Металлорука в ПВХ оболочке Р3-ЦПнг 20мм (50м) с протяжкой серый
Главная
>Электрооборудование
>Кабеленесущие системы (системы для прокладки кабеля)
>Трубы и рукава для прокладки кабеля
>Защитный металлический шланг (металлорукав)
>IEK (ИЭК)
>Металлорука в ПВХ оболочке Р3-ЦПнг 20мм (50м) с протяжкой серый | CMP21-020-K41-050 IEK (ИЭК) (#554252)
Наименование
Наличие
Цена
опт с НДС
Дата обновления
Добавить в корзину
Срок поставки
Металлорукав Р3-ЦПнг-20 d20мм с протяжкой сер. (уп.50м) IEK CMP21-020-K41-050
Под заказ
94.44
р.
13.04.2023
От 30 дней
Металлорукав Р3-ЦПнг-20 d20мм с протяжкой черн. (уп.15м) IEK CMP10-20-015 (ИЭК)
Под заказ
103.90 р.
Металлорукав Р3-ЦПнг-20 d20мм с протяжкой черн. (уп.50м) IEK CMP10-20-050 (ИЭК)
52500
94. 45 р.
Металлорукав Р3-ЦПнг-22 d22мм с протяжкой черн. (уп.20м) IEK CMP10-22-020 (ИЭК)
5460
106.43 р.
Условия поставки Металлорука в ПВХ оболочки Р3-ЦПнг 20мм (50м) с протяжкой серый | CMP21-020-K41-050 IEK (ИЭК)
Металлорука в ПВХ оболочке Р3-ЦПнг 20мм (50м) с протяжкой серый | CMP21-020-K41-050 IEK (ИЭК) поставляется под заказ,
срок изготовления уточняется по запросу.
Цена Металлорука в ПВХ оболочки Р3-ЦПнг 20мм (50м) с протяжкой серый | CMP21-020-K41-050 IEK (ИЭК) d20мм ИЭК зависит от общего объема заказа,
для формирования максимально выгодного предложения, рекомендуем высылать полный перечень требуемого товара.
Металлорукав в ПВХ оболочке серый Р3-ЦП-НГ-20 (50м/уп) | PR04.0472 Промрукав
Под заказ
6 276.90 р.
Металлорукав в ПВХ изоляции DN 20мм Dвн. 20.5мм Dнар.25.5мм без протяжки сер. (уп.50м) DKC 6071R-020 (ДКС)
5968
205.07 р.
Fortisflex Металлорукав Р3-ЦПнг-LS-20 с протяжкой 76648
Fortisflex Металлорукав Р3-ЦПнг-LS-20 с протяжкой 76648
Вход
Если у Вас есть зарегистрированный акаунт, пожалуйста авторизуйтесь
Восстановление пароля
Ссылка на страницу изменения пароля будет отправлена на адрес Вашей электронной почты.
Вернуться на форму авторизации
ГлавнаяМеталлорукавFortisflex Металлорукав Р3-ЦПнг-LS-20 с протяжкой 76648
{{:description}}
{{:price}}
{{:name}}
Достоинства
{{:advantages}}
Недостатки
{{:disadvantages}}
Комментарий
{{:comment_divided}}
{{:product_score_stars}}
{{:useful_score}}
{{:useless_score}}
Металлорукав Р3-ЦПнг-LS 20 с протяжкой (Fortisflex) (76648)
Купить по низким ценам Fortisflex Металлорукав Р3-ЦПнг-LS-20 с протяжкой 76648
Описание Fortisflex Металлорукав Р3-ЦПнг-LS-20 с протяжкой 76648
Материал: оцинкованная сталь + ПВХ ;
Цвет: черный ;
Внешний диаметр: 24 мм;
Внутренний диаметр: 18. 7 мм;
Степень защиты: IP65 ;
Температура эксплуатации: от -40 до +75 град.;
Тип: гибкий ;
Температура монтажа: не ниже -5 град.;
Количество в бухте: 50 м;
Серия: Р3-ЦПнг-LS ;
Диаметр условного прохода: 20 мм;
Технические характеристики Fortisflex Металлорукав Р3-ЦПнг-LS-20 с протяжкой 76648
Ширина упаковки 50 см
Высота упаковки 20 см
Глубина упаковки 50 см
org/PropertyValue»> Объемный вес 8 кг
Кратность поставки 50
Изоляция
Да
Протяжка
Да
Резьба
Да
Материал
ПВХ
Степень защиты
IP65
org/PropertyValue»> Цвет
Черный
Серия
РЗ-Ц-П
Диаметр
20
Тип
Гофра для кабеля
Заказ в один клик
Мы позвоним Вам в ближайшее время
Несоответствие минимальной сумме заказ
Минимальная сумма заказа 0,00 ₽
Просьба увеличить заказ.
Гарантия производителя 1 год
Fortisflex – компания, специализирующаяся на изготовке электротехнической продукции, электромонтажных и электроустановочных изделиях, крепёжных изделиях и оптовых поставках всего вышеперечисленного по всей Российской Федерации. Компания существует уже около 9 лет и активно развивается. Торговая марка хорошо распространена по России и вы можете увидеть её товары в любом регионе РФ.
Срочная доставка день в день
Объемный вес: 8 кг
Габариты: 50x20x50
* только для города Москва
Самовывоз по РФ
Объемный вес: 8 кг
Габариты: 50x20x50
Выберите пункт самовывозаМосква, ул. веерная, дом 7 к.2, офис 2
Доставка курьером по РФ
Объемный вес: 8 кг
Габариты: 50x20x50
По России:
Собственная служба доставки
350 ₽
2-3 дней
Почта России
уточнять
3-20 дней
ПЭК
уточнять
2-7 дней
СДЭК
Экспресс лайт
уточнять
2-7 дней
СДЭК
Супер Экспресс
уточнять
2-4 дней
Деловые Линии
уточнять
2-7 дней
Pony Express
уточнять
2-7 дней
DPD
уточнять
2-7 дней
DHL
уточнять
2-7 дней
Boxberry
уточнять
2-7 дней
ЖелДорЭкспедиция
уточнять
3-10 дней
Байкал Сервис
уточнять
2-10 дней
Энергия
уточнять
2-7 дней
Fortisflex Металлорукав Р3-ЦПнг-LS-20 с протяжкой 76648
Артикул: 76648
Металлорукав Р3-ЦПнг-LS 20 с протяжкой (Fortisflex) (76648)
Протяжка шпоночного паза от 1/16 до 1-1/2 дюйма, от 2,0 мм до 26,0 мм, метрическая система, стандартные размеры ID 749-
113,10 $USD
Наличие На складе
Выберите параметры
Наборы шпоночных протяжек из быстрорежущей стали Метрические, британские размеры в дюймах ID 750-
$998,99USD
Наличие На складе
Выберите параметры
Американская протяжка по системе Дэвиса, размеры от 1/16 до 1 дюйма и от 4,0 до 25 мм, метрические размеры ID 752-
349,99 $
в наличии
Выберите параметры
Одноточечный шпоночный паз с ЧПУ для протяжки быстрорежущей стали Диапазоны размеров от 1/8,126 до 1/2,502 дюйма, метрический внутренний диаметр 4–12 мм 753-
417,99 долларов США
Наличие на складе
Выберите параметры
Протяжка, шестигранная и квадратная шпоночная канавка, один проход, полный квадрат, размеры от 0,125 до 1,0 дюйма и от 4,0 до 25,0 мм, метрические размеры, внутренний диаметр 815-
Что такое термическая обработка металлов? Методы и преимущества
Термическая обработка — это процесс нагрева и охлаждения металлов с использованием определенных заранее выбранных методов для получения желаемых свойств. Как черные, так и цветные металлы проходят термическую обработку перед их применением.
Со временем было разработано множество различных методов. Даже сегодня металлурги постоянно работают над улучшением результатов и рентабельности этих процессов.
Для этого они разрабатывают новые графики или циклы для производства различных сортов. Каждый график относится к разной скорости нагрева, выдержки и охлаждения металла.
При тщательном соблюдении этих методов можно производить металлы различных стандартов с удивительно конкретными физическими и химическими свойствами.
Польза
Причины проведения термообработки могут быть разными. Некоторые процедуры делают металл мягким, а другие повышают твердость . Они также могут влиять на электрическую и теплопроводность этих материалов.
Некоторые методы термообработки снимают напряжения, возникшие в более ранних процессах холодной обработки. Другие придают металлам желаемые химические свойства. Выбор идеального метода зависит от типа металла и требуемых свойств.
В некоторых случаях металлическая деталь может пройти несколько процедур термической обработки. Например, некоторые суперсплавы, используемые в авиастроении, могут пройти до шести различных этапов термообработки, чтобы оптимизировать их для применения.
Этапы процесса термообработки
Проще говоря, термическая обработка — это процесс нагрева металла, выдержки его при этой температуре и последующего охлаждения. В процессе обработки металлическая деталь претерпевает изменения своих механических свойств. Это связано с тем, что высокая температура изменяет микроструктуру металла, которая играет важную роль в механических свойствах материала.
Конечный результат зависит от множества различных факторов. К ним относятся время нагрева, время выдержки металлической детали при определенной температуре, скорость охлаждения, окружающие условия и т. д. Параметры зависят от метода термообработки, типа металла и размера детали.
В ходе этих процессов свойства металла изменятся. Среди этих свойств — электрическое сопротивление, магнетизм, твердость, вязкость, пластичность, хрупкость и коррозионная стойкость.
Нагрев
Детали реактивного двигателя, направляемые в печь
Как мы уже обсуждали, микроструктура сплавов будет изменяться в процессе термообработки. Нагрев осуществляется в соответствии с заданным термическим профилем.
При нагревании сплав может находиться в одном из трех различных состояний. Это может быть механическая смесь, твердый раствор или их комбинация.
Механическая смесь аналогична бетонной смеси, в которой цемент связывает песок и гравий. Песок и гравий все еще видны как отдельные частицы. В случае металлических сплавов механическая смесь удерживается основным металлом.
С другой стороны, в твердом растворе все компоненты смешиваются гомогенно. Это означает, что их невозможно идентифицировать индивидуально даже под микроскопом.
Каждое состояние приносит с собой разные качества. По фазовой диаграмме возможно изменение состояния путем нагрева. Однако охлаждение определяет конечный результат. Сплав может оказаться в одном из трех состояний, в зависимости только от метода.
Выдержка
Во время выдержки металл выдерживается при достигнутой температуре. Продолжительность зависит от требований.
Например, поверхностное упрочнение требует только структурных изменений поверхности металла, чтобы повысить твердость поверхности. В то же время для других методов требуются единые свойства. В этом случае период выдержки больше.
Время выдержки также зависит от типа материала и размера детали. Более крупным деталям требуется больше времени, когда целью являются однородные свойства. Это происходит из-за того, что сердцевине большой части требуется больше времени, чтобы достичь необходимой температуры.
Охлаждение
После завершения этапа выдержки металл необходимо охладить в установленном порядке. На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
Скорость охлаждения регулируется различными средами, такими как солевой раствор, вода, масло или воздух. Вышеупомянутая последовательность охлаждающих сред находится в порядке убывания эффективной скорости охлаждения. Солевой раствор быстрее всего поглощает тепло, а воздух — медленнее всего.
Также возможно использование печи в процессе охлаждения. Контролируемая среда обеспечивает высокую точность, когда необходимо медленное охлаждение.
Фазовые диаграммы
У каждого металлического сплава своя фазовая диаграмма. Как уже было сказано ранее, термическая обработка проводится по этим схемам. Они показывают структурные изменения, происходящие при разных температурах и различном химическом составе.
Давайте возьмем фазовую диаграмму железо-углерод в качестве примера, так как она наиболее известна и широко преподается в университетах.
Фазовая диаграмма железо-углерод является важным инструментом при изучении поведения различных углеродистых сталей при термообработке. Ось x показывает содержание углерода в сплаве, а ось y — температуру.
Обратите внимание, что 2,14% углерода — это предел, при котором сталь становится чугуном.
На диаграмме показаны различные области, где металл существует в различных микросостояниях, таких как аустенит, цементит, перлит. Эти области обозначены границами A1, A2, A3 и Acm. На этих границах происходят фазовые изменения, когда через них проходит температура или значение содержания углерода.
A1: Верхняя граница фазы цементит/феррит.
A2: предел, при котором железо теряет свой магнетизм. Температура, при которой металл теряет свой магнетизм, также называется температурой Кюри.
A3: Граница раздела, отделяющая фазу аустенит + феррит от фазы γ (гамма) аустенита.
Acm: Граница раздела, отделяющая аустенит γ от аустенита + цементита.
Фазовая диаграмма является важным инструментом, позволяющим определить, будет ли термообработка полезной или нет. Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.
Распространенные методы термической обработки
Существует довольно много методов термической обработки. Каждый из них обладает определенными качествами.
К наиболее распространенным методам термообработки относятся:
Отжиг;
Нормализация;
Закаливание;
Старение;
Снятие напряжения;
Темперирование;
Цементация.
Отжиг
При отжиге металл нагревается выше верхней критической температуры, а затем охлаждается с медленной скоростью.
Отжиг проводится для размягчения металла. Это делает металл более пригодным для холодной обработки и формовки. Он также повышает обрабатываемость, пластичность и вязкость металла.
Отжиг также полезен для снятия напряжений в детали, вызванных предшествующими процессами холодной обработки. Присутствующие пластические деформации устраняются во время рекристаллизации, когда температура металла пересекает верхнюю критическую температуру.
Металлы могут подвергаться множеству методов отжига, таких как рекристаллизационный отжиг, полный отжиг, частичный отжиг и окончательный отжиг.
Нормализация
Нормализация — это процесс термообработки, используемый для снятия внутренних напряжений, вызванных такими процессами, как сварка, литье или закалка.
В этом процессе металл нагревается до температуры, которая на 40° C выше его верхней критической температуры.
Эта температура выше, чем при закалке или отжиге. После выдержки при этой температуре в течение определенного периода времени его охлаждают на воздухе. Нормализация создает однородный размер зерна и состав по всей детали.
Нормализованная сталь тверже и прочнее отожженной стали. Фактически, в нормализованном виде сталь прочнее, чем в любом другом состоянии. Вот почему детали, которые требуют ударной вязкости или должны выдерживать большие внешние нагрузки, почти всегда будут нормализованы.
Закалка
Самый распространенный процесс термообработки — закалка — используется для увеличения твердости металла. В некоторых случаях затвердеть может только поверхность.
Заготовку закаляют, нагревая ее до заданной температуры, а затем быстро охлаждают, погружая в охлаждающую среду. Можно использовать масло, солевой раствор или воду. Полученная деталь будет иметь повышенную твердость и прочность, но одновременно возрастет и хрупкость.
Цементное упрочнение — это тип процесса упрочнения, при котором упрочняется только внешний слой заготовки. Используемый процесс такой же, но поскольку тонкий внешний слой подвергается процессу, полученная в результате заготовка имеет твердый внешний слой, но более мягкую сердцевину.
Это обычное дело для валов. Твердый внешний слой защищает его от износа материала . В противном случае при установке подшипника на вал он может повредить поверхность и сместить некоторые частицы, которые ускорят процесс износа. Закаленная поверхность обеспечивает защиту от этого, а сердечник по-прежнему обладает необходимыми свойствами, чтобы выдерживать усталостные напряжения.
Другие типы процессов закалки включают индукционную закалку, дифференциальную закалку и закалку пламенем. Однако закалка пламенем может привести к образованию зоны термического влияния, которая возникает после охлаждения детали.
Старение
График старения алюминия 6061
Старение или дисперсионное твердение — это метод термообработки, который в основном используется для повышения предела текучести ковких металлов. В ходе процесса образуются равномерно диспергированные частицы в структуре зерна металла, которые вызывают изменения в свойствах.
Осадочное твердение обычно происходит после еще одного процесса термообработки, при котором достигается более высокая температура. Однако старение только повышает температуру до среднего уровня и снова быстро снижает ее.
Некоторые материалы могут стареть естественным образом (при комнатной температуре), в то время как другие стареют только искусственно, то есть при повышенных температурах. Для естественно стареющих материалов может быть удобно хранить их при более низких температурах.
Снятие напряжения
Снятие напряжения особенно часто используется для деталей котлов, баллонов с воздухом, аккумуляторов и т. д. При этом методе нагревают металл до температуры чуть ниже его нижней критической границы. Процесс охлаждения медленный и, следовательно, равномерный.
Это делается для снятия напряжений, которые возникли в деталях из-за более ранних процессов, таких как формовка, механическая обработка, прокатка или правка.
Отпуск
Отпуск — это процесс уменьшения избыточной твердости и, следовательно, хрупкости, возникающей в процессе закалки. Также снимаются внутренние напряжения. Прохождение этого процесса может сделать металл пригодным для многих применений, в которых требуются такие свойства.
Температура обычно намного ниже температуры затвердевания. Чем выше используемая температура, тем мягче становится конечная заготовка. Скорость охлаждения не влияет на структуру металла во время отпуска, и обычно металл охлаждается на неподвижном воздухе.
Цементация стали
В этом процессе термообработки металл нагревается в присутствии другого материала, который выделяет углерод при разложении.
Освободившийся углерод поглощается поверхностью металла. Содержание углерода на поверхности увеличивается, что делает ее более твердой, чем внутреннее ядро.
Какие металлы подходят для термической обработки?
Хотя черные металлы составляют большинство термообработанных материалов, сплавы меди, магния, алюминия, никеля, латуни и титана также могут подвергаться термообработке.
Около 80% термически обрабатываемых металлов — это разные марки стали. Черные металлы, которые можно подвергать термической обработке, включают чугун, нержавеющую сталь и различные марки инструментальной стали.
Такие процессы, как закалка, отжиг, нормализация, снятие напряжений, цементирование, азотирование и отпуск, обычно выполняются на черных металлах.
Медь и медные сплавы подвергаются таким методам термической обработки, как отжиг, старение и закалка.
Алюминий подходит для таких методов термообработки, как отжиг, термообработка на твердый раствор, естественное и искусственное старение. Термическая обработка алюминия — это точный процесс. Объем процесса должен быть установлен, и его следует тщательно контролировать на каждом этапе для достижения желаемых характеристик.
Очевидно, не все материалы подходят для термической обработки. Точно так же не обязательно использовать каждый метод для отдельного материала. Поэтому каждый материал нужно изучать отдельно, чтобы добиться желаемого результата. Использование фазовых диаграмм и доступной информации о влиянии вышеупомянутых методов является отправной точкой.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
виды и цели термообработки металла
Термическая обработка стали – процесс температурного воздействия на материал. Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали.
Термическая обработка стали – это процесс температурного воздействия на материал. Он позволяет поменять размеры зерен внутри металла, то есть изменить его характеристики, улучшить.
При обработке применяется сразу несколько методов. Металл нагревают, выдерживают при определенной температуре и равномерно охлаждают. Делать это можно на разных этапах, как с заготовками, так и с уже готовыми изделиями.
Метод используется для достижения следующих целей:
значительное увеличение прочности и износостойкости;
защита материала от последующего воздействия высоких температур;
снижение риска появления коррозии;
устранение внутреннего напряжения в заготовках;
подготовка материала к последующей обработке, увеличение его пластичности.
Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали. Можно использовать материалы любого качества.
Сталь должна соответствовать трем основным требованиям:
относиться к категории инструментальных, конструкционных или специальных;
быть по составу легированной или углеродистой;
содержать не более 0,25% углерода для низкоуглеродистых сплавов и менее 0,7 % для высокоуглеродистых.
Рассмотрим, какие способы применяются в работе, их особенности и другие параметры, влияющие на результат и уровень качества.
Отпуск
Отпуск стали часто применяется в машиностроении, а также при изготовлении деталей разного назначения из стальных заготовок. Обычно используется с закалкой, потому что помогает снизить внутреннее напряжение материала. Это делает сырье значительно прочнее, снимает хрупкость, которая может появиться при воздействии повышенных температур.
Еще одна цель применения – увеличение показателей ударной вязкости. Материал становится менее жестким, а значит, при сильном внешнем механическом воздействии его будет сложно повредить.
Технология отпуска разделена на три типа:
Низкий. Технология используется для создания мартенситной структуры металла. Главная цель – значительно увеличить вязкость сырья и при этом сохранить его твердость.
Максимальная температура нагрева – до 250 °С. Обычно она составляет не более 150 °С. При таком нагреве сталь нужно будет держать около полутора часов. Охлаждение проводится внутри масла или воздуха, что помогает также упрочнить заготовку или готовое изделие.
Чаще всего низкий отпуск применяется при создании измерительного инструмента или разных типов режущих изделий.
Средний. Отличие заключается в повышении максимальной температуры до 500 °С. Обычно детали обрабатываются при нагреве до 340 °С. Применяется воздушное охлаждение.
Главная задача среднего отпуска – перевести мартенсит в троостит. Это обеспечивает рост вязкости на фоне понижения твердости. Технология пригодится, если планируется производить детали, работающие под сильными нагрузками.
Высокий. Одно из наиболее успешных средств, позволяющих снизить высокий уровень внутренней напряженности. Изделие прогревается до высоких температур, что помогает создать и нарастить вязкость и пластичность без потери прочности. Хотя методика сложна в использовании для ответственных деталей, она оптимальна. Диапазон нагрева – 450-650°С.
Отжиг
Метод применяется для стабилизации внутренней структуры материала и увеличения ее однородности. Это также помогает сильно уменьшить уровень напряжения. Технологический процесс предполагает нагрев до высоких температур, выдержку и длительное, медленное охлаждение.
В промышленности используется несколько основных подходов:
Гомогенизация. Ее также называют диффузионным отжигом. Это процесс термообработки стали в диапазоне температур от 1000 до 1150 °С. В таком состоянии сырье держится на протяжении 8 часов. Для некоторых марок стали время увеличивается до 15. Температура остывания контролируется. Из печи заготовку можно вытаскивать только при достижении 800°С. Далее температура естественно снижается на воздухе.
Рекристаллизация. Это низкий отжиг, необходимый после проведения деформации. Главная задача – сделать материал значительно прочнее путем изменения формы зерна во внутренней структуре. Температурный диапазон составляет 100-200 °С. По сравнению с гомогенизацией, длительность выдерживания сильно уменьшилась – до двух часов. Медленное остывание проходит внутри печи.
Изометрическое воздействие. Подходит только для легированных сталей. При создаваемом состоянии аустенит постепенно распадается. Температура зависит от природного максимума для конкретной марки металла. Предел должен быть превышен на 20-30°С. Остывание проходит в два этапа – быстрый и медленный.
Избавление от внутреннего и остаточного напряжения. Методика подойдет после того, как деталь проходит механическую обработку, сваривается или обрабатывается с использованием литья. Максимальная температура нагрева составляет 727°С. У этого процесса самый длительный период выдерживания среди всех разновидностей отжига –20 часов. Заготовка будет остывать очень медленно.
Полный. Если вам нужно достичь мелкозернистой структуры материала с преобладанием перлита и феррита. Методика подойдет для разных типов заготовок – от штампованных и литых до кованных. Метод нагревания здесь такой же, как у изометрического отжига – прогрев выполняется до предельной точки и еще на 30-50°С выше него. Охлаждение проводится до 500°С. Секрет качественного выполнения операции в том, чтобы контролировать скорость остывания. Она указывается из расчета на 60 минут. Для углеродистой стали остывание должно быть менее 150°С, а для легированной – 50°С.
Неполный. Основной задачей проведения неполного отжига является перевод перлита в ферритно-цементитную структуру. Технология подойдет для деталей, которые были созданы методом электродуговой сварки. При этом температура составляет 700°С, а длительность выдержки – 20 часов. После медленного охлаждения можно использовать заготовку – ее прочность и защита от повреждения значительно увеличатся.
Закалка
Закалка и отпуск стали являются одними из наиболее распространенных режимов термической обработки.
Такой вариант воздействия нужен, чтобы нарастить важные показатели материала – от твердости и максимальной упругости до защиты от износа и твердости. При помощи закалки удается уменьшить предел на сжатие и пластичность.
Такой формат обработки является одним из наиболее старых. Он основывается на быстром охлаждении прогретого до высоких температур металла. Предел нагрева отличается в зависимости от типа сплава. Нужно учитывать, при какой температуре начинает изменяться внутренняя кристаллическая решетка.
В зависимости от марки стали меняется несколько основных параметров:
Среда охлаждения. Самый простой способ – окунание в воду. Дополнительные полезные свойства позволяют получить применение технического масла, газов инертного типа и растворов с высоким уровнем содержания соли.
Скорость охлаждения. Меняется в зависимости от изначальной степени прогрева. Температура воды, соляного раствора или газа также может отличаться.
Нагрев. Выбирается в зависимости от пределов, нужных для изменения внутренней структуры. Для многих видов сырья этот показатель составляет около 900°С.
Нормализация
Процесс нормализации необходим для того, чтобы изменить структуру и создать внутри металла мелкое зерно. Этот вариант подходит как для легированных, так и для низкоуглеродистых сталей.
Главное преимущество технологии позволяет довести твердость до 300 НВ. Вы сможете использовать полученные горячекатаным методом заготовки, а также нарастить прочность, защиту от излома и вязкость. Это позволяет упростить процесс последующей обработки.
В качестве среды охлаждения используется воздух. Максимальные температуры нагрева – не более 50°С сверх установленного для материала предела.
Криогенная термообработка
Основы термической обработки стали криогенного типа заключаются в значительном охлаждении ранее закаленных заготовок. Главная цель использования – прекращение мартенситного преобразования.
Как и в случае с другими перечисленными средствами, заготовку потребуется постепенно прогреть до стандартной температуры.
Химико-термическая обработка
В ходе обработки происходит преобразование внешнего слоя материала. Это позволяет повысить твердость, защитить сырье от коррозии и дополнительно нарастить износостойкость.
В процессе могут использоваться следующие методы:
Цементация. Также называется науглероживанием. Поверхность насыщается углеродом. Сначала проводится термическая обработка, участки, которые не планируется обрабатывать, обмазываются защитными составами. Процедура проводится в диапазоне 900-950°С.
Азотирование. В отличие от цементации вместо углерода применяется азот. Для этого создается нагретая аммиачная среда. Температурный диапазон составляет 500-520°С.
Цианирование. Применяется как углерод, так и азот в разных соотношениях в зависимости от температуры. Процесс возможен как в газовой, так и в жидкой среде.
Хромирование. Один из видов металлизации. Назван так по основному веществу, которым насыщается материал (хром). Улучшает прочность, коррозийную стойкость, внешний вид детали.
Технология выбирается с ориентиром на особенности и характеристики конкретного типа сплава.
Термообработка: что это такое и как это работает
Что такое термообработка?
Хотя большинство людей не знают, что такое термическая обработка, на самом деле это неотъемлемая часть производственного процесса. Это связано с тем, что термообработка позволяет улучшить металлическую деталь, чтобы материал лучше противостоял износу. Термическая обработка включает в себя нагрев металла или сплава до определенной температуры и последующее охлаждение для затвердевания материала.
Термическая обработка может использоваться на различных этапах производственного процесса для изменения определенных свойств этого металла или сплава. Например, вы можете использовать термообработку, чтобы сделать его прочнее, тверже, долговечнее или пластичнее, в зависимости от того, что нужно материалу для правильной работы.
Некоторые известные отрасли, в которых термическая обработка играет важную роль, включают самолетостроение, автомобили, скобяные изделия, такие как пилы и топоры, компьютеры, космические корабли, военную и нефтегазовую промышленность.
Как работает термообработка?
Для достижения желаемого эффекта металл или сплав нагревают до определенной температуры, иногда до 2400°F, выдерживают при этой температуре в течение определенного времени, а затем охлаждают. Пока он горячий, физическая структура металла, также называемая микроструктурой, изменяется, что в конечном итоге приводит к изменению его физических свойств. Время, в течение которого металл нагревается, называется «время выдержки». Продолжительность выдержки играет важную роль в характеристиках металла, так как в металле, выдержанном в течение длительного времени, будут наблюдаться другие изменения микроструктуры, чем в пропитанном металле. на более короткий период времени.
Процесс охлаждения после выдержки также влияет на качество металла. Металл можно охлаждать быстро, что называется закалкой, или медленно в печи, чтобы добиться желаемого результата. Сочетание температуры выдержки, времени выдержки, температуры и продолжительности охлаждения играет роль в создании желаемых свойств металла или сплава.
Термическая обработка металла во время производственного процесса также определяет, какие свойства изменяются, а некоторые металлы могут даже подвергаться многократной обработке.
Знать, при каких температурах нагревать и охлаждать металлы, а также сколько времени должен занимать каждый этап процесса для конкретного металла или сплава, чрезвычайно сложно. По этой причине ученые-материаловеды, известные как металлурги, изучают воздействие тепла на металл и сплавы и предоставляют точную информацию о том, как правильно выполнять эти процессы. Производители полагаются на эту информацию, чтобы гарантировать, что их металлические детали будут иметь правильные свойства в конце процесса.
Некоторые распространенные формы термической обработки включают:
Закалка : Когда металл затвердевает, он нагревается до точки, при которой элементы в материале превращаются в раствор. Дефекты конструкции затем трансформируются путем создания надежного раствора и упрочнения металла. Это увеличивает твердость металла или сплава, делая его менее пластичным.
Отжиг : Этот процесс используется для таких металлов, как медь, алюминий, серебро, сталь и латунь. Эти материалы нагревают до определенной температуры, выдерживают при этой температуре до тех пор, пока не произойдет превращение, а затем медленно высушивают на воздухе. Этот процесс размягчает металл, делая его более пригодным для обработки и с меньшей вероятностью разрушения или растрескивания.
Закалка : Некоторые материалы, такие как сплавы на основе железа, очень твердые, что делает их хрупкими. Закалка может уменьшить хрупкость и укрепить металл. В процессе отпуска металл нагревают до температуры ниже критической, чтобы уменьшить хрупкость и сохранить твердость.
Закалка : Наружная часть материала затвердевает, а внутренняя остается мягкой. Поскольку отверждение может привести к хрупкости материалов, поверхностное упрочнение используется для материалов, которым требуется гибкость при сохранении прочного слоя износа.
Нормализация : Подобно отжигу, этот процесс делает сталь более прочной и пластичной за счет нагревания материала до критических температур и поддержания его при этой температуре до тех пор, пока не произойдет преобразование.
Почему термообработка важна?
Без термической обработки металла, особенно стали, металлические детали для всего, от самолетов до компьютеров, не будут функционировать должным образом или вообще не будут существовать. В частности, детали из цветных металлов будут намного слабее. Алюминиевые и титановые сплавы, а также бронза и латунь упрочняются путем термообработки. Многие из этих металлов используются в производстве автомобилей, самолетов и других изделий, в которых прочные металлы зависят не только от производительности, но и от безопасности.
Поскольку термически обработанные металлы часто прочнее, чем нетермообработанные, предварительная обработка металлических деталей предотвращает коррозию, что не приведет к замене дорогостоящих металлических деталей позже или так же часто. Это заставляет машины работать дешевле и эффективнее и предотвращает проблемы.
Решения от General Kinematics
General Kinematics предлагает оптимальное оборудование для улучшения и повышения производительности процесса термообработки и других производственных процессов. При работе с термообработкой металлов существуют различные этапы. General Kinematics предоставляет оборудование, предназначенное для облегчения этого процесса и повышения производительности производства.
Конвейеры
Общая кинематика Вибрационный спиральный подъемник SPIRA-FLOW™ идеально подходит для термообработки, требующей длинного пути транспортировки, но он сжимает его в спиралевидную форму, чтобы занимать меньше места. Spiral-Flow отлично подходит для производственных предприятий, которые ограничены в пространстве или хотят оптимизировать использование пространства.
Компания General Kinematics предлагает широкий ассортимент дополнительных конвейеров для различных целей термообработки. Независимо от того, хотите ли вы переместить свои материалы из точки А в точку Б, нагреть, охладить и т. д., у GK есть оборудование, необходимое для повышения вашей вычислительной мощности.
Питатели
Подача материала в желаемый процесс термообработки идеально выполняется с помощью промышленных питателей. Двухмассовые вибрационные питатели General Kinematics предназначены для работы в самых суровых условиях и с самыми высокими требованиями. Они оборудованы для работы с самыми сложными материалами, чтобы обеспечить бесперебойную работу вашего технологического процесса. Питатели GK разрабатываются по индивидуальному заказу и требуют минимального обслуживания, что означает меньшее время простоя и большую производительность.
General Kinematics предлагает разнообразное высокопроизводительное промышленное оборудование, предназначенное для различных отраслей промышленности. Узнайте, что еще может предложить компания General Kinematics и как наше лучшее в отрасли оборудование может помочь вашей организации.
Корпорация General Kinematics, зарегистрированная в 1960 году, была создана для продажи, проектирования и изготовления на заказ инновационного вибрационного оборудования для обработки и обработки материалов. Сегодня компания является одним из крупнейших в мире поставщиков вибрационного технологического оборудования, имея более 200 мировых патентов, и вносит значительный вклад в разработку вибрационного оборудования и технические усовершенствования в области его применения. General Kinematics обслуживает клиентскую базу по всему миру через сеть независимых торговых представителей, специализирующихся на инженерных разработках, которые охватывают основные промышленные рынки США. Международные рынки обслуживаются дочерними предприятиями и через комбинацию представителей, лицензированных производителей и стратегических альянсов с ведущими отраслевыми организациями в других стратегически важных местах. На сегодняшний день практически во всех промышленно развитых странах мира установлено более 50 000 единиц техники General Kinematics. По мере появления новых задач в области процессов и повышения эффективности компания General Kinematics способна решать эти задачи с помощью передовых технологий, инновационного проектирования, новых материалов и производственных технологий. Все это направлено на повышение производительности и прибыльности клиентов при соблюдении все более строгих требований.
3 стадии термической обработки
Обзор термической обработки
Все типичные процессы, выполняемые с металлами, выделяют тепло, будь то сварка или резка, и каждый раз, когда вы нагреваете металл, вы изменяете его металлургическую структуру и свойства. И наоборот, вы также можете использовать термическую обработку для восстановления металлов до их первоначальной формы.
Термическая обработка – это процесс нагревания металла, не позволяя ему достичь расплавленного состояния или стадии плавления, а затем контролируемого охлаждения металла для выбора желаемых механических свойств. Термическая обработка используется, чтобы сделать металл более прочным или более ковким, более устойчивым к истиранию или более пластичным.
Позвольте нам удовлетворить ваши потребности в термообработке
Kloeckner работает с рядом партнеров по термообработке стали, чтобы предоставить нашим клиентам качественные детали, соответствующие их спецификациям. Мы предлагаем термообработанные изделия «под ключ» из нашего общенационального запаса толстолистового, пруткового и листового проката.
Запросить цену
Какими бы ни были ваши пожелания, вы никогда не сможете получить все, что хотите. Если вы закаляете металл, вы также делаете его хрупким. Если вы смягчаете металл, вы уменьшаете его прочность. Улучшая одни свойства, вы ухудшаете другие и можете принимать решения на основе конечного использования металла.
Теория термической обработки
Все виды термической обработки включают в себя нагрев и охлаждение металлов, но есть три основных различия в процессе: температура нагрева, скорость охлаждения и типы закалки, которые используются для достижения желаемых свойств. В следующей записи блога мы расскажем о различных типах термической обработки черных металлов или металлов с железом, которые включают отжиг, нормализацию, закалку и/или отпуск.
Для термообработки металла вам потребуется соответствующее оборудование, чтобы вы могли тщательно контролировать все факторы, связанные с нагревом, охлаждением и закалкой. Например, печь должна быть подходящего размера и типа для контроля температуры, включая газовую смесь в нагревательной камере, и вам нужны соответствующие закалочные среды для правильного охлаждения металла.
Стадии термообработки
Существует три этапа термообработки:
Медленно нагревайте металл, чтобы обеспечить постоянную температуру металла
Замачивание или выдержка металла при определенной температуре в течение установленного периода времени
Охладить металл до комнатной температуры
Стадия нагрева
На стадии нагрева главная цель – обеспечить равномерный нагрев металла. Вы получаете равномерный нагрев, нагревая медленно. Если вы нагреваете металл неравномерно, один участок может расширяться быстрее, чем другой, что приводит к деформации или растрескиванию участка металла. Вы выбираете скорость нагрева в соответствии со следующими факторами:
Теплопроводность металла. Металлы с высокой теплопроводностью нагреваются быстрее, чем металлы с низкой теплопроводностью.
Состояние металла. Инструменты и детали, которые ранее подвергались закалке или напряжению, должны нагреваться медленнее, чем инструменты и детали, которые не были закалены.
Размер и сечение металла. Более крупные детали или детали с неровным поперечным сечением необходимо нагревать медленнее, чем мелкие детали, чтобы внутренняя температура была близка к температуре поверхности. В противном случае есть риск растрескивания или чрезмерной деформации.
Стадия выдержки
Целью стадии выдержки является сохранение металла при соответствующей температуре до тех пор, пока не будет сформирована желаемая внутренняя структура. «Период выдержки» — это то, как долго вы держите металл при соответствующей температуре. Чтобы определить правильный отрезок времени, вам понадобится химический анализ и масса металла. Для неровных сечений вы можете определить период замачивания по наибольшему сечению.
Как правило, не следует доводить температуру металла от комнатной до температуры выдержки за один этап. Скорее, вам нужно будет медленно нагревать металл чуть ниже температуры, при которой структура изменится, а затем удерживать его до тех пор, пока температура не станет одинаковой по всему металлу. После этого шага «предварительного нагрева» вы быстрее нагреваете до конечной температуры, которая вам нужна. Детали более сложной конструкции могут потребовать слоев предварительного нагрева для предотвращения деформации.
Этап охлаждения
На этапе охлаждения вам нужно охладить металл до комнатной температуры, но это можно сделать разными способами в зависимости от типа металла. Может потребоваться охлаждающая среда, газ, жидкость, твердое вещество или их комбинация. Скорость охлаждения зависит от самого металла и среды для охлаждения. Из этого следует, что выбор, который вы делаете при охлаждении, является важным фактором в желаемых свойствах металла.
Закалка — это быстрое охлаждение металла на воздухе, в масле, воде, рассоле или другой среде. Обычно закалка связана с закалкой, потому что большинство закаленных металлов быстро охлаждаются при закалке, но не всегда верно, что закалка или иное быстрое охлаждение приводит к закалке. Закалка в воде, например, применяется для отжига меди, а другие металлы закаляются медленным охлаждением.
Не все металлы следует закаливать – закалка может привести к растрескиванию или деформации некоторых металлов. Как правило, рассол или вода могут быстро охладить металл, тогда как масляные смеси лучше подходят для более медленного охлаждения.
76648 Металлорукав Р3-ЦПнг-LS 20 с протяжкой (Fortisflex)
Описание Характеристики Отзывы
Металлорукав Р3-ЦПнг-LS 20 с протяжкой Fortisflex арт. 76648 — предназначен для организации скрытой и открытой проводки кабеля и проводов; герметичной прокладки кабельных линий и их защиты от механических повреждений.
Номинальный диаметр, мм — 20
Внутренний диаметр, мм — 19,6
Наружный диаметр, мм — 23,2
Цена за метр, длина в бухте, м — 50
Материал: стальная оцинкованная лента
Покрытие: самозатухающий ПВХ с пониженным газо-дымовыделением LS, не поддерживает горение
Материал протяжки: стальная проволока
Температура эксплуатации: от -40°С до +75°С
Температура монтажа: не ниже -5°С
Степень защиты: IP65
Степень защиты от наружного механического удара: IK07
Изоляция полностью повторяет рельеф стальных витков рукава
Благодаря особой гибкости обеспечивает максимальный угол поворота при монтаже
Защита от поражения электрическим током
Защита от коррозии
Устойчивость к UV излучению
Стойкость к бензину, маслам, разбавленным кислотам и щелочам
Для наружной и внутренней установки
Применяются в системах кондиционирования воздуха, обогрева, вентиляции, а также транспортировка порошкообразных и сыпучих веществ
Компания Фортисфлекс ООО, Россия, Московская обл. , Ленинский р-н, село Беседы, пр. Промышленный, д. 9, этаж 4, офис 408
Бренд
Fortisflex
Вес
1 метр весит 0,161 килограмма.
Тип товара
Металлорукав
Материал
стальная оцинкованная лента
Подгруппа товара
РЗ-ЦПнг-LS с протяжкой Fortisflex
Гарантия
3 года
Покрытие
ПВХ
Степень защиты IP
IP65
Номинальный диаметр, мм
20
Длина в бухте, м
50
С протяжкой
Да
Страна производства
Россия
Антиспам поле. Его необходимо скрыть через css
Оценка
Ваше имя
Email
Ваше сообщение
Под заказ
7. 91 BYN
В корзинe
Под заказ
2.68 BYN
В корзинe
Под заказ
16.66 BYN
В корзинe
Под заказ
3. 71 BYN
В корзинe
Под заказ
2.53 BYN
В корзинe
Под заказ
17.76 BYN
В корзинe
Под заказ
3. 01 BYN
В корзинe
Под заказ
1.88 BYN
В корзинe
Под заказ
2.75 BYN
В корзинe
Под заказ
11. 28 BYN
В корзинe
Под заказ
2.84 BYN
В корзинe
Под заказ
7.51 BYN
В корзинe
Под заказ
22. 56 BYN
В корзинe
Под заказ
2.14 BYN
В корзинe
Под заказ
44.44 BYN
В корзинe
В наличии
2. 87 BYN
В корзинe
Под заказ
1.56 BYN
В корзинe
Под заказ
2.56 BYN
В корзинe
Под заказ
16. 48 BYN
В корзинe
Под заказ
17.26 BYN
В корзинe
Под заказ
2.82 BYN
В корзинe
Под заказ
13. 69 BYN
В корзинe
Под заказ
1.12 BYN
В корзинe
В наличии
1.63 BYN
В корзинe
Под заказ
18. 49 BYN
В корзинe
Под заказ
6.97 BYN
В корзинe
Под заказ
10.36 BYN
В корзинe
Под заказ
40. 2 BYN
В корзинe
Под заказ
3.48 BYN
В корзинe
Под заказ
11.39 BYN
В корзинe
Под заказ
2. 17 BYN
В корзинe
Под заказ
16.43 BYN
В корзинe
В наличии
30.54 BYN
В корзинe
Под заказ
189. 94 BYN
В корзинe
Под заказ
1.58 BYN
В корзинe
Под заказ
2.03 BYN
В корзинe
Под заказ
7. 27 BYN
В корзинe
Под заказ
5.75 BYN
В корзинe
Под заказ
23.53 BYN
В корзинe
В наличии
2. 04 BYN
В корзинe
Под заказ
7.2 BYN
В корзинe
Под заказ
1.82 BYN
В корзинe
Под заказ
2. 2 BYN
В корзинe
Под заказ
2.09 BYN
В корзинe
Под заказ
16.58 BYN
В корзинe
Под заказ
1. 93 BYN
В корзинe
Под заказ
6.12 BYN
В корзинe
Под заказ
1.54 BYN
В корзинe
Под заказ
3. 59 BYN
В корзинe
В наличии
8.12 BYN
В корзинe
ТД КВТ Р3-ЦПнг-LS 20 с протяжкой Металлорукав с протяжкой в ПВХ-изоляции с пониженным дымовыделением
Ценовые свойства
Артикул
76648
SKU
76648
Кратность
50
РРЦ
86. 77
код ТНВЭД
8307100009
Единица измерения
м
Размерные характеристики
D
d
23.2
19.6
Основные свойства
НаименованиеМеталлорукав с протяжкой в ПВХ-изоляции с пониженным дымовыделением
ОбозначениеР3-ЦПнг-LS 20 с протяжкой
Бренд
Fortisflex
Отображение названия в счетеМеталлорукав Р3-ЦПнг-LS 20 с протяжкой (Fortisflex)
Назначение, применениеОрганизация скрытой и открытой проводки кабеля и проводов диаметром до 18.7 мм, герметичная прокладка кабельных линий и их защита от механических повреждений
Код товара (артикул)76648
код РАЭК1493523
класс ETIMEC001179
Технические характеристики
Материал
стальная оцинкованная лента
Покрытие
ПВХ
Номинальный диаметр, мм
20
Внутренний диаметр, мм19. 6
Наружный диаметр, мм23.2
Наличие протяжки
Минимальный радиус изгиба, мм60
Прочность на разрыв, Н700
Степень защиты от влаги и пыли
IP 65
Степень защиты от удара
IK 07
Специальные свойства
нг (не поддерживает горение)
LS (Low Smoke)
устойчивость к УФ-излучению
устойчивость к бензину, маслам, разбавленным кислотам и щелочам
Annuflex™ — это стандарт обширной линейки высококачественных кольцевых гофрированных шлангов Hose Master из нержавеющей стали. Запатентованная технология Stress-Lite™ обеспечивает превосходный срок службы шланга при минимальных усилиях по изгибу или изгибу шланга.
Для получения дополнительной информации или размещения заказов на продукцию STRESS-LITE™ звоните по телефону (800) 221-2319.
Коды оплетки: 00 – Неплетеная 50 – T304, одинарная оплетка 55 – T304, двойная оплетка *T316, оплетка Доступен по запросу.
Пример: AF4750 = T321 нержавеющая сталь, кольцевой, гофрированный металлический шланг с одинарной оплеткой из нержавеющей стали T304.
Внутренний диаметр (дюймы)
Количество оплеток (#)
Внешний диаметр (дюймы)
Статическая мин. Радиус изгиба (дюймы)
Динамический Мин. Радиус изгиба (дюймы)
Максимальное рабочее давление (psi)
Давление разрыва (psi)
Вес на фут (фунты)
1/4
0 1 2
0,41 0,47 0,53
1,0
4,5
90 1800 2700
н/д 7233 9100
0,04 0,11 0,18
3/8
0 1 2
0,55 0,61 0,67
1,2
5,0
70 1558 2336
н/д 6230 9345
0,06 0,16 0,25
1/2
0 1 2
0,77 0,83 0,89
1,5
5,5
70 1186 1779
н/д 4743 7115
0,11 0,22 0,33
5/8
0 1 2
0,96 1,02 1,08
1,8
7,0
57 1205 1808
н/д 4820 7230
0,17 0,33 0,49
3/4
0 1 2
1,08 1,14 1,20
2,1
8,0
43 898 1347
н/д 3591 5387
0,18 0,35 0,53
1
0 1 2
1,32 1,39 1,45
2,7
9,0
43 718 1077
н/д 2872 4308
0,23 0,47 0,71
1 1/4
0 1 2
1,75 1,83 1,91
3. 1
10,0
43 645 968
н/д 2581 3872
0,29 0,61 0,93
1 1/2
0 1 2
2,08 2,16 2,24
3,9
11,0
28 531 797
н/д 2125 3188
0,47 0,85 1,23
2
0 1 2
2,61 2,69 2,77
5,1
13,0
14 449 674
н/д 1797 2696
0,59 1,11 1,63
2 1/2
0 1 2
3,40 3,50 3,60
6,8
16,0
14 417 626
н/д 1669 2504
0,84 1,64 2,44
3
0 1 2
3,88 3,98 4,08
7,8
18,0
14 346 519
н/д 1384 2076
1,18 2,06 2,94
4
0 1 2
4,96 5,06 5,16
9,8
22,0
14 299 448
н/д 1194 1791
1,41 2,69 3,97
5
0 1 2
6,00 6,12 6,24
12,8
28,0
14 275 412
н/д 1099 1649
2,18 3,61 5,04
6
0 1 2
7,01 7,13 7,25
14,8
32,0
11 210 315
н/д 839 1259
2,69 4,44 6,19
8*
0 1 2
9,04 9,32 9,60
18,0
29,0
3 250 360
н/д 1000 1446
4,88 8,21 11,53
10*
0 1 2
11,34 11,56 11,78
21,0
34,0
4 175 310
н/д 700 1247
7,42 11,05 14,67
12*
0 1 2
13,45 13,73 14,00
27,0
44,0
3 185 325
н/д 745 1308
11. 04 16.71 22.38
14*
0 1 2
14,50 14,78 15,05
31,0
68,5
3 122 245
н/д 488 980
10,1 17,37 24,64
16*
0 1 2
16,50 16,78 17,05
36,0
70,9
2,8 97 193
н/д 388 772
11,65 18,63 25,62
18*
0 1 2
19.00 19.31 19.62
42,0
71,7
2,7 94 188
н/д 376 752
16,66 25,26 33,85
20*
0 1 2
21.00 21.31 21.62
46,0
74,8
2,5 75 150
н/д 300 600
19,28 28,05 36,81
24*
0 1 2
25,00 25,31 25,62
55,0
85,8
2,3 59 118
н/д 236 472
23,17 32,59 40,09
30*
0 1 2
31,00 31,31 31,62
67,0
108,9
2,2 43 87
н/д 172 348
26,19 34,95 43,71
*диаметры от 8 до 30 дюймов поставляются с плетеной оплеткой
Примечания:
Минимальный радиус изгиба измеряется от центральной линии шланга
Рабочее давление уменьшается с температурой – см. коэффициент снижения
При резких колебаниях давления проконсультируйтесь с заводом-изготовителем
Справка — Кабель питания Cassese CS939
кран
Настоящий ворчун
#1
Кто-нибудь знаком с Cassese CS939? Ездил вчера посмотреть б/у, продается от продавца, который не знаком с машиной. Он говорит, что купил здание, ранее принадлежавшее багетнику, который безвременно скончался, а пила лежала на поддоне в подвале в разобранном виде. Когда я пошел посмотреть, мы не смогли найти кабель питания!
С тех пор я смотрел демонстрационное видео Кассезе, и оказалось, что кабель должен выходить из того же места, где происходит соединение воздушного шланга. Это верно? Также есть небольшое отверстие слева от воздушного соединения, похожее на то, что через него может проходить кабель питания. Прямо над этим отверстием находится серая коробка, которая выглядит так, как будто к ней можно подключить какой-нибудь европейский шнур питания, но отверстия для розеток были заблокированы для этого. Я предполагаю, что, поскольку они сделаны во Франции, они модифицируют их на заводе для работы в Северной Америке, и это объясняет, почему эти гнезда заблокированы.
Кабель питания съемный (как кабель компьютера) или кто-то отрезал его от машины? Любая помощь приветствуется, так как было бы обидно, если бы все, что ему нужно, это новый кабель или что-то в этом роде.
У кого-нибудь есть контакты англоговорящего техника Cassese?
Для просмотра этого контента нам потребуется ваше согласие на установку сторонних файлов cookie. Для получения более подробной информации посетите нашу страницу файлов cookie.
Джефф Родье
SPFG, Высший бог обрамления изображений
#2
G&G Molding в Северной Каролине продает и использует пилы Cassese, поэтому вы можете позвонить и задать им пару вопросов. Они также могут предоставить детали, если они отсутствуют.
Что-то выбрали? Хотите подешевле? Позвоните нам, мы предложим и проконсультируем! Приготовим товар к выдаче, а Вы заберете подешевле у нас в офисе.
Газонокосилка электрическая HUTER ELM-1100 оснащена электродвигателем мощностью 1100 Вт. Что касается функциональности, то тут доступен один режим работы, а именно скашивание травы с последующим сбором в контейнер. Для этого модель укомплектована травосборником вместительностью 35 литров. Контейнер очень просто устанавливается и снимается для очистки. Ширина скашивания соответствует длине ножа и составляет 32 см. Именно нож, вращающийся со скоростью до 3500 об/мин, обеспечивает восходящий поток воздуха, поднимающий скошенную траву и направляющий её дальше по воздуховоду в травосборник.
Газонокосилкой легко и удобно управлять, например, на садовых дорожках. Предназначена для скоса травы и ухода за небольшими участками площадью до 400 кв.м. Все, что требуется для работы с ней, это подключение к электросети с напряжением 220-230 В.
Электрогазонокосилка Huter ELM-1100 – один из множества товаров, которые представлены в ассортименте интернет-магазина «Ресанта». Здесь представлены основное описание товара и его характеристики, но если у вас возникают вопросы или вы хотите узнать дополнительную информацию, то звоните нам по телефону: 8 (343) 382-19-61. Также на нашем сайте есть онлайн-консультанты, которые помогут в поиске ответа. Специалисты нашего магазина обязательно Вас проконсультируют!
Склад, магазин и сервисный центр компании «Ресанта» находятся в одном месте, что удобно для пользователя, если вы захотите забрать товар, купленный в интернет магазине, сами и подобрать к нему дополнительные товары или проконсультироваться с продавцами. Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Предоставляем скидки ветеранам, именинникам и постоянным покупателям (кроме акционных товаров с подарками). Всю нашу продукцию (Электрогазонокосилка Huter ELM-1100, в том числе) можно оплачивать по безналичному расчёту (НДС учтено), если Вы являетесь юридическим лицом.
Внимание: HTML не поддерживается! Используйте обычный текст.
Оценка: Плохо
Хорошо
Продолжить
Метки: Электрогазонокосилка, газонокосилка, электрическая, Huter, ELM-1100, ELM1100, ELM 1100
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте! Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска «Хамелеон» ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ — это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Газонокосилка бензиновая Huter GLM-5.0ST
используется для обработки небольших участков и газонов средней площади на дачных участках, в частных домах, скверах и парках. Комплект поставки: газонокосилка, рукоятка управления, колёса, инструкция, набор для крепежа, травосборник, упаковка.
Производитель оставляет за собой право самостоятельно изменять комплектацию, характеристики, страну производства товара без дополнительного уведомления дилеров. Сведения о комплекте поставки, упаковке и внешнем виде могут отличаться от указанных на сайте.
Посмотреть все бензиновые газонокосилки Huter
Отзывы о товаре Газонокосилка бензиновая Huter GLM-5.0ST (28)
Раис Иванов
Плюсы:
Мобильность. Способность работать без дозаправки и перегрева длительное время. Есть функция мульчирования. Легкая в управлении.
Минусы:
Приходится следить за уровнем масла. Достаточно громкая.
Большой газон возле дома привожу в порядок самоходной газонокосилкой. Местность ровная, поэтому проблем с ней нет. Кошу приблизительно каждые 2 недели, в несколько приемов. Удобно, что на участке после покоса не остается трава и листья, все складируется в бункер, который не приходится часто опорожнять.
Вера Белова
Плюсы:
удобная, косит отлично, простая в управлении
Минусы:
пока не нашли
Пользуюсь газонокосилкой на садовом участке третий год и могу сказать, что собрана она качественно, так как с задачами своими справляется полностью и не ломается. Техника мощная, с объемным травосборником. Бензиновый двигатель «не привязывает» к электричеству, а объема бака для работы хватает надолго. Запускается быстро, по неровностям едет уверенно, не буксует и срезает все что лежит на его пути. Устройство имеет 7 уровней скашивания, поэтому высоту покоса можно регулировать.
Кирилл Арсентьев
Плюсы:
цена, мощность, большой травосборник, широкий скос, лёгкий запуск
Минусы:
их нет
В использовании три сезона. Покупкой доволен. Бензиновая и никаких проводов и переживаний, что перережешь их. Конструкция удачная, проходимые колеса. Захватывает большой скос за раз. Запускается легко. На горячую или холодную не важно. Бензин расходует экономно. Реально вместительный травосборник. Можно косить и без него, трава при этом не летит во все стороны, а низом ложиться. В работе в меру шумная, не коптит, вибрация в пределах нормы.
Глеб Лопатин
Плюсы:
5 л.с. Можно регулировать высоту реза травы. Удобная в работе.
Минусы:
Нет.
Газонокосилка приобреталась для дачного участка два года назад. Производитель заявил в описании или в инструкции, что если использовать для заправки бензин с октановым числом не менее АИ-92, то можно рассчитывать, что оборудование будет работать без лишних проблем. Этому заявлению можно верить. Вообще все стараюсь делать по указанным правилам — сбоев нет. Нравится, что травосборник жесткий, его легче, чем тканый очищать от срезанной травы. Довольно мощный мотор.
Алла К.
Плюсы:
Относительно тихая, есть боковой выбрас
Леня Беляев
Плюсы:
Все управление расположено удобно на ручке.
Скашиваю траву перед магазином. Высоту ручки отрегулировал под свой рост. Если не пользуюсь, то ручку складываю. Травосборник тканевый, большого объема, часто не вытряхиваю. Высоту среза выбираю из семи значений. Топливо за один раз заливаю 1,5 л., что тоже не мало для работы.
Юрий
Плюсы:
Нож крепкий, мощность супер, на поле в 600м вытрихаю 4-5 раз. Отлично собирает листву. Пользуюсь 3 год.
Минусы:
Слабый кожух, попадались камени и выбили пластик с двух сторон, починил за 10минут.
Имя скрыто
Плюсы:
Соответствует ожиданиям
Минусы:
Не обнаружено
Брали в подарок родителям. Им нравится
Николай Елагин
Плюсы:
быстро заводится, ширина скашивания, есть возможность настроить ручку под свой рост
Минусы:
не выявлены
У нас перед и вокруг дома идеально ровный газон, остальное пространство все заложено плиткой. Поэтому использование газонокосилки доставляет только удовольствие. Высоту скашиваемой травы можно настроить, но у меня всегда на минимуме, не люблю, когда есть хоть какие-нибудь заросли. Пользуюсь раз в неделю.
Анастасия Ольмез
Плюсы:
мощная, заводится с первого раза, маневренная, есть большой травосборник
Минусы:
не обнаружили
Приобрели именно бензиновую газонокосилку, так как у нее намного больше мощности, чем у электрических моделей. Заправка маслом и бензином меня не пугают, главное результат. А результат скашивания отличный. Ровно стрижет, без зазубрин.
LARISA P.
Плюсы:
Косит нервный участок. Производительность выше всяких похвал–с участоком, который я косила электрическим триммером пару часов, справился за 20 минут.
Минусы:
Относительной недостаток–тяжёлая в управлении, я не справляюсь (участок у нас очень неровный). А муж справляется играючи.
Вячеслав А.
Плюсы:
Компактная, практичная.
Минусы:
—
Газонокосилка хорошо подходит для небольшого участка частного дома. Пользуюсь примерно раз в месяц, нареканий никаких. Есть 7 режимов регулировки высоты скоса, в травосборник попадает большая часть скошенной травы, объема бака хватает на участок.
Вероника Н.
Плюсы:
Весь функционал работает на 5.по началу покажется неудобным мешок для травы, но все отлично после несколько раз использования
Сергей Ф.
Плюсы:
мощный двигатель, широкая полоса скашивания, отличный диапазон высоты скашивания, большой травосбоник
Минусы:
отсутствует регулировка скорости движения
в целом можно присособиться к тому что у газонокосилки нет регулировки скорости движения,
katar@vtomske. ru
Плюсы:
После года использования могу сказать, что косилка была выбрана правильно. Мощности достаточно, бегает довольно шустро. Мешок для сбора травы наполняется за 20 метров прохода по мелкой траве. Управление очень удобное, шнур стартера вынесен на штангу рукоятки. Простая в управлении и пользовании настолько, что стала любимым аппаратом у всех в семье.
Минусы:
Немного не разобрался в описании и купил без бокового выброса. Вопрос кошения без мешка решился просто: убирается мешок, крышка фиксируется в приоткрытом состоянии и просто бродишь за косилкой, пока не надоест или бензин не кончится. Пользуюсь второй сезон, заменил масло, наточил нож, так как неоднократно что-то попадалось косилке в зубы. Более мощные аппараты ещё и тяжелее. Я оценил лёгкость перемещения, по сравнению с элитеком к5000б.
Способна молоть метровую некось, правда медленно, с отходом назад. Косил траву на максимальной высоте для начала. Хорошо использовать для обработки сада, вокруг кустов и деревьев. При ручном маневрировании без использования привода колёс сложностей не возникает — аппарат лёгкий. Когда не может больше кидать траву в мешок, забивает окно выброса и натужно кряхтит — даёт знать, что мешок надо освободить.
Рустам Г.
Плюсы:
Пользуюсь больше трёх лет, окашиваю 21сотку за 3,5 часа . Она мощная ,большой захват травы , большой травамборник.Но есть большие недостатки —
Минусы:
Постоянно забивается травосборник ,если трова чуть сыроватая особенно по росе или чуть переросла, через три месяца перестала заводится нормально приходилось по несколько минут дёргать, отвез в сервис сказали это нормально так и нерешили этот вопрос, до сих пор иногда приходится мучатся так никто и незнает по какой причине. Спустя ещё месяц вытянулся трос привода а после вобще лопнул, сказали это не гарантийный случай и трос невозможна заказать почему-то нет, пришлось колхозить самому чтобы соединить его , но недавно опять лопнул опять в другом месте.
Александр Сафонов
Плюсы:
легкая в управлении, маневренная, соответствует заявленным
Минусы:
не замечено
Всегда мечтал стричь газон, в своем домике на озере где-нибудь в провинции британской Колумбии. Но в итоге стригу «газон» на даче в Подмосковье. Отлично подходит для дачников как я, отлично стрижет траву, смог даже оформить что-то похожее на газон. Надо будет только поработать над густотой травы))Сама газонокосилка работает нормально, сбоев пока не давала.
Дмитрий И.
Плюсы:
Хорошо косит, простая сборка, сама едет
Минусы:
Неудобная система фиксации стартера, приходится на липучке держать. Нет фиксации чтоб сама ехала. Но это все не критично.
За пару часов покосил то, что триммером весь день косил. Трава собирается в большой травосборник, а не остается как после триммера. Очень доволен покупкой.
RoG R.
Плюсы:
1. Цена 2. 4т двигатель
Минусы:
1. Забивается выброс травы 2. Х.з. недостаток ли, но мне кажется было бы удобней если бы у нее был передний привод( когда надо просто заглушенную газонокосилку откатить в другое место приходится поднимать ее на передние колеса, удобней было бы наклонить ее на задние)
Ребят, откосил один сезон, конечно по сравнению с триммером небо и земля. Хоть она и уже косит за проход чем триммер, но получается 1. Быстрее гораздо 2. Ровнее 3. Гораздо менее трудозатратно 4. Экономичней Хреначит и по кочкам и по ухабам, срубая муравейники, кротовые кучки(конечно приходится регулировать высоту покоса). В большие препятствия упрется передком и не даст вам убить нож или движок. Мешком для сбора травы почти не пользуюсь, швыряет мульчу прям в ноги, удобней был бы боковой выброс. Имею опыт работы с итальянской техникой, разницы не заметил, но посмотрим на сколько ее хватит.
александр м.
Плюсы:
нормальная косилка. заводится, косит.
Минусы:
практически нет, НО!
НО!! если погнете нож(на участке иногда попадаются камни), можно ставить в дальний угол. ножей в продаже нет — ищу 2 года!!! официалы молчат. ПОКУПАТЬ НЕ СОВЕТУЮ!
Первое использование показало, что косилка подойдёт для моих нужд. Мощности достаточно, бегает довольно шустро. Мешок для сбора травы наполняется за 20 метром прохода по мелкой траве. Управление очень удобное, шнур стартера выносится при желании на штангу рукоятки.
Минусы:
Немного не разобрался в описании и купил без бокового выброса.
Способна молоть метровую некось, правда медленно, с отходом назад. Косил траву на максимальной высоте для начала. Хорошо использовать для обработки сада, вокруг кустов и деревьев. При ручном маневрировании без использования привода колёс сложностей не возникает — аппарат лёгкий. Когда не может больше кидать траву в мешок, забивает окно выброса и натужно кряхтит — даёт знать, что мешок надо освободить.
Пётр А.
Плюсы:
Пользуемся агрегатом вот уже больше трех месяцев. Проста в управлении и экономична.
Минусы:
нет.
Брали для площадок по мини-футболу, где тренируется наша команда. Высота скашивания легко меняется, а одной дозаправки бензина хватает надолго.
Борис Ш.
Плюсы:
Семь уровней скашивания, большая емкость травосборника, автономность.
Минусы:
Нет
Запускается нормально, не глохнет, по участку ездит без проблем, в грунте не застревает. Траву скашивает хорошо, причем, часто чистить травосборник не нужно.
Стёпа К.
Плюсы:
Мягкий травосборник на 60л, 7 уровней высоты скашивания, мощный двигатель
Минусы:
Нет
Пользуюсь газонокосилкой в основном на открытых участках, ширина среза в 46 см оптимальна. Высоту среза регулирую практически на ходу, удобно расположен рычаг. Небольшие ямки для нее не помеха.
Евгений К.
Плюсы:
большой мешок для травы.
Минусы:
нет
Косилка очень достойная, параметры меня полностью устраивают. С топливом не балуюсь, заливаю нормальный бензин, работает уже не один сезон без сбоев. Вместе с косилкой покупайте сразу масло, оно в комплект не входит. Срез по ширине оптимальный, кошу и на открытых участках и там, где есть помехи. Высоту среза регулирую практически на ходу, рычажок удобно расположен.
Газонокосилкой подравниваем газоны на дачном участке. Колёса широкие, хорошо маневрируют, вмятин не газоне не оставляют. Высота среза регулируемая, есть где развернуться, потому что аж 7 уровней. Ручка удобная, легко разбирается и компактно помещается в подсобку. Единственное – шумновата по сравнению с прошлой электрической, но это решается наушниками.
Виталя Константинов
Плюсы:
Могу выбрать любую высоту скашивания — 7 (!) регулировок. Важнецкий для меня момент – тканевый, но прочный травосборник. Нет хитростей в обслуживании: легко поменять масло, почистить и залить топливо. Управлять легко и приятно — плавно поворачивает.
Минусы:
Конкретных — нет
У нас на территории много кочек и ямок, но с ней они нипочём.
Andrey A.
Плюсы:
Нормальная косилка за относительно небольшой бюджет. Косит
Минусы:
Трава в травосборник почти не попадает — что свежая и густая, что сухая и старая
Других таких у меня еще не было, поэтому сравнивать не с чем. Только триммеры. Участок у меня кривой (газон посажен пока только на небольшом выравненном участке), с кочками и ямами, поэтому часто буксует — приходится помогать, цепляет ножом землю — приходится косить на большой высоте — высоту регулировать легко. Заводится в холодную обычно с третьей попытки, на горячую — с первой. Бензил когда заливаю — всегда переливаю немного, пока не приноровился. Воронка закрывает горлышко — не видно сколько лить из канистры. Собираюсь первый раз поменять масло — примерно месяц уже отработала. Доступ к масляной горловине удобный. Но чтобы слить масло, приходится переворачивать всю косилку целиком. Травосборник совершенно бесполезен. Травы туда попадает не больше 2-3%. Наверно, неудачная конструкция. Сухая трава просто летит вниз — под нож, сочная и густая — тут же забивает отверстие для выхода травы, наматывается на нож, после чего косилка глохнет — приходится переворачивать и вручную удалять траву с ножа. После такой прочистки хватает где-то на 50 метров кошения густой травы (посаженной), потом опять чистить надо. Это пока основной обнаруженный недостаток
Показать ещё отзывы
25-дюймовая самоходная аккумуляторная газонокосилка 60 В
Перейти к информации о продукте
1 / из 12
Детали
Самая большая в отрасли режущая дека с вдвое большим крутящим моментом
Очень умный. Преодолевайте самые трудные участки одной рукой, потому что наши умные газонокосилки никогда не застревают. Когда трава становится густой, высокой или мокрой, датчики Greenworks сообщают нашему двигателю TRUBRUSHLESS TM о необходимости передать мощность на ножи косилки. Конечный результат? Идеальный газон каждый раз.
Очень прочный. Палуба изготовлена из сверхпрочной стали и готова к работе на любой местности. Добавьте алгоритмы и бесщеточный двигатель, чтобы достичь непревзойденной скорости лезвия. Ка-пау!
Очень просто. Простой запуск одним нажатием кнопки. Легко косить, потому что он самоходный, без пота! Бережно относится к ушам, потому что косит тихо. Подпруга для хранения в небольших помещениях — вы даже можете повесить ее, если хотите.
Долговечность. Разработан для более длительного времени работы благодаря портам для двух аккумуляторов для двух (2) аккумуляторов 60 В (4,0 ампер-часа). Дополнительные функции включают в себя светодиодные фары высокой интенсивности, упаковщик или мульчер 2-в-1, семь уровней высоты стрижки, защиту от воды и атмосферных воздействий IPX4, а также удобный дисплей времени работы.
— Размер деки 25 дюймов — самый большой в отрасли размер реза
— Кнопка запуска — нажмите и косите, больше не дергайте за шнур
— Интеллектуальный БЕЗ КОНСТРУКЦИЙ TM Технология двигателя — в 2 раза больше крутящего момента, больше мощности, больше времени работы, бесшумная работа и увеличенный срок службы двигателя
— Инновационная технология SmartCut™ — определяет траву и автоматически адаптирует мощность для идеального кошения
— Светодиодные фары высокой интенсивности — Для лучшей видимости при скашивании на рассвете или в сумерках
— Порты для двух аккумуляторов с технологией автоматического переключения — более длительное время работы с двумя аккумуляторами
— Ручки EZ Fold™ просты в использовании — Просто потяните, сложите и уберите за считанные секунды — занимает до 70% меньше места
— Система 2-в-1 — Сбор и мульчирование для более здорового газона
— Лезвия двойного действия — Для точной и равномерной резки
— Питание от аккумуляторов 75+ 60 В Продукты — Один аккумулятор для скашивания, сдувания, обрезки, обрезки, культивации и многого другого!
Нет списка
Нет запаха газа. Вам больше не придется пахнуть газом после кошения
Нет выбросов. Экономьте деньги и дышите чистым воздухом
Без обслуживания. Без настройки, без смешивания топлива, без грязных разливов
Низкий уровень шума. Комфорт для ушей, кошение с низким уровнем шума
Гарантия + Сервис
4 года ограниченной гарантии на инструмент
4 года гарантии на батарею
Специализированная служба поддержки 1-888-909-6757
Инструменты Power 75+ с любой батареей Greenworks 60 В
Технические характеристики
емкость аккумулятора 1
4,0 Ач
емкость аккумулятора 2
4,0 Ач
химия аккумуляторов
Литий-ионный
Гарантия на батарею
4 года
бесщеточный двигатель
Да
высота среза
7 Позиция
материал настила
Сталь
размер деки
25 дюймов
выпускные элементы
2-в-1
передние колеса
8 дюймов
идеально для
До ⅔ акра
— максимальная высота среза
4 дюйма
мин. высота среза
1-⅜ дюйма
Система привода косилки
Заднеприводная Самоходная
мощность
Аккумуляторный
задние колеса
10 дюймов
умный рез
Да
гарантия на инструмент
4 года
напряжение
60В
Что включено
(1) Бесщеточная самоходная газонокосилка Pro 60V 25″
(1) Мешок для сбора травы
(2) Аккумуляторы 4,0 Ач
(1) Двухпортовое зарядное устройство на 6,0 А
(1) Руководство пользователя
Руководства по эксплуатации
Загрузить руководство (на английском языке)
ХарактеристикиКак сделать видеоИдеально для питания 24 ВВсеГарантия
Гарантия + Сервис
4 года ограниченной гарантии на инструмент
4 года гарантии на батарею
Специализированная служба поддержки 1-888-909-6757
Инструменты Power 75+ с любой батареей Greenworks 60 В
Устойчивое развитие
Лучшие газонокосилки HUTER — Рейтинг 2020
Многие владельцы приусадебных участков и загородных домов мечтают о том, чтобы их газон был идеальным газоном. Однако такого результата можно добиться только при тщательном уходе за посеянной травой. Это включает в себя регулярное скашивание газона. Для отличного результата необходимо использовать полноценную колесную газонокосилку, позволяющую получать траву строго фиксированной длины. Одним из самых известных производителей газонокосилок является компания Huter. В ее ассортименте есть устройства практически для любых нужд. Рейтинг лучших газонокосилок Huter поможет вам не запутаться в многообразии моделей и выбрать оптимальную.
ТОП-7 лучших газонокосилок HUTER
1. Huter GLM-6.0S
2. Huter ELM-1400
3. Huter GLM-5.0S
4. Huter GLM-5.0S 9.0-040 9.0 ELM-040 9.0296 1000
6. Huter ELM-1100
7. Huter CLM-36 Li
Какую газонокосилку лучше купить
ТОП 7 лучших газонокосилок HUTER
Газонокосилки этой фирмы достаточно зарекомендовали себя как высококлассная и надежная техника для дачи и сада. На всю продукцию этого бренда предоставляется гарантия, а обслуживание можно осуществить в любом из многочисленных сервисных центров. 9№ 0027
Основной задачей газонокосилок Hooter является придание формы газону и стрижка травы. Судя по отзывам пользователей, то, кроме того, эти устройства справляются даже с такими задачами, как обрезка одревесневшей травы, сена и скашивание сорняков.
Обычно газонокосилки используются на больших площадях, от 400 м2 до 1 км2, где использование триммера становится неэффективным. К достоинствам популярных газонокосилок Huter можно отнести следующие характеристики:
небольшой вес и простота в управлении;
высокая износостойкость и длительный срок службы;
регулировка высоты ручек;
наличие самоходных моделей;
возможность регулировки высоты скашивания;
широкий ценовой диапазон.
1. Huter GLM-6.0S
Эта модель — отличная газонокосилка для больших площадей до 1000 м2. Мощный четырехтактный двигатель мощностью 6 л.с. позволяет ему эффективно косить газоны в течение длительного времени. Рекомендуется заливать бензин АИ-92, чтобы значительно увеличить срок службы. Наличие специальной ручки позволяет быстро менять высоту стрижки в диапазоне от 25 до 75 мм. Эта самоходная газонокосилка рекомендуется для полупрофессионального использования и для всех владельцев больших приусадебных участков.
Преимущества:
управление расположено на ручке;
большой травосборник;
складная ручка;
надежный и простой в обслуживании;
отсечной регулятор на 7 позиций;
режущий элемент скрыт под корпусом.
Недостатки:
значительная масса.
2. Huter ELM-1400
Хорошая и недорогая газонокосилка для дома. Оснащен электродвигателем мощностью 1,4 кВт и травосборником на 40 литров. Установка достаточно проста, чтобы не доставлять неудобств. Это устройство обеспечивает защиту от случайного срабатывания, блокируя кнопку пуска после каждого выключения. Для запуска двигателя необходимо нажать специальную кнопку.
Рекомендуется для небольших площадей до 400 м2 и для расчистки садовых дорожек.
Преимущества:
управление на ручке;
относительно небольшая масса;
мощный двигатель;
стоимость оправдана;
допустимый уровень шума;
ширина реза 38 см.
Недостатки:
относительно небольшой сборный ящик.
3. Huter GLM-5.0S
Эта мощная модель – одна из лучших газонокосилок в этом обзоре. Ее основное назначение – работа по уходу за газоном в парке или на большом газоне. Одноцилиндровый четырехтактный двигатель мощностью 5 л.с., оснащенный системой воздушного охлаждения, способен работать несколько часов без перерыва. Главное, вовремя заправлять его бензином. Все управление сосредоточено на ручке, которую, к тому же, можно регулировать по высоте. Газонокосилка идеально подходит для больших площадей и полупрофессионального использования.
Преимущества:
самоходные колеса;
вместительный травосборник на 50 литров;
простота запуска;
отличная сборка и комплектующие;
неприхотлив в обслуживании;
съемная, складная и регулируемая по высоте ручка;
регулируемая высота стрижки.
Недостатки:
значительная масса.
4. Huter GLM-4.0
Лучшая газонокосилка для ухода за газоном в парке или газоном в саду среднего размера. Для удобства использования все элементы управления расположены на ручке. Благодаря травосборнику на 60 литров вам не придется долго беспокоиться о том, чтобы избавиться от травы. Регулировка высоты стрижки состоит из пяти положений и переключается одним рычагом.
Преимущества:
для работы не нужны специальные знания и опыт;
корпус из листовой стали;
качество сборки;
допустимый уровень шума;
экономичный расход топлива;
большая коробка для сбора.
Недостатки:
очень тяжелый.
5. Huter ELM-1000
Эта газонокосилка самая маленькая в этом обзоре. Ширина реза составляет 320 мм. Он отлично подходит для скашивания ухоженных газонов и лужаек, но совершенно не подходит для скашивания высокой травы из-за недостаточной мощности двигателя. Косилка управляется с помощью рычажного механизма.
Преимущества:
компактный размер;
небольшой вес;
хорошая ширина скашивания.
Недостатки:
низкая мощность двигателя;
нет нормальной регулировки высоты стрижки.
6. Huter ELM-1100
Эта косилка имеет ту же ширину скашивания, что и предыдущая модель, но с более мощным двигателем 1,1 кВт. Это означает, что он более устойчив и немного лучше справляется с высокой травой. Также машина имеет увеличенный диапазон регулировки высоты скашивания и оснащена прочным травосборником. Органы управления сделаны более удобными, чем у предыдущей модели.
Преимущества:
приличная мощность двигателя;
отличное сочетание стоимости и характеристик;
увеличен диапазон регулировки длины ручки;
простота установки и обслуживания;
большая коробка для сбора.
Недостатки:
неудобная регулировка высоты стрижки.
7. Huter CLM-36 Li
Любой, кто ищет лучшую аккумуляторную газонокосилку, может выбрать эту модель. 2023 года. Это практически идеальный инструмент для скашивания газона на небольшом садовом участке. Травосборник объемом 40 литров легко устанавливается и снимается, поэтому вам не придется слишком часто его опорожнять. Рекомендуется для обслуживания помещений площадью не более 400 м2.
Преимущества:
работа от мощного литий-ионного аккумулятора;
регулируемая высота стрижки;
отличная маневренность;
простота транспортировки;
вместительный травосборник;
отсутствие проводов.
Недостатки:
ограниченное время работы до необходимости подзарядки аккумулятора.
Какую газонокосилку лучше купить
Лучшие газонокосилки Huter выпускаются в нескольких модификациях. Прежде чем остановиться на той или иной модели, рекомендуется ознакомиться с параметрами, которые необходимо учитывать при покупке газонокосилки. В первую очередь нужно выбрать между электрическим и бензиновым устройством. Каждый из них имеет свои преимущества и недостатки, которые играют существенную роль в зависимости от условий их использования.
Стоит отметить, что электрические модели также делятся на два типа: аккумуляторные и сетевые. Преимуществом первых является полная автономность, без привязки к электросети. Однако они не подходят для непрерывной работы в течение нескольких часов. Все эти нюансы следует учитывать на этапе выбора. К их преимуществам можно отнести низкий уровень шума, экологичность и простоту ухода. Из недостатков стоит отметить невозможность их использования во время и сразу после дождя.
Бензиновые газонокосилки отличаются значительной автономностью и большой мощностью. В зависимости от мощности двигателя они делятся на профессиональные и бытовые. Первые имеют мощность более 5 кВт, а вторые – до 5 кВт. Естественно, рабочий ресурс профессионального почти в 2 раза выше, чем у отечественного. К недостаткам можно отнести значительный вес, необходимость регулярной заправки газом и наличие выхлопных газов.
Кроме того, рекомендуется обратить внимание на общие характеристики, которые имеют большое значение в процессе работы с газонокосилкой. К ним относятся:
Ширина полосы скашивания. Чем больше обрабатываемая площадь, тем больше должен быть этот параметр.
Форма колеса. Если газон изобилует неровностями, то лучше взять модель с широкими колесами и подшипниками.
Возможность регулировки высоты среза травы, а также ее минимального и максимального значения.
Дизельный мотоблок СКАУТ 15 DE с почвофрезой и сиденьем » ООО «АГРОТЕХНИКА»
Описание
Характеристики
Комплектация
Видео
Отзывы
Мотоблок СКАУТ 15 DE — это самая мощная модель из линейки мотоблоков, которая предназначена для круглогодичной работы на дачном и приусадебном участке. На агрегате установлен мощный дизельный двигатель, благодаря которому техника выполняет даже сложные сельскохозяйственные и коммунальные задачи: вспашка целины, посадка овощей и зерновых культур, покос травы, уборка снега и перевозка грузов до 1 тонны в прицепе.
Назначение мотоблока СКАУТ 15 DE
Мощности мотоблока достаточно для использования двухкорпусного плуга для вспашки почвы. Для поверхностной обработки почвы используют почвофрезу с шириной захвата 1000 мм. Почвофреза подключается к шестеренчатому валу отбора мощности при помощи редуктора.
К мотоблоку подключается навесное оборудования для сельскохозяйственной и коммунальной работы: плуг, почвофреза, косилка, посадочные машины для овощей, сеялки, отвал, снегоуборщик, прицеп и т. д. В течение сезона, когда культуры растут, при помощи мотоблока происходит уход за ними:
Прополка.
Окучивание.
Полив.
Опрыскивание.
Характеристики мотоблока СКАУТ 15 DE
На агрегате установлен дизельный одноцилиндровый мотор с принудительным водным охлаждением мощностью 14,85 л. с. Запуск двигателя происходит при помощи электростартера. Тяговые характеристики двигателя позволяют выполнять земельные работы, работать с прицепом массой до 1000 кг, а также функционировать в течение всего рабочего дня без перерывов.
Навесное оборудования подключается на одноточечное прицепное устройство, шестеренчатый вал отбора мощности и ременной привод. Оборудование подключается как спереди машины, например сенокосилка, так и сзади, например картофелекопалка.
Вся информация и фотографии товаров на сайте являются исключительно ознакомительными. Стоимость товаров, цены и другая информация, указанная на настоящем сайте приведена как справочная информация и не являются публичной офертой, определяемой положениями статьи 437 Гражданского кодекса Российской Федерации и может быть изменена в любое время без предупреждения по усмотрению продавца. Для получения подробной информации о стоимости, сроках и условиях поставки просьба обращаться в нашу компанию по указанным телефонам. Цвета и модели реализуемых товаров могут отличаться от представленных на настоящем сайте. Технические характеристики и комплектация товаров может быть изменена производителем или изготовителем без предупреждения
Артикул: RU_98486
Категория: Скаут Метки: Дизельный Мотоблок, Дизельный мотоблок СКАУТ 15 DE, Купить мотоблок, Купить мотоблок Скаут, мотоблок, Мотоблок СКАУТ, Мотоблок СКАУТ 15, мотоблок СКАУТ 15 DE, Мотоблок СКАУТ 15 DE с почвофрезой и сиденьем, Мотоблок Скаут Сколько стоит, Мотоблок Скаут цена, Мотоблоки, СКАУТ 15 DE
Характеристики
Страна происхождения
Китай
Страна сборки
Россия
Габаритные размеры, мм
Длина 2180 | Ширина 890 | Высота 1100
Дорожный просвет, мм
200
Конструкционный вес без навесного оборудования, кг
310
Размер колес
6,12″–12″
Колея, мм
600–750
Тип BOM
Ременной + шестеренчатый
Привод от двигателя
Пара клиновидных ремней B1850
Тип коробки передач
Комбинированного типа с приводом от цилиндрической шестерни
Количество передач
(3 + 1) × 2
Тип тормозной системы
Кольцевого вида с внутренними колодками
Тип сцепления
Однодисковое, сухого типа, с постоянным сцеплением, фрикционного типа
Блокировка дифференциала
Раздельная на каждое колесо
Система света
Фара дальний / ближний
Минимальный радиус разворота, см
Разворот на месте
Тип почвофрезы
Активная почвофреза с приводом от заднего шестеренчатого ВОМ
Минимальный погрузочный вес для прицепа, кг
1000
Характеристики Дизельный двигатель R195-T
Тип двигателя
Горизонтального расположения дизельный четырехтактный двигатель
Количество оборотов, об. /мин.
2000 – 2200
Количество цилиндров
1
Ход поршня, мм
95
Диаметр цилиндра, мм
95
Система охлаждения
Водяное охлаждение
Смазка двигателя
Шестеренчатый насос с системой смазки разбрызгиванием
Запуск двигателя
Ручной стартер (Z – образная рукоятка) + электрический стартер
Тип вала отбора мощности
Шкив на маховике
Масса двигателя, кг
116
Габаритные размеры, мм
745 х 405 х 570
Объем топливного бака, л
6
Характеристики Почвофреза СКАУТ-100
Ширина культивации, мм
1000
Необходимый ВОМ для привода
Шестеренчатый
Требуемая минимальная мощность трактора, л. с.
8
Глубина обработки, мм
120–170
Рабочая скорость, км/час
2–7
Габариты конструкции, мм
Ширина 1040 | Длина 1000 | Высота 910
Количество ножей, шт
20
Масса конструкции, кг
56
Вся информация и фотографии товаров на сайте являются исключительно ознакомительными. Стоимость товаров, цены и другая информация, указанная на настоящем сайте приведена как справочная информация и не являются публичной офертой, определяемой положениями статьи 437 Гражданского кодекса Российской Федерации и может быть изменена в любое время без предупреждения по усмотрению продавца. Для получения подробной информации о стоимости, сроках и условиях поставки просьба обращаться в нашу компанию по указанным телефонам. Цвета и модели реализуемых товаров могут отличаться от представленных на настоящем сайте. Технические характеристики и комплектация товаров может быть изменена производителем или изготовителем без предупреждения
Комплектация
Инструкция на русском языке
Мотоблок тяжелый дизельный в сборе
Набор гаечных ключей
Почвофреза активная (в разборе)
Фирменный гарантийный талон
Вся информация и фотографии товаров на сайте являются исключительно ознакомительными. Стоимость товаров, цены и другая информация, указанная на настоящем сайте приведена как справочная информация и не являются публичной офертой, определяемой положениями статьи 437 Гражданского кодекса Российской Федерации и может быть изменена в любое время без предупреждения по усмотрению продавца.Для получения подробной информации о стоимости, сроках и условиях поставки просьба обращаться в нашу компанию по указанным телефонам. Цвета и модели реализуемых товаров могут отличаться от представленных на настоящем сайте. Технические характеристики и комплектация товаров может быть изменена производителем или изготовителем без предупреждения
Видео
Вся информация и фотографии товаров на сайте являются исключительно ознакомительными. Стоимость товаров, цены и другая информация, указанная на настоящем сайте приведена как справочная информация и не являются публичной офертой, определяемой положениями статьи 437 Гражданского кодекса Российской Федерации и может быть изменена в любое время без предупреждения по усмотрению продавца.Для получения подробной информации о стоимости, сроках и условиях поставки просьба обращаться в нашу компанию по указанным телефонам. Цвета и модели реализуемых товаров могут отличаться от представленных на настоящем сайте. Технические характеристики и комплектация товаров может быть изменена производителем или изготовителем без предупреждения
Отзывов
0.0 общий рейтинг
GARDEN SCOUT 105 DE Мотоблок
Мотоблок Скаут 105DE — этот профессиональная сельскохозяйственная техника, ставшая одной из самых популярных в России. Качественное исполнение каждой детали из надежного, прочного металла позволяет мотоблоку выдерживать высокие нагрузки. Мощный дизельный двигатель имеет экономичный расход топлива, а благодаря надежной системе охлаждения, способен беcперебойно работать на протяжении всего дня. Среди главных преимуществ – большой выбор навесного оборудования. К мотоблоку агрегатируются сажалки, сеялки, копалки, фрезы, косилки, прицепы, отвалы для уборки снега и многое другое. С таким арсеналом мотобок становится по-настоящему многоцелевой машиной, незаменимой в сельском и домашнем хозяйстве. Культивация почвы мотоблоком Скаут 105D — это достаточно легкий, эффективный процесс. Мотоблок сбалансирован, благодаря тому, что двигатель находится впереди и достаточно низко от центра тяжести. Если сравнивать с мотоблоком Нева, то культивация со Скаут 105D в несколько раз легче для оператора и быстрее.
Характеристики
Значение
Тип мотоблока:
дизельные
Двигатель:
178FE
Мощность максимальная:
6 л.с.
Объем двигателя:
305 см3
Тип двигателя:
четырехтактный
Количество скоростей вперед:
6
Объем топливного бака:
3.5 л
Количество скоростей назад:
2
Передачи:
коробка передач комбинированного типа с приводом от цилиндрической шестерни
Задний ход (реверс):
есть
Количество цилиндров:
1 (78 мм)
Ширина обработки:
100 см
Глубина обработки:
12-17 см
Скорость:
2-7 км/час
Сцепление:
однодисковое, сухого типа
Фара:
есть
Система пуска:
ручная, инерционная
Количество ножей:
20
Ход поршня:
64 мм
Количество оборотов:
3600 об/мин
Электрозапуск:
есть
Охлаждение:
принудительное воздушное
Диаметр колес:
6. 00-12″
Дополнительная информация:
смазка — масляный насос, дорожный просвет — 20 см, тип ВОМ — ременной/шестеренчатый, тормоз — кольцевого вида с внутренними колодками
Габариты (Д/Ш/В):
174х105х98 см, 49х40х38 см (двигатель), 104х100х91 см (почвофреза)
Вес:
120 кг (без навески), 34 кг (двигатель), 58 кг (почвофреза)
Страна производитель:
Китай
Гарантия:
2 года (или 24 месяца) от нашей компании!
Россия, Казахстан, Белоруссия, Узбекистан, Армения, Киргизия, Таджикистан — доставка в любой город и другие страны ЕАЭС и мира.
Ваше имя *
Обязательное поле
Имя должно быть не менее 4 символов.
Электронная почта *
Обязательное поле
Неправильный E-mail.
Название компании или физ.лицо *
Обязательное поле
Название должно быть не менее 4 символов.
Телефон
Сообщение *
Обязательное поле
Защита от спама reCAPTCHA Конфиденциальность и Условия использования
Сообщение отправлено
Пожалуйста, заполните форму правильно.
Отправка…
Капча недействительна.
Повторите попытку позже.
КАЧЕСТВО
Штат инженеров постоянно работает над улучшением качества продукции компании и ее адаптации под отечественного потребителя.
ДОСТУПНОСТЬ
Продукция компании адаптирована под запросы небольших аграрных хозяйств и отлично подходит для частного использования.
СЕРВИС
В сервисном центре команда опытных механиков производит ремонтно-восстановительные работы, замену запчастей.
Тракторы Shifeng
Shifeng-220, Shifeng-240 и др.
Минитракторы
Т-15, Т-18, Т-25 и др.
Мотоблоки
15 DE, 81 DE, 81 D, 135 DE и др.
Двигатели
R180AN, R190AN и др.
Навесное оборудование
PL-20, PL-50, RM-2, СТВ-2 и др.
Запасные части
Цепи, муфты, валы, фильтры и др.
Ваше имя *
Обязательное поле
Имя должно быть не менее 4 символов.
Электронная почта *
Обязательное поле
Неправильный E-mail.
Название компании или физ.лицо *
Обязательное поле
Название должно быть не менее 4 символов.
Телефон
Сообщение *
Обязательное поле
Защита от спама reCAPTCHA Конфиденциальность и Условия использования
Настоящее соглашение является официальным документом OOO «Новые Технологии», ОГРН 1131690023178, ИНН 1656069657 (далее – Администратор) и определяют порядок использования посетителями (далее — Посетитель) сайта Администратора и обработки информации, получаемой Администратором от Посетителя.
Соглашение может быть изменено Администратором в одностороннем порядке в любой момент, без какого-либо специального уведомления Посетителя Сайта.
В случае, если при использовании Посетителями Сайта Администратору будет сообщена какая-либо информация, относящаяся прямо или косвенно к определенному или определяемому физическому лицу (далее – Персональные данные), ее последующая обработка будет осуществляться в соответствии с законодательством Российской Федерации. В отношении всех сообщаемых Персональных данных Посетитель дает Администратору согласие на их обработку. Администратор обрабатывает персональные данные Посетителя исключительно в целях предоставления Посетителю функций Сайта, размещенного на нем контента, маркетинговой, рекламной, иной информации, в целях получения Посетителем персонализированной (таргетированной) рекламы, исследования и анализа данных Посетителя, а также в целях предложения Посетителю своих товаров и услуг. В отношении всех сообщенных Администратору Посетителем своих персональных данных Администратор вправе осуществлять сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача любым третьим лицам, включая передачу персональных данных третьим лицам на хранение или в случае поручения обработки персональных данных третьим лицам), обезличивание, блокирование, уничтожение, трансграничную передачу, обработку с применением основных способов такой обработки (хранение, запись на электронных носителях и их хранение, составление перечней, маркировка) и иные действия в соответствии со статьей 3 Федерального закона от 27. 07.2006 № 152-ФЗ «О персональных данных».
Посетитель понимает и соглашается с тем, что предоставление Администратору какой-либо информации о себе, не являющейся контактной и не относящейся к целям, обозначенным Администратором Сайта (не относящейся к деятельности Администратора, к продвигаемым им товарам и/или услугам, к условиям сотрудничества Администратора и Посетителя Сайта), а равно предоставление информации, относящейся к государственной, банковской и/или коммерческой тайне, информации о расовой и/или национальной принадлежности, политических взглядах, религиозных или философских убеждениях, состоянии здоровья, интимной жизни Посетителя Сайта или иного третьего лица запрещено.
В случае принятия Посетителем решения о предоставлении Администратору какой-либо информации (каких-либо данных), Посетитель обязуется предоставлять исключительно достоверную и актуальную информацию. Посетитель Сайта не вправе вводить Администратора в заблуждение в отношении своей личности, сообщать ложную или недостоверную информацию о себе.
Администратор принимает меры для защиты Персональных данных Посетителя Сайта в соответствии с законодательством Российской Федерации.
Администратор не проверяет достоверность персональной информации, предоставляемой Посетителем Сайта, и не имеет возможности оценивать его дееспособность. Однако Администратор исходит из того, что Посетитель предоставляет достоверную персональную информацию и поддерживает эту информацию в актуальном состоянии.
Администратор вправе запрещать Посетителю доступ к Сайту или к отдельным частям Сайта.
Посетитель в соответствии с ч. 1 ст. 18 Федерального закона «О рекламе» дает Администратору свое согласие на получение сообщений рекламного характера.
Согласие может быть отозвано субъектом персональных данных или его представителем путем направления письменного заявления ООО «Новые Технологии» или его представителю по адресу: 420030 Казань, Адмиралтейская д. 3 к.4 п.1026.
В случае отзыва субъектом персональных данных или его представителем Согласия на обработку персональных данных, ООО «Новые Технологии» вправе продолжить обработку без разрешения субъекта персональных данных при наличии оснований, указанных в пунктах 2 — 11 части 1 статьи 6, части 2 статьи 10 и части 2 статьи 11 Федерального закона №152-ФЗ «О персональных данных» от 26.06.2006 г.
Настоящее Согласие действует все время до момента прекращения обработки персональных данных по причинам, указанным в п. 9 данного документа.
Scout — Rokon
Система привода
Полная занятость, передний и задний привод
Двигатель
Kohler, одноцилиндровый, четырехтактный, с воздушным охлаждением
Объем поршня
208cc
Выходная мощность
7 л. с. при 3600 об/мин
Пиковый крутящий момент
12,4 (9,1) Нм (фут-фунт) при 2800 об/мин
Трансмиссия
Автоматический преобразователь крутящего момента в трехступенчатый селектор диапазона
7 л.с., скорость пропорциональна дроссельной заслонке
Емкость топливного бака
2,69 галлона США (10,0 л)
Топливо
Обычный неэтилированный бензин
Расход топлива
0,33 галлона/ч (211 г/ПС ч)
Тормоза
Дискового типа, гидравлический передний и задний, с двумя органами управления на руле
Стартер
Электрический и пусковой механизм (автоматическая отдача с компрессионным сбросом)
Зажигание
Электронный магнето
Электрика
12 вольт
Выхлоп
Глушитель и искрогаситель, одобренный лесным хозяйством США
Карбюратор
Карбюратор с фиксированным главным жиклером
Воздушный фильтр
Сухого типа, с пеной вторичной ступени
Сорт Способность
60 процентов
Гарантия
Ограниченная гарантия на 12 месяцев
Колеса
12-дюймовая стальная спица
Шины
8 x 12 x 25″ бескамерный
Колесная база
51 дюйм (129,5 см)
Дорожный просвет
13 дюймов (33 см)
Высота над сиденьем
31 дюйм (78,7 см)
Высота над рулем
39 дюймов (55,9 см)
Ширина
32 дюйма (81,3 см)
Длина
79 дюймов (200,7 см)
Вес
218 фунтов. (98,8 кг) сухая масса
Преодолеваемая глубина воды
22 дюйма (55,9 см)
Дизельный мотоблок, тяжелый
Содержимое
1 Тяжелые мотоблоки
1.1 Садовый разведчик GS12DE
1.2 Штенли Г-192
1,3 Суперинтендант GT 120 RDK
2 Средние мотоблоки
2.1 Бизон Z16
2.2 Югра НМБ-1Н16
2.3 КАЙМАН 320
3 Легкие мотоблоки
3.1 Бизон КХ-3 (ГН-4)
3.2 Вейма Делюкс WM1050-2
4 Положительные и отрицательные стороны тяжелых мотоблоков
Мотоблок – отличный помощник огородника. Основное назначение техники – обработка почвы. Агрегат также оснащен прицепом для перевозки грузов, а некоторые модели способны косилкой заготавливать сено для животных. По мощности и весу агрегаты делятся на три класса: легкие, средние и тяжелые. Модели первых двух классов обычно оснащаются бензиновыми двигателями. Тяжелый мотоблок уже считается профессиональным агрегатом и чаще всего оснащается дизельным двигателем.
Тяжелые мотоблоки
Техника этого класса чаще всего работает от дизельного двигателя мощностью от 8 до 12 л. с., поэтому он вынослив и может использоваться без перерыва в течение длительного времени. По тяговой мощности агрегат может не уступать мини-трактору. Вес тяжелых мотоблоков иногда превышает 300 кг.
Садовый разведчик GS12DE
Модель оснащена четырехтактным двигателем R 19 с водяным охлаждением.Дизельный двигатель 5 АНЛ. Запуск осуществляется электростартером. Двигатель мощностью 12 л.с. довольно вынослив. Мотоблок без отдыха способен обрабатывать участок земли до 5 га, а также перевозить грузы массой до 1 тонны. Вес агрегата без навесного оборудования составляет 290 кг. Ширина обработки почвы фрезой 1 м, глубина 25 см.
Считается, что техника производится в Китае, хотя сборка происходит в России. Модель качественная, недорогая в обслуживании и простая в ремонте.
Совет! Агрегат Garden Scout GS12DE отлично подходит для переделки в мини-трактор по всем параметрам.
Штенли Г-192
Профессиональный дизельный мотоблок мощностью 12 л. от. по праву можно назвать трехколесным мини-трактором. Аппарат произведен немецким производителем. В комплектацию входит сиденье водителя, дополнительное колесо, роторный плуг и фреза. Мотор с водяным охлаждением не перегревается в жару и легко запускается от электростартера в сильные морозы. Топливный бак на 6 литров позволяет использовать технику длительное время без дозаправки. Мотоблок весит 320 кг. Ширина обработки почвы — 90 см, глубина — 30 см.
Совет! Модель Shtenli G-192 может использоваться в качестве перекачивающей помпы для воды.
Суперинтендант GT 120 RDK
Профессиональная модель оснащена дизельным двигателем мощностью 12 л. с. от. и имеет водяное охлаждение. Техника востребована для работы на приусадебном участке и небольшом фермерском хозяйстве. Мотоблок имеет восьмиступенчатую коробку передач, где имеется 6 передач переднего хода и 2 передачи заднего хода. Топливный бак емкостью 6 литров обеспечивает длительную работу двигателя. Четырехтактный двигатель Камы легко запускается от электростартера даже зимой, а 12 лошадей помогают мотоблоку набирать скорость до 18 км/ч. Весит модель 240 кг. Ширина обработки 90 см.
На видео представлен обзор модели Зубр JR-Q12:
Средние мотоблоки
Модели среднего класса доступны с бензиновым и дизельным двигателем объемом от 6 до 8 литров. от. Вес агрегатов обычно находится в пределах 100-120 кг.
Бизон Z16
Модель отлично подходит для домашнего хозяйства. Бензиновый мотоблок оснащен двигателем воздушного охлаждения мощностью 9литров. от. Механическая коробка передач имеет три скорости: 2 вперед и 1 назад. Топливный бак имеет емкость 8 литров бензина. Вес агрегата — 104 кг. Ширина обработки почвы фрезами от 75 до 105 см.
Совет! Функционал мотоблока значительно расширяется при использовании навесного оборудования.
Югра НМБ-1Н16
Прочный дизельный мотоблок Угра 9 л весит всего 90 кг. Однако техника способна без отдыха обработать большой участок земли. Агрегат оснащен четырехтактным двигателем Lifan. Механическая коробка передач имеет 3 скорости вперед и 1 назад. Рулевая колонка регулируется по вертикали и горизонтали. Резцы имеют ширину 80 см и глубину 30 см. Рычаги управления двигателем и сцеплением установлены на руле.
КАЙМАН 320
Модель оснащена бензиновым двигателем Subaru-Robin EP17 с воздушным охлаждением. Мощность четырехтактного двигателя составляет 6 литров. от. Агрегат оснащен механической коробкой передач с тремя передними и двумя задними скоростями. Техника способна обработать до 3 га земли. Ширина скашивания 22–52 см. Бензобак рассчитан на 3,6 литра. Масса мотоблока 90 кг.
Легкие мотоблоки
Вес агрегатов легкого класса не превышает 100 кг. Модели обычно оснащаются бензиновыми двигателями с воздушным охлаждением мощностью до 6 л.с. с., а также небольшой топливный бак.
Бизон КХ-3 (ГН-4)
Легкий мотоблок оснащен бензиновым двигателем WM 168F с воздушным охлаждением. Максимальная мощность агрегата составляет 6 литров. от. Механическая коробка передач имеет 2 скорости вперед и 1 назад. Вес модели без фрез — 94 кг. Топливный бак имеет емкость 3,5 литра. Ширина обработки до 1 м, а глубина 15 см.
Техника предназначена для садоводства и домашнего хозяйства. Оптимальная обрабатываемая площадь – не более 20 соток.
Вейма Делюкс WM1050-2
Модель легкого класса оснащена бензиновым двигателем WM170F с принудительным воздушным охлаждением. Минимальная мощность двигателя составляет 6,8 л. от. Коробка передач имеет 2 скорости вперед и 1 назад. Ширина обработки почвы фрезой от 40 до 105 см, а глубина от 15 до 30 см. Вес агрегата 80 кг.
Модель прекрасно подходит для широкого спектра сельскохозяйственных работ. Функционал расширен за счет возможности использования разных насадок.
Положительные и отрицательные стороны тяжелых мотоблоков
Большинство производителей оснащают тяжелую технику дизельными двигателями. Стоимость агрегатов растет, но польза для потребителя остается. Давайте взглянем на плюсы тяжелых дизелей:
Дизельное топливо дешевле бензина. Кроме того, работающий дизель потребляет гораздо меньше топлива, чем его аналог.
По массе дизельный двигатель тяжелее бензинового аналога, что увеличивает общую массу мотоблока. Этот фактор положительно влияет на сцепление колес агрегата с грунтом.
Дизель имеет больший крутящий момент, чем бензиновый двигатель.
Применение 3D-сканеров в стоматологии — интраоральные и лабораторные
Современное лечение и протезирование зубов существенно отличается от того, что было еще десятилетие назад. Каждый год появляются не только новые лекарства и более качественные и современные пломбировочные материалы, но также совершенствуются методики изготовления всевозможных зубных конструкций — коронок, протезов, мостов, элайнеров и т. д.
С развитием компьютерных технологий у стоматологов появилась возможность значительно улучшить качество своих услуг, применяя новейшие разработки в данной области. В первую очередь речь идет о внедрении в лечебный процесс трехмерного моделирования.
Технология CAD/CAM широко используется в самых разных сферах, начиная от инжиниринга и заканчивая ювелирным делом, дизайном и медициной.
Данная аббревиатура означает следующее:
В настоящее время этот способ создания будущего протеза (коронки, моста и т. д.) на основе трехмерной модели становится все более популярным и востребованным, вытесняя ручной метод изготовления. И это не удивительно, поскольку он намного более точный, быстрый и качественный.
CAD/CAM-система в стоматологии
CAD/CAM-системы могут работать с различными материалами — как со всем известной керамикой, так и с диоксидом циркония и алюминия, титаном, сталью, сплавами металлов и даже пластмассой.
Сам процесс включает в себя несколько фаз:
Сканирование ротовой полости пациента.
Обработка полученной 3D-модели с помощью специальной программы.
Отправка данных на ЧПУ-станок с последующим автоматическим вытачиванием нужного изделия.
Изготовленные таким образом зубные коронки и протезы намного удобнее и совершеннее, чем при использовании методом литья. Они создаются с учетом всех индивидуальных особенностей клиента: строения челюсти, положения зубов, их анатомической формы, размеров и т. д., чего не всегда удавалось достичь ранее. К тому же, сама процедура занимает намного меньше времени — буквально 1 посещение, без необходимости прохождения неприятной процедуры снятия слепков. По технологии CAD/CAM эту функцию берет на себя интраоральный 3D-сканер. Для многих пациентов такая альтернатива стала единственно возможной, поскольку создание оттисков могло вызывать сильнейший дискомфорт. Помимо этого, приходилось ожидать по нескольку дней, когда зубной техник изготовит коронки, и ходить с препарированными зубами, что само по себе не очень приятно. С появлением CAD/CAM все эти сложности ушли в прошлое.
Следует также отметить, что автоматическое вытачивание коронок по компьютерной трехмерной модели помогает избежать любых неточностей в изготовлении, каких-либо деформаций в процессе, усадки после и тому подобных проблем. Программа сама рассчитывает все нужные параметры работы электронного фрезера и делает это безупречно. В итоге получается именно то изделие (по форме, цвету, размерам и пропорциям), которое идеально подойдет пациенту и врачу не придется что-то подгонять и переделывать, как нередко бывало до этого.
Вытачивание зубного моста на фрезерном станке
Компьютерное моделирование помогает не только создавать анатомически точные модели зубных протезов, коронок и т. п., но и прогнозировать их дальнейшее использование. Нередко сейчас в дополнение к аббревиатуре CAD/CAM можно увидеть еще одну — CAE (Computer-Aided Engineering) – программа инженерного анализа изделия, которая позволяет оценить надежность конструкции при нагрузке.
В любом случае, использование 3D-модели — это самый технически совершенный способ для создания анатомически подходящего протеза, который может предложить современная стоматология. И неотъемлемыми инструментами для его реализации являются интраоральные и лабораторные 3D-сканеры.
Интраоральные сканеры
Как уже упоминалось выше, для создания трехмерной модели зубного ряда необходимо использовать 3D-сканер. Данные можно «снимать» как с готовых слепков (лабораторные сканеры), так и непосредственно с ротовой полости пациента, напрямую. Последний вариант наиболее предпочтителен за исключением тех случаев, когда имеются какие-либо трудности с прохождением луча (труднодоступные места). Делается это с помощью интраоральных 3D-сканеров, которые помогают получить все необходимые замеры для построения трехмерной модели в считанные минуты. Человек при этом не подвергается каким-либо неприятным воздействиям — процедура абсолютно безболезненна.
Применение интраорального 3D-сканера
До изобретения и внедрения интраоральных сканеров в медицинскую практику, оттиски зубов приходилось получать с помощью застывающей пластичной массы, которая доставляла пациентам массу неудобств. К тому же, в дальнейшем материал мог давать небольшую усадку, деформироваться, что влияло на точность воспроизведения зубных протезов. И впоследствии их приходилось по нескольку раз примерять и подгонять. 3D-сканирование же позволяет получить максимально детализированную картинку — цифровой слепок, без каких-либо искажений.
Первоначально все интраоральные сканеры были закрытого типа, то есть, могли взаимодействовать только с фрезерными станками той же марки. Сейчас же сделанные с их помощью снимки можно использовать на любых устройствах, без ограничений. Это дает возможность индивидуально подбирать оборудование как для сканирования, так и для изготовления будущих коронок.
Как они работают
Интраоральные сканеры достаточно компактны и легки по весу и также просты в применении, несмотря на всю свою техническую сложность.
Врач-стоматолог направляет луч света на каждый зуб (или же на тот участок челюсти, который нужен) и тот, отражаясь, передает данные на экран монитора, где в реальном времени выстраивается объемное 3D-изображение. Трансформация потокового сигнала в картинку происходит благодаря специальному ПО, которое сначала выстраивает на основе полученных данных облако точек, а потом создает из них трехмерную модель. Преимущества такого изображения еще и в том, что им можно управлять: детализировать, крутить в разные стороны, видоизменять, выделять отдельные части и т. д. Все это заметно облегчает задачу специалистов, позволяя сразу же создавать нужную конструкцию и отправлять ее в работу. И уже на втором посещении клиент сможет получить то, за чем пришел.
Процедура 3D-сканирования абсолютно безболезненна для пациента
Интраоральные сканеры могут быть полезны не только врачам-ортопедам, но также хирургам, ортодонтам и терапевтам. На основе полученного 3D-изображения можно изготовить вкладки, коронки, мосты, протезы, элайнеры, выполнить качественные реставрации, устанавливать виниры и т.д.
Данных 3D-устройств на рынке представлено довольно много — разных марок и моделей, но мы отобрали для разбора самые качественные, достаточно доступные по цене и хорошо зарекомендовавшие себя в деле.
Интраоральный 3D-сканер Medit i500
Medit i500
Технические характеристики
Компания-производитель: Medit, Южная Корея.
Технология: 3D-in-motion, полноцветная потоковая.
Размеры: наконечник: 18×15.2 мм; общая длина: 266 мм.
Интерфейс подключения: USB 3.0
Формат файлов: STL.
Вес (без упаковки): 276 г.
Medit i500 является одним из лучших в своем сегменте.
Преимущества:
Укомплектован 2-мя камерами, которые моментально «схватывают» картинку благодаря высокому разрешению.
Интеллектуальный алгоритм сканирования позволяет делать снимки непрерывно, точно передавая структуру зубов и окружающих мягких тканей.
Есть возможность передачи цвета во всем многообразии оттенков.
Наличие профессионального ПО, которое позволяет не только максимально упростить работу врача-стоматолога, но и качественно обработать полученные данные, произвести анализ прикуса и его исправление при необходимости, а также многое другое.
Относится к открытому типу 3D-сканеров, что дает возможность выполнять экспорт файлов и их обработку в любых ПО.
Имеет легкий вес и компактные размеры, что обеспечивает комфорт при проведении сканирования.
Работает без порошков и спреев.
Интраоральный 3D-сканер 3Shape TRIOS 3 Basic Pod
3Shape TRIOS 3 Basic Pod
Технические характеристики
Компания-производитель: 3Shape, Дания.
Технология сканирования: TRIOS 3.
Точность сканирования: 4,5 +, 0,9 мкм.
Размеры: 42×274х120 мм.
Интерфейс подключения: USB 3.0
Формат файлов: DCM, STL.
Вес (без упаковки): 373 г без подставки.
TRIOS 3 Basic Pod – компактный и при этом очень технически оснащенный интраоральный 3D-сканер.
Преимущества:
Высокая быстрота и точность сканирования.
Эргономичный дизайн и легкость.
Профессионально ПО с понятным интерфейсом и множеством опций.
Совместимость с любым компьютером или ноутбуком (через USB-порт).
Передача цветной картинки.
В комплект поставки, помимо всего необходимого для работы устройства, также включены 5 съемных наконечников, которые можно автоклавировать, специальная подставка и набор для цветовой калибровки.
Интраоральный 3D-сканер Planmeca Emerald
Planmeca Emerald
Технические характеристики
Компания-производитель: Planmeca Oy, Финляндия.
Технология сканирования: проецируемая триангуляция, где задействованы 3 лазерных луча — красный, синий, зеленый.
Точность сканирования: 10 мкм.
Размеры: 41x45x249 мм.
Интерфейс подключения: USB 3.0.
Формат файлов: STL, PLY.
Вес (без упаковки): 235 г.
Маленький, легкий и сверхбыстрый интраоральный сканер Planmeca Emerald отличается новейшей технологией сканирования и обработки данных.
Преимущества:
Высокая скорость и точность работы: получить детализированное 3D-изображение всей челюсти можно всего за пару минут.
Современный внешний вид и легкость: благодаря эргономичному дизайну и высоким эстетическим свойствам, 3D-сканером не только удобно удобно, но и приятно пользоваться.
Защита от запотевания: данная функция исключает какие-либо помехи в работе устройства.
Точная передача цвета: камеры с высоким разрешением позволяют получать объемную картинку со всеми оттенками и использовать это для реалистичного моделирования будущих реставраций и коронок.
2 вида автоклавируемых насадок: одна — стандартная, вторая — более тонкая, для работы с маленькими пациентами, а также для лучшего отображения труднодоступных мест (задние зубы, межзубные пространства и т. д.).
Возможность импорта и экспорта полученных файлов: 3D-модели переводятся в формат STL и PLY, что позволяет легко обмениваться ими при необходимости без каких-либо сложностей и задействования сторонних сервисов.
Вариативность использования: может управляться с помощью педали.
Интраоральный 3D-сканер 3Shape TRIOS 3 Pod
3Shape TRIOS 3 Pod
Технические характеристики
Компания-производитель: 3Shape.
Технология сканирования: TRIOS 3.
Точность сканирования: 4,5 ± 0,9 мкм.
Размеры: 42×274х120 мм.
Интерфейс подключения: USB 3.0
Формат файлов: DCM, STL.
Вес (без упаковки): 373 г. (без подставки).
Качественный интраоральный 3D-сканер, способный получать точные цифровые слепки всех зубов, без искажений и потери четкости изображения.
Преимущества
Эффективность: в каком бы положении ни находился пациент (прямо или в наклоне), сканер безошибочно передаст все детали зубного ряда, даже жевательных зубов.
Запатентованная технология сверхбыстрого сканирования обеспечивает получение точных снимков за кратчайшие сроки: получить цифровой оттиск всей челюсти можно буквально за несколько минут.
Легкость в управлении: интуитивно понятный интерфейс и эргономичный дизайн сканера делают его очень удобным в использовании.
Открытая система обмена файлов: панорамную 3D-модель легко экспортировать для дальнейшего использования другим специалистам — ортодонтам, терапевтам, ортопедам даже сторонней лаборатории.
Сканирование без порошка: чтобы получить качественную картинку данному устройству не требуется применение матирующего порошка, что делает весь процесс более комфортным и простым.
3Shape TRIOS 3 Pod отличается от 3Shape TRIOS 3 Basic Pod, который мы рассматривали выше, большим количеством опций и максимальной детализацией сканируемого объекта.
Среди его несомненных плюсов:
Высокое качество разрешения: у сканера имеется опция по распознаванию и передачи цвета зубов, что упрощает работу врача по подбору нужного оттенка для реставраций, коронки или винира.
Функция «Patient Specific Motion»: дает возможность записывать движение челюсти пациента.
Визуализатор ортодонтического лечения: помогает увидеть то, как будут выглядеть зубы после ношения брекетов или элайнеров.
Дизайн улыбки: сканер позволяет не только получить полные данные о состоянии ротовой полости, но также спроектировать конечный результат работы по созданию красивой улыбки и наложить его на фото пациента для наглядной демонстрации.
Возможность отслеживать изменения зубного ряда на каждом посещении благодаря функции «Patient Monitoring».
Способность к оцифровке слепков разного типа, в том числе — из гипса или полимеров.
Лабораторные 3D-сканеры
Кроме интраоральных, существуют также и другая разновидность стоматологических 3D-сканеров. Их называют лабораторными, так как они делают снимки не с пациента, а в зуботехнической лаборатории, сканируя гипсовый оттиск, выполненный стандартным путем.
С помощью направленного структурированного света, сканер собирает облако точек — координаты объекта в пространстве, и на их основе строит 3D-модель. Все это делается устройством автоматически, без вмешательства человека. Специальное ПО проводит анализ полученных сведений и создает на экране монитора цифровое изображение.
Использование лабораторных 3D-сканеров в стоматологии
Преимущество такого метода сканирования в его высокой точности. Поскольку в этом случае условия достаточно благоприятны: хорошее освещение, полный доступ ко всем участкам объекта, его неподвижность, то и качество снимков получается отменным. Каждая деталь передается максимально достоверно, без искажений. Правда, гипсовые слепки не дают информации о реальном цвете зубов, поэтому подбирать нужный цвет и оттенок протеза или реставрации будет непосредственно врач. Однако, у большинства лабораторных 3D-сканеров есть функции, позволяющие произвести любую цветокоррекцию изображения и другие опции, с помощью которых можно «дорабатывать» 3D-модель в соответствии с поставленной задачей.
Лабораторные 3D-сканеры, как и интраоральные, помогают заметно повысить качество стоматологических услуг, и сейчас уже ни одна хорошая клиника не обходится без подобного оборудования. Если вы задумываетесь о покупке такого устройства или замене устаревшего/вышедшего из строя 3D-сканера, то обратите внимание на те модели, о которых речь пойдет ниже.
Лабораторный 3D-сканер Shining 3D AutoScan-DS300
Shining 3D AutoScan-DS300
Технические характеристики:
Компания-производитель: Shining 3D, Китай.
Технология сканирования: структурированный голубой свет.
Точность сканирования: < 10 мкр.
Камера: 3.0 Mп.
Интерфейс подключения: USB 3.0
Формат файлов STL, OBJ.
Вес 26 кг.
Размеры: 500x356x320 мм.
Универсальный лабораторный 3D-сканер с высокой точностью сканирования, способный за счет использования голубого света оцифровывать даже бликующие поверхности, в том числе металлические и восковые изделия, а также зубные слепки всех видов.
Преимущества:
Быстрота сканирования и анализа данных.
Наличие 2-х камер высокого разрешения (3 Мп).
Возможность сканирования модели в артикуляторе.
ПО с удобным интерфейсом и возможностью конвертации данных в виртуальный артикулятор.
Компактные размеры и стильный дизайн.
Полная передача текстуры объекта и всех оттенков цвета.
Сканирование без применения порошка.
Работает в заданном режиме, настройка и калибровка устройства производятся автоматически.
Большая область сканирования.
Высокая степень детализации.
Лабораторный 3D-сканер AutoScan DS-EX PRO
AutoScan DS-EX PRO
Технические характеристики:
Компания-производитель: Shining 3D, Китай.
Технология сканирования: структурированный свет.
Точность сканирования: до 10 мкр.
Камера: 1.3 Mp.
Интерфейс подключения: USB 3.0
Формат файлов STL, OBJ.
Вес 5 кг.
Размеры (без упаковки): 260х270х420 мм.
Достаточно бюджетный, очень простой в использовании, компактный и надежный 3D-сканер.
Преимущества:
Совместимость с практически любой CAD/CAM–системой открытого типа, а также с артикуляторами различных марок.
Есть опция как цветного, так и черно-белого сканирования.
Работает без применения порошка.
Передает текстуру сканируемого объекта.
Оцифровывает любые оттиски, штампы, модели (как гипсовые, так и восковые), в том числе в артикуляторе и т.д.
Может работать даже при плохой освещенности и с отражающими поверхностями.
Очень компактные размеры и небольшой вес (всего 5 кг).
ПО Autoscan DS-EX PRO представлено на русском языке и имеет функцию выбора пользовательского интерфейса: для лабораторий и клиник (упрощенный вариант). Кроме того, оно полностью интегрировано в Exocad, благодаря чему нет потерь качества картинки при ее конвертации.
В комплект входят множество всевозможных держателей для штампиков, слепков, переходник, подставки для разных видов сканирования, пластилин для крепления, салфетка для оптики, кабели, калибровочная панель и т. д.
Верхняя часть сканера снимается, благодаря чему ее можно при желании заменить на обновленный вариант.
Функция быстрого сканирования прикуса позволяет оцифровать слепок без вращения.
Стоит ли покупать 3D-сканер в стоматологию?
Современные технологии значительно облегчают и упрощают любые технологические процессы, а в такой области как стоматология это особенно заметно. Любые виды коронок, мостов, протезов и других зубных конструкций, созданные при участии 3D-сканера, получаются намного точнее и совершеннее, чем при стандартном способе изготовления путем снятия слепков.
Рано или поздно старые методы работы станут непродуктивными, а потому те компании, которые хотят идти в ногу со временем и пользоваться доверием своих клиентов, стараются по максимуму применять новейшие технические разработки. Только так можно сохранить конкурентоспособность и повысить качество своих услуг.
Лабораторные и интраоральные сканеры — это оборудование, которое делает работу врача-стоматолога намного более комфортной и эффективной. Возможности трехмерного моделирования позволяют проводить различные манипуляции с полученной моделью и добиваться идеального результата, который не придется впоследствии переделывать. Это экономит и время врача, и деньги клиентов.
Тем, кто не может определиться с выбором подходящей модели дентального 3D-сканера, наши специалисты подскажут, в чем «плюсы» и «минусы» каждого из представленных у нас устройств, а также дадут подробные разъяснения по всем остальным вопросам, касающимся оплаты и доставки. Для этого можно заполнить специальную форму на нашем сайте, либо связаться с нами по одному из указанных контактов.
Интраоральный (внутриротовой) сканер в стоматологии – 3D сканирование зубов
Цифровая стоматология активно развивается. Каждый год появляются новые технологии, которые повышают качество лечения, его комфорт и предсказуемость клинического результата.
Мы в Лёгкой стоматологии регулярно обновляем оборудование и внедряем цифровые технологии в повседневную практику. Например, недавно мы приобрели интраоральный сканер Medit i500 (Южная Корея). Расскажем вам, что это вообще такое.
Для чего нужен интраоральный сканер?
Этот прибор необходим для внутриротового сканирования с целью получения в режиме реального времени цифрового оттиска одного зуба или всего ряда, а также фотографий мягких тканей. Он применяется в:
Ортопедии вместо классического снятия индивидуальных слепков челюстей. Позволяет изготавливать протезные конструкции с точностью до сотых долей миллиметра: мосты, коронки, виниры, вкладки.
Имплантологии для диагностики перед операцией по установке дентальных имплантов и изготовления хирургических шаблонов (специальная матрица, обеспечивающая точную и атравматичную имплантацию).
Ортодонтии для детального исследования клинической картины, постановки максимально точного диагноза, изготовления ортодонтических конструкций.
Мнение врача
Мы хотим гарантировать нашим пациентам отличный результат лечения, поэтому решили купить интраоральный сканер. Сравнив несколько топовых моделей (их характеристики, удобство в работе, соотношение цены-качества), решили выбрать модель Medit i500 и ни разу не пожалели об этом!
Карпов Антон Сергеевич
Хирург-имплантолог, ортопед
Почитать о враче
О враче
Что мне с этого?
1. Комфортно
Обычно слепок для изготовления ортопедической конструкции делается так — оттискная ложка заполняется силиконом, после чего пациент должен прикусить ее и держать в течение 6-7 минут, пока слепочная масса не затвердеет. Это не самая приятная процедура, особенно для пациентов с повышенным рвотным рефлексом. Во время извлечения силиконового оттиска пациент также испытывает дискомфорт.
Наши клиенты достойны лучшего, им больше не нужно терпеть дискомфорт во время снятия слепка. Интраоральный сканер позволяет быстро (сканирование всей дуги занимает до 2 минут) и комфортно (никаких неприятных ощущений) снять цифровой слепок.
2. Высокая точность
Очень часто на слепках в самых важных местах появляются пустоты и пузыри. Как результат, слепочная модель выходит неточной и зубной техник возвращает ее на переснятие. Это затягивает процесс лечения. Пациент теряет время, так как ему нужно снова прийти в клинику.
Внутриротовое 3D сканирование позволяет получить цифровой слепок без погрешностей. Если врач увидит на снимке цифровые поры, блики или участки с неполным сканированием, то дополнительно проводит локально досканирование.
3. Быстро
Раньше пациентам нужно было ждать до 2 недель, пока зубной техник изготовит протез. Благодаря внутриротовому 3D сканированию весь процесс займет несколько дней.
STL-файл сразу же отправляется в зуботехническую лабораторию без привлечения курьерской службы. Нивелируются риски повреждения или потери оттиска во время транспортировки.
Если техник не удовлетворен качеством полученного цифрового слепка, врач за считанные минуты может досканировать «проблемные» участки и отправить новый файл. С традиционным слепком на это ушло бы несколько дней.
Вывод: Теперь нашим пациентам не потребуется делать диагностические слепки. Больше никакого дискомфорта, никаких проблем из-за неточно сделанного оттиска и утомительного ожидания, когда в зуботехнической лаборатории изготовят гипсовый макет!
11 мар 2021
3202
Как вам статья?
Другие оценили её в 5 баллов
Поделитесь статьей
Свяжитесь с нами — штаб-квартира и офисы 3Shape по всему миру
Свяжитесь с нами — штаб-квартира и офисы 3Shape по всему миру
Ищете поддержку?
Если вам нужна поддержка клиентов, обратитесь в наш отдел поддержки, позвонив по нашей линии поддержки или отправив заявку.
Поддержка0005
EMEA
Франция
Sales France & Academy
3Shape France SAS 254, Rue du Faubourg Saint Honoré 75008 Paris France
3shape Korea 37F World Trade Tower 511 Youngdongdever, Gangnamnam. 06164 Сеул Корея
тел.: +82 2 554 0935 эл. Putuo District, Шанхай, Китай 200065
Тел.: +86 021 3102 6500 E: [email protected]
3Shape Dental System — стоматологическая САПР для лабораторий
Добейтесь большей производительности при разработке стоматологических САПР
3Shape Dental System — это стоматологическая программа САПР для проектирования, предоставляющая широкий спектр показаний. Программное обеспечение позволяет с легкостью проектировать и оптимизировать цифровые рабочие процессы.
Получить демонстрацию
просмотреть обновления
Раскройте свой творческий потенциал и повысьте производительность своей лаборатории с помощью интуитивно понятного дизайна и простых в использовании рабочих процессов «следующий-следующий». Dental System имеет более 35 показаний, поэтому вы обязательно найдете то, что ищете.
Изготовление зубных протезов в цифровом виде
Мощное программное обеспечение 3Shape Digital Denture Design в сочетании с достижениями в области производства и материалов делает производство зубных протезов в цифровом виде очень привлекательным для вас. Изготавливайте полные и частичные съемные протезы, а также протезы на имплантатах быстро, легко и выгодно.
Узнайте, как
Усовершенствованный мост на имплантатах
Создавайте высокоэстетичные и функциональные мосты на имплантатах проще, чем когда-либо, с нашим универсальным рабочим процессом моста на имплантатах.
Полный
Crown & Bridge
Основные показания (одиночные крон, Bridges, Vehiners, Etc)
9025 4025 4054 4054.
Virtual articulator
Virtual articulator
Temporaries and diagnostic Wax-ups
Temporaries and diagnostic Wax-ups
—
Post & Core and Telescope crowns
Post & Core и телескопические коронки
—
Конструкция абатмента
Конструкция абатмента
—
Implant Bar & Bridge
Implant Bar & Bridge
—
.
Конструктор моделей
Конструктор моделей
—
Зубные протезы
—
90
Зубные протезы0251
RPDs
RPDs
—
Customized impression trays
Customized impression trays
—
Clear Aligner Studio
—
Clear Aligner Studio
—
Implant Studio
—
Implant Studio
—
Входящие IOS
—
9 Входящие IOS сторонних производителей0005 —
Компания 3Shape предлагает широкий выбор комплектов стоматологических систем для удовлетворения ваших потребностей. Чтобы сравнить пакеты и найти подходящий, загрузите брошюру или обратитесь к своему торговому посреднику. Между пакетами? Баллы CAD можно использовать, чтобы попробовать показания, не включенные в выбранный вами пакет, прежде чем принимать решение о добавлении или обновлении.
Выбор 3Shape — это выбор открытой системы. Ваше программное обеспечение сможет беспрепятственно взаимодействовать со всей экосистемой 3Shape, а также интегрироваться с внешними решениями. Плавные рабочие процессы, простота общения и гибкость — это путь 3Shape.
Нажмите, чтобы изучить
TRIOS и IOS сторонних производителей
Упростите доставку случаев от врачей — получайте сканы TRIOS и IOS сторонних производителей прямо в папку «Входящие» Dental Manager. Dental Manager — это ваш центр управления делами в Dental System.
3Shape Automate
Повысьте эффективность и снизьте затраты благодаря единообразным конструкциям коронок и ночных капелек на основе искусственного интеллекта и круглосуточной доступности.
Explore Automate
Библиотеки зубов
Получите доступ к более чем 100 библиотекам улыбок, составленным одними из самых опытных зубных техников в мире.
Услуги по дизайну
Услуги по дизайну предоставляют вам доступ к техническим специалистам, которые могут разработать полный спектр стоматологических показаний и обеспечить покрытие накладных расходов во время пикового спроса — расширяя ваши возможности со спокойной душой.
Реставрация и полировка большого стола из мрамора.
Сегодня на примере выполненная работа, полировка стола из мрамора.
Навигация по статье:
Первоначальное состояние стола.
Выезд к заказчику.
Шлифовка стола
Подготовка к полировке.
Полировка и кристаллизация.
Защита столешницы от пятен.
Фото до и после полировки
Стол очень большой, почти два метра по длине и чуть менее метра по ширине. Проблемы бытовые, связанные скорее с достаточно долго эксплуатацией стола, без переполировки.
Это фото нам прислали на почту. Как видно на фото, камень устал, нет блеска, есть потертости и царапины.
Заказ в работу мы взяли.
Еще фото.
Стол неподъемный, перетащить в зону кухни на плитку его не удалось, пришлось выполнять работу на паркете. Предварительно мы все оклеиваем пленкой, не спеша, тщательно.
Это тоже часть работы, часто подготовка отнимает значительную часть времени.
Эти брызги, что на фото, уже не очистить бытовыми средствами, это ожоги в виде брызг, здесь поможет только шлифовка мрамора.
Шлифовка мраморного стола.
Учитывая характер въевшихся пятен, царапин и даже пары сколов, мрамор мы шлифуем по всей поверхности.
Шлифуем машиной, предназначенной для полировки стен, у нее большая площадь захвата и это удобнее в работе. Попутно реставрируем пару сколов, в который раз убеждаемся, что инструмента много не бывает, с помощью строительного фена клей сохнет быстрее.
Подготовка стола к полировке.
После шлифовки мрамора тщательно промываем стол от шлама. Остатки «молочка» мрамора могут сыграть злую шутку во время кристаллизации, а времени у нас на исправление своих ошибок нет.
Еще раз подклеиваем защитную пленку.
Обратите внимание на фото, защитной пленкой затянуто все вокруг. Это не только защитить окружающие вещи, пол, но и в дальнейшем облегчит нам уборку по окончании работы. Да, после себя мы оставляем чистоту и порядок!
Полировка кристаллизация стола из мрамора.
Процесс этой технологии описан в статье на странице «Полировка мрамора».
Поэтому, мы не станем повторяться, подробно ознакомится с технологией вы можете, пройдя по ссылке выше. От себя добавим на примере этой работы. Изделия, такие как стол, столешница, подоконник, мойка из мрамора, часто полируются в два этапа.
1 этап, это черновая полировка, на «дефектовку»
После «черновой» полировки, особенно касаемо сложных работ, мрамор еще раз осматривается на наличие дефектов, шлифуется или реставрируется если присутствуют недочеты.
2 этап заключительный. Мраморный стол полируется до «заводского» блеска и уже без права на ошибку.
Если мрамор при кристаллизации пережечь, придётся все шлифовать заново. Здесь можно почитать о технологии Кристаллизация мрамора.
Обработка поверхности стола защитными средствами.
А это фото выполненной работы.
Стол идеально отполирован, обработан защитной пропиткой и готов к эксплуатации.
Единственный нюанс, после обработки камня защитной полиролью, в течение суток поверхность не следует мочить, чтобы исключить возникновение пятен, о чем производитель полироли честно предупреждает в описании.
Фото стола до полировки и после.
К сожалению, съемка не всегда выходит удачной, но для примера мы нашли пару фото для сравнения.
Еще интересные статьи в нашем Портфолио, не пропустите!
Реставрация мраморных изделий
Главная
/
Услуги
/
Реставрация
/
Реставрация мраморных изделий
Вы находитесь на сайте камнеобрабатывающей компании. Наверняка вы ищете подрядчика для реставрации мрамора и теряетесь в изобилии предложений? Мы вас прекрасно понимаем, ведь работу со столь благородным материалом можно доверить не каждому.
Давайте знакомиться
Наша компания — это коллектив мастеров, работающих с камнем более 20 лет. Имея такой солидный опыт, нам известны мельчайшие детали обращения с этой красивейшей горной породой.
При реставрации мы не используем дешевые материалы, отдавая предпочтение качеству, долговечности, эстетическому виду. На выполненную работу действует гарантия.
При правильной эксплуатации мрамор способен прослужить человеку сотни лет. Однако под воздействием различных нагрузок он теряет свои эстетические качества, трескается, царапается, тускнеет. К нам обращаются клиенты, по незнанию почистившие мраморную столешницу щелочным средством, отчего она потеряла цвет. Другая причина обращения – пятна от кофе. Благо, с подобными неприятностями наши реставраторы отлично справляются. Цена на реставрацию мрамора существенно ниже цены нового камня, поэтому столешницы, лестницы, другие предметы интерьера получают вторую жизнь.
Реставрация пола
Почему портится мраморный пол:
Частички песка царапают поверхность, от чего она тускнеет, особенно в помещениях с высокой проходимостью.
Царапины, трещины, сколы, выбоины появляются в результате сильного механического воздействия (уронили тяжелое, передвигали мебель).
Пролитый чай, кофе, вино, соки быстро проникают в пористую структуру природного минерала, поэтому удалить их становится невозможно.
Губительное действие оказывают кислоты и щелочи, входящие в состав чистящих средств, поэтому использовать их запрещено.
Этапы реставрации мраморных изделий:
Сколы и трещины заполняются специальным клеем с добавлением колера в цвет изделия. Обновляются межплиточные швы. Въевшиеся загрязнения нейтрализуются химическими средствами. Для реставрации мрамора мы выбираем материалы исключительно импортного производства.
Следующий шаг реставрации – шлифовка. С помощью этой процедуры удаляются царапины, затираются швы. Во время шлифовки снимается верхний слой камня толщиной 1-2 мм с помощью шлифовальной машины, оснащенной абразивами разной фракции.
Полировка мраморного пола делает его поверхность зеркальной. Данный этап реставрации выполняется с помощью синтетических и шерстяных волокон.
Кристаллизация мрамора является заключительной стадией реставрации, когда мраморный пол покрывается особым веществом, благодаря чему поверхность приобретает дополнительный блеск, а также устойчивость к повреждениям.
Объем восстановительных мероприятий во время реставрации всегда индивидуален. Если речь идет о потере блеска, достаточно полировки с последующей кристаллизацией. Такие процедуры рекомендуем проводить регулярно. Они помогают продлить срок службы каменного изделия.
Существуют 2 правила, которых стоит придерживаться:
Реставрировать никогда не поздно. Безнадежные случаи встречаются крайне редко. Даже если ваш мраморный вазон при падении раскрошился на мелкие кусочки, мастера отреставрируют его так, будто он вовсе не падал.
Проводите реставрацию мрамора как можно раньше. Если в белокаменной ванной было пролито средство для мытья сантехники, от чего на поверхности появились пятна, поспешите обратиться за помощью. Благодаря своей пористой структуре минерал легко впитывает жидкость. Чем раньше пятно будет нейтрализовано, тем больше шансов восстановить камень с наименьшими потерями. Дальнейшая шлифовка, полировка, пострадавшего мраморного пола, кристаллизация мрамора вернут помещению прежний вид.
Наша камнеобрабатывающая компания желает вам не знать, что такое сломанный мраморный стол или трещина на идеально гладкой ступени. Если же это произошло, помните, это всего лишь неприятность, с которой справятся наши мастера. Поверьте, совсем скоро любимые предметы интерьера вновь будут радовать вас неповторимой красотой!
Полировка мраморного пола
Как полировать мрамор?
Вместо пластика, ламината или дерева мрамор является долговечным материалом. Мрамор часто используется для поверхностей старинных изделий, таких как умывальники, журнальные столики и каминные полки. Надлежащий уход и техническое обслуживание мраморных столешниц может продлить срок их службы на десятилетия. Вы должны полировать мрамор после очистки. Используйте припарку или отшлифуйте ее, если она загрязнена или нечиста. Герметизация мрамора после очистки или шлифовки придает ему блеск.
Мрамор со временем может потерять свой блеск из-за использования и химических чистящих средств. Мрамор сохраняет свой блеск при ежемесячной полировке. Мрамор можно полировать коммерческими средствами, но и обычные бытовые предметы тоже подойдут. Между полировками протирайте мрамор сухой шваброй или тряпкой и сразу же вытирайте пятна.
Мрамор всегда был излюбленным материалом художников и строителей, о чем свидетельствует преобладание мрамора в работах, начиная от скульптур Давида и Моисея Микеланджело и заканчивая Тадж-Махалом. Легко понять, почему мрамор является предметом роскоши для современных домовладельцев. Роскошные полы, столешницы и туалетные столики могут быть изготовлены из него благодаря его естественной красоте, глубине рисунка и отличительным характеристикам.
Мраморные столешницы пористые и мягкие, поэтому легко пачкаются и травятся. Тусклые, шероховатые на ощупь участки с ямками называются «травлением». Пищевые продукты и чистящие химикаты с высокой кислотностью или сильной пигментацией (такие как красное вино, помидоры, уксус, цитрусовые и отбеливатели) могут вызывать их. Несовершенства мрамора можно скрыть с помощью матового покрытия, а глянцевое покрытие подчеркнет любые царапины или пятна.
Благодаря своей высокой стоимости и эстетической привлекательности мрамор стоит дополнительных усилий, необходимых для его получения. Благодаря этим мерам ваш мрамор будет выглядеть как новый.
Однако изначально ваша поверхность сделана из мрамора и отполирована?
Важно знать разницу между двумя видами отделки мраморных столешниц, прежде чем приступать к их чистке и полированию.
В отличие от полированного мрамора, отделка шлифованного мрамора мягкая и бархатистая. Гладкость полированного мрамора уменьшается путем хонингования. По сравнению с полированным мрамором шлифованный более прочный и лучше скрывает травление.
По обеим этим причинам полированный мрамор по-прежнему остается популярным выбором для этих светильников. Эта поверхность более устойчива к окрашиванию, чем полированный мрамор, потому что она менее пористая. Кроме того, полуотражающий блеск создает впечатление большего пространства на тесной кухне.
Если вы хотите превратить блестящую мраморную столешницу в более приглушенную полированную поверхность, лучше всего нанять профессионала, имеющего доступ к станку для полировки камня. Используя эти инструменты и методы, вы можете восстановить блеск своего мраморного кухонного острова или столешницы.
Правильный способ полировки мрамора
ШАГ 1:
Полируйте мрамор, хорошо очистив его. Очистка мрамора включает в себя больше, чем просто сбор крошек и вытирание разливов.
Мрамор можно чистить сухой тряпкой и губкой, смоченной в воде, для удаления пыли. Затем протрите его влажной тряпкой, смоченной в жидкости для мытья посуды или средстве для чистки мрамора, рекомендованном производителем. Для очистки мрамора используйте ткань для полировки и предпочитаемый чистящий раствор.
Полированный мрамор нельзя чистить уксусом, отбеливателем, скребком или любыми другими абразивными материалами. Польский может быть поврежден, если вы сделаете это.
Возьмите влажную тряпку и протрите мраморные поверхности. Для сушки используйте полотенце из замши или микрофибры.
ШАГ 2:
Если на мраморной столешнице есть пятна от еды или другие пятна, удалите их перед полировкой. Для удаления пятен с мрамора можно использовать одну столовую ложку аммиака, полстакана перекиси водорода и достаточное количество пищевой соды для получения густой кремообразной консистенции.
Чистой кистью нанесите припарку на пораженный участок, а затем оберните ее полиэтиленом (края заклеив скотчем). Снимите пластик и подождите 12-24 часа, пока припарка высохнет.
Используйте бритву, чтобы удалить раскрошенную припарку с камня. Удалив остатки припарки, вытрите мрамор насухо.
ШАГ 3:
Если ваша посуда подверглась незначительному травлению из-за кислых продуктов или чистящих средств, вы можете купить полировальный порошок в хозяйственных магазинах, чтобы восстановить их блеск (обязательно уточните у производителя мрамора, что они рекомендуют). Используйте влажную тряпку и порошок для полировки мрамора, чтобы удалить травление. Используя влажную ткань, нанесите порошок, как указано. Блеск мрамора вернется после того, как вы его высушите.
ШАГ 4: Запечатайте мрамор для придания ему блеска и устойчивости к окрашиванию и травлению в будущем.
Мрамор можно запечатать, чтобы сделать его более устойчивым к серьезным пятнам и придать ему блеск. Мраморные столешницы следует герметизировать не реже двух раз в год, а в идеале — один раз за сезон. Производители мраморных столешниц могут посоветовать подходящие товары и области применения.
Внимательно слушайте указания тюленя. Большинство специализированных герметиков для мрамора наносятся путем распыления или заливки герметика на мрамор. Нанесите герметик на мраморные столешницы с помощью сухой ткани и оставьте на время, рекомендованное производителем (обычно менее пяти минут).
Протрите мрамор чистой сухой тканью, чтобы герметик проник внутрь. Мрамор следует полировать до тех пор, пока герметик полностью не впитается и полностью не высохнет. Вы можете исправить липкую или липкую мраморную поверхность, отполировав ее до гладкого блеска.
Очистка
Протрите мраморную поверхность сухой тканью и протрите ее. Вы можете сделать камень как новый, нагрев губку, которая не поцарапает его, выдавив лишнюю воду и снова протерев. Очистите мраморные поверхности, распылив на них очищающее средство для камня и протерев мягкой тканью. Смочите мраморную поверхность губкой с водой и несколькими каплями мягкого средства для мытья посуды, затем тщательно промойте губку и поверхность. Отполируйте мраморную столешницу замшей. Потрите область круговыми движениями, чтобы отполировать ее. После использования замши для удаления царапин с поверхности можно использовать профессиональную полироль для камня или пасту для полировки мрамора. Нанесите полироль для камня с помощью спрея и протрите мягкой тканью. Полироль для мрамора необходимо высушить и отполировать в соответствии с инструкциями производителя.
Припарки
Поместите обе смеси в таз и смешайте вместе: Смешайте 1 стакан перекиси водорода и 2 столовые ложки нашатырного спирта. Добавьте достаточное количество перекиси водорода в порошок, постоянно помешивая, чтобы получилась густая паста. Пасту следует наносить на мраморную столешницу с помощью шпателя или шпателя и втирать в пятно, пока оно полностью не покроется. Малярную ленту или малярную ленту можно использовать, чтобы запечатать пластиковую пленку поверх пасты перед ее хранением.
Через день бритвой соскоблите засохшую припарку с кожи. Избавьтесь от остатков порошка на мраморном острове, промыв его водой.
Шлифовка
Перед тем, как начать шлифование, убедитесь, что мраморная поверхность мокрая, и увлажните ее водой.
Прикрепите наждачную бумагу с зернистостью 120 к шлифовальному кругу. Кроме того, вы можете сгладить мраморную поверхность вручную с помощью шлифовального бруска или отдельных листов наждачной бумаги. Круговыми движениями отшлифуйте мраморную поверхность. Вы должны начать с шлифовки всей поверхности наждачной бумагой с зернистостью 120, затем перейти к зернистости 300 и, наконец, к зернистости 600.
Пыль от шлифовки мрамора можно легко удалить, протерев ее влажной губкой.
При желании мрамор можно защитить с помощью имеющегося в продаже герметика. выбор маслоотталкивающего герметика с десятилетним сроком службы, потому что существует множество различных типов герметиков на выбор. При использовании герметика обязательно руководствуйтесь прилагаемой инструкцией.
Вещи, которые вам понадобятся
Обрывки войлока
Простое моющее средство или средство для чистки камней
Замша
Паста для чистки мрамора или других камней (по желанию)
Аммиак
Дегидрирование пероксида
Сода неорганическая бикарбонат для выпечки пищевая пленка
Лента, используемая для покрытия краски или для покраски
Бритва
Баллончик с краской
Используйте шлифовальную машину или шлифовальный блок с наждачной бумагой зернистостью 120 и при необходимости переходите к зернистости 300 и 600.
Герметик для мрамора, не улавливающий масло
Наконечник
Если на ваших счетчиках есть следы от неподходящих чистящих средств, никакая полировка замшей не заставит их выглядеть как новые. Устранить следы травления и царапины на мраморе можно с помощью специальной полировочной пасты.
Небольшие листы наждачной бумаги для ладонной шлифовальной машины следует использовать с ладонной шлифовальной машиной.
Вам нужен клей? Если вам нужен клей для плитки, CMP Stonemason Supplies — это то, что вам нужно.
Предупреждение
Использование любого чистящего средства, кроме предназначенного для камня, в конечном итоге оставит пленку, которая сделает поверхность мрамора матовой.
Использование кислотных или абразивных чистящих средств не рекомендуется для мраморных столешниц.
Наденьте защитные очки, если вам нужно использовать шлифовальную машину для ладоней.
Взгляд на тайну травления мрамора
Некоторые пищевые продукты, продукты и химикаты могут ухудшить качество поверхности мрамора (травертина, известняка и любого «кальцитового» камня), оставляя после себя тусклое, более светлое беловатое пятно, известное как «водяное пятно», «водяное пятно», «стеклянное кольцо» или «призрачное пятно».
Мрамор может быть поврежден кислыми напитками и едой, например апельсиновым соком.
Полированная поверхность мрамора будет разрушена коррозионной химической реакцией, обнажая естественную тусклость камня.
Вредные химические вещества. Мрамор может быть необратимо поврежден при использовании кислотных или щелочных чистящих средств, поэтому будьте осторожны! Чем дольше что-то подвергается воздействию, тем глубже оно протравливается. Даже после запечатывания травление может продолжаться. Удалите любые потенциальные реагенты из своего рациона.
Офорты не являются пятнами. В отличие от других материалов, мрамор ничего не впитывает. Даже если вода кислая, как в случае с некоторыми муниципальными и колодезными источниками, обычная вода не является причиной.
Существует различие между травлением и окрашиванием. Можно заметить: «Мрамор легко пачкается». Большинство людей (даже многие из тех, кто работает с камнем) не знают разницы между окрашиванием и травлением.
Так выглядит и функционирует полированная мраморная поверхность.
Аутентичное покрытие наносится механическим способом «на заводе». Ничего химического или магического.
Полироль для мрамора «Сделай сам» — это все, что вам нужно для восстановления вытравленной мраморной столешницы или плитки.
Устранение царапин и выбоин
То, как и чем вы будете исправлять следы травления на мраморе, будет определяться его отделкой.
In Gleaming Relief on Marble
Мрамор для удаления травления В случаях незначительных и средних повреждений поверхности, например, на крошечных участках, полировальный порошок является невероятно эффективным средством. Достижение глянцевого и блестящего внешнего вида с помощью этой процедуры невозможно для неполированного мрамора и не рекомендуется для отшлифованного мрамора, который был обработан заново.
Он сделает отшлифованный мрамор блестящим, как новый, если не больше, но он не предназначен для использования домовладельцами на больших поверхностях, таких как полы или прилавки. Тем не менее, это подчеркнет блеск полированного мрамора.
На полированном мраморе
Следы травления могут быть удалены, а полированные или отшлифованные поверхности могут быть восстановлены с помощью набора сверл для полировки мрамора. Вам решать, где прекратить использование подушечек, чтобы получить желаемый эффект.
Оба предмета предназначены для тех, кто впервые покупает жилье и не имеет необходимых навыков.
Наша электронная книга «Удаление следов травления» подробно освещает тему полировки мрамора и удаления травления, включая подробные инструкции по работе с каждым случаем и решение «сделай сам» для восстановления травления на полированном мраморе без использования любой чистящей химии.
В то время как вышеупомянутая электронная книга охватывает аналогичную тему, в книге «Секреты очистки мрамора» содержится более подробная информация о том, как чистить мрамор, как обеспечить его защиту и уход, а также как решить любую проблему, с которой вы можете столкнуться при очистке мрамора.
Заключение
Из-за своей пористой и хрупкой природы столешницы из мрамора подвержены травлению и окрашиванию. Чтобы вернуть мрамору блеск, закрепите его после очистки или шлифовки. Прежде чем вы попытаетесь очистить и отполировать полированный или отшлифованный мрамор, вы должны знать о различиях между ними. Пыль с мраморных поверхностей можно стирать сухой тряпкой, а для очистки поверхности можно использовать влажные губки. Мраморные столешницы можно полировать после удаления любых пятен, например, оставленных едой.
Мраморные столешницы следует герметизировать как минимум два раза в год, но в идеале один раз в начале каждого нового сезона. Нанесение большинства специализированных герметиков для мрамора осуществляется путем распыления или заливки герметика на мрамор. После нанесения мраморной полировки дайте ей высохнуть и отполируйте в соответствии с указаниями. Профессиональную полироль для камня или пасту для полировки мрамора можно использовать после удаления легких царапин замшей. Если вы хотите сохранить мрамор в первозданном виде, вы можете использовать коммерческий герметик.
Учитывая разнообразие доступных герметиков, выберите маслостойкий вариант со сроком годности 10 лет. Специальная паста для полировки может удалить следы травления и царапины с мрамора. Единственное, что вам нужно сделать, чтобы починить вытравленную мраморную столешницу или плитку, — это отполировать мрамор самостоятельно. Полировальный порошок является высокоэффективным средством для ремонта легких и средних повреждений поверхности. Этот процесс не может сделать неполированный мрамор таким же глянцевым и блестящим, как полированный мрамор.
Краткое содержание
Надлежащий уход за мраморными столешницами может продлить срок их службы на десятилетия.
Вы должны полировать мрамор после его очистки.
В отличие от полированного мрамора, поверхность хонингованного мрамора мягкая и бархатистая.
Если вы хотите превратить блестящую мраморную столешницу в более приглушенную отточенную поверхность, наймите профессионала, имеющего доступ к станку для полировки камня.
Полируйте мрамор, хорошо очистив его.
Возьмите влажную тряпку и протрите мраморные поверхности.
Используйте бритву, чтобы удалить раскрошенную припарку с камня.
Используйте влажную тряпку и порошок для полировки мрамора, чтобы удалить травление.
Внимательно слушайте указания тюленя.
Полируйте мраморную столешницу замшей.
№
После удаления царапин с поверхности замшей можно использовать профессиональную полироль для камня или пасту для полировки мрамора.
№
Нанесите спрей для полировки камня и протрите мягкой тканью.
Прикрепите наждачную бумагу с зернистостью 120 к подушке шлифовальной машины.
№
В качестве альтернативы можно отшлифовать мраморную поверхность вручную с помощью шлифовального бруска или отдельных листов наждачной бумаги.
Устранение следов травления и царапин на мраморе можно выполнить с помощью специальной полировочной пасты.
Офорты не являются пятнами.
Существует различие между травлением и окрашиванием.
То, как и чем вы будете исправлять следы травления на мраморе, будет определяться его отделкой.
Следы травления могут быть удалены, а полированные или отшлифованные поверхности восстановлены с помощью набора сверл для полировки мрамора.
Как полировать мрамор. Боб Вила от скульптур Микеланджело Давида и Моисея до Тадж-Махала. Поэтому неудивительно, что мрамор в современном доме ценится и дорого стоит. Его естественная красота, глубина рисунка и уникальная маркировка делают его элегантным и роскошным выбором для напольных покрытий, столешниц, столешниц и туалетных столиков.
Однако столешницы из мягкого и пористого мрамора имеют свои недостатки, главным из которых является склонность к окрашиванию или травлению. Последняя проблема, травление , относится к потускневшим пятнам, которые иногда кажутся ямчатыми и кажутся слегка шероховатыми на ощупь. Это может произойти после воздействия кислых или сильно окрашенных продуктов (красное вино, помидоры, уксус и цитрусовые) и даже кислотных или абразивных чистящих средств. В то время как матовая мраморная отделка может свести к минимуму появление дефектов, на глянцевой отделке, которую большинство домовладельцев предпочитают на своих столешницах, часто видны все царапины и пятна.
Тем не менее, красота мрамора и ценность, которую он придает вашей кухне или ванной комнате, оправдывают некоторые дополнительные усилия. Когда ваши мраморные поверхности потеряли свой блеск, следующие процедуры вернут славу этому классическому камню.
Фото: istockphoto.com
Прежде чем начать
Прежде чем приступить к очистке и доведению до блеска ваших мраморных столешниц, полезно разобраться в двух разных отделках мрамора, прежде чем безуспешно пытаться восстановить блеск той, которая не предназначена для быть глянцевым.
Шлифованный мрамор был отшлифован для придания ему бархатистой поверхности — не совсем матовой, но определенно не блестящей. Менее скользкий, чем полированный мрамор, отшлифованный мрамор очень хорошо подходит для полов. Некоторые домовладельцы также предпочитают отшлифованный мрамор для своих столешниц, так как он меньше царапается, чем полированный мрамор, и лучше скрывает травление, чем блестящая поверхность.
Тем не менее, полированный мрамор является более распространенным выбором для кухонных столешниц или вкладок в столы. Менее пористый вариант, эта отделка не оставляет пятен так легко, как полированный мрамор и не требуют одинаковой частоты пломбирования. Кроме того, его блеск обеспечивает полуотражающую поверхность, которая одновременно привлекательна и помогает сделать небольшую кухню больше, чем ее площадь.
Хотя можно превратить полированную мраморную столешницу в шлифованную поверхность или наоборот, этот проект требует навыков и опыта, а также специального оборудования — другими словами, лучше доверить эту работу профессионалу со станком для полировки камня. . Однако, если вы хотите вернуть блеск своей полированной мраморной столешнице или столешнице, вы можете сделать это с помощью этих доступных материалов и шагов.
Фото: Istockphoto.com
Инструменты и материалы
Губка
Коммерческий мраморный очиститель
Мягкая посудомоечная мыть Пластиковая пленка
Лезвие бритвы
Порошок для полировки мрамора
Герметик для мрамора
Как полировать мрамор
ШАГ 1. Начните с чистого листа: стряхните крошки и частицы пыли, распылите мягкое моющее средство и протрите.
Первым шагом к восстановлению блеска вашего мрамора является его очистка. Конечно, вы, вероятно, регулярно смахиваете крошки и быстро вытираете любые разливы или брызги, но когда придет время по-настоящему отполировать отделку вашего мрамора, вы пойдете немного глубже.
Протрите мрамор мягкой сухой тряпкой, чтобы удалить пыль и крошки, затем смочите поверхность влажной губкой. Затем нанесите одобренное производителем коммерческое чистящее средство для мрамора или добавьте пару капель мягкого неабразивного средства для мытья посуды на влажную тряпку, чтобы использовать ее в качестве чистящего средства. Что бы вы ни выбрали, распределите чистящее средство по мрамору, удаляя пятна пищи или другой мусор.
ПРИМЕЧАНИЕ: Никогда не используйте уксус, отбеливатель, чистящие средства или другие агрессивные химикаты для очистки полированного мрамора. Это может стереть лак, оставив тусклые пятна.
СВЯЗАННЫЕ С: 10 способов, которыми вы случайно испортите столешницу
Используйте чистую влажную тряпку, вытрите чистящее средство с мрамора. Высушите замшей или неиспользованной тканью из микрофибры.
ШАГ 2. Удалите пятна с помощью покупной или самодельной припарки, оставив ее на ночь.
Если на ваших мраморных столешницах есть пятна, оставленные едой или другими предметами домашнего обихода, вам необходимо обработать их, прежде чем переходить к полировке. Несмотря на то, что существуют коммерческие пятновыводители для мрамора, которые часто называют припарками, вы также можете приготовить свои собственные, медленно смешивая одну столовую ложку аммиака с половиной чашки перекиси водорода и медленно добавляя пищевую соду в количестве, достаточном, чтобы получилась густая кремообразная текстура.
Теперь нанесите припарку на любые пятна с помощью чистой кисти и накройте полиэтиленовой пленкой (края заклейте скотчем). Оставьте припарку на 12-24 часа, после чего вы можете снять полиэтиленовую пленку и дать полностью высохнуть.
Аккуратно соскребите рассыпчатую припарку лезвием бритвы, не выдавливая и не копая поверхность мрамора. Удалите остатки припарки влажной тканью, а затем вытрите мрамор насухо.
В то время как очень серьезное травление требует вмешательства профессионала, вы часто можете удалить незначительные травления от кислотных продуктов и чистящих средств самостоятельно с помощью полировочного порошка из любых старых центров по благоустройству дома (только обязательно проконсультируйтесь с производителем мрамора, который они рекомендуют). Протрите протравленные участки тканью, смоченной водой, и посыпьте протравленные места небольшим количеством порошка для полировки мрамора. Аккуратно нанесите пудру на пятна влажной тканью в соответствии с инструкциями к продукту. Затем чистой влажной тряпкой удалите остатки порошка, затем вытрите мрамор насухо, чтобы восстановить его блеск.
Фото: istockphoto.com
ШАГ 4: Закрепите мрамор для придания ему блеска и устойчивости к окрашиванию и травлению в будущем.
Хотя герметизация не полностью предотвратит появление пятен, это действие поможет вашему мрамору противостоять основным пятнам и усилит его блеск. Как правило, вы должны герметизировать свои мраморные прилавки не реже двух раз в год, хотя выполнение этой задачи каждый сезон сохранит ваши прилавки в лучшем виде. Обратитесь к производителю вашей столешницы за рекомендациями по продукту и применению, характерными для вашего мрамора.
Внимательно прочтите инструкции на герметике для мрамора и применяйте в соответствии с указаниями.
Производство топливных пеллет — техника и технология
Последнее десятилетие всё большее значение на мировом топливном рынке придают древесным гранулам — пеллетам. Они — наиболее распространенный тип гранулированного топлива и, как правило, сделаны из отходов деревопереработки – опилки, стружка, горбыль, обрезки.
В общем, гранулы, как новый и прогрессивный вид топлива, широко используются во многих странах за счет их явных преимуществ:
Разнообразие сырья. В прошлом как классическое топливо всегда рассматривалась цельная древесина . По сравнению с цельной древесиной, древесные гранулы могут быть изготовлены из любых органических материалов, таких как солома, опилки, травы…
Экологическая эффективность. После производства гранулы имеют низкую влажность и высокую плотность. Это гарантирует, что при их сжигании будет выброшено меньше углекислого газа в атмосферу.. То есть, гранулы производят меньше золы и меньше дыма.
Низкая себестоимость. При сравнении со многими видами топлива древесные гранулы немного дороже, чем обычное дерево, опилки и т.п., ведь они требуют производственного процесса Однако, если сравнивать с другими видами топлива, такими как нефть, природный газ и т.д., то они оказываются намного дешевле, а если учесть доступность сырья в виде отходов на лесопильном и лесоперерабатывающем производстве, то экономическая эффективность пеллет очевидна.
Одна тонна пеллет равняется:
455 литрам мазута = 0,45 м³ природного газа
644 литрам пропана = 4,775 кВт/ч электроэнергии
Производственный цикл в малом бизнесе и домашнем хозяйстве
Маленькие грануляторы чаще всего используются при производстве топливных брикетов из биомассы. На рынке такие грануляторы называют грануляторами с плоской матрицей. Они используются для домашнего хозяйства, собственных нужд и малого бизнеса. Например, в отопительной системе собственного жилья вы можете использовать свои собственные древесные гранулы, модернизировав имеющийся или приобретя новый котел. Кроме того, для того, можно гранулировать корма для различных животных.
Производственный процесс включает в себя 3 этапа:
Подготовка сырья
Сырье может быть различным, например, древесные отходы (опилки, древесная стружка и т.д.), отходы сельскохозяйственного производства (солома, кукурузные стебли, лузга и т.д.), органические остатки (трава, листья и т.д.), и другие биомассы.
Размер сырья перед загрузкой в гранулятор не должен превышать 5 мм, так что, для уменьшения размеров до минимальных, сырье нужно пропустить через молотковую дробилку. Молотковые дробилки могут работать на высоких скоростях — от 3000 об/мин до 8000 об/мин.
Размер на выходе контролируется за счет отверстий сит, которые могут быть от 1 мм до 10 мм. Молотковые дробилки очень популярны для измельчения сырья при производстве пеллет, т. к. благодаря большому ассортименту сит могут использоваться практически для любого сырья.
Гранулирование
Высушенное сырье направляется в прессующий узел гранулятора, где роликом создается высокое давление. В общих чертах, самыми распространенным являются D-тип (тип с вращающейся матрицей) и R-тип (тип с вращающимися роликами). В грануляторах используются различные виды привода — электродвигатели, дизельные двигатели, бензиновые двигатели, вал отбора мощности.
Упаковка
По окончанию процесса древесные гранулы пакуют в пластиковые пакеты для защиты от влажности и удобства транспортировки.
Стандартный производственный процесс в больших грануляторах
В промышленном производстве используются пеллетные заводы и линии для производства пеллет. В основном, они состоят из дробилки для древесных отходов, молотковой дробилки, сушилки, установки для гранулирования (обычно используются грануляторы с кольцевой матрицей), охладителя и прочего вспомогательного оборудования (питатели, упаковочные машины и т. д.).
Производственный процесс включает в себя 8 этапов:
Первичное измельчение древесины
Перед началом производства сырье должно быть предварительно обработано. Первичное измельчение является важным моментом в процессе гранулирования, т.к. оно может стать ограничивающим фактором в производстве пеллет, а также является самым затратным этапом всего процесса. Для предварительной обработки сырья используются дробилки для древесных отходов – щепорезы, валковые дробилки. По завершению дробления фракция должна быть подходящих размеров – 6-25 мм
Сушка
Перед загрузкой в грануляторы сырье должно быть тщательно высушено (5-20% в зависимости от фракции и типа сырья). Стандартным оборудованием в линии является барабанная сушилка – максимально простое в обслуживании и обращении оборудование с неплохим КПД за невысокую цену. Альтернативным выбором является аэродинамическая сушилка – намного более эффективная и компактная.
Очистка от примесей
В целях обеспечения качества гранул, сырье должно быть очищено от примесей, таких как металлы, камни или другие. Крупные камни и другие материалы убираются в ручную или с помощью камнеуловителей. От металлов сырье очищают с помощью магнита на конвейерной ленте или металлоуловителя.
Вторичное измельчение
Этот процесс осуществляется молотковой дробилкой для уменьшения размеров сырья до 4-8 мм. На данной ступени сырье должно быть сухим. Размеры помола контролируются ситом.
Гранулирование
На данном этапе сырье формируется в пеллеты. Через фильеры матрицы гранулятора под высоким давлением опилки прессуются в древесные гранулы. На выходе гранулы горячие и относительно мягкие.
Охлаждение
Охлаждение является важной частью процесса производства качественных древесных гранул. Оно необходимо для отвердения готовых пеллет — они горячие и пластичные, легкодеформируемые до полного остывания.
Контроль продукции
На данном этапе сформированные и охлажденные гранулы проверяются на наличие превышающих требуемый размер пеллет. Тщательность проверки зависит от условий местного рынка и индивидуальных особенностей производства.
Хранение и фасовка
По завершению процесса производства для обеспечения удобства использования, транспортировки и привлекательного внешнего вида, гранулы расфасовываются по пластиковым пакетам, так гранулы менее подвержены истиранию во время доставки. В летнее время, когда спрос на рынке на древесные гранулы небольшой, их приходится длительно хранить. Древесные гранулы должны храниться в сухих условиях, так что очень важным фактором является наличие влагозащищенного помещения.
Линия для производства древесных гранул.
Благодаря исследованиям последних лет стало понятно, что рынок древесных гранул перспективен и набирает оборот. Более того, древесные гранулы более безопасны для окружающей среды, чем традиционные виды топлива, поскольку могут быть изготовлены из отходов. Это является важным элементом защиты окружающей среды. К тому же, древесные гранулы, как новый вид топлива, могут повысить КПД использования топлива. Не имеет значения для домашнего использования или для коммерческого, древесные пеллеты, в любом случае, весьма перспективное направление.
Производство и изготовление пеллет (древесных гранул). Премиум пеллеты от производителя.
Компания ФРП производит пеллеты Премиум класса. В качестве сырья производители пеллет используют древесную стружку или опилки, то есть отходы лесопильного или строгального цехов.
При производстве пеллет Премиум класса компании «ФРП» применяется экологически чистая окоренная древесина хвойных пород, вследствие чего достигается уровень содержания золы не более 0,37%, а древесные гранулы получаются светлыми.
Готовая продукция производится путем измельчения, сушки и грануляции исходного сырья.
Завод по производству пеллет состоит из полностью автоматизированных линий немецкого оборудования Muncher.
Качество пеллет «ФРП»
Компания «FRP» производит только Премиальный вид древесных гранул. Это светлые пеллеты диаметром 6 мм и 8 мм, соответствующие стандарту «ENplus A1». (см. стандарты пеллет)
На копии сертификатов, представленных ниже, Вы можете ознакомиться с характеристиками наших пеллет.
Технология изготовления пеллет
Подготовка сырья
Производство пеллет включает в себя сортировку исходного сырья по влажности, размерам, принадлежности к определенному сорту древесины. Подготовленное сырье поступает в дробилку и доводится до состояния муки.
Сушка
Измельченная масса высушивается при проходе через теплоноситель. В качестве теплоносителя применяются отходы, полученные при подготовке сырья или при отсеве готовой продукции, благодаря чему издержки производства топливных пеллет сводятся к минимуму.
Грануляция
Высушенный материал поступает в гранулятор. При необходимости дополнительного увлажнения используют генерируемый пар. Полученная смесь продавливается через отверстия в матрице. При воздействии высокого давления и температуры лигнин, полученный в результате расщепления древесины, обволакивает целлюлозу и на выходе образуется гранула. Полученные пеллеты из опилок обрезаются «в размер» с помощью ножей.
Охлаждение
В процессе охлаждения пеллеты приобретают необходимую прочность.
Упаковка и транспортировка
С помощью дозатора и автоматических весов продукция упаковывается в мешки Big Bag или фасуется по 15 кг.
Готовая продукция на предприятии проходит обязательный контроль качества. Допустимый уровень влажности соответствует международному сертификату. Размеры гранул 6 мм и 8 мм. Использование современных технологий обеспечивает соответствие всей продукции стандарту «ENplus A1». В стандартах также определено наличие пыли и других посторонних примесей. Стоимость 1 тонны пеллет зависит от объема заказа. Выгодно заказывать продукцию большим оптом, так как действует гибкая система скидок.
Преимущества отопления пеллетами:
экологически чистое топливо, обладающее высокой теплотворностью;
низкий уровень золы;
не вызывает аллергию, так как отсутствуют споры грибка и пыль;
при хранении занимают в несколько раз меньше места, чем традиционные дрова.
Главным достоинством использования пеллет в качестве топлива является то, что это возобновляемый источник энергии. При планомерном истощении природных ресурсов применение альтернативных видов топлива обеспечит дальнейшее существование техногенной цивилизации.
Производство топливных пеллет из биомассы
Введение
Популярность древесных пеллет в качестве топлива для отопления в последние годы чрезвычайно возросла, и многие домовладельцы и коммерческие предприятия предпочитают пеллетные печи или котлы традиционному дровяному оборудованию из-за их относительной простоты использования. . В результате спрос на топливные пеллеты также быстро вырос. Однако древесина не является единственным подходящим сырьем для производства пеллетного топлива. Для производства гранул можно использовать широкий спектр материалов биомассы, в первую очередь многолетние травы, такие как просо просо или мискантус. Не только это, но и необходимое оборудование для производства пеллет доступно в различных размерах и масштабах, что позволяет использовать все, от самого маленького масштаба (отдельные домовладельцы, производящие только для личного пользования) до крупнейших коммерческих заводов, производящих более 500 миллионов тонн. пеллет в год.
Свойства пеллет из биомассы
Пеллеты из биомассы, как правило, являются лучшим топливом по сравнению с исходным сырьем. Гранулы не только более энергоемкие, с ними также легче обращаться и использовать их в автоматизированных системах кормления. Эти преимущества в сочетании с устойчивыми и экологически чистыми свойствами топлива делают его очень привлекательным для использования. Стандартная форма топливной таблетки – цилиндрическая, диаметром от 6 до 8 миллиметров и длиной не более 38 миллиметров. Иногда производятся и более крупные гранулы; если они имеют диаметр более 25 миллиметров, их обычно называют «брикетами».
Таблица 1. Типичные свойства гранул из биомассы из разных источников.
Feedstock
Bulk density (kg/m 3 )
Energy content (MJ kg -1 )
Ash content (%)
Reference
Sawdust
606
20,1
0,45
2
Кора
676
20.1
3,7
2
Заготовка остатков
552
20,8
2,6
2
Просо просо
445
19,2
4,5
3, 7
Пшеничная солома
475
16
6,7
3, 9
Ячменная солома
430
17,6
4,9
3, 8
Кукурузная солома
550
17,6
3,7
3, 1
Примечание: чтобы преобразовать МДж кг -1 в БТЕ/фунт, умножьте на 430. Чтобы преобразовать из кг/м 3 в фунт/фут 3 , умножьте на 0,0624279.
Высококачественные пеллеты сухие, твердые и прочные, с небольшим количеством золы, остающейся после сгорания. По данным Института пеллетного топлива, пеллеты «премиум» (которые в настоящее время являются наиболее распространенными пеллетами на рынке) должны иметь содержание золы менее 1 процента, тогда как «стандартные» пеллеты могут иметь зольность до 2 процентов. Все гранулы должны иметь уровень хлоридов менее 300 частей на миллион и не более 0,5 процента мелких частиц (пыли). Многие исходные биомассы имеют более высокое содержание золы, чем разрешено стандартом. Кроме того, некоторые травы и другие материалы образуют пепел, который при высоких температурах имеет тенденцию образовывать комки и отложения. Из-за этого большинство печей на древесных гранулах не подходят для сжигания топливных гранул, изготовленных из других материалов, кроме дерева. Вместо этого следует использовать печи на пеллетах из биомассы, которые разработаны специально для этих видов топлива.
A Описание процесса гранулирования
Процесс производства топливных гранул включает размещение измельченной биомассы под высоким давлением и продавливание ее через круглое отверстие, называемое «матрицей». При воздействии соответствующих условий биомасса «срастается» между собой, образуя твердую массу. Этот процесс известен как «экструзия». Некоторая биомасса (в первую очередь древесина) естественным образом образует высококачественные топливные гранулы, в то время как для других видов биомассы могут потребоваться добавки, которые служат «связующим веществом», скрепляющим гранулы.
Однако создание пеллет — лишь небольшой шаг в общем процессе производства топливных пеллет. Эти этапы включают измельчение сырья, контроль влажности, экструзию, охлаждение и упаковку. Каждый шаг должен выполняться с осторожностью, если конечный продукт должен быть приемлемого качества.
Измельчение исходного сырья
Для грануляторов стандартного размера обычно требуется биомасса, измельченная до частиц размером не более 3 миллиметров. Для выполнения этой задачи доступно несколько типов оборудования. Если биомасса довольно большая и плотная (например, древесина), материал сначала пропускают через «дробилку», а затем пропускают через молотковую мельницу или подобное устройство для измельчения частиц до требуемого размера. Более мелкую и мягкую биомассу (например, солому) можно подавать непосредственно в молотковую мельницу без предварительного измельчения.
Контроль влажности
Поддержание надлежащего уровня влажности в исходном сырье жизненно важно для общего качества конечных гранул. Для древесины требуемый уровень влажности исходного сырья составляет около 15 процентов. К другим типам биомассы предъявляются другие требования — возможно, вам придется немного поэкспериментировать. Влага может быть удалена из исходного сырья сушкой в печи или обдувом частиц горячим воздухом. Если исходное сырье слишком сухое, можно добавить влаги путем подачи в исходное сырье пара или воды.
Экструзия (гранулирование)
На этом этапе фактически создается гранула. Ролик используется для сжатия биомассы на нагретой металлической пластине, называемой «матрицей». В матрице просверлено множество небольших отверстий, которые позволяют продавливать биомассу в условиях высокой температуры и давления. Если условия правильные, частицы биомассы сливаются в твердую массу, превращаясь в гранулы. Лезвие обычно используется для разрезания гранул на заданную длину, когда они выходят из матрицы. Некоторая биомасса имеет тенденцию сливаться вместе лучше, чем другая биомасса. Опилки являются особенно подходящим сырьем для гранулирования, потому что лигнин, естественным образом присутствующий в древесине, действует как клей, скрепляющий гранулы. Трава, как правило, почти так же не сплавляется, и полученные гранулы менее плотные и их легче разбить. Правильное сочетание свойств исходного материала и работы оборудования для гранулирования может свести к минимуму или устранить эту проблему. Также можно добавить в биомассу «связующий» материал, чтобы помочь ей склеиться, или смешать фракцию опилок с аналогичными результатами.
Две основные проблемы, возникающие в процессе гранулирования, — это «вымывание» и «засорение». Промывка — это то, что происходит, когда гранулы не образуются, а гранулированное сырье просто высыпается через отверстия в головке и выходит с другого конца без изменений. Это связано с тем, что в головке недостаточно противодавления для сплавления частиц исходного сырья. Скорость процесса гранулирования, температура и влажность также могут играть роль. Таким образом, если гранулятор испытывает промывку, эту проблему можно решить, изменив скорость гранулятора, переключившись на головку с другими размерами, изменив содержание влаги или отрегулировав свойства исходного сырья. Иногда может быть полезно использовать «предварительную смесь» какого-либо другого материала, чтобы создать соответствующее противодавление при первом запуске машины. Сухие зерна Distillers (продукт производства этанола из кукурузы) при смешивании с измельченной травой оказались успешными в этом отношении для небольших грануляторов. Засорение является другой основной проблемой, которую можно увидеть, и это происходит, когда противодавление слишком велико, в результате чего через матрицу ничего не продавливается. Опять же, изменение содержания влаги или размеров матрицы может решить эту проблему, а также отрегулировать плотность прилегания роликов к матрице. Иногда в исходное сырье также иногда добавляют масло, чтобы уменьшить вероятность засорения.
Успешное гранулирование может быть сочетанием искусства и науки, требующим длительных испытаний и внимания к деталям, прежде чем будет найдено подходящее сочетание размера частиц исходного сырья, содержания влаги и метода работы, которое надежно приведет к получению подходящих гранул.
Охлаждение
Гранулы после выхода из матрицы довольно горячие (~150°C) и довольно мягкие. Поэтому их необходимо охладить и высушить, прежде чем они будут готовы к использованию. Обычно это достигается путем продувки гранул воздухом, когда они находятся в металлическом бункере. Конечная влажность пеллет должна быть не выше 8 процентов.
Упаковка
Пеллеты обычно продаются в 18-килограммовых мешках, которые можно легко заполнить с помощью подвесного бункера и конвейерной ленты. Пакеты должны быть четко промаркированы с указанием типа пеллет, их класса (т. е. высшего или стандартного) и содержания тепла.
Рисунок 1: Схема производства топливных таблеток.
Требования к энергии для производства пеллет
Производство пеллет требует довольно много энергии как для сушки влажного сырья, так и для работы различных механизмов. Крупные заводы обычно сжигают часть своего сырья, чтобы обеспечить тепло для сушки, тогда как более мелкие предприятия часто используют другие способы. Как правило, гранулятор требует от 50 до 100 киловатт электроэнергии на каждую тонну в час производственной мощности. Кроме того, электричество обычно требуется для работы любого используемого оборудования для измельчения, измельчения, сушки, охлаждения и упаковки в пакеты. Если надежный источник электроэнергии недоступен, можно использовать бензиновое или дизельное оборудование.
Экономические соображения
Стоимость установки завода по производству пеллет недешева; как правило, рассчитывайте платить от 70 000 до 250 000 долларов за тонну в час. Широкий разброс затрат зависит от размера, качества и доступности оборудования. Оборудование большей производительности часто дороже в пересчете на тонну из-за большей долговечности оборудования и (обычно) более высокого качества получаемых гранул. Будьте осторожны при выборе самого дешевого доступного оборудования — вы можете пожалеть об этом позже, если оборудование окажется низкого качества. Еще одним важным фактором, который следует учитывать при выборе оборудования, является наличие запасных частей и специалистов по ремонту. В целом, около половины стоимости закупки оборудования будет приходиться на гранулятор, а половина – на другие устройства.
Эксплуатационные расходы включают стоимость сырья, энергии, рабочей силы и обслуживания оборудования. Обычно матрицы для гранул необходимо заменять через каждые 1000–1500 часов работы.
Другие важные факторы, которые следует учитывать
Два других важных фактора, которые следует учитывать при принятии решения о производстве пеллет, — это наличие сырья и наличие рынка. Если вы производите пеллеты для личного пользования из биомассы, выращенной на собственной ферме, это относительно легко оценить. Однако, если вы рассматриваете производство пеллет как бизнес, жизненно важно определить и обеспечить стабильные поставки биомассы для ваших нужд. Опилки и другие отходы не всегда легко достать, а в некоторых районах их просто нет. Рынок топливных пеллет также является важным фактором. Пеллеты из биомассы из травы или растительных остатков, как правило, менее востребованы в качестве топлива для отопления, чем древесные гранулы, из-за их более высокого содержания золы и более низкого содержания энергии. Таким образом, неэнергетические рынки в конечном итоге могут стать более привлекательными для пеллет, изготовленных из травы. Вам нужно будет не только найти покупателя для вашего продукта, вы также должны принять во внимание, что большинству пользователей топливных пеллет необходимы поставки только в зимние месяцы. Тем не менее, важно отметить, что ваши инвестиции в пеллетное оборудование с большей вероятностью окупятся, если вы сможете эксплуатировать объект большую часть года. Постоянная работа может быть необходима, если вы хотите окупить свои инвестиции в оборудование и работать рентабельным образом.
Ссылки
Демирбас, А. «Расчет высшей теплотворной способности биотоплива». Топливо 76, вып. 5 (1996): 431-34.
Лехтикангас, П. «Качественные свойства гранулированных опилок, отходов лесозаготовки и коры». Биомасса и биоэнергия 20 (2001): 351-60.
Мани С., С. Сохансандж, X. Би и А. Турхоллоу. «Экономика производства топливных пеллет из биомассы». Прикладная инженерия в сельском хозяйстве 22, вып. 3: 421-26.
Мани С., Л. Табил и С. Сохансандж. «Влияние силы сжатия, размера частиц и содержания влаги на механические свойства гранул биомассы из трав». Биомасса и биоэнергия 30 (2006): 648-54.
Макдермотт, М. «Во Флориде открывается крупнейший в мире завод по производству пеллет из биомассы». Новости TreeHugger, 13 июня 2008 г. По состоянию на октябрь 2008 г.
Институт пеллетного топлива. Стандартная спецификация PFI для бытового/коммерческого сгущенного топлива. Арлингтон, Вирджиния: Институт пеллетного топлива, 2008 г.
Самсон Р., С. Бейли Стамлер и К. Хо Лем. Оптимизация управления просом для производства товарных топливных пеллет. Резюме проектов Фонда исследований и развития альтернативных возобновляемых видов топлива. Канада: REAP, 2006.
Шмидт А., А. Зшецше и В. Ханч-Линхарт. Проанализируйте фон биогенен Бреннштоффен. TU Wien: Institut für Verfahrens-, Brennstoff- und Umwelttechnik, 1993.
Шари, Л. «Анализ пшеничной соломы Agripellets». Эйршир, Шотландия: Knight Energy Services, 2005 г. По состоянию на октябрь 2008 г.
Penn State Biomass Energy Center
Подготовлено Дэниелом Чолкошом, адъюнкт-профессором-исследователем Департамента сельскохозяйственной и биологической инженерии штата Пенсильвания
Отзыв Тома Х. Уилсона, Penn State Extension, и Томаса О. Уилсона, Департамент сельскохозяйственной и биологической инженерии. > похожие темы >
Древесные гранулы являются важным товаром в мире для промышленного или бытового использования. Пеллеты являются распространенным типом биомассы. Стало выгодно строить завод по производству древесных гранул .
Пеллеты из древесных опилок
Пеллеты из биомассы производства Pellet Mill
Благодаря постоянному использованию пеллетного топлива из биомассы, машины для производства пеллет широко используются в линии по производству древесных гранул . И установка полной линии по производству древесных гранул может производить рентабельные гранулы, которые будут продолжать расширять рынок машин для производства гранул из биомассы. Есть также хорошие перспективы для открытия бизнеса по производству древесных гранул. ( Подробнее: Руководство по Начало Бизнес по производству древесных гранул >> )
Настройка завода по производству древесных гранул по низкой цене
Успешные проекты завода по производству древесных гранул
5
Надежный поставщик завода по производству древесных гранул – ABC Machinery
У любого, кто заинтересован в том, чтобы заняться производством древесных гранул, возникнет много вопросов о создании завода по производству древесных гранул и бизнеса по производству древесных гранул, например,
Каковы развивающиеся тенденции мирового рынка топливных пеллет из биомассы? Это действительно выгодно?
Какое сырье можно использовать для производства пеллет из биомассы? Подходят только древесные опилки?
Сколько будет стоить построить комплексный завод по производству пеллет? Как обстоят дела с финансовой осуществимостью завода по производству пеллет?
ABC Machinery занимается производством биомассы не менее 20 лет и специализируется на разработке и производстве машин для производства пеллет из биомассы. За эти годы мы реализовали множество линий по производству древесных гранул под ключ по всему миру, таких как Япония, Италия, Перу, Индонезия, Малайзия, Австралия, Латвия, Вьетнам, США и т. д. Добро пожаловать, чтобы связаться с нами, чтобы получить подробный отчет о проекте.
Мы стали свидетелями бурного развития мировой индустрии древесных гранул, и мы также растем вместе с ее развитием. Мы гарантируем, что это определенно выгодно и имеет большой потенциал для начала бизнеса по производству древесных гранул. ( Подробнее: Мобильный завод по производству пеллет на продажу >> )
Здесь мы хотели бы предложить некоторую информацию для ознакомления!
Тенденция развития мирового рынка древесных пеллет
Огромный рынок древесных пеллет
Общеизвестно, что для каждой страны рынок пеллет можно разделить на два рынка: местный рынок и зарубежный рынок, они включают:
Бытовые клиенты
Бытовые потребители используют биомассу или древесные гранулы для отопления своих домов или рабочих мест, таких как квартиры, офисы, школы и другие общественные или деловые здания. У них будет ежегодный регулярный спрос на пеллетное топливо, и они будут запасать свои потребности перед зимним сезоном. Потребность бытовых потребителей будет достигать сотен тонн в год. Это число, вероятно, будет увеличиваться из-за того, что количество жителей обычно увеличивается время от времени. Жители считают древесные гранулы удобными и экологически чистыми. ( Похожие сообщения: Самодельный гранулятор >> )
Промышленные клиенты
Промышленные потребители будут использовать пеллеты для своих промышленных нужд, таких как машинное топливо. Поскольку проблема окружающей среды вызывает серьезную озабоченность многих правительств, промышленные игроки должны придумать возобновление леса или альтернативный источник для производства пеллет. Таким образом, в настоящее время промышленные цели использования пеллет увеличиваются, поскольку они более экономичны, чем использование минерального масла или природного газа, что экономит более половины затрат на отопление. Эта экономическая ценность может быть также применена к бытовым потребителям. ( Связанный пост: Промышленная машина для производства пеллет >> )
Ранее указывалось, что бизнес, связанный с производством древесных гранул, вероятно, будет расти. Поскольку промышленный спрос на материалы, связанные с отоплением, такие как древесные гранулы, растет, число производителей и экспортеров увеличивается. Основными объектами древесных гранул будут страны с зимним сезоном, такие как Европа, Америка и Канада.
1TPH Завод по производству древесных гранул в Великобритании
Сырье для изготовления гранул из биомассы
Сырье для производства древесных гранул
Основными источниками сырья для производства древесных гранул могут быть: древесные отходы от процесса производства древесины, такие как опилки и древесная щепа; Заготовленная, но некачественная древесина; Древесные отходы или мусор; Трава; Кукуруза; Биогаз и другие отходы сельского и лесного хозяйства и т. д. Если вы не знаете, можно ли из вашего сырья производить гранулы или нет, вы можете отправить нас на испытания гранулирования. Не стесняйтесь обращаться к нам напрямую!
Рост
Хвойная древесина
Твердая древесина
Всего
Все
124,998
106 581
231 579
Пиломатериал
86 564
21 230
107,793
Непиловочник
38 434
85 352
123 786
В Канаде древесные гранулы производились из отходов лесозаготовки или лесопилки. Сюда входят отходы лесопиления, такие как древесная пыль, остатки древесной стружки, небольшая кора деревьев, мертвые деревья, зараженные болезнями, а также насекомые и отходы бревен, оставленные лесопильными предприятиями в лесу после завершения процесса лесозаготовки. Сюда также входят части тела дерева, которые не подходят для каких-либо других приложений. Производство древесных гранул превратит эти отходы в экономически выгодное, экологически чистое, перспективное твердое биотопливо. ( Последние новости: Запчасти для малых грануляторов в Канаду >> )
В других странах, таких как Австрия, было бы не так сложно найти сырье или сырье для производства древесных гранул. Поскольку Австрия является одной из самых богатых лесами стран в Европе, источник сырья будет очень легко найти. Сырье возобновляемо под контролем правительства. ( Связанный проект: Комплектное оборудование для производства древесных гранул мощностью 2 тонны в час установлено в Австралии >> )
Создайте свой собственный коммерческий завод по производству древесных гранул по низкой цене
Стоимость установки завода по производству древесных гранул — купите высококачественный гранулятор для производства гранул из биомассы: ГОРЯЧАЯ продажа завода по производству древесных гранул, предлагаемая производителем или поставщиком грануляторов из биомассы, руководство по процессу производства древесных гранул и как начать бизнес по производству древесных гранул с ограниченной стоимостью в Танзании, Египте, Марокко, Гане, Южной Корее и т. д.
Основная стоимость проекта по производству промышленных древесных пеллет
Капитальные затраты на комплексный завод по производству древесных гранул будут разными в разных регионах мира. Исследование Deloitte провело исследование капитальных затрат на завод по производству пеллет в ЕС, которые размещены по следующему адресу:
Ежедневные эксплуатационные расходы: $125 за каждую тонну
Стоимость рабочей силы: 10 долларов США за каждую тонну (цена может меняться в зависимости от мощности)
Стоимость энергии: 10 долларов США за каждую тонну
Стоимость обслуживания: 5 долларов США за каждую тонну
Стоимость ремонта и технического обслуживания в течение всего срока службы: 5 долларов США за каждую тонну
Стоимость перевозки оптовых партий: $2,5 за тонну
Базовая стоимость установки проекта:
Стоимость оборудования для гранулирования: 3-4 миллиона долларов США ( Комплексное оборудование для завода по производству древесных гранул включает дробилку, сушильную машину, мельницу для гранул, машину для охлаждения и упаковки гранул и т. д. ).
Стоимость склада пеллет, погрузки вагонов: 2 миллиона долларов
ABC Machinery также может предоставить вам готовые решения с другими подходами, если вышеуказанные капиталы не соответствуют вашим требованиям. А наше специализированное оборудование для производства биомассы значительно снизит затраты на создание линии по производству древесных гранул. Если вы заинтересованы в открытии небольшого завода по производству древесных гранул, мы также рады предложить вам индивидуальное предложение!
Проект крупного мелкосерийного завода по производству древесных гранул
Пришел к выводу, что преодолеть постоянно растущий спрос на древесные пеллеты было бы прибыльным делом, если обратить внимание на детали. Если вы хотите открыть завод или фабрику по производству древесных гранул и производить высококачественные топливные гранулы, которые будут хорошо конкурировать на мировом рынке за счет снижения переменных затрат, капиталовложений и себестоимости производства, мы здесь, чтобы дать вам 3 дополнительных совета, которые также могут помочь. быстро помочь вашему бизнесу;
№ 1 Получение государственных и отраслевых грантов и разрешений
№2 Создайте команду из опытных новобранцев и хорошо управляйте ими
№3 Обновите свои знания о новейших технологиях производства древесных гранул
Что касается последнего дружеского совета, позаботьтесь о наших природных ресурсах, поддерживая безопасность производственного процесса, сбора сырья и контроля над отходами.
Ценник на Пеллет
Например, в странах Объединенной Европы, которые являются основной целью рынка древесных пеллет и имеют самый большой опыт потребления пеллет в мире. Цена оптовых грузов на пеллеты в Единой Европе составит около $300 за тонну. Логистические расходы, которые включают расходы на хранение и транспортировку, должны быть приняты во внимание, если вы хотите быть экспортером в производстве древесных гранул. Для экспортера из США затраты на хранение могут добавить 10 долларов за тонну, а транспортные расходы могут иметь дополнительные расходы в размере 35-45 долларов за тонну. Исследование цен, проведенное proPellets Austria, показало, что средняя цена составляет 23,54 евро цента за кг древесных гранул или 4,80 цента за кВтч.
Вы также хотели бы учитывать расстояние доставки от поставщика сырья, оптовый рынок и источник материала, чтобы определить цену на ваши древесные гранулы.
Когда вы отправите завод по производству древесных гранул?
Обычно это 30-40 рабочих дней. Но на самом деле это зависит от конструкции вашего технологического процесса древесных гранул и распределения оборудования.
Что мне нужно сделать, чтобы купить эту линию по производству древесных гранул?
Во-первых, вам следует поговорить с нашим продавцом о деталях ваших требований и фактическом состоянии линии по производству древесных гранул. Убедитесь в цене, выберите условия оплаты, такие как плакетка, TT, LC (аккредитив до востребования) и т. д., и подпишите контракт;
Затем вы организуете оплату, после того как мы получили оплату, мы организуем производство вашего оборудования;
Наконец, когда производство оборудования завершено, упакуйте и отправьте его вам.
Лесная промышленность и деревообработка в России в 2020 году
Леса занимают более половины территории России, однако доля страны в мировом лесопромышленном комплексе не превышает 5%. Основная причина заключается в неэффективном использовании лесных ресурсов, в то время как большинство развитых стран ориентированы именно на экспорт товаров глубокой переработки древесины.
Помнится, еще в СССР ходила байка, что японцы, закупающие у Советского Союза древесину, используют ее на 102%. У нас же такой уровень считался экономически нецелесообразным. Но времена меняются, люди тоже. Даже Президент, в одном из посланий требовал увеличения глубины переработки сырья внутри страны.
ЧЕМ ДАЛЬШЕ В ЛЕС…
По итогам 2020 года объём вывезенной из леса товарной древесины составил 138 млн. плотных кубометров необработанных лесоматериалов, что на 3,4% меньше, чем годом ранее. Исторически именно вывоз товарного леса, а не заготовка или рубка считались ключевыми показателями работы леспрома. Федеральное агентство лесного хозяйства обычно публикует официальные данные об объемах заготовки с большим запозданием, не ранее 30 июня. Для понимания масштабов, заметим, что в 2019 году заготовлено было 219,15 млн кубометров, а произведено необработанной товарной древесины (то есть вывезено из леса) 142,9 млн кубометров. Основная причина такой диспропорции – практически полное отсутствие транспортной инфраструктуры. В российских лесах банально отсутствуют нормальные дороги.
Таблица 1. Производство необработанных лесоматериалов по видам в 2017–2020 гг., тыс. плотн м3
Таблица 2. Производство необработанных лесоматериалов по назначению в 2017–2020 гг., тыс. плотн м3
Рис. 1. Производство необработанных лесоматериалов по видам в 2017–2020 гг., тыс. плотн м3
Рис. 2. Производство необработанных лесоматериалов по назначению в 2017–2020 гг., тыс. плотн. м3
Таким образом, в 2020 году в РФ производство деловой древесины составило 125,2 млн м3, дровяной – 12,8 млн м3. При этом экспорт необработанной деловой древесины медленно, но неуклонно снижается благодаря устанавливаемым правительством заградительным пошлинам. В 2019 году они выросли с 25% от стоимости продукции до 40%, в 2020 – до 60%, в 2021 – поднимаются до 80%. В итоге за прошедшие 10 лет доля экспорта в производстве необработанной древесины снизилась с 20 до 11,3%.
Таблица 3. Производство и экспорт необработанных лесоматериалов в 2010–2020 гг., млн м3
…ТЕМ БОЛЬШЕ ПИЛОМАТЕРИАЛОВ
По производству пиломатериалов Россия находится на 4-м месте в мире, уступая США, Канаде и Китаю. За 25 лет производство пиломатериалов в РФ выросло почти на 50%, достигнув по итогам 2020 года порядка 42–43 млн кубометров. При этом официально Росстат сообщает только о 28,5 млн м3, так как значительная часть производителей – малые и средние предприятия, не включенные в периметр статистических наблюдений. Поэтому по официальным данным ФТС объемы экспорта российских пиломатериалов превышают объемы их внутреннего производства.
Предполагается, что к 2030 году производство пиломатериалов в РФ увеличится до 62–69 млн кубометров в год. Новые объемы будут направлены как на внутренний рынок, так и на экспорт, преимущественно в Китай. Отметим, что на сегодняшний день экспортируется около 65% произведенных в стране пиломатериалов.
Таблица 4. Объемы производства и экспорта пиломатериалов в 2017–2020 гг., тыс. м3
Сегмент древесных плит включает 3 продуктовые группы: древесноволокнистые плиты, древесно-стружечные плиты и ориентированно-стружечные плиты.
В 2020 году производство древесноволокнистых плит снизилось на 7% до 642,6 млн условных м2. Хотя ранее на протяжении нескольких лет объемы выпуска стабильно росли. Вероятнее всего тут сыграли роль «ковидные ограничения». Так же стоит отметить, что доля ДВП низкой плотности (в СССР его именовали оргалитом) стабильно падает, в то время как доля ДВП средней и высокой плотности (MDF и ламинат) соответственно растет.
Таблица 5. Производство плитных пиломатериалов в 2017–2020 гг.
Производство OSB плит Росстат, к сожалению не мониторит, так как продукт этот для России достаточно новый. Первая российская OSB плита была изготовлена всего 9 лет назад – в октябре 2012 года на Нововятском лыжном комбинате. В настоящее время совокупные производственные мощности заводов OSB в России оцениваются в 2 млн м3 в год.
Мировой спрос на фанеру стабильно растет и к 2030 году предположительно достигнет 291 млн м3 при среднегодовых темпах роста 4,6% в год. Основными потребителями фанеры в мире являются Китай (66%) и США (11%). Вот только одно «но». В России в основном производят березовую фанеру, на которую приходится 95% всего объема производства. Связано это с растительным составом лесов. А Китай практически не использует березовую фанеру. Ее вообще кроме как в России мало где используют, доля березовой фанеры в мировом потреблении составляет всего 3–4%. Поэтому, несмотря на растущий спрос, с фанерой мы пролетаем, и развитие производства будет в основном направлено на удовлетворение внутреннего спроса.
Предполагается что к 2030 году объемы выпуска ДСП в России вырастут до 11,1 млн м3 (в среднем на 3,6– 4% в год), из которых треть будет уходить на экспорт. Совокупное производство древесно-волокнистых плит (оргалита и MDF) составит около 6,3 млн м3, причем почти половина будет экспортироваться. Темпы роста производства MDF будут существенно опережать темпы роста производства оргалита, в результате доля последнего в общем объеме производства ДВП к 2030 году сократится до 9,6%. Производство OSB плит по мере ввода запланированных мощностей также продолжит расти и к 2030 году составит 2800–3400 тыс. м3.
Наталья Крылова,
руководитель аналитического отдела информационно-аналитической компании VVS («ВладВнешСервис»)
Машины для обработки Деревообработка | обработка Деревообработка Biesse Россия
Новинки
WINLINE
Обрабатывающий центр с ЧПУ
NEXTSTEP
Гибкий обрабатывающий центр для раскроя
Рекомендуемые
ROVER B FT HD
Обрабатывающий центр с ЧПУ
STREAM A
Кромкооблицовочные станки
Технологии
Обрабатывающие центры с ЧПУ
Увидеть все
Обрабатывающие центры
Обрабатывающие центры с кромкооблицовкой
Обрабатывающие центры Nesting
Обрабатывающие центры для производства дверей и окон
Форматно-раскроечные центры
Кромкооблицовочные станки
Калибровально-шлифовальные станки
Сверлильные станки
Решения для сборки
Перемещение деталей
Программное обеспечение
Планирование и контроль производства
SmartConnection
CAD/CAM
B_SOLID
B_EDGE
IX BY IMOS
Оптимизаторы
B_NEST
B_OPTI
ВЫБРАТЬ СЕКТОР
ОБРАБОТКА ДЕРЕВАОБРАБОТКА ПЛАСТИКОВ И КОМПОЗИТОВ
Service
Biesse Service
Глобальная команда высококвалифицированных техников для поддержки клиентов по всему миру.
Parts
BIESSE PARTS
Профессионалы на службе клиентов — в кратчайшие сроки, точно и эффективно.
Sophia
ДОБАВЛЕННАЯ СТОИМОСТЬ ТЕХНИКИ
IoT платформа интернета вещей, открывающую доступ к широкому спектру услуг для оптимизации производственных процессов.
Машины
Обрабатывающие центры с ЧПУ
Форматно-раскроечные центры
Кромкооблицовочные станки
Калибровально-шлифовальные станки
Сверлильные станки
Решения для сборки
Перемещение деталей
Software solutions
Сервис
Service
Parts
Отзывы
Журнал
Корпорация
Выставки и Мероприятия
В Фокусе
Выставки и Мероприятия
Компания
Карьера
Инвесторы
Новостная рассылка
Контакты
Страна
Россия
Worldwide
Italia
United Kingdom
Россия
France
中国
Asia
Deutschland
España
Schweiz
North America
India
Australia & New Zealand
Türkiye Cumhuriyeti
Middle East
Brasil
Язык
Русский
Русский
сектор
дерево
дерево
ОБРАБОТКА ПЛАСТИКОВ И КОМПОЗИТОВ
Страна
Worldwide
Italia
United Kingdom
Россия
France
中国
Asia
Deutschland
España
Schweiz
North America
India
Australia & New Zealand
Türkiye Cumhuriyeti
Middle East
Brasil
Язык
Русский
Все в мире эволюционирует. Откройте для себя обновленную компанию Биессе.
Смотреть видео
Наша гамма
Обрабатывающие центры с ЧПУ
Перемещение деталей
Форматно-раскроечные центры
Кромкооблицовочные и форматно-кромкооблицовочные станки
Калибровально-шлифовальные станки
Cверлильно-присадочные и шкантозабивные станки
Полный спектр технологий и решений, предназначенных для индивидуальных производств и крупных фабрик по производству мебели, окон, дверей и деревянных элементов для строительства.
Выставки и Мероприятия
Узнать больше
Журнал
Выставки и Мероприятия
LIGNA 2023 – идеальная сцена для Biesse.
Biesse снова будет принимать участие в выставке LIGNA, важнейшем мировом событии в сфере деревообработки, которое пройдет с 15 по 19 мая 2023 года.
Выставки и Мероприятия
Выставка Inside 2022 – всесторонний и персонализированный опыт для наших клиентов.
Сегодня последний день выставки Inside, мероприятия, проходящего в Пезаро 10-21 октября, обязательного к посещению, во время которого у клиентов есть возможность вживую познакомиться с технологиями Biesse.
Выставки и Мероприятия
Технологические решения Биессе на выставке Holz-Handwerk: завод будущего уже стал реальностью.
Выставка Holz-Handwerk 2022, которая будет идти до 15 июля, – одна из первых возможностей, после долгого перерыва снова вживую, познакомиться с технологическими решениями Биессе и открыть для себя все преимущества цифровизации. Эта выставка, мероприятие, где встречаются представители деревообработки из разных стран, уже в 20й раз предлагает посетителям увидеть самые последние инновации и тренды рынка.
Корпорация
Выставки и Мероприятия
В Фокусе
Будьте в курсе
Новые продукты, мероприятия и специальные предложения из мира Biesse!
Отзывы
Русский Нестандарт
Искусство создавать уникальную мебель
Читать больше
digital-arena
Digital Arena — сервис видео по запросу, посвященный инновациям Biesse.
Зайдите на Digital Arena, платформу бесплатных видео, предлагающую различные вебинары, демопоказы и многое другое по технологиям.
Откройте для себя цифровую арену
Make Magazine
Новый способ узнать Группу Biesse.
Новый способ узнать о компании, движущей силе и инновациях решениях, формирующих репутацию, уважение и статус. Познакомиться с отзывами тех, кто выбрал рост и развитие, и событиями, сопровождающими этот рост. Услышать истории тех, кто каждый день делает это возможным, компетентно и самоотверженно.
Узнать больше
SUSTAINABILITY
Добавленная ценность инноваций
Годовой отчет Biesse — этика, люди и устойчивое развитие
Узнать больше
#WEAREBIESSE
Станьте частью нашей команды
4. 200 сотрудников по всему миру — наш человеческий капитал. Опытные специалисты и молодые сотрудники с большим потенциалом воплощают идеи завтрашнего дня в современные инновации.
Отправить запрос
Нравы, обычаи и традиции :: Культура и искусство :: Россия-ИнфоЦентр
Деревообработка Традиции в России
30 ноября 2013 г. 11:01
Дохристианские русские владели лепкой и ковкой, керамикой и вышивкой, тонкими эмалями. Киевские мастера хорошо владели резьбой по кости, чернением, гравировкой по металлу, изготовлением поливных изразцов, стеклянных изделий. Однако наиболее искусными в обработке дерева были русские.
Древесина использовалась для строительства домов, оборонительных стен и мостов; применялся в транспортных средствах (санях, лыжах, лодках и кораблях), многочисленных бытовых вещах, от мебели до посуды и туалетных принадлежностей. Мастерам были хорошо известны особенности разных пород деревьев. Так, для строительных работ в основном использовали хвойную древесину, а для предметов домашнего обихода – широколиственные. Иногда работали и по привозному дереву: двусторонние гребни делали из самшита, а для икон использовали дорогую кипарисовую древесину.
Инструменты для деревообработки были разнообразны, и большинство из них все еще используются. Однако основным инструментом был хакет. С его помощью пилили бревна и раскалывали доски. Бревна никогда не распиливали, так как пила разрушает структуру древесины, из-за чего она быстрее гниет. Русские заимствовали само слово «топор» (т.е. хакет) из тюркского языка, где оно называлось «секира» (т.е. секира). Однако настоящая древнерусская секира имела свою специфическую конструкцию, со слегка изогнутой рукоятью и серповидным лезвием. Русские мастера по дереву достигли такого мастерства в этом инструменте, что без труда могли изготавливать из него даже домашнюю утварь, например, чаши и даже предметы интерьера.
Крыши домов и церквей покрывали дранкой — русской черепицей, обычно изготавливаемой из коры красного дерева. Для изготовления мелких предметов домашнего обихода использовались пила, различные резцы и токарный станок. Многие из них были украшены резьбой: детали дома (оконные рамы, карнизы, перила и др.), мебель, посуда, гребни, ложки, рукоять ножа, шпоры для саней, корабельные доски и рулевые уключины. Иногда древесину покрывали краской, но она плохо сохраняется. Они также вырезали небольшие, но очень выразительные фигурки гуманоидов и животных.
Декор, используемый в резьбе по дереву, чаще всего был представлен круговым, спиралевидным и завитковым орнаментом. Подобные орнаменты применялись и в резьбе по кости. Вполне возможно, что резчик в равной степени владел обоими видами материалов, деревом и костью. Известны очень живо выглядящие изображения мифологических существ, таких как драконы и русалки, скульптурные головы хищных птиц. Многочисленные находки деревянных и костяных орнаментированных предметов быта дают представление о художественной культуре средневековых русских городов, влившись в русло архитектуры и живописи того времени, создали яркий образ России домонгольской эпохи.
Конечно, люди не только работали, но и развлекались. В древних городах найдены музыкальные инструменты (гусли, гудок, варганы, трещотки), многочисленные деревянные и костяные шахматные фигуры, игральные кости, костяные коньки. Известны детские игрушки из дерева и глины: куклы, мечи, кинжалы, луки и стрелы, свистульки, фигурки животных.
Источники: http://kulturarusi.ru.0012
Автор: Вера Иванова
Теги: Русские народные промыслы Русские традиции
Следующий
Предыдущий
Деревообрабатывающая промышленность в условиях российского вторжения
Четверг, 10 марта 2022 г.
Растущая неопределенность в секторе деревообрабатывающей промышленности из-за жестких политических решений, принятых Россией, вынудила известные деревообрабатывающие компании предпринять решительные шаги против коммерческих предприятий в штат. Несколько деревообрабатывающих компаний, таких как Komatsu, UPM, BSW, REHAU, Metsa Group, EPAL, поддерживают народ Украины и думают иначе, поскольку ситуация вызвала внезапный сбой в общей системе цепочки поставок и нанесла ущерб торговому каналу в сфере деревообработки и производства. домен.
Последствия вторжения
Геополитическая ситуация в Европе необратимо изменилась. Это имеет далеко идущие человеческие, политические и экономические последствия в Европе, и ситуация в деревообрабатывающем секторе быстро меняется.
Следуя политике антикризисного управления, Komatsu приостановила поставки в Россию. В связи с текущим нарушением цепочки поставок и неопределенностью финансово-экономической ситуации компания приняла решение временно приостановить поставки в Россию. Komatsu — один из ведущих мировых производителей лесозаготовительного, строительного, горнодобывающего и коммунального оборудования.
Помимо лесного хозяйства, машиностроения, деревообработки, война в Украине сильно повлияла на рынок поддонов. Производители поддонов, такие как EPAL, поддерживают народ Украины. EPAL поддерживает санкции ЕС в надежде, что они будут способствовать скорейшему прекращению войны, насилия и перемещения людей. Производство европоддонов EPAL в настоящее время приостановлено на многих заводах Украины из-за войны.
Группа компаний «Мется» приостановила работу своего единственного производственного подразделения в России — лесопильного завода «Свирь». Закупка древесины в России для лесопильного завода «Свирь» и импорт на финские и шведские заводы Metsä Group также прекращены.
Санкции и ограничения на финансовые операции, вытекающие из военных действий России на Украине, вызывают значительную неопределенность в бизнес-операциях Raute в России. Совет директоров Raute Corporation принял решение отозвать финансовый прогноз на 2022 год, опубликованный 11 февраля 2022 года. Из-за неопределенной ситуации Совет директоров в настоящее время не будет представлять новые прогнозы на 2022 год.
Компания UPM BIOFORE, один из лидеров лесного сегмента, прекратила поставки в Россию из-за агрессии против Украины. UPM также объявила о своем решении временно приостановить закупку древесины в России и из России, а также деятельность Чудовского фанерного комбината UPM, говорится в сообщении компании.
UPM приостановит закупку древесины в России и из России, а также деятельность Чудовского фанерного комбината UPM на некоторое время, говорится в сообщении компании. В связи с этим компания готовит план смягчения последствий. UPM также сообщила 3 марта 2022 года, что прекращает поставки в Россию.
Группа BSW, напротив, прекращает закупки сырья в России. Совет директоров Национальной ассоциации промышленников единогласно проголосовал за осуждение действий России в Украине и поддержку народа Украины в его «борьбе за сохранение свободы и независимости».
FSC по-прежнему глубоко обеспокоен агрессивным вторжением России в Украину и солидарен со всеми жертвами этого насилия. FSC приостанавливает действие всех торговых сертификатов в России и Беларуси и блокирует все поставки контролируемой древесины из этих стран
В резолюции выражена поддержка экономических и финансовых санкций, введенных против России, и содержится призыв к исключению Российской Федерации из Всемирной торговой организации и статуса постоянных нормализованных торговых отношений с Соединенными Штатами.
Набор предназначен для снятия внутренних подшипников с диаметром 8-58мм.
В комплект входит: Адаптеры: 8-11мм, 12-17мм, 13-23мм, 18-23мм, 24-29мм, 30-34мм, 34-38мм, 39-43мм, 44-48мм, 49-53мм, 54-58мм Резьбовые адаптеры :M10x1.5, M10x1.5/M8x1.25, M10x1.5/M6x1.0 Молоток обратный с воротком на валу в сборе. Съемник U-образный для извлечения валов из посадочных мест. Вес молотка — 1.38кг, длина — 30см
Помогите другим пользователям с выбором — будьте первым, кто поделится своим мнением об этом товаре.
Как купить
Гарантия
Видео
Товар
Рейтинг
Бренд
Цена
Съемник подшипников 2-лапый 3″ TA-D1009-1
Арт. TA-D1009-1
341 ₽
Съемник фильтра цепной TA-A1005-1
Арт. TA-A1005-1
551 ₽
Съемник фильтра масляного трехлапый TA-A1006
Арт. TA-A1006
728 ₽
Съемник болтовой TA-B1037
Арт. TA-B1037
776 ₽
Съемник 2-лапый 120*100мм TA-D1028-2
Арт. TA-D1028-2
939 ₽
Съемник 2-лапый 80*100мм TA-D1028-1
Арт. TA-D1028-1
830 ₽
Инструкции
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
Внутри — KUKKO
Внутри — KUKKO
Ищите…
Номер статьи
например, 20-1
Номера сторонних артикулов
например, 880100 1
штрих-код
например, 4021176756306e
Название артикула
например, Молоток с мягким бойком
Новостная статья
например, замена шин с помощью КУККО
Поддержка
Консультант по решениям
У вас возникли вопросы? Мы рассмотрим ваши запросы и с удовольствием подберем вместе с вами подходящее решение. Выберите один из приведенных ниже вариантов:
Внутренний съёмник
Серия 21
Внутренние съёмники с двух- и трёхзахватным распором
Серия 21-E
Внутренние съёмники с сегментным распором
Серия 21-4x
Съёмники игольчатых подшипников, с двухзахватным распором
Серия 21-4x-E
Съёмники игольчатых подшипников, с сегментным распором
Серия 16
Cъёмник цилиндровых втулок
Серия K-16
Набор съёмников цилиндровых втулок
Серия 221-G
Внутренний съёмник с обратным молотком.
Серия 818-215
Набор для гидравлического демонтажа подшипников
Серия 845-858
Универсальный гидравлический съёмник с самоцентрирующимися захватами и сепаратором в наборе
Обратные молотки
Серия 22-0
Приспособления с обратным молотком
Серия K-22
Набор для демонтажа шарикоподшипников с контропорой и обратным молотком
Серия KS-22
Наборы с обратным молотком, в чемодане
Серия K-22-E
Набор для демонтажа шарикоподшипников с контропорой и обратным молотком
Серия K-26
Наборы для демонтажа подшипников
Серия 28
Обратный молоток для снятия подшипников и установочных штифтов
Серия 28
Набор с обратным молотком и контропорой, для демонтажа подшипников и установочных штифтов,
Серия 27-A
Универсальный съёмник в наборе
Серия 229
Скоба-захват с обратным молотком.
Серия 224
Внутренний съёмник с обратным молотком.
Серия 223
Съёмник для деталей с соединительными отверстиями на резьбе
Серия 223
Набор съёмников призматических шпонок и установочных штифтов
Контропоры
Серия K-22
Набор для демонтажа шарикоподшипников с контропорой и обратным молотком
Серия K-22-E
Набор для демонтажа шарикоподшипников с контропорой и обратным молотком
Серия 28
Набор с обратным молотком и контропорой, для демонтажа подшипников и установочных штифтов,
Серия 24
Наборы для демонтажа подшипников
Серия 25
Наборы для демонтажа подшипников
Принадлежности для внутренних съёмников
Серия 21-V
Набор удлинителей для внутренних съёмников
Серия 21-V
Удлинители для внутренних съёмников
Серия G-22
Трехкомпонентная форме для обратных молотков
Серия T-AW
Индукционные нагреватели подшипников
We use cookies on our website. Some of them are essential, while others help us to improve this website and your experience.If you are under 16 and wish to give consent to optional services, you must ask your legal guardians for permission.We use cookies and other technologies on our website. Some of them are essential, while others help us to improve this website and your experience.Personal data may be processed (e.g. IP addresses), for example for personalized ads and content or ad and content measurement.You can find more information about the use of your data in our privacy policy.You can revoke or adjust your selection at any time under Settings.
Privacy Preference
Essential
Statistics
Accept all
Save
Individual Privacy Preferences
Cookie Details Privacy Policy Imprint
Privacy Preference
If you are under 16 and wish to give consent to optional services, you must ask your legal guardians for permission.We use cookies and other technologies on our website. Some of them are essential, while others help us to improve this website and your experience.Personal data may be processed (e.g. IP addresses), for example for personalized ads and content or ad and content measurement.You can find more information about the use of your data in our privacy policy.Here you will find an overview of all cookies used. You can give your consent to whole categories or display further information and select certain cookies.
Accept all Save
Privacy Preference
Essential (5)
Essential cookies enable basic functions and are necessary for the proper function of the website.
Show Cookie Information Hide Cookie Information
Name
Session Cookie
Provider
Owner of this website
Cookie Name
PHPSESSID
Cookie Expiry
Session
Name
WPML
Provider
Owner of this website
Purpose
Saves the current language.
Cookie Name
_icl_*, wpml_*, wp-wpml_*
Cookie Expiry
1 Tag
Name
Borlabs Cookie
Provider
Owner of this website, Imprint
Purpose
Saves the visitors preferences selected in the Cookie Box of Borlabs Cookie.
Cookie Name
borlabs-cookie
Cookie Expiry
1 Year
Name
Unit System Cookie
Provider
Owner of this website
Purpose
Saves the unit system of the user.
Cookie Name
unit-system
Cookie Expiry
Session
Name
Preferred Language Cookie
Provider
Owner of this website
Purpose
Saves the preferred language of the user.
Cookie Name
preferred-language
Cookie Expiry
30 days
Statistics (1)
Statistics
Statistics cookies collect information anonymously. This information helps us to understand how our visitors use our website.
Show Cookie Information Hide Cookie Information
Accept
Google Tag Manager
Name
Google Tag Manager
Provider
Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ireland
Purpose
Cookie by Google used to control advanced script and event handling.
Privacy Policy
https://policies.google.com/privacy?hl=en
Cookie Name
_ga,_gat,_gid
Cookie Expiry
2 Jahre
Privacy Policy Imprint
Съемник вмятин автомобиля.
Высококачественные инструменты для ремонта вмятин от 1PDR
Автомобильный съемник вмятин. Высококачественные инструменты для ремонта вмятин от 1PDR
Каталог
/
Удаление вмятин от клея
/
Наборы съемников вмятин для клея
/ Остальные наборы клея (Америка и Германия)
★
★
★
★
Артикул:
Ш-1
Производитель:
прц
Вес:
1,24 кг.
Гарантия:
3 месяца
Возврат или замена:
в наличии
В наличии
82 €
77 €
Делиться:
Молоток обратный, двусторонний (в комплекте с 30 грибками). Артикул — Ш-1. Вес молотка 900 гр. Молоток предназначен для всех типов металлов и всех вмятин. В комплекте маленькие грибки и большие универсальные(под обе стороны молотка), позволяющая быстро и качественно работать. Покрытие молотка защищает его от ржавчины и различных внешних воздействий. Один из самых универсальных молотков.
Преимущества
Безопасная платежная система
Быстрая доставка по всему миру
Дисконтная программа
Пожизненная гарантия
Инструмент всегда доступен
Возврат и обмен
Вам также может понадобиться
ДТРК
Набор адаптеров для крепления по краям €34 €32
Электронная почта или телефон для входа
Ваш адрес электронной почты или номер телефона:
Пароль:
Пожалуйста, подтвердите, что вы не робот:
Запомнить меня
Забыли пароль?
Восстановить пароль
Ваш адрес электронной почты или номер телефона:
Пожалуйста, подтвердите, что вы не робот:
Введите адрес электронной почты или номер телефона, указанные при регистрации. Затем нажмите «Восстановить».
отменить
Подтвердите свой телефон
Подтвердите свой адрес электронной почты
Мы отправили на ваш телефон SMS с кодом подтверждения. Пожалуйста, введите код в поле ниже и нажмите «Отправить»
Мы отправили на ваш адрес электронной почты код подтверждения. Пожалуйста, введите код в поле ниже и нажмите «Отправить»
Подтвердить код
Восстановить пароль
На ваш e-mail мы отправили проверочный код, введите этот код в поле ниже, введите новый пароль, подтвердите его, а затем нажмите «Установить пароль». Код подтверждения действителен в течение 10 минут.
На ваш номер телефона мы отправим SMS с кодом подтверждения, введите код в поле ниже, введите новый пароль, подтвердите его, а затем нажмите «Установить пароль». Код подтверждения действителен в течение 10 минут.
Код подтверждения:
Новый пароль:
Подтвердить пароль:
отменить
Регистрация прошла успешно!
Эта страница будет обновляться через 2 сек.
обновить страницу
Авторизация прошла успешно!
Эта страница будет обновляться через 2 сек.
обновить страницу
Пароль успешно изменен!
Эта страница будет обновляться через 2 сек.
обновить страницу
Неизвестная ошибка!
Произошла неизвестная ошибка. Перезагрузите страницу и повторите попытку!
LT855A – Комплект для вытягивания пневматического молота Texas Twister™
Категория: Пневматические молоты и аксессуары для пневматических молотов
Читать далее
Описание
Видео о продукте
Описание
Лауреат премии PTEN Innovation Award 2017 Теперь вы можете превратить свой пневматический молот в пневматический скользящий молот с помощью Texas Twister™. Просто вставьте изогнутую воздушную насадку Texas Twister™ в цангу молотка с одной из прикрепленных насадок. Переверните рукоятку пневматического молотка в руке, используя большой палец, чтобы нажать на спусковой крючок. Почувствуйте, как 3000 ударов воздушного молота в минуту настраиваются на новую силу тяги. Работа одной рукой позволяет держать детали другой рукой. Безопасное контролируемое удаление деталей без падения деталей и жидкостей на пол. Используйте силу тяги пневматического молота 21-го века, чтобы выполнить работу БЕЗОПАСНО, БЫСТРО И ЭФФЕКТИВНО вместо медленного ручного привода 19Скользящий молоток века. Увеличьте радиус действия инструмента, используя удлинитель 20 дюймов. Патент №. 7 036 211.
Теперь включает НОВЫЕ разъемы съемника 1/2-20 на 5/8” и 1/2”-20 на 3/4” для соединения Texas Twister™ со скользящим молотком 5/8” и 3/4”. биты и съемники. Включает НОВИНКУ LT855A-18 Texas Twister™ Адаптер для захвата тисков, входящий в стандартную комплектацию LT855A с 1 августа 2019 г.
 (уп.50м) IEK CMP21-020-K41-050
(уп.50м) IEK CMP21-020-K41-050
 45 р.
45 р.
 20.5мм Dнар.25.5мм без протяжки сер. (уп.50м) DKC 6071R-020 (ДКС)
20.5мм Dнар.25.5мм без протяжки сер. (уп.50м) DKC 6071R-020 (ДКС) 7 мм;
7 мм; org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> Торговая марка хорошо распространена по России и вы можете увидеть её товары в любом регионе РФ.
Торговая марка хорошо распространена по России и вы можете увидеть её товары в любом регионе РФ. cdt1.com
cdt1.com
 США
США
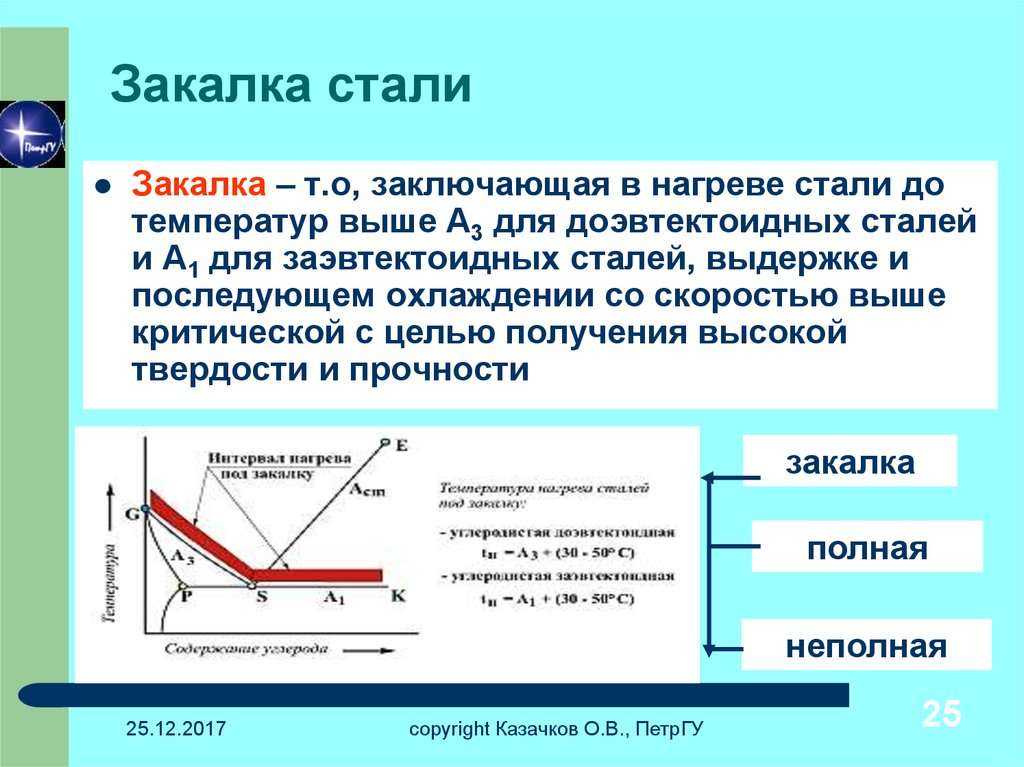 д. Параметры зависят от метода термообработки, типа металла и размера детали.
д. Параметры зависят от метода термообработки, типа металла и размера детали.
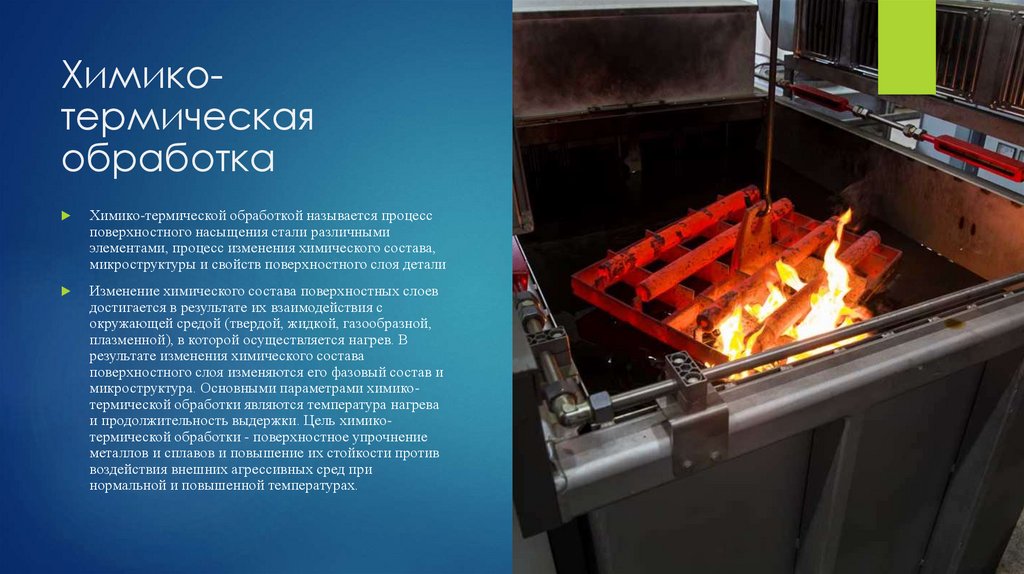 На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.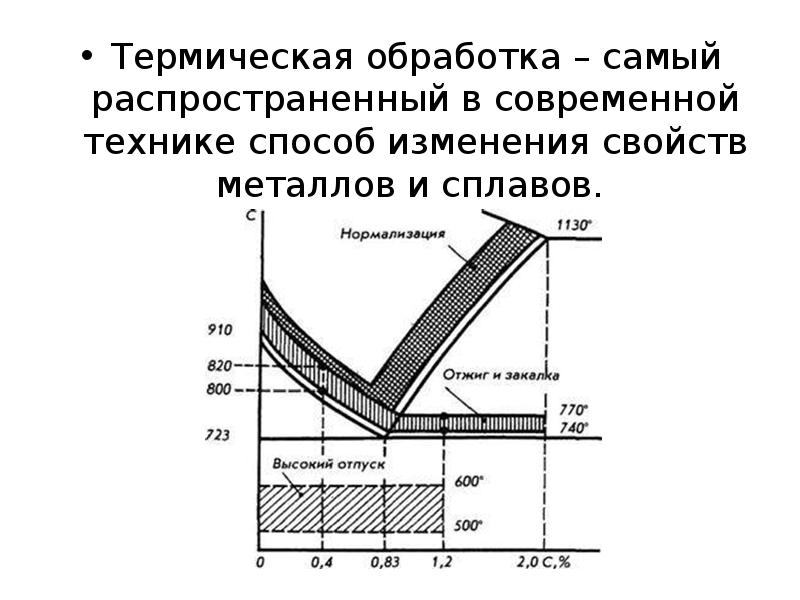
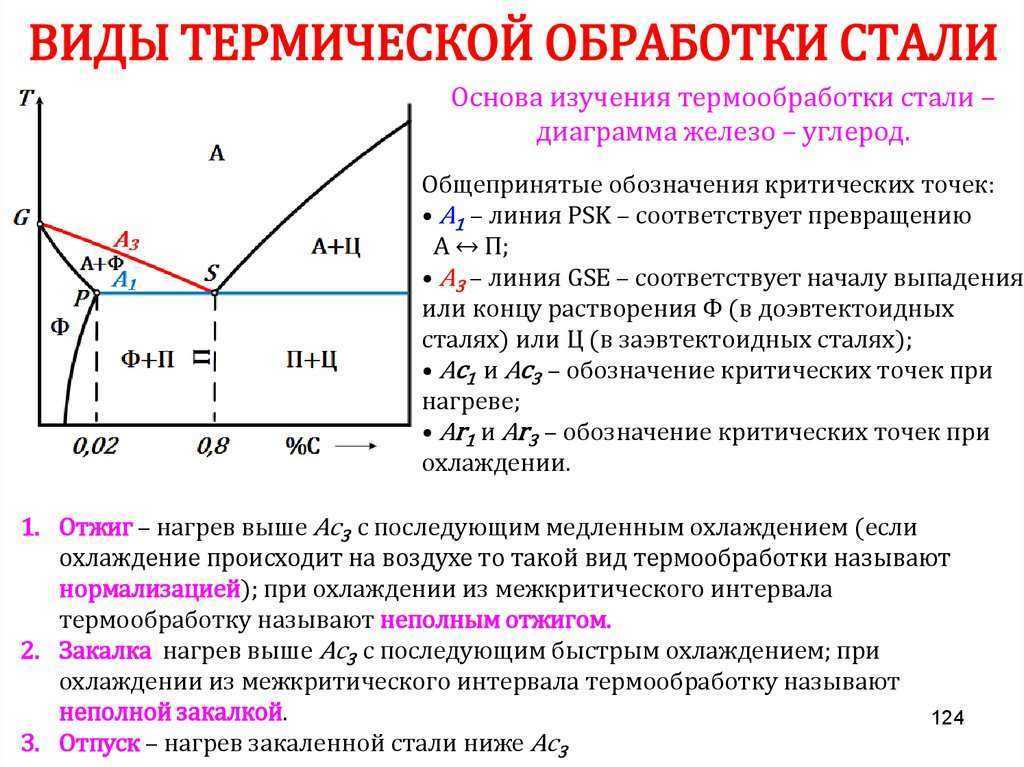 Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.
Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.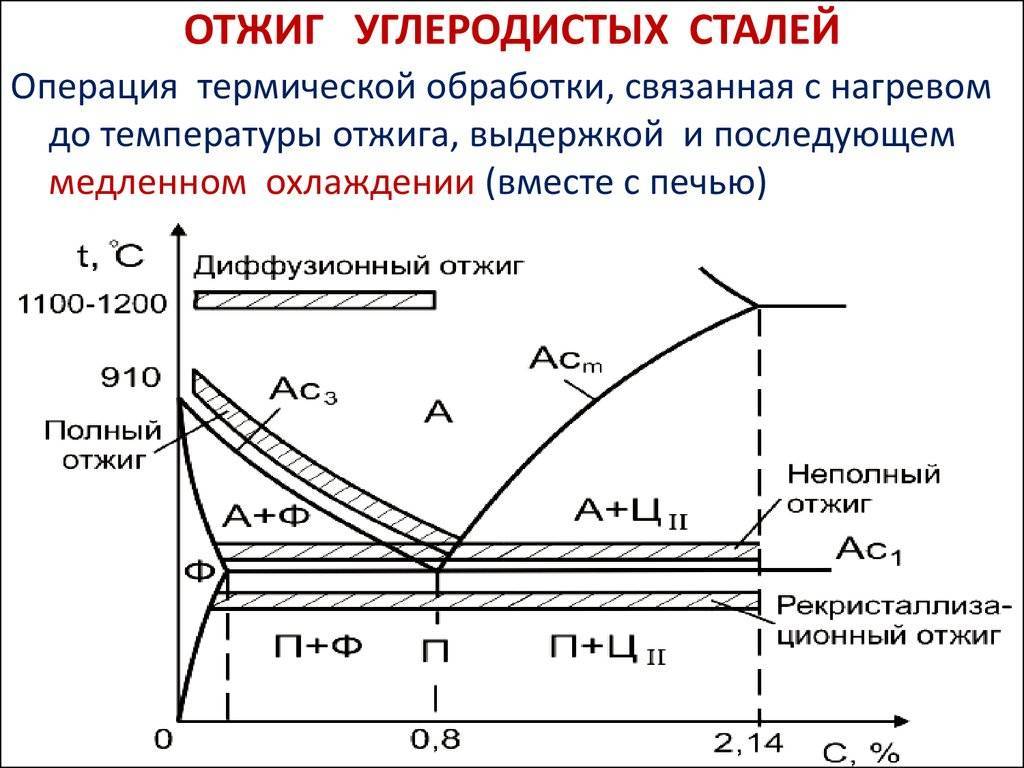
 В некоторых случаях затвердеть может только поверхность.
В некоторых случаях затвердеть может только поверхность.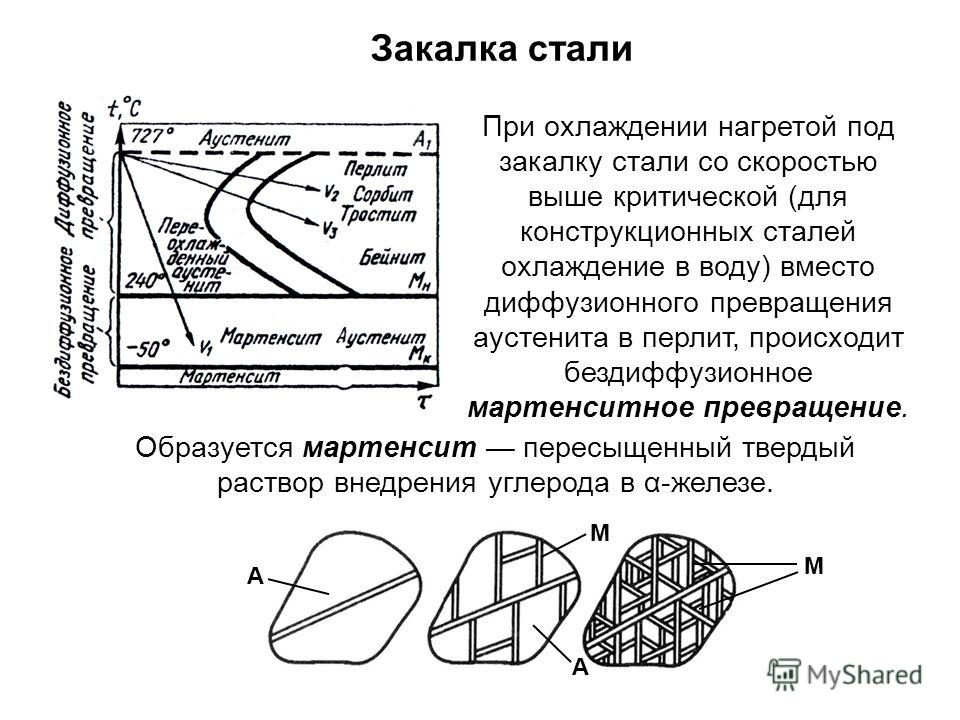
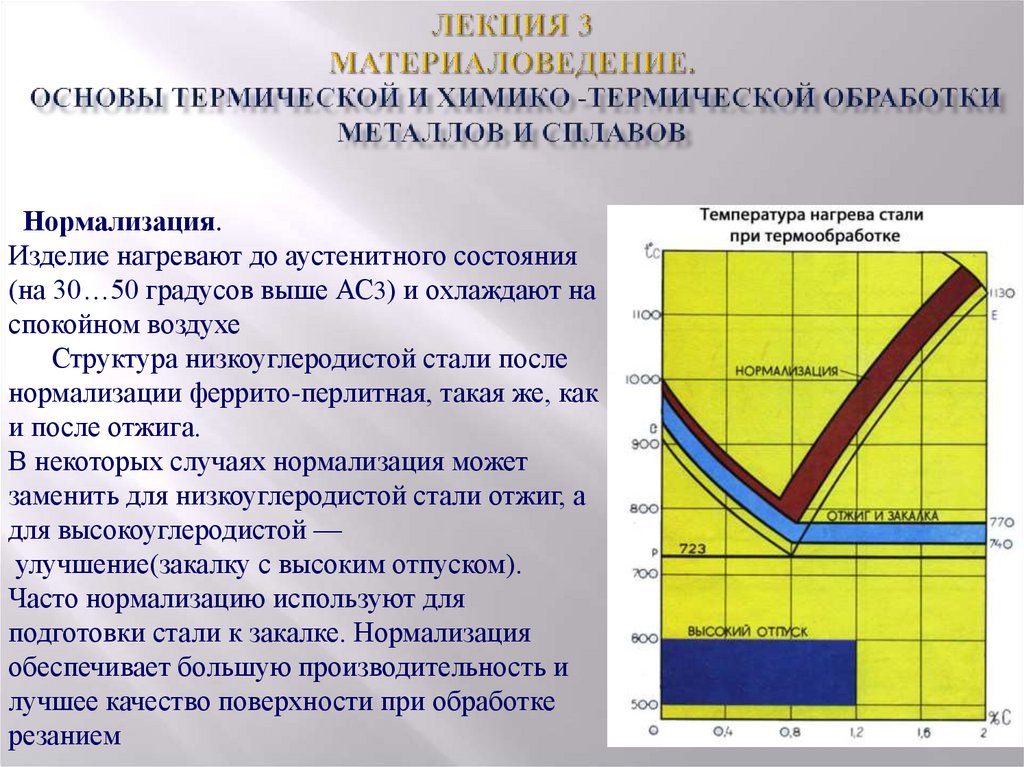
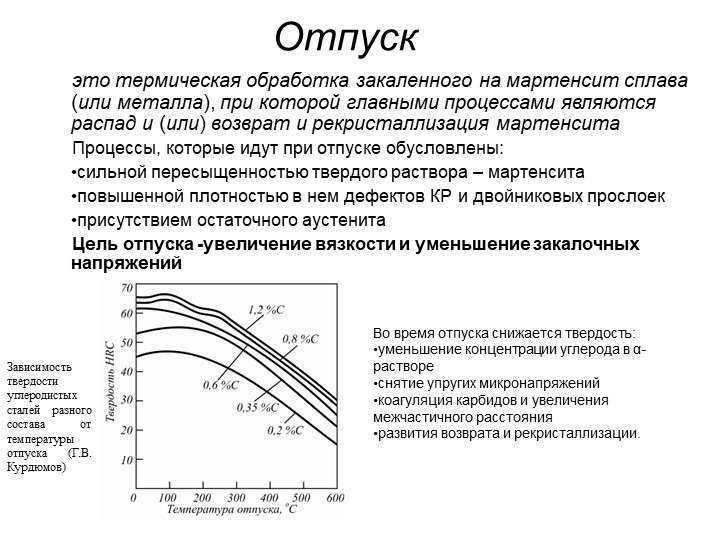
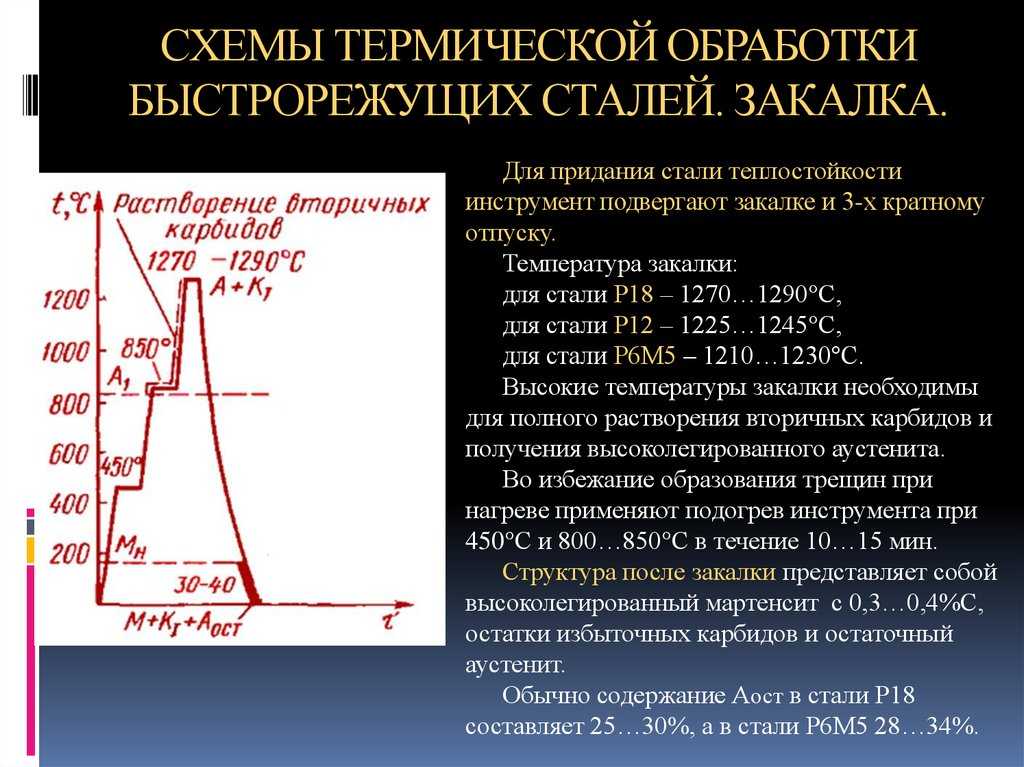 Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали.
Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали.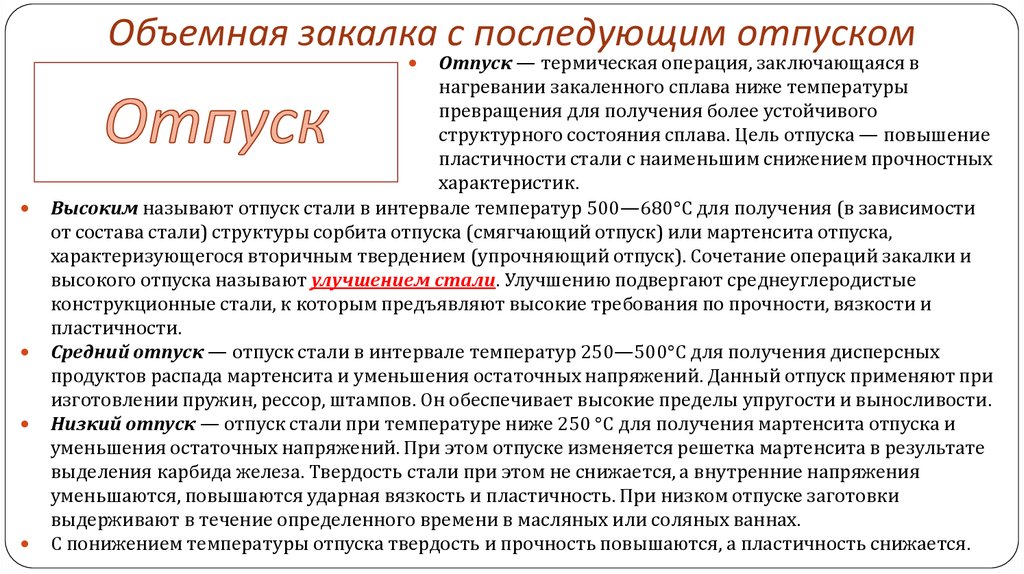 Можно использовать материалы любого качества.
Можно использовать материалы любого качества.
 Материал становится менее жестким, а значит, при сильном внешнем механическом воздействии его будет сложно повредить.
Материал становится менее жестким, а значит, при сильном внешнем механическом воздействии его будет сложно повредить.
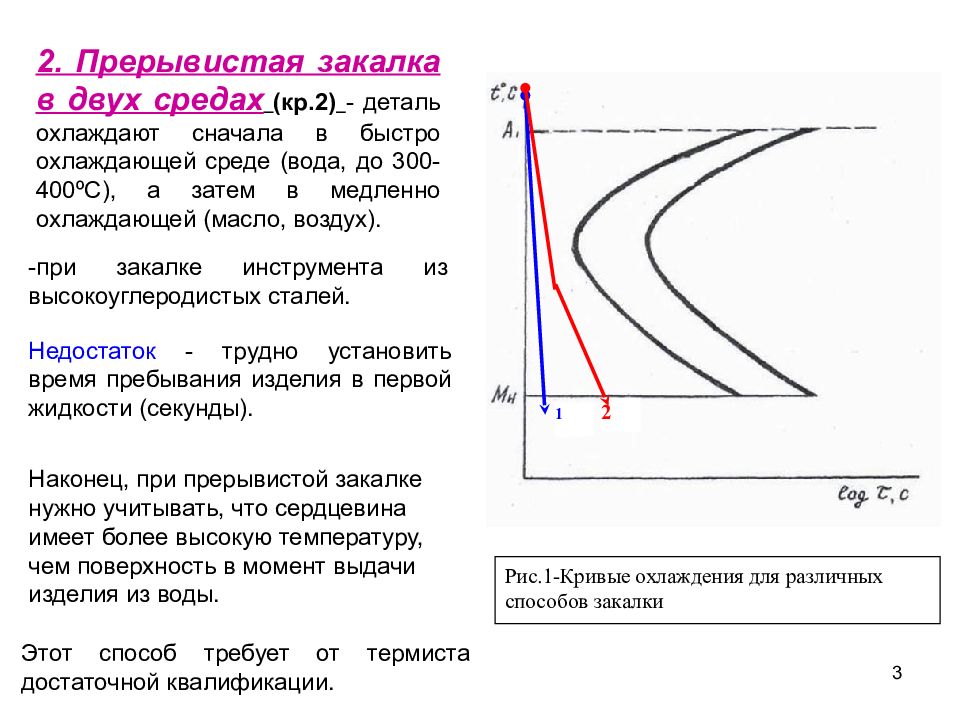 Это обеспечивает рост вязкости на фоне понижения твердости. Технология пригодится, если планируется производить детали, работающие под сильными нагрузками.
Это обеспечивает рост вязкости на фоне понижения твердости. Технология пригодится, если планируется производить детали, работающие под сильными нагрузками.
 В таком состоянии сырье держится на протяжении 8 часов. Для некоторых марок стали время увеличивается до 15. Температура остывания контролируется. Из печи заготовку можно вытаскивать только при достижении 800°С. Далее температура естественно снижается на воздухе.
В таком состоянии сырье держится на протяжении 8 часов. Для некоторых марок стали время увеличивается до 15. Температура остывания контролируется. Из печи заготовку можно вытаскивать только при достижении 800°С. Далее температура естественно снижается на воздухе. Методика подойдет после того, как деталь проходит механическую обработку, сваривается или обрабатывается с использованием литья. Максимальная температура нагрева составляет 727°С. У этого процесса самый длительный период выдерживания среди всех разновидностей отжига –20 часов. Заготовка будет остывать очень медленно.
Методика подойдет после того, как деталь проходит механическую обработку, сваривается или обрабатывается с использованием литья. Максимальная температура нагрева составляет 727°С. У этого процесса самый длительный период выдерживания среди всех разновидностей отжига –20 часов. Заготовка будет остывать очень медленно. Технология подойдет для деталей, которые были созданы методом электродуговой сварки. При этом температура составляет 700°С, а длительность выдержки – 20 часов. После медленного охлаждения можно использовать заготовку – ее прочность и защита от повреждения значительно увеличатся.
Технология подойдет для деталей, которые были созданы методом электродуговой сварки. При этом температура составляет 700°С, а длительность выдержки – 20 часов. После медленного охлаждения можно использовать заготовку – ее прочность и защита от повреждения значительно увеличатся. Самый простой способ – окунание в воду. Дополнительные полезные свойства позволяют получить применение технического масла, газов инертного типа и растворов с высоким уровнем содержания соли.
Самый простой способ – окунание в воду. Дополнительные полезные свойства позволяют получить применение технического масла, газов инертного типа и растворов с высоким уровнем содержания соли.
 Процедура проводится в диапазоне 900-950°С.
Процедура проводится в диапазоне 900-950°С.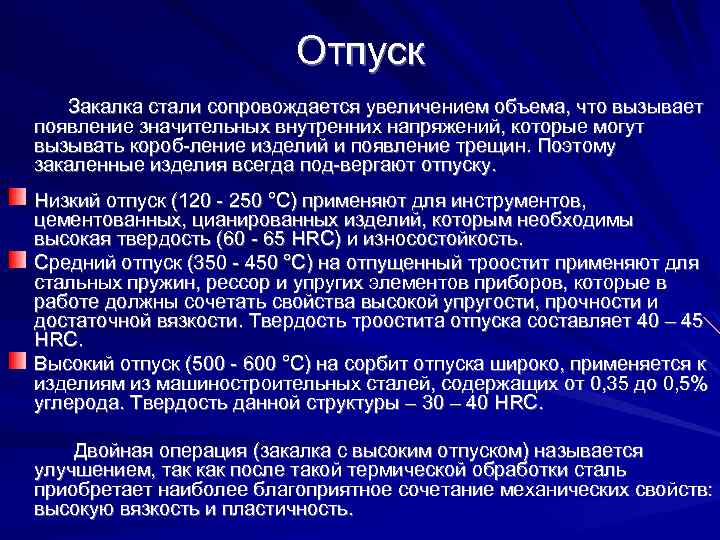 Термическая обработка включает в себя нагрев металла или сплава до определенной температуры и последующее охлаждение для затвердевания материала.
Термическая обработка включает в себя нагрев металла или сплава до определенной температуры и последующее охлаждение для затвердевания материала. Пока он горячий, физическая структура металла, также называемая микроструктурой, изменяется, что в конечном итоге приводит к изменению его физических свойств. Время, в течение которого металл нагревается, называется «время выдержки». Продолжительность выдержки играет важную роль в характеристиках металла, так как в металле, выдержанном в течение длительного времени, будут наблюдаться другие изменения микроструктуры, чем в пропитанном металле. на более короткий период времени.
Пока он горячий, физическая структура металла, также называемая микроструктурой, изменяется, что в конечном итоге приводит к изменению его физических свойств. Время, в течение которого металл нагревается, называется «время выдержки». Продолжительность выдержки играет важную роль в характеристиках металла, так как в металле, выдержанном в течение длительного времени, будут наблюдаться другие изменения микроструктуры, чем в пропитанном металле. на более короткий период времени.
 Эти материалы нагревают до определенной температуры, выдерживают при этой температуре до тех пор, пока не произойдет превращение, а затем медленно высушивают на воздухе. Этот процесс размягчает металл, делая его более пригодным для обработки и с меньшей вероятностью разрушения или растрескивания.
Эти материалы нагревают до определенной температуры, выдерживают при этой температуре до тех пор, пока не произойдет превращение, а затем медленно высушивают на воздухе. Этот процесс размягчает металл, делая его более пригодным для обработки и с меньшей вероятностью разрушения или растрескивания.
 При работе с термообработкой металлов существуют различные этапы. General Kinematics предоставляет оборудование, предназначенное для облегчения этого процесса и повышения производительности производства.
При работе с термообработкой металлов существуют различные этапы. General Kinematics предоставляет оборудование, предназначенное для облегчения этого процесса и повышения производительности производства. Двухмассовые вибрационные питатели General Kinematics предназначены для работы в самых суровых условиях и с самыми высокими требованиями. Они оборудованы для работы с самыми сложными материалами, чтобы обеспечить бесперебойную работу вашего технологического процесса. Питатели GK разрабатываются по индивидуальному заказу и требуют минимального обслуживания, что означает меньшее время простоя и большую производительность.
Двухмассовые вибрационные питатели General Kinematics предназначены для работы в самых суровых условиях и с самыми высокими требованиями. Они оборудованы для работы с самыми сложными материалами, чтобы обеспечить бесперебойную работу вашего технологического процесса. Питатели GK разрабатываются по индивидуальному заказу и требуют минимального обслуживания, что означает меньшее время простоя и большую производительность.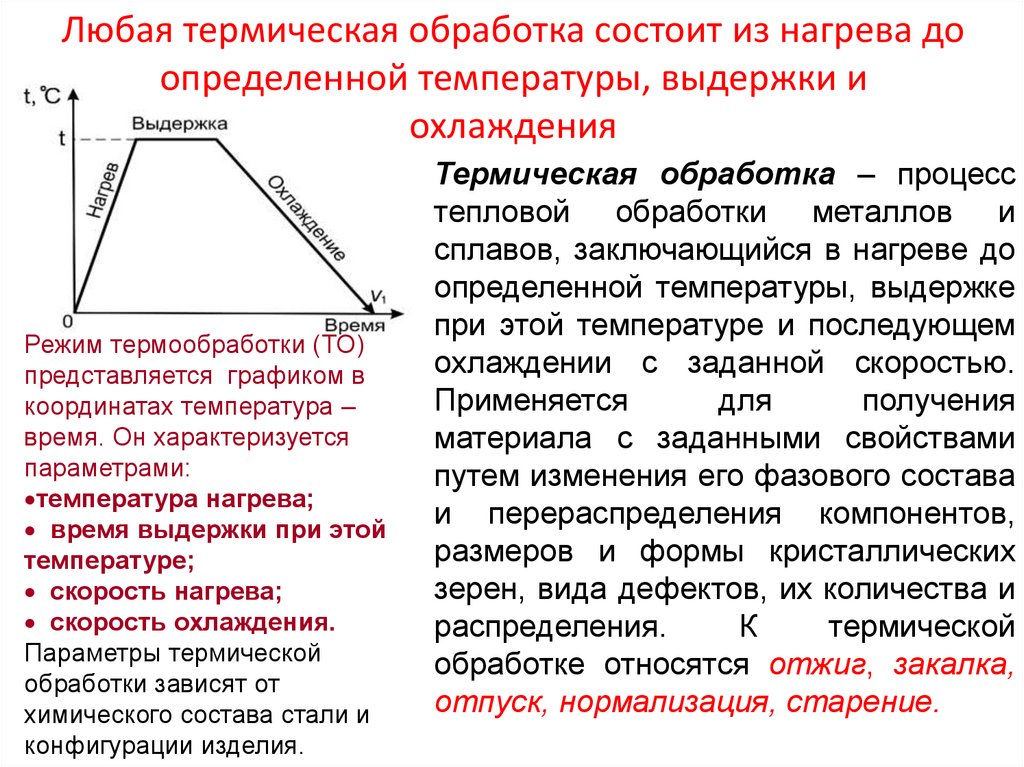 General Kinematics обслуживает клиентскую базу по всему миру через сеть независимых торговых представителей, специализирующихся на инженерных разработках, которые охватывают основные промышленные рынки США. Международные рынки обслуживаются дочерними предприятиями и через комбинацию представителей, лицензированных производителей и стратегических альянсов с ведущими отраслевыми организациями в других стратегически важных местах. На сегодняшний день практически во всех промышленно развитых странах мира установлено более 50 000 единиц техники General Kinematics. По мере появления новых задач в области процессов и повышения эффективности компания General Kinematics способна решать эти задачи с помощью передовых технологий, инновационного проектирования, новых материалов и производственных технологий. Все это направлено на повышение производительности и прибыльности клиентов при соблюдении все более строгих требований.
General Kinematics обслуживает клиентскую базу по всему миру через сеть независимых торговых представителей, специализирующихся на инженерных разработках, которые охватывают основные промышленные рынки США. Международные рынки обслуживаются дочерними предприятиями и через комбинацию представителей, лицензированных производителей и стратегических альянсов с ведущими отраслевыми организациями в других стратегически важных местах. На сегодняшний день практически во всех промышленно развитых странах мира установлено более 50 000 единиц техники General Kinematics. По мере появления новых задач в области процессов и повышения эффективности компания General Kinematics способна решать эти задачи с помощью передовых технологий, инновационного проектирования, новых материалов и производственных технологий. Все это направлено на повышение производительности и прибыльности клиентов при соблюдении все более строгих требований.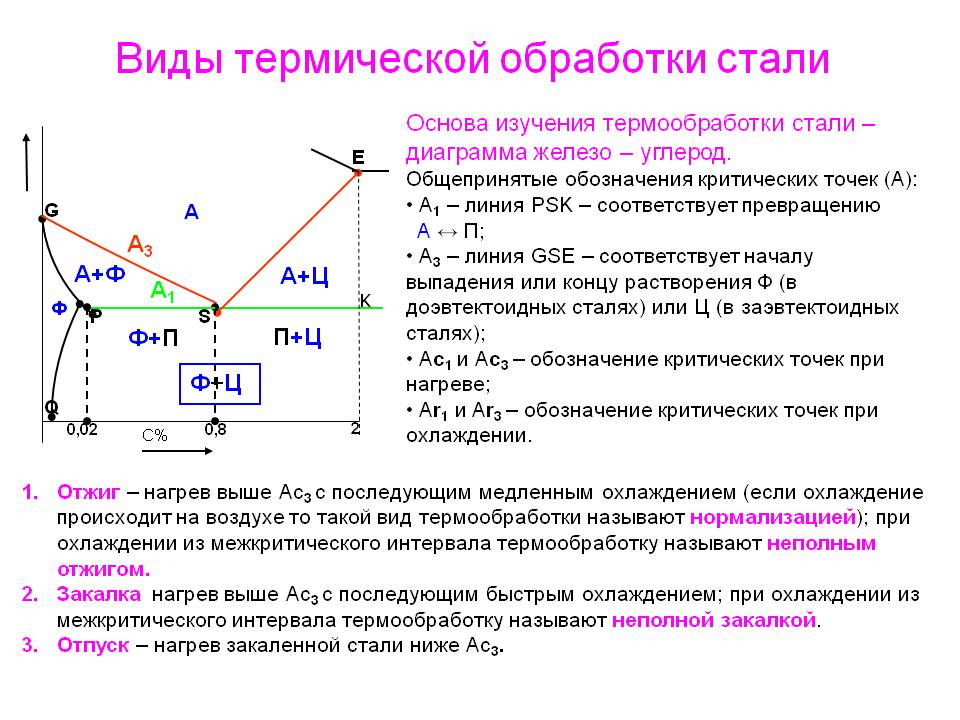 И наоборот, вы также можете использовать термическую обработку для восстановления металлов до их первоначальной формы.
И наоборот, вы также можете использовать термическую обработку для восстановления металлов до их первоначальной формы.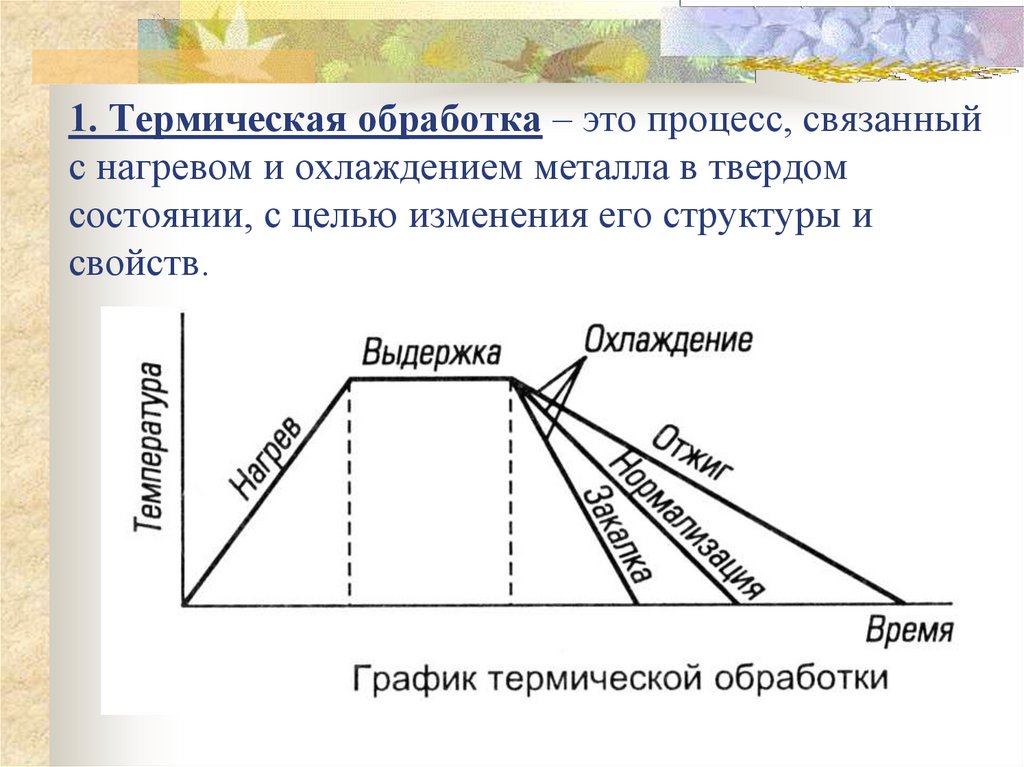 Если вы смягчаете металл, вы уменьшаете его прочность. Улучшая одни свойства, вы ухудшаете другие и можете принимать решения на основе конечного использования металла.
Если вы смягчаете металл, вы уменьшаете его прочность. Улучшая одни свойства, вы ухудшаете другие и можете принимать решения на основе конечного использования металла.
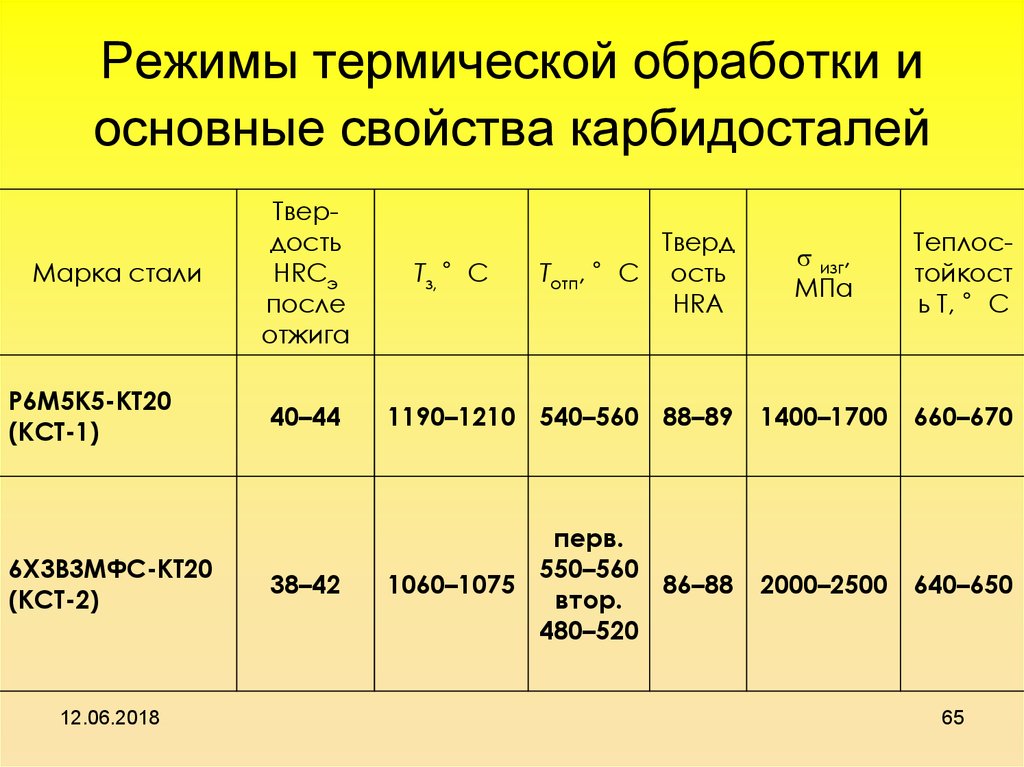 Вы выбираете скорость нагрева в соответствии со следующими факторами:
Вы выбираете скорость нагрева в соответствии со следующими факторами: 
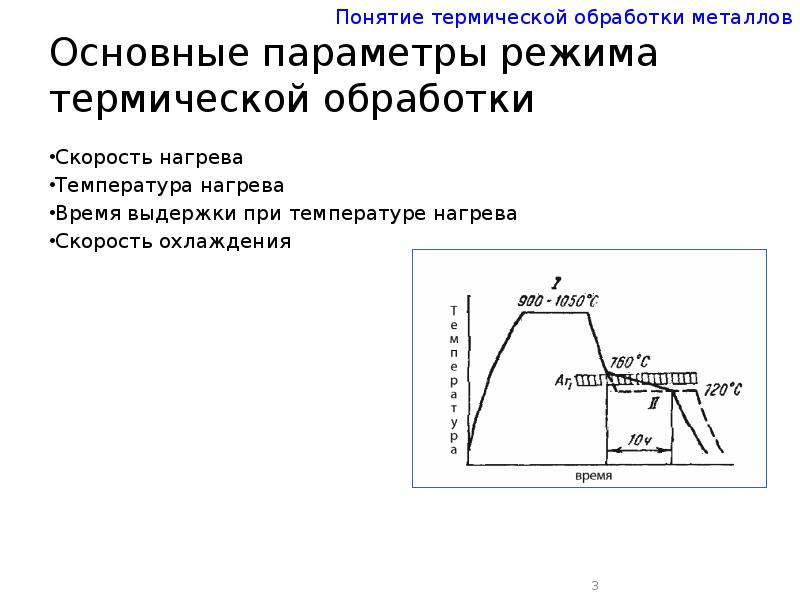
 91 BYN
91 BYN 71 BYN
71 BYN 01 BYN
01 BYN 28 BYN
28 BYN 56 BYN
56 BYN 87 BYN
87 BYN 48 BYN
48 BYN 69 BYN
69 BYN 49 BYN
49 BYN 17 BYN
17 BYN 94 BYN
94 BYN 27 BYN
27 BYN 04 BYN
04 BYN 2 BYN
2 BYN 93 BYN
93 BYN 59 BYN
59 BYN 6
6 5
5
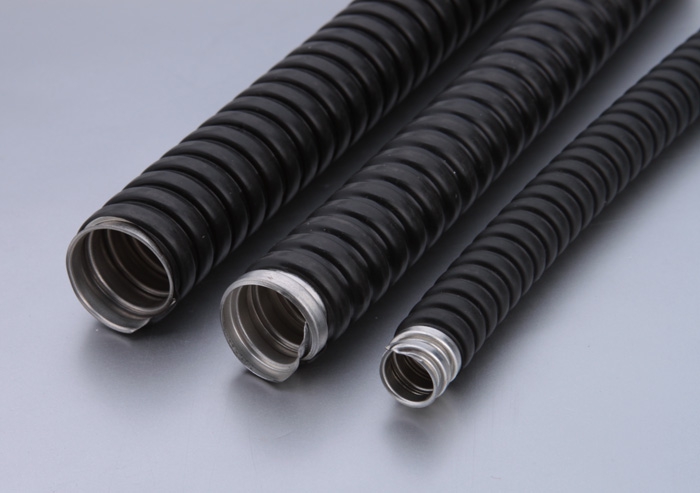 Радиус изгиба (дюймы)
Радиус изгиба (дюймы) 1
1 04
04  коэффициент снижения
коэффициент снижения Это верно? Также есть небольшое отверстие слева от воздушного соединения, похожее на то, что через него может проходить кабель питания. Прямо над этим отверстием находится серая коробка, которая выглядит так, как будто к ней можно подключить какой-нибудь европейский шнур питания, но отверстия для розеток были заблокированы для этого. Я предполагаю, что, поскольку они сделаны во Франции, они модифицируют их на заводе для работы в Северной Америке, и это объясняет, почему эти гнезда заблокированы.
Это верно? Также есть небольшое отверстие слева от воздушного соединения, похожее на то, что через него может проходить кабель питания. Прямо над этим отверстием находится серая коробка, которая выглядит так, как будто к ней можно подключить какой-нибудь европейский шнур питания, но отверстия для розеток были заблокированы для этого. Я предполагаю, что, поскольку они сделаны во Франции, они модифицируют их на заводе для работы в Северной Америке, и это объясняет, почему эти гнезда заблокированы. Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.



 Достаточно громкая.
Достаточно громкая. Бензиновый двигатель «не привязывает» к электричеству, а объема бака для работы хватает надолго. Запускается быстро, по неровностям едет уверенно, не буксует и срезает все что лежит на его пути. Устройство имеет 7 уровней скашивания, поэтому высоту покоса можно регулировать.
Бензиновый двигатель «не привязывает» к электричеству, а объема бака для работы хватает надолго. Запускается быстро, по неровностям едет уверенно, не буксует и срезает все что лежит на его пути. Устройство имеет 7 уровней скашивания, поэтому высоту покоса можно регулировать. Можно косить и без него, трава при этом не летит во все стороны, а низом ложиться. В работе в меру шумная, не коптит, вибрация в пределах нормы.
Можно косить и без него, трава при этом не летит во все стороны, а низом ложиться. В работе в меру шумная, не коптит, вибрация в пределах нормы. Довольно мощный мотор.
Довольно мощный мотор. Отлично собирает листву. Пользуюсь 3 год.
Отлично собирает листву. Пользуюсь 3 год. Поэтому использование газонокосилки доставляет только удовольствие. Высоту скашиваемой травы можно настроить, но у меня всегда на минимуме, не люблю, когда есть хоть какие-нибудь заросли. Пользуюсь раз в неделю.
Поэтому использование газонокосилки доставляет только удовольствие. Высоту скашиваемой травы можно настроить, но у меня всегда на минимуме, не люблю, когда есть хоть какие-нибудь заросли. Пользуюсь раз в неделю. Есть 7 режимов регулировки высоты скоса, в травосборник попадает большая часть скошенной травы, объема бака хватает на участок.
Есть 7 режимов регулировки высоты скоса, в травосборник попадает большая часть скошенной травы, объема бака хватает на участок. ru
ru
 Спустя ещё месяц вытянулся трос привода а после вобще лопнул, сказали это не гарантийный случай и трос невозможна заказать почему-то нет, пришлось колхозить самому чтобы соединить его , но недавно опять лопнул опять в другом месте.
Спустя ещё месяц вытянулся трос привода а после вобще лопнул, сказали это не гарантийный случай и трос невозможна заказать почему-то нет, пришлось колхозить самому чтобы соединить его , но недавно опять лопнул опять в другом месте.
 Забивается выброс травы
Забивается выброс травы
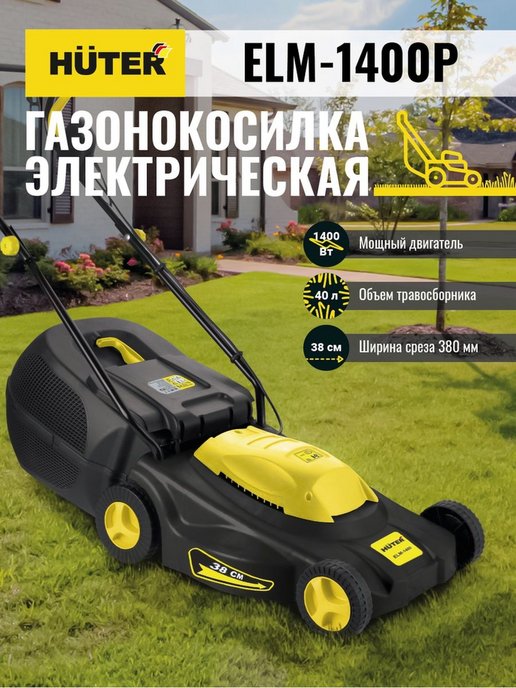
 Высоту среза регулирую практически на ходу, удобно расположен рычаг. Небольшие ямки для нее не помеха.
Высоту среза регулирую практически на ходу, удобно расположен рычаг. Небольшие ямки для нее не помеха. Колёса широкие, хорошо маневрируют, вмятин не газоне не оставляют. Высота среза регулируемая, есть где развернуться, потому что аж 7 уровней. Ручка удобная, легко разбирается и компактно помещается в подсобку. Единственное – шумновата по сравнению с прошлой электрической, но это решается наушниками.
Колёса широкие, хорошо маневрируют, вмятин не газоне не оставляют. Высота среза регулируемая, есть где развернуться, потому что аж 7 уровней. Ручка удобная, легко разбирается и компактно помещается в подсобку. Единственное – шумновата по сравнению с прошлой электрической, но это решается наушниками.

 Преодолевайте самые трудные участки одной рукой, потому что наши умные газонокосилки никогда не застревают. Когда трава становится густой, высокой или мокрой, датчики Greenworks сообщают нашему двигателю TRUBRUSHLESS TM о необходимости передать мощность на ножи косилки. Конечный результат? Идеальный газон каждый раз.
Преодолевайте самые трудные участки одной рукой, потому что наши умные газонокосилки никогда не застревают. Когда трава становится густой, высокой или мокрой, датчики Greenworks сообщают нашему двигателю TRUBRUSHLESS TM о необходимости передать мощность на ножи косилки. Конечный результат? Идеальный газон каждый раз. Дополнительные функции включают в себя светодиодные фары высокой интенсивности, упаковщик или мульчер 2-в-1, семь уровней высоты стрижки, защиту от воды и атмосферных воздействий IPX4, а также удобный дисплей времени работы.
Дополнительные функции включают в себя светодиодные фары высокой интенсивности, упаковщик или мульчер 2-в-1, семь уровней высоты стрижки, защиту от воды и атмосферных воздействий IPX4, а также удобный дисплей времени работы. Вам больше не придется пахнуть газом после кошения
Вам больше не придется пахнуть газом после кошения высота среза
высота среза Однако такого результата можно добиться только при тщательном уходе за посеянной травой. Это включает в себя регулярное скашивание газона. Для отличного результата необходимо использовать полноценную колесную газонокосилку, позволяющую получать траву строго фиксированной длины. Одним из самых известных производителей газонокосилок является компания Huter. В ее ассортименте есть устройства практически для любых нужд. Рейтинг лучших газонокосилок Huter поможет вам не запутаться в многообразии моделей и выбрать оптимальную.
Однако такого результата можно добиться только при тщательном уходе за посеянной травой. Это включает в себя регулярное скашивание газона. Для отличного результата необходимо использовать полноценную колесную газонокосилку, позволяющую получать траву строго фиксированной длины. Одним из самых известных производителей газонокосилок является компания Huter. В ее ассортименте есть устройства практически для любых нужд. Рейтинг лучших газонокосилок Huter поможет вам не запутаться в многообразии моделей и выбрать оптимальную. 9№ 0027
9№ 0027 Рекомендуется заливать бензин АИ-92, чтобы значительно увеличить срок службы. Наличие специальной ручки позволяет быстро менять высоту стрижки в диапазоне от 25 до 75 мм. Эта самоходная газонокосилка рекомендуется для полупрофессионального использования и для всех владельцев больших приусадебных участков.
Рекомендуется заливать бензин АИ-92, чтобы значительно увеличить срок службы. Наличие специальной ручки позволяет быстро менять высоту стрижки в диапазоне от 25 до 75 мм. Эта самоходная газонокосилка рекомендуется для полупрофессионального использования и для всех владельцев больших приусадебных участков. Для запуска двигателя необходимо нажать специальную кнопку.
Для запуска двигателя необходимо нажать специальную кнопку.

 Органы управления сделаны более удобными, чем у предыдущей модели.
Органы управления сделаны более удобными, чем у предыдущей модели.


 Оборудование подключается как спереди машины, например сенокосилка, так и сзади, например картофелекопалка.
Оборудование подключается как спереди машины, например сенокосилка, так и сзади, например картофелекопалка. /мин.
/мин. Стоимость товаров, цены и другая информация, указанная на настоящем сайте приведена как справочная информация и не являются публичной офертой, определяемой положениями статьи 437 Гражданского кодекса Российской Федерации и может быть изменена в любое время без предупреждения по усмотрению продавца. Для получения подробной информации о стоимости, сроках и условиях поставки просьба обращаться в нашу компанию по указанным телефонам. Цвета и модели реализуемых товаров могут отличаться от представленных на настоящем сайте. Технические характеристики и комплектация товаров может быть изменена производителем или изготовителем без предупреждения
Стоимость товаров, цены и другая информация, указанная на настоящем сайте приведена как справочная информация и не являются публичной офертой, определяемой положениями статьи 437 Гражданского кодекса Российской Федерации и может быть изменена в любое время без предупреждения по усмотрению продавца. Для получения подробной информации о стоимости, сроках и условиях поставки просьба обращаться в нашу компанию по указанным телефонам. Цвета и модели реализуемых товаров могут отличаться от представленных на настоящем сайте. Технические характеристики и комплектация товаров может быть изменена производителем или изготовителем без предупреждения Для получения подробной информации о стоимости, сроках и условиях поставки просьба обращаться в нашу компанию по указанным телефонам. Цвета и модели реализуемых товаров могут отличаться от представленных на настоящем сайте. Технические характеристики и комплектация товаров может быть изменена производителем или изготовителем без предупреждения
Для получения подробной информации о стоимости, сроках и условиях поставки просьба обращаться в нашу компанию по указанным телефонам. Цвета и модели реализуемых товаров могут отличаться от представленных на настоящем сайте. Технические характеристики и комплектация товаров может быть изменена производителем или изготовителем без предупреждения Для получения подробной информации о стоимости, сроках и условиях поставки просьба обращаться в нашу компанию по указанным телефонам. Цвета и модели реализуемых товаров могут отличаться от представленных на настоящем сайте. Технические характеристики и комплектация товаров может быть изменена производителем или изготовителем без предупреждения
Для получения подробной информации о стоимости, сроках и условиях поставки просьба обращаться в нашу компанию по указанным телефонам. Цвета и модели реализуемых товаров могут отличаться от представленных на настоящем сайте. Технические характеристики и комплектация товаров может быть изменена производителем или изготовителем без предупреждения С таким арсеналом мотобок становится по-настоящему многоцелевой машиной, незаменимой в сельском и домашнем хозяйстве.
С таким арсеналом мотобок становится по-настоящему многоцелевой машиной, незаменимой в сельском и домашнем хозяйстве. 00-12″
00-12″





 В отношении всех сообщаемых Персональных данных Посетитель дает Администратору согласие на их обработку. Администратор обрабатывает персональные данные Посетителя исключительно в целях предоставления Посетителю функций Сайта, размещенного на нем контента, маркетинговой, рекламной, иной информации, в целях получения Посетителем персонализированной (таргетированной) рекламы, исследования и анализа данных Посетителя, а также в целях предложения Посетителю своих товаров и услуг. В отношении всех сообщенных Администратору Посетителем своих персональных данных Администратор вправе осуществлять сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача любым третьим лицам, включая передачу персональных данных третьим лицам на хранение или в случае поручения обработки персональных данных третьим лицам), обезличивание, блокирование, уничтожение, трансграничную передачу, обработку с применением основных способов такой обработки (хранение, запись на электронных носителях и их хранение, составление перечней, маркировка) и иные действия в соответствии со статьей 3 Федерального закона от 27.
В отношении всех сообщаемых Персональных данных Посетитель дает Администратору согласие на их обработку. Администратор обрабатывает персональные данные Посетителя исключительно в целях предоставления Посетителю функций Сайта, размещенного на нем контента, маркетинговой, рекламной, иной информации, в целях получения Посетителем персонализированной (таргетированной) рекламы, исследования и анализа данных Посетителя, а также в целях предложения Посетителю своих товаров и услуг. В отношении всех сообщенных Администратору Посетителем своих персональных данных Администратор вправе осуществлять сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача любым третьим лицам, включая передачу персональных данных третьим лицам на хранение или в случае поручения обработки персональных данных третьим лицам), обезличивание, блокирование, уничтожение, трансграничную передачу, обработку с применением основных способов такой обработки (хранение, запись на электронных носителях и их хранение, составление перечней, маркировка) и иные действия в соответствии со статьей 3 Федерального закона от 27. 07.2006 № 152-ФЗ «О персональных данных».
07.2006 № 152-ФЗ «О персональных данных».
 3 к.4 п.1026.
3 к.4 п.1026. с. при 3600 об/мин
с. при 3600 об/мин (98,8 кг) сухая масса
(98,8 кг) сухая масса По мощности и весу агрегаты делятся на три класса: легкие, средние и тяжелые. Модели первых двух классов обычно оснащаются бензиновыми двигателями. Тяжелый мотоблок уже считается профессиональным агрегатом и чаще всего оснащается дизельным двигателем.
По мощности и весу агрегаты делятся на три класса: легкие, средние и тяжелые. Модели первых двух классов обычно оснащаются бензиновыми двигателями. Тяжелый мотоблок уже считается профессиональным агрегатом и чаще всего оснащается дизельным двигателем. Ширина обработки почвы фрезой 1 м, глубина 25 см.
Ширина обработки почвы фрезой 1 м, глубина 25 см. с. от. и имеет водяное охлаждение. Техника востребована для работы на приусадебном участке и небольшом фермерском хозяйстве. Мотоблок имеет восьмиступенчатую коробку передач, где имеется 6 передач переднего хода и 2 передачи заднего хода. Топливный бак емкостью 6 литров обеспечивает длительную работу двигателя. Четырехтактный двигатель Камы легко запускается от электростартера даже зимой, а 12 лошадей помогают мотоблоку набирать скорость до 18 км/ч. Весит модель 240 кг. Ширина обработки 90 см.
с. от. и имеет водяное охлаждение. Техника востребована для работы на приусадебном участке и небольшом фермерском хозяйстве. Мотоблок имеет восьмиступенчатую коробку передач, где имеется 6 передач переднего хода и 2 передачи заднего хода. Топливный бак емкостью 6 литров обеспечивает длительную работу двигателя. Четырехтактный двигатель Камы легко запускается от электростартера даже зимой, а 12 лошадей помогают мотоблоку набирать скорость до 18 км/ч. Весит модель 240 кг. Ширина обработки 90 см. от. Механическая коробка передач имеет три скорости: 2 вперед и 1 назад. Топливный бак имеет емкость 8 литров бензина. Вес агрегата — 104 кг. Ширина обработки почвы фрезами от 75 до 105 см.
от. Механическая коробка передач имеет три скорости: 2 вперед и 1 назад. Топливный бак имеет емкость 8 литров бензина. Вес агрегата — 104 кг. Ширина обработки почвы фрезами от 75 до 105 см. Техника способна обработать до 3 га земли. Ширина скашивания 22–52 см. Бензобак рассчитан на 3,6 литра. Масса мотоблока 90 кг.
Техника способна обработать до 3 га земли. Ширина скашивания 22–52 см. Бензобак рассчитан на 3,6 литра. Масса мотоблока 90 кг. Минимальная мощность двигателя составляет 6,8 л. от. Коробка передач имеет 2 скорости вперед и 1 назад. Ширина обработки почвы фрезой от 40 до 105 см, а глубина от 15 до 30 см. Вес агрегата 80 кг.
Минимальная мощность двигателя составляет 6,8 л. от. Коробка передач имеет 2 скорости вперед и 1 назад. Ширина обработки почвы фрезой от 40 до 105 см, а глубина от 15 до 30 см. Вес агрегата 80 кг.
 Они создаются с учетом всех индивидуальных особенностей клиента: строения челюсти, положения зубов, их анатомической формы, размеров и т. д., чего не всегда удавалось достичь ранее. К тому же, сама процедура занимает намного меньше времени — буквально 1 посещение, без необходимости прохождения неприятной процедуры снятия слепков. По технологии CAD/CAM эту функцию берет на себя интраоральный 3D-сканер. Для многих пациентов такая альтернатива стала единственно возможной, поскольку создание оттисков могло вызывать сильнейший дискомфорт. Помимо этого, приходилось ожидать по нескольку дней, когда зубной техник изготовит коронки, и ходить с препарированными зубами, что само по себе не очень приятно. С появлением CAD/CAM все эти сложности ушли в прошлое.
Они создаются с учетом всех индивидуальных особенностей клиента: строения челюсти, положения зубов, их анатомической формы, размеров и т. д., чего не всегда удавалось достичь ранее. К тому же, сама процедура занимает намного меньше времени — буквально 1 посещение, без необходимости прохождения неприятной процедуры снятия слепков. По технологии CAD/CAM эту функцию берет на себя интраоральный 3D-сканер. Для многих пациентов такая альтернатива стала единственно возможной, поскольку создание оттисков могло вызывать сильнейший дискомфорт. Помимо этого, приходилось ожидать по нескольку дней, когда зубной техник изготовит коронки, и ходить с препарированными зубами, что само по себе не очень приятно. С появлением CAD/CAM все эти сложности ушли в прошлое.
 В итоге получается именно то изделие (по форме, цвету, размерам и пропорциям), которое идеально подойдет пациенту и врачу не придется что-то подгонять и переделывать, как нередко бывало до этого.
В итоге получается именно то изделие (по форме, цвету, размерам и пропорциям), которое идеально подойдет пациенту и врачу не придется что-то подгонять и переделывать, как нередко бывало до этого.
 Данные можно «снимать» как с готовых слепков (лабораторные сканеры), так и непосредственно с ротовой полости пациента, напрямую. Последний вариант наиболее предпочтителен за исключением тех случаев, когда имеются какие-либо трудности с прохождением луча (труднодоступные места). Делается это с помощью интраоральных 3D-сканеров, которые помогают получить все необходимые замеры для построения трехмерной модели в считанные минуты. Человек при этом не подвергается каким-либо неприятным воздействиям — процедура абсолютно безболезненна.
Данные можно «снимать» как с готовых слепков (лабораторные сканеры), так и непосредственно с ротовой полости пациента, напрямую. Последний вариант наиболее предпочтителен за исключением тех случаев, когда имеются какие-либо трудности с прохождением луча (труднодоступные места). Делается это с помощью интраоральных 3D-сканеров, которые помогают получить все необходимые замеры для построения трехмерной модели в считанные минуты. Человек при этом не подвергается каким-либо неприятным воздействиям — процедура абсолютно безболезненна.
 3D-сканирование же позволяет получить максимально детализированную картинку — цифровой слепок, без каких-либо искажений.
3D-сканирование же позволяет получить максимально детализированную картинку — цифровой слепок, без каких-либо искажений.
 Преимущества такого изображения еще и в том, что им можно управлять: детализировать, крутить в разные стороны, видоизменять, выделять отдельные части и т. д. Все это заметно облегчает задачу специалистов, позволяя сразу же создавать нужную конструкцию и отправлять ее в работу. И уже на втором посещении клиент сможет получить то, за чем пришел.
Преимущества такого изображения еще и в том, что им можно управлять: детализировать, крутить в разные стороны, видоизменять, выделять отдельные части и т. д. Все это заметно облегчает задачу специалистов, позволяя сразу же создавать нужную конструкцию и отправлять ее в работу. И уже на втором посещении клиент сможет получить то, за чем пришел.





 д.).
д.).



 Все это делается устройством автоматически, без вмешательства человека. Специальное ПО проводит анализ полученных сведений и создает на экране монитора цифровое изображение.
Все это делается устройством автоматически, без вмешательства человека. Специальное ПО проводит анализ полученных сведений и создает на экране монитора цифровое изображение.
 Если вы задумываетесь о покупке такого устройства или замене устаревшего/вышедшего из строя 3D-сканера, то обратите внимание на те модели, о которых речь пойдет ниже.
Если вы задумываетесь о покупке такого устройства или замене устаревшего/вышедшего из строя 3D-сканера, то обратите внимание на те модели, о которых речь пойдет ниже.


 д.
д.




 Нивелируются риски повреждения или потери оттиска во время транспортировки.
Нивелируются риски повреждения или потери оттиска во время транспортировки. Германия
Германия : +38 (044) 206 11 23
: +38 (044) 206 11 23 
 Изготавливайте полные и частичные съемные протезы, а также протезы на имплантатах быстро, легко и выгодно.
Изготавливайте полные и частичные съемные протезы, а также протезы на имплантатах быстро, легко и выгодно.




 Имея такой солидный опыт, нам известны мельчайшие детали обращения с этой красивейшей горной породой.
Имея такой солидный опыт, нам известны мельчайшие детали обращения с этой красивейшей горной породой.

 Если в белокаменной ванной было пролито средство для мытья сантехники, от чего на поверхности появились пятна, поспешите обратиться за помощью. Благодаря своей пористой структуре минерал легко впитывает жидкость. Чем раньше пятно будет нейтрализовано, тем больше шансов восстановить камень с наименьшими потерями. Дальнейшая шлифовка, полировка, пострадавшего мраморного пола, кристаллизация мрамора вернут помещению прежний вид.
Если в белокаменной ванной было пролито средство для мытья сантехники, от чего на поверхности появились пятна, поспешите обратиться за помощью. Благодаря своей пористой структуре минерал легко впитывает жидкость. Чем раньше пятно будет нейтрализовано, тем больше шансов восстановить камень с наименьшими потерями. Дальнейшая шлифовка, полировка, пострадавшего мраморного пола, кристаллизация мрамора вернут помещению прежний вид. Надлежащий уход и техническое обслуживание мраморных столешниц может продлить срок их службы на десятилетия. Вы должны полировать мрамор после очистки. Используйте припарку или отшлифуйте ее, если она загрязнена или нечиста. Герметизация мрамора после очистки или шлифовки придает ему блеск.
Надлежащий уход и техническое обслуживание мраморных столешниц может продлить срок их службы на десятилетия. Вы должны полировать мрамор после очистки. Используйте припарку или отшлифуйте ее, если она загрязнена или нечиста. Герметизация мрамора после очистки или шлифовки придает ему блеск.
 По сравнению с полированным мрамором шлифованный более прочный и лучше скрывает травление.
По сравнению с полированным мрамором шлифованный более прочный и лучше скрывает травление. Для очистки мрамора используйте ткань для полировки и предпочитаемый чистящий раствор.
Для очистки мрамора используйте ткань для полировки и предпочитаемый чистящий раствор.
 Нанесите герметик на мраморные столешницы с помощью сухой ткани и оставьте на время, рекомендованное производителем (обычно менее пяти минут).
Нанесите герметик на мраморные столешницы с помощью сухой ткани и оставьте на время, рекомендованное производителем (обычно менее пяти минут). Нанесите полироль для камня с помощью спрея и протрите мягкой тканью. Полироль для мрамора необходимо высушить и отполировать в соответствии с инструкциями производителя.
Нанесите полироль для камня с помощью спрея и протрите мягкой тканью. Полироль для мрамора необходимо высушить и отполировать в соответствии с инструкциями производителя. Кроме того, вы можете сгладить мраморную поверхность вручную с помощью шлифовального бруска или отдельных листов наждачной бумаги.
Кроме того, вы можете сгладить мраморную поверхность вручную с помощью шлифовального бруска или отдельных листов наждачной бумаги. 


 Тем не менее, это подчеркнет блеск полированного мрамора.
Тем не менее, это подчеркнет блеск полированного мрамора.
 Если вы хотите сохранить мрамор в первозданном виде, вы можете использовать коммерческий герметик.
Если вы хотите сохранить мрамор в первозданном виде, вы можете использовать коммерческий герметик.



 . Однако, если вы хотите вернуть блеск своей полированной мраморной столешнице или столешнице, вы можете сделать это с помощью этих доступных материалов и шагов.
. Однако, если вы хотите вернуть блеск своей полированной мраморной столешнице или столешнице, вы можете сделать это с помощью этих доступных материалов и шагов. Затем нанесите одобренное производителем коммерческое чистящее средство для мрамора или добавьте пару капель мягкого неабразивного средства для мытья посуды на влажную тряпку, чтобы использовать ее в качестве чистящего средства. Что бы вы ни выбрали, распределите чистящее средство по мрамору, удаляя пятна пищи или другой мусор.
Затем нанесите одобренное производителем коммерческое чистящее средство для мрамора или добавьте пару капель мягкого неабразивного средства для мытья посуды на влажную тряпку, чтобы использовать ее в качестве чистящего средства. Что бы вы ни выбрали, распределите чистящее средство по мрамору, удаляя пятна пищи или другой мусор. Несмотря на то, что существуют коммерческие пятновыводители для мрамора, которые часто называют припарками, вы также можете приготовить свои собственные, медленно смешивая одну столовую ложку аммиака с половиной чашки перекиси водорода и медленно добавляя пищевую соду в количестве, достаточном, чтобы получилась густая кремообразная текстура.
Несмотря на то, что существуют коммерческие пятновыводители для мрамора, которые часто называют припарками, вы также можете приготовить свои собственные, медленно смешивая одну столовую ложку аммиака с половиной чашки перекиси водорода и медленно добавляя пищевую соду в количестве, достаточном, чтобы получилась густая кремообразная текстура. Протрите протравленные участки тканью, смоченной водой, и посыпьте протравленные места небольшим количеством порошка для полировки мрамора. Аккуратно нанесите пудру на пятна влажной тканью в соответствии с инструкциями к продукту. Затем чистой влажной тряпкой удалите остатки порошка, затем вытрите мрамор насухо, чтобы восстановить его блеск.
Протрите протравленные участки тканью, смоченной водой, и посыпьте протравленные места небольшим количеством порошка для полировки мрамора. Аккуратно нанесите пудру на пятна влажной тканью в соответствии с инструкциями к продукту. Затем чистой влажной тряпкой удалите остатки порошка, затем вытрите мрамор насухо, чтобы восстановить его блеск.
 Например, в отопительной системе собственного жилья вы можете использовать свои собственные древесные гранулы, модернизировав имеющийся или приобретя новый котел. Кроме того, для того, можно гранулировать корма для различных животных.
Например, в отопительной системе собственного жилья вы можете использовать свои собственные древесные гранулы, модернизировав имеющийся или приобретя новый котел. Кроме того, для того, можно гранулировать корма для различных животных. к. благодаря большому ассортименту сит могут использоваться практически для любого сырья.
к. благодаря большому ассортименту сит могут использоваться практически для любого сырья. д.).
д.).
 Альтернативным выбором является аэродинамическая сушилка – намного более эффективная и компактная.
Альтернативным выбором является аэродинамическая сушилка – намного более эффективная и компактная.
 На выходе гранулы горячие и относительно мягкие.
На выходе гранулы горячие и относительно мягкие.
 Древесные гранулы должны храниться в сухих условиях, так что очень важным фактором является наличие влагозащищенного помещения.
Древесные гранулы должны храниться в сухих условиях, так что очень важным фактором является наличие влагозащищенного помещения.

 Подготовленное сырье поступает в дробилку и доводится до состояния муки.
Подготовленное сырье поступает в дробилку и доводится до состояния муки.

 Гранулы не только более энергоемкие, с ними также легче обращаться и использовать их в автоматизированных системах кормления. Эти преимущества в сочетании с устойчивыми и экологически чистыми свойствами топлива делают его очень привлекательным для использования. Стандартная форма топливной таблетки – цилиндрическая, диаметром от 6 до 8 миллиметров и длиной не более 38 миллиметров. Иногда производятся и более крупные гранулы; если они имеют диаметр более 25 миллиметров, их обычно называют «брикетами».
Гранулы не только более энергоемкие, с ними также легче обращаться и использовать их в автоматизированных системах кормления. Эти преимущества в сочетании с устойчивыми и экологически чистыми свойствами топлива делают его очень привлекательным для использования. Стандартная форма топливной таблетки – цилиндрическая, диаметром от 6 до 8 миллиметров и длиной не более 38 миллиметров. Иногда производятся и более крупные гранулы; если они имеют диаметр более 25 миллиметров, их обычно называют «брикетами». Чтобы преобразовать из кг/м 3 в фунт/фут 3 , умножьте на 0,0624279.
Чтобы преобразовать из кг/м 3 в фунт/фут 3 , умножьте на 0,0624279.
 Для выполнения этой задачи доступно несколько типов оборудования. Если биомасса довольно большая и плотная (например, древесина), материал сначала пропускают через «дробилку», а затем пропускают через молотковую мельницу или подобное устройство для измельчения частиц до требуемого размера. Более мелкую и мягкую биомассу (например, солому) можно подавать непосредственно в молотковую мельницу без предварительного измельчения.
Для выполнения этой задачи доступно несколько типов оборудования. Если биомасса довольно большая и плотная (например, древесина), материал сначала пропускают через «дробилку», а затем пропускают через молотковую мельницу или подобное устройство для измельчения частиц до требуемого размера. Более мелкую и мягкую биомассу (например, солому) можно подавать непосредственно в молотковую мельницу без предварительного измельчения. Ролик используется для сжатия биомассы на нагретой металлической пластине, называемой «матрицей». В матрице просверлено множество небольших отверстий, которые позволяют продавливать биомассу в условиях высокой температуры и давления. Если условия правильные, частицы биомассы сливаются в твердую массу, превращаясь в гранулы. Лезвие обычно используется для разрезания гранул на заданную длину, когда они выходят из матрицы. Некоторая биомасса имеет тенденцию сливаться вместе лучше, чем другая биомасса. Опилки являются особенно подходящим сырьем для гранулирования, потому что лигнин, естественным образом присутствующий в древесине, действует как клей, скрепляющий гранулы. Трава, как правило, почти так же не сплавляется, и полученные гранулы менее плотные и их легче разбить. Правильное сочетание свойств исходного материала и работы оборудования для гранулирования может свести к минимуму или устранить эту проблему. Также можно добавить в биомассу «связующий» материал, чтобы помочь ей склеиться, или смешать фракцию опилок с аналогичными результатами.
Ролик используется для сжатия биомассы на нагретой металлической пластине, называемой «матрицей». В матрице просверлено множество небольших отверстий, которые позволяют продавливать биомассу в условиях высокой температуры и давления. Если условия правильные, частицы биомассы сливаются в твердую массу, превращаясь в гранулы. Лезвие обычно используется для разрезания гранул на заданную длину, когда они выходят из матрицы. Некоторая биомасса имеет тенденцию сливаться вместе лучше, чем другая биомасса. Опилки являются особенно подходящим сырьем для гранулирования, потому что лигнин, естественным образом присутствующий в древесине, действует как клей, скрепляющий гранулы. Трава, как правило, почти так же не сплавляется, и полученные гранулы менее плотные и их легче разбить. Правильное сочетание свойств исходного материала и работы оборудования для гранулирования может свести к минимуму или устранить эту проблему. Также можно добавить в биомассу «связующий» материал, чтобы помочь ей склеиться, или смешать фракцию опилок с аналогичными результатами.
 Засорение является другой основной проблемой, которую можно увидеть, и это происходит, когда противодавление слишком велико, в результате чего через матрицу ничего не продавливается. Опять же, изменение содержания влаги или размеров матрицы может решить эту проблему, а также отрегулировать плотность прилегания роликов к матрице. Иногда в исходное сырье также иногда добавляют масло, чтобы уменьшить вероятность засорения.
Засорение является другой основной проблемой, которую можно увидеть, и это происходит, когда противодавление слишком велико, в результате чего через матрицу ничего не продавливается. Опять же, изменение содержания влаги или размеров матрицы может решить эту проблему, а также отрегулировать плотность прилегания роликов к матрице. Иногда в исходное сырье также иногда добавляют масло, чтобы уменьшить вероятность засорения. Конечная влажность пеллет должна быть не выше 8 процентов.
Конечная влажность пеллет должна быть не выше 8 процентов. Если надежный источник электроэнергии недоступен, можно использовать бензиновое или дизельное оборудование.
Если надежный источник электроэнергии недоступен, можно использовать бензиновое или дизельное оборудование. Обычно матрицы для гранул необходимо заменять через каждые 1000–1500 часов работы.
Обычно матрицы для гранул необходимо заменять через каждые 1000–1500 часов работы. Вам нужно будет не только найти покупателя для вашего продукта, вы также должны принять во внимание, что большинству пользователей топливных пеллет необходимы поставки только в зимние месяцы. Тем не менее, важно отметить, что ваши инвестиции в пеллетное оборудование с большей вероятностью окупятся, если вы сможете эксплуатировать объект большую часть года. Постоянная работа может быть необходима, если вы хотите окупить свои инвестиции в оборудование и работать рентабельным образом.
Вам нужно будет не только найти покупателя для вашего продукта, вы также должны принять во внимание, что большинству пользователей топливных пеллет необходимы поставки только в зимние месяцы. Тем не менее, важно отметить, что ваши инвестиции в пеллетное оборудование с большей вероятностью окупятся, если вы сможете эксплуатировать объект большую часть года. Постоянная работа может быть необходима, если вы хотите окупить свои инвестиции в оборудование и работать рентабельным образом. Биомасса и биоэнергия 30 (2006): 648-54.
Биомасса и биоэнергия 30 (2006): 648-54. Уилсона, Penn State Extension, и Томаса О. Уилсона, Департамент сельскохозяйственной и биологической инженерии. > похожие темы >
Уилсона, Penn State Extension, и Томаса О. Уилсона, Департамент сельскохозяйственной и биологической инженерии. > похожие темы > За эти годы мы реализовали множество линий по производству древесных гранул под ключ по всему миру, таких как Япония, Италия, Перу, Индонезия, Малайзия, Австралия, Латвия, Вьетнам, США и т. д. Добро пожаловать, чтобы связаться с нами, чтобы получить подробный отчет о проекте.
За эти годы мы реализовали множество линий по производству древесных гранул под ключ по всему миру, таких как Япония, Италия, Перу, Индонезия, Малайзия, Австралия, Латвия, Вьетнам, США и т. д. Добро пожаловать, чтобы связаться с нами, чтобы получить подробный отчет о проекте. У них будет ежегодный регулярный спрос на пеллетное топливо, и они будут запасать свои потребности перед зимним сезоном. Потребность бытовых потребителей будет достигать сотен тонн в год. Это число, вероятно, будет увеличиваться из-за того, что количество жителей обычно увеличивается время от времени. Жители считают древесные гранулы удобными и экологически чистыми. ( Похожие сообщения: Самодельный гранулятор >> )
У них будет ежегодный регулярный спрос на пеллетное топливо, и они будут запасать свои потребности перед зимним сезоном. Потребность бытовых потребителей будет достигать сотен тонн в год. Это число, вероятно, будет увеличиваться из-за того, что количество жителей обычно увеличивается время от времени. Жители считают древесные гранулы удобными и экологически чистыми. ( Похожие сообщения: Самодельный гранулятор >> ) Эта экономическая ценность может быть также применена к бытовым потребителям. ( Связанный пост: Промышленная машина для производства пеллет >> )
Эта экономическая ценность может быть также применена к бытовым потребителям. ( Связанный пост: Промышленная машина для производства пеллет >> ) д. Если вы не знаете, можно ли из вашего сырья производить гранулы или нет, вы можете отправить нас на испытания гранулирования. Не стесняйтесь обращаться к нам напрямую!
д. Если вы не знаете, можно ли из вашего сырья производить гранулы или нет, вы можете отправить нас на испытания гранулирования. Не стесняйтесь обращаться к нам напрямую!  Сюда также входят части тела дерева, которые не подходят для каких-либо других приложений. Производство древесных гранул превратит эти отходы в экономически выгодное, экологически чистое, перспективное твердое биотопливо. ( Последние новости: Запчасти для малых грануляторов в Канаду >> )
Сюда также входят части тела дерева, которые не подходят для каких-либо других приложений. Производство древесных гранул превратит эти отходы в экономически выгодное, экологически чистое, перспективное твердое биотопливо. ( Последние новости: Запчасти для малых грануляторов в Канаду >> ) д. ).
д. ). быстро помочь вашему бизнесу;
быстро помочь вашему бизнесу; Исследование цен, проведенное proPellets Austria, показало, что средняя цена составляет 23,54 евро цента за кг древесных гранул или 4,80 цента за кВтч.
Исследование цен, проведенное proPellets Austria, показало, что средняя цена составляет 23,54 евро цента за кг древесных гранул или 4,80 цента за кВтч.
 TA-D1028-2
TA-D1028-2 Выберите один из приведенных ниже вариантов:
Выберите один из приведенных ниже вариантов:
 Some of them are essential, while others help us to improve this website and your experience.If you are under 16 and wish to give consent to optional services, you must ask your legal guardians for permission.We use cookies and other technologies on our website. Some of them are essential, while others help us to improve this website and your experience.Personal data may be processed (e.g. IP addresses), for example for personalized ads and content or ad and content measurement.You can find more information about the use of your data in our privacy policy.You can revoke or adjust your selection at any time under Settings.
Some of them are essential, while others help us to improve this website and your experience.If you are under 16 and wish to give consent to optional services, you must ask your legal guardians for permission.We use cookies and other technologies on our website. Some of them are essential, while others help us to improve this website and your experience.Personal data may be processed (e.g. IP addresses), for example for personalized ads and content or ad and content measurement.You can find more information about the use of your data in our privacy policy.You can revoke or adjust your selection at any time under Settings. Some of them are essential, while others help us to improve this website and your experience.Personal data may be processed (e.g. IP addresses), for example for personalized ads and content or ad and content measurement.You can find more information about the use of your data in our privacy policy.Here you will find an overview of all cookies used. You can give your consent to whole categories or display further information and select certain cookies.
Some of them are essential, while others help us to improve this website and your experience.Personal data may be processed (e.g. IP addresses), for example for personalized ads and content or ad and content measurement.You can find more information about the use of your data in our privacy policy.Here you will find an overview of all cookies used. You can give your consent to whole categories or display further information and select certain cookies.

 Высококачественные инструменты для ремонта вмятин от 1PDR
Высококачественные инструменты для ремонта вмятин от 1PDR
 Затем нажмите «Восстановить».
Затем нажмите «Восстановить». Код подтверждения действителен в течение 10 минут.
Код подтверждения действителен в течение 10 минут. Просто вставьте изогнутую воздушную насадку Texas Twister™ в цангу молотка с одной из прикрепленных насадок. Переверните рукоятку пневматического молотка в руке, используя большой палец, чтобы нажать на спусковой крючок. Почувствуйте, как 3000 ударов воздушного молота в минуту настраиваются на новую силу тяги. Работа одной рукой позволяет держать детали другой рукой. Безопасное контролируемое удаление деталей без падения деталей и жидкостей на пол. Используйте силу тяги пневматического молота 21-го века, чтобы выполнить работу БЕЗОПАСНО, БЫСТРО И ЭФФЕКТИВНО вместо медленного ручного привода 19Скользящий молоток века. Увеличьте радиус действия инструмента, используя удлинитель 20 дюймов. Патент №. 7 036 211.
Просто вставьте изогнутую воздушную насадку Texas Twister™ в цангу молотка с одной из прикрепленных насадок. Переверните рукоятку пневматического молотка в руке, используя большой палец, чтобы нажать на спусковой крючок. Почувствуйте, как 3000 ударов воздушного молота в минуту настраиваются на новую силу тяги. Работа одной рукой позволяет держать детали другой рукой. Безопасное контролируемое удаление деталей без падения деталей и жидкостей на пол. Используйте силу тяги пневматического молота 21-го века, чтобы выполнить работу БЕЗОПАСНО, БЫСТРО И ЭФФЕКТИВНО вместо медленного ручного привода 19Скользящий молоток века. Увеличьте радиус действия инструмента, используя удлинитель 20 дюймов. Патент №. 7 036 211.