Обработка слэбов: Заливка слэбов эпоксидной смолой. Описание технологии – Loft Look
Заливка слэбов эпоксидной смолой. Описание технологии – Loft Look
Заливка слэбов эпоксидной смолой осуществляется только после проведения подготовительных работ, которые можно поделить на 2 этапа.
1.
Обработка слэбов
1.1.
Подготовка слэба к заливке эпоксидной смолой или полимером
2.
Заливка слэбов эпоксидной смолой
3.
Шлифовка
Обработка слэбов
Сначала с торцов снимаем кору. Далее для ликвидации всех неровностей спила необходимо провести обработку слэбов фрезой. Следы от неё зашкуривают при помощи ленточной шлифовальной машинки или щёток.
После чего их зачищают шкурками для дрели с зерном 40, 80, 120 и 180. В то же время, края слэба не выравнивают, поскольку именно природная кривизна делает мебель в стиле лофт уникальной.
В то же время, края слэба не выравнивают, поскольку именно природная кривизна делает мебель в стиле лофт уникальной.
Для того, чтобы трещины на дереве открылись, их обрабатывают железной щёткой.
При необходимости применяют гравёр с тонкой насадками.
Если в больших щелях присутствуют усики, сколы и другие неровности, то используют более массивную насадку или наждачную бумагу. Такая обработка слэбов необходима для лучшего проникновения в поры дерева декоративной смолы.
Подготовка слэба к заливке эпоксидной смолой или полимером
Для обеспечения лучшего сцепления между материалами, обрабатывают места поверхности дерева, которые будут контактировать с эпоксидной смолой.
1.Изолятор, состоящий из двух компонентов А и Б смешивают в пропорции 1:1.
2. В указанную смесь, в количестве 2-х процентов от его объёма, добавляют ускоритель, и состав перемешивают.
3. Потом подливают отвердитель, в количестве 2% от объёма и состав вновь перемешивают.
4. Готовый состав наносят на участки контакта слэба и смолы.
Важно! Поскольку изолятор обладает специфическим резким запахом, обработку проводят строго в маске и хорошо проветриваемом помещении. До полного высыхания потребуется выждать сутки.
Отвердитель и ускоритель — легко воспламеняющиеся вещества, поэтому их забирают разными шприцами.
Заливка слэбов эпоксидной смолой
Прежде всего необходимо изготовить опалубку. Материалом для неё может стать фанера, дерево или пластик. Для предотвращения вытекания смолы, места стыков обрабатываются герметиком.
Заливка смолой происходит в несколько слоёв. Это обусловлено её свойствами: закипанию при большом объёме и усадке при полимеризации. Кроме того, тонкий слой эпоксидной смолы позволяет выходить пузырькам воздуха наружу. В этом случае их можно удалить с помощью струи воздуха строительного фена. Поэтому толщина одного слоя должна быть не более 5 мм. Новый слой заливают не ранее, чем через сутки.
Новый слой заливают не ранее, чем через сутки.
Шлифовка
После успешной заливки, столешницу подвергают шлифовке. С двух ее сторон снимают слой примерно в 2 мм, далее шлифуют торцы. Обработка происходит с помощью эксцентриковой машинки. Сменные круглые насадки имеют различную зернистость: 80,120,180, 240, 320, 400, 500, 600, 700,1000 мкм. Чем выше показатель, тем мельче абразив. Для лучшей впитываемости масла в дерево достаточно 180 мкм. Для застывшей смолы – от 120 -1000.
На этапе финишной шлифовки эпоксидки применяются полировочные пасты.
Рассказать друзьям:
Заливка слэбов эпоксидной смолой осуществляется только после проведения подготовительных работ, которые можно поделить на 2 этапа.
Обработка слэбов
Сначала с торцов снимаем кору. Далее для ликвидации всех неровностей спила необходимо провести обработку слэбов фрезой. Следы от неё зашкуривают при помощи ленточной шлифовальной машинки или щёток.
Следы от неё зашкуривают при помощи ленточной шлифовальной машинки или щёток.
После чего их зачищают шкурками для дрели с зерном 40, 80, 120 и 180. В то же время, края слэба не выравнивают, поскольку именно природная кривизна делает мебель в стиле лофт уникальной.
Для того, чтобы трещины на дереве открылись, их обрабатывают железной щёткой.
При необходимости применяют гравёр с тонкой насадками.
Если в больших щелях присутствуют усики, сколы и другие неровности, то используют более массивную насадку или наждачную бумагу. Такая обработка слэбов необходима для лучшего проникновения в поры дерева декоративной смолы.
Подготовка слэба к заливке эпоксидной смолой или полимером
Для обеспечения лучшего сцепления между материалами, обрабатывают места поверхности дерева, которые будут контактировать с эпоксидной смолой.
1.Изолятор, состоящий из двух компонентов А и Б смешивают в пропорции 1:1.
2. В указанную смесь, в количестве 2-х процентов от его объёма, добавляют ускоритель, и состав перемешивают.
3. Потом подливают отвердитель, в количестве 2% от объёма и состав вновь перемешивают.
4. Готовый состав наносят на участки контакта слэба и смолы.
Важно! Поскольку изолятор обладает специфическим резким запахом, обработку проводят строго в маске и хорошо проветриваемом помещении. До полного высыхания потребуется выждать сутки.
Отвердитель и ускоритель — легко воспламеняющиеся вещества, поэтому их забирают разными шприцами.
Заливка слэбов эпоксидной смолой
Прежде всего необходимо изготовить опалубку. Материалом для неё может стать фанера, дерево или пластик. Для предотвращения вытекания смолы, места стыков обрабатываются герметиком.
Заливка смолой происходит в несколько слоёв. Это обусловлено её свойствами: закипанию при большом объёме и усадке при полимеризации. Кроме того, тонкий слой эпоксидной смолы позволяет выходить пузырькам воздуха наружу. В этом случае их можно удалить с помощью струи воздуха строительного фена. Поэтому толщина одного слоя должна быть не более 5 мм. Новый слой заливают не ранее, чем через сутки.
Кроме того, тонкий слой эпоксидной смолы позволяет выходить пузырькам воздуха наружу. В этом случае их можно удалить с помощью струи воздуха строительного фена. Поэтому толщина одного слоя должна быть не более 5 мм. Новый слой заливают не ранее, чем через сутки.
Шлифовка
После успешной заливки, столешницу подвергают шлифовке. С двух ее сторон снимают слой примерно в 2 мм, далее шлифуют торцы. Обработка происходит с помощью эксцентриковой машинки. Сменные круглые насадки имеют различную зернистость: 80,120,180, 240, 320, 400, 500, 600, 700,1000 мкм. Чем выше показатель, тем мельче абразив. Для лучшей впитываемости масла в дерево достаточно 180 мкм. Для застывшей смолы – от 120 -1000.
На этапе финишной шлифовки эпоксидки применяются полировочные пасты.
Рассказать друзьям:
Технология изготовления слстолешницы из слэба
Технология изготовления столешницы из слэба: выбор слэба, фрезеровка, шлифовка, пропитка эпоксидкой, шлифовка, полировка.

Реставрация столов из слэбов
Как сделать стол из деревянного слэба?
Выбор слэба
Карагач — по-русски называется вяз, берест, ильм — любимый русичами и славянами вид дерева, относящийся к виду ильмовых.
Древесина карагача (вяза) обладает ярким, сочным цветом, текстурой и блеском. Вяз не боится влаги, поэтому применение его в изготовлении мебели очень
удобно. Изготовить столешницу из слэба карагача можно, если у вас есть необходимые инструменты и умение с ними работать. Кроме того, нужно любить
дерево, чувствовать его. Тогда столешница получится действительно красивой и будет радовать вас и ваших друзей.
Прежде всего, необходимо выбрать слэб, который будет подходить для воплощения художественного замысла. Ведь стол из слэба — это не просто мебель, а произведение искусства, творение мастера. Это неповторимый
стиль. Не бывает в природе двух одинаковых деревьев, поэтому не может быть двух одинаковых столешниц из натурального дерева. С выбором
С выбором
оптимальной заготовки мы поможем, но советуем вам принимать в этом живое участие, так как от выбора заготовки во многом зависит конечный вид
столешницы.
Подготовка и обработка слэба.
На этом этапе также следует убедиться в том, что слэб достаточно сухой. Мы можем предложить вам термообработку древесины. Сушка происходит в огромном специальном автоклаве при температуре от 180 градусов до 250 градусов в течение нескольких часов и даже дней. После такой обработки древесина приобретает еще более яркий и сочный цвет. Можно запечт древесину до такого состояния, что она поменяет цвет на тёмно-коричневый и даже почти чёрный, сохранив при этом физические и механические свойства древесины. Слэб надо сначала отфрезеровать, а потом зашкурить ленточной шлифовальной машинкой следы от фрезы. Кора или неровности по краям слэба также зашкуриваются, но не стоит края выравнивать, так как природная кривизна является необходимым элементом мебели в стиле лофт. В дальнейшем слэб обрабатывается шлифовальной машиной с круглыми абразивными насадками различной сернистости. Чем выше число зернистости — тем мельче абразив. Мы начинаем с абразива 150 номера, потом переходим на 240, 360, 400, 600, 800, 1000, 1500 и даже 3000! Последняя обработка — это же полировка. Здесь можно применить уже полировальную пасту и войлочный или поролоновый диск. Такая тонкая полировка нужна не всегда, но для отдельных изделий она необходима.
Чем выше число зернистости — тем мельче абразив. Мы начинаем с абразива 150 номера, потом переходим на 240, 360, 400, 600, 800, 1000, 1500 и даже 3000! Последняя обработка — это же полировка. Здесь можно применить уже полировальную пасту и войлочный или поролоновый диск. Такая тонкая полировка нужна не всегда, но для отдельных изделий она необходима.
Запаситесь заранее эпоксидной смолой, которую лучше покупать большими объемами, что позволит покупать её со скидкой.
Работа выполняется поэтапно.
Выравнивание плоскостей слэба
Еще перед этапом шлифования, о котором мы написали выше, слэб необходимо выровнять. Для это используются специальные станки. Мы применяем для этой цели рейсмусовый фрезерный станок с числовым программным управлением (ЧПУ). Плоскости слэба выравниваются и становятся параллельными друг другу. На этом этапе убираются самые крупные неровности спила. Важно не повредить хрупкие, не закрепленные части древесины, которые необходимы для реализации авторского замысла мастера. Для скрепления массива древесины, имеющей трещины, выпавшие сучки и другие повреждения, слэб будущей столешницы предварительно заливается эпоксидной смолой — прозрачной или тонированной (колерованной).
Для скрепления массива древесины, имеющей трещины, выпавшие сучки и другие повреждения, слэб будущей столешницы предварительно заливается эпоксидной смолой — прозрачной или тонированной (колерованной).
Пропитываем спил защитным слоем
Пропитываем слэб эпоксидной смолой. Слэбы вяза (карагача) бывают очень пористые. В них может быть огромное количество трещин, выпавшие сучки, часть древесины может быть трухлявой — её надо удалить. Все эти пустоты должны быть заполнены эпоксидной смолой, которая укрепит массив слэба карагача, сделает его монолитным. Иногда на эти цели уходит довольно-таки значительное количество эпоксидной смолы. Так, например, при заливке столешницы из слеба размером 3000*900*70 мм в него впиталось около 10 литров эпоксидной смолы! И без того тяжелый массив древесины стал еще тяжелее почти на 15 килограмм.
При этом эпоксидку надо заливать небольшими дозами, например по 1 литру за один раз. Это нужно для того, чтобы не образовывались воздушные пузыри в пустотах. А еще есть опасность закипания большого объема эпоксидной смолы. А небольшой слой смолы позволит пузырикам воздуха выйти наружу, где им можно помочь лопнуть при помощи слегка тёплой струи строительного фена.
А еще есть опасность закипания большого объема эпоксидной смолы. А небольшой слой смолы позволит пузырикам воздуха выйти наружу, где им можно помочь лопнуть при помощи слегка тёплой струи строительного фена.
При необходимости, по периметру слэба устанавливаются бортики. Они могут быть деревянные, фанерные, пластиковые или из малярного скотча.
Приготовление эпоксидной смолы зависит от марки смолы и необходимо четко придерживаться инструкций, написанных на упаковке.
Эпоксидную смолу можно колеровать в любой цвет. Продаются специальные колеровочные пасты. Если вы заливаете смолу цветную слоями, то соблюдайте пропорции колеровки и эпоксидной смолы, чтобы сохранять одинаковый тон цвета.
Шлифовка.
Для шлифовки слэба понадобится наждачная шлифовальная машинка. Шлифовальные круги надо менять, начиная от номера 160 до 3000.
На последних этапах нужно применять полировальные пасты. Работа эта очень кропотливая и требует огромного труда. Иногда на шлифовку изделия уходит несколько дней, а то и недель.
Иногда на шлифовку изделия уходит несколько дней, а то и недель.
Спешить не стоит, так как можно запороть всё изделие и весь ваш труд пойдет насмарку.
Если Вы не уверены, что сможете самостоятельно пройти все этапы изготовления столешницы из слэба, то обратитесь к нашим специалистам. Мы сделаем вас стол из слэба максимально соответствующий вашим пожеланиям.
Процесс строительства бетонной плиты перекрытия
🕑 Время чтения: 1 минута
Процесс возведения бетонной плиты перекрытия включает в себя монтаж опалубки, размещение арматуры, заливку, уплотнение и отделку бетона и, наконец, снятие опалубки и отверждение бетонной плиты.
Содержимое:
- Процесс строительства бетонной плиты перекрытия
- 1. Сборка и установка опалубки для плиты
- 2. Подготовка и установка арматуры для плиты
- 3. Заливка, уплотнение и отделка бетонной плиты перекрытия
- 4. Затвердевание бетона и снятие опалубки
- Сборка и установка опалубки
- Подготовка и установка арматуры
- Заливной, компактный и финишный бетон
- Отверждение бетона и снятие опалубки
1. Сборка и установка опалубки для перекрытия
Сборка и установка опалубки для перекрытия
Опалубка должна быть спроектирована так, чтобы выдерживать строительные нагрузки, такие как давление свежего бетона и вес рабочих и операторов и их машин. Руководство по опалубке для бетона ACI 347-04 необходимо соблюдать при проектировании опалубки.
Кроме того, существуют различные аспекты строительства, которые необходимо учитывать при возведении опалубки. Например, он должен быть правильно расположен, выровнен и выровнен, стыки должны быть надлежащим образом загерметизированы, а гвозди не должны входить в бетон и т. д.
Кроме того, для опалубки бетонной плиты перекрытия могут использоваться различные материалы, такие как дерево, сталь и алюминий.
Рис. 1: Опалубка бетонной плиты перекрытия
Наконец, есть несколько распространенных недостатков конструкции опалубки, о которых инженер-строитель должен знать и предотвращать их появление, иначе может произойти отказ опалубки. Эти недостатки конструкции представлены ниже:
Эти недостатки конструкции представлены ниже:
- Плохой осмотр опалубки или его отсутствие во время и после укладки бетона для выявления необычных прогибов или других признаков возможного отказа, которые можно исправить
- Неадекватное крепление гвоздями, болтами, сваркой или креплением
- Неправильная боковая распорка
- Сооружение опалубки, не соответствующей чертежам формы
- Отсутствие надлежащей инспекции на месте, чтобы убедиться, что дизайн формы был правильно интерпретирован составителями форм
- Использование поврежденных или некачественных пиломатериалов, имеющих меньшую прочность, чем необходимо.
Читайте также: Опалубка (опалубка) для различных элементов конструкции — балок, перекрытий, колонн, фундаментов
2. Подготовка и установка арматуры для перекрытия
Перед размещением арматуры для конструкции бетонной плиты перекрытия осмотрите и проверьте формы, чтобы убедиться, что размеры и расположение бетонных элементов соответствуют конструктивным планам.
Кроме того, формы должны быть должным образом очищены и смазаны маслом, но не в таком количестве, чтобы оно попадало на прутья или бетонные строительные швы.
В проектных чертежах представлены необходимые детали армирования, поэтому нужно только понять, как использовать стержни определенного размера, резать необходимую длину и делать необходимые крючки и изгибы.
После завершения подготовки стальные стержни укладываются на свои места с соблюдением заданных промежутков и бетонного покрытия.
Бетонное покрытие и расстояние между плитами перекрытия можно сохранить, введя распорки и стержневые опоры. Проволока применяется для связывания основной арматуры и усадочной и температурной арматуры (распределительной арматуры).
Рис. 2: проволока, используемая для связывания арматуры и опор, используемых для поддержания бетонного покрытия
Следует знать, что неправильное размещение арматурной стали может привести к серьезным разрушениям бетонных конструкций. Неправильное защитное покрытие подвергает арматурные стержни опасности и нарушает связь между бетоном и сталью.
Неправильное защитное покрытие подвергает арматурные стержни опасности и нарушает связь между бетоном и сталью.
Наконец, после того, как все требования к размещению арматуры (положения, защитное покрытие бетона, интервалы и правильный размер стержней, длина, крюки и изгиб) согласованы, инженер участка может заказать бетонирование.
Рис. 3: Устройство бетонного покрытия для арматурных стержней в плите
Читайте также: Детализация армирования железобетонных плит
3. Заливка, уплотнение и финишная бетонная плита перекрытия
Смешивание, транспортировка и обращение с бетоном должны быть должным образом согласованы с укладочными и отделочными работами. В плите перекрытия начните укладку бетона по периметру с одного конца работы, при этом каждую партию укладывайте на ранее отгруженный бетон.
Рис. 4: Укладка бетона начинается с одного конца плиты
Бетон следует укладывать в месте его конечного положения или как можно ближе к нему, чтобы предотвратить расслоение. Таким образом, укладка бетона в большие и отдельные сваи с последующим перемещением их по горизонтали в конечное положение не допускается.
Таким образом, укладка бетона в большие и отдельные сваи с последующим перемещением их по горизонтали в конечное положение не допускается.
Более того, инженер-строитель должен надлежащим образом контролировать бетонирование и выявлять признаки проблем. Например, потеря затирки является признаком неправильной герметизации и смещения швов. Кроме того, трещины, чрезмерное отклонение, уровень и отвес, а также любые движения должны быть проверены и устранены, чтобы предотвратить дальнейшие проблемы.
Рис. 5: Укладка бетона с помощью насосов
Кроме того, свежий бетон должен быть надлежащим образом уплотнен, чтобы сформировать его внутри опалубки и вокруг закладных элементов и арматуры, а также устранить каменные карманы, соты и захваченный воздух. Вибрация, внутренняя или внешняя, является наиболее широко используемым методом уплотнения бетона.
Наконец, плиты могут быть отделаны разными способами в зависимости от назначения пола. Полезную информацию о формах до, во время и после бетонирования можно найти в ACI 311. 1R.
1R.
Рис. 6: Укладка и вибрация свежего бетона
Читайте также: Методы отделки затвердевшей бетонной поверхности
4. Выдерживание бетона и снятие опалубки
После завершения отделки необходимо использовать подходящую технику для надлежащего отверждения бетона. Методы отверждения плит, такие как отверждение водой; заливают бетон; пруд; или туман распыляется.
В дополнение к методу удержания воды, в котором покрытия, такие как песок; холст; мешковина; или солома, используемая для поддержания поверхности плиты во влажном состоянии, химические мембраны и водонепроницаемая бумага или полиэтиленовая пленка.
Что касается отверждения, рекомендуется снять опалубку через 14 дней. Чтобы узнать подробное время снятия опалубки, нажмите здесь.
Рис. 7: Отверждение бетонной плиты заливкой
Весь процесс изготовления бетонной плиты перекрытия показан на Рис. 8 и Рис.9.
8 и Рис.9.
Рис. 8: Иллюстрация конструкции железобетонной плиты
Рис. 9: Проволока, используемая для связывания основной и усадочной и температурной арматуры ( Деталь «А» )
Читайте также: Методы отверждения бетонных конструкций и их Сравнения
Артикул | Зачем и как отслеживать процесс производства слябов
Статья
01 июня 2022 г.
Преимущества отслеживания процесса превращения плит в полуфабрикаты или готовую продукцию
- Бизнес-аналитика
- Искусственный камень на основе смолы
- Мрамор
- Гранит
- Лапитек
- Керамический
- Искусственный камень на цементной основе
- Искусственный камень
- Первичная обработка камня
- Фабрика камня
- Керамический
Сложный процесс, который нужно держать под контролем
Производство готовых каменных изделий из плит представляет собой сложный процесс, включающий несколько этапов.
Есть много факторов и информации, которые необходимо держать под контролем, и сделать это не всегда просто: при отсутствии системы слежения все зависит от опыта вовлеченных людей.
Будут рассмотрены следующие темы:
- преимущества отслеживания процесса превращения плит в полуфабрикаты или готовую продукцию;
- задействованные фазы;
- штрих-коды;
- доступных технологий.
Преимущества отслеживания процесса
Внедрение отслеживания производственного процесса дает значительные преимущества. По сути, это ускоряет распространение информации.
Это подразумевает следующее:
- увеличение скорости выполнения работ;
- увеличение обмена информацией;
- определение информации, которую следует считать важной для различных и отдельных этапов обработки, сохраняя при этом возможность получения всех остальных;
- контроль всего процесса для максимальной эффективности.

Какие этапы она включает
Отслеживание охватывает весь производственный процесс и может применяться к любой производственной фазе в зависимости от степени автоматизации.
- /01
Может начинаться с получения заказов клиентов, затем переходить к выбору блоков для резки или, в случае тех, кто уже покупает полуфабрикат, к наиболее подходящим плитам на складе и последующей обработке будет осуществляться.
- /02
Отслеживание также важно для сертификации качества готовой продукции, поскольку позволяет подтвердить ее происхождение, обработку или применяемые методы обработки.
- /03
Кроме того, его можно использовать при установке продукта для сохранения оригинального дизайна, управления зерном или быстрой замены любых деталей, поврежденных в процессе эксплуатации.
Штрих-коды
В основе отслеживания любого производственного процесса лежит кодирование информации. Наиболее широко используемой версией кодирования являются штрих-коды.
Наиболее широко используемой версией кодирования являются штрих-коды.
Штрих-код, определяемый как «форма машиночитаемой информации на сканируемой визуальной поверхности», представляет собой набор линий различной ширины и высоты и последовательность букв и цифр. С помощью сканера штрих-кода последовательность сканируется, затем обрабатывается и возвращается в компьютеризированной версии.
Исторически штрих-коды родились 7 октября 1948 года по идее Нормана Джозефа Вудленда и Бернарда Сильвера, двух студентов-инженеров из Университета Дрекселя, после того, как они услышали о необходимости автоматизации кассовых операций от президента пищевой компании.
После многочисленных разработок и попыток компания Woodland разработала в IBM линейные штрих-коды, которые были приняты 3 апреля 1973 года под названием «UPC» (универсальный код продукта).
26 июня 1974 года первый продукт (пакет американских шин) был продан с помощью считывателя штрих-кода в супермаркете в Трое, штат Огайо.

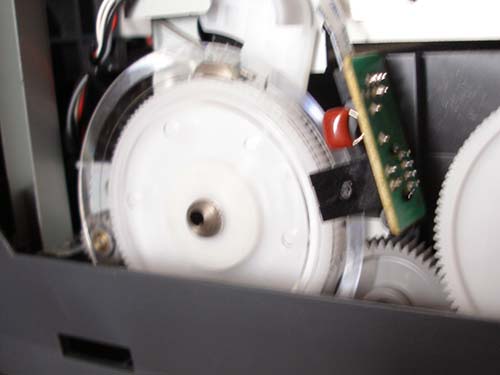
 Это сделано с целью обеспечить более четкое срабатывание, и для исключения посторонних засветок.
Это сделано с целью обеспечить более четкое срабатывание, и для исключения посторонних засветок.

 Эта информация учитывается в дальнейшей работе.
Эта информация учитывается в дальнейшей работе.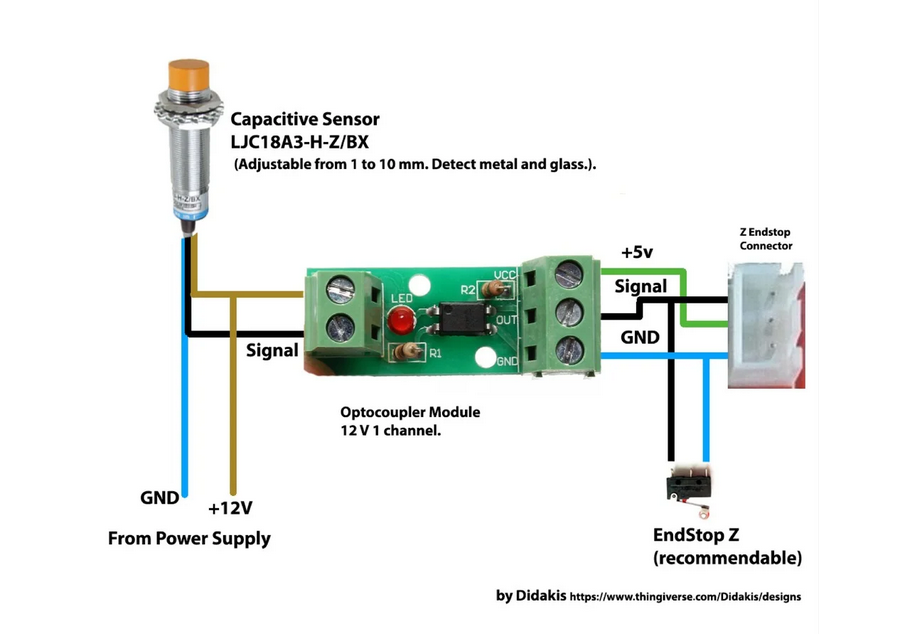 Нормальная работа принтера при этом может нарушиться.
Нормальная работа принтера при этом может нарушиться.
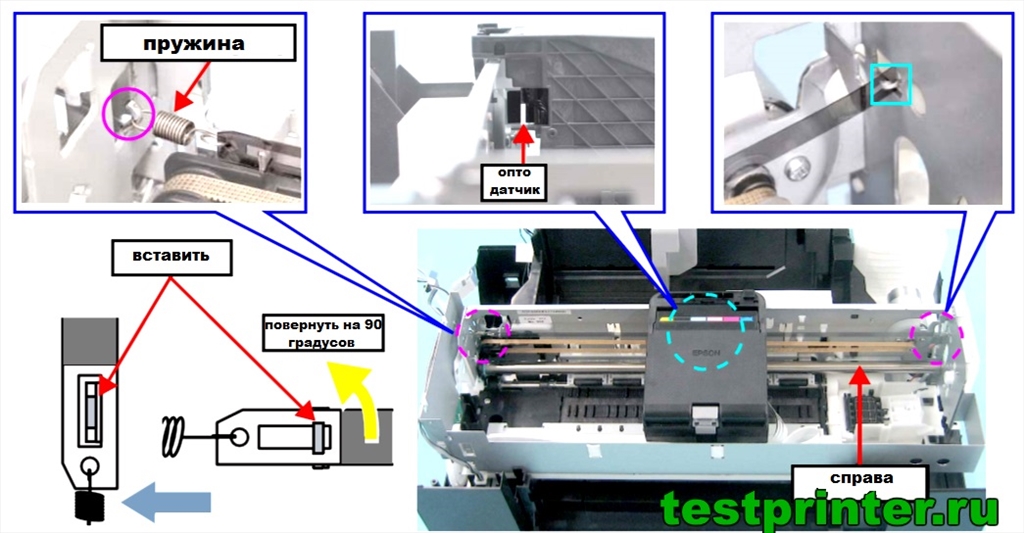
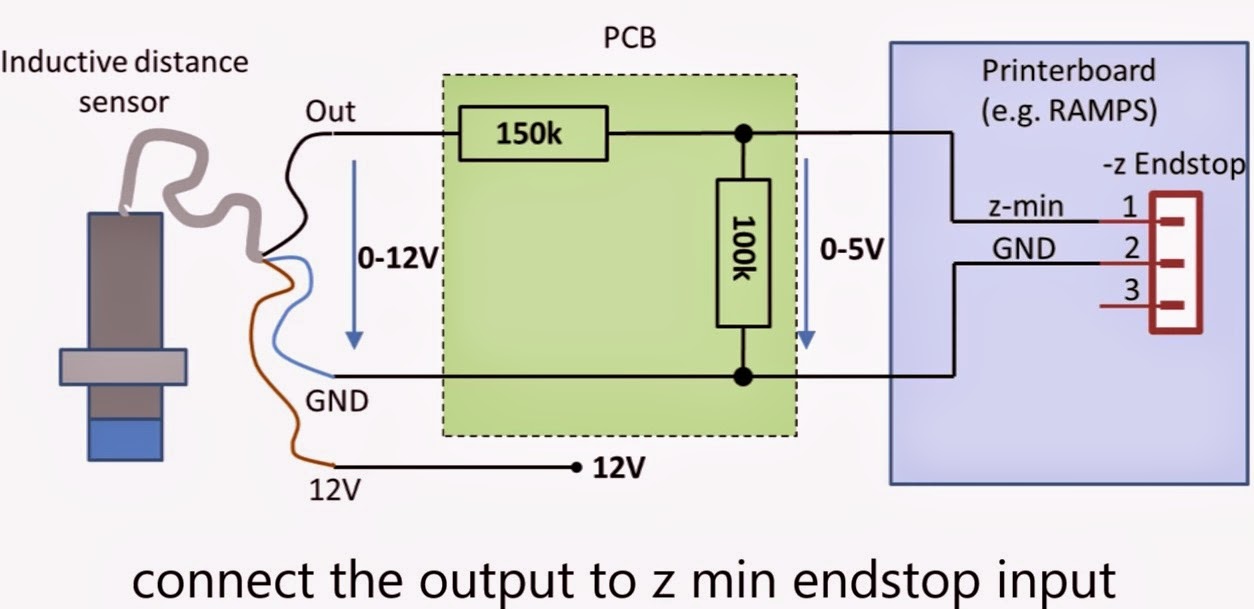
 Датчик открытия крышки может быть механического типа и представлять собой кнопку, которую отжимает специальный выступ, расположенный с внутренней стороны крышки. Датчик может быть и оптомеханического типа, представлять собой оптопару с вращающейся шторкой, которой управляет коромысло или тяга механического типа. Крышка может также иметь специальный выступ, который перекрывает поток света когда она закрыта. Если в момент печати специально открыть верхнюю крышку, то в управляющую схему поступит соответствующий сигнал и каретка остановится.
Датчик открытия крышки может быть механического типа и представлять собой кнопку, которую отжимает специальный выступ, расположенный с внутренней стороны крышки. Датчик может быть и оптомеханического типа, представлять собой оптопару с вращающейся шторкой, которой управляет коромысло или тяга механического типа. Крышка может также иметь специальный выступ, который перекрывает поток света когда она закрыта. Если в момент печати специально открыть верхнюю крышку, то в управляющую схему поступит соответствующий сигнал и каретка остановится. В схеме управления фиксируется несколько импульсов, чем дальше каретка будет находиться от начального положения, тем больше импульсов поступит в схему.
В схеме управления фиксируется несколько импульсов, чем дальше каретка будет находиться от начального положения, тем больше импульсов поступит в схему. Я хочу использовать этот LJ12 A3-4-Z/BX Inductive NPN NO 4 мм с рабочим током 6–36 В в качестве датчика Z. Я не хочу поджаривать свою машину, подавая 24 В на вход датчика.
Я хочу использовать этот LJ12 A3-4-Z/BX Inductive NPN NO 4 мм с рабочим током 6–36 В в качестве датчика Z. Я не хочу поджаривать свою машину, подавая 24 В на вход датчика.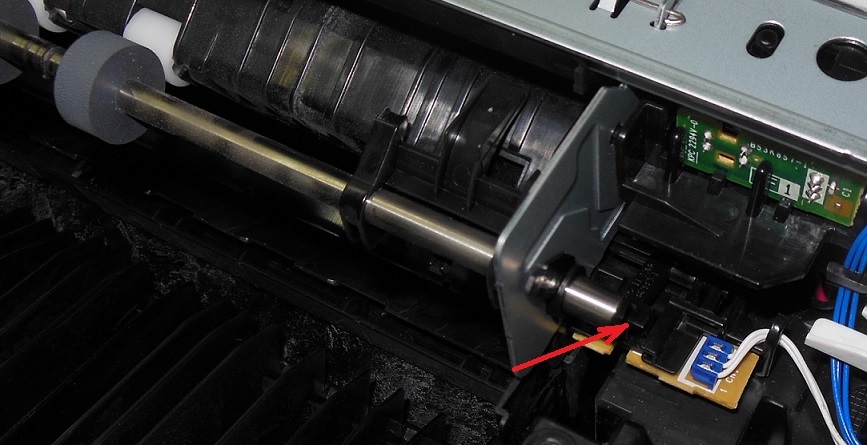 мА-.
мА-.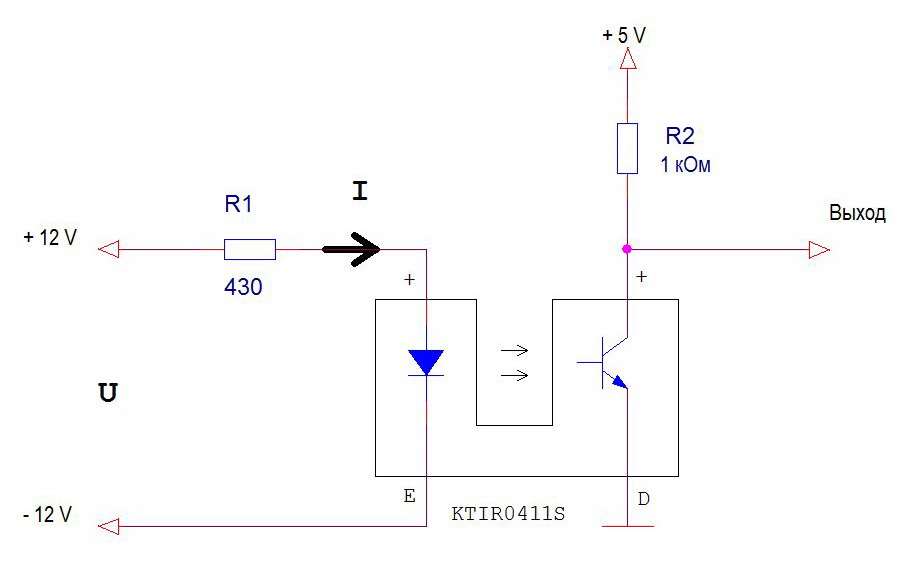
 Ответственность за это несет сам Пользователь.
Ответственность за это несет сам Пользователь.
 Персональные данные предоставляются Пользователем добровольно, означают согласие на их обработку Администрацией
Персональные данные предоставляются Пользователем добровольно, означают согласие на их обработку Администрацией


 1. Администрация Сайта принимает технические и организационно-правовые меры в целях обеспечения защиты персональных
1. Администрация Сайта принимает технические и организационно-правовые меры в целях обеспечения защиты персональных Шкаф оснащен полками вместимостью 1500 фунтов для тяжелого общего хранения.
Шкаф оснащен полками вместимостью 1500 фунтов для тяжелого общего хранения. Сверхпрочная цельносварная конструкция калибра 12.
Сверхпрочная цельносварная конструкция калибра 12. Шкафы для мусора с большими и маленькими ящиками для хранения. Контейнеры надежно закреплены на направляющих и легко извлекаются из шкафа.
Шкафы для мусора с большими и маленькими ящиками для хранения. Контейнеры надежно закреплены на направляющих и легко извлекаются из шкафа. Из нашего гибкого 9От шкафов серии 20 до специализированных шкафов для ботаники, энтомологии, геологии и плоских файлов, наши музейные шкафы полностью конфигурируются и настраиваются в соответствии с любыми потребностями.
Из нашего гибкого 9От шкафов серии 20 до специализированных шкафов для ботаники, энтомологии, геологии и плоских файлов, наши музейные шкафы полностью конфигурируются и настраиваются в соответствии с любыми потребностями. Запланируйте бесплатную виртуальную презентацию сегодня.
Запланируйте бесплатную виртуальную презентацию сегодня.


 На сегодня предложение находится в статусе «под заказ».
На сегодня предложение находится в статусе «под заказ».

 .. мы делаем NOT предлагает «срочную» сборку/отгрузку заказов на трактор и навесное оборудование за дополнительную плату. Мы ценим ваш бизнес и ваше терпение, и мы делаем все возможное, чтобы выполнять заказы как можно быстрее, БЕЗ урезания углов при надлежащей настройке оборудования, подготовке и проверке, которыми мы славимся.
.. мы делаем NOT предлагает «срочную» сборку/отгрузку заказов на трактор и навесное оборудование за дополнительную плату. Мы ценим ваш бизнес и ваше терпение, и мы делаем все возможное, чтобы выполнять заказы как можно быстрее, БЕЗ урезания углов при надлежащей настройке оборудования, подготовке и проверке, которыми мы славимся. с.
с. наш раздел «Кошение» выше, чтобы узнать о навесном оборудовании газонокосилки
наш раздел «Кошение» выше, чтобы узнать о навесном оборудовании газонокосилки Иногда мы не в магазине, занимаемся доставкой, демонстрацией или демонстрацией оборудования на выставках.
Иногда мы не в магазине, занимаемся доставкой, демонстрацией или демонстрацией оборудования на выставках.
 (Двигатель Honda имеет 2-летнюю коммерческую гарантию)
(Двигатель Honda имеет 2-летнюю коммерческую гарантию) Если у вас есть неисправность двигателя, которая, по вашему мнению, является гарантийной, ПОЖАЛУЙСТА, ПРЕЖДЕ ЧЕМ СВЯЗАТЬСЯ С НАМИ, ОБРАЩАЙТЕСЬ К ВАШЕМУ ОФИЦИАЛЬНОМУ ДИЛЕРУ ДВИГАТЕЛЯ ЭТОЙ МАРКИ!! затем свяжитесь с нами, и мы посмотрим, что мы можем сделать.) **Более актуальную информацию о гарантийном покрытии двигателей см. на веб-сайтах производителей двигателей.**
Если у вас есть неисправность двигателя, которая, по вашему мнению, является гарантийной, ПОЖАЛУЙСТА, ПРЕЖДЕ ЧЕМ СВЯЗАТЬСЯ С НАМИ, ОБРАЩАЙТЕСЬ К ВАШЕМУ ОФИЦИАЛЬНОМУ ДИЛЕРУ ДВИГАТЕЛЯ ЭТОЙ МАРКИ!! затем свяжитесь с нами, и мы посмотрим, что мы можем сделать.) **Более актуальную информацию о гарантийном покрытии двигателей см. на веб-сайтах производителей двигателей.** ). Для некоторых предметов может применяться более длительная гарантия на некоторые бывшие в употреблении товары, если это так, это будет указано в товарном чеке/счете от Earth Tools.
). Для некоторых предметов может применяться более длительная гарантия на некоторые бывшие в употреблении товары, если это так, это будет указано в товарном чеке/счете от Earth Tools. Заказчик несет ответственность за расходы по доставке, понесенные при возврате отремонтированного изделия клиенту, при этом расходы по доставке должны быть выставлены в счет по стоимости земляных инструментов без каких-либо сборов за обработку.
Заказчик несет ответственность за расходы по доставке, понесенные при возврате отремонтированного изделия клиенту, при этом расходы по доставке должны быть выставлены в счет по стоимости земляных инструментов без каких-либо сборов за обработку. Клиент несет ответственность за все сборы за доставку и обработку.
Клиент несет ответственность за все сборы за доставку и обработку.
 к. воск прилипает только к волосам — не к коже, это уменьшает боль и повреждения кожи в ходе депиляции
к. воск прилипает только к волосам — не к коже, это уменьшает боль и повреждения кожи в ходе депиляции Не отстает от них и Тартл Вакс, в линейке которого появился керамический автошампунь Turtle Wax Hybrid Solutions Wash & Wax, а также ряд других новинок, доступных только для рынка США, и не поступающих в Украину. Давайте разберемся с теми автошампунями, которые доступны на нашем рынке. Чем отличаются, что выбрать?
Не отстает от них и Тартл Вакс, в линейке которого появился керамический автошампунь Turtle Wax Hybrid Solutions Wash & Wax, а также ряд других новинок, доступных только для рынка США, и не поступающих в Украину. Давайте разберемся с теми автошампунями, которые доступны на нашем рынке. Чем отличаются, что выбрать?
 Сам по себе «Зип Вакс» существует уже более 30 лет и кроме дизайна упаковки в нем ничего не меняется. В последнем обновлении к названию добавилась представка Quick & Easy, но это скорее просто маркетинговый ход «Тартл Вакс».
Сам по себе «Зип Вакс» существует уже более 30 лет и кроме дизайна упаковки в нем ничего не меняется. В последнем обновлении к названию добавилась представка Quick & Easy, но это скорее просто маркетинговый ход «Тартл Вакс». Полностью совместим со всеми продуктами новой линейки Hybrid Solutions от Turtle Wax.
Полностью совместим со всеми продуктами новой линейки Hybrid Solutions от Turtle Wax. ..:
..:

 на лакокрасочное покрытие Тельца. Итак, на какие компромиссы мне пришлось пойти, если я хотел вести образ жизни с быстрой эпиляцией?
на лакокрасочное покрытие Тельца. Итак, на какие компромиссы мне пришлось пойти, если я хотел вести образ жизни с быстрой эпиляцией?
 Хотя он отлично работал в качестве вспомогательного средства для сушки, готовые результаты выглядели немного скучно. Я подозреваю, что это может быть связано с тем, что Wax & Dry вступает в реакцию с существующим слоем воска на слюдяном лакокрасочном покрытии Vitz (хороший слой воска Deep Crystal Wet Look Cleaner Wax от Meguiar). Это полезное напоминание о том, что, хотя вы не можете чрезмерно натирать свой автомобиль, стоит быть немного осторожным при смешивании восков (так же, как смешивание ваших напитков — фатальная ошибка), особенно восков, произведенных разными брендами.
Хотя он отлично работал в качестве вспомогательного средства для сушки, готовые результаты выглядели немного скучно. Я подозреваю, что это может быть связано с тем, что Wax & Dry вступает в реакцию с существующим слоем воска на слюдяном лакокрасочном покрытии Vitz (хороший слой воска Deep Crystal Wet Look Cleaner Wax от Meguiar). Это полезное напоминание о том, что, хотя вы не можете чрезмерно натирать свой автомобиль, стоит быть немного осторожным при смешивании восков (так же, как смешивание ваших напитков — фатальная ошибка), особенно восков, произведенных разными брендами.
 Обновленные и проверенные решения для всех уровней CodyCross Греция группа 674
Обновленные и проверенные решения для всех уровней CodyCross Греция группа 674 com! Мы будем постоянно улучшать этот сайт. Пожалуйста, поделитесь с нами своими отзывами.
com! Мы будем постоянно улучшать этот сайт. Пожалуйста, поделитесь с нами своими отзывами. Мы являемся экспертами в области решений для переработки полимеров и создали системы, используемые во всем мире для плавления, экструдирования и гранулирования полимеров.
Мы являемся экспертами в области решений для переработки полимеров и создали системы, используемые во всем мире для плавления, экструдирования и гранулирования полимеров.
 — 14 сентября 2023 г.
— 14 сентября 2023 г. — 16 ноября 2023 г.
— 16 ноября 2023 г. .. 2022
.. 2022
 Практически нет ограничений для подходящих применений, начиная от компаундирования, термоклея, маточной смеси и полимеризации до переработки и регенерации. Мы предлагаем инженерные решения, которые выводят ваш конкретный процесс на максимальный уровень производительности.
Практически нет ограничений для подходящих применений, начиная от компаундирования, термоклея, маточной смеси и полимеризации до переработки и регенерации. Мы предлагаем инженерные решения, которые выводят ваш конкретный процесс на максимальный уровень производительности. 6, ПА 11, ПА 12)
6, ПА 11, ПА 12) 

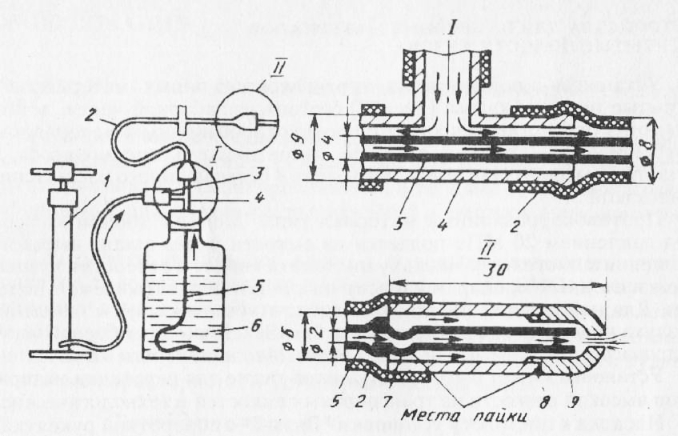
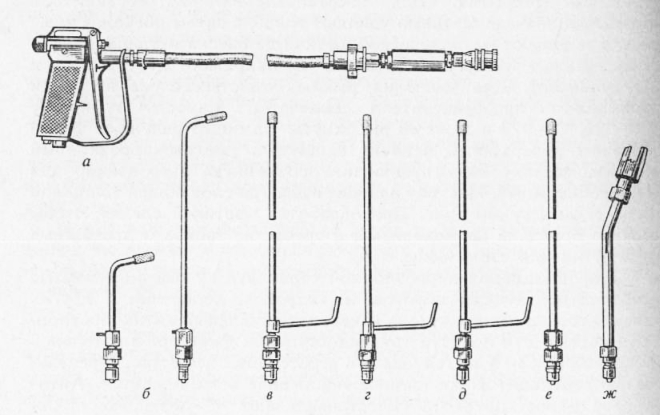
 Сопло рассверлено до диаметра 1,2 мм. К внутренней стенке трубки 8 припаяна тонкая, тоже латунная трубка для подачи “Мовиль”. Воздух от насоса идет через штуцер к тройнику, от которого он подается в емкость с препаратом “Мовиль”. Из тройника по шлангу (армированный полиамидный, дюритовый и т. п.) воздух подается в трубку, а препарат — через тонкий полихлорвиниловый кембрик и трубку к форсунке. Распылитель обеспечивает факел “Мовиль” диаметром до 200 мм при постоянном нагнетании воздуха автомобильным насосом.
Сопло рассверлено до диаметра 1,2 мм. К внутренней стенке трубки 8 припаяна тонкая, тоже латунная трубка для подачи “Мовиль”. Воздух от насоса идет через штуцер к тройнику, от которого он подается в емкость с препаратом “Мовиль”. Из тройника по шлангу (армированный полиамидный, дюритовый и т. п.) воздух подается в трубку, а препарат — через тонкий полихлорвиниловый кембрик и трубку к форсунке. Распылитель обеспечивает факел “Мовиль” диаметром до 200 мм при постоянном нагнетании воздуха автомобильным насосом. Воздух и препарат смешиваются непосредственно в сопле форсунки, что позволяет обходиться давлением сжатого воздуха до 0,2…0,3 МПа и добиться однородности факела даже при небольшом расходе консерванта.
Воздух и препарат смешиваются непосредственно в сопле форсунки, что позволяет обходиться давлением сжатого воздуха до 0,2…0,3 МПа и добиться однородности факела даже при небольшом расходе консерванта.
 Только что сошедший с конвейера автомобиль уже нуждается в дополнительной антикоррозионной защите так же, как и машина, поцарапанная в городской толчее. Даже полностью оцинкованные кузова имеют свои слабые места, что хорошо известно специалистам. Кузова с деталями из алюминия тоже не панацея, в местах повреждения лакокрасочного покрытия они корродируют значительно быстрее обычной стали.
Только что сошедший с конвейера автомобиль уже нуждается в дополнительной антикоррозионной защите так же, как и машина, поцарапанная в городской толчее. Даже полностью оцинкованные кузова имеют свои слабые места, что хорошо известно специалистам. Кузова с деталями из алюминия тоже не панацея, в местах повреждения лакокрасочного покрытия они корродируют значительно быстрее обычной стали.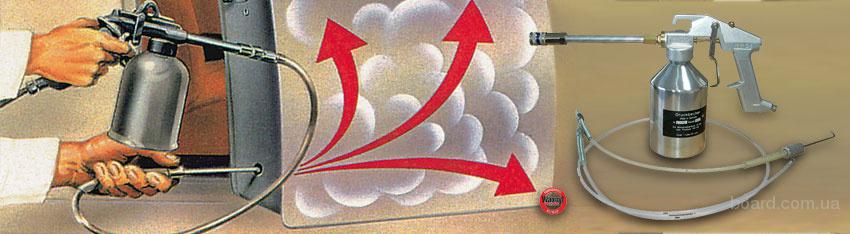 Wach-Korrosions Schutz hraun/ transparent работает именно таким образом.
Wach-Korrosions Schutz hraun/ transparent работает именно таким образом. В данном случае пистолет работает как смеситель получается, что подведенный под давлением антикор подхватывается воздухом и разбивается на мелкие капли. Далее, на выходе, формируется своеобразный туманообразный факел. При обработке скрытых полостей такой подход просто необходим.
В данном случае пистолет работает как смеситель получается, что подведенный под давлением антикор подхватывается воздухом и разбивается на мелкие капли. Далее, на выходе, формируется своеобразный туманообразный факел. При обработке скрытых полостей такой подход просто необходим. Распылитель на выходе формирует своеобразный веер, которым мастер действует как кистью. В состав такого комплекта входит компрессор, насос высокого давления, специальный армированный шланг для подвода антикора от насоса к пистолету. Задача насоса высокого давления в том, чтобы увеличить давление стандартной пневмосети в несколько раз. Сам насос состоит из двух основных частей корпуса и заборной трубы, которая опускается в бочку с антикором. Агрегат имеет две секции моторную и насосную. Первая приводится в действие сжатым воздухом из пневмосети, запитываемой обычным компрессором. Насосная секция забирает антикор через приемную трубу и подает его под очень высоким давлением через специальный усиленный армированный шланг к распылительному пистолету.
Распылитель на выходе формирует своеобразный веер, которым мастер действует как кистью. В состав такого комплекта входит компрессор, насос высокого давления, специальный армированный шланг для подвода антикора от насоса к пистолету. Задача насоса высокого давления в том, чтобы увеличить давление стандартной пневмосети в несколько раз. Сам насос состоит из двух основных частей корпуса и заборной трубы, которая опускается в бочку с антикором. Агрегат имеет две секции моторную и насосную. Первая приводится в действие сжатым воздухом из пневмосети, запитываемой обычным компрессором. Насосная секция забирает антикор через приемную трубу и подает его под очень высоким давлением через специальный усиленный армированный шланг к распылительному пистолету.
 Эти конструктивные части получают в результате обработки оптимальную антикоррозионную защиту. После высыхания средства остается тонкая эластичная восковая пленка с эффектом “самозалечивания”, то есть мелкие повреждения состав заполняет самостоятельно.
Эти конструктивные части получают в результате обработки оптимальную антикоррозионную защиту. После высыхания средства остается тонкая эластичная восковая пленка с эффектом “самозалечивания”, то есть мелкие повреждения состав заполняет самостоятельно. Поверхность после высыхания не подлежит окраске.
Поверхность после высыхания не подлежит окраске. В ассортименте компании присутствуют аэрозольные препараты, то есть составы для индивидуального применения, а также килограммовые евробаллоны для воздушного распыления и бочки для использования на сервисе. Антигравийный состав серого цвета на основе полиуретановых смол. После высыхания защищает от истирания, ударов, воздействия низких температур от -25 до 120 градусов и растрескивания. Допускается окраска еще невысохшего покрытия. Совместим с ПВХ пластиками. Может наноситься как на окрашенные, предварительно загрунтованные поверхности, так и на чистый металл. Может окрашиваться автомобильными эмалями сразу после нанесения. Содержит 39% “сухого вещества”. Для усиления защитных свойств рекомендуется многослойное нанесение с промежуточной сушкой каждого слоя 10 минут. Полное высыхание 2 часа. При 3 кратном распылении достигается толщина покрытия в 300 мкм.
В ассортименте компании присутствуют аэрозольные препараты, то есть составы для индивидуального применения, а также килограммовые евробаллоны для воздушного распыления и бочки для использования на сервисе. Антигравийный состав серого цвета на основе полиуретановых смол. После высыхания защищает от истирания, ударов, воздействия низких температур от -25 до 120 градусов и растрескивания. Допускается окраска еще невысохшего покрытия. Совместим с ПВХ пластиками. Может наноситься как на окрашенные, предварительно загрунтованные поверхности, так и на чистый металл. Может окрашиваться автомобильными эмалями сразу после нанесения. Содержит 39% “сухого вещества”. Для усиления защитных свойств рекомендуется многослойное нанесение с промежуточной сушкой каждого слоя 10 минут. Полное высыхание 2 часа. При 3 кратном распылении достигается толщина покрытия в 300 мкм. Использовать там, где имеется относительное перемещение обработанных деталей. Стойкая к воде, влаге и антигололедным реагентам. Существенно повышает надежность работы трансмиссионных агрегатов с электрическими разъемами на корпусе (АКПП, раздаточные коробки передач и т.п.).
Использовать там, где имеется относительное перемещение обработанных деталей. Стойкая к воде, влаге и антигололедным реагентам. Существенно повышает надежность работы трансмиссионных агрегатов с электрическими разъемами на корпусе (АКПП, раздаточные коробки передач и т.п.).

 Сделайте ставку на высококачественные и простые в использовании распылители с инновационным и эргономичным дизайном. Воспользуйтесь преимуществами универсальности продукта, который предлагает возможность распыления через различные типы форсунок, чтобы выполнять все задачи по мойке и очистке автомобилей более комфортно и быстро.
Сделайте ставку на высококачественные и простые в использовании распылители с инновационным и эргономичным дизайном. Воспользуйтесь преимуществами универсальности продукта, который предлагает возможность распыления через различные типы форсунок, чтобы выполнять все задачи по мойке и очистке автомобилей более комфортно и быстро. д.
д. Упомянутые здесь комплекты для покраски автомобилей можно найти на Amazon, и они получили средний рейтинг четыре звезды и выше.
Упомянутые здесь комплекты для покраски автомобилей можно найти на Amazon, и они получили средний рейтинг четыре звезды и выше. 0003
0003 Это не только эффективный способ покраски вашего автомобиля, грузовика или внедорожника, он также не оставляет никаких неровностей или шероховатостей на кузове вашего автомобиля. По сути, он должен действовать как продолжение вашей руки. Автомобильные распылители краски обеспечивают простой и легкий способ нанесения краски на самые разные поверхности и контуры, придавая вашему автомобилю гладкий и четкий вид. 9№ 0003
Это не только эффективный способ покраски вашего автомобиля, грузовика или внедорожника, он также не оставляет никаких неровностей или шероховатостей на кузове вашего автомобиля. По сути, он должен действовать как продолжение вашей руки. Автомобильные распылители краски обеспечивают простой и легкий способ нанесения краски на самые разные поверхности и контуры, придавая вашему автомобилю гладкий и четкий вид. 9№ 0003
 Этот тип пистолета обеспечивает более мягкое распыление с использованием большого объема воздуха при низком давлении воздуха. Пистолет-распылитель HVLP стал любимцем многих пользователей. Он идеально подходит для покраски небольших участков, таких как панель кузова, бампер, крыло или другие мелкие детали. Этот автомобильный покрасочный пистолет также обеспечивает хорошее, ровное покрытие.
Этот тип пистолета обеспечивает более мягкое распыление с использованием большого объема воздуха при низком давлении воздуха. Пистолет-распылитель HVLP стал любимцем многих пользователей. Он идеально подходит для покраски небольших участков, таких как панель кузова, бампер, крыло или другие мелкие детали. Этот автомобильный покрасочный пистолет также обеспечивает хорошее, ровное покрытие.
 В ситуациях, когда вы красите транспортные средства целиком, вам придется использовать краскораспылитель в течение длительного периода времени. Обязательно найдите тот, который вы можете легко удерживать в течение длительного времени.
В ситуациях, когда вы красите транспортные средства целиком, вам придется использовать краскораспылитель в течение длительного периода времени. Обязательно найдите тот, который вы можете легко удерживать в течение длительного времени. При работе с любым типом автомобильного комплекта для покраски распылением вам придется часто разбирать его, чтобы очистить. Выберите тот, который достаточно просто разобрать и собрать.
При работе с любым типом автомобильного комплекта для покраски распылением вам придется часто разбирать его, чтобы очистить. Выберите тот, который достаточно просто разобрать и собрать.

 Вращение передается на двухручьевой шкив 2 клино-ременной передачей. Вращение от шкива 2 к обрабатываемой детали передают два поводка 3. Шкив 2 соединен с осью 13 шпонкой 19 и прикреплен к оси винтом 16. Ось 13 вращается в двух шариковых подшипниках 18, один из которых (правый) закреплен в корпусе 1 упорным кольцом 11 с винтами 15 и гайкой 8.
Вращение передается на двухручьевой шкив 2 клино-ременной передачей. Вращение от шкива 2 к обрабатываемой детали передают два поводка 3. Шкив 2 соединен с осью 13 шпонкой 19 и прикреплен к оси винтом 16. Ось 13 вращается в двух шариковых подшипниках 18, один из которых (правый) закреплен в корпусе 1 упорным кольцом 11 с винтами 15 и гайкой 8.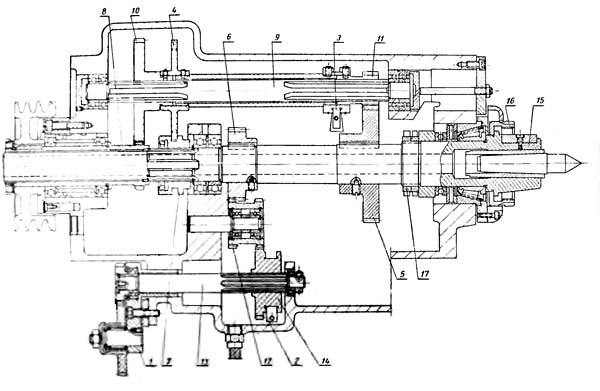 Файл чертежа:И00.73.00.01 — Корпус.cdwФайл модели..
Файл чертежа:И00.73.00.01 — Корпус.cdwФайл модели.. Версия программы Компас 16.И00.73.00.03 — Поводок — чертеж.cdw..
Версия программы Компас 16.И00.73.00.03 — Поводок — чертеж.cdw.. Версия программы Компас 16.Файл чертежа:И00.73.00.06 — Эксцентрик.cdwФайл мо..
Версия программы Компас 16.Файл чертежа:И00.73.00.06 — Эксцентрик.cdwФайл мо.. Этот токарный станок является идеальным токарным станком по дереву для начинающих и продвинутых токарей по дереву, работающих с заготовками диаметром до 12 дюймов.
Этот токарный станок является идеальным токарным станком по дереву для начинающих и продвинутых токарей по дереву, работающих с заготовками диаметром до 12 дюймов. У меня в гараже небольшая мастерская, и я не хотел терять тонну места.
У меня в гараже небольшая мастерская, и я не хотел терять тонну места.
 Но исправление этой путаницы с переключателями — это то, что Jet может рассмотреть возможность обновления в будущих версиях.
Но исправление этой путаницы с переключателями — это то, что Jet может рассмотреть возможность обновления в будущих версиях. В целом, мне очень нравится, что элементы управления находятся на правой стороне.
В целом, мне очень нравится, что элементы управления находятся на правой стороне.

 Он не только надежно крепится к железному корпусу станка с помощью магнитного основания, но и легко размещается в любом месте, где мне нужен дополнительный свет.
Он не только надежно крепится к железному корпусу станка с помощью магнитного основания, но и легко размещается в любом месте, где мне нужен дополнительный свет. Все инструменты должны быть удалены заранее.
Все инструменты должны быть удалены заранее.

 Я хотел бы поделиться некоторыми понятиями о токарной обработке дерева, которые легко понять неправильно, в надежде уменьшить путаницу и добавить вам удовольствия и безопасности. Некоторые из этих недоразумений возникают из-за множества новых токарных изделий, доступных в настоящее время. Многие новые гаджеты превосходны, но если вы не потратите время на то, чтобы понять их правильное использование, они вызовут проблемы.
Я хотел бы поделиться некоторыми понятиями о токарной обработке дерева, которые легко понять неправильно, в надежде уменьшить путаницу и добавить вам удовольствия и безопасности. Некоторые из этих недоразумений возникают из-за множества новых токарных изделий, доступных в настоящее время. Многие новые гаджеты превосходны, но если вы не потратите время на то, чтобы понять их правильное использование, они вызовут проблемы. Если она слишком высока, инструмент не будет резать, но все равно будет в безопасности, и все, что вам нужно сделать, это опустить подручник. Если он слишком низкий, тогда это небезопасно. Если подручник расположен в центре или выше, между деревом и режущей кромкой инструмента возникает сопротивление. Если подручник расположен слишком низко и резание происходит ниже центра, сопротивления нет, и фактически вращение древесины оттягивает инструмент от подручника. Если произойдет поимка, инструмент можно будет вытащить и бросить в невинного прохожего. Несколько слов об этих изогнутых S-образных упорах. Ну, два слова: плохой дизайн. Они не работают по прямому назначению, так что не тратьте деньги. Вместо этого купите тот кусок фигурного дерева, о котором вы мечтали.
Если она слишком высока, инструмент не будет резать, но все равно будет в безопасности, и все, что вам нужно сделать, это опустить подручник. Если он слишком низкий, тогда это небезопасно. Если подручник расположен в центре или выше, между деревом и режущей кромкой инструмента возникает сопротивление. Если подручник расположен слишком низко и резание происходит ниже центра, сопротивления нет, и фактически вращение древесины оттягивает инструмент от подручника. Если произойдет поимка, инструмент можно будет вытащить и бросить в невинного прохожего. Несколько слов об этих изогнутых S-образных упорах. Ну, два слова: плохой дизайн. Они не работают по прямому назначению, так что не тратьте деньги. Вместо этого купите тот кусок фигурного дерева, о котором вы мечтали. Наоборот, профиль выемки чаши круглый, а канавка более глубокая. Комбинированный долото находится где-то посередине, и в зависимости от того, как вы заточите фаску, его можно использовать для токарной обработки шпинделей или чаш.
Наоборот, профиль выемки чаши круглый, а канавка более глубокая. Комбинированный долото находится где-то посередине, и в зависимости от того, как вы заточите фаску, его можно использовать для токарной обработки шпинделей или чаш. С помощью циферблатов с регулируемой скоростью легко увеличить скорость и забыть, что она была установлена для вращения шпинделя. Представьте, что произойдет, если впоследствии к токарному станку будет присоединена большая чаша, а оператор не забудет уменьшить уставку скорости? Если он достаточно быстр, он может дотянуться до циферблата или штепсельной вилки и избежать катастрофы, но если нет, то он мешает и становится мишенью для стрельбы. Не буду называть имен… но группа токарных станков, которых я знаю, решила устроить соревнование, кто быстрее всех повернет чашу. Хотя это не обязательно плохая концепция, добавление настройки высокой скорости привело к тому, что чаша первого человека слетела с токарного станка. По иронии судьбы, человек, который стал жертвой этой катастрофы, был тем же человеком, который задумал конкурс. Я думаю, что потребовалось шесть швов, чтобы остановить поток и восстановить повреждение лба. Всегда проверяйте шкалу скорости, особенно перед установкой чего-либо на токарный станок.
С помощью циферблатов с регулируемой скоростью легко увеличить скорость и забыть, что она была установлена для вращения шпинделя. Представьте, что произойдет, если впоследствии к токарному станку будет присоединена большая чаша, а оператор не забудет уменьшить уставку скорости? Если он достаточно быстр, он может дотянуться до циферблата или штепсельной вилки и избежать катастрофы, но если нет, то он мешает и становится мишенью для стрельбы. Не буду называть имен… но группа токарных станков, которых я знаю, решила устроить соревнование, кто быстрее всех повернет чашу. Хотя это не обязательно плохая концепция, добавление настройки высокой скорости привело к тому, что чаша первого человека слетела с токарного станка. По иронии судьбы, человек, который стал жертвой этой катастрофы, был тем же человеком, который задумал конкурс. Я думаю, что потребовалось шесть швов, чтобы остановить поток и восстановить повреждение лба. Всегда проверяйте шкалу скорости, особенно перед установкой чего-либо на токарный станок.
 Его друг, не желая остаться без последней игрушки, тоже покупает ее. Производители видят растущий интерес к патронам, поэтому начинают выпускать новые, более совершенные. И так… теперь у нас есть из чего выбирать.
Его друг, не желая остаться без последней игрушки, тоже покупает ее. Производители видят растущий интерес к патронам, поэтому начинают выпускать новые, более совершенные. И так… теперь у нас есть из чего выбирать. Кроме того, (опять же) следите за тем, чтобы скорость вашего токарного станка была разумной — патроны не предназначены для 100-процентного надежного удержания, особенно с чашами большого диаметра.
Кроме того, (опять же) следите за тем, чтобы скорость вашего токарного станка была разумной — патроны не предназначены для 100-процентного надежного удержания, особенно с чашами большого диаметра. они захватывают конец деревяшки, чтобы мощность токарного станка могла его повернуть.
они захватывают конец деревяшки, чтобы мощность токарного станка могла его повернуть.


 материал ( доска обрезная, необрезная, брус, полубрус).
материал ( доска обрезная, необрезная, брус, полубрус).
 Станок применяется в производственных комплексах по изготовлению комплектов деревянных домов.
Станок применяется в производственных комплексах по изготовлению комплектов деревянных домов.

 Собственная разработка нашей компании по конкретному заказу.
Собственная разработка нашей компании по конкретному заказу.
 с.). Ручная подача поленьев.
с.). Ручная подача поленьев. Их прямое назначение – производство высококачественных древесных изделий. Приемлемая стоимость деревообрабатывающих станков, является главным преимуществом нашей фирмы.
Их прямое назначение – производство высококачественных древесных изделий. Приемлемая стоимость деревообрабатывающих станков, является главным преимуществом нашей фирмы. Поэтому вместо этого я решила использовать станок с ЧПУ, который предлагает несколько преимуществ, которые вы не получите при использовании традиционных инструментов.
Поэтому вместо этого я решила использовать станок с ЧПУ, который предлагает несколько преимуществ, которые вы не получите при использовании традиционных инструментов.
 Если вы обработаете станком всю заготовку, то потратите много времени на резку в воздухе.
Если вы обработаете станком всю заготовку, то потратите много времени на резку в воздухе. Я решила разделить ее на две части разной толщины, так как для некоторых деталей мне требовался более толстый срез.
Я решила разделить ее на две части разной толщины, так как для некоторых деталей мне требовался более толстый срез. Мощная рукоятка с высоким рычагом обеспечивает острые и чистые разрезы благодаря уникальному дизайну. Пластиковый защитный кожух прикреплен, чтобы избежать возможности несчастных случаев. Верхний и нижний ножевые блоки изготовлены из закаленной инструментальной стали, поставляемой из Германии, и каждый раз обеспечивают точный и чистый срез. Для точной резки к режущей платформе прикреплена линейка. В отличие от более дешевых моделей, это не прославленный резак для бумаги с тонкими режущими лезвиями. Режущие блоки для печатных плат изготовлены из закаленного сплава, что означает, что они долговечны и заменяемы. Каждый блок можно перевернуть для дальнейшего использования в случае повреждения кромки, также легко доступны сменные блоки для резки. Это сверхмощный, прочный резак для печатных плат заводского класса, который прослужит вам всю жизнь.
Мощная рукоятка с высоким рычагом обеспечивает острые и чистые разрезы благодаря уникальному дизайну. Пластиковый защитный кожух прикреплен, чтобы избежать возможности несчастных случаев. Верхний и нижний ножевые блоки изготовлены из закаленной инструментальной стали, поставляемой из Германии, и каждый раз обеспечивают точный и чистый срез. Для точной резки к режущей платформе прикреплена линейка. В отличие от более дешевых моделей, это не прославленный резак для бумаги с тонкими режущими лезвиями. Режущие блоки для печатных плат изготовлены из закаленного сплава, что означает, что они долговечны и заменяемы. Каждый блок можно перевернуть для дальнейшего использования в случае повреждения кромки, также легко доступны сменные блоки для резки. Это сверхмощный, прочный резак для печатных плат заводского класса, который прослужит вам всю жизнь.
 Верхний слой картона и картона обычно покрывается белой краской (два или три слоя) обмазочной смесью, содержащей наполнитель (фарфоровая глина или кальцит), природный наполнитель (обычно крахмал) и синтетический наполнитель (обычно акрилатный компаунд), нижний слой может быть покрыт либо краской. одинаковая (обычно только с одним покрытием) или белая, коричневая, манильская, замшевая или серая (без покрытия), в зависимости от используемого сорта волокна.
Верхний слой картона и картона обычно покрывается белой краской (два или три слоя) обмазочной смесью, содержащей наполнитель (фарфоровая глина или кальцит), природный наполнитель (обычно крахмал) и синтетический наполнитель (обычно акрилатный компаунд), нижний слой может быть покрыт либо краской. одинаковая (обычно только с одним покрытием) или белая, коричневая, манильская, замшевая или серая (без покрытия), в зависимости от используемого сорта волокна.
 Диффузор в напорном ящике будет равномерно распределять сырье и создавать генератор турбулентности. Отсюда сырье поступает к срезу с оптическими ламелями для улучшения распределения материала на сетке. Верхняя кромка среза регулируется как в перпендикулярном, так и в горизонтальном направлениях. Поперечный профиль управляется с помощью приводов верхней кромки (вручную для базовой регулировки) и с помощью разбавляющей воды, регулируемой системой управления BM. Изготовление материала и процессы обработки такие же, как и в напорных ящиках.
Диффузор в напорном ящике будет равномерно распределять сырье и создавать генератор турбулентности. Отсюда сырье поступает к срезу с оптическими ламелями для улучшения распределения материала на сетке. Верхняя кромка среза регулируется как в перпендикулярном, так и в горизонтальном направлениях. Поперечный профиль управляется с помощью приводов верхней кромки (вручную для базовой регулировки) и с помощью разбавляющей воды, регулируемой системой управления BM. Изготовление материала и процессы обработки такие же, как и в напорных ящиках. Большинство агентов дозируются непосредственно из контейнеров, поставляемых их производителями.
Большинство агентов дозируются непосредственно из контейнеров, поставляемых их производителями. Поэтому прессование не должно быть слишком интенсивным. Другим важным фактом, который следует учитывать при проектировании прессовой детали, является тот факт, что многослойные изделия нельзя перемещать через многозажимные прессы для защиты определенных межслойных связей (связка Скотта). По указанным выше причинам детали прессов обычно состоят из различных типов прямых прессов с соответствующими линейными давлениями. Оптимальные детали пресса должны учитывать производительность и скорость BM (способы заправки бумаги), сорта картона и, что не менее важно, процедуры замены сукна и прессовальных валов.
Поэтому прессование не должно быть слишком интенсивным. Другим важным фактом, который следует учитывать при проектировании прессовой детали, является тот факт, что многослойные изделия нельзя перемещать через многозажимные прессы для защиты определенных межслойных связей (связка Скотта). По указанным выше причинам детали прессов обычно состоят из различных типов прямых прессов с соответствующими линейными давлениями. Оптимальные детали пресса должны учитывать производительность и скорость BM (способы заправки бумаги), сорта картона и, что не менее важно, процедуры замены сукна и прессовальных валов. м.)
м.) Эскиз высокоэффективного обогрева и вентиляции колпака, система DUO
Эскиз высокоэффективного обогрева и вентиляции колпака, система DUO Капитальные затраты ниже для окисленного крахмала, но операционные затраты (покупка окисленного крахмала) выше, в то время как для нативного крахмала все наоборот.
Капитальные затраты ниже для окисленного крахмала, но операционные затраты (покупка окисленного крахмала) выше, в то время как для нативного крахмала все наоборот. Клеильный пресс может выполнять следующие операции:
Клеильный пресс может выполнять следующие операции: Для первых двух типов сушки используется пар (например, для сушильных цилиндров), электроэнергия (значительно увеличивает эксплуатационные расходы) или природный газ (прежде всего для ИК и сушки горячим воздухом, где температура может достигать 250°C).
Для первых двух типов сушки используется пар (например, для сушильных цилиндров), электроэнергия (значительно увеличивает эксплуатационные расходы) или природный газ (прежде всего для ИК и сушки горячим воздухом, где температура может достигать 250°C).


 Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о PATRIOT Победа, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о PATRIOT Победа, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами! гравий ,землю вообьщем живу в деревне и что спиз….ел то и везешь. Я доволен техникой и если она действительно завод изготовитель выпускает по качеству такую технику как купил Я то я СОВЕТУЮ ВСЕМ У КОГО ЕСТЬ ЖЕЛАНИЕ ПРИОБРЕСТИ СРЕДНИЙ МОТОБЛОК который легко управляется но правда навок управления приходит не сразу главное все делать правильно а как этому научиться ЮТУБ вам в помощь
гравий ,землю вообьщем живу в деревне и что спиз….ел то и везешь. Я доволен техникой и если она действительно завод изготовитель выпускает по качеству такую технику как купил Я то я СОВЕТУЮ ВСЕМ У КОГО ЕСТЬ ЖЕЛАНИЕ ПРИОБРЕСТИ СРЕДНИЙ МОТОБЛОК который легко управляется но правда навок управления приходит не сразу главное все делать правильно а как этому научиться ЮТУБ вам в помощь Узел регулировки руля задуман хорошо работает плохо, после установки приходится несколько раз подтягивать.
Узел регулировки руля задуман хорошо работает плохо, после установки приходится несколько раз подтягивать. 10.2016
10.2016
 01.2016
01.2016
 6 л
6 л Профессиональная косилка, подходящая для вашего газона. Liberty Z дает большему количеству людей возможность понять, почему машины Scag® просто лучшие.
Профессиональная косилка, подходящая для вашего газона. Liberty Z дает большему количеству людей возможность понять, почему машины Scag® просто лучшие. Глубокий дизайн справляется с большим количеством травы на более высоких скоростях. Сверхпрочные алюминиевые шпиндели с герметичными шарикоподшипниками и приводом от лезвий обеспечивают надежную работу сезон за сезоном.
Глубокий дизайн справляется с большим количеством травы на более высоких скоростях. Сверхпрочные алюминиевые шпиндели с герметичными шарикоподшипниками и приводом от лезвий обеспечивают надежную работу сезон за сезоном.
 с.
с.

 США
США с. – рабочий объем 708 см3
с. – рабочий объем 708 см3 Свяжитесь с вашим местным дилером Scag для получения конкретной информации о наличии.
Свяжитесь с вашим местным дилером Scag для получения конкретной информации о наличии. Усиливающая пластина на шпинделях режущей деки.
Усиливающая пластина на шпинделях режущей деки. Может быть, вы заснули и не увидели три тачдауна Тома Брэди во втором тайме, передачу сцепления Мэннинга на последних минутах основного времени, неудачный удар «Бронкос» в овертайме и победный бросок Стивена Гостковски с игры с 31 ярда. . Может быть, вы, как и многие другие люди, продолжали смотреть и просто не могли поверить в то, что вы видели.
Может быть, вы заснули и не увидели три тачдауна Тома Брэди во втором тайме, передачу сцепления Мэннинга на последних минутах основного времени, неудачный удар «Бронкос» в овертайме и победный бросок Стивена Гостковски с игры с 31 ярда. . Может быть, вы, как и многие другие люди, продолжали смотреть и просто не могли поверить в то, что вы видели. Вы просто должны сделать свое.
Вы просто должны сделать свое. «Вот что объединяет команды, такие победы. По крайней мере, я так чувствую.
«Вот что объединяет команды, такие победы. По крайней мере, я так чувствую. Но Патриоты знали, что могут добиться большего, что они должны были добиться большего.
Но Патриоты знали, что могут добиться большего, что они должны были добиться большего.
