Turtle Wax HOT WAX относится к средствам из разряда два в одном. Ведь это не только автомобильный шампунь, но еще и полироль. Отличный вариант, когда нет времени отдельно мыть и полировать машинку. Его производитель, американская компания Turtle Wax, известна своими эффективными чистящими, восстанавливающими и защитными средствами для автомобилей.
Описание продукта
Turtle Wax горячий воск содержит большое количество воска. А также эмульгаторы, силиконы, полимеры. Эмульгаторы не пенятся, но быстро устраняют въевшуюся грязь, даже пятна гудрона, бензомасляную пленку, а полимеры и воски действуют как полироль, придавая поверхности блеск и гладкость. На срок до месяца сохраняются описанные эффекты. Машина становится более стойкой к воздействию воды и грязи, агрессивной окружающей среды.
Воск, входящий в состав шампуня, активизируется в горячей воде, в результате чего легко наносится. Поэтому такое средство два в одном особенно рекомендовано для холодного времени года, когда отполировать машину обычным средством трудно.
Область применения
Средство представляет собою шампунь для автомобиля, имеющий свойства полироля. Применяется для очищения, защиты, придания блеска поверхности кузова. Рекомендуется в зимнее время, когда применение обычных полиролей затруднено.
FG6514 0,5 л
Форма выпуска и артикулы
FG6514 Turtle Wax HOT WAX «Горячий Воск» 500 мл;
T3995 Turtle Wax HOT WAX «Горячий Воск» 500 мл;
FG8015 Turtle Wax HOT WAX «Горячий Воск» 500 мл.
Инструкция по применению
Понятная и простая инструкция позволит справиться с очищением автомобиля даже новичку:
Удалить сухую и рыхлую грязь с автомобиля.
Растворить шампунь в горячей воде (4 колпачка на 8-10 литров, зимой 6 колпачков на тот же объём воды).
Вымыть автомобиль получившимся раствором с помощью губки.
При сильных загрязнениях, стойких пятнах или при недостатке воды нанести неразведенный шампунь прямо на губку, мыть автомобиль, периодически смачивая губку в воде.
Ополоснуть машину чистой водой.
Насухо протереть чистой замшей.
После процедуры нужно также протереть стекла. Губку для мойки рекомендуется регулярно стирать.
Важно! На свежеокрашенных автомобилях можно применять не ранее чем через полтора-два месяца после покраски.
Преимущества и недостатки
Вот какими преимуществами обладает Тартл Вакс горячий воск:
два в одном – очищение и полировка;
глубокая очистка кузова от стойких загрязнений;
восстановления блеска;
защита от грязи, воды и вредного воздействия окружающей среды на месяц;
возможность применения в зимнее время, когда другие полироли не годятся.
Положительные отзывы автовладельцев полностью подтверждают все заявленные свойства и характеристики шампуня. Недостатков не обнаружено.
Видео
Отзывы
Дмитрий, 53 года
Туртле Вакс горячий воск отличное средство для тех, кто не хочет переплачивать на автомойке. Позволяет быстро привести машину в порядок, не только помыть, но и придать блеск. Машинка выглядит как новая. Рекомендую!
Сергей, 35 лет
Зимой особенно хорошая штука. Но и летом прекрасно растворяет грязь. Убирает даже давние пятна. Машина блестит, долго остается чистой.
Владимир, 32 года
Давно пользуюсь. Каждый год так делаю перед наступлением сырой холодной погоды. В воде растворять не нравится, наношу на губку и сразу на машину. Кузов гладкий и блестящий потом, водичка с него скатывается, грязь не прилипает.
Поделиться с друзьями:
Zip Wax, Hot Wax, Hybrid Solutions
В линейке каждого производителя автокосметики становится все больше автомобильных шампуней. Если раньше популярные бренды (Turtle Wax, SONAX, Megiuiar`s, MOTHERS) предлагали только простой концентрат для мойки автомобиля и, в лучшем случае, автошампунь с воском, то сейчас каждый производитель предлагает как минимум 3-4 разных продукта на выбор. Не отстает от них и Тартл Вакс, в линейке которого появился керамический автошампунь Turtle Wax Hybrid Solutions Wash & Wax, а также ряд других новинок, доступных только для рынка США, и не поступающих в Украину. Давайте разберемся с теми автошампунями, которые доступны на нашем рынке. Чем отличаются, что выбрать?
Turtle Wax Hot Wax (Горячий Воск)
В «Штатах» Hot Wax уже давно сняли с производства, однако он так «защел» европейскому потребителю, что его до сих пор активно поставляют в Украину и Европу и даже локализовали, — на упаковке красуется локальное описание и надпись «Горячий Воск».
Это восковый шампунь для максимального количества блеска. Производитель утверждает, что это комбинация автополироля и воскового шампуня для автомобиля. Однако же в жидкой консистенции говорить о полировке, мягко говоря, затея сомнительная. Тем не менее, данный продукт дает очень крутой яркий блеск, ведь в его составе есть частицы натурального воска и в весьма большой концентрации.
Hot Wax представлен в локализированной упаковке на 500 мл красного цвета. Для качественной мойки и защиты кузова в теплый период времени достаточно 4 колпачка автошампуня на 8-10 литров воды, зимой производитель рекомендует делать большую концентрацию и использовать 5-6 колпачков шампуня на такой же объем воды. Автошампунь совместим с другими составами Тартл Вакс — жидким воском, полиролями.
Turtle Wax Zip Wax (Зип Вакс)
Zip Wax — неизменный лидер продаж среди автомобильных шампуней в Европе и США уже много лет. Это автошампунь для постоянного ухода за кузовом автомобиля, который содержит воск для блеска и защиты. Может быть использован как для ручной мойки, так и для пеногенератора. Самый популярный форм-фактор в Украине — концентрат на 1 литр. Это оптимальный по цене автошампунь американского производителя.
В Украине и в Европе Zip Wax продается в банках на 500 мл и литровой упаковке. В «штатах» же он представлен в виде автошампуня на 473 мл, 946 мл и 1,892 мл. Сам по себе «Зип Вакс» существует уже более 30 лет и кроме дизайна упаковки в нем ничего не меняется. В последнем обновлении к названию добавилась представка Quick & Easy, но это скорее просто маркетинговый ход «Тартл Вакс».
Использовать автошампунь предельно просто: разведите шампунь в ведре с водой в пропорциях от 1 до 5 колпачков на 8-10 литров воды. Чем больше «Зип Вакса» — тем больше получите пены, воска и блеска. Для простой мойки авто действительно будет достаточно и одного колпачка, если хотите блеск и защиту — концентрация должна быть больше.
Новинка 2020 года, которую ввезли в Украину в 2021-м. Поставляется в огромной упаковке на 1,42 л и имеет в составе керамические частицы для защиты кузова. Полностью совместим со всеми продуктами новой линейки Hybrid Solutions от Turtle Wax.
Шампунь очень экономный, большой упаковки 1,42 л хватит минимум на год. Его можно использовать как для ручной мойки, так и с пеногенератором. Концентрацию керамики +воска Вы выбираете сами, минимальная концентрация — 2 колпачка на 8-10 л, если больше, — получите больше пены, защищающего состава.
Инновационные товары для детейлинга и ухода за автомобилем
Познакомьтесь с нашими новыми продуктами 2023 года, чтобы получить свой автомобиль #RestoredByTurtleWax.
Черепаший воск
Hybrid Solutions Pro Очиститель всех колес + средство для удаления железа
Загрузка…:
$10.00
Черепаший воск
Спрей для ухода за автомобилем Clean & Shine 26 жидких унций
Загрузка…:
$7.00
Черепаший воск
Гибридные решения Гиперпена для очистки колес и подготовки шин
Загрузка…:
$10.00
Черепаший воск
Гибридные решения Керамика + графен внутри работы
Загрузка…:
9,99 $
Внешний вид
Интерьер
Гибридные решения
Аксессуары и одежда
Избранное
Как удалить царапины с окна автомобиля
Рекомендуемые
От грязи до очистки за 60 минут: быстрая детализация как у профессионала
Рекомендуемые
Как удалить шерсть домашних животных с сидений из микрофибры
Рекомендуемые
Как графен изменит автомобильную промышленность?
Мойки высокого давления для грузовиков и жилых автофургонов
Можно ли использовать полотенца из микрофибры, не оставляющие царапин, на автомобильной краске?
Какое защитное покрытие лучше всего подходит для новых автомобилей?
Каковы преимущества керамического покрытия для вашего автомобиля?
Читать больше статей >
Черепаший воск Весь мир
Узнайте последние новости от сообщества Turtle Wax
ПРИСОЕДИНЯЙТЕСЬ К ОБЩЕСТВУ DETAILER COLLECTIVE
Выполняйте миссии Turtle Wax в обмен на денежные вознаграждения, скидки и другие приятные бонусы.
Узнайте больше, посетив наш Страница Detailer Collective
ХОТИТЕ БОЛЬШЕ ЧЕРЕПАХА?
Подпишитесь на информационный бюллетень, и награды будут в вашем почтовом ящике еще до того, как вы туда доберетесь. Награды
Регулярные подарки и сюрпризы для всех подписчиков
Спасибо! Вскоре вы должны получить электронное письмо с подтверждением.
Наша история |Turtle Wax
История Turtle Wax началась с выпуска первого автомобильного воска в бутылках в 1946. Спустя более 75 лет любимый американский бренд средств по уходу за автомобилем по-прежнему привлекает внимание в категории автомобильных средств по уходу за внешним видом как бренд № 1* по продажам восковых спреев, компаундов, средств для удаления царапин, ухода за коврами, средств для удаления насекомых и восстановления фар. Благодаря распространению продукции в более чем 120 странах бренд Turtle Wax находит отклик во всем мире, но сердце бренда остается в его родном городе Чикаго, где по сей день разрабатываются отмеченные наградами инновации.
Наследие начинается
Бен Хирш изобретает жидкую автополироль в семейной ванне.
Пластон производится
Plastone производился в Чикаго, штат Иллинойс, это была первая полироль для автомобилей премиум-класса.
Черепаховый воск, формованный
Plastone
™ переименовывается в Turtle Wax ® из-за его твердого покрытия, и создается компания Turtle Wax.
Turtle Wax выходит на рынки потребительских брендов
Turtle Wax извлекает выгоду из популярности автомобильного воска и узнаваемости имени и выходит на рынки потребительских брендов в хозяйственных и продуктовых магазинах с инновациями в области крема для обуви, шампуня для ковров, воска для пола и даже линейки десертных начинок (бренд Party Day).
Открытие первого зарубежного производственного предприятия
Turtle Wax открывает первое зарубежное производство в Англии.
Смерть основателя Бена Хирша.
Расширение бренда
Minute Wax
® — первый в истории аэрозольный воск — запущен в производство, эффективно удваивая размер и масштаб Turtle Wax.
Автомойки с черепаховым воском
Turtle Wax создает подразделение Professional Products для продвижения продукции для автомоек.
Глобальное расширение
Turtle Wax расширяет свое присутствие за рубежом, открывая рынки в Китае. Магия цвета
® создан в соответствии с цветовым оттенком автомобильной краски.
Запуск продукта
Turtle Wax запускает марку профессиональных продуктов Hyper Concentrate
® для коммерческих автомоек.
Добро пожаловать в Ледниковый период
Turtle Wax представляет ICE
® , первый прозрачный полироль.
Технология продукта
Turtle Wax представляет набор для восстановления линз фар.
конструктивные особенности, классификация и производство
При создании различных механизмов, имеющих в своём составе вращающиеся детали, часто используют валы. Давайте разберемся, что называется валом, в чем его отличие от оси, из чего состоит деталь вал, его классификация и материалы, используемые при производстве валов.
Определение, конструктивные особенности
Вал — деталь механизма, выполненная из металла, имеющая сечение определенной формы и передающая крутящий момент на другие элементы, вызывая их вращение.
Ось, отличается от вала тем, что служит только для их опоры. Если оси подразделяются на подвижные и статические, то валы всегда вращающиеся. Геометрическая форма оси, может быть только прямой.
Вал составляют следующие участки:
Опорный.
Промежуточный.
Концевой.
Кольцевое утолщение называется буртиком. Промежуточная часть между разными диаметрами для фиксации одеваемых деталей носит название – заплечик.
Участок где происходит изменение диаметра вала называется галтелью. С Целью увеличения прочности кривизна галтели меняется плавно. Различают 2 вида кривизны: постоянная и переменная. Увеличение значения кривизны галтели и изготовление специальных отверстий повышает надежность вала на одну десятую часть.
В зависимости от распределения величины нагрузок, отражённого в специальных графиках (эпюрах) определяют длину и форму вала. Также этот параметр зависит от условий сборки и метода изготовления.
Размеры посадочных мест для крутящихся элементов расположенных на концах валов жестко стандартизированы по ГОСТам.
Материалы
В зависимости от внешних сил, которым подвергается деталь вал в процессе эксплуатации, осуществляется подбор материала для его изготовления.
Для этой цели используют легированные стали с высоким содержанием углерода, так как обладают улучшенными механическими характеристиками и износостойкостью. Получают данные детали методом прокатки.
Основную массу валов производят из легированной стали марки 45Х, со средним содержанием углерода. Для валов, подвергающихся высоким напряжениям используют стали 40ХН, 40ХНГМА, 30ХГТ и другие, которые подвергаются процессу закалки с высоким отпуском.
Кроме того, для коленчатых тяжелых валов в качестве материала используют высокопрочные чугуны, образованные путем вкрапления в металлическую решетку шарообразных включений углерода и содержащие в составе Mg, Ca, Se, Y.
Классификация валов
По назначению:
Валы передач, на которых расположены детали механизма передач (шестеренки, муфты, шкифы).
Коренные, которые несут другие части.
По форме оси:
Прямые.
Кривошипные.
Гибкие.
Прямые делятся на:
Гладкие.
Ступенчатые.
Червячного типа.
Фланцевые.
Карданные.
По форме сечения:
Гладкие.
Пустотелые.
Шлицевые.
Производство
Существуют несколько этапов изготовления:
Проведение проектных и конструкторских работ и расчетов с привлечением специального программного обеспечения.
Выбор и закупка необходимого материала, отвечающего требуемым характеристикам. Оснащение дополнительным производственным оборудованием, при необходимости.
Формовка.
Сварка и шлифовка.
Динамическая балансировка.
Нанесение защитного покрытия.
Первый этап обычно выполняются в конструкторском бюро. По окончанию работы оформляется проектная документация, содержащая расчеты и обработанные данные, в строгом соответствии с которыми будет осуществляться производство данного типа детали.
На втором этапе, производится выбор материала заготовки, отвечающего требуемым эксплуатационным характеристикам и перевооружение производства технологическим оборудованием.
Третий этап выполняется с использованием токарного оборудования, где заготовка подвергается механической обработке и обретает свою геометрию и размер. При этом, изменению подвергаются все поверхности заготовки.
На четвертом этапе производится скрепление отдельных элементов заготовки путем их сварки и изготовления необходимых отверстий и канавок. Затем, с помощью современных методов измерения, происходит шлифовка и доведения до их конечных размеров.
На следующем этапе, проверяют балансировку деталей, подвергая их динамическим испытаниям, так как от этого зависит полнота передачи энергии вращения другим элементам механизма. Нарушения балансировки может привести к нарушению эксплуатации оборудования на котором будет установлен вал.
Последний — шестой этап характеризуется нанесением специального слоя на его поверхность. Выбор способы и вида покрытий зависит от условий эксплуатации.
Тонкий слой резины на поверхности валов предохраняет от действия реакционных сред. Стойкость к коррозии обеспечивается электродуговым металлическим напылением этих деталей.
Методом хромирования добиваются увеличения износостойкости и уменьшения трения данного типа деталей.
Деталь — вал получило широкое использование во многих направлениях промышленности: автомобилестроении, станкостроении, железнодорожной, текстильной, деревообрабатывающей промышленности.
Подробно рассмотрев те вопросы, которые были поставлены выше, можно заключить:
Вал отличается от оси своей функциональностью и геометрией.
Вал состоит из 3-х участков (цапфы, шейки, шипа).
Существуют различные типы классификации валов по назначению и формам.
Материалом для детали выступают легированные стали различных марок, реже высокопрочные чугуны с шарообразными вкраплениями углерода.
Изготовление вала включает в себя несколько этапов и требует специальных знаний и значительных затрат энергоресурсов.
Для увеличения времени эксплуатации валов на этапе производства их поверхность покрывают специальными материалами.
Вал широко применяется во многих механизмах в различных областях деятельности человека.
ДЕТАЛИ ТИПА СТУПЕНЧАТЫЙ ВАЛ МОЖНО ДЕЛАТЬ ПРОСТО — ЗА ОДНУ ОПЕРАЦИЮ, В ДЕСЯТКИ РАЗ БЫСТРЕЕ
Предлагаемый способ изготовления деталей типа ступенчатый вал позволяет резко повысить производительность труда. В основе способа лежит новый процесс горячей поперечно-клиновой прокатки. Для его реализации сконструированы специальное оборудование, оснастка, инструмент.
Детали изготовляются за одну операцию, на одном станке и за один технологический ход одного комплекта плоского клинового инструмента. Таким образом, новый способ заменяет 5 операций традиционной технологии: формообразование детали, отделку поверхности, накатку резьбы, фрезерование лысок и граней, фрезерование торцов.
Рост производительности труда — в 5—30 раз. Один станок, реализующий новую технологию, выполняет работу пяти традиционных — фрезерного, шлифовального, токарного, резьбонакатного и холодновыcадочного автомата.
Способ дает и другие выгоды. Экономится до 60% металла, резко сокращаются капитальные затраты, высвобождаются рабочие руки и производственные площади. Прокатываются детали длиной до 400мм и диаметром до 42мм, чистота поверхности Ra=1,25—0,63мкм, точность диаметральных размеров ±0,1мм.
Эти показатели достигаются на различных сталях, а также на труднообрабатываемых сталях, малопластичных сплавах цветных металлах.
По лицензии предлагаются техническая документация и ноу-хау по выбору оптимальных режимов работы оборудования, проектированию специальных устройств, оснастки, инструмента. Возможно оказание услуг типа инжиниринг, включая поставку оборудования, оснастки, инструмента; обучение персонала и авторский надзор в течение 1 года.
Автоматический комплекс поперечно-клиновой прокатки
НД-003
1 — тара для прокатанных изделий,
2 — склиз,
3 — индуктор,
4 — вибробункер,
5 — длинный цилиндр,
6 — короткий цилиндр,
7 — гибкий желоб,
8 — пульт управления,
9 — отсекатель,
10 — закалочный трансформатор,
11 — лоток индуктора,
12 — механизм фиксации заготовок,
13 — устройство точной ПКП,
14 — станина станка,
15 — ФЭП-4М — фотоэлектрический прибор для бесконтактного замера температуры,
16 — электрошкаф И34-100/8.0
ОПИСАНИЕ РАБОТЫ ОБОРУДОВАНИЯ
Работа комплекса осуществляется следующим образом. Штучные (мерные) заготовки загружаются в вибробункер, где они (за счет направленных колебаний бункера) ориентируются и по спиральному лотку движутся вверх, поступая в верхний желоб, а затем в отсекатель.
В отсекателе от ориентированных заготовок отделяется передняя заготовка и поступает на лоток индуктора.
Далее поршень короткого цилиндра подает заготовку в индуктор, из которого поршень длинного цилиндра (совместно с коротким) подает на гретую заготовку непосредственно в механизм фиксации установки точной ПКП При прямом ходе верхней подвижной плиты устройства точной ПКП заготовка прокатывается между плоскими клиновыми инструментами, удлиняясь и приобретая их негативный профиль, затем полученное изделие по склизу поступает в приемную тару После возвращения верхней подвижной плиты в исходное положение нагретая в индукторе следующая заготовка подается в устройство точной ПКП, и цикл прокатки повторяется.
Нагрев заготовок осуществляется токами высокой частоты, что наиболее полно отвечает условиям автоматизации процесса ПКП изделий, а также обеспечивает незначительное окалинообразование и обезуглероживание поверхностных слоев нагреваемого металла.
Система управления позволяет осуществлять работу комплекса в наладочном, ручном и автоматическом режимах.
По лицензии предлагаются технологический процесс и оборудование для поперечно-клиновой прокатки (ПКП) деталей, предназначенное для получения из заготовки за одну операцию (выполняемую на одном станке и за один технологический ход одного комплекта плоского клинового инструмента) готовых деталей типа ступенчатый вал (ниппелей, золотников, штуцеров, осей, валов, шпинделей запорной арматуры и т.п.) и крепежных изделий (болтов, шпилек, винтов и др.). В результате обеспечивается замена пяти операций (формообразования, отделки поверхности, накатки резьб, фрезерования лысок и торцов), традиционно осуществляемых раздельно соответствующими инструментами на различном оборудовании, — одной операцией.
Процесс универсален и обеспечивает получение из проката круглого, шестигранного или квадратного профиля ступенчатых валов с цилиндрическими, коническими, сферическими и другими поверхностями и всевозможными выступами, фасками, канавками и подобными элементами, а также деталей, которые включают участки с различной резьбой, лысками, гранями под ключ Возможно изготовление деталей как из пластичных материалов — черных и цветных металлов и их сплавов (различных легированных, коррозионностойких и др. сталей), так и из малопластичных (в холодном состоянии) сплавов цветных металлов, применяющихся в электротехнической, авиастроительной, судостроительной, приборостроительной и т. п. отраслях промышленности, а также в химическом и нефтяном машиностроении, автомобилестроении и др.
Различные компоненты приводного вала
Когда речь идет о приводном вале, неотъемлемой части работы автомобиля, он ничто без вспомогательных элементов. Понимание того, как работает приводной вал, чтобы понять необходимость каждой вспомогательной детали, имеет решающее значение для технического обслуживания и ухода за автомобилем. Знание различных компонентов приводного вала и роли, которую они играют, даст вам более четкое представление об их значении в трансмиссии. Знакомство с карданным валом и его функциями очень поможет вам при хранении сменных компонентов или высокопроизводительной модернизации.
Приводной вал
Эта алюминиевая трубка отвечает за передачу крутящего момента на ведущие колеса от трансмиссии с постоянной скоростью. Он позволяет соединять компоненты трансмиссии, которые иначе нельзя было бы соединить напрямую.
Карданный шарнир
Карданный шарнир, отвечающий за соединение приводного вала с дифференциалом. В некоторых случаях он соединяет приводной вал с коробкой передач или даже позволяет двум приводным валам соединяться друг с другом. Эта крестообразная деталь имеет подшипник на каждом конце, что позволяет приводному валу перемещаться вбок или из стороны в сторону без поломки каких-либо компонентов трансмиссии.
Вилка шестерни дифференциала
Вилка шестерни дифференциала используется для замены карданного шарнира большего размера или замены поврежденной вилки. Вилка шестерни соединяет оси с дифференциалом, чтобы автомобиль мог поворачиваться плавно.
Вилка скольжения
Обычно вилка скольжения представляет собой внутренний шлицевой вал, который соединяется с приводным валом. Его назначение — передача мощности от раздаточной коробки к приводному валу. Для этого он скользит (или скользит) в раздаточной коробке и выходит из нее. Без скользящей вилки карданные шарниры не могли правильно вращаться с приводным валом, потому что это позволяет изгибаться ВОМ (коробке отбора мощности).
Войлок скользящей вилки ведущего вала
Это войлочное кольцо помещается в скользящую вилку ведущего вала. Он предотвращает попадание мусора и жидкости в скользящую вилку. Это способствует увеличению срока службы. Пробуксовка имеет важное значение при движении автомобиля по пересеченной местности. Войлочный элемент защищает трансмиссию вашего автомобиля от грязи, камней и воды.
Болт приводного вала
Болт приводного вала крепит приводной вал к фланцу оси. Это сильная точка спаривания. Это одноразовая деталь, которую необходимо заменять при каждом обслуживании приводного вала. При использовании длинных болтов важно их проверить; если их шайбы сломаются или выпадут, болты могут ослабнуть и выпасть.
Вилка с головкой CV
Вилка с головкой CV поставляется в вариантах со смазкой и без смазки для приводного вала типа CV. При замене используйте ту же конструкцию для соблюдения требований совместимости окружающих деталей. Для смазываемой вилки с муфтой требуется небольшая плоская пресс-масленка, в то время как для несмазываемой вилки потребуется небольшой резиновый чехол на вилке для сварки CV.
Приварная скоба CV
Приварная скоба подходит к сварной скобе CV. Его также обычно называют трубным хомутом, и он является простым, но важным компонентом приводного вала. Это хомут с направляющей втулкой для крепления трубки. Обычно он напрессовывается на трубу за один процесс.
Пылезащитный колпачок U-образного шарнира
Пылезащитный колпачок U-образного шарнира предназначен для продления срока службы карданных шарниров, экономии денег и предотвращения необходимости частой замены детали. Тип, который вам понадобится, будет зависеть от марки, модели, года выпуска автомобиля и типа двигателя.
Центральная вилка
Шаровой шарнир в сборе центральной вилки CV является сердцем системы. Центральные вилки специально модифицированы для работы под большими углами. Они имеют решающее значение для обеспечения надлежащего функционирования всего узла головки CV.
Шлицы
Используемые для передачи крутящего момента и вращения, шлицы используются с приводными валами и коробками отбора мощности для изменения длины во время движения. Это гребни, которые соединяются с канавками в сопрягаемой детали для поддержания углового соединения между деталями.
Двойной карданный вал
Помогает преодолеть рывки при вращении. Использование двух U-образных шарниров, соединенных промежуточным валом, помогает отменить изменение угловой скорости. По сути, он устанавливает два универсальных шарнира вплотную друг к другу с помощью центральной вилки. При использовании центральной вилки промежуточный вал больше не нужен.
Пресс-масленка
Эти небольшие гидравлические обратные клапаны, иногда называемые пресс-масленками, используются на подшипниках для подачи смазки к внутренним деталям. Они используются, чтобы сделать то же самое с аналогичными механическими узлами. Есть два распространенных размера, но в некоторых случаях можно использовать резьбу для пресс-масленок, хотя и менее распространенную.
Комплекты помощи
Существует множество типов комплектов, которыми можно запастись в зависимости от ваших потребностей, вашего автомобиля, места, где вы будете водить машину, или нагрузки, которую вы будете оказывать на автомобиль. Подумайте об обновлениях, чтобы поддерживать элементы трансмиссии в самых сложных условиях, помогая не только в способности к экстремальному движению и углам, но и в возможности предотвратить разрушение элементов приводного вала вашего грузовика или автомобиля.
Комплект ремней карданного шарнира
Всегда полезно запастись расходными материалами для автомобиля и трансмиссии, которые могут понадобиться позже. Набор ремней U-образного соединения может различаться в зависимости от марки вашего автомобиля. Он разработан, чтобы соответствовать компонентам, которые изначально поставлялись с автомобилем. Эти специальные детали необходимы для ремонта или повторной фиксации U-образных соединений в зависимости от марки и модели.
Комплект U-образных болтов U-образного соединения
U-образный болт имеет резьбовые ножки и имеет форму буквы U. Это промышленный крепеж, обычно используемый для крепления детали к столбу или балке или для поддержки трубопровода. Он добавляет устойчивости и поддержки на пересеченной местности и обычно используется в джипах. В комплекты U-образных болтов входят U-образные болты для крепления вилки шестерни к приводному валу. Они продаются с гайками и стопорными шайбами, чтобы гарантировать, что у вас есть предпочтительные крепления для приводных валов для внедорожников или автомобилей в мире высокопроизводительных автомобилей. Однако вилки должны быть обработаны для установки U-образных болтов.
Обратитесь в компанию Drive Shafts of Tulsa за помощью в вопросах, касающихся вашего автомобиля, типа вождения, которым вы будете управлять, а также о том, как приобрести и обслуживать различные компоненты приводного вала. Наши опытные специалисты гордятся своим знанием «местности» и способностью делать полезные предложения в зависимости от различных потребностей различных клиентов. Считайте, что каждая часть трансмиссии имеет специализированную работу, которая связана и необходима для правильного функционирования других.
Как называются части клюшки для гольфа?
Гольф существует с 1400-х годов.
То, что начиналось как простое использование цельного куска дерева, превратилось в использование таких технологий, как графит, сталь и титан. Современная клюшка со временем значительно изменилась, но некоторые аспекты клюшки, а именно головка, стержень и рукоятка, остаются неизменными из года в год.
Обзор
Гольф существует с 1400-х годов.
То, что начиналось как простое использование цельного куска дерева, превратилось в использование таких технологий, как графит, сталь и титан. Современная клюшка со временем значительно изменилась, но некоторые аспекты клюшки, а именно головка, стержень и рукоятка, остаются неизменными из года в год.
Головка клюшки
Головка клюшки — это утяжеленная часть клюшки, которая создает удар мячом. Существует три основных типа головок клюшек: деревянные, железные и клюшки. Каждый из них приводит к разным типам траектории и расстояния мяча. Древесина названа потому, что раньше она была сделана из дерева. Сегодня древесина, изготовленная из настоящего дерева, встречается редко, уступая место современным материалам, таким как сталь, титан и композитные материалы, которые представляют собой смесь титана и других элементов, таких как углерод.
Айроны изготавливаются строго из стали и могут быть куплены как кованые, когда головка клюшки придается форме, или как чугунные, когда все железо выходит из формы. Тогда у вас есть клюшки, которые предназначены для игры на грине. Они тоже сделаны из стали и мягких металлов, таких как латунь.
Шахта
В технологии шафта деревянная кнут, соединяющий головку клюшки с рукояткой, превратилась в передовую технологию для гольфа, разрезающую воздух. На протяжении десятилетий стальные стержни были стандартом для гольфа, но сегодня стальные стержни должны делить центр внимания с графитовыми. Графит, как правило, дает игроку в гольф более гибкий стержень для увеличения скорости головки клюшки и большего удара по мячу. Обычно его можно найти в женских клубах, а также в клубах любителей и пожилых людей.
Гольфисты с низким гандикапом, как правило, используют комбинацию обоих, со сталью, более популярной для драйверов, и клюшками с длинным айроном, которые требуют большого количества скорости и мощности головки клюшки. Титановые стержни для гольфа появились на рынке сравнительно недавно и еще не получили широкого распространения, поскольку изменение гибкости стержня развивалось медленно.
Захват
Захваты для клюшки для гольфа — то же, что шины для автомобиля. Рукоятка находится на противоположном конце клюшки и используется для ее удержания.
Рукоятка — это единственная часть клюшки для гольфа, к которой вы действительно прикасаетесь.
3D печать в Иркутске на заказ. Услуги печати на 3Д принтере. Расчет стоимости.
Почему выбирают нас?
Собственное производство пластика
Большой парк, более 50 ед. 3D-принтеров
Более 25 городов-филлиалов
Мгновенный расчет сроков и стоимости
Онлайн форма заявки для расчета стоимости услуги 3D печати
Город * БийскВладивостокВоронежИжевскКраснодарНовосибирскРостов-на-ДонуСаратовТомскЧебоксарыАбаканАнгарскАрзамасАрмавирАртёмАрхангельскАстраханьАчинскБалаковоБалашихаБарнаулБатайскБелгородБеловоБелогорскБердскБерезникиБиробиджанБлаговещенскБратскБрянскВеликий НовгородВладикавказВладимирВолгоградВолгодонскВолжскийВологдаГорно-АлтайскГрозныйДербентДзержинскДимитровградДомодедовоЕвпаторияЕкатеринбургЕлецЕссентукиЖелезногорскЗеленодольскИвановоИркутскЙошкар-ОлаКазаньКалиниградКалугаКемеровоКерчьКировКисловодскКовровКоломнаКомсомольск-на-АмуреКопейскКоролёвКостромаКрасногорскКрасноярскКурганКурскКызылЛипецкМагаданМагнитогорскМайкопМахачкалаМеждуреченскМиассМинусинскМоскваМурманскМуромМытищиНабережные ЧелныНазраньНальчикНаходкаНефтекамскНефтеюганскНижневартвоскНижнекамскНижний НовгородНижний ТагилНовокузнецкНовомосковскНовороссийскНовотроицкНовочебоксарскНовочеркасскНовошахтинскНовый УренгойНогинскНорильскНоябрьскОбнинскОдинцовоОмскОрелОренбургОрехово-ЗуевоОрскПензаПервоуральскПермьПетрозаводскПетропавловск-КамчатскийПодольскПрокопьевскПсковПятигорскРаменскоеРубцовскРыбинскРязаньСалаватСалехардСамараСанкт-ПетербургСаранскСевастопольСеверодвинскСеверскСергиев ПосадСерпуховСимферопольСмоленскСочиСтавропольСтарый ОсколСтерлитамакСургутСызраньСыктывкарТаганрогТамбовТверьТобольскТольяттиТулаТындаТюменьУлан-УдэУльяновскУссурийскУсть-ИлимскУфаХабаровскХасавюртХимкиЧелябинскЧереповецЧеркесскЧитаШахтыЩелковоЭлектростальЭлистаЭнгельсЮжно-СахалинскЯкутскЯрославль
Имя *
Телефон *
E-mail *
Желаемый бюджет
Срок выполнения
Количество изделий *
Возможность доставки * ДопустимоНе допустимо
Описание задачи и требование к изделиям *
Разрешить публичную публикация объявлени
Оплата на расчётный счет ( для юр. лиц )
Примеры наших работы
3D печать в Иркутске
Группа компаний VolPrint изготавливает качественные 3D-фигуры и формы в соответствии с современными стандартами. 3D-печать – перспективное направление в области быстрого изготовления прототипов из пластмасс и другого сырья.
Преимущества. Использование аддитивных технологий в современном производстве, макетировании, моделировании и прочих областях обладает преимуществами, которые позволяют выделить эту методику среди других. Среди основных достоинств отметим:
Широкий вектор эксплуатации. Печать даёт возможность клиентам создать изделие почти для каждой отрасли деятельности – пробные образцы, модели или детали для презентаций, практически функционирующие изделия.
Быстрая скорость производства. В отличие от распространенных методов получения первичных образцов, 3D печать сокращает процесс их производства до нескольких часов .
Обширные возможности. С помощью современного оборудования вы можете воссоздавать всевозможные объекты, вы ничем не ограничены.
Разнообразие материалов. Мы выполняем печать не только из пластика, например из другого сырья: резиноподобный материалы, фотополимеры и др.
Услуги компании VolPrint
Наша фирма осуществляет печать 3D изделий более 5 лет. Удачная комбинация опыта, хорошее сырье, личного оборудования и высокого мастерства сотрудников, позволяет нам предоставлять нашим клиентам услуги 3D-печати не жертвуя качеством. Высокая точно изготавливаемых изделий, высокая скорость изготовления, собственные расходные материалы – более 5000 лояльных клиентов.
Направления услуг 3Д печати и моделирования
Штучное производство изделий
3Д печать мелких серий
3Д печать составных конструкций
3Д печать макетов
3Д печать интерьерных изделий
3Д печать крупногабаритных изделий
3Д печать масок
3Д печать применимых шестеренок
3Д печать сувенирных и декоративных изделий
3Д печать корпусов
3Д печать форм для литья
Услуги 3D печати Новосибирске | 3d-печать
Создание любых предметов стало доступным и быстрым
3D печать — это ваше преимущество.
Нет времени, чтобы ждать первых образов, пока конкуренты уже запустят серию
Тратите сотни тысяч на испытания
Инвестор хочет видеть продукт, а не записки на бумаге
Не удовлетворяют стандартные решения
Используйте 3D печать, чтобы решить проблемы разом
С удовольствием работаем как с производственными предприятиями так и с частными клиентами.
Список доступных вам технологий 3д печати:
DMLS — прямое лазерное спекание металлов или просто 3д-печать металлом
Мелкодисперсный порошок спекается по воздействием лазера, слой за слоем. Технология позволяет решать широкий спектр задач и обходить ряд ограничений присущим традиционным методам обработки металла. Материалами служат различные композиции металлов, кобальт-хром нержавеющая сталь, титан.
FDM (ФДМ) – послойное нанесение
Технология быстрого прототипирования позволяющая в короткие сроки и по минимальной цене создавать объекты из различных материалов. Самый распространенный материал для работы на FDM 3д- принтере это пластик, а именно промышленный ABS и PLA. Метод печати FDM часто используется для производства конечного продукта в единичном экземпляре или малыми партиями.
MJM – данная технологи 3д-печати похожа на предыдущую, но имеет ряд преимуществ
Во первых предметы изготовленные по данной технологии имеют более гладкую поверхность, точность построения также намного выше чем у FDM-оборудования. Материалом для печати служит пластик-фотополимер в различных вариантах исполнения. Например возможна печать из прозрачного пластика или же материала со свойствами ABS.Получаемые модели способны нести механические нагрузки, поэтому возможно изготовление малых партий и единичных экземпляров функциональных изделий. Также в нашем арсенале есть принтер, который может печатать воском. Такой возможностью часто пользуются ювелиры, для создания моделей украшений и предприятия, которые производят высокоточные изделия из металла. Воск нужен чтобы сделать форму для литья.
CJP – полноцветная печать. Позволяет изготавливать цветные предметы из гипсового полимера
Порошковый материал послойно склеивается специальным составом одновременно нанося красящий пигмент. Модели имеют высокое разрешения. Данная технология получила наибольшее распространение в индустрии развлечений для печати копий людей и животных. Также широко применяется в профессиональных целях для визуализации планируемых к выпуску продуктов и выполнения макетов зданий и оборудования.
SLA – стереолитография
Материалом для печати служит жидкий фотополимер, который в процессе печати затвердевает под лучами УФ-лазера, послойно создавая объект. Данная технология позволяет печатать геометрически сложные изделия в очень хорошем качестве. SLA 3D-принтеры используются для печати не больших изделий, таких как формы для изготовления ювелирных украшений, прототипирование элементов электронного оборудования, формовки протезов и т.д. Также возможна печать более объемных изделий, с последующей склейкой.
SLS – селективное лазерное спекание
Метод построения схож с другими, где материалом служит специальный порошок. В основе лазер, который слой за слоем спекает материал, подаваемый валиком на печатную платформу. При печати нет необходимости в поддерживающих структурах, так как данную функцию исполнят не закрепленый лазером порошок, модель как бы погружена в него и нависающие части не прогибаются. Этот способ 3д-печати хорош тем, что дает возможность использования большого количества различных материалов, будь то нейлон, полистирол или полиамид. Применяется для прототипирования и мелкосерийного производства функциональных изделий.
Возможности 3D печати расширяются с каждым днем. Благодаря внедрению новых материалов и освоению различных технологий, мы ускоряем производство и совершенствуем свое мастерство.
Специально для вас мы подберем материал и способ изготовления изделий. Расскажем об особенностях и предоставим образцы.
Мы работаем с государственными компаниями и частным заказчиком, любой клиент важен для нас.
Отправьте письмо с описанием задачи или позвоните нам. Мы предложим варианты и сообщим их стоимость.
В Галерее вы можете посмотреть примеры наших работ.
Как пользоваться 3D-принтером
Дэвид Роберсон14 сентября 2021 г.
Руководство
Пошаговые инструкции по использованию 3D-принтера? Во многих различных технологиях используются одни и те же основные шаги, которые мы рассмотрим далее, но каждый 3D-принтер также может быть проще или сложнее в использовании в зависимости от его функций.
Шаг 1. Подготовьте проект к 3D-печати
К этому моменту важно, чтобы деталь была готова к печати, и вы выбрали материал. Эта часть может быть разработана вами самостоятельно с помощью CAD (автоматизированного проектирования), взята из 3D-сканирования или взята из перечня существующих проектов.
Прежде чем приступить к печати, вам необходимо перевести свой дизайн в «координаты», понятные 3D-принтеру, а также сообщить ему важные параметры, такие как материал, из которого вы печатаете.
Это известно как «нарезка», потому что включает в себя нарезку 3D-проекта на, как вы уже догадались, слои. Обычно это делается в программе, известной как программное обеспечение для нарезки или подготовки к печати. Наше программное обеспечение для нарезки Ultimaker Cura поставляется с множеством предварительно настроенных параметров, поэтому подготовка к печати обычно занимает всего несколько секунд. Или, если вы предпочитаете детальный контроль над процессом печати, вы также можете использовать сотни пользовательских настроек. После того, как нарезка будет завершена, ваш файл готов к печати.
Подготовка 3D-печати с помощью программного обеспечения Ultimaker Cura
Шаг 2. Настройка принтера
Вы также можете выполнить этот шаг первым, если хотите. Или вам может вообще не понадобиться, например, если вы регулярно печатаете однотипные детали.
Но прежде чем приступить к печати, убедитесь, что загружен правильный материал. 3D-принтеры FFF, такие как Ultimaker, также позволяют выбирать различные размеры сопла: меньшее сопло дает более детализированные отпечатки, а большее сопло сокращает время печати. Если вы используете программное обеспечение Ultimaker вместе с 3D-принтером Ultimaker, оно проверит конфигурацию вашего принтера и предложит вам изменить что-либо.
Шаг 3. Отправьте файл на принтер
Когда вы будете готовы к работе, вам нужно отправить файл на 3D-принтер. Есть два основных способа сделать это. Один из них — загрузить файл на устройство хранения данных (например, на USB-накопитель), поместить его в принтер и запустить задание на печать через интерфейс принтера. Другой вариант — отправить задание удаленно на сетевой принтер через локальную сеть или облако. Удаленная печать особенно полезна, если вы не находитесь в том же месте, что и ваш 3D-принтер.
Шаг 4 – 3D-печать
Теперь можно сесть и расслабиться! Или, если вы на работе, займитесь чем-нибудь другим, пока принтер выполняет свою работу.
Время печати зависит от размера и уровня детализации напечатанного объекта, а также от типа 3D-принтера. На 3D-принтере FFF, таком как Ultimaker, изготовление небольшого компонента или грубого прототипа может занять всего несколько часов. Большинство деталей будут готовы на следующий день, если вы оставите принтер включенным на ночь. А если вам нужен очень крупный и детализированный отпечаток, возможно, вам придется подождать пару дней.
Некоторые платформы 3D-печати позволяют вам контролировать задание на печать. Вы можете сделать это с помощью цифровой фабрики Ultimaker, а с принтером Ultimaker S3 или Ultimaker S5 даже просматривать ход работы через веб-камеру.
После завершения печати извлеките из принтера. В зависимости от выбранного вами материала и процесса печати могут потребоваться некоторые заключительные шаги вручную, прежде чем он будет готов к использованию. С 3D-принтером FFF эта «постобработка» часто представляет собой не более чем отслаивание небольшого края материала вокруг детали. Другие методы, такие как SLA или SLS, обычно требуют более сложной постобработки, например, удаления рассыпчатого порошка из камеры SLS-принтера.
С помощью платформы Ultimaker вы можете подготовить печать, выбрать принтер с требуемой настройкой, а затем отправить задание на печать — и все это дистанционно. Просто соберите его, когда закончите
Легко ли пользоваться 3D-принтерами?
Это может зависеть от многих факторов, но в целом 3D-печать является одним из самых доступных производственных процессов. По сравнению с литьем под давлением или обработкой с ЧПУ, 3D-принтеры — это гораздо более простой способ изготовления деталей и моделей, поэтому они работают как настольная технология везде, от школ до офисов.
Но есть несколько моментов, о которых следует знать, чтобы сделать процесс 3D-печати беспроблемным:
Выбор материала . Возможно, это ключевая область, в которой все 3D-принтеры не созданы одинаковыми. Проверьте, какие материалы может печатать 3D-принтер, иначе вы можете удивиться, обнаружив, что у вас есть только один или два материала. Хуже того, некоторые производители принтеров разрешают вам печатать только из своих материалов, так что вы привязаны к их использованию навсегда. Ищите 3D-принтер, совместимый с широким спектром материалов, в том числе изготовленных сторонними производителями, чтобы вы могли использовать почти безграничные возможности на рынке и получать выгоду от открытых инноваций
Автоматизация . Каждый раз при 3D-печати задействованы сотни параметров и конфигураций, таких как температура принтера или направление перемещения сопла при создании отпечатка. Но мы в Ultimaker не считаем, что это должно усложнять работу пользователя. Например, наши катушки с материалами поставляются со встроенными чипами NFC, поэтому принтер знает, что загружено, предварительно настроенные профили печати в нашем программном обеспечении значительно сокращают время настройки для каждой печати, и вы можете управлять всем сквозным процессом из одного места с помощью Ultimaker. Цифровая фабрика
Поддержка и обслуживание . Если что-то пойдет не так, это может вызвать разочарование и повлиять на вашу производительность. Поэтому убедитесь, что ваш 3D-принтер поставляется с комплексной поддержкой и гарантией. Просмотрите информацию об устранении неполадок, ответы на часто задаваемые вопросы и другие ресурсы, чтобы легко решать проблемы самостоятельно и оставаться продуктивным.
Что вам нужно для 3D-печати?
Ваш 3D-принтер должен поставляться со всем необходимым для начала работы прямо из коробки. Ниже мы перечисляем основные функции, а также дополнительные функции, о которых полезно знать:
3D-принтер — ОК, это очевидно
Материал — часть вашего принтера должна быть в комплекте или его можно купить у поставщиков 3D-принтеров
— Программное обеспечение для принтеров
90 бренды поставляют свои собственные, или вам, возможно, придется найти совместимую программу. Обратите внимание, что существует два типа программного обеспечения для 3D-печати: программное обеспечение для подготовки к печати (или нарезки) и программное обеспечение для управления принтером (или заданием на печать)
Расходные материалы . В дополнение к материалам для вашего 3D-принтера могут потребоваться другие расходные материалы. Например, масло или консистентная смазка для технического обслуживания или вспомогательные клеящие вещества для поверхности сборки. Все, что вам нужно для начала работы с Ultimaker, поставляется в комплекте.
Инструменты (большинство дополнительных) . Для некоторых 3D-принтеров может потребоваться один или два основных инструмента для изменения конфигурации или обслуживания. (Опять же, с Ultimaker все необходимое поставляется в комплекте.) В противном случае, если вы собираетесь часто использовать свои 3D-принтеры и вам нужно будет выполнять некоторую постобработку отпечатков, полезно иметь несколько инструментов под рукой. Мы создали руководство по инструментам для 3D-принтеров FFF
Периферийные устройства (дополнительно) — они могут расширить функциональные возможности вашего 3D-принтера. Например, для некоторых наших принтеров вы также можете добавить Air Manager, который закрывает 3D-принтер и фильтрует до 95 % UFP (сверхмелких частиц), или Material Station, которая хранит филамент в оптимальной среде и автоматически загружает материал, когда катушка закончилась
Кроме того, все, что вам нужно, это источник питания и чистое и безопасное рабочее место для вашего 3D-принтера. Дополнительные советы по этим темам можно найти в наших бесплатных подробных технических документах.
Как вы используете 3D-принтер дома?
Любители и предприниматели годами используют дома настольные 3D-принтеры, но в то время, когда удаленная работа стала более распространенной, чем когда-либо, это важный вопрос.
Как правило, для рабочего места рекомендуются те же рекомендации по настройке, что и выше. Но тщательно подумайте о двух ключевых моментах — безопасности и пространстве. Принтеры SLS и SLA требуют тщательной обработки опасными химическими веществами, прежде чем неиспользованную смолу или порошок можно будет утилизировать вместе с бытовыми отходами. А поскольку дома, вероятно, не хватает места, выбор широкоформатного принтера, такого как Ultimaker S5 Pro Bundle, может оказаться непрактичным по сравнению с меньшим устройством, таким как Ultimaker 2+ Connect или Ultimaker S3.
3D-принтеры различаются по размеру. Проверьте размеры, прежде чем устанавливать его в выбранном вами месте
Это еще не все…
Откройте для себя более широкий мир 3D-печати, ознакомившись с нашими ответами на эти распространенные вопросы:
Что такое 3D-печать?
Что можно напечатать в 3D?
Сколько стоит 3D-печать?
Можете ли вы напечатать 3D-принтер? Как на самом деле это сделать — 3D Printerly
Возможность напечатать принтер на 3D-принтере в этой области является ходячей шуткой, но возможно ли это на самом деле? Эта статья поможет ответить на этот вопрос, а также предоставит вам дополнительные сведения.
Напечатать на 3D-принтере 3D-принтер не совсем возможно, потому что существует много электроники и специализированных деталей, которые нельзя изготовить на 3D-принтере, но большинство из них определенно можно напечатать на 3D-принтере.
Многие проекты 3D-печати сосредоточены на печати большей части 3D-принтера, прежде чем добавлять другие детали для его завершения.
Обучение самовоспроизведению таких машин может изменить способ функционирования мира. Он может открыть так много дверей в разных секторах, не говоря уже о самоисследовании и свободе дизайна, которые он предлагает.
В этой статье подробно рассказывается, как именно люди печатают принтер на 3D-принтере.
Может ли 3D-принтер печатать на другом 3D-принтере?
Создание 3D-принтера с помощью 3D-принтера на первый взгляд может показаться невероятно захватывающим и непостижимым. Но это не совсем невозможно. Да, вы можете распечатать 3D-принтер с нуля.
Однако вы должны распечатать каждую часть 3D-принтера отдельно, а затем собрать их вместе. Тем не менее, не все сегменты 3D-принтера можно напечатать в 3D.
Есть несколько компонентов, таких как электроника и металлические детали, которые нужно добавить при сборке 3D-принтера.
Первые попытки 3D-печати на 3D-принтере были предприняты около пятнадцати лет назад доктором Адрианом Бойером. Работая старшим преподавателем в Университете Бата в Англии, он начал свои исследования в 2005 г.
Его проект был известен как RepRap Project (RepRap, сокращение от репликации быстрого прототипа). После долгой череды проб, ошибок и всего, что между ними, он придумал свою первую функциональную машину — RepRap «Darwin».
Этот 3D-принтер на 50% состоял из самовоспроизводящихся деталей и был выпущен в 2008 году.
Вы можете посмотреть замедленное видео, на котором доктор Адриан Бойер собирает RepRap Darwin ниже.
После выпуска 3D-принтера Darwin появилось несколько других улучшенных вариантов. Сейчас их существует более сотни. В этот технологически развитый век можно сделать 3D-принтер с помощью 3D-принтера.
Кроме того, идея построить свой 3D-принтер с нуля звучит довольно увлекательно, не так ли? Это захватывающая возможность узнать и понять нюансы 3D-печати. Вы не только получите знания, но и разгадаете тайну, окружающую 3D-печать.
3D-печать 3D-принтер дает вам свободу настраивать его по своему усмотрению. Ни одна другая технология не позволяет вам это сделать, что дает вам еще больше причин попробовать ее.
Кто знает, может быть, у вас даже есть к этому способности!
Как напечатать 3D-принтер?
Поскольку теперь мы знаем, что вы можете на самом деле 3D-печатать 3D-принтер. Следующий шаг — научиться это делать. Приготовьтесь: мы предлагаем вам подробное, но простое руководство по печати на 3D-принтере.
В этой статье мы обсудим 3D-принтер Mulbot, где вы можете ознакомиться с инструкцией, перейдя по ссылке.
Если вам нужна история и подробная информация о Mulbot, посетите страницу Mulbot RepRap.
Mulbot — это широко печатный 3D-принтер с открытым исходным кодом, оснащенный напечатанной на 3D-принтере рамой, подшипниковыми блоками и приводными системами.
Основной мотив этого проекта — вывести концепцию RepRap на новый уровень и 3D-печать компонентов, отличных от рамы. Как следствие этого, в этот принтер не включены приобретенные подшипники или приводные системы.
В 3D-принтере Mulbot используются корпуса с квадратными направляющими для печати линейных подшипников. Поскольку подшипники и рельсы напечатаны на 3D-принтере, они интегрированы в сам каркас. Все три системы привода Mulbot также напечатаны на 3D-принтере.
На оси X используется распечатанный на 3D-принтере зубчатый ремень двойной ширины из термопластичного полиуретана в сочетании с печатным приводным и промежуточным шкивами, приводящими в движение каретку горячего конца. Ось Y приводится в движение напечатанной на 3D-принтере зубчатой рейкой и шестерней.
Наконец, ось Z приводится в движение двумя большими напечатанными на 3D-принтере трапециевидными винтами и гайками.
3D-принтер Mulbot использует технологию изготовления плавленых нитей (FFF) и может быть построен менее чем за 300 долларов.
Ниже приведены инструкции, которые помогут вам начать работу.
Требования к печати
— Размер печати — 175 мм x 200 мм x 150 мм (кожух с двумя вентиляторами)
145 мм x 200 мм x 150 мм (окружающий кожух)
— Объем печати — 250 мм x 210 мм x 2103 мм оригинальная Prusa MK3.
Поверхность для печати
8-1 ½ дюйма Квадратная плавающая стеклянная платформа
Стандартная литая алюминиевая платформа Prusa MK3 с гибкой пластиной PEI использовалась в качестве поверхности для печати при изготовлении 3D-принтера Mulbot. Тем не менее, стеклянная кровать предпочтительнее.
Выбор нити
Все компоненты Mulbot изготовлены из PLA, за исключением ремня и монтажных ножек. Предполагается, что они будут напечатаны из ТПУ. Бренд Solutech рекомендуется для печатных деталей из PLA, а Sainsmart — для печатных деталей из TPU.
Лучше всего подходит PLA, так как он очень стабилен, не деформируется и не дает усадки. Кроме того, ТПУ обладает отличной межслойной адгезией и не скручивается в процессе печати.
Вам будет приятно узнать, что для изготовления 3D-принтера Mulbot требуется менее 2 кг нити.
Сначала подшипники
Для вас очень важно сначала распечатать подшипники и рельсы. Таким образом, если подшипники не работают, вы избавите себя от необходимости печатать остальную часть принтера.
Вы должны начать с печати подшипника оси X, так как он самый маленький и требует минимального количества нити для печати. Убедитесь, что подшипники установлены точно, иначе шарики не будут циркулировать точно.
Когда вы закончите с подшипниками, вы можете приступить к сборке остальной части принтера.
Детали без печати
Для изготовления 3D-принтера Mulbot вам потребуются следующие детали без печати –
Экструдер SeeMeCNC EZR
E3D V6 Lite Hotend
Рампы 1,4 Мега -контроллер
Capricorn XC 1. 75 Bowden Tubing
5630 Светодиодные лампы
150W 12 В питания
IEC320 ВНУТРИ .
Вы можете просмотреть это видео на YouTube, чтобы лучше понять, как печатать на 3D-принтере Mulbot.
Лучшие самовоспроизводящиеся 3D-принтеры
3D-принтер Snappy и 3D-принтер Dollo — два самых популярных самовоспроизводящихся принтера в индустрии 3D-печати. Основной целью проекта RepRap является разработка полнофункционального самовоспроизводящегося 3D-принтера. Эти два 3D-принтера сделали замечательные шаги к достижению этой цели.
Snappy 3D Printer
Snappy 3D Printer от RevarBat — это 3D-принтер RepRap с открытым исходным кодом. Технология, используемая при создании этого самовоспроизводящегося 3D-принтера, представляет собой технологию изготовления плавленых нитей (FFF), иногда называемую технологией моделирования методом наплавления (FDM).
Snappy занимает известное место в Книге рекордов Гиннеса как самый 3D-принтер в мире, напечатанный на 3D-принтере.
Как следует из названия, 3D-принтер Snappy состоит из частей, которые соединяются друг с другом, что в значительной степени исключает использование деталей, не напечатанных на 3D-принтере. После печати отдельных компонентов 3D-принтера на их сборку у вас вряд ли уйдет пара часов.
3D-принтер Snappy на 73% подходит для 3D-печати, за исключением двигателей, электроники, стеклянной рабочей пластины и подшипника. Несколько необходимых деталей, не предназначенных для печати, легко доступны в различных магазинах расходных материалов.
Что еще более интересно, так это то, что общая стоимость сборки 3D-принтера Snappy составляет менее 300 долларов, что делает его одним из самых дешевых и лучших самовоспроизводящихся 3D-принтеров в индустрии 3D-печати.
3D-принтер Dollo
3D-принтер Dollo — это 3D-принтер с открытым исходным кодом, разработанный дуэтом отца и сына — Беном и Бенджамином Энгель.
Это результат того, что по сути начиналось как проект. Бен и Бенджамин уже много лет являются активными членами сообщества RepRap.
После печати нескольких принтеров с открытым исходным кодом они пришли к выводу, что способность к самовоспроизведению может быть увеличена путем замены металлических стержней напечатанными частями.
Dollo имеет просторный кубический дизайн; его стороны сконструированы таким образом, что вы можете масштабировать размер печати, добавляя или удаляя блоки по бокам.
Благодаря многочисленным деталям для 3D-печати, распространенным исключениям и простоте сборки без дополнительной поддержки 3D-принтер Dollo приближается к 3D-принтеру Snappy.
Мотоблок Нева МБ2 -это классическая модель, одна из самых популярных у покупателей в России. Производитель ЗАО Красный Октябрь г. Санкт-Петербург. Официальный сайт завода — www.motoblok.ru
Первый мотоблок «Нева» выпущен в 1984 году. На сайте производителя не уточняется какой МБ-1 или МБ-2. Тем не менее история у этой модели многолетняя.
Мотоблок Нева МБ-2 — инструкции и каталоги запчастей.
Самая первая инструкция по эксплуатации, которую удалось найти 1992 года. Судя по ней первые мотоблоки собирались в Новгороде под управлением предприятия «Красный Октябрь». Если кому нужна инструкция по эксплуатации для старого мотоблока Нева МБ-2 образца 1992 года можете скачать ее здесь.
Мотоблок Нева МБ-2 — руководство по эксплуатации 2013 год — скачать
Каталог деталей и сборочных единиц мотоблока Нева МБ-2 с двигателем ДМ-1К 2005 год.
Каталог запасных частей для мотоблока Нева МБ-2 с двигателем ДМ-1К 2009 год.
Мотоблок «НЕВА МБ-2» двигатель ДМ-1К каталог запасных частей 2013 — скачать
Инструкции и руководства пользователя для мотоблоков Нева различных годов выпуска и модификаций.
Мотоблок «НЕВА» МБ-2 всех модификаций в комплекте с фрезами-культиваторами предназначен для обработки почвы фрезерованием и рыхлением на приусадебных участках, в садах и огородах индивидуального пользования. Мотоблок с вышеперечисленными навесными или прицепными механизмами, орудиями и устройствами может выполнять работы по пахоте, междурядной обработке почвы, перекачке непитьевой воды, сенокошению, снегоуборке, уборке площадных территорий, перевозке грузов до 150 кг.
На мотоблоки НЕВА можно с легкостью установить массу полезного навесного оборудования и прицепных орудий и от усиленного плуга до косилки и снегоуборщика. Оригинальная конструкция шестеренчато-цепного редуктора в алюминиевом корпусе обеспечивает тяговое усилие не менее 180 кГс, что гарантирует высокую производительность при работе на тяжёлых почвах.
Переключение передач позволяет выбрать удобную скорость для всех видов работ и транспортировки грузов (до 4 скоростей вперед и 2 назад). У мотоблоков Нева существует отключение одного из приводных валов, что позволяет легко развернуться даже с 8 фрезами. Вы можете выбрать нужное положение руля, например при использовании двойного окучника и высоких грунтозацепов, а так же повернуть руль и управлять мотоблоком не испортив готовой борозды.
Завод Красный Октябрь НЕВА устанавливает только двигатели японского и американского производства и категорически не использует китайские.
Двигатель — мотоблок комплектуется 4х-тактным одноцилиндровым двигателем одного из ведущих мировых производителей, либо изготовленным на ЗАО «Красный Октябрь-Нева». На выходной вал двигателя (ВОМ) установлен трехручьевой шкив, предназначенный для передачи крутящего момента от двигателя на редуктор и на орудие активного привода (косилку, снегоуборщик и др.)
Нева МБ-2 имеет ряд модификаций, таких как МБ-2Б-6. 0, МБ-2Б-6.5Pro, МБ-2Б-7.5Pro, МБ-2К-7.5, МБ-2Н-5.5, МБ-2С-6.0Pro, МБ-2С-7.0Pro, и МБ-2С-9.0Pro, которые оснащены разными двигателями. В зависимости от модификации, можно выбрать мотоблок подходящий Вам по мощности, производительности и стране производителе.
Подробная информация про двигатели для мотоблока Нева МБ-2 размещена на соответствующей странице нашего сайта.
Технические характеристики мотоблоков Нева МБ-2
Тип мотоблока (ГОСТ 28523-90)
Средний
Габаритные размеры: ДхШхВ, мм, не более
1740x650x1300
Масса сухая, кг, не более
100
Тяговое усилие при максимальной эксплуатационной массе на стерне колосовых, горизонтальная поверхность, Н(кГс), не менее
170
Поступательная скорость (второе значение при перестановке ремня) передвижения на пневматических колесах, при оборотах двигателя 2500 об/мин (макс, крутящий момент двигателя), км/ч
Первая передача 2,61/2,09 Вторая передача 9,94/7,95 Задний ход 2,23/1,78
Поступательная скорость (второе значение при перестановке ремня) передвижения на пневматических колесах, при оборотах двигателя 3600 об/мин (макс, мощность двигателя), км/ч
Первая передача 3,76/3,01 Вторая передача 12,3/11,45 Задний ход 3,21/2,57
Работоспособность изделия при температуре окружающего воздуха, °С
От -25 до +35
Угол поперечной статической устойчивости, градусов, не менее
15
Вал отбора мощности (ВОМ) (ГОСТ 28524-90)
Шкив боковой под клиноременную передачу, расположенный перпендикулярно к продольной оси симметрии мотоблока. Частота вращения равна частоте вращения коленчатого вала двигателя
Ходовая система
Одноосная, колесная формула 2×2
Дорожный просвет, мм
140
Муфта сцепления
Постоянно выключенная, механизм включения — натяжной ролик для клинового ремня
Редуктор
Механический, шестеренчато-цепной, с механизмом отключения одного из валов редуктора
Число передач
Четыре передачи — переднего хода Две передачи — заднего хода
Шина
Пневматическая — 4,0* 10; 4,5 х 10 Литая — 5,0×12
Колея
Переменная, ступенчато регулируемая
Ширина колеи, мм
Нормальная 320 С удлинителями 570
Радиус поворота, м
1.1
Диаметр фрез-культиваторов, мм
360
Ширина захвата, м
6 фрез 1,27 4 фрезы 0,86
Глубина обработки почвы, см
до 20
Рулевое устройство
Штанговое, с возможностью промежуточных установок руля в вертикальной и горизонтальной плоскостях
Двигатель
4-х тактный, карбюраторный, бензиновый, одноцилиндровый с принудительным воздушным охлаждением и ручным запуском
Топливо и масла, объемы заправок:
Двигатель
Марки топлива, моторного масла и объемы заправок — согласно Руководству/инструкции по эксплуатации двигателя
Редуктор (применяемые масла и температура эксплуатации)
Масло трансмиссионное ТЭП-15 (-5°С до +35°С) ГОСТ 23652-79, ТМ-5 (-5°С до -25°С) ГОСТ 17479. 2-85 по международной системе классификации моторных масел по вязкости SAE90 API GI-2 и SAE90 API GI-5 соответственно. Объем заправки 2.2 л
Давление воздуха в пневматических шинах:
4,0-10 — 2,1±0,2кгс/см2 4,5-10 — 1,4+0,2 кгс/см2
Прогиб приводного клинового ремня при включенном сцеплении и приложении усилия к ремню 3-5 кгс в средней части
8-10 мм
Навесное оборудование для мотоблока Нева МБ-2
Мотоблок удобен и прост в эксплуатации и техническом обслуживании. Работа с ним не требует специальной подготовки, но при использовании конкретных навесных или прицепных орудий требуются определенные навыки, которые Вы приобретете при соблюдении Инструкций по эксплуатации этих орудий и в процессе дальнейшей работы с ними. Производитель мотоблоков «НЕВА» «НЕВА» ЗАО «Красный Октябрь-Нева» постоянно проводит разработку и внедрение новых видов дополнительного оборудования, призванного расширить возможности приобретенного Вами мотоблока.
ТОПЛИВО
Используйте чистый, свежий неэтилированный бензин со сроком хранения не более 30 дней. Не смешивайте топливо с маслом. Не рекомендуется заливать бензин под верхнюю стенку бака. Следует оставлять некоторое свободное пространство над топливом, необходимое для обеспечения дополнительного объема при расширении бензина, что возможно при работе мотоблока в условиях высоких положительных температур наружного воздуха.
МОТОРНОЕ МАСЛО Моторное масло классифицируется по двум параметрам: вязкость и качество. Стандарт SAE классифицирует вязкость масел в условных единицах от 0 до 100. Масло бывает: – летнее (например, 30, для использования при температурах воздуха выше плюс 4 0C) – зимнее, (в обозначении вязкости масла есть буква «W», например, 10W30), для использования при температурах ниже плюс 4 0С. Стандарт API классифицирует качество масла по эксплуатационным свойствам для бензиновых двигателей как: SA, SB, SC, SF, SG, SH, SJ.
Первая буква S обозначает, что данное масло применяется ДЛЯ БЕНЗИНОВЫХ ДВИГАТЕЛЕЙ. Начальная буква С обозначает масла для дизельных двигателей. Для обозначения универсальных масел, т.е. таких, которые могут применяться для смазывания бензиновых двигателей и дизелей, принята двойная маркировка, например, SF/CC, SG/CD. Во всех случаях, чем БЛИЖЕ ВТОРАЯ БУКВА К НАЧАЛУ АНГЛИЙСКОГО АЛФАВИТА, тем НИЖЕ эксплуатационные свойства масла. Выбирайте класс вязкости масла (летнее или зимнее) в зависимости от температуры окружающего воздуха при эксплуатации мотоблока (см. таблицу).
Редуктор — механический, шестеренчато-цепной, маслонаполненный в алюминиевом корпусе. Смазка деталей редуктора обеспечивается разбрызгиванием масла. Валы шестерен вращаются в шариковых подшипниках и подшипниках скольжения.
Редуктор обеспечивает мотоблоку две передачи вперед и одну назад. При перестановке приводного ремня в ручьях на ведущем и ведомом шкивах обеспечивается второй диапазон значений скоростей вращения выходных полуосей редуктора. Таким образом, есть возможность обеспечивать четыре передачи вперед и две назад.
Механизм сцепления — состоит из клинового ремня, натяжного ролика с рычагом, витой пружины возврата, тяги и рычага управления, расположенного на руле. При нажатии на рычаг, ролик, перемещаясь, создает необходимое натяжение приводного ремня, и вращение от двигателя передается на ведомый шкив редуктора.
Мотоблок Нева МБ-2 видео инструкция
Обзор мототехники Нева
Мотоблоки Нева
Мотоблок Нева дизельный МБ 23-СД 23, 27
Мотоблок Нева видео
Мотоблок Нева инструкция
Мотоблок Нева МБ 1 подробные технические характеристики
Мотоблок Нева МБ 23 — технические характеристики, инструкция по эксплуатации
Мотоблок Нева МБ-1 — инструкция по эксплуатации, технические характеристики
Мотоблок Нева МБ-1 инструкция по эксплуатации
Мотоблок Нева МБ2 — характеристики, инструкции
Мотоблок Нева МБ2-Б 6,5 RS с двигателем briggs stratton — инструкция по эксплуатации и технические характеристики
Мотоблок Нева с двигателем субару 7.5 л.с.
Ремень на мотоблок Нева
Свечи зажигания для мотоблоков Нева
Снегоуборщик для мотоблока Нева — особенности эксплуатации
Техническое обслуживание мотоблока на примере Нева МБ-2
Мотоблок Нева мб 2 инструкция по эксплуатации
Мотоблок, под известным сельскому труженику логотипом «Нева», относится к разряду малогабаритной сельскохозяйственной техники, выпускаемой на заводе «Красный Октябрь» в Санкт – Петербурге. В действительности данная марка минитрактора огородникам и садоводам любителям является не новой. «Нева» был включен в серийное производство еще в средине 80-х годов. Мотоблок этой марки стал «пионером» на отечественном рынке малой техники для сельской местности. На протяжении всего этого времени до наших дней данная модель только модернизировалась и совершенствовалась.
Прицепное устройство для мотоблока с плугом
Устройство мотоблока
Сегодня ни для кого не будет секретом, что агрегат МБ 2 является самой популярной техникой среди любителей сельского труда и пользуется огромным спросом. Мотоблок этой линии выпускается нескольких модификаций, отличающихся друг от друга маркой двигателя. К ним относятся:
модель с индексом 2К, оборудованная мотором от отечественного производителя с большим ресурсом эксплуатации и довольно небольшой ценой;
«Нева» с обозначением 2Б – мини — трактор оснащен двигателем импортного изготовления, в основном от компаний Briggs& и Stratton;
модификация 2С, оснащенная профессиональными элементами для обработки земельных шаров от производителя EX Robin Subaru.
Мотор выбирается исходя из объема работ или размера земельного участка, который будет обрабатывать мотоблок. Обычно, данный агрегат приспособлен без особенных усилий работать на 10 – 15 сотках земли. Для эксплуатации на больших площадях необходимо покупать МБ 2 с двигателем мощностью 9 лошадиных сил.
Конструкция мини — трактора марки «Нева» состоит из следующих основных узлов:
Редуктора шестеренчатого цепного типа. Данный элемент находится в специальном чехле, сделанного из алюминиевого сплава. Основное предназначение редуктора – это обеспечение скоростными режимами. Агрегат имеет 4 передачи вперед и 2 заднего хода. Максимальная скорость равняется 12 км/час, что делает его в процессе эксплуатации отличным перевозчиком грузов.
Мотор со стартером для запуска мини — трактора в работу.
Несущая рамная конструкция. Она имеет спереди сзади специальное устройство для крепления и установки навесных элементов для исполнения работы.
Устройство рулевого управления. На нем расположены специальные рычаги, для управления трактором в процессе эксплуатации.
Передача клиноременного вида. Устройство выполняет функцию трансмиссии узла сцепления и состоит из шкива, специального рычага и клинового ремня.
Стоит отметить, что самая тяжелая модификация мотоблока весит 98 килограмм. Это указывает на компактность агрегата, благодаря которой его можно доставлять к пункту назначения в багажнике легкового авто.
Характеристики МБ 2 и МБ 2К
«Нева» модификации МБ 2 с индексом К используется для обработки разных типов грунтов. Он отлично подойдет, если требуется выполнять работы на так называемых тяжелых почвах в виде целины. Самое удивительное, что данный агрегат подлежит эксплуатации в зимнее время. Для работы в этот период года необходимо применять масло серии SAE 10W20.
МБ 2 с приставкой К может исполнять широкий спектр сельскохозяйственных работ, таких как вспашка почвы, культивация, посадка семян картофеля и других культур, окучивание, прополка междурядий и уборка урожая. Эти манипуляции «Нева» может выполнять с помощью богатого выбора навесного оборудования, а также заложенным производителем ресурсов. Технические возможности модели МБ 2 с буквой К выглядят в следующем порядке:
Заправка агрегата производится бензином.
Оборудован мотором отечественного исполнения ДМ – 1К. Двигатель 4-х тактный и имеет один цилиндр.
Мощность аппарата составляет 7,5 лошадиных сил.
Объем мотора равняется 317м3.
Пусковое устройство двигателя имеет ручной тип.
Охлаждается с помощью воздуха и жидкости.
Емкость для бензина равняется 2,9 литров.
Установлен шестеренчатый цепной редуктор.
Расход топлива на максимальном режиме эксплуатации составляет 2,8 литров в час.
Захват при выполнении культивации равняется 160 см.
Глубина культивируемой почвы составляет 15 – 25 см.
Габариты трактора находятся в таком соотношении – длинна – 1740 мм; высота – 1300 мм; ширина – 650 мм.
Характеристики, относящиеся к модификации МБ 2 можно сформулировать следующим образом:
Максимальный захват рабочей зоны составляет 120 см.
Глубина обработки грунта равняется 20 см.
Скорость культивации – 12 соток за 1 час.
Емкость для топлива равняется 3,6 литра.
Расход топлива при максимальном режиме эксплуатации составляет примерно 1,6 литра в час.
4-х тактный одноцилиндровый мотор, на котором расположен стартер ручного типа.
Охлаждение узлов выполняется с помощью воздушной системы.
Оборудование работает от вращения, передаваемого от редуктора через трех ручьевой шкив.
Инструкция к сборке
Прицеп для агрегата
Исходя из практики «Нева» поступает в продажу в собранном виде. Но купив данную машину для своего приусадебного хозяйства, владелец сталкивается с вопросом регулировки основных узлов. Это позволяет подготовить агрегат к полноценной работе, максимально используя характеристики.
Самым основным в данном процессе является регулировка двигателя и топливной системы. Как указывает инструкция, уровень бензина, поступающего в поплавковую камеру карбюратора мотоблока, требуется регулировать с помощью специального язычкового приспособления. Его можно отжимать или поджимать. Такой процесс позволяет правильно настроить работу карбюратора, от чего зависит на 90% правильная работа всего мотора.
Чтобы двигатель работал с минимальными перебоями, необходимо произвести настройку клапанной системы. Для этого, как подсказывает инструкция, требуется выполнить разборку карбюратора и открутить все винтовые соединения верхнего и нижнего корпуса и сделать чистку всех элементов карбюратора. После этого можно приступать к настройке клапанов мотора мотоблока. Сначала нужно до упора вкрутить регулировочные винты газа до максимального предела. Затем их требуется на полтора оборота открутить и произвести запуск двигателя.
Мотор перед регулировкой клапанной системы нужно прогреть на протяжении 5 минут. После чего рычаг газа нужно выставить в самое нижнее положение, сто поддерживает устойчивые обороты. Далее нужно настроить мотор на устойчивые минимальные обороты, когда двигатель работает без перебоев, то есть устойчиво.
Инструкция к эксплуатации
МБ-2С
В действительности «Нева» идеально работает, если постоянно соблюдаются следующие действия:
При установке культивирующего приспособления ножи должны быть направлены по ходу движения.
Когда колеса в процессе работы буксуют, то нужно устанавливать дополнительные грузы.
Нужно следить за качеством и чистотой топлива.
Когда запускается холодное устройство в работу, требуется закрыть подачу воздуха с помощью специальной задвижки. При нагретом моторе данный элемент закрывать не нужно.
После пуска нужно РУД установить на позицию ХХ и прогревать двигатель в течение 3-х минут. Когда выполняется прогрев мотора устанавливать максимальные обороты строго запрещено.
Надо следить, чтобы масло не попадало на воздушный фильтрующий элемент.
Вся нужная информация на устройство полностью содержится в инструкции по эксплуатации, которую надо детально прочитать. Это позволит избежать множества неисправностей.
Инструкция к ремонту
Ремонт редуктора
«Нева», как и любой другой механизм может подвергаться различным техничным неисправностям. При их возникновении некоторые узлы подлежат ремонту, а иные просто замене. В той и другой ситуации требуется иметь определенные навыки, что помогут устранить поломку. Особенно такое правило касается редуктора, являющегося основным механизмом в рассматриваемой машине.
К неисправностям редукторного узла относятся:
Течь масла по валу. Требуется снять крышку редуктора и заменить манжетный вкладыш.
При торможении редуктора, необходимо заменить сломанную цепь.
В действительности больших требований к эксплуатации рассматриваемая марка мини — трактора не требует. Благодаря простому устройству машина пользуется спросом в нашем государстве и за его пределами. Широкая сеть центров по обслуживанию помогает владельцам быстро восстанавливать работоспособность узлов по доступным ценам.
Лучшие мотоблоки НЕВА — Рейтинг 2020
В рейтинг лучших мотоблоков НЕВА вошли семь моделей, успешно вышедших на рынок и оказавшихся востребованными у пользователей. Надежная и долговечная техника является многоцелевой техникой и решает массу задач – вспашка почвы, уборка снега, кошение сена, перевозка грузов, посадка картофеля, окучивание. Мотоблоки отечественного производителя отличаются хорошим сочетанием цены и качества. Продукция разработана с учетом условий эксплуатации в России, в разных климатических зонах. А линейка моделей включает в себя несколько видов сельхозтехники, адаптированных для всех видов работ.
ТОП-7 лучших мотоблоков НЕВА
1. Нева МБ-23Б-10.0 10.06 л.с.
2. Нева МБ-2Б-6.5 РС 6.53 л.с.
4. Нева МБ2-Y (MX175) PRO 6 л.с.
5. Нева МБ-2КС- (168FA) 6,5 л.с.
6. Нева МБ2-Y (MX200) 6,5 л.с. 5,44 л.с.
Какой мотоблок от НЕВА выбрать
ТОП 7 лучших мотоблоков НЕВА
Популярность мотоблоков НЕВА обусловлена хорошим качеством, производитель подошёл к делу ответственно, оснащая модели японскими, американскими и Российские двигатели. На технику можно установить любое навесное оборудование – плуг, окучник, прополочный рыхлитель, культиватор, картофелесажалку или картофелекопалку, снегоуборщик, различные щетки для уборки, тележку и многое другое. Все это расширяет круг задач, с которыми легко справляется тот же мотоблок.
Также стоит отметить конструктивные преимущества аппаратов НЕВА:
Широкий набор передач зубчато-цепного редуктора, размещенного в алюминиевом корпусе;
Высокое тяговое усилие, реализуемое за счет трансмиссии, близкой к автомобилю;
Удобное расположение всех органов управления, позволяющее управлять агрегатом без специальных навыков.
На мотоблоки НЕВА устанавливаются двигатели фирм Briggs&Stratton, Yamaha, Zongshen, Honda, Kasei, Subaru или отечественные, собственной марки МОТОТЕХНИКА НЕВА.
1. Нева МБ-23Б-10,0 10,06 л.с.
Мощный и тяжелый мотоблок справится со всеми типами почвы, легко приберет в порядок сильно засоренный участок или вспашит необработанную землю. Конструктивные особенности и комплектующие от известных производителей позволяют эксплуатировать технику в любых, даже самых сложных условиях, вне зависимости от времени года. Коробка передач мотоблока изготовлена из алюминиевого сплава, что обеспечивает лучший отвод тепла и увеличение срока службы, по сравнению с металлическими корпусами. Тяговитый двигатель Briggs & Stratton потребляет чистое топливо и неприхотлив, а возможность разблокировки колес значительно повышает маневренность мотоблока. По словам владельцев, эта популярная модель отлично подходит для ферм и даже коммерческого использования.
Преимущества:
есть редукторный ряд;
материалы хорошего качества;
высокая мощность двигателя;
совместимость со многими дополнительными устройствами;
маневренность;
Удлинители гусениц
входят в стандартную комплектацию.
Недостатки:
из-за большой массы трудно заменить колеса фрезами;
короткий и тугой рычаг переключения передач.
2. Нева МБ-2Б-6,5 РС 6,53 л.с.
Один из лучших мотоблоков НЕВА оснащен высокотехнологичным двигателем Briggs&Stratton, профессиональной серии Vanguard. Его преимущества – повышенный ресурс, легкий запуск в любую погоду, благодаря системе зажигания CDI. А также в никелированном покрытии поршня и стенки цилиндра, защищающем их при использовании некачественного топлива. Пару этому надежному мотору составляет одна из самых известных собственных разработок производителя – многоступенчатый редуктор «МультиАГРО», благодаря которому обеспечивается оптимальная скорость движения при любых работах. По отзывам владельцев, такая комплектация и широкий функционал делают этот мотоблок лучшим сочетанием цена-качество.
Преимущества:
мощный и неприхотливый двигатель;
Переключение передач на руле;
понижающие передачи;
Редуктор «МультиАГРО»;
большой выбор насадок;
доступная цена.
Недостатки:
плановая замена масла затруднена;
сильная вибрация под нагрузкой.
3. Нева МБ2-Б МультиАгро (Авангард 6.
5) PRO 6,53 л.с.
Качественный мотоблок отличается универсальностью, простотой управления и комфортом в работе. Большой выбор дополнительного оборудования позволяет рыхлить и вспахивать почву, сажать и собирать картофель, перевозить грузы и даже убирать снег. Мощный двигатель, соединенный с зубчато-цепным редуктором, выдает тяговое усилие в 300 сомов – этого достаточно, чтобы легко выполнять весь комплекс сельскохозяйственных работ. Переключение передач плавное, без рывков, а сам рычаг, расположенный на руле, значительно упрощает выбор оптимальной скорости. Как свидетельствуют отзывы, эта модель отлично подходит для дач, фермерских хозяйств и даже коммунальных служб.
Преимущества:
восьмиступенчатая коробка передач;
Профессиональный четырехтактный двигатель Vanguard;
высокая надежность;
низкий расход топлива;
долговечность компонентов;
удобное переключение передач.
Недостатки:
сложная смена оборудования из-за большой массы.
4. Нева MB2-Y (MX175) PRO 6 л.с.
Популярная модель, появившаяся в 1990, по-прежнему является одним из лидеров рынка. Секрет такого успеха заключается в высочайшем качестве всех компонентов мотоблока, в частности в высокоресурсном японском двигателе Yamaha MX 175, а также в отличном сочетании характеристик и веса. Кроме того, производитель постоянно вносил изменения в конструкцию, обновляя мотоблок до современного уровня в плане комфорта и безопасности. В результате потребителю представляется проверенная временем технологичная модель мотоблока, отвечающая самым высоким требованиям.
Преимущества:
ресурс двигателя 3000 часов;
раздельная регулировка руля;
высокая тяговая способность;
качество выращивания;
большой топливный бак;
хорошая маневренность.
Недостатки:
требовательность к качеству масла и топлива.
5.
Нева МБ-2КС- (168ФА) 6,5 л.с.
Облегченная модель при этом самая недорогая в линейке, получила ряд обновлений и доработок, благотворно влияющих на ее характеристики . В первую очередь производитель устранил характерные для мотоблоков проблемы с переключением передач – теперь они включаются плавно и четко, а также увеличил жесткость рулевой колонки. Кроме того, из конструкции была исключена площадка, соединяющая раму и двигатель, вызывающая ненужные вибрации. Главное, чтобы надежность и функциональность остались на стабильно высоком уровне, отвечающем современным требованиям. По отзывам владельцев, это очень хороший мотоблок НЕВА, вобравший в себя все самое лучшее от других моделей.
Преимущества:
низкая стоимость;
жесткая конструкция;
легкий старт;
хорошая тяга во всех диапазонах скоростей;
пониженный уровень шума и вибрации.
Недостатки:
нет разблокировки оси.
6. Нева МБ2-У (МХ200) 6,5 л.с.
Отрицательных отзывов о модели МБ2-У нет, что позволило включить ее в рейтинг лучших. Мотоблок не новый, в продаже более 10 лет. Владельцы отмечают надежность двигателя Ямаха, хорошую тягу и заметную экономию топлива. Качественный мотоблок многофункционален, он может пахать, убирать снег, перевозить груженую телегу, копать, ютиться, сажать и собирать картофель, косить траву. Мощный, тяговитый двигатель позволяет легко справиться с любой задачей даже на сложном, глинистом грунте, а также в труднодоступных для трактора местах. Перестановка ремня на шкивах позволяет управлять мотоблоком в более высокие передачи, что позволит быстрее перевозить грузы и эффективнее использовать агрегат.
Преимущества:
вместительный топливный бак на 3,9 литра;
в наличии комплект повышенных передач;
многофункциональность — подходит для большинства видов сельскохозяйственных работ;
длительный срок службы двигателя;
повышенная маневренность.
7. Нева МБ-23СД-27 5,44 л.с.
Модель средней мощности предназначена для особо тяжелых работ и предназначена для непрерывной эксплуатации. Техника оснащена японским дизельным двигателем Robin-Subaru DY27-2D с одним цилиндром, масляным насосом и увеличенным ресурсом. Агрегат способен развивать высокую скорость до 16 км/ч и, благодаря высокому крутящему моменту, двигаться на плуге «тихоходом» со скоростью 2 км/ч. Это позволяет эффективно выполнять ресурсоемкие операции, не перегружая мотоблок. По отзывам владельцев, дизельный мотоблок лучше всего подходит для уборки и перевозки различных грузов, а также для обработки сложного и твердого грунта.
Преимущества:
применима низкая скорость вспашки;
надежный японский двигатель;
глубина культивации до 32 см;
4 скорости вперед, 2 назад и назад.
Недостатки:
трудно найти в продаже.
Какой мотоблок от НЕВА выбрать
Мотоблоки НЕВА имеют массу преимуществ, которые сделали продукцию отечественного бренда лидером. Решая, что лучше купить для дачи или дачного участка, следует обратить внимание на:
тип и мощность двигателя;
количество скоростей;
глубина культивации;
полный комплект;
дополнительный функционал и возможности — высокий крутящий момент, повышенные скорости, разблокировка колес.
Важен и класс техники – рейтинг от нашей редакции поможет выбрать лучший тяжелый мотоблок или агрегат среднего класса. Однако у марки есть и легкие модификации, отличающиеся небольшими размерами и низкими характеристиками.
Лучшие мотоблоки марки НЕВА для дачи или обработки поля, представленные в рейтинге, станут правильным выбором при покупке. Каждый из них не раз проверен на практике, о чем свидетельствуют отзывы в Сети. При этом владельцы отмечают стабильное качество и надежность продукции NEVA, которая легко конкурирует с европейскими американскими брендами.
обзор лучших и надежных моделей для обработки земли
Сейчас на рынке садовой техники представлено большое количество брендов и их моделей.
Различные конфигурации и технические характеристики. Из-за такого изобилия очень сложно выбрать хороший агрегат, который будет стоить своих денег. Специально для этого мы составили рейтинг 10 лучших мотоблоков, сравнив их по типу двигателя, весовой категории и цене. А в конце представили лучших производителей в этом сегменте.
Содержимое
1 Номинальная мощность моторного блока по типу двигателя
1.1 Бензин
1.1.1 CHAMPION BC1193
1.1.2 Daewoo Power Products Datm 80110
1.1.3 NEVA MB-23-Y (MX300)
1.2 Дизель
1.2.1 Weima WM1100BE
1.2.2 Патриот Бостон 6D
1.2.3. DC1193E
2 По силовым и весовому классу
2.1 Легкие
2.1.1 Мобильный K MKM-3 Comfort MBK0018432
2. 1.2 Salute 100-X1
2.2 Среда
2,2. 2,2. 1 Целина МБ-600
2.2.2 ЧЕМПИОН BC9713
2.3 тяжелый
2.3.1 Huter Gmc-7,5 (M)
2.3.2 Elitech KB 503
2.4 Самый мощный
2.4.1 NEVA MB-200.0.0
9000 2.44. 2 Aurora Country 1350 Advance
2.4.3 Mobile to GHEPARD CH495
3 Недорогие модели (до 30 000 рублей):
3,1 Победа Patriot
3,2 Huter Gmc-7.0 (M)
3,3 3,3. -2
4 Новинки
4.1 Caiman VARIO 70C
4.2 Huter MK-8000 (M)
4.3 Carver MT-651
5 Top manufacturers
5.1 Neva
5.2 Huter
5.3 PATRIOT
Motor block rating по типу двигателя
Бензиновый
CHAMPION BC1193
От 42 000 ₽
Начнем рейтинг мотоблоков с известной компании ЧЕМПИОН, которая на протяжении всего своего существования создает хороший продукт, обладающий массой преимуществ, по сравнению с аналогами. Этот бензиновый мотоблок идеально подходит для перевозки прицепов и обработки земли. А большие и массивные колеса не дадут ему утонуть в мокрой почве.
Daewoo Power Products DATM 80110
От 34 990 ₽
Если вы хотите хороший и мощный агрегат, но не хотите тратиться, то вам стоит выбрать мотоблок от Daewoo. Приятный дизайн и большие проходимые колеса, а также отличная комплектация необходимыми насадками и запчастями. Мотор вынослив, практически не перегревается, поэтому его можно использовать очень долго. Руки не соскальзывают с ручек и чувствуют себя комфортно. Единственный недостаток — некоторые крепления разболтались от долгого использования, поэтому перед работой стоит все хорошенько подтянуть.
Нева МБ-23-У (MX300)
От 63900 ₽
Обзор бензиновых мотоблоков без этого синего красавца просто не обойтись. Прочный корпус, выдерживающий любые условия, а на этих колесах можно и в дождь, и в снег, везде проедет. Двигатель запускается очень легко и работает без перебоев даже при длительном использовании. Управление очень послушное, но хотелось бы на ручке дольше. Цена за комплект кусается, но за него можно получить неплохую комплектацию, так что если бюджет позволяет, то вперед.
Дизель
Weima WM1100BЕ
От 79920 ₽
Если вы хотите взять дизельный мотоблок, то это орудие хороший вариант, который отличается отличной проходимостью по любой почве. Корпус выполнен из качественного материала и окрашен в привлекательный красный цвет. Он достаточно дорогой, но учитывая его возможности и функционал, можно сказать, что в целом он стоит своих денег. Хорошо ведет себя в поворотах и не скользит.
ПАТРИОТ Бостон 6Д
От 38 430 ₽
В этот топ обязательно должен входить
PATRIOT Boston 6D, который практически не имеет недостатков, кроме неразборчивой и малоинформативной инструкции, входящей в комплект. Но если у вас уже есть опыт обращения и сборки, то проблем не возникнет, новичкам придется помучиться. В остальном по доступной цене можно получить мощный дизельный агрегат, способный на большие подвиги, 10 соток без заминок и без буксиров.
ЧЕМПИОН DC1193E
От 58160 ₽
Для мотоблоков ЧЕМПИОН вообще не важно — возделывать землю или перевозить грузы подойдет что угодно. Чрезвычайно мощный агрегат с такими же колесами, которые просто не знают слова «буксовать». Для производства, как обычно, используются только качественные материалы, а значит, прослужит долго. Удобные ручки, в повороты входит без проблем, правда для новичков может показаться слишком шустрым.
По силовому и весовому классу
Легкие
Мобильный К МКМ-3 КОМФОРТ МБК0018432
От 37 640 ₽
С него и стоит начать, ведь эта модель яркий пример того, что Россия тоже умело охватывает этот рынок. За небольшую цену можно получить качественный и выносливый садовый мотоблок, который справится с самыми основными задачами. Для серьезных дел не хватает веса, но есть много разных насадок. Габариты позволяют безопасно перевозить его в багажнике.
Салют 100-Х-М1
От 44 900 ₽
В рейтинг попадает еще одна российская модель, а все благодаря высоким техническим характеристикам этого класса. Дело в том, что здесь используется двигатель HONDA, который просто нельзя не любить. Едет хорошо, но иногда возникает ощущение, что веса не хватает для качественной и быстрой работы, да еще и очень шумно.
Средний
Целина МБ-600
От 30 000 ₽
Целина МБ-600 – один из лучших представителей среднего класса для облагораживания огорода или вспашки целины. Прочная и удобная ручка доставляет удовольствие от использования. Топливного бака хватает надолго, так что за 30 тысяч рублей можно получить очень хороший инструмент с хорошей комплектацией. Но перед работой надо подкрутить гайки на колесах, а то будет водить в сторону, почему-то плохо держат.
ЧЕМПИОН BC9713
От 24 990 ₽
Популярный производитель выпускает качественный товар в различных весовых и ценовых категориях. В этом случае за очень небольшую цену можно получить качественный товар, с которым мало кто может сравниться. Стандартная проблема этой фирмы — высокий показатель расхода топлива, можно еще указать длину ручки, какую хочется подлиннее, но это не критично.
Heavy
Huter GMC-7.5 (M)
От 27 850 ₽
Если сравнивать мотоблоки в тяжелом весе, то этот поставит на лопатки многих соперников, так как при очень низкой цене в этом сегменте может обеспечить мощный двигатель, экономичный расход, большой потенциал для работы. Легко заводится и обслуживается, но есть пара моментов — это сварные швы, некоторые очень плохо выглядят, так что на всякий случай лучше купить сварочный аппарат.
ЭЛИТЕХ КБ 503
От 20 290 ₽
Этот мотоблок очень дешевый для тяжелого класса, но на этом преимущества не заканчиваются, ведь у него большой потенциал и возможность присоединения прицепа, специальных насадок и так далее. Очень простая и удобная эксплуатация на любом типе почвы. Но неудобно расположено место масляного залива, а в остальном очень хороший садовый помощник.
Самый мощный
Нева МБ-23Б-10.0
От 53 900 ₽
Даже неопытному пользователю понятно, что лучшие тяжелые мотоблоки для обработки земли самые мощные, поэтому начнем с Невы МБ-23Б-10,0. Этот бренд уже давно смог хорошо зарекомендовать себя на рынке, а этой моделью еще раз доказал свои возможности. Мотор этой модели выдержит любые испытания: вспахивание цели, езда с полной тележкой. Только за это нужно заплатить соответствующую сумму.
Аврора КАНТРИ 1350 АВАНС
От 48 100 ₽
Эта марка редко радует новыми моделями, но этот мотоблок действительно очень мощный, для него нет разницы между дачным участком или настоящей стройкой, где бы не выкладываться по полной. Поэтому тем, у кого есть этот первый агрегат, стоит быть осторожным в начале использования — он очень быстро и легко заводится. Большие колеса, позволяющие ему везде ездить и перевозить грузы.
Мобильный на Ghepard Ch495
От 200 000 ₽
Если перечислять самые лучшие и надежные мотоблоки 2019 года, то Мобил займет далеко не последнее место. Его двигатель нельзя сравнить ни с какой другой моделью. Это далеко не просто летний мотоблок, а настоящая профессиональная техника для тяжелой работы. Многофункциональность и проходимость стоят своих денег, ведь это совсем другой сегмент техники.
Недорогие модели (до 30 000 руб.):
ПАТРИОТ Победа
От 24 790 ₽
За небольшую цену можно купить очень хорошую и современную технику с базовым набором технических характеристик, характерных для легкого класса. Из недостатков можно выделить две вещи, очень легко гнутся пластиковые детали и переднее колесо, которое должно было быть удобным решением, но стало крайне неудобным.
Huter GMC-7.0 (M)
От 22 000 ₽
Huter может создать лучшие мотоблоки в любой категории, легкий класс не исключение для них, ведь за приличную цену можно получить компактный автомобиль с мощным мотором и широкой площадью обработки. Такой помощник значительно сократит время на обработку земли. А вот решение поставить колеса вперед сомнительно, ведь для перевозки нужно поднимать всю конструкцию.
РедВерг ВОЛГАР-2
От 27 590 ₽
9Среди недорогих моделей также стоит отметить 0002 RedVerg ВОЛГАР-2. Он, конечно, некрасивый, но его габариты позволяют легко и удобно транспортировать. Большие проходимые колеса и надежная подставка. Но все же его тяжести недостаточно для серьезной работы, поэтому его можно использовать для перевозки небольших тележек и вспахивания огорода.
Новинки
Кайман VARIO 70C
От 49990 ₽
Новинка от Caiman привлекательного зеленого цвета. С этим мотоблоком действительно можно быть спокойным; его мощности достаточно для выполнения любых работ и в короткие сроки. Только для этого нужно быть готовым выложить не малую сумму и привыкнуть к короткой ручке.
Хутер МК-8000 (М)
От 30 810 ₽
Новый желтый мотоблок Хутера дешевле, но не хуже, а в каком-то смысле даже лучше. Более широкая рабочая зона и удобная длина ручки. Только вот железные листы на крыльях выглядят очень ненадежно, поэтому нужно быть аккуратным, чтобы не погнуть его. В остальном очень хорошая техника.
Карвер МТ-651
От 22 500 ₽
Данный агрегат относится к легкому классу, но по внешнему виду этого совсем не скажешь, ведь техника выглядит достаточно солидно.
Инновационный метод цветной лазерной гравировки и маркировки – относительно новый способ обработки поверхности материалов, только набирающий популярность на рынке. Однако за цветной гравировкой будущее, потому что с ее помощью можно не просто воссоздать на объекте надпись или рисунок с высокой точностью и в определенном цвете, но и придать изображению объем.
Цветная гравировка лазером применяется для:
– создания цветных надписей,
— нанесения на поверхность изделия различных цветных изображений, фотографий, логотипов,
— нанесения штрихкодов в цвете.
Таким образом, лазерная цветная гравировка получила широкое распространение в ювелирном деле, в промышленности, в изготовлении фирменной и сувенирной продукции, а также в сфере рекламы и маркетинга.
При помощи такого лазера выполняют надписи, наносят рисунки, орнаменты, фотографии, узоры, логотипы, эмблемы фирмы, символику, маркировку на:
сувенирную и деловую продукцию: портсигары, зажигалки, визитки, ручки, бейджи, номерки;
разнообразные подарки из металла.
Цветную маркировку и гравировку можно выполнять, используя несколько типов лазерных граверов – как волоконных, так и твердотельных.
Технология цветной лазерной гравировки
Лазерная гравировка по металлу представляет собой поверхностное снятие материала под воздействием ультрафиолетового луча. Огромный заряд энергии, соприкасаясь с поверхностью, нагревает металл, доводя его до температуры плавления, вследствие чего имеет возможность изменить его структуру. В точке локального разрыва образуется канавка, чьи габариты полностью зависят от фокусировки линзы и мощности направленного излучения. При взаимодействии лазера с некоторыми металлами проявляется побочный результат в виде физико-химической реакции, который называют эффектом побежалости (появлению оксидной пленки), в результате которой поверхность металла начинает окрашиваться в различные цвета. При правильной подготовке изделия к работе, настройке регулировки режима воздействия на поверхность объекта можно получить изображение нужной яркости, объема, глубины, фактуры и контрастности. Важно помнить, что на стабильность изображения напрямую влияет толщина получившейся оксидной пленки.
Каким образом получается контрастное и четкое изображение? Секрет кроется в самом принципе работы лазера, который при соприкосновении с поверхностью нагревает ее точечно, не затрагивая близлежащие области, и они, соответственно, не изменяют цвет. Технология маркировки лазером позволяет получить четкие и долговечные надписи и рисунки, не подверженные стиранию или выцветанию. Они будут яркими и четкими до конца срока жизни изделия.
Метод цветной маркировки/гравировки характеризуется высокой производительностью. Современные лазерные технологии позволяют быстро маркировать изделия и создавать на их поверхности необходимые изображения. Для выполнения цветных маркировок надписей предлагаются в основном волоконные лазеры, потому что они обладают хорошими воспроизводимыми параметрами от импульса к импульсу. Получение цветных пленок обеспечивает постоянная мощность излучения лазера.
Преимущества цветной гравировки лазером
— Надписи, рисунки, маркировка выполняется с высокой точностью и скоростью.
— Получившееся цветное изображение высоко устойчиво к механическому, химическому воздействию, ультрафиолетовому излучению и прочим внешним факторам.
— Полученное изображение обладает исключительной долговечностью.
— Способ цветной маркировки/гравировки высокотехнологичен и позволяет нанести изображение разной сложности и формата на металлическую поверхность любой фактуры.
— При цветной маркировке/гравировке не нарушается целостность обрабатываемой поверхности.
Материалы, на которых возможна цветная гравировка (склонные к окислению):
титан;
нержавеющая сталь;
цирконий;
никель;
латунь;
Факторы, влияющие на оттенок и интенсивность получаемого цвета:
Основная сложность цветной гравировки металлов заключается в подборе вышеуказанных параметров и четкой работе лазера на заданных установках, что непросто, так как длительность единичного импульса составляет наносекунды. Важно помнить, что при одинаковой температуре и времени воздействия цвет побежалости будет индивидуальным для каждого металла – соответственно, большое внимание следует уделить именно настройкам оборудования.
Основные типы цветной лазерной гравировки:
цветная лазерная гравировка по стали
разнотоновая гравировка
Как сделать цветную маркировку на оптоволоконном лазере
В данной статья речь пойдёт о том, как можно добиться цветной маркировки на лазерном маркираторе и о том, что влияет на конечный результат.
Принцип метода цветной лазерной маркировки
Основной принцип цветной маркировки основан на нагреве материала до разных цветов побежалости. За счёт того, что технология лазерных оптоволоконных маркираторов по металлу за последнее десятилетие шагнула далеко вперёд, стабильность пространственных и временных характеристик лазерных излучателей дает возможность дозировать мощность излучения и достигать четкое изображение на поверхности металла.
За счёт высокой стабильности и высокого качества, постоянство характеристик лазерного пучка позволяет добиться цветной гравировки. В ходе лазерной маркировки, из металла выделяются окислы, которые в свою очередь образуют так называемую оксидную плёнку на поверхности металлов. Однако не все металлы способны образовывать цветные окислы на своей поверхности.
Эффект цветной маркировки хорошо проявляется на таких металлах, как: титан, сталь, железо, цирконий и другие.
Маркеры с диодной и ламповой накачкой тоже способны осуществлять цветную маркировку, но эффект получается нестабильным. Именно оптоволоконные лазерные маркеры за счёт стабильности излучения, способны делать цветную маркировку. Так как при цветной гравировке важно соблюдение интегральной температуры, то качество излучателя тоже играет роль.
Методы и способы позволяющие добиться цветной маркировки
Один из способов добиться цветной маркировки, это использование маркираторов с возможностью изменения импульса – MOPA. Данные излучатели позволяет менять длину импульса, таким образом, можно варьировать мощность в большом диапазоне. Для цветной маркировки наиболее важно минимальное воздействие на материал и тонкая подстройка параметров с малой дискретностью.
Другой способ заключается в варьировании параметра Hatch (заливка). При изменение этого параметра, меняется интенсивность воздействия на поверхность металла. Чем выше параметр Hatch или другими словами интервал между линиями маркировки, тем более светлого оттенка на металле можно добиться. Таким образом, для выведения определенного цвета на конкретном материале, Вы можете создать матрицу с разными параметрами заливки и вывести, какой цвет соответствует тому или иному цвету.Фото маркировки титана с изменением параметра Hatch
Ещё один интересный способ заключается в использовании карты мощности в программе EZcad. Для этого в Photoshop создаётся файл, размерами около 1х1 см с разрешением 600 dpi, он заливается и к нему применяется инструмент «градиент», далее его необходимо экспортировать в оттенках серого в формате файла jpg. Далее в EZcad нужно применить карту мощности (Power Map), задать параметр Drill Mode = 0,27 ms сделать тестовую гравировку на нержавеющей стали или другом металле, чтобы эффективнее нагреть материал.
В результате должно получиться изображение, на котором в довольно узком диапазоне видно изменение оттенков. В Photoshop кадрируем явно черные и белые области, растягиваем получившееся изображение до формата 1х3 см., гравируем и получаем второй результат, на котором цвета побежалости просматриваются лучше. Исходя из этого результата, мы можем проанализировать, какой цвет в Photoshop соответствует тому или иному цвету побежалости на металле и в дальнейшем делать заливку в соответствующих цветах.
Фото маркировки титана с изменением параметров скорости, частоты и мощности на станке Elixmate SML 20W
Каталог оптоволоконных маркираторов — открыть.
Цветная лазерная гравировка: расширьте возможности своего творчества и бизнеса
Вам не надоело получать один и тот же черный цвет после гравировки и резки? Разве не было бы интересно иметь несколько ярких цветов?
Возможна цветная гравировка, которая позволяет получить различные цвета, которые сделают ваш объект более привлекательным. Это может повысить ваш бизнес за счет повышения вашего творчества. Однако это можно сделать не на всех материалах.
В этой статье мы расскажем все, что вам нужно знать о цветной лазерной гравировке. Мы объясним, как это делается, на какие материалы можно наносить цветную гравировку и какая машина лучше всего подходит для этой цели. Вы получите ответ на все ваши вопросы.
Что такое цветная лазерная гравировка
Как работает цветная лазерная гравировка
Какими материалами можно раскрасить гравировку
Лучший цветной лазерный гравировальный станок
Заключение
Что такое цветная лазерная гравировка?
Когда вы гравируете дерево или что-либо еще с помощью лазерного станка, выгравированные части кажутся черными или серыми. Они совсем не красочные; вы не можете получить синий или желтый цвет после гравировки материала.
Цветная лазерная гравировка — полная противоположность этому. Это означает, что поверхность материала, на котором вы выгравировали, предлагает вам яркие цвета. Это может быть синий, зеленый, розовый, желтый или любой другой цвет, кроме традиционного и естественного цвета лазерной гравировки.
Делает материал или предметы более привлекательными и привлекательными. Это новая концепция, которая с каждым днем становится все более популярной, потому что она делает лазерную гравировку более продуктивной и позволяет пользователю проявлять больше творчества. Это открывает перед владельцами бизнеса огромные возможности для создания более привлекательных и уникальных продуктов с использованием станка для лазерной гравировки.
Как работает цветная лазерная гравировка?
Цветная лазерная гравировка работает по разным методам и принципам, в зависимости от материала. Но есть два основных принципа. Либо цветная гравировка достигается естественным путем с помощью оксидирования, либо для получения нужного цвета вам нужен краситель.
Обычно цветной гравировкой можно гравировать металлы и пластмассы, поэтому мы будем говорить только о них.
Как работает цветная гравировка на металле?
Цветная гравировка на металле довольно популярна, потому что вы можете увидеть яркие цвета естественным образом после использования мощного лазера на металлической поверхности. Вам не нужно использовать какой-либо краситель или что-то еще; это совершенно естественно.
Но имейте в виду, что вы не увидите ярких цветов на всех станках для лазерной гравировки и резки при гравировке металла. Это зависит от мощности лазера, а также от металла.
Существует два основных метода гравировки металла. Хотя есть еще несколько методов, мы будем придерживаться этих двух, поскольку они используются в основном и не имеют ограничений.
В первом методе поверхность металла превращается в расплавленную форму с помощью очень мощного лазера. В процессе плавления также происходит окисление. Поверхность металла окисляется из-за высокой температуры и реакции с кислородом.
Расплавленный материал снова застывает, но за счет окисления на металле создается особый цветной слой, похожий на цветную гравировку. Таким образом, вы видите яркие цвета на гравированной поверхности, а не обычный цвет гравировки.
Второй метод известен как метод решетки. В этом методе цвет не выглядит естественным; вместо этого на поверхность наносится цветной оксидный слой. Когда лазерные лучи попадают на металл, он начинает плавиться, а также растворяется нанесенный оксидный слой. В результате он дает захватывающие цвета. Этот метод весьма полезен для тех металлов, которые не имеют естественного цвета после использования лазерной установки.
Как работает цветная гравировка на пластике?
Теперь поговорим о пластике. К сожалению, нет возможности получить цветную гравировку естественным путем из пластика. Но все же сделать цветную гравировку можно двумя способами.
Во-первых, для гравировки можно использовать цветной пластик. Это будет предлагать другой контраст, чем обычно. Во-вторых, на пластик можно нанести искусственный краситель. Он соединяется с расплавленным пластиком после реакции лазерных лучей. После этого вы видите нужные цвета. Самое приятное в этом то, что вы можете выбрать нужный краситель, чтобы получить желаемый цвет. С учетом сказанного, результат феноменален и зависит от вашего выбора.
Какие материалы можно окрасить при гравировке
Мы уже обсуждали, что при гравировке можно окрасить металлы и пластик. Давайте посмотрим, какие металлы и пластики подходят для этого и какой метод нужно выбрать для их цветной гравировки.
Цветная гравировка на металле
Вы можете гравировать алюминий, сталь, нержавеющую сталь, титан и другие металлы. Они могут быть окрашены гравировкой напрямую без необходимости использования красителя.
В основном волоконные лазеры используются для гравировки металлов, потому что они специально созданы для маркировки металлов. Но вы также можете использовать мощный диодный лазер для цветной гравировки.
Имейте в виду, что не все диодные лазеры достаточно мощны, чтобы гравировать или маркировать металл; есть только несколько доступных.
Вам нужно только положить металл под лазерный станок и начать гравировку, как обычно. Лазерный станок выгравирует материал, и цвет автоматически появится на выгравированной части. Цвет также зависит от мощности лазерного станка.
Цветная гравировка на пластике
АБС и полиэтилен являются распространенными типами пластика, на которые наносят цветную гравировку; однако есть и другие материалы.
Как мы уже говорили, вам понадобится краситель для цветной гравировки. Наносить его нужно на поверхность материала. Вы можете выбрать желаемый цвет в соответствии с проектом.
После нанесения средства вы можете гравировать материал так же, как и другие материалы, которые вы гравируете. Вы увидите цвет сразу после того, как лазерные лучи коснутся поверхности материала.
Цветная гравировка на пластике может быть выполнена с помощью диодного лазера, CO2-лазера и специального волоконного лазера. Лазер плавит только пластик; отсутствует испарение материала.
Лучший цветной лазерный гравировальный станок: xTool D1 Pro 20W
Для цветной лазерной гравировки мы рекомендуем xTool D1 Pro 20W. Это очень мощный, компактный, доступный и быстрый станок для лазерной гравировки и резки.
Модуль мощностью 20 Вт является самым мощным в мире диодным лазерным модулем. Он содержит четыре диодных лазерных источника мощностью 5 Вт, и лазерные лучи от них объединяются для достижения невероятной мощности.
Благодаря огромной мощности лазерного модуля он может окрашивать металлы. Он способен придать гравюре определенный цвет за счет окисления металлической поверхности. Он может предложить более 340 ярких цветов, которые вы не найдете больше нигде. При этом вы можете быть более креативными и делать необычные металлические изделия.
Машина идеально подходит для малого бизнеса, профессионалов, художников и домашних мастеров. Он оснащен множеством функций, которые делают его лучшим выбором для гравировки и резки. Во-первых, у него невероятная скорость 400 мм/с. Это может повысить вашу производительность, поскольку вы можете производить больше продуктов за меньшее время. Самое приятное то, что даже при такой образцовой скорости он обеспечивает невероятную точность хода 0,01 мм.
Вы также можете иметь вращающуюся насадку со станком, которая позволит вам гравировать 90% сферических и цилиндрических объектов. Это комбинация четырех типов поворотных насадок, которые расширяют ассортимент вашей продукции. Поэтому вы можете раскрашивать металлические кольца, шарики, стаканы и многое другое.
Благодаря прочной конструкции машина прослужит долго. Он имеет прочную металлическую конструкцию, обеспечивающую максимальную поддержку. Он также имеет металлические валы и колеса, которые увеличивают срок службы машины в три раза.
Машина удобна для новичков, и вы можете использовать ее самостоятельно. Он также имеет специальное программное обеспечение для начинающих, которое делает лазерную гравировку и резку проще, чем когда-либо прежде. Кроме того, он имеет функции безопасности для предотвращения пожара и других несчастных случаев.
В станке есть концевые выключатели, обеспечивающие правильное позиционирование лазерного модуля. Кроме того, вы можете отрегулировать фокус лазерного модуля в течение нескольких секунд с помощью инновационного рычага. Станок можно использовать для обработки широкого спектра материалов, включая дерево, акрил, металлы, стекло и т. д.
Это идеальная машина, поскольку она обладает невероятными характеристиками. Самое главное в машине то, что вы можете модернизировать ее с помощью новейших аксессуаров и насадок, поэтому она никогда не устареет.
Заключение
Цветная гравировка может вывести ваш бизнес на новый уровень. Это позволяет вам проявлять больше творчества и создавать уникальные и неординарные продукты. Вы можете выполнять цветную гравировку на металле и пластике, и мы обсудили весь процесс, стоящий за этим. Хорошо иметь лазерный станок, который может гравировать предметы по цвету, и мы рекомендуем xTool D1 Pro. Его мощный лазерный модуль предлагает более 340 цветов для гравировки металла, а также позволяет резать и гравировать широкий спектр других материалов. Это невероятная машина для начинающих, малого бизнеса, профессионалов и почти всех, кто хочет компактную лазерную машину.
Чтобы задать дополнительные вопросы, присоединяйтесь к нашей группе в Facebook
1 ЛУЧШИЕ ПРОДАЖИ! Лучшая лазерная головка для вашего 3D-принтера / станка с ЧПУ / гравировальной рамы.
10 Вт (10000 мВт) «DeLux»
Купить!
Базовый лазер «Invincible» мощностью 10 Вт
Купить сейчас!
Инфракрасный лазер DPSS мощностью 10 Вт
Купить сейчас!
15 Вт (15000 мВт) DUOS DIY
Купить сейчас!
Цветная гравировка на титане с помощью 30-ваттного лазера Raycus, установленного на самодельном маркировочном станке Galvo Endurance
Гравировка на титане должна выполняться выше уровня фокуса, на 5-7 мм. Благодаря этому металл не потускнеет, а лишь покроется цветной пленкой.
Черная пятница — скидка 40% на все лазеры Endurance!
Visit our store 👆
Color
Power, %
Speed mm/sec
Amount of repeats (loops)
Polished
100
1500
1
Золотой
100
1000
2
Синий
0163 100
400
2
Параметры индивидуальны. Рекомендуем сначала использовать скорость 1000 мм/с и мощность 100%, а также поэкспериментировать с количеством повторений.
Проходя одно и то же место несколько раз, вы получите разные цвета.
«Йети» (цветной) Гравюра на металле. Нержавеющая сталь, Сталь, Титан!
Все, что нужно знать о выполнении цветной гравировки/маркировки на металле.
Тестирование нержавеющей стали, алюминия, латуни, меди и титана!
Это действительно зависит от того, какой лазерный модуль вы используете, какой у вас металл?
Есть несколько ключевых параметров, о которых вам необходимо позаботиться:
Фокусировка
Мощность
Скорость
Эти 3 параметра доступны для любого оптоволоконного или лазерного модуля DPSS.
Однако у волоконных лазеров есть дополнительные параметры, которые можно изменить, например:
Ширина импульса (длительность импульса).
Частота импульсов.
Энергия импульсов.
В отличие от модулей DPSS очень дорогие и современные волоконные лазеры имеют активный переключатель добротности, позволяющий изменять эти 3 параметра.
Когда вы слышите о лазерной гравировке металлов, то легко представляете себе изящный рисунок с легким чернением или витиеватую каллиграфию на подарках и сувенирах. Что касается цветной гравировки, то это что-то новое даже для тех, кто знаком с лазерным оборудованием не понаслышке. Потому что этот технологический процесс намного сложнее.
Трудоемкий и кропотливый процесс цветной лазерной гравировки на металле используется для украшения эксклюзивных подарков и сувениров.
Принцип лазерной гравировки на металлах заключается в удалении поверхности материала с помощью УФ-лучей. Размер канавки, получаемой в точке локального нагрева, зависит от фокусировки линзы и мощности излучения. Побочным эффектом лазерного взаимодействия с некоторыми металлами является физико-химическая реакция, называемая эффектом теплового окрашивания, которая приводит к изменению цвета поверхности металла.
Цветная гравировка возможна на кислородоемких материалах, таких как:
титан;
нержавеющая сталь;
цирконий;
алюминий;
никель;
латунь;
серебро.
Цвет как таковой возникает в результате интерференции света в оксидной пленке. Его оттенок и интенсивность зависят от нескольких факторов:
Основная проблема цветной гравировки металлов заключается в правильном подборе вышеперечисленных параметров и бесперебойной работе лазера. Эта задача довольно сложная, поскольку одиночный импульс длится всего несколько наносекунд. При одной и той же температуре и времени выдержки оттенок тепла будет разным для каждого металла.
Изменяя длину волны в указанном диапазоне, можно получить дополнительные оттенки и плавные переходы тонов.
Вот несколько советов, как получить золотой цвет.
Обычная сталь тонкая и легко поддается гравировке. Просто отрегулируйте скорость гравировки (маркировки) и расстояние между линиями штриховки.
Если вы хотите, чтобы синий цвет регулировал частоту и рабочий цикл лазера. Делайте это очень медленно. Самое главное — делать гравировку вне точки фокусировки. Потребуется некоторое время, чтобы найти хорошую точку, чтобы сделать необходимую цветную гравировку.
Сумма дефокусирования (расстояние от точки фокусировки, более высокого или нижнего) с+4 мм 、+3 мм 、+2 мм 、+5 мм。 Частота лазеры от 10 кГц до 35 кГц. Разморочное количество составляет <1 мм: (1) Черный цвет: скорость: 5-12 мм/с. 0,08 мм (3) золотой цвет: Скорость: 100–800 мм/с Расстояние между штриховкой: 0,03–0,05 мм
2. Когда величина расфокусировки составляет 1-3 мм,
с регулировкой мощности от низкой до высокой (20%-100%),
скорость от высокой до низкой, штриховка от 0,1- 0,02 мм,
цвет станет желто-синим-светло-зеленым-розовым-фиолетовым-темно-фиолетовым-желто-черным.
например как получить синий или золотой цвет?
3. При степени расфокусировки 2-4 мм,
с регулировкой мощности от низкой до высокой (20%-100%),
скорость от высокой до низкой, штриховка от 0,1 до 0,02 мм,
цвет станет светло-желтым-желто-синим-светло-зеленым-фиолетовым красным-темно-зеленым.
Эти параметры также зависят от коэффициента отражения и материалов нержавеющей стали, которую вы хотите маркировать,
Цветная лазерная гравировка выглядит привлекательно и меняет оттенок в зависимости от угла обзора.
Особенности исполнения
Перед выполнением цветной лазерной гравировки на металлических заготовках требуется дополнительная обработка изображения. Необходимо увеличить его яркость и контрастность, чтобы сделать хроматические грани более яркими.
Указать каждый цвет отдельным слоем в файле модели лазерного оборудования и задать последовательную гравировку указанных слоев.
При настройке параметров оборудования следует учитывать, что для достижения насыщенности цвета моноимпульсные отпечатки необходимо накладывать на металлическую поверхность внахлест.
Чем плотнее точки перекрытия лазерного контакта с поверхностью изделия, тем плотнее цвет.
Краски для лазерной гравировки обладают высокой устойчивостью к свету, химическим и механическим воздействиям. Цветные объекты лазерной гравировки имеют характерный жемчужно-металлический блеск, достижимый только при таком способе обработки.
Замена батареи:
Срок службы батареи VK64 составляет примерно 3 года при нормальной работе.
Технологическая карта (ТК) — организационно-технологический документ, разрабатываемый для выполнения технологического процесса (процессов) и определяющий последовательность операций, требования к качеству и приёмке работ, трудоемкость, ресурсы и мероприятия по охране труда, средства механизации.
ТК также, как и проект организации строительства (ПОС) и проект производства работ (ППР), является основным организационно-технологическим документом при строительстве (ремонте, реконструкции, демонтаже).
В технологическую карту включаются наиболее прогрессивные и рациональные методы по технологии строительного производства с использованием современных средств механизации, инструментов, приспособлений. Такой подход способствует уменьшению сроков строительства, росту качества работ, уменьшение их себестоимости.
На повторяющиеся работы или для строительства сооружения в целом по типовым проектам, может быть разработана одна Типовая Технологическая Карта (ТТК).
Содержание статьи:
Зачем разрабатывать технологическую карту
Разновидности технологических карт
Состав технологической карты (типовой технологической карты)
Область применения
Организация и технология выполнения работ
Требования к качеству работ
Потребность в материально-технических ресурсах
Техника безопасности и охрана труда
Технико-экономические показатели
Охрана окружающей среды
Разработка и утверждение ТК (ТТК)
Зачем разрабатывать технологическую карту
Технологическую карту разрабатывают для:
Обеспечения экономически целесообразного, качественного и безопасного выполнение работ;
Подтверждения готовности предприятия к производству работ;
Сертификации систем качества и строительной продукции;
Использования в качестве стандарта предприятия;
Использования в составе ППР;
Подготовки договорной подрядной документации;
Также, наличие у предприятия ТК, и их использование в производстве строительных или ремонтных работ, показывают организацию как серьезную и конкурентоспособную.
ЗАКОН
При разработке ТК используются государственные стандарты, строительные нормы и правила, своды правил, производственные, ведомственные и местные нормы и т.д.
Разновидности технологических карт
(Типовые) технологические карты на разные види работ содержат свою специфическую информацию, виды ТК для примера:
ТК на устройство буронабивных свай
ТК на монтаж чего-либо
ТК на устройство шпунтового ограждения
ТК на устройство монолитных ж/б конструкций
ТК на ремонт чего-либо
ТК на устройство гидроизоляции чего-либо
ТК на устройство закладного крепления котлована
ТК на снятие почвенно-растительного слоя (ПРС)
ТК на укрепление конусов (откосов) чего-либо
ТК на засев трав
ТК на засыпку пазух и траншей
ТК на устройство габионов
ТК на бурение чего-либо
ТК на устройство барьерного (парапетного, перильного) ограждения
ТК на устройство деформационных швов
Состав технологической карты (типовой технологической карты)
Технологическая карта оформляется как документ, включающий в себя текстовую часть, таблицы, схемы и иллюстрации, оформляется на листах формата А4.
ВАЖНО
Разделы ТК могут быть изменены, в зависимости от специфики и трудоёмкости технологического процесса. Также некоторые разделы могут отсутствовать или быть добавлены новые (например – «Характеристика применяемых материалов «).
ТК (ТТК) как правило состоит из следующих разделов:
1. Область применения
Указывается предназначение ТК (строительство, ремонт и т.д.), указывается тип сооружения и его конкретные узлы (элементы), для которых ТК разрабатывается. Также описываются наименование технологического процесса (процессов) и условия выполнения работ.
2. Организация и технология выполнения работ
Раздел обычно разделяют на следующие подразделы:
Подготовительные работы;
Основные работы;
Заключительные работы.
В подготовительных работах обычно указываются данные о подготовке рабочих мест, подготовки необходимого оборудования и строительной техники, указаны предшествующие процессы, которые должны быть выполнены, подготовка конкретного элемента сооружения (например, обеспыливание перед покраской).
Также могут быть добавлены схемы, например: строительной площадки, складирования материалов, доставки материалов, геодезической разбивки и т. д.
В подразделе «Основные работы» указываются основные технологические процессы и их описание. Также могут быть добавлены схемы: выполнения строительного процесса, установки машин и оборудования, строповки (установки) груза, очередность выполнения операций, характеристик машин и т. д.
Заключительными работами могут являться такие как: демонтаж временных специальных и вспомогательных конструкций, уборка, восстановление и благоустройство территории, вывоз техники и т. д.
3. Требования к качеству работ
Указываются контролируемые параметры всех технологических процессов и операций, с обозначением мест ведения контроля, исполнителей, объемов и операций контроля.
Обязательно указываются ссылки на нормативные документы, требования которых должны соблюдаться при выполнении работ. Также могут прилагаться схемы измерений, правила ведения документации.
Контроль качества состоит из:
Входного контроля;
Операционного контроля;
Приемочного контроля;
Оформления результатов.
Пример оформления схемы операционного контроля при производстве арматурных работ:
Операция
Контролирующее лицо
Состав операционного контроля
Метод и средства контроля
Время контроля
Документация
Приемка арматурной стали
Мастер
Соответствие размерам по проекту
Стальной рулеткой, штангенциркулем
По прибытию на стройплощадку
Журнал входного контроля
Установка арматурны в каркасы и сетки
Мастер
Правильность установки арматурны в каркасах, соблюдение размеров, взаиморасположение арматурных стержней стержней, качество стыков и скрепление их, положение осей
Визуально, стальной рулеткой, метром стальным
В ходе работ по установке арматурны
Журнал изготовления и освидетельствования арматурных каркасов
Сварка арматурных сеток и каркасов
Мастер
Сварные швы, их размеры и качество
Визуально, метром стальным
После выполнения сварки
Журнал сварных работ
. ..
…
…
…
…
…
4. Потребность в материально-технических ресурсах
В ТК указывается:
Список машин и оборудования;
Список инструмента, инвентаря и приспособлений;
Список используемых материалов.
Пример оформления ведомости потребности машин, механизмов, оборудования приспособлений и инструментов:
п/п
Наименование
Тип, марка
Техническая характеристика
Назначение
Код
1
Бульдозер
ДЗ-101 (ДЗ-101А)
Мощность 96 л.с. Габариты 5029 х 2860 х 2565 Масса 9900 кг
Устройство земляного полотна
1
2
Погрузчик
ПУМ 500
Мощность 18-25 л.с. Емкость ковша 0,38 м3 Грузоподъемность ковша 500 кг
Погрузка грунта
1
3
Автокран
КС-3577
Грузоподъемность 6,3 т Вылет стрелы 9,8 м Габариты 8000 х 2650 х 3100 Масса 9500 кг
Укладка железобетонных дорожных плит
1
4
Пневмокаток
ДСК-1
—
Уплотнение песка
1
5
Автомобиль-самосвал
КАМАЗ
—
Подвозка песка
1
6
Плитовоз
КАМАЗ
—
Подвозка плит
1
7
Сварочный агрегат
САК-2Г-1С
Электроды Э-47А, D = 4-5 мм
Сварка скоб
1
. ..
…
…
…
…
…
5. Техника безопасности и охрана труда
ЗАКОН
Приказ Министерства труда и социальной защиты РФ от 1 июня 2015 г. № 336н «Об утверждении Правил по охране труда в строительстве»
Раздел основан на требованиях нормативных документов по охране труда и должен содержать:
Перечень опасных производственных факторов при выполнении данного технологического процесса;
Техника безопасности при выполнении данного технологического процесса;
Указание опасных зон, устройства конструкций ограждений, наличия предупреждающих знаков, освещения рабочих мест;
Правила безопасной эксплуатации машин, оборудования и их установки на рабочих местах;
Правила строповки груза;
Правила пожарной безопасности;
Указания по применению средств защиты;
Мероприятия по электробезопасности.
6. Технико-экономические показатели
В разделе могут быть приведены:
Продолжительность выполнения работ;
Затраты труда и машинного времени;
Калькуляция затрат труда и машинного времени;
График производства работ;
Сметные расчеты затрат.
7. Охрана окружающей среды
Раздел по охране окружающей среды должен содержать:
Мероприятия по экологически безопасной эксплуатации машин и механизмов;
Мероприятия по обеспечению сохранности зеленых насаждений и плодородного слоя;
Мероприятия по ограничению уровня пыли, шума и вредных выбросов;
Мероприятия по обращению со строительными отходами.
В ТК также указывается вся нормативная документация, использованная для её составления.
Разработка и утверждение (типовых) технологических карт
ТК (ТТК) разрабатывается собственными силами организации (предприятия) или по ее заказу сторонними специалистами.
ВАЖНО
При разработке должны учитываться требования МДС 12-29.2006 «Методические рекомендации по разработке и оформлению технологической карты «.
Утверждается ТК главным инженером или руководителем организации (предприятия).
Срок действия ТК определяется предприятием.
Разработка технологических карт к конкретным объектам и условиям строительства требует уточнения в паспорте объекта, технологий и объемов работ, типа и количества применяемых машин и оборудования, данных о трудовых ресурсах и применяемых материалов.
По всем вопросам, в том числе, если вам требуется помощь или разработка технологических карт (типовых технологических карт) пишите нам — наши Контакты.
Также часто передают на разработку сторонним организациям раздел энергетическая эффективность (раздел ЭЭ) и раздел перечень мероприятий по охране окружающей среды (раздел ООС).
Карта производства: как найти надежных поставщиков в Китае
Поиск подходящего производства в Поднебесной — не самое простое дело, поэтому перед выбором партнеров рекомендуем заранее выяснить, где разрабатывают новейшую технику, производят лучшую косметику и одежду
Каждый предприниматель, ведущий бизнес с КНР, знает: в этой стране можно найти все. Но выбрать наиболее экономически привлекательный предмет торговли из огромного разнообразия того, что производится в Поднебесной, — задача сама по себе непростая. А когда решение принято, начинается следующий этап, и он оказывается еще сложнее: найти надежного поставщика, который сможет не только изготовить нужную продукцию на высоком уровне, но и отправить ее заказчику, не сорвав сроки, и при этом сделать все по адекватной цене. Учитывая, что Китай — третья по величине и первая по количеству населения страна мира, поиск подходящего производства мог бы обернуться для предпринимателя в буквальном смысле делом всей жизни. Торговое сотрудничество китайского и российского бизнеса стало одной из основных тем для дискуссий в рамках ПМЭФ-2018.
Закончили чтение тут
К счастью, прагматичные китайцы не оставили проблему без решения: каждая из двадцати трех провинций, на которые делится Поднебесная по административно-территориальному признаку, имеет собственную специализацию. Такой подход существенно упрощает задачу зарубежным бизнесменам, которым остается вооружиться «производственной картой» китайских провинций и можно отправляться в путь.
Гонконг
В первую очередь, это город высоких технологий, новинок и разработок. Если в период с 40-х по 80-е гг. доминирующим сектором здесь была промышленность, то сейчас свыше 90% от ВВП Гонконга занимает сфера услуг. Основной сложностью для предпринимателей при ведении бизнеса с Гонконгом становится транспортировка продукции отсюда. Так как Гонконг является свободной экономической зоной, то для провоза закупленных в этом городе товаров через Китай необходимо оформлять таможенные документы и платить налоги. В Гонконге можно покупать высокие технологии, новинки и разработки из разных сфер, но, в первую очередь, конечно, это касается IT и техники. Также в Гонконге больше развит сектор услуг, а не товаров, из-за сложностей с вывозом последних (таможенные документы и налоги).
Шанхай
Расположенный на востоке Китая город является важнейшим финансовым и культурным центром страны, а также крупнейшим в мире морским портом по объему грузооборота. Здесь особенно развито производство автомобилей (в городе находятся заводы Shanghai Volkswagen и Shanghai General Motors), компьютеров и бытовой электроники (LG Electronics), телекоммуникационного оборудования (Ericsson и Nokia), дорожно-строительной техники (Sandvik). Также здесь располагаются нефтехимические и химические заводы, машиностроительные предприятия, молочная фабрика и бумажное производство.
Гуанчжоу
Столица густонаселенной провинции Гуанду, которая считается лидером по объему экспорта. Гуанчжоу с населением свыше десяти миллионов человек входит в тройку крупнейших городов Китая и по праву считается «городом моды». Здесь предприниматели найдут широкое разнообразие косметики, часов, одежды и обуви и крупнейшие шубные фабрики. Другое направление, которым славится Гуанчжоу — изготовление изделий традиционного искусства и народных ремесел, а именно расписной и перегородчатой эмали, резьбы по слоновой кости, вееров, зонтов, вышивки. Кроме этого, здесь дважды в год проходит знаменитая Кантонская ярмарка — промышленная выставка, которая занимает третье место в мире по объёму заключаемых сделок.
Шеньчжень
Город в провинции Гуандун, на который стоит обратить внимание бизнесменам, интересующимся электроникой и электротехнической продукцией. Среди огромного количества промышленных предприятий и производств, расположенных здесь, есть в том числе заводы крупнейших мировых брендов: Huawei, Lenovo, IBM, Hitachi, Seiko Epson, Sanyo, Fuji Xerox, Samsung и другие. Кроме бытовой техники, телекоммуникационного оборудования, мобильных телефонов, компьютеров и комплектующих к ним, в Шеньчжене производят высокоточное медицинское оборудование.
Фошань
Этот город можно считать мебельным центром Китая. Всего в городе и его окрестностях расположены свыше трех тысяч фабрик по производству мебели, фурнитуры и сопутствующих материалов, но самая высокая концентрация этой продукции — в двух огромных торговых центрах: Foshan International Furniture Expo Mall и Louvre Furniture Mall. Здесь можно найти всю мебель, которая будет востребована на рынке России: мягкую, корпусную, кухонную, для ванной комнаты, для офисов, гостиниц и так далее.
Сычуань
Вторая после Гуандун густонаселенная провинция Поднебесной также расположена на юге страны. Она известна не только сычуаньским перцем — пряной вкусовой добавкой, которая является основным ингредиентом одноименного нашумевшего соуса, — но и развитым сельским хозяйством — выращиванием риса, пшеницы, кукурузы, семечек. Также провинция является лидером Китая по производству свинины и занимает долю свыше 20% от общего количества производства вина в стране.
Цзянсу
В этой провинции предпринимателей ждут многочисленные производители шелка и текстиля. Кроме этого, в Цзянсу расположены фабрики электротехники, инструментов, станков и малого оборудования. Здесь также развита химическая промышленность, в особенности производство изделий из резины, и металлургия.
Иу
Самый известный среди предпринимателей город провинции Чжэцзян. Он по праву считается «королем мелкого опта». Здесь представлен самый большой в мире рынок товаров народного потребления — Футьен. На территории трех километров и пяти секторов торговых площадей располагается более ста тысяч магазинов с разнообразной продукцией.
Шаосин
Этот город провинции Чжэцзян еще называют «китайским текстильным городом». Здесь расположено более 30 000 фабрик по производству и обработке всех видов ткани, свыше 4 000 гектаров торговых площадей, а также логистический распределительный центр текстильной промышленности, откуда продукция отправляется в разные страны мира.
Цзилинь
На северо-востоке КНР располагается провинция Цзилинь, или иначе Гирин, где занимаются производством деревянных бочек, трав для китайской медицины, грибов, винограда и рыбы. В этом же регионе находится провинция Ляонин, известная сельским хозяйством, морепродуктами, табаком, полудрагоценными камнями и картинами
Пекин
В столице Китая сосредоточены практически все государственные предприятия страны и находится множество штаб-квартир различных корпораций. В последние годы Пекин приобретает всё большую известность в качестве центра инновационного предпринимательства и успешного венчурного бизнеса. Здесь регулярно проходят крупные международные форумы, конференции и другие деловые мероприятия, участие в которых принимают не только политики, но и бизнесмены.
Другие провинции Китая представляют собой не меньший интерес для предпринимателей из разных стран: в каждой из них бизнесмены смогут найти массу привлекательных товаров для успешного развития своего дела. Например, на юге-западе страны, в Тибете, прославленном своей медициной, также располагаются фабрики и заводы по производству тростника, кожаных изделий, текстиля, запчастей.Однако, планируя поездку в тот или иной регион КНР, следует учитывать не только его производственную специфику, но и особенности проживающих на этой территории народов.
Наши на Востоке: азиатские партнеры и проекты российских миллиардеров
Южная часть Южной Америки — Мексика, Центральная Америка и Карибский бассейн
айпад
Международный Производство Оценка Разделение
Главная / Главная страница IPAD / Карты растениеводства
Дополнительный модуль ArcGIS Production Mapping оптимизирует ваши ГИС-данные и создание карт, предоставляя инструменты, облегчающие создание, обслуживание и проверку данных, а также инструменты для создания высококачественных картографических продуктов.
Production Mapping предоставляет инструменты для управления вашим производством от начала до конца. В каждой организации есть рабочие процессы, которые уникальны для типа собираемых данных и типа поставляемого продукта. Эти рабочие процессы можно обобщить в базовый производственный рабочий процесс, который состоит из шагов по созданию базы геоданных и сбору или загрузке начального набора данных, внесению изменений в данные, обеспечению достоверности и точности данных и созданию цифровых или бумажных выходных данных. . Картирование производства предназначено для оптимизации каждого из этих шагов, сохраняя при этом гибкость для адаптации к вашим бизнес-правилам и рабочим процессам.
Production Mapping включает отраслевые, основанные на стандартах шаблоны, правила и инструменты. С помощью конфигурации инструменты и процессы могут быть адаптированы для удовлетворения растущих потребностей бизнеса; поэтому API не включен для настройки.
Рабочий процесс, поддерживаемый Production Mapping
База геоданных
Центральным элементом любого производственного рабочего процесса является база геоданных. То, как вы решите спроектировать свою базу геоданных, определяет, какие данные необходимо собирать и редактировать, какие логические правила существуют для проверки данных и какие типы выходных данных можно создать.
При проектировании базы геоданных встраиваются определенные типы проверки, например, возможность ограничить допустимые значения атрибутов для поля с помощью домена. Вы также можете моделировать геометрические отношения объектов с помощью топологий или сетей. Production Mapping поддерживает эти формы проверки и позволяет вам определять дополнительные бизнес-правила, используя проверки ArcGIS Data Reviewer Desktop, хранящиеся в пакетном задании. Пакетные задания можно запускать при обновлении атрибутов объекта или шаблона, например доменов, или в качестве постобработки, например при проверке топологии.
Библиотека продуктов в Production Mapping обеспечивает основу для управления бизнес-правилами, данными и картографическими документами в безопасном, централизованное расположение. Используя правила, хранящиеся в продукте библиотека, инструменты редактирования данных адаптированы для обеспечения соответствия функций в соответствии с вашими стандартами сбора данных. При картографическом производстве библиотека продуктов может выступать в качестве системы управления документами для вашего отображать документы и данные, позволяя вам возвращать и извлекать файлы, а также восстановить исторические версии. Картографические инструменты в Production Mapping также можно использовать для обеспечения согласованности и повторяемости. символы, а также предоставить ряд динамических объемных элементы.
Узнайте больше о библиотеке продуктов
Сбор
Целью сбора данных является использование существующих данных или создание новых данных в вашей базе геоданных. Данные можно собирать разными способами, например, извлекать новые данные из изображений, собирать информацию в полевых условиях с помощью мобильного устройства или преобразовывать существующие данные в базу геоданных.
Feature Manager позволяет быстро и легко создавать новые объекты с помощью шаблонов объектов и инструментов построения в централизованной среде редактирования, которая использует расширенные правила проверки и предоставляет новый тип шаблона объектов, называемый составным шаблоном. Production Mapping также предоставляет инструменты автоматизации загрузки данных, которые позволяют заблаговременно определять сопоставление между исходными данными, такими как шейп-файлы или покрытия, и вашей базой геоданных, чтобы обеспечить согласованность при преобразовании больших объемов данных.
Подробнее о диспетчере функций
Редактировать
Этап редактирования производственного рабочего процесса включает настройку существующих функций и добавление новых функций, чтобы обеспечить актуальность и точность ваших данных. Это может включать обновление данных для соответствия новому источнику или изменение атрибутов данных, которые были собраны для другой цели.
При редактировании данных в рамках Production Mapping атрибуция объектов управляется через Feature Manager, который позволяет вам обновлять поля, гарантируя, что атрибуты действительны в соответствии с вашими правилами проверки, а также пакетное обновление атрибутов и создание новых объектов. Production Mapping также предоставляет ряд инструментов редактирования для пакетного обновления геометрии, а также инструменты для определенных типов данных или отраслей, включая инструменты для линейной привязки, утилиты, контурные линии и данные с поддержкой z.
Узнайте больше о редактировании в Production Mapping
Просмотр
Проверка данных важна для обеспечения точности создаваемых данных и их соответствия назначению до того, как данные будут доставлены или использованы для создания картографического продукта. Стадия обзора данных или контроля качества производственного рабочего процесса часто включает три этапа: поиск проблем с данными с помощью ручных или автоматических методов; исправление проблем или пометка их как исключения; и убедиться, что проблема решена.
Компонент Data Reviewer в Production Mapping предоставляет возможность отслеживать записи обо всех проблемах, которые вы найдете в таблице Reviewer, которая поддерживает статус записи, а также связь между записью и функцией с проблемой. Data Reviewer предлагает возможность автоматизировать проверку данных с помощью настраиваемых проверок, которые можно запускать по вашему выбору, запускать по расписанию через службу Windows для запуска в определенное время или запускать с помощью сценариев Python. Автоматические проверки могут не выявить все проблемы с данными, например отсутствующие функции. В Data Reviewer также есть ряд инструментов для ручного или визуального контроля качества, включая инструменты для пометки отсутствующих функций и возможность создания выборочного набора данных для углубленной проверки.
Примечание:
Data Reviewer доступен в составе Production Mapping или как отдельное расширение.
Подробнее о Data Reviewer
Создание выходных данных
Как правило, заключительным этапом производственного рабочего процесса является создание выходных данных, которые будут доставлены; однако рабочий процесс может повторяться, если доставка зависит от утверждения или создается продукт, требующий регулярных обновлений. Существует множество типов выходных данных, которые могут быть получены: данные, экспортированные в определенный формат, распечатанные карты или данные, которые будут обслуживаться через Интернет.
При производстве печатной продукции, существует широкий спектр типов карт или диаграмм, которые могут вам понадобиться производить, от одноразовых карт до сборников карт и очень подробных диаграмм которые требуют отслеживания версий. Production Mapping обеспечивает поддержку создания бумажных карт с помощью библиотеки продуктов, предоставляя возможности регистрации и извлечения документов карты, а также возможность отслеживать историю и откат к предыдущему версии.
Визуализация данных и условные обозначения важны при производстве печатной продукции или при передаче данных через Интернет. Production Mapping предоставляет виды и инструменты визуальной спецификации для согласованной, воспроизводимой, основанной на правилах символики, где вы определяете, какой символ или представление следует применять к объектам на основе комбинации их атрибутов. Production Mapping также предоставляет ряд настраиваемых элементов объемного звучания, таких как элемент графической таблицы, которые позволяют создавать таблицу или легенду, которые автоматически обновляются на основе отображаемых данных.
Узнайте больше о составлении карт, диаграмм и визуализации
Управление рабочим процессом
При управлении производством важно иметь возможность распределять ресурсы и отслеживать статус проекта. Также важно иметь возможность гарантировать, что работа выполняется последовательно и что шаги не пропускаются. Производственное картографирование позволяет связать все компоненты сбора, редактирования, проверки и картографии данных вместе в высокоуровневых рабочих процессах с помощью ArcGIS Workflow Manager (Classic) Desktop и в подробных рабочих процессах с помощью Task Assistant Manager.
Примечание.
Диспетчер рабочего процесса (классический) доступен в комплекте носителей Production Mapping и как отдельное автономное расширение.
Workflow Manager (Classic) позволяет создавать задание (единицу работы), назначать или переназначать задание пользователю и отслеживать общее состояние проекта. Каждое задание включает предопределенный рабочий процесс, который вы создаете для представления своих процессов. Когда задание назначено, вы выполняете шаги в рабочем процессе, чтобы запустить соответствующие инструменты, отправить уведомления по электронной почте или задать вопросы, чтобы определить путь, по которому должно пройти задание.
Task Assistant Manager позволяет вам определять рабочие процессы в ArcMap, которые помогут вашим пользователям выполнять различные задачи. Рабочие процессы помощника по задачам можно использовать для предоставления пошаговых инструкций для сложных задач, минимизации путаницы для новых пользователей или просто для справки.
Примеры позитивного и негативного применения 3D принтера
С каждым годом 3D печать становится все более массовой. 3D принтер, как инструмент превращения цифровой модели в физический объект, набирает популярность, во многом выигрывая у других методов производства из-за своей доступности.
Но не стоит забывать, что 3D принтер это всего лишь инструмент. Очень многое зависит от того, как этот инструмент будет использоваться.
Доступные технологии 3д печати
Все 3D технологии можно условно разделить на 4 вида.
Послойное наплавление расплавленным материалом.
Принцип работы похож на всеми знакомый клеевой пистолет. Материал для печати плавится до полужидкого состояния в печатающей голове и соплом наносится на печатную поверхность, где затвердевает. Так слой за слоем на печатном столе “вырастает” готовая 3D модель. В качестве расходного материала может использоваться не только термопластик, а, например, шоколад, глазурь, бетон и т. д.
Это самый распространенный тип принтеров. Недорогие FDM принтеры часто используются в качестве домашних помощников. Этому способствует недорогая цена и разнообразие расходных материалов.
В качестве материала используется фотополимерная смола, затвердевающая под воздействием УФ излучения. В качестве источника УФ излучения может использоваться тонкий лазерный луч, DLP проектор или LCD экран с УФ матрицей или любая другая конструкция. Например, некоторые промышленные 3D принтеры при помощи тонких сопел наносят фотополимер и тут же засвечивают его с помощью УФ лампы.
Раньше такие принтеры были достаточно дорогими. Сегодня, благодаря развитию технологии, фотополимерная 3D печать стала доступной, и фотополимерные принтеры стали популярны в качестве домашних принтеров для хобби.
Выборочное склеивание порошкообразного материала.
На печатной голове принтера находится несколько сопел, через которые подается связующее вещество, которое выборочно наносится на порошкообразный материал. В качестве материала могут использоваться различные материалы: например, гипс или металлические порошки. Но чаще всего используется гипс.
Поскольку в “клей” можно добавлять во время печати краситель, такие принтеры используются обычно для производства цветных демонстрационных моделей или сувениров.
Спекание порошкообразных материалов лазером.
Самая молодая технология, но с большим потенциалом для использования на крупных производствах. При помощи лазера или нагретой печатной головки, в среде наполненной инертным газом происходит выборочное спекание металлического порошка.
Это уже серьезные промышленные принтеры которые используются для производства функциональных металлических узлов и деталей. В настоящее время такие 3D принтеры активно используются в аэрокосмической промышленности.
Неэтичное применение
3D пиратство
Там, где происходит дублирование объектов, всегда возникают споры об авторских правах и пиратстве.
Производство любого изделия — это долгий и кропотливый труд, причем часто не одного человека. Прежде чем получить готовое декоративное изделие, например, фигурку, нужно продумать все до мелочей. Обычно перед моделированием художник рисует множество эскизов, продумываются детали одежды, аксессуары. Только после этого 3D моделлер приступает к работе и начинает кропотливо воссоздавать 3D модель.
Функциональные модели часто переделываются инженерами после изготовления прототипа. Между начальной идеей и стабильно работающим механизмом может оказаться очень длинный путь. И очень обидно бывает, когда такую работу просто копируют и выкладывают в открытый доступ.
LEGO
Это было одно из первых массовых проявлений “3D пиратства”. Тогда 3D печать только набирала популярность, и многие пользователи, напечатав десяток статуэток, искали полезное применение 3D принтеру. Учитывая небольшой расход пластика, напечатанные LEGO блоки получались очень недорогими.
Кубики LEGO напечатанные на 3D принтере
Несмотря на далеко не идеальную поверхность, многих устраивала такая копия. Некоторые утверждали, что точности домашнего FDM принтера недостаточно для того чтобы кубики хорошо стыковались с оригинальным LEGO, но у большинства пользователей все отлично совмещалось.
В настоящий момент LEGO активно убирает из сети модели, копирующие оригинальные размеры знаменитых кубиков и человечков. На популярных сайтах остались только кастомные элементы LEGO- человечков и LECO не оригинального размера.
Кастомные головы для LEGO человечков
Games Workshop
Games Workshop, производящие самых дорогих в мире настольных солдатиков, еще в 2012 году судились с Томасом Валенти (США). Томас смоделировал, распечатал и выложил в открытый доступ несколько миниатюр по мотивам вселенной Warhammer. Суд встал на сторону Games Workshop, и модели пришлось удалить.
Капеллан, напечатанный на 3D принтере
3D модель капеллана из Warhammer 40k
Games Workshop пошли еще дальше, запретив фанатам создавать арты и другие работы на основе оригинальных сеттингов и персонажей. В качестве бойкота пользователи раздела Warhammer 40,000 на Reddit предлагают максимально отказаться от продукции компании — печатать игровые фигурки на 3D принтерах, использовать краски других фирм или переключится на другие вселенные.
Голливуд
Производство современных фильмов — не дешевое удовольствие, и кинокомпании стараются окупить свои затраты не только показами в кинотеатрах, а, например, производством сувенирной продукции.
У компании DreamWorks есть целое подразделение, занимающееся потребительскими товарами, которые помогают отбить затраты на фильм, если он провалился в прокате. Кинокомпании признают что продукция, сделанная фанатами, часто превосходит по точности и детализации официальную “сувенирку”.
Фанатская модель Бэтмена из вселенной DC
Многие кинокомпании пристально следят за развитием 3D печати сувенирной продукции, но пока не знают как реагировать. Например, Paramount Pictures, Marvel Studios и Warner Bros. стали сами выкладывать в сеть модели для 3D печати, перед выпуском новых фильмов.
Печать оружия
Печать оружия
Первым изготовил пистолет на 3D принтере 24-летний студент-юрист Коди Уилсон. Коди самостоятельно разработал и напечатал боевой пистолет на 3D принтере. Спустя 8 лет идея изготовления огнестрельного оружия при помощи 3D печати не только не затухла, а разгорелась ярким пожаром.
Начало было положено в штате Техас, в 2012 году. Именно там была зарегистрирована компания Defense Distributed, идеологией которой стала разработка моделей огнестрельного оружия, которые любой желающий мог бы изготовить на домашнем 3D принтере.
Пистолеты
Liberator
Первой “ласточкой” стал Liberator — компактный пластиковый пистолет напечатанный на 3D принтере из ABS пластика. Единственное, что не удалось изготовить на 3D принтере — это боек, на его с успехом заменил обычный гвоздь. Первый печатный пистолет был изготовлен на 3D принтере Stratasys Dimension SST.
Liberator — название позаимствовано у дешевого пистолета, который разработали в 1942 году в США.
Liberator стрелял достаточно слабым патроном .380 ACP и выдерживал максимум десяток выстрелов.
Вышедший из строя Liberator
Zig Zag
Весной 2014 года в интернете появилось видео с человеком, стрелявшим из пластикового револьвера с огромным барабаном. Видео сильно взбудоражило всю Японию.
Zig Zag
Неизвестным оказался Йошитомо Имуру (Yoshitomo Imura) — 28-летний сотрудник Шонанского технологического института. Несмотря на утверждение Имуру, что на записи он стрелял холостыми, его арестовали и осудили на 2 года тюрьмы.
Конструкция Zig Zag стала переосмыслением популярных в 19 веке револьверов, в которых использовался вращающийся блок стволов .38 калибра, закрепленный на пистолетной рукояти.
Washbear
В 2015 году студент-механик Джеймс Патрик выложил в сети видео с демонстрацией работы 3D-печатного PM522 Washbear.
PM522 Washbear
PM522 визуально напоминал детский пистолет из фантастического фильма, но при этом у пистолета была прочная и жесткая рама. Washbear оказался еще и безопаснее своих предшественников. В состоянии покоя ударный механизм располагался не на одной линии с капсюлем, поэтому PM522 был защищен от случайного выстрела, например, при падении. Единственной металлической деталью стал гвоздь, заменяющий боек.
Винтовка
Grizzly
Канадец с ником CanadianGunNut, ThreeD Ukulele или просто Matthew, вдохновленный проектом Liberator, спроектировал и выложил в сети свой проект — Grizzly. Grizzly — это винтовка из ABS+ пластика. На проектирование винтовки у канадца ушло 3 дня и еще 27 часов на изготовление при помощи промышленного 3D-принтере Stratasys Dimension 1200es.
Винтовка Grizzly
В первой версии Grizzly имела гладкий и прямой ствол 22 калибра. Но это оказалось не очень удачным решением, и ствол треснул после первого выстрела. Впоследствии Matthew заменил ствол на конический с нарезами внутри.
Пластиковая “нарезка” никак не могла повлиять на баллистику пули, но добавила стволу прочности.
Дробовик
Liberator 12k
Liberator 12k — это 12 зарядный дробовик изготовленный известным, в узких кругах, энтузиастом в мире 3D печати — Джеффом Родригесом.
Liberator 12k
Родригесу удалось создать простую и в то же время надежную конструкцию, “смешав” в конструкции Liberator 12k пистолет и помповое ружье. Огромным плюсом для изготовления и надежности стало отсутствие мелких деталей в механизме дробовика.
Поскольку прочности пластика оказалось недостаточно, Родригес усилил конструкцию Liberator 12k металлическими штифтами и добавил внутрь ствола и барабана металлические трубки. Металлические детали были приобретены в обычном строительном магазине, поэтому любой желающий мог без проблем изготовить Liberator 12k на своем домашнем 3D принтере.
Полуавтоматическое оружие
Shuty-MP1
Первой ласточкой стал Shuty-MP1 — полуавтоматический пистолет, изготовленный любителем-оружейником с ником Derwood, в апреле 2017 года.
Shuty-MP1
Shuty AP-9
В Shuty AP-9 все так же используется пистолетный ствол, но спусковой механизм и возвратная пружина взяты у гражданской версии М16. Это позволило повысить надежность винтовки.
Этичное применение
Несмотря на негативные примеры применения, 3D печать активно используется во многих сферах, помогая экономить время и создавать изделия, которые невозможно произвести другими методами.
Медицина
Импланты
3D принтеры, печатающие металлом, активно используются в медицине для изготовления титановых имплантов. Например, пациенту необходимо изготовить имплант тазобедренного сустава. По результатам КТ с врачами согласуется необходимая область замещения костной ткани и создается модель протеза, которая идеально подойдет данному пациенту. После всех согласований готовая модель отправляется на печать.
3D модель импланта
Основные направления 3D печати имплантов в медицине — это челюстно-лицевая хирургия, травматология, ортопедия, онкология и ветеринария. Большим преимуществом перед классическими методами изготовления имплантов является возможность создания ячеистой или пористой структуры. Это позволяет добиться лучшей интеграции протеза в костную ткань.
Образцы напечатанных имплантов и штифтов
Протезы
Изготовление даже относительно простого тягового протеза — достаточно трудоемкий и долгий процесс. 3D печать позволила сократить расходы и ускорить изготовление протезов. Помимо этого, появилась возможность кастомизировать протез.
Кастомизированные детские протезы
Некоторые энтузиасты моделируют и выкладывают в открытый доступ модели и подробные инструкции по сборке тяговых протезов рук и пальцев, чтобы любой пользователь мог в домашних условиях напечатать и изготовить протез.
Модель простого тягового протеза кисти
Производство
Создание кастомных дронов
Aerialtronics — это небольшая Голландская компания, которая специализируется на создании уникальных, кастомизированных дронов. Aerialtronics производит и разрабатывает уникальных дронов, характеристики которых могут изменяться в зависимости от потребностей заказчика.
Изначально была спроектирована базовая концепт модель, которая состоит из платформы и набора элементов, которые можно изменять по желанию заказчика. Изменения могут касаться практически любой части дрона. Заказчик может выбрать количество моторов и их мощность, грузоподъемность, время полета, поддерживаемое программное обеспечение и многое другое.
Базовая модель Aerialtronics
Но любые, даже незначительные изменения в характеристиках и дизайне дрона, требовали изготовления новых элементов и изменения дизайна. Классические методы изготовления оказались достаточно трудоемкими и долгими. Для экономии времени и денег был приобретен 3D принтер Stratasys uPrint SE Plus.
Сборка дрона
Благодаря 3D печати удалось не только ускорить производство, но и больше времени уделять улучшению отдельных компонентов, ведь готовая модель готова уже на следующее утро. Быстрое изготовление позволяет напечатать деталь, протестировать, внести необходимые изменения в 3D модель и изготовить новый образец. Инженеры Aerialtronics за несколько дней успевают изготовить и протестировать 8-10 вариантов детали, чтобы добится максимального качества.
Прототипирование
Создание прототипов газовых турбин.
Создание прототипов традиционными методами часто бывает трудоемким и дорогим процессом. Из-за этого цена ошибки в расчетах и 3D моделировании может стоить очень дорого.
Например, производство деталей турбинного двигателя обычно базируется на тщательных подготовительных расчетах, но даже это не всегда позволяет избежать ошибки при изготовлении тестового прототипа. Ведь даже самые современные программные методы не могут заменить физические испытания. Но из-за высокой стоимости (более 20 000$) становится невозможно изготовить несколько прототипов для испытаний.
Turbine Technologies (штат Висконсин, США) и ее дочерняя компания Kutrieb Research нашли выход — это 3D печать. Благодаря 3D принтеру 3D Systems ProJet удалось снизить затраты на изготовление прототипов примерно в 10 раз до 2 000$.
3D модель и напечатанная деталь турбины
На 3D принтере из воска печатают модель турбины, тестируют ее и после этого отливают из металла. Помимо стоимости удалось существенно ускорить производство. Ведь изготовление традиционных восковок с заливкой в формы занимало до 5 недель, а 3D печатная модель готова уже к утру.
Итоги
Несмотря на неэтичную сторону применения 3D печати, положительных примеров использования все-таки больше. 3D принтеры стали незаменимыми помощниками в различных отраслях — от домашнего хобби до серьезных производств. При помощи 3D принтеров изготавливаются уникальные изделия, которые невозможно было получить, используя другие станки.
Популяризация 3D принтеров — вопрос времени. Но не стоит забывать что, 3D печать — это всего лишь инструмент, такой же как дрель или молоток. Только от пользователя зависит, как он будет использоваться.
⚙️ Лучшие STL-файлы механических деталей для изготовления на 3D-принтере・Cults
⚙️ Лучшие STL-файлы механических деталей для изготовления на 3D-принтере
Скачать 3D-файлы механических творений
В этой коллекции вы найдете не просто 3D-печати, а настоящие проекты. Каждая конструкция состоит из нескольких механических частей, которые соединяются вместе и образуют функциональное целое. Эти шестеренки позволят вам оживить игрушки, автоматы или даже часы!
ПРУЖИННАЯ КОРОБКА ДЛЯ ПЕЧАТИ НА МЕСТЕ
Бесплатно
Механическая быстросъемная подставка для телефона
Бесплатно
ДЕРЖАТЕЛЬ ДЛЯ ТЕЛЕФОНА PRINT-IN-PLACE — ДЛЯ КОСМОСА?!
Бесплатно
Печать на месте — рулонный инструмент для измерения расстояний
Вот наша подборка лучших механических STL файлов, все эти прекрасные творения взяты из библиотеки Cults 3D file library и легко 3D printable. Все, что вам нужно сделать, это распечатать различные STL-детали этих проектов, собрать их и наслаждаться суперудовлетворительным результатом идеально работающего механизма!
Долгое время 3D-печать ограничивалась очень простыми объектами, но 3D-дизайнеры все чаще предлагают сложные творения — которые, конечно, требуют некоторой работы после печати — но которые позволяют реализовать очень успешные проекты. Чаще всего эти механизмы представлены в виде простых шестеренок, но в некоторых случаях добавление нескольких шестеренок и особенно их особая форма позволяют создавать настоящие маленькие диорамы.
3D-печать, безусловно, является невероятным техническим достижением, но проекты с шестеренками добавляют дополнительный уровень: сборку. Таким образом, вы действительно приложите руку к проекту и испытаете настоящее чувство удовлетворения, когда сборка будет завершена. Затем просто включите механизм и наслаждайтесь рендерингом!
Механизм лучших файлов для 3D-печати・Культы
Снежинка
0,72 €
Механизм глаза марионетки 002 Механизм глаза марионетки 002
Бесплатно
Держатель пластиковых пакетов
3 €
Porsche 911 997.
2 2012 Замена стойки крыла
10,23 €
Механизм пера с щелчком
Бесплатно
Механизм постоянной силы для FDM
Бесплатно
Голографический топ — легко печатать (оборот около 4 м)
Бесплатно
Подставка для телефона
Бесплатно
УНИВЕРСАЛЬНЫЙ ИНДИКАТОР V2
2,87 €
Минималистский панорамирование/наклон FPV
Бесплатно
система слежения
8,30 €
Mitsubishi Colt 2004 — 2009 Механизм ремонта заднего стекла
7,67 €
Три зубчатых колеса
Бесплатно
Механическое превращение Утконоса Перри
Бесплатно
Капельный механизм
2,50 €
призрачный заключенный милый
0,70 €
Cyberpunk Warlord Towers Kitbash 1
25,61 €
Зомби Генма Цеппелин 2
16,29 €
Зомби Генма Цеппелин 1
13,97 €
Испытание нанофункциональной шестерни «елочка»
Бесплатно
Башня полководца 4
13,97 €
Башня полководца
13,97 €
Genma Zeppelin Kitbash 1
24,44 €
Genma Zeppelin 3 версии
23,28 €
Генма Цеппелин 8
16,29 €
Генма Цеппелин 7
17,46 €
Генма Цеппелин 6
16,29 €
Генма Цеппелин 4
17,46 €
Генма Цеппелин 3
16,29 €
Генма Цеппелин 2
17,46 €
Боевой дирижабль Genma 1
16,29 €
Военный корабль Genma, 2 модели
16,29 €
Военный корабль Генмы 2
13,97 €
Военный корабль «Генма» 1
13,97 €
Дирижабль Генма 9
13,97 €
Дирижабль Генма 8
13,97 €
Дирижабль Генма 7
13,97 €
Дирижабль Генма 6
17,46 €
Генма Дирижабль 4 огромных
13,97 €
Генма Дирижабль 3
13,97 €
Генма Дирижабль 2
13,9 €7
Дирижабль Генма 1
13,97 €
Материнский корабль Cyberpunk Kitbash 1
25,61 €
Dark Cyberpunk Sci-Fi Ship Kit bash
25,61 €
Cyberpunk Lords Towers расширенный Kitbash
23,28 €
Cyberpunk City расширенный набор для игры
20,95 €
Cyberpunk Dark Floating City Kitbash
19,79 €
Cyberpunk Dark Lord Towers Kitbash 5
19,79 €
Проектирование 3D -печатного механизма с SolidWorks
Toggle NAV
Меню
Учетная запись
Установки
Валюта
— доллар США
USD — доллар США
USD — доллар
0213 CAD — канадский доллар
Опубликовано в: Mechanical Design
by Dayne Mcguire-Lavallee
22 сентября 2022 г. Отредактировано 22 сентября 2022 г. . Они обычно используются, когда сборка и разборка происходят часто и должны быть выполнены быстро. Некоторыми распространенными видами использования являются автомобильные сцепки, регулируемые леса, телескопические рычаги или в основном все, что имеет отверстия, для выравнивания которых требуется штифт. Традиционно быстросъемные штифты состоят из нескольких компонентов и подпружинены, имеют шплинт или качающуюся проволоку, чтобы удерживать их на месте.
Примеры традиционных быстросъемных штифтов.
Создание совместимого механизма
Я решил разработать совместимый механизм, который будет действовать как быстросъемный штифт. Податливый механизм использует эластичность материала для выполнения механической функции. В случае стопорного штифта вместо использования шарика и пружины или качающейся проволоки податливый механизм будет упруго деформироваться при входе в отверстие, а затем вернется к своей первоначальной форме после прохождения. Что-то вроде защелки. Соответствующий механизм будет состоять из одного компонента вместо нескольких компонентов, требующих сборки. Это делает его идеальным для процесса 3D-печати. Вы можете увидеть соответствующий механизм в действии ниже.
Вид справа: податливый механизм упруго деформируется, чтобы пройти через отверстие, а затем возвращается к своей исходной форме, чтобы зафиксировать штифт на месте (запуск в SOLIDWORKS Simulation).
Использование 3D-печати в производственном процессе
Поскольку я хочу, чтобы этот механизм был единой деталью, я выбрал 3D-печать в качестве производственного метода. Это позволит конструкции иметь сложные внутренние детали, не беспокоясь о традиционных производственных ограничениях, таких как осадка, подрезка, сборка, толщина, усадка и, возможно, о некоторых других препятствиях.
Я выбрал 3D-принтер HP Jet Fusion из-за его свойств материала, высокого разрешения и простых критериев дизайна. HP Jet Fusion — это принтер на основе порошка, поэтому мне не нужно беспокоиться о подставках, но мне нужно убедиться, что есть способ удаления порошка после сплавления и охлаждения. Этот метод печати на основе порошка также дает мне почти изотропные свойства материала, поэтому мне не нужно беспокоиться о выравнивании печати для прочности. Высокое разрешение принтера также позволило мне получить детали размером 80 микрометров, что дает так много места для работы и дизайна.
Эта машина, безусловно, является самым простым производственным процессом для разработки, потому что у меня есть только четыре критерия проектирования: X284 мм X 380 мм)
Для сборок, напечатанных вместе, соблюдайте зазор 0,5 мм
Убедитесь, что нет внутренних полостей, которые могут задерживать порошок
Нет элементов с деталями размером менее 80 микрон
Я бы не стал рассматривать это как ограничения, поэтому я выбрал принтер HP для своего производственного процесса.
Моделирование с помощью SOLIDWORKS
Эта модель очень проста. Он состоит из нескольких оборотов, тонких выступов бобышки и множества вырезов и скруглений. Я собираюсь сосредоточиться на нескольких областях дизайна, где я использовал еще несколько нишевых инструментов, чтобы усилить производственные ограничения и сгладить грубые переходы.
Глобальная переменная для зазоров
Поскольку мне нужно было обеспечить зазор 0,5 мм между деталями, которые печатаются в собранном виде, я создал глобальную переменную, на которую затем можно ссылаться для параметрических размеров в моих эскизах и элементах. Вы можете создать глобальную переменную непосредственно в поле изменения размера или в диспетчере уравнений. Внутри поля изменения размера вы можете нажать клавишу равенства (=), и это сделает текущий размер функцией. Если вы начнете вводить символы, появится значок земного шара, и щелчок по нему создаст глобальную переменную и установит редактируемое вами измерение в качестве этой глобальной переменной. Вы можете увидеть этот процесс ниже.
Поле изменения размера, в котором создается глобальная переменная «зазор».
Создание глобальной переменной связывает все значения зазоров вместе и гарантирует, что они одинаковы. Глобальная переменная также дает мне возможность изменять все зазоры за одну операцию, если я хочу изменить производственный процесс или использовать другой принтер.
Отступ
Команда отступа — отличный способ задать зазор между двумя телами в файле детали. Во время этого дизайна у меня было перекрытие внутреннего корпуса и внешнего корпуса, как показано ниже. Это идеальный вариант использования команды отступа.
Вид в разрезе, показывающий интерференцию двух тел перед командой пересечения.
Команда вдавливания возьмет целевое тело, синий цилиндр, и вырежет его с помощью тела инструмента, красной внутренней детали. Вы можете добавить значение зазора и даже связать его с глобальной переменной. Вы можете увидеть менеджер свойств и предварительный просмотр инструмента ниже. Чтобы сделать значение зазора функцией глобальной переменной, вы должны получить доступ к окну изменения размера после создания элемента.
Диспетчер свойств команды «отступ», показывающий желтый предварительный просмотр зазора 0,5 мм, который необходимо вырезать.
Проверка зазора
Для проверки зазора необходимо находиться в среде сборки SOLIDWORKS. Было очень легко создать сборку из моей многотельной детали с помощью команды «Сохранить тела». Команда «Сохранить тела» создает отдельный файл детали для каждого тела в исходном файле детали и сборку с компонентами, расположенными в одном и том же месте относительно начала координат. Инструмент создает элемент внутри исходного файла многотельной детали, поэтому любые изменения конструкции будут распространяться на последующие файлы детали и сборки.
Менеджер свойств команды «сохранить тела», которая используется для создания файла сборки из файла многотельной детали.
После того, как сборка была создана, это было так же просто, как использовать инструмент проверки зазора между двумя деталями. При установке значения зазора на 0,5 мм инструмент проверяет наличие зазоров между деталями, которые меньше или равны заданному значению зазора. На изображении ниже показан минимальный зазор 0,5 мм, поэтому модель можно безопасно печатать в собранном виде, не опасаясь заедания компонентов.
Менеджер свойств «Проверка зазора», подтверждающий, что минимальный зазор в детали составляет 0,5 мм.
Поверхностная смесь
После запуска динамического нелинейного моделирования я обнаружил, что выступ красного элемента был слишком широким для канала, когда он сжимался радиально. Итак, чтобы создать больший зазор, я отрезал выступ на 10 градусов, но остался с небольшим плато, как показано ниже. Моей первой попыткой удалить непреднамеренную геометрию было скругление ненужных граней, но я не смог заставить это работать. Затем я решил использовать некоторые базовые методы шлифовки, чтобы лучше сгладить переход между грифом и выступом.
Нежелательная геометрия, созданная в результате вырезания выступа.
Подход, который я использовал, состоял в том, чтобы создать лофтинговую поверхность, затем использовать эту поверхность, чтобы вырезать ненужную геометрию, а затем использовать скругление для создания красивого перехода.
Я предпринял следующие шаги:
1. Нарисуйте профиль лофта на вертикальной грани, которая будет нижним краем лофтинговой поверхности.
2. Создайте лофтинговую поверхность между краем горизонтальной поверхности и вновь созданным эскизом.
3. Используйте поверхность, чтобы отрезать ненужный материал.
4. Скруглите новую кромку, чтобы получить более плавный переход.
Как видно на изображении выше, эта процедура удалила нежелательную геометрию плато и заменила ее плавным переходом.
Параллельное сравнение до и после техники смешивания поверхностей.
Заключительные шаги
Первоначальный проект штифта был легко выполнен с помощью SOLIDWORKS с инструментами для моделирования, подтверждения производственных проектных ограничений и принудительного применения этих ограничений с помощью параметрических соотношений. Следующим шагом для обеспечения правильной работы штифта является проверка проекта с помощью SOLIDWORKS Simulation. Чтобы узнать больше о том, как я использовал SOLIDWORKS Simulation для проверки проекта, ознакомьтесь с блогом «Проверка механизма, совместимого с 3D-печатью, с помощью SOLIDWORKS Simulation».
 На срок до месяца сохраняются описанные эффекты. Машина становится более стойкой к воздействию воды и грязи, агрессивной окружающей среды.
На срок до месяца сохраняются описанные эффекты. Машина становится более стойкой к воздействию воды и грязи, агрессивной окружающей среды.

Каждый год так делаю перед наступлением сырой холодной погоды. В воде растворять не нравится, наношу на губку и сразу на машину. Кузов гладкий и блестящий потом, водичка с него скатывается, грязь не прилипает.

 Может быть использован как для ручной мойки, так и для пеногенератора. Самый популярный форм-фактор в Украине — концентрат на 1 литр. Это оптимальный по цене автошампунь американского производителя.
Может быть использован как для ручной мойки, так и для пеногенератора. Самый популярный форм-фактор в Украине — концентрат на 1 литр. Это оптимальный по цене автошампунь американского производителя. Для простой мойки авто действительно будет достаточно и одного колпачка, если хотите блеск и защиту — концентрация должна быть больше.
Для простой мойки авто действительно будет достаточно и одного колпачка, если хотите блеск и защиту — концентрация должна быть больше.


 Смерть основателя Бена Хирша.
Смерть основателя Бена Хирша.

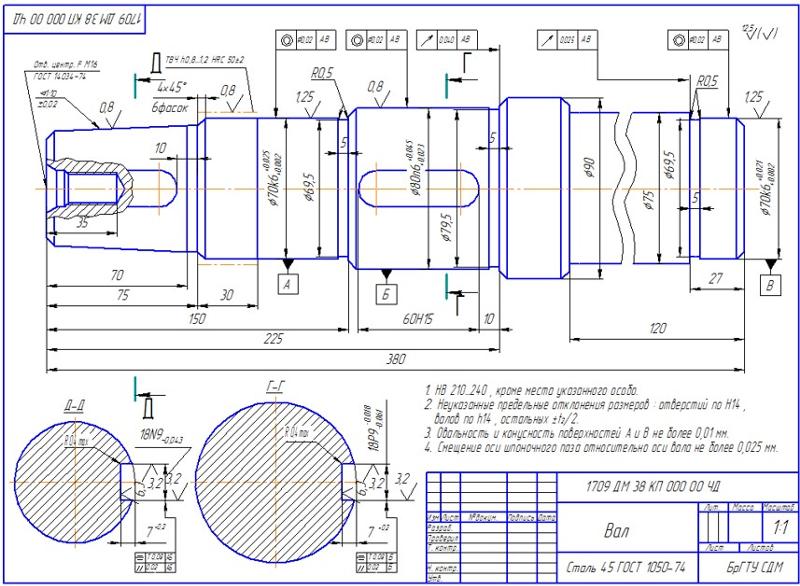
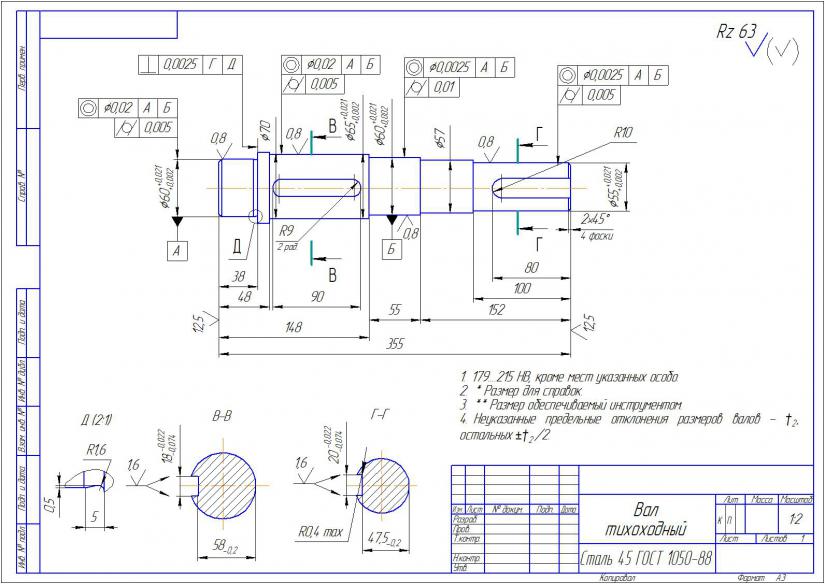 При этом, изменению подвергаются все поверхности заготовки.
При этом, изменению подвергаются все поверхности заготовки.
 В основе способа лежит новый процесс горячей поперечно-клиновой прокатки. Для его реализации сконструированы специальное оборудование, оснастка, инструмент.
В основе способа лежит новый процесс горячей поперечно-клиновой прокатки. Для его реализации сконструированы специальное оборудование, оснастка, инструмент.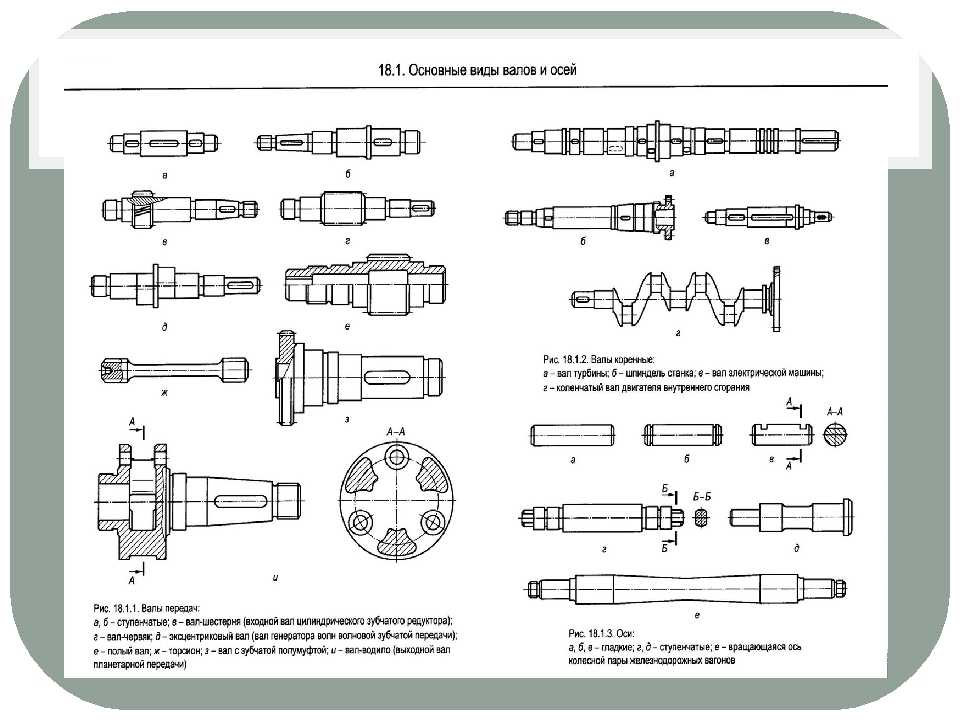
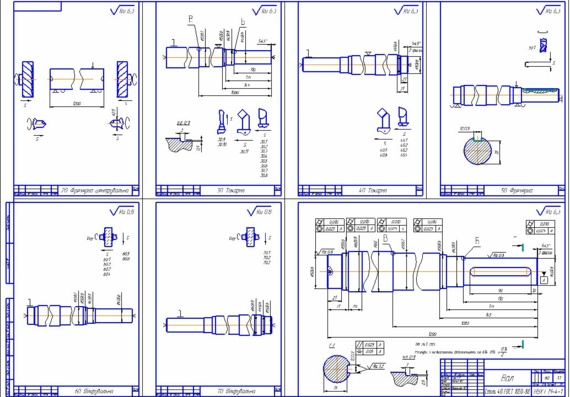 Штучные (мерные) заготовки загружаются в вибробункер, где они (за счет направленных колебаний бункера) ориентируются и по спиральному лотку движутся вверх, поступая в верхний желоб, а затем в отсекатель.
Штучные (мерные) заготовки загружаются в вибробункер, где они (за счет направленных колебаний бункера) ориентируются и по спиральному лотку движутся вверх, поступая в верхний желоб, а затем в отсекатель.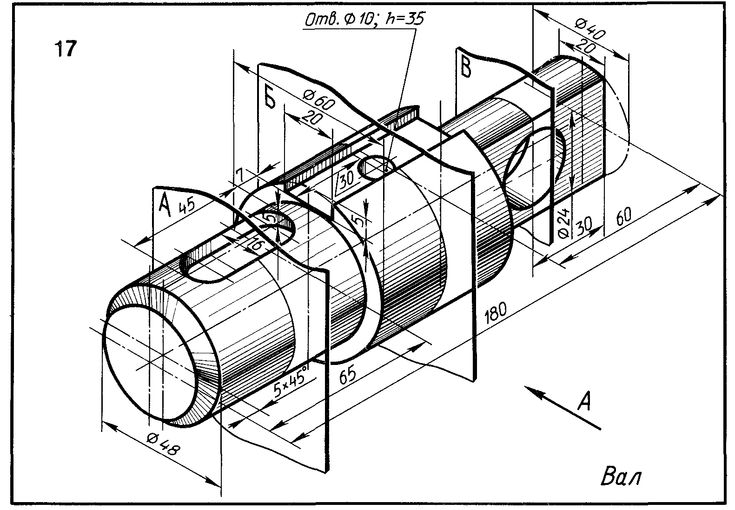
 сталей), так и из малопластичных (в холодном состоянии) сплавов цветных металлов, применяющихся в электротехнической, авиастроительной, судостроительной, приборостроительной и т. п. отраслях промышленности, а также в химическом и нефтяном машиностроении, автомобилестроении и др.
сталей), так и из малопластичных (в холодном состоянии) сплавов цветных металлов, применяющихся в электротехнической, авиастроительной, судостроительной, приборостроительной и т. п. отраслях промышленности, а также в химическом и нефтяном машиностроении, автомобилестроении и др. Он позволяет соединять компоненты трансмиссии, которые иначе нельзя было бы соединить напрямую.
Он позволяет соединять компоненты трансмиссии, которые иначе нельзя было бы соединить напрямую.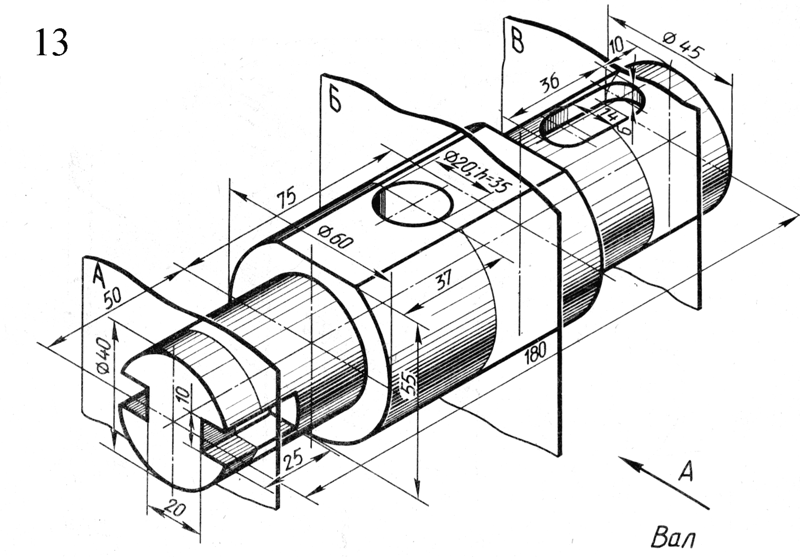 Для этого он скользит (или скользит) в раздаточной коробке и выходит из нее. Без скользящей вилки карданные шарниры не могли правильно вращаться с приводным валом, потому что это позволяет изгибаться ВОМ (коробке отбора мощности).
Для этого он скользит (или скользит) в раздаточной коробке и выходит из нее. Без скользящей вилки карданные шарниры не могли правильно вращаться с приводным валом, потому что это позволяет изгибаться ВОМ (коробке отбора мощности).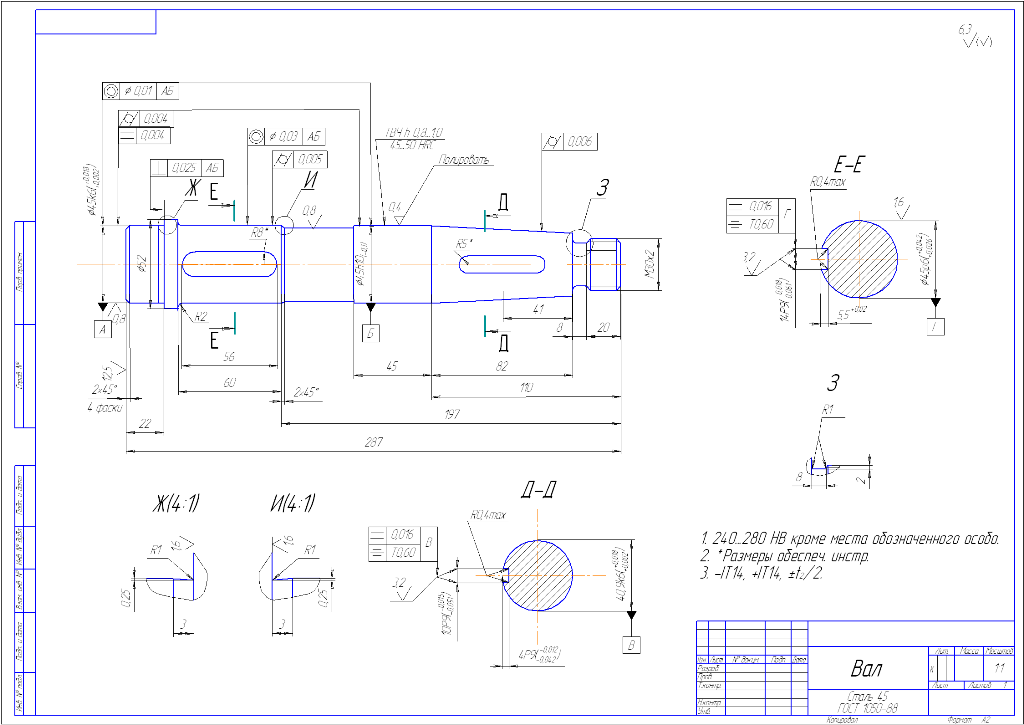 При замене используйте ту же конструкцию для соблюдения требований совместимости окружающих деталей. Для смазываемой вилки с муфтой требуется небольшая плоская пресс-масленка, в то время как для несмазываемой вилки потребуется небольшой резиновый чехол на вилке для сварки CV.
При замене используйте ту же конструкцию для соблюдения требований совместимости окружающих деталей. Для смазываемой вилки с муфтой требуется небольшая плоская пресс-масленка, в то время как для несмазываемой вилки потребуется небольшой резиновый чехол на вилке для сварки CV.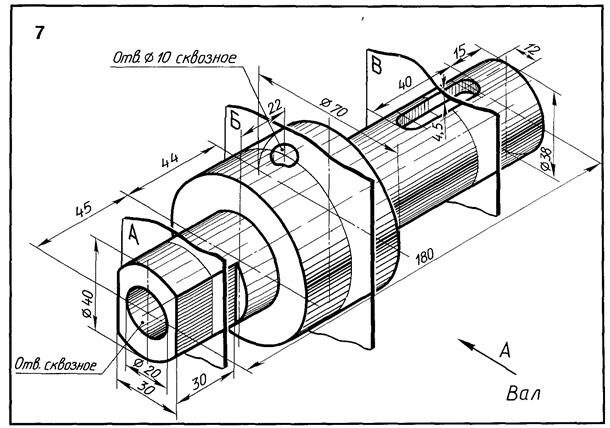 Центральные вилки специально модифицированы для работы под большими углами. Они имеют решающее значение для обеспечения надлежащего функционирования всего узла головки CV.
Центральные вилки специально модифицированы для работы под большими углами. Они имеют решающее значение для обеспечения надлежащего функционирования всего узла головки CV.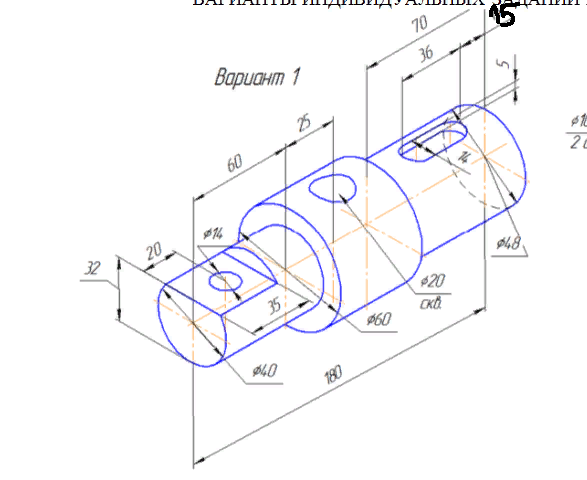 Они используются, чтобы сделать то же самое с аналогичными механическими узлами. Есть два распространенных размера, но в некоторых случаях можно использовать резьбу для пресс-масленок, хотя и менее распространенную.
Они используются, чтобы сделать то же самое с аналогичными механическими узлами. Есть два распространенных размера, но в некоторых случаях можно использовать резьбу для пресс-масленок, хотя и менее распространенную.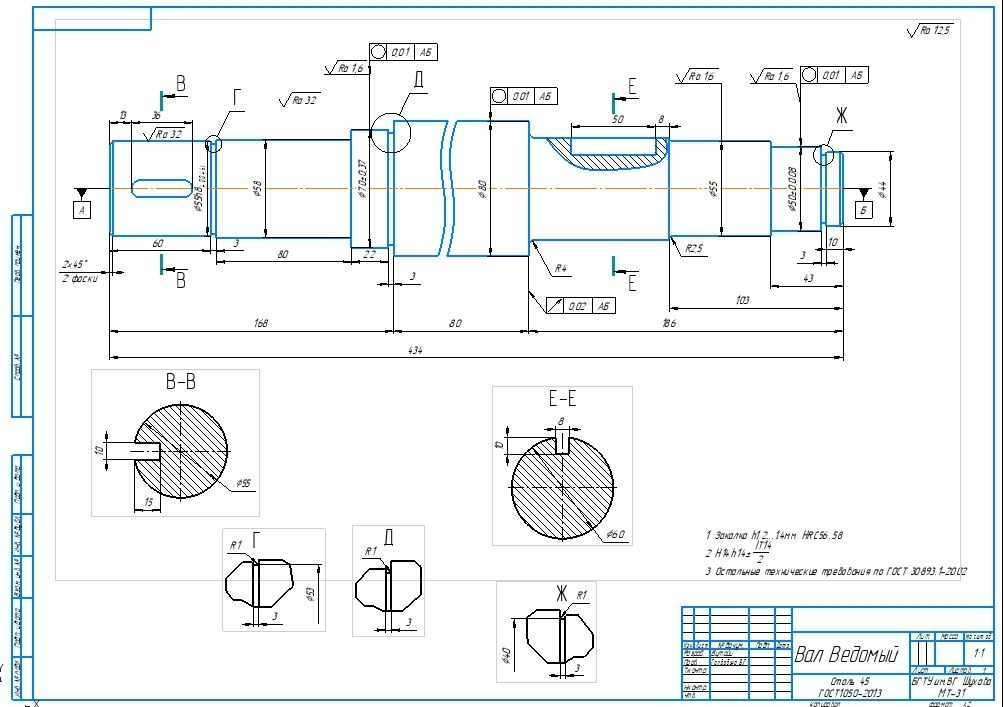 Эти специальные детали необходимы для ремонта или повторной фиксации U-образных соединений в зависимости от марки и модели.
Эти специальные детали необходимы для ремонта или повторной фиксации U-образных соединений в зависимости от марки и модели. Наши опытные специалисты гордятся своим знанием «местности» и способностью делать полезные предложения в зависимости от различных потребностей различных клиентов. Считайте, что каждая часть трансмиссии имеет специализированную работу, которая связана и необходима для правильного функционирования других.
Наши опытные специалисты гордятся своим знанием «местности» и способностью делать полезные предложения в зависимости от различных потребностей различных клиентов. Считайте, что каждая часть трансмиссии имеет специализированную работу, которая связана и необходима для правильного функционирования других.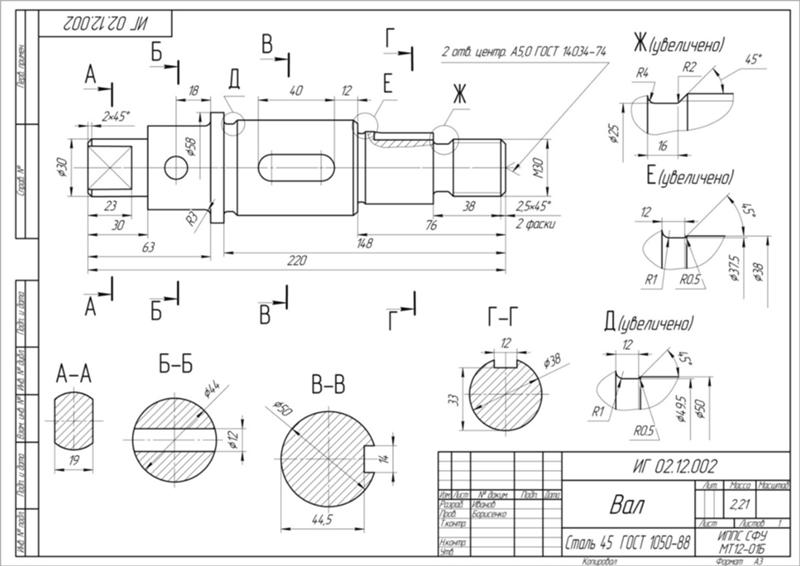
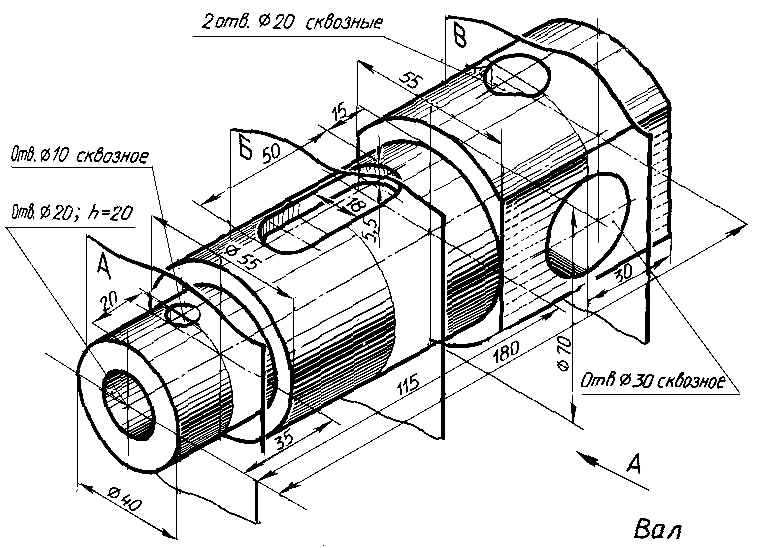 На протяжении десятилетий стальные стержни были стандартом для гольфа, но сегодня стальные стержни должны делить центр внимания с графитовыми. Графит, как правило, дает игроку в гольф более гибкий стержень для увеличения скорости головки клюшки и большего удара по мячу. Обычно его можно найти в женских клубах, а также в клубах любителей и пожилых людей.
На протяжении десятилетий стальные стержни были стандартом для гольфа, но сегодня стальные стержни должны делить центр внимания с графитовыми. Графит, как правило, дает игроку в гольф более гибкий стержень для увеличения скорости головки клюшки и большего удара по мячу. Обычно его можно найти в женских клубах, а также в клубах любителей и пожилых людей.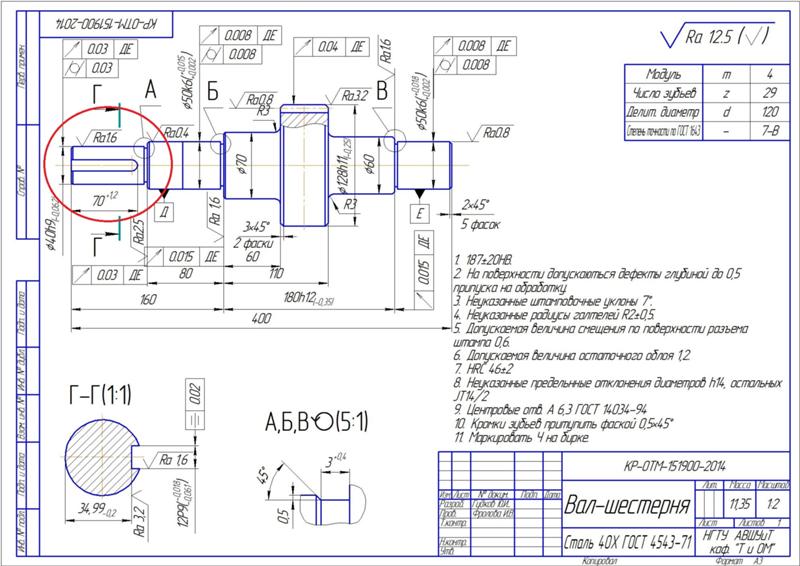
 С помощью современного оборудования вы можете воссоздавать всевозможные объекты, вы ничем не ограничены.
С помощью современного оборудования вы можете воссоздавать всевозможные объекты, вы ничем не ограничены.

 Самый распространенный материал для работы на FDM 3д- принтере это пластик, а именно промышленный ABS и PLA. Метод печати FDM часто используется для производства конечного продукта в единичном экземпляре или малыми партиями.
Самый распространенный материал для работы на FDM 3д- принтере это пластик, а именно промышленный ABS и PLA. Метод печати FDM часто используется для производства конечного продукта в единичном экземпляре или малыми партиями. Воск нужен чтобы сделать форму для литья.
Воск нужен чтобы сделать форму для литья. SLA 3D-принтеры используются для печати не больших изделий, таких как формы для изготовления ювелирных украшений, прототипирование элементов электронного оборудования, формовки протезов и т.д. Также возможна печать более объемных изделий, с последующей склейкой.
SLA 3D-принтеры используются для печати не больших изделий, таких как формы для изготовления ювелирных украшений, прототипирование элементов электронного оборудования, формовки протезов и т.д. Также возможна печать более объемных изделий, с последующей склейкой.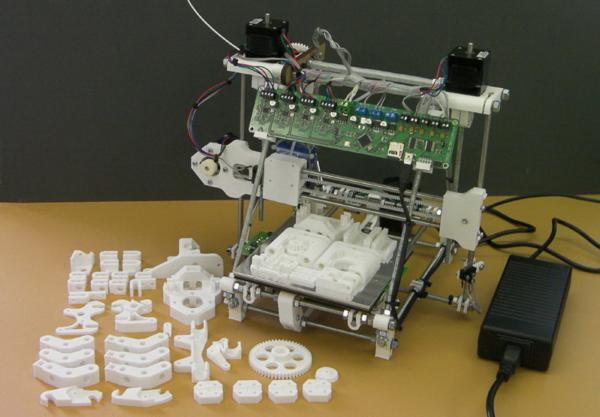
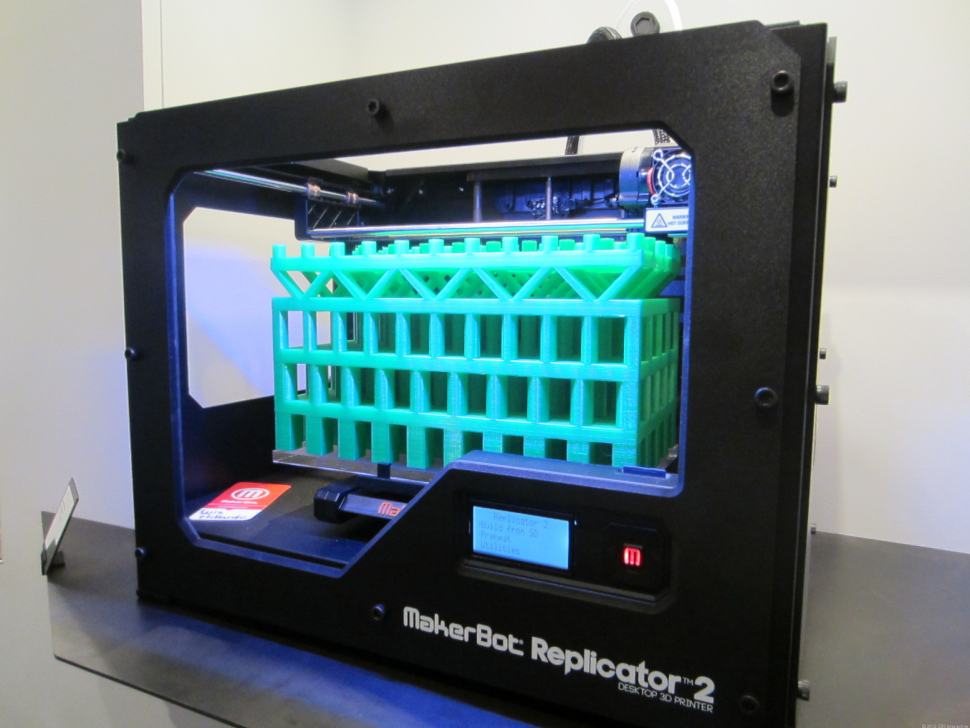
 После того, как нарезка будет завершена, ваш файл готов к печати.
После того, как нарезка будет завершена, ваш файл готов к печати.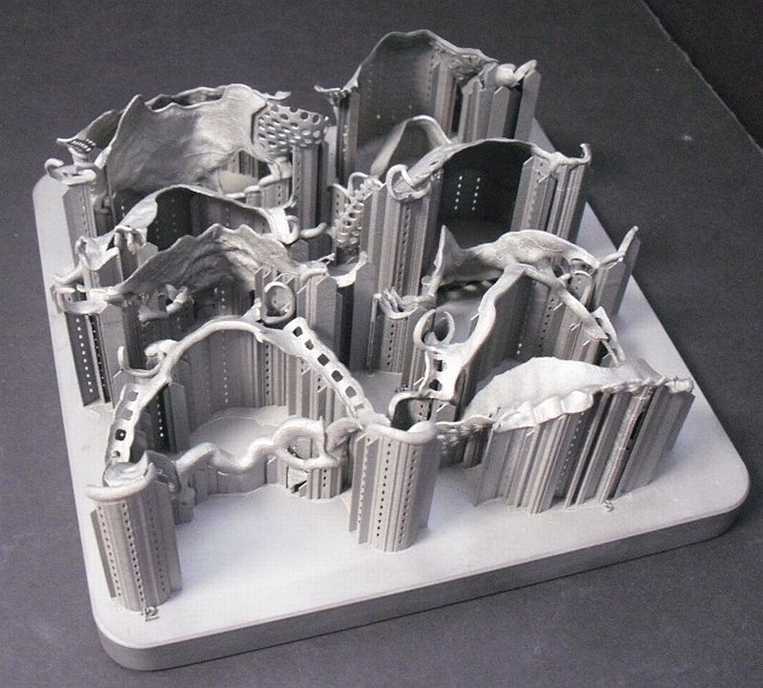 Другой вариант — отправить задание удаленно на сетевой принтер через локальную сеть или облако. Удаленная печать особенно полезна, если вы не находитесь в том же месте, что и ваш 3D-принтер.
Другой вариант — отправить задание удаленно на сетевой принтер через локальную сеть или облако. Удаленная печать особенно полезна, если вы не находитесь в том же месте, что и ваш 3D-принтер.

 Например, наши катушки с материалами поставляются со встроенными чипами NFC, поэтому принтер знает, что загружено, предварительно настроенные профили печати в нашем программном обеспечении значительно сокращают время настройки для каждой печати, и вы можете управлять всем сквозным процессом из одного места с помощью Ultimaker. Цифровая фабрика
Например, наши катушки с материалами поставляются со встроенными чипами NFC, поэтому принтер знает, что загружено, предварительно настроенные профили печати в нашем программном обеспечении значительно сокращают время настройки для каждой печати, и вы можете управлять всем сквозным процессом из одного места с помощью Ultimaker. Цифровая фабрика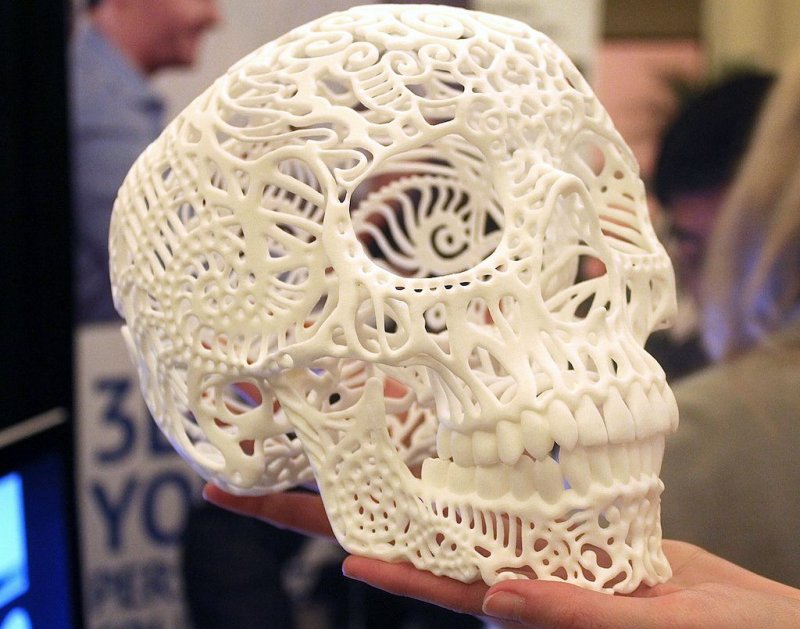 Обратите внимание, что существует два типа программного обеспечения для 3D-печати: программное обеспечение для подготовки к печати (или нарезки) и программное обеспечение для управления принтером (или заданием на печать)
Обратите внимание, что существует два типа программного обеспечения для 3D-печати: программное обеспечение для подготовки к печати (или нарезки) и программное обеспечение для управления принтером (или заданием на печать) Мы создали руководство по инструментам для 3D-принтеров FFF
Мы создали руководство по инструментам для 3D-принтеров FFF Но тщательно подумайте о двух ключевых моментах — безопасности и пространстве. Принтеры SLS и SLA требуют тщательной обработки опасными химическими веществами, прежде чем неиспользованную смолу или порошок можно будет утилизировать вместе с бытовыми отходами. А поскольку дома, вероятно, не хватает места, выбор широкоформатного принтера, такого как Ultimaker S5 Pro Bundle, может оказаться непрактичным по сравнению с меньшим устройством, таким как Ultimaker 2+ Connect или Ultimaker S3.
Но тщательно подумайте о двух ключевых моментах — безопасности и пространстве. Принтеры SLS и SLA требуют тщательной обработки опасными химическими веществами, прежде чем неиспользованную смолу или порошок можно будет утилизировать вместе с бытовыми отходами. А поскольку дома, вероятно, не хватает места, выбор широкоформатного принтера, такого как Ultimaker S5 Pro Bundle, может оказаться непрактичным по сравнению с меньшим устройством, таким как Ultimaker 2+ Connect или Ultimaker S3.
 Тем не менее, не все сегменты 3D-принтера можно напечатать в 3D.
Тем не менее, не все сегменты 3D-принтера можно напечатать в 3D. Сейчас их существует более сотни. В этот технологически развитый век можно сделать 3D-принтер с помощью 3D-принтера.
Сейчас их существует более сотни. В этот технологически развитый век можно сделать 3D-принтер с помощью 3D-принтера.

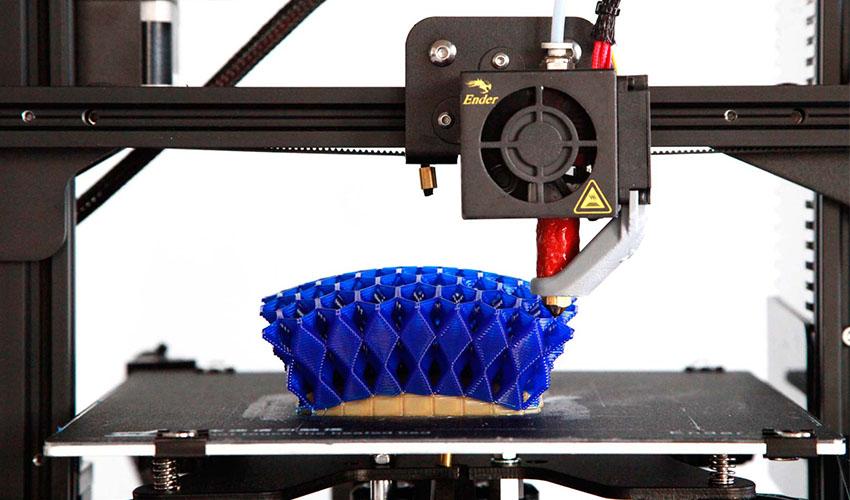 75 Bowden Tubing
75 Bowden Tubing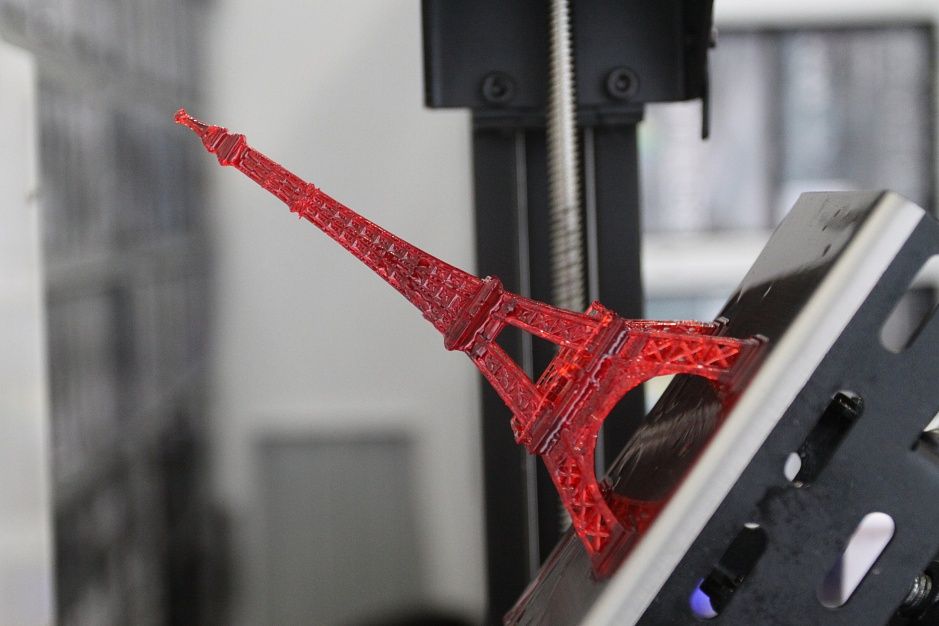 Технология, используемая при создании этого самовоспроизводящегося 3D-принтера, представляет собой технологию изготовления плавленых нитей (FFF), иногда называемую технологией моделирования методом наплавления (FDM).
Технология, используемая при создании этого самовоспроизводящегося 3D-принтера, представляет собой технологию изготовления плавленых нитей (FFF), иногда называемую технологией моделирования методом наплавления (FDM).
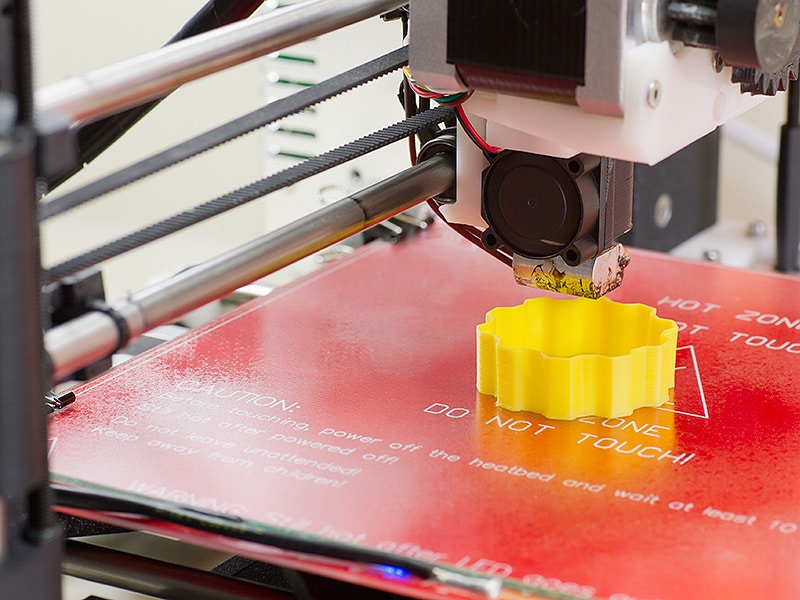

 0, МБ-2Б-6.5Pro, МБ-2Б-7.5Pro, МБ-2К-7.5, МБ-2Н-5.5, МБ-2С-6.0Pro, МБ-2С-7.0Pro, и МБ-2С-9.0Pro, которые оснащены разными двигателями. В зависимости от модификации, можно выбрать мотоблок подходящий Вам по мощности, производительности и стране производителе.
0, МБ-2Б-6.5Pro, МБ-2Б-7.5Pro, МБ-2К-7.5, МБ-2Н-5.5, МБ-2С-6.0Pro, МБ-2С-7.0Pro, и МБ-2С-9.0Pro, которые оснащены разными двигателями. В зависимости от модификации, можно выбрать мотоблок подходящий Вам по мощности, производительности и стране производителе. Частота вращения равна частоте вращения коленчатого вала двигателя
Частота вращения равна частоте вращения коленчатого вала двигателя 2-85 по международной системе классификации моторных масел по вязкости SAE90 API GI-2 и SAE90 API GI-5 соответственно. Объем заправки 2.2 л
2-85 по международной системе классификации моторных масел по вязкости SAE90 API GI-2 и SAE90 API GI-5 соответственно. Объем заправки 2.2 л

 Смазка деталей редуктора обеспечивается разбрызгиванием масла. Валы шестерен вращаются в шариковых подшипниках и подшипниках скольжения.
Смазка деталей редуктора обеспечивается разбрызгиванием масла. Валы шестерен вращаются в шариковых подшипниках и подшипниках скольжения. В действительности данная марка минитрактора огородникам и садоводам любителям является не новой. «Нева» был включен в серийное производство еще в средине 80-х годов. Мотоблок этой марки стал «пионером» на отечественном рынке малой техники для сельской местности. На протяжении всего этого времени до наших дней данная модель только модернизировалась и совершенствовалась.
В действительности данная марка минитрактора огородникам и садоводам любителям является не новой. «Нева» был включен в серийное производство еще в средине 80-х годов. Мотоблок этой марки стал «пионером» на отечественном рынке малой техники для сельской местности. На протяжении всего этого времени до наших дней данная модель только модернизировалась и совершенствовалась.


 Для работы в этот период года необходимо применять масло серии SAE 10W20.
Для работы в этот период года необходимо применять масло серии SAE 10W20.


 Для этого, как подсказывает инструкция, требуется выполнить разборку карбюратора и открутить все винтовые соединения верхнего и нижнего корпуса и сделать чистку всех элементов карбюратора. После этого можно приступать к настройке клапанов мотора мотоблока. Сначала нужно до упора вкрутить регулировочные винты газа до максимального предела. Затем их требуется на полтора оборота открутить и произвести запуск двигателя.
Для этого, как подсказывает инструкция, требуется выполнить разборку карбюратора и открутить все винтовые соединения верхнего и нижнего корпуса и сделать чистку всех элементов карбюратора. После этого можно приступать к настройке клапанов мотора мотоблока. Сначала нужно до упора вкрутить регулировочные винты газа до максимального предела. Затем их требуется на полтора оборота открутить и произвести запуск двигателя.

 При их возникновении некоторые узлы подлежат ремонту, а иные просто замене. В той и другой ситуации требуется иметь определенные навыки, что помогут устранить поломку. Особенно такое правило касается редуктора, являющегося основным механизмом в рассматриваемой машине.
При их возникновении некоторые узлы подлежат ремонту, а иные просто замене. В той и другой ситуации требуется иметь определенные навыки, что помогут устранить поломку. Особенно такое правило касается редуктора, являющегося основным механизмом в рассматриваемой машине.
 Надежная и долговечная техника является многоцелевой техникой и решает массу задач – вспашка почвы, уборка снега, кошение сена, перевозка грузов, посадка картофеля, окучивание. Мотоблоки отечественного производителя отличаются хорошим сочетанием цены и качества. Продукция разработана с учетом условий эксплуатации в России, в разных климатических зонах. А линейка моделей включает в себя несколько видов сельхозтехники, адаптированных для всех видов работ.
Надежная и долговечная техника является многоцелевой техникой и решает массу задач – вспашка почвы, уборка снега, кошение сена, перевозка грузов, посадка картофеля, окучивание. Мотоблоки отечественного производителя отличаются хорошим сочетанием цены и качества. Продукция разработана с учетом условий эксплуатации в России, в разных климатических зонах. А линейка моделей включает в себя несколько видов сельхозтехники, адаптированных для всех видов работ. Все это расширяет круг задач, с которыми легко справляется тот же мотоблок.
Все это расширяет круг задач, с которыми легко справляется тот же мотоблок.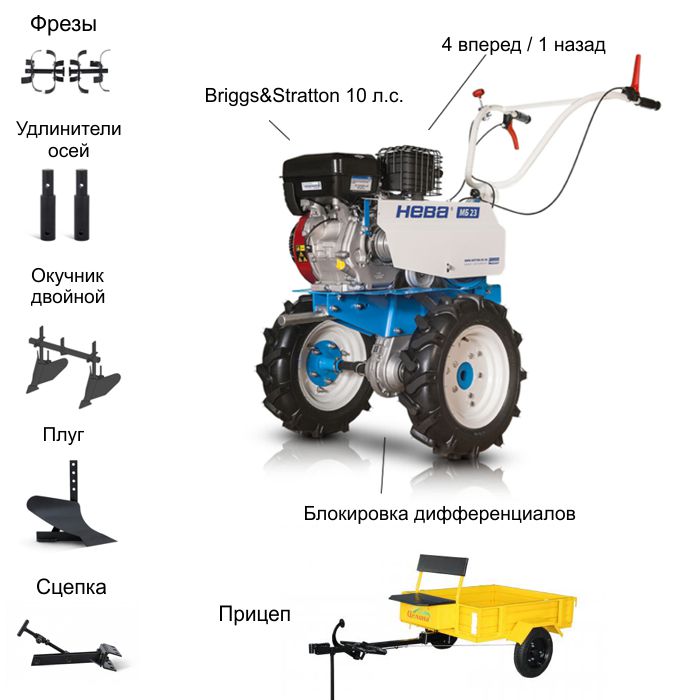 Коробка передач мотоблока изготовлена из алюминиевого сплава, что обеспечивает лучший отвод тепла и увеличение срока службы, по сравнению с металлическими корпусами. Тяговитый двигатель Briggs & Stratton потребляет чистое топливо и неприхотлив, а возможность разблокировки колес значительно повышает маневренность мотоблока. По словам владельцев, эта популярная модель отлично подходит для ферм и даже коммерческого использования.
Коробка передач мотоблока изготовлена из алюминиевого сплава, что обеспечивает лучший отвод тепла и увеличение срока службы, по сравнению с металлическими корпусами. Тяговитый двигатель Briggs & Stratton потребляет чистое топливо и неприхотлив, а возможность разблокировки колес значительно повышает маневренность мотоблока. По словам владельцев, эта популярная модель отлично подходит для ферм и даже коммерческого использования. Его преимущества – повышенный ресурс, легкий запуск в любую погоду, благодаря системе зажигания CDI. А также в никелированном покрытии поршня и стенки цилиндра, защищающем их при использовании некачественного топлива. Пару этому надежному мотору составляет одна из самых известных собственных разработок производителя – многоступенчатый редуктор «МультиАГРО», благодаря которому обеспечивается оптимальная скорость движения при любых работах. По отзывам владельцев, такая комплектация и широкий функционал делают этот мотоблок лучшим сочетанием цена-качество.
Его преимущества – повышенный ресурс, легкий запуск в любую погоду, благодаря системе зажигания CDI. А также в никелированном покрытии поршня и стенки цилиндра, защищающем их при использовании некачественного топлива. Пару этому надежному мотору составляет одна из самых известных собственных разработок производителя – многоступенчатый редуктор «МультиАГРО», благодаря которому обеспечивается оптимальная скорость движения при любых работах. По отзывам владельцев, такая комплектация и широкий функционал делают этот мотоблок лучшим сочетанием цена-качество. 5) PRO 6,53 л.с.
5) PRO 6,53 л.с.
 Нева МБ-2КС- (168ФА) 6,5 л.с.
Нева МБ-2КС- (168ФА) 6,5 л.с.


 1.2 Salute 100-X1
1.2 Salute 100-X1 Этот бензиновый мотоблок идеально подходит для перевозки прицепов и обработки земли. А большие и массивные колеса не дадут ему утонуть в мокрой почве.
Этот бензиновый мотоблок идеально подходит для перевозки прицепов и обработки земли. А большие и массивные колеса не дадут ему утонуть в мокрой почве. Управление очень послушное, но хотелось бы на ручке дольше. Цена за комплект кусается, но за него можно получить неплохую комплектацию, так что если бюджет позволяет, то вперед.
Управление очень послушное, но хотелось бы на ручке дольше. Цена за комплект кусается, но за него можно получить неплохую комплектацию, так что если бюджет позволяет, то вперед.
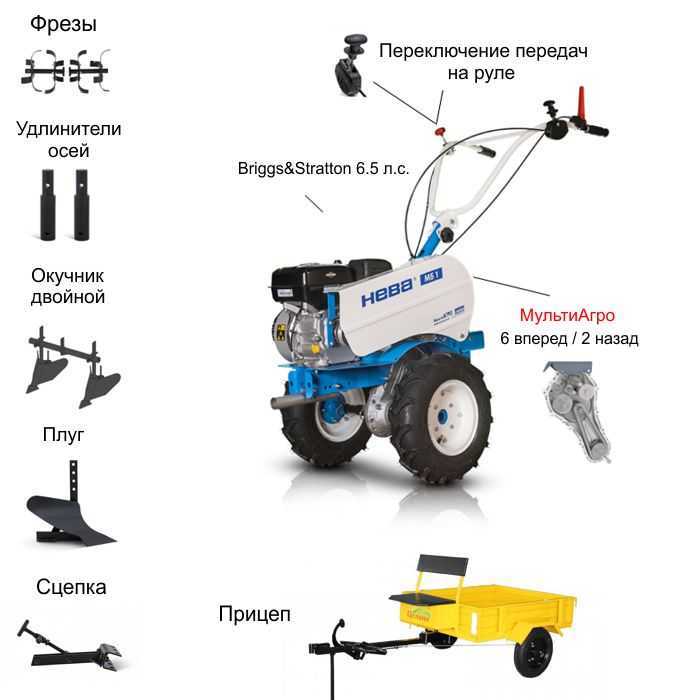 Дело в том, что здесь используется двигатель HONDA, который просто нельзя не любить. Едет хорошо, но иногда возникает ощущение, что веса не хватает для качественной и быстрой работы, да еще и очень шумно.
Дело в том, что здесь используется двигатель HONDA, который просто нельзя не любить. Едет хорошо, но иногда возникает ощущение, что веса не хватает для качественной и быстрой работы, да еще и очень шумно.
 Этот бренд уже давно смог хорошо зарекомендовать себя на рынке, а этой моделью еще раз доказал свои возможности. Мотор этой модели выдержит любые испытания: вспахивание цели, езда с полной тележкой. Только за это нужно заплатить соответствующую сумму.
Этот бренд уже давно смог хорошо зарекомендовать себя на рынке, а этой моделью еще раз доказал свои возможности. Мотор этой модели выдержит любые испытания: вспахивание цели, езда с полной тележкой. Только за это нужно заплатить соответствующую сумму. Многофункциональность и проходимость стоят своих денег, ведь это совсем другой сегмент техники.
Многофункциональность и проходимость стоят своих денег, ведь это совсем другой сегмент техники.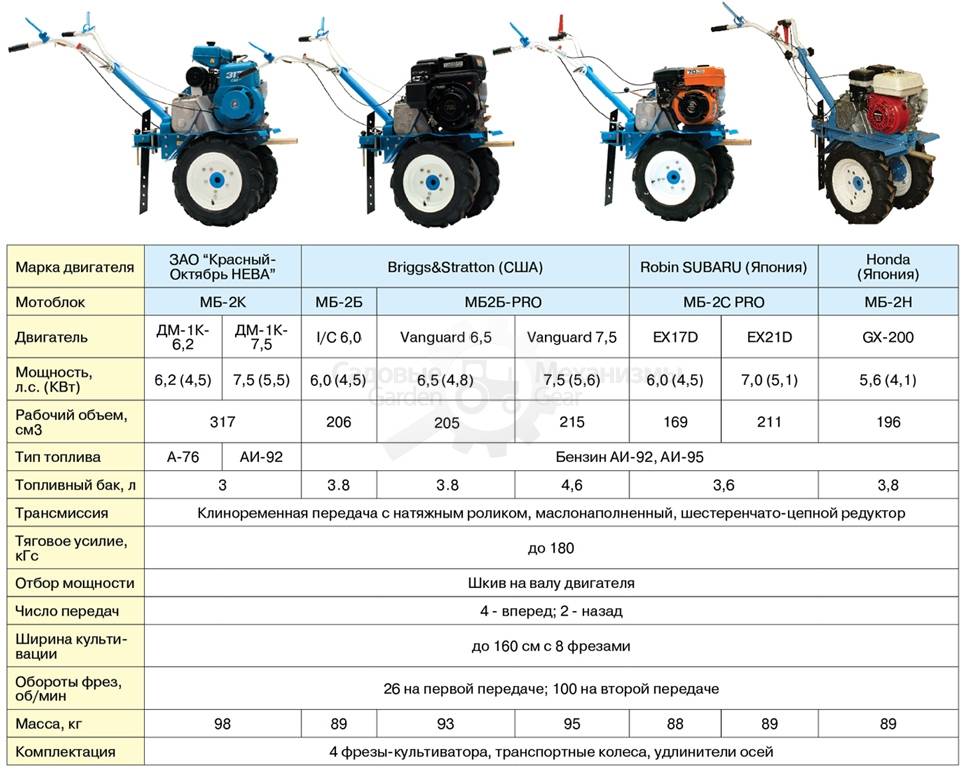 Он, конечно, некрасивый, но его габариты позволяют легко и удобно транспортировать. Большие проходимые колеса и надежная подставка. Но все же его тяжести недостаточно для серьезной работы, поэтому его можно использовать для перевозки небольших тележек и вспахивания огорода.
Он, конечно, некрасивый, но его габариты позволяют легко и удобно транспортировать. Большие проходимые колеса и надежная подставка. Но все же его тяжести недостаточно для серьезной работы, поэтому его можно использовать для перевозки небольших тележек и вспахивания огорода.
 Важно помнить, что на стабильность
Важно помнить, что на стабильность
 Важно помнить, что при
Важно помнить, что при
 Данные излучатели позволяет менять длину импульса, таким образом, можно варьировать мощность в большом диапазоне. Для цветной маркировки наиболее важно минимальное воздействие на материал и тонкая подстройка параметров с малой дискретностью.
Данные излучатели позволяет менять длину импульса, таким образом, можно варьировать мощность в большом диапазоне. Для цветной маркировки наиболее важно минимальное воздействие на материал и тонкая подстройка параметров с малой дискретностью. Далее в EZcad нужно применить карту мощности (Power Map), задать параметр Drill Mode = 0,27 ms сделать тестовую гравировку на нержавеющей стали или другом металле, чтобы эффективнее нагреть материал.
Далее в EZcad нужно применить карту мощности (Power Map), задать параметр Drill Mode = 0,27 ms сделать тестовую гравировку на нержавеющей стали или другом металле, чтобы эффективнее нагреть материал. Это может повысить ваш бизнес за счет повышения вашего творчества. Однако это можно сделать не на всех материалах.
Это может повысить ваш бизнес за счет повышения вашего творчества. Однако это можно сделать не на всех материалах. Это может быть синий, зеленый, розовый, желтый или любой другой цвет, кроме традиционного и естественного цвета лазерной гравировки.
Это может быть синий, зеленый, розовый, желтый или любой другой цвет, кроме традиционного и естественного цвета лазерной гравировки.
 Таким образом, вы видите яркие цвета на гравированной поверхности, а не обычный цвет гравировки.
Таким образом, вы видите яркие цвета на гравированной поверхности, а не обычный цвет гравировки. После этого вы видите нужные цвета. Самое приятное в этом то, что вы можете выбрать нужный краситель, чтобы получить желаемый цвет. С учетом сказанного, результат феноменален и зависит от вашего выбора.
После этого вы видите нужные цвета. Самое приятное в этом то, что вы можете выбрать нужный краситель, чтобы получить желаемый цвет. С учетом сказанного, результат феноменален и зависит от вашего выбора.

 При этом вы можете быть более креативными и делать необычные металлические изделия.
При этом вы можете быть более креативными и делать необычные металлические изделия. Он также имеет металлические валы и колеса, которые увеличивают срок службы машины в три раза.
Он также имеет металлические валы и колеса, которые увеличивают срок службы машины в три раза. Это позволяет вам проявлять больше творчества и создавать уникальные и неординарные продукты. Вы можете выполнять цветную гравировку на металле и пластике, и мы обсудили весь процесс, стоящий за этим. Хорошо иметь лазерный станок, который может гравировать предметы по цвету, и мы рекомендуем xTool D1 Pro. Его мощный лазерный модуль предлагает более 340 цветов для гравировки металла, а также позволяет резать и гравировать широкий спектр других материалов. Это невероятная машина для начинающих, малого бизнеса, профессионалов и почти всех, кто хочет компактную лазерную машину.
Это позволяет вам проявлять больше творчества и создавать уникальные и неординарные продукты. Вы можете выполнять цветную гравировку на металле и пластике, и мы обсудили весь процесс, стоящий за этим. Хорошо иметь лазерный станок, который может гравировать предметы по цвету, и мы рекомендуем xTool D1 Pro. Его мощный лазерный модуль предлагает более 340 цветов для гравировки металла, а также позволяет резать и гравировать широкий спектр других материалов. Это невероятная машина для начинающих, малого бизнеса, профессионалов и почти всех, кто хочет компактную лазерную машину.
 Рекомендуем сначала использовать скорость 1000 мм/с и мощность 100%, а также поэкспериментировать с количеством повторений.
Рекомендуем сначала использовать скорость 1000 мм/с и мощность 100%, а также поэкспериментировать с количеством повторений.
 Размер канавки, получаемой в точке локального нагрева, зависит от фокусировки линзы и мощности излучения. Побочным эффектом лазерного взаимодействия с некоторыми металлами является физико-химическая реакция, называемая эффектом теплового окрашивания, которая приводит к изменению цвета поверхности металла.
Размер канавки, получаемой в точке локального нагрева, зависит от фокусировки линзы и мощности излучения. Побочным эффектом лазерного взаимодействия с некоторыми металлами является физико-химическая реакция, называемая эффектом теплового окрашивания, которая приводит к изменению цвета поверхности металла. Эта задача довольно сложная, поскольку одиночный импульс длится всего несколько наносекунд. При одной и той же температуре и времени выдержки оттенок тепла будет разным для каждого металла.
Эта задача довольно сложная, поскольку одиночный импульс длится всего несколько наносекунд. При одной и той же температуре и времени выдержки оттенок тепла будет разным для каждого металла.-800x800.jpg) Разморочное количество составляет <1 мм:
Разморочное количество составляет <1 мм: 


 Также могут прилагаться схемы измерений, правила ведения документации.
Также могут прилагаться схемы измерений, правила ведения документации. ..
.. ..
..

 Но выбрать наиболее экономически привлекательный предмет торговли из огромного разнообразия того, что производится в Поднебесной, — задача сама по себе непростая. А когда решение принято, начинается следующий этап, и он оказывается еще сложнее: найти надежного поставщика, который сможет не только изготовить нужную продукцию на высоком уровне, но и отправить ее заказчику, не сорвав сроки, и при этом сделать все по адекватной цене. Учитывая, что Китай — третья по величине и первая по количеству населения страна мира, поиск подходящего производства мог бы обернуться для предпринимателя в буквальном смысле делом всей жизни. Торговое сотрудничество китайского и российского бизнеса стало одной из основных тем для дискуссий в рамках ПМЭФ-2018.
Но выбрать наиболее экономически привлекательный предмет торговли из огромного разнообразия того, что производится в Поднебесной, — задача сама по себе непростая. А когда решение принято, начинается следующий этап, и он оказывается еще сложнее: найти надежного поставщика, который сможет не только изготовить нужную продукцию на высоком уровне, но и отправить ее заказчику, не сорвав сроки, и при этом сделать все по адекватной цене. Учитывая, что Китай — третья по величине и первая по количеству населения страна мира, поиск подходящего производства мог бы обернуться для предпринимателя в буквальном смысле делом всей жизни. Торговое сотрудничество китайского и российского бизнеса стало одной из основных тем для дискуссий в рамках ПМЭФ-2018. Такой подход существенно упрощает задачу зарубежным бизнесменам, которым остается вооружиться «производственной картой» китайских провинций и можно отправляться в путь.
Такой подход существенно упрощает задачу зарубежным бизнесменам, которым остается вооружиться «производственной картой» китайских провинций и можно отправляться в путь.
 Здесь предприниматели найдут широкое разнообразие косметики, часов, одежды и обуви и крупнейшие шубные фабрики. Другое направление, которым славится Гуанчжоу — изготовление изделий традиционного искусства и народных ремесел, а именно расписной и перегородчатой эмали, резьбы по слоновой кости, вееров, зонтов, вышивки. Кроме этого, здесь дважды в год проходит знаменитая Кантонская ярмарка — промышленная выставка, которая занимает третье место в мире по объёму заключаемых сделок.
Здесь предприниматели найдут широкое разнообразие косметики, часов, одежды и обуви и крупнейшие шубные фабрики. Другое направление, которым славится Гуанчжоу — изготовление изделий традиционного искусства и народных ремесел, а именно расписной и перегородчатой эмали, резьбы по слоновой кости, вееров, зонтов, вышивки. Кроме этого, здесь дважды в год проходит знаменитая Кантонская ярмарка — промышленная выставка, которая занимает третье место в мире по объёму заключаемых сделок.
 Также провинция является лидером Китая по производству свинины и занимает долю свыше 20% от общего количества производства вина в стране.
Также провинция является лидером Китая по производству свинины и занимает долю свыше 20% от общего количества производства вина в стране.
 В последние годы Пекин приобретает всё большую известность в качестве центра инновационного предпринимательства и успешного венчурного бизнеса. Здесь регулярно проходят крупные международные форумы, конференции и другие деловые мероприятия, участие в которых принимают не только политики, но и бизнесмены.
В последние годы Пекин приобретает всё большую известность в качестве центра инновационного предпринимательства и успешного венчурного бизнеса. Здесь регулярно проходят крупные международные форумы, конференции и другие деловые мероприятия, участие в которых принимают не только политики, но и бизнесмены.
 . Картирование производства предназначено для оптимизации каждого из этих шагов, сохраняя при этом гибкость для адаптации к вашим бизнес-правилам и рабочим процессам.
. Картирование производства предназначено для оптимизации каждого из этих шагов, сохраняя при этом гибкость для адаптации к вашим бизнес-правилам и рабочим процессам. Production Mapping поддерживает эти формы проверки и позволяет вам определять дополнительные бизнес-правила, используя проверки ArcGIS Data Reviewer Desktop, хранящиеся в пакетном задании. Пакетные задания можно запускать при обновлении атрибутов объекта или шаблона, например доменов, или в качестве постобработки, например при проверке топологии.
Production Mapping поддерживает эти формы проверки и позволяет вам определять дополнительные бизнес-правила, используя проверки ArcGIS Data Reviewer Desktop, хранящиеся в пакетном задании. Пакетные задания можно запускать при обновлении атрибутов объекта или шаблона, например доменов, или в качестве постобработки, например при проверке топологии.

 Стадия обзора данных или контроля качества производственного рабочего процесса часто включает три этапа: поиск проблем с данными с помощью ручных или автоматических методов; исправление проблем или пометка их как исключения; и убедиться, что проблема решена.
Стадия обзора данных или контроля качества производственного рабочего процесса часто включает три этапа: поиск проблем с данными с помощью ручных или автоматических методов; исправление проблем или пометка их как исключения; и убедиться, что проблема решена.




 Учитывая небольшой расход пластика, напечатанные LEGO блоки получались очень недорогими.
Учитывая небольшой расход пластика, напечатанные LEGO блоки получались очень недорогими.
 Суд встал на сторону Games Workshop, и модели пришлось удалить.
Суд встал на сторону Games Workshop, и модели пришлось удалить.
 Кинокомпании признают что продукция, сделанная фанатами, часто превосходит по точности и детализации официальную “сувенирку”.
Кинокомпании признают что продукция, сделанная фанатами, часто превосходит по точности и детализации официальную “сувенирку”.

 Несмотря на утверждение Имуру, что на записи он стрелял холостыми, его арестовали и осудили на 2 года тюрьмы.
Несмотря на утверждение Имуру, что на записи он стрелял холостыми, его арестовали и осудили на 2 года тюрьмы.
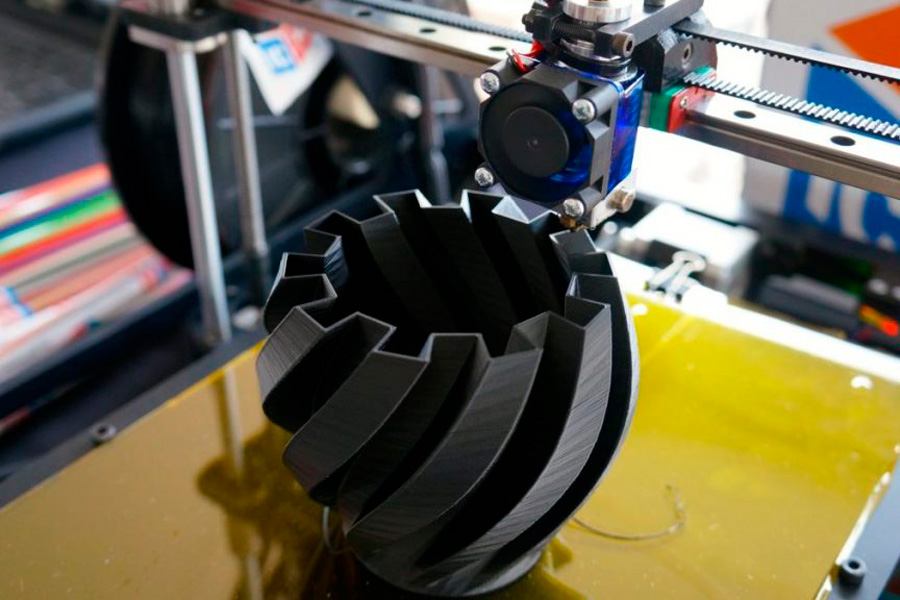 Grizzly — это винтовка из ABS+ пластика. На проектирование винтовки у канадца ушло 3 дня и еще 27 часов на изготовление при помощи промышленного 3D-принтере Stratasys Dimension 1200es.
Grizzly — это винтовка из ABS+ пластика. На проектирование винтовки у канадца ушло 3 дня и еще 27 часов на изготовление при помощи промышленного 3D-принтере Stratasys Dimension 1200es.
 Огромным плюсом для изготовления и надежности стало отсутствие мелких деталей в механизме дробовика.
Огромным плюсом для изготовления и надежности стало отсутствие мелких деталей в механизме дробовика.

 Это позволяет добиться лучшей интеграции протеза в костную ткань.
Это позволяет добиться лучшей интеграции протеза в костную ткань.
 Aerialtronics производит и разрабатывает уникальных дронов, характеристики которых могут изменяться в зависимости от потребностей заказчика.
Aerialtronics производит и разрабатывает уникальных дронов, характеристики которых могут изменяться в зависимости от потребностей заказчика.
 Быстрое изготовление позволяет напечатать деталь, протестировать, внести необходимые изменения в 3D модель и изготовить новый образец. Инженеры Aerialtronics за несколько дней успевают изготовить и протестировать 8-10 вариантов детали, чтобы добится максимального качества.
Быстрое изготовление позволяет напечатать деталь, протестировать, внести необходимые изменения в 3D модель и изготовить новый образец. Инженеры Aerialtronics за несколько дней успевают изготовить и протестировать 8-10 вариантов детали, чтобы добится максимального качества.
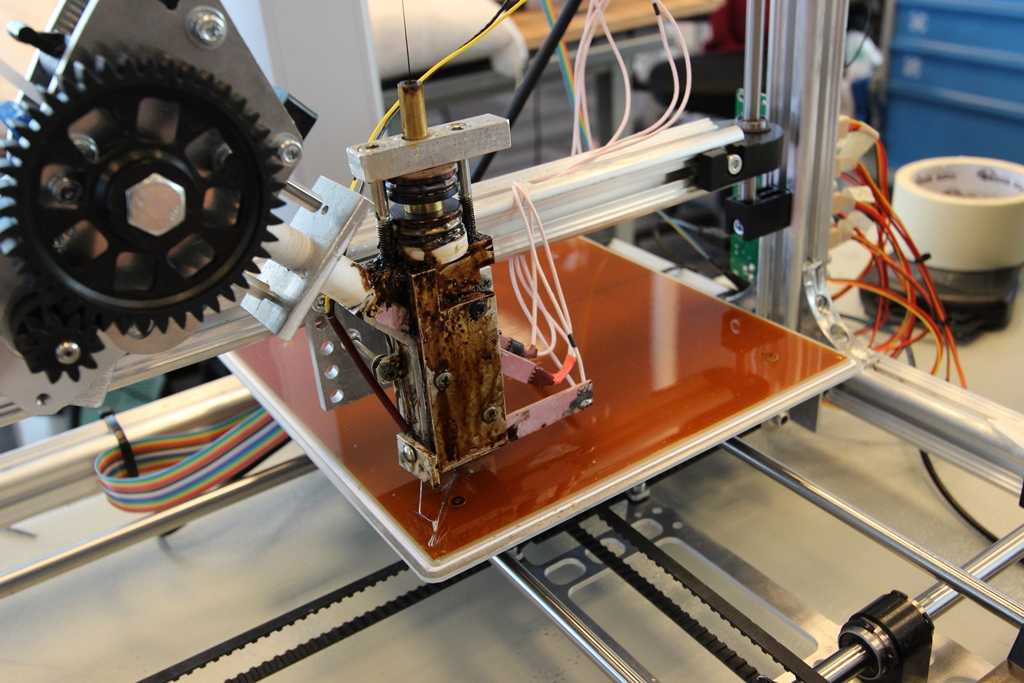 Благодаря 3D принтеру 3D Systems ProJet удалось снизить затраты на изготовление прототипов примерно в 10 раз до 2 000$.
Благодаря 3D принтеру 3D Systems ProJet удалось снизить затраты на изготовление прототипов примерно в 10 раз до 2 000$.
 Только от пользователя зависит, как он будет использоваться.
Только от пользователя зависит, как он будет использоваться.
 2 2012 Замена стойки крыла
2 2012 Замена стойки крыла Отредактировано 22 сентября 2022 г. . Они обычно используются, когда сборка и разборка происходят часто и должны быть выполнены быстро. Некоторыми распространенными видами использования являются автомобильные сцепки, регулируемые леса, телескопические рычаги или в основном все, что имеет отверстия, для выравнивания которых требуется штифт. Традиционно быстросъемные штифты состоят из нескольких компонентов и подпружинены, имеют шплинт или качающуюся проволоку, чтобы удерживать их на месте.
Отредактировано 22 сентября 2022 г. . Они обычно используются, когда сборка и разборка происходят часто и должны быть выполнены быстро. Некоторыми распространенными видами использования являются автомобильные сцепки, регулируемые леса, телескопические рычаги или в основном все, что имеет отверстия, для выравнивания которых требуется штифт. Традиционно быстросъемные штифты состоят из нескольких компонентов и подпружинены, имеют шплинт или качающуюся проволоку, чтобы удерживать их на месте. Что-то вроде защелки. Соответствующий механизм будет состоять из одного компонента вместо нескольких компонентов, требующих сборки. Это делает его идеальным для процесса 3D-печати. Вы можете увидеть соответствующий механизм в действии ниже.
Что-то вроде защелки. Соответствующий механизм будет состоять из одного компонента вместо нескольких компонентов, требующих сборки. Это делает его идеальным для процесса 3D-печати. Вы можете увидеть соответствующий механизм в действии ниже. Этот метод печати на основе порошка также дает мне почти изотропные свойства материала, поэтому мне не нужно беспокоиться о выравнивании печати для прочности. Высокое разрешение принтера также позволило мне получить детали размером 80 микрометров, что дает так много места для работы и дизайна.
Этот метод печати на основе порошка также дает мне почти изотропные свойства материала, поэтому мне не нужно беспокоиться о выравнивании печати для прочности. Высокое разрешение принтера также позволило мне получить детали размером 80 микрометров, что дает так много места для работы и дизайна. Я собираюсь сосредоточиться на нескольких областях дизайна, где я использовал еще несколько нишевых инструментов, чтобы усилить производственные ограничения и сгладить грубые переходы.
Я собираюсь сосредоточиться на нескольких областях дизайна, где я использовал еще несколько нишевых инструментов, чтобы усилить производственные ограничения и сгладить грубые переходы. Глобальная переменная также дает мне возможность изменять все зазоры за одну операцию, если я хочу изменить производственный процесс или использовать другой принтер.
Глобальная переменная также дает мне возможность изменять все зазоры за одну операцию, если я хочу изменить производственный процесс или использовать другой принтер.
 Нарисуйте профиль лофта на вертикальной грани, которая будет нижним краем лофтинговой поверхности.
Нарисуйте профиль лофта на вертикальной грани, которая будет нижним краем лофтинговой поверхности.