Аналоги 3D Model Maker — 30 похожих программ и сервисов для замены
1194
Blender
Blender — это бесплатная программа для создания 3D-графики с открытым исходным кодом. Она поддерживает весь 3D конвейер — моделирование, такелаж, анимацию, симуляцию, рендеринг, композитинг, редактирование видео и отслеживание движения.
Бесплатная
Windows
Mac OS
Blender — это бесплатная программа для создания 3D-графики с открытым исходным кодом, доступная для всех основных операционных систем в рамках Стандартной общественной лицензии GNU.
107
MakeHuman
MakeHuman — это интерактивный инструмент моделирования для создания реалистичных 3D персонажей.
Autodesk Maya — это мощное интегрированное решение для 3D-моделирования, анимации, визуальных эффектов и рендеринга.
Платная
Windows
Mac OS
Autodesk Maya — это мощное интегрированное решение для 3D-моделирования, анимации, визуальных эффектов и рендеринга.
100
Autodesk 3ds Max
Autodesk 3ds Max, ранее 3D Studio и 3D Studio Max — это программное обеспечение для 3D-моделирования.
Платная
Windows
Разработана Autodesk Media and Entertainment. Предоставляет возможности моделирования и гибкую архитектуру плагинов, может использоваться на платформе Microsoft Windows.
77
Wings 3D
Wings 3D — это subdivision modeler, созданный Nendo и Mirai из Izware Позволяет назначить материалы, цвет вершин, UV-координаты и текстуры, но эти функции будут улучшены до того, как Wings выйдет 1. 0. В Wings нет поддержки для создания анимации.
Бесплатная
Windows
Mac OS
Wings 3D — это модельер подразделения, вдохновленный Nendo и Mirai из Izware.
71
Sculptris
Sculptris — это бесплатная программа для трёхмерного моделирования с возможностью создания 3D-скульптур.
Бесплатная
Windows
Mac OS
Sculptris — бесплатная программа для трёхмерного моделирования с возможностью создания 3D-скульптур.
64
Cinema 4D
Cinema 4D — это приложение для 3D моделирования, анимации, графики движения и рендеринга.
Платная
Windows
Mac OS
CINEMA 4D — это коммерческое кроссплатформенное высококачественное трехмерное графическое приложение, разработанное компанией MAXON Computer GmbH из Фридрихсдорфа, Германия. Известный своим гибким интерфейсом и простотой использования, он способен к процедурному и полигональному / субдитальному моделированию, анимации, освещению, текстурированию и визуализации.
59
FXhome HitFilm
HitFilm — лучшие инструменты для инди-кинематографистов.
Условно бесплатная
Windows
Mac OS
HitFilm объединяет FXHome VisionLab Studio, FXHome Effectslab и FXHome CompositeLab в одно программное обеспечение.
37
K-3D
K-3D — это бесплатное программное обеспечение для 3D-моделирования и анимации.
Бесплатная
Windows
Mac OS
K-3D — это бесплатное программное обеспечение для 3D-моделирования и анимации. Он имеет плагин-ориентированный процедурный движок, что делает K-3D очень универсальным и мощным приложением.
36
3D-Coat
3D-Coat — это единственное приложение, в котором есть все инструменты, необходимые для моделирования 3D-модели.
Платная
Windows
Mac OS
3D-Coat — это коммерческая цифровая программа для моделирования от Pilgway, предназначенная для создания трехмерных моделей с естественной и твердой поверхностью свободной формы. Инструменты позволят пользователям создавать, добавлять полигональную топологию (автоматически или вручную), создавать карты UV (автоматически или вручную), текстурировать получающиеся модели с помощью инструментов рисования и визуализировать статические изображения или анимированные фильмы.
35
Blackmagic Design Fusion
Fusion — это самое передовое в мире программное обеспечение для композитинга для художников, создающих визуальные эффекты, бродкаст и моушн-дизайнеров, а также 3D-аниматоров.
Условно бесплатная
Windows
Mac OS
Blackmagic Fusion (ранее известный как Fusion и eyeon Fusion) — это программа для создания изображений, созданная eyeon Software Inc. , в настоящее время разрабатываемая Blackmagic Design. Она используется для создания визуальных эффектов и цифрового композитинга для фильмов, сериалов и рекламных роликов.
30
Art of Illusion
Art of Illusion — бесплатная студия трехмерного моделирования и рендеринга с открытым исходным кодом.
Бесплатная
Windows
Mac OS
Art of Illusion — бесплатная студия трехмерного моделирования и рендеринга с открытым исходным кодом. Он полностью написан на Java и должен использоваться на любой виртуальной машине Java, которая совместима с Java 5 или новее.
29
MODO
MODO — это полнофункциональное приложение для создания 3D-контента и моделирования.
Платная
Windows
Mac OS
Это мощное средство для 3D-моделирования, скульптурной работы и анимации, которое предлагает расширенные функции, обеспечивает быстрое прямое и гибкое процедурное моделирование.
28
Hexagon
Hexagon предоставляет все инструменты, которые необходимы графическому художнику для создания законченных, детализированных, текстурированных 3D-моделей, готовых к визуализации.
Платная
Windows
Android
Mac OS
Hexagon предоставляет все инструменты, которые необходимы графическому художнику для создания законченных, детализированных, текстурированных 3D-моделей, готовых к визуализации.
26
NUKE
NUKE — мощное приложение для композитинга.
Платная
Windows
Mac OS
NUKE — это мощное приложение для композитинга, которое обеспечивает невероятную скорость, эффективный механизм многоканального рендеринга и лучший набор функций, не имеющий аналогов на рынке настольных компьютеров.
23
Houdini
Houdini охватывает все основные области 3D-производства.
Платная
Windows
Mac OS
Houdini охватывает все основные области 3D-производства, в том числе:
23
Vue
Создавайте ландшафтные пространства: добавляйте деревья, выбирайте лучшую точку зрения и визуализируйте.
Платная
Windows
Mac OS
Создавайте ландшафтные пространства: добавляйте деревья, выбирайте лучшую точку зрения и визуализируйте гиперреалистичные изображения ваших ландшафтов в мрачной атмосфере. Всё то при помощи нескольких щелчков мыши.
21
123D
Autodesk 123D — это набор инструментов CAD для любителей от Autodesk.
Бесплатная
Windows
iPhone
Mac OS
Наряду с более простыми возможностями рисования и моделирования он также имеет поддержку сборки и экспорт STL. Доступна библиотека готовых блоков и объектов.
21
Sketchfab
Sketchfab — первый веб-сервис, для публикации интерактивного 3D-контента в режиме реального времени и без плагинов.
Условно бесплатная
Онлайн сервис
Sketchfab — первый веб-сервис, для публикации интерактивного 3D-контента в режиме реального времени и без плагинов.
16
Apple Motion
Motion — это приложение для композитинга, которое используется для создания и редактирования графики движения, титров для видео и других визуальных эффектов.
Платная
Mac OS
Motion — это приложение для композитинга, используемое для создания и редактирования графики движения, создания титров для видео и кинопроизводства, а также 2D и 3D композитинга для визуальных эффектов.
15
Autodesk Mudbox
Autodesk Mudbox — программа для моделирования цифровой скульптуры и текстурного окрашивания 3D моделей.
Платная
Windows
Mac OS
Программное обеспечение Autodesk Mudbox для цифровой скульптуры и рисования текстур предлагает профессионалам 3D-моделирования возможность быстро и легко создавать высокодетализированные органические и неорганические 3D-ресуры.
14
Rocket 3F
Rocket 3F — полигональный моделлер, созданный для концептуальных художников и дизайнеров.
Бесплатная
Windows
Rocket 3F — полигональный моделлер, созданный для концептуальных художников и дизайнеров.
13
GLC_Player
GLC_Player — это программное обеспечение, используемое для просмотра 3D-моделей (формат COLLADA, 3DXML, OBJ, 3DS, STL, OFF и COFF).
Бесплатная
Windows
Mac OS
GLC_Player — это программное обеспечение, используемое для просмотра 3D-моделей (поддерживаются COLLADA, 3DXML, OBJ, 3DS, STL, OFF и формат COFF) и для простой навигации в этих моделях. Благодаря возможностям управления альбомами, захвата и мульти-захвата, экспорту в HTML и навигации, GLC_Player является наиболее точным инструментом для просмотра большого количества 3D-моделей. GLC_Player — это кроссплатформенное приложение (Mac, Linux и Windows). GLC_Player является приложением Qt4 и использует GLC_Lib.
12
MARI
MARI — это креативный инструмент для рисования текстур, который может работать с экстремальными проектами.
Платная
Windows
Mac OS
MARI — это креативный инструмент для рисования текстур, который может работать с экстремальными проектами. MARI был разработан в Weta Digital для выполнения чрезвычайно сложной, очень детальной работы по созданию внешнего вида, требуемой такими проектами, как District 9, The Lovely Bones и Avatar.
11
ButtleOFX
ButtleOFX — это простое, удобное и открытое программное обеспечение для композитинга.
Бесплатная
Linux/BSD
ButtleOFX — это простое, удобное и открытое программное обеспечение для композитинга. Оно основано на TuttleOFX, модульной и устойчивой архитектуре обработки изображений с открытым исходным кодом.
11
LightWave
LightWave 3D сочетает в себе современный рендер, мощное, интуитивно понятное моделирование и анимацию.
Платная
Windows
Mac OS
LightWave 3D сочетает в себе современное средство визуализации с мощными, интуитивно понятными инструментами моделирования и анимации. В пакет продукта входят инструменты, которые могут стоить дороже в других профессиональных 3D-приложениях, включая 999 бесплатных кроссплатформенных узлов рендеринга, поддержку Windows и Mac UB 64 и 32-битных операционных систем, бесплатную техническую поддержку и многое другое.
11
3D Faceworx
Создание 3D-моделей из фотографий с двумя стандартными фронтальными и боковыми видами головы.
Бесплатная
Windows
Создание 3D-моделей из фотографий с двумя стандартными фронтальными и боковыми видами головы, различные контуры для лица, носа, ушей и т. д.
10
Vectary
Vectary — это бесплатный онлайн-инструмент для 3D-моделирования и обмена проектами.
Бесплатная
Онлайн сервис
VECTARY — это онлайн-инструмент для 3D-моделирования, с помощью которого вы можете создавать, обмениваться и настраивать 3D-проекты. VECTARY — это сочетание стандартного сеточного моделирования, моделирования подразделений и параметрических плагинов. Он был создан с нуля, чтобы сделать 3D-моделирование простым в использовании для начинающих, а также полезным для профессионалов.
9
iClone
Анимация в реальном времени с применением 3D Video FX, траекторий движения, HDR и Drag & Drop.
Условно бесплатная
Windows
Анимация в реальном времени с применением 3D Video FX, траекторий движения, HDR и быстрого перетаскивания. iClone объединяет видеопроизводство с 3D-анимацией в реальном времени. Результатом является мощный производственный инструмент для создания движущейся графики, 3D-анимации и видео.
Создание 3D моделей обзор, сравнение, лучшие продукты, внедрения, поставщики.
3D-моделирование — процесс создания трёхмерной модели объекта. Задача 3D-моделирования — разработать зрительный объёмный образ желаемого объекта. При этом модель может как соответствовать объектам из реального мира (автомобили, здания, ураган, астероид), так и быть полностью абстрактной (проекция четырёхмерного фрактала).
Графическое изображение трёхмерных объектов отличается тем, что включает построение геометрической проекции трёхмерной модели сцены на плоскость (например, экран компьютера) с помощью специализированных программ. Однако с созданием и внедрением 3D-дисплеев и 3D-принтеров трёхмерная графика не обязательно включает в себя проецирование на плоскость.
В трехмерной компьютерной графике создание 3D моделей — это процесс разработки математического представления любой поверхности объекта (неодушевленного или живого) в трех измерениях с помощью специализированного программного обеспечения.
3D-модели широко используются везде в 3D-графике и САПР. Этапы создания 3D-модели:
моделирование — создание трёхмерной математической модели сцены и объектов в ней;
текстурирование — назначение поверхностям моделей растровых или процедурных текстур;
освещение — установка и настройка источников света;
анимация (в некоторых случаях) — придание движения объектам;
динамическая симуляция (в некоторых случаях) — автоматический расчёт взаимодействия частиц, твёрдых/мягких тел и пр. с моделируемыми силами гравитации, ветра, выталкивания и др. и друг с другом;
рендеринг (визуализация) — построение проекции в соответствии с выбранной физической моделью;
композитинг (компоновка) — доработка изображения;
вывод полученного изображения на устройство вывода — дисплей или 3D-принтер.
Создание трехмерных моделей применяется в:
В разработке компьютерных игр;
Как один из этапов 3D-визуализации;
Для предварительной оценки технических свойств проектируемого изделия;
В подготовке образцов к 3D-печати;
Для создания прототипов изделий.
В последнее время создание трехмерной модели является обязательным этапом производственного процесса, поскольку позволяет в деталях оценить проектируемые образцы. В дальнейшем эта модель пригодится для изготовления прототипов и макетов создаваемых изделий.
Продукты
Сравнение
Поставщики
Производители
FAQ
Материалы
Поставщики Создание 3D моделей
Производители Создание 3D моделей
F.
A.Q. Создание 3D моделей
Проектирование моделей в результате дает не просто картинку, но и готовый шаблон для изготовления при помощи 3d печати или фрезерования.
Разработка 3d моделей подразумевает высокую точность. Если речь идет о мелких деталях, которые впоследствии должны взаимодействовать между собой, создание трехмерных прототипов с использованием специальных программ позволят просчитать размеры вплоть до микронов.
Изготовление 3d моделей даже без последующего воплощения найдут применение. Например, полезны такие 3d модели для дизайнеров, благодаря возможности «повертеть» какой-нибудь стол в каталоге, получить больше информации об объекте и повлиять на решение о покупке.
Создание чертежа изделия по-прежнему используется в промышленности. Однако большинство индустрий переходит к тому, что выбирает создание 3d объектов как точный и надежный вариант.
В 3D-печати используется четыре основных типа программного обеспечения, которые выполняют свои функции последовательно.
Моделирование. Программное обеспечение для 3D-моделирования позволяет создавать 3D-модели на компьютере. Вы можете спроектировать что угодно, от отвертки до модели автомобиля. Конечно, если вы не хотите создавать собственную 3D-модель, вы можете скачать 3D-модели сделанные другими.
Редактирование. Просмотр, редактирование и ремонт моделей для печати в формате STL. Независимо от того, создаете ли вы свою собственную 3D-модель или загружаете ее из интернета, чаще всего вы получаете STL-файл. Однако не все файлы STL идеальны, а некоторые могут иметь и явные недостатки. Дефекты моделей приводят к браку или сбоям при печати. Программное обеспечение просмотра, редактирования и ремонта файлов STL позволяет визуализировать, изменять и исправлять файлы STL, чтобы гарантировать, что они готовы к 3D-печати. Обычно такое ПО совмещено со следующей разновидностью программ для 3D-печати — слайсерами.
Нарезка на слои. Слайсер преобразует STL-файл в G-код — управляющий код для принтера, содержащий команды для печати каждого слоя модели и последовательность их применения. Зачастую слайсер содержит в себе функции диагностики и ремонта или автоисправления моделей.
Калибровка. Программа для калибровки помогает откалибровать принтер и упрощает подбор параметров для оптимальной печати. Она нужна как при первоначальной настройке принтера, так и в процессе использования — для определения параметров печати конкретного пластика.
Печать. Хост — программа для печати, она отвечает за передачу G-кода на принтер, позволяет отслеживать процесс печати и изменять настройки в режиме реального времени, если принтер подключен к компьютеру. Многие принтеры имеют встроенное ПО, печатающее модели с флешки или карты памяти. Часто функционал слайсера и хоста объединен в одной программе.
Благодаря этими четырем типами программного обеспечения создание модели для 3D печати воплощается в физический 3D-объект.
Вы уверены что хотите удалить ?
Да
Нет
Что такое 3D-моделирование и для чего оно используется?
Узнайте, что такое 3D-моделирование, для чего оно используется и как научиться 3D-моделированию.
Поделиться этой публикацией
3D-моделирование используется для формирования многих вещей, которые мы видим в повседневной жизни. От видеоигр до архитектуры, мы все, вероятно, извлекли выгоду из технологии 3D-моделирования.
Но что такое 3D-моделирование? Для чего он используется и как он работает? Здесь мы исследуем тонкости 3D-моделирования и все замечательные вещи, для которых оно используется.
Содержание
Что такое 3D-моделирование?
Начнем с определения 3D-моделирования. 3D-моделирование — это процесс создания трехмерных представлений объекта или поверхности. 3D-модели создаются с помощью программного обеспечения для компьютерного 3D-моделирования, которое мы рассмотрим чуть позже.
В процессе 3D-моделирования вы можете определить размер, форму и текстуру объекта. Процесс работает с точками, линиями и многоугольниками для создания трехмерных фигур в программном обеспечении.
Как работает 3D-моделирование?
3D-модель в основном состоит из вершин, которые вместе образуют сетку и действуют как ядро 3D-модели. Каждой точкой модели можно манипулировать, чтобы изменить форму. Используя данные координат, программное обеспечение определяет положение каждой точки по вертикали и горизонтали относительно опорной точки.
Наиболее распространенный способ начать создание 3D-модели — начать с базовой формы — куба, коробки, сферы или любой другой формы, которая, по вашему мнению, лучше всего подходит. Из вашей начальной формы вы можете начать лепить и совершенствовать ее до того, что вы хотите.
Для чего используется 3D-моделирование?
Многие отрасли промышленности используют 3D-моделирование для целого ряда проектов; вероятно, существует множество предметов, смоделированных в 3D, которые мы используем, даже не осознавая их участия. Возможности 3D-моделирования безграничны. Это действительно универсальная среда, которую можно использовать для множества различных областей. Давайте рассмотрим некоторые распространенные области применения 3D-моделирования:
Разработка игр
Возможно, наиболее известным применением 3D-моделирования является разработка игр. 3D-модели используются для создания персонажей, декораций, реквизита и целых миров в видеоиграх. Ключом к любой хорошей игре является погружение, а 3D-моделирование — отличный способ создать эффект погружения.
3D-моделирование особенно важно в мире игр виртуальной реальности, который является чрезвычайно захватывающим сектором. Игры виртуальной реальности полностью погружают вас в игровой процесс, создавая целые трехмерные миры, в которые можно погрузиться.
Чтобы узнать больше о создании иммерсивных игр, ознакомьтесь с нашим курсом «Создание экспрессивных видеоигр».
ВР Вум
Введение в 3D-анимацию с помощью Blender
Университет Абертай
Дизайн и разработка видеоигр: Дизайн персонажей видеоигр
3D-печать
Понятно, что 3D-печать невозможна без 3D-моделирования. 3D-печать позволяет 3D-моделям стать физическими объектами, которые можно использовать для чего угодно. Это гораздо больше, чем просто миниатюрные фигурки и игрушки из домашних принтеров; существует бесконечное количество полезных способов использования 3D-печати.
Как мы обнаружили в нашем открытом шаге 3D-печати в здравоохранении, 3D-печать часто используется в здравоохранении, что меняет жизнь. Он использовался для изготовления индивидуальных протезов и имплантатов, а также для создания анатомически правильных моделей для хирургического планирования.
Архитектура
Другое распространенное применение 3D-моделирования — архитектура. 3D-моделирование позволяет архитекторам планировать больше, чем традиционный метод рисования планов зданий от руки. По мере развития технологий мы теперь можем создать трехмерное изображение здания еще до того, как оно будет полностью построено.
Это чрезвычайно полезно для представления конечного продукта во время презентации или для других заинтересованных сторон. 3D-моделирование может выявить потенциальные проблемы со строительными конструкциями, которые не могут быть показаны на 2D-планах, и является ключом к современному проектированию зданий.
Анимация
Когда у вас есть 3D-модель, ее можно полностью смонтировать и анимировать, что очень удобно для анимации. Аниматоры используют 3D-модели для получения чистого бесшовного эффекта при создании фильмов и телешоу. На протяжении всего процесса 3D-моделирование используется для создания декораций, персонажей, реквизита и многого другого.
В большинстве анимационных фильмов используется какое-либо программное обеспечение для 3D-программирования. Однако способность анимировать не является исключительной для анимации. Помимо прочего, он также пригодится для создания спецэффектов в фильмах.
Если вас интересует эта область мира 3D-моделирования, ознакомьтесь с нашим курсом «Изучение анимации».
Дизайн продукта
Многие продукты, которые мы видим вокруг себя в повседневной жизни, были бы в той или иной степени связаны с 3D-моделированием. Создавая виртуальную 3D-модель вашего продукта до его физического создания, мы можем точно определить любые ошибки и соответствующим образом скорректировать продукт. Даже возможность увидеть размер объекта по сравнению с другими продуктами может иметь огромное значение в производственном процессе.
Это также полезно для представления идей продуктов инвесторам, поскольку продукты можно демонстрировать под углом 360 градусов, что позволяет заинтересованным сторонам полностью представить себе конечный результат. Кроме того, это менее расточительно, чем создание образцов и многократное изготовление макетов продуктов, а устойчивый дизайн продукта — отличный шаг в правильном направлении.
Типы программного обеспечения для 3D-моделирования
С таким большим потенциалом и разнообразием 3D-моделирования существует столь же широкий спектр программного обеспечения, которое можно подобрать. Программное обеспечение для 3D-моделирования поставляется в разных ценовых диапазонах, предназначено для разных целей, и все они имеют уникальные функции. Рассмотрим несколько примеров программного обеспечения для 3D-моделирования:
Blender
Это программное обеспечение для 3D-моделирования с открытым исходным кодом, которое можно загрузить бесплатно. Это отличное место, чтобы начать свое путешествие по 3D-моделированию, и его можно использовать для самых разных сред.
Некоторые распространенные применения Blender включают визуальные эффекты, анимацию и модели для 3D-печати, и это лишь некоторые из них. Он поддерживает почти все аспекты 3D-моделирования, поэтому отлично подходит, если вы хотите работать над разными проектами.
Автокад
Еще одно программное обеспечение для автоматизированного проектирования, AutoCAD, представляет собой программное обеспечение для черчения и проектирования, которое можно использовать как для 2D-, так и для 3D-проектов. Он популярен среди архитекторов и инженеров. Это также очень удобно для разработки продукта и помогает предотвратить сбои продукта до начала производства.
В отличие от Blender, это программное обеспечение для 3D-моделирования недоступно для бесплатной загрузки. Стоит отметить, что вы можете просто загрузить бесплатную пробную версию, чтобы понять, как работает программное обеспечение.
Autodesk Maya
Это программное обеспечение невероятно мощное и в основном используется для анимации (даже ведущими анимационными студиями). Он даже считается отраслевым стандартом для анимации и намного более продвинут, чем Blender.
Однако это намного дороже, чем большинство других. По этой причине, вероятно, стоит начать свое путешествие с бесплатного или более дешевого программного обеспечения, пока вы не станете экспертом. Кроме того, это намного сложнее, чем Blender, так как в нем так много дополнительных функций.
Лучшее программное обеспечение для 3D-моделирования
Итак, при таком большом количестве вариантов выбора, как мы узнаем, какое программное обеспечение является лучшим для 3D-моделирования?
Ответить на этот вопрос может быть сложно, так как он полностью зависит от вас и ваших проектов. Программное обеспечение бывает разных уровней сложности, некоторые лучше подходят для определенных проектов, но все они имеют разные функции.
Если вы ищете хорошее программное обеспечение для 3D-моделирования для начинающих, мы рекомендуем Blender. Программное обеспечение удобно для пользователя, легкодоступно, имеет множество применений и может быть загружено бесплатно. Это программное обеспечение для 3D-моделирования, которое часто называют простым в освоении, отлично подходит для тех, кто начинает работать с программным обеспечением для 3D-моделирования.
В нашем курсе «Введение в 3D-анимацию с использованием Blender» вы сможете изучить основы программного обеспечения.
Лабдокс
Введение в цифровое производство и 3D-печать
Как научиться 3D-моделированию
К настоящему моменту вы, вероятно, задаетесь вопросом, с чего начать изучение 3D-моделирования. Хорошей новостью является то, что ресурсы для этого легко доступны. Все, что вам нужно, это мотивация к обучению и доступ в Интернет!
Большое количество программного обеспечения, необходимого для изучения основ, можно загрузить бесплатно или, по крайней мере, предложить бесплатные пробные версии, а в Интернете доступно множество ресурсов, которые могут помочь вам в этом.
Курсы 3D-моделирования
Вполне возможно изучить способы программного обеспечения для 3D-моделирования дома. Онлайн-курсы — отличный способ начать, и часто они проводят вас через весь процесс, пока вы не освоитесь с программным обеспечением. Это простой способ, чтобы кто-то показал вам веревки в любое время и в любом месте.
Мы перечислили некоторые из наших высоко оцененных курсов, которые помогут вам добиться успеха в области 3D-моделирования:
Введение в 3D-моделирование
Промежуточное аддитивное производство (3D-печать)
Введение в 3D-анимацию с использованием Blender
Введение в цифровое производство и 3D-печать
Введение в виртуальную, дополненную и смешанную реальность
Создание опыта виртуальной реальности
Как создавать и продавать Ваш первый опыт погружения
Освоив основы 3D-моделирования, вы сможете практиковаться и оттачивать свои навыки. Вы будете создавать игры и проектировать здания в кратчайшие сроки!
Как создать свою 3D-модель
Какой будет ваш первый 3D-проект, во многом зависит от того, где вы учитесь и что изучаете. Однако всегда полезно начинать с простого. Изучите основы и освойтесь с программным обеспечением, которое вы используете. Со временем вы наберете темп и будете создавать полноценные 3D-модели всего, что душе угодно.
Поскольку многие онлайн-курсы проведут вас через процесс создания чего-либо, вы, скорее всего, начнете с их рекомендаций. Вы также можете поэкспериментировать с программным обеспечением и посмотреть, сможете ли вы создать личный проект, когда освоите основы.
В нашем курсе «Введение в 3D-моделирование» вы изучите основы 3D-моделирования, а также получите возможность создать свой собственный проект 3D-модели.
Стоит ли изучать 3D-моделирование?
Ответ прост – абсолютно! Индустрия невероятно быстро развивается, и в ней много места для творчества и возможностей трудоустройства. Стремитесь ли вы найти новое хобби или пытаетесь заняться интересной карьерой в области технологий, 3D-моделирование — это то, что вам нужно.
3D-пространство до краев наполнено новыми возможностями. Возьмем, к примеру, метавселенную, полностью трехмерную среду, покоряющую мир. Прогнозируется, что рынок 3D-картографии и моделирования вырастет на 17,2% в период с 2022 по 2027 год.
Поскольку область 3D-моделирования актуальна во многих отраслях и становится все популярнее с развитием технологий, это отличная область для работы. Некоторые из ролей, которые вы могли бы получить с навыками 3D-моделирования, включают, но не ограничиваются:
Дизайнер видеоигр
Аниматор
Архитектурный дизайнер
Художник по персонажам
Университет Абертай
Дизайн и разработка видеоигр: введение в программирование игр
Ланкастерский университет
Создайте опыт виртуальной реальности
Институт творческих вычислений UAL
Создавайте выразительные видеоигры
Заключительные мысли
3D-моделирование — это увлекательное пространство с множеством возможностей для обучения и творчества. Это также быстрорастущая отрасль, в которой есть что предложить. Надеемся, что эта статья помогла расширить ваши знания в области 3D-моделирования и мотивировала вас освоить его.
Не терпится начать творить? Почему бы не записаться на один из курсов с высоким рейтингом, которые мы описали выше?
10 самых удобных программ для 3D-моделирования для начинающих
Популярная платформа Snapchat недавно создала и выпустила 3D Bitmoji, сделав любые 2D Bitmoji устаревшими и полностью заменив их. Несмотря на надежду, что люди хорошо воспримут новое дополнение, не многие люди в восторге от 3D Bitmojis. Хотя это могло бы не сработать без большого количества пользователей, использование 3D выживает, чтобы использоваться по-разному.
3D-программирование улучшилось с годами и использовалось в видеоиграх, фильмах, короткометражных анимациях и гифках. Есть много программ, используемых профессионалами, которые доступны для тех, кто хочет попробовать. Будь то для развлечения или для того, чтобы попытаться превратить это в профессию, есть несколько отличных вариантов для начинающих, которые можно попробовать.
Autodesk 3ds Max
Существует множество замечательных и впечатляющих программ, используемых профессиональными аниматорами и дизайнерами видеоигр. Одна из этих программ создана и принадлежит компании Autodesk, которая известна своими первоклассными программами, используемыми для таких целей.
Связано: Практика Apple Universal Control: что вам нужно знать
Одной из самых популярных и известных программ Autodesk, которые используются преимущественно для 3D-проектирования и моделирования, является 3Ds Max. Это мощная программа, которая включает в себя библиотеки рендеринга и ресурсов, позволяющие пользователям создавать дизайны премиум-класса. Это один из отраслевых стандартов, поэтому чем раньше пользователи освоят его, тем лучше. Ее можно протестировать с 30-дневным пробным периодом, но если эта программа кажется идеальной, затраты могут отпугнуть людей, если у них нет средств на ее покупку. Варианты: 225 долларов в месяц, 1785 долларов в год или 5085 долларов в три года.
Синема 4D
Существует множество альтернативных программ и служб, таких как типы программного обеспечения VPN, которое пользователь может использовать для обеспечения безопасности, или какая программа будет более идеальной для дизайна. То же самое касается тех, кто хочет посмотреть, с какой 3D-программы было бы хорошо начать.
Принадлежащая Maxon программа под названием Cinema 4D представляет собой простую в использовании программу для начинающих, предназначенную для тестирования функций анимации и программного обеспечения для моделирования и рендеринга. Он интуитивно понятен, что делает его хорошей программой для освоения наряду с аналогичными типами, такими как Autodesk. Cinema 4D поставляется с 14-дневным пробным периодом при загрузке приложения Maxon и немного дешевле, чем 3Ds Max, что может подойти для некоторых. Варианты оплаты $ 590,99 в месяц или 719,00 долларов в год.
ZBrush
Многие компании имеют более одной версии или типа программного обеспечения, которое обеспечивает те же или аналогичные функции, что и некоторые другие, которыми они владеют. У компании Maxon есть несколько таких программ.
Связанный: 10 лучших бесплатных приложений для фотоколлажей в 2022 году
Помимо Cinema 4D, ZBrush — еще одна отличная программа, которую Maxon предлагает пользователям для тестирования. ZBrush предоставляет инструменты для 2D-рисования и 3D-моделирования и является отличной 3D-программой для скульптуры и 3D-печати. Как и Cinema 4D, он поставляется с 14-дневным пробным периодом при загрузке приложения Maxon и является более дешевым вариантом, чем Cinema 4D, позволяя пользователям платить 29 долларов.0,91 в месяц или 359,00 долларов в год.
Модо
Есть некоторые бренды, о которых некоторые люди не слышали или мало слышали. Но это не значит, что на них не стоит смотреть, так как многие из тех, о которых люди обычно не говорят, в конечном итоге становятся одними из лучших программ.
Одной из программ, с которой некоторые люди могут быть не знакомы, является Modo, превосходная гибкая программа для 3D-моделирования и анимации. Он также предоставляет набор инструментов для текстурирования и рендеринга для художников и является отличной стартовой программой для тех, кто заинтересован в переходе к цифровому искусству. Программа поставляется с 30-дневным пробным периодом, и, если программа подходит, есть два варианта: один для существующих участников и один для новых. Новые пользователи будут рассчитывать на ежемесячную плату в размере 68 долларов или 689 долларов.год.
Блендер
Не каждая программа или элемент подходят всем. Так обстоит дело с людьми, которые ищут отличные альтернативы таким продуктам, как GoPro. То же самое касается и 3D-программирования.
Программа Blender — отличный вариант для тех, кто любит бесплатный контент. Blender — это бесплатная программа для 3D-моделирования с открытым исходным кодом и различными мощными инструментами. Многие из этих инструментов включают в себя UV-картографирование, текстурирование и цифровое рисование, а также другие замечательные функции, которые замечательны для всех, кто хочет начать играть с программами 3D-моделирования. Для начинающих это отличный способ окунуться в воду моделирования без какой-либо цены, и многое из того, что там узнали, легко перенести в 3DS Max, среди других программ. Поскольку это бесплатная программа, терять нечего, и она может просто идеально подойти для пользователя, пробующего ее.
Фьюжн 360
Как и компания Maxon, Autodesk имеет множество программ, предоставляющих как совершенно разные функции, в зависимости от того, что пользователь собирается делать. Некоторые из этих программ даже имеют возможность бесплатной версии программы.
Связано: 20 самых дорогих проданных NFT (на данный момент)
Fusion 360 — одна из многих программ, принадлежащих Autodesk, и бесплатная версия программы имеет несколько разных функций и является отличным стартом для начинающих изучать и практиковать 3D-моделирование. Если пользователи обнаружат, что им нравится бесплатная версия, и они хотят обновить ее, чтобы получить больше возможностей, есть несколько вариантов. Варианты включают выплату 1555 долларов каждые три года, 545 долларов в год или 70 долларов в месяц.
SketchUp
Есть много достойных мемов вещей, в том числе недавние мемы, связанные с космическим телескопом Джеймса Уэбба. Хотя это может быть достойным мема из-за некоторых вещей, на которые указали люди, некоторые программы еще не получили никаких мемов.
Как и Fusion 360, SketchUp или SketchUp Free, это версия программы для 3D-моделирования для начинающих, которая позволяет пользователям начать работу и изучить основы 3D-моделирования. В программе есть инструменты для начинающих, такие как рендеринг, а если кому понравится, есть и другие версии с более продвинутыми функциями. SketchUp Go стоит 119 долларов.в год, SketchUp Pro — 299 долларов в год, а SketchUp Studio — 699 долларов в год.
Тинкеркад
Технологии продвинулись намного дальше того, что большинство изначально ожидало. Настолько, что есть определенные рекомендации, что следует автоматизировать с помощью Умного дома. Наряду с этим продолжают появляться и улучшаться новые программы 3D-моделирования.
Autodesk — крупная компания, которая оставила свой след в мире 3D-моделирования настолько, что у нее есть более одной программы. Хотя большинство из них могут быть очень дорогими, такие программы, как Tinkercad, бесплатны для всех. Tinkercad — это более упрощенная форма 3Ds Max, которая представляет собой 3D-программу на основе браузера, которая отлично подходит для создания моделей для 3D-печати. Если это представляет интерес, это хорошая отправная точка для знакомства пользователей с другими программами Autodesk.
Скульптор
Когда люди видят слово «бесплатно», это автоматически вызывает у них интерес. Но когда это бесплатная программа с учебными пособиями, это подслащивает дело.
Sculptris использует концепцию пластилина для лепки, которую легко освоить каждому. Он также обеспечивает динамическую тесселяцию, которая помогает с геометрией модели и автоматически разделяет область под используемой кистью.
МАКСКЛИР ИНЖЕКШН – это жидкая смола, не содержащая растворителей и основанная на силоксанах, которая при взаимодействии с водой превращаются в водоотталкивающую микроэмульсию, создающую эффективный горизонтальный барьер против поднятия капиллярной влаги в каменной кладке.
Назначение
Гидроизоляция и защита любого типа каменной кладки, как наружных, так и внутренних стен, подвергающихся воздействию капиллярной влаги.
Преимущества
Позволяет поверхности «дышать», не закрывает поры.
Может использоваться для обработки толстых стен с повышенной влажностью.
Превосходное проникновение во влажную поверхность.
Не способствует появлению высолов. Не изменяет поверхность внешне.
Концентрированный продукт. Невысокий расход материала. Сокращает затраты на хранение и транспортировку.
Экологически чистый. Не содержит растворителей, не токсичен, не вызывает коррозию.
Для применения нужна только вода.
Инструмент легко чистится.
Применение
Подготовка поверхности:
Удалите старую краску, штукатурку до
уровня не менее 90 см от верхней точки подъема капиллярной влажности.
Устраните высолы, поврежденную кладку и отремонтируйте поверхность с помощью
МАКСРЕСТ. Большие выбоины и трещины также необходимо заделать МАКСРЕСТ.
Подготовка отверстий:
Просверлите отверстия с интервалом в 10-12 см в зависимости от способности
поверхности к абсорбции, образуя горизонтальную линию. Отверстия следует
сверлить в растворе шва кладки под углом в 30º — 45º книзу для инъекции МАКСКЛИР
ИНЖЕКШН без давления и или 15º — 30º для ввода смолы под давлением. Чем больше
толщина стены, тем меньше должен быть угол. В любом случае рекомендуется, чтобы
отверстие пересекало, по крайней мере, один горизонтальный шов кирпичной кладки,
что улучшит проникновение смолы МАКСЛИР ИНЖЕКШН в стену. Глубина отверстий
должна быть короче толщины стены приблизительно на 5 см. Перед впрыскиванием
смолы из отверстий необходимо удалить пыль и остатки от сверления с помощью
сжатого воздуха.
Для неоднородных пористых поверхностей, содержащих полости, сначала следует
использовать жидкий раствор, такой как МАКСГРАУТ ИНЖЕКШН, в качестве заполнителя
и герметика. Вставьте палочку, чтоб открыть отверстия прежде, чем раствор начнет
схватываться (около 30 мин), что позволит в дальнейшем ввести смолу МАКСКЛИР
ИНЖЕКШН в стену.
Приготовление микроэмульсии:
Налейте МАКСКЛИР ИНЖЕКШН в воду в
пропорции от 1:10 до 1:15. Микроэмульсия должна использоваться в течение одного
дня с момента приготовления.
Способ впрыскивания без давления:
Вставьте в отверстие приемник
подходящей воронкообразной формы. Наполните трубку раствором до тех пор, пока
поверхность стены полностью не заполнится.
α: 30-45º для впрыскивания без давления
α: 15-30º для
впрыскивания под давлением
с ≈ 5-7 см
s: 10-12 см
Способ впрыскивания под давлением:
Это наиболее подходящий метод, который
обеспечивает более полное проникновение смолы в стену. Этот способ следует
использовать, если содержание влаги в стене превышает 50%.
Нанесите два слоя МАКССИЛ ФЛЕКС, один ниже уровня впрыскивания, другой на 20 см
выше, чтоб не допустить выхода МАКСКЛИР ИНЖЕКШН из трещин и пор. Впрыскивание
проводят насосом через пакера, вставленные в отверстия, под давлением 3-20 бар в
течение 5-10 минут. Давление подачи смолы может изменяться в зависимости от
прочности, пористости стены и степени ее наполнения. Рекомендуется накачивать
смолу как можно медленнее, при более низком давлении.
В случае высокого содержания влаги (более 80%) для ускорения действия МАКСКЛИР
ИНЖЕКШН сначала следует инъектировать катализатор МАКСКЛИР ИНЖЕКШН КАТ с
использованием того же оборудования, а спустя 1-2 дня впрыскивается МАКСКЛИР
ИНЖЕКШН. Катализатор ускоряет процесс создания водоотталкивающего барьера. Через
3-4 дня те же отверстия можно заполнить МАКСГРАУТ ИНЖЕКШН.
Через 14 дней, для окончательной отделки можно использовать макропористый
раствор, такой как ТЕРМОСАН, в сочетании с водонепроницаемым и декоративным
отделочным покрытием ТЕРМОСАН F. Оба этих продукта подходят для обработки
каменной кладки, подвергающейся воздействию капиллярной влажности.
Очистка:
Инструмент следует промыть водой сразу же после окончания работ.
Расход
Расход МАКСКЛИР ИНЖЕКШН зависит от степени содержания влаги и пористости
стены. Приблизительно расходуется от 20 до 40 литров микроэмульсии МАКСКЛИР
ИНЖЕКШ на квадратный метр поперечного сечения. Например, стена длиной и
толщиной в 1 метр и отверстиями с интервалом в 10 см может потребовать от 2
до 4 литров микроэмульсии на отверстие (0,125 – 0,250 кг чистой смолы
МАКСКЛИР ИНЖЕКШН, разбавленной в воде в пропорции 1:15).
Расход катализатора МАКСКЛИР ИНЖЕКШН КАТ составляет третью часть от
используемого количества микроэмульсии МАКСУРЕТАН ИНЖЕКШН.
Меры предосторожности
Не смешивайте различные продукты в насосе, предварительно промывайте его водой.
Если смола МАКСКЛИР ИНЖЕКШН выходит из отверстий во время впрыскивания, смойте ее излишки водой, чтобы не допустить снижение адгезии штукатурки со стеной при дальнейшей обработке.
Не пользуйтесь готовым раствором МАКСКЛИР ИНЖЕКШН, если он был приготовлен ранее, чем один день назад.
Техника безопасности
МАКСКЛИР ИНЖЕКШН – легко воспламеняемый продукт. Необходимо применять все меры предосторожности при хранении, транспортировке и работе. Следует носить защитную одежду, перчатки и очки во время приготовления раствора и его впрыскивания. Избегайте контакта с кожей и глазами. Листы безопасности могут быть предоставлены по запросу. В случае попадания раствора в глаза или на кожу тщательно промыть водой.
Технические
данные
Внешний вид
Жидкость янтарно-желтого
цвета
Плотность
0. 95 г/см 3
Содержание активной смолы
100 %
Содержание растворителей
0 %
Вязкость (Чаша
Форда № 4)
15 сек.
Пропорция смола/вода
1/10 – 1/15
Температура воспламенения
25 ºC
Токсичность
Нет
Коррозионная активность
Нет
Упаковка
5 и 25 литровые
ведра
Хранение
12 месяцев в плотно закрытой,
оригинальной упаковке при температуре от 5 до 30 ºC
Максклир Инжекшн || Техноресурс — ремонтно-восстановительные работы
Главная
Технологии и материалы
Гидрозо
Максклир Инжекшн
Документация
fv ipmukpdr enmrtou luw 152-01. pdf
Редакция г07/09 Техническое описание № 152.01
МАКСКЛИР ® ИНЖЕКШН
(Maxclear ® Injection)
ИНЪЕКЦИОННЫЙ СОСТАВ ДЛЯ ОТСЕЧКИ КАПИЛЛЯРНОЙ ВЛАГИ
ОПИСАНИЕ
МАКСКЛИР ИНЖЕКШН — это жидкая смола, на основе силоксанов, которая при взаимодействии с водой превращаются в гидрофобную микроэмульсию, создающую эффективный барьер против поднятия капиллярной влаги в стенах из кладки.
НАЗНАЧЕНИЕ
Гидроизоляция и защита любого типа каменной кладки, как наружных, так и внутренних стен, подвергающихся воздействию капиллярной влаги.
ПРЕИМУЩЕСТВА
• Позволяет поверхности «дышать», не закрывает поры.
• Может использоваться для гидроизоляции толстых стен с повышенной влажностью.
• Превосходное проникновение во влажную поверхность.
• Не изменяет поверхность внешне.
• Концентрированный продукт. Невысокий расход материала. Сокращает затраты на хранение и транспортировку.
• Экологически чистый. Не содержит растворителей, не токсичен, не вызывает коррозию.
• Для применения нужна только вода.
• Инструмент легко чистится.
ПРИМЕНЕНИЕ
Подготовка поверхности: Удалите старую краску, штукатурку до уровня не ниже 90 см от верхней точки подъема капиллярной влажности. Удалите высолы, хрупкие элементы кладки и отремонтируйте поверхность с помощью МАКСРЕСТ. Большие выбоины и трещины также необходимо заделать МАКСРЕСТ.
Подготовка отверстий:
Просверлите отверстия с интервалом в 10-12 см в зависимости от способности поверхности к адсорбции, образуя горизонтальную линию. Отверстия следует сверлить в растворе шва кладки под углом в 30° — 45° для инъекции МАКСКЛИР ИНЖЕКШН без давления и или 15° -30° для ввода смолы под давлением. Чем больше толщина стены, тем меньше должен быть угол. В любом случае рекомендуется, чтобы отверстие пересекало, по крайней мере, один горизонтальный шов кирпичной кладки, что улучшит проникновение смолы МАКСЛИР ИНЖЕКШН в стену. Глубина отверстий должна быть короче толщины стены приблизительно на 5 см. Перед впрыскиванием смолы из отверстий необходимо удалить пыль и грязь от сверления с помощью пылесоса.
Для неоднородных пористых поверхностей, содержащих полости, сначала следует использовать жидкий цементный раствор, такой как МАКСГРАУТ ИНЖЕКШН. Вставьте в шпур гвоздь, чтобы сохранить отверстия не закупоренными, что позволит в дальнейшем
ввести смолу МАКСКЛИР ИНЖЕКШН в стену.
Приготовление микроэмульсии: Налейте МАКСКЛИР ИНЖЕКШН в воду в пропорции от 1:10 до 1:15. Микроэмульсия должна использоваться в течение одного дня с момента приготовления.
Способ впрыскивания без давления: Вставьте в отверстие приемник подходящей воронкообразной формы. Наполните трубку раствором до тех пор, пока поверхность стены полностью не заполнится.
а: 30-45° для впрыскивания без давления а: 15-30° для впрыскивания под давлением с = 5-7 см s: 10-12 см
Способ впрыскивания под давлением: Это наиболее подходящий метод, который обеспечивает более полноценное проникновение смолы в стену. Этот способ следует использовать, если содержание влаги в стене превышает 50%.
Нанесите два слоя МАКССИЛ ФЛЕКС, один ниже уровня впрыскивания, другой на 20 см выше, чтоб не допустить выхода МАКСКЛИР ИНЖЕКШН из трещин и пор. Впрыскивание проводят насосом через пакера, под давлением 3-20 бар в течение 5-10 минут. Давление подачи смолы может изменяться в зависимости от прочности, пористости стены и степени ее заполненности. Рекомендуется накачивать смолу как можно медленнее, при более низком давлении.
В случае высокого содержания влаги (более 80%) для ускорения действия МАКСКЛИР ИНЖЕКШН сначала следует инъектировать катализатор МАКСКЛИР ИНЖЕКШН КАТ с использованием того же оборудования, а спустя 1-2 дня впрыскивается МАКСКЛИР ИНЖЕКШН. Катализатор ускоряет процесс создания водоотталкивающего барьера. Через 34 дня те же отверстия можно заполнить МАКСГРАУТ ИНЖЕКШН.
Через 14 дней, для окончательной отделки можно использовать макропористый раствор, такой как ТЕРМОСАН, в сочетании с водонепроницаемым и декоративным отделочным покрытием ТЕРМОСАН-Ф. Оба этих продукта подходят для обработки каменной кладки, подвергающейся воздействию капиллярной влажности.
Очистка: Инструмент следует промыть водой сразу же после окончания работ.
РАСХОД
Расход МАКСКЛИР ИНЖЕКШН зависит от степени содержания влаги и пористости стены. Приблизительно расходуется от 20 до 40 литров микроэмульсии МАКСКЛИР ИНЖЕКШ на квадратный метр поперечного сечения. Например, стена длиной и толщиной в 1 метр и отверстиями с интервалом в 10 см может потребовать от 2 до 4 литров микроэмульсии на отверстие (0,125 — 0,250 кг чистой смолы МАКСКЛИР ИНЖЕКШН, разбавленной в воде в пропорции 1:15).
Расход катализатора МАКСКЛИР ИНЖЕКШН КАТ составляет третью часть от используемого количества микроэмульсии МАКСУРЕТАН ИНЖЕКШН.
МЕРЫ ПРЕДОСТОРОЖНОСТИ
• Не смешивайте различные продукты в насосе; периодически промывайте его водой.
• Если смола МАКСКЛИР ИНЖЕКШН выходит из отверстий во время впрыскивания, смойте ее излишки водой, чтобы не допустить снижение адгезии штукатурки со стеной при дальнейшей обработке.
• Не пользуйтесь готовым раствором МАКСКЛИР ИНЖЕКШН, если он был приготовлен ранее, чем один день назад.
ТЕХНИКА БЕЗОПАСНОСТИ
МАКСКЛИР ИНЖЕКШН — легко воспламеняемый продукт. Необходимо применять все меры предосторожности при хранении, транспортировке и работе. Следует носить защитную одежду, перчатки и очки во время приготовления раствора и его впрыскивания. Избегайте контакта с кожей и глазами. Листы безопасности могут быть предоставлены по запросу. В случае попадания раствора в глаза или на кожу тщательно промыть водой.
ТЕХНИЧЕСКИЕ ДАННЫЕ
Внешний вид
Жидкость янтарно-желтого цвета
Плотность
0.95 г/см3
Содержание активной смолы
100 %
Содержание растворителей
0 %
Вязкость (Чаша Форда № 4)
15 сек.
Пропорция смола/вода
1/10 — 1/15
Температура воспламенения
25 °C
Токсичность
Нет
Коррозионная активность
Нет
Упаковка
5 и 25 литровые ведра
Хранение
12 месяцев в плотно закрытой, оригинальной упаковке при температуре от 5 до 30 °C
Кирпичная кладка, пропитанная солью и водой, была обработана соляным раствором MAXSEAL SULFAT после оштукатуривания, а затем гомогенизирована ремонтным раствором MAXRITE-S. Затем на грунтопроницаемые стены инжектировали материал MAXCLEAR INJECTION в растр 25×25, а затем в два слоя укладывали гибкую изоляцию MAXSEAL FLEX.
Изоляция террасы — Badacsony
Изоляция крыши
Грунтование: MAXEPOX PRIMER W Промежуточный слой: МАКСУРЕТАН ПОЛ Покрывающий слой: МАКСУРЕТАН 2C-W Побег: MAXFLEX 100 Вт
Реконструкция бассейна — Леанифалу
Гидроизоляция и изоляция мостов, Защита сточных вод
Даже старый и не очень декоративный бассейн может создать новый. Изоляционные системы DRIZORO позволяют удовлетворить требования клиентов на самом высоком уровне как в плане производительности, так и в отношении отделки поверхностей.
Инъекция субстрата — Rózsa utca
Системы впрыска
Создание горизонтального водяного затвора от поднимающейся влаги. Последующая изоляция с помощью инъекций обеспечивает идеальное решение для дальнейшего распространения плесени на кирпичной кладке.
Добавки, добавки | Армирование углеродным волокном | Ремонт бетона, Декор бетон | Фасады, Специальные растворы | Пломбы, расширения, суставы | Промышленные и эпоксидные полы | Системы впрыска | Шпаклевочные и фиксирующие растворы для керамики | Изоляция крыши | Гидроизоляция и изоляция мостов, Защита сточных вод
Наша компания ежегодно представлена на Construma. Будь то специалист или частное лицо, DRIZORO всегда стремится соответствовать техническим требованиям на самом высоком уровне.
Подготовка изоляции столбов с помощью блочной инжекции и намазываемой изоляции
Реконструкция скважины Эрчи
Ремонт бетона, Декор бетон | Гидроизоляция и изоляция мостов, Защита сточных вод
Ремонт бетона, защита поверхности, изоляция
Реконструкция пола
Промышленные и эпоксидные полы
Реконструкция пола толщиной 3 мм эпоксидно-цементной смесью MAXFLOOR CEM.
MAXCLEAR INJECTION — Drizoro — Zabezpieczająca przed wilgocią żywica siloksanowa do wstrzykiwania w ściany uszkodzone na skutek podnoszenia się wilgoci
Способ użycia / stosowanie
Przygotowanie odwiertów:
Nawiercić с линией позиомей otwory w odległości 10-12 cm jeden od otheriego, zależnie od absorpcji podłoża. Otwory nawiercać w kierunku dolnym pod kątem 30-45 º w przypadku iniekcji gravitacyjnej oraz 15-30º w przypadku iniekcji pod ciśnieniem. Im większa grubość ściany, tym mniejszy może być kąt odwiertu. Usilnie zaleca się jednak, aby — o ile to tylko możliwe — przewiercić się przez co najmniej jedną poziomą warstwę zaprawy budowlanej (np. warstwa zaprawy między cegłami) dla lepszego rozprowadzenia MATERIAłECTION. Wiertło musi być ok. 5 см короче, чем грубее nawiercanej ściany. Przed zastosowaniem iniekcji z odwiertu usunąć ciśnieniem powietrza pył i luźne kawałki.
W przypadku podłoży niejednorodnych, pełnych ubytków i wnęk, względnie o skrajnej porowatości, w charakterze wypełniacza and uszczelniacza zastosować uprzednio iniekcję rzadkie p.ynnery zaprawy ИНЪЕКЦИЯ MAXGROUT. Przed upływem czasu krzepnięcia zaprawy (ок. 30 мин.) odwierty udrożnić dla umożliwienia późniejszej Penetracji przez MAXCLEAR INJECTION.
Производство микроэмульсии
Раствор MXCLEAR INJECTION с водой в пропорции 1:10 или 1:15. MAXCLEAR INJECTION делает воду. Mikroemulsję należy zastosować jeszcze tego samego dnia, w którym została przygotowana.
Metoda iniekcji gravitacyjnej
Do odwiertów wsadzić odpowiedni sprzęt podający o kształcie lejka. Podajniki napełniać aż do całkowitego nasycenia podłoża.
Методика создания под циснинием
Metodę tę stosuje się zyskania lepszej dispersji materiału i zapewnienia całkowitego nasycenia podłoża, jak również w przypadku wilgotności podłoła przekraczającej 50%.
Пониженная позиция вставки или 20-сантиметровый верхний слой покрытия MAXSEAL FLEX, или MAXCLEAR INJECTION, который не был выведен из упаковки и поры.
Мотоблоки Салют — технические характеристики, инструкции по эксплуатации
Мотоблоки Салют, согласно статистики запросов Яндекса, занимают второе место по популярности среди российских пользователей, уступая в лидерстве, только «Неве». Существует две основных разновидности мотоблока Салют:
— Салют-5 разработан и выпускался с начала 90-х годов ММПП «Салют» предшественником нынешнего Московскогом предприятия АО НПЗ газотурбостроения «Салют», и уже более чем за 20-ти летнюю историю стал широко известен всей стране. Мотоблок полностью производится в России, за исключением двигателей иностранного производства, которые в последнее время устанавливаются на Салют-5. С 2002 по 2012 годы «Салют » размещал заказ на сборку модели на заводе «Агат», после разногласий руководства, заказ был снят и на «Агате» стали выпускать собственный мотоблок под маркой «Агат», при этом по утверждению представителей завода Салют знаменитый омский редуктор на Агат не поставляется.
— Салют-100 разработан Московским предприятием АО НПЦ газотурбостроения «Салют», его выпуск был приурочен к 100-летнему юбилею завода, и является логическим продолжение мотоблока Салют-5, или его глубокой модернизации. Впервые был представлен покупателям на выставке в 2013 году. Представители предприятия не стесняются и не скрывают тот факт, что Салют-100 полностью производится и собирается в Китае, под контролем АО НПЦ газотурбостроения «Салют», которое несет все гарантийные и постгарантийные обязательства по этому изделию, как производитель.
На мотоблоках Салют-5 и Салют-100 применяются двигатели лучших отечественных и иностранных фирм имеющие высокие технико-экономические показатели. Тип двигателя указан в паспорте для каждого конкретного мотоблока.
Официальный сайт производителя мотоблоков Салют — www.salut.ru
Мотоблок «Салют-5» — особенности конструкции.
Продуманные конструкторские решения от отечественных инженеров авиационной промышленности, позволили мотоблоку занять свое место на рынке, завоевав доверие потребителей. Они востребованы как на приусадебном участке, так и и в небольшом фермерском хозяйстве, предназначены для обработки небольших и средних по размеру площадей.
Основным достоинством является применение шестеренчатого редуктора. Обычно такие применяются на более тяжелых машинах, а в мотоблоках такого класса в основном обходятся цепными передачами. Такому редуктору не страшны большие нагрузки, в том числе и ударные от камней. попадающихся в почве. Сцепление обеспечивается натяжением ремней. Мотоблок «Салют-5» имеет две передние передачи и одну заднюю, переставив ремень можно получить еще дополнительно две передних и одну заднюю.
Отбор мощности от мотоблока для привода навесных орудий.
Отбор мощности для привода навесных орудий мотоблока осуществляется, как правило, со среднего ручья ведомого шкива. Для привода стационарных навесных орудий (деревообрабатывающие станки, кормоизмельчители и т.д.) можно использовать вал, расположенный справа на редукторе мотоблока. На вал крепится шкив (продается отдельно) с защитным кожухом, а клиновой ремень для привода навесных орудий прилагается в их комплектах сменных частей.
Мотоблок Салют устойчив к опрокидыванию, благодаря смещенному вперед и низко расположенному центру тяжести. Рулевая колонка регулируется по высоте и поворачивается на 180 градусов, что очень удобно для оператора. У мотоблока очень легко снимаются руль и колеса, это помогает быстро перевести его в состояние для транспортировки.
К достоинствам мотоблока «Салют-5» следует отнести широкий спектр навесного оборудования и прицепных агрегатов. Кроме официального производителя мотоблока АО НПЦ газотурбостроения «Салют» дополнительное оборудование для этой техники выпускают и другие производители в России. Работы по обработке почвы, кошению трав, поливке и опрыскиванию насаждений, уборке улиц и тротуаров от мусора и снега, перевозка грузов и прочие работы осуществляются с помощью различных прицепных орудий: роторов с ножами специальной формы (фрезы), плуга, окучника, косилки, насоса, снегоуборщика, щетки, опрыскивателя, тележки и т.д., устанавливаемых на мотоблок Салют.
Технические характеристики Мотоблок Салют 5Х с двигателем Honda GX-200 (6,5 л.
с.)
Двигатель (название) :
4-х тактный Honda GX200 OHV
Максимальная мощность (л.с.):
6,5
Особенность двигателя :
OHV — с верхними клапанами
Вид запуска :
Ручной
Вид топлива :
бензин
Ориентация коленвала :
Горизонтальный коленвал
Объем топливного бака (л):
3,6
Страна производитель :
Россия
Габаритные размеры (см.):
86х53х82
Вес (кг.):
78,0
Гарантия (мес.):
12
Относится к виду :
Мотоблоки
Количество скоростей вперед :
2
Количество скоростей назад (реверс) :
1
Ширина обработки (см):
60
Глубина обработки (см):
до 30
Сцепление :
Ременное
Регулируемая рулевая колонка :
в 2 положениях
Редуктор :
Шестеренчатый
Масло в редуктор
ТМ-5-18 (ТАД-17И)
Объем масла в редукторе
1,1 л
Максимальное тяговое усилие с балластным грузом общей массой 35 кг на ходовых колесах, и грузом 15 кг на подвеске передней, кГс
63-82*
Диаметр фрез, мм
310
*в зависимости от установленного двигателя
Мотоблок Салют-100 — особенности конструкции
Все лучшие наработки воплощены в этом изделии. По некоторым показателям Салют-100 превосходит своего предшественника, легендарный Салют-5. Самое главное отличие в том, что переключение скоростей перенесено на руль, не нужно наклоняться что бы включить необходимую передачу.
Рукоятка сцепления — современного типа, с переменным усилием: при нажатии сопротивление чувствуется, а в прижатом к ручке состоянии усилие удержания минимально. Руль надежен и регулируется во всех направлениях, что расширяет функциональные возможности мотоблока, при использовании передней и задней сцепки. Обе сцепки очень прочны и надежны. Рама имеет также прочную конструкцию.
Редуктор шестеренчатый, а значит надежный, долговечный, не требует практически обслуживания и позволяет применять различные по мощности двигатели. Моторесурс редуктора более 3000 часов. Использование такого редуктора — одно из самых главных достоинств Салютов.
Комплектация мотоблока Салют-100 так же относится к его достоинствам. Особая гордость трехрядные фрезы с кованными ножами серповидной формы из пружинной стали 65г высочайшего качества, с дисками для защиты растений. Есть так же дополнительный кронштейн для крепления навесного оборудования, расширительные втулки для колес, щуп для проверки уровня масла в редукторе. набор ключей
Салют-100-6,5 — технические характеристики
Мотоблок
Габаритный размер, мм
1350 x 600 x 1100
Ширина культивации, мм
360-800
Глубина культивации, мм
100-250
Количество передач редуктора
4 вперед-2 назад (2,N,1,N,R)
Тип редуктора
Шестеренчатый
Тип трансмиссии
Ременная передача
Двигатель
Модель двигателя
LIFAN 168F-2B
Объем цилиндра, см3
196
Компрессия
8,5/1
Максимальная выходная мощность
6. 5л.с. (4.8kw)/ 3,600 об/мин
Номинальная выходная мощность
5,5л.с. (4,0kw)/3/600 об/мин
Объем топливного бака, литр.
3,6
Максимальный крутящий момент, Н.м/об.мин
11/2500
расход топлива, g/kw.h
395
Объем маслянного картера, литр.
0,6
Масса двигателя, кг.
16
Салют-100-БС-В — технические характеристики
Мотоблок
Габаритный размер, мм
1350 x 600 x 1100
Ширина культивации, мм
360-800
Глубина культивации, мм
100-250
Количество передач редуктора
4 вперед-2 назад (2,N,1,N,R)
Тип редуктора
Шестеренчатый
Тип трансмиссии
Ременная передача
Двигатель
Модель двигателя
Briggs&Stratton Vanguard 6,5
Объем цилиндра, см3
205
Компрессия
9,0/1
Максимальная выходная мощность
6,5л. с. (4,8кВт)/3.600 об/мин
Номинальная выходная мощность
5,7л.с. (4,1кВт)/3.000 об/мин
Объем топливного бака, литр.
3,8
Максимальный крутящий момент, Н.м/об.мин
11/3000
расход топлива, г/кВт.час
350
Объем маслянного картера, литр.
0,6
Масса двигателя, кг.
18,7
Инструкция по эксплуатации мотоблока Салют — 5 скачать
Руководство пользователя на мотоблок Салют — 100 скачать
Добавить комментарий
Мотоблок Cалют — устройство, особенности моделей, характеристики
Мотоблоки данной фирмы уже достаточно давно на рынке и смогли завоевать доверие покупателей. Их разрабатывает и выпускает московское предприятие ММПП «Салют», которое специализируется на авиаконструировании.
В чем же их качественное отличие от других марок, какими основными моделями представлена линейка и какие их основные характеристики – мы расскажем Вам в этой статье.
Содержание
1 Устройство мотоблока Cалют в деталях
2 Мотоблок Салют 5
2.1 Мотоблок Салют 5 БС
3 Мотоблок Салют 5 БС-1
4 Мотоблок Салют GC 190
5 Мотоблок Салют 100
Устройство мотоблока Cалют в деталях
Мотоблоки фирмы Салют оснащены бензиновыми двигателями известных марок (Honda, Briggs&Stratton, Lifan и т. д.). Эти мотоблоки мощные, хоть и негабаритные, а в комплекте с соответствующими приспособлениями к ним становятся универсальными и многофункциональными. Предназначены для работ в умеренном климате. Как и любая техника, нуждаются в обкатке в соответствии с инструкцией по эксплуатации. На фото ниже – подробная схема устройства мотоблока Салют.
Рассмотрим работу разных моделей мотоблоков Салют на примерах наиболее известных модификаций.
Мотоблок Салют 5
Оснащается бензиновым двигателем зарубежных или отечественных производителей. Имеет 3 передачи (2 вперед, 1 назад). Время обкатки – 25 часов умеренных нагрузок. При обработке сложных грунтов следует уменьшать частоту вращения ножей.
Технические характеристики:
двигатель – 5,5 л. с.;
глубина обработки – до 250 мм;
ширина культивации – до 800 мм;
габариты – 1510*620*1335 мм;
вес − 82 кг.
Мотоблок Салют 5 БС
Данная модификация оснащена качественным бензиновым двигателем фирмы Briggs&Stratton с воздушным охлаждением. Запуск двигателя производится от ручного стартера, имеет надежный шестеренчатый редуктор. Имеет 3 передачи – 2 вперед, 1 реверс. Есть возможность подключить такое же количество пониженных скоростей. Руль регулируется в разных плоскостях. Удачно расположенный центр тяжести предотвращает опрокидывание.
Технические характеристики:
мощность двигателя – 6 л. с.;
вместительность бака для горючего – 4 л;
глубина обработки – до 250 мм;
ширина культивации – до 800 мм;
вес − 78 кг;
расход бензина − 1,5 л/час.
Мотоблок Салют 5 БС-1
Так же, как и предыдущая модель, оснащен двигателем фирмы Briggs&Stratton, но уже более мощным. Количество скоростей – 3 (2 вперед, 1 назад). Сцепление ременное, редуктор шестеренчатый.
Технические характеристики:
двигатель – 6,5 л. с.;
максимальная глубина обработки – до 300 мм;
ширина культивации – до 900 мм;
вес − 78 кг.
Мотоблок Салют GC 190
Данный мотоблок оснащен двигателем Хонда, который имеет карбюратор с автоматической подгазовкой. Эта опция значительно усиливает мотоблок, увеличивает его проходимость на тяжелых грунтах. В комплекте с навесным оборудованием выполняет широкий спектр сельскохозяйственных работ – от вспашки и окучивания до снегоуборки. Скорости – 2 вперед, 1 назад.
Технические характеристики:
двигатель – 6 л. с.;
вместительность бака для горючего – 1,8 л;
глубина обработки – до 300;
ширина культивации – до 600
габариты − 1510*620*1335;
масса − 75 кг.
Мотоблок Салют 100
Наиболее популярный мотоблок в производственной линейке Салют, который воплощает в себе все лучшие качества предыдущих модификаций. Отличается мощностью, надежностью и повышенной производительностью при относительно низкой цене.
Его положительным отличием является маневренность, небольшой радиус поворота, расположение переключателя скоростей на руле, шестеренчатый редуктор, высокая транспортная скорость (12 км/час), наличие заднего хода, удлинитель оси и почворезы в стандартной комплектации.
Небольшие размеры и вес не мешают агрегату справляться с разными типами почв. А большой набор навесного оборудования для мотоблока Салют делает его приспособленным еще и к таким задачам как вспахивание, окучивание и рыхление грядок, покос травы, уборка снега, посадка и выкапывание корнеплодов, транспортировка грузов и т. д. На фото ниже – основные виды навесного оборудования для данной модели.
Также мотоблок не причинит больших проблем с ремонтом, поскольку запчасти и комплектующие с легкостью можно достать на рынках и в специализированных магазинах.
Технические характеристики:
двигатель – 6,5 л. с.;
вместительность бака для горючего – 3,6 л;
глубина обработки – до 250
ширина культивации – до 800;
габариты − 1350*1110*620;
вес − 72 кг;
расход бензина − 1,5 л/час.
Мотоблок оснащен 4-тактным двигателем Lifan 168F-2B с воздушным охлаждением. Имеет отличные фильтры, тем самым защищает мотор от грязи и пыли. Запускается от кик-стартера.
Отзывы владельцев о данной модели в основном положительные. Все отличают его многофункциональность, надежность и выносливость. Работоспособность мотоблока – в среднем 3 сотки за час. Аппарат также прост в управлении. Из недостатков – повышенный уровень вибрации и необходимость часто проверять и заменять масло.
Предлагаем также ознакомиться с видео, на котором продемонстрировано мотоблок Салют 100 в работе:
Вам может также понравиться:
характеристики колес, коробки передач и двигателя мотоблока, особенности модели Honda GX200, тонкости выбора дополнительных фрез и запчастей, отзывы
Историческая справка
Преимущества и недостатки
Описание и принцип работы
Обзор модели
Советы по выбору
Составные части
Правила эксплуатации
Тонкости ухода и ремонта
Отзывы
Фермерам и дачникам не обойтись без такого важного агрегата, как мотоблок. Производители выпускают этот вид техники в огромном ассортименте, но особого внимания заслуживает бренд «Салют». Он выпускает многофункциональные устройства, которые считаются незаменимыми помощниками в хозяйстве.
Историческая справка
Продукция торговой марки «Салют» уже более 20 лет пользуется большой популярностью на рынке, получила положительные отзывы как зарубежных, так и отечественных потребителей. Под этой маркой завод «Агат» выпускает качественную садовую мототехнику. Данное предприятие находится в Москве и занимается производством механизированных орудий, которые используются на приусадебных участках и в небольших фермерских хозяйствах. Основная продукция в продуктовой линейке – компактные мотоблоки.
Они универсальны и комплектуются как отечественными, так и японскими, китайскими силовыми агрегатами.
Мотоблок Салют пользуется большим спросом у потребителей. Производитель комплектует его полным комплектом навесного оборудования, состоящим из подметальной щетки, отвального ножа, грузовой тележки, плуга и снегоуборщика. Данная модель отличается надежностью и долгим сроком службы. Это связано с тем, что мотоблоки оснащены первоклассными двигателями, экономящими расход топлива и обладающими высокой производительностью. Рабочий ресурс мотоблоков «Салют» составляет 2000 часов, что обеспечивает их работу без сбоев и поломок до 20 лет.
Преимущества и недостатки
Мотоблоки, выпускаемые под торговой маркой «Салют», отличаются от других моделей техники компактностью, простотой эксплуатации и обслуживания. Так как в этой конструкции есть шестеренчатый редуктор, проще регулировать скорость и ременный привод сцепления. Рулевые рукоятки мотоблока эргономичны и обтекаемы – за счет этого значительно снижается вибрация при работе. Кроме того, устройство имеет муфты, равномерно распределяющие вес присоединяемых деталей. К основным преимуществам мотоблоков «Салют» относятся:
высокая производительность двигателя – ресурс работы редуктора 300 м/ч;
наличие воздушной системы охлаждения двигателя;
плавность работы механизма сцепления;
автоматическая блокировка пуска при недостаточном уровне масла;
прочная конструкция, в которой рама изготовлена из высококачественных металлических сплавов и закреплена надежными угольниками;
устойчивость к опрокидыванию — центр тяжести у мотоблока расположен низко и немного смещен вперед;
многофункциональность – устройство можно использовать как с навесным, так и с дополнительным прицепным оборудованием;
маленький размер;
хорошая маневренность и проходимость;
безопасная эксплуатация.
Что касается недостатков, то у этого мотоблока малый угол подъема рукояток и некачественные ремни. Несмотря на эти мелкие недостатки, агрегат считается отличным механизированным инструментом, облегчающим работу в саду и огороде. Благодаря такому мотоблоку можно легко и быстро выполнить любой объем работ. Это особенно полезно в летний сезон.
Эта техника находит свое применение и зимой — позволяет удобно расчищать снег.
Описание и принцип работы
Мотоблок «Салют» — универсальное устройство, предназначенное для обработки почвы и полива, заготовки кормов, уборки урожая, очистки приусадебного участка от снега и перевозки малогабаритных грузов. Производитель выпускает его в нескольких модификациях. Вес техники (в зависимости от модели) может быть от 72 до 82 кг, объем топливного бака 3,6 л, максимальная скорость движения достигает 8,8 км/ч. Размеры мотоблоков (длина, ширина и высота) – 860×530×820 мм и 1350×600×1100 мм. Благодаря этому устройству можно обрабатывать участки земли шириной до 0,88 м, при этом глубина обработки почвы не превышает 0,3 м.
Двигатель мотоблока Салют работает на бензине, он одноцилиндровый и весит 16,1 кг. Расход топлива может составлять от 1,5 до 1,7 л/ч. Мощность двигателя — 6,5 л/с, его рабочий объем — 196 кв.см. Частота вращения вала двигателя — 3600 об/м. Благодаря этим показателям агрегат отличается хорошей производительностью. Что касается конструкции устройства, то в его состав входят:
двигатель;
металлический каркас;
привод сцепления;
рулевая колонка;
бензобак;
пневматическая шина; вал
;
Шестеренчатый редуктор.
Принцип работы мотоблока прост. Крутящий момент передается от двигателя к коробке передач с помощью ременной передачи. Коробка передач задает скорость и направление движения (назад или вперед). После этого коробка передач приводит в движение колеса. В систему сцепления входят два приводных ремня, возвратный механизм, рычаг управления тягой и натяжной ролик. Шкив отвечает за работу приводных ремней и подключение дополнительных механизмов в конструкции.
Мотоблок управляется с помощью специальной рукоятки; у него есть переключатель скорости, вперед и назад. Сошник также считается важной деталью на мотоблоке; он установлен на раме и снабжен функциями, «заставляющими» фрезы углубляться в почву.
Для установки буксируемых механизмов на блоке используются специальные навесные узлы.
Обзор моделей
На сегодняшний день мотоблоки «Салют» выпускаются в нескольких модификациях: 100, 5Л-6,5, 5-П-М1, ГЦ-190 и Хонда GX200. Все вышеперечисленные модели отличаются улучшенной и модернизированной конструкцией и во многом превосходят аналогичные типы других производителей. Такие агрегаты более удобны в эксплуатации, функциональны и эргономичны.
Салют 100. Это мотоблок, который оснащен двигателем Lifan 168-F-2B. Работает на бензине, его мощность составляет 6,5 литров. с, объем — 196 кв.см. Кроме того, устройство оснащено 6 почвенными фрезами, которые при регулировке позволяют работать на участках шириной 30, 60 и 90 см. Вес навесного оборудования варьируется от 72 до 78 кг. Благодаря этой технике можно не только обрабатывать участки площадью до 30 соток, но и убирать территорию, косить траву, измельчать корма и перевозить груз до 350 кг.
«Салют 5Л-6,5». В комплектацию данного агрегата входит мощный бензиновый двигатель Lifan, он обеспечен воздушным охлаждением и имеет высокий эксплуатационный показатель, который может превышать 4500 часов. Продается мотоблок со стандартным набором фрез и сошником. Кроме того, производитель дополняет его другими видами навесного оборудования в виде роторной косилки, картофелекопалки и картофелесажалки. С помощью техники можно собирать урожай, косить траву, обрабатывать почву и перевозить малогабаритные грузы. Размер агрегата 1510×620×1335 мм, без дополнительных аксессуаров весит 78 кг.
«Салют 5-П-М1». На мотоблок установлен бензиновый двигатель Субару. При среднем режиме работы он рассчитан на 4000 часов. Устройство оснащено различными насадками, в стандартной комплектации может обрабатывать участки шириной 60 см, но этот показатель можно изменить с помощью дополнительных аксессуаров. Модель проста в управлении, имеет два режима обратного движения и рулевые колонки, которые защищен от вибрации. Кроме того, конструкция мотоблока хорошо сбалансирована.
Хонда GC-190. На установке установлен дизельный двигатель GC-190 ONS японского производства с воздушной системой охлаждения. Объем двигателя 190 кв.см. Мотоблок отлично подходит для перевозки грузов, обработки почвы, вывоза мусора и расчистки территории от снега. При весе 78 кг и габаритах 1510×620×1335 мм мотоблок обеспечивает качественную обработку почвы на глубину до 25 см. Данная модель имеет удобную систему управления и отличную маневренность.
Хонда GX-200. Данный мотоблок выпускается в комплектации с бензиновым двигателем от японского производителя (GX-200 OHV). Это отличный механизированный инструмент, который подходит для всех видов сельскохозяйственных работ и отличается длительным сроком службы. Прицепная тележка может перевозить грузы до 500 кг. Без навесного оборудования вес оборудования составляет 78 кг.
Поскольку данная модель имеет клиновидную рукоятку, повышается ее маневренность и облегчается управление.
Советы по выбору
Сегодня на рынке представлен шикарный ассортимент механизированной техники, но особой популярностью у фермеров и владельцев загородных участков пользуются мотоблоки «Союз». Поскольку они выпускаются в различных модификациях, сделать правильный выбор в пользу той или иной модели зачастую бывает сложно. Конечно, лучше всего приобрести универсальный агрегат, но его стоимость может устроить не всех.
Чтобы устройство надежно служило долгое время, при его покупке важно обращать внимание на некоторые показатели.
Переходник. Это одна из основных деталей, которая передает мощность от вала двигателя к рабочему органу агрегата. Специалисты рекомендуют приобретать модели мотоблоков с разборной коробкой передач. Это пригодится в случае поломки. Для ремонта достаточно будет просто заменить вышедшую из строя деталь механизма.
Двигатель. Производительность агрегата зависит от класса мотора. Хорошим выбором считаются модели, оснащенные четырехтактными двигателями, которые могут работать как на дизеле, так и на бензине.
Эксплуатация и уход. Важно уточнить, какие функции может выполнять оборудование и можно ли его модернизировать в будущем. Кроме того, необходимо уточнить вопросы сервисного и гарантийного обслуживания.
Комплектующие
В стандартной комплектации мотоблок Салют выпускается в комплектации с фирменными фрезами (их шесть) и сошником. Так как данный агрегат оснащен универсальной сцепкой, на него можно установить дополнительные фрезы, грунтозацепы, косилку, окучник, грабли, гусеницы, отвал, грузила и снегоочиститель. Кроме того, мотоблок можно использовать и как транспортное средство для перевозки малогабаритных грузов – для этого в комплектацию многих моделей входит тележка с отдельно оборудованным тормозом. У него удобное сиденье.
Поскольку устройство предназначено для работы в поле, его колеса отличаются глубоким самоочищающимся протектором. , их ширина 9 см, а диаметр 28 см. Главным преимуществом мотоблоков «Салют» считается их оснащение шестеренчатым редуктором. Он не боится силовых нагрузок и способен выдержать даже удар застрявших в почве камней. Эта модель имеет не только качественную коробку передач, но и мощный двигатель, способный работать как на бензине, так и на дизельном топливе более 4000 часов. В комплект также входит помпа, запасной ремень и домкрат.
Правила эксплуатации
Перед началом работы с мотоблоком «Салют» необходимо в первую очередь проверить правильность установки фрез. В этом поможет прилагаемая инструкция от производителя. Дополнительно для облегчения работы можно установить сошник – благодаря ему устройство не будет глубоко зарываться в почву и обеднять плодородную смесь. Если работать без сошника, агрегат будет постоянно «прыгать» в руках.
Чтобы «вынырнуть» из-под земли, в этом случае придется постоянно переключаться на заднюю передачу.
Перед запуском двигателя устройства также следует убедиться, что он заправлен топливом. Кроме того, нужно проверить наличие масла в коробке передач, картере двигателя и других узлах. Затем включается зажигание – в этот момент рычаг, отвечающий за переключение передач, должен занять нейтральное положение. Затем открывается топливный кран и через несколько минут после заполнения карбюратора топливом можно поставить ручку газа в среднее положение.
При эксплуатации мотоблока следует учитывать и другие правила.
В случае, если двигатель не перегрет, воздушная заслонка должна быть закрыта. При запуске двигателя он должен быть открыт – в противном случае произойдет повторное обогащение топливной смеси кислородом.
Рукоятку стартера необходимо удерживать до тех пор, пока трос не начнет работать на катушке.
Если двигатель не запускается, попытку следует повторить через несколько минут, попеременно открывая и закрывая воздушную заслонку. После успешного запуска рычаг воздушной заслонки необходимо повернуть против часовой стрелки до упора.
Остановка двигателя осуществляется установкой ручки газа в положение «стоп». Когда это сделано, топливный кран закрывается.
В случае, когда планируется вспашка целины мотоблоком «Салют», ее рекомендуется проводить в несколько этапов. Сначала необходимо снять верхний слой и корку, затем – на первой передаче вспахать и взрыхлить почву.
Всегда заправляйте оборудование качественным топливом.
Тонкости ухода и ремонта
Мотоблок «Салют», как и любой другой вид механизированной техники, нуждается в регулярном обслуживании. Если своевременно заменять трос сцепления и масло в агрегатах, проводить профилактику и проверку систем двигателя, то устройство обеспечит безопасную и долгую работу. Кроме того, в мотоблоке следует периодически регулировать детали управления, чистить клапана и ухаживать за шинами.
Первые 30-40 часов работы необходимо работать с оборудованием в среднем режиме, не создавая перегрузок.
Масло рекомендуется менять каждые 100 часов работы. , смазывая регулятор свободного хода и тросы. В том случае, если размыкание и замыкание сцепления неполное, то следует просто подтянуть тросы. Колеса следует проверять ежедневно: в том случае, если шины находятся под давлением, они могут расслоиться и быстро выйти из строя. Не допускайте слишком высокого давления в шинах, что спровоцирует их износ. Хранить мотоблок необходимо на специальной подставке в сухом помещении, перед этим его очищают от грязи, сливают масло из картера двигателя и карбюратора.
При правильной эксплуатации мотоблока можно избежать его ремонта. В случае обнаружения неисправности агрегата необходимо провести техническую диагностику и выявить причины поломки. Например, если двигатель не заводится, то причины могут быть разные (и это не обязательно его выход из строя). Во-первых, следует проверить наличие горюче-смазочных материалов во всех отсеках. При нормальном уровне топлива и масла попробуйте запустить двигатель с открытой воздушной заслонкой, затем повторите попытку, но уже с закрытой.
Отзывы
В последнее время многие владельцы дачных и фермерских хозяйств отдают предпочтение мотоблокам Салют. Такая популярность обусловлена надежностью и высоким качеством техники. Среди положительных характеристик потребители выделяют экономичный расход топлива, удобное управление устройством, небольшие размеры конструкции и высокую производительность. Кроме того, большинство аграриев оценили универсальность агрегата, позволяющего заниматься обработкой почвы, сбором урожая, уборкой территории.
Эта техника удобна еще и тем, что ее можно использовать как компактный автомобиль.
Все плюсы и минусы мотоблока Салют после двух лет эксплуатации смотрите в видео ниже.
Комментарий успешно отправлен.
Рекомендуем прочитать
характеристики роторных моделей. Подходит ли косилка Заря к мотоблокам Салют-5 и Салют-100?
Как выбрать?
Разновидности
Какие модели подходят?
Как установить?
Советы по эксплуатации
Выбор косилки для мотоблоков «Салют» не ограничивает возможности фермеров и владельцев приусадебных участков в уборке растительности на своем участке. В ассортименте доступных решений можно найти опции для скашивания газона, обрезки кустов, уборки урожая. Главное правильно определить задачи и выбрать модель навесного оборудования.
Как выбрать?
В продаже косилка для мотоблоков «Салют» может быть одного из двух наиболее распространенных типов. Существуют бытовые газонокосилки, используемые для поддержания порядка на дачных и приусадебных участках. Есть деления по типу жесткости травы и уровню проходимости. Колесные версии с опорной рамой и режущим элементом подходят для мотоблоков Салют.
Косилки — отдельная категория техники для уборки травянистых растений. Среди его функций не только обрезка стеблей, но и укладка их в прокосы, что впоследствии облегчает процесс работы при уборке сена. При выборе стоит обратить внимание на производительность модели. В среднем техника должна справляться с заготовкой зимних кормов на одну голову скота за один день сенокоса.
Сорта
Отличается повышенной подвижностью и маневренностью Косилка роторная для мотоблока Салют используется для обработки полей и лугов предназначена для скашивания сена. Технические характеристики роторных моделей позволяют им без лишних усилий преодолевать небольшие препятствия. Шарнирная рама снабжена одним колесом, двумя вращающимися вокруг своей оси режущими дисками.
Сегментная конструкция представляет собой универсальное решение. Режущие ножи регулируются по высоте. Подходит для стрижки газонов.
Косилка Terminator — самая мощная модель с регулируемой высотой среза , измельчитель, который при скашивании превращает травяную массу в мульчу. Подходит для формирования различных видов газонов, для удобства оператора управление выведено на руль мотоблока. Ножи высокой прочности успешно справляются с молодыми кустарниками, деревьями, травой с толстыми стеблями.
Какие модели подходят?
Разнообразие моделей дополнительного оборудования для мототехники создает условия для выбора подходящего решения для каждого типа мотоблоков. Но как не ошибиться при покупке? Косилки «Заря» модели считаются самыми популярными на отечественном рынке. Выпускаются калужским предприятием, есть несколько модификаций. Чтобы узнать, подходит ли косилка «Заря» к мотоблокам «Салют-5» и «Салют-100», необходимо изучить паспорт изделия. Требуемая модель будет иметь обозначение KR. 05.000-04 или ЗиД КР-1 (производства завода в Коврове).
Кроме того, стоит обратить внимание на модель КМ-0,5 «Терминатор» с регулировкой высоты среза от 5 до 100 мм, измельчитель. Ширина реза при работе изделия достигает полуметра. Ножи не требуют заточки и имеют самозатачивающуюся конструкцию. КНС-0,8 «Стриж» относится к категории сегментных моделей, подходит для скашивания обочин , ухода за участками, формирования газонов. К его особенностям можно отнести поперечное расположение режущего элемента относительно самого мотоблока. Лезвие защищено пальцами, чтобы предотвратить повреждение.
Как установить?
Крепление наиболее популярных роторных косилок к мотоблоку Салют осуществляется с помощью специального элемента подвески, входящего в комплектацию. Для установки оборудования необходимо следующее.
Закрепите подвеску болтами, гайками и шплинтами.
Проверить затяжку креплений.
Проверить плавность хода, повернув приводной механизм вручную.
Выполните пробный запуск, переведя рычаг коробки передач в рабочее положение. После натяжения ремня должно начаться вращение режущих элементов. На начальном этапе работу следует вести на малых оборотах.
При установке навесного оборудования на раму мотоблока очень важно следить за тем, чтобы использовались только стандартные узлы и детали конструкции. Если косилка «Заря» ставится на мотоблок «Салют 100», она надевается на специальный штырь в передней части конструкции.
Советы по эксплуатации
Современная коса-триммер не всегда справляется с большими участками травы. Здесь более эффективным решением оказывается косилка с приводом от мотоблока. Для успешной работы такого оборудования необходимо соблюдать ряд простых правил:
всегда перед работой проверять остроту режущих элементов;
контроль затяжки болтовых соединений;
проверить смазку деталей, при необходимости дополнительно обработать трущиеся элементы;
берегите ноги во время работы, надевайте специальные очки — летящие камни могут нанести вред здоровью;
в процессе работы обязательно следить за тем, чтобы все повороты и маневры происходили плавно и точно, без резких рывков;
при наличии в комплектации защитных кожухов их необходимо использовать по назначению;
при обнаружении изменений в звуке косилки прекратить работу до выяснения причин проблемы;
В случае визуального ухудшения качества скашивания следует позаботиться о заточке или замене ножей.
Передняя бабка токарного станка | Основные узлы токарного станка
Узлы токарного станка
Передняя бабка служит для закрепления обрабатываемой детали и передачи ей главного движения — вращения. Наиболее ответственной деталью передней бабки является шпиндель, представляющий собой стальной пустотелый вал. На переднем конце шпинделя нарезана точная резьба, на которую можно навернуть кулачковый или поводковый патрон либо планшайбу. В этом же конце шпинделя имеется коническое отверстие, в которое можно вставлять передний центр.
Шпиндельный узел
Шпиндель вращается в подшипниках передней бабки. В передней бабке расположены также валы, зубчатые колеса и муфты, при помощи которых вращательное движение вала электродвигателя преобразуется в необходимое по скорости и направлению вращение шпинделя. Такое устройство называется коробкой скоростей. Имеются токарные станки с коробкой скоростей, расположенной как в корпусе передней бабки, так и вне его.
На рис. 3 показана шестискоростная простейшего токарно-винторезного станка. От электродвигателя 1 через плоскоременную передачу вращение передается на приводной шкив 2, который свободно сидит на валу 5 коробки скоростей. Внутри шкива находится муфта включения 3. Если посредством пусковой рукоятки (на рис. 3 не показана) включить муфту 3, то шкив 2 соединится с валом 5 коробки скоростей и приведет его во вращение.
На валу 5 сидит блок зубчатых колес 7, 8 и 9, который можно перемещать по шпонке вдоль вала 5 рукояткой 17. В правом положении блока колесо 9 сопрягается с колесом 11, в среднем положении — колесо 8 с колесом 10 и в левом положении — колесо 7 с колесом 4. Колеса 4, 10 и 11 сидят жестко на валу 6.
Передаточные отношения зубчатых колес во всех трех случаях различны. Поэтому, несмотря на то что вал 5 имеет постоянное число оборотов, валу 6 можно сообщить три различных числа оборотов в зависимости от того, какая пара зубчатых колес находится в сопряжении Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, свободно сидящими на шпинделе 13 Чтобы шпиндель получил вращение, нужно, чтобы находящаяся на нем двусторонняя 14 была сопряжена с одним из зубчатых колес 15 или 16, для чего торцы их снабжены зубьями (кулачками).
Муфта 14 перемещается рукояткой 18 по шпонке шпинделя 13, всегда соединена со шпинделем Следовательно, соединение муфты с любым из двух колес 15 или 16 обеспечивает соединение этого колеса со шпинделем.
Допустим, что муфта 14 включена вправо. Это значит, что вращение шпинделю передается через зубчатые колеса 12 и 16. При этом в соответствии с тремя положениями рукоятки 17 шпиндель получает три различных числа оборотов Если муфта 14 включена влево, то передача происходит через колеса 4 и 15. В соответствии с теми же тремя положениями рукоятки 17 шпиндель будет иметь три других числа оборотов. Таким образом, шпиндель получает всего шесть различных чисел оборотов путем переключения рукояток 17 и 18, расположенных на наружной стенке передней бабки.
В какое положение необходимо поставить рукоятки 17 и 18 для получения требуемого числа оборотов шпинделя, указано на металлической табличке, прикрепленной к стенке передней бабки.
Похожие материалы
Ремонт передней бабки токарного станка
восстановление
срочный ремонт
модернизация
реставрация
капитальный
диагностирование
замена
калибровка
ревизия
сборка
Возможные неисправности и их причины
Передняя бабка токарного станка является выполненной из чугуна коробкой литого типа, внутри которой находится механизм, переключающий скорости шпинделя. Это сложный узел, обеспечивающий бесперебойную работу всего оборудования. Его элементы могут ломаться, трескаться, получать вмятины, менять форму из-за трения, деформации металла, коррозии, перегрузок. Они подлежат износу при длительной эксплуатации, из-за чего в функционировании механизма скоростей появляются сбои, и управление станком становится затруднительным. В таких случаях передней бабке требуется ремонт.
Особенности ремонта, методы восстановления
Ремонтные работы передней бабки проводятся с целью восстановления ее эксплуатационных свойств, могут быть плановыми и срочными. В первом случае ремонт выполняется в соответствии с имеющимся графиком. Работы заключаются в осмотре элементов узла, выявлении его проблемных участков, их восстановлении с помощью замены, шлифовки. Проводится проверка работы бабки на холостом ходу, по возможности максимально восстанавливаются ее функции так, чтобы узел мог нормально функционировать до последующего капитального ремонта станка. Бабка в данном случае может частично или полностью разбираться. Срочный ремонт делается, если узел полностью выходит из строя из-за нарушения правил эксплуатации. Проводится диагностика, определяющая причину поломки, и она устраняется. Может понадобиться капитальный ремонт, при котором изготавливаются новые чертежи для создания поломанных деталей. Это трудоемкий, занимающий определенный промежуток времени процесс.
Звоните +7(499)390-03-33
или оставьте заявку
Опишите поломку
Контакты для связи
* Нажимая на кнопку «Отправить», Вы даёте согласие на обработку персональных данных
Обращаем ваше внимание на то, что данный Интернет-сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ. Цены на сайте приведены как справочная информация и могут быть изменены в любое время без предупреждения. Производитель может изменить комплектацию, характеристики и внешний вид товара без предварительного уведомления. Изображения могут отличаться от действительного вида товара. Для получения подробной информации о стоимости, комплектации, сроках и условиях поставки оборудования просьба обращаться к менеджерам компании.
Знать и уметь идентифицировать детали токарного станка по дереву очень важно, особенно в начале работы.
Помню, когда я не был уверен, что или где все находится или что оно делает на токарном станке по дереву. В этой статье будут рассмотрены основы токарного станка, а также многое другое.
Цель состоит в том, чтобы помочь вам идентифицировать детали и аксессуары для токарных станков по дереву. Итак, давайте углубимся.
Размер имени
Во-первых, существуют разные названия токарных станков в зависимости от размера.
Токарные мини-станки представляют собой небольшие версии токарных станков, предназначенные для небольших проектов, таких как токарная обработка ручек. Они обычно не используются для изготовления деревянных мисок. По крайней мере, не полноразмерные деревянные миски.
После категории мини-токарных станков следует следующее по размеру название — токарные станки Midi. Как вы могли догадаться, это токарные станки среднего размера, которые не очень маленькие, но и не слишком большие. Большинство токарных станков Midi можно разместить на скамейке, и они не поставляются с отдельно стоящим напольным блоком.
Помимо категорий Mini и Midi, идут все другие «обычные» токарные станки по дереву. Эти токарные станки, как правило, больше по размеру, отдельно стоящие и поставляются в комплекте с прочным прочным напольным основанием или системой поддержки ног.
Кажется, этикетки Mini и Midi были созданы производителями, чтобы отличать очень маленькие станки от станков среднего размера. Остальные полноразмерные токарные станки, пожалуй, не требуют дополнительной маркировки.
Более крупная категория токарных станков по дереву не имеет точной маркировки, но эти токарные станки обычно имеют номер в своем названии, например 1236. Эти числа соответствуют длине станины и диаметру поворота станка. Подробнее об этом через минуту.
В то время как некоторые токарные станки Midi, такие как токарный станок Jet 1221vs (см. полный обзор), идеально подходят для изготовления малых и средних чаш, токарные станки обычных размеров обычно используются для токарной обработки деревянных чаш.
Приятно то, что все токарные станки по дереву, независимо от размера, устроены примерно одинаково. И технически любой токарный станок можно использовать для изготовления деревянных чаш.
Определите детали станка по дереву
Когда мы впервые смотрим на станок по дереву, важно отметить, что мы всегда стоим на «рабочей» стороне станка. Хотя токарный станок имеет доступ к обеим сторонам, очень редко в игру вступает противоположная сторона.
Хотя, при этом, иногда может возникнуть необходимость повернуть с противоположной стороны, если вы делаете большую чашу с изогнутой стенкой, но это случается редко. В девяносто девяти процентах случаев токарная обработка выполняется только спереди станка.
В этом положении двигатель и приводной механизм находятся с левой стороны станка. Эта область называется головкой или передней бабкой токарного станка.
В некоторых документах я видел людей, работающих с противоположной стороны токарного станка. Я не уверен, является ли это специальной установкой или стандартом в другой стране. Если вы знаете больше об этом, пожалуйста, оставьте комментарий и поделитесь ниже.
Идентификация деталей токарного станка по дереву. Схема с маркировкой
Передняя бабка
Головка или передняя бабка токарного станка по дереву — это рабочий конец токарного станка, где начинается вся сила и действие. На этом конце станка мы найдем двигатель, натяжной ролик(и) и приводной ремень.
В зависимости от марки и модели токарного станка могут быть натяжные шкивы, которые позволяют пользователю вручную переключаться между различными размерами шкивов для увеличения или уменьшения скорости и крутящего момента. Обычно также имеется рычаг снятия натяжения, который во многих случаях физически поднимает двигатель, снимая натяжение с приводного ремня и позволяя легко переключить ремень на другой шкив.
Большинство токарных станков также имеют диаграмму и число оборотов в минуту. диаграмму для каждого шкива рядом с приводным ремнем. Если таблица или руководство отсутствуют, обратитесь за подробностями к руководству пользователя или производителю. Некоторые токарные станки имеют один приводной ремень, и ручная регулировка не требуется.
Резьбовой выступ передней бабки называется шпинделем передней бабки. Резьбовой шпиндель имеет два важных размера, которые следует запомнить.
Первым важным измерением является размер резьбы шпинделя передней бабки и количество резьб. Резьба шпинделя измеряется в диаметре, например, 1 дюйм или 1 1/4 дюйма, а затем следует количество резьб, например 12 TPI (нити на дюйм) или 8 TPI. Обычный размер шпинделя, например, составляет 1 дюйм x 8 TPI.
Вторым важным параметром шпинделя передней бабки является конус Морзе. Внутренняя часть шпинделя передней бабки полая для установки различных аксессуаров.
Существует два типичных размера конуса Морзе: MT-1 и MT-2. МТ-2 очень популярен.
Рекомендуется свериться с руководством по эксплуатации вашего токарного станка или с производителем, чтобы узнать, какой конус Морзе установлен на вашем токарном станке, когда вы покупаете принадлежности, использующие эту функцию.
Деталь передней бабки токарного станка по дереву
Важной характеристикой любого токарного станка является расстояние от шпинделя передней бабки до станины станка. Станина станка представляет собой две плоские горизонтальные направляющие, иногда называемые направляющими, которые проходят по всей длине станка.
Расстояние между центром передней бабки и верхом станины токарного станка является радиусом поворота станка. Расстояние поворота важно, потому что оно определяет, насколько большой может быть токарная деталь на этом конкретном токарном станке.
Поворот токарного станка измеряется как общий диаметр готовой выточенной детали, такой как деревянная чаша. Другими словами, токарный станок с 12-дюймовым поворотом может обработать 12-дюймовую чашу, а расстояние от центра передней бабки до верхней части станины составляет 6 дюймов или радиус самой большой токарной детали, с которой может справиться конкретный токарный станок.
С левой стороны передней бабки находится маховик передней бабки. Это удобный (каламбур) способ эффективно вращать токарный станок, когда он выключен, чтобы проверить, выйдет ли деревянная деталь из подручника.
Кроме того, маховик можно использовать для замедления токарного станка после его выключения, чтобы он быстрее останавливался. Использование маховика для замедления токарного станка является предпочтительным методом.
Никогда не пытайтесь замедлить токарный станок, удерживая другой конец шпинделя передней бабки, патрон или токарную древесину.
Делительное колесо
Большинство токарных станков имеют делительное колесо, расположенное где-то в передней бабке. Он может располагаться у маховика, рядом со шпинделем передней бабки или внутри самой области передней бабки.
Индексное колесо представляет собой измерительную направляющую с отметками компаса, указывающими градусы поворота. Каждый производитель делает их немного по-своему.
Примером могут служить 48 равномерно размеченных и пронумерованных черточек вокруг колеса передней бабки. Некоторые токарные станки могут иметь простые метки вокруг кольца без номеров.
В большинстве случаев шпиндель передней бабки можно зафиксировать на месте, соответствующем этим меткам, с помощью стопорного штифта, который обычно имеет резьбу.
Указательное колесо — это более продвинутая функция, которая используется для маркировки точеных деталей, когда они все еще прикреплены к токарному станку при выключенном токарном станке.
Лично я использую указательное колесо на своем токарном станке, чтобы равномерно отметить положение трех футов на дне некоторых чаш. Мой токарный станок имеет 48 меток, поэтому, чтобы отметить центр трех ножек, я делю 48 на 3, что равно 16, а затем перемещаю указательное колесо на 16 делений, чтобы отметить каждую ножку.
Обратите внимание: важно ослабить стопорный штифт перед включением токарного станка, так как это предотвратит вращение приводного ремня и может вызвать проблемы.
Деталь токарного станка по дереву с делительным колесом
Кроме того, на передней бабке находится замок шпинделя передней бабки. Этот механизм имеет пару фиксированных уставок блокировки, и его не следует путать с индексным штифтом.
Замок шпинделя передней бабки предназначен для надежной фиксации шпинделя, когда необходимо снять насадки с токарного станка. Это чаще всего используется, например, когда необходимо снять лицевую панель с помощью пары длинных плоскогубцев или когда необходимо снять патрон с помощью ключа для патрона.
Как и указательный штифт, замок передней бабки необходимо ослабить и вывести из зацепления перед включением станка.
Регулятор мощности и скорости
В зависимости от производителя переключатель включения/выключения и регулятора скорости может располагаться возле передней бабки в фиксированном положении.
Некоторые модели токарных станков снабжены проводным выключателем управления, чтобы он всегда находился рядом с вашим рабочим местом. Это избавляет от необходимости вставать перед токарным деревом, что является реальной проблемой безопасности, если что-то пойдет не так. В некоторых моделях регуляторы мощности расположены в другом месте на токарном станке.
Наряду с выключателем питания, большинство моделей также оснащены регулятором скорости. Регулятор скорости обычно представляет собой вращающийся циферблат с пронумерованными индикаторами или, на некоторых моделях, цифровую шкалу оборотов. отображать.
Кроме того, некоторые модели будут включать дополнительный переключатель для изменения направления вращения токарного станка.
Деталь панели управления токарным станком по дереву
Подручник
Отходя от передней бабки вправо, на станине станка будет опора подручника.
Опора подручника, прикрепленная к станине токарного станка, имеет несколько различных названий, в том числе; карета и банджо. Это опорная конструкция, которая удерживает все важные подручники.
Подручник и банджо имеют собственный стопорный рычаг для регулировки и фиксации практически в любом положении на станине станка.
Задняя бабка
В крайнем правом углу станка находится задняя бабка. Задняя бабка крепится к направляющим станины станка и скользит вперед и назад по станине станка.
Замок задней бабки надежно фиксирует заднюю бабку на направляющих или направляющих станка.
В левом верхнем углу задней бабки крепится подвижный центр, также называемый пинолью или центром. Это полое отверстие с конусом Морзе или приемное отверстие, в которое крепятся аксессуары с конусом Морзе, такие как приводные центры, патроны Джейкоба и т. д.
Замок шпинделя задней бабки удерживает шпиндель задней бабки на месте. На правой стороне задней бабки находится маховик подачи задней бабки. Это прецизионный винтовой привод, используемый для продвижения принадлежностей, размещенных на шпинделе задней бабки, к обрабатываемому деревянному материалу или от него.
Задняя бабка предназначена для удержания материала, который точится встык, но в нашем случае токарной обработки чаши задняя бабка и подвижный центр обеспечивают дополнительную поддержку во многих ситуациях токарной обработки.
В других случаях задняя бабка не должна мешать доступу внутрь чаши. В этих случаях заднюю бабку можно ослабить, снять с конца станины и убрать на хранение.
Лампа для токарного станка
Особенность, о которой я считаю необходимым упомянуть, но технически она не является частью всех станков, это хороший свет. Некоторые токарные станки имеют опорные конструкции для добавления осветительных приборов.
Независимо от того, прикреплен ли он непосредственно к токарному станку или стоит отдельно, хороший яркий источник света является важным аксессуаром в процессе токарной обработки чаши.
Пожалуйста, прочтите эту статью о важности хорошего освещения на токарном станке.
Токарный станок
Токарный станок является основой для устойчивости. Независимо от того, точите ли вы маленькие ручные чаши или большие декоративные полые формы, очень важна хорошая устойчивая опора для токарного станка.
Если токарный станок модели Midi и установлен на столе или скамье, эта опорная поверхность должна быть достаточно прочной, чтобы не вибрировать, когда токарный станок вращается на высоких скоростях, особенно когда деталь имеет несбалансированную конструкцию, например чаша с естественным краем или живым краем.
Аналогичным образом, если токарный станок представляет собой автономную модель, опорные ножки или основание должны обеспечивать устойчивость без вибраций при скорости вращения чаши, которая обычно составляет до 1000 об/мин. См. эту статью, посвященную остановке вибрации токарного станка.
Принадлежности
Принадлежности, которые могут поставляться с токарным станком, включают: планшайбу, выбивную планку, гаечный ключ(и) для установки определенных точек регулировки, приводной центр и приводной или вращающийся центр для задней бабки и, возможно, дополнительный упор для инструмента.
Стандартные аксессуары для токарного станка
Лицевая панель для токарного станка по дереву
Лицевая панель — это доступный и надежный способ быстро прикрепить древесину к токарному станку. Несколько отверстий для винтов позволяют надежно прикрепить шурупы к деревянной заготовке чаши.
Резьба снаружи передней бабки входит в резьбу в центре планшайбы. Лицевую панель можно легко снять и использовать по-разному в различных проектах.
Вот несколько моментов, о которых следует помнить при использовании лицевой панели.
Выбивной стержень
Выбивной стержень для токарного станка представляет собой металлический стержень с рукояткой и служит для выбивания, как следует из названия, приспособления, устанавливаемого в конус Морзе передней бабки.
Фрикционное соединение конических аксессуаров с конусом Морзе требует небольшого усилия, чтобы разъединить эти аксессуары. Выбивной стержень вставляется в центр полой передней бабки (или задней бабки) и используется для нарезания резьбы на конце любых принадлежностей конуса Морзе.
Аккуратно держите аксессуар, опасаясь острых краев, правой рукой, чтобы он не вылетел при смещении.
Специальные инструменты
Каждый токарный станок имеет определенные точки регулировки, для которых может потребоваться гаечный ключ. В этих случаях производитель обычно поставляет эти ключи, как правило, вместе с местом на токарном станке для хранения ключей.
Приводные и приводные центры
Приводные центры, такие как цилиндрические патроны, предназначены для передачи энергии привода передней бабки для токарной обработки древесины на токарном станке. Приводной центр вставляется и используется на конце конуса Морзе передней бабки.
Подвижный центр, также называемый вращающимся центром, используется со стороны задней бабки токарного станка и удерживает деревянную заготовку по центру при вращении вместе с древесиной.
Эти два инструмента обычно используются при сквозной обработке шпинделя, но их также можно использовать в начальном процессе токарной обработки чаши.
Дополнительные аксессуары
Теперь, когда вы можете определить детали токарного станка по дереву, пришло время взглянуть на аксессуары для токарного станка по дереву. Есть некоторые дополнительные приспособления для токарного станка, которые может использовать токарь деревянных чаш, чтобы сделать процесс токарной обработки более плавным и эффективным.
Важнейшим дополнительным аксессуаром для токарного станка по дереву является четырехкулачковый патрон (дополнительную информацию читайте в этой статье). Я рекомендую использовать четырехкулачковый патрон типа «ласточкин хвост» для надежной фиксации.
Вот ссылки на четырехкулачковый патрон 1 1/4” x 8 и вариант четырехкулачкового патрона 1” x 8. Перед заказом обязательно проверьте размер шпинделя передней бабки вашего токарного станка. Доступны и другие размеры.
Длинные плоскогубцы обеспечивают необходимый рычаг для ослабления лицевых панелей и других принадлежностей. Вот ссылка на Amazon для хорошей пары плоскогубцев.
Изогнутая подставка для инструмента
Изогнутая подставка для инструмента необходима для размещения инструментов близко к внутреннему дну чаши. Подручник с внутренним изгибом 12″ является обязательным, и я рекомендую сначала попробовать его.
Обязательно укажите диаметр вала правильного размера. Диаметр в один дюйм является обычным размером токарного станка в натуральную величину; однако на токарных станках меньшего размера может использоваться вал диаметром 5/8 дюйма, как на этой 9-дюймовой внутренней изогнутой опоре для инструмента.
Лицевые пластины
Лицевые пластины — это самый быстрый способ прикрепить деревянную заготовку чаши к токарному станку, и они отлично подходят для изготовления зажимных приспособлений и зажимных патронов. Единственная проблема в том, что их никогда не бывает достаточно.
Я рекомендую следующую лицевую панель 1 1/4” x 8 TPI (узнайте текущую цену на Amazon) или лицевую панель 1” x 8 TPI для изготовления деревянных чаш диаметром от 5 до 10 дюймов. Опять же, не забудьте заказать правильный размер, чтобы соответствовать шпинделю передней бабки вашего токарного станка.
Вот и все, детали токарного станка не слишком сложны, если понять их функции. Хотя каждый производитель делает свои небольшие вариации, в целом все токарные станки работают очень похоже. Определить детали токарного станка по дереву не так уж сложно.
Регулярное техническое обслуживание токарного станка по дереву является очень важной процедурой. Чтобы узнать больше о том, что нужно делать для ухода за токарным станком по дереву, ознакомьтесь с этой статьей об обслуживании токарного станка по дереву.
Если эта статья помогла вам немного лучше понять токарный станок или если вы хотите добавить что-то к этому сообщению, пожалуйста, оставьте мне комментарий ниже.
— Подробнее об оборудовании, упомянутом в этой статье, см. в моем Руководстве по рекомендуемому оборудованию.
Вы также можете ознакомиться с этими статьями: • КОНТРОЛЬНЫЙ СПИСОК ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ТОКАРНОГО СТАНКА ПО ДЕРЕВО – 7 ОБЛАСТЕЙ ОБСЛУЖИВАНИЯ • ПОДСВЕТКА СТАНКА ПО ДЕРЕВО – ПОЧЕМУ ВАМ, ВОЗМОЖНО, НУЖНО БОЛЬШЕ • БЕЗОПАСНАЯ СКОРОСТЬ ТОКАРНОГО СТАНКА ПО ДЕРЕВОУ (РАССЧИТАТЬ, ОПРЕДЕЛИТЬ, ОТРЕГУЛИРОВАТЬ ОБОРОТЫ)
Спасибо и счастливого точения, Кент
Токарные операции
Токарные операции
Ваш номер посетителя с 30.03.02 Copyright 2000 Frank J. Hoose, Jr. Home
Если вы еще этого не сделали, прочтите Отказ от ответственности и страницы безопасности, прежде чем продолжить
Отказ от ответственности
Защита токарного станка
Токарная обработка – удаление металла с наружного диаметра вращающаяся цилиндрическая заготовка. Токарная обработка применяется для уменьшения диаметра заготовки, обычно до определенного размера и для получения гладкой поверхности металла. Часто заготовка будет повернута так, что соседние участки будут иметь разный диаметр.
Зажим заготовки
Мы будем работать с заготовкой диаметром 3/4 дюйма 6061 алюминия около 2 дюймов в длину. Такая заготовка относительно короткая по сравнению с к его диаметру достаточно жесткий, чтобы мы могли безопасно поворачивать его в трехкулачковом патроне без поддерживая свободный конец работы.
Для более длинных заготовок нам потребуется торцевое и центрирующее сверло. свободный конец и используйте мёртвый или подвижный центр в задней бабке для его поддержки. Без таких опора, сила инструмента на заготовке заставит ее отклониться от инструмента, производя результат странной формы. Существует также вероятность того, что работа может быть вынужден расшатываться в кулачках патрона и вылетать как опасный снаряд.
Вставьте заготовку в 3-х кулачковый патрон и затяните губки, пока они не начнут захватывать заготовку. Поверните заготовку, чтобы убедиться, что она сидит ровно и чтобы удалить любые стружки или песок с поверхности, которые могут помешать сидение ровно. Вы хотите, чтобы заготовка была максимально параллельна центральной линии токарного станка. Представьте преувеличенный пример, когда заготовка перекошена под углом в патрон, и вы можете легко представить, почему это важно. Затяните патрон, используя каждый из трех положений ключа патрона, чтобы обеспечить плотный и равномерный захват.
Регулировка насадки инструмента
Выберите насадку со слегка закругленным кончиком, как у описано выше в разделе заточки инструмента. Этот тип инструмента должен производить хороший гладкая отделка. Для более агрессивной резки, если вам нужно снять много металла, может выбрать инструмент с более острым наконечником. Убедитесь, что инструмент плотно зажат в держатель инструмента.
Отрегулируйте угол держателя так, чтобы инструмент примерно перпендикулярно стороне заготовки. Поскольку передний край инструмент заточен под углом, левая сторона острия должна задействовать работу, а не всю переднюю кромку инструмента. Угол соединения не критичен; я обычно держу мой в 90 градусов, чтобы составной циферблат продвигал работу на 0,001 дюйма на деление. по направлению к патрону.
Убедитесь, что рычаг полугайки отсоединен и, если у вас есть один, что замок каретки не затянут. При необходимости отведите поперечный суппорт пока кончик инструмента не окажется за пределами диаметра или заготовки. Переместите каретку до кончик инструмента находится рядом со свободным концом заготовки, затем переместите поперечный салазок пока кончик инструмента не коснется края изделия. Переместите тележку в до тех пор, пока кончик инструмента не окажется за свободным концом изделия.
Скорость резания
Если вы прочитаете много книг по механообработке, вы найдете много информация о правильной скорости резания для движения режущего инструмента в отношение к заготовке. Необходимо учитывать скорость вращения заготовки и движение инструмента относительно заготовки. По сути, чем мягче металл, тем быстрее резка. Не беспокойтесь слишком сильно об определении правильной скорости резания: рабочая с 7×10 для хобби вы быстро почувствуете, как быстро вы должны идти.
Пока вы не почувствуете правильную скорость, начните с относительно низкие скорости и работать до более высоких скоростей. Одна из замечательных особенностей 7×10 заключается в том, что вы можете регулировать скорость вращения, не останавливаясь, чтобы заменить ремни или шестерни. Большинство операций по резке на 7×10 будут выполняться на скорости в несколько сотен оборотов в минуту. регулятор скорости, установленный ниже положения «12 часов», и с передачей HI / LO в диапазоне LO. Более высокие скорости, и особенно диапазон HI, используются для таких операций, как полировка, не режет.
Установка скорости и подачи
Рычаг диапазона HI/LO на задней стороне передней бабки должен быть в диапазоне LO практически для всех операций механической обработки, кроме полировки. Установить направление ходового винта на задней части передней бабки в нейтральном (центральном) положении.
Если он еще не включен, включите токарный станок с помощью красный кулисный переключатель. Установите регулятор скорости на минимальную скорость и включите двигатель токарного станка. переместив серебряный тумблер в положение ВПЕРЕД. Продвиньте ручку управления скоростью примерно в положение «10 часов» (около 400–600 об/мин).
Токарная обработка с ручной подачей
Как всегда, наденьте защитные очки и держите лицо подальше от работы, так как эта операция отбрасывает горячую стружку и/или острые спирали металла.
Теперь переместите рукоятку поперечных салазок примерно на 10 делений или 0,010″ (десять тысячных или одна сотая дюйма). Поверните каретку маховик против часовой стрелки, чтобы медленно переместить каретку к передней бабке. Как инструмент начинает врезаться в металл, поддерживайте равномерное проворачивающее движение, чтобы получить хороший ровный рез. Вручную добиться гладкого и ровного реза трудно.
Продолжайте продвигать инструмент к передней бабке, пока он не находится на расстоянии около 1/4 дюйма от кулачков патрона. Очевидно, вы хотите быть осторожным, чтобы не допустить инструмент касается кулачков патрона!
Не перемещая поперечный суппорт или компаунд, поверните Маховик каретки по часовой стрелке, чтобы переместить инструмент назад к свободному концу заготовки. Ты заметит, что инструмент снимает небольшое количество металла на обратном проходе. продвигать перекрестите еще один 0,010 и повторяйте эту процедуру, пока не почувствуете ее. Пытаться продвижение поперечного суппорта на 0,020 за один проход. Вы почувствуете, что для этого требуется больше силы. маховик каретки, когда вы делаете более глубокий рез.
Токарная обработка с механической подачей
Одной из замечательных особенностей 7×10 является то, что он обладает мощностью ходовой винт с регулируемой зубчатой передачей. Ходовой винт может быть задействован для перемещения каретка под электроприводом для токарных и резьбонарезных работ. Поворот с механической подачей будет производят гораздо более гладкую и ровную поверхность, чем обычно достигается при ручной подаче. Автоматическая подача также намного удобнее, чем ручная рукоятка, когда вы делаете несколько проходит вдоль относительно длинной заготовки.
Силовая подача включается рычагом переключения передач с накаткой на задней части головного убора. Чтобы изменить положение рычага, вы должны потянуть его назад. накатанная втулка со значительным усилием. Когда рукав оттянут назад, вы можете двигать рычаг вверх и вниз, чтобы зафиксировать стопорный штифт в одном из трех положений. В центральном положении ходовой винт не зацеплен и не вращается. В верхнем положении ходовой винт вращается для перемещения каретки по направлению к передняя бабка и в нижнем положении ходовой винт перемещает каретку в сторону от передней бабки. Для поворота вы будете обычно хотите резать по направлению к передней бабке, поэтому переместите рычаг в верхнее положение и отпустите втулку, чтобы зафиксировать стопорный штифт.
В нижнем положении рычаг полугайки входит в зацепление с двумя половинками разрезной гайки вокруг ходового винта. Убедитесь, что рычаг полугайки находится в положении (верхнее) положение. Включите двигатель. Теперь ходовой винт должен вращаться против часовой стрелки. Когда ходовой винт включен, зубчатая передача издает раздражающий шум, но вы привыкнуть к этому. Смазка зубчатой передачи белой литиевой смазкой несколько уменьшит шум.
С инструментом, расположенным сразу за концом заготовку и продвинутый, чтобы сделать разрез 0,010, задействуйте рычаг полугайки. Карета должен медленно двигаться влево под действием ходового винта. Когда инструмент доберется до примерно на 1/4 дюйма от патрона, отсоедините полугайку, чтобы остановить движение каретки.
Теперь вы можете использовать маховик каретки, чтобы провернуть каретку. вернуться к исходной точке вручную. Если вы сделаете это, не втягивая предварительно режущего инструмента, вы увидите, что инструмент нарезает неглубокую спиральную канавку вдоль заготовки. Чтобы избежать этого, особенно во время чистовой обработки, обратите внимание на поперечный ползун, затем поверните рукоятку поперечной подачи примерно на пол-оборота против часовой стрелки. чтобы убрать инструмент. Теперь проверните каретку вручную в исходную точку, продвиньте вернитесь к исходной настройке циферблата плюс дополнительные 0,010 и повторите процесс. У вас должно получиться красивое, блестящее, гладкое покрытие.
Так же, как и при облицовке, вы обычно делаете один или несколько относительно глубокие (0,010-0,030) черновые проходы с последующим одним или несколькими неглубокими проходами (.001-.002) чистовая обработка разреза. Конечно, вы должны спланировать эти сокращения так, чтобы окончательный чистовая резка доводит заготовку точно до нужного диаметра.
При резке под напряжением будьте очень осторожны, чтобы не вставьте инструмент в патрон. Кажется, это случается со всеми в тот или иной момент, но это может разбить инструмент и повредить патрон и, вероятно, испортит заготовку. Там также может повредить полугайку, ходовой винт или другие части силовой передачи, поэтому обратите особое внимание и держите руку наготове на рычаге полугайки.
Измерение диаметра
В большинстве случаев токарная операция используется для уменьшения заготовки до заданного диаметра. Важно понимать, что при повороте операции, каждый проход удаляет дважды количество металла, указанное деления поперечной подачи. Это потому, что вы уменьшаете радиус заготовки на указанную величину, что уменьшает диаметр в два раза. Следовательно, при перемещении поперечного суппорта на 0,010 дюйма диаметр уменьшается на 0,020″.
Диаметр заготовки определяют штангенциркулем или микрометр. Микрометры более точны, но менее универсальны. Вам понадобится машинист штангенциркуль, способный измерять до 0,001 дюйма. Штангенциркули не имеют циферблата и требуют, чтобы вы интерполировали на выгравированной шкале. я предпочитаю циферблат штангенциркуль, который дает прямое легко читаемое и трудно неправильно истолкованное измерение. К счастью, качественные китайские 6-дюймовые суппорты теперь доступны менее чем за 20 долларов. от таких поставщиков, как Enco или J&L.
Должно быть очевидно, что вы не должны никогда попытаться измерить работу, когда она находится в движении. Когда токарный станок остановлен, принесите циферблат штангенциркуль до конца и с помощью роликовой ручки сомкните губки суппорта на заготовка. Я стараюсь использовать кончики штангенциркуля, так как они тоньше. Захват работы в более толстой части кулачков штангенциркуля может развести кулачки на несколько тысяч, если вы покрутите суппорт даже на небольшую величину.
Мне нравится снимать показания циферблата, пока он все еще захватывает работу, так как легко непреднамеренно повернуть суппорт при снятии это, тем самым изменив чтение. Вы можете использовать стопорный винт на суппорте, чтобы помочь предотвратить это. Сдвиньте губки прямо с заготовки, стараясь не перекрутить каверномер.
Рекомендуется провести как минимум два отдельных измерения просто чтобы убедиться, что вы поняли это правильно. Как оказалось (без каламбура) гораздо проще удалить металла, чем положить его обратно 😉
Поворот плеча
Уступ — точка, в которой диаметр заготовки меняется без конусности от одного диаметра к другому. Другими словами, угол 90 градусов. лицо перемещается от одного диаметра к другому, как вы можете видеть на следующей фотографии.
Сделаем плечо на нашей заготовке, уменьшив диаметр конца заготовки на расстоянии около 1/2″.
Переместите поперечный суппорт примерно на 0,020 и используйте силовую подачу для отогните конец заготовки примерно на 1/2 дюйма. Повторите это еще несколько раз. раз, пока не уменьшите диаметр концевой секции примерно до 1/2″.
Поскольку кончик инструмента закруглен, внутренний край плечо приобретает округлый профиль.
Чтобы получить красивый квадратный край, мы должны переключиться на инструмент с острый конец заточен под углом менее 90 градусов, чтобы он мог работать прямо в угол плеча.
Теперь мы будем использовать этот заостренный инструмент, чтобы сделать квадратную отделку. врезаться в угол плеча. Так как это такое короткое расстояние, мы будем использовать ручную подача, а не силовая подача. Вы можете использовать ручную подачу при вращении ходового винта — просто не зацепляйте полуорех.
Чтобы получить красивое квадратное лицо на плече, вам понадобится сделать лицевой срез. Это работает лучше всего, если вы сделали блокировку каретки на своем токарном станке. Замок каретку и очистите поверхность плеча, пока она не станет квадратной. Если вы используете остроконечный инструмент, вам нужно будет использовать довольно высокие обороты, скажем, 1500, и продвигать инструмент медленно, иначе вы получите небольшие бороздки на заостренном кончике вместо красивой гладкой поверхности. финиш.
Если вы еще не сделали каретный замок, вам понадобится использовать полугайку, чтобы зафиксировать каретку на месте для торцовки.
«RW» — более простая конструкция, не требует квалифицированного обслуживания, отсутствуют дефицитные комплектующие, намного надежнее в эксплуатации.Существенно меньше масса: 5 т (RW-3) — 8 т (Термит). Станки фрезерного типа обеспечивают качество поверхности на уровне строганной древесины. С помощью роторного принципа обработки аналогичное качество получить очень сложно.
Оцилиндровочный станок «RW-2»
Существенно меньше масса в сравнении с другими станками роторного типа: 3,3 т (RW) — 8 т (Термит). Станки фрезерного типа обеспечивают качество поверхности на уровне строганной древесины.С помощью роторного принципа обработки аналогичное качество получить очень сложно
Ленточная пилорама (ленточная пила) «RWL-2000»
Предназначена для распиловки любого вида древесины на пиломатериал (доска обрезная, необрезная, брус, полубрус).
Ленточная пилорама (ленточная пила) «RWL-1000М»
Ленточная горизонтальная пилорама RW-1000м профессиональная ленточная пилорама для быстрой и высококачественной распиловки любых пород древесины на доску, брус и рейку.
Пилорама позволяет распиливать бревна диаметром 800 мм вразвал, и 900 мм с разбрусовкой, с минимальным количеством отходов. Она мобильна, надежна и современна.
Ленточная пилорама (ленточная пила) «RWL-1000Б»
Предназначена для распиловки любого вида древесины на пиломатериал (доска обрезная, необрезная, брус, полубрус) в условиях отсутствия электричества
Ленточная пилорама (ленточная пила) «RWL 500»
Ленточная горизонтальная пилорама RW-500m профессиональная ленточная пилорама для быстрой и высококачественной распиловки любых пород древесины на доску, брус и полубрус.
Пилорама позволяет распиливать бревна диаметром 800 мм вразвал, и 900 мм с разбрусовкой, с минимальным количеством отходов. Она мобильна, надежна и современна
Ленточная пилорама (ленточная пила) «RWL-500 Б»
Предназначена для распиловки любого вида древесины на пиломатериал (доска обрезная, необрезная, брус, полубрус) в условиях отсутствия электроснабжения.
Двухдисковая пилорама углового пиления RW-УД 610
Угловая дисковая пилорама (углопил) предназначена для распиловки бревен диаметромдо 800 мм различных пород и влажности на обрезной пиломатериал различных размеровпредставляет собой лесопильные, бревнопильные станки повышенной точности
Станок кромкообрезной «RW-KO1»
Предназначен для раскроя необразной доски с целью получения обрезного пиломатериала.
Станок кромко обрезной RW-КО2
Предназначен для раскроя необрезной доски с целью получения обрезного пиломатериала
Станок кромко обрезной RW-КО 2М
Предназначен для раскроя необрезной доски с целью получения обрезного пиломатериала
Станок кромко обрезной RW-КО2-100
Предназначен для раскроя не обрезной доски с целью получения обрезного пиломатериала
Станок многопильный «RW-МПС 50»
Предназначен для раскроя необрезной доски с целью получения обрезного пиломатериала
Минипилорама шинная,(цепная) «RWS-500Б»
Предназначена для распиловки любого вида древесины на пиломатериал максимального диаметра 500 мм. материал ( доска обрезная, необрезная, брус, полубрус).
Дисковая пилорама « RW ДГ 15»
Применяется на деревообрабатывающих, строительных предприятиях при производстве
Станок пазовальный предназначен для нарезания пазов в доске заданных размеров, под углом 90 град. Область применения: лесопильные и деревообрабатывающие
Станок RW-СТМ
Предназначен для поперечной распиловки оцилиндрованого бревна под углом 90 граусов.
Станок RW-СТМ 200
Предназначен для поперечной распиловки бруса под углом 90 граусов.
Станок для профилирования бруса «RW ПБ»
Предназначены для профилирования бруса, как из массива, так и клееных заготовок. помимо профилированного бруса, возможно изготовление любого погонажа и использование станков для производства профильных изделий,пиломатериала (половая доска, блок хаус, вагонка и др.)
Станок венцерезный RW-СВБ2
Предназначен для фрезирования поперечных профильных пазов в стеновом брусе с двух сторон за одну установку заготовки. Станок применяется в производственных комплексах по изготовлению комплектов деревянных домов.
Станок венцерезный «RW-СВБ4»
Предназначен для получения венцерезных чаш в брусе под углом 90 град с четырех сторон за один проход. Область применения: лесопильные и деревообрабатывающие предприятия
Мобильный чашкорезный станок СЧМ-300
Данная модель чашкорезного станка предназначена для выборки чашки под прямым углом к оси бревна диаметром до 300 мм. Этот чашкорезные станок может работать непосредственно на строительной площадке. Преимуществами являются простота конструкции, мобильность и выгодная цена.
Дровокол-шуруп электрический RW
Станок предназначен для колки чурок на поленья.
Рабочий инструмент устройства — конусный шуруп, который всверливается в заготовку (в чурку) со стороны коры, раскалывая ее на поленья
Станок «RW УЗ»
Обеспечивает автоматизированную заточку ленточных пил для горизонтальных ленточных пилорам. Заточка производится по всей поверхности зуба, с разделённой регулировкой величины снимаемого припуска по передней и задней поверхности с использованием СОЖ.
Станок RW СЧУ
Для нарезания венцовой чашки предназначена для изготовления чашек под углом 45-90 градусов на оцилиндрованых брёвнах, не требует дополнительной обработки чаш.
Станок «RW-СЧТ»
Поворотный чашкорез + торцевание
Стационарная установка для выборки венцевой чашки под углом 45-150 градусов и торцовки бревен под углом 90 градусов представляет собой сварную раму с установленной на ней поворотной платформой, на которой расположена подвижная каретка, перемещаемая по направляющим с помощью электропривода подвижной качалки.
Станок торцовочный RW-СТ170
Предназначен для поперечной распиловки бруса, досок. Область применения: лесопильные и деревообрабатывающие предприятия, малые предприятие по переработке древесины, ремонтно-строительные фирмы, фермерские хозяиств
Станок для разводки пил RW-УР
Станок предназначе для развоки пил, незаменим при работе на ленточной пилораме
Фрезерный станок RW SF
Предназначен для изготовления паза на оцилиндрованых бревнах. Паз предназначен для продольного соединения оцилиндрованых бревен на шпонках.
Станок торцовочно-карусельный RW-ТК
Данный станок предназначен для производства шашек для европоддонов. Собственная разработка нашей компании по конкретному заказу.
Установка для пропитки RW-РПС
Предназначена для обработки оцилиндрованного бревна, бруса,доски жидкими антисептиками с целью пропитки и защиты древесины на время транспортировки и хранения, а также деталей деревянных домов на период строительства
Рольганги
Предназначены для перемещения не сыпучего груза.
Цена за 1 погонный метр.
Механизм подъёма-установки брёвен RW-МПУ
для перемещения брёвен в горизонтальной плоскости.
Щепорез электрический RW — 350
Станок предназначен для переработки отходов древеситы в щепу для дальнейшей использования.
Щепорез электрический RW — 550
Станок предназначен для переработки отходов древеситы в щепу для дальнейшей использования.
Дровокол Вертикальный
Колет чурки на поленья. Колун гидравлический на базе электрического двигателя (5,5л.с.). Ручная подача поленьев.
Гидравлические колуны могут работать совместно с гидросистемами тракторов и машин посредством соединения гидравлических рукавов от гидронасоса машины к гидрораспределителю станка.
Колет чурки на поленья. Колун гидравлический на базе бензинового двигателя (15л. с.). Ручная подача поленьев.
Простой конструктив, мобильный
Производитель Richter-Wilms, выпускает станки высокой надёжности для респектабельных деревообрабатывающих малых, средних и крупных предприятий. Станки выполнены из высокопрочного материала. Надежная и массивная установка станочной конструкции, простота в эксплуатации обеспечивают рабочему персоналу полную безопасность во время непосредственной работы с деревообрабатывающим оборудованием.
Мы предлагаем своим потенциальным покупателям следующий ассортимент товара:
Станок оцилиндровачный
Ленточную пилораму
Станок кромкообрезной
Станок многопильный
Станок пазовальный
Станок венцерезный
Минипилорама шинная (цепная)
Дисковая пилорама
Станок профилирующий
Станок торцовочный
Мобильный чашкорезный станок
Станок заточной
Станок для разводки пил
Фрезерный станок по дереву
Станок торцовочно-карусельный
Установка для пропитки древесины
Рольганги
Механизм для подъема и установки бревен
Щепорезы
Дровоколы
Станки Richter-Wilms, относятся к многофункциональному оборудованию. Их прямое назначение – производство высококачественных древесных изделий. Приемлемая стоимость деревообрабатывающих станков, является главным преимуществом нашей фирмы.
Станок для изготовления половой доски
Евровагонка, блок-хаус, половые доски с пазовыми торцами и аналогичные погонажные изделия из дерева относятся к востребованным и дорогим материалам, при наличии доступного сырья и потребности в большом объеме целесообразно рассмотреть вопрос приобретения специальных приборов для их изготовления своими руками. С учетом высоких требований к геометрической точности такой продукции и сложностей при выборке пазов лучшие результаты достигаются при использовании станков, обрабатывающих заготовку за один проход, с возможность регулировки шпинделей.
Оглавление:
Виды оборудования
Наличие или отсутствие автоматизированного управления.
Число шпинделей (варьируются от 4 до 8) и способ управления ими (ручной или механизированный). Чем больше зажимных валов, чем сложнее и точнее получается заготовка.
Тип станины (цельная или сборная) и материал ее изготовления.
Мобильность оборудования для производства вагонки. Функционирует после установки и надежного закрепления в стационарном состоянии, но вес и габариты некоторых вариантов позволяют использовать их в качестве переносных, других — нет.
В целом при выборе учитываются:
1. Старт 4×160.
К преимуществам относят надежность, возможность точной и быстрой регулировки геометрических размеров, высокую производительность, наличие бесступенчатого контроля подачи, удобный доступ ко всем частям, плотное прижимание материалов вальцами и специальными опорными пластинами, хорошее погашение вибраций и многое другое. Настройки систем регулируются с помощью мобильного пульта, Старт 4×160 имеет надежную защиту, исключающую выброс заготовки или ее смещение в ходе обработки. Отклонение размеров не превышает 0,01 мм. Все это в совокупности с доступной ценой и гарантией от 2 лет в разы повышает конкурентоспособность в сравнении с зарубежными аналогами. Рекомендуют купить как для изготовления вагонки в домашних условиях для собственных нужд, так и для выпуска продукции на продажу.
2. Beaver 520.
3. С20—4Б.
Обрабатывает доски и брус длиной от 900 мм, шириной от 20 до 200 и толщиной в пределах 11-64 мм. Скорость подачи регулируется ступенчато. Оснащен 2 фрезами с ножами прямой конфигурации и 2 наборами горизонтальных, объединенных в единую конструкцию, исключающую воздействие вибрации. Все отдельные узлы имеют защитные корпуса, управление осуществляется напрямую, все кнопки расположены на передней панели.
Этот компактный и многофункциональный станок от известного шведского производителя рекомендуют купить при необходимости профилирования и строжки заготовок, его отличительной особенностью является возможность быстрой смены ножей, отдельная регулировка двигателей каждого шпинделя и качественная обработка древесины вне зависимости от ее твердости. При малом потреблении электроэнергии (суммарная мощность не превышает 12,5 кВт) обеспечивает не менее 500 п.м. евровагонки за 1 ч, надежная термозащита двигателей исключает их перегрев. Долговечность ресурсов обусловлена правильным закреплением верхних и нижних валов, толстой сталью станины (4 мм) и наличием устойчивого чугунного стола.
Этот российский прибор характеризуется высокой функциональностью, по своим показателям он подходит любому деревообрабатывающему предприятию с разными объемами выпуска. Качество и точность изготавливаемой продукции обеспечивает наличие бесступенчатой системы подачи заготовок, помещенных в цилиндр и оснащенных пружинным механизмом регулировки прижимных вальцов, мягких полиуретановых роликов, подхватывающих изделие на выходе, и пазовой фрезы и линейки на первом шпинделе. Единственным минусом LTT MB4013 является ограничение по ширине обрабатываемых досок (130 мм), но на выпуск евровагонки этот фактор не влияет, ее профиль не превышает 12 см.
Содержание
0. 1 Стоимость станков
1 Как и из чего делается вагонка?
2 Как сделать домашний станок?
3 Подбор инструментов и другие тонкости процесса
3.1 Похожие статьи
Стоимость станков
Покупка профессионального станка для изготовления вагонки считается оправданной исключительно при желании наладки постоянного выпуска продукции с целью ее продажи. Полноценной линия станет только при наличии удобного приемного стола, камеры для просушки древесины и оборудования для ее распила.
При профилировании небольшого объема своими силами подойдет ламельный или кромочный ручной резак, при отсутствии опыта такие партии просто покупаются на базах. Альтернативным вариантом является производство своими руками, в этом случае число проходов доски увеличивается несколько раз, качество изделий уступает полученным на профессиональном оборудовании, но для собственных нужд этого будет достаточно.
Станок для изготовления вагонки необходим каждому, кто хочет, например, отделать ею дом или бытовку.
Сделать станок и производить вагонку самому обойдется в разы дешевле, чем закупать готовую продукцию в больших объемах.
При строительных и ремонтных работах вагонка незаменима, она отличается экологической чистотой, легкостью обработки и привлекательным внешним видом.
Конечно, сегодня производители предлагают огромный ассортимент такого товара, но вагонка, сделанная в домашних условиях, всегда будет качественнее и надежнее той, которую можно купить.
Кроме того, имея свой станок для производства вагонки, можно со временем попробовать начать небольшой бизнес.
Однако заводское оборудование также стоит недешево, хоть со временем и окупается. Выход есть — сделать его своими руками, зная все тонкости процесса и понимая, с каким материалом предстоит работать.
Содержание:
Как и из чего делается вагонка?
Примечательно, что для изготовления вагонки необходимы разные породы дерева. Для отделочных работ (как фасадных, так и внутренних) выбирают древесину следующих пород: сосна, лиственница, кедр, ель.
Выбирают вагонку из такого материала еще и потому, что она имеет специфический, приятный и смоляной запах, который наполняет помещение уютом. Конкретно для внутренних работ используют ясень, липу, осину.
Такие деревья менее прочные, но их выбирают за привлекательный внешний вид и цветовой спектр.
Если вы собираетесь изготавливать вагонку своими руками с помощью домашнего станка, то нужно понимать, что она должна отвечать многим требованиям и не уступать той, которую делают по промышленной технологии.
Изготовление вагонки заключается в том, что готовый лист должен быть идеально ровным, без неровностей, деформаций, зацепок. Это достигается шлифовкой.
Также вагонка должна пропитываться специальными растворами, иногда ее покрывают лаком. Это нужно для того, чтобы влага не оказывала такого разрушительного действия на древесину.
Если правильно пропитать древесину, то она будет служить десятилетиями. В зависимости от типа дерева выбирают разные способы разделки.
Например, если речь идет о сосне, то распиливают только нижнюю часть дерева, ведь там меньше сучков.
Лиственница же является дешевой заменой дуба, она отличается высокой прочностью и цельностью структуры волокон.
Видео:
Как сделать домашний станок?
Станок для изготовления вагонки должен обрабатывать доску сразу с четырех сторон, поэтому его конструкция отличается сложностью, особенно если все делать своими руками.
Важный параметр, по которому характеризуют устройства — это сечение материала, который получается на выходе. Чем больше сечение, тем большей должна быть мощность аппарата.
В первую очередь занимаются сборкой каркаса станка — сюда входит стол и рама. Рабочей поверхности необходимо уделить много внимания.
Поэтому важно обеспечить качественное сваривание всех деталей, особенно если сварка тоже будет проводиться своими руками.
Чаще всего самодельный станок делают из листового прочного железа, потому что стол должен быть узким, длинным и устойчивым.
В середине листа необходимо сделать отверстие, где будут установлены специальные валики. Их приводит в движение электромотор.
Размеры листа позволяют не только делать вагонку с большим сечением, но и улучшить эксплуатационные свойства.
Видео:
Дело в том, что чем больше будет по массе самодельный станок, тем меньшей будет вибрация во время работы. Повышенная вибрация всегда ставит высокое качество готовой вагонки под угрозу.
Следующим в домашних условиях делают ножевой вал. Пожалуй, лишним будет говорить, что именно от этого компонента зависит качество готового материала, ведь это основная режущая деталь.
Именно поэтому лучше купить готовый вал в магазине, сделать его своими руками практически невозможно.
Дело в том, что профессиональные детали сбалансированы должным образом, правильно отшлифованы, что позволяет не только получить вагонку высокого качества, но и не беспокоиться по поводу безопасности мастера во время работы.
Что же касается привода, то тут лучше отдать предпочтение ступенчатым моделям, благодаря чему можно регулировать подачу материала на обработку.
После этого устанавливают электродвигатель — этот процесс легко провести даже своими руками. Главное, определиться с мощностью. Для бытовых целей хватит параметров от 2 до 5 кВт.
Если брать мощность больше, то можно не добиться нужной аккуратности обработки, а меньшая не позволяет вообще разрезать древесину.
Тут бюджетным вариантом может быть даже старый двигатель из других устройств, например, стиральной машины.
Видео:
Последними устанавливают прижимные ролики, которые фиксируют деревянные заготовки на листе станка.
Тут также можно использовать ролики из старой стиральной машины или закупить такие детали у фабричных производителей.
Подбор инструментов и другие тонкости процесса
Изготовление станка своими руками возможно, только если у вас есть целый список специальных инструментов.
Сюда относят:
сварочный аппарат, можно даже с небольшой мощностью;
электродрель, в которой есть насадки, справляющиеся с металлами;
шлифовальная машинка;
станок для обработки металла;
токарный станок.
К сожалению, изготовить станок самостоятельно реально только в том случае, если есть опыт работы с фабричным оборудованием. Без всякой практики это банально небезопасно.
Надежность конструкции должна не вызывать сомнений, а создание станка может затянуться даже на месяцы. Альтернативным вариантом будет покупка фрезерного или деревообрабатывающего станка.
На таком устройстве создание вагонки проходит в несколько этапов, однако такой аппарат стоит в разы дешевле, чем профессиональный станок для изготовления материалов.
При работе с режущим оборудованием необходимо все время следить за исправностью инструментов, вовремя заниматься их заточкой и проверять на наличие сколов, неровностей.
Видео:
Любая шероховатость может стать причиной рикошета части древесины, что нередко вызывает серьезные травмы.
Все ножи и валы должны быть должным образом закреплены — для этого выбирают сверхпрочные болтовые крепления и полностью их затягивают.
Если же вы решили, что изготовить станок для вагонки дома не получится, то необходимо с особым вниманием подходить к выбору оборудования. Изучите все технические характеристики.
Тут стоит отталкиваться от нагрузки, которая будет возложена на конструкцию.
Имеет большое значение, как часто будет использоваться станок, нужен ли он для промышленного изготовления или вагонка изготавливается только для личного строительства.
Если необходимо постоянно изготавливать вагонку, то лучше взять мощный станок, который работает на высоких скоростях с мощностью более 5 кВт. Также различают ручные модели и автоматические.
Для изготовления вагонки в маленьких объемов хватит и ручного станка, для бизнеса нужен автоматический.
Похожие статьи
Картонно-бумажные машины | valmet.com
Знаете ли вы, что 40% бумаги и картона в мире производится на бумагоделательных машинах Valmet? Мы ценим возможность оставаться в тесном сотрудничестве с нашими клиентами, чтобы мы могли постоянно разрабатывать новые продукты и процессы производства бумаги, которые отвечают потребностям клиентов в энергоэффективности или более эффективном использовании сырья. Выбирая оригинальное оборудование и продукцию Valmet, вы гарантируете, что ваши операции и прибыль останутся в рабочем состоянии. Непрерывный.
В компании Valmet есть опыт и технологии, чтобы понять особенности вашего производственного процесса изготовления бумаги, от подготовки отделки до изготовления бумаги и плинтуса, калибровки, нанесения покрытия, сушки покрытия, каландрирования, намотки, намотки и упаковки. Наши опытные и квалифицированные специалисты поддерживают и сопровождают вас от начального планирования до фазы проекта, от ввода в эксплуатацию и запуска до непрерывного производства — на протяжении всего жизненного цикла линии бумагоделательной машины.
Новые линии
Valmet поставляет новые картоноделательные и бумагоделательные машины. Мы поставляем высокопроизводительные бумагоделательные машины, соответствующие назначению, уделяя особое внимание гибкости.
Подробнее
Модернизация и модернизация
Модернизация бумагоделательных машин позволяет устранить узкие места в производстве, снизить производственные затраты, повысить эксплуатационную безопасность, сэкономить энергию или добавить новые марки при переоборудовании бумагоделательной машины.
Подробнее
Справочные материалы по картону и бумаге
В справочной библиотеке Valmet вы можете найти истории из реальной жизни о том, как наши клиенты повышают свою производительность вместе с Valmet.
Просмотр ссылок
Хотите поговорить с нашими экспертами по картону и бумаге?
Если вы хотите получить дополнительную информацию, такую как технические спецификации, вам нужно коммерческое предложение или вы хотите обсудить различные решения, заполните контактную форму, и наши специалисты свяжутся с вами в ближайшее время.
Свяжитесь с нашими экспертами
Новости картона и бумаги
Ознакомьтесь с нашими последними новостями и узнайте больше о наших комплексных предложениях для картонной и бумажной промышленности.
4 ноября 2022 г. | Статья
Инновационная бумажная технология в сочетании с цифровыми решениями
Сочетание инновационной бумажной технологии с передовыми решениями и услугами Valmet Industrial Internet при капитальных вложениях в картонно-бумажную промышленность дает значительные преимущества. Он обеспечивает быстрый ввод в эксплуатацию, оптимизирует качество бумаги, повышает экологичность и снижает общую стоимость владения.
25 октября 2022 г. | Статья
Каландрирование разделительной бумаги с длительным сроком службы: непростая жизнь покрытия
Каландрирование разделительной бумаги — одна из самых сложных операций, с которыми может столкнуться крышка каландра. Крышка каландрового вала Valmet CL-EC доказала свою пригодность.
19 октября 2022 г. | Статья
Переписывая учебник с помощью Eukaliner®
Проект Puma II компании Klabin в Бразилии входит в историю благодаря новым стандартам производства крафтлайнера. Их новая картоноделательная машина PM 27 уже добилась впечатляющих результатов в производстве Eukaliner® — первого в мире крафт-лайнера, на 100% состоящего из эвкалипта.
19 октября 2022 г. | Статья
Успешные проекты
В каждом проекте бумагоделательной и картоноделательной машины важно помнить, что вы инвестируете в результат, а не только в оборудование. Вот почему экспертное управление проектами имеет важное значение — оно обеспечивает структуру, которая направляет всех к этим результатам, гарантируя, что проект будет выполнен безопасно, успешно и в соответствии с графиком.
Новые бумагоделательные линии Valmet | valmet.
com
en
Экологичный процесс производства бумаги с использованием инновационных технологий
Определение подходящей производственной мощности является ключом к обеспечению максимально возможной окупаемости инвестиций в бумагоделательные машины. Мы сосредоточены на поставке бумагоделательных линий нужного масштаба с устойчивыми решениями для обслуживания местных и мировых рынков. Производство может быть ориентировано на те продукты, где спрос и цена наиболее выгодны.
OptiConcept M — максимальная эффективность при минимальных эксплуатационных расходах
OptiConcept M — это концепция модульной бумагоделательной машины для экологичного производства бумаги. Семейство OptiConcept M подходит для производства тарного картона, картона и тонкой бумаги — простые, хорошо функционирующие решения, отвечающие потребностям клиентов.
БДМ OptiConcept M снижает затраты за счет повышения эффективности использования энергии, сырья и химикатов. Он обеспечивает повышенную гибкость при изменении марки и обеспечивает эффективную эксплуатацию и удобную конструкцию, которая максимально увеличивает производительность и минимизирует время простоя. OptiConcept M означает экономичность, безопасность и экологичность.
Узнайте больше об OptiConcept M
Защитите свои инвестиции с помощью пилотных испытаний
Центр бумажных технологий Valmet предлагает самый полный в мире ассортимент услуг по тестированию и пилотным испытаниям для производителей бумаги и картона по всему миру. Наши пилотные предприятия охватывают весь процесс бумагоделательной машины, от подготовки массы до нанесения покрытий и всего, что между ними, предоставляя клиентам отличный сервис и надежные результаты для поддержки в принятии инвестиционных решений.
Следите за действиями в испытаниях на месте или удаленно с помощью камер прямой трансляции. Пилотные испытания очень рентабельны по сравнению с дорогостоящими испытаниями на собственном производстве бумаги и картона. Естественно, мы работаем в условиях строгой конфиденциальности.
Узнайте больше о Центрах технологии бумаги и возможностях пилотных испытаний
Ускорьте запуск и оптимизацию с помощью решений для промышленного Интернета
Запуск и дальнейшая оптимизация новой бумагоделательной машины могут поддерживаться удаленно из Valmet Performance Center. Упреждающая удаленная поддержка на основе данных — это быстрый и эффективный способ убедиться, что машина соответствует запланированной кривой запуска. На этапе ввода в эксплуатацию расширенные приложения для мониторинга и прогнозирования помогают оптимизировать качество конечного продукта, энергопотребление и производительность.
Наш опыт легко доступен для вас через Performance Centers. Наши специалисты хорошо разбираются в машинах, процессах и автоматизации, а с помощью удаленных подключений и инструментов мы можем без промедления предложить необходимую поддержку и руководство — и в более широком смысле, чем раньше.
Подробнее о Industrial Internet
Хотите поговорить с нашими экспертами по картону и бумаге?
Если вы хотите получить дополнительную информацию, такую как технические спецификации или подробности, вам нужно коммерческое предложение или вы хотите обсудить различные решения, заполните контактную форму, и наши специалисты свяжутся с вами в ближайшее время.
Свяжитесь с нашими экспертами
Прочтите истории успеха наших клиентов о поставках новых линий
Компания Valmet поставила BM10 и успешно запустила ее на заводе Liansheng Paper в Лонгхае
3 октября 2021 г.
Новый BM10 компании Liansheng Paper
Компания Liansheng Paper успешно и без сбоев запустила поставленную Valmet линию по производству картона BM10 на своем предприятии в Лонгхай осенью 2020 года. Вся производственная линия достигла очень низкого уровня потребления воды, электроэнергии и газа. для промышленности.
Удаленная поддержка облегчает запуск нового BM6 Bohui
7 января 2020 г.
Дистанционная поддержка облегчает запуск новой машины Bohui BM6
Рождение гиганта, когда Bohui запустила свою новую машину для производства тарного картона BM 6 – самую широкую и большую в своем роде в Азии. Первоначальный запуск и оптимизация машины проводились при поддержке международных экспертов Центра производительности Valmet.
Линия по производству тарного картона OptiConcept M компании Valmet успешно запущена на заводе Shanying Huazhong в Китае.
12 декабря 2019 г.
Запуск Shanying Huazhong OptiConcept M в Китае
Shanying Huazhong Paper успешно запустила свою новую линию по производству тарного картона БДМ 21 в 2019 году. Потребовалось всего 2,5 часа, чтобы доставить бумагу со склада на сетку в рулон. Товарное качество бумаги было достигнуто сразу.
Архангельская БМ-2 в России стремится к большему количеству переработанной упаковки
7 октября 2019 г.
Увеличение производства вторичной упаковки на 30%
Архангельский комбинат стремится к конкурентным преимуществам после реконструкции БМ2. «Для обеспечения гибкости у нас есть широкий диапазон основного веса и формата конечного продукта. Мы ожидаем снижения затрат и энергопотребления: 15-20% экономии тепла, 8% экономии электроэнергии и 5% снижения потребления воды», — говорит Александр Туваноф.
Линия по производству картона с покрытием ITC Limited PM1 в Индии
16 апр. 2019 г.
Оптимальный баланс объема, стоимости и времени: Машина для производства картона с покрытием ITC PM1
«Спрос на упаковочный картон в Индии растет, и картон играет важную роль в замене пластика. Нам нужен был надежный поставщик оборудования и технологии, которые могли бы экономичным образом перерабатывать сырье в высококачественный картон», — говорит Санджай Сингх, генеральный директор подразделения ITC Paperboards and Specialty Papers.
Первая линия OptiConcept M, предназначенная для производства бумаги высокого качества — APRIL Kerinci PM3
25 июля 2018 г.
Первая машина OptiConcept M для производства тонкой бумаги — APRIL Kerinci PM3
Новая машина PM3 от APRIL в Индонезии — это первая машина OptiConcept M, предназначенная для производства тонкой бумаги. Теперь они удовлетворяют растущий глобальный спрос на продукцию премиум-класса PaperOne, флагманский бренд бумаги APRIL.
Pratt Industries PM 16 — это демонстрация новейших технологий производства бумаги 21 века.
25 июля 2018 г.
Линия по производству картона OptiConcept M на заводе Pratt Industries в США
Новая линия по производству тарного картона Pratt, БДМ 16, успешно запущена в 2015 году. Это первая установка OptiConcept M компании Valmet в Северной Америке.
Propapier PM 2 — прогресс точно по плану
25 июля 2018 г.
Propapier БДМ 2 — Прогресс точно по плану
Propapier производит высококачественную бумагу-основу для гофрокартона исключительно на основе макулатуры. Propapier поставляет широкий ассортимент различных типов бумаги. Специальная технология PM2 позволяет производить легкую, экономящую волокна бумагу Next Fibre® для более легкого и в то же время столь же эффективного гофрированного картона.
Новости картона и бумаги
Ознакомьтесь с нашими последними новостями и узнайте больше о наших комплексных предложениях для картонной и бумажной промышленности.
4 ноября 2022 г. | Статья
Инновационная бумажная технология сочетается с цифровыми решениями
Сочетание инновационной бумажной технологии с передовыми промышленными Интернет-решениями и услугами Valmet при осуществлении капитальных вложений в картонно-бумажную промышленность дает значительные преимущества. Он обеспечивает быстрый ввод в эксплуатацию, оптимизирует качество бумаги, повышает экологичность и снижает общую стоимость владения.
25 октября 2022 г. | Статья
Каландрирование разделительной бумаги с длительным сроком службы: трудный срок службы покрытия
Каландрирование разделительной бумаги — одна из самых сложных операций, с которыми может столкнуться крышка каландра. Крышка каландрового вала Valmet CL-EC доказала свою пригодность.
19 окт, 2022 | Статья
Переписывая учебник с помощью Eukaliner®
Проект Puma II компании Klabin в Бразилии входит в историю благодаря новым стандартам производства крафтлайнера. Их новая картоноделательная машина PM 27 уже добилась впечатляющих результатов в производстве Eukaliner® — первого в мире крафт-лайнера, на 100% состоящего из эвкалипта.
19 окт, 2022 | Статья
Успешные проекты
В каждом проекте бумагоделательной и картоноделательной машины важно помнить, что вы инвестируете в результат, а не только в оборудование. Вот почему экспертное управление проектами имеет важное значение — оно обеспечивает структуру, которая направляет всех к этим результатам, гарантируя, что проект будет выполнен безопасно, успешно и в соответствии с графиком.
19 окт, 2022 | Статья
Низкоуглеродная производительность с Jingui BM2
В 2021 году APP Group успешно запустила свою новую машину Jingui BM2. Поставляемая Valmet технология, используемая в BM2, помогает компании достичь своих целей в области низкоуглеродных операций.
19 октября 2022 г. | Статья
БДМ 5 Palm Aalen – надежное вложение на следующие 50 лет
БДМ 5 на предприятии Papierfabrik Palm Aalen-Neukochen в Германии – это самая широкая в мире высокопроизводительная линия по производству тарного картона. Это инвестиция на следующие 50 лет, и с момента запуска в июле 2021 года компания производит высококачественный и продаваемый картон.
Основа дальнейшего технического прогресса в лесопильно- деревообрабатывающем производстве — механизация и автоматизация производственных процессов, направленная на решение одной из важных задач — замены ручного труда работой механизмов и машин.
Механизация — это замена ручного труда машинным. В данном случае машина производит работу, которую ранее выполнял человек с помощью мускульной силы.
Однако при работе этой машины человек не может отойти от нее, так как он должен выполнять ряд вспомогательных операций, без которых машина перестает выполнять свои функции. Иногда производительность такой машины ограничивается физическими возможностями человека и она используется не полностью.
Рабочая машина (неавтоматизированная) имеет, как правило, механизмы рабочих ходов и выполняет в основном главные рабочие движения. Вспомогательные операции, такие, как загрузка заготовок, зажим и др., выполняет человек. В этом случае весь производственный процесс строится на взаимодействии человека и машины. Последовательность , (программу) выполнения операций выбирает сам человек.
Автоматизация—это более высокая ступень развития машинного производства, при которой человек освобождается не только от физического труда, но и от обязанностей оперативного управления механизмами, осуществляющими производственный процесс. Отпадает необходимость в непрерывном обслуживании автоматической машины, и человек может отойти от нее, так как она сама выполняет все основные и вспомогательные операции производственного процесса. Производительность такой машины не связана с физическими возможностями человека, поэтому может достигать высокого уровня.
Автоматическая машина (автомат) — это самоуправляемая рабочая машина, которая выполняет весь комплекс назначенных операций. Все функции управления производственным процессом, т. е. включение и выключение отдельных механизмов, изменение порядка работы рабочих органов, выполняются специальными устройствами. Эти устройства без вмешательства человека могут поддерживать в заданных пределах технологические режимы обработки.
На первом этапе развития автоматизации ставилась задача автоматизировать выполнение отдельных операций. Межоперационное транспортирование заготовок и деталей, а также другие вспомогательные операции выполнялись вручную.
В современных условиях задачи автоматизации значительно расширились. Теперь автоматизация охватывает все звенья производственного процесса, включая транспортные, загрузочно-разгрузочные работы и контроль готовых деталей. В ряде случаев применяют конвейеры с автоматическим адресованием.
С внедрением автоматизированных линий появилась необходимость в разработке принципиально новых конструкций изделий, позволяющих коренным образом усовершенствовать технологические приемы их изготовления. Конструкция изготовляемых изделий должна отвечать требованиям высокомеханизированного производства.
Таким образом, понятие автоматизации производства охватывает широкую совокупность мероприятий по разработке технологических процессов изготовления изделий и созданию высокопроизводительных автоматически действующих средств производства.
Процесс автоматизации затрагивает не только технические, но и социальные аспекты производства, определяет коренные сдвиги в экономике и организации производства. В нашей стране в последние годы организованы крупные автоматизированные производства по выпуску оконных и дверных блоков, плитных материалов и паркета.
Комплексная механизация процессов лесопиления и деревообработки связана с созданием систем машин, объединяющих выполнение разнообразных операций обработки, сборки, транспортировки и иногда контроля изделий. Такие системы машин включают в себя оборудование, расположенное в порядке последовательности операций технологического процесса и называемое линиями.
Линии лесопильно-деревообрабатывающих машин по степени автоматизации подразделяют на поточные, полуавтоматические и автоматические.
Поточной называют линию рабочих машин, расположенных в порядке последовательности технологических операций и требующих индивидуального обслуживания. Машины, входящие в состав поточной линии, могут быть связаны и не связаны транспортными устройствами.
Автоматической линией называется система взаимосвязанных рабочих машин (станков, вспомогательного оборудования и др.), расположенных по ходу технологического процесса и автоматически осуществляющих назначенную последовательность технологических операций без вмешательства рабочего. Такая система нуждается лишь в периодическом контроле, настройке и техническом уходе со стороны обслуживающего персонала. Загрузка головной машины автоматической линии и прием готовой продукции осуществляются также автоматически с помощью специальных зацрузочно-разгрузочных устройств.
Если некоторые операции технологического процесса не автоматизированы и требуют индивидуального обслуживания, линия называется полуавтоматической.
В состав линий могут входить универсальные, специализированные и специальные машины. Опыт показал, что автоматические линии, составленные из простейшего универсального оборудования с малой концентрацией операций, получаются громоздкими, требуют большой производственной площади и не обеспечивают необходимой надежности работы.
Составленные из автоматизированных универсальных и специализированных машин линии отличаются большей компактностью и надежностью.
При использовании нормализованных узлов и механизмов (силовых головок, питателей, разгрузчиков и др.) сокращаются сроки проектирования и создания линий, уменьшаются затраты.
Линии лесопильно-деревообрабатывающего оборудования могут быть с жесткой, гибкой и смешанной связью агрегатов. Если машины линии сблокированы между собой и образуют непрерывную цепь с непосредственной передачей обрабатываемого изделия с одной позиции на другую, связь называется жесткой. Такая связь весьма распространена в линиях, однако в этом случае при остановке любого из агрегатов простаивает вся линия.
Деревообрабатывающее и окрасочное оборудование • Лигна-С Самара
«Лигна-С» осуществляет поставку деревообрабатывающего оборудования, станков для производства корпусной мебели, а также распылительной техники. Наша особенность — поставка оборудования «под ключ». В цену станка включены доставка до места, монтаж, инструктаж персонала. Также мы осуществляем поставку запчастей, диагностику и ремонт как своих станков, так и оборудования других поставщиков.
НПФ ТЕХПРОМСЕРВИС предлагает поставки под ключ инструментов механизации для четырехсторонних деревообрабатывающих станков. Их использование позволяет компании значительно повысить производительность за счет максимальной автоматизации трудоемких процессов. Комплексные решения, предлагаемые по низким ценам, отличаются повышенной эффективностью, надежностью и длительным сроком службы при минимальном привлечении обслуживающего персонала. Они разрабатываются исключительно в индивидуальном порядке с учетом конкретных технологических процессов, требований и пожеланий заказчика.
Базовый комплект механизации
Кроме четырехстороннего станка, в базовый комплект механизации автоматизированной линии обработки древесины входит следующее оборудование:
Транспортер поперечный для пакетов пиломатериалов. для перемещения упакованных заготовок длиной до 3,6 м. Мощная конструкция выполнена на основе стальных швеллеров, шести тяг цепного типа, движение которых обеспечивает мотор-редуктор мощностью 5,5 кВт.
Пиломатериалы взломщик пакетов. необходимо разбить упакованный материал и выдать заготовки поштучно на четырехсторонний станок для последующей обработки. Агрегат представляет собой массивную приемную платформу, оснащенную шестью цепными тягами и электромеханическим четырехвагонным подъемником.
Конвейер цепной типа с поштучной подачей пиломатериалов. обеспечивает поперечное перемещение штучных заготовок к приемному столу четырехстороннего станка. Рабочий отвал выполнен на основе шести тяг. Поштучная выдача осуществляется с помощью пневматического привода.
Машина относится к новейшему типу с обжиговыми роликами. Позволяет производить обрезку торцевых кромок, а также поперечную распиловку длинномерных пиломатериалов на заготовки заданных размеров. Многофункциональный комплекс выполнен на базе трех шпиндельных блоков, укомплектованных дисковыми пилами. Для обеспечения их вращения предусмотрены электродвигатели мощностью 3 кВт.
Ленточный конвейер для подачи в делительную машину. Лента шириной 300 мм служит для подачи сбрасываемых с поперечных конвейеров заготовок на приемный стол делительной машины.
Конвейер роликовый со скребком. обеспечивает перемещение пиломатериалов по технологической линии и последующую выгрузку с правой или левой стороны.
Транспортер для пакетов пиломатериалов с качающимися шинами. оснащен пневматическим шиноподъемником, необходимым для перемещения заготовок к лопасти разгонного модуля.
Ускоритель модуль – приводной механизм с электродвигателем необходим для повышения производительности четырехстороннего станка за счет увеличения скорости подачи заготовок. В дополнение к стандартной версии по запросу может быть поставлено дополнительное оборудование и приспособления. Точный их перечень определяется при разработке проекта механизации для конкретного предприятия.
Помимо стандартного исполнения возможна поставка дополнительного оборудования и навесного оборудования по индивидуальным запросам. Точный их перечень будет определен при разработке проекта механизации для конкретного предприятия.
Преимущества механизации от ТехПромСервис
Повышение производительности при минимальном участии персонала. Одного оператора достаточно для управления и обслуживания автоматизированной линии.
Широкий спектр устройств и вариантов конфигурации позволяет нам предлагать эффективные решения, полностью адаптированные к потребностям конкретного предприятия.
Мы реализуем оборудование с хорошим запасом прочности и надежности, гарантирующее длительный срок службы и удобство эксплуатации при высоком уровне безопасности и ремонтопригодности.
Купить приспособление механизации от производителя
Для консультации и заказа механизации для четырехстороннего станка от производителя с доставкой обращайтесь к менеджеру ТехПромСервис в Вологде. Опытный сотрудник оперативно свяжется с вами для согласования взаимовыгодных условий доставки.
МЕХАНИЗАЦИЯ | английское значение — Cambridge Dictionary
Фермы небольшие, интенсивность возделывания культур высока, а уровень механизации низок, но растет.
Из Кембриджского корпуса английского языка
Механизация производства хлопка увеличила стоимость машин и сельскохозяйственных операционных накладных расходов.
Из Кембриджского корпуса английского языка
Действительно, большая часть доказательств механизации пшеничных ферм была получена из инвентаризаций неплатежеспособных имений.
Из Кембриджского корпуса английского языка
Если отдача от несельскохозяйственных инвестиций выше, то в пределе следует ожидать обратной зависимости между несельскохозяйственными доходами и механизацией .
Из Кембриджского корпуса английского языка
В этом случае рост спроса был скорее стимулом для механизации в деревообработке, чем относительная нехватка рабочей силы.
Из Кембриджского корпуса английского языка
Каждое из моих зданий имеет дело с отдельной архитектурной проблемой, существование которой было полностью забыто в этот период рационального строительства. 0059 механизация .
Из Кембриджского корпуса английского языка
Следовательно, между накоплением капитала и механизацией существуют взаимодополняющие отношения.
Из Кембриджского корпуса английского языка
Механизация и удобрения устранили потребность в животноводстве и навозе в растениеводческих хозяйствах1.
Из Кембриджского корпуса английского языка
Косвенные последствия механизации менее спорны, например своевременность выполнения сельскохозяйственных работ.
Из Кембриджского корпуса английского языка
Что может случиться, так это то, что механизация , несомненно, в электронной форме, станет преемником.
Из Кембриджского корпуса английского языка
Механизация и другие усовершенствования в молочном производстве усилили консолидацию молочных ферм.
Из Кембриджского корпуса английского языка
Его «расследование» — это обсерватория изобретений, связанных с механизация работ.
Из Кембриджского корпуса английского языка
Коэффициент механизации оказался положительным и значимым.
Из Кембриджского корпуса английского языка
Эти условия вызвали почти немедленный интерес к механизации .
Из Кембриджского корпуса английского языка
В основном это фермеры с ограниченной ликвидностью, которые выращивают хлопок с низкой интенсивностью вложений и низкой или средней степенью 9.
Лазерно-гравировальные и лазерно-копировальные станки
Станок для гравировки
Вы можете очень быстро сравнить цены станка для гравировки и подобрать оптимальные варианты из более чем 76536 предложений
лазерный станок для гравировки портретов
Состояние: Новый Производитель: Россия
Производим лазерные гравировальные и фрезерные станки для гравировки портретов на камне. Можем сделать любой размер рабочего поля.
Водяное охлаждение лазера (помпа в комплекте), лазерная трубка на…
13.08.2018
Екатеринбург (Россия)
225 000
Лазерный станок для гравировки по камню, памятников
Состояние: Новый
Лазерный гравировальный станок для гравировки по камню памятников с рабочим полем 1200*900 — производство г. Санкт-Петербург, РФ — напрямую от производителя, НЕ КИТАЙ!!❌✅ Пришлете аналогичное КП с…
14.06.2022
Санкт-Петербург (Россия)
279 000
Лазерный станок для гравировки и маркировки UniMarker. Ресурс 31 год. Без расходных материалов
Состояние: Новый Производитель: UniLaser (Китай)
В наличии
Мы занимаемся поставкой и обслуживанием волоконного лазерного оборудования для гравировки и маркировки.Производитель Китай заводской фабричный. Мы работаем с фабрикой более 5 лет. Наши станки…
19.09.2017
Москва (Россия)
518 400
Станок лазерной гравировки и резки ST-8050 50W/60W
Состояние: Новый
Компактная напольная лазерная машина ST-8050, специально разработана для широкого спектра гравировальных работ на большой площади – 800х500мм, при этом размер листа может быть до 1000х550мм. …
16.12.2022
Казань (Россия)
лазерный гравировальный станок для гравировки камня
Состояние: Новый Производитель: СО2 (Россия)
Рабочее поле 600*900. В комплекте: помпа охлаждения, драйвера, инструкция. Гарантия 12 месяцев,договор, техническая поддержка,обучение,презентации,доставка транспортной компанией,самовывоз.
05.05.2017
Челябинск (Россия)
240 000
Станок лазерной гравировки
Состояние: Б/У Год выпуска: 2011 Производитель: SISMA (Италия)
SMARK 500C
15.12.2022
Красное-на-Волге (Россия)
станок лазерной гравировки 3D
Состояние: Б/У Год выпуска: 2009 Производитель: SISMA (Италия)
BSS 3D
15. 12.2022
Красное-на-Волге (Россия)
Станок лазерной резки 1600х1600mm
Состояние: Новый Год выпуска: 2015 Производитель: Россия
Станок лазерной гравировки-резкиПредлагается вашему вниманию станок лазерной резки Станок подходит для обработки не металлических материалов. таких как ; ткань, пластик, акрил, дерево, резина,…
Компактный и бюджетный лазерный станок для гравировки и резки изделий небольшого размера.Тип оборудования Настольный лазерный граверМощность лазера 40 ВтРабочее поле 220×200. ..
Мощный и надежный лазерный станок для гравировки на граните и обработки различных материалов шириной до 120 см.Тип оборудования Лазерный станокМощность лазера 80 ВтРабочее…
05.07.2022
Москва (Россия)
367 650
Станки лаезрной ЧПУ резки и гравировки CNC-1325-Laser
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Станки поддерживают режим протяжки, благодаря чему возможна резка тканей и листовых материалов. Наши лазерные ЧПУ станки могут резать материал толщиной до 25 мм.Станки с ЧПУ для лазерной резки…
03.06.2016
Каменск-Шахтинский (Россия)
8 500
3D лазерный гравировальный станок — Гравировка хрусталя / стекла
Состояние: Новый Производитель: Wisely Laser (Китай)
В наличии
ЗаявлениеЛазерный станок для гравировки кристаллов, это лазерный гравировальный станок с высоким разрешением, действительно точный станок для обработкис преимуществами высокой точности и высокой…
12.03.2021
Москва (Россия)
18 880
Фрезерно-гравировальный станок RS-6090H
Состояние: Новый
В наличии
Фрезерно-гравировальный станок RS-6090H является отдельной модификацией классического станка RS6090, основным отличием которого является увеличеная высота портала для работы с поворотной осью,. ..
16.12.2022
Казань (Россия)
Гравировальный лазерный станок
Состояние: Новый Год выпуска: 2016 Производитель: Россия (Россия)
Состояние: Новый Год выпуска: 2016 Производитель: Россия (Россия)
В наличии
Собственное производствоПродам гравировальный станок для гравировки камня,резки фанеры,акрила,кожи,производства сувенирной продукции,штампов,печатей. Гарантия на станок 12…
21.04.2016
Алапаевск (Россия)
240 000
CNC-S0609 Гравировально-фрезерный станок с ЧПУ
Состояние: Новый Производитель: СНС-СТУДИО (Россия)
В наличии
ЧПУ станок для гравировки и фрезерования CNC-Studio, Россия. По металлу, дереву, камню, пластику. Размер рабочего поля 600х900х200 мм. Мощность до 4,5 кВт. Доставка по РФ. Бонус: при покупке станка…
21.02.2022
Челябинск (Россия)
315 000
Лазерно-ударный гравировальный станок по камню Mirtels Combi LT5060
Состояние: Новый Производитель: Миртелс (Россия)
В наличии
Гравировальный станок по камню Миртелс Комби LT5060 ― это современный комбинированный станок для гравировки памятников, производимый российской компанией Миртелс. Основная сфера применения станка -…
06.05.2020
Москва (Россия)
428 000
Лазерно-ударный гравировальный станок по камню Mirtels Combi LT90170
Состояние: Новый Производитель: Миртелс (Россия)
В наличии
Гравировальный станок по камню Миртелс Комби LT90170 ― это лидер среди комбинированных гравировальных станков для памятников. Имеет самую большую рабочую зону 900х1700мм. Аппарат применяется для…
06.05.2020
Москва (Россия)
662 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по станку для гравировки почти как на Авито и TIU
Видео станка для гравировки
Топ 10 лазерных граверов с ЧПУ за 2022 год
1 место
Отзывы(0):
Цена: 411 834 p
Длина стола, мм
300
Ширина стола, мм
300
Мощность , кВт
0. 60
Напряжение
220В
Масса, кг
27
Настольный лазерный маркиратор Raptor ABN-50E JPT LP 50Вт – простое и выгодное решение для изготовления сувенирной продукции, лазерной маркировки запчастей, инструментов и других применений, связанных с нанесением изображений, символов и штрихкодов на различные поверхности.
Позволяет производить маркировку металлов: сталь, нержав
Полное описание …
2 место
Отзывы(2):
Цена: 395 000 p
Мощность лазера, Вт
100
Размер стола
600х900
Длина стола, мм
Ширина стола, мм
Напряжение
220В
Масса, кг
550
Лазерный станок для резки фанеры и оргстекла Raptor S9060 PRO — это станок Премиум сегмента оснащенный мощным углеродным CO2 лазером. Данный резчик одна из наиболее популярных моделей данного типоразмера и отличается доступной ценой и большим рабочим полем 900х600мм. Станок собирается только из качественных, проверенных комплектующих
П
Полное описание …
3 место
Отзывы(0):
Цена: 322 000 p
Мощность лазера, Вт
30
Длина стола, мм
300
Ширина стола, мм
300
Мощность , кВт
0.60
Напряжение
220В
Масса, кг
27
Настольный лазерный маркировальный станок Raptor ABN-30E JPT LP 30Вт с поворотной осью – простое и выгодное решение для изготовления сувенирной продукции, лазерной маркировки запчастей, инструментов и других применений, связанных с нанесением изображений, символов и штрихкодов на различные поверхности.
Поворотная ось с 3-кулачковым пат
Полное описание …
4 место
Отзывы(0):
Цена: 557 559 p
Мощность лазера, Вт
130
Размер стола
1300×900
Длина стола, мм
Ширина стола, мм
Напряжение
220В
Масса, кг
550
Лазерный станок для резки фанеры и оргстекла Raptor S1390 PRO — это станок Премиум сегмента оснащенный мощным углеродным CO2 лазером. Данный резчик одна из наиболее популярных моделей данного типоразмера и отличается доступной ценой и большим рабочим полем 900х600мм. Станок собирается только из качественных, проверенных комплектующих
П
Полное описание …
5 место
Отзывы(0):
Цена: 802 759 p
Мощность лазера, Вт
150
Размер стола
2500×1300
Длина стола, мм
2500
Ширина стола, мм
1300
Фанера, мм
15
Мощность , кВт
1. 20
Напряжение
220В
Масса, кг
900
Лазерные станки (резаки) Raptor S1325 150W специально разработаны для резки толстых не металлических материалов, таких как дерево, фанера, акрил, МДФ, различные пластики, ткани, кожа, а также металлов до 1мм.
Станок лазерной резки Raptor S1325 150W5, «заточен» именно под раскрой. Для этого на станке установлен лазерный излучатель REC
Полное описание …
6 место
Отзывы(0):
Цена: 259 000 p
Мощность лазера, Вт
30
Длина стола, мм
175
Ширина стола, мм
175
Мощность , кВт
0. 70
Напряжение
220В
Масса, кг
27
Малогабаритный станок для лазерной маркировки по металлу Raptor ABN-30 предназначен для нанесении качественной маркировки на металле, алюминии, пластике, латуни, окрашенных поверхностях.
Особенности маркиратора Raptor ABN-30:
Малый вес 27 кг
Вспомогательная лазерная фокусировка
Поворотная консоль позволяет гравировать крупногабаритные
И
Полное описание …
7 место
Отзывы(0):
Цена: 380 154 p
Мощность лазера, Вт
50
Длина стола, мм
300
Ширина стола, мм
300
Мощность , кВт
0. 60
Напряжение
220В
Масса, кг
27
Настольный лазерный маркиратор Raptor ABN-50E Raycus 50Вт – простое и выгодное решение для изготовления сувенирной продукции, лазерной маркировки запчастей, инструментов и других применений, связанных с нанесением изображений, символов и штрихкодов на различные поверхности.
Позволяет производить маркировку металлов: сталь, нержав
Полное описание …
8 место
Отзывы(0):
Цена: 570 231 p
Мощность лазера, Вт
150
Размер стола
1300×900
Длина стола, мм
1300
Ширина стола, мм
900
Фанера, мм
15
Акрил, мм
25
МДФ, Оргалит, мм
10
Напряжение
220В
Масса, кг
550
Лазерный станок для резки фанеры и оргстекла LC1390N (150W Reci С6) 150W — это станок Премиум сегмента оснащенный мощным углеродным CO2 Reci С6 лазером. Данный резчик одна из наиболее популярных моделей линейки BODOR и отличается доступной ценой и большим рабочим полем 1300х900мм. Станок собирается только из качественных, проверенных комп
Полное описание …
9 место
Отзывы(0):
Цена: 633 590 p
Мощность лазера, Вт
120
Размер стола
1600×1000
Длина стола, мм
1600
Ширина стола, мм
1000
Напряжение
220В
Масса, кг
550
Лазерный станок для резки фанеры и оргстекла LC1610N (120W Reci С4) 120W — это станок Премиум сегмента оснащенный мощным углеродным CO2 Reci С4 лазером. Данный резчик одна из наиболее популярных моделей линейки BODOR и отличается доступной ценой и большим рабочим полем 1300х900мм. Станок собирается только из качественных, проверенных комп
Полное описание …
10 место
Отзывы(0):
Цена: 411 834 p
Мощность лазера, Вт
20
Длина стола, мм
300
Ширина стола, мм
300
Мощность , кВт
0.60
Напряжение
220В
Масса, кг
27
Настольный лазерный маркиратор Raptor ABN-20M7 JPT MOPA – простое и выгодное решение для изготовления сувенирной продукции, лазерной маркировки запчастей, инструментов и других применений, связанных с нанесением изображений, символов и штрихкодов на различные поверхности.
Позволяет производить цветную маркировку металлов: сталь, н
Полное описание …
Сравнительная таблица
Гравировальные станки | Роланд ДГА
Граверы и ударные принтеры Roland DG
обеспечивают точные результаты персонализации всего: от наград, подарков и ювелирных изделий до одежды, украшенной стразами, и вывесок, соответствующих требованиям ADA. Гравировальные станки EGX гравируют на самых разных материалах, включая дерево, пластик, акрил и легкие металлы, а ударные принтеры печатают на нержавеющей стали, титане и других материалах. Серия EGX имеет ряд размеров: от рабочей зоны 12 дюймов x 8 дюймов до зоны резки размером до 24 дюймов x 16 дюймов x 1,57 дюйма.
Лазерный гравер
Готовое решение для точной лазерной гравировки, маркировки и резки
В сочетании с принтером VersaUV LEF вы получите идеальное решение для прототипирования и персонализации
Настольные или настольные размеры для вашего дома, офиса или магазина
Вырезка дерева, кожи и ткани, нанесение меток на металл, стекло и многие другие изделия
Создание персонализированных подарков, украшений, трофеев и прототипов
Полностью закрытая работа с бесконтактным CO2-лазером и соответствие классу 1
Больше информации
Лазерный декоратор
Персонализируйте пластик, кожу и упаковку для создания высококачественных пользовательских продуктов с низкими эксплуатационными расходами еще
Персонализируйте несколько подарочных изделий и крупных изделий из кожи с помощью расширенного машинного производства
Использует недорогой фольгированный материал для создания уникальной отражающей графики
Безопасная и чистая машина, идеально подходящая для вашего офиса, студии или дома
Включает интуитивно понятное программное обеспечение для вашего ПК с ОС Windows
Больше информации
Граверы
Интеллектуальная и интуитивно понятная гравировка для современного пользователя
Гравируйте огромное количество подарков, вывесок, наград, инструментов и промышленных товаров
Лазерная указка для быстрой настройки и простоты производства
Легко устанавливаемые носовые конусы для точности без царапин
Включает новое программное обеспечение Dr. Engrave Plus
Больше информации
Профессиональная фрезеровка и гравировка по стартовым размерам и цене.
Компактная фреза в сочетании с набором принадлежностей для гравировки
Выгравируйте пластиковые знаки и награды, подарки с алмазной гравировкой и многое другое
Подходит для домашнего, офисного или классного рабочего стола
Включает программное обеспечение и аксессуары для начала гравировки без дополнительной подготовки
Больше информации
Ударные принтеры
Недорогое и простое в эксплуатации решение для персонализации ценных металлических предметов
Печать изображений, текста и штрих-кодов на металлической подарочной посуде и оборудовании
Идеально подходит для изготовления сувениров на заказ или для промышленных/медицинских целей
Съемная основа позволяет печатать на больших изделиях
Работает тихо и безопасно в любом киоске, магазине или лаборатории
Anet A8 Plus — Доработки и улучшения сразу после покупки
Как известно, практически любой бюджетный 3D-принтер в силу своей «бюджетности» изначально имеет какие-либо «врожденные» недостатки. В этой статье я хочу рассказать о моем собственном опыте устранения недочетов модели Anet A8 Plus, которые я посчитал необходимыми сделать сразу после его приобретения.
Приветствую энтузиастов-единомышленников! Вот я и присоединился к вашему сообществу, и теперь ко всем уже имеющимся моим увлечениям добавилась еще и 3D-печать. Электроникой и компьютерной техникой я занимаюсь давно, а вот 3D-принтером обзавелся совсем недавно. В процессе выбора «своей» модели 3D-принтера для покупки перечитал много статей и на этом портале, и на других сайтах, пересмотрел кучу видеороликов — если можно так выразиться, «провел серьезную теоретическую подготовку». В итоге мой выбор пал на модель Anet A8 Plus. Почему именно эта модель — это тема для отдельного разговора и большой статьи. Скажу лишь, что выбор у меня был, как и у многих других энтузиастов-любителей, только из бюджетных моделей.
Статей и видеороликов с распаковкой или обзором технических характеристик 3D-принтеров уже снято и написано немало, в том числе и на данную модель — повторяться нет смысла. Поэтому я хочу рассказать в основном о тех доработках, которые я сделал прямо «из коробки», т.е. в процессе сборки своего принтера, еще до первого его включения. Пока аппарат ехал ко мне в посылке, у меня уже был сформирован «план работ» по его усовершенствованию и устранению некоторых «врожденных» недостатков.
Сделаю пару небольших отступлений. Первое: поскольку принтер бюджетный, то и его апгрейд должен быть тоже достаточно бюджетным. Не вижу никакой логики в том, чтобы в апгрейд вкладывать сумму, сопоставимую со стоимостью исходного аппарата — в таком случае разумнее будет за эти деньги сразу купить модель более высокого класса. И второе: также не вижу смысла подробно останавливаться на тех усовершенствованиях, которые не представляют технической сложности и описаны уже много раз: утепление стола и хотэнда, противопылевой фильтр для нити филамента и т. п.
Ну что же — начнем, пожалуй, с блока питания. Блок питания в этой модели 3D-принтера — на 24 вольта и 360 ватт.
Конечно же, я сразу вскрыл его, еще до начала сборки — хотел проверить качество и при необходимости устранить недостатки и доработать. Разбирая БП, я ожидал увидеть внутри такое же безобразие, какое я не раз видел в дешевых низкокачественных блоках питания компьютеров — отсутствие сетевого фильтра, перемычки вместо дросселей, электролитические конденсаторы недостаточной емкости, да еще и с высоким ESR, и силовые элементы на тоненьких радиаторах, работающие на пределе своих возможностей. Но я был приятно удивлен — внутренности этого блока питания оказались достаточно качественными, и с ним почти ничего не пришлось делать. «Почти», потому что один момент меня все же не устраивал, а именно способ крепления силовых ключей и диодной сборки к корпусу, который служит для них радиатором. Изначально эти компоненты прижимались к корпусу тонкими металлическими пластинами (диодная сборка одной пластиной, два транзистора — другой). Каждая такая пластина фиксировалась только одним винтом М3, поэтому возникал перекос крепления — крепежные пластины слегка изогнулись под нагрузкой, усилие прижима было неравномерным, в результате чего силовые элементы неплотно прилегали к радиатору.
Я вырезал новые прижимные пластины из листового алюминия толщиной 3 мм и прикрутил их на 2 и на 3 винта соответственно. Попутно заменил теплопроводящую прокладку под транзисторами на более тонкую и качественную. Теперь силовые радиокомпоненты имеют надежный тепловой контакт с корпусом и не перегреются. Дальнейшая эксплуатация принтера это подтвердила.
Также, судя по обзорам этого принтера, много нареканий вызывает способ установки блока питания — вентилятором в сторону печатаемой модели. Проблема решается элементарно просто — я развернул БП на 180 градусов, и теперь его вентилятор выдувает воздух в противоположную от рабочего стола сторону. Для этого пришлось сделать новые крепежные отверстия в крышке блока. Почему производитель не сделал это изначально — для меня загадка…
После первого включения выяснилось, что вентилятор в блоке питания довольно сильно шумит. Немного снизить шум можно простым и брутальным способом — полностью удалить перегородки в корпусе на месте крепления вентилятора, чтобы получилось ровное круглое отверстие. Шума после этого станет заметно меньше, да и для выхода воздуха не будет лишних препятствий.
Я же решил проблему более радикально — помимо вырезания перегородок я также заменил вентилятор на более тихий и качественный. У меня есть запас кулеров от различной компьютерной техники, поэтому подобрать подходящий по размерам и производительности не составило труда. Правда, выбранный мной кулер рассчитан на 12 вольт, а «родной» работал от 24, поэтому я запитал новый вентилятор через миниатюрный понижающий преобразователь на микросхеме MP1584EN. Такие преобразователи стоят недорого и продаются на Алиэкспресс по пять или десять штук в одном лоте.
У нового тихого вентилятора производительность, скорее всего, немного меньше «родного» 24-вольтового, но как говорится: «практика — критерий истины». В результате такой переделки даже при большой нагрузке (например, печать филаментом HIPS в режиме 255/100 градусов) блок питания остается чуть теплым, нет и намека на возможный перегрев.
Также будет полезно установить вентилятор и в блок электроники, поскольку в нем есть компоненты, которые сильно нагреваются, в первую очередь это драйверы шаговых моторов и мосфеты. Подходящий вентилятор я подобрал из имеющихся запасов, и запитал его от такого же понижающего преобразователя, как и кулер в блоке питания. Прорезал отверстие в крышке блока электроники и установил туда вентилятор, а еще сделал несколько дополнительных отвестий в боковых стенках корпуса напротив радиаторов драйверов.
В процессе сборки выяснилось еще одно слабое место этой модели принтера, про которое я заранее не знал: пластиковая втулка для катушки с филаментом в моем случае оказалась тонкостенной и некачественно напечатанной. В результате она треснула вдоль слоев при попытке закрепить ее резьбовыми гайками, также пластиковыми, хотя больших усилий я не прикладывал. К тому же на такое крепление не помещались широкие катушки от FDPlast, так что мне в любом случае пришлось бы ее заменить. После поисков на просторах Thingiverse я нашел и распечатал такое крепление, которое мне понравилось по исполнению и подходило по своим размерам.
Вся конструкция держится на строительной резьбовой шпильке и нескольких гайках, а катушка вращается на двух металлических шарикоподшипниках. Однако конструкция крепления таково, что все металлические компоненты спрятаны внутри напечатанных пластиковых деталей. Усилие, необходимое для вращения катушки, легко регулируется путем затягивания или отпускания передней гайки.
После первых запусков принтера в нем обнаружился еще один источник шума — вентилятор охлаждения термобарьера. Для него я тоже подобрал замену, подходящую по размерам и производительности — кулер видеокарты. Правда, посадочные места и способ крепления старого и нового кулера сильно различались, поэтому я спроектировал и распечатал соответствующий переходник.
Так выглядит новый кулер до переделки
Старый кулер
Новый кулер с переходником установлен на принтер
Новый вентилятор я подключил к тому же самому преобразователю на 12 вольт, от которого запитан вентилятор блока электроники. В этой модели принтера кулер термобарьера включен постоянно (проверено: контактные дорожки от разъема этого кулера ведут напрямую ко входным клеммам источника питания), поэтому его можно спокойно подключать к преобразователю, а не к «родному» разъему на плате — на работу устройства это никак не повлияет.
Изначально на термобарьере экструдера был установлен радиатор, но какой-то странный. Мне не понятна логика производителей, которые используют радиатор с вертикальными ребрами при том, что вентилятор охлаждения установлен сбоку и создает горизонтальный поток воздуха. На токарном станке я выточил из алюминия новый радиатор с горизонтальными ребрами и установил его взамен родного.
Так выглядит «родной» радиатор термобарьера, который изначально был установлен
Радиаторы термобарьера: слева «родной», справа новый
Новый радиатор установлен на место
Уже после замены этого радиатора я случайно увидел на Алиэкспрессе точно такой же алюминиевый радиатор, с размерами, совпадающими с моим самодельным буквально «один в один», по цене чуть меньше одного доллара. Так что для тех владельцев Anet A8 Plus, у кого нет токарного станка, есть вариант купить готовый «правильный» радиатор 🙂
В блоке управления мне не понравилась кнопка «Reset», расположенная рядом с ручкой энкодера — она сильно выступала из корпуса, и была вероятность случайно задеть ее и тем самым испортить уже начавшуюся печать. Правильно было бы заменить эту кнопку на точно такую же, но с более коротким толкателем, но в моих запасах таковой не нашлось, поэтому я укоротил толкатель этой кнопки самым брутальным способом — просто отрезал лишнее, а потом приклеил на место «крышечку» толкателя. Вот что получилось в итоге:
Кнопка RESET в оригинале
Та же кнопка после переделки
Теперь нажать эту кнопку случайно никак не получится. Нажимать ее лучше каким-либо тонким предметом типа отвертки или шестигранного ключика из комплекта принтера. Можно нажать и пальцем, но чтобы это сделать, нужно постараться.
В одном из обзоров этой модели было упоминание о неаккуратной пайке на плате ЖК-дисплея. У себя я обнаружил то же самое — явно заметные остатки флюса во всех точках пайки. Это вообще не проблема — флюс элементарно удаляется медицинским спиртом, что я и сделал.
Также хотелось сделать подстветку области печати. Для первого эксперимента я решил установить источник света снизу на каретку экструдера. Поскольку это был именно эксперимент, то установил я то, что посчитал самым подходящим для данного применения, выбирая из имеющихся в наличии компонентов. В результате мой выбор пал на такие вот автомобильные светодиодные лампочки:
Удалив на одной из них боковые металлические колпачки, я получил замечательную светодиодную СОВ-матрицу, которая уже имеет «на борту» токоограничительные резисторы, и ее можно напрямую подключать источнику напряжения 12 вольт. Подключил я ее к кому самому преобразователю, от которого уже был запитан вентилятор термобарьера — даже отдельную пару проводов тянуть не пришлось — просто подпаял выводы светодиодной матрицы параллельно вентилятору, и всё. Установил я эту матрицу на нижней плоскости корпуса каретки экструдера. Крепил ее классическим, проверенным способом — смазал термопастой, «прилепил» снизу к металлической поверхности корпуса каретки, а по краям зафиксировал несколькими капельками суперклея с содой. Способ этот проверен неоднократно, обеспечивает как надежное крепление, так и хороший теплоотвод. В итоге получилось вот такая подсветка:
Светодиодная матрица на корпусе экструдера
Подсветка в процессе печати
В процессе эксплуатации такой подсветки я пришел к выводу, что точечный источник света — не самый лучший вариант для этого. Поэтому в ближайшее время планирую сделать печатную плату во весь размер нижней плоскости корпуса каретки, и равномерно распределить несколько светодиодов по этой плате. Вдобавок не помешает сделать регулировку яркости и возможность полного отключения подсветки.
Также хочу поделиться дальнейшими планами по усовершенствованию моего Anet A8 Plus.
— Установить оптические концевики (возможно, самодельные) на все три оси.
— Концевик по оси Z сделать не просто регулируемым, а удобно регулируемым, по возможности со шкалой.
— В разъем MicroSD подключить удлинитель с адаптером для карт памяти SD, и вывести его на переднюю панель принтера.
— Убрать все провода, соединяющие подвижные части принтера с неподвижными, в гибкие кабель-каналы (частично это уже сделано).
— Заменить экструдер на более легкий — редукторный (возможно, тоже самодельный).
— И, наконец, самая затратная переделка из планируемых: запитать подогрев стола от отдельного источника питания через внешний мощный МОСФЕТ. Причину именно такого решения сейчас поясню: дело в том, что при нынешнем напряжении штатного блока питания рабочий стол нормально нагревается и удерживает температуру только 95 градусов. Если в помещении, где стоит принтер, достаточно тепло (22 градуса и больше), то и 100 градусов на столе можно получить, а вот если в помещении прохладно, то догреть стол до сотни градусов принтер уже не может, и через некоторое время выдает сообщение об ошибке. Стол, естественно, уже утеплен. Как известно, родная прошивка Anet A8 Plus не позволяет выставить температуру стола больше 100 градусов, однако после перепрошивки это органичение может быть снято. К тому же не помешает иметь запас по температуре стола с учетом того факта, что для некоторых видов филамента рабочий стол рекомендуется греть до 110 градусов.
Проблема с недогревом заключается совсем не в блоке питания — мощность у него достаточная, и даже при полной нагрузке напряжение на его выходе практически не проседает. Проблема в недостаточной тепловой мощности самого стола — при подведенном к нему напряжении 24 вольта он не может выделять требуемое количество тепла. Вывод напрашивается сам собой: нужно запитать стол от отдельного источника повышенного напряжения, например 30 вольт. В таком случае, по моим подсчетам, спокойно можно будет поднять температуру стола до требуемых 110-115 градусов.
После выполнения этих модицикаций (запланированных, но еще не реализованных) расскажу о них подробнее.
И напоследок у меня есть вопрос к уважаемому сообществу единомышленников: как вы считаете, имеет ли смысл снять видео-версию этой статьи, или текстового варианта с фотографиями будет достаточно?
Тюнинг доработка 3D принтера Anet A8 (Prusa i3) до качественной печати
31094
Эта статья для счастливых обладателей 3D принтера Anet A8 (Prusa i3) или для тех, кто только собирается приобрести 3D принтер. После небольших доработок, данный принтер сможет выдавать приемлемое качество на хорошей скорости. Важно отметить тот факт что, качество печати во многом зависит от того, как вы настроите принтер и программу печати.
Внимание!!! Вы должны иметь не совсем кривые руки и минимальный инженерный образ мысли. Рукожопым рекомендую сразу купить Prusa i4 и не париться.
Все детали для доработки печатались на этом же принтере с высотой слоя 0.1мм и скоростью 45мм/с. Ускорение по X и Y не более 200. Рекомендую сначала распечатать все детали для тюнинга и только потом переделывать принтер.
У данного 3D принтера есть несколько довольно серьезных недоработок, которые могут сильно подпортить качество печати, но тем не менее, легко устранимы.
1. Крепление ремня оси X к экструдеру Изначально он крепится с помощью вырезанных из акрила штучек, которые спроектированы китайцем, который ваще не инженер. Они настолько хрупкие, что могут сломаться как во время монтажа, так и во время печати. Более того, если вы захотите поставить натяжитель ремня, этот крепеж не выдержит и лопнет. В любом случае, это нужно исправлять. Лечится эта болячка при помощи цельной детальки, в которой ремень держится без болтов. Если вы еще не собрали свой принтер, то не откусывайте излишек ремня, т. к. для нового крепления нужно большая длинна. Иначе вам понадобится купить другой ремень длинной не менее метра.
2. Крепление принтера к столу Важная и простая доработка, благодаря которой принтер обретет большую стабильность и возможность печатать быстрее. Вам понадобится ровный лист толстой фанеры или ДСП размером 400х500, он и послужит основанием. Я нашел в интернете два варианта креплений. Одно в виде крючка с одним отверстием под болт. Второе треугольное под два болта. Для надежного крепления вам понадобится 6 таких деталей, и желательно тех, которые под два болта. По очереди снимаем шпильки и одеваем крепления рядом с акриловыми деталями по краям и посередине. Центральные крепежи дополнительно фиксируем гайками на шпильках. Потом ставьте принтер ровненько на фанере и прикручивайте шурупами.
3. Распорки против колебаний вдоль оси X Это еще один большой недостаток данного принтера. Из-за него он не может нормально печатать на большой скорости и ускорениях. А если попытаться, то качество печати просто ужасное и видно как верхняя часть принтера колеблется во все стороны. Я решил эту проблему установив растяжки из алюминиевого профиля. Дополнительно укрепил направляющие оси Y пластиковыми накладками. Теперь принтер стал жестким как Чак Норис. Конечно, они немного ограничивают верхнюю область печати, но это не критчно для меня. Лучше было пустить растяжки от верхних креплений направляющих оси Z к шпилькам оси Y. По жесткости получилось бы так-же, если не лучше, а область печати бы не затронул. Но, как говорится, хорошая мысля приходит опосля.
4. Натяжитель оси Y с креплением к столу Стандартный натяжитель работает, но прогибает акриловые детали. Ремень не имеет достаточного натяжения. Поэтому, смело меняем на большой натяжитель с креплением к столу. Со стороны мотора необходимо закрепить заднюю акриловую деталь при помощи уголка. Теперь ремень можно натянуть как положено и ни чего не будет прогибаться.
5. Полная замена деталей оси X и аньтивоблинг Тут применяются самые крупные детали. Новый комплект позволит вам натягивать ремень. Так-же обязательно подложите в зазор между направляющими и планкой натяжителя регулировочные шайбы так, чтобы при натяжении ремня не сдавливались направляющие оси Z. Проблем с установкой возникнуть не должно, просто меняем старые детали на новые.
Аньтивобдинговые гайки ОБЯЗАТЕЛЬНЫ для установки, т. к. без них ваши детали будут получаться волнистыми, не смотря на любые переделки. Это вызвано тем, что по стандарту латунные гайки оси Z жестко закреплены, а винтовые шпильки имеют кривизну и закреплены на моторах не соосно. Поэтому с каждым оборотом моторов оси Z, ось X немного колеблется. Отсюда и появляется волна. А после переделки ось X просто лежит на гайках и воблинг компенсируется. Следите чтобы головки болтов не выпирали за пределы плоскости на которой лежит ось X.
6. Концевик оси Z Перед каждой печатью приходится настраивать стол, и то не всегда помогает. А ведь первый слой самый важный. Это известная проблема и лечится довольно просто — достаточно снять металлический рычаг с концевика. Так-же можно распечатать специальную площадку, которую удобнее регулировать. Хочу отметить, что проблема становится менее заметной после закрепления принтера к столу и установки растяжек, т. к. принтер становится жестче.
7. Смазка Смажьте густой несмываемой смазкой подшипники направляющих и винты оси Z. Так моторам станет намного легче жить.
8. Люфт подшипников на направляющих Толи китайцы делают плохие подшипники, толи четырех рядов шариков недостаточно, но если взять один короткий подшипник, то он заметно шатается на оси. Но если их два на одной оси, то люфта нет. Многие рекомендуют распечатать подшипник из пластика. Он действительно не люфтит, но его приходится долго калибровать. И самый главный недостаток — это большое трение. Если заменить все подшипники на пластиковые, то моторам будет очень тяжело. На столе менять смысла вообще нет, т. к. он стоит на четырех подшипниках и нагружен только в одну сторону. По оси Z стоят длинные подшипники и дополнительно стянуты ремнем. Остается только ось X, сверху стоят два подшипника и люфта там нет. Я заменил только одинокий нижний подшипник.
9. Выключатель и разъем питания В этом принтере не предусмотрен выключатель! Очень неудобно выдергивать из розетки. Тут вариантов очень много. Можно распечатать корпус для выключателя и разъема. Можно прикрепить их на синюю изоленту. Можно проковырять дырки в пластиковых деталях и установить выключатель в них. Скажу одно — с выключателем пользоваться принтером становится удобнее.
10. Охлаждение В принципе, принтер будет нормально работать и без охлаждения электроники. Но, лично мне не нравится, когда микрорадиаторы на драйверах шаговых двигателей раскаляются до 100 градусов. Меня начинает мучить паранойя, что что-то сгорит. Поэтому я поставил кулер и на блок питания (просто прикрутил стандартными шурупами) и через специальный кронштейн вентилятор напротив платы управления. Вместе с кулером охлаждения экструдера подключил их через понижающий стабилизатор напряжения, чтобы не шумели.
11. Утепление экструдера Совсем необязательно. НИКОГДА не разбирайте экструдер холодным. Я попытался однажды и сломал термобарьер (это такая трубочка с резбой). Попутно я разорвал весь скотч, которым были примотаны провода к нагревателю и термодатчику. Когда поменял термобарьер, замотал экструдер фумлентой. Говорят это стабилизирует температуру. Заодно проверьте затяжку болта нагревателя в экструдере, т. к. у меня он был не затянут.
12. Утепление стола Нужно снизу утеплить стол чем-то, чтобы при движении стола из стороны в сторону, не выдувало тепло. Я прилепил кусок упаковочного поролона.
13. Стекло на стол Большинство владельцев 3D принтеров кладут на стол кусок стекла, мотивируя это тем, что выравнивают поверхность. У меня стол практически ровный и не вижу смысла в стекле. Плюс ко всему, стекло будучи прижатым к кривому столу выгнется. Я просто зашкурил краску на родном столе и в качестве средства адгезии пользуюсь лаком для волос. Еще хочу попробовать клей БФ-2, тогда конечно стоит использовать стекло, т. к. клей ацетоном как лак не сотрешь.
14. Направляющая для пластика Чтобы пластик не цеплялся за выступающие части и принтер можно было оставлять без присмотра на долгое время, необходимо использовать направляющий кембрик и подвижно закрепить его в верхней части принтера. Я сделал эту конструкцию из подручных материалов и жесткого фторопластового кембрика.
Осторожно при сборке:
резьбы в шаговиках мало, не перетягивайте чтобы не сорвать
хрупкий пластик (относительно)
крепление ремня Х очень слабое, не перетягивать
весь тюниг делать в один заход
рукожопым купить i4
купите сразу разных сопел (0.2, 0.3, 0.4) я печатаю 0.3, стандартное 0.4
После всех этих переделок, принтер стал печатать на уровне дорогих принтеров. Главное правильно настраивать модель в программе перед печатью.
В этой статье я затронул только основные доработки данного принтера. На сайте http://www.thingiverse.com есть огромное количество дополнительного тюнинга.
Архив со всеми деталями для доработки — Anet A8 Prusa i3
Принтер покупался в магазине Mak-er Online Store на Aliexpress. На Gearbest дешевле но, по многочисленным отзывам, качество там хуже. Дополнительным преимуществом покупки 3D принтера Anet A8 (Prusa i3) на Aliexpress является доставка из России (Чита) и возможность вернуть деньги без проблем, если что-то пойдет не так.
3D принтер Anet A8 Prusa i3 обзор,
Доработка 3D принтера Anet A8 (Prusa i3)
Обзор: 3D-принтер Anet A8
Несмотря на то, что Anet A8 стал причиной более чем справедливой доли домашних пожаров, он остается одним из самых популярных бюджетных 3D-принтеров на сегодняшний день. Благодаря большому объему сборки, минимальной цене и эффективной маркетинговой тактике этот пластиковый сочащийся пожароопасный материал был размещен в тысячах домов по всему миру. Некоторые ритейлеры раздают машину любому ютуберу с лицом в обмен на «беспристрастный» обзор продукта. При этом краткий поиск в Google по запросу «Обзор Anet A8» показывает, что этот 3D-принтер за 150 долларов выглядит как лучшая вещь со времен нарезки хлеба Cura.
Тем не менее, у него есть некоторые достоинства, он имеет большой потенциал в качестве базового комплекта в руках опытного пользователя. Для тех, кто хочет заменить определенные компоненты, модернизировать раму и установить отказоустойчивые устройства, он может превратиться в надежную и мощную машину. Проблема, однако, в том, что он был продан наивным покупателям, которые хотят приобрести свой первый 3D-принтер, сохраняя при этом ограниченный бюджет.
Если вы хотите заняться 3D-печатью с минимальными затратами, я рекомендую ознакомиться с нашей статьей 10 лучших 3D-принтеров стоимостью менее 800 долларов. Для остальных из вас с комплексной страховкой домовладельцев мы рассмотрим, что вы можете ожидать при покупке этого 3D-принтера.
Сборка:
(2,5 / 5)
Качество сборки:
(1,0 / 5)
Особенности:
(1,5 / 5)
Цена:
(5,0 / 5)
. / 5)
«Overall:
(0.0 / 5)
Anet A8 3D Printer
$159.99
Anet A8 3D Printer
$0.00
Specifications
Resolution
100 Microns
Dimensions
500x400x450mm
Build Volume
220x220x240mm
Platform
3mm Aluminum Plate
Filament
1.75mm
Material
PLA/ABS
Вес
19 фунтов
Connect
USB/SD-карта
Входящие в комплект детали
В комплект Anet A8 входят 3 пенопластовых лотка со всеми необходимыми деталями для сборки работающего 3D-принтера. Хотя в большинстве случаев достаточно прилагаемых инструментов, желательно иметь под рукой прочную отвертку с крестообразным шлицем. Он будет использоваться часто, а предоставленный довольно мал и неудобен для захвата.
220x220x3 мм Подогреваемая платформа
A1284 Материнская плата
ЖК-экран 2004
Блок питания и кабель 12 В
Acrylic Frame Parts
3D Printed Z-Axis Mounts
(5) Stepper Motors
(3) Mechanical Endstops
Premeasured Wires
Plastic Nippers
5x160mm Flat Head
3x130mm Phillips Head
1.5 m USB-кабель
8 ГБ TF-карта и считыватель
Набор шестигранных ключей
Держатель катушки с нитью
(1) 50G Sample PLA Pack
Сборка Anet A8
Хотя в комплект поставки не входит руководство по эксплуатации, на Youtube есть несколько официальных видеороликов Anet, в которых рассказывается о процессе сборки. Хотя видео хорошо сделаны и за ними легко следить, они выпустили несколько версий, которые не очень хорошо сочетаются друг с другом. Между первой и второй частью я поймал себя на том, что прыгаю назад и четвертую, пытаясь определить, где возобновились шаги, на которых я сейчас был.
Видео по установке – часть 1 Видео по установке – часть 2
Учитывая, что я собирал 3D-принтеры с нуля, я ожидал, что со сборкой этого комплекта не возникнет никаких проблем. Это было не так, на это ушло где-то около 12 часов за 2 дня. Акриловые части рамы требуют больше всего времени, они покрыты защитной бумагой, на удаление которой уходит не менее пары часов. После того, как они развернуты, все остальное довольно просто, если вы можете постоянно приостанавливать / воспроизводить обучающие видеоролики. Они переключаются между нормальной и ускоренной скоростью каждые несколько секунд в течение 55 минут работы, что позволяет легко пропустить важные шаги, если вы моргнёте.
Акриловая рама выполнена в виде пазла, который просто собирается вместе и фиксируется с помощью гаек и болтов M3. Это, конечно, не самая жесткая конструкция, однако, по крайней мере, она удерживает все вместе. После того, как рама готова, установка электрических компонентов, таких как двигатели, торцевые упоры и платы, становится почти надежной. Все хорошо промаркировано, крепится к раме и представляет собой не более чем игру «подключи и работай». Если вы не возражаете против беспорядка проводов, вы можете сократить время сборки на несколько часов. Правильная прокладка кабелей на Anet A8 несколько сложна, учитывая отсутствие мест, где можно спрятать провода от посторонних глаз. Я купил в Home Depot ткацкий станок с расщепленной проволокой за 2 доллара (личное предпочтение), но они включают в себя спиральный ткацкий станок, стяжки и пластиковые зажимы, чтобы помочь в процессе организации.
Качество сборки Anet A8
Материалы, использованные в конструкции Anet A8, просто ужасны. Жесткая рама является абсолютной необходимостью в 3D-печати, где неожиданное движение создаст очевидные дефекты. Любая заслуживающая внимания машина будет иметь металлический каркас, часто сделанный из алюминия или стали. Решение использовать акриловые (пластиковые) детали было не чем иным, как уловкой для экономии средств в ущерб значительному качеству продукции.
Несмотря на то, что паршивая рама не превратит ваших детей в сирот, входящая в комплект электроника столь же уступает, если не хуже, поскольку использует неклассифицированные компоненты, полученные от самого дешевого производителя. Блок питания и разъемы не способны выдерживать постоянное потребление электроэнергии, необходимой для работы нагреваемого стола, экструдера и т. д. В лучшем случае это в конечном итоге приведет к выгоранию компонентов без причинения какого-либо вреда. Для тех, кому повезло меньше, искра воспламеняет что-то легковоспламеняющееся, и вы становитесь статистикой.
Хотя сказанное выше должно заставить любого здравомыслящего человека сомневаться в этой машине, это лишь самые заметные проблемы, которые следует принять во внимание. Помимо соображений безопасности, я обнаружил, что каждый подшипник в моей упаковке был неисправен, так как шарики выпадали, когда я поднимал их для установки. Поскольку работа 3D-принтера полностью зависит от плавного движения, отсутствие шарикоподшипников означает повышенное трение. В результате портал, экструдер и нагреваемый стол визжат и перемалываются при каждом движении, что делает достижение приличных результатов почти невозможным.
Когда я закончу замену необходимых элементов, общая стоимость машины увеличится более чем вдвое. Готовая металлическая рама на Ebay стоит почти столько же, сколько и сам принтер. Добавьте новые ремни, подшипники и электронику, и вы могли бы купить гораздо лучшую машину за меньшие деньги.
Заключительные мысли
Я приобрел 3D-принтер Anet A8 по двум конкретным причинам. Я хотел (А) предложить честный обзор на рынке, который был насыщен платными отзывами, и (Б) воспользоваться возможностью, чтобы написать серию руководств, описывающих, как сделать его безопасным и надежным. Это один из самых популярных 3D-принтеров, продаваемых в Интернете, но самые срочные модификации и необходимые обновления не так доступны, как должны быть.
Как упоминалось во введении, я чувствую, что этот 3D-принтер обладает огромным потенциалом при наличии правильной информации. При поддержке огромного сообщества владельцев для этой платформы уже разработано бесчисленное количество настроек. Чтобы привести примеры, AM8 (All Metal Frame) предлагает полную замену рамы примерно за 55 долларов США. Опасный источник питания можно заменить на Amazon, а дешевые платы MOSFET могут обойти недооцененные разъемы, чтобы предотвратить расплавление. При достаточной мотивации многие компоненты можно даже использовать для создания совершенно другого 3D-принтера, такого как HyperCube Evolution.
Проблема, однако, в том, что обычный покупатель не собирается вносить такие изменения. Их приобретают в качестве подарков для близких, инструментов для студентов и проектов для любителей. Ритейлеры это знают и не будут пытаться подчеркивать опасные недостатки, а вместо этого будут подчеркивать возможности под видом небольшого ценника.
Плюсы
Недорогая стоимость
Большой объем печати
Платформа с подогревом печатной платы
Минусы
Extensive Assembly Required
Acrylic (Plastic) Frame
Unrated Electrical Components
Cheap Linear Bearings
Summary
Reviewer
Brett
Review Date
Reviewed Артикул
3D-принтер Anet A8
Рейтинг автора
2
Название продукта
3D-принтер Anet A8
Цена
159,9 долларов США9
Наличие продукта
Доступен на складе
Обзор 3D-принтера Anet A8 (2023 г.) [Характеристики, цена и качество печати]
Когда вы слышите слова «3D-принтер», вы думаете о машинах, которые либо дорого или чрезвычайно сложно построить и настроить? Ну выкиньте эту мысль из головы.
Со временем 3D-принтеры сильно изменились. Сегодня существуют десятки 3D-принтеров, которые легко собрать и настроить. Кроме того, принтеры вполне доступны.
3D-принтер Anet A8 — один из принтеров.
В этом обзоре 3D-принтера Anet A8 мы рассмотрим, что вы должны ожидать от принтера.
Начнем.
В этом руководстве
Обзор 3D-принтера Anet A8
3D-принтер Anet A8 имеет прочную конструкцию для своей цены. Фактически, это один из лучших 3D-принтеров стоимостью менее 300 долларов.
В этом обзоре мы рассмотрим все: от заказа, сборки, использования подходящего программного обеспечения до первой напечатанной фигурки Будды Йоды.
КУПИТЬ НА AMAZON | GEARBEST
Технические характеристики
Модель
Анет А8
Соединения
карта microSD, USB
Скорость печати
100мм/с
Материал для печати
АБС/ПЛА/нейлон/полипропилен 1,75 мм
Разрешение слоя
0,1–0,3 мм
Максимальный размер печати
220 х 220 х 240 мм
Сборка
3D-принтер Anet Auto Leveling A8 представляет собой набор для самостоятельной сборки. Это означает, что он поступает отдельными частями. Вы должны собрать детали, чтобы построить принтер.
Принтер похож на Prusa i3. На сборку по инструкции у нас ушло около четырех часов.
Подробные инструкции позволят вам узнать, как работает принтер, даже если вы раньше не пользовались 3D-принтером.
Несмотря на различные модификации, Anet A8 все же немного старше. Это объясняет, почему он довольно дешевый. Более новая версия Anet E10 была выпущена в 2017 году. Эта новая версия поставляется с блоком питания в металлическом корпусе, алюминиевой рамой и экструдером Боудена. Подробный обзор Anet E10 читайте здесь .
Для сборки Anet 8 не нужны какие-либо предварительные знания о 3D-принтерах. Все необходимые инструменты доступны. Кроме того, в сети есть активное сообщество, которое поможет вам, если вы застряли.
Список заказов Anet A8
Перед заказом принтера внимательно прочитайте этот раздел. Нет ничего более раздражающего, чем 10-30 дней ожидания новых, столь необходимых деталей!
Вот предметы, которые вам понадобятся
Нить. Нить – это «чернила » вашего 3D-принтера. Большинство наборов для самостоятельной сборки не поставляются с нитью накала ! Вам понадобится нить PLA 1,75 мм (для обучения). Цвет на самом деле не имеет значения. Для небольших (4 х 4 х 4 см) объектов требуется около 10 м филамента, в зависимости от наполнителя. Таким образом, получите около 200 м или более филамента в корзину.
Штангенциркуль / штангенциркуль. Когда дело доходит до 3D-печати, модели измеряются в миллиметрах — даже в долях миллиметров. Возьмите штангенциркуль, чтобы помочь вам с измерениями.
Датчик автоматического выравнивания (дополнительно): В начале вы можете отрегулировать свою нагревательную платформу вручную. Однако со временем это может надоесть. Чтобы избавить себя от разочарования, приобретите датчик автоматического выравнивания.
Малярная лента. Это понадобится для очага, т. е. области, где будут печататься отпечатки. Вы можете купить дешевую малярную ленту или малярную ленту на Amazon. Позже вы также можете использовать стеклянную ручку или стеклянную плитку. Мы рекомендуем вам приобрести малярную ленту Scotch Blue.
Учебное пособие. Сборка 3D-принтера Anet A8
Итак, ваша посылка прибыла. Вы открываете ее и ошеломлены количеством деталей? Не паникуйте.
Мы покажем вам, как легко собрать все детали.
Но сначала следует помнить несколько вещей:
КУПИТЬ НА AMAZON | GEARBEST
Сначала очистите стол, распакуйте все отдельные детали и разумно разложите их вокруг себя.
В комплект входит карта microSD с USB-кардридером. На плате есть инструкция по сборке в папке «Installation Instruction».
Вот файлы для удобства чтения:
PDF: Инструкция по установке Anet A8 (список деталей и сборка)
PDF: Инструкция по эксплуатации Anet A8 (настройки ПО)
PDF: Устранение неполадок Anet A8 (размытое изображение печати, отсутствие функций и т. д.)
Сначала откройте инструкцию по установке в формате PDF и, в идеале, соответствующие учебные пособия на YouTube.
Вот видео:
Шаг 1
Шаг 2
Шаг 3
Видео очень помогли нам при сборке, потому что инструкции в PDF были местами довольно расплывчатыми (20 шагов на одной картинке).
В видеороликах вы увидите все компоненты, с которыми вам нужно будет работать во время сборки.
Мы рекомендуем просмотреть PDF-файл и нажать «Воспроизведение/Пауза».
Выглядит сложнее, чем есть на самом деле. Сборка Anet A8 доставляет массу удовольствия благодаря видеоурокам!
В зависимости от того, как быстро вы идете, вам должно быть закончил сборку за 3-5 часов.
После сборки вам также потребуется настроить и настроить принтер.
Детали Anet A8
Во время сборки мы многое узнали о структуре и отдельных встроенных частях принтера.
What We Like
Качество компонентов на удивление хорошее. Почти все подходит идеально (кроме деталей, напечатанных на 3D-принтере, см. ниже), и у вас действительно есть все необходимое для первой печати.
Программное обеспечение, тестовые распечатки (в формате G-кода), даже инструменты (отвертка, плоскогубцы, гаечный ключ и т. д.) включены.
Конечно, это не инструменты высокого класса. Если у вас есть набор инструментов, просто используйте инструменты по вашему выбору.
Тем не менее, при сборке необходимо иметь следующие предметы:
Линейка . Это очень важно, особенно при измерении парника или экструдера
.
Гаечный ключ для гаек M3. Позволяет еще лучше затягивать винты
Еще один рожковый ключ для затягивания гаек в обратном направлении
Проблемы со сборкой
У нас не возникло серьезных проблем во время сборки. Однако было несколько небольших сложностей:
Отсутствовала прокладка для платы ЖК-дисплея (в качестве замены мы использовали обрезанный дюбель)
Основная плата имеет другую компоновку, чем на видео ( Внимание! +/- теперь поменяны местами! См. рисунок ниже)
«Вентиляционная шахта» экструдера (тоже 3D-печать) слишком толстая. Стоп стрелки.
Винты X-мотора на ~ 2 мм длиннее. Вместо 30-мм винтов можно использовать ~ 28-мм винты или шайбы или гайки (как у нас).
Внимание: новый макет платы. Будьте осторожны при подключенииВот как правильно устанавливается парник (и улучшается изображение на печати)Правильно установите Z-коннектор: вот как это делается
Убедитесь, что между соплом и парником со всех сторон помещается только один лист бумаги, как показано в видео на YouTube. Это важно!
Также сделайте еще один шаг и откалибруйте высоту (так называемое выравнивание ) с помощью листа термобумаги (чек).
Регулировка высоты (выравнивание) очень важна, иначе ваши распечатки могут не приклеиться
В противном случае, например, нить может слишком быстро остыть, потерять сцепление и объект может опрокинуться в середине отпечатка.
Первым объектом для печати должен быть калибровочный куб (проверьте его здесь, на Thingiverse ). Это файлы STL, которые все еще нарезаются с помощью Cura.
Не используйте версию Cura, записанную на карту microSD. Вместо этого загрузите последнюю версию с Ultimaker.com. В настоящее время в программное обеспечение внесены сотни улучшений.
Распечатайте калибровочный куб.
Загрузка: Калибровочный куб 20 мм на Thingiverse
Загрузка: Лодка Benchy на Thingiverse
После печати калибровочного куба проверьте следующее:
Размеры правильные? Куб должен быть 20 мм x 20 мм x 20 мм размером
.
Края острые? Обратите особое внимание на буквы
Вы видите много тонких нитей?
Хорошо ли сделаны отдельные слои?
Как вы думаете, все подходит? Если что-то не кажется идеальным, ознакомьтесь с руководством по устранению неполадок, чтобы найти возможные решения на Simplify3D.
Затем пришло время распечатать Benchy (загрузите его здесь, на Thingiverse ). Benchy – это небольшая 3D-лодка, которая требует от вашего принтера много больше.
Что проверять при печати
Первые отпечатки были удачными. Принтер почти идеально откалиброван.
Перед тем, как печатать другие объекты или читать следующие разделы, проверьте следующие пункты — они избавят вас от многих разочарований:
Относительно мала занимаемая площадь? Если это так, вам нужна «адгезия печатной формы» (формулировка Cura) и, возможно, даже опорные конструкции для печати. В противном случае ваш объект печати может опрокинуться в середине печати в нерабочее время.
Ваше давление очень низкое? Если это так, не используйте опорные конструкции! Вы больше не можете получить их из маленьких отверстий (и т. д.). В противном случае вы повредите печатный объект.
Какое качество печати выбрать? Вы можете выбрать высокое качество (0,06 мм), среднее качество (0,1 мм) и низкое качество (0,15 мм). Если вы печатаете держатель инструмента, для этого достаточно низкого качества. Если вы печатаете очень маленькую детализированную фигуру, выберите высокое качество. В зависимости от качества время печати (и расход филамента), конечно, тоже будет меняться.
Какую начинку выбрать? 20% обычно достаточно! Чем плотнее начинка, тем дольше будет печататься..
Программное обеспечение для 3D-принтера Anet 8: все для Gcode, STL и Designs
Существуют различные бесплатные программы, которые вы можете использовать. Ознакомьтесь с нашей статьей о лучшем программном обеспечении для 3D для начинающих и экспертов.
Вот наши любимые:
Thingiverse: тысячи шаблонов для 3D-принтеров (файлы STL) (или Yeggi, поисковая система STL)
Blender: для открытия файлов OBJ, редактирования 3D-объектов или экспорта в формат STL
.
ThinkerCAD: редактируйте файлы STL онлайн (создавайте новые объекты, редактируйте существующие)
Selva3D: преобразование изображений в файлы STL
Cura : нарезка и масштабирование файлов STL на ПК
Комбинируя эти инструменты, вы можете «придумывать» действительно великолепные объекты.
Вы можете просмотреть Thingiverse, а затем настроить файлы STL в ThinkerCAD в соответствии со своими пожеланиями.
Теоретический рабочий процесс: сначала преобразуйте логотип PNG в STL с помощью selma3D, затем наденьте его на игрушечное туловище (из Thingiverse) в Tinkercad и, наконец, нарежьте его с помощью Cura
Программное обеспечение также подходит для начинающих.
Наш напечатанный на 3D-принтере ключ – практически нет ограничений
Драйвер Anet A8: Ch440 или Ch441
Если принтер запрашивает драйверы для Windows или Mac, вот они:
Ch440G_windows.zip
Ch441SER_MAC.zip
Просто разархивируйте ZIP-файл и, как пользователь Windows, откройте Ch441SER.EXE и установите драйвер.
Установка драйверов Anet A8
После этого драйвер, скорее всего, будет занимать порт COM3 (если он еще не назначен) и в качестве скорости передачи необходимо выбрать 115200.
Устранение неполадок: печать отменена
Печать может быть отменена по разным причинам. К ним относятся:
Нить накала пуста или сломана (у вас уже есть держатель получше?)
Файл STL поврежден или содержит недопустимую информацию (возможно, файл OBJ используется в качестве шаблона?)
К хосту или принтеру не было питания в течение короткого времени (подумайте об использовании ИБП?)
Повреждение оборудования, плохой контакт и т. д.
Самое главное правило: сохраняй спокойствие! Если вы будете следовать этим советам, вам не придется соскребать и выбрасывать отпечаток:
Найдите самую выступающую точку или пол на отпечатке и попробуйте сосчитать слои. Да, это чертовски сложно в зависимости от высоты слоя. При необходимости используйте иглу или что-то подобное, чтобы облегчить счет. В качестве альтернативы попробуйте найти видное место в последнем печатном слое. Если ничего не помогает, измерьте ранее напечатанную высоту от высоты кровати. Например, 5,1 см — это 51 мм. При высоте слоя 0,1 мм принтер, вероятно, остановился на слое ~ 510.
Откройте файл STL, который вы хотите напечатать, и попробуйте еще раз задать параметры, особенно масштаб. Затем переключитесь в режим просмотра слоев. Сможете ли вы снова найти свой последний слой? Совпадают ли ваши измерения с представлением Cura?
Снимите слой, если вы печатали с помощью Brim/Raft. Cura также считает это.
Важно: посчитайте еще раз! Если количество слоев слишком мало, насадка поцарапает ваш объект. В худшем случае обрисуется. Если он слишком высок, вы сначала напечатаете несколько слоев в воздухе. Если сомневаетесь, то лучше взять на 1-2 высоты слоя меньше.
Откройте файл GCODE в текстовом редакторе и найдите этот слой. Слой вводится с помощью ” ; СЛОЙ: 123 » (здесь слой 123). Файлы GCODE большего размера (более 50 МБ) следует открывать в более мощном редакторе (например, Notepad++).
Удалите все до « Место печати M117 ».
Изменить строку » G1 Z15.0 F13200; сдвиньте платформу вниз на 15 мм ” по параметру Z соответственно. Если принять указанные выше 5,1 см, то следует соответственно « G1 Z55.0 F13200; сдвинуть платформу вниз на 55 мм ”. Вам не нужно точно попадать в слой, просто переместите сопло над слоем, который нужно напечатать. В противном случае сопло ударит по 3D объекту и оторвет его от пластины!
В зависимости от версии или конфигурации Cura ваш вентилятор может оставаться выключенным, поскольку он может включаться только со второго слоя (который вы только что удалили). Поэтому после строки « Позиция M117 Печать » добавьте строку « M106 S123; включить вентилятор». Кроме того, вы можете выполнить эту команду во время печати, например. через Octoprint в терминале. Кстати, все, что стоит после точки с запятой, представляет собой комментарий. Ознакомьтесь со шпаргалкой GCODE, чтобы понять, что делает GCODE, и научитесь писать собственные команды.
Сохраните отредактированный файл .GCODE и распечатайте его. через Октопринт.
Если у вас закончилась нить, переместите нить в исходное положение, предварительно нагрейте и снова заправьте нить перед началом печати.
Начать печать.
Поздравляем! Разве это не было сложно, не так ли?
Представление Cura «слои». Это поможет вам продолжить печать «бесшовно».
Иногда у вашего объекта может быть «шрам». Если это так, можете ли вы обработать излишки нити плоскогубцами, стрелками и ацетоном, или… может быть, вы все равно хотели покрасить или распылить? 🙂
Последние минуты
Йода Будда с 10-процентным заполнением
Короткая пауза в желудке
Маленькая семья Будды
Действительно красивое украшение
Благодаря бронзовому спрею
Обновления Anet A8
Если вам нужны обновления, проверьте обсуждения в официальной группе поддержки Anet в Facebook. Если вы говорите по-немецки, посетите группу самопомощи для немецкого языка A8 на Facebook . В 3DPrint.Wiki также есть дополнительные материалы для чтения.
Вот несколько советов, которые помогут вам с 3D-принтером Anet A8:
Автоматическое выравнивание
Вы напечатали свой первый тестовый отпечаток? Тогда вы, должно быть, заметили, что установка правильной высоты раздражает и требует времени. Чтобы сэкономить время, приобретите обновление Auto Leveling Upgrade.
Посмотрите обучающее видео по автоматическому выравниванию ниже:
Получите небольшой модуль примерно за 20 долларов на Aliexpress.
Корпус принтера
Существуют различные причины, по которым вам может понадобиться корпус для Anet A8:
3D-принтер — это не молчит . В зависимости от места установки, часы давления могут быть проблемой. Корпус может уменьшить шум и предотвратить вибрацию принтера.
Пыль! Поверхность печати и нить со временем запылятся. Это не хорошо для печатного изображения. Корпус может предотвратить оседание пыли на принтере.
Более простое поддержание температуры . Парник съедает совсем немного электроэнергии и естественно обогревает помещение без корпуса. Если вы хотите сэкономить электроэнергию и снять часть нагрузки с вашего 3D-принтера, конечно, вам поможет закрытая система. Это, конечно же, имеет смысл для отпечатков из АБС-пластика (100°C + температура в парнике даже больше).
просто выглядит аккуратнее или лучше , потому что все инструменты для 3D-печати находятся в одном месте.
Корпус повышает безопасность :
Летящий футбольный мяч не приземляется на головку экструдера, а любопытные пальчики не могут легко добраться до деталей, нагретых до 200°C.
Несмотря на все возможные меры предосторожности, никогда нельзя полностью исключить риск возгорания. В металлическом корпусе находится источник возгорания.
Многие пункты, безусловно, дело вкуса, но если вы хотите упаковать Anet A8, возможны следующие варианты:
Умеете ли вы в своем деле? Сходите в ближайший строительный магазин, купите ДСП и несколько гвоздей — поехали.
ИКЕА: относительно популярным жильем в сообществе является стол ИКЕА ЛАКК. Положите его три раза друг на друга и предоставьте прокладки (конечно, для печати), и все готово!
ИКЕА 2: корпус ИКЕА СТУВА и соответствующая стеклянная дверь (например, «Синдвик»). В верхней части просверлено отверстие для нити (+ направляющая, напечатанная на 3D-принтере), и примерно за 50 долларов вы получите корпус для 3D-принтера.
Совет: Если вам нужен корпус ИКЕА, заранее зайдите в ИКЕА в обменном углу. Часто возвращают именно эти детали. Вы можете значительно сэкономить на этих деталях
Более приятные поверхности? Паровая баня с ацетоном для печати на АБС-пластике
Каким бы хорошим ни было ваше напечатанное изображение, оно всегда будет выглядеть как 3D-печать. В большинстве случаев отдельные слои легко узнаваемы.
Что можно сделать, чтобы отпечатки были более гладкими?
Используйте пар ацетона.
Паровые ванны с ацетоном могут помочь. Здесь решения варьируются от пластикового ящика + тряпок, пропитанных ацетоном + время, до автоматических обогревателей с металлическими клетками и вентиляцией.
Мини-сервер для управления печатью
Если вы не обязательно хотите печатать с карты microSD, для выполнения задания на печать обычно должен быть включен компьютер или ноутбук. Конечно, вы также можете использовать одноплатные компьютеры. Здесь следует упомянуть обычных кандидатов, таких как:
Малиновый Пи / Банановый Пи / Кубический грузовик
или компьютерный ящик
Дешевый (Китай) планшет (можно сохранить веб-камеру) — Мы используем Jumper EZpad 5SE.
После того, как сервер настроен, вы можете установить Octoprint и, наконец, настроить бота Telegram, который принимает задание на печать и отправляет сообщения о состоянии — с изображением в реальном времени с веб-камеры , конечно. Это не становится занудным (и, конечно, более удобным).
Печать на расстоянии: веб-интерфейс Octoprint с температурой. Благодаря веб-камере вы также можете видеть все удаленно ». Теперь мы можем отправить нашему боту задание на печать через Telegram в любое время, где бы мы ни находились.
Звучит забавно, но когда вы можете запустить задание на печать по дороге на работу… это чертовски удобно.
Обновления Anet A8 (от малого до большого)
Мне не нужно покупать запчасти или более качественные компоненты. Я просто распечатываю их! :). Thingiverse поставляется с несколькими отличными распечатками обновлений:
.
Улучшенное направление нити (также доступны другие версии)
Крышка материнской платы (скорее украшение и защита)
Наконечник: Большой держатель нити. В противном случае нить может порваться при натяжении больших рулонов на обычном держателе! К тому же изображение на печати чуть лучше и степперу больше не приходится так сильно мучиться при подаче.
Совет: Улучшенная вентиляция кольца сопла
Совет: Кронштейны для ремня (заменяют винты) . Таким образом, вы можете легко натянуть / ослабить зубчатый ремень, не возясь каждый раз с кабельными стяжками и винтами.
Совет: Кнопка экструдера (крепление для винта на экструдере – на самом деле экономит ваш большой палец в долгосрочной перспективе :-))
Анет А8 Запасные части
Материнская плата Anet V 1.0 или плата контроллера
Блок питания 240 Вт (12 В / 20 А) для Anet A8 (альтернатива: блок питания от старого ПК)
Шаговый двигатель
MOSFET для радиатора ( инструкция по установке )
Зубчатый ремень GT2 длиной 2 метра и 2 шкива
Отклоняющие ролики/шестерни на Banggood
Преобразование Anet A8 в экструдер Боудена
Для снижения веса вы можете преобразовать его в экструдер Боудена. Мы рекомендуем E3D V6, который доступен на Amazon, и соответствующие кронштейны Боудена от Thingiverse.
Что такое термическая обработка металлов? Методы и преимущества
Термическая обработка — это процесс нагрева и охлаждения металлов с использованием определенных заранее выбранных методов для получения желаемых свойств. Как черные, так и цветные металлы проходят термическую обработку перед их применением.
Со временем было разработано множество различных методов. Даже сегодня металлурги постоянно работают над улучшением результатов и рентабельности этих процессов.
Для этого они разрабатывают новые графики или циклы для производства различных сортов. Каждый график относится к разной скорости нагрева, выдержки и охлаждения металла.
При тщательном соблюдении этих методов можно производить металлы различных стандартов с удивительно конкретными физическими и химическими свойствами.
Польза
Причины проведения термообработки могут быть разными. Некоторые процедуры делают металл мягким, а другие повышают твердость . Они также могут влиять на электрическую и теплопроводность этих материалов.
Некоторые методы термообработки снимают напряжения, возникшие в более ранних процессах холодной обработки. Другие придают металлам желаемые химические свойства. Выбор идеального метода зависит от типа металла и требуемых свойств.
В некоторых случаях металлическая деталь может пройти несколько процедур термической обработки. Например, некоторые суперсплавы, используемые в авиастроении, могут пройти до шести различных этапов термообработки, чтобы оптимизировать их для применения.
Этапы процесса термообработки
Проще говоря, термическая обработка — это процесс нагрева металла, выдержки его при этой температуре и последующего охлаждения. В процессе обработки металлическая деталь претерпевает изменения своих механических свойств. Это связано с тем, что высокая температура изменяет микроструктуру металла, которая играет важную роль в механических свойствах материала.
Конечный результат зависит от множества различных факторов. К ним относятся время нагрева, время выдержки металлической детали при определенной температуре, скорость охлаждения, окружающие условия и т. д. Параметры зависят от метода термообработки, типа металла и размера детали.
В ходе этих процессов свойства металла изменятся. Среди этих свойств — электрическое сопротивление, магнетизм, твердость, вязкость, пластичность, хрупкость и коррозионная стойкость.
Нагрев
Детали реактивного двигателя, направляемые в печь
Как мы уже обсуждали, микроструктура сплавов будет изменяться в процессе термообработки. Нагрев осуществляется в соответствии с заданным термическим профилем.
При нагревании сплав может находиться в одном из трех различных состояний. Это может быть механическая смесь, твердый раствор или их комбинация.
Механическая смесь аналогична бетонной смеси, в которой цемент связывает песок и гравий. Песок и гравий все еще видны как отдельные частицы. В случае металлических сплавов механическая смесь удерживается основным металлом.
С другой стороны, в твердом растворе все компоненты смешиваются гомогенно. Это означает, что их невозможно идентифицировать индивидуально даже под микроскопом.
Каждое состояние приносит с собой разные качества. По фазовой диаграмме возможно изменение состояния путем нагрева. Однако охлаждение определяет конечный результат. Сплав может оказаться в одном из трех состояний, в зависимости только от метода.
Выдержка
Во время выдержки металл выдерживается при достигнутой температуре. Продолжительность зависит от требований.
Например, поверхностное упрочнение требует только структурных изменений поверхности металла, чтобы повысить твердость поверхности. В то же время для других методов требуются единые свойства. В этом случае период выдержки больше.
Время выдержки также зависит от типа материала и размера детали. Более крупным деталям требуется больше времени, когда целью являются однородные свойства. Это происходит из-за того, что сердцевине большой части требуется больше времени, чтобы достичь необходимой температуры.
Охлаждение
После завершения этапа выдержки металл необходимо охладить в установленном порядке. На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
Скорость охлаждения регулируется различными средами, такими как солевой раствор, вода, масло или воздух. Вышеупомянутая последовательность охлаждающих сред находится в порядке убывания эффективной скорости охлаждения. Солевой раствор быстрее всего поглощает тепло, а воздух — медленнее всего.
Также возможно использование печи в процессе охлаждения. Контролируемая среда обеспечивает высокую точность, когда необходимо медленное охлаждение.
Фазовые диаграммы
У каждого металлического сплава своя фазовая диаграмма. Как уже было сказано ранее, термическая обработка проводится по этим схемам. Они показывают структурные изменения, происходящие при разных температурах и различном химическом составе.
Давайте возьмем фазовую диаграмму железо-углерод в качестве примера, так как она наиболее известна и широко преподается в университетах.
Фазовая диаграмма железо-углерод является важным инструментом при изучении поведения различных углеродистых сталей при термообработке. Ось x показывает содержание углерода в сплаве, а ось y — температуру.
Обратите внимание, что 2,14% углерода — это предел, при котором сталь становится чугуном.
На диаграмме показаны различные области, где металл существует в различных микросостояниях, таких как аустенит, цементит, перлит. Эти области обозначены границами A1, A2, A3 и Acm. На этих границах происходят фазовые изменения, когда через них проходит температура или значение содержания углерода.
A1: Верхняя граница фазы цементит/феррит.
A2: предел, при котором железо теряет свой магнетизм. Температура, при которой металл теряет свой магнетизм, также называется температурой Кюри.
A3: Граница раздела, отделяющая фазу аустенит + феррит от фазы γ (гамма) аустенита.
Acm: Граница раздела, отделяющая аустенит γ от аустенита + цементита.
Фазовая диаграмма является важным инструментом, позволяющим определить, будет ли термообработка полезной или нет. Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.
Распространенные методы термической обработки
Существует довольно много методов термической обработки. Каждый из них обладает определенными качествами.
К наиболее распространенным методам термообработки относятся:
Отжиг;
Нормализация;
Закаливание;
Старение;
Снятие напряжения;
Темперирование;
Цементация.
Отжиг
При отжиге металл нагревается выше верхней критической температуры, а затем охлаждается с медленной скоростью.
Отжиг проводится для размягчения металла. Это делает металл более пригодным для холодной обработки и формовки. Он также повышает обрабатываемость, пластичность и вязкость металла.
Отжиг также полезен для снятия напряжений в детали, вызванных предшествующими процессами холодной обработки. Присутствующие пластические деформации устраняются во время рекристаллизации, когда температура металла пересекает верхнюю критическую температуру.
Металлы могут подвергаться множеству методов отжига, таких как рекристаллизационный отжиг, полный отжиг, частичный отжиг и окончательный отжиг.
Нормализация
Нормализация — это процесс термообработки, используемый для снятия внутренних напряжений, вызванных такими процессами, как сварка, литье или закалка.
В этом процессе металл нагревается до температуры, которая на 40° C выше его верхней критической температуры.
Эта температура выше, чем при закалке или отжиге. После выдержки при этой температуре в течение определенного периода времени его охлаждают на воздухе. Нормализация создает однородный размер зерна и состав по всей детали.
Нормализованная сталь тверже и прочнее отожженной стали. Фактически, в нормализованном виде сталь прочнее, чем в любом другом состоянии. Вот почему детали, которые требуют ударной вязкости или должны выдерживать большие внешние нагрузки, почти всегда будут нормализованы.
Закалка
Самый распространенный процесс термообработки — закалка — используется для увеличения твердости металла. В некоторых случаях затвердеть может только поверхность.
Заготовку закаляют, нагревая ее до заданной температуры, а затем быстро охлаждают, погружая в охлаждающую среду. Можно использовать масло, солевой раствор или воду. Полученная деталь будет иметь повышенную твердость и прочность, но одновременно возрастет и хрупкость.
Цементное упрочнение — это тип процесса упрочнения, при котором упрочняется только внешний слой заготовки. Используемый процесс такой же, но поскольку тонкий внешний слой подвергается процессу, полученная в результате заготовка имеет твердый внешний слой, но более мягкую сердцевину.
Это обычное дело для валов. Твердый внешний слой защищает его от износа материала . В противном случае при установке подшипника на вал он может повредить поверхность и сместить некоторые частицы, которые ускорят процесс износа. Закаленная поверхность обеспечивает защиту от этого, а сердечник по-прежнему обладает необходимыми свойствами, чтобы выдерживать усталостные напряжения.
Другие типы процессов закалки включают индукционную закалку, дифференциальную закалку и закалку пламенем. Однако закалка пламенем может привести к образованию зоны термического влияния, которая возникает после охлаждения детали.
Старение
График старения алюминия 6061
Старение или дисперсионное твердение — это метод термообработки, который в основном используется для повышения предела текучести ковких металлов. В ходе процесса образуются равномерно диспергированные частицы в структуре зерна металла, которые вызывают изменения в свойствах.
Осадочное твердение обычно происходит после еще одного процесса термообработки, при котором достигается более высокая температура. Однако старение только повышает температуру до среднего уровня и снова быстро снижает ее.
Некоторые материалы могут стареть естественным образом (при комнатной температуре), в то время как другие стареют только искусственно, то есть при повышенных температурах. Для естественно стареющих материалов может быть удобно хранить их при более низких температурах.
Снятие напряжения
Снятие напряжения особенно часто используется для деталей котлов, баллонов с воздухом, аккумуляторов и т. д. При этом методе нагревают металл до температуры чуть ниже его нижней критической границы. Процесс охлаждения медленный и, следовательно, равномерный.
Это делается для снятия напряжений, которые возникли в деталях из-за более ранних процессов, таких как формовка, механическая обработка, прокатка или правка.
Отпуск
Отпуск — это процесс уменьшения избыточной твердости и, следовательно, хрупкости, возникающей в процессе закалки. Также снимаются внутренние напряжения. Прохождение этого процесса может сделать металл пригодным для многих применений, в которых требуются такие свойства.
Температура обычно намного ниже температуры затвердевания. Чем выше используемая температура, тем мягче становится конечная заготовка. Скорость охлаждения не влияет на структуру металла во время отпуска, и обычно металл охлаждается на неподвижном воздухе.
Цементация стали
В этом процессе термообработки металл нагревается в присутствии другого материала, который выделяет углерод при разложении.
Освободившийся углерод поглощается поверхностью металла. Содержание углерода на поверхности увеличивается, что делает ее более твердой, чем внутреннее ядро.
Какие металлы подходят для термической обработки?
Хотя черные металлы составляют большинство термообработанных материалов, сплавы меди, магния, алюминия, никеля, латуни и титана также могут подвергаться термообработке.
Около 80% термически обрабатываемых металлов — это разные марки стали. Черные металлы, которые можно подвергать термической обработке, включают чугун, нержавеющую сталь и различные марки инструментальной стали.
Такие процессы, как закалка, отжиг, нормализация, снятие напряжений, цементирование, азотирование и отпуск, обычно выполняются на черных металлах.
Медь и медные сплавы подвергаются таким методам термической обработки, как отжиг, старение и закалка.
Алюминий подходит для таких методов термообработки, как отжиг, термообработка на твердый раствор, естественное и искусственное старение. Термическая обработка алюминия — это точный процесс. Объем процесса должен быть установлен, и его следует тщательно контролировать на каждом этапе для достижения желаемых характеристик.
Очевидно, не все материалы подходят для термической обработки. Точно так же не обязательно использовать каждый метод для отдельного материала. Поэтому каждый материал нужно изучать отдельно, чтобы добиться желаемого результата. Использование фазовых диаграмм и доступной информации о влиянии вышеупомянутых методов является отправной точкой.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
виды и цели термообработки металла
Термическая обработка стали – процесс температурного воздействия на материал. Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали.
Термическая обработка стали – это процесс температурного воздействия на материал. Он позволяет поменять размеры зерен внутри металла, то есть изменить его характеристики, улучшить.
При обработке применяется сразу несколько методов. Металл нагревают, выдерживают при определенной температуре и равномерно охлаждают. Делать это можно на разных этапах, как с заготовками, так и с уже готовыми изделиями.
Метод используется для достижения следующих целей:
значительное увеличение прочности и износостойкости;
защита материала от последующего воздействия высоких температур;
снижение риска появления коррозии;
устранение внутреннего напряжения в заготовках;
подготовка материала к последующей обработке, увеличение его пластичности.
Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали. Можно использовать материалы любого качества.
Сталь должна соответствовать трем основным требованиям:
относиться к категории инструментальных, конструкционных или специальных;
быть по составу легированной или углеродистой;
содержать не более 0,25% углерода для низкоуглеродистых сплавов и менее 0,7 % для высокоуглеродистых.
Рассмотрим, какие способы применяются в работе, их особенности и другие параметры, влияющие на результат и уровень качества.
Отпуск
Отпуск стали часто применяется в машиностроении, а также при изготовлении деталей разного назначения из стальных заготовок. Обычно используется с закалкой, потому что помогает снизить внутреннее напряжение материала. Это делает сырье значительно прочнее, снимает хрупкость, которая может появиться при воздействии повышенных температур.
Еще одна цель применения – увеличение показателей ударной вязкости. Материал становится менее жестким, а значит, при сильном внешнем механическом воздействии его будет сложно повредить.
Технология отпуска разделена на три типа:
Низкий. Технология используется для создания мартенситной структуры металла. Главная цель – значительно увеличить вязкость сырья и при этом сохранить его твердость.
Максимальная температура нагрева – до 250 °С. Обычно она составляет не более 150 °С. При таком нагреве сталь нужно будет держать около полутора часов. Охлаждение проводится внутри масла или воздуха, что помогает также упрочнить заготовку или готовое изделие.
Чаще всего низкий отпуск применяется при создании измерительного инструмента или разных типов режущих изделий.
Средний. Отличие заключается в повышении максимальной температуры до 500 °С. Обычно детали обрабатываются при нагреве до 340 °С. Применяется воздушное охлаждение.
Главная задача среднего отпуска – перевести мартенсит в троостит. Это обеспечивает рост вязкости на фоне понижения твердости. Технология пригодится, если планируется производить детали, работающие под сильными нагрузками.
Высокий. Одно из наиболее успешных средств, позволяющих снизить высокий уровень внутренней напряженности. Изделие прогревается до высоких температур, что помогает создать и нарастить вязкость и пластичность без потери прочности. Хотя методика сложна в использовании для ответственных деталей, она оптимальна. Диапазон нагрева – 450-650°С.
Отжиг
Метод применяется для стабилизации внутренней структуры материала и увеличения ее однородности. Это также помогает сильно уменьшить уровень напряжения. Технологический процесс предполагает нагрев до высоких температур, выдержку и длительное, медленное охлаждение.
В промышленности используется несколько основных подходов:
Гомогенизация. Ее также называют диффузионным отжигом. Это процесс термообработки стали в диапазоне температур от 1000 до 1150 °С. В таком состоянии сырье держится на протяжении 8 часов. Для некоторых марок стали время увеличивается до 15. Температура остывания контролируется. Из печи заготовку можно вытаскивать только при достижении 800°С. Далее температура естественно снижается на воздухе.
Рекристаллизация. Это низкий отжиг, необходимый после проведения деформации. Главная задача – сделать материал значительно прочнее путем изменения формы зерна во внутренней структуре. Температурный диапазон составляет 100-200 °С. По сравнению с гомогенизацией, длительность выдерживания сильно уменьшилась – до двух часов. Медленное остывание проходит внутри печи.
Изометрическое воздействие. Подходит только для легированных сталей. При создаваемом состоянии аустенит постепенно распадается. Температура зависит от природного максимума для конкретной марки металла. Предел должен быть превышен на 20-30°С. Остывание проходит в два этапа – быстрый и медленный.
Избавление от внутреннего и остаточного напряжения. Методика подойдет после того, как деталь проходит механическую обработку, сваривается или обрабатывается с использованием литья. Максимальная температура нагрева составляет 727°С. У этого процесса самый длительный период выдерживания среди всех разновидностей отжига –20 часов. Заготовка будет остывать очень медленно.
Полный. Если вам нужно достичь мелкозернистой структуры материала с преобладанием перлита и феррита. Методика подойдет для разных типов заготовок – от штампованных и литых до кованных. Метод нагревания здесь такой же, как у изометрического отжига – прогрев выполняется до предельной точки и еще на 30-50°С выше него. Охлаждение проводится до 500°С. Секрет качественного выполнения операции в том, чтобы контролировать скорость остывания. Она указывается из расчета на 60 минут. Для углеродистой стали остывание должно быть менее 150°С, а для легированной – 50°С.
Неполный. Основной задачей проведения неполного отжига является перевод перлита в ферритно-цементитную структуру. Технология подойдет для деталей, которые были созданы методом электродуговой сварки. При этом температура составляет 700°С, а длительность выдержки – 20 часов. После медленного охлаждения можно использовать заготовку – ее прочность и защита от повреждения значительно увеличатся.
Закалка
Закалка и отпуск стали являются одними из наиболее распространенных режимов термической обработки.
Такой вариант воздействия нужен, чтобы нарастить важные показатели материала – от твердости и максимальной упругости до защиты от износа и твердости. При помощи закалки удается уменьшить предел на сжатие и пластичность.
Такой формат обработки является одним из наиболее старых. Он основывается на быстром охлаждении прогретого до высоких температур металла. Предел нагрева отличается в зависимости от типа сплава. Нужно учитывать, при какой температуре начинает изменяться внутренняя кристаллическая решетка.
В зависимости от марки стали меняется несколько основных параметров:
Среда охлаждения. Самый простой способ – окунание в воду. Дополнительные полезные свойства позволяют получить применение технического масла, газов инертного типа и растворов с высоким уровнем содержания соли.
Скорость охлаждения. Меняется в зависимости от изначальной степени прогрева. Температура воды, соляного раствора или газа также может отличаться.
Нагрев. Выбирается в зависимости от пределов, нужных для изменения внутренней структуры. Для многих видов сырья этот показатель составляет около 900°С.
Нормализация
Процесс нормализации необходим для того, чтобы изменить структуру и создать внутри металла мелкое зерно. Этот вариант подходит как для легированных, так и для низкоуглеродистых сталей.
Главное преимущество технологии позволяет довести твердость до 300 НВ. Вы сможете использовать полученные горячекатаным методом заготовки, а также нарастить прочность, защиту от излома и вязкость. Это позволяет упростить процесс последующей обработки.
В качестве среды охлаждения используется воздух. Максимальные температуры нагрева – не более 50°С сверх установленного для материала предела.
Криогенная термообработка
Основы термической обработки стали криогенного типа заключаются в значительном охлаждении ранее закаленных заготовок. Главная цель использования – прекращение мартенситного преобразования.
Как и в случае с другими перечисленными средствами, заготовку потребуется постепенно прогреть до стандартной температуры.
Химико-термическая обработка
В ходе обработки происходит преобразование внешнего слоя материала. Это позволяет повысить твердость, защитить сырье от коррозии и дополнительно нарастить износостойкость.
В процессе могут использоваться следующие методы:
Цементация. Также называется науглероживанием. Поверхность насыщается углеродом. Сначала проводится термическая обработка, участки, которые не планируется обрабатывать, обмазываются защитными составами. Процедура проводится в диапазоне 900-950°С.
Азотирование. В отличие от цементации вместо углерода применяется азот. Для этого создается нагретая аммиачная среда. Температурный диапазон составляет 500-520°С.
Цианирование. Применяется как углерод, так и азот в разных соотношениях в зависимости от температуры. Процесс возможен как в газовой, так и в жидкой среде.
Хромирование. Один из видов металлизации. Назван так по основному веществу, которым насыщается материал (хром). Улучшает прочность, коррозийную стойкость, внешний вид детали.
Технология выбирается с ориентиром на особенности и характеристики конкретного типа сплава.
Термообработка: что это такое и как это работает
Что такое термообработка?
Хотя большинство людей не знают, что такое термическая обработка, на самом деле это неотъемлемая часть производственного процесса. Это связано с тем, что термообработка позволяет улучшить металлическую деталь, чтобы материал лучше противостоял износу. Термическая обработка включает в себя нагрев металла или сплава до определенной температуры и последующее охлаждение для затвердевания материала.
Термическая обработка может использоваться на различных этапах производственного процесса для изменения определенных свойств этого металла или сплава. Например, вы можете использовать термообработку, чтобы сделать его прочнее, тверже, долговечнее или пластичнее, в зависимости от того, что нужно материалу для правильной работы.
Некоторые известные отрасли, в которых термическая обработка играет важную роль, включают самолетостроение, автомобили, скобяные изделия, такие как пилы и топоры, компьютеры, космические корабли, военную и нефтегазовую промышленность.
Как работает термообработка?
Для достижения желаемого эффекта металл или сплав нагревают до определенной температуры, иногда до 2400°F, выдерживают при этой температуре в течение определенного времени, а затем охлаждают. Пока он горячий, физическая структура металла, также называемая микроструктурой, изменяется, что в конечном итоге приводит к изменению его физических свойств. Время, в течение которого металл нагревается, называется «время выдержки». Продолжительность выдержки играет важную роль в характеристиках металла, так как в металле, выдержанном в течение длительного времени, будут наблюдаться другие изменения микроструктуры, чем в пропитанном металле. на более короткий период времени.
Процесс охлаждения после выдержки также влияет на качество металла. Металл можно охлаждать быстро, что называется закалкой, или медленно в печи, чтобы добиться желаемого результата. Сочетание температуры выдержки, времени выдержки, температуры охлаждения и продолжительности охлаждения играет роль в создании желаемых свойств металла или сплава.
Термическая обработка металла во время производственного процесса также определяет, какие свойства изменяются, а некоторые металлы могут даже подвергаться многократной обработке.
Знать, при каких температурах нагревать и охлаждать металлы, а также сколько времени должен занимать каждый этап процесса для конкретного металла или сплава, чрезвычайно сложно. По этой причине ученые-материаловеды, известные как металлурги, изучают воздействие тепла на металл и сплавы и предоставляют точную информацию о том, как правильно выполнять эти процессы. Производители полагаются на эту информацию, чтобы гарантировать, что их металлические детали будут иметь правильные свойства в конце процесса.
Некоторые распространенные формы термической обработки включают:
Закалка : Когда металл затвердевает, он нагревается до точки, при которой элементы в материале превращаются в раствор. Дефекты конструкции затем трансформируются путем создания надежного раствора и упрочнения металла. Это увеличивает твердость металла или сплава, делая его менее пластичным.
Отжиг : Этот процесс используется для таких металлов, как медь, алюминий, серебро, сталь и латунь. Эти материалы нагревают до определенной температуры, выдерживают при этой температуре до тех пор, пока не произойдет превращение, а затем медленно высушивают на воздухе. Этот процесс размягчает металл, делая его более пригодным для обработки и с меньшей вероятностью разрушения или растрескивания.
Закалка : Некоторые материалы, такие как сплавы на основе железа, очень твердые, что делает их хрупкими. Закалка может уменьшить хрупкость и укрепить металл. В процессе отпуска металл нагревают до температуры ниже критической, чтобы уменьшить хрупкость и сохранить твердость.
Закалка : Наружная часть материала затвердевает, а внутренняя остается мягкой. Поскольку отверждение может привести к хрупкости материалов, поверхностное упрочнение используется для материалов, которым требуется гибкость при сохранении прочного слоя износа.
Нормализация : Подобно отжигу, этот процесс делает сталь более прочной и пластичной за счет нагревания материала до критических температур и поддержания его при этой температуре до тех пор, пока не произойдет преобразование.
Почему термообработка важна?
Без термической обработки металла, особенно стали, металлические детали для всего, от самолетов до компьютеров, не будут функционировать должным образом или вообще не будут существовать. В частности, детали из цветных металлов будут намного слабее. Алюминиевые и титановые сплавы, а также бронза и латунь упрочняются путем термообработки. Многие из этих металлов используются в производстве автомобилей, самолетов и других изделий, в которых прочные металлы зависят не только от производительности, но и от безопасности.
Поскольку термически обработанные металлы часто прочнее, чем нетермообработанные, предварительная обработка металлических деталей предотвращает коррозию, что не приведет к замене дорогостоящих металлических деталей позже или так же часто. Это заставляет машины работать дешевле и эффективнее и предотвращает проблемы.
Решения от General Kinematics
General Kinematics предлагает оптимальное оборудование для улучшения и повышения производительности процесса термообработки и других производственных процессов. При работе с термообработкой металлов существуют различные этапы. General Kinematics предоставляет оборудование, предназначенное для облегчения этого процесса и повышения производительности производства.
Конвейеры
Общая кинематика Вибрационный спиральный подъемник SPIRA-FLOW™ идеально подходит для термообработки, требующей длинного пути транспортировки, но он сжимает его в спиралевидную форму, чтобы занимать меньше места. Spiral-Flow отлично подходит для производственных предприятий, которые ограничены в пространстве или хотят оптимизировать использование пространства.
Компания General Kinematics предлагает широкий ассортимент дополнительных конвейеров для различных целей термообработки. Независимо от того, хотите ли вы переместить свои материалы из точки А в точку Б, нагреть, охладить и т. д., у GK есть оборудование, необходимое для повышения вашей вычислительной мощности.
Питатели
Подача материала в желаемый процесс термообработки идеально выполняется с помощью промышленных питателей. Двухмассовые вибрационные питатели General Kinematics предназначены для работы в самых суровых условиях и с самыми высокими требованиями. Они оборудованы для работы с самыми сложными материалами, чтобы обеспечить бесперебойную работу вашего технологического процесса. Питатели GK разрабатываются по индивидуальному заказу и требуют минимального обслуживания, что означает меньшее время простоя и большую производительность.
General Kinematics предлагает разнообразное высокопроизводительное промышленное оборудование, предназначенное для различных отраслей промышленности. Узнайте, что еще может предложить компания General Kinematics и как наше лучшее в отрасли оборудование может помочь вашей организации.
Корпорация General Kinematics, зарегистрированная в 1960 году, была создана для продажи, проектирования и изготовления на заказ инновационного вибрационного оборудования для обработки и обработки материалов. Сегодня компания является одним из крупнейших в мире поставщиков вибрационного технологического оборудования, имея более 200 мировых патентов, и вносит значительный вклад в разработку вибрационного оборудования и технические усовершенствования в области его применения. General Kinematics обслуживает клиентскую базу по всему миру через сеть независимых торговых представителей, специализирующихся на инженерных разработках, которые охватывают основные промышленные рынки США. Международные рынки обслуживаются дочерними предприятиями и через комбинацию представителей, лицензированных производителей и стратегических альянсов с ведущими отраслевыми организациями в других стратегически важных местах. На сегодняшний день практически во всех промышленно развитых странах мира установлено более 50 000 единиц техники General Kinematics. По мере появления новых задач в области процессов и повышения эффективности компания General Kinematics способна решать эти задачи с помощью передовых технологий, инновационного проектирования, новых материалов и производственных технологий. Все это направлено на повышение производительности и прибыльности клиентов при соблюдении все более строгих требований.
3 этапа термической обработки
Обзор термической обработки
Все типичные процессы, выполняемые с металлами, выделяют тепло, будь то сварка или резка, и каждый раз, когда вы нагреваете металл, вы изменяете его металлургическую структуру и свойства. И наоборот, вы также можете использовать термическую обработку для восстановления металлов до их первоначальной формы.
Термическая обработка – это процесс нагревания металла, не позволяя ему достичь расплавленного состояния или стадии плавления, а затем контролируемого охлаждения металла для выбора желаемых механических свойств. Термическая обработка используется, чтобы сделать металл более прочным или более ковким, более устойчивым к истиранию или более пластичным.
Позвольте нам удовлетворить ваши потребности в термообработке
Kloeckner работает с рядом партнеров по термообработке стали, чтобы предоставить нашим клиентам качественные детали, соответствующие их спецификациям. Мы предлагаем термообработанные изделия «под ключ» из нашего общенационального запаса толстолистового, пруткового и листового проката.
Запросить цену
Какими бы ни были ваши пожелания, вы никогда не сможете получить все, что хотите. Если вы закаляете металл, вы также делаете его хрупким. Если вы смягчаете металл, вы уменьшаете его прочность. Улучшая одни свойства, вы ухудшаете другие и можете принимать решения на основе конечного использования металла.
Теория термической обработки
Все виды термической обработки включают в себя нагрев и охлаждение металлов, но есть три основных различия в процессе: температура нагрева, скорость охлаждения и типы закалки, которые используются для достижения желаемых свойств. В следующей записи блога мы расскажем о различных типах термической обработки черных металлов или металлов с железом, которые включают отжиг, нормализацию, закалку и/или отпуск.
Для термообработки металла вам потребуется соответствующее оборудование, чтобы вы могли тщательно контролировать все факторы, связанные с нагревом, охлаждением и закалкой. Например, печь должна быть подходящего размера и типа для контроля температуры, включая газовую смесь в нагревательной камере, и вам нужны соответствующие закалочные среды для правильного охлаждения металла.
Стадии термообработки
Существует три этапа термообработки:
Медленно нагревайте металл, чтобы обеспечить постоянную температуру металла
Замачивание или выдержка металла при определенной температуре в течение установленного периода времени
Охладить металл до комнатной температуры
Стадия нагрева
На стадии нагрева главная цель – обеспечить равномерный нагрев металла. Вы получаете равномерный нагрев, нагревая медленно. Если вы нагреваете металл неравномерно, один участок может расширяться быстрее, чем другой, что приводит к деформации или растрескиванию участка металла. Вы выбираете скорость нагрева в соответствии со следующими факторами:
Теплопроводность металла. Металлы с высокой теплопроводностью нагреваются быстрее, чем металлы с низкой теплопроводностью.
Состояние металла. Инструменты и детали, которые ранее подвергались закалке или напряжению, должны нагреваться медленнее, чем инструменты и детали, которые не были закалены.
Размер и сечение металла. Более крупные детали или детали с неровным поперечным сечением необходимо нагревать медленнее, чем мелкие детали, чтобы внутренняя температура была близка к температуре поверхности. В противном случае есть риск растрескивания или чрезмерной деформации.
Стадия выдержки
Целью стадии выдержки является сохранение металла при соответствующей температуре до тех пор, пока не будет сформирована желаемая внутренняя структура. «Период выдержки» — это то, как долго вы держите металл при соответствующей температуре. Чтобы определить правильный отрезок времени, вам понадобится химический анализ и масса металла. Для неровных сечений вы можете определить период замачивания по наибольшему сечению.
Как правило, не следует доводить температуру металла от комнатной до температуры выдержки за один этап. Скорее, вам нужно будет медленно нагревать металл чуть ниже температуры, при которой структура изменится, а затем удерживать его до тех пор, пока температура не станет одинаковой по всему металлу. После этого шага «предварительного нагрева» вы быстрее нагреваете до конечной температуры, которая вам нужна. Детали более сложной конструкции могут потребовать слоев предварительного нагрева для предотвращения деформации.
Этап охлаждения
На этапе охлаждения вам нужно охладить металл до комнатной температуры, но это можно сделать разными способами в зависимости от типа металла. Может потребоваться охлаждающая среда, газ, жидкость, твердое вещество или их комбинация. Скорость охлаждения зависит от самого металла и среды для охлаждения. Из этого следует, что выбор, который вы делаете при охлаждении, является важным фактором в желаемых свойствах металла.
Закалка — это быстрое охлаждение металла на воздухе, в масле, воде, рассоле или другой среде. Обычно закалка связана с закалкой, потому что большинство закаленных металлов быстро охлаждаются при закалке, но не всегда верно, что закалка или иное быстрое охлаждение приводит к закалке. Закалка в воде, например, применяется для отжига меди, а другие металлы закаляются медленным охлаждением.
Не все металлы следует закаливать – закалка может привести к растрескиванию или деформации некоторых металлов. Как правило, рассол или вода могут быстро охладить металл, тогда как масляные смеси лучше подходят для более медленного охлаждения.
Древесина — один из самых экологичных материалов для строительства. С незапамятных времён люди возводили дома именно из дерева. Жить в таких помещениях гораздо комфортнее и полезней для здоровья, чем в тех, что построены из синтетических материалов. Однако у древесины есть один минус — без специальной обработки она быстро портится.
Как защитить дерево от гниения и влаги? Рассмотрим все варианты.
Причины гниения дерева
Чаще всего древесину разрушает плесень. Этот коварный грибок при определённых условиях способен привести к гниению даже самой прочной породы дерева.
В группе риска материалы, которые содержатся:
в слишком влажных помещениях или местности (от 80 до 100% влажности)
при температуре +2 до +40 °С.
Кроме того, причиной может стать повышенная влажность самого материала — выше 15-ти процентов. Дополнительно усугубляет ситуацию промерзание древесины и контакт брусьев с землёй.
Как защитить дерево от гниения: профилактика
Итак, мы выяснили, что главный враг древесины — плесневый грибок. А лучшая среда для плесени — влажность. Поэтому главная профилактика гниения — держать брусья и доски сухими.
Существует несколько способов профилактики.
Один из них — самые продолжительный, длится примерно год. Это естественная сушка в хорошо вентилируемых помещениях.
Второй вариант — сушка в специальной камере с горячим воздухом.
Третий называется “парафинирование”. Древесину опускают в жидкий парафин и кладут в печь на несколько часов.
Ещё одним видом эффективной профилактики считается запаривание в льняном масле. В этом случае материал опускают в масло и проваривают на слабом огне.
Защитить деревянные элементы здания поможет надёжная кровля и качественная система гидроизоляции. При этом помещения нужно обеспечить хорошей вентиляцией, чтобы не давать фору плесени.
Деревянные дома должны строится на фундаменте — так, чтобы древесина не касалась земли. Сами брусья следует защитить от влаги специальным покрытием.
Чем обработать дерево от гниения и влаги: народные методы и специализированные средства
Чтобы дерево служило дольше, его обрабатывают пропитками, которые защищают от влаги и роста плесени. Существует несколько проверенных народных средств для обработки дерева от гниения и влаги:
Горячая смола. Её применяют для пропитки деревянных элементов, контактирующих с землёй — например, оградок и скамеек.
Силикатный клей. Им обрабатывают самые разные деревянные конструкции.
Медный купорос. Для пропитки используют однопроцентный раствор.
Бихромат калия в серной кислоте. Для получения нужного препарата необходимо смешать 5%-е растворы кислоты и бихромата в соотношении один к одному. Этим препаратом обрабатывают стены и почву под ними.
Соль+борная кислота. Для пропитки смешивается 50 граммов соли и килограмм соли. Обрабатывать можно несколько раз с перерывом в пару часов.
Уксус+сода. Сначала посыпается сода, потом опрыскивается уксусом.
Конечно же, есть и специализированные средства для защиты древесины от влаги и гниения. Они делятся на две большие группы: консервирование и антисептирование. Первый метод ввиду его сложности применяется только на производстве. Поэтому подробно остановимся на втором.
Что же такое антисептирование? За сложным названием скрывается простое определение. Этим методом обработки называется пропитка деревянных досок и брусьев химическими веществами, которые предотвращают негативные воздействия на материал.
Средство для пропитки должно соответствовать целям обработки. Самые безопасные и экологичные — препараты на основе воды и уайт-спирита. Однако они легко смываются, а поэтому подходят только в случаях отсутствия повышенной влажности. А если древесина соприкасается с почвой и подвержена попаданию влаги, лучше использовать водоотталкивающие средства.
Специализированная защита древесины от гниения и влаги может быть /catalog/dom-i-dacha/blagoustroistvo/sadovaa-mebel/skamejki
Краски. Это не только декоративное покрытие. Краски выполняют ещё и защитную функцию. Согласно рекомендациям специалистов, внутри помещения лучше использовать водорастворимые виды, а для наружных работ — те, в основе которых содержатся органические растворители.
Лаки. Для наружного нанесения лучше подходят лаки с добавками против плесени и растрескивания.
Антисептики. Их можно применять как для профилактики, так и в случаях, когда плесень уже появилась на древесине. Выделяют несколько видов антисептиков:
Водоотталкивающие. Ими обрабатывают конструкции, которые особенно подвержены контакту с влагой. Это бани, подвалы и погреба.
Водорастворимые. Это самые нетоксичные средства из всех. Их можно использовать для жилых помещений и в тех конструкциях, которые не контактируют с водой и не подвержены большой влажности.
На органических растворителях. Этот вид может применяться и для внутренних, и для наружных работ. Они создают тонкую устойчивую к влаге плёнку.
Масляные. В отличие от предыдущего вида, этот образует толстое и прочное покрытие. Оно отлично отталкивает влагу. Но использовать его нужно только на сухом дереве, не заражённом плесенью. Лучше предварительно просушить материал, ведь в противном случае древесина может сгнить изнутри, так как покрытие не препятствует размножению грибка.
Также есть комбинированные виды, которые сочетают в себе свойства разных типов средств для обработки древесины от гниения.
Как обработать дерево от гниения: пошаговая инструкция
На самом деле обработка дерева от гниения и влаги — простой процесс, для которого не требуется каких-то особых знаний и умений. Однако всё же стоит соблюдать некоторые рекомендации и выполнять действия в определённой последовательности.
Работать нужно только в перчатках. Стоит также защитить лицо и глаза — лучше надеть маску и очки. Иначе Вы рискуете получить химические ожоги.
Если планируете окрашивание или нанесение лака, заранее подготовьте поверхность древесины. Очистите её от старой краски, грязи и жира.
Зачистите брус или доску наждаком.
При необходимости, промойте поверхность с чистящим средством. Подождите, пока дерево полностью высохнет.
Далее действуйте в соответствии с инструкцией к выбранному антисептику.
Пропитку начинайте с повреждённых участков — тех, что уже заела плесень — и с труднодоступных мест: углов, стыков и т.д.
Если собираетесь наносить несколько слоёв средства — делайте перерывы в пару часов. Дайте слоям просохнуть.
Полезные советы:
При выборе средств для обработки дерева от гниения и влаги в подвалах и банях ориентируйтесь на те, которые способны выдерживать не только большую влажность, но и сильные перепады температур.
Если на деревянных элементах конструкции появились трещины, изменился цвет — нужно срочно обрабатывать древесину антисептиком.
Не стоит пропитывать дерево одним и тем же средством дважды. Лучше чередовать.
Для фасада лучше приобретать труднорастворимые средства. Они прослужат много лет.
Статьи про производство и обработка древесины
Миф о ненадежности дерева
Мы часто слышим от вас перед покупкой подобные вопросы: можно ли использовать столешницу из дерева на кухне / в ванной комнате; не покоробит ли деревянный подоконник; не возникнут ли трещины? Ответы на эти и другие вопросы читайте в нашей статье.
Как выбрать породу дерева?
Исходя их эксплуатационных характеристик и эстетических показателей, мы настоятельно рекомендуем сделать свой выбор в пользу дуба или ясеня. Обе породы обладают несравнимой прочностью, гибкостью, пластичностью, великолепной текстурой.
Возможности обработки
Столярная обработка дерева — это комплекс работ при изготовлении деревянных изделий, когда выполняется точная и тщательная разметка, выпиливание, строгание, шлифование заготовок, вырезка пазов и шпунтов, склейка, строжка, эстетическая и финишная обработка поверхностей, подгонка и сборка готовых изделий.
На древесину ляжет воск: технология нанесения
Вощеная древесина – это полностью натуральное изделие. При нанесении воска поверхность не покрывается ядовитой пленкой. Наоборот, воск проникает глубоко в поры дерева, но дает ему возможность дышать и соприкасаться с внешней средой. Как производят процесс вощения профессионалы?
Залакируй меня! Виды лаков для древесины
Лакирование – один из самых распространенных методов обработки дерева. И навряд ли кто-то знает, что само слово лак пришло к нам из Индонезии. Дословно оно переводится как «сто тысяч». В древности лак получали, очищая смолистые выделения на деревьях в тропических лесах. Сегодня его используют для того, чтобы подчеркнуть структуру древесины. Составов для лакировки много, чем же они отличаются?
Воск для дерева: дизайн не в ущерб натуральности
Что позволяет сохранить природные характеристики древесины и в то же время подчеркнуть ее натуральность? Один из самых современных и лучших способов – вощение деревянной мебели. В настоящее время существует огромный выбор воска для такого покрытия. Как же разобраться в ассортименте и сделать правильный выбор? Читайте в этой статье.
О качестве в деревообработке
Существует мнение, что качество мебельных щитов в первую очередь зависит от оборудования на котором его склеивают. На практике это не так, как правило качество щитов из массива не зависит от марки, страны изготовителя и технических особенностей оборудования.
Чтобы дерево блестело: лакирование
Шик, блеск, красота! Все эти слова как нельзя лучше подходят для лакированной деревянной мебели. Практически все поверхности из дерева, которые нас окружают, обработаны этим методом. Как массив приобретает благородный глянец, читайте ниже.
Тонирование: когда цветовые возможности безграничны
С течением времени все большее место в дизайне интерьера уделяется индивидуальности. Теперь деревянная мебель может быть не только классическим вариантом обстановки. С помощью цветной древесины создают уникальные произведения мебельного искусства. Что же окрашивает дерево в привлекательные цвета? Чаще всего тонировка происходит с использованием искусственных красителей.
Ручная резьба по дереву: почти антиквариат
Изысканность и эксклюзивность – вот то, что отличает деревянную мебель от других предметов интерьера. Если вы хотите, чтобы в Вашем доме царила настоящая императорская атмосфера, то стоит позаботиться о качественном декоре изделий. Резьба ручной работы превратит обычную деревянную мебель в произведение искусства!
Тонировка: как дерево становится цветным?
Естественные цвета натуральной древесины, бесспорно, прекрасны. Но что делать, если хочется добавить красок в каждый день своей домашней жизни? Любые задумки и дизайнерскую фантазию можно воплотить, используя такой вид обработки деревянной мебели, как тонирование. На самом деле, окрашивание древесины – процесс долгий и трудоемкий. Почему? Читайте ниже.
Воск для дерева: мечты не тают
Деревянная мебель издавна считалась предметом особой гордости хозяева дома. Популярность предметов интерьера из массива не ослабевает, а наоборот, растет. С каждым годом появляются все новые методы обработки древесины. Сохранить экологичность и подчеркнуть древесный рисунок поможет воск. Вощение считается одним из наилучших видов покрытия. И его привлекательность вполне обоснованна.
Масляное разнообразие: пропитка дерева
Пропитка дерева маслом актуальна для многих производителей мебели. Этот безопасный способ обработки дает максимум результатов. Но чтобы эффективно защитить древесину от воздействий, нужно знать, какой вид масла выбрать. А таких сегодня много. Чем они различаются и в каких случаях используются?
Самостоятельная защита: пропитка дерева маслом
Древесина, покрытая маслом, несомненно, экологична и красива. Но, в отличие от обработанного другими методами массива, она требует дополнительного внимания и ухода. Например, раз в год такие поверхности обязательно должны подвергаться санации – то есть регулярной пропитке. Поэтому важно знать, как покрывать дерево маслом своими руками.
Природная сила для тонировки древесины
Чтобы сделать цвет деревянной поверхности более насыщенным, необязательно использовать токсичные и ядовитые вещества. Тонирование древесины возможно и с помощью натуральных красителей. Такие естественные морилки успешно применяют для превращения деревянной мебели в настоящие произведения искусства.
Дерево с шиком брашировки
Объемная, текстурная, состаренная древесина всегда выглядит привлекательно. Для хозяина дома такой интерьер – особый предмет гордости, который выделяет человека и говорит о его хорошем вкусе. Как же достичь неповторимого эффекта старины? Добиваются его с применением техники браширования.
Покрытие маслом – все, о чем мечтает дерево
Деревянную мебель сегодня чаще всего при обработке покрывают лаком. Это настолько распространенный метод, что люди порой даже не задумываются о других вариантах. Но альтернатива существует! Она была известна нашим предкам еще много веков назад. И это – покрытие дерева маслом.
Сияет как новая: лакирование своими руками
Как тяжело расставаться с любимыми предметами интерьера! Бабушкин комод по своему виду, уже кажется, совсем пришел в негодность? Но отлично выполняет свои функции? Чтобы деревянная мебель засияла как новенькая, стоит просто покрыть ее лаком.
Патинирование: старая жизнь нового дерева
Мебель из дерева – это, пожалуй, самый благородный вариант обстановки интерьера. Но что делать, если вы всей душой тяготеете к старинным изделиям? Необязательно участвовать в аукционах, пытаясь выиграть тот самый столетний кухонный гарнитур.
Лак или масло для дерева? Делаем выбор
Перед тем, кто собрался обустроить свое жилище, используя натуральное дерево, нередко встает вопрос: какой метод обработки выбрать? Популярнее всего, конечно, лакировка массива.
Тонирование древесины — яркое решение
Обработка древесины – это своеобразное искусство. Тем более, если речь идет о таком методе, как тонирование массива. С помощью тонировки можно создать уникальные предметы интерьера – яркие, фантазийные и в то же время экологически безопасные.
Хроники старинного патинирования
Искусственное состаривание деревянных поверхностей, которое носит название патинирование — давно не новинка в современной мебельной индустрии.
Сосна с эффектом старины – брашировка самостоятельно
Давно смотрите на сосновую тумбу, стоящую в комнате и хотите добавить ей капельку тепла, присущего дереву? Для осуществления Вашей задумки прекрасно подойдет искусственное состаривание дерева при помощи щеток.
Шпон МДФ — техника соединения и основы процесса шпонирования
Сохранить эстетические характеристики древесины, устранив при этом ряд ее существенных недостатков, позволяет техника шпонирования.
Все ярче и ярче: тонировка дерева самостоятельно
Старинная деревянная мебель всегда служит украшением интерьера. Но что делать, если хочется немного обновить обстановку? Да и натуральный цвет древесины, кажется, совсем наскучил…
Что такое бортовая обработка данных?
В последнее время набирает популярность тема обработки данных на орбите, так как она предлагает не только сокращение объема данных до 100 раз без потери актуальной информации, но и возможность применения в режиме реального времени, что является ключевым в антикризисном управлении.
Однако для эффективного использования, во-первых, доставляемые гиперспектральные данные требуют быстрой обработки для обеспечения возможности их анализа в максимально приближенном к реальному времени режиме. Во-вторых, они требуют сжатия , так как их размер значительно превышает возможности нисходящей линии связи.
Принимая все это во внимание, на сегодняшний день самой большой проблемой обработки данных в космосе является разработка технологии, позволяющей эффективно обрабатывать и сжимать их уже на борту спутника.
Что такое обработка данных?
Обработка бортовых данных о полезной нагрузке включает сбор данных , выбор, сжатие или сокращение (в зависимости от конкретного сценария), а также их хранилище .
Сбор и отбор данных включает сбор соответствующей информации и ее анализ. Гиперспектральные изображения* обычно передаются со спутника в виде необработанных данных, то есть наборов двумерных изображений, созданных для отдельных диапазонов длин волн. В случае сложных погодных условий, таких как сильная облачность, наблюдение за Землей невозможно из-за недостаточной видимости интересующих нас объектов. Без бортовых возможностей выбора изображений на Землю было бы передано невообразимое количество бесполезных данных — данных, которых нам пришлось бы ждать очень долго (из-за их размера, например). По этой причине крайне важно использовать различные методы обработки и сжатия, чтобы уменьшить объем данных. Проще говоря, сжатие данных включает изменение метода записи информации, чтобы свести к минимуму избыточность и, по сути, объем набора данных. Когда дело доходит до хранения данных, в настоящее время самая большая проблема связана с огромными объемами сгенерированных необработанных данных, которые не могут быстро достичь Земли из-за их размера. Следовательно, их необходимо хранить в течение длительного времени на борту спутника, который имеет ограниченные возможности хранения.
Пример :
Например, одно необработанное гиперспектральное изображение занимает 2 ГБ, а скорость передачи данных на наземную станцию составляет 50 Мбит/с. В результате передача одного изображения на Землю может занять почти 7 мин, а продолжительность типичного сеанса связи составляет 5-10 мин.
Приведенный выше пример демонстрирует, насколько важна скорость анализа данных , если вы хотите наиболее эффективно использовать пропускную способность нисходящей линии связи. Обработка данных с использованием традиционных цифровых сигнальных процессоров (DSP) занимает очень много времени из-за их низкой вычислительной мощности. Динамично развивающиеся технологии DPS показывают, что одним из наиболее эффективных решений в настоящее время является программируемых вентильных матриц (FPGA), , которые в сочетании с искусственным интеллектом работают намного эффективнее, что приводит к более быстрому анализу данных, чем раньше.
Искусственный интеллект на орбите
Обработка данных бортовой полезной нагрузки с использованием искусственного интеллекта позволяет автоматически отбирать собранную информацию и, следовательно, передавать данные, имеющие ключевое значение для пользователя, в первую очередь. Объем данных, передаваемых на наземную станцию, будет значительно уменьшен, а используемые алгоритмы позволят фиксировать актуальные изменения в наблюдаемых областях благодаря возможности анализа различных типов информации в режиме реального времени. Отправленная таким образом информация не только сократит время реакции на наблюдаемые явления, но и позволит конечному пользователю получить обработанные данные, готовые для дальнейшего анализа.
Пример:
Цель состоит в том, чтобы уменьшить размер передаваемых данных до минимума. Например, примерно 7 ГБ требуется для записи результатов визуализации области 40 км x 40 км с пространственным разрешением 25 м/пиксель для спектральных измерений с использованием 150 диапазонов длин волн/каналов. Однако за счет обработки можно добиться как минимум 100-кратного уменьшения объема данных — например, за счет использования алгоритмов сегментации изображений, которые позволяют генерировать карту, показывающую положение конкретных объектов на сцене. . Это будет способствовать сокращению времени между моментом возникновения конкретного явления, например пожара или наводнения, в наблюдаемой местности и моментом получения нами информации о нем.
Бортовой компьютер
Если доставка уже обработанных данных на наземную станцию так важна для быстрого получения стратегической информации, почему мы не можем сделать это на борту спутника с помощью специального бортового компьютера?
Чтобы ответить на этот вопрос, инженеры KP Labs провели длительные исследования, в результате которых была разработана технология, позволяющая эффективно обрабатывать данные в космосе. Благодаря своей передовой архитектуре блок обработки данных Леопард создан для миссии Интуиция-1 предлагает плавную работу в космосе. Он был оснащен программируемыми вентильными матрицами (FPGA) , которые в сочетании с искусственным интеллектом позволяют собирать ключевую информацию из гиперспектральных изображений и передавать уже обработанные данные на Землю. Используемые технологии увеличивают пропускную способность даже до 3 миллиардов операций в секунду, делая возможным сжатие и классификацию данных в реальном времени.
Если вас интересуют детали нашего решения или вы хотите узнать больше о миссии, которую мы планируем, мы постараемся ответить на ваши вопросы. Свяжитесь с нами по адресу [email protected]
*мультиспектральная и гиперспектральная визуализация – методы захвата данных изображения в цветной фотографии в полноцветном пространстве в видимом спектре, а также в микроволнах, ближнем и дальнем инфракрасном и ультрафиолетовом диапазонах. . Мультиспектральное изображение состоит из нескольких каналов, которые могут разделить 3 основных цветовых канала: R (красный), G (зеленый) и B (синий) на каналы любого выбранного спектрального диапазона.
Первоначальная оценка заявки должна быть завершена в течение 90 дней с момента получения заявки. (16 CCR § 1410.1.) Приведенное ниже время обработки является общим ориентиром. Хотя Правление делает все возможное, чтобы уложиться в эти сроки, заявки оцениваются индивидуально, и время обработки может варьироваться в зависимости от индивидуальных обстоятельств.
Сроки обязательной обработки указаны в Своде правил штата Калифорния. Показанные ниже временные рамки отражают текущие средние временные рамки, в которых работает Правление.
американских и международных заявки на экспертизу и одобрение обрабатываются в порядке их поступления. Заявки на экзамены в Калифорнии обрабатываются всей группой после даты выпуска и в порядке даты, полученной из школы медсестер Калифорнии.
На неделе 9 января 2023 мы обрабатываем первоначальные заявки, полученные в даты, указанные ниже. Обращение к Совету по поводу статуса заявки в указанные сроки может привести к задержкам в обработке. Мы благодарим вас за ваше терпение и сотрудничество.
Некоторые типы приложений теперь можно отслеживать на нашей странице статуса и сведений о приложении. Для других типов приложений нажмите здесь, чтобы получить инструкции по проверке вашего статуса.
Заявители
Заявки на экзамен в Калифорнии: обрабатываются как вся когорта после даты выпуска и в порядке даты получения выписок из Калифорнийской школы медсестер. Первоначальная оценка заявки должна быть завершена в течение 90 дней с момента получения заявки. (16 CCR § 1410.1.)
Если вы подаете заявку после того, как групповые заявки обработаны, ваша заявка по умолчанию будет обрабатываться в порядке даты получения.
Заявки на американские и международные экзамены: обрабатываются в порядке даты поступления. Первоначальная оценка заявки должна быть завершена в течение 90 дней с момента получения заявки. (16 CCR § 1410.1.)
Лицензия по экзамену:
Обязательный период времени:
В настоящее время обрабатываются полученные элементы: (обновлено 09. 01.2023)
Калифорния
10-12 недель
1-15 декабря 2022 г.
США
10-12 недель
16-31 декабря 2022 г.
Международный
10-12 недель
1-15 ноября 2022 г.
Военный
1-2 недели
1-15 января 2023 г.
Беженцы, просители убежища и владельцы SIV
1-2 недели
16-31 декабря 2022 г.
Результаты NCLEX-RN
2-3 недели
16-31 декабря 2022 г.
Если вы запросили и оплатили временное разрешение, оно будет выдано в течение 24–48 часов после одобрения вашей заявки на экзамен. Выданные IP-адреса можно проверить с помощью поиска лицензий и на домашней странице вашей учетной записи BreEZe.
Заявки на повторную/повторную проверку: обрабатываются в порядке поступления.
Повторное применение/повторное обследование:
Обязательный период времени:
В настоящее время обрабатываются полученные элементы: (обновлено 09.01.2023)
Калифорния
10-12 недель
16-31 декабря 2022
США
10-12 недель
16-31 декабря 2022 г.
Международный
10-12 недель
1-15 декабря 2022 г.
Военный
1-2 недели
1–15 января 2023 г.
Беженцы, просители убежища и владельцы SIV
1-2 недели
1-15 января 2023 г.
Заявки на одобрение: обрабатываются в порядке поступления. Первоначальная оценка заявки должна быть завершена в течение 90 дней с момента получения заявки. (16 CCR § 1410.1.)
Лицензия путем одобрения:
Обязательный период времени:
В настоящее время обрабатываются полученные элементы: (обновлено 09.01.2023)
США
10-12 недель
16-31 декабря 2022 г.
Международный
10-12 недель
1-15 ноября 2022 г.
Военный
1-2 недели
1-15 января 2023 г.
Беженцы, просители убежища и владельцы SIV
1-2 недели
1-15 января 2023 г.
Временная лицензия
2-3 недели
16-31 декабря 2022 г.
Заявки на сертификацию: обрабатываются в порядке поступления. Если заявки на меблировку получены вместе с заявкой на родительскую сертификацию, они будут обработаны с соответствующей сертификацией (NP/NPF и NMW/NMF).
Сертификаты:
Целевой таймфрейм:
В настоящее время обрабатываются полученные элементы: (обновлено 09.01.2023)
Практикующая медсестра
4 недели (обязательный срок)
1-15 января 2023 г.
Практикующая медсестра Мебель
4 недели (обязательный срок)
1-15 января 2023 г.
Медсестра-акушерка
10-12 недель
1-15 января 2023 г.
Мебель для медсестры-акушерки
10-12 недель
1-15 января 2023 г.
Медсестра анестезиолог
10-12 недель
1-15 января 2023 г.
Клиническая медсестра-специалист
10-12 недель
1-15 января 2023 г.
Медсестра психиатрического/психиатрического отделения
10-12 недель
1-15 января 2023 г.
Сертификат медсестры общественного здравоохранения
4 недели (обязательный срок)
1-15 января 2023 г.
Лицензиаты
Запрошенный товар
Целевой таймфрейм
В настоящее время обрабатываются полученные элементы: (обновлено 09.01.2023)
Продление лицензии и сертификата
Онлайн — в течение 72 часов
1-15 января 2023 г.
По почте — 6-8 недель
16-31 декабря 2022 г.
Продление на 8 лет
4-6 недель
16-31 декабря 2022 г.
Изменение имени
2-4 недели
1-15 января 2023 г.
Статус из неактивного в активный
Онлайн — в течение 72 часов
1-15 января 2023 г.
По почте — 2-4 недели
16-31 декабря 2022 г.
Дубликат сертификата
Онлайн — 1-2 недели
1-15 января 2023 г.
По почте — 2-4 недели
1-15 января 2023 г.
Заявление поставщика услуг непрерывного образования


 0.
0.

 Инструменты позволят пользователям создавать, добавлять полигональную топологию (автоматически или вручную), создавать карты UV (автоматически или вручную), текстурировать получающиеся модели с помощью инструментов рисования и визуализировать статические изображения или анимированные фильмы.
Инструменты позволят пользователям создавать, добавлять полигональную топологию (автоматически или вручную), создавать карты UV (автоматически или вручную), текстурировать получающиеся модели с помощью инструментов рисования и визуализировать статические изображения или анимированные фильмы.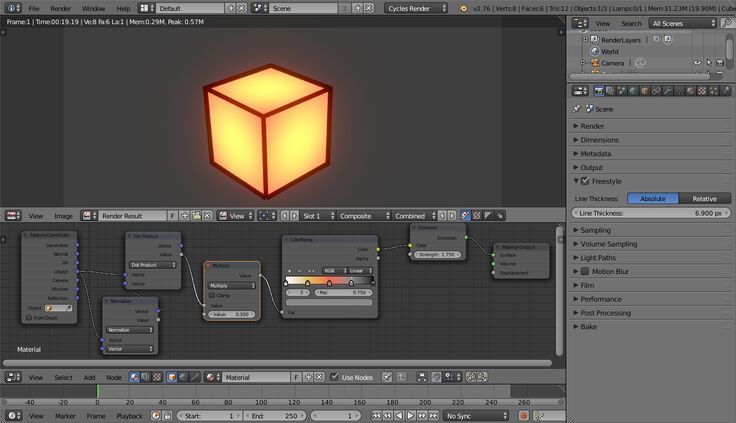 , в настоящее время разрабатываемая Blackmagic Design. Она используется для создания визуальных эффектов и цифрового композитинга для фильмов, сериалов и рекламных роликов.
, в настоящее время разрабатываемая Blackmagic Design. Она используется для создания визуальных эффектов и цифрового композитинга для фильмов, сериалов и рекламных роликов.
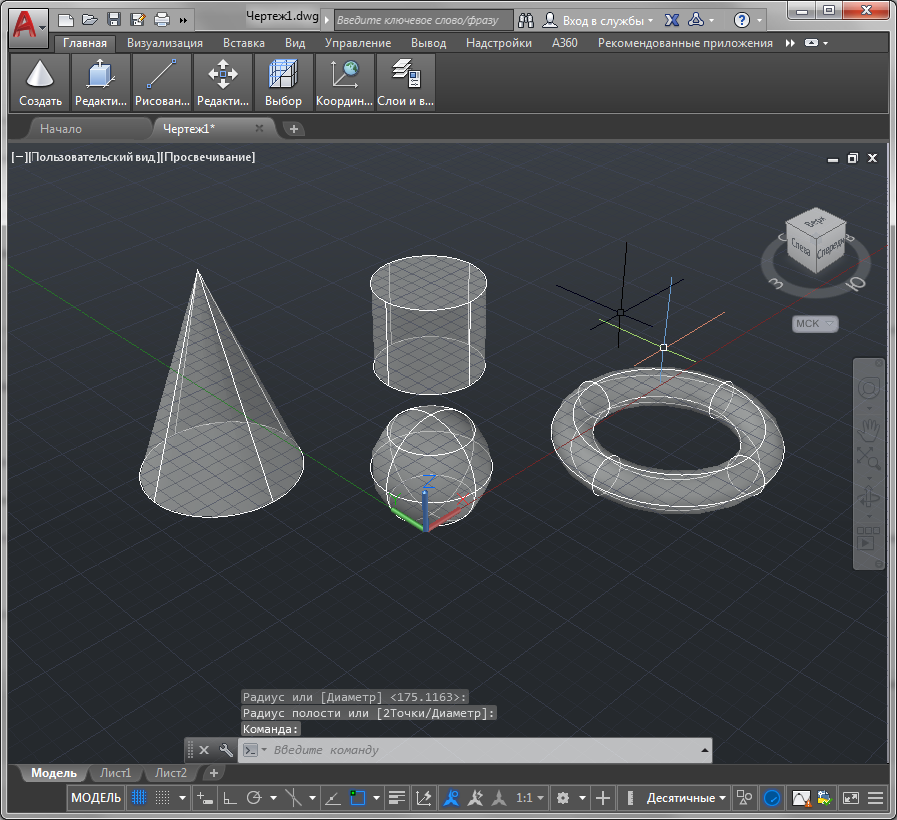

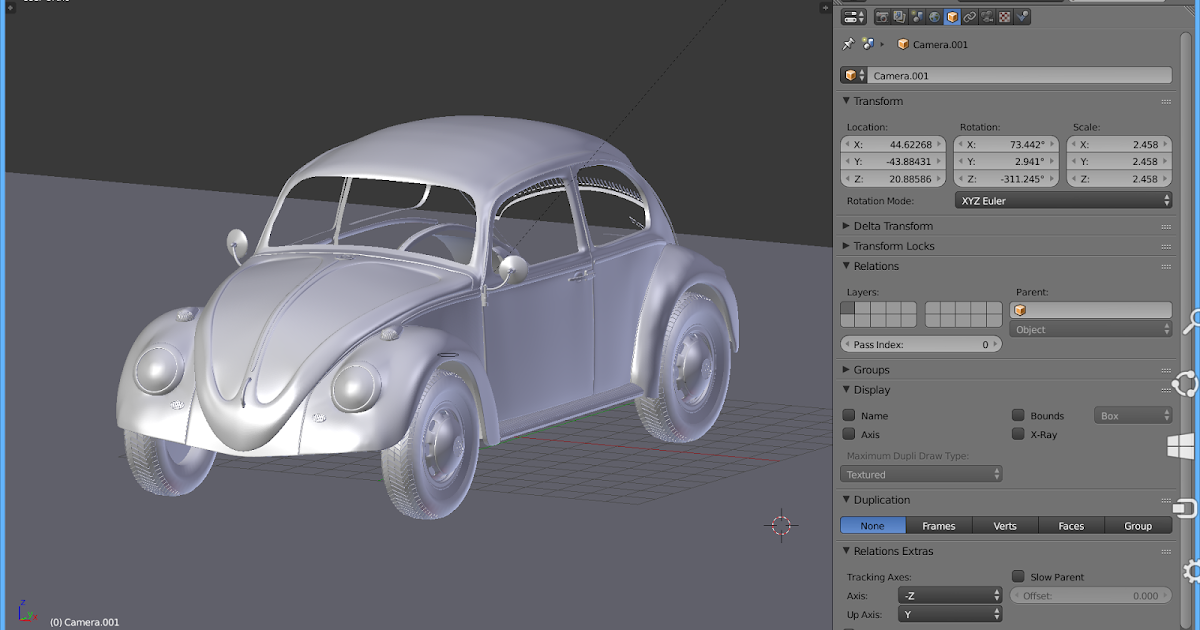
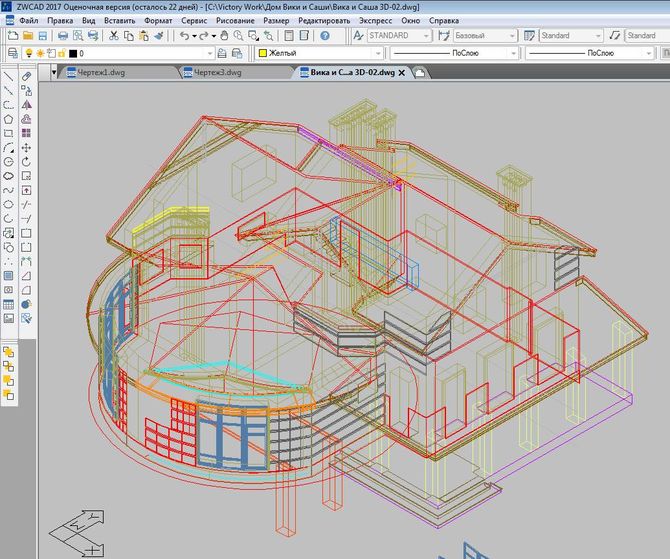
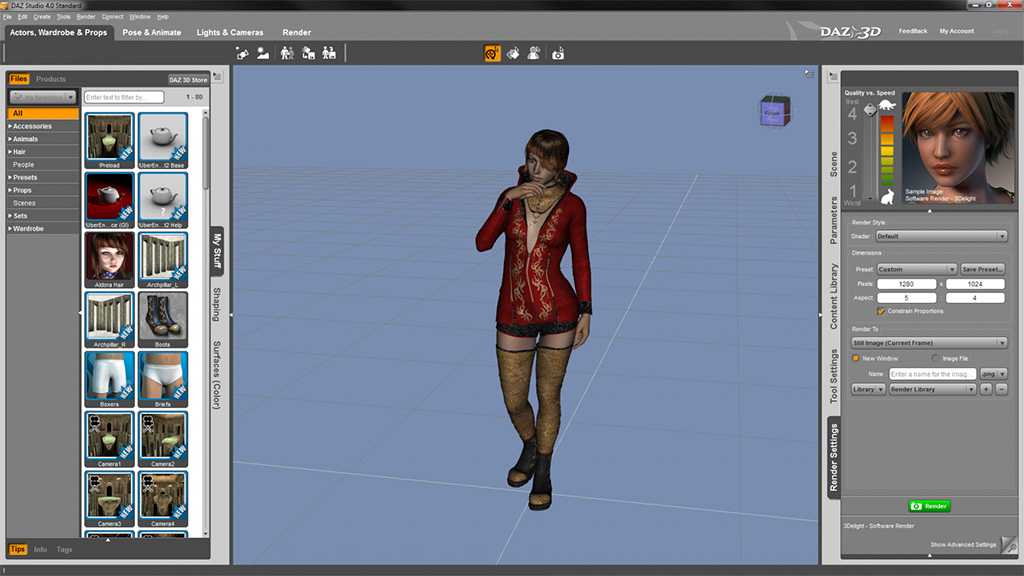
 GLC_Player — это кроссплатформенное приложение (Mac, Linux и Windows). GLC_Player является приложением Qt4 и использует GLC_Lib.
GLC_Player — это кроссплатформенное приложение (Mac, Linux и Windows). GLC_Player является приложением Qt4 и использует GLC_Lib.
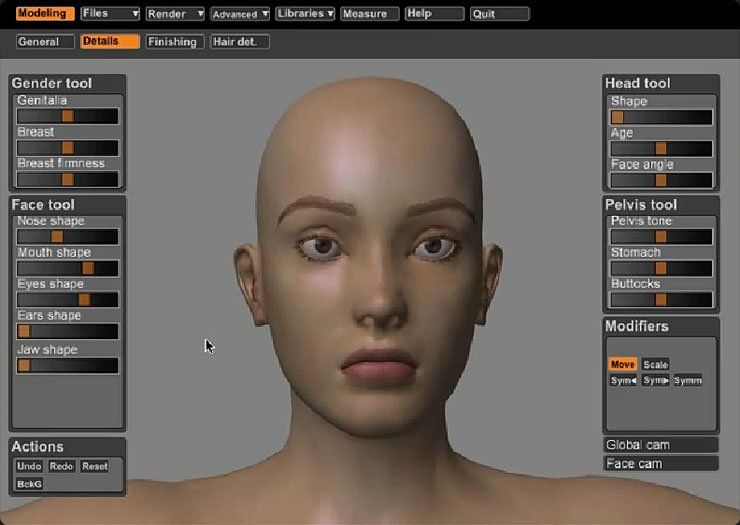
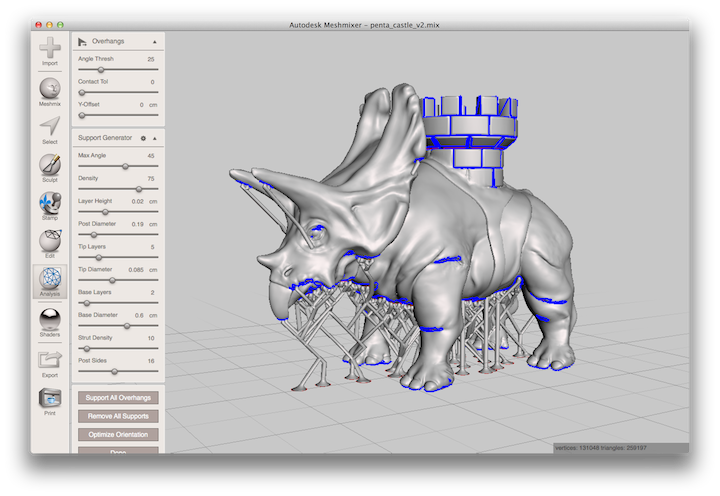 VECTARY — это сочетание стандартного сеточного моделирования, моделирования подразделений и параметрических плагинов. Он был создан с нуля, чтобы сделать 3D-моделирование простым в использовании для начинающих, а также полезным для профессионалов.
VECTARY — это сочетание стандартного сеточного моделирования, моделирования подразделений и параметрических плагинов. Он был создан с нуля, чтобы сделать 3D-моделирование простым в использовании для начинающих, а также полезным для профессионалов.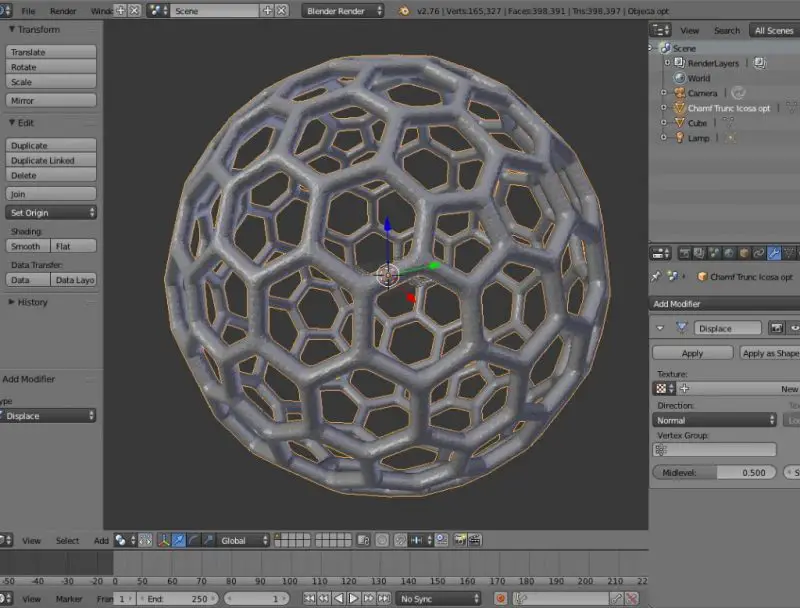
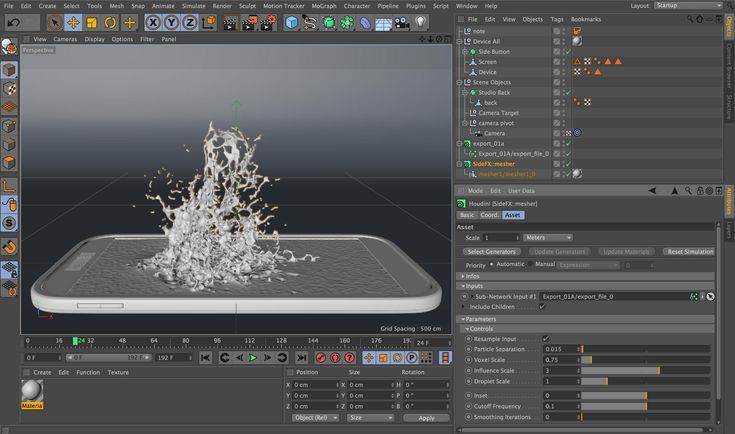
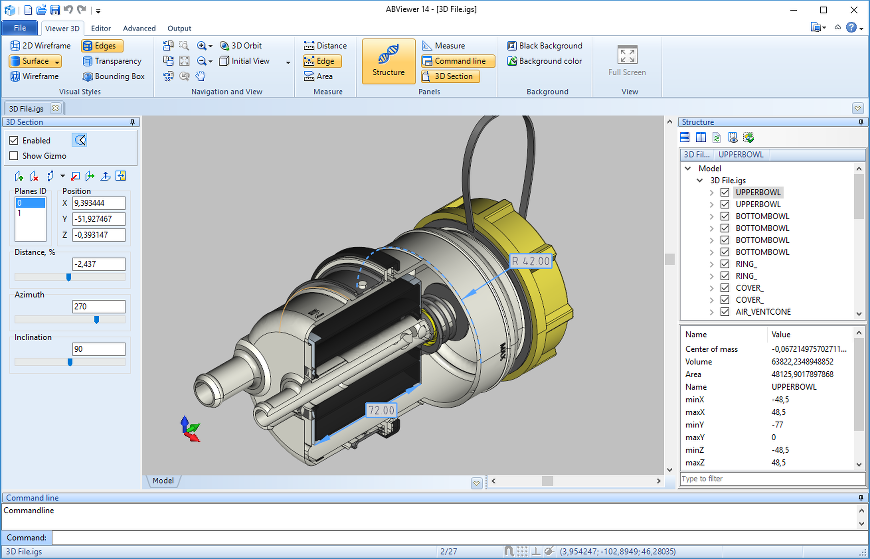
 A.Q.
A.Q.
 Зачастую слайсер содержит в себе функции диагностики и ремонта или автоисправления моделей.
Зачастую слайсер содержит в себе функции диагностики и ремонта или автоисправления моделей.

 Каждой точкой модели можно манипулировать, чтобы изменить форму. Используя данные координат, программное обеспечение определяет положение каждой точки по вертикали и горизонтали относительно опорной точки.
Каждой точкой модели можно манипулировать, чтобы изменить форму. Используя данные координат, программное обеспечение определяет положение каждой точки по вертикали и горизонтали относительно опорной точки. 3D-модели используются для создания персонажей, декораций, реквизита и целых миров в видеоиграх. Ключом к любой хорошей игре является погружение, а 3D-моделирование — отличный способ создать эффект погружения.
3D-модели используются для создания персонажей, декораций, реквизита и целых миров в видеоиграх. Ключом к любой хорошей игре является погружение, а 3D-моделирование — отличный способ создать эффект погружения. 3D-печать позволяет 3D-моделям стать физическими объектами, которые можно использовать для чего угодно. Это гораздо больше, чем просто миниатюрные фигурки и игрушки из домашних принтеров; существует бесконечное количество полезных способов использования 3D-печати.
3D-печать позволяет 3D-моделям стать физическими объектами, которые можно использовать для чего угодно. Это гораздо больше, чем просто миниатюрные фигурки и игрушки из домашних принтеров; существует бесконечное количество полезных способов использования 3D-печати. 3D-моделирование может выявить потенциальные проблемы со строительными конструкциями, которые не могут быть показаны на 2D-планах, и является ключом к современному проектированию зданий.
3D-моделирование может выявить потенциальные проблемы со строительными конструкциями, которые не могут быть показаны на 2D-планах, и является ключом к современному проектированию зданий. Создавая виртуальную 3D-модель вашего продукта до его физического создания, мы можем точно определить любые ошибки и соответствующим образом скорректировать продукт. Даже возможность увидеть размер объекта по сравнению с другими продуктами может иметь огромное значение в производственном процессе.
Создавая виртуальную 3D-модель вашего продукта до его физического создания, мы можем точно определить любые ошибки и соответствующим образом скорректировать продукт. Даже возможность увидеть размер объекта по сравнению с другими продуктами может иметь огромное значение в производственном процессе. Рассмотрим несколько примеров программного обеспечения для 3D-моделирования:
Рассмотрим несколько примеров программного обеспечения для 3D-моделирования: 
 Программное обеспечение бывает разных уровней сложности, некоторые лучше подходят для определенных проектов, но все они имеют разные функции.
Программное обеспечение бывает разных уровней сложности, некоторые лучше подходят для определенных проектов, но все они имеют разные функции.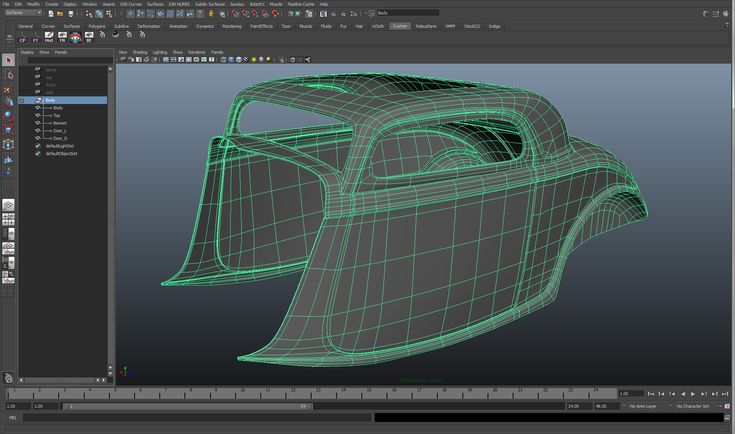 Хорошей новостью является то, что ресурсы для этого легко доступны. Все, что вам нужно, это мотивация к обучению и доступ в Интернет!
Хорошей новостью является то, что ресурсы для этого легко доступны. Все, что вам нужно, это мотивация к обучению и доступ в Интернет! Вы будете создавать игры и проектировать здания в кратчайшие сроки!
Вы будете создавать игры и проектировать здания в кратчайшие сроки!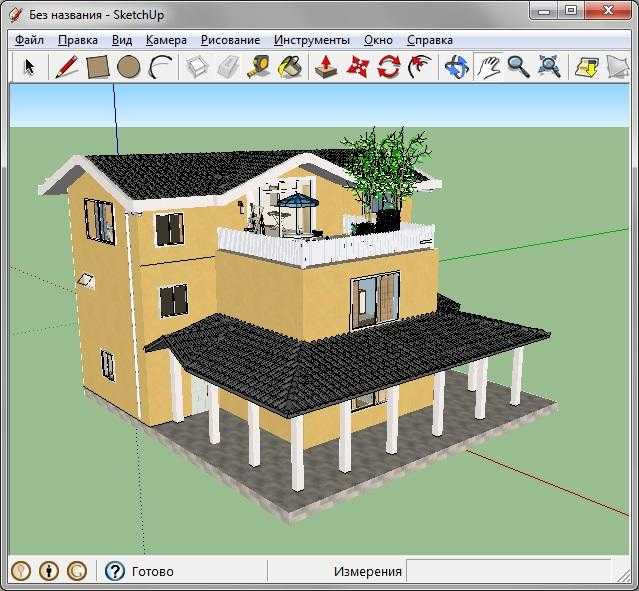 Стремитесь ли вы найти новое хобби или пытаетесь заняться интересной карьерой в области технологий, 3D-моделирование — это то, что вам нужно.
Стремитесь ли вы найти новое хобби или пытаетесь заняться интересной карьерой в области технологий, 3D-моделирование — это то, что вам нужно.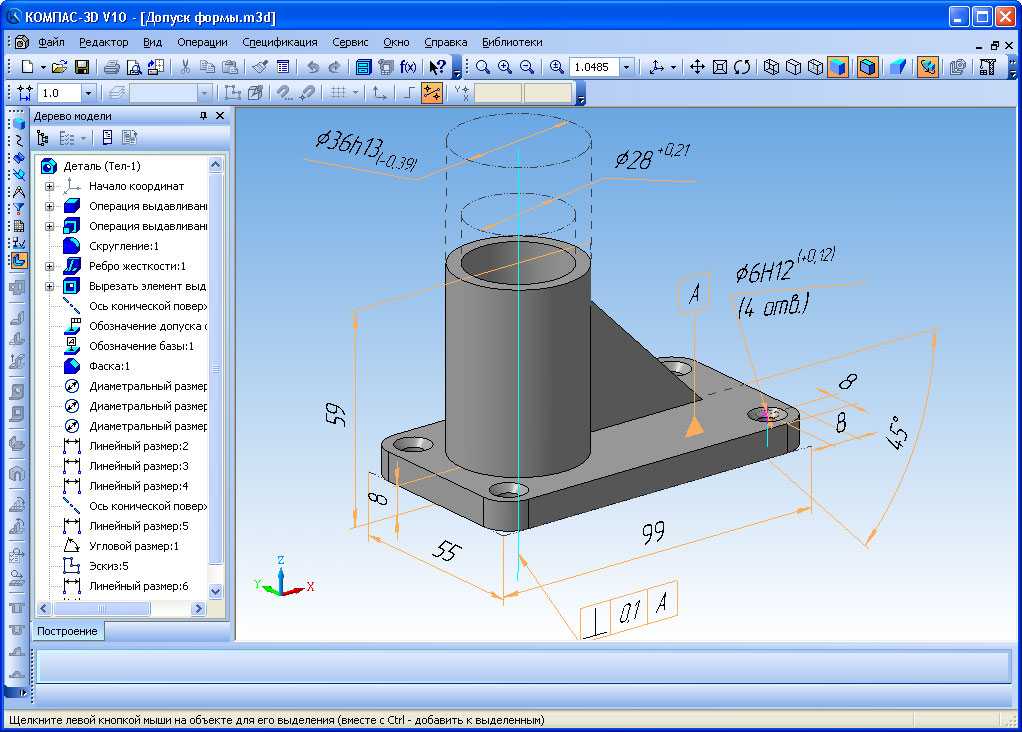 Это также быстрорастущая отрасль, в которой есть что предложить. Надеемся, что эта статья помогла расширить ваши знания в области 3D-моделирования и мотивировала вас освоить его.
Это также быстрорастущая отрасль, в которой есть что предложить. Надеемся, что эта статья помогла расширить ваши знания в области 3D-моделирования и мотивировала вас освоить его.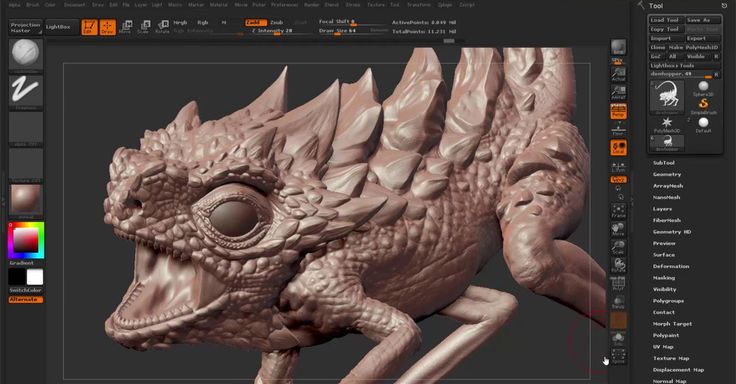

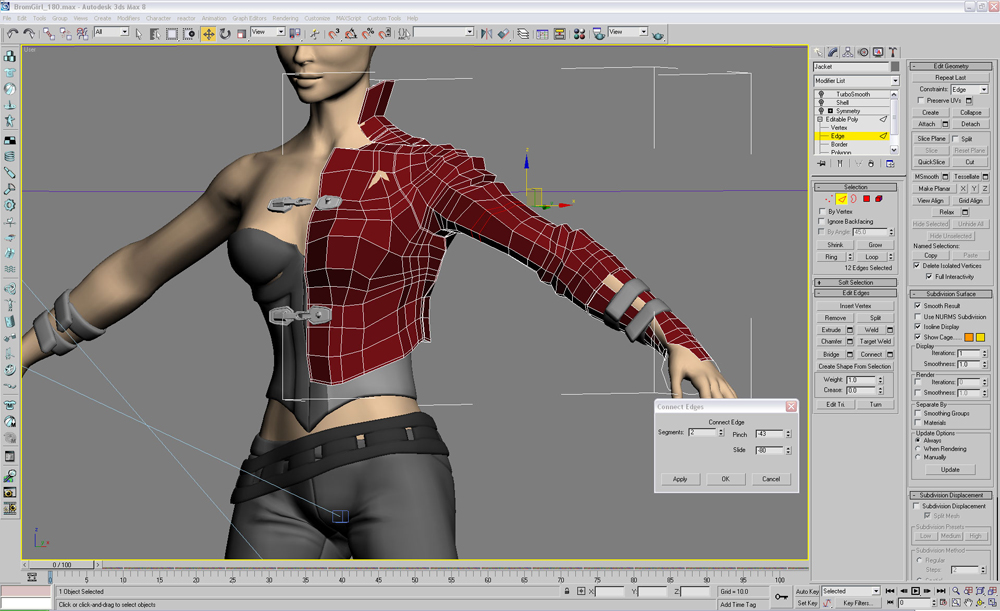 У компании Maxon есть несколько таких программ.
У компании Maxon есть несколько таких программ. Он также предоставляет набор инструментов для текстурирования и рендеринга для художников и является отличной стартовой программой для тех, кто заинтересован в переходе к цифровому искусству. Программа поставляется с 30-дневным пробным периодом, и, если программа подходит, есть два варианта: один для существующих участников и один для новых. Новые пользователи будут рассчитывать на ежемесячную плату в размере 68 долларов или 689 долларов.год.
Он также предоставляет набор инструментов для текстурирования и рендеринга для художников и является отличной стартовой программой для тех, кто заинтересован в переходе к цифровому искусству. Программа поставляется с 30-дневным пробным периодом, и, если программа подходит, есть два варианта: один для существующих участников и один для новых. Новые пользователи будут рассчитывать на ежемесячную плату в размере 68 долларов или 689 долларов.год. Для начинающих это отличный способ окунуться в воду моделирования без какой-либо цены, и многое из того, что там узнали, легко перенести в 3DS Max, среди других программ. Поскольку это бесплатная программа, терять нечего, и она может просто идеально подойти для пользователя, пробующего ее.
Для начинающих это отличный способ окунуться в воду моделирования без какой-либо цены, и многое из того, что там узнали, легко перенести в 3DS Max, среди других программ. Поскольку это бесплатная программа, терять нечего, и она может просто идеально подойти для пользователя, пробующего ее. Варианты включают выплату 1555 долларов каждые три года, 545 долларов в год или 70 долларов в месяц.
Варианты включают выплату 1555 долларов каждые три года, 545 долларов в год или 70 долларов в месяц. Наряду с этим продолжают появляться и улучшаться новые программы 3D-моделирования.
Наряду с этим продолжают появляться и улучшаться новые программы 3D-моделирования.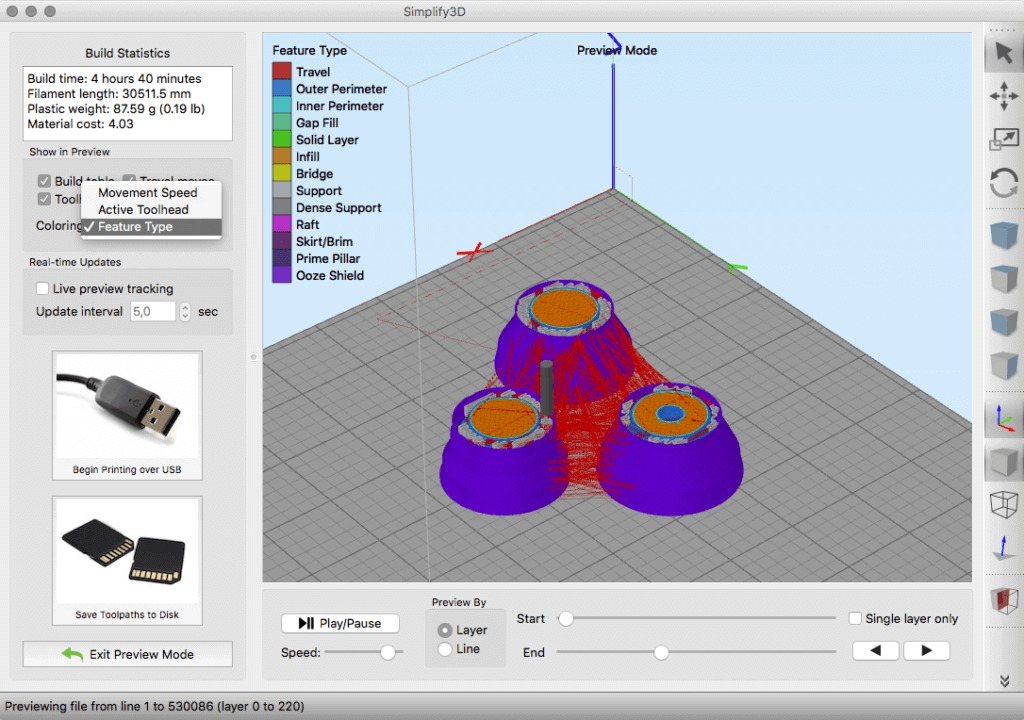
 Отверстия следует
Отверстия следует

 Впрыскивание
Впрыскивание


 95 г/см
95 г/см pdf
pdf Не содержит растворителей, не токсичен, не вызывает коррозию.
Не содержит растворителей, не токсичен, не вызывает коррозию. Перед впрыскиванием смолы из отверстий необходимо удалить пыль и грязь от сверления с помощью пылесоса.
Перед впрыскиванием смолы из отверстий необходимо удалить пыль и грязь от сверления с помощью пылесоса. Этот способ следует использовать, если содержание влаги в стене превышает 50%.
Этот способ следует использовать, если содержание влаги в стене превышает 50%. Оба этих продукта подходят для обработки каменной кладки, подвергающейся воздействию капиллярной влажности.
Оба этих продукта подходят для обработки каменной кладки, подвергающейся воздействию капиллярной влажности.

 Затем на грунтопроницаемые стены инжектировали материал MAXCLEAR INJECTION в растр 25×25, а затем в два слоя укладывали гибкую изоляцию MAXSEAL FLEX.
Затем на грунтопроницаемые стены инжектировали материал MAXCLEAR INJECTION в растр 25×25, а затем в два слоя укладывали гибкую изоляцию MAXSEAL FLEX. Последующая изоляция с помощью инъекций обеспечивает идеальное решение для дальнейшего распространения плесени на кирпичной кладке.
Последующая изоляция с помощью инъекций обеспечивает идеальное решение для дальнейшего распространения плесени на кирпичной кладке.





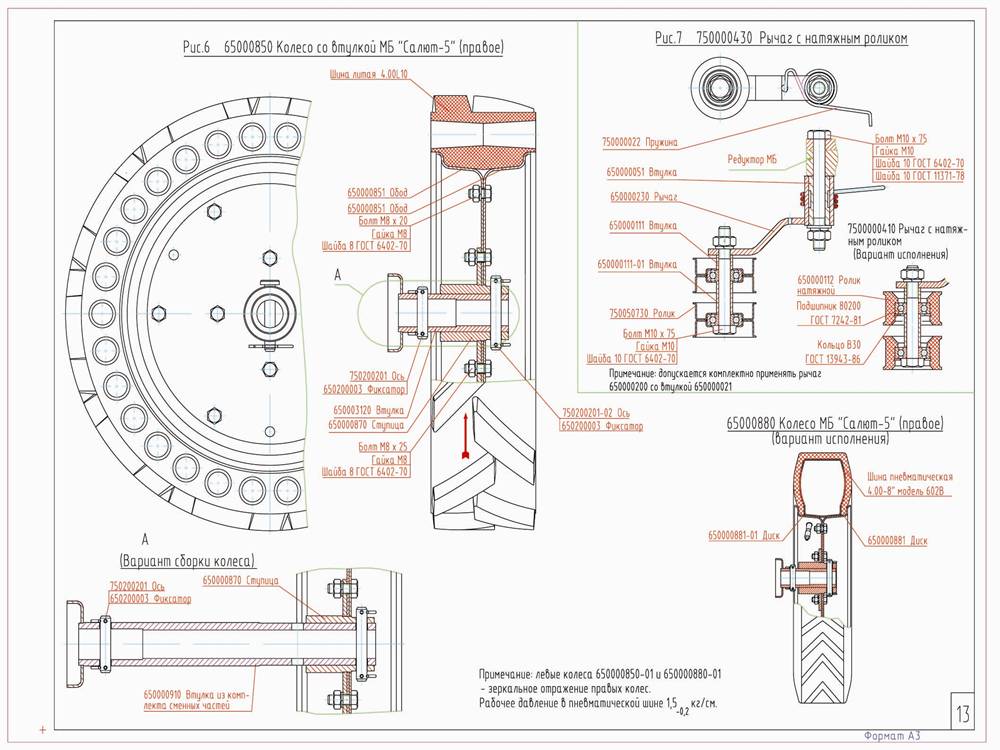 с.)
с.) По некоторым показателям Салют-100 превосходит своего предшественника, легендарный Салют-5. Самое главное отличие в том, что переключение скоростей перенесено на руль, не нужно наклоняться что бы включить необходимую передачу.
По некоторым показателям Салют-100 превосходит своего предшественника, легендарный Салют-5. Самое главное отличие в том, что переключение скоростей перенесено на руль, не нужно наклоняться что бы включить необходимую передачу. Есть так же дополнительный кронштейн для крепления навесного оборудования, расширительные втулки для колес, щуп для проверки уровня масла в редукторе. набор ключей
Есть так же дополнительный кронштейн для крепления навесного оборудования, расширительные втулки для колес, щуп для проверки уровня масла в редукторе. набор ключей 5л.с. (4.8kw)/ 3,600 об/мин
5л.с. (4.8kw)/ 3,600 об/мин с. (4,8кВт)/3.600 об/мин
с. (4,8кВт)/3.600 об/мин
 Имеет 3 передачи (2 вперед, 1 назад). Время обкатки – 25 часов умеренных нагрузок. При обработке сложных грунтов следует уменьшать частоту вращения ножей.
Имеет 3 передачи (2 вперед, 1 назад). Время обкатки – 25 часов умеренных нагрузок. При обработке сложных грунтов следует уменьшать частоту вращения ножей.


 Производители выпускают этот вид техники в огромном ассортименте, но особого внимания заслуживает бренд «Салют». Он выпускает многофункциональные устройства, которые считаются незаменимыми помощниками в хозяйстве.
Производители выпускают этот вид техники в огромном ассортименте, но особого внимания заслуживает бренд «Салют». Он выпускает многофункциональные устройства, которые считаются незаменимыми помощниками в хозяйстве. Данная модель отличается надежностью и долгим сроком службы. Это связано с тем, что мотоблоки оснащены первоклассными двигателями, экономящими расход топлива и обладающими высокой производительностью. Рабочий ресурс мотоблоков «Салют» составляет 2000 часов, что обеспечивает их работу без сбоев и поломок до 20 лет.
Данная модель отличается надежностью и долгим сроком службы. Это связано с тем, что мотоблоки оснащены первоклассными двигателями, экономящими расход топлива и обладающими высокой производительностью. Рабочий ресурс мотоблоков «Салют» составляет 2000 часов, что обеспечивает их работу без сбоев и поломок до 20 лет.
 Благодаря этому устройству можно обрабатывать участки земли шириной до 0,88 м, при этом глубина обработки почвы не превышает 0,3 м.
Благодаря этому устройству можно обрабатывать участки земли шириной до 0,88 м, при этом глубина обработки почвы не превышает 0,3 м. В систему сцепления входят два приводных ремня, возвратный механизм, рычаг управления тягой и натяжной ролик. Шкив отвечает за работу приводных ремней и подключение дополнительных механизмов в конструкции.
В систему сцепления входят два приводных ремня, возвратный механизм, рычаг управления тягой и натяжной ролик. Шкив отвечает за работу приводных ремней и подключение дополнительных механизмов в конструкции. Это мотоблок, который оснащен двигателем Lifan 168-F-2B. Работает на бензине, его мощность составляет 6,5 литров. с, объем — 196 кв.см. Кроме того, устройство оснащено 6 почвенными фрезами, которые при регулировке позволяют работать на участках шириной 30, 60 и 90 см. Вес навесного оборудования варьируется от 72 до 78 кг. Благодаря этой технике можно не только обрабатывать участки площадью до 30 соток, но и убирать территорию, косить траву, измельчать корма и перевозить груз до 350 кг.
Это мотоблок, который оснащен двигателем Lifan 168-F-2B. Работает на бензине, его мощность составляет 6,5 литров. с, объем — 196 кв.см. Кроме того, устройство оснащено 6 почвенными фрезами, которые при регулировке позволяют работать на участках шириной 30, 60 и 90 см. Вес навесного оборудования варьируется от 72 до 78 кг. Благодаря этой технике можно не только обрабатывать участки площадью до 30 соток, но и убирать территорию, косить траву, измельчать корма и перевозить груз до 350 кг. Размер агрегата 1510×620×1335 мм, без дополнительных аксессуаров весит 78 кг.
Размер агрегата 1510×620×1335 мм, без дополнительных аксессуаров весит 78 кг. Данная модель имеет удобную систему управления и отличную маневренность.
Данная модель имеет удобную систему управления и отличную маневренность.
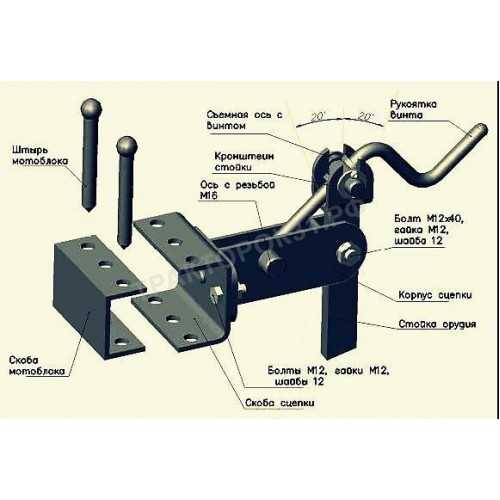 Так как данный агрегат оснащен универсальной сцепкой, на него можно установить дополнительные фрезы, грунтозацепы, косилку, окучник, грабли, гусеницы, отвал, грузила и снегоочиститель. Кроме того, мотоблок можно использовать и как транспортное средство для перевозки малогабаритных грузов – для этого в комплектацию многих моделей входит тележка с отдельно оборудованным тормозом. У него удобное сиденье.
Так как данный агрегат оснащен универсальной сцепкой, на него можно установить дополнительные фрезы, грунтозацепы, косилку, окучник, грабли, гусеницы, отвал, грузила и снегоочиститель. Кроме того, мотоблок можно использовать и как транспортное средство для перевозки малогабаритных грузов – для этого в комплектацию многих моделей входит тележка с отдельно оборудованным тормозом. У него удобное сиденье. В этом поможет прилагаемая инструкция от производителя. Дополнительно для облегчения работы можно установить сошник – благодаря ему устройство не будет глубоко зарываться в почву и обеднять плодородную смесь. Если работать без сошника, агрегат будет постоянно «прыгать» в руках.
В этом поможет прилагаемая инструкция от производителя. Дополнительно для облегчения работы можно установить сошник – благодаря ему устройство не будет глубоко зарываться в почву и обеднять плодородную смесь. Если работать без сошника, агрегат будет постоянно «прыгать» в руках. При запуске двигателя он должен быть открыт – в противном случае произойдет повторное обогащение топливной смеси кислородом.
При запуске двигателя он должен быть открыт – в противном случае произойдет повторное обогащение топливной смеси кислородом. Если своевременно заменять трос сцепления и масло в агрегатах, проводить профилактику и проверку систем двигателя, то устройство обеспечит безопасную и долгую работу. Кроме того, в мотоблоке следует периодически регулировать детали управления, чистить клапана и ухаживать за шинами.
Если своевременно заменять трос сцепления и масло в агрегатах, проводить профилактику и проверку систем двигателя, то устройство обеспечит безопасную и долгую работу. Кроме того, в мотоблоке следует периодически регулировать детали управления, чистить клапана и ухаживать за шинами.

 Главное правильно определить задачи и выбрать модель навесного оборудования.
Главное правильно определить задачи и выбрать модель навесного оборудования. Технические характеристики роторных моделей позволяют им без лишних усилий преодолевать небольшие препятствия. Шарнирная рама снабжена одним колесом, двумя вращающимися вокруг своей оси режущими дисками.
Технические характеристики роторных моделей позволяют им без лишних усилий преодолевать небольшие препятствия. Шарнирная рама снабжена одним колесом, двумя вращающимися вокруг своей оси режущими дисками. Выпускаются калужским предприятием, есть несколько модификаций. Чтобы узнать, подходит ли косилка «Заря» к мотоблокам «Салют-5» и «Салют-100», необходимо изучить паспорт изделия. Требуемая модель будет иметь обозначение KR. 05.000-04 или ЗиД КР-1 (производства завода в Коврове).
Выпускаются калужским предприятием, есть несколько модификаций. Чтобы узнать, подходит ли косилка «Заря» к мотоблокам «Салют-5» и «Салют-100», необходимо изучить паспорт изделия. Требуемая модель будет иметь обозначение KR. 05.000-04 или ЗиД КР-1 (производства завода в Коврове). Для установки оборудования необходимо следующее.
Для установки оборудования необходимо следующее. 

 Это сложный узел, обеспечивающий бесперебойную работу всего оборудования. Его элементы могут ломаться, трескаться, получать вмятины, менять форму из-за трения, деформации металла, коррозии, перегрузок. Они подлежат износу при длительной эксплуатации, из-за чего в функционировании механизма скоростей появляются сбои, и управление станком становится затруднительным. В таких случаях передней бабке требуется ремонт.
Это сложный узел, обеспечивающий бесперебойную работу всего оборудования. Его элементы могут ломаться, трескаться, получать вмятины, менять форму из-за трения, деформации металла, коррозии, перегрузок. Они подлежат износу при длительной эксплуатации, из-за чего в функционировании механизма скоростей появляются сбои, и управление станком становится затруднительным. В таких случаях передней бабке требуется ремонт. Бабка в данном случае может частично или полностью разбираться. Срочный ремонт делается, если узел полностью выходит из строя из-за нарушения правил эксплуатации. Проводится диагностика, определяющая причину поломки, и она устраняется. Может понадобиться капитальный ремонт, при котором изготавливаются новые чертежи для создания поломанных деталей. Это трудоемкий, занимающий определенный промежуток времени процесс.
Бабка в данном случае может частично или полностью разбираться. Срочный ремонт делается, если узел полностью выходит из строя из-за нарушения правил эксплуатации. Проводится диагностика, определяющая причину поломки, и она устраняется. Может понадобиться капитальный ремонт, при котором изготавливаются новые чертежи для создания поломанных деталей. Это трудоемкий, занимающий определенный промежуток времени процесс. Производитель может изменить комплектацию, характеристики и внешний вид товара без предварительного уведомления. Изображения могут отличаться от действительного вида товара. Для получения подробной информации о стоимости, комплектации, сроках и условиях поставки оборудования просьба обращаться к менеджерам компании.
Производитель может изменить комплектацию, характеристики и внешний вид товара без предварительного уведомления. Изображения могут отличаться от действительного вида товара. Для получения подробной информации о стоимости, комплектации, сроках и условиях поставки оборудования просьба обращаться к менеджерам компании.


 Если вы знаете больше об этом, пожалуйста, оставьте комментарий и поделитесь ниже.
Если вы знаете больше об этом, пожалуйста, оставьте комментарий и поделитесь ниже. Некоторые токарные станки имеют один приводной ремень, и ручная регулировка не требуется.
Некоторые токарные станки имеют один приводной ремень, и ручная регулировка не требуется.
 Это удобный (каламбур) способ эффективно вращать токарный станок, когда он выключен, чтобы проверить, выйдет ли деревянная деталь из подручника.
Это удобный (каламбур) способ эффективно вращать токарный станок, когда он выключен, чтобы проверить, выйдет ли деревянная деталь из подручника. Некоторые токарные станки могут иметь простые метки вокруг кольца без номеров.
Некоторые токарные станки могут иметь простые метки вокруг кольца без номеров. Этот механизм имеет пару фиксированных уставок блокировки, и его не следует путать с индексным штифтом.
Этот механизм имеет пару фиксированных уставок блокировки, и его не следует путать с индексным штифтом. В некоторых моделях регуляторы мощности расположены в другом месте на токарном станке.
В некоторых моделях регуляторы мощности расположены в другом месте на токарном станке. Задняя бабка крепится к направляющим станины станка и скользит вперед и назад по станине станка.
Задняя бабка крепится к направляющим станины станка и скользит вперед и назад по станине станка.






 Токарная обработка применяется для уменьшения диаметра заготовки,
Токарная обработка применяется для уменьшения диаметра заготовки,
 Убедитесь, что инструмент плотно зажат в
Убедитесь, что инструмент плотно зажат в


 продвигать
продвигать Чтобы изменить положение рычага, вы должны потянуть его назад.
Чтобы изменить положение рычага, вы должны потянуть его назад.

 Как оказалось (без каламбура) гораздо проще удалить
Как оказалось (без каламбура) гораздо проще удалить 



 материал ( доска обрезная, необрезная, брус, полубрус).
материал ( доска обрезная, необрезная, брус, полубрус).
 Станок применяется в производственных комплексах по изготовлению комплектов деревянных домов.
Станок применяется в производственных комплексах по изготовлению комплектов деревянных домов.

 Собственная разработка нашей компании по конкретному заказу.
Собственная разработка нашей компании по конкретному заказу.
 с.). Ручная подача поленьев.
с.). Ручная подача поленьев. Их прямое назначение – производство высококачественных древесных изделий. Приемлемая стоимость деревообрабатывающих станков, является главным преимуществом нашей фирмы.
Их прямое назначение – производство высококачественных древесных изделий. Приемлемая стоимость деревообрабатывающих станков, является главным преимуществом нашей фирмы.
 Настройки систем регулируются с помощью мобильного пульта, Старт 4×160 имеет надежную защиту, исключающую выброс заготовки или ее смещение в ходе обработки. Отклонение размеров не превышает 0,01 мм. Все это в совокупности с доступной ценой и гарантией от 2 лет в разы повышает конкурентоспособность в сравнении с зарубежными аналогами. Рекомендуют купить как для изготовления вагонки в домашних условиях для собственных нужд, так и для выпуска продукции на продажу.
Настройки систем регулируются с помощью мобильного пульта, Старт 4×160 имеет надежную защиту, исключающую выброс заготовки или ее смещение в ходе обработки. Отклонение размеров не превышает 0,01 мм. Все это в совокупности с доступной ценой и гарантией от 2 лет в разы повышает конкурентоспособность в сравнении с зарубежными аналогами. Рекомендуют купить как для изготовления вагонки в домашних условиях для собственных нужд, так и для выпуска продукции на продажу. При малом потреблении электроэнергии (суммарная мощность не превышает 12,5 кВт) обеспечивает не менее 500 п.м. евровагонки за 1 ч, надежная термозащита двигателей исключает их перегрев. Долговечность ресурсов обусловлена правильным закреплением верхних и нижних валов, толстой сталью станины (4 мм) и наличием устойчивого чугунного стола.
При малом потреблении электроэнергии (суммарная мощность не превышает 12,5 кВт) обеспечивает не менее 500 п.м. евровагонки за 1 ч, надежная термозащита двигателей исключает их перегрев. Долговечность ресурсов обусловлена правильным закреплением верхних и нижних валов, толстой сталью станины (4 мм) и наличием устойчивого чугунного стола. 1
1




 Выбирая оригинальное оборудование и продукцию Valmet, вы гарантируете, что ваши операции и прибыль останутся в рабочем состоянии. Непрерывный.
Выбирая оригинальное оборудование и продукцию Valmet, вы гарантируете, что ваши операции и прибыль останутся в рабочем состоянии. Непрерывный.
 | Статья
| Статья | Статья
| Статья com
com Он обеспечивает повышенную гибкость при изменении марки и обеспечивает эффективную эксплуатацию и удобную конструкцию, которая максимально увеличивает производительность и минимизирует время простоя. OptiConcept M означает экономичность, безопасность и экологичность.
Он обеспечивает повышенную гибкость при изменении марки и обеспечивает эффективную эксплуатацию и удобную конструкцию, которая максимально увеличивает производительность и минимизирует время простоя. OptiConcept M означает экономичность, безопасность и экологичность. Естественно, мы работаем в условиях строгой конфиденциальности.
Естественно, мы работаем в условиях строгой конфиденциальности.
 Вся производственная линия достигла очень низкого уровня потребления воды, электроэнергии и газа. для промышленности.
Вся производственная линия достигла очень низкого уровня потребления воды, электроэнергии и газа. для промышленности. Потребовалось всего 2,5 часа, чтобы доставить бумагу со склада на сетку в рулон. Товарное качество бумаги было достигнуто сразу.
Потребовалось всего 2,5 часа, чтобы доставить бумагу со склада на сетку в рулон. Товарное качество бумаги было достигнуто сразу. Нам нужен был надежный поставщик оборудования и технологии, которые могли бы экономичным образом перерабатывать сырье в высококачественный картон», — говорит Санджай Сингх, генеральный директор подразделения ITC Paperboards and Specialty Papers.
Нам нужен был надежный поставщик оборудования и технологии, которые могли бы экономичным образом перерабатывать сырье в высококачественный картон», — говорит Санджай Сингх, генеральный директор подразделения ITC Paperboards and Specialty Papers.

 Крышка каландрового вала Valmet CL-EC доказала свою пригодность.
Крышка каландрового вала Valmet CL-EC доказала свою пригодность.

 Эти устройства без вмешательства человека могут поддерживать в заданных пределах технологические режимы обработки.
Эти устройства без вмешательства человека могут поддерживать в заданных пределах технологические режимы обработки.


 В цену станка включены доставка до места, монтаж, инструктаж персонала. Также мы осуществляем поставку запчастей, диагностику и ремонт как своих станков, так и оборудования других поставщиков.
В цену станка включены доставка до места, монтаж, инструктаж персонала. Также мы осуществляем поставку запчастей, диагностику и ремонт как своих станков, так и оборудования других поставщиков. части BRANDT
части BRANDT
 части IMA
части IMA
 части Cehisa и Vitap
части Cehisa и Vitap
 Их использование позволяет компании значительно повысить производительность за счет максимальной автоматизации трудоемких процессов. Комплексные решения, предлагаемые по низким ценам, отличаются повышенной эффективностью, надежностью и длительным сроком службы при минимальном привлечении обслуживающего персонала. Они разрабатываются исключительно в индивидуальном порядке с учетом конкретных технологических процессов, требований и пожеланий заказчика.
Их использование позволяет компании значительно повысить производительность за счет максимальной автоматизации трудоемких процессов. Комплексные решения, предлагаемые по низким ценам, отличаются повышенной эффективностью, надежностью и длительным сроком службы при минимальном привлечении обслуживающего персонала. Они разрабатываются исключительно в индивидуальном порядке с учетом конкретных технологических процессов, требований и пожеланий заказчика. необходимо разбить упакованный материал и выдать заготовки поштучно на четырехсторонний станок для последующей обработки. Агрегат представляет собой массивную приемную платформу, оснащенную шестью цепными тягами и электромеханическим четырехвагонным подъемником.
необходимо разбить упакованный материал и выдать заготовки поштучно на четырехсторонний станок для последующей обработки. Агрегат представляет собой массивную приемную платформу, оснащенную шестью цепными тягами и электромеханическим четырехвагонным подъемником. Лента шириной 300 мм служит для подачи сбрасываемых с поперечных конвейеров заготовок на приемный стол делительной машины.
Лента шириной 300 мм служит для подачи сбрасываемых с поперечных конвейеров заготовок на приемный стол делительной машины. Точный их перечень будет определен при разработке проекта механизации для конкретного предприятия.
Точный их перечень будет определен при разработке проекта механизации для конкретного предприятия.

 0059 механизация .
0059 механизация .


 …
… 12.2022
12.2022 ..
.. Наши лазерные ЧПУ станки могут резать материал толщиной до 25 мм.Станки с ЧПУ для лазерной резки…
Наши лазерные ЧПУ станки могут резать материал толщиной до 25 мм.Станки с ЧПУ для лазерной резки… ..
.. Гарантия на станок 12…
Гарантия на станок 12… Основная сфера применения станка -…
Основная сфера применения станка -… 60
60

 20
20 70
70 60
60


 Engrave Plus
Engrave Plus
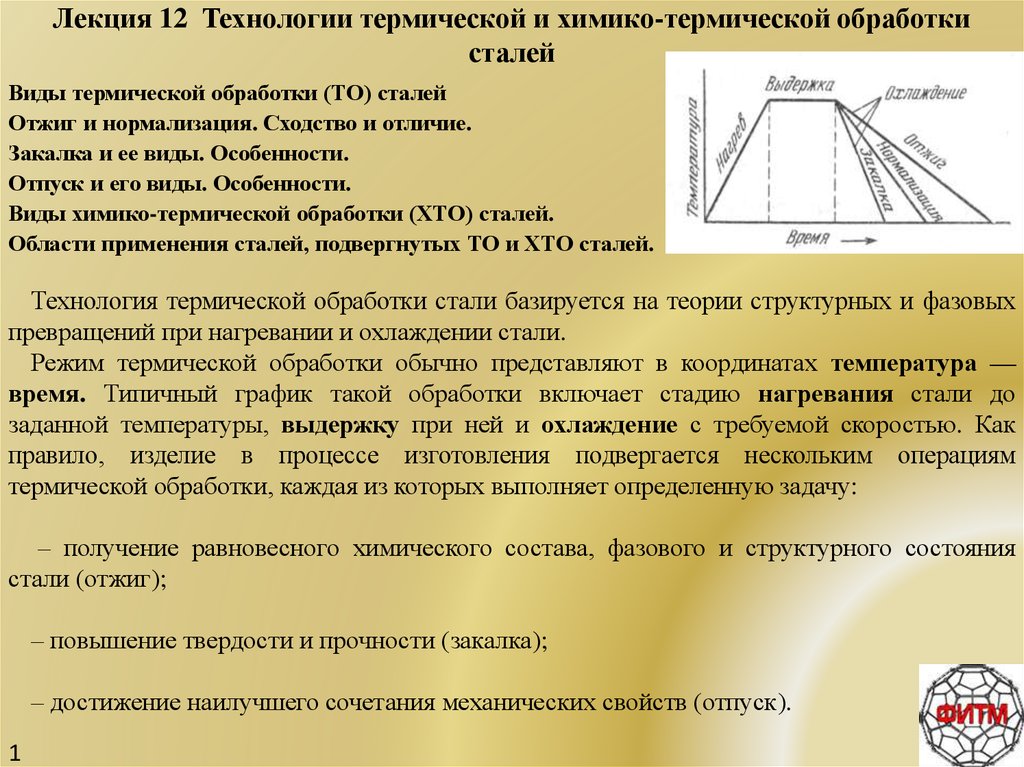 д. Параметры зависят от метода термообработки, типа металла и размера детали.
д. Параметры зависят от метода термообработки, типа металла и размера детали.
 На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
 Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.
Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.
 В некоторых случаях затвердеть может только поверхность.
В некоторых случаях затвердеть может только поверхность.
 Для естественно стареющих материалов может быть удобно хранить их при более низких температурах.
Для естественно стареющих материалов может быть удобно хранить их при более низких температурах.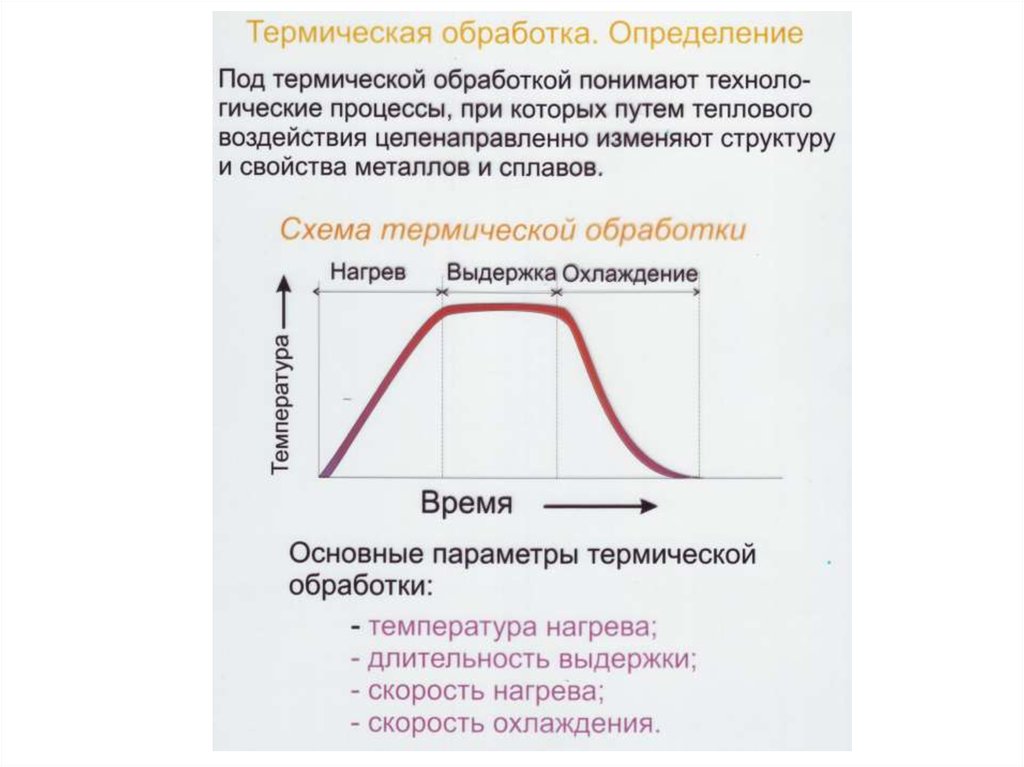
 Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали.
Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали. Можно использовать материалы любого качества.
Можно использовать материалы любого качества.
 Материал становится менее жестким, а значит, при сильном внешнем механическом воздействии его будет сложно повредить.
Материал становится менее жестким, а значит, при сильном внешнем механическом воздействии его будет сложно повредить.
 Это обеспечивает рост вязкости на фоне понижения твердости. Технология пригодится, если планируется производить детали, работающие под сильными нагрузками.
Это обеспечивает рост вязкости на фоне понижения твердости. Технология пригодится, если планируется производить детали, работающие под сильными нагрузками.
 В таком состоянии сырье держится на протяжении 8 часов. Для некоторых марок стали время увеличивается до 15. Температура остывания контролируется. Из печи заготовку можно вытаскивать только при достижении 800°С. Далее температура естественно снижается на воздухе.
В таком состоянии сырье держится на протяжении 8 часов. Для некоторых марок стали время увеличивается до 15. Температура остывания контролируется. Из печи заготовку можно вытаскивать только при достижении 800°С. Далее температура естественно снижается на воздухе. Методика подойдет после того, как деталь проходит механическую обработку, сваривается или обрабатывается с использованием литья. Максимальная температура нагрева составляет 727°С. У этого процесса самый длительный период выдерживания среди всех разновидностей отжига –20 часов. Заготовка будет остывать очень медленно.
Методика подойдет после того, как деталь проходит механическую обработку, сваривается или обрабатывается с использованием литья. Максимальная температура нагрева составляет 727°С. У этого процесса самый длительный период выдерживания среди всех разновидностей отжига –20 часов. Заготовка будет остывать очень медленно.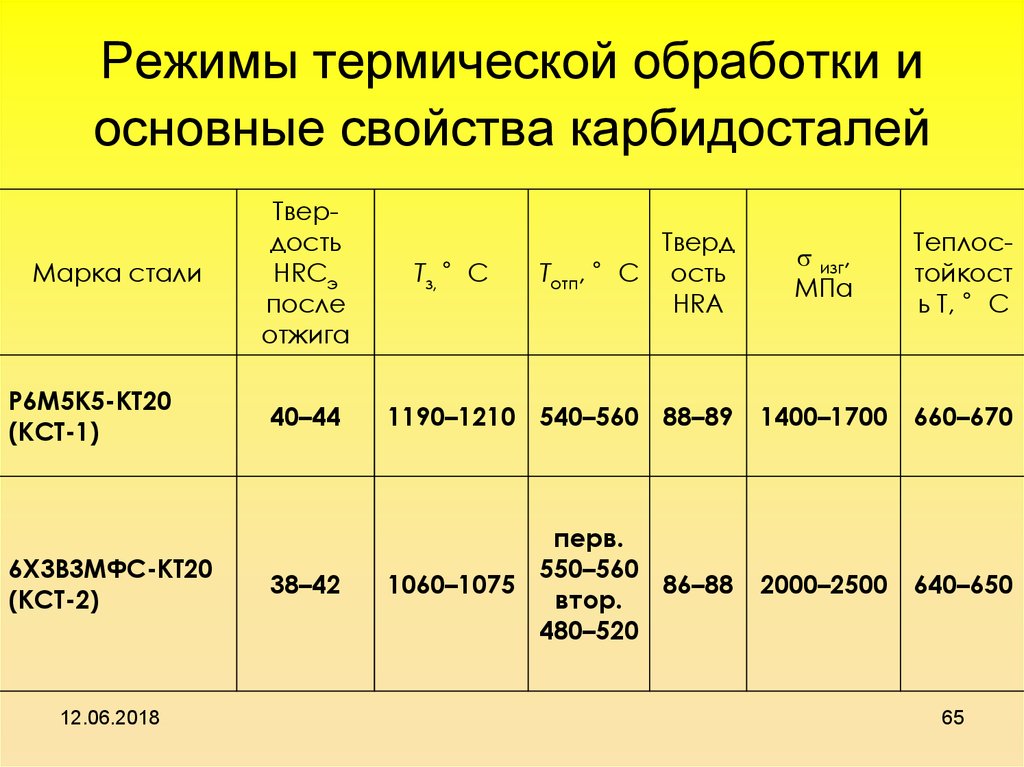 Технология подойдет для деталей, которые были созданы методом электродуговой сварки. При этом температура составляет 700°С, а длительность выдержки – 20 часов. После медленного охлаждения можно использовать заготовку – ее прочность и защита от повреждения значительно увеличатся.
Технология подойдет для деталей, которые были созданы методом электродуговой сварки. При этом температура составляет 700°С, а длительность выдержки – 20 часов. После медленного охлаждения можно использовать заготовку – ее прочность и защита от повреждения значительно увеличатся. Самый простой способ – окунание в воду. Дополнительные полезные свойства позволяют получить применение технического масла, газов инертного типа и растворов с высоким уровнем содержания соли.
Самый простой способ – окунание в воду. Дополнительные полезные свойства позволяют получить применение технического масла, газов инертного типа и растворов с высоким уровнем содержания соли.
 Процедура проводится в диапазоне 900-950°С.
Процедура проводится в диапазоне 900-950°С. Термическая обработка включает в себя нагрев металла или сплава до определенной температуры и последующее охлаждение для затвердевания материала.
Термическая обработка включает в себя нагрев металла или сплава до определенной температуры и последующее охлаждение для затвердевания материала. Пока он горячий, физическая структура металла, также называемая микроструктурой, изменяется, что в конечном итоге приводит к изменению его физических свойств. Время, в течение которого металл нагревается, называется «время выдержки». Продолжительность выдержки играет важную роль в характеристиках металла, так как в металле, выдержанном в течение длительного времени, будут наблюдаться другие изменения микроструктуры, чем в пропитанном металле. на более короткий период времени.
Пока он горячий, физическая структура металла, также называемая микроструктурой, изменяется, что в конечном итоге приводит к изменению его физических свойств. Время, в течение которого металл нагревается, называется «время выдержки». Продолжительность выдержки играет важную роль в характеристиках металла, так как в металле, выдержанном в течение длительного времени, будут наблюдаться другие изменения микроструктуры, чем в пропитанном металле. на более короткий период времени.
 Эти материалы нагревают до определенной температуры, выдерживают при этой температуре до тех пор, пока не произойдет превращение, а затем медленно высушивают на воздухе. Этот процесс размягчает металл, делая его более пригодным для обработки и с меньшей вероятностью разрушения или растрескивания.
Эти материалы нагревают до определенной температуры, выдерживают при этой температуре до тех пор, пока не произойдет превращение, а затем медленно высушивают на воздухе. Этот процесс размягчает металл, делая его более пригодным для обработки и с меньшей вероятностью разрушения или растрескивания.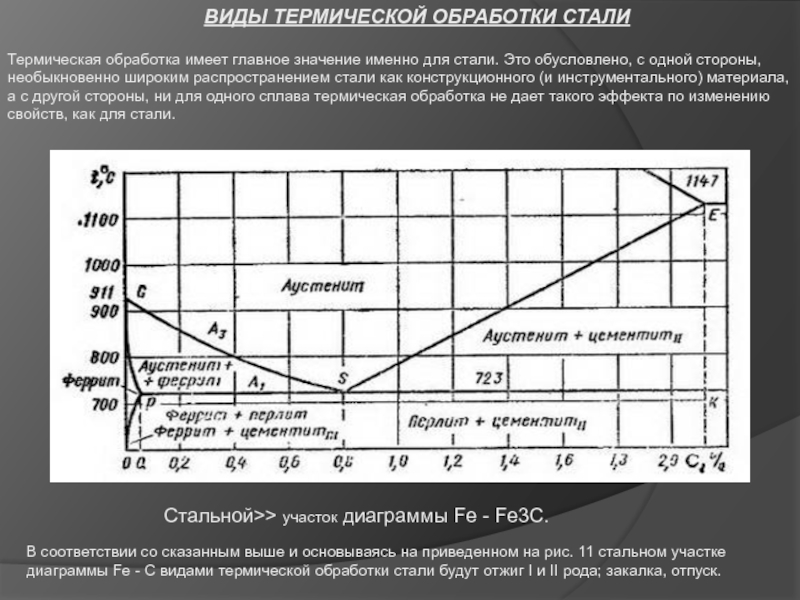
 При работе с термообработкой металлов существуют различные этапы. General Kinematics предоставляет оборудование, предназначенное для облегчения этого процесса и повышения производительности производства.
При работе с термообработкой металлов существуют различные этапы. General Kinematics предоставляет оборудование, предназначенное для облегчения этого процесса и повышения производительности производства. Двухмассовые вибрационные питатели General Kinematics предназначены для работы в самых суровых условиях и с самыми высокими требованиями. Они оборудованы для работы с самыми сложными материалами, чтобы обеспечить бесперебойную работу вашего технологического процесса. Питатели GK разрабатываются по индивидуальному заказу и требуют минимального обслуживания, что означает меньшее время простоя и большую производительность.
Двухмассовые вибрационные питатели General Kinematics предназначены для работы в самых суровых условиях и с самыми высокими требованиями. Они оборудованы для работы с самыми сложными материалами, чтобы обеспечить бесперебойную работу вашего технологического процесса. Питатели GK разрабатываются по индивидуальному заказу и требуют минимального обслуживания, что означает меньшее время простоя и большую производительность. General Kinematics обслуживает клиентскую базу по всему миру через сеть независимых торговых представителей, специализирующихся на инженерных разработках, которые охватывают основные промышленные рынки США. Международные рынки обслуживаются дочерними предприятиями и через комбинацию представителей, лицензированных производителей и стратегических альянсов с ведущими отраслевыми организациями в других стратегически важных местах. На сегодняшний день практически во всех промышленно развитых странах мира установлено более 50 000 единиц техники General Kinematics. По мере появления новых задач в области процессов и повышения эффективности компания General Kinematics способна решать эти задачи с помощью передовых технологий, инновационного проектирования, новых материалов и производственных технологий. Все это направлено на повышение производительности и прибыльности клиентов при соблюдении все более строгих требований.
General Kinematics обслуживает клиентскую базу по всему миру через сеть независимых торговых представителей, специализирующихся на инженерных разработках, которые охватывают основные промышленные рынки США. Международные рынки обслуживаются дочерними предприятиями и через комбинацию представителей, лицензированных производителей и стратегических альянсов с ведущими отраслевыми организациями в других стратегически важных местах. На сегодняшний день практически во всех промышленно развитых странах мира установлено более 50 000 единиц техники General Kinematics. По мере появления новых задач в области процессов и повышения эффективности компания General Kinematics способна решать эти задачи с помощью передовых технологий, инновационного проектирования, новых материалов и производственных технологий. Все это направлено на повышение производительности и прибыльности клиентов при соблюдении все более строгих требований. И наоборот, вы также можете использовать термическую обработку для восстановления металлов до их первоначальной формы.
И наоборот, вы также можете использовать термическую обработку для восстановления металлов до их первоначальной формы. Если вы смягчаете металл, вы уменьшаете его прочность. Улучшая одни свойства, вы ухудшаете другие и можете принимать решения на основе конечного использования металла.
Если вы смягчаете металл, вы уменьшаете его прочность. Улучшая одни свойства, вы ухудшаете другие и можете принимать решения на основе конечного использования металла.
 Вы выбираете скорость нагрева в соответствии со следующими факторами:
Вы выбираете скорость нагрева в соответствии со следующими факторами: