Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
Оптимальные температуры стола и хот энда для 3D печати PLA
3DPrintStory
  
Процесс 3D печати
  
Оптимальные температуры стола и хот энда для 3D печати PLA
В идеальном мире существовала бы идеальная температура, при которой вы могли бы один раз настроить свой 3D принтер и просто нажать кнопку начала 3D печати. Но в реальности идеальной температуры для PLA пластиков не существует. И для того, чтобы получить хороший результат 3D печати, надо потратить некоторое время и приложить усилия.
PLA довольно снисходителен, когда дело касается температуры, и если вы не слишком отклоняетесь от рекомендованных температур 3D печати, то результат будет хорошим. Более того, PLA — отличный вариант для старта в мире 3D печати и экспериментов, поскольку его легче использовать, чем, например, ABS или PETG.
При проверке диапазонов подходящих температур следует помнить одну важную вещь: разные марки и даже цвета PLA пластиков могут отличаться оптимальными температурами 3D печати.
Оптимальный диапазон температур для хот энда
Как уже упоминалось выше, было бы классно знать одну температуру для печати PLA материалами, но по факту ее нет. Есть рекомендованный диапазон, в пределах которого вам надо подстроить температуру сопла вашего 3D принтера. Для PLA пластиков рекомендованный диапазон температур хот энда составляет от 190° C до 220° C.
Если во время 3D печати вы замечаете, что слои не прилегают друг к другу, можете повысить температуру в пределах указанного выше рекомендованного диапазона. С другой стороны, охлаждение хотэнда может улучшить качество 3D печати. Если экструдер слишком горячий, нить PLA может стать очень мягкой и хрупкой. Это приводит к тому, что модель печатается с визуальными дефектами.
Признаки неправильной температуры хот энда 3D принтера
Еще один индикатор того, что хот энд слишком горячий — если ваш 3D принтер плохо печатает мосты. Это может означать, что пластик настолько горячий, что не успевает достаточно остыть. Если хот энд слишком горячий, ваши 3D модели будут визуально «грязными» и «потускневшими». Понижение температуры может помочь в этом.
Между тем, если 3D модель недостаточно хорошо схватывается со столом, то это может быть признаком недостаточной температуры хот энда. Холодный хот энд также может затруднить формирование качественных углов на ваших 3D моделях.
Один из лучших способов достичь идеальной температуры хот энда — это поэкспериментировать. Медленно регулируя температуру, повышая или понижая, вы постепенно найдете оптимальную именно для вашего 3D принтера и пластика температуру.
Пластики от разных производителей и разных цветов также влияют на оптимальную температуру хот энда. Например, катушка с черным PLA, может отлично печатать при температуре около 215° C, а аналогичная катушка синего цвета от того же производителя покажет себя хорошо при 210° C. Даже небольшие различия температур могут значительно повлиять на качество ваших 3D моделей.
Лучшие диапазоны температур стола для 3D печати
Столы с подогревом очень сильно влияют на качество 3D-печати. Хотя они есть не на всех 3D принтерах, для тех, где они установлены, температуру тоже надо настраивать корректно. Несмотря на то, что рекомендуемая температура стола для 3D печати PLA составляет 70° C, это не всегда работает идеально. Есть рекомендации по диапазону температур стола с подогревом от от 55° C до 70° C для PLA пластиком. Так что температуру стола также как и хот энда стоит настроить под собственные реалии.
Признаки неправильной температуры стола 3D принтера
Самый очевидный признак того, что температура вашего стола слишком низкая — это то, что ваши 3D модели к нему не прилипают. Если они плохо прилипают, вы можете немного поднять температуру. Более теплый стол 3D принтера может помочь смягчить пластик, позволяя ему лучше схватиться в основании модели. Только будьте осторожны, чтобы не перегреть стол, иначе вы столкнетесь проблемой «слоновья лапа». Если вкратце, то этот эффект проявляется в том, что первые несколько слоев расплавляются под весом 3D модели.
«Слоновья нога» проявляется особенно сильно, особенно когда 3D модель очень тяжелая, поскольку на нее оказывается большее давление. Этот неприятный побочный эффект легко исправить, немного уменьшив температуру стола 3D принтера. И опять таки, не переусердствуйте и не сделайте температуру слишком низкой. Везде нужна мера!
Внешние воздействия
Внешние эффекты также могут повлиять на температуру печати PLA пластиком. Если, например, из окна дует прохладный ветерок, можно повысить температуру хот энда и стола для 3D печати на пару градусов. Вентиляционные отверстия для кондиционирования воздуха также могут понижать температуру 3D печати.
Для минимизации воздействия внешних факторов настоятельно рекомендуем сделать корпус для вашего 3D принтера. Что касается температуры, то корпус выполняет две функции: не позволяет внешней температуре влиять на ваши 3D модели и удерживают тепло внутри.
Вариантов проектов корпусов для 3D принтеров в открытом доступе довольно много, так что не стесняйтесь, погуглите либо сделайте собственный. В качестве материалов для корпуса часто используют фанеру, оргстекло и крепежные детали, которые печатают на том же 3D принтере.
Как найти оптимальные настройки температуры 3D принтера?
Выше уже уже не раз упоминалось, но повторимся еще раз: лучший способ определить температуру стола и хот энда — это метод проб и ошибок в ваших конкретных условиях, с вашим 3D принтером, вашим пластиком и месте, где 3D принтер стоит во время печати. Если вы обнаружите, что ваши изделия неровные, немного уменьшите температуру хот энда. Если ваши модели не прилипают к столу, возможно, вам нужно снизить температуру хот энда и повысить температуру стола. «Слоновья лапа» также может быть ключевым индикатором того, что ваш стол слишком горячий.
Так что экспериментируйте в рекомендованных диапазонах и у вас получится отличная 3D печать PLA пластиком!
Настройки температуры слоя PLA и температуры печати
Нить из полимолочной кислоты (PLA) является наиболее популярным материалом для потребительской 3D-печати FDM, и есть несколько причин, почему это так. Во-первых, PLA очень доступен, а это означает, что пользователи могут покупать оптом и повторять дизайн снова и снова, не беспокоясь о потраченном впустую материале. Еще одной причиной популярности PLA является возможность печати при низких температурах: при температуре стеклования около 60 °C PLA можно печатать при умеренном нагреве без высокотемпературного высокотемпературного оборудования.
При этом найти идеальную температуру слоя PLA и температуру печати не всегда просто. Хотя материал обычно требует низких температур, идеальный диапазон может варьироваться в зависимости от марки нити и типа оборудования для 3D-печати. И, как и в случае с другими нитями, печать ниже или выше оптимального диапазона температур может привести к таким проблемам, как недоэкструзия или натяжение. Кроме того, особенно низкая температура плавления PLA делает его восприимчивым к целому ряду связанных с температурой проблем 3D-печати даже после того, как он был напечатан.
Эта статья служит вводным руководством по настройке температуры слоя PLA и температуры печати. Он предлагает подходящие диапазоны температур, определяет признаки печати при слишком высокой или слишком низкой температуре и предлагает советы по определению оптимального диапазона температур для вашей конкретной настройки 3D-печати.
Одним из ключевых преимуществ PLA, особенно для начинающих, является возможность печати без подогрева печатной платформы. Это делает его пригодным даже для недорогих принтеров без возможности нагрева стола.
Как правило, для материалов для 3D-печати FDM нагретый стол обеспечивает некоторые важные преимущества. Во-первых, это помогает прилипанию к кровати. Когда температура печатной платформы выше температуры окружающей среды, первый слой экструдированного волокна дольше остается мягким, что дает больше времени для адгезии первого слоя. Кроме того, когда нагреваемый стол в конце концов выключается, быстрое снижение температуры может облегчить удаление деталей; в некоторых случаях готовые детали просто «выскакивают» из поверхности сборки. Подогреваемая платформа также может улучшить качество печати за счет уменьшения коробления. Детали остывают медленнее, уменьшая степень сжатия и скручивания.
Температура слоя PLA должна быть около 50 °C или вообще быть ниже
Из-за низкой температуры печати PLA на самом деле достаточно устойчив к проблемам с адгезией первого слоя и деформации, особенно по сравнению с такими распространенными альтернативами, как ABS. Однако использование нагреваемого стола 3D-принтера иногда может привести к лучшим результатам при печати PLA, особенно когда комнатная температура ниже или при печати особенно больших деталей.
Если для печати PLA используется нагретая рабочая пластина, лучше всего подходит температура около 50 °C. Cura, популярное приложение для слайсеров, использует значение 60 °C в своем профиле печати PLA. Вот некоторые рекомендуемые настройки температуры печатной платформы PLA от различных производителей материалов:
MatterHackers СЕРИЯ СЕРИЯ PLA: 40 ± 15 ° C
Fillamentum Extrafill PLA: 55 ° C
Ultimaker PLA: 60 ° C
Примечание. влияет на адгезию первого слоя. Поверхность сборки не менее важна: при печати PLA стекло, покрытое клеем, таким как лак для волос или клей-карандаш, обеспечивает хорошую адгезию, а также хорошее качество поверхности печати на нижнем слое. Калибровка уровня платформы также может улучшить прилипание печатных деталей PLA к платформе принтера.
При попытке получить наилучшие результаты от нити PLA температура сопла или горячего конца важнее, чем температура слоя. Температура печати влияет на печать несколькими способами: более высокие температуры улучшают текучесть материала, обеспечивая более быструю печать и хорошее сцепление между слоями.[1] Однако слишком высокая температура может привести к чрезмерному расплавлению экструдированных слоев, которые затем провисают и вызывают деформацию детали, в дополнение к другим проблемам, таким как случайное просачивание материала из сопла. Таким образом, использование самой низкой температуры, которую вы можете себе позволить, может привести к наилучшему визуальному результату.
Для PLA требуется более низкая температура сопла, чем для ABS или PETG. Для сравнения, это примерно на 50 °C холоднее, чем для ABS, и на 30 °C холоднее, чем для PETG. Причиной низкой температуры печати PLA является очень низкая (около 60 °C) температура стеклования материала. [2] Однако оптимальная температура печати зависит от нескольких переменных. К ним относятся конкретный сорт нити, скорость печати (для более быстрой печати требуется более высокая температура) и размер сопла (для большего диаметра требуется более высокая температура).
Вместо того, чтобы пытаться вычислить все эти различные переменные одновременно, лучший способ определить температуру печати PLA — выполнить несколько тестовых отпечатков, как описано в последнем разделе этой статьи.
Большинство пользователей принтеров FDM устанавливают температуру печати PLA примерно на 210 °C. Вот некоторые рекомендуемые настройки температуры печати PLA от ряда производителей материалов:
Неудачные или низкокачественные отпечатки из PLA часто являются результатом слишком высоких температур платформы или печати. Установка слишком высоких значений может произойти, например, при использовании неправильного профиля печати в вашем слайсере или при использовании более узкого диаметра сопла, требующего более низкой температуры печати, чем настройки по умолчанию.
Признаки чрезмерной температуры платформы PLA:
Слоновья лапка: распространенная проблема печати PLA — это когда первые несколько слоев отпечатка выпирают наружу из-за чрезмерного расплавления нагретой печатной платформы, а затем подвергаются нагрузке от последующих слоев. Слоновью ногу можно решить, уменьшив температуру кровати или полностью отключив функцию нагрева.
Чрезмерная адгезия: Нагретый слой может улучшить адгезию первого слоя деталей из PLA. Но установка слишком высокой температуры слоя может фактически привести к слишком хорошему прилипанию детали и необходимости тщательного соскабливания, чтобы удалить ее с поверхности сборки. Немного более низкие температуры могут поддерживать адгезию, уменьшая при этом потребность в соскабливании и растирании.
Признаки чрезмерной температуры печати PLA:
Тепловая ползучесть: если температура сопла слишком высока, оно может непреднамеренно расплавить нить за пределами обозначенной зоны плавления, особенно при использовании цельнометаллического хотэнда. Тепловая ползучесть часто возникает в середине печати, после того как температура постепенно поднимается вверх по горячему концу, что приводит к неоднородным или неполным участкам.
Провисание: При печати при слишком высокой температуре детали из PLA могут провисать и провисать, особенно во время соединения (печать неподдерживаемых горизонтальных элементов). Часто эту проблему можно решить, снизив температуру печати или увеличив мощность охлаждающего вентилятора. Обратите внимание, однако, что чрезмерное охлаждение потенциально может привести к другим проблемам, таким как плохая межслойная адгезия.
Вытекание и натяжение: Высокая температура сопла может привести к непреднамеренной утечке материала из сопла во время движения. Эту проблему можно решить, снизив температуру печати или отрегулировав параметры отвода.
Рекомендуемое чтение: Натяжка 3D-принтера: как исправить
Низкие температурные требования PLA означают, что проблемы, вызванные слишком низкой температурой, встречаются реже. Тем не менее, эти проблемы все же могут возникнуть при определенных обстоятельствах: при использовании нестандартного филамента PLA, когда температура окружающей среды особенно низкая или при использовании сопла большого диаметра, например.
Признаки недостаточной температуры платформы PLA:
Плохая адгезия первого слоя: В редких случаях PLA может не прилипать к платформе печати, что приводит к смещению детали и окончательному отказу печати. Эту проблему можно решить, увеличив температуру слоя, но другие решения могут включать снижение мощности охлаждающего вентилятора, очистку поверхности сборки (или нанесение клеевого покрытия) и выравнивание слоя.
Признаки недостаточной температуры печати PLA:
Недоэкструзия: При печати PLA недостаточная температура сопла может привести к недоэкструзии, что может проявляться в виде отверстий в отпечатке или шероховатой текстуре поверхности.
Засоры и замятия: Недостаточная температура может привести к недостаточному плавлению нити PLA, что может привести к засорению сопла и заклиниванию, которое прерывает печать. Эти проблемы можно решить, повысив температуру печати или используя более широкое сопло.
Рекомендуемое прочтение: Как исправить при экструзии: техническое обслуживание и настройки печати
Производители нитей PLA обычно предоставляют рекомендуемые настройки температуры слоя и температуры сопла, оптимизированные для их уникального продукта. Однако в некоторых случаях эти рекомендуемые настройки не приводят к удовлетворительным результатам.
Один из способов найти оптимальную температуру печати PLA для вашей конкретной установки 3D-печати — принтера, сопла, материала и т. д. — это запустить несколько тестовых отпечатков и оценить результаты. Но вместо того, чтобы печатать набор обычных деталей, может быть полезно распечатать конкретную 3D-модель, известную как термометр.
Термостат, демонстрирующий отказ при самой низкой температуре
Термостат, подобный этому, состоит из нескольких горизонтальных блоков, каждый из которых печатается при постепенно более высокой или более низкой температуре, чем предыдущий. Цифры напечатаны на боковой стороне башни (200, 205, 210 и т. д.), поэтому пользователь может быстро определить, какой блок был напечатан при какой температуре. Каждый блок временной башни обычно содержит такие элементы, как зазоры, выступы и тонкие элементы, что дает четкое представление о производительности принтера при различных настройках температуры.
Конечно, распечатать градирню температуры немного сложнее, чем обычную печать, потому что слайсер должен указывать принтеру регулировать температуру при каждом соответствующем приращении. (Пользователи Cura могут установить и использовать плагин ChangeAtZ для переключения температуры сопла с требуемыми интервалами по оси Z.)
Когда термометр закончит печать, пользователи могут просто визуально проверить отпечаток, чтобы увидеть, какие блоки были напечатаны хорошо. а у которых нет. Блок с наименьшими нитями или артефактами и лучшим качеством мелких деталей указывает на оптимальную температуру печати для материала при данной конкретной настройке печати.
Как правило, наилучшая температура слоя PLA составляет около 50 °C, а наилучшая температура печати PLA — около 210 °C. Однако, как мы видели, на оптимальный температурный диапазон могут влиять разные факторы, что делает обязательным тестирование при первой печати PLA.
[1] Ванаи Х.Р., Раисси К., Делигант М., Ширинбаян М., Фитусси Дж., Хеллади С., Чархчи А. К пониманию влияния температуры на прочность сцепления, размеры и геометрию 3D-печатных деталей. Журнал материаловедения. 2020 окт;55(29):14677-89.
[2] Bergström JS, Hayman D. Обзор механических свойств и моделирования материалов полилактида (PLA) для медицинских применений. Анналы биомедицинской инженерии. 2016 февраль;44(2):330-40.
Руководства пользователя
Перемотка нити – почему это плохая идея!
Давайте обсудим, почему тенденция перемотки нити может катастрофически испортить вашу нить.
Читать далее…
Суббота, 25 февраля 2023 г. / Автор: Мэтт Тайсон / Количество просмотров (879) / Комментарии(0)/
Категории: Руководства пользователя
Метки: 3D-печатьПеремотка нити
Что такое PLA+?
Все ли PLA+ одинаковы? Это просто маркетинговый термин?
Читать далее…
16 января 2023 г. / Автор: Мэтт Тайсон / Количество просмотров (1578) / Комментариев (0)/
Категории: Руководства пользователя
Теги: 3D-печатьНить накаливанияPLA3D-нитиPLA+PLA Plus
Расширенное руководство по печати PC-FR Нить
УЗНАЙТЕ О 3D-ПЕЧАТИ PC-FR В НАШЕМ ПОДРОБНОМ РУКОВОДСТВЕ ПОЛЬЗОВАТЕЛЯ.
Читать далее…
6 апреля 2020 г. / Автор: Мэтт Тайсон / Количество просмотров (11101) / Комментариев (0)/
Категории: Руководства пользователяРуководства по материаламPC
УЗНАЙТЕ О 3D-ПЕЧАТИ PETG В НАШЕМ ПОДРОБНОМ РУКОВОДСТВЕ ПОЛЬЗОВАТЕЛЯ.
Читать далее…
20 мая 2019 г. / Автор: Matt Tyson / Количество просмотров (156238) / Комментарии (0)/
Категории: Руководства пользователяРуководства по материаламPETG
хранение нити
Не позволяйте влаге испортить нить для 3D-печати и узнайте, как высушить и защитить нить.
Читать далее…
Четверг, 25 октября 2018 г. / Автор: Matt Tyson / Количество просмотров (31279) / Комментариев (0)/
Категории: Руководства пользователяРуководства по материалам
Метки: Filamentbeginnersвлажность Сушка нити Хранение нити
Руководство для начинающих по 3D-печати: Ориентация
9
9 Ориентируйте свои модели, чтобы свести к минимуму вспомогательный материал, максимально увеличить прочность и добиться наилучшего качества поверхности.
Читать далее…
Среда, 5 сентября 2018 г. / Автор: Мэтт Тайсон / Количество просмотров (31697) / Комментарии(0)/
Категории: Руководства пользователя Руководства по 3D-принтерам
Теги: Как 3D-печатьдля начинающихвращающиеся 3D-принтерыориентацияоптимизация 3D-печати
Какие виды 3D-принтеров бывают? Технологии 3D-печати
Данная статья не претендует на научность, а скорее является небольшим введением в 3D-печать «для чайников».
Что же собственно мы подразумеваем под понятием 3D-печать?
В начале 1980-х начали развиваться новые методы производства деталей, основанные не на удалении материала, как в традиционных технологиях механической обработки, а на послойном изготовлении изделия по трехмерной модели, полученной в САПР, за счет добавления материалов в виде пластиковых, керамических, металлических порошков и их связки термическим, диффузионным или клеевым методом. И что же это значит на практике? То, что стало возможно создавать физические объекты совершенно по-новому.
Первым, кто запатентовал подобную технологию еще в далеком 1984 году, был Чак Халл, он же в 1986 году создал компанию 3D Systems, которая до сих пор является одним из лидеров отрасли. Первый коммерческий 3D-принтер 3D Systems SLA-1 был представлен в 1987 году.
Таким образом мы плавно подходим к рассказу о первой и возможно на сегодняшний день самой перспективной технологии 3D-печати, а именно печати фотополимерной смолой. Изначально эта технология называлась SLA, но со временем данное название стало не совсем корректным.
Фотополимерная печать
Суть фотополимерной 3D-печати заключается в том, что жидкая фотополимерная смола под воздействием света затвердевает и формирует 3D-модель. Изначально в качестве источника света выступал лазер, а технология была названа SLA или стереолитография.
Несмотря на кажущуюся простоту, компания 3D Systems потратила более 10 лет, чтобы выпустить на рынок первый полноценный коммерческий продукт. Для этого потребовалось, чтобы произошли сдвиги в других технологических продуктах, таких как твердотельные лазеры, в которых в качестве активной среды используется вещество, находящееся в твёрдом состоянии.
Не вдаваясь глубоко в технологические дебри, можно сказать, что прошло около 25 лет постепенного развития этой технологии до 2013-2014 года, когда SLA 3D-принтеры стоили сотни тысяч долларов и были доступны только крупным компаниям, где также использовались очень ограниченно в силу дороговизны как оборудования так и материалов.
Созданный в 2011 году стартап под названием FormLabs переосмыслил идеи Чака Халла и разработал первый настольный SLA 3D-принтер, который начал продаваться по цене до 3 тысяч долларов. Таким образом, это дало возможность широкому кругу пользователей приобщиться к 3D-печати. За прошедшие годы компания FormLabs поставила десятки тысяч своих принтеров на рынок, избежала поглощения более крупными игроками и стала первым единорогом в 3D-печати с капитализацией более 1 млрд. долларов. Эта история стала одним из двух поворотных пунктов в прорыве, совершенном технологией 3D-печати за последние годы. Но другие компании тоже не стояли на месте и очень скоро поняли, что лазер как источник света для засветки фотополимерной смолы не является единственным решением, и предложили другой способ формирования модели, который получил название DLP (Digital Light Processing).
Не вдаваясь в технические подробности важно отметить, что преимущества данной технологии заключается в более высокой продуктивности за счет засветки всего слоя сразу, в отличие от лазера, который должен физически освещать всю модель, поэтому требуется его постоянно перемещать. На простом примере очень легко объяснить, что это значит. Предположим вам надо напечатать кольцо, это задача на принтерах обоих технологий займет примерно одно и тоже время, а вот если вам надо напечатать сразу 10 колец, DLP-технология получит преимущество. То есть, имея DLP-принтер, вы напечатаете 10 колец за то же время, что и одно, в то время как SLA-принтер будет тратить на прорисовку каждого из колец определенное время, хотя это и даст возможность добиться лучшего качества.
Немного цифр…
Принтеру Form2, печатающему по технологии SLA, потребуется 11 часов 22 минуты для печати 55 моделей.
В итоге 12,4 минуты на одно кольцо.
А 3D-принтер Uniz Slash Plus, в основе работы которого лежит технология DLP, потратит на печать 6- колец всего 3 часа 51 минуту, получается одно кольцо за 3,8 минуты.
Технология DLP получила определенное распространение и начала составлять конкуренцию традиционной SLA, но прорывной не стала, как вдруг случилась новая революция — на сцене появились LCD 3D-принтеры.
Принцип формирования еще проще, мощная LED-лампа, усиленная системой линз, светит на LCD-матрицу, которая проецирует нужное изображение на ванну с полимером, где и формируется 3D-модель.
Создание этой технологии в 2016 году дало возможность снизить цену на 3D-принтер в 10 раз по сравнению с хитом продаж того времени принтером FormLabs Form 2, цена на бюджетные LCD 3D-принтеры шла от 300 долларов. Такое кардинальное снижение стоимости позволило существенно расширить круг покупателей и дало домашним пользователям и маленьким студиям печати возможность попробовать эту технологию для своих нужд.
В чем же ее преимущество по сравнению с другими, кроме собственно цены?
LCD, как и DLP-принтеры засвечивают слой сразу, это дает им преимущество в производительности, правда по началу пользователи сталкивались с не очень высоким качеством самих моделей. Но с появлением в 2019 году 3D-принеров с LCD матрицей 2K, а потом и чуть позже 4K, эту проблему удалось решить, и LCD принтеры на сегодняшний день превосходят и по скорости, и по минимальной толщине слоя своих старших братьев.
Яркими примерами принтеров с разрешением 2K являются модели – Elegoo Mars, Anycubic Photon S, Wanhao GR1, Phrozen Shuffle Lite, Phrozen Shuffle 2019, Phrozen Shuffle XL 2019, Phrozen Sonic, с разрешением 4K — Phrozen Shuffle 4K, Phrozen Transform.
Внедрение в скором будущем матриц 8K, а также использование специальных монохромных матриц, повышающих скорость печати, сделает эту технологию доминирующей на рынке 3D-принтеров.
ТЕХНОЛОГИИ ФОТОПОЛИМЕРНОЙ 3D ПЕЧАТИ:
Надеюсь, я смог донести до вас суть различий между этими технологиями, ну а теперь, собственно, хочется рассказать, для чего чаще всего выбирают SLA/DLP/LCD 3D-печать. Здесь сразу стоит разделить принтеры на промышленные и настольные.
Промышленные 3D-принтеры в основном используют для создания прототипов большого размера, а также мелкосерийного производства и создания форм для отливки. Обладая достаточно высокой производительностью и хорошим качеством конечных изделий, это оборудование используется в автомобилестроении, аэрокосмической промышленности, а также для печати массивных объектов, таких как эта кость мамонта, напечатанная компанией Materialise в рамках сотрудничества с Бельгийским Королевским институтом естественных наук в Брюсселе.
Настольные SLA/DLP/LCD принтеры получили широчайшее распространение, прежде всего, в таких сферах деятельности, как стоматология, ювелирное дело, судо- и авиамоделирование, а также изготовление уникальных подарков и сувениров. Подробнее об этом можно почитать в наших статьях, посвященных этим темам.
Применение 3D-принтера в стоматологии
3D-печать в прототипировании
Применение 3D-принтера в ювелирном деле
3D-печать в мелкосерийном производстве
Высокая детализация и качественная финишная поверхность делает именно эту технологию 3D-печати отличным инструментом для решения многочисленных задач, которые до этого приходилось решать гораздо более трудоемкими и дорогими способами в тех сферах деятельности, о которых я упомянул выше.
Фотополимерная печать на 3D-принтере в стоматологии.
Фотополимерная 3д печать в ювелирном деле. Справа – напечатанная на 3D принтере мастер-модель браслета.
Фотополимерная печать для создания прототипов
Создание сувениров с помощью фотополимерной 3D печати
Путь развития FDM-технологии 3D-печати
Вторым отцом 3D-печати можно смело назвать С. Скотта Крампа, который в 1988 году запатентовал технологию FDM (Fused Deposition Modeling) – моделирование методом наплавления, и в 1989 году вместе со своей женой создал компанию Stratasys, которая до сих пор является одной из главных компаний отрасли.
Для данной технологии также зачастую используется аббревиатура FFF (Fused Filament Fabrication), но это не должно вводить вас в заблуждение. Суть технологий одна, а названия разные для того, чтобы избежать патентных споров.
Итак, что же, собственно, было изобретено. Суть идеи была в том, что пластиковая нить подается в экструдер, где плавится при высокой температуре и через маленькое сопло слоями формирует модель.
На базе этого изобретения Stratasys начала выпускать промышленные 3D-принтеры, которые в основном использовались также как и первые SLA-машины в автомобилестроении, аэрокосмической отрасли, а с появлением различных прочных видов пластика, таких как поликарбонат (PC), полиэфирэфиркетон (PEEK), полиэфиримид (PEI, Ultem), полифенилсульфон (PPSF/PPSU), и для создания функциональных прототипов. Большого распространения эта технология не получила, пока спустя более 20 лет не появился проект RepRap (Replicating Rapid Prototyper) — самовоспроизводящийся механизм для быстрого изготовления прототипов.
Изначальная идея была в том, что нужно создать 3D-принтер, который бы мог напечатать другой 3D-принтер, на этой фотографии все пластиковые детали «ребенка» напечатаны на «родителе». По факту же произошло совершенно другое — группа энтузиастов смогла создать бюджетный 3D-принтер для домашнего или офисного использования. Идею быстро подхватили трое гиков из Нью-Йорка, которые создали компанию MakerBot и начали коммерческое производство настольных FDM 3D-принтеров. Это и стало вторым поворотным моментом в современной истории 3D-печати.
Стоимость принтеров составляла около 1000$, и эта цена стала вполне приемлема для многих энтузиастов, техногиков, увлеченных идеей 3D-печати инженеров и студентов.
В 2013 году MakerBot был поглощен Stratasys за рекордные 400 миллионов долларов. Итогом всего этого стало то, что мир получил очень интересную технологию создания физических объектов. Огромным плюсом FDM-технологии является дешевизна и большой выбор материалов печати, которые в большом количестве стали появляться после начала распространения 3D-печати. FDM-принтеры, прежде всего, распространились среди домашних пользователей, которые начали многочисленные эксперименты с печатью дома, подробнее об этом можно прочитать в статье 3D-печать как хобби.
Кроме того, FDM-печать нашла свое главное профессиональное применение — создание прототипов. После внедрения в этот процесс 3D-печати он уже никогда не будет прежним. Создание прототипов стало существенно более дешевым и быстрым, и это дало возможность пробовать гораздо больше идей инженеров для создания максимально качественных и продуманных в мелочах изделий, подробнее об этом также можно прочесть в статье 3D-печать в прототипировании. Также сейчас активно идут попытки внедрения FDM 3D-печати в мелкосерийное производство, и эта история получила неожиданное развитие во время эпидемии COVID-19, когда врачам срочно понадобилось производить запчасти для аппаратов искусственной вентиляции легких, а также держатели масок для врачей, которые вынуждены целыми днями их носить.
FDM 3D-печать в полной мере смогла продемонстрировать свои основные преимущества по сравнению с классическим производством, а именно скорость моделирования новой модели и запуск его в серию в кратчайшие сроки, меньше одного дня.
Еще одним важнейшим преимуществом FDM-печати является широкий выбор материалов, начиная от биоразлагаемого PLA-пластика и заканчивая материалами типа PEEK, которые можно стерилизовать при высокой температуре и давлении.
В скором будущем мы ожидаем повсеместное внедрение так называемых «ферм 3D-печати», которые смогут реализовать концепцию «гибкого производства», суть которой заключается в том, что такая ферма может выпускать любую доступную продукцию, а не специализироваться в изготовлении каких-то конкретных изделий, как происходит на классическом производстве. Сегодня это могут быть запчасти для старых моделей железнодорожных вагонов, а завтра держатели медицинских масок или сувенирные кубки для победителей соревнований или пластиковые заглушки для мебели.
А пока продолжим наш рассказ о разных видах 3D-печати, возникших параллельно с развитием двух мейнстримовых технологий, о которых я уже рассказал. Многие инженеры и предприниматели в разных странах и компаниях поняли, что можно начать использовать принципы 3D-печати, используя другие материалы и способы формирования моделей, и вот что у них получилось.
Другие виды 3D-печати
SLM (Selective Laser Melting) – селективное лазерное плавление, имеет также названия DMLM и LPBF. Принцип 3D-печати здесь состоит в том, что под воздействием мощного лазера металлический порошок плавится и формирует 3D-модель. Это позволяет создавать модели сложных форм и высокой прочности, больше всего эта технология получила применение в аэрокосмической сфере и медицине. Ракета – это не массовый продукт и некоторые элементы гораздо удобнее и выгоднее печатать на 3D-принтере, чем фрезеровать или отливать.
На фотографии выше самый большой в мире напечатанный ракетный двигатель. Он был напечатан на принтере SLM 800 от SLM Solutions для британской аэрокосмической компании Orbex. Двигатель произведен как цельнометаллическое изделие из никелевого сплава. SLM 3DSLM 3D-печать позволила сократить затраты времени на 90%, а расходы на 50% по сравнению с ЧПУ-станками.
В медицине же 3D-печать металлом стала использоваться для создания индивидуальных имплантов из титана, сделанных непосредственно для конкретного пациента, это существенно повышает шансы на выздоровление.
EBM (Electron Beam Melting) — электронно-лучевая плавка. Это технология, похожая на SLS/DMLS, только здесь объект формируется путём плавления металлического порошка электронным лучом в вакууме.
SLS (Selective Laser Sintering) – селективное лазерное спекание, еще одна очень интересная технология. Процесс формирования модели здесь такой же, как в SLM, но вместо металлического порошка используется порошок из полиамида или нейлона. Это дает возможность формировать очень прочные, износостойкие изделия сложных форм, которые в первую очередь можно использовать как функциональные прототипы будущих изделий из металла или прочного пластика.
Коллектор двигателя, напечатанный на SLS-принтере
Мебель, напечатанная на SLS-принтере
MJF (Multi Jet Fusion) – оригинальная технология, разработанная компанией HP, которая по сути повторяет принцип SLS, но при этом не использует лазер. Это дает определенное преимущество в производительности принтера по сравнению с лазерной технологией, ведь он запекает слой сразу, также как это происходит с LCD 3D-принтерами, о которых мы подробно писали ранее в этой статье. Будучи одним из мировых технологических гигантов HP быстро ворвалась на маленький рынок 3D-печати и быстро заняла на нем большую долю в промышленном сегменте оборудования, к сожалению, по состоянию на 2020 год HP так и не начала поставки своих 3D-принтеров на российский рынок.
Хирургический инструмент и блок циллиндра, напечатанные на MJF-принтере
PolyJet — это технология, сходная с обычной печатью на струйном принтере. Жидкий полимер через множество крошечных сопел выстреливается на поверхность печатной платформы, после чего они затвердевают при помощи ультрафиолетового излучения. Используя данную технологию, можно создавать высококачественные полноцветные макеты и прототипы с высочайшим уровнем детализации и финишным качеством сравнимым с промышленными серийными образцами. К сожалению, высокая стоимость оборудования и материалов не дает возможности более широкого внедрения этой технологии.
MJM (Multi Jet Modelling) — технология многоструйного моделирования, схожая с PolyJet, но в качестве материала здесь также может выступать воск. Технология разработана компанией 3D Systems, поэтому по соображениям защиты патентов имеет другое название. Печать воском широко применяется в ювелирном деле для выполнения индивидуальных моделей на заказ и создания мастер-моделей. Также существуют специализированные принтеры от компании SolidScape, которые печатают двухкомпонентным воском для последующего расплавления материала поддержки в горячей воде
CJP (Color Jet Printing) – технология, суть которой состоит в послойном склеивании и окрашивании порошка на основе гипса или пластика. С помощью этой технологии можно создавать полноцветные изделия, а это чаще всего используются для печати архитектурных моделей и фигурок людей. Себестоимость печати в данном случае ниже, чем по технологии PolyJet, что дает больше возможностей для ее более широкого использования.
LOM (Laminated object manufacturing) – технология, схожая с CJP, но здесь строительным материалам выступает бумага, каждый лист которой приклеивается к предыдущему, раскрашивается струйным принтером и перфорируется. Это дает полноцветную 3D-модель и также хорошо подходит для архитектурных и декоративных моделей.
Еще одной технологией с огромными перспективами является комбинированная технология 3D-печати металлами, которая объединяет в себе 3 этапа создания модели: печать на FDM-принтере специальной композитной нитью, где в определенных пропорциях смешан металл и полимер, выплавление полимера и запекание металлической модели. На основе этой технологии американские компании DeskTop Metal и MarkForged уже создали свои коммерческие модели 3D-принтеров и начали их продажи, как в Америке, так и в Европе, но пока технология является очень сырой и не гарантирует хорошего качества готовых изделий. Зато ее огромным преимуществом является существенно более низкая цена и принтеров, и готовых изделий. В Россию данные системы пока не поставлялись, поэтому мы ждем возможности самостоятельно оценить их качество и эффективность. В перспективе нескольких лет эта технология может стать самой востребованной из всех возможных способов 3D-печати.
Studio System+ от Desktop Metal
Как это работает:
3D-печать керамикой является также перспективным направлением в разных отраслях. Существует ряд компаний, которые выпускают оборудование, печатающее керамические модели. Разные производители используют для этого уже упомянутые до этого DLP и SLA, как слегка адаптированную технологию многоструйного моделирования Ceramic binder jetting (CBJ). Данная печать применяется в стоматологии, ювелирном деле, а также для создания прототипов высокого качества, обладающих необходимыми функциональными свойствами. Также на базе FDM-принтеров создают принтеры, печатающие глиной для создания керамических изделий новым способом. Например, итальянская компания WASP уже несколько лет предлагает такие системы на базе своих дельта-принтеров, печатающих пластиковой нитью.
Строительные 3D-принтеры по сути тоже используют принцип построения такой же, как в FDM-принтерах, только вместо расплавленной нити наносится жидкий бетон. Это позволяет построить стены дома размером 100 квадратных метров примерно за 3 дня, что существенно быстрее, чем стандартные способы строительства и, кроме того, это дает возможность создавать объекты сложных форм. Безусловно, это направление является перспективным, но на сегодняшний день не получило широкого применения, хотя в Китае строительные 3D-принтеры были использованы для быстрого строительства автономных блоков для самоизоляции больных коронавирусом в легкой форме, кому не досталось места в больницах, а дома находится им было опасно. Интересным фактом является и то, что самым перспективным проектом по строительству жилья на Марсе также признан способ 3D-печати.
Дом, напечатанный иркутской компанией в Дубаи за 3 дня
Боксы для больных коронавирусом в Китае. 15 комнат изготовили за 1 день.
Пищевая 3D-печать — это еще один способ применения FDM-технологии, только здесь в качестве материала выступает съедобное сырье. Больше всего распространение получили принтеры, печатающие шоколадом. Шоколад темперируется попадает в экструдер и через сопло слоями формирует 3D-модель. Т.к. шоколад в отличие от пластика является очень нежным материалом, то и печатать им не так просто, хотя он и дает возможность быстро создавать кастомизированные кулинарные шедевры или десерты необычных форм. Кроме шоколада есть возможность печатать с помощью пюре, теста или джема. Данная технология пока находится на ранней стадии развития, и возможно уже в ближайшее время мы увидим более совершенное оборудование, которое можно будет применять более широко. Одним из представителей 3D-принтеров для печати шоколадом является Choc Creator.
И последний, но далеко не по своей важности вид 3D-печати, на который возлагаются очень большие надежды в будущем – 3D-биопринтинг. По своей сути это послойная печать, где в качестве материала выступают живые клетки. Это относительно новый вид 3D-печати, первые эксперименты стали проводиться в 2000 году биоинженером Томасом Боландом, который доработал обычные настольные принтеры для печати фрагментов ДНК. За 20 лет эта индустрия шагнула далеко вперед, и уже сейчас помимо прототипов человеческих органов успешно печатают импланты, трубки сосудов, клапаны сердца, ушные раковины, хрящи, костную ткань и кожу для последующей пересадки. Этот вид печати успешно применяется для создания «тренажеров» для врачей, на которых они могут проводить репетицию операций или для студентов для живой практики. И, конечно, одно из основных предназначений биопринтинга – печать функционирующих внутренних органов для пересадки из биоматериала пациента. Пока данное направление находится на стадии разработок и тестирований и полноценно не применяется для лечения пациентов, но уже сейчас проведено большое количество успешных экспериментов. Как например, печать сердца израильскими учеными в 2019 году, пока совсем крошечное по размерам, но главное, что оно способно выполнять свои функции. Также биопечать имеет огромные перспективы в экспериментальном тестировании медицинских препаратов, выпускаемых фармацевтическими компаниями.
Безусловно, не обо всех технологиях 3D-печати мне удалось рассказать в этой статье, но прочитав ее даже не будучи техническим экспертом, вы сможете получить первое представление о 3D-печати, различных ее технологиях и способах применения. Если вас заинтересовало использование 3D-печати в вашей работе или хобби, обращайтесь к специалистам нашей компании и мы всегда будем рады вас дополнительно проконсультировать.
Александр Корнвейц
Эксперт рынка 3D-печати
Справочник по 3D печати 2020: типы 3D принтеров, материалы и пр.
Доступные, надежные 3D принтеры Formlabs для использования в офисах и мастерских устанавливают отраслевой стандарт профессиональной 3D печати для компаний по всему миру. Масштабируйтие Вашу разработку прототипов и производство с помощью экономичных моделей с высоким разрешением и качеством печати промышленных 3D принтеров.
Лучший в отрасли настольный 3D-принтер на базе технологии LFS (Low Force Stereolithography)
Узнать больше о Form 3
Первый доступный по цене 3D принтер для больших объемов печати с использованием полимеров
Узнать больше о Form 3L
Масштабируемое решение с несколькими принтерами
Промышленная мощь селективного лазерного спекания в вашей мастерской
Ознакомиться с Fuse 1
Технологии 3D печати или аддитивного производства (АМ — Additive Manufacturing) служат для изготовления трехмерных физических изделий из моделей, созданных с использованием системы автоматизированного проектирования (CAD), путем последовательного добавления материала слой за слоем.
Хотя технологии 3D печати существуют с 1980-х годов, лишь последние достижения в области машинного оборудования, материалов и программного обеспечения открыли возможности 3D печати более широкому кругу компаний — ранее такие инструменты использовались лишь в нескольких высокотехнологичных отраслях.
Сегодня недорогие профессиональные настольные 3D принтеры и 3D принтеры для мастерских упрощают работу предприятий в различных отраслях, способствуя внедрению инновационных разработок. Среди таких отраслей машиностроение, производство, стоматология, здравоохранение, образование, индустрия развлечений, ювелирное дело и аудиология.
Любой процесс 3D печати начинается с создания модели в CAD, которая экспортируется в программное обеспечение для подготовки проекта к печати. В зависимости от используемой в 3D принтере технологии модели изготавливаются слой за слоем путем отверждения фотополимерной смолы или спекания порошка. Затем модели извлекаются из принтера и подвергаются пост-обработке в зависимости от целей применения.
3D принтеры создают объекты из трехмерных моделей, математических представлений трехмерных поверхностей, созданных с использованием программного обеспечения для автоматизированного проектирования (CAD) на основе данных 3D-сканирования. Затем проект экспортируется в файл STL или OBJ, который считывается программным обеспечением для подготовки трехмерных моделей к печати.
3D принтеры поставляются с программным обеспечением для задания параметров печати и возможности анализа цифровой модели по слоям, представляющие собой горизонтальные сечения печатаемого объекта. Настраиваемые параметры печати включают в себя ориентацию модели, поддерживающие структуры (при необходимости), настройку высоты слоя и тип полимера. После завершения настроек программное обеспечение отправляет инструкции на принтер через беспроводное или кабельное соединение.
В некоторых 3D принтерах для превращения жидкой фотополимерной смолы в затвердевший пластик используется лазер, другие создают объекты, спекая мелкие частицы полимерного порошка при высоких температурах. Большинство 3D принтеров могут выполнять процесс печати без оператора, а современные системы автоматически заправляют необходимый для создания объектов материал из картриджей.
В зависимости от технологии и материала, напечатанные модели могут потребовать промывки изопропиловым спиртом (IPA) для удаления с их поверхности неотвержденных полимеров, финальной полимеризации для стабилизации механических свойств, ручной обработки для удаления поддерживающих структур или очистки сжатым воздухом или соответствующим аппаратом для удаления избытка порошка. Некоторые из этих процессов могут быть автоматизированы с помощью аксессуаров.
Напечатанные на 3D принтеры объекты могут быть использованы сразу же или после пост-обработки и необходимой отделки путем механической обработки, декорирования, окраски, крепления или соединения. Часто 3D печать также служит промежуточным этапом, будучи использованной в комбинации с традиционными методами производства, такими как изготовление заготовок для литья ювелирных изделий и стоматологических протезов, или пресс-форм для нестандартных изделий.
Вам не удается найти технологию 3D-печати, наиболее соответствующую вашим потребностям? В этом видеоруководстве мы сравниваем технологии моделирования методом наплавления (FDM), стереолитографии (SLA) и селективного лазерного спекания (SLS) с точки зрения главных факторов, которые следует учитывать при покупке.
У каждой технологии 3D-печати есть свои преимущества и недостатки, из-за чего они лучше подходят для различных способов применения. В этом видео мы сравниваем функциональные и визуальные характеристики 3D-принтеров на базе технологий моделирования методом наплавления (FDM), стереолитографии (SLA) и селективного лазерного спекания (SLS), чтобы вы могли подобрать решение, которое лучше всего соответствует вашим потребностям.
Вам нужно быстро изготавливать модели или прототипы на заказ? По сравнению с привлечением сторонних компаний или использованием традиционных методов, таких как обработка на станке, собственный 3D-принтер позволяет сократить время подготовки заказа на несколько недель. В этом видео мы сравниваем скорость печати при использовании таких технологий 3D-печати, как моделирование методом наплавления (FDM), стереолитография (SLA) и селективное лазерное спекание (SLS).
Сравнение затрат на 3D-принтеры выходит за рамки цен, указанных на этикетке, которые не дают вам представление о фактической стоимости модели, изготавливаемой с помощью 3D-печати. Узнайте о трех факторах, которые нужно учитывать, чтобы узнать о затратах при использовании таких технологий 3D-печати, как моделирование методом наплавления (FDM), стереолитография (SLA) и селективное лазерное спекание (SLS).
При использовании традиционных производственных процессов изготовление модели может занимать недели или месяцы. 3D печать превращает CAD модели в физические объекты в течение нескольких часов: таким образом могут создаваться как изделия и их комбинации на основе одноразовых концептуальных моделей, так и функциональные прототипы, и даже тестироваться небольшие производственные циклы. Это позволяет разработчикам и инженерам быстрее разрабатывать идеи и помогает компаниям быстрее выводить продукты на рынок.
3D печать устраняет необходимость в дорогостоящих инструментах и устройствах для литья под давлением или механической обработки; одно и то же оборудование может быть использовано для создания деталей различной геометрии: от изготовления прототипа до производства. Поскольку 3D-печать становится все более актуальной при производстве функциональных конечных изделий, она может дополнять или заменять традиционные методы производства для растущего диапазона изделий в малых и средних объемах.
От обуви и одежды до велосипедов, мы окружены унифицированными товарами, поскольку предприятия стремятся стандартизировать продукты и сделать производство более экономичным. 3D печать позволяет изменять только цифровой проект и адаптировать каждый продукт к требованиям клиента без дополнительных затрат на оборудование. Благодаря этому 3D печать нашла применение в отраслях, где индивидуальная подгонка является ключевой, таких как медицина и стоматология, но, поскольку 3D печать становится все более доступной, ее все чаще используют для массовой модификации потребительских товаров.
С помощью 3D печати можно создавать объекты и изделия сложной формы, такие как нависающие элементы, микроканалы и органические формы, которые было бы дорого или даже невозможно изготовить традиционными методами производства. Это дает возможность формировать комбинации из меньшего количества отдельных деталей, снижать вес, уменьшать количество слабых соединений и сокращать время сборки, что открывает новые возможности в области проектирования и конструирования.
Разработка продукта — это циклический процесс, состоящий их нескольких этапов тестирования, оценки и подгонки. Обнаружение и устранение недостатков в шаблонах на ранних стадиях может помочь компаниям избежать дорогостоящего перепроектирования и использования дополнительных инструментов в ходе производственного процесса. С помощью 3D печати инженеры могут до запуска в производство тщательно тестировать прототипы, которые выглядят и работают как конечные продукты, и снижать риски, связанные с эксплуатационной пригодностью и усложнением производственных процессов.
Благодаря созданию необходимых прототипов и 3D печати специальных инструментов, пресс-форм и вспомогательных средств производства производственные компании могут автоматизировать производственные и оптимизировать рабочие процессы с гораздо меньшими затратами и в значительно более короткие сроки, чем при традиционном производстве. Таким образом снижаются производственные затраты и предотвращаются дефекты, повышается качество, ускоряется сборка и увеличивается производительность труда.
Цифровая стоматология снижает риски и неопределенности, связанные с человеческим фактором, позволяя добиться постоянства качества и точности на каждом этапе рабочего процесса, а также улучшить качество обслуживания пациентов. 3D принтеры могут производить целый ряд высококачественных нестандартных изделий с низкой себестоимостью, обеспечивая исключительную степень подгонки и воспроизводимые результаты.
3D-принтеры являются многофункциональными инструментами для создания иммерсивной среды обучения и проведения научных исследований. Они стимулируют творческий подход и знакомят студентов с технологиями профессионального уровня, позволяя внедрять метод STEAM в областях науки, техники, искусства и дизайна.
Доступная по цене настольная 3D печать профессионального уровня помогает врачам получать медицинские приспособления, удовлетворяющие потребностям каждого отдельного человека и повышающие эффективность лечения. При этом организация значительно снижает временные и денежные затраты: от лабораторий до операционных.
Напечатанные с высоким разрешением физические модели широко используются в «цифровой лепке», 3D-моделировании персонажей и изготовлении реквизита. Напечатанные на 3D принтерах модели снимались в анимационных фильмах, выступали героями видеоигр, использовались для создания театральных костюмов и даже спецэффектов для фильмов-блокбастеров.
Профессиональные ювелиры используют возможности CAD и 3D печати для быстрого создания прототипов, подгонки украшений под требования клиентов и производства больших партий заготовок для литья. Цифровые инструменты позволяют создавать плотные, четко детализированные модели без утомительного, связанного с погрешностями изготовления восковок.
Formlabs предлагает две профессиональные технологии 3D печати: стереолитографию и селективное лазерное спекание, открывая доступ к этим мощным и удобным инструментам промышленного производства креативным профессионалам по всему миру.
Стереолитографическая (SLA) 3D печать использует лазер для превращения жидкой фотополимерной смолы в твердые изотропные модели.
Наиболее распространенным методом является инвертированная стереолитография, при которой платформа опускается в резервуар с полимером, и между платформой и дном резервуара остается лишь тонкий слой жидкости. Гальванометры направляют лазер через прозрачное окно под резервуаром для полимеров для получения поперечного сечения трехмерной модели и выборочного отверждения полимеров. Модель формируется из последовательных слоев толщиной менее ста микрон. При необходимости, выступающие части удерживаются при помощи поддерживающих структур, крепящихся к платформе. По завершении формирования слоя модель поднимается со дна резервуара, для того чтобы под нее смог затечь свежий полимер, и платформа снова опускается. Процесс повторяется до завершения печати.
быстрого прототипирования;
функционального прототипирования;
моделирования концептов;
мелкосерийного производства;
изготовления стоматологических изделий;
изготовления прототипов ювелирных изделий и их литья
быстрого прототипирования;
функционального прототипирования;
моделирования концептов;
мелкосерийного производства;
изготовления стоматологических изделий;
изготовления прототипов ювелирных изделий и их литья
Узнать больше о cтереолитографической 3D печати
В 3D принтерах с селективным лазерным спеканием (SLS) используется мощный лазер для спекания мелких частиц порошка полимера в твердую структуру.
Тонкий слой порошка наносится на верхнюю часть платформы внутри рабочей камеры, и принтер предварительно нагревает порошок до температуры чуть ниже температуры плавления исходного материала. Лазер сканирует поперечное сечение 3D-модели и формирует твердый объект посредством механического сплавления частиц. Нераспыленный порошок поддерживает модель во время печати и устраняет необходимость в специальных поддерживающих структурах. Платформа опускается в рабочую камеру на один слой, толщина которого, как правило, составляет 50–200 микрон, и устройство для повторного нанесения наносит новый слой порошка сверху. Затем лазер сканирует следующий срез модели, и процесс повторяется для каждого слоя до тех пор, пока модель не будет завершена.
функционального прототипирования;
изготовления конечных моделей;
мелкосерийного производства и изготовления изделий на заказ.
функционального прототипирования;
изготовления конечных моделей;
мелкосерийного производства и изготовления изделий на заказ.
Узнать больше о методе селективного лазерного спекания
Рынок материалов для 3D печати является широким и постоянно растущим: принтеры используются для печати всего — от пластмассы до металлов, и даже потенциально — продуктов питания и живых тканей. Formlabs предлагает следующий ассортимент фотополимерных материалов для настольной 3D печати.
Стандартные материалы для 3D печати обеспечивают высокое разрешение печати, отличные функциональные характеристики модели и гладкую поверхность, что идеально подходит для быстрого создания прототипов, разработки продуктов и моделирования.
Cтандартные полимеры представлены в виде полимеров Black, White, Grey, которые обеспечивают матовую поверхность и непрозрачность модели, в виде Clear, обеспечивающего прозрачность напечатнных изделий, а также в виде Color Kit для подбора практически любого цвета.
Ознакомиться со стандартными полимерами для 3D печати
Это материалы для 3D-печати, предназначенные для инжиниринга, производства и проектирования изделий. Они предлагают расширенные функциональные возможности, способны выдержать многочисленные тестовые испытания, работают в условиях стрессовой нагрузки и не теряют прочности с течением времени.
Инженерные полимеры идеально подходят для 3D печати прочных и точных концептуальных моделей и прототипов и позволяют быстро оценить качество конструкции, формы и подгонку, а также оптимизировать производственные процессы.
Ознакомиться с инженерными полимерами
Стоматологические полимеры расширяют возможности зуботехнических лабораторий и стоматологических кабинетов, позволяя быстро, экономично и без привлечения внешних специалистов изготавливать целый ряд стоматологических изделий, начиная от стоматологических моделей и заканчивая биосовместимыми хирургическими шаблонами, сплинтами и ортодонтическими моделями термоформованных ретейнеров и элайнеров.
Ознакомиться со стоматологическими полимерами
Ювелирные полимеры созданы для того, чтобы подчеркивать детали и экономически эффективно создавать нестандартные украшения. Эти полимеры идеально подходят для изготовления прототипов и литья ювелирных изделий, а также для вулканизации и холодной вулканизации резины.
Ознакомиться с ювелирными полимерами
Ceramic Resin — экспериментальный материал, раздвигающий границы 3D печати. Он разработан для 3D печати моделей с напоминающей камень текстурой и последующего получения керамического изделия путем обжига. С его помощью можно изготавливать керамические модели для инженерных изысканий или создавать уникальные предметы искусства.
Оцените качество печати Formlabs на собственном опыте и найдите подхолящий для Вас материал.
Интересуетесь 3D-печатью? Вот несколько советов, прежде чем вы погрузитесь в
Что я собирался делать с моим 3D-принтером, я не могу вспомнить. Я смутно припоминаю, что хотел напечатать большие вещи, но не был уверен, что это могут быть. Говоря более абстрактно, я надеялся, что печатник сможет объединить несколько увлечений и интересов в одно: компьютерное программирование, аддитивное и субтрактивное производство, автоматизированное проектирование, мастерство и непреодолимое желание создать что-нибудь, что угодно.
Моей первой ошибкой было ожидание слишком многого от моего принтера. Я столкнулся с десятками других ловушек после того, как принтер прибыл, вплоть до того дня, когда я поставил его на полку в своем гараже и торжественно объявил через стол для завтрака моей семьи, что я покончил (на данный момент) с 3D-принтером. Зал буквально взорвался аплодисментами.
Это потому, что мое хобби стало навязчивой идеей, чего я мог бы избежать, если бы понимал ограничения моих навыков и возможностей принтера. Между тем, с марта 2020 года аддитивное производство стало одной из немногих отраслей, которые росли, несмотря на пандемию. Машины доказали свою коммерческую привлекательность во время сбоев в цепочках поставок и предложили возможности быстрого прототипирования работникам эпохи Возрождения, которые хотят помочь отрасли здравоохранения.
А с появлением 3D-принтеров (некоторые из них доступны для потребителей, другие предназначены для промышленных операций), которые теперь создают все, от бетонных домов до органических биотехнологических материалов, их популярность не снижается.
Вот несколько советов, прежде чем приступить к 3D-печати.
Знайте, почему вы покупаете
3D-принтеры различаются по размеру, цене, точности и, в связи с этими переменными, стоимости. Планируете ли вы печатать игрушки для своих детей или это способ познакомить их с STEM? У вас есть небольшие проекты по дому, для которых 3D-печатные детали могут сэкономить вам деньги? Или вы просто ищете настольное хобби, которое позволит вам печатать безделушки и безделушки, такие как соковыжималка для тюбиков зубной пасты или кронштейн для книжной полки?
Недорогие настольные принтеры стоят от 100 до 400 долларов, а более точные и большие принтеры стоят от 1000 долларов. Профессиональные принтеры и принтеры для энтузиастов, некоторые из которых могут печатать керамикой, металлами, песком и другими материалами помимо пластика, могут стоить до 10 000 долларов. Все, что сверх этого, будет считаться промышленным и может стоить до 250 000 долларов.
Для целей данного руководства я предполагаю, что вы ищете настольные потребительские принтеры. В связи с недавним взрывом доступности принтеров для работы по дому достаточно всего, что меньше 500 долларов. Весь этот диапазон будет соответствовать одинаковым стандартам точности и скорости, а также поддерживать возможности модернизации.
Выбор типа принтера
3D-принтеры существуют с 1983 года. Тогда единственным методом 3D-печати стало девять различных типов принтеров. Тем не менее, для начинающего покупателя моделирование методом наплавления (FDM) и стереолитография (SLA) являются самыми простыми в освоении и требуют наименьших ноу-хау для начала работы.
FDM работает следующим образом: Термопласты (проталкиваются через сопло, нагретое до температуры более 200 градусов. Пластики, известные как нити, бывают разных типов: полимолочная кислота (PLA), полиамид (PA), акрилонитрил-бутадиен-стирол (ABS). ), полиэтилентерефталатгликоль (PETG) или некоторые из них с добавлением дерева и углерода в пластик.Наиболее распространенные сопла имеют диаметр 0,4 мм (чем они меньше, тем выше разрешение), и они парят над рабочей пластиной или платформа с подогревом толщиной примерно с лист бумаги для заметок. Рабочая пластина, иногда также нагреваемая, помогает пластику прилипать и охлаждаться по мере накопления и затвердевания слоев. Сопло перемещается по направляющим или порталам (у некоторых есть две оси, у некоторых больше) , иногда с помощью приводов, серводвигателей, реечных конструкций или направляющих скольжения.Окончательный отпечаток обычно необходимо очистить от лишнего пластика с помощью канцелярского ножа или проволочной щетки, но это не всегда необходимо.
Руководство по 3D-печати в 2019 году: типы 3D-принтеров, материалы для 3D-печати и приложения
Технологии 3D-печати или аддитивного производства (AM) создают трехмерные детали из моделей автоматизированного проектирования (САПР) путем последовательного добавления слоя материала слоями, пока не будет создана физическая часть.
Хотя технологии 3D-печати существуют с 1980-х годов, последние достижения в области машин, материалов и программного обеспечения сделали 3D-печать доступной для более широкого круга предприятий, позволяя все большему количеству компаний использовать инструменты, ранее ограниченные несколькими высокотехнологичными отрасли.
Сегодня профессиональные недорогие настольные и настольные 3D-принтеры ускоряют инновации и поддерживают бизнес в различных отраслях, включая машиностроение, производство, стоматологию, здравоохранение, образование, развлечения, ювелирные изделия и аудиологию.
Все процессы 3D-печати начинаются с модели САПР, которая отправляется в программное обеспечение для подготовки проекта. В зависимости от технологии 3D-принтер может производить деталь слой за слоем путем затвердевания смолы или спекания порошка. Затем детали извлекаются из принтера и подвергаются постобработке для конкретного применения.
Узнайте, как перейти от проектирования к 3D-печати с помощью 3D-принтера Form 3 SLA. В этом 5-минутном видео рассказывается об основах использования Form 3, от программного обеспечения и материалов до печати и постобработки.
3D-принтеры создают детали из трехмерных моделей, математических представлений любой трехмерной поверхности, созданных с помощью программного обеспечения автоматизированного проектирования (САПР) или разработанных на основе данных трехмерного сканирования. Затем дизайн экспортируется в виде файла STL или OBJ, который может быть прочитан программным обеспечением для подготовки к печати.
3D-принтеры включают в себя программное обеспечение для указания параметров печати и разделения цифровой модели на слои, которые представляют собой горизонтальные поперечные сечения детали. Настраиваемые параметры печати включают ориентацию, опорные конструкции (при необходимости), высоту слоя и материал. После завершения настройки программное обеспечение отправляет инструкции на принтер по беспроводному или кабельному соединению.
Некоторые 3D-принтеры используют лазер для отверждения жидкой смолы в затвердевший пластик, другие сплавляют мелкие частицы полимерного порошка при высоких температурах для создания деталей. Большинство 3D-принтеров могут работать без присмотра до тех пор, пока печать не будет завершена, а современные системы автоматически пополняют необходимый для деталей материал из картриджей.
В 3D-принтерах Formlabs онлайн-панель позволяет удаленно управлять принтерами, материалами и командами.
В зависимости от технологии и материала отпечатанные детали могут потребовать промывки изопропиловым спиртом (IPA) для удаления неотвержденной смолы с их поверхности, доотверждения для стабилизации механических свойств, ручной работы для удаления поддерживающих структур или очистка сжатым воздухом или медиабластером для удаления излишков порошка. Некоторые из этих процессов можно автоматизировать с помощью аксессуаров.
Детали, напечатанные на 3D-принтере, можно использовать напрямую или после обработки для конкретных целей и требуемой отделки путем механической обработки, грунтовки, окраски, крепления или соединения. Часто 3D-печать также служит промежуточным этапом наряду с традиционными методами производства, такими как позитивы для литья по выплавляемым моделям ювелирных изделий и стоматологических приспособлений или формы для нестандартных деталей.
Тремя наиболее популярными типами 3D-принтеров для пластиковых деталей являются стереолитография (SLA), селективное лазерное спекание (SLS) и моделирование методом наплавления (FDM). Formlabs предлагает две профессиональные технологии 3D-печати, SLA и SLS, предоставляя эти мощные и доступные инструменты промышленного производства в творческие руки профессионалов по всему миру.
Стереолитография была первой в мире технологией 3D-печати, изобретенной в 1980-х годах, и до сих пор остается одной из самых популярных технологий среди профессионалов. В 3D-принтерах SLA используется лазер для отверждения жидкой смолы в затвердевший пластик в процессе, называемом фотополимеризацией.
3D-принтеры из смолы SLA стали чрезвычайно популярными благодаря своей способности производить высокоточные, изотропные и водонепроницаемые прототипы и детали из ряда современных материалов с прекрасными характеристиками и гладкой поверхностью. Составы смол SLA обладают широким спектром оптических, механических и термических свойств, соответствующих свойствам стандартных, инженерных и промышленных термопластов.
3D-печать смолой — отличный вариант для высокодетализированных прототипов, требующих жестких допусков и гладких поверхностей, таких как формы, модели и функциональные детали. 3D-принтеры SLA широко используются в самых разных отраслях: от машиностроения и дизайна продуктов до производства, стоматологии, ювелирных изделий, моделирования и образования.
Быстрое прототипирование
Функциональное прототипирование
Концептуальное моделирование
Мелкосерийное производство
Применение в стоматологии
Изготовление прототипов и литье ювелирных изделий
Узнайте больше о 3D-принтерах SLA
Стереолитография (SLA) 3D-печать использует лазер для отверждения жидкой фотополимерной смолы в твердые изотропные детали.
Детали SLA имеют острые края, гладкую поверхность и минимальные видимые линии слоев.
Селективное лазерное спекание (SLS) В 3D-принтерах используется мощный лазер для спекания мелких частиц полимерного порошка в твердую структуру. Нерасплавленный порошок поддерживает деталь во время печати и устраняет необходимость в специальных поддерживающих конструкциях. Это делает SLS идеальным для сложной геометрии, включая внутренние элементы, поднутрения, тонкие стенки и отрицательные элементы. Детали, изготовленные с помощью SLS-печати, обладают превосходными механическими характеристиками, а по прочности напоминают детали, изготовленные методом литья под давлением.
Наиболее распространенным материалом для селективного лазерного спекания является нейлон, популярный инженерный термопласт с превосходными механическими свойствами. Нейлон легкий, прочный и гибкий, а также устойчив к ударам, химическим веществам, теплу, ультрафиолетовому излучению, воде и грязи.
Сочетание низкой стоимости детали, высокой производительности и проверенных материалов делает SLS популярным выбором среди инженеров для функционального прототипирования и экономичной альтернативой литью под давлением для изготовления ограниченного тиража или изготовления мостов.
Функциональное прототипирование
Части конечного использования
Мелкосерийное, мостовое или индивидуальное производство
Узнайте больше о 3D-принтерах SLS
В 3D-принтерах SLS используется мощный лазер для сплавления мелких частиц полимерного порошка.
Детали SLS имеют слегка шероховатую поверхность, но практически не имеют видимых линий слоев.
Моделирование методом наплавления (FDM), также известное как изготовление плавленых нитей (FFF), является наиболее широко используемым типом 3D-печати на потребительском уровне. 3D-принтеры FDM работают путем экструзии термопластичных нитей, таких как ABS (акрилонитрил-бутадиен-стирол), PLA (полимолочная кислота), через нагретое сопло, расплавляя материал и нанося пластик слой за слоем на платформу сборки. Каждый слой укладывается по одному, пока деталь не будет завершена.
3D-принтеры FDM хорошо подходят для базовых экспериментальных моделей, а также для быстрого и недорогого прототипирования простых деталей, таких как детали, которые обычно могут подвергаться механической обработке. Однако FDM имеет самое низкое разрешение и точность по сравнению с SLA или SLS и не является лучшим вариантом для печати сложных конструкций или деталей со сложными функциями. Более качественную отделку можно получить с помощью процессов химической и механической полировки. Промышленные 3D-принтеры FDM используют растворимые подложки для смягчения некоторых из этих проблем и предлагают более широкий спектр инженерных термопластов, но они также имеют высокую цену.
Базовые экспериментальные модели
Простое прототипирование
Узнайте больше о 3D-принтерах FDM
3D-принтеры FDM создают детали путем плавления и экструзии термопластичной нити, которую сопло принтера наносит слой за слоем в области построения.
Детали FDM, как правило, имеют видимые линии слоев и могут показывать неточности вокруг сложных элементов.
Не можете найти лучший процесс 3D-печати для ваших нужд? В этом видеоруководстве мы сравниваем технологии FDM, SLA и SLS, самые популярные типы 3D-принтеров, с учетом наиболее важных соображений при покупке.
Каждый процесс 3D-печати имеет свои преимущества и ограничения, которые делают его более подходящим для определенных приложений. В этом видеоролике сравниваются функциональные и визуальные характеристики 3D-принтеров FDM, SLA и SLS-принтеров, чтобы помочь вам выбрать решение, которое лучше всего соответствует вашим требованиям.
Вам срочно нужны нестандартные детали или прототипы? По сравнению с аутсорсингом поставщиков услуг или использованием традиционных инструментов, таких как механическая обработка, наличие собственного 3D-принтера может сэкономить недели времени на выполнение заказа. В этом видео мы сравниваем скорость процессов 3D-печати FDM, SLA и SLS.
Сравнение стоимости различных 3D-принтеров выходит за рамки цен на наклейки — они не расскажут вам полной истории о том, сколько будет стоить 3D-печатная деталь. Узнайте о трех факторах, которые необходимо учитывать при определении стоимости, и о том, как они соотносятся между технологиями 3D-печати FDM, SLA и SLS.
Поскольку аддитивные производственные процессы создают объекты путем добавления материала слой за слоем, они предлагают уникальный набор преимуществ по сравнению с традиционными субтрактивными и формирующими производственными процессами.
При использовании традиционных производственных процессов получение детали может занять недели или месяцы. 3D-печать превращает модели САПР в физические детали за несколько часов, производя детали и сборки от одноразовых концептуальных моделей до функциональных прототипов и даже небольших производственных партий для тестирования. Это позволяет дизайнерам и инженерам быстрее разрабатывать идеи, а компаниям — быстрее выводить продукты на рынок.
Инженеры AMRC обратились к 3D-печати, чтобы быстро изготовить 500 высокоточных колпачков для бурения, которые использовались при пробном бурении для Airbus, сократив время выполнения заказов с недель до трех дней.
Благодаря 3D-печати нет необходимости в дорогостоящих инструментах и установках, связанных с литьем под давлением или механической обработкой; одно и то же оборудование может использоваться от прототипирования до производства для создания деталей с различной геометрией. По мере того, как 3D-печать становится все более пригодной для производства функциональных деталей для конечного использования, она может дополнять или заменять традиционные методы производства для растущего спектра приложений в малых и средних объемах.
Компания Pankl Racing Systems заменила обработанные приспособления и приспособления деталями, напечатанными на 3D-принтере, снизив затраты на 80 — 90 процентов, что привело к экономии 150 000 долларов США.
От обуви до одежды и велосипедов, мы окружены продуктами, выпускаемыми в ограниченном количестве одинаковых размеров, поскольку предприятия стремятся стандартизировать продукты, чтобы сделать их производство экономичным. При 3D-печати необходимо изменить только цифровой дизайн, чтобы адаптировать каждый продукт к покупателю без дополнительных затрат на инструменты. Эта трансформация сначала начала закрепляться в отраслях, где важна индивидуальная подгонка, таких как медицина и стоматология, но по мере того, как 3D-печать становится более доступной, ее все чаще используют для массовой кастомизации потребительских товаров.
Gillette’s Razor Maker™ дает потребителям возможность создавать и заказывать индивидуальные 3D-печатные ручки для бритвы с возможностью выбора из 48 различных дизайнов (и их количество растет), различных цветов и возможностью добавления пользовательского текста.
С помощью 3D-печати можно создавать сложные формы и детали, такие как выступы, микроканалы и органические формы, которые было бы дорого или даже невозможно изготовить с помощью традиционных методов производства. Это дает возможность объединять сборки в меньшее количество отдельных частей, чтобы уменьшить вес, облегчить слабые соединения и сократить время сборки, открывая новые возможности для проектирования и проектирования.
Nervous System запустила первую в мире линию керамических украшений, напечатанных на 3D-принтере, состоящую из замысловатых узоров, которые было бы невозможно изготовить с использованием любой другой керамической технологии.
Разработка продукта — это итеративный процесс, требующий нескольких раундов тестирования, оценки и уточнения. Раннее обнаружение и исправление недостатков конструкции может помочь компаниям избежать дорогостоящих доработок и изменений инструментов в будущем. С помощью 3D-печати инженеры могут тщательно тестировать прототипы, которые выглядят и работают как конечные продукты, снижая риски проблем с удобством использования и технологичностью перед переходом к производству.
Разработчики Plaato, оптически прозрачного шлюза для домашнего пивоварения, напечатали на 3D-принтере 1000 прототипов, чтобы отрегулировать их дизайн, прежде чем инвестировать в дорогостоящие инструменты.
3D-печать ускоряет инновации и поддерживает предприятия в самых разных отраслях, включая машиностроение, производство, стоматологию, здравоохранение, образование, развлечения, ювелирные изделия, аудиологию и многое другое.
Быстрое прототипирование с помощью 3D-печати позволяет инженерам и проектировщикам превращать идеи в реалистичные доказательства концепции, доводить эти концепции до высокоточных прототипов, которые выглядят и работают как конечные продукты, и проводить продукты через ряд этапов проверки до массового производства .
Применение:
Быстрое прототипирование
Коммуникационные модели
Проверка производства
Подробнее
Производители автоматизируют производственные процессы и оптимизируют рабочие процессы путем создания прототипов инструментов и прямой 3D-печати нестандартных инструментов, пресс-форм и производственных вспомогательных средств при гораздо меньших затратах и сроках выполнения заказов, чем при традиционном производстве. Это снижает производственные затраты и дефекты, повышает качество, ускоряет сборку и максимизирует производительность труда.
Применение:
Кондуктор и приспособления
Инструменты
Литье (литье под давлением, термоформование, литье силикона, многослойное формование)
Металлическое литье
Мелкосерийное производство
Массовая настройка
Подробнее
3D-принтеры — это многофункциональные инструменты для иммерсивного обучения и углубленных исследований. Они могут поощрять творчество и знакомить учащихся с технологиями профессионального уровня, одновременно поддерживая учебные программы STEAM в области науки, техники, искусства и дизайна.
Заявки:
Модели для учебных программ STEAM
Производственные лаборатории и мастерские
Пользовательские исследовательские установки
Узнать больше
Недорогая профессиональная настольная 3D-печать помогает врачам разрабатывать методы лечения и устройства, адаптированные для каждого уникального человека, открывая двери для высокоэффективных медицинских приложений и экономя организациям значительное время и затраты от лаборатории до операционной. комната.
Применение:
Анатомические модели для хирургического планирования
Медицинские приборы и хирургические инструменты
Стельки и ортопедические стельки
Узнать больше
Физические модели высокого разрешения широко используются в скульптуре, моделировании персонажей и создании реквизита. Детали, напечатанные на 3D-принтере, используются в покадровых фильмах, видеоиграх, костюмах на заказ и даже в спецэффектах для блокбастеров.
Применение:
Гиперреалистичные скульптуры
Модели персонажей
Реквизит
Узнать больше
Профессионалы-ювелиры используют САПР и 3D-печать для быстрого прототипирования дизайнов, соответствия требованиям клиентов и производства больших партий готовых изделий. Цифровые инструменты позволяют создавать последовательные детализированные детали без утомительной и изменчивой резьбы по воску.
Применение:
Литье по выплавляемым моделям (литье по выплавляемым моделям)
Фитинги
Шаблоны для литья резины
Узнать больше
Специалисты по слухопротезированию и лаборатории ушных вкладышей используют цифровые рабочие процессы и 3D-печать для более последовательного изготовления высококачественных индивидуальных ушных изделий и в больших объемах для таких приложений, как заушные слуховые аппараты, средства защиты органов слуха, индивидуальные беруши и наушники.
Применение:
Мягкие силиконовые ушные вкладыши
Индивидуальные наушники
Подробнее
Рынок материалов для 3D-печати широк и постоянно растет, и в разработке находятся принтеры для всего, от пластика до металла, и даже для продуктов питания и живых тканей. Formlabs предлагает следующий ассортимент фотополимерных материалов для рабочего стола.
Стандартные материалы для 3D-печати обеспечивают высокое разрешение, мелкие детали и гладкую поверхность, что идеально подходит для быстрого прототипирования, разработки продуктов и общего моделирования.
Эти материалы доступны в черном, белом и сером цветах с матовой поверхностью и непрозрачным внешним видом, прозрачные для любых деталей, требующих прозрачности, а также в виде цветового комплекта, подходящего практически для любого пользовательского цвета.
Ознакомьтесь со стандартными материалами
Материалы для 3D-печати для проектирования, производства и проектирования изделий разработаны таким образом, чтобы обеспечивать расширенную функциональность, выдерживать обширные испытания, работать в условиях стресса и оставаться стабильными с течением времени.
Конструкционные материалы идеально подходят для 3D-печати прочных, точных концептуальных моделей и прототипов для быстрого повторения проектов, оценки формы и соответствия и оптимизации производственных процессов.
Исследовать инженерные материалы
Медицинские смолы позволяют больницам создавать детали для конкретных пациентов за день на месте оказания медицинской помощи и поддерживать исследования и разработки медицинских устройств. Эти смолы разработаны для 3D-печати анатомических моделей, медицинских устройств и их компонентов, а также инструментов хирургического планирования и определения размеров имплантатов.
Исследуйте материалы для ювелирных изделий
Ювелирные смолы созданы для того, чтобы улавливать захватывающие дух детали и создавать нестандартные украшения с минимальными затратами. Эти смолы идеально подходят для изготовления ювелирных изделий и литья ювелирных изделий, а также для изготовления вулканизированной резины и литья RTV.
Что такое файл STL? Плюсы и минусы и когда это использовать
Автор Кирилл Соколов На чтение 6 мин. Просмотров 268 Опубликовано
Два десятилетия назад 3D-моделирование было чем-то, чем занимались только опытные аниматоры и разработчики игр. Трехмерные модели были не чем иным, как цифровыми представлениями реальных или воображаемых объектов, обладающих глубиной. В настоящее время существует технология, которая может превратить 3D-модель в реальный объект – и наоборот. 3D-моделирование также стало настолько распространенным и доступным, что люди делают это просто для развлечения.
Как и любые другие цифровые данные, 3D-модели хранятся в форматах файлов, которые можно открыть только с помощью соответствующих программное обеспечение. Формат файла STL – один из наиболее часто используемых для 3D-моделей по нескольким веским причинам. Что такое STL и почему вы должны его использовать?
Содержание
Откуда взялся Формат файла STL взят из?
Чем он отличается от других форматов файлов 3D?
Плюсы и минусы работы с файлами STL
ПЛЮСЫ
МИНУСЫ
Заключительные мысли
Откуда взялся Формат файла STL взят из?
STL означает просто « Стереолитография ». Это собственный формат файла программного обеспечения для стереолитографии САПР, разработанного компанией 3D Systems. Это также один из старейших форматов 3D-файлов – начиная с 1980-х годов.
Проблема, которая десятилетиями преследовала индустрию 3D-моделирования, – это огромное количество различных и несовместимых форматов файлов 3D-моделей. . Это результат того, что каждый разработчик программного обеспечения 3D придумывает свои собственные проприетарные форматы. В настоящее время в Интернете существует более сотни таких форматов файлов, что затрудняет совместную работу между различными системами.
Самый распространенный способ решения этой проблемы – придерживаться «нейтрального» или «открытого» -source »форматы файлов. Форматы файлов являются отраслевыми стандартами и могут быть преобразованы между различными частными форматами, что позволяет открывать их с помощью любого программного обеспечения для 3D-моделирования. STL – это пример формата с открытым исходным кодом. Есть и другие, такие как OBJ, IGS и STEP.
Чем он отличается от других форматов файлов 3D?
В области 3D-печати Формат файла STL – один из двух популярных форматов файлов, используемых наряду с OBJ. Между ними STL – гораздо более простая альтернатива, предоставляющая более широкую базу пользователей. Файлы STL меньше по размеру, что делает их идеальными для совместного использования и публикации.
Есть несколько вещей, которые делают STL уникальным. Во-первых, это мозаичный формат, что означает, что он аппроксимирует поверхность 3D-модели с помощью серии взаимосвязанных треугольников. Этот метод «треугольной сетки» является наиболее распространенным методом, используемым в 3D-моделировании.
Несмотря на простоту, разрешение файла STL можно повысить, просто увеличив количество треугольных плоскостей, которые аппроксимируют поверхность . Естественно, это увеличивает размер файла 3D-модели. Даже при наивысшем уровне разрешения, доступном для мозаичного файла, 3D-модель, сохраненная в формате STL, по-прежнему имеет более низкую точность, чем модели, в которых используется точное кодирование поверхности.
Плюсы и минусы работы с файлами STL
Формат файла STL не самый лучший из существующих. Он отлично подходит для 3D-печати, но вы не увидите много серьезных 3D-художников, работающих с «простыми» файлами STL. Если вы пытаетесь решить, сохранять ли файлы в формате STL или предоставлять к ним общий доступ, ознакомьтесь с преимуществами и ограничениями этого.
ПЛЮСЫ
1. Легко делиться и публиковать
Если вы посмотрите любой сайт, на котором публикуются 3D-модели, вы заметите, что многие из них находятся в формате STL. Благодаря простоте файлов STL их размер остается небольшим. Им может не хватать точности воспроизведения файлов других форматов, но большинство 3D-принтеров так же ограничены в уровне детализации, который они могут воссоздать в любом случае, поэтому это вряд ли имеет значение.
2. Совместимость практически со всеми программными платформами для 3D-моделирования и печати.
STL широко используется в качестве стандартного формата файлов для моделей, предназначенных для 3D-печати, поэтому производители 3D-принтеров разрабатывают свои продукты для работать с этим. Почти все программные платформы для 3D-моделирования могут открывать файлы STL, а некоторые даже разрабатывают «облегченную» версию своей платформы, предназначенную исключительно для работы с STL. С большой пользовательской базой, которая полагается на формат файла, технология для работы с STL, вероятно, является одной из наиболее зрелых в области 3D-дизайна.
3. Действует как интерфейс между 3D-моделированием и 3D-печатью.
3D-модели с полной точностью, созданные с помощью программного обеспечения САПР, непрактично сложны для публикации в Интернете, тем более для 3D-печати. Преобразование в STL – это способ «упростить» модель до формы, которая может быть легко понятна программному обеспечению слайсера принтера. Есть даже некоторые модели 3D-принтеров, которые не работают ни с какими другими форматами файлов, кроме STL.
МИНУСЫ
1. Не содержит данных текстуры.
Стандартный файл STL просто содержит данные о вершинах треугольников, аппроксимирующих поверхность 3D-модели, и ничего больше. Это означает, что цвет STL не содержит цвета, текстуры или материала, который будет использоваться. Если вы хотите напечатать 3D-модель с использованием нескольких цветов или материалов, то файл STL – не лучший выбор. Также невозможно встраивать метаданные, например информацию об авторских правах, в модель STL
2. Файлы STL очень трудно изменить.
Главный недостаток файла STL состоит в том, что его может быть очень сложно редактировать, не считая простого масштабирования модели. Поскольку модель STL содержит только приближение исходной 3D-модели, а не саму модель, часто проще начать модель с нуля, чем изменять существующий файл STL.
Хотя мы указываем это как Ограничение STL, некоторые издатели 3D-моделей фактически используют эту характеристику в своих интересах. Поскольку с моделями STL, как известно, сложно работать, это также означает, что модели, которые они публикуют, не могут быть изменены. В некотором смысле они сохраняют право собственности на свои оригинальные модели, даже если версия STL была опубликована для всех.
3. Возможно, не догнать современные 3D-принтеры.
Мы уже упоминали, что ограничение в точности файлов STL допустимо, если учесть, что современные 3D-принтеры также ограничены в разрешении. Однако в дальнейшем это может быть не так. Уже сегодня разрабатываются современные 3D-принтеры с микронным разрешением. Если эти 3D-принтеры станут отраслевым стандартом, тогда тесселированные форматы, такие как STL, могут скоро оказаться устаревшими.
Заключительные мысли
Если вы какое-то время играли с 3D-моделями и принтерами, то вы, вероятно, уже сталкивались с файлами STL. Этот удивительно компактный формат файла отлично подходит для обмена 3D-моделями, но у него есть несколько ограничений. Понимая эти ограничения, вы будете знать, что можно и чего нельзя делать с файлами STL – и когда вам нужно начать работать с другими форматами файлов 3D.
Внимание! Никогда не оставляйте 3D-принтеры без присмотра. Они могут представлять опасность для пожарной безопасности.
Формат STL чем открыть? Список программ, инструкции с фото
Stereolithography или просто STL – это формат файла, который достаточно часто применяется при хранении 3D моделей, используемых в дальнейшем для изготовления различных изделий на 3D-принтерах или станках с ЧПУ. Данный формат начал использоваться еще в 1987 г.
STL активно применяется при проектировании, в работе с видео и даже при создании компьютерных игр.
Файлы могут записываться как в текстовом, так и бинарном форматах.
Стоит отметить, что задачей STL является передача исключительно геометрии прототипа. Другие аспекты, в том числе цветовое исполнение, STL обычно не передает. Тем не менее существуют способы, позволяющие сохранять информацию о цветах, если в этом существует необходимость.
Есть у STL и другие минусы, например, точность передачи геометрических данных временами оставляет желать лучшего. А если модель чересчур сложна, то размер файла будет довольно существенный.
Однако вышеперечисленные минусы нисколько не умаляют удобства использования формата при проектировании и работе с другими задачами, требующими использования 3D-моделирования.
Программы для открытия STL:
При работе с STL нередко возникают проблемы с открытием файлов. Впервые сталкиваясь с данным форматом, не всегда удается верно подобрать программу, в которой файлы будут доступны для просмотра и редактирования. Сразу возникает вопрос – Чем открыть STL-файлы?
На самом деле проблема эта не столь серьезная, какой может показаться на первый взгляд. Разработано множество программ, в том числе для разных операционных систем, которые легко помогут справиться с данной задачей.
При работе с web-файлом можно пользоваться Microsoft Internet Information Services. Adobe Fireworks позволяет работать с STL, при необходимости взаимодействия с файлами данных.
Для открытия трехмерных изображений, разработанных в stl-формате, можно воспользоваться одной из множества программ. Отметим наиболее популярные, с помощью которых вы сможете открыть данные файлы:
TurboCAD. Разработана Microsoft. Используется для черчения, работы с изображениями в 2D и 3D форматах. Может применяться как на Windows, так и на Macintosh.
MeshLab. Еще одна программа для работы с 3D моделями. Имеет открытый код, последняя, на данный момент, версия датирована декабрем 2016 г.
Systemes CATIA. Французская разработка, написанная на C++. Применима на операционных системах Windows и Unix. Актуальная версия разработана в феврале 2016 г.
В Windows с STL-файлами также можно работать со следующими программами:
— GOM Inspect;
— ideaMK STL Viewer;
— Geomagic Explorer.
Для Mac применимы:
— Afanche 3D Viewer;
— CloudCompare;
— Blender.
Последние две также функционируют на Linux. Помимо прочего, для Linux подходит программа Parametric Technology Creo.
А еще существуют онлайн-сервисы, при помощи которых тоже можно открыть файлы формата STL. С этой задачей может легко справиться, например, greentoken.de
Но чаще всего Stl-файлы, созданные для изготовления изделий на станках с числовым программным управлением (ЧПУ) требуется открыть в программах 3D Max и ArtCam. Подробную инструкцию с пошаговыми фотографиями процесса смотрите в разделах: импорт stl моделей в 3D Max и импорт stl в ArtCam.
Подробнее об истории происхождения и особенностях файлов мы писали в статье об STL-формате.
Таким образом, мы ответили на столь распространенный вопрос о файлах stl чем открыть? Если остались неясности – просто свяжитесь с нами с помощью любого удобного вам способа! Мы открыты для общения практически во всех мессенджерах и с удовольствием проконсультируем по работе с 3д моделями!
Видео:
Где заказать 3д модели в стл-формате?
На нашем сайте представлена самая широкая база 3d stl моделей для станков с чпу по выгодным ценам. При необходимости наши художники разработают нужные вам модели на заказ.
Нас отличают:
большой опыт работы,
выгодная стоимость моделей, позволяющая окупить покупку после создания и продажи 1-2 изделий,
бонусная система скидок для постоянных покупателей,
возможность доработки любой модели под ваши требования,
полное сопровождение клиента и помощь при работе.
Звоните!
Что такое файл STL?
Формат файла STL стал де-факто стандартным форматом передачи данных в индустрии быстрого прототипирования и является форматом, необходимым для взаимодействия с Quickparts. Этот формат аппроксимирует поверхности твердотельной модели треугольниками. Для простой модели, такой как коробка, показанная на рисунке 1, ее поверхности можно аппроксимировать двенадцатью треугольниками, как показано на рисунке 2. Чем сложнее поверхность, тем больше треугольников получается, как показано на рисунке 3.
Почти все современные CAD-системы способны создавать файлы STL. Для пользователя процесс часто так же прост, как выбор «Файл», «Сохранить как» и «STL». Ниже приведены шаги для создания высококачественных файлов STL из ряда ведущих современных CAD-систем. Во всех случаях экспортируйте файл STL как двоичный файл. Это экономит время и размер файла.
Как правило, изменение таких параметров, как «Допуск хорды» или «Угловой контроль», приводит к изменению разрешения файла STL. Чем больше файл STL, тем больше треугольников размещено на поверхности модели. Для простой геометрии (не много кривых) файл может занимать всего пару сотен килобайт. Для сложных моделей файлы размером от 1 до 5 МБ будут создавать хорошие детали. Для многих геометрий файлы размером более 5 МБ не нужны, и часто это просто приводит к увеличению времени на получение вашего предложения и деталей.
Кроме того, для большинства процессов и материалов RP минимальная толщина элемента составляет 0,020. Что-то меньшее, чем это, и функции не будут развиваться. Проверьте свои модели и внесите соответствующие изменения в важные функции. Исключением является SLA с высоким разрешением, в котором элементы будут уменьшены до 0,010, и материал SLS Flex, для которого требуется толщина 0,040.
(Обратите внимание, что это только общие рекомендации, и в некоторых случаях они могут не работать или создавать наилучший файл STL. Обратитесь к руководству пользователя или к разработчикам программного обеспечения для получения дополнительной информации или технической поддержки. Если Quickparts определит, что ваш файл STL не подходит для производства, мы свяжемся с вами для получения обновленного файла.)
Geomagic Design (ранее Alibre)
Файл
Экспорт
Сохранить как >STL
Введите имя файла
Сохранить
AutoCAD
Ваш проект должен быть трехмерным твердым объектом для вывода файла STL.
Убедитесь, что модель находится в положительном пространстве
Установите Facetres равным 10
В командной строке введите STLOUT
.
Выбрать объекты
Выберите Y для двоичного файла
Выберите имя файла
CadKey / KeyCreator
Выберите стереолитографию в параметрах экспорта
Введите имя файла
Нажмите «ОК»
I-DEAS
Файл >Экспорт >Файл Rapid Prototype >OK
Выберите деталь для прототипирования
Выберите прототип устройства > SLA500. dat > OK
Установить абсолютное отклонение фасетки на 0,000395
Выберите «Двоичный» > «ОК»
Inventor
Сохранить копию как
Выберите STL
Выберите «Параметры» > «Установить высокий»
Введите имя файла
Сохранить
IronCAD
Щелкните правой кнопкой мыши на детали
Свойства детали > Визуализация
Установить сглаживание поверхности граней на 150
Файл > Экспорт
Выберите .STL
Mechanical Desktop
Используйте команду AMSTLOUT для экспорта файла STL.
Следующие параметры командной строки влияют на качество STL и должны быть настроены для получения приемлемого файла.
Угловой допуск — эта команда ограничивает угол между нормалями соседних треугольников.
Значение по умолчанию: 15 градусов. Уменьшение угла увеличит разрешение файла STL.
Соотношение сторон — этот параметр управляет соотношением высоты и ширины граней. Значение 1 будет означать, что высота грани не больше ее ширины. Значение по умолчанию — 0, игнорируется.
Допуск поверхности — этот параметр определяет максимальное расстояние между краем грани и фактической геометрией. При значении 0,0000 этот параметр игнорируется.
Vertex Spacing — этот параметр определяет длину ребра грани. Значение по умолчанию — 0,0000, игнорируется.
ProE
Файл > Сохранить копию
Установить тип STL
Установить высоту хорды равной 0. Поле будет заменено минимально допустимым значением.
Установить контроль угла на 1
Выберите имя файла
ОК
Rhino
Файл >Сохранить как
Выберите тип файла >STL
Введите имя файла STL.
Сохранить
Выберите двоичные файлы STL
SolidDesigner
Файл >Внешний >Сохранить STL
Выберите двоичный режим
Выберите деталь
Введите 0,001 мм для максимального расстояния отклонения
Нажмите «ОК»
SolidEdge
Файл >Сохранить как
Задайте для параметра «Тип файла» значение STL
.
Опции
Установите допуск преобразования на 0,001 дюйма или 0,0254 мм.
Установить угол плоскости поверхности на 45,00
Сохранить
SolidWorks
Файл >Сохранить как
Задайте для параметра «Тип файла» значение STL
.
Параметры >Вывод как=Двоичный, Единица измерения = Дюймы
Разрешение > Пользовательское, Допуск отклонения = минимум (ползунок вправо), Допуск угла = 5 градусов
ОК
Сохранить
Think3
Файл >Сохранить как
Задайте для параметра «Тип файла» значение STL
.
Сохранить
Unigraphics
Файл > Экспорт > Быстрое прототипирование
Установить тип вывода на двоичный
Установить допуск треугольника на 0,0025
Установить допуск смежности на 0,12
Установите для параметра Auto Normal Gen значение On (Вкл.)
Установите для обычного дисплея значение «Выкл.»
Включить треугольный дисплей
Что такое файл STL?
Центр обучения 3D
Посмотреть все категории
Комплектация:
Введение
Что такое формат файла STL?
Как это работает?
3D-печать файла STL
Является ли формат STL единственным форматом файла для 3D-печати?
Введение
Что такое формат файла STL?
Общая информация о STL
Если вы хотите использовать аддитивное производство для своего следующего проекта, вам нужно будет получить файл в правильном формате, и STL, безусловно, является самым популярным. Действительно, для создания объекта в трех измерениях требуется специальный трехмерный файл.
Что означает «STL» ? Наиболее распространенное объяснение состоит в том, что это аббревиатура слова стереолитография, данная 3D Systems. Но другие скажут, что на самом деле это относится к стандартному языку треугольников или даже к стандартному языку тесселяции. Никто толком не знает, но самое главное не происхождение названия STL, а то, что он делает.
В файле STL хранится информация о вашей 3D-модели. Формат представляет необработанную поверхность модели с маленькими треугольниками. Чем сложнее и детальнее структура, тем больше треугольников будет использоваться для представления модели. Но почему именно этот формат файла полезен?
После создания модели вам необходимо перевести ее на язык, понятный вашему 3D-принтеру. Информация файла STL описывает только геометрию модели, в ней нет спецификаций текстуры, цвета или материала вашей модели. В нем есть вся информация о поверхности объекта, именно то, что напечатает 3D-принтер.
Как создать файл STL?
Создание хорошего файла STL может помочь вам на многих уровнях! Действительно, как вы, возможно, знаете, 3D-печать вашего проекта, от быстрого прототипирования до производства, может быть большим преимуществом. Первым шагом для вас будет создание 3D-дизайна. Сегодня почти все программное обеспечение САПР на рынке может генерировать файл STL из вашей 3D-модели. Вам просто нужно экспортировать файл STL из программы CAD.
Когда у вас есть файл, вы можете оптимизировать его и увеличить разрешение вашей модели. Чтобы получить наилучший результат 3D-печати при заказе детали в нашем онлайн-сервисе 3D-печати, вам может потребоваться следовать всем нашим советам, чтобы получить наилучшее разрешение для вашего файла STL.
Как открыть файл STL?
Вот несколько примеров программ, способных открывать файлы STL:
Microsoft 3D Viewer.
Microsoft Print 3D.
Мешлаб
МиниМагия
3D-Tool Free Viewer
КАТИЯ
ИМСИ Турбокад Про
ТинкерCAD
SketchUp
ideaMK STL Viewer
Параметрическая технология Creo
https://proforma-3dprinting-store. myshopify.com
Как это работает?
Давайте немного продвинемся в нашем объяснении. Мы только что видели, что файл STL на самом деле является переводом 3D-объекта , но что это значит? Этот файл будет кодировать геометрию поверхности объекта, концепция, используемая на этом этапе, называется тесселяцией. Тесселяция — это действие по замощению поверхности геометрическими фигурами, особенно треугольниками, как в примере ниже:
https://computergraphics.stackexchange.com
Роль файла будет заключаться в хранении информации об этих треугольных геометриях. Существует два разных способа хранения информации в файле: кодировка ASCII и двоичная кодировка, которые сохраняют компоненты единичного вектора нормали к треугольнику и координаты вершин.
Кодировка ASCII
Файл ASCII STL всегда начинается с этой строки:
сплошное имя
Имя будет названием модели, и оно продолжается всеми номерами треугольников:
facet normal n i n j n k
outer loop
vertex v1 x v1 y v1 z
Vertex V2 x V2 Y V2 Z
VERTEX V3
V3 .8. 0 0 V3
v3 2 V3 .0381 z
endloop
endfacet
Каждый n или v является числом с плавающей запятой. Файл ASCII STL заканчивается на:
endsolid name
Если ваш файл большой и очень подробный, он может немного усложниться и стать огромным. В этом случае есть другое решение.
Двоичное кодирование
Двоичный файл начинается с 80-символьного заголовка, и каждый треугольник затем представляется двенадцатью 32-битными числами с плавающей запятой. И в итоге это выглядит так:
UINT8 [80] — заголовок
UINT32 — Количество треугольников
Foreach Triangle
Real32 [3] — нормальный вектор
Real32 [3] — Нормальный вектор
[3] — нормальный вектор
9000 2 4 [3] — нормальный вектор
9000 2
4. REAL32[3] – Вершина 2
REAL32[3] – Вершина 3
UINT16 – Число байтов атрибута
конец
Этот формат удобнее для чтения, двоичный формат
вам нужно проверить файл, чтобы найти возможную проблему.
3D-печать файла STL
Аддитивные производственные работы путем добавления материала слой за слоем или спекания порошка слой за слоем. Итак, что будет интересно для 3D-принтера, так это все слои 3D-объекта. На этом этапе инструмент 3D-слайсера позволяет создавать все слои в 2D, и все это затем группируется в файле GCode, языке 3D-принтера.
Таким образом, машина будет выполнять процесс построения объекта слой за слоем. Большим преимуществом STL для 3D-печати является то, что это универсальный формат файлов, и все 3D-принтеры могут его читать. Но прежде чем отправить файл на 3D-печать, вы должны убедиться, что он не поврежден.
Если файл поврежден, 3D-машина не сможет его распечатать. Смежные треугольники должны иметь две общие вершины, и правило правой руки, примененное к вершинам, должно привести к той же ориентации, что и вектор нормали. Ознакомьтесь с нашим топом лучших бесплатных редакторов STL, чтобы отредактировать или восстановить все ваши файлы STL перед процессом 3D-печати.
3D принтер Raise3D Pro2 Plus — новое поколение принтеров Raise, улучшенная, конкурентная и масштабируемая модель, уже удостоенная наград.
В основе принтера — прочная алюминиевая рама плюс закрытый корпус. Принтер отличается большой рабочей областью до 305×305×605 мм (при работе с одним экструдером) и 280×305×605 мм (при работе с двумя экструдерами). Распечатывает самые сложные проекты, в том числе изделия сразу из нескольких материалов, но даже при печати одним материалом скорость печати выше, чем у предшественника.
Металлические экструдеры с температурой нагрева до 300ºC обеспечивают печать разнообразными материалами, в том числе сложными и экзотичными, например, угле-, металло-, древеснонаполненными, стекловолокном, TPU, TPE, NYLON и многими другими. Возможна печать двумя материалами одновременно или попеременно.
Уникальная система движения для превосходного качества деталей и разрешения. Точность позиционирования уникальна — по XY: 0.78125 мкм, по Z: 0.078125 мкм. Принтер поддерживает сменные сопла от 0,2 мм до 0,8 мм. Контроллер движения следующего поколения. Высочайшая надежность, точный контроль тока, плавные движения привода, превосходные тепловые характеристики. Контроллер на базе 400 МГц ARM Cortex-M7 32-битный RISC FPU. Компоненты промышленного класса. Автономный привода. 256 микрошаговая приводная система.
Для управления имеется 7-дюймовый сенсорный экран с богатым, но при этом понятным визуальным интерфейсом и возможностью выставить настройки для принтера и печати. У Raise3D Pro2 Plus имеется датчик обрыва нити и автовосстановление печати при отключении питания. Также в камере печати установлена камера, чтобы можно было следить за процессом удаленно через Wi-Fi или локальную сеть.
Принтер безопасен для окружающей среды и может использоваться в офисе и дома благодаря новому HEPA фильтру, который абсорбирует более 91% частиц.
Подогреваемая платформа для печати из алюминия, покрытая силиконом и магнитным слоем, превосходно предотвращает деформацию печатаемого объекта, равномерно распределяет тепло и устойчива, благодаря улучшенной системы блокировки 4+9 точек.
Обзор 3D принтера Raise3D PRO2 от компании 3Dtool / Хабр
Всем добрый день! 3D-принтеры Raise3D N- серии собрали множество самых почетных профильных наград во всем мире и любовь пользователей. От лица нашей компании хотим отметить, что принтеры Raise3D зарекомендовали себя как надежная техника с достойным качеством сборки и комплектующих. Однако ребята из Raise3D решили не останавливаться на достигнутом, и уже 25 апреля в США они анонсировали новые модели принтеров Raise3D Pro2 и Pro2 Plus. И сегодня к нам на обзор попал именно Raise3D Pro2. Так что заварите чашечку чая, и давайте вместе посмотрим и изучим данную модель.
Корпус
Компания Raise3D учла все отзывы и пожелания пользователей принтеров предыдущей серии, поэтому каркас принтера Pro2 остался прежним и имеет размеры 620х590х760 мм, внешний вид практически не изменился, но все же, кое-что они смогли добавить, а именно:
— Теперь в PRO2 версии на дверце установлены небольшие магниты, в прошлой модели там располагалась обычная защелка. Заменив ее на магниты, компания избавилась от лишнего шума издаваемого при закрытии дверцы. Теперь все закрывается без каких либо усилий, тихо и плавно.
— Для уменьшения запаха при печати ABS был добавлен НЕРА фильтр.
В остальном же принтер остался таким же приятным на внешний вид, с полностью прозрачными стенками, и отличной, яркой диодной подсветкой внутри.
Также в PRO2 версию добавили WEB камеру для возможности удаленного мониторинга за состоянием 3D печати в режиме реального времени. Подключение к камере происходит с помощью программного обеспечения Ideamaker которое поставляется в комплекте с принтером. О нем чуть позже.
Механика 3D принтера Raise3d PRO 2
По оси Z с каждой стороны установлены по два вала и ШВП винт. По осям Х и У 16мм валы. По сути, кинематика принтера осталась без изменений, так как отлично себя зарекомендовала ещё на N версии принтера.
Производитель так же заменил стандартные «нажимные» концевики осей, на оптические. Повысив чувствительность и качество срабатываний при движении «домой».
Точность позиционирования по осям X и Y достигает 12,5 мкм.
Новый экструдер Raise 3D
Все главные изменения претерпел экструдер. В первую очередь была добавлена функция подъема одного из сопел (управляется центральным процессором), что является отличным нововведением. Ведь при печати на N серии, возникала такая проблема, когда неактивное сопло, могло задеть верхние слои модели и потянув их за собой, сорвать со стола, или критично повредить изделие. Теперь же неактивное сопло моментально поднимается на пару миллиметров вверх, что исключает необходимость выравнивания сопел по горизонтали.
Так же теперь улучшена система обдува экструдера. Помимо двух небольших боковых вентиляторов появился третий центральный, установленный непосредственно на радиаторе, и, тем самым улучшил систему охлаждения модели и экструдера. Появилась возможность отключение обдува полностью, либо настройка его интенсивности.
Рабочая температура экструдера так же повышена, вплоть до 300 ℃
Для того что бы существенно ускорить процесс печати, необходимо было уменьшить вес печатающего блока. Именно это компания Raise3D и сделала, уменьшив и облегчив шаговой мотор протяжного механизма. При этом принтер ни капли не потерял прежнего качества печатной поверхности. Для печати гибкими материалами (Flex, Rubber, etc.) была добавлена регулировка прижимного механизма, а для контроля пластика, датчик окончания филамента. Теперь если у вас кончился пластик, принтер просто встает на паузу.
Рабочая платформа
Появилась совершенно новая платформа, которая стала алюминиевой с фирменным адгезивным покрытием BuildTak. Больше нет никаких прищепок для фиксации стола, теперь стол фиксируется с помощью магнитов и винтов. Силиконовый нагреватель, установленный в стол, может нагревать его до 110 градусов. Как и в предыдущей модели Raise3D N калибровку горизонта нагревательного стола делать не нужно. Все откалибровано на заводе изготовителе.
Размер области построения при печати 1-им экструдером: 305х305х300 мм
Размер области построения при печати 2-мя экструдерами: 280х305х300 мм
Сенсорный экран управления
Экран — визитная карточка Raise3d. Фактически это 7-дюймовый сенсорный планшет с собственной памятью и возможностью подключаться через WiFi сеть.
У экрана удобный интерфейс, процесс (статус) 3D печати отображается графически.
Подключая принтер к компьютеру через WiFi можно полностью контролировать процесс и настройки печати через собственное ПО Ideamaker.
По сравнению с Raise3D N, с блока управления убрали почти все разъемы, остался только USB.
Т.к у экрана имеется собственная батарея, отключение питания не грозит срывом всей печати – всегда можно восстановить 3D печатать с того места, где остановился принтер.
Программное обеспечение
ПО с практически безграничным функционалом осталось неизменным, называется IdeaMaker.
В настройках слайсинга нужно выбрать модель принтера:
После этого появляются основные профили печати, в том числе и новый, доступный только для Pro2 – Ultra high Quality (ультра высокое качество, печать слоем 0.05 мм). Естественно, любой имеющийся профиль можно отредактировать, либо создать свой:
И поставить именно те настройки, которые нужны вам под ваши задачи:
ПО по количеству настроек ничем не уступает платной Simplify3d.
Большой выбор настроек позволяет вытянуть любую, даже самую «капризную» печать.
Подведем итог:
Главные отличия Raise 3 D PRO 2 от N серии:
Обновленный экструдер с системой подъема сопел
Оптические концевые датчики
Наличие камеры
Наличие датчика окончания нити
Обновленная система прижимного механизма экструдера
Обновленный нагревательный стол и система его фиксации.
Заказать новые 3D-принтеры Raise3D можно в нашей компании:
→ Модель PRO2 | Модель PRO2 Plus
→ Каталог 3D-принтеров с большой рабочей областью
Доступный 3D-принтер с двумя экструдерами
Доступный 3D-принтер с двумя экструдерами | Поднять3D
Искать:
3D-принтеры с двумя экструдерами от Raise3D
Отмеченная наградами серия Raise3D Pro2 признана эталоном и золотым стандартом для профессиональных приложений 3D-печати и надежности в режиме 24/7. Из серии Raise3D Pro2 есть Pro2 и Pro2 Plus, 3D-принтеры с двойным экструдером и высоким разрешением для производства и быстрого прототипирования проектов различных размеров.
Серия Pro2 имеет металлическую рабочую пластину для равномерного распределения тепла, а также полностью металлический каркас для плавного движения и точного позиционирования и совместима с различными материалами для 3D-печати. Серия Pro2 оснащена мерами предосторожности для экономии работы, 7-дюймовым сенсорным экраном для эффективного мониторинга процесса 3D-печати и воздушным фильтром HEPA. Как и все 3D-принтеры от Raise3D, серия Pro2 может сочетаться с: ideaMaker, программным обеспечением для 3D-слайсеров, ideaMaker Library, платформой для обмена файлами 3D-принтеров с участниками сообщества Raise3D, и RaiseCloud, облачной платформой управления 3D-печатью. . Наконец, как и все продукты Raise3D, серия Pro2 поддерживает ISO 9001 и ISO 14001 сертифицированы.
Pro2: от 3999,00 долларов США
Pro2 Plus: от 5 999,00 долларов США
Pro2: от 3999,00 долларов США
Pro2 Plus: от 4 999,00 долларов США
Награды
Отмеченная наградами серия Raise3D Pro2 признана эталоном и золотым стандартом для профессиональных приложений 3D-печати и надежности в режиме 24/7.
Сертификаты
Серия Pro2 сертифицирована CE, CB, RoHS и FCC.
Подробную информацию о каждом сертификате см. здесь.
Сведения о принтере
3D-принтер Pro2 с двойным экструдером может печатать до 12 x 12 x 11,8 дюймов | 305 х 305 х 300 мм. 3D-принтер Pro2 Plus может печатать до 12 x 12 x 23,8 дюйма | 305 х 305 х 605 мм.
Эта гибкость позволяет серии Pro2 производить различные виды инструментов, деталей и компонентов. Некоторые виды использования 3D-принтеров с таким объемом сборки заключаются в создании инструментов для 3D-печати, чтобы сделать профессиональное производство и быстрое прототипирование более эффективным.
Скачать таблицу спецификаций
Что такое 3D-принтер с двойным экструдером?
3D-принтер с двойным экструдером может производить 3D-печатные объекты с использованием различных материалов для 3D-печати (также известных как нити) и цветов в рамках одного задания на печать.
Для чего нужны двойные экструдеры?
Двойные экструдеры
позволяют 3D-принтеру производить объекты с несколькими нитями, например водорастворимый материал для 3D-печати, и несколько цветов.
Технические детали
Высокая воспроизводимость
Молниеносная скорость
Расстояние подъема 1,5 мм
Совместимость с гибкими нитями
Почему высокая воспроизводимость хороша для 3D-принтера? Что означает высокая надежность?
3D-печать — это процесс, при котором объект создается тонкими слоями. 3D-принтер должен двигаться вперед и назад по длине модели, чтобы создать эти тонкие слои. Если принтер потеряет свое положение во время этого возвратно-поступательного движения, процесс 3D-печати больше не будет выровнен, и 3D-печатный объект будет разрушен. Высокая воспроизводимость и надежность гарантируют, что принтер не сместится во время возвратно-поступательных движений.
Что означает молниеносная скорость?
Молниеносная скорость относится к общему количеству времени, которое требуется 3D-принтеру для печати объекта. Однако на эту скорость сильно влияет тип печатаемого проекта и то, насколько быстро принтер может менять направление во время движения вперед-назад. Время переключения менее 1 секунды означает, что серия Pro2 может менять направление во время печати объекта. Это сокращает общее время, необходимое для завершения процесса 3D-печати. Имейте в виду, что общая экономия времени по-прежнему будет зависеть от типа проекта.
Почему расстояние подъема 1,5 мм выгодно для 3D-принтера?
Расстояние подъема относится к зазору между неработающим печатающим соплом и печатаемым объектом. Между ними должно быть некоторое расстояние, чтобы сопло принтера не мешало печати. Расстояние подъема 1,5 мм в серии Pro2 обеспечивает достаточное расстояние между неработающим соплом и моделью, чтобы не влиять на процесс печати.
Возможность печати различными нитями при температуре до 300℃
Серия Pro2 совместима с различными материалами для 3D-печати (известными как нити) для соответствия требованиям проекта
В зависимости от целей проекта требуется более одной нити для 3D-печати, чтобы удовлетворить различные структурные или функциональные требования (некоторые из таких требований включают гибкость и прочность). Иногда для одного задания на печать требуется несколько нитей. Наличие 3D-принтера, совместимого с различными типами нитей, является одновременно экономичным и практичным для печати заданий с несколькими нитями.
3D-принтер — металлическая рабочая пластина, которая обеспечивает равномерное распределение тепла для более качественной 3D-печати
Рабочий стол — это плоская нагреваемая поверхность в каждом 3D-принтере, на котором печатаются все проекты. Равномерная нагревательная поверхность рабочей пластины имеет решающее значение для создания высококачественных 3D-печатных деталей. Это также гарантирует, что все нити для 3D-печати не будут повреждены из-за неравномерного распределения тепла.
Фильтрация воздуха HEPA удаляет токсичные частицы, выделяющиеся в процессе 3D-печати
Серия Pro2 имеет фильтрацию воздуха HEPA для очистки воздуха от любых частиц (включая наночастицы), выделяемых в процессе 3D-печати. Воздушный фильтр HEPA эффективно работает в классных комнатах, офисах, а также на больших и малых рабочих местах. Воздушная фильтрация HEPA серии Pro2 работает бесшумно и предназначена для бесшумной работы на фоне любого рабочего места.
Используйте 7-дюймовый сенсорный экран для повышения эффективности и контроля процесса печати с помощью программного обеспечения для 3D-печати
7-дюймовые сенсорные экраны серии Pro2 позволяют пользователям напрямую взаимодействовать с принтером. Он также предоставляет помощь на экране и визуальный выбор модели, чтобы упростить эксплуатацию и мониторинг 3D-принтера и процесса 3D-печати. Как и все 3D-принтеры Raise3D, серия Pro2 совместима с ideaMaker, программным обеспечением для 3D-нарезки, и RaiseCloud, облачной платформой управления 3D-печатью. Это беспроводное соединение позволяет пользователям отслеживать каждое задание на печать, находясь в пути.
Предусмотрены меры предосторожности для сохранения работы на случай, если закончится материал для 3D-печати или произойдет отключение электроэнергии
Потеря питания может отменить и разрушить текущий проект 3D-печати. Однако отключение питания серии Pro2 защищает процесс 3D-печати в случае неожиданного отключения электроэнергии. Кроме того, датчик окончания нити на экструдерах серии Pro2 предотвращает испорченные задания на печать из-за того, что закончилась нить.
Цельнометаллическая рама действует как надежная система движения для плавного движения и точного позиционирования для более высокого качества печати
Высококачественная 3D-печать производится на высококачественных 3D-принтерах. В серии Pro2 используется полностью металлический каркас для создания специальной системы движения, которая позволяет машине плавно скользить во время печати. Эта система движения работает с точным позиционированием, чтобы обеспечить максимальную точность заданий 3D-печати. Сменные сопла позволяют серии Pro2 печатать с разным уровнем детализации.
Экосистема Raise3D
Объедините ideaMaker и RaiseCloud с любым из наших 3D-принтеров, чтобы создать экосистему Raise3D для максимальной эффективности 3D-печати.
Идеймейкер
ideaMaker — это бесплатное программное обеспечение для 3D-нарезки от Raise3D, совместимое с принтерами Raise3D и сторонними принтерами.
Узнать больше
RaiseCloud
RaiseCloud — это облачная платформа управления 3D-печатью, способная удаленно отслеживать процесс печати и организовывать задания на печать для более эффективной 3D-печати.
Узнать больше
Библиотека ideaMaker
Библиотека ideaMaker предоставляет пользователям профили нарезки для различных филаментов, включая филаменты Raise3D и филаменты, сертифицированные OFP, упрощая настройку параметров печати для различных филаментов.
Узнать больше
Академия Raise3D
Получите доступ к Raise3D Academy для получения пошаговых руководств и статей с практическими рекомендациями, охватывающих самые разные темы, от настройки и обслуживания 3D-принтера до выполнения 3D-печати.
Узнать больше
Поддержка Raise3D
Обращайтесь в Центр поддержки Raise3D по любым вопросам, касающимся конкретного принтера.
0,4 мм (по умолчанию), 0,2/0,6/0,8/1,0 мм (доступно)
Максимальная температура сопла
300ºC
Возможности подключения
Wi-Fi, LAN, порт USB, живая камера
Уровень шума (акустический)
<50 дБ(А) в здании
Рабочая температура окружающей среды
15-30ºC, относительная влажность 10-90% без конденсации
Температура хранения
от -25 ℃ до +55 ℃, относительная влажность 10–90 %, без конденсата
Фильтр
НЕРА-фильтр с активированным углем
Технические сертификаты
CB, CE, FCC, RoHS
Вес нетто
50,2 кг
59,3 кг
Вес брутто (только коробка)
62,7 кг
71,8 кг
Вес брутто (коробка с поддоном)
70,5 кг
79,6 кг
ЭЛЕКТРООБОРУДОВАНИЕ
Вход источника питания
100–240 В переменного тока, 50/60 Гц 230 В при 3,3 А
Выход источника питания
24 В пост. тока, 600 Вт
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
Программное обеспечение для нарезки
ideaMaker
Поддерживаемые типы файлов
STL/ OBJ/ 3MF/ OLTP
Поддерживаемые ОС
WINDOWS/ macOS/ Linux
Тип машинного кода
GКОД
КОНТРОЛЛЕР ПРИНТЕРА
Интерфейс пользователя
7-дюймовый сенсорный экран
Сеть
Wi-Fi, Ethernet
Восстановление после потери питания
Доступно
Разрешение экрана
1024 × 600
Контроллер движения
Atmel ARM Cortex M7.400 МГц FPU
Логический контроллер
NXP i. MX6, четырехъядерный процессор ARM с тактовой частотой 1 ГГц
Память
1 ГБ
Встроенная флэш-память
16 ГБ
ОС
Встроенный Linux
Порты
USB 2.0 × 2, Ethernet × 1
3D-принтер Raise3D Pro2
| MatterHackers
3D-принтеры серии Raise3D Pro2
3D-принтер Raise3D Pro2 имеет ту же удивительную форму, что и Raise3D N2, но дает вам еще больше! Вы получаете те же самые замечательные функции в стандартной комплектации:
— Superb Build Volume
— Двойная экструзия
— Беспроводное подключение
— Полностью закрытый
— Полноцветный сенсорный экран 7 дюймов
— Восстановление печати
— V3 Hotend, способный работать при температуре до 300°C С
Pro 9004, 9000 вы также получаете следующие потрясающие НОВЫЕ функции:
— Система магнитной сменной платформы для печати
— Встроенная камера дистанционного наблюдения
— 32-битный контроллер материнской платы
— Высококачественные оптические упоры для осей X, Y и Z
— Усовершенствованные двигатели экструдера с датчиками биения нити
— 3D-печать со сверхвысоким разрешением — толщина слоя до 0,01 мм
Массивная, полностью закрытая рабочая область 0,8 дюйма, что делает 3D-печать в гораздо большем масштабе, чем на других 3D-принтерах с аналогичной ценой, без проблем.
Поскольку он полностью закрыт, температура остается намного более стабильной, поэтому печать с использованием ABS и других чувствительных к температуре нитей не вызывает проблем. Корпус также делает работу с Pro2 более безопасной для начинающих и защищает любопытные пальцы от опасности в школах.
Pro2 оснащен новым охлаждающим вентилятором с фильтром HEPA. Мало того, что вентилятор может управляться независимо для большего или меньшего охлаждения, он улавливает более 90% всех загрязняющих веществ, не допуская попадания пыли и мусора в воздух.
7-дюймовый полноцветный сенсорный экран
Pro2 оснащен огромным 7-дюймовым емкостным сенсорным экраном, позволяющим пользователю калибровать, загружать, контролировать и изменять 3D-отпечатки без компьютера. Благодаря 2 портам USB, Wi-Fi и подключению к локальной сети возможности для ввода дизайнов безграничны. Интерфейс также показывает ход выполнения заданий 3D-печати, поэтому рабочие группы получают больше информации о проектах и помогают командам дизайнеров двигаться в правильном направлении.
Аварийное восстановление печати
Если отключится питание или принтер будет случайно отключен во время печати, он сохранит предыдущее положение головки инструмента во время печати и позволит продолжить печать после восстановления питания. Больше никаких потерянных отпечатков из-за матери-природы или масляных пальцев.
Неограниченный выбор материалов
Хот-энд Pro2 способен достигать невероятных 300°C, а сменная подогреваемая печатная платформа способна достигать температуры 110°C, поэтому поддерживаются любые нити!
-pla -tpu -ppetg
-abs -nlon -metal Infused PLA*
-HIPS -TPE -WOOD PLA
-PC -FLEX -CARDARN Усилит*
* Требуется закаленная нома и улучшенная материнская плата
Новый 32-разрядный контроллер ARM Cortex M7 обеспечивает поразительную точность при сохранении высоких скоростей для всех задач 3D-печати. Изготовленный из компонентов промышленного класса, Pro2 Plus обеспечивает плавное движение и превосходное качество 3D-печати при любом разрешении.
Новый экструдер с датчиком окончания нити
Усовершенствованный экструдер с двойным приводом снижает вероятность проскальзывания, обеспечивая лучшее сцепление для всех типов нити, а также более надежную экструзию в целом. Модернизация экструдера делает его почти на 50% быстрее. Двойной экструдер также включает в себя отступающие сопла — неиспользуемое сопло отодвигается до тех пор, пока оно снова не понадобится. Это также дает моделям Pro2 еще большую скорость печати.
Датчик окончания нити дает 3D-печати еще один шанс на успех, дистанционно информируя пользователя о том, что проекту нужно больше нити. После его замены печать может возобновиться без необходимости начинать все заново.
Улучшенная система рабочих пластин
Печатная платформа аэрокосмического класса является съемной и оснащена модернизированной системой блокировки 4+9 для предотвращения соскальзывания. Благодаря силиконовому нагревательному элементу под основной съемной пластиной тепло распределяется превосходно, меньше деформируется и чрезвычайно прост в использовании. Замена печатной платформы также чрезвычайно проста и может быть дополнена дополнительными печатными платформами для более технических применений дополнительных поверхностей — боросиликата, гаролита и других материалов.
Встроенная камера прямой трансляции
Теперь в модели Pro2 входит встроенная камера высокого разрешения для удаленного наблюдения. Посмотрите на свои проекты, дома вы или нет!
Raise Shield защищает ваш принтер, позволяя вам сосредоточиться на том, что важно
На принтеры Raise3D, такие как Pro2 и Pro2 Plus, распространяется ограниченная гарантия сроком на 1 год, которая распространяется на неэлектронные и нерасходные материалы. Приобретая гарантийное обслуживание Raise Shield для 3D-принтеров Raise3D, ваша гарантия расширяется и покрывает все дефекты производителя, включая электронные компоненты, срок действия которых составляет 1 год. Расходные материалы и косметические дефекты не входят в покрытие Raise Shield.
Это может быть продлено на 2 или 3 года, в зависимости от вашего варианта оплаты.
Токоизмерительные клещи (или Клещи Дитце) — это прибор, который позволяет измерять переменный ток без разрыва самой цепи, в которой проводится измерение. Прибор получает результат измерений, исходя из закона электромагнитной индукции. Если в проводнике течет ток, то вокруг проводника создается магнитное поле и если этот проводник охватить другим проводником, то в нем возникает ЭДС (ЭлектроДвижущая Сила). Полученная ЭДС при определенных условиях пропорциональна измеряемому току. И таким образом, измерив напряжение на данном проводнике, станет возможным и определение величины измеряемого тока. Токоизмерительные клещи серии M266 являются многофункциональным прибором, с помощью которого можно измерить множество параметров. Кроме основной функции измерения переменного тока, с помощью M266F можно измерить постоянное и переменное напряжение, сопротивление и частоту. Кроме того, у данного прибора есть функция прозвонки целостности цепи и проверки диодов. Токовые клещи M266F имеют функцию удержания результата измерений DATA HOLD для тех случаев, когда измерения проводятся в труднодоступных местах и не всегда есть возможность взглянуть на экран. Прибор изготовлен из высококачественных материалов и имеет эргономичный дизайн. Инженеры старались максимально упростить прибор, и поэтому, с ним легко работать даже одной рукой. Кроме того, у прибора усиленный переключатель, благодаря которому исключается возможность случайного нажатия. Калибровка и тестирование приборов произведены под контролем компании СДС. Характеристики: Постоянное напряжение: 2 В/20 В/200 В ±(0.5% +3), 1000 В ±(0.8% +3)Переменное напряжение: 200 В ±(1.0% +5), 750 В ±(1.2% +5)Переменный ток: 200 A ±(2.5% +5), 1000 A ±(3% +10)Сопротивление: 200 Ом/2 KОм /20 KОм/200 KОм/2 MОм ±(1% +8)Частота: 2 кГц ±(2,0%+5)3-разрядный дисплей Охват клещей: 50 ммРучной выбор предела измерений Регистрация max значений (Max Hold) Режим удержания измерений DATA HOLDПрозвонка целостности цепиИмпеданс:
Отличные предложения по товарам. Мы даем выгодные скидки и проводим акции!
Актуальные складские остатки;
Консультации и помощь по телефону;
Мы официальная компания с реальным фактическим и юридическим адресом (о компании). По необходимости предоставляем пакет документов для тендеров и договоров;
Самостоятельно решам вопросы по браку с поставщиками, а также пытаемся решить все вопросы возникшие у покупателей;
Положительные отзывы от крупных заказчиков такие как: АО «Газпромнефть — Северо-Запад», АО «Транснефть-Сибирь», ПАО «Газпром автоматизация», АО «Газпром Электрогаз», ОАО «ТОМСКГАЗПРОМ», АО «Газпромнефть — Северо-Запад» и многие многие другие;
Для постоянных клиентов действуют дополнительные условия, но согласовываются индивидуально.
Похожие товары
Клещи токоизмерительные M266F
Главная
Каталог
Контрольно-измерительные приборы
Клещи электроизмерительные
Клещи токоизмерительные M266F
Артикул: KTI107
Производитель: MASTECH
Токовые клещи Mastech M266F отличаются от токоизмерительных клещей Mastech M266 возможностью измерять частоту входного сигнала на щупах в диапазоне от 1 Гц до 2 кГц с погрешностью +/- 2%
Доставка:
до ТК бесплатно
Самовывоз:
до 18:00
Наличие: В наличии
3 250,00 ₽ Скидка 46%
1 751,00 ₽
Быстрая покупка
Товар в Корзине
Описание товара
Сертификат
Комментарии
Общее описание
Токовые клещи Mastech M266F отличаются от токоизмерительных клещей Mastech M266 возможностью измерять частоту входного сигнала на щупах в диапазоне от 1 Гц до 2 кГц с погрешностью +/- 2%. Они также позволяют производить измерения переменного тока, сопротивления, постоянного и переменного напряжения и (при использовании специальной приставки — измерителя изоляции Mastech M261) сопротивление изоляции.
Полученные значения преобразуются процессором методом двойного интегрирования и отображаются на большом (15 х 47 мм) 3 1/2 -разрядном ЖК дисплее с размерами . Питание токоизмерительных клещей осуществляется от одной батареи 9 В типа 1604 или 6F22 («Крона»).
Характеристики
Напряжение переменного тока
750 В
Напряжение постоянного тока
1000 В
Сила переменного тока
1000 А
Сопротивление
200Ом-20МОм
Обхват
50 мм
Звуковой пробник
50 Ом
Проверка диодов
Да
Источник питания
1
Вес
0. 350 кг
Габаритные размеры в упаковке
260/135/65 мм
Сертификат
К этому товару пока нет комментариев. Ваш комментарий будет первым!
Ваш комментарий
Все поля обязательны для заполнения.
Похожие товары
Недавно просмотренные товары
MASTECH M266F Руководство по инструкциям оператора PDF Скачать
M266F
1. Информация о безопасности
Цифровой мультиметр
Метр полностью переносимый, LCD, 3 1/2 цифр
с функцией тестирования изоляции (с опцией 500В
.
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
прибор для проверки изоляции). Он был разработан в соответствии с
по IEC1010-1 IEC1010-2-032 для электронных измерительных приборов
с категорией перенапряжения 9.0003
(CAT II 1000 В и CAT III 600 В) и загрязнение 2 и безопасность
требования к ручным токоизмерительным клещам для электрических измерений и испытаний
.
Следуйте всем инструкциям по технике безопасности и эксплуатации, чтобы обеспечить
безопасное использование счетчика и его
хорошее рабочее состояние.
1.1 Предварительная информация
При использовании этого счетчика пользователь должен соблюдать все обычные
правила техники безопасности, касающиеся:
HOLD
МАКС. 1000A~
Защита от опасности электрического тока.
CAT II 1000 В
CAT II 600 В
266F ЗАЖИМ ИЗМЕРИТЕЛЬНЫЙ
Защита счетчика от неправильного использования.
WITH 261 OPTION(500V)
INSULATION TESTER
A~
OFF 2000M
Full compliance with safety standards can be
1000
EXTERNAL
UNIT
200
20M
Ω
guaranteed только при использовании прилагаемых измерительных проводов. Если
Гц
2k
2M
необходимо заменить на аналогичную модель
200
200
или с такими же электронными характеристиками. Измерительные провода должны быть в хорошем состоянии.
2k
1000
1.2 Во время использования
200
200
20
Никогда не превышайте предельные значения защиты, указанные в
003
В~
Ом
характеристики для каждого диапазона измерения.
BAT
Когда счетчик подключен к измерительной цепи, не касайтесь
неиспользуемых клемм.
Если шкала измеряемых значений неизвестна
CAT ll 6100V
заранее установите переключатель диапазона в самое верхнее положение.
VΩ
COM
EXT
Перед вращением переключателя диапазонов для изменения функции,
CAT ll
750 В~
1000 В
MAX
отсоедините измерительные провода от тестируемой цепи.
При проведении измерений на ТВ или коммутации
силовых цепей всегда помните, что в контрольных точках возможны
импульсы напряжения большой амплитуды, которые могут
повредить счетчик. Никогда не выполняйте измерения сопротивления
в цепях под напряжением.
Всегда будьте осторожны при работе с напряжением выше 60 В
постоянного тока или 30 В переменного тока, среднеквадратичное значение. Держите пальцы за барьерами датчиков
во время измерения.
1.3 Символы
Важная информация по технике безопасности, см. руководство по эксплуатации
.
Возможно наличие опасного напряжения.
Двойная изоляция (класс защиты II).
Применение вокруг и удаление
ОПАСНЫХ ДЛЯ ЖИЗНИ проводов разрешено.
Заземление.
1.4 Техническое обслуживание
Перед открытием счетчика всегда отключайте измерительные провода
от всех источников электрического тока.
При обнаружении каких-либо неисправностей или отклонений счетчик
больше нельзя использовать и его необходимо проверить.
Никогда не используйте глюкометр, если задняя крышка и крышка батарейного отсека
не установлены и не закреплены полностью.
Не используйте для очистки глюкометра абразивы или растворители, используйте только влажную ткань
и мягкое моющее средство.
01
02
2. Описание
ПЕРЕДНЯЯ ПАНЕЛЬ
Этот прибор относится к серии портативных цифровых клещей 3 1/2
измеритель для измерения постоянного и переменного напряжения, переменного тока,
сопротивления, проверки непрерывности и проверки изоляции. Некоторые модели
также обеспечивают проверку частоты или температуры. Полная защита от перегрузок
. Предусмотрена индикация низкого заряда батареи и индикация превышения диапазона
. В следующей таблице показаны функции токоизмерительных клещей серии
.
ФУНКЦИЯ
M266
M266F M266C
※
※
※
ACV DCV
※
※
※
ACA
※
※
※
Ω
※
※
※
※
※
※
※
Изоляция
※
Температура
※
Частота
1. Трансформатор
JAWS
2. Барьер или
Тактильный индикатор
.0003
ИЗМЕРИТЕЛЬНАЯ ГНЕЗДО
03
2.1 Переключатель функций и диапазонов
Поворотный переключатель используется для функций измерения и
диапазонов. Когда переключатель установлен в положение OFF, счетчик
не работает.
2.2 Клеммы трансформатора
Улавливают переменный ток, протекающий по проводнику.
Нажмите ТРИГГЕР, чтобы открыть челюсти трансформатора.
При отпускании пальца на ТРИГГЕРЕ
челюсти снова закрываются.
Hold
MAX 1000A ~
CAT LL 1000V
2.3 Данные Удержание
CAT LLL 600V
266F METER
с вариантом 261 (500 В)
Изоляция The Tester
A ~
DECRES Переключить и выходить из
OFF
2000M
1000
Внешний
Блок
200
20M
ω
Гц
Режим удержания данных. Выход из режима удержания данных снова нажмите
2k
2M
кнопка.
200
200
В ~
20
7509
2,4 Входные домкраты
2K
1000
200
2009
Этот счетчик имеет три входных гнезда, которые являются профильными
200003
2
2
2
2
2
2
2
2
2
2
В
В~
Ом
от перегрузки до указанных пределов.
BAT
Во время использования подключите черный щуп к разъему COM и
подключите красный измерительный провод к разъему V
Ω
. Красный щуп — это
в зависимости от выбранной функции.
Cat LL 6100V
Vω
COM
EXT
Размещение EXT используется для блок Tack Ionsulation Tester
Всего известно о 24 отзывах о Компрессор масляный Zitrek Z3K320/50 , 50 л, 1.8 кВт
Ищете положительные и негативные отзывы о Компрессор масляный Zitrek Z3K320/50 , 50 л, 1.8 кВт?
Из 11 источников мы собрали 24 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки Компрессор масляный Zitrek Z3K320/50 , 50 л, 1.8 кВт выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Компрессор масляный Zitrek Z3K320/50 , 50 л, 1.8 кВт, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по Компрессор масляный Zitrek Z3K320/50 , 50 л, 1.8 кВт
Информация об отзывах обновлена на 06.11.2022
Написать отзыв
Михаил Ш, 22. 06.2020
Достоинства: Цена. Два раздельных выхода( один регулируемый, второй- прямой).
Недостатки: Обман по характеристикам.
Комментарий: Реальный объём ресивера-36 литров. Эти 36л. он наполняет с 0 до 8атм. за 3 мин ровно. При работе краскопультом давление поддерживает. С гайковертом ещё не пробывал( не купил).
Semyon O., 16.06.2020
Достоинства: хороший, прочный, надежный, ускоряет работу
Недостатки: не обнаружено
Комментарий: Использую в основном для покраски автомобилей, работаю на СТО. У нас объем работ небольшой, клиентов не сказать чтобы прям много, потому это устройство вполне справляется, и, думаю, даже справилось бы с большими нагрузками! Неплохая штука, упрощает процесс покраски!
korocha-post, 16. 04.2020
Достоинства: Нет
Недостатки: 320 литров в минуту на входе? Серьезно.? 4 минуты 15 секунд компрессор качал до 8 атмосфер. 50*8/255*60=90 литров в минуту на входе. На входе Карл. На выходе сколько 40? Я то думаю 1.8 КВ двиг у всех фирм по 250/260 литров в минуту, откуда тут 320. Кнопка вообще непонятно как работает. Нажимаешь выключается отпускаешь включается. Надо с розетки выключать только. Хрень полная.
Комментарий: Все такие довольные. Отзывы явно заказные или расскажите мне что в нем хорошего?
Георгий Ц., 11.03.2020
Достоинства: Очень мощный и производительные, не дорогой, для покрасочных работ подойдет идеально.
Недостатки: Занимает много места
Комментарий: Для своей стоимости достаточно мощный аппарат, до этого у меня стоял компрессор одной известной российской компании, в итоге вышел из строя не проработав и года. Товарищ который занимается покраской автомобилей порекомендовал мне компанию zitrek, цена приятно порадовала, правда не во всех магазинах в наличии бывает, видимо быстро раскупают.
Рамис, 24.02.2020
Достоинства: мощность и компактность ВСЕ СУПЕР
Недостатки: есть маленький недостаток не налили компрессорное масло
Комментарий: одним словом компрессор хороший мощный производительный рекомендую
Денис Д., 23.02.2020
Достоинства: Относительно тизий
Недостатки: 320 литров в минуту это ложь,там максимум 120
Комментарий: Отзвонился менеджеру с претензией, обещали связаться сомной в течении 48 часов и решить …Связались через неделю)) Предложили забрать бесплатно на экспертизу ,но в случае если экспертиза не подтвердит мою претензию то я сам оплачиваю доставку назад. В итоге продал на авито дешевле на 1000р .Для подкачки шин сгодится ,что то продуть или покрасить .Гайковерт не тянет даже со шлангом 10мм .
Кирилл Ч., 17.02.2020
Достоинства: Не габаритный, хорошее качество, пользуюсь три месяца все хорошо, за свою цену очень мощный.
Комментарий: Сомневался покупать ли компрессор этого производителя или взять отечественный более знакомый (чтобы если что можно было легче отремонтировать его). Но потом почитав отзывы все таки решил взять компрессор компании zitrek, по качеству они меня не подвели. Этот компрессор стоит у меня уже 3 месяца, запускаю практически каждый день, мощность для такой цены очень хорошая. Буду рекомендовать друзьям.
Максим К., 17.02.2020
Комментарий: Безотказный компрессор эксплуатировался в самых тяжелых условиях, работал практически на полную мощность. Вот что значит настоящее качество. Считаю, что свою цену отбил уже раз 10. После удачного опыта эксплуатации пользуюсь другими товарами компании zitrek.
Adam B., 28.11.2019
Достоинства: Нормальный компрессор.
Недостатки: Ресивер далее от 50 литров.
Комментарий: Перед первым пуском обтянул все соединения. Масло уже залито. Качает нормально. Огорчило то, что ресивер не 50 литров-это точно. Даже размер на бирке компрессора не совпадает с размером в паспорте. Но с учётом цены со скидками и бонусами за которую был куплен он меня устраивает.
Андрей Я., 26.11.2019
Комментарий: Заказал себе этот компрессор через интернет, особых ожиданий по началу не питал, так как много у меня за всю жизнь было компрессоров и уже знаю, на, что стоит обратить внимание при «»первом знакомстве»». На удивление когда курьер привез мне zitrek z3k320/50 недостатков при первичном осмотре я не обнаружил. Эксплуатирую его уже больше года, работает идеально, не перегревается, посторонних звуков не издает, верю, что прослужит очень долго.
Владимир К., 24.11.2019
Достоинства: Нормальный компрессор.
Недостатки: Пока не увидел.
Комментарий: Сдаётся мне, что ресивер не 50 литров, а где-то 30 с +.
Илья П., 20.11.2019
Достоинства: Большой объем, хорошая мощность для этой цены.
Комментарий: Попросил у жены в подарок этот компрессор, а началось все с того, что увидел в интернете обзор на него. Изначально думал стоит такой тысяч двадцать не меньше. Но когда посмотрел на маркете реальную цену, сразу загорелся. А тут как раз день рождение было на носу. Думаю почему бы и не воспользоваться этим. Ну пользуюсь я этим компрессором редко, но метко, все работы которые я им выполнял были сделаны в полном объеме, объем и мощность соответствуют заявленным, рекомендую.
Евгений Т., 20.11.2019
Комментарий: Занимаюсь покраской автомобилей, компрессор чуть ли не главное приспособление в нашем деле. Поэтому нужен хороший, мощный и надежный аппарат, желательно с не высоким потреблением электроэнергии и хорошей ценой, я для себя выбрал zitrek z3k320/50, конкретно для покраски автомобилей он подходит идеально. Максимум он работал у меня 6 часов без остановки, перегрева или признаков ближайшей неисправности я не заметил. Спасибо за хорошее качество товара.
Паренков И. , 18.10.2019
Достоинства: Качественный корпус, качественные материалы, работает
Недостатки: Работает, а что еще нужно?
Комментарий: Покупали для производственной линии, когда наш компрессор сломался. Обошелся очень недорого, что весьма порадовало. Никаких проблем нет, поршневые кольца выполнены явно качественно и надежно, может работать весьма продолжительное время.
Борис Б., 11.10.2019
Достоинства: Мощный, большой бак, не потребляет много энергии, работает в любых условиях, приятная цена по сравнению с конкурентами.
Недостатки: Тонкий слой краски, до металла можно легко поцарапать.
Комментарий: Я с самого начала присмотрел себе этот компрессор у меня была определенная сумма и она совпадала со стоимостью компрессора. Потом появились товарищи по работе которым я случайно рассказал, что как раз планирую покупать себе компрессор, как это обычно бывает друзья внесли мне нотку сомнения, и тут я уже стал задумываться стоит ли покупать именно этот компрессор или взять что то более дорогое, стал сравнивать характеристики читать спец форумы, в итоге все равно купил этот компрессор и доволен как слон, вывод такой не слушайте друзей, думайте своей головой, и не потеряете много времени. P.S. а компрессор за свои деньги действительно очень мощный.
Василий, 10.10.2019
Достоинства: Не дорогой
Недостатки: Манометры врут на 1 атмосферу. Производительность завышена.
Комментарий: Объединил с компрессором Garage 24 литра шлангом 9мм внутренний диаметр. При одновременном накачивании первым отключился Zitrek, его манометры показывали 8 атмосфер, хотя показания второго компрессора были 7 и он продолжал качать. Когда второй компрессор отключился на его манометре было 8 атмосфер, а на манометре Zitrek 9. Конечно у меня нет эталонного манометра, чтобы точно проверить чьи показания верны, но я думаю, что полученные результаты не в пользу компрессора Zitrek.
huligan1000, 09.10.2019
Достоинства: набирает давление до 8 отмасфер за 2.5 минуты работает хорошо не очень шумно.
Недостатки: Конечно заявленных 50 литров в ресивере нет я посчитал по формуле получилось 38.6 литра так что производитель немного слукавил, а так в остальном всё хорошо.
Комментарий: Для гаража пойдет .
niKKKi, 08.10.2019
Достоинства: хорошо работает, подходит для системы покраски, недорого стоит
Недостатки: не нашлось
Комментарий: Использую для системы аппаратной покраски помещений, очень хорошая штука. Доволен, что выбрал именно эту модель, поскольку обошелся компрессор в итоге недорого, и работает не хуже, чем его дорогие аналоги. Брал для частных и любительских работ, в профессиональных сферах не использовал, потому не могу ничего сказать в этом плане!
Олег Т., 07.10.2019
Комментарий: Как я рад, наконец таки нашел идеальный компрессор которые идеально подходит под мои потребности и самое удивительное, что цена у него полностью соответствует качеству. Для меня Zitrek фирма новая, но после того, как я попробовал их продукт, буду пользоваться их техникой, тем более, что цены более, чем адекватные.
Сергей Н., 06.10.2019
Комментарий: Купили zitrek z3k320/50, наверное по большей мере из-за положительных отзывов. Сложно было выбрать. Компрессоров на рынке сейчас очень много, у всех практически один ценовой диапазон, различия если и есть то не критичные, поэтому пришлось обратиться за помощью в интернет. Сейчас когда я пользуюсь этим компрессором уже более полугода, ежедневно, могу сказать, что работает он как швейцарские часы, правда на полную мощность я его еще не нагружал, да и не рекомендую, думаю это изрядно сократит срок службы.
Андрей И., 25.09.2019
Достоинства: стабильный, недорогой, качественный
Недостатки: за полгода не обнаружили
Комментарий: Устанавливали на производстве, для химического оборудования, чтобы обеспечивать соответствующую функцию в цепи производства. Обычный компрессор, проблем с ним не возникает, работает стабильно. Если учитывать, что еще и стоит дешево, то вообще отлично!
Даниил Сергеевич, 20.09.2019
Достоинства: Самый главный плюс это цена! А так же качество которое выше чем цена. Конечно же 320 литров производительности скорее всего тут нет. И объем ресивера тут скорее всего не 50 литров, а около ~ 35-40 литров ( ну это я сам проводил расчеты )
Недостатки: Недостатков нет за такую цену
Комментарий: Купил к нему гайковерт за 5000р, лубрикатор, набор ударных головок за 4000р, шланги спиральный и обычный, влагоотделители, продувочные пистолеты, пистолет для накачки шин. Во дворе сделал будку для компрессора, и теперь при включении его не слышно вообще. Теперь откручиваю колеса, любые болты, гайки на автомобиле. В будущем буду покупать краскопульт, гвоздобой и прочий пневмоинструмент.
Тимур К., 15.09.2019
Достоинства: Ручка для транспортировки очень удобная, сам по себе компрессор очень производительный, цена более чем хорошая.
Недостатки: Короткий шнур.
Комментарий: Брали себе этот компрессор в автосервис на замену вышедшему из строя «патриоту», по мощности оказался мощнее (старый был всего на 240 литров), пока плохого ничего не могу сказать, радует нас эта компания, сделано все очень аккуратно, есть удобная транспортировочная ручка.
Сергей П., 12.09.2019
Достоинства: ТТХ, близнец всех «китайцев» но со смешной ценой.
Недостатки: Не укомплектован (от слова совсем), эл. шнур от силы метра полтора(жесткий), разбит кожух.
Комментарий: Брал чисто для гаражных работ, поэтому требования не завышены знал что брал, тем не менее пока провожу обкатку до 8 атм набирает за 2.33, за сутки давление почти не падает, сработка почему то на 5 атм. Проведена подтяжка всех соединений (обязательно). Кожух заклеил. Все что можно ремонтировать — отремонтирую. Покупкой доволен: получил компрессор на 50 л по цене автомобильного насоса.
Основные характеристики
Тип компрессора
поршневой
Тип двигателя
электрический
Тип смазки
масляный
Мощность
1. 8 кВт
Давление
8 бар
Производительность на входе
320 л/мин
Привод
коаксиальный (прямой)
Напряжение питания
220 / 380 В
Максимальное число оборотов
2800 об/мин
Ресивер
горизонтальный
Объем ресивера
50 л
Количество цилиндров компрессора
1
Количество ступеней сжатия
1
Функции
Регулировка давления
есть
Защита от перегрева
есть
Манометр
есть
Конструкция
Транспортировка
два колеса
Ручка для переноски
есть
Дополнительно
Размеры
29x63x71 см
Вес
31 кг
Гарантийный срок
365 дн.
Производители
Fubag23
Denzel18
ELITECh25
Remeza12
PATRIOT12
Quattro Elementi12
Кратон10
Wester10
Eco9
КАЛИБР8
Garage7
ВИХРЬ7
Metabo6
Ставмаш5
Aurora5
Zitrek4
Сибртех4
Daewoo Power Products4
Sturm!4
Concorde3
greenworks3
ЗУБР3
Hyundai3
Интерскол2
NEXTTOOL2
Ударник2
ДИОЛД2
COLT2
FIAC2
SKAT1
Wert1
Aircast1
СТАВР1
FINI1
BERKUT1
Moller1
Ingro1
BERG Compressors1
Brado1
TRIUMPh2
DGM1
Энергомаш1
ABAC1
Энергия1
Бежецкий завод «АСО»1
Показать еще
Масляный компрессор Zitrek Z3K440 50
Главная » Садовая техника, электроинструмент » Компрессоры масляные и безмасляные
Компрессоры масляные и безмасляные
Автор Роман Игнатьев На чтение 3 мин. Просмотров 232 Опубликовано
Обновлено
Приветствую всех! Сегодня на обзоре масляный компрессор Zitrek Z3K440 50.
Содержание
Внешний вид
Возможности
Отзывы
Внешний вид
Компрессор поршневой Zitrek z3k440/50 применяется с широким спектром аксессуаров и пневмоинструмента.
Габариты: 80x36x66 см.
Вес: 52 кг.
Транспортировка: ручка, два колеса.
Поршневой компрессор удобен и безопасен в использовании. Модель оснащена алюминиевыми головками, которые быстрее отводят тепло от цилиндров. Конструкция упрочнена блоком цилиндров из чугуна. Двигатель дополнен автоматическим повторным запуском для работы в сложных условиях. Дополнительная защита от перегрева исключает повреждение подвижных элементов конструкции. Предохранительный клапан ограничивает максимальное давление сжатого воздуха. Давление воздуха на выходе плавно регулируется с помощью встроенного редуктора. Для безопасного и удобного перемещения аппарат оснащен прочными литыми колесами.
Комплект колес.
Документация.
В комплекте, кроме самого компрессора, Вы получите комплект колес и документацию. Все это упаковано в картонную упаковку.
Возможности
Питание: 220В.
Номинальная мощность: 2,2 кВт.
Давление: 8 бар.
Производительность на входе: 440 л/мин.
Объем ресивера: 50 л.
Предохранительный клапан: есть.
Манометр: есть.
Двухцилиндровый поршневой масляный ременной одноступенчатый компрессор производительностью 440 л/мин, мощностью 2,2 кВт, ресивером 50 л. — рекомендован для всех видов работ на небольших производствах.
Преимущества:
Блок цилиндров сконструирован на основе новых прогрессивных технологий: гильза изготовлена из высококачественного чугуна, а головки цилиндров – из алюминия с большими охлаждающими ребрами для эффективного воздушного охлаждения.
Увеличенный масляный картер обеспечивает высокоэффективную работу.
Пластины клапанов из специальной износостойкой нержавеющей стали для максимальной производительности в течение всего срока эксплуатации.
Динамически сбалансированный маховик с охлаждающими лопастями увеличивает ресурс и поддерживает оптимальный тепловой режим компрессора.
Электрический двигатель с теплозащитой от перегрева и автоматическим повторным пуском для жестких условий эксплуатации.
Простота конструкции и эксплуатации.
Отзывы
Давайте посмотрим отзывы реальных пользователей этой модели, которые я нашёл в интернете. Сначала я расскажу вам негатив:
Качает до 8 бар, хотя в пишут что может 10.
Защита ремней при накачке очень сильно трясётся и гремит.
Собран из самых недорогих деталей.
Сварочные швы везде разные.
Ресивер на 40 л а никак не на 50 л.
Нет регулятора давления.
Не положили шайбы для колёс.
Но есть и позитивные отзывы:
Качает бодро.
Не сильно громкий.
Работает сразу из коробки.
2 выхода под быстросъем.
Отличные воздушные фильтры.
Накачивается ресивер до 8 бар за минуту.
Фильтры хорошие, бумажные в металле.
Возможно, вы станете владельцем этой модели компрессора, в комментариях можете поделиться своим отзывом.
Бесколлекторные двигатели с планетарным редуктором МРБ-32
Основные характеристики
Напряжение питания, В
24
Номинальная скорость, об/мин
4000
Скорость холостого хода, об/мин
5000
Номинальный крутящий момент, Н*м
0,05
Выходная мощность, Вт
20
Номинальный ток, А
1,3
Ток холостого хода, А
0,8
Скачать паспорт
Скачать описание
Заказать
Описание бесколлекторных двигателей с редуктором МРБ‑32
Мотор-редуктор серии МРБ‑32 состоит из реверсивного бесколлекторного двигателя постоянного тока с датчиками Холла и планетарного редуктора.
МРБ‑32, самый миниатюрный бесколлекторный мотор-редуктор из этой серии. Хороший выбор разных передаточных отношений редуктора позволяет получить высокую номинальную скорость вращения (до 1081 об/мин) или большой крутящий момент (до 53кгс*см).
Общий диаметр изделия (двигатель + редуктор), составляет всего 32мм, что делает возможным его применение в легких и компактных инженерных решениях.
Для удобного крепления двигателей мы предлагаем кронштейны. Подобрать кронштейн для крепления здесь
Технические характеристики
Передаточное отношение
3,7
4,29
5,18
6,75
25
150
308
Скорость, об/мин
1081
932
772
593
160
26
13
Крутящий момент, кг•см
1,26
1,5
1,8
2,4
5,8
42
53
Габаритные и присоединительные размеры бесколлекторного двигателя с редуктором МРБ‑32
Передаточное отношение
L, мм
3,7 – 6,75
25,6
25
35,9
150 – 308
46,2
Электрическая схема бесколлекторного двигателя с редуктором МРБ‑32
С этим товаром покупают
BLSD‑20Modbus
Блоки управления бесколлекторнымиными двигателями постоянного тока
подробнее
BLD‑20DIN
Блоки управления коллекторными двигателями постоянного тока
подробнее
MDR-40-24 MW
Источник питания
подробнее
Муфта SJC
Безлюфтовая упругая муфта
подробнее
Задать вопрос
Хотите узнать дополнительную информацию о продукции — задайте вопрос. Наш специалист свяжется с вами в ближайшее время.
Бесколлекторный двигатель, редуктор и энкодер maxon motor
Аналоги мировых брендов. Подробнее>>
Линейка конфигурируемых изделий компании maxon motor пополнилась новыми решениями диаметром 4 мм: бесколлекторным двигателем ECX SPEED 4, планетарным редуктором GPX4С и энкодером ENX4 MAG.
Бесколлекторный двигатель ECX SPEED 4
Новый бесколлекторный двигатель ECX SPEED 4 доступен в 2 вариантах по длине: M и L. По конструкции, размерам и производительности новые двигатели очень похожи на eуже существующие двигатели EC4. Отличия состоят в том, что вал двигателей ECX SPEED 4 несколько толще, чем у EC4: 1 мм вместо 0,6 мм, а плоский печатный кабель чуть длиннее: 50 мм вместо 35 мм.
Редуктор GPX4 C
Новые планетарные редукторы GPX 4 С доступны с 2, 3 и 4 ступенями редукции. По производительности они замещают существующие GP4С и имеют те же передаточные числа. Отличия от редуктора GP4 – это выходной вал большего диаметра (1,45 мм вместо 1 мм) и корпус, который чуть длиннее, но не имеет крепёжной резьбы по окружности корпуса.
Энкодер ENX4 MAG
Этот энкодер – первый на рынке с диаметром всего 4 мм. Он также имеет магнитный принцип действия как и чуть большие по габариту энкодеры ENX6MAG и ENX8MAG. И точно также для нового энкодера ENX4MAG можно выбрать любое разрешение – от 1 до 128 импульсов на оборот. Этот энкодер может быть установлен на ENX SPEED 4 с датчиками Холла. Сигналы энкодера выводятся в одном кабеле с сигналами двигателя.
Существующие EC4 и GP4 получили статус NRND (не рекомендовано для новых разработок) и не были включены в каталог maxon 2020/21. Производство их будет прекращено.
Снимаются с производства EC4 0.5W, EC4 1W, GP4С 2-,3- и 4-ступенчатые.
Срок последнего размещения заказов – конец октября 2020 г.
Срок последней отгрузки с завода – 28 февраля 2021 г.
Информация о новых изделиях (EСX SPEED 4, GPX 4 C, ENX4 MAG) включена в каталог maxon 2020/21 и доступна на сайте www.maxonmotor.com. Описания новых изделий –здесь.
Нельзя добавить товар к сравнению. Вы уже добавили к сравнению товар из категории « XXX». Очистите список сравнения и попробуйте ещё раз.
Товар успено добавлен в корзину
Ваш город
Москва
Санкт-Петербург
Новосибирск
Екатеринбург
Казань
Нижний Новгород
Челябинск
Самара
Омск
Ростов-на-Дону
Уфа
Красноярск
Воронеж
Пермь
Волгоград
Краснодар
Саратов
Тюмень
Тольятти
Ижевск
Барнаул
Ульяновск
Иркутск
Хабаровск
Ярославль
Владивосток
Махачкала
Томск
Оренбург
Кемерово
Извини, ничего не нашлось
Ваш заказВаша корзина пуста
Спасибо, ваше сообщение отправлено. Мы ответим вам как только сможем.
Перезвонить мне
Спасибо, ваше сообщение отправлено. Мы ответим вам как только сможем.
Сайт использует cookies для вашего удобства. Политика конфидинциальности и Правила использования. Принять
Политика конфиденциальности
Высокопроизводительные мотор-редукторы для автоматизации и медицинской мобильности
ElectroCraft — мировой лидер в разработке и производстве специализированных мотор-редукторы для широкого спектра колесных приводов от медицинского мобильного оборудования таких как инвалидные коляски и подъемники для систем тяги промышленных мобильных платформ, таких как автоматизированные управляемые транспортные средства (АГВ) и автономные мобильные роботы (АМР). Более одного миллиона Мотор-редукторы ElectroCraft эксплуатируются по всему миру. Известны своим плавным, контролируемым мощность с высоким пусковым крутящим моментом, наши мотор-редукторы обеспечивают превосходную проходимость по пересеченной местности и способность преодолевать бордюр. Доступен в широком диапазоне вариантов двигателя и редуктора, от конфигурируемого до полностью настраиваемого, у нас есть решение, которое удовлетворит ваши специфические потребности. Требования к кандидатам.
От конфигурируемого до полностью настраиваемого, ElectroCraft предлагает мотор-редуктор решения для удовлетворения конкретных требований OEM.
Мы активно разрабатываем новые мотор-редукторы. Если вы хотите получить информацию о новых продуктах в разработке или рассказать о своем проекте, пожалуйста обратитесь в местный офис продаж.
Колесные приводы MobilePower™
Мотор-редукторы MobilePower™
Бесщеточные планетарные мотор-редукторы постоянного тока
Планетарные мотор-редукторы PMDC
Цилиндрические мотор-редукторы PMDC
Различные типы мотор-редукторов
Существует множество типов мотор-редукторов, каждый из которых имеет специальные функции.
Электродвигатели с угловым редуктором — Это электродвигатели, соединенные с зубчатым редуктором. Прямоугольные мотор-редукторы обычно используются в оборудовании для автоматизации предприятий общественного питания, сельского хозяйства и медицины из-за их компактности.
Рядные мотор-редукторы — Рядные мотор-редукторы состоят из цельного корпуса, что снижает вероятность износа и деформации. Они идеально подходят для тяжелых условий эксплуатации в таких отраслях, как производство цемента, энергетика, судоходство и т. д.
Мотор-редукторы с параллельными валами — В них используются высококачественные шестерни для снижения скорости работы машины. Мотор-редукторы с параллельными валами часто используются в мешалках, которые смешивают большие емкости с жидкостями.
Планетарные мотор-редукторы — Планетарные редукторы используются в высокоточных устройствах управления движением, требующих высокого крутящего момента, высокой жесткости на кручение и малого люфта. Идеально подходит для двигателей, оптимальная эффективность которых достигается при более высоких скоростях.
Важность мотор-редукторов
Мотор-редуктор является компонентом гораздо более крупного двигателя. Он используется для регулировки скорости всего механизма. Это важно для различных приложений, таких как управление конвейерными лентами или скорость механизмов перемешивания. Поэтому важно выбрать качественный и долговечный мотор-редуктор.
Бесщеточные мотор-редукторы постоянного тока с параллельными валами
Перейти к основному содержанию
Имя * Адрес электронной почты * Компания Почтовый индекс *
Товар Предмет * Сообщение *
Главная > Продукция > Бесщеточные мотор-редукторы постоянного тока с параллельными валами
Бесщеточные мотор-редукторы постоянного тока Bodine
с параллельными валами, также называемые «рядными мотор-редукторами», представляют собой бесщеточные двигатели постоянного тока (EC). Как правило, линейные планетарные или параллельные мотор-редукторы имеют более высокий выходной крутящий момент, КПД и меньший люфт, чем прямоугольные червячные мотор-редукторы. Бесщеточные мотор-редукторы постоянного тока требуют минимального обслуживания, обеспечивают длительный срок службы и бесшумную работу, а также производят большую выходную мощность на размер рамы, чем двигатели и мотор-редукторы переменного тока или постоянного тока с постоянными магнитами аналогичного размера. Bodine предлагает пять бесщеточных мотор-редукторов постоянного тока с линейным или параллельным валом (тип 60P, D, Z, WX, FX), приводимых в действие двигателями типа 22B и 34B. Доступны обмотки 24 В постоянного тока и 130 В постоянного тока. Все комбинации мотор-редуктор Bodine предназначены для совместной работы как единое целое, сводя к минимуму вероятность утечки смазки или смещения подшипников. Мотор-редукторы снижают скорость двигателя с 0,03 об/мин до 658 об/мин. Они также умножают выходной крутящий момент, обеспечиваемый двигателем, с различными доступными передаточными числами. Семейство бесщеточных планетарных мотор-редукторов постоянного тока с параллельными валами Bodine обеспечивает крутящий момент от 5,8 до 350 фунтов на дюйм (40 Нм).
Наши уникальные двигатели INTEGRA, состоящие из бесщеточного двигателя постоянного тока, редуктора, устройства обратной связи двигателя (энкодера) и блока управления, объединяют основные элементы системы управления движением в одном компактном корпусе.
Мотор-редукторы и моторы, предназначенные для использования во взрывоопасных зонах (класс I, раздел 2), обеспечивают дополнительные функции безопасности для использования в средах, где могут присутствовать легковоспламеняющиеся газы или пары, например, на нефтеперерабатывающих заводах, установках химической перегонки и зонах окраски распылением. Для устранения опасности возникновения дугового разряда и короткого замыкания эти продукты оснащены обмотками низкого напряжения 12 В или 24 В постоянного тока и регуляторами скорости.
Бесщеточные мотор-редукторы постоянного тока с прямым и параллельным валом хорошо подходят для применений, требующих жесткого регулирования скорости или там, где щеточный двигатель создает слишком много шума и слишком быстро изнашивает щетки.
Печать ABS (АБС) пластиком по FDM технологии на заказ
Печать ABS (АБС) пластиком по FDM технологии на заказ
Печать ABS (АБС) пластиком по FDM технологии на заказ
Технология: 3D-ПЕЧАТЬ
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Цена не более 20 o/см3
Стоимость за обработку
+ 50 o за обработку 1 изделия
Срок печати от 1 до 3 дней
Рассчитать стоимость
Цена не более 50 o/см3
Стоимость за обработку
+ 50 o за обработку 1 изделия
Срок печати от 1 до 3 дней
Рассчитать стоимость
Цена не более 30 o/см3
Стоимость за обработку
+ 50 o за обработку 1 изделия
Срок печати Cтавим в печать в день заказа*
Рассчитать стоимость
Цена не более 70 o/см3
Стоимость за обработку
+ 500 o за обработку 1 изделия
Срок печати от 5 до 7 дней
Рассчитать стоимость
Цена не более 30 o/см3
Стоимость за обработку
+ 50 o за обработку 1 изделия
Срок печати Cтавим в печать в день заказа*
Рассчитать стоимость
Цена не более 20 o/см3
Стоимость за обработку
+ 50 o за обработку 1 изделия
Срок печати от 1 до 3 дней
Рассчитать стоимость
Цена не более 70 o/см3
Стоимость за обработку
+ 500 o за обработку 1 изделия
Срок печати от 5 до 7 дней
Рассчитать стоимость
Цена не более 50 o/см3
Стоимость за обработку
+ 50 o за обработку 1 изделия
Срок печати от 1 до 3 дней
Рассчитать стоимость
Нужна альтернатива?
Более точный
Фотополимер
Выше качество
Полиамид
Выгодно для производства серии
Литьё пластика в силикон
Форма обратной связи для расчета стоимости 3D-печати
Если у вас есть готовая 3D модель, загрузите её в онлайн-форму для расчета стоимости 3D печати.
Если у вас нет 3D-модели или вам требуется предварительная консультация, свяжитесь с нами по телефону +7 (499) 390-03-77, отправьте 3D-модель с вопросами нам на почту [email protected] или заполните заявку, мы обязательно свяжемся с вами и ответим на все ваши вопросы.
Поля, отмеченные звездочкой (*), обязательны для заполнения
Услуги 3D печати деталей на заказ в Москве!
Компания TOTALPRINT3D оказывает услуги 3D печати на заказ в Москве и по всей России. Мы изготавливаем на 3D принтере функциональные детали, запчасти, прототипы и фигурки из пластмассы от 1 шт. с гарантией качества и сроков.
Заказать 3D печать
3Д печать деталей из пластика с гарантией!
Компания TOTALPRINT3D оказывает услуги 3D печати на заказ в Москве и по всей России.
Мы изготавливаем на 3D принтере функциональные детали, запчасти, прототипы и фигурки из пластмассы от 1 шт.
Заказать 3D печать
На сегодняшний день 3D печать — это наиболее быстрый и экономичный способ изготовить практически любую деталь из пластика! Рассмотрите изготовление деталей для ваших идей и проектов по наиболее востребованным технологиям (FDM, SLS, SLA, DLP) из промышленных пластиков и композитов.
Почему 3Д печать нужно заказывать у нас?
Изготовление от 1 детали
Мы изготавливаем как штучные детали, так и мелкосерийные заказы.
Собственный парк оборудования
Мы не занимаемся перепродажей услуг других производителей. Все заказы изготавливает только команда Totalprint3D на собственном оборудовании!
Проверенные материалы
Мы используем только проверенные инженерные пластики и композиты на их основе от отечественного производителя!
Работаем с Физ. и Юр. лицами
Мы работаем по договору с физическими и юридическими лицами. При необходимости заключаем соглашение о конфиденциальности (NDA).
Строгая отчетность
Вы можете проверить ход работ в любое время! Мы пришлем подробный фото и видео отчет!
Удобная система оплаты
Для физических лиц мы используем оплату картами через онлайн-кассу. Для юридических лиц и ИП оплата производится по безналичному расчету.
Профессиональная команда
Наша команда состоит из молодых инженеров, имеющих более чем 5-летний опыт работы с 3D-технологиями в различных отраслях промышленности!
Точные размеры
Мы обеспечиваем точность изготовления деталей от 0,05 мм!
Делаем постобработку деталей
По требованию заказчика мы производим финишную отделку изделий: химическую полировку, шлифовку и покраску изделий.
Примеры 3Д печати в TOTALPRINT3D:
Больше проектов вы можете увидеть в нашем INSTAGRAM.
Материалы для 3D печати:
Мы отобрали 20 самых востребованных материалов для 3Д принтера, которые подойдут для большинства Ваших задач.
Базовые пластики
Композитные пластики
Фотополимеры
Специальные материалы
Базовые пластики Композитные пластикиФотополимерыСпециальные материалы
ABS — базовый материал, используемый для 3Д печати. Основное его достоинство — высокая жесткость, межслоевая адгезия и отличная обрабатываемость абразивным инструментом. Из отрицательных свойств этого материала нужно отметить ядовитость (ни в коем случае нельзя допускать контакта с пищевыми продуктами), быстрое разрушение под воздействием ультрафиолета и плохую стойкость к растворителям. Обладает средней прочностью, подойдет для корпусных и функциональных деталей, работающих в неагрессивных средах. Размягчается примерно при +70 градусах.
Пожалуй самый распространенный пластик для 3Д печати! Обладает низкой усадкой, высокой жесткостью и стойкостью к растворителям. Однако он имеет низкую термостойкость (размягчается при +50 градусах), достаточно тяжело обрабатывается абразивными и режущими инструментами на высоких скоростях и разрушается под воздействием ультрафиолета. Этот материал отлично подойдет для изготовления прототипов изделий и ненагруженных функциональных деталей. ВНИМАНИЕ! Рекламные заявления про экологическую безопасность и пригодность к контакту с пищей не имеют доказательной базы! Пластик разлагается только в специальных биореакторах!
Еще этот материал называют «убийца ABS». Обладает средней жесткостью, ничем не растворяется, не дает усадки при печати и стоек к ультрафиолету, достаточно хорошо обрабатывается абразивами и режущим инструментом. Размягчается примерно при +70 градусах. Подойдет для всего! Допустимо использование с пищевой продукцией (вырубки для теста и мастики).
Данный материал практически аналогичен по свойствам ABS-пластику, однако он пригоден для контакта с пищевой продукцией (можно изготавливать вырубки для печенья!) и в случае специальной обработки сольвентом можно получить прозрачное изделие. Идеально подходит для макетов бутылок, неоновых букв и светильников).
Материал аналогичен по свойствам ABS пластику, однако в отличие от него обладает УФ стойкостью. Подходит деталей, которые устанавливаются на улице.
Ударопрочный стеклонаполненный (30%) композит на основе полиуретана с термостойкостью до 110 градусов. «Мягкая» версия TPU GF-10. Обладает высокой химической стойкостью к растворам кислот и щелочей, жирам, маслам, ксилолу, дизельному топливу. Ограниченно к бензину, керосину, ацетону, дихлометану. Отлично поддаётся сверлению, нарезанию резьбы. Очень плохо поддается шкурению и покраске (требуется специальный праймер).
ВНИМАНИЕ! Доступен только в грязно-белом и черном цвете.
Ударопрочный стеклонаполненный (10%) композит на основе полиуретана с термостойкостью до 110 градусов для печати крупных шестерён, прочных корпусов, механически нагруженных деталей, аэродинамических обвесов для автомобилей. Обладает высокой химической стойкостью к растворам кислот и щелочей, жирам, маслам, ксилолу, дизельному топливу. Ограниченно к бензину, керосину, ацетону, дихлометану. Отлично поддаётся сверлению, нарезанию резьбы. Очень плохо поддается шкурению и покраске (требуется специальный праймер).
ВНИМАНИЕ! Доступен только в грязно-белом и черном цвете.
Композит на основе ABS и полиамида PA6 с добавлением 8% стекловолокна. Подходит для печати конечных изделий, где требуется высокая ударопрочность и стойкость к ультрафиолету. Инертен к большинству доступных химических растворителей, идеален для печати подкапотных деталей и автотютинга.
ВНИМАНИЕ! Доступен только в грязно-белом и черном цвете.
Ударопрочный угленаполненный (5%) материал для механически нагруженных деталей (шестерни, элементы инструмента, корпуса и т.д.). Устойчив ко всем типам растворителей, бензинам, кислотам и щелочам, маслам и жирам. Хорошо обрабатывается абразивом и режущим инструментом, в т.ч. на высоких скоростях.
Конструкционный композит на основе ABS, армированного рубленным стекловолокном. Содержание стекловолокна — 12%. Обладает выдающимися прочностными характеристиками (по сравнению с большинством материалов для 3Д печати), увеличенной твёрдостью, упругостью, прочностью на разрыв и сжатие, низкой усадкой при печати. В отличие от пластика FORMAX — не электропроводный! Температура размягчения по ВИКА: 118°C. Доступен только в черном цвете.
Ударопрочный огнестойкий (UL94 V-0) полимер/полимер композит на основе ASA (акрилонитрилстиролакрилат), модифицированного поликарбонатом (PC). Предназначен для профессионального использования. Идеален для изготовления соединительных колодок для проводов, корпусов электрических приборов, электрических разъемов, деталей с повышенными требованиями к пожаробезопасности. Обладает высшей стойкостью к горению, самозатухающий.
Инженерный материал на основе ABS с добавлением углеволокна (30%), способный выдерживать большие нагрузки и высокие температуры, при печати практически нет усадки. По сравнению с обычным ABS имеет следующие преимущества:
Повышенная прочность и жесткость
Очень хорошая стабильность размеров
Облегченный
Отличная конечная поверхность (скрыты слои)
ВНИМАНИЕ! Материал электропроводящий!
Материал по своим характеристикам аналогичен углепластику TOTALPRO CF-5, но за счет вспенивающейся структуры имеет пониженную плотность ( до 0,8 г/см3 против 1,15 г/см3 у CF-5). Это свойство позволяет успешно применять данный пластик при изготовлении элементов беспилотных летательных аппаратов и радиоуправляемых самолетов/вертолетов, а также при создании предметов с положительной плавучестью.
Если вы спросите нас «какой самый прочный пластик для 3Д печати?», то ответ будет однозначный — ULTRAN 630! Это самый прочный на сегодняшний день материал для 3Д печати, доступный в России (по усилию на разрыв сопоставим со сплавами алюминия). Помимо выдающейся прочности, он устойчив ко всем внешним воздействиям (растворители, ультрафиолет и т. д.) и является самым термостойким пластиком ( размягчается после 135 градусов). Отлично подойдет для:
хирургических изделий, подвергающихся стерилизации в паровых автоклавах;
Если вы знакомы с литьем по выплавляемым моделям (ЛВМ), то этот материал для Вас! Этот модифицированный воск предназначен для создания печати восковок простых и сложных деталей для дальнейшей отливки из металла (как правило сталь, алюминий, бронза, латунь).
Различной жесткости гибкие материалы предназначены, в первую очередь, для 3д печати резиноподобных изделий.
Базовый фотополимер серого цвета. Обладает высокой детализацией и средней прочностью. Подойдет для фигурок, деталей макетов и точных прототипов.
Высокоточный фотополимер оранжевого цвета. Имеет очень высокую (~130 градусов) термостойкость и потрясающую детализацию. Жесткий и хрупкий. Предназначен, в первую очередь, для высокоточных деталей макетов, фигурок, мастер-моделей для заливки в силикон.
Фотополимер с повышенный ударопрочностью и прочностью на изгиб. Идеален для различных технических деталей, подверженных циклическим нагрузкам (защелки, хомуты, карабины и т.д.).
Конструкционный фотополимер, по свойствам аналогичен ABS пластику. Отлично подходит для микрошестеренок и функциональных деталей.
Фотополимер с термостойкостью до 190 градусов! Обладает высокой жесткостью, предназначен для функциональных деталей, работающих длительное время в условиях высоких температур (втулки, диэлектрические проставки и т.д.)
Цена услуг 3Д печати:
Внимание! Сумма минимального заказа составляет 4000р. Полный прайс-лист на предоставляемые на услуги вы можете посмотреть в разделе ЦЕНЫ
3Д печать «PRO»
От 30 р/куб.см
3D печать конструкционными композитными пластиками на основе ABS, полиуретана и полиамида, армированными стекло- и углеволокном. Применяется при изготовлении функциональных деталей, подверженных различным нагрузкам (механическим, тепловым, химическим).
ЗАКАЗАТЬ
3Д печать «LIGHT»
От 8 р/куб.см.
3D печать базовыми пластиками PLA, ABS, SBS, PETG Применяется для макетов, фигурок, декоративных деталей, шаблонов, оснастки и прочих изделий, не подверженных механическим и термическим нагрузкам.
ЗАКАЗАТЬ
Где мы находимся?
Подробную контактную информацию и схему проезда к пункту выдачи заказов вы можете найти в разделе КОНТАКТЫ
Где мы находимся?
Подробную контактную информацию и схему проезда к пункту выдачи заказов вы можете найти в разделе КОНТАКТЫ
Офис и производство: Москва, Внуково, Ул. 1-я рейсовая д.6
Прием образцов и выдача заказов: Москва, Ленинградский пр-т д.45Гк37 ТОЛЬКО В БУДНИ! с 8:00 до 17:00.
Время работы: Будни: 10:00-19:00 (перерыв 13:00-14:00) Выходные: 10:00-16:00 (перерыв 13:00-14:00)
Скачать реквизиты организации
Онлайн-сервис 3D-печати | я.
материализовать
Упс… Кажется, ваш браузер блокирует файлы cookie. Пожалуйста, измените настройки, чтобы принять файлы cookie.
i.materialise — это ваш онлайн-сервис 3D-печати. Загрузите свою 3D-модель, выберите из более чем 100 различных отделок и материалов, выберите размер печати, мгновенно получите ценовое предложение и позвольте нам позаботиться о печати и доставке вашей продукции.
С чего начать
Как заказать 3D-печать
Загрузите свой 3D-файл
Выберите материал, цвет и отделку
Получите мгновенную цену и заказ
Возьмем на себя производство
Получите ваши продукты
Зачем заказывать 3D-модели на i.materialise?
Получите мгновенные цены
Загрузите свой 3D-файл и получите мгновенную цену, вход не требуется »
Интернет-магазин
Вы напечатали отличный продукт? Откройте магазин и начните продавать сегодня! »
Материалы
20 Различные материалы, включая пластмассы, смолы и металлы »
Служба 3D-печати Rush
Печать полиамидом менее чем за 48 часов »
Образовательная скидка
10% скидка для студентов и преподавателей »
Опыт
Более 25 лет опыта в аддитивном производстве »
Загрузите и закажите свою 3D-модель
Получите мгновенные цены на свой 3D-дизайн через несколько секунд после загрузки. Не требуя регистрации или входа в систему, несколько удобных интерфейсов для загрузки и более 40 поддерживаемых форматов 3D-файлов, мы обеспечим вас.
Одиночная загрузка
Загружайте и редактируйте по одному 3D-файлу за раз.
Загружайте и редактируйте по одному 3D-файлу за раз
Загрузить 3D-файл
Множественная загрузка
Если вы хотите заказать несколько файлов, вы можете загрузить до 20 файлов за один раз.
Если вы хотите заказать несколько файлов, вы можете загрузить до 20 файлов за один раз.
Загрузить несколько файлов
Загрузка контейнера
Поместите несколько мелких деталей в контейнер сетки и распечатайте их все вместе.
Поместите несколько мелких деталей в контейнер сетки и распечатайте их все вместе.
Учить больше
Выбирайте из широкого спектра материалов для 3D-печати
От титана до многоцветного+, полиамида, 18-каратного золота и многого другого — у i.materialise есть то, что вы ищете. Имея 20 различных материалов и более 100 возможных комбинаций цветов и отделки, мы предлагаем только самое высокое качество, чтобы воплотить ваши идеи в реальность с помощью 3D-печати.
Смолы
Идеально подходит для гладких поверхностей, высококачественных детализированных отпечатков и широкого спектра возможностей финишной обработки и постобработки.
Полиамид (SLS)
Прочный, гибкий нейлоновый материал, доступный по разумной цене и предлагающий широкий выбор цветов и отделок.
Многоцветный+
Идеально подходит для прочных полноцветных моделей, которые так же хороши, как детали, изготовленные методом литья под давлением.
Серебро 925 пробы
Драгоценный металл с очень высокой электро- и теплопроводностью. Материал очень податлив и ярко блестит после полировки.
Титан
Легкий, прочный, устойчивый к коррозии металл для функциональных деталей, запасных частей и украшений.
Латунь
Невероятно универсальный драгоценный металл, доступный в широком разнообразии цветов и покрытий.
Узнать больше
Доверенный партнер
Shapeways: услуга 3D-печати онлайн
Услуга 3D-печати
Создание и настройка. Оптимизируйте и экономьте. Сломайте дизайнерские барьеры и масштабируйте свой бизнес с помощью услуг 3D-печати Shapeways.
Почему 3D-печать?
Сокращение времени сборки
Не тратьте время на сборку! Положитесь на 3D-печать для создания сложных геометрических фигур, которые можно напечатать как единое целое или объединить в одну сборку.
Быстрое выполнение работ
Работаете над проектом для клиента, который должен быть идеальным? Быстро возвращайте модели и, при необходимости, печатайте новые версии на 3D-принтере для окончательной обратной связи и производства.
Надежное качество
Запатентованные процессы, опытные операторы 3D-печати и инспекции — вот наши секреты неизменного производства исключительно качественной продукции.
Детали, напечатанные на 3D-принтере
Технологии 3D-печати
Материалы и отделка
Страны поставки
Обслуживаемые клиенты
Передовые технологии
Производство высококачественной продукции из более чем 90 лучших материалов и отделок, от пластика до металла.
HP Multi-Jet Fusion
Нейлон 12 с гладкой и обработанной поверхностью
Демонстрирует невероятную прочность, долговечность и жесткость
Поддерживает сложные геометрические формы и тонкие элементы Узнать больше
ExOne Binder Jetting
Сталь, пропитанная бронзой
Поддерживает большие детали
Крепкий металл с промышленным Смотри и чувствуй Узнать больше
Наши услуги
Запчасти для производства
Загружайте индивидуальные модели для службы 3D-печати, чтобы обеспечить долговечность и прочность материалов, в результате чего конечная продукция прослужит долго. Узнать больше
Быстрое прототипирование
Избавьтесь от догадок при разработке продукта с помощью услуг 3D-печати высокопроизводительных моделей, используемых на совещаниях, тестировании и совершенствовании конечных деталей. Узнать больше
Финишная обработка
Независимо от того, предпочитают ли дизайнеры полировку, сглаживание, окрашивание или комбинацию методов финишной обработки, услуги 3D-печати Shapeways помогут довести последние штрихи до блеска, глянца и цвета. Узнать больше
Профессиональные дизайнерские услуги
Воплотите свою идею в жизнь с помощью трехмерного дизайна и оптимизации файлов. Благодаря нашему партнерству с ZVerse каждый клиент имеет доступ к экспертным решениям в области 3D-дизайна для любого проекта. Узнать больше
Быстрое прототипирование
Наша высококачественная печать позволяет оценить такие факторы, как эргономика, удобство использования, технологичность и испытания материалов. Узнать больше
Интеграция электронной коммерции
Запустите свой бизнес через нашу торговую площадку, подключившись к платформе Shapeways через наш API, Shopify или Интеграцию электронной коммерции Etsy. Узнать больше
Материалы
Нейлон 12 [Универсальный пластик]
Нейлон 12 [Универсальный пластик] — прочный нейлоновый пластик, который можно использовать для широкого спектра применений, как для прототипирования, так и для конечных продуктов. Напечатанный с использованием услуг 3D-печати с селективным лазерным спеканием (SLS), тонкий материал достаточно гибок для шарниров и пружин, а толстый достаточно прочен для структурных компонентов. Узнать больше
Accura 60
Accura 60 — полупрозрачный и жесткий пластик на основе акрилата. Shapeways 3D печатает этот материал с помощью широкоформатного стереолитографического (SLA) принтера, способного производить мелкие и крупные детали с высоким разрешением и детализацией, а также гладкие поверхности с ограниченными линиями слоев. Узнать больше
Нержавеющая сталь 316L
Нержавеющая сталь 316L изготавливается с использованием «технологии тройного усовершенствованного уплотнения» ExOne со впрыскиванием связующего. В отличие от нашей стали, в которую добавлена бронза, этот материал представляет собой единый сплав, состоящий из чистой нержавеющей стали. Узнать больше
Нейлон 12
Нейлон 12 (Универсальный пластик) — прочный нейлоновый пластик, который можно использовать для широкого спектра применений, как для прототипирования, так и для конечных продуктов. Напечатанный с использованием селективного лазерного спекания (SLS), тонкий материал достаточно гибок для шарниров и пружин, а толстый достаточно прочен для структурных компонентов. Узнать больше
Аккура 60
Accura 60 — полупрозрачный и жесткий пластик на основе акрилата. Он напечатан на 3D-принтере с использованием широкоформатного стереолитографического (SLA) принтера, способного производить мелкие и крупные детали с высоким разрешением и детализацией, а также гладкие поверхности с ограниченными линиями слоев. Узнать больше
Нержавеющая сталь 316L
Нержавеющая сталь 316L производится с использованием «технологии тройного усовершенствованного уплотнения» ExOne с системой распыления связующего. В отличие от нашей стали, которая представляет собой сталь, пропитанную бронзой, этот материал представляет собой единый сплав, 100% нержавеющую сталь 316L. Узнать больше
Отзывы
Мне нравится простота использования платформы Shapeways, возможность впервые выполнять 3D-печать заказов по требованию и, что самое главное, возможность масштабировать свой бизнес. В начале несколько лет назад у меня в основном была сдача в кармане и кредитная линия в моем банке, поэтому я не мог заказать кучу вещей, и никогда не знаешь, что будет продаваться».
Стивен Яворски
Владелец | Voytek Medical
В процессе мы использовали возможности Shapeways для 3D-печати многих прототипов. Это означало, что у нас была возможность очень быстро выполнять итерации, печатать объекты и тестировать их, чтобы увидеть, правильно ли они работают с точки зрения сложности или слишком высокой сложности».
Йонатан Ассулин
Менеджер и соучредитель | Flamingo Works
Shapeways была действительно хороша, когда мы работали вместе раньше, что побудило нас снова обратиться к нам. Было очень полезно поговорить с ними о том, что мы можем сделать во всех аспектах 3D-печати и отделки, и это сэкономило нам много времени на экспериментах».
Натан Лахенмайер
Технический директор | Sitara Systems
Мне нравится простота использования платформы Shapeways, возможность впервые выполнять 3D-печать заказов по запросу и, что самое главное, возможность масштабировать свой бизнес. В начале несколько лет назад у меня в основном была сдача в кармане и кредитная линия в моем банке, поэтому я не мог заказать кучу вещей, и никогда не знаешь, что будет продаваться».
СТЕРЕОСКОПИЧЕСКИЙ ДАЛЬНОМЕР ДЯ-6 Предназначен для определения дальности и высоты полета цели, а также ее угловых координат (азимут и угол места) при стрельбе зенитной артиллерии среднего и крупного калибра. База — 3 м. Пределы измерения: дальности — от 2000 до 50000 м; высоты — от 200 до 20000 м; угла места цели — от −4 — 00 (−24°) до +15—00 (+90°). Оптические характеристики дальномера: увеличение — 8х поле зрения — 7°30′. Масса в боевом положении — 205 кг. Изготовлен в 1945 г. Военно-исторический музей артиллерии, инженерных войск и войск связи, Санкт-Петербург.
Дальномер — устройство, предназначенное для определения расстояния от наблюдателя до объекта. Используется в геодезии, для наводки на резкость в фотографии, в прицельных приспособлениях оружия, систем бомбометания и т. д.
Содержание
1 Виды дальномеров
2 Принцип работы
3 Дальномеры различных конструкций
4 Часы «Штурманские» («Океан»)
5 См. также
6 Литература
7 Ссылки
Виды дальномеров
Дальномерные приспособления делятся на активные и пассивные:
дальномеры, использующие сопоставление объекта какому-либо образцу
других конструкций
Принцип работы
Устройство и принцип работы оптического дальномера
Принцип действия дальномеров активного типа состоит в измерении времени, которое затрачивает посланный дальномером сигнал для прохождения расстояния до объекта и обратно. Скорость распространения сигнала (скорость света или звука) считается известной.
Измерение расстояний дальномерами пассивного типа основано на определении высоты h равнобедренного треугольника ABC, например по известной стороне AB=l (базе) и противолежащему острому углу β (т. н. параллактическому углу). Одна из величин, l или β, обычно является постоянной, а другая — переменной (измеряемой). По этому признаку различают дальномеры с постоянным углом и дальномеры с постоянной базой.
AB = l — расстояние между объективами дальномера (база дальномера)
C — объект, до которого надо определить расстояние
h — расстояние между дальномером и объектом наблюдения
Дальномеры различных конструкций
Часы «Штурманские» («Океан»)
Часы «Штурманские»
Некоторые модели часов имеют шкалу определения расстояний по светозвуковым сигналам (основана на разнице между скоростью света и скоростью звука). В СССР на Первом Московском часовом заводе выпускались наручные часы «Штурманские» — часы для военных лётчиков и штурманов. «Океан» — часы для моряков, вариант часов «Штурманские». Шкала определения расстояний по светозвуковым сигналам градуирована в кабельтовых и морских милях.
См. также
Дальномерный фотоаппарат
Радиодальномер
Литература
Герасимов Ф. Я., Говорухин А. М. и др. Краткий топографо-геодезический словарь-справочник,1968;М Недра;
СТЕРЕОСКОПИЧЕСКИЙ ДАЛЬНОМЕР ДЯ-6 Предназначен для определения дальности и высоты полета цели, а также ее угловых координат (азимут и угол места) при стрельбе зенитной артиллерии среднего и крупного калибра. База — 3 м. Пределы измерения: дальности — от 2000 до 50000 м; высоты — от 200 до 20000 м; угла места цели — от −4 — 00 (−24°) до +15—00 (+90°). Оптические характеристики дальномера: увеличение — 8х поле зрения — 7°30′. Масса в боевом положении — 205 кг. Изготовлен в 1945 г. Военно-исторический музей артиллерии, инженерных войск и войск связи, Санкт-Петербург.
Дальномер — устройство, предназначенное для определения расстояния от наблюдателя до объекта. Используется в геодезии, для наводки на резкость в фотографии, в прицельных приспособлениях оружия, систем бомбометания и т. д.
Содержание
1 Виды дальномеров
2 Принцип работы
3 Дальномеры различных конструкций
4 Часы «Штурманские» («Океан»)
5 См. также
6 Литература
7 Ссылки
Виды дальномеров
Дальномерные приспособления делятся на активные и пассивные:
дальномеры, использующие сопоставление объекта какому-либо образцу
других конструкций
Принцип работы
Устройство и принцип работы оптического дальномера
Принцип действия дальномеров активного типа состоит в измерении времени, которое затрачивает посланный дальномером сигнал для прохождения расстояния до объекта и обратно. Скорость распространения сигнала (скорость света или звука) считается известной.
Измерение расстояний дальномерами пассивного типа основано на определении высоты h равнобедренного треугольника ABC, например по известной стороне AB=l (базе) и противолежащему острому углу β (т. н. параллактическому углу). Одна из величин, l или β, обычно является постоянной, а другая — переменной (измеряемой). По этому признаку различают дальномеры с постоянным углом и дальномеры с постоянной базой.
AB = l — расстояние между объективами дальномера (база дальномера)
C — объект, до которого надо определить расстояние
h — расстояние между дальномером и объектом наблюдения
Дальномеры различных конструкций
Часы «Штурманские» («Океан»)
Часы «Штурманские»
Некоторые модели часов имеют шкалу определения расстояний по светозвуковым сигналам (основана на разнице между скоростью света и скоростью звука). В СССР на Первом Московском часовом заводе выпускались наручные часы «Штурманские» — часы для военных лётчиков и штурманов. «Океан» — часы для моряков, вариант часов «Штурманские». Шкала определения расстояний по светозвуковым сигналам градуирована в кабельтовых и морских милях.
См. также
Дальномерный фотоаппарат
Радиодальномер
Литература
Герасимов Ф. Я., Говорухин А. М. и др. Краткий топографо-геодезический словарь-справочник,1968;М Недра;
Сравнение двух объективов 21 мм f/4: объектив Voigtländer 21 мм f/4 для дальномерных камер и «компактный» объектив Canon 17-40 мм f/4 L для зеркальных фотокамер. увеличить.
Самый большой источник поддержки этого бесплатного веб-сайта — когда вы используете любую из этих ссылок, когда вы получаете что-либо , независимо от страны, в которой вы живете. Благодарю вас! Кен.
Декабрь 2012 г. Better Pictures LEICA Contax Nikon Canon Fuji Все
Введение
SLR являются самыми популярными камерами сегодня, начиная с 1960-х годов, однако дальномерные камеры все еще существуют, они меньше, легче и дают изображения более высокого качества.
При всех этих преимуществах дальномерных камер, почему они не так популярны? Хороший вопрос.
Сначала я объясню каждый тип камеры, а затем преимущества и недостатки каждого.
Каждый тип камер доступен как в формате RealRaw, так и в цифровом формате, а также в большинстве форматов, 35 мм и среднем формате. Я показываю здесь только 35-мм камеры, потому что мне лень.
Дальномер: определение преимущества недостатки
SLR: определение преимущества недостатки
простые разности
Рекомендации
Дальномер
Что такое дальномерная камера? верхний
Leica M3 (1954-1967).
Nikon SP (1956-1962).
Adorama платит большие деньги за ваше подержанное снаряжение.
B&H Фото — Видео — Профессиональное аудио
Я пользуюсь этими магазинами. Я не могу ручаться за рекламу ниже.
Дальномерные камеры были самыми популярными небольшими камерами 1950-х годов.
Камеры Leica
— единственные популярные новые модели, доступные сегодня. Leica всегда была и остается очень дорогой и очень хорошей камерой.
В те времена, когда дальномеры были популярны, их можно было купить любого качества и любой ценовой категории, например, Yashica Electro 35.
Яшика Электро 35 ГСН (1966-1977). больше.
Такие камеры называются «дальномерными», потому что они фокусируются с помощью двойного дальномерного устройства. Вы поворачиваете кольцо, и когда два наложенных друг на друга изображения выстраиваются в линию, вы находитесь в идеальном фокусе.
С дальномерной камерой вы никогда не смотрите в объектив. Вы фокусируетесь и компонуете через окно в правом верхнем углу, как на одноразовой камере.
В окошко слева смотрит дальномер. Когда вы поворачиваете кольцо фокусировки, он выполняет триангуляцию, сводя два изображения к идеальному фокусу.
Среднее прямоугольное окно чуть выше и правее объектива на большинстве дальномерных камер собирает свет, чтобы сделать линии кадра ярче. Это признак хорошей камеры; самые дешевые дальномерные камеры не имеют этого третьего окна и вместо этого имеют размытые рамки.
Современное состояние Leica M7, M9и Mamiya 7 такие же, как дальномеры прошлых десятилетий, и работают точно так же.
Leica M9 (2009-). больше.
Некоторые дальномерные камеры, такие как Leicas, Contax и Mamiya 7, имеют полную линейку сменных объективов, в то время как другие, такие как Nikon 35Ti, Yashica, Canonet, Ricoh, Petri и Olympus, имеют фиксированные объективы.
Преимущества дальномерных камер начало
Камеры дальномера
имеют много преимуществ перед зеркальными фотокамерами. Среди них:
Дальномерные камеры имеют более высокое качество изображения
Поскольку поворотного зеркала нет, линзы могут быть разработаны без необходимости держать заднюю часть линзы достаточно далеко от плоскости изображения, чтобы избежать удара зеркалом.
Для широкоугольных объективов, что позволяет разработчикам объективов создавать объективы, задние элементы которых могут располагаться очень близко к плоскости изображения, позволяет широкоугольным дальномерным объективам быть намного меньше, четче и иметь меньше искажений, чем объективы для зеркальных фотокамер.
Благодаря отсутствию переворачивающегося зеркала вибрация, размывающая изображение при съемке с рук, значительно меньше. На скоростях от 1/30 до 1/8 переворачивающиеся зеркала зеркальных фотокамер часто размывают кадры, сделанные со штативов, если не используется блокировка зеркала.
Камеры дальномера
имеют гораздо более точную фокусировку для широкоугольных и обычных объективов.
Дальномерные камеры меньше и легче
В дальномерах
нет дополнительного веса призм, фокусировочных экранов и поворотных зеркал.
Объективы дальномера меньше и легче
Как показано вверху, широкоугольные и обычные дальномерные линзы часто имеют крошечные размеры, потому что их не нужно проектировать так, чтобы они очищали вращающееся зеркало.
Улучшенные широкоугольные объективы
Широкоугольные, сверхширокоугольные и сверхширокоугольные объективы для дальномерных камер легко приобрести.
Получить объектив шириной 12 мм на полнокадровой камере с минимальными искажениями или без них совсем несложно.
Даже самые дешевые широкоугольные дальномерные объективы, такие как Voigtländers, обычно превосходны, в то время как самые лучшие широкоугольные объективы для зеркальных фотокамер, такие как новейший 16-35 мм f/2,8 L II от Canon и 17-35 мм f/2,8 AF-S от Nikon, имеют посредственное качество. сравнение.
Камеры дальномера работают тише
Зеркала не поднимаются и не опускаются при каждом снимке. С дальномером вы слышите только тихий щелчок затвора.
Видоискатели дальномерных камер никогда не затемняются
Когда зеркала SLR поднимаются, чтобы сделать снимок, их видоискатели становятся черными в самый важный момент: момент, когда изображение записывается навсегда. Видоискатели дальномерных камер никогда не затемняются, поэтому вы всегда знаете выражение лица объекта во время записи, особенно со вспышкой.
При длительной выдержке вы все время видите в видоискатель.
Фокусировка, компоновка и съемка с открытыми глазами
Если у вас видоискатель в натуральную величину, как на Nikon SP и почти на Leica M3, вы можете фокусироваться, компоновать и снимать обоими глазами, так как остальная часть камеры не закрывает левый глаз.
С другими камерами иногда можно приобрести окулярные лупы, или все же попробовать, если видоискатель сужается.
На Leica с объективом ELMARIT 135 мм f/2,8 встроенная лупа дает изображения в натуральную величину с камерами с увеличением 0,72x, что характерно для большинства моделей Leica с 19-го века.80.
Дальномерные камеры без задержки затвора
С дальномером нажми на кнопку и пойдёт. Вы запечатлели пик момента, навсегда.
В SLR зеркало должно убраться с дороги, прежде чем затвор сможет открыться.
К тому времени, когда зеркалка убирается с дороги, решающий момент уже позади.
Стоит ли удивляться, что мастера Сальгадо (Leica), Ансель Адамс (Contax) и Картье-Брессон (Leica) снимают или снимали только дальномерными 35-мм камерами, а не зеркалками?
Пассивная фокусировка в темноте
Пока света достаточно, вы можете мгновенно сфокусироваться на дальномерной камере и не нуждаться в раздражающих вспомогательных лампах для автофокусировки. Просто переключайте фокус, пока два изображения не сольются, и вуаля!, идеальный фокус.
С моим D3 мне приходится угадывать и фокусироваться вручную методом проб и ошибок, когда свет становится слишком тусклым. С дальномерными камерами никогда не бывает слишком темно.
Недостатки дальномерных камер наверх
Никогда не знаешь, что получишь
С дальномерными камерами ваш видоискатель является отдельным и видит с другой точки зрения.
Для обычных снимков на нормальных расстояниях это не важно, но для длиннофокусных объективов или макросъемки дальномеры не дают вам никакого представления о том, что вы получаете.
Даже с дальномером LEICA вы никогда не узнаете, что у вас получилось, пока не увидите окончательное изображение. Вы никогда не увидите ни намека на глубину резкости с дальномером, в видоискателях которого все всегда в идеальном фокусе.
С дальномерной камерой и длиннофокусным объективом вы обычно смотрите только на маленькую вырезанную рамку в видоискателе.
При использовании широкоугольного объектива шире примерно 24 мм вам необходимо прикрепить отдельный сверхширокий дополнительный видоискатель к горячему башмаку. Вы фокусируетесь и устанавливаете экспозицию с помощью основного видоискателя, а композицию — с помощью отдельного широкоугольного видоискателя.
Leica M7 с 18-мм объективом и отдельным 18-мм видоискателем. увеличить.
Блокировка искателя
Если у вас слишком большой объектив, вы можете увидеть его в углу видоискателя, из-за чего вы не сможете увидеть все изображение.
Когда вы используете внешний видоискатель для сверхширокоугольного объектива, объектив часто блокирует часть изображения в видоискателе! Некоторые объективы используют вырезы, чтобы попытаться обойти это.
Умный фотограф-дальномер избегает больших объективов и предпочитает объективы достаточно маленькие, чтобы не загораживать видоискатель.
Без дурацких линз
Вы можете получить все объективы, которые вам действительно нужны для дальномерных камер, но вы не можете получить глупые вещи, которые так жаждут новички, такие как «рыбий глаз» и ультрателеобъективы.
Черт возьми, вы редко можете получить зум для дальномерных камер.
С дальномерами вы просто перемещаетесь на несколько шагов вперед или назад, чтобы получить идеальную композицию.
Дальномер нуждается в постоянном обслуживании
Механизм дальномера — тонкий механический инструмент.
Даже фотоаппарат LEICA необходимо время от времени настраивать для получения оптимальных результатов.
Плохая фокусировка с телеобъективами
Камеры дальномера
измеряют расстояние одним и тем же оборудованием, независимо от выбора объектива. Это огромное преимущество для широкоугольных объективов, но серьезное ограничение для длинных объективов.
Даже с LEICA или Mamiya 6 и 7 только половина образцов комбинаций объективов и камер, которые я пробовал с длиннофокусными объективами, дают идеальную фокусировку при больших значениях диафрагмы.
Большинство стрелков никогда не замечают это как проблему с фокусировкой и вместо этого винят свои объективы, но многие камеры и комбинации объективов действительно нуждаются в настройке в ремонтной мастерской, чтобы добиться идеального результата.
Когда я получаю новые объективы, я выбираю их вручную, чтобы быть уверенным, что они обеспечивают идеальную фокусировку с моей конкретной камерой. Однажды выбранные, они дают отличные результаты в течение длительного времени, в то время как некоторые отдельные образцы камеры и объектива просто не работают вместе.
Фокусировка только в одной точке: в центре
Камеры с дальномером
могут фокусироваться только на точке в центре изображения.
Они не могут сфокусироваться где-либо еще в кадре, поэтому вам нужно сфокусироваться, а затем скомпоновать. Если объект движется, вы вернулись к исходной точке.
Чтобы противостоять этому, опытные стрелки-дальномеры узнают, на сколько нужно переместить рычаг фокусировки для слепой компенсации.
Нет макросъемки или близкий фокус
Дальномерные камеры редко фокусируются ближе, чем на два или три фута (0,6–1 м).
Даже на таком расстоянии видоискатель находится достаточно далеко от объектива, поэтому вы, вероятно, не получите того изображения, которое хотели получить.
Да, можно купить всякие сумасшедшие макро штуковины для дальномерных камер, но даже если они позволяют сфокусироваться вплотную, ты все равно не смотришь в объектив.
SLR
Что такое зеркальная камера? верхний
Nikon FE (1978-1983). больше.
Зеркальные фотоаппараты
— самые популярные на сегодняшний день фотоаппараты.
SLR означает однообъективную зеркалку. DSLR — это цифровая зеркальная фотокамера.
Reflex означает наличие рефлекторного зеркала, которое отражает свет от линзы на плоский экран из матового стекла.
Вы видите это изображение через призму, благодаря которой экран выглядит так, как будто он стоит прямо перед вами.
Призма — это то, что находится внутри выступа над линзой.
Nikon D3X (2008-). больше. Одна только его батарея больше и тяжелее, чем у некоторых дальномерных камер.
SLR
имеют много преимуществ перед дальномерами, поэтому они заменили дальномеры для большинства, но не для всех, людей с 1960-х годов.
Преимущества зеркальных камер top
Так почему же зеркальные фотокамеры практически заменили дальномеры за последние сорок с лишним лет? Зачем кому-то таскать с собой большую, тяжелую и шумную камеру, которая дает более размытые изображения и не может хорошо фокусироваться в темноте, которую никто не может понять?
Просмотр через объектив
Зеркальные камеры
видят именно то, что делает объектив.
Зеркальные камеры
видят точную композицию, точное кадрирование, точную точку зрения, точную перспективу и, как правило, точную глубину резкости.
Независимо от того, насколько длинный или короткий у вас объектив или расстояние до объекта, вы получаете то, что видите.
Фокусировка в любом месте кадра в любое время
Поскольку в зеркальных фотокамерах поля фокусировки матового или матового стекла проходят через весь кадр, вы можете видеть и фокусироваться вручную в любом месте кадра, просто глядя на него во время перемещения кольца фокусировки.
На момент написания этой статьи (декабрь 2012 г.) ни одна зеркальная фотокамера не имеет датчиков автофокусировки, которые охватывают весь кадр, но вы можете сфокусироваться вручную в любом месте кадра после того, как вы скомпоновали кадр, если ваш объект движется.
Макро
Зеркальные камеры
отлично подходят для макросъемки. Даже обычные объективы фокусируются близко, и вы видите именно то, что вы собираетесь получить через искатель, когда вы компонуете и фокусируетесь.
Ультрателеобъективы
Nikon D3 на классическом Celestron 8.
Использование любого длиннофокусного объектива, даже 2000-мм телескопа Celestron, с любой зеркальной фотокамерой является тривиальной задачей. Просто прикрепите его, и вы получите то, что видите.
Зеркальные фотокамеры
фокусируются одинаково хорошо как с длинными объективами, так и с короткими.
Камеры дальномера
хорошо работают с объективами до 135 мм. После этого использовать их можно только с дурацкими насадками Visoflex и Reflex, что превращает их в зеркалки.
Линзы «рыбий глаз»
Аналогичным образом, для зеркальных фотокамер доступно множество объективов типа «рыбий глаз», в то время как для дальномеров вам придется довольствоваться объективами 12 мм без искажений.
Недостатки зеркальных камер наверх
Нижняя оптика
Оптика
SLR разработана для удобства и автофокусировки.
Телеобъективы
SLR и телеобъективы с зумом могут быть превосходными, но широкоугольные объективы SLR должны быть спроектированы как объективы с ретрофокусом, чтобы избежать ударов по зеркальным зеркалам. Это дает широкие линзы, которые более мягкие, особенно в углах, и гораздо более искаженные.
Низкое качество изображения
Переворачивающееся зеркало зеркальной фотокамеры может размывать снимки как с рук, так и со штатива.
Вот почему лучшие зеркальные фотокамеры имеют фиксаторы зеркала для использования на штативе.
Задержка затвора
В SLR зеркало должно убраться с дороги, прежде чем затвор сможет открыться.
Это может быть всего лишь мгновение, но если это мгновение, которое вы надеялись запечатлеть как решающий момент, оно уже прошло к тому времени, когда открывается затвор.
Медленные линзы выглядят тускло
Видоискатели зеркальных фотокамер
тускнеют при использовании светосильных объективов.
Из-за популярности медленных зумов искатели SLR, выпускаемые примерно с 1979 года, оптимизированы для более ярких экранов с медленными объективами за счет меньшей точности фокусировки с быстрыми объективами и невозможности увидеть истинное поле с более светосильными объективами.
Низкая точность ручной фокусировки
При использовании светосильных объективов зеркальные фотокамеры нуждаются в кропотливой настройке зеркал и фокусировочных экранов, чтобы убедиться, что то, что вы видите в видоискателе, соответствует тому, что вы видите на пленке.
Микропризмы
SLR и разделенные изображения оптимизированы для более медленных объективов, поэтому вам не нужно; Получите наилучшую точность с более светосильными объективами.
Плохая точность автофокуса
Некоторые системы автофокусировки для однообъективных зеркальных фотокамер, например Canon, предназначены для скорости, а не повторяемости или точности. Таким образом, при использовании некоторых комбинаций объектива и камеры определенный небольшой процент ваших фотографий не будет иметь идеального фокуса. Если камера портит фокус, зачем ее использовать?
Все зеркальные фотокамеры с автофокусировкой иногда имеют смещение автофокусировки с некоторыми объективами, что означает, что они постоянно фокусируются слишком далеко или слишком близко. Опять же, именно так работают электронные системы автофокусировки, и это не проблема для правильно настроенных дальномерных камер.
Слишком большой и тяжелый
SLR
стали доминирующими, когда SLR были не намного больше, чем дальномерные камеры.
Сегодня количество зеркальных камер вышло из-под контроля, и это еще одна причина, по которой LEICA так быстро пожирает рынок зеркальных камер. Сегодняшняя LEICA M9весит ровно столько же, сколько LEICA M3 1954 года (587 г), а сегодняшний Nikon D3 весит в два раза больше (1500 г) первого толстого Nikon F 1959 года.
Слишком много нежелательных настроек
Сегодняшние зеркальные фотокамеры имеют так много ненужных функций и настроек, что никто не может в них разобраться.
К тому моменту, как вы включаете зеркалку и готовитесь к съемке, вы упускаете момент, когда дальномерщик уже успел сфотографироваться.
Плохая фокусировка или ее отсутствие при тусклом свете
Зеркальная камера либо относительно беспомощна при слабом освещении, либо нуждается в раздражающем вспомогательном свете для автофокусировки.
Трудно или даже невозможно что-либо разглядеть, чтобы сфокусироваться вручную на зеркальной фотокамере в темноте, а с помощью дальномера это легко.
Слишком много батарей
Дальномер годами работает от одной батареи, которая часто питает только измеритель, а не камеру.
Современные зеркальные фотокамеры часто бесполезны, если вы не принесете с собой аккумуляторы и зарядные устройства.
Различия между дальномерами и зеркальными фотокамерами top
В видоискателях SLR
изображение окружено черным цветом.
Видоискатели дальномера
обычно представляют собой увеличенное изображение с меньшей рамкой внутри. Ваша картина — это только то, что в рамке.
Я предпочитаю изображение, окруженное черным цветом зеркальных камер, в то время как некоторые другие предпочитают видеть вещи за пределами кадра с помощью дальномера. С дальномерами вы можете увидеть, не собирается ли что-то войти в ваше изображение, прежде чем это произойдет.
Рекомендации верхний
Зеркалки
совершенно не похожи на дальномеры, так же как девочки и мальчики, или грузовики и поезда, совершенно не похожи друг на друга.
Что лучше, зависит от того, что вы пытаетесь сделать. Я не ожидал, что моя дочь будет играть за НФЛ, и я не ожидал, что мой сын будет кормить грудью моих будущих внуков. Есть вещи, в которых каждый тип камеры либо превосходен, либо просто не может.
SLR
, как правило, имеют больше автоматизации за счет невозможности понять, как их использовать. Дальномер менее автоматизирован, поэтому его проще настроить и использовать. Зеркальные камеры предлагают сумасшедший набор глупых объективов, в то время как дальномеры предлагают лучший набор объективов, которые нам действительно нужны.
Получить дальномер для:
Превосходное качество изображения, особенно при широкоугольной съемке.
Значительно меньший размер и вес как для камер, так и для всех объективов.
Идеально подходит для съемки природы, пейзажей и вещей, которые достаточно неподвижны.
Идеально подходит для путешествий.
Недорогие дальномеры
Для серьезного использования отлично подходят бывшие в употреблении фотоаппараты LEICA.
Купите LEICA M3, возможно, лучшую камеру, которую кто-либо когда-либо производил, и она должна стоить вам менее 1000 долларов.
Информацию об объективах см. в разделе Объективы Leica. Все, что они делают с 1954 года, совместимо на 100%!
Что касается недорогих объективов, объективы Leica 1950-х годов впечатляют и доступны по цене от 69 долларов США и выше. Фаворитами являются 35 мм f/2.8, любые 50 мм f/2 и любые 90 мм, особенно 90 мм TELE-ELMARIT-M, каждый из которых продается по цене 400 долларов или меньше.
Менее выгодной покупкой будет покупка новых японских объективов Voigtländer. Объективы Zeiss стоят дороже и превосходны.
Последняя система Contax G — это самая передовая система камер-дальномеров из когда-либо созданных. Он даже предлагает автофокус! Несколько сотен хорошо потраченных долларов обеспечат вам хорошее положение.
За 10 долларов Olympus 35 RC или за 5 долларов Olympus Trip 35 трудно превзойти. Обойдите секонд-хенды и гаражные распродажи, и вы должны найти много.
Получить SLR для:
Идеально подходит для динамичных вещей, таких как дети, спорт и активный отдых.
Идеально подходит для макрообъективов, объективов типа «рыбий глаз» и ультрателеобъективов.
Идеально подходит для использования в студии.
Недорогие зеркальные фотокамеры
Хотите отличную зеркальную камеру за небольшие деньги?
Купите Nikon D3200 для цифровых изображений или любой Nikon 35 мм 1970-х годов для RealRaw.
Если вам нужна автофокусировка, попробуйте Nikon N65, N75 или F100, которые являются новейшими зеркальными фотокамерами Nikon RealRaw AF и сегодня продаются подержанными менее чем за 100 долларов.
Помогите мне помочь вам наверх
Я поддерживаю свою растущую семью через этот веб-сайт, каким бы сумасшедшим он ни казался.
Самая большая помощь, когда вы используете любую из этих ссылок, когда вы получаете что угодно, независимо от страны, в которой вы живете. Это вам ничего не стоит, и это самый большой источник поддержки для этого сайта и, следовательно, для моей семьи. В этих местах лучшие цены и обслуживание, поэтому я пользовался ими еще до того, как появился этот сайт. Всем рекомендую лично .
Если вы найдете это страница так же полезна, как книга, которую вам, возможно, пришлось купить, или мастер-класс, который вы, возможно, пришлось взять, не стесняйтесь помочь мне продолжать помогать всем.
Если вы получили свое снаряжение по одной из моих ссылок или помогли иным образом, вы семья. Это замечательные люди, такие как вы, которые позволяют мне постоянно добавлять на этот сайт. Спасибо!
Если вы еще не помогли, сделайте это и подумайте о том, чтобы помочь мне подарком в размере 5 долларов.
Поскольку эта страница защищена авторским правом и официально зарегистрирована, изготовление копий, особенно в виде распечаток для личного пользования, является незаконным. Если вы хотите сделать распечатку для личного использования, вам предоставляется разовое разрешение, только если вы платите мне 5,00 долларов США за распечатку или ее часть. Благодарю вас!
Спасибо за прочтение!
Мистер и миссис Кен Роквелл, Райан и Кэти.
Главная Пожертвовать Новое Поиск Галерея Обзоры Практические рекомендации Книги Ссылки Семинары О нас Контакты
Что такое дальномерная камера? (Пояснение и фотографии)
Дальномерные фотокамеры, по сути, открыли новую эру фотографии в середине трети прошлого века. Дальномерная камера выполнена с дальномерным механизмом фокусировки, который позволяет фотографу измерять расстояние до объекта и делать снимки в резком фокусе. Короче говоря, дальномерная камера позволяла фотографу делать быстрые выдержки, не жертвуя точностью фокусировки.
Большинство разновидностей дальномеров показывают два изображения одного и того же объекта, одно из которых перемещается при вращении калиброванного колеса; когда два изображения совпадают и сливаются в одно, расстояние можно считать по колесу. Старые несопряженные дальномерные камеры отображают расстояние фокусировки и требуют от фотографа передачи значения на кольцо фокусировки объектива; камеры без встроенных дальномеров могут иметь внешний дальномер, установленный в башмак для принадлежностей. Более ранние камеры этого типа имели отдельные окна видоискателя и дальномера; позже дальномер был встроен в видоискатель. В более современных конструкциях дальномеры соединены с механизмом фокусировки, так что объектив правильно фокусируется, когда изображения дальномера сливаются; сравните с фокусировочным экраном в неавтофокусных зеркалках.
Первые дальномеры, иногда называемые «телеметрами», появились в двадцатом веке. Первой продаваемой дальномерной камерой была 3A Kodak Autographic Special 1916 года, дальномер был спаренным.
На дальномерных камерах видоискатель смещен относительно объектива, что означает, что видимое изображение не совпадает с записанным. Это известно как ошибка параллакса. На больших дистанциях это не особо заметно, а вот на ближних более заметно. Вы можете заметить это по тому факту, что ваши изображения немного ниже, чем изображение, которое вы видите, поэтому вам нужно противодействовать этому. Но это очень быстро становится второй натурой.
Это означает, что дальномерная камера не будет подходящей камерой для тех, кто любит макросъемку, поскольку камера на самом деле не будет направлена на объект во время очень крупного плана.
Например: если я снимаю на улице или где-то занятом, я могу использовать оба глаза, чтобы проверить сценарий и более тщательно скомпоновать кадры. Это дает баланс, которого нет ни в одном другом типе камер. Многие дальномерные камеры имеют 0,8-кратное увеличение, а некоторые даже достигают 1,1-кратного увеличения, что является «лучше, чем реальное». Это дает вам возможность снимать обоими глазами, помогая вам «создать» мир.
Но большая разница в затворе. И в этом заключается настоящее преимущество. В большинстве дальномеров используется тканевый плоский затвор, хотя в некоторых используется система металлического затвора.
Триммер колесный Champion LMH 5629 — необходимый бензиновый инструмент для окашивания больших площадей с неровным рельефом местности. Благодаря тому, что триммер передвигается на больших колесах, оператор не испытывает тяжелых физических нагрузок, в отличие от ручного триммера, который нужно носить на себе. Большая мощность четырехтактного верхнеклапанного двигателя обеспечивает огромный крутящий момент. Благодаря такой мощности, колесный триммер Champion LMH 5629 может раскручивать 4х миллиметровую леску, скашивающую траву и сорняки любой сложности, включая камыш и борщевик.
Огромные колеса триммера установлены на шарикоподшипники, для плавности хода. Третьей точкой опоры является косильная стальная головка в форме полусферы. В косильную головку заряжаются отрезки лески максимального диаметра. Двигатель Champion работает на чистом бензине за счет четырех тактов работы. Масло заливается в отдельный картер и меняется через определенные сервисные промежутки.
Колесный триммер Champion LMH 5629 имеет невысокий уровень шума и у него можно выбрать нужное количество оборотов за счет регулировки рычагом на ручке оператора. Эта недорогая, но весьма производительная машина прекрасно подойдет для людей которым необходимо поддерживать большие площади в надлежащем состоянии, не давая зарослям сорняка поглотить участок.
Преимущества:
Большая мощность (3.5 л.с.). Четырехтактный двигатель Champion. Верхнее расположение клапанов. Большой диаметр колес. Колеса установлены на шарикоподшипники. Стальная шпуля для лески. Большой диаметр режущей лески. Регулировка оборотов двигателя на ручке. Способность скашивать сорняки любой сложности. Большая производительность.
Характеристики
Вес без травосборника, кг
29,9
Высота среза, мм
38
Диаметр колес, см
30,5
Диаметр корда, мм
4
Диаметр поршня/ход, мм
65/42
Материал деки
Сталь
Мощность двигателя, кВт/л. с
2,9/3.5
Объем двигателя, см3
139
Объем картера, мл
400
Объем топливного бака, л
1,3
Рабочие обороты двигателя, об/мин.
3000±100
Рукоятки
Нерегулируемые
Самодвижущаяся
нет
Свеча зажигания
F6RTC
Система смазки
Разбрызгивание
Тип двигателя
Одноцилиндровый, 4-тактный с воздушным охлаждением
Тип зажигания
TCI
Тип стартера
Ручной
Ширина кошения, мм
599
Нет отзывов о данном товаре.
Написать отзыв
Ваше имя:
Плюсы:
Минусы:
Ваш отзыв:
Оценка:
Защита от роботов
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
Триммер бензиновый, Интерскол, КБ-25/4ЗВ /МС 255/4ЗR, 2. 3 л. с 43 куб. см, U-ручка, леска/нож так и травянистый кустарник. комплектность: рукоятка велосипедного типа
Триммер бензиновый на колесах FUXTEC FX-FSR152 2,2 кВт Колесные
19235
в магазин
Газонокосилка бензиновая несамоходная на колесах 1200 Вт 1,9 л. с. регулирование высоты реза травосборник 50 л / Для сада, дачи, загородного дома Колесные триммеры
Бензиновая газонокоcилка несамоходная A-iPower ALM46P для стрижки газона / Триммер садовый не самоходный бензиновый A-iPower ALM46P для дачи загородного дома / Бензотриммер дачный для коса травы A-iPower ALM46P мотокосилка с колесами и травосборником Колесные
22990
38290
в магазин
Триммер бензиновый колесный «MTD»
50819
в магазин
Колесный триммер Earthquake M200 бензиновые
37000
в магазин
Триммер колесный Patriot PT 520
11927
в магазин
Триммер колесный Patriot PT 525
13095
в магазин
Elmos EMP-35 колесный бензотриммер 52сс.
16128
в магазин
Бензиновый триммер BRAIT BR-310F (850Вт, 4Т двиг, 0,31см, диск 40Т, леска 2,4) Вес, кг — 6,9 Диаметр
колесных триммеров по сниженным ценам + бесплатная доставка
Toggle Nav
Поиск
Меню
Счет
Показать больше
Скрыть
Просмотреть как Сетка
Список
8 шт.
Показывать
12 24 36
на страницу
Сортировать по
Цена (от низкой к высокой) Цена (от высокой к низкой) Наиболее актуальными По алфавиту (от А до Я) По алфавиту (от Я до А) Новейшие поступления Бестселлер Самые популярные Самые популярные Поставщик Системы управления Установить восходящее направление
Посмотреть как Сетка
Список
8 шт.
Показывать
12 24 36
на страницу
Сортировать по
Цена (от низкой к высокой) Цена (от высокой к низкой) Наиболее актуальными По алфавиту (от А до Я) По алфавиту (от Я до А) Новейшие поступления Бестселлер Самые популярные Самые популярные Поставщик Системы управления Установить восходящее направление
Колесные косилки-триммеры
Обрезайте труднодоступные места с помощью наших колесных косилок-триммеров
Green Reaper предлагает на выбор потрясающую линейку бензиновых колесных косилок-триммеров. Колесные триммерные косилки с их мощной маневренностью легко справляются с расчисткой самых грубых заросших участков.
Тщательно отобранные модели ведущих производителей Cub Cadet, а также популярных моделей McCulloch, Lawnflite, Cobra, Webb и Hyundai, мы уверены, что вы найдете лучшую колесную косилку-триммер, соответствующую размеру, форме и топографии вашего газона. открытое пространство. Нужен ли вам небольшой экономичный агрегат или более мощное оборудование, у нас обязательно найдется то, что вам нужно.
Закажите сегодня и получите бесплатную доставку по адресам в континентальной части Великобритании. Не забывайте, что мы поставляем бесплатное масло с нашими бензиновыми косилками.
Хорошо сбалансированная машина на двух больших колесах
Инновационный дизайн, позволяющий легко обходить препятствия
Широкая траектория резания — за один проход покрывается много земли
Большие задние колеса для маневренности в высокой траве или на пересеченной местности
3-летняя гарантия и полный комплект запасных частей для Великобритании
Hyundai HYWT5200X — это мощный бензиновый триммер для травы, установленный на двух больших колесах, благодаря чему его невероятно легко передвигать, и вы можете без усилий обрезать газон или сад с аккуратными краями, не напрягая рук, спины или плеч.
Избавляет от напряжения
Идеален для пользователей, которым ручные триммеры кажутся слишком тяжелыми из-за поперечных движений из стороны в сторону, которые могут вызвать боль в спине или усталость, или для тех, кому нужно обслуживать большие площади.
Мощный триммер для травы
Этот колесный триммер с двухтактным бензиновым двигателем объемом 52 куб. Благодаря высокому соотношению мощности и веса его мощного двигателя можно быстро справиться с любыми сорняками, травой и кустарниками, а также без труда подстричь газон.
Большая ширина скашивания
Благодаря большой ширине скашивания 430 мм этот впечатляющий триммер позволяет быстро выполнять любые садовые работы, независимо от того, занимаетесь ли вы ландшафтным дизайном больших усадеб и газонов или вам нужна более легкая стрижка травы в вашем доме. сад. Мощный двигатель также должен гарантировать, что стрижка будет завершена одним движением, что ускорит вашу работу в саду, давая вам больше времени, чтобы насладиться идеальной стрижкой!
Продуманная конструкция на колесах
Благодаря колесной конструкции HYWT5200X легко перемещать по большим садам или ландшафтным участкам без необходимости носить или привязывать традиционный триммер к плечу, что делает его невероятно удобным в использовании.
Продуманный дизайн
Компактная конструкция этого триммера на колесах позволяет легко вести его под низко свисающими ветвями или живыми изгородями, чтобы косить в труднодоступных местах, до которых трудно добраться традиционными триммерами, но этот триммер может достичь точности и минимальное усилие. Вы также можете отрегулировать высоту рукоятки по своему усмотрению, адаптируя свой триммер так, чтобы работа в саду была максимально комфортной.
Компактный и портативный
Hyundai HYWT5200X оснащен складной ручкой, которая позволяет легко поместить его в багажник автомобиля и компактно хранить в садовом сарае или гараже.
Большой топливный бак
Большой топливный бак этого триммера на 1200 мл означает, что вы можете косить большую площадь без необходимости останавливаться для дозаправки или возить бензин по саду. Тот факт, что это бензиновый триммер, также означает, что вам не придется беспокоиться о том, чтобы возиться с какими-либо кабелями или заряжать аккумуляторы перед использованием.
Удобная стрижка вокруг препятствий
Инновационная конструкция позволяет с легкостью стричь траву рядом с препятствиями, такими как деревья и стены, не повреждая основной корпус триммера.
Гарантия
На всю садовую технику Hyundai распространяется 3-летняя платиновая гарантия Hyundai для бытового использования (коммерческие условия различаются — см. условия гарантии).
Краткий обзор:
Мощный колесный триммер с двухтактным двигателем Hyundai объемом 52 куб.0103
Топливный бак на 1200 мл
Ширина реза 430 мм
Хорошо сбалансированная машина на двух больших колесах
Складные ручки
Инновационный дизайн, позволяющий легко обходить препятствия
Широкая траектория резания — за один проход покрывается много земли
Большие задние колеса для маневренности в высокой траве или на пересеченной местности
В упаковке
HYWT5200X
Бутылка для смешивания 40:1,
Набор инструментов (включая свечу зажигания, гаечный ключ и 2 ключа Алана)
 С этим процессом мы сталкиваемся посто
С этим процессом мы сталкиваемся посто 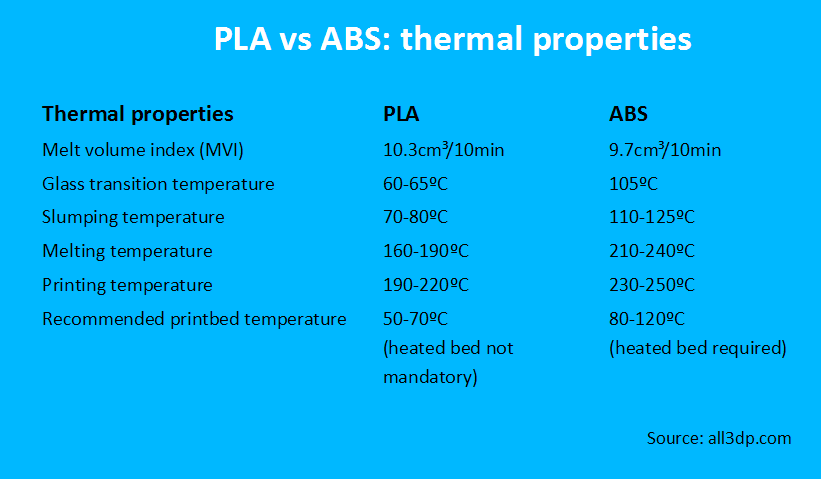 Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам. 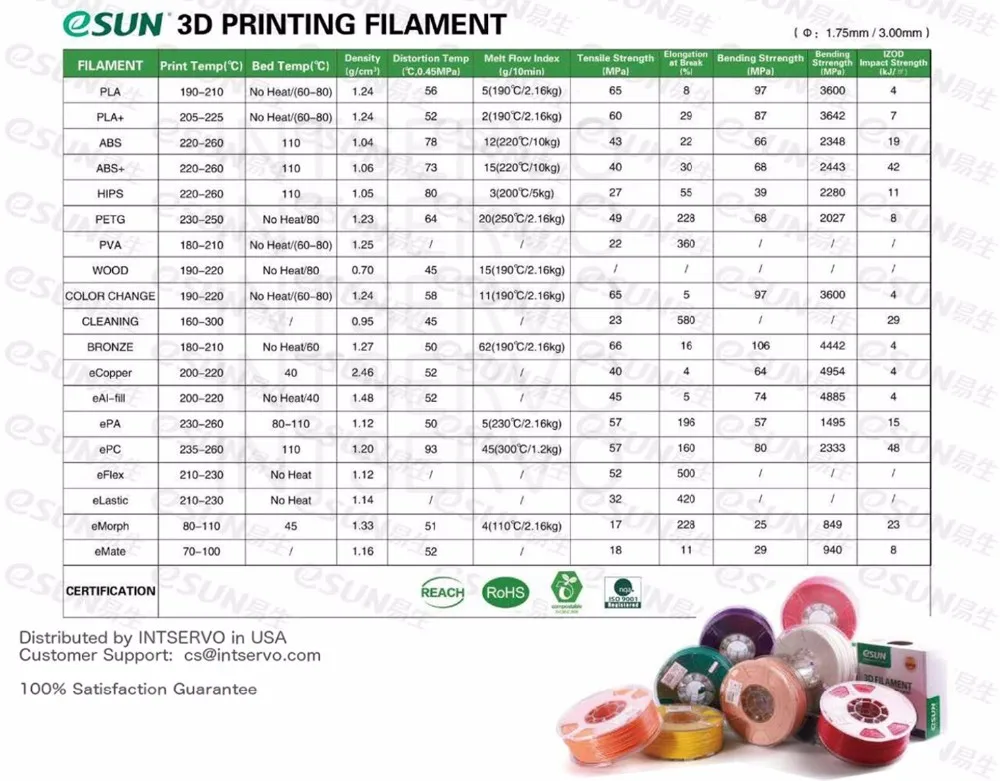 Но в реальности идеальной температуры для PLA пластиков не существует. И для того, чтобы получить хороший результат 3D печати, надо потратить некоторое время и приложить усилия.
Но в реальности идеальной температуры для PLA пластиков не существует. И для того, чтобы получить хороший результат 3D печати, надо потратить некоторое время и приложить усилия.
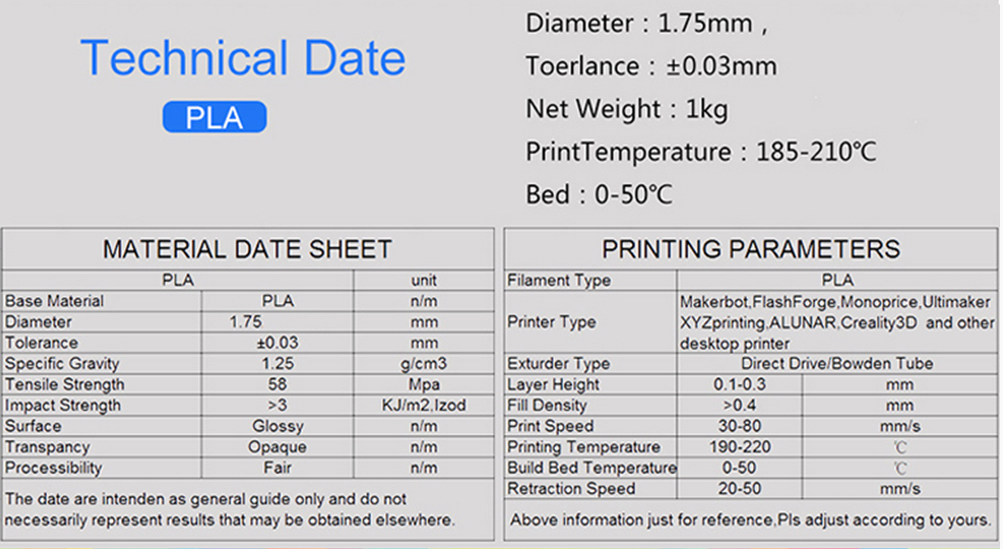
 Так что температуру стола также как и хот энда стоит настроить под собственные реалии.
Так что температуру стола также как и хот энда стоит настроить под собственные реалии.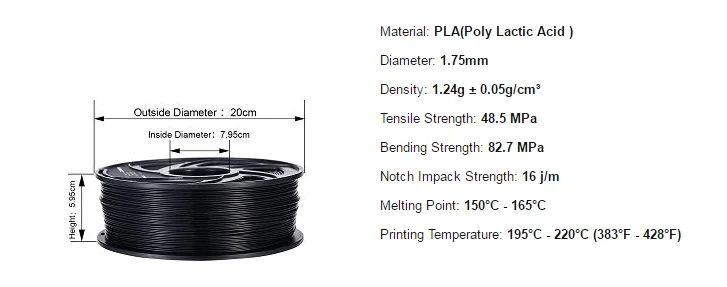 Если, например, из окна дует прохладный ветерок, можно повысить температуру хот энда и стола для 3D печати на пару градусов. Вентиляционные отверстия для кондиционирования воздуха также могут понижать температуру 3D печати.
Если, например, из окна дует прохладный ветерок, можно повысить температуру хот энда и стола для 3D печати на пару градусов. Вентиляционные отверстия для кондиционирования воздуха также могут понижать температуру 3D печати. Если вы обнаружите, что ваши изделия неровные, немного уменьшите температуру хот энда. Если ваши модели не прилипают к столу, возможно, вам нужно снизить температуру хот энда и повысить температуру стола. «Слоновья лапа» также может быть ключевым индикатором того, что ваш стол слишком горячий.
Если вы обнаружите, что ваши изделия неровные, немного уменьшите температуру хот энда. Если ваши модели не прилипают к столу, возможно, вам нужно снизить температуру хот энда и повысить температуру стола. «Слоновья лапа» также может быть ключевым индикатором того, что ваш стол слишком горячий. 
 Это делает его пригодным даже для недорогих принтеров без возможности нагрева стола.
Это делает его пригодным даже для недорогих принтеров без возможности нагрева стола.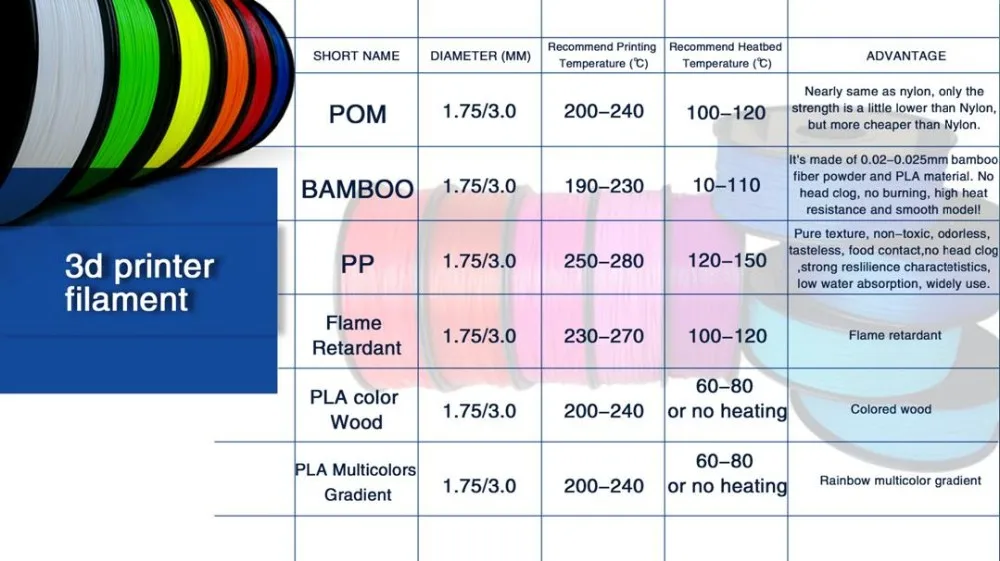 Однако использование нагреваемого стола 3D-принтера иногда может привести к лучшим результатам при печати PLA, особенно когда комнатная температура ниже или при печати особенно больших деталей.
Однако использование нагреваемого стола 3D-принтера иногда может привести к лучшим результатам при печати PLA, особенно когда комнатная температура ниже или при печати особенно больших деталей.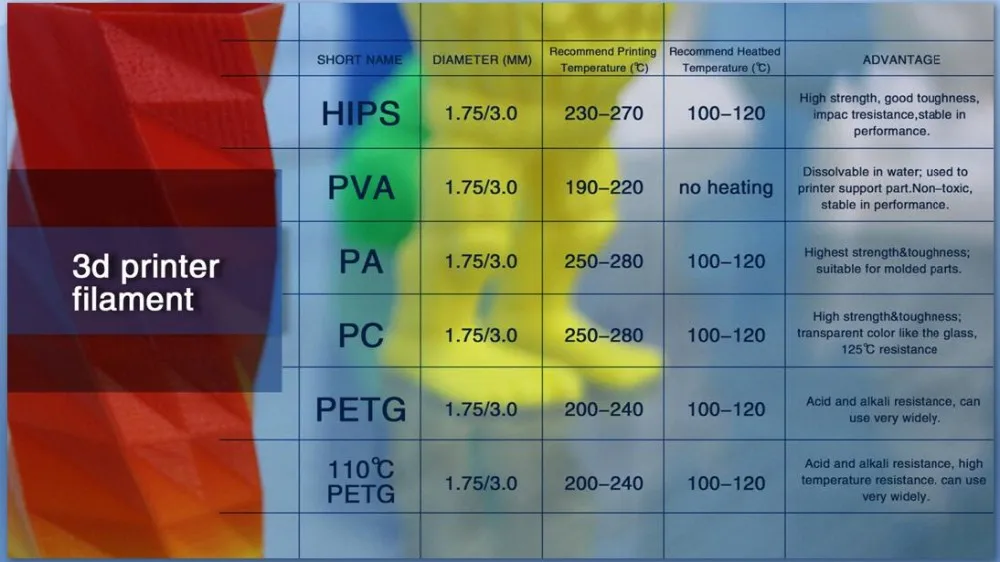 Калибровка уровня платформы также может улучшить прилипание печатных деталей PLA к платформе принтера.
Калибровка уровня платформы также может улучшить прилипание печатных деталей PLA к платформе принтера.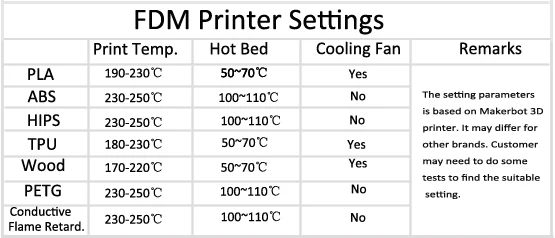 [2] Однако оптимальная температура печати зависит от нескольких переменных. К ним относятся конкретный сорт нити, скорость печати (для более быстрой печати требуется более высокая температура) и размер сопла (для большего диаметра требуется более высокая температура).
[2] Однако оптимальная температура печати зависит от нескольких переменных. К ним относятся конкретный сорт нити, скорость печати (для более быстрой печати требуется более высокая температура) и размер сопла (для большего диаметра требуется более высокая температура). Установка слишком высоких значений может произойти, например, при использовании неправильного профиля печати в вашем слайсере или при использовании более узкого диаметра сопла, требующего более низкой температуры печати, чем настройки по умолчанию.
Установка слишком высоких значений может произойти, например, при использовании неправильного профиля печати в вашем слайсере или при использовании более узкого диаметра сопла, требующего более низкой температуры печати, чем настройки по умолчанию.
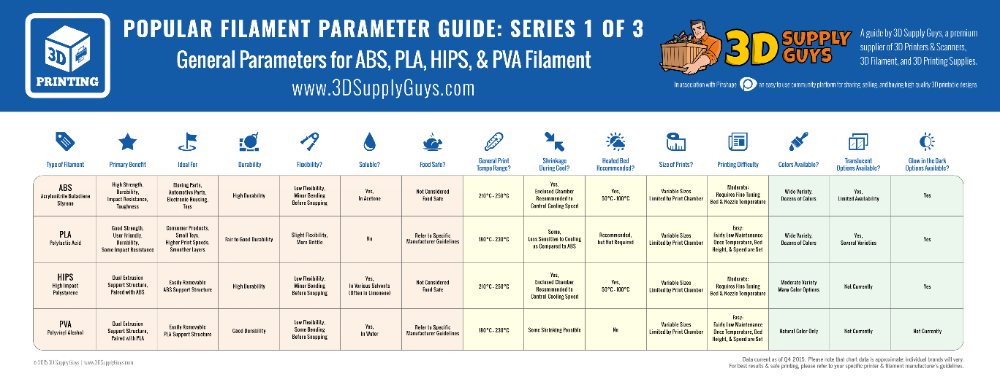
 Эту проблему можно решить, снизив температуру печати или отрегулировав параметры отвода.
Эту проблему можно решить, снизив температуру печати или отрегулировав параметры отвода.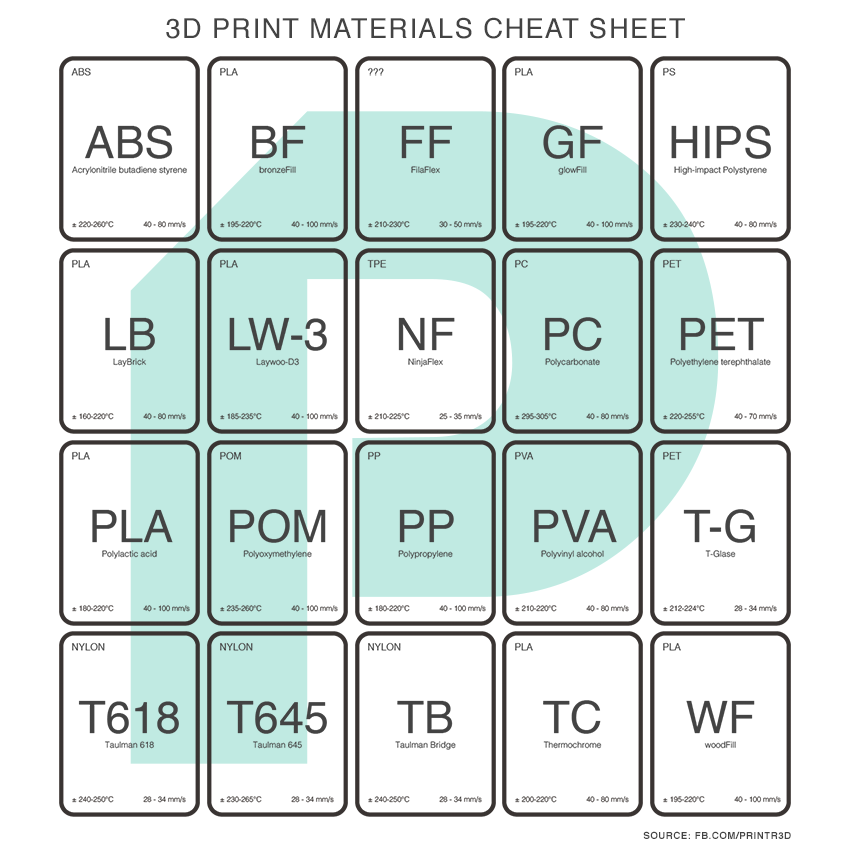
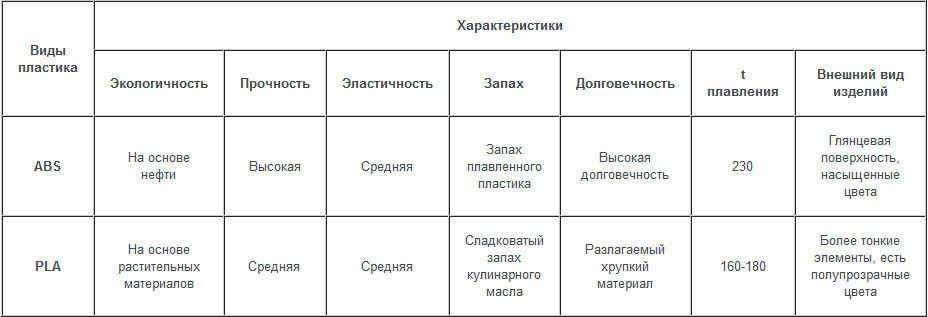
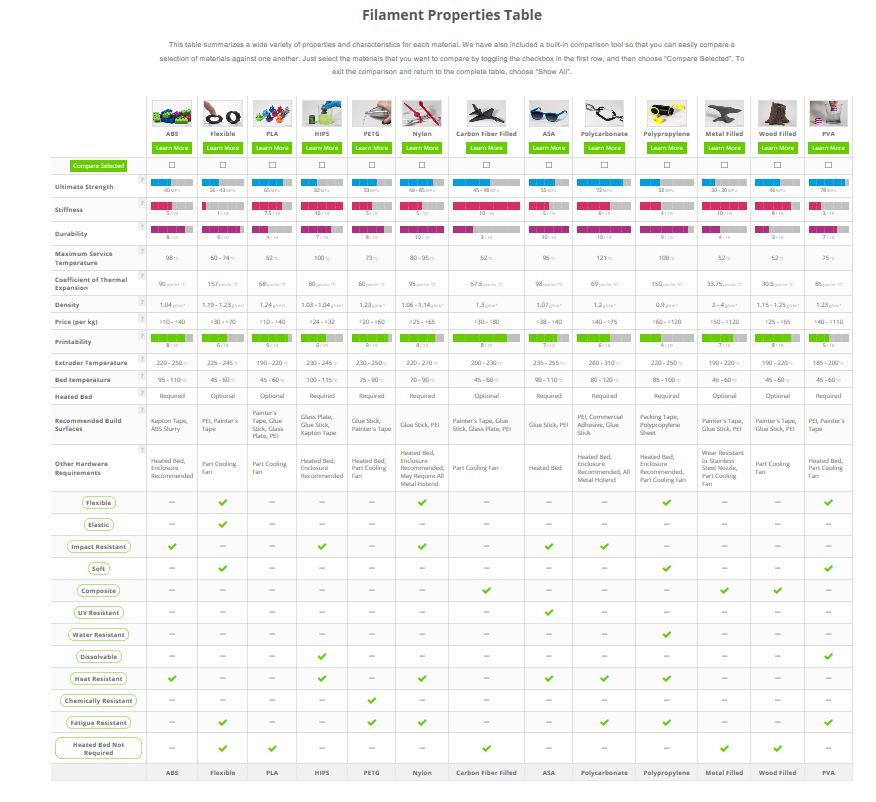 (Пользователи Cura могут установить и использовать плагин ChangeAtZ для переключения температуры сопла с требуемыми интервалами по оси Z.)
(Пользователи Cura могут установить и использовать плагин ChangeAtZ для переключения температуры сопла с требуемыми интервалами по оси Z.)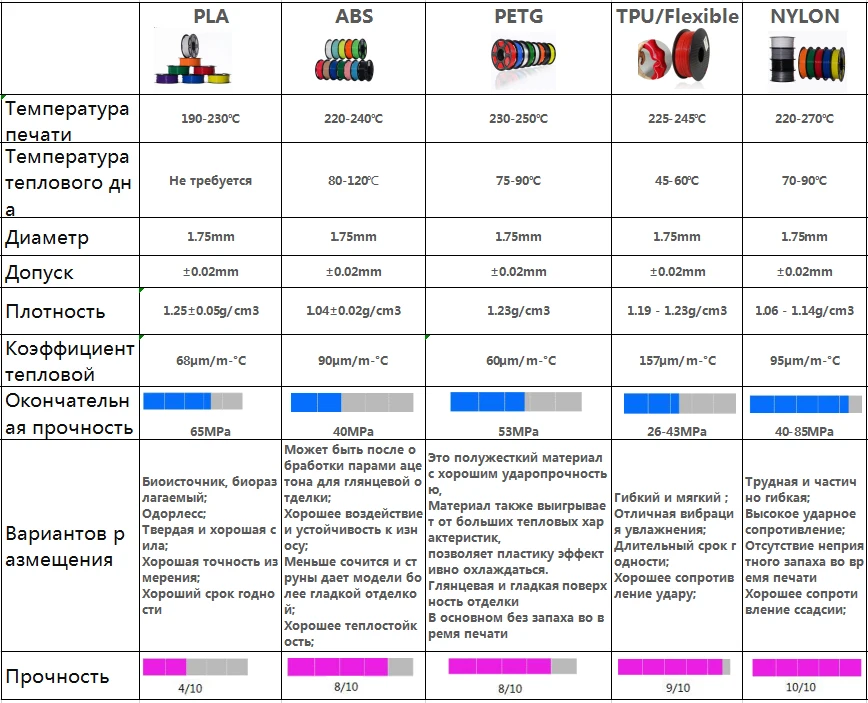 2020 окт;55(29):14677-89.
2020 окт;55(29):14677-89.
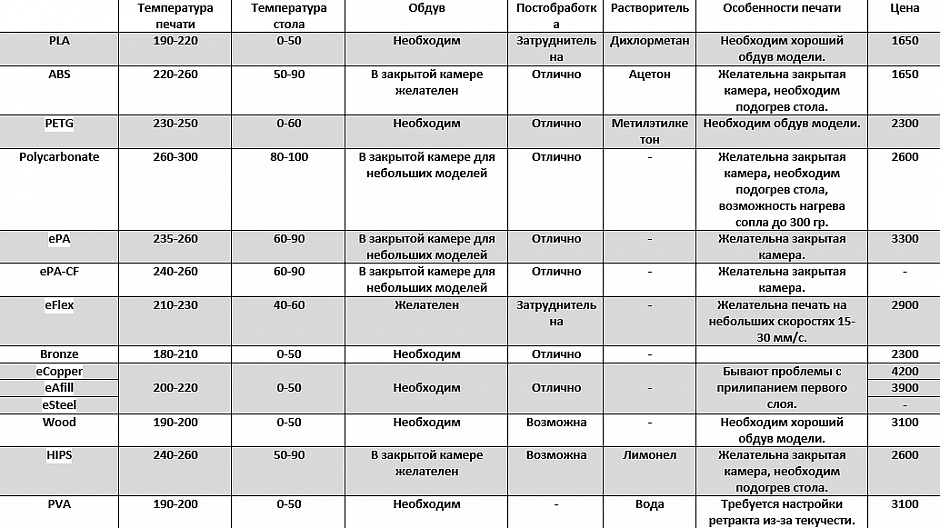
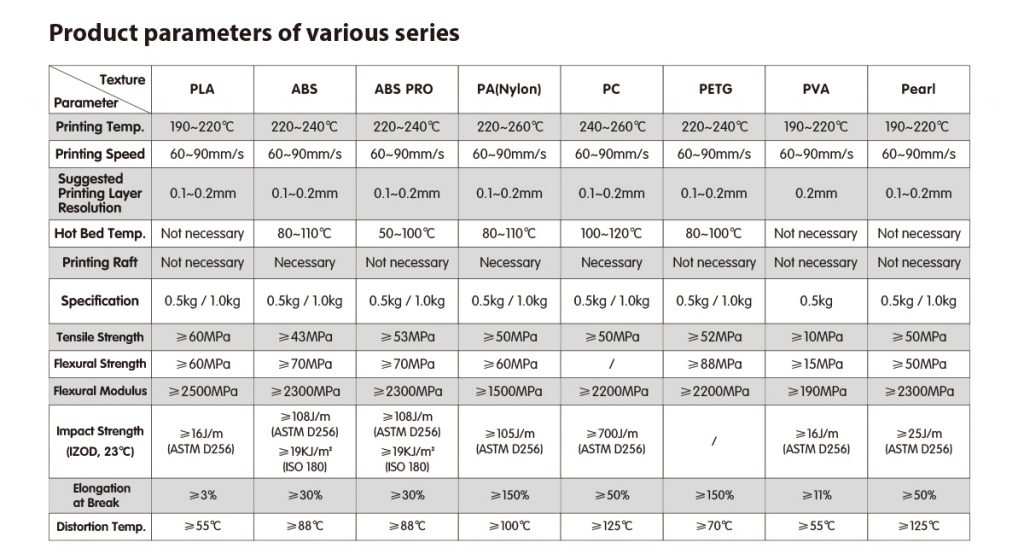
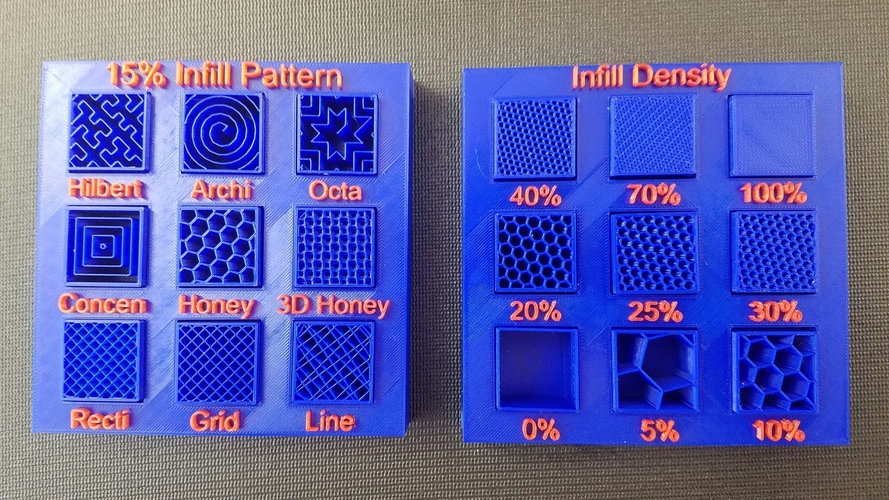
 Здесь сразу стоит разделить принтеры на промышленные и настольные.
Здесь сразу стоит разделить принтеры на промышленные и настольные.

 Суть технологий одна, а названия разные для того, чтобы избежать патентных споров.
Суть технологий одна, а названия разные для того, чтобы избежать патентных споров.
 По факту же произошло совершенно другое — группа энтузиастов смогла создать бюджетный 3D-принтер для домашнего или офисного использования. Идею быстро подхватили трое гиков из Нью-Йорка, которые создали компанию MakerBot и начали коммерческое производство настольных FDM 3D-принтеров. Это и стало вторым поворотным моментом в современной истории 3D-печати.
По факту же произошло совершенно другое — группа энтузиастов смогла создать бюджетный 3D-принтер для домашнего или офисного использования. Идею быстро подхватили трое гиков из Нью-Йорка, которые создали компанию MakerBot и начали коммерческое производство настольных FDM 3D-принтеров. Это и стало вторым поворотным моментом в современной истории 3D-печати.


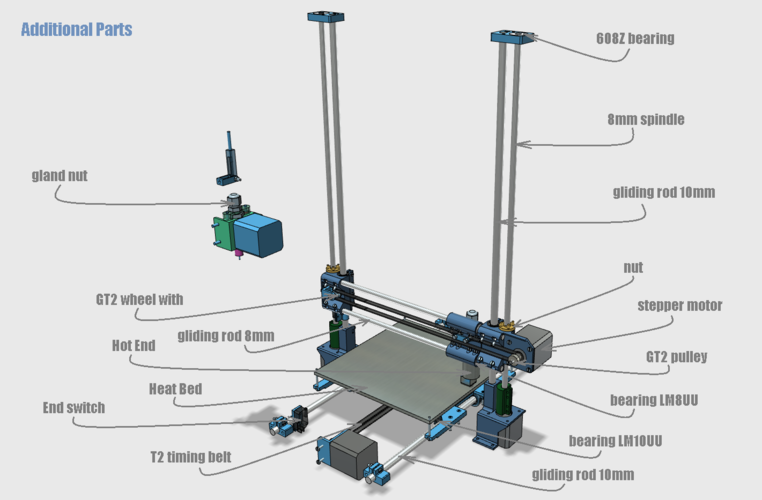 Это дает определенное преимущество в производительности принтера по сравнению с лазерной технологией, ведь он запекает слой сразу, также как это происходит с LCD 3D-принтерами, о которых мы подробно писали ранее в этой статье. Будучи одним из мировых технологических гигантов HP быстро ворвалась на маленький рынок 3D-печати и быстро заняла на нем большую долю в промышленном сегменте оборудования, к сожалению, по состоянию на 2020 год HP так и не начала поставки своих 3D-принтеров на российский рынок.
Это дает определенное преимущество в производительности принтера по сравнению с лазерной технологией, ведь он запекает слой сразу, также как это происходит с LCD 3D-принтерами, о которых мы подробно писали ранее в этой статье. Будучи одним из мировых технологических гигантов HP быстро ворвалась на маленький рынок 3D-печати и быстро заняла на нем большую долю в промышленном сегменте оборудования, к сожалению, по состоянию на 2020 год HP так и не начала поставки своих 3D-принтеров на российский рынок.
 К сожалению, высокая стоимость оборудования и материалов не дает возможности более широкого внедрения этой технологии.
К сожалению, высокая стоимость оборудования и материалов не дает возможности более широкого внедрения этой технологии.
 Себестоимость печати в данном случае ниже, чем по технологии PolyJet, что дает больше возможностей для ее более широкого использования.
Себестоимость печати в данном случае ниже, чем по технологии PolyJet, что дает больше возможностей для ее более широкого использования.
 Зато ее огромным преимуществом является существенно более низкая цена и принтеров, и готовых изделий. В Россию данные системы пока не поставлялись, поэтому мы ждем возможности самостоятельно оценить их качество и эффективность. В перспективе нескольких лет эта технология может стать самой востребованной из всех возможных способов 3D-печати.
Зато ее огромным преимуществом является существенно более низкая цена и принтеров, и готовых изделий. В Россию данные системы пока не поставлялись, поэтому мы ждем возможности самостоятельно оценить их качество и эффективность. В перспективе нескольких лет эта технология может стать самой востребованной из всех возможных способов 3D-печати.
 Также на базе FDM-принтеров создают принтеры, печатающие глиной для создания керамических изделий новым способом. Например, итальянская компания WASP уже несколько лет предлагает такие системы на базе своих дельта-принтеров, печатающих пластиковой нитью.
Также на базе FDM-принтеров создают принтеры, печатающие глиной для создания керамических изделий новым способом. Например, итальянская компания WASP уже несколько лет предлагает такие системы на базе своих дельта-принтеров, печатающих пластиковой нитью.
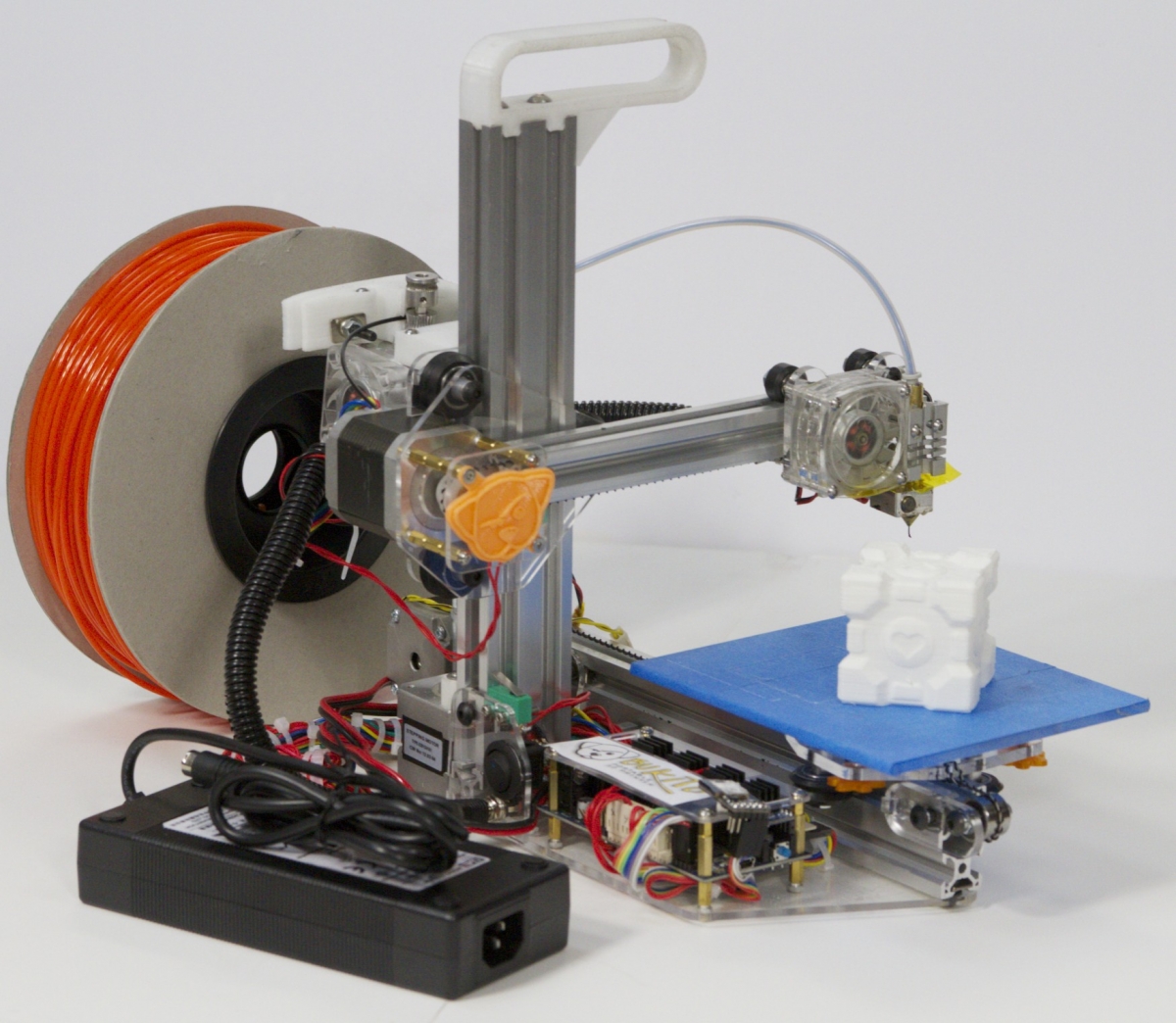 Интересным фактом является и то, что самым перспективным проектом по строительству жилья на Марсе также признан способ 3D-печати.
Интересным фактом является и то, что самым перспективным проектом по строительству жилья на Марсе также признан способ 3D-печати.
 Одним из представителей 3D-принтеров для печати шоколадом является Choc Creator.
Одним из представителей 3D-принтеров для печати шоколадом является Choc Creator.
 Пока данное направление находится на стадии разработок и тестирований и полноценно не применяется для лечения пациентов, но уже сейчас проведено большое количество успешных экспериментов. Как например, печать сердца израильскими учеными в 2019 году, пока совсем крошечное по размерам, но главное, что оно способно выполнять свои функции. Также биопечать имеет огромные перспективы в экспериментальном тестировании медицинских препаратов, выпускаемых фармацевтическими компаниями.
Пока данное направление находится на стадии разработок и тестирований и полноценно не применяется для лечения пациентов, но уже сейчас проведено большое количество успешных экспериментов. Как например, печать сердца израильскими учеными в 2019 году, пока совсем крошечное по размерам, но главное, что оно способно выполнять свои функции. Также биопечать имеет огромные перспективы в экспериментальном тестировании медицинских препаратов, выпускаемых фармацевтическими компаниями.
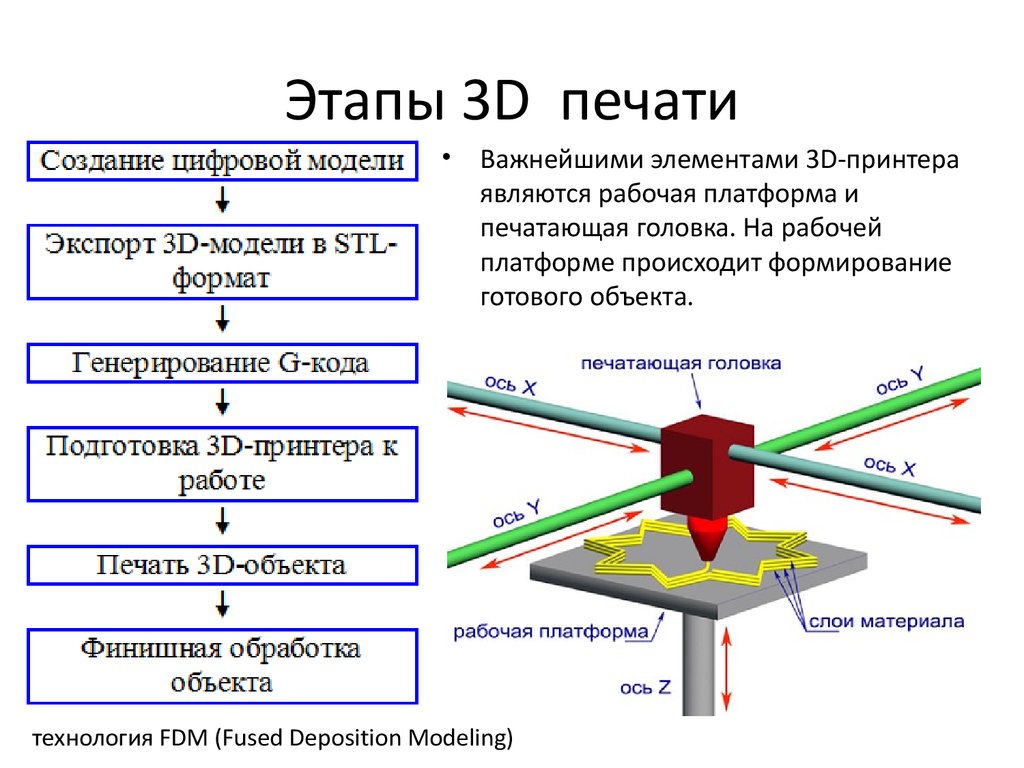
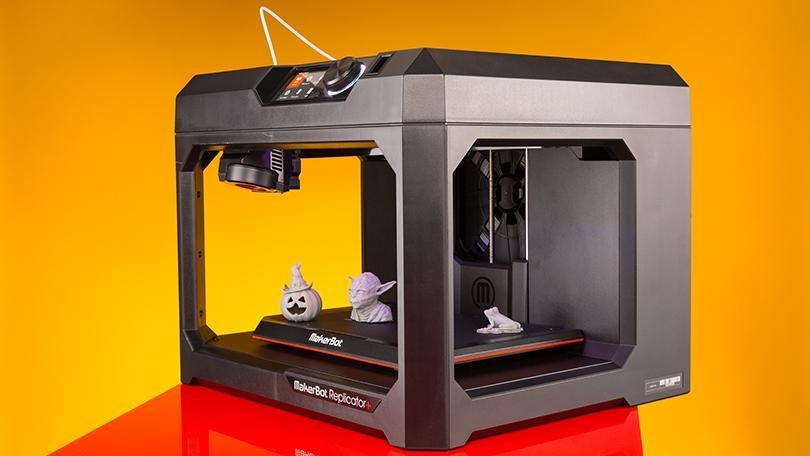
 Большинство 3D принтеров могут выполнять процесс печати без оператора, а современные системы автоматически заправляют необходимый для создания объектов материал из картриджей.
Большинство 3D принтеров могут выполнять процесс печати без оператора, а современные системы автоматически заправляют необходимый для создания объектов материал из картриджей.
 В этом видео мы сравниваем скорость печати при использовании таких технологий 3D-печати, как моделирование методом наплавления (FDM), стереолитография (SLA) и селективное лазерное спекание (SLS).
В этом видео мы сравниваем скорость печати при использовании таких технологий 3D-печати, как моделирование методом наплавления (FDM), стереолитография (SLA) и селективное лазерное спекание (SLS). Это позволяет разработчикам и инженерам быстрее разрабатывать идеи и помогает компаниям быстрее выводить продукты на рынок.
Это позволяет разработчикам и инженерам быстрее разрабатывать идеи и помогает компаниям быстрее выводить продукты на рынок.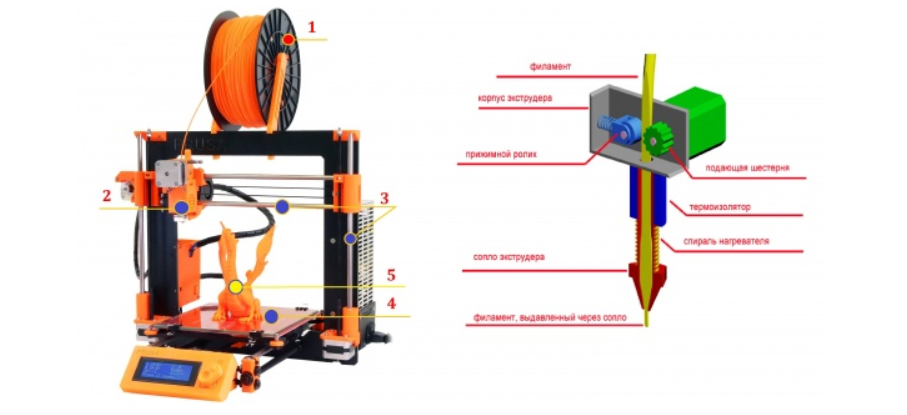
 Они стимулируют творческий подход и знакомят студентов с технологиями профессионального уровня, позволяя внедрять метод STEAM в областях науки, техники, искусства и дизайна.
Они стимулируют творческий подход и знакомят студентов с технологиями профессионального уровня, позволяя внедрять метод STEAM в областях науки, техники, искусства и дизайна. Цифровые инструменты позволяют создавать плотные, четко детализированные модели без утомительного, связанного с погрешностями изготовления восковок.
Цифровые инструменты позволяют создавать плотные, четко детализированные модели без утомительного, связанного с погрешностями изготовления восковок.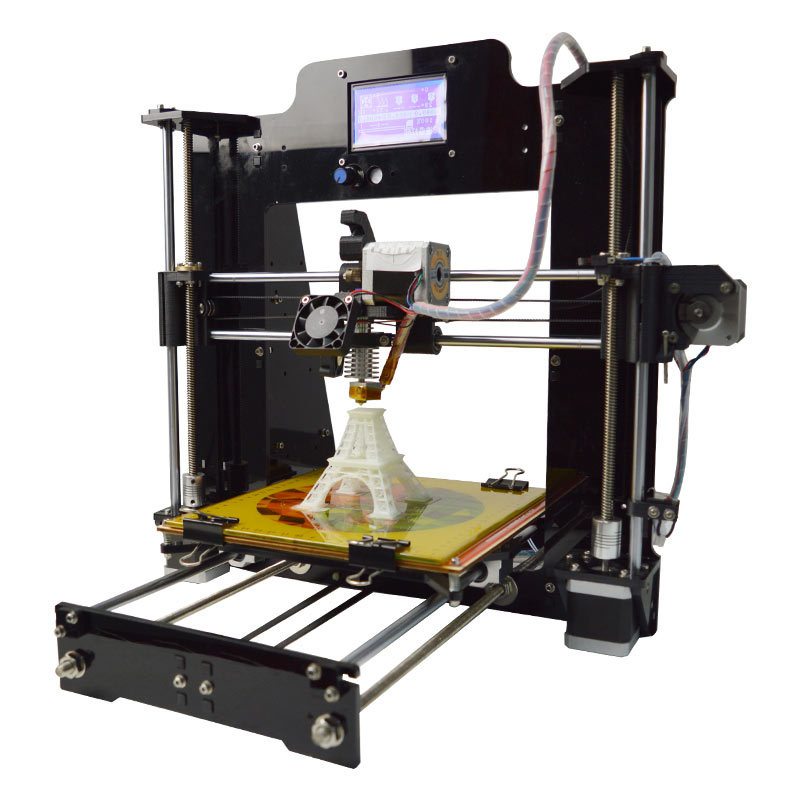 По завершении формирования слоя модель поднимается со дна резервуара, для того чтобы под нее смог затечь свежий полимер, и платформа снова опускается. Процесс повторяется до завершения печати.
По завершении формирования слоя модель поднимается со дна резервуара, для того чтобы под нее смог затечь свежий полимер, и платформа снова опускается. Процесс повторяется до завершения печати. Лазер сканирует поперечное сечение 3D-модели и формирует твердый объект посредством механического сплавления частиц. Нераспыленный порошок поддерживает модель во время печати и устраняет необходимость в специальных поддерживающих структурах. Платформа опускается в рабочую камеру на один слой, толщина которого, как правило, составляет 50–200 микрон, и устройство для повторного нанесения наносит новый слой порошка сверху. Затем лазер сканирует следующий срез модели, и процесс повторяется для каждого слоя до тех пор, пока модель не будет завершена.
Лазер сканирует поперечное сечение 3D-модели и формирует твердый объект посредством механического сплавления частиц. Нераспыленный порошок поддерживает модель во время печати и устраняет необходимость в специальных поддерживающих структурах. Платформа опускается в рабочую камеру на один слой, толщина которого, как правило, составляет 50–200 микрон, и устройство для повторного нанесения наносит новый слой порошка сверху. Затем лазер сканирует следующий срез модели, и процесс повторяется для каждого слоя до тех пор, пока модель не будет завершена.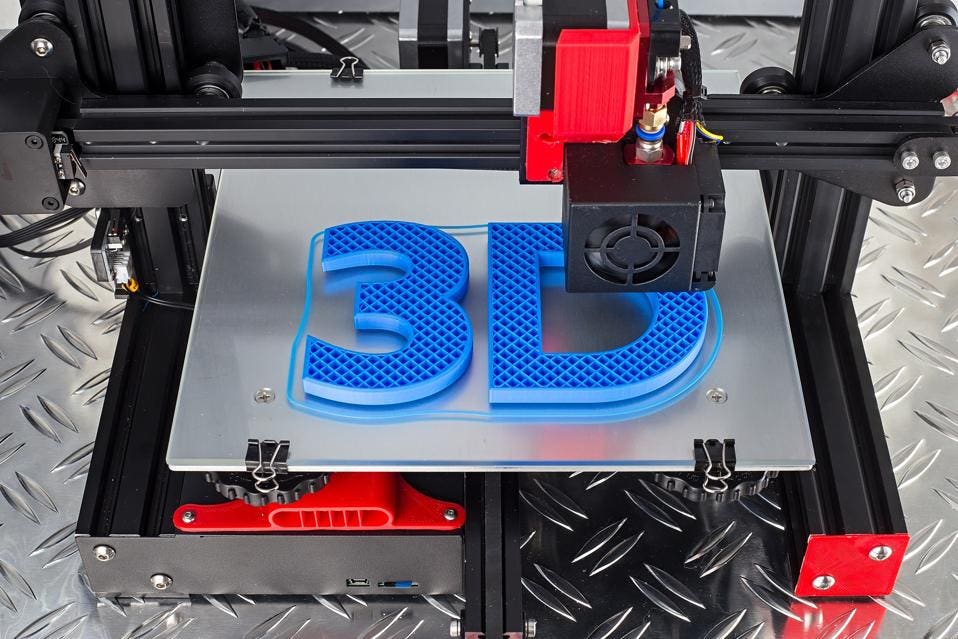 Formlabs предлагает следующий ассортимент фотополимерных материалов для настольной 3D печати.
Formlabs предлагает следующий ассортимент фотополимерных материалов для настольной 3D печати.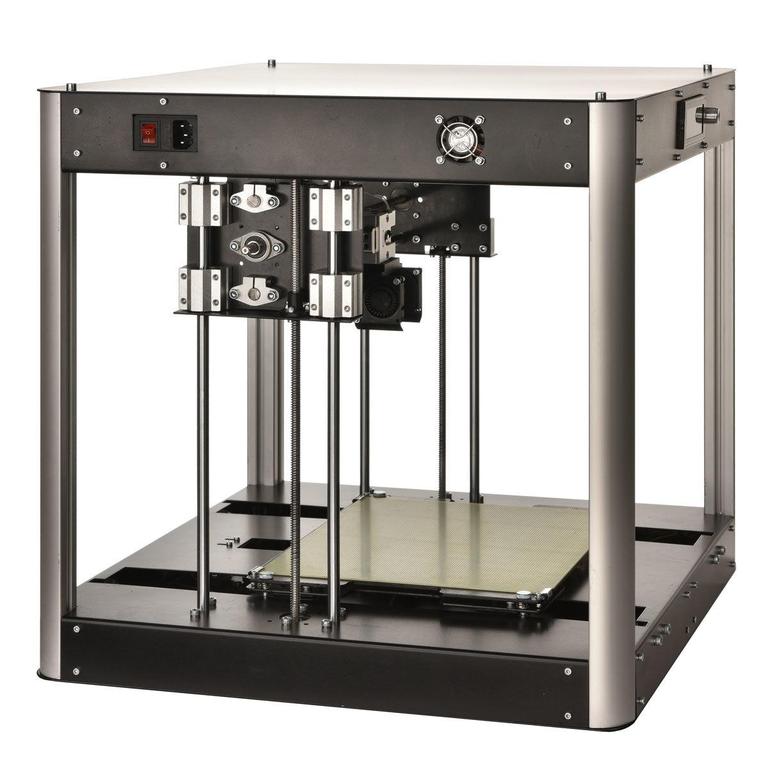
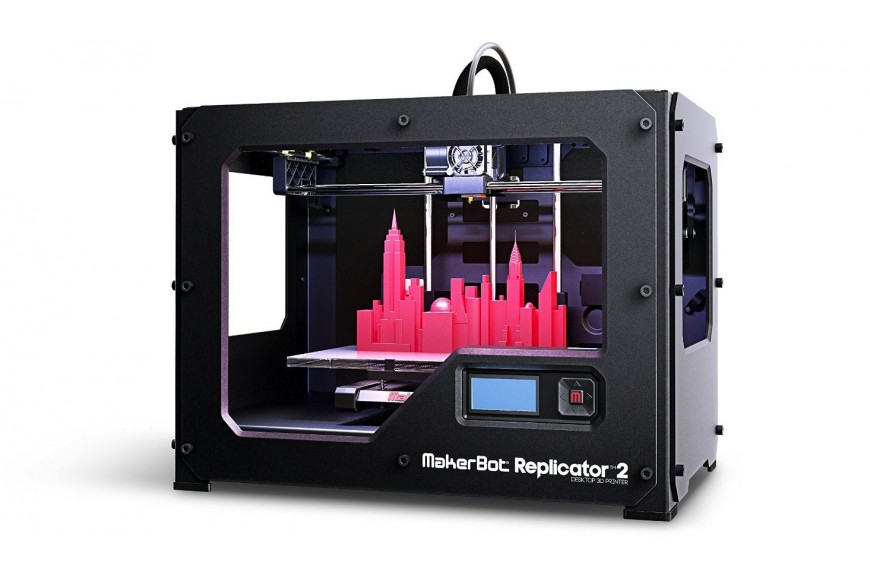 С его помощью можно изготавливать керамические модели для инженерных изысканий или создавать уникальные предметы искусства.
С его помощью можно изготавливать керамические модели для инженерных изысканий или создавать уникальные предметы искусства.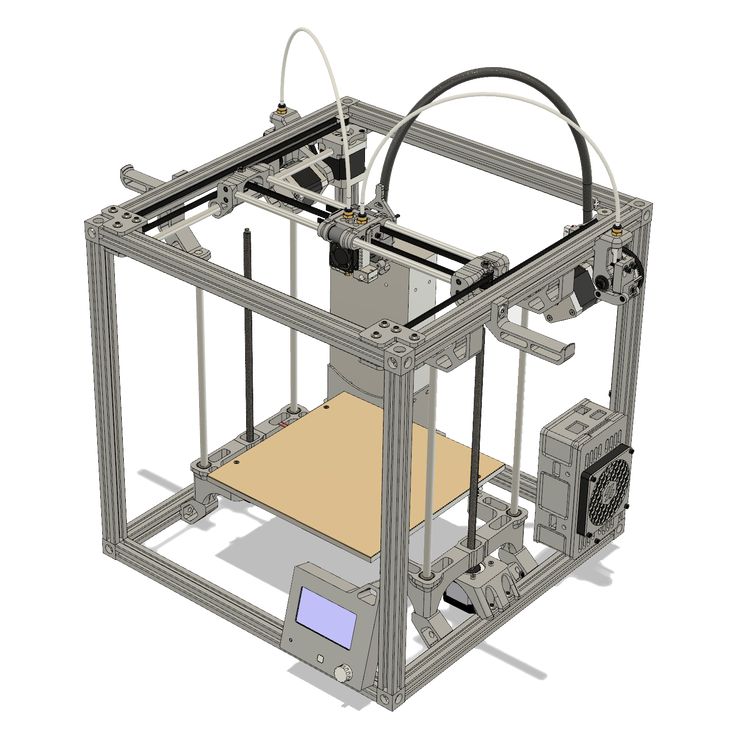 Зал буквально взорвался аплодисментами.
Зал буквально взорвался аплодисментами.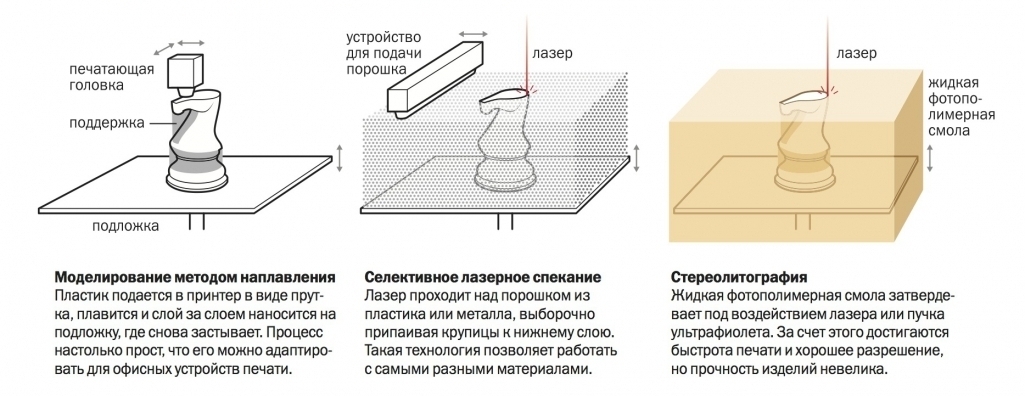 Профессиональные принтеры и принтеры для энтузиастов, некоторые из которых могут печатать керамикой, металлами, песком и другими материалами помимо пластика, могут стоить до 10 000 долларов. Все, что сверх этого, будет считаться промышленным и может стоить до 250 000 долларов.
Профессиональные принтеры и принтеры для энтузиастов, некоторые из которых могут печатать керамикой, металлами, песком и другими материалами помимо пластика, могут стоить до 10 000 долларов. Все, что сверх этого, будет считаться промышленным и может стоить до 250 000 долларов. Пластики, известные как нити, бывают разных типов: полимолочная кислота (PLA), полиамид (PA), акрилонитрил-бутадиен-стирол (ABS). ), полиэтилентерефталатгликоль (PETG) или некоторые из них с добавлением дерева и углерода в пластик.Наиболее распространенные сопла имеют диаметр 0,4 мм (чем они меньше, тем выше разрешение), и они парят над рабочей пластиной или платформа с подогревом толщиной примерно с лист бумаги для заметок. Рабочая пластина, иногда также нагреваемая, помогает пластику прилипать и охлаждаться по мере накопления и затвердевания слоев. Сопло перемещается по направляющим или порталам (у некоторых есть две оси, у некоторых больше) , иногда с помощью приводов, серводвигателей, реечных конструкций или направляющих скольжения.Окончательный отпечаток обычно необходимо очистить от лишнего пластика с помощью канцелярского ножа или проволочной щетки, но это не всегда необходимо.
Пластики, известные как нити, бывают разных типов: полимолочная кислота (PLA), полиамид (PA), акрилонитрил-бутадиен-стирол (ABS). ), полиэтилентерефталатгликоль (PETG) или некоторые из них с добавлением дерева и углерода в пластик.Наиболее распространенные сопла имеют диаметр 0,4 мм (чем они меньше, тем выше разрешение), и они парят над рабочей пластиной или платформа с подогревом толщиной примерно с лист бумаги для заметок. Рабочая пластина, иногда также нагреваемая, помогает пластику прилипать и охлаждаться по мере накопления и затвердевания слоев. Сопло перемещается по направляющим или порталам (у некоторых есть две оси, у некоторых больше) , иногда с помощью приводов, серводвигателей, реечных конструкций или направляющих скольжения.Окончательный отпечаток обычно необходимо очистить от лишнего пластика с помощью канцелярского ножа или проволочной щетки, но это не всегда необходимо.
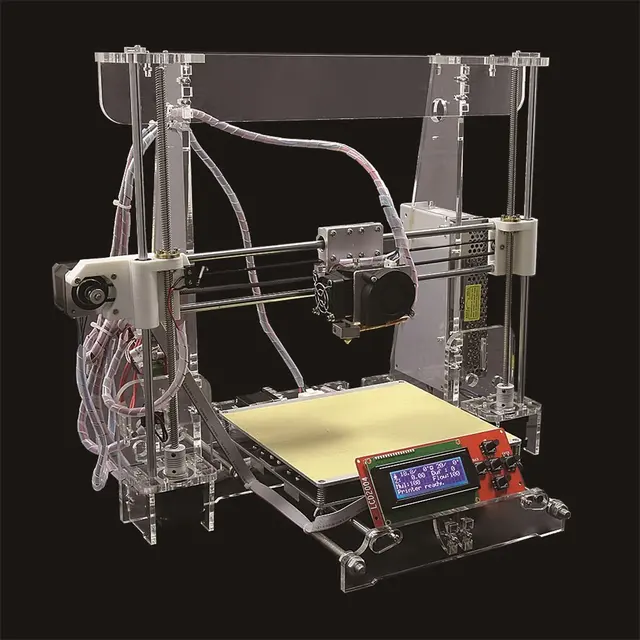 В этом 5-минутном видео рассказывается об основах использования Form 3, от программного обеспечения и материалов до печати и постобработки.
В этом 5-минутном видео рассказывается об основах использования Form 3, от программного обеспечения и материалов до печати и постобработки.  Большинство 3D-принтеров могут работать без присмотра до тех пор, пока печать не будет завершена, а современные системы автоматически пополняют необходимый для деталей материал из картриджей.
Большинство 3D-принтеров могут работать без присмотра до тех пор, пока печать не будет завершена, а современные системы автоматически пополняют необходимый для деталей материал из картриджей.

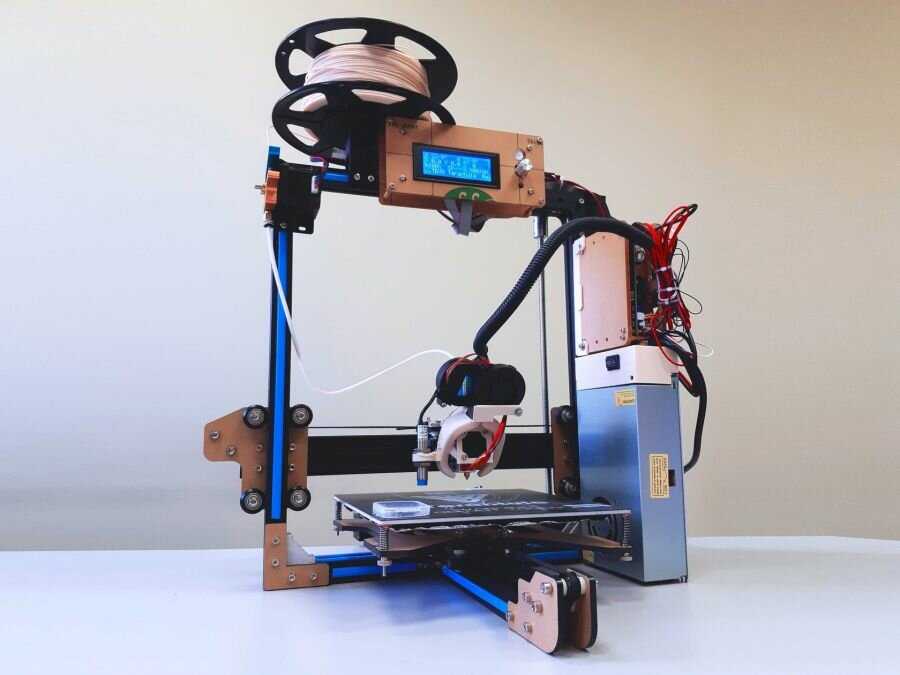 Нерасплавленный порошок поддерживает деталь во время печати и устраняет необходимость в специальных поддерживающих конструкциях. Это делает SLS идеальным для сложной геометрии, включая внутренние элементы, поднутрения, тонкие стенки и отрицательные элементы. Детали, изготовленные с помощью SLS-печати, обладают превосходными механическими характеристиками, а по прочности напоминают детали, изготовленные методом литья под давлением.
Нерасплавленный порошок поддерживает деталь во время печати и устраняет необходимость в специальных поддерживающих конструкциях. Это делает SLS идеальным для сложной геометрии, включая внутренние элементы, поднутрения, тонкие стенки и отрицательные элементы. Детали, изготовленные с помощью SLS-печати, обладают превосходными механическими характеристиками, а по прочности напоминают детали, изготовленные методом литья под давлением.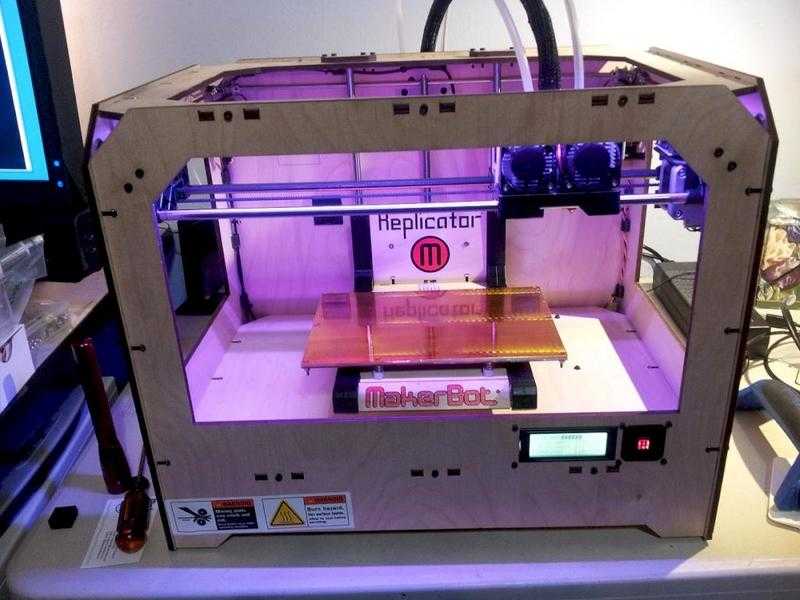
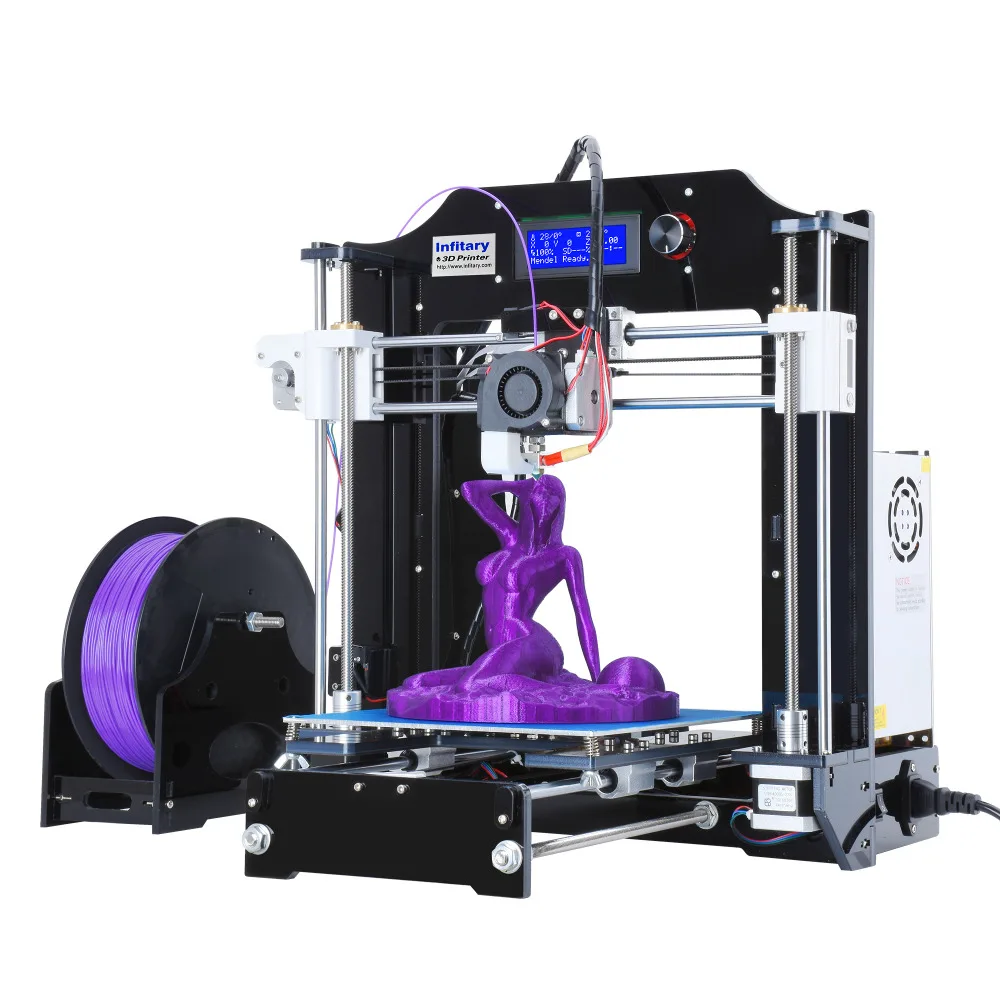 Однако FDM имеет самое низкое разрешение и точность по сравнению с SLA или SLS и не является лучшим вариантом для печати сложных конструкций или деталей со сложными функциями. Более качественную отделку можно получить с помощью процессов химической и механической полировки. Промышленные 3D-принтеры FDM используют растворимые подложки для смягчения некоторых из этих проблем и предлагают более широкий спектр инженерных термопластов, но они также имеют высокую цену.
Однако FDM имеет самое низкое разрешение и точность по сравнению с SLA или SLS и не является лучшим вариантом для печати сложных конструкций или деталей со сложными функциями. Более качественную отделку можно получить с помощью процессов химической и механической полировки. Промышленные 3D-принтеры FDM используют растворимые подложки для смягчения некоторых из этих проблем и предлагают более широкий спектр инженерных термопластов, но они также имеют высокую цену.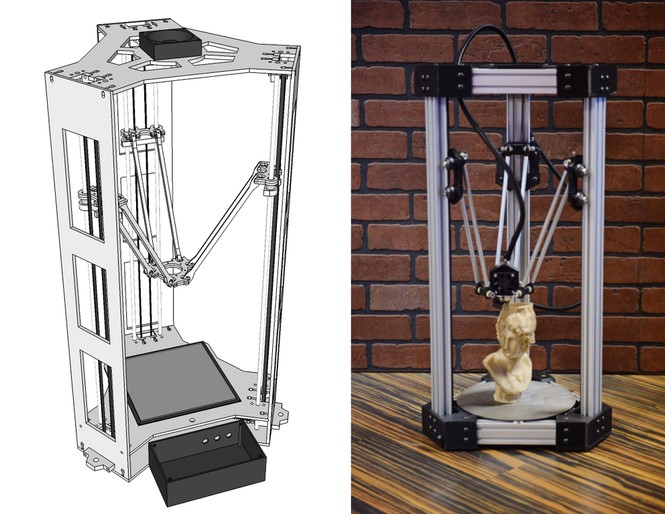
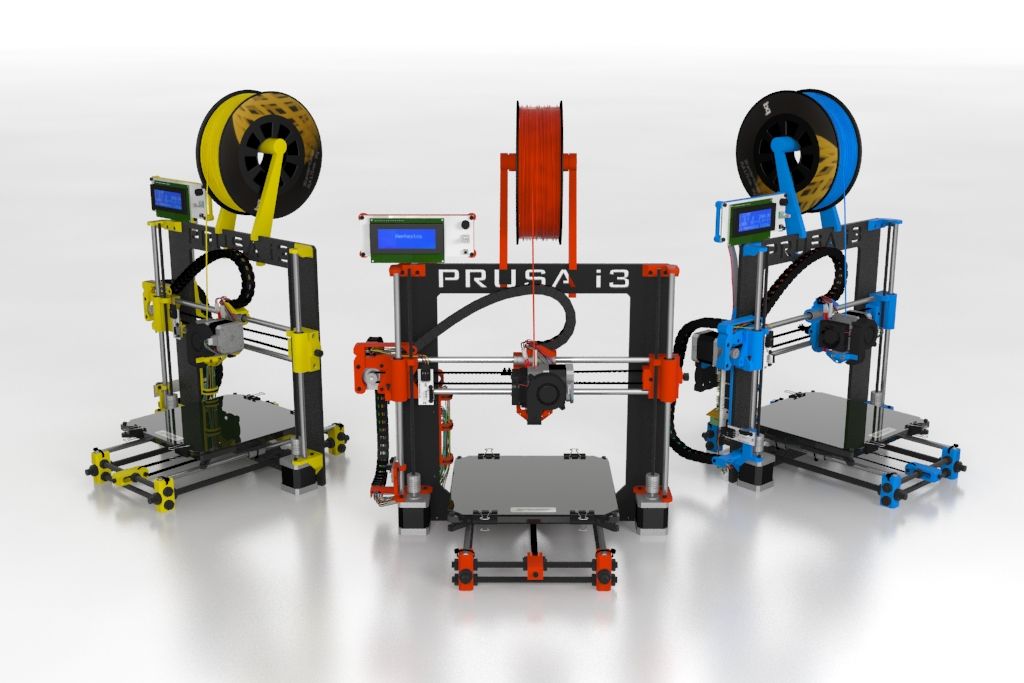
 По мере того, как 3D-печать становится все более пригодной для производства функциональных деталей для конечного использования, она может дополнять или заменять традиционные методы производства для растущего спектра приложений в малых и средних объемах.
По мере того, как 3D-печать становится все более пригодной для производства функциональных деталей для конечного использования, она может дополнять или заменять традиционные методы производства для растущего спектра приложений в малых и средних объемах.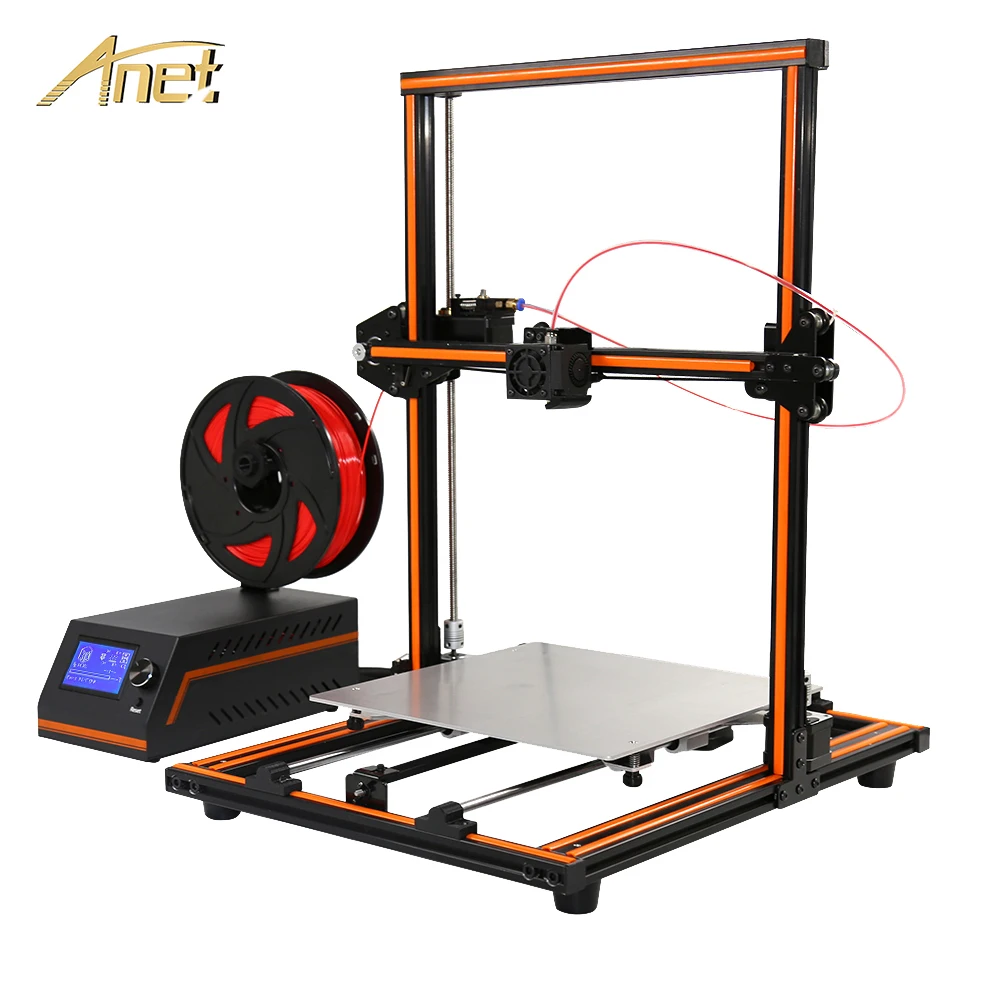
 Раннее обнаружение и исправление недостатков конструкции может помочь компаниям избежать дорогостоящих доработок и изменений инструментов в будущем. С помощью 3D-печати инженеры могут тщательно тестировать прототипы, которые выглядят и работают как конечные продукты, снижая риски проблем с удобством использования и технологичностью перед переходом к производству.
Раннее обнаружение и исправление недостатков конструкции может помочь компаниям избежать дорогостоящих доработок и изменений инструментов в будущем. С помощью 3D-печати инженеры могут тщательно тестировать прототипы, которые выглядят и работают как конечные продукты, снижая риски проблем с удобством использования и технологичностью перед переходом к производству.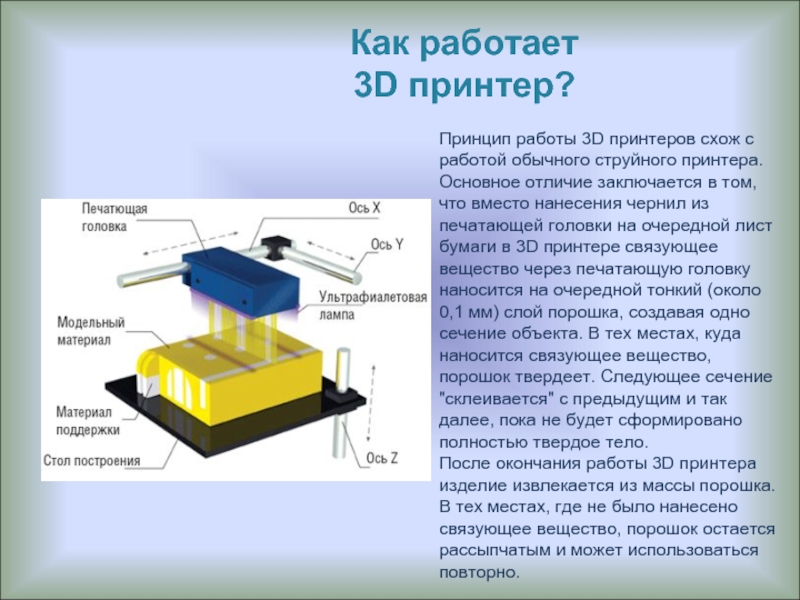
 Они могут поощрять творчество и знакомить учащихся с технологиями профессионального уровня, одновременно поддерживая учебные программы STEAM в области науки, техники, искусства и дизайна.
Они могут поощрять творчество и знакомить учащихся с технологиями профессионального уровня, одновременно поддерживая учебные программы STEAM в области науки, техники, искусства и дизайна. Детали, напечатанные на 3D-принтере, используются в покадровых фильмах, видеоиграх, костюмах на заказ и даже в спецэффектах для блокбастеров.
Детали, напечатанные на 3D-принтере, используются в покадровых фильмах, видеоиграх, костюмах на заказ и даже в спецэффектах для блокбастеров.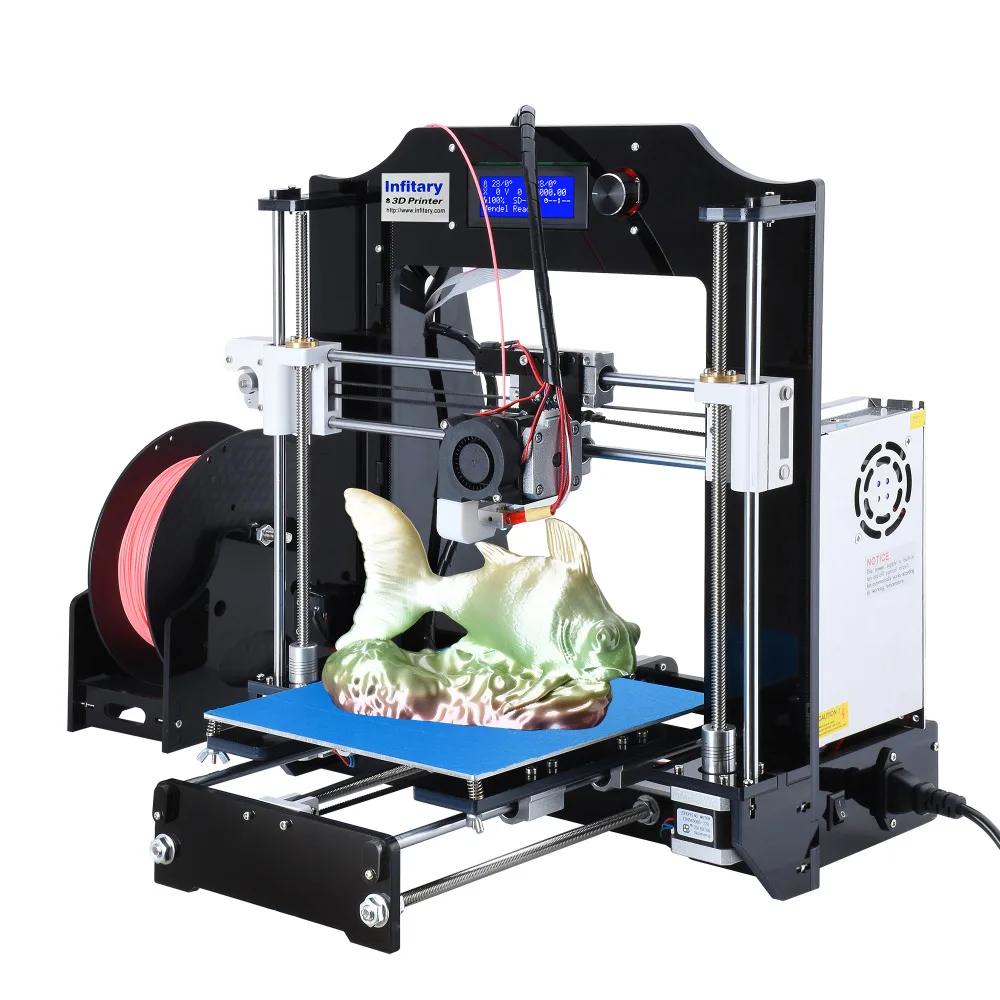
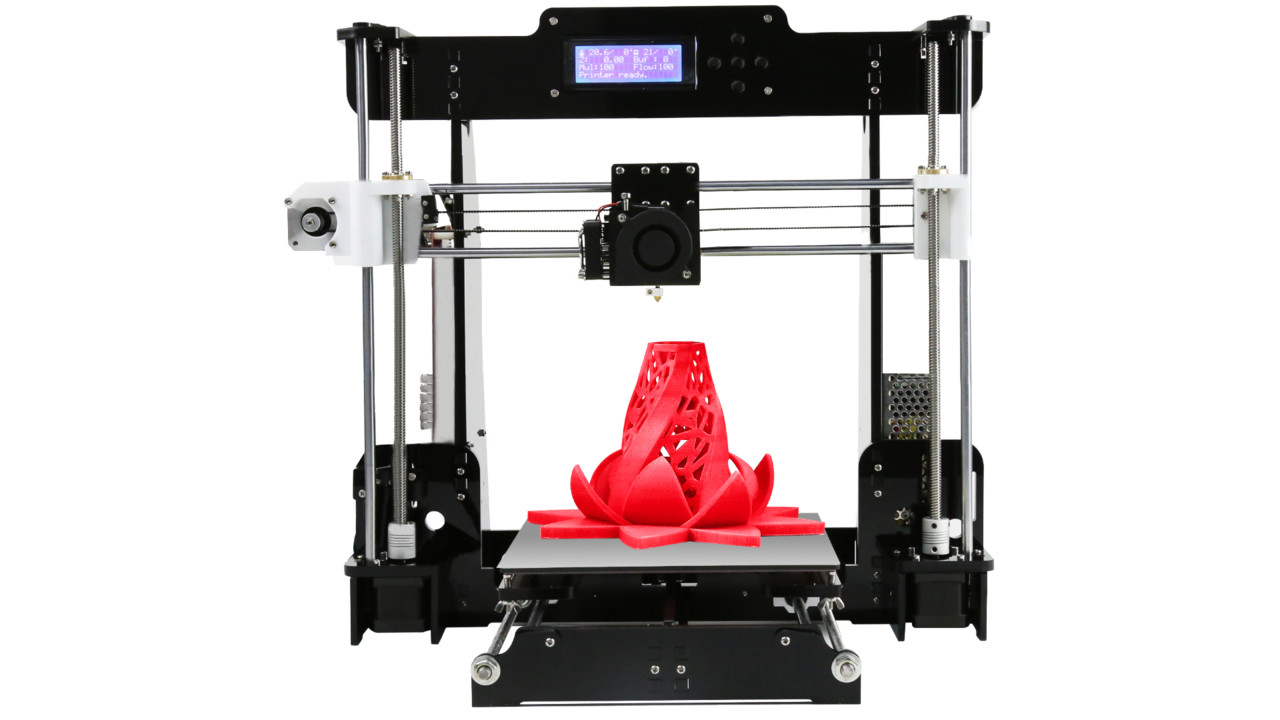
 Есть и другие, такие как OBJ, IGS и STEP.
Есть и другие, такие как OBJ, IGS и STEP.
 Почти все программные платформы для 3D-моделирования могут открывать файлы STL, а некоторые даже разрабатывают «облегченную» версию своей платформы, предназначенную исключительно для работы с STL. С большой пользовательской базой, которая полагается на формат файла, технология для работы с STL, вероятно, является одной из наиболее зрелых в области 3D-дизайна.
Почти все программные платформы для 3D-моделирования могут открывать файлы STL, а некоторые даже разрабатывают «облегченную» версию своей платформы, предназначенную исключительно для работы с STL. С большой пользовательской базой, которая полагается на формат файла, технология для работы с STL, вероятно, является одной из наиболее зрелых в области 3D-дизайна. Это означает, что цвет STL не содержит цвета, текстуры или материала, который будет использоваться. Если вы хотите напечатать 3D-модель с использованием нескольких цветов или материалов, то файл STL – не лучший выбор. Также невозможно встраивать метаданные, например информацию об авторских правах, в модель STL
Это означает, что цвет STL не содержит цвета, текстуры или материала, который будет использоваться. Если вы хотите напечатать 3D-модель с использованием нескольких цветов или материалов, то файл STL – не лучший выбор. Также невозможно встраивать метаданные, например информацию об авторских правах, в модель STL


 Может применяться как на Windows, так и на Macintosh.
Может применяться как на Windows, так и на Macintosh. Подробную инструкцию с пошаговыми фотографиями процесса смотрите в разделах: импорт stl моделей в 3D Max и импорт stl в ArtCam.
Подробную инструкцию с пошаговыми фотографиями процесса смотрите в разделах: импорт stl моделей в 3D Max и импорт stl в ArtCam.
 Чем больше файл STL, тем больше треугольников размещено на поверхности модели. Для простой геометрии (не много кривых) файл может занимать всего пару сотен килобайт. Для сложных моделей файлы размером от 1 до 5 МБ будут создавать хорошие детали. Для многих геометрий файлы размером более 5 МБ не нужны, и часто это просто приводит к увеличению времени на получение вашего предложения и деталей.
Чем больше файл STL, тем больше треугольников размещено на поверхности модели. Для простой геометрии (не много кривых) файл может занимать всего пару сотен килобайт. Для сложных моделей файлы размером от 1 до 5 МБ будут создавать хорошие детали. Для многих геометрий файлы размером более 5 МБ не нужны, и часто это просто приводит к увеличению времени на получение вашего предложения и деталей. Если Quickparts определит, что ваш файл STL не подходит для производства, мы свяжемся с вами для получения обновленного файла.)
Если Quickparts определит, что ваш файл STL не подходит для производства, мы свяжемся с вами для получения обновленного файла.) dat > OK
dat > OK Уменьшение угла увеличит разрешение файла STL.
Уменьшение угла увеличит разрешение файла STL.

 Действительно, для создания объекта в трех измерениях требуется специальный трехмерный файл.
Действительно, для создания объекта в трех измерениях требуется специальный трехмерный файл.
 myshopify.com
myshopify.com 8. 0 0 V3
8. 0 0 V3 

 2/ 0.4/ 0.6/ 0.8 мм
2/ 0.4/ 0.6/ 0.8 мм Так что заварите чашечку чая, и давайте вместе посмотрим и изучим данную модель.
Так что заварите чашечку чая, и давайте вместе посмотрим и изучим данную модель. Подключение к камере происходит с помощью программного обеспечения Ideamaker которое поставляется в комплекте с принтером. О нем чуть позже.
Подключение к камере происходит с помощью программного обеспечения Ideamaker которое поставляется в комплекте с принтером. О нем чуть позже. Теперь же неактивное сопло моментально поднимается на пару миллиметров вверх, что исключает необходимость выравнивания сопел по горизонтали.
Теперь же неактивное сопло моментально поднимается на пару миллиметров вверх, что исключает необходимость выравнивания сопел по горизонтали.


 Из серии Raise3D Pro2 есть Pro2 и Pro2 Plus, 3D-принтеры с двойным экструдером и высоким разрешением для производства и быстрого прототипирования проектов различных размеров.
Из серии Raise3D Pro2 есть Pro2 и Pro2 Plus, 3D-принтеры с двойным экструдером и высоким разрешением для производства и быстрого прототипирования проектов различных размеров.

 Высокая воспроизводимость и надежность гарантируют, что принтер не сместится во время возвратно-поступательных движений.
Высокая воспроизводимость и надежность гарантируют, что принтер не сместится во время возвратно-поступательных движений. Расстояние подъема 1,5 мм в серии Pro2 обеспечивает достаточное расстояние между неработающим соплом и моделью, чтобы не влиять на процесс печати.
Расстояние подъема 1,5 мм в серии Pro2 обеспечивает достаточное расстояние между неработающим соплом и моделью, чтобы не влиять на процесс печати. Иногда для одного задания на печать требуется несколько нитей. Наличие 3D-принтера, совместимого с различными типами нитей, является одновременно экономичным и практичным для печати заданий с несколькими нитями.
Иногда для одного задания на печать требуется несколько нитей. Наличие 3D-принтера, совместимого с различными типами нитей, является одновременно экономичным и практичным для печати заданий с несколькими нитями. Воздушный фильтр HEPA эффективно работает в классных комнатах, офисах, а также на больших и малых рабочих местах. Воздушная фильтрация HEPA серии Pro2 работает бесшумно и предназначена для бесшумной работы на фоне любого рабочего места.
Воздушный фильтр HEPA эффективно работает в классных комнатах, офисах, а также на больших и малых рабочих местах. Воздушная фильтрация HEPA серии Pro2 работает бесшумно и предназначена для бесшумной работы на фоне любого рабочего места. Однако отключение питания серии Pro2 защищает процесс 3D-печати в случае неожиданного отключения электроэнергии. Кроме того, датчик окончания нити на экструдерах серии Pro2 предотвращает испорченные задания на печать из-за того, что закончилась нить.
Однако отключение питания серии Pro2 защищает процесс 3D-печати в случае неожиданного отключения электроэнергии. Кроме того, датчик окончания нити на экструдерах серии Pro2 предотвращает испорченные задания на печать из-за того, что закончилась нить.

 тока, 600 Вт
тока, 600 Вт MX6, четырехъядерный процессор ARM с тактовой частотой 1 ГГц
MX6, четырехъядерный процессор ARM с тактовой частотой 1 ГГц Поскольку он полностью закрыт, температура остается намного более стабильной, поэтому печать с использованием ABS и других чувствительных к температуре нитей не вызывает проблем. Корпус также делает работу с Pro2 более безопасной для начинающих и защищает любопытные пальцы от опасности в школах.
Поскольку он полностью закрыт, температура остается намного более стабильной, поэтому печать с использованием ABS и других чувствительных к температуре нитей не вызывает проблем. Корпус также делает работу с Pro2 более безопасной для начинающих и защищает любопытные пальцы от опасности в школах.
 Замена печатной платформы также чрезвычайно проста и может быть дополнена дополнительными печатными платформами для более технических применений дополнительных поверхностей — боросиликата, гаролита и других материалов.
Замена печатной платформы также чрезвычайно проста и может быть дополнена дополнительными печатными платформами для более технических применений дополнительных поверхностей — боросиликата, гаролита и других материалов.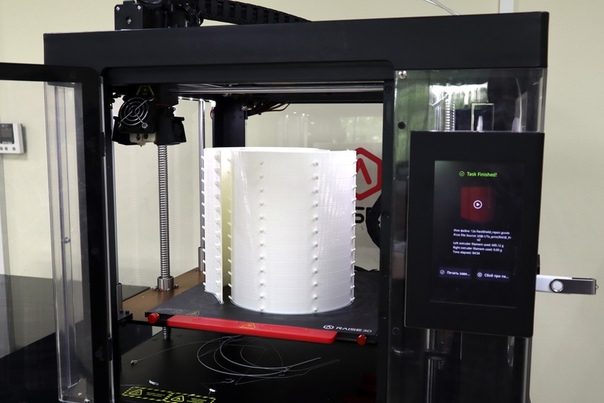

 Характеристики: Постоянное напряжение: 2 В/20 В/200 В ±(0.5% +3), 1000 В ±(0.8% +3)Переменное напряжение: 200 В ±(1.0% +5), 750 В ±(1.2% +5)Переменный ток: 200 A ±(2.5% +5), 1000 A ±(3% +10)Сопротивление: 200 Ом/2 KОм /20 KОм/200 KОм/2 MОм ±(1% +8)Частота: 2 кГц ±(2,0%+5)3-разрядный дисплей Охват клещей: 50 ммРучной выбор предела измерений Регистрация max значений (Max Hold) Режим удержания измерений DATA HOLDПрозвонка целостности цепиИмпеданс:
Характеристики: Постоянное напряжение: 2 В/20 В/200 В ±(0.5% +3), 1000 В ±(0.8% +3)Переменное напряжение: 200 В ±(1.0% +5), 750 В ±(1.2% +5)Переменный ток: 200 A ±(2.5% +5), 1000 A ±(3% +10)Сопротивление: 200 Ом/2 KОм /20 KОм/200 KОм/2 MОм ±(1% +8)Частота: 2 кГц ±(2,0%+5)3-разрядный дисплей Охват клещей: 50 ммРучной выбор предела измерений Регистрация max значений (Max Hold) Режим удержания измерений DATA HOLDПрозвонка целостности цепиИмпеданс: 61285
61285 61285
61285 По необходимости предоставляем пакет документов для тендеров и договоров;
По необходимости предоставляем пакет документов для тендеров и договоров; Они также позволяют производить измерения переменного тока, сопротивления, постоянного и переменного напряжения и (при использовании специальной приставки — измерителя изоляции Mastech M261) сопротивление изоляции.
Они также позволяют производить измерения переменного тока, сопротивления, постоянного и переменного напряжения и (при использовании специальной приставки — измерителя изоляции Mastech M261) сопротивление изоляции. 350 кг
350 кг
 Измерительные провода должны быть в хорошем состоянии.
Измерительные провода должны быть в хорошем состоянии. Никогда не выполняйте измерения сопротивления
Никогда не выполняйте измерения сопротивления
 Трансформатор
Трансформатор

 4
4 8
8
 Мастех вещь хорошая.
Мастех вещь хорошая.
 06.2020
06.2020
 04.2020
04.2020
 Товарищ который занимается покраской автомобилей порекомендовал мне компанию zitrek, цена приятно порадовала, правда не во всех магазинах в наличии бывает, видимо быстро раскупают.
Товарищ который занимается покраской автомобилей порекомендовал мне компанию zitrek, цена приятно порадовала, правда не во всех магазинах в наличии бывает, видимо быстро раскупают.
 В итоге продал на авито дешевле на 1000р .Для подкачки шин сгодится ,что то продуть или покрасить .Гайковерт не тянет даже со шлангом 10мм .
В итоге продал на авито дешевле на 1000р .Для подкачки шин сгодится ,что то продуть или покрасить .Гайковерт не тянет даже со шлангом 10мм .
 Вот что значит настоящее качество. Считаю, что свою цену отбил уже раз 10. После удачного опыта эксплуатации пользуюсь другими товарами компании zitrek.
Вот что значит настоящее качество. Считаю, что свою цену отбил уже раз 10. После удачного опыта эксплуатации пользуюсь другими товарами компании zitrek.
 На удивление когда курьер привез мне zitrek z3k320/50 недостатков при первичном осмотре я не обнаружил. Эксплуатирую его уже больше года, работает идеально, не перегревается, посторонних звуков не издает, верю, что прослужит очень долго.
На удивление когда курьер привез мне zitrek z3k320/50 недостатков при первичном осмотре я не обнаружил. Эксплуатирую его уже больше года, работает идеально, не перегревается, посторонних звуков не издает, верю, что прослужит очень долго.
 Но когда посмотрел на маркете реальную цену, сразу загорелся. А тут как раз день рождение было на носу. Думаю почему бы и не воспользоваться этим. Ну пользуюсь я этим компрессором редко, но метко, все работы которые я им выполнял были сделаны в полном объеме, объем и мощность соответствуют заявленным, рекомендую.
Но когда посмотрел на маркете реальную цену, сразу загорелся. А тут как раз день рождение было на носу. Думаю почему бы и не воспользоваться этим. Ну пользуюсь я этим компрессором редко, но метко, все работы которые я им выполнял были сделаны в полном объеме, объем и мощность соответствуют заявленным, рекомендую.
 , 18.10.2019
, 18.10.2019
 Потом появились товарищи по работе которым я случайно рассказал, что как раз планирую покупать себе компрессор, как это обычно бывает друзья внесли мне нотку сомнения, и тут я уже стал задумываться стоит ли покупать именно этот компрессор или взять что то более дорогое, стал сравнивать характеристики читать спец форумы, в итоге все равно купил этот компрессор и доволен как слон, вывод такой не слушайте друзей, думайте своей головой, и не потеряете много времени. P.S. а компрессор за свои деньги действительно очень мощный.
Потом появились товарищи по работе которым я случайно рассказал, что как раз планирую покупать себе компрессор, как это обычно бывает друзья внесли мне нотку сомнения, и тут я уже стал задумываться стоит ли покупать именно этот компрессор или взять что то более дорогое, стал сравнивать характеристики читать спец форумы, в итоге все равно купил этот компрессор и доволен как слон, вывод такой не слушайте друзей, думайте своей головой, и не потеряете много времени. P.S. а компрессор за свои деньги действительно очень мощный.
 Когда второй компрессор отключился на его манометре было 8 атмосфер, а на манометре Zitrek 9. Конечно у меня нет эталонного манометра, чтобы точно проверить чьи показания верны, но я думаю, что полученные результаты не в пользу компрессора Zitrek.
Когда второй компрессор отключился на его манометре было 8 атмосфер, а на манометре Zitrek 9. Конечно у меня нет эталонного манометра, чтобы точно проверить чьи показания верны, но я думаю, что полученные результаты не в пользу компрессора Zitrek.
 Доволен, что выбрал именно эту модель, поскольку обошелся компрессор в итоге недорого, и работает не хуже, чем его дорогие аналоги. Брал для частных и любительских работ, в профессиональных сферах не использовал, потому не могу ничего сказать в этом плане!
Доволен, что выбрал именно эту модель, поскольку обошелся компрессор в итоге недорого, и работает не хуже, чем его дорогие аналоги. Брал для частных и любительских работ, в профессиональных сферах не использовал, потому не могу ничего сказать в этом плане!
 Сейчас когда я пользуюсь этим компрессором уже более полугода, ежедневно, могу сказать, что работает он как швейцарские часы, правда на полную мощность я его еще не нагружал, да и не рекомендую, думаю это изрядно сократит срок службы.
Сейчас когда я пользуюсь этим компрессором уже более полугода, ежедневно, могу сказать, что работает он как швейцарские часы, правда на полную мощность я его еще не нагружал, да и не рекомендую, думаю это изрядно сократит срок службы.
 Конечно же 320 литров производительности скорее всего тут нет. И объем ресивера тут скорее всего не 50 литров, а около ~ 35-40 литров ( ну это я сам проводил расчеты )
Конечно же 320 литров производительности скорее всего тут нет. И объем ресивера тут скорее всего не 50 литров, а около ~ 35-40 литров ( ну это я сам проводил расчеты )
 8 кВт
8 кВт Просмотров 232 Опубликовано
Просмотров 232 Опубликовано




 Наш специалист свяжется с вами в ближайшее время.
Наш специалист свяжется с вами в ближайшее время. По производительности они замещают существующие GP4С и имеют те же передаточные числа. Отличия от редуктора GP4 – это выходной вал большего диаметра (1,45 мм вместо 1 мм) и корпус, который чуть длиннее, но не имеет крепёжной резьбы по окружности корпуса.
По производительности они замещают существующие GP4С и имеют те же передаточные числа. Отличия от редуктора GP4 – это выходной вал большего диаметра (1,45 мм вместо 1 мм) и корпус, который чуть длиннее, но не имеет крепёжной резьбы по окружности корпуса.
 Мы ответим вам как только сможем.
Мы ответим вам как только сможем. Доступен в широком диапазоне вариантов двигателя и редуктора,
Доступен в широком диапазоне вариантов двигателя и редуктора,
 Идеально подходит для двигателей, оптимальная эффективность которых достигается при более высоких скоростях.
Идеально подходит для двигателей, оптимальная эффективность которых достигается при более высоких скоростях. Как правило, линейные планетарные или параллельные мотор-редукторы имеют более высокий выходной крутящий момент, КПД и меньший люфт, чем прямоугольные червячные мотор-редукторы. Бесщеточные мотор-редукторы постоянного тока требуют минимального обслуживания, обеспечивают длительный срок службы и бесшумную работу, а также производят большую выходную мощность на размер рамы, чем двигатели и мотор-редукторы переменного тока или постоянного тока с постоянными магнитами аналогичного размера. Bodine предлагает пять бесщеточных мотор-редукторов постоянного тока с линейным или параллельным валом (тип 60P, D, Z, WX, FX), приводимых в действие двигателями типа 22B и 34B. Доступны обмотки 24 В постоянного тока и 130 В постоянного тока. Все комбинации мотор-редуктор Bodine предназначены для совместной работы как единое целое, сводя к минимуму вероятность утечки смазки или смещения подшипников. Мотор-редукторы снижают скорость двигателя с 0,03 об/мин до 658 об/мин. Они также умножают выходной крутящий момент, обеспечиваемый двигателем, с различными доступными передаточными числами.
Как правило, линейные планетарные или параллельные мотор-редукторы имеют более высокий выходной крутящий момент, КПД и меньший люфт, чем прямоугольные червячные мотор-редукторы. Бесщеточные мотор-редукторы постоянного тока требуют минимального обслуживания, обеспечивают длительный срок службы и бесшумную работу, а также производят большую выходную мощность на размер рамы, чем двигатели и мотор-редукторы переменного тока или постоянного тока с постоянными магнитами аналогичного размера. Bodine предлагает пять бесщеточных мотор-редукторов постоянного тока с линейным или параллельным валом (тип 60P, D, Z, WX, FX), приводимых в действие двигателями типа 22B и 34B. Доступны обмотки 24 В постоянного тока и 130 В постоянного тока. Все комбинации мотор-редуктор Bodine предназначены для совместной работы как единое целое, сводя к минимуму вероятность утечки смазки или смещения подшипников. Мотор-редукторы снижают скорость двигателя с 0,03 об/мин до 658 об/мин. Они также умножают выходной крутящий момент, обеспечиваемый двигателем, с различными доступными передаточными числами. Семейство бесщеточных планетарных мотор-редукторов постоянного тока с параллельными валами Bodine обеспечивает крутящий момент от 5,8 до 350 фунтов на дюйм (40 Нм).
Семейство бесщеточных планетарных мотор-редукторов постоянного тока с параллельными валами Bodine обеспечивает крутящий момент от 5,8 до 350 фунтов на дюйм (40 Нм).

 лицами
лицами

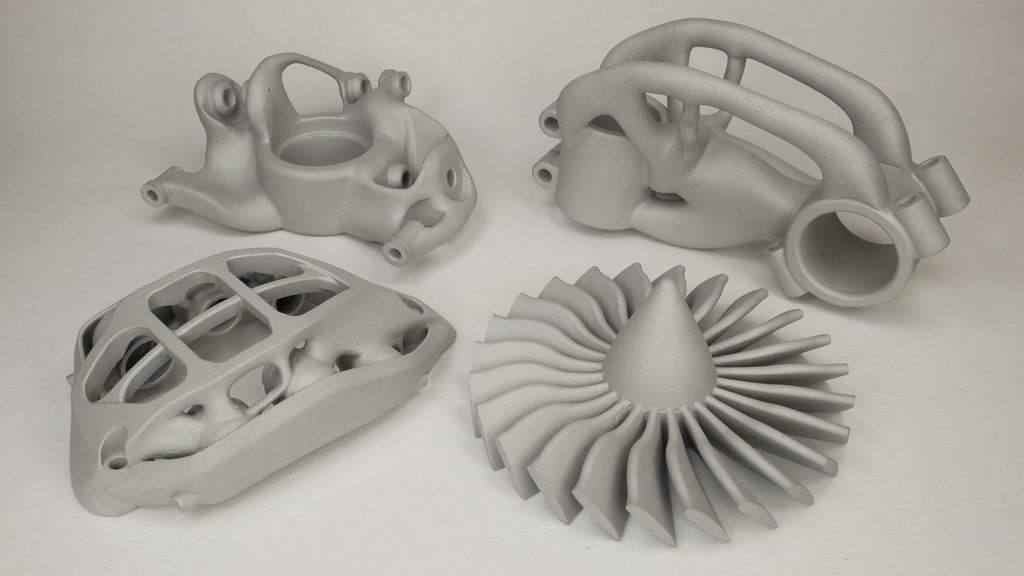 Подходит деталей, которые устанавливаются на улице.
Подходит деталей, которые устанавливаются на улице. Отлично поддаётся сверлению, нарезанию резьбы. Очень плохо поддается шкурению и покраске (требуется специальный праймер).
Отлично поддаётся сверлению, нарезанию резьбы. Очень плохо поддается шкурению и покраске (требуется специальный праймер).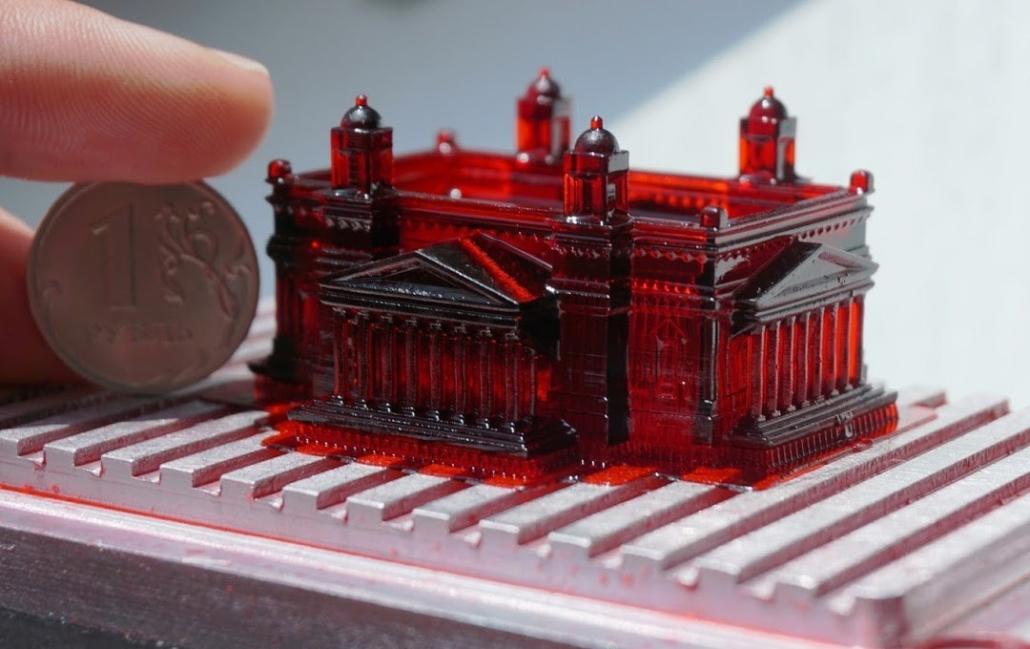 Содержание стекловолокна — 12%.
Содержание стекловолокна — 12%.
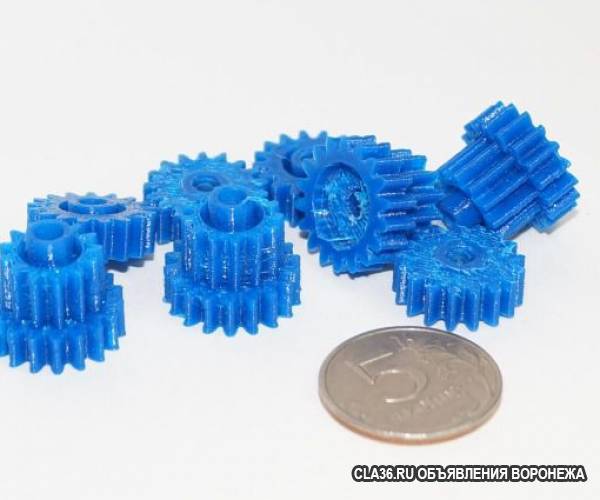 д.) и является самым термостойким пластиком ( размягчается после 135 градусов).
д.) и является самым термостойким пластиком ( размягчается после 135 градусов). 
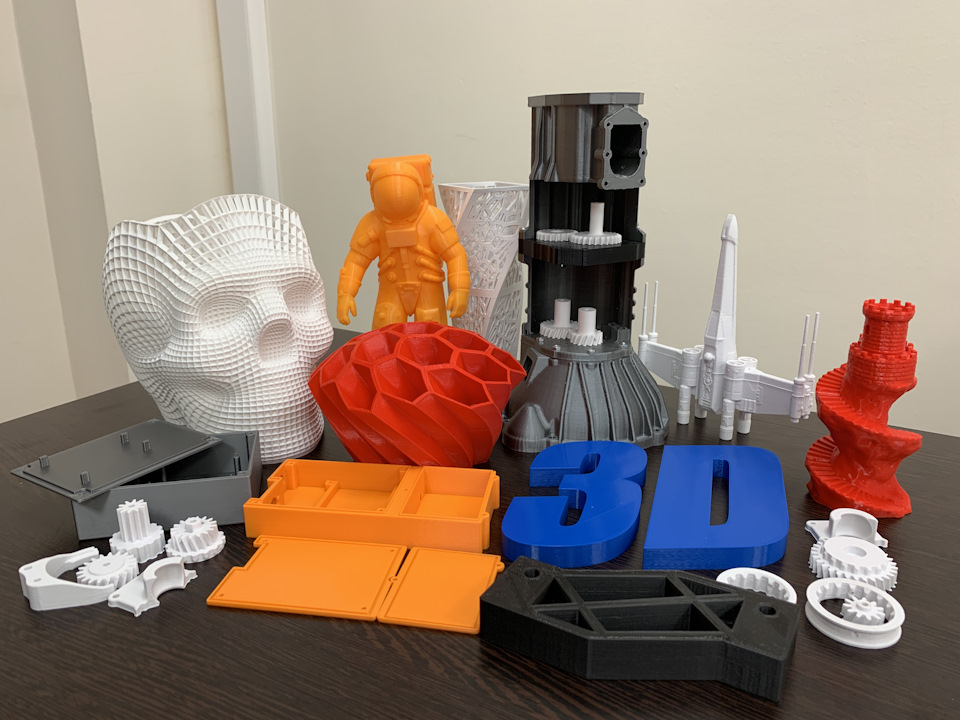
 материализовать
материализовать Не требуя регистрации или входа в систему, несколько удобных интерфейсов для загрузки и более 40 поддерживаемых форматов 3D-файлов, мы обеспечим вас.
Не требуя регистрации или входа в систему, несколько удобных интерфейсов для загрузки и более 40 поддерживаемых форматов 3D-файлов, мы обеспечим вас.

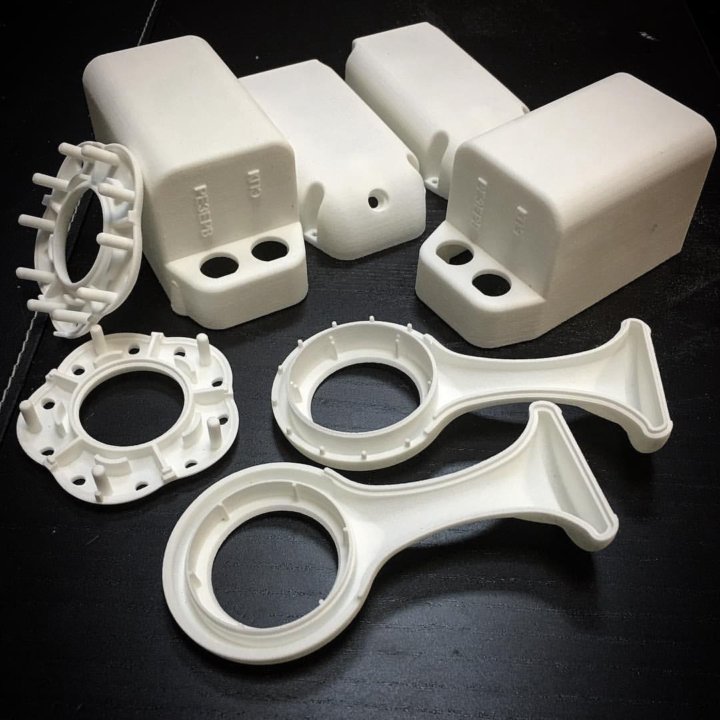 Оптимизируйте и экономьте. Сломайте дизайнерские барьеры и масштабируйте свой бизнес с помощью услуг 3D-печати Shapeways.
Оптимизируйте и экономьте. Сломайте дизайнерские барьеры и масштабируйте свой бизнес с помощью услуг 3D-печати Shapeways.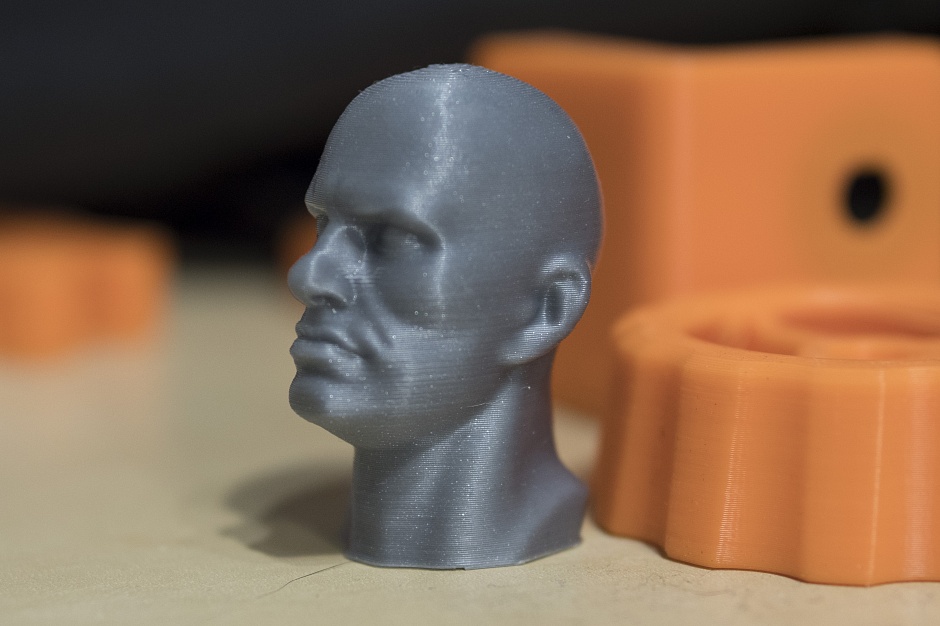


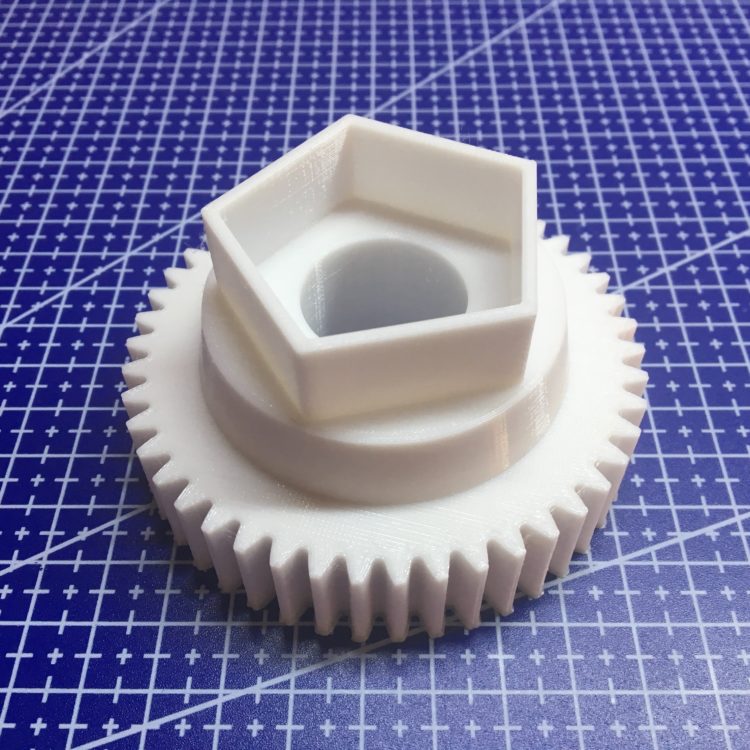


 Скорость распространения сигнала (скорость света или звука) считается известной.
Скорость распространения сигнала (скорость света или звука) считается известной. В СССР на Первом Московском часовом заводе выпускались наручные часы «Штурманские» — часы для военных лётчиков и штурманов. «Океан» — часы для моряков, вариант часов «Штурманские». Шкала определения расстояний по светозвуковым сигналам градуирована в кабельтовых и морских милях.
В СССР на Первом Московском часовом заводе выпускались наручные часы «Штурманские» — часы для военных лётчиков и штурманов. «Океан» — часы для моряков, вариант часов «Штурманские». Шкала определения расстояний по светозвуковым сигналам градуирована в кабельтовых и морских милях. .. Что такое Дальномер?
.. Что такое Дальномер? д.
д. Скорость распространения сигнала (скорость света или звука) считается известной.
Скорость распространения сигнала (скорость света или звука) считается известной. В СССР на Первом Московском часовом заводе выпускались наручные часы «Штурманские» — часы для военных лётчиков и штурманов. «Океан» — часы для моряков, вариант часов «Штурманские». Шкала определения расстояний по светозвуковым сигналам градуирована в кабельтовых и морских милях.
В СССР на Первом Московском часовом заводе выпускались наручные часы «Штурманские» — часы для военных лётчиков и штурманов. «Океан» — часы для моряков, вариант часов «Штурманские». Шкала определения расстояний по светозвуковым сигналам градуирована в кабельтовых и морских милях. com. Все права защищены.
com. Все права защищены.



 На скоростях от 1/30 до 1/8 переворачивающиеся зеркала зеркальных фотокамер часто размывают кадры, сделанные со штативов, если не используется блокировка зеркала.
На скоростях от 1/30 до 1/8 переворачивающиеся зеркала зеркальных фотокамер часто размывают кадры, сделанные со штативов, если не используется блокировка зеркала.
 Видоискатели дальномерных камер никогда не затемняются, поэтому вы всегда знаете выражение лица объекта во время записи, особенно со вспышкой.
Видоискатели дальномерных камер никогда не затемняются, поэтому вы всегда знаете выражение лица объекта во время записи, особенно со вспышкой. Вы запечатлели пик момента, навсегда.
Вы запечатлели пик момента, навсегда.
 Вы фокусируетесь и устанавливаете экспозицию с помощью основного видоискателя, а композицию — с помощью отдельного широкоугольного видоискателя.
Вы фокусируетесь и устанавливаете экспозицию с помощью основного видоискателя, а композицию — с помощью отдельного широкоугольного видоискателя.

 больше.
больше.
 Даже обычные объективы фокусируются близко, и вы видите именно то, что вы собираетесь получить через искатель, когда вы компонуете и фокусируетесь.
Даже обычные объективы фокусируются близко, и вы видите именно то, что вы собираетесь получить через искатель, когда вы компонуете и фокусируетесь.




 С дальномерами вы можете увидеть, не собирается ли что-то войти в ваше изображение, прежде чем это произойдет.
С дальномерами вы можете увидеть, не собирается ли что-то войти в ваше изображение, прежде чем это произойдет.
 Фаворитами являются 35 мм f/2.8, любые 50 мм f/2 и любые 90 мм, особенно 90 мм TELE-ELMARIT-M, каждый из которых продается по цене 400 долларов или меньше.
Фаворитами являются 35 мм f/2.8, любые 50 мм f/2 и любые 90 мм, особенно 90 мм TELE-ELMARIT-M, каждый из которых продается по цене 400 долларов или меньше.
 В этих местах лучшие цены и обслуживание, поэтому я пользовался ими еще до того, как появился этот сайт. Всем рекомендую лично .
В этих местах лучшие цены и обслуживание, поэтому я пользовался ими еще до того, как появился этот сайт. Всем рекомендую лично . Благодарю вас!
Благодарю вас! Старые несопряженные дальномерные камеры отображают расстояние фокусировки и требуют от фотографа передачи значения на кольцо фокусировки объектива; камеры без встроенных дальномеров могут иметь внешний дальномер, установленный в башмак для принадлежностей. Более ранние камеры этого типа имели отдельные окна видоискателя и дальномера; позже дальномер был встроен в видоискатель. В более современных конструкциях дальномеры соединены с механизмом фокусировки, так что объектив правильно фокусируется, когда изображения дальномера сливаются; сравните с фокусировочным экраном в неавтофокусных зеркалках.
Старые несопряженные дальномерные камеры отображают расстояние фокусировки и требуют от фотографа передачи значения на кольцо фокусировки объектива; камеры без встроенных дальномеров могут иметь внешний дальномер, установленный в башмак для принадлежностей. Более ранние камеры этого типа имели отдельные окна видоискателя и дальномера; позже дальномер был встроен в видоискатель. В более современных конструкциях дальномеры соединены с механизмом фокусировки, так что объектив правильно фокусируется, когда изображения дальномера сливаются; сравните с фокусировочным экраном в неавтофокусных зеркалках. Вы можете заметить это по тому факту, что ваши изображения немного ниже, чем изображение, которое вы видите, поэтому вам нужно противодействовать этому. Но это очень быстро становится второй натурой.
Вы можете заметить это по тому факту, что ваши изображения немного ниже, чем изображение, которое вы видите, поэтому вам нужно противодействовать этому. Но это очень быстро становится второй натурой.
 с
с
 3 л. с 43 куб. см, U-ручка, леска/нож так и травянистый кустарник. комплектность: рукоятка велосипедного типа
3 л. с 43 куб. см, U-ручка, леска/нож так и травянистый кустарник. комплектность: рукоятка велосипедного типа с. регулирование высоты реза травосборник 50 л / Для сада, дачи, загородного дома Колесные триммеры
с. регулирование высоты реза травосборник 50 л / Для сада, дачи, загородного дома Колесные триммеры



 Мы не взимаем плату за услуги кредитного брокера. Мы познакомим вас с финансами, доступными у ряда наших кредиторов-партнеров.
Мы не взимаем плату за услуги кредитного брокера. Мы познакомим вас с финансами, доступными у ряда наших кредиторов-партнеров. 0003
0003


