Чистовую обработку металла выполняют: Головна — Електроннi засоби навчання
Виды обработки металлов — способы и основы технологии ручной и термической металлообработки изделий
Металлообработка – технологические процессы, которые изменяют размер, форму и другие характеристики металлоизделий. Применяются различные виды обработки – литье, механические, электрические и термические виды обработки, сварка.
Под металлообработкой понимают совокупность технологических процессов, изменяющих размеры, форму и другие характеристики металлических заготовок. Условная классификация технологий обработки металлов: литье, механообработка (резанием и давлением), термическая, сварка, электрическая, художественная.
Один из наиболее древних способов обработки металлов
Литье – это процесс изготовления отливок путем заливки литейных форм расплавленным металлом. После отвердевания металлический расплав приобретает конфигурацию внутреннего пространства формы. Современные технологии литья обеспечивают возможность изготавливать отливки сложных форм с минимально возможными припусками на дальнейшую механообработку.
Типы обработки металла литьем:
- В песчаные формы. Это самая массовая и недорогая литейная технология, позволяющая изготавливать грубые заготовки. Отверстия и полости в них образуют с помощью стержней, помещаемых в форму для литья.
- В кокиль – разборную, чаще всего металлическую форму. Методика позволяет получать качественные полуфабрикаты. Отвердевшее изделие извлекают из кокиля.
- Под давлением в пресс-формах. Способ применяется в основном для цветных сплавов и некоторых марок стали.
- По выплавляемым моделям. Этот метод позволяет изготавливать сложные по форме изделия. Для этого из стеарина и другого материала изготавливают высокоточную модель детали, а затем на нее наносят суспензию, формирующую оболочку. Высушенную и прокаленную оболочковую форму заполняют металлическим расплавом. Охлаждение –на открытом пространстве или в термостате.
Основные виды механической обработки металлов
Механообработка металлических заготовок включает процессы, в результате которых изменяются геометрические характеристики деталей. Ее можно разделить на две основные категории. К первой группе, называемой обработкой давлением, относятся операции, происходящие без снятия поверхностного слоя металла. Это прокатка, ковка, штамповка, прессование. Вторая группа – технологические операции, называемые обработкой резанием. К ним относят токарную обработку, фрезерование, строгание, долбление, сверление.
Ее можно разделить на две основные категории. К первой группе, называемой обработкой давлением, относятся операции, происходящие без снятия поверхностного слоя металла. Это прокатка, ковка, штамповка, прессование. Вторая группа – технологические операции, называемые обработкой резанием. К ним относят токарную обработку, фрезерование, строгание, долбление, сверление.
Способы обработки металлов давлением (ОМД)
Задачи, решаемые различными видами ОМД: получение полуфабрикатов или изделий заданных геометрических параметров, улучшение микроструктуры металла, снижение усадочной пористости отливок, улучшение физико-механических характеристик заготовок. Существует два основных направления ОМД:
- холодные процессы – осуществляются при температурах ниже порога начала рекристаллизационных процессов;
- горячая ОМД– происходит выше температур рекристаллизации.
Основные виды обработки металлов давлением:
- Горячая прокатка.
 Этот способ механической обработки применяется в производстве листового, трубного, сортового и фасонного проката. Горячекатаные полуфабрикаты могут служить исходным материалом для различных способов холодного деформирования.
Этот способ механической обработки применяется в производстве листового, трубного, сортового и фасонного проката. Горячекатаные полуфабрикаты могут служить исходным материалом для различных способов холодного деформирования. - Холодная прокатка. Ее цель – повышение точности размеров, улучшение качества поверхности и других характеристик горячекатаных полуфабрикатов.
- Холодное и горячее волочение. Осуществляется протягиванием заготовки через отверстие заданной формы с целью получения требуемого поперечного сечения длинномерного проката. Площадь сечения отверстия всегда меньше площади сечения заготовки. Этот способ металлообработки применяется при производстве прутков (круглых, квадратных, многоугольных)и фасонного проката с малым размером сечения, тонкостенных труб небольшого диаметра.
- Горячая и холодная штамповка. Этот вид ОМД известен на протяжении нескольких веков. А холодная штамповка длительное время была основным способом производства металлической посуды благодаря простой реализации и невысокой стоимости процесса.
 Штамповка бывает листовой и объемной. В результате объемной штамповки происходит пространственное изменение формы объемной заготовки. Обычно целью такой технологической операции является получение из заготовки простой формы (шара, цилиндра, параллелепипеда, куба) изделия более сложной конфигурации. Листовая штамповка – вид обработки металлов, с помощью которого получают как небольшие детали, так и корпуса различных видов транспорта.
Штамповка бывает листовой и объемной. В результате объемной штамповки происходит пространственное изменение формы объемной заготовки. Обычно целью такой технологической операции является получение из заготовки простой формы (шара, цилиндра, параллелепипеда, куба) изделия более сложной конфигурации. Листовая штамповка – вид обработки металлов, с помощью которого получают как небольшие детали, так и корпуса различных видов транспорта. - Ковка. Осуществляется при нагреве заготовки. Бывает ручной (такой способ сейчас применяется в основном для создания художественных изделий) и механизированной.
- Холодное и горячее прессование (экструдирование). Экструзия заключается в обработке заготовок путем их выдавливания через один или несколько каналов. Без нагрева обычно прессуются мягкие цветные металлы (алюминий, медь) и сплавы на их основе. Для стальных заготовок обычно применяют горячее прессование. Экструдирование – современный метод металлообработки, позволяющий получать длинномерные профильные изделия.

- Комбинированная обработка. Очень часто для получения необходимого результата комбинируют несколько технологий ОМД и/или ОМД сочетают с другими типами металлообработки.
Виды металлообработки резанием
Обработка резанием – совокупность процессов, подразумевающих срезание слоев металла с переходом их в стружку или разделение заготовок на части. Разделяют черновую, получистовую и чистовую обработку. Заготовками служат: отливки, все виды проката, штампованные, кованые, прессованные детали.
Основные методы обработки металлов резанием:
- Токарная обработка (точение). Реализуется на станках токарной группы с помощью резцов. Точение позволяет создавать конические, цилиндрические и фасонные детали.
- Сверление. Дополнительные операции, которые могут сочетаться со сверлением – растачивание, развертывание, рассверливание, зенкерование. Их цель – получение отверстий нужного диаметра и глубины – сквозных или глухих.
 Применяемое оборудование – сверлильные станки различных типов, токарные станки.
Применяемое оборудование – сверлильные станки различных типов, токарные станки. - Фрезерование. Осуществляется на фрезерных станках с помощью дисковых, цилиндрических, торцевых, концевых, угловых фрез.
- Шлифование. Эта операция относится к чистовым. С ее помощью снижают шероховатость поверхности до значения, указанного в чертежах на изделие. Рабочий орган шлифовальных станков – абразивные круги, ленты, хонинговальные головки.
- Операции по разделению заготовок на части – резка и рубка. Резка осуществляется ручным или механизированным инструментом, как вариант – термическим воздействием. В серийном производстве для рубки проката применяют ножницы-гильотины, пресс-ножницы, механические и гидропрессы, угловысечные станки.
Для реализации скоростных методов резания используются металлообрабатывающие станки с ЧПУ, выполняющие все операции в автоматическом режиме в соответствии с заложенной в них компьютерной программой.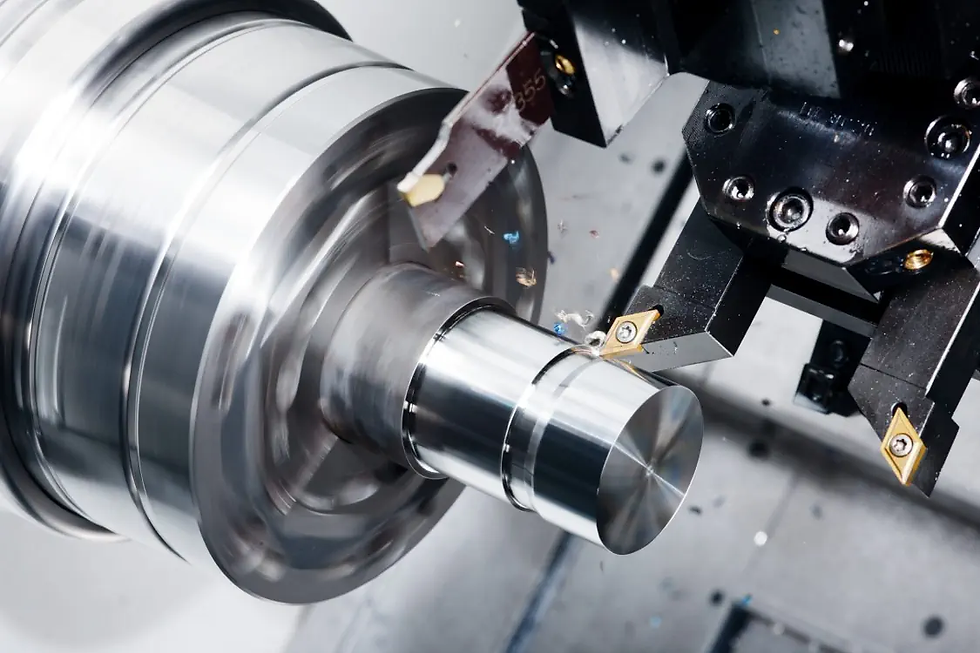
Термическая обработка металлов
Термообработкой металлов и сплавов называют совокупность операций нагрева до установленных температур, выдержки и охлаждения с различной скоростью и в различных средах. Их цель –получение микроструктуры и физико-механических характеристик, соответствующих запланированной технической задаче. Основные виды термообработки:
- ОтжигIи II рода. Отжиг I рода для стальных заготовок обычно подразумевает нагрев до температур, при которых не происходят фазовые превращения стали. В зависимости от условий проведения этот вид т/о включает процессы гомогенизации, рекристаллизации, снятия остаточных напряжений и некоторого снижения твердости. Отжиг II рода для сталей сопровождается фазовыми превращениями. В результате такой т/о падают показатели прочности и твердости стали, повышается ее пластичность и ударная вязкость. Обычно отжиг II рода применяют для подготовки к различным видам механообработки.

- Закалка. Применяется для металлов и сплавов, в которых в твердом состоянии при нагреве до высоких температур и охлаждении в воде или масле происходят фазовые превращения. Закалка всегда сочетается с отпуском, который уменьшает хрупкость и напряжения, характерные для закаленных сталей. После закалки и отжига повышаются прочность, твердость, износостойкость стальной заготовки.
- Термомеханическая обработка (ТМО). Сочетает пластическую деформацию с термообработкой. Горячая пластическая деформация сочетается с закалкой, холодная – со старением. ТМО применяется для сталей, алюминиевых и магниевых сплавов.
Сварка металлов и сплавов
Сущность сварки заключается в нагреве кромок свариваемых деталей до температуры плавления и дальнейшем образовании между ними неразъемного соединения.
Существует несколько способов сварки:
- Электрическая. Самый распространенный вид сварочного процесса.
 Электродуговая сварка осуществляется покрытыми плавящимися электродами, неплавящимися электродами в среде инертных газов, с использованием сварочной проволоки. Еще один вид электросварки – контактная сварка. Различают точечную и роликовую электросварку. В последнем случае токопроводящий ролик соединяет две детали сплошным швом.
Электродуговая сварка осуществляется покрытыми плавящимися электродами, неплавящимися электродами в среде инертных газов, с использованием сварочной проволоки. Еще один вид электросварки – контактная сварка. Различают точечную и роликовую электросварку. В последнем случае токопроводящий ролик соединяет две детали сплошным швом. - Газовая. Окислителем в этом процессе является кислород, а функции горючего газа выполняют: ацетилен, его более экономичная альтернатива – МАФ (метилацетилен-алленовая фракция), природный газ, пропанбутановая смесь, водород и др.
- Химическая. Для нагрева кромок используется тепло, выделяемое в результате химической реакции. Химическая сварка применяется в труднодоступных местах и даже под водой.
Электрическая обработка металлов и сплавов
Электрообработка металлических заготовок основана на способности металла разрушаться при подаче высокоинтенсивных электрических разрядов. Этот вид металлообработки применяется для изготовления отверстий в тонких металлических листах, работы с полуфабрикатами из твердых сплавов, заточки инструментов.
Помимо видов металлообработки, служащих для получения необходимых технических характеристик металлоизделий, существует художественная обработка металлических заготовок. Ее цель – создание декоративных предметов или украшение изделий, имеющих практическое применение. Для этой цели применяют литье, чеканку, ковку, сварку.
Виды напильников и их применение — Как правильно работать напильником
Достичь идеального вида практически любого изделия легко, если под рукой есть напильник. Это ручной инструмент для работы с металлом, пластмассой и деревом, стеклом и даже костной тканью с большим функционалом. С его помощью можно выполнять следующие виды работ:
- обрабатывать изделия, удаляя на них зазубрины после грубого опиливания;
- корректировать форму предмета даже в труднодоступных местах и менять его размер;
- делать пазы, овалы, шлицы и канавки;
- отрезать лишние части детали;
- затачивать пилы по дереву и металлу, циклевки, ножи.

Напильники пригодятся не только слесарям-профессионалам — такая вещь незаменима и в быту. Рассмотрим виды напильников и их применение. Их делят по:
- Классам. 1 класс (насечка от 0 до 1) — для черновой обработки поверхностей. 2 класс — инструмент с абразивом для чистовой подготовки предмета. От 3 до 6 класса — “бархатные” или ювелирные приборы для финишной отделки.
- Форме. Плоские тупоносые предназначены для металла и дерева. Плоские остроносые — для пропиливания канавок и шлифовки внутренних и наружных плоских поверхностей. Квадратные нужны для распила квадратных или прямоугольных отверстий. Треугольные — их применяют для заточки пил по дереву, вырезания трехгранных отверстий и клиновидных канавок, шлифования внутренних углов, и срезания материалов по слоям. Круглые — подходят для заточки цепей для пил и проделывания круглых отверстий и пазов. Полукруглые — ими легко обрабатывать плоские и сферические поверхности. Ромбовидные — такой вид напильника справляется с обработкой шестерней, дисков, колес, то есть с поверхностями усложненной конфигурации.

Этот средство для шлифования и отделки изделий имеет важное преимущество — безопасность эксплуатации. Это значит, что в быту шлифовкой может заниматься любой человек, при этом ничем не рискуя и не имея специальных навыков.
Как правильно работать напильником
Далее приведем алгоритм действий, чтобы вы могли правильно работать напильником.
- Обеспечьте свое рабочее место достаточным количеством света, иначе обработка изделия может выйти некачественной.
- Зафиксируйте деталь, которую хотите отшлифовать, в тисках или струбциной к верстаку.
- Выберите соответствующий тип. Например, чтобы снять большой слой металла, возьмите прибор для черновых работ первого класса. Для удаления коррозии подойдет бархатный.
- Подготовьте рабочий инструмент. Если он не новый, то очистите его щеткой по металлу. Проверьте плотность прилегания ручки — не должно быть люфта.
- Приступите к работе. Возьмитесь за рукоять правой рукой, а левой прижимайте рабочую часть к зоне отделки изделия и выполняйте аккуратные движения вперед-назад.
 При ходе вперед нажимайте на рукоятку и носок, направляя движение под углом 45 градусов.
При ходе вперед нажимайте на рукоятку и носок, направляя движение под углом 45 градусов.
Следите за качеством вашем работы. Поступательные движения должны быть без перекосов — это поможет избежать появления заусенцев и борозд на изделии. Также не забывайте стряхивать опилки между насечками щеткой.
Вернемся к важному этапу работы — выбору подходящего напильника. Следуя этим советам, вы подберете соответствующее задаче орудие, которым вам будет удобно работать:
Учитывайте геометрию рабочей части и детали, которую подвергнете обработке. Информацию о форме напильников механического действия вы найдете выше в статье.
Обратите внимание на длину и ширину — они должны соответствовать размеру изделия.
Подбирайте механическое орудие в зависимости от материала предмета, который шлифуете. Если работаете с твердым материалом, то рабочая часть должна быть изготовлена из стали с процентом углерода равным 1,3. Для работ по металлу выбирайте инструмент с показателем твердости от 64 до 66 HRc, для затачивания — от 65 до 67 HRc, а для опиливания мягких материалов подойдет уровень твердости от 53 до 56 HRc.
В ассортименте нашего магазина Немолоток вы найдете качественные немецкие напильники полукруглой, плоской формы, бархатные и с напылением из твердосплавной крошки. Инструменты дадут вам возможность без особый усилий в домашних условиях обрабатывать стекло, дерево, пластик, гипс, металлы и керамическую плитку.
Классификация напильников по предназначению
Кроме класса и формы есть и другая классификация напильников — по предназначению. Их делят на 5 групп:
- Слесарные или ручные. Самый простой тип орудия для шлифовки с двойной насечкой. Размер зубьев рабочей части может быть разным, поэтому следует учитывать требуемое качество обработки поверхности.
- Специального назначения. Могут быть нескольких видов, например, для обработки латуни, бронзы, дюралюминия, автомобильный корпусный или ножевой заточной. Они отличаются по виду, размерам и качеству изготовления. Этими инструментами в основном работают на заводах и других предприятиях — удаляют дефекты с изделий, оставшиеся после станков.

- Надфили. Они меньше ручного инструмента и имеют 11 видов форм. Ими удобно выполнять чистовую обработку за счет мелкого зерна насечек.
- Рашпили. Крупные зубья на рабочей части позволяют выполнять грубую обработку металлов. Подходят и для работ по дереву и пластмассе.
- Ленточные или машинные. Представляют собой ленту из наждачной бумаги прикрепленную к электрическому прибору. С его помощью можно шлифовать круглые трубы, зачищать сварные швы, обрабатывать кромки листового металла, удалять дефекты на внутренних частях изделий и производить заточку.
Как видите, предназначение напильников широко, поэтому иметь такой функциональный инструмент дома — хорошая идея.
Размеры зубьев на напильниках
В начале статьи мы указали, что такой механический инструмент делится по классам. Остановимся на них и размерах зубьев на напильниках подробнее. Их различают по номерам и названиям:
- 0 и 1 — драчевые. На каждые 10 мм рабочей поверхности присутствуют от 4 до 12 зубьев.
 Ними снимают от 01, до 0,2 мм металла за один ход, что считается достоинством. Но есть и недостаток — низкая точность обработки материала.
Ними снимают от 01, до 0,2 мм металла за один ход, что считается достоинством. Но есть и недостаток — низкая точность обработки материала. - 2 и 3 — личные. На 10 мм поверхности встречается от 13 до 24 зубьев. За ход снимают слой равный 0,06 мм. Из недостатков — быстрое засорение канавок пылью, поэтому во время работы приходится отвлекаться на очищение насечек.
- 4 и 5 — бархатные. Количество канавок на каждые 10 мм — от 25 до 80. Такой инструмент позволяет снять до 0,01 мм металла, поэтому им выполняют чистовую обработку и придают изделию нужный размер.
Если вы задумываетесь о домашней мастерской, тогда рекомендуем приобрести несколько видов таких ручных инструментов, тем более, что вы знаете об их видах и назначении.
Подпишитесь на рассылку
Металлическая отделка – какие виды отделки существуют?
Изображение предоставлено Вадимом Ратниковым/Shutterstock.com
Отделка металла — это заключительный этап производственного процесса, используемый для обеспечения эстетики и защиты окружающей среды. Он также используется для уменьшения шероховатости поверхности за пределами возможностей операций механической обработки деталей, которые должны сопрягаться или герметизироваться. Сюда также входят методы очистки металла, удаления окалины, удаления заусенцев и т. д. Короче говоря, для различных целей используются многочисленные типы процессов отделки металла. В этом руководстве рассматриваются некоторые основные методы отделки, а также области применения и рекомендации по выбору процесса отделки металла. Некоторые из общих преимуществ финишной обработки металлов включают:
Он также используется для уменьшения шероховатости поверхности за пределами возможностей операций механической обработки деталей, которые должны сопрягаться или герметизироваться. Сюда также входят методы очистки металла, удаления окалины, удаления заусенцев и т. д. Короче говоря, для различных целей используются многочисленные типы процессов отделки металла. В этом руководстве рассматриваются некоторые основные методы отделки, а также области применения и рекомендации по выбору процесса отделки металла. Некоторые из общих преимуществ финишной обработки металлов включают:
- Повышенная износостойкость
- Улучшенная декоративная привлекательность
- Повышенная электропроводность
- Более высокое электрическое сопротивление
- Повышенная химическая стойкость
- Повышенная устойчивость к потускнению
Типы обработки металла
Ниже приведены несколько доступных типов чистовой обработки:
Покрытие
При металлизации используются химические ванны для покрытия или изменения поверхности подложек тонкими слоями металла, такого как цинк, никель, кадмий или хром. В методе гальванического покрытия генерируется электрический ток для покрытия подложки, в то время как при нанесении покрытия химическим способом используется автокаталитический процесс, в котором подложка катализирует реакцию. Поскольку гальванопокрытие является химически интенсивным крупномасштабным процессом, оно почти всегда выполняется поставщиками услуг гальванопокрытий, которые специализируются в этой области.
В методе гальванического покрытия генерируется электрический ток для покрытия подложки, в то время как при нанесении покрытия химическим способом используется автокаталитический процесс, в котором подложка катализирует реакцию. Поскольку гальванопокрытие является химически интенсивным крупномасштабным процессом, оно почти всегда выполняется поставщиками услуг гальванопокрытий, которые специализируются в этой области.
Металлическое покрытие может улучшить долговечность продукта, коррозионную стойкость, поверхностное трение и внешний вид. В случае оцинкованного металла цинковое покрытие служит расходуемым анодом, которое само подвергается коррозии, защищая целостность подложки. Однако гальванические машины, как правило, не подходят для сглаживания поверхностных дефектов.
Шерардизация
— это процесс, используемый для покрытия небольших стальных деталей, таких как болты и шайбы, коррозионно-стойким сплавом цинка и железа. Детали обваливаются в нагретом барабане с цинковой пылью, что обеспечивает высокую коррозионную стойкость. При крупносерийном производстве станок для отделки бочек является быстрым и эффективным решением для нанесения покрытий.
При крупносерийном производстве станок для отделки бочек является быстрым и эффективным решением для нанесения покрытий.
Дополнительную информацию о гальваническом покрытии можно найти в этой статье о антикоррозионных покрытиях.
Чистка/чистка
В отличие от гальванического покрытия обработка металла щетками является эффективным методом устранения дефектов поверхности. Эти отделочные машины создают однородную текстуру поверхности с параллельными волокнами, чтобы сгладить внешний вид продукта. Для достижения этого эффекта обычно используется абразивная лента или проволочная щетка. Кроме того, единственное направление ленты или щетки может создать слегка закругленные края, перпендикулярные волокнам.
Кроме того, проволочная щетка используется для удаления шлака, образующегося при некоторых сварочных операциях, а также для удаления окалины и песка с металлических поверхностей перед очисткой.
Химические ванны и кислотные ванны используются для очистки остатков масла, оставшихся после механической обработки, формовки и других процессов перед гальванопокрытием или покрытием.
Полировка/шлифовка/хонингование/притирка
Эти абразивные методы используются для уменьшения шероховатости поверхности металлов после механической обработки. Шероховатость измеряется в микродюймах при наиболее требовательных процессах механической обработки (развёртывание, протягивание) с шероховатостью поверхности 16-125 микродюймов. Прецизионная или тонкая шлифовка (см. ниже) может уменьшить шероховатость поверхности до 8–16 микродюймов. с помощью абразивных кругов или насадных головок. Кроме того, абразивные порошки используются в сочетании с кожаными или войлочными кругами для полировки (1-32 микродюйма) и полировки (0,5-16 микродюймов) по мере необходимости. При хонинговании и притирке используются абразивные составы для улучшения шероховатости поверхности сопрягаемых деталей путем трения их друг о друга (например, притертые клапаны двигателя) или пропускания сопрягаемой формы через полость (например, хонингованный цилиндр).
Полировка металла может выполняться как вручную, так и с помощью автоматической роботизированной полировки металла. Процесс, который уменьшает шероховатость поверхности, также увеличивает блеск металла, поскольку отраженный свет меньше рассеивается от более гладких поверхностей. Таким образом, эти же методы часто используются просто для улучшения эстетики поверхности.
Процесс, который уменьшает шероховатость поверхности, также увеличивает блеск металла, поскольку отраженный свет меньше рассеивается от более гладких поверхностей. Таким образом, эти же методы часто используются просто для улучшения эстетики поверхности.
Шлифование
Шлифовальные станки используют абразивные круги для сглаживания поверхностей. Существует несколько типов шлифовальных станков, предназначенных для обеспечения различных уровней конечной гладкости. Как отмечалось выше, шлифование используется для уменьшения шероховатости поверхности, оставшейся после механической обработки, и в качестве последнего шага в процессе обработки для приближения к допуску. Плоскошлифовальный станок является наиболее распространенным типом шлифовального станка, но существует множество специальных шлифовальных станков, таких как бесцентровые шлифовальные станки и шлифовальные станки Бланшара, которые также используются в повседневном использовании, при этом прецизионное шлифование по Бланшару является широко используемой техникой металлообработки, идеально подходящей для крупногабаритных деталей.
Многочисленные разновидности ручных шлифовальных машин используются для удаления металла, очистки от шлака и т. д. Прямошлифовальные машины используются для точной обработки проходов впускных коллекторов, штампов и т. д. Они обычно оснащены абразивными кругами специальной формы, известными как шлифовальные головки.
Вибрационная отделка
Вибрационные отделочные машины используются для снятия заусенцев с изделий и удаления острых кромок, литников и т. д. Они помещают детали в барабан, заполненный абразивными гранулами, и применяют опрокидывающую вибрацию для создания однородной случайной текстуры. Частота циклов станка и величина вибрации обычно варьируются, что позволяет эффективно обрабатывать различные детали, от мелких до крупных.
Взрывные работы
Пескоструйное оборудование, такое как пескоструйные машины, обычно используется в проектах, требующих однородной матовой текстуры. В процессе пескоструйной обработки (также известной как дробеструйная очистка) песок, стальная дробь, металлические гранулы или другие абразивные материалы наносятся на подложку с высокой скоростью. Это приводит к гладкой, чистой текстуре продукта, особенно из мягких металлов.
Это приводит к гладкой, чистой текстуре продукта, особенно из мягких металлов.
Дробеструйная обработка — это метод дробеструйной обработки, используемый для создания сжимающего напряжения на поверхности металлов с целью повышения сопротивления усталости, коррозионного растрескивания под напряжением, стойкости к истиранию и т. д. Процесс холодной обработки придает поверхности сжимающее напряжение как способ противодействия растяжению. стресс, вызванный производством. Воронение — это еще один метод модификации поверхности холодной обработки, используемый для придания сжимающего напряжения для сопротивления усталости.
Термическая обработка
Важным этапом многих операций по производству металлов является термообработка, которая используется для придания материалу желаемых характеристик после того, как ему будет придана окончательная форма. Например, после нарезания зубчатых колес их обычно закаляют с помощью процесса индукционного или пламенного нагрева, чтобы повысить износостойкость поверхностей зубьев при одновременном повышении прочности нижележащих зубьев. При закалке обычно применяется операция закалки, которая является важным этапом преобразования зернистой структуры металла. Упрочнение корпуса используется, например, на дужках навесных замков для изготовления оболочки, устойчивой к механическому воздействию. Термическая обработка также применяется для удаления любых остаточных напряжений, оставшихся после производства. Азотирование — это еще один процесс поверхностного упрочнения, который можно проводить при температуре ниже температуры превращения стали, что устраняет необходимость в закалке и любой возможной деформации детали.
При закалке обычно применяется операция закалки, которая является важным этапом преобразования зернистой структуры металла. Упрочнение корпуса используется, например, на дужках навесных замков для изготовления оболочки, устойчивой к механическому воздействию. Термическая обработка также применяется для удаления любых остаточных напряжений, оставшихся после производства. Азотирование — это еще один процесс поверхностного упрочнения, который можно проводить при температуре ниже температуры превращения стали, что устраняет необходимость в закалке и любой возможной деформации детали.
Покрытие
Краски на водной и масляной основе используются для недорогой защиты металлов от коррозии. Доступны специальные краски для суровых условий, такие как необрастающие краски для морского применения.
Порошковое покрытие представляет собой декоративную отделку, похожую на краску, но с большей стойкостью. Этот процесс включает в себя ультрафиолетовое или термическое отверждение сухого порошка термопласта или термореактивного полимера на металле для получения текстурированного, матового или глянцевого покрытия. Это электростатический процесс, при котором заряд, помещенный на подложку, притягивает к ней частицы порошка. Текстурированное порошковое покрытие очень эффективно скрывает дефекты поверхности.
Это электростатический процесс, при котором заряд, помещенный на подложку, притягивает к ней частицы порошка. Текстурированное порошковое покрытие очень эффективно скрывает дефекты поверхности.
Алюминий часто подвергают анодированию с химической обработкой поверхности для обеспечения коррозионной стойкости, эстетических эффектов или, в случае анодирования с твердым покрытием, большей износостойкости.
Горячее чернение
Машины для горячего чернения наносят тонкий слой черного оксида на поверхность изделия для создания матово-черного покрытия с высокой устойчивостью к истиранию. Это высокотемпературный процесс горячей отделки, при котором продукт помещается в ряд резервуаров, содержащих очистители, щелочи и охлаждающие жидкости. Горячее чернение чаще всего используется при производстве автомобильных деталей, инструментов и огнестрельного оружия. Воронение — это разновидность черного оксидного покрытия, которое используется для защиты стали от коррозии.
Выбор процесса отделки металла
Есть несколько соображений по сужению выбора, когда дело доходит до выбора метода отделки металла. Некоторые полезные вещи, о которых следует помнить:
Некоторые полезные вещи, о которых следует помнить:
- Скорость производства : Как быстро технология наносит отделку на продукт?
- Рентабельность : Некоторые отделочные машины (такие как вибромассажер) могут быть дорогими, но могут компенсировать их стоимость за счет более высокой скорости цикла
- Твердость металла : для более твердых металлов обычно требуются более интенсивные методы отделки, такие как шлифование, или могут потребоваться более жесткие абразивы, чем те, которые используются для более мягких материалов
Типы отделки металла — сводка
В этой статье представлено краткое обсуждение различных видов отделки металла. Для получения дополнительной информации о других продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Другие изделия из металла
- Как предотвратить образование складок во время глубокой вытяжки
- Травмы, характерные для металлообработки
- Основное сырье, используемое при изготовлении металла
- Процессы изготовления нержавеющей стали
- Готовые изделия из нержавеющей стали
- Изготовление сварных и бесшовных труб из нержавеющей стали
- Металлообработка на токарном станке
- Как глубоко вытянуть латунь
- История металлического прядения
- Алюминиевый профиль в строительстве
- Как работают станки для отделки металла
- Взрывной гидроформинг
- Технология гидроформовки металлов
- Применение ротационной штамповки в профилегибочном производстве
- Пластик против. Изготовление металла — преимущества и недостатки
- Материалы, используемые при профилировании
- Гидроформинг в автомобильной промышленности
- Процесс экструзии алюминия и его применение
- Конструкционные алюминиевые профили
- Наплавка нержавеющей сталью
- Ведущие компании по производству штамповок глубокой вытяжки в США
- Об обработке металлов давлением – краткое руководство
- Обзор процессов изготовления металлов
- Что такое ковка?
- Инструменты и оборудование для ковки металла, а также запасные части
- Понимание штамповки металлов
- Что такое глубокое рисование? Углубленный взгляд на формирование глубокой вытяжки
- Справочник по видам ковки — холодная ковка и горячая ковка
- Что такое прецизионная штамповка? Взгляд на машину для штамповки металла
- Профилегибочная машина и процесс профилирования
- Ведущие компании по производству и обработке металлов в США
Прочие «Типы» изделий
- Типы энкодеров — Руководство для покупателей ThomasNet
- Типы фильтров — Руководство для покупателей ThomasNet
- Типы элементов управления и контроллеров — руководство по покупке ThomasNet
- Различные типы воздушных фильтров
- Типы катушек индуктивности и сердечников
- Аэрокосмический крепеж: типы и материалы
- Типы защелок
- Типы труб из нержавеющей стали
- Типы медицинской упаковки — Руководство для покупателей ThomasNet
- Типы контроллеров двигателей и приводов
- Типы ЧПУ
- Типы порошковых покрытий
- Типы фенолов и фенольных материалов — Руководство для покупателей ThomasNet
- Типы операций высечки
- Типы сверл с ЧПУ
- Типы мультиплексоров
- Типы кримперов — Руководство по покупке ThomasNet
- Типы датчиков температуры
- Типы розеток
- Три типа медицинских покрытий
Больше из Изготовление и изготовление на заказ
Что такое отделка металла и как это работает?
Быстро осмотритесь вокруг, и вы, вероятно, найдете один или несколько предметов, содержащих какой-то металл, начиная с компьютера, на котором вы читаете этот пост! Металл играет ключевую роль в нашей жизни на протяжении тысячелетий и является важным компонентом почти всех технологических инноваций. Подумайте о том, насколько другой была бы наша жизнь без автомобилей, украшений, зубных пломб, гаек и болтов и всех других металлических изделий, которые мы используем сегодня.
Подумайте о том, насколько другой была бы наша жизнь без автомобилей, украшений, зубных пломб, гаек и болтов и всех других металлических изделий, которые мы используем сегодня.
Существуют десятки металлов, которые мы регулярно используем в той или иной форме. Примеры включают медь, олово, цинк, свинец и никель, а также относительно редкие «драгоценные» металлы, такие как золото, серебро, платина и палладий. Все это природные элементы, извлеченные из земной коры. Каждый из них имеет свои особенности, полезные для человека. Тем не менее, каждый тип металла имеет присущие ему недостатки, которые необходимо устранить, чтобы максимально увеличить их полезность. Вот где в игру вступает промышленная отделка металла.
Что такое промышленная обработка металлов?
Отделка металла — это всеобъемлющий термин, используемый для описания процесса нанесения некоторого типа металлического покрытия на поверхность металлической детали, обычно называемой подложкой. Это может также включать реализацию процесса очистки, полировки или иного улучшения поверхности. Отделка металла часто состоит из гальванического покрытия, которое представляет собой процесс осаждения ионов металла на подложку с помощью электрического тока. Фактически, обработка металла и покрытие иногда используются взаимозаменяемо. Однако отрасль отделки металлов включает в себя широкий спектр процессов, каждый из которых предлагает свои преимущества для пользователя.
Отделка металла часто состоит из гальванического покрытия, которое представляет собой процесс осаждения ионов металла на подложку с помощью электрического тока. Фактически, обработка металла и покрытие иногда используются взаимозаменяемо. Однако отрасль отделки металлов включает в себя широкий спектр процессов, каждый из которых предлагает свои преимущества для пользователя.
Промышленная отделка металлов может служить многим ценным целям, включая:
- Ограничение воздействия коррозии
- Используется в качестве грунтовки для повышения адгезии краски
- Укрепление основания и повышение износостойкости
- Уменьшение эффекта трения
- Улучшение внешнего вида детали
- Повышение паяемости
- Придание поверхности электропроводности
- Повышение химической стойкости
- Очистка, полировка и удаление дефектов поверхности
Давайте подробнее рассмотрим, как работает отделка металла, рассмотрев некоторые из наиболее часто используемых промышленных процессов отделки металла.
Что такое гальваника?
Гальваническое покрытие, также известное как электроосаждение, включает осаждение металла или металлического сплава на поверхность подложки. Электрический ток пропускают через жидкость (называемую «ванной»), содержащую растворенные ионы металла и подложки. Объект служит катодом и притягивает ионы металлов, находящиеся в гальванической ванне. Процесс предварительной обработки, который обычно включает в себя очистку, полоскание и зачистку, часто используется перед нанесением покрытия. Обычные методы объемного гальванического покрытия включают в себя гальванопокрытие на стойке, когда детали прикрепляются к приспособлению, и гальваническое покрытие, при котором множество более мелких деталей кувыркаются внутри бочкообразной клетки.
В дополнение к металлическим поверхностям гальваническое покрытие также может использоваться для покрытия пластмасс и других неметаллических материалов. Однако этот процесс чрезвычайно сложен в освоении и требует специальных знаний в области гальваники.
Химическое покрытие
Химическое нанесение покрытий аналогично гальванопокрытию тем, что подложку помещают в жидкий раствор, содержащий желаемый металл, чаще всего никель или медь. Ключевое отличие заключается в способе, которым происходит осаждение. Вместо электричества металлическое покрытие наносится с помощью химической реакции. В дополнение к исходному металлу в гальваническую ванну обычно входит комплексообразующий агент для сохранения металлического раствора и различные химические вещества, которые поддерживают стабильность и продлевают срок службы ванны.
Пассивация
Пассивирование иногда используется в качестве процесса последующей обработки покрытия, обычно в качестве средства обеспечения дополнительной защиты от коррозии. Пассивация включает в себя нанесение покрытия из оксида металла, которое может увеличить время, в течение которого происходит появление ржавчины. Пассивы доступны в различных цветах, которые также могут улучшить внешний вид готовой детали.
Облицовка
Плакирование — это механический процесс, при котором тепло и давление используются для создания связи между подложкой и металлическим покрытием. Плакирование может обеспечить более толстое металлическое покрытие, чем гальваническое или химическое покрытие. Это также требует менее строгого процесса подготовки. Однако плакирование также предполагает использование специализированного оборудования, которое обычно делает его более дорогостоящим, чем гальваническое покрытие.
Цементация
Один из способов защитить поверхность металлической поверхности — сделать ее более твердой. Этой цели может достичь промышленный процесс отделки металла, известный как цементация. Закалка — это металлургический процесс, который добавляет защиту за счет модификации поверхности. Этого можно достичь за счет применения одного из многих методов, таких как микроцементация, науглероживание и азотирование. Каждый из этих процессов позволяет получить требуемый твердый корпус, в то время как основной металл остается относительно мягким. Защитный чехол в конечном итоге повысит долговечность и износостойкость основной детали.
Защитный чехол в конечном итоге повысит долговечность и износостойкость основной детали.
Горячее чернение
Горячее чернение чаще всего используется для придания черной матовой поверхности автомобильным деталям и огнестрельному оружию, а также в военных целях, где требуется защитное темное покрытие. Горячее чернение также может повысить стойкость металлической детали к истиранию. При горячем чернении на поверхность подложки наносится тонкое черное оксидное покрытие. Конкретный процесс включает в себя перемещение деталей через серию резервуаров, содержащих различные чистящие средства, едкие материалы и охлаждающие жидкости. Горячее чернение обычно выполняется большими партиями, что делает его идеально подходящим для небольших деталей.
Порошковое покрытие
Вместо использования жидкости для покрытия металлического предмета порошковая окраска предполагает нанесение сухого порошка. Как правило, порошковое покрытие может обеспечить большую толщину, чем жидкое покрытие.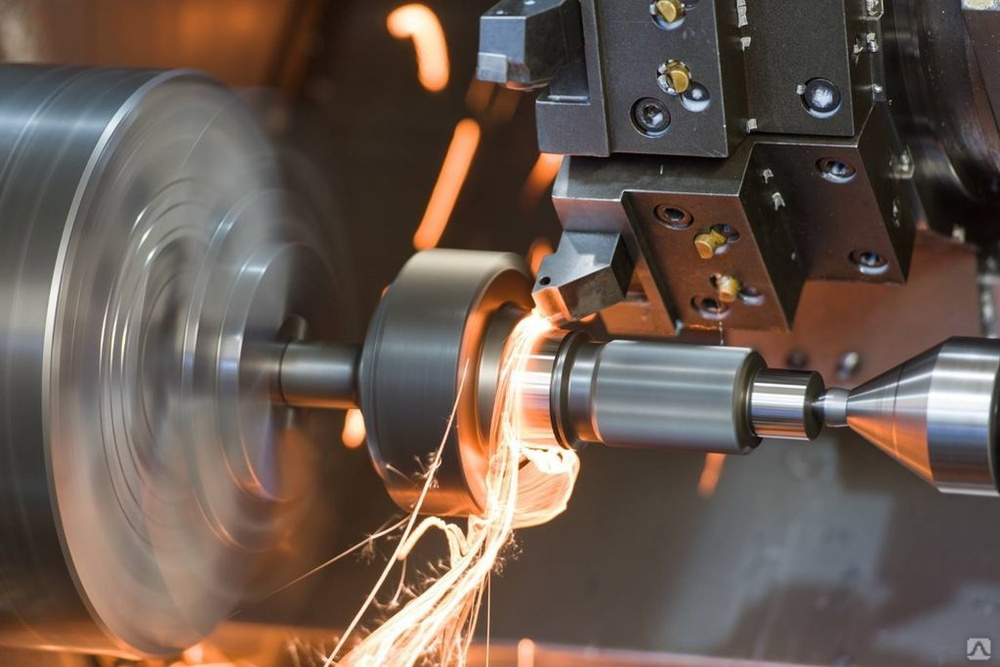 Процесс порошкового покрытия работает путем объединения множества ингредиентов, включая пигменты, отвердители, модификаторы текучести, выравнивающие агенты и другие добавки для создания порошка. Затем порошок электростатически осаждается на поверхность подложки. Последним этапом является отверждение деталей в специально разработанной печи, которая вызывает химическую реакцию, приводящую к высокой плотности звеньев. Порошковое покрытие также можно наносить на некоторые пластмассы и другие неметаллические подложки.
Процесс порошкового покрытия работает путем объединения множества ингредиентов, включая пигменты, отвердители, модификаторы текучести, выравнивающие агенты и другие добавки для создания порошка. Затем порошок электростатически осаждается на поверхность подложки. Последним этапом является отверждение деталей в специально разработанной печи, которая вызывает химическую реакцию, приводящую к высокой плотности звеньев. Порошковое покрытие также можно наносить на некоторые пластмассы и другие неметаллические подложки.
Что такое электрополировка?
Электрополировка — это процесс электрохимической отделки металла, который считается противоположным гальванопокрытию. Гальваника включает осаждение ионов металла на поверхность подложки. При электрополировке ионы металла удаляются из подложки, что приводит к гладкой, обтекаемой текстуре поверхности. Это достигается путем погружения объекта в ванну с электролитом, что позволяет ему служить анодом.
Объект также подключен к терминалу, который обеспечивает источник питания постоянного тока и служит катодом. Электрополировка часто применяется для удаления заусенцев или небольшого количества мусора с поверхности, устранения пиков и впадин, а также для полировки труднодоступных мест. В некоторых случаях его можно даже использовать для уменьшения размера детали.
Электрополировка часто применяется для удаления заусенцев или небольшого количества мусора с поверхности, устранения пиков и впадин, а также для полировки труднодоступных мест. В некоторых случаях его можно даже использовать для уменьшения размера детали.
Полировальный круг
Как и в случае электрополировки, полировочная полировка может использоваться для очистки и сглаживания поверхности подложки. Однако полировка баффом не предполагает создания какой-либо электрохимической реакции. Вместо этого для полировки поверхности используется машина, оснащенная тканевым колесом, что производит действие, аналогичное полировке автомобиля после вощения автомобиля. Полировка баффом чаще всего применяется для придания глянцевой декоративной отделки металлическим предметам.
Массовая обработка
Массовая полировка, также известная как механическая обработка поверхности, предлагает экономичный способ полировки деталей в больших объемах. Массовая отделка на самом деле включает в себя широкий спектр процессов, которые могут одновременно обеспечивать однородную очистку, обламывание кромок, сглаживание и полировку мелких деталей. Это может значительно сократить время производства. Общие методы массовой отделки также включают отделку в барабане и вибрационную отделку. Процессы массовой отделки обычно включают применение материалов, которые могут состоять из таких материалов, как алюминий, сталь, пластик или алюминий. Выбор среды будет зависеть от желаемого результата процесса.
Это может значительно сократить время производства. Общие методы массовой отделки также включают отделку в барабане и вибрационную отделку. Процессы массовой отделки обычно включают применение материалов, которые могут состоять из таких материалов, как алюминий, сталь, пластик или алюминий. Выбор среды будет зависеть от желаемого результата процесса.
Дробеструйная обработка
Дробеструйная обработка
может быть чрезвычайно эффективной для снижения усталости и напряжения металла, предотвращения поломок, вызванных коррозией, и увеличения прочности и срока службы детали. Чтобы понять, как работает дробеструйная обработка, может быть полезно рассмотреть принцип, применяемый при использовании молотка с шариковым бойком. Если ударить молотком по металлическому предмету, на поверхности появятся ямочки. Результирующее сжимающее напряжение фактически укрепит поверхность объекта.
При дробеструйной обработке используется специально разработанное оборудование для взрыва небольших снарядов, известных как дробь. Снаряды могут быть изготовлены из керамики, металла, стекла или другого материала. Сжатие вызывает пластичность или постоянную деформацию поверхности.
Снаряды могут быть изготовлены из керамики, металла, стекла или другого материала. Сжатие вызывает пластичность или постоянную деформацию поверхности.
Абразивоструйная очистка
Абразивоструйная очистка, также известная как пескоструйная или дробеструйная очистка, позволяет объединить очистку и отделку в один процесс, что позволяет сэкономить время и деньги. При абразивоструйной очистке сжатый воздух под высоким давлением используется для подачи среды на поверхность детали для выполнения желаемого действия по очистке, полировке или отделке.
Можно использовать широкий спектр наполнителей, таких как песок, карбид кремния, стеклянные шарики, алюминиевая стальная дробь или дробь, или органические материалы, такие как скорлупа грецких орехов или кукурузные початки. Как правило, более твердые материалы используются, когда требуется более агрессивная очистка, а более мягкие материалы используются на поверхностях, которые более подвержены повреждениям. Величина давления также может быть отрегулирована в соответствии с конкретными требованиями к очистке или отделке.
Взрыв соды
Содоструйная обработка работает аналогично абразивно-струйной очистке. Ключевое отличие состоит в том, что на поверхность объекта наносится пищевая сода, а не абразивная среда. Содоструйная обработка служит мощным методом удаления жира, масла, ржавчины, краски и других поверхностных загрязнений. Тем не менее, он также обеспечивает более щадящую очистку, чем абразивоструйная обработка. Содоструйная обработка обычно используется на поверхностях, которые легко царапаются.
Дробеметная очистка шлама
Гидроструйную очистку часто называют мокрой струйной очисткой из-за использования горячей воды для обеспечения желаемого результата очистки или подготовки поверхности. Мокрая струйная очистка включает в себя трехэтапный процесс, который включает в себя промывку горячей водой с щелочью для подготовки поверхности, нанесение абразивной суспензии на поверхность и еще одну обработку горячей водой с щелочью для промывки детали. Гидроструйная очистка шлама отличается от других процессов струйной обработки тем, что для приведения в движение шлама вместо сжатого воздуха используется высокоскоростная дробеструйная установка. Общие области применения влажной струйной очистки включают обезжиривание и удаление масел и оксидов.
Общие области применения влажной струйной очистки включают обезжиривание и удаление масел и оксидов.
Вибрационная отделка
Вибрационная отделка может быть чрезвычайно эффективным процессом для удаления шероховатостей и других дефектов поверхности. Детали помещают внутрь чаши или ванны, которая также содержит среду в форме гранул. Активация чаши приводит к вибрационному действию, которое заставляет среду и детали тереться друг о друга, что создает желаемый результат. Типичные применения вибрационной отделки включают в себя разрушение кромок, очистку, удаление окалины, воронение или полировку мелких деталей.
Очистка деталей
Надлежащая очистка деталей часто необходима для удаления загрязнений перед выполнением других промышленных процессов отделки металлов. Одним из широко применяемых методов очистки деталей является ультразвуковая промывка, при которой высокочастотные звуковые волны используются для создания интенсивного чистящего действия для удаления стойких загрязнений и мусора.
Еще одним эффективным методом очистки деталей является промывка в непрерывном потоке, трехэтапный процесс, при котором детали помещаются на конвейерную ленту и перемещаются между станциями мойки, ополаскивания и сушки. Оба процесса идеально подходят для быстрой и эффективной очистки большого количества мелких деталей.
Выбор правильного процесса промышленной обработки металлов
При выборе процесса промышленной отделки металла следует учитывать множество факторов. Вам нужно будет учитывать скорость производства. Например, если ваша операция требует быстрого выполнения работ, вам необходимо выбрать процесс, совместимый с вашими жесткими производственными сроками. Другим фактором является твердость металла или другого материала подложки, с которым вы работаете. Чрезмерно абразивный процесс может повредить деталь, а слишком щадящий может не дать желаемого результата.
Конечно, стоимость всегда является важным фактором. Потратив некоторое время на изучение всех доступных вариантов ценообразования, вы сможете сэкономить вашей компании значительную сумму денег.
 Точная температура зависит от степени твердости, которую необходимо уменьшить. Высокие температуры уменьшат твердость и увеличат эластичность и пластичность, но могут вызвать снижение текучести и прочности на разрыв. Более низкие температуры сохранят большую часть твердости, но уменьшат хрупкость.
Точная температура зависит от степени твердости, которую необходимо уменьшить. Высокие температуры уменьшат твердость и увеличат эластичность и пластичность, но могут вызвать снижение текучести и прочности на разрыв. Более низкие температуры сохранят большую часть твердости, но уменьшат хрупкость. Это позволяет оценить окончательные свойства стали.
Это позволяет оценить окончательные свойства стали. Низкие скорости охлаждения обеспечивают максимальную мягкость и улучшенную микроструктуру. Это можно сделать, просто выключив духовку и оставив металл внутри остыть естественным образом, или погрузив нагретый материал в песок, золу или другое вещество с низкой теплопроводностью.
Низкие скорости охлаждения обеспечивают максимальную мягкость и улучшенную микроструктуру. Это можно сделать, просто выключив духовку и оставив металл внутри остыть естественным образом, или погрузив нагретый материал в песок, золу или другое вещество с низкой теплопроводностью.
 Сюда входят крупномасштабные строительные работы, промышленное оборудование и автомобильные трансмиссии. Закалка делает эти применения возможными и снижает любую связанную с ними опасность.
Сюда входят крупномасштабные строительные работы, промышленное оборудование и автомобильные трансмиссии. Закалка делает эти применения возможными и снижает любую связанную с ними опасность. Термическая обработка применяется в качестве промежуточной операции для того, чтобы улучшить обрабатываемость резанием, давлением, либо в качестве окончательной операции технологического процесса, которая обеспечивает требуемый уровень свойств детали.
Термическая обработка применяется в качестве промежуточной операции для того, чтобы улучшить обрабатываемость резанием, давлением, либо в качестве окончательной операции технологического процесса, которая обеспечивает требуемый уровень свойств детали. ).
). В результате нормализации снижаются внутренние напряжения, выполняется перекристаллизация стали. В сравнении с отжигом, нормализация – процесс более короткий и более производительный.
В результате нормализации снижаются внутренние напряжения, выполняется перекристаллизация стали. В сравнении с отжигом, нормализация – процесс более короткий и более производительный.

 Это железо должно быть смешано с коксом перед его использованием. Затем слой железа поджигают с помощью газовой горелки. Затем сгоревшая часть проходит через движущуюся решетку. Здесь мы должны втягивать воздух через решетку, чтобы инициировать реакцию горения. Затем выделяется очень сильное тепло, которое заставляет мельчайшие частицы металла образовывать комки. Эти куски подходят для сжигания в доменной печи для получения стали. Кроме того, процесс спекания также важен при производстве керамики и стекла.
Это железо должно быть смешано с коксом перед его использованием. Затем слой железа поджигают с помощью газовой горелки. Затем сгоревшая часть проходит через движущуюся решетку. Здесь мы должны втягивать воздух через решетку, чтобы инициировать реакцию горения. Затем выделяется очень сильное тепло, которое заставляет мельчайшие частицы металла образовывать комки. Эти куски подходят для сжигания в доменной печи для получения стали. Кроме того, процесс спекания также важен при производстве керамики и стекла. После нагрева нам нужно охладить металл до комнатной температуры с помощью духовки.
После нагрева нам нужно охладить металл до комнатной температуры с помощью духовки.

 Отжиг способствует уменьшению внутренних напряжений и общей упругой энергии, запасенной в межатомных связях внутри обрабатываемого материала. Этот термин используется для соответствующей термообработки металлов, керамических стекол и высокоэффективных полимеров. Примером может служить холоднокатаная стальная заготовка, отожженная для дальнейшей переработки в конечные продукты. Процесс отжига используется всякий раз, когда внутренние напряжения недопустимы, например, перед этапом механической обработки. Механическая обработка изменяет распределение внутреннего напряжения за счет удаления материала, который уравновешивается деформацией обрабатываемой детали.
Отжиг способствует уменьшению внутренних напряжений и общей упругой энергии, запасенной в межатомных связях внутри обрабатываемого материала. Этот термин используется для соответствующей термообработки металлов, керамических стекол и высокоэффективных полимеров. Примером может служить холоднокатаная стальная заготовка, отожженная для дальнейшей переработки в конечные продукты. Процесс отжига используется всякий раз, когда внутренние напряжения недопустимы, например, перед этапом механической обработки. Механическая обработка изменяет распределение внутреннего напряжения за счет удаления материала, который уравновешивается деформацией обрабатываемой детали. Примером может служить предварительно пропитанный или препреговый мат из углеродного волокна, наложенный на форму, а затем отвержденный таким образом, чтобы он сохранял форму формы. Мономеры реагируют гораздо быстрее при температуре отверждения и образуют термореактивный полимер, отвердевающий материал препрега. Лично я никогда не слышал, чтобы отверждение применялось к какому-либо другому классу материалов.
Примером может служить предварительно пропитанный или препреговый мат из углеродного волокна, наложенный на форму, а затем отвержденный таким образом, чтобы он сохранял форму формы. Мономеры реагируют гораздо быстрее при температуре отверждения и образуют термореактивный полимер, отвердевающий материал препрега. Лично я никогда не слышал, чтобы отверждение применялось к какому-либо другому классу материалов. Тот же самый процесс, вероятно, может быть применен к любому материалу, который может подвергаться диффузии с разумными скоростями и температурами, хотя он чаще всего используется в контексте керамических и металлических материалов, особенно тугоплавких металлов с высокой температурой плавления. Лично я никогда не слышал, чтобы это применялось к полимерам, так как их температуры плавления (если таковые существуют) настолько низки, что их просто перерабатывают в жидком состоянии. Процесс спекания используется, когда (1) температура плавления материала неоправданно высока или (2) детали приемлемого качества могут быть изготовлены быстрее спеканием, чем литьем или механической обработкой, например, в низконапряженных стальных зубчатых колесах сложной формы. .
Тот же самый процесс, вероятно, может быть применен к любому материалу, который может подвергаться диффузии с разумными скоростями и температурами, хотя он чаще всего используется в контексте керамических и металлических материалов, особенно тугоплавких металлов с высокой температурой плавления. Лично я никогда не слышал, чтобы это применялось к полимерам, так как их температуры плавления (если таковые существуют) настолько низки, что их просто перерабатывают в жидком состоянии. Процесс спекания используется, когда (1) температура плавления материала неоправданно высока или (2) детали приемлемого качества могут быть изготовлены быстрее спеканием, чем литьем или механической обработкой, например, в низконапряженных стальных зубчатых колесах сложной формы. .
 камень (3 шт.) кейс (Арт. 245-688)
камень (3 шт.) кейс (Арт. 245-688) 031-303)
031-303) 010202-25)
010202-25) 641-459)
641-459) 09403
09403
 Crescent(1)
Crescent(1) (25)
(25) com, Inc. (2)
com, Inc. (2) Она пишет о домашнем декоре более 10 лет для таких изданий, как BobVila.com и Better Homes & Gardens, и других.
Она пишет о домашнем декоре более 10 лет для таких изданий, как BobVila.com и Better Homes & Gardens, и других. В сферу ее интересов входят ботаника, орнитология и благоустройство дома. Она получила степень бакалавра наук в Портлендском государственном университете.
В сферу ее интересов входят ботаника, орнитология и благоустройство дома. Она получила степень бакалавра наук в Портлендском государственном университете. com
com Храповик имеет систему зубчатых передач с 72 зубьями, которая дает вам точный контроль над величиной прилагаемого крутящего момента. Корпус трещотки тонкий для труднодоступных мест и предназначен для работы одной рукой с быстрой сменой насадок. Розетки имеют кольца с накаткой по краям, чтобы уменьшить вероятность раздражающего соскальзывания во время работы.
Храповик имеет систему зубчатых передач с 72 зубьями, которая дает вам точный контроль над величиной прилагаемого крутящего момента. Корпус трещотки тонкий для труднодоступных мест и предназначен для работы одной рукой с быстрой сменой насадок. Розетки имеют кольца с накаткой по краям, чтобы уменьшить вероятность раздражающего соскальзывания во время работы. по цене, которая не ударит по вашему бюджету.
по цене, которая не ударит по вашему бюджету. Поскольку мелкие детали поставляются как в SAE, так и в метрических единицах измерения, не помешает также иметь в наличии набор инструментов обоих типов. Стэнли STMT73795 Mechanic Tool Set предлагает 210 отдельных метрических и SAE инструментов и головок/отверток, которых будет достаточно для большинства винтов, гаек и болтов, с которыми вы можете столкнуться.
Поскольку мелкие детали поставляются как в SAE, так и в метрических единицах измерения, не помешает также иметь в наличии набор инструментов обоих типов. Стэнли STMT73795 Mechanic Tool Set предлагает 210 отдельных метрических и SAE инструментов и головок/отверток, которых будет достаточно для большинства винтов, гаек и болтов, с которыми вы можете столкнуться. 180 штук помогут вам в большинстве ситуаций. В набор входят 82 торцевые головки стандартных метрических размеров и размеров SAE, отвертка плюс 42 биты, 12 комбинированных ключей, четыре отвертки, два пассатижа и многое другое. Есть два 72-зубых храповика: один 1/4-дюймовый и один 3/8-дюймовый привод.
180 штук помогут вам в большинстве ситуаций. В набор входят 82 торцевые головки стандартных метрических размеров и размеров SAE, отвертка плюс 42 биты, 12 комбинированных ключей, четыре отвертки, два пассатижа и многое другое. Есть два 72-зубых храповика: один 1/4-дюймовый и один 3/8-дюймовый привод. com
com
 Это отличный комплект, если вы лишь изредка занимаетесь простым ремонтом или хотите иметь второй комплект, который можно носить с собой в багажнике автомобиля.
Это отличный комплект, если вы лишь изредка занимаетесь простым ремонтом или хотите иметь второй комплект, который можно носить с собой в багажнике автомобиля. com
com
 Этот высококачественный набор включает в себя три трещотки с 45 зубьями для приводов 1/4 дюйма, 3/8 дюйма и 1/2 дюйма, а также в общей сложности 159 торцевых головок метрического размера и размера SAE. Существуют глубокие и стандартные розетки, а также розетки на 6 и 12 точек, так что вы почти наверняка найдете нужный вам размер и конфигурацию. В набор также входят многочисленные гаечные ключи, адаптеры и удлинители, гаечные ключи, отвертка и биты, а также набор шестигранных ключей.
Этот высококачественный набор включает в себя три трещотки с 45 зубьями для приводов 1/4 дюйма, 3/8 дюйма и 1/2 дюйма, а также в общей сложности 159 торцевых головок метрического размера и размера SAE. Существуют глубокие и стандартные розетки, а также розетки на 6 и 12 точек, так что вы почти наверняка найдете нужный вам размер и конфигурацию. В набор также входят многочисленные гаечные ключи, адаптеры и удлинители, гаечные ключи, отвертка и биты, а также набор шестигранных ключей. Вы получаете головки самых распространенных метрических размеров и размеров SAE — всего 34 — все они изготовлены из прочного сплава хромованадиевой стали. Есть трещотка с приводом на 3/8 дюйма, а также рукоятка для вращения на 1/4 дюйма, а также адаптеры и удлинители для головок.
Вы получаете головки самых распространенных метрических размеров и размеров SAE — всего 34 — все они изготовлены из прочного сплава хромованадиевой стали. Есть трещотка с приводом на 3/8 дюйма, а также рукоятка для вращения на 1/4 дюйма, а также адаптеры и удлинители для головок. Он также включает в себя высококачественную трещотку, предназначенную для использования одной рукой. Но если вы ищете бюджетный набор механических инструментов, который достаточно прочный и достаточно полный для большинства основных ремонтных работ, тогда вам подойдет набор Hi-Spec Tools из 67 предметов.
Он также включает в себя высококачественную трещотку, предназначенную для использования одной рукой. Но если вы ищете бюджетный набор механических инструментов, который достаточно прочный и достаточно полный для большинства основных ремонтных работ, тогда вам подойдет набор Hi-Spec Tools из 67 предметов.
 Напротив, набор механических инструментов предназначен для работы с двигателями автомобилей, мотоциклов, лодок и тяжелой техники. Хотя существуют наборы механических инструментов, которые также включают в себя некоторые основные инструменты для дома, большинство из них сосредоточено исключительно на инструментах, необходимых для хобби или профессионального ремонта механизмов.
Напротив, набор механических инструментов предназначен для работы с двигателями автомобилей, мотоциклов, лодок и тяжелой техники. Хотя существуют наборы механических инструментов, которые также включают в себя некоторые основные инструменты для дома, большинство из них сосредоточено исключительно на инструментах, необходимых для хобби или профессионального ремонта механизмов. Некоторые наборы механических инструментов также включают в себя такие основные предметы, как отвертки и гаечные ключи.
Некоторые наборы механических инструментов также включают в себя такие основные предметы, как отвертки и гаечные ключи.
 Дело в том, что при вращении магнита в структуре диска возбуждаются токи Фуко (индукционные токи), движущиеся по замкнутому кругу. По сути они являются токами короткого замыкания, разогревающими металл. В диске «зарождается» собственное магнитное поле, в дальнейшем взаимодействующее с полем магнита.
Дело в том, что при вращении магнита в структуре диска возбуждаются токи Фуко (индукционные токи), движущиеся по замкнутому кругу. По сути они являются токами короткого замыкания, разогревающими металл. В диске «зарождается» собственное магнитное поле, в дальнейшем взаимодействующее с полем магнита.

 Встретить их можно повсеместно, начиная от электрических зубных щеток, стиральных машин микроволновых печей до беговых дорожек, промышленного оборудования или огромных автомобилях.
Встретить их можно повсеместно, начиная от электрических зубных щеток, стиральных машин микроволновых печей до беговых дорожек, промышленного оборудования или огромных автомобилях. Располагаются они один в другом при этом, не касаясь друг друга. Между деталями имеется небольшой воздушный зазор от 0,5 до 2 миллиметров, в зависимости от конструкции двигателя.
Располагаются они один в другом при этом, не касаясь друг друга. Между деталями имеется небольшой воздушный зазор от 0,5 до 2 миллиметров, в зависимости от конструкции двигателя.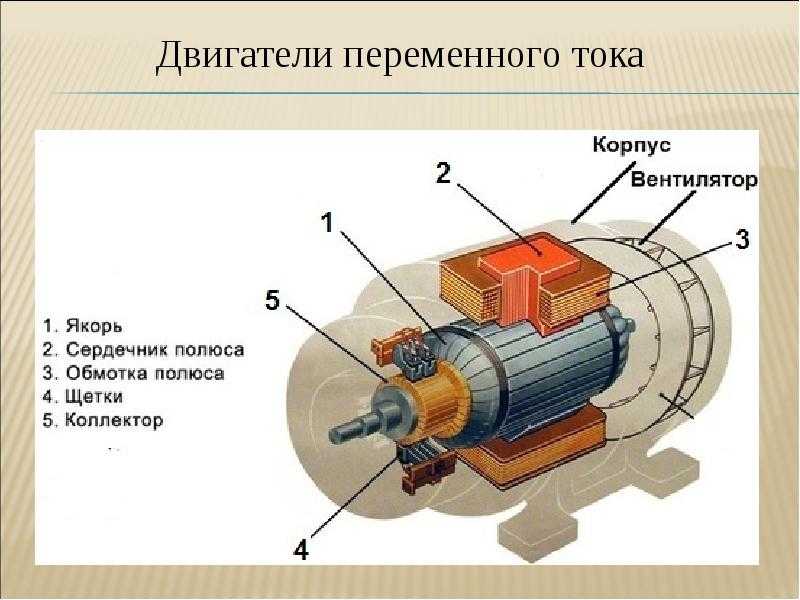 Сердечник этого элемента также представлена в виде шихтованной детали, однако сталь не покрывается лаком, так как ток, протекающий внутри, будет очень слабым, и естественной оксидной пленки будет вполне достаточно, чтобы ограничить вихревые токи.
Сердечник этого элемента также представлена в виде шихтованной детали, однако сталь не покрывается лаком, так как ток, протекающий внутри, будет очень слабым, и естественной оксидной пленки будет вполне достаточно, чтобы ограничить вихревые токи. Кстати, данный элемент тоже может стать причиной появления вибрации в двигателе, если его лопасти отломаются, что негативно сказывается на сроке службы агрегата. Пример разбитого вентилятора можно увидеть на фото выше.
Кстати, данный элемент тоже может стать причиной появления вибрации в двигателе, если его лопасти отломаются, что негативно сказывается на сроке службы агрегата. Пример разбитого вентилятора можно увидеть на фото выше. Данное магнитное поле имеет определенную частоту вращения, которая прямопропорциональна частоте переменного тока, и имеет обратную пропорциональность числу пар полюсов обмотки.
Данное магнитное поле имеет определенную частоту вращения, которая прямопропорциональна частоте переменного тока, и имеет обратную пропорциональность числу пар полюсов обмотки. Именно поэтому переменный ток изображают в виде синусоиды.
Именно поэтому переменный ток изображают в виде синусоиды.

 Назовем условно эти значения n2 и n1, соответственно.
Назовем условно эти значения n2 и n1, соответственно.
 Всегда при преобразовании происходят потери на гистерезисе, нагреве, трении и вихревых токах.
Всегда при преобразовании происходят потери на гистерезисе, нагреве, трении и вихревых токах.
 Линейное напряжение будет составлять 380В, а фазовое 220В. Потребляет при этом он 1А.
Линейное напряжение будет составлять 380В, а фазовое 220В. Потребляет при этом он 1А. Выполнить такое подключение становится возможным, если применить фазосдвигающие элементы.
Выполнить такое подключение становится возможным, если применить фазосдвигающие элементы. Отличие, думаем понятно – во втором случае двигатель мотет вращаться в другом направлении. Недостатком такого подключения является то, что в цепи присутствуют большие пусковые токи, что не очень хорошо для самого агрегата. Цена такого устройства будет самой низкой
Отличие, думаем понятно – во втором случае двигатель мотет вращаться в другом направлении. Недостатком такого подключения является то, что в цепи присутствуют большие пусковые токи, что не очень хорошо для самого агрегата. Цена такого устройства будет самой низкой
 Такая конструкция дает двигателю лучшие свойства по плавному пуску и регулировке оборотов, однако эти агрегаты намного сложнее в плане строения.
Такая конструкция дает двигателю лучшие свойства по плавному пуску и регулировке оборотов, однако эти агрегаты намного сложнее в плане строения. Изменение сопротивления такого реостата осуществляется за счет глубины их погружения.
Изменение сопротивления такого реостата осуществляется за счет глубины их погружения. Также рекомендуем к просмотру подобранное нами видео.
Также рекомендуем к просмотру подобранное нами видео. Westinghouse заключила контракт с Tesla на разработку двигателя, но только когда General Electric лицензировала и усовершенствовала конструкцию 10 лет спустя, родился двигатель, который мы используем сегодня.
Westinghouse заключила контракт с Tesla на разработку двигателя, но только когда General Electric лицензировала и усовершенствовала конструкцию 10 лет спустя, родился двигатель, который мы используем сегодня. Статор создает магнитную силу через переменный ток, который «заставляет» ротор вращаться.
Статор создает магнитную силу через переменный ток, который «заставляет» ротор вращаться.
 Мы предполагаем, что вы согласны с этим, но вы можете отказаться, если хотите. Настройки cookieACCEPT
Мы предполагаем, что вы согласны с этим, но вы можете отказаться, если хотите. Настройки cookieACCEPT Что за книги
Что за книги (Физики назвали бы это
(Физики назвали бы это Коммутатор (разрезное кольцо) и щетки (угольные контакты коммутатора) меняют направление электрического тока каждый раз, когда провод переворачивается, благодаря чему он вращается в том же направлении.
Коммутатор (разрезное кольцо) и щетки (угольные контакты коммутатора) меняют направление электрического тока каждый раз, когда провод переворачивается, благодаря чему он вращается в том же направлении. Если вы хотите, чтобы двигатель работал от бытовой сети переменного тока,
Если вы хотите, чтобы двигатель работал от бытовой сети переменного тока, Эти катушки предназначены для создания вращающегося магнитного поля, которое вращает ротор (подвижную часть двигателя) в пространстве между ними. Фото Дэвида Парсонса предоставлено Министерством энергетики США/NREL.
Эти катушки предназначены для создания вращающегося магнитного поля, которое вращает ротор (подвижную часть двигателя) в пространстве между ними. Фото Дэвида Парсонса предоставлено Министерством энергетики США/NREL. (Вы можете думать о роторе
(Вы можете думать о роторе Другими словами, их токи не совпадают (90° не по фазе).
Другими словами, их токи не совпадают (90° не по фазе). Теоретическая скорость ротора асинхронного двигателя зависит от частоты сети переменного тока и количества витков, составляющих статор, и при отсутствии нагрузки на двигатель приближается к скорости вращающегося магнитного поля. На практике нагрузка на двигатель (что бы он ни приводил) также играет роль, замедляя ротор. Чем больше нагрузка, тем больше «скольжение» между скоростью вращающегося магнитного поля и фактической скоростью вращения ротора. Чтобы контролировать скорость двигателя переменного тока (заставить его работать быстрее или медленнее), вы должны увеличить или уменьшить частоту источника переменного тока, используя так называемый
Теоретическая скорость ротора асинхронного двигателя зависит от частоты сети переменного тока и количества витков, составляющих статор, и при отсутствии нагрузки на двигатель приближается к скорости вращающегося магнитного поля. На практике нагрузка на двигатель (что бы он ни приводил) также играет роль, замедляя ротор. Чем больше нагрузка, тем больше «скольжение» между скоростью вращающегося магнитного поля и фактической скоростью вращения ротора. Чтобы контролировать скорость двигателя переменного тока (заставить его работать быстрее или медленнее), вы должны увеличить или уменьшить частоту источника переменного тока, используя так называемый Можно построить асинхронные двигатели с любым другим расположением катушек. Чем больше у вас катушек, тем плавнее будет работать двигатель. Количество отдельных электрических токов, питающих катушки независимо, не синхронно, известно как фаза двигателя, поэтому показанная выше конструкция представляет собой двухфазный двигатель (с двумя токами, питающими четыре катушки, которые работают не синхронно в двух парах). ). В трехфазном двигателе у нас может быть три катушки, расположенные вокруг статора треугольником, шесть равномерно расположенных катушек (три пары) или даже 12 катушек (три набора по четыре катушки) с одной, двумя или четырьмя катушками. включается и выключается одновременно тремя отдельными противофазными токами.
Можно построить асинхронные двигатели с любым другим расположением катушек. Чем больше у вас катушек, тем плавнее будет работать двигатель. Количество отдельных электрических токов, питающих катушки независимо, не синхронно, известно как фаза двигателя, поэтому показанная выше конструкция представляет собой двухфазный двигатель (с двумя токами, питающими четыре катушки, которые работают не синхронно в двух парах). ). В трехфазном двигателе у нас может быть три катушки, расположенные вокруг статора треугольником, шесть равномерно расположенных катушек (три пары) или даже 12 катушек (три набора по четыре катушки) с одной, двумя или четырьмя катушками. включается и выключается одновременно тремя отдельными противофазными токами. У них есть только одна движущаяся часть,
У них есть только одна движущаяся часть, Вентилятор всасывает воздух в мотор, обдувая его снаружи корпуса мимо ребер радиатора. Если вы когда-нибудь задумывались, почему у электродвигателей такие выступы снаружи (как вы можете видеть на различных фотографиях на этой странице), то причина в том, что они охлаждают двигатель.
Вентилятор всасывает воздух в мотор, обдувая его снаружи корпуса мимо ребер радиатора. Если вы когда-нибудь задумывались, почему у электродвигателей такие выступы снаружи (как вы можете видеть на различных фотографиях на этой странице), то причина в том, что они охлаждают двигатель.
 Битва между этими двумя
Битва между этими двумя
 Асинхронные двигатели рассматриваются в главах 5, 6 и 7.
Асинхронные двигатели рассматриваются в главах 5, 6 и 7. Возраст 10+.
Возраст 10+. Все права защищены. Полное уведомление об авторских правах и условия использования.
Все права защищены. Полное уведомление об авторских правах и условия использования.
 В конце концов, я прослушал в прямом эфире (подкаст FWW), и они сказали, что лезвие 3 TPI решит 90% проблем с дрейфом. Это сработало как шарм!
В конце концов, я прослушал в прямом эфире (подкаст FWW), и они сказали, что лезвие 3 TPI решит 90% проблем с дрейфом. Это сработало как шарм!
 По мере того, как вы режете более толстый материал, вам нужны более глубокие канавки, чтобы унести отходы.
По мере того, как вы режете более толстый материал, вам нужны более глубокие канавки, чтобы унести отходы. Большинство заводских заборов похожи на забор для настольной пилы. Они имеют высоту от 4 до 6 дюймов и длину до стола ленточной пилы. Редко это правильный забор для ленточной пилы для использования для перепиливания или запиливания ног таблицы.
Большинство заводских заборов похожи на забор для настольной пилы. Они имеют высоту от 4 до 6 дюймов и длину до стола ленточной пилы. Редко это правильный забор для ленточной пилы для использования для перепиливания или запиливания ног таблицы.
 Оно начинается с куска фанеры, который я прикрепил к своему столешнице. Это митрометр, который я переделал из другой старой ленточной пилы. Каждый раз, когда я меняю полотно, я перепиливаю кусок лома вручную (на несколько дюймов — не полностью), чтобы определить, что такое «угол сноса». Затем я поднимаю этот митер-измеритель и сопоставляю его с деревом, которое я все еще держу, и таким образом сопоставляю этот угол. Затем я могу просто держать любые кусочки до забора и использовать ленточную пилу, как я мог бы использовать настольную пилу. Это работает лучше для меня в том, что я могу держать распил довольно плоско и требовать меньше строгания для того чтобы получить отметки пилы вне. Обычно я вырезаю эти отметки вручную, так что мне нравится делать пропил настолько плоским, насколько это возможно, чтобы не пришлось слишком сильно вырезать.
Оно начинается с куска фанеры, который я прикрепил к своему столешнице. Это митрометр, который я переделал из другой старой ленточной пилы. Каждый раз, когда я меняю полотно, я перепиливаю кусок лома вручную (на несколько дюймов — не полностью), чтобы определить, что такое «угол сноса». Затем я поднимаю этот митер-измеритель и сопоставляю его с деревом, которое я все еще держу, и таким образом сопоставляю этот угол. Затем я могу просто держать любые кусочки до забора и использовать ленточную пилу, как я мог бы использовать настольную пилу. Это работает лучше для меня в том, что я могу держать распил довольно плоско и требовать меньше строгания для того чтобы получить отметки пилы вне. Обычно я вырезаю эти отметки вручную, так что мне нравится делать пропил настолько плоским, насколько это возможно, чтобы не пришлось слишком сильно вырезать.
 Это может быть немного трудно получить отслеживание просто правильно, если ваши BS колеса используют шины с короной на них, но это очень удобно с помощью микрометра, чтобы найти лезвие точно в центре. Два разных способа получить похожий результат.
Это может быть немного трудно получить отслеживание просто правильно, если ваши BS колеса используют шины с короной на них, но это очень удобно с помощью микрометра, чтобы найти лезвие точно в центре. Два разных способа получить похожий результат.



 F. Уэллс Пилы
F. Уэллс Пилы
 Воспользуйтесь мастером ColdSaw Wizard, чтобы подобрать диск, подходящий для вашей работы.
Воспользуйтесь мастером ColdSaw Wizard, чтобы подобрать диск, подходящий для вашей работы.
 Кроме непосредственно самих ПВХ
Кроме непосредственно самих ПВХ д. А поврежденные трубки, с видимыми механическими
д. А поврежденные трубки, с видимыми механическими Для этого, компании, предоставляющие
Для этого, компании, предоставляющие Здесь может помочь труба ПВХ для опалубки – 25 или с 20 мм внешним диаметром. Это облегчает демонтаж опалубки и продлевает рабочий цикл фиксаторов. Для этих же целей подходит и труба ПНД для опалубки, особенно в холодное время года.
Здесь может помочь труба ПВХ для опалубки – 25 или с 20 мм внешним диаметром. Это облегчает демонтаж опалубки и продлевает рабочий цикл фиксаторов. Для этих же целей подходит и труба ПНД для опалубки, особенно в холодное время года.
 Некоторые строительные компании, выполняют работы таким образом, чтобы вынимались не только металлические детали, но и полимерные трубы. Хотя конусы вынуть уже невозможно.
Некоторые строительные компании, выполняют работы таким образом, чтобы вынимались не только металлические детали, но и полимерные трубы. Хотя конусы вынуть уже невозможно. 0Tie rod system 20.0Tie rod system 26.5She bolt systemTaper tie systemCoil rod system
0Tie rod system 20.0Tie rod system 26.5She bolt systemTaper tie systemCoil rod system
 Не забудьте ознакомиться с нашими примечаниями к загрузке.
Не забудьте ознакомиться с нашими примечаниями к загрузке.
 Они помогают нам постоянно улучшать функциональность нашего веб-сайта.
Они помогают нам постоянно улучшать функциональность нашего веб-сайта.
 ..
.. 
 Для профессионального использования. Размер: 12×600 мм. Материал: инструментальная сталь с твердосплавной вставкой. Упаковка: пластиковый подвес.
Для профессионального использования. Размер: 12×600 мм. Материал: инструментальная сталь с твердосплавной вставкой. Упаковка: пластиковый подвес. yandex.ru
yandex.ru Сверло предназначено для каменной кладки и бетона. Подходит для всех перфораторов с держателем SDS plus.
Сверло предназначено для каменной кладки и бетона. Подходит для всех перфораторов с держателем SDS plus. Оставляет отверстия с диаметром 16 мм.
Оставляет отверстия с диаметром 16 мм. yandex.ru
yandex.ru Оснастка надежно фиксируется в патроне инструмента и не выпадает из него даже при самых высоких сверлильных нагрузках. Диаметр бура составляет 20 мм, а его общая длина равна 1200 мм, что позволяет проделывать достаточно глубокие отверстия. Перед использованием бура необходимо производить предварительное засверливание материала буром меньшего диаметра.
Оснастка надежно фиксируется в патроне инструмента и не выпадает из него даже при самых высоких сверлильных нагрузках. Диаметр бура составляет 20 мм, а его общая длина равна 1200 мм, что позволяет проделывать достаточно глубокие отверстия. Перед использованием бура необходимо производить предварительное засверливание материала буром меньшего диаметра. yandex.ru
yandex.ru Буры для перфоратора применяются для создания отверстий в материалах повышенной прочности. Бур для перфоратора способен создать отверстие в кирпиче, бетоне, разных видах камня. Диаметр бура определяет размер отверстия, которое получится в результате бурения. Сфера применения изделий – строительство и ремонтные работы. В данном обзоре мы рассмотрим, как выбрать бур для оснащения перфоратора, как с ним работать.
Буры для перфоратора применяются для создания отверстий в материалах повышенной прочности. Бур для перфоратора способен создать отверстие в кирпиче, бетоне, разных видах камня. Диаметр бура определяет размер отверстия, которое получится в результате бурения. Сфера применения изделий – строительство и ремонтные работы. В данном обзоре мы рассмотрим, как выбрать бур для оснащения перфоратора, как с ним работать. В некоторых случаях наконечники делают усиленными, чтобы сориентировать центр тяжести. Режущая часть должна быть заточенной. В противном случае она истирается и не способна выполнять работу. Следовательно, такой расходный материал подлежит замене, поскольку не может гарантировать эффективность и качество работы.
В некоторых случаях наконечники делают усиленными, чтобы сориентировать центр тяжести. Режущая часть должна быть заточенной. В противном случае она истирается и не способна выполнять работу. Следовательно, такой расходный материал подлежит замене, поскольку не может гарантировать эффективность и качество работы. Сами буры классифицируют по ряду параметров, а между собой они отличаются несколькими критериями:
Сами буры классифицируют по ряду параметров, а между собой они отличаются несколькими критериями:
 Такие буры имеют в составе твердые сплавы. Большинство производителей буров с хвостовиками SDS-max – китайские бренды. Несмотря на это, расходники соответствуют требованиям ГОСТ и подходят для перфораторов отечественного или иностранного производства. Такие буры по бетону работают только с перфораторами. Не пытайтесь использовать их с дрелью, поскольку ничего хорошего с этого не получится.
Такие буры имеют в составе твердые сплавы. Большинство производителей буров с хвостовиками SDS-max – китайские бренды. Несмотря на это, расходники соответствуют требованиям ГОСТ и подходят для перфораторов отечественного или иностранного производства. Такие буры по бетону работают только с перфораторами. Не пытайтесь использовать их с дрелью, поскольку ничего хорошего с этого не получится. В большинстве моделей бура наконечник выполнен из прочных марок сплавов, что обеспечивает центр тяжести, гарантируя точное направление бура.
В большинстве моделей бура наконечник выполнен из прочных марок сплавов, что обеспечивает центр тяжести, гарантируя точное направление бура.
 Именно поэтому используется перфоратор с ударной функцией. Есть несколько правил бурения бетона сверлами:
Именно поэтому используется перфоратор с ударной функцией. Есть несколько правил бурения бетона сверлами:
 Если в вашей дрели предусмотрена функция выбора скорости, начните бурение на низких скоростях, постепенно их увеличивая. Если же управление скоростью не предусмотрено, делайте работу постепенно в несколько подходов.
Если в вашей дрели предусмотрена функция выбора скорости, начните бурение на низких скоростях, постепенно их увеличивая. Если же управление скоростью не предусмотрено, делайте работу постепенно в несколько подходов.




 Используются для создания отверстий в камне или плитке. После нанесения этого покрытия буры становятся очень твердыми и абразивными.
Используются для создания отверстий в камне или плитке. После нанесения этого покрытия буры становятся очень твердыми и абразивными. Такие перфораторы способны работать на максимальных скоростях, сохраняя производительность бурения. Перфораторы с наклоном канавки меньше перегреваются. Недостатком таких инструментов считается то, что они оказывают серьезную нагрузку на оборудование;
Такие перфораторы способны работать на максимальных скоростях, сохраняя производительность бурения. Перфораторы с наклоном канавки меньше перегреваются. Недостатком таких инструментов считается то, что они оказывают серьезную нагрузку на оборудование; За счет этого не забивается сам инструмент, снижая к минимуму риски поломок;
За счет этого не забивается сам инструмент, снижая к минимуму риски поломок; На самом деле, это не столь важно, и вы можете подобрать подходящий состав по цене.
На самом деле, это не столь важно, и вы можете подобрать подходящий состав по цене.
 сравнение функций.Сравнить
сравнение функций.Сравнить Сравните
Сравните Выберите 2 или более продуктов для наглядного сравнения характеристик. Сравнить
Выберите 2 или более продуктов для наглядного сравнения характеристик. Сравнить
 99 грн
99 грн Киев
Киев shop
shop Состоит из 110 предметов с посадочным размером 1/2” и 1/4”. Содержит необходимый комплект инструментов для проведения основных слесарных работ. В набор входит: 17 основных шестигранных головок, а также, 5 длинных шестигранных головок размера 1/2”; 13 основных шестигранных головок, а также, 8 длинных шестигранных головок размера 1/4”; 8 Е-головок TORX (звезды) размера 1/2” и 5 – размера 1/4”; 2 свечных головки с магнитом размера 1/2”; 2 трещотки 72 зубца 1/2” и 1/4”; адаптер для удлинителя 3/8”F×1/2”M; адаптеры для бит 1/2”-5/16” и 1/4”; 4 удлинителя разного размера; адаптер для бит; 6 шлицевых бит, 12 бит TORX, 4 крестовых биты PHILLIPS, 4 крестовые биты POZIDRIV; 5 бит HEX; 2 шарнирных кардана 1/2” и 1/4”; вороток T-образный 115мм 1/4”; 4 Г-образных шестигранных ключа; отверточная рукоятка; 9 комбинированных ключей.
Состоит из 110 предметов с посадочным размером 1/2” и 1/4”. Содержит необходимый комплект инструментов для проведения основных слесарных работ. В набор входит: 17 основных шестигранных головок, а также, 5 длинных шестигранных головок размера 1/2”; 13 основных шестигранных головок, а также, 8 длинных шестигранных головок размера 1/4”; 8 Е-головок TORX (звезды) размера 1/2” и 5 – размера 1/4”; 2 свечных головки с магнитом размера 1/2”; 2 трещотки 72 зубца 1/2” и 1/4”; адаптер для удлинителя 3/8”F×1/2”M; адаптеры для бит 1/2”-5/16” и 1/4”; 4 удлинителя разного размера; адаптер для бит; 6 шлицевых бит, 12 бит TORX, 4 крестовых биты PHILLIPS, 4 крестовые биты POZIDRIV; 5 бит HEX; 2 шарнирных кардана 1/2” и 1/4”; вороток T-образный 115мм 1/4”; 4 Г-образных шестигранных ключа; отверточная рукоятка; 9 комбинированных ключей.
 5, 5, 5.5, 6, 7, 8, 9, 10, 11, 12, 13, 14 мм.
5, 5, 5.5, 6, 7, 8, 9, 10, 11, 12, 13, 14 мм. В настоящее время она является коммерческим редактором по благоустройству дома и инструментам на The Spruce. Она пишет о домашнем декоре более 10 лет для таких изданий, как BobVila.com и Better Homes & Gardens, среди прочих.
В настоящее время она является коммерческим редактором по благоустройству дома и инструментам на The Spruce. Она пишет о домашнем декоре более 10 лет для таких изданий, как BobVila.com и Better Homes & Gardens, среди прочих. В сферу ее интересов входят ботаника, орнитология и благоустройство дома. Она получила степень бакалавра наук в Портлендском государственном университете.
В сферу ее интересов входят ботаника, орнитология и благоустройство дома. Она получила степень бакалавра наук в Портлендском государственном университете. Он включает в себя выгравированные лазером номера для легкой идентификации, рычаг направления, который позволяет использовать его одной рукой, и прочный литой футляр.
Он включает в себя выгравированные лазером номера для легкой идентификации, рычаг направления, который позволяет использовать его одной рукой, и прочный литой футляр. com
com
 это идеальный способ получить основы по цене, которая не ударит по вашему бюджету.
это идеальный способ получить основы по цене, которая не ударит по вашему бюджету. Поскольку мелкие детали поставляются как в SAE, так и в метрических единицах измерения, не помешает также иметь в наличии набор инструментов обоих типов. Стэнли STMT73795 Mechanic Tool Set предлагает 210 отдельных метрических и SAE инструментов и головок/отверток, которых будет достаточно для большинства винтов, гаек и болтов, с которыми вы можете столкнуться.
Поскольку мелкие детали поставляются как в SAE, так и в метрических единицах измерения, не помешает также иметь в наличии набор инструментов обоих типов. Стэнли STMT73795 Mechanic Tool Set предлагает 210 отдельных метрических и SAE инструментов и головок/отверток, которых будет достаточно для большинства винтов, гаек и болтов, с которыми вы можете столкнуться. com
com
 Для чего-то небольшого и управляемого, набор головок для приводов Stanley STMT71653 ориентирован на качество, а не на количество. Набор из 145 предметов предлагает одни из самых распространенных инструментов, которые вам понадобятся для типичных проектов по дому и гаражу. Каждый инструмент изготовлен из высококачественной стали и покрыт никелем или черным хромом. Это отличный комплект, если вы лишь изредка занимаетесь простым ремонтом или хотите иметь второй комплект, который можно носить с собой в багажнике автомобиля.
Для чего-то небольшого и управляемого, набор головок для приводов Stanley STMT71653 ориентирован на качество, а не на количество. Набор из 145 предметов предлагает одни из самых распространенных инструментов, которые вам понадобятся для типичных проектов по дому и гаражу. Каждый инструмент изготовлен из высококачественной стали и покрыт никелем или черным хромом. Это отличный комплект, если вы лишь изредка занимаетесь простым ремонтом или хотите иметь второй комплект, который можно носить с собой в багажнике автомобиля. Набор инструментов Craftsman, состоящий из 450 предметов, предлагает один из самых полных и обширных наборов на рынке, а также превосходное качество. Это тот набор инструментов, который вы должны купить, если хотите охватить все свои базы или быть готовыми к случайным, неожиданным проектам, которые могут возникнуть у вас дома или в машине.
Набор инструментов Craftsman, состоящий из 450 предметов, предлагает один из самых полных и обширных наборов на рынке, а также превосходное качество. Это тот набор инструментов, который вы должны купить, если хотите охватить все свои базы или быть готовыми к случайным, неожиданным проектам, которые могут возникнуть у вас дома или в машине.
 В набор также входят многочисленные гаечные ключи, адаптеры и удлинители, гаечные ключи, отвертка и биты, а также набор шестигранных ключей.
В набор также входят многочисленные гаечные ключи, адаптеры и удлинители, гаечные ключи, отвертка и биты, а также набор шестигранных ключей. Вы получаете головки самых распространенных метрических размеров и размеров SAE — всего 34 — все они изготовлены из прочного сплава хромованадиевой стали. Есть трещотка с приводом на 3/8 дюйма, а также рукоятка для вращения на 1/4 дюйма, а также адаптеры и удлинители для головок.
Вы получаете головки самых распространенных метрических размеров и размеров SAE — всего 34 — все они изготовлены из прочного сплава хромованадиевой стали. Есть трещотка с приводом на 3/8 дюйма, а также рукоятка для вращения на 1/4 дюйма, а также адаптеры и удлинители для головок. Он также включает в себя высококачественную трещотку, предназначенную для использования одной рукой. Но если вы ищете бюджетный набор механических инструментов, который достаточно прочный и достаточно полный для большинства основных ремонтных работ, то вам подойдет набор Hi-Spec Tools из 67 предметов.
Он также включает в себя высококачественную трещотку, предназначенную для использования одной рукой. Но если вы ищете бюджетный набор механических инструментов, который достаточно прочный и достаточно полный для большинства основных ремонтных работ, то вам подойдет набор Hi-Spec Tools из 67 предметов.
 Напротив, набор механических инструментов предназначен для работы с двигателями автомобилей, мотоциклов, лодок и тяжелой техники. Хотя существуют наборы механических инструментов, которые также включают в себя некоторые основные инструменты для дома, большинство из них сосредоточено исключительно на инструментах, необходимых для хобби или профессионального ремонта механизмов.
Напротив, набор механических инструментов предназначен для работы с двигателями автомобилей, мотоциклов, лодок и тяжелой техники. Хотя существуют наборы механических инструментов, которые также включают в себя некоторые основные инструменты для дома, большинство из них сосредоточено исключительно на инструментах, необходимых для хобби или профессионального ремонта механизмов. Некоторые наборы механических инструментов также включают в себя такие основные предметы, как отвертки и гаечные ключи.
Некоторые наборы механических инструментов также включают в себя такие основные предметы, как отвертки и гаечные ключи. Для этого обзора она рассмотрела десятки наборов инструментов для механиков и искала те из них, которые отличаются высочайшим качеством, максимальной универсальностью и лучшими отзывами как от профессионалов, так и от автомехаников-любителей.
Для этого обзора она рассмотрела десятки наборов инструментов для механиков и искала те из них, которые отличаются высочайшим качеством, максимальной универсальностью и лучшими отзывами как от профессионалов, так и от автомехаников-любителей. Рекомендуемая производителем розничная цена для базовой модели перед сборкой заказчиком также не включает расходы на дополнительное оборудование, продукты, пакеты и аксессуары. Фактическая цена автомобиля и доступность могут варьироваться в зависимости от дилера и должны быть подтверждены дилером, выбранным клиентом.
Рекомендуемая производителем розничная цена для базовой модели перед сборкой заказчиком также не включает расходы на дополнительное оборудование, продукты, пакеты и аксессуары. Фактическая цена автомобиля и доступность могут варьироваться в зависимости от дилера и должны быть подтверждены дилером, выбранным клиентом. Ваш фактический пробег по шоссе, вероятно, будет меньше, чем оценка по шоссе.
Ваш фактический пробег по шоссе, вероятно, будет меньше, чем оценка по шоссе. Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.

 США 9,48 долл. США
США 9,48 долл. США











 Подозреваю, что он почти полностью состоял из песка.
Подозреваю, что он почти полностью состоял из песка.
 Хотя, по сути, цена — ровно по уровню крупных производств, если не пытаться заказывать бетон по объявлениям со столбов.
Хотя, по сути, цена — ровно по уровню крупных производств, если не пытаться заказывать бетон по объявлениям со столбов. Да, можно, нужно, технологичнее и правильнее заливать ростверк сразу в «0 по уровню», но кирпичом дешевле.
Да, можно, нужно, технологичнее и правильнее заливать ростверк сразу в «0 по уровню», но кирпичом дешевле. Тут либо придется поступиться качеством привязки к стене, либо посмотреть в сторону металлического сайдинга или навесных фасадов. Под них же и утеплитель можно разместить. Главный принцип — делать все разом, так практичнее.
Тут либо придется поступиться качеством привязки к стене, либо посмотреть в сторону металлического сайдинга или навесных фасадов. Под них же и утеплитель можно разместить. Главный принцип — делать все разом, так практичнее. Но, справедливости ради, у нас вообще не было «пустошовки». Изредка попадались места, где раствор не полностью занимал шов, буквально несколько сантиметров в глубину, не более.
Но, справедливости ради, у нас вообще не было «пустошовки». Изредка попадались места, где раствор не полностью занимал шов, буквально несколько сантиметров в глубину, не более. Кто-то за эти деньги работает долго и плохо — второй раз не пригласят. А кто-то качественно отработывает в полтора-два раза больше объектов, при этом вряд ли им кто говорит: «Ребята, за что вам столько платить за четыре дня с перекурами?»
Кто-то за эти деньги работает долго и плохо — второй раз не пригласят. А кто-то качественно отработывает в полтора-два раза больше объектов, при этом вряд ли им кто говорит: «Ребята, за что вам столько платить за четыре дня с перекурами?» Нет, конечно, есть доставка материалов. Вот закажите в каком-нибудь сетевом строймаркете смесь или доску, металлопрокат, измерьте толщину, длину, влажность, марку прочности — и потом придет осознание неоднозначного качества.
Нет, конечно, есть доставка материалов. Вот закажите в каком-нибудь сетевом строймаркете смесь или доску, металлопрокат, измерьте толщину, длину, влажность, марку прочности — и потом придет осознание неоднозначного качества. Хотя был один человек, я видел его работу и общался с теми, кто жил потом в том доме.
Хотя был один человек, я видел его работу и общался с теми, кто жил потом в том доме. Представьте, что вы тонкая поэтическая натура, начали строить дом «по классике» из кирпича на пригорке с видом на город. Точнее город чуть дальше, а тут рядом видно и озеро, и поле.
Представьте, что вы тонкая поэтическая натура, начали строить дом «по классике» из кирпича на пригорке с видом на город. Точнее город чуть дальше, а тут рядом видно и озеро, и поле.

 До домов площадью выше 200 м² мы недотягивали минимум четверть цены.
До домов площадью выше 200 м² мы недотягивали минимум четверть цены. Но дом был хорош, даже немного обидно было.
Но дом был хорош, даже немного обидно было.
 д.;
д.;
 Тем более, когда вы будете в роли продавца: ваши любимые ноу-хау тоже не все оценят. =)
Тем более, когда вы будете в роли продавца: ваши любимые ноу-хау тоже не все оценят. =) Пастообразный материал, в данном случае бетон или грунт, послойно проталкивается через сопло для трехмерной печати зданий.
Пастообразный материал, в данном случае бетон или грунт, послойно проталкивается через сопло для трехмерной печати зданий.
 2
2




 Весь процесс спроектирован так, чтобы быть удобным для пользователя с интерфейсом на основе планшета, а бетонная смесь ICON Lavacrete оптимизирована для упрощения печати.
Весь процесс спроектирован так, чтобы быть удобным для пользователя с интерфейсом на основе планшета, а бетонная смесь ICON Lavacrete оптимизирована для упрощения печати. В среднем он способен напечатать дом площадью 100 квадратных метров за 48 часов (только стены).
В среднем он способен напечатать дом площадью 100 квадратных метров за 48 часов (только стены).

 Этот 3D-принтер, который больше похож на пару роботов-манипуляторов, чем на принтер, способен изготавливать металлические компоненты для строительных площадок. Нам не терпится узнать об этом больше!
Этот 3D-принтер, который больше похож на пару роботов-манипуляторов, чем на принтер, способен изготавливать металлические компоненты для строительных площадок. Нам не терпится узнать об этом больше! Однако в 2015 году генеральный директор Contour Crafting обвинил Winsun в краже их запатентованной технологии. С тех пор веб-сайт Winsun был закрыт.
Однако в 2015 году генеральный директор Contour Crafting обвинил Winsun в краже их запатентованной технологии. С тех пор веб-сайт Winsun был закрыт. Как упоминалось ранее, задания на печать обычно включают только укладку фундамента и стен дома.
Как упоминалось ранее, задания на печать обычно включают только укладку фундамента и стен дома.
 Он имеет длину 26,3 метра и ширину 2,6 метра и был напечатан на 3D-принтере всего за 18 дней.
Он имеет длину 26,3 метра и ширину 2,6 метра и был напечатан на 3D-принтере всего за 18 дней. Также можно использовать термин «дом, напечатанный на 3D-принтере».
Также можно использовать термин «дом, напечатанный на 3D-принтере». Фото: Contour Crafting.
Фото: Contour Crafting.  Затем они собирают необходимую раму для принтера, а затем прикрепляют принтер к раме.
Затем они собирают необходимую раму для принтера, а затем прикрепляют принтер к раме. Конечным результатом будет полная структура, которая потребует минимальной отделки, чтобы сделать интерьер более персонализированным и приятным.
Конечным результатом будет полная структура, которая потребует минимальной отделки, чтобы сделать интерьер более персонализированным и приятным. Поскольку технология легко адаптируется, типография может использовать местные материалы. Это снизит себестоимость производства за счет устранения необходимости транспортировки тяжелых материалов на строительную площадку. В случае чрезвычайной ситуации отсутствие потребности в рабочих для строительства убежищ означает, что работники по оказанию помощи могут тратить больше времени на восстановление местной инфраструктуры или помощь тем, кто нуждается в медицинской помощи.
Поскольку технология легко адаптируется, типография может использовать местные материалы. Это снизит себестоимость производства за счет устранения необходимости транспортировки тяжелых материалов на строительную площадку. В случае чрезвычайной ситуации отсутствие потребности в рабочих для строительства убежищ означает, что работники по оказанию помощи могут тратить больше времени на восстановление местной инфраструктуры или помощь тем, кто нуждается в медицинской помощи.
