Мотоблок АГАТ (Салют) БС-6,5 с двигателем Briggs & Stratton CR950 6.5 л.с. – профессиональный мотоблок легкого весового уровня, оборудованный американским мотором. Благодаря американскому двигателю Briggs & Stratton RS, мотоблок справляется с широким спектром задач в любое время года. Двигатель имеет верхнее расположение клапанов и чугунную гильзу цилиндра, что обеспечивает внушительный моторесурс, низкий расход бензина и пониженную вибрацию при работе. Благодаря компактным размерам, мотоблок АГАТ (Салют) БС-6,5 с двигателем Briggs & Stratton CR950 6.5 л.с отлично показал себя при работе в ограниченных пространствах и на небольших и средних участках. Мотоблок Агат, не смотря на небольшие габариты, может работать с любым типом навесного и прицепного оборудования, а так же с любыми типами транспортировочных тележек массой до 500 кг. Из новинок стоит отметить компоновочный модуль Агат, способный превратить мотоблок в четырехколесный минирайдер (маленький багги для езды). При доукомплектовании мотоблока задней сцепкой, к нему можно подключить: плуги, окучник однорядный и двухрядный, картофелевыкапыватели, различные бороны и др. Спереди на мотоблок ставятся, подключаемые через ременный вал отбора мощности, роторный снегоуборщик, роторная косилка либо мульчирующая насадка «терминатор». Мотоблок АГАТ (Салют) БС-6,5 с двигателем Briggs & Stratton CR950 6.5 л.с. является всесезонным, поэтому может работать при отрицательных температурах, но для этого необходимо произвести замену масла на зимнее 5W30. Мотоблок комплектуется пневмоколесами и почвофрезами, позволяющими сразу после покупки приступить к работе. Кованные почвофрезы, вскапывают грунт до 25 см., Руль мотоблока поворачивается на 180 градусов, так что при работе можно не идти по пашне, а так же двигаться в любом направлении, как передом, так и задом. Мотоблок АГАТ (Салют) БС-6,5 с двигателем Briggs & Stratton CR950 6.5 л.с. агрегируется с коробкой передач позволяющей выбрать необходимую скорость движения при работе, как с навеской, так и транспортировочными принадлежностями. Все мотоблоки Агат производятся на Гаврилов ямском машиностроительном заводе, и проходят там полную предпродажную подготовку и тестирование, поэтому поставляются почти в полностью собранном состоянии, заправленные всеми маслами и готовые к работе. Мотоблок Агат это прекрасное приобретение для современного дачника.
– Профессиональный мотоблок . – Американский мотор B&SCR950 6.5 HP. – Большая мощность(6,5 л.с.) . – Большая регулируемая ширина обработки(35/62/89). – Чугунная гильза цилиндра . – Верхнее расположение клапанов . – Коробка передач(2 вперед/1 назад) . – Пневматические колеса + удлинители осей . – 4 почвофрезы . – Достаточный для обработки целины вес. – Вал отбора мощности(для использования насадок) . – Регулируемый руль. – Возможность использования тележки(до 500 кг) . – Компактные размеры(для облегчения транспортировки). – Широкий спектр навесного оборудования . – Возможно использовать для : кошения травы, перевозки грузов, дробления кормов, перекачивания воды, для уборки территории (щетка – очиститель, лопата – отвал, роторный снегоуборщик).
Мощность 6,5 л.с.
Вес 78 кг
Ширина обработки до 90 см (с доп. фрезами)
Сцепление ременное
Редуктор шестеренчатый
Реверс есть
Отбор мощности шкив на валу двигателя
Трансмиссия клиноременная передача с натяжным роликом, маслонаполненный, шестеренчатый редуктор
Глубина обработки до 25 см
Тип двигателя 4-х тактный, бензиновый
Объем двигателя 208 куб. см
Охлаждение воздушное
Количество скоростей 4 вперед/2 назад
Объем топливного бака 3,1 л
Емкость масляного бака 0,6 л
Для профессионального использования да
Колеса для транспортировки пневматические 4х8
Возможность применения насадок есть
Диаметр фрез 30 см
Регулируемый руль в 2 положениях
Гарантия 1 год
Страна производитель Россия-США
Мотоблок Агат Л6.5
Очень надежный и производительный мотоблок Агат 5-Л6,5 с двигателем “Lifan” превосходно подходит для интенсивного использования в условиях большого приусадебного хозяйства или среднего размера фермерского. Таким инструментом можно эффективно обрабатывать большие площади даже с тяжелой почвой или давно не обрабатывавшийся участок. Бензиновый мотоблок Агат 5-Л6,5 имеет на борту высоконадежный отказоустойчивый четырехтактный агрегат с рабочим объемом цилиндра в 196 кубических сантиметров. Китайский двигатель мощностью 6.5 лошадиных сил отличается большим запасом прочности, низким уровнем вибрации и шума, умеренным потреблением топлива. Тип ГРМ OHV позволяет сэкономить на массе и упростить обслуживание. Прочный ремень сцепления обеспечивают плавный пуск и ровную работу. Мотоблок Агат 5-Л6,5 оснащен профессиональной четырехступенчатой коробкой передач механического типа, которая позволяет выбрать самый оптимальный режим работы в зависимости от нагрузки. Наличие двухскоростного реверса облегчает лавирование по участку, а также позволяет легко вытащить агрегат при его застревании. Бензиновый мотоблок Агат 5-Л6,5 с двигателем “Lifan” 6,5 имеет ВОМ, благодаря чему вместе с ним можно использовать активное навесное и прицепное оборудование, такое как снегоуборщик или газонокосилку. Приличный вес модели в 78 килограммов обеспечивает превосходную тягу, потому этот агрегат способен перевозить значительные грузы. Работая фрезами, мотоблок захватывает до 80 сантиметров, потому он эффективен на больших участках. Мотоблок Агат 5-Л6,5 с двигателем “Lifan” отличается простотой в удобством в использовании. Рукоятка регулируется по высоте, позволяя комфортно работать людям с разным ростом, двигатель без проблем запускается даже в прохладную погоду. Большие колеса с арочным протектором легко преодолевают неровности почвы и обеспечивают превосходное сцепление с грунтом. Эта модель собирается из высококлассных комплектующих с учетом реалий нашего сельского хозяйства, потому мотоблок Агат 5-Л6,5 с двигателем “Lifan” 6,5 способен проработать много лет без поломок. Преимущества мотоблок Агат 5-Л6,5 с двигателем Lifan 6,5: — Двигатель Lifan. — Профессиональный мотоблок . — Большая мощность(6,5 л.с.) . — Большая регулируемая ширина обработки(35/62/89) . — Чугунная гильза цилиндра . — Верхнее расположение клапанов . — Коробка передач(2 вперед/1 назад) . — Пневматические колеса + удлинители осей . — 4 почвофрезы . — Достаточный для обработки даже целины вес . — Вал отбора мощности(для использования насадок) . — Регулируемый руль. — Возможность использования тележки(до 400кг) . — Компактные размеры(для облегчения транспортировки и хранения) . — Широкий спектр навесного оборудования. — Возможно использовать для : кошения травы, перевозки грузов, дробления кормов, перекачивания воды, для уборки территории (щетка — очиститель, лопата — отвал, роторный снегоуборщик).
Общие
Глубина культивирования до, см
32
Класс
средний
Количество скоростей вперёд
4
Количество скоростей назад
2
Количество фрез в комплекте
4
Максимальная ширина обработки
60
Минимальная ширина обработки
60
Мощность двигателя, л. с.
6,5
Объем
0.47025
Поддержка навесного оборудования (с системой отбора мощности)
Да
Реверс
Да
Ручной запуск
Да
Склад
Таврово-4
Тип
мотоблок
Тип коробки передач
Ступенчатая механическая
Тип редуктора
Шестеренчатый, маслонаполненный.
Тип соединения с валом отбора мощности
шкив (ременной)
Тип сцепления
Ременное
Тип двигателя
бензиновый
Объем двигателя, куб.см
196
Нет отзывов об этом товаре.
Написать отзыв
Ваше имя:
Ваш отзыв
Достоинства:
Недостатки:
Внимание: HTML не поддерживается! Используйте обычный текст!
Рейтинг
Captcha
Введите код
Купить в рассрочку
directions to 95 south from my location
AlleMapsBilderBücherVideosNewsShopping
Suchoptionen
I-95 Exit 1 — Google My Maps
www. google.com › mymaps › viewer
06.06.2015 · Exit 1 (Mile 1) RI Route 3, Хопкинтон; На юг до Вестерли, больницы Вестерли и океанских пляжей Род-Айленда.
RIDOT Operations Center — I-95 South Driving Directions — Google
www.google.com › mymaps › viewer
06.06.2015 · Чтобы добраться до Оперативного центра RIDOT в Провиденсе по шоссе I-95 South, воспользуйтесь съездом 23 (Charles Street). Поверните направо и сразу же поверните налево на …
Карты Google
maps.google.com
Находите местные предприятия, просматривайте карты и прокладывайте маршруты проезда в Картах Google.
Схема проезда до межштатной автомагистрали 95, I-95, Уэст-Палм-Бич — Waze
www.waze.com › живая карта › направления › межштатная автомагистраль-95
Маршрут проезда до межштатной автомагистрали 9 в реальном времени5, I-95, Уэст-Палм-Бич, на основе данных о пробках и дорожных условиях в реальном времени от других водителей Waze.
Схема проезда к межштатной автомагистрали 95, I-95, Майами — Waze
www.waze.com › live-map › miami › interstate-95
Схема проезда в реальном времени к межштатной автомагистрали 95, I-95, Майами, базирующаяся об обновлениях дорожного движения и дорожных условиях — от других водителей Waze.
Ähnliche Fragen
Как я могу поделиться своим текущим местоположением?
В каких городах Грузии работает i-95 пройти?
Как пользоваться картой Google?
Где проходит I-95 в Южной Каролине?
В Южной Каролине Interstate 95 Страница карты, просмотр политической карты Южной … I-95 Выход 1 — Google My Maps Выход 1 (миля 1) Маршрут RI 3, Хопкинтон; South to …
I-95 Interstate 95 Дорожные карты, трафик и новости
www.i95highway.com
I-95 Карта. См. полный каталог карт дорожного движения i-95 … Карта Южной Каролины I-95 … I-95 является основным наземным транспортным коридором с севера на юг для . ..
Как доехать до I-95 South Melbourne FL в Palm Bay на автобусе? — Moovit
moovitapp.com › … › I-95 South Melbourne FL
16.12.2022 · См. I-95 South Melbourne FL, FL, на карте … Эти транспортные маршруты проходят рядом с I-95 Южный Мельбурн, Флорида. Автобус: 2025 …
[PDF] Условные обозначения — Interstate — Freeway/Expressway US Highway
95. ЮЖНАЯ КАРОЛИНА. ОКРУГ ЭФФИНГЕМ. ОКРУГ ЭФФИНГЕМ. ОКРУГ ЧАТЕМ … ПРИМЕЧАНИЕ. Эта карта-полоса нарисована без соблюдения масштаба или ориентации.
Схема проезда к Центру правосудия округа Либерти
www.libertyco.com › local › LibertyMap
Межштатная автомагистраль 95 делает остановку в округе Либерти на выезде 76, как и живописный город США … Центр правосудия округа Либерти находится находится по адресу 201 South Main Street, …
Ähnlichesuchanfragen
как добраться до i-95 от моего местоположения
самый быстрый маршрут до i-95 от моего местоположения
ближайший маршрут до i-95 юг
Как добраться до 95 к северу от моего местоположения
Как добраться до межштатной автомагистрали 95 Юг
Как далеко от меня находится i-95
Самый быстрый маршрут до i-95 к северу
Как добраться до дома
Навесное оборудование для мотоблоков — Земляные инструменты
Многие годы меня спрашивали: «У вас нет логотипа компании?» И на самом деле мы этого не сделали, так как я просто не нашел времени, чтобы придумать его… у нас просто было «Земляные инструменты», написанное блочным шрифтом, и это сошло за логотип.
Наконец, я решил приложить некоторые усилия и нанял свою невестку Трину Пайффер (сестру-близнеца моей жены), чтобы она нарисовала вывеску Earth Tools, которая есть у нас в магазине. Этот знак сделан из бревна красного восточного кедра длиной 4 фута; буквы вырезаны цепной пилой.
Этот знак я сделал лет 15 назад (ниже фото). Я подумал, что это был логотип с некоторым «значением»… а не просто какой-то произвольный дизайн. Надеюсь, вам понравится!
— Джоэл, владелец Earth Tools
Из-за глобальной пандемии COVID-19 (вируса короны) в течение последних 2 лет мы испытываем НАМНОГО более высокий спрос на небольшое сельскохозяйственное/садовое оборудование, чем обычно. Этот более высокий спрос в сочетании с тем фактом, что большинство наших производителей оборудования «израсходовали» имеющиеся у них запасы товаров и сырья в ПРОШЛОМ году (ПЛЮС пришлось иметь дело с принудительными остановками из-за Covid) означает, что цепочка поставок для большинства товаров наше предложение сильно пострадало. .. повышенный спрос + снижение предложения — ПЛОХАЯ комбинация!! В то время как некоторые компании пользуются подобной ситуацией с «взвинчиванием цен», мы по-прежнему будем предлагать такие же скидки на оборудование, как и всегда. Однако время ожидания оборудования ЗНАЧИТЕЛЬНО увеличилось из-за замедления производства и доставки! МЫ ничего не можем с этим поделать… в настоящее время у наших поставщиков заказаны товары на сумму более ДВУХ МИЛЛИОНОВ ДОЛЛАРОВ, и мы ничего не можем сделать, кроме как ждать. Мы ценим ваш бизнес и ваше терпение, и мы прилагаем все усилия, чтобы выполнять заказы как можно быстрее, БЕЗ урезания углов при правильной настройке оборудования, подготовке и проверке, которыми мы славимся. ЗАКАЗЫ ОТПРАВЛЯЮТСЯ НА ОСНОВЕ ПЕРВОЙ ПОЛНОСТЬЮ ОПЛАЧЕННОЙ, ПЕРВОЙ ОТПРАВКИ. ГЛАВНЫЙ ВЫВОД: БУДЬТЕ ГОТОВЫ ЖДАТЬ ОТ 3 ДО 6 МЕСЯЦЕВ, ЧТОБЫ ПОЛУЧИТЬ ОБОРУДОВАНИЕ. ЕСЛИ ВЫ ПОДОЖДЕТЕ ДО САДОВОГО СЕЗОНА, ЧТОБЫ ЗАКАЗАТЬ ОБОРУДОВАНИЕ, ВЫ ПОЧТИ ОБЯЗАТЕЛЬНО **НЕ** ПОЛУЧИТЕ ЕГО НА ЭТОТ САДОВЫЙ СЕЗОН.
Навесное оборудование для мотоблоков
НАЖМИТЕ НА «КАТЕГОРИИ» НИЖЕ, ЧТОБЫ ПРОСМОТРЕТЬ ТИПЫ НАВЕСНОГО ОБОРУДОВАНИЯ В ЭТОЙ КАТЕГОРИИ. ЗАТЕМ НАЖМИТЕ НА ТИП МАШИНЫ, КОТОРЫЙ ВЫ ХОТИТЕ ПОСМОТРЕТЬ.
НАЖМИТЕ ЗДЕСЬ, чтобы просмотреть нашу удобную Таблицу совместимости тракторов и агрегатов (ПРИМЕЧАНИЕ: ширина всех агрегатов ПРИБЛИЗИТЕЛЬНА… эти машины в основном европейского производства, поэтому исходная ширина указана в сантиметрах, и преобразована в ближайший дюймовый эквивалент)
Обработка почвы/садоводство
Роторные плуги
Силовая борона
Культиваторы
Землеройные инструменты TDS (система измерения глубины культиватора) и BCS PDR (прецизионный каток глубины)
Мини-уборщик кроватей
Пластиковый мульчирующий слой
Панель инструментов/культиваторы
Культиватор с регулируемой рамой
Отвальные плуги
Плуг для уборки корнеплодов/клубнеплодов
Картофелекопалка «Электропривод»
Бородавки, окучники
Глубокорыхлитель/рыхлитель
Дисковая борона
Стоунбёринг культиватор
Румпель с раздельным капотом
Сабельная лопатка
Зубчатая борона
Пауэр Риджерс
Стрижка
Цеповые косилки
Щеточные косилки
Нож (серп) Барные косилки
Газонокосилки
Дисковые косилки
Косилка BCS Combo
Удаление снега / подметание / дремота
Снегоочистители (1 ступень)
Снегоочистители (2 ступени)
Подметальная машина
Бульдозерные/скребковые отвалы
Сенокошение
Орудия для заготовки сена (обзор)
Грабли для сена / ворошилки
Бак Грабли
Круглый пресс-подборщик
Обмотчик тюков
Погрузочно-разгрузочные работы/трейлеры
Грузовые прицепы
Buck-Rake
Фронтальная тележка Power Barrow
Салкис
Грузовые прицепы с ведущими колесами
Измельчение/Измельчение/Раскол древесины
Разделители бревен
Измельчитель / Измельчители
Высокоскоростной измельчитель щеток для тракторов мощностью от 8 до 10 л. с.
Высокоскоростной измельчитель щеток для тракторов мощностью 13 л.с. и выше
Измельчитель соломы / Воздуходувка
Измельчение пней/рытье траншей
Измельчитель пней Караваджи
Мини-траншеекопатель Караваджи
Разбрасывание/посев
Разбрасыватель компоста BCS
Сеялка/разбрасыватель
Сеялка для овощей точного высева Jang
Вакуумная сеялка Wizard Ultra-Precision
Разбрасыватель удобрений/извести
Генератор / Мойка высокого давления / Насос / Распылитель
Генератор
Мойка высокого давления
Насос для перекачки воды
Водяной насос высокого давления
Опрыскиватели
Инструменты для покровных культур
Обжимной ролик
Механический кримпер
Цеповые косилки
Сеялка/разбрасыватель
Инструменты для ухода за газоном
Газонокосилка
Аэратор
Детэтчер
Сеялка/разбрасыватель
Разбрасыватель удобрений/извести
См. раздел «Кошение» выше, чтобы узнать о навесном оборудовании газонокосилки
.
ТЕЛЕФОН ЧАСЫ (EST)
15 марта — 31 октября
С понедельника по пятницу, , с 9:00 до 18:00 по восточному поясному времени.
1 ноября — 14 марта
С понедельника по пятницу, , с 9:00 до 17:00 по восточному поясному времени.
Выходные дни по договоренности. Обратите внимание на выходные дни слева .
ПОСЕЩЕНИЕ НАШЕГО МАГАЗИНА: Пожалуйста, позвоните заранее!
Если вы хотите посетить наш магазин, у нас достаточно земли, чтобы продемонстрировать наши мотоблоки с любым навесным оборудованием. Но если едете в гости, ЗВОНИТЕ минимум за сутки! Часы работы розничной торговли назначаются по предварительной записи (да, и в выходные тоже), поэтому чем больше вы сообщите нам, тем лучше мы сможем настроить наш график в соответствии с вашим графиком.
Полировка и обработка изделий из PLA, ABS, HIPS, PETG, SBS растворитель дихлорметан
Иногда для доводки (полировки, обработки парами и даже склейки) изделий из ABS применяется ацетон. С таким же успехом для этих целей некоторыми используется метилэтилкетон и дихлорэтан (оба высоко токсичны). Но лучше всего с такого рода задачами справляется тетрагидрофуран и дихлорметан, с одной лишь разницей — тетрагидрофуран является прекурсором и запрещен к свободной продаже. Растворитель универсален, и подходит для всех видов пластика: ABS, PLA, HIPS, SBS и некоторые другие. Для сглаживания и плавления HIPS и SBS используется самый безопасный из известных нам растворитель D-Limonene, мало того он безвреден, он еще пахнет вкусными апельсинами. Часто спользуется как ароматизатор.
Запомните: дихлорЭтан — сильный яд. ДихлорМетан — менее ядовитый. Тетрагидрофуран — относительно не токсичен, но свободно не продается.
При работе с этим веществом, да и любой химией нужно принимать серьезные меры безопасности. Этот способ один из нескольких возможных по обработке изделий.
ПРЕДУПРЕЖДЕНИЕ:
Мы описываем методы, которые МОЖНО использовать, но которые подразумевают соблюдение разумной предосторожности. Пожалуйста, ознакомьтесь с главой «Меры безопасности», прочитайте паспорт безопасности химической продукции, и будем считать, что мы вас предупредили.
Зачем нужна постобработка?
В результате доводки сглаживаются неровности в местах соединения слоев, возникающие в процессе 3D-печати (методом послойного наплавления нитей), разного рода артефакты процесса (вроде точек соприкосновения с креплениями) и прочие мелкие недоработки. Деталь в конце концов выглядит менее «слоистой» и более аккуратной. Посмотрите на размещенные ниже фотографии или погуглите.
Дихлорметан
Получить дополнительную информацию можно, например, в Википедии. Обратите внимание: Хотя он и является наименее ядовитым среди галогеналканов, но нужно быть осторожным при обращении, так как он очень летуч и может вызвать острое отравление. Работы следует проводить при работающей вытяжной вентиляции. Насколько нам известно, это наименее токсичный растворитель для PLA-пластика, однако при работе с ним следует проявлять повышенную осторожность, поскольку долговременный эффект его воздействия чрезвычайно опасен. Горюч, поэтому избегайте соприкосновения его паров с источниками открытого огня или искр. То же самое относится к ацетону, тетрагидрофурану и т.п.
Его важным свойством является высокая летучесть. Класс опасности IV, также как у ацетона. Пахнет значительно слабее ацетона. Все работы желательно проводить в хорошо проветриваемом помещении!
Не следует выливать дихлорметан в униаз, раковину или другую сантехнику, он не смешивается с водой и пластиковые трубы вашей канализации могут оказаться в опасности.
D-Limonene
Менее вредный, можно сказать безопасный растворитель D-Limonene, сильно пахнет цитрусовыми. Но воздействует только на HIPS и SBS пластик. Рекомендуем работать с ним в хорошо проветриваемом помещении. D-Limonene имеет основу масла, поэтому чтобы нейтрализовать рекацию пластика и растворителя, их надо промыть с мылом.
При каких бы обстоятельствах вы ни работали с растворителями, делать это следует только в перчатках, потому что они могут быстро обезвоживать кожу, что потенциально опасно. При использовании сильных растворителей легко можно получить ожог кожи. Перчатки при этом должны быть не латексные (латекс он разъедает), а нитриловые или неопреновые.
Самый простой способ — обработка погружением
Очень простая и быстрая обработка, на одну распечатку уходит не более 3 минут. Мы погружали Йоду в дихлорметан на 1-5 секунд, а за последующие 1-2 минуты растворитель полностью испарялся с поверхности. Чтобы сделать глянцевую поверхность, последний раз окуните деталь в растворитель на 0.5 секунды, он не успеет впитаться и сразу испарится, конфетный глянец обеспечен.
Очень быстро, не нужна баня, не нужен ацетон. Дихлорметан универсален для PLA, ABS, HIPS, а также возможно и для многих других экзотических материалов. Литра хватает надолго. Очень важна герметичность емкости для хранения раствора.
Нанесение кистью
Любой чистой натуральной кисточкой наносите дихлорметан, пока слои не сгладятся. Этот растворить чрезвычайно летуч, так что долго ждать высыхания не придётся. Очевидное преимущество данного способа в том, что наносить растворитель можно выборочно, оставляя острые углы не тронутыми, а наиболее заметные дефекты печати обработать более тщательно. Наилучшие результаты обработки достигаются именно этим способом. Соблюдайте меры предосторожности, дышать химией не безопасно!
Обработка парами
Процедура обработки PLA парами в сущности такая же, как в случае ABS и ацетона. Здесь используется тетрагидрофуран. Объект из PLA, который будет обрабатываться, располагается на нерастворимой подложке (алюминиевой фольге, проволочной сетке, деревянной подставке и др.) и помещается в герметичную емкость. При нагревании растворитель начнет испаряться и взаимодействовать с поверхностью объекта.
Для примера этот акулий зуб был распечатан на Makerbot Replicator 2 коричневым PLA, был обработан парами тетрагидрофурана и высушен.
Обратите внимание на неровность наверху. Здесь объект касался опоры во время доводки. Поэтому всегда важно обдумывать, что к чему какой частью прислонять. Также имейте в виду, что чем меньше объем вашей камеры, тем сложнее правильно подобрать время, чтобы газ внутри распределился равномерно. Из-за этой проблемы и само выравнивание может оказаться неравномерным.
Теперь, пару слов о дополнительных мерах безопасности, о которых мы обещали упомянуть. Все процедуры следует на улице, и плотно закрывать колбу, банку, бутылку или иную емкость. Мыть изнутри шкаф-камеру до и после использования. Короче говоря, нужно работать осторожно и с умом, чтобы случайно что-нибудь не сжечь и не взорвать.
Ручная полировка
Вам не нравится обработка парами? Можно полировать вручную, нанеся растворитель на кусок ткани.
Тряпочка должна быть белой (не окрашенной), без ворса и использоваться только для этой цели, потому что на ней будет скапливаться PLA и для чего-то другого она уже не годится.
Когда вы нашли подходящую тряпочку, наденьте нитриловые или неопреновые перчатки, выйдите в хорошо проветриваемое помещение или на улицу и смочите ткань дихлорметаном. И теперь этой мокрой тряпочкой просто полируйте деталь. Конечный результат будет зависеть от направления ваших движений, прилагаемой силы и текстуры тряпочки, т.е. насколько она жесткая. Если нет каких-нибудь особых оговорок, лучше всего полировать круговыми движениями.
Затем объект должен высохнуть (чтобы излишки дихлорметана испарились с поверхности) — и все готово.
Вот образец отполированного акульего зуба, который был распечатан на Makerbot Replicator 2 с использованием PLA белого цвета.
Эти фотографии в фокусе. Они были сделаны макросъемкой, глубина резкости относительно мала, так что выделяется только основной фокус, и можно разглядеть подробности, хотя по краям изображение и смазано.
Полировалась только середина зуба, то, что выделяется. По фото не совсем хорошо понятно, но это очень гладко отполированная поверхность. Сравните ее с левым краем, который не полировался, где видно даже слои распечатки.
Очевидно, что чем меньше ваш объект, чем выше разрешение печати (если все правильно откалибровано), тем меньше времени придется потратить на доводку, чтобы получить хорошо отполированную, гладкую поверхность.
На фото можно также заметить, что обработанная поверхность немного обесцветилась. Но тут дело в умелых ручках. Тряпочка была не совсем белой, на ней был какой-то цветной узор, и краска вступила в реакцию с растворителем и заодно и с пластиком.
Дополнение: Другие методы постобработки
Следует также отметить, что PLA легко доводится обычной наждачкой. В некоторых случаях ее вполне достаточно, чтобы поверхность получилась такой, как надо, особенно если требуется только удалить следы от опоры или аналогичные дефекты. Зачистка очень полезна также перед химической обработкой. Просто пройдитесь наждачкой по проблемным местам и особенно крупным артефактам, а дальше действуйте, как описано выше. Это позволит сэкономить и время, и реактив, и доводка получится точнее, без значительных геометрических искажений.
Чем склеить детали из PLA?
Детали из PLA можно также склеивать различными клеями, у нас хорошо получалось эпоксидкой и с помощью Super Glue (суперклей секундный), который на самом деле всего лишь этилцианоакрилат.
Удачи! Безопасной работы! Гладкой печати!
Руководство для начинающих по сглаживанию 3D моделей
3DPrintStory
  
Процесс 3D печати
  
Сглаживание PLA: Руководство для начинающих по сглаживанию 3D моделей
Рано или поздно все владельцы 3D принтеров задумываются о сглаживании поверхности напечатанных 3D моделей. В этой статье мы рассмотрим как достичь гладкой поверхности напечатанной модели, если вы используете для 3D печати PLA пластик.
Шлифовка напечатанной модели
Практически в любой модели для сглаживания потребуется шлифовка. Лучше всего использовать наждачную бумагу с разным уровнем зернистости. Начать можно с зернистости 200, и продолжать увеличивать зернистость вплоть до 4000. Шлифовать лучше всего круговыми движениями против волокон линий слоя.
Не поддавайтесь желанию использовать электроинструмент, потому что сильные вибрации, создаваемые электрическими инструментами, легко расплавят пластик, деформируя поверхность. Даже при шлифовании вручную помните, что трение вызывает нагревание, которое может повредить 3D модель, расплавив пластик.
Лучшая наждачная бумага — водостойкая или «влажная/сухая», потому что вы можете намочить ее, чтобы охладить пластик. Также следует постоянно ополаскивать 3D модель, чтобы удалить любые частицы, образующиеся в процессе шлифовки. Дополнительным преимуществом является то, что вода предотвращает попадание мелких частиц пластика в воздух и их вдыхание. Влажную/сухую наждачную бумагу можно отличить по цвету. Ее зерна черного цвета, а не коричневого или бежевого.
Варианты полировки пастами и специальными покрытиями
При сглаживании PLA шлифование никогда полностью не устранит линии слоев. Один из эффективных методов — нанесение полировальной пасты на оставшиеся линии слоя. Полировальные пасты имеют разную степень качества по примеру наждачной бумаги. Эти составы обычно предназначены для использования с металлами, но достаточно хорошо работают с пластиком. Просто нанесите состав на шлифовальный круг или аналогичную насадку для вращающегося инструмента, затем нанесите его на пластик, чтобы получить гладкую и блестящую поверхность. Как и при шлифовании, помните, что при полировке возникает трение и, следовательно, тепло. При сглаживании PLA с помощью шлифовального круга лучше использовать более низкую скорость.
Другой метод разглаживания PLA — использование шлифуемой грунтовочной краски с высоким содержанием наполнителя. Тонкие ровные слои быстро сохнут, после чего можно отшлифовать грунтовку до пластика, чтобы она оставалась только в углублениях линий слоя. Повторяйте процесс до тех пор, пока все недостатки 3D печати не пропадут.
При обоих процедурах всегда используйте грунтовку и краску одного производителя и никогда не смешивайте акрил и эмаль. Это может привести к растрескиванию краски и поставит крест на всей той тяжелой работе, которую вы проделывали до этого.
Еще один продукт, о котором стоит упомянуть — покрытие для финишной обработки XTC3D от Smooth-On. В нем используются две жидкости, одна из которых катализирует другую, чтобы создать подобный смоле материал, который можно нанести кистью на 3D модель. Покрытие равномерно выравнивается, не оставляя мазков кисти. Хотя Smooth-On утверждает, что XTC3D не плавит пластик, смола определенно нагревается, когда смесь начинает схватываться. Конечный результат — гладкий и твердый внешний вид, который можно закрасить или использовать в качестве окончательного покрытия.
Тепловой пистолет
Менее популярным вариантом разглаживания PLA пластика является использование теплового пистолета. Этот метод требует определенной практики, потому что инструмент явно выделяет много тепла, которое может разрушить вашу 3D модель. Предварительное шлифование модели помогает обнажить пластик, делая окончательный эффект намного более эффективным. Главное — держать пистолет в движении по поверхности модели, никогда не позволяя пистолету задерживаться на одной области, которая может легко расплавить пластик.
Хотя PLA, как правило, не выделяет неприятных запахов при экструдировании, нагрев, безусловно, приведет к образованию паров по мере размягчения пластика. Независимо от того, какой метод разглаживания PLA вы выберете, всегда старайтесь работать в хорошо вентилируемом помещении, потому что нагретый пластик, смолы и аэрозольные краски выделяют потенциально вредные пары.
Использование Polisher от Polymaker
Хорошо известный метод получения гладких 3D моделей из ABS пластика заключается в помещении модели в герметичный контейнер, заполненный ацетоновым туманом. Ацетон взаимодействует с ABS и медленно плавит пластик, создавая супергладкую модель. Примечание: обязательно ознакомьтесь с необходимыми мерами предосторожности, если решите попробовать этот способ.
К сожалению, вы не можете выполнить ту же процедуру с PLA, потому что он не взаимодействует таким же образом с ацетоном. Некоторые другие химические вещества будут делать то же самое, но их сложно приобрести, и они очень опасны и токсичны в использовании.
Компания Polymaker, наиболее известная своими материалами для 3D печати, представила собственное сглаживающее средство под названием Polysher. Используя собственную формулу PLA-подобной нити, 3D модель опускается в герметичную камеру, где распыляется изопропиловый спирт, создавая туман вокруг объекта, который нужно сгладить. 3D модель вращается в спиртовом тумане, который вступает в реакцию с пластиком и расплавляет его. Чем дольше процесс, тем более гладкой будет модель. Когда вы достаните 3D модель из Polysher, ее поверхность будет липкой, поэтому лучше оставить ее примерно на полчаса. Это также улучшает окончательный внешний вид, который может показаться не таким гладким, как вы ожидали.
Как и в случае с другими процедурами, описанными здесь, небольшая шлифовка помогает процессу, но в этом нет необходимости. Совет: подвергайте 3D модель более коротким сессиям обработки в Polysher и переворачивайте модель между сеансами. Удивительно также то, что этот метод позволяет получать почти прозрачные модели при использовании прозрачного материала PolySmooth от Polymaker.
Выводы
Создание гладких поверхностей 3D моделей потребует некоторой работы. Шлифовка либо подготовит вашу модель для других процессов, либо сама по себе создаст почти безупречную поверхность. Независимо от того, какую процедуру вы выберете, всегда есть некоторые предостережения в отношении любого процесса сглаживания PLA.
Все процессы удаляют материал с вашей модели. Острые края будут сглаженными, и очень сложно обойти мелкие детали. Так что если разбить вашу модель на отдельные узлы, каждый из них можно будет сгладить с помощью наиболее подходящего процесса. И в результате можно будет собрать окончательную, гладкую и профессионально выглядящую модель.
Знаете ли вы, что PLA — единственный полимер, который производится из возобновляемых ресурсов? Некоторыми из исходных материалов, которые используются для производства полимолочной кислоты, являются кукурузный крахмал, корни тапиоки или сахарный тростник.
Из-за этой аномалии материал используется для изготовления упаковки для хранения продуктов питания, устройств, которые входят в тело человека и возвращаются, не вызывая инфекции, в производстве изоляционных деталей, в текстильной и косметической промышленности.
Как получилось, что такой хрупкий материал используется в столь изощренных целях?
Что ж, качественная 3D-печать функциональных прототипов деталей PLA — это, безусловно, первый ответ, который придет вам в голову. Но не забудьте включить в этот ответ постобработку PLA!
При создании 3D-печатных объектов с использованием PLA необходимо учитывать многое, поскольку его свойства отличаются от свойств ABS.
Тем не менее, постобработка PLA требует еще большего внимания. И если на первое обычно обращают внимание, то есть сомнения в том, что второму уделяется должное внимание.
Эта частичность может быть вызвана любой причиной, наиболее распространенной из которых является то, что для постобработки PLA недостаточно информации, как и для ее 3D-печати.
Итак, сегодня мы хотели бы обратить ваше внимание на постобработку PLA: процедура, которая заставит ваши 3D-печатные детали PLA или функциональные прототипы сиять.
И хотя это зависит от типа продукта, который вы произвели, и его применения, мы объясним вам все необходимые шаги. Начиная от предварительной шлифовки, заканчивая покраской!
После того, как ваша деталь, напечатанная на 3D-принтере PLA, пройдет эти этапы, вам больше никогда не захочется поставлять детали без постобработки. Это так эффективно.
РЕКЛАМА
Простые методы постобработки PLA
Чтобы ваши окончательные детали были готовы к показу в выставочном зале, они должны пройти процесс постобработки, который можно разделить на две категории:
Очистка
Отделка
К первой категории относятся; предварительная шлифовка, шлифовка и выравнивание, тогда как вторая категория включает грунтовку и покраску. Покраску деталей, напечатанных на 3D-принтере PLA, можно выполнить двумя способами:
Щетка.
Спрей.
В этом руководстве мы покрываем картину спреем, потому что это занимает меньше времени и сопряжено с меньшим риском.
Выбор краски полностью зависит от растворителя, который вы используете в процессе выравнивания. Однако наиболее распространенными являются масла, эмали, лаки и акриловые краски. Эксперты рекомендуют новичкам использовать акриловые краски, так как они быстро сохнут и их можно смыть водой.
Предварительное шлифование
Некоторым оборудованием, используемым в этом процессе, являются ремесленные ножи, наждачная бумага, пинцет, зубная щетка и плоскогубцы.
С помощью этого оборудования вам необходимо обрезать шероховатые печатные поверхности, например, такие элементы, как опорные заглушки.
Эффективный процесс предварительной шлифовки заключается в том, чтобы очистить деталь от выступов, прежде чем она перейдет к следующему этапу, т. е. к шлифованию.
Иногда вам даже не понадобится это оборудование, и вы будете делать это голыми руками. Только если это не сработает, вы можете использовать нож, чтобы убедиться, что задача выполнена.
Цель состоит в том, чтобы гарантировать, что деталь не будет иметь выпуклостей или выступов, пока она достигает стадии шлифования.
РЕКЛАМА
Шлифовка
На рынке доступны наждачные бумаги различной зернистости. Для постобработки PLA рекомендуется начать с наждачной бумаги с зернистостью 120 и набраться терпения, выполняя круговые движения, чтобы избавиться от царапин.
Стороны — это места, которые потребуют больше внимания, чем лица. Вам рекомендуется избегать краев, углов и других мелких деталей, потому что наждачная бумага с зернистостью 120 будет слишком прочной для таких мелких деталей, и вы можете в конечном итоге повредить свою деталь.
Помните, что шлифование выполняется для сглаживания деформации, поэтому оно может занять много времени в зависимости от размера отпечатка или желаемого результата.
Итак, вы должны четко представлять себе, какое качество вы хотите иметь. В зависимости от того же, вам придется решить, сколько шлифовки необходимо.
Например, вы завершили шлифование детали наждачной бумагой с зернистостью 120, но все еще не достигли требуемого качества; продолжайте наждачной бумагой с зернистостью 200.
Хотя это не относится к каждой детали, напечатанной на 3D-принтере PLA, это может быть в некоторых редких случаях.
После того, как вы закончите с наждачной бумагой с зернистостью 200, начните использовать воду, чтобы предотвратить засорение и получить более чистую поверхность. Ощупывание поверхности вашей детали через определенные промежутки времени даст вам представление о ее идеальной гладкости.
При прикосновении, если вы находите его достаточно хорошим, продолжайте; если нет, продолжайте шлифование. Если вы хотите использовать электроинструмент, вас просят не делать этого, иначе высокие вибрации, создаваемые электрическими инструментами, легко расплавят этот пластик.
РЕКЛАМА
Сглаживание
Пожалуй, самым важным этапом постобработки PLA является сглаживание. Одно лишь шлифование никогда не сможет полностью устранить линии слоев, присутствующие на детали, напечатанной из PLA.
Для его устранения нужно нанести полировальный состав, тот, что продается в брусках, как на рынке продаются наждачки.
Хотя эти компаунды предназначены для использования с металлами, они хорошо работают и с пластмассами. Нанесение смытой пасты на шлифовальное колесо или крепление вращающегося инструмента на пластик обеспечит гладкую и блестящую поверхность.
Еще один метод сглаживания деталей, напечатанных на 3D-принтере PLA, — это распыление грунтовки, например, Rustoleum. XTC3D от Smooth-on тоже работает нормально.
Две жидкости, которые используются при изготовлении последнего, создают похожий на смолу материал, который можно наносить кистью на печатную деталь из PLA.
Он не плавит пластик, но смола нагревается, обеспечивая гладкий конечный результат и твердую поверхность, которую можно красить в качестве окончательного покрытия.
Грунтовка
Так же, как мы прошли половину статьи, мы подошли к постобработке PLA. Грунтовка — это процесс, который придает вашей напечатанной на 3D-принтере детали профессиональный вид и создает безупречную окончательную поверхность, готовую к демонстрации.
Праймер-распылитель обычно предпочтительнее для 3D-печатных деталей PLA, потому что он быстро покрывает всю поверхность ровным слоем и отличается от грунтовок, наносимых кистью, которые хороши для окончательной подкраски.
Этапы нанесения распыляемой грунтовки
Проще говоря, начните с распыления праймера круговыми движениями, пока он не покроет всю печатную деталь PLA. И избегайте встряхивания грунтовки, а также объекта; в противном случае при распылении покрытия могут образоваться пузыри.
Держите грунтовку на расстоянии десяти-двенадцати дюймов от напечатанной детали и наносите ее быстрыми движениями. Продолжайте вращать деталь во время распыления. Если вы хотите, вы можете установить свою модель на опору, где она может свободно и стабильно вращаться, чтобы обеспечить равномерный процесс распыления.
После завершения второго этапа проверьте области, требующие дополнительной шлифовки или обработки напильником. Если что-то из этого требуется, очистите деталь от пыли перед повторным окрашиванием. Чтобы получить гладкую поверхность, между шлифованием и распылением можно использовать точечную шпаклевку для восстановления дефектов. Наносится с помощью скребка. Вы можете распределить его по всей детали для заполнения пробелов, но при этом необходима детализация.
Наконец, вы можете нанести последний слой на деталь, напечатанную из PLA. Здесь также рекомендуются быстрые удары. Не наносите толстый слой; будь как можно легче. Убедитесь, что вы не накапливаете и не капает.
РЕКЛАМА
Живопись
Это последний этап постобработки PLA. Прежде чем сделать это, вы должны иметь мысленный образ готовой детали, над которой вы работаете. Как вы уже догадались, покраска аналогична грунтовке.
Для покраски детали, напечатанной на 3D-принтере из PLA, вам понадобится малярная лента и аэрозольный баллончик.
Формовка прочно прилипает к поверхностям и легко снимается. Он также замаскирует некоторые области и предотвратит попадание краски внутрь.
Рекомендуется последний вариант, так как он бывает разных цветов и отделки. Кроме того, они очень хорошо совместимы с пластиком.
Этапы нанесения краски на печатные детали из PLA:
Начните с того, что поднесите сопло распылителя к вращающейся модели и начните быстро двигать рукой. Рекомендуется начинать с двух легких слоев краски и заканчивать тремя-четырьмя в зависимости от требований. В промежутках, то есть после нанесения двух легких слоев и перед нанесением трех или четырех слоев, подождите, чтобы избежать провисания. Если вы хотите улучшить поверхность, полировка и полировка окрашенной поверхности рекомендуется только в тех случаях, когда вы действительно чувствуете в этом необходимость.
Как вы отметили на рисунке, у вас есть дополнительные покрытия для сохранения деталей. Верхние слои тоньше, чем первый или второй слой. После нанесения верхнего слоя терпеливо подождите, пока цвет высохнет, и посмотрите, пропитался ли он так, как вы хотели.
Если вы хотите запечатать распечатанную модель, вы можете нанести прозрачный слой поверх уже нанесенного слоя. Рекомендуется нанесение прозрачного покрытия одним или двумя тонкими равномерными слоями с последующим ожиданием в течение десяти минут. Картина считается законченной. И если вы хотите, вы можете отполировать или нанести воск на случай, если вы хотите получить суперглянцевую поверхность.
РЕКЛАМА
Что нужно помнить при постобработке PLA?
Чтобы убедиться, что у вас есть четкие и четкие границы между цветами, вам нужно будет правильно удалить ленту после маскирования 3D-печатной детали PLA. При этом не беспокойтесь о покрытии маски, потому что клейкая лента предотвратит попадание краски в те части, которые вам не нужны.
Первый слой предназначен для блокирования нейтрального цвета грунтовки и, следовательно, рекомендуется только тогда, когда вам нужен насыщенный цвет в деталях и функциональных прототипах. Белый рекомендуется для грунтовок на объектах, которые в конечном итоге будут светлых тонов, и наоборот для черного.
Верхние покрытия на любые принты не обязательны. Если вам нужен контраст, это позволит вам создавать градиенты насыщенных цветовых смесей. В то время как, если вы хотите, чтобы первый и второй слои проявились, не зацикливайтесь на верхних слоях.
Сложные печатные детали PLA выглядят привлекательно, когда они напечатаны слоями. Это применимо даже к первому слою, который является зачатком для полностью окрашенной модели. Здесь есть простор для импровизации в зависимости от деталей, которые вы хотите выделить, создать отражения или получить какой-то определенный вид.
РЕКЛАМА
Заключение
Создание гладких и привлекательных 3D-печатей PLA всегда требует значительных усилий. Шлифование является основой полной постобработки PLA, которая подготавливает вашу деталь к обработке и, следовательно, создает почти безупречные отпечатки.
Следует отметить, что все процессы, упомянутые в приведенной выше статье, удалят материал в некоторых других количествах из вашего отпечатка. Например, если ваша напечатанная на 3D-принтере деталь имеет острые края, она затупится. И вам будет сложно работать с мелкими деталями в таких деталях.
Сглаживание хорошо работает, особенно когда вы разбиваете модель на подсборки. Каждой детали уделяется отдельное внимание, что повышает качество обработки поверхности готовой детали или функционального прототипа после финишной постобработки.
Окрашивание и грунтование должны выполняться в контролируемой среде, особенно там, где ветер и сквозняки невелики.
Даже малейшее движение воздуха изменит направление выброса краски из сопла вашего распылителя.
Распыление слишком близко или слишком далеко от 3D-печатной детали PLA приведет к заметным каплям и зазорам соответственно.
Для обеспечения хорошей печати при постобработке PLA мы советуем окрашивать деталь, оставив ее на подставке.
Берегите аэрозольные отпечатки, поскольку они опасны, токсичны и легко воспламеняются. Лучший способ покраски — принять все меры безопасности, надеть соответствующую одежду, перчатки и маску.
Лучшие методы окончательной обработки ваших 3D-печатей из PLA
3D Insider поддерживается рекламой и зарабатывает деньги за клики, комиссионные от продаж и другими способами.
Какими бы универсальными ни были 3D-принтеры, когда они превращают цифровые 3D-модели в объекты реального мира, 3D-печатные проекты редко выходят с профессиональным качеством без некоторой степени постобработки. Используя правильную технику отделки, вы можете придать своим простым пластиковым 3D-отпечаткам более отполированный, зеркальный вид.
Подходящая техника отделки зависит от желаемых результатов и типа пластика, с которым вы работаете. В этой статье мы сосредоточимся на одном из самых распространенных в мире 3D-печати — PLA.
Зачем вообще доделывать печать из PLA?
Подход принтеров FDM к аддитивному производству включает в себя укладку тонких слоев расплавленной нити друг на друга, постепенное создание объекта на основе эталонной 3D-модели. Хотя этот метод дает технологии невероятную гибкость дизайна, он также имеет присущие ему недостатки.
Одной из очевидных характеристик необработанной FDM-печати являются видимые линии слоев. Это линии, разделяющие отдельные слои нити, и они будут отображаться независимо от того, насколько тонкими вы установите свои слои.
Если вы хотите профессионально предлагать услуги 3D-печати или продавать готовые 3D-отпечатки, то сохранение этих строк слоев просто неприемлемо. Даже если вы занимаетесь 3D-печатью просто для удовольствия, изучение постобработки отпечатков — отличный способ улучшить свои навыки. Это может быть особенно важно, если вы печатаете из PLA, который известен как один из самых щадящих и простых в работе нитей для 3D-печати.
Что нужно помнить о PLA
При выборе наилучшей техники отделки для вашей печати PLA есть определенные характеристики, которые вы можете учитывать при принятии решения.
1. Несовместим с большинством растворителей
PLA является необычным пластиком, поскольку он получен из органических, а не нефтяных источников. Это означает, что в его молекулярной структуре не так много полярных групп, которые делают его уязвимым для воздействия типичных растворителей, таких как ацетон.
Таким образом, существует не так много методов отделки PLA, в которых используются растворители. Разглаживание с использованием тетрагидрофурана (ТГФ) раньше было довольно распространенным явлением, но с тех пор ТГФ был объявлен потенциальным канцерогеном. Любые другие химические альтернативы практически невозможно приобрести без сопроводительной документации. Мы предлагаем вам придерживаться старомодных методов, которые не подвергают вас ненужным опасностям.
2. Низкая температура стеклования
Одним из факторов, делающих PLA удобным в работе волокном, является тот факт, что он плавится при относительно низких температурах. Несмотря на то, что вам не следует использовать достаточно тепла, чтобы расплавить отпечаток из PLA во время постобработки, все же можно ввести достаточно тепла, чтобы превысить температуру стеклования, что может привести к значительной деформации. Вы должны быть особенно осторожны, используя любой метод, который приводит к нагреву или трению вашей печати PLA.
3. Низкая прочность и жесткость
PLA дешев и прост в работе, но его прочность неизвестна. По этой причине использование PLA часто зарезервировано для элементов, предназначенных только для демонстрации, или для проверки концептуальных прототипов. Это отсутствие общей прочности и долговечности означает, что можно легко повредить отпечаток PLA во время постобработки, если вы не будете обращаться с ним осторожно.
Что нужно сделать перед завершением
Прежде чем приступить к какой-либо постобработке, первое, что вам нужно сделать, это удалить поддерживающие конструкции, если они использовались. Вам также придется склеить все детали, которые вы распечатали по отдельности, и заполнить все ненужные промежутки или отверстия. Заполнение зазоров наполнителем для кузова (например, этим комплектом для ремонта кузова от 3M) перед шлифовкой сэкономит вам время, поскольку вы сможете сгладить любые неровности нанесения наполнителя.
Используйте острый нож X-acto или пару плоскогубцев, чтобы удалить жесткие опоры. Если есть очень маленькие выступы, которые трудно удалить, не повредив готовый отпечаток, вы можете рассмотреть возможность их удаления с помощью шлифования.
Способ 1: шлифовка
Первый способ удалить линии слоя с необработанного PLA-отпечатка — отшлифовать их с помощью обычной наждачной бумаги. Это самая старая техника в книге, и она должна быть доступна практически всем. Однако для достижения наилучших результатов вам придется выполнить многоэтапный процесс шлифования.
Техника предполагает использование нескольких кусочков наждачной бумаги с разной зернистостью. Вы можете начать с наждачной бумаги с зернистостью 200 и постепенно переходить к более мелким аналогам. Рекомендуются следующие номера зернистости: 400, 600, 800, 1000, 1500, 2500 и 3000. Вы можете купить полный набор наждачной бумаги, чтобы не покупать их по одному. Этот набор из 45 предметов должен иметь более чем достаточно вариантов зернистости и стоит менее 10 долларов.
Этот процесс работает следующим образом: вы начинаете с самой крупной наждачной бумаги, которая у вас есть, и сглаживаете отпечаток до тех пор, пока не будете удовлетворены результатом. Затем вы последовательно переходите к следующему размеру зернистости, пока не достигнете самой тонкой наждачной бумаги, которая у вас есть. На каждом этапе усилия и время, затрачиваемые на сглаживание деталей вашего отпечатка, должны уменьшаться.
При шлифовании PLA необходимо соблюдать осторожность, чтобы не выделять слишком много тепла из-за трения при слишком быстром шлифовании. Как мы уже упоминали, PLA легко деформировать, когда он подвергается воздействию слишком большого количества тепла. Также лучше шлифовать вращательными движениями, чтобы не получить явных линий смещения.
Для получения лучших результатов за меньшее время мы предлагаем использовать метод «мокрого шлифования». Это можно сделать, слегка смачивая наждачную бумагу, когда вы протираете ею отпечаток из PLA. Это служит для мобилизации частиц пластика, которые удаляются с поверхности отпечатка, тем самым ускоряя процесс шлифования. Сохраняя поверхность отпечатка и наждачную бумагу влажными, вы также избегаете выделения тепла, достаточного для деформации пластикового материала. Вы можете использовать эту технику независимо от размера наждачной бумаги, но вам понадобится наждачная бумага с пометкой «водостойкая».0003
Метод 2: полировка
Хотя результаты шлифования мелкозернистой наждачной бумагой в некоторой степени удовлетворительны, их будет недостаточно, если вы хотите, чтобы ваши PLA-отпечатки имели «зеркальную поверхность». Чтобы достичь такого уровня отделки, вам придется нанести на отпечаток полировочную пасту. Любая полироль для жидких металлов должна справляться с этой задачей. Для простоты мы предлагаем использовать надежный многоцелевой полироль для металла Brasso Multi-Purpose Metal Polish.
Чтобы нанести жидкую полироль для металлов, просто нанесите небольшое количество полировальной пасты на мягкую хлопчатобумажную ткань. Нанесите лак на поверхность отпечатка круговыми движениями. Вы должны увидеть заметное улучшение гладкости поверхности отпечатка и появление блестящей зеркальной поверхности. Вы можете улучшить это, отполировав поверхность отпечатка другим куском мягкой ткани. Вы можете повторять цикл полировки и полировки, пока не будете удовлетворены результатами.
Если вы не можете достать жидкую полироль для металлов, то подойдет и твердая полироль для металлов на восковой основе. Они часто поставляются в виде очень недорогих батончиков, таких как этот набор из шести штук от Enkay. Чтобы использовать твердый полировщик, потрите кусок ткани о поверхность бруска и приложите его к поверхности отпечатка PLA. Небольшое количество полироли для металла будет нанесено на поверхность и заполнит любые небольшие пробелы, которые вы могли пропустить во время шлифования. Полироль для металла на основе воска также можно полировать с помощью повторяющихся циклов, как и для полировки жидким металлом.
Метод 3: Грунтовка
Метод шлифовки и полировки включает в себя сглаживание неровностей и заполнение мелких неровностей полировальным составом. Вы можете сделать это наоборот, используя метод прайминга. Нанеся грунтовку, вы можете заполнить все пробелы, а затем отшлифовать слой грунтовки, чтобы получить более однородную и гладкую поверхность.
Этот метод также не требует использования дорогостоящего соединения. Банка Rust-oleum, которая стоит менее 10 долларов за штуку, должна работать прекрасно. Просто убедитесь, что вы приобрели шлифуемую версию грунтовки.
Перед нанесением грунтовки можно выполнить метод шлифования, чтобы избавиться от грубых неровностей. Когда вы будете удовлетворены результатами шлифовки, нанесите тонкий и равномерный слой грунтовки на отпечаток. Грунтовка заполнит небольшие места на поверхности отпечатка, которые не были отшлифованы. Чтобы покрытие высохло, потребуется несколько минут.
Преимущество использования шлифуемой грунтовки, такой как Rust-oleum, заключается в том, что ее нужно просто отшлифовать, чтобы получить гладкую поверхность. Если вы по-прежнему обнаружите, что некоторые части вашего отпечатка не такие гладкие, как вам хотелось бы, вы можете просто нанести дополнительный слой Rust-oleum на эти части и повторить процесс шлифования.
Метод 5: Эпоксидная смола
Шлифовка, полировка и грунтовка — это методы отделки, которые требуют много времени и усилий. Между прохождением целого ряда наждачной бумаги, полировкой металла или ожиданием высыхания грунтовки необходимость выполнять все эти методы для большого количества отпечатков PLA может быть утомительной и очень утомительной. Однако есть гораздо более быстрый, хотя и более дорогой способ отделки отпечатков — эпоксидное покрытие, наносимое кистью.
Эпоксидная смола XTC-3D была очень популярна среди любителей 3D-печати из-за того, насколько быстро и легко ее использовать. Просто смешайте два компонента эпоксидной смолы и нанесите кистью на поверхность необработанного отпечатка. Эпоксидная смола заполнит любые неровности и даже обладает свойством самовыравнивания, чтобы обеспечить гладкую и однородную поверхность.
Одно предостережение заключается в том, что XTC-3D довольно дорог, особенно по сравнению со стоимостью полировки металла, аэрозольного грунта или наждачной бумаги. Думайте об этом как о небольшой дополнительной оплате, чтобы вам не пришлось тратить столько времени и труда.
Метод 5: Термическая обработка
Зная, что PLA очень уязвим при воздействии умеренно высоких температур, о термообработке как методе окончательной обработки PLA-печати редко можно услышать. Если вы не знаете, что делаете, вы можете легко испортить печать PLA, на которую уже потратили несколько часов.
Если вы знакомы с использованием тепловой пушки, например, этой регулируемой тепловой пушки мощностью 1550 Вт от DeWalt. Мы по-прежнему рекомендуем хорошо отшлифовать перед термообработкой, чтобы пластиковая поверхность была немного более открытой, что сделает термообработку более последовательной.
Чтобы завершить печать PLA с помощью нагревания, просто направьте термофен, установленный на температуру около 80 °C, на поверхность отпечатка и перемещайте пистолет медленными и продолжительными движениями. Не позволяйте тепловому пистолету задерживаться на одном месте слишком долго, чтобы не получить деформированные черты лица.
Способы качественного раскроя ткани на лазерном станке с ЧПУ
Несмотря на широкое применение ткани, до сегодняшнего момента текстильная промышленность оставалась сектором с высокой долей ручного труда. Объяснением этому может служить особенность ткани — тонкого, податливого материала. Ведь для обработки станочным способом (например, резанием), необходимо надёжно закреплять заготовку. А как добиться этого для большеформатной танки — ведь её невозможно закрепить в каждой точке поверхности?
Высокопроизводительная автоматическая станочная обработка ткани стала доступной с возникновением технологии обработки лазером. Лазерный луч, во-первых, способен обеспечить тончайший шов реза — без «махров» или подрывов ткани. Во-вторых, бесконтактная обработка лазером не предполагает наличие сил резания, а значит, заготовку не требуется крепить. Достаточно лишь расстелить отрезок материи на рабочем столе лазерного станка (для фиксации под собственной тяжестью).
В-третьих, лазерные станки с ЧПУ могут осуществлять фигурный раскрой ткани — согласно заложенной программе обработки. Простота эксплуатации и широкая универсальность лазерного оборудования позволяют вести сложную обработку с минимумом затрат. И в-четвёртых, стоимость лазерного станка (даже большого формата) сравнительно небольшая. А значит, даже малое предприятие может позволить себе высокопроизводительную автоматическую обработку ткани.
Возможности обработки ткани лазером
Лазерные станки с ЧПУ позволяют вручную размещать заготовки из ткани нужной площади (в соответствии с размерами рабочего отсека станка) или автоматически протягивать рулонные заготовки. Ряд моделей оснащены подобным загрузчиком в базовой комплектации, а для некоторых такой механизм — опция.
При «падении» лазерного луча, поверхность ткани в зоне обработки нагревается и мгновенно испаряется — так быстро, что тепло не успевает распространиться на соседние слои материала. Таким образом, ткань прожигается насквозь и «отрезается» лучом по контуру движения головки излучателя. При этом качество обработки мало зависит от вида материала. Поэтому лазерный станок способен работать практически с любым видами ткани, в том числе «трудными» (например, синтетическими смесовыми — «сыпучими»).
Контуры обработки задаются программно — всего лишь слегка переработанным графическим 2D-эскизом. Программирование открывает широкие технологические возможности, такие как:
осуществление сложного кроя;
производство лекал;
раскрой особых видов тканей (например «термо-тканей»), и т.д.
Современные программные пакеты для подготовки управляющих файлов позволяют оптимизировать расположение изделий на общем поле тканевой заготовки. В результате экономится материал и минимизируется число «обрезков». К тому же обрезки подходящего размера можно снова использовать для производства полноценных изделий.
При обработке ткани лазером полностью отсутствует брак. А благодаря быстрой переналадке станка с ЧПУ, можно производить изделия разного вида в любом количестве — от единичного экземпляра, до массовой серии. Единствен минус — на лазерном станке с ЧПУ нельзя резать ткань настилами — только в один-три слоя (в зависимости от исходной толщины тканевой заготовки).
Резка ткани в инертном газе
Как было показано выше, при обработке лазером за один раз большого количества слоёв ткани, может наблюдаться обгорание краёв реза. Также возможно появление желтизны вблизи шва — особенно при обработке белых хлопковых тканей.
Тем не менее, в случае, когда ткань всё-таки приходится резать слоями (для повышения производительность резки или раскроя) следует применять систему обдува инертным газом. Поскольку инертный газ (к примеру, азот или СО2) не поддерживает окислительных реакций, то края ткани даже под действием высокой температуры лазера не будут ни обгорать, ни темнеть.
Для применения обдува инертным газом лазерный станок с ЧПУ не требует дополнительных модификаций. Инертный газ можно подавать через штатную систему обдува/охлаждения лазерного излучателя (вместо используемого обычно воздуха). При этом расход газа будет сравнительно небольшой, а значит, себестоимость обработки ткани возрастёт несущественно.
Ещё одной сложностью при обработке ткани лазером (особенно при резке шерсти) является неприятный запах. Как известно, одно из главных достоинств лазерной обработки — отсутствие твёрдых отходов (стружки и пыли). Однако при испарении обрабатываемого материала образуется газообразный «остаток», который отводится специальной вытяжной системой станка. В случае с обработкой ткани следует позаботиться об интенсификации отвода газа. Ряд моделей лазерных станков имеет регулировку производительности вытяжной системы (к примеру, специальными шторками перекрывается часть вытяжных сопел, следовательно, интенсивность вытяжки газа через оставшиеся сопла возрастает). Так вот, при обработке ткани следует регулировать систему вытяжки на максимальную производительность.
«Секреты» гравировки на ткани
В последнее время модным направлением стала гравировка всевозможных изображений на ткани (особенно джинсовой). Как маркетинговый ход, технология гравировка ткани оправдывает себя превосходно.
Однако на практике вещи с гравировкой очень быстро приходят в негодность (вытираются, мохрятся и т. п.). В этом нет ничего удивительного, поскольку любая ткань является очень тонким материалом. Если его даже чуть-чуть «царапнуть» лазером, это нарушит структуру переплетения волокон ткани. Такое ослабление «несущего каркаса» приводит к потере прочности — ткань начинает сечься, как будто её длительное время интенсивно тёрли.
Таким образом, если гравировка изображений на ткани всё же необходима, следует выбирать участки одежды, подверженные минимальному трению. Иначе «ослабленная» лазером ткань под воздействием внешней истирающей нагрузки быстро придёт в негодность. И вся затея с созданием эстетического образа в скором времени будет испорчена ухудшением качества всей тканевой подосновы.
Свежее:
Сферы применения лазерных станков с ЧПУ
Лазерный сварочный аппарат
Сравнение Wattsan 1610 LT и Zerder ACE 1610
Идеи бизнеса на лазерном станке Zerder дома
Новая линейка доступных станков Zerder
Популярное:
Обработка кожи на лазерно-гравировальном станке
Принцип работы лазерного оборудования с ЧПУ
Что такое чиллер для лазерного станка с ЧПУ?
Как выбрать лазерный станок
Особенности лазерной резки пенокартона
Побывали в гостях на производстве предприятия «АЛЬТАИР», которое успешно занимается производством деревянных игрушек и сувенирной продукции.
Видео с производства компании Пластфактория — наш уже постоянный клиент, который занимается POS-материалами и работает с крупными косметическими брендами.
Популярные категории товаров
Лазерные станки по фанере Газовый маркер Волоконный маркер Лазерные станки по дереву Лазерные станки Zerder Лазерный маркиратор Лазерные станки по металлу Лазерные станки Rabbit Лазерные станки для гравировки Лазерные станки WATTSAN
Индивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Оцените информацию на странице
Средняя оценка: 4,7 Голосов: 3
Получить консультацию специалиста
Оставьте свои контактные данные и наши специалисты ответят на любой интересующий вас вопрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Лазерный раскрой ткани.
Обработка ткани и текстиля лазером на станках с ЧПУ.
Лазерныйраскройткани и текстиля на станках с ЧПУ оказывается все более востребованным видом деятельности. Благодаря высочайшей точности, автоматизации, простоте управления и скорости выполнения реза лазерные станки с ЧПУ вытесняют традиционные штампы или ручной труд. Как отдельные мастера по индивидуальному пошиву, так и целые швейные мастерские и производственные предприятия текстильной промышленности включают подобное оборудование в свою работу.
Изготовление одежды, аксессуаров из текстиля, натуральной и искусственной кожи, всевозможный «хэнд-мэйд» и другая продукция (особенно в серийном производстве) требуют качественного раскроя заготовок. Ошибки, вызванные человеческим фактором, сводят на «нет» и приводят к браку – зачастую весьма дорогостоящему. Использование для этих целей оборудования с воздействием лучом лазера позволяет ускорить процесс и избежать досадных ошибок в резке текстиля и других материалов.
Кроме того, лазерный станок для раскроя ткани ощутимо ускоряет процесс. Особенно когда речь идет о возможности резания нескольких заготовок по общему контуру. Положив их одну поверх другой и проведя нехитрую подготовку материала, которая препятствует обугливанию краев, можно ощутимо сократить временные затраты на раскрой текстиля.
Давайте детальнее разберем и другие возможности, которые дает своему владельцу лазерныйстанокдля раскроя ткани в области производства швейной и кожевенной продукции.
Ваше имя *
Ваш телефон *
Ваше сообщение *
Проверочный код *
Нажимая кнопку «Отправить» Вы даёте согласие на обработку персональных данных согласно Политики конфиденциальности.
Изготовление лазерной вышивки
Лазерная обработка ткани на станке с числовым программным управлением весьма многогранна. Цифровые рисунки на текстиле, который в конечном итоге существенно удорожает конечное изделие, долгое время наносились в результате сложных и многоступенчатых технологических процессов – шлифовка, глажка, тиснение. Применение воздействия лучом лазера, осуществляемого современным станком, способно эффективно заменить если не все, то часть из них.
Такой шаг позволяет снизить внутренние затраты предприятия, время изготовления и повысить маржу на конечное изделие.
Гравировка джинсовой ткани лазером
Лазернаяобработкаткани типа джинс дает владельцу подобного оборудования также очень интересные инструменты для креатива. Воздействие сконцентрированного пучка фотонов на поверхность джинсового материала испаряет с него краситель. Как результат, траектория обработки может представляться выразительными узорами, градиентами оттенков и так далее, придавая конечному изделию совершенно неповторимый облик. И конечный покупатель такой одежды непременно оценит ее неповторимость и стиль – прежде всего, рублем. Создать же подобные эффекты другими технологическими приемами довольно затруднительно.
Перфорация ткани по сложному контуру лазером
Перфорация текстиля или кожи – еще одна технологическая составляющая, нередко встречающаяся при изготовлении одежды, обуви или аксессуаров. Если контур перфорации сложен, выполнять его вручную – трудоемкая задача. Но только не для лазерного станка с ЧПУ – он успешно справляется с любыми по конфигурациям контурами не только при резании, но и при перфорации материала.
Лазерный раскрой ткани для вышивки аппликаций
Вышивка аппликаций при своей подготовке имеет два важных этапа: раскрой ткани лазером и раскрой материала после вышивки. Ранее для предварительного раскроя использовался вырубной штамп. Но эта специфика технологии способствует образованию бахромы. Кроме того, точность штамповки и реализация самой формы сложной конфигурации для вырубки оставляют желать лучшего. Все это негативно сказывается на развитии технологии аппликационной вышивки.
Альтернативная же технология – метод горячей резки – также несовершенно. Внушительные зазоры в обрезанных краях, жесткие края и изменение цвета в месте термической обработки – очевидные ее недостатки. Именно поэтому использование лазерного раскроя ткани для этих задач безусловно является более передовым и эффективным методом.
Хотя она также относится к числу термических технологий, при правильной подготовке защиты материала никаких дефектов текстиля в зоне контакта не возникает. Более того, тончайший луч лазера и быстрота нагрева, что запаивают волокна, дают тканевому срезу в месте контакта дополнительные бонусы.
Таким образом, если Ваша профессиональная деятельность подразумевает гравирование либо раскрой ткани или кожи, рассмотрите возможность покупки соответствующего оборудования для этих целей. И если речь не идет об оснащении крупного текстильного цеха, одним из кандидатов на приобретение наверняка будет универсальный лазерный станок «Миртелс». Детальнее о преимуществах и характеристиках этого оборудования Вы можете прочесть в соответствующем разделе каталога.
Мы уверены, что отдав предпочтение модели лазерного станка от нашей компании, Вы не останетесь разочарованы. А купленное оборудование в полной мере оправдает самые смелые надежды своих новых владельцев, став своеобразным трамплином для резкого роста и развития бизнеса.
6 Высекальные прессы для ткани [2022]
Мы самостоятельно изучаем рекомендуемые нами продукты. Мы можем получать комиссионные за покупки, сделанные по нашим ссылкам.
Наше основное внимание всегда уделялось виниловым и бумажным поделкам, но в последнее время мы перешли в мир ткани.
Входит скромный раскройщик ткани.
Лучшие машины для резки ткани не обязательно те же самые варианты, что и лучшие машины для резки винила: на самом деле между ними может быть огромная разница.
Точно так же некоторые квилтеры и ремесленники используют для работы с тканью ротационные резаки, но, хотя мы любим работать руками, инвестиции в цифровой резак для ткани несут некоторые огромные преимущества.
Мы собрали все, что мы считаем лучшими раскройщиками ткани, чтобы вы могли выбрать, какая машина лучше всего подходит для ваших нужд.
Марка, с которой вы, вероятно, больше всего знакомы, — это AccuQuilt. Компания Omaha известна своими специализированными высекальными машинами для ткани, в том числе бестселлером 9.0003 Готов. Установлен. Идти! Система резки ткани . Машины AccuQuilt идеально подходят для начинающих, которые хотят начать работу с целевым набором инструментов для резки ткани и выкроек. Еще один популярный вариант для начинающих квилтеров — Sizzix Big Shot. Эта культовая классическая машина для высечки и тиснения доступна как в ручном, так и в электрическом исполнении.
Как вы, наверное, догадались, мы также являемся активными сторонниками Cricut Maker 3 — нашего раскройного станка для большинства проектов на VCM, включая те, которые связаны с тканями и одеждой.
При выборе оптимального резака для ткани необходимо учитывать множество факторов. Ниже мы подробно разберем каждый из вариантов и покажем вам сильные и слабые стороны каждой машины.
Давайте разберемся…
Какие машины для раскроя ткани самые лучшие?
Зачем использовать резак для ткани?
Ручные или цифровые машины для резки ткани?
Машины для высечки ткани с ручным управлением
Цифровые машины для высечки ткани
Какие машины для раскроя ткани самые лучшие?
Cricut Maker 3
Sizzix Big Shot
Sizzix Big Shot Pro
AccuQuilt Ready. Установлен. ИДТИ! Система раскроя ткани
AccuQuilt GO Big
Надежная машина раскроя ткани 1500FR
Высечка ткани Вопросы и ответы
Какой раскрой Cricut лучше?
Стоит ли покупать станок для лазерной резки ткани?
Нужен ли стол для раскроя ткани?
Какая раскройная машина лучше всего подходит для квилтинга?
Можно ли использовать дисковый нож?
Какие ручные инструменты лучше всего подходят для раскроя ткани?
Зачем использовать резак для ткани?
Один из вопросов, который нам обычно задают, когда речь идет о раскрое ткани: почему бы не использовать вместо этого ножницы?
Смех, смешок.
Ножницы просто не дадут вам такой же точности, как при использовании специального канцелярского ножа. Вам понадобится не только пара невероятно острых и маленьких ножниц, но и опытный ручной контроль, чтобы соответствовать точности станка.
Кроме того, использование станка для раскроя ткани намного быстрее и проще, чем трудоемкая работа по раскрою вручную.
Не болят пальцы и руки при использовании станка!
Если у вас уже есть раскройная машина и вы не знаете, зачем вам начинать раскрой ткани с ее помощью, рассмотрите следующие проекты:
Скрапбукинг
Квилтинг
Швейное дело
Швейные проекты
Практически любые ремесла проект, который вы можете придумать, который влечет за собой вырезание фигур из ткани и надписей станет еще проще с помощью машины для раскроя ткани.
Ручные или цифровые машины для резки ткани?
Прежде чем решить, какой резак для ткани вы хотите купить, вам следует решить, какую машину вы предпочитаете: ручную или цифровую.
Есть две точки зрения на этот счет.
Некоторые люди предпочитают использовать ручные высекальные машины для резки ткани, в то время как другие выбирают более высокотехнологичные цифровые.
Какой из них вы предпочтете, зависит исключительно от ваших личных обстоятельств. Вот плюсы и минусы для каждого.
Ручные высекальные машины для ткани
Кривошипные высекальные машины являются традиционным выбором для резки ткани и войлока.
Pros
Дешевле, чем цифровые резаки
Простота в использовании: не нужно возиться с лезвиями и ковриками для резки
Некоторые из них могут резать несколько слоев
Вы можете выбрать из огромного ассортимента штампов для шаблонов резки
8
8 Подходит для детей и начинающих
Может работать и с некоторыми другими тонкими материалами
Минусы
Не такие точные, как цифровые резаки для ткани
Как правило, узкая ширина реза
Цифровые раскройные машины
Цифровые канцелярские ножи могут делать гораздо больше, чем просто резать ткань — но действительно ли они хорошие машины для раскроя ткани?
В случае с лучшими – да!
Pros
Обеспечивает точную и аккуратную резку различных материалов, включая ткань и войлок
Вы можете вырезать любой понравившийся дизайн (включая собственные дизайны, загруженные изображения и картриджи) и не ограничиваться только доступными штампами
Может работать с широким спектром материалов
Максимальный размер выреза больше, чем у ручных высекальных прессов
Программное обеспечение позволяет свести к минимуму отходы ткани и эффективно резать
Вам не нужно управлять им вручную — это скорее настроить и забыть
Минусы
Дороже, чем высекальный пресс для ткани
Может потребоваться больше проб и ошибок, чтобы все заработало быстро и легко
Лично мы каждый раз предпочитаем цифровые машины — они не только обеспечивают более точные разрезы (и дают больше возможностей для творчества), но и обычно могут намного больше, чем могут сделать ручные высекальные машины.
Однако это не означает, что вы должны списывать со счетов ручной высекальный пресс для ткани. Они отлично подходят для людей с ограниченным бюджетом или с ограниченным количеством раскроя ткани.
Ниже мы собрали обзоры ручных и цифровых машин для раскроя ткани, чтобы вы могли выбрать, какая из них лучше всего подходит для .
Не забудьте рассказать нам, как у вас дела!
Какие машины для раскроя ткани самые лучшие?
Итак, какие лучшие машины для высечки ткани должны быть на вашем радаре?
Вот наш выбор из 6 лучших машин для раскроя ткани и фетра…
Начнем с машины, которая стоит рядом с нами:
Cricut Maker 3
Мы говорим: Отличный универсальный цифровой раскройный станок, полностью оборудованный для обработки тканей и одежды.
Цифровой
$$$
Максимальная ширина реза 13″
Cricut Maker 3 был выпущен в 2019 году и является преемником оригинальной модели Maker. мир ремесленных раскройных проектов — в том числе умение работать с толстыми и мелкими тканями.
Как можно догадаться по названию «Мастер», это не просто машина для раскроя ткани. По праву, это ремесленная раскройная машина, которая отлично справляется с тканями и множеством других материалов. Всего Maker 3 может обрабатывать более 300(!) материалов.
В отличие от большинства других машин для раскроя ткани, включая Silhouette Cameo 4 и Cricut Explore 3, Maker может разрезать практически любую ткань без подложки.
Это стало возможным благодаря совершенно новому вращающемуся лезвию, которое может скользить и вращаться в любом направлении, разрезая ткань, как масло, без подложки. Добавьте к этому впечатляющее усилие в 4 кг, и перед вами действительно очень мощный резак для ткани.
Некоторые люди спрашивают: «Зачем покупать электронный резак для ткани, если я могу просто купить ротационный резак за небольшую часть стоимости?»
Что ж, Cricut Maker 3 полностью цифровой , поэтому он будет выполнять разрезы точно и без человеческих ошибок.
А благодаря новой совместимости Smart Materials с Maker 3 вы можете резать ткани шириной до 13 дюймов и длиной 12 футов . Это значительное улучшение возможностей оригинального Maker.
Pros
Лучший резак для ткани Cricut на сегодняшний день на рынке
Может прорезать любую ткань без необходимости подкладки
Вращающееся лезвие очень острое и точное – здесь не порежется!
Адаптивная система инструментов означает, что машина совместима со всеми прошлыми, настоящими и будущими инструментами Cricut
Сила 4 кг для мощных разрезов
Дополнительное лезвие ножа для резки материалов толщиной до 2,4 мм
Доступ к огромной выкройке библиотека
Простота в использовании
Надежный и мощный станок
Минусы
Вам потребуется программное обеспечение Cricut Design Space для проектирования и загрузки ваших макетов. Это не самое худшее программное обеспечение для резки, которое мы когда-либо использовали, но оно довольно простое и может содержать ошибки
Машина достаточно дорогая
Sizzix Big Shot
Мы говорим: Семейный высекальный пресс для ткани, который фантастический для небольших декоративных проектов
Ручной
$
Максимальная ширина кошения 6″
Sizzix Big Shot – легенда в этих краях.
Это высекальный пресс с кривошипным приводом, который может работать с различными материалами, включая ткань, бумагу и тонкую фольгу, и может использоваться либо с матрицами для вырезания определенных узоров и форм, либо с папками для тиснения для тиснения определенных узоров и форм. Из него получается замечательная машина для резки букв из ткани.
Обратите внимание, что на этой машине вы не сможете эффективно тиснить ткань, но высечка работает отлично.
Big Shot невероятно быстрый и простой в использовании — он идеально подходит для начинающих, детей и тех, у кого мало времени. Нужно просто зажать ткань между высечными прокладками и прокрутить ее через машину.
Он работает с различными штампами от множества брендов, поэтому у вас есть из чего выбрать.
Это промышленный или коммерческий резак для ткани? Эм, посмотри. Абсолютно нет!
Вам все еще нравится заниматься поделками из ткани? Да!
Pros
Cuts fabric well
Can cut multiple layers
Low price
Small, compact and portable machine
Easy to use
Cons
You’re limited by the имеющиеся у вас штампы
Максимальная ширина резки всего 6 дюймов
Sizzix Big Shot Pro
Мы говорим: Это Sizzix Big Shot на стероидах . Очень популярная машина для раскроя ткани.
Руководство
$$$
Максимальная ширина кошения 12″
Как следует из названия, Big Shot Pro — это именно то, что нужно: профессиональная версия культовой модели Sizzt Shot.
Основное преимущество по сравнению с меньшей моделью заключается в том, что она может создавать высечки шириной до 12 дюймов, что может конкурировать со многими цифровыми машинами.
Кроме того, хотя он по-прежнему управляется вручную с помощью рукоятки, превосходная конструкция корпуса обеспечивает гораздо более плавную и сильную подачу, что означает более точную резку ткани.
Но, конечно, за это приходится платить… это значительно дороже.
В то время как оригинальный Sizzix Big Shot известен как легкая карманная ракета, Big Shot Pro выглядит очень массивным . При весе более 40 фунтов вы не захотите перемещать эту машину из комнаты в комнату!
Pros
Accurate and precise fabric cutting
Can cut multiple layers
Large maximum cut size
Easy to use
Sturdy and durable construction
Cons
Expensive
Heavy ( более 40 фунтов!)
Все еще ограничено имеющимися штампами
Магазин на Amazon
Магазин на Scrapbook. com
AccuQuil Ready. Установлен. ИДТИ! Система резки ткани
Мы говорим: Отличный «стартовый набор» для тех, кто хочет выкроить квилты или другие узоры из ткани.
Ручной
$$$
Максимальная ширина реза 10″
Далее у нас есть несколько специальных машин для раскроя ткани, которые нельзя использовать для других материалов. Они считаются специализированными ножами для квилтинга .
Этот резак AccuQuilt GO очень похож на Big Shot по внешнему виду, и на самом деле он работает так же — использует штампы и режущие пластины для создания разреза. Он управляется ручкой и прост в использовании, а также обеспечивает точность до 6 слоев тонкого хлопка одновременно.
AccuQuilt известен как революционный инструмент для квилтинга, но он не лишен недостатков.
Одной из самых неприятных вещей в линейке ножей для ткани AccuQuilt является то, что они совместимы только с матрицами AccuQuilt — вы не можете вместо этого загрузить свои Sizzix или Cricut.
Они также достаточно дороги по сравнению с Big Shot, несмотря на то, что имеют более или менее одинаковые функциональные возможности.
При этом AccuQuilt предлагает резак GO Cutter как часть своей флагманской модели 9.0003 Готов. Установлен. ИДТИ! Система резки ткани . Покупая машины и , самые популярные расходные материалы вместе, вы можете значительно сэкономить, а также получить отличные схемы для квилтинга, чтобы начать.
Pros
Обеспечивает практически точный разрез ткани
Может обрабатывать до 6 слоев одновременно
Легкий и портативный (можно сложить)
Матрица входит в комплект поставки
не забудьте содержать их в чистоте для оптимального разреза)
Минусы
Довольно дорого
Можно использовать только матрицы AccuQuilt
См. AccuQuilt Ready Set GO! Предложения на Amazon
AccuQuilt GO Big
Мы говорим: Премиальная, но высокопроизводительная машина для раскроя стеганых одеял. Быстро и очень точно.
Digital
$$$
Максимальная ширина реза 14″
Если вы ищете специализированный высекальный пресс для квилтинга , который работает с более крупными вырезами , AccuQuilt GO Big станет правильным подходящим вариантом.
Этот плохой мальчик может работать со штампами шириной до 14 дюймов, и вы даже можете использовать одновременно два штампа шириной 6 дюймов для максимальной эффективности. Он также может разрезать до 6 слоев одновременно.
В отличие от резака AccuQuilt меньшего размера, он имеет электронное питание, что гарантирует гораздо более плавную и сильную подачу, чем обычная ручка.
Несмотря на свою дороговизну, раскройный станок GO Big, несомненно, является лучшим выбором для серьезных стегальщиков. Этот продукт также оснащен матрицей, ковриком для резки и 6 шаблонами для творчества, так что вы можете сразу приступить к работе.
Если вы планируете использовать машину в течение длительного периода времени, ваши руки и запястья будут вам благодарны за переход на этот современный электрический резак для ткани!
Pros
Самая большая максимальная ширина реза в этом списке
Можно одновременно складывать до 6 слоев
Электронное питание
Быстрота и эффективность, минимальные отходы ткани
Складывается и имеет ручку для мгновенной переноски
Минусы
Дорого
может работать только с Accuquilt Dies
См. Accuquilt Go Big на Amazon
Надежная 1500FR Cut это мощное лезвие станет идеальным компаньоном для резки ткани.
Руководство
$$
Если вы не беспокоитесь о программном обеспечении для проектирования или использовании штампов для раскроя ткани, а просто хотите что-то режет , вы не ошибетесь с этой машиной для резки ткани от Reliable.
Что он делает? Он режет ткань толщиной до 1 дюйма с помощью ультра-острого 4-дюймового круглого лезвия. Он приводится в действие электродвигателем, поэтому выполняет работу быстро и эффективно.
Это может подойти вам, если вы уверенный в себе дизайнер, которому не требуется использование программного обеспечения или штампов для проектирования кроя, и вам просто нужно что-то, что хорошо режет ткань.
Pros
4-дюймовый круглый диск для точной резки
Электрический двигатель для эффективности
может сократить несколько слоев толщиной до 1 дюйма
Встроенный механизм заточки
Легкий вес 8,2 фунта
Без автоматических настроек
Просто резак для ткани: ни больше, ни меньше
См. Надежный резак для ткани 1500FR Предложения на Amazon
Наверх
Высечка ткани Вопросы и ответы
Новичок в машинах для высечки ткани? Ниже мы ответили на несколько ваших часто задаваемых вопросов:
Какой резак для ткани Cricut самый лучший?
В настоящее время Cricut продает три машины , способные работать с тканями — Cricut Maker 3, Cricut Explore 3 и Cricut Joy. Из этих вариантов Cricut Maker 3 — лучший универсальный резак для ткани. Он может работать с более чем 300 различными материалами и может похвастаться самой высокой силой резания среди всех станков Cricut.
Стоит ли покупать станок для лазерной резки ткани?
Да, если у вас есть лишние тысячи долларов!
Портные, портные, швеи, обойщики и другие работники текстильной промышленности могут использовать лазерный резак для быстрого и точного раскроя своих тканей — в любом масштабе. Лазерная резка намного быстрее и точнее, чем традиционные методы резки, поэтому в долгосрочной перспективе она может сэкономить много времени и усилий.
Однако лазерный резак для ткани стоит дорого и сложен в освоении. Мы рекомендуем их только коммерческим пользователям.
Нужен ли мне стол для раскроя ткани?
Нет, стол для раскроя ткани не нужен. Стол для резки — это просто удобный способ держать ваши ткани в порядке и порядке, пока вы работаете с ними. Однако, если у вас мало места в мастерской или вы предпочитаете резать ткань на полу, это тоже прекрасно.
Какая раскройная машина лучше всего подходит для квилтинга?
AccuQuilt GO! Series — наш любимый специальный нож для квилтинга, , но это все, что он делает . Если вы планируете работать с различными материалами (или с проектами, не связанными со стеганием), Cricut Maker 3 представляет собой лучшее соотношение цены и качества.
Можно ли использовать дисковый нож?
Да, можно! Некоторые из самых талантливых дизайнеров работают вручную с помощью вращающихся резаков. Преимущество использования цифрового или ручного высекального пресса заключается в том, что они снижают вероятность человеческой ошибки. Эти машины гораздо более удобны для начинающих для резки тканей.
Какие ручные инструменты лучше всего подходят для раскроя ткани?
Некоторые из наиболее популярных вариантов включают ножницы, дисковые резаки и ножницы для шлифовки.
Какой из наших резаков для ткани вам нравится больше всего?
Все еще не можете решить, какой резак подойдет именно вам? Обязательно ознакомьтесь с остальными нашими подробными сравнениями машин.
Автоматические раскройные машины — Sewn Products Equipment Company, SPEC и Aearn
Получите преимущество перед конкурентами…
Что нужно вашему предприятию? Увеличить скорость производства? Вам нужны прецизионные разрезы для детальных проектов? Вам нужна машина, которая может прорезать джинсовую или промышленную ткань? Возможно, вам просто нужно найти машину, которая снизит энергопотребление без снижения производительности…
В зависимости от ваших потребностей, есть отличный выбор автоматических машин для резки ткани. Это серьезные промышленные станки для раскроя ткани, а не обычные раскройные станки… Определение типа ткани, которую необходимо раскроить «Ткань» — это общий термин для большого количества различных типов материалов, сделан из. От джинсовой ткани для джинсов до кожи для дивана или хлопка для рубашки — существует множество различных типов тканей, которые вам, возможно, придется раскроить. Использование и подключение автоматизированной машины для раскроя ткани — отличный способ раскроя ткани!
Машины могут использоваться для различных типов ткани. Есть некоторые машины, которые хорошо специализируются на деталях сложной конструкции. Есть и другие, которые специализируются на резке толстых и прочных материалов. И другие, которые делают базовые разрезы на очень высокой скорости.
Важно обратить внимание на тип тканей, которые поддерживает приобретаемая вами машина, а также на дополнительные модули, которые позволят машине работать с различными типами тканей.
Это ключ к экономии денег при покупке автоматической машины для раскроя ткани. Вы не хотите покупать несколько машин, которые специализируются на нескольких разных типах одежды, если только у вас нет крупного предприятия, которое требует от вас производства тысяч рубашек в день. Как правило, наличие одной машины, которая делает все, будет гораздо более рентабельным.
Выбор подходящего размера машины для вашей операции
Далее вам необходимо определить размер вашей операции и размер капитала, который вы можете инвестировать. Есть небольшие автоматические станки для резки, которые работают медленнее, но отлично подходят для небольших заказов. Они лучше всего подходят для небольших компаний, которым нужно обрабатывать всего дюжину или сотню заказов в день.
Однако, если вам нужно обрабатывать тысячи заказов в день и иметь большое производство, вам нужно увеличить скорость, и здесь вам пригодятся мощные машины. Они намного дороже, но сэкономят значительное количество времени по сравнению с ручной резкой или использованием меньшей машины, предназначенной для стартапов и небольших операций.
Покупка автоматической машины для раскроя ткани
Автоматические машины для раскроя ткани имеют довольно широкий диапазон доступных цен.
Промышленные 3D принтеры для печати металлом по технологии электроннолучевой плавки EBM
Технология аддитивной 3D печати металлическим порошком методом электроннолучевой плавки (EBM – Electron Beam Melting)
Промышленные 3D принтеры для печати металлами с помощью электроннолучевой плавки (спекания) предназначены для производства готовых к эксплуатации металлических изделий (деталей). Напечатанные детали при этом могут иметь произвольную форму, внутренние полости, различный коэффициент заполнения (пористости), арочную конструкцию, детали в деталях, выполненные в бионическом дизайне для снижения веса и увеличения прочности изделий.
В мировой практике промышленные 3D принтеры EBM часто используют для производства остеоимплантов (искусственных имплантов костей) по индивидуальным размерам и геометрии костей пациента, снятых с помощью компьютерной томографии. И на то есть ряд серьезных причин. Для построения остеоимплантов используют сплавы титана и нержавеющей стали. В отличие от 3D принтеров SLM, где энергия спекания создается с помощью лазера, электроннолучевые принтеры могут использовать металлические порошки более грубой (крупной) фракции, например 75-120 мкм.
Для использования внутри организма человека шероховатость поверхности остеоимпланта не имеет решающего значения и даже может обеспечить лучшую сращиваемость с остальными тканями организма и прорастание при сетчатой и арочной конструкциях искусственных костей. Более крупные фракции металлических порошков имеют меньшую стоимость, что удешевляет процесс производства.
Так же 3D принтеры, печатающие металлами с помощью электроннолучевой плавки имеют более высокую скорость построения изделия. Сама печать происходит при высокой температуре в камере, в том числе и металлического порошка. Это дает возможность получать готовые изделия высокой степени спекаемости (сплавляемости) без необходимости дополнительной термообработки в вакуумных печах, как при печати по технологии SLM.
В самих изделиях отсутствуют остаточные температурные напряжения, способствующие образованию трещин и последующему разрушению при нагруженной эксплуатации изделий.
Что же представляет из себя аддитивная 3D технология электроннолучевой плавки ЕВМ?
На поршень элеваторной системы 3D принтера прочно закрепляется съемная платформа построения. В герметичной камере 3D принтера создается вакуум, необходимый для свободного движения электронов. Кстати, принцип работы электроннолучевого принтера сильно напоминает работу кинескопов первых телевизоров.
Рассеянный электронный луч производит прогрев съемной платформы и камеры. Движущаяся каретка наносит и разравнивает первый слой металлического порошка на платформу. Рассеянный луч электронов при необходимости производит дополнительный прогрев слоя порошка. Затем луч фокусируется в точку и на высокой скорости сканирования, в соответствии с программой, начинает сплавлять металлический порошок. Электроны испускаются разогретым до температуры свечения вольфрамовым катодом. Они ускоряются высоким напряжением в 60 кВ, подводимым к аноду, которым является платформа построения и камера с порошком.
Первичный анод служит для улучшения фокусировки электронного луча. Фокусирующая катушка сжимает луч, а сканирующая, производит его отклонение по оси X и Y. Сфокусированный в точку диаметром 0,2 мм, электронный луч мощностью до 3 кВт легко сплавляет даже увеличенный слой металлического порошка. Сканирование магнитным полем луча электронов, летящих со скоростью света абсолютно безинерционно, в отличие от сканирующей системы с зеркалами и лазерами. Оно позволяет перемещать электронный луч с огромной скоростью до 10 км/сек и сплавлять металлический порошок многолучевым способом одновременно на 100 точках!
Что соответствующим образом влияет на увеличение производительности принтера, которая как минимум в два-четыре раза превышает производительность аналогичных лазерных принтеров по металлу. Нужно понимать, что энергетическая насыщенность электроннолучевых 3D принтеров технологии EBM, многократно превышает энергетику существующих моделей лазерных 3D принтеров, работающих по технологии SLM. Хотя и уступает им в точности аддитивного построения изделий.
После сплавления первого слоя металлического порошка, поршень опускается на шаг построения (около 0,2 мм) вниз, каретка наносит и разравнивает следующий слой порошка и происходит следующий цикл зонной электроннолучевой плавки.
Для нивелирования неточности платформы на которой печатается изделие, и выравнивания горизонтальной поверхности, в начале процесса аддитивной печати печатаются ножки — подставки. Требования к их прочности и качеству невысокие, поэтому они печатаются с малой степенью заполнения объема. Следует учесть, что при печати в изделии выделяется большое количество теплоты, поэтому прогрев сканирующим лучом делается только по необходимости. А вообще температура предварительного нагрева поверхности порошка может варьировать в диапазоне 500 — 1000°С в зависимости от материала порошка.
По окончании производства готового изделия, поршень подается вверх, с него с помощью специального промышленного пылесоса и щеточки собирается не использованный металлический порошок.
Внимание! Открывать вакуумную камеру и запускать в нее насыщенный кислородом воздух можно только после остывания камеры. Металлические порошки чрезвычайно пожароопасны и мгновенно воспламеняются на воздухе, особенно когда они разогреты до высокой температуры.
Внимание! Работы по уборке неиспользованного порошка производятся в респираторе, для предотвращения поражения органов дыхания мелкодисперсным металлическим порошком.
После того, как камера остыла и неиспользованный порошок полностью удален, с поршня откручивается платформа построения с приваренным к ней готовым изделием. Затем с помощью вольфрамовой струны на электроэрозионном станке деталь отрезается от платформы. Производится ее дальнейшая механическая обработка для удаления остатков ножек. При необходимости производится пескоструйная обработка для уменьшения шероховатости поверхности изделия.
Дополнительная термообработка деталей в большинстве случаев не требуется. Изделие получается готовым к применению сразу после печати. И это так же влияет на уменьшение себестоимости аддитивной печати металлом на электроннолучевых 3D принтерах. Следует учесть, что в себестоимости аддитивной 3D печати металлическим порошком по лазерной технологии SLM, именно амортизация 3D принтера составляет до 70% себестоимости готового изделия. А вклад в себестоимость достаточно дорогостоящего, на первый взгляд, металлического порошка стоит на втором или третьем месте.
Электроннолучевые 3D принтеры, обладая более высокой производительностью, вносят значительно меньший вклад от амортизации принтера в себестоимость готового изделия и соответственно уменьшают его стоимость.
Технические параметры промышленного электроннолучевого 3D принтера для печати металлом EBM200
Параметры 3D принтера
Значение
Максимальный размер построения
200x200x240 мм
Точность построения изделия
(Стандарт — Ti6Al4V) ± 0,2 мм
Максимальная мощность электронного луча
3 кВт
Напряжение ускоряющего анода (на порошке)
60 кВ
Сила тока ускоряющего анода
0-50 мА
Тип горячего катода
Вольфрамовая нить
Минимальный диаметр пятна луча
0,2 мм
Максимальная скорость сканирования луча
> 10 км/с
Многолучевое плавление
До 100 точек
Предельный вакуум
<10-2 Pa
Парциальное давление Гелия
0. 05-1.0 Pa
Нагрев порошка
Сканирование рассеянным лучом
Температура поверхностного слоя порошка
500-1000 ℃
Система охлаждения 3D принтера
Чиллер, с помощью дистиллированной воды
Наблюдение за процессом построения
Через стекло вакуумной камеры
CAD Интерфейс
Формат файлов STL
Программное обеспечение
Meta Build v1. 2, для PC
Размер принтера
2100x1000x2300 мм
Вес принтера
2000 кг
Источник питания
3 фазы, 380 В, 36 А, 8 кВт
Каталог
Скачать >>>
Посмотреть >>>
Комплектация 3D принтера
Промышленный 3D принтер технологии EBM.
Чиллер, для системы охлаждения 3D принтера дистиллированной водой.
Вакуумная сушильная камера для металлического порошка.
Промышленный пылесос.
Опционально:
Пневмогидрообразивная машина (пескоструйка).
Станок для электроэрозионной резки.
Кондиционер и осушитель воздуха.
Требования к помещению для аддитивной 3D печати по металлу электроннолучевым методом:
Для этого помещение для 3D принтинга по металлу следует оборудовать кондиционером и осушителем воздуха.
Виды металлических порошков для аддитивной 3D печати электроннолучевым методом
Титан и сплавы на основе титана.
Сплавы алюминия.
Жаропрочные сплавы стали.
Сплавы кобальта и хрома.
Нержавеющая сталь 316L.
Медные сплавы и многие другие.
Области применения изделий, произведенных на электроннолучевых 3D принтерах по металлу:
аэрокосмическая,
медицинская,
военная,
промышленная области.
Преимущества электроннолучевой аддитивной 3Dпечати по технологии (EBM):
Высокая производительность 3D принтеров ЕВМ, по сравнению с технологией SLM.
Низкая себестоимость изделий.
Использует менее дорогой металлический порошок более крупных фракций.
Возможность вторичного использования металлического порошка после его просеивания и вакуумной сушки.
Управление электронным лучом производится магнитными полями.
Отсутствуют дорогостоящие оптические зеркала и германиевые или алмазные линзы.
Безинерционное управление электронным лучом дает высочайшую скорость сканирования.
Рассеивание луча позволяет подогревать металлический порошок без использования дополнительных нагревателей и получать высокую плотность изделий.
Успешно применяется для производства ортопедических костных имплантов (остеоимплантов) из титана, выполненных пористыми и арочными, способствующими остеоинтеграции — сращиванию костных тканей с имплантантом (имплантом).
Позволяет печатать изделия из двух разных материалов с постепенным градиентом изменения состава по оси Z.
Позволяет создавать жаростойкие форсунки и лопатки газовых турбин, включая реактивные двигатели. Кроме того, используется для создания несущих титановых элементов крыла самолета.
Применяется для создания элементов ракетных двигателей: камер сгорания и форсунок со стойкостью к температурам свыше 3000°С. Где высокое давление и температура требуют использования тугоплавких и прочных материалов – таких, как титан.
Не ограничено геометрической сложностью изготовляемых деталей без необходимости последующей сборки или сварки.
Возможность печати внутренних полостей и деталей в деталях.
Минусы электроннолучевой аддитивной 3D технологии (EBM):
Достаточно малый размер камеры построения.
Повышенная шероховатость, напечатанных изделий.
При работе 3D принтера имеет место рентгеновское тормозное излучение, от которого необходима защита, как оборудования, так и обслуживающего персонала.
Необходима защита органов дыхания обслуживающего персонала от мелкодисперсного металлического порошка.
Склонность к возгоранию металлических порошков титана и стали.
Китай — первая экономика мира, и крупнейший в мире производитель 3D принтеров.
Качество китайских 3D принтеров часто превышает американские и немецкие аналоги, из-за массового производства и применения. По желанию заказчика в 3D принтерах используются американские лазеры и немецкие сканеры, японские серводвигатели, тайваньские контролеры. Промышленные 3D принтеры и программное обеспечение дорабатывается и улучшается каждые 2 недели. По всему Китаю работают сотни центров прототипирования для обеспечения качественными прототипами и готовыми изделиями мощнейшей с мире промышленности Китая.
Видео
Сопутствующие товары
3D принтер SLA-600
Промышленные стереолитографические 3D принтеры SLA по фотополимерной смоле
Оборудование для производства металлических порошков для 3D принтеров с помощью индукционной вакуумной плавки и газовой атомизации
Промышленные 3D принтеры для печати металлом SLM
Промышленные 3D принтеры для печати металлом LMD
Промышленные 3D принтеры для печати песком в полимерной оболочке для литьевых форм и полистирола
Промышленные 3D принтеры для печати порошком нейлона (полиамида) и полипропилена
Промышленные 3D принтеры для печати керамикой
Вспомогательное оборудование для аддитивного 3D производства и прототипирования
3D-печать металлом набирает популярность, как экономичный метод изготовления
3D-печать металлом с использованием чистой стали и сплавов позволяет получать прочные функциональные детали механических и промышленных изделий.
Любая технология металлической 3D-печати позволяет печатать сталью. Это наиболее популярный материал. Но какие марки стали и какая технология лучше всего подходит для решения ваших задач? Действительно ли печатные стальные детали будут такими же прочными и долговечными, как детали, изготовленные традиционным способом?
Давайте посмотрим, как напечатанная на 3D-принтере стальная деталь совершает революцию в производстве и открывает двери для новых применений в аэрокосмической промышленности, медицинском оборудовании, автомобилестроении, производстве инструментов, тяжелой промышленности, архитектуре и многих других направлениях. К тому же, более доступные настольные принтеры расширяют возможности и сферу применения 3D-печатных деталей из настоящей стали.
3D-ПЕЧАТЬ СТАЛЬЮ
Прочность стальных печатных деталей.
Отлитая из стали деталь (слева) в сравнении с печатной версией (в центре) демонстрирует допуски, возможные при использовании технологии . Шарнир, справа, напечатанный целиком, не требует сборки (Источник: Desktop Metal)
Самый распространенный вопрос, когда речь заходит о напечатанной на 3D-принтере модели из металла: «Будет ли она такой же прочной, как кованая или литая деталь?». Короткий ответ — да… и нет.
3D-печатные детали из стали могут быть такими же прочными, а иногда и более прочными, чем изготовленные традиционным способом. Это зависит от множества факторов, таких как: конечная цель использования, тип стали, выбор метода 3D-печати, последующая обработка и форма детали. Также сравнение зависит от того, на какой из прочностных характеристик вы сосредоточитесь: прочность на разрыв, прочность при статической нагрузке, усталостная прочность и т.д.
Детали напечатанные из стали используется в аэрокосмической отрасли, для нужд военных, а также, к примеру, для изготовления пешеходного моста, изображенного ниже. Поэтому прочность печатных изделий не вызывает сомнений, но давайте посмотрим подробнее.
Королева Нидерландов Максима официально открывает металлический мост, изготовленный с помощью 3D-печати. Фото Adriaande Groot (Источник: MX3D)
Стальная деталь, напечатанная на 3D-принтере по одной из технологий, в частности методом лазерного порошкового спекания (LPBF), имеет более мелкозернистую структуру, чем литые металлические изделия. Это обеспечивает лучшие прочностные характеристики на разрыв, но по остальным показателям литые детали в настоящее время все еще прочнее. Чаще всего 3D-печать по технологии LPBF используется для замены литых компонентов, но в отдельных случаях 3D-печатные компоненты могут заменить собой кованые детали.
Одно из исследований показало, что при определенных условиях детали из нержавеющей стали, изготовленные на 3D-принтерах по технологии LPBF, были в три раза прочнее, чем детали из той же стали, изготовленные традиционным способом.
В экспериментах по сравнению 3D-печатных стальных деталей с традиционно изготовленными исследователи создают идентичные изделия с помощью двух методов и сравнивают их характеристики. Однако сравнение деталей по принципу «лоб в лоб» — это только часть общей картины.
Основным преимуществом печати из стали является не только ее прочность, но и уникальная способность создавать в деталях внутренние каналы и решетчатые заполнения, что невозможно при использовании традиционных методов изготовления. 3D-печать металлом позволяет изготавливать детали быстрее, чем традиционное производство, поскольку этот метод не требует использования специальной оснастки и инструментов, позволяет создавать узлы как единое целое, исключая необходимость последующей сборки и сварки. Разработка печатной детали обычно означает, что для ее изготовления потребуется меньше металла и поэтому уменьшится ее масса, при той же прочности.
Архитектурная опора, напечатанная из стали с помощью проволочно-дугового аддитивного производства (WAAM) от MX3D (Источник: MX3D)
3D-печать сталью является также более стабильной и экономически эффективной практикой, поскольку уменьшает количество отходов. При использовании субтрактивных методов производства, таких как механическая обработка на станках ЧПУ, вы изготавливаете деталь, вырезая ее из большой, получая при этом гору отходов. При аддитивном производстве вы используете только тот материал, который необходим для получения готового изделия.
3D-печать сталью не предназначена для замены традиционных методов во всех областях, но она может быть более удачным выбором для широкого круга применений. Особенно в тех случаях, когда требуемые детали являются уникальными и разрабатываются с учетом специфики применения, например, для двигателей ракет, гоночных автомобилей или в нефтегазовой промышленности. 3D-печать является самой быстрой и гибкой технологией для производства серийных изделий и прототипов. Для военных и промышленных применений 3D-печать сталью — это более быстрый и эффективный способ создания отдельных деталей для транспортных средств и машин. 3D-печать из нержавеющей стали стремительно находит применение в медицине для создания уникальных хирургических инструментов и имплантатов.
Если вы знаете, какими характеристиками должно обладать ваше конечное изделие (прочность на разрыв, предел прочности на сжатие, твердость, плотность и т.д.), то все эти параметры можно заложить в изделии на этапе производства.
СТАЛЬ ДЛЯ 3D-ПЕЧАТИ
Виды стали в 3D-печати
Металлический порошок — самый используемый металлический материал для 3D-печати (Источник: GKN Additive)
Существуют тысячи видов различных марок сталей и сплавов с различными механическими свойствами, используемые в традиционном производстве, но в 3D-печати их всего несколько десятков, и некоторые из них являются уникальными, созданными специально для этой технологии. Среди вариантов сталей можно выделить следующие:
В последнее время появились уникальные сплавы специально разработанные для 3D-печати, призванные решить проблемы, которые проявляются при использовании классических методов производства.
Например, производитель 3D-принтеров Desktop Metal выпустил в 2022 году запатентованную нержавеющую сталь, которая, по словам компании, сочетает в себе такие качества, как: прочность на разрыв, пластичность и коррозионную стойкость нержавеющей стали 13-8 PH в сочетании с твердостью низколегированной стали, подобной 4140. Компания утверждает, что клиенты могут выходить на рынок с деталями из этого материала и пропускать этап гальванизации для защиты изделий от коррозии.
ExOne предлагает две специальные смеси из стали и бронзы, которые, по словам компании, позволяют 3D-печатным стальным деталям получить повышенную коррозионную стойкость и при этом легко обрабатываются и полируются.
Хотя большинство металлических порошков, используемых в 3D-печати, аналогичны тем, что используются для других методов производства, их количество растет по мере того, как все больше компаний переходят на эту технологию. Некоторые производители металлических порошков, такие как GKN, также изготавливают на заказ порошки для специфических задач 3D-печати.
КАК ПЕЧАТАТЬ СТАЛЬЮ
Прочность, свойства и применение 3D-печатных стальных изделий во многом зависит от того, какую технологию 3D-печати вы используете. Некоторые методы позволяют получить более прочные детали, другие методы обеспечивают лучшую твердость или стойкость к истиранию, а некоторые технологии просто очень быстрые.
Ниже представлены основные методы 3D-печати металлами, их свойства и несколько наиболее распространенных примеров применения.
Печать методом послойного наплавления (FDM)
Принтер Epsilon компании BCN3D выдавливает металлическую нить из нержавеющей стали (Источник: BCN3D)
Технология формирования деталей методом послойного наплавления (FDM) — это новая технология для металлической 3D-печати, но она быстро развивается, поскольку все больше производителей принтеров сертифицируют металлические нити для использования на своих принтерах, например, Ultimaker, BCN3D, Makerbot, Raise3D. Этот метод, по-прежнему, гораздо более популярен для печати пластиками, но с помощью новых пластиковых нитей, наполненных порошком из нержавеющей стали, можно получать прочные металлические детали.
Материалы для FDM-печати когда-то были ограничены термопластиками. Теперь такие компании, как BASF Forward AM и The Virtual Foundry, предлагают металлические филаменты, которые можно использовать практически на любом FDM-принтере, если он оснащен соплом из закаленной стали для работы с абразивным материалом.
Эти материалы состоят примерно на 80% из металла и на 20% из пластика. После печати в процессе последующей обработки пластик удаляется, в результате чего получаются 100% металлические детали.
Из-за удаления связующего пластика, металлические детали изготовленные по технологии FDM, в процессе последующей обработки дают усадку. Величина усадки постоянна и может быть учтена в CAD системах, что позволяет получать относительно точные готовые детали.
Нить Ultrafuse 316L из нержавеющей стали компании Forward AM позволяет получать готовые детали со свойствами материала, сравнимыми, по утверждению компании, с металлическими деталями, изготовленными методом литья под давлением.
(Источник: BCN3D)
Несмотря на то, что 3D-печать металлическими материалами может не подойти для сфер применения с жесткими требованиями к прочности (например, для аэрокосмической), экономические факторы производства простых металлических компонентов без критических нагрузок на доступном FDM-принтере могут перевесить невозможность применения их в некоторых сферах.
Идеальными вариантами использования этой технологии являются металлические прототипы деталей и готовые детали, которые не будут подвергаться экстремальным нагрузкам.
Bound Metal Deposition (BMD) — «размещение связанного металла»
На 3D-принтере Studio System компании Desktop Metal использовались соединенные между собой металлические прутки, которые экструдировались слой за слоем для формирования металлической детали (Источник: Desktop Metal)
Подобно FDM, метод нанесения металлической сетки (BMD) или экструзия связанного порошка (BPE) — это процесс 3D-печати, основанный на экструзии. В этом методе используются связанные металлические стержни или связанные порошковые металлические нити, состоящие из гораздо большего процента металлического порошка, чем нити, используемые в FDM. Как и в FDM, требуется последующая обработка для удаления связующего вещества и термическая обработка в печи для окончательного спекания.
Существует всего лишь несколько 3D-принтеров, использующих этот метод, например, Desktop Metal, Markforged и с недавнего времени, 3DGence, но на этот рынок выходят все больше компаний, так что следите за новостями. Эти принтеры ценятся как удобные решения для офисной 3D-печати металлом, они дороже большинства FDM-принтеров, но дешевле технологий 3D-печати металлом на основе порошка, описанных ниже.
Эти принтеры используют свой, запатентованный филамент. Desktop Metal и Markforged предлагают четыре вида стали.
Идеальными нишами использования этой технологии являются металлические прототипы деталей, где необходимо протестировать функциональность детали до запуска в массовое производство традиционными методами. Популярные области применения это прессформы, вырубные штампы, сопла, крыльчатки, крепежные детали и теплообменники.
Например, компания Shukla Medical использует принтер Metal X от Markforged для печати стальных прототипов своих инструментов для удаления ортопедических имплантатов.
Лазерное порошковое спекание
При технологии лазерного спекания порошка используется один или несколько лазеров для послойного расплавления порошкообразного металла до нужной формы (Источник: GE Additive)
Лазерное спекание порошкового материала (LPBF), также известное как селективное лазерное спекание (SLM), является наиболее распространенным видом 3D-печати металлами и составляет 80% всех металлических 3D-принтеров на рынке.
В данном методе используются мощные лазеры для селективного спекания металлического порошка слой за слоем.
LPBF 3D-принтеры представлены в широком диапазоне размеров, цен и мощностей лазера. Эти и другие характеристики влияют на свойства готовой детали, скорость печати и другие параметры готовых изделий.
Сталь и стальные сплавы являются наиболее популярным материалом для оборудования LPBF и, в отличие от FDM и BMD, металлические порошки доступны в свободной продаже, поскольку они чаще всего используются в традиционных методах производства.
LPBF — это технология, которая позволяет добиться максимального качества 3D-печатной детали. Области применения включают в себя — аэрокосмические компоненты, такие как монолитные камеры тяги, элементы ракетных двигателей и теплообменники, пресс-формы, инструменты и другие задачи, а также детали с высокой степенью износа и хирургические инструменты.
Binder Jetting
Технология 3D-печати с использованием связующего вещества использует порошкообразный металл и связующее вещество для формирования металлических деталей (Sorrce: ExOne)
Каплеструйное нанесение связующего вещества — это еще один метод порошковой печати, при котором слои металлических порошков соединяются с помощью жидкого связующего вещества, а не при помощи лазера. В процессе последующей обработки связующее вещество удаляется.
Нанесение связующего вещества выделяется своей высокой скоростью печати, по сравнению с другими методами 3D-печати или традиционным производством, а металлические детали, изготовленные по этой технологии, имеют свойства материала, эквивалентные деталям, изготовленным методом литья металла под давлением.
Количество производителей, выпускающих струйные 3D-принтеры на металлическом связующем, гораздо меньше, чем производителей машин LPBF. К числу ведущих производителей относятся ExOne, Desktop Metal, Digital Metal, GE Additive и HP.
Идеальными областями применения струйной обработки металла с использованием связующего являются средне- и крупносерийные производства металлических инструментов и запасных частей.
Фактически, компания HP утверждает, что ее 3D-принтер Metal Jet был разработан специально для массового производства изделий из нержавеющий стали 316L. HP сотрудничает с компанией Parmatech для производства металлических деталей для медицинской промышленности. Компания ExOne из Пенсильвании использует эту технологию для производства режущих инструментов из твердых металлов и инструментальных сталей.
Электронно-лучевое плавление (EBM)
(Источник: GE Additive)
Электронно-лучевое плавление (EBM) — это еще одна технология порошковой наплавки материала. Она работает аналогично селективному лазерному плавлению (SLM), но в качестве источника энергии используется не лазер, а гораздо более мощный луч заряженных частиц.
Устройство повторного нанесения слоя перемещает порошок на печатную пластину, а электронный луч избирательно расплавляет каждый слой порошка. После того, как каждый слой напечатан, пластина опускается, и поверх предыдущего слоя наносится еще один.
EBM может быть намного быстрее, чем SLM, но SLM производит более гладкие и точные изделия. Электронный луч шире, чем лазерный, поэтому EBM не может производить такие же точные детали, как SLM. Еще одно отличие заключается в том, что процесс изготовления происходит в вакуумной камере, что уменьшает количество примесей в материале, которые могут привести к дефектам. Именно поэтому EBM часто выбирают для печати комплектующих для аэрокосмической, автомобильной, оборонной, нефтехимической промышленности и медицинских имплантатов.
Титан является наиболее популярным металлом для большинства применений EBM, однако можно использовать сталь.
Холодное распыление
(Источник: Impact Innovations)
Технология 3D-печати холодным распылением осуществляется путем впрыска металлических порошков через сопло реактивного устройства в сверхзвуковой поток газов под давлением, таких как воздух, азот или гелий. Процесс называется «холодным», потому что металлические частицы не плавятся, а ударяются о металлическую подложку и прилипают к ее поверхности в ходе так называемой пластической деформации.
Изделия напечатанные холодным распылением, не склонны к пористости, образованию термических трещин и другим дефектам, характерным для технологий, основанных на плавлении. Этот метод обладает рядом преимуществ, по сравнению с другими методами производства. Он не требует постобработки и как правило, оставляет небольшой углеродный след благодаря сочетанию эффективной аддитивной технологии и возможности использования в необходимом месте. По этим причинам эта технология используется в военной и аэрокосмической отрасли во всем мире.
Например, армия США использует холодное напыление для ремонта креплений изношенной стальной 25-мм турельной пушки Bradley.
В автомобильной промышленности холодное напыление стали используется для ремонта после ДТП, поскольку высокопрочные стальные подложки в автомобилях могут быть восприимчивы к термическим методам ремонта, таким как сварка.
Прямое энергетическое осаждение (DED) и аддитивное производство с использованием проволочной дуги (WAAM)
Стальные детали WAAM из MX3D (Источник: MX3D)
При прямом энергетическом осаждении (DED) используется порошок или проволока для сварки, которая поступает через сопло и подается в источник питания для расплавления металла. Создается область расплава, которая наносится на подложку. DED — это новый процесс, напоминающий старую строительную технологию, известную как «облицовка», при которой на основу наносится покрытие, часто для теплоизоляции или устойчивости к атмосферным воздействиям. DED полезен для изготовления крупных объектов целиком, а также для сложных геометрических форм, требующих обширной механической обработки — DED может получить такие детали гораздо более близкими к состоянию готовности, чем традиционная механическая обработка с ЧПУ.
Поскольку DED использует процесс нанесения покрытия, его можно применять для придания сложной геометрии существующим стальным деталям, сочетая таким образом сложность со снижением стоимости. Например, французская компания AddUp рекламирует ракетное сопло, в котором используется предварительно отпрессованный большой конус бункера из нержавеющей стали 304, на котором напечатана изогридная структура, обычно изготавливаемая из более крупной детали традиционными методами.
Технология, связанная с DED, — это проволочно-дуговое аддитивное производство (WAAM). Вместо порошка в WAAM используется металлическая проволока, расплавляемая электрической дугой. Процесс контролируется роботизированными манипуляторами. WAAM также способна производить крупногабаритные металлические детали, что наглядно продемонстрировала голландская компания MX3D и ее 41-футовый мост из нержавеющей стали весом девять тысяч фунтов в Амстердаме, а также деталь для ремонта нефтегазового оборудования, доказывая, что детали могут быть изготовлены в полевых условиях.
Микро 3D-печать
Микро детали, напечатанные из стали (Источник: 3D MicroPrint)
Аддитивное производство в микромасштабе, или микро 3D-печать, позволяет изготавливать изделия с разрешением в несколько микрон (или меньше). Существует три метода микро 3D-печати, позволяющие изготавливать металлические детали.
LMM (производство металлов на основе литографии) — это технология, основанная на использовании света, которая позволяет создавать крошечные детали из сырья, включая нержавеющую сталь, для таких областей как хирургические инструменты и микромеханические детали.
Электрохимическое осаждение — это новейший процесс 3D-печати микрометаллов, разработанный швейцарской компанией Exaddon. В этом процессе печатающее сопло наносит жидкость с ионами металлов, создавая детали на атомарном уровне.
Третьим методом 3D-печати микрометаллами является микроселективное лазерное спекание, при котором слой чернил из наночастиц металла наносится на подложку, затем высушивается для получения равномерного слоя наночастиц.
Исследователи из Германии успешно протестировали микро SLS-печать полых микроигл с использованием нержавеющей стали 316L.
Детали из металла от 3D Systems, Desktop Metal, MX3D и Materalise.
Металлическая 3D-печать на платформе METHOD
от
4 999 долл. США 4 499 долл. США
Обратитесь к местному торговому посреднику, чтобы узнать цену.
Сервисные партнеры
Сделать запрос
начиная с
4 999 долларов США 4 499 долларов США
Обратитесь к местному торговому посреднику, чтобы узнать цену.
Сервисные партнеры
Сделать запрос
3D-печать металлом на платформе МЕТОД
МЕТОД MAKERBOT
Промышленная 3D-печать, доступность на рабочем столе
Печатайте металлы, полимеры и композиты на одной машине, используя самые передовые функции настольного 3D-принтера.
ЛАБОРАТОРИИ ПОКОЛЕНИЕ 2
Экспериментальный экструдер
Экспериментальный экструдер LABS GEN 2 позволяет дольше печатать более абразивными композитами и металлами сторонних производителей благодаря компонентам из закаленной стали.
МАТЕРИАЛ
БАСФ УЛЬТРАФУЗ 316L | Нержавеющая сталь
Детали BASF Ultrafuse из нержавеющей стали 316L сочетают в себе новый уровень прочности, жесткости и долговечности, необходимых для деталей конечного использования и производственных инструментов.
3D-печать металлом на платформе МЕТОД
МЕТОД Makerbot
Промышленная 3D-печать, доступность на рабочем столе
Печатайте металлы, полимеры и композиты на одной машине, используя самые передовые функции настольного 3D-принтера.
МАТЕРИАЛ
БАСФ УЛЬТРАФУЗ 316L | Нержавеющая сталь
Детали BASF Ultrafuse из нержавеющей стали 316L сочетают в себе новый уровень прочности, жесткости и долговечности, необходимых для деталей конечного использования и производственных инструментов.
ЛАБОРАТОРИИ ПОКОЛЕНИЕ 2
Экспериментальный экструдер
Экспериментальный экструдер LABS GEN 2 позволяет дольше печатать более абразивными композитами и металлами сторонних производителей благодаря компонентам из закаленной стали.
ПРОЦЕСС 3D ПЕЧАТИ МЕТАЛЛА
Запустите печать из любого места через MakerBot CloudPrint на свой личный или общий 3D-принтер METHOD, оснащенный экструдером LABS GEN 2 и материалом BASF Ultrafuse 316L.
Циркуляционная нагреваемая рабочая камера 60°C обеспечивает максимальную плотность деталей
Отправьте свою зеленую часть
После того, как ваша «зеленая» деталь будет готова, отправьте ее вашему поставщику услуг по спеканию, например Matterhackers, где детали удаляются и спекаются при высокой температуре в атмосфере чистого водорода, в результате чего получается чистая нержавеющая сталь 316L.
Температура спекания 1380°C приводит к получению деталей, выдерживающих температуру 550°C
Получить цельнометаллическую деталь
Вы получаете цельную стальную деталь всего за 5 дней — вдвое меньше времени и ⅕ стоимости типичного бюро 3D-печати. Установите деталь по мере необходимости или объедините ее с другими печатными деталями из композитов и полимеров MakerBot для более динамичной сборки.
До ½ времени и ⅕ стоимости ведущей службы 3D-печати металлом
ПРОЦЕСС 3D ПЕЧАТИ МЕТАЛЛА
Запустите печать из любого места через MakerBot CloudPrint на свой личный или общий 3D-принтер METHOD, оснащенный экструдером LABS GEN 2 и материалом BASF Ultrafuse 316L.
Циркуляционная нагреваемая рабочая камера 60°C обеспечивает максимальную плотность деталей
Отправьте свою зеленую часть
После того, как ваша «зеленая» деталь будет готова, отправьте ее вашему поставщику услуг по спеканию, например Matterhackers, где детали удаляются и спекаются при высокой температуре в атмосфере чистого водорода, в результате чего получается чистая нержавеющая сталь 316L.
Температура спекания 1380°C приводит к получению деталей, выдерживающих температуру 550°C
Получить цельнометаллическую деталь
Вы получаете цельную стальную деталь всего за 5 дней — вдвое меньше времени и ⅕ стоимости типичного бюро 3D-печати. Установите деталь по мере необходимости или объедините ее с другими печатными деталями из композитов и полимеров MakerBot для более динамичной сборки.
До ½ времени и ⅕ стоимости ведущей службы 3D-печати металлом
РУКОВОДСТВО: 3D-ПЕЧАТЬ МЕТАЛЛОМ
Это руководство даст вам четкое представление о том, как работает 3D-печать металлом FDM, чтобы понять, подходит ли она вам и вашему бизнесу.
РУКОВОДСТВО: 3D-ПЕЧАТЬ МЕТАЛЛОМ
Это руководство даст вам четкое представление о том, как работает 3D-печать металлом FDM, чтобы понять, подходит ли она вам и вашему бизнесу.
ULTRAFUSE® 316L НЕРЖАВЕЮЩАЯ СТАЛЬ
Печать цельнометаллических деталей на МЕТОД
Детали BASF Ultrafuse из нержавеющей стали 316L сочетают в себе новый уровень прочности, жесткости и долговечности, необходимых для деталей конечного использования и производственных инструментов.
550°С
Максимальная температура
561 МПа
Прочность на растяжение
128 ХВ10
Твердость
ULTRAFUSE® 316L НЕРЖАВЕЮЩАЯ СТАЛЬ
Печать цельнометаллических деталей на МЕТОД
Детали BASF Ultrafuse 316L из нержавеющей стали сочетают в себе новый уровень прочности, жесткости и долговечности, необходимых для деталей конечного использования и производственных инструментов.
550°С
561 МПа
128 ХВ10
Максимальная температура
Прочность на растяжение
Твердость
Приложения для 3D-печати металлом
ВИНТОВАЯ ШЕСТЕРНЯ
Время печати: 6ч 33м
Зубчатые колеса в узлах могут иметь, казалось бы, бесконечное разнообразие размеров и конструкций зубьев. Металл обычно является предпочтительным материалом для зубчатых колес из-за возможных сил, температур и истирания.
Решетчатый ключ на 15 мм
Время печати: 2ч 28м
Этот гаечный ключ на 15 мм является примером ручного или, возможно, инструмента на конце манипулятора, который был облегчен для снижения нагрузки на техника или роботизированную руку, что позволяет прикладывать дополнительное усилие с меньшим напряжением.
КОЛЕСНАЯ ГАЙКА F1
Время печати: 25ч 56м
Колесная гайка F1 должна выдерживать экстремальные нагрузки и температуры, так как она подвергается воздействию пиковых условий гонок. Он также должен выдерживать во время замены шины даже более прямые силы, чтобы избежать зачистки, что снова требует использования металла в качестве предпочтительного материала.
Печатайте металлы, композиты и полимеры на одной машине.
Печать из углеродного волокна и ряда полимеров с помощью камеры, нагретой до 60°C
Распечатайте полный каталог материалов MakerBot из металлов, композитов и полимеров с превосходной точностью и прочностью в камере, нагретой до 110°C.
Print Carbon Fiber + полный спектр инженерных композитов и полимеров с нагреваемой камерой до 110°C
Print Carbon Fiber и набор полимеров с помощью нагреваемой камеры до 60°C
Print Carbon Fiber и набор полимеры с помощью камеры с подогревом до 60°С
Print Carbon Fiber + весь спектр инженерных композитов и полимеров с камерой с подогревом до 110°С
ЗАПРОСИТЬ ЦЕНУ СЕГОДНЯ
Настольный 3D-принтер Metal Studio
DESKTOP METAL
STUDIO SYSTEM 2™
Комплексное решение для 3D-печати сложных металлических деталей 902 902 In-8 Представляем новую Desktop Metal Studio 2 для 3D-печати металлом. Первое комплексное доступное решение для 3D-печати сложных металлических деталей из различных металлических сплавов, включая нержавеющую сталь, медь и инструментальные стали.
Посмотреть видео
Брошюра
Запросить демонстрацию
Сделать запрос
Обзор
Ключевая особенность
Преимущества
Как это работает
Материалы
Приложения
Запросить цену
Доступная 3D-печать металла
Studio System 2 от Desktop Metal была создана, чтобы позволить инженерам и проектным группам производить сложные металлические детали быстрее, точнее и в безопасной рабочей среде без необходимости использования специальных помещений или выделенных операторов. . Просто распечатайте и спекайте; Двухэтапный процесс, не требующий растворителя для удаления связующего вещества или инструментов, как в случае MIM (литье металлов под давлением).
Узнайте больше о Desktop Metal Studio, посмотрев видео
Сложное программное обеспечение
Мощное программное обеспечение создает планы сборки и спекания для каждого проекта и материала. Автоматические опоры и параметры управления обеспечивают бесшовную 3D-печать.
Максимальная производительность
3D-печать до 24 кубических дюймов в день из различных металлических материалов. Максимальное разрешение принтера 50 мкм
Создан для работы
Система управления движением была построена с использованием шариковых винтов с кодировкой вместо ремней, а в сочетании с автоматическим выравниванием и обогреваемой зоной сборки вы получаете превосходную геометрическую точность и показатели успеха строительства.
Доступный
Безопасный и простой
Съемные опоры
Точные высококачественные детали
Ускорьте работу по металлу
Больше не нужно ждать обработанных или литых деталей. Выполняйте итерации быстрее, печатая очень сложные металлические детали, не выходя из офиса.
ЗАПРОС ИНФОРМАЦИИ
Как это работает
Процесс 3D-печати металлом в 3 простых шага
Шаг 1. Подготовьте файлы
Безопасное веб-программное обеспечение изготавливает файлы STL или CAD, автоматически создавая опоры и управляя параметрами на основе геометрии детали и материала.
Этап 2 — 3D-печать
Слой за слоем зеленая деталь формируется путем экструзии связанных металлических стержней — металлического порошка, скрепленного полимерными связующими — в процессе, называемом Bound Metal Deposition™.
Этап 3 – Спекание
После печати детали помещаются в печь. Когда деталь нагревается до температуры, близкой к температуре плавления, связующее вещество удаляется, а частицы металла сплавляются друг с другом, что приводит к уплотнению детали до 98%.
Представляем новую заменяемую печатающую головку 250 мкм с поддержкой профилей программного обеспечения. Это позволяет использовать новые геометрические формы и приложения, что приводит к получению более мелких деталей и мелких деталей с улучшенной поверхностью.
Камеры есть везде, так почему бы не поставить одну из них на монтажную плиту в камере? Эта камера записывает живые кадры детали во время ее печати и доступна в вашем веб-браузере. Теперь пользователи имеют полное представление о своей части и имеют возможность отслеживать успех печати.
Штабелируемые стеллажи — это новая функция, которая увеличивает частичную вместимость машины для удаления вяжущих и печи, увеличивая пропускную способность. Увеличение объема рабочей нагрузки устраняет типичные узкие места на стадиях агломерации.
Для обеспечения высокого качества деталей была добавлена новая конструкция реторты, обеспечивающая равномерность нагрева.
Устранение некоторых расходов на расходные материалы и снижение себестоимости детали за счет внешних газовых соединений.
Studio Fleet — это специальное и настраиваемое аппаратное решение для 3D-печати металлов для производства сложных металлических деталей в малых и средних объемах.
Материалы
Металлургия, лежащая в основе Studio System™, основана на науке о материалах и устоявшейся цепочке поставок порошка в индустрии литья металлов под давлением (MIM). В сочетании с обширным собственным опытом Desktop Metal в области обработки материалов, связующих компаундов и 3D-печати металлом в результате получаются высококачественные металлические детали по доступным ценам на материалы.
17-4 PH Нержавеющая сталь
| Studio System 2
Материал: 17-4 PH Нержавеющая сталь
17-4 Нержавеющая сталь — это дисперсионно-твердеющая сталь, используемая в широком диапазоне промышленных применений, в том числе в средах с умеренной коррозией и высокими требованиями к прочности.
Технические характеристики
Ось XY
После спекания:
Предел текучести: 695 МПа
Предельная прочность на растяжение: 925 МПа
Удлинение при разрыве: 5,3%
Твердость (HRC): 26
Плотность (г/куб.см): 7,56
Применение
Производственное оборудование
Химическая обработка
Пищевая промышленность
Компоненты насоса
Клапан
Крепеж
Приспособления и приспособления
Технология/процесс
Осаждение связанного металла™
Учить больше
Нержавеющая сталь 316L
| Studio System 2
Материал: Нержавеющая сталь 316L
Нержавеющая сталь 316L характеризуется коррозионной стойкостью и работоспособностью как при высоких, так и при низких температурах. Это полностью аустенитная сталь, идеально подходящая для суровых условий.
Спецификации
Спеченный:
Предел прочности при растяжении: 533 МПа
Предел текучести: 169 МПа
Удлинение: 66%
Твердость (HRB): 66
Плотность (относительная): 97%
Применение
Химическая и нефтехимическая переработка
Пищевая промышленность
Лабораторное оборудование
Медицинские приборы
Морской
Ювелирные изделия
Производство электроэнергии
Переработка нефти
Очистка воды
Производство целлюлозы и бумаги
Технология/процесс
Bound Metal Deposition™
Учить больше
h23 | Студийная система 2
Материал: Инструментальная сталь h23
Инструментальная сталь h23 – это горячеобрабатываемая сталь с высокой твердостью в горячем состоянии, стойкостью к термическому усталостному растрескиванию и стабильностью при термической обработке. Это делает его идеальным металлом для изготовления инструментов как для горячей, так и для холодной обработки.
Характеристики
Предел текучести :
Спеченный: 650 МПа
Термически обработанный: 1250 МПа
Кованые, термообработанные: 1525
Предельная прочность на растяжение :
Спеченный: 1325 МПа
Термически обработанный: 1720 МПа
Деформируемый, термообработанный: 1950 МПа
Удлинение при разрыве :
Спеченный: 2,3%
Термически обработанный: 5,8%
Кованые, термообработанные: 9%
Твердость:
Спеченный: 35
Термически обработанный: 45
Кованые, термообработанные: 54
Плотность :
Спеченный: ≥93,5%
Кованый, термообработанный: 100%
Применение
Экструзионные матрицы
Формы для литья под давлением
Штампы для горячей штамповки
Литые под давлением стержни, вставки и полости
Технология/процесс
Bound Metal Deposition™
Учить больше
4140 Хромистая сталь
| Studio System 2
Материал: 4140 Хроммолибденовая сталь
Одна из самых универсальных сталей, сталь 4140 характеризуется ударной вязкостью, высокой усталостной прочностью, стойкостью к истиранию и ударным нагрузкам.
Характеристики
Предел текучести :
Термическая обработка: 1060 МПа
Деформируемый (термически обработанный): 1500 МПа
Предел прочности при растяжении :
Термическая обработка: 1450 МПа
Деформируемый (термически обработанный): 1990 МПа
Удлинение при разрыве :
Термически обработанный: 5,5%
Кованый (термически обработанный): 10%
Твердость (HRC) :
Термообработанный: 40
Кованые (термически обработанные): 52
Плотность :
Термическая обработка: 95%
Кованый (термически обработанный): 100%
Приложение
Универсальные промышленные изделия из стали, такие как:
Приспособления и приспособления
Автомобилестроение
Болты/гайки
Шестерни
Стальные муфты
Технология/процесс
Bound Metal Deposition™
Учить больше
Медь | Studio System 2
Материал: Медь
Медь характеризуется своей электро- и теплопроводностью и пластичностью и идеально подходит для электрооборудования, сантехники и теплообмена.
Спецификации
Спеченный:
Предел прочности при растяжении: 195 МПа
Предел текучести: 45 МПа
Удлинение: 37%
Плотность (г/куб.см): 8,75
Применение
Бытовая и промышленная электроника
Теплообменники
Антенны
Катушки индуктивности
Технология/процесс
Bound Metal Deposition™
Учить больше
Ti64 | Studio System 2
Материал: Титановый сплав
Ti64 представляет собой сплав титана, алюминия и ванадия с высоким отношением прочности к весу и коррозионной стойкостью.
Спецификации
Предельная прочность на растяжение :
Спеченный: 845 МПа
Предел текучести :
Спеченный: 730 МПа
Удлинение :
Спеченный: 17%
Плотность (относительная): 97,5%
Применение
Широкий спектр высокопроизводительных приложений, таких как:
Специальные автомобильные компоненты, включая шатуны и коробки передач для гонок
Прототипы медицинских изделий, включая пинцеты, щипцы, зажимы, шовные инструменты и т. д.
Потребительские товары, включая спортивные товары и ювелирные изделия
Технология/Процесс
Bound Metal Deposition™
Учить больше
Инконель 625 | Studio System 2
Материал: Никелевый сплав IN 625
Инконель 625 (IN625) — суперсплав с высоким содержанием никеля, идеально подходящий для суровых условий в воде или вне воды, характеризующийся превосходной прочностью, жаростойкостью и коррозионной стойкостью.
Инструментальная сталь D2 — это универсальный материал, обеспечивающий прочность инструмента, а также коррозионную стойкость, что является ключевым преимуществом для систем с конформным охлаждением.
Specs
Механические свойства (после закалки и отпуска):
Прочность на разрыв в поперечном направлении (ГПа): 3,1, ASTM B528
Твердость (HRC): 56,5, ASTM E18
Плотность: 7,5 г/см³
Применение
Режущие компоненты
Вставки и полости для литья под давлением с конформным охлаждением
Компоненты инструмента для холодной штамповки
Технология/процесс
Учить больше
Превосходные свойства
Подобно литью металлов под давлением (MIM), система Desktop Metal Studio использует объемное спекание для достижения плотности более 98%. Характеристики деталей аналогичны кованым сплавам, и можно настроить плотность деталей с заполнением с закрытыми ячейками.
Additional Materials : By enabling the use of metal powders from Для индустрии MIM наши системы имеют доступ к широкому спектру существующих материалов — от сталей и алюминия до суперсплавов и титана.
Детали почти чистой формы
Система Desktop Metal Studio производит металлические детали почти чистой формы с точностью и разрешением слоев, необходимыми для функционального прототипирования и множества других приложений. Бесшовный опыт 3D-печати, от печати до спекания, создается с помощью мощного программного обеспечения и автоматического создания поддержки.
Жесткие допуски ± 0,002 дюйма/дюйм (зависит от геометрии)
Удаление опор вручную
Система Desktop Metal Studio не требует электроэрозионной обработки или механической обработки для удаления опорных конструкций. Запатентованные съемные опоры позволяют снимать опору вручную, поскольку она не связана с деталью. В результате можно легко распечатать и использовать очень сложные детали и сборки, которые можно печатать на месте.
Доступная 3D-печать металлом внутри компании
СМОТРЕТЬ СОВМЕСТИМЫЕ СПЛАВЫ
Оборудование
Команда разработчиков Desktop Metal разработала 3D-принтер Studio, который на сегодняшний день является самым доступным решением для 3D-печати металлом. Благодаря мощному веб-программному обеспечению, вспомогательному материалу, который можно удалить вручную, и быстрой замене материалов система Studio была разработана с нуля для полной интеграции в рабочий процесс разработки продукта.
Принтер
3D-принтер Studio Desktop Metal выдавливает связанные металлические стержни, как в пластиковой системе FDM. В отличие от лазерных 3D-принтеров DMLS, которые выборочно связывают металлические порошки, система Studio не требует каких-либо особых требований к безопасности или оборудованию и дает возможность производить заполнение с закрытыми порами для легких конструкций, а также работать с более широким спектром металлических сплавов.
Том сборки
300 x 200 x 200 мм (12 x 8 x 8 дюймов)
Сборочная камера
С подогревом
Экструдер в сборе
Двойные быстросъемные печатающие головки
Высота слоя (в зеленом состоянии)
50–150 мкм, печатающая головка высокого разрешения
150–300 мкм, печатающая головка стандартного разрешения
Диаметр сопла (строительный носитель)
0,40 мм, стандартное разрешение
0,25 мм, высокое разрешение
Загрузить спецификацию
Печь
Печь Studio System 2 спроектирована как самая простая в использовании печь из когда-либо созданных. Он сначала нагревает детали, чтобы удалить все связующие вещества, а затем повышает температуру почти до точки плавления, чтобы обеспечить спекание промышленной прочности в удобном для офиса пакете. Встроенные температурные профили, настроенные для каждой сборки и материала, обеспечивают равномерный нагрев и охлаждение без остаточных напряжений, присутствующих в лазерных системах.
Атмосфера
Спекание при парциальном давлении (в вакууме)
Отопление
Нагревательные элементы SiC (4 стороны)
Максимальная температура
1400 °С (2552 °F)
Площадь рабочей нагрузки
3000 см2 (465 в
Рабочая нагрузка
300 x 200 x 170 мм (11,8 x 7,9 x 6,9 дюйма)
Загрузить спецификацию
Рабочий процесс, управляемый программным обеспечением
Система Desktop Metal Studio была разработана как полноценный рабочий процесс, не требующий стороннего оборудования. Каждый этап процесса 3D-печати полностью автоматизирован и управляется программным обеспечением, что упрощает переход от CAD к металлической детали.
Быстрая смена материалов
По сравнению с лазерными системами, где смена материала может представлять угрозу безопасности и может занять неделю или больше, 3D-принтер Studio был разработан с возможностью замены, безопасных в обращении картриджей для материала и быстрой замены. печатающие головки.
Удобное для офиса спекание
Первая в своем роде печь для спекания оснащена сменными алюминиевыми газовыми баллонами и дополнительными разъемами для простого управления газом. Встроенные фильтры сточных вод, холодные ловушки с связующим веществом, отказоустойчивые устройства и системы обнаружения делают эту систему безопасной для использования в цехах.
Expert Metallurgy Встроенная
Настольная печь для спекания Metal объединяет уникальные профили материалов с данными деталей для построения планов спекания для каждой детали. Благодаря терморегулированию с замкнутым контуром обеспечивается регулирование нагрева в режиме реального времени на протяжении всего цикла спекания, что обеспечивает равномерный нагрев и охлаждение каждой детали.
Малосерийное производство с
Studio Fleet
УЗНАТЬ БОЛЬШЕ
Нержавеющая сталь, медь и инструментальная сталь — вот некоторые из многих критических материалов, которые Studio System привносит в 3D-печать. Каждый сплав проходит тщательную проверку ведущими мировыми учеными-материаловедами, а наши основные материалы неизменно соответствуют или превосходят отраслевые стандарты.
17-4 PH Спецификация материалов
17-4 PH Нержавеющая сталь для прочности и коррозионной стойкости
Низколегированная среднеуглеродистая сталь AISI 4140 для высокой прочности и ударной вязкости
Инструментальная сталь
х23 на твердость и стойкость к истиранию при повышенных температурах
Нержавеющая сталь 316L для коррозионной стойкости при высоких температурах
Медь по тепло- и электропроводности
Суперсплав Inconel 625 для прочности и коррозионной стойкости при высоких температурах
Простой двухэтапный процесс
Распечатанные детали помещаются непосредственно в печь. Нет необходимости в удалении связующего растворителем, просто распечатайте и спекайте.
Безопасность прежде всего
Не имеет запаха и безопасен для окружающей среды благодаря отсутствию фазы, разрушающей растворитель. Нет необходимости в дополнительных вентиляторах или респираторах. Studio System 2 позволяет пользователям настроить и запустить систему в кратчайшие сроки.
Детали высокого качества
Сложная геометрия (требующая высоких, тонких, сложных опор) теперь возможна благодаря новым составам материалов и профилям печати/спекания.
Рабочий процесс, управляемый программным обеспечением
Для автоматизированного рабочего процесса от печати до спекания с помощью программного обеспечения Fabricate не требуется опыта металлурга или механика
Приложения
Кронштейн станка
Зажимы и приспособления Титановый сплав 64 (Ti64)
Этот кронштейн станка был разработан с использованием гироидного решетчатого заполнения и титана вместо нержавеющей стали 17-4PH для уменьшения веса и материала. при сохранении необходимой функциональной прочности и жесткости.
Полное описание
Было бы невозможно создать геометрию этой детали с использованием обычных производственных процессов из-за ее сложности. Более того, 3D-печать этого нового дизайна на Studio System 2 в Ti64 позволяет снизить вес детали на 59процентов.
Ti64 для Studio System 2 производит легкие 3D-печатные детали благодаря высокому соотношению прочности к весу, что делает его идеальным для бесчисленных приложений в ключевых отраслях, таких как аэрокосмическая и оборонная, автомобильная, нефтегазовая и медицинская.
Технические характеристики
Расчетная экономия веса детали: 55-60%
Технология/процесс
Осаждение связанного металла (BMD)™
Насадка-цветок
Промышленное оборудование Нержавеющая сталь 316L
Эта насадка-цветок была напечатана на 3D-принтере с помощью Desktop Metal Studio System 2™ и используется для распыления жидкости в промышленном оборудовании.
Полное описание
Из-за сложной геометрии этот тип детали обычно отливается с последующей обширной вторичной обработкой. С помощью Studio System 2™ сопло можно напечатать на 3D-принтере без затрат времени на подготовку и настройки, связанных с литьем, что позволяет выполнять единичные и мелкосерийные заказы.
Характеристики
Размер (мм): 123 x 123 x 45
Стоимость печати ($): 184,00
Технология/процесс
Bound Metal Deposition™
Шестерня токарного станка
Промышленное оборудование 17-4 PH Нержавеющая сталь
Эта деталь представляет собой запасную шестерню для винтажного токарного станка. Металлическая 3D-печать позволяет изготавливать старые детали по гораздо более низкой цене.
Полное описание
В некоторых случаях запасные части больше не доступны либо со склада, либо от OEM (производителя оригинального оборудования). Изготовление нестандартных зубчатых колес с помощью зубофрезерования и протяжки часто обходится дорого. Благодаря 3D-печати металлом изготовление таких деталей возможно с меньшими затратами и меньшими сроками выполнения заказа.
Характеристики
Размер (мм): 82 x 82 x 27
Стоимость печати ($): 58,00
Стоимость станка ($): 260,67
Экономия по сравнению с механической обработкой: 77,70%
Технология/процесс
Bound Metal Deposition™
Приспособление для проверки резьбы APG
17-4 PH Нержавеющая сталь (Studio System)
Это приспособление вставляет устройство для проверки резьбы в деталь на производственной линии. Он предназначен для многократного использования и должен легко производиться, чтобы поддерживать производственную линию.
Полное описание
Приспособление необходимо регулярно заменять по мере износа. Печать детали с помощью Studio System сокращает время подготовки ЧПУ и освобождает механический цех для более важной работы.
Характеристики
Размер (мм): 47 x 28 x 15
Стоимость печати: $14,00
Технология/процесс
Bound Metal Deposition™
Тройной коллектор
Производство Сплав 625
Эта часть объединяет три пути потока в один через внутренние каналы. Эти каналы было бы невозможно обработать, и вместо этого их нужно было бы просверлить прямыми отверстиями и заглушить.
Полное описание
Печать в системе Studio позволяет проектировать эти каналы в соответствии с их назначением, а не методом изготовления. Эта деталь может быть изготовлена всего за несколько дней с минимальными затратами труда.
Характеристики
Размер (мм): 108 x 101 x 98
Стоимость печати: ($) 906,00
Стоимость DMLS ($): 4069,28
Экономия по сравнению с механической обработкой: 77,74%
Технология/процесс
Bound Metal Deposition™
Генерирующая головка поршня
Генеративный дизайн, прототипирование 4140
Прототип головки поршня для поршневого двигателя, оптимизированный с помощью генеративной конструкции. Обычно поршни, изготовленные на станках с ЧПУ из алюминиевого сплава, могут занимать много времени, и их трудно быстро прототипировать и тестировать.
Полное описание
Зачастую переход от проектирования к производству занимает месяцы или даже годы. С помощью Studio System можно легко создавать прототипы и тестировать различные конструкции поршней, что ускоряет сроки разработки продукта, сокращает время выхода на рынок и предоставляет новые возможности для оптимизации, включая генеративный дизайн, при этом избегая задержек с ЧПУ и времени выполнения заказов.
Характеристики
Размер (мм): 105 x 105 x 54
Стоимость печати ($): 271,00
Стоимость станка ($): 568,13
Экономия по сравнению с механической обработкой: 52,30%
Технология/процесс
Bound Metal Deposition™
Наконечник горелки YE6
Инструменты и оборудование Нержавеющая сталь 316L
Наконечник горелки был первоначально отлит в 1950-х годах. С помощью Studio System компания смогла воссоздать деталь со свойствами, аналогичными оригинальной литой детали, без затрат на инструменты и длительных сроков изготовления.
Полное описание
Стоимость новых инструментов обычно исчисляется десятками тысяч долларов. Таким образом, Studio System 2, принтер, изначально разработанный для простой установки и использования, обеспечивает значительную экономию средств, особенно когда речь идет о производстве устаревших деталей с низкими затратами и без ущерба для качества деталей.
Характеристики
Размер (мм): 139 x 139 x 86
Стоимость печати ($): 193,46
Стоимость станка: ($) 694.00
Снижение затрат: 72,00%
Технология/процесс
Bound Metal Deposition™
Спиральный теплообменник
Производство Медь
Этот теплообменник обеспечивает гораздо более высокую скорость теплопередачи, чем детали традиционного производства. Используется в химической обработке для охлаждения горячего газа при его протекании по трубе.
Полное описание
Система Studio позволяет легко печатать сложную геометрию теплообменника как отдельного компонента. Его нельзя изготовить как один компонент с помощью станков с ЧПУ из-за его тонких внешних ребер и сложного внутреннего спирального канала охлаждения.
Характеристики
Размер (мм): 78 x 64 x 58
Стоимость печати ($): 443,00
Стоимость станка ($): 2138,00
Снижение затрат: 79,28%
Технология/Процесс
Bound Metal Deposition™
Форма для застежки-молнии
Материал: Инструментальная сталь h23
Эта деталь представляет собой вкладыш пресс-формы для изготовления цинковых застежек-молний.
Полное описание
3D-печать вкладышей пресс-формы сокращает время производственного цикла и позволяет быстро итерировать и совершенствовать конструкции застежек-молний.
Несмотря на технический прогресс механическая гравировка по-прежнему является одним из наиболее распространенных видов нанесения изображений на различные предметы. Метод имеет свои преимущества, так как, в отличие от ручной гравировки, является менее трудоемким и затратным. При этом механическая гравировка по себестоимости обходится гораздо дешевле, чем лазерная, но мало чем уступает ей в качестве.
{{{title}}}
{{{text}}}
Получить каталог оборудования
Даю согласие на обработку персональных данных (Политика конфиденциальности)
Поля отмеченные * обязательны для заполнения
Получить каталог оборудования
Как гравируется поверхность механическим способом?
При ручной гравировке применяется стандартный набор ювелирных инструментов – шихтели, пуансон. Механический же способ нанесения изображений, изобретенный в середине 18 века, подразумевает использование специальных станков. Сегодня они отличаются от того оборудования, на котором мастера Германии и Франции создавали свои первые гравюры. Но принцип работы остался тот же – специальная фреза делает углубления в поверхности заданных параметров, позволяя наносить на различные материалы надписи и изображения.
Механическая гравировка
Разновидностью механического метода является алмазная гравировка, которая используется для работы с особо прочными либо хрупкими поверхностями, такими как камень либо стекло. Принцип действия тот же, а вот на режущую кромку фрезы наносится алмазная пыль, благодаря которой линии получаются более четкими и аккуратными.
Остались вопросы?
Оставьте заявку и наши специалисты проконсультируют вас по интересующим вопросам.
{{{title}}}
{{{text}}}
Заказать бесплатную консультацию
Оставьте свой телефон, и мы свяжемся с вами
Даю согласие на обработку персональных данных (Политика конфиденциальности)
Получить консультацию
Особенности нанесения изображений механическим способом
Механическая гравировка хороша тем, что позволяет работать практически с любыми материалами. Наиболее востребована механическая гравировка по металлу, которая применяется не только для создания табличек и памятных надписей, но и является разновидностью художественного творчества. Гравюры по металлу изящны, необычны и могут стать прекрасным украшением любого помещения. Механическая гравировка латунь, к примеру, давно уже применяется для оформления как вывесок и табличек, так и для декорирования предметов интерьера. Как оказалось, сплав олова, цинка и меди – идеальная поверхность для высокохудожественной механической гравировки, он придает работе особое благородство.
Современное фрезерно-гравировальное оборудование позволяет регулировать глубину и ширину обработки поверхности, поэтому подходит для работы с различными материалами. Механическая гравировка стекла востребована в промышленности при изготовлении зеркал, может применяться для оформления вывесок и табличек различного формата.
Бейджи, сувениры, таблички, изготовление всевозможных жетонов и эмблем – для этого нередко используется механическая гравировка пластика. Она обходится значительно дешевле, чем заводская штамповка изделий, и позволяет сделать надпись либо рисунок в единичном экземпляре.
Впрочем, с помощью механической гравировки можно без труда изготовить партию однотипной продукции. Но у этого метода есть и свои недостатки. Например, площадь гравировки напрямую зависит от рабочей поверхности станка, а для нанесения надписей и изображений на мелкие предметы необходимо использовать специальные крепления. С помощью фрезы, как правило, обрабатываются ровные плоские поверхности – нанести гравировку на шариковую ручку или же обручальные кольца механическим способом весьма проблематично.
Область применения механической гравировки
Фрезерно-гравировальные работы являются довольно востребованным направлением деятельности, с их помощью можно изготовить:
вывески и таблички;
жетоны и медали;
художественные картины;
подарочные сертификаты и памятные знаки.
Механическим путем надписи и изображения сегодня наносятся на часы и портсигары, визитницы, зажигалки и брелоки, оружие и мобильные телефоны.
Получите каталог нашего оборудования
Оставьте свой телефон, и мы свяжемся с вами
Даю согласие на обработку персональных данных (Политика конфиденциальности)
Виды гравировки — механическая, ручная, лазерная гравировки
Одежда и обувь
Аксессуары
Гравировка является одним из самых простых способов сделать вещь уникальной и неповторимой. Ювелирные украшения с гравировкой передаются из поколения в поколение и хранятся веками. Технический прогресс не обошел и такой древний вид искусства, как гравировка. Впрочем, не во всех случаях стоит прибегать к новым технологиям в граверном деле. Итак, об основных плюсах и минусах различных видов этого старинного ремесла:
Ручная гравировка – является самым древним видом этого ремесла. Именно ручная гравировка смотрится лучше всего на ювелирных украшениях. К примеру, для нанесения памятной надписи на кольца, чаще всего используется именно ручная гравировка, потому что машина просто не способна нанести надпись на сложную поверхность кольца. Такой вид гравировки наносится обычно специальным инструментом – штихелем (что-то вроде стамески). Нанесение рисунка с помощью специальной бормашины также считается подвидом ручной гравировки. Плюсами этого вида гравировки является красота и эстетичность изготавливаемого изделия. Минусами такой гравировки являются достаточно высокая стоимость изделия (обычно определяется количеством знаков для нанесения, в случае если гравировка представляет собой текст). Ручная гравировка требует высокого уровня мастерства исполнителя заказа.
Механическая гравировка выполняется с помощью специального гравировального станка, в центре которого расположена специальная фреза. Такой вид гравировки наиболее распространен в мире. Простота этого метода и низкая стоимость изготавливаемого изделия – вот основные плюсы этого метода. Впрочем, минусов у этого метода тоже предостаточно: площадь гравюры ограничена поверхностью станка, изображение можно наносить только на плоской поверхности. Проще говоря, на ювелирных изделиях практически невозможно использовать метод механической гравировки.
Алмазная гравировка является подвидом механической гравировальной техники. Основное отличие этого метода состоит в том, что на фрезу наносится специальное алмазное напыление, благодаря чему гравюра приобретает дополнительную прочность.
Лазерная гравировка в последнее время приобрела небывалую популярность. Оно и понятно: новая технология позволила снизить стоимость гравировки до предельного минимума. К тому же, гравировка лазером делается за пару минут, в отличие от гравировки штихелем, которая может занять несколько дней. Впрочем, минусов у этого вида гравировки тоже достаточно: такая гравировка недолговечна и со временем имеет свойство стираться. К тому же, на ювелирных изделиях такая гравировка смотрится не эстетично, т.к. теряется этот флер старинного изделия. Дело в том, что лазер просто выжигает должным образом поверхность изделия и, соответственно, характерного рельефа на украшении не появляется.
О том, где сделать гравировку в Москве, читайте обзор граверных мастерских Москвы.
Автор — Шевцова
0 голосов
Сравнение лазерной и механической гравировки
Trotec Laser
Обучение и поддержка
Часто задаваемые вопросы
org/ListItem»> Сравнение лазерной и механической гравировки
Когда какой процесс гравировки лучше подходит?
Лазерная гравировка и механическая гравировка – сравнение двух технологий
Наиболее распространенными методами гравировки материалов являются механическая гравировка и лазерная гравировка. Каждая технология имеет свои преимущества. Например, при лазерной гравировке основное внимание уделяется точности и детализации, тогда как механическая гравировка выгодна своим рельефным эффектом. Продолжайте читать, чтобы узнать о сравнении обоих методов гравировки с акцентом на их преимуществах и недостатках.
Механическая гравировка.
В процессе механической гравировки фреза перемещается по поверхности зажимаемой заготовки. Вращательное движение фрезы удаляет поверхность материала. Например, буквы или узоры вырезаются из материала. Пластмассовые слоистые материалы также можно гравировать таким способом. Металлические поверхности имеют особое преимущество при механической гравировке: глубокая машинная обработка букв или украшений может быть выполнена с помощью цвета для увеличения контраста.
Преимущества механической гравировки.
Возможна глубокая гравировка на металле.
Металлы также можно сверлить и резать.
Недостатки механической гравировки.
К механической гравировке применяются следующие ограничения:
Ограниченный уровень детализации: особенно трудно обрабатывать мелкие детали.
Износ: Фрезерная головка изнашивается и требует регулярной замены.
Требуется зажим: При механической гравировке заготовка должна быть зажата. Требуемое для этого время является помехой при серийном производстве.
Не подходит для многих материалов: тонкая гравировка или маркировка бумаги или кожи невозможна. Механическая гравировка не подходит для придания шероховатости поверхности акрила.
Примеры гравировки на бумаге и фотогравировки на акриле с использованием лазера
+С помощью лазера можно реализовать эффективную фотогравировку на акриле. Механическая гравировка для этого не подходит. + С помощью лазера можно выгравировать мелкие детали на бумаге. Механический гравировальный станок не подходит для гравировки на бумаге.
Как работает лазерная гравировка
Внутри лазерной гравировальной машины свет отражается от зеркал и линз, фокусируясь на поверхности заготовки. Система осей позволяет лучу скользить по поверхности. В зависимости от продолжительности воздействия сильное тепло лазерного луча обжигает или испаряет поверхность заготовки. Таким образом, создавая гравюру.
Подробнее о лазерной гравировке читайте здесь
Преимущества лазерной гравировки
Подходит для многих материалов (дерево, стекло, текстиль, бумага, металл, пластик и т. д.)
Материал не требует зажима. Бесконтактная обработка.
Отсутствие износа инструмента
Очень высокая точность
Экономично для отдельных изделий и серий
Хотите узнать больше о лазерной гравировке и подходящих лазерных гравировальных станках?
Запросить дополнительную информацию.
Свяжитесь с нами
Обзор преимуществ обоих методов гравировки:
Laser engraving
Mechanical engraving
Engraving letters
✔
✔
Engraving small details and logos
✔
⚫
Фотогравировка
✔
⚫
Производительность
✔ 0097
⚫
Cutting material
✔ Clean cutting edge
O Post-processing necessary
Durability of the engraving
✔
✔
Простота использования
✔ Простота использования
O Требуется опыт
Tool wear
✔ No consumables
⚫ Milling head, possibly external coolant
Cutting and drilling metals
⚫
✔
Speedy laser engraving machines
Для лазерной гравировки мы предлагаем Вам широкий выбор лазерных станков. Опционально они могут быть оснащены лазером CO 2 , волоконным лазером или комбинированной системой flexx. Наши лазерные граверы Speedy одинаково подходят как для гравировки, так и для резки.
Дополнительная информация о наших лазерных граверах
Поскольку индивидуальные требования требуют индивидуальной консультации.
Консультируем бесплатно.
Запросите 30-минутную встречу сейчас.
Связаться с нами
Приступая к работе Гравировка
Гравировка — это нанесение рисунка на твердую поверхность путем прорезания в ней канавок. В своей простейшей форме гравюра существовала почти с момента зарождения цивилизации.
Перейти к 1970-е годы, и у нас есть появление механического гравера. Этот процесс включает использование либо вращающейся фрезы в моторизованном шпинделе, либо тонкой алмазной фрезы в немоторизованном шпинделе для резки (гравировки) материала. Гравировка может быть выполнена полностью через подложку для создания вырезанных форм или отверстий или на заданной глубине для создания выгравированных канавок, которые формируют символы и графику.
Механические граверы
Существует два типа механических гравировальных станков; пантографы и компьютеризированные. С пантографом вы вручную опускаете резак на кусок материала и, используя стилус, вручную обводите мастер-шаблон или ряд букв, создавая таким образом копию того, что вы обводите.
Каждый компьютеризированный гравировальный станок состоит из ПК, контроллера и стола. ПК требует программного обеспечения, сложного электронного управления и шаговых двигателей для механического опускания фрезы (ось Z) и перемещения ее влево и вправо и сверху вниз (оси X и Y) для гравировки.
Гравировальные станки могут иметь область гравировки размером от 4″x3″ до 25″x50″. Они обычно используются для таких предметов, как украшения, наградные и трофейные тарелки, подарочные изделия, знаки (пластиковые и металлические) и промышленные тарелки.
«Мозгом» компьютеризированной системы является контроллер гравировки. Он берет информацию из вашего программного обеспечения для разметки, расположенного на вашем ПК, и переводит ее в форму, которую может понять ваш гравировальный станок. Контроллер сообщает станку, куда перемещать гравировальный инструмент для каждого задания гравировки. Контроллер также позволяет манипулировать всеми важными факторами, включая исходное положение, скорость, глубину, необходимость и время паузы и другие важные функции. Высококачественный контроллер гравировки влияет на количество опций, вариаций и возможных действий, которые может выполнять ваш граверный стол, а также может влиять на точность вашей системы гравировки.
Шпиндели — это прецизионные механические компоненты, которые работают с переменной скоростью во время ротационной гравировки. Шпиндели удерживают фрезы, наиболее важную часть оборудования, которая оказывает наибольшее влияние на результат работы. Фрезы бывают разных размеров, и разные фрезы используются с различными типами материала для достижения желаемого вида.
Существует определенная кривая обучения, связанная с ротационной гравировкой при использовании фрез, изучение правильной глубины и выбор правильной скорости. Если вы думаете о покупке ротационного гравировального станка, мы рекомендуем посетить торговую выставку и сделать несколько сравнительных покупок, попросив каждого производителя станков выгравировать одну и ту же работу. Сравните результаты, сколько времени ушло на гравировку и качество готового изделия. Отраслевые выставки — это отличное место для общения с коллегами-граверами и получения дополнительной информации об отрасли и множестве различных доступных продуктов.
Лазерная гравировка
Современная лазерная гравировка появилась на сцене в начале 1990-х годов. Большинство граверов в индустрии наград и признаний в настоящее время используют CO2-лазер, хотя некоторые все еще могут использовать YAG-лазер. В своей простейшей форме лазерный гравер представляет собой трубку с точно расположенными зеркалами и линзой для направления луча света. Трубка заполнена газами, включая азот и гелий. Когда электрическая энергия подается на заполненную газом трубку, она возбуждает молекулы газа, которые вибрируют и излучают свет, отражающийся между зеркалами. Чтобы использовать эту энергию, часть света выходит на одном конце трубки. Этот сфокусированный точечный луч света настолько интенсивен, что испаряет части материала, к которому прикасается, оставляя выгравированное изображение. Луч также можно использовать для прямой резки материала в векторном режиме. В целом, CO2-лазеры хорошо подходят для гравировки материалов, плохо проводящих тепло и электричество. Гравировать голый металл можно только либо с помощью лазера очень высокой мощности, либо с применением химического вещества (Cermark) перед гравировкой.
Большинство лазеров управляются ПК с операционной системой Windows. Помимо программного обеспечения, такого как CorelDraw, лазерному станку потребуется сжатый воздух и вытяжной вентилятор. Вытяжной вентилятор необходим для фильтрации паров и пыли, образующихся в процессе лазерной гравировки. Вентилятор не только обеспечивает безопасность и чистоту рабочей среды, но и снижает износ вашего оборудования, удаляя остатки из зоны гравировки.
Видимо, вы попали на страницу, которой либо нет, либо давно удалили. Начните поиск сначала!
Заказать обратный звонок
Телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар добавлен в корзину
Перейти в корзину
Товар добавлен в сравнение
Сравнить товары
В сравнении не может быть больше 4 товаров
Запрос счёта или коммерческого предложения
Название организации:
Ваш e-mail
Ваш телефон
Имя контакного лица:
Юридический адрес:
Комментарий:
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар в пути, узнайте когда поставка
Ваше имя:
Ваш e-mail
Ваш телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Связаться с нами
Как позвонить
По телефону +7(495)155-45-19. На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На странице товара, под названием товара 3 статуса:
В наличии – Товар у нас на складе. Оформляйте покупку кнопкой Купить.
Предзаказ – товар в пути, скоро доставка. Узнайте о сроках поставки, кликнув на ‘Сроки поставки’ или оформите покупку кнопкой Купить.
Под заказ – Товар привозится по вашему заказу по частичной предоплате. Оформляйте заказ по кнопке Заказать.
Как получить счёт на оплату для юридических лиц
Добавьте товары в корзину, перейдите к оформлению заказа. Способ оплаты: Организация → Укажите реквизиты → Получите счет на оплату
Как получить коммерческое предложение
На странице товара кликните по ссылке Запросить КП
Сколько стоит доставка
На странице товара блок Доставка. С точным расчетом стоимости и сроков в ваш город. На странице Доставка и оплата более подробно о всех способах доставки.
Если вы не нашли среди вопросов своего, обратитесь к нам через Whatsapp или Telegam
Заказ в один клик
Контактное лицо (ФИО):
Контактный телефон:
Email:
Упс.. кажется такой страницы нет
Видимо, вы попали на страницу, которой либо нет, либо давно удалили. Начните поиск сначала!
Заказать обратный звонок
Телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар добавлен в корзину
Перейти в корзину
Товар добавлен в сравнение
Сравнить товары
В сравнении не может быть больше 4 товаров
Запрос счёта или коммерческого предложения
Название организации:
Ваш e-mail
Ваш телефон
Имя контакного лица:
Юридический адрес:
Комментарий:
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар в пути, узнайте когда поставка
Ваше имя:
Ваш e-mail
Ваш телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Связаться с нами
Как позвонить
По телефону +7(495)155-45-19. На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На странице товара, под названием товара 3 статуса:
В наличии – Товар у нас на складе. Оформляйте покупку кнопкой Купить.
Предзаказ – товар в пути, скоро доставка. Узнайте о сроках поставки, кликнув на ‘Сроки поставки’ или оформите покупку кнопкой Купить.
Под заказ – Товар привозится по вашему заказу по частичной предоплате. Оформляйте заказ по кнопке Заказать.
Как получить счёт на оплату для юридических лиц
Добавьте товары в корзину, перейдите к оформлению заказа. Способ оплаты: Организация → Укажите реквизиты → Получите счет на оплату
Как получить коммерческое предложение
На странице товара кликните по ссылке Запросить КП
Сколько стоит доставка
На странице товара блок Доставка. С точным расчетом стоимости и сроков в ваш город. На странице Доставка и оплата более подробно о всех способах доставки.
Если вы не нашли среди вопросов своего, обратитесь к нам через Whatsapp или Telegam
Узнайте, как сделать так, чтобы ваши 3D-отпечатки PETG сияли или выглядели как настоящие модели, из этого информативного руководства по финишной обработке.
Опубликовано 20 сентября 2017 г.
от
Алек Рихтер
Что такое нить 3D PETG?
PETG — это аббревиатура от полиэтилентерефталата (с модификацией гликоля), который является одним из наиболее распространенных полимеров, используемых сегодня. Он используется для изготовления бутылок для воды, упаковки для пищевых продуктов и множества других распространенных пластиковых предметов. В качестве нити для 3D-печати пластик PETG зарекомендовал себя как прочный и простой в использовании материал. Образно говоря, он сочетает в себе наиболее полезные характеристики филамента ABS 3D (жесткость и механические свойства функциональных деталей) с простотой печати, которую обеспечивает филамент PLA. Что-то вроде сценария «лучшее из обоих миров». Но насколько легко закончить? Вы можете шлифовать, использовать наполнитель или использовать эпоксидные смолы для PLA и ABS, но что вы можете сделать, чтобы закончить PETG?
Полностью напечатано в PETG, регулируемая рабочая станция для печатных плат от giufini на Thingiverse
Что такое отделка и почему вы хотите это сделать?
Существует несколько методов удаления или уменьшения бороздок или линий слоев на 3D-принтере. Это называется «финишная обработка» или «постобработка». Некоторые из различных процессов являются универсальными и могут применяться одинаково для различных нитей. Другие зависят от материала и применимы только к одному материалу. Одни материалы химически активны, другие нет. Если вы собираетесь формовать 3D-принт, использовать его для костюма или хотите что-то, что не выглядит напечатанным в 3D, вам необходимо выполнить постобработку. PETG — отличная альтернатива нити из ABS или PLA для изготовления костюмов или реквизита, потому что ее так же легко печатать, как PLA, но она обладает температурной устойчивостью, аналогичной ABS; он не деформируется во время печати, как ABS, и не деформируется и не сгибается в машине в жаркий день, как PLA. Давайте рассмотрим различные методы, которые вы можете использовать для PETG, универсальные или нет.
Этот же процесс описан в документе «Как сгладить и обработать отпечатки из PLA». Между ABS, PLA и PETG нить ABS шлифуется легче всего, а PLA шлифуется труднее всего, что ставит PETG на промежуточное положение между ними. Вы начинаете с грубой наждачной бумаги, чтобы сбить большую часть линий слоев на 3D-печати. Линии слоев на микроскопическом уровне представляют собой серию цилиндров, наложенных друг на друга. Отшлифовав его, мы можем сгладить большие выступы, чтобы они выглядели и ощущались более гладкими, но это все равно не сгладит поверхность полностью, так как между слоями все еще остаются промежутки. Используя грунтовку-наполнитель, точечную шпаклевку или шпаклевку кузова, мы можем заполнить щели, если они незначительны, если они чуть более ощутимы или если между слоями есть существенные различия, соответственно. Для чего-то, что печатается быстро и с высокими слоями, например, с соплом MOARstruder или Volcano, которое может печатать до 0,9мм с соплом 1,2 мм, между слоями есть некоторые сильные различия, и для этого необходим наполнитель для тела, чтобы заполнить их, но для 3D-печати с обычным соплом 0,4 мм и слоями 0,1 мм необходимо распылить немного грунтовки на наполнитель. это гораздо лучшее использование. Качество печати, высота слоя, материал и размер сопла — все это влияет на то, сколько времени потребуется, чтобы перейти от одной зернистости наждачной бумаги к другой, или какой метод заполнения вам нужен. Найдите здесь различные сопла для 3D-принтеров.
Отшлифовать, загрунтовать и заполнить все неровности и бороздки
Покрытие Нить для 3D-принтера PETG
Нанесение эпоксидной смолы на 3D-принт из PETG аналогично нанесению PLA или ABS, и вы можете сделать это с помощью XTC-3D. Это самовыравнивающаяся эпоксидная смола, что означает, что она будет течь и покрывать деталь, и на ней не будут видны мазки кисти. Он очень легко шлифуется и сразу же придает вашим частям глянцевую поверхность, если вы не собираетесь шлифовать их дальше.
XTC-3D растекается и устраняет все полосы и мазки кисти по мере отверждения.
Плавление или растворение нити PETG 3D
Предисловие: Эта информация может быть устаревшей, так как этот метод работает не так хорошо, как раньше. Вполне возможно, что из-за некоторых изменений в структуре филамента PETG, облегчающего печать, он также затрудняет растворение. Также возможно, что, несмотря на положительные результаты в других сообществах, использующих этот метод и материалы, в их процессе была какая-то другая переменная. В любом случае, похоже, это больше не работает.
Это означает использование некоторого количества химического пара, чтобы начать плавление и растворение внешней поверхности 3D-отпечатка, чтобы сгладить все линии слоев вместе. Что действительно приятно в сглаживании паром, так это то, что он проникает во все поверхности и внутренние поверхности, на которые иначе невозможно попасть, и отшлифовать. Это очень тонкая грань между недостаточным количеством пара и его избытком: если слишком мало, и вы не заметите изменений, а если слишком много, то вы либо полностью расплавите деталь, либо сделаете ее слишком хрупкой, чтобы ее можно было использовать. У ABS есть пары ацетона, у PLA есть свое химическое вещество (очень взрывоопасное при неправильном хранении и уходе. Я не буду упоминать его здесь, но вы можете узнать о нем самостоятельно), и у PETG тоже есть. Раньше существовало легкодоступное и простое в использовании химическое вещество, которое очень хорошо работало на PETG и даже PLA, но оно также было потенциально взрывоопасным и было запрещено в Калифорнии в 2011 году. ацетат, а на самом деле «безацетоновая» жидкость для снятия лака — это чаще всего этилацетат. Иногда в качестве активного ингредиента используется другое химическое вещество, поэтому при проверке в местной аптеке убедитесь, что там указан этилацетат. Функционально процесс аналогичен сглаживанию паров ацетона, о котором вы можете прочитать здесь или посмотреть здесь.
Отпечаток слева не подвергался обработке паром, а отпечаток справа был обработан.
Склеивание 3D-отпечатков PETG
Существует множество моделей, которые слишком велики, чтобы поместиться в один 3D-отпечаток, или имеет смысл разделить модель, чтобы предотвратить создание чрезмерной поддержки. В таких случаях вам нужно будет склеить два или более отпечатка вместе, если они не имеют фрикционной посадки с помощью соединений. Как и почти любой другой материал для 3D-печати, цианоакрилатный суперклей и ускоритель идеально подходят для склеивания двух деталей. Подобно АБС и растворителям для сварки АБС, некоторые люди добились успеха с различными пластиковыми растворителями и цементами, такими как SciGrip Weldon #4, но ваш пробег может отличаться.
Эта часть PETG была треснута пополам и склеена цианоакрилатом, и вы вряд ли сможете ее различить.
Мы надеемся, что эта статья поможет вам сделать все ваши детали, напечатанные на 3D-принтере PETG, потрясающими! Чтобы узнать больше о 3D-печати с использованием нити PETG, ознакомьтесь с нашим подробным руководством здесь.
Метки статей
3D-печать
Прошивка
3D-дизайн
MatterControl
Пресс-релизы
Малый бизнес
Автомобилестроение
Э3Д
Изготовление ювелирных изделий
Машиностроение
Индустрия развлечений
MatterControl Touch
Антистатические материалы
НейлонX
БКН3Д
Открытый исходный код
Умелая ручка
Анатомия цифрового изготовления
Как
Оборудование и обновления
Советы и рекомендации
Сборки выходного дня
Первая десятка
Образование
Технический сбой
Женщины в 3D-печати
Идеи проекта
Передовые материалы
Артикул
Импульсная двойная экструзия
Обзор продукта
Аэрокосмическая промышленность
Вакансии
Военные и правительственные
Многофункциональные станки
Начало работы
Здравоохранение
Как добиться успеха с любым материалом для 3D-печати
Creality3D
Архитектура
Обзоры 3D-принтеров
Хакер месяца
Сопутствующие товары
Посмотреть все сопутствующие товары
Постобработка PETG – как добиться наилучших результатов
3D Insider поддерживается рекламой и зарабатывает деньги за клики, комиссионные от продаж и другими способами.
ABS и PLA уже давно являются лучшими материалами для 3D-печати на основе нити, но PETG быстро становится главным претендентом. PETG обладает механической и химической устойчивостью, аналогичной ABS, но с ним не так сложно работать. Это также довольно дешевый материал накаливания, несмотря на его, казалось бы, премиальные характеристики и качество.
PETG может быть отличным материалом для 3D-печати, но он все же нуждается в некоторой постобработке, если вы хотите избавиться от этих неприглядных линий слоев. Сгладить PETG сложно, но возможно. Вот некоторые из лучших советов и приемов:
Шлифование
Самый популярный метод постобработки — шлифование. Это также относится к PETG, хотя его дополнительная гибкость может немного усложнить задачу. Хотя потребуется немного больше физических усилий и терпения, техника остается в основном той же.
Как и при любой тяжелой шлифовальной работе, лучше всего выполнять шлифовку PETG в несколько этапов. Вы можете начать с мелкозернистой наждачной бумаги (около 200 зерен) для более быстрого устранения крупных дефектов поверхности. Если на вашем отпечатке остались прыщики или остаточные следы от удаления поддержки, сейчас самое подходящее время, чтобы избавиться от них.
Не забывайте шлифовать широкими и круговыми движениями. Не шлифуйте слишком быстро, так как трение может привести к избыточному теплу. PETG довольно термостойкий, но это не повод не обращаться с ним бережно.
Если вы удовлетворены тем, как выглядит отпечаток PETG после шлифования наждачной бумагой с зернистостью 200, вы можете перейти к следующему более высокому номеру зернистости. Лучше всего делать это небольшими шагами. Например, после зернистости 200 можно использовать зернистость 400, а затем перейти к зернистости 800. Достижение точки, в которой отпечаток выглядит хорошо, должно становиться все легче и быстрее с каждым шагом.
Как только вы доберетесь до зернистости 1000, мы рекомендуем перейти на метод мокрого шлифования. Убедитесь, что используемая вами наждачная бумага подходит для влажной шлифовки. Это включает в себя смачивание шлифуемой поверхности небольшим количеством воды, чтобы помочь мобилизовать все твердые частицы, которые оторвутся. Это должно ускорить процесс шлифования и избежать проблем, связанных с выделением тепла из-за трения.
В зависимости от ваших целей, вы можете продолжать шлифование до тех пор, пока вас не устроит наждачная бумага с зернистостью 2000 или 3000. На этом этапе поверхность отпечатка PETG должна быть почти идеально гладкой на ощупь и не иметь видимых линий слоев.
Полировка
Если вы хотите, чтобы ваш отпечаток PETG имел глянцевую поверхность, вам придется нанести полировальный состав. Лучше всего это делать после того, как вы прошли весь процесс шлифования. Полировочный состав заполнит любые мелкие дефекты поверхности и может быть отполирован до зеркального блеска.
Для этой цели подойдет любая полироль для жидких металлов. Вы также можете использовать металлические полировальные бруски, это более дешевый вариант. В любом случае, лучше наносить полировальные составы в очень малых количествах и добавлять только при необходимости.
Для начала нанесите небольшое количество полироли для металлов на поверхность отпечатка PETG. Используя чистый кусок ткани, протрите полировальный состав по всей поверхности. Это заполнит любые пробелы или дефекты поверхности, оставив очень тонкий поверхностный слой. Продолжайте протирать поверхность отпечатка, чтобы полировать полировальный состав и добиться зеркального блеска.
Если вы еще не удовлетворены результатом, добавьте еще немного полировальной пасты и повторите весь процесс. Не забудьте отполировать поверхность большими круговыми движениями для более равномерного распределения полировального состава. Обратите особое внимание на мелкие детали и узкие места.
Проявив некоторое терпение, вы можете отполировать отпечаток PETG до уровня, при котором он приобретет зеркальный блеск и гладкость. Это также дает PETG некоторую защиту от влаги, которая может быть идеальной, если проект будет подвергаться воздействию наружных элементов.
Термическая обработка
Хотя шлифовка и полировка являются довольно надежными и простыми методами, они также требуют много времени. Вы можете легко потратить два или три часа только на то, чтобы добиться зеркальной отделки одного проекта. Если у вас нет роскоши времени, вы можете вместо этого рассмотреть возможность использования тепловой пушки.
Используя тепловую пушку, вы можете расплавить самую внешнюю поверхность отпечатка PETG, чтобы устранить любые дефекты, прыщики и линии слоев. Преимущество этого метода в том, что он очень быстрый — если вы не сделали это за несколько минут, то, вероятно, вы делаете это неправильно. Однако это также требует определенных навыков и опыта обращения с тепловой пушкой.
При прохождении маршрута термической обработки лучше идти как можно медленнее. Установите тепловую пушку примерно на 230 C — это самая низкая температура плавления PETG. Расположите тепловую пушку примерно в футе от отпечатка PETG и постоянно перемещайте ее. Обязательно покрывайте все части отпечатка при перемещении фена и не оставайтесь на одном месте слишком долго.
Если поверхность вашего отпечатка начинает иметь волнистый вид, то это признак неправильной термообработки. К сожалению, этот дефект почти наверняка необратим. Обязательно остановите термообработку непосредственно перед тем моментом, когда, по вашему мнению, вы закончите, так как любое остаточное тепло все еще выполняет свою работу. Вы также можете несколько этапов пост-обработки термообработки, просто чтобы перестраховаться.
Возможно ли химическое сглаживание PETG?
Химическое сглаживание парами, вероятно, является наиболее предпочтительным методом постобработки в 3D-печати. Это быстро, требует минимальных усилий и почти всегда дает хорошие результаты. Печальная новость заключается в том, что на самом деле это единственный жизнеспособный метод постобработки для ABS. Для всех других пластиков для 3D-печати (включая PETG) химическое сглаживание паров доставляет больше хлопот, чем пользы.
Теоретически существуют определенные растворители, которые должны работать для разглаживания PETG. Чаще всего в этих дискуссиях упоминаются три конкретных растворителя: метилэтилкетон (МЭК), толуол и циклогексанон.
Проблема этих растворителей в том, что их нельзя просто купить на Amazon или даже в местной аптеке. Эти химические вещества строго регулируются из-за их высокой токсичности, помимо нескольких других причин. МЭК и циклогексанон могут использоваться для изготовления незаконных наркотиков, а толуол является одним из основных компонентов взрывчатых веществ.
Принимая во внимание то, через что вам придется пройти, чтобы купить любой из этих растворителей, мы не можем рекомендовать сглаживание химическим паром на отпечатках PETG.
Есть сообщения о том, что пользователи сглаживали печать PETG с помощью паров этилацетата. Этилацетат не так строго регулируется, как три других растворителя, упомянутых выше. Однако надежность этилацетата для сглаживания паров PETG все еще вызывает сомнения.
ТЕПЛОВОЙ ДИОД, содержащий входной теплопровод в виде стержня с изогнутой пластиной на конце, имеющей два участка противоположной кривизны , концы которых закреплены на планке, отличающийс я тем, что, с Целью повышения температурной чувствительности, планка вьтолнена из материала с обратимым мартенситным превращением, изогнута по форме участка пластины входного теплопровода со стороны стержня и снабжена выступом, введенным во входной тепло ,провод в зоне стержня. %
СОЮЗ СОВЕТСКИХ
00UNI5
РЕСПУБЛИК
0% 01И
3ФР % 28 F 13/14
ОПИСАНИЕ ИЗОБРЕТЕНИЯ, Н ILR TOICHOMV СВИДВбВ ЬСГВ\Г
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ (21) 3594092/24-06 (22) 23. 05.83 (46) 07.07.84. Бюл. Ф 25 (72)- Л.Л. Вержбицкий, Ф.В, Прудников, II.E. Вайтехович и В.П. Сивенков (71) Белорусский ордена Трудового
Красного Знамени технологический институт им. С.М. Кирова (53) 621.565.58(088.8) (56) 1. Авторское свидетельство СССР
Ф 732657, кл. F 28 F 13/14, 1978.
2. Авторское свидетельство СССР 9 848961, кл. F 28 F 13/14, 1979. (54)(57) ТЕПЛОВОЙ ДИОД, содержащий входной теплопровод в виде стержня с изогнутой пластиной на конце, име- 1 ющей два участка противоположной кривизны, концы которых закреплены на планке, отличающийся тем, что, с целью повышения температурной чувствительности, планка выполнена из материала с обратимым мартенситным превращением, изогнута по форме участка пластины входного теплопровода со стороны стержня и снабжена выступом, введенным во входной тепло,провод в зоне стержня.
1101665
4 ° N
ФмРЗаказ 4746/25
Hop3QccNcH?
ВНИИ ПИ
Тираж 631,Изобретение относится к теплотехнике, в частности к теплопередающей коммутирующей аппаратуре.
Известен тепловой диод, содержащий входной и выходной теплопроводы, выполненные из материалов с различным коэффициентом линейного расширения(1).
Недостатками этого диода являются низкая температурная чувствительность и невысокая надежность.
Наиболее близким по технической сущности к предлагаемому является тепловой диод, содержащий входной теплопровод, в виде стержня с изогнутой пластиной на конце, имеющей два участка противоположной кривизны, концы которых закреплены на планке (23;
Недостатком этого теплового диода
20 является сравнительно низкая температурная чувствительность.
Цель изобретения — повышение температурной чувствительности.
Поставленная цель достигается тем, что в тепловом диоде, содержащем входной теплопровод в виде стержня с изогнутой пластиной на конце, имеющей два участка противоположной кривизны, концы которых закреплены на планке, последняя выполнена из материалов с обратимым мартенситным превращением (или с памятью формы), изогнута по форме участка пластины входного теплопровода со стороны стержня и снабжена выступом, введен- 35 ным во входной теплопровод в зоне стержня.
На фиг 1 схематично показан тепловой диод, разрез; на фиг. 2 — то же, во включенном положении. * 40
Тепловой диод содержит входной теплопровод 1 в виде стержня 2 с изогФилиал ППП «Патеыт», r. Ужгоррд, уа. Проектывя, 4 нутой пластиной З,на конце, имеющей два участка 4 и 5, концы которых закреплены на планке 6, выполненной из материала с обратимым мартенситным превращением, изогнутой по форме участка 5 пластины 3 и снабженной выступом 7, введенным во входной теплопровод 1 в зоне стержня 2. Выходной теплопровод 8 имеет зону 9 контакта с участком 4 пластины 3.
Пластина 3 проходит через отверстия
10 в планке 6, причем последняя может иметь форму полуэллипса. Теплопровод 1 и 8 размещены внутри корпуса 11.
Тепловой диод работает следующим образом.
При подводе тепла к входному теплопроводу планка 6, контактирующая с участком 5 пластины 3, прогревается и при повышении температуры выше точки Кюри ее материал претерпевает мартенситное превращение, в результате чего планка 6 дополнительно изгибается, при этом участок 4 пластины 3 входит в контакт с выходным теплопроводом 8. При обратном направлении теплового потока диод не включается.
Пластина 3 может быть выполнена из высокотеплопроводных материалов (например, меди) независимо от величины их коэффициента линейного расширения. Диод обладает высокой температурной чувствительностью благодаря выполнению планки 6 из материала с памятью формы.
Таким образом, выполнение планки изогнутой по форме пластины входного теплопровода из материала с обратным мартенситним превращением позволяет повысить температурную чувствительность теплового диода.
Тепловую индуктивность создали при комнатной температуре
Японские физики обнаружили тепловую индуктивность в проводящей пластине, прикладывая к ее концам переменное напряжение и изучая тепловые потоки, вызванные эффектом Пельтье. Индуктивность выражалась в отставании фазы тепловых волн от фазы напряжения, из-за чего в образце появлялся инвертированный градиент температуры. Исследование опубликовано в Communications Physics.
Если какое-то одно физическое явление похоже на другое, то, скорее всего, оно будет описываться сильно схожей математикой. Можно найти множество примеров этого, но, пожалуй, самым понятным из них оказались законы, описывающие электрический ток и течение воды в трубах. В этом случае можно получить понятную аналогию, если сопоставить электрическое напряжение с давлением, а электрический ток — с потоком воды.
Оказывается, похожим образом можно поступить, если рассматривать процессы теплопереноса. Физикам удалось создать множество тепловых аналогов для простейших элементов электрических цепей, таких как диоды, транзисторы, логические вентили и так далее. До недавнего времени единственным не воспроизведенным тепловым элементом оставалась тепловая индуктивность. Это связано с тем, что колебательное поведение с изменением направления теплового потока от холодного к горячему обычно считается нарушением второго закона термодинамики. Предыдущие попытки создания термоиндуктивного элемента опирались либо на громоздкие неизолированные системы, либо на гелиевые температуры.
Кэндзиро Окава (Kenjiro Okawa) с коллегами из Национального института передовой промышленной науки и технологий (AIST) смогли создать тепловую индуктивность при комнатной температуре на основе эффекта Пельтье, прикладывая переменное напряжение к разным концам проводящей пластины. Меняя частоту напряжения, они нашли режим задержки тепловой фазы, что выражается в отрицательном градиенте температуры в середине образца.
Эффект Пельтье заключается в нагреве или охлаждении в точке контакта двух разнородных проводящих материалов. Локальное увеличение или уменьшение температуры создает ее градиент в окрестности контакта, указывающий направление теплового тока. Тепло не распространяется мгновенно: для оценки скорости процессов теплопроводности используется тепловая постоянная времени, которая помогает понять, насколько быстро в образце выровняется градиент температуры.
При этом ток не обязательно должен быть постоянным. Если период колебания напряжения, приложенного с разных концов образца, много больше тепловой постоянной времени, температурный профиль будет успевать перестраиваться в линейный закон от координаты (в случае справедливости одномерного приближения), а тепловой поток будет повсеместно однородным. Для противоположного случая, когда частота колебаний очень большая, температурное распределение станет постоянным, а поток нулевым за исключением краевых точек. Но когда тепловая постоянная времени оказывается сопоставимой с периодом колебаний напряжения, тепловой профиль представляет собой волнообразную зависимость с двумя точками экстремума. Тепловой поток между этими двумя точками становится отрицательным по отношению к разности температур на концах образца. Из-за возникающей задержки тепловой фазы по отношению к фазе тока этот обратный тепловой поток можно интерпретировать как термоиндуктивность, вызванную эффектом Пельтье.
Физики построили математическую модель этого эффекта для нескольких темроэлектрических материалов: меди и теллуридов висмута и сурьмы. В последнем случае оказалось, что отрицательный локальный температурный градиент может достигать 20 процентов от разности на концах образца. Однако из-за того, что амплитуда колебаний температуры составляет при этом всего 25 милликельвин, эффект невозможно обнаружить прямыми калориметрическими измерениями.
Вместо этого авторы предложили проводить измерения электрического импеданса в области образца, в которой модель предсказывает обратный градиент. Согласно расчетам, пассивная проводимость в ней должна быть несколько ниже, чем в среднем по образцу, а реактивная часть сопротивления может стать положительной. Физики убедились в этом экспериментально, получив хорошее согласие с теорией.
Ученые отмечают, что обнаруженный ими эффект существует при комнатной температуре и легко может быть настроен изменением частоты напряжения. Если удастся сформировать таким образом тепловой аналог самоиндукции, это откроет дорогу к созданию тепловых колебательных контуров.
В последнее время появляется все больше материалов, демонстрирующих необычную теплопроводность. Мы уже рассказывали про концепцию ткани с асимметричной терморегуляцией, а также про достижение рекордного коэффициента тепловой анизотропии в слоистых структурах.
Марат Хамадеев
Нашли опечатку? Выделите фрагмент и нажмите Ctrl+Enter.
Что такое термодиод?
Опубликовано
Полупроводниковые диоды позволяют электричеству течь в одном направлении и препятствуют потоку в другом направлении. Термодиод выполняет аналогичную функцию затвора, только используя тепловую энергию вместо электрической энергии.
При положительном тепловом смещении термодиод действует как теплопроводник, в то время как в противоположном случае отрицательного теплового смещения он подвергается плохой теплопроводности, эффективно действуя как теплоизолятор. Принцип действия этого термодиода показан на рис. 1.9.0009
Рисунок 1: Схема работы термодиода.
Когда первая клемма диода (левая сторона) имеет более высокую температуру по сравнению со второй клеммой (правая сторона), тепло может свободно течь от первой клеммы ко второй клемме. Напротив, когда второй вывод становится более горячим по сравнению с первым выводом, поток тепла от второго вывода к первому выводу сильно уменьшается. Это явление впервые наблюдал Чонси Старр на границе раздела меди и оксида меди(I) в 1919 году.30 с.
Как и его электронный аналог, концепция термодиода предполагает наличие механизма нарушения симметрии. Это нарушение симметрии наиболее удобно достигается путем слияния двух материалов с разными характеристиками теплопередачи. Чонси Старр из Политехнического института Ренсселера в Нью-Йорке построил соединение, состоящее из металлической медной части, которую он соединил с ее фазой оксида меди; тем самым подтверждая принцип работы выпрямления тепла в такой структуре. Термический выпрямитель Старра физически основан на асимметричном электрон-фононном взаимодействии, возникающем на границе раздела двух разнородных материалов. Сегодня существует множество макроскопических выпрямителей, которые функционируют за счет разности характеристик материала из-за температурного смещения и/или других внешних управляющих полей. В 2006 году были построены первые микроскопические твердотельные термодиоды.
Термически симметричный
Однополупериодное выпрямление
Исследования в области тепловых или тепловых диодов предлагают теоретические модели для объяснения этого эффекта. В 2017 году в статье, опубликованной в журнале Nature, был представлен новый метод построения теплового диода, в котором диод состоит из фиксированной и подвижной клеммы. На рисунке ниже показаны отдельные изображения одного и того же устройства; подвижный терминал показан внизу, а фиксированный терминал показан вверху на обеих иллюстрациях. На иллюстрации слева диод не проводит тепло, а справа — проводит.
На иллюстрации «вперед» справа подвижный терминал приближается к неподвижному терминалу. На «обратной» иллюстрации слева клеммы находятся дальше. Это происходит из-за свойства теплового расширения материала подвижного терминала. В режиме «вперед» подвижный терминал горячее неподвижного, поэтому он расширяется вверх по направлению к неподвижному терминалу. В «реверсе» подвижный терминал холоднее неподвижного, поэтому он не расширяется вверх; и держит дистанцию.
Тепловое излучение ближнего поля (NTFR) — это процесс, при котором тепло передается посредством теплового излучения между двумя терминалами. Зазор должен быть сравним с длиной волны излучения и, следовательно, должен быть очень маленьким. Расстояние между поверхностями экспоненциально влияет на интенсивность передаваемого тепла. Такова природа исправления. Когда подвижный терминал подходит достаточно близко к фиксированному терминалу, NFTR допускает теплопроводность; в обратном — слишком далеко и теплоотдачи нет.
Термодиоды используются из-за их свойства изменять напряжение в зависимости от температуры. Разнообразные области применения включают тепловые двигатели, охлаждение и регулирование температуры. Они контролируют температурные пределы микропроцессоров с высокими тепловыми нагрузками. Дальнейшие исследования включают в себя создание микроскопических твердотельных тепловых диодов, применение концепции тепловых диодов для использования солнечной энергии и эффективное преобразование тепла в электричество при более низких температурах, среди прочего.
Разработан новый твердотельный термодиод с улучшенными характеристиками выпрямления
(a) и (b) представляют собой схематическую геометрию термодиода, состоящего из Ni0,85Fe0,15S и Al2O3 для прямого и обратного направления. (c) Термический коэффициент выпрямления (γ) как функция смещения температуры (ΔT) вместе с указанными значениями. Кредит: Чжан Сюэкай
Эффективный контроль теплопередачи важен для повышения энергоэффективности. Термодиод является одним из ключевых элементов регулирования теплового потока. Подобно эффекту выпрямления тока, обнаруженному в электронных диодах, тепловой поток легко поддерживается в одном направлении в термодиоде, в то время как в противоположном направлении ему препятствуют. Значительное выпрямление тепла можно получить, используя соединение двух твердых материалов с противоположными тенденциями теплопроводности в зависимости от температуры. Этот тип теплового диода предлагает масштабируемость и простую аналогию конструкции электрического диода.
Группа под руководством профессора Тонг Пэна из Института физических наук Хэфэй (HFIPS) Китайской академии наук (CAS) сообщила, что они обнаружили сульфиды Ni 1-x Fe x S, a ряд материалов, которые могут открыть новые способы создания лучшего термического выпрямления.
Недавно та же команда объявила, что они создали новый термодиод из комбинированного материала Ni 0,85 Fe 0,15 S и оксида алюминия, который продемонстрировал превосходные характеристики по сравнению с любыми другими твердотельными термодиодами, о которых когда-либо сообщалось. Их актуальный результат был опубликован в Journal 9.0049 Применена физическая проверка .
В своей предыдущей работе они обнаружили резкий скачок теплопроводности вблизи фазового перехода первого рода (FOPT) в Ni 1-x Fe x S. Изменение теплопроводности достигает 200%, что свидетельствует о том, что сульфиды являются перспективными материалами для создания твердотельных термодиодов.
На этой основе они сконструировали термодиод с Ni 0,85 Fe 0,15 S (связанный 10 вес.% Ag) и Al 2 O 3 в виде двух сегментов. Термодиод демонстрирует отличные характеристики теплового выпрямления. При настройке холодного конца термодиода на 250 К при температурном смещении 97 К максимальный коэффициент теплового выпрямления γ max достигает 1,51.
Разработан новый твердотельный термодиод с улучшенными характеристиками выпрямления. Кредит: Чжан Сюэкай
Ni 0,85 Fe 0,15 S/Al 2 O 3 термодиод имеет преимущества перед другими твердотельными термодиодами. А именно, его γ max является самым большим среди заявленных значений, в то время как требуемое температурное смещение для возбуждения γ max как минимум на 100 K меньше, чем у тепловых диодов, имеющих сопоставимые γ max . ценности.
Выдающийся эффект теплового выпрямления современного термодиода может иметь потенциальное применение в системах управления температурой, таких как калорическое охлаждение и преобразование энергии.
Кроме того, на основе систематического экспериментального и теоретического анализа группа выяснила, как на коэффициент теплового выпрямления влияет температура холодного конца, соотношение длин Ni 0,85 Fe 0,15 S и Al 2 O 3 сегментов и резкость FOPT Ni 0,85 Fe 0,15 S.
Эти новые результаты служат руководством для разработки новых твердотельных тепловых диодов в будущем.
Дополнительная информация: Сюэкай Чжан и др., Большое термическое выпрямление в твердотельном термодиоде, изготовленном из легированного железом сульфида никеля и оксида алюминия, Physical Review Applied (2021). DOI: 10.1103/PhysRevApplied.16.014031
Предоставлено Китайская академия наук
Цитата : Разработан новый твердотельный термодиод с улучшенными характеристиками выпрямления (2 августа 2021 г.
Данная статья будет интересна, кто не очень знаком с процессом лазерной гравировки и последующим чернением гравировки. В основном это касается менеджеров РА и посредников, начинающим гравировщикам, так как чаще всего у них стоит задача грамотно объяснить своим клиентам, как будет выглядеть лазерная гравировка на той или иной поверхности или сувенире. И про чернение то же самое, нужно не нужно, можно ли сделать, как будет выглядеть.
Здесь будут рассмотрены вопросы гравировки и чернения исключительно по металлу, так как по остальным материалам чернение после гравировки либо не возможно, либо редко необходимо.
Сначала про гравировку на металле, чтобы понимать, стоит ли делать чернение по гравировке.
Гравировку можно разделить на два основных вида:
1) Лазерная гравировка по “чистому” металлу, без краски, лака и т. п. – проще говоря, лазерный луч по заданному макету нарушает поверхность металла, при этом делая поверхность металла шероховатой и меняя её. Цвет гравировки зависит от того какой металл гравируем:
— на алюминии чаще всего гравировка получается белой или серой
— на нержавейке и латуни – серой, темно серой или коричневой
— другие металлы и сплавы, тогда по внешнему виду сложно угадать, что получиться, чаще всего, даже при нашем огромном опыте, мы рекомендуем делать образец.
Примеры гравировки без чернения.
2) Лазерная гравировка по металлу с покрытием (анодированным, лаковым, лакокрасочным) – лазерный луч снимает покрытие с поверхности до металла (основания) иногда тоже делая шероховатой поверхность металла (основания) под краской, а иногда получается почти глянец. Цвет гравировки зависит от того какой металл под покрытием:
— если алюминий или нержавейка — гравировка получается белой, серой или серебристой,
— если латунь – жёлтой или золотой.
Стоит знать, что цвет гравировки зависит от качества металла-основания, бывали случаи, когда из за некачественного основания гравировка получалась неравномерного цвета, пятнистой, или просто не яркого золотого или серебряного цвета, а тёмной.
Примеры гравировки по металлу с покрытием.
Итак, теперь про гравировку с чернением.
Есть три способа чернения:
1) чернение лазером – это когда ставятся мощные параметры на гравировку, и на большинстве металлов можно таким способом добиться практически чёрной гравировки. Из плюсов – конечно, такое чернение не стирается. Из минусов — с коммерческой точки зрения этот способ весьма не конкурентный, так как по времени может быть в 5-10 раз дольше обычной гравировки, что по идее должно так же отражаться на цене в сторону увеличения.
2) чернение с помощью химических реактивов – они окисляют металл, и он темнеет, чернеет. Из плюсов этой технологии – такое чернение не стирается. Из минусов:
— нельзя чернить «чистый» металл, так как этот процесс носит стихийный, а не выборочный характер и чернит весь металл и с гравировкой и без,
— так как это, по сути, химическое травление, то это достаточно мощный и часто сложно контролируемый процесс, бывает при некачественном покрытии (чаще всего лако-красочном) процесс окисления металла не останавливается на границе гравировки и краски, а продолжает, происходить и под краской тоже, конечно далеко он не заходит, но края краски вокруг гравировки он разрушает, получаются сколы, расслоение краски
— есть сплавы, которые травление практически не чернит
— достаточно долгий процесс
— вредный для здоровья людей осуществляющих процесс чернения, для конечных пользователей продукции – безвреден.
3) чернение копиркой (тонера) – самый простой и чаще всего применяемый в гравировке, в том числе и нами.
Технология проста — мелкие частицы тонера втираются в гравировку, и остаются на ней за счёт того что поверхность металла после гравировки имеет шероховатую поверхность. Из плюсов:
— можно чернить только гравировку, не затрагивая остальной металл или покрытие вокруг гравировки
— делается в разы быстрее химтравления и чернения лазером
— безвреден в отличии химтравления (для людей, которые это делают).
Из минусов:
— со временем вытирается при использовании продукции, конкретный срок службы трудно определить, зависит от:
— металла из чего сделана продукция, так как на разных металлах лазер делает разную шероховатость, за счёт которой и держится тонер
— от условий эксплуатации (особо любопытные и настырные стирают чернение пальцем, ногтем, шероховатой тряпкой за несколько минут).
Без чернения
С чернением
Без чернения
С чернением
С чернением
С чернением
Без чернения
Так же про гравировку стоит знать (случаи из нашего многолетнего опыта):
1) Некоторые китайские (и не китайские) производители при изготовлении брелоков, ручек и прочей сувенирной продукции используют дешёвые металлы типа силумин и прочие сплавы, которым придают презентабельный глянцевый вид, нанося тонкое металлическое напыление «под» глянцевое или матовое серебро или золото. Результаты гравировки и цвет гравировки на таких изделиях — не предсказуемы, часто бывает что из-за того что покрытие очень тонкое, или не качественно положено, при гравировке оно начинает вспучиваться, даже облезать. Гравировка либо не получается вообще, либо имеет непрезентабельный вид и что хуже всего даже чернение может не ложиться на такой металл.
2) Часто встречающаяся ошибка производителей сувенирной продукции, особо часто встречается на ручках – если ручка крашенная (черная, синяя, красная, не важно) и имеет серебряную фурнитуру (клип, колечки, кнопку) – но гравировка на ней (на крашеной части) получается желтой или золотой из-за того, что под краской металл жёлтый, чаше всего латунь. Если красные, синие, зелёные ручки ещё можно потом зачернить, то на чёрных ручках вряд ли что исправить, так как гравировка после чернения сольётся с чёрнымкорпусом и будет не видна.
уникальная лазерная гравировка в СПБ
Наша компания уже долгие годы является несомненным лидером в области лазерной гравировки. У нас работают только квалифицированные специалисты, прошедшие обучение по направлению «специалист-гравировщик» и имеющие сертификаты об успешном его окончании. Перед нанесением гравировки, все изделия осматриваются нашим технологом на предмет реакции материала на лазерный луч. Мы бережем Ваше время, поэтому все работы проводим в Вашем присутствии, а их длительность не превышает 20 минут. Мы делаем гравировку на любых поверхностях и на различных материалах.
Гравировка металла
Гравировка на дереве
Гравировка на стекле
Гравировка на коже
Почему нас выбирают
Изготовление заказа в Вашем присутствии
Применение современного лазерного оборудования
Гарантия на лазерную гравировку 50 лет
Штат из компетентных сотрудников с большим опытом работы
Перед нанесением гравировки осуществляется показ макета на экране
Перед нанесением каждое изделие осматривает наш Технолог
лазерная гравировка в СПБ в вашем присутствии-это не Миф!
Затрудняетесь с выбором подарка другу, коллегам или желаете удивить бизнес-партнеров? Потратили уже очень много времени на поиски подходящей компании, которая Вам в этом поможет? Не отчаивайтесь, решение есть и оно на поверхности. Вам всего лишь нужно обратиться в наш центр лазерной гравировки, где можно сделать гравировку в спб дешево, но очень качественно. Главное наше преимущество в том, что Вам не нужно оставлять предмет, а потом еще раз ехать за ним. Все работы выполняются при Вас. Гравировка поможет сделать любую вещь уникальной: получить брендированную продукцию с логотипом фирмы или персонализированный подарок. Причем выбрать и купить продукцию вы можете прямо у нас! Нанесенное изображение или фраза на зажигалку, фляжку, флешку, брелок или ручку будет четким, устойчивым к различным воздействиям и долговечным.
Центр Гравировки — Качество, скорость, цена!
Сотрудничество с нашей компанией выгодно по многим причинам. Во-первых, цена на лазерную гравировку у нас весьма приемлема. Во-вторых, наш центр гравировки рядом с Вами и находится в центральном районе, в 400 метрах от метро Чернышевская. В-третьих, мы работаем с единичными заказами и выполняем лазерную резку и гравировку оптом. Для нас очень важно доверие клиентов, и поэтому к выполнению каждого заказа мы подходим внимательно и ответственно. Вообщем, если Вам нужна гравировка в спб недорого, обращайтесь к нам. Мы уверены, что вас порадует доступная стоимость наших услуг и непревзойденный результат, который мы гарантируем.
С помощью высокотехнологичного оборудования, применяемого в работе нашей компанией, можно нанести на металлические, деревянные, керамические, стеклянные и пластиковые изделия различные символы и изображения. Они останутся на изделии навсегда, и придут в негодность только с самим изделием.
Продукция с гравировкой — оригинальный подарок для любого случая
Подарок с памятной надписью рад получить любой человек. Именно поэтому оригинальная гравировка на изделиях очень востребована. С её помощью простой сувенир превратиться в уникальное изделие.
Лазерная гравировка сделает любое изделие уникальным и неповторимым. С рисунком, оформленным профессиональным мастером-гравировщиком, и брелок, и ручка, и зажигалка полностью преобразятся. У такого метода есть множество преимуществ:
Стойкость. Изображение почти «вечное», не стирается и не смывается с течением времени. Оно придет в негодность лишь в том случае, если испортится само изделие.
Естественность. Гравировка, цена на которую не такая уж высокая, как может показаться вначале, смотрится как созданная сразу, а не сделанная через время.
Услуги гравировки не подразумевают промежуточных этапов и продолжительной подготовки, поэтому несложно рассчитать цену разного числа изделий от 1 штуки. Сделать гравировку проще, чем кажется.
Достаточно экономный метод, Если заказать хотя бы 50 штук, то стоимость выйдет со скидкой до 70%, подробнее в разделе «Оптовикам».
Универсальность. Можно заказать гравировку не только на металле, но и на деревянной поверхности, стекле, акриле, коже. Ее можно нанести на поверхность любой формы.
Мы ждем Вас в нашем центре гравировки в спб, по адресу: Центральный район, метро Чернышевская, Митавский переулок дом 3. Наши специалисты сделают все для того, чтобы Вы ушли от нас с хорошим настроением и конечно же вернулись к нам снова!
Пластины для гравировки Черная отделка по твердому алюминию
(5 отзывов)
Написать рецензию
Пластины для гравировки, черные на алюминии
Рейтинг Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема обзора Обязательно
комментариев Обязательно
Артикул:
42000
СКП:
700613462331
MPN:
42000
Сейчас:
0,70 $
Текущий запас:
Количество:
1:
5:
Часто покупают вместе:
Описание
Эти сплошные алюминиевые пластины предназначены для машинной или ручной гравировки и имеют ярко-серебристый цвет под черной поверхностью. Эти алюминиевые таблички можно использовать для самых разных целей: от табличек с именами до столов или дверных табличек, табличек и наград. Другие области применения — жетоны, украшения и произведения искусства.
Изготовлены из высококачественного алюминия, предназначенного для гравировки, и имеют однородную, гладкую поверхность без дефектов. Все наши гравировальные пластины гарантированно производятся как «лучшие доступные» в отрасли, и вы получите высочайшее качество, которое с гордостью производится в США.
Твердые алюминиевые заготовки, сделанные в США
Толщина материала; алюминий 0,70 мм / 0,027 дюйма
Черный цвет на алюминиевых пластинах будет отображать выгравированную букву серебристого цвета
Эти гравировальные заготовки предназначены для использования с методами ротационной и механической гравировки (поверхностная резка или процарапывание). Эти гравировальные пластины не предназначены для использования на лазерных гравировальных станках
.
Пластины для гравировки имеют тонкое прозрачное пластиковое покрытие для защиты гравируемой стороны пластины и должны быть удалены перед гравировкой
Если вы заказываете специальные отверстия, пробитые в пластинах, фактический размер будет 3 мм / 0,12 дюйма в диаметре, и они будут располагаться примерно в 3 мм от края пластины (винты продаются отдельно)
Эти цельнометаллические пластины используются для именных бирок, настольных табличек, вечных табличек, именных бейджей, дверных косяков и пластин, идентификационных жетонов, табличек с именами, настольных табличек, рамок для картин, памятных урн для домашних животных, также подходят для машины Cricut Maker
Если вам нужен размер, не указанный выше, пожалуйста, свяжитесь с нами для получения предложений по размерам специальной резки (Машированные немного более популярны, чем и яркие), которые используются на трофеях, табличках, наградах, мемориалах, настольных табличках и других гравировальных работах. Если вы выберете матовую латунь или матовый алюминий, вы будете использовать самые популярные пластины для гравировки. Для пластин для гравировки с покрытием лучше всего подходят черный алюминий и лазерный черный алюминий (если вы используете лазерный гравер). 9№ 0003
Различные цвета алюминия можно использовать в соответствии с фоном или изображением, а анодированный алюминий предназначен для аксессуаров или наружного использования. И цветной алюминий, и анодированный алюминий предназначены для царапания или ротационной гравировки.
Выберите в зависимости от воздействия Цельный металл, латунь и алюминий сохранят свой цвет, но окрашенные или покрытые пластины могут стираться в результате физического износа и истирания, а также при значительном изгибе, нагреве или воздействии химикатов. Анодированные металлы спроектированы так, чтобы противостоять погодным условиям и износу, и сохранят свою поверхность даже при воздействии наружного воздуха, солнечного света и влаги.
Хотите использовать их для другой цели? Цельнометаллические пластины для гравировки можно нагревать, сгибать или паять (пластины с покрытием НЕЛЬЗЯ). Латунь и алюминий без окраски можно согнуть и изменить (может произойти некоторое обесцвечивание поверхности при использовании горелки, и вам может потребоваться защитить металл при нагревании или, возможно, отполировать его после). Из-за обработки поверхности вам следует провести некоторые испытания перед началом важных проектов. .
Если вам нужна помощь в выборе тарелок, просто свяжитесь с нами и мы постараемся помочь в выборе лучших тарелок для ваших нужд.
Просмотреть всеЗакрыть
Пластины для гравировки Черная отделка поверх твердой латуни
(15 отзывов)
Написать рецензию
Пластины для гравировки, черные на полированной латуни
Рейтинг Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема обзора Обязательно
комментариев Обязательно
Артикул:
52000
СКП:
700613462324
MPN:
52000
Сейчас:
0,90 $
Текущий запас:
Количество:
1:
5:
Часто покупают вместе:
Описание
Эти пластины из цельной латуни предназначены для машинной или ручной гравировки и имеют блестящий золотой цвет под черной поверхностью. Эти латунные таблички можно использовать для самых разных целей: от табличек с именами до столов или дверных табличек, табличек и наград. Другие области применения — жетоны, украшения и произведения искусства.
Они изготовлены из высококачественной латуни, предназначенной для гравировки, и имеют однородную, гладкую поверхность без дефектов. Все наши гравировальные пластины гарантированно производятся как «лучшие доступные» в отрасли, и вы получите высочайшее качество, которое с гордостью производится в США.
Заготовки из цельной латуни, сделанные в США
Толщина материала; латунь 0,60 мм / 0,023 дюйма
Черный цвет на латунных пластинах будет отображать выгравированные буквы золотого/латунного цвета.
Эти гравировальные заготовки предназначены для использования с методами ротационной и механической гравировки (поверхностная резка или процарапывание). Эти гравировальные пластины не предназначены для использования на лазерных гравировальных станках
.
Пластины для гравировки имеют тонкое прозрачное пластиковое покрытие для защиты гравируемой стороны пластины и должны быть удалены перед гравировкой
Если вы заказываете специальные отверстия, пробитые в пластинах, фактический размер будет 3 мм / 0,12 дюйма в диаметре, и они будут располагаться примерно в 3 мм от края пластины (винты продаются отдельно)
Эти цельнометаллические пластины используются для именных бирок, настольных табличек, вечных табличек, именных бейджей, дверных косяков и пластин, идентификационных жетонов, табличек с именами, настольных табличек, рамок для картин, памятных урн для домашних животных, также подходят для машины Cricut Maker
Если вам нужен размер, не указанный выше, пожалуйста, свяжитесь с нами для получения предложений по специальным размерам
Как выбрать пластины
Как выбрать пластины немного популярнее, чем и Bright), которые используются на трофеях, табличках, наградах, мемориалах, настольных табличках и других гравировальных работах. Если вы выберете матовую латунь или матовый алюминий, вы будете использовать самые популярные пластины для гравировки. Для пластин для гравировки с покрытием лучше всего подходят черный алюминий и лазерный черный алюминий (если вы используете лазерный гравер). 9№ 0003
Различные цвета алюминия можно использовать в соответствии с фоном или изображением, а анодированный алюминий предназначен для аксессуаров или наружного использования. И цветной алюминий, и анодированный алюминий предназначены для царапания или ротационной гравировки.
Выберите в зависимости от воздействия Цельный металл, латунь и алюминий сохранят свой цвет, но окрашенные или покрытые пластины могут стираться в результате физического износа и истирания, а также при значительном изгибе, нагреве или воздействии химикатов. Анодированные металлы спроектированы так, чтобы противостоять погодным условиям и износу, и сохранят свою поверхность даже при воздействии наружного воздуха, солнечного света и влаги.
Хотите использовать их для другой цели? Цельнометаллические пластины для гравировки можно нагревать, сгибать или паять (пластины с покрытием НЕЛЬЗЯ).
PLA пластик для 3d печати на 3d принтере — описание, характеристики, физические свойства
PLA-пластик применяемый в 3д-печати.
PLA-пластик (полилакид, поли (3,6-диметил-1,4-диоксан-2,5-дион)) — термопластичный, биоразлагаемы, биосовместимый, не токсичный (в т.ч. при нагревании) пластик, мномер которого молочная кислота. Используется для изделий которые имеют короткий срок службы (одноразовая посуда, пакеты, другая тара и т.д.), а также в медицине в производстве хирургических нитей. Сырьер для производства служат возобноляемые ресурсы, а именно кукуруза и сахарный тросник. PLA-пластик — самый лучший материал для использования в домашних 3д-принтерах, т.к. является абсолютно нетоксичным при нагревании и обладатет отличным соотношением цена/качество.
Подробный обзор пластиков для 3D принтера
1. Описание
В промышленности получают полимеризацией, при определенных условиях (температура, давление), в присутствии катализатора (соли олова). При производстве не используется кислород воздуха.
Сущестсвует два зеркальных изомера L-PLA и D-PLA. В промышленности используют комплекс содержащий оба изомера, в нужных пропорциях для придания необходимых качеств.
Для 3д-принтеров поставляется в виде нити разных диаметров, обязательно в герметичной упаковке с присутствием адсорбентов влаги воздуха.
Для финишной обработки применяют различные эпоксидные смолы.
2. Основные минусы
— Относительно низкая прочность (по сравнению с ABS). Ниже прочность на изгиб и разрыв.
— Гигроскопичность
— Деформируется при незначительных усилиях, при высоких температурах воздуха (например 30-50 град).
— Нестабильность физических св-в в процессе хранения в обычных атомосферный условиях, ввиду накопления влаги. Подходит для изделий которые могут иметь ограниченный срок службы: макеты,
— Может быть серезно поврежден при механической обработке, а также хуже (по сравнению с ABS) поддается шлифовке. Плохо растворяется в ацетоне.
— Плохо удаляется с подложки, требуется острый скребок.
3. Основные плюсы
— Высокое качество отпечатков (более детализованные, гладкие). Отлично подойдет для
— Отличный материал для новичнов в 3д-печати.
— Относительно высокий коэффициент вязкости (по сравнению с ABS). Т.е. менее хрупкий, в т.ч. и при низких температурах. Выдерживает более сильные удары.
— Нетоксичен при нагревании, не загрязняет окружающую среду (по сравнению с ABS)
— Относительно высокий коэффициент скольжения
— Более высокая скорость печати
— Практически нулевая усадка готового изделия, не более 1%
— Легче связывается с поверхностью для печати
— Не растворим в спире и воде
4. Физические св-ва PLA-пластика
Температура плавления
175-180 град.
Рабочая температура (3д-принтер)
190-225 град. Рекомендуемая 210 град.
Температура платформы
45-70 град
Температура размягчения
50-55 град.
Температура стеклования
60-70 град
Минимальная толщина стенки (рекомендуемая)
1.2 мм
Максимальная толщина слоя (рекомендуемая)
80% от диаметра сопла
Плотность
1,24 г/с м³
Предел прочности при растяжении
60 Мпа (23 град)
Предел прочности на изгиб
56 Мпа (23 град)
Твердость (по Роквеллу)
75-85
Усадка
1%
Мутность (толщина 2мм, прозрачный)
3-5%
Глянец G, U (для всех видов)
110
Водопоглащение (23 град)
0.5-50%
REC Wiki » PLA-пластик: характеристики, настройки печати, советы
Полилактид (ПЛА, PLA) — это биополимер, пользующийся высокой популярностью среди энтузиастов 3D-печати по двум основным причинам.
Основные преимущества и недостатки ПЛА
Во-первых, это экологичный, биоразлагаемый пластик, получаемый из натурального сырья — как правило, агропромышленных отходов кукурузы и сахарного тростника, из которых добывается крахмал, перерабатываемый в молочную кислоту и лактид, а затем в итоговый полимер. Стоит иметь в виду, что биоразлагаемость полилактида условна в том смысле, что он действительно распадается под воздействием микроорганизмов, однако в обычных условиях происходит это не так уж и быстро. Для оперативной переработки требуются промышленные компостеры, а в сухих, чистых и прохладных условиях срок жизни изделий из ПЛА измеряется годами. В то же время, чистый материал совершенно нетоксичен, а потому хорошо подходит, например, для производства детских игрушек при условии использования нетоксичных красителей.
Второй момент — это простота 3D-печати полилактидом. Среди всех доступных материалов это один из наиболее непривередливых в плане технических возможностей используемого оборудования, так как ПЛА не требует высокотемпературных хотэндов, износостойких сопел или термокамер, и даже позволяет обходиться без подогреваемых столиков. Этот материал — прекрасный выбор для начинающих пользователей 3D-принтеров.
Профессионалы тоже не обходят ПЛА стороной, так как он хорошо подходит для быстрого прототипирования, изготовления макетов и сувенирной продукции со стабильными результатами, снижающими трудозатраты.
С другой стороны, полилактид не лишен недостатков, среди которых можно отметить крайне низкую теплостойкость (всего около 50°С) и довольно высокую хрупкость, осложняющие использование этого полимера в инженерных приложениях, например в производстве нагруженных конструкций и деталей механизмов, а также делающие практически невозможной продолжительную эксплуатацию изделий из этого материала на открытом воздухе, особенно в жарком климате. Низкая теплостойкость также затрудняет механическую обработку.
Напоследок стоит упомянуть еще одно популярное направление использования полилактида — 3D-печать выплавляемых/выжигаемых литейных мастер-моделей. Здесь у ПЛА целый ряд плюсов, включая один неочевидный: этот полимер относительно дешев и обладает низкой зольностью, а низкую температуру тепловой деформации можно считать не недостатком, а преимуществом, так как быстрая потеря прочности помогает предотвращать растрескивание литейных форм из-за теплового расширения полимерной начинки при обжиге. 13 Ом/см
Предел текучести при растяжении и температуре 23°С: н/д
Прочность при изгибе 2,8 мм/мин. 23°C: н/д
Ударная твердость по Роквеллу (шкала R): н/д
Масло- и бензостойкость (максимальное изменение формы за 24 часа): 0,3%
Кислородный индекс, %O2 по ГОСТ 21793-76: 20,8-21
Массовая доля золы по ГОСТ 15973: менее 0,01%
Рекомендации по подготовке к 3D-печати PLA-пластиком
Для 3D-печати полилактидом подойдет любой, даже самый бюджетный FDM 3D-принтер. ПЛА отличается низкой термоусадкой, а потому не требует использования термокамер. Подогрев столика опционален и в большинстве случаев избыточен. Более того, этот материал достаточно долго застывает, что вкупе с изначально низкой температурой тепловой деформации требует помощи не с подогревом, а наоборот с охлаждением укладываемого пластика, чтобы он успевал схватываться и сохранял форму при укладке последующих слоев и построении нависающих элементов. По этой причине при работе с ПЛА настоятельно рекомендуется включать обдув печатаемых изделий. Для этой цели головки абсолютного большинства FDM 3D-принтеров оснащаются специальными фабричными или самодельными вентиляторами с подводом воздуха к соплу (см. иллюстрацию ниже).
ПЛА демонстрирует высокую межслойную адгезию, что хорошо, а чтобы материал лучше схватывался со столиком, рабочую поверхность желательно покрыть синим малярным скотчем (как на иллюстрации ниже), лаком для волос, либо тонким слоем клея — подойдет обычный канцелярский клей-карандаш или наш специальный, универсальный состав The3D. Во многих случаях дополнительные адгезионные средства не требуются вообще, например при использовании 3D-принтеров со специальными адгезионными покрытиями или стеклянных столиков.
При необходимости, для повышения схватывания с поверхностью можно включить подогрев столика, но без чрезмерного нагревания, памятуя о низкой теплостойкости ПЛА. Например, можно включить подогрев в начале 3D-печати для улучшения схватывания первого слоя модели со столиком или вспомогательным адгезионным покрытием, а затем отключить, чтобы столик не генерировал избыточное тепло.
Как и с любым другим материалом, при работе с ПЛА важно не превышать допустимую скорость и температуру 3D-печати. Конкретный скоростной диапазон указать не можем, так как он зависит от используемого оборудования, но насчет температурного режима поясним, что нагревание хотэнда свыше рекомендуемых параметров ради повышения производительности крайне нежелательно, так как перегрев материала способствует образованию нагара внутри хотэнда и возникновению пробок в соплах.
Рекомендуемые настройки для 3D-печати материалом REC PLA:
Все полимеры в той или иной степени гигроскопичны, и ПЛА — не исключение. Насыщенность влагой может привести к закипанию материала в хотэнде с разными неприятными последствиями вроде прерывистой подачи с щелчками, образования пузырьков, расслоения и других дефектов. Кроме того, продолжительное воздействие влаги приводит к потере физико-механических свойств, так что филаменты желательно держать сухими. Ничего сложного здесь нет, достаточно просто упаковывать неиспользуемые катушки в плотно закрытые пластиковые пакеты или контейнеры, предварительно положив внутрь пакетик силикагеля.
Заодно такая упаковка предотвратит накапливание пыли, способной образовывать нагар в хотэнде и сопле. Если пластик все же покроется пылью, достаточно пропустить филамент через простой поролоновый фильтр (например, вот такой) по пути от катушки до хотэнда прямо во время 3D-печати.
При необходимости материал можно просушить непосредственно перед 3D-печатью. Подробно о том, как правильно хранить и сушить пластики, можно узнать из отдельных статей по этим ссылкам:
— Хранение филамента
— Сушка пластика
Наконец, еще раз напомним про низкую теплостойкость полилактида и порекомендуем хранить филамент в прохладном месте, подальше от прямого воздействия солнечного света, радиаторов отопления, кухонных плит и других источников тепла.
Постобработка PLA-пластика
Полилактид — материал твердый, но не лучшим образом подходящий для механической обработки ввиду трудностей, связанных с низкой температурой плавления. В то же время стоит помнить о довольно высокой хрупкости этого материала: при слишком сильном механическом воздействии возможно растрескивание, так что к сверлению, фрезерованию, гравированию и другим подобным процедурам стоит подходить аккуратно.
Материал хорошо поддается покраске акриловыми красками, желательно с использованием грунтовки. Для склеивания можно применять цианоакрилат (супер-клей), а также некоторые растворители, например дихлорэтан и дихлорметан. Последние также хорошо подходят для сглаживания поверхностей. Имейте в виду, что это токсичные, летучие жидкости, требующие строгого соблюдения техники безопасности. Более безопасным вариантом для сглаживания слоев служит концентрированный лимонен. Ацетон с ПЛА не работает.
Безопасность PLA-пластика REC
В общем и целом, полилактид считается одним из самых безопасных материалов в арсенале 3D-печатников, но стоит иметь в виду, что все зависит от добросовестности производителей — нет никаких гарантий, что в дешевом филаменте под сомнительным брендом не будут присутствовать токсичные красители или другие добавки. 3)
Сертификаты безопасности публикуются в специальном разделе нашего сайта.
Испытания PLA-пластика REC
Наша компания последовательно проводит испытания выпускаемых филаментов для 3D-принтеров. С отчетами об испытаниях* REC PLA можно ознакомиться по ссылкам ниже:
На ударную вязкость по Шарпи
На изгиб
На разрыв вдоль слоев
На разрыв поперек слоев
На сжатие
СанЭпидем
*все испытания проводились на напечатанных образцах с толщиной слоя 0.2мм
Что такое PLA? (Все, что вам нужно знать)
Полимолочная кислота, также известная как PLA, представляет собой термопластичный мономер, полученный из возобновляемых органических источников, таких как кукурузный крахмал или сахарный тростник. Использование ресурсов биомассы отличает производство PLA от большинства пластиков, которые производятся с использованием ископаемого топлива путем перегонки и полимеризации нефти.
Несмотря на различия в сырье, PLA можно производить на том же оборудовании, что и нефтехимические пластмассы, что делает процессы производства PLA относительно экономичными. PLA является вторым наиболее производимым биопластиком (после термопластичного крахмала) и имеет характеристики, аналогичные полипропилену (PP), полиэтилену (PE) или полистиролу (PS), а также является биоразлагаемым.
Содержание
Нажмите на ссылки ниже, чтобы перейти к разделу руководства:
Как это сделано?
Для чего он используется?
Является ли он экологически чистым?
Типы
Свойства
Преимущества
Недостатки
Методы производства
приложений
Будущее НОАК
Заключение
PLA представляет собой полиэфир, изготовленный из ферментированного растительного крахмала из кукурузы, маниоки, кукурузы, сахарного тростника или жома сахарной свеклы. Сахар в этих возобновляемых материалах ферментируется и превращается в молочную кислоту, которая затем превращается в полимолочную кислоту или PLA.
Более подробная информация о методах производства PLA приведена ниже.
Свойства материала PLA делают его пригодным для производства пластиковой пленки, бутылок и биоразлагаемых медицинских устройств, включая винты, штифты, пластины и стержни, которые предназначены для биоразложения в течение 6–12 месяцев).
PLA можно использовать в качестве термоусадочного материала, так как он сжимается при нагревании. Эта легкость плавления также делает полимолочную кислоту подходящей для приложений 3D-печати.
Однако многие типы PLA имеют низкую температуру стеклования, что делает их непригодными для изготовления пластиковых стаканчиков, предназначенных для хранения горячих жидкостей.
При производстве PLA используется на 65 % меньше энергии, чем при производстве обычного пластика, выделяется на 68 % меньше парниковых газов и не содержится токсинов. Он также может оставаться экологически безопасным, если следовать правильному сценарию окончания срока службы.
Тем не менее, скорость разложения очень низкая при температуре окружающей среды: исследование 2017 года показало, что в течение года погружения материала в морскую воду при температуре 25°C не наблюдалось разложения.
Однако PLA может разлагаться путем гидролиза, термического разложения или фоторазложения:
Гидролиз: Уменьшение молекулярной массы за счет расщепления сложноэфирных групп основной цепи
Термическое разложение: Этот процесс приводит к появлению различных соединений, таких как линейные и циклические олигомеры или более легкие молекулы с различным лактидом и Mw
Фотодеградация: УФ-излучение вызывает деградацию, особенно когда PLA подвергается воздействию солнечного света
В настоящее время существует четыре общих сценария окончания срока службы PLA:
1. Переработка
Химическая или механическая переработка. Отходы могут содержать загрязняющие вещества, но полилактиковую кислоту можно химически переработать с помощью термической деполимеризации или гидролиза для создания мономера, который затем можно превратить в первичный PLA. PLA также может быть химически переработан с использованием переэтерификации для создания метиллактата.
2. Компостирование
Промышленные условия компостирования допускают химический гидролиз с последующим микробным расщеплением для разложения PLA.
3. Сжигание
PLA с истекшим сроком службы можно сжигать, создавая 19,5 МДж/кг (8 368 БТЕ/фунт) энергии и не оставляя следов.
4. Захоронение отходов
Хотя PLA можно отправить на захоронение, это наименее экологически безопасный вариант из-за низкой скорости разложения материала при температуре окружающей среды.
Из-за природы молочной кислоты существует несколько различных форм полиактида. К ним относится поли-L-лактид (PLLA), получаемый в результате полимеризации L,L-лактида (также известного как L-лактид).
Кроме того, хотя PLA можно производить из различных материалов биомассы, таких как кукурузный крахмал или сахарный тростник, его также можно улучшать путем добавления других материалов для придания различных свойств. Это особенно верно для нитей PLA, где дополнительные материалы позволяют использовать PLA, напечатанный на 3D-принтере, по-разному.
Доступно множество различных смесей PLA, хотя добавление материалов в PLA может усложнить 3D-печать и даже ухудшить свойства PLA. Использование смесей также может означать, что вам нужно изменить температуру, необходимую для расплавления материала во время печати.
1. Древесные нити
PLA смешивают с древесиной, такой как бамбук, кедр, кокосовое дерево, пробка, сосна или орех. Это может быть использовано, например, для придания мебели с PLA-печатью естественного вида.
2. Металлические нити
Смешивание PLA с такими металлами, как латунь, бронза, медь, железо и сталь, может сделать печатные детали более прочными и блестящими.
3. Другие нити
PLA также можно смешивать с другими материалами и веществами, включая углеродное волокно, проводящий углерод и даже пиво или кофе (чтобы придать аромат печатным изделиям). Волокнам PLA также можно придать свойства изменения цвета.
PLA растворяется в растворителях, включая диоксан, горячий бензол и тетрагидрофуран. Физические и механические свойства различаются в зависимости от конкретного типа полимера: от аморфного стеклообразного полимера до полу- или высококристаллического полимера с температурой стеклования 60–65 °C, температурой плавления 130–180 °C и пределом прочности при растяжении. модуль 2,7–16 ГПа.
Термостойкий PLA может выдерживать температуры 110 °C, а температура плавления может быть увеличена на 40–50 °C, а температура теплового изгиба может быть увеличена примерно с 60 °C до 190 °C путем физического смешивания полимера с PDLA (поли-D-лактидом).
Отжиг, добавление зародышеобразователей или формирование композитов с другими материалами могут изменить механические свойства PLA. Тем не менее, основные механические свойства PLA находятся между свойствами полистирола и ПЭТ, с аналогичными свойствами ПЭТ, но с более низкой максимальной температурой непрерывного использования.
Высокая поверхностная энергия PLA делает его идеальным для 3D-печати. PLA также можно сваривать растворителем с использованием дихлорметана, в то время как ацетон смягчает поверхность материала, делая его липким, не растворяя его, поэтому его можно приваривать к другой поверхности PLA. Этилацетат можно использовать в качестве органического растворителя, растворяя PLA и делая его хорошим решением для удаления опор для печати PLA или очистки головок экструдера для 3D-печати. Пропиленкарбонат и пиридин также можно использовать в качестве растворителя, но они менее благоприятны, чем этилацетат и пропиленкарбонат, поскольку в первом случае они менее безопасны, а во втором — издают отчетливый неприятный рыбный запах.
Вот основные свойства PLA:
Недвижимость
Значение
Температура теплового прогиба (HDT)
126 °F (52 °C)
Плотность
1,24 г/см³
Прочность на растяжение
50 МПа
Прочность на изгиб
80 МПа
Ударная вязкость (без надреза) IZOD (Дж/м)
96,1
Скорость усадки
0,37–0,41 % (0,0037–0,0041 дюйма/дюйм)
PLA имеет ряд преимуществ по сравнению с другими материалами, в том числе:
Экологичность (при правильной утилизации)
Простота 3D-печати
Безопасен для использования в таких областях, как контейнеры для пищевых продуктов и медицинские приборы
Широкий выбор композитных материалов и цветов для обеспечения различных свойств и внешнего вида
Можно сваривать растворителем (например, с дихлорметаном)
Однако использование PLA имеет некоторые недостатки, в том числе:
Низкая термостойкость
Сравнительно низкая прочность
Машинная обработка может быть затруднена
Существует несколько промышленных способов производства пригодного для использования PLA с высокой молекулярной скоростью. Молочная кислота и циклический диэфир лактид являются двумя основными мономерами, используемыми для этого.
Наиболее распространенным методом получения PLA является полимеризация лактида с раскрытием цикла с различными металлическими катализаторами (обычно октоатом олова) либо в растворе, либо в виде суспензии. Реакция, катализируемая металлами, имеет тенденцию приводить к рецемизации PLA, что снижает стереорегулярность по сравнению с исходным материалом из биомассы.
Также возможно производство PLA путем прямой конденсации мономеров молочной кислоты. Этот процесс осуществляется при температуре ниже 200 °C, при которой образуется энтропийно предпочтительный мономер лактида. Этот процесс генерирует воду, эквивалентную каждой стадии этерификации. Воду необходимо удалить либо с помощью вакуума, либо с помощью азеотропной перегонки, чтобы способствовать поликонденсации и достичь высокой молекулярной скорости. Еще более высокие молекулярные скорости могут быть достигнуты путем кристаллизации сырого полимера из расплава. Это концентрирует концевые группы карбоновой кислоты и спирта в аморфной области твердого полимера, реагируя с достижением молекулярной массы 128–152 кДа.
Путем полимеризации рацемической смеси L- и D-лактидов можно синтезировать аморфный поли-DL-лактид (PDLLA). Стереоспецифические катализаторы могут привести к гетеротактическому PLA, который, как известно, проявляет кристалличность. Степень этой кристалличности регулируется соотношением используемых энантиомеров D и L, а также типом используемого катализатора. Пятичленное циклическое соединение O-карбоксиангидрид молочной кислоты (lac-OCA) также использовалось в академической среде вместо молочной кислоты и лактида. Это соединение не образует воду в качестве побочного продукта и более реакционноспособно, чем лактид. PLA также подвергался прямому биосинтезу, в то время как молочная кислота контактировала с цеолитом, создавая одностадийный процесс, который происходит при температуре примерно на 100 °C ниже.
PLA имеет ряд распространенных применений, в том числе в медицинских и пищевых целях. Он также широко используется в качестве сырья для 3D-печати для настольных 3D-принтеров для изготовления плавленых нитей. PLA популярен для 3D-печати, поскольку его легко шлифовать, красить или подвергать последующей обработке. Удобный для пользователя материал, этот пластик работает при низких температурах экструзии, и нет необходимости в нагреваемом слое, камере принтера или усиленном сопле. Еще одним преимуществом является то, что PLA ведет себя лучше, чем многие более жесткие пластики, а также не выделяет дыма или неприятного запаха. Удобен в хранении, может производиться в различных цветах и использоваться в качестве основы для целого ряда композитов с дополнительными свойствами (см. выше).
Поскольку PLA может разлагаться на молочную кислоту, его можно использовать для медицинских имплантатов, таких как анкеры, винты, пластины, штифты, стержни или в качестве сетки. Он разрушается от 6 месяцев до 2 лет, в зависимости от точного типа используемого материала. Это означает, что эти продукты могут постепенно переносить нагрузку с опорной конструкции PLA на тело по мере его заживления.
PLA, полученный литьем под давлением, литьем или прядением, также используется в качестве разлагаемого упаковочного материала, пленки или для чашек и пакетов. Он используется для изготовления мешков для компоста, упаковки пищевых продуктов, одноразовой посуды и сыпучей упаковки. В качестве волокна или нетканого материала PLA используется для обивки, одноразовой одежды, средств женской гигиены и подгузников.
Изготовленный из перерабатываемого и возобновляемого ресурса, PLA имеет много преимуществ для будущего, плюс с ростом цен на нефть пластик на основе кукурузы также имеет финансовые преимущества. Несмотря на все эти положительные стороны, низкая температура плавления PLA по сравнению с такими пластиками, как PET, означает, что он еще не нашел широкого применения.
Стоимость производства PLA также снизилась за десятилетия, но необходимо соблюдать осторожность при разложении этого материала, который требует специального компостирования в установках, которые могут нагревать материал до 140°C в течение десяти дней. Однако, хотя для этого требуется завод, это гораздо предпочтительнее отправки использованного PLA на свалку, где, по оценкам, на его разрушение потребуется от 100 до 1000 лет.
Хотя PLA не совсем чудо-вещество, отсутствие ископаемого топлива и более низкое загрязнение воздуха при производстве означают, что ему определенно есть место в будущем материалов.
Используемый в различных областях, PLA имеет много преимуществ по сравнению с другими пластиками, в том числе экологические. Широко используемый для 3D-печати и способный использоваться как часть композита, PLA также используется в пищевой и медицинской промышленности.
PLA-пластик (полимолочная кислота) — применение, структура и свойства материалов
Что такое полилактид (PLA)?
Что такое полилактид (PLA)?
PLA или полилактид (также известный как полимолочная кислота, полимер молочной кислоты) представляет собой универсальный коммерческий биоразлагаемый термопласт на основе молочной кислоты. Мономеры молочной кислоты можно производить из 100% возобновляемых ресурсов, таких как кукуруза и сахарная свекла.
Молекулярная структура полимолочной кислоты (PLA, полилактид) Биопластик
Полилактид смог заменить обычные термопласты на нефтяной основе благодаря превосходному сочетанию свойств, которыми он обладает.
Это один из наиболее перспективных биополимеров, используемых сегодня, и он имеет большое количество применений, таких как здравоохранение и медицинская промышленность, упаковка, автомобильная промышленность и т. д.
По сравнению с другими биополимерами, PLA обладает рядом преимуществ, таких как:
Экологически чистые – производятся из возобновляемых источников, биоразлагаемы, пригодны для вторичной переработки и компостирования
Биосовместимый – нетоксичен
Технологичность – Обладает лучшей термической технологичностью по сравнению с поли(гидроксиалканоатом) (PHA), полиэтиленгликолем (PEG) и поли(γ-капролактоном) (PCL)
Полилактиды распадаются на нетоксичные продукты во время разложения и, будучи биоразлагаемыми и биосовместимыми, сокращают количество пластиковых отходов .
Как производится молочная кислота?
Как производится молочная кислота?
Молочная кислота (LA или 2-гидроксипропионовая кислота) является наиболее распространенной гидроксикарбоновой оптически активной кислотой. Эта хиральная молекула существует в виде двух энантиомеров – L- и D-молочной кислоты.
Полилактид основан на мономерах молочной кислоты, полученных в результате ферментации сахаров, свекловичного сахара, тростникового сахара и т. д., полученных из возобновляемых источников, таких как сахарный тростник или кукурузный крахмал.
PLA имеет стереоизомеры , такие как:
Поли(L-лактид) (PLLA)
поли(D-лактид) (PDLA) и
Поли(DL-лактид) (PDLLA)
Полимолочная кислота представляет собой алифатический сложный полиэфир и может быть получена различными путями:
Прямая реакция поликонденсации Обычно она приводит к полимерам с низкой молекулярной массой, которые затем могут быть преобразованы в полимеры с более высокой молекулярной массой путем добавления агентов связывания цепи .
Полимеризация с раскрытием кольца PLA сначала производится путем образования мономера лактида, а затем образовавшийся лактид подвергается ROP, обычно с использованием алкоксидов металлов в качестве катализаторов, в результате чего получается высокомолекулярный полиэфир – PLA.
Азеотропная дегидратационная конденсация Органические растворители вводят в реакционную смесь для облегчения удаления воды и получения продукта с более высокой молекулярной массой.
Методы производства полимолочной кислоты (PLA)
(Источник: Королевское химическое общество)
В настоящее время первые два метода являются наиболее часто используемыми методами промышленного производства . ROP в настоящее время доминирует в качестве предпочтительного процесса для промышленного производства PLA из-за малых затрат времени и конечного продукта с высокой молекулярной массой, что делает его, вероятно, наиболее используемым и жизнеспособным методом производства PLA, хотя для достижения этого по-прежнему необходимо использовать высокие температуры и низкое давление. конечный продукт.
Однако новые методы, такие как полимеризация с использованием микроволнового излучения и ультразвуковой сонохимии, могут привести к более быстрому и дешевому производству PLA.
Типичные характеристики и свойства полимолочной кислоты
Типичные характеристики и свойства полимолочной кислоты
PLA — биоразлагаемый и биосовместимый полимер, зарекомендовавший себя как многообещающая альтернатива полимерам на нефтяной основе.
Его свойства не уступают широко используемым в настоящее время полимерам, таким как ПЭТ, ПВХ и т. д.
Высокоэффективные марки, которые являются отличной заменой PS (полистирола), PP (полипропилена) и ABS (акрилонитрил-бутадиен-стирола) в более требовательных областях применения.
Однако в прошлом году коммерческая жизнеспособность PLA была ограничена из-за высоких производственных затрат по сравнению с аналогами на нефтяной основе.
Сегодня за счет оптимизации процессов производства LA и PLA и увеличения спроса на PLA можно добиться снижения его цены.
Большинство коммерческих продуктов L-PLA представляют собой полукристаллические полимеры с высокой температурой плавления ок. 180°C и с температурой стеклования в диапазоне 55-60°C, так как желательно, чтобы PLA имел некоторое содержание кристаллов для улучшения качества конечного продукта.
PLA — это высокопрочный высокомодульный термопласт с хорошим внешним видом
Обладает высокой жесткостью и прочностью, сравнимой с полистиролом (ПС) при комнатной температуре
Для его производства требуется меньше энергии по сравнению с другими пластиками, и он лучше подвергается термической обработке
Дальнейшее развитие композитов, нанокомпозитов и биокомпозитов расширяет свойства и возможности применения PLA.
Тем не менее, полимер имеет ряд недостатков:
Низкая температура стеклования (Tg ~ 55°C)
Его низкая пластичность, низкая ударная вязкость и хрупкость ограничивают его использование по сравнению с другими термопластами, такими как ABS
.
Имеет низкую скорость кристаллизации и в результате обработки в основном получают аморфные продукты
По сравнению с ПЭТ (ароматический полиэфир) ПЛА значительно более подвержен химическому и биологическому гидролизу
Он термически нестабилен и имеет плохие характеристики газонепроницаемости
Обладает низкой гибкостью и требует длительных циклов формования
Относительно гидрофобный
Имеет низкую скорость деградации
Улучшение свойств PLA
Улучшение свойств PLA
Свойства PLA можно изменить или улучшить с помощью добавок и полимерных смесей. Некоторые из примеров:
Пластификация: Мономер лактида является отличным пластификатором для PLA, однако он имеет тенденцию мигрировать на поверхность PLA. Другие пластификаторы, такие как цитратные эфиры и ПЭГ с низкой молекулярной массой, продемонстрировали лишь незначительное улучшение ударной вязкости, но это сопровождается резким снижением напряжения при растяжении при разрыве и модуля упругости при растяжении.
Минеральные наполнители , такие как ppt CaCO 3 при содержании 30%, обеспечивают существенное улучшение ударной вязкости PLA.
Также обнаружено, что модификаторы ударопрочности улучшают свойства PLA, однако их добавление снижает компостируемость PLA.
Смешивание полимеров: смеси PLA/PCL Поликапролактон (PCL) также является разлагаемым полиэфиром и благодаря своей низкой Tg проявляет каучукоподобные характеристики с удлинением при разрыве примерно 600%, что делает его идеальным кандидатом для придания жесткости полилактиду.
Смеси PLA с PHA продемонстрировали значительное улучшение ударной вязкости с умеренным снижением модуля и прочности, а также без ущерба для содержания биоосновы и компостируемости PLA.
Разработка нанокомпозитов PLA с использованием наноразмерных галтелей представляет собой лучшую альтернативу традиционным композитам. Благодаря большой площади поверхности, улучшенной адгезии к матрице и соотношению размеров эти нанонаполнители (коллоидный диоксид кремния, пластинчатая глина. ..) обладают огромными преимуществами по сравнению с традиционными макро- или микрочастицами (например, тальком, стеклом и углеродными волокнами). Например, нанокомпозиты PLA-глина демонстрируют улучшенные механические, барьерные оптические и термические свойства.
Методы и условия обработки PLA класса
Методы обработки и условия для марок PLA
PLA можно легко перерабатывать, как и другие термопласты, с помощью традиционных методов обработки, таких как литье под давлением, экструзия пленки, выдувное формование, термоформование, прядение волокна и т. д., для получения формованных деталей, пленок или волокон.
Требования к переработке PLA посредством литья под давлением
Смолы PLA можно успешно сушить с использованием большинства стандартных систем сушки. Рекомендуемые условия для стандартных колонных осушителей с влагопоглотителем:
Рекомендуется предварительная сушка от 2 до 4 часов при температуре от 45°C до 90°C.
Уровень влажности ниже 250 частей на миллион поможет сохранить стабильность вязкости расплава с течением времени при повышенных температурах.
Типичные температуры регенерации адсорбционного осушителя превышают температуру плавления смол PLA.
Во избежание проблем, связанных с закупориванием, слипанием или плавлением гранул, необходимо проверить систему сушки, чтобы обеспечить адекватный контроль температуры во время работы, а также во время циклов регенерации, поскольку во многих системах протечка клапанов является обычным явлением.
Красители и агенты, улучшающие скольжение, могут быть добавлены в виде маточной смеси в количестве 15-30 мас.% в PLA путем сухого смешивания с чистой смолой в необходимом количестве и добавления смеси в форму для литья под давлением. Добавление красителей также успешно осуществляется с использованием технологии впрыска жидкости.
Поскольку PLA несовместим с большинством существующих материалов, важно, чтобы все суперконцентраты добавок использовали PLA в качестве носителя
Полилактид Марки для литья под давлением совместимы с использованием горячеканальных систем. Типичные условия для литья под давлением:
Адаптер температуры : 185–200°C
Точка росы : (-)40 — (-)35°C
Температура штампа : 185–200°C
Температура сушки : 45–100°C
Температура подачи : 165–185°C
Температура расплава : 154,4–243,3°C
Температура пресс-формы : 10–105°C
Температура сопла : 171,1–220°C
Противодавление : 0,345 — 1,724 МПа
Давление впрыска : 55,16–137,9 МПа
Содержание влаги : 0,01–0,025%
Скорость вращения шнека : 20–200 об/мин
Расход воздуха для сушки : 14,16 л/мин
Со временем может произойти выпадение лактида, если скорость впрыска слишком низкая и/или температура формы слишком низкая.
Другая проблема заключается в том, что PLA истончается медленнее и в меньшей степени, чем такие смолы, как PS, PE и PP. Из-за этого заполнение формы является проблемой, особенно для тонкостенных изделий, таких как чашки для питья. Возможно, удастся решить эту проблему с помощью экспериментов и определения правильной температуры расплава и скорости впрыска, необходимых для заполнения детали.
Обычно приходится повышать температуру расплава, что может отрицательно сказаться на времени охлаждения детали в форме.
Смотреть бесплатное видео! Как избежать сбоев качества пластика Во время литья под давлением/экструзии
Полилактидное волокно для прядения из расплава
Полилактидные волокна для прядения из расплава предназначены для экструзии в механически вытянутые штапельные волокна с использованием обычного оборудования для прядения и волочения волокна. Их можно использовать в качестве связующего полимера с низкой температурой плавления в конфигурации оболочка-сердцевина.
Рекомендуются винты общего назначения с соотношением L/D от 24:1 до 30:1 и степенью сжатия 3:1.
Типичные температуры прядения из расплава составляют 220–240°C.
Рекомендуемое содержание влаги для предотвращения ухудшения вязкости и потенциальной потери свойств составляет < 0,005% (50 частей на миллион).
Типичные условия сушки: от 8 до 12 часов при температуре от 40°C до 50°C.
Как и ПЭТ, марки полилактидного волокна для прядения из расплава требуют высокой скорости нити или рисунок и контролируемая термофиксация для контроля усадки.
Возможности встроенной сушки необходимы для обработки марок PLA, изготовленных методом литья под давлением с раздувом и вытяжкой.
Полилактидный термосвариваемый слой
Может быть соэкструдирован с другой смолой PLA для формирования герметизирующего слоя для двуосно ориентированной пленки PLA.
Сушка перед обработкой обязательна. Требуется сушка в потоке.
Рекомендуется содержание влаги менее 0,025% (250 частей на миллион) для предотвращения снижения вязкости.
Типичные условия сушки: 4 часа при 11°F (45°C).
Полимеры
PLA будут перерабатываться на обычных экструдерах. Настройте винты общего назначения с помощью
Соотношение L/D от 24:1 до 30:1
степень сжатия от 2:1 до 3:1.
Температура плавления: 210°C
Секция подачи: 180°C
Секция сжатия: 190°C
Измерительная секция: 200°C
Матрица: 190°C
Возможности охлаждения шнека через секцию подачи необходимы для предотвращения прилипания смолы к основанию шнека. Рекомендуется использовать гладкие стволы. Этот сорт подходит только в качестве термосвариваемого слоя в процессе соэкструзии. Обработка полилактида в виде однослойной пленки не рекомендуется.
Требования к обработке полилактидных высокотемпературных пленок
Экструзионная марка полилактида может быть преобразована в двуосно ориентированную пленку при температуре до 150°C (300°F).
Смолы PLA могут быть успешно высушены с использованием большинства стандартных систем сушки. Поточная сушка требуется:
рекомендуется предварительная сушка в течение 4 часов при 80°C (175°F).
Уровень влажности ниже 250 частей на миллион (0,025 %) поможет сохранить стабильность вязкости расплава с течением времени при повышенных температурах.
Полимеры
PLA будут перерабатываться на обычных экструдерах. Настройте винты общего назначения с помощью:
Соотношение L/D от 24:1 до 30:1
степень сжатия от 2,5:1 до 3:1.
Температура плавления: 200°C — 220°C
Секция подачи: 180°C
Секция сжатия: 190°C
Измерительная секция: 200°C
Матрица: 200°C
Смолы PLA также можно обрабатывать на обычном ширительном оборудовании.
Производство полилактидного спанбонда
Марки полилактидного спанбонда обрабатываются на обычном оборудовании для спанбонда.
Винты общего назначения с: соотношением L/D от 24:1 до 30:1 и степенью сжатия 3:1 рекомендуются.
НАБОР ДЛЯ РЕЗЬБЫ PITTSBURGH 34152 Шпатель Крюк Пика Лопата Совок
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
2256 продаж |
4,5 из 5 звезд
€19,67
Загрузка
Мало на складе
Включая НДС (где применимо), плюс стоимость доставки
Количество
1234
Исследуйте другие похожие поисковые запросы
Внесен в список 18 ноября 2022 г.
7 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Все категории
Товары для рукоделия и инструменты
Бесплатная поддержка 3D-шпателя и плоскогубцев. ender 3 v2・Шаблон 3D-печати для загрузки・Культы
Ось Z Baby Yoda
Бесплатно
Настольная пила Dremel с регулировкой угла резания
Бесплатно
Коробка minipa ET-1020
Бесплатно
Лучшие файлы 3D-принтеров в категории Инструменты
Neutron — 3D-принтер с открытым исходным кодом
Бесплатно
Регулируемая соединительная лента-удлинитель для лицевых масок
Бесплатно
Кронштейн звукового датчика Arduino
Бесплатно
BOARDUINO – ПОДСТАВКА ДЛЯ МАКЕТНОЙ ПЛАТЫ ARDUINO ALL IN ONE
Бесплатно
Держатель ножа X-Acto для перфорированной панели
Бесплатно
Формочка для печенья МАША И МЕДВЕДЬ
0,94 €
Держатель инструмента для набора из 18 отверток 059 I для шурупов или штифтовой доски
Бесплатно
Код Да Винчи.
3,75 €
Бестселлеры категории Инструменты
продуманная конструкция: воздуховод Hemera
2,50 €
Чехол для зажигалки Chill Buddy
0,94 €
Ящики для принтера для стола Ikea Lack
1,9 €9
ENDER 3 S1/S1 PRO ДЕРЖАТЕЛЬ КАТУШКИ И УДАЛЕННАЯ КАТУШКА
2,13 €
Cut-Man — Резак для ПЭТ-бутылок с ручкой!
3,49 €
Ender 3, 3 V2, 3 pro, 3 max, двойной 40-мм осевой вентилятор, канал горячего конца / клык. CR-10, прямой привод Micro Swiss и совместимость с боуденом. Для печати поддержка не требуется
1,58 €
ТОЧНЫЙ ЦИФРОВОЙ ИНДИКАТОР 3D ПЕЧАТЬ СДЕЛАЙ САМ
1,91 €
УНИВЕРСАЛЬНЫЙ ИНДИКАТОР ДЛЯ ВЫРАВНИВАНИЯ ПЛАСТИНЫ ПОЧТИ ДЛЯ ВСЕХ ПРИНТЕРОВ
2,39 €
ИНДИКАТОР НАИЛУЧШЕГО ВЫРАВНИВАНИЯ КОРМУШКИ ДЛЯ ENDER 3 V2
2,39 €
Система тиснения визитных карточек
3 €
ENDER 3 S1, S1 PRO, SPRITE, V3 AIR DUCT FAN 5015, АКСЕЛЕРОМЕТР, светодиодная лента
Ender 3 Briss fang Gen2, красная ящерица, паук, нф сумасшедший, стрекоза и т.
д.
1,75 €
Ender 3 S1 Двойной 40-мм вентилятор Горячий конец воздуховода
1,42 €
Вентилятор Ender 3 S1 Вентилятор в наличии Вентилятор
1 €
Хотели бы вы поддержать культы?
Вам нравятся культы и вы хотите помочь нам продолжить приключение самостоятельно ? Обратите внимание, что мы небольшая команда из 3 человек , поэтому поддержать нас до 9 очень просто.0027 поддерживать деятельность и создавать будущие разработки . Вот 4 решения, доступные для всех:
РЕКЛАМА: Отключите блокировщик баннеров AdBlock и нажмите на наши рекламные баннеры.
ПРИСОЕДИНЕНИЕ: Совершайте покупки в Интернете, нажав на наши партнерские ссылки здесь Amazon.
ПОЖЕРТВОВАНИЕ: Если вы хотите, вы можете сделать пожертвование через PayPal.
 При доукомплектовании мотоблока задней сцепкой, к нему можно подключить: плуги, окучник однорядный и двухрядный, картофелевыкапыватели, различные бороны и др. Спереди на мотоблок ставятся, подключаемые через ременный вал отбора мощности, роторный снегоуборщик, роторная косилка либо мульчирующая насадка «терминатор». Мотоблок АГАТ (Салют) БС-6,5 с двигателем Briggs & Stratton CR950 6.5 л.с. является всесезонным, поэтому может работать при отрицательных температурах, но для этого необходимо произвести замену масла на зимнее 5W30. Мотоблок комплектуется пневмоколесами и почвофрезами, позволяющими сразу после покупки приступить к работе. Кованные почвофрезы, вскапывают грунт до 25 см., Руль мотоблока поворачивается на 180 градусов, так что при работе можно не идти по пашне, а так же двигаться в любом направлении, как передом, так и задом. Мотоблок АГАТ (Салют) БС-6,5 с двигателем Briggs & Stratton CR950 6.5 л.с. агрегируется с коробкой передач позволяющей выбрать необходимую скорость движения при работе, как с навеской, так и транспортировочными принадлежностями.
При доукомплектовании мотоблока задней сцепкой, к нему можно подключить: плуги, окучник однорядный и двухрядный, картофелевыкапыватели, различные бороны и др. Спереди на мотоблок ставятся, подключаемые через ременный вал отбора мощности, роторный снегоуборщик, роторная косилка либо мульчирующая насадка «терминатор». Мотоблок АГАТ (Салют) БС-6,5 с двигателем Briggs & Stratton CR950 6.5 л.с. является всесезонным, поэтому может работать при отрицательных температурах, но для этого необходимо произвести замену масла на зимнее 5W30. Мотоблок комплектуется пневмоколесами и почвофрезами, позволяющими сразу после покупки приступить к работе. Кованные почвофрезы, вскапывают грунт до 25 см., Руль мотоблока поворачивается на 180 градусов, так что при работе можно не идти по пашне, а так же двигаться в любом направлении, как передом, так и задом. Мотоблок АГАТ (Салют) БС-6,5 с двигателем Briggs & Stratton CR950 6.5 л.с. агрегируется с коробкой передач позволяющей выбрать необходимую скорость движения при работе, как с навеской, так и транспортировочными принадлежностями. Все мотоблоки Агат производятся на Гаврилов ямском машиностроительном заводе, и проходят там полную предпродажную подготовку и тестирование, поэтому поставляются почти в полностью собранном состоянии, заправленные всеми маслами и готовые к работе. Мотоблок Агат это прекрасное приобретение для современного дачника.
Все мотоблоки Агат производятся на Гаврилов ямском машиностроительном заводе, и проходят там полную предпродажную подготовку и тестирование, поэтому поставляются почти в полностью собранном состоянии, заправленные всеми маслами и готовые к работе. Мотоблок Агат это прекрасное приобретение для современного дачника.
 см
см Бензиновый мотоблок Агат 5-Л6,5 имеет на борту высоконадежный отказоустойчивый четырехтактный агрегат с рабочим объемом цилиндра в 196 кубических сантиметров. Китайский двигатель мощностью 6.5 лошадиных сил отличается большим запасом прочности, низким уровнем вибрации и шума, умеренным потреблением топлива. Тип ГРМ OHV позволяет сэкономить на массе и упростить обслуживание. Прочный ремень сцепления обеспечивают плавный пуск и ровную работу. Мотоблок Агат 5-Л6,5 оснащен профессиональной четырехступенчатой коробкой передач механического типа, которая позволяет выбрать самый оптимальный режим работы в зависимости от нагрузки. Наличие двухскоростного реверса облегчает лавирование по участку, а также позволяет легко вытащить агрегат при его застревании. Бензиновый мотоблок Агат 5-Л6,5 с двигателем “Lifan” 6,5 имеет ВОМ, благодаря чему вместе с ним можно использовать активное навесное и прицепное оборудование, такое как снегоуборщик или газонокосилку. Приличный вес модели в 78 килограммов обеспечивает превосходную тягу, потому этот агрегат способен перевозить значительные грузы.
Бензиновый мотоблок Агат 5-Л6,5 имеет на борту высоконадежный отказоустойчивый четырехтактный агрегат с рабочим объемом цилиндра в 196 кубических сантиметров. Китайский двигатель мощностью 6.5 лошадиных сил отличается большим запасом прочности, низким уровнем вибрации и шума, умеренным потреблением топлива. Тип ГРМ OHV позволяет сэкономить на массе и упростить обслуживание. Прочный ремень сцепления обеспечивают плавный пуск и ровную работу. Мотоблок Агат 5-Л6,5 оснащен профессиональной четырехступенчатой коробкой передач механического типа, которая позволяет выбрать самый оптимальный режим работы в зависимости от нагрузки. Наличие двухскоростного реверса облегчает лавирование по участку, а также позволяет легко вытащить агрегат при его застревании. Бензиновый мотоблок Агат 5-Л6,5 с двигателем “Lifan” 6,5 имеет ВОМ, благодаря чему вместе с ним можно использовать активное навесное и прицепное оборудование, такое как снегоуборщик или газонокосилку. Приличный вес модели в 78 килограммов обеспечивает превосходную тягу, потому этот агрегат способен перевозить значительные грузы. Работая фрезами, мотоблок захватывает до 80 сантиметров, потому он эффективен на больших участках. Мотоблок Агат 5-Л6,5 с двигателем “Lifan” отличается простотой в удобством в использовании. Рукоятка регулируется по высоте, позволяя комфортно работать людям с разным ростом, двигатель без проблем запускается даже в прохладную погоду. Большие колеса с арочным протектором легко преодолевают неровности почвы и обеспечивают превосходное сцепление с грунтом. Эта модель собирается из высококлассных комплектующих с учетом реалий нашего сельского хозяйства, потому мотоблок Агат 5-Л6,5 с двигателем “Lifan” 6,5 способен проработать много лет без поломок.
Работая фрезами, мотоблок захватывает до 80 сантиметров, потому он эффективен на больших участках. Мотоблок Агат 5-Л6,5 с двигателем “Lifan” отличается простотой в удобством в использовании. Рукоятка регулируется по высоте, позволяя комфортно работать людям с разным ростом, двигатель без проблем запускается даже в прохладную погоду. Большие колеса с арочным протектором легко преодолевают неровности почвы и обеспечивают превосходное сцепление с грунтом. Эта модель собирается из высококлассных комплектующих с учетом реалий нашего сельского хозяйства, потому мотоблок Агат 5-Л6,5 с двигателем “Lifan” 6,5 способен проработать много лет без поломок.
 с.
с. google.com › mymaps › viewer
google.com › mymaps › viewer
 ..
..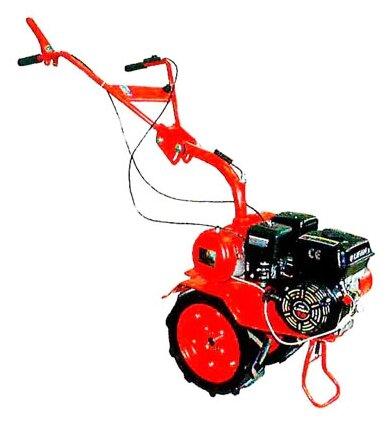
 .. повышенный спрос + снижение предложения — ПЛОХАЯ комбинация!! В то время как некоторые компании пользуются подобной ситуацией с «взвинчиванием цен», мы по-прежнему будем предлагать такие же скидки на оборудование, как и всегда. Однако время ожидания оборудования ЗНАЧИТЕЛЬНО увеличилось из-за замедления производства и доставки! МЫ ничего не можем с этим поделать… в настоящее время у наших поставщиков заказаны товары на сумму более ДВУХ МИЛЛИОНОВ ДОЛЛАРОВ, и мы ничего не можем сделать, кроме как ждать. Мы ценим ваш бизнес и ваше терпение, и мы прилагаем все усилия, чтобы выполнять заказы как можно быстрее, БЕЗ урезания углов при правильной настройке оборудования, подготовке и проверке, которыми мы славимся. ЗАКАЗЫ ОТПРАВЛЯЮТСЯ НА ОСНОВЕ ПЕРВОЙ ПОЛНОСТЬЮ ОПЛАЧЕННОЙ, ПЕРВОЙ ОТПРАВКИ. ГЛАВНЫЙ ВЫВОД: БУДЬТЕ ГОТОВЫ ЖДАТЬ ОТ 3 ДО 6 МЕСЯЦЕВ, ЧТОБЫ ПОЛУЧИТЬ ОБОРУДОВАНИЕ. ЕСЛИ ВЫ ПОДОЖДЕТЕ ДО САДОВОГО СЕЗОНА, ЧТОБЫ ЗАКАЗАТЬ ОБОРУДОВАНИЕ, ВЫ ПОЧТИ ОБЯЗАТЕЛЬНО **НЕ** ПОЛУЧИТЕ ЕГО НА ЭТОТ САДОВЫЙ СЕЗОН.
.. повышенный спрос + снижение предложения — ПЛОХАЯ комбинация!! В то время как некоторые компании пользуются подобной ситуацией с «взвинчиванием цен», мы по-прежнему будем предлагать такие же скидки на оборудование, как и всегда. Однако время ожидания оборудования ЗНАЧИТЕЛЬНО увеличилось из-за замедления производства и доставки! МЫ ничего не можем с этим поделать… в настоящее время у наших поставщиков заказаны товары на сумму более ДВУХ МИЛЛИОНОВ ДОЛЛАРОВ, и мы ничего не можем сделать, кроме как ждать. Мы ценим ваш бизнес и ваше терпение, и мы прилагаем все усилия, чтобы выполнять заказы как можно быстрее, БЕЗ урезания углов при правильной настройке оборудования, подготовке и проверке, которыми мы славимся. ЗАКАЗЫ ОТПРАВЛЯЮТСЯ НА ОСНОВЕ ПЕРВОЙ ПОЛНОСТЬЮ ОПЛАЧЕННОЙ, ПЕРВОЙ ОТПРАВКИ. ГЛАВНЫЙ ВЫВОД: БУДЬТЕ ГОТОВЫ ЖДАТЬ ОТ 3 ДО 6 МЕСЯЦЕВ, ЧТОБЫ ПОЛУЧИТЬ ОБОРУДОВАНИЕ. ЕСЛИ ВЫ ПОДОЖДЕТЕ ДО САДОВОГО СЕЗОНА, ЧТОБЫ ЗАКАЗАТЬ ОБОРУДОВАНИЕ, ВЫ ПОЧТИ ОБЯЗАТЕЛЬНО **НЕ** ПОЛУЧИТЕ ЕГО НА ЭТОТ САДОВЫЙ СЕЗОН.
 с.
с. раздел «Кошение» выше, чтобы узнать о навесном оборудовании газонокосилки
раздел «Кошение» выше, чтобы узнать о навесном оборудовании газонокосилки
 Работы следует проводить при работающей вытяжной вентиляции. Насколько нам известно, это наименее токсичный растворитель для PLA-пластика, однако при работе с ним следует проявлять повышенную осторожность, поскольку долговременный эффект его воздействия чрезвычайно опасен. Горюч, поэтому избегайте соприкосновения его паров с источниками открытого огня или искр. То же самое относится к ацетону, тетрагидрофурану и т.п.
Работы следует проводить при работающей вытяжной вентиляции. Насколько нам известно, это наименее токсичный растворитель для PLA-пластика, однако при работе с ним следует проявлять повышенную осторожность, поскольку долговременный эффект его воздействия чрезвычайно опасен. Горюч, поэтому избегайте соприкосновения его паров с источниками открытого огня или искр. То же самое относится к ацетону, тетрагидрофурану и т.п.  D-Limonene имеет основу масла, поэтому чтобы нейтрализовать рекацию пластика и растворителя, их надо промыть с мылом.
D-Limonene имеет основу масла, поэтому чтобы нейтрализовать рекацию пластика и растворителя, их надо промыть с мылом. Литра хватает надолго. Очень важна герметичность емкости для хранения раствора.
Литра хватает надолго. Очень важна герметичность емкости для хранения раствора.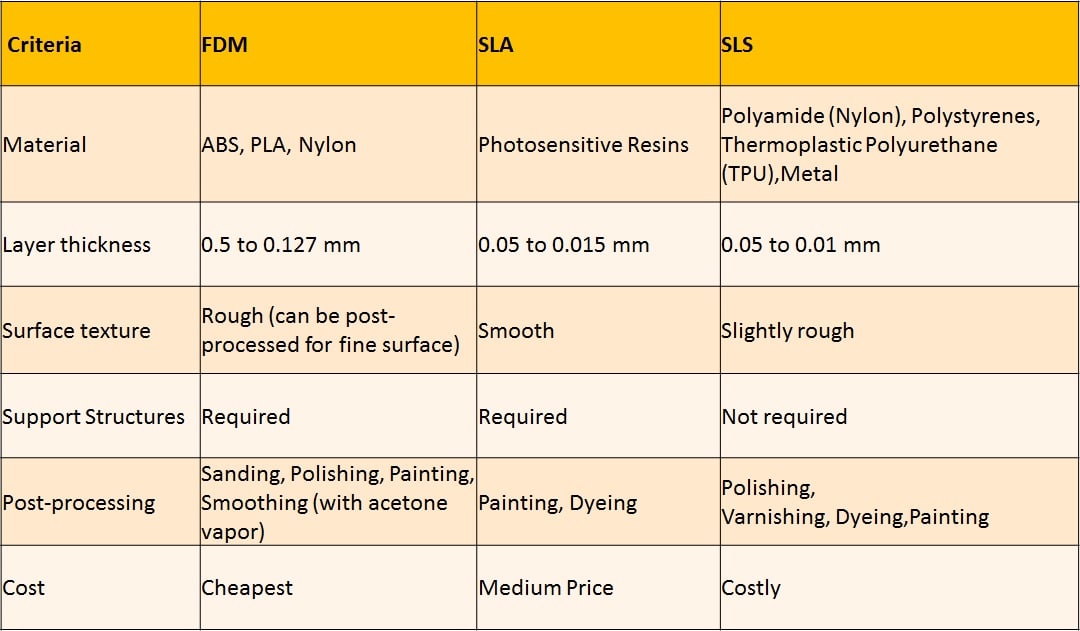

 Сравните ее с левым краем, который не полировался, где видно даже слои распечатки.
Сравните ее с левым краем, который не полировался, где видно даже слои распечатки. Это позволит сэкономить и время, и реактив, и доводка получится точнее, без значительных геометрических искажений.
Это позволит сэкономить и время, и реактив, и доводка получится точнее, без значительных геометрических искажений.
 Влажную/сухую наждачную бумагу можно отличить по цвету. Ее зерна черного цвета, а не коричневого или бежевого.
Влажную/сухую наждачную бумагу можно отличить по цвету. Ее зерна черного цвета, а не коричневого или бежевого. Тонкие ровные слои быстро сохнут, после чего можно отшлифовать грунтовку до пластика, чтобы она оставалась только в углублениях линий слоя. Повторяйте процесс до тех пор, пока все недостатки 3D печати не пропадут.
Тонкие ровные слои быстро сохнут, после чего можно отшлифовать грунтовку до пластика, чтобы она оставалась только в углублениях линий слоя. Повторяйте процесс до тех пор, пока все недостатки 3D печати не пропадут.
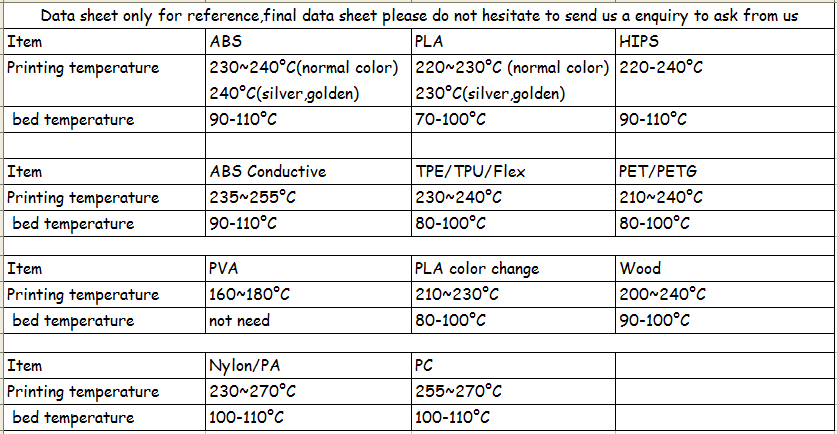 Ацетон взаимодействует с ABS и медленно плавит пластик, создавая супергладкую модель. Примечание: обязательно ознакомьтесь с необходимыми мерами предосторожности, если решите попробовать этот способ.
Ацетон взаимодействует с ABS и медленно плавит пластик, создавая супергладкую модель. Примечание: обязательно ознакомьтесь с необходимыми мерами предосторожности, если решите попробовать этот способ.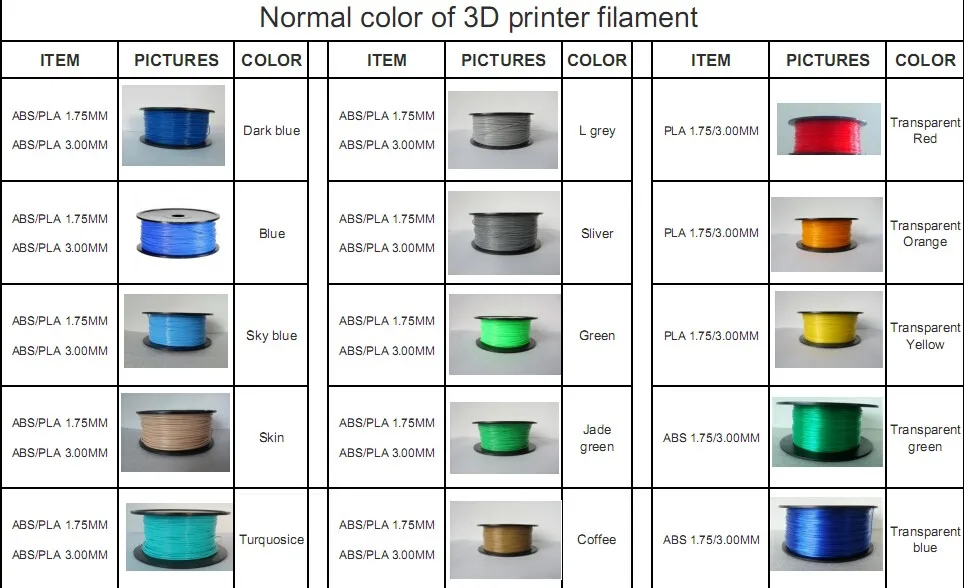 Это также улучшает окончательный внешний вид, который может показаться не таким гладким, как вы ожидали.
Это также улучшает окончательный внешний вид, который может показаться не таким гладким, как вы ожидали. И в результате можно будет собрать окончательную, гладкую и профессионально выглядящую модель.
И в результате можно будет собрать окончательную, гладкую и профессионально выглядящую модель.
 Начиная от предварительной шлифовки, заканчивая покраской!
Начиная от предварительной шлифовки, заканчивая покраской! Однако наиболее распространенными являются масла, эмали, лаки и акриловые краски. Эксперты рекомендуют новичкам использовать акриловые краски, так как они быстро сохнут и их можно смыть водой.
Однако наиболее распространенными являются масла, эмали, лаки и акриловые краски. Эксперты рекомендуют новичкам использовать акриловые краски, так как они быстро сохнут и их можно смыть водой.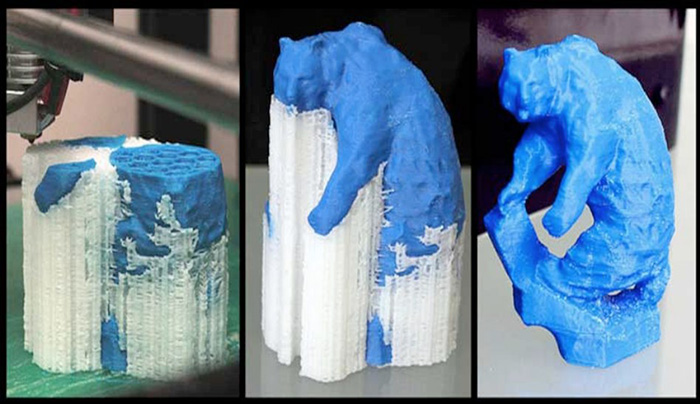

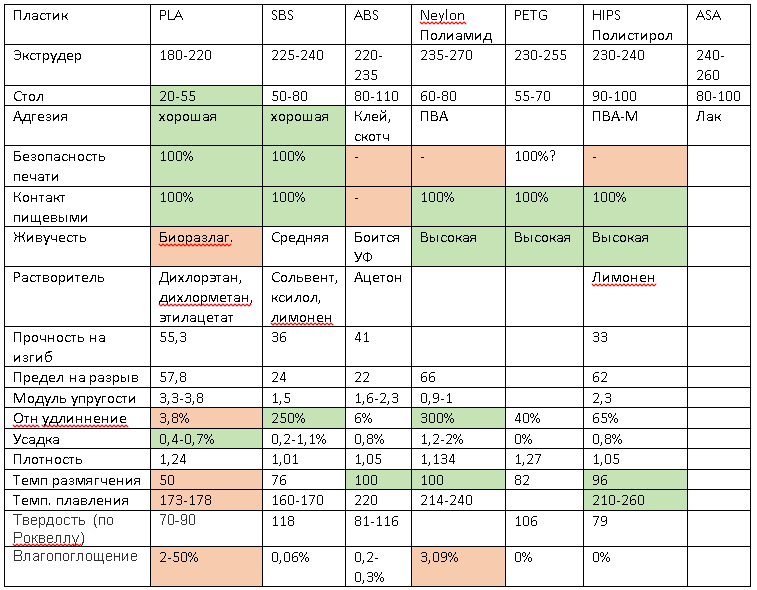

 Если что-то из этого требуется, очистите деталь от пыли перед повторным окрашиванием. Чтобы получить гладкую поверхность, между шлифованием и распылением можно использовать точечную шпаклевку для восстановления дефектов. Наносится с помощью скребка. Вы можете распределить его по всей детали для заполнения пробелов, но при этом необходима детализация.
Если что-то из этого требуется, очистите деталь от пыли перед повторным окрашиванием. Чтобы получить гладкую поверхность, между шлифованием и распылением можно использовать точечную шпаклевку для восстановления дефектов. Наносится с помощью скребка. Вы можете распределить его по всей детали для заполнения пробелов, но при этом необходима детализация. Он также замаскирует некоторые области и предотвратит попадание краски внутрь.
Он также замаскирует некоторые области и предотвратит попадание краски внутрь. После нанесения верхнего слоя терпеливо подождите, пока цвет высохнет, и посмотрите, пропитался ли он так, как вы хотели.
После нанесения верхнего слоя терпеливо подождите, пока цвет высохнет, и посмотрите, пропитался ли он так, как вы хотели.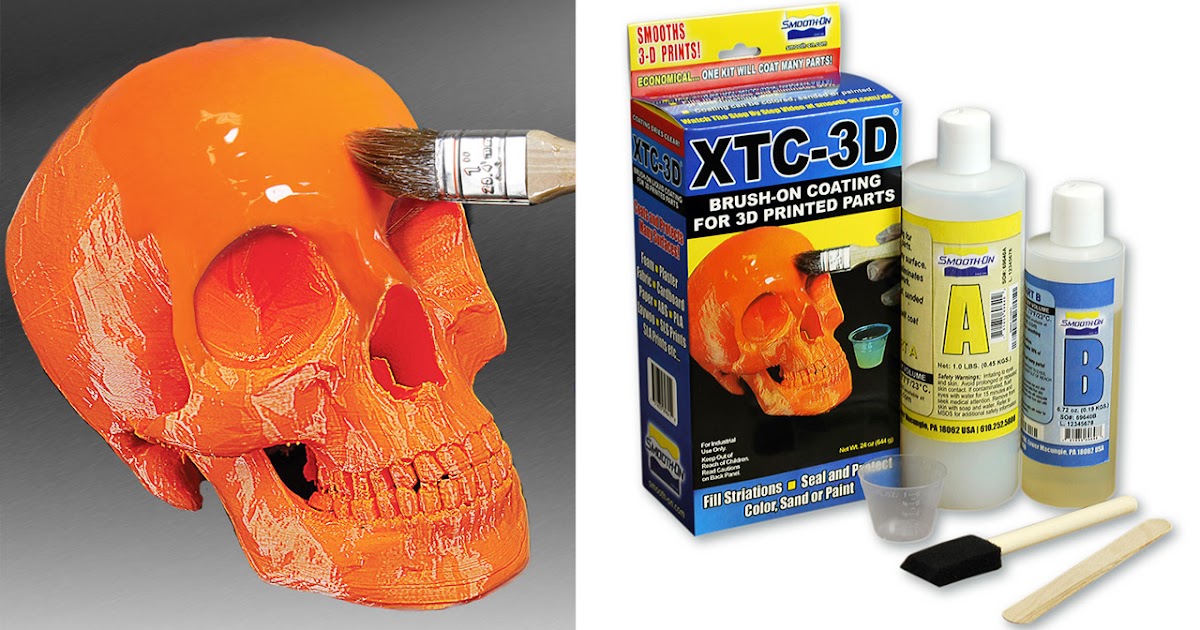 Белый рекомендуется для грунтовок на объектах, которые в конечном итоге будут светлых тонов, и наоборот для черного.
Белый рекомендуется для грунтовок на объектах, которые в конечном итоге будут светлых тонов, и наоборот для черного.
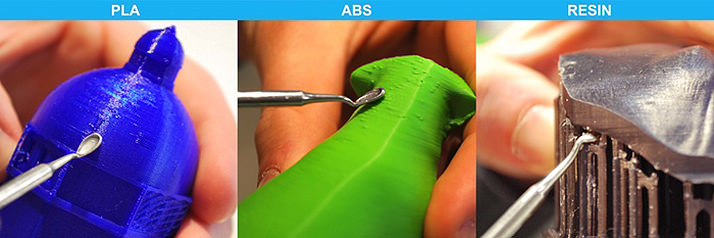
 Хотя этот метод дает технологии невероятную гибкость дизайна, он также имеет присущие ему недостатки.
Хотя этот метод дает технологии невероятную гибкость дизайна, он также имеет присущие ему недостатки. Это означает, что в его молекулярной структуре не так много полярных групп, которые делают его уязвимым для воздействия типичных растворителей, таких как ацетон.
Это означает, что в его молекулярной структуре не так много полярных групп, которые делают его уязвимым для воздействия типичных растворителей, таких как ацетон. Вы должны быть особенно осторожны, используя любой метод, который приводит к нагреву или трению вашей печати PLA.
Вы должны быть особенно осторожны, используя любой метод, который приводит к нагреву или трению вашей печати PLA.
 Сохраняя поверхность отпечатка и наждачную бумагу влажными, вы также избегаете выделения тепла, достаточного для деформации пластикового материала. Вы можете использовать эту технику независимо от размера наждачной бумаги, но вам понадобится наждачная бумага с пометкой «водостойкая».0003
Сохраняя поверхность отпечатка и наждачную бумагу влажными, вы также избегаете выделения тепла, достаточного для деформации пластикового материала. Вы можете использовать эту технику независимо от размера наждачной бумаги, но вам понадобится наждачная бумага с пометкой «водостойкая».0003 Вы должны увидеть заметное улучшение гладкости поверхности отпечатка и появление блестящей зеркальной поверхности. Вы можете улучшить это, отполировав поверхность отпечатка другим куском мягкой ткани. Вы можете повторять цикл полировки и полировки, пока не будете удовлетворены результатами.
Вы должны увидеть заметное улучшение гладкости поверхности отпечатка и появление блестящей зеркальной поверхности. Вы можете улучшить это, отполировав поверхность отпечатка другим куском мягкой ткани. Вы можете повторять цикл полировки и полировки, пока не будете удовлетворены результатами. Вы можете сделать это наоборот, используя метод прайминга. Нанеся грунтовку, вы можете заполнить все пробелы, а затем отшлифовать слой грунтовки, чтобы получить более однородную и гладкую поверхность.
Вы можете сделать это наоборот, используя метод прайминга. Нанеся грунтовку, вы можете заполнить все пробелы, а затем отшлифовать слой грунтовки, чтобы получить более однородную и гладкую поверхность.
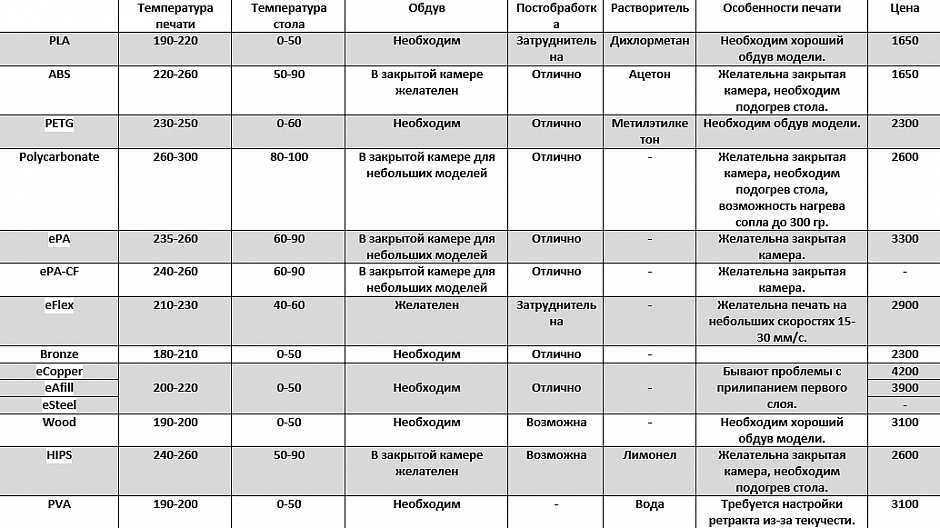 Думайте об этом как о небольшой дополнительной оплате, чтобы вам не пришлось тратить столько времени и труда.
Думайте об этом как о небольшой дополнительной оплате, чтобы вам не пришлось тратить столько времени и труда.
 Поэтому лазерный станок способен работать практически с любым видами ткани, в том числе «трудными» (например, синтетическими смесовыми — «сыпучими»).
Поэтому лазерный станок способен работать практически с любым видами ткани, в том числе «трудными» (например, синтетическими смесовыми — «сыпучими»). Единствен минус — на лазерном станке с ЧПУ нельзя резать ткань настилами — только в один-три слоя (в зависимости от исходной толщины тканевой заготовки).
Единствен минус — на лазерном станке с ЧПУ нельзя резать ткань настилами — только в один-три слоя (в зависимости от исходной толщины тканевой заготовки). При этом расход газа будет сравнительно небольшой, а значит, себестоимость обработки ткани возрастёт несущественно.
При этом расход газа будет сравнительно небольшой, а значит, себестоимость обработки ткани возрастёт несущественно. Как маркетинговый ход, технология гравировка ткани оправдывает себя превосходно.
Как маркетинговый ход, технология гравировка ткани оправдывает себя превосходно.
 Обработка ткани и текстиля лазером на станках с ЧПУ.
Обработка ткани и текстиля лазером на станках с ЧПУ.
 Применение воздействия лучом лазера, осуществляемого современным станком, способно эффективно заменить если не все, то часть из них.
Применение воздействия лучом лазера, осуществляемого современным станком, способно эффективно заменить если не все, то часть из них. Если контур перфорации сложен, выполнять его вручную – трудоемкая задача. Но только не для лазерного станка с ЧПУ – он успешно справляется с любыми по конфигурациям контурами не только при резании, но и при перфорации материала.
Если контур перфорации сложен, выполнять его вручную – трудоемкая задача. Но только не для лазерного станка с ЧПУ – он успешно справляется с любыми по конфигурациям контурами не только при резании, но и при перфорации материала.
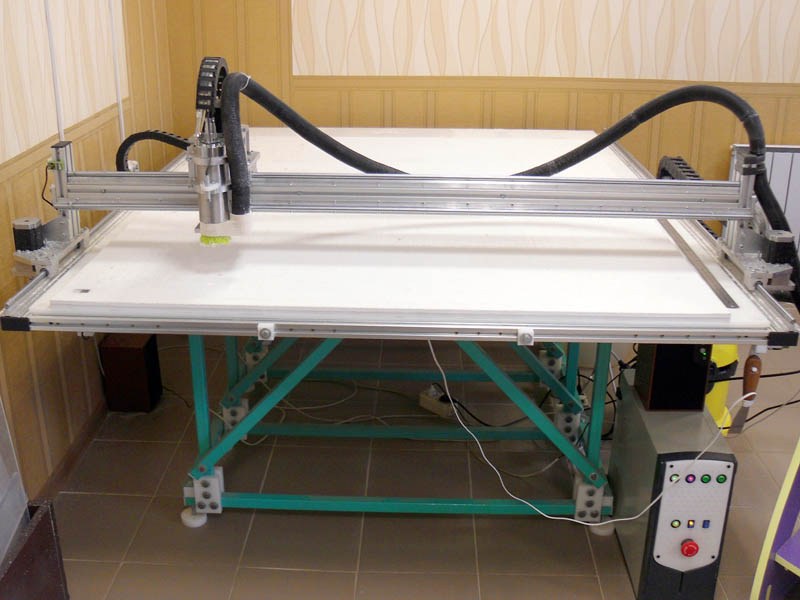
 Компания Omaha известна своими специализированными высекальными машинами для ткани, в том числе бестселлером 9.0003 Готов. Установлен. Идти! Система резки ткани . Машины AccuQuilt идеально подходят для начинающих, которые хотят начать работу с целевым набором инструментов для резки ткани и выкроек. Еще один популярный вариант для начинающих квилтеров — Sizzix Big Shot. Эта культовая классическая машина для высечки и тиснения доступна как в ручном, так и в электрическом исполнении.
Компания Omaha известна своими специализированными высекальными машинами для ткани, в том числе бестселлером 9.0003 Готов. Установлен. Идти! Система резки ткани . Машины AccuQuilt идеально подходят для начинающих, которые хотят начать работу с целевым набором инструментов для резки ткани и выкроек. Еще один популярный вариант для начинающих квилтеров — Sizzix Big Shot. Эта культовая классическая машина для высечки и тиснения доступна как в ручном, так и в электрическом исполнении.  Установлен. ИДТИ! Система раскроя ткани
Установлен. ИДТИ! Система раскроя ткани


 мир ремесленных раскройных проектов — в том числе умение работать с толстыми и мелкими тканями.
мир ремесленных раскройных проектов — в том числе умение работать с толстыми и мелкими тканями.
 Это не самое худшее программное обеспечение для резки, которое мы когда-либо использовали, но оно довольно простое и может содержать ошибки
Это не самое худшее программное обеспечение для резки, которое мы когда-либо использовали, но оно довольно простое и может содержать ошибки

 com
com
 Быстро и очень точно.
Быстро и очень точно.
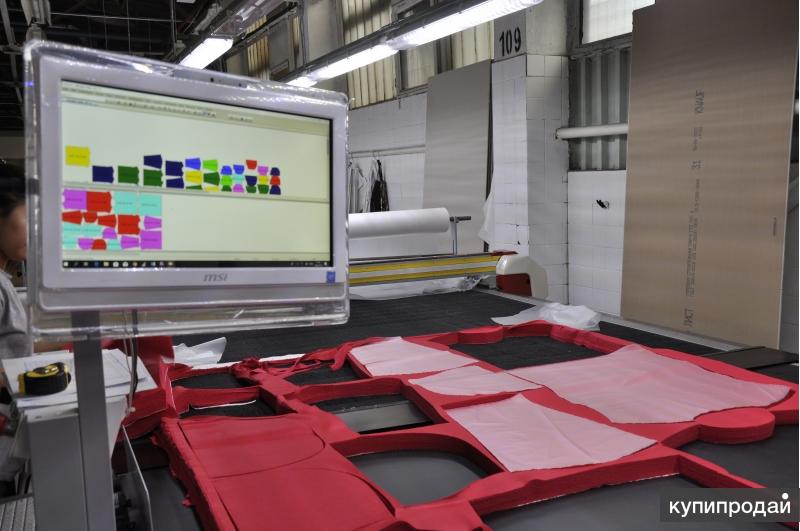 Из этих вариантов Cricut Maker 3 — лучший универсальный резак для ткани. Он может работать с более чем 300 различными материалами и может похвастаться самой высокой силой резания среди всех станков Cricut.
Из этих вариантов Cricut Maker 3 — лучший универсальный резак для ткани. Он может работать с более чем 300 различными материалами и может похвастаться самой высокой силой резания среди всех станков Cricut. Однако, если у вас мало места в мастерской или вы предпочитаете резать ткань на полу, это тоже прекрасно.
Однако, если у вас мало места в мастерской или вы предпочитаете резать ткань на полу, это тоже прекрасно.
 От джинсовой ткани для джинсов до кожи для дивана или хлопка для рубашки — существует множество различных типов тканей, которые вам, возможно, придется раскроить. Использование и подключение автоматизированной машины для раскроя ткани — отличный способ раскроя ткани!
От джинсовой ткани для джинсов до кожи для дивана или хлопка для рубашки — существует множество различных типов тканей, которые вам, возможно, придется раскроить. Использование и подключение автоматизированной машины для раскроя ткани — отличный способ раскроя ткани! Как правило, наличие одной машины, которая делает все, будет гораздо более рентабельным.
Как правило, наличие одной машины, которая делает все, будет гораздо более рентабельным.

 Электроны испускаются разогретым до температуры свечения вольфрамовым катодом. Они ускоряются высоким напряжением в 60 кВ, подводимым к аноду, которым является платформа построения и камера с порошком.
Электроны испускаются разогретым до температуры свечения вольфрамовым катодом. Они ускоряются высоким напряжением в 60 кВ, подводимым к аноду, которым является платформа построения и камера с порошком. Нужно понимать, что энергетическая насыщенность электроннолучевых 3D принтеров технологии EBM, многократно превышает энергетику существующих моделей лазерных 3D принтеров, работающих по технологии SLM. Хотя и уступает им в точности аддитивного построения изделий.
Нужно понимать, что энергетическая насыщенность электроннолучевых 3D принтеров технологии EBM, многократно превышает энергетику существующих моделей лазерных 3D принтеров, работающих по технологии SLM. Хотя и уступает им в точности аддитивного построения изделий.

 При необходимости производится пескоструйная обработка для уменьшения шероховатости поверхности изделия.
При необходимости производится пескоструйная обработка для уменьшения шероховатости поверхности изделия.
 05-1.0 Pa
05-1.0 Pa
 2, для PC
2, для PC



 К тому же, более доступные настольные принтеры расширяют возможности и сферу применения 3D-печатных деталей из настоящей стали.
К тому же, более доступные настольные принтеры расширяют возможности и сферу применения 3D-печатных деталей из настоящей стали.
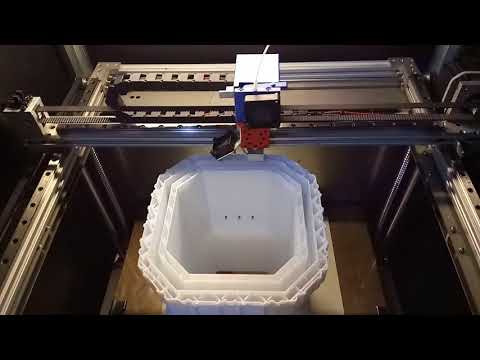 Также сравнение зависит от того, на какой из прочностных характеристик вы сосредоточитесь: прочность на разрыв, прочность при статической нагрузке, усталостная прочность и т.д.
Также сравнение зависит от того, на какой из прочностных характеристик вы сосредоточитесь: прочность на разрыв, прочность при статической нагрузке, усталостная прочность и т.д.

 Разработка печатной детали обычно означает, что для ее изготовления потребуется меньше металла и поэтому уменьшится ее масса, при той же прочности.
Разработка печатной детали обычно означает, что для ее изготовления потребуется меньше металла и поэтому уменьшится ее масса, при той же прочности.
 3D-печать является самой быстрой и гибкой технологией для производства серийных изделий и прототипов. Для военных и промышленных применений 3D-печать сталью — это более быстрый и эффективный способ создания отдельных деталей для транспортных средств и машин. 3D-печать из нержавеющей стали стремительно находит применение в медицине для создания уникальных хирургических инструментов и имплантатов.
3D-печать является самой быстрой и гибкой технологией для производства серийных изделий и прототипов. Для военных и промышленных применений 3D-печать сталью — это более быстрый и эффективный способ создания отдельных деталей для транспортных средств и машин. 3D-печать из нержавеющей стали стремительно находит применение в медицине для создания уникальных хирургических инструментов и имплантатов.
 Среди вариантов сталей можно выделить следующие:
Среди вариантов сталей можно выделить следующие:
 Компания утверждает, что клиенты могут выходить на рынок с деталями из этого материала и пропускать этап гальванизации для защиты изделий от коррозии.
Компания утверждает, что клиенты могут выходить на рынок с деталями из этого материала и пропускать этап гальванизации для защиты изделий от коррозии.
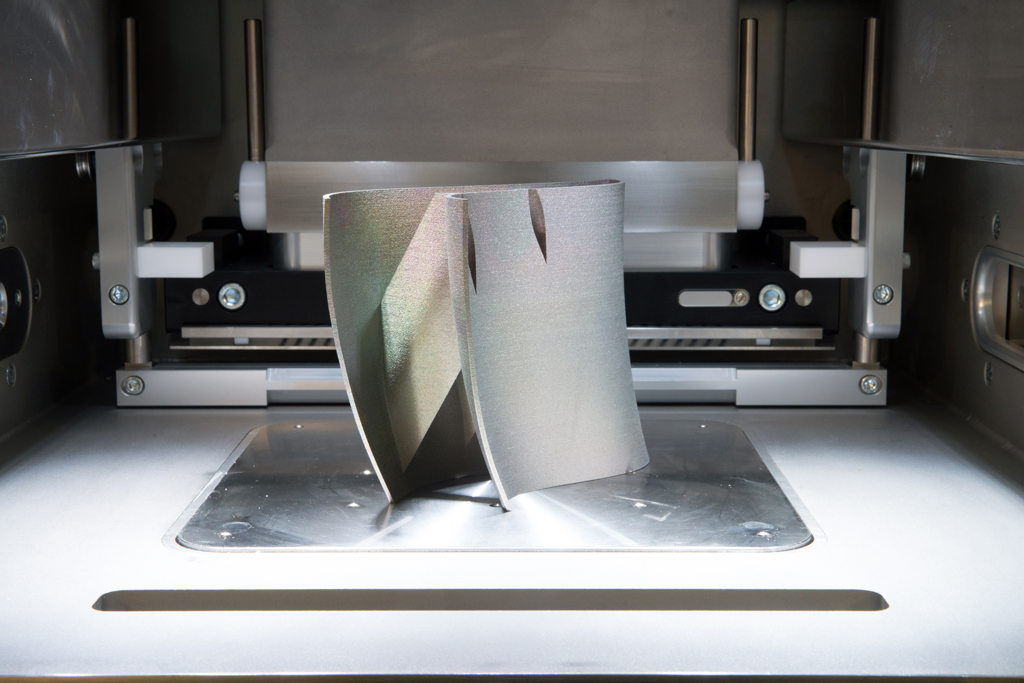
 Теперь такие компании, как BASF Forward AM и The Virtual Foundry, предлагают металлические филаменты, которые можно использовать практически на любом FDM-принтере, если он оснащен соплом из закаленной стали для работы с абразивным материалом.
Теперь такие компании, как BASF Forward AM и The Virtual Foundry, предлагают металлические филаменты, которые можно использовать практически на любом FDM-принтере, если он оснащен соплом из закаленной стали для работы с абразивным материалом.


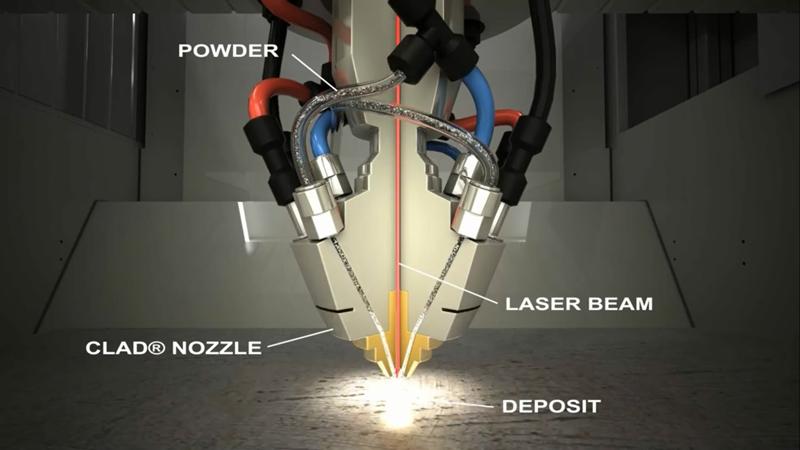
 Она работает аналогично селективному лазерному плавлению (SLM), но в качестве источника энергии используется не лазер, а гораздо более мощный луч заряженных частиц.
Она работает аналогично селективному лазерному плавлению (SLM), но в качестве источника энергии используется не лазер, а гораздо более мощный луч заряженных частиц.
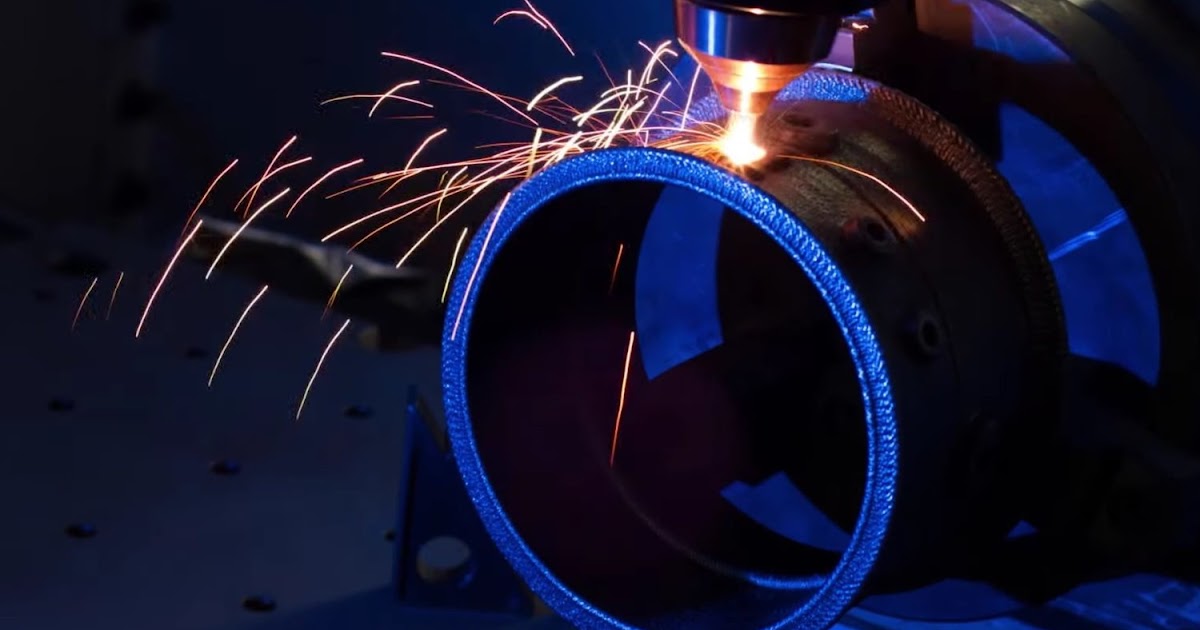

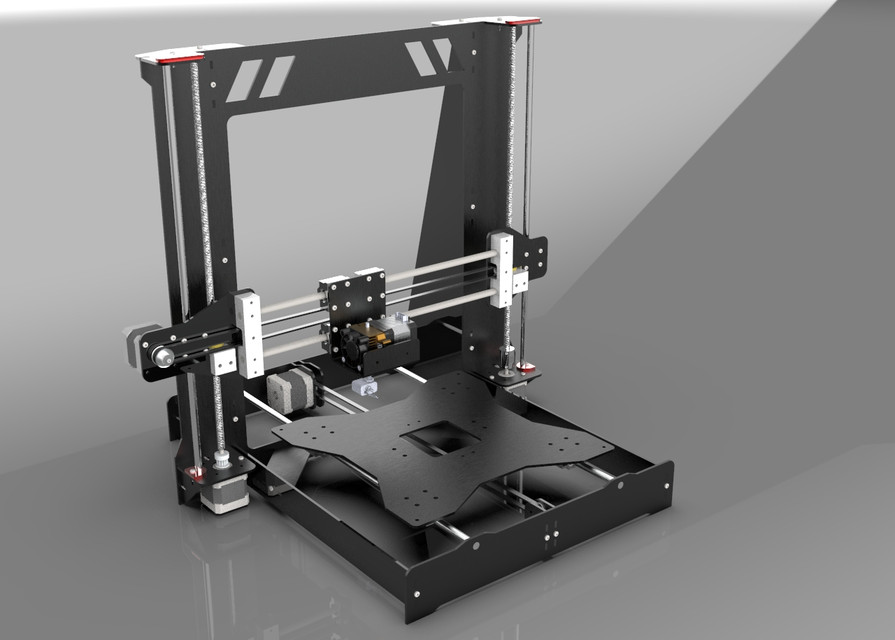 DED полезен для изготовления крупных объектов целиком, а также для сложных геометрических форм, требующих обширной механической обработки — DED может получить такие детали гораздо более близкими к состоянию готовности, чем традиционная механическая обработка с ЧПУ.
DED полезен для изготовления крупных объектов целиком, а также для сложных геометрических форм, требующих обширной механической обработки — DED может получить такие детали гораздо более близкими к состоянию готовности, чем традиционная механическая обработка с ЧПУ.
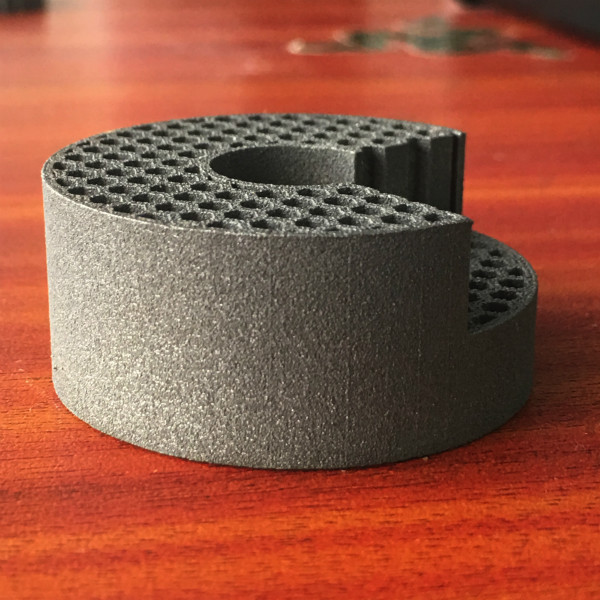 WAAM также способна производить крупногабаритные металлические детали, что наглядно продемонстрировала голландская компания MX3D и ее 41-футовый мост из нержавеющей стали весом девять тысяч фунтов в Амстердаме, а также деталь для ремонта нефтегазового оборудования, доказывая, что детали могут быть изготовлены в полевых условиях.
WAAM также способна производить крупногабаритные металлические детали, что наглядно продемонстрировала голландская компания MX3D и ее 41-футовый мост из нержавеющей стали весом девять тысяч фунтов в Амстердаме, а также деталь для ремонта нефтегазового оборудования, доказывая, что детали могут быть изготовлены в полевых условиях.



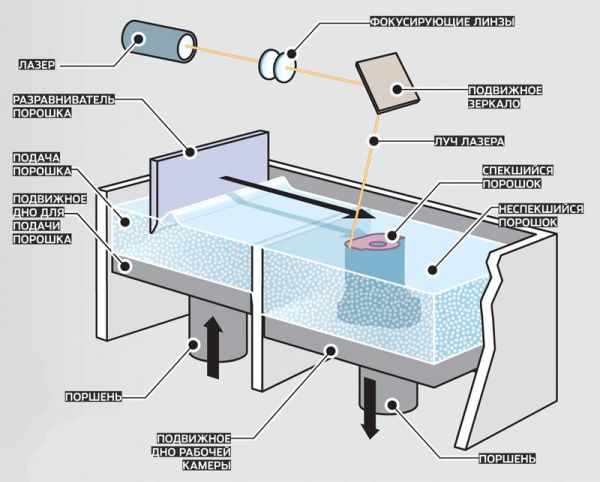



 . Просто распечатайте и спекайте; Двухэтапный процесс, не требующий растворителя для удаления связующего вещества или инструментов, как в случае MIM (литье металлов под давлением).
. Просто распечатайте и спекайте; Двухэтапный процесс, не требующий растворителя для удаления связующего вещества или инструментов, как в случае MIM (литье металлов под давлением).
 Когда деталь нагревается до температуры, близкой к температуре плавления, связующее вещество удаляется, а частицы металла сплавляются друг с другом, что приводит к уплотнению детали до 98%.
Когда деталь нагревается до температуры, близкой к температуре плавления, связующее вещество удаляется, а частицы металла сплавляются друг с другом, что приводит к уплотнению детали до 98%.

 Это полностью аустенитная сталь, идеально подходящая для суровых условий.
Это полностью аустенитная сталь, идеально подходящая для суровых условий. Это делает его идеальным металлом для изготовления инструментов как для горячей, так и для холодной обработки.
Это делает его идеальным металлом для изготовления инструментов как для горячей, так и для холодной обработки.

 д.
д. см
см Характеристики деталей аналогичны кованым сплавам, и можно настроить плотность деталей с заполнением с закрытыми ячейками.
Характеристики деталей аналогичны кованым сплавам, и можно настроить плотность деталей с заполнением с закрытыми ячейками. Запатентованные съемные опоры позволяют снимать опору вручную, поскольку она не связана с деталью. В результате можно легко распечатать и использовать очень сложные детали и сборки, которые можно печатать на месте.
Запатентованные съемные опоры позволяют снимать опору вручную, поскольку она не связана с деталью. В результате можно легко распечатать и использовать очень сложные детали и сборки, которые можно печатать на месте.
 Встроенные температурные профили, настроенные для каждой сборки и материала, обеспечивают равномерный нагрев и охлаждение без остаточных напряжений, присутствующих в лазерных системах.
Встроенные температурные профили, настроенные для каждой сборки и материала, обеспечивают равномерный нагрев и охлаждение без остаточных напряжений, присутствующих в лазерных системах.
 Нет необходимости в удалении связующего растворителем, просто распечатайте и спекайте.
Нет необходимости в удалении связующего растворителем, просто распечатайте и спекайте. при сохранении необходимой функциональной прочности и жесткости.
при сохранении необходимой функциональной прочности и жесткости.
 Изготовление нестандартных зубчатых колес с помощью зубофрезерования и протяжки часто обходится дорого. Благодаря 3D-печати металлом изготовление таких деталей возможно с меньшими затратами и меньшими сроками выполнения заказа.
Изготовление нестандартных зубчатых колес с помощью зубофрезерования и протяжки часто обходится дорого. Благодаря 3D-печати металлом изготовление таких деталей возможно с меньшими затратами и меньшими сроками выполнения заказа. Печать детали с помощью Studio System сокращает время подготовки ЧПУ и освобождает механический цех для более важной работы.
Печать детали с помощью Studio System сокращает время подготовки ЧПУ и освобождает механический цех для более важной работы. Обычно поршни, изготовленные на станках с ЧПУ из алюминиевого сплава, могут занимать много времени, и их трудно быстро прототипировать и тестировать.
Обычно поршни, изготовленные на станках с ЧПУ из алюминиевого сплава, могут занимать много времени, и их трудно быстро прототипировать и тестировать. С помощью Studio System компания смогла воссоздать деталь со свойствами, аналогичными оригинальной литой детали, без затрат на инструменты и длительных сроков изготовления.
С помощью Studio System компания смогла воссоздать деталь со свойствами, аналогичными оригинальной литой детали, без затрат на инструменты и длительных сроков изготовления. Используется в химической обработке для охлаждения горячего газа при его протекании по трубе.
Используется в химической обработке для охлаждения горячего газа при его протекании по трубе.
 Наиболее востребована механическая гравировка по металлу, которая применяется не только для создания табличек и памятных надписей, но и является разновидностью художественного творчества. Гравюры по металлу изящны, необычны и могут стать прекрасным украшением любого помещения. Механическая гравировка латунь, к примеру, давно уже применяется для оформления как вывесок и табличек, так и для декорирования предметов интерьера. Как оказалось, сплав олова, цинка и меди – идеальная поверхность для высокохудожественной механической гравировки, он придает работе особое благородство.
Наиболее востребована механическая гравировка по металлу, которая применяется не только для создания табличек и памятных надписей, но и является разновидностью художественного творчества. Гравюры по металлу изящны, необычны и могут стать прекрасным украшением любого помещения. Механическая гравировка латунь, к примеру, давно уже применяется для оформления как вывесок и табличек, так и для декорирования предметов интерьера. Как оказалось, сплав олова, цинка и меди – идеальная поверхность для высокохудожественной механической гравировки, он придает работе особое благородство. Она обходится значительно дешевле, чем заводская штамповка изделий, и позволяет сделать надпись либо рисунок в единичном экземпляре.
Она обходится значительно дешевле, чем заводская штамповка изделий, и позволяет сделать надпись либо рисунок в единичном экземпляре.
 Именно ручная гравировка смотрится лучше всего на ювелирных украшениях. К примеру, для нанесения памятной надписи на кольца, чаще всего используется именно ручная гравировка, потому что машина просто не способна нанести надпись на сложную поверхность кольца. Такой вид гравировки наносится обычно специальным инструментом – штихелем (что-то вроде стамески). Нанесение рисунка с помощью специальной бормашины также считается подвидом ручной гравировки. Плюсами этого вида гравировки является красота и эстетичность изготавливаемого изделия. Минусами такой гравировки являются достаточно высокая стоимость изделия (обычно определяется количеством знаков для нанесения, в случае если гравировка представляет собой текст). Ручная гравировка требует высокого уровня мастерства исполнителя заказа.
Именно ручная гравировка смотрится лучше всего на ювелирных украшениях. К примеру, для нанесения памятной надписи на кольца, чаще всего используется именно ручная гравировка, потому что машина просто не способна нанести надпись на сложную поверхность кольца. Такой вид гравировки наносится обычно специальным инструментом – штихелем (что-то вроде стамески). Нанесение рисунка с помощью специальной бормашины также считается подвидом ручной гравировки. Плюсами этого вида гравировки является красота и эстетичность изготавливаемого изделия. Минусами такой гравировки являются достаточно высокая стоимость изделия (обычно определяется количеством знаков для нанесения, в случае если гравировка представляет собой текст). Ручная гравировка требует высокого уровня мастерства исполнителя заказа. К тому же, на ювелирных изделиях такая гравировка смотрится не эстетично, т.к. теряется этот флер старинного изделия. Дело в том, что лазер просто выжигает должным образом поверхность изделия и, соответственно, характерного рельефа на украшении не появляется.
К тому же, на ювелирных изделиях такая гравировка смотрится не эстетично, т.к. теряется этот флер старинного изделия. Дело в том, что лазер просто выжигает должным образом поверхность изделия и, соответственно, характерного рельефа на украшении не появляется. org/ListItem»> Сравнение лазерной и механической гравировки
org/ListItem»> Сравнение лазерной и механической гравировки
 + С помощью лазера можно выгравировать мелкие детали на бумаге. Механический гравировальный станок не подходит для гравировки на бумаге.
+ С помощью лазера можно выгравировать мелкие детали на бумаге. Механический гравировальный станок не подходит для гравировки на бумаге.
 Опционально они могут быть оснащены лазером CO 2 , волоконным лазером или комбинированной системой flexx. Наши лазерные граверы Speedy одинаково подходят как для гравировки, так и для резки.
Опционально они могут быть оснащены лазером CO 2 , волоконным лазером или комбинированной системой flexx. Наши лазерные граверы Speedy одинаково подходят как для гравировки, так и для резки.
 Контроллер сообщает станку, куда перемещать гравировальный инструмент для каждого задания гравировки. Контроллер также позволяет манипулировать всеми важными факторами, включая исходное положение, скорость, глубину, необходимость и время паузы и другие важные функции. Высококачественный контроллер гравировки влияет на количество опций, вариаций и возможных действий, которые может выполнять ваш граверный стол, а также может влиять на точность вашей системы гравировки.
Контроллер сообщает станку, куда перемещать гравировальный инструмент для каждого задания гравировки. Контроллер также позволяет манипулировать всеми важными факторами, включая исходное положение, скорость, глубину, необходимость и время паузы и другие важные функции. Высококачественный контроллер гравировки влияет на количество опций, вариаций и возможных действий, которые может выполнять ваш граверный стол, а также может влиять на точность вашей системы гравировки. Если вы думаете о покупке ротационного гравировального станка, мы рекомендуем посетить торговую выставку и сделать несколько сравнительных покупок, попросив каждого производителя станков выгравировать одну и ту же работу. Сравните результаты, сколько времени ушло на гравировку и качество готового изделия. Отраслевые выставки — это отличное место для общения с коллегами-граверами и получения дополнительной информации об отрасли и множестве различных доступных продуктов.
Если вы думаете о покупке ротационного гравировального станка, мы рекомендуем посетить торговую выставку и сделать несколько сравнительных покупок, попросив каждого производителя станков выгравировать одну и ту же работу. Сравните результаты, сколько времени ушло на гравировку и качество готового изделия. Отраслевые выставки — это отличное место для общения с коллегами-граверами и получения дополнительной информации об отрасли и множестве различных доступных продуктов. Чтобы использовать эту энергию, часть света выходит на одном конце трубки. Этот сфокусированный точечный луч света настолько интенсивен, что испаряет части материала, к которому прикасается, оставляя выгравированное изображение. Луч также можно использовать для прямой резки материала в векторном режиме. В целом, CO2-лазеры хорошо подходят для гравировки материалов, плохо проводящих тепло и электричество. Гравировать голый металл можно только либо с помощью лазера очень высокой мощности, либо с применением химического вещества (Cermark) перед гравировкой.
Чтобы использовать эту энергию, часть света выходит на одном конце трубки. Этот сфокусированный точечный луч света настолько интенсивен, что испаряет части материала, к которому прикасается, оставляя выгравированное изображение. Луч также можно использовать для прямой резки материала в векторном режиме. В целом, CO2-лазеры хорошо подходят для гравировки материалов, плохо проводящих тепло и электричество. Гравировать голый металл можно только либо с помощью лазера очень высокой мощности, либо с применением химического вещества (Cermark) перед гравировкой.

 Начните поиск сначала!
Начните поиск сначала! На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:

 Это называется «финишная обработка» или «постобработка». Некоторые из различных процессов являются универсальными и могут применяться одинаково для различных нитей. Другие зависят от материала и применимы только к одному материалу. Одни материалы химически активны, другие нет. Если вы собираетесь формовать 3D-принт, использовать его для костюма или хотите что-то, что не выглядит напечатанным в 3D, вам необходимо выполнить постобработку. PETG — отличная альтернатива нити из ABS или PLA для изготовления костюмов или реквизита, потому что ее так же легко печатать, как PLA, но она обладает температурной устойчивостью, аналогичной ABS; он не деформируется во время печати, как ABS, и не деформируется и не сгибается в машине в жаркий день, как PLA. Давайте рассмотрим различные методы, которые вы можете использовать для PETG, универсальные или нет.
Это называется «финишная обработка» или «постобработка». Некоторые из различных процессов являются универсальными и могут применяться одинаково для различных нитей. Другие зависят от материала и применимы только к одному материалу. Одни материалы химически активны, другие нет. Если вы собираетесь формовать 3D-принт, использовать его для костюма или хотите что-то, что не выглядит напечатанным в 3D, вам необходимо выполнить постобработку. PETG — отличная альтернатива нити из ABS или PLA для изготовления костюмов или реквизита, потому что ее так же легко печатать, как PLA, но она обладает температурной устойчивостью, аналогичной ABS; он не деформируется во время печати, как ABS, и не деформируется и не сгибается в машине в жаркий день, как PLA. Давайте рассмотрим различные методы, которые вы можете использовать для PETG, универсальные или нет.
 это гораздо лучшее использование. Качество печати, высота слоя, материал и размер сопла — все это влияет на то, сколько времени потребуется, чтобы перейти от одной зернистости наждачной бумаги к другой, или какой метод заполнения вам нужен. Найдите здесь различные сопла для 3D-принтеров.
это гораздо лучшее использование. Качество печати, высота слоя, материал и размер сопла — все это влияет на то, сколько времени потребуется, чтобы перейти от одной зернистости наждачной бумаги к другой, или какой метод заполнения вам нужен. Найдите здесь различные сопла для 3D-принтеров. Вполне возможно, что из-за некоторых изменений в структуре филамента PETG, облегчающего печать, он также затрудняет растворение. Также возможно, что, несмотря на положительные результаты в других сообществах, использующих этот метод и материалы, в их процессе была какая-то другая переменная. В любом случае, похоже, это больше не работает.
Вполне возможно, что из-за некоторых изменений в структуре филамента PETG, облегчающего печать, он также затрудняет растворение. Также возможно, что, несмотря на положительные результаты в других сообществах, использующих этот метод и материалы, в их процессе была какая-то другая переменная. В любом случае, похоже, это больше не работает. Я не буду упоминать его здесь, но вы можете узнать о нем самостоятельно), и у PETG тоже есть. Раньше существовало легкодоступное и простое в использовании химическое вещество, которое очень хорошо работало на PETG и даже PLA, но оно также было потенциально взрывоопасным и было запрещено в Калифорнии в 2011 году. ацетат, а на самом деле «безацетоновая» жидкость для снятия лака — это чаще всего этилацетат. Иногда в качестве активного ингредиента используется другое химическое вещество, поэтому при проверке в местной аптеке убедитесь, что там указан этилацетат. Функционально процесс аналогичен сглаживанию паров ацетона, о котором вы можете прочитать здесь или посмотреть здесь.
Я не буду упоминать его здесь, но вы можете узнать о нем самостоятельно), и у PETG тоже есть. Раньше существовало легкодоступное и простое в использовании химическое вещество, которое очень хорошо работало на PETG и даже PLA, но оно также было потенциально взрывоопасным и было запрещено в Калифорнии в 2011 году. ацетат, а на самом деле «безацетоновая» жидкость для снятия лака — это чаще всего этилацетат. Иногда в качестве активного ингредиента используется другое химическое вещество, поэтому при проверке в местной аптеке убедитесь, что там указан этилацетат. Функционально процесс аналогичен сглаживанию паров ацетона, о котором вы можете прочитать здесь или посмотреть здесь. В таких случаях вам нужно будет склеить два или более отпечатка вместе, если они не имеют фрикционной посадки с помощью соединений. Как и почти любой другой материал для 3D-печати, цианоакрилатный суперклей и ускоритель идеально подходят для склеивания двух деталей. Подобно АБС и растворителям для сварки АБС, некоторые люди добились успеха с различными пластиковыми растворителями и цементами, такими как SciGrip Weldon #4, но ваш пробег может отличаться.
В таких случаях вам нужно будет склеить два или более отпечатка вместе, если они не имеют фрикционной посадки с помощью соединений. Как и почти любой другой материал для 3D-печати, цианоакрилатный суперклей и ускоритель идеально подходят для склеивания двух деталей. Подобно АБС и растворителям для сварки АБС, некоторые люди добились успеха с различными пластиковыми растворителями и цементами, такими как SciGrip Weldon #4, но ваш пробег может отличаться.
 Вы можете начать с мелкозернистой наждачной бумаги (около 200 зерен) для более быстрого устранения крупных дефектов поверхности. Если на вашем отпечатке остались прыщики или остаточные следы от удаления поддержки, сейчас самое подходящее время, чтобы избавиться от них.
Вы можете начать с мелкозернистой наждачной бумаги (около 200 зерен) для более быстрого устранения крупных дефектов поверхности. Если на вашем отпечатке остались прыщики или остаточные следы от удаления поддержки, сейчас самое подходящее время, чтобы избавиться от них. Убедитесь, что используемая вами наждачная бумага подходит для влажной шлифовки. Это включает в себя смачивание шлифуемой поверхности небольшим количеством воды, чтобы помочь мобилизовать все твердые частицы, которые оторвутся. Это должно ускорить процесс шлифования и избежать проблем, связанных с выделением тепла из-за трения.
Убедитесь, что используемая вами наждачная бумага подходит для влажной шлифовки. Это включает в себя смачивание шлифуемой поверхности небольшим количеством воды, чтобы помочь мобилизовать все твердые частицы, которые оторвутся. Это должно ускорить процесс шлифования и избежать проблем, связанных с выделением тепла из-за трения. В любом случае, лучше наносить полировальные составы в очень малых количествах и добавлять только при необходимости.
В любом случае, лучше наносить полировальные составы в очень малых количествах и добавлять только при необходимости.
 Обязательно покрывайте все части отпечатка при перемещении фена и не оставайтесь на одном месте слишком долго.
Обязательно покрывайте все части отпечатка при перемещении фена и не оставайтесь на одном месте слишком долго.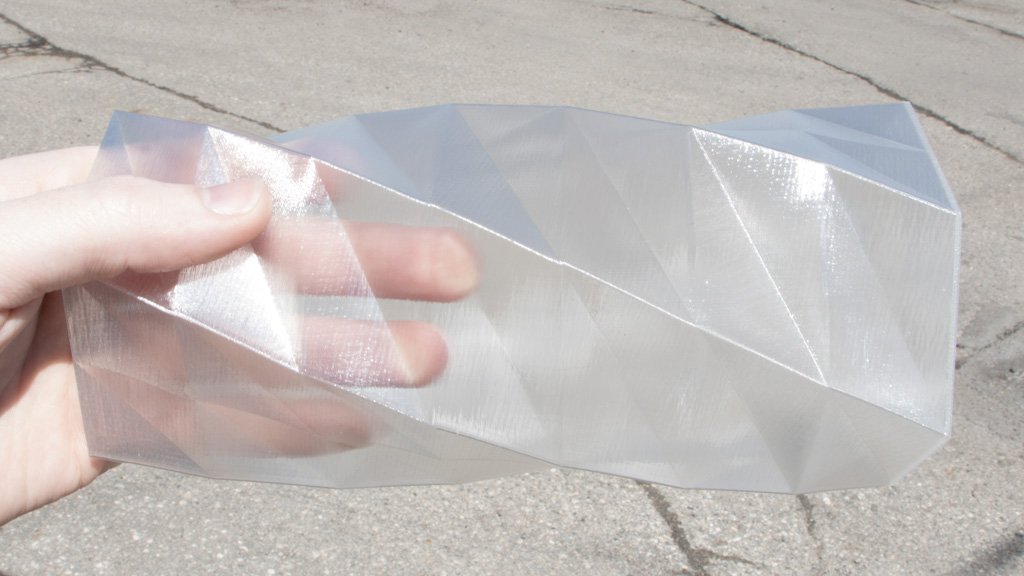


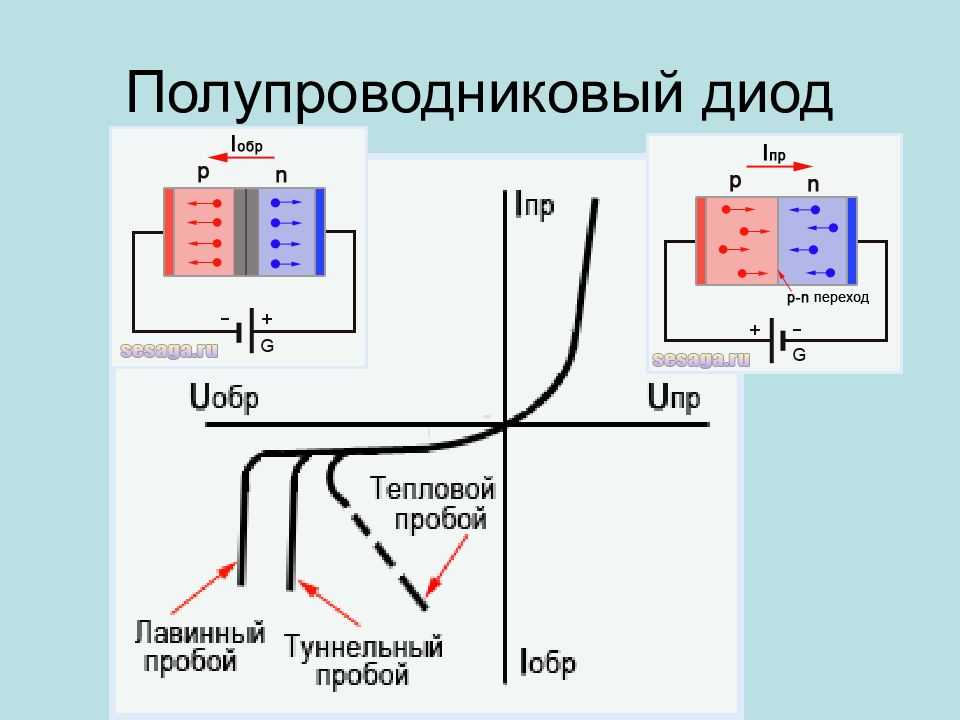 При обратном направлении теплового потока диод не включается.
При обратном направлении теплового потока диод не включается. Исследование опубликовано в Communications Physics.
Исследование опубликовано в Communications Physics. Предыдущие попытки создания термоиндуктивного элемента опирались либо на громоздкие неизолированные системы, либо на гелиевые температуры.
Предыдущие попытки создания термоиндуктивного элемента опирались либо на громоздкие неизолированные системы, либо на гелиевые температуры.
 В последнем случае оказалось, что отрицательный локальный температурный градиент может достигать 20 процентов от разности на концах образца. Однако из-за того, что амплитуда колебаний температуры составляет при этом всего 25 милликельвин, эффект невозможно обнаружить прямыми калориметрическими измерениями.
В последнем случае оказалось, что отрицательный локальный температурный градиент может достигать 20 процентов от разности на концах образца. Однако из-за того, что амплитуда колебаний температуры составляет при этом всего 25 милликельвин, эффект невозможно обнаружить прямыми калориметрическими измерениями. Мы уже рассказывали про концепцию ткани с асимметричной терморегуляцией, а также про достижение рекордного коэффициента тепловой анизотропии в слоистых структурах.
Мы уже рассказывали про концепцию ткани с асимметричной терморегуляцией, а также про достижение рекордного коэффициента тепловой анизотропии в слоистых структурах. Напротив, когда второй вывод становится более горячим по сравнению с первым выводом, поток тепла от второго вывода к первому выводу сильно уменьшается. Это явление впервые наблюдал Чонси Старр на границе раздела меди и оксида меди(I) в 1919 году.30 с.
Напротив, когда второй вывод становится более горячим по сравнению с первым выводом, поток тепла от второго вывода к первому выводу сильно уменьшается. Это явление впервые наблюдал Чонси Старр на границе раздела меди и оксида меди(I) в 1919 году.30 с. В 2006 году были построены первые микроскопические твердотельные термодиоды.
В 2006 году были построены первые микроскопические твердотельные термодиоды. В «реверсе» подвижный терминал холоднее неподвижного, поэтому он не расширяется вверх; и держит дистанцию.
В «реверсе» подвижный терминал холоднее неподвижного, поэтому он не расширяется вверх; и держит дистанцию.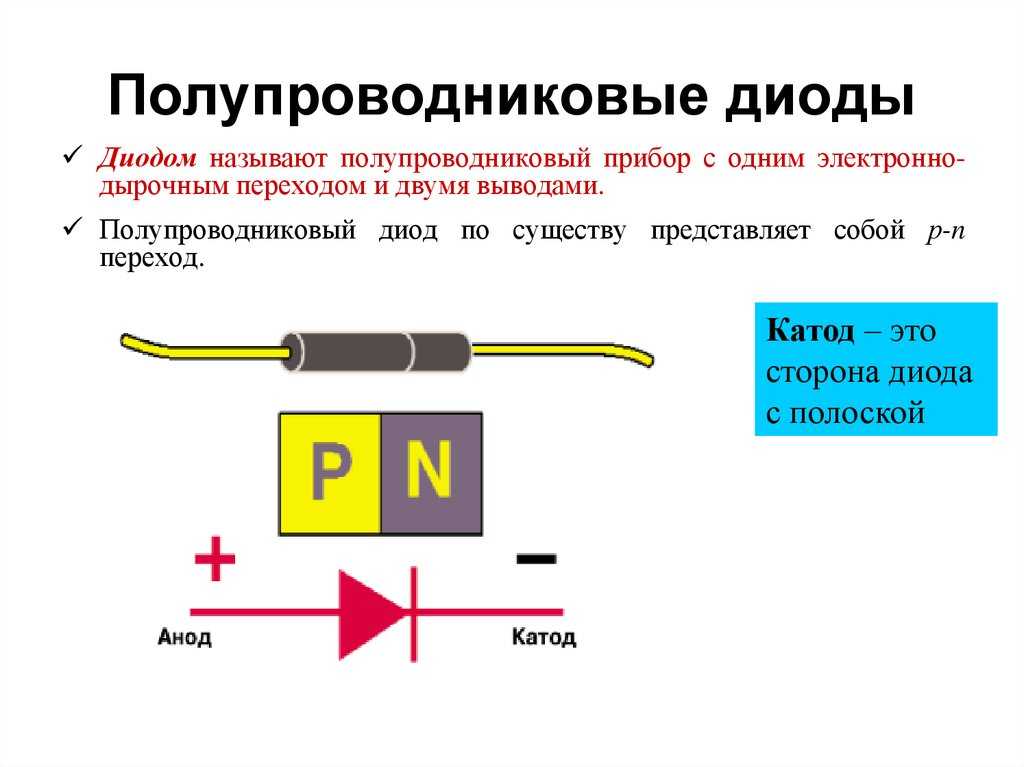


 ценности.
ценности.

 Из минусов:
Из минусов: Из плюсов:
Из плюсов: Результаты гравировки и цвет гравировки на таких изделиях — не предсказуемы, часто бывает что из-за того что покрытие очень тонкое, или не качественно положено, при гравировке оно начинает вспучиваться, даже облезать. Гравировка либо не получается вообще, либо имеет непрезентабельный вид и что хуже всего даже чернение может не ложиться на такой металл.
Результаты гравировки и цвет гравировки на таких изделиях — не предсказуемы, часто бывает что из-за того что покрытие очень тонкое, или не качественно положено, при гравировке оно начинает вспучиваться, даже облезать. Гравировка либо не получается вообще, либо имеет непрезентабельный вид и что хуже всего даже чернение может не ложиться на такой металл. У нас работают только квалифицированные специалисты, прошедшие обучение по направлению «специалист-гравировщик» и имеющие сертификаты об успешном его окончании. Перед нанесением гравировки, все изделия осматриваются нашим технологом на предмет реакции материала на лазерный луч. Мы бережем Ваше время, поэтому все работы проводим в Вашем присутствии, а их длительность не превышает 20 минут. Мы делаем гравировку на любых поверхностях и на различных материалах.
У нас работают только квалифицированные специалисты, прошедшие обучение по направлению «специалист-гравировщик» и имеющие сертификаты об успешном его окончании. Перед нанесением гравировки, все изделия осматриваются нашим технологом на предмет реакции материала на лазерный луч. Мы бережем Ваше время, поэтому все работы проводим в Вашем присутствии, а их длительность не превышает 20 минут. Мы делаем гравировку на любых поверхностях и на различных материалах. Вам всего лишь нужно обратиться в наш центр лазерной гравировки, где можно сделать гравировку в спб дешево, но очень качественно. Главное наше преимущество в том, что Вам не нужно оставлять предмет, а потом еще раз ехать за ним. Все работы выполняются при Вас. Гравировка поможет сделать любую вещь уникальной: получить брендированную продукцию с логотипом фирмы или персонализированный подарок. Причем выбрать и купить продукцию вы можете прямо у нас! Нанесенное изображение или фраза на зажигалку, фляжку, флешку, брелок или ручку будет четким, устойчивым к различным воздействиям и долговечным.
Вам всего лишь нужно обратиться в наш центр лазерной гравировки, где можно сделать гравировку в спб дешево, но очень качественно. Главное наше преимущество в том, что Вам не нужно оставлять предмет, а потом еще раз ехать за ним. Все работы выполняются при Вас. Гравировка поможет сделать любую вещь уникальной: получить брендированную продукцию с логотипом фирмы или персонализированный подарок. Причем выбрать и купить продукцию вы можете прямо у нас! Нанесенное изображение или фраза на зажигалку, фляжку, флешку, брелок или ручку будет четким, устойчивым к различным воздействиям и долговечным. Вообщем, если Вам нужна гравировка в спб недорого, обращайтесь к нам. Мы уверены, что вас порадует доступная стоимость наших услуг и непревзойденный результат, который мы гарантируем.
Вообщем, если Вам нужна гравировка в спб недорого, обращайтесь к нам. Мы уверены, что вас порадует доступная стоимость наших услуг и непревзойденный результат, который мы гарантируем. Изображение почти «вечное», не стирается и не смывается с течением времени. Оно придет в негодность лишь в том случае, если испортится само изделие.
Изображение почти «вечное», не стирается и не смывается с течением времени. Оно придет в негодность лишь в том случае, если испортится само изделие. Наши специалисты сделают все для того, чтобы Вы ушли от нас с хорошим настроением и конечно же вернулись к нам снова!
Наши специалисты сделают все для того, чтобы Вы ушли от нас с хорошим настроением и конечно же вернулись к нам снова! Эти алюминиевые таблички можно использовать для самых разных целей: от табличек с именами до столов или дверных табличек, табличек и наград. Другие области применения — жетоны, украшения и произведения искусства.
Эти алюминиевые таблички можно использовать для самых разных целей: от табличек с именами до столов или дверных табличек, табличек и наград. Другие области применения — жетоны, украшения и произведения искусства.
 Если вы выберете матовую латунь или матовый алюминий, вы будете использовать самые популярные пластины для гравировки. Для пластин для гравировки с покрытием лучше всего подходят черный алюминий и лазерный черный алюминий (если вы используете лазерный гравер). 9№ 0003
Если вы выберете матовую латунь или матовый алюминий, вы будете использовать самые популярные пластины для гравировки. Для пластин для гравировки с покрытием лучше всего подходят черный алюминий и лазерный черный алюминий (если вы используете лазерный гравер). 9№ 0003 Латунь и алюминий без окраски можно согнуть и изменить (может произойти некоторое обесцвечивание поверхности при использовании горелки, и вам может потребоваться защитить металл при нагревании или, возможно, отполировать его после). Из-за обработки поверхности вам следует провести некоторые испытания перед началом важных проектов. .
Латунь и алюминий без окраски можно согнуть и изменить (может произойти некоторое обесцвечивание поверхности при использовании горелки, и вам может потребоваться защитить металл при нагревании или, возможно, отполировать его после). Из-за обработки поверхности вам следует провести некоторые испытания перед началом важных проектов. . Эти латунные таблички можно использовать для самых разных целей: от табличек с именами до столов или дверных табличек, табличек и наград. Другие области применения — жетоны, украшения и произведения искусства.
Эти латунные таблички можно использовать для самых разных целей: от табличек с именами до столов или дверных табличек, табличек и наград. Другие области применения — жетоны, украшения и произведения искусства.
 Если вы выберете матовую латунь или матовый алюминий, вы будете использовать самые популярные пластины для гравировки. Для пластин для гравировки с покрытием лучше всего подходят черный алюминий и лазерный черный алюминий (если вы используете лазерный гравер). 9№ 0003
Если вы выберете матовую латунь или матовый алюминий, вы будете использовать самые популярные пластины для гравировки. Для пластин для гравировки с покрытием лучше всего подходят черный алюминий и лазерный черный алюминий (если вы используете лазерный гравер). 9№ 0003


 Стоит иметь в виду, что биоразлагаемость полилактида условна в том смысле, что он действительно распадается под воздействием микроорганизмов, однако в обычных условиях происходит это не так уж и быстро. Для оперативной переработки требуются промышленные компостеры, а в сухих, чистых и прохладных условиях срок жизни изделий из ПЛА измеряется годами. В то же время, чистый материал совершенно нетоксичен, а потому хорошо подходит, например, для производства детских игрушек при условии использования нетоксичных красителей.
Стоит иметь в виду, что биоразлагаемость полилактида условна в том смысле, что он действительно распадается под воздействием микроорганизмов, однако в обычных условиях происходит это не так уж и быстро. Для оперативной переработки требуются промышленные компостеры, а в сухих, чистых и прохладных условиях срок жизни изделий из ПЛА измеряется годами. В то же время, чистый материал совершенно нетоксичен, а потому хорошо подходит, например, для производства детских игрушек при условии использования нетоксичных красителей.
 13 Ом/см
13 Ом/см По этой причине при работе с ПЛА настоятельно рекомендуется включать обдув печатаемых изделий. Для этой цели головки абсолютного большинства FDM 3D-принтеров оснащаются специальными фабричными или самодельными вентиляторами с подводом воздуха к соплу (см. иллюстрацию ниже).
По этой причине при работе с ПЛА настоятельно рекомендуется включать обдув печатаемых изделий. Для этой цели головки абсолютного большинства FDM 3D-принтеров оснащаются специальными фабричными или самодельными вентиляторами с подводом воздуха к соплу (см. иллюстрацию ниже).
 Кроме того, продолжительное воздействие влаги приводит к потере физико-механических свойств, так что филаменты желательно держать сухими. Ничего сложного здесь нет, достаточно просто упаковывать неиспользуемые катушки в плотно закрытые пластиковые пакеты или контейнеры, предварительно положив внутрь пакетик силикагеля.
Кроме того, продолжительное воздействие влаги приводит к потере физико-механических свойств, так что филаменты желательно держать сухими. Ничего сложного здесь нет, достаточно просто упаковывать неиспользуемые катушки в плотно закрытые пластиковые пакеты или контейнеры, предварительно положив внутрь пакетик силикагеля.
 3)
3) PLA является вторым наиболее производимым биопластиком (после термопластичного крахмала) и имеет характеристики, аналогичные полипропилену (PP), полиэтилену (PE) или полистиролу (PS), а также является биоразлагаемым.
PLA является вторым наиболее производимым биопластиком (после термопластичного крахмала) и имеет характеристики, аналогичные полипропилену (PP), полиэтилену (PE) или полистиролу (PS), а также является биоразлагаемым.

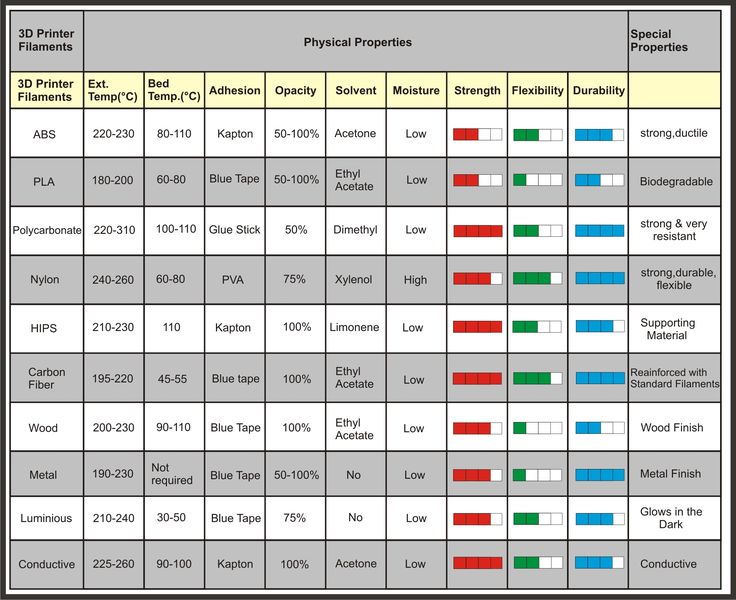

 Физические и механические свойства различаются в зависимости от конкретного типа полимера: от аморфного стеклообразного полимера до полу- или высококристаллического полимера с температурой стеклования 60–65 °C, температурой плавления 130–180 °C и пределом прочности при растяжении. модуль 2,7–16 ГПа.
Физические и механические свойства различаются в зависимости от конкретного типа полимера: от аморфного стеклообразного полимера до полу- или высококристаллического полимера с температурой стеклования 60–65 °C, температурой плавления 130–180 °C и пределом прочности при растяжении. модуль 2,7–16 ГПа. Этилацетат можно использовать в качестве органического растворителя, растворяя PLA и делая его хорошим решением для удаления опор для печати PLA или очистки головок экструдера для 3D-печати. Пропиленкарбонат и пиридин также можно использовать в качестве растворителя, но они менее благоприятны, чем этилацетат и пропиленкарбонат, поскольку в первом случае они менее безопасны, а во втором — издают отчетливый неприятный рыбный запах.
Этилацетат можно использовать в качестве органического растворителя, растворяя PLA и делая его хорошим решением для удаления опор для печати PLA или очистки головок экструдера для 3D-печати. Пропиленкарбонат и пиридин также можно использовать в качестве растворителя, но они менее благоприятны, чем этилацетат и пропиленкарбонат, поскольку в первом случае они менее безопасны, а во втором — издают отчетливый неприятный рыбный запах. Молочная кислота и циклический диэфир лактид являются двумя основными мономерами, используемыми для этого.
Молочная кислота и циклический диэфир лактид являются двумя основными мономерами, используемыми для этого. Это концентрирует концевые группы карбоновой кислоты и спирта в аморфной области твердого полимера, реагируя с достижением молекулярной массы 128–152 кДа.
Это концентрирует концевые группы карбоновой кислоты и спирта в аморфной области твердого полимера, реагируя с достижением молекулярной массы 128–152 кДа. Он также широко используется в качестве сырья для 3D-печати для настольных 3D-принтеров для изготовления плавленых нитей. PLA популярен для 3D-печати, поскольку его легко шлифовать, красить или подвергать последующей обработке. Удобный для пользователя материал, этот пластик работает при низких температурах экструзии, и нет необходимости в нагреваемом слое, камере принтера или усиленном сопле. Еще одним преимуществом является то, что PLA ведет себя лучше, чем многие более жесткие пластики, а также не выделяет дыма или неприятного запаха. Удобен в хранении, может производиться в различных цветах и использоваться в качестве основы для целого ряда композитов с дополнительными свойствами (см. выше).
Он также широко используется в качестве сырья для 3D-печати для настольных 3D-принтеров для изготовления плавленых нитей. PLA популярен для 3D-печати, поскольку его легко шлифовать, красить или подвергать последующей обработке. Удобный для пользователя материал, этот пластик работает при низких температурах экструзии, и нет необходимости в нагреваемом слое, камере принтера или усиленном сопле. Еще одним преимуществом является то, что PLA ведет себя лучше, чем многие более жесткие пластики, а также не выделяет дыма или неприятного запаха. Удобен в хранении, может производиться в различных цветах и использоваться в качестве основы для целого ряда композитов с дополнительными свойствами (см. выше).
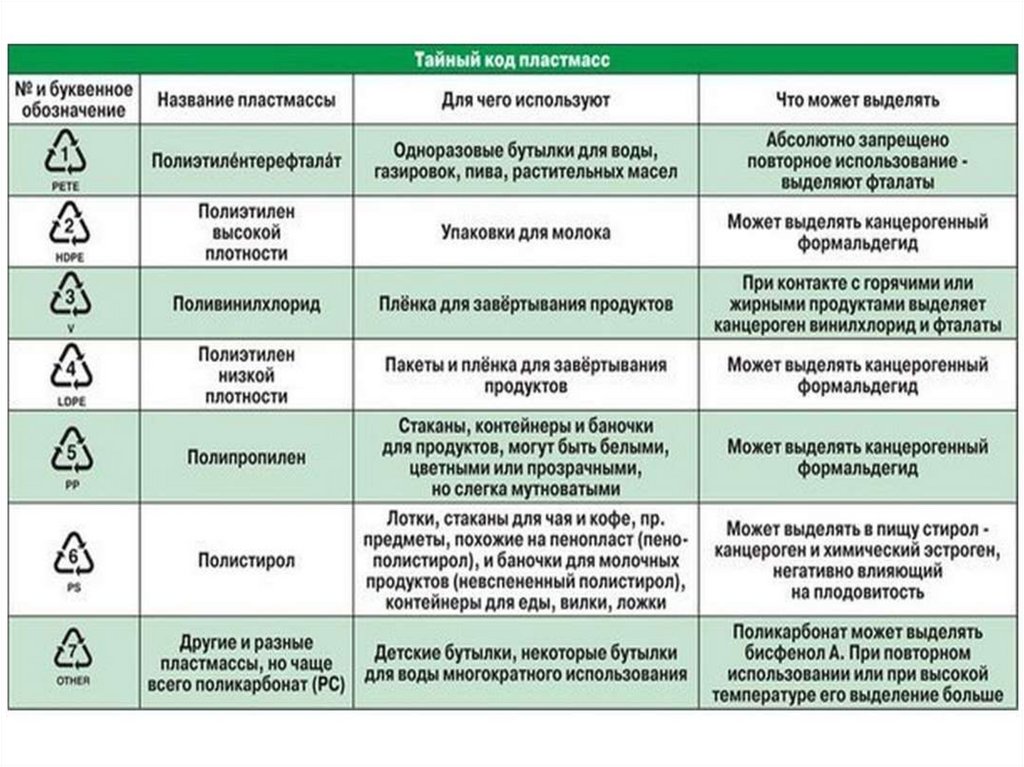 Однако, хотя для этого требуется завод, это гораздо предпочтительнее отправки использованного PLA на свалку, где, по оценкам, на его разрушение потребуется от 100 до 1000 лет.
Однако, хотя для этого требуется завод, это гораздо предпочтительнее отправки использованного PLA на свалку, где, по оценкам, на его разрушение потребуется от 100 до 1000 лет. Мономеры молочной кислоты можно производить из 100% возобновляемых ресурсов, таких как кукуруза и сахарная свекла.
Мономеры молочной кислоты можно производить из 100% возобновляемых ресурсов, таких как кукуруза и сахарная свекла.
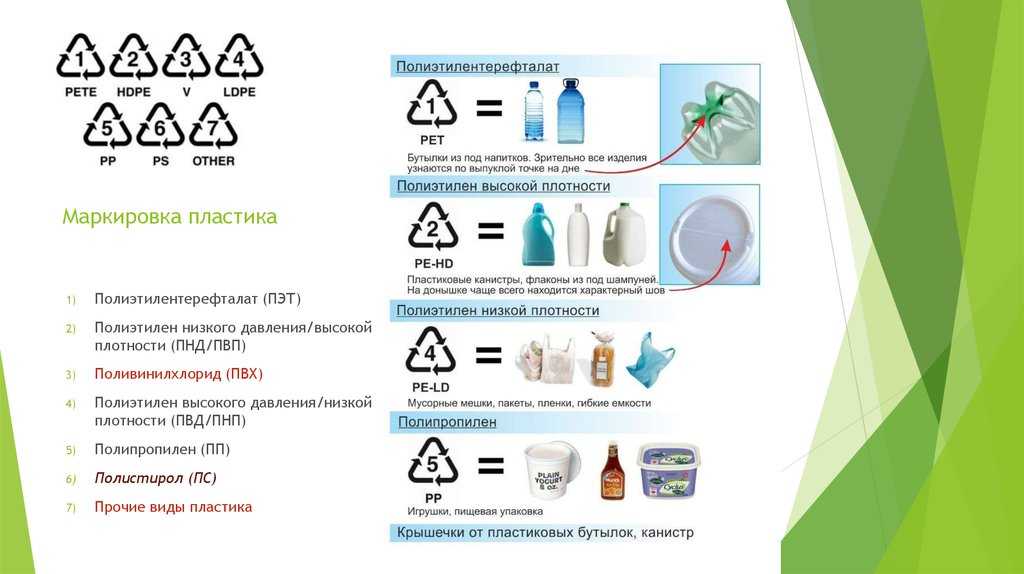
 конечный продукт.
конечный продукт.
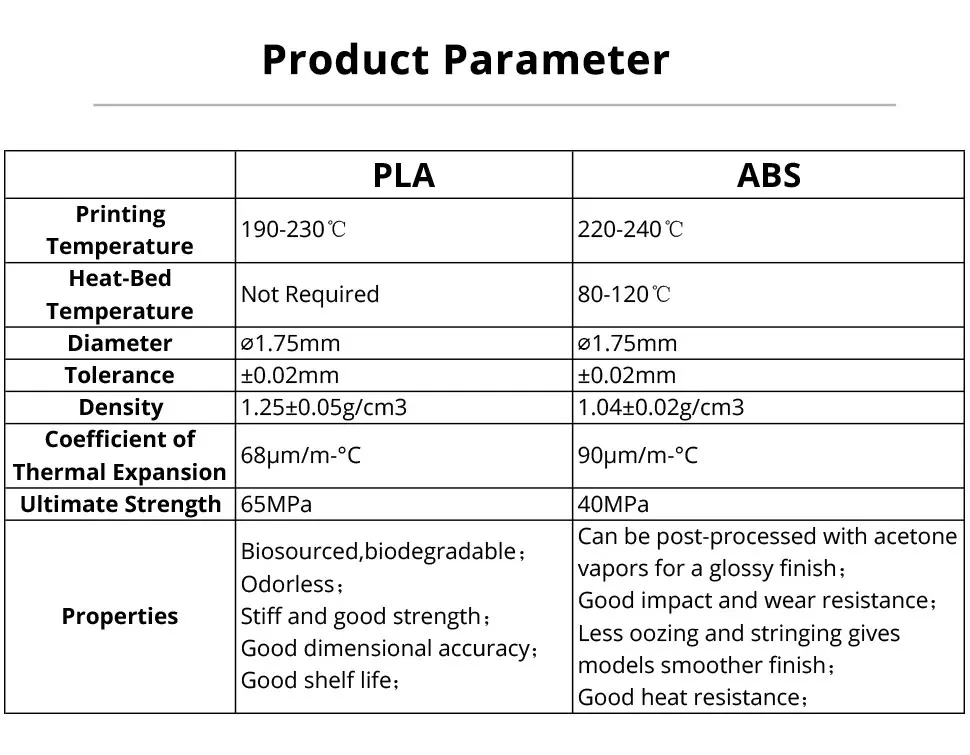

 ..) обладают огромными преимуществами по сравнению с традиционными макро- или микрочастицами (например, тальком, стеклом и углеродными волокнами). Например, нанокомпозиты PLA-глина демонстрируют улучшенные механические, барьерные оптические и термические свойства.
..) обладают огромными преимуществами по сравнению с традиционными макро- или микрочастицами (например, тальком, стеклом и углеродными волокнами). Например, нанокомпозиты PLA-глина демонстрируют улучшенные механические, барьерные оптические и термические свойства.

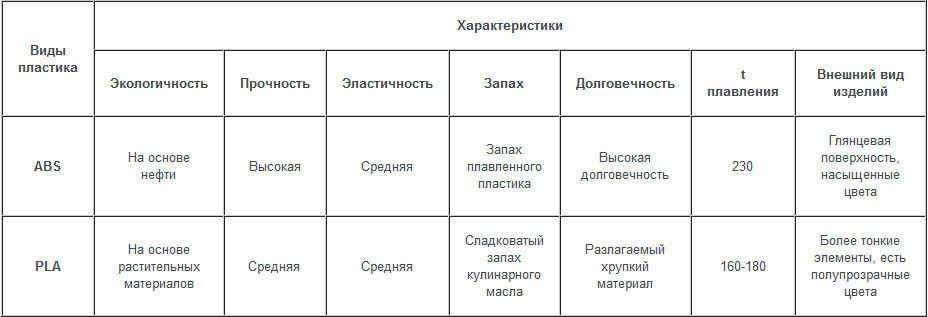 Поточная сушка требуется:
Поточная сушка требуется:



 д.
д.