Резьборез электрический для стальных труб цена: Купить Резьборезы и клуппы в Москве по недорогой цене в интернет-магазине Profinstrument
Электрический резьбонарезной клупп RIDGID 600
Рейтинг:
(26 голосов)
Модель снята с производства!
Электрический резьбонарезной клупп RIDGID 600 – необычайно продуктивный и функциональный инструмент, с помощью которого можно решать обширный спектр резьбонарезочных работ самого разного типа и предназначения. Аппарат отличается от многочисленных конкурентных предложений грамотно сбалансированными техническими и эксплуатационными характеристиками, благодаря чему его можно без опаски задействовать даже на работах повышенной сложности и объёма.
Электрический резьбонарезной клупп, цена которого позволит вас совершить покупку с наибольшей для себя выгодой, прекрасно справляется с ведением резьбонарезочных действий на трубозаготовках, сечение которых составляет 6 – 32 мм (при условии подключения головок для резьбонарезки).
Задействование агрегата особенно востребовано при ведении работ монтажной направленности, в том числе и при укладке газопроводных систем, хотя его также можно применять и в быту.
Электрический резьбонарезной клупп RIDGID 600 и спектр его основных достоинств:
- Электрический резьбонарезной клупп функционирует на базе высокопроизводительного электросилового комплекса, мощность которого заявлена производителем на отметке в 1,2 кВт;
- Устройство прекрасно интегрируется с головками по ведению резьбонарезочных операций RIDGID 11-R;
- В основе корпуса и эргономичной рукояти лежит стеклопластиковый материал с улучшенными армирующими свойствами;
- Приводной корпус изготовлен из литого алюминия;
- Передача редуктора выполнена в цилиндрической или же червячной вариации прямозубого типа;
- Переключатель режима функционирования с повышенной нагрузкой оборудован защитным механизмом, предотвращающим непроизвольное срабатывание;
- Отдельный тумблер отвечает за регулировку параметров вращения рабочего инструмента;
- Транспортирование аппарата и его переноска осуществляются в прочном кейсе из стального сплава.
Обратите внимание: в процессе нарезки резьбы следует в обязательном порядке пользоваться специализированным маслом типа СОЖ, что позволит не только улучшить качество выполняемых действий, но и в существенной мере продлит рабочий ресурс агрегата.
Комплект поставки:
• Сам электроклупп;
• Головки для резьбонарезки;
• Фиксирующая струбцина;
• Кейс из упрочнённой стали.
| Артикул | Модель | Наименование | Вес |
| 73442 | 418 | Масляный насос с 5 л масла RIDGID для резьбонарезки | 9,4 кг |
| 34497 | 601 | Струбцина-фиксатор | 1,36 кг |
| 13793 | – | Металлический кейс для переноски | – |
Цена и технические характеристики электрического резьбонарезного клуппа RIDGID 600
| Артикул | Модель | Наименование | Диаметр труб | Тип резьбонарезных головок | Резьбонарезные головки | Тип резьбы | Направление резьбы | Мощность | Напряжение | Частота | Частота вращения | Длина | Вес | Цена с НДС |
| 13621 | RIDGID 600 | Электрический привод | – | – | – | – | – | 1020 Вт | 230 В | 50 – 60 Гц | 32 об/мин | 510 мм | 5,5 кг | По запросу |
| 13571 | RIDGID 600-C | Электрический резьбонарезной клупп | 1/2″ – 1 1/4″ | RIDGID 11-R | 1/2″, 3/4″, 1″, 1 1/4″ | BSPT | Правая | 1020 Вт | 230 В | 50 – 60 Гц | 32 об/мин | 510 мм | 14,5 кг | По запросу |
Информация на нашем сайте носит исключительно информационный характер и ни при каких условиях материалы и цены, размещенные на сайте, не являются публичной офертой. Перед оформлением заказа ОБЯЗАТЕЛЬНО ознакомьтесь с Пользовательским соглашением. При покупке товара в интернет-магазине Вы соглашаетесь с условиями Пользовательского соглашения. Информация о технических характеристиках, комплекте поставки, внешнем виде и упаковке может отличаться от указанной на сайте. Подробную информацию о товарах, их наличие и цены Вы можете уточнить у наших менеджеров при оформлении заявки по телефону (495) 255-05-95 или по электронной почте [email protected]. Если Вы заметили ошибку или неточность в описании, пожалуйста, сообщите нам об этом по электронной почте [email protected].
Перед оформлением заказа ОБЯЗАТЕЛЬНО ознакомьтесь с Пользовательским соглашением. При покупке товара в интернет-магазине Вы соглашаетесь с условиями Пользовательского соглашения. Информация о технических характеристиках, комплекте поставки, внешнем виде и упаковке может отличаться от указанной на сайте. Подробную информацию о товарах, их наличие и цены Вы можете уточнить у наших менеджеров при оформлении заявки по телефону (495) 255-05-95 или по электронной почте [email protected]. Если Вы заметили ошибку или неточность в описании, пожалуйста, сообщите нам об этом по электронной почте [email protected].
Быстрый заказ электрического резьбонарезного клуппа RIDGID 600
Выберите вариант
(13621) — Электрический резьбонарезной клупп RIDGID 600(13571) — Электрический резьбонарезной клупп RIDGID 600-C
Ваше имя:
Телефон:
Электронная почта:
Примечание:
Электрический клупп.
 Что такое клупп. Как работать с электрическим клуппом
Что такое клупп. Как работать с электрическим клуппом
Самое надёжное разъёмное соединение труб получается с помощью резьбовых муфт и фитингов. На рынке присутствует масса видов резьбонарезного инструмента. И выбор подходящего образца такого устройства, как клупп, может быть сопряжён со сложностями. Причём этот вопрос способен поставить в тупик даже высококвалифицированного слесаря. Между тем, клупп очень удобен в применении и с его помощью можно осуществить нарезку на требуемой детали внешней резьбы.
Клупп электрического типа удобен в использовании и позволяет выполнять работы с высокой скоростью
Содержание
- 1 Что такое клупп
- 2 Разновидности
- 3 Устройство. Как работать с электрическим клуппом
- 4 Преимущества и недостатки инструмента. Причины отказов
- 5 Ведущие производители и правила выбора
Что такое клупп
Ещё совсем недавно для нарезания наружной резьбы на металле использовалась исключительно плашка (другое название — лерка). Это деталь округлой формы, произведённая из инструментальной стали, характеризующейся высокой прочностью. Резьбу нарезают находящиеся внутри плашки резцы. По наружному периметру этой детали располагаются выемки для держателя. При изучении её конструкции вполне закономерно может возникнуть вопрос: действительно ли требуется изготавливать весь корпус из недешёвой инструментальной стали и можно ли уменьшить стоимость не в ущерб функционалу?
Это деталь округлой формы, произведённая из инструментальной стали, характеризующейся высокой прочностью. Резьбу нарезают находящиеся внутри плашки резцы. По наружному периметру этой детали располагаются выемки для держателя. При изучении её конструкции вполне закономерно может возникнуть вопрос: действительно ли требуется изготавливать весь корпус из недешёвой инструментальной стали и можно ли уменьшить стоимость не в ущерб функционалу?
Такая идея нашла воплощение в разработке трубного клуппа. Этот инструмент сохранил все эксплуатационные качества плашки, но при этом стал намного доступнее по цене. От лерки клупп позаимствовал лишь высокопрочные резцы, которые крепятся на недорогом держателе. В него вставляется ручка, с помощью которой выполняются вращательные движения. Так как резцы являются сменными, в держателе менять их можно легко.
По сравнению с традиционным инструментом, работа при использовании клуппа выполняется намного удобнее и быстрее. С его помощью резьба нарезается в местах, до которых плашка бы не дотянулась. Кстати, резцы для трубных клуппов можно приобрести отдельно. Их стоимость относительно невысока. Поэтому, если нарезка резьбы входит в круг ваших профессиональных обязанностей, купить резцы можно с запасом. Но здесь есть один нюанс. Приняв решение приобрести для клуппа комплект запасных резцов, остановите свой выбор на изделиях выпущенных той же фирмой, что произвела и сам резьбонарезной инструмент.
Кстати, резцы для трубных клуппов можно приобрести отдельно. Их стоимость относительно невысока. Поэтому, если нарезка резьбы входит в круг ваших профессиональных обязанностей, купить резцы можно с запасом. Но здесь есть один нюанс. Приняв решение приобрести для клуппа комплект запасных резцов, остановите свой выбор на изделиях выпущенных той же фирмой, что произвела и сам резьбонарезной инструмент.
Профессиональные клуппы комплектуются набором резцов разного диаметра
Причина такой рекомендации заключается в том, что на держателях от разных производителей крепления для резцов могут отличаться. У вас просто не получится вставить в держатель резцы! Поэтому при наличии сомнений в успешном поиске резцов той же фирмы, идите в магазин, прихватив свой держатель. Тогда вы точно подберёте подходящую модель этой режущей металл оснастки.
Разновидности
Для классификации клуппов используются, в основном два критерия – удобство использования и стоимость.
Простой ручной клупп. Такой инструмент напоминает старую добрую плашку в держателе самой примитивной конструкции. Рамка — направляющая круглой формы, имеющая зажимы для резцов и 2 ручки, с помощью которых исполнитель вращает клупп.
Такой инструмент напоминает старую добрую плашку в держателе самой примитивной конструкции. Рамка — направляющая круглой формы, имеющая зажимы для резцов и 2 ручки, с помощью которых исполнитель вращает клупп.
На заметку! В комплект самых простых и дешёвых клуппов не входят даже ручки. С выполнением их функций успешно справляется газовый ключ третьего-четвёртого номера.
Ручной клупп, оснащённый трещоткой. Конструкция усложнилась несущественно: вставленная в рамку трещотка предоставляет возможность обойтись без перехватывания ручек. Исполнитель просто совершает единственной рукояткой возвратно-поступательные движения, напоминающие процедуру прокачки воды насосом.
Электрический трубный клупп. Подобный инструмент входит в категорию профессионального оборудования для нарезания резьбы. Устройство оборудовано электродвигателем. Такое конструктивное решение позволяет без усилий нарезать резьбу на трубах самого разного диаметра.
Электрический инструмент позволяет работать с трубами разного диаметра
Устройство. Как работать с электрическим клуппом
Питается данный прибор от электросети и имеет внушительный коэффициент передачи усилия на резцы. Реализуется это за счёт того, что в конструкцию электрического клуппа входит многоосный редуктор. Например, в этом компоненте модели Gerat имеются семь валов с шестернями, которые были подвергнуты процедуре СВЧ-закаливания. Корпус передаточного механизма изготавливается из алюминиевого сплава. Исполнение закрытого типа, дополнительного внесения смазки не требуется.
На посадочное место резьбонарезная часть вставляется внешним восьмигранником. Установка/снятие головок выполняется с предварительным отключением от электросети.
Последовательность этапов и особенности нарезания резьбы электрическим клуппом выглядят так:
- закрепите это устройство фиксирующей струбциной параллельно предполагаемому обработке участку трубы. При этом ось головки должна совпадать с осью заготовки.
 Контролируйте также расстояние между корпусом инструмента и фиксатором. Оно должно быть достаточным, чтобы нарезать резьбу требуемой длины;
Контролируйте также расстояние между корпусом инструмента и фиксатором. Оно должно быть достаточным, чтобы нарезать резьбу требуемой длины; - проверьте направление вращения плашки;
- нанесите на участок резьбонарезное масло. Поддерживайте всё время его достаточное количество для уменьшения нагрева резцов и нагрузки трения;
- чтобы обеспечить равномерный заход резца, подготовьте торец трубы – развальцуйте его и снимите фаску. Если срез будет не под прямым углом, резьба нарежется неправильно;
- особое внимание обратите на то, как зайдут первые два витка, потом нарезка резьбы будет выполняться автоматически. Электрический клупп Rothenberger даёт скорость прямого хода 15-20 оборотов в минуту. При реверсе головка вращается более интенсивно – 60 об/мин;
- работая со старыми трубами, удерживайте их газовым ключом, поскольку на режущие кромки прикладывается большое усилие;
- резьба стандартного размера получается при совмещении выходной кромки режущей гребёнки головки с краем трубы;
- перед очередной операцией очищайте гребёнки от старого масла и стружки;
- с клуппом Rothenberger работайте из устойчивого удобного положения. Пространство должно быть достаточным для неподвижного уверенного удержания электроинструмента.
 Контролируйте также расстояние между корпусом инструмента и фиксатором. Оно должно быть достаточным, чтобы нарезать резьбу требуемой длины;
Контролируйте также расстояние между корпусом инструмента и фиксатором. Оно должно быть достаточным, чтобы нарезать резьбу требуемой длины; Пространство должно быть достаточным для неподвижного уверенного удержания электроинструмента.
Пространство должно быть достаточным для неподвижного уверенного удержания электроинструмента.Работа с электрическим клуппом имеет свои особенности и требует строгого соблюдения правил
На заметку! Когда необходимо обновить старую нарезку в трудных условиях (например, если резьба располагается вблизи стен), прямой ход минимален. В этом случае, чтобы достичь требуемого результата, можно изменить ориентацию гребёнок головки на обратную.
Преимущества и недостатки инструмента. Причины отказов
Переходя к рассмотрению плюсов и минусов электрического клуппа, в первую очередь, следует отметить вот что. Мощность у него относительно небольшая. Тем не менее, её достаточно для того, этот агрегат нарезал резьбу даже на довольно прочном материале. Таким образом, не перерасходуется недешёвая электроэнергия.
Кроме того, профессиональный электрический клупп для нарезки резьбы обладает следующими преимуществами:
- надёжный электропривод;
- высокая скорость нанесения резьбы;
- эффективный отвод стружки;
- возможность регулировки основных параметров;
- простота настройки и лёгкость эксплуатации;
- небольшой вес и эргономичность формы.

Недостатки тоже есть. Основные из них следующие:
- в отличие от ручного инструмента, работать с электрическим клуппом где угодно нельзя. Он требует подводки электропитания;
- рассматриваемый агрегат более объёмный. Поэтому весит он больше и пространства занимает тоже больше;
- производство работ в труднодоступных местах невозможно из-за немалых габаритов электрического клуппа.
Для работы в труднодоступных местах выбирают оборудование с компактными размерами
Причины отказов могут быть самыми разными. Однако согласно данным от производителей превалируют следующие:
- износились щётки электродвигателя;
- износились резьбонарезные кромки гребёнки;
- использовалась неоригинальная резьбонарезная головка;
- плохое качество или недостаток резьбонарезного масла;
- повредилась цепь электропитания (предохранители, шнур).
Ведущие производители и правила выбора
В сегменте электрических клуппов современного рынка наблюдается острая конкуренция. И если по этой причине производители должны вкладывать значительные объёмы денежных средств в модернизацию технологических линий, то потребители наоборот, получают за те же деньги более качественную продукцию. Однако отдавать предпочтение следует электрическим клуппам от следующих компаний:
И если по этой причине производители должны вкладывать значительные объёмы денежных средств в модернизацию технологических линий, то потребители наоборот, получают за те же деньги более качественную продукцию. Однако отдавать предпочтение следует электрическим клуппам от следующих компаний:
- REMS (Германия). Представлены модели Rems Амиго на нашем рынке, как правило, в фирменном футляре-чемодане, изготовленном из прочной стали. Помимо самого инструмента, набор включает сменные головки для любой – правой и левой – резьбы.
- GERAT (Германия). В комплект поставки электрического клуппа от этого производителя входят сменные головки, струбцина и маслёнка.
- RIDGID (США). Эта компания также предлагает резьбонарезной инструмент в наборах. Их цена зависит от комплектации.
- ROTHENBERG (Германия). Наибольшей популярностью пользуется электрический клупп для нарезки резьбы от этого производителя модели Supertronic. В пластиковом футляре-чемоданчике, кроме самого устройства, вы найдёте сменные головки, струбцину и адаптер питания.

В целом, при покупке данного инструмента нужно руководствоваться критерием «цена/качество» и принять к сведению следующие рекомендации:
- останавливайте свой выбор на клуппе со сменными резцами.
- учитывайте диаметр предполагаемой к обработке трубы;
- выясните материал изготовления резцов. Долговечные детали производятся из легированной стали, в то время как недорогие модели оснащены резцами из быстро стирающегося дешёвого металла.
Важно! Сменные резцы дают возможность быстро заменить затупившуюся деталь новой.
И следует помнить, что прослужить инструменту максимально долго позволит лишь правильная эксплуатация. Поэтому, прежде чем купить резьбонарезной набор, ознакомьтесь с правилами работы с электрическим клуппом и сопоставьте их с предполагаемыми условиями нарезания резьбы. Сделав корректный выбор, вы сможете пользоваться этим устройством продолжительное время.
Китай Портативный станок для нарезания резьбы, Портативный станок для нарезания резьбы Производители, Поставщики, Цена
Главная
Инструменты и оборудование
Резьбонарезной станок
Портативная труборезная машина
2022 Список продуктов
Переносная труборезная машина
1 849
продукты найдены из 34
Вид:
Просмотр списка
Просмотр галереи
Вопросы и ответы о переносном станке для нарезания резьбы
Q
Сколько стоит переносной станок для нарезания резьбы?
Характеристики продукта
Типы продукта
Интернет-трейдинг
Купить образец
мин. Заказ
Заказ
Поиск в пределах
Использование процесса
Метод движения
Метод управления
Численное управление
Обработка.
Бриллиантовый член
Золотой участник
Проверенный поставщик
Тип бизнеса
Возможности НИОКР
Станки для нарезки и нарезки труб
25 продуктов
Найдите в Grainger высококачественные станки для нарезки и нарезания резьбы на трубах, которые помогут выполнить профессиональную реконструкцию и ремонт, производство труб и многое другое. Выбирайте из ручных и механических резьбонарезных станков, машин с напольными подставками, портативных резьбонарезных станков и многого другого. Трещотка с трубной резьбой может быть полезна в местах с ограниченным доступом. При работе с большими объемами черных, оцинкованных и покрытых пластиком труб, труб из нержавеющей стали, IMC, а также толстостенных труб и стержней до 2 дюймов приобретите мощный производственный резьбонарезной станок. Покупайте Grainger сегодня, чтобы подобрать станки для нарезания резьбы и резки труб, соответствующие вашим задачам.
Выбирайте из ручных и механических резьбонарезных станков, машин с напольными подставками, портативных резьбонарезных станков и многого другого. Трещотка с трубной резьбой может быть полезна в местах с ограниченным доступом. При работе с большими объемами черных, оцинкованных и покрытых пластиком труб, труб из нержавеющей стали, IMC, а также толстостенных труб и стержней до 2 дюймов приобретите мощный производственный резьбонарезной станок. Покупайте Grainger сегодня, чтобы подобрать станки для нарезания резьбы и резки труб, соответствующие вашим задачам.
Найдите в Grainger высококачественные станки для нарезания резьбы и резки труб, которые помогут нарезать трубу для профессиональной реконструкции и ремонта, производства труб и многого другого. Выбирайте из ручных и механических резьбонарезных станков, машин с напольными подставками, портативных резьбонарезных станков и многого другого. Трещотка с трубной резьбой может быть полезна в местах с ограниченным доступом. При работе с большими объемами черных, оцинкованных и покрытых пластиком труб, труб из нержавеющей стали, IMC, а также толстостенных труб и стержней до 2 дюймов приобретите мощный производственный резьбонарезной станок. Покупайте Grainger сегодня, чтобы подобрать станки для нарезания резьбы и резки труб, соответствующие вашим задачам.
Покупайте Grainger сегодня, чтобы подобрать станки для нарезания резьбы и резки труб, соответствующие вашим задачам.
Машина для ручной трубы
Трубопроводная резьба и режущая машина
Машина для труб
- . Ручной станок для нарезания резьбы на трубах, отсортированный по размеру болта, по возрастанию
Загрузка … Загрузка … Загрузка … Загрузка … 2 Загрузка … … 2 . ..2 … по размеру болта, восходящая Нагрузка … Нагрузка .0125 Loading… Loading… Loading… Загрузка … Нагрузка … Загрузка … Загрузка … 9 9 2 9 9 9 9 9 . Фрезерный станок старт: Фрезерный станок c ЧПУ Start 1000
Фрезерный станок c ЧПУ Start 1000
- Описание
- Характеристики
Технические характеристики портала
Портал – конструкционный алюминиевый профиль
– стальные пластины,Стол – конструкционный алюминиевый профиль
– лист МДФПривод – шаговые двигатели Передачи – ременная передача X, Y
– винтовая ZСкорость перемещения – по оси Х, Y 12000 мм/мин.
– по оси Z 600 мм/мин.Электрическая часть – буксируемые гибкие кабель-каналы
– сигнальный кабельПодключение порт – USB порт Питание – 220 В/ 50 Гц Точность позиционирования +/- 0.2 мм Формат совместимых файлов G — код, nc, ncc, ngc, tap, txt Технические параметры шпинделя
Шпиндель А (Start 1000 база) Тип охлаждения воздушное охлаждение Частота вращения 30000 об. /мин.Цанга Ø 6, 4, 3.175 Мощность 540 Вт Питание 220 В 🔥 Трех осевой фрезерный станок с ЧПУ «Start 1000» 🔥 c рабочим полем 800х800х80 мм., для работы с древесиной различных пород, фанерой, ДСП\ЛДСП, МДФ, пластиком, акрилом, орг. стеклом, ПВХ и другим схожим по твердости материалом. Возможно использовать как для двухмерной резки различных форм, так и для сложных трехмерных объемных изделий. Станок новый, поставляется собранным, прошедшим все необходимые испытания и контроль качества. Собственное производство, гарантия 12 месяцев 🤝
Фрезерный станок с ЧПУ линейки Start отлично подойдет для начинающих пользователей не имеющих опыта работы с ЧПУ и желающих в кротчайшие сроки освоить работу на станке. Так же станок подходит для действующих производств планирующих снизить нагрузку на мощное штатное оборудование путем выполнения простых работ на станках с меньшими энергозатратами.
Станок прост в работе, надёжен и универсален в своём классе. 👍Дополнительно возможна установка лазерного гравера мощностью от 2.5 до 15 Вт. Лазерный гравер предназначен для нанесения изображений на поверхность из дерева, бумаги, кожи и схожих материалов.
Срок изготовления от 7 до 21 рабочего дня.
🚚 Доставка в любой регион страны транспортными компаниями ПЭК, DPD, Деловые Линии, Энергия, и т.д.
Приобретая у нас фрезерный станок с ЧПУ вы получаете:
✅ Полностью готовый к работе станок!
✅ Программное обеспечение на русском языке!
✅ Обучение работе на станке!
✅ Собственную библиотеку готовых работ!
✅ Пожизненную техническую поддержку!
✅ Бизнес-план для уверенного продвижения!
✅ Готовые идеи и проекты для развития собственного производства!👨🎓 Комплект Start позволяет каждому пользователю в кратчайшие сроки освоить безопасные методы и приемы работы на фрезерных станках с ЧПУ, получить основы программирования станков с ЧПУ и работы в CAD системах, уйти от монотонного ручного труда, увеличить количество и качество выпускаемой продукции.
Наша компания является Российским производителем фрезерных станков с ЧПУ для хобби и бизнеса. Уже более 5 лет мы производим фрезерные станки с ЧПУ и тысячи наших клиентов по всей стране запустили собственный бизнес с помощью нашего оборудования. Мы гарантируем поставку в срок, качественный продукт и профессиональный сервис. 🤝
С этим товаром покупают
Фрезерный станок c ЧПУ Start 1510
- Описание
- Характеристики
Технические характеристики портала
Портал – конструкционный алюминиевый профиль
– стальные пластины,Стол – конструкционный алюминиевый профиль
– лист МДФПривод – шаговые двигатели Передачи – ременная передача X, Y
– винтовая ZСкорость перемещения – по оси Х, Y 12000 мм/мин.
– по оси Z 600 мм/мин.Электрическая часть – буксируемые гибкие кабель-каналы
– сигнальный кабельПодключение порт – USB порт Питание – 220 В/ 50 Гц Точность позиционирования +/- 0. 2 ммФормат совместимых файлов G — код, nc, ncc, ngc, tap, txt Технические параметры шпинделя
Шпиндель А (Start 1510 база) Тип охлаждения воздушное охлаждение Частота вращения 30000 об./мин. Цанга Ø 6, 4, 3.175 Мощность 540 Вт Питание 220 В 🔥 Трех осевой фрезерный станок с ЧПУ «Start 1510» 🔥 c рабочим полем 1500х1000х80 мм., для работы с древесиной различных пород, фанерой, ДСП\ЛДСП, МДФ, пластиком, акрилом, орг. стеклом, ПВХ и другим схожим по твердости материалом. Возможно использовать как для двухмерной резки различных форм, так и для сложных трехмерных объемных изделий. Станок новый, поставляется собранным, прошедшим все необходимые испытания и контроль качества. Собственное производство, гарантия 12 месяцев 🤝
Фрезерный станок с ЧПУ линейки Start отлично подойдет для начинающих пользователей не имеющих опыта работы с ЧПУ и желающих в кротчайшие сроки освоить работу на станке.
Так же станок подходит для действующих производств планирующих снизить нагрузку на мощное штатное оборудование путем выполнения простых работ на станках с меньшими энергозатратами. Станок прост в работе, надёжен и универсален в своём классе. 👍Дополнительно возможна установка лазерного гравера мощностью от 2.5 до 15 Вт. Лазерный гравер предназначен для нанесения изображений на поверхность из дерева, бумаги, кожи и схожих материалов.
Срок изготовления от 7 до 21 рабочего дня.
🚚 Доставка в любой регион страны транспортными компаниями ПЭК, DPD, Деловые Линии, Энергия, и т.д.
Приобретая у нас фрезерный станок с ЧПУ вы получаете:
✅ Полностью готовый к работе станок!
✅ Программное обеспечение на русском языке!
✅ Обучение работе на станке!
✅ Собственную библиотеку готовых работ!
✅ Пожизненную техническую поддержку!
✅ Бизнес-план для уверенного продвижения!
✅ Готовые идеи и проекты для развития собственного производства!👨🎓 Комплект Start позволяет каждому пользователю в кратчайшие сроки освоить безопасные методы и приемы работы на фрезерных станках с ЧПУ, получить основы программирования станков с ЧПУ и работы в CAD системах, уйти от монотонного ручного труда, увеличить количество и качество выпускаемой продукции.
Наша компания является Российским производителем фрезерных станков с ЧПУ для хобби и бизнеса. Уже более 5 лет мы производим фрезерные станки с ЧПУ и тысячи наших клиентов по всей стране запустили собственный бизнес с помощью нашего оборудования. Мы гарантируем поставку в срок, качественный продукт и профессиональный сервис. 🤝
С этим товаром покупают
советов по покупке вашего первого фрезерного станка
Если вы интересуетесь изготовлением вещей (а поскольку вы читаете это, мы предполагаем, что вы заинтересованы), вы почти наверняка испытывали желание делать металлические детали. 3D-принтеры великолепны, но имеют много недостатков: ограниченный выбор материалов, отсутствие точности и длительное время печати. Если вам нужны металлические детали, которые соответствуют даже умеренно жестким допускам, фрезерный станок — ваш единственный практичный вариант. В конце концов, есть очень веская причина, по которой они необходимы для производства.
Однако любителю, не имеющему опыта обработки, может быть трудно понять, с чего начать.
Какой фрезерный станок выбрать? Стоит ли покупать новый или б/у? Что, черт возьми, такое трехфазное питание, и можно ли его получить? Эти вопросы, наряду со многими другими, могут быть ошеломляющими для непосвященных. К счастью, мы — ваши друзья из Hackaday — готовы помочь вам в этом. Итак, если вы готовы учиться, то читайте дальше! Уже эксперт? Оставляйте свои советы в комментариях!Какой фрезерный станок вам нужен?
Это вертикальный фрезерный станок с головкой, которая вращается, наклоняется и поворачивается (фото любезно предоставлено Википедией) что в этом руководстве мы будем говорить только о ручных фрезерных станках . Фрезерные станки с ЧПУ — это совершенно другой зверь, и они получат руководство для себя. Ручные фрезерные станки и фрезерные станки с ЧПУ имеют много общего (фрезерные станки с ЧПУ часто представляют собой просто переделанные ручные фрезерные станки), но к фрезерным станкам с ЧПУ предъявляются дополнительные требования, которые усложнили бы эту статью.
Итак, в этом посте мы просто рассматриваем ручные машины.Современные фрезерные станки делятся на два основных типа: горизонтальные и вертикальные. Это определяет, движется ли ось шпинделя станка вверх и вниз или из стороны в сторону. Оба типа машин часто имеют головки, колонны и столы, которые можно наклонять или поворачивать, а это означает, что оба типа могут использоваться для множества одних и тех же задач. Однако некоторые задачи будут выполняться на одной машине проще, чем на другой.
На практике разница между машинами более заметна, чем просто то, как они ориентированы. На вертикальном станке стол будет установлен перпендикулярно положению шпинделя с нулевым наклоном, а на горизонтальном станке шпиндель будет установлен параллельно плоскости стола. Это вносит принципиальную разницу в том, какие виды работ практически применимы на каждом типе машин.
Обратите внимание, как верхний рычаг горизонтально-фрезерного станка поддерживает шпиндель с обеих сторон (фото любезно предоставлено Kent USA)
Основной силой горизонтально-фрезерного станка является консоль, которая сдерживает вращающийся вал с двух сторон.
Это придает ему невероятную жесткость и позволяет оператору выполнять очень тяжелые пропилы, которые создают большую боковую нагрузку, чем может выдержать вертикальный станок. Прочность настолько высока, что вполне возможно (и распространено) поставить несколько фрез на оправку, чтобы разрезать, например, плоский стол с пазами за один проход. Это делает его хорошо подходящим для наплавки, вырезания канавок и пазов и подобных задач, когда деталь плоская по одной оси.Обратной стороной, конечно, является то, что гораздо более громоздко (а иногда и невозможно) делать детали, имеющие вырезы по всем осям. Вот в чем преимущество вертикально-фрезерного станка: в универсальности. Вам будет трудно найти работу, которую не может выполнить вертикальный фрезерный станок, хотя иногда он требует гораздо больше времени, чем горизонтальный фрезерный станок, в зависимости от геометрии детали.
Теперь, когда вы знаете разницу, вы, вероятно, уже знаете, какой из них вам нужен. Но, на всякий случай, скажем, что вы почти наверняка хотите вертикальную фрезу.
Горизонтальные мельницы отлично подходят для небольшой части задач, но это также задачи, которые большинство любителей не часто выполняют. Универсальность вертикальной мельницы хорошо подходит для разнообразных и разнообразных задач, к которым склоняются любители, в отличие от специальных производственных работ, для которых обычно используются горизонтальные мельницы.Особенности вертикальной мельницы, которые имеют значение
Надеюсь, вы решили, что вертикальная мельница — лучший выбор для вас, иначе этот раздел не будет очень полезным. Предполагая, что вы выбрали вертикальную мельницу, вам, вероятно, интересно, какие функции искать, и вам интересно, что на самом деле имеет значение. Освещение каждой детали по этому вопросу заняло бы целую книгу, но мы собираемся рассмотреть некоторые из наиболее важных вещей, которые следует учитывать.
Стоит ли покупать бренд?
Этот вопрос определяет многие решения о покупке, и фрезерные станки не исключение. Итак, имеет ли это значение? Да и нет.
Фрезерные станки существуют уже долгих лет, и когда дело доходит до их конструкции, на самом деле не существует никаких коммерческих секретов. Хорошо известно, что делает машину хорошей, а что нет. Теоретически любой производитель может следовать этим принципам проектирования и создавать высококачественные машины.Реальность, к сожалению, не соответствует этому обещанию. На это есть две причины: качество изготовления и стоимость. Чтобы снизить затраты, многие производители экономят. Они могут использовать материалы низкого качества, двигатели с недостаточной мощностью и так далее. Даже если производитель намеренно не срезает углы, вполне возможно, что он просто не в состоянии обеспечить высокое качество производства. Плохо изготовленные ходовые винты, неточная обработка и несоблюдение допусков могут привести к тому, что вам будет неудобно пользоваться фрезой, которая не может обеспечить приемлемую точность.
Поэтому лучше купить проверенную машину. Обычно это означает использование уважаемого бренда.
Но некоторые менее дорогие бренды по-прежнему производят качественные машины (часто клоны более дорогих моделей). У них может быть меньше функций или менее надежные двигатели, но их может быть достаточно для ваших нужд. Просто не забудьте прочитать несколько отзывов от людей, которые действительно работают с ними.Размер имеет значение
Маленькие настольные фрезерные станки могут показаться заманчивыми, но лучше их избегать, если вы планируете фрезеровать металл. Вспомните, когда вам в последний раз приходилось просверливать отверстие в стали или отрезать кусок ножовкой. Это сложная работа, и она требует много сил. Ваш фрезерный станок должен иметь возможность применять такое усилие, не изгибаясь вообще — даже небольшое изгибание лишает шансов фрезеровать деталь с приемлемыми допусками.
По этой причине рама мельницы должна быть максимально тяжелой и жесткой. Небольшой настольный станок почти наверняка не сможет фрезеровать что-либо тверже алюминия, и даже в этом случае он будет неточным.
Самый мудрый выбор, если вам нужна хотя бы умеренная точность, — это купить мельницу, настолько большую и тяжелую, насколько у вас есть место.УЦИ и силовая подача
УЦИ (цифровое считывание) — это модуль, который можно добавить к каждой оси фрезерного станка. Некоторые машины поставляются с ними, другие доступны в виде пакетов обновления. Комплекты часто доступны для модернизации заводов, которые изначально не имели их в качестве опции. УЦИ дает вам дисплей, показывающий, насколько далеко вы переместили стол (или перо), что значительно упрощает практически любую операцию.
3-осевой дисплей УЦИ и панель управления (фото любезно предоставлено Википедией)
Использование УЦИ не является строго обязательным, так как все мельницы имеют циферблаты для измерения перемещения. Однако их чтение может быть трудоемким и трудоемким. Это особенно верно, когда вы учитываете люфт (люфт в винтах), который легко компенсировать, когда у вас есть УЦИ, поскольку он показывает только, насколько стол фактически сдвинулся, а не насколько сдвинулась рукоятка.
Как и DRO, силовая подача может быть добавлена к каждой оси, и многие фрезерные станки поставляются с завода. Это позволяет вам переключать небольшой двигатель, который перемещает стол за вас, так что вам не нужно самостоятельно поворачивать ручку. Это может значительно снизить утомляемость, но также может улучшить качество поверхности вашего реза, поскольку скорость остается постоянной на протяжении всего реза.
Мощность двигателя шпинделя
Как и автолюбители, машинисты придают большое значение мощности. И это не совсем необоснованно — последнее, что вам нужно, — это остановка двигателя посреди реза. Тем не менее, практически все мельницы будут каким-то образом понижать передачу двигателя, чтобы получить крутящий момент за счет скорости. Фрезерование стали требует высокого крутящего момента и низкой скорости, в то время как для алюминия требуется обратное.
Таким образом, вы, безусловно, можете компенсировать двигатель без тонны мощности. Это может быть хорошей идеей, так как мощность двигателя имеет огромное значение, когда речь идет о стоимости.
Тем не менее, вам, вероятно, следует избегать мельниц с мощностью менее 1 HP. Также трудно найти электродвигатели высокой мощности, которые не являются трехфазными.3 фазы? Хм?
У нас нет места, чтобы разобраться, как работает многофазное питание, каковы его преимущества и недостатки. Но, достаточно сказать, что у вас дома почти наверняка нет 3-х фазного питания. Если у вас есть промышленное помещение, у вас может быть трехфазное питание, но даже в этом случае его может и не быть. Дело в том, что многие промышленные инструменты имеют трехфазные двигатели, которые не могут работать от стандартной бытовой однофазной сети сами по себе.
Это означает, что большинство из вас будут ограничены мельницами с однофазными двигателями. Однако это часто позволяет найти трехфазное оборудование значительно дешевле, чем однофазное. Если вы найдете такой станок, который вам понравится, то можно заменить шпиндельный двигатель на однофазный или купить или построить фазопреобразователь.
А как насчет фрезерно-сверлильного станка?
Фрезерно-сверлильный станок представляет собой сверлильный станок, к которому прикреплен двухосевой стол. Они значительно дешевле, чем настоящие фрезерные станки, но это не просто так. У них действительно нет жесткости, необходимой для настоящего фрезерования, и они действительно хороши только для точного сверления отверстий и очень легкого фрезерования. Кроме небольшой экономии денег, нет причин покупать его, так как настоящий фрезерный станок, безусловно, тоже может сверлить.
Покупка мельницы
К этому моменту вы уже должны хорошо понимать, что важно во фрезерном станке. Теперь пришло время погрузиться в то, как вы должны его покупать.
Новый или бывший в употреблении?
Вам следует серьезно подумать о покупке подержанного. Качественные мельницы — это машины, рассчитанные на то, чтобы десятилетиями выдерживать серьезные нагрузки, и вы можете значительно сэкономить, покупая бывшие в употреблении.
Местные промышленные аукционы и Craigslist — хорошие места для поиска. Осмотр подержанной техники похож на осмотр подержанного автомобиля: убедитесь, что все работает, нет чрезмерного износа и видно, что о нем позаботились.Грязь и сажа — это нормально, их можно очистить, если важные детали чистые, смазанные и не слишком изношенные. Убедитесь, что шпиндель вращается плавно, без люфта (измерьте биение, если возможно) и звучит хорошо. Возьмитесь за стол и покачайте его изо всех сил, убедитесь, что вы не чувствуете никакого люфта. Взгляните на винты, чтобы убедиться, что они чистые и не повреждены. Убедитесь, что направляющие (гладкий металл, по которому скользит стол) чистые, смазанные и не имеют зазубрин. Если все эти вещи в порядке, и вы не замечаете никаких других красных флажков, таких как треснутые отливки, машина, вероятно, надежна и полностью пригодна для использования. Возраст обычно не считается проблемой, пока он поддерживается и обслуживается.
Доставка домой
Фрезерные станки тяжелые; они могут составлять от нескольких сотен фунтов на легкой стороне до нескольких тысяч фунтов на тяжелой стороне.
Доставить его домой или в магазин — нетривиальная задача. Если вы перевозите его самостоятельно, убедитесь, что ваш грузовик или прицеп могут выдержать нагрузку и что он надежно закреплен. Вам также понадобится вилочный погрузчик с обеих сторон доставки (для погрузки и разгрузки машины).Если у вас, как и у большинства любителей, нет тяжелого бортового грузовика и собственного вилочного погрузчика, вы можете нанять такелажников, которые перевезут машину за вас. Будьте готовы заплатить как минимум несколько сотен долларов (а иногда и намного больше) за его перемещение, даже на небольшое расстояние. Если вы знаете кого-нибудь, у кого есть такое оборудование, определенно стоит попросить о помощи — вам понадобятся эти деньги для инструментов.
Принадлежности и инструменты для покупки
После того, как фрезерный станок будет у вас дома, вам еще предстоит сделать ряд покупок. Прежде всего, вам понадобятся хорошие слесарные тиски. Вам не обязательно тратить сотни долларов на тиски Kurt, но вам понадобится что-то хорошо обработанное и не расшатающееся.
Поворотное крепление приятно иметь, но не является необходимостью.Далее вам понадобится способ удержания концевых фрез. Для этого вам понадобятся цанги или держатели концевых фрез, которые соответствуют оправке вашей фрезы (эта информация должна быть легко доступна в спецификациях). Вы, вероятно, захотите начать с двух или трех из них разных размеров, чтобы вы могли использовать концевые фрезы с разными размерами хвостовика.
Набор цанг R8 для различных диаметров хвостовика (фото предоставлено Enco). Вы можете дешево купить их оптом через eBay, что является хорошей идеей, когда вы только начинаете. Купите карбид и несколько разных размеров. Убедитесь, что размеры хвостовика соответствуют купленным вами цангам/держателям концевых фрез. Как правило, для алюминия рекомендуются 2 канавки, а для стали — 4 канавки. Если вы не уверены, что будете резать, вы можете приобрести по несколько фрез каждого типа или в качестве компромисса приобрести концевые фрезы с 3 канавками. Будьте готовы платить 10 долларов и выше за концевую фрезу (да, инструменты становятся дорогими).
Наконец, вы можете подумать о системе охлаждения. Они бывают нескольких различных вариаций, но, как правило, проще всего установить охлаждающую жидкость. Несмотря на название, охлаждающая жидкость делает гораздо больше, чем просто охлаждает; он также смазывает и смывает стружку. Системы охлаждения можно легко добавить к любому фрезерному станку, и многие из них поставляются с заводом.
Начать фрезерование!
Наконец-то начинается самое интересное! Вначале вам захочется много экспериментировать. Изучите подачи и скорости (и получите для них достойный калькулятор), для чего подходят разные концевые фрезы и как выполнять определенные виды операций. Не расстраивайтесь, если вы сломаете концевую фрезу, поэтому вы купили дополнительные. Практикуйтесь, практикуйтесь, практикуйтесь, и вскоре вы будете придумывать оправдания для изготовления прецизионных металлических деталей для всех ваших проектов.
Работа с ЧПУ – Производственные процессы 4-5
После завершения этого модуля вы сможете:
- Понимать работу ЧПУ.
- Перечислите шаги по настройке и эксплуатации фрезерного станка с ЧПУ.
- Определите расположение и назначение органов управления фрезерным станком с ЧПУ Haas.
- Запуск и установка станка с ЧПУ.
- Загрузите инструменты в карусель инструментов.
- Установка смещения длины инструмента.
- Установка смещения детали.
- Загрузите программу ЧПУ в систему управления станком.
- Пробный прогон
- Безопасно запустить новую программу ЧПУ.
- Отрегулируйте смещения с учетом износа и отклонения инструмента.
- Правильно остановите станок с ЧПУ.
Обзор настройки и эксплуатации ЧПУ
Настройка и эксплуатация станка с ЧПУ выполняется в соответствии со следующим процессом:
- Предварительный запуск
- Старт/Дом
- Инструменты для загрузки
- Установить съемную деталь в тиски
- Задать коррекции длины инструмента Z
- Установить смещение детали XY
- Загрузить программу ЧПУ
- Пробный прогон
- Выполнить программу
- Отрегулируйте смещения по мере необходимости
- Выключить
1.
Подготовка к пускуПеред запуском машины убедитесь, что уровни масла и охлаждающей жидкости заполнены. Сверьтесь с руководством по техническому обслуживанию машины, если вы не знаете, как ее обслуживать. Убедитесь, что в рабочей зоне нет незакрепленных инструментов или оборудования. Если машине требуется подача воздуха, убедитесь, что компрессор включен, а давление соответствует требованиям машины.
2. Start/Home
Включите питание машины и управления. Главный выключатель расположен в задней части машины. Кнопка питания машины расположена в верхнем левом углу панели управления.
3. Загрузить инструменты
Загрузите все инструменты в карусель инструментов в порядке, указанном в списке инструментов программы ЧПУ.
4. Установите деталь в тиски
Поместите обрабатываемую деталь в тиски и затяните.
5. Установка смещения длины инструмента
Установка смещения длины инструмента Для каждого инструмента, используемого в порядке, указанном в программе ЧПУ, переместите инструменты в верхнюю часть детали, а затем установите TLO.
6. Установите смещение детали по XY
После того, как тиски или другая деталь правильно установлены и выровнены на станке, установите смещение приспособления, чтобы найти точку отсчета детали по осям XY.
7. Загрузить программу ЧПУ
Загрузите программу ЧПУ в систему управления станком с ЧПУ с помощью флэш-памяти USB или дискеты.
8. Пробный прогон
Запустите программу в воздухе примерно на 2,00 дюйма над деталью.
9. Запустить программу
Запускать программу с особой осторожностью, пока не будет доказано, что она не содержит ошибок.
10. При необходимости отрегулируйте смещения
Проверьте характеристики детали и при необходимости отрегулируйте регистры CDC или TLO, чтобы убедиться, что деталь соответствует проектным спецификациям.
11. Выключение
Снимите часть тисков и инструменты со шпинделя, очистите рабочую зону и должным образом выключите станок. Обязательно очистите рабочее место и оставьте машину и инструменты в том же месте и в том же состоянии, в каком вы их нашли.
Чертежи чпу: Чертежи станков портальных с ЧПУ
Чертежи ЧПУ станков
Чертежи ЧПУ станков
Как разработать, собрать и запустить ЧПУ станок
Чертежи ЧПУ станков
В прошлой статье речь о том, как сделать ЧПУ станок из фанеры своими руками
по готовым чертежам, в этой статье вы сможете научиться разрабатывать самодельный ЧПУ станок самостоятельно в бесплатной программе
Fusion 360.
В этой статье вы научитесь заказывать оборудование для сборки ЧПУ станка, разрабатывать чертеж фрезера,
собирать ЧПУ станок своими руками, устанавливать и настраивать LinuxCNC, писать gcode и работать на самодельном ЧПУ станке из фанеры.
В общем — полный курс из 25 видеоуроков с продолжительностью видео от 12 до 35 минут.Простой самодельный ЧПУ станок из фанеры
Чертежи ЧПУ станков
Как сделать самодельный ЧПУ станок из фанеры
В последнее время ЧПУ-станки уже не выглядят какой-то диковиной вещью и стали более доступны для приобретения, но цены на готовые образцы еще сильно кусаются, поэтому гораздо выгоднее заняться сборкой ЧПУ фрезера своими руками. Практически все комплектующие для сборки ЧПУ станка можно приобрести на АлиЭкспресс и на ближайшем строительном рынке.Простой самодельный ЧПУ станок
Чертежи ЧПУ станков
Как сделать самодельный ЧПУ станок
Этот самодельный ЧПУ станок изготлвен из металлического профиля, МДФ плит и мебельных напрвляющих.
В конце статьи вы сможете скачать чертежи станка в формате для бесплатной программы 3D проектирования, а так же исходники для прошивки платы пульта упарвления станком на базе Arduino. В статье рассказывается про изготвление такого ЧПУ станка своими руками и даются ссылки на комплектующие.ЧПУ станок на 3D принтере — чертежи и сборка
Чертежи ЧПУ станков
Чертежи ЧПУ станка который можно напечатать на 3D принтере
Наверное каждый владелец 3D принтера не раз задумывался о том, что: 3D печать — это, конечно, хорошо, но ЧПУ фрезерером сделать тоже вышло бы дешевле. Дерево стоит на порядок меньше чем пластик, а уж если изготовляемой объект можно собрать из плоских деталей, то фанера порезанная на ЧПУ станке и вовсе оказывается чуть ли не бросовым материалом.
В конце этой статьи вы можете скачать чертежи деталей ЧПУ станка и распечатать их на 3D принтере. Так же в статье есть видео сборки и работы этого фрезера.Чертежи ЧПУ станка Альтернатива 2
Чертежи ЧПУ станков
Альтернатива 2 — это ЧПУ фрезер разработанный для обработки металла, в отличии от ЧПУ станка моделиста, Альтернатива вполне справляется не только с алюминием, но и уверенно «грызет» стальные заготовки.
Чертежи ЧПУ станка Альтернатива 2 вы можете скачать по ссылке в конце статьи.Еще статьи.
..Чертежи прочного фанерного ЧПУ станка
Чертежи бюджетного фрезерного ЧПУ станка
ЧПУ станок под USB порт
Самодельный ЧПУ станок из принтеров
<< Первая < Предыдущая 1 2 3 4 Следующая > Последняя >> Страница 1 из 4 ЧПУ станок 900х600х100 — Чертежи, 3D Модели, Проекты, Фрезерные станки
ЧПУ станок/
ЧПУ станок/Сборка/
ЧПУ станок/Сборка/Каретка XZ/
ЧПУ станок/Сборка/Каретка XZ/DFX Для плазменной резки/
ЧПУ станок/Сборка/Каретка XZ/DFX Для плазменной резки/Опора кабель-канала.dxf
ЧПУ станок/Сборка/Каретка XZ/DFX Для плазменной резки/Опора кабель-канала.jpg
ЧПУ станок/Сборка/Каретка XZ/DFX Для плазменной резки/Пластина большая каретки X-Z.dxf
ЧПУ станок/Сборка/Каретка XZ/DFX Для плазменной резки/Пластина большая каретки X-Z.
jpgЧПУ станок/Сборка/Каретка XZ/DFX Для плазменной резки/Пластина малая каретки X-Z верхняя.dxf
ЧПУ станок/Сборка/Каретка XZ/DFX Для плазменной резки/Пластина малая каретки X-Z верхняя.jpg
ЧПУ станок/Сборка/Каретка XZ/DFX Для плазменной резки/Пластина малая каретки X-Z нижняя.dxf
ЧПУ станок/Сборка/Каретка XZ/DFX Для плазменной резки/Пластина малая каретки X-Z нижняя.jpg
ЧПУ станок/Сборка/Каретка XZ/Крепление гаек X.m3d
ЧПУ станок/Сборка/Каретка XZ/Опора кабель-канала.m3d
ЧПУ станок/Сборка/Каретка XZ/Пластина каретки ZX большая.m3d
ЧПУ станок/Сборка/Каретка XZ/Пластина каретки ZX малая.m3d
ЧПУ станок/Сборка/Каретка XZ/Рама каретки X.m3d
ЧПУ станок/Сборка/Каретка XZ/Рама каретки Z.m3d
ЧПУ станок/Сборка/Каретка XZ/Чертежи/
ЧПУ станок/Сборка/Каретка XZ/Чертежи/Крепление ходовых гаек X.cdw
ЧПУ станок/Сборка/Каретка XZ/Чертежи/Опора кабель-канала.cdw
ЧПУ станок/Сборка/Каретка XZ/Чертежи/Пластина большая.cdw
ЧПУ станок/Сборка/Каретка XZ/Чертежи/Пластина малая каретки X-Z верхняя.
cdwЧПУ станок/Сборка/Каретка XZ/Чертежи/Пластина малая каретки X-Z нижняя.cdw
ЧПУ станок/Сборка/Каретка XZ/Чертежи/Рама каретки X-Z с креплением выключателя X.cdw
ЧПУ станок/Сборка/Каретка XZ/Чертежи/Рама каретки X-Z с креплением выключателя Z.cdw
ЧПУ станок/Сборка/Каретка XZ/Чертежи/Рама каретки X-Z с отверстием под винт.cdw
ЧПУ станок/Сборка/Каретка XZ/Чертежи/Рама каретки X-Z.cdw
ЧПУ станок/Сборка/Каретка XZ/Чертежи JPG/
ЧПУ станок/Сборка/Каретка XZ/Чертежи JPG/Крепление ходовых гаек X.jpg
ЧПУ станок/Сборка/Каретка XZ/Чертежи JPG/Опора кабель-канала.jpg
ЧПУ станок/Сборка/Каретка XZ/Чертежи JPG/Пластина большая.jpg
ЧПУ станок/Сборка/Каретка XZ/Чертежи JPG/Пластина малая каретки X-Z верхняя.jpg
ЧПУ станок/Сборка/Каретка XZ/Чертежи JPG/Пластина малая каретки X-Z нижняя.jpg
ЧПУ станок/Сборка/Каретка XZ/Чертежи JPG/Рама каретки X-Z с креплением выключателя X.jpg
ЧПУ станок/Сборка/Каретка XZ/Чертежи JPG/Рама каретки X-Z с креплением выключателя Z.
jpgЧПУ станок/Сборка/Каретка XZ/Чертежи JPG/Рама каретки X-Z с отверстием под винт.jpg
ЧПУ станок/Сборка/Каретка XZ/Чертежи JPG/Рама каретки X-Z.jpg
ЧПУ станок/Сборка/Каретка XZ.a3d
ЧПУ станок/Сборка/Каретка портала/
ЧПУ станок/Сборка/Каретка портала/DFX/
ЧПУ станок/Сборка/Каретка портала/DFX/Пластина большая каретки портала левая.dxf
ЧПУ станок/Сборка/Каретка портала/DFX/Пластина большая каретки портала правая.dxf
ЧПУ станок/Сборка/Каретка портала/DFX/Пластина малая каретки портала.dxf
ЧПУ станок/Сборка/Каретка портала/Опора кабель-канала Y.m3d
ЧПУ станок/Сборка/Каретка портала/Пластина каретки портала большая.m3d
ЧПУ станок/Сборка/Каретка портала/Пластина каретки портала малая.m3d
ЧПУ станок/Сборка/Каретка портала/Рама каретки портала.m3d
ЧПУ станок/Сборка/Каретка портала/Чертежи/
ЧПУ станок/Сборка/Каретка портала/Чертежи/Опора кабель-канала Y.cdw
ЧПУ станок/Сборка/Каретка портала/Чертежи/Пластина большая с отверстием для выключателя.
cdwЧПУ станок/Сборка/Каретка портала/Чертежи/Пластина большая.cdw
ЧПУ станок/Сборка/Каретка портала/Чертежи/Пластина каретки портала малая.cdw
ЧПУ станок/Сборка/Каретка портала/Чертежи/Рама каретки портала верхняя с креплением выключателя.cdw
ЧПУ станок/Сборка/Каретка портала/Чертежи/Рама каретки портала верхняя.cdw
ЧПУ станок/Сборка/Каретка портала/Чертежи/Рама каретки портала нижняя с креплением нижней пластины.cdw
ЧПУ станок/Сборка/Каретка портала/Чертежи/Рама каретки портала нижняя.cdw
ЧПУ станок/Сборка/Каретка портала/Чертежи JPG/
ЧПУ станок/Сборка/Каретка портала/Чертежи JPG/Опора кабель-канала Y.jpg
ЧПУ станок/Сборка/Каретка портала/Чертежи JPG/Пластина большая каретки портала левая.jpg
ЧПУ станок/Сборка/Каретка портала/Чертежи JPG/Пластина большая каретки портала правая.jpg
ЧПУ станок/Сборка/Каретка портала/Чертежи JPG/Пластина большая с отверстием для выключателя.jpg
ЧПУ станок/Сборка/Каретка портала/Чертежи JPG/Пластина большая.
jpgЧПУ станок/Сборка/Каретка портала/Чертежи JPG/Пластина каретки портала малая.jpg
ЧПУ станок/Сборка/Каретка портала/Чертежи JPG/Рама каретки портала верхняя с креплением выключателя.jpg
ЧПУ станок/Сборка/Каретка портала/Чертежи JPG/Рама каретки портала верхняя.jpg
ЧПУ станок/Сборка/Каретка портала/Чертежи JPG/Рама каретки портала нижняя с креплением нижней пластины.jpg
ЧПУ станок/Сборка/Каретка портала/Чертежи JPG/Рама каретки портала нижняя.jpg
ЧПУ станок/Сборка/Каретка портала.a3d
ЧПУ станок/Сборка/Общее/
ЧПУ станок/Сборка/Общее/DXF/
ЧПУ станок/Сборка/Общее/DXF/Прижим подшипника Z.dxf
ЧПУ станок/Сборка/Общее/DXF/Прижим подшипника.dxf
ЧПУ станок/Сборка/Общее/Винт.m3d
ЧПУ станок/Сборка/Общее/Вставка фанерная.m3d
ЧПУ станок/Сборка/Общее/Выключатель на опоре.a3d
ЧПУ станок/Сборка/Общее/Выключатель.m3d
ЧПУ станок/Сборка/Общее/Гайка.m3d
ЧПУ станок/Сборка/Общее/Клемма 4.8мм.m3d
ЧПУ станок/Сборка/Общее/Клеммник винтовой.
m3dЧПУ станок/Сборка/Общее/Крепление выключателя 2.m3d
ЧПУ станок/Сборка/Общее/Магнит 3x5x30.m3d
ЧПУ станок/Сборка/Общее/Мотор с муфтой.a3d
ЧПУ станок/Сборка/Общее/Мотор.m3d
ЧПУ станок/Сборка/Общее/Муфта 2.m3d
ЧПУ станок/Сборка/Общее/Муфта.m3d
ЧПУ станок/Сборка/Общее/Наконечник кабель-канала.m3d
ЧПУ станок/Сборка/Общее/Подшипник.a3d
ЧПУ станок/Сборка/Общее/Подшипники.a3d
ЧПУ станок/Сборка/Общее/Стяжка гаек ходовых.m3d
ЧПУ станок/Сборка/Общее/Чертежи/
ЧПУ станок/Сборка/Общее/Чертежи/Винт.cdw
ЧПУ станок/Сборка/Общее/Чертежи/Вставка фанерная .cdw
ЧПУ станок/Сборка/Общее/Чертежи/Гайка ходовая.cdw
ЧПУ станок/Сборка/Общее/Чертежи/Крепление выключателя.cdw
ЧПУ станок/Сборка/Общее/Чертежи/Магнит.cdw
ЧПУ станок/Сборка/Общее/Чертежи/Прижим подшипника Z.cdw
ЧПУ станок/Сборка/Общее/Чертежи/Прижим подшипника.cdw
ЧПУ станок/Сборка/Общее/Чертежи/Стяжка гаек ходовых.cdw
ЧПУ станок/Сборка/Общее/Чертежи/Шайба.
cdwЧПУ станок/Сборка/Общее/Чертежи/Штанга резьбовая (шпилька) М12.cdw
ЧПУ станок/Сборка/Общее/Чертежи JPG/
ЧПУ станок/Сборка/Общее/Чертежи JPG/Винт.jpg
ЧПУ станок/Сборка/Общее/Чертежи JPG/Вставка фанерная .jpg
ЧПУ станок/Сборка/Общее/Чертежи JPG/Гайка ходовая Ж.jpg
ЧПУ станок/Сборка/Общее/Чертежи JPG/Гайка ходовая.jpg
ЧПУ станок/Сборка/Общее/Чертежи JPG/Крепление выключателя.jpg
ЧПУ станок/Сборка/Общее/Чертежи JPG/Магнит.jpg
ЧПУ станок/Сборка/Общее/Чертежи JPG/Прижим подшипника Z.jpg
ЧПУ станок/Сборка/Общее/Чертежи JPG/Прижим подшипника.jpg
ЧПУ станок/Сборка/Общее/Чертежи JPG/Стяжка гаек ходовых 2.jpg
ЧПУ станок/Сборка/Общее/Чертежи JPG/Стяжка гаек ходовых.jpg
ЧПУ станок/Сборка/Общее/Чертежи JPG/Шайба.jpg
ЧПУ станок/Сборка/Общее/Чертежи JPG/Шпилька и винт.jpg
ЧПУ станок/Сборка/Общее/Чертежи JPG/Штанга резьбовая (шпилька) М12.jpg
ЧПУ станок/Сборка/Общее/Шайба 20 увеличенная.m3d
ЧПУ станок/Сборка/Общее/Шайба из гайки.
m3dЧПУ станок/Сборка/Общее/Штанга резьбовая М12.m3d
ЧПУ станок/Сборка/Ось Z/
ЧПУ станок/Сборка/Ось Z/DXF/
ЧПУ станок/Сборка/Ось Z/DXF/Крепление шпинделя нижнее.dxf
ЧПУ станок/Сборка/Ось Z/DXF/Пластина крепления двигателя Z.dxf
ЧПУ станок/Сборка/Ось Z/Крепление дополнительного подшипника Z.m3d
ЧПУ станок/Сборка/Ось Z/Крепление подшипника Z.m3d
ЧПУ станок/Сборка/Ось Z/Крепление шпинделя 600Вт.m3d
ЧПУ станок/Сборка/Ось Z/Крепление шпинделя верхнее.m3d
ЧПУ станок/Сборка/Ось Z/Крепление шпинделя нижнее.m3d
ЧПУ станок/Сборка/Ось Z/Крепление шпинделя.m3d
ЧПУ станок/Сборка/Ось Z/Опора кабель-канала.m3d
ЧПУ станок/Сборка/Ось Z/Пластина крепления двигателя Z.m3d
ЧПУ станок/Сборка/Ось Z/Рельс Z.m3d
ЧПУ станок/Сборка/Ось Z/Уголок крепления пластины мотора Z задний.m3d
ЧПУ станок/Сборка/Ось Z/Уголок крепления пластины мотора Z передний.m3d
ЧПУ станок/Сборка/Ось Z/Чертежи/
ЧПУ станок/Сборка/Ось Z/Чертежи/Крепление подшипника Z.
cdwЧПУ станок/Сборка/Ось Z/Чертежи/Крепление радиального подшипника Z.cdw
ЧПУ станок/Сборка/Ось Z/Чертежи/Крепление шпинделя верхнее.cdw
ЧПУ станок/Сборка/Ось Z/Чертежи/Крепление шпинделя нижнее.cdw
ЧПУ станок/Сборка/Ось Z/Чертежи/Опора кабель-канала Z.cdw
ЧПУ станок/Сборка/Ось Z/Чертежи/Пластина крепления двигателя Z.cdw
ЧПУ станок/Сборка/Ось Z/Чертежи/Пластина крепления шпинделя.cdw
ЧПУ станок/Сборка/Ось Z/Чертежи/Рельс Z.cdw
ЧПУ станок/Сборка/Ось Z/Чертежи/Уголок крепления пластины мотора Z задний.cdw
ЧПУ станок/Сборка/Ось Z/Чертежи/Уголок крепления пластины мотора Z передний.cdw
ЧПУ станок/Сборка/Ось Z/Чертежи JPG/
ЧПУ станок/Сборка/Ось Z/Чертежи JPG/Крепление подшипника Z.jpg
ЧПУ станок/Сборка/Ось Z/Чертежи JPG/Крепление радиального подшипника Z.jpg
ЧПУ станок/Сборка/Ось Z/Чертежи JPG/Крепление шпинделя верхнее.jpg
ЧПУ станок/Сборка/Ось Z/Чертежи JPG/Крепление шпинделя нижнее.jpg
ЧПУ станок/Сборка/Ось Z/Чертежи JPG/Опора кабель-канала Z.
jpgЧПУ станок/Сборка/Ось Z/Чертежи JPG/Пластина крепления двигателя Z.jpg
ЧПУ станок/Сборка/Ось Z/Чертежи JPG/Пластина крепления шпинделя.jpg
ЧПУ станок/Сборка/Ось Z/Чертежи JPG/Рельс Z.jpg
ЧПУ станок/Сборка/Ось Z/Чертежи JPG/Уголок крепления пластины мотора Z задний.jpg
ЧПУ станок/Сборка/Ось Z/Чертежи JPG/Уголок крепления пластины мотора Z передний.jpg
ЧПУ станок/Сборка/Ось Z/Шпиндель 600W.m3d
ЧПУ станок/Сборка/Ось Z/Шпиндель.m3d
ЧПУ станок/Сборка/Ось Z.a3d
ЧПУ станок/Сборка/Портал/
ЧПУ станок/Сборка/Портал/DXF/
ЧПУ станок/Сборка/Портал/DXF/Пластина крепления двигателя X.dxf
ЧПУ станок/Сборка/Портал/DXF/Пластина крепления подшипника X внутренняя.dxf
ЧПУ станок/Сборка/Портал/DXF/Пластина крепления подшипника X наружняя.dxf
ЧПУ станок/Сборка/Портал/DXF/Пластина крепления упорного подшипника X.dxf
ЧПУ станок/Сборка/Портал/DXF/Пластина крепления упорного подшипника X.frw
ЧПУ станок/Сборка/Портал/DXF/Пластина нижняя 2.
dxfЧПУ станок/Сборка/Портал/DXF/Пластина нижняя внутрянняя.dxf
ЧПУ станок/Сборка/Портал/Балка портала.m3d
ЧПУ станок/Сборка/Портал/Жёсткость подшипника X.m3d
ЧПУ станок/Сборка/Портал/Крепление подшипника X 2.m3d
ЧПУ станок/Сборка/Портал/Направляющая кабель-канала.m3d
ЧПУ станок/Сборка/Портал/Опора направляющй кабель-канала.m3d
ЧПУ станок/Сборка/Портал/Пластина крепления двигателя X.m3d
ЧПУ станок/Сборка/Портал/Пластина крепления подшипника X.m3d
ЧПУ станок/Сборка/Портал/Пластина портала нижняя 2.m3d
ЧПУ станок/Сборка/Портал/Пластина портала нижняя.m3d
ЧПУ станок/Сборка/Портал/Стойка портала.m3d
ЧПУ станок/Сборка/Портал/Укосина портала.m3d
ЧПУ станок/Сборка/Портал/Усиление нижней пластины портала.m3d
ЧПУ станок/Сборка/Портал/Чертежи/
ЧПУ станок/Сборка/Портал/Чертежи/Балка портала.cdw
ЧПУ станок/Сборка/Портал/Чертежи/Дополнительная опора подшипника X.cdw
ЧПУ станок/Сборка/Портал/Чертежи/Направляющая кабель-канала X.
cdwЧПУ станок/Сборка/Портал/Чертежи/Опора направляющей кабель-канала X.cdw
ЧПУ станок/Сборка/Портал/Чертежи/Пластина крепления двигателя X.cdw
ЧПУ станок/Сборка/Портал/Чертежи/Пластина крепления подшипника X внутрянняя.cdw
ЧПУ станок/Сборка/Портал/Чертежи/Пластина крепления подшипника X наружняя.cdw
ЧПУ станок/Сборка/Портал/Чертежи/Пластина крепления упорного подшипника X.cdw
ЧПУ станок/Сборка/Портал/Чертежи/Пластина портала нижняя внешняя.cdw
ЧПУ станок/Сборка/Портал/Чертежи/Пластина портала нижняя внутрянняя.cdw
ЧПУ станок/Сборка/Портал/Чертежи/Соединитель нижних пластин портала.cdw
ЧПУ станок/Сборка/Портал/Чертежи/Стойка портала с креплением проводов.cdw
ЧПУ станок/Сборка/Портал/Чертежи/Стойка портала.cdw
ЧПУ станок/Сборка/Портал/Чертежи/Штанга портала.cdw
ЧПУ станок/Сборка/Портал/Чертежи JPG/
ЧПУ станок/Сборка/Портал/Чертежи JPG/Балка портала.jpg
ЧПУ станок/Сборка/Портал/Чертежи JPG/Дополнительная опора подшипника X.
jpgЧПУ станок/Сборка/Портал/Чертежи JPG/Направляющая кабель-канала X.jpg
ЧПУ станок/Сборка/Портал/Чертежи JPG/Опора направляющей кабель-канала X.jpg
ЧПУ станок/Сборка/Портал/Чертежи JPG/Пластина крепления двигателя X.jpg
ЧПУ станок/Сборка/Портал/Чертежи JPG/Пластина крепления подшипника X внутрянняя.jpg
ЧПУ станок/Сборка/Портал/Чертежи JPG/Пластина крепления подшипника X наружняя.jpg
ЧПУ станок/Сборка/Портал/Чертежи JPG/Пластина крепления упорного подшипника X.jpg
ЧПУ станок/Сборка/Портал/Чертежи JPG/Пластина портала нижняя внешняя.jpg
ЧПУ станок/Сборка/Портал/Чертежи JPG/Пластина портала нижняя внутрянняя.jpg
ЧПУ станок/Сборка/Портал/Чертежи JPG/Стойка портала с креплением проводов.jpg
ЧПУ станок/Сборка/Портал/Чертежи JPG/Стойка портала.jpg
ЧПУ станок/Сборка/Портал/Чертежи JPG/Штанга портала.jpg
ЧПУ станок/Сборка/Портал/Шпилька М6×100.m3d
ЧПУ станок/Сборка/Портал.a3d
ЧПУ станок/Сборка/Рама/
ЧПУ станок/Сборка/Рама/DXF/
ЧПУ станок/Сборка/Рама/DXF/Крепление двигателя Y.
dxfЧПУ станок/Сборка/Рама/Балка жёсткости стола.m3d
ЧПУ станок/Сборка/Рама/Балка рамы.m3d
ЧПУ станок/Сборка/Рама/Балка усиления рельс стола.m3d
ЧПУ станок/Сборка/Рама/Борт стола.m3d
ЧПУ станок/Сборка/Рама/Гайка забивная мебельная М6.m3d
ЧПУ станок/Сборка/Рама/Держатель борта стола.m3d
ЧПУ станок/Сборка/Рама/Крепление двигателя Y .m3d
ЧПУ станок/Сборка/Рама/Крепление упора подшипника.m3d
ЧПУ станок/Сборка/Рама/Направляющая кабель-канала.m3d
ЧПУ станок/Сборка/Рама/Ножка.m3d
ЧПУ станок/Сборка/Рама/Опора балки жёсткости стола.m3d
ЧПУ станок/Сборка/Рама/Опора доп. подшипника Y 2.m3d
ЧПУ станок/Сборка/Рама/Опора направляющей кабель-канала.m3d
ЧПУ станок/Сборка/Рама/Опора подшипника Y.m3d
ЧПУ станок/Сборка/Рама/Опора стола.m3d
ЧПУ станок/Сборка/Рама/Рельс рам2ы.m3d
ЧПУ станок/Сборка/Рама/Рельс рамы.m3d
ЧПУ станок/Сборка/Рама/Стол.m3d
ЧПУ станок/Сборка/Рама/Упор подшипника Y.m3d
ЧПУ станок/Сборка/Рама/Чертежи/
ЧПУ станок/Сборка/Рама/Чертежи/Балка крепления опор стола.
cdwЧПУ станок/Сборка/Рама/Чертежи/Балка рамы с креплением мотора.cdw
ЧПУ станок/Сборка/Рама/Чертежи/Балка рамы.cdw
ЧПУ станок/Сборка/Рама/Чертежи/Борт стола.cdw
ЧПУ станок/Сборка/Рама/Чертежи/Держатель борта стола.cdw
ЧПУ станок/Сборка/Рама/Чертежи/Крепление двигателя Y.cdw
ЧПУ станок/Сборка/Рама/Чертежи/Крепление упора подшипника.cdw
ЧПУ станок/Сборка/Рама/Чертежи/Направляющая кабель-канала Y.cdw
ЧПУ станок/Сборка/Рама/Чертежи/Ножка.cdw
ЧПУ станок/Сборка/Рама/Чертежи/Опора направляющей кабель-канала Y.cdw
ЧПУ станок/Сборка/Рама/Чертежи/Опора подшипника Y.cdw
ЧПУ станок/Сборка/Рама/Чертежи/Опора радиального подшипника Y.cdw
ЧПУ станок/Сборка/Рама/Чертежи/Опора стола с креплением упора подшипника задняя.cdw
ЧПУ станок/Сборка/Рама/Чертежи/Опора стола с креплением упора подшипника передняя.cdw
ЧПУ станок/Сборка/Рама/Чертежи/Опора стола.cdw
ЧПУ станок/Сборка/Рама/Чертежи/Рельс рамы.cdw
ЧПУ станок/Сборка/Рама/Чертежи/Стол.
cdwЧПУ станок/Сборка/Рама/Чертежи/Упор подшипника Y.cdw
ЧПУ станок/Сборка/Рама/Чертежи JPG/
ЧПУ станок/Сборка/Рама/Чертежи JPG/Балка крепления опор стола.jpg
ЧПУ станок/Сборка/Рама/Чертежи JPG/Балка рамы с креплением мотора.jpg
ЧПУ станок/Сборка/Рама/Чертежи JPG/Балка рамы.jpg
ЧПУ станок/Сборка/Рама/Чертежи JPG/Борт стола.jpg
ЧПУ станок/Сборка/Рама/Чертежи JPG/Держатель борта стола.jpg
ЧПУ станок/Сборка/Рама/Чертежи JPG/Крепление двигателя Y.jpg
ЧПУ станок/Сборка/Рама/Чертежи JPG/Крепление упора подшипника 2.jpg
ЧПУ станок/Сборка/Рама/Чертежи JPG/Крепление упора подшипника.jpg
ЧПУ станок/Сборка/Рама/Чертежи JPG/Направляющая кабель-канала Y.jpg
ЧПУ станок/Сборка/Рама/Чертежи JPG/Ножка.jpg
ЧПУ станок/Сборка/Рама/Чертежи JPG/Опора направляющей кабель-канала Y.jpg
ЧПУ станок/Сборка/Рама/Чертежи JPG/Опора подшипника Y.jpg
ЧПУ станок/Сборка/Рама/Чертежи JPG/Опора радиального подшипника Y.jpg
ЧПУ станок/Сборка/Рама/Чертежи JPG/Опора стола с креплением упора подшипника задняя.
jpgЧПУ станок/Сборка/Рама/Чертежи JPG/Опора стола с креплением упора подшипника передняя.jpg
ЧПУ станок/Сборка/Рама/Чертежи JPG/Опора стола.jpg
ЧПУ станок/Сборка/Рама/Чертежи JPG/Рельс рамы.jpg
ЧПУ станок/Сборка/Рама/Чертежи JPG/Стол.jpg
ЧПУ станок/Сборка/Рама/Чертежи JPG/Упор подшипника Y.jpg
ЧПУ станок/Сборка/Рама.a3d
ЧПУ станок/Сборка.a3d
ЧПУ станок/Смета.pdf
Как подготовить технический чертеж для обработки с ЧПУ
Как подготовить технические чертежи для обработки с ЧПУ и почему они важны? Технические чертежи широко используются в производстве для улучшения передачи технических требований между проектировщиком и инженером и производителем.
Кому
запросить цену
для пользовательских деталей с ЧПУ на платформе Hubs вам нужно только предоставить файл 3D CAD. Современный
ЧПУ обработка
системы могут интерпретировать геометрию детали непосредственно из САПР, а это означает, что дополнительная документация, такая как технические чертежи, не всегда требуется.Тем не менее, хотя технические чертежи не являются обязательными для запроса цены на обработку с ЧПУ, они по-прежнему очень важны и широко используются в производстве. Технические чертежи улучшают передачу технических требований между дизайнерами, инженерами, разработчиками продукции и машинистами. Предоставление технического чертежа может помочь вам найти более качественные детали и даже
сократить расходы .В этой статье мы объясним, когда включать технический чертеж (или чертежи обработки) в ваш заказ на ЧПУ и что вам нужно включить, чтобы получить максимальную отдачу от поиска деталей. Эта статья также включает технические рекомендации по рисованию и лучшие практики, проверенные инженерами Hubs.
Посмотрите на этот удобный пример технического чертежа.
Изображение выше представляет собой хорошо продуманный технический чертеж с полными размерами и полезный пример для получения максимальной отдачи от этого руководства.
Нажмите
здесь
загрузить версию этого технического чертежа в высоком разрешении и
здесь
скачать файл САПР.У вас есть готовый файл САПР и технический чертеж для вашей нестандартной детали?
Ознакомьтесь с нашими услугами ЧПУ
Получите мгновенное предложение сегодняПочему технические чертежи по-прежнему важны для поиска деталей?
Несмотря на то, что файлы САПР достаточно полны в том, что они могут передавать на станки с ЧПУ, технические чертежи по-прежнему содержат информацию, которую файл 3D САПР не может передать. В том числе:
Внутренний или внешний
темы
Особенности с
допуски, превышающие стандарт
Отдельные поверхности со специфическими
отделка требования (например, шероховатость поверхности)
Даже если ваш проект не включает эти функции, рекомендуется включать технический чертеж вместе с файлом 3D CAD при размещении заказа с ЧПУ.
Обычно файл 3D CAD используется для программирования станка с ЧПУ, а чертеж используется в качестве справочного материала на протяжении всего процесса обработки.Большинство поставщиков услуг ЧПУ также могут изготавливать детали непосредственно по этим чертежам токарной и фрезерной обработки с ЧПУ. В некоторых случаях мы обнаруживаем, что они предпочитают их файлам САПР. Это потому что:
Некоторые поставщики услуг обучены быстро интерпретировать геометрию детали по 2D-чертежу
Легче определить основные размеры, функции и критические характеристики детали по 2D-чертежам
Проще оценить стоимость изготовления детали
Как видите, технические чертежи могут быть важной частью поиска нестандартных деталей, и существует множество различных стандартов и передовых методов их составления. Если ваш рисунок четко передает все технические требования, то не имеет значения, какие методы черчения вы используете.
Что такое анатомия технического рисунка?
Технический чертеж обычно состоит из следующих важных компонентов:
Основная надпись
Изометрический/графический вид детали
Основные орфографические проекции части
Разрезы или детали
Примечания для производителя
Основная надпись
В основной надписи содержится основная информация о детали, которую вы производите, например, название детали, материал, требования к отделке и цвету, имя дизайнера и компания.
Очень важно заполнить эту основную информацию, поскольку она информирует производителя об основной функции детали.Основная надпись также содержит другую техническую информацию, включая масштаб чертежа и стандарты, используемые для определения размеров и допусков.
Другим элементом, который обычно присутствует в основной надписи или рядом с ней, является угловая проекция. Угловая проекция определяет способ расположения видов на чертеже. Как правило, чертежи, использующие стандарты ASME (США и Австралия), используют проекцию под третьим углом, а стандарты ISO/DIN (Европа) используют проекцию под первым углом. Пример схемы в начале этой статьи использует стандарты ISO/DIN.
Изометрический вид
Мы рекомендуем вам добавить один или несколько 3D-изображений детали к вашему техническому чертежу. Это облегчает понимание рисунка с первого взгляда. Изометрические виды сочетают в себе иллюзию глубины с неискаженным представлением геометрии вашей детали (вертикальные линии остаются вертикальными, а горизонтальные линии рисуются под углом 30 градусов).
Основные орфографические виды
Большая часть информации о геометрии детали представлена на основных ортогональных видах.
Это двухмерные изображения трехмерного объекта, представляющие точную форму части, если смотреть с внешней стороны ограничивающей рамки по одной стороне за раз. Таким образом нарисованы только края деталей, чтобы более четко передать размеры и особенности.
Для большинства деталей достаточно двух или трех ортогональных изображений, чтобы точно описать всю геометрию.
Разрезы
Разрезы можно использовать для отображения внутренних деталей детали. Линия разреза на основном ортогональном виде показывает, где деталь имеет поперечное сечение, а штриховка на виде сечения указывает на области, где исходный материал был удален.
Технические чертежи могут иметь несколько видов в разрезе с двумя буквами, связывающими каждую линию разреза с каждым видом в разрезе (например, A-A, B-B и т.
д.). Стрелки линии разреза указывают направление.Обычно разрезы размещаются на одной линии с ортогональным видом, но их также можно разместить в другом месте чертежа, если места недостаточно. Деталь можно разрезать по всей ширине (как в примере выше), по половине ширины или под углом.
Подробные виды
Детальные виды используются для выделения сложных или трудно поддающихся измерению областей основного ортогонального вида. Обычно они имеют круглую форму (размещены со смещением во избежание путаницы) и снабжены аннотацией одной буквы, которая связывает вид детали с основным чертежом (например, A, B и т. д.).
Виды узлов можно размещать в любом месте чертежа и использовать масштаб, отличный от остального чертежа, если это четко указано (как в приведенном выше примере).
Что такое примечания производителю и зачем они нужны?
Добавление примечаний производителю к техническому чертежу очень важно, хотя и не обязательно для получения коммерческого предложения.
Они передают дополнительную информацию, которая не была включена в сами чертежи.Эти кажущиеся дополнительными, но жизненно важные фрагменты информации включают в себя инструкции по слому (удалению заусенцев) всех острых кромок и конкретные общие требования к отделке поверхности. Вы также можете использовать этот раздел чертежа для ссылки на другой файл САПР или другой компонент, с которым взаимодействует деталь на чертеже.
В примечаниях к производителю вместо текста часто используются символы. Например, шероховатость поверхности обычно обозначается символом.
Как подготовить технический чертеж за 7 простых шагов
При составлении технического чертежа мы рекомендуем выполнить следующие 7 шагов, чтобы подготовить наилучшие чертежи.
Шаг 1
Определите наиболее важные виды и поместите соответствующие орфографические изображения в центр чертежа, оставив между ними достаточно места для добавления размеров.
Шаг 2Если ваша деталь имеет внутренние элементы или сложные области, размеры которых трудно измерить, рассмотрите возможность добавления разрезов или видов узлов.
Шаг 3
Добавьте линии построения ко всем видам. Вспомогательные линии включают осевые линии (для определения плоскостей или осей симметрии), маркеры центра и шаблоны маркеров центра (для определения местоположения центра отверстий или круговых массивов).
Шаг 4
Добавьте размеры в ваш ЧПУ-чертеж, начиная с самых важных размеров (мы даем дополнительные советы по этому поводу в следующем разделе).
Шаг 5
Укажите расположение, размер и длину всех резьб.
Шаг 6
Добавьте допуски к элементам, которые требуют более высокой точности, чем стандартный допуск. Мы следуем ISO 2768, -средний или -тонкий для металлов и -средний для пластмасс.
Шаг 7
Заполните основную надпись и убедитесь, что вся необходимая информация и требования, выходящие за рамки стандартной практики (например, обработка поверхности и удаление заусенцев), указаны в дополнительных примечаниях. Когда ваш рисунок будет готов, экспортируйте его в файл PDF и прикрепите к своему заказу в конструкторе предложений.
Теперь, когда вы знакомы с базовой структурой технического чертежа, давайте углубимся в особенности добавления размеров, аннотаций и допусков.
Интересует стоимость станков с ЧПУ?
Узнайте, как снизить затраты на ЧПУ
Получите мгновенное предложение сегодняКак добавить критические размеры в технические чертежи?
Полноразмерный основной ортогональный вид
Если вы включите в свой заказ файл 3D CAD и технический чертеж, производитель в первую очередь проверит размеры технического чертежа. Мы рекомендуем тщательно проставлять размеры всех важных элементов на чертежах, чтобы избежать ошибок после того, как деталь будет запущена в производство.
Мы рекомендуем полностью указать размеры вашего технического чертежа, чтобы избежать ошибок в производственном процессе. Однако вы можете сэкономить время, определяя размеры только тех элементов, которые вы хотите, чтобы поставщик услуг обработки с ЧПУ измерил.
Вот несколько советов, которые помогут определить размеры ваших моделей:
Начните с размещения габаритных размеров детали.
Затем добавьте измерения, которые наиболее важны для функциональных целей. Например, расстояние между двумя отверстиями на приведенном в качестве примера чертеже имеет жизненно важное значение.
Затем добавьте размеры к другим объектам. Хорошей практикой является размещение всех размеров, начиная с одной и той же базовой линии (также известной как база), как показано в примере.
Размеры должны быть размещены на виде, наиболее четко описывающем элемент. Например, размеры резьбовых отверстий не включены в этот вид, так как они более четко описаны в подробном виде.
Для повторяющихся объектов добавьте размеры только к одному из них, указав общее количество повторений объекта на текущем виде. В примере два одинаковых отверстия с цековкой указаны с помощью 2x в условном обозначении.
Хотите еще глубже изучить тему добавления размеров к чертежу? Проверьте это отличный
статья
из Массачусетского технологического института.Как добавить обозначения отверстий на технический чертеж?
Виды разрезов и узлов с обозначениями отверстий
Отверстия являются обычными элементами деталей, обработанных на станках с ЧПУ. Их обычно обрабатывают дрелью, поэтому они имеют
стандартизированные размеры.
Они часто также включают второстепенные элементы, такие как зенковки (⌴) и зенковки (⌵). Рекомендуется добавлять выноски вместо определения размеров каждой отдельной функции.
В приведенном ниже примере условное обозначение определяет два одинаковых сквозных отверстия с цековкой. Символ глубины (↧) можно использовать вместо добавления дополнительного размера к чертежу.
Пример типичного обозначения отверстия
Как добавить резьбу в технический чертеж?
Если ваши детали содержат резьбу, то вы должны четко определить и обозначить ее на техническом чертеже.
Резьбы следует определять, указывая стандартный размер резьбы (например, M4x0,7) вместо размера диаметра. Мы рекомендуем предоставить подробные обозначения резьбы, так как они добавляют ясности чертежу и позволяют указать направляющие отверстия и резьбы различной длины.В этом случае первая операция должна определить размеры направляющего отверстия (подходящий диаметр можно найти в стандартных таблицах), а вторая операция — размер (и допуск) резьбы.
Как указать допуски на техническом чертеже?
Допуски определяются с использованием различных форматов на основном ортогональном виде.
Допуски определяют диапазон допустимых значений для определенного размера детали. Допуски рассказывают о функции детали и особенно важны для элементов, которые взаимодействуют с другими компонентами.
Допуски бывают разных форматов и могут быть применены к любому размеру на чертеже ЧПУ (как линейному, так и угловому).
Двусторонние допуски, простейший допуск, симметричны относительно основного размера (например, ± 0,1 мм). Есть также
односторонние допуски (с разными верхними и нижними пределами) и
допуски инженерной посадки, , которые определены в технической таблице (например, 6H). Допуск плоскостности (⏥) был определен в приведенном выше примере.Более продвинутый способ определения допусков — .
GD&T (Геометрические размеры и допуски) .Что такое определение геометрических размеров и допусков (GD&T)?
Пример детали с размерами с использованием GD&T
Определение геометрических размеров и допусков (GD&T)
Систему сложнее применять, чем стандартные размеры и допуски, но она считается лучшей, поскольку GD&T более четко передает инженерное намерение. С помощью GD&T вы можете задавать более слабые допуски и при этом выполнять основные требования к конструкции, повышая при этом качество и снижая затраты.В приведенном выше примере истинное положение (⌖) использовалось для определения допуска этой схемы отверстий. Другие распространенные геометрические допуски включают плоскостность (⏥) и концентричность (◎).
Вот пример применения системы GD&T к конструкции детали:
Эта сноска определяет восемь отверстий с номинальным диаметром 10 мм и допуском ± 0,1 мм к их диаметру. Это означает, что независимо от того, где вы измеряете этот диаметр, результат измерения должен быть между 90,9 и 10,1 мм.
Допуск истинного положения определяет положение центра отверстия по отношению к трем основным кромкам базовой линии (базу) детали. Это означает, что центральная ось отверстия всегда должна находиться в пределах идеального цилиндра, имеющего центр в месте, определяемом теоретически точными размерами на чертеже, и диаметром, равным 0,1 мм.
На практике это означает, что центр отверстия не будет смещаться от его проектного положения, гарантируя, что деталь подойдет к остальной части сборки.
Мы рекомендуем добавлять информацию о размерах и размерах ваших деталей для критических сборок и на более поздних этапах процесса проектирования (например, во время полномасштабного производства). Оба они имеют более высокие метрологические требования, что увеличивает стоимость одноразового прототипа.
У вас еще нет технического чертежа? Вы все еще можете получить мгновенную цитату
Начните производить нестандартные детали уже сегодня
Готовы преобразовать файл САПР в пользовательскую деталь? Загрузите свои проекты для бесплатной мгновенной оценки.
Получите мгновенную смету
Как сделать отличный инженерный чертеж, который поймут производители
Время прочтения: 6 мин.
До изобретения ЧПУ (ЧПУ) машинисты полагались исключительно на двухмерные инженерные чертежи для определения этапов обработки и параметров . С тех пор производство прошло долгий путь благодаря точному 3D-моделированию и программам CAM (Computer Aided Manufacturing).
В 2022 году нам повезло, что мы можем импортировать твердотельные 3D-модели в программу обработки с ЧПУ — такие программы автоматизируют этапы обработки и параметры, необходимые для производства желаемого компонента. Однако даже с учетом этих технологических достижений чертежи по-прежнему необходимы для определения жестких допусков на критические функции и другие специальные требования. А научиться оптимизировать чертежи для станков с ЧПУ — важнейший инженерный навык.
В этой статье мы поделимся методами, позволяющими гарантировать, что ваш чертеж является исчерпывающим для любого производственного процесса и может быть легко понят производственным персоналом. Для наших целей мы использовали SOLIDWORKS, но этот процесс можно легко воспроизвести с помощью другого программного обеспечения для инженерных чертежей.
Давайте приступим!
1. Откройте файл чертежа и вставьте виды чертежа
Сначала загрузите и откройте этот файл чертежа Solidworks, чтобы использовать его в качестве основы для создания чертежа ЧПУ.
Далее нам нужно разместить чертежные виды, которые обычно называют ортогональными проекциями или 2D-видами/чертежами для представления 3D-объекта. Количество чертежных видов, необходимых для данного компонента, зависит от геометрии детали. Простые детали могут быть полностью представлены в двух или трех видах, в то время как для более сложных частей, как правило, требуется больше. Для целей этого урока мы предоставили пример твердотельной модели демонстрационной части корпуса.
Для нашего инженерного чертежа требуется три вида и вид в разрезе, на котором деталь показана так, как если бы она была разрезана пополам, чтобы увидеть ее внутренние элементы. Вы можете добавить виды чертежа в базовый шаблон чертежа, щелкнув «Вид модели» на вкладке «Макет вида» и выбрав свою модель (см. подробные инструкции на веб-сайте SOLIDWORKS здесь).
Совет: для большинства чертежей станков с ЧПУ достаточно двух или трех ортогональных видов для описания геометрии, размеров и допусков обрабатываемого компонента.
Настройка масштабирования чертежа и видов
Также важно правильно масштабировать виды чертежа, чтобы у вас было достаточно места для примечаний, размеров и механических символов чертежа вокруг каждого вида — трудно (и раздражает) изменять размеры видов после размеры поставлены.
SOLIDWORKS автоматически добавляет метки центра к отверстиям, поэтому, если ваше программное обеспечение не делает этого, добавьте их. Так принято показывать производителю или любому, кто читает чертеж, где находятся отверстия. В большинстве программ есть простые в использовании инженерные инструменты, которые могут размещать осевые линии, изменять размеры видов и выполнять другие функции. Рекомендуется добавить вспомогательные линии на все виды, чтобы показать осевые линии, маркеры центра и шаблоны маркеров центра.
Справочные виды или виды в поперечном сечении (например, в разделе A-A ниже) являются еще одним элементом, который можно добавить в интересах производителя, поскольку один или два изометрических вида могут помочь им лучше понять, что они изготавливают.
Как правило, требуется добавить достаточно видов, чтобы полностью определить геометрию, размеры и допуски обрабатываемого компонента.2. Простановка геометрических размеров и допусков (GD&T)
Совет: в этом руководстве представлены некоторые основы GD&T . Для получения более полного руководства по GD&T, включая библиотеку символов GD&T, посетите этот веб-сайт .
Простановка размеров
Первым шагом процесса GD&T является простановка размеров ортогональных видов, которые вы добавили на чертеж. Этот процесс значительно упростился, поскольку большая часть геометрической информации содержится в вашей твердотельной модели. Начните с габаритных размеров, которые определяют, сколько сырья потребуется для обработки вашего компонента.
Затем определите размеры критических деталей. Критические размеры — это те размеры, которые должны быть точными, обычно потому, что они находятся там, где одна деталь взаимодействует с другой.
Образцы отверстий — хороший пример критических размеров — например, на внешних четырех углах демонстрационной части корпуса. Эта схема отверстий показывает, как деталь будет крепиться к основанию, и должна совпадать с отверстиями в сопрягающей детали.Допуски
Прежде чем устанавливать допуски на инженерном чертеже, рассмотрите две вещи: допуск, который вы хотите, и допуск, который вы называете, и имейте в виду, что, как правило, более жесткие допуски увеличивают стоимость детали, обработанной на станке с ЧПУ. Далее см. общие инструкции по допускам в основной надписи шаблона чертежа Fictiv.
Допуск определяется значащими цифрами основного размера, как показано в таблице ниже.
Теперь предположим, что желаемое расстояние между внешними отверстиями составляет 114,3 мм. Если вы назовете размер как «114», общий допуск в соответствии с приведенной выше таблицей будет определять допуск как (X) со значением ± 2,5 мм. При расчете диапазона размера «114» на основе допуска X приемлемое расстояние между отверстиями составляет от 116,5 до 111,5 мм.
Такой широкий диапазон, вероятно, не сработает, если мы взаимодействуем с другой частью.Вместо этого нам нужен жесткий допуск на этот размер, поэтому мы будем использовать размер с одним десятичным знаком (.X), который составляет ± 0,25 мм. Точно так же мы будем использовать размер с одним десятичным знаком для внутреннего шаблона отверстий. Кроме того, обратите внимание, что идентичные размеры не нужно вызывать, а просто нужно поставить «2X» перед вызванным размером.
Совет: геометрические взаимосвязи и опорные линии также должны быть определены на чертеже, и хотя мы не обсуждаем их здесь, вы можете прочитать об опорных точках в разделе 9.0300 этот артикул .
Для этой конкретной детали допуск по высоте менее строгий, поскольку нет требований к ее размеру. Таким образом, мы можем добавить размер к центральному виду без десятичных знаков, что даст нам допуск ± 2,5 мм.
На виде снизу я назвал толщину стенки 6,35, а затем «ТИП», что означает типичный.
По сути, это означает, что все одинаковые толщины стенок могут быть вызваны только одним измерением, чтобы сделать чертеж чище.Совет: используйте в своих рисунках ЗАГЛАВНЫЕ буквы, чтобы их было легче читать и понимать.
Специальные размеры и допуски для отверстий
После определения размеров отверстий и других критических размеров нам необходимо определить диаметры отверстий, глубину и соответствующие допуски, а также любую требуемую резьбу — верхняя часть нашего демонстрационного корпуса. четыре наружных отверстия с потайной головкой и четыре внутренних отверстия с резьбой #6-32.
Совет: если у вас есть только резьбовые отверстия для обозначения, вы можете пропустить чертеж и просто использовать Fictiv’s Инструмент автоматического обнаружения резьбы .
Идентичные отверстия можно обозначить вместе, поставив «4X» перед названным размером. В нашем примере мы используем резьбу UNC, потому что метчики и оборудование обычно более доступны в США.
Кроме того, существует два типа отверстий: сквозные отверстия, которые полностью проходят через деталь, и глухие отверстия, которые имеют заданную глубину, вызываемую с помощью символ ↧ на инженерном чертеже. Глубина потайных отверстий также обозначается символом ⌴.3. Примечания к поверхности
Чертежи также полезны для информирования производителя о конкретных инструкциях по поверхности. Чистота поверхности соответствует типу концевой фрезы и скорости, с которой оператор ЧПУ обрабатывает конкретную поверхность. В общем, 64RMS — это гладкая поверхность, но вы можете немного почувствовать траектории. Я рекомендую 32RMS или ниже для поверхностей контакта с уплотнительным кольцом и любой поверхности, которую вы хотите сделать действительно гладкой.
Сравнитель отделки поверхности, показывающий разницу в нескольких отделках поверхности.
Как и в случае других допусков, чем жестче допуск (и чем ровнее поверхность), тем дороже обработка. Я добавил отделку 64RMS к основной надписи нашего примера, но я добавлю примечание, потому что нам нужна более гладкая отделка верхней поверхности демонстрационного корпуса.
4. Производственные примечания
Верхний левый угол чертежа используется для дополнительных примечаний для производителя, которые могут включать инструкции по отделке или маркировку деталей. Это последний элемент для создания четкого инженерного чертежа. На нашем рисунке мы добавим примечание для разрыва всех краев, а также несколько других полезных базовых примечаний:
- Определение единиц измерения
- Предоставление информации о допусках
- Перекрестные ссылки на твердотельную модель
- Острые края тормоза
- Требования к чистоте поверхности
- Требования к чистоте
Хотя не все они должны быть включены в каждый чертеж, они должны быть включены в примечания к каждому чертежу. обеспечить хорошую стартовую основу.
5. Экспорт в PDF
Поздравляем! Мы закончили наш чертеж станка с ЧПУ, и наш последний шаг — экспорт чертежа в формате PDF. В SOLIDWORKS это так же просто, как перейти в «Файл» → «Сохранить как» и выбрать PDF в качестве «Тип файла».
Abs для 3d принтера: ABS пластик для 3d принтера купить в Москве
PLA и ABS для 3D печати: в чем разница?
3DPrintStory
  
Процесс 3D печати
  
PLA и ABS для 3D печати: в чем разница?
PLA или ABS: Какой и когда использовать? В статье раскрыта разница между этими пластиками и приведены сферы их использования.
Одни из самых популярных пластиков для 3D печати с помощью FDM (Fused Deposition Modeling) технологии — это ABS и PLA. Оба являются термопластиками. Это означает, что они становятся податливыми при нагреве – таким образом вы можете придавать им форму, а при охлаждении они ее сохранят. Оба материала изготавливливаются в виде прутков, которые вы можете подавать в экструдер своего 3D принтера. Процесс печати при использовании ABS и PLA очень похож.
Несмотря на кажущееся сходство, ABS и PLA отличаются. Некоторые 3D принтеры вообще могут печатать только PLA пластиком.
ABS и PLA — краткие определения
PLA (PolyLactic Acid) — это биополимер, то есть биоразлагаемый пластик. Он изготавливается из возобновляемых материалов, напрмер, кукурузный крахмал или сахарный стростник. Кроме 3D печати PLA используют для упаковок, пластиковых бутылок и стаканчиков. Считается, что он экологически более чистый по сравнению с ABS.
ABS (Acrylonitrile-Butadiene Styrene) масляный пластик. Это жесткий материал который используют для создания бытовых приборов, электрического оборудования и даже кирпичиков Lego.
Сравнение основных характеристик PLA и ABS
В таблице ниже показаны основные характеристики PLA и ABS пластиков:
Параметр PLA ABS Melt Flow Index (MFI) 10.3 см3 / 10 мин 9.7 см3 / 10 мин Температура стеклования 60-65°C 110-125°C Температура застывания 70-80°C 110-125°C Температура плавления 160-190°C 210-240°C Температура 3D печати 190-220°C 230-250°C Рекомендуемая температура стола для печати 50-70°C (не обязательно подгревать) 80-120°C (обязательно подогревать) Что значит каждая из приведенных характеристик?
- Melt flow index характеризует легкость потока расплавленного полимера. Измеряется в количестве материала, которое проходит сквозь капилляр определенного диаметра и длины за 10 минут.
- Температура стеклования — точка, в которой твердый и хрупкий материал переходит в расплавленное или эластичное состояние при увеличении температуры. Это важная характеристика, если вы печатаете модель, которая будет взаимодействовать с горячей водой или напитками: например, кружка для кофе из PLA — не очень хорошая идея. ABS пластик в этом случае тоже плохой вариант: смотрите раздел «Рекомендуемые сферы применения» ниже.
- Температура застывания характеризует предел сопротивления нагреву: при температурах выше этой, объект будет искривляться. Если ваш 3D принтер оснащен столом с подогревом, температура этого стола должна быть ниже этой температуры; в противном случае, объект деформируется во время 3D печати.
- Температура плавления (или точка плавления) — тут все очевидно — температура, при которой материал начинает плавиться.
- Температура 3D печати — обычно выше чем температура плавления, так как пластик должен быть расплавленным (а не только начинал плавиться) при подаче сквозь сопло экструдера.
Механические и физические свойства
PLA более хрупкий, имеет большую твердость поверхности. Более подвержен поломкам при изгибе. Обработка ацетоном (для повышения гладкости поверхности) невозможна.
На рисунке ниже показан напечатанный из ABS пластика ключ.
Если печатать с рекомендуемыми производителем температурами, детали из ABS пластика будут гораздо тверже и обладать большим сопротивлением внешнему воздействию и нагрузкам, чем PLA. То есть, ABS подходит лучше для печати механических узлов и деталей и объектов с большим сопротивлением агрессивной окружающей среде. Кроме того, детали из ABS более гибкие и скорее гнутся чем ломаются под внешним давлением. ABS is better malleable, постобработка проще. Напечатанные модели можно шлифовать, покрывать краской. Их можно обработать ацетоном, чтобы получить гладкую блестящую поверхность.
Простота 3D печати
В целом, PLA лучше для начинающих увлекаться 3D печатью. ABS пластик более подвержен стандартной проблеме 3D печати — усадке (то есть, когда первые слои остывают слишком быстро и начинают загибаться по краям, что вызывает отрыв модели от стола по углам).
Печать ABS пластиком потребует экспериментов, чтобы найти оптимальные настройки.У PLA другой недочет — склонность засорять сопроло экструдера, так как он более липкий и сильнее расширяется при плавлении. Чтобы избежать засорения сопла, рекомендуется следовать указаниям производителя. Слои ложатся хорошо и вряд ли будут загибаться по краям. Напечатанное изделие проще отделить от стола чем аналогичные из ABS пластика. Подогрев стола не обязателен (но при правильных режимах может улучшить качество печати). 3D принтер не обязательно держать в закрытом корпусе (но опять таки, если использовать корпус результат может быть лучше). Для повышения адгезии стола рекомендуется использовать специальный скотч (также известный как скотч для 3D печати).
ABS склонен к усадке больше чем PLA.
Печать ABS пластиком происходит при более высоких температурах чем PLA, что значительно снижает вероятность засорения сопла. Кроме того, требуется меньшее усилие для подачи материала в сопло. Так как ABS ужимается при охлаждении, деталь может оторваться от стола (особенно во время 3D печати высоких моделей).
Чтобы этого избежать, необходимо использовать стол с подогревом. Желательно, чтобы у принтера был корпус. Так как сцепление со столом хуже чем у PLA, могут возникать разные проблемы. Для улучшения сцепления со столом, рекомендуется использовать каптоновый скотч (выдерживает температуру до 400ºC). Правда, стоит скотч дорого, так что есть альтернативный вариант — распылить лак для волос на стол перед началом печати.Условия хранения
Оба пластика (PLA/ABS) впитывают влагу из воздуха. Чтобы этого избежать, воздух выкачивается при упаковке. Производители материалов для 3D печати рекомендуют использовать бобины как можно быстрее, так как со временем начинает страдать качество. Распакованный материал рекомендуется хранить в сухом месте.
Если PLA долго хранится, вы можете заметить появления пузырьков во время 3D печати. Это может привести к засорению сопла и ухудшению качества поверхности напечатанного изделия. Хотя влажный PLA можно высушить под потоком теплого воздуха, нагрев может нарушить структуру материала и изменить термические свойства, что повлияет на температуру печати.
Во время печати влажным ABS, также могут возникать пузырьки. Если высушить его теплым (но не чересчур) воздухом, например, используя пищевой дигедратор, термические свойства пластика не изменятся.
Испарения и запах
Во время 3D печати полимерами (PLA/ABS) вы почувствуете запах. Запах зависит от используемого материала и температуры печати.
PLA пахнет почти приятно, некоторые сравниваю этот запах с разогретыми вафлями или конфетами.
ABS при нагреве пахнет плохо. Некоторые жалуются на головную боль и даже тошноту из-за 3D печати. Если вы печатаете в помещении, рекомендуется организовать хорошую вентиляцию.
Разлагаемость и долговечность
PLA разлагается – он изготавливается из растительных материалов. Так как для разложения ему нужен небольшой нагрев, можете спокойно выкидывать его в контейнеры с мусором.
ABS не разлагается, но может быть переработан.
Оба материала (PLA/ABS) разлагаются под воздействием солнечных лучей и влаги. ABS более стабильный и обладает большим сопротивлением к химическим воздействиям чем PLA.
Что выбрать?
Оба материала продаются в разных цветах; есть даже полупрозрачные материалы. Некоторые специальные материалы доступны только в виде смеси на основании PLA. Это дерево, металл и т.п.
На фото ниже показан материал «Bamboofill» компании ColorFabb. Материал содержит 80% PLA и 20% опилок бамбукового дерева.
Цены на PLA и ABS
Цены находятся в одном диапазоне, но как правило, PLA пластик немного дороже. Естественно, PLA пластики с примесями дерева или других материалов, стоят дороже.
Рекомендуемые сферы применения
PLA широко используется в 3D печати, например, для бытовых предметов, гаджетов и игрушек. Он отлично подходит, если гибкость не является вашим основным требованием. В этом он уступает ABS. С другой стороны, он биосовместимым и может смело использоваться в аксессуарах, которые взаимодействуют с кожей.
Из-за относительно низкой температуры плавления, PLA не подходит для объектов, которые подвергаются нагреву. При нагреве более 60ºC изделия из PLA пластика начинают терять свою форму.
Не стоит использовать PLA в объектах, которые подвергаются солнечному облучению на протяжении длительного времени или находятся в машинах.ABS подходит лучше для объектов, которые подвергаются воздействию высоких температур, могут падать или воспринимать нагрузки на изгиб. ABS можно использовать для моделей, подверженных механическим ударам.
ABS небезопасный для пищевых изделий: особенно когда материал вступает в контакт с горячими жидкостями или теплой едой. Если вы все-таки хотите использовать ABS для контакта в питьевой водой, едой, необходимо использовать специальные методики полировки или покрыть его специальной краской.
5 причин, по которым ABS не стоит использовать для 3D печати
3DPrintStory
  
Новости
  
5 причин, по которым ABS не стоит использовать для 3D печати
«ABS был отличным материалом, пока он имел право на существование, но нам действительно нужно двигаться дальше», — говорит Майлз Скотт.
И он прав. Существуют и другие материалы, менее ядовитые, более легкие для 3D печати и более экологически чистые.Прежде чем вы возьмете вилы из ABS пластика и начнете кричать и угрожать, позвольте начать с утверждения, что я не считаю ABS плохим материалом как таковым. Но по мере развития рынка 3D печати многие компании вложили значительные средства в исследования и разработки. Так что на данный момент есть гораздо больше возможностей и альтернатив в выборе материалов, которых точно не было в первые дни проекта RepRap. И сейчас на рынке 3D печати есть более прочные и универсальные волокна, которыми значительно легче печатать.
Итак, на каком же свете находится сейчас ABS пластик в контексте материала для 3D печати?
Причина 1. ABS пластик определенно отравляет вас
АБС (акрилонитрилбутадиенстирол) — это не биоразлагаемый пластик на нефтяной основе. И это по своей природе более токсичный пластик, чем PLA. Запах АБС ударяет по тебе и мгновенно срабатывает внутренняя сигнализация: мне это не подходит.
При использовании АБС пластиков для 3D печати просто необходимо городить корпус с использованием какой-либо вентиляционной трубы для вывода ядовитых испарений из комнаты.Долгосрочное воздействие паров АБС пластика окончательно не изучено. Однако исследование еще от 2015 года, показывает, что «как газообразные молекулы, так и наночастицы вдыхаются людьми через обонятельную систему. Ультратонкие частицы откладываются в основном в клетках органов дыхания и через обонятельные нервы слизистой оболочки носа достигают головного мозга. Однократное воздействие через кожу обеспечивает частичное поглощение».
В Solidoodle Wiki была написана статья под названием «Безопасность ABS». В ней говорится, что «ни один из компонентов, присутствующих в этом материале, не указан как канцероген. При нормальных условиях обработки этот продукт не содержит токсичных химикатов». Однако вы также можете прочитать в этой статье, что «пары, образующиеся во время процесса плавления, могут вызвать раздражение глаз, кожи и дыхательных путей, а при передержке могут вызвать тошноту и головную боль».
Он убьет тебя в одно мгновение? Возможно нет. Это хорошо для вас? Точно нет. Но действительно ли вам нужно было исследование, чтобы это утверждать? Я верю, что эволюционный инстинкт оторвет ваш нос от этой штуки. Если только вы не захотите стать объектом длительного клинического исследования с уловным заглавием «Вредно ли для меня вдыхание расплавленного пластика?».
Я разговаривал с моим другом, который сейчас учится в медицинской школе, когда писал эту статью. Я сразу нарвался на 15-ти минутную лекцию о том, почему это ужасно для моего здоровья и почему я точно не должен этого делать.
Причина 2. Существуют более прочные и удобные для 3D печати материалы
Когда первые дни домашней 3D печати были в самом разгаре, не существовало многомиллионного мирового рынка филаментов. Таким образом, сообществу пришлось задействовать рынки, которые были доступны в то время. Что касается термопластов, то это означало АБС.
В производственном мире АБС используется в огромных количествах.
Так что были стабильные поставки материала и доступные цены. Теперь у нас есть реальные исследования и разработки в области материалов для 3D принтера и специальных полимеров, разрабатываемых для 3D печати. Например, PET и PETG пластиками печатать намного легче, а их свойства аналогичны свойствам ABS. Просто в следующий раз именно эти материалы, когда собираетесь купить какой-нибудь ABS. Поверьте, вы останетесь довольны результатом 3D печати.Причина 3. Деформация, деформация, деформация!
Если вам нужно больше доказательств того, что ABS никогда преднамеренно не разрабатывался для 3D печати, обратите внимание на то, как щепетильно он относится к температуре.
АБС используется в основном для технологий литья под давлением, где теплу перемещаться некуда. Когда речь идет о 3D печати, это полная противоположность. Небольшие перепады температуры приведут к тому, что детали из АБС пластика поднимутся прямо со стола 3D принтера, и ваши 3D модели будут испорчены. Вот почему те, кто использует ABS, широко используют корпуса, которые позволяют стабилизировать перепады температур.
Если вы не хотите, чтобы ваши 3D модели коробились, вам нужен корпус. Я видел, как люди использовали все что угодно — от корзин для стирки до простого накидывания одеяла на 3D принтер (к слову, этот вариант как и многие другие мягко говоря очень опасны, не делайте так). Если у вас нет стола с подогревом, даже не пробуйте печатать ABS. Он точно не схватится со столом 3D принтера.
Причина 4. Экологические проблемы
ABS не разлагается микроорганизмами. Ваша 3DBenchy будет существовать и через 1000 лет, спустя много времени после того, как мы все уйдем. Только представьте, сколько материалов для поддержки плотов с краями и неудавшихся 3D моделей появляется со временем. Чем это закончится? Как вид, мы сталкиваемся с огромными экологическими проблемами уже обозримом будущем. Даже если вы думаете, что изменение климата — это заговор, придуманный китайцами, цена на ископаемое топливо будет напрямую влиять на ценообразование на АБС, поэтому вы можете увидеть изменения цен на этот филамент, если цены на нефть вырастут.
Причина 5. При постобработке используются опасные химические вещества
Для сглаживания 3D моделей из АБС пластика используется ацетон. И да, эффект очень хорош.
Но! Во-первых, длительное воздействие паров ацетона может серьезно повредить вашу дыхательную систему, не говоря уже о том, что он чрезвычайно огнеопасен и может быть опасен для хранения.
И: главное достоинство АБС — это его прочность и термостойкость. Так зачем использовать этот материал для декоративных 3D принтов, если у вас есть PLA? Если вы хотите регулярно сглаживать свои 3D модели из PLA, просто ознакомьтесь с гайдом по сглаживанию PLA изделий.
Вы, вероятно, думаете: почему вы так ненавидите ABS, что он имеет свое применение и, несмотря на его недостатки, является хорошим материалом… и вы правы. Но я надеюсь, что, прочитав эту статью, вы поймете, что вам не обязательно использовать именно ABS для получения прочных деталей или желаемого внешнего вида ваших 3D моделей. В условиях развитого рынка материалов для 3D печати, стоит просто поискать альтернативу, чтобы получить от своего 3D принтера максимум при сохранении вашего здоровья и общего благополучия.
Ultimate Materials Guide — Советы по 3D-печати с использованием ABS
Обзор
ABS (акрилонитрил-бутадиен-стирол) имеет долгую историю в мире 3D-печати. Этот материал был одним из первых пластиков, которые стали использовать в промышленных 3D-принтерах. Много лет спустя ABS по-прежнему остается очень популярным материалом благодаря своей низкой стоимости и хорошим механическим свойствам. ABS известен своей прочностью и ударопрочностью, что позволяет печатать прочные детали, которые выдержат дополнительное использование и износ. Строительные блоки LEGO сделаны из этого материала по той же причине! ABS также имеет более высокую температуру стеклования, что означает, что материал может выдерживать гораздо более высокие температуры, прежде чем он начнет деформироваться. Это делает ABS отличным выбором для применения вне помещений или при высоких температурах. При печати из АБС-пластика обязательно используйте открытое пространство с хорошей вентиляцией, так как материал имеет неприятный запах.
ABS также имеет тенденцию немного сжиматься при охлаждении, поэтому контроль температуры вашего объема сборки и детали внутри может иметь большие преимущества.- Низкая стоимость
- Хорошая ударопрочность и износостойкость
- Меньше просачивания и натяжения делает поверхность моделей более гладкой
- Хорошая термостойкость
- Сильное коробление
- Требуется подогреваемый стол или обогреваемая камера
- Издает резкий запах при печати
- Детали имеют тенденцию к усадке, что приводит к неточности размеров
Требования к оборудованию
Перед 3D-печатью с помощью ABS убедитесь, что ваш 3D-принтер соответствует перечисленным ниже требованиям к оборудованию, чтобы обеспечить наилучшее качество печати.
Кровать
Температура: 95-110 ° C
Нагретый слой требуется
Корпус. РекомендуетсяСборка Поверхность
КАПТОН ЛЮБОВЬ
АБС СРУЗКАЭкстрадер
ТЕМПЕТА: 220-250 ° C
NO СПЕЦИАЛЬНЫЙ ХОТКОВ.Охлаждение
Частичный вентилятор охлаждения Не требуется
Best Practices
Эти советы помогут вам снизить вероятность возникновения общих проблем 3D-печати, связанных с ABS, таких как деформация и дым.
Контрольная деформация
Одной из наиболее распространенных проблем с качеством печати при использовании ABS является деформация. Когда пластик охлаждается от температуры экструзии до комнатной температуры, это изменение температуры вызывает усадку и сжатие пластика. Это может быть особенно проблематично для первого слоя, так как изменение размера часто может привести к тому, что деталь отделится от основы, что испортит отпечаток. Вы можете свести к минимуму этот эффект, используя надлежащую рабочую поверхность, нагретую до 110º C. Платформа сборки передаст часть своего тепла первым слоям вашей детали, что предотвратит их усадку и отделение от платформы. Также принято устанавливать температуру экструдера примерно на 10-20 градусов выше для первых нескольких слоев отпечатка, что также может помочь снизить риск разделения.
Simplify3D дает вам полный контроль над температурой вашего слоя и экструдера, поэтому вы можете легко установить нужные значения для каждого слоя, используя вкладку «Температура» в настройках вашего процесса. Хотя эти изменения могут помочь с нижними слоями вашего отпечатка, с более высокими частями могут возникнуть проблемы, поскольку слои удаляются дальше от кровати. При печати больших деталей подумайте о том, чтобы добавить корпус вокруг принтера, чтобы поддерживать более высокую температуру вокруг отпечатка. Корпус также может предотвратить сквозняки, которые могут быстро охладить деталь во время печати. Если вы выполнили эти шаги, но у вас все еще возникают проблемы с деформацией и разделением, в нашем Руководстве по качеству печати есть целый раздел, посвященный деформации, который может дать вам еще больше информации по теме: Как предотвратить деформацию.Использование краев и подложек
При печати больших деталей или тонких деликатных деталей у вас могут возникнуть проблемы с правильным прилеганием этих деталей к станине.
В этих случаях добавление полей или плота к вашему отпечатку может быть отличным способом закрепить эту часть на платформе сборки и предотвратить деформацию. Кромка добавит несколько пластиковых колец вокруг вашей модели на первых нескольких слоях, создав дополнительную площадь поверхности для удержания краев вашей детали. Использование плота фактически напечатает совершенно новую пластиковую структуру под вашим отпечатком, которую можно будет удалить после завершения печати. Рафты в Simplify3D были тщательно оптимизированы для версии 4.0, что позволяет им печатать быстрее и использовать больше материала, но вы все равно можете обнаружить, что края быстрее подходят для больших деталей. Если вы хотите узнать больше об этих вариантах, у нас есть подробная статья, в которой объясняются все различия между плотами, юбками и полями, чтобы помочь вам начать работу.Печать в хорошо проветриваемом помещении
Известно, что печать с использованием АБС-пластика сопровождается сильным запахом паров, которые потенциально могут быть вредными при вдыхании в больших количествах.
Избегайте замкнутых пространств и размещайте принтер в хорошо проветриваемом помещении, чтобы избежать этих проблем. Новые 3D-принтеры могут включать в себя отдельную систему фильтрации воздуха или HEPA-фильтр, который может справляться с этими парами прямо из источника. Если ваш принтер не включает эти функции или вы ограничены в том, где вы можете его разместить, рассмотрите возможность открытия окна или использования гибкого воздуховода из местного хозяйственного магазина, чтобы вывести пары наружу.Наконечники Pro-Tips
- Прилипание к слою можно улучшить, используя суспензию АБС. Вы можете сделать эту суспензию самостоятельно, смешав небольшие кусочки нити ABS с ацетоном и нанеся смесь на кровать. Есть также несколько предварительно упакованных версий продукта, которые можно приобрести.
- При двойной экструзионной печати PLA может быть хорошим вспомогательным материалом для отрыва, так как он плохо прилипает к ABS.
Начало работы с ABS
Вот несколько советов, которые помогут вам начать работу с ABS.
Вы можете просмотреть некоторые распространенные области применения ниже, выбрать из типичного образца проекта или даже ознакомиться с популярными брендами нитей, если вы хотите запастись этим недорогим материалом.Общие приложения
- Кейсы или проектные корпуса
- Игрушки или фигурки
- Автомобильная фурнитура
Примеры проектов
- Кубики Lego
- Дверная защелка
- Непоседа Спиннер
Популярные бренды
- Hatchbox ABS
- FormFutura ABS pro, EasyFil ABS, TitanX
- eSun АБС, АБС+
- Хобби Кинг АБС
Все, что вам нужно знать об ABS для 3D-печати
Опубликовано 6 июня 2019 г. автором Carlota V.
АБС для акрилонитрил-бутадиен-стирола — это термопластичный полимер, довольно распространенный в промышленности. В основном он известен своей хорошей ударопрочностью при низких температурах и возможностью создания легких деталей.
В основном используется в секторе бытовой техники, он также встречается в корпусах лодок, украшениях, игрушках и особенно в знаменитых кубиках, разработанных LEGO. АБС-пластик также очень популярен на рынке 3D-печати FDM, так как это наиболее широко используемый материал в этом секторе вместе с PLA.Сегодня мы представляем вам обзор основных характеристик АБС-пластика для 3D-печати, включая параметры печати и области применения.
Лего изготавливаются из АБС-пластика
Производственный процесс
Один из первых пластиков, используемых в промышленных 3D-принтерах, он был разработан примерно в 1990 году. Этот термопластичный полимер называется терполимером и чаще всего получается путем полимеризации. акрилонитрила и стирола в присутствии полибутадиена – обычно 20 % акрилонитрила, 25 % бутадиена и 55 % стирола. Таким образом, изменение этих пропорций может изменить свойства АБС; стирол, например, является элементом, который придает АБС-пластику жесткость и блеск, а бутадиен придает ему ударопрочность и низкотемпературные свойства.
Индустрия литья пластмасс под давлением является одним из основных потребителей АБС-пластика: материал обладает хорошей жесткостью, высокой ударопрочностью и большой легкостью, оставаясь при этом очень доступным по цене. Он также был популярным материалом на рынке 3D-печати методом напыления в течение нескольких лет, одним из первых нитей, используемых в секторе с PLA — оба материала легче печатать, чем другие технические и недорогие термопластики.
АБС-пластик широко используется в литье под давлением | Кредиты: Прецизионное литье пластмасс
Характеристики нитей ABS для 3D-печати
Доступный в форме нитей диаметром 1,75 мм или 2,85 мм и нескольких цветов, ABS обладает интересными свойствами для многих отраслей, которые хотят 3D-печатать функциональные детали или прототипы. Хотя его труднее печатать, чем PLA, ABS остается очень популярным материалом для профессионалов 3D-печати из-за его устойчивости к ударам и высоким температурам (от -20°C до 80°C). Он непрозрачен, имеет гладкую и блестящую поверхность и может подвергаться химической сварке с использованием ацетона.
ABS имеет температуру плавления около 200°C, поэтому рекомендуется, чтобы температура экструзии находилась в пределах от 230 до 260°C. Использование нагревательной пластины (от 80 до 130°C) является обязательным: это пластик, который дает усадку при контакте с воздухом, вызывая усадку (или деформацию) детали и, таким образом, ее отделение от пластины. Для крупных деталей даже целесообразно использовать специальный клей типа Kapton или клеевой лак. Наконец, 3D-принтер с закрытым корпусом предпочтительнее, поскольку АБС-пластик выделяет частицы, которые могут быть опасны для пользователя.
Нагревательная пластина необходима, чтобы избежать явления коробления
Что касается печатных материалов, ABS легко печатается с HIPS, материалом, который имеет такие же температуры лотка и экструзии. Этот материал быстро растворяется в D-лимонене, растворителе на основе лимона.
При печати этим термопластичным полимером требуется небольшая постобработка, что является ключевым преимуществом, позволяющим сэкономить время при производстве сложных деталей.
Он может быть окрашен и хорошо сопротивляется времени с небольшими наблюдаемыми деформациями. Наконец, это материал, который необходимо держать сухим, поскольку он поглощает влагу из воздуха, что значительно затрудняет печать.Решения, такие как PolyBox, позволяют защитить нити от влаги
Основные производители
Многие игроки сейчас предлагают АБС-пластик в виде нитей; среди основных — известный поставщик Stratasys, китайский Esun, а также Ultimaker, FormFutura, Innofil3D и т. д. Существует широкий выбор цветов по цене от 15 до 60 евро в зависимости от бренда.
Имейте в виду, что существуют нагруженные нити, в которых к АБС добавляются добавки: например, АБС на основе углеродных волокон или арамидных волокон, более известный как кевлар. Эти волокна, например, уменьшают явление коробления ABS и, следовательно, обеспечивают большую точность. С другой стороны, углерод усиливает первоначальные механические свойства материала. Эти более технические материалы, как правило, дороже и имеют другие параметры печати.
Гидравлический болторез: КВТ Гидравлический болторез БРГ-12 (КВТ)
Болторез гидравлический в категории «Инструмент»
Гидравлический болторез для арматуры 6 тонн YATO YT-22870
На складе
Доставка по Украине
2 500 грн
Купить
EliteShop
Болторез гидравлический 8 тонн YATO YT-22871
На складе
Доставка по Украине
3 200 грн
Купить
EliteShop
Гидравлический болторез для арматуры 6 тонн YATO YT-22870
Доставка по Украине
2 330 грн
2 230 грн
Купить
Интернет-магазин «24ka.com.ua»
Болторез гидравлический 8 тонн YATO YT-22871
Доставка по Украине
3 000 грн
2 850 грн
Купить
Интернет-магазин «24ka.com.ua»
Болторез Гидравлический(Ножницы Арматурные)4-12 мм Тросорез(Ножницы)Секторные YATO YT-22870
На складе
Доставка по Украине
по 2 941 грн
от 2 продавцов
2 941 грн
Купить
РУКОЯТКА
Болторез Гидравлический(Ножницы Арматурные)4-16 мм Тросорез(Ножницы)Секторные YATO YT-22871
На складе
Доставка по Украине
по 3 812 грн
от 2 продавцов
3 812 грн
Купить
РУКОЯТКА
Болторез Гидравлический(Ножницы Арматурные)4-20 мм Тросорез(Ножницы)Секторные YATO YT-22872
На складе
Доставка по Украине
по 6 099 грн
от 2 продавцов
6 099 грн
Купить
РУКОЯТКА
Болторез гидравлический Yato 430 мм 4-12 мм YT-22870
Доставка по Украине
2 705 грн
Купить
etools
Болторез гидравлический Yato 430 мм 4-16 мм YT-22871
Доставка из г.
Харьков3 505 грн
Купить
etools
Болторез гидравлический Yato 515 мм 4-20 мм YT-22872
Доставка по Украине
5 610 грн
Купить
etools
Гидравлический болторез для арматуры 6 тонн YATO YT-22870
Доставка из г. Киев
2 759 грн
Купить
интернет-магазин «АККА-ЭЛЕКТРО»
Гидравлический болторез для арматуры 8 тонн YATO YT-22871
Доставка из г. Киев
3 577 грн
Купить
интернет-магазин «АККА-ЭЛЕКТРО»
Гидравлический болторез для арматуры 12 тонн YATO YT-22872
Доставка из г. Киев
5 724 грн
Купить
интернет-магазин «АККА-ЭЛЕКТРО»
Болторез гидравлический YATO 430 мм 4-12 мм
Доставка по Украине
по 2 842 грн
от 2 продавцов
2 842 грн
Купить
Интернет-магазин электрооборудования ALT-SHOP
Болторез гидравлический YATO 515 мм 4-20 мм
Доставка по Украине
по 5 888 грн
от 2 продавцов
5 888 грн
Купить
Интернет-магазин электрооборудования ALT-SHOP
Смотрите также
Болторез гидравлический YATO 430 мм 4-16 мм
Доставка по Украине
по 3 654 грн
от 2 продавцов
3 654 грн
Купить
Интернет-магазин электрооборудования ALT-SHOP
Гидравлический болторез 4-12мм для арматуры YATO 430мм
Доставка по Украине
2 439 грн
Купить
Агросервис
Гидравлический болторез для арматуры 4-16мм YATO 430мм
Доставка по Украине
3 160 грн
Купить
Агросервис
Гидравлический болторез для арматуры 4-20мм YATO 515мм
Доставка по Украине
5 057 грн
Купить
Агросервис
Гидравлический болторез для арматуры 6 тонн YATO YT-22870
Доставка по Украине
2 355 грн
Купить
Автозапчасти и комплектующие
Болторез гидравлический 8 тонн YATO YT-22871
Доставка по Украине
2 927 грн
Купить
Автозапчасти и комплектующие
Ручные гидравлические ножницы болторезы 13 тонн YATO YT-22872
На складе
Доставка по Украине
5 250 грн
Купить
EliteShop
Сменные Лезвия Для Болтореза Гидравлического(Ножниц Арматурных)Тросореза(Ножниц)Секторных 12мм YATO YT-22873
На складе
Доставка по Украине
по 490 грн
от 2 продавцов
490 грн
Купить
РУКОЯТКА
Сменные Лезвия Для Болтореза Гидравлического(Ножниц Арматурных)Тросореза(Ножниц)Секторных 20мм YATO YT-22875
На складе
Доставка по Украине
по 632 грн
от 2 продавцов
632 грн
Купить
РУКОЯТКА
Ножи для гидравлического болтореза Yato YT-22873 (Польша)
Доставка по Украине
по 470.
25 грнот 5 продавцов
495 грн
470.25 грн
Купить
Профессиональное оборудование и инструмент — Спектр Маркет
Ножи для гидравлического болтореза YT-22871 16 мм 2 шт. Yato YT-22874 (Польша)
Доставка по Украине
по 470.25 грн
от 4 продавцов
495 грн
470.25 грн
Купить
Профессиональное оборудование и инструмент — Спектр Маркет
Ручные гидравлические ножницы болторезы 13 тонн YATO YT-22872
Доставка по Украине
4 950 грн
4 850 грн
Купить
Интернет-магазин «24ka.com.ua»
Ножи для гидравлического болтореза YT-22871 16 мм 2 шт. Yato YT-22874 (Польша)
Доставка из г. Львов
471 грн
Купить
WesternTools
Гидравлический арматурорез АР-16
На складе
Доставка по Украине
3 000 грн
Купить
Гидравлик-Д
виды и область применения, какие характеристики важны, сравнение разных типов устройств, обзор 5 самых популярных моделей, их плюсы и минусы
Инструмент, который называется в народе и профессиональной среде болторезом, редко используется для перекусывания болтов.
По сути это инструмент, предназначенный для резки любых металлических стержней различного диаметра. Куда как чаще он используется вовсе не для болтов, а для резки арматуры, прутьев и тому подобных строительных элементов.Однако встречающееся на некоторых сайтах и в каталогах слово «арматурорез» слишком искусственное с точки зрения русского языка. Есть и другое имя — гидравлические ножницы. Применяя общеизвестное название, можно рассчитывать на понимание собеседника.
Содержание
- Описание и сфера применения
- Преимущества перед конкурентами
- Почему гидравлика
- Виды
- Ручные
- Гильотинные и ножничные
- Электрогидравлические
- С внешней помпой
- Диаметр перерезаемого прутка
- Выбор устройства
- Популярные модели
- КВТ БРГ-22
- КВТ НГР-40
- ТЕХРИМ 812010-12
- IEK TLK10-50
- Tor HHG-16
- Заключение
- Видео-обзор механических ручных, гидравлических болторезов КВТ
Описание и сфера применения
Задачей любого болтореза является перекусывание вытянутых металлических предметов.
Их форма большого значения не имеет: аппарат удачно справляется как с круглым, так и квадратным сечением заготовок. Этим обусловлена конструкция болтореза: в нём всегда будут две части, между которыми создаётся давление. Части могут приводиться в движение различным образом — вручную, посредством гидравлического цилиндра или силой электрического тока.Применяется этот агрегат в различных сферах:
- В строительстве. Наиболее частая задача — резка арматуры, которая в больших количествах идёт на бетонные конструкции.
- В спасательном деле. Хороший болторез составляет неотъемлемую часть инвентаря команды пожарников и службы МЧС. С его помощью осуществляется демонтаж конструкций, которые мешают спасению людей, преодоление преград в виде замков, цепочек и петель (Как тут не вспомнить Леона в исполнении Жана Рено из одноимённого фильма, хотя пожарником он не был).
- В различных СТО и ремонтных мастерских, где с помощью усиленных ножниц производят демонтаж вышедших из строя запчастей.
- В быту, на даче. Начиная от применения в мастерской и заканчивая перекусыванием заржавевшего замка бабушкиного чулана.
- Промышленность. Больший и мощные болторезы в качестве стационарного оборудования размещены во многих цехах и металлобазах, где ими орудуют при производстве и раскрое заготовок.
Преимущества перед конкурентами
Гидравлический болторез может разрезать металлические пруты!
А устройств, с помощью которых можно произвести отрезание толстого металлического прута, не так уж много. Самое распространённое — это углошлифовальная машина или болгарка.
Спору нет, она справляется с задачей, но у арматурных ножниц есть пара козырей в рукаве:
- Полная энергонезависимость (у ручных гидравлических моделей).
- Режущая кромка изнашивается значительно медленнее, чем отрезной диск.
- Отсутствие искр и окалины, заготовка не нагревается.
- Травмоопасность по сравнению с болгаркой сведена к минимуму.
- Относительная бесшумность (модели с помпой тоже шумят, но поменьше,
а на заводе никто не станет пилить заготовки болгаркой вручную).
Мнение эксперта
Торсунов Павел Максимович
Всё это обеспечивает болторезу свою нишу в быту и на производстве.
Почему гидравлика
В широком обиходе у населения и многих спасательных служб находятся механические ручные болторезы, которые представляют собой большие кусачки с длинными рукоятями. Они, безусловно, хороши для выполнения определённых задач, но проигрывают гидравлическим по ряду причин:
- Для эффективного перекусывания толстой арматуры или замковых ригелей нужна определённая сноровка и немалая физическая сила. Ведь механический инструмент лишь усиливает мускульную силу за счёт рычагов.
- Ручной инструмент хорош для эпизодического использования, но никак не годится для поточной работы. А значит, ему остаётся лишь спасательная и бытовая сферы. На производстве и стройке никто с малыми объёмами не работает.
- У механического болтореза есть пределы возможностей — прут толщиной более 18 мм (а легированной стали — и того меньше) является максимально толстой заготовкой, которая ему под силу. У стационарных гидроножниц тоже есть такой предел, но он составляет уже более 30 мм.
Виды
В зависимости от исполнения, взаимного расположения элементов конструкции, а также источника силы, оказываемой на гидроцилиндр, различают несколько видов гидравлических ножниц.
Ручные
Как явствует из названия, в данном классе инструментов есть две доминирующие характеристики. Это удержание приспособления в руках во время работы и использование мускульной силы пользователя. При этом одна рукоятка выполнена неподвижной, а другая функционирует как рычаг, с помощью которого нагнетается давление. Ключевое отличие гидравлического болтореза от механического — ступенчатое увеличение усилия на шток. Если в механическом усилие нужно прилагать сразу, то в гидроустройстве оно аккумулируется благодаря особому механизму.
Разбив одно большое усилие на несколько маленьких, можно добиться того, что ножницы практически не будут зависеть от реальной силы человека.Ими сможет пользоваться даже слабая женщина. Правда, это даётся ценой проигрыша в скорости, поэтому для оперативной работы ручной вариант не подойдёт.
Гильотинные и ножничные
Отличие двух этих видов состоит в конфигурации режущих кромок. У ножничного болтореза они напоминают лезвия обычных кусачек, при это одна неподвижна, а другая соединена со штоком цилиндра. Встречается в основном в ручном инструменте. Гильотинное исполнение — это прямой нож усечённой формы, который движется навстречу неподвижному основанию, которое также заострено. Друг относительно друга они расположены со смещением, что позволяет наиболее эффективно перекусывать даже толстые цилиндры из углеродистой стали. Таким типом режущих кромок оснащаются все промышленные типы. Другое название такого режущего механизма — струбцинный.
Электрогидравлические
В этих устройствах давление в гидроцилиндре создаётся не усилиями оператора, а с помощью специально насоса, который постепенно сжимает рабочую жидкость.
Насос, в свою очередь, приводится в действие электромотором, сблокированным в едином корпусе устройства. В зависимости от толщины перекусываемого прута, электрогидравлические аппараты могут быть как маленькими, так и большими, ведь чем мощнее мотор, тем он тяжелее и габаритнее.При умеренных размерах и хороших результатах эти устройства универсальны, применяются как на стройке, так и в заводских условиях.
С внешней помпой
Данные модели один из самых больших. При этом размеры самого резака не столь велики, это тот же гидроцилиндр с режущими частями, только снабжённый специальным рукавом высокого давления. С помощью этого шланга устройство подключается к мобильной или стационарной помпе. Габариты системы обусловливают сферу её применения: в цехах заводов и фабрик.
Каким гидравлический болторезом пользуетесь Вы?
РучнымЭлектрогидравлическим
Диаметр перерезаемого прутка
Это значение варьируется от 8 до 35 мм. В начале диапазона находятся компактные ручные инструменты, а самые толстые прутья под силу только модульным стационарным гидроножницам на производстве.
Выбор устройства
Покупая болторез, нужно отдавать себе отчёт, что устройство должно соответствовать тем задачам, которые планирует решать хозяин. Поскольку в личном хозяйстве чаще всего нет необходимости в быстрой работе и больших потоковых объёмах, то лучшим вариантом станет ручной гидравлический инструмент, имеющий компактные размеры.
Большинство данных моделей конструктивно просты, имеют возможность смены режущих губок в случае их износа. Сам же гидравлически механизм очень прост. При покупке следует обратить внимание на наличие клапана сброса давления, который позволит вернуть инструмент в исходное положение.
Мнение эксперта
Торсунов Павел Максимович
В пользу ручного агрегата для резки арматуры говорит также полная автономность. Воспользоваться болторезом можно будет в любых условиях, в том числе вдали от источников электрического тока. Благодаря простоте ломаться в таких агрегатах практически нечему.
Популярные модели
В сегменте ручных гидравлических ножниц представлены модели преимущественно российского и китайского производства.
Зарубежные образцы довольно специфичны и не имеют большого распространения в России, в том числе и по причине высокой цены.КВТ БРГ-22
Лидер отечественного сектора болторезов. Если этот довольно экзотический класс инструментов попадётся в магазине, он, скорее всего, будет представлен именно одной из моделей Калужского завода. Старшая модель «кусает» арматуру до 22 мм, есть и младшие модели с максимумом в 12 и 16 мм. Развиваемое усилие достигает 12 тонн. Модель уложена в пластиковый кейс и имеет сменные губки.
Рябинин Родион, 39 лет, Владивосток
Купил гидравлику после того, как ушатал свой ручной. Ручки целые остались, а резцам пришёл конец. Заказывал через интернет сразу на 22, с запасом, разница в цене для меня некритичная. Арматуру режет исправно, пару раз перерезал ригеля на замках. Пробовал чисто в порядке эксперимента — 20-ку рифлёную режет легко, только долго качать, а вот на калёном металле не рискнул, побоялся губки повредить.
Будаев Семён, 44 года, Улан-Удэ
Брал эти ножницы в основном для каната и изредка кабеля по работе. Сразу скажу: кабель неудобно резать, жилы расползаются, потому что лезвия плоские, а не круглые, уползают в сторону режущей кромки. Придётся всё же кабелерез покупать. А вот канат тянет только так. Железо на них довольно мягкое, но всё равно 16 — 18 мм не проблема, видно, что запас есть не только по паспорту.
КВТ НГР-40
Также продукция калужцев, но уже с несколько иной спецификацией. Предназначен больше для кабелей, болты в реальности им не режут, хотя и можно. Развиваемое усилие 7 т, может разрезать до 20 мм низкоуглеродистых цилиндрических заготовок. А вот телефонные кабели берёт до 40 мм, серповидная форм режущих частей удобна для многожильных тросов.
Аржанцев Николай, 48 лет, Москва
Работаю в сфере связи, часто приходится иметь дело с монтажом кабелей. Когда извлекаешь старые советские плетения на магистралях, они тебя ставят в тупик.
Без хорошего инструмента не обойтись. У нас в основном все используют КВТ, и я себе купил тоже, специально под многожильные. И прут тоже перекусывает, вспомнил о нём, когда вязал арматуру под фундамент бани. Долго, зато усилий никаких не надо, сидишь качаешь и всё.ТЕХРИМ 812010-12
Этот компактный инструмент в компактной коробке рассчитан на небольшие диаметры — до 12 мм. С поставленной задаче справляется неплохо, а главное, имеет компактные размеры. Удобен для перевозки в машине «на всякий случай», для эпизодического использования.
Носов Алексей, 27 лет, Ростов-на-Дону
Был со мной весёлый случай. Паркую машину обычно во дворе. Как-то утром спускаюсь, вижу: на ручке задней двери висит увесистый замок, и на нём бирка бумажная, написано «продам ключи» и телефон. Ну, думаю, погоди. Сбегал домой, принёс Техрим свой, за минуту замок выкинул и уехал без проблем.
IEK TLK10-50
Компания IEK широко известна своей электротехнической продукцией.
В дополнение решили выпускать и соответствующий монтажный инструмент. Гидравлические ножницы струбцинного типа подходят как для перекусывания кабелей, так и для стальных канатов и арматуры. Сборка Китай, но приёмка крупного холдинга достаточно строгая, откровенного брака не наблюдается.Первушин Александр, 34 года, Курск
Недавно был в крупном строительном супермаркете, затаривался автоматами и кабелями. Увидел рядом такой вот болторез, грамотное название гидравлические ножницы. Решил взять на работу и домой. Сборка хорошая, нигде ничего не течёт, сам инструмент увесистый. Для эксперимента срезал шпильку ржавую 18 мм, пошло, как по маслу, следов на лезвиях не осталось. Буду тестить дальше.
Tor HHG-16
Китайский болторез без изысков, с усилием в 10 тонн, для прутков диаметром от 4 до 16 мм. Всё просто и лаконично: С-образная форма, сменные губки, клапан сброса давления. Хотя заявленные характеристики немного завышены, невысокая цена оправдывает покупку аппарата.
Мамин Евгений, 57 лет, Сызрань
Пилил арматуру болгаркой, в глаз каким-то чудом прилетела окалина, прямо под нижнюю границу очков. Вытаскивали в травматологии, натерпелся, думал, глаз потеряю. После выписки, как в норму пришёл, плюнул на всё, пошёл в магазин и купил вот такой болторез. Теперь режу арматуру в тишине и спокойствии. И диск не закусывает.
Заключение
Гидравлический болторез — это удобный инструмент для откусывания стальных канатов, арматуры, кабелей, а также для выхода из каких-либо экстренных ситуаций. Оставив промышленные модели с помпой для цехов и стройки, в быту и для работы можно приобрести довольно компактный ручной вариант с практически неограниченным сроком службы.
Читайте также другие полезные статьи:
- Электроножницы по металлу: конструктивные особенности, разновидности, критерии подбора, советы профессионалов, обзор популярных моделей, их плюсы и минусы, правила пользования и ухода за инструментом
- Сучкорезы для обрезки деревьев: разновидности устройств и рейтинг лучших моделей, их достоинства и недостатки
Видео-обзор механических ручных, гидравлических болторезов КВТ
 youtube.com/embed/b9JX2ZJc9mg?feature=oembed&wmode=opaque» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/b9JX2ZJc9mg?feature=oembed&wmode=opaque» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Гидравлический болторез | Ручные резаки и гибочные станки для арматуры
Рассчитывайте на отличные цены, быструю доставку и вежливое обслуживание каждый раз, когда вы заказываете гидравлический болторез от Zoro.
Рекомендуемый продукт
Если вы ищете мощный инструмент для резки арматуры, то гидравлический инструмент для резки арматуры Woodward Fab R22 — это то, что вам нужно. Он отлично подходит для использования в строительных и демонтажных проектах. Резак для арматуры Woodward даст вам рычаги и мощность, чтобы разрезать даже прочные металлические прутья.
Посмотреть полную информацию о продукте
$100,38
Если вы ищете мощный инструмент для резки арматуры, то гидравлический инструмент для резки арматуры Woodward Fab R22 — это то, что вам нужно.
Он отлично подходит для использования в строительных и демонтажных проектах. Резак для арматуры Woodward даст вам рычаги и мощность, чтобы разрезать даже прочные металлические прутья.Посмотреть полную информацию о продукте
Купить гидравлический болторез
Аккумуляторный болторез, батарея в комплекте, напряжение 10,8 В, режущая способность/материал 1/2 дюйма в диаметре, обычный болт, 1/2 дюйма в диаметре, резьбовой стержень, 3/8 дюйма в диаметре (1/2 дюйма в два цикла), 3/8 арматурный стержень класса 40 диаметром, болт класса 8 диаметром 5/16 дюйма, болт класса 5 диаметром 7/16 дюйма, BL-9 Boa-Lock, одноразовый замок 4-AWG Alumoweld, аккумуляторный инструмент, тип батареи Li-Ion, серия Микрорезак, длина инструмента 13 дюймов, вес инструмента 4 фунта, емкость аккумулятора 1,5 Ач, аккумулятор в комплекте 36CF86, сменный аккумулятор 36CF86
Посмотреть полную информацию о продукте
$973,99
Аккумуляторный болторез, батарея в комплекте, напряжение 10,8 В, режущая способность/материал 1/2 дюйма в диаметре, обычный болт, 1/2 дюйма в диаметре, резьбовой стержень, 3/8 дюйма в диаметре (1/2 дюйма в два цикла), 3/8 арматурный стержень класса 40 диаметром, болт класса 8 диаметром 5/16 дюйма, болт класса 5 диаметром 7/16 дюйма, BL-9 Boa-Lock, одноразовый замок 4-AWG Alumoweld, аккумуляторный инструмент, тип батареи Li-Ion, серия Микрорезак, длина инструмента 13 дюймов, вес инструмента 4 фунта, емкость аккумулятора 1,5 Ач, аккумулятор в комплекте 36CF86, сменный аккумулятор 36CF86
Посмотреть полную информацию о продукте
Набор для резки арматуры, напряжение 120 В переменного тока, ручной инструмент в стиле инструмента для арматуры, функция пиления, максимальная режущая способность арматуры в британских единицах 3/4 дюйма, глубина резания 55/64 дюйма, диаметр лезвия 4 3/8 дюйма, максимальная скорость 2, 000 об/мин, Максимальный предел прочности при изгибе арматуры 60, вращение режущей головки Да, угол поворота режущей головки 0 градусов, Применение Резка рулонного стержня, Резка кабелепроводов EMT, Резка труб и труб, Резка арматуры, Резьбовая шпилька, Тип подшипника Шариковый, Материал лезвия С наконечником из карбида вольфрама
Посмотреть полную информацию о продукте
$346,00
Набор для резки арматуры, напряжение 120 В переменного тока, ручной инструмент в стиле инструмента для арматуры, функция пиления, максимальная режущая способность арматуры в британских единицах 3/4 дюйма, глубина резания 55/64 дюйма, диаметр лезвия 4 3/8 дюйма, максимальная скорость 2, 000 об/мин, Максимальный предел прочности при изгибе арматуры 60, вращение режущей головки Да, угол поворота режущей головки 0 градусов, Применение Резка рулонного стержня, Резка кабелепроводов EMT, Резка труб и труб, Резка арматуры, Резьбовая шпилька, Тип подшипника Шариковый, Материал лезвия С наконечником из карбида вольфрама
Посмотреть полную информацию о продукте
Сверло для резки арматуры, размер сверла 5/8 дюйма, твердосплавный наконечник, общая длина 12 дюймов, SDS Plus, максимальная глубина сверления 10 дюймов, диаметр хвостовика 3/8 дюйма, обычная спираль
Посмотреть полную информацию о продукте
$28.
00Сверло для резки арматуры, размер сверла 5/8 дюйма, твердосплавный наконечник, общая длина 12 дюймов, SDS Plus, максимальная глубина сверления 10 дюймов, диаметр хвостовика 3/8 дюйма, обычная спираль
Посмотреть полную информацию о продукте
Аккумуляторный болторез, аккумулятор в комплекте, напряжение 18 В, режущая способность/материал Обычный болт диаметром 1/2 дюйма, резьбовой стержень диаметром 1/2 дюйма, болт класса 5 диаметром 7/16 дюйма, Аккумуляторный инструмент Тип батареи Li-Ion, серия Gator , Длина инструмента 13 5/8 дюйма, Вес инструмента 13 фунтов, Емкость аккумулятора 3,0 Ач, Аккумулятор в комплекте 6CCJ3, Сменный аккумулятор 6CCJ3
Посмотреть полную информацию о продукте
1 714,25 долл. США
Аккумуляторный болторез, аккумулятор в комплекте, напряжение 18 В, режущая способность/материал Обычный болт диаметром 1/2 дюйма, резьбовой стержень диаметром 1/2 дюйма, болт класса 5 диаметром 7/16 дюйма, Аккумуляторный инструмент Тип батареи Li-Ion, серия Gator , Длина инструмента 13 5/8 дюйма, Вес инструмента 13 фунтов, Емкость аккумулятора 3,0 Ач, Аккумулятор в комплекте 6CCJ3, Сменный аккумулятор 6CCJ3
Посмотреть полную информацию о продукте
Плунжерный баллончик, Емкость баллончика 1 галлон, Материал баллончика Оцинкованная сталь, Диам.
5 дюймов, цвет банки красный, материал поршня латунь, райтон, высота 10 1/2 дюйма, отделка с порошковым покрытием, внешний диаметр. 7 1/4 дюйма, одобрено стандартами FM, OSHAПосмотреть полную информацию о продукте
60,57 $
Плунжерный баллончик, Емкость баллончика 1 галлон, Материал баллончика Оцинкованная сталь, Диам. 5 дюймов, цвет банки красный, материал поршня латунь, райтон, высота 10 1/2 дюйма, отделка с порошковым покрытием, внешний диаметр. 7 1/4 дюйма, одобрено стандартами FM, OSHA
Посмотреть полную информацию о продукте
Набор для резки арматуры, напряжение 115 В перем. тока, переносной инструмент для арматуры, функция инструмента: резка, максимальная режущая способность по британской арматуре 3/4 дюйма, максимальная изгибающая способность по арматуре 60, вращение режущей головки нет, максимальная режущая способность по арматуре 60, применение Резка арматуры, Тип подшипника Шариковый, Материал лезвия Легированная сталь, Режущие блоки типа лезвия, Ток 10 А, Сила резания 15 тонн, Электрическая защита с двойной изоляцией, Режущий кожух, Предохранительный клапан
Посмотреть полную информацию о продукте
1 688,30 долл.
СШАНабор для резки арматуры, напряжение 115 В перем. тока, переносной инструмент для арматуры, функция инструмента: резка, максимальная режущая способность по британской арматуре 3/4 дюйма, максимальная изгибающая способность по арматуре 60, вращение режущей головки нет, максимальная режущая способность по арматуре 60, применение Резка арматуры, Тип подшипника Шариковый, Материал лезвия Легированная сталь, Режущие блоки типа лезвия, Ток 10 А, Сила резания 15 тонн, Электрическая защита с двойной изоляцией, Режущий кожух, Предохранительный клапан
Посмотреть полную информацию о продукте
Аккумуляторный болторез, батарея в комплекте, напряжение 18 В, режущая способность/материал, замки и болты из мягкой стали диаметром до 3/8 дюйма, аккумулятор для аккумуляторных инструментов, тип литий-ионной батареи, серия Gator, макс.
Рабочее усилие 6 тонн, длина инструмента 18 дюймов, вес инструмента 16,5 фунтов, емкость аккумулятора 4,0 Ач, аккумулятор в комплекте. № 52070024, Замена аккумуляторной батареи, производитель. № 52070024Посмотреть полную информацию о продукте
$3 224,00
Аккумуляторный болторез, батарея в комплекте, напряжение 18 В, режущая способность/материал, замки и болты из мягкой стали диаметром до 3/8 дюйма, аккумулятор для аккумуляторных инструментов, тип литий-ионной батареи, серия Gator, макс. Рабочее усилие 6 тонн, длина инструмента 18 дюймов, вес инструмента 16,5 фунтов, емкость аккумулятора 4,0 Ач, аккумулятор в комплекте. № 52070024, Замена аккумуляторной батареи, производитель. № 52070024
Посмотреть полную информацию о продукте
Набор для резки арматуры, напряжение 115 В перем.
тока, переносной инструмент для арматуры, функция инструмента: резка, максимальная дюймовая режущая способность по арматуре, 1 дюйм, максимальная изгибающая способность по арматуре 60, число оборотов режущей головки, максимальная режущая способность по арматуре, 60, применение Резка арматуры, тип подшипника Шар, Материал лезвия Легированная сталь, Режущие блоки типа лезвия, Ток 12 А, Сила резания 30 тонн, Электрическая защита с двойной изоляцией, Защитный кожух для резки, Отсутствие искр или пламени, Предохранительный клапанПосмотреть полную информацию о продукте
2 370,00 $
Набор для резки арматуры, напряжение 115 В перем. тока, переносной инструмент для арматуры, функция инструмента: резка, максимальная дюймовая режущая способность по арматуре, 1 дюйм, максимальная изгибающая способность по арматуре 60, число оборотов режущей головки, максимальная режущая способность по арматуре, 60, применение Резка арматуры, тип подшипника Шар, Материал лезвия Легированная сталь, Режущие блоки типа лезвия, Ток 12 А, Сила резания 30 тонн, Электрическая защита с двойной изоляцией, Защитный кожух для резки, Отсутствие искр или пламени, Предохранительный клапан
Посмотреть полную информацию о продукте
Устройство для гибки/резки арматуры, макс.
Емкость (дюймы) 5/8, общая длина (дюймы) 66, угол изгиба (градусы) 180, набор втулок типа лезвия, материал рукоятки сталь, особенности резки и изгибов арматуры до #5/класса 60, 54 дюйма. Ручка, дизайн Чугунная конструкция, установка на деревянную доску, ручное управлениеПосмотреть полную информацию о продукте
$721,99
Устройство для гибки/резки арматуры, макс. Емкость (дюймы) 5/8, общая длина (дюймы) 66, угол изгиба (градусы) 180, набор втулок типа лезвия, материал рукоятки сталь, особенности резки и изгибов арматуры до #5/класса 60, 54 дюйма. Ручка, дизайн Чугунная конструкция, установка на деревянную доску, ручное управление
Посмотреть полную информацию о продукте
Универсальный нож, выдвижной, тип лезвия, стандартный универсальный, винт для замены лезвия, общая длина 6 дюймов, материал лезвия, углеродистая сталь, ручка разных цветов, материал ручки, пластик, количество лезвий в комплекте 1, шнурок готов к использованию, общая ширина 1 1/2 дюйма , Общая толщина 7/8 дюйма, Положение 1, Тип рукоятки Контурная, Хранение не требуется, Приложение общего назначения
Посмотреть полную информацию о продукте
Универсальный нож, выдвижной, тип лезвия, стандартный универсальный, винт для замены лезвия, общая длина 6 дюймов, материал лезвия, углеродистая сталь, ручка разных цветов, материал ручки, пластик, количество лезвий в комплекте 1, шнурок готов к использованию, общая ширина 1 1/2 дюйма , Общая толщина 7/8 дюйма, Положение 1, Тип рукоятки Контурная, Хранение не требуется, Приложение общего назначения
Посмотреть полную информацию о продукте
Сверло для резки арматуры, размер сверла 1/2 дюйма, твердосплавный наконечник, общая длина 12 дюймов, SDS Plus, максимальная глубина сверления 10 дюймов, диаметр хвостовика 3/8 дюйма, обычная спираль
Посмотреть полную информацию о продукте
$24,91
Сверло для резки арматуры, размер сверла 1/2 дюйма, твердосплавный наконечник, общая длина 12 дюймов, SDS Plus, максимальная глубина сверления 10 дюймов, диаметр хвостовика 3/8 дюйма, обычная спираль
Посмотреть полную информацию о продукте
Еще из этой коллекции
Еще из этой коллекции
Узнайте больше
10 лучших ножей для пиццы в 2022 году
1
Pizza Mondo® Pizzaschneider — Profi Pizzamesser (нож для пиццы) эффективен как ролик для пиццы | Premium Pizza Wiegemesser aus Edelstahl 32cm mit Holzgriff | Schnelles und gleichmäßiges Schneiden
Пицца Мондо
Bei Amazon kaufen
2
Teigschneider Teigschaber aus Edelstahl mit Holzgriff, Stabil und Hitzebeständig Teigspachtel Zur Teigbearbeitung Und Als Teigbstecher Brot Pizzateig Torte und Plätzchen
поэт
Bei Amazon kaufen
3
Pizzaschneider Groß—Pizzamesser mit [Eutschfestem Design][Einfach zu Schneiden und zu Reinigen]-Spülmaschinenfest-Pizzaroller Pizzarad Eignet Sich für Pizza, Kuchen, Waffeln und Teigkekse
КОРОБКА
Bei Amazon kaufen
4
Pizzaschere und Pizzaschneider 2 Stück, Hochwertige pizza schneidemesser Pizzaroller aus Edelstahl, Pizzarad Pizzaschere Pizza Cutter, Küchenschere, Pizza schneideroller
Эрцзяен
Bei Amazon kaufen
5
Скидка 20%
LEMCASE Pizzaschneider — Роллер для пиццы, Pizzarad — Нож для пиццы с Edelstahl Räder und Silikon Griff | Шварц
ЛЕМКЕЙС
Preise vergleichen (2)
Bei Amazon kaufen
€ 11,94
€ 18,60
Preise vergleichen

Станки для изготовления пластика: Оборудование для литья платмасс: виды и технология производства
Оборудование для литья платмасс: виды и технология производства
Оборудование для литья пластмасс востребовано в различных сферах производства.
Методом литья изготавливаются игрушки и канцелярские товары, детали автомобилей и полимерные трубы, различные емкости и профили для пластиковых окон.
Рис.1. Машина для литья пластмасс.
Виды пластмасс и сырье
Для производства пластмасс используются следующие материалы:
- поливинилхлорид;
- полиэтилен высокого и низкого давления;
- полиэтилентерефталат;
- полистирол;
- полипропилен.
Каждый из полимеров имеет различную пластичность и температуру плавления, поэтому подбор сырья — один из важнейших этапов производства.
Оборудование для литья пластмасс необходимо перенастраивать при каждой смене сырья.
Технология производства
Производство пластиковых изделий осуществляется в определенной последовательности:
- Материалы ПВХ для производства пластиковых изделий измельчаются и загружаются в приемный бункер литьевой машины.
- Твердые полимеры разогреваются до необходимой температуры. Шнек подает расплав в узел пластификации.
- Под высоким давлением производится впрыскивание полимерной массы в литьевую форму. Пластмасса равномерным слоям покрывает стенки формы, точно повторяя ее очертания.
- В процессе остывания давление в форме понижается, остывшие детали извлекаются наружу.
Скорость и объем впрыска, температурные параметры задаются индивидуально для каждого вида изделий.
Существуют разные способы литья пластмасс:
- экструзия — создание пластмассовых изделий методом выдавливания;
- отливка — формовка изделий в литьевых пресс-формах;
- формовка прессованием, когда расплавленная масса сжимается под действием механических нагрузок;
- выдув — разогретая полимерная заготовка приобретает точные очертания литьевой пресс-формы методом раздувания;
- компрессионное формование происходит при сжимании литьевых форм.
Оборудование для производства изделий из пластика
Для изготовления пластмассовых изделий применяются всевозможные станки и оборудование для литья под давлением:
1.
ЭкструдерыЭкструзия означает выдавливание или выталкивание. Производство пластмассовых изделий происходит путем выдавливания расплавленной полимерной массы через матрицу, образующую определенную форму.
Методом экструзии создаются оконные профили, полимерные листы и пленки, пластиковая кровля и пластмассовые трубы.
Установка включает в себя следующие узлы и механизмы:
- экструдер;
- пневмозагрузчик;
- раздувочные головки с системой охлаждения;
- калибровочные механизмы;
- тянущие и поворотные устройства;
- модули укладки и намотки.
Управление работой механизмов происходит в автоматическом режиме.
2. Термопластавтоматы
Представляют собой литьевые машины для изготовления серийных пластмассовых деталей в пресс-формах методом впрыска под давлением.
Включают в себя различные функциональные узлы:
- модуль пластификации, где сырье разогревается до нужных температур;
- литьевая пресс-форма для литья пластмасс, куда впрыскиваются полимеры и формируются изделия;
- узел запирания, обеспечивающий смыкание и открывание пресс-форм;
- специальный толкатель удаляет готовые отливки из автомата.
Автоматический блок ЧПУ с русскоязычным интерфейсом и ЖК-дисплеем обеспечивает управление и контроль производства всех пластиковых изделий.
Работу механизмов обеспечивает электрический, гидромеханический или электромеханический привод.
В зависимости от расположения системы впрыскивания полимеров, термопластавтоматы подразделяются на:
- Вертикальные — с вертикальным впрыском и горизонтальным расположением разъемных форм.
- Горизонтальные — с горизонтальной системой впрыска и вертикально расположенными разъемами.
- Угловые — для изделий сложных конфигураций с расположением впрыска в разных местах.
Производство пластмассовых изделий в термопластавтоматах включает в себя нагрев полимеров до жидкого состояния, подача под высоким давлением в пресс-формы, остывание и извлечение готовых деталей.
3. Выдувные машины
С помощью выдувных станков производят различные тонкостенные емкости: канистры, бутылки, бочки.
Производство бутылок из предварительно изготовленных в термопластавтоматах заготовок (преформ) выполняется в следующем порядке:
- Преформы нагреваются в специальной печи.
- Горячие заготовки помещаются в пресс-форму, где через специальный шток происходит вытягивание и раздувание бутылок.
- При соприкосновении с металлом литьевых форм полимер застывает и становится жестким.
- Пресс-форма открывается, готовые бутылки вынимаются при помощи специального манипулятора.
4. Экструзионно-выдувные станки
Устройства используются для изготовления объемных полых изделий путем выдувного формования.
Применяются в различных производственных отраслях:
- пищевые производства — изготовление бутылок, банок, контейнеров;
- формацевтика — емкости для лекарств;
- машиностроение — баки для топлива, патрубки, бамперы;
- строительство — пэт тара, емкости для лакокрасочных материалов.
Экструзионно-выдувные станки состоят из несколько основных узлов:
- Экструдер с червячным механизмом и генератором нагрева.
- Головка с мундштуком для формирования трубных заготовок или рукавов. Она может быть одно- или многоручьевой, прямоточной или угловой.
- Металлические пресс-формы для литья пластмасс.
- Приемно-раздувное устройство, состоящее из нескольких механизмов:
- перемещения заготовок к пресс-форме;
- смыкания, размыкания и запирания форм;
- раздува заготовок;
- срезания облоя;
- выталкивания готовых изделий.
Комплектация станка включает компрессор и охладитель.
Рис.3. Экструзионно-выдувная машина.
5. Термоформовочные станки
Устройства для термической формовки изделий из полиэтиленовой пленки различной толщины: одноразовых тонкостенных стаканов, тарелок, контейнеров.
Станки бывают одно- или многопозиционные ротационного, револьверного или ленточного типа.
Для простых изделий подходят машины ленточного типа, для изделий сложной конфигурации — револьверные или ротационные станки.
Дополнительное оборудование
Вспомогательное оборудование для производства пластмассовых изделий позволяет сократить ручной труд и облегчить процесс производства.
В данной категории представлены:
- различные транспортеры и ленточные конвейеры;
- миксеры, загрузчики, дозаторы;
- дробилки и сушильные бункеры;
- роботы-манипуляторы.
Рис.3. Сушилка для полимеров и ленточный конвейер.
Мини станки для литья пластмасс
Настольные станки для изготовления пластиковых изделий широко востребованы на небольших производствах при изготовлении ограниченных партий товара. Они легко размещаются в небольших мастерских, лабораториях или станциях технического обслуживания.
Мини станки для литья пластмасс можно изготовить своими руками. Для этого понадобятся:
- Стальной шток с поршнем.
- Цилиндр из металлического обрезка трубы.
- Преходник 0,5 дюйма.
- Термостат и ТЭН на 600 Вт.
- Штуцер и крепежи.
Обладая незначительными инженерными навыками и воспользовавшись инструкциями в интернете, вы сможете создать машину для изготовления пластмассовых изделий простых форм.
Широкий выбор предложений литьевых машин различных моделей китайского и корейского производства представляет компания «ИМСТЕК».
Менеджеры с большим опытом работы помогут подобрать подходящую технику.
Обеспечим доставку, запуск и пусконаладку купленных у нас станков. Окажем техническую поддержку в течение всего срока эксплуатации.
Моисеев Алексей
Оборудование для производства пластиковых изделий методом литья под давлением
Решения
Автомобильный бампер
Шприц медицинский
Пластиковая тара
Паллета
Мусорный контейнер
Ящик перфорированный
Щетка
Крышка
Чехол телефона
Тротуарная плитка
Линза
Зубная щетка
В разделе «Решения» демонстрируются готовые комплексы оборудования для производства пластиковых изделий с предоставлением подробной информации по изготавливаемому предмету, составу линии и цене.
Существует несколько способов производства изделий из пластика, каждый из которых отличается своим технологическим процессом, типом оборудования, выпускаемой конечной продукцией.Перечислим основные:
– Литье под давлением. Гранулы пластмассы приводятся в расплавленное состояние в шнеке литьевой машины, затем впрыскиваются под давлением в свободную полость в пресс-форме, полностью заполняя ее, после чего полимер остывает и готовое изделие извлекается.
– Экструзия. Технология продавливания расплава полимера через формующее отверстие головки экструдера, позволяет получать не ограниченные по длине изделия. Используется для производства: труб, пленок, листов, оболочек кабелей.
– Выдувное формование. Существует несколько типов, в общем виде представляет из себя нагрев пластиковой заготовки в виде полой трубки (преформы) с последующим ее раздувом сжатым воздухом до стенок формы. Используется для производства: бутылок, емкостей, бочек, канистр, флаконов.
– Вакуумное формование. Лист пластика помещается сверху или снизу от матрицы, разогревается до нужной температуры, натягивается на заготовку, после чего за счет создания вакуума плотно прилегает к матрице, повторяя ее форму. Используется для производства: лотков, ложементов, игрушек, форм для бетона, рекламных вывесок.
Есть и другие технологии, разнообразие их достаточно велико. Не распыляясь на все направления, компания EASTPLAST специализируется на предложении оборудования для производства изделий из пластмассы только методом литья под давлением. А именно:
Термопластавтомат — станок для производства пластиковых изделий, основная технологическая единица любой линии, служит для расплавления и гомогенизации поступающего гранулированного сырья с последующим впрыском его в формующую оснастку под большим давлением и удержанием его требующееся количество времени до остывания изделия.
Пресс форма — формующая оснастка, упрощенно представляет из себя 2 металлические плиты, которые в сомкнутом состоянии образуют полость в форме изделия, в которую заливается пластмасса.
Периферийное оборудование — ряд устройств, выполняющих функции подготовки, транспортировки сырья, переработки отходов литья, поддержания нужной температуры, это: сушилки, загрузчики, дозаторы, смесители, термостаты, чиллеры, дробилки.
Робот — дополнительное оборудование, автоматизирует производство, улучшает экономическую выгодность за счет снижения цикла литья. Выполняет задачи съема изделия и литника, а также установку закладных элементов в пресс-форму.
Оборудование для производства изделий из пластика бренда Plastron
В каждом отдельном кейсе приведен пример изделия, по которому был произведен расчет состава линии и дано ценовое предложение. В случае изменения параметров изделия: габаритных размеров, марки пластика, массы, производственной программы может изменится и набор оборудования для его производства. Пресс-форма уникальна для каждого изделия, ее стоимость может сильно меняться в зависимости от его особенностей. Поэтому для подбора оборудования для изготовления вашего пластикового изделия, для расчета нам понадобятся следующие данные:
— Фотографии с размерами / чертеж / 3D модель изделия (или изделий, если их несколько).
— Производственную программу по каждому из изделий (с учетом графика работы 24/7).
— Массу изделия.
— Тип полимера.Если вы нашли нужный вам пример среди представленных кейсов и хотите купить линию для производства данных изделий из пластмассы, либо уточнить цену, проконсультироваться о производительности, сроках поставки и любых других вопросах обратитесь через форму запроса ниже или позвоните нам по телефону, указанному на странице контактов компании.
Главная | Plastics Machinery & Manufacturing
Polyplastics USA Inc.
Injection Molding
Polyplastics предлагает POM медицинского назначения для высокопроизводительных приложений
Bruce Geiselman
3 апреля 2023 г. на февральской выставке MD&M West.
Домашний
Электронная книга: «Пластмассы и дефицит рабочей силы, часть 2: поиск и удержание рабочих»
24 февраля 2023 г.
NetStal
Инъекционная литья
NetStal Оптимизирует гидравлическое давление
David Tillett
31 марта, 2023
Ассоциация индустрии пластмассы
Пластич , 2023
Starlinger Viscotec
Recycling
ViscoZero производит пищевой рециклат
Ron Shinn
29 марта, 2023
Целанский
Производство
Целанский, работающий с поставщиками по переходу к EVS
Bruce Geiselman
28 марта, 2023
9
SIGMA. Tillett
17 марта 2023 г.
Аддитивное производство
Meltio называет четырех глобальных партнеров
16 марта 2023 г.
Meltio
Molds & Tooling
Meltio adds laser-calibration system
David Tillett
Feb. 24, 2023
Mouldpro
Molds & Tooling
Mouldpro improves filter units
Karen Hanna
31 марта 2023 г.
Американский химический совет
Производство
Отчет: Пластмассы способствуют снижению веса, топливной экономичности в автомобильном секторе
Bruce Geiselman
30 марта 2023
Плесени и инструменты
Hasco Flom Tags Store Digital Information
David Tillett
29 марта 2023
View All Companies>
Extrusion Extrusion Extrusion Extrusion Extrusion Extrusion Объекты.
Партнер по сбыту в США29 марта 2023 г.
Передовые решения для смешивания
Инновационные продукты
Осушитель экономит энергию
Карен Ханна
28 марта, 2023
Bausano
Утилизация
Bausano Extruder Radings с тяжелыми загрязненными отходами
. 27. 27, 2023
.
23 марта 2023 г.
Экструзия
Entek выбирает Terre Haute для завода по производству аккумуляторных пленок
Брюс Гейзельман
22 марта 2023 г.
Плесени и инструменты
Методы Машина, Ясда обновление партнерства
27 марта, 2023
Прогрессивные компоненты
Плесени и инструменты
Профиль.
MeusburgerПресс-формы и оснастка
Выталкивающие штифты для выпуска газа
David Tillett
23 марта 2023 г.
WEKA Business Medien GmbH
Molds & Tooling
Hasco wins awards for innovation
March 22, 2023
C-Sert
Molds & Tooling
Hex installer eases platen repair
David Tillett
March 8, 2023
Производство
Электронная книга: обзор закупок оборудования за 2023 год
14 марта 2023 г.
Выдувное формование
Magic объявляет об открытии завода в Мичигане
марта 7, 2023
Bekum maschinenfabrik Gmbh
.
Серия предлагает новые функцииКарен Ханна
24 февраля 2023 г.
Термоформование
BMG назначает нового руководителя проекта
23 марта 2023 г.
iStock/Getty/Trifonenko
Производство
Что делать вашему бизнесу, если его банк обанкротится?
15 марта 2023 г.
км позади объектива (@kmbehindthelens)
Экструзия
ОМВ. консоль облегчает загрузку формы
Дэвид Тиллетт
3 марта 2023 г.
SC Johnson
Recycling
Пластиковый банк — это история успеха переработки: комментарий
Ron Shinn
22 марта 2023
Ampacet Corp.
Recycling
New Ampacet Masterbath.
Брюс Гайзельман
20 марта 2023 г.
Piovan
Рециркуляция
Мониторы качества технологического воздуха Vulkano
20 17 марта 2023 г.0003
Recycling
MAAG Filter предлагает функцию самоочищения
David Tillett
16 марта 2023
Extrusion
New Entek Extruder появился в 2024
Feb. 21, 2023
.
eFactor3 приветствует Tulley French в сервисной команде
16 февраля 2023 г.0002 Feb. 10, 2023
KraussMaffei
Compounding
KraussMaffei system monitors color during compounding
Dec.
22, 2022Beckhoff Automation LLC
Manufacturing
Beckhoff USA posts record revenue in 2022
Beckhoff Automation LLC
31 марта 2023 г.
Производство
Руководители производства сообщают о стрессах
30 марта 2023 г.
Audi AG
Производство
Lyondellbasell, Audi Make новые детали из переработанных автоматических материалов
24 марта 2023
Производство
Сабич: материалы.
Что делает пластиковое оборудование и каковы общие типы в индустрии пластмасс?
Технология обработки литья пластмасс широко используется в производстве многих высокотехнологичных продуктов, таких как автозапчасти, электронные продукты 3C, разъемы, дисплеи, мобильные телефоны, пластиковые оптические линзы, биомедицинские прикладные продукты, предметы первой необходимости и т.
д. , С тенденцией к диверсификации использования продукта и изменчивости функциональных требований технология обработки литья пластмасс стремительно развивается день ото дня.Что такое пластиковые машины?
Общий термин для различных машин и устройств, используемых в промышленности по переработке пластмасс. Определенные машины и оборудование общего назначения, такие как транспортировка жидких и твердых веществ, разделение, дробление, измельчение и сушка, также занимают важное место в промышленности по переработке пластмасс, поэтому их часто называют машинами для пластмасс. Распространенными типами являются пластиковые машины, экструдеры, машины для литья под давлением, машины для выдувания пленки, машины для выдувного формования и т. д.
В зависимости от процесса производства пластмассовых изделий, пластмассовые машины можно разделить на четыре категории: машины для изготовления пластмасс, машины для литья пластмасс, машины для вторичной обработки пластмасс и вспомогательные машины или устройства для обработки пластмасс.
Оборудование для производства пластиковых компаундов используется в производстве различных форм пластиковых компаундов, включая месильные машины, машины для смешивания пластмасс (открытые мельницы и внутренние смесители), грануляторы, просеивающие машины, дробилки и измельчители. Оборудование для литья пластмасс, также известное как оборудование для первичной обработки пластмасс, используется для формования полуфабрикатов или изделий из пластмассы, включая машины для компрессионного литья, машины для литья под давлением, экструдеры, машины для выдувного формования, каландры, машины для ротационного формования, машины для вспенивания и т. д. , Оборудование для вторичной обработки пластика используется для переработки и последующей обработки полуфабрикатов или изделий из пластика, включая термоформовочные машины, сварочные машины, машины для термосварки, машины для горячего тиснения, машины для вакуумного испарения, флокирующие машины, печатные машины и т. д. Металлообработка станки также широко используются для вторичной обработки пластмасс. Вспомогательное оборудование или устройства для обработки пластмасс используются для рационализации процесса обработки пластмасс, в том числе автоматическое устройство дозирования и подачи, автоматическое устройство для переработки лома, автоматическое устройство для удаления продуктов литья под давлением, устройство для быстрой замены литьевой формы, машина для охлаждения литьевой формы, автоматическое устройство для измерения толщины, и оборудование для транспортировки и хранения сырья и т. д. Такие вспомогательные машины или устройства стали неотъемлемой частью современной автоматизации обработки пластмасс.Совершенство пластикового оборудования напрямую влияет на качество, производительность и стоимость пластиковых полуфабрикатов или продуктов, поэтому оно должно быть способно адаптироваться к изменениям температуры и нагрузки во время компаундирования и обработки пластика, а также к возникающим изменениям в свойства расплавленных материалов, а также адаптироваться к химической коррозии и особым условиям, таким как механический износ.
Специализация марок пластмасс, разработка инженерных пластиков, появление композиционных материалов, разработка крупногабаритных, легких и тонкостенных конструкций изделий из пластмассы требуют от машин для изготовления изделий из пластмассы: комплектов для производства изделий; высокая скорость, экономия труда, автоматизация для повышения эффективности производства продукции; обеспечить точность спецификаций и качества продукции с наименьшей ошибкой; низкое энергопотребление, меньше места, простая и безопасная эксплуатация и техническое обслуживание.Развитие пластмассовой промышленности
По сравнению с металлом, камнем, деревом, пластик имеет преимущества низкой стоимости и высокой пластичности. Широко используется в хозяйстве и быту. Пластиковая промышленность сегодня занимает чрезвычайно важное место в мире. Производство пластиковых изделий стремительно развивается во всем мире на протяжении многих лет. Производство пластмассовых изделий в Китае всегда было в авангарде мировых рейтингов.
Среди них производство многих пластмассовых изделий заняло первое место в мире, а Китай стал крупнейшим в мире производителем пластмассовых изделий. С 2001 по 2010 год среднегодовые темпы роста производства пластмассовых изделий в Китае оставались выше 15%. В 2010 году общий объем производства пластмассовых изделий в Китае достиг 58,3 млн тонн.Каковы наиболее распространенные типы пластиковых машин?
Существует много типов пластиковых машин. В соответствии с технологией обработки он делится на три категории: экструдер, литьевая машина и выдувная машина.
- Экструдеры
Экструдер выдавливает расплавленный пластик через экструзионный порт фиксированной формы под действием шнека и разрезает его после формования водяным охлаждением под действием трактора. Он в основном используется для непрерывного производства различных изделий с одинаковым поперечным сечением, таких как трубы, прутки и профилированные материалы. Его также можно использовать для модификации пластика и грануляции.
- Машины для литья под давлением
Машина для литья под давлением впрыскивает расплавленный пластик в форму, и продукт становится продуктом после охлаждения. Он имеет широкий спектр применения. В зависимости от пластика различается и место использования. Машина для литья под давлением является наиболее используемой обрабатывающей машиной в индустрии переработки пластмасс. Машина для литья под давлением может производить не только большое количество продуктов, но и является ключевым оборудованием для процесса литья под давлением с раздувом.
- Выдувные машины
Выдувное формование является распространенным методом изготовления полых изделий из термопластов. Основной продукцией являются рулонные пленки и полые контейнеры. Выдувная машина может пластифицировать предварительно отформованный продукт путем нагревания, а затем ввести форму для выдувного формования. Этот метод в основном используется для высокоскоростных и высокопроизводительных ПЭТ-бутылок, а производство бутылок из БОПП представляет собой двухэтапный процесс; выдувное формование также может быть объединено с процессом литья под давлением, чтобы стать интегрированной машиной для литья под давлением с вытяжкой, которая также является распространенным методом производства тары из ПЭТ; Процесс выдувного формования также можно комбинировать с процессом экструзии, экструзионно-выдувное оборудование имеет более широкий спектр применения и может производить больше продукции.
Продукция включает многослойные композитные пленки и различные полые контейнеры из полиолефина, которые широко используются в пищевой, медицинской и косметической промышленности. - Машины для выдувания пленки
Машина для выдувания пленки нагревает и расплавляет частицы пластика, а затем выдувает их в пленку. Существует много типов машин для выдувания пленки, включая PE, POF и так далее. Новый материал продувается новенькими частицами, цвет равномерный, чистый, сумка хорошо тянется. Некоторые люди используют переработанные пластиковые пакеты для изготовления частиц. Такие частицы обычно называют старыми материалами. Когда они превращены в частицы, они обычно серые. При изготовлении пакетов обычно добавляют пигменты, чтобы сделать пакеты неравномерно окрашенными, ломкими и легко ломающимися. Цена ниже. Несмотря на то, что это переработанный пластиковый пакет, все же существует большая разница между мешком для отходов в процессе изготовления пакетов и мусорным пластиком в обычном смысле.
Важнейшими факторами в работе машины для выдувания пленки являются три фактора: температура (температура машины, температура в помещении), две спирали и три системы охлаждения.
Trends of Plastic Industry
- Начиная с разработки пластиковых изделий, предоставлять пользователям пластикового оборудования полный спектр услуг, включая продукты, технологические формулы, оборудование и послепродажное обслуживание.
- Следуя требованиям пользователей, спроектируйте и изготовьте подходящее оборудование специально для пользователей, чтобы решить их технологические трудности.
- Своевременно учиться на технологическом развитии смежных отраслей и применять в отрасли новейшие научно-технические достижения. Таких, как научно-технические достижения электроники, отрасли связи, автомобилестроения, аэрокосмической промышленности.
- Идите в ногу с прогрессом материаловедения и адаптируйте новое оборудование к обработке нового сырья.
- Установите концепцию оборудования, которая является ключевым фактором успеха или неудачи пользователей в рыночной конкуренции, и стремитесь к высокоскоростной, высокоэффективной и энергосберегающей работе оборудования.
Pid стола 3д принтера: ПИД регулятор 3D-принтера, настройка контроллера, как работает
как настроить и регулировка пид
У экструдера есть собственные настройки. Они влияют на качество печати. В частности, нужно задать такие параметры, в которых моторчик подачи филамента будет выпускать заданное количество пластика. В противном случае могут появиться дефекты печати. Модель будет испорчена. Чтобы этого избежать, делают калибровку PID-экструдера.
Зачем нужна настройка PID-экструдера 3D-принтера?
Точная настройка задает параметры в G-code, которые делают печать прогнозируемой и точной. Калибровка экструдера может потребоваться в случае:
- Когда устройство начало выдавать дефекты печати, связанные с настройкой печатной головки.
- Если пользователь модернизировал систему: установил новый моторчик, вентилятор, нагреватель или весь экструдер в сборе.
Точная калибровка позволяет добиться последовательной печати. Для данного процесса потребуется подключить принтер к ПК или ноутбуку, а также скачать специальное ПО.
Внимание! Одним из признаков неверной калибровки может стать появление ошибки THERMAL RUNAWAY при работе принтера.
Это говорит о скачках температуры внутри экструдера.Пошаговая инструкция по калибровке
Интерфейс программы PRONTERFACE.
Разберем пошаговое руководство по установке верных параметров для настройки PID-экструдера:
- Скачиваем специальную программу PRONTERFACE. Ее можно взять на официальном сайте разработчика. Устанавливаем утилиту на ПК.
- Подсоединяем 3D-принтер к ПК при помощи USB-кабеля.
- Запускаем программу PRONTERFACE. В интерфейсе утилиты находим нужный нам порт подключения, выставляем скорость. Жмем на кнопку Connect.
- В правом текстовом окне появится построчный список настроек. В некоторых случаях может выскочить ошибка Error, нужно перезапустить программу и заново выставить значение порта.
- Под текстовым полем введите команду: M303 E0 S240 C10 жмем кнопку Send. В заданном шифре: M303 – команда на запуск калибровки; E0 – указание на калибровку хотенда; S240 – тестовая температура; C10 – количество циклов проверки. Температура калибровки экструдера может отличаться в зависимости от модели принтера.
- Если все сделано верно, устройство выведет команду PID autotune start. Дождитесь окончания процесса.
- После завершения тестирования, система покажет в текстовом поле три коэффициента: #define DEFAULT_Kp **.**, #define DEFAULT_Ki *.** и #define DEFAULT_Kd **.**. Выписываем значения после нижнего пробела в каждом из коэффициентов.
- Полученные коэффициенты вносим в команду: M301 P**.** I*.** D**.**. Отправляем ее через кнопку Send. Например, командная строка может выглядеть как: M301 P15.92 I0.87 D73.03.
- Сохраняем результат и отправляем команду M500.
Ввод основной команды и получение коэффициентов PID.
После данных манипуляций должны уйти проблемы со скачками температуры.
Внимание! Все команды вводятся без кавычек. Звездочки в коэффициентах соответствуют числовым значениям, которые показывает программа.
Как не допустить ошибок при регулировке PID-стола 3D-принтера?
Здесь мы приведем самые частые ошибки и методы их решений:
- При установке порта нужно выставить скорость подключения 25 000. Если программа не видит принтер и соединение не устанавливается, нужно нажать на кнопку Reset. Принтер перезагрузится дистанционно, программа попробует заново подключиться. Выполняете это действие до тех пор, пока соединение не будет установлено. Это особенность данного ПО.
- Иногда ошибка THERMAL RUNAWAY остается в системе. Возможно, принтеру нужно откалибровать нагревательный стол. Эту операцию делают по аналогичному алгоритму. Немного изменяется начальная команда: M303 E-1 S* C10, где E-1 – это обозначение калибровки стола, а S* – тестовая температура нагрева стола.
- Полученные данные можно внести вручную в память принтера. Для этого перейдите в настройки девайса (Settings), найдите расширенные параметры (Advanced Settings), после чего перейдите к настройкам P, I, D. Введите данные вручную, сохраните полученный результат (Store settings). Так можно внести PID-данные как по экструдеру, так и по столу.
- Чтобы проверить, сохранились настройки в системе или нет, отправьте команду M503.
Ручной ввод коэффициентов PID.
Будьте внимательны при вводе команд и значений. Можно сохранить параметр PID в отдельный текстовый документ и уже из него копировать данные.
Процесс калибровки экструдера – это важная вещь. Без нее принтер будет работать некорректно, начнут появляться ошибки, дефекты печати. Выполняйте процесс калибровки поэтапно, и у вас не возникнет проблем с настройкой.
- 14 марта 2021
- 7474
Получите консультацию специалиста
Калибровка PID или что делать после замены нагревателя или термистора
В этой статье мы поговорим о том, как производится калибровка PID 3D принтера после замены нагревателя, термистора, а в некоторых случаях и нагревательного блока.
Как известно, в природе нет ничего абсолютно идентичного, в том числе не бывает двух абсолютно одинаковых термисторов, нагревательных блоков и нагревателей. Ну и вполне логично, что после их замены 3D принтер начинает печатать как-то не так. Виной этому неверный PID.
Что же такое PID? Википедия говорит нам следующее:
Пропорционально-интегрально-дифференцирующий (ПИД) регулятор — устройство в управляющем контуре с обратной связью. Используется в системах автоматического управления для формирования управляющего сигнала с целью получения необходимых точности и качества переходного процесса. ПИД-регулятор формирует управляющий сигнал, являющийся суммой трёх слагаемых, первое из которых пропорционально разности входного сигнала и сигнала обратной связи (сигнал рассогласования), второе — интегралу сигнала рассогласования, третье — производной сигнала рассогласования.
Источник
Если говорить по-простому, то это 3 коэффициента, которые использует микроконтроллер для управления нагревом, в нашем случае, экструдера.
Эти коэффициенты уникальны для каждой связки нагревателя и термистора, соответственно, при замене одного из них меняются и коэффициенты.Таким образом, после замены нагревателя или термистора необходимо произвести калибровку PID для правильной работы 3D принтера.
Стоит учесть, что большинство производителей 3D принтеров не калибруют PID каждого принтера, а используют некие усредненные значения, которые на конкретном принтере будут работать, как бог на душу положит.
Итак, калибровать PID экструдера необходимо в следующих случаях:
- На новом 3D принтере
- При замене термистора
- При замене нагревателя
- При замене нагревательного блока (не всегда)
Давайте разбираться как это делать на примере прошивки Marlin.
У прошивки Marlin уже имеется встроенный механизм автоматической калибровки PID, а также возможность изменять значения коэффициентов без прошивки 3D принтера.
Единственным условием, при котором это будет работать, является разблокировка энергонезависимой памяти EEPROM.
Разберем процесс калибровки PID без перепрошивки на примере 3D принтера Anycubic Mega-S
Внимание! не на всех моделях 3D принтеров EEPROM разблокирован. Уточните это перед проведением данной операции.
Описанные ниже действия вы делаете на свой страх и риск. Мы не несем ответственность за отсутствие результата, негативный результат.
Для калибровки PID нам понадобится.
- Программа Pronterface Можно использовать и Repiter Host, но Pronterface удобнее.
- USB кабель для подключения 3D принтера к ПК
- Драйверы для 3D принтера. Их необходимо установить.
Если у Вас запущен слайсер CURA закройте программу, а еще лучше перезагрузите компьютер.
Подключаем 3D принтер к ПК кабелем.
Запускаем ПО Pronterface и подключаемся к 3D принтеру. Для этого необходимо выбрать COM порт, на котором определился 3D принтер, выбрать скорость соединения и нажать кнопку CONNECT
В нашем случае это COM5 скорость 250 000
Если порт и скорость выбраны верно, то после нажатия кнопки CONNECT в правой части окна побегут различные текста:
Если вместо осознанного текста вы увидели какие-то кракозябры, то значит вы выбрали неверную скорость подключения.
Подберите ее экспериментально.Если же в окне справа кроме текста Connecting… ничего не появляется, значит компьютер по каким-то причинам не может связаться с принтером (неверно выбран порт, отсутствует драйвер, проблемы с кабелем и т.д.)
После того, как мы успешно подключились к 3D принтеру, в строке ввода команд необходимо ввести команду для авто калибровки PID. Она имеет следующий вид:
M303 E0 C10 S240
Где M303 – команда для калибровки PID
E0 – номер экструдера, для которого калибруется PID
C10 – количество циклов нагрева/охлаждения, по результатам которых микроконтроллер 3D принтера вычислит оптимальный PID
S240 – температура, на которой будет производиться калибровка. Рекомендуется выбирать ту температуру, на которой вы печатаете чаще всего.
Вводим команду в строку для ввода команд нажимаем кнопку SEND и ждем результата выполнения. Подождать придется несколько минут.
В процессе выполнения команды в окне будут отображаться приблизительно вот такие значения.
Это означает что принтер производит калибровку.После окончания процесса калибровки принтер может издать звук пищалкой (если он так умеет), а окно примет следующий вид:
В результате калибровки PID у нас получились следующие коэффициенты:
Их необходимо куда-нибудь записать. Теперь перенесем их в память 3D принтера.
Для этого выполним следующую команду:
M301 P14.62 I1.08 D49.42
Где M301 – команда для записи PID в память 3D принтера
P14.62 – коэффициент p (его значение равно параметру define DEFAULT_Kp, полученному при калибровке)
I1.08 – коэффициент i (его значение равно параметру define DEFAULT_Ki, полученному при калибровке)
D49.42 – коэффициент d (его значение равно параметру define DEFAULT_Kd, полученному при калибровке)
У вас получатся свои значения.
Вставляем команду в командную строку pronterface и нажимаем кнопку SEND
Результат выполнения команды:
Командой M500 сохраняем новые значения PID в памяти 3D принтера.
Для проверки того, что все у нас получилось, выключим 3D принтер и отключим от ПК кабель.
Через минуту включим 3D принтер и подключим его кабель к компьютеру. Снова через программу Pronterface подключимся к 3D принтеру и выполним команду M503
Если в результате выполнения команды в окне вывода мы получили значения PID полученные при калибровке:
Значит процесс калибровки PID завершен успешно.
Как видите, после замены нагревателя или термистора не обязательно перепрошивать 3D принтер для изменения значений PID.
Ознакомиться с ассортиментом запчастей для экструдера и не только вы можете в каталоге, раздел “Детали хотэнда”
ПИД-регуляторы в 3D-печати — обучение в открытом мире
ПИД-регулятор — это тип системы управления с обратной связью, которая широко используется в промышленных и коммерческих приложениях. Технология 3D-печати является одним из многих промышленных приложений, в которых используются ПИД-регуляторы.
ПИД-контроллеры используются в 3D-печати для регулирования и контроля потока расплавленного материала (пластиковой нити) через сопло экструдера. ПИД-регуляторы работают, постоянно сравнивая фактический выход системы с желаемым выходом. Когда есть разница между ними (известная как ошибка), ПИД-регулятор регулирует систему соответствующим образом, чтобы ошибка была минимизирована. Эта петля обратной связи обеспечивает постоянную работу системы с максимальной эффективностью. Использование ПИД-регуляторов в 3D-печати дает множество преимуществ. ПИД-регуляторы помогают повысить точность и точность процесса печати. Они также помогают сократить количество отходов и повысить общую эффективность системы. Кроме того, ПИД-регуляторы относительно просты в использовании и могут быть настроены в соответствии с конкретными потребностями приложения.Использование 3D-печати для быстрого прототипирования быстро расширяется и становится все более рентабельным. Прототипирование — это процесс создания 3D-модели конструкции.
Когда в будущем станет доступна 3D-печать, массовое производство будет значительно затруднено. Ожидается, что этот тип печати окажет влияние на широкий спектр отраслей, включая автомобилестроение, медицину, образование, производство оборудования и потребительских товаров. 3D-принтер включает в себя экструдеры, более крутые двигатели, материалы PLA, горячие бэды, блоки управления мощностью ремня шкивов (PCU), тканевые дороги, Arduinomegas и многие другие компоненты. Более века назад в визуальном мире печатных писаний доминировал двухмерный метод печати. Это ознаменовало начало эры 3D-печати, которая долго наступала.Первоначально технология 3D-печати использовалась для прототипирования, делая доступными небольшие простые физические образцы. Теперь дизайнеры могли выявлять и исправлять недостатки быстрее и с меньшими затратами, ускоряя процесс разработки продукта и снижая коммерческие риски. Одним из самых перспективных направлений для роста занятости является медицинский сектор.
В 2012 году инженеры и врачи использовали 3D-принтер для создания первого индивидуального протеза для трансплантации челюсти. Инновации в сборке настольной 3D-печати возможны дома, на рабочем месте, в лечебном учреждении или школе, в дополнение к возможности 3D-печатных чехлов для телефонов. Nokia показала 3D проектирует своих мобильных телефонов, чтобы владельцы могли создать свой собственный чехол для телефона V. Типография рядом с полем боя может быть лучшим вариантом для военных, что потребует меньше дополнительных услуг и больше управления в цепочке поставок. Из-за персонализированного выполнения «последней мили» Индустрия 4.0 может стать катализатором.Он основан на открытом рынке и основан на разделении доходов. Компании могут использовать его для предоставления персонализированных продуктов в режиме реального времени практически в любом месте. Документы по научной и технологической политике, которые часто используются в качестве форума для приглашенных авторов для обсуждения своих исследований, являются отличным местом для их обсуждения.
Национальный научный фонд финансирует Институт научно-технической политики. Институт оборонных анализов, некоммерческая организация, отвечает за деятельность института. Взгляды, мнения и выводы, изложенные в статьях, опубликованных в этой серии, принадлежат авторам и не представляют Институт или его дочерние учреждения.Процедура настройки PID гарантирует, что принтер постоянно поддерживает постоянную температуру. PID (Proportional Integral Derivate) — это температурно-стабильная температура на горячем конце принтера Original Prusa .
Используют ли 3D-принтеры PID?
3D-принтеры используют ПИД или пропорционально-интегрально-дифференциальное управление для регулирования температуры экструдера. ПИД-регулирование — это тип управления с обратной связью, который использует заданное значение или целевую температуру и регулирует скорость нагрева, чтобы достичь этой температуры как можно быстрее, сводя к минимуму перерегулирование.
Как мне откалибровать свой PID для 3D-печати?
Предоставлено: 3D Hubs
Выберите параметр Калибровка PID в главном меню принтера, а затем перейдите на страницу калибровки. Убедитесь, что температура, при которой вы печатаете большую часть времени, является подходящей. Если принтер обнаружит, что калибровка PID была выполнена, он автоматически запустит ее.
Если температура печати слишком высока, это может привести к появлению артефактов, линий или пробелов. Чтобы предотвратить это, необходимо выполнить настройку и калибровку ПИД-регулятора. Чтобы поддерживать постоянную температуру сопла, его научат нагревать. Настройка PID интегрирована во все большее число принтеров. Вы можете изменить Автонастройка PID путем выбора меню Control – Temperature и установки температуры, при которой вы обычно печатаете PID. Рекомендуется, чтобы принтер начал нагревать сопло за несколько коротких циклов. Если вы хотите изменить температуру вашей обычной калибровки, вы всегда можете повторно запустить ее позже.
Если вы не можете выполнить автоматическую настройку, вы можете вручную откалибровать ФИД. Терминал расположен по адресу: M303 E0 C5 S210 в Интернете. Если у вас более одного экструдера, вы можете настроить значение E (0, 1,…”) для каждого. Если значение C больше 5, количество циклов больше 5. Температура в C обычно используется в качестве эталонной температуры для расчета значения S.
Что делает настройка Pid?
Кредит: blog.incatools.com
Настройка ПИД-регулятора обычно выполняется вручную путем установки времени сброса на максимальное значение и скорости на ноль, увеличения коэффициента усиления до тех пор, пока контур не начнет непрерывно колебаться с постоянной амплитудой, а затем установки времени до максимального значения и скорость до нуля. (Когда обнаружено исправление ошибок и применяется большее усиление, его можно применить быстро.) Небольшое усиление желательно, если время отклика медленное.
[РУКОВОДСТВО] Руководство по настройке PID — шаг за шагом — 3D-печать
Просмотры сообщений:
1739Настройка Pid — это определенная процедура, которая может привести к появлению на экране ошибки «Принтер остановлен».
Это действительно очень и очень распространено. Эта ошибка возникает, когда принтер неправильно нагревает одну из своих частей: сопло или платформу. При исправном состоянии эта проблема возникает при первой установке первого канала вентилятора. Циркуляция воздуха на уровне пластины приводит к охлаждению Хот-энда и ПО, согласно настройкам по умолчанию, уже не может нагреваться как надо. В этом случае штраф Настройка Pid может быть ключом.
Вместо этого, если вы получаете сообщение «Принтер остановлен» без внесения каких-либо изменений, вы имеете дело с неисправностью , которая будет исследована, но и в этом случае вам следует начать с Автонастройки P.I.D.
Настройка PID: Но что делает PID? иметь в виду ?
Пропорционально-интегрально-дифференциальный регулятор, обычно называемый ПИД, представляет собой механизм обратной связи контура управления, широко используемый в промышленных системах управления.
Это наиболее широко используемая система управления с обратной связью. Это потому, что он может через обратную связь реагировать на положительное или отрицательное значение ошибки, корректируя его в соответствии с желаемой уставкой 0. Реакция на ошибку может быть установлена с помощью процесса, называемого автонастройкой.В 3D-принтере именно этот процесс связан с регулированием нагрева и с помощью этого алгоритма дозирует потребляемую мощность. PID является причиной того, что, если мы устанавливаем температуру сопла на 200 градусов, она остается такой и не колеблется, например, между 205 и 195 градусами.
Таким образом, в нашем случае ПИД-регулятор служит для прогнозирования поведения нагрева по обратной связи с датчиком температуры. У этой системы, очень простой в управлении, есть и ограничения: один на всех — отсутствие адаптивности к изменению параметров процесса. По сути, эта проблема является причиной того, что если вы добавляете новый канал вентилятора, вы должны приступить к повторной калибровке.
Если вы часто получаете ошибку Prin
ter Halted или видите, что ваш принтер не поддерживает стабильную температуру сопла или пластины даже при колебаниях в 10 градусов, пришло время настроить PID.
Настройка ПИД-регулятора: Практическое руководство
В несколько простых шагов рассмотрим, как выполнить эту «саморегуляцию»:
– Подключение
Сначала подключите принтер к компьютеру с помощью управляющего и диалогового программного обеспечения. Вы можете выбирать среди различных программ, таких как Repetier Host, Pronterface, Astroprint и многих других. (Это руководство основано на Repetier Host , но шаги и элементы управления одинаковы, какое бы программное обеспечение вы ни использовали ).
— Control
После подключения перейдите к панели управления принтера и введите следующий код: M303 E0 S200 C8
Давайте разберем этот код, чтобы понять его:
M304 -> Это параметр автонастройки.
Его также можно использовать отдельно, используя предустановленные значения прошивки, но это не очень хорошая идея. Лучше использовать те данные, которые вам нужны.E0 -> Обозначает аппарат, который мы тестируем
г. E0 — это номер экструдера. В некоторых принтерах (с двумя экструдерами) у нас также будет E1. В машинах с обогреваемой пластиной мы могли бы использовать BED или E1 или E2 , в зависимости от кода, используемого прошивкой для пластины.
S200 -> Эта часть контроля указывает температуру, при которой должно проводиться испытание. 200 означает 200 градусов, и вы можете выбрать температуру от 150 ° до 260 °, в зависимости от материала, для которого вы хотите настроить принтер. Если вы печатаете в основном PLA, вам необходимо включите вентиляторы вентиляторного канала и далее приступайте к автонастройке в условиях, в которых вы печатаете нормально.
C8 -> Это количество циклов нагрева, которые должна выполнить программа.
Больше циклов означает более точный PID, но нет необходимости преувеличивать. Достаточно 8 циклов, а превышать 14/15 будет совершенно бесполезно.После запуска контроля график температуры будет расти до тех пор, пока не достигнет заданного значения «буква S- – –» , и начнет колебаться вокруг значения.
Обратив внимание, вы увидите, что при каждом цикле волна будет сокращаться до линии.
После завершения заданных циклов программа выдаст новые значения PID: Kp, Ki и Kd.
Отлично! у вас есть новые значения, но куда их вставлять?
– Настройка PID
Вы можете вставить их в начало G-кода, чтобы выполнить первый тест и посмотреть, как принтер реагирует на новые значения. Чтобы поместить его в начале каждого Gcode, вы должны перейти к «start.gcode», например, в Cura, и ввести после команды M303 значения, предоставленные контроллером. Например, M301 P14.82 I0.8 D68.25 (вместо этих значений вставьте прописные буквы).
Но таким образом, вы должны вручную редактировать все файлы, но если вы уверены, что данные верны, это будет просто пустой тратой времени. Так что лучше ставить их на принтер черезM301 P14.82 I0.8 D68.25 команда
и сохранить эти значения в eeprom командой M500 или отредактировать прошивку напрямую.
-Настройка PID (вручную)
Некоторые принтеры позволяют вводить значения, найденные на дисплее, и просто сохранять их нажатием кнопки. (более простой способ)
Настройка PID: изменение прошивки
Прошивку можно редактировать двумя способами:
Первый способ вставки нового значения операционная система устройства. Вы просто введете код M301, за которым следуют найденные значения, в программном обеспечении, используемом для запуска автонастройки.
Пример: M301 P14.82 I0.8 D68.25
Примечание: для планшета процедура аналогична.
Вы просто используете команду M304 для передачи значений в eeprom. Пример: M304 P14.82 I0.8 D68.25. Обязательно сохраните эти значения, используя опцию сохранения принтера или команду M500.
Второй способ вставки нового значения
- Второй и более медленный способ редактирования прошивки — ввести найденные в прошивке значения и заменить их в принтере. Таким образом, у нас будет чистая установка с меньшим количеством осложнений.
Поясним процедуру с MARLIN , пожалуй, самой распространенной среди прошивок:
Откройте Marlin.ino с помощью программы Arduino:
Если это никогда не было сделано, вам придется выбрать правильную вкладку ( например Arduino Mega 2560 ) и правильный последовательный порт (вы можете видеть только подключенный принтер, например COM 4).
Когда Marlin.
Longer orange: Купить 3D принтер Longer Orange 30 в Москве и всей РФ
лучший бюджетный SLA-принтер с печатью из коробки / 3D-принтеры, станки и аксессуары / iXBT Live
Один из лучших в своем классе — недорогой 3D-принтер Longer Orange30 для фотополимерной печати. Обладает высоким 2К-разрешением печати, большой областью построения модели, а также без проблем работает «из коробки». Из-за своей простоты, модель Orange30 подойдет для начинающих, а благодаря высокому качеству и высокой точности печати (до 10 микрон) принтер подойдет для профессиональной и хоббийной печати.
Все модели и расходные материалы сейчас доступны со склада в Москве — доставка быстрая, с гарантией.
Содержание
- Введение
- Технические характеристики:
- Комплектация принтера
- Сборка защитного кожуха
- Подготовка к работе
- Программное обеспечение LongerWare
- Результат печати
Введение
На самом деле история с выбором принтера была не такой большой — у меня уже есть в использовании на протяжении около года отличный представитель SLA-принтеров Longer Orange 10, а вернее, его честный клон Alfawize SLA, который представлен на заглавной картинке (с зеленым колпаком).
Качественное развитие этой модели — Longer Orange 30, это 3D принтер с еще большей областью печати, большей скоростью печати, а также с разрешением 2К (2560 х 1440 пикселей) при, практически, той же стоимости. В настоящий момент принтеры в наличии на складе в Москве и готовы к отгрузке. Расходные материалы также есть в наличии.Купить 3D-принтер Longer Orange 30 в Longer Global Store
Купить 3D-принтер Longer Orange 30 в Longer Official Store
Купить 3D-принтер Longer Orange10
Купить фотополимерную смолу Longer3D UV Resin
Подробное описание доступно на официальном вебсайте Longer3D. Если кратко — модель Longer Orange 10 это SLA-принтер начального уровня, при всей его безотказности основное преимущество — это цена. Модель Longer Orange 30 — один из самых-самых дешевых 2К-фотополимерных принтеров. Наверное, самосборный принтер обходится в такую же сумму или, даже, дороже. Подробнее про выбор фотополимерного принтера для хоббийной и профессиональной печати смотрите в отдельной статье-подборке на iXBT.
Для начинающих стоит присмотреться к недорогим FDM-принтерам.Технические характеристики:
Наименование: Longer3D Orange 30
Тип устройства: Фотополимерный (LCD стереолитографический) 3D принтер
Тип расходных материалов: УФ смола, в том числе модельные и стомотологические фотополимеры
Длина волны излучения: UV LED 405 nm
Область построения: 120 х 68 х 170 мм
Толщина слоя: 10…100 микрон (мкм)
Разрешение печати: 2560 х 1440 пикселей, 47.25 мкм
Точность перемещения по Z: 10 мкм
Скорость печати: до 30 мм/час
Подключение: USB накопитель
Управление: сенсорный дисплей 2,8″
Питание: 12В 6А 72Вт
Размер принтера: 200 х 200 х 390 мм
Масса: 6,7 кг.Описание и внешний вид принтера Orange30
Принтер поставляется собранным и готовым к эксплуатации. Для запуска потребуется установить столик для печати, который демонтирован для транспортировки, а также собрать защитный кожух.
Принтер представляет собой массивное (~7 кг) устройство с вертикальной колонной, по которой перемещается столик.
В основании встроена вся электроника и привод оси Z, перемещение осуществляется с помощью винта Т8 и рельсы MGN15. Рабочий ход 17 см по высоте. Сама печать осуществляется в ванночке размером 120 х 68 мм, в нее наливается фотополимер. Ванночка металлическая, съемная. Покрытие дна ванночки — FEP-пленка. В корпусе предусмотрены вентиляционные отверстия для отвода воздуха от УФ-матрицы.
Интерфейсы все установлены на задней панели. Это вход USB для накопителя — принтер обеспечивает предварительный просмотр модели и автономную печать. Чуть ниже расположен выключатель и вход для питания (стандартное гнездо DC5525).
Внешний вид 3D принтера Longer Orange 30 с установленным кожухом — принтер готов к печати.
Одно из преимуществ такого принтера — полностью закрытый процесс печати, компактный корпус — всего 20 х 20 х 40 см. Ничего лишнего, ничего не мешается на столе.
Из особенностей выделю: установлена муфта на винт (5 х 8 мм), по Z стоит специальная гайка для компенсирования люфта перемещения.
Вернее положение каретки контролирует концевой выключатель.Комплектация принтера
Комплект поставки включает все необходимое для первого запуска, и вообще для печати. В комплекте не только брошюра с инструкцией, но и USB-накопитель с электронным вариантом руководства и видеороликами. Также в комплекте идет мощный источник питания, шпатель, запасные материалы.
Инструкция содержит все необходимое для первых шагов и быстрого старта печати.
Отдельно выделю наличие пластиковых игральных карт — это эффективный и простой способ для очистки ванночки. Дополнительно положили пару защитных перчаток, фильтры для фотополимера от 3М, бумажные полотенца, запасную FEP-пленку (замечательно, 2 шт в конверте), а также набор ключей для обслуживания и ремонта.
Блок питания стандартный.
Мощность 72 Вт, на выходе 12В.
Подключение принтера не составит труда даже для тех, кто никогда не пользовался 3D печатью.
Сборка защитного кожуха
Для уменьшения габаритов акриловый кожух поставляется разобранным.
Перед началом работы кожух требуется собрать. Это не сложно. Состоит из пяти пластин с пазами, из которых собирается прозрачный куб.Собирается без клея, в комплекте есть специальный уголки для удобства, фиксируется резинками из комплекта.
Внешний вид собранного кожуха. Просто и эффективно. Акрил задерживает УФ-излучение, защищая смолу в ванночке — она может находиться там достаточно долго.
Подготовка к работе
Для печати сразу после распаковки потребуется провести установку и юстировку столика для печати.
Крепление осуществляется один винтом-барашком.
Но очень важно провести выравнивание стола относительно LCD модуля в основании принтера.
Для этого включаем принтер, ищем в меню нужную настройку.
Кстати, вот экранное меню с актуальной версией прошивки. Обновить прошивку можно с накопителя, скачать с оф. сайта.
Ослабляем четыре крепежных винта столика.
Заходим в меню Move, выбираем выравнивание стола.
Стол опускается до самого нижнего упора.
Проверяем плотность прилегания стола к пленке. Закручиваем и затягиваем винты. Все, принтер откалиброван. На всякий случай я проверил работу УФ- матрицы. В меню можно проверить ее температуру, а также включить-выключить.
Засветка ровная, светит мощно. На первых моделях SLA принтеров были заметно послабее матрицы (например, на популярном Sparkmaker). Мощная УФ-матрица в Longer обеспечивает быструю засветку, быструю печать.
Подливаем фотополимер в емкость. Использовать можно любой фотополимер, на фото недорогая смола от Anycubic.
Устанавливаем накопитель с моделью.
Включаем принтер.
Кстати, несколько слов про подготовку модели.
Программное обеспечение LongerWare
Что касается программного обеспечения — слайсера LongerWare, то дистрибутив и инструкцию можно найти как на оф. сайте, так и на USB накопителе в комплекте. Особых требований как к компьютеру, так и к пользователю нет, при установке рекомендую сразу выбрать свою модель принтера в настройках.
Процесс обработки модели осуществляется буквально в несколько кликов (добавляем -> двигаем/масштабируем/вращаем -> размещаем подставки -> нарезаем модель -> сохраняем на накопитель).
Подставки размещаются в автоматическом режиме достаточно неплохо, можно и не трогать этот момент для начинающих.
Устанавливаем накопитель в принтер, включаем, выбираем меню File, затем нужный файл модели.
Отдельный плюс принтеров Longer — предусмотрен предварительный просмотр модели и приблизительное время печати. Очень удобно. При печати есть пауза — можно проверить модели и подлить фотополимер, если модель большая.
Накрываем колпаком, запускаем печать.
Результат печати
После печати я снимаю столик и отделяю модель. Снимается столик и ставится обратно одним движением (один установочный винт), калибровка при этом не нарушается.
Для отделения модели служит шпатель, постарайтесь не повредить поверхность стола, ни распечатанную модель.
На фото кронштейн для экшн-камеры.
Рекомендую делать короткую дозасветку (30-60 секунд) в УФ лучах. Для этого подойдет обычная УФ лампа накаливания, УФ-энергосберегающая лампа или УФ светодиоды.
Кстати, поддержки убираются просто — механически, то есть срезанием или откусываением.
Результат печати потрясающий — скорость печати некоторых моделей превышает аналогичную у FDM принтеров. Точность и качество печати недостижимо для FDM принтеров — это до 10 микрон, просто не видны глазом слои печати. Такой принтер отлично подходит для прототипирования в офисе, для начала своего дела, для моделизма — получаются отличные реалистичные дополнения для масштабных моделей. Подойдет для печати разработанных корпусов для РЭА, для ювелирного дела и многое, многое другое.
Самое главное преимущество принтера Longer Orange 30 — это отличное соотношение цены и качества результата. Принтер подойдет для начинающих — особых навыков для печати он не требует. Я постараюсь и дальше освещать тему SLA печати в блоге на iXBT, и если у вас есть вопросы — задавайте.
Longer Orange 30 — обзор и выводы по итогам 2 недель владения
С месяц назад ко мне в личку постучался представитель Longer и предложил прислать на обзор один из принтеров — FDM (не помню уже какой точно) или Orange 10. ФДМ меня уже давно не интересует настолько, чтобы писать обзоры, даже если принтер дают на халяву, а Оранж 10 с его разрешением — ну как-то несерьезно и тоже не интересно после более чем года эксплуатации Фотона S. В конце концов мы с ним договорились на Оранж 30. Не совсем бесплатно, но очень-очень дешево 🙂 Вообще-то я и его не стал бы брать, но мой знакомый, давно хотевший фотополимерник, сказал «Бери, отдашь его потом мне!» 🙂
Так что при желании вы можете назвать этот обзор проплаченным и не объективным. Однако я все опишу максимально честно, т.к. обзорами на регулярной основе не занимаюсь и не стремлюсь угодить кому-либо 🙂
Доставка с российского склада заняла несколько дней, курьер привез коробку с принтером прямо к двери. Дополнительно был приложен литр красной прозрачной смолы.
Упаковка никаких сюрпризов не имеет, все упаковано достаточно добротно, чтобы выдержать транспортировку.
Сверху дополнительно проложен весьма толстый «демпфер» из картона.
Внутри все уложено во вспененный полиэтилен.
Комплектация обычная для фотополимерника, за исключением пяти игральных карт 🙂
- четыре шестигранника
- мануал и реклама
- пара латексных перчаток
- несколько малярных фильтров
- запасная пленка
- стальной шпатель
Верхний кожух из оранжевого акрила — сборный из 4 стенок и крышки. Собирается в пазы. Для удобства сборки в комплекте идут 4 уголка, в которые ставятся стенки. Имеются так же 3 резинки, которыми короб стягивается после сборки. Полагаю, что по-хорошему после сборки короба все стыки надо бы проклеить и когда клей высохнет — снять резинки.
Ось Z на одной рельсе шириной 15 мм. Рельса закреплена на стенке стального короба оси. Гайка — двойная, подпружиненная. Ходовой винт соединяется с валом мотора через спиральную муфту.
Вверху закреплен механический концевик, ограничивающий верхнее положение оси, внизу — оптический для калибровки и обнуления перед началом печати.Все выглядит достаточно аккуратно и добротно.
Ванна… Ну, свои функции она выполняет 🙂 Но конструкция ее весьма неудобна. К столу она крепится двумя винтами с широкими ребристыми шляпками и чтобы ее снять, надо полностью выкрутить эти винты, а они не слишком короткие. И после выкручивания лучше их вынуть и положить в сторонку, так как вполне возможно уронить один из них куда не надо, например при сливе из ванны полимера. Было бы удобнее, если бы фиксация ванны была организована как в Фотонах — винты в отдельных стойках просто прижимают ванну. Ослабил винты — можно вынуть ванну.
Кстати, о сливе полимера. Судя по всему, конструкторы не задумывались, что такое вообще будет нужно делать 🙂 Отсутствие носика в одном из углов и широкая юбка с винтами вокруг дна ванны очень мешают сливу. Если смолы в ванне больше 20-30 миллилитров, то при наклоне ванны полимер стремится пролиться сначала на эту юбку.
Чтобы он не успел это сделать, ванну нужно наклонять быстро и сильно. Но боюсь, что рано или поздно все равно придется чистить юбку ванны от полимера, и не один раз. А из-за болтов на ней это будет весьма неудобно делать.Ванна приходит с уже натянутой пленкой и закреплена на столе принтера. Но каким-то образом на пленке все же появились пара вмятин.
Из внешних органов на корпусе присутствует интерфейсный сенсорный дисплей 2.8″ на передней панели. На задней панели расположились гнездо USB для флэшки, разъем и выключатель питания.
Гнездо для флэшки сзади — это не очень удобно, надо сказать.
Комплектный блок питания — на 72 Ватта (12 вольт, 6 ампер). В процессе работы особо не греется, его мощности хватает с головой.
На нижней стороне расположился шильдик с названием и краткими характеристиками.
Снаружи больше ничего интересного, поэтому разберем и посмотрим что у него внутри 🙂
Разбирается он достаточно просто — откручиваются 6 болтов сверху по краям стола и стол вместе с осью Z снимается.
Но перед этим необходимо на нижней стороне принтера открутить лючок, под ним открутить небольшую пластинку, прижимающую разъем дисплея и отсоединить шлейф дисплея от платы-переходника.Внутри кучка плат с соединяющими их кабелями, один большой вентилятор, матрица засветки на радиаторе и мотор. Сначала меня несколько удивило количество проводов, идущих к матрице засветки, но потом я вспомнил, что там еще стоит термодатчик. Принтер во время печати и теста засветки измеряет и показывает температуру на плате светодиодов. При перегреве он ставит печать на паузу пока засветка не остынет.
Все разъемы довольно щедро залиты герметиком. И хотя его слой очень тонкий, тем не менее он очень прочный на разрыв и слегка тянется как резина. При попытке вынуть разъем из гнезда он даже начал стаскивать гнездо с контактов, впаянных в плату. Пришлось подрезать его ножом.
Основа электроники принтера — одноплатный компьютер Orange Pi. На него насажена плата с микроконтроллером, драйвером двигателя, драйвером светодиодов засветки и питанием.
Эта плата управляет движение мотора, включением засветки и интерфейсным сенсорным дисплеем на передней стороне принтера. Одноплатник соединяется кабелями с USB-разъемом на задней стенке и HDMI-кабелем с преобразователем видеоинтерфейса на отдельной плате.Сам одноплатник:
Плата управления двигателем, интерфейсом и засветкой:
Драйвер двигателя — A4988, без радиатора.
Драйвер светодиодов засветки:
Преобразователь видеоинтерфейса — стандартный, коих полно на Али. Преобразует видео из HDMI в MIPI. Разъем miniUSB — это просто питание.
Дисплей подключается к нему через плату-переходник, на которой дополнительно установлен питатель для дисплея.
Вся электронная начинка принтера на одном фото 🙂
Посмотрим на засветку, про которую производитель говорит, что она параллельная как у параледа. Откручиваем 4 болта и снимаем плату светодиодов с приклеенным к ней радиатором. На плате расположены 32 светодиода, судя по всему одноваттных.
На каждый надета индивидуальная линза.Давайте посмотрим что же дает такая конструкция в плане засветки.
Это лист бумаги, положенный непосредственно на линзы светодиодов:
А вот так выглядит засветка когда лист бумаги находится примерно на том же расстоянии от диодов, что и дисплей:
И еще один эксперимент — закроем все диоды кроме одного и посмотрим какого размера пятно он дает на рабочем расстоянии:
Получается, что один диод перекрывает область еще и 4-х соседних диодов. Это не паралед, конечно, когда один диод перекрывает только свою область, тут параллельность довольно условная. Но гораздо лучше, чем раструб как у первых Фотонов.
И по потреблению светодиодами. При 12 вольтах питания потребление засветки составляет около 2.35 ампер, что дает мощность засветки примерно 28 Ватт. Это меньше, чем у Фотона S с параледом и казалось бы время засветки слоя должно быть больше, но по результатам тестов оказалось, что этот Оранж засвечивает слои за меньшее время.
Я думаю, что это из-за меньших потерь светового потока в данной схеме. Здесь практически весь излучаемый диодом свет собирается надетой на диод линзой. Тогда как в параледах диоды светят довольно широко, и на линзы, отстоящие от диодов на расстоянии 3-4 см попадает меньше половины их света. Остальное улетает в стороны или гасится на черных перегородках, стоящих между линзами.Итак, с разборкой покончено, пора тестировать его работу 🙂
Первое, что не слишком приятно удивляет — довольно шумный вентилятор, который включается вместе с питанием и молотит постоянно. Почему не сделали его включение только на время печати — непонятно.
Пользовательский интерфейс у принтера довольно лаконичный, но вполне понятный и удобный. Список файлов на флэшке представляется в виде таблицы, без предпросмотра.
Чтобы посмотреть информацию о файле и предпросмотр модели в нем нужно дважды нажать на нужный файл. Откроется окно с предпросмотром.
Отсюда можно запустить печать или посмотреть подробную информацию о режимах печати.
В процессе печати выводится информация о ходе печати (количество слоев, время) и температура диодов засветки. Можно поставить печать на паузу или прервать ее.
Однако сюрприз: при постановке на паузу платформа не приподнимется, чтобы можно было посмотреть как там идет процесс, а останется на высоте очередного слоя 🙂 И еще сюрприз: при нажатии прерывания печати принтер не станет торопиться с этой самой отменой, а сначала досветит очередной слой положенное время. А если Вы нажали отмену в самом начале, когда он только поехал обнулять ось, то принтер не станет ради Вашего каприза останавливаться, а доведет процесс обнуления до конца. То есть если Вы нажали «Печать», а потом спохватились, что забыли снять с платформы предыдущую модель, то остановить вдавливание этой модели в дисплей можно только отключением питания, кнопка «Стоп» тут не проканает :)В меню настроек можно подвигать ось Z, проверить работу дисплея и засветки, посмотреть информацию о принтере.
В пункте движения оси можно поднимать-опускать ось с шагом 1, 10 и 50 мм и обнулить (отхомить).
Проверка дисплея и засветки. Тут можно включить-выключить диоды засветки, а так же включить-выключить отображение тестового рисунка на дисплее.
Ну и меню с информацией о принтере.
Итак, теперь о самой печати. Для начала, конечно, нужно откалибровать платформу. Тут все стандартно для такой схемы:
— закрепляем платформу на оси верхним винтом с барашком
— убираем со стола ванну и кладем на дисплей лист офисной бумаги
— ослабляем винты, фиксирующие положение платформы, чтобы платформа свободно болталась
— заходим в меню движения оси и нажимает «Домой»
— когда платформа доедет вниз до концевика и остановится после повторного, медленного движения, начинаем по чуть-чуть подтягивать ослабленные винты крест-накрест. Платформа при этом должна свободно лежать на листе бумаги. Когда усилие подтяжки винтов становится уже значительным, затягиваем их окончательно.
Это идеальное развитие ситуации 🙂 Однако и тут будет сюрприз, о котором я подробнее расскажу ниже.
Итак, я откалибровал платформу по одному листу, поднял ее и поставил ванну с налитым в нее полимером Longer (прозрачный красный), который мне прислали вместе с принтером. Для начала я решил не изгаляться и напечатать одну из тех моделей, что уже лежали отслайсенные на флэшке. Выбор пал на какое-то крепление чего-то, т.к. эта деталь была самой низкой и, соответственно, быстрее всего печаталась.
Что я заметил во время печати: во-первых, звука отрыва слоев от пленки нет. Вообще. Похоже, что пленка идет довольно качественная, получше, чем у Эникубика 🙂 Второй момент — подъем происходит в два этапа — сначала медленно приподнимается на 2 мм, а потом с более высокой скоростью поднимает еще на два. Опускание происходит так же — сначала быстро, под конец медленно.
И вот два ведра дегтя в этой бочке: 1 — на паузе платформа не поднимается, чтобы можно было посмотреть как там идет печать, а остается на высоте очередного слоя. 2 — параметры печати изменить нельзя, никакие — ни время засветки, ни высоту или скорость подъема.
Может быть для кого-то это и неважно, а я обеими этими возможностями время от времени пользуюсь и для меня это довольно существенный минус.Печать этой детали прошла вполне успешно. Качество печати так же не разочаровало.Хотя я и ожидал немного другого. Так как здесь дисплей прилегает к пленке (как на моем Фотоне после модификации), то я ждал, что резкость печати будет выше, горизонтальные поверхности будут матовыми из-за пикселей. Но нет, горизонтальные поверхности блестят глянцем, хотя под микроскопом можно заметить на них следы пикселей. Но бугорками они не торчат.
Ну ок, в принципе получается достаточно неплохой компромис между торчащими пикселями и размытостью мелких деталей.
Потом поставил на печать черепушку штурмовика (вроде бы).
Ну тоже неплохо. Но это все несерьезно, пора приступать к печати нормальных тестовых моделей, показывающих возможности принтера.
Тут пришла пора установить слайсер от Лонгера. В двух словах — это еще более убогая программа, чем слайсер от Эникубика.
Годится только для того, чтобы непосредственно нарезать подготовленную в другом слайсере со всеми поддержками STL. Однако этот слайсер может еще конвертировать файлы в формате .zip, отслайсенные в Читубоксе. А что радует еще сильнее — сам Читубокс при установке соответствующего плагина умеет слайсить и сохранять в формате .lgs30, который понимается принтером. Правда, не без косяка — в Читубоксе нельзя настроить отдельно быструю и медленную скорости и высоту подъема между слоями.Кстати, принтер видит файлы на флэшке только в каталоге longer3d , так что сохранять их следует только в этот каталог. Тоже совершенно непонятное ограничение…
Для тестов я отслайсил стандартный тестовый кубик 3DSLA с толщиной слоем 40 мкм, как я всегда и слайсю. Для чистоты эксперимента взял полимер Elegoo, который очень хорошо показал себя в тестах на детализацию. Так как на Фотоне оптимальное время для этой смолы составило 7-8 сек, то и тут поставил это же время. И вот тогда-то я и узнал, что хотя засветка у Оранжа слабее по мощности, но засвечивает она сильнее и время надо сокращать 🙂 Оптимальным получилось 5 секунд.
И тут вылез очередной сюрприз — у кубика как-то сплющилось и пропало примерно 0.5 мм снизу. Да и детализация, откровенно говоря, оказалась не такой хорошей, как я ожидал. Но заметно лучшей, чем у немодифицированного Фотона S.А вот со «съеденными» нижними 0.3-0.6 мм моделей я разбирался долго. Размеры по X-Y четкие, а по Z сильно занижены. Да и на модели это видно.
При этом калибровка по 4 листам слегка снижает эту разницу, модель становится ниже «всего» на 0.2-0.3 мм. Но это не дело калибровать по стопке листов…
Я перепробовал все, что приходило в голову, мы общались с знакомым по этому вопросу. Как оказалось, у него точно такая же проблема была на Фотоне Зеро и побороть ее он не смог.
Я достал индикатор и начал экспериментировать. Снял ванну, положил на дисплей лист бумаги, обнулил ось и приставил индикатор к платформе.
Сначала грешил на то, что при затягивании винтов платформа опускается вниз. Но обнаружил, что при аккуратном неспешном затягивании винтов по кругу ноль почти не сбивается, максимум — на 5 соток.
При вытаскивании листа из под платформы она уходит еще на 2-3 сотки, но все равно ведь это не 0.5 мм. При движение платформы вверх и вниз по 1 мм после калибровки индикатор показывает движение ровно на 1 мм, практически без погрешностей. При повторном обнулении платформа приходит ровно в ноль. Запускаю тестовую печать без ванны с полимером — индикатор показывает, что печать начинается с нуля и при каждом следующем слое платформа поднимается ровно на его высоту, как положено. Ну то есть все отлично.Ставлю ванну с полимером, обнуляю платформу, пристраиваю индикатор — и опа! — по индикатору получается, что до первого слоя платформа не смогла дойти примерно 0.5 мм.
После пары дней мучений, так и не поняв причин всего этого, я решил, что проблема может быть в том, что плоскость дисплея находится чуть ниже плоскости стола.
Ну кто его знает, может быть это как-то влияет на калибровку, или пленка в ванне прогибается на это расстояние или еще что-то. Я уже просто не знал на что списать эти съеденные доли миллиметра при печати.
Решил убить одним выстрелом двух зайцев — выровнять плоскость дисплея по плоскости стола и заодно защитить дисплей. Для этого я вырезал из пленки толщиной 0.25 мм прямоугольник по размеру дисплея, содрал родную изоленту по периметру дисплея, положил на дисплей пленку и опять заклеил периметр. Родная окантовка потянулась при снимании, ее ровно уже не получилось наклеить, поэтому применил медный скотч как очень тонкий и совершенно непрозрачный (чтобы засветка не пробивалась по бокам от дисплея).Дисплей, кстати, лежит на довольно толстом стекле, примерно 3 мм.
Получилось как-то так:
Левая сторона оказалась слегка выше плоскости стола из-за кривизны посадочного места, но это как раз не страшно.
Откалибровал заново по двум листам, поставил на печать тестовый кубик. Результат сильно разочаровал. Во-первых, опять оказались съедены нижние 0.4 мм кубика, а во-вторых очень сильно упала резкость печати. И даже появилось двоение в мелких деталях. Вот, обратите внимание на надпись 3DSLA.
RU:И стало мне понятно, что этот псевдопаралед с линзованными диодами- не такая уж крутая штука. И надо его проверить на геометрию в целом по полю печати.
А пока… Дисплей должен быть вплотную к пленке ванны, иначе резкость печати падает очень сильно. Тогда я переставил пленку под дисплей. Съедание низа модели никуда не делось.
В общем-то это не большая проблема если печатать модели на поддержках, но меня это уже зацепило — должна же быть какая-то причина 🙂 И повозившись и поэкспериментировав еще пару дней я пришел к выводу, что тут виновата совокупность нескольких технических решений в этом принтере.
Вот к каким выводам я пришел в конечном итоге.
Пока калибровка и тестирование после нее происходит без ванны с полимером (или с пустой ванной, без полимера) — все отлично, но как только подставляется ванна с полимером — нулевая точка (по срабатыванию концевика) оказывается на 0.4-0.5 мм ниже. Значит проблема связана со смолой в ванне. Когда в начале печати ось едет на обнуление к концевику, платформа движется в полимере, выдавливая его из под себя.
Но выдавить быстро густой полимер из под большой плоской платформы невозможно, поэтому платформа начинает испытывать сопротивление, и чем ближе ко дну опускается — тем сильнее сопротивление. А ходовой винт продолжает вращаться, опуская рычаг платформы. В самом конце получается, что из-за сопротивления выдавливаемого полимера платформа еще не опустилась окончательно на пленку, и вращение ходового винта заставило и рычаг платформы слегка перекоситься (на сколько позволяет микролюфт каретки на рельсе) и муфту растянуться — так как платформа уже не может опускаться с нужной скоростью, то начинает подниматься винт, растягивая муфту. И когда концевик наконец-то срабатывает — растянутая муфта и, возможно, перекошенный рычаг как раз и дают эти самые 0.3-0.5 мм, на которые платформа все еще стремится опуститься.Я проверил эту теорию, придавливая платформу рукой с усилием около 1.5 кг когда в начале печати ось опускалась на обнуление. И это сработало — модель напечаталась правильной высоты.
Как это можно исправить в данном принтере — я не представляю. По хорошему, надо чтобы концевик срабатывал когда платформе остается до дна еще 1-1.5 мм, то есть когда полимер еще достаточно легко выдавливается из под платформы. И прошивка должна учитывать, что ноль печати — это не концевик, а ниже него на определенное расстояние. Так сделано в Фотонах. И там такой проблемы нет. Но тут прошивка этого просто не предусматривает.
Еще один выход — калибровать не по листу офисной бумаги, а по какому-то более толстому листу, но проблема в том, что толщину этого листа придется подбирать экспериментально, по результатам печати после каждой попытки. И это еще будет зависеть от густоты полимера.
В общем, не знаю… Недостаток не критичный, но неприятный. Как и все остальные недостатки этого принтера 🙂
Ладно, вернемся к хорошему 🙂 Последний тест, который я провел — это тест геометрии по всему полю печати. Чтобы посмотреть как этот псевдопаралед справляется с проблемой, свойственной принтерам с раструбом в засветке.
Для этого я нарисовал модель по образу ув. Apollone — 9 восьмигранников по углам и центрам сторон платформы с такими размерами:Результаты печати получились вот такими:
Я бы сказал — отличные результаты 🙂
Этот псевдопаралед хотя и хуже настоящего параледа, но безусловно гораздо лучше обычной засветки в зеркальном раструбе. В плюсы ему можно записать и отличную равномерность засветки. Но он не терпит никакого промежутка между дисплеем и пленкой ванны и резкость у него все же чуть похуже.
Выводы.
В целом принтер достаточно неплох. Не без недостатков, но многие его недостатки производитель может допилить в прошивке, а некоторым пользователям они даже и не покажутся недостатками. Если сравнивать с Фотоном S, то я бы предпочел Фотон. Без допилинга он печатает похуже, но зато бесплатный или недорогой допилинг (перестановка дисплея) ставит его гораздо выше этого принтера. Но у него и стоимость гораздо выше. Если выбирать между первым Фотоном и этим принтером — я предпочел бы этот принтер.
Более жесткая ось, лучшая по качеству засветка. Если производитель исправит в прошивке некоторые косяки, то недостатков у этого принтера почти не останется 🙂Достоинства:
— хорошая рельсовая механика, при усилии на платформу 1 кг отклонение составляет всего 0.25 мм.
— линзованная засветка
— неплохая резкость печати без всяких доработок
— цена
Недостатки:
— неудачная система калибровки
— не поднимает платформу на паузе
— неудобная в обращении ванна
— нельзя изменить в процессе печати параметры
Может быть что-то упустил — спрашивайте в комментариях 🙂 Еще несколько дней принтер будет у меня, потом поедет к человеку, который будет на нем учиться фотополимерной печати 🙂
ЗЫ: Кстати, у Longer сейчас идут скидки на Али, в том числе и на этот принтер. С доставкой с российского склада его цена до 28 числа включительно всего 220.5 баксов — https://aliexpress.ru/item/4000221050811.html 🙂
LONGER 3D-принтер Orange 10 Resin | SLA 3D-принтер для продажи — LONGER
119,99 $
- 3D-принтер с ЖК-экраном начального уровня с УФ-отверждением
- 98*55*140 мм (3,86* 2,17*5,5 дюйма)Размер печати
- Единый дизайн УФ-излучения и полноцветный сенсорный экран
- Smart and Fast Slicing & High — Предупреждение о температуре
【3D-принтер SLA】УФ начального уровня.
..США — 119,99 долларов США ЕС — 119,99 долларов США Другие регионы — 119,99 долларов США
НАС
Европа
Другой регион
Метки:
Оранжевый 10
Модель Оранж 10 Технология печати LCD Stereolithography PRENTED DIRE PRENTED DIRE . Разрешение ЖК-дисплея 854*480, 115 мкм Z Axis Resolution 10µm Printing Speed up to 30mm/h Lighting Sources UV Matrix 405nm LED Slicing Software Longerware / Chitubox /Lychee Соединение TF-карта Сенсорный экран Цветной сенсорный экран 2,8 дюйма Блок питания Вход: 100-240 В переменного тока, 50/60 Гц; Выход: DC12V 5A Printer Size 170*170*360mm Package Size 220*220*550mm Net Weight 6. 5KGSGross Weight 7KGS Printing Материал УФ-смола 405 нм, стандартная смола, литьевая смола, стоматологическая смола и т. д. повысить точность прототипа, вы можете получить лучший результат печати. Конструкция обратного потока смолы
Модель Orange 10 имеет наклонную пластину, которая облегчает обратный поток смолы в ванну для смолы. И эта конструкция может предотвратить вытекание смолы из пластины для повторного использования.
Полноцветный сенсорный экран
Orange 10 оснащен 2,8-дюймовым цветным сенсорным экраном. Простой в использовании полноцветный сенсорный экран, удобный выбор файлов для печати и предварительный просмотр состояния печати в режиме реального времени.
Стандартный формат печати
Размер печати 3,86 x 2,17 x 5,5 дюймов, который разработан в соответствии с обзором рынка, может удовлетворить потребности более 90% клиентов, особенно подходит для обучения, любителей, дизайнеров и художников и т. д.
Smart Support и Fast Slicing
Автоматическое обнаружение подвешенных деталей с помощью одной кнопки и добавление более стабильной поддержки сеток с перекрестными связями для повышения эффективности печати сложных моделей. И Orange 10 также совместим с Chitubox.
Предупреждение о высокой температуре
Оранжевый 10 оснащен детектором температуры, когда температура УФ-светодиода ненормальна, он автоматически приостанавливается и возобновляет печать после возврата к нормальному состоянию, обеспечивая безопасную среду для печати и экономя материалы.
Longer Orange 10 Обзор 3D-принтера: низкая цена, низкая производительность
Аппаратный вердикт Тома
Малоформатный полимерный 3D-принтер по выгодной цене, Longer Orange 10 имеет слабую производительность и шаткое качество сборки, что делает его невыгодным приобретением.
Плюсы
- +
+ Недорогая цена
- +
+ Компактность
Почему вы можете доверять Tom’s Hardware
Наши эксперты-рецензенты часами тестируют и сравнивают продукты и услуги, чтобы вы могли выбрать лучшее для себя. Узнайте больше о том, как мы тестируем.
Longer Orange 10 — это 3D-принтер начального уровня в линейке Orange, который уступает Orange 30 и Orange 4K как по цене, так и по характеристикам. Доступно с Более длинный сайт (открывается в новой вкладке) за 139 долларов, удивительно низкая цена, которая является примерно самой дешевой из всех, которые я видел для 3D-принтеров в продаже.
После тестирования Orange 10 у меня осталось больше вопросов, чем ответов относительно того, для кого предназначен этот принтер.
Он использует ЖК-экран с маскировкой RGB, который по умолчанию имеет медленное время отверждения для каждого слоя, а также небольшой объем сборки. Важно отметить, что его разрешение в пикселях более чем на 50 % больше, чем у Creality LD-002R , сопоставимого по цене и размеру принтера, что приводит к отпечаткам с более низким разрешением и выраженным шагам на пологих кривых, что делает его неспособным конкурировать с лучшие 3D принтеры.Longer Orange 10: Сравнение цен
(открывается в новой вкладке)
(открывается в новой вкладке)
279,99 $
(открывается в новой вкладке)
Вид (открывается в новой вкладке)
- 6 90 дюймов tab)
(открывается в новой вкладке)
Нет информации о цене
(открывается в новой вкладке)
Check Amazon (открывается в новой вкладке)
Longer Orange 10 х 6,7″ х 14,2″ (17,0 см х 17,0 см х 36,0 см)
Build Volume 3. 86″ x 2.17″ x 5.5″ (98mm x 55mm x 140mm)Resin DLP Photopolymer Resin UV Light UV Matrix 405nm UV LED Маскировка LCD Resolution 854 x 480 Маскировка LCD размер 4,5 « 2,8″ LCD Touchscreen 2,8 «LCD Touchscreen 9
2,8″ LCD Touchscreen 2,8 «LCD 2,8″.0039 Входит в комплект поставки Longer Orange 10
(Изображение предоставлено Tom’s Hardware)
The Longer Orange 10 поставляется со всеми расходными материалами, необходимыми для подготовки к печати, включая блок питания, металлический скребок для удаление деталей, перчаток, тряпки для очистки, карты microSD, USB-устройства чтения карт памяти microSD и некоторых фильтров из смолы для повторного использования смолы. Крышка, устойчивая к ультрафиолетовому излучению, поставляется в разобранном виде (подробнее об этом позже), и все детали, необходимые для ее сборки, входят в комплект поставки.
Orange 10 также включает в себя печатное руководство, в котором описаны все шаги, связанные с запуском принтера.- Longer Orange 10 в Walmart за 279,99 долларов (открывается в новой вкладке)
Сборка Longer Orange 10
(Изображение предоставлено Tom’s Hardware) можно установить на принтер. Это немного необычно; В большинстве полимерных принтеров MSLA, таких как Anycubic Photon Mono , Creality LD-002R и Elegoo Mars Pro , используется цельная акриловая крышка, которая поставляется установленной на принтере. Крышка Longer Orange 10 состоит из пяти частей, каждая из которых покрыта защитной пленкой с обеих сторон. Эта пленка имеет тенденцию рваться и расслаиваться при отслаивании, и ее удаление требует очень много времени; мне потребовалось почти пятнадцать минут, чтобы удалить его полностью.
(Изображение предоставлено Tom’s Hardware)
После удаления защитной пленки можно собирать крышку. Мозаика на боковых сторонах панелей позволяет защелкнуть их на место, а прилагаемые черные скобы скрепляют боковые панели перед добавлением верхней панели.
Сборка крышки немного напоминала жонглирование; кронштейны и верхняя часть скрепляют стороны вместе, но стороны не могут быть собраны без верхней части, удерживающей их на месте. Потребовалось несколько попыток, чтобы сделать это правильно, но в конце концов крышка защелкнулась.(Изображение предоставлено Tom’s Hardware)
Крышка удерживается парой резинок; один вверху и один внизу. Хотя это решение относительно недорогое и позволяет транспортировать принтер в коробке немного меньшего размера, общая шаткость и отсутствие прочной крышки не внушали мне особого доверия после того, как все было собрано. Резиновые ленты туго натянуты вокруг акриловых углов, и я обеспокоен тем, что поднятие крышки приведет к тому, что резиновая лента со временем порвется из-за трения об острые углы акриловых панелей.
(Изображение предоставлено Tom’s Hardware)
Пользовательский интерфейс Longer Orange 10 представляет собой 2,8-дюймовый цветной сенсорный ЖК-экран, который предлагает основные функции управления, а также информацию в реальном времени во время печати.
ЖК-дисплей яркий и отзывчивый, но общий пользовательский интерфейс немного голый, а элементы управления, используемые для калибровки платформы сборки, не имеют интуитивно понятной маркировки.(Изображение предоставлено Tom’s Hardware)
В Orange 10 используется специальная плата контроллера с микроконтроллером STM32F103 и A49.88 шаговый драйвер. Вентилятор охлаждения платы контроллера — самый громкий компонент принтера, и во время печати он работает с очень разумной громкостью. Корпус Orange 10 сделан из гнутого листового металла, и мне понравилось ощущение прочности и стабильности, которое он обеспечивает.
(Изображение предоставлено Tom’s Hardware)
Маскирующий ЖК-экран на Longer Orange 10 представляет собой 4,5-дюймовый экран с разрешением 854 x 480. Эта комбинация приводит к относительно низкому разрешению XY 0,115 мм, гораздо более крупному разрешению, чем 0,035 мм, достигнутый за счет разрешения 4K, маскирующего ЖК-дисплеи, как на Фрозен Соник Мини 4K .
Даже маскирующие ЖК-экраны без разрешения 4K, такие как экраны Creality LD-002R, имеют разрешение менее 0,1 мм (у LD-002R — 0,075 мм), поэтому это слегка толстое разрешение XY может привести к появлению деталей с видимыми ступенями на неглубоких поверхностях. кривые.(Изображение предоставлено Tom’s Hardware)
Платформа сборки имеет наклон назад, что позволяет смоле стекать обратно в чан во время печати. Портал, к которому он крепится, изготовлен из изогнутого куска металла, а на стержне с Z-образной резьбой установлена противозазорная гайка для предотвращения заклинивания во время быстрых перемещений. Компоненты движения на машине, как правило, кажутся прочными, и кажется, что гентри не имеет никакого люфта во время печати.
Выравнивание рабочей платформы на Longer Orange 10
(Изображение предоставлено Tom’s Hardware)
Рабочая платформа на Longer Orange 10 крепится к порталу четырьмя болтами, которые также используются для выравнивания. Ослабив болты на гентри и поместив лист бумаги на маскирующий ЖК-экран, я опустил рабочую платформу в исходное положение и затянул болты на гентри.
Болты имеют стопорные шайбы с разрезными кольцами, в отличие от обычных шайб, что делает выравнивание станины утомительной и сложной задачей. Когда я затягивал болты, шайба с разрезным кольцом слегка смещалась и заставляла платформу сборки подниматься или опускаться. Выравнивание этого принтера было сложной задачей, которая требовала от меня очень медленной работы, чтобы убедиться, что платформа сборки не сместилась во время затяжки.
(Изображение предоставлено Tom’s Hardware)
После того, как я выровнял рабочую платформу, я установил емкость для смолы в принтер и закрепил ее двумя прикрепленными винтами с накатанной головкой. Ванна имеет полимерную раму с индикаторами заполнения, отградуированными до отметки максимального заполнения 200 мл, нанесенной сбоку. Пленка FEP на дне чана установлена, предварительно натянута и готова к использованию прямо из коробки.
Безопасность печати с удлиненным оранжевым 10
(Изображение предоставлено Tom’s Hardware)
В Longer Orange 10 используется смола с УФ-излучением 405 нм, материал, с которым необходимо безопасно обращаться в неотвержденном состоянии, чтобы избежать травм.
Смола может быть вредной при контакте с кожей, поэтому обязательно надевайте перчатки при заливке, очистке или обращении с неотвержденной смолой. Я также обязательно надеваю перчатки при снятии платформы сборки после печати, так как смола имеет тенденцию скапливаться на верхней части платформы и может капать, пока платформа снимается.Убедитесь, что вы используете Orange 10 в хорошо проветриваемом помещении, чтобы свести к минимуму опасность вдыхания паров. Любые разливы или незатвердевшая смола, прилипшая к поверхности, должны быть удалены с помощью 99% изопропиловый спирт и контейнер для смолы должны быть закрыты и закреплены, когда материал не заливается активно.
(Изображение предоставлено Tom’s Hardware)
Платформа сборки на Orange 10 имеет четыре направленных вверх болта, которые используются для ее крепления к кронштейну. Это плохой элемент конструкции, так как расположение болтов означает, что очень трудно очистить незатвердевшую смолу внутри колпачков болтов или очистить пространство между головками болтов и кронштейном.
Хотя наклонная платформа для сборки позволяет большей части смолы скользить обратно в чан, она все равно скапливается вокруг места соединения кронштейна с платформой для сборки, и ее может быть трудно полностью очистить. Хотя эта проблема не является уникальной для Longer Orange 10, я считаю, что она, безусловно, требует много времени и может быть легко решена с помощью цельной платформы сборки.Печать прилагаемых тестовых отпечатков на Longer Orange 10
(Изображение предоставлено Tom’s Hardware)
The Longer Orange 10 включает в себя четыре предварительно нарезанные модели, готовые к печати, а также файлы .STL, используемые для их изготовления. . Первым, что я протестировал, был VampireLordBust.lgs, модель размером 75,26 мм, которая печатается за пять часов и девять минут. Модель (которую я нашел , загруженную на MyMiniFactory путем поиска по имени файла) имеет опоры, встроенные в модель, а не созданные программным обеспечением слайсера.
(Изображение предоставлено Tom’s Hardware)
Я стараюсь избегать моделей со встроенными опорами, так как каждый принтер обрабатывает их по-своему, а программное обеспечение слайсера обычно лучше справляется с их созданием.
Это больше проблема с полимерными принтерами MSLA, поскольку необходимо отламывать более крупные опоры, которые могут разрушить или расколоть хрупкую отвержденную смолу.(Изображение предоставлено Tom’s Hardware)
Деталь напечатана без каких-либо проблем, и, как и ожидалось, удаление вспомогательного материала оставило некоторые дефекты. Два больших стержня под руками было трудно полностью удалить, а тонкие стержни под подбородком оставляли материал после того, как они были сломаны. Общий уровень детализации модели был приглушен, а разрешение не выглядело таким резким, как я ожидал от полимерного принтера MSLA. Зубы на этом бюсте вампира были смоделированы индивидуально, но я заметил, что их было трудно различить на распечатанной модели.
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
Встроенная модель The_Three_Wise_Skulls_20mb.lgs представляет собой более высокий отпечаток (107,25 мм), что позволило мне лучше прочувствовать уровень детализации Orange 10 был способен.
Эта нарезанная модель была интересна по двум причинам; он печатает полностью без поддержки, а также печатает полностью сплошным. Это означает, что в процессе печати используется больше смолы, и он кажется более тяжелым и плотным, чем бюст вампира-лорда (78 грамм против 27).Меня больше впечатлила детализация этой модели, а время печати 9 часов 17 минут стало приятным сюрпризом, учитывая высоту модели. Низкое разрешение XY (0,115 мм) приводит к тому, что на пологих изгибах модели видны выступы, особенно на задней и боковых сторонах черепа.
(Изображение предоставлено Tom’s Hardware)
Подготовка файлов к печати с помощью LongerWare
(Изображение предоставлено: Longer)
Longer включает два приложения с Orange 10; LongerWare и Читубокс. LongerWare — это приложение, предназначенное для полимерных 3D-принтеров Orange 10, Orange 30 и Orange 120 MSLA. LongerWare включает в себя профили для различных типов смол, включая водосмываемые, стандартные и литьевые с различными разрешениями.
LongerWare предлагает функции, которые вы ожидаете от программного обеспечения для нарезки, например, возможность масштабировать, поворачивать и перемещать модели перед их подготовкой к печати.(Изображение предоставлено Longer)
Я был разочарован общим опытом использования LongerWare, хотя, поскольку
, программное обеспечение кажется немного незавершенным. В программном обеспечении нет возможности предварительного просмотра времени печати или использования материалов, а после экспорта в виде файла .lgs для Orange 10 объект нельзя открыть для проверки настроек. Это похоже на серьезную оплошность, и это немного усложнило планирование моего графика печати. Единственный способ увидеть расчетное время печати — сохранить проект в виде файла .lgs, экспортировать его на карту microSD, вставить карту в принтер, нажать «Печать», а затем просмотреть время на сенсорном экране принтера.(Изображение предоставлено Tom’s Hardware)
Чтобы протестировать LongerWare, я распечатал 32-мм миниатюру из Loot Studios , нарезанную с использованием водосмываемого полимерного профиля толщиной 0,05 мм.
Миниатюра (32mm_Georgios_HelmetVersion) была напечатана чуть более чем за четыре часа, и только когда мини была над чаном со смолой, я заметил, что опоры не прикреплены к модели в разных точках. Сняв модель и почистив ее, я увидел, что в щите отсутствует большой участок. Опоры для щита пропечатались до точки контакта, а затем резко остановились, что заставило меня поверить в то, что связь между моделью и опорой была недостаточно прочной, чтобы удерживать модель на месте.Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
Несмотря на отсутствие вспомогательного материала на щите, копье было напечатано без проблем и успешно завершено. Качество вспомогательного материала копья оставляет желать лучшего, некоторые отдельные структуры сливаются с соседними. Разочаровывают различные дефекты этой модели, но самым большим выводом для меня стала сложность использования программного обеспечения LongerWare. . По сравнению с альтернативой, которую предлагает Longer (Chitubox), сложно представить ситуацию, когда было бы выгодно использовать LongerWare.
Подготовка файлов к печати с помощью Chitubox
(Изображение предоставлено Chitubox)
Chitubox включает Orange Longer 10 в список поддерживаемых принтеров, но вам потребуется импортировать подключаемый модуль для экспорта расширения .lgs, используемого принтером. . Longer включает в себя как приложение Chitubox, так и необходимый плагин на карте microSD, входящей в комплект поставки машины. Chitubox предлагает все функции LongerWare, а также дополнительные функции, такие как оценка времени печати, оценка использования материала и возможность исправить любые потенциальные проблемы с нарезанным файлом путем удаления островков (отдельных пикселей, которые не связаны с основным телом и может плавать в ванне или прилипать к пленке ФЭП).
(Изображение предоставлено Chitubox)
Я использовал тот же профиль на Chitubox, что и на LongerWare (смываемый водой для 0,05 мм), но я заметил, что время экспозиции установлено на шесть секунд, а не на восемь. Это небольшая разница, но она заставила меня задуматься о том, какие еще изменения могут существовать в различных профилях между слайсерами.
Все скорости Z были одинаковыми, а нижние слои имели одинаковые настройки экспозиции и высоты.(Изображение предоставлено Tom’s Hardware)
Разрезанная в Chitubox, 32-миллиметровая миниатюрная модель Минотавра от Loot Studios была распечатана за 3 часа и 2 минуты и, похоже, не имела проблемы с расслоением опоры, которая была у модели, разрезанной в LongerWare. Детали были такими же, как и у других напечатанных моделей, хотя некоторые мелкие детали выглядели немного мягкими. Вспомогательный материал был прикреплен к модели по всему периметру, и его удаление было быстрым и легким.
(Изображение предоставлено Tom’s Hardware)
Сравнение размера печати более длинного Orange 10 и Creality LD-002R
(Изображение предоставлено Tom’s Hardware)
Longer Orange 10 — это компактный 3D-принтер, занимающий заметно меньшую площадь, чем другие 3D-принтеры MSLA. Полимерный 3D-принтер Creality LD-002R MSLA за 199 долларов предлагает аналогичные характеристики по несколько более высокой цене, поэтому имеет смысл сравнить общий объем сборки и объем принтера, чтобы понять, насколько меньше Longer Orange 10 на самом деле.
Удлиненный оранжевый 10 Creality LD-002R Masking LCD Resolution 854 x 480 2560 x 1140 XY Resolution .115mm .075mm Build Dimensions 3.86 x 2.17 x 5.5 inches 4.69 x 2,56 x 6,3 дюйма Рабочий объем 46,07 кубических дюймов 75,64 кубических дюймов Размеры принтера 6,7 x 1 927 дюймов 6,7 x 6,7 x 6,7
8,7 x 8,7 x 15,9 дюйма ПРИНТЕР ООМ 637,44 Кубические дюймы 1203,471 Кубические дюймы Сборка / Помещение Footprint (Higher IS Better) . значительно уменьшенная длина по осям X и Z на Orange 10 напрямую приводит к значительному уменьшению объема сборки по сравнению с LD-002R. Маскирующий ЖК-дисплей с более низким разрешением на Orange 10 означает, что разрешение XY также ниже, чем у LD-002R. Тем не менее, компактный форм-фактор Orange 10 дает ему небольшое преимущество при сравнении общего объема сборки и соотношения занимаемой площади.(Изображение предоставлено Tom’s Hardware)
Печать прилагаемой скобки на более длинном Orange 10
(Изображение предоставлено Tom’s Hardware)
После печати нескольких миниатюр я хотел посмотреть, как Longer Orange 10 показал себя при изготовлении. детали, предназначенные для реального использования. Orange 10 включает в себя файл на microSD под названием «BRACKET.lgs», который распечатывается за полтора часа. Кронштейн заполнен шестиугольными отверстиями для облегчения, которые перфорируют модель вертикально, и круглыми отверстиями для облегчения, которые проходят горизонтально.
(Изображение предоставлено Tom’s Hardware)
Напечатанный брекет показался мне жестким и легким, и включение этой модели дало мне пищу для размышлений, пока она лечится.
Хотя общее разрешение Orange 10 не соответствует задаче печати миниатюр с высокой детализацией, более крупные или более блочные модели, не требующие четкой детализации, могут хорошо подойти для этого принтера.Кронштейн имел небольшой выступ в плоскости XY, но это не имеет значения при печати таких функциональных деталей. Увидев эту модель, я подумал, что этот принтер может стать домом для любого пользователя, который хочет печатать функциональные детали, где точность не так важна.
(Изображение предоставлено Tom’s Hardware)
The Longer Orange 10 в настоящее время можно приобрести непосредственно у Longer за 139 долларов. Кроме того, Orange 10 стоит 179,99 долларов на Amazon, и в настоящее время участники Amazon Prime могут приобрести его по очень разумной цене 143,99 долларов с бесплатной доставкой. При такой цене может показаться, что Orange 10 — это хорошее соотношение цены и качества для тех, кто интересуется 3D-печатью.
К сожалению, мне трудно найти убедительную причину для выбора Longer Orange 10, когда другие бюджетные 3D-принтеры MSLA на полимерной основе, такие как Creality LD-002R, существуют в том же ценовом диапазоне.
Относительно низкое разрешение в плоскости XY и немонохромный ЖК-дисплей означает, что на Orange 10 потребуется больше времени для печати деталей с более низким разрешением, чем на других бюджетных машинах MSLA. Orange 10 кажется мне машиной для конкретного приложения, но вам нужно будет подготовить это приложение, прежде чем покупать этот принтер.Вообще говоря, большая часть привлекательности Orange 10, скорее всего, связана с минимальной ценой машины. Для пользователей, не заботящихся о скорости или точности, которым нужна ручная сборка, как если бы они получили 3D-принтер Creality Ender 3 Pro FDM, Orange 10 предлагает полный опыт 3D-печати из смолы MSLA за меньшие деньги, чем свидание для двоих. .
Эндрю Синк впервые использовал 3D-принтер в 2012 году и с тех пор с энтузиазмом участвует в индустрии 3D-печати. Напечатав все, от сканирования собственного мозга до бутерброда с арахисовым маслом и желе, он продолжает все глубже погружаться в бесконечные области применения аддитивных технологий.
Принтеры 3д: 3D принтер купить в Москве для дома
3D-принтеры в образовании
Поставщик 3D-оборудования с 2010 года
[email protected]Заказать звонок
+7 495 646-15-338 800 333-12-82
3D-сканеры3D-принтерыПрограммное обеспечениеУслуги
О компанииКлиенты и проектыДемозалГосзакупкиДоставкаСервисЭнциклопедия 3D
Блог
Контакты
3D‑печать — один из главных образовательных трендов последних лет. Школы и университеты в России и по всему миру отчетливо понимают, что без использования 3D‑принтеров сегодня нельзя обеспечить студентам по-настоящему всестороннюю подготовку.
- Как 3D-принтеры помогают в обучении
- Для технарей и творцов
- Примеры использования
- Выбор 3D‑принтера
- Как 3D-принтеры помогают в обучении
- Для технарей и творцов
- Примеры использования
- Выбор 3D‑принтера
Еще несколько лет назад 3D‑оборудование было мало представлено в отечественных колледжах и университетах — из-за высокой стоимости.
Но сейчас ситуация изменилась. Во-первых, на рынке стали появляться качественные 3D‑принтеры по доступной цене. Кроме того, государство активно поддерживает инновационные программы в образовательных учреждениях, выделяя средства на покупку 3D‑принтеров и 3D‑сканеров.Еще несколько лет назад 3D‑оборудование было мало представлено в отечественных колледжах и университетах — из-за высокой стоимости. Но сейчас ситуация изменилась. Во-первых, на рынке стали появляться качественные 3D‑принтеры по доступной цене. Кроме того, государство активно поддерживает инновационные программы в образовательных учреждениях, выделяя средства на покупку 3D‑принтеров и 3D‑сканеров.
Как 3D-принтеры помогают в обучении
3D-печать применяется образовательными учреждениями по всему миру. 3D-принтеры совершенствуют процесс обучения, развивают у студентов образное мышление, приучают будущих специалистов к автоматизированному программированию и проектированию. 3D-печать значительно увеличивает интерес к процессу обучения, так как дает возможность студентам почувствовать себя настоящим новатором.
Создав на компьютере модель, студент уже через несколько часов сможет держать ее в руках — это прекрасная мотивация создавать новое.
Студенты, использующие 3D-принтер в образовательных целях, получают возможность учиться на собственных ошибках. На бумаге или компьютере изъяны модели заметить сложно, а создавая макет или тестовую деталь, ученик, смоделировав ее на компьютере в 3D-программе, уже через небольшой промежуток времени держит ее в руках. Если что-то не получается, то это не проблема, можно попробовать снова.
Для самих же учебных заведений установка 3D-принтера позволит не только поднять общий престиж, но и подготовить настоящих специалистов, способных выполнять реальные задачи по проектированию. При этом внушительных затрат на покупку самого оборудования и на его дальнейшее использование не потребуется.
3D-принтеры отлично подходит для любого возраста. Младшим школьникам устройства трехмерного моделирования будут интересны для общего развития, знакомства с технологией, для использования в режиме игры.
Старшеклассники и студенты оценят преимущества 3D-принтеров с практической точки зрения. С их помощью станет возможным реализация авторских проектов, печать практических заданий, развитие творческих способностей и навыков.Как 3D-принтеры помогают в обучении
3D-печать применяется образовательными учреждениями по всему миру. 3D-принтеры совершенствуют процесс обучения, развивают у студентов образное мышление, приучают будущих специалистов к автоматизированному программированию и проектированию. 3D-печать значительно увеличивает интерес к процессу обучения, так как дает возможность студентам почувствовать себя настоящим новатором.
Создав на компьютере модель, студент уже через несколько часов сможет держать ее в руках — это прекрасная мотивация создавать новое.
Студенты, использующие 3D-принтер в образовательных целях, получают возможность учиться на собственных ошибках. На бумаге или компьютере изъяны модели заметить сложно, а создавая макет или тестовую деталь, ученик, смоделировав ее на компьютере в 3D-программе, уже через небольшой промежуток времени держит ее в руках.
Если что-то не получается, то это не проблема, можно попробовать снова.Для самих же учебных заведений установка 3D-принтера позволит не только поднять общий престиж, но и подготовить настоящих специалистов, способных выполнять реальные задачи по проектированию. При этом внушительных затрат на покупку самого оборудования и на его дальнейшее использование не потребуется.
3D-принтеры отлично подходит для любого возраста. Младшим школьникам устройства трехмерного моделирования будут интересны для общего развития, знакомства с технологией, для использования в режиме игры. Старшеклассники и студенты оценят преимущества 3D-принтеров с практической точки зрения. С их помощью станет возможным реализация авторских проектов, печать практических заданий, развитие творческих способностей и навыков.
3D-принтеры для технических и творческих специальностей
В технических вузах 3D-технологии пользуются наибольшей популярностью. Студенты могут разрабатывать дизайн предметов, деталей и макетов прямо в аудитории, изготавливать прототипы с помощью 3D-принтера, оценивать и тестировать их.
3D-печать, уже включенная в учебную программу многими ВУЗами, дает возможность студентам воплощать в жизнь свои конструкторские замыслы и идеи, тем самым увеличивая их востребованность в высокотехнологичной производственной среде.Для обучения студентов технических специальностей обычно используют 3D-принтеры, печатающие пластиковые изделия. Такое оборудование позволяет получать прочные прототипы и механизмы, которые способны выдерживать физические нагрузки и подвергаться тестированию.
3D-принтеры для технических и творческих специальностей
В технических вузах 3D-технологии пользуются наибольшей популярностью. Студенты могут разрабатывать дизайн предметов, деталей и макетов прямо в аудитории, изготавливать прототипы с помощью 3D-принтера, оценивать и тестировать их. 3D-печать, уже включенная в учебную программу многими ВУЗами, дает возможность студентам воплощать в жизнь свои конструкторские замыслы и идеи, тем самым увеличивая их востребованность в высокотехнологичной производственной среде.
Для обучения студентов технических специальностей обычно используют 3D-принтеры, печатающие пластиковые изделия. Такое оборудование позволяет получать прочные прототипы и механизмы, которые способны выдерживать физические нагрузки и подвергаться тестированию.
Проект роботизированного протеза кисти
Части миниатюрной копии авиационного двигателя
Корпус для тестовой модели самолета
Проект роботизированного протеза кисти
Части миниатюрной копии авиационного двигателя
Корпус для тестовой модели самолета
Творческие специальности — еще одна сфера активного использования 3D-печати. Будущие архитекторы и дизайнеры с помощью 3D-принтеров могут реализовывать самые смелые проекты, экспериментировать с материалами и формами. Возможность быстрой визуализации и физического воплощения собственных проектов позволяет студентам гораздо быстрее осваивать многие аспекты будущей профессии.
Лучший выбор для студентов архитектурных и дизайнерских специальностей — полноцветные 3D-принтеры.
Такое оборудование позволит вашим ученикам быстро получать яркие и наглядные визуализации своих проектов.Творческие специальности — еще одна сфера активного использования 3D-печати. Будущие архитекторы и дизайнеры с помощью 3D-принтеров могут реализовывать самые смелые проекты, экспериментировать с материалами и формами. Возможность быстрой визуализации и физического воплощения собственных проектов позволяет студентам гораздо быстрее осваивать многие аспекты будущей профессии.
Лучший выбор для студентов архитектурных и дизайнерских специальностей — полноцветные 3D-принтеры. Такое оборудование позволит вашим ученикам быстро получать яркие и наглядные визуализации своих проектов.
Студенческих архитектурный макет
Проект дизайнерского кресла
Дизайнерская разработка обуви
Студенческих архитектурный макет
Проект дизайнерского кресла
Дизайнерская разработка обуви
Примеры использования 3D-принтеров в образовании
3D-принтеры сегодня активно используются в школах и университетах по всей России.
Свои центры прототипирования открыты в МГУ, МГТУ им. Баумана, МИФИ, Приволжском университете и других вузах. Вот несколько примеров использования 3D-печати западными учебными заведениями:Международная Школа для Специальных исследований SISSA значительно улучшает показатели своих разработок >>
Студенты университета создают дронов с помощью 3D-принтеров >>
Примеры использования 3D-принтеров в образовании
3D-принтеры сегодня активно используются в школах и университетах по всей России. Свои центры прототипирования открыты в МГУ, МГТУ им. Баумана, МИФИ, Приволжском университете и других вузах. Вот несколько примеров использования 3D-печати западными учебными заведениями:
Международная Школа для Специальных исследований SISSA значительно улучшает показатели своих разработок >>
Студенты университета создают дронов с помощью 3D-принтеров >>
3D‑принтеры для образования
Stratasys F120
3DLAM Mini
Total-Z AnyForm 450 PRO
3D Systems ProJet CJP 660 Pro
Stratasys F120
3DLAM Mini
Total-Z AnyForm 450 PRO
3D Systems ProJet CJP 660 Pro
- +7 495 646-15-338 800 333-12-82
3d@globatek.
ru2010–2022, АО «Глобатэк» (Globatek JSC). Все права защищены.
Политика конфиденциальности и обработки персональных данныхЦены на сайте указаны для ознакомления. Не является офертой.
История 3д печати
В данном разделе нам хотелось проследить историю развития 3d печати от момента ее появления до сегодняшнего дня, а так же дать прогноз относительно будущего развития технологии.
Первый 3d принтер был изобретен американцем Чарльзом Халом (Charles Hull), он работал по технологии стереолитографии (SLA) патент на технологию был оформлен в 1986 г. Принтер представлял из себя довольно габаритную промышленную установку. Установка «выращивала» трехмерную модель посредством нанесения фотополимеризующегося материала на подвижную платформу. Основой служил заранее смоделированный на компьютере цифровой макет (3д модель). Данный 3d принтер создавал трехмерные объекты, поднимаясь на 0,1-0,2 мм — высоту слоя. Несмотря на то, что первый аппарат обладал множеством минусов, технология получила свое применение. Чарльз Халл так же является со-основателем компании 3dsystems, одного из лидеров мирового производства промышленных 3д принтеров.Чарльз Халл был не единственным, кто экспериментировал с технологией трехмерной печати, так в 1986 году Карл Декарт (Carl Deckard) изобрел метод селективного лазерного спекания (SLS). Подробнее о методе Вы можете узнать в другой статье, вкратце: лазерный луч спекает порошок (пластик, металл и т.д.), масса порошка при этом подоргевается в рабочей камере до температуры, близкой с температурой плавления. Основой так же служит заранее смоделированный на компьютере цифровой макет (3д модель). После прохождения лазером горизонтального слоя, камера опускается на высоту слоя (как правило 0.1-0.2 мм), масса порошка выравнивается специальным устройством и наноситься новый слой.
Однако самым известным и распространенным на сегодняшний день методом 3д печати является послойное направление (FDM). Идея технологии принадлежит Скотту Крампу (Scott Crump), патент датируется 1988 годом.
Подробнее о методе Вы можете узнать в другой статье, вкратце: из нагретого сопла печатающей головки при помощи шагового двигателя подается материал (как правило пластик), печатающая головка перемещается на линейных направляющих по 1 или двум осям, так же по 1 или 2 осям двигается платформа. Основой движения так же служит 3д модель. Расплавленный пластик укладывается на платформу по установленному контуру, после чего головка или платформа перемещаются и поверх старого накладывается новый слой. Скотт Крамп является одним из основателей компании Stratasys, так же являющейся одним из лидеров в производстве промышленных 3д принтеров.Все описанные выше устройства относились к классу промышленных аппаратов и стоили довольно дорого, так один из первых принтеров 3d Dimension от компании Stratasys 1991 году стоил от 50 до 220 тысяч долларов США (в зависимости от модели и комплектации). Принтеры работающие по технологиям, описанным выше стоили еще дороже и до самого недавнего времени о данных устройствах было известно лишь узкому кругу заинтересованных специалистов.
Все начало меняться с 2006 года, когда был основан проект RepRap (от англ Replicating Rapid Prototyper — само-воспроизводящийся механизм для быстрого изготовления прототипов), имеющий своей целью создание само-копирующего устройства, которым являлся 3д принтер, работающий по технологии FDM (послойное наплавление). Только в отличие от дорогостоящих промышленных аппаратов он был похож на неказистое изобретение из подручных средств. Рамой служат металлические валы, они же служат направляющими для печатающей головки. которой управляют простые шаговые двигатели. Программное обеспечение имеет открытый код. Почти все соединяющие детали печатаются из пластика на самом 3д принтере. Данная идея зародилась в среде Английский ученых и ставила своей целью распространение доступных аддитивных технологий, чтобы пользователи могли, скачивая 3д модели в сети интернет, создавать необходимые изделия, максимально сокращая таким образом производственную цепочку.
Оставив в стороне идеалогическую составляющую, сообществу (существующему и развивающемуся по сей день) удалось создать доступный «обычному человеку» 3d принтер.
Так набор непечатанных деталей может стоить в районе пары сотен долларов США а готовый аппарат от 500 долларов. И пусть эти устройства выглядели неказисто и существенно уступали по качеству промышленным аналогам, все это доло невероятный толчок для развития технологии 3д печати.
По мере развития проекта RepRap, начали появляться 3d принтеры, взявшие за основу заложенную движением базу в техническом и, иногда, идеалогическом плане (например приверженность концепции открытого кода — OpenSource). Компании, производившие принетры старались сделать их более качественными как в плане рабочих характеристик, так и в плане дизайна и user experience. Первые принтеры RepRap нельзя назвать комерческим продуктом, так как управлять им не так уж просто (а собрать тем более) а добиться стабильных результатов работы получается не всегда. Тем не менее компании старались сократить более чем существенный разрыв в качестве, по возможности оставляя существенный разрыв в стоимости.Здесь стоит в первую очередь упомянуть о компании MakerBot, начавшейся как startup, взявшей за основу идеи RepRap и мало по малу превратившие их в продукт нового качества.
Их флагманским продуктом (и по нашему мнению лучшим по сей день) остается 3д принтер MakerBot Replicator 2. Модель была выпущена в 2012 г. и позже снята с производства, однако по сей день остается одной из самых популярных моделей 3д принтеров «персонального» сегмента (по данным 3dhubs). Слово «персональный» взято в скобки по причине, что данный принтер, со стоимостью на момент выпуска 2200 долларов США, в основном использовался (и используется) для бизнес целей, однако попадает в персональный сегмент по причине своей стоимости. Данная модель отличается от своих прородителей (RepRap), являясь, по сути, законченным комерческим продуктом. Производители отказались от концепции OpenSourse, закрыв все источники и коды ПО.
Паралельно с выпуском техники компания активно развивала ресурс Thingiverse, содержащий множество моделей для 3d печати, доступных для скачивания бесплатно. В период работы над первым принтером и в дальнейшем сообщество сильно помогало компании, тестируя продукт и предлагая различные апгрейды.
После выпуска модели Replicator 2 (и закрытии разработок), ситуация изменилась. Подробнее о истории компании MakerBot а так же других компаний и людей, связанных с 3d печатью, вы можете узнать, посмотрев фильм Print the legend.В этом фильме также освещается история компании Formlabs, одной из первых начавшей производство доступного 3д принтера, работающего по технологии SLA (стререолитография). Компания собирала средства на первую модель FORM 1 посредством краудфандинга, столкнулась с трудностями производства, но в итоге выпустила доступный и производительный 3д принтер, сократив разрыв в качестве, описанный выше.
И хотя описанные выше 3д принтеры были далеки от совершенства, они положили начало развитию досутпной техники для трехмерной печати, которое происходит и по сей день. В настоящий момент качетсов принтеров технологий FDM и SLA повышается, однако существенного снижения цены уже не происходит, скорее она наоборот немного растет. Наряду с FDM и SLA множество компаний ведет разработки в области спекания порошков (SLS), а так же печати металлом.
Несмотря на то, что такие принтеры доступными не назовешь, цена их значительно ниже, в сравнении с аналогами из профессионального сегмента. Стоит так же отметить, развитие линейки материалов, помимо стандартный ABS и PLA пластиков, сегодня используется множество различных материалов, включая нейлон, карбон и другие прочные и тугоплавкие материалы.3d принтеры персонального сегмента сегодняшнего дня сильно приблизились к профессиональным устройствам, развитие которых так же не останавливается. Помимо компаний «основателей» технологии (Stratasys, 3dsystems) появилось множество небольших компаний, специализирующихся на промышленных технологиях 3d печати (в частности металлом). 3д печать так же привлекает к себе внимание крупных корпораций, которые с разной степенью успешности стремяться занять свое место на растущем рынке. Здесь стоит выделить компанию HP, которая не так давно выпустила модель HP Jet Fusion 3D 4200 завоевавшую популярность среди профессионалов 3d печати (по состоянии на 2018 г.
держится в верхней части рейтинга профессиональных 3д принтеров в ежеквартальных отчетах портала 3dhubs).Однако технологии 3д печати развиваются не только в ширь, но и вглубь. Одним из главных недостатков трехмерной печати, по сравнению с другими методами производства, является низкая скорость создания моделей. Существенным движением вперед в плане ускорения 3д печати стало изобретение технологии CLIP компанией CARBON, работающие по этой технологии принтеры компании могут производить модели в 100 раз быстрее по сравнению с классической технологией SLA.
Так же постоянно происходит расширение линейки, свойств и качества материалов и постобработки изделий. Все это ускоряет переход к использованию 3d принтеров именно в производстве, а не только как аппаратов для прототипирования. Сегодня многие крупные и не только компании и организации тесно используют 3д принтер в своей производственной цепочке: начиная от производителей потребительский товаров NIKE и PUMA и заканчивая BOEING и SPACE X (последняя печатает части двигателей для своих ракет, которые не возможно было изготовить никаким другим образом).
Помимо «классической» области применения 3д печати, сегодня все чаще можно видеть новости о том, как на 3d принтере напечатали дом или какой-нибудь орган (а точнее его маленькую часть) из био-материала. И это действительно так, несколько компаний по всему миру тестируют или уже частично применяют 3д печати в строительстве зданий и сооружений. В основном это касается контурной заливки стен (похоже на метод FDM) специальной композитной бетонной смесью. А в Амстердаме существует проект 3д печатного моста и этот список будет только расширяться со временем, так как применение 3d печати в строительстве способно существенно сократить издержки и увеличить скорость работ на определенных этапах.
Касаемо медицины, здесь 3д печать так же находит применение, однако в настоящий момент это не печать органов, а скорее применение технологии в протезировании (самого различного толка) и замещении костей. Так же технологии 3d печати широко используется в стоматологии (технология SLA). Касательно печати органов, это пока далеко в будущем, в настоящий момент био-3д принтеры это экспериментальные установки на ранних стадиях, успехи которых ограничиваются печатью нескольких ограниченно-жизнеспособных клеток.Заглядывая в будущее, можно с уверенностью сказать, что технологии трехмерной печати будут расширяться как в ширь так и вглубь, совершенствуя технологии, ускоряя процессы, качество и улучшая свойства материалов. 3д принтеры все больше будут замещать старые методы в производственных цепочках различного масштаба, а мировое производство, благодаря этому, будет двигаться к схеме работы «по требованию» (on demand) увеличивая степень кастомизации изделий. Возможно, когда нибудь, 3д принтеры будут широко применяться и на бытовом уровне для производства необходимых вещей (мечта и цель движения RepRap), однако для этого необходимо не только развитие технологии, но и смена парадигмы общественного мышления, а так же развитие мощной экосистемы проектирования (3д моделирования) изделий (о чем очень часто забывают).
3d печать домов (и прочих сооружений), без сомнения так же будет развиваться, сокращая издержки и сроки производства, что вместе с освоением новых подходов в архитектуре и городском планировании (таких как модульное строительство и метод prefabricated), придаст ощутимый импульс к развитию индустрии в целом.
Биологические 3d принтеры будут выступать важным инструментом в научных исследованиях. Тем не менее, до их появления в больницах и клиниках, где они будут печатать новые органы, еще очень и очень далеко (фактически это научная фантастика).
Лучшие дешевые 3D-принтеры на 2022 год
Хотя мы не решимся назвать 3D-печать зрелой технологией, можно сказать, что она достигла подросткового возраста. За первое десятилетие своего существования 3D-принтеры подешевели, их стало проще настраивать и эксплуатировать, а также они стали более надежными. И вы можете заплатить меньше, чем ожидаете: многие некогда высококлассные функции перекочевали в недорогие модели.
PC Labs изучает 3D-принтеры с 2013 года. Сегодня состояние 3D-печати стабильно, но так было не всегда. В течение первых нескольких лет запуск и запуск одного из этих принтеров часто представлял собой приключение, не говоря уже об успешном прохождении нашего режима тестирования. Проблемы с принтерами на основе нити, также известными как изготовление плавленых нитей (FFF) или моделирование методом наплавления (FDM), были многочисленными.
Питатели нити должны были быть уговорены для подачи нити с катушки в экструдер. Платформы для печати приходилось выравнивать вручную. Экструдер или горячая часть должны были быть расположены точно так, чтобы минимизировать зазор между соплом и рабочей пластиной (плоская поверхность, на которой печатается объект). Предметы часто прилипали к рабочей пластине, и для их отрыва требовались осторожные, иногда безуспешные усилия. Для решения этих и других проблем требовались кропотливые усилия, часто совмещенные со звонками в техподдержку.
Уже не так много. Несмотря на то, что время от времени они все еще могут быть бунтарями, 3D-принтеры сильно выросли, и освоение основ 3D-принтеров стало гораздо реже заканчиваться перепалкой из-за мелочей. Кроме того, они стали намного доступнее для любопытных самодельщиков и любителей.
Если вы ищете недорогой 3D-принтер для начинающих, важно знать, чем отличаются более дешевые модели. Читайте мини-обзоры лучших бюджетных 3D-принтеров, которые мы тестировали.
После этого мы более подробно рассмотрим характеристики и технологии 3D-принтеров, актуальные для начинающих покупателей. Готовы сделать решительный шаг? Читать дальше.Original Prusa Mini
Лучший бюджетный 3D-принтер
4,5 Отлично
Итог:
Требуется тщательная сборка и калибровка (плюс доставка из Чехии), но Original Prusa Mini — это компактный принтер с открытой рамой. 3D-принтер, который стабильно производит продукцию превосходного качества по отличной цене.
ПРОФИ
- Первоклассное качество объекта
- Поддерживает различные типы нитей
- Полезное, профессионально напечатанное руководство пользователя
- Отличные ресурсы поддержки
- Универсальное, удобное программное обеспечение
ПРОТИВ
- Калибровка первого слоя может быть сложной
- Включает только стартовые пакеты нити
- Требуется контроль, если маленькие дети или домашние животные находятся рядом
Продан Список цен Цена Пруса Исследования $399,00 $399,00 Вижу это
(Открывается в новом окне)Прочтите наш оригинальный Prusa Mini Review
Xyzprinting DA Vinci Mini
Лучший бюджет 3D для школ, общественные центры
4.
0 ОтличныйНижняя линия:
. принтер, сочетающий в себе низкую цену, простоту настройки и использования, стабильное качество печати и бесперебойную работу без опечаток.
ПРОФИ
- Очень низкая цена.
- Филамент по разумной цене.
- Хорошее качество печати.
- Опечаток при тестировании нет.
- Простая настройка и эксплуатация.
- Тихо.
- Печать через соединение USB или Wi-Fi.
ПРОТИВ
- Периодические проблемы при попытке запустить печать.
- Удаление печатных объектов с платформы печати иногда бывает сложной задачей.
Продан Список цен Цена Волмарт 199,95 долларов США 199,95 долларов США Вижу это
(Открывается в новом окне)Амазонка 199,95 долларов США 199,95 долларов США Вижу это
(Открывается в новом окне)Прочтите наш обзор XYZprinting da Vinci Mini
3D-принтер Toybox
Лучший бюджетный 3D-принтер для детей
4.
0 ОтличноИтог:
3D-принтер Toybox хорошо работает как модель, предназначенная для детей, предлагая надежную печать из браузера или мобильного устройства и несколько тысяч игрушек для печати, а также творческий подход. варианты вывода рисунков или фотографий. Просто имейте в виду крошечную площадь сборки.
ПРОФИ
- Надежная печать без опечаток
- Простая настройка
- Управление одним касанием
- Хорошо составленные справочные ресурсы
- Доступ к более чем 2000 печатных игрушек и проектов
- Позволяет создавать собственные дизайны для печати
ПРОТИВ
- Крошечная площадь сборки
- Не идеально подходит для импорта 3D-файлов, созданных в другом месте.
Продан Список цен Цена Амазонка 299,00 долларов США 299,00 долларов США Вижу это
(Открывается в новом окне)Прочтите наш Toybox 3D Printer Review
Monoprice Mini Delta V2 3D Printer
Лучший бюджет 3D для начинающих, не Techies
4.
0 ОтличнаяНижняя линия:
3d Gur В Monoprice Mini Delta V2 используется дельта, а не декартова система координат, но новичкам понравится его низкая цена, простота использования и быстрая печать.
ПРОФИ
- Цена ниже 200 долларов
- Быстрая печать почти без опечаток
- Простая настройка и эксплуатация
- Прочная рама из стали и алюминия
- Поддерживает несколько типов нитей
ПРОТИВ
- Крошечная площадь сборки
- Так себе качество печати
- Всего год гарантии
Продан Список цен Цена Амазонка 179,99 долларов США 179,99 долларов США Вижу это
(Открывается в новом окне)Прочтите наш обзор 3D-принтера Mini Delta V2 от Monoprice
Anycubic i3 Mega S
Лучший бюджетный 3D-принтер с открытой конструкцией и большой площадью сборки
3,5 Хорошо
3 Scu 02 9005 , недорогой 3D-принтер с открытой рамой, в ходе нашего тестирования производил отпечатки достойного качества.
Однако для получения максимальной отдачи от него может потребоваться точная калибровка.ПРОФИ
- Скромная цена
- Большая площадь сборки для недорогого принтера
- Поддерживает различные типы нитей
- Обычно стабильное качество печати
- Использует известное программное обеспечение Cura
ПРОТИВ
- Привередливое выравнивание платформы печати
- Поддерживаемые витки нити маленькие
- Неудачно установленный держатель катушки
Продан Список цен Цена Амазонка 229,98 долларов США 229,98 долларов США Проверить наличие
(Открывается в новом окне)Прочтите наш обзор AnyCubic i3 Mega S
AnyCubic Vyper
Лучший бюджет 3D 3D для самой большой области сборки
3,5.
конструкция с открытой рамой и автоматическое выравнивание печатного стола. Просто знайте, что требуется небольшая сборка, а напечатанные объекты могут потребовать небольшой очистки.ПРОФИ
- Относительно большая площадь сборки
- Автоматическое выравнивание кровати
- Простая сборка
ПРОТИВ
- Короткая (один год) гарантия
- Включает только маленькую стартовую катушку накала.
- Использование программного обеспечения Cura с Vyper требует настройки нескольких параметров.
- Тестовые отпечатки показали некоторые «волосатые» остатки нити.
Продан Список цен Цена Амазонка 429,99 долларов США 429,99 долларов США Вижу это
(Открывается в новом окне)AnyCubic $369,00 $319. 00Вижу это
(Открывается в новом окне)100015
3.5 Хорошо
Итог:
Практическая настройка определяет бюджетную цену Creality Ender-3 V2, 3D-принтер с открытой рамой, который вы собираете из комплекта. Как правило, он производит отпечатки выше номинала, но его печатную платформу может быть сложно выровнять.
ПРОФИ
- Недорогой
- Качество печати чуть выше среднего
- Хорошая площадь сборки для своей цены
- Поддерживает несколько типов нитей
ПРОТИВ
- Ручное выравнивание печатной платформы может быть сложным
- Инструкции по настройке могли бы быть более глубокими и разборчивыми
- Сомнительный контроль качества некоторых деталей
Продан Список цен Цена Амазонка 299,00 долларов США 246,00 долларов США Вижу это
(Открывается в новом окне)Прочтите наш обзор Creality Ender-3 V2
3D-принтер Flashforge Finder
Лучший 3D-принтер для очень ограниченных бюджетов
3,5 Хорошо
Итог:
3D-принтер Flashforge Finder имеет умеренную цену и предлагает хорошее качество печати, но его сложно запустить и запустить.
в наших тестах.ПРОФИ
- Тихо.
- Хорошее качество печати.
- Подключается через кабель USB 2.0, флэш-накопитель USB или Wi-Fi.
- Разумно оцененный.
ПРОТИВ
- Некоторые объекты отрывались от платформы во время тестирования.
- Плохая документация.
- Скромный объем сборки.
- Ограничено печатью нитью из полимолочной кислоты (PLA).
Продан Список цен Цена Амазонка 729,00 долларов США 729,00 долларов США Проверить наличие
(Открывается в новом окне)Прочтите наш обзор 3D -принтера Flashforge
Polaroid PlaySmart 3D Printer
Лучший бюджет 3D Принтер для убытка в маленьких объектах
3,5 Good
Butter Line:
The Polaroid Pringtsmart Mar 3D-принтер с превосходным общим качеством печати, но, увы, с крошечной площадью сборки за такие деньги.
ПРОФИ
- Небольшой и легкий для настольного 3D-принтера.
- Простота настройки и использования.
- Поддерживает PLA, PETG и древесные композитные нити.
- Поддержка нескольких цветов.
- Камера Wi-Fi отслеживает задания на печать.
- Печать с USB-накопителей, SD-карт или мобильных устройств.
ПРОТИВ
- Высокая цена за свои возможности.
- Небольшая площадь застройки.
- Слишком короткая гарантия.
Продан Список цен Цена Амазонка $699,00 $699,00 Вижу это
(Открывается в новом окне)Прочтите наш Polaroid PlaySmart 3D Printer Review
XYZPRINTING DA VINCI JR. 1.0 A PRO
Лучший бюджет 3D с закрытым дизайном, комната для строительства
3,5 Good
.
Jr. 1.0 A Pro — это 3D-принтер с закрытой рамой по умеренной цене, с большим объемом печати и общей хорошей производительностью, но с потенциально неповоротливой системой подачи нити.ПРОФИ
- Просторная площадь застройки
- Работает со сторонними филаментами
- Самовыравнивающаяся печатная платформа
ПРОТИВ
- Рабочая пластина не нагревается
- Ограничено нитями на основе PLA и PETG.
- Направляющая трубка склонна к отсоединению
Продан Список цен Цена Амазонка 299,95 долларов США 199,95 долларов США Вижу это
(Открывается в новом окне)Лучшая покупка 449,95 долларов США 449,95 долларов США Проверить наличие
(Открывается в новом окне)Прочитайте наш XYZPrinting DA Vinci Jr.
1,0 A PRO ReviewМоноприц Voxel 3D Printer
Лучший бюджет 3D для дешевого нити
3,0 Средняя
БУДЕТ:
. Моноп. 3D-принтер, который легко настроить и использовать. В целом он демонстрирует хорошее качество печати, но не смог напечатать два из наших тестовых объектов.
ПРОФИ
- Простота настройки и использования.
- Бюджетная цена на принтер и катушки с филаментом.
- Поддерживает PLA, ABS и несколько типов композитных нитей.
- Универсальное программное обеспечение.
- Печать через Ethernet или Wi-Fi или с флэш-накопителя USB.
ПРОТИВ
- Частые опечатки на некоторых тестовых объектах.
- Слегка неуклюжий сенсорный экран.
Продан Список цен Цена Волмарт 429,99 долларов США $369,26 Вижу это
(Открывается в новом окне)Прочитайте наш обзор 3D-принтеров Monoprice Voxel
Руководство по покупке: лучшие дешевые 3D-принтеры на 2022 год
Как купить дешевый 3D-принтер более дешевые модели.
В настоящее время многие из этих классических проблем с 3D-печатью решены (во всяком случае, в большинстве случаев) даже для потребительских 3D-принтеров по выгодной цене. Автоматическое выравнивание печатной платформы является нормой, и обычно вы можете удалять напечатанные на 3D-принтере объекты с нагретых и/или гибких рабочих пластин с минимальными уговорами. И большинство производителей 3D-принтеров либо разработали и усовершенствовали собственное программное обеспечение, либо адаптировали платформу печати с открытым исходным кодом, такую как Cura(Открывается в новом окне).
(Фото: Злата Ивлева)
То, что отличает более дорогие 3D-принтеры от дешевых («дешевые» определяются как 500 долларов или меньше для целей этой статьи), часто является избранной группой функций. К ним относятся объем сборки, тип рамы, разновидности поддерживаемых нитей, программное обеспечение и сочетание возможностей подключения. Давайте пробежимся по ним по очереди.
Каков правильный объем сборки для 3D-принтера?
Том 9 сборки 3D-принтера 0758 — это максимальные размеры (HWD) детали, которую он может напечатать.
(Мы говорим «часть», потому что объект, напечатанный на 3D-принтере, может состоять из нескольких частей, которые печатаются, затем склеиваются или соединяются друг с другом каким-либо иным образом.) Хотя наименьший объем сборки любого протестированного нами 3D-принтера составляет 3,9 на 3,9 на 4,9 дюйма, мы считаем любой объем сборки меньше 6 на 6 на 6 дюймов малым, любой размер от этого до 10 на 10 на 10 дюймов — средним, а любой принтер с хотя бы одним размером сборки более 10 дюймов — большим объемом сборки .
(Кредит: Молли Флорес)
Как правило, недорогие 3D-принтеры имеют небольшие объемы печати, а более дорогие — большие. Это частично зависит от типа принтера. 3D-принтеры с закрытой рамой и большинство полуоткрытых моделей, которые имеют жесткую верхнюю часть, основание и боковые стороны, но открыты спереди и, часто, сзади, как правило, имеют небольшие объемы печати, в то время как принтеры с открытой рамой не обладают такой жесткостью. физическая структура, часто имеют относительно большие объемы сборки по цене.
Вы захотите сопоставить объем сборки с типами объектов, которые вы будете печатать.Должен ли я получить 3D-принтер с открытой или закрытой рамой?
Что подводит нас к вопросу о «форм-факторе» рамы: с открытой рамой против с закрытой рамой . 3D-принтеры с закрытой рамой представляют собой коробчатые устройства с жестким основанием, стенками (с прозрачной дверцей спереди) и верхом. Среди их преимуществ? Они приглушают рабочий шум, а также уменьшают запах расплавленной нити (который потенциально является проблемой для АБС-пластика) и обеспечивают некоторую защиту для людей или домашних животных, которые могут случайно коснуться горячего экструдера. Недостаток: они, как правило, имеют меньшие объемы сборки, чем 3D-принтеры с открытой рамой, у которых меньше (часто нет) стенок, которые их ограничивают.
(Фото: Злата Ивлева)
Недорогие 3D-принтеры включают модели как с открытой, так и с закрытой рамой, а также несколько стереолитографических принтеров.
Если приоритетом является относительно большой объем сборки, вы, вероятно, получите больше отдачи от модели с открытой рамой. У открытых рам по определению есть некоторые явные недостатки: они, как правило, шумные, выделяют запахи при плавлении некоторых пластиков и плохо защищают тех, кто может коснуться горячего экструдера.
(Кредит: Молли Флорес)
Также обратите внимание на некоторые потенциальные негативы открытых рамок, в зависимости от модели. Некоторые из них требуют сборки, поскольку представляют собой комплекты, а для большинства требуется более тщательная настройка, чем для принтеров с закрытой рамой, а также дополнительное обслуживание для обеспечения их бесперебойной работы. Тем не менее, эти самые черты не должны отпугивать — и даже могут привлекать — любителей и любителей делать что-то своими руками.
Что мне следует искать в программном обеспечении для 3D-принтеров и возможностях подключения?
Прошли те времена, когда мастерам приходилось собирать вместе несколько разных программ, чтобы запустить 3D-принтер.
Производители либо включают свою собственную программу 3D-печати, либо модифицируют существующую платформу, такую как Cura с открытым исходным кодом.Программное обеспечение для 3D-печати выполняет три основные функции: обработка объектного файла (изменение размера, перемещение, вращение и, в некоторых случаях, дублирование), его нарезка (на виртуальные слои в зависимости от выбранного вами разрешения) и печать. Они почти повсеместно объединены в бесшовный процесс. Некоторые высококачественные принтеры имеют программное обеспечение, которое поддерживает более широкий диапазон настроек, которые вы можете настроить, но даже базовые наборы работают, по крайней мере, достаточно хорошо.
Скорее всего, среди более дешевых наборов будет варьироваться набор вариантов подключения от модели к модели. Почти у всех есть порт USB Type-A для подключения флэш-накопителя для печати из файлов документов. Большинство из них также имеют порт USB Type-B для прямого подключения к компьютеру, а некоторые также предлагают Wi-Fi (или в качестве альтернативы), а некоторые позволяют подключаться через Ethernet для совместного использования принтера в локальной сети.
Некоторые принтеры поддерживают сохранение 3D-файлов на карте SD или microSD (которая также может содержать системные файлы принтера). У большинства производителей 3D-принтеров (даже у тех, у которых есть скидки) есть мобильное приложение для запуска и мониторинга заданий на печать, а некоторые предоставляют доступ к облачным сервисам, из которых можно печатать.
В то время как 3D-принтеры высокого класса, как правило, имеют множество вариантов подключения, модели со скидкой сильно различаются по своему выбору. Некоторые из них щедрые, а некоторые простые, поэтому стоит оценить, что предлагает данная модель.
Что мне следует искать в поддержке нити?
Поддержка нити накаливания, как правило, является ключевой областью, которая отличает более дешевые модели от более дорогих. (Подробнее см. в нашем руководстве по нитям для 3D-печати.) Недорогие 3D-принтеры, как правило, поддерживают ограниченное количество типов пластиковых нитей, некоторые из них — только PLA и/или ABS.
Рекомендовано нашей редакцией
3D-печать: что нужно знать
Описание нитей для 3D-принтеров
(Кредит: Молли Флорес)
PLA (полимолочная кислота) — это биоразлагаемый полимер растительного происхождения, а ABS (акрилонитрил-бутадиен-стирол) — такой же прочный пластик, из которого сделаны конструкторы Lego. Предметы, напечатанные из АБС-пластика, долговечны и нетоксичны, хотя с этим материалом может быть сложно работать. ABS может издавать едкий неприятный запах во время печати, а нижние углы объектов, на которых он печатается, имеют тенденцию немного загибаться вверх, особенно если вы используете ненагреваемую печатную платформу. Это может привести к неприглядным отпечаткам и/или преждевременному отрыву отпечатков от рабочей пластины, что приведет к их порче.
Многие 3D-принтеры начального уровня и недорогие используют исключительно PLA. Если вы хотите поэкспериментировать с более широким спектром нитей, включая водорастворимые нити, композиты с древесной и металлической проволокой, а также жесткие и гибкие разновидности, вам, возможно, придется заплатить больше, хотя несколько моделей со скидкой поддерживают широкий диапазон.
материалов.Должен ли я вместо этого рассмотреть ручку для 3D-печати?
Хотя недорогие 3D-ручки сами по себе не являются принтерами, они близки к 3D-принтерам — в них используются те же типы нити и похожая система экструзии, — и мы включаем их в категорию 3D-печати. Вместо того, чтобы обводить запрограммированный рисунок, вы используете 3D-ручку так же, как обычную ручку, за исключением того, что вы рисуете расплавленным пластиком. Вы можете обводить узор или рисовать от руки и даже рисовать в трех измерениях, поскольку пластик быстро затвердевает и твердеет после экструзии.
(Кредит: 3Doodler)
Большинство 3D-ручек стоят менее 100 долларов, а некоторые — 50 долларов или меньше. На первый взгляд, 3D-ручки могут показаться игрушками, но некоторые художники и ремесленники полюбили их, так как с их помощью можно делать довольно сложные и красивые предметы. Если ваша цель в 3D-печати ближе к дизайну от руки и свободному самовыражению, чем к компьютерно-ориентированному, структурированному и воспроизводимому выводу, вы можете попробовать.
Итак, какой недорогой 3D-принтер лучше купить?
Покупка бюджетного 3D-принтера не обязательно означает большие жертвы. Множество функциональных и надежных моделей продаются менее чем за 500 долларов, и хотя они могут быть не такими многофункциональными, как их более дорогие собратья, нет смысла платить за то, что вам не нужно.
Многим случайным экспериментаторам с 3D-печатью подойдет печать через USB-кабель или с флэш-накопителя, и использование PLA может быть лучшим выбором для начального 3D-принтера. Если вы сосредоточитесь только на тех функциях, которые вам нужны, вы можете быть приятно удивлены тем, что обнаружите. Ниже вы можете ознакомиться с разбивкой по характеристикам лучших 3D-принтеров стоимостью менее 500 долларов, которые мы рассмотрели, параллельно с нашим выбором выше. Кроме того, чтобы взглянуть на более широкий рынок, ознакомьтесь с нашим путеводителем по нашим любимым 3D-принтерам в целом.
Обзор 3D-принтера Monoprice Delta Mini V2: отлично подходит для начинающих
Вердикт гида Тома
Monoprice Delta Mini V2 — отличный 3D-принтер по доступной цене и хороший способ начать работу с 3D-печатью, если вы не хотите платить за Monoprice Voxel или Polaroid PlaySmart.
ЛУЧШИЕ ПРЕДЛОЖЕНИЯ СЕГОДНЯ
Плюсы
- +
Недорогой полнофункциональный 3D-принтер
- +
Печать PLA, ABS, PETG и других материалов
- +
Отличное качество печати по цене
Минусы
- —
Программное обеспечение имеет некоторые шероховатости
- —
Диаметр отпечатков ограничен 4,3 дюйма
- —
Невозможно работать с гибкими материалами
Почему вы можете доверять Tom’s Guide
Наши эксперты-рецензенты часами тестируют и сравнивают продукты и услуги, чтобы вы могли выбрать лучшее для себя. Узнайте больше о том, как мы тестируем.
Monoprice Delta Mini V2 3D-принтер: Технические характеристики
Цена: $199,99
Тип: Delta Fusioned Filament Deposition (FFD) 3D-принтер
Размер нити: 1,75 мм Тип, нить PGLA, ABS, 908 Другое
Интерфейсы: USB, WiFi
Память: Micro SD
Размер: 9,75 x 8,5 x 14,5 дюймов
Вес: 2,2 фунта знаком с Monoprice Delta Mini V2. Это потому, что на самом деле это вторая версия этого устройства — мы рассмотрели оригинальную Monoprice Mini Delta некоторое время назад, когда это был недорогой, хотя и несовершенный способ начать работу в 3D-печати.Устранены ли в новой версии те недостатки, которые включали ненадежные соединения USB и режимы печати наряду с другими ошибками? В нашем обзоре 3D-принтера Delta Mini V2 от Monoprice мы обнаружили значительно улучшенное устройство, хотя программное обеспечение остается слабым местом.
Обзор 3D-принтера Monoprice Delta Mini V2: цена
- 3D-принтера Monoprice Mini Delta V2 (черный) на Amazon за 179 долларов.0,99 (открывается в новой вкладке)
Вы можете приобрести 3D-принтер Monoprice Delta Mini V2 за 179 долларов, что является очень привлекательной ценой для принтеров начального уровня. Учтите, что наш лучший выбор для лучшего 3D-принтера — Monoprice Voxel — стоит 449 долларов, это довольно выгодная сделка.
Монопрайс Delta Mini V2 можно приобрести непосредственно у Монопрайс (откроется в новой вкладке).
Monoprice Delta Mini V2 — симпатичный маленький принтер высотой всего 14,5 дюймов. В то время как в большинстве 3D-принтеров используются направляющие влево-вправо и вперед-назад, по которым скользит печатающая головка, в Delta 2 используются три паукообразных рычага с печатающей головкой, прикрепленной посередине. Переместите одну из этих ножек вверх, и печатающая головка переместится в этом направлении. Координируя все три ноги, Monoprice Delta Mini V2 может перемещать печатающую головку в любом месте в зоне печати.
(Изображение предоставлено Monoprice)
Это довольно привлекательное движение, но у него есть одно ограничение: область печати круглая и меньше, чем у более стандартного принтера того же размера. Для Mini Delta 2 область печати имеет диаметр чуть более 4,3 дюйма и высоту чуть более 4,7 дюйма. Это в общей сложности около 81 кубического дюйма, что несколько меньше, чем 107 кубических дюймов, предоставляемых Polaroid Playsmart.
(Изображение предоставлено Monoprice)
Delta Mini V2 имеет несколько способов подключения к внешнему миру, включая слот для карты micro SD, порт Micro USB и интерфейс Wi-Fi. Однако последний вариант имеет ограниченное применение — вы не можете управлять принтером через веб-интерфейс или подключаться к нему напрямую с помощью приложения для нарезки для отправки файлов. Вместо этого Wi-Fi работает только через довольно плохое мобильное приложение.
Обзор 3D-принтера Delta Mini V2 от Monoprice: элементы управления
У вас есть несколько вариантов управления Delta Mini V2 — дисплей на устройстве, приложение PoloPrint Pro или приложение для слайсера, такое как Cura.
Небольшой сенсорный экран на самом принтере можно использовать кончиком пальца или прилагаемым пластиковым стилусом. Последнее предпочтительнее, особенно для точных задач, таких как ввод пароля Wi-Fi с помощью экранной клавиатуры. Однако кончики пальцев подходят для более простых задач, таких как нажатие кнопки «Пуск».
(Изображение предоставлено Monoprice)
Предварительная версия приложения PoloPrint Pro, которую я пробовал, доступна как для iOS (открывается в новой вкладке), так и для Android. Это немного грубо по краям: я обнаружил, что он часто дает сбой или не может подключиться к принтеру. Когда это сработало, я смог запустить печать с карты micro SD или из онлайн-библиотеки и следить за ходом печати, хотя в этом недорогом принтере нет камеры, которая позволяла бы вам видеть процесс печати. Еще одно упущение — возможность загружать собственные модели и распечатывать их из приложения; Monoprice сообщила нам, что это может быть добавлено позднее.
Лучший способ настроить печать — использовать приложение для нарезки, такое как Cura. Индивидуальная версия этой программы с открытым исходным кодом для Windows и Mac находится на карте micro SD, которая поставляется с Monoprice Delta Mini V2, и именно ее мы использовали для печати в наших тестах. Это не поддерживает подключение к принтеру через WiFi, но поддерживает USB или сохранение файла печати на карту micro SD.
Итак, если вы используете Cura для подготовки отпечатков, вам нужно использовать USB или micro SD для печати.Обзор 3D-принтера Monoprice Delta Mini V2: процесс печати
Delta Mini V2 — довольно простой в использовании принтер. После того, как вы создали файл для печати в Cura или другой программе и скопировали его на карту micro SD, вы нажимаете кнопку печати в экранном меню и выбираете файл для начала печати.
Первое, что делает Delta Mini, это автоматически выравнивает печатную платформу, касаясь печатающей головкой платформы в трех местах, чтобы нажать переключатель под ней. Это позволяет принтеру точно знать, где находится платформа для печати, что является важным шагом для нанесения ровного первого слоя. Когда все готово, Delta Mini укладывает первый печатный слой на нагретую печатную платформу, а затем перемещается вверх, чтобы наносить последующие слои.
Я обнаружил, что печать работает хорошо, с небольшим количеством ошибок и без серьезных сбоев.
Во всяком случае, отпечатки прилипали к печатной платформе *слишком* хорошо, так как мне обычно приходилось отрывать окончательный отпечаток от платформы с помощью скребка для краски.Delta Mini V2 может работать с несколькими типами нитей, включая PLA, ABS и PETG. Вы не ограничены нитью из какого-либо одного источника, так как 3D-принтер Monprice может использовать нить диаметром 1,75 мм любого производителя. Мы протестировали Delta Mini с материалом PLA и ABS и обнаружили, что он показал отличные результаты с обоими.
Самым большим ограничением будет максимальная температура печатающей головки и платформы печати (250 ℃ и 100 ℃ соответственно). Delta Mini V2 также не может работать с гибкими материалами, так как для них требуется печатающая головка другого типа.
Обзор 3D-принтера Delta Mini V2 от Monoprice: скорость печати высота слоя 0,2 мм. 3D-принтер работает немного медленнее, если вы запускаете его в нормальном качестве, так как моя печать заняла 7 часов 10 минут.
В этом режиме высота каждого отдельного слоя уменьшается вдвое до 0,1 мм.Обзор 3D-принтера Monoprice Delta Mini V2: качество печати
Мы используем несколько тестовых моделей для тестирования 3D-принтеров, включая отсканированную статую Родена «Мыслитель», набор шестерен и геометрическую скульптуру. Я был впечатлен качеством отпечатков, сделанных Delta Mini 2, благодаря отличной детализации.
Изображение 1 из 3
(Изображение предоставлено Tom’s Guide) (Изображение предоставлено Tom’s Guide) (Изображение предоставлено Tom’s Guide)
Тестовый отпечаток нашего Мыслителя получился очень красивым, с плавными, естественными изгибами на плечах и хорошей детализацией. на лице. Было некоторое заметное наслоение, хотя и в черновом, и в обычном режимах.
Изображение 1 из 3
(Изображение предоставлено Tom’s Guide) (Изображение предоставлено Tom’s Guide) (Изображение предоставлено Tom’s Guide) снимите их с плота, на котором они были напечатаны. Нам не нужно было делать какую-либо другую обрезку, обрезку или настройку, чтобы создать набор шестерен, которые вращались плавно и равномерно.
Изображение 1 из 2
(Изображение предоставлено Tom’s Guide) (Изображение предоставлено Tom’s Guide)
Геометрическая скульптура — сложная печать, поэтому мы используем ее в тестировании нашего 3D-принтера. Он включает в себя печать множества острых краев под углом, что требует от принтера точного управления потоком расплавленной нити. Delta Mini V2 справился с этим без проблем, создав отпечаток с четкими, четко очерченными краями и точками. После того, как мы обрезали вспомогательный материал, который удерживал отпечаток на месте во время процесса печати, у нас осталась очень хорошо напечатанная остроконечная скульптура.
Обзор 3D-принтера Monoprice Delta Mini V2: Вердикт
Monoprice Delta Mini V2 — простой принтер, который отлично справляется со своей задачей. Он быстро печатает в высоком качестве и может работать с широким спектром различных материалов. Единственным ограничением является размер печатной платформы: при диаметре 4,3 дюйма она не может печатать что-либо шире или выше 4,7 дюйма.
Тем не менее, это достаточно много для большинства пользователей, и по цене вы не можете превзойти ценность, которую предлагает Delta Mini V2.Проблемы с мобильным программным обеспечением по-прежнему вызывают разочарование, но трудно найти лучший принтер по такой низкой цене. da Vinci Nano от XYZprinting стоит около 200 долларов, но в наши дни его трудно найти. По этой причине новичкам было бы разумно попробовать 3D-печать на недорогом варианте, таком как Monoprice Delta Mini V2.
3D-принтер Monoprice Mini Delta V2: сравнение цен
(открывается в новой вкладке)
(открывается в новой вкладке)
(открывается в новой вкладке)
179,99 $
(открывается в новой вкладке)
Просмотр (открывается в новой вкладке)
на базе
Ричард Бэгули работает техническим писателем и журналистом с 1993 года.
Черенок 15мм: Черенок деревянный сосна 1.5 см диаметр (id 1910887)
Черенки для метел, щеток и швабр. С резьбой и без.
ВНИМАНИЕ! Более точные цены, с учетом индивидуальных и накопительных скидок, Вы узнаете только после обработки Вашего заказа менеджером.
Сравнение товаров (0)
По умолчаниюНазвание (А — Я)Название (Я — А)Артикул (А — Я)Артикул (Я — А)ДешевлеДорожеПо наличиюЛучший выбор
20406080100
Черенок для щетки d:25мм 1-й сорт L=1200-1300
64.52 р.
Розничная цена: 75.45 р.Черенок щеточный 1 сорт d=25, 51-86. Деревянный черенок используется как рукоятка-удлинитель к щётке.
Черенок для щетки d:25мм высший сорт
73.12 р.
Розничная цена: 85.51 р.Черенок для щетки d:25 мм высш. сорт,
Деревянный черенок используется как рукоятка-удлинитель к щётке.51-135
Черенок для щетки деревянный с резьбой
78.50 р.
Розничная цена: 91.80 р.Черенок для щетки деревянный с резьбой, 51-78. К этому черенку в нашем магазине вы можете подобрать подходящую щетку.
Черенок для щетки с резьбой 108см пластмассовый
78.50 р.
Розничная цена: 91.80 р.Черенок для щетки с резьбой 108 см (Мул).
Ручной инструмент Хозяйственный инвентарь Черенок для щетки 108см.
Пластмассовый черенок используется как рукоятка-удлинитель к щётке. Противоскользящее покрытие, наконечник с петлей для подвеса. Оснащен универсальным наконечником с евро-резьбой. Выполнен из прочного пластиа высокого качества. Стильный дизайн.Ожидается
Черенок для щетки с резьбой 120см пластмассовый
132.26 р.
Розничная цена: 154.67 р.Черенок для щетки с резьбой 120 см (Мул).
Ручной инструмент Хозяйственный инвентарь Черенок для щетки 120см.
Пластмассовый черенок используется как рукоятка-удлинитель к щётке.
Пластмассовый черенок используется как рукоятка-удлинитель к щётке. Противоскользящее покрытие, наконечник с петлей для подвеса. Оснащен универсальным наконечником с евро-резьбой. Выполнен из прочного пластиа высокого качества. Стильный дизайн.51-133
Черенок универсальный FISKARS L QuikFit для садовых инструментов 1000661
1888.23 р.
Розничная цена: 2208.21 р.Большой черенок подходит для большинства насадок из серии инструментов QuikFit
Изготовлен из легкого, но прочного алюминия, с ручкой SoftGrip™ для оптимального комфорта
Черенок снабжен петлей для удобного хранения
Мультисистема QuikFit™ — это серия инструментов со сменными насадками и черенком для безопасного и разумного решения трудных задач в саду. Выберите черенок, закрепите нужную насадку fiskars36-131
Показано с 1 по 9 из 9 (всего 1 страниц)
Тонкие черенки предназначены для швабр, метел и щеток. Такого рода изделия иногда нужно подбирать под инструмент. Причина тому может быть разная, от диаметра до резьбы. Черенки с резьбой удобно фиксировать в метле, щетке или швабре, но для этого в фиксации должна быть резьба «мама». Длина таких черенков варьируется от 800 мм до 1300 мм, а диаметром от 15 до 17 мм.
Черенок для швабры
Для уборочного инвентаря, как швабра используют небольшие черенки.
Швабры ленивки, которые сделаны очень просто имеют тонкие черенки с диаметром от 15мм до 17 мм. Поскольку процесс уборки помещения не несет особой нагрузки на изделие, то и черенок можно использовать соответственный — легкий.Черенок для метлы
Для подметания помещений или улиц на метлу насаживают черенок диаметром 15-17мм. Иногда на метлу могут объединить с черенком для лопаты. Это бывает при комплектации с толстым пучком березовой метлы.
Черенок для щетки
Для уборочного инвентаря, как щетка, используют в аналогии со шваброй небольшие черенки. Для них подходит черенок диаметром от 15мм до 17 мм. Ведь во время уборки помещений на изделие не прикладывается сильная нагрузка.
Черенок с резьбой
Черенки с резьбой позволяют более надежно зафиксировать черенок в инструменте. Со временем при работе с влагой такие деревянные черенки полностью сливаются с деревянным инструментом. Пластиковые же черенки с резьбой просто идеально и надежно фиксируются в инструменте.
На страницах нашего сайта Вы сможете найти черенки с резьбой и черенки для мелкого уборочного инвентаря, такого как швабра, щетка и метла.
Лопата «МАСТЕР» автомобильная, стальной черенок, ЗУБР по цене 589 руб. у официального партнера ЗУБР в России
Преимущества
- Тип — автомобильная. Материал полотна — сталь 5ПС. Покрытие полотна — порошковая покраска (черный цвет). Размер полотна — 210х155мм. Толщина полотна — 1,5мм. Материал черенка — сталь 3. Покрытие — порошковая покраска (красный цвет). Длина черенка — 500мм. Диаметр черенка 32мм. Толщина стали черенка — 1мм. Материал V-образной рукоятки — первичный полипропилен. Вес рукоятки — 85гр. Цвет рукоятки — черный. Общая длина лопаты 840±15мм. Общий вес — 0,91кг. Логотип на черенке — печать краской. Логотип на полотне отсутствует.
Описание
Лопата универсального назначения, необходимый предмет в любой поездке. Применяется для вспомогательных работ: освободить колеса застрявшего в грязи или снегу транспортного средства, расширить колею, выкопать ямку для костра и т.
д. Эта компактная и удобная модель с коротким черенком легко умещается в багажнике любого автомобиля.Применение
Применяется для выполнения садово-огородных и хозяйственных работ
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
С этим товаром покупают
5 920 ₽
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
Распродажа
23 452 ₽
10 600 ₽
В наличии
Купить в 1 клик
New!
21 619 ₽
10 010 ₽
В наличии
Купить в 1 клик
17 722 ₽
8 210 ₽
В наличии
Купить в 1 клик
14 698 ₽
6 640 ₽
В наличии
Купить в 1 клик
10 628 ₽
4 820 ₽
В наличии
Купить в 1 клик
New!
8 456 ₽
3 920 ₽
В наличии
Купить в 1 клик
7 284 ₽
3 280 ₽
В наличии
Купить в 1 клик
New!
5 070 ₽
3 969 ₽
Осталась 1 штука
Купить в 1 клик
Система KASBAH — Набор студийных ручек 15 мм LWS/15 мм
Результаты поиска для:
1 Результат
Артикул: B6000.
0002Доступно по предварительному заказу
699 €
Добавьте систему KASBAH к своей камере, чтобы обеспечить комфорт в течение всего дня при работе с рук.
Мост соединяется с 15-мм стержнями LWS или 15-мм Studio с широким диапазоном артикуляции для эргономичной установки.
Этот комплект состоит из перемычки, двух комплектов плечевых соединителей, рукояток и рукояток.
- Зоны различной плотности с использованием KASBAH для оптимальной амортизации и снижения давления на ладонь и пальцы
- Открытая структура для потока воздуха и позволяет рассеивать тепло и испарять пот
- Верхний фланец облегчает захват и уменьшает напряжение
- Резьба 3/8″ и резьба 1/4″ на рукоятке для крепления принадлежностей
- Фрезерованные розетки обеспечивают надежное зацепление по стандарту ARRI для максимальной совместимости
- Симметричный дизайн позволяет использовать его как слева, так и справа
- Ручка, удобная в перчатках, для легкой регулировки в динамичных условиях
- Прецизионная резка из высококачественного алюминия и нержавеющей стали
Артикул: B6000.
0002
Категории: Система рукоятки, Система поддержки плеч KASBAH, Наборы, Новые выпуски, Система поддержки плеч, Система поддержки плеч, Система поддержки плеч, Система поддержки плеч, Система поддержки плеч, Система поддержки плеч, Система поддержки плеч, Система поддержки плеч, Система поддержки плеч , Система поддержки плеча, Система поддержки плеча, Система поддержки плеча, Система поддержки плеча, Система поддержки плеча, Система поддержки плеча, Система поддержки плеча, Система поддержки плеча, Система поддержки плеча, Система поддержки плеча, Система поддержки плеча, Система поддержки плечаОписание
Дополнительная информация
Описание
Разработанный для комфорта в течение всего дня, этот системный комплект KASBAH совместим с 15-миллиметровыми LWS или 19-миллиметровыми установками Studio, позволяя вам расположить рукоятки в соответствии с различными видами портативных устройств и углами.
НОВЫЙ УРОВЕНЬ КОМФОРТ И ВОЗДУШНЫЙ ПОТОК
Рукоятка была создана с использованием цифрового синтеза света (DLS), процесса, разработанного компанией Carbon, в котором используется проницаемая для кислорода оптика и программируемые жидкие смолы для формирования уникальной матричной структуры с бесконечным числом зон плотности. Это также создает текстурированную поверхность, которая улучшает захват и ощущение ручки.
Верхний фланец был расширен, чтобы установка могла лежать на руке оператора, обеспечивая расслабленный захват, снижающий напряжение в теле. В жарких условиях открытая структура позволяет воздуху проходить через рукоятку естественным образом, отводя пот и обеспечивая надежный хват.
Созданный для долгих дней на съемочной площадке, операторы ощутят новый уровень комфорта и свободы передвижения. Чрезвычайно прочный и прочный, способный использоваться в любых экстремальных условиях. Рукоятка легко моется, устойчива к воде и ультрафиолету.
КРЕПЛЕНИЕ ПРИНАДЛЕЖНОСТЕЙ
Кронштейны имеют 3 резьбовых наконечника 3/8 дюйма и 5 резьбовых наконечников 1/4 дюйма, которые можно использовать для крепления шарнирных рычагов для мониторов и других аксессуаров.
ТОЧНО ФРЕЗЕРОВАННЫЕ, НЕ ШТАМПОВАННЫЕ
Каждая розетка вырезана на станке с ЧПУ из высококачественной нержавеющей стали. По сравнению со штампованными розетками, наши предлагают более высокое сцепление и максимальную совместимость, которые не будут скользить.
SHAPE Удилище с быстрой рукояткой | Клетки / опорные плиты | Поддержка камеры / Движение | Аренда
Заявка на аренду
Отправить полный список оборудования
Обзор
Обзор
Блок стержней SHAPE Quick Handle состоит из запатентованной ручки Quick Handle с эргономичными резиновыми рукоятками, а также 15-мм блока стержней. Блок стержней — это то, что некоторые люди могут назвать мостом. Каждая быстрая рукоятка содержит вращающуюся на 360 градусов рукоятку и рычаг, чтобы вы могли изменить положение рукоятки. Рукоятку можно вращать, нажав и удерживая запатентованную кнопку быстрой блокировки (расположенную на шарнире между рукояткой и плечом).
Отпустите красную кнопку в виде ручки, чтобы надежно зафиксировать ручку на месте.Быстрая рукоятка Thee Shape + блок стержней имеет три точки регулировки:
- Поверните левую рукоятку, нажав красную кнопку
- Поверните правую рукоятку, нажав красную кнопку ручки по мере необходимости
Чтобы зафиксировать положение ручки Quick Handle на 15-мм удилищах, просто затяните маленькую красную ручку на блоке удилища.
При установке на дополнительную опору камеры SHAPE Composite Quick Handle и блок стержней для 15-мм стержней позволяют скользить по стержням для точного позиционирования. Это поможет вам сбалансировать вес вашей камеры для удобной подгонки к вашему штативу.
Удилище SHAPE Quick Handle изготовлено из деталей, обработанных на станке с ЧПУ, и твердого анодированного алюминия. Он оснащен запирающим механизмом из нержавеющей стали для долговечности.
Это устройство совместимо со всеми системами стержней 15 мм. Его можно разместить на передней части любой опоры для камеры с 15-мм стержнями.
Весит приблизительно 2,0 фунта.Комплектация
- 1 быстроразъемная рукоятка Shape 15 мм.
Технические характеристики
Технические характеристики
Основные характеристики
- Подходит для стержней 15 мм
- Возможна быстрая регулировка захвата
- Эргономичные резиновые рукоятки
- Рукоятка может вращаться на 360 градусов
- Сдвиньте блок стержней, чтобы сбалансировать установку камеры
Ручка / Грип
Промежуточное расстояние:
15 мм Studio
15 мм LWS
# Ручки:
Ручка / Грип.
 ..
..
 Станок прост в работе, надёжен и универсален в своём классе. 👍
Станок прост в работе, надёжен и универсален в своём классе. 👍
 2 мм
2 мм Так же станок подходит для действующих производств планирующих снизить нагрузку на мощное штатное оборудование путем выполнения простых работ на станках с меньшими энергозатратами. Станок прост в работе, надёжен и универсален в своём классе. 👍
Так же станок подходит для действующих производств планирующих снизить нагрузку на мощное штатное оборудование путем выполнения простых работ на станках с меньшими энергозатратами. Станок прост в работе, надёжен и универсален в своём классе. 👍
 Какой фрезерный станок выбрать? Стоит ли покупать новый или б/у? Что, черт возьми, такое трехфазное питание, и можно ли его получить? Эти вопросы, наряду со многими другими, могут быть ошеломляющими для непосвященных. К счастью, мы — ваши друзья из Hackaday — готовы помочь вам в этом. Итак, если вы готовы учиться, то читайте дальше! Уже эксперт? Оставляйте свои советы в комментариях!
Какой фрезерный станок выбрать? Стоит ли покупать новый или б/у? Что, черт возьми, такое трехфазное питание, и можно ли его получить? Эти вопросы, наряду со многими другими, могут быть ошеломляющими для непосвященных. К счастью, мы — ваши друзья из Hackaday — готовы помочь вам в этом. Итак, если вы готовы учиться, то читайте дальше! Уже эксперт? Оставляйте свои советы в комментариях! Итак, в этом посте мы просто рассматриваем ручные машины.
Итак, в этом посте мы просто рассматриваем ручные машины. Это придает ему невероятную жесткость и позволяет оператору выполнять очень тяжелые пропилы, которые создают большую боковую нагрузку, чем может выдержать вертикальный станок. Прочность настолько высока, что вполне возможно (и распространено) поставить несколько фрез на оправку, чтобы разрезать, например, плоский стол с пазами за один проход. Это делает его хорошо подходящим для наплавки, вырезания канавок и пазов и подобных задач, когда деталь плоская по одной оси.
Это придает ему невероятную жесткость и позволяет оператору выполнять очень тяжелые пропилы, которые создают большую боковую нагрузку, чем может выдержать вертикальный станок. Прочность настолько высока, что вполне возможно (и распространено) поставить несколько фрез на оправку, чтобы разрезать, например, плоский стол с пазами за один проход. Это делает его хорошо подходящим для наплавки, вырезания канавок и пазов и подобных задач, когда деталь плоская по одной оси. Горизонтальные мельницы отлично подходят для небольшой части задач, но это также задачи, которые большинство любителей не часто выполняют. Универсальность вертикальной мельницы хорошо подходит для разнообразных и разнообразных задач, к которым склоняются любители, в отличие от специальных производственных работ, для которых обычно используются горизонтальные мельницы.
Горизонтальные мельницы отлично подходят для небольшой части задач, но это также задачи, которые большинство любителей не часто выполняют. Универсальность вертикальной мельницы хорошо подходит для разнообразных и разнообразных задач, к которым склоняются любители, в отличие от специальных производственных работ, для которых обычно используются горизонтальные мельницы. Фрезерные станки существуют уже долгих лет, и когда дело доходит до их конструкции, на самом деле не существует никаких коммерческих секретов. Хорошо известно, что делает машину хорошей, а что нет. Теоретически любой производитель может следовать этим принципам проектирования и создавать высококачественные машины.
Фрезерные станки существуют уже долгих лет, и когда дело доходит до их конструкции, на самом деле не существует никаких коммерческих секретов. Хорошо известно, что делает машину хорошей, а что нет. Теоретически любой производитель может следовать этим принципам проектирования и создавать высококачественные машины. Но некоторые менее дорогие бренды по-прежнему производят качественные машины (часто клоны более дорогих моделей). У них может быть меньше функций или менее надежные двигатели, но их может быть достаточно для ваших нужд. Просто не забудьте прочитать несколько отзывов от людей, которые действительно работают с ними.
Но некоторые менее дорогие бренды по-прежнему производят качественные машины (часто клоны более дорогих моделей). У них может быть меньше функций или менее надежные двигатели, но их может быть достаточно для ваших нужд. Просто не забудьте прочитать несколько отзывов от людей, которые действительно работают с ними. Самый мудрый выбор, если вам нужна хотя бы умеренная точность, — это купить мельницу, настолько большую и тяжелую, насколько у вас есть место.
Самый мудрый выбор, если вам нужна хотя бы умеренная точность, — это купить мельницу, настолько большую и тяжелую, насколько у вас есть место.
 Тем не менее, вам, вероятно, следует избегать мельниц с мощностью менее 1 HP. Также трудно найти электродвигатели высокой мощности, которые не являются трехфазными.
Тем не менее, вам, вероятно, следует избегать мельниц с мощностью менее 1 HP. Также трудно найти электродвигатели высокой мощности, которые не являются трехфазными.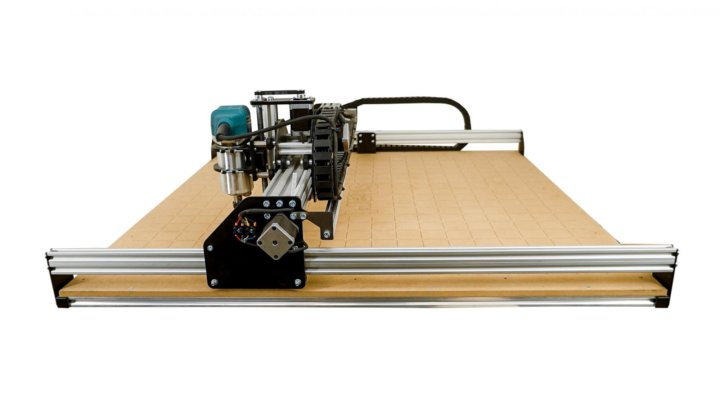
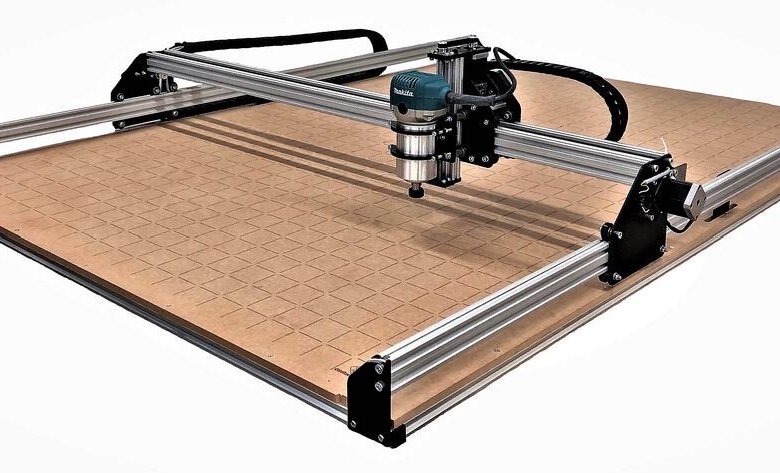 Местные промышленные аукционы и Craigslist — хорошие места для поиска. Осмотр подержанной техники похож на осмотр подержанного автомобиля: убедитесь, что все работает, нет чрезмерного износа и видно, что о нем позаботились.
Местные промышленные аукционы и Craigslist — хорошие места для поиска. Осмотр подержанной техники похож на осмотр подержанного автомобиля: убедитесь, что все работает, нет чрезмерного износа и видно, что о нем позаботились. Доставить его домой или в магазин — нетривиальная задача. Если вы перевозите его самостоятельно, убедитесь, что ваш грузовик или прицеп могут выдержать нагрузку и что он надежно закреплен. Вам также понадобится вилочный погрузчик с обеих сторон доставки (для погрузки и разгрузки машины).
Доставить его домой или в магазин — нетривиальная задача. Если вы перевозите его самостоятельно, убедитесь, что ваш грузовик или прицеп могут выдержать нагрузку и что он надежно закреплен. Вам также понадобится вилочный погрузчик с обеих сторон доставки (для погрузки и разгрузки машины). Поворотное крепление приятно иметь, но не является необходимостью.
Поворотное крепление приятно иметь, но не является необходимостью.
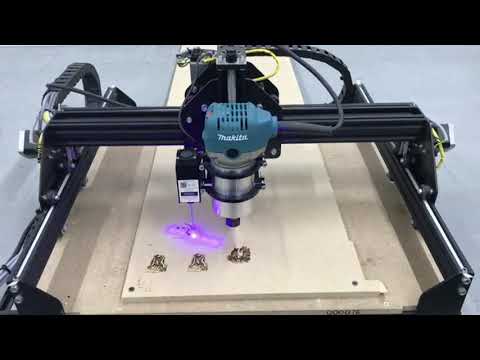
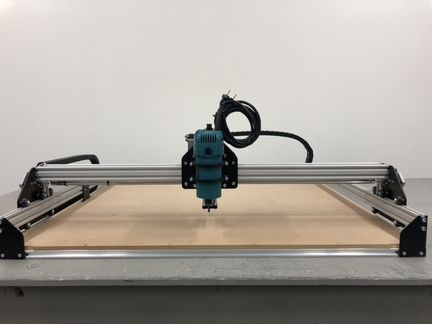 Подготовка к пуску
Подготовка к пуску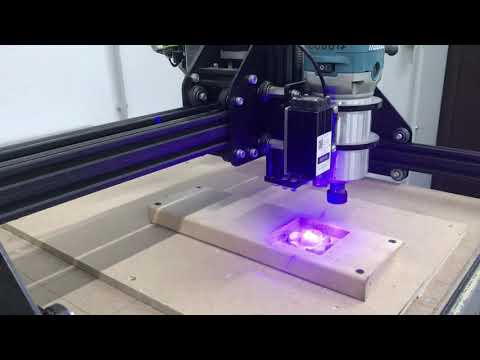
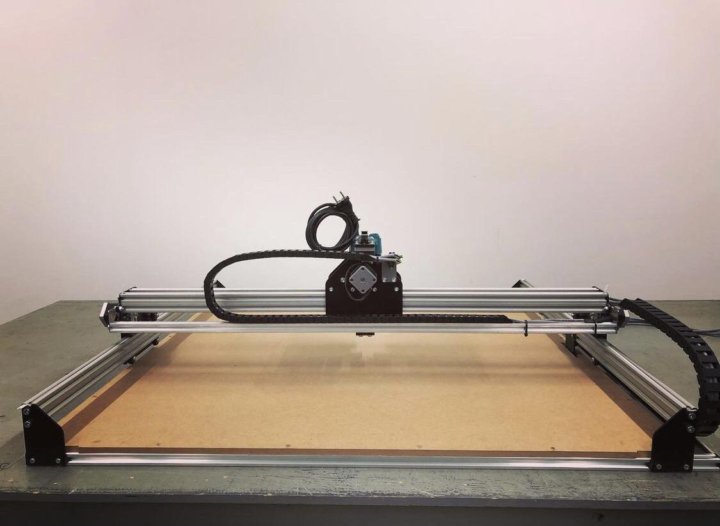
 Дерево стоит на порядок меньше чем пластик, а уж если изготовляемой объект можно собрать из плоских деталей, то фанера порезанная на ЧПУ станке и вовсе оказывается чуть ли не бросовым материалом.
Дерево стоит на порядок меньше чем пластик, а уж если изготовляемой объект можно собрать из плоских деталей, то фанера порезанная на ЧПУ станке и вовсе оказывается чуть ли не бросовым материалом.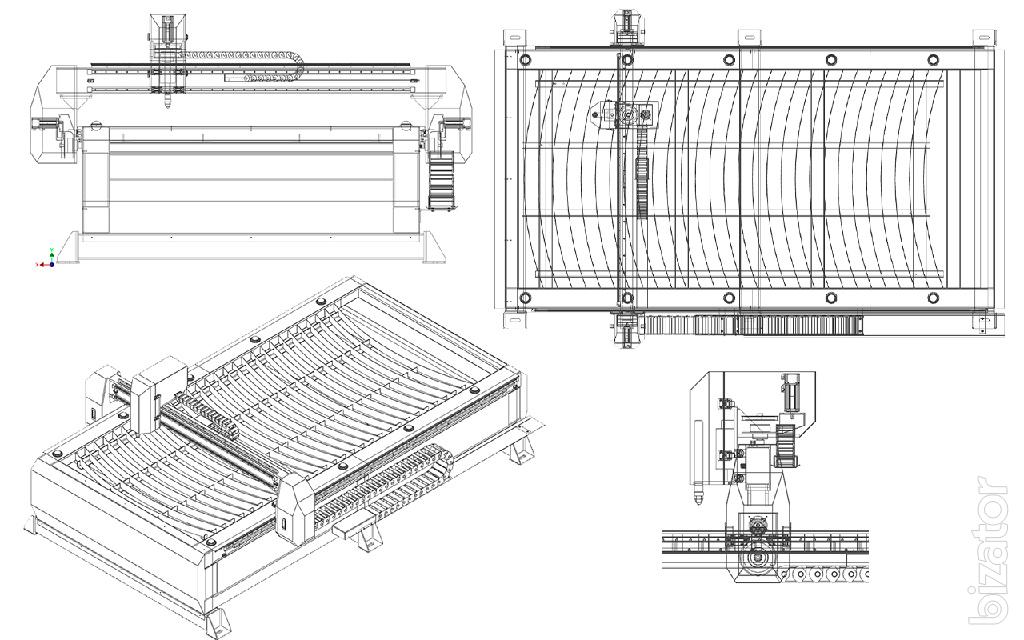 ..
..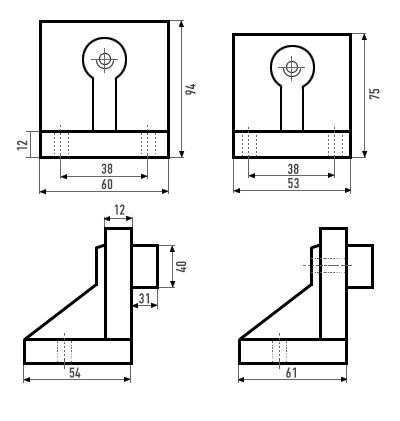 jpg
jpg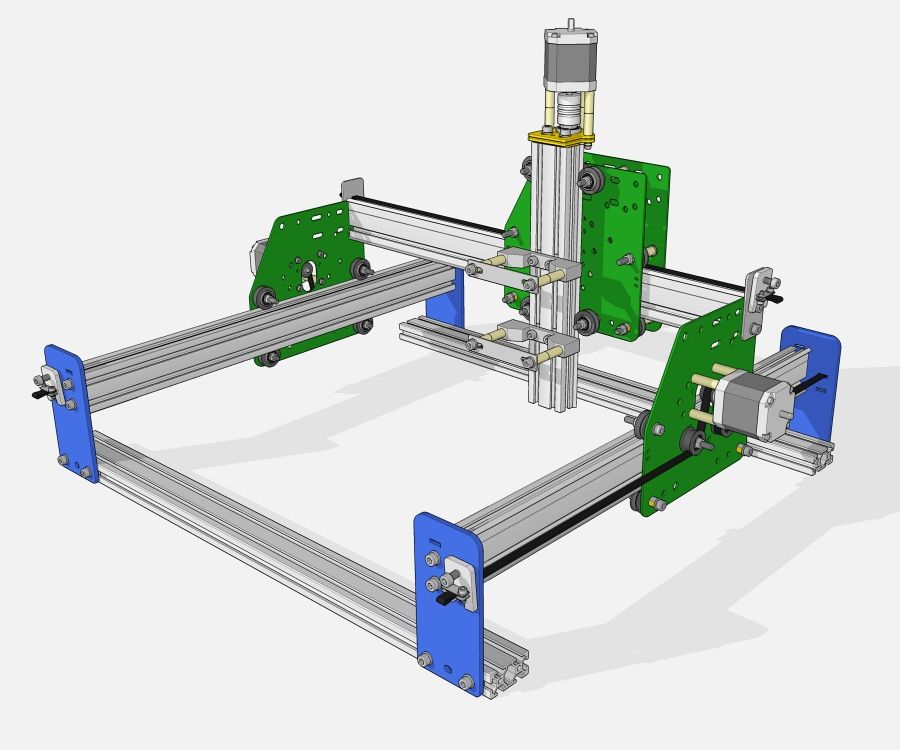 cdw
cdw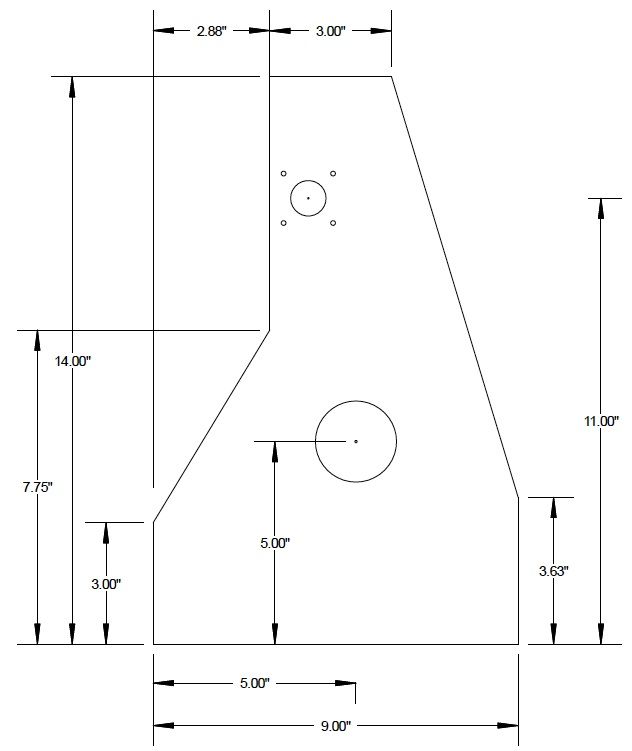 jpg
jpg cdw
cdw jpg
jpg m3d
m3d cdw
cdw m3d
m3d cdw
cdw jpg
jpg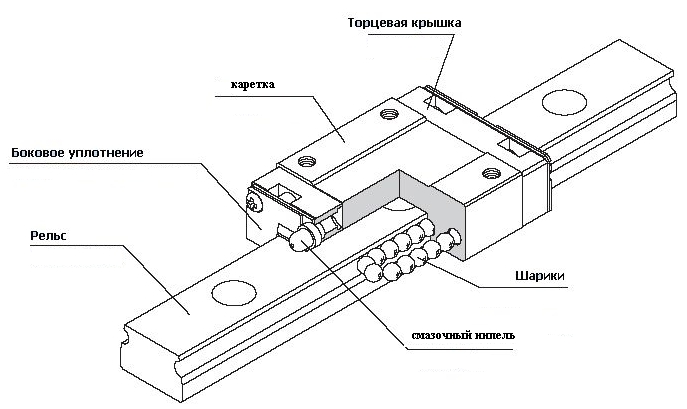 dxf
dxf cdw
cdw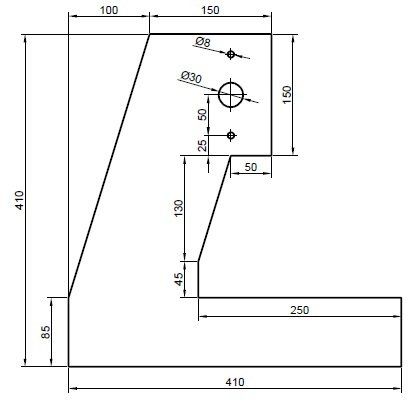 jpg
jpg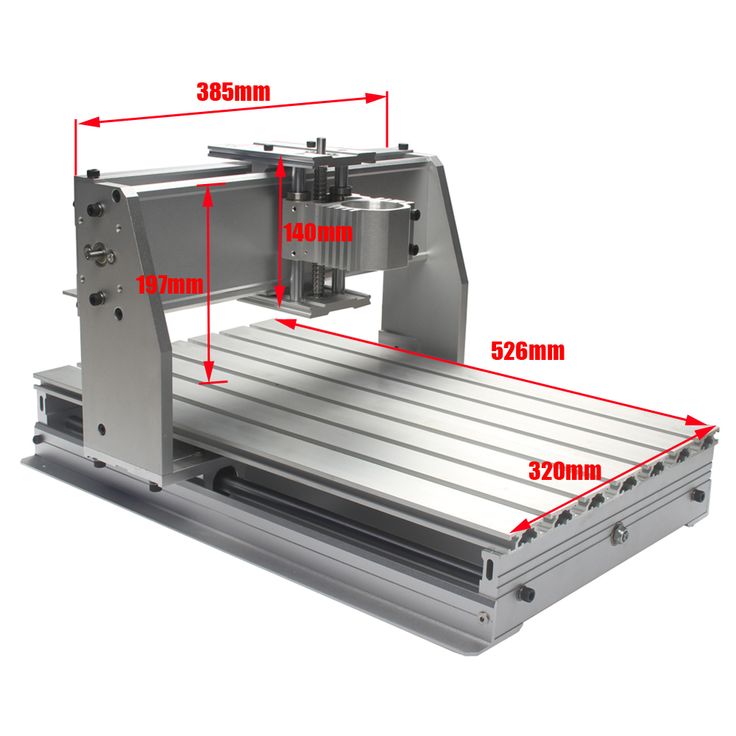 dxf
dxf cdw
cdw cdw
cdw jpg
jpg
 Нажмите
Нажмите Обычно файл 3D CAD используется для программирования станка с ЧПУ, а чертеж используется в качестве справочного материала на протяжении всего процесса обработки.
Обычно файл 3D CAD используется для программирования станка с ЧПУ, а чертеж используется в качестве справочного материала на протяжении всего процесса обработки.
 Очень важно заполнить эту основную информацию, поскольку она информирует производителя об основной функции детали.
Очень важно заполнить эту основную информацию, поскольку она информирует производителя об основной функции детали.
 д.). Стрелки линии разреза указывают направление.
д.). Стрелки линии разреза указывают направление. Они передают дополнительную информацию, которая не была включена в сами чертежи.
Они передают дополнительную информацию, которая не была включена в сами чертежи.
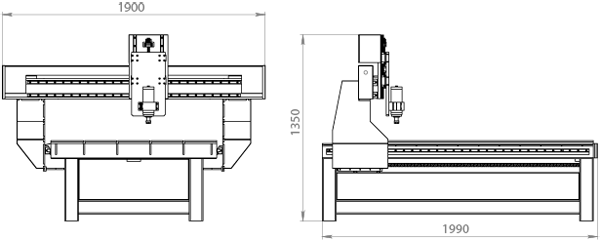
 Резьбы следует определять, указывая стандартный размер резьбы (например, M4x0,7) вместо размера диаметра. Мы рекомендуем предоставить подробные обозначения резьбы, так как они добавляют ясности чертежу и позволяют указать направляющие отверстия и резьбы различной длины.
Резьбы следует определять, указывая стандартный размер резьбы (например, M4x0,7) вместо размера диаметра. Мы рекомендуем предоставить подробные обозначения резьбы, так как они добавляют ясности чертежу и позволяют указать направляющие отверстия и резьбы различной длины.

 Как правило, требуется добавить достаточно видов, чтобы полностью определить геометрию, размеры и допуски обрабатываемого компонента.
Как правило, требуется добавить достаточно видов, чтобы полностью определить геометрию, размеры и допуски обрабатываемого компонента. Образцы отверстий — хороший пример критических размеров — например, на внешних четырех углах демонстрационной части корпуса. Эта схема отверстий показывает, как деталь будет крепиться к основанию, и должна совпадать с отверстиями в сопрягающей детали.
Образцы отверстий — хороший пример критических размеров — например, на внешних четырех углах демонстрационной части корпуса. Эта схема отверстий показывает, как деталь будет крепиться к основанию, и должна совпадать с отверстиями в сопрягающей детали. Такой широкий диапазон, вероятно, не сработает, если мы взаимодействуем с другой частью.
Такой широкий диапазон, вероятно, не сработает, если мы взаимодействуем с другой частью. По сути, это означает, что все одинаковые толщины стенок могут быть вызваны только одним измерением, чтобы сделать чертеж чище.
По сути, это означает, что все одинаковые толщины стенок могут быть вызваны только одним измерением, чтобы сделать чертеж чище. Кроме того, существует два типа отверстий: сквозные отверстия, которые полностью проходят через деталь, и глухие отверстия, которые имеют заданную глубину, вызываемую с помощью символ ↧ на инженерном чертеже. Глубина потайных отверстий также обозначается символом ⌴.
Кроме того, существует два типа отверстий: сквозные отверстия, которые полностью проходят через деталь, и глухие отверстия, которые имеют заданную глубину, вызываемую с помощью символ ↧ на инженерном чертеже. Глубина потайных отверстий также обозначается символом ⌴.
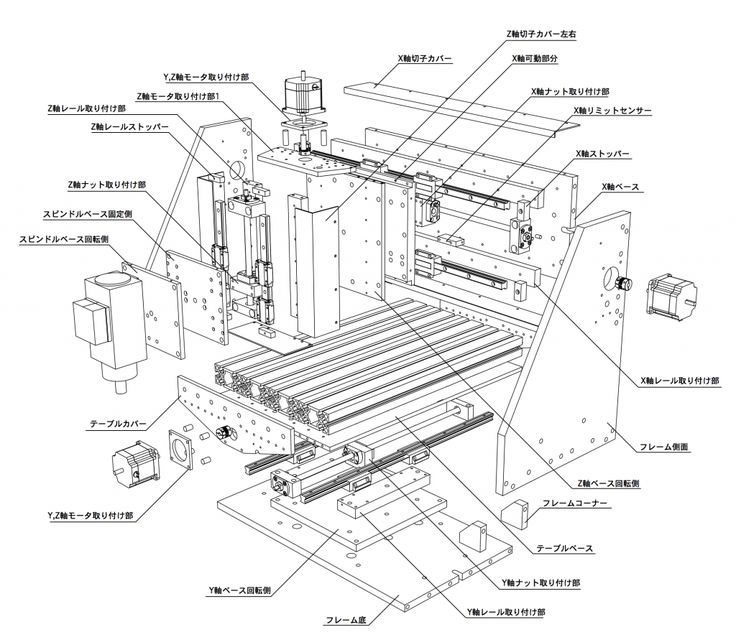
 Измеряется в количестве материала, которое проходит сквозь капилляр определенного диаметра и длины за 10 минут.
Измеряется в количестве материала, которое проходит сквозь капилляр определенного диаметра и длины за 10 минут.
 Печать ABS пластиком потребует экспериментов, чтобы найти оптимальные настройки.
Печать ABS пластиком потребует экспериментов, чтобы найти оптимальные настройки. Чтобы этого избежать, необходимо использовать стол с подогревом. Желательно, чтобы у принтера был корпус. Так как сцепление со столом хуже чем у PLA, могут возникать разные проблемы. Для улучшения сцепления со столом, рекомендуется использовать каптоновый скотч (выдерживает температуру до 400ºC). Правда, стоит скотч дорого, так что есть альтернативный вариант — распылить лак для волос на стол перед началом печати.
Чтобы этого избежать, необходимо использовать стол с подогревом. Желательно, чтобы у принтера был корпус. Так как сцепление со столом хуже чем у PLA, могут возникать разные проблемы. Для улучшения сцепления со столом, рекомендуется использовать каптоновый скотч (выдерживает температуру до 400ºC). Правда, стоит скотч дорого, так что есть альтернативный вариант — распылить лак для волос на стол перед началом печати.

 Не стоит использовать PLA в объектах, которые подвергаются солнечному облучению на протяжении длительного времени или находятся в машинах.
Не стоит использовать PLA в объектах, которые подвергаются солнечному облучению на протяжении длительного времени или находятся в машинах. И он прав. Существуют и другие материалы, менее ядовитые, более легкие для 3D печати и более экологически чистые.
И он прав. Существуют и другие материалы, менее ядовитые, более легкие для 3D печати и более экологически чистые. При использовании АБС пластиков для 3D печати просто необходимо городить корпус с использованием какой-либо вентиляционной трубы для вывода ядовитых испарений из комнаты.
При использовании АБС пластиков для 3D печати просто необходимо городить корпус с использованием какой-либо вентиляционной трубы для вывода ядовитых испарений из комнаты.
 Так что были стабильные поставки материала и доступные цены. Теперь у нас есть реальные исследования и разработки в области материалов для 3D принтера и специальных полимеров, разрабатываемых для 3D печати. Например, PET и PETG пластиками печатать намного легче, а их свойства аналогичны свойствам ABS. Просто в следующий раз именно эти материалы, когда собираетесь купить какой-нибудь ABS. Поверьте, вы останетесь довольны результатом 3D печати.
Так что были стабильные поставки материала и доступные цены. Теперь у нас есть реальные исследования и разработки в области материалов для 3D принтера и специальных полимеров, разрабатываемых для 3D печати. Например, PET и PETG пластиками печатать намного легче, а их свойства аналогичны свойствам ABS. Просто в следующий раз именно эти материалы, когда собираетесь купить какой-нибудь ABS. Поверьте, вы останетесь довольны результатом 3D печати.


 ABS также имеет тенденцию немного сжиматься при охлаждении, поэтому контроль температуры вашего объема сборки и детали внутри может иметь большие преимущества.
ABS также имеет тенденцию немного сжиматься при охлаждении, поэтому контроль температуры вашего объема сборки и детали внутри может иметь большие преимущества.
 В этих случаях добавление полей или плота к вашему отпечатку может быть отличным способом закрепить эту часть на платформе сборки и предотвратить деформацию. Кромка добавит несколько пластиковых колец вокруг вашей модели на первых нескольких слоях, создав дополнительную площадь поверхности для удержания краев вашей детали. Использование плота фактически напечатает совершенно новую пластиковую структуру под вашим отпечатком, которую можно будет удалить после завершения печати. Рафты в Simplify3D были тщательно оптимизированы для версии 4.0, что позволяет им печатать быстрее и использовать больше материала, но вы все равно можете обнаружить, что края быстрее подходят для больших деталей. Если вы хотите узнать больше об этих вариантах, у нас есть подробная статья, в которой объясняются все различия между плотами, юбками и полями, чтобы помочь вам начать работу.
В этих случаях добавление полей или плота к вашему отпечатку может быть отличным способом закрепить эту часть на платформе сборки и предотвратить деформацию. Кромка добавит несколько пластиковых колец вокруг вашей модели на первых нескольких слоях, создав дополнительную площадь поверхности для удержания краев вашей детали. Использование плота фактически напечатает совершенно новую пластиковую структуру под вашим отпечатком, которую можно будет удалить после завершения печати. Рафты в Simplify3D были тщательно оптимизированы для версии 4.0, что позволяет им печатать быстрее и использовать больше материала, но вы все равно можете обнаружить, что края быстрее подходят для больших деталей. Если вы хотите узнать больше об этих вариантах, у нас есть подробная статья, в которой объясняются все различия между плотами, юбками и полями, чтобы помочь вам начать работу. Избегайте замкнутых пространств и размещайте принтер в хорошо проветриваемом помещении, чтобы избежать этих проблем. Новые 3D-принтеры могут включать в себя отдельную систему фильтрации воздуха или HEPA-фильтр, который может справляться с этими парами прямо из источника. Если ваш принтер не включает эти функции или вы ограничены в том, где вы можете его разместить, рассмотрите возможность открытия окна или использования гибкого воздуховода из местного хозяйственного магазина, чтобы вывести пары наружу.
Избегайте замкнутых пространств и размещайте принтер в хорошо проветриваемом помещении, чтобы избежать этих проблем. Новые 3D-принтеры могут включать в себя отдельную систему фильтрации воздуха или HEPA-фильтр, который может справляться с этими парами прямо из источника. Если ваш принтер не включает эти функции или вы ограничены в том, где вы можете его разместить, рассмотрите возможность открытия окна или использования гибкого воздуховода из местного хозяйственного магазина, чтобы вывести пары наружу. Вы можете просмотреть некоторые распространенные области применения ниже, выбрать из типичного образца проекта или даже ознакомиться с популярными брендами нитей, если вы хотите запастись этим недорогим материалом.
Вы можете просмотреть некоторые распространенные области применения ниже, выбрать из типичного образца проекта или даже ознакомиться с популярными брендами нитей, если вы хотите запастись этим недорогим материалом. В основном используется в секторе бытовой техники, он также встречается в корпусах лодок, украшениях, игрушках и особенно в знаменитых кубиках, разработанных LEGO. АБС-пластик также очень популярен на рынке 3D-печати FDM, так как это наиболее широко используемый материал в этом секторе вместе с PLA.
В основном используется в секторе бытовой техники, он также встречается в корпусах лодок, украшениях, игрушках и особенно в знаменитых кубиках, разработанных LEGO. АБС-пластик также очень популярен на рынке 3D-печати FDM, так как это наиболее широко используемый материал в этом секторе вместе с PLA.
 Он может быть окрашен и хорошо сопротивляется времени с небольшими наблюдаемыми деформациями. Наконец, это материал, который необходимо держать сухим, поскольку он поглощает влагу из воздуха, что значительно затрудняет печать.
Он может быть окрашен и хорошо сопротивляется времени с небольшими наблюдаемыми деформациями. Наконец, это материал, который необходимо держать сухим, поскольку он поглощает влагу из воздуха, что значительно затрудняет печать.
 25 грн
25 грн По сути это инструмент, предназначенный для резки любых металлических стержней различного диаметра. Куда как чаще он используется вовсе не для болтов, а для резки арматуры, прутьев и тому подобных строительных элементов.
По сути это инструмент, предназначенный для резки любых металлических стержней различного диаметра. Куда как чаще он используется вовсе не для болтов, а для резки арматуры, прутьев и тому подобных строительных элементов. Их форма большого значения не имеет: аппарат удачно справляется как с круглым, так и квадратным сечением заготовок. Этим обусловлена конструкция болтореза: в нём всегда будут две части, между которыми создаётся давление. Части могут приводиться в движение различным образом — вручную, посредством гидравлического цилиндра или силой электрического тока.
Их форма большого значения не имеет: аппарат удачно справляется как с круглым, так и квадратным сечением заготовок. Этим обусловлена конструкция болтореза: в нём всегда будут две части, между которыми создаётся давление. Части могут приводиться в движение различным образом — вручную, посредством гидравлического цилиндра или силой электрического тока.


 Разбив одно большое усилие на несколько маленьких, можно добиться того, что ножницы практически не будут зависеть от реальной силы человека.
Разбив одно большое усилие на несколько маленьких, можно добиться того, что ножницы практически не будут зависеть от реальной силы человека. Насос, в свою очередь, приводится в действие электромотором, сблокированным в едином корпусе устройства. В зависимости от толщины перекусываемого прута, электрогидравлические аппараты могут быть как маленькими, так и большими, ведь чем мощнее мотор, тем он тяжелее и габаритнее.
Насос, в свою очередь, приводится в действие электромотором, сблокированным в едином корпусе устройства. В зависимости от толщины перекусываемого прута, электрогидравлические аппараты могут быть как маленькими, так и большими, ведь чем мощнее мотор, тем он тяжелее и габаритнее.
 Зарубежные образцы довольно специфичны и не имеют большого распространения в России, в том числе и по причине высокой цены.
Зарубежные образцы довольно специфичны и не имеют большого распространения в России, в том числе и по причине высокой цены.
 Без хорошего инструмента не обойтись. У нас в основном все используют КВТ, и я себе купил тоже, специально под многожильные. И прут тоже перекусывает, вспомнил о нём, когда вязал арматуру под фундамент бани. Долго, зато усилий никаких не надо, сидишь качаешь и всё.
Без хорошего инструмента не обойтись. У нас в основном все используют КВТ, и я себе купил тоже, специально под многожильные. И прут тоже перекусывает, вспомнил о нём, когда вязал арматуру под фундамент бани. Долго, зато усилий никаких не надо, сидишь качаешь и всё. В дополнение решили выпускать и соответствующий монтажный инструмент. Гидравлические ножницы струбцинного типа подходят как для перекусывания кабелей, так и для стальных канатов и арматуры. Сборка Китай, но приёмка крупного холдинга достаточно строгая, откровенного брака не наблюдается.
В дополнение решили выпускать и соответствующий монтажный инструмент. Гидравлические ножницы струбцинного типа подходят как для перекусывания кабелей, так и для стальных канатов и арматуры. Сборка Китай, но приёмка крупного холдинга достаточно строгая, откровенного брака не наблюдается.
 Он отлично подходит для использования в строительных и демонтажных проектах. Резак для арматуры Woodward даст вам рычаги и мощность, чтобы разрезать даже прочные металлические прутья.
Он отлично подходит для использования в строительных и демонтажных проектах. Резак для арматуры Woodward даст вам рычаги и мощность, чтобы разрезать даже прочные металлические прутья. 00
00 5 дюймов, цвет банки красный, материал поршня латунь, райтон, высота 10 1/2 дюйма, отделка с порошковым покрытием, внешний диаметр. 7 1/4 дюйма, одобрено стандартами FM, OSHA
5 дюймов, цвет банки красный, материал поршня латунь, райтон, высота 10 1/2 дюйма, отделка с порошковым покрытием, внешний диаметр. 7 1/4 дюйма, одобрено стандартами FM, OSHA США
США Рабочее усилие 6 тонн, длина инструмента 18 дюймов, вес инструмента 16,5 фунтов, емкость аккумулятора 4,0 Ач, аккумулятор в комплекте. № 52070024, Замена аккумуляторной батареи, производитель. № 52070024
Рабочее усилие 6 тонн, длина инструмента 18 дюймов, вес инструмента 16,5 фунтов, емкость аккумулятора 4,0 Ач, аккумулятор в комплекте. № 52070024, Замена аккумуляторной батареи, производитель. № 52070024 тока, переносной инструмент для арматуры, функция инструмента: резка, максимальная дюймовая режущая способность по арматуре, 1 дюйм, максимальная изгибающая способность по арматуре 60, число оборотов режущей головки, максимальная режущая способность по арматуре, 60, применение Резка арматуры, тип подшипника Шар, Материал лезвия Легированная сталь, Режущие блоки типа лезвия, Ток 12 А, Сила резания 30 тонн, Электрическая защита с двойной изоляцией, Защитный кожух для резки, Отсутствие искр или пламени, Предохранительный клапан
тока, переносной инструмент для арматуры, функция инструмента: резка, максимальная дюймовая режущая способность по арматуре, 1 дюйм, максимальная изгибающая способность по арматуре 60, число оборотов режущей головки, максимальная режущая способность по арматуре, 60, применение Резка арматуры, тип подшипника Шар, Материал лезвия Легированная сталь, Режущие блоки типа лезвия, Ток 12 А, Сила резания 30 тонн, Электрическая защита с двойной изоляцией, Защитный кожух для резки, Отсутствие искр или пламени, Предохранительный клапан Емкость (дюймы) 5/8, общая длина (дюймы) 66, угол изгиба (градусы) 180, набор втулок типа лезвия, материал рукоятки сталь, особенности резки и изгибов арматуры до #5/класса 60, 54 дюйма. Ручка, дизайн Чугунная конструкция, установка на деревянную доску, ручное управление
Емкость (дюймы) 5/8, общая длина (дюймы) 66, угол изгиба (градусы) 180, набор втулок типа лезвия, материал рукоятки сталь, особенности резки и изгибов арматуры до #5/класса 60, 54 дюйма. Ручка, дизайн Чугунная конструкция, установка на деревянную доску, ручное управление Экструдеры
Экструдеры

 Она может быть одно- или многоручьевой, прямоточной или угловой.
Она может быть одно- или многоручьевой, прямоточной или угловой.
 Существует несколько способов производства изделий из пластика, каждый из которых отличается своим технологическим процессом, типом оборудования, выпускаемой конечной продукцией.
Существует несколько способов производства изделий из пластика, каждый из которых отличается своим технологическим процессом, типом оборудования, выпускаемой конечной продукцией.




 Партнер по сбыту в США
Партнер по сбыту в США Meusburger
Meusburger Серия предлагает новые функции
Серия предлагает новые функции
 22, 2022
22, 2022 д. , С тенденцией к диверсификации использования продукта и изменчивости функциональных требований технология обработки литья пластмасс стремительно развивается день ото дня.
д. , С тенденцией к диверсификации использования продукта и изменчивости функциональных требований технология обработки литья пластмасс стремительно развивается день ото дня. Оборудование для производства пластиковых компаундов используется в производстве различных форм пластиковых компаундов, включая месильные машины, машины для смешивания пластмасс (открытые мельницы и внутренние смесители), грануляторы, просеивающие машины, дробилки и измельчители. Оборудование для литья пластмасс, также известное как оборудование для первичной обработки пластмасс, используется для формования полуфабрикатов или изделий из пластмассы, включая машины для компрессионного литья, машины для литья под давлением, экструдеры, машины для выдувного формования, каландры, машины для ротационного формования, машины для вспенивания и т. д. , Оборудование для вторичной обработки пластика используется для переработки и последующей обработки полуфабрикатов или изделий из пластика, включая термоформовочные машины, сварочные машины, машины для термосварки, машины для горячего тиснения, машины для вакуумного испарения, флокирующие машины, печатные машины и т. д. Металлообработка станки также широко используются для вторичной обработки пластмасс.
Оборудование для производства пластиковых компаундов используется в производстве различных форм пластиковых компаундов, включая месильные машины, машины для смешивания пластмасс (открытые мельницы и внутренние смесители), грануляторы, просеивающие машины, дробилки и измельчители. Оборудование для литья пластмасс, также известное как оборудование для первичной обработки пластмасс, используется для формования полуфабрикатов или изделий из пластмассы, включая машины для компрессионного литья, машины для литья под давлением, экструдеры, машины для выдувного формования, каландры, машины для ротационного формования, машины для вспенивания и т. д. , Оборудование для вторичной обработки пластика используется для переработки и последующей обработки полуфабрикатов или изделий из пластика, включая термоформовочные машины, сварочные машины, машины для термосварки, машины для горячего тиснения, машины для вакуумного испарения, флокирующие машины, печатные машины и т. д. Металлообработка станки также широко используются для вторичной обработки пластмасс. Вспомогательное оборудование или устройства для обработки пластмасс используются для рационализации процесса обработки пластмасс, в том числе автоматическое устройство дозирования и подачи, автоматическое устройство для переработки лома, автоматическое устройство для удаления продуктов литья под давлением, устройство для быстрой замены литьевой формы, машина для охлаждения литьевой формы, автоматическое устройство для измерения толщины, и оборудование для транспортировки и хранения сырья и т. д. Такие вспомогательные машины или устройства стали неотъемлемой частью современной автоматизации обработки пластмасс.
Вспомогательное оборудование или устройства для обработки пластмасс используются для рационализации процесса обработки пластмасс, в том числе автоматическое устройство дозирования и подачи, автоматическое устройство для переработки лома, автоматическое устройство для удаления продуктов литья под давлением, устройство для быстрой замены литьевой формы, машина для охлаждения литьевой формы, автоматическое устройство для измерения толщины, и оборудование для транспортировки и хранения сырья и т. д. Такие вспомогательные машины или устройства стали неотъемлемой частью современной автоматизации обработки пластмасс. Специализация марок пластмасс, разработка инженерных пластиков, появление композиционных материалов, разработка крупногабаритных, легких и тонкостенных конструкций изделий из пластмассы требуют от машин для изготовления изделий из пластмассы: комплектов для производства изделий; высокая скорость, экономия труда, автоматизация для повышения эффективности производства продукции; обеспечить точность спецификаций и качества продукции с наименьшей ошибкой; низкое энергопотребление, меньше места, простая и безопасная эксплуатация и техническое обслуживание.
Специализация марок пластмасс, разработка инженерных пластиков, появление композиционных материалов, разработка крупногабаритных, легких и тонкостенных конструкций изделий из пластмассы требуют от машин для изготовления изделий из пластмассы: комплектов для производства изделий; высокая скорость, экономия труда, автоматизация для повышения эффективности производства продукции; обеспечить точность спецификаций и качества продукции с наименьшей ошибкой; низкое энергопотребление, меньше места, простая и безопасная эксплуатация и техническое обслуживание. Среди них производство многих пластмассовых изделий заняло первое место в мире, а Китай стал крупнейшим в мире производителем пластмассовых изделий. С 2001 по 2010 год среднегодовые темпы роста производства пластмассовых изделий в Китае оставались выше 15%. В 2010 году общий объем производства пластмассовых изделий в Китае достиг 58,3 млн тонн.
Среди них производство многих пластмассовых изделий заняло первое место в мире, а Китай стал крупнейшим в мире производителем пластмассовых изделий. С 2001 по 2010 год среднегодовые темпы роста производства пластмассовых изделий в Китае оставались выше 15%. В 2010 году общий объем производства пластмассовых изделий в Китае достиг 58,3 млн тонн.
 Продукция включает многослойные композитные пленки и различные полые контейнеры из полиолефина, которые широко используются в пищевой, медицинской и косметической промышленности.
Продукция включает многослойные композитные пленки и различные полые контейнеры из полиолефина, которые широко используются в пищевой, медицинской и косметической промышленности. Важнейшими факторами в работе машины для выдувания пленки являются три фактора: температура (температура машины, температура в помещении), две спирали и три системы охлаждения.
Важнейшими факторами в работе машины для выдувания пленки являются три фактора: температура (температура машины, температура в помещении), две спирали и три системы охлаждения.
 Температура калибровки экструдера может отличаться в зависимости от модели принтера.
Температура калибровки экструдера может отличаться в зависимости от модели принтера.
 Введите данные вручную, сохраните полученный результат (Store settings). Так можно внести PID-данные как по экструдеру, так и по столу.
Введите данные вручную, сохраните полученный результат (Store settings). Так можно внести PID-данные как по экструдеру, так и по столу.
 Эти коэффициенты уникальны для каждой связки нагревателя и термистора, соответственно, при замене одного из них меняются и коэффициенты.
Эти коэффициенты уникальны для каждой связки нагревателя и термистора, соответственно, при замене одного из них меняются и коэффициенты.
 Подберите ее экспериментально.
Подберите ее экспериментально. Это означает что принтер производит калибровку.
Это означает что принтер производит калибровку.
 ПИД-контроллеры используются в 3D-печати для регулирования и контроля потока расплавленного материала (пластиковой нити) через сопло экструдера. ПИД-регуляторы работают, постоянно сравнивая фактический выход системы с желаемым выходом. Когда есть разница между ними (известная как ошибка), ПИД-регулятор регулирует систему соответствующим образом, чтобы ошибка была минимизирована. Эта петля обратной связи обеспечивает постоянную работу системы с максимальной эффективностью. Использование ПИД-регуляторов в 3D-печати дает множество преимуществ. ПИД-регуляторы помогают повысить точность и точность процесса печати. Они также помогают сократить количество отходов и повысить общую эффективность системы. Кроме того, ПИД-регуляторы относительно просты в использовании и могут быть настроены в соответствии с конкретными потребностями приложения.
ПИД-контроллеры используются в 3D-печати для регулирования и контроля потока расплавленного материала (пластиковой нити) через сопло экструдера. ПИД-регуляторы работают, постоянно сравнивая фактический выход системы с желаемым выходом. Когда есть разница между ними (известная как ошибка), ПИД-регулятор регулирует систему соответствующим образом, чтобы ошибка была минимизирована. Эта петля обратной связи обеспечивает постоянную работу системы с максимальной эффективностью. Использование ПИД-регуляторов в 3D-печати дает множество преимуществ. ПИД-регуляторы помогают повысить точность и точность процесса печати. Они также помогают сократить количество отходов и повысить общую эффективность системы. Кроме того, ПИД-регуляторы относительно просты в использовании и могут быть настроены в соответствии с конкретными потребностями приложения.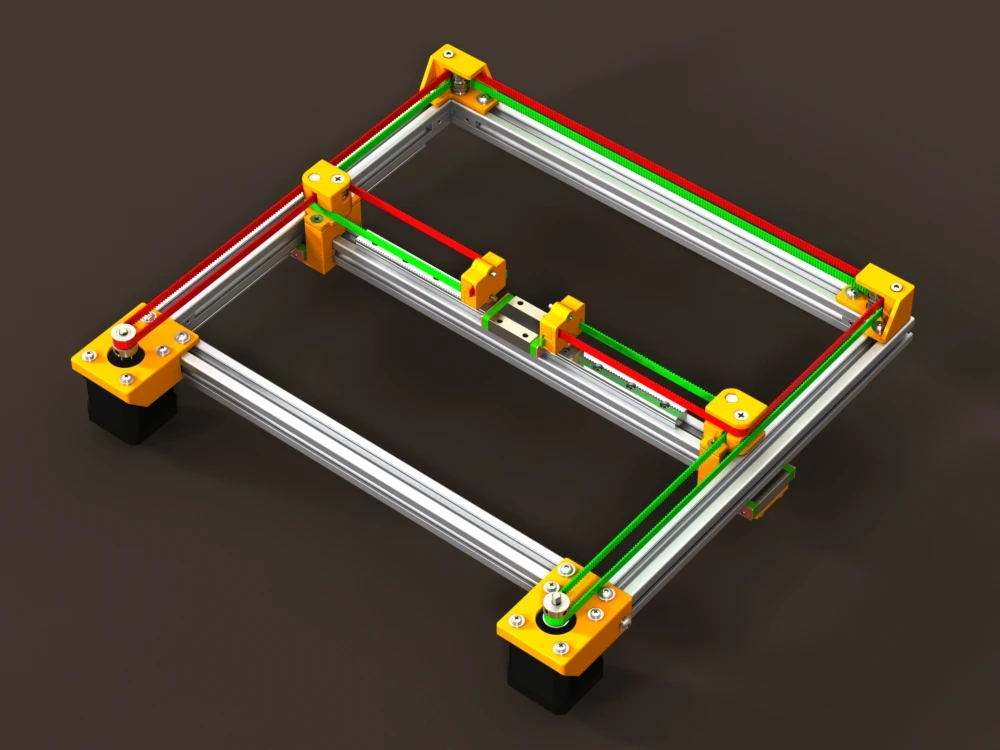 Когда в будущем станет доступна 3D-печать, массовое производство будет значительно затруднено. Ожидается, что этот тип печати окажет влияние на широкий спектр отраслей, включая автомобилестроение, медицину, образование, производство оборудования и потребительских товаров. 3D-принтер включает в себя экструдеры, более крутые двигатели, материалы PLA, горячие бэды, блоки управления мощностью ремня шкивов (PCU), тканевые дороги, Arduinomegas и многие другие компоненты. Более века назад в визуальном мире печатных писаний доминировал двухмерный метод печати. Это ознаменовало начало эры 3D-печати, которая долго наступала.
Когда в будущем станет доступна 3D-печать, массовое производство будет значительно затруднено. Ожидается, что этот тип печати окажет влияние на широкий спектр отраслей, включая автомобилестроение, медицину, образование, производство оборудования и потребительских товаров. 3D-принтер включает в себя экструдеры, более крутые двигатели, материалы PLA, горячие бэды, блоки управления мощностью ремня шкивов (PCU), тканевые дороги, Arduinomegas и многие другие компоненты. Более века назад в визуальном мире печатных писаний доминировал двухмерный метод печати. Это ознаменовало начало эры 3D-печати, которая долго наступала. В 2012 году инженеры и врачи использовали 3D-принтер для создания первого индивидуального протеза для трансплантации челюсти. Инновации в сборке настольной 3D-печати возможны дома, на рабочем месте, в лечебном учреждении или школе, в дополнение к возможности 3D-печатных чехлов для телефонов. Nokia показала 3D проектирует своих мобильных телефонов, чтобы владельцы могли создать свой собственный чехол для телефона V. Типография рядом с полем боя может быть лучшим вариантом для военных, что потребует меньше дополнительных услуг и больше управления в цепочке поставок. Из-за персонализированного выполнения «последней мили» Индустрия 4.0 может стать катализатором.
В 2012 году инженеры и врачи использовали 3D-принтер для создания первого индивидуального протеза для трансплантации челюсти. Инновации в сборке настольной 3D-печати возможны дома, на рабочем месте, в лечебном учреждении или школе, в дополнение к возможности 3D-печатных чехлов для телефонов. Nokia показала 3D проектирует своих мобильных телефонов, чтобы владельцы могли создать свой собственный чехол для телефона V. Типография рядом с полем боя может быть лучшим вариантом для военных, что потребует меньше дополнительных услуг и больше управления в цепочке поставок. Из-за персонализированного выполнения «последней мили» Индустрия 4.0 может стать катализатором. Национальный научный фонд финансирует Институт научно-технической политики. Институт оборонных анализов, некоммерческая организация, отвечает за деятельность института. Взгляды, мнения и выводы, изложенные в статьях, опубликованных в этой серии, принадлежат авторам и не представляют Институт или его дочерние учреждения.
Национальный научный фонд финансирует Институт научно-технической политики. Институт оборонных анализов, некоммерческая организация, отвечает за деятельность института. Взгляды, мнения и выводы, изложенные в статьях, опубликованных в этой серии, принадлежат авторам и не представляют Институт или его дочерние учреждения.
 Это действительно очень и очень распространено. Эта ошибка возникает, когда принтер неправильно нагревает одну из своих частей: сопло или платформу.
Это действительно очень и очень распространено. Эта ошибка возникает, когда принтер неправильно нагревает одну из своих частей: сопло или платформу.  Это наиболее широко используемая система управления с обратной связью. Это потому, что он может через обратную связь реагировать на положительное или отрицательное значение ошибки, корректируя его в соответствии с желаемой уставкой 0. Реакция на ошибку может быть установлена с помощью процесса, называемого автонастройкой.
Это наиболее широко используемая система управления с обратной связью. Это потому, что он может через обратную связь реагировать на положительное или отрицательное значение ошибки, корректируя его в соответствии с желаемой уставкой 0. Реакция на ошибку может быть установлена с помощью процесса, называемого автонастройкой.
 Его также можно использовать отдельно, используя предустановленные значения прошивки, но это не очень хорошая идея. Лучше использовать те данные, которые вам нужны.
Его также можно использовать отдельно, используя предустановленные значения прошивки, но это не очень хорошая идея. Лучше использовать те данные, которые вам нужны. Больше циклов означает более точный PID, но нет необходимости преувеличивать. Достаточно 8 циклов, а превышать 14/15 будет совершенно бесполезно.
Больше циклов означает более точный PID, но нет необходимости преувеличивать. Достаточно 8 циклов, а превышать 14/15 будет совершенно бесполезно. Но таким образом, вы должны вручную редактировать все файлы, но если вы уверены, что данные верны, это будет просто пустой тратой времени. Так что лучше ставить их на принтер через
Но таким образом, вы должны вручную редактировать все файлы, но если вы уверены, что данные верны, это будет просто пустой тратой времени. Так что лучше ставить их на принтер через Вы просто используете команду M304 для передачи значений в eeprom. Пример: M304 P14.82 I0.8 D68.25.
Вы просто используете команду M304 для передачи значений в eeprom. Пример: M304 P14.82 I0.8 D68.25. 
 Для начинающих стоит присмотреться к недорогим FDM-принтерам.
Для начинающих стоит присмотреться к недорогим FDM-принтерам.
 Вернее положение каретки контролирует концевой выключатель.
Вернее положение каретки контролирует концевой выключатель. Перед началом работы кожух требуется собрать. Это не сложно. Состоит из пяти пластин с пазами, из которых собирается прозрачный куб.
Перед началом работы кожух требуется собрать. Это не сложно. Состоит из пяти пластин с пазами, из которых собирается прозрачный куб. Проверяем плотность прилегания стола к пленке. Закручиваем и затягиваем винты. Все, принтер откалиброван.
Проверяем плотность прилегания стола к пленке. Закручиваем и затягиваем винты. Все, принтер откалиброван. 



 Вверху закреплен механический концевик, ограничивающий верхнее положение оси, внизу — оптический для калибровки и обнуления перед началом печати.
Вверху закреплен механический концевик, ограничивающий верхнее положение оси, внизу — оптический для калибровки и обнуления перед началом печати. Чтобы он не успел это сделать, ванну нужно наклонять быстро и сильно. Но боюсь, что рано или поздно все равно придется чистить юбку ванны от полимера, и не один раз. А из-за болтов на ней это будет весьма неудобно делать.
Чтобы он не успел это сделать, ванну нужно наклонять быстро и сильно. Но боюсь, что рано или поздно все равно придется чистить юбку ванны от полимера, и не один раз. А из-за болтов на ней это будет весьма неудобно делать. Но перед этим необходимо на нижней стороне принтера открутить лючок, под ним открутить небольшую пластинку, прижимающую разъем дисплея и отсоединить шлейф дисплея от платы-переходника.
Но перед этим необходимо на нижней стороне принтера открутить лючок, под ним открутить небольшую пластинку, прижимающую разъем дисплея и отсоединить шлейф дисплея от платы-переходника. Эта плата управляет движение мотора, включением засветки и интерфейсным сенсорным дисплеем на передней стороне принтера. Одноплатник соединяется кабелями с USB-разъемом на задней стенке и HDMI-кабелем с преобразователем видеоинтерфейса на отдельной плате.
Эта плата управляет движение мотора, включением засветки и интерфейсным сенсорным дисплеем на передней стороне принтера. Одноплатник соединяется кабелями с USB-разъемом на задней стенке и HDMI-кабелем с преобразователем видеоинтерфейса на отдельной плате. На каждый надета индивидуальная линза.
На каждый надета индивидуальная линза. Я думаю, что это из-за меньших потерь светового потока в данной схеме. Здесь практически весь излучаемый диодом свет собирается надетой на диод линзой. Тогда как в параледах диоды светят довольно широко, и на линзы, отстоящие от диодов на расстоянии 3-4 см попадает меньше половины их света. Остальное улетает в стороны или гасится на черных перегородках, стоящих между линзами.
Я думаю, что это из-за меньших потерь светового потока в данной схеме. Здесь практически весь излучаемый диодом свет собирается надетой на диод линзой. Тогда как в параледах диоды светят довольно широко, и на линзы, отстоящие от диодов на расстоянии 3-4 см попадает меньше половины их света. Остальное улетает в стороны или гасится на черных перегородках, стоящих между линзами.


 Может быть для кого-то это и неважно, а я обеими этими возможностями время от времени пользуюсь и для меня это довольно существенный минус.Печать этой детали прошла вполне успешно. Качество печати так же не разочаровало.
Может быть для кого-то это и неважно, а я обеими этими возможностями время от времени пользуюсь и для меня это довольно существенный минус.Печать этой детали прошла вполне успешно. Качество печати так же не разочаровало. Годится только для того, чтобы непосредственно нарезать подготовленную в другом слайсере со всеми поддержками STL. Однако этот слайсер может еще конвертировать файлы в формате .zip, отслайсенные в Читубоксе. А что радует еще сильнее — сам Читубокс при установке соответствующего плагина умеет слайсить и сохранять в формате .lgs30, который понимается принтером. Правда, не без косяка — в Читубоксе нельзя настроить отдельно быструю и медленную скорости и высоту подъема между слоями.
Годится только для того, чтобы непосредственно нарезать подготовленную в другом слайсере со всеми поддержками STL. Однако этот слайсер может еще конвертировать файлы в формате .zip, отслайсенные в Читубоксе. А что радует еще сильнее — сам Читубокс при установке соответствующего плагина умеет слайсить и сохранять в формате .lgs30, который понимается принтером. Правда, не без косяка — в Читубоксе нельзя настроить отдельно быструю и медленную скорости и высоту подъема между слоями. При вытаскивании листа из под платформы она уходит еще на 2-3 сотки, но все равно ведь это не 0.5 мм. При движение платформы вверх и вниз по 1 мм после калибровки индикатор показывает движение ровно на 1 мм, практически без погрешностей. При повторном обнулении платформа приходит ровно в ноль. Запускаю тестовую печать без ванны с полимером — индикатор показывает, что печать начинается с нуля и при каждом следующем слое платформа поднимается ровно на его высоту, как положено. Ну то есть все отлично.
При вытаскивании листа из под платформы она уходит еще на 2-3 сотки, но все равно ведь это не 0.5 мм. При движение платформы вверх и вниз по 1 мм после калибровки индикатор показывает движение ровно на 1 мм, практически без погрешностей. При повторном обнулении платформа приходит ровно в ноль. Запускаю тестовую печать без ванны с полимером — индикатор показывает, что печать начинается с нуля и при каждом следующем слое платформа поднимается ровно на его высоту, как положено. Ну то есть все отлично. Решил убить одним выстрелом двух зайцев — выровнять плоскость дисплея по плоскости стола и заодно защитить дисплей. Для этого я вырезал из пленки толщиной 0.25 мм прямоугольник по размеру дисплея, содрал родную изоленту по периметру дисплея, положил на дисплей пленку и опять заклеил периметр. Родная окантовка потянулась при снимании, ее ровно уже не получилось наклеить, поэтому применил медный скотч как очень тонкий и совершенно непрозрачный (чтобы засветка не пробивалась по бокам от дисплея).
Решил убить одним выстрелом двух зайцев — выровнять плоскость дисплея по плоскости стола и заодно защитить дисплей. Для этого я вырезал из пленки толщиной 0.25 мм прямоугольник по размеру дисплея, содрал родную изоленту по периметру дисплея, положил на дисплей пленку и опять заклеил периметр. Родная окантовка потянулась при снимании, ее ровно уже не получилось наклеить, поэтому применил медный скотч как очень тонкий и совершенно непрозрачный (чтобы засветка не пробивалась по бокам от дисплея). RU:
RU: Но выдавить быстро густой полимер из под большой плоской платформы невозможно, поэтому платформа начинает испытывать сопротивление, и чем ближе ко дну опускается — тем сильнее сопротивление. А ходовой винт продолжает вращаться, опуская рычаг платформы. В самом конце получается, что из-за сопротивления выдавливаемого полимера платформа еще не опустилась окончательно на пленку, и вращение ходового винта заставило и рычаг платформы слегка перекоситься (на сколько позволяет микролюфт каретки на рельсе) и муфту растянуться — так как платформа уже не может опускаться с нужной скоростью, то начинает подниматься винт, растягивая муфту. И когда концевик наконец-то срабатывает — растянутая муфта и, возможно, перекошенный рычаг как раз и дают эти самые 0.3-0.5 мм, на которые платформа все еще стремится опуститься.
Но выдавить быстро густой полимер из под большой плоской платформы невозможно, поэтому платформа начинает испытывать сопротивление, и чем ближе ко дну опускается — тем сильнее сопротивление. А ходовой винт продолжает вращаться, опуская рычаг платформы. В самом конце получается, что из-за сопротивления выдавливаемого полимера платформа еще не опустилась окончательно на пленку, и вращение ходового винта заставило и рычаг платформы слегка перекоситься (на сколько позволяет микролюфт каретки на рельсе) и муфту растянуться — так как платформа уже не может опускаться с нужной скоростью, то начинает подниматься винт, растягивая муфту. И когда концевик наконец-то срабатывает — растянутая муфта и, возможно, перекошенный рычаг как раз и дают эти самые 0.3-0.5 мм, на которые платформа все еще стремится опуститься.
 Для этого я нарисовал модель по образу ув. Apollone — 9 восьмигранников по углам и центрам сторон платформы с такими размерами:
Для этого я нарисовал модель по образу ув. Apollone — 9 восьмигранников по углам и центрам сторон платформы с такими размерами: Более жесткая ось, лучшая по качеству засветка. Если производитель исправит в прошивке некоторые косяки, то недостатков у этого принтера почти не останется 🙂
Более жесткая ось, лучшая по качеству засветка. Если производитель исправит в прошивке некоторые косяки, то недостатков у этого принтера почти не останется 🙂 ..
..
 5KGS
5KGS

 Он использует ЖК-экран с маскировкой RGB, который по умолчанию имеет медленное время отверждения для каждого слоя, а также небольшой объем сборки. Важно отметить, что его разрешение в пикселях более чем на 50 % больше, чем у Creality LD-002R , сопоставимого по цене и размеру принтера, что приводит к отпечаткам с более низким разрешением и выраженным шагам на пологих кривых, что делает его неспособным конкурировать с лучшие 3D принтеры.
Он использует ЖК-экран с маскировкой RGB, который по умолчанию имеет медленное время отверждения для каждого слоя, а также небольшой объем сборки. Важно отметить, что его разрешение в пикселях более чем на 50 % больше, чем у Creality LD-002R , сопоставимого по цене и размеру принтера, что приводит к отпечаткам с более низким разрешением и выраженным шагам на пологих кривых, что делает его неспособным конкурировать с лучшие 3D принтеры. 86″ x 2.17″ x 5.5″ (98mm x 55mm x 140mm)
86″ x 2.17″ x 5.5″ (98mm x 55mm x 140mm) Orange 10 также включает в себя печатное руководство, в котором описаны все шаги, связанные с запуском принтера.
Orange 10 также включает в себя печатное руководство, в котором описаны все шаги, связанные с запуском принтера. Сборка крышки немного напоминала жонглирование; кронштейны и верхняя часть скрепляют стороны вместе, но стороны не могут быть собраны без верхней части, удерживающей их на месте. Потребовалось несколько попыток, чтобы сделать это правильно, но в конце концов крышка защелкнулась.
Сборка крышки немного напоминала жонглирование; кронштейны и верхняя часть скрепляют стороны вместе, но стороны не могут быть собраны без верхней части, удерживающей их на месте. Потребовалось несколько попыток, чтобы сделать это правильно, но в конце концов крышка защелкнулась. ЖК-дисплей яркий и отзывчивый, но общий пользовательский интерфейс немного голый, а элементы управления, используемые для калибровки платформы сборки, не имеют интуитивно понятной маркировки.
ЖК-дисплей яркий и отзывчивый, но общий пользовательский интерфейс немного голый, а элементы управления, используемые для калибровки платформы сборки, не имеют интуитивно понятной маркировки. Даже маскирующие ЖК-экраны без разрешения 4K, такие как экраны Creality LD-002R, имеют разрешение менее 0,1 мм (у LD-002R — 0,075 мм), поэтому это слегка толстое разрешение XY может привести к появлению деталей с видимыми ступенями на неглубоких поверхностях. кривые.
Даже маскирующие ЖК-экраны без разрешения 4K, такие как экраны Creality LD-002R, имеют разрешение менее 0,1 мм (у LD-002R — 0,075 мм), поэтому это слегка толстое разрешение XY может привести к появлению деталей с видимыми ступенями на неглубоких поверхностях. кривые.
 Смола может быть вредной при контакте с кожей, поэтому обязательно надевайте перчатки при заливке, очистке или обращении с неотвержденной смолой. Я также обязательно надеваю перчатки при снятии платформы сборки после печати, так как смола имеет тенденцию скапливаться на верхней части платформы и может капать, пока платформа снимается.
Смола может быть вредной при контакте с кожей, поэтому обязательно надевайте перчатки при заливке, очистке или обращении с неотвержденной смолой. Я также обязательно надеваю перчатки при снятии платформы сборки после печати, так как смола имеет тенденцию скапливаться на верхней части платформы и может капать, пока платформа снимается. Хотя наклонная платформа для сборки позволяет большей части смолы скользить обратно в чан, она все равно скапливается вокруг места соединения кронштейна с платформой для сборки, и ее может быть трудно полностью очистить. Хотя эта проблема не является уникальной для Longer Orange 10, я считаю, что она, безусловно, требует много времени и может быть легко решена с помощью цельной платформы сборки.
Хотя наклонная платформа для сборки позволяет большей части смолы скользить обратно в чан, она все равно скапливается вокруг места соединения кронштейна с платформой для сборки, и ее может быть трудно полностью очистить. Хотя эта проблема не является уникальной для Longer Orange 10, я считаю, что она, безусловно, требует много времени и может быть легко решена с помощью цельной платформы сборки. Это больше проблема с полимерными принтерами MSLA, поскольку необходимо отламывать более крупные опоры, которые могут разрушить или расколоть хрупкую отвержденную смолу.
Это больше проблема с полимерными принтерами MSLA, поскольку необходимо отламывать более крупные опоры, которые могут разрушить или расколоть хрупкую отвержденную смолу. Эта нарезанная модель была интересна по двум причинам; он печатает полностью без поддержки, а также печатает полностью сплошным. Это означает, что в процессе печати используется больше смолы, и он кажется более тяжелым и плотным, чем бюст вампира-лорда (78 грамм против 27).
Эта нарезанная модель была интересна по двум причинам; он печатает полностью без поддержки, а также печатает полностью сплошным. Это означает, что в процессе печати используется больше смолы, и он кажется более тяжелым и плотным, чем бюст вампира-лорда (78 грамм против 27). LongerWare предлагает функции, которые вы ожидаете от программного обеспечения для нарезки, например, возможность масштабировать, поворачивать и перемещать модели перед их подготовкой к печати.
LongerWare предлагает функции, которые вы ожидаете от программного обеспечения для нарезки, например, возможность масштабировать, поворачивать и перемещать модели перед их подготовкой к печати. Миниатюра (32mm_Georgios_HelmetVersion) была напечатана чуть более чем за четыре часа, и только когда мини была над чаном со смолой, я заметил, что опоры не прикреплены к модели в разных точках. Сняв модель и почистив ее, я увидел, что в щите отсутствует большой участок. Опоры для щита пропечатались до точки контакта, а затем резко остановились, что заставило меня поверить в то, что связь между моделью и опорой была недостаточно прочной, чтобы удерживать модель на месте.
Миниатюра (32mm_Georgios_HelmetVersion) была напечатана чуть более чем за четыре часа, и только когда мини была над чаном со смолой, я заметил, что опоры не прикреплены к модели в разных точках. Сняв модель и почистив ее, я увидел, что в щите отсутствует большой участок. Опоры для щита пропечатались до точки контакта, а затем резко остановились, что заставило меня поверить в то, что связь между моделью и опорой была недостаточно прочной, чтобы удерживать модель на месте.
 Все скорости Z были одинаковыми, а нижние слои имели одинаковые настройки экспозиции и высоты.
Все скорости Z были одинаковыми, а нижние слои имели одинаковые настройки экспозиции и высоты.
 Маскирующий ЖК-дисплей с более низким разрешением на Orange 10 означает, что разрешение XY также ниже, чем у LD-002R. Тем не менее, компактный форм-фактор Orange 10 дает ему небольшое преимущество при сравнении общего объема сборки и соотношения занимаемой площади.
Маскирующий ЖК-дисплей с более низким разрешением на Orange 10 означает, что разрешение XY также ниже, чем у LD-002R. Тем не менее, компактный форм-фактор Orange 10 дает ему небольшое преимущество при сравнении общего объема сборки и соотношения занимаемой площади. Хотя общее разрешение Orange 10 не соответствует задаче печати миниатюр с высокой детализацией, более крупные или более блочные модели, не требующие четкой детализации, могут хорошо подойти для этого принтера.
Хотя общее разрешение Orange 10 не соответствует задаче печати миниатюр с высокой детализацией, более крупные или более блочные модели, не требующие четкой детализации, могут хорошо подойти для этого принтера. Относительно низкое разрешение в плоскости XY и немонохромный ЖК-дисплей означает, что на Orange 10 потребуется больше времени для печати деталей с более низким разрешением, чем на других бюджетных машинах MSLA. Orange 10 кажется мне машиной для конкретного приложения, но вам нужно будет подготовить это приложение, прежде чем покупать этот принтер.
Относительно низкое разрешение в плоскости XY и немонохромный ЖК-дисплей означает, что на Orange 10 потребуется больше времени для печати деталей с более низким разрешением, чем на других бюджетных машинах MSLA. Orange 10 кажется мне машиной для конкретного приложения, но вам нужно будет подготовить это приложение, прежде чем покупать этот принтер.
 Старшеклассники и студенты оценят преимущества 3D-принтеров с практической точки зрения. С их помощью станет возможным реализация авторских проектов, печать практических заданий, развитие творческих способностей и навыков.
Старшеклассники и студенты оценят преимущества 3D-принтеров с практической точки зрения. С их помощью станет возможным реализация авторских проектов, печать практических заданий, развитие творческих способностей и навыков. Если что-то не получается, то это не проблема, можно попробовать снова.
Если что-то не получается, то это не проблема, можно попробовать снова. 3D-печать, уже включенная в учебную программу многими ВУЗами, дает возможность студентам воплощать в жизнь свои конструкторские замыслы и идеи, тем самым увеличивая их востребованность в высокотехнологичной производственной среде.
3D-печать, уже включенная в учебную программу многими ВУЗами, дает возможность студентам воплощать в жизнь свои конструкторские замыслы и идеи, тем самым увеличивая их востребованность в высокотехнологичной производственной среде.
 Такое оборудование позволит вашим ученикам быстро получать яркие и наглядные визуализации своих проектов.
Такое оборудование позволит вашим ученикам быстро получать яркие и наглядные визуализации своих проектов. Свои центры прототипирования открыты в МГУ, МГТУ им. Баумана, МИФИ, Приволжском университете и других вузах. Вот несколько примеров использования 3D-печати западными учебными заведениями:
Свои центры прототипирования открыты в МГУ, МГТУ им. Баумана, МИФИ, Приволжском университете и других вузах. Вот несколько примеров использования 3D-печати западными учебными заведениями: ru
ru Чарльз Халл так же является со-основателем компании 3dsystems, одного из лидеров мирового производства промышленных 3д принтеров.
Чарльз Халл так же является со-основателем компании 3dsystems, одного из лидеров мирового производства промышленных 3д принтеров. Подробнее о методе Вы можете узнать в другой статье, вкратце: из нагретого сопла печатающей головки при помощи шагового двигателя подается материал (как правило пластик), печатающая головка перемещается на линейных направляющих по 1 или двум осям, так же по 1 или 2 осям двигается платформа. Основой движения так же служит 3д модель. Расплавленный пластик укладывается на платформу по установленному контуру, после чего головка или платформа перемещаются и поверх старого накладывается новый слой. Скотт Крамп является одним из основателей компании Stratasys, так же являющейся одним из лидеров в производстве промышленных 3д принтеров.
Подробнее о методе Вы можете узнать в другой статье, вкратце: из нагретого сопла печатающей головки при помощи шагового двигателя подается материал (как правило пластик), печатающая головка перемещается на линейных направляющих по 1 или двум осям, так же по 1 или 2 осям двигается платформа. Основой движения так же служит 3д модель. Расплавленный пластик укладывается на платформу по установленному контуру, после чего головка или платформа перемещаются и поверх старого накладывается новый слой. Скотт Крамп является одним из основателей компании Stratasys, так же являющейся одним из лидеров в производстве промышленных 3д принтеров.
 Так набор непечатанных деталей может стоить в районе пары сотен долларов США а готовый аппарат от 500 долларов. И пусть эти устройства выглядели неказисто и существенно уступали по качеству промышленным аналогам, все это доло невероятный толчок для развития технологии 3д печати.
Так набор непечатанных деталей может стоить в районе пары сотен долларов США а готовый аппарат от 500 долларов. И пусть эти устройства выглядели неказисто и существенно уступали по качеству промышленным аналогам, все это доло невероятный толчок для развития технологии 3д печати.
 После выпуска модели Replicator 2 (и закрытии разработок), ситуация изменилась. Подробнее о истории компании MakerBot а так же других компаний и людей, связанных с 3d печатью, вы можете узнать, посмотрев фильм Print the legend.
После выпуска модели Replicator 2 (и закрытии разработок), ситуация изменилась. Подробнее о истории компании MakerBot а так же других компаний и людей, связанных с 3d печатью, вы можете узнать, посмотрев фильм Print the legend. Несмотря на то, что такие принтеры доступными не назовешь, цена их значительно ниже, в сравнении с аналогами из профессионального сегмента. Стоит так же отметить, развитие линейки материалов, помимо стандартный ABS и PLA пластиков, сегодня используется множество различных материалов, включая нейлон, карбон и другие прочные и тугоплавкие материалы.
Несмотря на то, что такие принтеры доступными не назовешь, цена их значительно ниже, в сравнении с аналогами из профессионального сегмента. Стоит так же отметить, развитие линейки материалов, помимо стандартный ABS и PLA пластиков, сегодня используется множество различных материалов, включая нейлон, карбон и другие прочные и тугоплавкие материалы.

 После этого мы более подробно рассмотрим характеристики и технологии 3D-принтеров, актуальные для начинающих покупателей. Готовы сделать решительный шаг? Читать дальше.
После этого мы более подробно рассмотрим характеристики и технологии 3D-принтеров, актуальные для начинающих покупателей. Готовы сделать решительный шаг? Читать дальше. 0 Отличный
0 Отличный 0 Отлично
0 Отлично 0 Отличная
0 Отличная Однако для получения максимальной отдачи от него может потребоваться точная калибровка.
Однако для получения максимальной отдачи от него может потребоваться точная калибровка. конструкция с открытой рамой и автоматическое выравнивание печатного стола. Просто знайте, что требуется небольшая сборка, а напечатанные объекты могут потребовать небольшой очистки.
конструкция с открытой рамой и автоматическое выравнивание печатного стола. Просто знайте, что требуется небольшая сборка, а напечатанные объекты могут потребовать небольшой очистки. 00
00 в наших тестах.
в наших тестах.
 Jr. 1.0 A Pro — это 3D-принтер с закрытой рамой по умеренной цене, с большим объемом печати и общей хорошей производительностью, но с потенциально неповоротливой системой подачи нити.
Jr. 1.0 A Pro — это 3D-принтер с закрытой рамой по умеренной цене, с большим объемом печати и общей хорошей производительностью, но с потенциально неповоротливой системой подачи нити. 1,0 A PRO Review
1,0 A PRO Review В настоящее время многие из этих классических проблем с 3D-печатью решены (во всяком случае, в большинстве случаев) даже для потребительских 3D-принтеров по выгодной цене. Автоматическое выравнивание печатной платформы является нормой, и обычно вы можете удалять напечатанные на 3D-принтере объекты с нагретых и/или гибких рабочих пластин с минимальными уговорами. И большинство производителей 3D-принтеров либо разработали и усовершенствовали собственное программное обеспечение, либо адаптировали платформу печати с открытым исходным кодом, такую как Cura(Открывается в новом окне).
В настоящее время многие из этих классических проблем с 3D-печатью решены (во всяком случае, в большинстве случаев) даже для потребительских 3D-принтеров по выгодной цене. Автоматическое выравнивание печатной платформы является нормой, и обычно вы можете удалять напечатанные на 3D-принтере объекты с нагретых и/или гибких рабочих пластин с минимальными уговорами. И большинство производителей 3D-принтеров либо разработали и усовершенствовали собственное программное обеспечение, либо адаптировали платформу печати с открытым исходным кодом, такую как Cura(Открывается в новом окне). (Мы говорим «часть», потому что объект, напечатанный на 3D-принтере, может состоять из нескольких частей, которые печатаются, затем склеиваются или соединяются друг с другом каким-либо иным образом.) Хотя наименьший объем сборки любого протестированного нами 3D-принтера составляет 3,9 на 3,9 на 4,9 дюйма, мы считаем любой объем сборки меньше 6 на 6 на 6 дюймов малым, любой размер от этого до 10 на 10 на 10 дюймов — средним, а любой принтер с хотя бы одним размером сборки более 10 дюймов — большим объемом сборки .
(Мы говорим «часть», потому что объект, напечатанный на 3D-принтере, может состоять из нескольких частей, которые печатаются, затем склеиваются или соединяются друг с другом каким-либо иным образом.) Хотя наименьший объем сборки любого протестированного нами 3D-принтера составляет 3,9 на 3,9 на 4,9 дюйма, мы считаем любой объем сборки меньше 6 на 6 на 6 дюймов малым, любой размер от этого до 10 на 10 на 10 дюймов — средним, а любой принтер с хотя бы одним размером сборки более 10 дюймов — большим объемом сборки . Вы захотите сопоставить объем сборки с типами объектов, которые вы будете печатать.
Вы захотите сопоставить объем сборки с типами объектов, которые вы будете печатать. Если приоритетом является относительно большой объем сборки, вы, вероятно, получите больше отдачи от модели с открытой рамой. У открытых рам по определению есть некоторые явные недостатки: они, как правило, шумные, выделяют запахи при плавлении некоторых пластиков и плохо защищают тех, кто может коснуться горячего экструдера.
Если приоритетом является относительно большой объем сборки, вы, вероятно, получите больше отдачи от модели с открытой рамой. У открытых рам по определению есть некоторые явные недостатки: они, как правило, шумные, выделяют запахи при плавлении некоторых пластиков и плохо защищают тех, кто может коснуться горячего экструдера. Производители либо включают свою собственную программу 3D-печати, либо модифицируют существующую платформу, такую как Cura с открытым исходным кодом.
Производители либо включают свою собственную программу 3D-печати, либо модифицируют существующую платформу, такую как Cura с открытым исходным кодом.
 материалов.
материалов.
 Это потому, что на самом деле это вторая версия этого устройства — мы рассмотрели оригинальную Monoprice Mini Delta некоторое время назад, когда это был недорогой, хотя и несовершенный способ начать работу в 3D-печати.
Это потому, что на самом деле это вторая версия этого устройства — мы рассмотрели оригинальную Monoprice Mini Delta некоторое время назад, когда это был недорогой, хотя и несовершенный способ начать работу в 3D-печати.

 Итак, если вы используете Cura для подготовки отпечатков, вам нужно использовать USB или micro SD для печати.
Итак, если вы используете Cura для подготовки отпечатков, вам нужно использовать USB или micro SD для печати. Во всяком случае, отпечатки прилипали к печатной платформе *слишком* хорошо, так как мне обычно приходилось отрывать окончательный отпечаток от платформы с помощью скребка для краски.
Во всяком случае, отпечатки прилипали к печатной платформе *слишком* хорошо, так как мне обычно приходилось отрывать окончательный отпечаток от платформы с помощью скребка для краски. В этом режиме высота каждого отдельного слоя уменьшается вдвое до 0,1 мм.
В этом режиме высота каждого отдельного слоя уменьшается вдвое до 0,1 мм.
 Тем не менее, это достаточно много для большинства пользователей, и по цене вы не можете превзойти ценность, которую предлагает Delta Mini V2.
Тем не менее, это достаточно много для большинства пользователей, и по цене вы не можете превзойти ценность, которую предлагает Delta Mini V2.

 Швабры ленивки, которые сделаны очень просто имеют тонкие черенки с диаметром от 15мм до 17 мм. Поскольку процесс уборки помещения не несет особой нагрузки на изделие, то и черенок можно использовать соответственный — легкий.
Швабры ленивки, которые сделаны очень просто имеют тонкие черенки с диаметром от 15мм до 17 мм. Поскольку процесс уборки помещения не несет особой нагрузки на изделие, то и черенок можно использовать соответственный — легкий.
 д. Эта компактная и удобная модель с коротким черенком легко умещается в багажнике любого автомобиля.
д. Эта компактная и удобная модель с коротким черенком легко умещается в багажнике любого автомобиля. 0002
0002

 Отпустите красную кнопку в виде ручки, чтобы надежно зафиксировать ручку на месте.
Отпустите красную кнопку в виде ручки, чтобы надежно зафиксировать ручку на месте. Весит приблизительно 2,0 фунта.
Весит приблизительно 2,0 фунта.