Новая модель стриппера устранила единственный недостаток старой, любимой всеми модели – в WS-10 появилась функция резки проводов. Механизм резки расположен под рабочей частью инструмента, и чтобы перерезать провод сечением до 6 мм² (максимальное сечение, которое зачищает этот стриппер), достаточно всего лишь сомкнуть рукоятки. Это эксклюзивная модель, такой инструмент можно приобрести только в нашей компании. Такая же функция присутствует в модели WS-13, единственная разница, что механизм резки расположен в теле инструмента, а не между рукояток.
Это самая популярная модификация любимого всеми стриппера WS-04. Главное отличие новой модели – это наличие специального «окна», через которое выпадает снятая изоляция. На WS-04 такого отверстия не было, и снятую изоляцию приходилось просто вытряхивать из инструмента, что не очень удобно, и отнимало лишнее время. С новым стриппером WS-07 такой проблемы не будет.
С такой задачей прекрасно справляются стрипперы моделей WS-05, WS-09, WS-20 и WS-21. Эти инструменты оборудованы специальным V-образным лезвием для снятия оболочек с круглых кабелей типа ПВС или NYM. Помимо этого, модели WS-20 и WS-21 оснащены отдельным модулем для продольной разделки круглых кабелей.
Если Вас волнует результат, то наконечники лучше обжимать не инструментом для снятия изоляции, а специальными, для этого предназначенными, пресс-клещами. Но, в крайнем случае, если возникает сильная необходимость опрессовать какой-либо наконечник, то можно использовать и эти профили. Они рассчитаны на разные типы наконечников, в зависимости от модели стриппера – изолированные, втулочные, медные небольших сечений, автоклеммы, ряд специфичных коннекторов. Но хорошего результата с их помощью достигнуть не удастся.
Чаще всего эта проблема возникает при использовании некачественного провода. Если посмотреть на провод с торца, то токонесущая жила должна быть расположена в изоляции четко по центру. Если она, как это часто бывает, смещена в сторону, то с большей степенью вероятности, при зачистке ручными стрипперами она будет повреждена. В таком случае лучше использовать автоматические модели инструмента, или попробовать соседний больший калибр.
Зачищать плоские двух- и трехжильные провода типа ППВ, ВВГ-П, ПУНП небольших сечений (до 2,5 мм2 максимум), телефонные провода ТПП и им подобные можно следующими моделями стрипперов: WS-04А и В, WS-07, WS-11, WS-12, WS-14, WS-15 и WS-17. Однако следует учесть, что эти инструменты снимают оболочку не со всех плоских проводов (зависит от материала и толщины оболочки), поэтому перед покупкой стриппер лучше протестировать.
Очень удобные для разделки именно круглых кабелей с виниловой оболочкой, стрипперы моделей КС, совершенно не подходят, если нужно снять оболочку с многожильного кабеля типа ВВГ, который в сечении представляет собой квадрат или многоугольник. В этом случае на помощь придет монтерские ножи НМИ-01 «КВТ» или НМИ-01А «КВТ» со специальной «пяткой» на лезвии. Так же можно использовать нож модели НМ-09 «КВТ» — одно из двух лезвий предназначено именно для такой работы. Этими ножами можно снять оболочку с кабеля любой формы.
Зачищать или разделывать кабель, находящийся под напряжением, не рекомендовано никаким инструментом вообще. Перед любыми работами линия должна быть обесточена, но если такая необходимость существует, или нет гарантии, что никто не подаст напряжение в тот момент, когда Вы работаете с проводом, то нужно использовать только специальный изолированный инструмент, который позволяет работать под напряжением до 1000 В.
Такие инструменты чаще всего импортные. А в большинстве стран сечения проводов обозначаются по американскому стандарту AWG, который в принципе обозначений совершенно не соотносится с сечениями в мм². Например, сечение 0,5 мм² по стандарту AWG обозначается как 20. Чем больше цифра, тем меньше сечение провода. Для более подробной информации см. «Таблица перевода сечений кабеля из стандарта AWG в систему СИ».
Моножильный провод лучше зачищать ручными стрипперами с калиброванными отверстиями (WS-01C «КВТ», WS-01D «КВТ»). Дело в том, что моножильный провод достаточно жесткий, а при зачистке автоматическими стрипперами он немного изгибается. При длительной работе он может повредить механизм автоматических инструментов.
Для этих целей идеально подходит стриппер WS-05 «КВТ». Благодаря встроенным в рукоятку лезвиям, при минимальном навыке, Вы сможете разделать практически любой круглый кабель типа NYM или ПВС и снять изоляцию с отдельных жил. Специальная конструкция лезвий не повреждает изоляцию жил, идеально надрезая оболочку кабелей.
Это очередная ступень развития всем известных стрипперов WS такого типа. У этих моделей совершенно новый модуль для резки «CutPro» со сменными лезвиями,
усиленные прижимные губки шириной 13 мм, новые эргономичные рукоятки. Модели WS-11 и WS-12 действительно схожи. Основное и главное их различие – это отсутствие у WS-12 матриц для опрессовки, традиционно находящихся на внутренней стороне рукояток. Если вы не любите «все в одном» — то этот инструмент для вас – он прекрасно режет и зачищает, то есть полностью выполняет свои функции. Матрицы у модели WS-11 предназначены для опрессовки «автоклемм», если есть такая необходимость, в остальном их функции одинаковы. А отличия во внешнем виде и форме рукояток – тут уже можно выбрать, что больше нравится визуально или лучше сидит в руке. Как видите, у них больше отличий от предыдущих моделей, чем между собой.
КВТ Cтрипперы для снятия изоляции с проводов
КВТ Cтрипперы для снятия изоляции с проводов
Товарные позиции
Подробнее
серия: ПРОФИ
модель: WS-01B
Многофункциональный ручной стриппер
Подробнее
серия: ПРОФИ
модель: WS-01C
Многофункциональный ручной стриппер
Подробнее
серия: ПРОФИ
модель: WS-01D
Многофункциональный ручной стриппер из нержавеющей стали
тренд
Подробнее
серия: ПРОФИ
модель: WS-03A
Полуавтоматический стриппер
Подробнее
серия: ПРОФИ
модель: WS-03B
Полуавтоматический стриппер
Подробнее
серия: ПРОФИ
модель: WS-10
Полуавтоматический стриппер с функцией резки
Подробнее
серия: ПРОФИ
модель: WS-13
Полуавтоматический стриппер, усовершенствованная модель с функцией резки
Подробнее
серия: ПРОФИ
модель: WS-04A
Автоматический многофункциональный стриппер с винтом микронастройки
Подробнее
серия: ПРОФИ
модель: WS-04B
Автоматический многофункциональный стриппер с винтом микронастройки
тренд
Подробнее
серия: ПРОФИ
модель: WS-07
Автоматический многофункциональный стриппер с винтом микронастройки
CutPro
Подробнее
серия: ПРОФИ
модель: WS-08
Автоматический стриппер с модулем «CutPro», облегченная модель
трендCutPro
Подробнее
серия: ПРОФИ
модель: WS-11
Автоматический многофункциональный стриппер с винтом микронастройки, с модулем «CutPro»
CutPro
Подробнее
серия: ПРОФИ
модель: WS-12 «Ягуар»
Автоматический многофункциональный стриппер с винтом микронастройки, с модулем «CutPro»
CutPro
Подробнее
серия: ПРОФИ
модель: WS-17
Автоматический многофункциональный стриппер с винтом микронастройки, с модулем «CutPro», с 2-мя запасными пружинами
новинкаCutPro
Подробнее
серия: ПРОФИ
модель: WS-18
Автоматический многофункциональный стриппер с винтом микронастройки, с модулем «CutPro»
Подробнее
серия: ПРОФИ
модель: WS-05
Многофункциональный стриппер-отвертка с индикатором напряжения
Подробнее
серия: ПРОФИ
модель: WS-09
Профессиональный карманный стриппер
CutPro
Подробнее
серия: ПРОФИ
модель: WS-14 «Вольтмастер»
Автоматический многофункциональный стриппер с винтом микронастройки, новая модель с бесконтактным детектором напряжения
CutPro
Подробнее
серия: ПРОФИ
модель: WS-15 «Вольтмастер»
автоматический многофункциональный стриппер с винтом микронастройки, новая модель с бесконтактным детектором напряжения
Подробнее
серия: ПРОФИ
модель: WS-20 «Вольтмастер»
Мультифункциональный карманный стриппер с бесконтактным детектором напряжения
Подробнее
серия: ПРОФИ
модель: WS-21
Мультифункциональный карманный стриппер
Подробнее
серия: ПРОФИ
модель: WS-22т
Автоматический торцевой многофункциональный стриппер до 10 мм²
Подробнее
серия: ПРОФИ
модель: WS-06
Профессиональный автоматический стриппер
1000 В
Подробнее
модель: клещи для снятия изоляции
Клещи для снятия изоляции 160мм диэлектрические
О заводеПродукцияТехподдержка
umi-cms.ru/TR/umi»>
Электромонтажный инструмент «КВТ» (2023 г.)
Electrical installation tools «КВТ»
Контрольно-измерительные приборы «КВТ» (2023 г.)
Кабельная арматура и контактные соединения «КВТ» (2023 г.)
«КВТ» cable accessories
Каталог «ТЕРМО» (2023 г.)
Каталог продукции Fortisflex 2020-2021 г.
Печатные Каталоги
Электромонтажный инструмент «КВТ» (2023 г.)
Electrical installation tools «КВТ»
Контрольно-измерительные приборы «КВТ» (2023 г.)
Кабельная арматура и контактные соединения «КВТ» (2023 г.)
«КВТ» cable accessories
Каталог «ТЕРМО» (2023 г.)
Каталог продукции Fortisflex 2020-2021 г.
гаджетов и светодиодных индикаторов — Быстрый просмотр, Off Road.
Светодиод προβολείς
Δεν υπάρχουν νέα προϊόντα.
Σε απόθεμα
ΤΕΤΡΑΓΩΝΟΣ ΠΡΟΒΟΛΕΑΣ LED 48W 12V-32V ΓΙΑ ΒΑΡΚΕΣ ΤΡΑΚΤΕΡ ΤΖΙΠ ΤΕΤΡΑΓΩΝΟΣ ΠΡΟΒΟΛΕΑΣ LED 48W.
..
48 ΒΑΤΤ 16 LED, Κατάλληλο για διαδρομές для бездорожья, φορτηγά,τρακτέρ,περονοφόρα οχήματα, εσκαφείς,… 48 ΒΑΤΤ 16 LED, Κατάλληλο για…
Автомобильные плоскогубцы FatMax® для зачистки проводов | PAM Ties Limited
18,66 фунтов стерлингов без НДС ( 22,39 фунтов стерлингов вкл. )
Эти автоматические подпружиненные клещи для зачистки проводов Stanley FatMax® снимают внутреннюю и внешнюю оболочки проводов и кабелей диаметром 0,2–6 мм. Клещи имеют возможность обжима и имеют цветовую маркировку для обжима обычных изолированных и неизолированных клемм 1,5-6 мм. Кроме того, они также имеют встроенный кусачки для проволоки.
Эти клещи для зачистки проводов имеют регулируемую глубину зачистки с помощью ползунка, который позволяет быстро установить предварительно заданные зачистки 6-18 мм. Кроме того, они позволяют регулировать усилие зачистки зачистки на кабелях меньшего размера. Они имеют ручки из двух материалов, обеспечивающие легкий захват и простое приложение больших усилий, необходимых для обжима и снятия изоляции.
Толщина зачистки: 0,2–6 мм. Режущая способность: 0-10 мм. Длина зачистки: 6-10 мм. Размер обжима: 1,5-6 мм.
20 в наличии
Количество
FatMax® Автоматические клещи для зачистки проводов
Бесплатная и быстрая доставка на большинство почтовых индексов Великобритании для всех заказов на сумму более 83,33 фунтов стерлингов + НДС (за исключением Северной Ирландии и Ирландии — подробности см. на странице доставки)
Закажите до 14:30 для отправки в тот же день
30 дней легкий возврат
Экспертный совет и отличное обслуживание клиентов
Paypal — 3 простых платежа
Описание
Дополнительная информация
Отзывы 0
Возвращает
Перевозки
Часто задаваемые вопросы
Автоматические подпружиненные клещи Stanley FatMax® для зачистки проводов снимают внутреннюю и внешнюю оболочки проводов и кабелей диаметром 0,2–6 мм. Клещи имеют возможность обжима и имеют цветовую маркировку для обжима обычных изолированных и неизолированных клемм 1,5-6 мм. Кроме того, они также имеют встроенный кусачки для проволоки.
Эти клещи для зачистки проводов имеют регулируемую глубину зачистки с помощью ползунка, который позволяет быстро установить предварительно заданные полосы 6-18 мм. Кроме того, они позволяют регулировать усилие зачистки зачистки на кабелях меньшего размера. Они имеют ручки из двух материалов, обеспечивающие легкий захват и простое приложение больших усилий, необходимых для обжима и снятия изоляции.
Толщина зачистки: 0,2–6 мм. Режущая способность: 0-10 мм. Длина зачистки: 6-10 мм. Размер обжима: 1,5-6 мм.
Вес
0,348 кг
Размеры
267 × 43 × 110 см
Нужно вернуть товар? Без проблем! Надеемся, что вам никогда не придется возвращать товар, однако, если вы это сделаете, наша цель сделать этот процесс максимально простым.
На что следует обратить внимание перед оформлением возврата/обмена
Изделие не должно быть ношено и должно быть в том же состоянии, что и при доставке (мы ценим, что вы могли примерить его для определения размера) Все “ бирки» и этикетки должны быть неповрежденными.
Если одежда была доставлена в собственной сумке, ее необходимо вернуть в этой сумке, чтобы получить возмещение со всеми прикрепленными бирками. Пожалуйста, помните: если предмет одежды возвращается, он ДОЛЖЕН быть пригодным для перепродажи. Поэтому мы не можем принять товар, который испорчен и не находится в том состоянии, в котором он может вернуться на полку
.
Если вы возвращаете изношенную одежду, которая, по вашему мнению, могла иметь дефект, стоимость возврата будет нести покупатель, и, пожалуйста, помните, что одежду необходимо постирать перед отправкой, любая одежда, возвращенная грязной, будет отклонена.
Также приложите копию оригинального товарного чека. В случае подтверждения производственного брака действует следующее. Если предмету одежды меньше 6 недель, можно запросить обмен или возврат. Если более 6 недель, то одежду можно обменять только
Если вы хотите вернуть товар, нажмите на ссылку, чтобы перейти к нашей простой форме возврата. 0164
Заказы, полученные до 14:00 с понедельника по четверг – (мы всегда стремимся доставить на следующий день, НО может быть от 3 до 5 рабочих дней)
Заказы, полученные до 13:00 в пятницу – (Мы всегда стремимся доставить в следующий понедельник, НО это может быть от 3 до 5 рабочих дней)
Заказы, размещенные в субботу или воскресенье – (Мы всегда стремимся доставить в следующий вторник, НО это может быть от 3 до 5 рабочих дней)
Заказы, полученные до 14:00 с понедельника по четверг – (мы всегда стремимся доставить на следующий день)
Заказы, полученные до 13:00 пятницы – (Мы всегда стремимся доставить в следующий понедельник)
Заказы, размещенные в субботу или воскресенье – (Мы всегда доставляем в следующий вторник Стоимость доставки
Строительные материалы, сырость, подвал, стяжки для стен, одежда и т. д.
Стоимость доставки 5,99 фунтов стерлингов вкл. НДС будет применяться ко всем заказам на сумму менее 75,00 фунтов стерлингов (без учета НДС). Заказы на сумму более 75 фунтов стерлингов доставляются бесплатно (за исключением областей, указанных ниже)
Краска, аэрозольная краска и жидкости
Стоимость доставки краски, аэрозольной краски и жидкостей составляет 9,59 фунтов стерлингов, включая НДС, и применяется ко всем заказам на сумму менее 75 фунтов стерлингов (без учета НДС). Заказы на сумму более 75 фунтов стерлингов доставляются бесплатно (за исключением регионов, указанных ниже)
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ: ТАМОЖЕННЫЕ / НАЛОГИ НА ИМПОРТ ЯВЛЯЮТСЯ ОТВЕТСТВЕННОСТЬЮ КЛИЕНТА, ПОЭТОМУ, ПОЖАЛУЙСТА, ПРОВЕРЬТЕ ДВАЖДЫ, ЕСЛИ ВЫ НЕ УВЕРЕНЫ, ТАК КАК СТРОИТЕЛЬНЫЙ СУПЕРМАГАЗИН НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ЗА ЭТИ СБОРЫ .
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ, ЧТО В НЕКОТОРЫХ МЕСТАХ ОПЛАТА ПОЧТОВОЙ СТАВКИ ОПЛАЧИВАЕТСЯ В 19 ФУНТОВ.
станок для производства подшипников диаметром до 500мм Б/У
Доска объявлений
Металлообработка
Шлифовальные станки
Специализированные шлифовальные станки
Объявление не актуально!
станок для производства подшипников — шлифует торец , станок состоит из 5 станков .
Создано 16.07.2019 Изменено 16.07.2019
Станки по металлу
Металлообрабатывающие станки
Шлифовальный станок
Шлифовальный станок по металлу
Похожие объявления
Станок по производству гофроколен диаметром 100, 110,125,140,160,200 мм.ю
Состояние: Б/У Год выпуска: 2018 Производитель: Сгв (Россия)
Киров (Россия)
200 000
Интересные статьи партнеров
Японская скамейка для сада своими руками [схемы прилагаются]
Как сделать стул для мастерской используя цепь и обрезки досок
Ключевые факторы безопасности при сварке с применением коботов
Советы по эксплуатации оптоволоконного лазерного станка мощностью более 10 кВт
Поставка и запуск оптоволоконного лазерного станка XTC-1530HT/1500 Raycus в Калуге
5 огромных токарных станков по дереву. Эти ребята вообще нормальные?
Пусконаладка оптоволоконного лазерного станка для резки труб XTC-T220/2000 Raycus в Набережных Челнах
5 советов для начинающих деревообработчиков
Пусконаладка лазерно-гравировального станка с ЧПУ LM 1610 PRO 150W в Пензе
Вы недавно смотрели
Все просмотренные объявления →
bearing manufacturing machine ZYS
bearing manufacturing machine ZYS
ZYS имеет специальную группу исследований и разработок и мастерскую для серийного производства различных машин для производства подшипников для производителей подшипников, таких как внутренняя шлифовальная машина с ЧПУ для кольца шарикоподшипника, шлифовальная машина дорожки качения с ЧПУ для внутреннего кольца шарикоподшипника, шлифовальная машина дорожки качения для наружного кольца шарикоподшипника, шлифовальная машина для внутреннего ребра для Конический роликовый подшипник, суперфинишный станок, бесцентровый шлифовальный станок, станок для холодной прокатки и так далее.
Внутренний шлифовальный станок с ЧПУ для кольца шарикоподшипника
Шлифовальный станок с ЧПУ для внутреннего кольца шарикоподшипника
Шлифовальный круг дорожки качения для наружного кольца шарикоподшипника
Полуавтоматическая миниатюрная многофункциональная шлифовальная машина
Шлифовальный станок для внутренней дорожки качения для конических роликовых подшипников
Шлифовальный станок для наружной дорожки качения конического роликоподшипника
Шлифовальный станок для внутренних ребер конических роликовых подшипников
Станок для суперфинишной обработки дорожек качения внутреннего кольца шарикоподшипника
Станок для суперфиниширования дорожек качения конических роликовых подшипников
Бесцентрово-шлифовальный станок
Суперфинишная машина
Станок холодной прокатки ZYS
Станок для суперфинишной обработки дорожек качения для наружного кольца шарикоподшипника
Станок для суперфинишной обработки дорожек качения радиально-упорных шарикоподшипников
На что следует обратить внимание при выборе поставщика подшипников
Подшипники являются разновидностью механических компонентов. По сути, они настолько важны для промышленного сектора, что их называют важнейшим компонентом сектора. Хотя они работают с широким спектром машин, большинство людей, не занятых в машиностроении, вероятно, понятия не имеют, что они имеют в виду, когда слышат это имя, потому что работают тайно.
Подшипники являются неотъемлемым компонентом многих различных типов машин и бывают самых разных размеров. Подшипники можно рассматривать как заготовку, которая поддерживает только один тип движения в узле, подверженном статической или динамической нагрузке.
Важность подшипников
Использование подшипников в машинах и оборудовании имеет решающее значение для снижения трения и обеспечения плавного вращения. Подшипник является наиболее важной частью любого механизма или аппарата с вращающимися частями. Вы можете использовать их для более быстрого вращения и уменьшения трения. В зависимости от использования существует множество различных типов подшипников.
Выбор поставщиков подшипников
Существует множество поставщиков, требующих поддержки вашей отрасли, когда вам нужны подшипники для нее. У каждого провайдера будет своя маркетинговая стратегия; крупные корпорации могут заявлять, что важно учитывать только их бренд, в то время как предприятия могут концентрироваться на конкретном сегменте рынка. Какой выбор в конечном итоге лучше для вас и вашей компании?
Размер производителя подшипников имеет значение только в том случае, если он может удовлетворить все ваши требования. Ценность поставщика подшипников для вашей компании может варьироваться в зависимости от нескольких факторов. Вы можете найти уникального делового партнера, если поставщик соответствует всем требованиям. Если нет, возможно, пришло время рассмотреть другие варианты.
Подшипник может показаться небольшой частью механической системы, но он играет важную роль. Передача мощности обеспечивает эффективную работу машины без трения. Если трение возникает из-за выбора подшипника, неподходящего для применения, окружающие компоненты также могут быть затронуты, что приведет к дорогостоящему простою в работе. Таким образом, крайне необходимо выбрать правильного поставщика подшипников, чтобы предоставить лучшие подшипники для вашего оборудования.
1 Качественный подшипник в сравнении с ценой
Наличие выбора выгодно. Еще лучше иметь варианты, удовлетворяющие вашим требованиям к качеству. Из-за «проблем с качеством» основные производители подшипников могут посоветовать не сравнивать цены при заказе подшипников в следующий раз.
Когда вы можете иметь дело с поставщиком, который дает вам доступ к таким же высококачественным деталям без наценки, правда заключается в том, что те же самые крупные производители используют более мелких производителей для создания подшипников для них и продажи их с большей прибылью. Почему эти более мелкие производители подшипников не должны подходить вам, если они подходят им?
Поэтому рекомендуется выбирать более мелких производителей подшипников, и вы должны учитывать следующие вещи.
2 Типы нагрузки
Силы давления, перпендикулярные вращающемуся валу, называются радиальными нагрузками. Осевые нагрузки представляют собой давление, приложенное в направлении, параллельном вращающемуся валу. Комбинированные нагрузки — это нагрузки, при которых можно одновременно использовать осевые и радиальные нагрузки.
Необходимо понимать тип напряжения, поскольку определенные компоненты качения, материалы подшипников и жесткость гусениц лучше всего подходят для конкретных применений.
Доля рынка подшипников, тенденции, инновации, перспективы на 2021-2027 годы
COVID-19
Пандемия потрясла весь мир и затронула многие отрасли.
Получить подробный анализ влияния COVID-19 на рынок подшипников
Запросить прямо сейчас!
Статистика рынка подшипников – 2027
В 2019 году мировой рынок подшипников оценивался в 107,46 млрд долларов США, а к 2027 году прогнозируется его рост до 143,53 млрд долларов США при среднегодовом темпе роста 6,1%.
Подшипник — это тип элемента машины, который используется для поддержания относительного движения и помогает уменьшить трение, возникающее между движущимися частями. Подшипник находит свое применение в различных отраслях промышленности, таких как автомобилестроение, ветряные турбины, строительная и горнодобывающая техника, сельскохозяйственное оборудование, станки и другие. Он используется в автомобилестроении для обеспечения плавной работы автомобилей, электромобилей (EV) и других типов транспортных средств, таких как легкие коммерческие автомобили и тяжелые транспортные средства, такие как грузовики. Мировой рынок подшипников приобретает все большее значение в связи с растущим использованием подшипниковой продукции в различных отраслях промышленности, прокатных станах и электромобилях. Технологические разработки повысили общую эффективность подшипниковых изделий в автомобильном секторе и увеличили срок годности продуктов. Например, компания NSK разработала подшипник для редуктора, который обеспечивает низкие эксплуатационные расходы и повышенную надежность в железнодорожных двигателях.
Глобальный рынок подшипников был дополнен такими факторами, как рост использования подшипников на железных дорогах, электромобилях и прокатных станах, за которым последовало увеличение использования подшипников в двигателях, спрос на электрификацию автомобилей и спрос на подшипники. в бесступенчатой трансмиссии (CVT) увеличил спрос на рынке подшипников. Однако повреждения подшипников электромобилей, растущая электрификация транспортных средств и колебания цен на сырье, а также высокие затраты на техническое обслуживание препятствуют росту мирового рынка подшипников. Более того, рост интереса к экологичным транспортным средствам и постоянное развитие автомобильной промышленности, появление подшипниковых узлов с датчиками и рост развития технологий аддитивного производства и материалов для производства подшипников являются факторами, которые открывают выгодные возможности, тем самым приводя к росту мирового рынка. рынок подшипников.
Рынок подшипников
По типу
Конические подшипники прогнозируются как самые прибыльные сегменты
Получить дополнительную информацию об этом отчете: Запросить образцы страниц
Мировой рынок подшипников сегментирован по типу, размеру, каналу сбыта, типу машины , конечное использование, группа и регион. В зависимости от типа рынок делится на шарикоподшипники и конические подшипники. В зависимости от размера мировой рынок подшипников подразделяется на категории от 30 до 40, от 41 до 50, от 51 до 60, от 61 до 70 и от 70 и выше. Производители оригинального оборудования (OEM) и рынок послепродажного обслуживания — это различные каналы сбыта, которые рассматриваются на мировом рынке подшипников. Транспортные средства с двигателями внутреннего сгорания (ДВС), электромобили, промышленное оборудование и аэрокосмическая техника — это различные типы машин, рассматриваемых на мировом рынке. В зависимости от конечного использования мировой рынок подшипников подразделяется на автомобильный, промышленный и аэрокосмический. В зависимости от группы мировой рынок подшипников подразделяется на группу 1, группу 2 и группу 3. Транспортные средства с ДВС относятся к группе 1, электромобили относятся к группе 2, а сочетание промышленного и аэрокосмического оборудования относится к группе 3. По регионам анализируется рынок Северной Америки, Европы, Азиатско-Тихоокеанского региона и региона LAMEA.
Рынок подшипников
По размерам
Размер от 51 до 60 считается наиболее прибыльным сегментом Schaeffler AG, NTN Corporation, SKF, Iljin Bearing, RKB Bearing, JTEKT Corporation, Timken, Wafangdian Bearing Co., Ltd. и THK Co. Ltd.
Рост использования подшипников на железной дороге, электромобилях и прокатных станах
Железнодорожная промышленность уделяет особое внимание снижению затрат и увеличению срока службы рельсов. Подшипники используются в железнодорожных редукторах для гашения ударов и вибраций, возникающих из-за силы, создаваемой тяговым двигателем и колесами, движущимися по рельсам. Таким образом, тяжелые условия эксплуатации увеличивают время обслуживания и простоя двигателя. Недавние разработки в области подшипников повысили спрос на подшипники в железнодорожной отрасли. Например, конические роликоподшипники используются для поддержки валов-шестерен, которые требуют регулярной регулировки, и было разработано квалифицированное обслуживание, которое снижает затраты на техническое обслуживание и повышает прочность сепаратора.
Рынок подшипников
По каналам сбыта
OEM-производители прогнозируются как наиболее прибыльные сегменты
Получить дополнительную информацию об этом отчете: Запросить образцы страниц подшипника в электромобилях. Подшипники разработаны для преодоления условий бедной смазки, а меньший размер подшипника повысил общую эффективность коробки передач, что, в свою очередь, увеличивает запас хода электромобилей. Подшипники качения широко используются в прокатных станах, рассчитанных на тяжелые условия работы. Таким образом, подшипники, используемые в прокатных станах, обладают способностью выдерживать механизм отслаивания, высокой грузоподъемностью и увеличенным сроком годности прокатных станов.
Рынок подшипников
По типу машины
Электромобили прогнозируются как наиболее прибыльный сегмент для подшипников в бесступенчатой трансмиссии (CVT)
Растущий спрос людей на загрязнение окружающей среды вынуждает промышленные предприятия снижать выбросы CO2 и вредных газов от двигателей в промышленности. Двигатели, используемые для работы насосов и компрессоров, требуют больше электроэнергии; таким образом, в двигателях используются высокотехнологичные подшипники, которые снижают механические потери во время работы. Кроме того, использование подшипников с низким крутящим моментом в бесступенчатых трансмиссиях для повышения надежности и топливной экономичности транспортных средств увеличило использование подшипников, которые обеспечивают повышенную прочность шариков и твердую смазывающую пленку.
Рынок подшипников
По конечному использованию
Автомобилестроение прогнозируется как наиболее прибыльный сегмент
Получите дополнительную информацию об этом отчете: Запросить образцы страниц
Колебания цен на сырье и высокие затраты на техническое обслуживание
9 Стоимость материалов остается главной заботой производителей. На сырье приходится около 60-62% выручки производителя подшипников. Цена на сырье для автомобильных подшипников постоянно колеблется в зависимости от рыночных экономических условий. Такая волатильность цен на сырье становится реальной проблемой для компаний, чтобы оставаться конкурентоспособными и обеспечивать устойчивую прибыль. Поскольку высококачественная сталь и легированная сталь являются основным сырьем, используемым для производства подшипников, цена подшипников сильно коррелирует с изменением мировых цен на сталь. Таким образом, колебания цен на сырье создают проблемы для производителей подшипников при производстве подшипников для транспортных средств по сравнительной цене и качеству. Кроме того, подшипник нуждается в регулярном техническом обслуживании, чтобы избежать выхода из строя и продлить срок службы, что еще больше увеличивает затраты на техническое обслуживание. Таким образом, ожидается, что такие факторы, как колебания цен на сырье и регулярные затраты на техническое обслуживание, будут препятствовать росту рынка автомобильных подшипников.
Рынок подшипников
По группам
Группа 2 прогнозируется как наиболее прибыльный сегмент
Получите дополнительную информацию об этом отчете: Запросить образцы страниц
Растущая озабоченность экологичными транспортными средствами и постоянное развитие автомобильной промышленности 9009
4 Повышение осведомленности общественности о загрязнении окружающей среды и повышенный спрос со стороны потребителей на экономичные транспортные средства привели к разработке электромобилей, включая электромобили на топливных элементах и аккумуляторах. Подшипники, которые используются в электромобилях, обеспечивают повышенную эффективность, удобство использования и срок годности благодаря постоянному совершенствованию продукции. Таким образом, ожидается, что разработка продукции наряду с ростом продаж электромобилей откроет новые возможности на мировом рынке подшипников.
Рынок подшипников
По регионам
2027
Азиатско-Тихоокеанский регион
Северная Америка
Европа
LAMEA
-2027.
Получите дополнительную информацию об этом отчете: Запросить образцы страниц
Анализ воздействия COVID-19
Вспышка COVID-19 значительно повлияла на автомобильную промышленность, что, в свою очередь, привело к существенному снижению продаж автомобилей, нехватке сырья , и другие.
Различные компании, работающие в автомобильной промышленности, перестраивают свою цепочку поставок, производство и услуги по доставке критически важных предметов медицинского назначения.
Мировые продажи легковых автомобилей упали примерно на 20% (в годовом исчислении) с 6,3 млн в феврале 2019 года до 5,07 млн в феврале 2020 года. падение продаж, которое в феврале составило около 80%, за которым следуют Южная Корея, Япония, Западная Европа и другие страны.
Основные преимущества для заинтересованных сторон
В этом исследовании представлено аналитическое описание анализа мирового рынка подшипников, а также текущих тенденций и прогнозов на будущее, позволяющих выявить надвигающиеся инвестиционные карманы.
Общие возможности рынка подшипников определяются пониманием прибыльных тенденций для укрепления позиций.
В отчете представлена информация об основных движущих силах, ограничениях и возможностях мирового рынка подшипников с подробным анализом воздействия.
Текущий рынок подшипников подвергается количественному анализу с 2019 по 2027 год для оценки финансовой компетентности.
Анализ пяти сил Портера иллюстрирует потенциал покупателей и поставщиков в отрасли.
Обзор рынка подшипников Основные моменты
Аспекты
Подробная информация о типе
9
ШАРИКОВЫЙ ПОДШИПНИК
КОНИЧЕСКИЙ ПОДШИПНИК
По каналу сбыта
Производители оригинального оборудования (OEM)
Вторичный рынок
7 21 По типу машины
Автомобили с ДВС
Электромобили
Промышленное оборудование
Аэрокосмическое оборудование
По конечному пользователю
Автомобильная
Промышленная
Авиакосмическая
По размеру
30179 79 41–50
51–60
61–70
70 и старше
По группам
Группа 1
Группа 2
Группа 3
По регионам
Северная Америка (США, Канада, Мексика)
Европа (Германия, Франция, Италия, Испания, остальные страны Европы)
0 Азиатско-Тихоокеанский регион , Южная Корея, остальные страны Азиатско-Тихоокеанского региона)
Подшипник состоит из шарика с внешней и внутренней металлической поверхностью без трения, обеспечивающей плавное движение подшипника. Различные типы подшипников включают шариковый подшипник, роликовый подшипник и подшипник скольжения. Шарик внутри подшипника воспринимает нагрузку, которая, в свою очередь, вызывает вращение подшипника. Спрос на подшипники увеличивается в автомобильной промышленности, поскольку внедрение подшипников помогает уменьшить износ, вызванный трением.
Мировой рынок подшипников анализируется на основе его перспектив и будущих темпов роста. В отчете освещаются многочисленные факторы, влияющие на рост мирового рынка подшипников, в том числе прогноз рынка, движущие силы, ограничения, возможности и роль различных ключевых игроков, работающих на рынке.
Легкая переналадка станков, чтобы ответить на ваши требования
МЫ ДАЕМ ВОЗМОЖНОСТИ – ВЫ ВЫБИРАЕТЕ
Отдельно стоящие станки СТАНКИ СЕРИИ 1000
Стандартные линии СТАНКИ СЕРИИ 1500
Линии для строительных и периметрических поддонов СТАНКИ СЕРИИ 2000
Станки для нестандартных поддонов СТАНКИ СЕРИИ 2500
СТАНКИ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ
ПОЛНАЯ ПРОИЗВОДСТВЕННАЯ ЛИНИЯ
Мы производим производственные линии, которые быстро и эффективно трансформируют заготовки в штабели готовых поддонов. Оборудование, изготовленное под заказ, сэкономит ваше время и деньги! Мы всегда хотим быть уверены, что вы получили именно то оборудование, которое полностью отвечает вашим требованиям. Большинство производимого нами оборудования может легко управляться двумя операторами. С нами у вас всегда есть возможность нарастить уже имеющееся оборудование добавив к нему дополнительные станки. Все станки Mychrome могут быть объединены в производственную линию. Свяжитесь с нами, и мы будем рады предложить лучшее решение для вашей компании!
ПОЛУЧИТЬ ПРЕДЛОЖЕНИЕ
СОЗДАЙТЕ ЛИНИЮ ПО ВАШЕМУ ЗАКАЗУ
Начните с одного станка или создайте линию по вашему заказу шаг за шагом! Мы производим станки для производства поддонов для больших и малых производств. Вы можете выбрать уровень автоматизации, количество персонала и назначение станка или линии. Сегодня вы инвестируете в то, что со временем вырастет. Все наши станки могут быть объединены в полную линию. Вы определяете сроки и этапы ваших инвестиций!
НАШИ СТАНКИ
ПОЛНАЯ ПРОИЗВОДСТВЕННАЯ ЛИНИЯ
Мы производим производственные линии, которые быстро и эффективно трансформируют заготовки в штабели готовых поддонов. Оборудование, изготовленное под заказ, сэкономят ваше время и деньги! Мы всегда хтим быть уверены, что вы получили именно то оборудование, которое полностью отвечает вашим требованиям. Большинство производимого нами оборудования может легко управляться двумя операторами. С нами у вас всегда есть возможность нарастить уже имеющееся оборудования добавив к нему дополнительные станки. Все станки Mychrome могут быть объединены в производственную линию. Свяжитесь с нами, и мы будем рады предложить лучшее решение для вашей компании!
ПОЛУЧИТЬ ПРЕДЛОЖЕНИЕ
СОЗДАЙТЕ ЛИНИЮ ПО ВАШЕМУ ЗАКАЗУ
Начните с одного станка или создайте линию по вашему заказу шаг за шагом! Мы производим станки для производства поддонов для больших и малых производств. Вы можете выбрать уровень автоматизации, количество персонала и назначение станка или линии. Сегодня вы инвестируете в то, что со временем вырастет. Все наши станки могут быть объединены в полную линию. Вы определяете сроки и этапы ваших инвестиций!
НАШИ СТАНКИ
ЛЕГКО ПЕРЕСТРАИВАТЬ!
Управление настройками размеров и типов производимых поддонов
осуществляется за несколько минут на всех станках Mychrome.
СТАНКИ СЕРИИ 1000
Отдельно стоящие станки
СТАНКИ СЕРИИ 1500
Стандартные линии
СТАНКИ СЕРИИ 2000
Линии для строительных и периметрических поддонов
СТАНКИ СЕРИИ 2500
Станки для нестандартных поддонов
СТАНКИ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ
Go to Top
Оборудование для производства поддонов | Мегарес
ТМ МЕГАРЕС представляет деревообрабатывающее оборудование своего партнёра итальянской компании DELTA – одного из мировых лидеров в секторе гвоздезабивных станков и линий для сборки и обработки поддонов.
Производство европаллет – это рентабельный и стабильный бизнес при соблюдении некоторых условий: наличия сырья и правильного выбора оборудования.
Технология производства поддонов несложная. Требуется доска 2-3 сорта с допусками, бобышки (бруски из цельной или прессованной древесины) и гвозди «в россыпь». По стандартной технологии поддоны сбиваются из сырой доски и сушатся уже в собранном виде. Во время сушки поддона на одной из стадий включается особый режим, при котором происходит термическое антисептирование. Провести качественную сушку в строгом соответствии с международным стандартом по фитосанитарным требованиям ISPM 15 FAO и FITOK позволяют итальянские сушильные камеры Termolegno, которые ТМ МЕГАРЕС поставляет комплексно к линиям.
На современных заводах по производству поддонов в Украине работают полуавтоматические и автоматические линии DELTA.
ЛИНИИ ПО ПРОИЗВОДСТВУ ПОДДОНОВ
— Гидравлическая гвоздезабивная линия модель CHA на основе одной гвоздезабивной машины с возвратной кареткой для производства поддонов до 1500мм (длина), 1200/1500мм (ширина), 20/160мм (высота), максимальные размеры могут быть изменены согласно требований заказчика.
— Гидравлическая гвоздезабивная линия модель CHT на основе двух гвоздезабивочных машин с цепным конвеером из 7 шаблонов.
Конструкция из стали высокой прочности. Оборудование снабжено теплообменником для поддержания постоянной температуры масла в гидравлической установке. Это техническое решение позволяет использовать оборудование с максимальной нагрузкой без вреда гидравлическим составляющим.
Автоматическая смазка с выдержкой времени и программируемым периодом работы от 0 до 12 месяцев. Безопасность в соответствии с нормами ЕС.
Автоматизированная последовательность операций, контролируемых P.L.C. Два распределителя гвоздей на 26 молотков из оцинкованной стали, с изолированной пневматической блокировкой, с исключением не используемого молотка. Использование гвоздей «в россыпь» позволяет существенно снизить стоимость производства.
Самовыравнивающаяся клепальная шпала, которая может автоматически выравнивать уровень над заготовкой перед фазой клепки. Чтобы гарантировать точность остановки вплоть до миллиметра, используется мотор BRASНLESS.
Все станки спроектированы с учетом их последующего включения в линию по производству поддонов полного цикла, то есть не требует внесения существенных изменений, за исключением перепрограммирования электроники.
DELTA проектирует и производит гидравлические гвоздезабивные станки для производства поддонов нестандартних размеров и вспомогательное оборудование:
— модель Х-Master позволяет сбивать поддоны больших размеров до 2100мм в длину и до 2500мм в ширину, модель Master — до 3000мм в длину и до 1350мм в ширину;
— модель ALL-IN-1 сбивает верх и низ поддона за один цикл.
— автоматический пакетный торцовочный станок модель TPA 120 для крупных лесопильных предприятий и предприятий специализирующихся на производстве поддонов. Этот станок был разработан с учетом больших весов пакетов пиломатериалов, который необходимо разрезать и перемещать;
— автоматический торцовочный станок модель TTA 550 для напилки бобышек.
Все украинские предприятия, на которых работает оборудование итальянской компании DELTA успешно прошли сертификацию и получили лицензию EPAL.
Новая модель COMBO в линейке оборудования DELTA
— Станок предназначен для автоматической сбивки ящиков, деревянной тары.
— Быстрая и бесшумная система забивания гвоздей с энергосбережением (система ESS)
— Возвратная каретка с возможностью сбивки по высоте до 180/200 мм.
— Возможность использования рассыпных гвоздей.
— Возможность прибить также диагональные доски, с исключением неиспользуемых молотков.
— Память с возможностью хранения до 100 различных моделей.
Линия по производству деревянных поддонов Подержанные машины
Описание
Технические характеристики
Об этом продавце
Комплексная линия забивания поддонов, разработанная J. Ferreira & Jesus, представляет собой производственную систему, разделенную на несколько модулей, что позволяет на практике адаптировать ее к бизнес-модели нашего клиента. Наши модули полностью настраиваемые, они производятся опытной технической командой с использованием лучших материалов и технологических достижений в области проектирования и разработки оборудования для деревообрабатывающей промышленности.
Состав линии: — Двойной гвоздильный стол с двумя поддонами, с гвоздезабивным пистолетом — Конвейерные пластины 8000 мм с центратором — Конвейер 1/4 оборота — Конвейер с 6 станциями термомаркировки — Конвейер 1/4 оборота — Конвейер с флиппером для поддонов и укладчиком поддонов, плюс угловой резак — Выходной цепной конвейер 3000 мм
С линией поддонов JFJ вы можете производить 800 поддонов за 8 часов! Расположение линии полностью регулируется!
Обратите внимание, что это описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
——————-
Рабочее время
0 часов
Время работы без подзарядки
0 часов
Государственный
новый
По местным нормам
да
Статус
в производстве
Тип клиента
Реселлер
Активен с
2020
Предложения онлайн
2
Последнее действие
31 января 2023 г.
Описание
Комплексная линия забивания поддонов, разработанная J. Ferreira & Jesus, представляет собой производственную систему, разделенную на несколько модулей, что позволяет на практике адаптировать ее к бизнес-модели нашего клиента. Наши модули полностью настраиваемые, они производятся опытной технической командой с использованием лучших материалов и технологических достижений в области проектирования и разработки оборудования для деревообрабатывающей промышленности.
Состав линии: — Двойной стол для гвоздезабива поддонов, с гвоздезабивающими пистолетами — Конвейерные планки 8000 мм с центратором — Конвейер 1/4 оборота — Конвейер с 6 станциями термомаркировки — Конвейер 1/4 оборота — Конвейер с переворачивателем поддонов и укладчиком поддонов, а также угловым резаком — Выходной цепной конвейер 3000 мм
С помощью линии поддонов JFJ вы можете производить 800 поддонов за 8 часов! Расположение линии полностью регулируется!
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой.
0 часов
Время работы под напряжением
0 часов
Государственный
новый
По местным нормам
да
Статус
в производстве
Об этом продавце
Тип клиента
Реселлер
Действует с
2020
Предложения онлайн
2
Последнее действие
31 января 2023 г.
Линия по производству американских деревянных поддонов
Среди поддонов, изготовленных из различных материалов, деревянные поддоны наиболее широко используются в логистике и транспортной отрасли. Причина в том, что деревянные поддоны легкие по весу, дешевы, просты в изготовлении, просты в обслуживании и могут быть переработаны и использованы повторно. Таким образом, линия по производству деревянных поддонов для производства деревянных поддонов очень важна для логистической отрасли. В то же время, деревянные поддоны, изготовленные на линии по производству деревянных поддонов, не так просто соскользнуть и повредить товар. Деревянная структура относительно твердая и является идеальным материалом для изготовления деревянных поддонов. Деревянные поддоны изготавливаются из всех видов древесины на линии по производству деревянных поддонов. В настоящее время он наиболее широко используется в различных отраслях промышленности. Поддоны представляют собой горизонтальное платформенное оборудование, используемое для погрузки, обработки и транспортировки товаров. Обычно изготавливается из дерева и ДВП. Легкий, удобный для загрузки и разгрузки, экологически чистый и энергосберегающий. Сегодня я покажу вам, как делать американские поддоны. И машины, необходимые для обработки линии по производству деревянных поддонов.
Процесс производства американских поддонов
Структура деревянных поддонов
Деревянные поддоны обычно состоят из погрузочных поверхностей, отверстий для вилочного погрузчика и подвесных крыльев желоба. Доски, уложенные на верхнюю и нижнюю стороны поддона, называются досками, и доски необходимо разрезать с помощью режущей пилы с ЧПУ, а доски с обеих сторон называются боковыми досками. Вилочные отверстия на поддоне образованы стрингерами или распорками. Стрингер представляет собой длинный плоский квадратный материал, расположенный перпендикулярно доске. Опорная доска представляет собой квадратную доску, а доска на ней, перпендикулярная доске, называется стрингером. Древесина, используемая для обработки деревянных поддонов, должна быть высокого качества. Только качественная древесина может сыграть лучшую роль. В нормальных условиях массивная древесина выбирается для обеспечения общей прочности и структурной стабильности при обработке.
Машина для производства поддонов американского стандартаПоддоны европейского стандартаПоддоны готовы к отправке
Процесс обработки деревянных поддонов
Процесс обработки деревянных поддонов не сложен, они изготовлены из натурального дерева, которое можно настроить в соответствии с потребностями клиента.
Выбор древесины для производства деревянных поддонов
Качество материала является важным фактором, влияющим на качество обработки деревянных поддонов. Поэтому, чтобы лучше обеспечить качество древесины, необходимо выбирать хорошую древесину. В настоящее время сырье для деревянных поддонов в основном включает фанеру, сосну, пихту китайскую (метасеквойя), пихту, тополь и другие лиственные породы. Фактически, разные материалы представляют собой разные характеристики и функции деревянных поддонов. Общая пищевая промышленность предъявляет строгие требования к выбору поддонов, и он должен быть обработан высококачественными деревянными досками.
Резка дерева пилой с ЧПУ
,Пила по дереву с ЧПУ — это пила для резки дерева, управляемая компьютерной программой. Он в основном используется для резки деревянных поддонов. В процессе резки древесины мы обычно используем пилы с ЧПУ для резки. По сравнению с традиционными пилами, он может обеспечить равномерную длину и толщину резки. Станок для резки дерева с ЧПУ нашей компании обладает преимуществами стандартизированного производства, полного использования сырья, экономии операторов, повышения эффективности производства и обеспечения безопасности продукции. Таким образом, деревообрабатывающие пилы с ЧПУ могут помочь вам снизить производственные затраты.
Станок для резки блоков поддонов Пилы с ЧПУ
Прорезной станок для деревянных поддонов Прорезной станок
Прорезной станок для деревянных поддонов выполняет продольную прорезь на досках для поддонов, которая в основном используется для производства деревянных поддонов в американском стиле. Это особый процесс производства американских деревянных поддонов. В соответствии с принципом обработки слот-машина делится на одинарный слот-машину и двойной слот-машину. Двойной долбежный станок может одновременно делать прорези одинакового размера на деревянной доске. Прорезные канавки имеют гладкую поверхность, отсутствие зазубрин и качество оснастки. Хорошая, высокая эффективность работы.
Прорезь для стрингера поддона
Станок для снятия фаски с деревянного поддона
Станок для снятия фаски с деревянного поддона используется для снятия фаски с небольших кромок нижних продольных балок деревянного поддона. Это специальный процесс перед сборкой поддона. повреждать. Станок для снятия фаски с деревянных поддонов используется для снятия фаски с небольшой кромки нижней продольной балки деревянного поддона. Это специальный процесс перед сборкой поддона. Это может заставить вилку погрузчика свободно удерживать поддон и предотвратить повреждение поддона из-за работы погрузчика.
Станок для изготовления фасок для настила поддонов Фаска для деревянных поддонов
Машина для забивания гвоздей для американских поддонов
Машина для забивания поддонов для американских поддонов — это эффективное оборудование для производства поддонов, специально разработанное для производства поддонов американского стандарта. Эта машина использует полностью автоматическую программу, операционная система использует импортированное управление ПЛК, сенсорный экран прост в эксплуатации, управление удобно, а положение гвоздя точное. По сравнению с традиционной отечественной технологией производства, гвоздильный станок может выполнять несколько операций одновременно, что значительно повышает эффективность работы. Американская машина для забивания поддонов оснащена токарной, угловой, горячей штамповкой, захватом и укладкой на поддоны. Он имеет высокую степень автоматизации и стабильный и компактный процесс. Это может быть универсальное производство гвоздей и укладки на поддоны.
Машина для забивания поддоновАвтоматическая машина для забивания поддонов
Преимущества деревянных поддонов в применении
Основываясь на приведенном выше введении, я считаю, что у каждого есть определенное представление о деревянных поддонах. В настоящее время деревянные поддоны являются наиболее широко используемыми поддонами в логистической отрасли, и они играют важную роль в транспортировке, распределении, хранении, погрузке и разгрузке товаров. Поскольку этот продукт имеет такой огромный эффект, какие у него преимущества?
1: Среди всех поддонов деревянные поддоны имеют отличные характеристики и могут использоваться повторно. 2: Технические характеристики деревянных поддонов могут быть изменены по индивидуальному заказу, формы не нужны, материалы легко достать, а стоимость снижена. 3: Красивый внешний вид, обращайте особое внимание на гладкость внешнего вида в процессе обработки, удаляйте заусенцы и заусенцы. 4: Обладает высокой несущей способностью, прочный и практичный. Согласно долгосрочному практическому применению, деревянные поддоны могут нести большую нагрузку. 5: Это также относительно выгодно с точки зрения цены, что позволяет сократить расходы.
Вопросы, требующие внимания при производстве деревянных поддонов
Выбор материала. Деревянные поддоны изготовлены из дерева. В настоящее время материалы деревянных поддонов в основном состоят из сосны, болиголова, пихты и других твердых пород дерева. В процессе выбора материалов обратите внимание на качество древесины.
Высокое содержание влаги в деревянном поддоне может привести к усадке и деформации поддона или даже к растрескиванию. Перед обработкой древесины ее необходимо просушить для удаления влаги.
Деревянные поддоны должны строго контролироваться в процессе производства и изготавливаться в соответствии с производственными требованиями. Каждый процесс должен быть проверен после обработки для удаления неподходящих продуктов.
Как выбрать поддон производитель оборудования
Деревянные поддоны сегодня наиболее широко используются, потому что они дешевы и прочны. Кроме того, он имеет высокую точность и его нелегко деформировать. Он укреплен высокопрочными шурупами, не прибивается гвоздями и обладает хорошей прочностью. Это лучший выбор для многих хранилищ. Наша компания является производителем, специализирующимся на производстве оборудования для деревянных поддонов, предоставляя наиболее разумный план в соответствии с потребностями клиента. Произведенное оборудование экспортируется в более чем 50 стран, и у нас есть профессиональный технический отдел, который предоставляет услуги по установке и послепродажное обслуживание.
В этой подборке мне бы хотелось представить вашему вниманию только хорошие новые рисунки для резьбы по дереву. А также архивы книг по резьбе.
Вот некоторые полезные советы и инструкции, которые могут вам помочь:
Подготовка материалов: Для начала, вам понадобится правильный инструмент и подходящий вид дерева. Некоторые деревья, такие как липа и кедр, легче поддаются резьбе, чем другие, такие как дуб и ясень. Также вам понадобится хорошо заточенный нож, резец и другие необходимые инструменты для резьбы.
Подготовка рисунка: Сначала нарисуйте или распечатайте рисунок на бумаге. Затем используйте карандаш, чтобы перенести рисунок на поверхность дерева. Вы можете использовать копировальную бумагу для создания более точной копии рисунка на поверхности дерева.
Выбор места для резьбы: Выберите плоскую поверхность на дереве, которая подходит для резьбы. При выборе места убедитесь, что вам есть достаточно места, чтобы свободно работать.
Выбор инструмента для резьбы: Ножи и резцы — наиболее распространенные инструменты для резьбы по дереву. Выберите инструмент, который подходит для вашего проекта и вашего опыта. Нож с тонким лезвием и узким концом подходит для создания тонких линий и мелких деталей, в то время как широкое лезвие может использоваться для быстрой обработки больших поверхностей.
Начало резьбы: Начните с простых элементов и деталей, чтобы приобрести навыки и уверенность. Используйте легкие удары, когда начинаете резать, и настраивайте глубину резки со временем. Будьте осторожны и не настраивайте слишком глубокую резку, чтобы не повредить дерево.
Окончание работы: Когда заканчиваете резьбу, сотрите любой оставшийся карандаш и используйте песочную бумагу для шлифовки поверхности. Затем вы можете наложить лак или масло.
Уникальные книги по ремеслам для желающих уметь работать с деревом — сохраняйте себе, распечатывайте и применяйте на практике! Самые ценные советы из старых изданий, до времен интернета.
Работы по дереву. Резьба. Мозаика. Мебель — В.И. Рыженко.djvu
Работы по дереву. Столярные работы. Резьба по дереву. Инкрустация — В.И. Рыженко.djvu
Резчику по дереву — А.Ф. Афанасьев.djvu
Резьба по дереву. Приемы, техника, изделия — Александр Афанасьев.djvu
Резьба по дереву. Практическое пособие — Энтони Деннинг.pdf
После ознакомления с теоретической базой смотрите орнаменты, узоры для вдохновения.
Надо сказать, что я знаю несколько мастеров, которые именно зарабатывают своим творчеством, продавая свои изделия на Запад. Если вы тоже настроены на продажи, то представленные ниже идеи вполне могут быть востребованы.
Площадок для продажи много, я сама продаю свое творчество за границу здесь — даю вам свою партнерскую ссылку, зарегистрировавшись по ней вы получите возможность получить 25 долларов на баланс аккаунта для покрытия комиссий. Размещение работ там бесплатно.
Рисунок «Лоза Винограда»
Круглый орнамент
Рисунок волка для вырезания по дереву
Симпатичный рисунок волка для вырезания.
Стилизованный узор дракона
Вырезать такого дракона будет непросто, но узор очень интересный!
Растительный узор для вырезания по дереву — эскиз розеткиГеометрическая резьба по дереву — рисунок круглой розеткиЭскиз резной розетки — восьмиугольникаРисунок для резьбы по дереву — ПосолоньРезьба по дереву — рисунок эскиз рамкиЦветочный узор для резьбы по деревуЭскиз для контурной резьбы
Как подготовить рисунок к работе: я обычно распечатываю узор на лазерном принтере, а затем переношу на деревянную поверхность методом декупажа, после чего уже работаю по орнаменту инструментом.
Рисунок узора для мебелиПример рисунка — резные фрезыПример орнаментов для резьбы по деревуПрорезная резьба — эскизы узоров наличников
Руководство по резьбе по дереву
Далее смотрите полное руководство по резьбе по дереву от Вэйна Бартона. С моими комментариями.
Начинать резьбу лучше всего с простых узоровПримеры простых бордюров рамочекПеред началом резьбы по дереву разметьте узор на заготовкеУ вас должен быть нож для резьбы по дереву. Обратите внимание на ножи фирм Kogatana, Narex, Татьянка и Flexcut.Пример резьбы по шкатулке — бордюр и центральный круглый орнаментУзор в виде каната или веревки — резьба по деревуПример оформления резной шкатулки с центральным круглым узором и орнаментом в виде каната.Готический рисунок бордюр в резьбе по дереву.Пример оформления шкатулки с готической резьбой.Примеры полукруглых резных орнаментовЭскизы полукруглых узоров для резьбы по деревуРезьба по дереву — узор сердечки и листочкиРезьба по дереву — тарелки с узорамиПример деревянного резного панно на стенуРезные деревянные тарелкиПримеры диагональных рисунков для резьбы по деревуПримеры рисунков узоров круглых розетокРезьба по дереву — треугольные розеткиПримеры резьбы четырехугольных розетокПримеры резьбы пятиугольных розетокРезьба по дереву — рисунко шестиугольных розетокПримеры семиугольных розеток в резьбе по деревуПримеры рисунков девятиугольных розетокПример рисунка двенадцатиугольной розеткиРезьба по дереву — рисунок орнамента вихрь ПротивосолоньЭскиз и пример узора с листьями в резьбе по деревуКружевной узор — эскиз для резьбы по деревуЧетырехточечный рисунокРезной компас и шестилистникПримеры резьбы по дереву — тарелкиШестигранник и шестиконечная звездаРисунок единорога для резьбы по деревуПримеры точечных узоровРисунок для вырезания — цветок ЭдельвейсРисунок для резьбы по дереву — тюльпанРисунок для резьбы по дереву — симметричный букетРезьба по дереву на сундукеРезьба по дереву — рисунок соваРезьба по дереву на деревянном зеркальце и часах
Хенд Мейд Идеи
трафареты, орнаменты, эскизы и чертежи бесплатно
Художественная резьба по дереву всегда выглядит очень эффектно. Большинство людей даже не догадываются, каким образом такие изделия возможно осуществить. Представляется, что для этого нужна огромная физическая сила, а кроме того, художественный вкус и образование. Однако вырезать красивый орнамент не так сложно, как кажется, стоит только немного подучиться технике выполнения и, что называется, набить руку. Мы покажем популярные рисунки для изучения техники резьбы по дереву, которые пригодятся начинающим и мастерам!
Ни для кого не секрет, что для ручной творческой работы необходимо не только владеть навыками данного искусства, но и иметь вдохновение, желание и, конечно, время. Чтобы все эти параметры сошлись воедино, мастеру могут помочь рисунки для изучения простой резьбы по дереву. Для рождения идеи помогают не только чертежи, но и фотографии работ других умельцев.
Существуют эскизы для различных видов резьбы по дереву, и здесь можно найти подходящий для себя эскиз совершенно бесплатно.
Разбираем рисунки для резьбы по дереву: эскизы для геометрии
Для начинающих мастеров хорошо подойдут чертежи для геометрической резьбы. Это легкий и эффектный вид вырезания из дерева. Для этого нужно лишь определить для себя, какие участки выпуклые, а какие – вогнутые, в таком случае выйдет правильная картинка на дереве.
Доски в геометрической и плоскорельефной технике.
Трафарет.
Трафареты можно менять – например, уменьшать количество элементов, или, напротив, добавлять детали для более интересного результата.
Трафареты для прорезной резьбы.
Художественная резьба бывает и других видов. Одной из несложных техник резки при наличии подходящего инструмента, например, фрезера, является прорезная резьба. Ее еще называют ажурной за то, что готовое изделие, выполненное точно и аккуратно, внешне похоже на кружево. Оно не имеет фона – он вырезан из узора. Отсюда и название. Для занятий таким видом резьбы по дереву нужно иметь твердую руку и вырезать четко по контуру трафарета. Под изделие, изготовленное в такой технике фрезером или лобзиком, подкладывают контрастного цвета ткань или фольгу. На фото видны примеры готовых работ, а также эскизы, подходящие для этой техники.
Техника контурной резьбы по дереву: примеры, эскизы для работы.
Контурная резьба отличается тем, что на дереве выпиливается контурный рисунок. В этой технике можно сделать очень много различных картин, для нее необязательно брать готовый трафарет для резьбы. Для декора детской можно обвести раскраску и использовать ее в качестве эскиза. Также, если Вы не умеете рисовать, можно взять любой набросок, выполненный карандашом, и перенести его на дерево. В этой технике хорошо получаются изображения животных, птиц, а также пейзажей и натюрмортов. На изображениях хорошо видны примеры того, что можно вырезать по дереву в этой технике.
Чернолаковая резьба – разновидность контурной, где по крашеному дереву вырезается светлый контур.
Примеры и трафареты для плоскорельефной резьбы по дереву.
Этот вид отличается тем, что рисунок находится над фоном. При этом узор имеет одинаковую высоту. Фон бывает текстурным, а бывает гладким. Края, вырезанного узора, как правило, заоваливаются, то есть тщательно зашкуривается, чтобы они были плавными, как бы овальными. Эта техника требует чуть большего мастерства, чем другие, но изделия, выполненные таким образом, выглядят потрясающе. На фото – примеры и эскизы для резьбы в этом стиле.
Оформление шкатулок в различных техниках резьбы.
Особым видом можно выделить рисунки для шкатулок. Их можно выполнить в различных техниках: прорезной резьбой, подкладывая под рисунок основу из ткани, фольги или благородных сортов дерева подходящего цвета; плосковыемчатой резьбой, к которой относятся геометрическая и контурная, или другим подвидом. Отличается она тем, что в плоском фоне проделываются углубления на одинаковую глубину. В случае с геометрической техникой углубления, как правило, имеют форму треугольников или четырехугольников. Кроме этого, есть еще скобчатая резьба, которая тоже является разновидностью плосковыемчатой и хорошо подходит для оформления шкатулок. На изображениях можно видеть шкатулки, выполненные в различных стилях.
Шкатулка с прорезной резьбой и подложкой.
Пример изделия с трехгранной геометрической резьбой.
Шкатулка, выполненная в технике контурной резьбы.
Подборка видео-материалов на тему статьи
30k+ Изображения резьбы по дереву | Скачать бесплатные изображения на Unsplash
30k+ Изображения резьбы по дереву | Скачать Free Images на Unsplash
Коричневый фондеревянныйСлон изображения и картинки
деревообработкадеревообработкагендерное равенство
Изображения людей и рисунки из дерева
Связанные коллекции
Ручная резьба по дереву
40 фотографий · Куратор Ахмет Курт
Архитектура
595 фотографий · Куратор Руса Килпинен 9016 Kool 9016 Kool 9016
10
10
10
10 6 фото · Куратор Ричард Фулмер
Женские изображения и фотографииженские возможностизащитный шлем
Просматривайте изображения премиум-класса на iStock | Скидка 20% на iStock
Логотип Unsplash
Сделайте что-нибудь потрясающее
Фоторезьба по дереву — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
видео-инсрукция по монтажу своими руками, оборудование, аппарат, станок, фото и цена
Статьи
Оборудование для лазерной резки дерева встречается нечасто, но с каждым годом его популярность становится все больше. Дело в том, что раньше такие станки стоили очень дорого, но с развитием технологий их цена значительно снизилась, и они стали доступны широкому кругу пользователей.
Важно подобрать качественный вариант, чтобы он позволял выполнять нужные вам процессы, но и правильная эксплуатация не менее важна, именно этим вопросам и будет посвящен данный обзор.
На фото: резка дерева лазером может производиться как на заготовках, так и на готовых конструкциях небольшого размера
Преимущества данной группы оборудования
Если вы раздумываете над тем, какой вариант станка выбрать, то данный раздел позволит познакомиться как с плюсами, так и с минусами лазерного оборудования. Начнем с достоинств:
Точность
Лазерная резка по дереву – высокоточный процесс, ведь толщина разреза составляет 0,1-0,2 миллиметра. Если вам нужно обрабатывать мелкие детали и делать конструкции сложной формы, то данный вариант подойдет для любой из целей как нельзя лучше, ведь резак способен справиться с самыми сложными контурами
Высокая производительность
Скорость резки очень высока, что позволяет выполнять большой объем работы за короткое время. Это позволяет сэкономить и энергоресурсы, кроме того, при работе не нужно ваше вмешательство, вы просто наблюдаете за процессом и контролируете его
Экономичность
Это относится как к показателям энергопотребления (мощные двигатели в других видах оборудования используют в работе гораздо больше электроэнергии), так и к расходу материала. Высокая точность позволяет работать с минимальным количеством отходов и бережливо расходовать материал
Многофункциональность
Станок для лазерной резки по дереву может не только вырезать элементы любого размера и формы, но и прекрасно подходит для нанесения гравировки на поверхность и создания рельефных картин. Многие компании зарабатывают огромные деньги именно на таком виде услуг, как гравировка на деревянных изделиях
Важно! При выборе конкретной модели важно определиться, какие материалы вы будете обрабатывать, ведь есть установки для дерева, фанеры, металла, пластика, а есть и универсальные варианты, которые могут справится с разными видами сырья.
Оборудование может занимать достаточно большое пространство, особенно если рабочий стол имеет внушительные габариты, поэтому у вас должно быть помещение под установку станка
Кроме всех вышеописанных достоинств есть и некоторые ограничения, которые следует знать:
Торцы элементов получаются очень ровными, но они будут темными вследствие воздействия очень высокой температуры, это является особенностью данного типа оборудования, о которой стоит помнить.
Отрезанные торцы всегда темные из-за того, что на материал воздействует высокая температура
Резка дерева лазером возможна, только если толщина материала не превышает 20 мм. А в ряде случаев этот показатель еще меньше, поэтому использовать данный вариант для обработки толстых заготовок не получится.
Особенности выбора и использования установок
Если вы твердо решили, что вам нужен аппарат для лазерной резки дерева, то следует очень тщательно отнестись к выбору конкретной модификации, мы расскажем, на какие критерии следует обратить самое пристальное внимание.
Если вы изучите информацию в сети, но найдете множество статей о том, как сделать лазерный резак по дереву своими руками из старого CD-привода.
На самом деле, вы сможете собрать мощную лазерную указку, которая не сможет резать материал ввиду небольшой мощности, а если приобретать соответствующие комплектующие с высокими показателями, то себестоимость установки будет едва ли не больше готовой конструкции, поэтому лучше сразу выбирать заводское решение.
Кустарные варианты слишком маломощны, чтобы резать древесину даже небольшой толщины
Критерии выбора
В первую очередь мы рекомендуем обращать внимание только на продукцию компаний, хорошо зарекомендовавших себя на рынке, так как очень важно, насколько качественно произведено оборудование. Применение ненадежных вариантов может быть даже опасным, поэтому лучше не гнаться за сомнительной экономией.
Из важных нюансов можно выделить следующие:
Мощность лазера, от этого напрямую зависит его производительность и скорость обработки материалов, обычно производители выпускают целую линейку оборудования с разными характеристиками под разнообразные потребности.
Размер стола также очень важен, так как если вы будете работать с большими листами, то они должны полностью располагаться на рабочей поверхности. Заранее определитесь с этим показателем,чтобы при выборе знать, какое решение оптимально для вас.
Для мелких работ можно приобрести компактное оборудование, которое можно расположить практически в любом помещении
Резка лазером по дереву может производиться на конструкциях разной конфигурации, поэтому желательно, чтобы рабочая поверхность имела функцию регулировки по высоте.
Все узлы и несущая конструкция должны быть изготовлены из прочных материалов, это очень важно для обеспечения надежности станка. Кроме того, все подвижные узлы должны двигаться четко, без люфтов и проскальзываний.
Очень важно наличие качественного и простого программного обеспечения, так как любые сбои могут привести к простою оборудования.
Особенности рабочего процесса
Лазерная резьба по дереву осуществляется в небольших установках, которые отличаются простотой использования
Для подготовки оборудования требуется внимательно изучить все рекомендации, которые дает инструкция по эксплуатации. Кроме того, первый запуск лучше всего проводить со специалистом, который должен обучить вас основам работы.
В целом лазерная резка дерева своими руками несложна и включает следующие этапы:
В компьютере подготавливается модель будущего изделия, которая может быть как двухмерной, так и трехмерной.
Далее все данные заносятся в компьютер оборудования, и он самостоятельно вычисляет все необходимые рабочие параметры.
Крепится заготовка нужного размера и тщательно фиксируется на рабочей поверхности, после этого можно включать оборудование.
Важно! Для работы лазера в конструкции предусмотрена система охлаждения, в которой присутствует жидкость. Не забывайте проверять ее уровень время от времени.
В процессе работы нужно периодически контролировать процесс, хотя при сбоях оборудование отключится самостоятельно, поэтому опасности возникновения аварий практически нет.
Резьба по дереву лазером позволяет вырезать изделие нужной формы и нанести на поверхность определенную структуру
Вывод
Можно с уверенностью утверждать, что за данной технологией будущее, поэтому, если у вас есть потребность в резке дерева, советуем обратить внимание именно на лазерные станки. Видео в этой статье поможет разобраться в некоторых сложных нюансах более обстоятельно.
Станок лазерной резки по дереву
Предлагаемое оборудование «Миртелс» из серии «MLC» успешно применяется для различных целей. Лазерные станки интересны для оснащения мастерских, осуществляющих свою деятельность не только в ритуальной сфере (в частности, производстве памятников).
Каждый из предлагаемых высокотехнологичных аппаратов также представляет собой станок лазерной резки и раскроя заготовок из широкой гаммы материалов. В числе таковых:
Всевозможные виды пластиков;
Кожа;
Ткань;
Фанера;
Древесина;
Стекло и оргстекло;
Акрил и другие материалы.
Кроме того, вырезание лазерным гравировальным станком может производиться и в случае других неметаллических заготовок небольшой толщины (до 5мм).
Исходя из перечисленных материалов, резку и раскрой которых можно осуществлять на лазерных станках «Миртелс» (серия промаркирована сочетанием букв «MLC» с цифровыми индексами), они являются если не универсальными, то многофункциональными. И это свойство определило спрос на такое оборудование в различных видах бизнеса.
В частности, станок лазерной резки может быть интересен для рекламного бизнеса, обработки древесины, изготовления кожаных изделий, производстве сувениров различного рода и других видах деятельности.
Станок лазерной резки: принцип действия
Каким образом осуществляется резка заготовки при помощи аппаратов предлагаемой серии? Раскрой и резку материалов осуществляется в результате воздействия на поверхность заготовки высокотемпературного лазерного луча. Его параметры – время воздействия и траекторию движения по заданному контуру – контролирует автоматика лазерного станка с ЧПУ. Та часть материала заготовки, на которую направлен лазерный луч, выгорает и испаряется под воздействием высокой температуры. Таким образом, в результате описанного процесса получается изделие, отличающееся высочайшей точностью линии реза и четким соответствием заданной конфигурации и габаритам.
Лазерный станок для резки фанеры и других материалов: преимущества
Предлагаемая серия лазерного оборудования от компании «Миртелс» является оптимальным вариантом подобных станков, что предлагаются сегодня на рынке Украины. Наша техника характеризуется следующими преимуществами:
Исключительная надежность и внушительный ресурс применения. Эти свойства являются прямой производной качественных комплектующих, используемых нашей компанией при сборке оборудования. При этом использован модульный принцип. Суть его в том, что при выходе из строя какого-то модуля он просто заменяется целиком, возвращая технику в строй в кратчайшие сроки и не допуская простоя оборудования;
Качество шва, образованного при лазерной резке. В отличие от механической резки древесины различными инструментами, резке и раскрою лазером не свойственно возникновение дефектов – трещин, сколов, зацепок и так далее;
Автоматический режим обработки заготовки. После загрузки модели обработки заготовки в электронный блок управления оператору остается только запустить процесс. При этом контроля за происходящим со стороны персонала не требуется. А возможные дефекты или получение брака, связанного с человеческим фактором, при этом абсолютно исключены;
Высокая скорость резки. Этот показатель напрямую зависит от толщины и вида материала, из которого выполнена обрабатываемая заготовка;
Возможность выполнения резки по общему контуру нескольких не очень толстых заготовок из одного материала;
Возможность поэтапного раскроя крупномерных заготовок. Съемная крыша в задней части стола позволяет продвигать заготовки по мере частичной обработки их границ;
Наличие в серии моделей с различными габаритами рабочей зоны. Это позволяет потенциальному покупателю выбрать наиболее подходящий под его производственные нужды вариант;
Совместимость программного обеспечения, которым снабжается каждая единица оборудования, с программной средой Windows. Этот фактор значительно упрощает взаимодействие оператора с ЧПУ-аппаратом и облегчает процесс управления работами;
Конкурентная стоимость. Цена на лазерный станок по дереву и другим материалам уже включает в себя все необходимое для подготовки оператора (прилагаются на DVD к любой единице оборудования).
Если Вас заинтересовала возможность купитьлазерный станок для фанеры, цена и качество которого были бы оптимальны, каталог компании «Миртелс» в Вашем распоряжении. Изучив технические характеристики лазерного оборудования серии «MLC» и сопоставив их со своими производственными потребностями, Вы наверняка сделаете верный выбор. При необходимости к Вашим услугам – обширный опыт наших менеджеров. Они помогут подобрать наилучший вариант оборудования мастерской под самые различные задачи и бюджет.
Назад
Вперед
Мощные лазерные станки для резки дерева
Универсальность технологий лазерной резки, травления и гравировки помогла нашим клиентам во многих различных отраслях промышленности и продуктовых вертикалей создавать предметы искусства и поделки из дерева. Возможность производить высококачественные изделия из дерева, начиная от изделий массового производства и заканчивая индивидуальными проектами, является приоритетом для наших клиентов.
Thunder Laser стремится помочь каждому клиенту получить настройку, необходимую ему для успешной работы с деревообработкой или другими проектами, которые могут выиграть от использования одного из наших станков. Наше обслуживание клиентов начинается с вашего первоначального запроса и продолжается после покупки. Мы прилагаем все усилия, чтобы поддерживать нашу репутацию, а это означает, что мы помогаем вам производить отличные продукты, когда вы работаете с нашими лазерами.
Сообщество деревообрабатывающих предприятий получило огромную пользу от удивительных достижений в технологии резки, в частности, от станков для лазерной резки дерева. Thunder Laser усердно работает, чтобы быть в курсе всех передовых технологий и методов, которые могут принести пользу нашим клиентам. Несмотря на то, что мы идем в ногу с этой технологией, мы не забыли, как старые методы, такие как использование маршрутизатора, могут привести к желаемым эффектам для определенного проекта.
Мы регулярно видим проекты, в которых простые куски дерева превращаются в редкие произведения искусства, от декоративных стеллажей, обложек для книг и деревянных игрушек до великолепных деревянных панелей в недавно построенном доме. Ваше воображение и видение — единственные ограничения, с которыми вы столкнетесь, пытаясь придумать идеи для проекта по деревообработке.
Если вы ищете способы разнообразить свою продукцию или расширить спектр услуг, мы можем предложить вам множество отличных идей. Мы здесь, чтобы убедиться, что вы можете максимально использовать станок для резки или травления Thunder Laser, который вы приобретаете у нас.
Лазерные гравировальные станки для предприятий по дереву
Thunder Laser USA дает малым предприятиям и крупным производителям возможность выполнять высокоточные разрезы и травления на различных типах древесных материалов. Дерево – интересный материал для работы. Прочный и легко настраиваемый, он позволяет создавать отличные декоративные продукты, а также очень функциональные предметы. Это ясно: предприятия, которые могут максимально использовать древесное сырье, могут выиграть очень много. Наши лазеры позволяют сделать это эффективно и без использования старых методов, которые могут повредить древесину.
Однако идеи и возможности не воплотятся в жизнь, если у вас нет нужных инструментов. К счастью, вам не нужно долго искать решение; Вы можете найти его прямо здесь, в Thunder Laser. Универсальность наших лазерных резаков позволяет воплотить в жизнь практически любое видение.
Мы видели, как наши клиенты брали необработанные куски дерева и превращали их в различные креативные и высокорентабельные продукты. От простых дизайнов до более сложных деталей, вы можете создать желаемый вид с помощью одной из наших машин. Возможность установить программу для резака или гравировального станка позволяет вам производить несколько изделий с одинаковым дизайном. Программа даже полезна для создания одного элемента, чтобы убедиться, что он имеет правильный дизайн.
С помощью Громового лазера вы тоже можете сделать то же самое. Просмотрите наши станки для лазерной гравировки древесины и ознакомьтесь с функциями, которые вы можете установить в своем устройстве. Мы настраиваем лазерные резаки в соответствии с вашими производственными потребностями и сохраняем цену как можно более доступной. Но только потому, что процесс доступен, это не означает, что вы жертвуете качеством. Мы понимаем, что острые резы и высококачественное травление важны для любой компании или отдельного человека, занимающегося деревообрабатывающими проектами.
Все ли станки Thunder Laser способны производить высококачественные изделия из дерева?
Станок для лазерной резки и гравировки по дереву ничем не отличается от станка, который можно использовать для металла, акрила, ПВХ, МДФ, нержавеющей стали и других металлических и неметаллических материалов. Просто одна и та же лазерная технология CO2, встроенная в каждый из наших станков, обеспечивает возможности резки или гравировки. Станки для резки и гравировки Thunder Laser спроектированы и изготовлены для работы с древесными материалами. Разработанный для обеспечения низкой температуры, чтобы избежать ненужного сжигания или ошпаривания материалов, он позволяет вам полностью контролировать сложные деревянные разрезы и рисунки.
Лазерная технология CO2 обеспечивает универсальность, необходимую для выполнения любых требований проекта. Несмотря на то, что эти лазеры нагреваются, вероятность обгорания снижается. Это позволяет выполнять простые конструкции с помощью одного из наших лазеров. Вы также можете настроить программу для создания более сложных и замысловатых дизайнов, не беспокоясь о том, что тепло повлияет на целостность дерева или повлияет на разрез.
Лазерная резка и гравировка древесных материалов пользуется популярностью в компаниях, занимающихся производством новинок и изделий ручной работы из дерева на заказ. Мы видим, что клиенты, которые приобрели станки Thunder Laser, постоянно расширяют свои линейки продуктов, открывая новые способы индивидуальной обработки деревянных изделий. Нет предела сложности и качеству деталей, которые могут предоставить машины Thunder Laser.
Использование станка Thunder Laser в этом удивительном проекте по деревообработке… Посмотреть видео:
Кому будет полезен лазерный резак по дереву?
Как любители, так и профессиональные дизайнеры декоративно-прикладного искусства используют станки для лазерной резки, травления и гравировки, чтобы превратить свои изделия из дерева в искусные произведения искусства. Профессиональные художники, дизайнеры и производители мебели на заказ начинают осознавать ценность лазерного станка и его способность повышать ценность каждого из их продуктов.
Какие проекты я могу выполнить с помощью станка для лазерной резки, травления и гравировки?
Наши лазерные станки могут обрабатывать все виды древесины в самых разных областях. Мы составили краткий список вещей, которые наши клиенты регулярно проектируют, вырезают, травят и гравируют:
Проекты в области декоративно-прикладного искусства
Мебель на заказ
Декоративная отделка для дома, офиса или коммерческого интерьера
Деревянные игрушки
Модели, используемые профессиональными дизайнерами и архитекторами
Украшения
Индивидуальные подарки, жетоны и рекламные изделия из дерева
Школьные принадлежности
Деревянные панели
Вкладки
Оборудование для магазинов
Может ли лазерный резак по дереву повредить дерево?
Чтобы сохранить дерево, окружающее ваш проект резки или травления, важно правильно настроить параметры. Дополнительные сведения о правильной настройке см. в руководстве пользователя или в дополнительных разделах поддержки на нашем веб-сайте. После правильной настройки нет опасности повредить древесину, окружающую линии разреза или травления вашего проекта. Это уникальный аспект станков с CO2-лазером и их способность работать с высокой точностью, в отличие от таких инструментов, как спиральные пилы и настольные пилы.
Может ли лазерный станок резать дерево всех типов?
Да, лазерный резак по дереву довольно универсален и может работать с различными типами древесины различной толщины и плотности. Тип древесины и плотность будут контролировать некоторые аспекты вашего проекта, такие как скорость и качество отделки. Мягкая древесина, такая как бальза, очевидно отличается от твердой древесины, такой как дуб. Ознакомьтесь с информацией о вашей конкретной машине, чтобы определить максимальную глубину резания, чтобы убедиться, что она подходит для ваших проектов.
Каков эффект лазерной гравировки или лазерного травления на древесных материалах?
Лазерный резак по дереву производит коричневатую или белую гравировку на деревянном материале. Чтобы избежать появления темных отметин на деревянном материале во время процесса лазерной гравировки, выберите низкую мощность при высокой скорости.
Можно ли добиться темного гравированного изделия из дерева с помощью лазерного гравера?
Да, темная гравировка на дереве может быть достигнута при условии, что пользователь выполнит необходимые настройки в настройках. На образце древесины можно провести пробное испытание, чтобы определить необходимую регулировку мощности лазерного луча для получения более темного цвета.
Найдите лучший станок для лазерной гравировки по дереву в Thunder Laser USA
Специалисты Thunder Laser готовы помочь вам найти станок с ЧПУ или вариант «сделай сам», который поможет вам выполнить ваши проекты, независимо от того, нужен ли вам станок. с высокой мощностью, которая может быстро сбивать проекты, или той, которая позволяет вам создавать сложные детали пользовательских проектов.
Наши профессиональные сотрудники всегда готовы помочь вам найти машину, которая подходит для вашей рабочей области и служит тем целям, для которых она вам нужна. Мы поможем вам во всем: от выбора правильного лазерного резака или гравера до того, чтобы вы знали, как настроить свой проект. Мы работаем с клиентами от крупных корпораций до частных лиц начального уровня. Не теряйте времени, прежде чем связаться с нами, чтобы мы могли начать работу как можно скорее!
Обзор xTool M1: фантастическая универсальная цифровая машина для рукоделия
Наш вердикт
xTool M1 — это лазерный резак и гравер, который также может легко обрабатывать лезвие, как Cricut Maker 3 (хотя это стандартная точка лезвие, а не вращающееся лезвие). Это действительно фантастический дизайн, который может вписаться как в офисную среду, так и в специальную мастерскую или мастерскую. Это небольшой, закрытый и безопасный набор трюков со встроенным экстрактором и доступным приложением для использования предварительно разработанных проектов или создания с нуля. Ремесленникам понравится, что вы можете гравировать и резать в одной коробке без лишней суеты, но профессионалам может показаться, что ему немного не хватает скорости, лазер мощностью 10 Вт медленный при гравировке, а лезвие может тянуться по тяжелым материалам. Однако, если вы занимаетесь рукоделием и нуждаетесь в дополнительных возможностях, xTool M1 — это фантастический и забавный гаджет.
Для
Легко переключаться между лазером и лезвием
Чистый, безопасный и компактный дизайн
Отличное приложение и пространство для дизайна
Против
Отделка резки может нуждаться в доработке
Почему вы можете доверять Creative Bloq Наши эксперты-рецензенты часами тестируют и сравнивают продукты и услуги, чтобы вы могли выбрать лучшее для себя. Узнайте больше о том, как мы тестируем.
ЛУЧШИЕ ПРЕДЛОЖЕНИЯ СЕГОДНЯ
xTool M1 — одно из новейших устройств, позволяющее выполнять проекты профессионального уровня дома; Независимо от того, являетесь ли вы ремесленником, уже привыкшим к станкам Cricut, или новичком в цифровом ремесле, и ищете недорогой лазерный станок для точной резки и детальной гравировки, тогда этот чистый и компактный ящик для удовольствия — один из лучших.
Когда дело доходит до лазерных станков, не так уж много лучше, чем Glowforge, который предлагает профессиональную лазерную резку и гравировку CO2. Но Glowforge очень дорогой (более подробно вы можете прочитать в моем обзоре Glowforge Pro). Когда дело доходит до крафта с использованием ножевого резака, Cricut является лидером, прочитайте наше руководство по лучшим машинам Cricut, чтобы узнать, как они работают. xTool M1 удачно расположился между этими двумя брендами, предлагая лучшее из мира.
xTool M1 на Amazon за 1199 фунтов стерлингов (открывается в новой вкладке)
См. последние предложения xTool Лазер мощностью 5 Вт для гравировки и резки вместе с острым лезвием для резки ткани. Это компактный закрытый лазерный резак с присоединяемым лезвием, экстрактор всасывает любой мусор и пары, в результате чего получается безопасная и адаптируемая машина. Например, легко начать проект с гравировки на коже, а затем перейти к вырезанию рисунка из того же куска материала за один раз, без дополнительных приспособлений.
Это невероятно доступная машина для крафта. У меня есть опыт работы с лазерными и цифровыми резаками, но даже новичок освоит xTool M1 за считанные минуты. Это меньшая и менее мощная машина, чем лазерная коробка xTool, но она лучше подходит для домашнего использования. Для получения более подробной информации о том, что еще делает xTool, прочитайте мою статью «лучшие машины xTool».
xTool M1 также можно расширить с помощью ряда надстроек, упрощающих процесс; и для этого обзора мне прислали полный пакет аксессуаров (так что имейте это в виду, если вы заинтересованы в их покупке). Например, у меня есть комплект xTool M1 Air Assist, который сдувает мусор во время резки, обеспечивая меньшее пригорание. У меня также есть подставка и сотовый базовый комплект для увеличения высоты рабочего пространства и вращающийся комплект для гравировки цилиндрических объектов — все это оплачивается дополнительно и требует подгонки друг к другу.
Обзор xTool M1: в коробке
xTool M1 поставляется с пятью лезвиями под углом 45 градусов, поэтому у вас будет много запасных частей (Изображение предоставлено в будущем)
Стандартный xTool M1 поставляется в комплекте с некоторыми полезными дополнениями, некоторые из были созданы на основе отзывов пользователей, что приятно видеть. Например, этот лазерный резак поставляется с набором металлических призм, которые можно вставить в основание M1, чтобы немного приподнять разрезаемый материал. Это позволяет воздуху проходить под материалом и обеспечивает более чистый срез; хотя это также немного ограничивает толщину материала.
В комплект также входят два коврика для резки: один с более легким захватом для винила, а второй с более прочным захватом для ткани. Это тот же тип коврика, который вы используете с Cricut, и он добавляется в рабочее пространство машины для удерживания материала. на месте. Мой комплект «Все в одном» включает в себя два дополнительных коврика, так как он поставляется с большой коробкой материалов, которые можно попробовать.
xTool M1 также поставляется в комплекте с запасными режущими лезвиями под углом 45 градусов из вольфрамовой стали (упаковка из пяти штук в удобном держателе для безопасности). В качестве альтернативы можно купить лезвия 60 градусов в интернет-магазине xTool; они лучше подходят для более жестких тканей, таких как кожа.
Качество этих аксессуаров превосходное и не уступает Cricut. Я обнаружил, что коврик для резки может стать более грязным, потому что в целом вы используете xTool M1 разными способами, а лазерная резка дерева оставляет мусор. Однако коврики можно использовать повторно, и я обнаружил, что чистка с помощью клейкого спрея, как вы бы сделали, Cricut вернула их обратно.
Выпускной шланг M1 изготовлен из прочного пластика и легко и надежно подсоединяется к заднему вентиляционному отверстию машины (Изображение предоставлено Future)
Наконец, xTool M1 поставляется с шестифутовым черным пластиковым шлангом, который подсоединяется к задней части машины и должен быть подвешен к окну. Длина может ограничить место, где вы разместите свой новый станок для лазерной/лезвийной резки, так как он должен находиться на приподнятой поверхности и под окном. (xTool предлагает очиститель дыма в качестве дополнительного оборудования, которое позволит разместить xTool M1 в других частях комнаты. ) Кстати, воздушный шланг для этой машины подключить намного проще, чем для Glowforge Pro и сделан из более толстого материала — он чувствует себя в безопасности.
В заключение стоит упомянуть, что xTool M1 и все его аксессуары поставляются с инструкциями по настройке, а коробка с образцами материалов упакована с листом, подробным описанием того, что находится в коробке с изображениями и настройками мощности лазера, что очень удобно для любого нового цифровые ремесленники.
xTool M1 выглядит великолепно. Это белая коробка с полупрозрачной крышкой оранжевого оттенка и аккуратно изогнутыми сторонами; это отлично смотрится дома или в мастерской и легко подходит для дизайнерских, профессиональных машин, таких как Cricut Maker 3 или лучших машин Silhouette. 22 х 18 х 9дюймов, он легко помещается на небольшой письменный стол или стол для рукоделия. При весе около 10 кг он легко поднимается.
Как и лучшие новые цифровые ремесленные машины, дизайн xTool M1 направлен на максимальное упрощение сложных процессов. Это означает, что на передней панели машины есть только одна кнопка, которую вы нажимаете, чтобы «сформировать» проект и еще раз, чтобы начать резку или гравировку. На задней панели устройства находится USB-соединение для подключения к ноутбуку или планшету (я подключаюсь к Wacom Studio Pro), но вы также можете подключиться через Bluetooth.
Открыв крышку, можно увидеть рабочее пространство xTool M1, которое имеет хороший размер: 11,8 x 16,8 x 4,7 дюйма. Он достаточно большой, чтобы вместить куски материала размером примерно A4, но если вы хотите создавать более крупные проекты, то преимущества Cricut Maker 3 и Glowforge Pro очевидны (Glowforge Pro позволяет вам «пропускать» куски материала, в то время как Cricut использует большие длины своих смарт-материалов).
Стандартное рабочее пространство M1 имеет хороший размер и может легко вместить большинство хобби-проектов; его также можно увеличить по высоте (Изображение предоставлено Future)
Тем не менее, xTool M1 имеет хороший размер и немного больше, чем большинство лазерных резаков в этом ценовом диапазоне, и не уступает некоторым ножевым резакам, таким как Brother ScanNCut. В чем преимущество дизайна этой машины, так это в том, насколько легко ее настроить, использовать и чистить. Крепление лезвия, например, вставляется с помощью магнита, поэтому нет необходимости снимать лазерную капсулу, чтобы установить или заменить лезвие. Точно так же внутреннюю металлическую пластину можно легко снять для очистки или при добавлении набора Riser для дополнительной высоты или Air Assist.
Как правило, есть несколько движущихся частей, о которых нужно беспокоиться, и вы не будете бояться что-то сломать, что делает xTool M1 отличным инструментом как для начинающих, так и для опытных мастеров. В задней части машины находится 16-мегапиксельная камера, которая сделает снимок внутренней части xTool M1, чтобы вы могли легко выровнять свой материал и дизайн, что позволяет очень легко визуализировать, как ваши проекты будут сидеть на материалах.
Обзор xTool M1: производительность
Результаты гравировки xTool M1 превосходны, здесь я протестировал его на каменных подставках и коврике для мыши (Изображение предоставлено в будущем)
Как и другие современные цифровые ремесленные машины, xTool M1 использует специальное приложение для управления всеми своими функциями; в данном случае это приложение xTool Creative Space, которое имеет такой же макет и список функций, что и Cricut Design Space. Существуют готовые векторные фигуры для импорта и проектирования, а также возможность импортировать файлы PNG и SVG из векторного программного обеспечения, такого как Adobe Illustrator, и лучших векторных редакторов, таких как Vectr.
В правом верхнем углу приложения находится кнопка для доступа к пространству проекта xTool и импорта готовых дизайнов для опробования. Они очень полезны для практики и оценки мощности и производительности настроек лазера и режущего резака, например, многие настройки материалов по умолчанию были немного изменены в то время, когда я работал с xTool M1, но в руководствах по проекту были лучшие настройки для копирования и добавления вручную. Учебники xTools на YouTube также являются отличным способом научиться настраивать материалы для резки и гравировки. Однако есть некоторые пробы и ошибки.
В общем, вам придется больше экспериментировать с xTool M1, чем с Cricut или Glowforge. (Я бы посоветовал приобрести небольшой блокнот и начать делать записи или настройки мощности и скорости для материалов, которые вы используете. )
Слева с Air Assist и вставленными стояками, справа без. (Изображение предоставлено в будущем)
Когда я начинаю с xTool M1, я не использую Air Assist или входящую в комплект металлическую призму, так как я хочу увидеть, как это работает из коробки. Я начинаю с того, что вырезаю несколько рисунков из липы, на один рисунок уходит от пяти до десяти минут; это не слишком сложно. Обратная сторона дерева регулярно подгорает — это можно решить с помощью липкой ленты для защиты материала, но после того, как я прикреплю Air Assist и использую стояки, подгорание уменьшается, а скорость увеличивается — этот гаджет обеспечивает поток воздуха и уменьшает пыль вокруг лазера.
Другие материалы, которые работают лучше с Air Assist и без него, например, винил, крафт-бумага и акрил, легко режут, не оставляя следов. Время гравировки зависит от сложности и материала — гравировка каменных подставок и коврика для мыши занимала минуты, а гравировка подробного рисунка на коже — два часа — намного дольше, чем у Glowforge Pro.
Однако преимущество xTool M1 заключается в том, что после завершения процесса гравировки я также могу прикрепить лезвие, переключиться на новую вкладку в xTool Creative Space и начать резку без особых усилий – резка кожи занимает две минуты, примерно в то же время, что и Cricut Maker 3. Вам нужно будет приклеить материал, так как остроконечные лезвия могут тянуться, но это не проблема.
xTool M1 может работать со многими типами материалов, и я был впечатлен тем, как он гравировал кожзаменитель (Изображение предоставлено в будущем)
Широкий спектр материалов, с которыми вы можете использовать xTool M1, ошеломляет. Список включает в себя матовый металл, фанеру, войлок, пластик, винил, твердую древесину, кожу, искусственную кожу, камень и даже продукты питания — гравировка сообщений на тортах и угощениях на Хэллоуин и День святого Валентина станет важным занятием.
Несмотря на то, что диодный лазер мощностью 10 Вт менее мощный, чем CO2-лазеры мощностью 45 Вт / 40 Вт в Glowforge, и поэтому медленнее, он также обеспечивает меньше пыли и дыма. Мне очень нравится мой Glowforge Pro, но это не тот станок, с которым можно работать дома так же легко, как с xTool M1.
Когда дело доходит до домашнего использования, xTool M1 просто великолепен. Как любителям, так и профессионалам, эта новая машина xTool аккуратно вписывается в комнату и может использоваться без особого беспорядка. Если вы используете Cricut и нуждаетесь в большей функциональности или ищете хорошую альтернативу Cricut, xTool M1 — отличный, чистый и простой в использовании станок.
Обзор xTool M1: аксессуары
Подставка является отличным аксессуаром и, как и все устройства xTool, поставляется в идеальной упаковке с инструкциями (Изображение предоставлено в будущем)
Моя тестовая модель xTool M1 была оснащена лучшими аксессуарами для этого лазерного резака, в том числе подставкой с сотовой панелью, которая позволяет поднять рабочую зону, а также обеспечивает циркуляцию воздуха под основанием для более чистых резов.
Поворотный аксессуар RA2 Pro — еще одно отличное дополнение, поставляемое xTool, но приобретаемое отдельно. Этот гаджет означает, что вы можете гравировать цилиндрические предметы от стаканов до ваз и колец. Его немного сложно настроить, но он действительно хорошо расширяет функциональность xTool M1.
Существует также очиститель дыма для подключения к xTool M1, и хотя он займет больше места, это хорошее дополнение, если вы планируете использовать этот лазерный резак в своей мастерской, как если бы вы использовали Cricut. машина. Он использует трехслойную систему фильтрации для удаления 99,97% частиц размером до 0,3 мкм. (Мне не прислали один для этого обзора, но у меня есть похожее устройство, и они могут быть невероятно удобными.)
Обзор xTool M1: цена
xTool M1 дешевле, чем некоторые лазерные резаки, но дороже, чем Cricur Maker 3 (Изображение предоставлено: Будущее)
Существует две модели xTool M1: лазерная сборка мощностью 5 Вт и лазерная сборка мощностью 10 Вт. Модель мощностью 5 Вт стоит 1299 долларов США / 999 фунтов стерлингов, а модель мощностью 10 Вт — 1499 долларов США / 1199 фунтов стерлингов. Честно говоря, я бы не рекомендовал лазерную модель мощностью 5 Вт никому, кроме абсолютных новичков. Если вы хотите создавать значимые проекты, подарки и модели с помощью лазера, вам потребуется диод мощностью 10 Вт, а за 300 долларов / 200 фунтов стерлингов это отличная цена.
Напротив, конкуренты xTool M1 продаются гораздо дешевле и гораздо дороже; лучший режущий инструмент на рынке прямо сейчас — Cricut Maker 3, который продается за 429 долларов.0,99 / 429,99 фунтов стерлингов, но если вы хотите гравировать и тиснить, вам нужно будет купить эти насадки отдельно за 27,99 долларов США / 26,99 фунтов стерлингов. В целом, я считаю, что Cricut Maker 3 более гладкий и надежный резак для ткани, но для бумаги, картона и винила результаты одинаковы.
Основным конкурентом лазерного резака является Glowforge, но этот бренд более профессионально ориентирован и ориентирован на небольшие студии и школы и не так полезен в домашних условиях, если только у вас нет очень большой и вентилируемой мастерской. Glowforge Basic стоит 6000 долларов / 5000 фунтов стерлингов, поэтому даже эта модель начального уровня намного дороже, чем xTool M1; но Glowforge, как CO2-лазер мощностью 40 Вт, в целом быстрее и мощнее. Прочтите мой путеводитель по лучшим машинам Glowforge для более подробной информации.
Однако за такую цену xTool M1 представляет собой отличное соотношение цены и качества, а также универсальность и простота использования, которые вам понравятся. Он находится где-то между Cricut и Glowforge, и цена подтверждает это уникальное положение. Имейте в виду, что вам, возможно, придется потратить больше на аксессуары xTool, такие как комплект Air Assist и Riser, чтобы получить больше от xTool M1. (Но даже без упаковки xTool M1 дает отличные результаты.)
Обзор xTool M1: стоит ли покупать?
xTool M1 — это отличное соотношение цены и качества, хотя для достижения наилучших результатов вам потребуется купить дополнительные аксессуары (Изображение предоставлено в будущем)
Я бы порекомендовал xTool M1 как новичку, так и профессионалу (хотя профессионалу потребуется купить Air Assist и другие аксессуары, чтобы гарантировать качество). Приложение Creative Space простое в использовании и предлагает достаточно функций для проектирования с нуля или импорта и настройки проектов из другого программного обеспечения.
Дизайн xTool M1 превосходен и, безусловно, является шагом вперед по сравнению с другими лазерными граверами мощностью 10 Вт, которые не поставляются с корпусом (стоит отметить, что этот станок имеет зазор под металлической внутренней пластиной, поэтому он не такой герметичный, как Glowforge). ). Кроме того, поскольку вы выполняете гравировку и резку лезвием на одном станке, это может привести к беспорядку, поэтому xTool M1 требует немного большей очистки, чем Cricut.
Однако, как многофункциональная машина, xTool M1 очень впечатляет и эффективен; на самом деле самая большая дилемма, с которой вы столкнетесь с этой машиной, — это решить, с чего начать и что делать — она может практически все. Это очень впечатляет.
Подробнее:
Как заработать деньги с Cricut
xtool M1: Сравнение цен
23 Отзывы о клиентах Amazon (Opens On New)
☆☆☆☆☆
(Opens In New Tab )
(открывается в новой вкладке)
(открывается в новой вкладке)
1 199 фунтов стерлингов
(открывается в новой вкладке)
Просмотр (открывается в новой вкладке)
на базе
Спасибо, что прочитали 5 статей в этом месяце* Присоединяйтесь сейчас, чтобы получить неограниченный доступ
Наслаждайтесь первым месяцем всего за 1 фунт стерлингов / 1 доллар США / 1 евро
У вас уже есть учетная запись? Войдите здесь
*Читайте 5 бесплатных статей в месяц без подписки
Присоединяйтесь сейчас, чтобы получить неограниченный доступ
Попробуйте первый месяц всего за 1 фунт стерлингов / 1 доллар США / 1 евро
У вас уже есть аккаунт? Войдите здесь
9
из 10
xTool M1
xTool M1 — это лазерный резак и гравер, который также может легко обрабатывать лезвие, как Cricut Maker 3 (хотя это стандартное остроконечное лезвие, а не вращающееся лезвие). Это действительно фантастический дизайн, который может вписаться как в офисную среду, так и в специальную мастерскую или мастерскую. Это небольшой, закрытый и безопасный набор трюков со встроенным экстрактором и доступным приложением для использования предварительно разработанных проектов или создания с нуля. Ремесленникам понравится, что вы можете гравировать и резать в одной коробке без лишней суеты, но профессионалам может показаться, что ему немного не хватает скорости, лазер мощностью 10 Вт медленный при гравировке, а лезвие может тянуться по тяжелым материалам. Однако, если вы занимаетесь рукоделием и нуждаетесь в дополнительных возможностях, xTool M1 — это фантастический и забавный гаджет.
Темы
Обзор
Цифровое искусство
Ян Дин — редактор Digital Arts & Design в Creative Bloq, бывший редактор многих ведущих журналов. Эти названия включали ImagineFX, 3D World и ведущее название видеоигры Official PlayStation Magazine.
Решил написать пост, тем самым отвечая на часто задаваемые вопросы клиентов, которые приобретали у меня «баню», и для тех, кто не может определиться с объёмом контейнера «бани» или хочет самостоятельно её сделать.
Конструкция «бани».
«Баня» состоит из контейнера, системы принудительного перемешивания паров ацетона и чаши-ТЭНа, нагревательного элемента для заправки ацетоном.
Какой выбрать контейнер ? Я использую три разных контейнера. 2-х литровый герметичный для деталей до 90 мм высотой, 3-х литровый герметичный для деталей длиной до 220 мм, 5-ти литровый негерметичный для деталей высотой до 200 мм. Чаще всего эксплуатирую 2-х литровый — 90% от всего количества распечатанных деталей. Контейнер должен быть из полиэтилена с прозрачными стенками и герметичный, можно использовать и негерметичный контейнер, но с плотно прилегающей крышкой. Как показала практика, для химобработки использование контейнеров с этими размерами покрывает примерно 99% всех напечатанных мною деталей за два года.
Это три мои «бани» на 2, 3 и 5 литров.
Это трехлитровая «баня».
Система принудительного перемешивания паров ацетона состоит из микродвигателя, подшипникового узла и вентилятора. Все детали, контактирующие с парами ацетона, нужно делать из ПЛА. Тот, кто владеет конструкторскими навыками, может сам сконструировать этот узел. Если у кого-то нет такой возможности или желания самому изготавливать «баню», то у меня можно купить как готовое изделие, так и набор деталей для самостоятельной сборки.
Нагревательный элемент, ТЭН. Из своего опыта — мощность ТЭНа должна быть 2 – 3 Ватта, для контейнеров большой ёмкости (10-15 литров) можно до 5 Ватт. Если использовать бόльшую мощность, процесс будет менее управляем. Используя закон Ома, можно рассчитать и изготовить ТЭН самостоятельно. Температура кипения ацетона 56,1 °C, а ТЭН мощностью более 5 Ватт в жаркую летнюю погоду может превысить эту температуру. С точки зрения взрывоопасности ничего страшного в этом нет, но интенсивное парообразование в замкнутом объёме создаёт туман и запотевание стенок контейнера, что полностью исключает визуализацию процесса. Конечно, с приобретением навыков визуальное наблюдение уже не требуется, и для опытных пользователей увеличение мощности ТЭНа приведёт к ускорению процесса.
Количество ацетона зависит не только от площади поверхности обрабатываемой детали, но и от литража контейнера. Для одинаковых деталей, чем больше объём контейнера, тем больше надо ацетона, также и для большой детали надо больше ацетона, нежели для маленькой детали при одинаковом объёме контейнера. Сколько конкретно нужно ацетона — этот параметр подбирается опытным путём и зависит от площади обрабатываемой детали, от температуры окружающей среды, от химического состава АБС пластика (производителя филамента), от герметичности контейнера и от сортности, концентрации ацетона. Также надо иметь в виду, что ацетон хорошо разбавляется водой и недобросовестный продавец или производитель ацетона может легко этим воспользоваться. Чтобы не испортить деталь, надо начинать с маленькой дозы ацетона и если обработка будет недостаточной, просто повторить процесс ещё один или два раза. Надо учитывать, что при повторной заправке ацетоном все пары от первой заправки улетучатся, и для необходимой концентрации паров в контейнере потребуется дополнительный ацетон. Если кто не понял смысл последней фразы, поясняю, что при получении удовлетворительного результата за несколько подходов и при переходе на однократный этап количество ацетона, использованного за два или три подхода, надо сложить и взять 75% от суммы. Понятно, что цифра 75% — это не абсолютная величина, а приблизительное значение и носит рекомендательный характер.
Время обработки зависит от тех же параметров, которые перечислены выше в абзаце «количество ацетона». Визуально процесс отслеживается через прозрачные стенки бокса, но основная трудность визуального контроля состоит в том, что окончание процесса химической обработки произойдёт после проветривания установки, спустя некоторое время. Это происходит из-за того, что поверхность детали, на которую воздействовали пары, становится вязкой текучей, и эта текучесть происходит до тех пор, пока в этом слое имеются активные элементы, насыщенные кетоны паров ацетона. Нейтрализация насыщенных кетонов происходит количественным поглощением этих молекул молекулами акрилонитрилбутадиенстирола (ABS) и обычным проветриванием, то есть, если угадать с количеством заправляемого в устройство ацетона, то процесс воздействия паров на пластик остановится сам и не испортит деталь. В противном случае, по истечении некоторого промежутка времени необходимо, не выключая устройства, открыть крышку бокса, при этом деталь будет иметь незаконченный вид и её нельзя трогать, и проветрить 10-20 минут. По истечении этого времени деталь примет почти окончательный вид, процесс текучести сильно замедлится, и деталь можно брать в руки. Окончательно пары ацетона «выйдут» из детали через 5 – 7 дней. Если деталь конструкционная и должна испытывать нагрузки, желательно использовать её по истечении двух-трёх дней. Для ускорения процесса «выхода» паров деталь можно нагреть до 50°С, но не раньше, чем через 1-2 часа холодного проветривания. Желательно все работы проводить в проветриваемом помещении, если работы проводятся в домашних условиях, то лучше это делать в санузлах с принудительной вытяжкой или на балконе. Ацетон является легковоспламеняющейся жидкостью, а пары ацетона при определённой концентрации взрывоопасны.
Внешний вид обработанных изделий сразу после открытия контейнера.
Это вид изделий после проветривания 30-40 минут. Для этих деталей потребовалось 9-10 см3 ацетона и 50-60 минут времени при температуре воздуха в помещении 25°С в двухлитровом контейнере. Наружные поверхности этих изделий не подвергались механической обработке. Площадь всех поверхностей, на которые воздействовали пары -406 см2. Размеры одной детали (ДхШхВ) -100х55х22 мм.
Далее я покажу разные изделия и режимы обработки.
Бюст Путина — 3 шт., бокс — 5 литров, суммарная площадь всех обрабатываемых поверхностей трёх бюстов – 1188 см2. Количество ацетона — 18 см3, время обработки 80-90 минут. Температура воздуха в помещении — 25° С. Размеры одного бюста (ДхШхВ) -75х65х132 мм.
Соты с подставкой — 1 шт, бокс — 2 литра, площадь поверхности — 810 см2, количество ацетона — 6 см3, время обработки — 40 минут. Температура воздуха в помещении — 22° С. Размеры (ДхШхВ) — 79х79х80 мм.
Башня, бокс — 5 литров, площадь поверхности — 750 см2, количество ацетона — 18 см3, время обработки — 110 минут. Температура воздуха в помещении — 18° С. Размеры (ДхШхВ) — 56х100х128 мм.
Кронштейн фары «Порш Кайен», бокс — 2 литра, площадь поверхности — 151 см2, количество ацетона — 6 см3, время обработки — 50 минут. Температура воздуха в помещении — 18° С. Размеры (ДхШхВ) — 91х80х18 мм.
Деталь корпуса, бокс — 3 литра, площадь поверхности — 690 см2, количество ацетона — 12 см3, время обработки — 60 минут. Температура воздуха в помещении — 18° С. Размеры (ДхШхВ) — 178х109х34 мм.
Профессор Йода, бокс — 2 литра, площадь поверхности — 140 см2, количество ацетона — 6 см3, время обработки — 40 минут. Температура воздуха в помещении — 20° С. Размеры (ДхШхВ) — 60х80х65 мм.
Все выше представленные детали практически не подвергались механической обработке.
Далее покажу детали, поверхность которых полностью подвергалась механической обработке – зашкуриванию.
Детали зелёного, синего и красного цветов, обрабатывались по 1 шт, бокс — 5 литров, площадь поверхности — 380 см2, количество ацетона — 15 см3, время обработки — 90 минут. Температура воздуха в помещении — 20° С. Размеры (ДхШхВ) — 70х70х120 мм.
Деталь синего цвета, бокс — 2 литра, площадь поверхности — 230 см2, количество ацетона — 8 см3, время обработки — 50 минут. Температура воздуха в помещении — 20° С. Размеры (ДхШхВ) — 70х70х50 мм.
Какой должна быть деталь? Конструкция, толщина слоя печати, механическая обработка.
Конструкция обрабатываемой детали. Не каждую деталь можно обрабатывать в «бане». Если в конструкции детали имеются очень тонкие стенки или перемычки толщиной менее 1 мм, то они оплавятся и потеряют форму раньше, чем обработаются остальные поверхности детали. Выход — или увеличивать толщину стенки, или защищать одну сторону, допустим внутреннюю, малярным скотчем или проводить лёгкую обработку.
Толщина слоя печати влияет на окончательное качество, но не очень значительно. За счёт проникновения паров ацетона в микрощели межслойных зазоров происходит дополнительное спекание, склеивание слоёв, что упрочняет деталь, делает её более монолитной. Понятно, что при толщине слоя 0,1 мм микрозазоров будет больше, нежели при слое толщиной, к примеру, 0,2 мм. Значит, деталь со слоем 0,2 мм должна получиться более монолитной, если так можно выразиться, а деталь со слоем 0,1 мм более красивой. Наверное, слой 0,15 мм будет оптимальным и для монолитности, и для внешнего вида.
Механическая обработка деталей. В большинстве случаев напечатанным деталям требуется механическая обработка надфилями, наждачной бумагой или другим инструментом, например, насадками гравёра «Дремел». После мехобработки поверхность получается шероховатой и визуально светлее остального тела. Перед тем как такие детали помещать в ацетоновую баню, необходимо предварительно обработать ацетоном места, которые подвергались механической обработке. Для этого берём любую не ворсистую ткань, смачиваем в ацетоне и одним-двумя движениями протираем эти места. Движения должны быть быстрыми, чтобы ткань не прилипла к детали. Если за один-два раза не удаётся протереть всю поверхность, то надо подождать 20-30 секунд и повторить процедуру. Если этого не сделать или обработать не тканью, а кистью, то после обработки детали в «бане» эти места на ощупь будут шершавые и визуально не очень блестящие.
Спасибо за внимание, пишите комментарии, критика по делу принимается, если что-то не понятно спрашивайте.
Компания Техно Принт 3D
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
Руководство по эксплуатации средства для удаления отпаривателя для ногтей — NSI Australia
Пожалуйста, найдите время, чтобы прочитать приведенные ниже полезные инструкции и руководства 🙂
Этот отпариватель для ногтей предназначен для использования с чистым ацетоном или вашим предпочтительным раствором для снятия ногтей, который у вас уже есть.
Этот отпариватель для ногтей предназначен для удаления продуктов, которые вы ранее наносили на ногти. Он работает с комбинацией 3 факторов: 1. Раствор растворителя, например, чистый ацетон 2. Нагревание раствора до среды, выделяющей пар и влагу, помогая в отличном передовом методе замачивания! 3. Время и терпение
Инструкции:
1. Установите отпариватель для ногтей на твердую, ровную и ровную поверхность. 2. Поверните черную крышку против часовой стрелки и снимите ее, чтобы открыть прозрачные пластиковые миски внутри. (1 запасной, оставьте его в стороне) 3. Налейте Прибл. 8 мл чистого ацетона в прозрачную пластиковую миску/контейнер. (этого количества жидкости будет достаточно для обеих рук) 4. Закройте черную крышку в исходное и правильное положение.
🔺 Предупреждение: ЗАПРЕЩАЕТСЯ наливать чистый ацетон прямо в отпариватель для ногтей! Это повредит целостность отпаривателя для ногтей!
🔺 Предупреждение: Вы должны использовать прозрачные пластиковые миски, чтобы налить ацетон!
Важный шаг – не пропускайте:
1. Используйте грубую пилочку для ногтей, такую как NSI Endurance 100/100 Grit File или 80/80 Grit File, чтобы сначала подпилить и удалить верхний слой/слой, который у вас есть на ногте. Улучшения. Это позволит раствору Pure Acetone лучше глубоко проникнуть и разрушить продукты, которые есть у вас на ногтях. Это сделано потому, что верхние покрытия сделаны устойчивыми к воде и растворителям, поэтому вам нужно отключить это, чтобы иметь возможность позволить парогенератору для ногтей и ацетону работать с продуктами внизу!
2. Удалите любой клей, стразы для ногтей или другие украшения для ногтей, которые есть на ваших ногтях. Как правило, они легко удаляются, и их не нужно использовать в отпаривателе для ногтей и ацетоне.
Инструкции по эксплуатации отпаривателя для ногтей:
1. Включите отпариватель для ногтей, нажав переключатель/кнопку, расположенную на задней стороне отпаривателя для ногтей.
2. На передней панели H загорится красный индикатор нагрева, указывающий на то, что он сейчас нагревается, но еще не готов к использованию.
3. Примерно через 30 секунд отпариватель для ногтей издаст звуковой сигнал, указывающий на то, что на S загорается зеленый свет, что означает «Старт/Пар».
4. Теперь вставьте пальцы в черные отделения для пальцев и обхватите ими внутренний купол, сжимая и образуя круг, слегка расставив пальцы. Вы можете, если хотите, также опустить пальцы в раствор в миске, если хотите, это дает более быстрый вариант для очень твердых продуктов, таких как акрил. «Также запустите таймер или запишите время на часах»
5. Если вы видите, что красный индикатор периодически загорается во время процесса замачивания, это нормально и просто указывает на то, что отпариватель для ногтей поддерживает требуемую температуру. Это совершенно нормально, если ваши пальцы в это время будут теплыми, однако, если вам становится некомфортно жарко, выньте пальцы из отпаривателя для ногтей.
6. Через 5 минут вы услышите 2 звуковых сигнала, указывающих на то, что вы прошли половину процесса удаления.
7. Через 10 минут вы услышите 1 звуковой сигнал, а символ W станет оранжевым, указывая на то, что процесс приготовления на пару завершен. Он останется на W для тепла.
8. Выньте пальцы из распаривателя для ногтей и используйте палочку для кутикулы или толкатель для кутикулы, чтобы быстро соскоблить свободные и теперь мягкие продукты лака для ногтей, геля или акрила. Будьте быстры на этом этапе, потому что, если вы позволите ногтям стать холодными и сухими, продукты снова затвердеют, и их будет трудно соскоблить. Если вы чувствуете, что потратили слишком много времени, просто поместите пальцы обратно в отпариватель для ногтей и дайте ему нагреть ваши ногти и снова смягчить продукты.
9. Повторяйте шаг 8 до тех пор, пока не удалите большую часть, если не все продукты для ногтей, которые были на ваших ногтях 🙂
10. Отшлифуйте/слегка подпилите ногти до полной чистоты, нанесите питательное масло для кутикулы по вашему выбору и выключите Пароварка для ногтей. Очистите прозрачную пластиковую чашу внутри отпаривателя для ногтей от всех остатков лака для ногтей, гелей, акрила и т. д. После очистки и высыхания храните ее в идеальном состоянии и готовой к следующему использованию.
Полезные советы:
Растворители, такие как чистый ацетон, быстро остывают и высыхают после того, как ваши пальцы убраны из отпаривателя для ногтей, поэтому очень важно действовать эффективно и быстро. Вы можете вынимать только 1 палец из отпаривателя для ногтей, чтобы соскоблить продукты с ногтей. Затем поменяйте и переходите к следующему пальцу, чтобы другие пальцы оставались влажными и теплыми внутри отпаривателя для ногтей.
Если на ваших ногтях все еще есть участки, на которых есть продукт, повторите тот же процесс ~ это может занять у вас дополнительное время для завершения процесса. Время может значительно различаться, и это совершенно нормально, так как все бренды и продукты производятся по-разному, в их состав входят разные ингредиенты и технологии, и все они влияют на то, насколько легко или сложно они снимаются.
Использование акриловых красок, гелей, гель-лаков и т. д. качества NSI значительно упрощает процесс удаления, поскольку в наших качественных составах используются только лучшие ингредиенты, в результате чего наши продукты легче удалить при необходимости, в отличие от некоторых других брендов.
Если вы пытаетесь удалить продукты без торговой марки или продукты компании, в отношении которых вы не уверены, вам может показаться, что удалить их намного сложнее, и это признак некачественных продуктов, изготовленных с чрезмерным использованием клея, которые являются дешевыми. В конце концов, отпариватель для ногтей и чистый ацетон удалят эти типы продуктов, но это займет больше времени, и это невозможно.
Вам может потребоваться выполнить весь процесс дважды, поэтому просто выключите отпариватель для ногтей с помощью переключателя, включите его снова и начните заново с первого шага.
Вообще говоря, продукты с рецептурами хорошего качества растворяются лучше, чем нестандартные продукты без торговых марок, и это часто происходит из-за более низкого качества и низкого качества ингредиентов в рецептурах.
Вы можете быть уверены, что при покупке продуктов NSI Australia quaintly вы не только улучшите ногти, но и сможете их красиво удалить 🙂
Мы надеемся, что вам понравится пользоваться отпаривателем для ногтей, и вы будете терпеливы с вашими ногтями. Старайтесь не царапать естественную поверхность ногтей, когда приступите к ним. Позаботьтесь о своих натуральных ногтях, будьте терпеливы в отношении времени удаления и считайте это своим временем баловства.
Хранить в недоступном для детей месте. Не используйте, если у вас есть ссадины, порезы или открытые язвы на коже, Не используйте, если вы склонны к аллергии / аллергическим реакциям.
Блок подготовки воздуха — это наиболее необходимый агрегат при оргинизации рабочего места пневмоинструмента. Фильтровальный элемент производит очистку воздуха от примесей до 5микрон, редуктор понижает давление в системе, а автоматическая масленка произведет самзку инструмента для надежной работы.
Подробная информация о станке …
Оборудование окончательной обработки поддона
Двухкамерная сушильная камера Optimal для фитосанитарной термооброботки европоддонов типа ЕВРО (кол-во 700 шт. в каждой)
Подробная информация о станке …
Оборудование для производства евро поддонов
Полностью автоматическое устройство, предназначенное для манипуляции (переворот) и штабелирования поддонов без вмешательства оператора.
Подробная информация о станке …
Оборудование для производства евро поддонов
SMPA 500.1 ED найдет свое применение прежде всего в компаниях занимающихся производством поддонов с мощностью 500 шт. в смену (8 часов)
Подробная информация о станке …
Оборудование для производства евро поддонов
Автоматическое оборудование, состоящее из 5 рабочих узлов (см.ниже), работает в автоматическом режиме включения агрегатов. Машина работает или самостоятельно или может стать составной частью производственной линии путем присоединения за гвоздезабивной автомат SMPA 500. 1 ED. Оборудование предназначено для обработки поддонов с размерами шириной от 700 мм до 1200 мм и длиной от 600 мм до 1 500 мм.
Подробная информация о станке …
Торцовочные станки
Торцовочные станки
Предназначены для поперечного раскроя пиломатериалов. Оснащённые думя или тремя пилами с механической или автоматической подачей заготовок и с регулируемым положением пил. Данные торцовочные станки обеспечивают максимальную производительность в серийном производстве.
Подробная информация о станке …
Оборудование для производства евро поддонов
Это подходящее решение для предприятий собирающихся заниматься промышленным производством поддонов и для производителей желаемых соответствовать заказам специальных поддонов или небольших объемов.
Подробная информация о станке …
Оборудование для производства евро поддонов
Это подходящее решение для предприятий собирающихся заниматься промышленным производством поддонов постепенно инвестируя в течение времени.
Подробная информация о станке …
Оборудование для производства евро поддонов
Сборка гвоздезабивными пистолетами на универсальном кондукторе по нашему опыту, наиболее оптимальный вариант производства деревянных поддонов и паллет. Срок окупаемости 1-3 месяцев. Производительность при таком способе может доходить до 30 поддонов в час на одного оператора. Применение кондуктора позволяет значительно снизить затраты ручного труда на технологических операциях, обеспечить гарантированную постоянную точность размера поддона, повысить качество продукции и сократить число рабочих, занятых на производстве, увеличив производительность в 2-3 раза.
Подробная информация о станке …
Оборудование для изготовления транспортных поддонов
Транспортные поддоны (паллеты) получили исключительно широкое распространение вместе с системой контейнерного грузооборота. Поддон служит для размещения на нем штучных товаров. В его конструкции предусмотрены пустоты для входа вил вилочного погрузчика, что позволяет быстро перемещать поддон при погрузочно-разгрузочных работах (рис. 1).
Рис. 1. Транспортные поддоны
Согласно российскому стандарту, основные размеры поддонов составляют от 800×1200 до 1200×1800 мм. Толщина досок— от 18 до 25 мм. Верхний настил образуют 5, 7 или 9 досок (в зависимости от ширины поддона). Подобные поддоны выдерживают нагрузку 1500-2500 кг.
К специальному оборудованию для производства поддонов относятся станки для изготовления бобышек, станки для сборки и скрепления деталей поддона гвоздями, станки для механической обработки готовых поддонов, а также их маркирования.
На рисунке 2 показан станок для изготовления транспортных бобышек размером 145×80 мм с производительностью до 160шт./мин. В стандартной комплектации имеются 9 дисковых пил на одном валу, установленные на размер длины бобышки 145 мм; автоматическая подача и механические зажимы. бруса; загрузочный стол с автоматической подачей для формирования пакета заготовок.
Рис. 2. Станок для изготовления бобышек и пильный вад станка (Walter, Польша)
Оборудование для сборки поддонов может быть в виде простого монтажного стола (кондуктора) с большой долей ручного труда (рис. 3). При этом требуется сначала сформировать верхнюю часть поддона, затем перевернуть его и собрать нижнюю часть. Сборка с помощью гвоздезабивных пистолетов дает производительность до 30 под донов в час на одного рабочего.
Рис. 3. Монтажный стол для транспортных поддонов КМ-1 (поставщик «КАМИ-Станкоагреат»)
Для более производительной работы можно использовать линию из трех монтажных столов с разделением операций по сборке поддона (рис. 4).
Рис. 4. Линия по сборке поддонов PalletPro 1 (поставщик «КАМИ-Станкоагрегат»)
Производительность такой линии достигает 550 поддонов в смену.
Для крупных производств разработаны специальные гвоздезабивочные машины (рис. 5)
Рис. 5. Гидравлическая гвоздезабивочная ленточная машина СНА 02 (Delta, Италия)
Эта машина предназначена для сбивки поддона с помощью регулируемых гидравлических пистолетов. Максимальные рабочие размеры поддона — 1400х1400 мм. Машина имеет два гидравлических гвоздевых распределителя по 15 выходов. Последовательность операций автоматизирована.
Гвоздевые пистолеты расположены на горизонтальной траверсе, крепятся к ней пневматически. Есть возможность установки до 30 гвоздевых пистолетов.
На базе этой машины создана автоматическая линия СНА для производства поддонов с производительностью 1,5 поддона в минуту. На линии выполняются следующие работы.
Сбивка поддона. На вход гидравлического гвоздезабивочного узла подаются заготовки для поддонов (шашки и доски определенной длины). С помощью системы упоров и направляющих формируется конструкция поддона, которая сбивается автоматически с помощью гидравлических молотков.
Обрезка углов. По траковым направляющим поддон автоматически подается на вход узла для обрезки углов. С помощью прижимов поддон автоматически позиционируется, после чего выполняется операция одновременной обрезки углов со всех четырех сторон поддона.
Фрезеровка фасок. По траковым направляющим поддон перемещается вдоль группы фрез без остановки, фаски фрезеруются, поддон передается на следующую операцию.
Маркировка. С помощью прижимов поддон автоматически позиционируется, после чего выполняется операция маркировки шести бобышек.
Аналогичные автоматические линии для изготовления поддонов выпускает фирма Storti (Италия), в том числе линии с двумя гвоздезабивными машинами, а также автоматическую линию окраски, сушки и маркировки поддонов.
Рис. 6. Линия по производству поддонов фирмы Storti (Италия)
Eagle Pallet Machine – Машина для забивания паллет
Eagle Pallet Machine – Машина для забивания паллет
Перейти к содержимому
616-805-0252 sales@palletnailingmachine. com
Время машинного цикла составляет около 17 секунд для сборки поддона Время машинного цикла составляет около 17 секунд для сборки поддона. Время машинного цикла составляет около 17 секунд для сборки поддона. Время машинного цикла составляет около 17 секунд для сборки поддона. Время машинного цикла составляет около 17 секунд для сборки поддона.
ВВЕДЕНИЕ
Система забивания поддонов Eagle разработана специально для крупносерийного производства с выходом 1600 поддонов в день. С помощью простых регулировок система Eagle может вместить от 3 до 4 поддонов со стрингерами размером от 36 ″ x 36 ″ до 48 ″ x 48 ″. Пакет 4-го стингера является дополнительной опцией покупки.
За 17 лет разработки система забивания поддонов Eagle отличалась простотой, долговечностью и большим объемом. Это дает вам меньшие первоначальные инвестиции, сохраняя при этом ваше конкурентное преимущество.
Сборочная система Eagle специально разработана с конвейером непрерывной подачи, обеспечивающим непрерывный процесс забивания гвоздей. Этот непрерывный процесс, состоящий из двух частей, перемещает материалы для поддонов под каждую гвоздевую станцию, обеспечивая высокую производительность от 4 до 6 поддонов в минуту и более. Регуляторы скорости позволяют операторам устанавливать ежедневную производительность.
В комплект поставки машины входит несколько автоматических питателей, в которые можно поместить материал для настила и стрингера, чтобы сборочное приспособление могло извлекать материал для поддонов в процессе автоматического забивания гвоздей.
Если размеры заготовок не совпадают, доски настила также можно загрузить вручную. Для подачи пиломатериалов на каждую станцию требуется три оператора.
Для качественного и крупносерийного производства рекомендуется пиломатериал сорта №1 и №2. Переработанные пиломатериалы можно использовать, если качество материала соответствует качеству поддонов, однако производительность может измениться.
Система забивания поддонов Eagle поставляется в стандартной комплектации с автоматическим укладчиком поддонов и системой перемещения под правым или левым углом. Прямолинейные системы могут быть доступны по запросу.
Обратите внимание, что заказчик должен предоставить соответствующий воздушный компрессор, необходимый для работы машины для забивания паллет. Воздушный компрессор не входит в стоимость покупки, но может быть добавлен в качестве дополнительной опции. Предоставляется рекомендация, которая соответствует требованиям машины для забивания паллет.
Компания BC Market Solutions™ предлагает дополнительные видеоролики о машине для забивания поддонов Eagle™ при производстве полных поддонов.
Не стесняйтесь просматривать нашу видеотеку для получения дополнительной информации о настройке системы и элементах управления.
Телефон: 334-328-5311
Просмотр видео
СИСТЕМА
ОБЩИЕ ХАРАКТЕРИСТИКИ S
СПЕЦИФИКАЦИЯ МАШИНЫ
ТРЕБОВАНИЯ
СИСТЕМА
СИСТЕМА ЗАБИВАНИЯ ПАЛЛЕТОВ EAGLE :
Эта спецификация предназначена для производства 3-х стрингерных поддонов размером от 36 дюймов (91,44 см) до 48 дюймов (121,92 см) с высотой поддона до 5-1/2 дюймов (15,24 см). Рекомендуемые гвозди для поддонов: 2 дюйма x 0,99 дюймов, высокая нагрузка для производства стандартных поддонов.
ОБЩИЕ ХАРАКТЕРИСТИКИ
МАШИНА ДЛЯ ЗАБИВАНИЯ ГВОЗДЕЙ EAGLE ОБЩИЕ ХАРАКТЕРИСТИКИ:
Тип: Машина для забивания поддонов Eagle™
Размеры: 89 дюймов в ширину x 50 футов в длину x 7 футов в высоту
Вес: 15 000 фунтов
Время цикла: примерно 14-16 секунд на поддон
Производство: 1600 поддонов в день
Вместимость поддона: от 36 до 48 квадратных дюймов o (914 мм) x (914 мм) o (91,44 см) x (91,44 см) o (1219мм) x (1219 мм) или (121,92 см) x (121,92 см)
Тип поддона: 3-стрингерная машина
Приспособление: конструкция приспособления для буксируемых цепей и системы подачи досок
Скорость: Система регулирования скорости
Требования к воздуху: 60-80 SCFM @ 2” NPT
Мост: Мост для гвоздей включает (6) монтажных опор
Гвоздильные пистолеты: не включены (рекомендуется Max 70 или Bostitch Guns)
Управление: ПЛК с кнопочным управлением
ХАРАКТЕРИСТИКИ МАШИНЫ
МАШИНА ДЛЯ ЗАБИВАНИЯ ПОДДОНОВ EAGLE СПЕЦИФИКАЦИЯ:
Основная рама: 6”x2”x 3/16”-850/A500 Стальная труба класса B
Опора пистолета: (6) Верхняя головка в сборе с установленными опорами пистолета для гвоздей
Регулировка: Регулировка маховика для высоты пистолета для гвоздей
Каретка: (2) настольная конвейерная система непрерывной подачи с зажимным приспособлением для буксируемых цепей
Устройство подачи досок: (1) устройство подачи досок Stinger и (3) устройства подачи палубной доски
Система транспортировки: Система транспортировки поддонов со штабелеукладчиком
Охрана: боковая охрана
Аварийные стопоры: (1) Аварийные стопоры, установленные на обоих концах машины
ТРЕБОВАНИЯ
EAGLE PALLET MACHINE ТРЕБОВАНИЯ:
Электричество: 480 В, 3 фазы
Воздух: 60-80 стандартных кубических футов в минуту, 2 дюйма NPT
Компрессор: необходимы компрессоры мощностью 20 л. с., но они не поставляются
Отправьте нам сообщение
BC Market Solutions™ – это комплексный интегратор проектирования и цепочки поставок, который стремится предоставлять экономически эффективные решения для отрасли погрузочно-разгрузочных работ.
Наверх
США – Оборудование для производства деревянных поддонов, Оборудование для производства деревянных поддонов, Оборудование для производства поддонов, Автоматическое изготовление поддонов
Corali IBC Pallet Making
Корпоративный офис Corali Group
Бергамо, Италия 901 54
Модули Corali — вращающаяся платформа, укладчик, резак для углов, переворачивающее устройство
Полностью автоматизированные * Высокоскоростные * Хранение предварительно установленных гвоздей для более быстрого обстрела
Полностью автоматические линии Corali для производства блочных и стрингерных поддонов
Модули Corali – прижим для гвоздей, брендинг, окраска распылением, маркировка
0192
Corali CP7 Изготовление поддонов
Оборудование для изготовления поддонов Premier с 1957 года
Corali M342-Vr13 и V Брошюра по машине r5
Оборудование для производства деревянных ящиков и кабельных барабанов
Поддоны Corali Stringer и функции забивания гвоздей
Машины для забивания гвоздей для настила, стрингерных поддонов, блочных поддонов, CP7, IBC и т. д.; и набор модулей для настройки вашей производственной линии для повышения производительности, скорости и настройки по вашему желанию и когда вы этого хотите. Модули включают в себя: штабелирование с помощью вакуума, захвата или переворота, раскладывателей, устройств подачи досок, переворачивающих устройств, вращающихся платформ, обрезки, прижимных приспособлений для гвоздей, снятия фаски, резки углов, брендинга, маркировки, распылительной окраски и сушки, раскроя блоков, интродукторов блоков, 90˚ Дефлекторы, роботы, обвязчики и многое другое! Гибкие комплексные производственные линии для любого бюджета.
Брошюра по гвоздезабивным станкам Corali M385 и производственной линии M386
Брошюра по гвоздезабивным станкам Corali M342-Vr13
Модули Corali — резак блоков, устройство подачи блоков, устройство подачи досок, устройство для снятия фаски, устройство подачи лыж
Роботы Корали
Данные для техкарты
Документ в обязательном порядке содержит данные о металлах, которые требуется соединять; информацию о разделке заготовок и очистке поверхности, размеры сварного соединения. Если требуется прогрев металла, то об этом тоже есть информация. Описана и последовательность формирования сварных швов. Подобные инструктивные материалы просто необходимы при выполнении сложных работ, например, при сварке трубопроводов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Когда для выполнения работы можно использовать разное оборудование, то указывается конкретный вид сварочных аппаратов и расходных материалов. Дополнительно вносится информация о том, какие параметры нужно выставить на сварочном оборудовании: сила тока, напряжение, полярность. Задается скорость формирования шва и прочие важные данные. Здесь же определяется форма сварного шва и предполагаемые методы контроля качества.
Особенности
На больших производственных объединениях составлением технологической карты занимаются инженеры. На небольших предприятиях эту работу сварщики делают сами. Независимо от личности составителя работа начинается с внимательного анализа материала, который требуется сварить. Именно материал определяет выбор типа сварочного оборудования, расходных материалов и рабочих параметров. Если металл был изначально проанализирован правильно, то в дальнейшем не возникнет неожиданностей в работе, а конечный результат будет качественным.
Каждой технологической карте присваивается оригинальный шифр. Он нужен, чтобы идентифицировать карту среди прочих архивных материалов. Этот номер фиксируется в технической документации на готовую конструкцию. Карта подписывается специалистом, который ее составил.
Пример технологической карты сварки
Ниже представлена фотокопия технологической карты. Она может служить как образец заполнения:
Первая графа в документе регламентирует способ сварки. В ней обозначается выбранный для конкретного вида работ тип сварки: полуавтомат, контактная, ручная дуговая сварка и т.п.; использование защитной среды. После этого обозначается код сварки, в нашем примере – 111.
Наиболее распространенные коды сварки и их значения:
141 – сварочные работы выполняются ручной аргонодуговой сваркой неплавящимся электродом;
131 – применяются плавящиеся электроды и аргонодуговая сварка механизированная;
135 – работы выполняются в среде активного газа с использованием механизированной сварки и плавящихся электродов.
После этого расположена графа, информирующая о марке основного материала. Здесь вносятся данные о марке металла, который будет обрабатываться. Как правило, эти данные есть в проекте готового изделия. Оттуда можно их взять и перенести в технологическую карту. Дополнительно указывается группа металлов. Данные приведены в таблице ниже:
В графе «Наименование (шифр) НТД» указывается перечень нормативных документов, которые послужили в качестве первоисточника для заполнения технологической карты. Не составит трудностей внесение информации и в остальные графы. Их наименования дают исчерпывающую информацию о характере вносимых данных.
Выводы
Операционная технологическая карта является обязательным атрибутом сварочных работ, выполняемых на производстве. Сложно рассчитывать, что без нее специалист положит правильный сварочный шов. Становится невозможным и контроль качества, поскольку нет явных требований к сварочному процессу. Соответственно, и сопоставлять нечего.
Необходимо обратить внимание на то, что сварочные карты существуют и на отдельные технологические операции. К примеру, существует документ на ультразвуковой контроль сварных соединений. К таким приемам составители прибегают в тех случаях, когда работа очень сложная и сопровождается большим количеством данных.
К примеру, технологическая карта на сварку стальных труб может быть одна, а техкарта на сварку металлоконструкций сложной конфигурации состоит из нескольких отдельных документов. Собирать всю информацию в одну технологическую карту нецелесообразно, поскольку это только усложнит исполнение. Десятки таблице и большой объем информации неудобно изучать и руководствоваться ими в работе.
Образец заполнения технологической карты на сварочные работы
Оцените, пожалуйста, статью
12345
Всего оценок: 41, Средняя: 2
Шаблон аттестационной карты оператора оборудования: Заполните и подпишите онлайн
Шаблон аттестационной карты оператора оборудования: Заполните и подпишите онлайн | докхаб
Дом
org/ListItem»>
Библиотека форм
Сертификационные карточки оператора тяжелой техники
Получить форму
4.3 из 5
24 голоса
DocHub Отзывы
44 отзыва
DocHub Отзывы
23 оценки
15 005
10 000 000+
303
100 000+ пользователей
Вот как это работает
01. Редактируйте свои карточки сертификации операторов тяжелого оборудования онлайн
Нарисуйте свою подпись, введите ее, загрузите изображение или используйте мобильное устройство в качестве панели для подписи.
03. Поделитесь своей формой с другими
Отправьте форму сертификации оператора оборудования по электронной почте, по ссылке или факсу. Вы также можете скачать его, экспортировать или распечатать.
Как редактировать карточки сертификации операторов тяжелой техники в формате PDF онлайн
9.5
Простота настройки
Рейтинги пользователей DocHub на G2
9.0
Простота использования
Рейтинги пользователей DocHub на G2
удобный PDF-редактор прост. Следуйте приведенным ниже инструкциям, чтобы легко и быстро заполнить онлайн-карты сертификации операторов тяжелой техники:
Войдите в свою учетную запись . Войдите под своими учетными данными или зарегистрируйте бесплатную учетную запись, чтобы протестировать сервис перед выбором подписки.
Загрузить документ . Перетащите файл со своего устройства или добавьте его из других служб, таких как Google Диск, OneDrive, Dropbox или по внешней ссылке.
Редактировать Сертификационные карточки оператора тяжелой техники . Легко добавляйте и подчеркивайте текст, вставляйте изображения, галочки и знаки, добавляйте новые заполняемые области, а также меняйте порядок или удаляйте страницы из документов.
Заполните карточки сертификации оператора тяжелой техники . Загрузите обновленный документ, экспортируйте его в облако, распечатайте из редактора или поделитесь им с другими участниками с помощью общей ссылки или в виде вложения электронной почты.
Воспользуйтесь преимуществами DocHub, одного из самых простых в использовании редакторов для быстрого управления документацией в Интернете!
будьте готовы получить больше
Заполните эту форму за 5 минут или меньше
Получить форму
Есть вопросы?
У нас есть ответы на самые популярные вопросы наших клиентов. Если вы не можете найти ответ на свой вопрос, пожалуйста, свяжитесь с нами.
Свяжитесь с нами
Вам нужны водительские права для управления тяжелой техникой в Альберте?
Местные органы власти могут потребовать водительские права как минимум класса 3, хотя предпочтительнее иметь права класса 1 с подтверждением Q. Некоторые операторы начинают с прохождения официальной программы обучения. Другие начинают как разнорабочие или водители грузовиков. Они переходят на более тяжелое оборудование по мере развития навыков.
Нужна ли вам лицензия на эксплуатацию тяжелой техники в Калифорнии?
В качестве оператора тяжелого оборудования в Калифорнии вам потребуются действующие водительские права и сертификат крана или тяжелого оборудования. Вы можете получить сертификат в колледже или университете, в Международном союзе инженеров по эксплуатации или в школах операторов тяжелого оборудования в Калифорнии.
Как мне стать оператором тяжелого оборудования в Калифорнии?
Программы требуют от трех до четырех лет обучения без отрыва от производства плюс соответствующее обучение в классе. Кандидаты на участие в программе стажировки должны быть старше 18 лет и иметь действующие водительские права штата Калифорния. Для большинства программ требуется аттестат о среднем образовании или его эквивалент.
Как мне стать оператором тяжелого оборудования в Аризоне?
Что требуется для подачи заявления? Быть старше 18 лет. Заполненное заявление на стажировку. Диплом средней школы ИЛИ сертификат GED/HSED. Водительское удостоверение или выданное государством удостоверение личности. Транспорт до колледжа Центральной Аризоны (8470 N Overfield Rd, Coolidge, AZ 85128)
шаблон карты оператора тяжелой техники
сертификация оператора тяжелой техники онлайн аттестация оператора тяжелой техники оша Образец карточки оператора тяжелой техники учебное пособие для оператора тяжелой техники бесплатное обучение операторов тяжелой техники карты кошелька сертификации
Связанные формы
будь готов получить больше
Заполните эту форму за 5 минут или меньше
Получить форму
образец карты сертификации оборудования
Попробуйте другие инструменты PDF
Если вы считаете, что эту страницу следует удалить, следуйте нашей процедуре удаления DMCA здесь
Как написать стандартные операционные процедуры (СОП) [+Шаблоны]
«Когда вы, как и мы, находитесь в режиме гиперроста, четко определенные процессы помогают нашим командам оставаться в курсе множества движущихся частей. Теперь мы можем виртуально делиться знаниями с большая скорость и влияние по сравнению с электронными письмами или Slack, которые теряются в шуме».
Не нравится, как утомительно участвовать в таком количестве совещаний, что ты не можешь ничего сделать? Как насчет тех постоянных сообщений и электронных писем, которые продолжают мешать вашей фактической работе ? Как насчет тушения стрессовых пожаров?
У всех этих источников выгорания есть одна общая черта: отличная стандартная операционная процедура (СОП) предотвращает их.
Так что берите кофе, и мы покажем вам все, что вам нужно знать, чтобы создать убойную СОП. Вы сэкономите время, предотвратите нежелательные перерывы и на самом деле подпишетесь, чувствуя, что действительно сделали что-то стоящее.
Что такое стандартная рабочая процедура (СОП)?
Стандартная рабочая процедура (СОП) представляет собой пошаговый, повторяемый процесс для любой рутинной задачи. Это своего рода документация, которая предотвращает стресс, ошибки и недопонимание. Стандартные рабочие процедуры обеспечивают надежность, эффективность и постоянное соблюдение стандартов качества в повседневной работе.
В совокупности СОП часто называют сборником сценариев, руководством по эксплуатации или руководством по эксплуатации. Наличие четких, обновленных СОП для каждого процесса может помочь улучшить оценку компании, поскольку компании с надежными сценариями могут рассматриваться потенциальными владельцами как инвестиции в пассивный доход.
Что такое хороший формат СОП?
Формат SOP — это шаблон, который ваша организация использует для документирования стандартных операционных процедур. Предоставление вашей команде шаблона (или нескольких примеров СОП) для подражания поможет обеспечить высокое качество и ясность вашего.
Получите наш бесплатный шаблон СОП, чтобы быстро начать работу с документацией.
Как выбрать формат СОП
При создании стандартной рабочей процедуры решите, какой формат лучше всего подходит для вас и вашей организации. Наиболее распространенные из них являются простыми или сложными и зависят от того, мала или велика сфера применения стандартной операционной процедуры.
Формат СОП, который вы выберете, зависит от вашей аудитории, цели и необходимой детализации.
Простой формат СОП
Лучше всего подходит для стандартных рабочих процедур, которые являются простыми и несложными
В простом формате ключевые этапы представлены в простом для восприятия обзоре. В простом формате СОП вы захотите ограничить длину документа тремя-пятью разделами и включить:
заявление о цели
краткое резюме
маркированные пошаговые инструкции или краткая таблица
ответственное лицо за каждый шаг
Иерархический формат СОП
Лучше всего подходит для больших, сложных или технических СОП
Также называется сложным форматом СОП , это более формальный формат, который включает в себя оглавление и заголовки, помогающие упорядочить информацию по кусочкам.
При использовании иерархического формата вам потребуется включить оглавление и организовать процедуру в несколько разделов, включая:
заявление о цели
резюме или обзор
пошаговые инструкции с подробным описанием выполнения каждой задачи и ссылками на любые стандарты, соответствующие контрольные списки или планы действий
ответственные группы или заинтересованные лица для каждого шага
Блок-схема СОП
Лучше всего подходит для стандартных операционных процедур с гибким объемом
Использование формата блок-схемы СОП может быть полезно для описания как простых, так и сложных процедур. СОП с блок-схемой могут различаться по длине. Им нужно несколько основных компонентов, в том числе:
изложение цели или вводная информация
понятная блок-схема или диаграмма, описывающая, что происходит в различных сценариях
ответственные за каждый шаг
Что должна включать СОП?
СОП должна содержать четкое название процедуры, причину создания этой СОП и пошаговые инструкции, в которых указано, кто несет ответственность за каждый шаг. Должны быть указаны любые стандарты качества или сроки выполнения работ.
Когда вы создаете свои СОПы в Guru, владелец документации получает автоматическое напоминание о периодическом обновлении содержимого.
Примеры стандартных рабочих процедур
Когда вы создаете СОП, как узнать, что вы сделали ее отличной? Использование нашего проверенного шаблона СОП в качестве отправной точки поможет обеспечить эффективность ваших.
Наш проверенный шаблон стандартной операционной процедуры (СОП) резко повышает вашу производительность
Как написать стандартную рабочую процедуру (СОП)
Шаг 1: Определите, как все работает сейчас. Если вы не являетесь владельцем повседневного процесса, опросите заинтересованных лиц и точно определите, как работает процесс. Хорошая СОП начинается с четкой картины того, что происходит на самом деле , даже если это не работает должным образом.
Шаг 2: Определите, где документировать. Одинокая документация по процессам, спрятанная на Google Диске, ни к чему не приведет — и быстро. Ищите инструмент, который поддерживает совместное использование с вашей командой, или такой, как Guru, где вы можете легко и интуитивно делиться всеми видами документации с заинтересованными сторонами, с которыми вы работаете, даже если они еще не используют его.
Шаг 3: Определите свою аудиторию. Будут ли процедуры использоваться более широкой командой для обеспечения непрерывности доставки? Если это так, вам нужно разработать подробный пошаговый процесс, соответствующий их уровню навыков и знакомству с используемыми инструментами и технологиями. Вы владелец, работающий над созданием бизнеса, который работает без вас 24/7? Если это так, будет полезно задокументировать разработанные вами процессы для людей, которые возьмут их на себя.
Шаг 4: Составьте СОП. Теперь, когда вы знаете, что вы пишете и для кого, вы можете составить СОП, описывающую каждый шаг и владеющую каждым из них. Наши шаблоны СОП, представленные ниже, помогут вам ускорить процесс документирования.
Шаг 5: Улучшите процесс. Найти способы повысить уровень процесса проще, если вы выбросите его из головы. Простые способы рационализации SOP включают минимизацию ненужных возвратов и встреч, оптимизацию рабочих процессов с помощью автоматизации и улучшение передачи между сторонами путем создания шаблонов, которые наилучшим образом обмениваются нужной информацией.
Шаг 6: Обновите СОП. В программном обеспечении вики, таком как Guru, вы можете быстро обновить свою СОП при изменении процесса, показать его актуальность, проверив его, и даже предупредить коллег об изменении, отправив объявление.
Шаг 7: Продолжайте уточнять и обновлять. СОП никогда не выполняются. Стремитесь найти способ, который работает лучше всего, совершенствуя свой с течением времени.
Как пользоваться шаблоном стандартной рабочей процедуры
Командам нужны определенные процессы для выполнения работы, но как ваша команда документирует и делится процессами, которые у вас есть в настоящее время, чтобы все были на одной волне?
С помощью этого шаблона карты вы можете стандартизировать способ записи вашей командой внутренних процессов, предоставить необходимый контекст, объясняющий, почему ваша команда делает то, что они делают, и продолжать использовать имеющиеся в вашем распоряжении инструменты управления знаниями .
Как этот шаблон может помочь вашей команде:
Продукт и разработка: Используйте Guru как источник правды о кодировании, тестировании и запуске процессов, которые должны знать все члены команды и иметь к ним доступ в своем рабочем процессе.
Поддержка клиентов и успех : стандартизируйте свои процессы поддержки и сделайте информацию об эскалации, возмещении и часто задаваемых вопросах легко доступной для ваших команд CX.
Продажи : Где бы ни работала ваша команда по продажам — электронная почта, CRM или инструменты взаимодействия с продажами — убедитесь, что у них есть руководство, необходимое им для выполнения шагов в процессе продаж вашей команды.
Маркетинг : Запуск новой кампании? Отправляете подарки своим клиентам? Убедитесь, что ваша команда точно знает, как это сделать, сохранив эту информацию в Guru.
Вам не нравится, как утомительно участвовать в таком количестве совещаний, что вы не можете ничего сделать? Как насчет тех постоянных сообщений и электронных писем, которые продолжают мешать вашей фактической работе ? Как насчет тушения стрессовых пожаров?
У всех этих источников выгорания есть одна общая черта: отличная стандартная операционная процедура (СОП) предотвращает их.
Так что возьмите кофе, и мы покажем вам все, что вам нужно знать, чтобы создать убойную СОП. Вы сэкономите время, предотвратите нежелательные перерывы и на самом деле подпишетесь, чувствуя, что действительно сделали что-то стоящее.
Что такое стандартная рабочая процедура (СОП)?
Стандартная рабочая процедура (СОП) представляет собой пошаговый, повторяемый процесс для любой рутинной задачи. Это своего рода документация, которая предотвращает стресс, ошибки и недопонимание. Стандартные рабочие процедуры обеспечивают надежность, эффективность и постоянное соблюдение стандартов качества в повседневной работе.
В совокупности СОП часто называют игровым пособием, руководством по эксплуатации или операционным справочником. Наличие четких, обновленных СОП для каждого процесса может помочь улучшить оценку компании, поскольку компании с надежными сценариями могут рассматриваться потенциальными владельцами как инвестиции в пассивный доход.
Что такое хороший формат СОП?
Формат SOP — это шаблон, который ваша организация использует для документирования стандартных операционных процедур. Предоставление вашей команде шаблона (или нескольких примеров СОП) для подражания поможет обеспечить высокое качество и ясность вашего.
Получите наш бесплатный шаблон СОП, чтобы быстро начать работу с документацией.
Как выбрать формат СОП
При создании стандартной рабочей процедуры решите, какой формат лучше всего подходит для вас и вашей организации. Наиболее распространенные из них являются простыми или сложными и зависят от того, мала или велика сфера применения стандартной операционной процедуры.
Формат СОП, который вы выберете, зависит от вашей аудитории, цели и необходимой детализации.
Простой формат СОП
Лучше всего подходит для стандартных рабочих процедур, которые просты и несложны. В простом формате СОП вы захотите ограничить длину документа тремя-пятью разделами и включить:
заявление о целях
краткое резюме
маркированные пошаговые инструкции или краткую таблицу
ответственное лицо за каждый шаг
Иерархический формат СОП
Лучше всего подходит для больших, сложных или технических СОП
Также называемый сложным форматом СОП, это более формальный формат, который включает оглавление и заголовки, помогающие организовать информацию в небольшие фрагменты.
При использовании иерархического формата вам потребуется включить оглавление и организовать процедуру в несколько разделов, которые включают:
заявление о целях
резюме или обзор
пошаговые инструкции с подробным описанием выполнения каждой задачи и ссылками на любые стандарты, соответствующие контрольные списки или план(ы) действий для стандартных операционных процедур с гибким объемом
Использование формата блок-схемы СОП может быть полезно для описания как простых, так и сложных процедур. СОП с блок-схемой могут различаться по длине. Им нужно несколько основных компонентов, в том числе:
изложение цели или вводная информация
понятная блок-схема или диаграмма, описывающая, что происходит в различных сценариях
ответственные за каждый шаг
Что должна включать СОП?
СОП должна содержать четкое название процедуры, причину создания этой СОП и пошаговые инструкции, в которых указано, кто несет ответственность за каждый шаг. Должны быть указаны любые стандарты качества или сроки выполнения работ.
Когда вы создаете свои СОПы в Guru, владелец документации получает автоматическое напоминание о периодическом обновлении содержимого.
Примеры стандартных рабочих процедур
Когда вы создаете СОП, как узнать, что вы сделали ее отличной? Использование нашего проверенного шаблона СОП в качестве отправной точки поможет обеспечить эффективность ваших.
Наш проверенный шаблон стандартной операционной процедуры (СОП) резко повышает вашу производительность
Как написать стандартную рабочую процедуру (СОП)
Шаг 1: Определите, как все работает сейчас. Если вы не являетесь владельцем повседневного процесса, опросите заинтересованных лиц и точно определите, как работает процесс. Хорошая СОП начинается с четкой картины того, что происходит на самом деле , даже если это не работает должным образом.
Шаг 2: Определите, где документировать. Одинокая документация по процессам, спрятанная на Google Диске, ни к чему не приведет — и быстро. Ищите инструмент, который поддерживает совместное использование с вашей командой, или такой, как Guru, где вы можете легко и интуитивно делиться всеми видами документации с заинтересованными сторонами, с которыми вы работаете, даже если они еще не используют его.
Шаг 3: Определите свою аудиторию. Будут ли процедуры использоваться более широкой командой для обеспечения непрерывности доставки? Если это так, вам нужно разработать подробный пошаговый процесс, соответствующий их уровню навыков и знакомству с используемыми инструментами и технологиями. Вы владелец, работающий над созданием бизнеса, который работает без вас 24/7? Если это так, будет полезно задокументировать разработанные вами процессы для людей, которые возьмут их на себя.
Шаг 4: Составьте СОП. Теперь, когда вы знаете, что вы пишете и для кого, вы можете составить СОП, описывающую каждый шаг и владеющую каждым из них. Наши шаблоны СОП, представленные ниже, помогут вам ускорить процесс документирования.
Шаг 5: Улучшите процесс. Найти способы повысить уровень процесса проще, если вы выбросите его из головы. Простые способы рационализации SOP включают минимизацию ненужных возвратов и встреч, оптимизацию рабочих процессов с помощью автоматизации и улучшение передачи между сторонами путем создания шаблонов, которые наилучшим образом обмениваются нужной информацией.
Шаг 6: Обновите СОП. В программном обеспечении вики, таком как Guru, вы можете быстро обновить свою СОП при изменении процесса, показать его актуальность, проверив его, и даже предупредить коллег об изменении, отправив объявление.
Шаг 7: Продолжайте уточнять и обновлять. СОП никогда не выполняются. Стремитесь найти способ, который работает лучше всего, совершенствуя свой с течением времени.
Как пользоваться шаблоном стандартной рабочей процедуры
Командам нужны определенные процессы для выполнения работы, но как ваша команда документирует и делится процессами, которые у вас есть в настоящее время, чтобы все были на одной волне?
С помощью этого шаблона карты вы можете стандартизировать способ записи вашей командой внутренних процессов, предоставить необходимый контекст, объясняющий, почему ваша команда делает то, что они делают, и продолжать использовать имеющиеся в вашем распоряжении инструменты управления знаниями .
Как этот шаблон может помочь вашей команде:
Продукт и разработка: Используйте Guru как источник правды о кодировании, тестировании и запуске процессов, которые должны знать все члены команды и иметь к ним доступ в своем рабочем процессе.
Поддержка клиентов и успех : стандартизируйте свои процессы поддержки и сделайте информацию об эскалации, возмещении и часто задаваемых вопросах легко доступной для ваших команд CX.
Продажи : Где бы ни работала ваша команда по продажам — электронная почта, CRM или инструменты взаимодействия с продажами — убедитесь, что у них есть руководство, необходимое им для выполнения шагов в процессе продаж вашей команды.
Маркетинг : Запуск новой кампании? Отправляете подарки своим клиентам? Убедитесь, что ваша команда точно знает, как это сделать, сохранив эту информацию в Guru.
Что такое СОП? Руководство по написанию 2023 года [Шаблоны + примеры]
Что такое СОП? Руководство по написанию 2023 года [Шаблоны + примеры]
Автор
Кристин Фрец
|
Менеджер по работе с доходами
в
Гуру
Хлеб
Что такое СОП? Руководство по написанию шаблонов 2023 года [Шаблоны + примеры]
Создано гуру
Получить шаблон
Получить эти шаблоны
Коллекция шаблонов «Возврат к работе» и «Удаленная работа»
Используйте эти шаблоны для удаленной совместной работы, не пропуская ни единого шага.
Производим фильтровальные рукава, мешки и картриджи для таких процессов как:
Фильтровальные рукава и картриджи для фильтра вентиляции силоса
Фильтрующие рукава картриджи фильтра силоса муки
Рукава фильтровальные картриджи для отходов деревообработки, распиловки, стружки, шлифовки
Мешки фильтровальные картриджи для отсосов стружки
Рукава фильтрующие картриджи для металлургии и нефтяной промышленности
Фильтровальные рукава картриджи на производствах пластика и технического углерода
Рукавные фильтры картриджи для горнообогатительных комбинатов и горноперерабатывающей промышленности
Фильтровальные рукава картриджи применяемые на табачных фабриках
Рукава фильтровальные картриджи для отходов при шлифовке металла на металлообрабатывающих производствах
Рукава фильтровальные картриджи после пескоструйных, дробеметных камер
Фильтровальные рукава картриджи при изготовлении и транспортировке цемента
ВНИМАНИЕ! Имеем богатый опыт в изготовлении нестандартных изделий, изделий под заказ по чертежам, эскизам и образцам клиентов.
Так же подбираем более дешевые отечественные материалы взамен импортных, которые зачастую просто нет смысла применять на определенных производствах, а бывает и такое, что грамотно подобранные отечественные фильтрующие материалы более качественно спраляются с поставленными задачами.
Фильтры аспирации | Библиотека БИ-ТЕХ
Большое число производственных процессов в промышленности, сельском хозяйстве и на транспорте сопровождается выделением пыли и других загрязняющих воздух и рабочие места вредностей. Например, опилок и стружки в деревообработке. Чрезвычайно «продуктивными» в негативном значении этого слова в части пылеобразования являются дробильно-сортировочные установки на горнодобывающих предприятиях и обогатительных фабриках, мельницы на цементных производствах, бетонно-растворные узлы. Содержание производственной пыли рядом с этим оборудованием может в десятки раз превышать допустимые для воздуха рабочей зоны значения.
В условиях производства существует несколько способов образования пыли. Прежде всего, это механическое измельчение твердых веществ ─ перемешивание, дробление, размол, пересыпание, транспортировка. Пыль образуется в результате механической обработки деталей, например, при шлифовании металлических, деревянных или пластиковых заготовок. Еще один источник пыли ─ горение топлива. Обеспыливание выбросов работающих на каменном или буром угле электростанций ─ одна из актуальнейших экологических проблем современности.
У проблемы пылеобразования несколько аспектов. В некоторых случаях вместе с пылью происходит улетучивание немалой части ценного сырья. Часто воздействие пыли вызывает ускоренный износ механизмов и ухудшение качества производимой продукции (хорошо известно, какой ущерб от избытка пыли испытывает качество окраски). Но, пожалуй, наиболее ощутимый вред пыль, если ее не удалять своевременно, наносит здоровью персонала. Особенно мелкая пыль, подолгу остающаяся в воздухе во взвешенном состоянии. И в этом случае не обойтись без систем аспирации, эффективная работа которых во многом зависит от параметров, используемых в них пылеуловителей. Конечно, только фильтрами их перечень не исчерпывается. Есть еще циклоны, скрубберы, пенные пылеуловители и др. Но роль фильтров, особенно рукавных фильтров для аспирации, переоценить сложно.
Принцип работы фильтра в системе аспирации
Отделять пыль от газа можно различными способами ─ инерционным или гравитационным осаждением, промыванием газа в жидкости и др. Можно ─ фильтрованием через пористые перегородки. Фильтрование ─ разновидность механического обеспыливания. Другие его виды ─ аэродинамическое и гидродинамическое обеспыливание. В свою очередь, механическое обеспыливание ─ один из физических способов борьбы с пылью. Наряду с физическим есть химический и биохимический способы, плюс комбинации перечисленных способов между собой.
В фильтре взвешенные в газе (если это системы аспирации ─ то в воздухе) частицы, проходя через фильтровальный материал, задерживаются в пустотах ─ порах и каналах. Это происходит, когда диаметр частиц больше диаметра пор или сечения каналов, и они просто застревают в них, т. н. ситовой эффект. В процессе фильтрования могут принимать участие силы инерции, ─ отклонившись от первоначального направления движения, аэрозольные частицы теряют скорость и осаждаются. Это т. н. инерционный захват, актуальный для частиц, размером не менее одного микрона. Реже в процессе фильтрования дают о себе знать гравитационные силы, ─ они «проявляются», когда в фильтрационной среде образуются застойные зоны. Свой вклад могут внести электростатические силы ─ при наличии электрического заряда случайно полученного частицами или материалом фильтра в результате трения.
Промышленный фильтр ─ сухой механический пылеуловитель, служащий для очистки запыленного газа, в т. ч. воздуха. В нем происходит чередование фильтровального (запыление фильтрующего материала) и регенеративного (очистка) циклов. Примерами промышленных фильтров, используемых в системах аспирации, являются рукавные, карманные, зернистые фильтры.
Эффект осаждения предварительно получивших электрический заряд частичек пыли в электрическом поле использован в устройствах, называемых электрофильтры. (Используя термин электрические фильтры, мы невольно перемещаемся в область электротехники).
Проектируя системы аспирации и подбирая оборудование для них, нельзя не принимать во внимание неоднородность промышленных пылей, и как следствие, отсутствие универсальных рецептов для борьбы с ними. Индивидуальность пыли обусловлена широким разбросом таких параметров как концентрация, химический состав, фракционный состав, насыпная плотность, абразивность, коррозионная активность, гигроскопичность, токсичность. И это далеко не все. Такое многообразие не только способствовало появлению различных конструкций пылеуловителей, но и способов их использования.
Фильтры могут работать в одиночку, полностью замыкая на себя весь процесс фильтрования. Но нередко целесообразнее, когда они делают это вместе с другими устройствами, образуя с ними последовательную технологическую цепочку, последним звеном которой, является аппарат с наибольшей эффективностью пылеулавливания. И, как правило, место фильтра именно там. При двухступенчатой системе наиболее распространенная схема ─ циклон и фильтр (рукавный фильтр, кассетный фильтр или электрофильтр). Вариант трехступенчатой схемы ─ «жалюзийная решетка-циклон-фильтр».
Фильтрующие материалы. Фильтровальные ткани
Эффективность фильтров во многом зависит от фильтрующего материала. В качестве такового может использоваться текстиль, ─ тканный и нетканый (иглопробивное полотно), минеральные или металлические порошки и зерна (гравий, кокс), металлические или полимерные сетки.
Если пористая перегородка в промышленном фильтре выполнена из волокнистых материалов, ─ это волокнистый фильтр. А если ее формирует, образующий прочную статичную систему слой зерен, ─ зернистый фильтр.
Особенно широкое распространение в системах аспирации получили тканевые фильтры ─ рукавные и карманные.
В рукавном фильтре (нормативные документы не рекомендуют называть его «мешочный фильтр») фильтрующие элементы выполнены в виде открытых или закрытых с одного конца рукавов.
Каркасы для рукавных фильтров, не позволяющие фильтрующему элементу схлопываться, изготавливают преимущественно из углеродистой или нержавеющей стали.
В карманном фильтре, такой фильтр еще называют «каркасный фильтр» или «плоский фильтр», фильтрующий материал образует глубокие карманы или натянутые на жесткий каркас плоские формы.
Фильтровальные ткани изготавливают из волокон различного происхождения. Как натуральных ─ хлопковых, льняных, шерстяных, шелковых, ─ так и синтетических ─ ПВХ, полипропилен, фторопласт. Из волокон диаметром несколько десятков микрометров, а стекловолокна менее 10 мкм, скручиваются нити, диаметр которых измеряется десятыми долями мм. Между нитями формируются пустоты (поры) размером 60-300 мкм.
Фильтровальное полотно может быть гладким или с ворсом. Ворс повышает эффективность фильтрования. (Ворсинки помогают сделать поры между нитями основы и утка еще более мелкими).
Самая прочная ткань для фильтров изготавливается из стекловолокна, наименее прочная ─ из шерсти. Бумага не в счет, хотя в системах аспирации при относительно небольших нагрузках используют фильтры с фильтровальной бумагой.
Ткань из стекловолокна не только прочнее других фильтровальных тканей, но и обладает повышенной химической и термической (до 300 O C) стойкостью.
О том насколько важны тканевые фильтры и соответственно используемые в них ткани (в т. ч. ткань рукавных фильтров) косвенно подтверждает наличие регламентирующих требования к ним нормативов, например, «ГОСТ 332-91 Ткани хлопчатобумажные и смешанные суровые фильтровальные. Технические условия» или «ГОСТ 26095-84 Ткани полиэфирные технические фильтровальные. Технические условия (с Изменением № 1)».
К фильтровальным тканям предъявляется целый ряд требований, главное из которых, ─ обеспечивать полноценную очистку от различных видов пыли в самых сложных (высокая концентрация пыли, механические, температурно-влажностные и химические воздействия) условиях. Другие обязательные качества фильтровальных тканей ─ достаточная пылеемкость и невысокая стоимость.
Фильтровальная ткань по мере накопления пыли работает более эффективно, чем никогда прежде не использовавшаяся. Обычно, постепенно растущая после каждого цикла «запыление-регенерация» эффективность очистки после определенного числа циклов стабилизируется. Но иногда наблюдается непрерывный рост эффективности очистки в силу того, что частицы пыли, застрявшие в порах, не удаляются в результате регенерации. Их число все время увеличивается, что не позволяет остаточному слою пыли стабилизироваться. Похожий эффект вызывает попадание на волокна фильтровальной ткани влаги, масел и некоторые другие факторы.
Рукавныеикарманные фильтры
Для систем аспирации производятся тканевые фильтры различных конструкций. Среди них рукавные тканевые фильтры, как и циклоны, относящиеся к числу наиболее широко используемого пылеулавливающего оборудования.
Даже беглое перечисление отраслей, на предприятиях которых в составе аспирационного оборудования применяют рукавные фильтры для очистки воздуха от пыли, займет непозволительно много места. В их числе черная и цветная металлургия, химическое производство, изготовление строительных материалов (рукавные фильтры для АБЗ), переработка горного сырья, энергетика, пищевая промышленность.
Рукавные фильтры, принцип работы которых заключается в использовании в качестве фильтрующего элемента рукавов, могут иметь различное конструктивное исполнение. Разные типы рукавных фильтров отличаются составом фильтровальных тканей, формой корпуса и фильтровальных элементов, опорными устройствами, длиной и диаметром рукавов, количеством секций, способом регенерации. Диаметр рукавов в большинстве случаев составляет 80…500 мм; их длина ─ до 10 м. Длина рукава может в десять и более раз превышать его диаметр.
Конструкция рукавного фильтра помимо рукавов и корпусных деталей включает систему управления, в состав которой входят регулирующие воздушные потоки клапаны и автоматика, контролирующая работу фильтра в контексте используемых технологий.
Основные технические характеристики рукавных фильтров: производительность по очищаемому газу в м3/ч, площадь поверхности фильтрования, число секций, максимально допустимая массовая концентрация пыли в очищаемом газе на входе в г/м3, аэродинамическое сопротивление, габаритные размеры, масса.
Число желающих рукавный фильтр купить год от года увеличивается, поэтому производство рукавных фильтров растет во всем мире.
Причина тому ─ целый комплекс достоинств, важнейшими из которых являются эффективная очистка аспирационного воздуха от частиц размером менее 1 мкм, способность обрабатывать значительные объемы воздуха с высокой концентрацией пыли.
На рынке представлен широкий выбор моделей различной производительности, что позволяет подобрать оптимальное для конкретных условий производства и требований к чистоте очищенного воздуха устройство. Эксплуатация рукавного фильтра удобна и экономична. В случае секционной конструкции возможно выполнение технического обслуживания непосредственно во время работы фильтра.
Немаловажный фактор ─ оптимальное соотношение цены и качества. На фоне чрезвычайно высокой эффективности рукавных фильтров цена рукавного фильтра не пугает потребителя.
Выполнить грамотный расчет рукавного фильтра, подобрать рукавный фильтр характеристики которого полностью бы отвечали условиям конкретного производства, ─ задача, которую лучше доверить специалистам компаний, осуществляющих поставки этого оборудования.
Еще один вид тканевых фильтров ─ карманный тканевый фильтр, состоит из рамки, служащей своего рода матрицей для изготовленного в виде кармана фильтрующего материала. Раздуваясь, карманы не касаются друг друга, поток воздуха ─ равномерный по всей поверхности фильтра.
Волокнистые фильтры
Фильтрующий слой волокнистых фильтров состоит из волокон. В зависимости от их толщины фильтры делят на тонко- и грубоволокнистые.
В системах аспирации волокнистые фильтры применяют преимущественно для очистки воздуха от мелкодисперсной пыли размером от 0,05-0,1 мкм, с небольшой обычно до 5-10 мг/м3 концентрацией. Например, в микробиологической промышленности или для очистки аспирационного воздуха от гальванических ванн. А также токсичных и даже радиоактивных аэрозолей. (После использования такие фильтры уничтожают).
Зернистые фильтры
В системах аспирации они распространены намного меньше рукавных. Их применяют для обработки пылевых выбросов в ряде отраслей, когда тканевые фильтры не могут работать в агрессивной и высокотемпературной (до 800 OC и более) среде.
Фильтрующий слой сформирован зернами сферической или иной формы. Различают насыпные и жесткие зернистые фильтры. В первых слои песка, гравия, кокса, минеральной крошки и проч. не закреплены жестко. Во вторых ─ с помощью высоких температур (спекание), склеивания или прессования формируется жесткая структура. Мягкие зернистые фильтры дешевле, проще поддаются регенерации. Жесткие (керамические, металлокерамические) ─ прочнее, легко переносят воздействие высоких температур.
Электрофильтры
Наряду с фильтрами ─ механическими пылеуловителями, в которых разделение взвешенных частиц и газа происходит в результате воздействия механических сил, в системах аспирации используют электрофильтры. В них «движущей силой» отделения твердых и жидких взвешенных частиц от газа являются электрические силы. Получив электрический заряд в поле коронного разряда (его создают коронирующие электроды, на которые подается постоянное напряжение), получившие отрицательный заряд взвешенные частицы под действием электрического поля осаждаются на поверхности заземленных осадительных электродов. Пыль улавливается тем эффективнее, чем выше напряженность электрического поля и меньше скорость газа. Электрофильтры могут быть мокрыми (если в процессе очистки используется жидкость, орошающая коронирующие и осадительные электроды) или сухими (если жидкости нет).
Различают, ─ это зависит от конструкции осадительных электродов, ─ трубчатые и пластинчатые электрофильтры. В трубчатых ─ это помещенные в одном корпусе трубы, а в пластинчатых ─ параллельные пластины. В первом случае коронирующие электроды установлены вдоль оси труб, во втором ─ вертикально между пластинами.
Также различают электрофильтры одно- и двухзонные (по числу зон, в которых происходит зарядка и осаждение взвешенных частиц), одно- и многопольные (по количеству электрических полей), одно- и многосекционные (по количеству электрических полей, расположенных параллельно). В зависимости от направления газового (в т. ч. воздушного) потока через активную зону, электрофильтра выделяют горизонтальные и вертикальные электрофильтры. (Активная зона ─ рабочая часть электрического фильтра, расположенная между электродами).
Если сравнивать тканевые и электрические фильтры, можно отметить следующие различия. Гидравлическое сопротивление у тканевых фильтров примерно в 5-10 раз выше. Если для тканевых фильтров влажность пыли не является важным параметром, то для электрических, ─ влажность способствует росту эффективности. Минимальный размер частиц, улавливать которые получается с высокой эффективностью, у тканевых фильтров в несколько раз меньше. В части экономической эффективности выбор зависит от множества факторов, и в каждом отдельном случае должен производиться, исходя из конкретных условий.
Орегенерации фильтров
Чтобы фильтр работал долго (срок службы фильтровальных тканей обычно составляет от нескольких месяцев до нескольких лет), эксплуатировать его было удобно, а себестоимость очищенного воздуха не зашкаливала, фильтровальные ткани должны обладать способностью к регенерации.
В соответствии с «ГОСТ 25747-83 Фильтры рукавные и карманные. Типы и основные параметры (с Изменением № 1)» по способу регенерации фильтры разделяются на четыре типа:
с механическим встряхиванием;
с обратной продувкой воздухом или очищенным газом;
с регенерацией сжатым воздухом;
с комбинированным воздействием ─ механическое встряхивание вместе с обратной продувкой.
Очистка рукавных фильтров производится по-разному. Механическое встряхивание рукавного фильтра выполняется несколькими способами. Не очень прочные ткани ─ не меняющим натяжение легким покачиванием. Если ткань более крепкая и эластичная, ─ ей придают волнообразные колебательные движения. Возможна регенерация фильтровальной ткани импульсной продувкой рукавов (рукавный фильтр с импульсной продувкой или импульсный рукавный фильтр). Если пыль легкая и подвижная, очистить рукавный фильтр поможет продувка. Но даже при полном следовании всем регламентам регенерация рукавного фильтра способствует износу ткани.
Зернистые фильтры также нуждаются в регенерации. Ее выполняют с помощью импульсной продувки, вибровстряхивания, удаления части зерен фильтрующего материала, механического или ручного рыхления.
Фильтры, будучи одним из наиболее эффективных средств борьбы с пылью и другими содержащимися в воздухе вредностями, получили широкое распространение в системах аспирации. Их общее достоинство ─ высокая эффективность. И пусть стоимость очистки фильтрованием несколько выше, чем в циклонах, но результат того стоит.
За более чем 60 лет компания DOMS Incorporated завоевала репутацию одного из ведущих производителей гидравлических всасывающих фильтров.
Наши высокопроизводительные продукты заработали нам лояльную клиентскую базу, состоящую из нескольких международных производителей оригинального оборудования (OEM). Фильтры DOMS предназначены для защиты сердца гидравлической системы — гидравлического насоса. Наши высококачественные продукты защищают гидравлические компоненты от загрязнения из различных источников, обеспечивая стабильную работу и повышенный срок службы системы.
Наши фильтры специально разработаны для работы в суровых гидравлических условиях, что позволяет нам предлагать решения для различных рынков, от оборонной/военной до строительной отрасли.
Запрос цен
Функция всасывающих фильтров в гидравлических системах
Всасывающие фильтры используются в гидравлических системах для удаления загрязняющих веществ из технологических жидкостей, чтобы предотвратить повреждение чувствительных компонентов системы. Когда жидкость проходит через них, их пористая фильтрующая среда улавливает твердые частицы и загрязняющие вещества.
Гидравлические системы часто включают несколько фильтров. Те, которые используются между насосом и исполнительным механизмом, называются напорными фильтрами, а те, которые используются между исполнительным механизмом и компонентами резервуара, называются фильтрами низкого давления или возвратными фильтрами. Независимо от типа используемого фильтра его производительность измеряется тем, насколько хорошо он удаляет загрязнения при определенных условиях. Например, фильтры низкого давления подходят для рабочего давления 10 бар или меньше, а фильтры для тяжелых условий эксплуатации больше подходят для непрерывной работы в сложных условиях с низким и средним давлением.
Особенности гидравлических всасывающих фильтров
В обычных гидравлических всасывающих фильтрах используется остроконечная складчатая конструкция в виде гармошки, в результате чего почти 30% площади фильтра не используется. Эта конструкция крайне неэффективна, и ее трудно, а иногда и невозможно очистить.
Все наши фильтры имеют следующие характеристики:
Закругленная форма у основания и гребня. Эта уникальная конструкция позволяет использовать площадь фильтра на 100 %, повышая эффективность и обеспечивая чистоту и длительный срок службы фильтра. Конструкция также облегчает операции по очистке, позволяя многократно использовать фильтр.
Заглушки с оригинальной конструкцией механического замка. Торцевые заглушки развальцованы для создания конусообразных каналов. Собранные с помощью нашего высокопрочного двухкомпонентного связующего на основе эпоксидной смолы, крышка, центральный сердечник и элемент действуют как единое монолитное целое. Эта характеристика предотвращает нарушение разделения, когда компонент фильтра подвергается сильной вибрации или ударам.
Мы предлагаем широкий выбор стандартных фильтров с предохранительными клапанами или без них, как указано в таблицах ниже. Кроме того, учитывая требуемые характеристики, мы также можем выполнять индивидуальные заказы на фильтры.
Типы всасывающих фильтров от DOMS Incorporated
Линейка стандартных продуктов DOMS Incorporated интегрирована с конструкциями как полнопоточных, так и предохранительных клапанов. Наши прочные фильтры рассчитаны на пропускную способность от 5 до 200 галлонов в минуту и могут задерживать частицы размером до 10 микрон с минимальными дифференциальными потерями. Наш широкий ассортимент также доступен в различных размерах для стандартных соединений с наружной и внутренней резьбой 1/2–4 дюйма и кольцевых уплотнений.
Наши гидравлические фильтры очень универсальны и подходят практически для любой системы. Благодаря нашему тщательному процессу отбора материалов и тщательным инженерным методам, наши продукты идеально подходят для использования в сложных условиях в самых разных отраслях, включая:
Сельское хозяйство
Автомобилестроение
Строительство
Лесное хозяйство
Тяжелое оборудование
Производство
Металлургия
Горнодобывающая промышленность
Почему стоит выбрать DOMS Incorporated?
Компания DOMS Incorporated предлагает фильтры для любого применения или отрасли. В дополнение к нашим стандартным линиям продуктов, мы также производим индивидуальные фильтрационные решения для любых уникальных спецификаций. Будь то метрическое соединение или соединение SAE, полнопоточный или предохранительный клапан, стандартная или нестандартная сетка, мы выполним ваши индивидуальные требования. Мы также можем включить в конструкцию фильтра любое оборудование, указанное клиентом.
Почти все наши устройства могут быть снабжены металлическими компонентами, изготовленными из высокопрочной нержавеющей стали серии 300, что обеспечивает максимальную долговечность и надежность. Мы также предоставляем услуги по тщательной проверке, тестированию и оценке новых и существующих фильтровальных установок.
Компания DOMS принимает любые производственные задачи. Мы обрабатываем крупные комплексные заказы с регулярными поставками на срок до 12 месяцев, что экономит время вашей организации и значительные затраты на единицу продукции. Чтобы узнать больше о наших решениях для фильтрации, свяжитесь с нашей технической командой сегодня
Для чего предназначены всасывающие фильтры?
Основное назначение всасывающих фильтров и сетчатых фильтров — улавливание и удаление примесей из гидравлической жидкости.
Гидравлическая жидкость легко загрязняется, в основном из-за отсутствия начальной очистки. По этой причине загрязнение жидкости преобладает сразу после установки нового оборудования. Во время начального периода «обкатки» металлические частицы от оборудования могут потенциально повредить насос или другие чувствительные компоненты системы. Когда технологическая жидкость проходит через систему, фильтр или сетчатый фильтр улавливают загрязняющие частицы и загрязняющие вещества.
Важность фильтрации «первой линии»
Всасывающие фильтры представляют собой фильтрацию «первой линии» и часто называются фильтрами безопасности .
Основным назначением всасывающих фильтров является:
предотвращение попадания загрязнений в гидравлический контур
продление срока службы более тонкой фильтрации на выходе
снижение нагрузки на фильтр тонкой очистки тем самым увеличивая межсервисные интервалы, незапланированные простои и техническое обслуживание
во избежание повреждения нижнего фильтра тонкой очистки крупными частицами, такими как ржавчина
Таким образом, эффективная фильтрация на всасывании обеспечивает снижение эксплуатационных расходов гидравлического насоса.
Какой ассортимент всасывающих фильтров?
Рассмотрим краткий обзор основных всасывающих фильтров для гидравлических систем.
Всасывающие фильтры
ESA-ESB Серия
Фильтры представляют собой полностью погружные фильтрующие элементы, устанавливаемые на всасывающем патрубке или трубопроводе насоса. Как правило, они оснащены сеткой с крупными ячейками, предназначенной для улавливания и сбора крупных частиц при подаче жидкости в насос. Всасывающие фильтры широко используются, поскольку они экономичны и размещаются внутри резервуара, что снижает потребность в каких-либо внешних работах. Обычно они изготавливаются с проволочной сеткой размером 125 микрон для удаления крупных частиц, но они также доступны со степенью фильтрации от 60 до 250 микрон. Они могут быть оснащены магнитной колонной для удержания частиц железа, с перепускным клапаном или без него.
Навинчиваемые всасывающие фильтры
Навинчиваемые всасывающие фильтры серии FSE
представляют собой узлы гидравлических фильтров с алюминиевой головкой и одним или двумя навинчиваемыми элементами, обычно устанавливаемыми в линию. Основными преимуществами навинчиваемой конфигурации являются простота обслуживания и снижение затрат на техническое обслуживание. Навинчиваемые фильтры с максимальной пропускной способностью 150 л/мин охватывают широкий спектр мобильных и промышленных применений.
Линейные всасывающие фильтры
FMA Серия
Всасывающие фильтры в основном используются, когда внутри резервуара нет свободного места или если насос находится далеко от резервуара. Они могут использоваться до 700 л/мин и могут быть оснащены индикатором засорения.
Полупогружные всасывающие фильтры
Серия FSG
Фильтры, монтируемые на стенке резервуара, имеют встроенный клапан, который можно закрыть с помощью маховика, что позволяет заменить элемент без опорожнения резервуара. Элементы обычно доступны с рейтингом 25-250 микрон. Они могут использоваться до 500 л/мин и могут быть оснащены индикатором засорения.
Широкий ассортимент высококачественных всасывающих фильтров, производимых UFI Hydraulics, специально разработан для защиты сердца гидравлической системы – гидравлического насоса – и для работы в суровых гидравлических условиях, что обеспечивает надежность решения для различных областей применения, от сельскохозяйственных машин до строительной отрасли.
 Эти инструменты оборудованы специальным V-образным лезвием для снятия оболочек с круглых кабелей типа ПВС или NYM. Помимо этого, модели WS-20 и WS-21 оснащены отдельным модулем для продольной разделки круглых кабелей.
Эти инструменты оборудованы специальным V-образным лезвием для снятия оболочек с круглых кабелей типа ПВС или NYM. Помимо этого, модели WS-20 и WS-21 оснащены отдельным модулем для продольной разделки круглых кабелей. В таком случае лучше использовать автоматические модели инструмента, или попробовать соседний больший калибр.
В таком случае лучше использовать автоматические модели инструмента, или попробовать соседний больший калибр. Этими ножами можно снять оболочку с кабеля любой формы.
Этими ножами можно снять оболочку с кабеля любой формы. Дело в том, что моножильный провод достаточно жесткий, а при зачистке автоматическими стрипперами он немного изгибается. При длительной работе он может повредить механизм автоматических инструментов.
Дело в том, что моножильный провод достаточно жесткий, а при зачистке автоматическими стрипперами он немного изгибается. При длительной работе он может повредить механизм автоматических инструментов. Матрицы у модели WS-11 предназначены для опрессовки «автоклемм», если есть такая необходимость, в остальном их функции одинаковы. А отличия во внешнем виде и форме рукояток – тут уже можно выбрать, что больше нравится визуально или лучше сидит в руке. Как видите, у них больше отличий от предыдущих моделей, чем между собой.
Матрицы у модели WS-11 предназначены для опрессовки «автоклемм», если есть такая необходимость, в остальном их функции одинаковы. А отличия во внешнем виде и форме рукояток – тут уже можно выбрать, что больше нравится визуально или лучше сидит в руке. Как видите, у них больше отличий от предыдущих моделей, чем между собой. umi-cms.ru/TR/umi»>
umi-cms.ru/TR/umi»> Светодиод προβολείς
Светодиод προβολείς
 ..
.. )
)  на странице доставки)
на странице доставки)

 0164
0164 д.
д. 

.jpg) По сути, они настолько важны для промышленного сектора, что их называют важнейшим компонентом сектора. Хотя они работают с широким спектром машин, большинство людей, не занятых в машиностроении, вероятно, понятия не имеют, что они имеют в виду, когда слышат это имя, потому что работают тайно.
По сути, они настолько важны для промышленного сектора, что их называют важнейшим компонентом сектора. Хотя они работают с широким спектром машин, большинство людей, не занятых в машиностроении, вероятно, понятия не имеют, что они имеют в виду, когда слышат это имя, потому что работают тайно. У каждого провайдера будет своя маркетинговая стратегия; крупные корпорации могут заявлять, что важно учитывать только их бренд, в то время как предприятия могут концентрироваться на конкретном сегменте рынка. Какой выбор в конечном итоге лучше для вас и вашей компании?
У каждого провайдера будет своя маркетинговая стратегия; крупные корпорации могут заявлять, что важно учитывать только их бренд, в то время как предприятия могут концентрироваться на конкретном сегменте рынка. Какой выбор в конечном итоге лучше для вас и вашей компании? Таким образом, крайне необходимо выбрать правильного поставщика подшипников, чтобы предоставить лучшие подшипники для вашего оборудования.
Таким образом, крайне необходимо выбрать правильного поставщика подшипников, чтобы предоставить лучшие подшипники для вашего оборудования.


 В зависимости от типа рынок делится на шарикоподшипники и конические подшипники. В зависимости от размера мировой рынок подшипников подразделяется на категории от 30 до 40, от 41 до 50, от 51 до 60, от 61 до 70 и от 70 и выше. Производители оригинального оборудования (OEM) и рынок послепродажного обслуживания — это различные каналы сбыта, которые рассматриваются на мировом рынке подшипников. Транспортные средства с двигателями внутреннего сгорания (ДВС), электромобили, промышленное оборудование и аэрокосмическая техника — это различные типы машин, рассматриваемых на мировом рынке. В зависимости от конечного использования мировой рынок подшипников подразделяется на автомобильный, промышленный и аэрокосмический. В зависимости от группы мировой рынок подшипников подразделяется на группу 1, группу 2 и группу 3. Транспортные средства с ДВС относятся к группе 1, электромобили относятся к группе 2, а сочетание промышленного и аэрокосмического оборудования относится к группе 3. По регионам анализируется рынок Северной Америки, Европы, Азиатско-Тихоокеанского региона и региона LAMEA.
В зависимости от типа рынок делится на шарикоподшипники и конические подшипники. В зависимости от размера мировой рынок подшипников подразделяется на категории от 30 до 40, от 41 до 50, от 51 до 60, от 61 до 70 и от 70 и выше. Производители оригинального оборудования (OEM) и рынок послепродажного обслуживания — это различные каналы сбыта, которые рассматриваются на мировом рынке подшипников. Транспортные средства с двигателями внутреннего сгорания (ДВС), электромобили, промышленное оборудование и аэрокосмическая техника — это различные типы машин, рассматриваемых на мировом рынке. В зависимости от конечного использования мировой рынок подшипников подразделяется на автомобильный, промышленный и аэрокосмический. В зависимости от группы мировой рынок подшипников подразделяется на группу 1, группу 2 и группу 3. Транспортные средства с ДВС относятся к группе 1, электромобили относятся к группе 2, а сочетание промышленного и аэрокосмического оборудования относится к группе 3. По регионам анализируется рынок Северной Америки, Европы, Азиатско-Тихоокеанского региона и региона LAMEA.

 Двигатели, используемые для работы насосов и компрессоров, требуют больше электроэнергии; таким образом, в двигателях используются высокотехнологичные подшипники, которые снижают механические потери во время работы. Кроме того, использование подшипников с низким крутящим моментом в бесступенчатых трансмиссиях для повышения надежности и топливной экономичности транспортных средств увеличило использование подшипников, которые обеспечивают повышенную прочность шариков и твердую смазывающую пленку.
Двигатели, используемые для работы насосов и компрессоров, требуют больше электроэнергии; таким образом, в двигателях используются высокотехнологичные подшипники, которые снижают механические потери во время работы. Кроме того, использование подшипников с низким крутящим моментом в бесступенчатых трансмиссиях для повышения надежности и топливной экономичности транспортных средств увеличило использование подшипников, которые обеспечивают повышенную прочность шариков и твердую смазывающую пленку. Такая волатильность цен на сырье становится реальной проблемой для компаний, чтобы оставаться конкурентоспособными и обеспечивать устойчивую прибыль. Поскольку высококачественная сталь и легированная сталь являются основным сырьем, используемым для производства подшипников, цена подшипников сильно коррелирует с изменением мировых цен на сталь. Таким образом, колебания цен на сырье создают проблемы для производителей подшипников при производстве подшипников для транспортных средств по сравнительной цене и качеству. Кроме того, подшипник нуждается в регулярном техническом обслуживании, чтобы избежать выхода из строя и продлить срок службы, что еще больше увеличивает затраты на техническое обслуживание. Таким образом, ожидается, что такие факторы, как колебания цен на сырье и регулярные затраты на техническое обслуживание, будут препятствовать росту рынка автомобильных подшипников.
Такая волатильность цен на сырье становится реальной проблемой для компаний, чтобы оставаться конкурентоспособными и обеспечивать устойчивую прибыль. Поскольку высококачественная сталь и легированная сталь являются основным сырьем, используемым для производства подшипников, цена подшипников сильно коррелирует с изменением мировых цен на сталь. Таким образом, колебания цен на сырье создают проблемы для производителей подшипников при производстве подшипников для транспортных средств по сравнительной цене и качеству. Кроме того, подшипник нуждается в регулярном техническом обслуживании, чтобы избежать выхода из строя и продлить срок службы, что еще больше увеличивает затраты на техническое обслуживание. Таким образом, ожидается, что такие факторы, как колебания цен на сырье и регулярные затраты на техническое обслуживание, будут препятствовать росту рынка автомобильных подшипников. Подшипники, которые используются в электромобилях, обеспечивают повышенную эффективность, удобство использования и срок годности благодаря постоянному совершенствованию продукции. Таким образом, ожидается, что разработка продукции наряду с ростом продаж электромобилей откроет новые возможности на мировом рынке подшипников.
Подшипники, которые используются в электромобилях, обеспечивают повышенную эффективность, удобство использования и срок годности благодаря постоянному совершенствованию продукции. Таким образом, ожидается, что разработка продукции наряду с ростом продаж электромобилей откроет новые возможности на мировом рынке подшипников.

 , NSKl Corporation, AG, Schaeffler Подшипник, RKB Bearing, JTEKT Corporation, Timken, Wafangdian Bearing Co.Ltd., THK Co. Ltd.
, NSKl Corporation, AG, Schaeffler Подшипник, RKB Bearing, JTEKT Corporation, Timken, Wafangdian Bearing Co.Ltd., THK Co. Ltd.
 Большинство производимого нами оборудования может легко управляться двумя операторами. С нами у вас всегда есть возможность нарастить уже имеющееся оборудования добавив к нему дополнительные станки. Все станки Mychrome могут быть объединены в производственную линию. Свяжитесь с нами, и мы будем рады предложить лучшее решение для вашей компании!
Большинство производимого нами оборудования может легко управляться двумя операторами. С нами у вас всегда есть возможность нарастить уже имеющееся оборудования добавив к нему дополнительные станки. Все станки Mychrome могут быть объединены в производственную линию. Свяжитесь с нами, и мы будем рады предложить лучшее решение для вашей компании!
 По стандартной технологии поддоны сбиваются из сырой доски и сушатся уже в собранном виде. Во время сушки поддона на одной из стадий включается особый режим, при котором происходит термическое антисептирование. Провести качественную сушку в строгом соответствии с международным стандартом по фитосанитарным требованиям ISPM 15 FAO и FITOK позволяют итальянские сушильные камеры Termolegno, которые ТМ МЕГАРЕС поставляет комплексно к линиям.
По стандартной технологии поддоны сбиваются из сырой доски и сушатся уже в собранном виде. Во время сушки поддона на одной из стадий включается особый режим, при котором происходит термическое антисептирование. Провести качественную сушку в строгом соответствии с международным стандартом по фитосанитарным требованиям ISPM 15 FAO и FITOK позволяют итальянские сушильные камеры Termolegno, которые ТМ МЕГАРЕС поставляет комплексно к линиям.

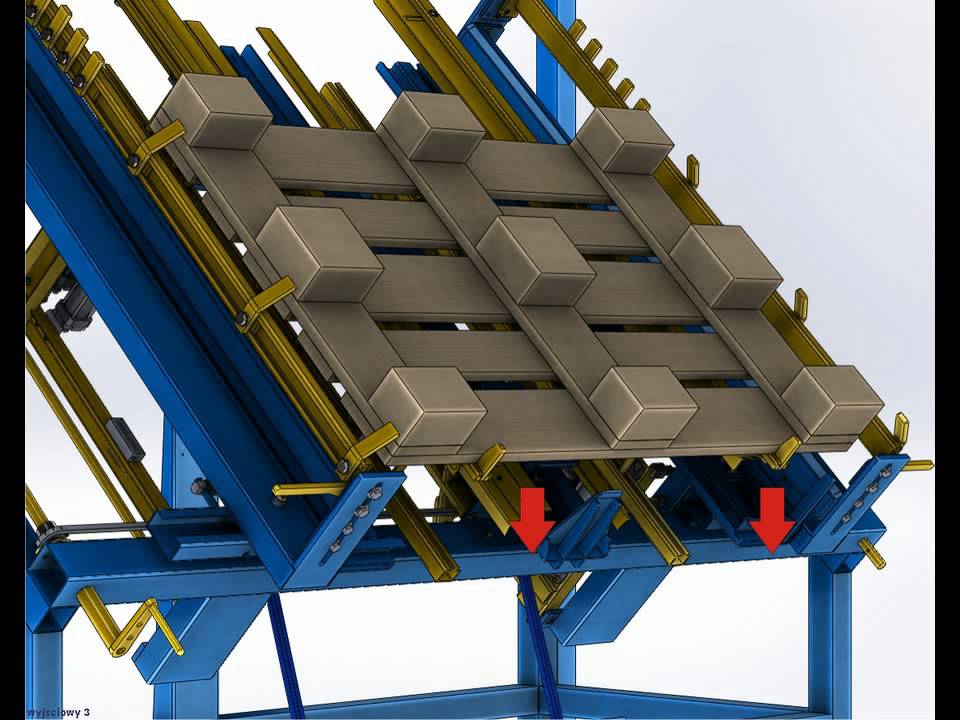 Этот станок был разработан с учетом больших весов пакетов пиломатериалов, который необходимо разрезать и перемещать;
Этот станок был разработан с учетом больших весов пакетов пиломатериалов, который необходимо разрезать и перемещать;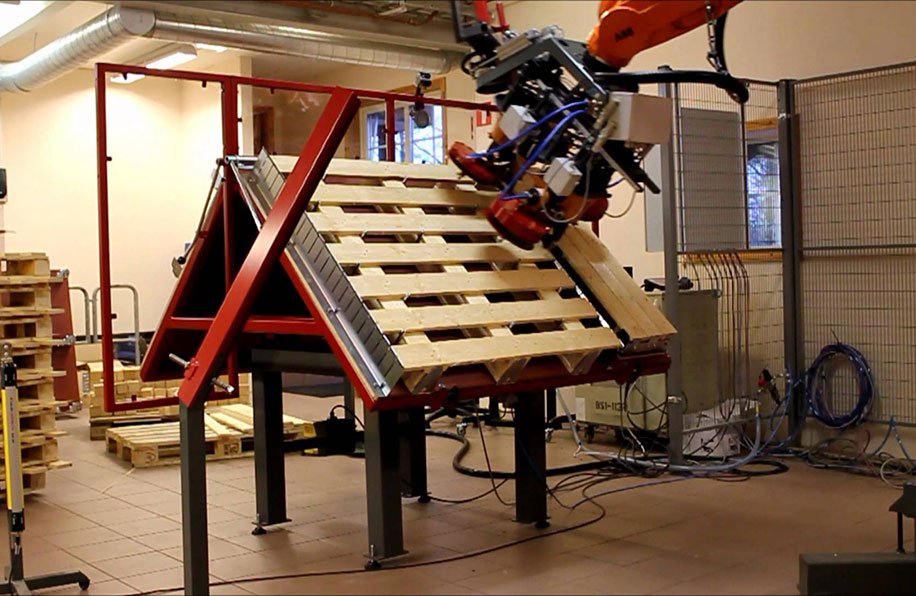 Ferreira & Jesus, представляет собой производственную систему, разделенную на несколько модулей, что позволяет на практике адаптировать ее к бизнес-модели нашего клиента. Наши модули полностью настраиваемые, они производятся опытной технической командой с использованием лучших материалов и технологических достижений в области проектирования и разработки оборудования для деревообрабатывающей промышленности.
Ferreira & Jesus, представляет собой производственную систему, разделенную на несколько модулей, что позволяет на практике адаптировать ее к бизнес-модели нашего клиента. Наши модули полностью настраиваемые, они производятся опытной технической командой с использованием лучших материалов и технологических достижений в области проектирования и разработки оборудования для деревообрабатывающей промышленности. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой 
 Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой.
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой.
 Поддоны представляют собой горизонтальное платформенное оборудование, используемое для погрузки, обработки и транспортировки товаров. Обычно изготавливается из дерева и ДВП. Легкий, удобный для загрузки и разгрузки, экологически чистый и энергосберегающий. Сегодня я покажу вам, как делать американские поддоны. И машины, необходимые для обработки линии по производству деревянных поддонов.
Поддоны представляют собой горизонтальное платформенное оборудование, используемое для погрузки, обработки и транспортировки товаров. Обычно изготавливается из дерева и ДВП. Легкий, удобный для загрузки и разгрузки, экологически чистый и энергосберегающий. Сегодня я покажу вам, как делать американские поддоны. И машины, необходимые для обработки линии по производству деревянных поддонов. Древесина, используемая для обработки деревянных поддонов, должна быть высокого качества. Только качественная древесина может сыграть лучшую роль. В нормальных условиях массивная древесина выбирается для обеспечения общей прочности и структурной стабильности при обработке.
Древесина, используемая для обработки деревянных поддонов, должна быть высокого качества. Только качественная древесина может сыграть лучшую роль. В нормальных условиях массивная древесина выбирается для обеспечения общей прочности и структурной стабильности при обработке. Фактически, разные материалы представляют собой разные характеристики и функции деревянных поддонов. Общая пищевая промышленность предъявляет строгие требования к выбору поддонов, и он должен быть обработан высококачественными деревянными досками.
Фактически, разные материалы представляют собой разные характеристики и функции деревянных поддонов. Общая пищевая промышленность предъявляет строгие требования к выбору поддонов, и он должен быть обработан высококачественными деревянными досками. Американская машина для забивания поддонов оснащена токарной, угловой, горячей штамповкой, захватом и укладкой на поддоны. Он имеет высокую степень автоматизации и стабильный и компактный процесс. Это может быть универсальное производство гвоздей и укладки на поддоны.
Американская машина для забивания поддонов оснащена токарной, угловой, горячей штамповкой, захватом и укладкой на поддоны. Он имеет высокую степень автоматизации и стабильный и компактный процесс. Это может быть универсальное производство гвоздей и укладки на поддоны.




 Большинство людей даже не догадываются, каким образом такие изделия возможно осуществить. Представляется, что для этого нужна огромная физическая сила, а кроме того, художественный вкус и образование. Однако вырезать красивый орнамент не так сложно, как кажется, стоит только немного подучиться технике выполнения и, что называется, набить руку. Мы покажем популярные рисунки для изучения техники резьбы по дереву, которые пригодятся начинающим и мастерам!
Большинство людей даже не догадываются, каким образом такие изделия возможно осуществить. Представляется, что для этого нужна огромная физическая сила, а кроме того, художественный вкус и образование. Однако вырезать красивый орнамент не так сложно, как кажется, стоит только немного подучиться технике выполнения и, что называется, набить руку. Мы покажем популярные рисунки для изучения техники резьбы по дереву, которые пригодятся начинающим и мастерам! Это легкий и эффектный вид вырезания из дерева. Для этого нужно лишь определить для себя, какие участки выпуклые, а какие – вогнутые, в таком случае выйдет правильная картинка на дереве.
Это легкий и эффектный вид вырезания из дерева. Для этого нужно лишь определить для себя, какие участки выпуклые, а какие – вогнутые, в таком случае выйдет правильная картинка на дереве.
 Эта техника требует чуть большего мастерства, чем другие, но изделия, выполненные таким образом, выглядят потрясающе. На фото – примеры и эскизы для резьбы в этом стиле.
Эта техника требует чуть большего мастерства, чем другие, но изделия, выполненные таким образом, выглядят потрясающе. На фото – примеры и эскизы для резьбы в этом стиле.




 Многие компании зарабатывают огромные деньги именно на таком виде услуг, как гравировка на деревянных изделиях
Многие компании зарабатывают огромные деньги именно на таком виде услуг, как гравировка на деревянных изделиях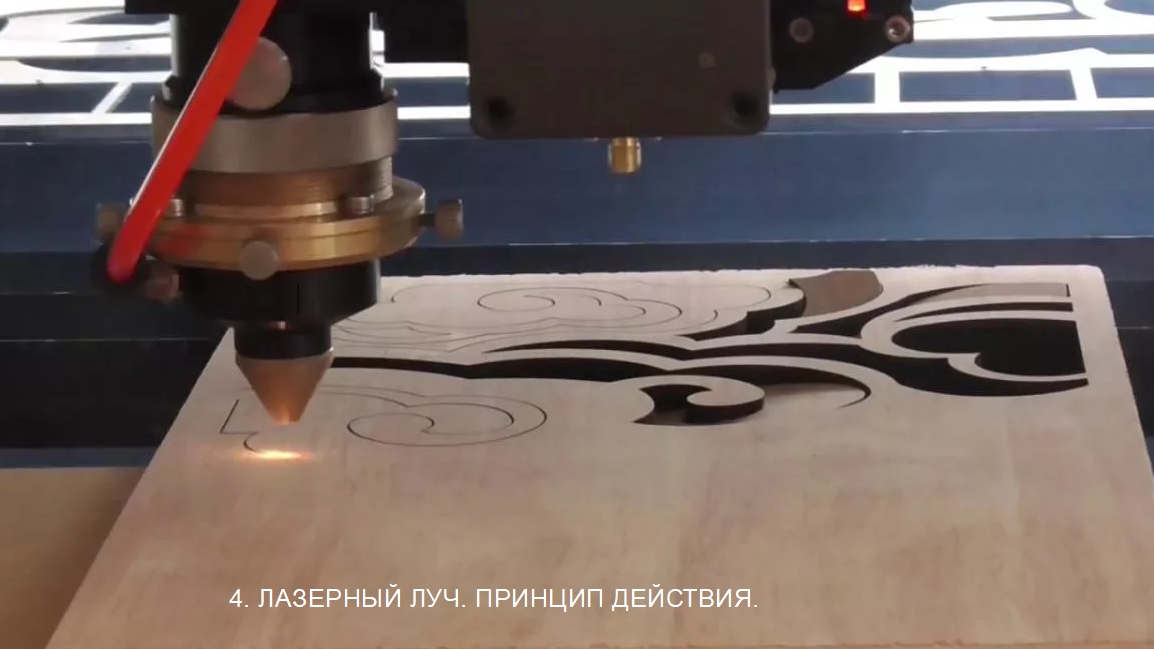 А в ряде случаев этот показатель еще меньше, поэтому использовать данный вариант для обработки толстых заготовок не получится.
А в ряде случаев этот показатель еще меньше, поэтому использовать данный вариант для обработки толстых заготовок не получится. Применение ненадежных вариантов может быть даже опасным, поэтому лучше не гнаться за сомнительной экономией.
Применение ненадежных вариантов может быть даже опасным, поэтому лучше не гнаться за сомнительной экономией. Кроме того, все подвижные узлы должны двигаться четко, без люфтов и проскальзываний.
Кроме того, все подвижные узлы должны двигаться четко, без люфтов и проскальзываний.
 Лазерные станки интересны для оснащения мастерских, осуществляющих свою деятельность не только в ритуальной сфере (в частности, производстве памятников).
Лазерные станки интересны для оснащения мастерских, осуществляющих свою деятельность не только в ритуальной сфере (в частности, производстве памятников).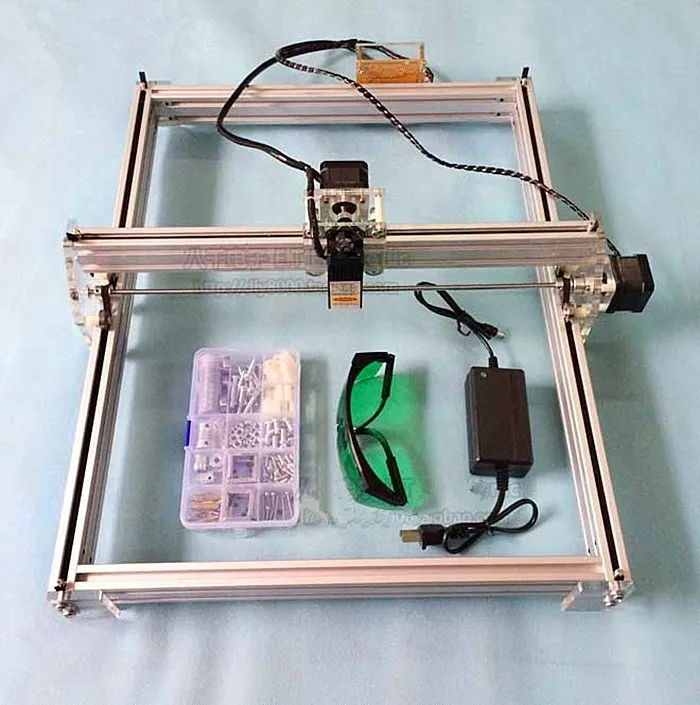
 Наша техника характеризуется следующими преимуществами:
Наша техника характеризуется следующими преимуществами: Этот показатель напрямую зависит от толщины и вида материала, из которого выполнена обрабатываемая заготовка;
Этот показатель напрямую зависит от толщины и вида материала, из которого выполнена обрабатываемая заготовка;
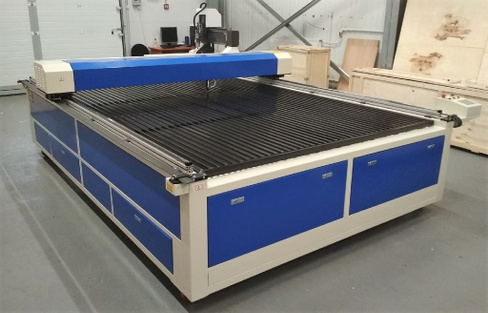
 Ваше воображение и видение — единственные ограничения, с которыми вы столкнетесь, пытаясь придумать идеи для проекта по деревообработке.
Ваше воображение и видение — единственные ограничения, с которыми вы столкнетесь, пытаясь придумать идеи для проекта по деревообработке.
 Но только потому, что процесс доступен, это не означает, что вы жертвуете качеством. Мы понимаем, что острые резы и высококачественное травление важны для любой компании или отдельного человека, занимающегося деревообрабатывающими проектами.
Но только потому, что процесс доступен, это не означает, что вы жертвуете качеством. Мы понимаем, что острые резы и высококачественное травление важны для любой компании или отдельного человека, занимающегося деревообрабатывающими проектами.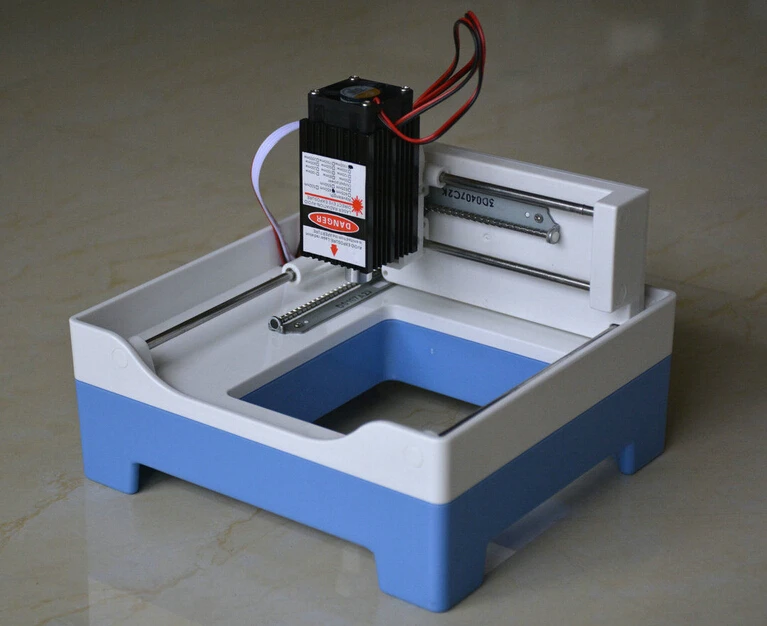 Несмотря на то, что эти лазеры нагреваются, вероятность обгорания снижается. Это позволяет выполнять простые конструкции с помощью одного из наших лазеров. Вы также можете настроить программу для создания более сложных и замысловатых дизайнов, не беспокоясь о том, что тепло повлияет на целостность дерева или повлияет на разрез.
Несмотря на то, что эти лазеры нагреваются, вероятность обгорания снижается. Это позволяет выполнять простые конструкции с помощью одного из наших лазеров. Вы также можете настроить программу для создания более сложных и замысловатых дизайнов, не беспокоясь о том, что тепло повлияет на целостность дерева или повлияет на разрез. Профессиональные художники, дизайнеры и производители мебели на заказ начинают осознавать ценность лазерного станка и его способность повышать ценность каждого из их продуктов.
Профессиональные художники, дизайнеры и производители мебели на заказ начинают осознавать ценность лазерного станка и его способность повышать ценность каждого из их продуктов.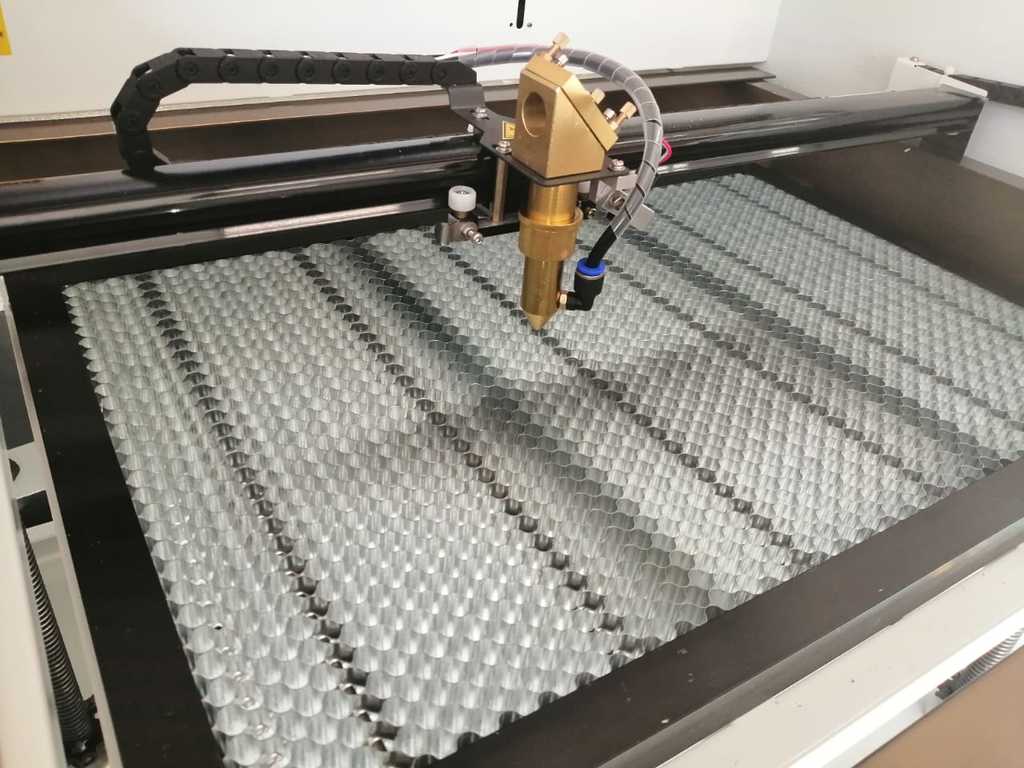 Дополнительные сведения о правильной настройке см. в руководстве пользователя или в дополнительных разделах поддержки на нашем веб-сайте. После правильной настройки нет опасности повредить древесину, окружающую линии разреза или травления вашего проекта. Это уникальный аспект станков с CO2-лазером и их способность работать с высокой точностью, в отличие от таких инструментов, как спиральные пилы и настольные пилы.
Дополнительные сведения о правильной настройке см. в руководстве пользователя или в дополнительных разделах поддержки на нашем веб-сайте. После правильной настройки нет опасности повредить древесину, окружающую линии разреза или травления вашего проекта. Это уникальный аспект станков с CO2-лазером и их способность работать с высокой точностью, в отличие от таких инструментов, как спиральные пилы и настольные пилы.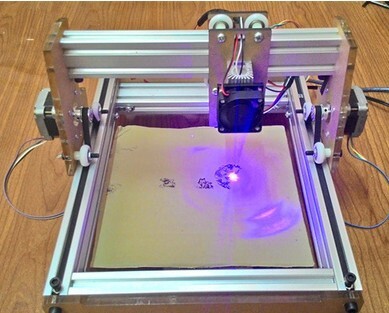 Чтобы избежать появления темных отметин на деревянном материале во время процесса лазерной гравировки, выберите низкую мощность при высокой скорости.
Чтобы избежать появления темных отметин на деревянном материале во время процесса лазерной гравировки, выберите низкую мощность при высокой скорости.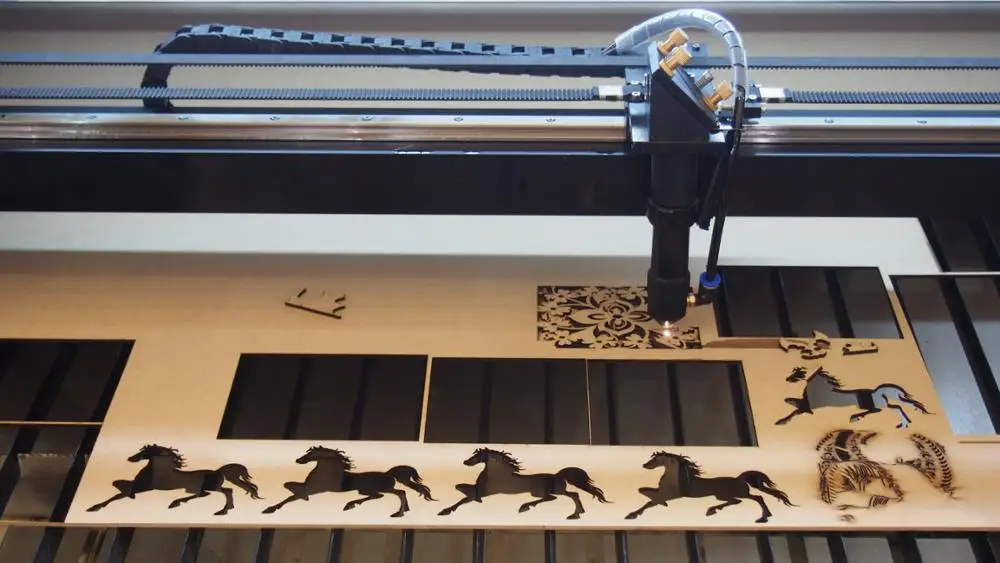 Мы поможем вам во всем: от выбора правильного лазерного резака или гравера до того, чтобы вы знали, как настроить свой проект. Мы работаем с клиентами от крупных корпораций до частных лиц начального уровня. Не теряйте времени, прежде чем связаться с нами, чтобы мы могли начать работу как можно скорее!
Мы поможем вам во всем: от выбора правильного лазерного резака или гравера до того, чтобы вы знали, как настроить свой проект. Мы работаем с клиентами от крупных корпораций до частных лиц начального уровня. Не теряйте времени, прежде чем связаться с нами, чтобы мы могли начать работу как можно скорее! Однако, если вы занимаетесь рукоделием и нуждаетесь в дополнительных возможностях, xTool M1 — это фантастический и забавный гаджет.
Однако, если вы занимаетесь рукоделием и нуждаетесь в дополнительных возможностях, xTool M1 — это фантастический и забавный гаджет.

 Например, этот лазерный резак поставляется с набором металлических призм, которые можно вставить в основание M1, чтобы немного приподнять разрезаемый материал. Это позволяет воздуху проходить под материалом и обеспечивает более чистый срез; хотя это также немного ограничивает толщину материала.
Например, этот лазерный резак поставляется с набором металлических призм, которые можно вставить в основание M1, чтобы немного приподнять разрезаемый материал. Это позволяет воздуху проходить под материалом и обеспечивает более чистый срез; хотя это также немного ограничивает толщину материала.
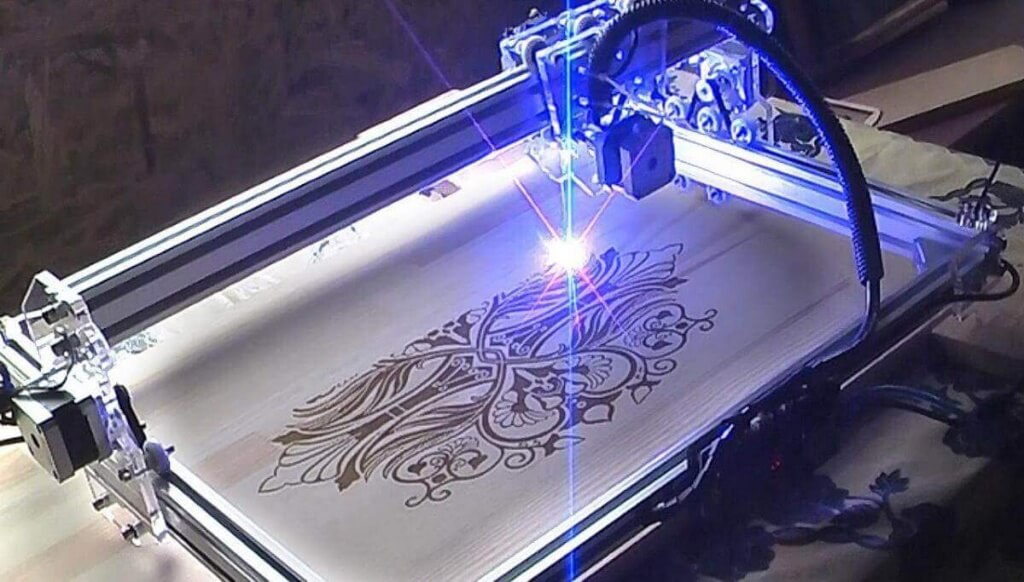 ) Кстати, воздушный шланг для этой машины подключить намного проще, чем для Glowforge Pro и сделан из более толстого материала — он чувствует себя в безопасности.
) Кстати, воздушный шланг для этой машины подключить намного проще, чем для Glowforge Pro и сделан из более толстого материала — он чувствует себя в безопасности. При весе около 10 кг он легко поднимается.
При весе около 10 кг он легко поднимается. В чем преимущество дизайна этой машины, так это в том, насколько легко ее настроить, использовать и чистить. Крепление лезвия, например, вставляется с помощью магнита, поэтому нет необходимости снимать лазерную капсулу, чтобы установить или заменить лезвие. Точно так же внутреннюю металлическую пластину можно легко снять для очистки или при добавлении набора Riser для дополнительной высоты или Air Assist.
В чем преимущество дизайна этой машины, так это в том, насколько легко ее настроить, использовать и чистить. Крепление лезвия, например, вставляется с помощью магнита, поэтому нет необходимости снимать лазерную капсулу, чтобы установить или заменить лезвие. Точно так же внутреннюю металлическую пластину можно легко снять для очистки или при добавлении набора Riser для дополнительной высоты или Air Assist. Существуют готовые векторные фигуры для импорта и проектирования, а также возможность импортировать файлы PNG и SVG из векторного программного обеспечения, такого как Adobe Illustrator, и лучших векторных редакторов, таких как Vectr.
Существуют готовые векторные фигуры для импорта и проектирования, а также возможность импортировать файлы PNG и SVG из векторного программного обеспечения, такого как Adobe Illustrator, и лучших векторных редакторов, таких как Vectr. )
)
 Мне очень нравится мой Glowforge Pro, но это не тот станок, с которым можно работать дома так же легко, как с xTool M1.
Мне очень нравится мой Glowforge Pro, но это не тот станок, с которым можно работать дома так же легко, как с xTool M1. Этот гаджет означает, что вы можете гравировать цилиндрические предметы от стаканов до ваз и колец. Его немного сложно настроить, но он действительно хорошо расширяет функциональность xTool M1.
Этот гаджет означает, что вы можете гравировать цилиндрические предметы от стаканов до ваз и колец. Его немного сложно настроить, но он действительно хорошо расширяет функциональность xTool M1. Честно говоря, я бы не рекомендовал лазерную модель мощностью 5 Вт никому, кроме абсолютных новичков. Если вы хотите создавать значимые проекты, подарки и модели с помощью лазера, вам потребуется диод мощностью 10 Вт, а за 300 долларов / 200 фунтов стерлингов это отличная цена.
Честно говоря, я бы не рекомендовал лазерную модель мощностью 5 Вт никому, кроме абсолютных новичков. Если вы хотите создавать значимые проекты, подарки и модели с помощью лазера, вам потребуется диод мощностью 10 Вт, а за 300 долларов / 200 фунтов стерлингов это отличная цена. Glowforge Basic стоит 6000 долларов / 5000 фунтов стерлингов, поэтому даже эта модель начального уровня намного дороже, чем xTool M1; но Glowforge, как CO2-лазер мощностью 40 Вт, в целом быстрее и мощнее. Прочтите мой путеводитель по лучшим машинам Glowforge для более подробной информации.
Glowforge Basic стоит 6000 долларов / 5000 фунтов стерлингов, поэтому даже эта модель начального уровня намного дороже, чем xTool M1; но Glowforge, как CO2-лазер мощностью 40 Вт, в целом быстрее и мощнее. Прочтите мой путеводитель по лучшим машинам Glowforge для более подробной информации. Приложение Creative Space простое в использовании и предлагает достаточно функций для проектирования с нуля или импорта и настройки проектов из другого программного обеспечения.
Приложение Creative Space простое в использовании и предлагает достаточно функций для проектирования с нуля или импорта и настройки проектов из другого программного обеспечения. Это действительно фантастический дизайн, который может вписаться как в офисную среду, так и в специальную мастерскую или мастерскую. Это небольшой, закрытый и безопасный набор трюков со встроенным экстрактором и доступным приложением для использования предварительно разработанных проектов или создания с нуля. Ремесленникам понравится, что вы можете гравировать и резать в одной коробке без лишней суеты, но профессионалам может показаться, что ему немного не хватает скорости, лазер мощностью 10 Вт медленный при гравировке, а лезвие может тянуться по тяжелым материалам. Однако, если вы занимаетесь рукоделием и нуждаетесь в дополнительных возможностях, xTool M1 — это фантастический и забавный гаджет.
Это действительно фантастический дизайн, который может вписаться как в офисную среду, так и в специальную мастерскую или мастерскую. Это небольшой, закрытый и безопасный набор трюков со встроенным экстрактором и доступным приложением для использования предварительно разработанных проектов или создания с нуля. Ремесленникам понравится, что вы можете гравировать и резать в одной коробке без лишней суеты, но профессионалам может показаться, что ему немного не хватает скорости, лазер мощностью 10 Вт медленный при гравировке, а лезвие может тянуться по тяжелым материалам. Однако, если вы занимаетесь рукоделием и нуждаетесь в дополнительных возможностях, xTool M1 — это фантастический и забавный гаджет.
 Конечно, с приобретением навыков визуальное наблюдение уже не требуется, и для опытных пользователей увеличение мощности ТЭНа приведёт к ускорению процесса.
Конечно, с приобретением навыков визуальное наблюдение уже не требуется, и для опытных пользователей увеличение мощности ТЭНа приведёт к ускорению процесса. Надо учитывать, что при повторной заправке ацетоном все пары от первой заправки улетучатся, и для необходимой концентрации паров в контейнере потребуется дополнительный ацетон. Если кто не понял смысл последней фразы, поясняю, что при получении удовлетворительного результата за несколько подходов и при переходе на однократный этап количество ацетона, использованного за два или три подхода, надо сложить и взять 75% от суммы. Понятно, что цифра 75% — это не абсолютная величина, а приблизительное значение и носит рекомендательный характер.
Надо учитывать, что при повторной заправке ацетоном все пары от первой заправки улетучатся, и для необходимой концентрации паров в контейнере потребуется дополнительный ацетон. Если кто не понял смысл последней фразы, поясняю, что при получении удовлетворительного результата за несколько подходов и при переходе на однократный этап количество ацетона, использованного за два или три подхода, надо сложить и взять 75% от суммы. Понятно, что цифра 75% — это не абсолютная величина, а приблизительное значение и носит рекомендательный характер. Нейтрализация насыщенных кетонов происходит количественным поглощением этих молекул молекулами акрилонитрилбутадиенстирола (ABS) и обычным проветриванием, то есть, если угадать с количеством заправляемого в устройство ацетона, то процесс воздействия паров на пластик остановится сам и не испортит деталь. В противном случае, по истечении некоторого промежутка времени необходимо, не выключая устройства, открыть крышку бокса, при этом деталь будет иметь незаконченный вид и её нельзя трогать, и проветрить 10-20 минут. По истечении этого времени деталь примет почти окончательный вид, процесс текучести сильно замедлится, и деталь можно брать в руки. Окончательно пары ацетона «выйдут» из детали через 5 – 7 дней. Если деталь конструкционная и должна испытывать нагрузки, желательно использовать её по истечении двух-трёх дней. Для ускорения процесса «выхода» паров деталь можно нагреть до 50°С, но не раньше, чем через 1-2 часа холодного проветривания. Желательно все работы проводить в проветриваемом помещении, если работы проводятся в домашних условиях, то лучше это делать в санузлах с принудительной вытяжкой или на балконе.
Нейтрализация насыщенных кетонов происходит количественным поглощением этих молекул молекулами акрилонитрилбутадиенстирола (ABS) и обычным проветриванием, то есть, если угадать с количеством заправляемого в устройство ацетона, то процесс воздействия паров на пластик остановится сам и не испортит деталь. В противном случае, по истечении некоторого промежутка времени необходимо, не выключая устройства, открыть крышку бокса, при этом деталь будет иметь незаконченный вид и её нельзя трогать, и проветрить 10-20 минут. По истечении этого времени деталь примет почти окончательный вид, процесс текучести сильно замедлится, и деталь можно брать в руки. Окончательно пары ацетона «выйдут» из детали через 5 – 7 дней. Если деталь конструкционная и должна испытывать нагрузки, желательно использовать её по истечении двух-трёх дней. Для ускорения процесса «выхода» паров деталь можно нагреть до 50°С, но не раньше, чем через 1-2 часа холодного проветривания. Желательно все работы проводить в проветриваемом помещении, если работы проводятся в домашних условиях, то лучше это делать в санузлах с принудительной вытяжкой или на балконе. Ацетон является легковоспламеняющейся жидкостью, а пары ацетона при определённой концентрации взрывоопасны.
Ацетон является легковоспламеняющейся жидкостью, а пары ацетона при определённой концентрации взрывоопасны. Температура воздуха в помещении — 22° С. Размеры (ДхШхВ) — 79х79х80 мм.
Температура воздуха в помещении — 22° С. Размеры (ДхШхВ) — 79х79х80 мм.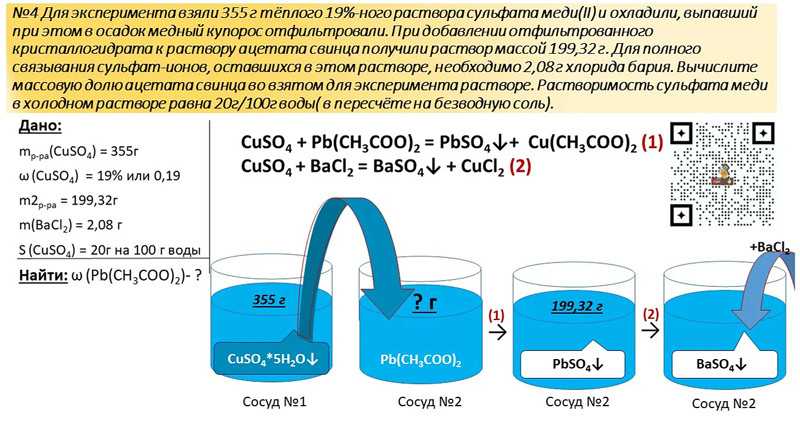

 Для этого берём любую не ворсистую ткань, смачиваем в ацетоне и одним-двумя движениями протираем эти места. Движения должны быть быстрыми, чтобы ткань не прилипла к детали. Если за один-два раза не удаётся протереть всю поверхность, то надо подождать 20-30 секунд и повторить процедуру. Если этого не сделать или обработать не тканью, а кистью, то после обработки детали в «бане» эти места на ощупь будут шершавые и визуально не очень блестящие.
Для этого берём любую не ворсистую ткань, смачиваем в ацетоне и одним-двумя движениями протираем эти места. Движения должны быть быстрыми, чтобы ткань не прилипла к детали. Если за один-два раза не удаётся протереть всю поверхность, то надо подождать 20-30 секунд и повторить процедуру. Если этого не сделать или обработать не тканью, а кистью, то после обработки детали в «бане» эти места на ощупь будут шершавые и визуально не очень блестящие.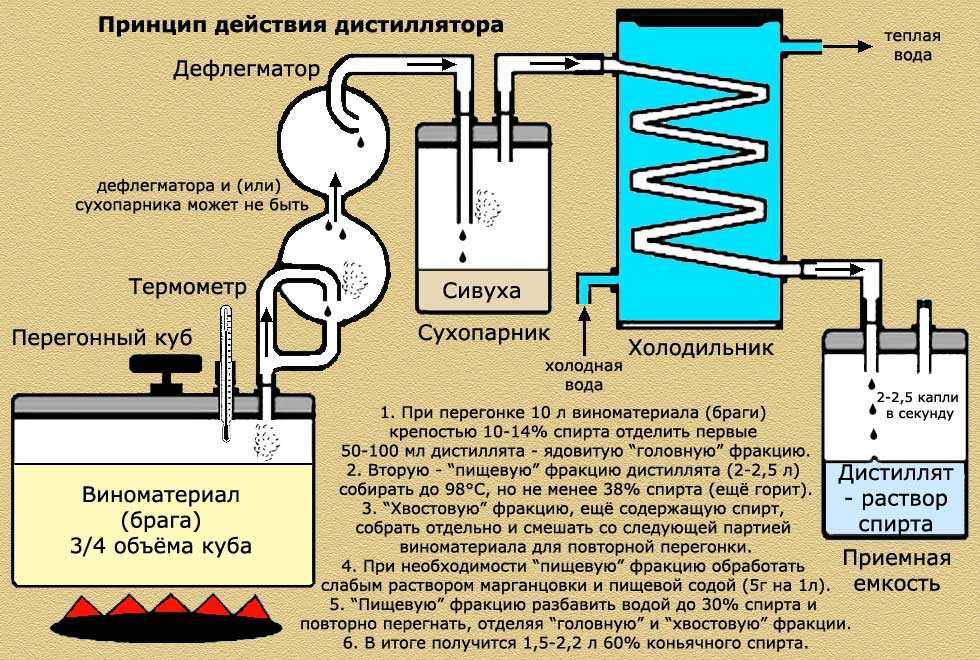 Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.  Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или 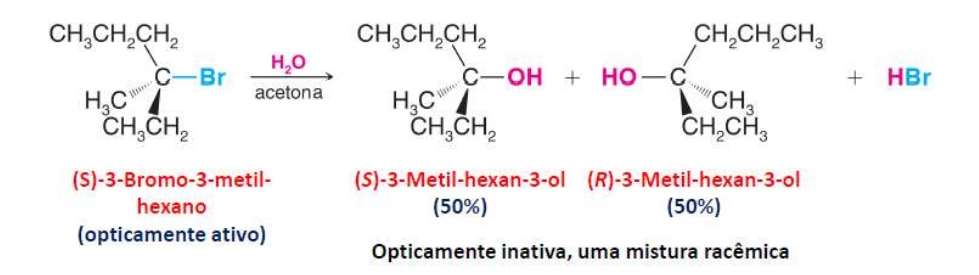 Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
 Время и терпение
Время и терпение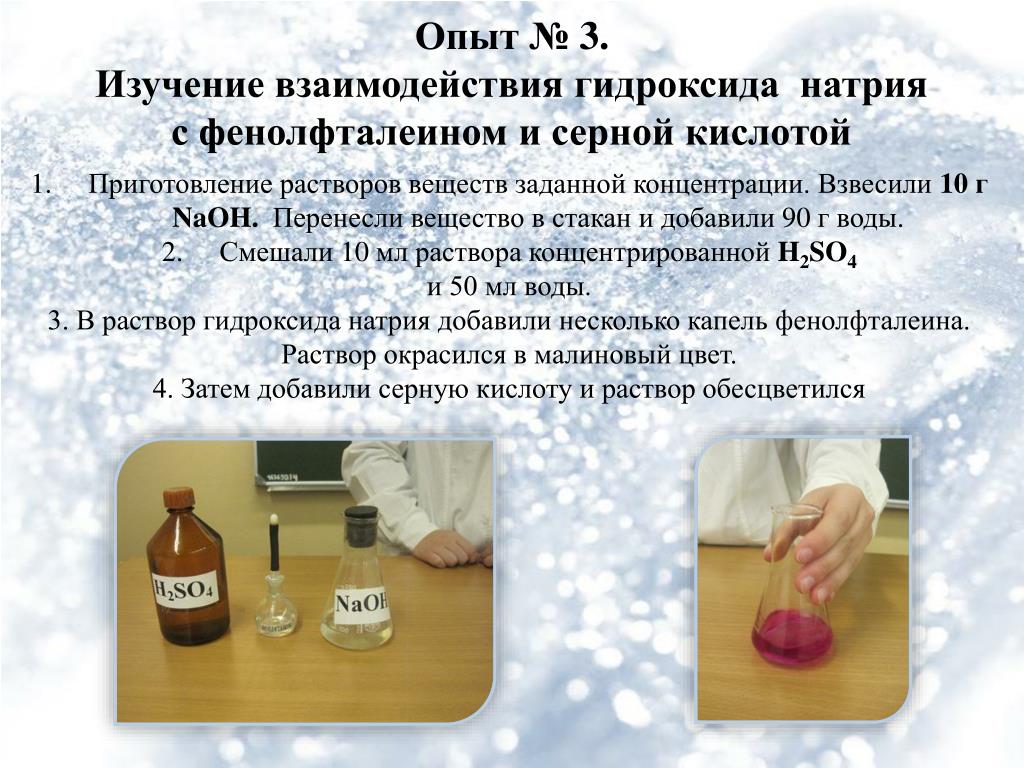 Улучшения. Это позволит раствору Pure Acetone лучше глубоко проникнуть и разрушить продукты, которые есть у вас на ногтях. Это сделано потому, что верхние покрытия сделаны устойчивыми к воде и растворителям, поэтому вам нужно отключить это, чтобы иметь возможность позволить парогенератору для ногтей и ацетону работать с продуктами внизу!
Улучшения. Это позволит раствору Pure Acetone лучше глубоко проникнуть и разрушить продукты, которые есть у вас на ногтях. Это сделано потому, что верхние покрытия сделаны устойчивыми к воде и растворителям, поэтому вам нужно отключить это, чтобы иметь возможность позволить парогенератору для ногтей и ацетону работать с продуктами внизу!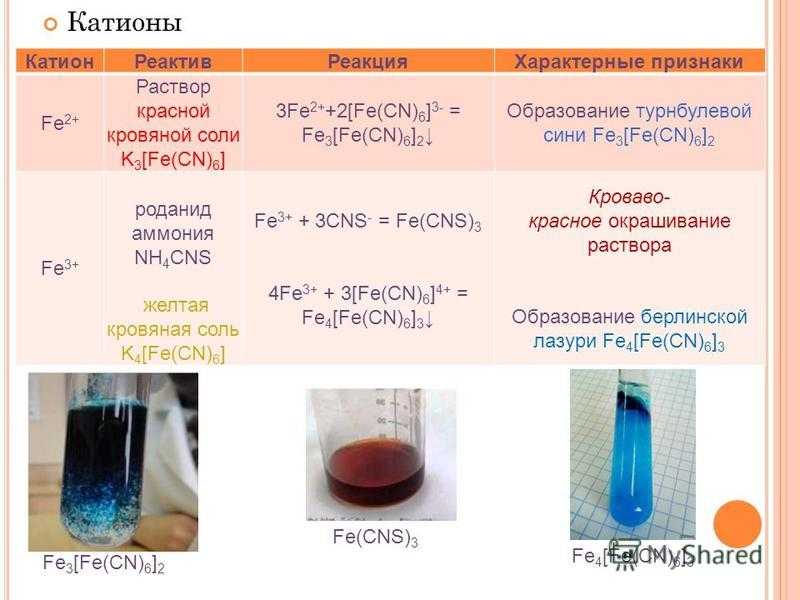
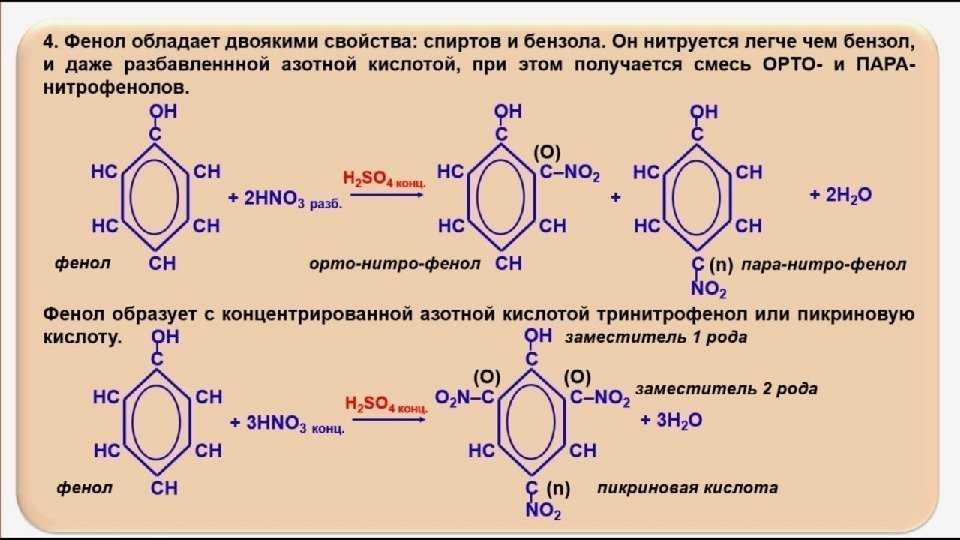
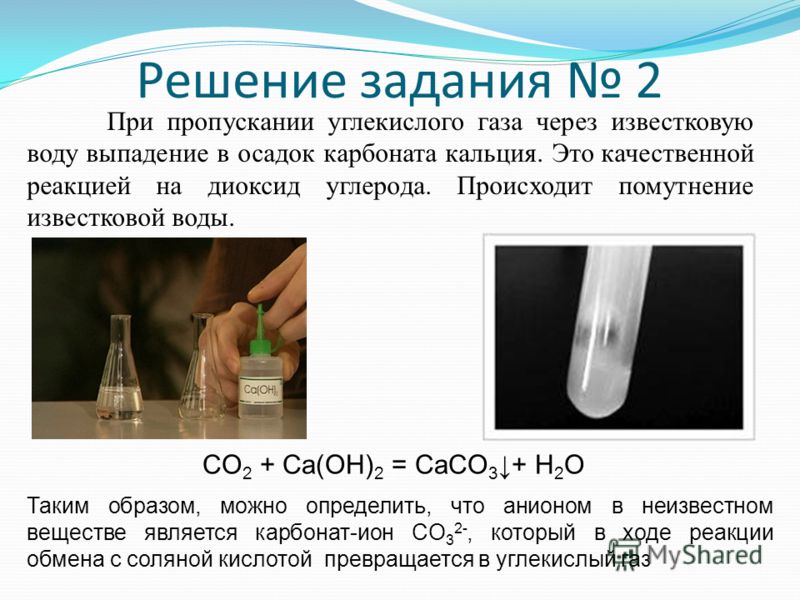
 Старайтесь не царапать естественную поверхность ногтей, когда приступите к ним. Позаботьтесь о своих натуральных ногтях, будьте терпеливы в отношении времени удаления и считайте это своим временем баловства.
Старайтесь не царапать естественную поверхность ногтей, когда приступите к ним. Позаботьтесь о своих натуральных ногтях, будьте терпеливы в отношении времени удаления и считайте это своим временем баловства. ) / AU
) / AU
 1 ED. Оборудование предназначено для обработки поддонов с размерами шириной от 700 мм до 1200 мм и длиной от 600 мм до 1 500 мм.
1 ED. Оборудование предназначено для обработки поддонов с размерами шириной от 700 мм до 1200 мм и длиной от 600 мм до 1 500 мм.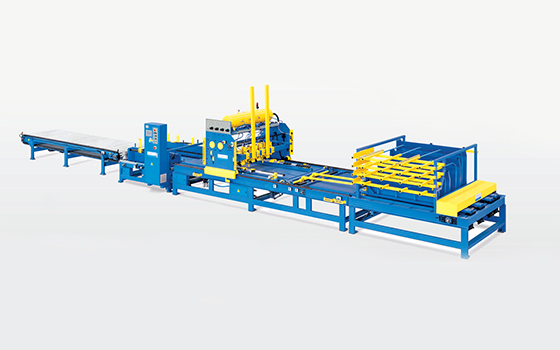
 бруса; загрузочный стол с автоматической подачей для формирования пакета заготовок.
бруса; загрузочный стол с автоматической подачей для формирования пакета заготовок. 5)
5)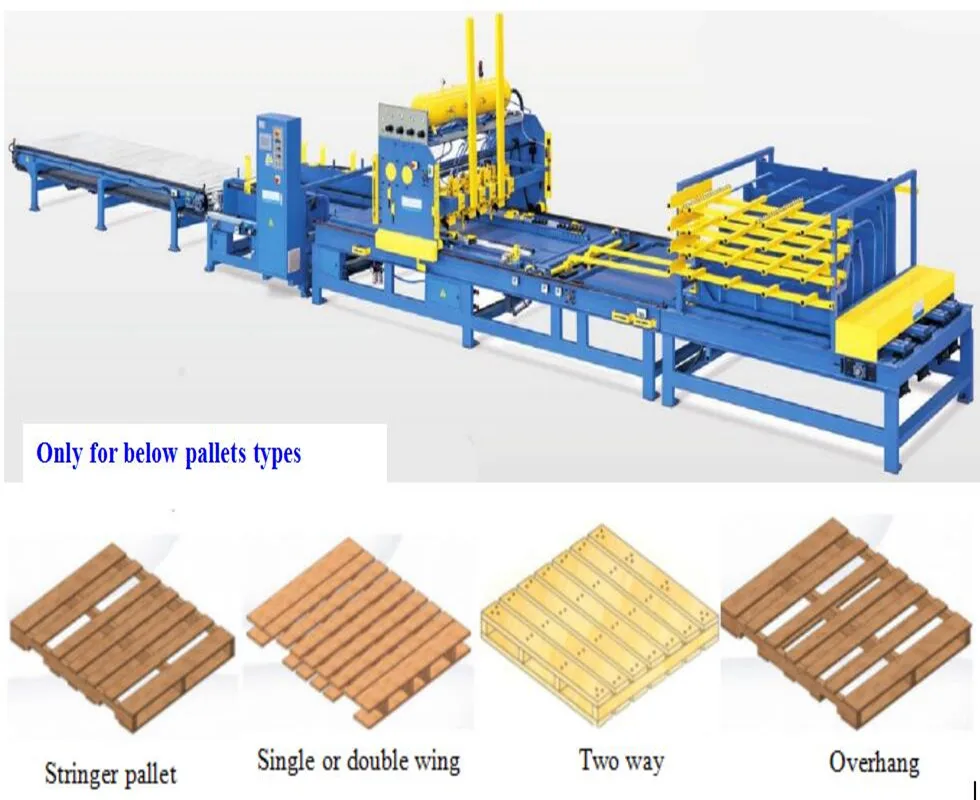 По траковым направляющим поддон автоматически подается на вход узла для обрезки углов. С помощью прижимов поддон автоматически позиционируется, после чего выполняется операция одновременной обрезки углов со всех четырех сторон поддона.
По траковым направляющим поддон автоматически подается на вход узла для обрезки углов. С помощью прижимов поддон автоматически позиционируется, после чего выполняется операция одновременной обрезки углов со всех четырех сторон поддона. com
com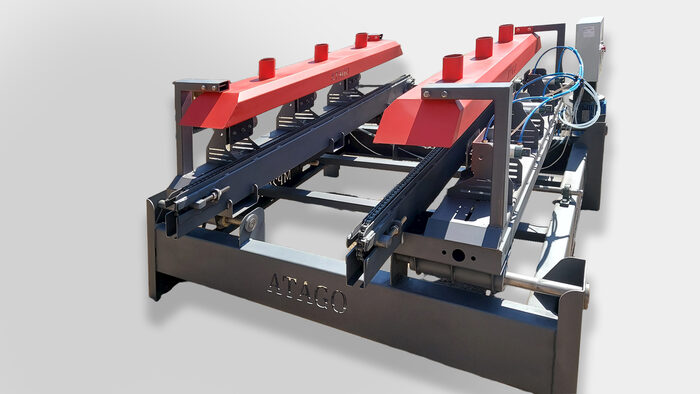 Прямолинейные системы могут быть доступны по запросу.
Прямолинейные системы могут быть доступны по запросу. Рекомендуемые гвозди для поддонов: 2 дюйма x 0,99 дюймов, высокая нагрузка для производства стандартных поддонов.
Рекомендуемые гвозди для поддонов: 2 дюйма x 0,99 дюймов, высокая нагрузка для производства стандартных поддонов.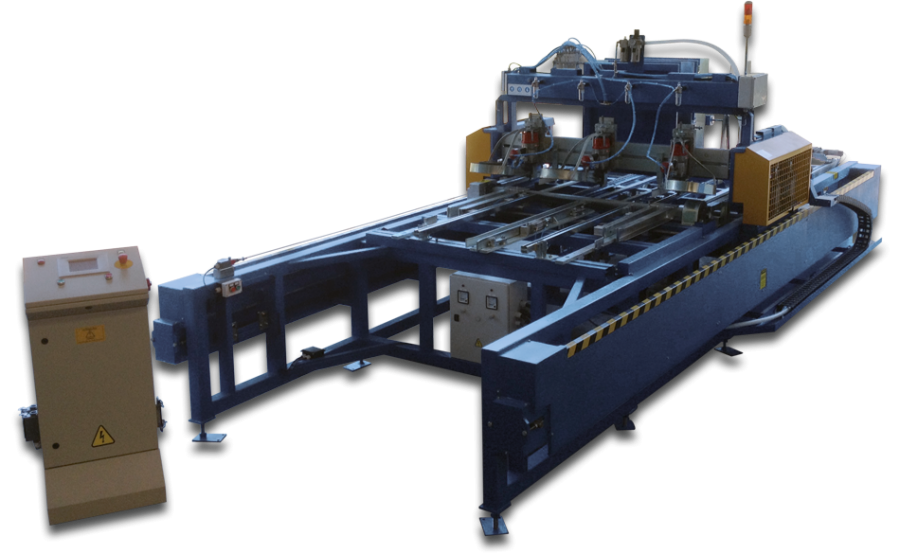 с., но они не поставляются
с., но они не поставляются д.; и набор модулей для настройки вашей производственной линии для повышения производительности, скорости и настройки по вашему желанию и когда вы этого хотите. Модули включают в себя: штабелирование с помощью вакуума, захвата или переворота, раскладывателей, устройств подачи досок, переворачивающих устройств, вращающихся платформ, обрезки, прижимных приспособлений для гвоздей, снятия фаски, резки углов, брендинга, маркировки, распылительной окраски и сушки, раскроя блоков, интродукторов блоков, 90˚ Дефлекторы, роботы, обвязчики и многое другое! Гибкие комплексные производственные линии для любого бюджета.
д.; и набор модулей для настройки вашей производственной линии для повышения производительности, скорости и настройки по вашему желанию и когда вы этого хотите. Модули включают в себя: штабелирование с помощью вакуума, захвата или переворота, раскладывателей, устройств подачи досок, переворачивающих устройств, вращающихся платформ, обрезки, прижимных приспособлений для гвоздей, снятия фаски, резки углов, брендинга, маркировки, распылительной окраски и сушки, раскроя блоков, интродукторов блоков, 90˚ Дефлекторы, роботы, обвязчики и многое другое! Гибкие комплексные производственные линии для любого бюджета. Если требуется прогрев металла, то об этом тоже есть информация. Описана и последовательность формирования сварных швов. Подобные инструктивные материалы просто необходимы при выполнении сложных работ, например, при сварке трубопроводов.
Если требуется прогрев металла, то об этом тоже есть информация. Описана и последовательность формирования сварных швов. Подобные инструктивные материалы просто необходимы при выполнении сложных работ, например, при сварке трубопроводов. Независимо от личности составителя работа начинается с внимательного анализа материала, который требуется сварить. Именно материал определяет выбор типа сварочного оборудования, расходных материалов и рабочих параметров. Если металл был изначально проанализирован правильно, то в дальнейшем не возникнет неожиданностей в работе, а конечный результат будет качественным.
Независимо от личности составителя работа начинается с внимательного анализа материала, который требуется сварить. Именно материал определяет выбор типа сварочного оборудования, расходных материалов и рабочих параметров. Если металл был изначально проанализирован правильно, то в дальнейшем не возникнет неожиданностей в работе, а конечный результат будет качественным. После этого обозначается код сварки, в нашем примере – 111.
После этого обозначается код сварки, в нашем примере – 111. Их наименования дают исчерпывающую информацию о характере вносимых данных.
Их наименования дают исчерпывающую информацию о характере вносимых данных. Собирать всю информацию в одну технологическую карту нецелесообразно, поскольку это только усложнит исполнение. Десятки таблице и большой объем информации неудобно изучать и руководствоваться ими в работе.
Собирать всю информацию в одну технологическую карту нецелесообразно, поскольку это только усложнит исполнение. Десятки таблице и большой объем информации неудобно изучать и руководствоваться ими в работе. org/ListItem»>
org/ListItem»>
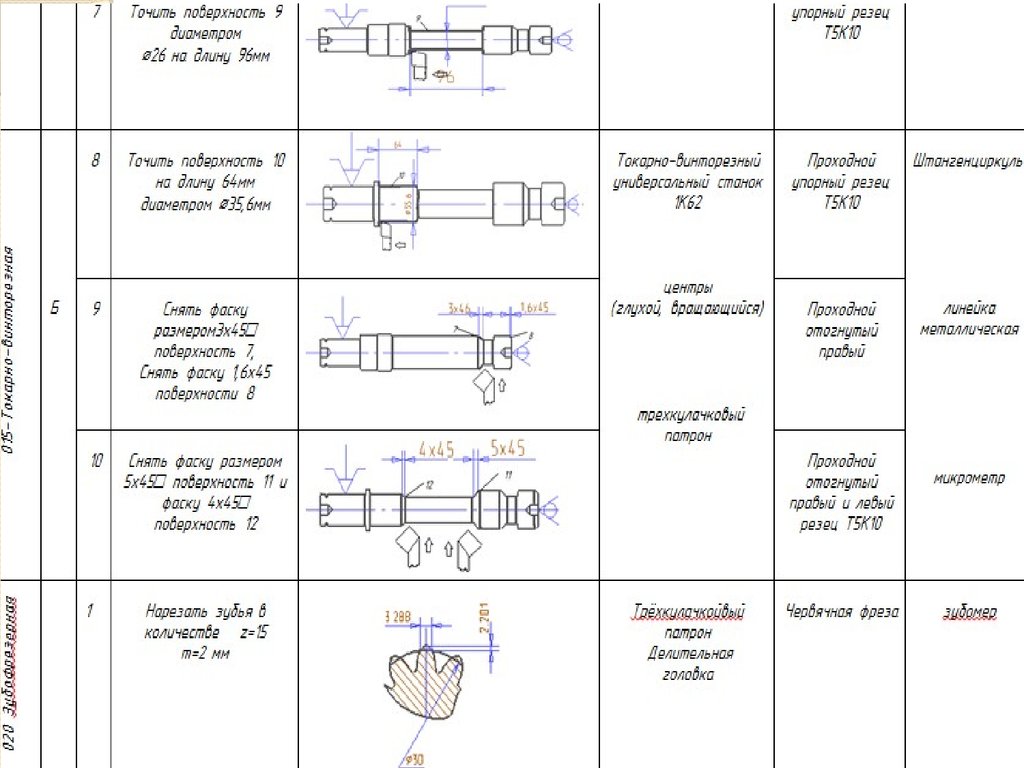
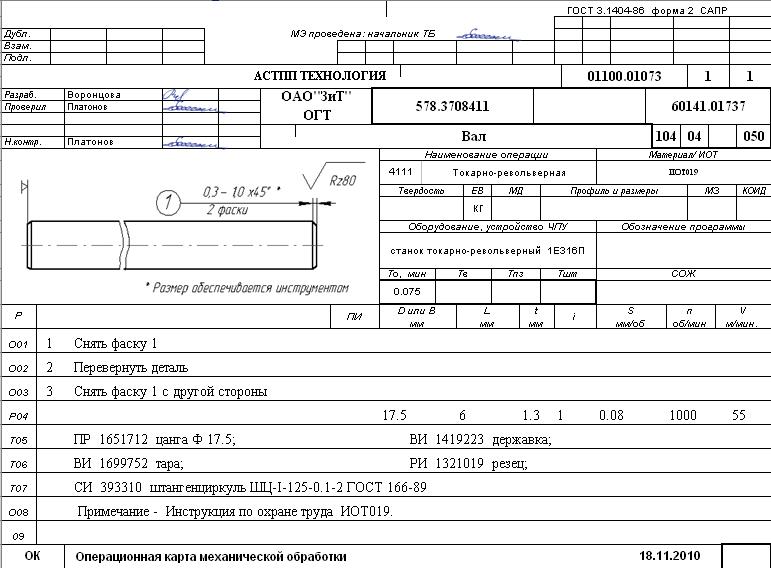 Если вы не можете найти ответ на свой вопрос, пожалуйста, свяжитесь с нами.
Если вы не можете найти ответ на свой вопрос, пожалуйста, свяжитесь с нами.
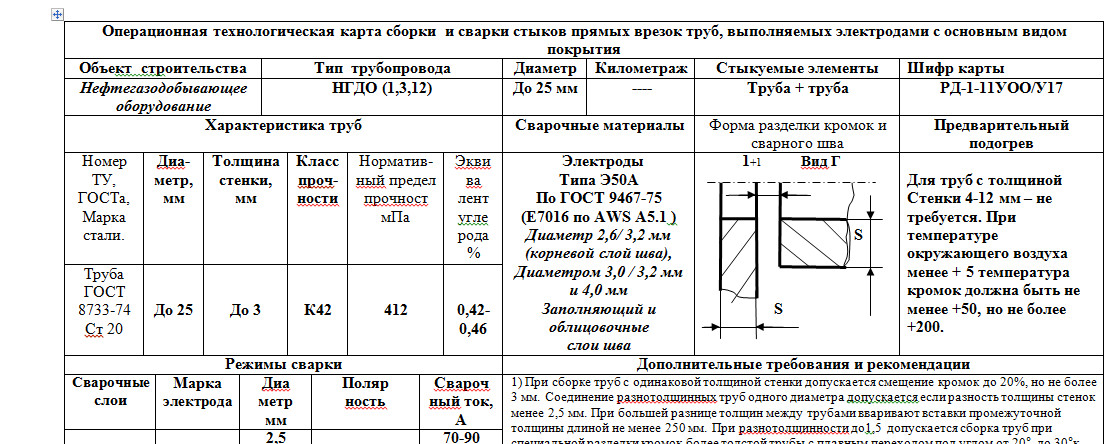 Теперь мы можем виртуально делиться знаниями с большая скорость и влияние по сравнению с электронными письмами или Slack, которые теряются в шуме».
Теперь мы можем виртуально делиться знаниями с большая скорость и влияние по сравнению с электронными письмами или Slack, которые теряются в шуме».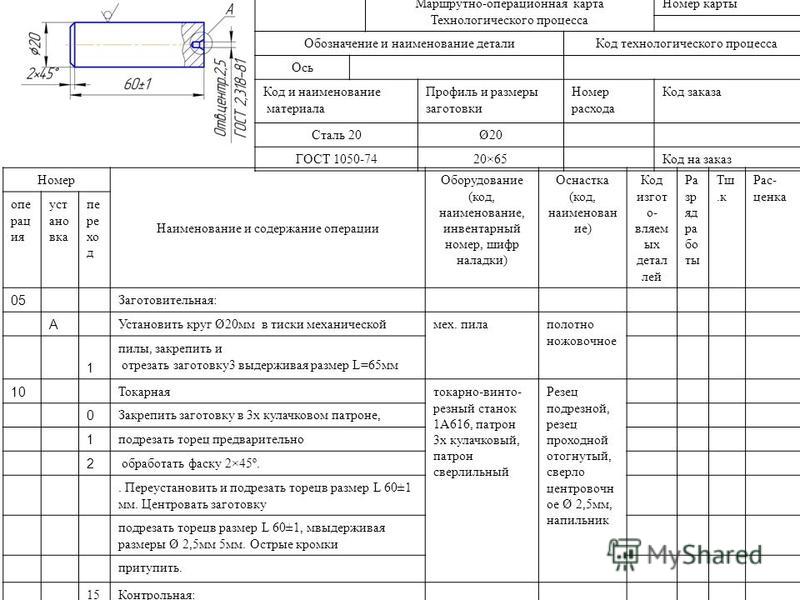 Это своего рода документация, которая предотвращает стресс, ошибки и недопонимание. Стандартные рабочие процедуры обеспечивают надежность, эффективность и постоянное соблюдение стандартов качества в повседневной работе.
Это своего рода документация, которая предотвращает стресс, ошибки и недопонимание. Стандартные рабочие процедуры обеспечивают надежность, эффективность и постоянное соблюдение стандартов качества в повседневной работе. Наиболее распространенные из них являются простыми или сложными и зависят от того, мала или велика сфера применения стандартной операционной процедуры.
Наиболее распространенные из них являются простыми или сложными и зависят от того, мала или велика сфера применения стандартной операционной процедуры.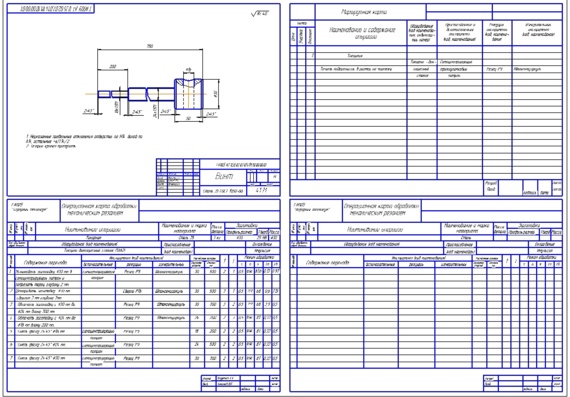
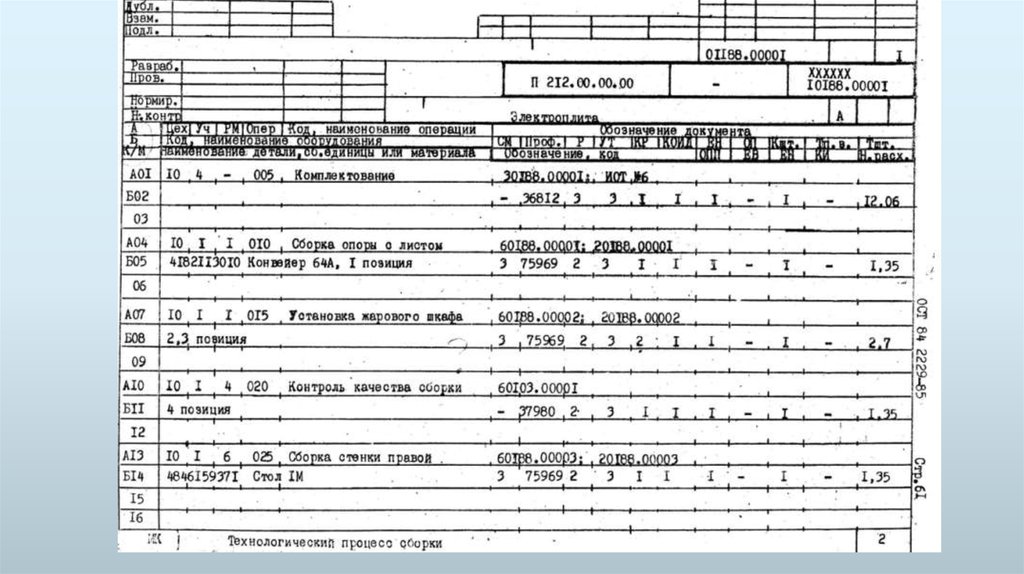 Должны быть указаны любые стандарты качества или сроки выполнения работ.
Должны быть указаны любые стандарты качества или сроки выполнения работ. Одинокая документация по процессам, спрятанная на Google Диске, ни к чему не приведет — и быстро. Ищите инструмент, который поддерживает совместное использование с вашей командой, или такой, как Guru, где вы можете легко и интуитивно делиться всеми видами документации с заинтересованными сторонами, с которыми вы работаете, даже если они еще не используют его.
Одинокая документация по процессам, спрятанная на Google Диске, ни к чему не приведет — и быстро. Ищите инструмент, который поддерживает совместное использование с вашей командой, или такой, как Guru, где вы можете легко и интуитивно делиться всеми видами документации с заинтересованными сторонами, с которыми вы работаете, даже если они еще не используют его.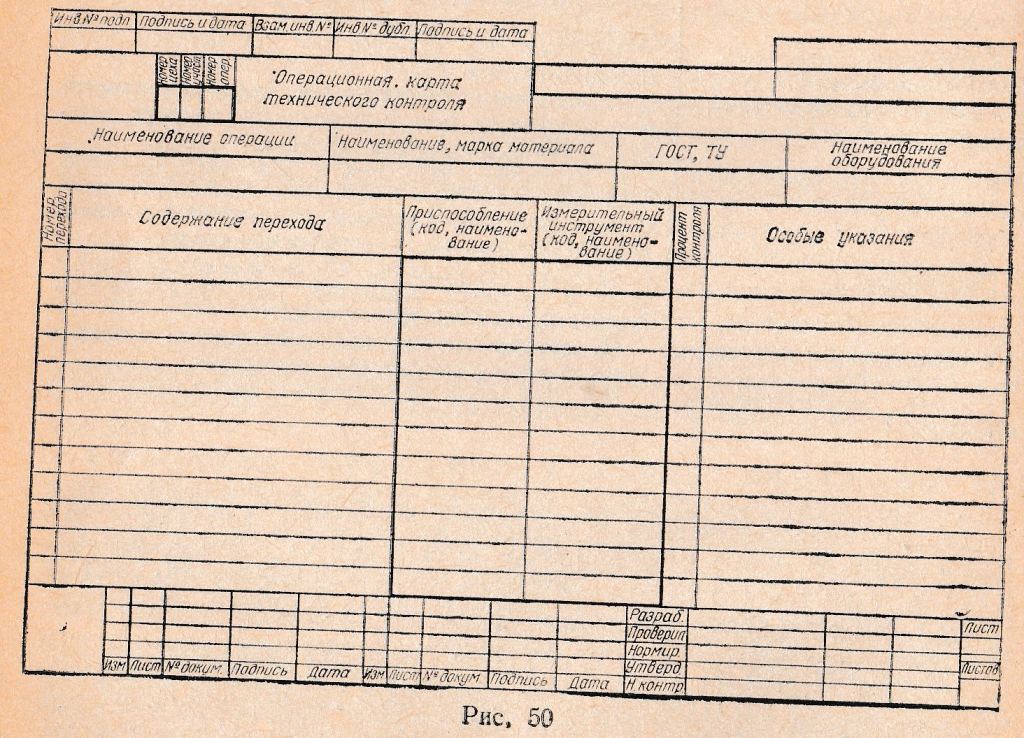 Наши шаблоны СОП, представленные ниже, помогут вам ускорить процесс документирования.
Наши шаблоны СОП, представленные ниже, помогут вам ускорить процесс документирования.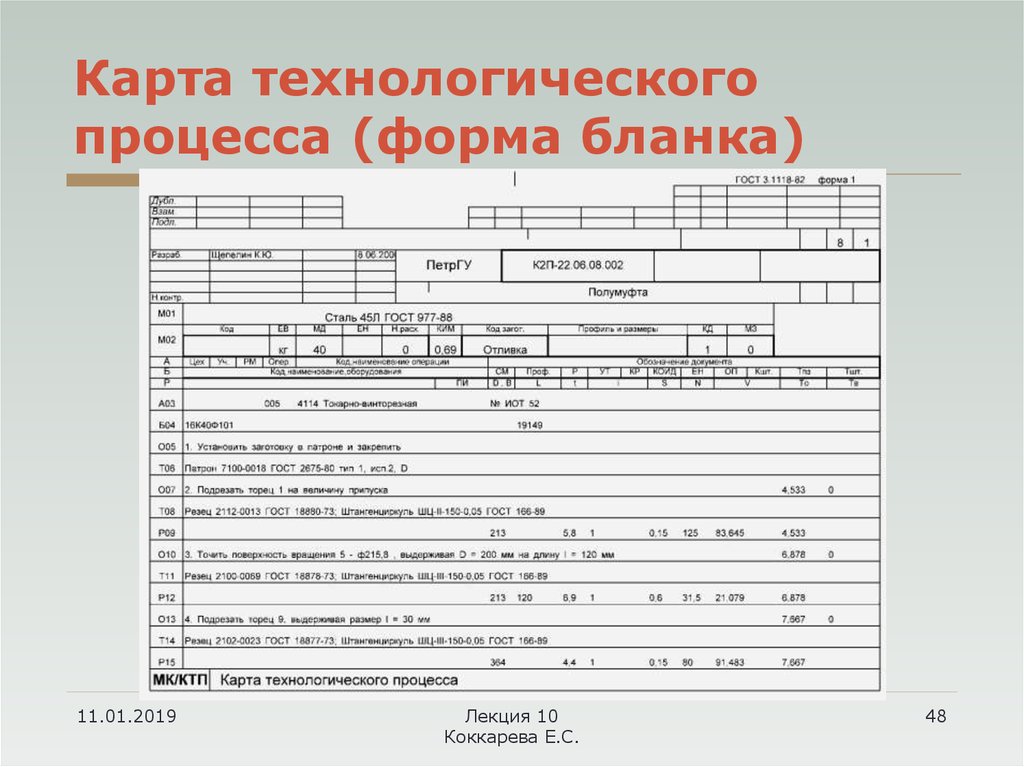
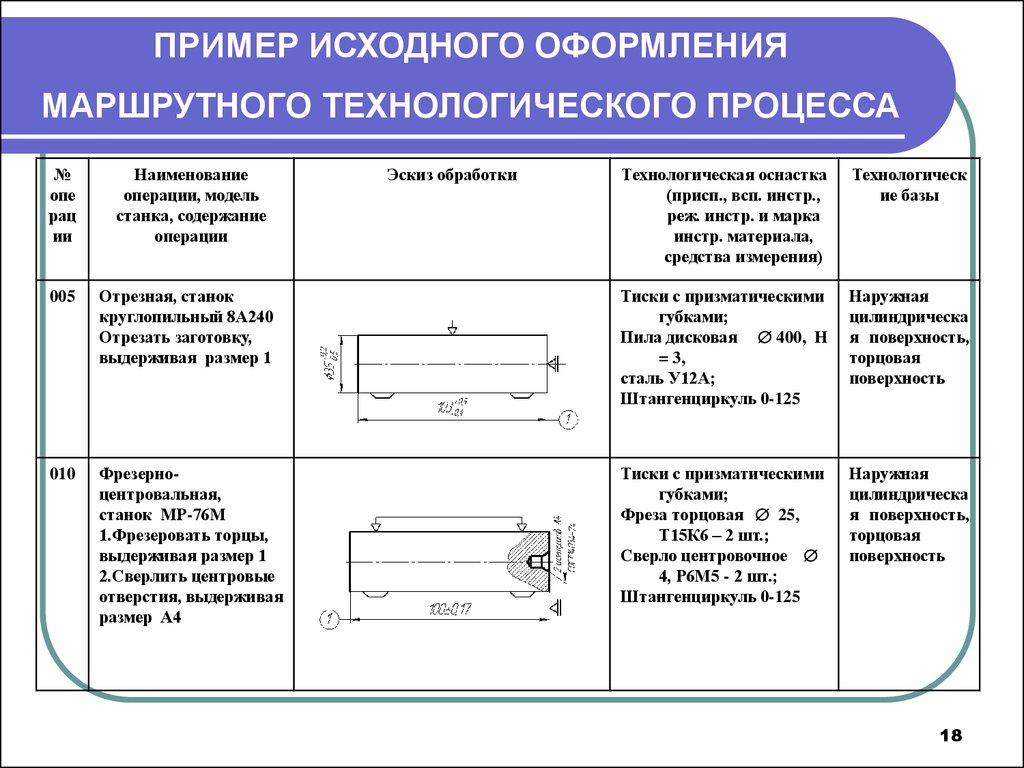
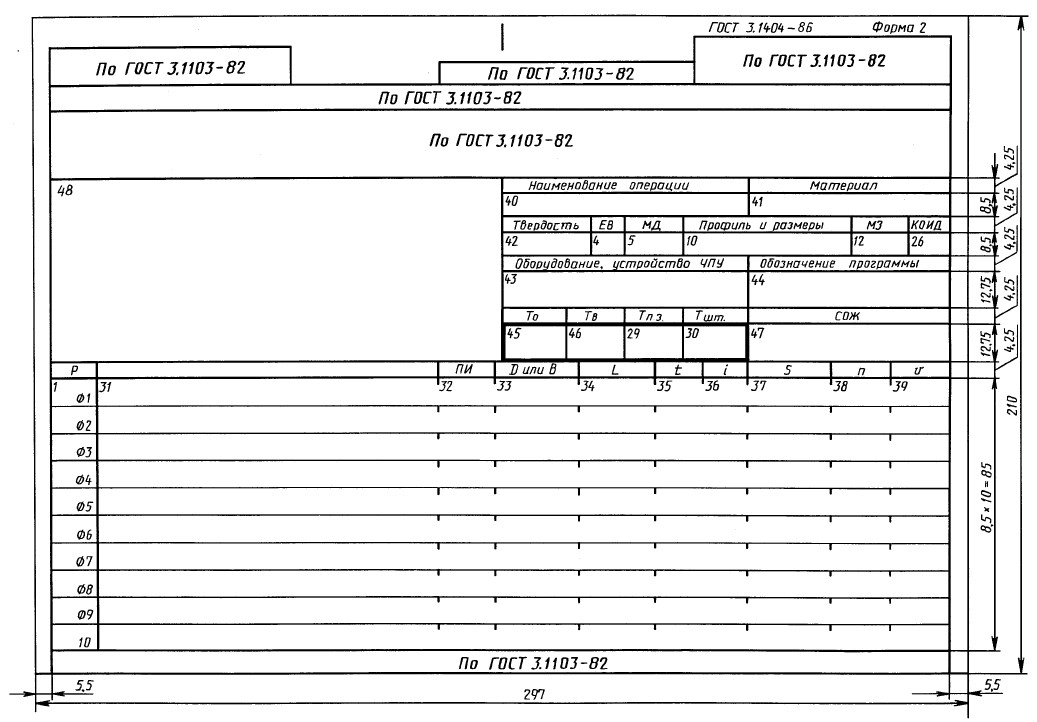 Предоставление вашей команде шаблона (или нескольких примеров СОП) для подражания поможет обеспечить высокое качество и ясность вашего.
Предоставление вашей команде шаблона (или нескольких примеров СОП) для подражания поможет обеспечить высокое качество и ясность вашего.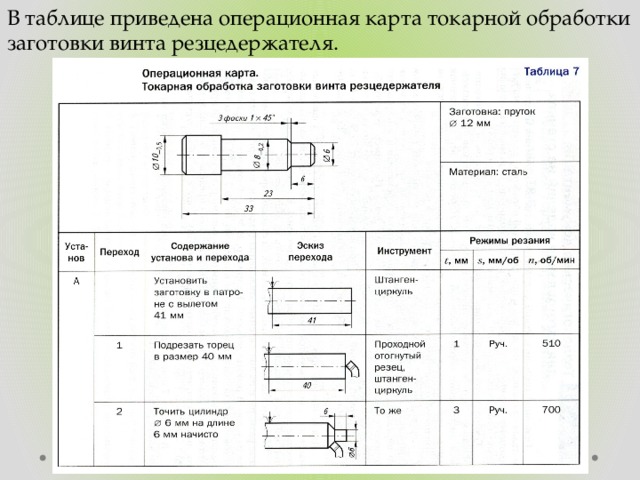
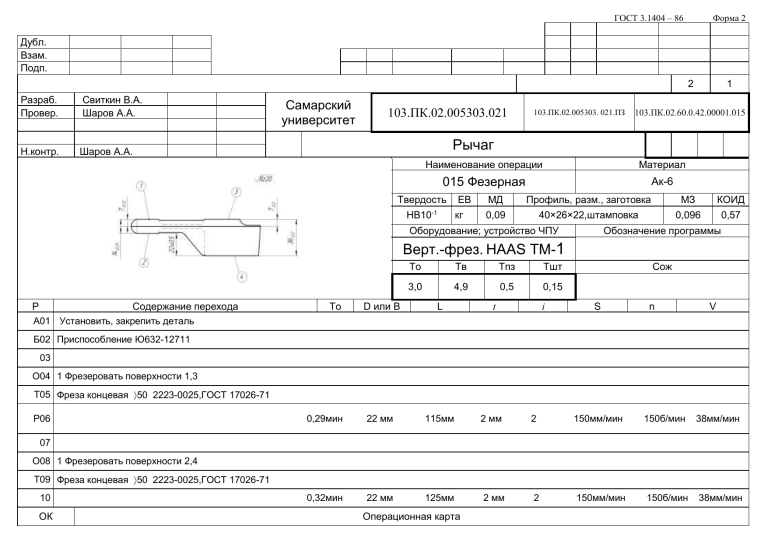 Должны быть указаны любые стандарты качества или сроки выполнения работ.
Должны быть указаны любые стандарты качества или сроки выполнения работ. Одинокая документация по процессам, спрятанная на Google Диске, ни к чему не приведет — и быстро. Ищите инструмент, который поддерживает совместное использование с вашей командой, или такой, как Guru, где вы можете легко и интуитивно делиться всеми видами документации с заинтересованными сторонами, с которыми вы работаете, даже если они еще не используют его.
Одинокая документация по процессам, спрятанная на Google Диске, ни к чему не приведет — и быстро. Ищите инструмент, который поддерживает совместное использование с вашей командой, или такой, как Guru, где вы можете легко и интуитивно делиться всеми видами документации с заинтересованными сторонами, с которыми вы работаете, даже если они еще не используют его.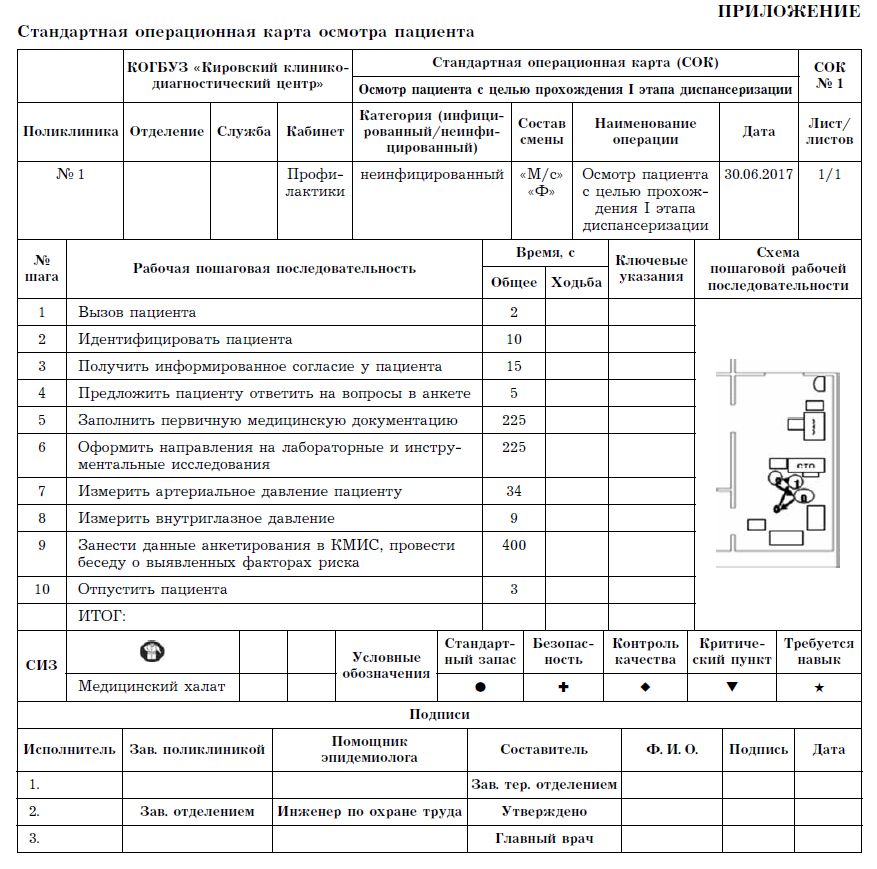 Наши шаблоны СОП, представленные ниже, помогут вам ускорить процесс документирования.
Наши шаблоны СОП, представленные ниже, помогут вам ускорить процесс документирования.
 O.O.
O.O.
 Прежде всего, это механическое измельчение твердых веществ ─ перемешивание, дробление, размол, пересыпание, транспортировка. Пыль образуется в результате механической обработки деталей, например, при шлифовании металлических, деревянных или пластиковых заготовок. Еще один источник пыли ─ горение топлива. Обеспыливание выбросов работающих на каменном или буром угле электростанций ─ одна из актуальнейших экологических проблем современности.
Прежде всего, это механическое измельчение твердых веществ ─ перемешивание, дробление, размол, пересыпание, транспортировка. Пыль образуется в результате механической обработки деталей, например, при шлифовании металлических, деревянных или пластиковых заготовок. Еще один источник пыли ─ горение топлива. Обеспыливание выбросов работающих на каменном или буром угле электростанций ─ одна из актуальнейших экологических проблем современности. Конечно, только фильтрами их перечень не исчерпывается. Есть еще циклоны, скрубберы, пенные пылеуловители и др. Но роль фильтров, особенно рукавных фильтров для аспирации, переоценить сложно.
Конечно, только фильтрами их перечень не исчерпывается. Есть еще циклоны, скрубберы, пенные пылеуловители и др. Но роль фильтров, особенно рукавных фильтров для аспирации, переоценить сложно. н. ситовой эффект. В процессе фильтрования могут принимать участие силы инерции, ─ отклонившись от первоначального направления движения, аэрозольные частицы теряют скорость и осаждаются. Это т. н. инерционный захват, актуальный для частиц, размером не менее одного микрона. Реже в процессе фильтрования дают о себе знать гравитационные силы, ─ они «проявляются», когда в фильтрационной среде образуются застойные зоны. Свой вклад могут внести электростатические силы ─ при наличии электрического заряда случайно полученного частицами или материалом фильтра в результате трения.
н. ситовой эффект. В процессе фильтрования могут принимать участие силы инерции, ─ отклонившись от первоначального направления движения, аэрозольные частицы теряют скорость и осаждаются. Это т. н. инерционный захват, актуальный для частиц, размером не менее одного микрона. Реже в процессе фильтрования дают о себе знать гравитационные силы, ─ они «проявляются», когда в фильтрационной среде образуются застойные зоны. Свой вклад могут внести электростатические силы ─ при наличии электрического заряда случайно полученного частицами или материалом фильтра в результате трения. (Используя термин электрические фильтры, мы невольно перемещаемся в область электротехники).
(Используя термин электрические фильтры, мы невольно перемещаемся в область электротехники). При двухступенчатой системе наиболее распространенная схема ─ циклон и фильтр (рукавный фильтр, кассетный фильтр или электрофильтр). Вариант трехступенчатой схемы ─ «жалюзийная решетка-циклон-фильтр».
При двухступенчатой системе наиболее распространенная схема ─ циклон и фильтр (рукавный фильтр, кассетный фильтр или электрофильтр). Вариант трехступенчатой схемы ─ «жалюзийная решетка-циклон-фильтр».
 Бумага не в счет, хотя в системах аспирации при относительно небольших нагрузках используют фильтры с фильтровальной бумагой.
Бумага не в счет, хотя в системах аспирации при относительно небольших нагрузках используют фильтры с фильтровальной бумагой.
 В их числе черная и цветная металлургия, химическое производство, изготовление строительных материалов (рукавные фильтры для АБЗ), переработка горного сырья, энергетика, пищевая промышленность.
В их числе черная и цветная металлургия, химическое производство, изготовление строительных материалов (рукавные фильтры для АБЗ), переработка горного сырья, энергетика, пищевая промышленность.


 Пыль улавливается тем эффективнее, чем выше напряженность электрического поля и меньше скорость газа. Электрофильтры могут быть мокрыми (если в процессе очистки используется жидкость, орошающая коронирующие и осадительные электроды) или сухими (если жидкости нет).
Пыль улавливается тем эффективнее, чем выше напряженность электрического поля и меньше скорость газа. Электрофильтры могут быть мокрыми (если в процессе очистки используется жидкость, орошающая коронирующие и осадительные электроды) или сухими (если жидкости нет). (Активная зона ─ рабочая часть электрического фильтра, расположенная между электродами).
(Активная зона ─ рабочая часть электрического фильтра, расположенная между электродами).

 Наши высококачественные продукты защищают гидравлические компоненты от загрязнения из различных источников, обеспечивая стабильную работу и повышенный срок службы системы.
Наши высококачественные продукты защищают гидравлические компоненты от загрязнения из различных источников, обеспечивая стабильную работу и повышенный срок службы системы. Независимо от типа используемого фильтра его производительность измеряется тем, насколько хорошо он удаляет загрязнения при определенных условиях. Например, фильтры низкого давления подходят для рабочего давления 10 бар или меньше, а фильтры для тяжелых условий эксплуатации больше подходят для непрерывной работы в сложных условиях с низким и средним давлением.
Независимо от типа используемого фильтра его производительность измеряется тем, насколько хорошо он удаляет загрязнения при определенных условиях. Например, фильтры низкого давления подходят для рабочего давления 10 бар или меньше, а фильтры для тяжелых условий эксплуатации больше подходят для непрерывной работы в сложных условиях с низким и средним давлением. Конструкция также облегчает операции по очистке, позволяя многократно использовать фильтр.
Конструкция также облегчает операции по очистке, позволяя многократно использовать фильтр. Наш широкий ассортимент также доступен в различных размерах для стандартных соединений с наружной и внутренней резьбой 1/2–4 дюйма и кольцевых уплотнений.
Наш широкий ассортимент также доступен в различных размерах для стандартных соединений с наружной и внутренней резьбой 1/2–4 дюйма и кольцевых уплотнений. Мы также можем включить в конструкцию фильтра любое оборудование, указанное клиентом.
Мы также можем включить в конструкцию фильтра любое оборудование, указанное клиентом. По этой причине загрязнение жидкости преобладает сразу после установки нового оборудования. Во время начального периода «обкатки» металлические частицы от оборудования могут потенциально повредить насос или другие чувствительные компоненты системы. Когда технологическая жидкость проходит через систему, фильтр или сетчатый фильтр улавливают загрязняющие частицы и загрязняющие вещества.
По этой причине загрязнение жидкости преобладает сразу после установки нового оборудования. Во время начального периода «обкатки» металлические частицы от оборудования могут потенциально повредить насос или другие чувствительные компоненты системы. Когда технологическая жидкость проходит через систему, фильтр или сетчатый фильтр улавливают загрязняющие частицы и загрязняющие вещества.
 Основными преимуществами навинчиваемой конфигурации являются простота обслуживания и снижение затрат на техническое обслуживание. Навинчиваемые фильтры с максимальной пропускной способностью 150 л/мин охватывают широкий спектр мобильных и промышленных применений.
Основными преимуществами навинчиваемой конфигурации являются простота обслуживания и снижение затрат на техническое обслуживание. Навинчиваемые фильтры с максимальной пропускной способностью 150 л/мин охватывают широкий спектр мобильных и промышленных применений.