо больше пикселей, чем экран 2K, фактический размер пикселей может варьироваться, поэтому истинным показателем четкости является либо размер пикселя (чем меньше пиксели, тем лучше), либо количество пикселей на дюйм (PPI). Чем больше PPI, тем лучше определение. Обычно указывается размер пикселя, но часто нет PPI.
Другая важная статистика — высота слоя. Каждая 3D-миниатюра состоит из сотен или, возможно, тысяч слоев. Более тонкие слои означают меньше заметных шагов и, следовательно, более гладкую поверхность. Таким образом, самая лучшая детализация получается на полимерном 3D-принтере с наименьшими пикселями и самыми тонкими слоями.
Филаментные 3D-принтеры не так уж и сложны. У них нет экранов с высоким разрешением, поэтому решающими факторами являются размер сопла и толщина слоя. По правде говоря, филаментные принтеры не могут приблизиться к моделям из смолы с точки зрения детализации. Тем не менее, они проще в использовании, не выделяют токсичных паров, и многие из них обеспечивают уровень детализации, который полностью соответствует их потребностям.
Часто задаваемые вопросы
В: Сколько времени занимает печать миниатюрных моделей?
Размер и сложность 3D-модели, а также настройки 3D-принтера имеют значение, поэтому почти невозможно сказать, сколько времени уходит на печать миниатюрных моделей. Даже маленькие, вероятно, займут не менее часа, а сложные модели могут занять десять часов или больше.
В: Законно ли печатать фигурки Warhammer на 3D-принтере?
3D-печать фигурок Warhammer или любых других фигурок, защищенных авторским правом, является законным, если они предназначены для личного использования, например, для игры с друзьями или семьей. Их продажа незаконна, и они не допускаются к участию в турнирах.
В: Могу ли я печатать и продавать миниатюры в 3D?
Вы можете печатать на 3D-принтере и продавать миниатюры собственного уникального дизайна. Вы не можете копировать фигурки, защищенные авторским правом (например, фигурки «Warhammer», «Dungeons & Dragons» и т. д.). Вы также не можете распечатывать и продавать файлы, загруженные из Интернета. Как правило, они помечены для некоммерческого использования. Многие из этих файлов бесплатны, но даже если вы заплатите за них, это не дает вам права получать прибыль от их создания. Важно проверить лицензионное соглашение, иначе вы можете быть привлечены к ответственности.
В: Нужен ли мне полимерный принтер для миниатюр?
Во многом это вопрос приоритетов. 3D-принтеры Filament (FDM) могут создавать модели хорошего качества и проще в использовании, однако 3D-принтеры на основе смолы обеспечивают более высокую детализацию и более плавные результаты. Если последнее важно, то полимерный принтер определенно будет лучшим выбором. Наши лучшие выборы имеют отличные примеры, чтобы помочь вам принять решение.
В: Какой материал лучше всего подходит для 3D-печати миниатюр?
При использовании полимерного принтера мы обычно рекомендуем начинать с материала, рекомендованного производителем принтера. Например, Anycubic и Elegoo производят смолы под собственными торговыми марками. Доступно множество других смол, и вы можете экспериментировать, как только привыкнете к своему 3D-принтеру.
Для филаментных принтеров обычно рекомендуется PLA для миниатюр. Он недорогой, с ним легко работать, он доступен в широкой цветовой гамме и очень долговечен.
В: Стоит ли покупать 3D-принтеры для миниатюр?
Абсолютно. Каждый из наших лучших вариантов — это качественная машина, и хотя вы можете начать искать лучший 3D-принтер для миниатюр, не забывайте, что любое из этих устройств также может производить целый ряд других 3D-моделей и компонентов.
Заключительные мысли
Выбрать лучший 3D-принтер для миниатюр непросто, и, по правде говоря, каждый из наших вариантов имеет свои преимущества. Anycubic Photon Mono 4K получает высшую награду, потому что предлагает сочетание производительности и цены, которые трудно превзойти. Есть более быстрые машины, и есть машины, которые могут производить больше деталей, но каждая из них дороже, и для многих миниатюристов выигрыш может не стоить дополнительных затрат.
Elegoo Mars 2 Pro также может многое порекомендовать, и нам особенно нравится угольный воздушный фильтр, который значительно облегчает жизнь. Он не может сравниться с Anycubic по деталям, но, учитывая более низкую цену, качество очень хорошее.
Этот пост был создан не новостной редакцией Recurrent Media, владельца Futurism. Футуризм может получать часть продаж продуктов, ссылки на которые есть в этом посте.
Поделиться этой статьей
Лучшие 3D-принтеры для миниатюр 2023
Если вы ищете 3D-принтер для печати миниатюр и фигурок для настольных ролевых игр — или для любых других ваших игровых потребностей в этом отношении — вы попали по адресу. Здесь мы расскажем о лучших 3D-принтерах для производства миниатюр и компонентов для настольных игр, а также о том, что вам следует учитывать, если вы думаете о том, чтобы потратиться на один из них.
Хорошая новость заключается в том, что технология 3D-печати становится только лучше. Теперь вполне возможно найти доступный 3D-принтер для миниатюр , который подходит для домашнего использования, поэтому печать миниатюр становится все более популярной. Но эта растущая популярность привела к взрыву выбора. Когда все и их собаки пытаются продать вам 3D-принтер, может быть трудно понять, где искать. Особенно, если вы не говорите по-собачьи.
Однако есть очень веская причина для роста популярности 3D-печати, по крайней мере, среди любителей настольных игр и настольных игр. Возможность печатать собственные миниатюры с нуля кажется волшебством. Командуешь теперь ты, и если ты хочешь, чтобы у всех твоих мини было по три головы и без рук, то они, черт возьми, будут именно такими.
3D-печать позволяет исследовать миниатюры, выходящие за рамки того, что есть на рынке. Вы можете создавать части для китбашей или обмена головами, а также пакетно печатать целую армию с нуля. Это может быстро стать новым и захватывающим хобби само по себе. Кроме того, если ваши покупательские привычки схожи с нашими, 3D-печать вполне может сэкономить вам немного денег в долгосрочной перспективе.
Но прежде чем мы должны углубиться в профилирование лучших 3D-принтеров для миниатюр , познакомимся с некоторыми важными основами, поэтому, если вы новичок, читайте дальше, чтобы узнать обо всех материалах, функциях и ключевом статистика. В качестве альтернативы, если вы предпочитаете сразу погрузиться, то…
Это лучшие 3D-принтеры для миниатюр в 2023 году:
Anycubic Photon Mono
ЭЛЕГОО Марс 3
Фрозен Соник Мини 8K
Креати Эндер 3 Про
АнкерМейк М5
Смола или пластик?
Существует два основных типа 3D-принтеров, о которых следует знать. Принтеры для моделирования методом наплавления (FDM), которые наносят слой за слоем расплавленного пластика, и принтеры для стереолитографии (SLA), которые используют УФ-свет для отверждения жидкой смолы, придающей ей желаемую форму. Есть куча подкатегорий и куча жаргона, но сейчас нет необходимости слишком углубляться в скучные вещи: в основном все сводится к смоле и термопластам.
У каждого типа есть свои преимущества и недостатки, но, что особенно важно, FDM-принтеры (с использованием пластика), как правило, недостаточно точны для создания подробных миниатюр. Они отлично подходят — на самом деле мы рекомендуем их — для создания крупномасштабных фрагментов ландшафта; но для небольших моделей вы не сможете получить желаемые результаты. Линии слоев обычно видны, а мелкие детали могут быть потеряны.
Идеальная покраска: Руководство по покраске миниатюр
У полимерных принтеров тоже есть свои подводные камни. Во-первых, смола токсична, поэтому, хотя для любой 3D-печати требуется хорошо проветриваемое пространство, с SLA нужно быть особенно осторожным; основные меры предосторожности, такие как перчатки и маски, являются обязательными. Еще одна вещь, которую следует знать, это то, что отчасти из-за дополнительной детализации печать SLA обычно занимает больше времени, чем FDM.
И, наконец, смола для принтера стоит дороже, чем пластиковая нить, поэтому ваши эксплуатационные расходы, вероятно, будут выше. Но все это цена, которую вы заплатите, если вам нужен 3D-принтер, который создает миниатюры высочайшего качества (и без каких-либо деформированных элементов или нежелательных выступов).
Основные функции 3D-принтеров, которые следует учитывать
В наши дни каждый гаджет — от телевизоров до камер и (теперь) 3D-принтеров — хочет похвастаться своим супер-пупер-особым «высоким разрешением». Но не всегда ясно, что это на самом деле означает на самом деле.
В 3D-печати ключевым значением, на которое следует обращать внимание, является разрешение XY, измеряемое в микронах. Это говорит вам о наименьшем возможном движении печатающей головки машины в пределах одного слоя. Другой ключевой показатель, разрешение Z, определяет, насколько тонким может быть каждый слой. Как для XY, так и для Z, чем меньше, тем лучше. Для получения качественных миниатюр для настольных ПК отлично подходит разрешение 50 микрон или меньше, хотя оно не обязательно гарантирует качественный результат, особенно если принтер имеет высокое разрешение только в одном направлении.
Для чего это нужно: Лучшие настольные военные игры всех времен
Еще одна статистика для проверки — объем сборки. Если разрешение зависит от того, насколько маленькими и детализированными могут быть ваши модели, то объем сборки будет противоположным — насколько большим вы можете стать. Лучше заранее подумать и быть реалистичным в отношении того, для чего вы будете использовать свой 3D-принтер. Насколько мини ваши мини? Сможете ли вы ограничиться гуманоидами в масштабе 28 мм, или вы быстро возжелаете огромную фигуру демона, а затем разрушенную башню замка, в которой он сможет жить? Возможно, вы сможете создавать большие модели, работая с ними в несколько этапов, но хороший объем сборки избавит вас от проблем.
Последнее качество, на которое стоит обратить внимание, — простота использования. Вы, вероятно, знаете, что владение и эксплуатация 3D-принтера может быть хлопотным делом, но вы можете не знать, что с каждым новым выпуском это становится все проще. Прежде чем выбрать принтер, изучите, сколько, вероятно, потребуется для настройки и обслуживания. Также полезно, если вокруг выбранной вами машины есть активное сообщество, так как это значительно упрощает устранение неполадок и получение помощи при необходимости.
Все еще с нами после этого быстрого, но плотного праймера? Голова не плывет, глаза не блестят? Хорошо, потому что пришло время застрять в нашем списке лучших 3D-принтеров для миниатюр:
Anycubic Photon Mono
Когда мы говорим, что Anycubic Photon Mono — лучший 3D-принтер начального уровня, это происходит не потому, что результаты, которые он обеспечивает, некачественные. Действительно, с разрешением XY в 51 микрон, это может быть не самый детализированный 3D-принтер на рынке, но он все же довольно точный.
В чем действительно выигрывает Anycubic Photon Mono, так это в цене, скорости и удобстве использования. Он дешев, очень прост в настройке и, поскольку в нем используется ЖК-экран для отражения УФ-излучения на смолу (а не просто лазер, как в первых SLA-принтерах), время печати приятное и короткое, каждый слой занимает 1-2 секунды.
Выберите свой пигмент: Лучшие краски для миниатюр
Одним из ограничений этого 3D-принтера является относительно небольшой объем сборки. Вы не можете подняться выше 165 мм (6,5 дюймов), поэтому, хотя Anycubic Photon Mono идеально подходит для печати обычных миниатюр D&D, крупномасштабная местность и танки могут не подойти.
Тем не менее, если это не проблема для вас, Anycubic Photon Mono сделает свою работу, и сделает это хорошо, плюс, при цене 199 долларов США / 147 фунтов стерлингов это выгодная сделка.
Модель ELEGOO Mars 3 , выпущенная прошлой осенью, является просто лучшим 3D-принтером, который вы можете приобрести прямо сейчас. Mars 3 — это изящный комплект, вес которого составляет всего 5,2 кг, но он обладает фантастической точностью по запрашиваемой цене 468 долларов США / 346 фунтов стерлингов, с очень впечатляющим разрешением XY 35 микрон и минимальной толщиной слоя в минуту (разрешение Z ) 10 микрон. Он может похвастаться некоторыми приятными функциями, такими как USB-порт на передней панели и простой, но большой сенсорный экран, хотя, к сожалению, ему не хватает подключения к Wi-Fi. Кроме того, он быстрый — управление одним слоем каждые 2,5 секунды — и простой в использовании: калибровка рабочего стола — детская игра.
Восхождение на вершину: Это лучшие настольные RPG.
Благодаря исключительной простоте использования, скорости и точности, ELEGOO Mars 3 трудно превзойти с точки зрения соотношения цены и качества. Вот почему мы назвали его лучшим 3D-принтером для миниатюр в целом.
Phrozen Sonic Mini 8K
Но если вас не устраивает 3D-принтер, которым могут владеть простые люди, вы хотите что-то более роскошное и готовы раскошелиться на наличные ($801 / £). 592), Phrozen Sonic Mini 8K — лучший домашний 3D-принтер высокого класса. Он имеет чрезвычайно мощное разрешение XY 22 микрона, а также разрешение Z 10 микрон, и, несмотря на слово «мини» в названии, имеет объем сборки, сравнимый с нашими предыдущими рекомендациями. В настоящее время доступен для предварительного заказа, вы не найдете лучшего 3D-принтера, чем Phrozen Sonic Mini 8K.
Дешевые стратегии: Это лучшие бесплатные стратегии
…Вообще-то можно. Но вы пришли к руководству по 3D-принтерам для миниатюр и варгеймов, а не для промышленных 3D-принтеров, так что это самое высокое качество, которое вам потребуется, и мы не собираемся помогать вам, показывая вам что-то более дорогое. Хорошо, хорошо, есть также Phrozen Sonic Mega 8K за 1700 долларов / 1260 фунтов стерлингов (с могучим, могучим объемом сборки 330 x 185 x 400 мм), если вам действительно нужно напечатать, скажем, гигантского бога-дракона Тиамат с любовью в каждом масштабе. рендеринг или что-то в этом роде. Но на самом деле, мы думаем, что ты просто становишься глупым.
Phrozen Sonic Mini 8K Phrozen Sonic Mini 8K 3DJake £592,00 Купить сейчас
Creality Ender 3 Pro
Быстро возвращаясь к цене, которая не заставит вас вздрогнуть, и немного отклонившись от нормы, Creality Ender 3 Pro — лучший 3D-принтер для местности. Да, это один из тех пластиковых 3D-принтеров FDM, о которых мы упоминали — но, прежде чем вы начнете шипеть и плеваться, вы должны знать, что у принтеров Creality Ender есть несгибаемые поклонники в сообществах ролевых игр, и на то есть веские причины.
Одной из этих веских причин является то, что все они имеют очень большие объемы сборки при низких ценах. С Creality Ender 3 Pro у вас есть 220 x 220 x 250 мм для работы, что делает его идеальным для крупных проектов. Это отличный выбор, если у вас уже есть больше моделей, чем вы можете когда-либо реально нарисовать (вы знаете, кто вы), и вы хотите вместо этого поэкспериментировать с созданием ландшафта поля боя и арен. Никто не любит покупать ландшафт, когда можно купить больше мини, поэтому этот 3D-принтер, безусловно, может помочь вам расшириться.
Снова в школу: Ознакомьтесь с нашим руководством по классам D&D
В то время как большинство принтеров, которые мы рекомендовали до сих пор, практически готовы к работе, требуется лишь небольшая калибровка и выполнение нескольких простых инструкций, Creality Ender 3 Pro требует немного больше сборки. Тем не менее, это хороший 3D-принтер, если вы заядлый мастер, поскольку при некоторой осторожности вы можете добиться удивительно высокого качества результатов даже с небольшими моделями.
Принтер-приквел Creality Ender 3 может быть еще лучшим вариантом в этом плане, хотя у Pro есть несколько обновлений (во-первых, он тише), исходный код оригинала полностью открыт, от прошивки до файлов для печати и схем.
AnkerMake M5
3D-принтер AnkerMake M5 , успешно запущенный ранее в этом году за 8,8 миллиона долларов, не будет доступен для покупки в течение нескольких месяцев, но он уже известен как горячая новинка на 3DP-сцене. О чем вся эта суета?
Ну, пока что даже самые лучшие 3D-принтеры — это, как правило, нечто вроде компромисса. Впечатляющее качество печати; простота использования; надежность; доступность: чтобы получить один из них, вам, как правило, приходится жертвовать одним или несколькими другими. Компания Anker, занимающаяся зарядкой для телефонов, выпуская свой дебютный 3D-принтер, стремится предоставить подлинное универсальное устройство, которое набирает очки во всех этих категориях.
M5 может похвастаться впечатляющим набором технических характеристик, в первую очередь благодаря невероятной скорости печати более 250 мм в секунду (с возможностью увеличения до 2500 мм/с, что, по утверждению Anker, в пять раз быстрее, чем у аналогичных машин). Это связано со значительным объемом сборки 235 x 235 x 250 мм, великолепным разрешением XY 12,5 микрон и таким же четким разрешением Z 2 микрона.
Что Anker особенно привлекло внимание людей, так это простота использования: помимо привлекательных характеристик скорости выше, M5 разработан с «простой трехэтапной сборкой» и поставляется со встроенным AI-управляемым камера для наблюдения за вашими заданиями на печать, которая подключается к Интернету и отправляет уведомления на ваш телефон, если ваша печать попадает в затруднительное положение.
ZYS имеет специальную группу исследований и разработок и мастерскую для серийного производства различных машин для производства подшипников для производителей подшипников, таких как внутренняя шлифовальная машина с ЧПУ для кольца шарикоподшипника, шлифовальная машина дорожки качения с ЧПУ для внутреннего кольца шарикоподшипника, шлифовальная машина дорожки качения для наружного кольца шарикоподшипника, шлифовальная машина для внутреннего ребра для Конический роликовый подшипник, суперфинишный станок, бесцентровый шлифовальный станок, станок для холодной прокатки и так далее.
Внутренний шлифовальный станок с ЧПУ для кольца шарикоподшипника
Шлифовальный станок с ЧПУ для внутреннего кольца шарикоподшипника
Шлифовальный круг дорожки качения для наружного кольца шарикоподшипника
Полуавтоматическая миниатюрная многофункциональная шлифовальная машина
Шлифовальный станок для внутренней дорожки качения для конических роликовых подшипников
Шлифовальный станок для наружной дорожки качения конического роликоподшипника
Шлифовальный станок для внутренних ребер конических роликовых подшипников
Станок для суперфинишной обработки дорожек качения внутреннего кольца шарикоподшипника
Станок для суперфиниширования дорожек качения конических роликовых подшипников
Бесцентрово-шлифовальный станок
Суперфинишная машина
Станок холодной прокатки ZYS
Станок для суперфинишной обработки дорожек качения для наружного кольца шарикоподшипника
Станок для суперфинишной обработки дорожек качения радиально-упорных шарикоподшипников
ОАО «ОК-Лоза» — производство прецизионных приборных шариковых подшипников
Уважаемые партнеры, коллеги, дорогие друзья!
Открытое акционерное общество «ОК-Лоза» – правопреемник Загорского филиала Всесоюзного научно-исследовательского конструкторско-технологического института подшипниковой промышленности (ЗФ ВНИПП), созданного на базе Специальной технологической лаборатории Опытного завода (ЛОЗа) Центрального конструкторского бюро Главподшипника, основанной в 1949 году – специализируется на разработке, изготовлении, модернизации и исследованиях прецизионных приборных шариковых подшипников и совмещенных подшипниковых опор.
Сложившийся коллектив конструкторов, технологов и других специалистов, высокий профессионализм рабочих, современное высокоточное технологическое оборудование позволяют решать самые сложные проблемы разработки и производства приборных подшипников, как стандартных конструкций, так и специальных, совмещающих детали подшипников и подшипниковых узлов изделий спецтехники и гироскопических приборов.
Отработка технологических процессов производства, технических требований к подшипникам, применение новых материалов для изготовления деталей подшипников, методов и средств контроля деталей и собранных подшипников обеспечивают их высочайший уровень качества, не уступающий зарубежным аналогам и отвечающий самым жестким требованиям потребителей.
ОАО «ОК-Лоза» – это передовые технологии, современные разработки и оборудование, большой научный и производственный опыт, а также коллектив высококлассных специалистов, которые являются самым главным активом завода. Все это собрано воедино, чтобы решение каждой конкретной задачи отвечало требованиям общемировых стандартов качества и работало на повышение экономической эффективности всего производственного процесса.
История нашего завода – это история трудолюбия, целеустремленности, сплочённости коллектива и верной стратегии. Нашему трудовому коллективу есть чем гордиться!
ОАО «ОК-Лоза» придерживается принципов служебной этики и основных правил служебного поведения.
Производство прецизионных приборных подшипников
Радиальных, радиально-упорных с внутренним диаметром от 1мм и наружным диаметром до 35 мм, двухрядных и трёхрядных подшипников, подшипников специальных конструкций по техническим заданиям заказчиков, из подшипниковой стали двойного переплава, коррозионностойких, жаропрочных сталей и немагнитных сплавов
Производство совмещенных подшипниковых опор
Для систем навигации и стабилизации космической, авиационной, наземной и морской техники, конструкция которых интегрирована в узел прибора, с применением особо чистой подшипниковой стали, коррозионностойких сталей и немагнитных сплавов
Производство подшипников для медицинского оборудования
Подшипники стоматологических турбинных наконечников с частотой вращения до 400 тысяч оборотов в минуту, подшипниковые узлы аппаратов искусственного кровообращения, самосмазывающиеся подшипники узлов рентгеновских трубок, подшипники с керамическими шариками и с сепараторами из различных полимерных материалов
Производство других специальных подшипников и деталей
Подшипники шпиндельных узлов шлифовальных и сверлильных станков, подшипниковые узлы оборудования для шлифовки и огранки алмазов, детали турбокомпрессоров двигателей автомобилей и тракторов, прецизионные детали банковских машин
Производство шариков диаметром от 0,68 до 60 мм
Из различных подшипниковых сталей и сплавов, цветных металлов, из титана, высокопрочной керамики, шарики для прецизионных узлов 5 степени точности, свободные шарики всех степеней точности, шарики из твёрдых сплавов
Проведение научно-исследовательских и опытно-конструкторских работ
ОАО «ОК-Лоза» проводит научно-исследовательские и опытно-конструкторские работы с целью повышения качества, надёжности и долговечности подшипников, создания новых конструкций, совместно с ведущими научно-исследовательскими институтами и с предприятиями приборостроительной отрасли
Продукция востребована предприятиями, производящими высокоточную гироскопическую и навигационную технику, системы управления для космической, авиационной, наземной и морской техники, а также приборостроительными, автомобилестроительными, текстильными, медицинскими и ювелирными предприятиями.
Основными заказчиками являются предприятия, входящие в состав корпорации «Объединенные машиностроительные заводы» и многие другие ведущие предприятия России в области приборостроения.
ОАО «ОК-Лоза» выполняет функцию по ведению дел секретариата технического комитета по стандартизации «Приборные подшипники качения» (ТК 218) и является членом Международного Технического Комитета 307 и Технического Комитета 307, которые рассматривают, корректируют и принимают межотраслевые и государственные стандарты, стандарты ISO.
Подшипники ОАО «ОК-Лоза» – это проверенные временем технологии изготовления приборных подшипников высокого качества, которые гарантируют их надежность и безотказность в работе, высочайшие точность вращения, жесткость и равножесткость в осевом и радиальном направлениях, минимальные параметры износа рабочих поверхностей и момента сопротивления вращению, уровня шума и вибрации.
Как правильные подшипники могут улучшить ваш производственный процесс
Хороший производственный процесс – это бесперебойный производственный процесс. Налаженный производственный процесс является более прибыльным. Хотя невозможно избежать всех производственных проблем до того, как они возникнут, есть шаги, которые вы можете предпринять, чтобы снизить риск. Одной из самых упускаемых из виду областей возможностей в этом отношении является выбор подшипников. В этой статье основное внимание будет уделено подшипникам с низким коэффициентом трения и тому, как они могут помочь вам сократить производственные затраты, повысить производительность и сделать ваш производственный процесс более прибыльным.
Предотвратить отказ машины
Проще говоря, сбой машины означает, что машина (или компонент) перестала функционировать так, как предполагалось изначально. Это может быть катастрофический сбой или потеря эффективности все еще работающей машины. Например, насос, который был разработан для подачи 100 галлонов воды в минуту, теперь может перекачивать только 50 галлонов в минуту, будет классифицироваться как отказ машины.
Подсчитано, что 70 процентов отказов машин происходят из-за износа поверхности, и что большинство проблем с износом поверхности возникает из-за механического износа.
Хотя любой подшипник по своей природе уменьшает трение, микроскопический взгляд на поверхность подшипника выявит грубые дефекты, которые на самом деле создают трение. По сравнению со стандартными подшипниками подшипники с низким коэффициентом трения уменьшают фрикционное движение на 30 и более процентов. Это снижает деградацию поверхности, что снижает риск отказа машины.
Наиболее очевидным преимуществом использования подшипников с низким коэффициентом трения является стоимость. Поскольку вы тратите меньше средств на запасные части и сотрудники не теряют производительность в периоды простоя, вы можете снизить общую стоимость владения машиной.
Существует также меньше альтернативных издержек. Если машина работает с 50-процентной эффективностью, вы просто не сможете произвести как можно больше изделий за заданный период времени. Это не только создает скрытое узкое место, которое затрудняет удовлетворение производственных потребностей, но также означает, что виджеты, которые можно было бы изготовить, не удовлетворяются. Другими словами, у вас меньше продукта для продажи и меньше дохода, который вы можете показать за свои усилия.
Энергоэффективность
По данным Международного энергетического агентства (МЭА), цена удовлетворения мировых потребностей в энергии до 2030 года составит 26,3 триллиона долларов. Чтобы оплатить этот повышенный спрос, растут затраты на энергию.
Вполне вероятно, что на машины, которые вы используете в производственном процессе, приходится значительная часть энергопотребления вашей компании. Именно здесь потребность в энергии влияет на ваш производственный процесс. По сути, создание того же продукта обходится дороже, поэтому у вас есть несколько вариантов: поднять цены на конечный продукт и/или найти способы сократить производственные затраты. К счастью, подшипники с низким коэффициентом трения могут помочь вам справиться с этой задачей.
Машины, в которых используются подшипники с низким коэффициентом трения, требуют меньше энергии и, следовательно, меньше денег. Это улучшит денежный поток вашей компании, что означает, что вы можете инвестировать в новые или модернизированные машины, новых сотрудников или в какую-то другую важную область бизнеса.
В качестве дополнительного бонуса, поскольку выбросы парниковых газов напрямую связаны с потреблением энергии, подшипники с низким коэффициентом трения лучше для окружающей среды.
Производительность сотрудников
Все работающие машины создают отработанное тепло. Это повышает температуру воздуха, что, если его не остановить, может негативно сказаться на производительности труда сотрудников.
По данным Управления по охране труда и здоровья (OSHA), оптимальная рабочая температура составляет от 68 до 76 градусов по Фаренгейту. Рабочая среда выше этого диапазона температур затрудняет концентрацию внимания работников и вызывает у них чувство усталости.
Поскольку подшипники с низким коэффициентом трения уменьшают истирание, оборудование вашего завода производит меньше тепла. Это упрощает и удешевляет поддержание условий труда при комфортных и более продуктивных температурах. Другими словами, комфортные сотрудники — это счастливые сотрудники. Счастливые сотрудники — более продуктивные сотрудники.
Выбор правильного подшипника для вашего применения очень важен. Когда дело доходит до производственного процесса на вашем заводе, подшипники с низким коэффициентом трения обеспечивают возможность снижения затрат в течение длительного времени после того, как был сделан первоначальный заказ, поскольку они ограничивают отказ оборудования, являются более энергоэффективными и обеспечивают удобство и производительность сотрудников.
Об авторе
Крис Уилсон (Chris Wilson) — менеджер по корпоративным операциям в Ritbearing Corporation, международном дистрибьюторе шариковых и роликовых подшипников, который также специализируется на изготовленных по индивидуальному заказу подшипниках для уникальных применений. С Крисом можно связаться по телефону 1-800-431-1980 или по электронной почте cwilson@ritbearing. com.
Доля рынка подшипников и прогноз отраслевых тенденций на 2022–2028 годы
Этот отчет о доле рынка подшипников будет охватывать данные от производителей, включая такие вещи, как цена, стоимость, распределение бизнеса, валовой доход и маржа. Благодаря этому отчету читатели смогут лучше понять поведение потребителей и то, как работают ведущие конкуренты по всему миру.
Краткий обзор рынка автомобильных подшипников
Подшипники являются жизненно важными элементами, присутствующими в большом количестве машин. Они часто используются для минимизации трения между определенными движущимися частями и позволяют компонентам двигаться во вращательном и линейном движениях. Хотя использование подшипников широко распространено во многих областях, они широко используются в различных автомобильных приложениях, включая салон, двигатель, систему трансмиссии и ступицу колеса.
Обзор и анализ мирового рынка подшипников
Стоимость мирового рынка подшипников оценивалась примерно в 5746,7 долларов США в 2022 году. Многие считали, что это произошло из-за недавней пандемии. Тем не менее, эксперты прогнозируют, что стоимость может значительно увеличиться в течение шести лет (2028 г.) и может достичь 6837,9 долларов США при среднегодовом темпе роста 2,9% за рассматриваемый период. Было бы справедливо сказать, что недавний кризис в области здравоохранения привел к масштабным экономическим изменениям, и рынок подшипников также пострадал от него.
Однако, судя по всему, постпандемический период принесет отличные результаты, и есть большая вероятность, что подшипниковая промышленность может процветать в ближайшие годы. В ближайшие годы спрос на автомобильные подшипники может быть высоким, особенно в таких странах, как Япония, Индия, Китай и некоторых других странах Азиатско-Тихоокеанского региона.
Кроме того, поскольку в Индии и Китае проживает треть населения мира, спрос на различные типы транспортных средств, особенно на двухколесные и легковые автомобили, также растет. Поскольку все эти транспортные средства содержат подшипники, в результате также увеличился спрос на них.
Основные факторы потенциального роста рынка подшипников
Как упоминалось ранее, подшипники являются жизненно важным элементом, используемым почти во всех движущихся частях автомобилей. Насосы, электродвигатели, колеса, трансмиссии, двигатели, рулевое управление и коробки передач являются одними из наиболее распространенных элементов, в которых используются подшипники. Также стоит иметь в виду, что петли капота, зеркала заднего вида, двери и дворники также требуют подшипников для плавной работы.
Учитывая, что автомобили пользуются большим спросом во всем мире, а компании работают над новыми и улучшенными моделями автомобилей, можно ожидать, что акции рынка подшипников в ближайшие годы значительно вырастут.
Ключевые игроки на мировом рынке подшипников
Хотя на этом рынке много ключевых игроков, наиболее заметными из них являются JTEKT, NTN, NSK Schaeffler и SKF. Доли пяти крупнейших производителей превышают 50 процентов. Самый большой рынок подшипников представлен в Азиатско-Тихоокеанском регионе с долей 40 процентов, за которым следуют Европа и Северная Америка.
Оборудование для производства деревянных поддонов: выбор и техника производства
11 Октября, 2018
Производство
***мирослава***
Практически на каждом промышленном производстве используется тара для хранения и транспортировки готовой продукции. Самыми востребованными являются деревянные поддоны: они довольно просты в изготовлении и стоят не дорого, что еще больше повышает спрос на продукцию. Паллеты также делают из металла и пластика, однако для потребителя они дорогие, а на таможне товар, упакованный на таких поддонах, проходит сложный фитосанитарный контроль при экспорте.
Производство паллетов может быть очень выгодным бизнесом благодаря огромному спросу. Как правило, в их изготовлении используется дерево. Траты на древесину не многочисленны, технологии и оборудование для производства деревянных поддонов не требует высокой квалификации рабочего персонала.
Процесс изготовления
При наличии современного автоматического оборудования весь процесс сборки паллета выполняется на машинке под надзором двух-трех работников. Конструкция поддона:
Лыжи – доски, на которые поддон ставится на пол.
Кубики – крепление нижних и верхних досок.
Настил – поперечные доски, на которые ставится груз.
Для выпуска продукции понадобится договориться о поставке сырья: древесины, цельных брусков, гвоздей. Себестоимость готового поддона зависит от таких факторов, как траты на сырье, покупка оборудования, заработная плата работников, электричество и так далее.
Оборудование производственного цеха
Производителей оборудования довольно много. Какой же станок для производства поддонов лучше? Можно выбрать полностью автоматическую линию: несмотря на высокую стоимость, оборудование окупает себя высокой производительностью, и нет затрат на рабочий персонал.
Полуавтоматические линии стоят дешевле. Производительность – 2 паллета в минуту, и требуется несколько работников цеха. Кроме этого, потребуется закупить дополнительное оборудование:
фрезеровочную машину;
резак;
гидравлический транспортер для снятия готового изделия с линии.
Для начинающих предпринимателей это неплохой вариант для старта.
Какие еще есть варианты?
Существует еще несколько видов линий по производству поддонов:
Вращающиеся кондукторы. В комплектации находится станина, которая вращает 4 кондуктора. Оборудование не требует подключения к электричеству или пневматики. Достаточно двух работников. Регулируется по размерам, есть в наличии механический кран для извлечения готовой продукции. Отдельно приобретаются гвоздезабивные инструменты. Производительность – минимум 450 паллетов за 8 часов работы.
Пневматические инструменты для ручной сборки поддонов: поршневой компрессор и гвоздезабивные инструменты. Легкий, до 2,5 килограммов инструмент для пневматической забивки гвоздей, от 65 до 90 сантиметров длиной. Минимальная стоимость обслуживания. Компрессор обеспечивает непрерывную работу до шести гвоздезабивных инструментов одновременно.
Станок для обрезки заготовок доски. Регулируемая подача доски и бруса для распиловки. Минимум отходов, высокая точность пила.
Станок для обрезки углов. Регулируется угол и высота пропила, ножная педаль, защитный кожух безопасности. На столе сколачиваются нижние доски и загибаются гвозди.
Такое оборудование для производства деревянных поддонов ниже по стоимости, с минимальными затратами на электроэнергию, штат рабочих — максимум 4 человека, не требует квалификации и занимает небольшую площадь в цеху.
Автоматическая линия
Автоматизированное оборудование для производства деревянных поддонов выполняет полный цикл работ — от регулировки размеров, до укладки паллетов в стопки. Также выполняется маркировка, фрезеровка и срезка углов. Чаще всего такие линии используют на больших широкомасштабных предприятиях для производства поддонов разных типов и стандартов.
Процесс сборки состоит из двух операций. На автоматическом оборудовании для производства деревянных поддонов эти два процесса выполняются последовательно: сверху прибиваются собранные продольные доски к блокам, а снизу — лаги. Это позволяет снизить скорость до 13 секунд, в то время как на параллельном оборудовании этот промежуток в три раза больше.
Работа станка
Давайте посмотрим, как работает оборудование для изготовления поддонов в автоматическом режиме:
К началу линии подают три штабеля досок и блоки.
Четыре работника по разным сторонам двигающейся линии укладывают по местам блоки, лаги, поперечные и настильные доски. Это обеспечивает непрерывную подачу сырья на станок.
Автоматически забиваются гвозди в места крепления по шаблону. Так получается верхняя часть паллета.
По транспортеру заготовка переворачивается, на нее укладываются нижние лаги.
Второй станок забивает гвозди в заготовку.
Поддон проходит по маркировочной линии, где заранее была установлена эмблема «Евро» или другого выбранного стандарта.
Паллета проходит через фрезеровочную машину и специальным механизмом в перевернутом поперек виде отправляется на складирование.
Предварительно срезаются углы, и поддоны укладываются способом один в один.
Собранные в стопку поддоны транспортируют в склад.
Заработок на производстве паллетов
Современный потребитель нуждается в поддонах, главное, чтобы они были качественные и недорогие. Конкурентность рынка заставляет производителей снижать себестоимость продукции до минимума, но это может сказаться на качестве товара. Особенно если производитель не имеет возможности экономически вложиться в производство.
Использование новых технологий и автоматическое оборудование для производства деревянных поддонов, как на фото выше, может снизить себестоимость продукции, что повлечет за собой больший спрос потребителей.
Похожие статьи
Производство
Бизнес на козьем сыре: рентабельность и отзывы
Производство
Как вырастить лен: описание, посев, особенности ухода, выращивание и виды льна
Производство
Съедобная посуда как бизнес: технология производства, оборудование
Производство
Из чего делают мел: меловые отложения, добыча, состав и применение
Производство
Как сделать печать в домашних условиях: советы и рекомендации
Производство
Оборудование для производства металлочерепицы: обзор, описание, характеристики
Линия для производства деревянных поддонов
новинка
Артикул: 812
290050 USD
Купить в 1 клик
Линия для производства деревянных поддонов
Линия для производства деревянных поддонов
Описание
Линия по производству поддонов включает ручную загрузку (подачу) материала, автоматическую систему забивки гвоздей, подъемное устройство поддонов, автоматический станок для поддонов в стопки, маркировочную машину и станок для обрезки углов.
Высокий уровень автоматизации, плавный процесс обработки, процессы полного цикла: забивка гвоздей, маркировка, резка и укладка поддонов.
Линия оснащена автоматической системой управления, программируемым контролером, сенсорным дисплеем, функция точной забивки гвоздей с высокой производительностью.
Линия имеет гибкие настройки на протяжении всего производственного цикла, прессформы и башня охлаждения не требуются.
Особенности
Программное обеспечение
Линия оснащена сенсорным программируемым дисплеем, механизмом загрузки, а также рычажным механизмом с несколькими степенями подвижности, что обеспечивает эффективный процесс забивки гвоздей. Также линия имеет функцию выбора различных программ для изготовления нестандартных поддонов. Размер поддонов настраивается согласно потребности заказчика.
Автоматическая укладка поддонов
После гвоздезабивочной машины поддон отправляется на станок для обрезки углов, далее на маркировочную машину и в конце на станок для укладки поддонов. Такая технологическая схема позволяет экономить время производства.
Общее описание линии
Размеры производимых поддонов: 800*1200 мм, 1000*1200 мм. (размеры регулируются)
Типы паллет: EUR, FIN
Производительность линии: 80 -100 шт/ч
Время перехода с одного размеры паллета на другой размер: 30 мин
Необходимое количество персонала: 6 человек
Размеры производственного цеха: 20*10*4 м
Типы производимых поддонов
Перечень оборудования линии
Гвоздезабивочная машина – 90 700 USD
Гвоздезабивочная машина включает три станка:
Станок для сборки нижней части поддона
Станок для сборки верхней части поддона
Станок для сборки первой и второй части в единую конструкцию
Нижняя часть поддона
Верхняя часть поддона
Технические характеристики
Напряжение: 380 В, 50 Гц, 3 фазы
Мощность: 2 кВт*3
Режим работы: ручная загрузка материала, автоматическая система забивки гвоздей, подъемное устройство поддонов.
Маркировочная машина c поворотным механизмом – 21 800 USD
Технические характеристики
Напряжение: 380 В, 50 Гц, 3 фазы
Мощность: 1.5 кВт
Размеры: 2200*2100*1200 мм
Вес: 500 кг
Количество оттисков: 4 шт
Производительность: 3 шт/мин
Конфигурация: количество и размеры оттисков изготавливаются согласно требованиям заказчика
Поворотный механизм
Напряжение: 380 В, 50 Гц, 3 фазы
Мощность: 0. 75 кВт
Угол поворота поддона: 90°
Размеры: 2530*2200*1650 мм
Вес: 500 кг
Устройство для переворачивания поддонов – 19 650 USD
Технические характеристики
Мощность: 1.5 кВт
Производительность: 2-3 шт/мин
Размеры: 3330*2000*1200 мм
Вес: 450 кг
Станок для укладки поддонов – 26 200 USD
Технические характеристики
Напряжение: 380 В, 50 Гц, 3 фазы
Мощность: 1.5 кВт
Производительность: 3 шт/мин
Размеры: 3500*2000*1600 мм
Вес: 800 кг
Конвейер – 25 500 USD
Технические характеристики
Напряжение: 380 В, 50 Гц, 3 фазы
Мощность: 3 кВт
Размеры: 4500*2000*1200 мм
Вес: 600 кг
Оборудование для распила и обработки древесины
Пила для продольного распила бревен – 32 700 USD
Технические характеристики
Максимальная высота резки: 20 см
Максимальная ширина резки: 25 см
Минимальная высота резки: 8 см
Максимальная длина заготовки для распила: 4 м
Минимальная длина заготовки для распила: 80 см
Скорость подачи заготовки: 4-7 м/мин (регулируется)
Общая мощность: 50 кВт
Тип охлаждения: воздух/вода
Размеры: 4200*1600*1500 мм
Вес: 1800 кг
Пила для распила древесины – 23 800 USD
Технические характеристики
Максимальная высота пила: 16 см
Минимальная высота пила: 1. 5 см
Максимальная ширина пила: 28 см
Минимальная ширина пила: не ограничена
Общая мощность: 54 кВт
Скорость загрузки материала: 6-12 м/мин
Тип загрузки: автоматический
Регулируемая скорость загрузки
Количество отрезных дисков: 20 шт (10 нижних, 10 верхних)
Тип корпуса: полностью закрытый
Тип охлаждения: водяное охлаждение
Размеры: 1900*1500*1700 мм
Вес: 1600 кг
Станок для нарезки брусков – 15 200 USD
Технические характеристики
Напряжение: 220В/380 В
Мощность: 5.5 кВт
Размеры: 1600*1100*1200 мм
Вес: 500 кг
Диаметр пилы: 400 мм
Скорость вращения: 2800 об/мин
Рейсмусовый станок – 8 200 USD
Технические характеристики
Максимальная ширина обработки: 450 мм
Максимальная толщина обработки: 200 мм
Максимальная длина обработки: 200 мм
Минимальная толщина обработки: 5 мм
Скорость подачи: 10 м/мин
Скорость вращения фрезы: 5500 об/мин
Мощность двигателя: 5. 5 кВт
Размеры: 1250*760*830 мм
Вес: 400 кг
Установка холодной сушки воздуха (после компрессора) – 4 300 USD
Технические характеристики
Производительность: 2.5 м³/мин
Номинальное давление: 1 МПа
Рабочее давление: 0.6-1 МПа
Потери давления:
Номинальная температура воздуха на входе: ≤40℃
Максимальная температура воздуха на входе: ≤65℃
Максимальная рабочая температура: ≤40℃
Мощность: 2.21 кВт
Система охлаждения: воздушная
Напряжение: 220 В, 50 Гц, 3 фазы
Уровень шума: ≤60дБ
Номинальный диаметр впускного и выпускного патрубков: DN 1-1/2
Межцентровое расстояние между входящим и выходящим патрубками: 400 мм
Вес: 100 кг
Размеры: 700*420*810 мм
Схема технологического процесса производства поддонов
Схема технологического процесса распила
Список быстроизнашиваемых частей
Отрезные диски на станок для продольного распила бревен – 1420 USD/комплект (20 шт)
Отрезные диски на станок для распила древесины — 1380 USD/комплект (20 шт)
Вал для установки отрезных дисков (Пила для продольного распила бревен) – 530 USD/шт
Вал для установки отрезных дисков (Пила для распила древесины) — 500 USD/шт
Ножи для рейсмусового станка – 252 USD/комплект (4 шт)
Отрезные диски для нарезки брусков – 205 USD/шт
Фотодатчик – 62 USD/шт
Реле — 40 USD/шт
Переключатель — 40 USD/шт
Гвозди для пневмопистолета — 53 USD/шт
Воздушный цилиндр — 485 USD/шт
Нагревательныйэлемент — 40 USD/шт
Отрезные диски на станок для обрезки углов — 78 USD/шт
KЛЮЧЕВЫЕ МОМЕНТЫ
ДОСТАВКА – 25 ДНЕЙ СРОК ИЗГОТОВЛЕНИЯ – 110 РАБОЧИХ ДНЕЙ
ОПЛАТА ОСУЩЕСТВЛЯЕТСЯ ТРЕМЯ ТРАНШАМИ:
50% — ПРЕДОПЛАТА
30% — ПЕРЕД ОТПРАВКОЙ ОБОРУДОВАНИЯ С ЗАВОДА ИЗГОТОВИТЕЛЯ
20% — ПОСЛЕ ТАМОЖЕННОЙ ОЧИСТКИ В РОССИИ (ПЕРЕД ОТПРАВКОЙ КЛИЕНТУ).
ГАРАНТИЯ – 1 ГОД
ЦЕНА УКАЗАНА БЕЗ УЧЕТА УСТАНОВКИ, НАСТРОЙКИ И ПУСКО-НАЛАДОЧНЫХ РАБОТ
ЦЕНА ВКЛЮЧАЕТ ДОСТАВКУ ИЗ КИТАЯ В НОВОСИБИРСК И ПОЛНУЮ ТАМОЖЕННУЮ ОЧИСТКУ
ДОСТАВКА ИЗ НОВОСИБИРСКА В ДРУГИЕ ГОРОДА — ЗА СЧЁТ ПОКУПАТЕЛЯ
Линия подготовки поддонов.
На производство поступают поддоны размерами 800*1200 и 1000*1200 (Фото 1), поддоны доставляются на фурах. Далее погрузчиком пачки поддонов перевозятся к линии подготовки поддонов.
Фото №1
Особенность в том, что для перевозки большего количества поддонов, поддоны складываются друг в друга Фото №2. Что требует, разобрать пачки, и собрать в пачки как на фото №3. для подачи на производственные линии.
Фото№2
Для работы производственных линий завода, требуется, чтобы поддоны были собраны в пачки с правильно стоящими поддонами. Фото№3.
Фото№3.
В данном ТЗ будут использованы не стандартное описание некоторых моментов в работе линии
—Правильно стоящий поддон – поддон, который установлен на основание своей нижней частью как на Рис. №1. Рабочей поверхностью сверху.
Рис. №1.
—Не правильно стоящий поддон — поддон, который установлен рабочей поверхностью в низ к основанию. Рис. №2.
Рис. №2.
В связи с этим необходимо построить автоматическую линию.
В данной блок схеме требуется изготовить блоки под номерами 1-2-3-4-5-6. Для точного размещения линии в цеху и позиционирования с существующей линией прошу дать размеры линии ширина, длина, высота.
Блок схема №1
Для построения данной линии требуется следующее оборудование:
Конвейер загрузки пачек поддонов.
На данный конвейер погрузчиком будут устанавливаться пачки поддонов как на фото №2 для дальнейшей подачи в автоматическом режиме на станок для разбора пачки.
Станок для разборки пачки поддонов.
На данном этапе требуется отделять по одному поддону снизу от пачки и подавать в автоматическом режиме на конвейер для переворачивания поддонов.
Конвейер с механизмом переворачивания поддона на 180 градусов.
Данный конвейер работает в автоматическом режиме и должен распознавать, какой поддон нужно пропустить на следующий этап (правильно стоящий поддон как на Рис. №1) или перевернуть поддон, если он не в правильном положении как на Рис. №2.
Далее поддон в автоматическом режиме подается на следующий этап.
Станок для сборки поддонов в пачку.
На данном станке поддоны собираются в пачки Фото №3 и далее подаются на комбинированный конвейер вывода пачки.
Комбинированный конвейер.
Данный конвейер состоит из двух частей, цепного конвейера и роликового конвейера.
Часть цепного конвейера встроена в роликовый конвейер и перемещается верх и вниз,
(Например, при помощи пневматической системы)
Принцип работы:
В нормальном положении цепной конвейер всегда должен быть опущен ниже уровня
верхней точки роликового конвейера для того, чтобы, если загрузка поддонов
будет осуществлятся погрузчиком на конвейер №6, то цепной конвейер не мешал бы
перемещению поддонов от конвейера №6 по конвейеру №5 к конвейеру №7.
Перед тем как пачка поддонов из станка сборки поддонов №4 поступает на цепной
комбинированный конвейер №5, он поднимается.
Пачка поддонов перемещается по цепному конвейеру над роликовым до совмещения
центра поддонов и центра роликового конвейера. По сигналу встроенного оптического
датчика положения пачки поддонов, цепной конвейер останавливается и опускается,
далее с задержкой 5-10 секунд включается привод роликового конвейера №5 и пачка
перемещается на конвейер №7.
Роликовый конвейер размерами для установки одной пачки поддонов по ширине, то есть,
сторонами, которые имеют размеры 800мм и 1000мм по направлению работы линии.
По всей проектируемой линии поддоны перемещаются по длине, то есть, стороной 1200мм по направлению работы линии. При таком прохождении поддона не потребуется конвейер с поворотной частью на 90 градусов и не потребуется перенастраивать станок №4 под разные типы поддонов из-за разной ширины, евро стандарт — ширина 800мм, паллет FIN – имеет ширину 1000мм. Фото № 1.
Согласно Блок – схемы №1 видно, что комбинированный конвейер №5 установлен к существующей линии перемещения поддонов. При проектировании необходимо учитывать
высоту уже установленных конвейеров линии подачи поддонов.
Высота установленных роликовых конвейеров линии подачи поддонов составляет 630мм.
В случае если высота конвейеров проектируемой линии будет выше, чем 630мм, то необходимо перемещением (вверх, вниз) цепной части комбинированного конвейера № 5, скомпенсировать разность высоты конвейеров проектируемой линии и роликовой частью комбинированного конвейера №5.
По алгоритму работы проектируемой линии требуется предусмотреть такие случаи как:
В случае, когда на конвейере № 7 блок – схемы №1, уже есть пачка поддонов, то выгрузив
пачку поддонов с проектируемой линии на роликовую часть комбинированного
конвейера № 5, она (пачка поддонов) не перемещалась на конвейер №7.
Так же и в случае, когда пачка поддонов стоит на роликовой части комбинированного
Конвейера № 5 то цепная его часть не срабатывает до момента, когда пачка поддонов не
переместится далее и не освободится роликовая часть конвейера.
Соответственно, чтобы не допустить сбоев работы каждый узел линии должен (понимать) что следующий узел занят или свободен.
Комплектация. В стандартную комплектацию робота входят: 1. Рука робота-манипулятора. 2. Контроллер управления. 3. Пульт программирования. 4. Комплект соединительных кабелей.
Технические характеристики
Количество осей: 6 Грузоподъемность: 165 кг Повторяемость позиции: ±0.04 мм Досягаемость: 2900 мм Потребляемая мощность: 10 кВА Масса робота: 1800 кг Класс защиты: IP67
Стоимость оборудования.
1 Робот в комплекте.
2 Универсальный захват.
3 Дополнительное оборудование (оборудование места
для установки новой пачки, светосигнальное
оборудование и т.п.)
4 Системы безопасности (как дополнительная опция).
5 ПНР и интеграция с периферией.
Итого 173 400 USD С НДС
Описание техпроцесса
Согласно полученному ТЗ, роботизированная ячейка должна разбирать стопки поддонов из их транспортировочного состояния и складывать поддоны на конвейер в определенном положении.
Основные компоненты роботизированной ячейки:
Робот
Универсальный захват.
Вспомогательные устройства.
Системы безопасности.
Робот– описание приведено выше.
Универсальный захват. Позволяет определить высоту, на которой находится верхний поддон в стопке и положение, в котором находится поддон («нормальное» или «перевернутое»). Так же он оснащен двумя группами клэмпов, которые позволяют взять поддон из любого положения.
Определение высоты и положения поддона определяется двумя группами датчиков,
расположенных в определенных частях захвата. Захват позиционируется роботом на
определенной высоте над стопкой поддонов и далее опускается вертикально вниз до касания
верхнего поддона.
Если поддон сориентирован в «нормальном» положении, то срабатывает условно первая группа датчиков касания. Если поддон сориентирован в «перевернутом» положении, то срабатывает условно вторая группа датчиков касания. В зависимости от того, какие датчики сработали автоматически применяется алгоритм для захвата поддона.
К вспомогательным устройствам относятся металлоконструкции, позволяющие устанавливать новую пачку поддонов в определенное место, тумба для установки робота, а также прочие конструктивные элементы комплекса.
Система безопасности строится на световых барьерах. Обеспечивает остановку робота в том
случае, когда в опасной зоне оказывается человек.
Алгоритм работы комплекса кратко можно описать следующим образом.
Оператор погрузчика устанавливает пачку поддонов в зону работы роботизированной ячейки. При этом, высота этой пачки может быть не всегда одинаковая, верхний поддон может находиться в любом положении в «нормальном» или в «перевернутом», в самой пачке могут быть «ошибки» в последовательности укладки поддонов. Это не повлияет на работу, так как применяемый алгоритм адаптивный.
Далее оператор комплекса запускает робота (условно, нажимает зеленую кнопку на выносном пульте оператора). Робот определяет высоту и положение поддона, захватывает поддон, переворачивает (в случае необходимости) и ставит на конвейер. Процесс повторяется до последнего поддона в пачке. После чего робот останавливается в парковочном положении и информирует оператора (по средствам светосигнальной колонны) о готовности к установке следующей пачки.
В данном предварительном предложении содержится описание самого простейшего уровня
автоматизации, так как исходное ТЗ не содержит конкретный требований. Более глубокая
автоматизация возможна, если таковые требования будут формализованы в более детальном ТЗ.
Машина хороша проста. Но тут пара вопросов. Это машина но она опять же берет по одному подданный собирает в пачку. Понятно что основная часть смещается на разные расстояния за программирование для того чтобы он собирался один влево вправо где то 150 200 миллиметров разница. Передвижение рамы по рельсам понятно но вот производители могут гарантировать нормальный запас каждого подданного из пачки уже. Мы же будем разбирать вот эту пачку а соответственно средние каблуки всегда рядом и когда за цепь вот этого красного цвета закрывается для захвата подданных не будет ли он цеплять у нас соседний каблук посередине как раз то что я отметил кубики. То есть нужно например взять нам правый подданный а на зажим попадет еще и каблук левого. И он будет у нас брать два поддона например один из за того что плохо взялся отважится. Но такие моменты нужно как то. Уточнить плюс нужно обязательно чтобы программирование панель именно по смещению мы чтобы могли перемещение основной работы по этим рельсам задавать сами панели управления. То есть например это стандартный подан он ездит на такую длину а на европу до него уже перемещение будет намного меньше. То есть например нам нужно будет забить метров 200 300 меньше. Ну короче полное управление позиционирование должно быть с панели управления перемещением по высоте по рельсам всей конструкции которые приезжают. И самое главное могут ли они что то сказать по этому поводу чтобы мы дали по одному подданным спячки. Соответственно придется запускать в станок почти всегда одинаково сложные. То есть например чтобы он понимал что как на картинке и отметил что первым нужно будет например убрать потом с каблуком справа а потом уже пойдет каблук камень слева.
Ну и хотелось бы посмотреть на коммерческое предложение стоимости этой машины. Ну и также хотелось бы в обязательном порядке ознакомиться с программным обеспечением будет ли там русский хотя он нужен обязательно русский язык на панели управления. Также хотелось бы знать какие используются. Элементы для работы то есть цепи звезды какие моторы докторе стоят какие частоты преобразовать не стоят. Ну то есть такого плана. То есть сразу же чтобы например собрать денег для того чтобы были запасные части. Ну и принцип работы. И еще самое главное хотел спросить по панели управления можем ли мы в панели управления задать две программы например скажем и например как я вижу оператор подходит нажимает в центр для механического кнопку например стандартный полет машина полностью сразу переходит в режим работы для стандартных подданных то есть там уже забито смещение основной рамы высота подъема то есть сколько полет в пачке у нас здесь на видео показаны раз в 2 3 4 5. Но у нас пачки будут минимум лет 10 это минимум 10 12 а то и 15. То есть соответственно и количество подданных в пачке должно тоже программирование. И другой случай когда после евро подданный оператор подходит нажимает кнопочку опять же с механической евро подданные. Лучше бы это механическая была кнопка если такое есть вообще и все машины опять же переходят на программу евро под дом где опять же уже все забито и расстояний смещение смещение прироста при передвижении рамы опять же высота подонков ну то есть количество пачек поданных в пачки ну и так далее. Хорошо было если бы программа была на русском языке обязательно и соответственно максимум. Сегодня например инженерный режим для настройки этой машины и так же для простого управления оператором просто такие как будто мы две программы создали а он подошел и просто включал евро и стандарт и машину ему уже автоматом перестраиваться.
То есть я понимаю это все возможно но позиционирование на рельсах вот этой основной рамы при перемещении должно быть настолько четко позиционирования и перемещаться должно безошибочно. То есть у нас каблук например состоит сейчас смотрю так у стандартного подана ширина каблук 100 миллиметров. Соответственно мы можем ему перемещение рамы задавать. Ну к примеру например 2100 миллиметров и перевернуть и потом будем брать например 2 тысячи то есть плюс минус 100 миллиметров он будет ездить каждый раз. Вот тогда если четкое позиционирование перемещение при перемещении рамы основной по рельсам настолько четко позиционируется что там шаговой двигатель стоит. Если синхронные то думаю это сложно сделать. Скорее всего наверное стоит пошагово двигателем с частотой преобразовать или датчиками которые подсчитывают скорее всего нужное расстояние для перемещения. А с евро подданным например у него у евро подданного средний каблук 145 миллиметров. Соответственно расстояние позиционирования при захвате евро подданным будет уже совершенно разные 145 минус 5.
Машины для забивания поддонов
Свяжитесь с нами!
Откройте для себя инновационные и удобные в использовании машины для забивания поддонов для вашей компании в компании Pallet Chief Manufacturing. Уделяя особое внимание созданию полезной машины, мы разработали гвоздезабиватели для деревянных поддонов, которые способствуют более эффективному и прибыльному производственному процессу. Ниже вы найдете модели автоматических гвоздезабивателей для поддонов от компании Pallet Chief Manufacturing, которые удовлетворят любые потребности производителей поддонов. От первоначального клиента до более крупной компании по производству поддонов, которая хочет достичь более высокой производительности с минимальным обслуживанием и меньшим количеством человеко-часов, у нас есть машины для забивания поддонов для компаний различных размеров. Взгляните на гвоздильные машины для продажи ниже. Если у вас есть вопросы, свяжитесь с нашей командой в Алабаме.
Паллетный штабелер I — идеальная паллетная машина начального уровня, представленная на рынке с 1991 года.
Эта паллетная машина использует только сжатый воздух. Нажмите на ссылку ниже, чтобы увидеть фотографии и видео о нем в действии.
Подробнее
Pallet Chief II — надежная рабочая лошадка, идеально подходящая для магазинов паллет любого размера.
Практически не требует технического обслуживания и является одной из самых простых в эксплуатации машин для поддонов в отрасли.
Наш продавец № 1 и его легче всего рекомендовать из-за его простоты, универсальности и непревзойденной цены.
Подробнее
Pallet Chief III — это автоматическая система сборки поддонов, обеспечивающая минимальную усталость оператора.
Универсален, как и Pallet Chief II, может использоваться на любом объекте. Использует 110 вольт и сжатый воздух.
Подробнее
Простота всей линейки паллетного оборудования распространяется на Pallet Chief IV. Он предназначен для увеличения объемов производства без ущерба для качества.
Включая две станции забивания гвоздей, переворачиватель поддонов и укладчик Deluxe — это самая автоматизированная система в нашей стандартной линейке.
Подробнее
Идеально подходит для дерновых ферм или любых операций, требующих салазок или односторонних поддонов.
Автоматическое размещение настила и гвоздей обеспечивает постоянное качество и скорость производства салазок, на которые вы можете рассчитывать.
Подробнее
Доступно финансирование!
Узнайте о нашем плане отсрочки платежа на 6 месяцев.
(ACG осуществляет вытягивание с льготным кредитом)
Система Pallet Chief Deck-Mat System изготавливает палубные маты или верхние компоненты блочного поддона.
Эта машина прибивает верхние доски настила и плоские стрингеры вместе в шахматном порядке.
Просмотреть больше
Гвоздезабивной станок для захвата поддонов — отличный выбор для любого предприятия, которому необходимо изготавливать поддоны из блоков.
Стандартная модель имеет размер 48×48 дюймов, но мы можем изменить ее на любой размер, соответствующий вашим потребностям.
Подробнее
Компания Pallet Chief Mfg. представляет новую систему блочных поддонов в линейке оборудования для сборки поддонов.
Стандартная модель может собирать блочные поддоны размером от 36″ X 30″ до 48″ X 48″. Доступны другие размеры.
Просмотр Подробнее
2022 Брошюра продаж
(2 страницы)
Нажмите здесь, чтобы просмотреть/загрузить брошюру
Feem Pallet II
One-Man Pallet Pallet Eshifice.
Финансирование доступно
Пользовательские размеры доступны
Стандартные функции
300-400 поддоны на 8 часов
Операция 9000-400.0003
ПРЕДОЕТИТЕЛЬНАЯ ПЛАД НАЖМЕТА
Простая операция и быстрое настройка
4-rater-informability Flure
. Использование Collsed Nails или большие Coils
.
Предлагает постоянную скорость и качество
Отправьте нам сообщение
Задайте вопрос ниже!
Pallet Chief II — это машина для обработки поддонов, которую может выполнять один человек. Это идеальный выбор для операций любого масштаба. Этот забивной гвоздезабивной станок — рабочая лошадка, которая справится со своей задачей — от только что открывшихся магазинов поддонов до устоявшихся компаний, желающих наладить производство поддонов собственными силами. Кроме того, наш Pallet Chief II, выставленный на продажу, практически не требует технического обслуживания и является одним из самых простых в эксплуатации паллетных машин в отрасли. Он использует 110 вольт и сжатый воздух.
Машина для забивания деревянных поддонов Pallet Chief II остается нашим лидером продаж благодаря своей простоте, универсальности и непревзойденной цене. Свяжитесь с нами, чтобы получить заказ и пакет финансирования.
Посмотрите это в действии на видео ниже.
PC II со стандартным укладчиком
PC II со стандартным укладчиком
PC II Отзыв
50 % переработанной древесины. Нам нравится Pallet Chief II, потому что вы можете использовать новую древесину в один день и переработанную древесину на следующий день без каких-либо изменений в машине. Используя переработанную древесину, один оператор может изготовить от 300 до 400 качественных поддонов за 8-часовую смену на Pallet Chief II. Нам нравится, что оператор может видеть доски, когда он тянет портал, и следить за тем, чтобы доски оставались на месте и не двигались. Мы хорошо заботимся о наших машинах и за четыре года у меня не было проблем с техническим обслуживанием. Я не знаю другой машины, которая могла бы производить однородные качественные поддоны из переработанной древесины так же хорошо, как Pallet Chief II».
Джо Чесни | Chesney Enterprises
Вильямсбург, Пенсильвания
Финансирование доступно!
Узнайте о нашем плане отсрочки платежа на 6 месяцев.
Должен иметь одобренный кредит.
Chris Pfriem
Член, директор по национальной счете
Телефон 440-579-0404 Cell 440-479-3981 Fax 440-579-0447
Click here to APPLY
(ACG does soft credit pulls)
PC II with Deluxe Stacker
Информация о материале
Выступили с докладом в ОНЛАЙН-МАРАФОНе Экспресс-презентации перспективных решений для повышения эффективности логистики и управления цепями поставок.
Информация о материале
Подробнее…
Тестировали экзоскелет ProEXO комплектация BAS для общехозяйственных нужд на дачном участке.
Информация о материале
Подробнее…
В статье: ГОСТ о промышленных экзоскелетах. Разрабатывается испытательный стенд для экзоскелетов. Промышленные экзоскелеты – включены в перечень типовых норм выдачи СИЗ.
Информация о материале
Подробнее…
Проведение медико-биологических испытаний экзоскелета Алгоритм проведения одной сессии испытаний
Информация о материале
Подробнее. ..
Актуальность вопроса применения экзоскелетов в электроэнергетике
Информация о материале
Подробнее…
Экология сейчас такая, люди опасаются за свое здоровье и здоровье семьи, в первую очередь детей. Поэтому многие хотят получать питьевую воду с гарантированным наилучшим качеством. Одно из решений – заказать доставку бутилированной воды. Такую воду доставляют в бутылях – они весят по 18,5 кг.
Информация о материале
Подробнее…
Промышленный экзоскелет ProEXO Light V (ПроЭкзо Легкий В) — средство индивидуальной защиты от физических перегрузок.
Информация о материале
Подробнее…
Если вы пропустили рекомендуем посмотреть репортаж про Промышленные Экзоскелеты и экзоскелеты специального назначения.
Информация о материале
Подробнее…
На предприятие НОВА-Брит прошли испытания по применению экзоскелета. Техническими специалистами была выбрана компания ООО «ЭКЗО СОЛЮШЕНС», которая продемонстрировала несколько образцов/
Информация о материале
Подробнее. ..
Друзья крепкого здоровья Вам в новом году! Помните о безопасности физического труда, берегите здорове!
Информация о материале
Модульный экзоскелет позволяет подобрать нужную комплектацию для наибольшей эффективности при выполнении различных производственных операции.
Информация о материале
Подробнее…
6-я модель экзоскелета от Норнииля, чемпионат России по кибатлетике, В чем опасность путать Голливудские Экзоскелеты с Реальностью, Disney создают экзоскелет и другое
Информация о материале
Подробнее. ..
Про Экзоскелеты — Новости
Новости про Экзоскелеты и «около»
План полного отказа от мигрантов
Мировые новости Про Экзоскелеты
ЭКЗО — Промышленный экзоскелет
PROEXO MIDDLE PE09 ЭКЗОСКЕЛЕТ ПРОМЫШЛЕННЫЙ
PROEXO LIGHT PE10 Промышленный Экзоскелет
Тестирование промышленного экзоскелета ПЭ7-Т5
Про Проэкзо на канале Росатома
Экзоскелет для переноски дверцы =)
Вы здесь:
Главная
Ошибка 404: страница не найдена
страница не найдена
Социальная политика
2 дек 2022
Ростех и Агентство стратегических инициатив реализуют совместные ESG-проекты
Сотрудничество коснется проектов в области экологической и социальной политики, корпоративного управления, образования и занятости
1 дек 2022
Новикомбанк запустил ипотеку для IT-специалистов
Клиенты смогут оформить кредит по ставке от 4,4% годовых
# Новикомбанк
1 дек 2022
Сборная «Технодинамики» признана лучшей среди спортивных команд Ростеха
Спортсмены холдинга занимают первое место в годовом
рейтинге ВФСО «Трудовые резервы» третий год подряд
# Технодинамика Спорт
1 дек 2022
Главой холдинга «РТ-Проектные технологии» стал Олег Менжинский
В новой должности он будет заниматься реализацией
перспективных проектов в ИТ-сфере, их развитием и внедрением в структуру госзакупок
Электроника
1 дек 2022
Ростех вдвое увеличил скорость передачи данных через тропосферную связь
Высоких характеристик удалось добиться благодаря усовершенствованию цифрового модема на станции тропосферной связи «Гроза»
# Росэлектроника
1 дек 2022
Ростех создал новую технологию проведения операций методом лазерной хирургии
Такой подход снижает травматичность операции и сокращает
период восстановления пациента
# Швабе Медицина
Сюжет
30 ноя 2022
Астрофотография: звезды в кадре
Рассказываем, как и с помощью чего лучше всего делать астрофотографии
# Швабе
30 ноя 2022
В Москве установлен памятник Андрею Туполеву
Открытие монумента и информационно-музейного центра приурочено к вековому
юбилею ОКБ Туполева
# Авиация
30 ноя 2022
Президент России отметил сотрудников Ростеха государственными наградами
Среди награжденных – летчик-испытатель, ведущий
оружейный конструктор, руководители крупных предприятий, в том числе оборонных
Мы используем куки (cookies) с целью повышения удобства вашей работы с сайтом.
Продолжая работу с сайтом, вы соглашаетесь с нашей политикой конфиденциальности.
5 удивительных способов использования экзоскелетов в строительстве
перейти к содержанию 5 удивительных способов использования экзоскелетов в строительстве
Независимо от того, поднимаете ли вы тяжелые предметы или выполняете легкие и повторяющиеся задачи, строительные экзоскелеты — лучший способ предотвратить травмы и повысить производительность. Только в 2017 году в строительной отрасли ежемесячно происходило не менее 12 000 травм (1), многие из которых можно было бы предотвратить с помощью экзоскелетов. Согласно исследованию (2), экзоскелеты снижают метаболические затраты человека и термофизиологическую реакцию во время выполнения задач, связанных с работой верхней части тела, что приводит к снижению утомляемости и напряжения рабочих, что приводит к повышению производительности. Для строителей и складских рабочих экзоскелеты — это следующий промышленный сдвиг, который приведет к повышению эффективности и производительности.
В этой статье вы узнаете, что такое экзоскелеты, как они применяются в строительстве и в чем их преимущества. Давайте углубимся.
Что такое экзоскелеты?
Экзоскелеты, также называемые экзокостюмами, силовой броней или экзокаркасами, представляют собой носимые внешние каркасы, обеспечивающие дополнительную поддержку и улучшающие биомеханические возможности человека. Вспомните Железного человека из Мстителей, но в реальной жизни. Экзоскелет действует как усилитель силы, повышающий физическую работоспособность, или как корректирующее устройство для восстановления подвижности.
Некоторые люди считают экзоскелеты новой «вещью». Тем не менее, эта технология существует с 1890 года, но только в последние годы она набирает обороты благодаря ускоренному развитию технологий. Ранняя модель, разработанная и запатентованная Николасом Ягном (3), представляла собой устройство с пружинным приводом, которое повышало способность пользователя бегать и прыгать.
Сегодня экзоскелеты имеют широкое применение в военной, медицинской и строительной сферах. В медицинской промышленности физиотерапевты используют их в качестве вспомогательных средств для опорно-двигательного аппарата и устройств для тренировки походки для пациентов с заболеваниями или травмами, влияющими на подвижность. В то время как в строительной отрасли они в основном используются для помощи рабочим с подвижностью верхних конечностей за счет снижения напряжения и повышения производительности.
Существует два типа экзоскелетов: силовые и пассивные. Экзоскелет с электроприводом содержит электродвигатели, рычаги, гидравлику и другие технологии, обеспечивающие подвижность конечностей с повышенной выносливостью и силой. Он улавливает движения владельца, посылает сигналы моторам и предлагает необходимую поддержку. Пассивный экзоскелет отличается от экзоскелета с питанием тем, что он чисто механический. Тем не менее, они оба предлагают такие преимущества, как поддержка плеч, талии или бедер. Кроме того, он предлагает помощь при подъеме тяжелых предметов. Активные экзоскелеты в основном используются в военной и физиотерапии, в то время как пассивные экзоскелеты чаще используются в строительстве и других промышленных отраслях.
Экзоскелеты и травмы в строительной отрасли
Знаете ли вы, что уровень связанных с работой заболеваний опорно-двигательного аппарата в строительстве на 16% выше, чем во всех отраслях вместе взятых?(4) Одной этой статистики должно быть достаточно, чтобы указать вас к самой серьезной проблеме, с которой сталкиваются строители: производственный травматизм. Согласно строительной карте (5), в строительстве наиболее часто встречаются травмы спины, плеч и других суставов. Это может быть связано с длительными и повторяющимися задачами, которые в конечном итоге приводят к перенапряжению и нагрузке на организм рабочих.
«Наиболее распространенной причиной производственных травм было перенапряжение и усталость. 20% строителей жалуются на сильную боль, а строители в пять раз чаще сообщают о плохом самочувствии. Американские компании платят почти 62 миллиарда долларов в год за травмы на рабочем месте». (6)
Травмы на производстве приводят к снижению производительности, что в сумме составляет более 104 миллионов потерянных производственных дней.(1) Кроме того, это влияет на моральный дух строителей, поскольку не получившие травму работники вынуждены брать на себя большую нагрузку, чтобы компенсировать потери. раненых и выздоравливающих рабочих. Это также влияет на способность пострадавшего выполнять будущие задачи и снижает продолжительность его трудовой жизни. Однако организации могут избежать этого, инвестируя в строительные экзоскелеты.
В ходе проведенного в 2015 году исследования применения экзоскелетов в промышленности и их потенциального влияния на физическую нагрузку исследователи обнаружили, что экзоскелеты значительно снижают утомляемость и повышают выносливость (7). Кроме того, экзоскелеты уменьшают дискомфорт в плече, тем самым повышая качество работы и производительность труда работников. Помимо снижения риска травм на рабочем месте, экзоскелеты также помогают стареющим работникам и дают им возможность работать сверх своих возрастных и физических пределов.
Строительные экзоскелеты — это будущее строительной отрасли благодаря возможностям эффективности и производительности, которые они предоставляют. Их основная цель: улучшить качество жизни строителей и предотвратить травмы.
Вы можете использовать экзоскелеты в производственном цеху для длительной и интенсивной работы над головой, такой как установка датчиков и фильтров, не напрягая и не травмируя себя. Преимущества включают поддержку суставов, которая повысит вашу выносливость, производительность и предотвратит травмы.
Строительный экзоскелет Жилет
Строительные экзоскелеты бывают разных форм и вариаций, подходящих для конкретной задачи. В зависимости от нагрузки это может быть полный костюм, простой жилет для поддержки подвижности верхних конечностей или просто перчатка. Давайте посмотрим на жилет экзоскелета.
Строительный экзоскелетный жилет представляет собой экзокостюм для верхней части тела, специально разработанный для обеспечения подвижности верхних конечностей. Его основная цель — снизить травматизм на рабочем месте и снизить утомляемость рабочих за счет поддержки мышечной активности и подвижности суставов. Это также снижает дискомфорт при выполнении повторяющихся задач над головой. Давайте установим один важный факт; строительный экзоскелет не даст вам сверхчеловеческую силу уровня «Железного человека». По сути, жилет служит для снижения нагрузки на опорно-двигательный аппарат. Вы по-прежнему будете поднимать такое же количество груза, как и раньше. Единственная разница будет заключаться в том, что груз будет легче и его легче нести, так как у вас будет дополнительная мышечная поддержка.
Строительный экзоскелетный жилет имеет следующие особенности:
Легкий каркас: это делает его легким и удобным в носке.
Прочные материалы: жилет предназначен для строительных сред, где они могут подвергаться воздействию самых суровых условий и полностью функционировать без поломок.
Assistive: костюм Exo имеет регулируемый уровень поддержки силы, который позволяет вам определить степень поддержки руки, которую вы хотите получить от костюма.
Естественное отслеживание: вы можете носить костюм и двигаться естественным образом, используя свою интуицию, инстинкты и рефлексы для управления им.
Минимальное количество точек соприкосновения: это позволяет работникам работать беспрепятственно, обеспечивая полный диапазон движений и комфортный воздушный поток.
Как работает строительный экзоскелет?
Экзокостюмы работают по-разному в зависимости от того, как они питаются. Механические экзоскелеты, которые не используют электричество, берут вес с определенных частей тела и перераспределяют его на другие области. Например, он может снять вес с рук или спины при выполнении утомительной работы над головой и перенести его на кор, чтобы уменьшить усталость и нагрузку на мышцы и суставы. Механические экзоскелеты более выгодны, так как их не нужно перезаряжать для использования. Итак, простоев нет. Кроме того, они обеспечивают большую долговечность.
С другой стороны, электрические экзоскелеты более мощные и могут выдерживать больший вес. Они работают, увеличивая давление и силу в целевых областях по мере необходимости. Оправа реагирует на движения владельца и обеспечивает поддержку, когда это необходимо. Из-за того, что они полагаются на электроэнергию, они могут остановить работу, если у них закончится заряд. Кроме того, вы должны перезаряжать их между использованиями.
Жилет экзоскелет строительный — одна из необходимых технологий для работников строительства, логистики, склада, а также для производителей, заинтересованных в повышении безопасности труда. Это лучшее решение для уменьшения напряжения мышц, травм локтей и позвоночника, а также растяжений связок спины. Он представляет собой объединение человека и машины, чтобы сделать работу проще и эффективнее. Давайте более подробно рассмотрим преимущества ниже.
Забавный факт: The Master Mystery, выпущенный в 1919 году, является первым фильмом, в котором показан экзоскелет с электроприводом
5 преимуществ строительных экзоскелетов выполнение повторяющихся задач, снижение риска травм, поддержка суставов и повышение эффективности работы.
Предотвращение травм и растяжений
Экзоскелеты сокращают перенапряжение, поддерживая верхние конечности рабочих при выполнении монотонной деятельности. Они равномерно распределяют вес пользователя на корпус и талию, уменьшая нагрузку на руки и плечи. Это приводит к снижению травм на рабочем месте, таких как растяжения связок спины и травмы плеча.
Выполнение повторяющихся задач
Представьте рабочего-строителя, которому приходится часами поднимать руки над головой, штукатуря стену или устанавливая гипсокартон. Это сложная задача, но со строительным экзоскелетом их рабочая нагрузка становится более терпимой, потому что у них есть дополнительная опора для рук. Им больше не нужно идти домой с болями в суставах и спине, и они могут работать больше часов, не перенапрягаясь и тем самым повышая свою производительность.
Повышение производительности
Доказано, что экзоскелеты повышают выносливость рабочих за счет снижения количества энергии, затрачиваемой на выполнение повторяющихся задач. Кроме того, поскольку рама берет на себя часть опорно-двигательной нагрузки, она снижает нагрузку на мышцы рабочего и снижает утомляемость. В сочетании с меньшим травматизмом и напряжением это значительно повышает производительность труда работников, поскольку они могут работать дольше и эффективнее.
Дополнительная точность работы
После бесконечных часов работы над головой точность снижается из-за мышечной усталости и истощения. Однако с экзокостюмом вы можете практически удерживать большую часть своего внимания и сосредоточиться на поставленной задаче, не отвлекаясь на напряжение и усталость.
Дополнительные возможности для пожилых подрядчиков
Из-за трудоемкости строительных работ пожилые подрядчики чаще ограничены своими физическими возможностями. Но со строительным экзоскелетом эти рабочие могут эффективно справляться с более напряженной работой.
Заключение
В последние годы в строительной отрасли произошло много автоматизации. Однако не каждую задачу можно автоматизировать и заменить роботом. Есть определенные, тяжелые и повторяющиеся задачи, которые могут выполнять только люди. И лучший вариант для достижения большей эффективности и производительности в этих неавтономных задачах — инвестировать в качественные экзоскелеты. Они представляют собой инновационное решение для предотвращения травм и обладают большим потенциалом производительности в строительной отрасли.
Если вы подумываете обзавестись строительным экзоскелетом, Ekso Bionics — ваш лучший выбор. Мы являемся ведущей компанией в области экзоскелетных технологий и производим одни из лучших продуктов в мире за последние 17 лет. Мы работали с военными США, DARPA, Johns Hopkins, Shirley Ryan AbilityLab, Институтом Кесслера, Департаментом по делам ветеранов и Калифорнийским университетом в Лос-Анджелесе. Наши продукты одобрены FDA и основаны на рекомендациях клинических экспертов и отзывах лидеров отрасли.
АППАРАТЫ ДЛЯ ОБЛЕГЧЕНИЯ ХОДЬБЫ, БЕГА И ПРЫЖКОВ. № 420,179 https://patents.google.com/patent/US420179A/en
Экзоскелеты в строительстве: будут ли они уменьшать или создавать опасности? https://blogs.cdc.gov/niosh-science-blog/2017/06/15/exoskeletons-in-construction/
КПВР. Справочник по строительству. Пятое изд. CPWR — Центр строительных исследований и обучения. Сильвер Спринг, Мэриленд. Апрель 2013 г. http://www.cpwr.com/publications/construction-chart-book
https://eksobionics.com/construction/
Экзоскелеты для промышленного применения и их потенциальное влияние на физическую нагрузку https:// pubmed.ncbi.nlm.nih.gov/26444053/
Перейти к началу
22 экзоскелета для работы и промышленности в 6 категориях Отчет о промышленном экзоскелете
Носимая робототехника, предназначенная для использования в промышленных условиях, является самой быстрорастущей областью исследований экзоскелетов. Экзоскелеты для работы и промышленности могут использоваться на стройках, в сухих доках, на заводах, складах и даже в хирургических кабинетах. В самой последней презентации Ассоциации носимой робототехники доктор Джозеф Хитт описал экзоскелеты для производства и строительства как «низко висящие плоды» рынка экзоскелетов. Его аргумент заключается в том, что у медицинских учреждений ограниченный бюджет на реабилитационных роботов и уже существует десяток компаний с многолетним опытом. Напротив, экзоскелетов для работы мало, и крупные промышленные компании могут закупить миллионы единиц для своих работников в ближайшие десятилетия.
Экзоскелеты для промышленности и на рабочем месте предлагают три основных преимущества: Уменьшение производственных травм, экономия миллиардов долларов на медицинских расходах, отпусках по болезни и судебных процессах. Снижение утомляемости работников, что приводит к повышению бдительности, производительности и качества работы. Способность дольше удерживать квалифицированный и опытный персонал на пике физической формы.
Прежде чем перечислить более дюжины экзоскелетов и исследовательских проектов, предназначенных для использования на рабочем месте, давайте разделим их на категории в зависимости от того, для чего они предназначены.
Экзоскелеты для работы и промышленности можно разделить на 6 категорий:
Экзоскелеты для удержания инструментов: эти экзоскелеты состоят из подпружиненной руки, такой как механическая рука с нулевой перегрузкой, которая поддерживает тяжелый инструмент на одном конце и соединена с экзоскелет нижней части тела и противовес. Экзоскелет обычно пассивный, но есть по крайней мере один прототип с моторами в ногах. Вес инструмента передается непосредственно на землю.
Chairless Chairs : это легкие экзоскелеты, надеваемые поверх рабочих штанов, которые могут становиться жесткими и фиксироваться на месте. Это может снизить утомляемость при приседании или стоянии в одном и том же положении в течение длительного периода времени.
Опора для спины: эти экзоскелеты могут поддерживать правильное положение спины при наклоне для выполнения подъема. Также они позволяют снизить нагрузку на мышцы спины или даже на позвоночник при наклонах.
Силовые перчатки: механизированные перчатки, которые могут помочь работникам со слабым захватом лучше удерживать инструменты. Есть также устройства, которые используются в обратном порядке, в которых рабочие, у которых есть проблемы с естественным разведением некоторых пальцев на руке для захвата инструментов, могут открыть их с помощью экзоскелетной перчатки.
Полнотелые силовые костюмы: Еще несколько лет назад считалось, что большие полноразмерные силовые костюмы будут использоваться для работы и промышленности. Сейчас почти все разработчики перешли на более мелкие специализированные экзоскелеты, но проекты в этой области еще есть.
Дополнительная/нештатная робототехника: экзоскелетов, обеспечивающих вторую пару рук. Это, безусловно, самый амбициозный проект носимой робототехники для работы и промышленности. Два или более дополнительных механических рычага, которыми управляет владелец, используются для удержания инструментов или материалов на месте. Технически экзоскелеты, удерживающие инструменты, также нештатные, однако руки всегда пассивны, подпружинены и не могут управляться независимо.
Теперь, когда мы классифицировали экзоскелеты для работы и промышленности по тому, чего они пытаются достичь, вот несколько примеров каждого типа:
Экзоскелет Fortis от Lockheed Martin в действии, 2014, DesignBoom. com
1. Экзоскелеты для хранения инструментов:
Ekso Works от Ekso Bionics
Фортис от Lockheed Martin
Неизвестный прототип от Falltech
Рабо-Мате по ЕС
O-ArmX от BAE Systems
Кресло без кресла Noonee
2. Кресло без кресла:
Кресло без кресла Noonee Носимое эргономичное устройство
Устройство поддержки веса тела от Honda
Archelis by Wearable Chair
В дизайнерском блоге Core 77 есть несколько статей о бескресном стуле Noonee и его истории, восходящей к началу 1900-х годов.
Эргоскелет V-22 от StrongArm Technologies
3. Опора для спины:
Эргоскелет V-22 от StrongArm Technologies
Лаево от Лаево
MAX от SuitX (официально US Bionics)
Костюм для вспомогательных мышц бедра от Innophys
Hal для пиломатериалов для поддержки труда от CYBERDYNE
ЭКО Молот РУИ-1 (инструмент для забивки столбов, уголка и стержней заземления)
Главная
ЭКО Молот (для…
ЭКО Молот (в народе известен как: «бабка для забивания столбов, уголков и труб«)- это устройство, разработанное ООО «ЭКО». Устройство предназначено для забивания столбов, уголков, стержней заземления и иных предметов в землю. ЭКО Молот — это уникальный ручной ударный инструмент, способный решать старые проблемы наиболее комфортным и современным способом.
Артикул: ЭКО Молот
Характеристики:
Вес: 8,3 кг
Длина: 610 мм
Диаметр отверстия: 80 мм
Толщина ударной части: 50 мм
Ширина с учётом ручек: 210 мм
Используя ЭКО Молот процесс забивки происходит следующим образом:
На лежащий предмет, который планируется забить в землю (трубу, уголок и пр. ), надевается ЭКО Молот(«бабка»). Вырывается приямок. Забиваемый предмет устанавливается в приямок. В зависимости от длины погружаемого предмета выбираем удобный хват, поднимаем ЭКО Молоти с максимольной силой опускаем вниз. Высота подъёма ЭКО Молот не так важна, как сила удара. По мере погружения за счёт наличия удобных ручек есть возможность взять ЭКО Молот максимально удобным в данное время хватом.
У Вас всё ещё стоит вопрос: Как забить уголок, столб или стержни заземления?
Засчёт своей конструкции ЭКО Молотрешает сразу несколько серьёзных проблем, которые возникают при вбивании какого-либо предмета, а именно:
— Точность нанесения удара.
Точность нанесения удара по торцу забиваемого предмета крайне важна! При нанесении не точных ударов кувалдой возможен перекос и отклонение по вертикали, что не приемлемо, например, при установке столбов. Почти метровая длина ЭКО скользит по забиваемому предмету, который сам служит направляющей. Удар всегда будет наносится строго по оси столба.
— Затраченные силы
При забивании ЭКО Молотзатрачивается гораздо меньше сил нежели при использовании кувалды. Прежде всего это обусловлено невозможностью промаха при ударе. Каждый удар и сильный, и не очень- достигнет своей цели и приблизит работу к завершению. При этом ЭКО Молотможно работать одновременно в двоём, что может значительно ускорить и облегчить процесс заколачивания.
— Удобное положение бьющего
За счёт удобных функциональных ручек удары наносятся из максимально удобного положения.
— Универсальность
ЭКО Молот имеет диаметр отверстия 80мм- это позволяет с одинаковым успехом забивать в землю трубу, столб, арматуру, углок или стержень заземления.
Доставка осуществляется ТК «Деловые линии». Доставка до терминала в СПБ за счёт продавца.
Сертификат на продукцию:
Сертификат.jpg
Приложение №1.jpg
Приложение №2.jpg
Для заказа ЭКО Молотвы можете отправить заявку на электронную почту:
LPD-LD оснащен встроенным ударным механизмом и передней частью особой конструкции, которые обеспечивают быстрый монтаж адаптеров и вкладышей для работы со стержнями малого диаметра.Специальные вкладыши из полимера (ПТФЭ) гарантируют минимальное повреждение цинковой или медной поверхности вбиваемого столба. Поверхность соприкосновения композитного материала обеспечивает плавную работу с низким коэффициентом трения.
LPD-T: встроенная пусковая рукоятка для запуска и остановки оборудования
LPD-T поставляется со стандартным 0,5-метровым рукавом с быстроразъемным соединением. В приводной механизм встроена пусковая рукоятка для приведения в действие и остановки оборудования.Это превосходный инструмент для забивания опор дорожного ограждения, профилей, дорожных знаков, оград и различных анкерных креплений и столбов.
LPD-RV: запорный клапан с дистанционным управлением
LPD-RV поставляется с двухметровым рукавом. Он оснащена дистанционным запорным клапаном, который позволяет привести механизм в действие, даже если инструмент находится на высоком столбе.
Технические характеристики (в метрических единицах)
Модель
LPD-LD-T
LPD-T
LPD-RV
LPD-HD-T
LPD-HD-RV
Тип активации
При помощи
пускового рычага
пускового рычага
дистанционного клапана
пускового рычага
дистанционного клапана
Гидравлическая система
Открытый центр
Открытый центр
Открытый или закрытый центр
Открытый центр
Открытый или закрытый центр
Снаряженная масса
кг
18 *1
34 *2
35 *2
45 *3
46 *3
Поток масла
л/мин
20
20-30
20-30
28-40
28-40
Рабочее давление
бар
80-100
105-140
105-140
105-125
105-125
Ударная скорость
ударов в минуту
2300
1 680 (30 л/мин)
1 680 (30 л/мин)
1320 (30 л/мин)
1320 (30 л/мин)
Диаметр шпунта / сваи
мм
10-60
40-100
40-100
70-150
70-150
Уровень вибрации по 3 осям (ISO 28927-10) 20 линий/мин *4
м/с²
17,5
12,8
20,1
Гарантированный уровень звуковой мощности (2000/14/EC) *4
Lw дБ(A)
116
115
115
118
118
Уровень звукового давления (ISO 11203) *4
Lp, r=1м дБ(A)
102
102
102
105
105
Класс EHTMA
Кл
C/D
C/D
D/E
D/E
Номер детали
1801 3940 06
1801 4040 02
1801 4050 02
1801 4140 00
1801 4150 00
Технические характеристики (в американских единицах)
Модель
LPD-LD-T
LPD-T
LPD-RV
LPD-HD-T
LPD-HD-RV
Тип активации
При помощи
пускового рычага
пускового рычага
дистанционного клапана
пускового рычага
дистанционного клапана
Гидравлическая система
Открытый центр
Открытый центр
Открытый или закрытый центр
Открытый центр
Открытый или закрытый центр
Снаряженная масса
фунтов
38,58 *1
75 *2
76 *2
85,98 *3
88,18 *3
Поток масла
галл. /мин
5,28
5,28-7,93
5,28-7,93
7,4-10,57
7,4-10,57
Рабочее давление
фунтов/кв. дюйм
1 160,3-1 450,38
1 523-2 031
1 523-2 031
1 522,9-1 812,98
1 522,9-1812,98
Ударная скорость
ударов в минуту
2300
1 680 (30 л/мин)
1 680 (30 л/мин)
1320 (30 л/мин)
1320 (30 л/мин)
Диаметр шпунта / сваи
дюймы
0,4-2,36
1,57-3,94
1,57-3,94
2,76-5,91
2,76-5,91
Уровень вибрации по 3 осям (ISO 28927-10) 20 линий/мин *4
м/с²
17,5
12,8
20,1
Гарантированный уровень звуковой мощности (2000/14/EC) *4
Lw дБ(A)
116
115
115
118
118
Уровень звукового давления (ISO 11203) *4
Lp, r=1м дБ(A)
102
102
102
105
105
Класс EHTMA
Кл
C/D
C/D
D/E
D/E
Номер детали
1801 3940 06
1801 4040 02
1801 4050 02
1801 4140 00
1801 4150 00
Дополнительная информация
Что такое почтовые драйверы? — Инструменты Rentalex
Опубликовано Роберт Крюгер
Их также называют почтовыми молотками, заборными машинками и, чаще всего, почтовыми машинками. Как они работают и для чего используются? Почтовый драйвер похож на многие другие электроинструменты, у него есть эквивалент с электроприводом, который использует умную технику вместо ваших мышц.
Забивной молоток — это инструмент, используемый для забивания столбов забора в землю. Хотя посадка столбов забора может показаться легкой задачей, для этого требуется нечто большее, чем просто выкапывание ямы в земле. Забор, который падает из-за того, что столбы были посажены слишком глубоко в землю, — это последнее, что вам нужно. Вы хотите, чтобы ваши столбы прочно укоренились в земле, чтобы они оставались высокими даже в неблагоприятных погодных условиях. С помощью отбойного молотка вы можете вести столб равномерно вниз, гарантируя, что он глубоко вбит в землю с наименьшим повреждением столба. Существуют различные типы почтовых драйверов:
Ручные почтовые приводы – Почтовые приводы этого типа полагаются на подъемную силу людей. Его конструкция позволяет ему работать с гораздо меньшими затратами энергии, чем отбойный инструмент, такой как кувалда. Сообщения вручную разработаны, чтобы быть простыми, но эффективными. Они работают, поднимая и опуская «фунтовку» поверх стойки. Полый отбойник имеет открытый конец, диаметр которого примерно равен стойке, которая помещается внутри полого отбойника. У фугаса есть закрытый конец, и столб ударяет по нему. Поскольку отбойник подается через полую трубку с небольшим пространством для маневра, ударная сила сохраняется, что приводит к очень сильному, последовательному удару, который больше зависит от веса отбойника и, как следствие, силы удара, чем от силы оператора.
Пневматические приводы столбов – Они не очень распространены за пределами строительных площадок. Пневматические приводы столбов используют мощность внешних воздушных компрессоров. Хотя его принципы такие же, как и у ручных приводов столбов, он использует давление воздуха для подъема фунта, который затем отключается оператором, направляя его к центру столба с его полным весом. Несмотря на громоздкость, пневматические приводы могут поднимать большой вес без особых усилий, что позволяет им значительно сократить ручной труд.
Газовые установщики столбов – Эти установщики столбов используют двигатель внутреннего сгорания для забивания столбов в землю. Движение отбойного молотка с газовым двигателем похоже на движение отбойного молотка, поскольку он стучит очень быстро. Вместо того, чтобы ударять грузом по столбу, водители газовых столбов вбивают его в землю. Бензиновые почтовые драйверы такие же портативные, как и ручные версии, но гораздо более мощные.
Какой почтовый драйвер подходит для работы?
Выбор почтового водителя зависит от вашей ситуации, поэтому на этот вопрос сложно ответить. В местной компании по аренде оборудования можно арендовать как ручных, так и бензиновых почтовых машин, поэтому вы можете рассмотреть оба варианта. Несмотря на свою мощность, пневматический привод может быть недоступен в вашем регионе и может потребовать сложной настройки. Важно оценить размер вашей работы, будь то ручной или газовый. Вы можете решить использовать почтовую машину с газовым двигателем в зависимости от сезона, места вашего проживания и объема работы, которую необходимо выполнить.
Наши 5 лучших вариантов и руководство по покупке – Gardenia Organic
Вы можете подумать, что установка столбов для забора – довольно простая задача.
Но если учесть, что вам нужно надежно закопать этот довольно здоровенный предмет в землю, становится очевидным, что это не то, что вам нужно делать без соответствующих инструментов.
Здесь на помощь приходит трамбовка столбов забора. Простые инструменты значительно облегчают работу и означают, что вам не придется прилагать столько усилий.
Столб забора в земле
Несмотря на то, что между продуктами нет большой разницы, в конце концов, все они предназначены для выполнения одной и той же задачи, некоторые трамбовки столбов забора лучше других.
В этом руководстве мы покажем вам некоторые из наших лучших решений, а также дадим несколько полезных советов о том, как выбрать лучший трамбовщик для столбов забора для работы.
Содержание
Что такое трамбовочная машина?
Иногда можно услышать, как люди называют этот инструмент забивкой столбов забора или молотком для столбов, но все это одно и то же.
Трамбовка столбов забора представляет собой прочный инструмент, чаще всего изготавливаемый из металла, который надевается на верхнюю часть столба забора, чтобы вбить его в землю.
Инструмент имеет ручки с обеих сторон, за которые оператор берется, чтобы ударить по инструменту.
Наши любимые 5 трамбовочных станков для ограждений
Мы исследовали и проверили целый ряд трамбовочных станков для ограждений и были в восторге от того, что нашли.
Тем не менее, было несколько ручных и механических трамбовок для ограждений, которые действительно выделялись и заслуживают особого упоминания.
1. Трамбовка столбов ограждения MTB с ручками
Это привод для круглых столбов забора очень хорошего качества.
Изготовлен из стали и имеет усиленную головку, чтобы гарантировать, что любой удар не повредит конструкцию.
Сталь — отличный выбор для наружных инструментов, поскольку она в значительной степени устойчива к атмосферным воздействиям и является одним из самых прочных металлов.
Отличный выбор для тяжелых работ.
Более того, трамбовка столбов забора MTB выпускается с различными весами, что означает, что найдется подходящий практически для любого применения.
Выберите 12-фунтовую трамбовку для более легких работ или 34-фунтовую трамбовку, если вам нужно вбить большие столбы в более твердую почву.
Amazon Price
Нам также нравится универсальность этой трамбовки столбов забора, которую можно использовать как с Т-образными, так и с U-образными стойками.
Однако мы заметили, что при работе с деревянными столбами более тяжелая трамбовка может нанести ущерб, поэтому помните об этом.
2. LOADSECRTOOL 31,5-дюймовая трамбовка для столбов ограждения
Если вы не хотите тратить целое состояние на трамбовку для столбов ограждения, но все же хотите убедиться, что вы получаете что-то надежное, долговечное и отвечающее требованиям, тогда мы очень рекомендую этот от LOADSECRTOOL.
Более длинная конструкция делает трамбовку столбов забора намного проще в использовании, и это одна из первых вещей, на которые мы обратили внимание.
Кроме того, трамбовка оснащена двумя удобными ручками для максимального комфорта и простоты использования.
Amazon Price
Но помимо удобства использования, у этого инструмента есть много других достоинств.
Возьмем, к примеру, его непревзойденную прочность. Вы можете быть уверены, что эта трамбовка, изготовленная из стали, выдержит испытание временем и будет хорошо работать в тяжелых условиях.
Доступны три варианта веса и три различных диаметра, так что вы сможете найти то, что точно соответствует вашим потребностям.
3. Полевой туфовый газовый столб
Если вы собираетесь выполнять более сложные задачи или просто хотите максимально упростить жизнь, то вам может подойти этот газовый привод.
Имейте в виду, что он потребует большего обслуживания, но при правильном уходе прослужит много лет, поэтому это отличное вложение для коммерческих целей.
Вам придется вложить немного больше денег в этот продукт, но производительность просто невероятная.
Эта машина с двигателем объемом 33 куб. см и мощностью до 1,2 л.
Кроме того, инструмент работает плавно благодаря антивибрационной функции и невероятной частоте 2230 ударов в минуту, так что вы быстро справитесь с работой.
Amazon Price
Что нам действительно нравится в этом газовом почтовике, так это его универсальность.
Он поставляется с двумя направляющими разного размера, так что вы можете работать с несколькими типами столбов забора.
Это делает его идеальным выбором для профессионалов, фермеров и домашних пользователей с более разнообразными потребностями.
4. Rhino GPD30 Ranch Pro
Для тех, кто ищет самую мощную, качественную и надежную трамбовку столбов забора, обратите внимание на Rhino Ranch Pro.
Это удивительный инструмент, в котором много полезного, и хотя он довольно дорогой, он стоит вложений.
Этот газовый привод для заборных столбов работает на сверхнадежном четырехтактном двигателе Honda, который развивает впечатляющую мощность и выполняет работу в кратчайшие сроки.
Более того, вы получаете стандартную двухлетнюю гарантию от Honda, что дает вам полное спокойствие.
Amazon Price
Rhino разработан для использования с заземляющими стержнями и Т-образными стойками и очень удобен в использовании.
На рукоятках имеется антивибрационная функция для более удобного использования, а верхняя рукоятка облегчает транспортировку инструмента; отлично, если вам нужен более портативный инструмент.
5. Чугунный штифт Grey Bunny
Мы заканчиваем наш список еще одним чрезвычайно доступным ручным приводом для забора.
Но быть дешевым не значит быть ненадежным в данном случае.
Если вам нужно установить всего несколько столбов забора, вам нужен инструмент, который не сломит банк, но при этом выполняет свою работу, и этот инструмент от Grey Bunny предлагает идеальный баланс.
Это 16-фунтовая трамбовка столбов забора, которая работает со столбами диаметром до 2,6 дюймов, что делает ее идеальной для небольших домашних работ.
Более того, он чрезвычайно универсален и может использоваться с целым рядом различных типов столбов.
Рукоятки сконструированы так, чтобы обеспечить максимальный комфорт и удобство захвата, поэтому вы обнаружите, что этот инструмент очень прост в использовании, даже если вы никогда раньше не работали с трамбовками для столбов забора.
Amazon Price
Будучи изготовленным из чугуна, вы можете рассчитывать на большую прочность и долговечность.
Так что, даже если вы работаете только с небольшими работами, вам не нужно беспокоиться о том, что инструменты сломаются или подведут вас.
Однако, несмотря на то, что нам нравится этот продукт, он не подходит для более тяжелых задач.
На что обратить внимание при покупке трамбовки столбов забора
Прежде чем спешить купить трамбовку столбов забора, вы можете подумать о том, что именно вам нужно. Установка столбов забора
Как мы уже упоминали, эти инструменты во многом одинаковы с точки зрения того, что они делают, но то, как они работают, — это совершенно другой вопрос.
Какой тип трамбовки столбов забора мне нужен?
Вообще говоря, существует четыре различных типа трамбовки столбов забора:
ручная
электрическая
газовая
и на тракторе
Тип окружающей среды, в которой вы работаете, и объем работы определяют наилучший тип для вас.
Ручные трамбовки столбов забора управляются с использованием вашей собственной силы и ручных инструментов. Это тяжелые устройства, по которым нужно ударить молотком или другим тяжелым предметом, чтобы вбить шест в землю.
Электрические трамбовки столбов забора 9 шт.0015, как следует из их названия, питаются от электричества. Они идеально подходят для еще более простой установки столбов забора, но обычно их лучше всего использовать со столбами с более узкой окружностью. Они просты в обслуживании и отлично подходят для небольших работ.
Бензиновые трамбовки столбов забора также облегчают жизнь, так как вам придется выполнять гораздо меньше работы, но главное преимущество перед электрическими трамбовками заключается в том, что вам не нужно подключаться к электросети, поэтому эти они портативные. Тем не менее, все, что работает с газовым двигателем, потребует большего обслуживания. 9№ 0016
Трамбовки стоек забора, устанавливаемые на трактор , могут быть подсоединены к трактору и идеально подходят для тяжелых работ. Они обычно используются в коммерческих условиях, например, на ферме.
Вес
Для того, чтобы трамбовка столбов забора успешно вбила столб в землю, он должен быть тяжелым.
Некоторые инструменты легче других, поэтому стоит подумать о том, кто будет выполнять эту работу.
Если вы работаете в команде, более тяжелая трамбовка позволит вам легче выполнять работу, но, как правило, с ней должны работать несколько человек.
С другой стороны, если вы работаете в одиночку, важно иметь возможность поднять трамбовку столбов забора, чтобы поставить ее на столбы, не поранившись.
Но вам все равно понадобится что-то достаточно тяжелое, чтобы можно было вонзить шест.
Долговечность
Первое, на что следует обратить внимание при выборе трамбовки для столбов забора, — это ее долговечность.
Эти инструменты будут подвергаться сильному давлению, и если они недостаточно сварены, то развалятся в одно мгновение.
Итак, обязательно проверьте качество сборки.
Кроме того: Вы хотите найти трамбовку для столбов забора с усиленной верхней частью. При ударе молотком по ней может произойти повреждение, если эта деталь не является сверхпрочной и прочной.
Материал
Трамбовки столбов забора обычно изготавливаются из металла, но существуют разные виды металла, поэтому рекомендуется подумать о том, как и где вы будете использовать инструмент.
В основном трамбовки столбов забора изготавливаются из стали. Это сверхпрочный металл, который легко выдерживает атмосферные воздействия при условии, что он был обработан.
Вам следует искать такие вещи, как порошковое покрытие, которое обеспечивает превосходную защиту от ржавчины и усиление.
Еще лучше – Вы также можете найти трамбовки столбов забора, изготовленные из чугуна. Это невероятно прочный металл, который идеально подходит для гораздо более интенсивной работы.
Он не деформируется и выдержит практически любые испытания. Тем не менее, при многократном ударе есть риск растрескивания железа со временем.
Стоимость
Никто не хочет тратить лишнего на что-либо; мы живем в бережливом обществе, поэтому важно соотношение цены и качества.
Тем не менее, вы не хотите экономить, когда дело доходит до трамбовки столбов забора, так как покупка некачественного продукта, скорее всего, потребует реинвестирования в будущем.
Можно потратить немного меньше, если вам нужен инструмент только для одной домашней работы, но при этом убедиться, что качество на высоте.
Однако, если вы покупаете трамбовку для столбов забора для коммерческого использования или для нескольких работ, мы рекомендуем вложить немного больше, чтобы получить наилучший инструмент.
Размер
Трамбовки столбов забора бывают разных размеров, и очень важно найти тот, который подходит для столбов, с которыми вы работаете.
К счастью, это легко увидеть, так как размер трамбовки обычно напечатан на внутренней стороне инструмента.
Обычно они имеют диаметр от двух до шести дюймов, но это зависит от производителя.
Также следует помнить, что трамбовки столбов забора бывают разных форм.
Чаще всего они бывают квадратными или круглыми, поэтому не забудьте выбрать форму, которая лучше всего соответствует вашим потребностям.
Заключение
Трамбовка столбов забора является незаменимым инструментом, когда нужно забить столбы забора в землю.
Есть много различных типов на выбор, но те, которые мы представили в этом руководстве, являются одними из самых лучших.
Обязательно ознакомьтесь с нашими советами по покупке, которые помогут вам выбрать лучший вариант для вас.
Вы также можете прочитать
11 Идеальные цвета для вашего садового забора
Лучшие роботизированные газонные косилки США — 7 Удивительные роботисты
Картридж Xerox 008R13064 узел ролика 2-го переноса
Код производителя:008R13064
6 месяцев гарантии
Ресурс 200000 страниц
Сообщить о поступлении товара
Печь Xerox 008R13023
Код производителя:008R13023
6 месяцев гарантии
Ресурс 100000 страниц
Сообщить о поступлении товара
Копи-картридж Xerox 101R00435
Код производителя:101R00435
6 месяцев гарантии
Ресурс 80000 страниц
Сообщить о поступлении товара
Печь Xerox 008R13028
Код производителя:008R13028
6 месяцев гарантии
Ресурс 150000 страниц
Сообщить о поступлении товара
Вальцовые мельницы для скота | Оборудование для переработки зерна | Automatic AG
БОЛЬШАЯ ПРИБЫЛЬ ОТ ВАШЕГО ЗЕРНА
С 1925 года Automatic создает инновационные продукты для сельскохозяйственного рынка Компания. Производство автоматического оборудования поставляет лучшие машины для обработки сельскохозяйственной продукции, предназначенные для сокращения отходов и повышения эффективности. Выберите один из нескольких вариантов размера и мощности для вальцовых мельниц, мельниц CSU и т. д. Увеличьте количество бушелей в час и помогите вашей ферме работать как хорошо смазанная машина.
Чем мы хороши >
Промышленные вальцовые мельницы для обработки кормов
ATG10000
Всегда точные частицы. Низкопрофильный электрический, большой электрический или с приводом от ВОМ.
Подробнее
ATG10000
ВАЛКОВЫЕ МЕЛЬНИЦЫ
ВАЛКОВАЯ МЕЛЬНИЦА Выброс шнека или воздуходувки.
Узнать больше
РОТАЦИОННЫЕ МЕЛЬНИЦЫ
РОТАЦИОННЫЕ МЕЛЬНИЦЫ
Универсальные и экономичные машины с высокоскоростным барабаном для измельчения кукурузы. Нет экранов, нет заглушек.
Узнать больше
Подходящие материалы создают лучшие вальцовые мельницы
Мы не экономим, когда речь идет о поставке необходимого вам промышленного сельскохозяйственного оборудования. Наши зерновые вальцовые мельницы и электрические мельницы рассчитаны на длительную работу и высокую производительность. Вы можете положиться на Automatic Equipment Manufacturing, чтобы предоставить комбикормовые заводы, которые не требуют утомительного повторного обслуживания и замены деталей. Узнайте больше о том, почему мы выбираем закаленную сталь для наших промышленных вальцовых мельниц.
Самое эффективное оборудование для переработки зерна для животноводства
Ваше животноводческое хозяйство должно достичь максимальной эффективности, чтобы конкурировать с постоянно растущей конкуренцией на местном и глобальном уровнях. Промышленные зерновые мельницы Automatic могут помочь вам достичь этого тремя способами:
Улучшение роста скота
мельница могла доставить. Коровы на этом участке прибавили в весе на три фунта на голову. А когда говядина была классифицирована, стадо получило на 4,5% больше качества Prime или Certified Angus. Кроме того, поскольку автоматические промышленные зерновые мельницы могли обрабатывать больше различных типов и сортов зерна, откормочная площадка могла позволить себе покупать больше кормов по более низкой цене. И они увидели повышение конверсии корма на 1,88%.
Энергоэффективность
Одним из выдающихся преимуществ автоматических промышленных зерновых мельниц является то, что они потребляют меньше энергии. Фактически, вальцовые мельницы потребляют на 85 % меньше энергии, чем молотковые мельницы. При любом качестве зерна вы можете рассчитывать на использование на треть меньше лошадиных сил, чем на других мельницах.
Эффективность времени
Время – это деньги в вашем животноводстве, будь то время, которое вы тратите, или часы, которые вы должны платить работникам. Автоматическая промышленная мельница для зерна может сэкономить ваше время. Высокая производительность мельницы означает, что вам не придется тратить много времени на измельчение корма для скота.
Кроме того, высококачественные материалы, используемые в автоматических вальцовых мельницах, сокращают время простоя. Автоматическая закаленная сталь, используемая для роликов, будет служить дольше и потребует меньше повторных гофр. Кроме того, наши машины спроектированы так, чтобы их было легко обслуживать, поэтому даже когда они не работают, они не остаются в нерабочем состоянии надолго.
Недорогие кокильные литые валки
Автоматически закаленная сталь
• Кокильный чугун обходится производителю дешевле, чем закаленная сталь, благодаря меньшим затратам материалов, энергии и трудозатрат на производство готовых валков.
• Кокильный чугун имеет плохую коррозионную стойкость; его постоянно необходимо затачивать, чтобы обеспечить стабильное качество корма.
• Чугун легко деформируется без разрушения. Этот эффект резиновой ленты приводит к долгосрочным отрицательным результатам на всех рабочих аспектах мельницы
• Стоимость владения валками из кокильного чугуна в течение всего срока службы намного выше, чем у валков из закаленной стали.
• Автоматически закаленная сталь дороже, потому что это лучший материал. Требования к регулярному техническому обслуживанию резко сокращаются, что экономит время и деньги в долгосрочной перспективе.
• Модуль упругости закаленной стали в 1,5 раза выше, чем у кокильной стали, что приводит к меньшему короблению материала на валу. Вся мельница прослужит дольше, обеспечивая долгие годы бесперебойной работы
• Нет необходимости в постоянной заточке и доработке для измельчения качественного зерна.
• Более твердые и прочные валки, обеспечивающие постоянное качество корма в течение многих лет при меньших затратах в течение всего срока службы.
Автоматическая закаленная сталь
VS
Недорогие рулоны Chill Cast
Воспроизвести видео
Steve Rehder, Rehder Farms
Он ест кукурузу.
Представляем
ATG 10000 и 15000
Новейшую крупнотоннажную мельницу Automatic. Привод от электродвигателя или ВОМ
Реальные результаты*
• 3 фунта дополнительного привеса на голову
• На 1 цент выше себестоимость зерна = на 64 фунта меньше корма на голову
• 4.5% higher grade out on Prime/Certified Angus Beef
• 1.88% better conversion
* Beller Feedlot, Lindsay, Nebraska September 2017
LEARN MORE
Roy Ritter, RKR Feedlot
Вест-Пойнт, Небраска
Наша автоматическая электрическая мельница 10K — выдающаяся машина. Мы используем две свалочные ямы на тысячу бушелей. В наш самый большой день мы перерабатываем 145 000 бушелей через мельницу примерно в 9 часов утра.
000 бушелей в час при влажности от 25 до 28%. Я больше не боюсь сезона кукурузы с высокой влажностью.
АВТОМАТИЧЕСКОЕ ОТЛИЧИЕ
1.
Избегайте отходов корма и
Респираторные заболевания
Очищенное от пыли зерно из бункера для корма не будет «унесено ветром». Ваш домашний скот съест все это, и у них не будет проблем с дыханием, вызванных вдыханием «порошкового корма».
2.
Больше пользы от зерна
Все больше фермеров выбирают автоматический способ обработки, один из самых энергоэффективных способов обработки всех видов фуражного зерна. Независимо от того, кормите ли вы говядиной, свининой, молочными продуктами или птицей, с автоматическим кормлением вы получите больше от зерна. Заставьте 4 бушеля выполнять работу пяти. и получать больше молока от коровы, быстрее и экономичнее. Весь скот питается плющеным зерном.
3.
Улучшенные вкусовые качества и усвояемость
Подобно раскалыванию орехов, вальцовая мельница слегка раскалывает зерно, ровно настолько, чтобы сломать семенную оболочку, не превращая мясо внутри в муку. Затем перевариваемые питательные вещества могут быть ассимилированы для стабильно более высоких показателей прироста. Без растрескивания большая часть зерна пройдет через животное целиком.
4.
Экономия лошадиных сил
Независимо от того, хотите ли вы перемолоть крупное, среднее или мелкое зерно, влажное или сухое, автоматическим мельницам требуется на треть меньше лошадиных сил, чем другим мельницам.
5.
Устранение расстройств пищеварения
Было обнаружено, что пыль и мука в корме являются основной причиной язвы у свиней и вздутия живота у крупного рогатого скота. Рулонный корм более вкусен, потому что он однороден по размеру, его легко жевать, и вы сохраняете естественные грубые корма, необходимые животным для хорошего самочувствия.
6.
Универсальность
Вальцовые мельницы перерабатывают кукурузу, просо, овес, ячмень и пшеницу. Вы выбираете размер измельчения частиц, наиболее подходящий для вашего скота. Установите свои рулоны и позвольте автоматике сделать все остальное.
СВЯЖИТЕСЬ С НАМИ
Вальцовые мельницы для зерна | Оборудование для обработки зерна
Ваша новая вальцовая мельница уже здесь – в компании Automatic Equipment Co.0014
Промышленные зерновые вальцовые мельницы Automatic каждый раз производят точный размер частиц, даже когда речь идет об обработке зерна в больших объемах — до 15 000 бушелей в час для наших самых тяжелых и высокопроизводительных моделей. Параллельные гофрированные валки равномерно обрабатывают кукурузу и другие зерна до нужного размера. Наш единственный принцип быстрого рулона обеспечивает большую производительность при снижении мощности до одной трети и самоочищающемся действии, предотвращающем засорение или уплотнение.
Все наши вальцовые мельницы каждый раз создают правильную трещину, чтобы вы могли перерабатывать наиболее питательный корм для своего скота. Тратьте меньше времени и энергии на выполнение работы, сохраняя влагу в некоторых типах зерна, и избегайте чрезмерной обработки для более мелких и мягких зерен. Мы хотим, чтобы вы получали больше прибыли от своего зерна с помощью нашего широкого выбора оборудования для вальцовых мельниц с электрическим приводом и ВОМ.
CSU Mills
Низкопрофильный
Электрические мельницы
Выберите наши экономичные и простые в эксплуатации мельницы CSU и низкопрофильные мельницы. Вы можете настроить конфигурацию валков на этих моделях, чтобы обеспечить правильный размер частиц для ваших нужд обработки зерна. Наши CSU и низкопрофильные мельницы экономят мощность при выполнении работы по сравнению с молотковыми мельницами. Выберите грубые или тонкие ролики на верхней и нижней части этих мельниц для идеальной трещины. Наши увеличенные конфигурации валков в низкопрофильных электрических валковых мельницах позволяют осуществлять дополнительную регулировку с помощью одного рычага. Низкопрофильные электрические катки Automatic доступны в конфигурациях с 4, 6,5, 8 и 10 роликами для наших моделей LPE 700, LPM 200 и LPE 500.
Двухэтапный процесс восстановления для максимального контроля
Валки верхние грубые для первичного обжатия
Нижние валки подходят для точного обжатия, необходимого для работы
Одноточечная регулировка задает зазор между валками для контроля размера частиц.
Узнать больше
Большая емкость
Электрические мельницы
Экономичный и универсальный
Крепление под патрубками с низким напором
Опции шнека для разгрузки
Набор роликов с одним рычагом
Узнать больше
Большая емкость
Прицепные мельницы с ВОМ
Когда вам нужно выполнить большой объем работы с минимальными затратами времени и энергии, вальцовые мельницы большой производительности Automatic Manufacturing идеально подходят для этой работы. Выбирайте между вальцовыми мельницами, оснащенными собственными двигателями, или прицепными мельницами с ВОМ, если в вашем текущем инвентаре есть тракторы, которые вы можете использовать для приведения в действие ваших вальцовых мельниц. У нас есть варианты для удовлетворения любых потребностей и предпочтений в области обработки зерна. Обеспечьте обработку больших объемов и индивидуальную настройку, чтобы вам не приходилось предугадывать операции на ферме. Надежное и износостойкое оборудование позволяет вам тратить меньше времени на беспокойство о том, как вы будете выполнять работу, и уделять больше энергии достижению целей вашего бизнеса.
• Переработка крупного зерна
• Валки диаметром 9 или 12 дюймов • Доступны гофры для нужного размера частиц от крупного до мелкого
• Полная установка включает базовую мельницу с быстрым валком, ременным приводом, опорой двигателя, мельницей и моторные шкивы
Узнать больше
• Максимальная грузоподъемность, универсальность и транспортабельность
• Усиленный вал отбора мощности со срезным болтом • Ролики из высокоуглеродистой стали
• Усталостные валы
• Один валок вращается быстрее, чтобы предотвратить засорение и увеличить производительность
Узнать больше
Высокопроизводительные вальцовые мельницы Automatic для крупных производств
Крупные коммерческие операции требуют лучшего из лучшего оборудования — материалов, которые не изнашиваются и не ломаются легко и без особого ухода и внимания выдерживает серьезную работу. Положитесь на высокопроизводительные вальцовые мельницы Automatic Equipment Manufacturing моделей ATG 10000 или 15000, которые могут обрабатывать 10 000 или 15 000 бушелей в час соответственно. Первоклассное зерноперерабатывающее оборудование Automatic может оказать существенное положительное влияние на вашу прибыль. Не доверяйте жизненно важные операции низкокачественным вальцовым мельницам. Позвольте Automatic AG показать вам разницу, которую профессиональное оборудование для комбикормовых заводов может сделать для ваших повседневных задач и ухода за вашими животными. Мы живем по принципам максимально возможной конверсии и действительно получаем больше прибыли за ваше зерно.
Недорогие роллы с отличием
против
Автоматическая закаленная сталь
Недорогие листовые ролики
. к снижению материальных, энергетических и трудовых затрат, необходимых для производства готовых валков
• Кокильный чугун имеет плохую коррозионную стойкость, а это означает, что его необходимо постоянно перетачивать для достижения стабильного качества подачи
• Чугун легко деформируется без разрушения, этот эффект резиновой ленты приводит к долгосрочным негативным последствиям для всех рабочих аспектов мельницы.
Рукавные фильтры — принцип работы, схема и устройство
В процессе производства и работы технологического оборудования часто возникают сложности с образованием пыли. Данная проблема не обошла стороной горнодобывающие, металлургические, цементные, мукомольные, химические производства и предприятия. Для сохранения здоровья рабочих, минимизации выбросов в атмосферу и продления срока службы станков и агрегатов необходимо очищать воздух и газы от пыли. Среди множества видов пылеулавливающего оборудования широкое применение, благодаря эффективности очистки и универсальным характеристикам, получили рукавные фильтры. В данном материале мы расскажем о принципах работы рукавных фильтров, основных технических характеристиках, схеме конструкции и устройстве. Также можно ознакомиться со статьей по рукавным фильтрам для очистки газов
Устройство и схема
Устройство рукавных фильтров их технические характеристики незначительно отличаются у разных производителей. Основные блоки и принципиальная схема конструкции состоит из следующих элементов:
Камера грязного газа
Камера чистого газа
Корпус рукавного фильтра
Монтажная плита (разделительная плита между чистой и грязной камерой)
Фильтровальные рукава
Система регенерации с ресиверами, пневмоклапанами, продувочными трубами
Бункер с устройством выгрузки уловленной пыли и опорами
Система автоматики управления
Конфигурация фильтра отличается в зависимости от условий эксплуатации и может быть дополнена площадками обслуживания, системой автоматической выгрузки бункера, пневмо или вибро системой сводообрушения бункера, системой аварийного подмеса наружнего воздуха для снижения температуры. В случае расположения оборудования на улице, во избежание образования конденсата на корпусе, фильтр оснащается обогревом пневмоклапанов и бункера, а так же теплоизоляцией.
Для фильтрации взрывоопасной пыли, например при производстве муки, цемента, угольных предприятиях, фильтры изготавливаются во взрывозащищенном исполнении. Взрывозащищенное исполнение рукавного фильтра предполагает использование фильтровальных рукавов с антистатическим покрытием, что предотвращает образование статического заряда на поверхности фильтрующего материала. Так же на корпусе фильтра устанавливаются взрыворазрывные мембраны, которые высвобождают избыточное давление в случае взрыва.
Фильтровальный материал рукавов подбирается исходя из особенностей фильтруемой среды, свойств и дисперсности пыли. Основные материалы, используемые в рукавных фильтрах: полиэстер (PE), мета-арамид (AR), полиимид (P84), стекловолокно (FG), политетрафторэтилен (PTFE), полиакрилонитрил (PAN), полифениленсульфид (PPS) и другие.
Принцип работы
Принцип работы рукавныйх фильтров основан на прохождении грязного воздуха через поры нетканного фильтрующего материала. Запыленный воздух по газоходу через входной патрубок попадает в камеру грязного газа и проходит через поверхность фильтровальных рукавов. Пыль оседает на фильтрующем материале, а очищенный воздух попадает в камеру чистого газа и затем удаляется из фильтра. По мере накопления пыли на поверхности фильтрующего материала возрастает сопротивление движению воздуха и снижается пропускная способность фильтровальных рукавов. Для очистки рукавов от уловленной пыли осуществляется их регенерация сжатым воздухом или вибровстряхиванием, в зависимости от метода регенерации рукавного фильтра. Сброшенная с рукавов пыль попадает в бункер накопитель и через устройство выгрузки удаляется. Подробнее про импульсную продувку рукавных фильтров.
Импульсная регенерация фильтров производится предварительно подготовленным сжатым воздухом класса 9 по ГОСТ17433-80 давлением от 4 до 8 Бар. Расход сжатого воздуха индивидуален для каждого фильтра и отражен в технических характеристиках. Регенерация рукавов происходит в автоматическом режиме по таймеру или сигналу о перепаде давления (по дифманометру), без остановки работы фильтра.
Замена рукавных фильтров
Замена неисправных фильтров, как и монтаж новых, выполнятся в соответствии с проектной документацией и условиями эксплуатации очистительной системы.
При замене необходимо учесть следующее:
плотность пыли;
производительность фильтрующего устройства;
место установки;
качество и дисперсность пыли;
параметры рабочей среды;
степень очистки.
При выходе из строя одного рукава в батарее, существует возможность отключить его, не меняя. Для этого необходимо закупорить фильтр по уровню трубной решетки. Снимать каркас или продувочную трубку при этом не требуется.
Смена рукваного фильтра должна выполняться специалистами.
Рукавный фильтр нуждается в замене в случае, если наблюдается его полный износ или снижается эффективность регенерации. Если в стенках фильтра образовались сквозные отверстия, в этом случае замена выполняется раньше установленного времени. Когда же требуется полная замена узла, проводятся следующие действия:
Перекрываются входные и выходные заслонки отсека в случае, если того требует конфигурация устройства;
Через смотровой люк снимается продувочная труба, которая подведена к заменяемой части батареи.
Отсоединяется каркас рукава;
Рукав удаляется путем поднятия его по трубной решетке, либо опускания его в пылесборный бункер. В последнем варианте фильтр удаляется из отсека через смотровой люк;
Новый рукав монтируется в обратном порядке. После присоединения закрепляется каркас, подключается продувочная трубка. После выполненной замены проводится пробный пуск устройства, чтобы проверить его исправность и функциональность.
Для замены фильтра лучше приглашать специализированную организацию, сотрудники которой имеют опыт проведения работ по обслуживанию рукавной системы фильтрации. Так же мы можем изготовить каркасы рукавного фильтра по вашим чертежам.
Преимущества и недостатки
Благодаря универсальности своей конструкции, а так же широкой опциональности рукавные фильтры имеют массу преимуществ и нашли широкое применение в различных отраслях. Одним из достоинств является то, что они легко встраиваются в технологическую линию, могут быть адаптированы под условия стесненных габаритов. Среди пылеуловителей сухого типа рукавные фильтры имеют наиболее высокую степень очистки – до 99%. Имеют сравнительно низкие эксплуатационные затраты, которые ограничиваются регламентной заменой фильтрующих рукавов один раз в 2-3 года (данный срок зависит от агрессивности среды, температуры и влажности) и периодической заменой пневмоклапанов. Рукавные фильтры могут так же эффективно функционировать в условиях суровой зимы с температурой наружного воздуха до -60С, как и в отапливаемом помещении, что можно отнести это к безусловным достоинствам.
При этом существуют и недостатки рукавных фильтров. Один из них это необходимость подвода сжатого воздуха, к которому имеются особые требования. Например для больших фильтров, обеспечивающих фильтрацию 150-200 тыс. м3/ч загрязненного газа, необходима подача сжатого воздуха в объеме 4000 л/мин. Для некоторых фильтров необходимо применение рукавов из мета-арамида, стекловолокна, полиимида и других дорогих материалов, от правильности подбора которых зависит срок их жизни. Ошибки в подборе фильтрующего материала влекут за собой значительное увеличение стоимости эксплуатации всего оборудования. Фильтровальный материал рукавов подбирается исходя из особенностей фильтруемой среды, свойств и дисперсности пыли. Основные материалы, используемые в рукавных фильтрах: полиэстер (PE), мета-арамид (AR), полиимид (P84), стекловолокно (FG), политетрафторэтилен (PTFE), полиакрилонитрил (PAN), полифениленсульфид (PPS) и другие.
Видео. Очистка воздуха от угольной пыли
Рукавные фильтры для очистки газов (дымовых газов). Конструкция и принцип работы.
Общие сведения о рукавных фильтрах
Рукавные фильтры для газа применяются с целью очищения газовоздушных смесей от загрязнений, возникающих в процессе осуществления технологических и вспомогательных операций на промышленных предприятиях. Аспирационное очистное оборудование, имеющее в своей конструкции фильтровальные рукава, широко применяется в энергетическом секторе, металлургическом и деревообрабатывающем производстве, нефтеперерабатывающей и химической промышленности, в сфере изготовления сыпучих строительных материалов и удобрений, при переработке и хранении сельскохозяйственной продукции.
Рукавный фильтр для очистки газов оснащен многочисленными цилиндрическими рукавами из нетканого материала, через которые проходит запыленная газовоздушная смесь. Принцип действия аспирационного оборудования основан на задержании мельчайших частичек загрязнений материалом рукава, которая имеет мелкие ячейки и пропускает через себя только чистый воздух. Благодаря высокой степени фильтрации (99,9%) рукавная аспирационная установка может использоваться в качестве основной или второй ступени очистки загрязненного газа.
Конструкция и принцип работы
Конструктивно рукавный фильтр для очистки дымовых газов и запыленного воздуха состоит из корпуса, который имеет входной и выходной патрубки, рамы для закрепления в вертикальном положении фильтровальных рукавов, механизма регенерации фильтроэлементов, приемного бункера в нижней части корпуса и устройства для удаления накопленной пыли. В зависимости от скорости и температуры запыленного потока, вида, размера и концентрации загрязняющих веществ, зависят размеры корпуса, площадь и вид фильтровальных элементов, способ регенерации рукавов.
Запыленная газовоздушная смесь поступает через входной патрубок внутрь корпуса. Попадая на поверхность рукавов, воздух под действием давления проходит через фильтрующий материал, а загрязнения остаются на его наружной поверхности. Очищенный воздух проходит в специальную камеру, отделенную от общего пространства и через выходной патрубок выбрасывается наружу. Для предотвращения деформации рукавов они натягиваются на решетчатые каркасы. По мере прохождения запыленного потока на поверхности материала рукава накапливается пыль, которая постепенно снижает степень очистки и увеличивает сопротивление проходящему через оборудование воздуху.
Для восстановления работоспособности фильтра применяется механизм встряхивания, который может иметь различный принцип действия. Наибольшее распространение получили механическое встряхивание и импульсная продувка сжатым воздухом. Механическое встряхивание имеет много отрицательных факторов, поэтому современные рукавные фильтры оснащаются системой регенерации посредством коротких импульсов сжатого воздуха.
Весь процесс очистки в рукавной аспирационной установке происходит в автоматическом режиме. При получении сигнала с датчиков давления о возникновении максимального сопротивления в корпусе, включается импульсная продувка. Короткий воздушный импульс продолжительностью от 0,1 до 2,0 секунд из осушенного и очищенного воздуха направлен противоположно проходящему воздушному загрязненному потоку и заставляет осевшую на рукавах пыль падать в приемный бункер, откуда посредством шнека, шлюзового питателя или дискового затвора она удаляется из фильтра. На внешней стороне корпуса имеются сервисные люки для доступа обслуживающего персонала внутрь фильтра, которые при работе оборудования герметично закрыты.
Для создания рукавов применяют различные материалы:
полипропилен;
полиакрилонитрил;
полиэстер;
полифинилен-сульфид;
мета-арамид;
стекловолокно;
политетрафторэтилен;
полиамид.
В зависимости от свойств очищаемого газового потока фильтровальные материалы могут дополнительно обрабатываться специальными составами для увеличения стойкости к высокой температуре, агрессивным химическим веществам и абразивным материалам. Рукавный фильтр для очистки дымовых газов оснащается рукавами из материала, который выдерживает температуру запыленного газа до 280℃. Дымовые газы, возникающие в процессе сжигания различного топлива или нагрева материалов, имеют высокую температуру. Поэтому перед очисткой в рукавных фильтрах их температуру понижают посредством первичной очистки котлами-утилизаторами, устройствами с мокрым способом фильтрации, а так же подмесом атмосферного воздуха. Рукавный фильтр относится к устройствам очистки сухого типа, работает при концентрации пыли до 150 г/м3, температуре рабочей среды до +280℃ и очищает воздух от неслипающейся, сухой и неагрессивной пыли.
Дополнительно мы можем изготовить каркас рукавного фильтра.
Мешочные фильтры для сбора пыли | Фильтрация воздуха США
U.S. Air Filtration производит высокоэффективных промышленных мешков для сбора пыли , которые подходят для различных рукавных фильтров импульсной струи и других систем сбора пыли.
Просмотрите каталог
Наша команда всегда готова помочь вам подобрать подходящие мешочные фильтры для сбора пыли, которые обеспечат максимальную производительность и чистоту воздуха в вашем помещении. Здесь мы расскажем о вариантах и конфигурациях мешков для сбора пыли.
Хотите мгновенную рекомендацию? Примите участие в опросе СМИ о мешках для фильтров
Примите участие в опросе
Какие варианты мешков для сбора пыли вы предлагаете?
Мешки для пылесборников для центрального оборудования выпускаются с широким спектром покрытий, отделок, размеров и конфигураций , а также с различными вариантами фильтрующих материалов . Имея так много вариантов фильтровальных мешков, важно понимать характеристики, которые учитываются при выборе наилучшего решения для вашего приложения.
К ним относятся:
Свойства пыли
Пылевая нагрузка
Требования к рабочей температуре
Рабочая среда на вашем предприятии
В нашем Руководстве по характеристикам ткани описаны материалы и отделка мешков для сбора пыли, которые мы предоставляем, а также подробно описано, как они могут помочь продлить срок службы вашего фильтра, повысить эффективность фильтрации и уменьшить истирание.
Прочитать
Какой тип конфигурации мешка пылесборника мне нужен?
Конфигурация фильтра пылесборника зависит от типа рукавного фильтра. Мешки для струйных пылесборников предназначены для импульсных струйных рукавных фильтров, в то время как рукавные фильтры с обратным потоком или шейкером требуют различных конфигураций фильтров.
Доступны конфигурации верхней части:
Верхняя часть с застежкой
Накладки с кольцами
Топы со шнурком
Необработанный край
И еще…
Конфигурации дна включают:
Сшитое плоское
Нижний диск
Подшитый
И еще…
Чтобы узнать, какая конфигурация мешков для сбора пыли вам нужна для вашего типа рукавного фильтра, свяжитесь с одним из наших специалистов по фильтрам для сбора пыли.
Уже знаете свою конфигурацию? Взгляните на наши варианты на складе, доступные для отправки на следующий день.
Купить
Как продлить срок службы фильтра пылесборника и сократить объем технического обслуживания?
Наша линейка мешочных фильтров для пыли с тефлоновой мембраной предназначены для удвоения срока службы рукавного фильтра пылесборника, снижения износа, сокращения времени простоя предприятия и экономии затрат на техническое обслуживание. Обеспечьте максимальную эффективность работы своего предприятия и пылеуловителя с рукавным фильтром.
Нужна помощь или есть вопросы относительно подходящих рукавных фильтров пылесборника для вашего применения или рукавной системы? Наши специалисты готовы помочь. Звоните, пишите по телефону или общайтесь с нашими экспертами.
Чтобы найти наиболее точное решение для вашего бизнеса, перед просмотром нашего каталога оцените следующее:
1. Сколько CFM потребуется для картриджного пылесборника? 2. Сколько пыли вы обычно выбрасываете в день? 3. Приблизительно какую скорость воздуха (FPM) вы ищете? 4. Является ли материал взрывоопасным? Если да, то нужна ли вам система обнаружения искр, взрывоотвод или спринклерная система? 5. Вам нужно, чтобы мы поставили впускной воздуховод, всасывающие кожухи, установку или вентилятор?
Готовы к покупке?
Свяжитесь с нашими специалистами по телефону или электронной почте
Наша гарантия
Как правильно выбрать мешочные фильтры для пылесборников
Избранная статья
6 факторов, которые следует учитывать при выборе мешочных фильтров
Прочитать
Руководство по фильтрующим материалам
Получите бесплатную рекомендацию по фильтрующему мешку, выполнив наш бесплатный анализ.
Офисные здания • Больницы • Гостиницы • Промышленные здания
Позвоните, чтобы узнать цены и доставку
(905) 403-0160
Карманные воздушные фильтры обычно используются в качестве вторичного или окончательного фильтра, используемого после (за) гофрированного фильтра. Рукавные воздушные фильтры, часто называемые мешочными фильтрами и карманными фильтрами, бывают трех уровней эффективности; 65, 85 и 95% — или MERV 11, 13 и 15 рейтингов.
Фильтр состоит из кусочков материала, спаянных вместе для образования карманов. Каждый рукавный воздушный фильтр может иметь определенное количество карманов, будь то мешочный фильтр с 3 карманами или мешочный фильтр с 6 карманами, сами карманы могут различаться по длине. С помощью этих комбинаций карманов и длин можно создать множество размеров площадей поверхности. Как правило, большая площадь поверхности обеспечивает лучшую пылеемкость (DHC) и более длительный срок службы фильтра.
Типичная складка рукавного воздушного фильтра большой емкости размером 24x24x2 имеет около 18 квадратных футов материала внутри своей картонной рамы. Карманный фильтр стандартного размера, например, глубиной 24x24x22 — 6 карманов будут иметь примерно 45 квадратных футов материала. С более крупным 24x24x36 глубиной — 8 многокарманных мешочных фильтров площадь поверхности увеличивается до более чем 100 квадратных футов фильтрующего материала.
При использовании карманных воздушных фильтров со складками обычно используется складчатый фильтр с меньшей эффективностью и рукавный фильтр с более высокой эффективностью. Большинство операторов коммерческих зданий используют предварительный фильтр MERV 8. Этот более экономичный складчатый фильтр поможет улавливать более крупные частицы в воздухе и продлить срок службы рукавных фильтров, расположенных ниже по потоку.
Обычно складчатый фильтр можно менять 3–4 раза в год, тогда как рукавный фильтр 24×24 может прослужить до года при надлежащем обслуживании предварительных фильтров.
Каковы идеальные области применения рукавного фильтра?
Карманные мешочные фильтры
предназначены для постоянного потока или объема воздуха через карманы фильтра. Движущийся воздух «раздувает» карманы, увеличивая площадь поверхности. Если объем воздуха резко замедляется или полностью прекращается, карманы имеют тенденцию сдуваться и схлопываться друг на друга. Это может привести к разгрузке и необратимому повреждению мешков.
Таким образом, рукавные воздушные фильтры не рекомендуются для систем с переменным объемом воздуха (VAV), когда воздушная система отключается на определенный период времени (например, по выходным). Рукавные фильтры идеально подходят для приложений, где воздушные системы работают круглосуточно, например, в больших офисных зданиях, где невозможно отключить/замедлить потоки воздуха в течение определенного периода времени. Компьютерный центр обработки данных или музей также являются примерами, которые обычно требуют постоянного потока воздуха 24/7.
Рукавные фильтры HVAC также используются в более старых системах, где вентиляторы VAV не устанавливались.
В случаях, когда скорость воздуха регулируется ежедневно или ежечасно, рекомендуется использовать коробчатый фильтр. Коробчатые фильтры предназначены для работы в условиях VAV, конструкция коробки позволяет гофрированному фильтрующему материалу оставаться на месте, с объемами воздуха, поддерживающими фильтр, или без них.
После того, как вы решите, какой вторичный фильтр вам нужен, мешочный или коробчатый, вам нужно будет выбрать эффективность. Наши рукавные фильтры предлагаются в размерах MERV 11, 13 и 15, чтобы удовлетворить практически все ваши потребности.
Пожалуйста, свяжитесь с United Filter, и мы будем рады помочь вам решить, что лучше всего подходит для вас и ваших приложений.
Мы поставляем карманные фильтры средней и высокой эффективности как для коммерческих, так и для промышленных нужд. Сюда входят скопления масляного тумана и дыма, а также тяжелые концентрированные загрязняющие вещества в воздухе.
Каждый рукавный фильтр тщательно проверяется. Производительность этого продукта была протестирована независимыми лабораториями в соответствии с нормами ASHRAE 52.1 — 1992. Результаты показали низкое начальное сопротивление и более длительный срок службы.
Де
ЗЕЛЕНЫЙ 65% — MERV 11
Разработанный для обеспечения высокоэффективной фильтрации, этот фильтр из синтетического микроволокна подходит для помещений, где требуется более чистый воздух.
РОЗОВЫЙ 85% — MERV 13
Низкое общее сопротивление и высокая эффективность делают этот фильтр популярным выбором для большинства применений.
ЖЕЛТЫЙ 95% — MERV 15
Этот сверхвысокоэффективный фильтр из синтетического микроволокна собирает мельчайшие частицы в средах, где чистота воздуха имеет решающее значение, например, в больницах и лабораториях.
Позвоните сегодня, чтобы узнать цену и доставку 905-403-0160
Технические характеристики:
Каркас из оцинкованной стали 24 калибра
Внутренняя опора для каждой сумки
Зона вокруг мешков запечатана ультразвуком для обеспечения постоянного потока воздуха
Используется в корпусе с боковым или передним доступом для 2-й ступени фильтрации
Стандартные и нестандартные размеры
Позвоните нам по телефону (905) 403-0160 или заполните форму ниже, и мы свяжемся с вами в течение одного рабочего дня.
Офисные здания • Больницы • Гостиницы • Промышленные здания
Позвоните, чтобы узнать цены и доставку
(905) 403-0160
Карманные воздушные фильтры обычно используются в качестве вторичного или окончательного фильтра, используемого после (за) гофрированного фильтра. Рукавные воздушные фильтры, часто называемые мешочными фильтрами и карманными фильтрами, бывают трех уровней эффективности; 65, 85 и 95% — или рейтинги MERV 11, 13 и 15.
Фильтр состоит из кусочков материала, спаянных вместе для образования карманов. Каждый рукавный воздушный фильтр может иметь определенное количество карманов, будь то мешочный фильтр с 3 карманами или мешочный фильтр с 6 карманами, сами карманы могут различаться по длине. С помощью этих комбинаций карманов и длин можно создать множество размеров площадей поверхности. Как правило, большая площадь поверхности обеспечивает лучшую пылеемкость (DHC) и более длительный срок службы фильтра.
Типичный рукавный воздушный фильтр большой емкости размером 24x24x2 имеет площадь около 18 квадратных футов внутри картонной рамы. Карманный фильтр стандартного размера, например, глубиной 24x24x22 — 6 карманов будут иметь примерно 45 квадратных футов материала. С более крупным 24x24x36 глубиной — 8 многокарманных мешочных фильтров площадь поверхности увеличивается до более чем 100 квадратных футов фильтрующего материала.
При использовании карманных воздушных фильтров со складками обычно используется складчатый фильтр с меньшей эффективностью и рукавный фильтр с более высокой эффективностью. Большинство операторов коммерческих зданий используют предварительный фильтр MERV 8. Этот более экономичный складчатый фильтр поможет улавливать более крупные частицы в воздухе и продлить срок службы рукавных фильтров, расположенных ниже по потоку.
Обычно складчатый фильтр можно менять 3–4 раза в год, тогда как рукавный фильтр 24×24 может прослужить до года при надлежащем обслуживании предварительных фильтров.
Каковы идеальные области применения рукавного фильтра?
Карманные мешочные фильтры
предназначены для постоянного потока или объема воздуха через карманы фильтра. Движущийся воздух «раздувает» карманы, увеличивая площадь поверхности. Если объем воздуха резко замедляется или полностью прекращается, карманы имеют тенденцию сдуваться и схлопываться друг на друга. Это может привести к разгрузке и необратимому повреждению мешков.
Таким образом, рукавные воздушные фильтры не рекомендуются для систем с переменным объемом воздуха (VAV), когда воздушная система отключается на определенный период времени (например, по выходным). Рукавные фильтры идеально подходят для приложений, где воздушные системы работают круглосуточно, например, в больших офисных зданиях, где невозможно отключить/замедлить потоки воздуха в течение определенного периода времени. Компьютерный центр обработки данных или музей также являются примерами, которые обычно требуют постоянного потока воздуха 24/7.
Рукавные фильтры HVAC также используются в более старых системах, где вентиляторы VAV не устанавливались.
В случаях, когда скорость воздуха регулируется ежедневно или ежечасно, рекомендуется использовать коробчатый фильтр. Коробчатые фильтры предназначены для работы в условиях VAV, конструкция коробки позволяет гофрированному фильтрующему материалу оставаться на месте, с объемами воздуха, поддерживающими фильтр, или без них.
После того, как вы решите, какой вторичный фильтр вам нужен, мешочный или коробчатый, вам нужно будет выбрать эффективность. Наши рукавные фильтры предлагаются в размерах MERV 11, 13 и 15, чтобы удовлетворить практически все ваши потребности.
Пожалуйста, свяжитесь с United Filter, и мы будем рады помочь вам решить, что лучше всего подходит для вас и ваших приложений.
Мы поставляем карманные фильтры средней и высокой эффективности как для коммерческих, так и для промышленных нужд. Сюда входят скопления масляного тумана и дыма, а также тяжелые концентрированные загрязняющие вещества в воздухе.
Каждый рукавный фильтр тщательно проверяется. Производительность этого продукта была протестирована независимыми лабораториями в соответствии с нормами ASHRAE 52.1 — 1992. Результаты показали низкое начальное сопротивление и более длительный срок службы.
Де
ЗЕЛЕНЫЙ 65% — MERV 11
Разработанный для обеспечения высокоэффективной фильтрации, этот фильтр из синтетического микроволокна подходит для помещений, где требуется более чистый воздух.
РОЗОВЫЙ 85% — MERV 13
Низкое общее сопротивление и высокая эффективность делают этот фильтр популярным выбором для большинства применений.
ЖЕЛТЫЙ 95% — MERV 15
Этот сверхвысокоэффективный фильтр из синтетического микроволокна собирает мельчайшие частицы в средах, где чистота воздуха имеет решающее значение, например, в больницах и лабораториях.
Позвоните сегодня, чтобы узнать цену и доставку 905-403-0160
Технические характеристики:
Каркас из оцинкованной стали 24 калибра
Внутренняя опора для каждой сумки
Зона вокруг мешков запечатана ультразвуком для обеспечения постоянного потока воздуха
Используется в корпусе с боковым или передним доступом для 2-й ступени фильтрации
Стандартные и нестандартные размеры
Позвоните нам по телефону (905) 403-0160 или заполните форму ниже, и мы свяжемся с вами в течение одного рабочего дня.
Решение этого кроссворда состоит из 5 букв длиной и начинается с буквы А
Ниже вы найдете правильный ответ на Полимер в основе красок 5 букв, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Четверг, 14 Ноября 2019 Г.
АКРИЛ
предыдущий
следующий
другие решения
АКРИЛ
ты знаешь ответ ?
ответ:
связанные кроссворды
Акрил
Полиакрилонитрильное волокно 5 букв
Разновидность синтетического волокна 5 букв
Синтетическое волокно, название которого можно увидеть на ярлыке нашей одежды 5 букв
Тип ткани 5 букв
Синтетический аналог шерсти 5 букв
Синтетич. волокно для ковров 5 букв
похожие кроссворды
Свечение веществ-люминофоров, а также красок на их основе
Полимер из обработанных кислотой олефинов
Синтетический полимер, продукт полимеризации хлорвинила
Синтетический полимер
Полимер, основной компонент натурального каучука, гуттаперчи, балаты
Полимер с сопряженной тройносвязью в основной цепи
Смолистый полимер сканворд
Смолистый полимер сканворд
Полимер
Синтетический полимер, продукт полимеризации тетрафторэтилена
Синтетический полимер, продукт полимеризации акрилонитрила
Синтетический полимер (применяется в производстве пленок, радиодеталей)
Синтетический полимер, продукт полимеризации формальдегида
Полимер прочнее железа и легче алюминия
Изолирующий полимер
Полимер диметилбутадиена, получаемого из ацетона
Полимер сравнительно небольшой молекулярной массы
какие бывают краски для ремонта, разновидности, типы
Сегодня многие делают ремонт самостоятельно, и с каждым годом для этого становится больше возможностей. Как сделать так, чтобы в будущем краска не потускнела, не потрескалась и не вздулась? Что нужно знать перед покраской и как выбрать краску? Давайте разберемся с этими вопросами.
Итак, выбираем краску. Что нужно знать? Во-первых, возьмете себе за правило всегда подготавливать поверхность перед покраской. Берем тряпку и смываем все, что нам накопилось: жир, грязь, копоть. Ах, у вас и так чисто? А пыль? Ее удаляем тоже. Затем снимаем старую краску, особенно если она вздулась и потрескалась. Можно механически, а можно и специальной жидкостью для снятия старой краски. Шпаклюем неровности. А у кого стена часто чернеет, самое время обработать ее антисептиком. Есть множество способов защитить поверхность и сделать ее долговечной. Теперь приступаем к грунтовке. Она позволит краске держаться лучше и играет роль защиты. Грунтовку наносят как на новую поверхность, так и на старую краску (если слой тонкий и лежит она ровно). И только после полного высыхания можно приступать к покраске. Если поверхность не ровная, имеет трещины, бугорки и ямки, нужно воспользоваться шпатлевкой, причем после нанесения грунтовки.
Если вы хотите придать поверхности особые свойства, например, защитить от коррозии или сделать устойчивой к перепаду температур, или просто уберечь поверхность от воздействия различных микроорганизмов, например, плесени, грибков, лишайников, вам нужны антисептики и пропитки. Но иногда активные антисептические вещества содержатся и в самих красках.
Также следует учесть совместимость красок. Легче изначально подобрать совместимый материал, чем смывать старую краску «под ноль», нейтрализовать реакцию и только потом продолжать работу по алгоритму, как на новой поверхности. Незнание может привести к очень неприятному сюрпризу.
Как читать этикетку краски?
Краски условно разделяются на группы по типу пленкообразующей основы. Они бывают эмульсионные, алкидные, клеевые, силикатные. Но об этом чуть позже. Нужная информация указана в буквенно-цифровых кодах на банке. Первые две буквы указывают на природу пленкообразующей основы.
Полиамиды (АД)
Полиакрилаты (АК)
Сополимеры полиакрила (АС)
Ацетилцеллюлоза (АЦ)
Битумы и пеки (БТ)
Поливинилацетат (ВА)
Поливинилбутераль (ВЛ)
Винилы и винилацетаты (ВН)
Сополимеры поливинилацеты (ВС)
Глифталевые смолы (ГФ)
Идиенкумароновые смолы (ИК)
Канифоль (КК)
Полиуретаны (УР)
Кремнииорганические смолы (КО)
Копалы (КП)
Сополимеры карбинола (КС)
Каучуки (КЧ)
Масла растительные (МА)
Меломиноалкиды (МЛ)
Алкидно- и масляно-стирольные (МС)
Мочевиноформальдегидные смолы (МЧ)
Нитроцеллюлоза (НЦ)
Пентафталевые смолы (ПФ)
Полиэфиры насыщенные (ПЭ)
Фенолалкиды (ФА)
Крезолформальдегиды (ФЛ)
Фенольно-масляные смолы (ФМ)
Фторопласты (ФП)
Поли- и перхлорвинилы (ХВ)
Сополимеры винилхлорида (ХС)
Шеллак (ШЛ)
Эпоксидные смолы (ЭП)
Полиэтилен и полиизобутилен (ЭТ)
Эпоксидноэфирные смолы (ЭФ)
Этилцеллюлоза (ЭЦ)
Янтарь (ЯН)
Далее следует цифровой код. Первые одна-две цифры подскажут о сфере применения. Остальные цифры — это заводской номер.
атмосферостойкая (1)
стойкость внутри помещения (2)
для консервации металлоизделий (3)
устойчивость к горячей воде (4)
специального назначения, например, для кожи, меха (5)
обладает стойкостью к нефтепродуктам (6)
стойкость к агрессивным средам (7)
термостойкость (8)
электроизоляционные свойства (9)
полуфабрикаты, а также лаки и грунты (0)
шпаклевки (00)
В маркировке исключение составляют готовые масляные краски. Буквы МА — обозначают масляную краску, первая цифра — сфера применения, вторая — какая олифа использована в качестве основы:
натуральная (1)
оксоль (2)
глифталевая (3)
пентафталевая (4)
комбинированная (5)
А теперь поговорим о группах красок и определим основные преимущества и недостатки тех или иных материалов для покраски.
Первая группа: водные краски
Эмульсионные краски
Эмульсионные краски разводятся водой (не растворяются), их связующая основа и красящие частицы распределены в водной среде, образуя устойчивую эмульсию. После высыхания водой не смываются. Зато от них легко отмыть руки и инструменты (пока материал не высох). Эмульсионные краски экономичны, отличаются своей экологичностью, пожаробезопасностью. Хорошо ложатся практически на любую поверхность. Металлические покрытия во избежание коррозии нужно предварительно загрунтовать. Эмульсионные краски нельзя наносить на поверхность, ранее покрашенную глянцевыми красками, клеевыми красками. Тоже можно отнести и к лакированным поверхностям. В свою очередь после эмульсионных красок можно использовать любые краски и эмали. Эмульсионные краски быстро высыхают и не имеют резкого неприятного запаха. Они устойчивы к щелочному воздействию.
Эмульсионные краски подразделяются на: водоэмульсионные, акриловые, поливинилацетатные (ПВА), латексные, водно-дисперсионные и силиконовые. Многие полагают, что водоэмульсионные и водно-дисперсионныекраски — это одно и тоже. Все они не имеют особенности отслаиваться, проницаемы для воздуха и водяного пара, то есть «дышат». Подходят для помещений с повышенной влажностью, не морозоустойчивы, но долго сохраняют свой цвет (читайте подробный разбор, как выбрать цвет комнаты).
Но отличия все же есть. Матовые водоэмульсионные краски со временем постепенно смываются, а водно-дисперсионные влагостойки, а значит подходят для многократной мойки. К тому же водно-дисперсионные краски в основном имеют белый цвет, а водоэмульсионные поражают многообразием цветов. Водно-дисперсионные краски нельзя наносить при температуре ниже +5°С.
К тому же, есть водоэмульсионные краски, предназначенные для создания объемных эффектов — фактурные краски, которые еще называют структурными красками. Ими можно успешно декорировать поверхности, Такие покрытия отличаются также высокой прочностью. Они могут играть роль армирования для защиты поверхности от появления трещин. Зачастую фактурными красками называют декоративные штукатурки или фактурные штукатурки
Фактурные штукатурки
Связующим элементом для акриловых красок служат акриловые смолы. Эти краски высокоэластичны (приспособлены к специфике древесины) и имеют большую прочность. Качественные акриловые краски способны перекрывать волосяные трещины до 0,5 мм. Жаль, что стоят они довольно дорого. Их более дешевые собратья изготавливаются на базе акриловых сополимеров. Акриловые краски морозоустойчивы, но только после полного высыхания. Они обладают низкой газопроницаемостью, а потому могут хорошо защитить от коррозии, например, армированный бетон. Подходят для щелочных оснований, но на свежую штукатурку их можно наносить не раньше чем через месяц. Причина в низкой газонепроницаемости: в процессе затвердевания штукатурки участвует углекислый газ, и процесс этот довольно долгий.
Акриловые краски
Акриловые краски плохо подходят для зданий с сырыми стенами. Эти краски прекрасно колеруются и устойчивы ультрафиолету, прекрасно сохраняя цвет. Они также сочетают водоотталкивающую способность и паронепорницаемость. Обладают наивысшей механической стойкостью.
Латексные краски
Латексные краски — самые дорогие из эмульсионных красок. Они изготовляются с добавлением латекса. Это дает сильный водоотталкивающий эффект, и значит можно мыть поверхность сколько захочется. Они способны затягивать волосяные трещины до 1 мм. Латексные краски применяются на разных поверхностях: структурированные обои, стены (бетон, штукатурка, кирпич, гипсокартон), потолки. Высыхают за 20-60 минут. Но их светостойкость ниже, чем у эмульсионных акриловых красок и ПВА.
Поливинилацетатные (ПВА) краски
Поливинилацетатные (ПВА) краски, в отличие от латексных, являются самыми бюджетными. Однако они также обладают низкой водостойкостью, и при регулярном мытье покрытие постепенно смывается водой. Краска экологична, отличается высокой стойкостью к свету, воздействию масел и жиров, подходит для внутреннего применения, особенно для окраски потолков. Кстати, почитайте статью о том, как выбрать краску для потолка.
Силиконовые краски
Здесь связующим элементом служат эмульгированные силиконовые смолы. Силиконовые смолы иногда даже добавляют в акриловые краски. Силиконовые краски по высыханию образуют водоотталкивающую поверхность, однако прекрасно пропускают воздух и водяной пар. Они имеют высокую эластичность и способны перекрывать волосяные трещины до 2 мм. Силиконовые краски можно наносить на свежую штукатурку уже через 48 часов (а не через 30 суток как акриловые). Силиконовые краски можно применять для всех видов минеральных поверхностей.
Они совместимы с акриловыми латексными и минеральными красками. Их даже можно наносить на старую силикатную краску. Силиконовые покрытия устойчивы к загрязнениям, а также предупреждают развитие микроорганизмов. Их единственный недостаток — это высокая стоимость. Поэтому их используют в основном для декора, особенно, если хотят подчеркнуть престиж здания.
Вторая группа: краски на органическом растворителе
Алкидные краски
Связующим элементом алкидных красок является алкидная смола. К алкидным краскам относятся эмалевые и масляные краски. Подходят для окрашивания оштукатуренных поверхностей, а также деревянных и металлических оснований (например, металлических радиаторов отопления). После высыхания не токсичны, водонепроницаемы.
Масляные краски
Популярные в прошлом масляные краски изготавливаются на основе олифы. Разбавителями служат уайт-спирит, скипидар, сольвент-нафта или бензин. Они достаточно мало стоят, однако очень долго сохнут (до нескольких суток). При высыхании выделяют вредные вещества, поэтому больше подходят для наружных работ. Существенный их недостаток в том, что с годами окрашенная поверхность желтеет.
Эмалевые краски
Эмалевые краски изготовлены на основе лака и именно благодаря этому обладают высокой глянцевостью и очень красиво смотрятся. Эмалевые краски применяются для окраски металла, приборов, деревянных поверхностей, стен (проштукатуренных и прошпаклеванных) и так далее. Их можно использовать и для внутренних и для наружных работ. Нитроэмалевые очень быстро сохнут — 15-45 мин. Эмалевые краски водонепроницаемы и обладают стойкостью к ржавчине и воздействию света.
Третья группа: силикатные краски
Силикатные краски
Силикатные краски изготавливаются на основе жидкого стекла, их можно отнести к разряду минеральных. Это один из лучших способов защиты фасада. Характеристики силикатных красок: паро- и воздухопроницаемость, повышенная устойчивость к температурным перепадам и ультрафиолету, рыхлость, слабая реакция на воду. Стоит учитывать, что силикатные краски не просто устойчивы, они практически несмываемы. Силикатные краски разводятся водой и содержат щелочь — берегите глаза и кожу. Их нельзя наносить на поверхности, прежде окрашенные акриловыми или алкидными красками, а также наносить на стеклянные, керамические, каменные, металлические поверхности. Зато они подходят для щелочных поверхностей, к примеру, штукатурок. Грунтовка перед окраской тоже должна быть силикатной.
Силикатные краски не могут защитить стены от атмосферной влаги. При обильных дождях вода, хоть и ненадолго, задерживается в стенах. Однако при плохой гидроизоляции фундамента они очень полезны, если влажность в стенах выше атмосферной. Цветовая гамма силикатных красок ограничена из-за содержащейся в составе щелочи.
Группа четвертая: клеевые краски
Клеевые краски
Изготовлены из органических полимеров на водной основе. Экологичны, поскольку в составе нет токсичных или вредных химических соединений. Их свойства сходны с эмульсионными красками, но клеевые краски менее устойчивы к влаге, поэтому фронт применения сильно ограничен — такие материалы подходят только для окраски сухих помещений. Клеевые краски выпускаются в сухом виде и непосредственно перед использованием разводятся водой.
Казеиновые краски
В основе казеиновых красок лежат белковые компоненты, такие краски пригодны и для наружных, и для внутренних работ. Хорошо ложатся на штукатурку, бетон, кирпич. Из всех клеевых красок казеиновые самые стойкие и красивые.
Декстринированные краски
Декстринированные краски на костном клее могут использоваться только для внутренних работ, так как обладают слабой водостойкостью. Краски удобны в обращении, экологичны и хорошо сохраняются при сухом климате, выпускаются в многообразии цветов. Однако, как и все клеевые составы, разрушаются при действии углекислого газа и влаги. В плохо проветриваемых помещениях и при повышенной влажности органический состав клеевой краски становится средой обитания для различных микробов и плесени. И поверхности быстро портятся.
Как видите, выбор современных красок большой! Подобрать материал более детально под свои задачи вы можете с помощью подбора по параметрам или с помощью продавца-консультанта в любом из магазинов торговой сети «Мир Красок».
Фото: pinterest.com
Polymer%2c используется в красках и имплантатах — ответы на кроссворды
Разгадка кроссворда Полимер, используемый в красках и имплантатах с 8 буквами, в последний раз встречалась на 23 декабря 2019 года . Мы думаем, что наиболее вероятным ответом на эту подсказку будет SILICONE . Ниже приведены все возможные ответы на эту подсказку, упорядоченные по рангу. Вы можете легко улучшить поиск, указав количество букв в ответе.
Ранг
Слово
Подсказка
92%
СИЛИКОН
Полимер, используемый в красках и имплантатах
73%
ТУРП
Масло, используемое в красках
62%
СМОЛЫ
Полимерные изделия
59%
МАСЛА
Палитра красок
59%
СТЕНТЫ
Имплантаты для ангиопластики
56%
РНК
Одноцепочечный полимер
48%
ЯСЕНЬ
Древесина, используемая в летучих мышах
48%
ТРОСТЬ
Растение, используемое в плетении
48%
ТИК
Лиственная древесина, используемая в судостроении
48%
ЯНТАРЬ
Смола, используемая в ювелирных изделиях
48%
ШОУ
Тесто для кондитерских изделий, используемое в круллерах и бенье
48%
АСАИ
Ягода, используемая в смузи
48%
ШИТЬ
Использовали иголку и нитку
48%
ИЗОБРАЖЕНИЯ
Язык, который рисует ментальные картины
48%
ПЕЧЬ
Что-то используется в выпечке и жарке
48%
ЭПОКСИДНЫЙ
Полимер, используемый в клеях
48%
ОБЫЧНЫЙ
«Для 2с ___»
46%
АЛКИДЫ
Смолы, используемые в красках
46%
БАРИТ
Минералы, используемые в красках
46%
АНАТАС
Минерал, используемый в красках.
Уточните результаты поиска, указав количество букв. Если какие-то буквы уже известны, вы можете предоставить их в виде шаблона: «CA????».
Последние улики
Ответ на подсказку кроссворда ласковой подписи
Ранняя остановка в казино, возможно, кроссворд
То, что передает импульсы нервных клеток.
Создан для повышения эффективности на рабочем месте Кроссворд
Французский кулинарный термин для обозначения листовых овощей, таких как салат и щавель, нарезанных на кусочки или полоски и используемых в качестве гарнира.
Что вы делаете, когда добиваетесь прогресса Кроссворд
С 86 вниз, очень расстроен … Нравятся ответы на пять подсказок этой головоломки? Кроссворд
Встряхните маленькую подсказку кроссворда
Кроссворд «Прямой Комптон»
Арбор, штат Мичиган. Кроссворд
Сумеречная Искорка Актриса Голоса Сильная Разгадка Кроссворда
Кроссворд производителя листьев
Наградной квартет за кроссворд Дженнифер Хадсон
Карибские музыкальные ансамбли Кроссворд
Без недостатков, как ключ кроссворда репутации
Актриса Гретхен, чья фамилия фигурирует в кроссворде «Этимология»
Хрупкий реквизит для жонглирования Кроссворд
Верн Кто самый переводимый французский автор Кроссворд
«Малыш» в кроссворде «Вот смотрю на тебя, малыш»
Жирная часть лица, разгадка кроссворда дерматологам
Тринидад и — Кроссворд
Кроссворд Fancy Transports
Его государственное животное — разгадка кроссворда бобра
Верхняя часть Млечного Пути? Кроссворд
Брюинз, Кроссворд на табло
Вода в кроссворде Super Soaker
Канадская монета, фамильярный кроссворд
Континент с самой высокой и самой низкой точкой на Земле Кроссворд
Выбор лотерейных билетов: ответ на кроссворд Abbr
Что-то, что можно продать во дворе Кроссворд
29 февраля, Кроссворд для детей високосного дня
Беспорядочный протестующий кроссворд
«Но царапина»: часто цитируемый кроссворд Monty Python Line
Так закончили с крафтовым пивом? Кроссворд
Подсказка кроссворда справилась с трудностями
Сливочное итальянское блюдо, приготовленное из кроссворда Арборио
Звук барабана после однострочного кроссворда
Плохие новости для работника Кроссворд
Кроссворд «X: мультсериал»
Кроссворд Netflix «Призраки поместья»
Пытаетесь сохранить прохладу более экологичным способом? Кроссворд
Кроссворд из журнала «Технологии»
Поднятый, как разгадка кроссворда домашнего скота
Шаг после использования Sous Vide, возможно, кроссворда
Кроссворд косметического бренда «Потому что ты этого стоишь»
«Акуна»: Кроссворд из песни «Король Лев»
Кроссворд Sears Partner
Слово с молитвами Кроссворд
Альбом Леди Гаги, 2013 г. , кроссворд
Готовы перейти от чтения бит-поэзии? Кроссворд
Мы нашли 1 решений для Полимер%2c, используемый в красках и имплантатах .Лучшие решения определяются по популярности, рейтингу и частоте поиска. Наиболее вероятный ответ на подсказку: СИЛИКОН 9.0342 .
С crossword-solver.io вы найдете 1 решения. Мы используем исторические головоломки, чтобы найти наилучшие ответы на ваш вопрос. Мы добавляем много новых подсказок на ежедневной основе.
С помощью нашей поисковой системы для решения кроссвордов у вас есть доступ к более чем 7 миллионам подсказок. Вы можете сузить возможные ответы, указав количество букв, которые он содержит. Мы нашли более 6 ответов для Полимер%2c, используемый в красках и имплантатах.
Актуальные подсказки
Цветок хулиганского государства? Кроссворд
Жанр графических романов Кроссворд
*Место для хранения продуктов? (буквы 2-4) Кроссворд
Инициалы скорой помощи Кроссворд
Группа наделала много шума? Кроссворд
* В смысле, который относится к видению? (обратите внимание на буквы 3-5 в ответе на эту подсказку) Кроссворд
Кто-то может быть сонным Кроссворд
Крепленые вина из Ocean State? Кроссворд
Сосед Пакистана Кроссворд
Автор стихотворения «Дозволенное». Разгадка кроссворда.
Новый акриловый полимер для архитектурной наружной краски и грунтовки в одном нанесении
Фейсбук
Твиттер
LinkedIn
Распечатать
Калиаппа Рагунатан и Пунит Тхаккар, корпорация BASF
$1
Архитектурные наружные покрытия подвержены очень агрессивным воздействиям окружающей среды. Экстремальные условия, такие как низкие и высокие температуры, низкая и высокая влажность, дождь и снег, проверяют способность покрытий противостоять растрескиванию, ограничивать водопоглощение, предотвращать вымывание материалов с поверхности и прилипать к нескольким подложкам. Другим пагубным источником повреждений являются УФ-лучи, вызывающие разрушение полимерной цепи, что приводит к мелению и эрозии слоя покрытия. Поверхностные покрытия также подвержены загрязнению и росту плесени, что приводит к грязному внешнему виду. При разработке полимера для наружных покрытий изобретатели должны тщательно учитывать вышеупомянутые разрушающие силы.
Профессиональные маляры и маляры-любители все больше заботятся об эффективности, сокращая время и трудозатраты на покраску поверхностей. Краски, сочетающие в себе свойства краски и грунтовки, помогают сократить время и трудозатраты на покрасочные работы, поэтому разработка полимера, обладающего свойствами как грунтовки, так и финишного покрытия, является необходимой, но сложной задачей. Эта цель еще более повышает требования к эксплуатационным характеристикам внешнего полимера.
Это исследование направлено на разработку полимера, отвечающего основным требованиям к краске и грунтовке в одном наружном покрытии, таким как устойчивость к загрязнению (DPUR), устойчивость к выщелачиванию, устойчивость к раннему дождю, сохранение блеска, устойчивость к растрескиванию, адгезия, выцветание. резистентность и блокирование танинов. Результатом исследования стал полимер, разработанный для того, чтобы противостоять внешним элементам в составах, содержащих менее 25 г/л летучих органических соединений (ЛОС).
Чтобы просмотреть рисунки и таблицы статей, нажмите здесь.
ФАКТОРЫ, ВЛИЯЮЩИЕ НА КРИТИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Сопротивление налипанию грязи (DPUR)
Налипание грязи является поверхностным явлением, на которое в основном влияют твердость покрытия, поверхностная энергия, поверхностная пористость и природа грязь. Поверхности с мягким покрытием удерживают грязь лучше, чем поверхности с более твердой поверхностью; следовательно, для улучшения DPUR требуется более твердый полимер. Как высокогидрофобные, так и высокогидрофильные поверхности могут обеспечить лучшую DPUR. Однако предпочтительны гидрофобные поверхности, поскольку гидрофильные поверхности снижают водостойкость покрытия. Гидрофобность можно измерить по краевому углу смачивания водой: чем больше краевой угол, тем лучше гидрофобность и выше DPUR. Шероховатые и пористые поверхности имеют тенденцию лучше удерживать грязь и, следовательно, уменьшать DPUR.
Противоречивые требования: образование пленки при низком уровне VOC и DPUR
Схема процесса формирования пленки 1,2 эмульсионных полимерных дисперсий представлена в виде трех этапов ( Рисунок 1 ). Этапы: 1) испарение воды и концентрация частиц, 2) деформация частиц и 3) коалесценция частиц и взаимная диффузия полимерных цепей. Степень деформации частиц и взаимной диффузии полимерных цепей зависит от минимальной температуры пленкообразования (MFFT) частиц. Для хорошего пленкообразования при низком уровне летучих органических соединений требуются мягкие полимеры или твердые полимеры с постоянными коалесцирующими агентами. Постоянные коалесцирующие агенты навсегда остаются в пленке и снижают твердость покрытия. Как мягкие полимеры, так и твердые полимеры с постоянными коалесцирующими агентами приводят к снижению DPUR. Таким образом, низкое содержание летучих органических соединений и более высокое значение DPUR являются противоречивыми требованиями и сложной проблемой для решения.
Устойчивость к вымыванию
Дождь и роса могут вымывать водорастворимые материалы с поверхности покрытия и придавать ему нежелательный внешний вид ( Рисунок 2 ). Стойкость покрытий к выщелачиванию может быть улучшена за счет уменьшения количества водорастворимых материалов, адаптации кинетики образования пленки, повышения водостойкости на ранних этапах и включения сшивающей химии. Выщелачивание материалов с поверхности в конечном итоге приведет к образованию пористой поверхности, что может снизить DPUR покрытий. В Рисунок 3 , больше красного оксида железа прилипает к выщелоченной поверхности, что проявляется в виде более темного красного следа.
Блокирование танинов и устойчивость к выцветанию
Полифенолы (танины), содержащиеся в древесине, и соли в бетонных/кирпичных основаниях мигрируют в покрытия и отрицательно влияют на их внешний вид (, рис. 4, и , 5, ). Некоторыми из факторов, контролирующих эти явления миграции, являются кинетика образования пленки, гидрофобно-гидрофильный баланс покрытия, водорастворимые материалы, функциональные группы в полимерной матрице, инкапсуляция мигрирующих материалов и адгезия покрытия к подложке.
Сопротивление растрескиванию зерна
Твердость и эластичность пленки играют решающую роль в контроле сопротивления растрескиванию. Эти два свойства необходимо сбалансировать для достижения трещиностойкости. Другим фактором, влияющим на трещиностойкость, является коалесценция частиц эмульсионного полимера и образование пленки. Деформация частиц с последующей взаимной диффузией полимерных цепей вдоль границы частиц ( Рисунок 1 ) обеспечивает механическую целостность пленки краски, что необходимо для устойчивости к растрескиванию зерен. Пример, когда краска с плохим составом не обеспечила устойчивость к растрескиванию волокон южной желтой сосны (красная рамка), показана на рис. 9.0587 Рисунок 6 . Другие краски на той же плите обеспечивают превосходную стойкость к растрескиванию зерна.
НОВЫЙ ПОЛИМЕР
Новый акриловый полимер был синтезирован с использованием следующих принципов дизайна: морфология частиц, полимеры с низкой растворимостью в воде и гидрофобно-гидрофильный баланс. В таблице 1 показаны физические свойства нового полимера (Acronal® EDGE 4247). Этот полимер не содержит алкилфенолэтоксилатных поверхностно-активных веществ и может использоваться для создания покрытий с содержанием летучих органических соединений <25 г/л.
Характеристики этого нового полимера были испытаны вместе с четырьмя конкурирующими полимерами (конкурирующий латекс A и конкурирующий латекс D) в рецептуре архитектурных белых плоских покрытий. Состав и его физические характеристики приведены в таблицах 2 и 3 соответственно. Эти краски были проверены на свойства верхнего покрытия и грунтовки, и результаты обсуждаются в следующем разделе.
ЭКСПЕРИМЕНТАЛЬНАЯ ВЕРСИЯ
Грязезащита
Краски наносились на черную скрабировочную диаграмму Lenetta с использованием 250-метрового зазора. Нанесенные краски сушились в течение 24 часов при температуре 72°F и влажности 50%. Отвержденные краски подвергались воздействию УФ-А излучения в течение 24 часов в УФ-камере. Затем на половину отвержденной краски наносили красный оксид железа или дисперсию сажи. Через 4 часа краски осторожно промывали губкой и проточной водопроводной водой. Отмытые краски сушили в течение 24 часов и измеряли коэффициент отражения Y загрязненных и незагрязненных участков для расчета коэффициента отражения DY.
Выщелачивание поверхностно-активными веществами
Тонированные краски (2% фталосиний) наносили на черную скрубберную диаграмму Lenetta с использованием 250-метрового стержня. Испытания проводились при времени отверждения 4 часа и 24 часа. В каждый момент отверждения на верхнюю часть вытянутых красок наносили три капли воды. Через 10 минут диаграмму наклонили, чтобы вода стекала с панели. Через 24 часа внешний вид водяных следов оценивали по шкале от 0 до 10, где 10 — отсутствие изменений, 0 — сильное изменение.
Стойкость к выцветанию
Плитки, изготовленные из гипса, были покрыты определенным количеством краски, оставляя один дюйм неокрашенным на одном конце. Краски отверждались в течение 24 часов при температуре 72°F и влажности 50%. Непокрытые концы плиток помещали в песчаную подушку, пропитанную 1% раствором сульфата натрия, на две недели. Затем фиксировали появление окрашенного торца плитки.
Устойчивость к раннему дождю
Краски наносили на алюминиевые Q-панели с помощью стержня с зазором 250 м и сушили при температуре 72°F и влажности 50% в течение 25 мин. Затем панели были помещены под 12-дюймовый. квадратную насадку для душа и принимал душ в течение 10 минут при постоянном потоке воды. Внешний вид тестируемых красок сравнивали с внешним видом контрольной краски.
Блокирование танинов
Блокирование танинов было протестировано в соответствии с методом испытаний ASTM 6686-1. Измеряли коэффициент отражения Y и индекс желтизны, а не L* и b*.
Коррозионная стойкость
Коррозионная стойкость была испытана с использованием панелей из холоднокатаной стали в соответствии с методом ASTM G85-11-A5 в соляном тумане с разбавленным электролитом.
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
В таблице 4 для приведены показатели вязкости, степени пленкообразования при 4°C, блеска, коэффициента контрастности, интенсивности окраски и стойкости покрытий к истиранию. Новый полимер отличается превосходной стойкостью к истиранию: 1915 циклов очистки при ПВХ 46. Такая высокая стойкость к истиранию указывает на превосходное пленкообразование и потенциал для использования этого полимера для еще более прочных ПВХ-покрытий. Прочность окраски косвенно свидетельствует о степени распределения TiO 2 в матрице покрытий. Новый полимер обеспечивает самую высокую интенсивность окрашивания, в то время как конкурирующие латексы, за исключением конкурирующего латекса В, обеспечивают значительно более низкую интенсивность окрашивания. Более высокая интенсивность окраски указывает на более низкую потребность в TiO 2 для достижения той же степени белизны, что приводит к экономии средств.
Стойкость к впитыванию грязи
Два разных типа грязи — водная суспензия оксида железа и водная суспензия сажи — использовались для проверки характеристик DPUR. Результаты показаны на рисунках 7 и 8 . На рисунке 7 показан коэффициент отражения DY для загрязненных и незагрязненных окрашенных поверхностей. Новый полимер имеет самую низкую отражательную способность DY для обоих типов загрязнений, что указывает на наилучшие характеристики DPUR. На рис. 8 показаны фактические испытательные панели. Новый полимер показывает наилучшие характеристики при визуальном осмотре.
Стойкость к выщелачиванию поверхностно-активными веществами
Результаты испытаний на выщелачивание после 4 и 24 часов высыхания показаны на Рис. 9 . Новый полимер и конкурирующий латекс А демонстрируют одинаковые характеристики при обоих временах высыхания, но другие латексы демонстрируют худшие характеристики.
Стойкость к раннему дождю
Стойкость к раннему дождю была проверена методом испытания на поток воды из насадки для душа. Характеристики нового полимера при времени высыхания 25 минут сравниваются с ведущей коммерческой краской с содержанием летучих органических соединений 50 г/л. Как показано на Рисунок 10, В то время как новый полимер не имеет дефектов, коммерческие краски имеют дефекты.
Блокирование танина
Блокирование танина покрытия проверено с использованием красного дерева, результаты показаны на рис. 11 . Рис. Новый полимер имеет самую низкую отражательную способность DY и окрашивание, что указывает на наименьшую степень миграции танина в покрытие. На рис. 12 показана доска из красного дерева с одним и двумя слоями краски (краска и грунтовка за одно нанесение). Новый полимер со вторым слоем краски имеет самый белый вид.
Устойчивость к выцветанию
Результаты показаны на Рис. 13 . Плитка, покрытая новым покрытием на полимерной основе, не имеет следов солей или дефектов на поверхности, что свидетельствует об исключительной устойчивости к выцветанию. Все другие краски показывают большое количество соли на поверхности плитки из-за миграции соли через слой покрытия.
Коррозионная стойкость
Новый полимер демонстрирует превосходную коррозионную стойкость вдоль линии разметки и на поверхности через 250 часов испытаний ( Рисунок 14 ).
Механические свойства лакокрасочной пленки
Напряжение растяжения и удлинение играют решающую роль в контроле устойчивости зерна к растрескиванию. Механические свойства пленки краски для нового полимера, конкурирующего латекса B и ведущей коммерческой краски представлены в таблице 5 9 .0588 . Новый полимер имеет гораздо более высокое удлинение без значительного ухудшения прочности при растяжении. Процентное удлинение является важной характеристикой, позволяющей противостоять суровым внешним воздействиям, включая жаркую и холодную погоду и циклы замораживания-оттаивания.
Ускоренное выветривание
Полуглянцевая краска, созданная на основе нового полимера, и ведущая промышленная краска были испытаны на ускоренное выветривание в соответствии с методом испытаний ASTM D4587-11 с использованием УФ-излучения А без цикла конденсации. Результаты представлены в Рисунок 15 и Таблица 6 . Новый полимер демонстрирует превосходное сохранение блеска и минимальное изменение цвета.
Естественное выветривание
Для изучения естественного выветривания нового полимера доски из южной желтой сосны и кедра были покрыты матовой краской, составленной из нового полимера, конкурирующего латекса 1, конкурирующего латекса 2 и коммерческой краски. Они подверглись естественному атмосферному воздействию под углом 45° к югу в Шарлотте, Северная Каролина. Результаты через 36 месяцев воздействия приведены в Таблица 7 . Новый полимер показал очень хорошие результаты после 36 месяцев испытаний.
РЕЗЮМЕ
Архитектурные наружные покрытия подвержены воздействию неблагоприятных факторов окружающей среды. Этим суровым условиям необходимо уделять особое внимание, чтобы преодолеть пагубное воздействие этих элементов. Новый полимер, разработанный с использованием инновационной инженерии полимеров, обладает выдающимися характеристиками в качестве краски и грунтовки в одном нанесении для наружных покрытий. Этот полимер можно использовать для создания покрытий с содержанием летучих органических соединений <25 г/л. Сравнительное исследование с участием лидирующих на рынке конкурентоспособных вяжущих материалов показывает ( Рисунок 16 ), что новый полимер превосходит по показателям DPUR, стойкости к выщелачиванию, блокированию танинов, стойкости к выцветанию, стойкости к истиранию, коррозионной стойкости, сохранению блеска и прочности окраски.
Для обработки древесины используются металлические инструменты: сверла, пильные диски, ленты, ножовки и т.д. В процессе использования они затупляются, и требуют периодической заточки. Для этого существуют специальные заточные станки, представленные в каталоге нашего сайта. Они позволяют поддерживать столярный инструмент в рабочем (остром) состоянии, и сокращают расходы на замену деталей. Приобрести фирменные аппараты для заточки у нас можно с официальной гарантией и 100% комплектацией!
РАЗНОВИДНОСТИ ЗАТОЧНЫХ СТАНКОВ
Все заточные станки марок Holzmann, Jaguar, Drill Doctor и Proma разделяются на две группы: универсальные и узкоспециальные.
Первые отличаются многофункциональностью, и позволяют затачивать все простые инструменты плоской формы: фрезы, ножницы, развертки, ножи, зенкеры, резцы и т.д. Вторые, наоборот — рассчитаны только на один тип инструмента. Так, у нас можно приобрести узкоспециальные станки для заточки:
сверл;
ножей;
пильных дисков;
пильных лент.
Оборудование может управляться вручную, автоматически, или комбинированным методом. По сравнению с традиционными станками, аппараты Holzmann, Jaguar, Proma и Drill Doctor обладают интуитивно понятной регулировкой и настройкой, и не требуют специальных столярных и токарных навыков.
Кроме функциональности, оборудование также классифицируется по типу рабочего органа. В разных моделях это может быть абразивная лента, или алмазный/абразивный круг. В любом случае, принцип действия станков сводится к трению инструмента о рабочий орган под определенным углом. В результате восстанавливается его режущая/пилящая способность, и его вновь можно использовать в столярных работах.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ЗАТОЧНЫХ СТАНКОВ ДЛЯ СВЕРЛ НОЖЕЙ СТАМЕСОК
Строение узкоспециальных станков может сильно отличаться. Так, аппараты для заточки сверл и пильных дисков совершенно не похожи друг на друга, чего нельзя сказать об универсальных моделях. Они в целом имеют схожую конструкцию, и состоят из следующих элементов:
Станина. Должна обладать хорошей устойчивостью и большой массой. В станине также могут присутствовать пазы/заушины для закрепления на столе или любом другом горизонтальном основании;
Вертикальная стойка с салазками и ходовым винтом. Предназначена для закрепления и регулировки точильной головки;
Точильная головка. Состоит из кронштейна и фиксирующего механизма, и через привод подключена к электродвигателю. С помощью фланцев на точильной головке устанавливается рабочий орган — алмазный или абразивный круг
Рабочий стол с направляющими. Является опорой для суппорта и держателей;
Суппорт и держатели. С их помощью обрабатываемый инструмент закрепляется на станке, и перемещается вдоль точильной головки. С помощью суппорта также можно менять угол наклона заготовки.
Кроме того, универсальный заточный станок Jaguar, Holzmann, Proma и Drill Doctor может иметь встроенный осветительный прибор (лампу), защитные экраны от искр, и специальный разъем для подключения вытяжной установки. Питание аппарата осуществляется от стандартной электросети 220 Вольт. Его можно устанавливать как в промышленных, так и в бытовых помещениях: мастерских, гаражах, сараях и т.д.
Если вы хотите купить заточный станок в Минске, вам могут подойти модели, представленные в каталоге нашего сайта. Сконструированные и изготовленные по европейским стандартам, они отличаются высоким качеством сборки, и большим рабочим ресурсом. Купив такой станок, его можно использовать для заточки инструментов в течение многих лет, периодически меняя рабочий орган (круг/ленту), и проводя сервисное обслуживание.
Правильно заточенный инструмент – залог изготовления качественной детали. Поэтому на деревообрабатывающих предприятиях применяются различные виды заточных станков.
Заточные станки – это один из самых распространенных видов станков, которые применяется в металлообработке.
Обычный точильный станок представляет собой двигатель, на валу которого с двух сторон установлено по одному шлифовальному кругу различной зернистости. Главным критерием выбора заточного станка является размеры шлифовального круга и мощность двигателя. Каждый промышленный заточный станок должен иметь регулируемые защитные экраны от искр, лампу местного освещения и специальный разъем для подключения вытяжных установок.
Предлагаемые компанией ООО «Простанки» заточные станки получили широкое применение как в ремонтных, инструментальных цехах металообрабатывающих предприятий, так и в мелких мастерских.
КУПИТЬ ЗАТОЧНОЙ СТАНОК | ЦЕНА В МИНСКЕ
Большой выбор заточных станков в наличии на складе в Минске. Сервис. Гарантия. Доставка во все регионы Беларуси. Профессиональная консультация +375 33 300 2003
Заточные станки для сверл в категории «Промышленное оборудование и станки»
Заточной станок для сверл и ножей, ножниц, сверл, долота GUDE ! 3 в 1, 150 Вт, 49.3 мм Круг
На складе
Доставка по Украине
1 085 грн
Купить
Заточной станок для сверл Grand МЗС-420
На складе
Доставка по Украине
1 041 грн
Купить
Заточной станок для свёрл PROXXON BSG 220 (21200)
Доставка по Украине
8 474. 30 грн
Купить
Заточной станок для свёрл GRAND МЗС-420
Доставка по Украине
1 058.25 грн
Купить
Заточной станок для свёрл ELTOS МЗС-350
Доставка по Украине
1 245 грн
Купить
Заточной станок для свёрл PROXXON BSG220 21200(5114480361754)
Доставка по Украине
9 072 грн
7 889 грн
Купить
Заточный станок для сверл Витязь МЗС-500, станок для заточки сверл для дрели или перфоратора.
Доставка по Украине
1 025 грн
Купить
Заточной станок для свёрл Eltos МЗС-350 (две базы)
На складе в г. Днепр
Доставка по Украине
1 295 грн
Купить
Заточной станок для свёрл GRAND МЗС-420 (сверла от 3-12 мм.)
На складе в г. Днепр
Доставка по Украине
1 150 грн
Купить
Заточной станок для сверл Grand МЗС-420
На складе
Доставка по Украине
1 041 грн
Купить
Заточной станок для сверл Flagman MR-13D
Под заказ
Доставка по Украине
17 600 грн
Купить
Заточной станок для сверл Витязь МЗС-500
Доставка по Украине
1 050 грн
Купить
Заточной станок для свёрл PROXXON BSG220 21200(5114480361756)
Доставка по Украине
9 149 грн
7 888 грн
Купить
Заточной станок для сверл Grand МЗС-420
На складе
Доставка по Украине
1 079 грн
Купить
Заточной станок для сверл ВИТЯЗЬ МЗС-500 (3-10мм)
На складе
Доставка по Украине
996 грн
Купить
Смотрите также
Заточной станок для сверл Витязь МЗС-500
Доставка по Украине
991 грн
Купить
Станок для заточки сверл Витязь МЗС-500
На складе
Доставка по Украине
1 041 грн
Купить
Заточной станок для свёрл ELTOS М-350(1940224487754)
Доставка по Украине
1 291. 91 грн
1 123.40 грн
Купить
Заточной станок для свёрл GRAND МЗС-420(90393013754)
Доставка по Украине
1 106.30 грн
962 грн
Купить
Заточной станок для свёрл PROXXON BSG220 21200(2031477062754)
Доставка по Украине
9 068 грн
7 886 грн
Купить
Заточной станок для свёрл PROXXON BSG220 21200(137047875754)
Доставка по Украине
9 059.93 грн
7 878.20 грн
Купить
Универсальный точильный станок для заточки сверл ножей ножниц KANWOD ! 3 в 1, Польша
На складе
Доставка по Украине
1 085 грн
Купить
Станок для заточки сверл ножей BLACK ! 3 в 1 предназначена для заточки ножей, ножниц, сверл, долота
На складе
Доставка по Украине
1 043 грн
Купить
Заточной станок для свёрл PROXXON BSG220 21200(5114480361755)
Доставка по Украине
9 149 грн
7 888 грн
Купить
Заточной станок для свёрл Proxxon BSG220 (21200)
На складе в г. Днепр
Доставка по Украине
9 635 грн
Купить
Заточной станок для спиральных сверл GS-1
Доставка из г. Харьков
33 300 грн
Купить
Заточной станок для спиральных сверл GS-34
Под заказ
Доставка по Украине
99 900 грн
Купить
Станок для заточки сверл Grand МЗС 420
На складе
Доставка по Украине
1 050 грн
Купить
Заточной станок для свёрл GRAND МЗС-420(90393013756)
Продлите срок службы сверл, ремней, ножей и инструментов, вложив средства в заточные станки – эффективное и экономичное решение для каждой австралийской мастерской. В ITM мы поставляем станки для заточки сверл от Drill Doctor, KEF и Darex. У нас также есть приспособления и аксессуары для заточки гибких ленточных ножей и инструментов от Worksharp, а также станки для заточки фрез от Holemaker.
Марки станков для заточки
Каждая торговая марка и модель, представленные в нашем ассортименте, обладают уникальными характеристиками и преимуществами, что дает вам возможность выбрать точилку, соответствующую вашим потребностям. Перед тем, как принять решение о том, какую модель вы хотели бы приобрести, просмотрите списки продуктов каждой марки.
Drill Doctor – первое в мире устройство для заточки сверл для домашних пользователей, мастеров и профессионалов. Процесс заточки прост, как заточка карандаша. С помощью Drill Doctor ваши наконечники сверл мгновенно станут острее.
Darex . Уже более 40 лет Darex производит высокопроизводительные станки для резки буровых долот американского производства и является самым продаваемым в мире брендом для резки буровых долот на рынке. Это связано с промышленной прочностью, заводским качеством и узкоспециализированной системой, которую они разработали, чтобы обеспечить максимально острые и точные сверла.
Worksharp – Worksharp специализируется на станках для заточки ножей и инструментов, в том числе на точилках с направляющими в полевых условиях для комплексного компактного решения, а также на точилках для деревообрабатывающих инструментов, специально предназначенных для столяров, и это лишь некоторые из них. У нас также есть полный набор насадок и аксессуаров для улучшения имеющихся у нас станков для заточки Worksharp.
Holemaker — Компания Holemaker, производящая широкий ассортимент инструментов и станков европейского производства, также добавляет в свой список станки для заточки кольцевых фрез, специально предназначенные для заточки кольцевых фрез из быстрорежущей стали с максимальной точностью. Это достигается путем шлифовки стали с лазерным выравниванием для быстрой и точной настройки заточки.
KEF – KEF производит датские приспособления для заточки сверл, обеспечивающие безупречный и точный результат заточки. Они имеют простую и удобную конструкцию, с которой может легко работать даже неквалифицированный оператор. KEF уделяет особое внимание обеспечению экономичных и стабильных результатов с каждым производимым ими устройством для заточки сверл.
О станках для заточки
Широкий ассортимент станков для заточки, имеющихся в наличии в ITM, специально разработан для профессиональной заточки определенных предметов мастерской, включая режущие инструменты, сверла и ножи. Например, если в вашей мастерской регулярно используются сверла, намного выгоднее приобрести станок для заточки сверл в долгосрочной перспективе для более быстрого и эффективного сверления, что сэкономит ваше время и деньги.
Точильные станки бывают различных конструкций и размеров, предлагая различные методы и результаты заточки различных металлических предметов. Некоторые устройства могут легко использоваться неквалифицированными мастерами, в то время как другие требуют более сложного процесса для получения превосходного результата.
Эти станки также могут варьироваться от базовых систем управляемой заточки ножей до сложных точилок для инструментов с множеством функций и насадок.
Зачем использовать точильные станки
Увеличенный срок службы – Вы платите хорошие деньги за свои инструменты, ножи или сверла, и обидно, если они пропадут зря только потому, что они затупятся. Вдохните новую жизнь в эти необходимые инструменты и предметы мастерской, используя вместо этого точильный станок, который позволит вам использовать их снова и снова с качественными результатами.
Экономичность — Заточный инструмент — это долгосрочная инвестиция, которая со временем сэкономит вам деньги. Вместо того, чтобы тратить время на походы в магазин, чтобы заменить затупившиеся ножи, сверла или инструменты, или выполнять работу с тупыми инструментами, из-за чего работа занимает больше времени, чем следует, используйте вместо этого точильный станок. Нет необходимости тратить деньги на замену тупых инструментов, если у вас есть точилка промышленного класса.
Высококачественная работа . Ваши инструменты станут не только острее, но и обеспечат более качественный результат в любом проекте, который вам нужно выполнить. Например, если вы используете дрель, более острое сверло сделает отверстие более чистым и точным, чем если бы сверло было тупым.
Более эффективная работа . Несомненно, работа может быть выполнена намного быстрее и эффективнее, если ваши инструменты острые. Вот почему всегда лучше сократить время, необходимое для завершения работы, затачивая инструменты.
Инструменты для заточки — Инструменты Acme
Станция заточки TORMEK
Артикул № ТС-740
Предзаказ (ориентировочная дата отгрузки: 31 января 2023 г.) Предзаказ
Бесплатная доставка (наземная доставка ниже 48)
$875,00
Список: $1 279,80
Сравнить
ТОРМЕК Т-8 Оригинал
Артикул № ТОР-Т8
Бесплатная доставка (доставка наземным транспортом ниже 48)
$864,00
Список: $1 264,00
Сравнить
DRILL DOCTOR 750X Точилка для сверл
Артикул № 03682
149,95 $
Сравнить
DAREX 115 В точилка для сверл
Артикул № V390
Бесплатная доставка (наземная доставка ниже 48)
$1 599,99
Список: $1 848,00
Сравнить
WORK SHARP 3000 Точилка — WS3000
Артикул № 3765
Бесплатная доставка (доставка наземным транспортом до 48)
229,95 $
Список: 279,95 $
Сравнить
WORK SHARP Точилка для ножей и инструментов | Кен Луковое Издание
SKU# WSKTS-KO
$139,95
Список: 159,95 $
Сравнить
DAREX 115 Volt Xpandable ручная точилка для инструментов
Артикул XT3000
Бесплатная доставка (доставка наземным транспортом до 48)
3 899,99 $
Список: $4 398,00
Сравнить
Вращающаяся на 180 градусов база TORMEK RB-180
Артикул № RB-180
$68,00
Список: 78,12 $
Сравнить
RIKON 8-дюймовый набор точилки для мокрой заточки
Артикул № 82-100
Бесплатная доставка (наземная доставка ниже 48)
229,99 $
Список: 241,49 $
Сравнить
DRILL DOCTOR DD500X Точилка для сверл
Артикул № 03681
99,95 $
Сравнить
WORK SHARP Настольная прецизионная регулируемая точилка для ножей
SKU# WSBCHPAJ
$59,95
Список: 69,95 $
Сравнить
TORMEK 4000 Grit 10 дюймов/250 мм F/T-7 японский водяной камень
Артикул № ТОР-SJ250
Бесплатная доставка (доставка наземным транспортом до 48)
481,00 $
Список: $551,80
Сравнить
ТОРМЕК Т-4 Оригинал
Артикул № ТОР-Т4
Бесплатная доставка (доставка наземным транспортом до 48)

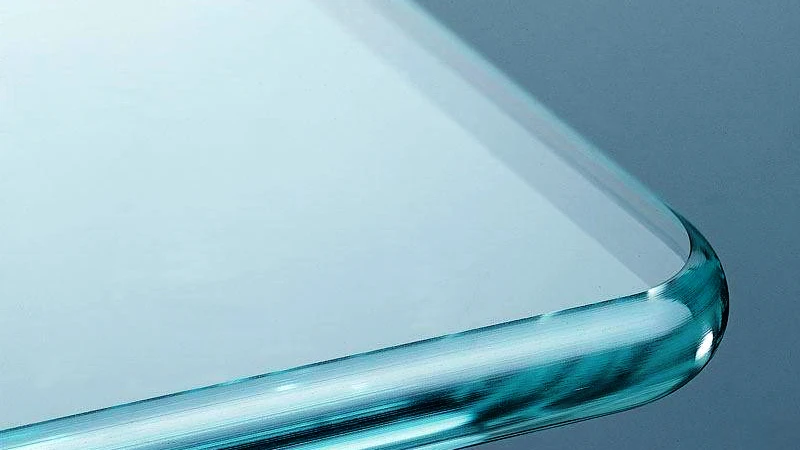 При криволинейной обработке изделие из стекла подвергается тем же процессам, что и при прямолинейном типе.
При криволинейной обработке изделие из стекла подвергается тем же процессам, что и при прямолинейном типе.
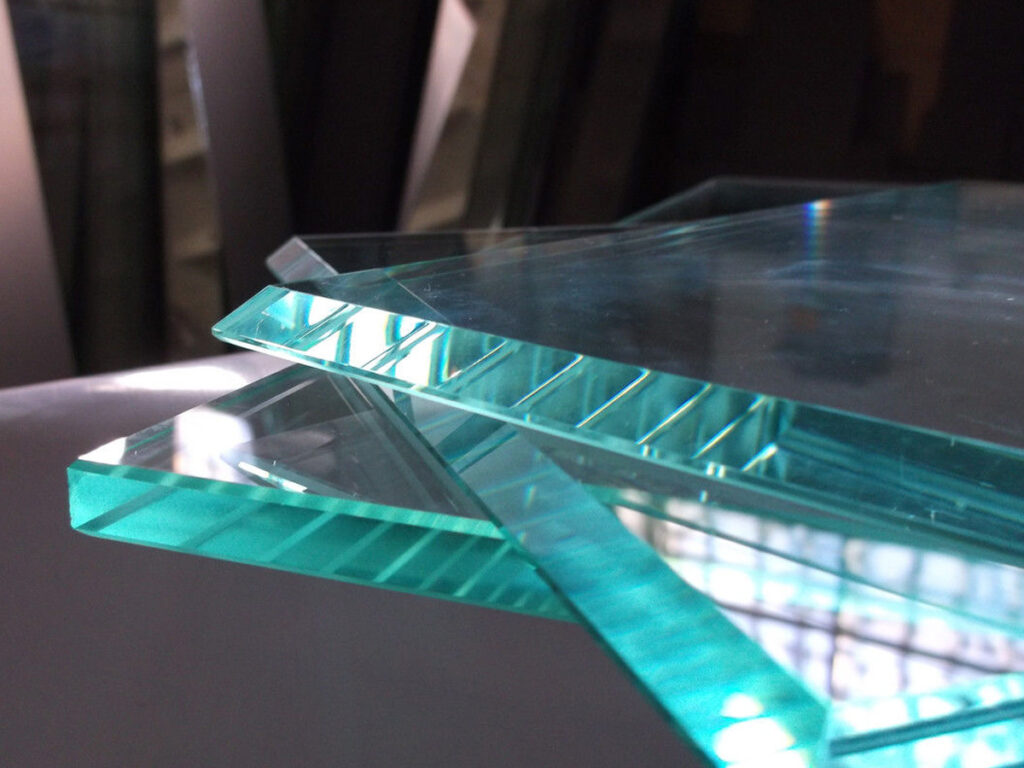 Если необходимо, в стекольной и зеркальной поверхности делаются отверстия, к примеру, если монтаж будет производиться на поверхность стены.
Если необходимо, в стекольной и зеркальной поверхности делаются отверстия, к примеру, если монтаж будет производиться на поверхность стены.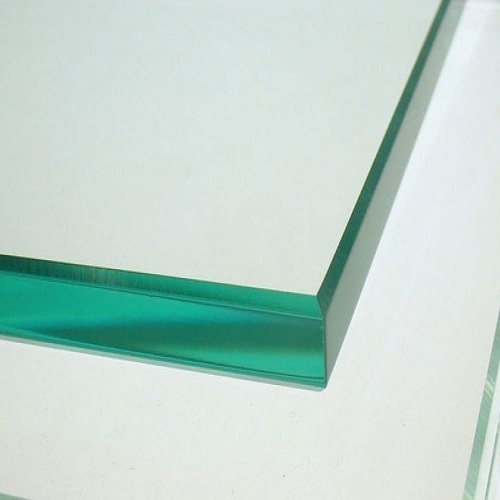
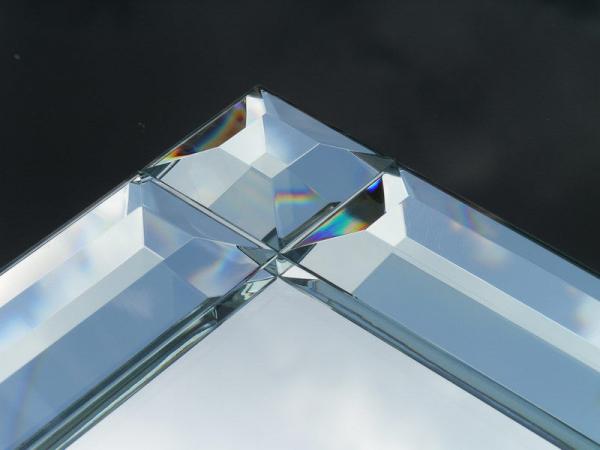 Последняя методика обработки приобрела наибольшую популярность, так как предоставляется возможность создания однородной матовой поверхности, имеющей рисунки различной сложности.
Последняя методика обработки приобрела наибольшую популярность, так как предоставляется возможность создания однородной матовой поверхности, имеющей рисунки различной сложности.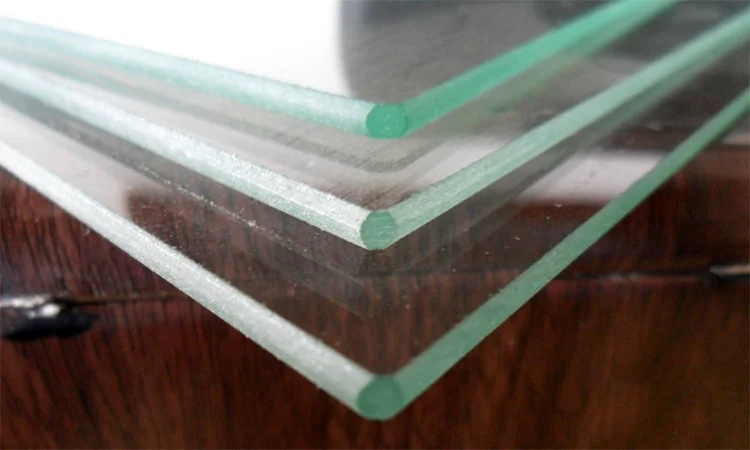
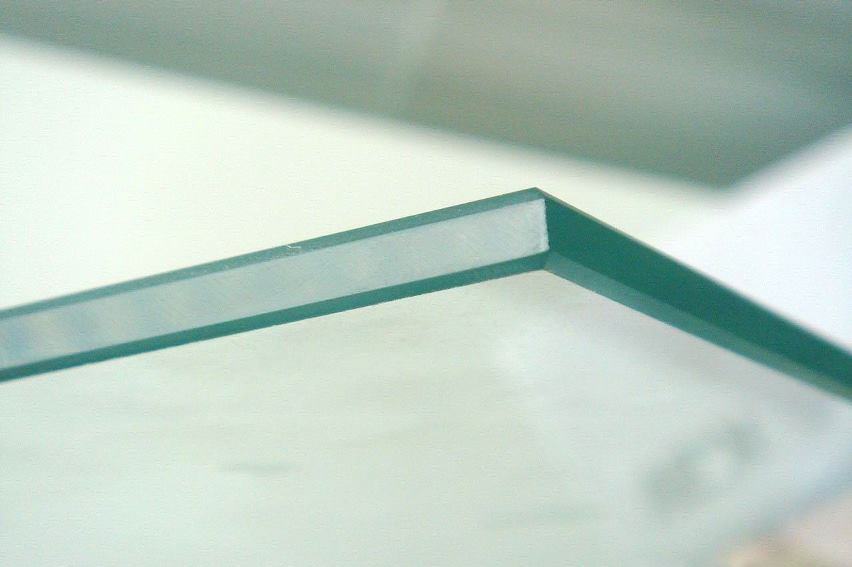

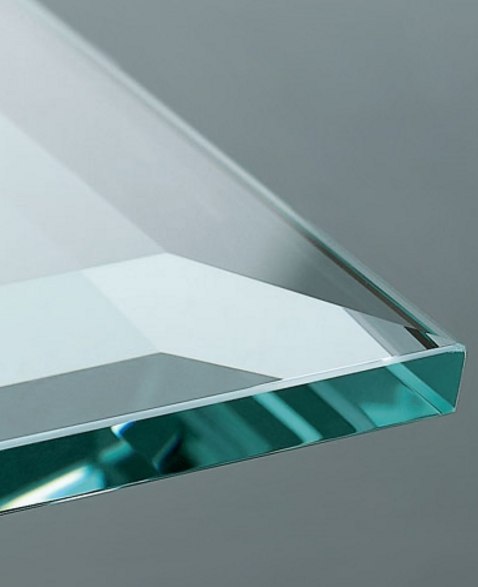
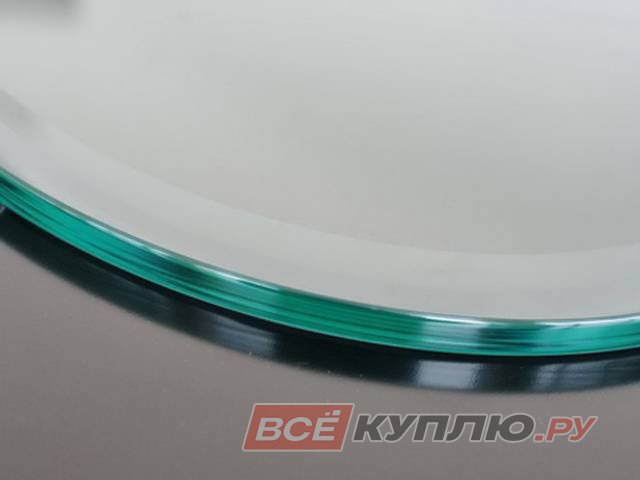 Китс и НевисSt. Люсия Св. Винсент и ГренадиныСуданСуринамСвазилендШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТонгаТринидад и ТобагоТунисТурцияТуркменистанТувалуУгандаВеликобритания (Соединенное Королевство)УкраинаОбъединенные Арабские ЭмиратыУругвайСША (Соединенные Штаты Америки)УзбекистанВануатуВенесуэлаВьетнамЙеменЗамбияЗимбабве
Китс и НевисSt. Люсия Св. Винсент и ГренадиныСуданСуринамСвазилендШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТонгаТринидад и ТобагоТунисТурцияТуркменистанТувалуУгандаВеликобритания (Соединенное Королевство)УкраинаОбъединенные Арабские ЭмиратыУругвайСША (Соединенные Штаты Америки)УзбекистанВануатуВенесуэлаВьетнамЙеменЗамбияЗимбабве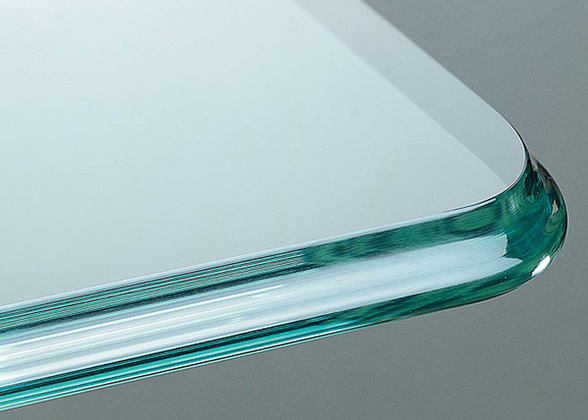
 Край впоследствии имеет скошенный край. Кромки в основном сшиваются для производства частично закаленного или закаленного безопасного стекла, чтобы подготовить стекло к процессу закалки или системе закалки. Но этот тип обработки края стекла также используется для изоляции стеклянных листов, благодаря чему края стекла не будут видны после установки.
Край впоследствии имеет скошенный край. Кромки в основном сшиваются для производства частично закаленного или закаленного безопасного стекла, чтобы подготовить стекло к процессу закалки или системе закалки. Но этот тип обработки края стекла также используется для изоляции стеклянных листов, благодаря чему края стекла не будут видны после установки.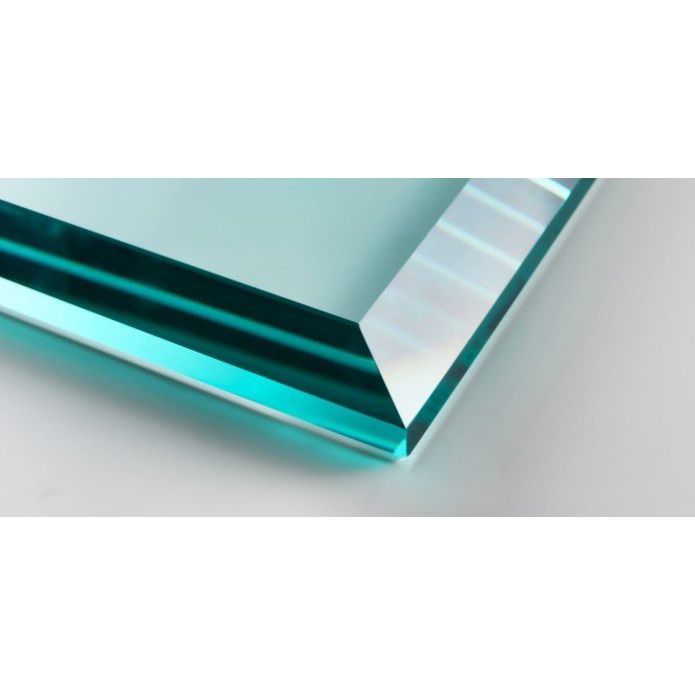 Край стекла оптически прозрачен и обладает очень тонкой однородной полировкой.
Край стекла оптически прозрачен и обладает очень тонкой однородной полировкой.
 Допускаются следы шлифовки, но они не должны быть матовыми. Полировку кромок стекла в первую очередь проводят, если требуется, чтобы готовые стеклянные листы имели наивысшее оптическое качество. Край можно дополнительно облагородить с помощью так называемой фасетной огранки, благодаря которой можно получить интересные оптические эффекты за счет отражения света.
Допускаются следы шлифовки, но они не должны быть матовыми. Полировку кромок стекла в первую очередь проводят, если требуется, чтобы готовые стеклянные листы имели наивысшее оптическое качество. Край можно дополнительно облагородить с помощью так называемой фасетной огранки, благодаря которой можно получить интересные оптические эффекты за счет отражения света.

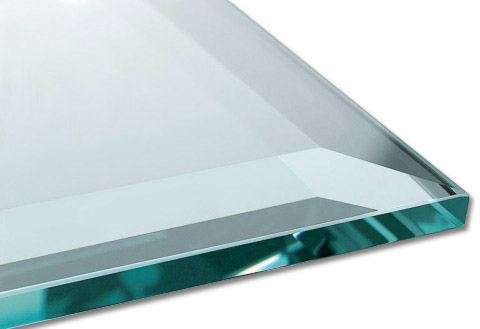
 Любой процесс, необходимый для изготовления душевой перегородки или стеклянной перегородки с вырезами, возможен в кратчайшие сроки на одной системе с LiSEC SplitFin. Благодаря своей модульной структуре, SplitFin облегчает изготовление отверстий, зенкеров и шлифованных вырезов и имеет десять позиций смены инструмента на передней и задней сторонах соответственно.
Любой процесс, необходимый для изготовления душевой перегородки или стеклянной перегородки с вырезами, возможен в кратчайшие сроки на одной системе с LiSEC SplitFin. Благодаря своей модульной структуре, SplitFin облегчает изготовление отверстий, зенкеров и шлифованных вырезов и имеет десять позиций смены инструмента на передней и задней сторонах соответственно.
 ..
..
 Найти хороший баланс между ценой и производительностью всегда сложно. В этой статье рассматриваются важные функции, которые следует учитывать при принятии решения, и обобщается наш выбор лучшего 3D-принтера для миниатюр в пяти ключевых категориях.
Найти хороший баланс между ценой и производительностью всегда сложно. В этой статье рассматриваются важные функции, которые следует учитывать при принятии решения, и обобщается наш выбор лучшего 3D-принтера для миниатюр в пяти ключевых категориях. Однако универсальность означает, что могут быть созданы и другие типы моделей, что позволяет получить максимальную отдачу от вашей покупки. Хотя мы сосредоточились на способности машины печатать 3D-миниатюры, наши кирки могут создавать и другие модели.
Однако универсальность означает, что могут быть созданы и другие типы моделей, что позволяет получить максимальную отдачу от вашей покупки. Хотя мы сосредоточились на способности машины печатать 3D-миниатюры, наши кирки могут создавать и другие модели.

 Вертикальные пиксели составляют 10 микрон (что типично для многих полимерных 3D-принтеров), а горизонтальные пиксели — 50 микрон. Хотя статистика не так впечатляет, как у машин 4K, в реальном мире различия в деталях на самом деле довольно малы. Разрешение на готовых моделях не такое высокое, как у некоторых других 4K-принтеров, но вам нужно присмотреться, чтобы увидеть разницу. Скорость принтера составляет конкурентоспособный максимум 50 мм (2 дюйма) в час.
Вертикальные пиксели составляют 10 микрон (что типично для многих полимерных 3D-принтеров), а горизонтальные пиксели — 50 микрон. Хотя статистика не так впечатляет, как у машин 4K, в реальном мире различия в деталях на самом деле довольно малы. Разрешение на готовых моделях не такое высокое, как у некоторых других 4K-принтеров, но вам нужно присмотреться, чтобы увидеть разницу. Скорость принтера составляет конкурентоспособный максимум 50 мм (2 дюйма) в час. Elegoo Mars 2 Pro производит очень хорошие 3D-миниатюры, и для геймеров, желающих сэкономить, это жизнеспособная альтернатива.
Elegoo Mars 2 Pro производит очень хорошие 3D-миниатюры, и для геймеров, желающих сэкономить, это жизнеспособная альтернатива. Слои стали толще, и хотя доступны сопла толщиной до 20 микрон, они никогда не смогут уловить одинаковые детали. Кроме того, как и большинство филаментных 3D-принтеров, Creality Ender 3 V2 требует обширной сборки, которая займет не менее пары часов.
Слои стали толще, и хотя доступны сопла толщиной до 20 микрон, они никогда не смогут уловить одинаковые детали. Кроме того, как и большинство филаментных 3D-принтеров, Creality Ender 3 V2 требует обширной сборки, которая займет не менее пары часов. Это не лучший 3D-принтер для миниатюр, если вы опытный любитель игр, но для новичков и тех, кто играет с семьей и друзьями, он может стать идеальным выбором.
Это не лучший 3D-принтер для миниатюр, если вы опытный любитель игр, но для новичков и тех, кто играет с семьей и друзьями, он может стать идеальным выбором. По сути, это серьезное обновление нашего лучшего выбора, модели 4K. Экран больше — 9,25 дюйма, а разрешение — 5750 x 3600 пикселей. Размер пикселей по горизонтали составляет всего 34 микрона, что является самым маленьким показателем в своем классе. Это также быстро, печатая со скоростью до 80 мм (3,15 дюйма) в час.
По сути, это серьезное обновление нашего лучшего выбора, модели 4K. Экран больше — 9,25 дюйма, а разрешение — 5750 x 3600 пикселей. Размер пикселей по горизонтали составляет всего 34 микрона, что является самым маленьким показателем в своем классе. Это также быстро, печатая со скоростью до 80 мм (3,15 дюйма) в час.
 Тем не менее, Phrozen может работать со впечатляющей скоростью 80 мм (3,15 дюйма) в час, что примерно на 30 процентов больше, чем у его ближайшего конкурента.
Тем не менее, Phrozen может работать со впечатляющей скоростью 80 мм (3,15 дюйма) в час, что примерно на 30 процентов больше, чем у его ближайшего конкурента.
 У них нет экранов с высоким разрешением, поэтому решающими факторами являются размер сопла и толщина слоя. По правде говоря, филаментные принтеры не могут приблизиться к моделям из смолы с точки зрения детализации. Тем не менее, они проще в использовании, не выделяют токсичных паров, и многие из них обеспечивают уровень детализации, который полностью соответствует их потребностям.
У них нет экранов с высоким разрешением, поэтому решающими факторами являются размер сопла и толщина слоя. По правде говоря, филаментные принтеры не могут приблизиться к моделям из смолы с точки зрения детализации. Тем не менее, они проще в использовании, не выделяют токсичных паров, и многие из них обеспечивают уровень детализации, который полностью соответствует их потребностям. Их продажа незаконна, и они не допускаются к участию в турнирах.
Их продажа незаконна, и они не допускаются к участию в турнирах. Если последнее важно, то полимерный принтер определенно будет лучшим выбором. Наши лучшие выборы имеют отличные примеры, чтобы помочь вам принять решение.
Если последнее важно, то полимерный принтер определенно будет лучшим выбором. Наши лучшие выборы имеют отличные примеры, чтобы помочь вам принять решение.
 Здесь мы расскажем о лучших 3D-принтерах для производства миниатюр и компонентов для настольных игр, а также о том, что вам следует учитывать, если вы думаете о том, чтобы потратиться на один из них.
Здесь мы расскажем о лучших 3D-принтерах для производства миниатюр и компонентов для настольных игр, а также о том, что вам следует учитывать, если вы думаете о том, чтобы потратиться на один из них.
 Принтеры для моделирования методом наплавления (FDM), которые наносят слой за слоем расплавленного пластика, и принтеры для стереолитографии (SLA), которые используют УФ-свет для отверждения жидкой смолы, придающей ей желаемую форму. Есть куча подкатегорий и куча жаргона, но сейчас нет необходимости слишком углубляться в скучные вещи: в основном все сводится к смоле и термопластам.
Принтеры для моделирования методом наплавления (FDM), которые наносят слой за слоем расплавленного пластика, и принтеры для стереолитографии (SLA), которые используют УФ-свет для отверждения жидкой смолы, придающей ей желаемую форму. Есть куча подкатегорий и куча жаргона, но сейчас нет необходимости слишком углубляться в скучные вещи: в основном все сводится к смоле и термопластам. Еще одна вещь, которую следует знать, это то, что отчасти из-за дополнительной детализации печать SLA обычно занимает больше времени, чем FDM.
Еще одна вещь, которую следует знать, это то, что отчасти из-за дополнительной детализации печать SLA обычно занимает больше времени, чем FDM. Как для XY, так и для Z, чем меньше, тем лучше. Для получения качественных миниатюр для настольных ПК отлично подходит разрешение 50 микрон или меньше, хотя оно не обязательно гарантирует качественный результат, особенно если принтер имеет высокое разрешение только в одном направлении.
Как для XY, так и для Z, чем меньше, тем лучше. Для получения качественных миниатюр для настольных ПК отлично подходит разрешение 50 микрон или меньше, хотя оно не обязательно гарантирует качественный результат, особенно если принтер имеет высокое разрешение только в одном направлении.
 Mars 3 — это изящный комплект, вес которого составляет всего 5,2 кг, но он обладает фантастической точностью по запрашиваемой цене 468 долларов США / 346 фунтов стерлингов, с очень впечатляющим разрешением XY 35 микрон и минимальной толщиной слоя в минуту (разрешение Z ) 10 микрон. Он может похвастаться некоторыми приятными функциями, такими как USB-порт на передней панели и простой, но большой сенсорный экран, хотя, к сожалению, ему не хватает подключения к Wi-Fi. Кроме того, он быстрый — управление одним слоем каждые 2,5 секунды — и простой в использовании: калибровка рабочего стола — детская игра.
Mars 3 — это изящный комплект, вес которого составляет всего 5,2 кг, но он обладает фантастической точностью по запрашиваемой цене 468 долларов США / 346 фунтов стерлингов, с очень впечатляющим разрешением XY 35 микрон и минимальной толщиной слоя в минуту (разрешение Z ) 10 микрон. Он может похвастаться некоторыми приятными функциями, такими как USB-порт на передней панели и простой, но большой сенсорный экран, хотя, к сожалению, ему не хватает подключения к Wi-Fi. Кроме того, он быстрый — управление одним слоем каждые 2,5 секунды — и простой в использовании: калибровка рабочего стола — детская игра. 592), Phrozen Sonic Mini 8K — лучший домашний 3D-принтер высокого класса. Он имеет чрезвычайно мощное разрешение XY 22 микрона, а также разрешение Z 10 микрон, и, несмотря на слово «мини» в названии, имеет объем сборки, сравнимый с нашими предыдущими рекомендациями. В настоящее время доступен для предварительного заказа, вы не найдете лучшего 3D-принтера, чем Phrozen Sonic Mini 8K.
592), Phrozen Sonic Mini 8K — лучший домашний 3D-принтер высокого класса. Он имеет чрезвычайно мощное разрешение XY 22 микрона, а также разрешение Z 10 микрон, и, несмотря на слово «мини» в названии, имеет объем сборки, сравнимый с нашими предыдущими рекомендациями. В настоящее время доступен для предварительного заказа, вы не найдете лучшего 3D-принтера, чем Phrozen Sonic Mini 8K. рендеринг или что-то в этом роде. Но на самом деле, мы думаем, что ты просто становишься глупым.
рендеринг или что-то в этом роде. Но на самом деле, мы думаем, что ты просто становишься глупым. Никто не любит покупать ландшафт, когда можно купить больше мини, поэтому этот 3D-принтер, безусловно, может помочь вам расшириться.
Никто не любит покупать ландшафт, когда можно купить больше мини, поэтому этот 3D-принтер, безусловно, может помочь вам расшириться.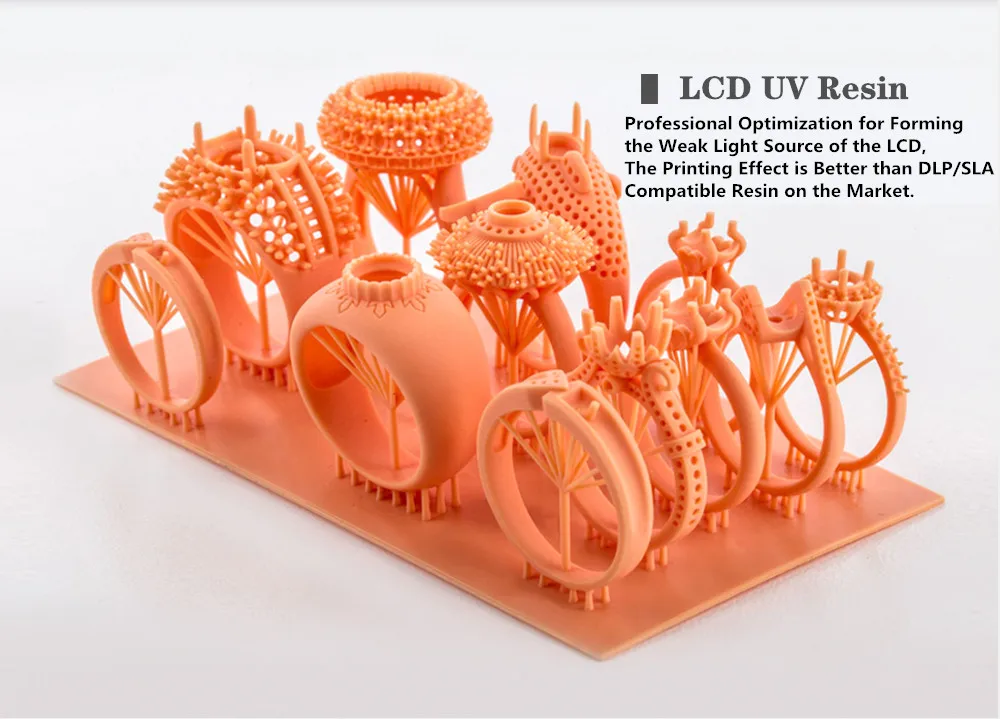 О чем вся эта суета?
О чем вся эта суета?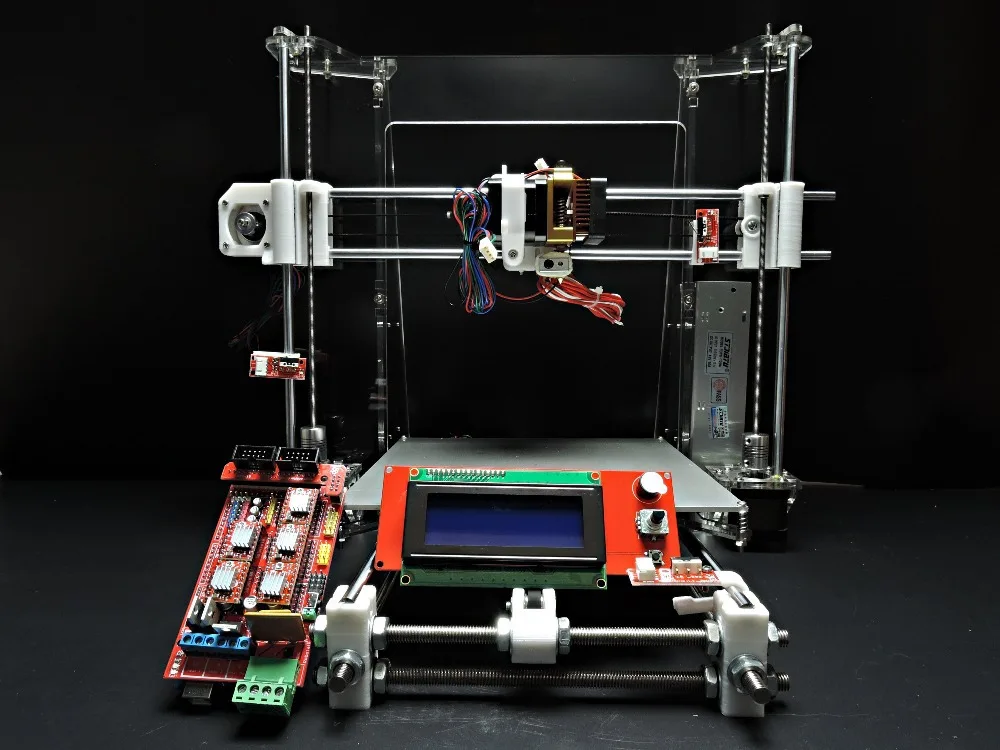
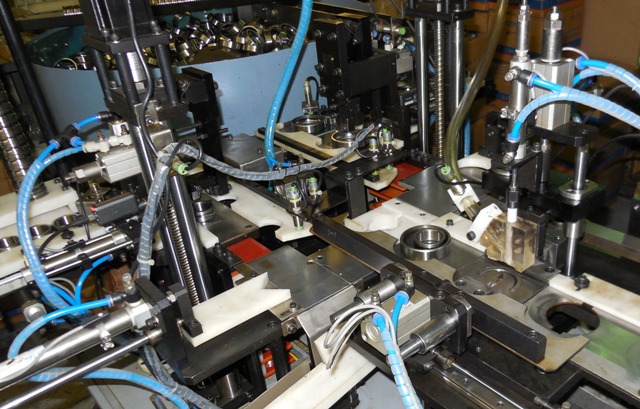

 Налаженный производственный процесс является более прибыльным. Хотя невозможно избежать всех производственных проблем до того, как они возникнут, есть шаги, которые вы можете предпринять, чтобы снизить риск. Одной из самых упускаемых из виду областей возможностей в этом отношении является выбор подшипников. В этой статье основное внимание будет уделено подшипникам с низким коэффициентом трения и тому, как они могут помочь вам сократить производственные затраты, повысить производительность и сделать ваш производственный процесс более прибыльным.
Налаженный производственный процесс является более прибыльным. Хотя невозможно избежать всех производственных проблем до того, как они возникнут, есть шаги, которые вы можете предпринять, чтобы снизить риск. Одной из самых упускаемых из виду областей возможностей в этом отношении является выбор подшипников. В этой статье основное внимание будет уделено подшипникам с низким коэффициентом трения и тому, как они могут помочь вам сократить производственные затраты, повысить производительность и сделать ваш производственный процесс более прибыльным.
 Другими словами, у вас меньше продукта для продажи и меньше дохода, который вы можете показать за свои усилия.
Другими словами, у вас меньше продукта для продажи и меньше дохода, который вы можете показать за свои усилия.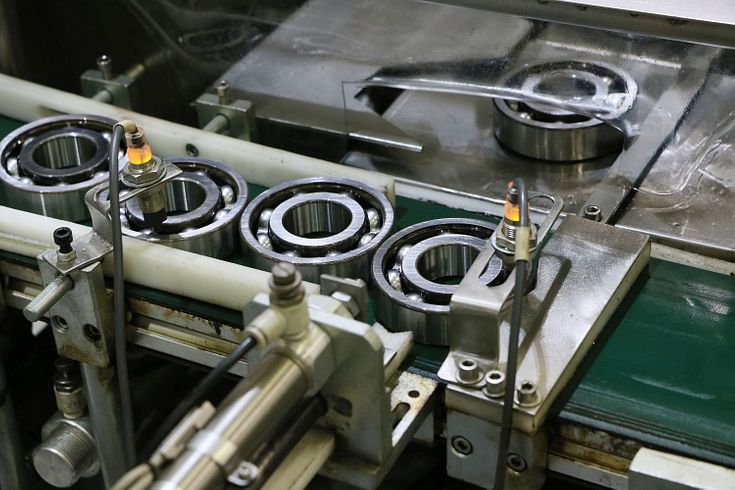 Это улучшит денежный поток вашей компании, что означает, что вы можете инвестировать в новые или модернизированные машины, новых сотрудников или в какую-то другую важную область бизнеса.
Это улучшит денежный поток вашей компании, что означает, что вы можете инвестировать в новые или модернизированные машины, новых сотрудников или в какую-то другую важную область бизнеса. Это упрощает и удешевляет поддержание условий труда при комфортных и более продуктивных температурах. Другими словами, комфортные сотрудники — это счастливые сотрудники. Счастливые сотрудники — более продуктивные сотрудники.
Это упрощает и удешевляет поддержание условий труда при комфортных и более продуктивных температурах. Другими словами, комфортные сотрудники — это счастливые сотрудники. Счастливые сотрудники — более продуктивные сотрудники. com.
com.  Многие считали, что это произошло из-за недавней пандемии. Тем не менее, эксперты прогнозируют, что стоимость может значительно увеличиться в течение шести лет (2028 г.) и может достичь 6837,9 долларов США при среднегодовом темпе роста 2,9% за рассматриваемый период. Было бы справедливо сказать, что недавний кризис в области здравоохранения привел к масштабным экономическим изменениям, и рынок подшипников также пострадал от него.
Многие считали, что это произошло из-за недавней пандемии. Тем не менее, эксперты прогнозируют, что стоимость может значительно увеличиться в течение шести лет (2028 г.) и может достичь 6837,9 долларов США при среднегодовом темпе роста 2,9% за рассматриваемый период. Было бы справедливо сказать, что недавний кризис в области здравоохранения привел к масштабным экономическим изменениям, и рынок подшипников также пострадал от него.

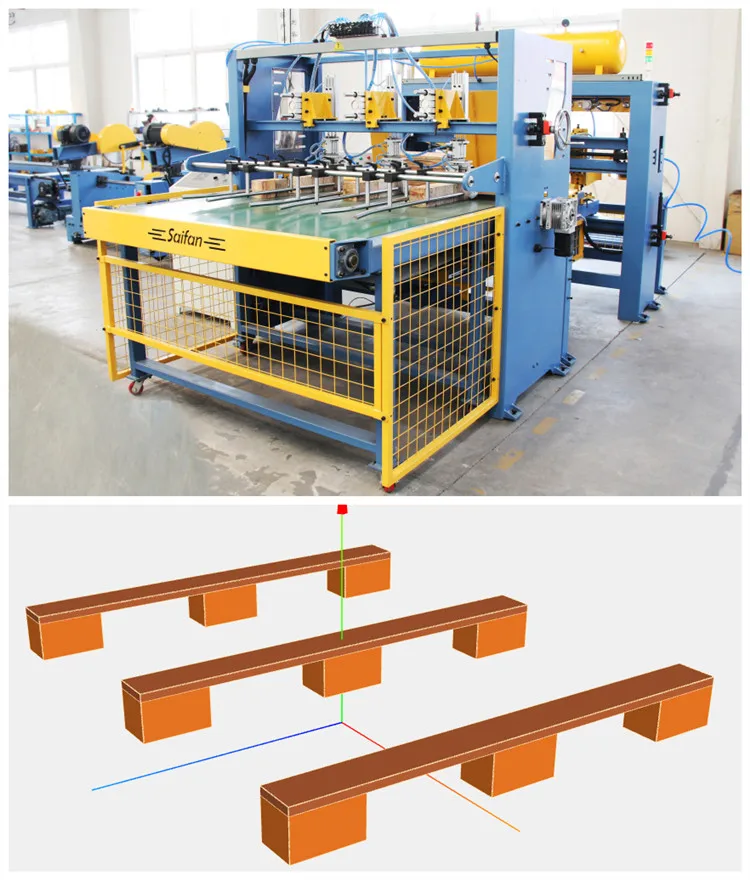 Производительность – 2 паллета в минуту, и требуется несколько работников цеха. Кроме этого, потребуется закупить дополнительное оборудование:
Производительность – 2 паллета в минуту, и требуется несколько работников цеха. Кроме этого, потребуется закупить дополнительное оборудование: Минимальная стоимость обслуживания. Компрессор обеспечивает непрерывную работу до шести гвоздезабивных инструментов одновременно.
Минимальная стоимость обслуживания. Компрессор обеспечивает непрерывную работу до шести гвоздезабивных инструментов одновременно.


 Такая технологическая схема позволяет экономить время производства.
Такая технологическая схема позволяет экономить время производства.
 75 кВт
75 кВт 5 см
5 см 5 кВт
5 кВт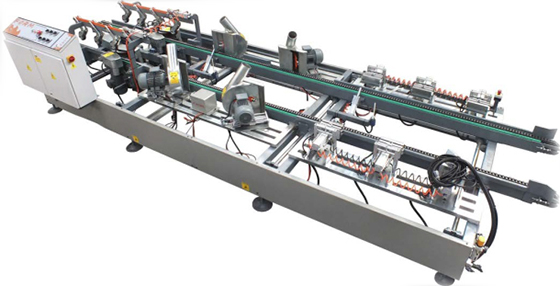
 Фото№3.
Фото№3.

 Фото № 1.
Фото № 1.

 В зависимости от того, какие датчики сработали автоматически применяется алгоритм для захвата поддона.
В зависимости от того, какие датчики сработали автоматически применяется алгоритм для захвата поддона.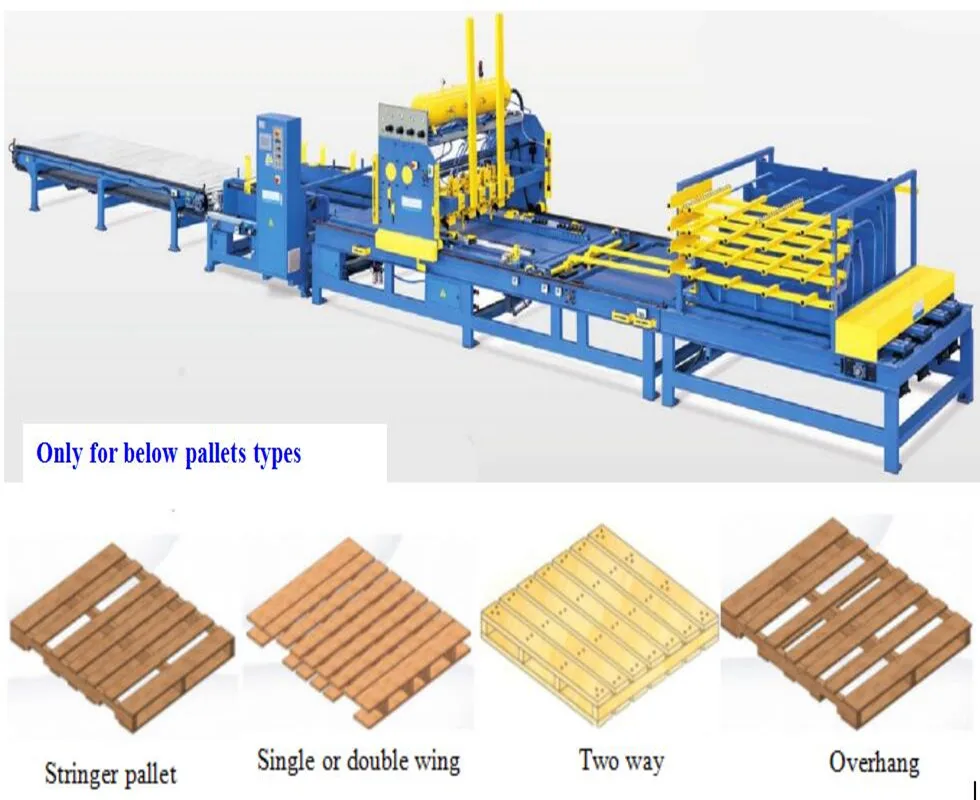 Робот определяет высоту и положение поддона, захватывает поддон, переворачивает (в случае необходимости) и ставит на конвейер. Процесс повторяется до последнего поддона в пачке. После чего робот останавливается в парковочном положении и информирует оператора (по средствам светосигнальной колонны) о готовности к установке следующей пачки.
Робот определяет высоту и положение поддона, захватывает поддон, переворачивает (в случае необходимости) и ставит на конвейер. Процесс повторяется до последнего поддона в пачке. После чего робот останавливается в парковочном положении и информирует оператора (по средствам светосигнальной колонны) о готовности к установке следующей пачки.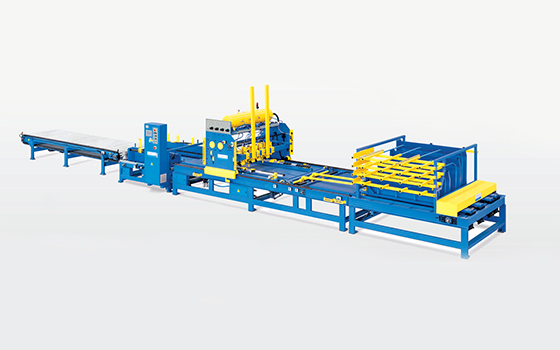 Мы же будем разбирать вот эту пачку а соответственно средние каблуки всегда рядом и когда за цепь вот этого красного цвета закрывается для захвата подданных не будет ли он цеплять у нас соседний каблук посередине как раз то что я отметил кубики. То есть нужно например взять нам правый подданный а на зажим попадет еще и каблук левого. И он будет у нас брать два поддона например один из за того что плохо взялся отважится. Но такие моменты нужно как то. Уточнить плюс нужно обязательно чтобы программирование панель именно по смещению мы чтобы могли перемещение основной работы по этим рельсам задавать сами панели управления. То есть например это стандартный подан он ездит на такую длину а на европу до него уже перемещение будет намного меньше. То есть например нам нужно будет забить метров 200 300 меньше. Ну короче полное управление позиционирование должно быть с панели управления перемещением по высоте по рельсам всей конструкции которые приезжают. И самое главное могут ли они что то сказать по этому поводу чтобы мы дали по одному подданным спячки.
Мы же будем разбирать вот эту пачку а соответственно средние каблуки всегда рядом и когда за цепь вот этого красного цвета закрывается для захвата подданных не будет ли он цеплять у нас соседний каблук посередине как раз то что я отметил кубики. То есть нужно например взять нам правый подданный а на зажим попадет еще и каблук левого. И он будет у нас брать два поддона например один из за того что плохо взялся отважится. Но такие моменты нужно как то. Уточнить плюс нужно обязательно чтобы программирование панель именно по смещению мы чтобы могли перемещение основной работы по этим рельсам задавать сами панели управления. То есть например это стандартный подан он ездит на такую длину а на европу до него уже перемещение будет намного меньше. То есть например нам нужно будет забить метров 200 300 меньше. Ну короче полное управление позиционирование должно быть с панели управления перемещением по высоте по рельсам всей конструкции которые приезжают. И самое главное могут ли они что то сказать по этому поводу чтобы мы дали по одному подданным спячки. Соответственно придется запускать в станок почти всегда одинаково сложные. То есть например чтобы он понимал что как на картинке и отметил что первым нужно будет например убрать потом с каблуком справа а потом уже пойдет каблук камень слева.
Соответственно придется запускать в станок почти всегда одинаково сложные. То есть например чтобы он понимал что как на картинке и отметил что первым нужно будет например убрать потом с каблуком справа а потом уже пойдет каблук камень слева.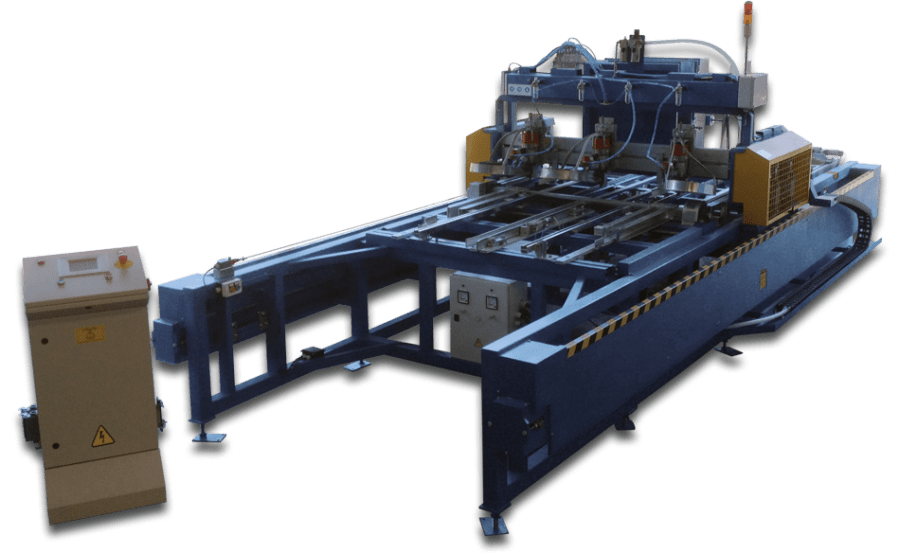 Но у нас пачки будут минимум лет 10 это минимум 10 12 а то и 15. То есть соответственно и количество подданных в пачке должно тоже программирование. И другой случай когда после евро подданный оператор подходит нажимает кнопочку опять же с механической евро подданные. Лучше бы это механическая была кнопка если такое есть вообще и все машины опять же переходят на программу евро под дом где опять же уже все забито и расстояний смещение смещение прироста при передвижении рамы опять же высота подонков ну то есть количество пачек поданных в пачки ну и так далее. Хорошо было если бы программа была на русском языке обязательно и соответственно максимум. Сегодня например инженерный режим для настройки этой машины и так же для простого управления оператором просто такие как будто мы две программы создали а он подошел и просто включал евро и стандарт и машину ему уже автоматом перестраиваться.
Но у нас пачки будут минимум лет 10 это минимум 10 12 а то и 15. То есть соответственно и количество подданных в пачке должно тоже программирование. И другой случай когда после евро подданный оператор подходит нажимает кнопочку опять же с механической евро подданные. Лучше бы это механическая была кнопка если такое есть вообще и все машины опять же переходят на программу евро под дом где опять же уже все забито и расстояний смещение смещение прироста при передвижении рамы опять же высота подонков ну то есть количество пачек поданных в пачки ну и так далее. Хорошо было если бы программа была на русском языке обязательно и соответственно максимум. Сегодня например инженерный режим для настройки этой машины и так же для простого управления оператором просто такие как будто мы две программы создали а он подошел и просто включал евро и стандарт и машину ему уже автоматом перестраиваться.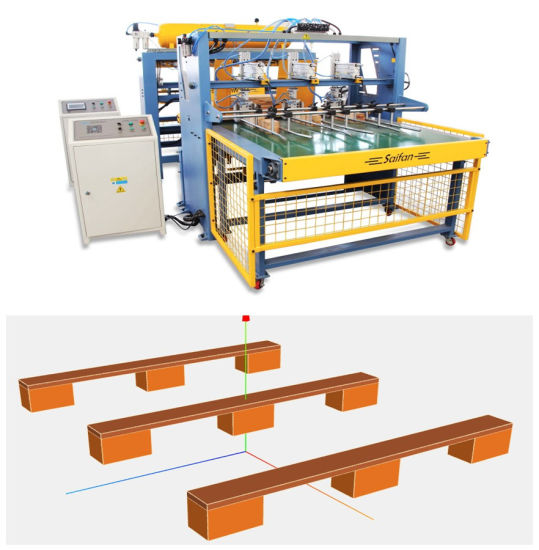 То есть у нас каблук например состоит сейчас смотрю так у стандартного подана ширина каблук 100 миллиметров. Соответственно мы можем ему перемещение рамы задавать. Ну к примеру например 2100 миллиметров и перевернуть и потом будем брать например 2 тысячи то есть плюс минус 100 миллиметров он будет ездить каждый раз. Вот тогда если четкое позиционирование перемещение при перемещении рамы основной по рельсам настолько четко позиционируется что там шаговой двигатель стоит. Если синхронные то думаю это сложно сделать. Скорее всего наверное стоит пошагово двигателем с частотой преобразовать или датчиками которые подсчитывают скорее всего нужное расстояние для перемещения. А с евро подданным например у него у евро подданного средний каблук 145 миллиметров. Соответственно расстояние позиционирования при захвате евро подданным будет уже совершенно разные 145 минус 5.
То есть у нас каблук например состоит сейчас смотрю так у стандартного подана ширина каблук 100 миллиметров. Соответственно мы можем ему перемещение рамы задавать. Ну к примеру например 2100 миллиметров и перевернуть и потом будем брать например 2 тысячи то есть плюс минус 100 миллиметров он будет ездить каждый раз. Вот тогда если четкое позиционирование перемещение при перемещении рамы основной по рельсам настолько четко позиционируется что там шаговой двигатель стоит. Если синхронные то думаю это сложно сделать. Скорее всего наверное стоит пошагово двигателем с частотой преобразовать или датчиками которые подсчитывают скорее всего нужное расстояние для перемещения. А с евро подданным например у него у евро подданного средний каблук 145 миллиметров. Соответственно расстояние позиционирования при захвате евро подданным будет уже совершенно разные 145 минус 5. Уделяя особое внимание созданию полезной машины, мы разработали гвоздезабиватели для деревянных поддонов, которые способствуют более эффективному и прибыльному производственному процессу. Ниже вы найдете модели автоматических гвоздезабивателей для поддонов от компании Pallet Chief Manufacturing, которые удовлетворят любые потребности производителей поддонов. От первоначального клиента до более крупной компании по производству поддонов, которая хочет достичь более высокой производительности с минимальным обслуживанием и меньшим количеством человеко-часов, у нас есть машины для забивания поддонов для компаний различных размеров. Взгляните на гвоздильные машины для продажи ниже. Если у вас есть вопросы, свяжитесь с нашей командой в Алабаме.
Уделяя особое внимание созданию полезной машины, мы разработали гвоздезабиватели для деревянных поддонов, которые способствуют более эффективному и прибыльному производственному процессу. Ниже вы найдете модели автоматических гвоздезабивателей для поддонов от компании Pallet Chief Manufacturing, которые удовлетворят любые потребности производителей поддонов. От первоначального клиента до более крупной компании по производству поддонов, которая хочет достичь более высокой производительности с минимальным обслуживанием и меньшим количеством человеко-часов, у нас есть машины для забивания поддонов для компаний различных размеров. Взгляните на гвоздильные машины для продажи ниже. Если у вас есть вопросы, свяжитесь с нашей командой в Алабаме.
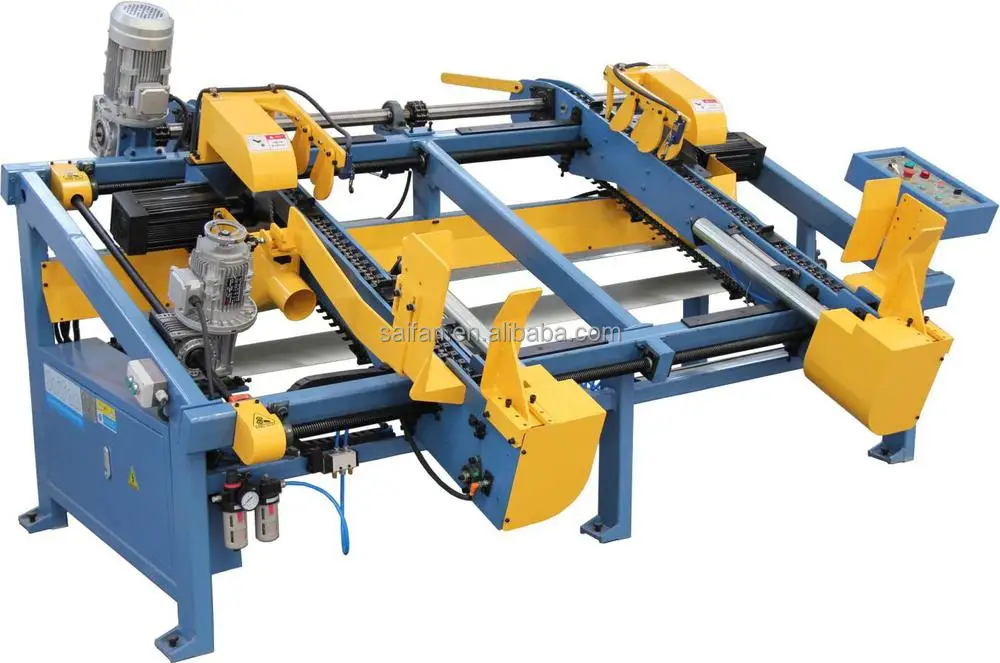


 Это идеальный выбор для операций любого масштаба. Этот забивной гвоздезабивной станок — рабочая лошадка, которая справится со своей задачей — от только что открывшихся магазинов поддонов до устоявшихся компаний, желающих наладить производство поддонов собственными силами. Кроме того, наш Pallet Chief II, выставленный на продажу, практически не требует технического обслуживания и является одним из самых простых в эксплуатации паллетных машин в отрасли. Он использует 110 вольт и сжатый воздух.
Это идеальный выбор для операций любого масштаба. Этот забивной гвоздезабивной станок — рабочая лошадка, которая справится со своей задачей — от только что открывшихся магазинов поддонов до устоявшихся компаний, желающих наладить производство поддонов собственными силами. Кроме того, наш Pallet Chief II, выставленный на продажу, практически не требует технического обслуживания и является одним из самых простых в эксплуатации паллетных машин в отрасли. Он использует 110 вольт и сжатый воздух.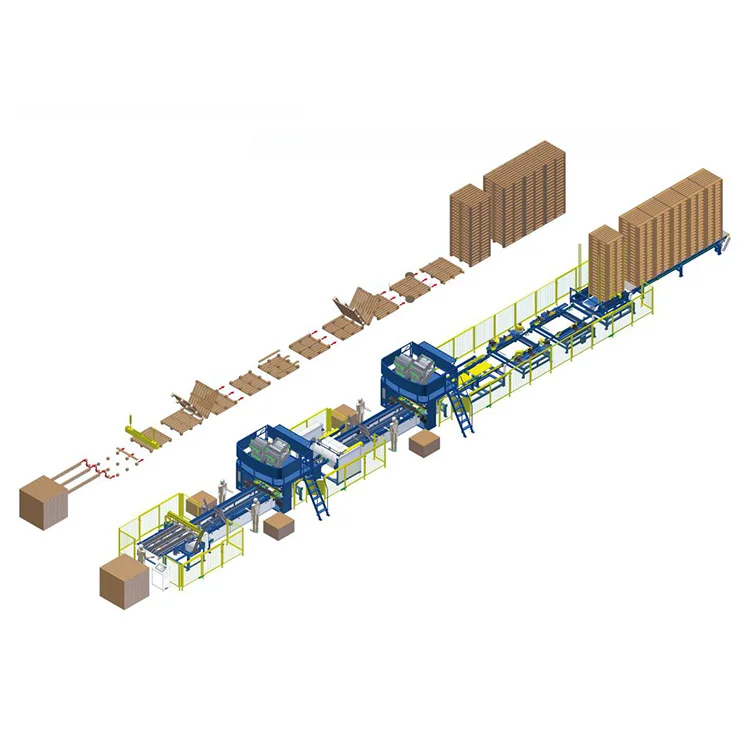 Нам нравится Pallet Chief II, потому что вы можете использовать новую древесину в один день и переработанную древесину на следующий день без каких-либо изменений в машине. Используя переработанную древесину, один оператор может изготовить от 300 до 400 качественных поддонов за 8-часовую смену на Pallet Chief II. Нам нравится, что оператор может видеть доски, когда он тянет портал, и следить за тем, чтобы доски оставались на месте и не двигались. Мы хорошо заботимся о наших машинах и за четыре года у меня не было проблем с техническим обслуживанием. Я не знаю другой машины, которая могла бы производить однородные качественные поддоны из переработанной древесины так же хорошо, как Pallet Chief II».
Нам нравится Pallet Chief II, потому что вы можете использовать новую древесину в один день и переработанную древесину на следующий день без каких-либо изменений в машине. Используя переработанную древесину, один оператор может изготовить от 300 до 400 качественных поддонов за 8-часовую смену на Pallet Chief II. Нам нравится, что оператор может видеть доски, когда он тянет портал, и следить за тем, чтобы доски оставались на месте и не двигались. Мы хорошо заботимся о наших машинах и за четыре года у меня не было проблем с техническим обслуживанием. Я не знаю другой машины, которая могла бы производить однородные качественные поддоны из переработанной древесины так же хорошо, как Pallet Chief II». 
 ..
..
 ..
.. ..
..


 Кроме того, он предлагает помощь при подъеме тяжелых предметов. Активные экзоскелеты в основном используются в военной и физиотерапии, в то время как пассивные экзоскелеты чаще используются в строительстве и других промышленных отраслях.
Кроме того, он предлагает помощь при подъеме тяжелых предметов. Активные экзоскелеты в основном используются в военной и физиотерапии, в то время как пассивные экзоскелеты чаще используются в строительстве и других промышленных отраслях. Американские компании платят почти 62 миллиарда долларов в год за травмы на рабочем месте». (6)
Американские компании платят почти 62 миллиарда долларов в год за травмы на рабочем месте». (6) Помимо снижения риска травм на рабочем месте, экзоскелеты также помогают стареющим работникам и дают им возможность работать сверх своих возрастных и физических пределов.
Помимо снижения риска травм на рабочем месте, экзоскелеты также помогают стареющим работникам и дают им возможность работать сверх своих возрастных и физических пределов. Давайте посмотрим на жилет экзоскелета.
Давайте посмотрим на жилет экзоскелета.
 Например, он может снять вес с рук или спины при выполнении утомительной работы над головой и перенести его на кор, чтобы уменьшить усталость и нагрузку на мышцы и суставы. Механические экзоскелеты более выгодны, так как их не нужно перезаряжать для использования. Итак, простоев нет. Кроме того, они обеспечивают большую долговечность.
Например, он может снять вес с рук или спины при выполнении утомительной работы над головой и перенести его на кор, чтобы уменьшить усталость и нагрузку на мышцы и суставы. Механические экзоскелеты более выгодны, так как их не нужно перезаряжать для использования. Итак, простоев нет. Кроме того, они обеспечивают большую долговечность. Он представляет собой объединение человека и машины, чтобы сделать работу проще и эффективнее. Давайте более подробно рассмотрим преимущества ниже.
Он представляет собой объединение человека и машины, чтобы сделать работу проще и эффективнее. Давайте более подробно рассмотрим преимущества ниже. Это сложная задача, но со строительным экзоскелетом их рабочая нагрузка становится более терпимой, потому что у них есть дополнительная опора для рук. Им больше не нужно идти домой с болями в суставах и спине, и они могут работать больше часов, не перенапрягаясь и тем самым повышая свою производительность.
Это сложная задача, но со строительным экзоскелетом их рабочая нагрузка становится более терпимой, потому что у них есть дополнительная опора для рук. Им больше не нужно идти домой с болями в суставах и спине, и они могут работать больше часов, не перенапрягаясь и тем самым повышая свою производительность.  Однако с экзокостюмом вы можете практически удерживать большую часть своего внимания и сосредоточиться на поставленной задаче, не отвлекаясь на напряжение и усталость.
Однако с экзокостюмом вы можете практически удерживать большую часть своего внимания и сосредоточиться на поставленной задаче, не отвлекаясь на напряжение и усталость.
 Справочник по строительству. Пятое изд. CPWR — Центр строительных исследований и обучения. Сильвер Спринг, Мэриленд. Апрель 2013 г. http://www.cpwr.com/publications/construction-chart-book
Справочник по строительству. Пятое изд. CPWR — Центр строительных исследований и обучения. Сильвер Спринг, Мэриленд. Апрель 2013 г. http://www.cpwr.com/publications/construction-chart-book  Его аргумент заключается в том, что у медицинских учреждений ограниченный бюджет на реабилитационных роботов и уже существует десяток компаний с многолетним опытом. Напротив, экзоскелетов для работы мало, и крупные промышленные компании могут закупить миллионы единиц для своих работников в ближайшие десятилетия.
Его аргумент заключается в том, что у медицинских учреждений ограниченный бюджет на реабилитационных роботов и уже существует десяток компаний с многолетним опытом. Напротив, экзоскелетов для работы мало, и крупные промышленные компании могут закупить миллионы единиц для своих работников в ближайшие десятилетия. Экзоскелет обычно пассивный, но есть по крайней мере один прототип с моторами в ногах. Вес инструмента передается непосредственно на землю.
Экзоскелет обычно пассивный, но есть по крайней мере один прототип с моторами в ногах. Вес инструмента передается непосредственно на землю.
 com
com
 Почти метровая длина ЭКО скользит по забиваемому предмету, который сам служит направляющей. Удар всегда будет наносится строго по оси столба.
Почти метровая длина ЭКО скользит по забиваемому предмету, который сам служит направляющей. Удар всегда будет наносится строго по оси столба.  Доставка до терминала в СПБ за счёт продавца.
Доставка до терминала в СПБ за счёт продавца. 
 /мин
/мин Существуют различные типы почтовых драйверов:
Существуют различные типы почтовых драйверов: Хотя его принципы такие же, как и у ручных приводов столбов, он использует давление воздуха для подъема фунта, который затем отключается оператором, направляя его к центру столба с его полным весом. Несмотря на громоздкость, пневматические приводы могут поднимать большой вес без особых усилий, что позволяет им значительно сократить ручной труд.
Хотя его принципы такие же, как и у ручных приводов столбов, он использует давление воздуха для подъема фунта, который затем отключается оператором, направляя его к центру столба с его полным весом. Несмотря на громоздкость, пневматические приводы могут поднимать большой вес без особых усилий, что позволяет им значительно сократить ручной труд. В местной компании по аренде оборудования можно арендовать как ручных, так и бензиновых почтовых машин, поэтому вы можете рассмотреть оба варианта. Несмотря на свою мощность, пневматический привод может быть недоступен в вашем регионе и может потребовать сложной настройки. Важно оценить размер вашей работы, будь то ручной или газовый. Вы можете решить использовать почтовую машину с газовым двигателем в зависимости от сезона, места вашего проживания и объема работы, которую необходимо выполнить.
В местной компании по аренде оборудования можно арендовать как ручных, так и бензиновых почтовых машин, поэтому вы можете рассмотреть оба варианта. Несмотря на свою мощность, пневматический привод может быть недоступен в вашем регионе и может потребовать сложной настройки. Важно оценить размер вашей работы, будь то ручной или газовый. Вы можете решить использовать почтовую машину с газовым двигателем в зависимости от сезона, места вашего проживания и объема работы, которую необходимо выполнить.






 Это тяжелые устройства, по которым нужно ударить молотком или другим тяжелым предметом, чтобы вбить шест в землю.
Это тяжелые устройства, по которым нужно ударить молотком или другим тяжелым предметом, чтобы вбить шест в землю. Они обычно используются в коммерческих условиях, например, на ферме.
Они обычно используются в коммерческих условиях, например, на ферме.

 11.2022
11.2022 без батарейки. Читать инструкцию до установки!
без батарейки. Читать инструкцию до установки! 03 мин. и мы доставим товар сегодня
03 мин. и мы доставим товар сегодня 03 мин. и мы доставим товар сегодня
03 мин. и мы доставим товар сегодня 03 мин. и мы доставим товар сегодня
03 мин. и мы доставим товар сегодня 03 мин. и мы доставим товар сегодня
03 мин. и мы доставим товар сегодня 03 мин. и мы доставим товар сегодня
03 мин. и мы доставим товар сегодня Xerox 604K20360
Xerox 604K20360
 Производство автоматического оборудования поставляет лучшие машины для обработки сельскохозяйственной продукции, предназначенные для сокращения отходов и повышения эффективности. Выберите один из нескольких вариантов размера и мощности для вальцовых мельниц, мельниц CSU и т. д. Увеличьте количество бушелей в час и помогите вашей ферме работать как хорошо смазанная машина.
Производство автоматического оборудования поставляет лучшие машины для обработки сельскохозяйственной продукции, предназначенные для сокращения отходов и повышения эффективности. Выберите один из нескольких вариантов размера и мощности для вальцовых мельниц, мельниц CSU и т. д. Увеличьте количество бушелей в час и помогите вашей ферме работать как хорошо смазанная машина.
 Коровы на этом участке прибавили в весе на три фунта на голову. А когда говядина была классифицирована, стадо получило на 4,5% больше качества Prime или Certified Angus. Кроме того, поскольку автоматические промышленные зерновые мельницы могли обрабатывать больше различных типов и сортов зерна, откормочная площадка могла позволить себе покупать больше кормов по более низкой цене. И они увидели повышение конверсии корма на 1,88%.
Коровы на этом участке прибавили в весе на три фунта на голову. А когда говядина была классифицирована, стадо получило на 4,5% больше качества Prime или Certified Angus. Кроме того, поскольку автоматические промышленные зерновые мельницы могли обрабатывать больше различных типов и сортов зерна, откормочная площадка могла позволить себе покупать больше кормов по более низкой цене. И они увидели повышение конверсии корма на 1,88%. Автоматическая промышленная мельница для зерна может сэкономить ваше время. Высокая производительность мельницы означает, что вам не придется тратить много времени на измельчение корма для скота.
Автоматическая промышленная мельница для зерна может сэкономить ваше время. Высокая производительность мельницы означает, что вам не придется тратить много времени на измельчение корма для скота.

 000 бушелей в час при влажности от 25 до 28%. Я больше не боюсь сезона кукурузы с высокой влажностью.
000 бушелей в час при влажности от 25 до 28%. Я больше не боюсь сезона кукурузы с высокой влажностью. Затем перевариваемые питательные вещества могут быть ассимилированы для стабильно более высоких показателей прироста. Без растрескивания большая часть зерна пройдет через животное целиком.
Затем перевариваемые питательные вещества могут быть ассимилированы для стабильно более высоких показателей прироста. Без растрескивания большая часть зерна пройдет через животное целиком. Установите свои рулоны и позвольте автоматике сделать все остальное.
Установите свои рулоны и позвольте автоматике сделать все остальное. Мы хотим, чтобы вы получали больше прибыли от своего зерна с помощью нашего широкого выбора оборудования для вальцовых мельниц с электрическим приводом и ВОМ.
Мы хотим, чтобы вы получали больше прибыли от своего зерна с помощью нашего широкого выбора оборудования для вальцовых мельниц с электрическим приводом и ВОМ.
 У нас есть варианты для удовлетворения любых потребностей и предпочтений в области обработки зерна. Обеспечьте обработку больших объемов и индивидуальную настройку, чтобы вам не приходилось предугадывать операции на ферме. Надежное и износостойкое оборудование позволяет вам тратить меньше времени на беспокойство о том, как вы будете выполнять работу, и уделять больше энергии достижению целей вашего бизнеса.
У нас есть варианты для удовлетворения любых потребностей и предпочтений в области обработки зерна. Обеспечьте обработку больших объемов и индивидуальную настройку, чтобы вам не приходилось предугадывать операции на ферме. Надежное и износостойкое оборудование позволяет вам тратить меньше времени на беспокойство о том, как вы будете выполнять работу, и уделять больше энергии достижению целей вашего бизнеса. Положитесь на высокопроизводительные вальцовые мельницы Automatic Equipment Manufacturing моделей ATG 10000 или 15000, которые могут обрабатывать 10 000 или 15 000 бушелей в час соответственно. Первоклассное зерноперерабатывающее оборудование Automatic может оказать существенное положительное влияние на вашу прибыль. Не доверяйте жизненно важные операции низкокачественным вальцовым мельницам. Позвольте Automatic AG показать вам разницу, которую профессиональное оборудование для комбикормовых заводов может сделать для ваших повседневных задач и ухода за вашими животными. Мы живем по принципам максимально возможной конверсии и действительно получаем больше прибыли за ваше зерно.
Положитесь на высокопроизводительные вальцовые мельницы Automatic Equipment Manufacturing моделей ATG 10000 или 15000, которые могут обрабатывать 10 000 или 15 000 бушелей в час соответственно. Первоклассное зерноперерабатывающее оборудование Automatic может оказать существенное положительное влияние на вашу прибыль. Не доверяйте жизненно важные операции низкокачественным вальцовым мельницам. Позвольте Automatic AG показать вам разницу, которую профессиональное оборудование для комбикормовых заводов может сделать для ваших повседневных задач и ухода за вашими животными. Мы живем по принципам максимально возможной конверсии и действительно получаем больше прибыли за ваше зерно.

 Расход сжатого воздуха индивидуален для каждого фильтра и отражен в технических характеристиках. Регенерация рукавов происходит в автоматическом режиме по таймеру или сигналу о перепаде давления (по дифманометру), без остановки работы фильтра.
Расход сжатого воздуха индивидуален для каждого фильтра и отражен в технических характеристиках. Регенерация рукавов происходит в автоматическом режиме по таймеру или сигналу о перепаде давления (по дифманометру), без остановки работы фильтра.


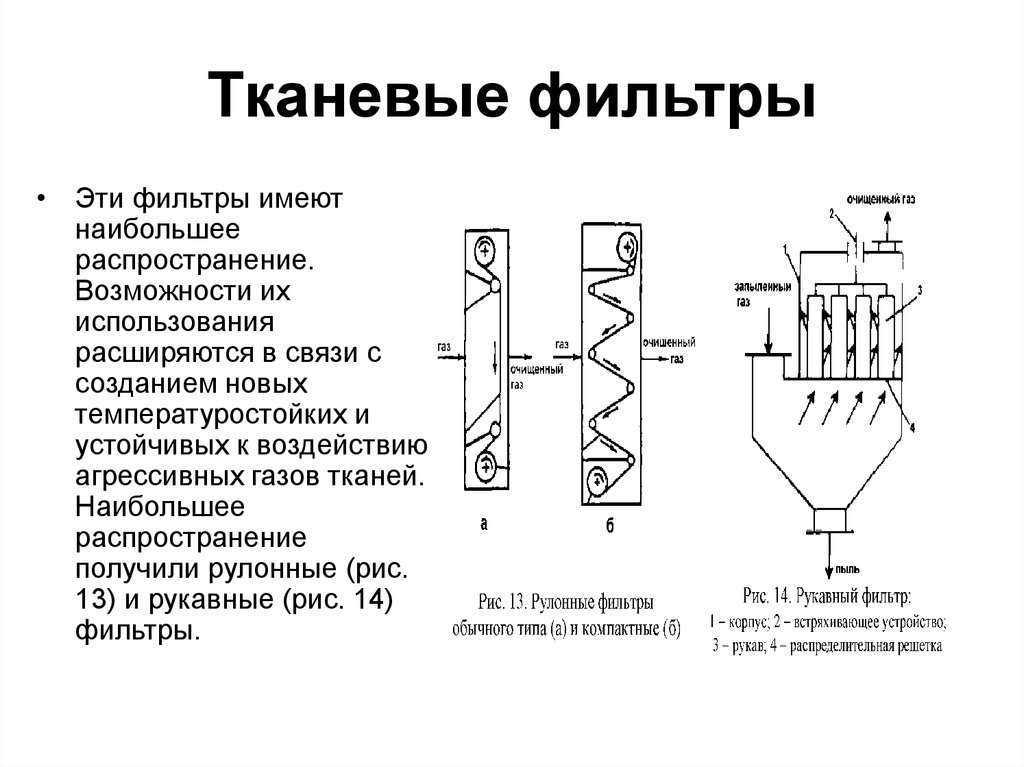 Благодаря высокой степени фильтрации (99,9%) рукавная аспирационная установка может использоваться в качестве основной или второй ступени очистки загрязненного газа.
Благодаря высокой степени фильтрации (99,9%) рукавная аспирационная установка может использоваться в качестве основной или второй ступени очистки загрязненного газа.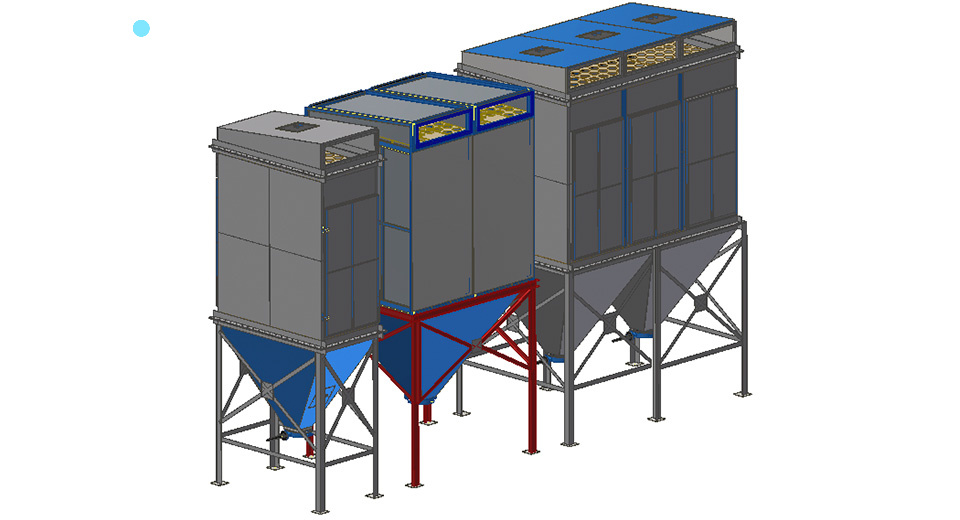 Очищенный воздух проходит в специальную камеру, отделенную от общего пространства и через выходной патрубок выбрасывается наружу. Для предотвращения деформации рукавов они натягиваются на решетчатые каркасы. По мере прохождения запыленного потока на поверхности материала рукава накапливается пыль, которая постепенно снижает степень очистки и увеличивает сопротивление проходящему через оборудование воздуху.
Очищенный воздух проходит в специальную камеру, отделенную от общего пространства и через выходной патрубок выбрасывается наружу. Для предотвращения деформации рукавов они натягиваются на решетчатые каркасы. По мере прохождения запыленного потока на поверхности материала рукава накапливается пыль, которая постепенно снижает степень очистки и увеличивает сопротивление проходящему через оборудование воздуху. Короткий воздушный импульс продолжительностью от 0,1 до 2,0 секунд из осушенного и очищенного воздуха направлен противоположно проходящему воздушному загрязненному потоку и заставляет осевшую на рукавах пыль падать в приемный бункер, откуда посредством шнека, шлюзового питателя или дискового затвора она удаляется из фильтра. На внешней стороне корпуса имеются сервисные люки для доступа обслуживающего персонала внутрь фильтра, которые при работе оборудования герметично закрыты.
Короткий воздушный импульс продолжительностью от 0,1 до 2,0 секунд из осушенного и очищенного воздуха направлен противоположно проходящему воздушному загрязненному потоку и заставляет осевшую на рукавах пыль падать в приемный бункер, откуда посредством шнека, шлюзового питателя или дискового затвора она удаляется из фильтра. На внешней стороне корпуса имеются сервисные люки для доступа обслуживающего персонала внутрь фильтра, которые при работе оборудования герметично закрыты. 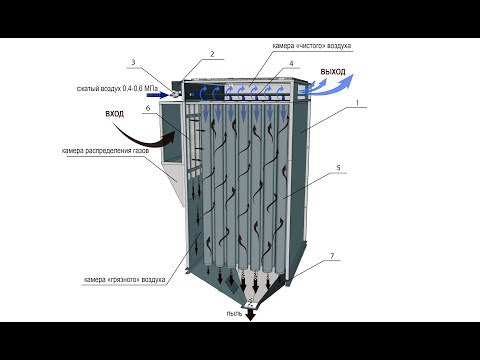 Рукавный фильтр для очистки дымовых газов оснащается рукавами из материала, который выдерживает температуру запыленного газа до 280℃. Дымовые газы, возникающие в процессе сжигания различного топлива или нагрева материалов, имеют высокую температуру. Поэтому перед очисткой в рукавных фильтрах их температуру понижают посредством первичной очистки котлами-утилизаторами, устройствами с мокрым способом фильтрации, а так же подмесом атмосферного воздуха. Рукавный фильтр относится к устройствам очистки сухого типа, работает при концентрации пыли до 150 г/м3, температуре рабочей среды до +280℃ и очищает воздух от неслипающейся, сухой и неагрессивной пыли.
Рукавный фильтр для очистки дымовых газов оснащается рукавами из материала, который выдерживает температуру запыленного газа до 280℃. Дымовые газы, возникающие в процессе сжигания различного топлива или нагрева материалов, имеют высокую температуру. Поэтому перед очисткой в рукавных фильтрах их температуру понижают посредством первичной очистки котлами-утилизаторами, устройствами с мокрым способом фильтрации, а так же подмесом атмосферного воздуха. Рукавный фильтр относится к устройствам очистки сухого типа, работает при концентрации пыли до 150 г/м3, температуре рабочей среды до +280℃ и очищает воздух от неслипающейся, сухой и неагрессивной пыли. 

 Обеспечьте максимальную эффективность работы своего предприятия и пылеуловителя с рукавным фильтром.
Обеспечьте максимальную эффективность работы своего предприятия и пылеуловителя с рукавным фильтром. С помощью этих комбинаций карманов и длин можно создать множество размеров площадей поверхности. Как правило, большая площадь поверхности обеспечивает лучшую пылеемкость (DHC) и более длительный срок службы фильтра.
С помощью этих комбинаций карманов и длин можно создать множество размеров площадей поверхности. Как правило, большая площадь поверхности обеспечивает лучшую пылеемкость (DHC) и более длительный срок службы фильтра.
 Сюда входят скопления масляного тумана и дыма, а также тяжелые концентрированные загрязняющие вещества в воздухе.
Сюда входят скопления масляного тумана и дыма, а также тяжелые концентрированные загрязняющие вещества в воздухе.
 Рукавные воздушные фильтры, часто называемые мешочными фильтрами и карманными фильтрами, бывают трех уровней эффективности; 65, 85 и 95% — или рейтинги MERV 11, 13 и 15.
Рукавные воздушные фильтры, часто называемые мешочными фильтрами и карманными фильтрами, бывают трех уровней эффективности; 65, 85 и 95% — или рейтинги MERV 11, 13 и 15.

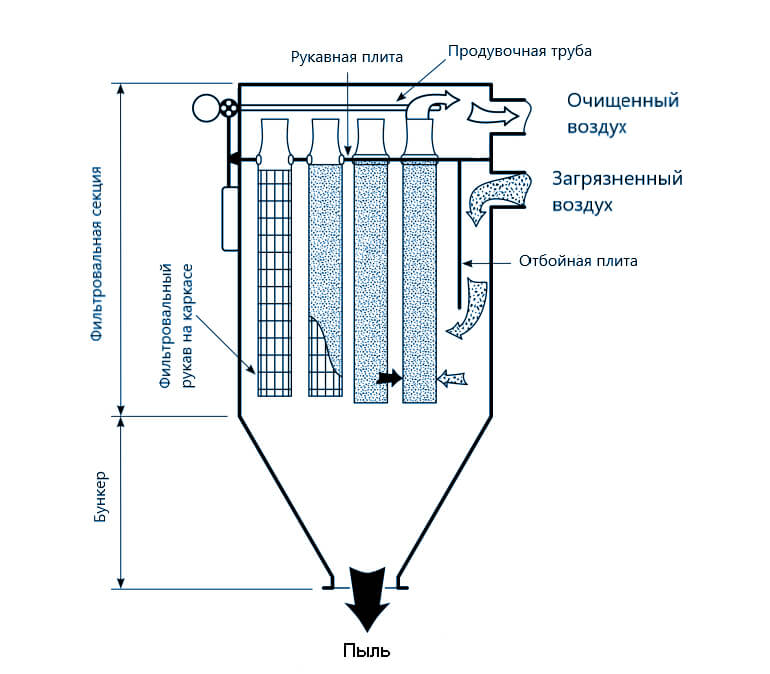


 волокно для ковров 5 букв
волокно для ковров 5 букв Как сделать так, чтобы в будущем краска не потускнела, не потрескалась и не вздулась? Что нужно знать перед покраской и как выбрать краску? Давайте разберемся с этими вопросами.
Как сделать так, чтобы в будущем краска не потускнела, не потрескалась и не вздулась? Что нужно знать перед покраской и как выбрать краску? Давайте разберемся с этими вопросами.
 Если поверхность не ровная, имеет трещины, бугорки и ямки, нужно воспользоваться шпатлевкой, причем после нанесения грунтовки.
Если поверхность не ровная, имеет трещины, бугорки и ямки, нужно воспользоваться шпатлевкой, причем после нанесения грунтовки.
 Но об этом чуть позже. Нужная информация указана в буквенно-цифровых кодах на банке. Первые две буквы указывают на природу пленкообразующей основы.
Но об этом чуть позже. Нужная информация указана в буквенно-цифровых кодах на банке. Первые две буквы указывают на природу пленкообразующей основы.
 Первые одна-две цифры подскажут о сфере применения. Остальные цифры — это заводской номер.
Первые одна-две цифры подскажут о сфере применения. Остальные цифры — это заводской номер.

 Многие полагают, что водоэмульсионные и водно-дисперсионные краски — это одно и тоже. Все они не имеют особенности отслаиваться, проницаемы для воздуха и водяного пара, то есть «дышат». Подходят для помещений с повышенной влажностью, не морозоустойчивы, но долго сохраняют свой цвет (читайте подробный разбор, как выбрать цвет комнаты).
Многие полагают, что водоэмульсионные и водно-дисперсионные краски — это одно и тоже. Все они не имеют особенности отслаиваться, проницаемы для воздуха и водяного пара, то есть «дышат». Подходят для помещений с повышенной влажностью, не морозоустойчивы, но долго сохраняют свой цвет (читайте подробный разбор, как выбрать цвет комнаты).
 Они могут играть роль армирования для защиты поверхности от появления трещин. Зачастую фактурными красками называют декоративные штукатурки или фактурные штукатурки
Они могут играть роль армирования для защиты поверхности от появления трещин. Зачастую фактурными красками называют декоративные штукатурки или фактурные штукатурки Эти краски прекрасно колеруются и устойчивы ультрафиолету, прекрасно сохраняя цвет. Они также сочетают водоотталкивающую способность и паронепорницаемость. Обладают наивысшей механической стойкостью.
Эти краски прекрасно колеруются и устойчивы ультрафиолету, прекрасно сохраняя цвет. Они также сочетают водоотталкивающую способность и паронепорницаемость. Обладают наивысшей механической стойкостью.
 Краска экологична, отличается высокой стойкостью к свету, воздействию масел и жиров, подходит для внутреннего применения, особенно для окраски потолков. Кстати, почитайте статью о том, как выбрать краску для потолка.
Краска экологична, отличается высокой стойкостью к свету, воздействию масел и жиров, подходит для внутреннего применения, особенно для окраски потолков. Кстати, почитайте статью о том, как выбрать краску для потолка.
 Их единственный недостаток — это высокая стоимость. Поэтому их используют в основном для декора, особенно, если хотят подчеркнуть престиж здания.
Их единственный недостаток — это высокая стоимость. Поэтому их используют в основном для декора, особенно, если хотят подчеркнуть престиж здания.
 Силикатные краски разводятся водой и содержат щелочь — берегите глаза и кожу. Их нельзя наносить на поверхности, прежде окрашенные акриловыми или алкидными красками, а также наносить на стеклянные, керамические, каменные, металлические поверхности. Зато они подходят для щелочных поверхностей, к примеру, штукатурок. Грунтовка перед окраской тоже должна быть силикатной.
Силикатные краски разводятся водой и содержат щелочь — берегите глаза и кожу. Их нельзя наносить на поверхности, прежде окрашенные акриловыми или алкидными красками, а также наносить на стеклянные, керамические, каменные, металлические поверхности. Зато они подходят для щелочных поверхностей, к примеру, штукатурок. Грунтовка перед окраской тоже должна быть силикатной.
 Клеевые краски выпускаются в сухом виде и непосредственно перед использованием разводятся водой.
Клеевые краски выпускаются в сухом виде и непосредственно перед использованием разводятся водой.


 Кроссворд
Кроссворд , кроссворд
, кроссворд Разгадка кроссворда.
Разгадка кроссворда. Кроссворд
Кроссворд Кроссворд
Кроссворд Экстремальные условия, такие как низкие и высокие температуры, низкая и высокая влажность, дождь и снег, проверяют способность покрытий противостоять растрескиванию, ограничивать водопоглощение, предотвращать вымывание материалов с поверхности и прилипать к нескольким подложкам. Другим пагубным источником повреждений являются УФ-лучи, вызывающие разрушение полимерной цепи, что приводит к мелению и эрозии слоя покрытия. Поверхностные покрытия также подвержены загрязнению и росту плесени, что приводит к грязному внешнему виду. При разработке полимера для наружных покрытий изобретатели должны тщательно учитывать вышеупомянутые разрушающие силы.
Экстремальные условия, такие как низкие и высокие температуры, низкая и высокая влажность, дождь и снег, проверяют способность покрытий противостоять растрескиванию, ограничивать водопоглощение, предотвращать вымывание материалов с поверхности и прилипать к нескольким подложкам. Другим пагубным источником повреждений являются УФ-лучи, вызывающие разрушение полимерной цепи, что приводит к мелению и эрозии слоя покрытия. Поверхностные покрытия также подвержены загрязнению и росту плесени, что приводит к грязному внешнему виду. При разработке полимера для наружных покрытий изобретатели должны тщательно учитывать вышеупомянутые разрушающие силы. Эта цель еще более повышает требования к эксплуатационным характеристикам внешнего полимера.
Эта цель еще более повышает требования к эксплуатационным характеристикам внешнего полимера. Как высокогидрофобные, так и высокогидрофильные поверхности могут обеспечить лучшую DPUR. Однако предпочтительны гидрофобные поверхности, поскольку гидрофильные поверхности снижают водостойкость покрытия. Гидрофобность можно измерить по краевому углу смачивания водой: чем больше краевой угол, тем лучше гидрофобность и выше DPUR. Шероховатые и пористые поверхности имеют тенденцию лучше удерживать грязь и, следовательно, уменьшать DPUR.
Как высокогидрофобные, так и высокогидрофильные поверхности могут обеспечить лучшую DPUR. Однако предпочтительны гидрофобные поверхности, поскольку гидрофильные поверхности снижают водостойкость покрытия. Гидрофобность можно измерить по краевому углу смачивания водой: чем больше краевой угол, тем лучше гидрофобность и выше DPUR. Шероховатые и пористые поверхности имеют тенденцию лучше удерживать грязь и, следовательно, уменьшать DPUR. Постоянные коалесцирующие агенты навсегда остаются в пленке и снижают твердость покрытия. Как мягкие полимеры, так и твердые полимеры с постоянными коалесцирующими агентами приводят к снижению DPUR. Таким образом, низкое содержание летучих органических соединений и более высокое значение DPUR являются противоречивыми требованиями и сложной проблемой для решения.
Постоянные коалесцирующие агенты навсегда остаются в пленке и снижают твердость покрытия. Как мягкие полимеры, так и твердые полимеры с постоянными коалесцирующими агентами приводят к снижению DPUR. Таким образом, низкое содержание летучих органических соединений и более высокое значение DPUR являются противоречивыми требованиями и сложной проблемой для решения.
 Пример, когда краска с плохим составом не обеспечила устойчивость к растрескиванию волокон южной желтой сосны (красная рамка), показана на рис. 9.0587 Рисунок 6 . Другие краски на той же плите обеспечивают превосходную стойкость к растрескиванию зерна.
Пример, когда краска с плохим составом не обеспечила устойчивость к растрескиванию волокон южной желтой сосны (красная рамка), показана на рис. 9.0587 Рисунок 6 . Другие краски на той же плите обеспечивают превосходную стойкость к растрескиванию зерна. Эти краски были проверены на свойства верхнего покрытия и грунтовки, и результаты обсуждаются в следующем разделе.
Эти краски были проверены на свойства верхнего покрытия и грунтовки, и результаты обсуждаются в следующем разделе. Испытания проводились при времени отверждения 4 часа и 24 часа. В каждый момент отверждения на верхнюю часть вытянутых красок наносили три капли воды. Через 10 минут диаграмму наклонили, чтобы вода стекала с панели. Через 24 часа внешний вид водяных следов оценивали по шкале от 0 до 10, где 10 — отсутствие изменений, 0 — сильное изменение.
Испытания проводились при времени отверждения 4 часа и 24 часа. В каждый момент отверждения на верхнюю часть вытянутых красок наносили три капли воды. Через 10 минут диаграмму наклонили, чтобы вода стекала с панели. Через 24 часа внешний вид водяных следов оценивали по шкале от 0 до 10, где 10 — отсутствие изменений, 0 — сильное изменение. квадратную насадку для душа и принимал душ в течение 10 минут при постоянном потоке воды. Внешний вид тестируемых красок сравнивали с внешним видом контрольной краски.
квадратную насадку для душа и принимал душ в течение 10 минут при постоянном потоке воды. Внешний вид тестируемых красок сравнивали с внешним видом контрольной краски. Прочность окраски косвенно свидетельствует о степени распределения TiO 2 в матрице покрытий. Новый полимер обеспечивает самую высокую интенсивность окрашивания, в то время как конкурирующие латексы, за исключением конкурирующего латекса В, обеспечивают значительно более низкую интенсивность окрашивания. Более высокая интенсивность окраски указывает на более низкую потребность в TiO 2 для достижения той же степени белизны, что приводит к экономии средств.
Прочность окраски косвенно свидетельствует о степени распределения TiO 2 в матрице покрытий. Новый полимер обеспечивает самую высокую интенсивность окрашивания, в то время как конкурирующие латексы, за исключением конкурирующего латекса В, обеспечивают значительно более низкую интенсивность окрашивания. Более высокая интенсивность окраски указывает на более низкую потребность в TiO 2 для достижения той же степени белизны, что приводит к экономии средств. 8 показаны фактические испытательные панели. Новый полимер показывает наилучшие характеристики при визуальном осмотре.
8 показаны фактические испытательные панели. Новый полимер показывает наилучшие характеристики при визуальном осмотре. 11 . Рис. Новый полимер имеет самую низкую отражательную способность DY и окрашивание, что указывает на наименьшую степень миграции танина в покрытие. На рис. 12 показана доска из красного дерева с одним и двумя слоями краски (краска и грунтовка за одно нанесение). Новый полимер со вторым слоем краски имеет самый белый вид.
11 . Рис. Новый полимер имеет самую низкую отражательную способность DY и окрашивание, что указывает на наименьшую степень миграции танина в покрытие. На рис. 12 показана доска из красного дерева с одним и двумя слоями краски (краска и грунтовка за одно нанесение). Новый полимер со вторым слоем краски имеет самый белый вид. Механические свойства пленки краски для нового полимера, конкурирующего латекса B и ведущей коммерческой краски представлены в таблице 5 9 .0588 . Новый полимер имеет гораздо более высокое удлинение без значительного ухудшения прочности при растяжении. Процентное удлинение является важной характеристикой, позволяющей противостоять суровым внешним воздействиям, включая жаркую и холодную погоду и циклы замораживания-оттаивания.
Механические свойства пленки краски для нового полимера, конкурирующего латекса B и ведущей коммерческой краски представлены в таблице 5 9 .0588 . Новый полимер имеет гораздо более высокое удлинение без значительного ухудшения прочности при растяжении. Процентное удлинение является важной характеристикой, позволяющей противостоять суровым внешним воздействиям, включая жаркую и холодную погоду и циклы замораживания-оттаивания. Они подверглись естественному атмосферному воздействию под углом 45° к югу в Шарлотте, Северная Каролина. Результаты через 36 месяцев воздействия приведены в Таблица 7 . Новый полимер показал очень хорошие результаты после 36 месяцев испытаний.
Они подверглись естественному атмосферному воздействию под углом 45° к югу в Шарлотте, Северная Каролина. Результаты через 36 месяцев воздействия приведены в Таблица 7 . Новый полимер показал очень хорошие результаты после 36 месяцев испытаний.
 Они в целом имеют схожую конструкцию, и состоят из следующих элементов:
Они в целом имеют схожую конструкцию, и состоят из следующих элементов: Питание аппарата осуществляется от стандартной электросети 220 Вольт. Его можно устанавливать как в промышленных, так и в бытовых помещениях: мастерских, гаражах, сараях и т.д.
Питание аппарата осуществляется от стандартной электросети 220 Вольт. Его можно устанавливать как в промышленных, так и в бытовых помещениях: мастерских, гаражах, сараях и т.д. Главным критерием выбора заточного станка является размеры шлифовального круга и мощность двигателя. Каждый промышленный заточный станок должен иметь регулируемые защитные экраны от искр, лампу местного освещения и специальный разъем для подключения вытяжных установок.
Главным критерием выбора заточного станка является размеры шлифовального круга и мощность двигателя. Каждый промышленный заточный станок должен иметь регулируемые защитные экраны от искр, лампу местного освещения и специальный разъем для подключения вытяжных установок. 30 грн
30 грн 91 грн
91 грн Днепр
Днепр

 Они имеют простую и удобную конструкцию, с которой может легко работать даже неквалифицированный оператор. KEF уделяет особое внимание обеспечению экономичных и стабильных результатов с каждым производимым ими устройством для заточки сверл.
Они имеют простую и удобную конструкцию, с которой может легко работать даже неквалифицированный оператор. KEF уделяет особое внимание обеспечению экономичных и стабильных результатов с каждым производимым ими устройством для заточки сверл.
