Трубогиб для профиля: Трубогибы профильной трубы «ИНТех»
Трубогиб своими руками, схемы, чертежи для трубогиба профильной трубы
Трубы, имеющие квадратное, прямоугольное или овальное сечение – называют профильными. Чтобы собрать трубогиб своими руками необходимо выяснить с какой трубой вы собираетесь работать и уже отталкиваясь от профиля трубы собирать трубогиб.
теплица из гнутых труб
При строительстве навесов, малых архитектурных форм, теплиц – такой материал используется ничуть не реже, чем традиционная труба. Строители отдают предпочтение такому сечению по причине плоских поверхностей, на которые удобно крепить кровельный материал. Да и внешний вид такой трубы гораздо респектабельнее.
В обработке профтруба не сложнее, чем круглая, однако при ее сгибании надо учитывать некоторые особенности.
Как согнуть профильную трубу — простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
Вместо дорна песок
При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой. ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик.
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда.
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5% меньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности.
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.
Изгиб профильной трубы
В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.
ручной трубогиб
Профильный трубогиб своими руками вальцовочного типа
Установка может быть как переносной, так и стационарной. Привод обеспечивается мускульной силой или при помощи электродвигателя с редуктором.
Самодельный трубогиб
Принцип действия ручного трубогиба один – профтруба опирается на разнесенные упоры-катки, между ними находится упорный ролик, который давит на заготовку.
Профиль протягивается по горизонтали, попутно изгибаясь по заданному радиусу. Схема раскрывает конструкцию и основные узлы приспособления.
Ролики для трубогиба могут быть цилиндрическими или с проточкой, это зависит от размера и характеристик заготовки. Плоский и широкий профиль удобно прокатывать по ровным каткам, узкий и высокий требует направляющих проточек.
Наиболее популярны универсальные ролики. На цилиндрическое основание при необходимости можно надеть направляющие бортики-шайбы.
Самодельные трубогибы чаще всего изготавливают именно на базе этой конструкции. Они подходят для профтрубы практически любого размера и не требуют дорогостоящих элементов при сборке.
Все детали, за исключением вальцов, можно найти в своих запасниках. Чертеж ручного трубогиба наглядно демонстрирует простоту конструкции.
Большинство домашних мастеров пользуются ручным приводом, поскольку скорость при таких работах не нужна. Однако если нужно изготовить большой погонаж гнутой профтрубы – используется механизация.
Применив простой цепной редуктор и мощную дрель, можно выйти на промышленный уровень производства гнутого профиля.
Работа с трубогибом
Пусть вас не пугает сложность изготовления и поиски необходимых комплектующих. Стоимость услуг по изготовлению заготовок из профтрубы настолько высока, что изготовление самодельного устройства ощутимо сэкономит ваши средства. Обилие самодельных вариантов станков профилегибов лишь подтверждает эти слова.
Обилие самодельных вариантов станков профилегибов лишь подтверждает эти слова.
Трубогиб сделанный своими руками легко сгибает квадратную трубу
Например, вот конструкция, изготовленная из списанного и выброшенного промышленного электрооборудования. Двухвальный редуктор распилен пополам, и послужил в роли опорных роликов.
Понижающая часть соединена с трехфазным электродвигателем, на котором переделан пусковой механизм под однофазное питание.
Оба вала синхронизированы мотоциклетной цепью и шестернями от того же байка. Упорный ролик приводится в действие с помощью обычного «жигулевского» ромбовидного домкрата. Станок получился настолько удачным, что обгоняет по производительности заводские аналоги. А затраты – пару поллитровок за работу сварщика.
На видео мастер рассказывает о размерах самодельного трубогиба для профильной трубы. Ручной трубогиб сделан своими руками из подручного материала, что найден был в сарае и получился достаточно качественно. в процессе работы труба получается ровно по дуге и ее не ведет «винтом».
Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.
Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.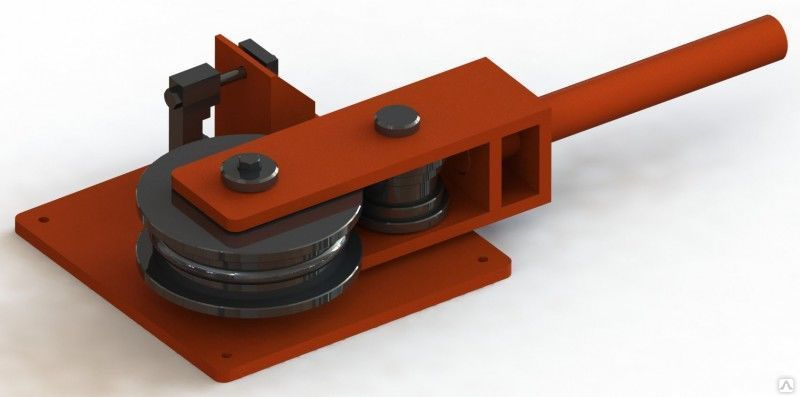
заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается.
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.
Холодная ковка
Еще одна область применения малых радиусов – изготовление фигурных украшений.
козырек из согнутых на трубогибе труб
Технология носит название «холодная ковка». Приспособления для этого вида работ можно приобрести в магазине или также изготовить самому. Широкого применения таким устройствам нет, однако если вы освоите технологию – можно украсить свой загородный дом оригинальными элементами из банального квадратного профиля.
Воспользовавшись советами из настоящей статьи – вы расширите свой мастеровой диапазон и сэкономите денежные средства.
Примеры из жизни на тему: как я сделал трубогиб собственными руками
Простой трубогиб подробно с размерами и по шагамТрубогибы гидравлические промышленные / dms-stanki.ru
Цена р.
от
до
Производитель
ACL (Китай)
DURMA (Турция)
ERCOLINA (Италия)
MetalTec (Китай)
Sahinler (Турция)
STALEX (Россия, Китай, Польша)
Вид обрабатываемого профиля
Круглые трубы
Профильные трубы
Универсальный
Max Ø круглой трубы
Ø до 52 мм
Ø до 76,2 мм
Ø до 102 мм
Ø до 125 мм
Ø до 150 мм
Ø до 350 мм
Ø до 406 мм
Показать еще 1
Max ☐ профильной трубы
☐ до 40х40 мм
☐ до 50х50 мм
☐ до 60х30 мм
☐ до 60х40 мм
☐ до 60х60 мм
☐ до 80х80 мм
☐ до 100х40 мм
☐ до 120х40 мм
☐ до 120х60 мм
☐ до 140х140 мм
☐ до 150х50 мм
☐ до 200х100 мм
☐ до 220х80 мм
☐ до 300х100 мм и более
Показать еще 8
СНЯТ С ПРОДАЖИ
Вседанет
ЦЕНА С НДС-20%
Вседанет
В наличии
Вседанет
Бесплатная доставка
Вседанет
-10% при 100% предоплате
Вседанет
Под заказ
Вседанет
+ ножницы в подарок
Вседанет
Наличие уточняйте
Вседанет
Новинка
Вседанет
Спецпредложение
Вседанет
Найдено
0
Показать
Сбросить фильтр
Трубогибы гидравлические — в звависимости от модели могут работать в горизонтальном и вертикальном положениях, а регулировка роликов обеспечивается по трем осям посредством гидравлики.
Профилегибы с гидравлическим приводом характеризуются высокой производительностью, отсутствием нагрузки на оператора станка, простотой эксплуатации и обслуживания, большим выбором оправок для выполнения гибки многих типов профилей.
Гидравлические профилегибы относится к профессиональному оборудованию и используется для производства в крупносерийных и промышленных масштабах.
Гидравлические трубогибы широко применяются в таких отраслях промышленности как: морская, нефтехимическая, энергетическая, электротехническая, автомобильная, мебельная, строительная и т.д.
Сортировать:
Товар
Цена
Показать еще
Пред.
- 1
- 2
След.

Трубогибочные станки | Качественное оборудование для гибки труб
Трубогибочные станки Ercolina с вращающимся вытяжным устройством идеально подходят для большинства операций гибки.
Ротационная гибка на сегодняшний день является основным методом высококачественной гибки труб. Изгибы формируются путем вытягивания материала вокруг вращающегося формирователя гибочного штампа. В частности, передняя касательная трубы или трубки удерживается захватным рычагом гибочной матрицы Ercolina по мере того, как труба протягивается вокруг канавки гибочной матрицы и входит в нее. Матрица для встречного изгиба или пресс-матрица прикладывает к трубе противодействующее усилие, обеспечивая высокое качество гибки. Область контакта между вращающимся гибочным штампом и встречным гибочным штампом называется линией касания. Что отличает гибку с вращающейся вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить гибы труб высшего качества.
Этот контроль помогает производить гибы труб высшего качества.
Подробнее о ротационных гибочных станках Ercolina
Ротационные гибочные станки являются наиболее популярными машинами для гибки труб, труб и твердых тел для таких применений, как: поручни, колена поручней и возврат стен, поручни для инвалидов, мебель и рамы для вывесок, нестандартные автомобили детали, такие как каркасы безопасности, щетки, нерф-бары, световые стойки, подножки и многое другое. Ротационно-гибочные станки Ercolina создают эстетически привлекательные изгибы, когда правильный инструмент соответствует области применения. Кроме того, во многих случаях стандартные стандартные инструменты Ercolina предлагаются с различными радиусами изгиба осевой линии, чтобы быстро адаптироваться к вашим задачам гибки. Стандартный инструмент для гибки часто можно слегка модифицировать, если это необходимо, чтобы удовлетворить особые требования к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями гибки.
Клиенты часто спрашивают, можно ли использовать станки и инструменты Ercolina для гибки алюминиевых и нержавеющих труб и труб. Ответ: «Да». и с отличными результатами. Гибочные матрицы Ercolina могут быть модифицированы для соответствия наиболее часто используемым материалам стальных, алюминиевых и нержавеющих труб.
Трубогибы Ercolina надежны
Нашим клиентам требуются надежные гибочные станки, которые могут выполнять высококачественные гибки, потому что нет ничего важнее, чем гибка с точностью и эффективностью. Машины Ercolina используются нашими клиентами во многих отраслях промышленности и настоятельно рекомендуются для гибки с вращающейся вытяжкой. С нашими моделями гибочных станков Super и Top вы можете точно контролировать процесс гибки труб от начала до конца. Ercolina предлагает модели станков для всех уровней производительности цеховой гибки от прототипа до серийного производства с ЧПУ или ЧПУ.
Быстрая и воспроизводимая качественная гибка
Конструкция трубогибочного станка с вращающейся вытяжкой Ercolina внесла новшества и изменила рынок, предлагая быструю воспроизводимую качественную гибку по разумной цене. Наша компактная мощная конструкция обеспечивает большую производительность при изгибе и требует ограниченного пространства в цеху. Станки Ercolina изготавливаются из самых современных компонентов и доказали свою надежность, обеспечивая клиентам уверенность в течение многих лет гибочного производства. Для клиентов Ercolina это означает высококачественный продукт, дающий невероятные результаты. Станки Ercolina превосходят так называемые гибочные станки конкурентов, в которых используется устаревшая гидравлика и концевые выключатели для управления углами изгиба. Никаких медленных храповых движений, до середины изгиба требуется трудоемкая регулировка инструментов. Все гибочные станки Ercolina программируются на угол изгиба с компенсацией пружинения и полным изгибом до 180 градусов за один быстрый цикл.
Наша компактная мощная конструкция обеспечивает большую производительность при изгибе и требует ограниченного пространства в цеху. Станки Ercolina изготавливаются из самых современных компонентов и доказали свою надежность, обеспечивая клиентам уверенность в течение многих лет гибочного производства. Для клиентов Ercolina это означает высококачественный продукт, дающий невероятные результаты. Станки Ercolina превосходят так называемые гибочные станки конкурентов, в которых используется устаревшая гидравлика и концевые выключатели для управления углами изгиба. Никаких медленных храповых движений, до середины изгиба требуется трудоемкая регулировка инструментов. Все гибочные станки Ercolina программируются на угол изгиба с компенсацией пружинения и полным изгибом до 180 градусов за один быстрый цикл.
Почему сейчас самое подходящее время для модернизации цехового трубогибочного оборудования?
Сегодняшнему производителю нужны экономичные решения, чтобы конкурировать на существующих рынках, расширяя и улучшая свои текущие возможности. Производители, предлагающие услуги по гибке труб, часто увеличивают свою долю рынка и значимость для своих нынешних клиентов. С помощью трубогибочных станков Ercolina вы можете быстро производить гибку в своем цеху и экономить время и трудозатраты.
Производители, предлагающие услуги по гибке труб, часто увеличивают свою долю рынка и значимость для своих нынешних клиентов. С помощью трубогибочных станков Ercolina вы можете быстро производить гибку в своем цеху и экономить время и трудозатраты.
Цены на изделия и гибочные станки Ercolina вполне соответствуют бюджету большинства клиентов. Хотя финансирование оборудования может быть сложной задачей, клиенты с правом кредита находят более конкурентоспособные арендные ставки и общую более низкую стоимость аренды. Для наибольшей финансовой гибкости CML USA, Inc. и Ercolina предлагают несколько вариантов аренды и сроков аренды в соответствии с вашими требованиями. Посетите нашу страницу «Варианты аренды», чтобы получить дополнительную информацию о доступных вариантах аренды и получить смету расходов.
Остались вопросы?
Если вам нужна помощь, чтобы определить, какой трубогиб Ercolina подходит для вашего цеха, наш высококвалифицированный персонал поможет вам с гибкой труб и труб. Позвоните (563) 391-7700 или свяжитесь с нами.
Позвоните (563) 391-7700 или свяжитесь с нами.
Профильный гибочный станок, высокая точность, производительность
Китай Высококачественный профильный гибочный станок Производители Заводская цена Продажи
С 1989 года эксперты в области удобных в использовании профилегибочных станков с ЧПУ.
Стержни, уголки, двутавровые и двутавровые балки, швеллеры, трубки и трубы для гибки стали и алюминия.
Профилегибочный станок первого поколения компании BIT (1998 г.)
Гидравлические профилегибочные станки — серии PBH и PBA
Промышленная технология компании «Борисбанг» (BIT) — одна из первых китайских разработок в области технологии гибки профилей, которая работает в отрасли уже более 30 лет. годы. BIT отвечает требованиям к точности, качеству и техническим характеристикам широкого круга клиентов и отраслей по всему миру. Профилегибочный станок с ЧПУ
BIT обеспечивает простоту эксплуатации, точные изгибы и высокую повторяемость. Чрезвычайно удобные в использовании, они также полностью доступны как для учеников, так и для опытных рабочих, для гибки стальных и алюминиевых профилей Made Easy.
BIT предлагает 3 типа профилегибочных станков ( PBH , PBA , MS ), они используются для гибки уголков, плоских стержней, тавровых, двутавровых, двутавровых, U-образных профилей, круглых и квадратные прутки, трубы и трубы квадратного сечения, а также сложные экструдированные профили.
Видео процесса гибки профилей станка для гибки стальных и алюминиевых профилей BIT
Примечания: Первая половина — гибка стального профиля , а вторая половина — гибка алюминиевого профиля г видео.
Три модели профилегибочных станков BIT
Параметры станка для гибки алюминиевых профилей PBA
| Model | PBA-300F | PBA-450 | PBA-500 | PBA 500 + | PBA-500F | PBA-600 | ПВА 600 + | PBA-800 | PBA-1000 | PBA-1200 |
| Power (kW) | 2. 5 5 | 5.5 | 4 | 6.5 | 5 | 5 | 10 | 10 | 18 | 22.5 |
| Roller Speed (rpm) | 1-30 | 1-20 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 |
| Max.DIA Mold (mm) | 160 | 240 | 240 | 240 | 240 | 260 | 260-400 | 260/320 | 300 | |
| Roller DIA (mm) | 30 | 50 | 50 | 50 | 50 | 60 | 80 | 80 | 105 | 125 |
| Axis Distance (mm) | 100 | 180-390 | 100-300 | 270-600 | 310 | 270-600 | 370-1200 | 270-600 | 450~1200 | 500-1200 |
| Y-axis Thrust (tons) | 5 | 15 | 15 | 20 | 15 | 25 | 25 | 35 | 50 | 70 |
| Accuracy Y-axis (мм) | ≤0,01 | ≤0. 01 01 | ≤0.01 | ≤0.02 | ≤0.02 | ≤0.02 | ≤0.02 | ≤0.02 | ≤0.02 | |
| Max.Torque X-Axis (N.m) | 1200 | 1700 | 2500 | 4000 | 2500 | 4500 | 6000 | 7000 | 10000 | 1300 |
| MAKER.SECE | 1300 | |||||||||
| MAKER.SECE | ||||||||||
| MAKS.Sece | 120×150 | 150×200 | 120×150 | 150×200 | 200×250 | 200×250 | 250×300 | 300×450 | ||
| Dimension (m) | 1. 2×.8× 1.3 2×.8× 1.3 | 1.8×.7×1.7 | 1.5×1.2×1.4 | 1.6×1.2×1.5 | 1.5×1.2×1.4 | 1.5×1.2×1.4 | 1.8×1.8×1.6 | 1.8×1.8× 1.6 | 1.9×20×1.75 | 2.1×2.2×1.85 |
Параметры гибочной способности профилегибочного станка PBH
Если необходимая вам гибочная секция больше размера, указанного в таблице, свяжитесь с нами. Максимальный модуль упругости BIT может достигать 1000 см 3 .
| Model | PBH 120 | PBH 140 | PBH 200 | PBH 300 | PBH 360 | PBH 450 | PBH 500 | PBH 550 | PBH 600 | PBH 700 | |||
МАКС. | 120×25 Φ1000 | 150×30 Φ1500 | 175×40 Φ2500 | 200×50 Φ2500 | 250×70 Φ3500 | 250×70 Φ3500 | 300×70 Φ4000 | 300×80 Φ5000 | |||||
| Max.Section(mm) Min.Bending DIA(mm) | 180×20 Φ400 | 200×35 Φ600 | 250×30 Φ1000 | 250×40 Φ1000 | 350× 50 Φ1500 | 400×60 Φ2000 | 450×70 Φ1000 | 500×80 Φ1200 | 500×100 Φ1600 | 650×100 Φ2000 | |||
| Max.Section(mm) Мин. диаметр изгиба (мм) | 50×50 Φ500 | 60×60 Φ600 | 70×70 Φ800 | 80×80 Φ1500 | 110×110 Φ1600 | 130×130 Φ2000 | 145×145 Φ2500 | 165×165 Φ3000 | 200×200 Φ3500 | 240×240 Φ4000 | |||
Max. Section(mm) Section(mm) Min.Bending DIA(mm) | 76×4 Φ700 | 102×4 Φ1000 | 140 ×4 Φ1800 | 170×6 Φ2000 | 219×6 Φ2500 | 245×8 Φ3000 | 325×8 Φ4000 | 400×8 Φ8000 | 452×10 Φ8000 | 510×20 Φ1000 | |||
| Max.Section (мм) мин. Прибытие DIA (мм) | 65 × 65 × 6 φ1000 | 90 × 90 × 6 φ1500 | 100 × 100 × 6 φ2000 | 83 120 × φ2000 | 810 × φ2000 | 8 120 × φ2000 | 10 × φ2000 | 180×180×10 Φ6000 | 200×200×10 Φ8000 | 250×250×12 Φ10000 | 300×300×12 Φ15000 | 350×350×12 Φ30000 | |
| Max.Section(mm) Min.Bending DIA(mm) | 80 × 80 × 10 φ1000 | 100 × 100 × 12 φ1200 | 120 × 120 × 12 φ1500 | 140 × 140 × 140039 φ1500 | 10 × 140 × 140039 φ1500 | 10 × 140 × 140039 φ1500 | 10 × 140 × 140039 φ1500 | 10 × 140 × 140039 φ1500 | 10 × 140 × 140039 φ1500 | 10 × 140 × 140039 φ1500 | 10 × 140 × 140039 φ1500 | 200×200×20 Φ4000 | 200×200×28 Φ4000 | 200×200×30 φ4500 | 200 × 200 × 30 φ4500 |
| MAX.Section (MM) MIN. | 120×120×12 Φ2000 | 140×140×14 Φ2500 | 160×160×20 Φ3000 | 180×180×20 Φ4000 | 200×200×20 Φ4500 | 200×200× 28 Φ6000 | 200×200×30 Φ8000 | 200×200×30 Φ8000 | |||||
| Max.Section(mm) Min.Bending DIA(mm) | 120 Φ600 | 140 Φ600 | 200 Φ1000 | 300 Φ1200 | 360 Φ2000 | 450 Φ2500 | 500 Φ3000 | 550 Φ4000 | 600 Φ5000 | 700 Φ6000 | |||
| Max.Section(mm) Min.Bending DIA(mm) | 120 Φ600 | 140 Φ600 | 200 Φ1000 | 300 Φ1200 | 360 Φ2000 | 450 Φ2500 | 500 Φ3000 | 550 Φ4000 | 600 Φ5000 | 700 Φ6000 | |||
Max. Section(mm ) Section(mm ) Min.Bending DIA(mm) | 80×80×9 Φ700 | 80×80×10 Φ800 | 100×100×10 Φ1000 | 130×130×15 Φ1500 | 150×150 ×20 Φ2000 | 180×180×20 Φ3000 | 200×200×20 Φ3000 | 250×250×30 Φ4000 | 300×300×30 Φ4000 | 350×350×30 Φ5000 | |||
| Max.Section(mm) Min.Bending DIA(mm) | 120 Φ600 | 140 Φ600 | 200 Φ1000 | 300 Φ1200 | 360 Φ2000 | 450 Φ2500 | 500 Φ3000 | 550 Φ4000 | 600 Φ5000 | 700 Φ6000 | |||
| Max.Section(mm) Min.Bending DIA(mm) | 140 Φ4000 | 160 Φ6000 | 200 Φ9000 | 240 Φ15000 | 320 Φ32000 | 400 Φ35000 | 450 Φ40000 | 500 Φ40000 | |||||
| Sectional modulus cm 3 | 10-20 | 16-45 | 45-75 | 75-140 | 140-180 | 180-250 | 250-320 | 320-400 | 400-500 | 500-600 | |||
| Motor power(kW) | 5. 5 5 | 11 | 11 | 15 | 18,5 | 22 | 30 | 37 | 37 | 45 |
 Φ3000
Φ3000Примечания: Aple. Профилегибочные станки серии PBH компании BIT (станки для гибки профильных труб) подходят для гибки таких объектов, как трубы, трубы и т. д. Они используются из-за их высокой точности и предпочтений клиентов. Руководство пользователя см. на следующем веб-сайте: Руководство пользователя 9.0008 5 основных вещей, которые следует учитывать перед покупкой профильно-гибочного станка
Выбор профильно-гибочного станка с ЧПУ может показаться сложным, но на самом деле он состоит из нескольких простых шагов. Во-первых, определите максимальный размер и тип материала, который вы будете катать. Затем определите типы профилей (уголки, плоские поверхности, трубы и т. д.), которые вы будете формировать. Наконец, определите, будете ли вы скручивать материал в один простой радиус или у вас будет или вам понадобится возможность формировать переменные радиусы.
1#:
Предел текучести
Что касается предела текучести углового железного ролика, машины BIT единообразно рассчитываются на основе предела текучести Q235 и имеют предел текучести от 36 000 до 38 000 фунтов на квадратный дюйм (PSI). . Если у вас есть особые требования, укажите в запросе предел текучести металлического материала. Предел текучести Q235: относится к пределу текучести этого материала, около 235 МПа.
2#:
Правильный размер
Независимо от того, гнут ли оператор уголки, выбор инструмента имеет решающее значение. Инструменты должны соответствовать профилю, но не быть настолько тугими, чтобы негативно повлиять на усадку и рост заготовки. Слишком туго затянутый инструмент может вызвать локальную деформацию и, в худшем случае, фактически выдолбить поверхность материала.
Когда операторам необходимо согнуть открытый профиль, например угол, в их распоряжении меньше инструментов для уменьшения деформации. Помимо выбора инструмента и подгонки, угловой валец должен выбрать машину правильного размера, с достаточным тоннажем формования и соответствующей длиной захвата — достаточной, чтобы обеспечить необходимый рычаг для уменьшения деформации, но не настолько долго, чтобы они потребовали чрезмерно долгого жертвенного времени. прямая секция, длинная жертвенная плоская секция становится дорогим ломом, снижая конкурентоспособность валкового цеха.
прямая секция, длинная жертвенная плоская секция становится дорогим ломом, снижая конкурентоспособность валкового цеха.
3#:
Различная способность к изгибу
Типы металла, которые может обрабатывать профилегибочный станок, во многом зависят от его способности к изгибу, мы используем модуль сопротивления для оценки возможностей углового ролика.
Производительность является одним из наиболее заметных различий между этими профильно-гибочными станками, каждый угловой валок имеет рейтинг модуля сечения. Составьте список материалов и размеров металлического профиля, с которым вы регулярно работаете, и проконсультируйтесь со специалистом, чтобы выяснить, какой тип профилегибочного станка лучше всего подходит для вас. При определении того, какая угловая валковая машина лучше всего подходит для поставленной задачи, важно изучить, для чего предназначена каждая профильная гибочная машина, и понять, с какими материалами она будет работать.
Мы предоставили подробную информацию о машинах для гибки профилей, таких как производительность и производительность.
4#:
Разгибание плоского конца
Профилегибочный станок серии PBH имеет независимое движение двух нижних роликов, что позволяет оператору свести к минимуму жертву отгибаемых плоских участков на заготовке. Кроме того, операторы могут точно отрегулировать положение ролика, чтобы еще больше свести к минимуму несогнутую плоскость.
Опять же, как правило, прокатный цех, который изгибает небольшую заготовку на большом профильно-гибочном станке (профилегибочном станке), должен учитывать длинную плоскую секцию, что увеличивает материальные затраты. Благодаря преимуществам своей конструкции и принципу работы, двухзажимный профилегибочный станок хорошо решает эту проблему.
5#:
Посмотреть таблицу пределов изгиба
Сравните информацию о том, какое усилие может создавать угловой железный ролик, и какие металлы (листы, рулоны и т. д.) он предназначен для обработки, и сравните ее с вашими заводские сертификаты или другую соответствующую информацию, чтобы определить, какой профилегибочный станок лучше всего соответствует вашим потребностям.
Ниже мы также предоставляем возможности обработки профилегибочного станка PBH для справки.
Основные сведения о профилегибочном станке
Подробнее: Роликовая гибка в 12 процессах гибки металла
Профилегибочный станок с двойным зажимом
Процесс гибки 3-валкового профилегибочного станка рулон или 4 рулона.
Двойной гибочный станок с высокой точностью, высокой производительностью и долговременной надежностью.
Преимущества двухзажимных станков
Трехвалковый профилегибочный станок
Трехвалковый двухзажимной угловой станок представляет собой экономичные профилегибочные станки, относительно простые в эксплуатации. Боковые валки расположены справа и слева от верхнего вала и находятся на одной оси.
Ось каждого рулона помогает сделать изгиб. «Задний» боковой валик (на дальней стороне точки подачи) также служит задним упором для выравнивания листа для правильного выравнивания. Это устраняет необходимость в помощи оператора. Трехвалковые машины для гибки профилей с двойным защемлением не требуют, чтобы оператор снимал, переворачивал, а затем пытался выровнять лист во второй раз после предварительного изгиба, как в случае с трехвалковыми машинами с начальным защемлением.
Трехвалковые машины для гибки профилей с двойным защемлением не требуют, чтобы оператор снимал, переворачивал, а затем пытался выровнять лист во второй раз после предварительного изгиба, как в случае с трехвалковыми машинами с начальным защемлением.
процесс гибки 4-валковой профилегибочной машины4-валковой профильной гибочной машины
Станок с 4 роликами имеет на один прижимной ролик больше, чем станок с 3 роликами, что может сильнее зажимать профиль под верхним роликом и повышать точность гибки, но это сделает работу оператора более громоздкой при снижении способности к изгибу та же модель.
В то время как четырехвалковые профилегибочные станки с ЧПУ обеспечивают быструю и точную гибку, трехвалковые станки идеально подходят для производителей, работающих с широким спектром материалов.
Принцип работы
Двойной профильный гибочный станок имеет два режима гибки: симметричная гибка и асимметричная гибка .
Изменение относительного положения заготовки (за счет движения вверх и вниз вала верхнего ролика или вала нижнего и верхнего ролика) и давление, создаваемое при вращательном движении в направлении, перпендикулярном деформации самого профиля, вызывают профиль производить непрерывную пластическую деформацию (сделать наружный слой профиля деформацией) Волокно растягивается, внутреннее волокно сжимается для получения деформации изгиба, среднее волокно не изменяется), а заготовка заданной формы получается при комнатной температуре ( мы называем это холодной гибкой).

 Однако ускоряется его износ. Если устройством пользуются редко, это практически не имеет значения.
Однако ускоряется его износ. Если устройством пользуются редко, это практически не имеет значения. Например, возможность поворота на требуемый угол шлифовальной головки, регулировка глубины заточки. Это повышает качество работ, при одновременном сокращении сроков их выполнения.
Например, возможность поворота на требуемый угол шлифовальной головки, регулировка глубины заточки. Это повышает качество работ, при одновременном сокращении сроков их выполнения.

 Хотя точить цепь можно ручным напильником, но если вы работаете много, лучше приобрести хороший заточной станок для цепей. Существуют стационарные и переносные модели. Мы расскажем, на что обратить внимание при выборе подходящей модели и посоветуем лучшие станки для заточки цепей бензопил.
Хотя точить цепь можно ручным напильником, но если вы работаете много, лучше приобрести хороший заточной станок для цепей. Существуют стационарные и переносные модели. Мы расскажем, на что обратить внимание при выборе подходящей модели и посоветуем лучшие станки для заточки цепей бензопил. Подойдет, например, модель КАЛИБР ЭЗС-130М.
Подойдет, например, модель КАЛИБР ЭЗС-130М. Толщина кругов может быть от 1,5 до 5 мм — толще использовать нецелесообразно из-за небольшого шага цепи. Чем тоньше диск, тем проще с ним работать, но и износ у него гораздо выше. Хотя в этом случае стоит отметить, что при нечастом использовании износ особо и незаметен.
Толщина кругов может быть от 1,5 до 5 мм — толще использовать нецелесообразно из-за небольшого шага цепи. Чем тоньше диск, тем проще с ним работать, но и износ у него гораздо выше. Хотя в этом случае стоит отметить, что при нечастом использовании износ особо и незаметен.


 Снижается стоимость продукции за счет самостоятельной подготовки материалов, исключена их закупка.
Снижается стоимость продукции за счет самостоятельной подготовки материалов, исключена их закупка. ; и набор модулей для настройки вашей производственной линии для повышения производительности, скорости и настройки по вашему желанию и когда вы этого хотите. Модули включают в себя: штабелирование с помощью вакуума, захвата или переворота, раскладывателей, устройств подачи досок, переворачивающих устройств, вращающихся платформ, обрезки, прижимных приспособлений для гвоздей, снятия фаски, резки углов, брендинга, маркировки, распылительной окраски и сушки, раскроя блоков, интродукторов блоков, 90˚ Дефлекторы, роботы, обвязчики и многое другое! Гибкие комплексные производственные линии для любого бюджета.
; и набор модулей для настройки вашей производственной линии для повышения производительности, скорости и настройки по вашему желанию и когда вы этого хотите. Модули включают в себя: штабелирование с помощью вакуума, захвата или переворота, раскладывателей, устройств подачи досок, переворачивающих устройств, вращающихся платформ, обрезки, прижимных приспособлений для гвоздей, снятия фаски, резки углов, брендинга, маркировки, распылительной окраски и сушки, раскроя блоков, интродукторов блоков, 90˚ Дефлекторы, роботы, обвязчики и многое другое! Гибкие комплексные производственные линии для любого бюджета.
 Выбирая приспособление, следует:
Выбирая приспособление, следует: Ценовой диапазон для различных регионов России – 10-30 %.
Ценовой диапазон для различных регионов России – 10-30 %.
 Детали могут быть: опорными, стеновыми, универсальными или специальными. Также различают подвиды каждого типа.
Детали могут быть: опорными, стеновыми, универсальными или специальными. Также различают подвиды каждого типа.

 Скоро с вами свяжется менеджер.
Скоро с вами свяжется менеджер. Окончательная стоимость доставки будет добавлена/изменена после обработки вашего заказа. С вашей кредитной карты будет списана сумма, и ваш заказ будет отправлен.
Окончательная стоимость доставки будет добавлена/изменена после обработки вашего заказа. С вашей кредитной карты будет списана сумма, и ваш заказ будет отправлен. 
 Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.

 25 HT (WX1980) \ u003cbr \ u003e1 — KEY STOCK 1 \/4 \ «КВАДРАТ X 1-3 \/4 \» (WR1066) \ u003c \ / p \ u003e», «published_at»: «2020 -02-04T23:36:00-05:00″,»created_at»:»2020-02-04T23:36:00-05:00″,»поставщик»:»Профессиональные инструменты Marshalltown»,»тип»:»» ,»tags»:[«Запасные части — Бетономешалки \u0026″],»price»:4545,»price_min»:4545,»price_max»:4545,»available»:true,»price_varies»:false,»compare_at_price «:null,»compare_at_price_min»:0,»compare_at_price_max»:0,»compare_at_price_varies»:false,»variants»:[{«id»:32067824812164,»title»:»Заголовок по умолчанию»,»option1″:»Заголовок по умолчанию «,»option2″:null,»option3″:null,»sku»:»27871″,»requires_shipping»:true,»taxable»:true,»featured_image»:null,»available»:true,»name»: «Маленькая звездочка Marshalltown 27871 для бетономешалок 800 и 1200mp»,»public_title»:null,»options»:[«Название по умолчанию»],»price»:4545,»weight»:0,»compare_at_price»:null,»inventory_management «:»shopify»,»штрих-код»:»035965278713″,»requires_selling_plan»:false,»selling_plan_allocations»:[]}],»images»:[«\/\/cdn.
25 HT (WX1980) \ u003cbr \ u003e1 — KEY STOCK 1 \/4 \ «КВАДРАТ X 1-3 \/4 \» (WR1066) \ u003c \ / p \ u003e», «published_at»: «2020 -02-04T23:36:00-05:00″,»created_at»:»2020-02-04T23:36:00-05:00″,»поставщик»:»Профессиональные инструменты Marshalltown»,»тип»:»» ,»tags»:[«Запасные части — Бетономешалки \u0026″],»price»:4545,»price_min»:4545,»price_max»:4545,»available»:true,»price_varies»:false,»compare_at_price «:null,»compare_at_price_min»:0,»compare_at_price_max»:0,»compare_at_price_varies»:false,»variants»:[{«id»:32067824812164,»title»:»Заголовок по умолчанию»,»option1″:»Заголовок по умолчанию «,»option2″:null,»option3″:null,»sku»:»27871″,»requires_shipping»:true,»taxable»:true,»featured_image»:null,»available»:true,»name»: «Маленькая звездочка Marshalltown 27871 для бетономешалок 800 и 1200mp»,»public_title»:null,»options»:[«Название по умолчанию»],»price»:4545,»weight»:0,»compare_at_price»:null,»inventory_management «:»shopify»,»штрих-код»:»035965278713″,»requires_selling_plan»:false,»selling_plan_allocations»:[]}],»images»:[«\/\/cdn.
 После резки важно охладить диск с обеих сторон.
После резки важно охладить диск с обеих сторон. В процессе полировки следует использовать окись хрома в виде порошка и вода. Вращение круга должно достигать скорости от 410 до 700 оборотов/мин.
В процессе полировки следует использовать окись хрома в виде порошка и вода. Вращение круга должно достигать скорости от 410 до 700 оборотов/мин. Вы можете сделать резьбу крепления и левой, и правой, главное, чтобы при работе с нагрузкой планшайба не сходила с оси.
Вы можете сделать резьбу крепления и левой, и правой, главное, чтобы при работе с нагрузкой планшайба не сходила с оси. При обработке камня в домашних условиях можно использовать 5-15% раствор щавелевой/соляной кислоты.
При обработке камня в домашних условиях можно использовать 5-15% раствор щавелевой/соляной кислоты. После обработки камни следует хорошо промыть под проточной водой.
После обработки камни следует хорошо промыть под проточной водой. В этом случае у нас будет 2 выхода вала, на одном из которых будет патрон 6, а на другом наждачный круг или круг с алмазным покрытием. Мощность такого устройства будет 250 ватт, а частота вращения ~ 2750 оборотов/минуту.
В этом случае у нас будет 2 выхода вала, на одном из которых будет патрон 6, а на другом наждачный круг или круг с алмазным покрытием. Мощность такого устройства будет 250 ватт, а частота вращения ~ 2750 оборотов/минуту.
 Для дополнительной устойчивости у камня срезают край, вследствие чего имеем опорную площадку. Если такой вариант вам не подходит, камень можно установить в картонную коробку по размеру, залить цементным раствором и после отвердевания камень режем с цементом. Когда резка окончена, аккуратно удалите цемент. При резке крупного камня могут быть трудности, поэтому сначала следует надрезать его, и в эти пазы вставить три клинки из тонких пластин из стали. Благодаря этому вы сможете резать камни, габариты которых чуть больше диаметра режущих инструментов.
Для дополнительной устойчивости у камня срезают край, вследствие чего имеем опорную площадку. Если такой вариант вам не подходит, камень можно установить в картонную коробку по размеру, залить цементным раствором и после отвердевания камень режем с цементом. Когда резка окончена, аккуратно удалите цемент. При резке крупного камня могут быть трудности, поэтому сначала следует надрезать его, и в эти пазы вставить три клинки из тонких пластин из стали. Благодаря этому вы сможете резать камни, габариты которых чуть больше диаметра режущих инструментов. После этого камень будет достаточно прочным, чтобы его можно было без опасений подвергать резке даже на тонкие пластинки.
После этого камень будет достаточно прочным, чтобы его можно было без опасений подвергать резке даже на тонкие пластинки.
 Полировку с ее использованием проводят кожаным тампоном. Но у пасты ГОИ и окиси есть свои недостатки – они въедаются в трещины камней и их очень трудно удалить даже при помощи бензина. Для полировки можно использовать порошок окиси алюминия.
Полировку с ее использованием проводят кожаным тампоном. Но у пасты ГОИ и окиси есть свои недостатки – они въедаются в трещины камней и их очень трудно удалить даже при помощи бензина. Для полировки можно использовать порошок окиси алюминия. Отлично проявляет цвет и фактуру камня, при этом создает впечатление, что камень немного оплавлен. При таком виде обработки готовые изделия можно применять для отделки фасада, ступеней лестниц и площадок.
Отлично проявляет цвет и фактуру камня, при этом создает впечатление, что камень немного оплавлен. При таком виде обработки готовые изделия можно применять для отделки фасада, ступеней лестниц и площадок. Развитие идет сразу в трех направлениях – канатная (при использовании абразива), алмазно-канатная и распиловка канатом, который армирован твердосплавной шайбой.
Развитие идет сразу в трех направлениях – канатная (при использовании абразива), алмазно-канатная и распиловка канатом, который армирован твердосплавной шайбой. Однако обработка этого материала, в отличие от древесины, невозможна без использования специальных инструментов и оборудования.
Однако обработка этого материала, в отличие от древесины, невозможна без использования специальных инструментов и оборудования.
 Наиболее простыми в обработке являются:
Наиболее простыми в обработке являются: Этот этап является сложным, а грамотная обработка позволяет снизить затраты на раскрой и исключить раскалывание по нерасчетным траекториям.
Этот этап является сложным, а грамотная обработка позволяет снизить затраты на раскрой и исключить раскалывание по нерасчетным траекториям. В подтверждение этому следует сказать еще и о том, что крошка будет скапливаться на щетках, передаточных механизмах и открытых редукторах. По этому же принципу выполняется и обработка искусственного камня.
В подтверждение этому следует сказать еще и о том, что крошка будет скапливаться на щетках, передаточных механизмах и открытых редукторах. По этому же принципу выполняется и обработка искусственного камня. На пропил укладывается сосновая планка, а после по линии разделения следует ударить молотом. Выбирая инструмент для обработки камня, вы можете предпочесть строительный молоток с победитовой напайкой. Он позволяет производить раскол камня на отдельные блоки, из которых изготавливается брусчатка или облицовка.
На пропил укладывается сосновая планка, а после по линии разделения следует ударить молотом. Выбирая инструмент для обработки камня, вы можете предпочесть строительный молоток с победитовой напайкой. Он позволяет производить раскол камня на отдельные блоки, из которых изготавливается брусчатка или облицовка. На него устанавливается вращающийся чугунный круг с диаметром в пределах 70 см. Поверхность должна периодически смачивать водой и абразивом, затем обрабатываемая плита или блоки брусчатки укладываются лицевой стороной вниз.
На него устанавливается вращающийся чугунный круг с диаметром в пределах 70 см. Поверхность должна периодически смачивать водой и абразивом, затем обрабатываемая плита или блоки брусчатки укладываются лицевой стороной вниз. На поверхность наносится абразивный материал. Насадки вращаются с высокой скоростью, что требует равномерного и дозированного прижатия угловой шлифмашины к поверхности. В противном случае плоскость может быть продавлена, а также произойдет местный перегрев.
На поверхность наносится абразивный материал. Насадки вращаются с высокой скоростью, что требует равномерного и дозированного прижатия угловой шлифмашины к поверхности. В противном случае плоскость может быть продавлена, а также произойдет местный перегрев. С более надежными и более точными машинами ваш бизнес не может пойти не так, как надо с этими новейшими моделями.
С более надежными и более точными машинами ваш бизнес не может пойти не так, как надо с этими новейшими моделями.
 Системы бывают нескольких размеров для магазинов разного размера; начиная с 80GPM и дойдя до 320GPM.
Системы бывают нескольких размеров для магазинов разного размера; начиная с 80GPM и дойдя до 320GPM. Работа с вакуумом сжатого воздуха…
Работа с вакуумом сжатого воздуха… Регулируемый ленточный тормоз. Электрическая система….
Регулируемый ленточный тормоз. Электрическая система….
 Оптимальное количество зубцов на диске для продольной резки с поперечником 250 мм составляет 20 — 24 штуки.
Оптимальное количество зубцов на диске для продольной резки с поперечником 250 мм составляет 20 — 24 штуки. Есть модели с провальцованными выемками, которые снижают напряжения в направлении радиуса. Они появляются во время работы на высоких скоростях.
Есть модели с провальцованными выемками, которые снижают напряжения в направлении радиуса. Они появляются во время работы на высоких скоростях. Но такой вид полотен наиболее популярен у потребителей. Ведь стоимость его окупается задолго до необходимости переточки. Поэтому затупившийся диск и выбросить не жаль. Твердосплавными полотнами чаще работают по плотным материалам: металлам, прессованной плите, ламинату.
Но такой вид полотен наиболее популярен у потребителей. Ведь стоимость его окупается задолго до необходимости переточки. Поэтому затупившийся диск и выбросить не жаль. Твердосплавными полотнами чаще работают по плотным материалам: металлам, прессованной плите, ламинату. Самые качественные и недешевые полотна обладают допуском не более 0,05 мм. Приобретение таких расходников для любительской резки металла или дерева нецелесообразно.
Самые качественные и недешевые полотна обладают допуском не более 0,05 мм. Приобретение таких расходников для любительской резки металла или дерева нецелесообразно.

 Именно оно указывает на предназначение оснастки. Твердосплавные круги с небольшим числом зубцов отлично подходят для грубого продольного пиления самых разных пород дерева, раскроя прессованных листов. Если резать ими поперек волокон — линия будет неаккуратная.
Именно оно указывает на предназначение оснастки. Твердосплавные круги с небольшим числом зубцов отлично подходят для грубого продольного пиления самых разных пород дерева, раскроя прессованных листов. Если резать ими поперек волокон — линия будет неаккуратная. Она обеспечивает ускоренный ход в толще дерева, при невысоком качестве.
Она обеспечивает ускоренный ход в толще дерева, при невысоком качестве. Ограничитель увеличивает глубину пропила и предохраняет резцы от сучков.
Ограничитель увеличивает глубину пропила и предохраняет резцы от сучков.
 Боковы кромки зуба пилы производят поперечно-торцевое резание.
Боковы кромки зуба пилы производят поперечно-торцевое резание. Тем самым образуется инструмент, с бесконечным рядом зубьев-резцов, пиление которым производится благодаря непрерывному вращению в одну сторону.
Тем самым образуется инструмент, с бесконечным рядом зубьев-резцов, пиление которым производится благодаря непрерывному вращению в одну сторону.
 Существуют созданные на основании многочисленных исследований рекомендации для расчета подачи на зуб по заполнению впадин опилками и о них мы поговорим при описании особенностей пиления конкретными видами пил.
Существуют созданные на основании многочисленных исследований рекомендации для расчета подачи на зуб по заполнению впадин опилками и о них мы поговорим при описании особенностей пиления конкретными видами пил.


 В то время как ручная циркулярная пила может справиться с этим типом резки, она может заклинить при резке более толстых досок, таких как 2x stock. А циркулярную пилу может быть сложно использовать при распиловке более тонких досок, например, при обрезке 2×4 или 2×2 для конкретного применения.
В то время как ручная циркулярная пила может справиться с этим типом резки, она может заклинить при резке более толстых досок, таких как 2x stock. А циркулярную пилу может быть сложно использовать при распиловке более тонких досок, например, при обрезке 2×4 или 2×2 для конкретного применения.
 Затем быстро вращающееся лезвие может отбросить заготовку назад в вашем направлении с большой силой, возможно, ударив вас в живот или грудь с достаточной силой, чтобы проколоть кожу или сломать кости.
Затем быстро вращающееся лезвие может отбросить заготовку назад в вашем направлении с большой силой, возможно, ударив вас в живот или грудь с достаточной силой, чтобы проколоть кожу или сломать кости.




 Когда вы закончите распиливать, просто снимите доску с козлы, переверните ее, вбейте гвоздь и вытащите. Это занимает всего несколько секунд и избавляет от разочарования от скользящей доски.
Когда вы закончите распиливать, просто снимите доску с козлы, переверните ее, вбейте гвоздь и вытащите. Это занимает всего несколько секунд и избавляет от разочарования от скользящей доски. Если это не так, лезвие зацепится за древесину и вызовет ожог края доски или, что еще хуже, опасную отдачу. Если у вас есть пила с высококачественным упором, который надежно фиксируется, вам нужно будет проверить и отрегулировать упор только при первом использовании. Прочтите руководство пользователя, чтобы узнать, как отрегулировать забор. Ограничители на менее дорогих пилах могут быть непоследовательными, и вам придется проверять каждый раз, когда вы перемещаете упор.
Если это не так, лезвие зацепится за древесину и вызовет ожог края доски или, что еще хуже, опасную отдачу. Если у вас есть пила с высококачественным упором, который надежно фиксируется, вам нужно будет проверить и отрегулировать упор только при первом использовании. Прочтите руководство пользователя, чтобы узнать, как отрегулировать забор. Ограничители на менее дорогих пилах могут быть непоследовательными, и вам придется проверять каждый раз, когда вы перемещаете упор. Решение состоит в том, чтобы отодвинуть упор от лезвия и прижать основание салазок к упору. Затем соберите толкающие салазки, как показано на рисунке (размеры см. в следующем совете), чтобы протолкнуть узкую прорезь через лезвие. Салазки скользят под кожухом лезвия и удерживают вашу руку на безопасном расстоянии от лезвия, позволяя безопасно и легко делать тонкие пропилы.
Решение состоит в том, чтобы отодвинуть упор от лезвия и прижать основание салазок к упору. Затем соберите толкающие салазки, как показано на рисунке (размеры см. в следующем совете), чтобы протолкнуть узкую прорезь через лезвие. Салазки скользят под кожухом лезвия и удерживают вашу руку на безопасном расстоянии от лезвия, позволяя безопасно и легко делать тонкие пропилы. Или, что еще хуже, доска застрянет между упором и лезвием во время резки.
Или, что еще хуже, доска застрянет между упором и лезвием во время резки. Вы также можете сделать свою собственную перфорированную доску из дерева и прикрепить ее к пиле. В некоторых руководствах по пилам есть инструкции для этого, или вы можете поискать в Интернете. Отрегулируйте перьевую доску, чтобы оказывать небольшое давление на доску, когда вы пропускаете ее через лезвие. Убедитесь, что «перья» находятся перед входной стороной пильного диска, чтобы предотвратить заедание. С перфорированной доской ваши рипы будут каждый раз абсолютно точными.
Вы также можете сделать свою собственную перфорированную доску из дерева и прикрепить ее к пиле. В некоторых руководствах по пилам есть инструкции для этого, или вы можете поискать в Интернете. Отрегулируйте перьевую доску, чтобы оказывать небольшое давление на доску, когда вы пропускаете ее через лезвие. Убедитесь, что «перья» находятся перед входной стороной пильного диска, чтобы предотвратить заедание. С перфорированной доской ваши рипы будут каждый раз абсолютно точными. Но для уверенности измерьте это расстояние на пиле.
Но для уверенности измерьте это расстояние на пиле. Проблема в том, что большинство помощников стараются быть слишком полезными. Они, естественно, хотят схватить фанеру и тянуть ее, или толкать, или управлять ею. Прежде чем начать, найдите время, чтобы научить своего помощника правильному пути. Попросите вашего помощника просто поддерживать фанеру ладонями вверх, на одном уровне с станиной пилы, и пусть вы делаете всю работу. Помощник должен двигаться вместе с доской, но никогда не хвататься за доску и не пытаться направить ее. Эти простые правила обезопасят вас обоих и позволят вам сделать прямой разрез без опасности защемления или отдачи.
Проблема в том, что большинство помощников стараются быть слишком полезными. Они, естественно, хотят схватить фанеру и тянуть ее, или толкать, или управлять ею. Прежде чем начать, найдите время, чтобы научить своего помощника правильному пути. Попросите вашего помощника просто поддерживать фанеру ладонями вверх, на одном уровне с станиной пилы, и пусть вы делаете всю работу. Помощник должен двигаться вместе с доской, но никогда не хвататься за доску и не пытаться направить ее. Эти простые правила обезопасят вас обоих и позволят вам сделать прямой разрез без опасности защемления или отдачи. Если это начинает происходить, выключите пилу и снимите плату. Вы можете безопасно разорвать доску, зажав гладкий прямой отрезок длиной 3/4 дюйма. дерево против забора, заканчивающееся в центре пильного диска. Эта половина ограждения дает захваченной части (участок между лезвием и ограждением) пространство для изгиба, не отталкиваясь от лезвия. Держите под рукой толкатели, чтобы вы могли обойти зажимы и плавно завершить разрез.
Если это начинает происходить, выключите пилу и снимите плату. Вы можете безопасно разорвать доску, зажав гладкий прямой отрезок длиной 3/4 дюйма. дерево против забора, заканчивающееся в центре пильного диска. Эта половина ограждения дает захваченной части (участок между лезвием и ограждением) пространство для изгиба, не отталкиваясь от лезвия. Держите под рукой толкатели, чтобы вы могли обойти зажимы и плавно завершить разрез.
 Резка слишком быстро может привести к тому, что древесина порвется и порвется, а лезвие оставит следы. Если двигаться слишком медленно, лезвие может перегреться и сжечь древесину.
Резка слишком быстро может привести к тому, что древесина порвется и порвется, а лезвие оставит следы. Если двигаться слишком медленно, лезвие может перегреться и сжечь древесину.

 При этом термоклей обеспечивают глубокое проникновение и высокую адгезию.
При этом термоклей обеспечивают глубокое проникновение и высокую адгезию.
 Если клей будет подвергаться длительному перегреву, то это может привести к выделению вредных для человека продуктов распада компонентов клея. Поэтому, для обеспечения нормальных условий работы на мебельном производстве необходимо организовать вытяжную вентиляцию.
Если клей будет подвергаться длительному перегреву, то это может привести к выделению вредных для человека продуктов распада компонентов клея. Поэтому, для обеспечения нормальных условий работы на мебельном производстве необходимо организовать вытяжную вентиляцию. ru обязательна.
ru обязательна. Грамотные специалисты ЕСКЕ дадут верный совет относительно выбора, и Вы сможете приобрести необходимое количество продукции в любое удобное время.
Грамотные специалисты ЕСКЕ дадут верный совет относительно выбора, и Вы сможете приобрести необходимое количество продукции в любое удобное время. При довольно низкой цене, можно говорить о высокой экономичности этого облицовочного материала.
При довольно низкой цене, можно говорить о высокой экономичности этого облицовочного материала. 


 Типичными областями применения кромки ПВХ являются жилая и офисная мебель, служебные помещения (лаборатории, больницы, медицинские кабинеты, школы и т. д.), складское оборудование, кухни, раздевалки и многие другие. Кромки Doellken поставляются толщиной от 0,018 дюйма (0,45 мм) до 3 мм и шириной от 5/8 дюйма (16 мм) до 2-3/16 дюйма (55 мм).
Типичными областями применения кромки ПВХ являются жилая и офисная мебель, служебные помещения (лаборатории, больницы, медицинские кабинеты, школы и т. д.), складское оборудование, кухни, раздевалки и многие другие. Кромки Doellken поставляются толщиной от 0,018 дюйма (0,45 мм) до 3 мм и шириной от 5/8 дюйма (16 мм) до 2-3/16 дюйма (55 мм). В частности, превосходные технологические характеристики ПВХ способствовали его проникновению на рынок производства мебели. №
В частности, превосходные технологические характеристики ПВХ способствовали его проникновению на рынок производства мебели. № Рекомендуется двухкомпонентный дисперсионный клей на акриловой основе или подходящий контактный клей. Для получения дополнительной информации обращайтесь непосредственно к производителю клея. Однокомпонентный клей ПВА для дерева не подходит для склеивания. Для ручного склеивания можно использовать специальный лаковый клей, клей на растворителе или картриджный клей (PU). Мы с удовольствием предоставим вам список клеев по запросу.
Рекомендуется двухкомпонентный дисперсионный клей на акриловой основе или подходящий контактный клей. Для получения дополнительной информации обращайтесь непосредственно к производителю клея. Однокомпонентный клей ПВА для дерева не подходит для склеивания. Для ручного склеивания можно использовать специальный лаковый клей, клей на растворителе или картриджный клей (PU). Мы с удовольствием предоставим вам список клеев по запросу. Склеивание, торцовка, фрезерование, шабрение и последующая полировка полировальными кругами и сушилками горячим воздухом для получения высококачественных поверхностей не представляют проблемы. Чтобы обеспечить чистую и долговечную кромкооблицовочную обработку, необходимо соблюдать некоторые важные параметры обработки, которые могут зависеть от используемых материалов (кромкооблицовка, клей, плиты), кромкооблицовочной машины и температуры окружающей среды. Поэтому рекомендуется провести испытания для определения соответствующих оптимальных настроек. Следует также учитывать рекомендации производителей для предполагаемого применения.
Склеивание, торцовка, фрезерование, шабрение и последующая полировка полировальными кругами и сушилками горячим воздухом для получения высококачественных поверхностей не представляют проблемы. Чтобы обеспечить чистую и долговечную кромкооблицовочную обработку, необходимо соблюдать некоторые важные параметры обработки, которые могут зависеть от используемых материалов (кромкооблицовка, клей, плиты), кромкооблицовочной машины и температуры окружающей среды. Поэтому рекомендуется провести испытания для определения соответствующих оптимальных настроек. Следует также учитывать рекомендации производителей для предполагаемого применения. рядом с кухонными печами или за мебелью, вывозимой в контейнерах. ПВХ-кромки Doellken демонстрируют очень низкую «свободную усадку» еще до приклеивания. Еще одним положительным моментом является размерная стабильность кромки ПВХ: материал начинает размягчаться только после 80 (± 2)°C (Vicat B 50). Убедитесь, что в контейнере достаточно клея для поддержания постоянной температуры во время нанесения. Температура нанесения клея будет варьироваться в пределах 90°C и 220°C, в зависимости от типа клея. Обратите внимание, что термостаты в бункерах для клея-расплава часто бывают неточными и могут значительно отклоняться от фактической температуры на роликах нанесения. Рекомендуется измерять температуру на валике нанесения. ПВХ-кромку Doellken нельзя приклеивать клеем ПВА и методом холодной активации.
рядом с кухонными печами или за мебелью, вывозимой в контейнерах. ПВХ-кромки Doellken демонстрируют очень низкую «свободную усадку» еще до приклеивания. Еще одним положительным моментом является размерная стабильность кромки ПВХ: материал начинает размягчаться только после 80 (± 2)°C (Vicat B 50). Убедитесь, что в контейнере достаточно клея для поддержания постоянной температуры во время нанесения. Температура нанесения клея будет варьироваться в пределах 90°C и 220°C, в зависимости от типа клея. Обратите внимание, что термостаты в бункерах для клея-расплава часто бывают неточными и могут значительно отклоняться от фактической температуры на роликах нанесения. Рекомендуется измерять температуру на валике нанесения. ПВХ-кромку Doellken нельзя приклеивать клеем ПВА и методом холодной активации. Клей-расплав затвердеет до того, как кромка окажется на месте, если температура доски или кромки слишком низкая. По этой же причине следует избегать сквозняков.
Клей-расплав затвердеет до того, как кромка окажется на месте, если температура доски или кромки слишком низкая. По этой же причине следует избегать сквозняков.
 Чтобы избежать следов вибрации, маршрутизаторы, используемые для фрезерования, должны работать с настоящими фрезами с алмазным покрытием. Вентиляторы горячего воздуха могут быть полезны для оптимизации соскабливания, особенно там, где критично качество цвета.
Чтобы избежать следов вибрации, маршрутизаторы, используемые для фрезерования, должны работать с настоящими фрезами с алмазным покрытием. Вентиляторы горячего воздуха могут быть полезны для оптимизации соскабливания, особенно там, где критично качество цвета. Напечатанные узоры также обладают отличной устойчивостью к царапинам и истиранию.
Напечатанные узоры также обладают отличной устойчивостью к царапинам и истиранию.

