Описание Характеристики Оплата и доставка Гарантия
Лазерная трубка LASEA ZS 2050 170-190 Вт.— это важнейший элемент лазерного станка с СО2 источником излучения, для гравировки и резки органических материалов, кроме различных металлов.
Обрабатывают материалы:
Все типы материала: деним, тканные и нетканые, войлок.
Важной особенностью лазерной трубки LASEA ZS 2050 170-190 Вт., высокая скорость лазерного луча, технологическая точность резки на любой сложности макете. Как правило лазерные трубки используются в промышленных масштабах производственных предприятиях текстильной промышленности.
Производства:
Рекламно-полиграфическое направление
Фурнитуры для производства мебели
Бумажно-полиграфического направления
Наличников и других поганенных изделий
Сувенирки: стойки, календари, презенты.
Текстильные предприятия легкой промышленности.
Тем не менее, лазерная трубка LASEA ZS 2050 170-190 Вт. относится к первому поколению разработанных и запущенных в производство лазерных трубок. Технологичные и качественные лазерные трубки, вместе со стабильностью показателей на протяжении заявленного срока эксплуатации 10 000 часов. Качество сборки позволяет применять трубку на протяжении всего срока наработки без потери мощности и скорости.
Технические характеристики и прочие особенности LASEA ZS 2050 170-190 Вт.
Технология нагнетания лазерного луча в трубке LASEA ZS 2050 170-190 Вт., технологически базируется на электроимпульсном возбуждении углекислотной газовой смеси, закачанной в герметичный отсек стеклянной колбы. Вторая полость, применяется как контур принудительного охлаждения, заполняется дистиллированной водой, постоянного принудительного охлаждения за счёт насоса или чиллера охлаждения. Температура охлаждающей жидкости поддерживается на уровне 19-21 градус Цельсия. Благодаря технологии охлаждения лазерная трубка LASEA ZS 2050 170-190 Вт., сохраняет постоянство мощности до 10 000 часов, без потерь качества и скорости реза.
Важные особенности трубкиLASEA ZS 2050 170-190 Вт.:
Катализирующее покрытии, внутренней полости трубки, увеличивает мощность на 30 процентов, в сравнении с иными излучателями газоразрядного сегмента.
Длина волны 10,6 мкм.
Настройка оптического резонатора, для регулировки параметров лазерного луча.
Дополнительная система кондиционирования излучателя.
Все контактные провода подключены методом припаивания.
Стандартизация качества и дефектоскопия на всех участках производства.
Самовывоз со склада в г. Санкт- Петербург Самовывоз из офиса компании с пн-пт с 9. 30 до 17.00 По адресу: г. Санкт- Петербург проспект Девятого Января 57 Схема проезда
*Склад не является розничной точкой продаж, поэтому ваш визит может осуществиться только после оформления и оплаты заказа. Доставка по Ленинградской области оговаривается отдельно с менеджером.
Доставка в другие регионы:
Мы работаем со всеми наиболее известными транспортными компаниями:
Самостоятельно возможен забор груза любой ТК с которой вы предпочитаете работать.
Стоимость доставки по РФ зависит от региона доставки и тарифов выбранной транспортной компании. Доставка может быть оплачена заказчиком напрямую транспортной компании или по согласованию с менеджером при оформлении заказа , включена в стоимость счета.
Гарантия на оборудование 12 месяцев, на отдельные типы оборудования до 36 месяцев.
При наступлении гарантийного случая, покупатель может обратиться к нам или напрямую к производителю.
Транспортные расходы отплачивает наша компания, либо производитель изделия. (подробности уточняйте у менеджера)
Средний срок исполнения гарантийных обязательств составляет 10-15 рабочих дней;
Часто задаваемые вопросы по поводу гарантии:
Срок исполнения гарантийных обязательств за проданный товар равен сроку гарантии, установленному производителем в паспорте на товар;
Срок гарантии на любой товар можно узнать в разделе с техническими характеристиками карточки товара;
Средний срок исполнения гарантийных обязательств составляет 10-15 рабочих дней;
Гарантия на многие товары может быть расширена за дополнительную плату, регламентированную производителем;
Транспортировка бракованного товара от покупателя до нашего склада осуществляется за счет покупателя. В случае если сервисный центр подтвердит, что брак товара возник не по вине покупателя, покупатель имеет право на возмещение транспортных расходов.
По всем вопросам гарантии обращайтесь на почту info@lasertor. ru
Охлаждение
Вода
Диаметр, мм
80
Длина, мм
2050
Мощность лазерной трубки, Вт
170-190
Длина волны
10,6
Срок службы лазерной трубки, ч
10000
Рабочий ток, мА
30
Газ
СO2-N2-He
С этим товаром покупают
код: 10041
УГЛОВОЙ ДЕРЖАТЕЛЬ ЗЕРКАЛА (D 25 ММ)
со склада 2 100 q
под заказ 2 000 q
код: 10043
КРЕПЛЕНИЕ ЗЕРКАЛА НИЗКОЕ (D 25 ММ)
со склада 1 080 q
под заказ 1 050 q
код: 10046
ФОКУСИРУЮЩАЯ ЛИНЗА D20 F50
со склада 2 650 q
под заказ 2 500 q
код: 10059
ЧИЛЛЕР S&A CW-5200AG
со склада 46 000 q
под заказ 45 000 q
Аналоги товаров
код: 10002
ЛАЗЕРНАЯ ТРУБКА YONGLI R1 (60-70 ВТ)
со склада 12 000 q
под заказ 11 500 q
код: 10004
ЛАЗЕРНАЯ ТРУБКА LASEA CL-1600 (80-95 ВТ)
со склада 17 500 q
под заказ 17 000 q
код: 10006
ЛАЗЕРНАЯ ТРУБКА LASEA ZS 1250 (80-95 ВТ)
со склада 32 000 q
под заказ 31 000 q
код: 10008
ЛАЗЕРНАЯ ТРУБКА RECI W2 (90-100 ВТ)
со склада 33 000 q
под заказ 21 500 q
Ваш комментарий
E-mail
Мини-велосипеды Zongshen ZS190 с 2 клапанами
Фильтр
Показаны все 30 результатов
По алфавитуСортировать по популярностиСортировать по среднему рейтингуСортировать по последнимСортировать по цене: от низкой к высокойСортировать по цене: от высокой к низкой
Быстрый просмотр
13,99 $
Быстрый просмотр
15,99 $
Быстрый просмотр
11,99 $
Быстрый просмотр
$10,99
Быстрый просмотр
Нет в наличии
13,99 $
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
15,89 $
Быстрый просмотр
Нет в наличии
15,89 $ 90 013
Быстрый просмотр
15,89 $
Быстрый просмотр
15,89 $
Быстрый просмотр
$15,89
Быстрый просмотр
17,99 $
Быстрый просмотр
16,99 $
Быстрый просмотр
17,99 $
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
20,99 $
Быстрый просмотр
Нет в наличии
18,99 $
Быстрый просмотр
Нет в наличии
32,9 $9
Быстрый просмотр
16,99 $
Быстрый просмотр
39,99 $
Быстрый просмотр
21,99 $
Быстрый просмотр
29,99 $ 9 0013
Быстрый просмотр
29,99 $
Быстрый просмотр
Быстрый просмотр
14,99 $
Быстрый просмотр
Быстрый просмотр
Двигатели Zongshen отличаются хорошей надежностью и средним ценовым диапазоном. Это китайская компания со спецификациями, аналогичными более дорогим двигателям Daytona 190, и вот что: двигатель ZS190 производится на заводе Daytona. Очевидно, с другой оснасткой, потому что ZS190 отличается от Daytona 190.
Двигатель ZS190 представляет собой четырехклапанный четырехтактный двигатель с максимальной мощностью 17 л.с. и имеет 5-ступенчатую коробку передач. Он предлагает хорошую цену для модернизации двигателя на мотоциклах для бездорожья, и вы можете получить как ручной запуск, так и электрический стартер. Пиранья Цзуншен 190cc — двигатель с электростартером.
Найдите детали, которые помогут вашему двигателю работать с максимальной отдачей!
В TBParts.com наша команда имеет опыт в восстановлении мотоциклов для бездорожья, пит-байков и старинных велосипедов. Когда дело доходит до поиска качественных продуктов по лучшей цене, это наша сфера деятельности, и нам еще предстоит превзойти их в цене и/или качестве.
Наши клиенты — любители велосипедов, а не новички. Мы не срезаем углы при поиске, но мы убираем ненужные вещи, такие как руководства, чтобы наши цены были низкими. Если у вас нет опыта, обратите внимание на низкие цены, которые у нас есть, и добавьте стоимость найма квалифицированного механика для модернизации вашего двигателя до ZS 19.0.
Лучшая цена за детали двигателя ZS 190 высочайшего качества
В TB Parts имеется ряд аксессуаров для двигателей ZS190, включая сцепления, комплекты поршней, масляные фильтры, промежуточную шестерню ZS190, штифты цилиндров и многое другое. продукты, разработанные для обеспечения максимальной производительности двигателя ZS190.
Лучшие детали для вашего двигателя ZS190 вы найдете здесь по лучшей цене на TBParts.com.
ЗАПАСНЫЕ ЧАСТИ ДЛЯ ZS 190 | ЗУНШЭН 190 ЗАПЧАСТИ
Товаров: 42.
Сортировать по:
Показаны 1-32 из 42 позиций
Активные фильтры
ГОЛОВКА ZS 190
ГОЛОВКА В КОМПЛЕКТЕ ДЛЯ ДВИГАТЕЛЯ ZS 190
Распродано
Цена €122,95
ZS 190 ЦИЛИНДР
ЦИЛИНДР ZONGSHEN ZS 190
Распродано
Цена €81,97
ПЛАСТИНЫ КЛАПАНОВ ZS 190
ПЛАСТИНЫ КЛАПАНОВ ДЛЯ ДВИГАТЕЛЯ ZONGSHEN ZS 190
В наличии
Цена €11,48
ZS 190 ПОРШЕНЬ 62 ММ
62 мм поршень 2v для двигателей ZS 190cc.
В наличии
Цена €31,97
-5,00 €
КОЛЕНЧАТЫЙ ВАЛ ZS 190
Коленчатый вал для 5-ступенчатых двигателей ZS 190 2V и Daytona 190 4V
Распродано
Цена €64,75
ZS 190 ГЛАВНЫЙ ВАЛ
5-ступенчатый главный и промежуточный вал для двигателей ZS 190 — DT 190.
В наличии
Цена €69,67
ZS 190 БАРАБАН ПЕРЕКЛЮЧЕНИЯ ПЕРЕДАЧ
Барабан переключения передач для двигателя Zongshen ZS 190.
БМ 0315 Муфта для соединения шлангов, резьба М10х1.
БМ 0331 Муфта для пакера с цанговой головкой М10х1, высокое давление.
БМ 0332 Муфта для пакера с плоской головкой М10х1, высокое давление.
БМ 0333 Муфта для пакера с плоской головкой М10х1, резиновое уплотнение.
Пакеры
Адгезионные пакеры с цанговой головкой
БМ 0189 Адгезионный пакер с цанговой головкой, металл
БМ 0187 Пакер адгезионный пластиковый
Пакеры с цанговой головкой
БМ 1099 Пакер с цанговой головкой, 10/110 мм, алюминий
БМ 1169 Пакер с цанговой головкой, 16/130 мм, М8, металл
БМ 1171 Пакер с цанговой головкой, 17/110 мм, металл
Пакеры с быстрозажимной головкой
БМ 2830 Пакер 18/105 мм, с обратным клапаном, пластик
БМ 2831 Пакер 12/75 мм, под быстросъемную муфту, пластик
БМ 2832 Пакер 18/105 мм, с резьбой, пластик
Измерительное оборудование
Склерометр
Вспомогательный инструмент
Пистолет для 2К герметиков (БМ 0265)
Пистолет для герметиков закрытый 600 мл (БМ 0260)
Ручные насосы для растворов (БМ 025х)
Стармекс Браш
Стармекс Брум
СилЭко
Кровельные ЭПДМ мембраны Преласти
Преласти С
Преласти СТ
Преласти Ц
Преласти Ноу Флейм ФР
Преласти Ноу Флейм ФРТ
ЭПДМ геомембраны Эластосил
Эластосил Т
Эластосил Х
Кровельные ЭПДМ мембраны Преласти Флис СТ
Преласти Флис СТ
Фасадные ЭПДМ мембраны Кладсил
Кладсил ИКСТ
Кладсил ИНТ
Кладсил ИНТ Плюс
Кладсил СА
Кладсил СА Фикс
Кладсил П Фикс
Адгезивы и герметики
Герметик Силэнт 5590
Контактный клей Контакт Адгезив 5000
Контактный клей Контакт Адгезив П100
Контактный клей П150 на полиуретановой основе
Контактный клей П400 на каучуковой основе
Распыляемый клей Спрей Адгезив П125
Соединительная битумная лента
Система Термобонд
Лента Термобонд
Лента Термобонд Р
Лента ТПЕ 100
Термоплавкий герметик Термобонд
Угловой элемент Термобонд
Прижимная рейка
Стальная пластина Термобонд
Защитная лента
Опорная лента
Очиститель Клининг Уош 9700
Полиэтиленовый водосток ПЕ
Стальной водосток ПС
Фланцевый стакан Термобонд для трубопроводов
Система Хотбонд
Лента Хотбонд
Индукционная система монтажа Центрикс
Индукционный аппарат Центрикс
Пластиковая втулка
Шайба Центрикс
Монтажные инструменты
Латунный и силиконовый прижимные ролики
Сварочный пистолет Ляйстер
Шлифовальное оборудование
Решения
Объекты
Документы
Вебинары
Контакты
Тотал Гидро | Адгезивы и герметики
Герметики
Манодил ПС 190
Двухкомпонентный полисульфидный герметик холодного отверждения с низким модулем упругости для швов, подверженных агрессивному воздействию химическо. ..
Тех. описание
Подробнее ⟶
Манодил Цем
Двухкомпонентный эластичный полимерцементный герметик для деформационных швов и стыков в бетоне и каменной кладке
Тех. описание
Подробнее ⟶
Манодил ПУ 186
Тиксотропный герметик на полиуретановой основе для стыков и швов
Тех. описание
Подробнее ⟶
Манодил ПУ 696
Двухкомпонентный герметик на полиуретановой основе, обладает высокой стойкостью к агрессивным средам (кислотам, щелочам, растворителям, промышленны…
Тех. описание
Подробнее ⟶
Манодил Бонд Ф / Витрафин Бонд Ф
Однокомпонентная пастообразная мастика для площадной гидроизоляции и защиты на основе силил-модифицированного полимера, который, полимеризуясь во в. ..
Тех. описание
Подробнее ⟶
Манодил Бонд Х / Витрафин Бонд Х
Однокомпонентная пастообразная адгезивная и герметизирующая мастика на основе силил-модифицированного полимера, который, полимеризуясь во влажных у…
Тех. описание
Подробнее ⟶
Манодил Флекс / Витрафин Флекс
Однокомпонентный пастообразный герметик на основе полиолефинов, предназначенный для герметизации элементов ввода коммуникаций (труб, кабелей и …
Тех. описание
Подробнее ⟶
Манодил ПУ 174
Тиксотропный герметик на полиуретановой основе для стыков и швов
Тех. описание
Подробнее ⟶
Манодил Свелл 1К
Однокомпонентный, набухающий в воде герметик
Тех. описание
Подробнее ⟶
Адгезивы
Манопокс 331
Тиксотропный двухкомпонентный эпоксидный пастообразный состав с уникальными характеристиками для быстрого ремонта бетонных конструкций, на потолочн…
Эпоксидный состав для создания армирующих ребер в асфальте и ремонта конструкций
Тех. описание
Подробнее ⟶
Манопур 336
Трехкомпонентный полиуретановый состав для заполнения дорожных швов
Тех. описание
Подробнее ⟶
Набухающие профили (шнуры)
Манодил Свелл
Профиль из гидрофильной резины, который предназначен для герметизации холодных и конструкционных швов и стыков.
Тех. описание
Подробнее ⟶
Эластичные ленты и шпонки
Витраджоинт Деф
Компрессионные уплотнители в виде профилей квадратного сечения из ЭПДМ резины для герметизации деформационных и технологических швов. Монтаж Витрад…
Тех. описание
Подробнее ⟶
Манодил Гео
Трехслойная эластичная гидроизоляционная лента для устройства деформационных швов с внешними слоями из полипропиленового нетканого полотна, внутрен…
Тех. описание
Подробнее ⟶
Манодил Про
Гомогенная лента на основе термопластичного эластомера для гидроизоляции швов, стыков и трещин в строительных конструкциях, подверженных динамическ. ..
Тех. описание
Подробнее ⟶
Перфорированные инъекционные шланги
Инъекционная система Инжпайп, комплект
Система для герметизации швов бетонирования при новом строительстве, состоит из гибкого перфорированного шланга, инъекционных пакеров, шлангов высо…
Тех. описание
Подробнее ⟶
БМ 7035 Воздушный шланг, зеленый, ролик, 100 м
Шланг высокого давления для подачи инъекционных составов в системе Инжпайп.
Подробнее ⟶
Инъекционная система Инжпайп Т, комплект
Cистема для герметизации швов бетонирования при новом строительстве.
Тех. описание
Подробнее ⟶
БМ 7007 Инжпайп, катушка, 100 м.
п.
Гибкий перфорированный шланг с тканевой оплеткой, защищающей от попадания бетона в процессе бетонирования.
Подробнее ⟶
БМ 6999 Инжпайп Т, катушка, 100 м.п
Гибкий перфорированный шланг для швов бетонирования.
Подробнее ⟶
БМ 7032 Воздушный шланг, синий, ролик, 50 м
Шланг высокого давления для подачи инъекционных составов в системе Инжпайп.
Подробнее ⟶
БМ 7001 Анкер для крепления Инжпайп
Пластиковый анкер для крепления шлангов Инжпайп (Т).
Подробнее ⟶
БМ 7002 Коннектор для шлангов Инжпайп
Пластиковый соединительный элемент для шлангов в инъекционной системе Инжпайп (Т).
Подробнее ⟶
БМ 7004 Заглушка для воздушного шланга
Резиновая защитная заглушка для шлангов в системе Инжпайп (Т).
История компании Atlas-Copco, инструменты, адреса сервисных центров
Шведская компания с мировым именем по производству инструментов и промышленного оборудования Atlas Copco начинает свою историю с начала 1873 года. Отец шведского гиганта – Эдуард Франкель. Цель создания компании – производство всех видов оборудования, которое используют для строительства железных дорог.
Уже в год основания она успела приобрести мейкер (железнодорожный вагон). Почти 20 лет (до 1890 года) Atlas Copco выпускала еще и стальные конструкции для мостов, паровые двигатели. На момент основания она была самой крупной компанией в Швеции, но постепенный упадок, который был связан с финансовыми трудностями из-за отсутствия заказов на железнодорожное оборудование, привел компанию Atlas Copco к реструктуризации в 1890 году.
Перемены пошли компании на пользу. Atlas Copco начала производить паровозы, станки, паровые машины, отопительные трубы для зданий. К началу 20 века спрос на такой вид продукции оставался все равно ниже, а компании Atlas Copco хотелось развиваться, поэтому все эти разработки стали отходить на второй план, в перспективу развития были выбраны масло для двигателей и компрессное оборудование.
В 1901 году Atlas Copco развивает еще одно направление – производство инструментов, и выпускает пневмобуры и клепальные молотки. Кстати, производить они стали их для собственных нужд, однако, по рынку поползли слухи о надежности таких инструментов. Самое главное, был стабильный спрос на пневмоинструменты, в частности и от крупных шведский компаний.
Конечно, не воспользоваться такими возможностями Atlas Copco просто не могла. В 1904 году запущено производство поршневых компрессоров и буровых станков, которые успешно презентовали в 1905 году.
В 1911 году было принято окончательное решение отойти от производства железнодорожного оборудования и сконцентрироваться на новых производственных направлениях, в которых и конкуренция была ниже. Вплоть до Первой Мировой войны, благодаря производству новых продуктов, Atlas Copco стала доминировать на шведском рынке.
В 1917 году компания Atlas Copco объединяется с компанией Diesel Motorer, с целью доработки дизельных двигателей. В том же году было принято решение прекратить производство паровых двигателей. За свою историю Atlas Copco выпустила 174 таких двигателей, но низкий спрос на них сыграл решающую роль.
Послевоенные годы для компании так же оказались тяжелыми. Очередной экономический кризис больно ударил по производству Atlas Copco. Выбраться из него удалось в 1930 годах, и то благодаря финансовой реструктуризации 1925 года (была продана часть активов с целью повышения ликвидности), а годы Великой депрессии вообще поставили вопрос о ликвидации компании, но было принято решение о сохранении компании, ее расширении и увеличении ассортимента продукции.
Очередная финансовая реструктуризация была проведена в 1935 году, через год был реорганизован проектный отдел. До Второй Мировой войны компания Atlas Copco держалась на плаву благодаря производству пневмоинструментов и дизельных двигателей, хотя последние медленно и неуклонно тянули компанию на дно.
В период войны их еще производили, а после и вовсе прекратили (в 1948 году были проданы остатки производственных мощностей). Кстати, всего Atlas Copco произвела 5447 дизельных двигателей. В послевоенные годы курс был взят на расширение производства воздушных компрессоров, но и производство инструментов никто не отменял.
В 1947 году был запущен знаменитый шведский метод (бурение скальных пород). Стоит отметить, что у компании Atlas Copco дела пошли в гору. Это было достигнуто и за счет сотрудничества с другими компаниями. Например, союз с компанией Sandvik помог компании Atlas Copco проникнуть на послевоенный мировой рынок с новинкой – бурильная установка (синтез легкого перфоратора и карбидно-вольфрамовых насадок).
С 1950 годов компания Atlas Copco полностью переключается на производство компрессоров, которые принесли ей мировую славу и известность. В 1955 году был выпущен первый винтовой компрессор. В 1956 году Atlas Copco выкупает бельгийского производителя компрессного оборудования Arpic Engineering, и сразу переносит часть производств на новые площади.
В 1960 году для инструментов была разработана серия с эргономичной ручкой, повысив в разы сервис Atlas Copco. В 1967 году произошла сенсация на рынке компрессоров. Компания Atlas Copco представила безмасляные компрессоры. Такая новинка позволила расширить возможности компании на рынке.
В 1968 году компания претерпевает реорганизацию, итогом которой стало появление трех направлений деятельности Atlas Copco: инструменты, горнодобывающая и строительная деятельность и военно-воздушные силы. Такое деление позволило более точно и практично осуществлять руководство.
Производство гайковертов в конце 1960-х годов расширили ассортимент компании. Вообще, что касается инструментов, то Atlas Copco стала крупным производителем в данном сегменте рынка. Начиная с 1970-х годов, компания Atlas Copco нежится в лучах славы. Конечно, это не мешает ей производить все новые продукты. Один из них, например, был создан в 1973 году – первый гидравлический перфоратор. Его презентация совпала с празднованием 100 лет со дня основания компании.
С 1975 года Atlas Copco приобретает все новые и новые компании. Ее позиции усилили: Berema (1975 год), Mauguiere (1976 год), Turbonetics, Standard Industrial Pneumatics и Worthington Compressors (1980 год). Последующие многочисленные приобретения позволили стать компании Atlas Copco мультибрендовой. В 1987 году шведский мастадонт запускает производство ключей запуска, которые впоследствии связались с автомобильной промышленностью.
В 1992 году на рынке компрессного оборудования Atlas Copco усиливается за счет приобретения компании AEG. В 1994 году Atlas Copcо представляет первый компрессор с приводом переменной скорости. В том же году рынок гайковертов вкусил шведскую новинку – гайковерт конструкции Tensor S Power Focus. Это принципиально новое направление связано с двигателем, который теперь был более легкий и быстродействующий.
В 1998 году Atlas Copco укрепляет свои позиции на китайском рынке, организовав там стопроцентный центр обслуживания. Начало нового века для компании Atlas Copco было связано с новыми приобретениями. Стоит сказать, что за свою историю она приобрела более 100 различных компаний.
В 2005 году Atlas Copco запускает производство мобильных компрессоров. Теперь стали возможны передвижные компрессоры на свежем воздухе. В том же году были проданы производства инструментов. В 2009 году портативные компрессоры оснащались системой регулирования давления. Тогда же компания Atlas Copco стала первой в мире, кто удосужился сертификата на 100% возврат энергии компрессоров.
2010 год запомнился в истории Atlas Copco приобретением Quincy Compressor. С этого момента она начинает проектировать и производить винтовые и поршневые компрессоры, вакуумные насосы бренда Quincy. Спустя год компания SCA Schucker (производитель клеев, герметиков) вошла в состав Atlas Copco, и последняя вышла на рынок новых для себя продуктов.
В 2011 году к трем имеющимся направлениям компания Atlas Copco выделяет еще одно – клиентское обслуживание. Таким образом, каждая область деятельности обслуживается по высшему разряду.
Компания Atlas Copco сегодня – концерн, предлагающий широкий спектр продукции и услуг, удовлетворяющие любые потребности: компрессное оборудование, сборочные системы, строительное оборудование, промышленные инструменты и горно-шахтное оборудование.
Торговая сеть насчитывает порядка 160 стран по всему миру, а производят продукцию в 20 странах на 68 производственных площадях.
Продукция компании Atlas Copco по праву заслужила признание потребителей, ведь весь товар отвечает высоким стандартам качества и надежности. Долгосрочная перспектива шведского концерна – стать лидером в своей отрасли, и, надо сказать, она успешно к этому идет.
Дизельные электростанции (генераторы) Atlas Copco
Дизельные электростанции (генераторы) Atlas Copco — купить в «Техэкспо» в Санкт-Петербурге
ООО «Техэкспо»
Производство дизельных электростанций и энергокомплексов до 80 МВт
Выбранный город:
Санкт-Петербург
Промышленная ул., д. 19Р
Заказать обратный звонок
Санкт-Петербург
Промышленная ул. , д. 19Р
+7 (812) 602-52-94
Москва
Щербаковская ул., 3
+7 499 647-54-32
Волгоград
Мира ул., д. 19
+7 844 268-48-25
Воронеж
Московский пр., д. 4
+7 473 201-60-99
Екатеринбург
Антона Валека ул. , д. 13
+7 343 302-00-42
Казань
Проточная ул., д. 8
+7 843 207-28-35
Краснодар
Карасунская ул., д. 60
+7 861 211-72-34
Красноярск
Взлётная ул., д. 57
+7 391 229-59-39
Курск
ул. Радищева, 5
+7 471 278-50-30
Магадан
Парковая ул., 13
+7 964 236-42-65
Нижний Новгород
Максима Горького, д. 260
+7 831 288-54-50
Новосибирск
Гаранина ул., д. 15
+7 383 312-14-04
Новый Уренгой
пр. Губкина, 14А
8 (800) 550-83-94
Оренбург
Шоссейная ул., 24А
+7 353 248-64-94
Пермь
Аркадия Гайдара ул., д. 8Б
+7 342 233-83-04
Ростов-на-Дону
Максима Горького ул., д. 295
+7 863 309-21-51
Самара
Скляренко ул. , д. 26
+7 846 215-16-17
Сургут
30 лет Победы ул., 44Б
+7 346 276-92-88
Тюмень
Пермякова ул., д. 1
+7 345 256-43-32
Улан-Удэ
ул. Ербанова, 11
+7 301 248-08-58
Уфа
Кирова ул, д. 107
+7 347 225-34-97
Хабаровск
ул. Карла Маркса, 96А
+7 421 252-90-77
Челябинск
Победы пр., д. 160
+7 351 225-72-62
Якутск
Короленко ул., 25
+7 411 250-55-80
Ярославль
Некрасова ул. , д. 41А
+7 4852 27-52-34
Контейнерные ЦОД
Дизельные электростанции
Энергокомплексы 3-50 МВт
Контейнеры для ДГУ
Аренда ДГУ до 20 МВт
ТО ДГУ
Заказ оборудования по телефону: 8 (800) 550-83-94
org/ListItem»>
Главная
Производство
Дизельные электростанции (генераторы) Atlas Copco
Atlas Copco — шведский производитель промышленного оборудования: генераторов, дизельных и электрических компрессоров, осветительных мачт, насосов, сборочных систем и другой техники. Штаб-квартира находится в Стокгольме, столице Швеции, а филиалы — по всему миру. История компании началась ещё в 1873 году с создания оборудования для железных дорог, а в начале 20 века было запущено производство компрессоров, двигателей, буровых установок. Сейчас Atlas Copco — один из лидеров рынка в своей отрасли.
С 1993 года у компании есть представительство в России, центральный офис которого располагается в Подмосковье в городе Химки. Завод, откуда электрогенераторы поставляют в Россию, находится в Испании (Grupos Electrogenos Europa, S.A., Муэль). Фотографии и видео производства можно посмотреть внизу страницы, под списком моделей генераторов.
По умолчанию Цене по возрастанию Цене по убыванию
Фильтр
Выводить по
20
50
100
200
500
Нужна помощь по выбору дизель-генератора?
Дизельные электростанции (генераторы) Atlas Copco — купить в «Техэкспо» в Санкт-Петербурге
Видео: Atlas Copco — центр промышленных идей
Atlas Copco создаёт ДГУ мощностью от 9 до 3300 кВа.
Модельный ряд представлен сериями:
QES. Универсальные генераторы для строительных объектов или аренды. Мощность: 9-1250 кВа. Работают на двигателях Kubota, Cummins, John Deere, Volvo, MTU.
QAS. Генераторы для тяжёлых условий, мало шумят и приспособлены к частым перемещениям. Мощность: 13-500 кВа. Собираются на двигателях Kubota, Perkins, Volvo, Scania.
QIS. Главные или запасные источники энергии для предприятий. Мощность: 9-3300 кВа. При сборке используются двигатели от Doosan, Volvo, Kubota, MTU, John Deere.
QEC и QAC. Генераторы высокой мощности в контейнерах для частых перемещений. Мощность: 800-1250 кВа. Двигатели — Deutz, Scania, Cummins, MWM. Компания также производит бустеры (дожимные компрессоры высокого давления — до 345 бар), дизельные, электрические и газовые компрессоры, стационарные и передвижные.
Компания также производит бустеры (дожимные компрессоры высокого давления — до 345 бар), дизельные, электрические и газовые компрессоры, стационарные и передвижные.
Видео: Atlas Copco — Россия
Фотогалерея дизель-генераторов Atlas Copco
Скачать документацию
Каталог генераторов азота и кислорода Atlas Copco
Каталог дизельных генераторов Atlas Copco
ДГУ Cummins C1675D5 мощностью 1200 кВт в контейнере с пониженным уровнем шума для производителя лекарств «Петровакс»
Энергокомплекс Cummins 3 МВт для буровой установки АО «Росгеология» с трансформаторами 6,3/0,4 кВ
Дизельные электростанции мощностью 4 МВт в контейнерах для атомной энергетики
Автономный генерирующий центр (АГЦ) из трех ДГУ общей мощностью 3600 кВт для складского комплекса Wildberries
ДГУ 50/400/520/1200 кВт, устройство фундаментов, прокладка кабельной трассы, модернизация ВРУ-3/РУ-04 и автоматики для «Калининградтеплосети»
Четыре высоковольтные дизель-генераторные установки 1200 кВт в параллели с РУ-6,З кВ для производства пиломатериалов
Все проекты
По мощности
По производителю
По двигателю
По цене
Наша история — Группа Atlas Copco
В 2023 году группе Atlas Copco исполняется 150 лет, а первооткрывателям промышленных инноваций — полтора столетия. Начав с одного шведского предприятия, мы выросли в обширную группу брендов, охватывающую весь земной шар.
Увлеченные люди делают это
С самого начала в 1873 году мы стремились найти новые, инновационные решения проблем общества. Мы начали с поставок продуктов для расширения железных дорог в конце 1800-х годов, а затем расширились до компрессоров, инструментов и перфораторов, необходимых для индустриализации мира. Сегодня мы занимаем ведущие мировые позиции во многих из тех же отраслей, но также и в совершенно новых сегментах, таких как вакуум. Тем не менее, наша цель остается прежней: создавать лучшее будущее, давая возможность нашим клиентам расти и продвигать общество вперед.
На протяжении всей нашей истории наш новаторский дух и наши ценности — инновации, устойчивое развитие, этичное ведение бизнеса — оставались неизменными. Тем не менее, в первую очередь речь идет об увлеченных людьми, их стремлении и идеях найти новые и лучшие способы формирования будущего.
Меняющийся мир
150 лет развития технологий
История Группы
Формирование мира за 150 лет
Компрессорная техника
Новый взгляд на сжатый воздух
Вакуумная техника
Одна группа, два гиганта вакуумной индустрии
Промышленная техника
Электроинструменты для Индустрии 4. 0
Силовая техника
Устойчивая портативная мощность
Глобальный след
Присутствие в более чем 70 странах
Преданные владельцы
Рассказ о Валленбергах
Дух Атлас Копко
Особая корпоративная культура
Создание группы
Приобретения как бизнес-модель
Страстные люди
Сотрудничество с научными кругами
Вода для всех
Взаимодействие с общественностью с 1984 года
Наш президент и руководители
С момента основания в 1873 году группой Atlas Copco управляли всего 12 президентов и генеральных директоров. В 19В 97 году Джулио Маццалупи стал первым негражданином Швеции, назначенным президентом и генеральным директором. Второй, Ронни Летен, был назначен в 2009 году. Все, кроме двух из двенадцати, Уолтера Ветье и Гуннара Брока, были наняты из группы Atlas Copco.
Эдуард Френкель 1873-1887
Эдуард Френкель 1873-1887
Эдуард Френкель, технический директор Шведских государственных железных дорог, был назначен первым управляющим директором AB Atlas. Эдуард Френкель был одной из движущих сил создания AB Atlas.
Эдуард Френкель, технический директор Шведских государственных железных дорог, был назначен первым управляющим директором AB Atlas. Эдуард Френкель был одной из движущих сил создания AB Atlas.
Эдуард Френкель, технический директор Шведских государственных железных дорог, был назначен первым управляющим директором AB Atlas. Эдуард Френкель был одной из движущих сил создания AB Atlas.
Оскар Ламм 1887-1909
Оскар Ламм 1887-1909
Вместе с братьями Валленберг К. А. и Маркуса, Оскар Ламм отвечал за ликвидацию AB Atlas в 1890 году и создание ее корпоративного преемника Nya AB Atlas.
Вместе с братьями Валленберг К.А. и Маркуса, Оскар Ламм отвечал за ликвидацию AB Atlas в 1890 году и создание ее корпоративного преемника Nya AB Atlas.
Вместе с братьями Валленберг К.А. и Маркуса, Оскар Ламм руководил ликвидацией AB Atlas в 189 г.0 и создание его корпоративного преемника Nya AB Atlas.
Гуннар Якобссон 1909-1940
Гуннар Якобссон 1909-1940
Гуннар Якобссон, управляющий директор Nya AB Atlas с 1909 года, продолжил работу в той же должности в AB Atlas Diesel после слияния с AB Diesels Motorer в 1917 году. инструменты и воздушные компрессоры.
Гуннар Якобссон, управляющий директор Nya AB Atlas с 1909, продолжил работу на той же должности в AB Atlas Diesel после слияния с AB Diesels Motorer в 1917 году. Он расширил пневматическую линейку новыми инструментами и воздушными компрессорами.
Гуннар Якобссон, управляющий директор Nya AB Atlas с 1909 года, продолжил работу в той же должности в AB Atlas Diesel после слияния с AB Diesels Motorer в 1917 году. Он расширил пневматическую линию новыми инструментами и воздушными компрессорами.
Вальтер Ветье 1940-1957 гг.
Вальтер Ветье 1940-1957
Вальтер Вехтье представлял собой новый тип лидерства в компании, которая до этого была технологически доминирующей. Ранее он был главой универмага в Стокгольме, но по образованию он бизнесмен, занимающийся продажами и маркетингом.
Вальтер Вехтье представлял собой новый тип лидерства в компании, которая до этого была технологической. Ранее он был главой универмага в Стокгольме, но по образованию он бизнесмен, занимающийся продажами и маркетингом.
Вальтер Ветье представлял собой новый тип лидерства в компании, которая до этого была технологической. Ранее он был главой универмага в Стокгольме, но по образованию он бизнесмен, занимающийся продажами и маркетингом.
Курт-Аллан Белфрейдж 1957-1970
Курт-Аллан Белфраж 1957-1970
Курт-Аллан Белфраж переключил внимание на исследования и разработки, включая масштабную модернизацию и планы расширения производственных предприятий. Представлен безмасляный воздушный компрессор, который открыл новые потребительские сегменты и сферы применения
Курт-Аллан Белфрейдж переключил внимание на исследования и разработки, включая планы крупной модернизации и расширения производственных предприятий. Представление безмасляного воздушного компрессора открыло новые потребительские сегменты и сферы применения.
Курт-Аллан Белфраж сместил акцент на исследования и разработки, включая масштабную модернизацию и планы расширения производственных предприятий. Представлен безмасляный воздушный компрессор, который открыл новые потребительские сегменты и сферы применения
Эрик Джонссон 1970-1975
Эрик Джонссон 1970-1975
Долгосрочные достижения Эрика Джонссона связаны главным образом с сферой промышленного маркетинга, где он выступал в качестве первопроходца и неизменного источника энергии. Именно Эрик Джонссон выдвинул идею предлагать комплексное решение, а не продавать отдельный продукт.
Долгосрочные достижения Эрика Джонссона связаны главным образом с сферой промышленного маркетинга, где он выступил в качестве первопроходца и неизменного источника энергии. Именно Эрик Джонссон выдвинул идею предлагать комплексное решение, а не продавать отдельный продукт.
Долгосрочные достижения Эрика Джонссона связаны главным образом с сферой промышленного маркетинга, где он выступал в качестве первопроходца и неизменного источника энергии. Именно Эрик Джонссон выдвинул идею предлагать комплексное решение, а не продавать отдельный продукт.
Том Вахтмайстер 1975-1991
Том Вахтмайстер 1975-1991
Том Вахтмайстер впервые начал работать в Группе в 1959 году и занимал различные должности до того, как был назначен управляющим директором в 1975. Он провел дальнейшую децентрализацию организации и разделил ее на отделы и три направления деятельности.
Том Вахтмайстер впервые начал работать в Группе в 1959 году и занимал различные должности до того, как в 1975 году был назначен управляющим директором. Он еще больше децентрализовал организацию и разделил ее на подразделения и три бизнес-направления.
Том Вахтмайстер впервые начал работать в Группе в 1959 году и занимал различные должности, прежде чем был назначен управляющим директором в 1975. Он провел дальнейшую децентрализацию организации и разделил ее на отделы и три направления деятельности.
Майкл Трешоу 1991-1997
Майкл Трешоу 1991-1997
Развитие Группы под руководством Майкла Трешоу можно охарактеризовать как повышение стабильности, повышение прибыльности и здоровый рост, как за счет разработки продуктов, так и за счет приобретений. Он представил новую концепцию — стратегию портфеля брендов.
Развитие Группы под руководством Майкла Трешоу можно охарактеризовать как повышение стабильности, повышение прибыльности и здоровый рост как за счет разработки продуктов, так и за счет приобретений. Он представил новую концепцию — стратегию портфеля брендов.
Развитие Группы под руководством Майкла Трешоу можно охарактеризовать как повышение стабильности, повышение прибыльности и здоровый рост как за счет разработки продуктов, так и за счет приобретений. Он представил новую концепцию — стратегию портфеля брендов.
Джулио Маццалупи 1997-2002 гг.
Джулио Маццалупи 1997-2002
Долгое время Джулио Маццалупи был первым президентом и генеральным директором, назначенным не из Швеции. Он укрепил позиции Группы за счет успешных инновационных продуктов, новой производственной стратегии и улучшения послепродажного обслуживания клиентов.
Джулио Маццалупи был первым президентом и генеральным директором, назначенным не из Швеции. Он укрепил позиции Группы за счет успешных инновационных продуктов, новой производственной стратегии и улучшения послепродажного обслуживания клиентов.
Старейшина Джулио Маццалупи стал первым президентом и генеральным директором, назначенным не из Швеции. Он укрепил позиции Группы за счет успешных инновационных продуктов, новой производственной стратегии и улучшения послепродажного обслуживания клиентов.
Гуннар Брок 2002-2009
Гуннар Брок 2002-2009
Гуннар Брок вернул Atlas Copco к основной части путем продажи активов, но он также занялся строительством дорог. Важная стратегия заключалась в том, чтобы больше выйти на улицу и, таким образом, создать более клиентоориентированную организацию 9 .0003
Гуннар Брок возродил Atlas Copco до основания путем продажи активов, но также занялся строительством дорог. Важными стратегиями были выход на улицу и, таким образом, создание организации, более ориентированной на клиента.
Гуннар Брок вернул Atlas Copco к ее основе путем продажи активов, но он также расширил свою деятельность в дорожном строительстве. Важная стратегия заключалась в том, чтобы больше выйти на улицу и, таким образом, создать организацию, более ориентированную на клиента
Ронни Летен 2009-2017 гг.
Ронни Летен 2009-2017
Ронни Летен еще больше повысил ориентацию на клиента и развил сервисный бизнес во всех областях. За время его руководства бизнес значительно вырос как органически, так и за счет приобретений.
Ронни Летен еще больше повысила клиентоориентированность и развила сервисный бизнес во всех областях. За время его руководства бизнес значительно вырос как органически, так и за счет приобретений.
Ронни Летен еще больше усилила ориентацию на клиента и развила сервисный бизнес во всех областях. За время его руководства бизнес значительно вырос как органически, так и за счет приобретений.
Матс Рамстрем 2017-
Mats Rahmström 2017-
Mats Rahmström придерживается традиции уделять особое внимание инновационным продуктам. Две другие области, которые он считает приоритетными, — это создание ощутимой ценности для клиентов и создание увлеченных своим делом команд.
Матс Рамстрём следует традиции, уделяя особое внимание инновациям в продуктах. Две другие области, которые он считает приоритетными, — это создание ощутимой ценности для клиентов и создание увлеченных своим делом команд.
Mats Rahmström следует традиции и уделяет особое внимание инновациям. Две другие области, которые он считает приоритетными, — это создание ощутимой ценности для клиентов и создание увлеченных своим делом команд.
История Группы — Группа Atlas Copco
Немногие компании доживают до 150 лет. Те, кто, кажется, объединяет некоторые черты, например, всегда тесно сотрудничает со своими клиентами, всегда ищет лучший способ сделать что-то и всегда выполняет свои обещания. По крайней мере, именно на этом, по мнению группы Atlas Copco, был основан ее успех в прошлом, а наследие, которое, по ее мнению, поможет компании и впредь превращать великие идеи в важные для бизнеса преимущества в далеком будущем.
Текст Центра истории бизнеса в Стокгольме
В 1873 году компания была основана как Atlas, в 1917 году она стала называться Atlas Diesel, а в 1956 году сменила название на Atlas Copco.
Сегодня Atlas Copco — это компания, обладающая опытом и услугами, разделенными на четыре области деятельности — компрессорная техника, вакуумная техника, промышленная техника и энергетическая техника — для поддержки клиентов примерно в 180 странах. Однако, когда она была впервые основана в 1873 году, она должна была производить продукцию для шведских железных дорог. Ни больше ни меньше.
Железная дорога, конечно же, была маяком технологических инноваций своего времени. Оно изменило общества повсюду, и лишь в немногих странах оно изменило с такой силой, как в географически расширенной Швеции. Одним из тех, кто видел положительные стороны этого бизнеса, был Андре Оскар Валленберг, основатель Stockholms Enskilda Bank (сегодня банковская группа SEB). Он заметил, например, что оборудование, используемое для строительства и обслуживания железнодорожных систем, приходилось импортировать, в основном из Великобритании и Германии. Конечно, шведская компания должна быть в состоянии сделать это вместо этого?
Валленберг вместе с тремя партнерами основал компанию по производству железнодорожного оборудования. Они назвали его Атласом, в честь Титана из греческой мифологии, несущего небеса на своих плечах. Инженер Эдуард Френкель был назначен ответственным, и он позаботился о том, чтобы Atlas соответствовал своему несколько устрашающему названию. Вскоре она стала крупнейшей инжиниринговой компанией в стране, а ее ключевым заказчиком была государственная компания Swedish Rail.
В течение нескольких лет все выглядело многообещающе для молодой компании. Однако рецессия поразила Швецию в 1880-х годах, в результате чего строительство железных дорог было остановлено, а компания Atlas оказалась на коленях. Требовались кардинальные меры. Инженера Френкеля сменил промышленник Оскар Ламм. Из семьи Валленбергов был влит новый капитал, и компания сменила название на Nya Atlas (Новый Атлас). Производство переключилось на более совершенную продукцию, такую как паровые машины и котлы. Одним словом, компания отреагировала и адаптировалась к новым временам.
Для производства новых продуктов сотрудникам Atlas понадобились новые типы инструментов. В начале 1890-х молодой инженер Atlas Густав Рид отправился за покупками. В Англии он купил пневматический молоток для зачеканки, а в США — клепальный молоток. Воздушный насос, приобретенный в Англии, был еще одним ключевым продуктом, который рабочие бригады в Швеции использовали в своем новом производстве.
Инженерам Atlas не потребовалось много времени, чтобы понять, как самим создавать эти новые инструменты. Сначала их делали только для внутреннего пользования. Вскоре, однако, слухи об их эффективности распространились, и Atlas начала продавать их за рубежом. К 1901, из этого возникла совершенно новая область бизнеса, ориентированная на производство пневматических и сжатых пневматических изделий. На сегодняшний день это основное направление деятельности компании.
Основание Атлас Дизель
У семьи Валленбергов были и другие деловые интересы, помимо железных дорог. В конце 1890-х годов они заключили сделку с немецким инженером Рудольфом Дизелем, который только что изобрел дизельный двигатель. Это дало им права на производство в Швеции, и они основали компанию Diesels Motorer. В итоге компания не только производила дизельные двигатели, но и совершенствовала их конструкцию.
Учитывая, что у Nya Atlas и AB Diesels Motorer один и тот же владелец, а также время от времени они сотрудничали, неудивительно, что в 1917 году компании объединились и образовали Atlas Diesel. Годы Первой мировой войны были хорошими для обеих компаний: от 40 до 50% их продукции шло на экспорт. Теперь объединились две здоровые компании. Новая компания переехала на завод Diesel Motorer в Сикла, недалеко от городской черты Стокгольма. Здесь до сих пор находится штаб-квартира группы Atlas Copco, или, как ее называют, Group Center.
Однако межвоенные годы принесли с собой протекционистские и изоляционистские тенденции, увенчавшиеся глобальным финансовым спадом 1930-х годов. Эти события поставили Atlas Diesel на грань банкротства — и не один раз, а дважды. Валленбергам пришлось провести финансовую реконструкцию компании как в 1925, так и в 1934 году. С другой стороны, производство дизельных двигателей становилось все менее и менее прибыльным. В 1948 году Atlas Diesel полностью прекратил производство дизельных двигателей. В настоящее время деятельность компании сосредоточена на пневматических инструментах, компрессорах и буровом оборудовании.
Рост за счет приобретений – и новое имя
Послевоенные годы были успешными для компании. Вальтер Ветье, бывший менеджер универмага, теперь стал президентом и главным исполнительным директором и вел компанию в направлении, более ориентированном на продажи. Однако он не пренебрегал поддержанием инженерного мастерства, которое было визитной карточкой компании. Одним из способов сделать это было приобретение других инжиниринговых компаний, сначала в Швеции, а затем и за границей. Первым стратегически важным международным приобретением стала бельгийская компрессорная компания Arpic Engineering в 1956. Это также привело к тому, что большая часть производства компрессоров компании была перемещена в Бельгию.
Срок годности названия Atlas Diesel явно истек. Итак, сразу после приобретения Arpic компания сменила название на Atlas Copco. Он заменил «Дизель» аббревиатурой бельгийского торгового филиала на французском языке Compagnie Pneumatique Commerciale.
Как Atlas Copco, компания продолжала расти на международном уровне, как за счет приобретений, так и за счет изобретательских новых процессов. Так называемый «шведский метод» бурения, который позволял одному человеку управлять бурильной машиной там, где раньше требовалось много людей, принес компании глобальный успех в течение 19 века.50-е годы. Еще одной областью роста стала технология компрессоров, которую компания и ее клиенты постоянно находили новые способы использования. Atlas Copco открывала заводы и офисы продаж на континенте за континентом.
Нефтяной кризис начала 1970-х и последовавшая за ним глобальная рецессия, конечно же, означали реструктуризацию и сокращения в компании. В то же время кризис открыл двери и для стратегических приобретений. Одним из таких важных приобретений в области компрессоров стала французская компания Maugière. В начале 19В 80-х годах компания сделала несколько важных приобретений, в том числе Worthington Compressors.
В целом, это был еще один период роста для Atlas Copco, который сделал компанию мировым лидером как в бурении горных пород, так и в производстве сжатого воздуха. Однако в области промышленных инструментов еще оставался неиспользованный потенциал. Некоторые ключевые приобретения помогли Atlas Copco выйти на важные рынки Америки, Франции и Великобритании. Одним из таких приобретений стала компания Chicago Pneumatic Tools, которая была сильна в американской промышленности и среди автомобильных мастерских. Это сделало Atlas Copco крупнейшим в мире производителем пневматических инструментов и сборочных систем.
В последующие десятилетия произошло больше приобретений, таких как Desoutter Brothers Plc (Великобритания), AEG Elektrowerkzeuge (Германия) и American Milwaukee Electric Tool (США). Они позволили Atlas Copco не только расширить свое предложение, но и укрепить свои позиции на различных географических рынках.
В новом тысячелетии продолжались слияния и поглощения. Двумя новыми ключевыми членами Группы стали Эдвардс (Великобритания) и Лейболд (Германия). Они привнесли собственное давнее наследие и позволили Группе сформировать обширный бизнес в области вакуумных технологий. В 2017 году вакуум стал новым направлением бизнеса.
В 2019 году Atlas Copco приобрела 18 компаний. Это был рекорд, который считалось трудно побить, но в 2022 году компания совершила 30 приобретений.
Атлас Копко по всему миру
Сегодняшняя компания Atlas Copco работает на всех континентах, кроме Антарктиды. Его первым не шведским предприятием был офис продаж в 1913 году по адресу , Россия, , который в то время был важным деловым партнером для многих шведских компаний до русской революции. Вместо этого было в Соединенное Королевство глобальная экспансия компании началась в 1919 году.
Ее первым африканским предприятием был офис продаж в Кения в 1936 году, но именно в Южная Африка компания начала свою деятельность. Еще в 1922 году Atlas купил акции Delfos, производителя сверл и запасных частей, прежде чем стать единственным владельцем.
Через Атлантику Канада стал воротами компании в Северную Америку. В 1948, он внедрил там шведский метод бурения горных пород. Компании удалось завоевать половину рынка всего за пару лет в 1950-х годах.
В 1950 году Atlas Copco обосновалась в Австралии . Возможно, самая странная история, появившаяся на этом рынке, связана с… динозавром. Во время раскопок в 1980-х годах был обнаружен ряд фрагментов костей нескольких новых и ранее неизвестных видов. Atlas Copco предоставила оборудование для раскопок, и в благодарность палеонтолог назвал один из новых видов Atlascopcosaurus loadi. («Loadsi» в честь Билла Лоадса, менеджера Atlas Copco в Виктории, который лично участвовал в проекте. )
Первым предприятием Atlas Copco в Южной Америке был офис продаж в Перу в 1950 году. За ним последовало Чили в 1954 году, Бразилия в 1955 году и Аргентина в 1969 году. Андского общего рынка (Анком) между странами западной части Южной Америки. Внутри Ancom каждой стране было поручено производство определенных промышленных товаров, которые затем нельзя было производить ни в одной другой стране Ancom. Bolivia получила производство буровых машин и компрессоров и выбрала Atlas Copco в качестве своего партнера. Весной 1976 года Atlas Copco Andina открыла совершенно новый завод в столице Ла-Пас. Имея около 90 сотрудников, он стал одним из крупнейших механических производств в стране.
В 1960 году Atlas Copco открыла офис продаж в Индия после многих лет продаж через агента. Два года спустя компания открыла недавно построенный завод и вскоре стала важным поставщиком на индийском рынке. Когда индийское правительство приняло закон в 19 в. 70-х годов, согласно которому все иностранные компании должны иметь контрольный пакет акций в Индии, многие международные компании предпочли покинуть страну. Однако Atlas Copco осталась теперь с другими владельцами из Индии, следуя традиции компании оставаться на устоявшихся рынках, чтобы заботиться о существующих клиентах.
Китай впервые увидел продукцию Atlas Copco еще в 1920-х годах. Однако только в 1983 году компания подписала свое первое лицензионное соглашение с компрессорным заводом в Уси, к западу от Шанхая. Через два года Atlas Copco открыла собственное представительство в Пекине. 19 мартаВ 93 году Atlas Copco создала первое совместное предприятие с Nanjing Construction Machinery Plant для производства и продажи буровых установок.
Китай стал одним из крупнейших рынков для Atlas Copco безмасляных компрессоров среднего и большого размера. В 2022 году на Азию/Океанию приходилось 39%, на Америку — 29%, на Европу — 27% и на Африку/Ближний Восток — 5% выручки Группы.
Готовимся к новым временам
Горнодобывающее оборудование на протяжении многих лет было ключевой частью портфолио Atlas Copco Group. Компания начала свою деятельность уже в 1905 для производства перфораторов. Поэтому для многих стало неожиданностью, когда Atlas Copco в 2018 году выделила свой бизнес по производству горнодобывающего оборудования в собственную компанию. По сути, компания была разделена на две части. С тех пор новая компания «Эпирок» стала полностью независимой компанией с собственным листингом акций.
На самом деле никого не должно было удивить, что Atlas Copco, когда динамика отрасли изменилась, не сентиментальна по отношению к устаревшим операциям. Правление объяснило, почему, по его мнению, деятельность, ориентированная на добычу полезных ископаемых, будет лучше развиваться в отдельной компании, и как оставшаяся организация выиграет в равной степени от повышенного внимания к промышленным клиентам.
Опять же, мир изменился, и группа Atlas Copco изменилась вместе с ним.
Эта кнопка дилера была разработана для использования в домашних играх или для любого любителя покера. Он был вдохновлен кнопкой дилера в Pokerstars VR.
Печать:
Кольцо — Infil для увеличения веса, опоры, необходимые для вставки лопаты. Письмо…
РАДИАЛЬНЫЙ ВЕНТИЛЯТОР
грабкад
Металлический корпус радиального вентилятора-улитки
Универсальный воздуховод для улитки
мояминифабрика
Универсальный воздуховод в виде улитки со сферическим шаром и шарнирным соединением. Распечатайте один из корпусов с одним, двумя или тремя отверстиями. Для плотного соединения используйте клей-карандаш.
Миниатюрный вентилятор (центробежный вентилятор)
вещьвселенная
Отверстие в вентиляторе и отверстия для винтов в корпусе были измерены для электродвигателя типоразмера 540. В частности, я использовал бесщеточный двигатель, который часто используется в гонках на радиоуправляемых автомобилях. …Сильнее 7 метров.
Адаптер хотэнда e3dv6 для вентилятора Snail
вещьвселенная
Вентилятор очень туго сидит внутри (возможно, вам нужно будет соскрести немного пластика с помощью ножа, чтобы плотно закрепить его внутри, я напечатал его с помощью PETG, ведь он немного гибкий), добавьте суперклей на случай, если вентилятор застрянет и не упасть !! Это менее шумно…
Турбоохладитель с двумя вентиляторами
вещьвселенная
… так что это можно адаптировать к любому принтеру. При этом используется один вентилятор для охлаждения холодного конца и один вентилятор для охлаждения печатной платформы. Используемый вентилятор YYQ DC BRUSHLESS FAN https://it.banggood.com/index.php?zf=1813289&p=DV22191813289201506I&custlinkid=577583
домик для улитки
вещьвселенная
. .. или клумба. Горшок дымохода действует как пополнение для воды, необходимой улитке. Вода попадает в небольшой бассейн с улитками. Рядом и в приподнятой части можно разложить листья салата\яблока или типичную еду для улиток. …Отличное развлечение для самых маленьких.
Рыба/Креветки/Улитки Дом
вещьвселенная
… это с одной стороной крыши, плоской на станине, и никаких опор не требуется. Ходули можно легко укоротить по длине. На снимке вверху мой карликовый фугу отдыхает в своем маленьком домике, а на других фотографиях мой аквариум для разведения улиток.
Домик улитки 3D модель
cgtrader
Террариум с гигантскими африканскими улитками. Террариум состоит из декоративного каменного камня на песчаном основании, покрытого двумя видами стабилизированного мха. Украшен грибами и травой. …Каркас — металл и стекло.
Переходник от вентилятора надувного костюма к вентилятору-улитке
вещьвселенная
Это 3D-модель, позволяющая адаптировать высококачественный вентилятор-улитку-сервер для надувного костюма, такого как T-Rex, Rawr! Модель вентилятора, используемая в этой конструкции, — GDT9733B12V2P2.54, и она должна быть достаточно распространена в различных…
ВЕНТИЛЯТОР УЛИТКИ
грабкад
ЭРФ-К3
улитка
вещьвселенная
улитка
улитка
вещьвселенная
улитка
улитка
вещьвселенная
улитка
улитка
вещьвселенная
Фигурка улитки.
Универсальный воздуховод для 3D-принтера Snail Fan
культы3d
Универсальный веерообразный воздуховод со сферическим шаровым шарниром. …Распечатайте один из корпусов с одним, двумя или тремя отверстиями.
Улитка
грабкад
Улитка, для транспортировки
Улитка
грабкад
это улитка
Улитка
вещьвселенная
Это улитка.
Улитка
скетчфаб
моя маленькая улитка 🙂
Улитка
игольчатый
Модель улитки для 3D-печати.
Универсальный воздуховод с улиткой для 3D-принтера
игольчатый
Универсальный веерообразный воздуховод со сферическим шаровым шарниром. Распечатайте один из корпусов с одним, двумя или тремя отверстиями. Детали печати Нить: Pet-G, ABS Сферический шаровой шарнир: Диаметр сопла 0,6 мм Высота слоя 0,1 мм…
Улиточный вентилятор Ender-3 для адаптера холодного конца
вещьвселенная
У меня на Ender-3 Pro сломался холодный вентилятор, поэтому я смастерил переходник для вентилятора-улитки, чтобы установить его на радиатор. И… работает хорошо. При печати из PETG, ABS и т. д. использовать вентилятор хотэнда не обязательно, но холодный энд нужно продувать каждый раз, поэтому…
Улитка
вещьвселенная
Сердитая улитка, созданная в Zbrush.
Улитка
скетчфаб
Простая улитка — никаких острых ощущений, но первый проект с использованием Autodesk 360
Улитка
грабкад
Улитка 3D-шаблон для спиральной пилы, деревообработка.
УЛИТКА
грабкад
Улитка для транспортировки. …Размеры на прилагаемых чертежах в формате PDF.
Бесплатный 3D-файл Universal Snail Fan Duct для 3D-принтера・Модель 3D-принтера для загрузки・Cults
Универсальный кронштейн Creality Sonic Pad CR10 Smart Pro Ender 3 V2 Pro S1 рейка 20×20 мм
2,76 €
ENDER 3 S1, S1 PRO УСИЛЕНИЕ ТЯГИ
1,64 €
Аксессуары Ender 3 Neo, V2 Neo, Max Neo Fan и Minimus
6 €
ИНДИКАТОР НАИЛУЧШЕГО ВЫРАВНИВАНИЯ КОРМУШКИ ДЛЯ ENDER 3 PRO
2,32 €
ARMY PAINTER 1.
0 & 2.0 SPEED PAINT SPEEDPAINT COLOR SWATCH CAP — 17ML & 18ML — ORK HEAD
5,74 €
Штабелируемые контейнеры для деталей Fast-Print
2,88 €
Вращающийся патрон для лазерного гравера
€5
FLSUN V400 Speeder Pad Mount
2 €
ARMY PAINTER 1.0 & 2.0 SPEED PAINT SPEEDPAINT COLOR SWATCH CAP — 17 МЛ И 18 МЛ — КРИСТАЛЛЫ
5,74 €
ENDER 3 S1, S1 PRO, ЭКСТРУДЕР SPRITE, 5015 КАНАЛЬНЫЙ ВЕНТИЛЯТОР, CR-BL TOUCH NO Y OFFSET, ДВОЙНОЙ 5015 КАНАЛЬНЫЙ ВЕНТИЛЯТОР
3,24 €
Держатель телефона
€2,59
-25%
€1,94
ГОРЯЧИЙ КОНЕЦ ВОЗДУХОВОДА 4020 ИЛИ 5015 ВЕНТИЛЯТОР, ENDER 3 S1, S1 PRO, SPRITE, ДАТЧИК NO Y OFFSET, ПЕРЕХОДНИК ABL
€2,31
-10%
€2,09
Armadillo Flex EZR
€1,65
-10%
€1,48
Система выдвижных ящиков AMS Комплект расширения 2
1,74 €
💖 Хотели бы вы поддержать культы?
Вам нравятся культы и вы хотите помочь нам продолжить приключение самостоятельно ? Обратите внимание, что мы небольшая команда из 3 человек , поэтому очень просто поддержать нас, чтобы поддерживали деятельность и создавали будущие разработки .
В 2011 году принтер, который заправили биогелем, напечатал человеческую почку прямо во время конференции TED. Два года назад Adidas анонсировала новую модель кроссовок, которые печатают на 3D-принтере за 20 минут. А недавно компания Илона Маска SpaceX успешно провела испытания двигателей космического корабля, которые тоже напечатали на 3D-принтере.
В современном мире 3D-печать — это не удивительная технология будущего, а хорошо изученная реальность. Ее применяют в архитектуре, строительстве, медицине, дизайне, производстве одежды и обуви и других сферах. По запросу «3D-принтер» поисковики выдают сотни чертежей и прототипов разной сложности — от мыльницы и настольной лампы до автомобильного двигателя и даже жилого дома.
Любой может купить принтер и напечатать чехол для смартфона, но дальше 3д печати по чертежу идут не все. В этой статье расскажем, когда появилась 3D-печать, как можно применять технологию и какие у нее перспективы.
Как появился трехмерный принтер
Не будем слишком утомлять вас датами и кратко перескажем историю 3D-печати.
Предвестник трехмерной печати. В начале 80-х доктор Хидео Кодама разработал систему быстрого прототипирования с помощью фотополимера — жидкого вещества на основе акрила. Технология печати была похожа на современную: принтер печатал объект по модели, послойно.
Первый 3D-принтинг. Изготовление физических предметов с помощью цифровых данных продемонстрировал Чарльз Халл. В 1984 году, когда компьютеры еще не сильно отличались от калькуляторов, а до выхода Windows-95 было десять лет, он изобрел стереолитографию — предшественницу 3D-печати. Работала технология так: под воздействием ультрафиолетового лазера материал застывал и превращался в пластиковое изделие. Форму печатали по цифровым объектам, и это стало бумом среди разработчиков — теперь можно было создавать прототипы с меньшими издержками.
Первый 3D-принтер. Источник: habr
Первый производитель 3D-принтеров. Через два года Чарльз Халл запатентовал технологию и открыл компанию по производству принтеров 3D Systems. Она выпустила первый аппарат для промышленной 3D-печати и до сих пор лидирует на рынке. Правда, тогда принтер называли иначе — аппаратом для стереолитографии.
Популярность 3D-печати и новые технологии. В конце 80-х 3D Systems запустила серийное производство стереолитографических принтеров. Но к тому времени появились и другие технологии печати: лазерное спекание и моделирование методом наплавления. В первом случае лазером обрабатывался порошок, а не жидкость. А по методу наплавления работает большинство современных 3D-принтеров. Термин «3D-печать» вошел в обиход, появились первые домашние принтеры.
Революция в 3D-печати. В начале нулевых рынок раскололся на два направления: дорогие сложные системы и те, что доступны каждому для печати дома. Технологию начали применять в специфических областях: впервые на 3D-принтере напечатали мочевой пузырь, который успешно имплантировали.
Печать тестового образца почки. Источник: BBC
В 2005 году появился первый цветной 3D-принтер с высоким качеством печати, который создавал комплекты деталей для себя и «коллег».
Как устроен 3D-принтер
В основном принтеры трехмерной печати состоят из одинаковых деталей и по устройству похожи на обычные принтеры. Главное отличие — очевидное: 3D-принтер печатает в трех плоскостях, и кроме ширины и высоты появляется глубина.
Вот из каких деталей состоит 3D-принтер, не считая корпуса:
экструдер, или печатающая головка — разогревает поверхность, с помощью системы захвата отмеряет точное количество материала и выдавливает полужидкий пластик, который подается в виде нитей;
рабочий стол (его еще называют рабочей платформой или поверхностью для печати) — на нем принтер формирует детали и выращивает изделия;
линейный и шаговый двигатели — приводят в движение детали, отвечают за точность и скорость печати;
фиксаторы — датчики, которые определяют координаты печати и ограничивают подвижные детали. Нужны, чтобы принтер не выходил за пределы рабочего стола, и делают печать более аккуратной;
рама — соединяет все элементы принтера.
Схема 3D-принтера. Источник: Lostprinters
Все это управляется компьютером.
Как создают изделия
За создание трехмерного изделия отвечает аддитивный процесс 3д-печати — это когда при изготовлении предмета слои материала накладываются друг на друга, снизу вверх, пока не получится копия формы в чертеже. Так печатают изделия из пластика. А фотополимерная печать работает по технологии стереолитографии (SLA): под воздействием лазерного излучателя фотополимеры затвердевают. Кроме пластика и фотополимерных смол, современные 3D-принтеры работают с металлоглиной и металлическим порошком.
Печать состоит из непрерывных циклов, которые повторяются один за другим — на один слой материала наносится следующий, и печатающая головка двигается, пока на рабочей поверхности не окажется готовый предмет. Отходы печати принтер сам удаляет с рабочего стола.
Как работает 3D-чертеж
Принтер печатает изделие по 3D-чертежу: его создают на компьютере в специальной программе, затем сохраняют в формате STL. Этот файл выводят в программу резки для принтера — она помогает задать модели физические свойства изделия, например плотность. Далее программа преобразует модель в инструкцию для экструдера и выгружает ее на принтер, который начинает печатать изделие.
3D-чертеж легко сделать в домашних условиях — почитайте инструкцию на habr.
Как запрограммировать 3D-принтер
Краткая инструкция по настройке принтера:
Выбрать 3D-модель. Изделие можно нарисовать самому в специальном CAD-редакторе или найти готовый чертеж — в интернете полно моделей разной сложности.
Подготовить 3D-модель к печати. Это делают методом слайсинга (slice — часть). К примеру, чтобы распечатать игрушку, ее модель нужно с помощью программ-слайсеров «разбить» на слои и передать их на принтер. Проще говоря, слайсер показывает принтеру, как печатать предмет: по какому контуру двигаться печатной головке, с какой скоростью, какую толщину слоев делать.
Передать модель принтеру. Из слайсера 3D-чертеж сохраняется в файл под названием G-code. Компьютер загружает файл в принтер и запускает 3д-печать.
Наблюдать за печатью.
Можно ли применять напечатанные изделия
Зависит от качества материала, принтера и конечного изделия. Часто домашние принтеры неточно передают форму и цвет предмета. Изделия из пластика нужно дополнительно обработать: иногда они печатаются с заусенцами и дефектами и почти всегда с ребристой поверхностью.
Изделие после и до обработки. Источник: 3D-Today
Для обработки поверхности есть несколько способов — не все подходят для домашнего применения:
химическая — погружение в ацетон, пескоструйная обработка, нанесение спецраствора кисточкой.
Что можно напечатать на 3D-принтере
В интернете полно подборок с инструкциями для печати 3D-изделий. 3D-Today публикует фотографии работ владельцев принтеров, от мелких запчастей до скульптур. На «Хабре» уже три года назад постили список «50 крутых вещей для печати на 3D-принтере». Make3D написали о более масштабных проектах — печати автомобилей, оружия, солнечных батарей и протезов.
Есть ряд перспективных областей, в которых уже применяют 3D-печать.
Изготовление моделей по собственным эскизам. Константин Иванов, создатель сервиса 3DPrintus, в интервью «Афише» рассказал, что 3D-печать приведет к расцвету customizable things: любой сможет собрать и распечатать нужное изделие онлайн. Например, сделать модель робота и заказать его печать на промышленном принтере, создать и распечатать свой дизайн обручальных колец или обуви. Примеры таких проектов — Thinker Thing и Jweel.
Быстрое прототипирование. Самая популярная область, в которой используют трехмерную печать. На 3D-принтерах делают тестовые модели протезов, прототипы лечебных корсетов, барельефов, олимпийского снаряжения.
Прототипы детских протезов, 3D-печать. Источник: 3D-Pulse
Сложная геометрия. 3D-принтер легко справляется с изготовлением моделей любой формы. Несколько примеров:
— в австралийском университете исследовали возможности 3D-принтера и напечатали табурет в форме отпечатка пальца;
— шеф-повар из Дании победил в конкурсе высокой кухни: он напечатал на 3D-принтере миниатюрные блюда сложной формы из морепродуктов и свекольного пюре;
Одно из победивших блюд шеф-повара. Источник: 3D-Pulse
— в немецком институте разработали систему для ускоренной 3D-печати — за 18 минут принтер изготавливает сложное геометрическое изделие высотой в 30 см. Обычно у принтеров уходит час на печать карманных фигурок.
Технологии 3D-печати
Кратко об основных методах 3D-принтинга.
Стереолитография (SLA). В стереолитографическом принтере лазер облучает фотополимеры, и формирует каждый слой по 3D-чертежу. После облучения материал затвердевает. Прочность изделия зависит от типа полимера — термопластика, смол, резины.
Цветную печать стереолитография не поддерживает. Из других недостатков — медленная работа, огромный размер стереолитографических установок, а еще нельзя сочетать несколько материалов в одном цикле.
Эта технология — одна из самых дорогих, но гарантирует точность печати. Принтер наносит слои толщиной 15 микрон — это в несколько раз тоньше человеческого волоса. Поэтому с помощью стереолитографии делают стоматологические протезы и украшения.
Промышленные стереолитографические установки могут печатать огромные изделия, в несколько метров. Поэтому их успешно применяют в производстве самолетов, судов, в оборонной промышленности, медицине и машиностроении.
Селективное лазерное спекание (SLS). Самый распространенный метод спекания порошковых материалов. Другие технологии — прямое лазерное спекание и выборочная лазерная плавка.
Метод изобрел Карл Декарт в конце восьмидесятых: его принтер печатал методом послойного вычерчивания (спекания). Мощный лазер нагревает небольшие частицы материала и двигается по контурам 3D-чертежа, пока изделие не будет готово. Технологию используют для изготовления не цельных изделий, а деталей. После спекания детали помещают в печь, где материал выгорает. SLS использует пластик, керамику, металл, полимеры, стекловолокно в виде порошка.
На атлете — кроссовки New Balance, которые изготовили с помощью лазерного спекания. Источник: 3D-Today
Технологию SLS используют для прототипов и сложных геометрических деталей. Для печати в домашних условиях SLS не подходит из-за огромных размеров принтера.
Послойная заливка полимера (FDM), или моделирование методом послойного наплавления. Этот способ 3d-печати изобретен американцем Скоттом Крампом. Работает FDM так: материал выводится в экструдер в виде нити, там он нагревается и подается на рабочий стол микрокаплями. Экструдер перемещается по рабочей поверхности в соответствии с 3D-моделью, материал охлаждается и застывает в изделие.
Преимущества — высокая гибкость изделий и устойчивость к температурам. Для такой печати используют разные виды термопластика. FDM — самая недорогая среди 3D-технологий печати, поэтому принтеры популярны в домашнем использовании: для изготовления игрушек, сувениров, украшений. Но в основном моделирование послойным наплавлением используют в прототипировании и промышленном производстве — принтеры довольно быстро печатают мелкосерийные партии изделий. Предметы из огнеупорных пластиков изготовляют для космической отрасли.
Струйная 3D-печать. Один из первых методов трехмерной печати — в 1993 году его изобрели американские студенты, когда усовершенствовали обычный бумажный принтер, и вскоре технологию приобрела та самая компания 3D Systems.
Работает струйная печать так: на тонкий слой материала наносится связующее вещество по контурам чертежа. Печатная головка наносит материал по границам модели, и частицы каждого нового слоя склеиваются между собой. Этот цикл повторяется, пока изделие не будет готово. Это один из видов порошковой печати: раньше струйные 3D-принтеры печатали на гипсе, сейчас используют пластики, песчаные смеси и металлические порошки. Чтобы сделать изделие крепче, после печати его могут пропитывать воском или обжигать.
Предметы, которые напечатали по этой технологии, обычно долговечные, но не очень прочные. Поэтому с помощью струйной печати делают сувениры, украшения или прототипы. Такой принтер можно использовать дома.
Эти конфеты сделали на кондитерском струйном 3D-принтере ChefJet: вместо пластика он использует воду, сахар, шоколад и пищевые красители. Источник: 3Dcream.ru
Еще струйную технологию используют в биопечати — наносят живые клетки друг на друга послойно и таким образом строят органические ткани.
Где применяют 3D-печать
В основном в профессиональных сферах.
Строительство. На 3D-принтерах печатают стены из специальной цементной смеси и даже дома в несколько этажей. Например, Андрей Руденко еще в 2014 году напечатал на строительном принтере замок 3 × 5 метров. Такие 3D-принтеры могут построить двухэтажный дом за 20 часов.
Медицина. О печати органов мы уже упоминали, а еще 3D-принтеры активно используют в протезировании и стоматологии. Впечатляющие примеры — с помощью 3D-печати врачам удалось разделить сиамских близнецов, а кошке без четырех лап поставили протезы, которые напечатали на принтере.
Подробнее о 3D-принтинге в медицине можно узнать в статье издания 3D-Pulse.
Космос. С помощью трехмерной печати делают оборудование для ракет, космических станций. Еще технологию используют в космической биопечати и даже в работе луноходов. Например, российская компания 3D Bioprinting Solutions отправит в космос живые бактерии и клетки, которые вырастят на 3D-принтере. Создатель Amazon Джефф Безос презентовал прототип лунного модуля с напечатанным двигателем, а космический стартап Relativity Space строит фабрику 3D-печати ракет.
Авиация. 3D-детали печатают не только для космических аппаратов, но и для самолетов. Инженеры из лаборатории ВВС США изготавливают на 3D-принтере авиакомпоненты — например, элемент обшивки фюзеляжа — примерно за пять часов.
Архитектура и промышленный дизайн. На трехмерных принтерах печатают макеты домов, микрорайонов и поселков, включая инфраструктуру: дороги, деревья, магазины, освещение, транспорт. В качестве материала обычно используют недорогой гипсовый композит.
Одно из необычных решений — дизайн бетонных баррикад от американского дизайнера Джо Дюсе. После терактов с грузовыми автомобилями, которые врезались в толпу людей, он предложил макет прочных и функциональных заграждений в виде конструктора, которые можно напечатать на 3D-принтере.
Изготовить прототип помогла компания UrbaStyle, которая печатает бетонные формы на строительных 3D-принтерах
Образование. С помощью 3D-печати производят наглядные пособия для детских садов, школ и вузов. В некоторых московских школах с 2016 года есть трехмерные принтеры: на уроках химии дети разглядывают 3D-модели молекул и проводят реакции в напечатанных пробирках, на физике изучают электрическую цепь на 3D-прототипе токопроводящего стенда, а еще сами печатают себе ручки на уроках ИЗО.
Узнать больше о 3D-технологиях в школах можно на сайте «Ассоциации 3D-образования».
А еще 3D-печать помогает в быту, производстве одежды, украшений, картографии, изготовлении игрушек и дизайне упаковок.
Краткий обзор — «Принцип работы 3D принтера» как печатает принтер
3Д-технологии открывают перед человечеством просто невероятные возможности. Об этом знают многие. Принцип работы 3Dпринтера, тем не менее, известен далеко не всем. И почти все уверены, что это что-то немыслимо сложное. Безусловно, технологии и возможности оборудования сильно отличаются. При этом спектр расходных материалов также велик. Но, есть нечто общее, определяющее единый принцип работы, не углубляясь в вопросы технологии. Но сначала нужно определиться, что такое 3Д-принтер. Это устройство, которое позволяет из расходного материала создавать объёмные предметы разной степени сложности. Эти объекты должны быть смоделированы в специальной CAD-программе и переданы на печать в виде файла определённого формата.
Основный принцип работы
Если кратко, принтер для объёмной печати, независимо от типа используемого материала и применяемой технологии, работает по следующему принципу:
на компьютере в специальной CAD-программе моделируется объект;
готовый объект, сохраненный в специальном формате, нарезается программой – слайсером, которая идет в комплекте с устройством, причём толщина каждого слоя определяется возможностями 3д-принтера и выбранными настройками;
каждый слой переводится в двоичный командный код, который получает устройство, и в соответствии с которым, согласно координатам, наносится слой материала;
слой за слоем формируется объект.
Именно таким образом осуществляется 3D-печать и видео это иллюстрирует прекрасно. Детальный принцип работы оборудования будет определяться используемой технологией.
Технологии трёхмерной печати
Существует довольно большое число технологий, применяемых в 3D-печати. От технологии и технология зависят от используемого для печати материала. В настоящее время для этого можно использовать: пластиковые нити, фотополимерные смолы, металлические порошковые сплавы;
гипсовый композитный порошок, воск, а также разные строительные и кулинарные смеси.
Наиболее известны следующие технологии 3D-печати:
FDM;
SLS и SLM;
ламинирование;
фотополимерная печать;
печать гипсом;
строительная печать бетонной смесью и другие.
Каждая отдельно взятая технология имеет свои характерные особенности, сферу применения и сложности. На некоторых стоит остановиться более подробно.
Послойное наплавление
Наиболее простая и популярная технология печати – это FDM или технология послойного наплавления. Она подразумевает подачу пластиковой нити к специальному нагревательному элементу. Посредством экструдера расплавленный пластик наносится в заданной печатной области. Экструдер закреплён на печатной головке, которая перемещается по рабочей зоне печати в горизонтальной плоскости. Как только слой будет напечатан, рабочая платформа опустится на величину слоя и работа продолжится снова.
Этот тип печати является наиболее доступным. И устройства, основанные на нём стоят дешевле всего. Именно поэтому такие 3D-принтеры являются самыми востребованными для домашне-бытовых целей, то есть персонального использования.
Фотополимерная печать
Фотополимерная печать осуществляется несколько иначе. Материал также наносится послойно, но он изначально находится в жидком состоянии в специальной ванне. Слой за слоем на материал воздействует лазерный или ультрафиолетовый луч, и платформа поднимается вверх. То есть объект как бы выращивается. Под действием излучения материал полимеризуется и твердеет.
Так как такая технология позволяет получать изделия с высочайшей точностью, в том числе и тонкостенные, то она является более перспективной и обладает более широкими возможностями. Именно она используется на сложных производствах и предприятиях.
Востребованы подобные устройства и в медицинской сфере, открывая широчайшие возможности изготовления высокоточных хирургических шаблонов и даже протезов.
Взгляд в будущее
Возможно, в будущем технологии существенно изменятся, и принцип работы трёхмерных принтеров тоже будет иным. Но пока что, независимо от технологии и материала, сферы применения и сложности оборудования основополагающий принцип остаётся неизменным. При работе с гипсом послойно наносится клеевой слой и порошок. А с кулинарными 3Д-принтерами дело обстоит аналогично строительным устройствам – слой за слоем формируется объект. При помощи экструдера, смесь послойно наносится, а застывание происходит естественным путем. И даже в медицине биосовместимые элементы и органы формируются послойно, согласно запрограммированной слайсером информации.
Что такое 3D-печать? Как работает 3D-принтер? Изучите 3D-печать
3D-печать или аддитивное производство — это процесс создания трехмерных твердых объектов из цифрового файла.
Создание 3D-печатного объекта достигается с помощью аддитивных процессов. В аддитивном процессе объект создается путем укладки последовательных слоев материала до тех пор, пока объект не будет создан. Каждый из этих слоев можно рассматривать как тонко нарезанный поперечный разрез объекта.
3D-печать — это противоположность субтрактивному производству, при котором вырезается / выдалбливается кусок металла или пластика, например, на фрезерном станке.
3D-печать позволяет создавать сложные формы с использованием меньшего количества материала, чем традиционные методы производства.
Содержание
Как работает 3D-печать?
Промышленность 3D-печати
Примеры 3D-печати
Технологии и процессы 3D-печати
Материалы
Услуги
Перейти к интересующей вас области:
Быстрое прототипирование и производство
Автомобилестроение
Авиация
Строительство
Товары народного потребления
Здравоохранение
Еда
Образование
Перейти к процессу:
Все технологии и процессы
Ванная фотополимеризация
Струйная обработка материала
Струйная обработка связующего
Экструзионный материал
Порошковая кровать Fusion
Листовое ламинирование
Направленное выделение энергии
Как работает 3D-печать?
Все начинается с 3D-модели. Вы можете создать его с нуля или загрузить из 3D-библиотеки.
Программное обеспечение для 3D
Существует множество различных программных инструментов. От промышленного класса до открытого. Мы создали обзор на нашей странице программного обеспечения для 3D.
Мы часто рекомендуем новичкам начать с Tinkercad. Tinkercad бесплатен и работает в вашем браузере, вам не нужно устанавливать его на свой компьютер. Tinkercad предлагает уроки для начинающих и имеет встроенную функцию экспорта вашей модели в виде файла для печати, например .STL или .OBJ.
Теперь, когда у вас есть файл для печати, следующим шагом будет подготовка его для вашего 3D-принтера. Это называется нарезкой.
Нарезка: от файла для печати до 3D-принтера
Нарезка в основном означает нарезку 3D-модели на сотни или тысячи слоев и выполняется с помощью программного обеспечения для нарезки.
Когда ваш файл нарезан, он готов для вашего 3D-принтера. Подача файла на ваш принтер может осуществляться через USB, SD или Wi-Fi. Ваш нарезанный файл теперь готов к 3D-печати слой за слоем .
Промышленность 3D-печати
Внедрение 3D-печати достигло критической массы, поскольку те, кому еще предстоит интегрировать аддитивное производство где-то в свою цепочку поставок, теперь составляют постоянно сокращающееся меньшинство. Если на ранних этапах 3D-печать подходила только для прототипирования и разового производства, то сейчас она быстро превращается в производственную технологию.
Большая часть текущего спроса на 3D-печать носит промышленный характер. Acumen Research and Consulting прогнозирует, что к 2026 году мировой рынок 3D-печати достигнет 41 миллиарда долларов9.0003
По мере своего развития технологии 3D-печати суждено преобразовать почти все основные отрасли и изменить то, как мы живем, работаем и играем в будущем.
Примеры 3D-печати
3D-печать включает в себя множество форм технологий и материалов, поскольку 3D-печать используется практически во всех отраслях, о которых вы только могли подумать. Важно рассматривать его как кластер различных отраслей с множеством различных приложений.
Несколько примеров:
– товары народного потребления (очки, обувь, дизайн, мебель)
– реконструкция доказательств в судебной патологии
— реквизит для кино
Быстрое прототипирование и быстрое производство
С конца семидесятых годов компании используют 3D-принтеры в процессе проектирования для создания прототипов. Использование 3D-принтеров для этих целей называется быстрое прототипирование .
Зачем использовать 3D-принтеры для быстрого прототипирования? Короче говоря, это быстро и относительно дешево. От идеи до 3D-модели и удерживания прототипа в руках — это вопрос дней, а не недель. Итерации проще и дешевле сделать, и вам не нужны дорогие формы или инструменты.
Помимо быстрого прототипирования, 3D-печать также используется для быстрого производства . Быстрое производство — это новый метод производства, при котором предприятия используют 3D-принтеры для мелкосерийного производства по индивидуальному заказу.
Автомобилестроение
Производители автомобилей давно используют 3D-печать. Автомобильные компании печатают запасные части, инструменты, приспособления и приспособления, а также детали для конечного использования. 3D-печать позволила производить продукцию по требованию, что привело к снижению складских запасов и сокращению циклов проектирования и производства.
Автолюбители во всем мире используют 3D-печатные детали для восстановления старых автомобилей. Одним из таких примеров является то, что австралийские инженеры напечатали детали, чтобы вернуть к жизни Delage Type-C. При этом им приходилось печатать детали, которые десятилетиями не производились.
Авиация
Авиация любит аддитивное производство, в основном из-за того, что 3D-печать обещает легкие и прочные конструкции. В последнее время мы наблюдаем целую кучу инноваций в области авиации, когда печатаются более важные детали.
Центральная рама турбины
Одним из таких крупных компонентов, напечатанных в этом году, была центральная рама турбины, напечатанная GE в рамках инициативы EU Clean Sky 2.
Усовершенствованная аддитивная интегрированная центральная рама турбины (TCF) представляет собой деталь диаметром 1 метр, напечатанную из никелевого сплава 718 компанией GE и консорциумом из Гамбургского технологического университета (TUHH), Технического университета Дрездена (TUD) и Autodesk. Это одна из самых больших цельных металлических деталей, напечатанных для авиации.
Центральная рама большой турбины. (Изображение предоставлено GE AAT Munich)
Обычно подобные компоненты изготавливаются с использованием литья и состоят из нескольких частей. В случае 3D-печатной версии сборка из 150 деталей была сокращена до одной детали. Печатная версия также выигрывает от снижения как стоимости, так и массы на 30%, а также сокращения времени выполнения заказа с 9месяцев всего до 10 недель.
Металлические детали сертифицированы EASA
Еще в июне 2022 года сообщалось, что Lufthansa Technik и Premium AEROTEC создали первую несущую металлическую деталь, одобренную для использования в авиации.
Новое звено A было изготовлено с использованием LPBF и продемонстрировало более высокую прочность на растяжение по сравнению с традиционной кованой версией.
Деталь была изготовлена на заводе Premium AEROTEC в Вареле, Германия. Было напечатано и протестировано большое количество тестовых деталей, чтобы обеспечить качество и воспроизводимость для сертификации.
Печать детали обеспечила экономию затрат на компонент и заложила основу для использования этого производственного метода для создания структурно важных металлических деталей в будущем. Он также использовался для тестирования процесса и демонстрации процесса сертификации несущих деталей AM.
Гиперзвуковой топливный инжектор
Следующее печатное изделие никогда не предназначалось для установки на самолет, а предназначалось для установки на объекте для проверки условий потока на гиперзвуковых скоростях.
При полете в гиперзвуковом режиме полета выше (5 Маха) воздух, проходящий вокруг аппарата, становится невероятно горячим, а давление значительно возрастает. Эти условия могут привести к тому, что сам воздух станет химически реактивным, что создаст проблемы для автомобилей, работающих на топливе.
Моделирование условий потока с помощью CFD требует больших вычислительных ресурсов (если вообще возможно), поэтому для воспроизведения условий потока исследователи из Purdue изготовили гигантскую горелку, чтобы воссоздать горячее, быстрое и высокое давление, возникающее при гиперзвуковом полете. Короче говоря, они построили сопло ракеты и поместили тестовые компоненты в выхлопной шлейф, чтобы посмотреть, как они работают.
Распечатанные на 3D-принтере топливные форсунки (Изображение предоставлено Университетом Пердью)
Распечатанные форсунки подают топливо и воздух в камеру сгорания, создавая особые поля турбулентного потока и стабильное пламя.
Форсунки были напечатаны из Hastelloy X, суперсплава с превосходной термостойкостью. Команда быстро напечатала несколько различных инжекторов и протестировала их все в горелке, чтобы определить, какие из них работают лучше всего.
Теперь они могут воспроизвести гиперзвуковые условия полета на Земле за небольшую часть стоимости (и риска), связанного с выполнением этого в милях над поверхностью Земли. Это может принести пользу быстрым самолетам, таким как автомобили с ГПВРД, а также космическим кораблям.
Relativity Space
На этом веб-сайте мы довольно много рассказывали об американской ракетно-печатной компании Relativity Space.
От своего сверхбольшого металлического принтера «Звездные врата» до самой ракеты — эта компания проделала большую работу как с печатью, так и с ракетами. 3D-принтер Stargate 4-го поколения способен печатать объекты длиной 120 футов и диаметром 24 фута и в 12 раз быстрее, чем их предыдущие принтеры.
Новый роботизированный принтер с искусственным интеллектом смог добиться более высокой скорости печати благодаря своей инновационной многопроводной печатающей головке. Эта печатающая головка позволяет одновременно подавать в нее несколько металлических проволок, что приводит к более высокой скорости наплавки.
Компания планирует совершить свой первый испытательный полет распечатанной ракеты Terran-1 на НОО в январе 2023 года, поэтому мы подумали, что упомянем их в этой статье в качестве напоминания.
На видео ниже вы можете увидеть Терран-1, проходящий огневые испытания.
Строительство
Можно ли напечатать здание? — Да, это. 3D-печатные дома уже коммерчески доступны. Некоторые компании печатают сборные детали, а другие делают это на месте.
Большинство историй о печати бетона, которые мы рассматриваем на этом веб-сайте, посвящены крупномасштабным системам печати бетоном с довольно большими соплами для большой скорости потока. Он отлично подходит для укладки слоев бетона довольно быстро и с повторяемостью. Но для действительно сложной бетонной работы, в которой в полной мере используются возможности 3D-печати, требуется что-то более гибкое и с более тонким прикосновением.
Потребительские товары
Когда мы впервые начали вести блог о 3D-печати в 2011 году, 3D-печать не была готова для использования в качестве метода производства в больших объемах. В настоящее время существует множество примеров конечных потребительских товаров, напечатанных на 3D-принтере.
Обувь
Ассортимент Adidas 4D имеет полностью напечатанную на 3D-принтере промежуточную подошву и печатается в больших объемах. Тогда мы написали статью, в которой объясняли, как изначально Adidas выпускала всего 5000 пар обуви для широкой публики, а к 2018 году планировала продать 100 000 пар обуви с элементами AM. кажется, что они превзошли эту цель или находятся на пути к ее достижению. Обувь доступна по всему миру в местных магазинах Adidas, а также в различных сторонних интернет-магазинах.
Очки
По прогнозам, к 2028 году рынок очков, напечатанных на 3D-принтере, достигнет 3,4 миллиарда долларов. Быстрорастущим сектором являются оправы для конечного использования. 3D-печать является особенно подходящим методом производства оправ для очков, потому что индивидуальные измерения легко обработать в конечном продукте.
Но знаете ли вы, что линзы также можно печатать на 3D-принтере? Традиционные стеклянные линзы изначально не тонкие и легкие; они вырезаны из гораздо более крупного блока материала, называемого заготовкой, около 80% которого уходит в отходы. Если учесть, сколько людей носят очки и как часто им нужно покупать новую пару, 80% этих цифр — пустая трата времени. Вдобавок ко всему, лаборатории должны хранить огромные запасы заготовок, чтобы удовлетворить индивидуальные потребности своих клиентов в области машинного зрения. Наконец, однако, технология 3D-печати достаточно продвинулась, чтобы производить высококачественные индивидуальные офтальмологические линзы, избавляясь от отходов и затрат на складские запасы прошлого. В 3D-принтере Luxexcel VisionEngine используется отверждаемый УФ-излучением акрилатный мономер для печати двух пар линз в час, которые не требуют полировки или какой-либо последующей обработки. Фокусные области также можно полностью настроить так, чтобы определенная область линзы обеспечивала лучшую четкость на расстоянии, а другая область линзы обеспечивала лучшее зрение вблизи.
Ювелирные изделия
Существует два способа изготовления ювелирных изделий с помощью 3D-принтера. Вы можете использовать прямой или непрямой производственный процесс. Прямое относится к созданию объекта прямо из 3D-проекта, в то время как непрямое производство означает, что объект (шаблон), напечатанный в 3D, в конечном итоге используется для создания формы для литья по выплавляемым моделям.
Здравоохранение
В наши дни нередко можно увидеть заголовки об имплантатах, напечатанных на 3D-принтере. Часто эти случаи носят экспериментальный характер, из-за чего может показаться, что 3D-печать все еще является второстепенной технологией в сфере медицины и здравоохранения, но это уже не так. За последнее десятилетие компания GE Additive напечатала на 3D-принтере более 100 000 протезов тазобедренного сустава.
Чашка Delta-TT, разработанная доктором Гвидо Граппиоло и LimaCorporate, изготовлена из трабекулярного титана, который характеризуется правильной трехмерной шестиугольной структурой ячеек, имитирующей морфологию трабекулярной кости. Трабекулярная структура повышает биосовместимость титана, стимулируя врастание кости в имплантат. Некоторые из первых имплантатов Delta-TT все еще работают более десяти лет спустя.
Еще один напечатанный на 3D-принтере медицинский компонент, который хорошо справляется с тем, чтобы оставаться незамеченным, — это слуховой аппарат. Подсчитано, что 99% производимых слуховых аппаратов производятся с использованием аддитивного производства, и понятно почему.
Стоматология
В стоматологической отрасли мы видим, что формы для прозрачных капп являются, пожалуй, самыми 3D-печатными объектами в мире. В настоящее время формы печатаются на 3D-принтере с использованием процессов 3D-печати на основе смолы и порошка, а также с помощью струйной печати материала. Коронки и зубные протезы уже печатаются на 3D-принтере вместе с хирургическими шаблонами.
Биопечать
В начале двухтысячных годов биотехнологические фирмы и научные круги изучали технологию 3D-печати на предмет возможного использования в приложениях тканевой инженерии, где органы и части тела строятся с использованием струйных технологий. Слои живых клеток осаждаются на гелевой среде и медленно наращиваются, образуя трехмерные структуры. Мы называем эту область исследований термином «биопечать».
Продукты питания
Аддитивное производство давно проникло в пищевую промышленность. Такие рестораны, как Food Ink и Melisse, используют это как уникальное преимущество для привлечения клиентов со всего мира.
Образование
Преподаватели и студенты уже давно используют 3D-принтеры в своих классах. 3D-печать позволяет учащимся материализовать свои идеи быстрым и доступным способом.
Хотя дипломы по аддитивному производству появились сравнительно недавно, университеты уже давно используют 3D-принтеры в других дисциплинах. Есть много образовательных курсов, которые можно пройти, чтобы заняться 3D-печатью. Университеты предлагают курсы по вещам, связанным с 3D-печатью, таким как САПР и 3D-дизайн, которые на определенном этапе можно применить к 3D-печати.
Что касается прототипирования, многие университетские программы обращаются к принтерам. Есть специализации в аддитивном производстве, которые можно получить, получив степень в области архитектуры или промышленного дизайна. Печатные прототипы также очень распространены в искусстве, анимации и исследованиях моды.
Типы технологий и процессов 3D-печати
Американское общество по испытаниям и материалам (ASTM) разработало набор стандартов, классифицирующих процессы аддитивного производства по 7 категориям. Это:
Частная фотополимеризация
Стереолитография (SLA)
Цифровая обработка света (DLP)
Непрерывное производство жидкостного интерфейса (CLIP)
Струйная обработка материала
Струйная обработка связующего
Экструзия материалов
Моделирование методом наплавления (FDM)
Производство плавленых нитей (FFF)
Порошковая кровать Fusion
Мультиструйный синтез (MJF)
Селективное лазерное спекание (SLS)
Прямое лазерное спекание металла (DMLS)
Листовое ламинирование
Направленное выделение энергии
Фотополимеризация в ванне
3D-принтер, основанный на методе фотополимеризации в ванне, имеет контейнер, заполненный фотополимерной смолой. Смола затвердевает с помощью источника УФ-излучения.
Схемы фотополимеризации в ванне. Источник изображения: lboro.ac.uk
Стереолитография (SLA)
SLA была изобретена в 1986 году Чарльзом Халлом, который в то же время основал компанию 3D Systems. В стереолитографии используется чан с жидкой отверждаемой фотополимерной смолой и ультрафиолетовый лазер для создания слоев объекта по одному. Для каждого слоя лазерный луч прослеживает поперечное сечение рисунка детали на поверхности жидкой смолы. Воздействие ультрафиолетового лазерного излучения отверждает и затвердевает рисунок, нанесенный на смолу, и сплавляет его с нижележащим слоем.
После трассировки шаблона платформа подъемника SLA опускается на расстояние, равное толщине одного слоя, обычно от 0,05 мм до 0,15 мм (от 0,002″ до 0,006″). Затем заполненное смолой лезвие проходит по поперечному сечению детали, повторно покрывая ее свежим материалом. На этой новой жидкой поверхности прослеживается рисунок последующего слоя, присоединяясь к предыдущему слою. В зависимости от объекта и ориентации печати SLA часто требует использования структур поддержки.
Цифровая обработка света (DLP)
DLP или цифровая обработка света относится к методу печати, в котором используются светочувствительные и светочувствительные полимеры. Хотя это очень похоже на SLA, ключевое отличие заключается в источнике света. DLP использует другие источники света, такие как дуговые лампы. DLP работает относительно быстро по сравнению с другими технологиями 3D-печати.
Непрерывное производство жидкостного интерфейса (CLIP)
Один из самых быстрых процессов с использованием фотополимеризации в ванне называется CLIP, сокращение от Продукт непрерывного жидкостного интерфейса , разработанный компанией Carbon.
Цифровой синтез света
Сердцем процесса CLIP является Технология цифрового синтеза света . В этой технологии свет от специального высокоэффективного светодиодного источника света проецирует последовательность УФ-изображений, открывающих поперечное сечение напечатанной на 3D-принтере детали, что приводит к частичному отверждению УФ-отверждаемой смолы точно контролируемым образом. Кислород проходит через кислородопроницаемое окно, создавая тонкую жидкую границу раздела неотвержденной смолы между окном и печатной частью, известную как мертвая зона. Мертвая зона составляет всего десять микрон. Внутри мертвой зоны кислород препятствует отверждению светом смолы, расположенной ближе всего к окну, что обеспечивает непрерывный поток жидкости под напечатанной деталью. Непосредственно над мертвой зоной направленный вверх УФ-свет вызывает каскадное отверждение детали.
Простая печать только с помощью аппаратного обеспечения Carbon не позволяет использовать конечные свойства в реальных приложениях. После того, как свет придал форму детали, второй программируемый процесс отверждения обеспечивает желаемые механические свойства путем запекания напечатанной на 3D-принтере детали в термальной ванне или печи. Запрограммированное термическое отверждение задает механические свойства, запуская вторичную химическую реакцию, заставляющую материал упрочняться для достижения желаемых конечных свойств.
Компоненты, напечатанные с использованием технологии Carbon, не уступают деталям, изготовленным методом литья под давлением. Цифровой синтез света обеспечивает стабильные и предсказуемые механические свойства, создавая действительно изотропные детали.
Распыление материала
В этом процессе материал наносится каплями через сопло небольшого диаметра, подобно тому, как работает обычный струйный бумажный принтер, но он наносится слой за слоем на рабочую платформу, а затем затвердевает под действием УФ-излучения. свет. Схемы распыления материалов
. Источник изображения: custompartnet.com
Распыление связующего
При распылении связующего используются два материала: основной материал в виде порошка и жидкое связующее. В рабочей камере порошок распределяется равными слоями, а связующее наносится через струйные сопла, которые «склеивают» частицы порошка в нужной форме. После того, как печать закончена, оставшийся порошок счищается, который часто можно использовать повторно для печати следующего объекта. Эта технология была впервые разработана в Массачусетском технологическом институте в 1993.
Схемы распыления связующего
Экструзия материала
Моделирование наплавления (FDM)
Схемы FDM (Изображение предоставлено Википедией, сделано пользователем Zureks)
FDM работает с использованием пластиковой нити, которая разматывается с катушки и поставляется экструзионное сопло, которое может включать и выключать поток. Сопло нагревается для расплавления материала и может перемещаться как в горизонтальном, так и в вертикальном направлениях с помощью механизма с числовым программным управлением. Объект изготавливается путем экструзии расплавленного материала для формирования слоев, поскольку материал затвердевает сразу после экструзии из сопла.
FDM был изобретен Скоттом Крампом в конце 80-х. Запатентовав эту технологию, он основал компанию Stratasys в 1988 году. Термин Fused Deposition Modeling и его аббревиатура FDM являются товарными знаками Stratasys Inc. (FFF), был придуман участниками проекта RepRap, чтобы дать словосочетание, использование которого было бы юридически не ограничено.
Powder Bed Fusion
Селективное лазерное спекание (SLS)
SLS использует мощный лазер для сплавления мелких частиц порошка в массу, имеющую желаемую трехмерную форму. Лазер избирательно плавит порошок, сначала сканируя поперечные сечения (или слои) на поверхности порошкового слоя. После сканирования каждого поперечного сечения слой порошка опускается на один слой. Затем сверху наносится новый слой материала и процесс повторяется до тех пор, пока объект не будет готов.
Технология Multi Jet Fusion была разработана Hewlett Packard и работает с подметающим рычагом, который наносит слой порошка, а затем другим рычагом, оснащенным струйные принтеры, которые выборочно наносят связующее вещество на материал. Струйные принтеры также наносят средство для детализации вокруг переплета, чтобы обеспечить точные размеры и гладкие поверхности. Наконец, слой подвергается всплеску тепловой энергии, который вызывает реакцию агентов.
Прямое лазерное спекание металла (DMLS)
DMLS в основном аналогичен SLS, но вместо него используется металлический порошок. Весь неиспользованный порошок остается как есть и становится опорной структурой для объекта. Неиспользованный порошок можно использовать повторно для следующего оттиска.
Из-за увеличения мощности лазера DMLS превратился в процесс лазерной плавки. Узнайте больше об этой и других технологиях обработки металлов на нашей странице обзора технологий обработки металлов.
Листовое ламинирование
Листовое ламинирование включает материал в листах, которые соединяются вместе под действием внешней силы. Листы могут быть металлическими, бумажными или полимерными. Металлические листы свариваются друг с другом с помощью ультразвуковой сварки в несколько слоев, а затем фрезеруются на станке с ЧПУ для придания нужной формы. Можно использовать и бумажные листы, но они склеиваются клеевым составом и обрезаются по форме точными лезвиями.
Этот процесс в основном используется в металлургической промышленности и в приложениях быстрого производства. Устройство 3D-печати обычно прикрепляется к многоосному роботизированному манипулятору и состоит из сопла, которое наносит металлический порошок или проволоку на поверхность, и источника энергии (лазер, электронный луч или плазменная дуга), который расплавляет его, формируя твердый объект.
Направленное осаждение энергии с металлическим порошком и лазерным плавлением (Изображение предоставлено проектом Merlin)
Материалы
В аддитивном производстве могут использоваться различные материалы: пластмассы, металлы, бетон, керамика, бумага и некоторые пищевые продукты (например, шоколад). Материалы часто производятся в виде проволочного сырья, известного как нить, в виде порошка или жидкой смолы. Узнайте больше о наших рекомендуемых материалах на нашей странице материалов.
Услуги
Хотите внедрить 3D-печать в свой производственный процесс? Получите ценовое предложение для нестандартной детали или закажите образцы на нашей странице услуг 3D-печати.
Как исправить проблемы с осью Z Ender 3 — слишком короткая, переплетающаяся и многое другое — 3D Printerly
Ender 3 — популярный 3D-принтер на рынке. Тем не менее, он может столкнуться с различными проблемами оси Z, такими как слишком короткие отпечатки по оси Z, привязка Z и проблемы с двигателем.
В этой статье будут рассмотрены способы устранения некоторых из этих проблем. Итак, продолжайте читать эту статью, чтобы наконец узнать, как решить проблемы с 3D-принтером и Ender 3 с осью Z.
Вы можете использовать оглавление, чтобы перейти к области, которая затрагивает вас, или прочитать статью, чтобы узнать, применимы ли к вам какие-либо проблемы или исправления.
Как исправить слишком короткую ось Z Ender 3 и печать не в масштабе
Если ваши 3D-отпечатки с Ender 3 не имеют точных размеров по оси Z или не в масштабе, это может быть связано с несколькими проблемами. Эти проблемы варьируются от механических сбоев в настройке принтера до проблем с прошивкой.
Давайте рассмотрим, как решить эти проблемы.
Регулировка эксцентриковых гаек на каретке оси X
Эксцентриковые гайки — это части каретки оси X, которые крепят ее к порталу Z. Эти эксцентриковые гайки перемещают Х-образную каретку вверх и вниз с помощью роликов.
Эти ролики прикрепляют каретку оси X к Z-порталу. Их также называют колесами POM.
Если эти ролики слишком натянуты или слишком ослаблены, у Ender 3 возникнут проблемы при печати по оси Z. Если ролики слишком натянуты, Z-портал будет сильно тренироваться при перемещении каретки оси X.
Это значительно замедлит его. И наоборот, если эксцентриковые гайки на роликах ослаблены, каретка оси X не будет должным образом закреплена на оси Z, что приведет к ее проскальзыванию и падению.
Вам понадобится гаечный ключ, чтобы затянуть и ослабить эксцентриковые гайки, чтобы отрегулировать их.
Прежде всего, осмотрите колеса (ролики) из полиоксиметилена на предмет точечной коррозии или любого вида износа. Если вы заметили износ, замените колесо.
Затем проверьте и убедитесь, что колеса POM правильно захватывают Z-портал, не должно быть никаких колебаний.
Наконец, затяните колеса до оптимального уровня.
Найдите колесо из полиоксиметилена с помощью эксцентриковой гайки (обычно оно находится напротив пары).
Затягивая эксцентриковую гайку, постоянно вращайте колеса пальцем.
Если колесо по-прежнему свободно вращается, продолжайте затягивать его. Как только колесо перестает свободно вращаться и начинает захватывать и перемещаться по порталу, оно достигает оптимального натяжения.
Ослабьте винты на кронштейне ходового винта
Ходовой винт Ender 3 соединен с кронштейном каретки оси X двумя винтами. Если эти винты затянуты слишком сильно, у каретки возникнут проблемы с перемещением по оси Z из-за заедания.
Итак, немного ослабьте винты на держателе, чтобы ходовой винт мог свободно двигаться. Только будьте осторожны, не ослабьте его слишком сильно, чтобы не ввести люфт в систему.
Затяните муфту Z-двигателя
Муфта Z-двигателя — это компонент, отвечающий за соединение ходового винта с Z-двигателем. Если соединение между этими компонентами неплотное, двигатель может неправильно вращать ходовой винт.
Итак, снова вставьте ходовой винт в муфту и затяните его шестигранным ключом, пока не исчезнет люфт.
Используйте прокладку для двигателя Z
Иногда расстояние между двигателем Z Ender 3 и порталом неточное. Это приводит к связыванию и другим проблемам, которые приводят к сжатию и пропуску слоев.
Вы можете распечатать распорки и опоры двигателя Z и установить их на двигатель Z, чтобы исправить это. Это гарантирует, что ходовой винт останется прямым при печати.
Проверка и смазка ходового винта
Неисправный или неправильно выровненный ходовой винт может привести к укорочению слоев. Проверьте свой ходовой винт, чтобы убедиться, что он правильно прикручен к муфте.
Кроме того, проверьте его длину на наличие признаков изгиба. Кроме того, проверьте, правильно ли совмещена гайка ходового винта с двигателем и ходовым винтом, чтобы последний не погнулся.
Наконец, смажьте ходовой винт небольшим количеством масла PTFE, чтобы избежать чрезмерного трения при движении.
Калибровка шагов на миллиметр для осей X, Y и Z
Шагов на миллиметр — это значение, определяющее, сколько раз шаговый двигатель делает обороты для перемещения на 1 мм. Это значение имеет большое значение и зависит как от двигателя Z, так и от шага ходового винта.
Если значение слишком велико или слишком мало, размер печати будет отличаться. В следующем разделе я расскажу, как вы можете проверить и откалибровать свои Z-шаги/мм.
Примечание: Убедитесь, что вы попробовали все другие решения, прежде чем пытаться изменить значение в прошивке.
Как исправить слишком короткий кабель Ender 3/Pro Z
У некоторых пользователей возникали проблемы с короткими и запутанными кабелями на разных моделях Ender 3. Эти проблемы имеют решающее значение, поскольку неправильное управление кабелями может ограничить движение печатающей головки, что приведет к ошибкам печати.
Давайте посмотрим, как мы можем решить эту проблему.
Проверьте кабель на предмет запутывания
3D-принтеры содержат много движущихся частей, и многочисленные кабели принтера очень легко зацепятся за одну из них. Эти кабели могут даже запутываться друг с другом, что еще больше ограничивает их движение.
Итак, проследите кабель до блока управления. Осмотрите его длину, чтобы увидеть, не запутался ли он в каком-либо месте.
Откройте блок управления и проверьте кабели на застежках-молниях
При отправке принтеров Ender 3 производители часто связывают их кабели вместе, чтобы сделать их более компактными. Кабель будет слишком коротким, если вы установите принтер, не снимая стяжки.
Итак, проверьте длину троса на наличие согнутых частей, скрепленных стяжками. Кроме того, откройте блок управления и проверьте наличие кабелей, которые могли быть скреплены вместе для удобства транспортировки.
Если вы найдете стяжки, разрежьте их и удлините кабель.
Используйте удлинители кабеля
Если вы не обнаружите запутанных или перевязанных частей кабеля, вам необходимо использовать удлинители кабеля. Эти удлинители помогут увеличить радиус действия более коротких кабелей.
Однако убедитесь, что вы приобрели правильные кабели для нужных деталей. Например:
Для шаговых двигателей вам понадобится что-то вроде 1,5-метрового 59-дюймового провода шагового двигателя.
В качестве концевых упоров вы можете приобрести механический концевой выключатель из 6 комплектов.
Установка кабельной цепи для укладки кабелей
Кабельная цепь представляет собой гибкую пластиковую оболочку, которая помогает упорядочить провода, чтобы они не спутывались и не мешали работе принтера.
Он прост и удобен в установке. Кроме того, он отлично выглядит и придает вашему принтеру чистый вид без помех.
Вы действительно можете распечатать кабельную цепь из Thingiverse на своем 3D-принтере.
Как исправить Ender 3 Z-шаги на мм и откалибровать ось Z
Как я упоминал ранее, Z-шагов на миллиметр — это значение, определяющее, сколько шагов делает шаговый двигатель, чтобы переместиться на 1 мм в направлении Z.
Это значение является функцией как шагового двигателя, так и ходового винта, и обычно для принтеров Ender 3 установлено значение по умолчанию 400 шагов/мм . Однако это значение может потребоваться изменить, если вы получаете отпечатки с неточными размерами в направлении Z.
Как исправить Ender 3 Z-шага на мм
Идеальный способ точно установить шаг по оси Z на миллиметр — это распечатать на 3D-принтере калибровочный куб диаметром 20 мм и использовать пару цифровых штангенциркулей для измерения того, насколько близко или далеко находится куб по размерам.
Если ваш куб меньше 20 мм в высоту или в направлении Z, вам необходимо увеличить Z-шаги, в то время как значение выше 20 мм означает, что вам нужно его уменьшить.
Расчет выглядит следующим образом:
(20 мм / измеренное значение) * Текущее значение Z-шагов = Новое значение Z-шагов
Пример:
При измеренном значении 19,2 мм и текущем значении Z-шагов на мм 400 м вы получите 20 мм/19,2 мм * 400 = 416,67.
Сохраните новое значение.
Чтобы сохранить новое значение с помощью ЖК-дисплея, выберите Управление > Движение > Z-шагов/мм.
Введите новое значение Z-шагов/мм
Чтобы сохранить новое значение, перейдите к Управление > Сохранить память . Как только вы выберете сохранить память, новое значение будет сохранено в прошивке.
Если у вас нет возможности сохранить новое значение на 3D-принтере, вы можете просмотреть видео выше и отправить команды для ввода нового значения и его сохранения.
Как откалибровать ось Z
Очень важно часто калибровать ось Z, особенно если вы только что изменили деталь в настройках печати. Это может быть печатная платформа или новое сопло; в любом случае, важно перекалибровать высоту и смещение Z.
Вы можете откалибровать ось Z на Ender 3 тремя способами. Давайте посмотрим на них:
Регулировка ручек выравнивания платформы
Ручки выравнивания платформы, которые можно найти на многих 3D-принтерах, в основном используются для выравнивания платформы печати. Однако вы можете использовать их для повторной калибровки оси Z с небольшим шагом.
Например, если у вас есть новая рабочая пластина небольшой толщины (1 мм). Вместо перемещения концевого выключателя вверх, чтобы отразить изменение, вы можете увеличить натяжение пружины, чтобы опустить станину
Это можно сделать, повернув регулировочную ручку по часовой стрелке. Как только вы это сделаете, поверхность печатной платформы вернется в нормальное исходное положение, и оттуда вы сможете выровнять ее.
Перемещение концевого выключателя
Если калибровочное расстояние слишком велико, у вас может не остаться другого выбора, кроме как переместить концевой выключатель Z. Я расскажу больше о том, как вы можете это сделать, в следующем разделе.
Использовать значение Z-смещения
Существуют настройки 3D-принтера, называемые Z-смещением, которые в основном представляют собой настройку высоты для вашего 3D-принтера. Обычно он имеет диапазон от -5 мм до +5 мм и иногда может быть введен непосредственно с экрана управления вашего 3D-принтера.
Вы можете использовать положительное значение, чтобы увеличить высоту сопла, или отрицательное значение, чтобы уменьшить высоту сопла. Можно ввести Z-Offset непосредственно из слайсера, такого как Cura.
Как исправить проблемы с Z-высотой Ender 3
Проблемы с высотой Z могут возникнуть из-за проблем с ходовым винтом, концевыми выключателями, двигателями и даже выравниванием печатной платформы.
Итак, чтобы решить проблемы с высотой Ender 3 Z, убедитесь, что вы:
Проверьте ходовой винт на заедание
Убедитесь, что концевые упоры установлены правильно.
Убедитесь, что кровать правильно выровнена, учитывая смещение, вызванное толщиной кровати.
Убедитесь, что запутанный или зацепившийся кабель не ограничивает движение принтера по оси Z.
Как выровнять ось Z на Ender 3/Pro?
Правильно выровненная ось Z необходима для плавного перемещения каретки оси X в направлении Z. Если компоненты по оси Z не выровнены должным образом, могут возникнуть проблемы, такие как привязка и пропуск слоев.
Таким образом, ходовой винт должен проходить прямо из держателя гайки в муфту Z-двигателя без изгиба, чтобы компоненты оси Z были выровнены.
Итак, прежде всего, снимите гайку ходового винта с соединителя и посмотрите, точно ли она совпадает с прорезью соединителя. Если это не так, вы должны выровнять муфту с держателем гайки ходового винта.
Это можно сделать двумя способами.
Распечатать Прокладка и прокладка для Z-Motor
Прокладка поможет совместить муфту двигателя с держателем гайки. Поместив его сзади двигателей, вы немного выдвинете двигатель вперед, идеально выровняв его с ходовым винтом.
Вы можете скачать файл здесь с Thingiverse.
Примечание: Убедитесь, что прокладка находится на одном уровне с рамой принтера, чтобы избежать других ошибок.
Правильный держатель гайки ходового винта
Иногда проблема связана не с муфтой двигателя Z, а с держателем гайки. В некоторых случаях это может быть настолько несоосно, что использование прокладки и прокладки может не сработать.
В такие моменты приходится отвинчивать скобу, удерживающую гайку ходового винта, и пытаться исправить ее. Однако это целесообразно только в том случае, если у вас есть опыт использования станков.
Также можно попробовать ослабить винты на гайкодержателе. Это помогает решить проблемы с выравниванием; тем не менее, это может немного поиграть с вашим принтером.
Как устранить неисправность двигателя оси Z Ender 3
Двигатель оси Z является основным двигателем движения каретки печатающей головки в направлении Z. Если он не работает должным образом, принтер не будет двигаться.
Для решения этой проблемы необходимо устранить неполадки и найти основную причину. Вот несколько способов сделать это.
Извлеките SD-карту и отформатируйте ее
Иногда файл EEPROM.dat на SD-карте может быть поврежден во время использования принтера. Это приводит к тому, что двигатель Z не работает во время печати, но работает для всех других действий.
Чтобы решить эту проблему:
Получите другую SD-карту и отформатируйте ее в FAT32 , прежде чем использовать ее — это можно сделать, щелкнув правой кнопкой мыши SD-карту в проводнике, выбрав «Формат, » и выбрав « Fat32 ». ».
Нарежьте модель, которую вы хотите напечатать, и загрузите ее на новую SD-карту
Вставьте SD-карту в принтер и просто напечатайте
Если мотор Z заработает как обычно, значит, проблема была в неисправной SD-карте.
Проверка электроники на наличие неисправностей и коротких замыканий
Плохая проводка также может быть источником проблем Z-мотора. Таким образом, вы можете проверить проводку на наличие проблем:
Замените соединительный провод двигателя Z, чтобы убедиться, что проблема не связана с коротким замыканием.
Затем проверьте системную плату и убедитесь, что провод двигателя Z подключен к правильному порту.
Проверьте драйверы шаговых двигателей на материнской плате, чтобы убедиться, что они не сгорели.
Проверьте, получает ли двигатель Z достаточное напряжение
Примечание: Это требует взаимодействия с очень опасными электрическими компонентами принтера. Если вас не устраивают эти компоненты, я предлагаю доверить это профессионалу.
Проверка материнской платы на наличие неисправностей
Чтобы проверить, не являются ли проблемы с двигателем результатом неисправности материнской платы, необходимо также проверить материнскую плату. Вот как вы можете это сделать.
Отсоедините двигатель оси Z от порта и отсоедините двигатель оси X или Y.
Вставьте двигатель оси Z в порт двигателя X.
Отправьте команду перемещения по оси X через свой ПК.
Если ось Z двигается, проблема в двигателе. Если он не двигается, то проблема в материнской плате.
Если проблема связана с платой, проверьте свою гарантию и узнайте, имеете ли вы право на новую. Если нет, то, возможно, вам придется купить новый.
Как починить ось Z Ender 3, которую трудно перемещать
Ось Z Ender 3, которую трудно перемещать, почти всегда является результатом заедания между двигателем и ходовым винтом. Значит, для более плавного движения придется решить вопрос.
Вот как это сделать.
Очистка и смазка оси Z
Грязный ходовой винт с грязью затруднит движение по оси Z. Итак, снимите ходовой винт и очистите его растворителем, чтобы удалить всю грязь.
Перед тем, как вернуть ходовой винт, убедитесь, что вы нанесли на него немного масла PTFE для более плавного движения.
Ослабьте эксцентриковые гайки
Если эксцентриковые гайки на роликах, крепящих каретку X к порталу Z, затянуты слишком сильно, каретке будет трудно двигаться по оси Z.
Итак, полностью ослабьте эксцентриковые гайки и снова начните их затягивать. При затягивании крутите ролики пальцем.
Если вы все еще можете вращать ролик пальцем, продолжайте затягивать его. В тот момент, когда вы не можете вращать ролик без движения каретки X, вы достигли оптимального натяжения.
Проверка ходового винта на изгиб
Погнутый ходовой винт почти наверняка затруднит перемещение по оси Z. Чтобы проверить, не погнут ли ходовой винт, положите его на ровную поверхность и прокатайте.
Когда он катится, наблюдайте за ним, чтобы увидеть, плоская ли он поверхность, когда он катится. Если это не так, ходовой винт погнут, и его необходимо заменить. Вы также можете проверить его, посмотрев, входит ли он в кронштейн естественным образом, без необходимости вставлять его в пазы.
Правильно выровняйте компоненты оси Z, чтобы предотвратить заедание
Смещенные компоненты по оси Z являются основной причиной заклинивания, что затрудняет перемещение по оси Z.
Для этого убедитесь, что все компоненты – муфта двигателя, ходовой винт и держатель винтовой гайки – хорошо выровнены.
Как исправить смещение по оси Z Ender 3/V2, которое не работает или изменяется
Смещение по оси Z — это заданное расстояние между соплом и рабочим столом. Для отличного первого слоя и успешной печати это значение должно быть постоянным по всему печатному столу,
Однако смещение по оси Z в некоторых случаях сильно различается в зависимости от нескольких сеансов печати, что приводит к плохому качеству первого слоя. Вот несколько способов исправить это.
Сохранение значений Z-смещения
Если вы забудете сохранить значения Z-смещения после их установки, они всегда будут возвращаться к настройкам по умолчанию. Чтобы избежать этого, всегда сохраняйте значения перед выключением 3D-принтера.
Чтобы сохранить значения, вы можете отправить команду M500 GCode через Pronterface, хост Repetier или любое другое программное обеспечение.
Вы также можете сохранить его с помощью ЖК-экрана Ender 3, нажав: Управление > Сохранить в памяти .
Проверьте печатную платформу на предмет люфта
Печатная платформа может сделать заданное Z-смещение неэффективным или непоследовательным, если оно не будет должным образом стабилизировано. Чтобы этого не произошло, проверьте, нет ли люфта на кровати.
Надавите на кровать с левой и правой стороны, чтобы увидеть, двигается ли она. Если станина двигается, эксцентриковые гайки под ней не устойчивы.
Затяните их сильнее, чтобы они не были слишком ослаблены. Это должно стабилизировать кровать и остановить шаткое движение кровати.
Убедитесь, что концевые выключатели стабильны
Если концевой выключатель Z перемещается в своем держателе, у вас обязательно будут непостоянные Z-смещения. С помощью шестигранного ключа убедитесь, что винты на кронштейне концевого выключателя затянуты должным образом.
Осмотрите печатающую головку и сопло на наличие люфта
Если сопло и хотэнд не закреплены должным образом на X-портале, они будут перемещаться во время печати и испортят Z-смещение.
Чтобы стабилизировать сопло, затяните ролики, удерживающие хотэнд на X-портале, чтобы они правильно его зафиксировали.
Затяните компоненты оси Z
Такие компоненты, как ходовой винт и эксцентриковая гайка, имеют решающее значение для точности 3D-принтера. X-портал будет провисать, если он не будет затянут должным образом, что приведет к непостоянству Z-смещений.
Итак, проверьте свой ходовой винт и посмотрите, не ослаблен ли он внутри муфты двигателя. Если он ослаблен, снимите его и установите правильно.
Затем убедитесь, что ролики, крепящие каретку оси X к порталам, хорошо затянуты.
Как починить концевой Z-переключатель Ender 3/V2 (слишком высоко)
Концевой выключатель — важный компонент 3D-принтера, который сообщает ему, откуда начинается ось Z. Если разместить его слишком высоко, принтер остановится далеко от кровати.
И наоборот, если он расположен слишком низко, печатающая головка будет безостановочно впиваться в платформу. Таким образом, положение переключателя Z-Limit очень важно.
Вот как это можно исправить:
Сначала найдите концевой выключатель Z на Z-портале.
С помощью винта с шестигранной головкой ослабьте скобу, удерживающую концевой выключатель, так, чтобы его можно было свободно перемещать по Z-порталу.
Опустите каретку оси X вниз, пока сопло не коснется печатной платформы.
Аккуратно сдвиньте Z-ограничитель вверх, пока он не «защелкнется» на каретке оси X.
Отметьте место, где это происходит.
Затяните кронштейны Z-ограничителя в этом месте.
Обновление оси Z Best Ender 3
Самое приятное в 3D-принтерах Ender 3 — их возможность настройки. Вы можете легко добавлять и удалять детали, чтобы добавить новые функции или повысить производительность принтера.
Вы также можете модернизировать ось Z вашего принтера с помощью специальных принадлежностей для вторичного рынка, чтобы повысить его производительность. Вот два моих личных фаворита.
BL Touch Auto-Leveling
Ручное выравнивание печатной платформы каждый раз, когда вам нужно напечатать модель, может быть очень громоздким. Установив систему автоматического выравнивания кровати, вы автоматизируете весь процесс, делая его быстрее и проще.
Система автоматического выравнивания BL Touch является одной из лучших на рынке для этого. Он совместим с различными материалами печатной платформы, такими как стекло, пластик, PEI и т. д.
Вы можете приобрести систему автоматического выравнивания BL Touch на Amazon.
Двойной ходовой винт оси Z
Stock Принтеры Ender 3 поставляются только с одним ходовым винтом оси Z от производителя. Основным недостатком этого является то, что он делит принтер на драйверную и ведомую стороны.
В результате одна сторона (ведомая) отстает от другой во время работы принтера. Это может привести к снижению X-гентри и снижению качества печати.
Таким образом, чтобы избежать этого и стабилизировать принтер, вы можете перейти на апгрейд Ender 3 с двойной осью Z. Это обновление представляет ходовой винт на ведомой стороне, обеспечивая ровность и устойчивость обеих сторон оси Z.
Вы можете приобрести комплект для модернизации Ender 3 Dual Z-Axis Upgrade Kit на Amazon. Его установка требует довольно много работы, но вы можете посмотреть видео ниже, чтобы сделать это легко.
Традиционный способ изготовления ювелирных изделий подразумевает литье по выплавляемым моделям. Это — дорогостоящая, длительная, трудоемкая технология, но только она позволяет создать украшения высочайшего класса и детализации. Именно поэтому в ювелирном деле растет потребность в высокотехнологичном оборудовании — станках ЧПУ. Станкостроительный завод «Твайт» предлагает станки для ювелиров, которые позволяют изготавливать изделия быстро, точно и с минимальными потерями драгоценных металлов. У нас большой выбор оборудования для ювелирных предприятий, мастерских и индивидуальных предпринимателей. Агрегаты отвечают современным требованиям по всем критериям и доставляются по России и в страны ЕАЭС.
3D обработка в ювелирном деле
3D обработка значительно расширяет возможности ювелиров, как в серийном, так и в индивидуальном производстве изделий на заказ. Выпуск украшений с использованием этой технологии возможен на 3D-принтерах или 4- и 5-координатных станках ЧПУ. В сравнении с принтерами станки имеют преимущества: высокая точность и скорость производства. Оборудование позволяет выпускать ювелирные украшения и создавать восковые модели (пробники) любой сложности. В отличие от принтеров ювелирные станки могут работать с драгоценными металлами, камнями, древесиной, искусственными материалами. Что расширяет перечень выпускаемых изделий. Это подталкивает ювелиров, конечно, пользоваться ЧПУ станком. Применение специальных ювелирных ЧПУ агрегатов значительно упрощает и сокращает цикл работ. Достоинства работы на ЧПУ ювелирных станках – это высокая эффективность, минимизация ошибок, отсутствие брака, стабильный результат, возможность серийного выпуска изделий со сложным дизайном, гравировкой, объемным декором.
Виды станков ЧПУ для ювелиров
В ювелирном деле для производства украшений и другой продукции используются следующие виды оборудования ЧПУ:
Фрезерные станки с ЧПУ. Для обработки моделей из воска используются небольшие, компактные устройства, которые выполняют тонкую фрезеровку заготовок по 4 и 5 осям. Наша компания предлагает 5-координатные станки серии JEWELER ULTRA и мини-оборудование 4-координатные JEWELER MINI. Для крупных предприятий с серийным производством лучшим решением станут устройства серии JEWELER MAXI. На всех ювелирных станках с ЧПУ выпускаемых нашим станкостроительным заводом устанавливаются шарико-винтовые пары повышенной точности. Их применение обеспечивает полное отсутствие люфта, что очень важно при изготовлении мелких изделий. Высококачественные шарико-винтовые пары позволяют добиться сверхточного перемещения обрабатывающего инструмента.
Гравировальные станки с ЧПУ. Гравировка в ювелирном деле наносится с помощью фрезерных граверов или лазерных гравировальных станков. Оборудование позволяет выполнять поверхностную и глубинную гравировку, а также наносить цветные тиснения на украшения. Ювелирный 5D станок MAX777 от нашей компании предназначен для фрезеровки и шлифовки граней материалов, камней, а также для гравировки на ювелирных изделиях, изготовления пластиковых прототипов.
Инженеры завода «Твайт» помогут выбрать ювелирный станок и его модификацию из каталога с учетом всех требований и финансовых возможностей заказчика.
Конструктивные особенности
Ювелирные станки ЧПУ от нашей компании обладают следующими конструктивными особенностями:
жесткость, прочность конструкции за счет чугунной или стальной станины;
устойчивость к вибрациям, точность позиционирования обрабатывающих инструментов;
высокая скорость, плавность движения инструмента благодаря шаговым приводам;
профессиональные промышленные шпиндели высокой мощности;
надежное программное обеспечение, простое управление процессом работы.
В зависимости от сложности изготавливаемой модели станки для ювелиров могут работать с 4 или 5 осями координат. Наш завод также предлагает дополнительные виды оснастки для расширения функциональных возможностей оборудования.
Что можно производить на ювелирных станках ЧПУ?
Кроме ювелирных украшений оборудование может использоваться для изготовления сувениров, бижутерии, предметов для сервировки стола, пудрениц, парфюмерных флаконов, зажимов для галстуков, письменных принадлежностей, кухонной утвари, посуды, брелоков, статуэток и многих других товаров.
Видеообзоры на наши ювелирные станки
Где купить ювелирный станок ЧПУ?
Покупать высокотехнологичное оборудование по объявлению у частных лиц — не лучшая идея. Оптимальный вариант — покупка у производителя, который дает гарантию и оказывает другие услуги по постпродажному сопровождению. Компания «Твайт» не только продает ювелирные станки, осуществляет монтаж и пуско-наладку, проводит сервисное обслуживание и предоставляет техподдержку на весь период эксплуатации. Оказывает помощь в доставке по России и ЕАЭС, В нашем интернет-магазине большой выбор станков ЧПУ для ювелиров разных категорий: от частных мастеров до крупных производств.
Мы предлагаем выгодные условия покупки, доступные цены, гарантию.
Корпус из дюрали 15мм, в отличии от китайских станков выполненных из дюрали 10мм, направляющие 20мм, в отличии от китайских с направляющими 16мм, приводной винт ШВП(шариковинтовая передача) 16мм, в отличии от коитайских с винтами 12мм и ходовыми гайками из мягких материалов.
Настольный гравировально-фрезерный станок с ЧПУ CNC-3040AL2 предназначен для 2D/3D обработки древесины, фанеры, пластика, пенопласта, поликарбоната, воска, текстолита, цветных металлов, и других материалов. На станке возможна гравировка цветных металлов, стекла, камня (при использовании специализированного инструмента). Благодаря компактным размерам станок не займет много места на рабочем столе и домашней мастерской.
Основные технические характеристики:
Рабочая область — 300*400*70 мм Размер рабочего стола — 390*540 мм Максимальная высота заготовки — 70мм
Повторяемость — 0,05мм Приводная механика – ШВП 1605 Направляющие – цилиндрические валы 20мм (Ось X/Y), 16мм (Ось Z). Максимальная скорость перемещений — до 2500 мм/мин Материал станины – Дюраль
Базовая цена указана за станок в полной, готовой к работе комплектации, опционально возможна установка дополнительного оборудования. Для запуска станка в работу необходимо лишь наличие ПК.
Комплект поставки:
1) Станок 2) Блок управления 3) Комплект соединительных кабелей. 4) Шпиндель жидкостного охлаждения 800 Вт
Другие видео можно посмотреть, выбрав вкладку «ВИДЕО РАБОТ», а также по ссылке на нашем канале YouTube
Станок может быть использован для изготовления сувенирных и ювелирных изделий
декора и художественной 3Д резьбы,
при изготовлении букв, слов, топперов, фоторамок,
для изготовления клише, прессформ, пломбироаторов,
нанесения маркировки, логотипов,
при макетировании и изготовлении прототипов,
моделировании и проведнии модернизции,
в учебных процессах и научных работах.
Кратко и станке и элементах:
Линейные подшипники по всем осям.
Применение линейных шарикоподшипников (трение качения вместо втулок скольжения) позволяет значительно снизить трение и использовать всю мощность шаговых двигателей на полезную работу резки.
Направляющие
Направляющие — цилиндрические, диаметр по X/Y — 20мм , Z — 16 мм. Больший диаметр направляющих — 20мм!!!, против 16мм на дешёвых станках от производителей заявляющих о точности 0,05мм при провисании 16мм направляющих под собственным весом портала на 0,1мм и более.
Крепление валов с использованием держателей увеличивает жесткость на прогиб
Использование ШВП по всем осям.
Шарико-винтовая передача (шарико-винтовая пара) позволяет получить высокую скорость перемещений, при этом обладает высокой точностью, большим ресурсом и имеет КПД до 90%. Достигается это заменой трения скольжения на трение качения и особым устройством ходовой гайки. Между витками винта шарики увлекаются в направлении его поступательного движения, попадают в перепускной канал в гайке и возвращаются в полость между винтом и гайкой. Таким образом, перемещение шариков происходит по замкнутому каналу, соединяющему первый и последний витки резьбы гайки.
Применение в станках высокоточной механики на шарико-винтовых передачах позволяет получить точность позиционирования 0,05мм и долгий срок службы, в отличии от дешевых станков с пластиковыми ходовыми гайками.
Шаговые двигатели NEMA 23 76мм.
Шаговые двигатели большого размера 76мм и большой мощности позволяют избежать пропусков перемещений при работе с большими нагрузками. Соединение вала шаговых двигателей с ходовым винтом станков выполнено с использованием демпфирующей муфты, так же как и в станках более высокого класса.
Стол с Т-пазом.
Стол из алюминиевого профиля с Т-пазом позволяет надежно и удобно закреплять заготовки любого размера и формы, а так же любую оснастку и приспособления.
Станок комплектуется надежным 3х осевым контроллером в закрытом алюминиевом корпусе с интерфейсом LPT Контроллер имеет гибкую настройку по каждой оси в отдельности, с возможностью подключения концевых датчиков и реле управления шпинделем.
Управление станком осуществляется с помощью ПК через LPT порт. Дополнительно возможно приобретение адаптера USB-LPT для подключения управления станком по USB.
Имеется возможность установки 4-й поворотной оси для обработки и изготовления цилиндрических тел вращения.
Поворотная ось является съемной. Крепится в любом удобном месте рабочего стола. Комплектуется задней бабкой. Использование поворотной оси значительно расширяет функционал станка. Появляется возможность изготовления деталей цилиндрической формы, например: шахматные фигуры, игрушки, кольца и многое другое. При использовании алмазного гравера возможна гравировка на стеклянных стаканах, именных авторучках.
Шпиндель.
На данный станок возможна установка следующих типов шпинделей:
Профессиональный 3х подшипниковый шпиндель жидкостного охлаждения 800Вт является оптимальным вариантом для обработки 3D рельефа по дереву. Относительно шпинделя 1500 Вт обладает меньшей массой.
Профессиональный асинхронный шпиндель жидкостного охлаждения 1500 Вт, позволяет использовать фрезы больших диаметров.
Дополнительные опции (доступно под заказ):
-Установка концевых датчиков. Концевые датчики предназначены для обнуления машинной системы координат и поиска базовых точек станка. При серийном производстве использование концевых датчиков позволяет сократить время на настройку позиционирования станка.
-Датчик инструмента. Помогает с высокой точностью настроить положение режущего инструмента по высоте, относительно обрабатываемой поверхности.
-Установка системы подачи СОЖ в зону реза и ванны с дополнительной помпой. Использование СОЖ повышает производительность при обработке металлов и камня.
-Компьютер. Поиск стабильно работающего ПК для ЧПУ является непростой задачей. Компьютер предлагаемый нами протестирован и настроен для работы со станком, имеет на борту все необходимые для работы программы.
Скачать руководство по эксплуатации
Полезные ссылки по работе со станками с чпу:
Пошаговая инструкция запуска чпу станка
Техническое обслуживание чпу станка
Коллекция работ на станках
Изготовление на станке корпусных деталей радиоуправляемых авто моделей развивающих скорость до 117км/ч!
машин CNC инструментов Laguna для всех материалов
Какой ЧПУ мне купить?
У нас есть несколько типов станков с ЧПУ:
Деревообрабатывающие станки с ЧПУ Laguna предлагает фрезерные станки с ЧПУ, лазеры CO2, кромкооблицовочные станки и столярные станки для вашей деревообрабатывающей мастерской. Наше лидирующее в отрасли деревообрабатывающее оборудование было спроектировано и разработано с учетом нашего 40-летнего опыта в области деревообработки. Деревообрабатывающие станки с ЧПУ Laguna превосходно справляются с обработкой листового проката, твердой и мягкой древесины, композитов, жесткого пенопласта, пластика и цветных металлов.
Металлообрабатывающие станки с ЧПУ Laguna предлагает широкую линейку плазменных резаков, волоконных лазеров, лазерных граверов и станков для шлифовки металла, подходящих для любой металлообрабатывающей мастерской. Наши высокотехнологичные волоконные лазеры и плазменные резаки обеспечивают превосходное качество кромки и точность, позволяя легко и точно резать металл. Благодаря различным вариантам питания и размерам машины Laguna Tools найдет подходящую машину для любой мастерской.
Многофункциональные станки с ЧПУ Наша серия многофункциональных станков (Swift MT и SmartShop MT) расширяет возможности обработки за счет добавления нескольких ножевых блоков и системы камер для считывания регистрационных меток. Сочетание фрезерования в тяжелых условиях с возможностью резки тонких материалов, таких как винил, кожа, аллигатор, хлоропласт, ПВХ и изделия из мягкого пенопласта. MT представляет собой оптимальное решение для магазинов, специализирующихся на изготовлении вывесок, дизайне декораций и работе с рекламными витринами.
Для получения более подробной информации и немедленной помощи обратитесь к специалисту по продажам, который ответит на ваши уникальные вопросы и поможет выбрать модель, подходящую для ваших целей (или заполните форму).
Предоставляете ли вы варианты финансирования?
Laguna Tools предлагает широкий выбор вариантов коммерческого финансирования. Преимущество финансирования позволяет вашему бизнесу сохранить капитал и позволить вашему оборудованию окупить себя. Существуют также налоговые льготы, такие как раздел 179.программа, которая может позволить вам списать до 100% стоимости машины в первый год.
См. дополнительную информацию или загрузите заявку на получение кредита.
Почему я должен покупать станки с ЧПУ Laguna Tools по сравнению с другими на рынке?
С 1983 года Laguna Tools является лидером в производстве качественного оборудования для многих производственных секторов.
Наши машины разработаны в США и собираются на нашем предприятии площадью 150 000 квадратных футов в Далласе, штат Техас. Laguna предлагает лучшие в отрасли элементы управления и компоненты от лидеров отрасли, таких как FANUC, B&R Automation, Syntec и HSD. Ни одна другая компания не предлагает цену производительности, которую вы можете ожидать от продукта Laguna.
Но не верьте нам на слово, прочитайте бесчисленные отзывы о наших машинах здесь.
Какие услуги предлагает Laguna Tools?
Благодаря пяти сервисным центрам, стратегически расположенным по всей территории США, вы можете быть уверены, что получите наилучшее обслуживание и поддержку своего оборудования. Первоклассная сервисная служба Laguna Tools предоставляет следующие варианты обслуживания при покупке машины:
Установка на месте и обучение
Пожизненная техническая поддержка по телефону или на конференции Zoom
Поддержка дополнительных приложений и программного обеспечения
Доступ к обширной библиотеке видеороликов поддержки
Чтобы быстро получить ответы на свои вопросы, свяжитесь со специалистом по продажам сегодня
Остались вопросы?
Станки с ЧПУ | MatterHackers
Что такое CNC-обработка/фрезерование?
Обработка с ЧПУ или производство с ЧПУ — это процесс с использованием числового программного управления (ЧПУ), в котором предварительно запрограммированное компьютерное программное обеспечение определяет движение заводских инструментов и оборудования. Этот процесс можно использовать для управления целым рядом сложных механизмов, от шлифовальных и токарных станков до мельниц и фрезерных станков с ЧПУ. Эти машины могут выполнять сложные задачи трехмерной резки с помощью единого набора команд. Это субтрактивный производственный процесс, в котором используются код и станки для удаления слоев материала со стандартной детали для производства детали, разработанной по индивидуальному заказу.
Для чего используется станок с ЧПУ?
Фрезерные станки с ЧПУ — это мощный инструмент для формовки и резки самых разных материалов. Они обеспечивают точные и воспроизводимые результаты, что делает их важной частью многих производственных процессов. Станки с ЧПУ можно использовать для следующих целей:
Обработка и формовка деталей: станки с ЧПУ могут точно и аккуратно резать, сверлить, фрезеровать и точить металл, пластик и другие материалы для создания сложных форм и деталей.
Прототипирование: Станки с ЧПУ могут создавать прототипы новых продуктов, деталей и компонентов перед их массовым производством.
Производство: Станки с ЧПУ используются для серийного производства деталей и узлов с высокой точностью и повторяемостью.
Гравировка и маркировка: станки с ЧПУ могут гравировать и маркировать различные материалы для персонализации, брендинга и идентификации.
Деревообработка: Станки с ЧПУ можно использовать для резки и формовки древесины для изготовления мебели, краснодеревщиков и других деревообрабатывающих изделий.
Металлообработка: Станки с ЧПУ могут использоваться для металлообработки, такой как изготовление листового металла, сварка и штамповка металла.
Как работает станок с ЧПУ?
Станки с ЧПУ — это автоматизированные станки, управляемые компьютерной программой. Вот основные этапы работы станка с ЧПУ:
Дизайн : Первым шагом является создание 3D-модели детали или компонента, который будет производиться, с использованием программного обеспечения для автоматизированного проектирования (САПР).
Программирование : 3D-модель затем преобразуется в компьютерную программу с использованием программного обеспечения автоматизированного производства (CAM). Эта программа содержит инструкции для станка, включая траекторию движения инструмента, параметры резки и другие детали.
Установка : Заготовка устанавливается на стол или приспособление станка, а режущий инструмент загружается в шпиндель станка.
Калибровка : Машина калибруется, чтобы обеспечить ее правильное выравнивание и расположение.
Выполнение : Компьютерная программа загружается в систему управления машиной, и машина начинает выполнять программу. Станок перемещает режущий инструмент по заданной в программе траектории, снимая материал с заготовки для создания нужной формы и размеров.
Мониторинг : В процессе обработки датчики и органы управления станка контролируют условия резания и при необходимости вносят коррективы, чтобы обеспечить бесперебойную работу процесса.
Завершение : После завершения процесса обработки готовая деталь или компонент снимается со станка и проверяется на качество.
В целом ключом к работе станка с ЧПУ является компьютерная программа, которая управляет его движениями и параметрами резки. Эта программа позволяет станку создавать точные и сложные детали с постоянными результатами, что делает станки с ЧПУ важным инструментом для многих производственных приложений.
Различные виды станков с ЧПУ включают:
Фрезерные станки с ЧПУ: сюда входят как 3-осевые, так и 5-осевые станки
Токарные станки
Плазменные резаки
Электроэрозионные машины
Гидроабразивная резка
Сколько стоит станок с ЧПУ?
Стоимость станка с ЧПУ может широко варьироваться в зависимости от нескольких факторов, таких как его размер, сложность и возможности.
В момент презентации первых 3D-принтеров к такой технике можно было относится лишь как к предмету роскоши. Сегодня они настолько доступны, что многие их приобретают для развлечений и творчества. Тем не мене, если Вы решили напечатать в быту даже простую и небольшую поделку, необходимо обладать определенными знаниями, чтобы приобрести качественный продукт, способный справиться с такой, казалось бы, незамысловатой задачей на должном уровне. В нашем рейтинге лучших 3D принтеров 2023 года мы рассмотрим как качественные модели, так и важные вопросы, позволяющие реализовать поставленную задачу самостоятельно.
Условно говоря такие изделия можно поделиться на две категории, куда входят любительские и профессиональные решения:
Любительские 3D-принтеры – работают на базе технологии Plastic Jet Printing (PJP), суть которой заключается в нанесении слоев пластика друг на друга, согласно созданной модели. Эти же агрегаты могут иметь аббревиатуру FDM или FFF.
SLA-принтеры – в основе таких решений находится смола и лазер, связка которых позволяет реализовывать очень точные и тонкие детали.
В качестве материала для печати в домашних условиях может использоваться цветной пластик ABS или PLA. Некоторые эксперты утверждают, что первый вариант больше рассчитан на профессиональную печать, а второй для начинающих любителей. На наш взгляд, это ошибочное суждение, так как многое зависит от класса и технологии, а не расходного материала, хотя принципиальные отличия все же есть.
Содержание
Лучшие 3D принтеры (FDM/FFF)
Artillery Hornet
Creality Ender 3
Gembird 3DP-GEMMA
XYZprinting da Vinci 1.0 Pro
Flashforge Adventurer 3
Лучшие 3D принтеры (SLA)
Creality Halot-One Pro
Phrozen Sonic Mini 4K
Elegoo Mars 2 Pro
Anycubic Photon Mono 4K
XYZprinting Nobel 1.0
Как выбрать хороший 3D-принтер?
Какой 3Д принтер лучше купить в 2023 году?
Лучшие 3D принтеры (FDM/FFF)
В этой категории представлены 3D-принтеры для направления пластика. Такие изобретения работают на базе классической технологии: специальные виды пластика подаются в экструдер, где осуществляется его расплавление с последующим выходом через сопло. В случае необходимости линии можно накладывать боковым образом, достигая оптимальной площади для создания определенных элементов.
Artillery Hornet
Открывает Топ-10 хороших 3D-принтеров модель серии Artillery Hornet, конструкция которой изготовлена из алюминиевого профиля. В основе этого функционального изобретения находится 32-битная материнка. Печать осуществляется за счет одного экструдера с боуденовской подачей материала. Можно использовать карту памяти и руководствоваться удобным экраном, что позволяет автоматизировать процесс эксплуатации техники. Поставляется этот прибор уже фактически собранным, никаких сложностей в этом плане возникнуть не должно. По отзывам понятно, что используются тихие драйверы, существенно понижающие уровень шума изобретения. К достоинствам необходимо отнести хороший БП, мощность которого достигает 350В. До 80 градусов основание техники нагревается всего за 3 минуты. Из полезных опций можем выделить лишь возобновление печати, что позволяет продолжить процесс работы с того места, на котором остановились.
Плюсы:
нагрев до 240⁰С;
хороший блок питания;
алюминиевый профиль;
есть экран;
программное обеспечение.
Минусы:
мало опций.
Creality Ender 3
Список бюджетных 3D-принтеров пополняет еще одна надежная и достаточно мощная модель серии Creality Ender 3, привлекающая сбалансированными техническими характеристиками. В качестве расходного материала может использоваться один из нескольких вариантов, включая ABS, HIPS и PLA. Соответственно, диапазон температур гарантирует весьма широкую сферу применения. Прибор обладает скромными размерами и хорошим печатающим соплом, диаметр которого достигает 0,4 миллиметров. В плане скорости печати, здесь то же придираться особо не к чему, так как указанный параметр может варьироваться в диапазоне от 40 до 120 миллиметров в секунду. Макеты можно загружать при помощи карты памяти, а также USB для подключения портативной техники или ПК.
Плюсы:
оптимальная скорость;
разные материалы;
простое управление;
неплохое сопло.
Минусы:
минимум функций.
Gembird 3DP-GEMMA
Продолжая обсуждение хороших 3D-принтеров для печати с помощью PLA, хотелось бы выделить модель серии Gembird 3DP-GEMMA, которая работает на базе технологии FDM или FFF. Можно загрузить несколько форматов файлов, включая obj, а также gcode для работы с моделями. Необходимо отметить, что объем этого агрегата достигает 1,2 литров, но инженерам удалось позаботится о компактных габаритах техники. Необходимо отметить, что ПО представлено поддержкой WiiBuilder и Cura. Представить более удобное любительское решение крайне сложно. В том числе, это обусловлено поддержкой 3,5-дюймового дисплея на базе технологии LCD. Скорость печати, к сожалению, не слишком высокая и достигает максимума в районе 40 миллиметров в секунду.
Плюсы:
небольшие размеры;
очень удобная техника;
удобный экран;
две утилиты;
качество печати.
Минусы:
невысокая скорость.
XYZprinting da Vinci 1.0 Pro
Если нужен мощный FDM-принтер, вероятно, следует обратить внимание на линейку XYZprinting da Vinci 1.0 Pro. Этот аппарат обладает мощной металлической конструкцией, долговечным приводом и стильным дизайном. Мощный агрегат включает качественный сканер, и поддерживает монтаж еще одного модуля лазерной гравировки. Для печати можно использовать разнообразные пластиковые нити, включая ABS и PLA с диаметром, вплоть до 1,75 миллиметров. 3Д-принтер типа «3 в 1» имеет довольно продуманную базу, которая может вращаться на 360 градусов. На визуализацию, если верить бренду, уходит в районе 5 минут. Данные сканера можно менять без особых навыков. Также надо отметить модернизированную систему калибровки, что существенно упрощается эксплуатацию техники. Вдобавок, есть программа XYZware Pro, при помощи которой легко менять температуру, скорость и прочие настройки параметров работы.
Плюсы:
ассортимент пластиковых расходников;
хороший софт;
точность калибровки;
надежность основания;
опыт производителя.
Минусы:
нет.
Flashforge Adventurer 3
Лучший любительский 3Д принтер 2023 года – это модель серии Flashforge Adventurer 3, которая быстро обрела популярность после презентации на Китайской выставке техники для образования. Достаточно мощная машина привлекает интуитивно понятным управлением и эргономичным корпусом. Радует и неплохой набор полезных функций, включая съемное сопло, а также платформу с поддержкой обогрева. Более того, инженеры известной торговой марки позаботились о поддержке облачной печати, чем аргументирована возможность дистанционного управления техникой. Диаметр сопла при этом достигает 0,4 миллиметра при скорости печати от 10 до 100 миллиметров в секунду. Как вы понимаете, диаметр нити стандартный – составляет 1,75 миллиметров. Необходимо отметить яркий сенсорный экран.
Плюсы:
облачная печать;
простое управление;
неплохая скорость;
много регулировок;
диаметр сопла.
Минусы:
не найдено.
Лучшие 3D принтеры (SLA)
Эта разновидность 3D-принтеров функционирует на базе фотополимерных смол, которые твердеют под воздействием света. Его источником в этом случае является специальный лазер.
Creality Halot-One Pro
Рейтинг 3D-принтеров пополняет фотополимерный агрегат известной торговой марки, которая считается одним из лидеров рынка. Сразу отметим, что разработчик техники уделил достаточно много внимания именно программному обеспечению. Это сказывается на быстрой калибровке изделия. О простоте в эксплуатации говорит множество отзывов пользователей. Модель Creality Halot-One Pro привлекает компактными размерами и улучшенным источником света. Управление осуществляется за счет фирменного софта со смартфона по Wi-Fi. Более того, весьма полезной опцией является управление печатью с помощью облачного хранилища Creality Cloud. Сомневаться в надежности принтера не приходится, так как реализовано «качественное железо» и система двойного охлаждения. Разработчики также позаботились о наличии 6 УФ-ламп и удобного сенсорного управления.
Плюсы:
разрешение печати;
процессор ARMCortex-M4;
известное ПО;
простая настройка;
неприхотливость к материалам.
Минусы:
шумная модель.
Phrozen Sonic Mini 4K
Список удобных 3Д принтеров пополняет модель серии Phrozen Sonic Mini 4K, главным достоинством которой является высокая детализация на уровне 722 PPI. Площадь печати при этом может составлять в районе 6,1 дюйма. По отзывам покупателей можно понять, что прибор работает очень быстро, можно за несколько секунд сделать небольшой шарик. Прибор выполняет поставленные задачи в четыре раза быстрее большинства аналогов. Для использования достаточно задействовать носитель информации (USB) с предварительно загруженными моделями. Корпус изготовлен весьма качественно, радуют компактные размеры и небольшой вес изобретения. Также добавим, что 3D принтер этой серии может работать со смолами разных производителей.
Плюсы:
высокая скорость;
простое управление;
площадь печати;
хорошая сборка.
Минусы:
не самый известный бренд.
Elegoo Mars 2 Pro
Список хороших 3D принтеров для домашнего пользования пополняет серия Elegoo Mars 2 Pro, оснащенная монохромным дисплеем и матрицей с направленным УФ-излучением. Эта линейка функционирует на базе системы CHITUBOX. Это удобное ПО, с управлением которого сможет справиться даже начинающих пользователь. Длина волны составляет 405 Нм, что является неплохим показателем. Стоит отметить хорошее разрешение и модернизированную механику оси Z. Для хобби это определенно хорошее решение, но скорость не идеальная, хоть и была увеличена в три раза на фоне предшественника. Добавим, что производитель уделил должное внимание качеству конструкции и небольшому весу изобретения.
Плюсы:
удобное обеспечение;
длина волны;
механика оси Z;
улучшенная сборка.
Минусы:
не самая высокая скорость.
Anycubic Photon Mono 4K
Если не успели определиться с выбором хорошего 3D принтера для эксплуатации в быту, рекомендуем обратить внимание на серию Anycubic Photon Mono 4K. Это модернизированная версия достаточно популярной линейки, которая получила еще более прочный закрытый корпус. Помимо низкого уровня шума, такая конструкция привлекает минимальным объемом выделения неприятных запахов. Главным преимуществом данной серии является высокая скорость печати, а также 4К-разрешение, чем обусловлена высокая точность работы. Производительность при этом составляет 50 миллиметров в час. Важно, что светопроницаемость была увеличена еще на 7 процентов, что тоже положительно отражается на скорости реализации поставленных задач. В состав конструкции входит относительно недорогой монохромный экран, на чем разумно экономить. А вот, в качестве матрицы использовали еще более дорогой вариант с кварцевыми линзами, что положительно отражается на рассеивании УФ-лучей.
Плюсы:
высокая скорость;
хороший модуль;
качество сборки;
низкий уровень шума;
простое управление.
Минусы:
не выявлено.
XYZprinting Nobel 1.0
Лучший 3D принтер 2023 года для бытового пользования – это модель серии XYZprinting Nobel 1.0, имеющая высокое разрешение для этого класса. Эксперты позаботились о хорошей лазерной системе сканирования, что также обусловлено использованием хорошего программного обеспечения. Помимо прочего, необходимо отметить высокое качество конструкции. Инженеры компании позаботились о возможность автоматического определения необходимого объема полимера в резервуаре. Далее, в автономном режиме пополняется запас, соответственно, роль пользователя сведена к минимуму. Прибор имеет NFC-чип.
Плюсы:
наличие NFC-чипа;
хорошее ПО;
лазерная система;
хорошая производительность;
разрешение слоя.
Минусы:
нет.
Как выбрать хороший 3D-принтер?
Чтобы определиться с покупкой изначально надо ответить для себя на несколько вопросов, начиная от того, сколько готовы потратить средств, заканчивая тем, какие цели преследуете. Если не знаете, как выбрать 3Д принтер, также учтите, что современные модели могут использовать разные виды материалов для работы:
пластик;
нержавейку;
древесину;
смолу;
нейлон.
Как вы понимаете, сложные материалы нельзя эксплуатировать в любительских моделях, они рассчитаны на профессионалов, и там многое зависит от размера катушки, диаметра нити, ПО и других аспектов. Такие модели мы не рассматриваем, так как эксперты сами прекрасно понимают особенности разных агрегатов. Нас интересует любительский сегмент, где первостепенными параметрами являются такие характеристики как:
Скорость печати – зависит от того, насколько быстро сопло раздает нити пластика, плавление которого, в свою очередь, зависит от температуры и нагрева. Важно отметить, что бюджетные модели с высокой скоростью часто достигают этого параметра в ущерб качеству;
Разрешение слоя – чем выше показатель, тем тоньше будут линии. К этому надо стремиться, ведь можно создавать максимально хороший рельеф;
Области печати – этот параметр определяет, насколько объемной может быть готовая фигура. Чаще всего, эта характеристика указывается производителем в кубических сантиметрах.
Как уже оговаривалось, многое зависит не только от технических характеристик, но и ПО. Современные приборы поддерживают Wi-Fi и специальные утилиты для моделирования объектов. Чем удобнее софт, тем проще выполнять поставленные цели.
Какой 3Д принтер лучше купить в 2023 году?
На сегодняшний день многие интернет-магазины Украины уже имеют на своих складах этот вид электроники. Если Вы не знаете, какой купить 3D принтер, предлагаем еще раз обратить внимание на следующие линейки товаров:
Лучший премиальный 3D принтер – XYZprinting Nobel 1. 0.
Очевидно, что профессиональные модели находятся в совершенно другой ценовой категории, но мы не рассматривали решения для промышленных масштабов, ведь это иной сегмент товаров. К тому же, эксперты сами превосходно ориентируются в характеристиках, которые надо учитывать, прежде всего.
ТОП-10 3D-принтеров с Алиэкспресс | Рейтинг 2023
На Алиэкспресс можно выгодно купить качественный 3D-принтер. Цены здесь очень приятные.
Промокоды до 30 апреля 2023
Давайте рассмотрим ТОП-10 3D-принтеров с Алиэкспресс.
В этой подборке вы увидите лучшие 3Д принтеры по цене и качеству на 2022 и 2023 год.
1. 3D-принтер Creality Ender-3.
Отзыв покупателя: «Потрясающая скорость! Продавец — молодец! 2 дня от заказа до доставки в СПб! Все в идеальном состоянии и полной комплектации! Включает защитный бокс, стеклянную пластину и 5 сопел (можно докупить картриджи). Пока все нравится. Думаю, за такие деньги — это самый лучший 3д принтер.»
ПОСМОТРЕТЬ НА АЛИ
2. 3D-принтер Flyingbear-Ghost 5.
Отзыв покупателя: «Пришел целый. В комплекте уже стоят 4 драйвера TMC2225, очень тихие и это реально порадовало. Слышен только вентилятор обдува хотенда. Собрал за пару часов, стол откалибровался легко. Печатает хорошо. Перед покупкой смотрел обзор на youtube. Отличный бюджетный 3д принтер!»
Рекомендуем: лучшие токарные станки с Алиэкспресс.
ПОСМОТРЕТЬ НА АЛИ
3. 3D-принтер Anycubic Mega-S.
Отзыв покупателя: «3Д-принтер прибыл за неделю с российского склада и неплохо печатает после настройки стола, остальной пластик прибыл одновременно с ним. Вся комплектация на месте. Качество печати хорошее. Свою цену полностью оправдывает. Рейтинг у него суперский.»
ПОСМОТРЕТЬ НА АЛИ
4. 3D-принтер Creality Ender-3X.
Отзыв покупателя: «Купил три д принтер на распродаже 11.11 Ender 3 X за 12600 + бесплатная курьерская доставка. Товар прибыл в Нижегородскую область за 3 дня. Качеством доволен. Инструкция по сборке идёт в комплекте. Собрал быстро. Погрешностей нет. Отзывы шикарные.»
Рекомендуем: лучшие графические планшеты с Алиэкспресс.
ПОСМОТРЕТЬ НА АЛИ
5. 3D-принтер Artillery Sidewinder X1 SW-X1.
Отзыв покупателя: «Шикарный дешёвый 3в-принтер. Печатает прекрасно! В комплекте софта нет пресета для ABS, а с пресетом от PLA у вас деталь из ABS будет отклеиваться от стола. Экспериментально выяснил, что для ABS надо температуру стола 120, экструдера 240 градусов во время всей печати. Можно брать!»
ПОСМОТРЕТЬ НА АЛИ
6. 3D-принтер Creality Ender-3 V2.
Отзыв покупателя: «Отличный 3д-принтер для дома. Соответствует описанию на 100%, нет смысла грузить лишние изображения. Отличный принтер, По Мск доставка 3-5 дней после оплаты. Получаете почтой России. Продавцу спасибо. Качество отменное. Покупка себя оправдывает полностью.»
Рекомендуем: лучшие ручные пылесосы с Алиэкспресс.
ПОСМОТРЕТЬ НА АЛИ
7. 3D-принтер Tronxy XY-3 PRO V2.
Отзыв покупателя: «Это мой второй принтер, оставил свой выбор на нём. Раскрутил весь и все проверил. Собран на 5+. Даже колеса отрегулированы идеально. Печатает выше всяких ожиданий. Не хуже эндера точно. Даже лучше. Апгрейдить нечего. Превосходный принтер. Если поменять корпусной вентилятор, то он станет вообще бесшумным. Рекомендую!»
ПОСМОТРЕТЬ НА АЛИ
8. 3D-принтер Flying Bear Ghost 5 с Алиэкспресс.
Отзыв покупателя: «Все супер. Принтер приехал за 5 дней, комплектация полная, много ништяков. Собирается изи, печатает хорошо. Из минусов: драйвера на Z и экструдере шумные, боуден с редуктором супер медленные. Рекомендую несмотря на мини-минусы.»
Рекомендуем: лучшие 3D-ручки с Алиэкспресс.
ПОСМОТРЕТЬ НА АЛИ
9. 3D-принтер Anycubic Photon Mono.
Отзыв покупателя: «Лучший фотополимерный 3D-принтер! Стоит совсем недорого. Доставили за 3 дня, продавец отвечал на все вопросы, смолу отправили с другого склада, но это не страшно, принтер печатает можно сказать из коробки, откалибровал стол и вперёд. Никаких проблем не возникало.»
ПОСМОТРЕТЬ НА АЛИ
10. 3D-принтер Kingroon KP3S.
Отзыв покупателя: «Считаю, что это лучший 3D-принтер с Алиэкспресс. Доставка до Санкт-Петербурга 2 дня. Качество печати восторг! Смола очень пахнет, в спальне ей точно не по печатать! Качественно выполнены все детали, простота использования с коробки! Вежливые продавцы отвечают сразу! Смола идет в комплекте 500 мл, у меня цвет зеленый, выбрать цвет нельзя, да и это не проблема! Спасибо, принтер порадовал!»
Рекомендуем: лучшие лазерные граверы с Алиэкспресс.
ПОСМОТРЕТЬ НА АЛИ
Выбор редакции: Портативный 3D-принтер ZONESTAR Z6.
Вот мы и рассмотрели ТОП-10 3D принтеров с Алиэкспресс. Как видите, цены здесь намного ниже, чем в магазинах бытовой техники.
С помощью 3D принтера можно напечатать любые модели и макеты. Отлично подойдёт как домашнее развлечение.
Купоны до 30 апреля 2023
Обзор 3D-принтера
Prusa MK3S+: Чемпион в супертяжелом весе продолжает доминировать
При покупке по ссылкам на нашем сайте мы можем получать партнерскую комиссию. Вот как это работает.
Практически идеальный во всех отношениях, Prusa MK3S+ трудно превзойти
Prusa MK3S+ продолжает удерживать свои позиции на рынке, насыщенном недорогими конкурентами.
Плюсы
+
+ PrusaSlicer обеспечивает лучшую в своем классе модельную нарезку
+
+ Гибкая платформа сборки устанавливает стандарт
Почему вы можете доверять Tom’s Hardware Наши эксперты-рецензенты часами тестируют и сравнивают продукты и услуги, чтобы вы могли выбрать лучшее для себя. Узнайте больше о том, как мы тестируем.
Существует несколько 3D-принтеров с таким количеством отраслевых наград, как Prusa i3 MK3S+, и, проведя некоторое время с этим принтером, легко понять, почему он является одним из лучших 3D-принтеров на рынке в настоящее время . При цене 999 долларов за собранную машину или 750 долларов за комплект для самостоятельной сборки цена MK3S+ приближается к верхней границе потребительского 3D-принтера открытого формата, но функции этой машины и экосистема, созданная Prusa (они делать свое собственное оборудование, программное обеспечение, нить и многое другое) сделали MK3S + грозной машиной для всех, кто заинтересован в том, чтобы вывести свою игру 3D-печати на новый уровень.
Характеристики MK3S+ (бесшумные шаговые драйверы, аварийное питание и т. д.), заслуживающие внимания при первоначальном запуске, в значительной степени стали стандартными для недорогих машин и могут показаться не особенно впечатляющими в спецификации. Тем не менее, умная программная реализация и хорошо написанная документация позволили создать машину, обеспечивающую лучшие в своем классе возможности печати. Например, датчик SuperPINDA с автоматическим выравниванием в MK3S+ отображает платформу сборки на предмет искажений поверхности, но прошивка принтера способна хранить несколько Z-смещений, поэтому вы можете переключать платформы сборки без необходимости каждый раз выполнять повторную калибровку.
MK3S+ — это машина, отличающаяся визуально; а команда Prusa сохранила свою черно-оранжевую цветовую схему для своего меньшего принтера Prusa Mini+ . Ярко-оранжевые печатные детали на MK3S+ обеспечили мгновенную узнаваемость бренда для линейки принтеров Prusa, и Prusa удвоила это, усилив свой брендинг на своей машине. Фактически, вы можете найти слово «Prusa», напечатанное, выгравированное или вытравленное на MK3S+ в 25 местах, 29, если вы используете катушку их материала Prusa Polymers Prusament PLA.
Технические характеристики
Проведите по экрану для горизонтальной прокрутки
Основание машины
16,5 x 16,5 x 15 дюймов (42,0 см x 42,0 см x 38,0 см)
7
7
7 Объем сборки
9,84 x 8,3 x 8,3 дюйма ( 250 мм x 210 мм x 210 мм)
Материал
1,75 мм PLA, ABS, ASA, PETG
Тип экструдера
Прямой привод
7
№
0 057
0,4 мм
Платформа для сборки
Магнитная нагревательная платформа со съемными листами из пружинной стали PEI
Блок питания
240 Вт
Возможности подключения
5 07 9056 USB, SD-карта 9000 056 Интерфейс
3,4-дюймовый монохромный ЖК-дисплей и колесо управления
Датчик биения нити
Да
Входит в комплект Prusa MK3S+ почти каждый крепеж на машине.
Полностью собранный MK3S+ также включает в себя сумку Haribo Goldbears, фирменное дополнение от команды Prusa.
Prusa MK3S+ включает полную катушку серебряного материала PLA, отвертку, скребок для металлических деталей, клей-карандаш (для приклеивания), салфетка с изопропиловым спиртом, смазка для линейных направляющих, кабели питания и USB, лист наклеек, печатное руководство и диагностическая распечатка, подтверждающая работоспособность механических и электрических систем.
Полезность справочника трудно переоценить. Когда вы начинаете использовать свой первый 3D-принтер, может быть сложно определить причину таких проблем, как потеря экструзии, плохая адгезия слоев или засор экструдера. Прилагаемое руководство полно подробных фотографий, рабочих процессов по устранению неполадок и решений распространенных проблем. Это бесценный ресурс как для новичков, так и для любителей, и экспертов, и мне ясно, что Prusa установила стандарт технической документации.
Настройка Prusa MK3S+
(Изображение предоставлено Tom’s Hardware)
Prusa MK3S+ поставляется с готовым отпечатком, прикрепленным к платформе сборки. Этот принт представляет собой змеевидную линию с углами 90 градусов, кривые и сплошной блок в центре с логотипом Prusa, обращенным вверх. Этот отпечаток служит подтверждением того, что принтер работает и правильно собран и откалиброван. Мне удалось легко снять отпечаток с рабочей платформы, согнув стальной лист и осторожно удалив его.
(Изображение предоставлено Tom’s Hardware)
После включения принтер автоматически выполняет процесс первоначальной настройки. Этот процесс включает в себя калибровку оси Z путем ее прохождения до верхней части принтера, запуск процесса выравнивания сетчатого слоя для установки смещения Z и загрузку нити. Весь этот процесс занял у меня всего несколько минут, а высокий уровень автоматизации означает, что единственное, что мне нужно было сделать, это вставить нить в экструдер после того, как он нагрелся.
(Изображение предоставлено Tom’s Hardware)
Вы можете быть удивлены, обнаружив, что Prusa MK3S+ основан на раме RepRap i3 (третья итерация), первоначально выпущенной в сентябре 2012 года. Несмотря на эту почти десятилетнюю дату выпуска , MK3S+ полон современных достижений и достаточно инновационных функций, чтобы по-прежнему оставаться главным претендентом на рынке 3D-принтеров для профессиональных пользователей.
Ярко-оранжевый цвет делает 3D-печатные детали на MK3S+ легко заметными. Кронштейны, установленные на принтере, печатаются компанией Prusa с использованием собственных Нить Prusament PETG . Эти кронштейны надежны и крепки, а однородный внешний вид печатных частей придает принтеру профессиональный вид. Эта версия MK3S+ поставляется с оранжевыми скобками, но принтер также доступен в полностью черном варианте. Большим преимуществом MK3S + является открытый исходный код машины, а это означает, что все печатные части доступны для загрузки , если вы хотите загрузить, изменить или распечатать их самостоятельно.
(Изображение предоставлено Tom’s Hardware)
Монохромный ЖК-интерфейс и колесо прокрутки на MK3S+ — одна из немногих менее впечатляющих особенностей этой машины; он кажется устаревшим, а навигация по пользовательскому интерфейсу может быть немного неуклюжей. Это контрастирует с такими принтерами, как Anycubic Vyper , машина стоимостью менее 400 долларов, которая оснащена ярким и отзывчивым цветным сенсорным экраном, который показывает подробную статистику печати во время печати. Этот монохромный дисплей был отраслевым стандартом, когда были представлены оригинальные 8-битные принтеры в стиле i3, но он кажется устаревшим по сравнению с последними принтерами с цветными сенсорными экранами.
(Изображение предоставлено Tom’s Hardware)
В MK3S+ используется держатель катушки с нитью, который крепится непосредственно к раме принтера. Т-образный держатель может одновременно удерживать две катушки, что идеально, если вы планируете переключаться между несколькими цветами для получения многоцветной 3D-печати . Экструдер с прямым приводом на MK3S+ подает нить прямо вниз в горячий конец, поэтому установка нити непосредственно над экструдером обеспечивает прямой путь нити между катушкой и экструдером.
(Изображение предоставлено Tom’s Hardware)
Сердцем MK3S+ является 8-битная плата Einsy RAMBo, размещенная в напечатанном на 3D-принтере корпусе, прикрепленном к раме машины. Эта плата оснащена бесшумными шаговыми драйверами Trinamic 2130, заменяемыми пользователем предохранителями, а укладка кабелей выполнена аккуратно и профессионально.
Функции, ставшие возможными благодаря этой плате (паника питания, регулировка Z в реальном времени, бесшумные степперы), были значительными скачками при первоначальном представлении, но многие из этих функций перекочевали в менее дорогие 3D-принтеры FDM, такие как Элегоо Нептун 2 . Интерфейс остро нуждается в обновлении, а добавление цветного сенсорного экрана и 32-битной платы (например, той, что установлена на Prusa Mini+ ) обновит эту платформу.
(Изображение предоставлено Tom’s Hardware)
Внимание к деталям на Prusa MK3S+ очевидно, и прекрасным примером этого является управление проводами через машину. Токонесущие провода прикреплены к модулю экструдера с помощью стяжек-молний, которые действуют как разгрузка от натяжения, чтобы предотвратить усталость проводов и их отделение. Провода от блока питания аккуратно спрятаны под рамой машины, вне поля зрения и досягаемости пользователей, чтобы предотвратить их случайное отключение во время печати.
Чем отличается Prusa MK3S+?
Может быть трудно понять, почему Prusa MK3S+ стоит намного дороже, чем такой принтер, как Creality Ender 3 Pro , который на бумаге имеет схожие характеристики. Чтобы понять, почему эта машина намного дороже, нам нужно более подробно рассмотреть отдельные компоненты MK3S+.
(Изображение предоставлено Tom’s Hardware)
Решающим фактором успеха MK3S+ является изготовленный на заказ блок питания Delta 240 Вт, установленный на раме машины. Это устройство подает питание 24 В на платформу с максимальным током 10 А, что обеспечивает быстрый и надежный нагрев для печати высокотемпературными материалами, такими как PETG и ASA. Менее дорогие машины обычно используют блоки питания меньшей мощности, такие как блок питания мощностью 150 Вт, используемый Flashforge Adventurer 3 Lite , которые нагреваются дольше и с трудом поддерживают более высокую температуру.
(Изображение предоставлено Tom’s Hardware)
Нагреваемый стол 24 В способен надежно достигать 100°C, что более чем достаточно для того, чтобы высокотемпературные материалы, такие как PETG и ASA, прилипали к платформе сборки без расслоения. Магнитная сборочная платформа прочно удерживается на месте без каких-либо зажимов или защелок и может быть легко удалена после остывания до комнатной температуры. В частности, PETG легко удаляется с текстурированной поверхности текстурированного листа из пружинной стали, а сборочная платформа MK3S+ является лучшей в своем классе для высокотемпературной адгезии.
MK3S+ оснащен настоящим хот-эндом E3D и имеет голографическую наклейку, чтобы доказать это (серьезно). E3D производит каждый компонент горячей части от сопла до терморазрыва, а это означает, что вы вряд ли столкнетесь с типом производственных дефектов, которые иногда возникают на менее дорогих принтерах (неправильно просверленные сопла, испорченная трубка из ПТФЭ и т. д.). Кроме того, это сопло рассчитано на максимальную температуру 300 ° C (572 ° F), что достаточно для экструдирования наиболее распространенных термопластов и даже некоторых высокотемпературных технических материалов, таких как нейлон и поликарбонат.
Печатные детали на MK3S+ являются прекрасным примером того, как компания применяет свои глубокие знания предмета к своему продукту. Печатные кронштейны на MK3S + были напечатаны из PETG, а обращенная наружу текстурированная поверхность показывает уровень качества, который вы можете ожидать от использования текстурированного листа.
Кроме того, я признателен за то, что компания Prusa применила к этим деталям принципы DFAM (дизайн для аддитивного производства). Эти принципы DFAM включают в себя такие концепции, как печать шестиугольников вместо кругов для рельефных отверстий, которые печатаются без вспомогательного материала, и печать скобок перпендикулярно их предполагаемой нагрузке для создания механически прочных деталей.
(Изображение предоставлено Tom’s Hardware)
Prusa MK3S+ оснащен датчиком SuperPINDA, который используется для выравнивания рабочей платформы без помощи рук. SuperPINDA (расшифровывается как Super P rusa IND uction A utoleveling sensor) работает, обнаруживая близость зонда к строительной платформе и сохраняя эту информацию в прошивке. MK3S+ — не первый принтер, использующий датчик для выравнивания стола, но реализация программного обеспечения в PrusaSlicer означает, что после настройки принтера вы можете печатать, не тратя много времени на калибровку.
(Изображение предоставлено Tom’s Hardware)
По сравнению с ручным процессом выравнивания платформы принтера, такого как Creality Ender 3 Pro, MK3S+ быстрее, проще в использовании и требует меньше проб и ошибок. PrusaSlicer включает команду «G80» в начальном G-коде (инструкции, которые принтер считывает при изготовлении детали), и эта команда выполняет «Выравнивание сетчатого основания», которое исследует основание в сетке 3×3 для создания сетчатой поверхности, которая используется для калибровки. Эта сетчатая поверхность заставляет двигатели оси Z волнообразно перемещаться по неровным участкам, в то время как печатающая головка остается перпендикулярной оси X/Y. Во время моего тестирования мне не нужно было запускать на принтере ни одной калибровки без печати после первоначального выравнивания сетчатого слоя.
Платформы сборки на Prusa MK3S+
(Изображение предоставлено Tom’s Hardware)
Удаление напечатанной детали с платформы сборки 3D-принтера может оказаться сложной задачей, если принтер неправильно откалиброван. Prusa MK3S+ пытается решить эту проблему, используя съемную сборочную платформу, которая удерживается на месте с помощью магнита и может сгибаться для удаления деталей после того, как платформа остынет. Я пробовал много разных типов поверхностей сборки, и гладкий лист PEI, используемый Prusa, на сегодняшний день является одним из самых простых для печати, удаления деталей и очистки.
(Изображение предоставлено Tom’s Hardware)
Prusa также предлагает платформу для сборки из текстурированной стали для MK3S+ с шероховатой поверхностью, которая может придать напечатанным деталям более однородный вид. Фактически, характерный текстурированный вид печатных деталей на MK3S + исходит из этой платформы сборки.
Детали, напечатанные на гладкой сборочной платформе, будут иметь гладкую нижнюю поверхность, которая визуально отличается от борозд по бокам детали. Используя текстурированный лист, я смог сделать отпечатки, которые имеют текстурированный вид как снизу, так и по бокам. Этот лист идеально подходит для печати PETG; высокая температура печати материала требует текстурированной поверхности для приклеивания, но также требует поверхности, от которой он может легко отделяться.
Печать на Prusa MK3S+
(Изображение предоставлено Tom’s Hardware)
Образцы отпечатков на прилагаемой SD-карте с Prusa MK3S+ представляют собой освежающее изменение по сравнению с образцами деталей, которые обычно входят в комплект поставки недорогих 3D-принтеров. MK3S+ включает в себя 16 предварительно нарезанных частей, подготовленных для PLA, при этом общее время печати указано в имени файла. Время отпечатков образцов варьируется от 23 минут (простой блок со словом PRUSA) до почти 14 часов (замок, напечатанный с толщиной слоя 0,1 мм), и все они были подготовлены с использованием разумных настроек для машины и подчеркивают различные функции. (переменная высота слоя, многоцветная печать и высокое разрешение слоя 0,1 мм).
Один из моих любимых образцов деталей — подшипник планетарной передачи, напечатанный одним отпечатком. Я напечатал эту модель, используя PLA-материал Prusament Jet Black, и после снятия ее с платформы для сборки я смог легко и свободно вращать механизм. Эта часть действительно подчеркивает способность MK3S + производить детали с функциональной прочностью и назначением в дополнение к деталям, разработанным с учетом эстетики.
(Изображение предоставлено Tom’s Hardware)
Еще одним выдающимся образцом, включенным в MK3S+, является модель дракона под названием Adalinda the Singing Serpent от Loubie3D . Эта модель печатается немного дольше (около 8 часов), но окончательный отпечаток — еще один мой фаворит. Поскольку эта модель была нарезана компанией Prusa для принтера MK3S+, образец распечатки получается с высоким уровнем детализации и без неожиданных настроек, которые могут вызвать проблемы (слишком много внешних оболочек, отсутствие втягивания и т. д.), как образцы распечаток, прилагаемые к другим 3D-принтеры FDM.
(Изображение предоставлено Tom’s Hardware)
Печать с помощью PrusaSlicer на Prusa MK3S+
(Изображение предоставлено Prusa)
Компания Prusa разработала собственный слайсер для Prusa MK3S+ под названием PrusaSlicer. PrusaSlicer — это ответвление сложного в произношении приложения Slic3r, которое также является бесплатным приложением с открытым исходным кодом. Prusa вложила много времени и усилий в PrusaSlicer, и это превратилось в одно из самых мощных приложений для 3D-печати, доступных для настольных 3D-принтеров на рынке.
(Изображение предоставлено Prusa)
Текущая версия PrusaSlicer (2.3.3) включает профили для принтеров Prusa, Creality, Lulzbot и других, а также библиотеку профилей материалов. В дополнение к этим профилям PrusaSlicer также включает в себя несколько профилей настроек печати, которые варьируются от сверхвысокой детализации при высоте слоя 0,05 мм до чернового режима, который обеспечивает высокую скорость печати слоев 0,3 мм за счет снижения качества.
Модели нарезки в PrusaSlicer для Prusa MK3S+
(Изображение предоставлено Prusa)
PrusaSlicer — многофункциональная программа с упрощенным интерфейсом, доступная для новичков, экспертов и всех, кто находится между ними. Я провел много времени в настройках PrusaSlicer, и я ценю, сколько работы Prusa вложила в то, чтобы сделать почти каждый параметр процесса печати доступным без создания перегруженного интерфейса.
Настройки разбиты на три основные категории: Настройки печати , Настройки нити и Настройки принтера . Настройки печати обычно фокусируется на скорости/качестве печати, Настройки нити используется для определения температуры и параметров экструзии, а Настройки принтера используется для глобальных параметров и определения инструкций по запуску/остановке.
(Изображение предоставлено Prusa)
Основной интерфейс предлагает три настройки: Простой , Расширенный и Эксперт . Simple предлагает упрощённый интерфейс с возможностью настройки всего нескольких параметров, в то время как Advanced и Expert позволяют настраивать печать на более детальном уровне.
Настройки качества PrusaSlicer для Prusa MK3S+ / PLA 055
Высота слоя
0,20 мм
Процент заполнения
15%, гироид
Скорость печати
45 мм/сек
0 57
9005 215 градусов Цельсия (419 градусов по Фаренгейту)
Температура подогреваемой кровати
60 градусов Цельсия (140 градусов по Фаренгейту)
Время печати
1 час 34 минуты
(Изображение предоставлено Tom’s Hardware)
Есть несколько отпечатков, которые лучше подходят для тестирования принтера, чем 3DBenchy , поэтому я использовал прилагаемую катушку серебряного PLA Prusa, чтобы распечатать эту модель, используя настройки качества PrusaSlicer по умолчанию 0,2 мм. Я был впечатлен общим качеством Benchy, и даже с материалом с высокой отражающей способностью, таким как серебристый PLA, который может выделять дефекты из-за неровных слоев, слои выглядели ровными и однородными повсюду.
Модель лодки Benchy предназначена для демонстрации различных функций принтера (таких как возможность печати крутых выступов, мелких деталей и т. д.), и беглый осмотр модели показывает, что MK3S+ работает очень хорошо и не имеет любой из общих дефектов, обычно наблюдаемых на этой модели.
Настройки спиральной вазы PrusaSlicer для Prusa MK3S+ / PLA0057
Prusament PLA, Galaxy Purple
Высота слоя
0,20 мм
Процент заполнения
0%
Скорость печати 9 00055 9 00565 6 60 мм/сек
Температура экструдера
215 градусов Цельсия ( 419 градусов по Фаренгейту)
Температура нагреваемого стола
60 градусов по Цельсию (140 градусов по Фаренгейту)
Время печати
3 часа, 9 минут
(Изображение предоставлено Tom’s Hardware). часть времени, которое обычно требуется для печати с использованием нескольких слоев. Этот режим идеально подходит для печати таких объектов, как вазы или ограждения, для которых требуется только один контур, а не несколько контуров и структура заполнения. Я распечатал Изогнутая сотовая ваза от eggnot, чтобы выделить этот режим печати.
(Изображение предоставлено Tom’s Hardware)
Prusament Galaxy Purple — мой любимый цвет из-за добавления блесток в нить. Эта добавка создает линии слоев, которые равномерно растушевываются и имеют текстурированный вид. Комбинируя этот материал с режимом Spiral Vase, можно получить детали, которые выглядят практически обычными, с линиями слоев, которые трудно увидеть. Эта модель была напечатана чуть более чем за 3 часа в режиме Spiral Vase, по сравнению с более чем 13 часами, если бы она была напечатана с использованием обычных настроек.
Настройки скорости PrusaSlicer для Prusa MK3S+ / PETG
PETG — это материал, который обеспечивает повышенную механическую прочность, термостойкость и гибкость по сравнению с деталями, напечатанными из PLA. Компания Prusa воспользовалась преимуществами этих свойств материала, напечатав многие компоненты MK3S+ с помощью PETG, что создает жесткую деталь, способную выдерживать механические нагрузки. Печатать PETG также, как известно, сложно из-за высокого уровня натяжения, которое может возникнуть при одновременной печати нескольких деталей, но у меня не было никаких проблем при печати материалом Prusament PETG на MK3S+.
Я использовал настройки по умолчанию в PrusaSlicer для печати модели зажима , предоставленной Prusa , которая была разработана специально для PETG. Эта модель имеет функциональную резьбу, гибкое шаровое соединение и может быть натянута без защелкивания корпуса хомута. Деталь печаталась из нескольких частей без натяжения, и я смог легко собрать ее и проверить работоспособность, не повредив зажим. При печати из более хрупкого материала (например, PLA) зажим может треснуть в точке перехода на корпусе, но PETG смог выдержать натяжение, не деформируясь и не ломаясь.
Импорт PrusaSlicer 3MF для Prusa MK3S+ / PLA 0055
Высота слоя
0,20 мм
Процент заполнения
15%, сетка
Скорость печати
60 мм/сек
Температура экструдера
7 245156 градусовградусов по Фаренгейту)
Температура нагреваемого стола
60 градусов по Цельсию (140 градусов по Фаренгейту)
Время печати
2 часа, 17 минут
7
0 3
(Изображение предоставлено Tom’s Hardware)
PrusaPrinters ( онлайн-репозиторий файлов, созданный и поддерживаемый Prusa), предлагает уникальную возможность делиться файлами для 3D-печати, которые были предварительно нарезаны и подготовлены для MK3S +, с подробной статистикой печати, доступной на сайте. Прекрасным примером этого является Сумочная клипса от Андрея; зажим для сумки с кулачковым приводом, который подчеркивает свободу дизайна, предлагаемую 3D-принтером.
Эта модель была загружена в виде файла .3MF, который содержит всю информацию, необходимую для печати, такую как настройки слайсера, температура сопла и слоя, а также специальные опорные конструкции (видны на снимке экрана выше). 3MF становится все более популярной альтернативой. в файл STL, который не содержит много информации, кроме необработанной геометрии модели.
(Изображение предоставлено Tom’s Hardware)
Эта деталь была напечатана безупречно с первой попытки, а предоставленный .3MF (или .gcode) позволяет пользователю отправить этот файл кому-либо еще с тем же принтером и материалом и быть уверенным, что часть будет неотличима по внешнему виду и производительности. Я всегда думал о 3D-принтере как о репликаторе из романа Майкла Крайтона « Временная шкала », который способен создавать идентичные объекты в разных местах, преобразовывая их в цифровую информацию. Однако успех детали часто зависит от настроек, выбранных пользователем для изготовления, поэтому возможность делиться планами изготовления на один шаг ближе к возможности отправки физического продукта в виде цифровых данных.
(Изображение предоставлено Tom’s Hardware)
При цене 999 долларов за собранный принтер (или 749 долларов за комплект) Prusa MK3S+ — это машина, которая не ставит под угрозу пользовательский опыт и является абсолютно одной из . лучшие 3D-принтеры в настоящее время на рынке. MK3S+ имеет профессиональный и аккуратный внешний вид, но 8-битный монохромный пользовательский ЖК-интерфейс может быть проблемой для некоторых пользователей, учитывая высокую цену. Помимо интерфейса, профессиональные функции MK3S + делают его выдающейся машиной для тех, кто ищет надежную машину для производства функциональных деталей, не беспокоясь о том, чтобы тратить много времени на возню.
Если вы ищете менее дорогую машину за пределами экосистемы Prusa, Elegoo Neptune 2 (в настоящее время на Amazon за 180 долларов) предлагает аналогичные размеры печати и функции (за заметным исключением автоматического выравнивания платформы) на долю цена, но без такого же уровня надежной поддержки и документации, как MK3S + или любой из компонентов известной марки, таких как хот-энд E3D. Если вы хотите испытать Prusa, но хотите потратить немного меньше денег, Prusa Mini+ (доступен в Prusa за 399 долларов в сборе, 349 долларов за комплект) — отличное место для начала.
Эндрю Синк впервые использовал 3D-принтер в 2012 году и с тех пор с энтузиазмом участвует в индустрии 3D-печати. Напечатав все, от сканирования собственного мозга до бутерброда с арахисовым маслом и желе, он продолжает все глубже погружаться в бесконечные области применения аддитивных технологий. Он всегда работает над новыми экспериментами, проектами и обзорами и делится своими результатами на Tom’s Hardware, YouTube и т. д.
лучших 3D-принтеров на 2023 год: 5 устройств, наиболее рекомендуемых экспертами
В последние годы популярность 3D-принтеров возросла благодаря их инновационным способам создания трехмерных объектов. Они быстро проникают в различные области, такие как ювелирное дело, медицина, искусство и т. д. По сравнению с обычными принтерами они работают по-другому. Они могут стать интересным способом творческого самовыражения или создать полезные безделушки для вашего дома. Некоторые из лучших 3D-принтеров создают реалистичные и художественные объекты, которые произведут впечатление на ваших друзей.
3D-печать стремительно захватывает мир и даже способствует производству продуктов питания. На самом деле, недавнее исследование, проведенное Цингронгом Хуангом, профессором кафедры пищевых наук Школы экологических и биологических наук Рутгерса, раскрывает новый шоколад с низким содержанием жира, созданный с использованием 3D-принтера. Более того, этот новый, более здоровый шоколад может иметь практически любую форму, которую вы пожелаете.
Просто Немного Более высокотехнологичная, чем сладости, появилась новая медицинская инновация с персонализированным искусственным сердцем, напечатанным на 3D-принтере, которое бьется так же, как настоящее, что позволяет врачам адаптировать имплантаты для отдельных пациентов. Ученые Массачусетского технологического института, разрабатывающие новую технологию, говорят, что нет двух одинаковых органов, размер и форма которых у разных людей различаются. Роботизированное устройство представляет собой мягкую и гибкую копию, которая может имитировать способность органа перекачивать кровь.
Хотя мы не будем предполагать, вполне вероятно, что вы не печатаете шоколад или сердечки дома, и эти модели идеально подойдут для менее сложных проектов. StudyFinds выбрал пять лучших 3D-принтеров с 10 экспертных технических веб-сайтов, чтобы облегчить вашу работу. Дайте нам знать, если мы пропустили одну из ваших любимых моделей в комментариях ниже!
1. Anycubic Vyper
Технический консультант говорит, что этот отвечает всем требованиям: «Он отвечает всем требованиям: (правильное) автоматическое выравнивание, сенсорный экран, лист PEI и приличный объем сборки 240x240x265 мм. Его легко собрать, он надежно печатает и предлагает хорошее качество при минимальной настройке. Вы получите лучшее качество от Creality Ender 3 S1 Pro, но это дороже, и вы откажетесь от полностью автоматического выравнивания кровати. Для большинства людей Vyper предлагает достаточно хорошее качество по разумной цене с надежными первыми слоями каждый раз».
Anycubic Vyper 3D Printer
«Если мир 3D-печати когда-либо казался вам слишком пугающим, обратите внимание на AnyCubic Vyper. Несмотря на то, что он идеально подходит для начинающих благодаря минимальной сборке, опытные любители печати также оценят то, что он может предложить, хотя и с некоторыми настройками», — добавляет Tech Radar. «Это быстро и точно, экономит время при настройке вашего первого отпечатка, что упрощает настройку и начало работы. Панель управления с сенсорным экраном удовлетворительно быстра и проста в использовании, но мы обнаружили, что предполагаемое время завершения печати постоянно неверно. Как только принтер будет правильно оптимизирован, вы сможете наслаждаться впечатляющим качеством печати».
«Он поставляется частично собранным, а остальные шаги (привинчивание рамы к основанию, включение нескольких кабелей в разъемы и крепление держателя катушки с нитью к раме) просты и понятны. Что касается нити, Vyper поддерживает стандартные ABS и PLA, а также TPU и PETG. Принтер поставляется только с небольшой стартовой катушкой, поэтому при покупке Vyper вам нужно будет купить как минимум одну катушку», — пишет журнал PC Magazine.
2. Оригинальный Prusa Mini +
Tech Radar нравится размер, доступность и простота настройки этого продукта: «Есть сетевая локальная сеть и USB-порт для простого подключения и удобный интерфейс. 2,8-дюймовый цветной экран с разрешением 65 000 цветов упрощает навигацию по параметрам и настройкам, а при первом запуске машины вы шаг за шагом проводите процесс настройки. Этот принтер начального уровня должен быть первым выбором для ремесленников, моделистов и инженеров-энтузиастов. Оригинальный Prusa MINI+ является заменой оригинального Prusa MINI (минус плюс), ключевым преимуществом которого является то, что теперь он оснащен датчиком superPINDA, который не зависит от температуры, что позволяет выполнять калибровку первого слоя быстрее и надежнее».
Оригинальный 3D-принтер Prusa Mini+
«Mini Plus — один из лучших малогабаритных принтеров, которые вы можете купить», — отмечает CNET. «В нем есть все, что вы ожидаете от машины Prusa: автоматическое выравнивание платформы, обнаружение сбоев и отличное качество печати, и все это менее чем за 450 долларов. Создавая его вместе с моим сыном, мы получили много хороших идей о том, как работает 3D-принтер, и, возможно, о том, как его починить».
«Консистенция и тщательно подобранные ремонтопригодные детали Prusa Mini+ порадуют более продвинутых пользователей, которым нужна надежная машина для 3D-печати. Это также выгодная сделка с необычными функциями по этой цене, такими как большая область печати 7 на 7 на 7 дюймов (также известная как объем печати или общее пространство, в котором вы можете печатать) и цветной дисплей. , а также круглосуточная поддержка клиентов. Принтеры Prusa — самые тихие модели, которые мы тестировали, и они совместимы с широким спектром типов пластика», — добавляет The Strategist.
3. Anycubic Kobra Max
Tom’s Hardware добавляет этот принтер в свой список и заявляет: «Anycubic Kobra Max чертовски огромен. Нет, правда. Он такой большой. Как только вы найдете место для установки, Anycubic Kobra Max станет отличной и простой в использовании машиной. Он имеет систему автоматического выравнивания, которая физически касается стеклянной поверхности, давая очень точные результаты, которые можно использовать с любым из лучших 3D-принтеров».
3D-принтер Anycubic Kobra Max
«Благодаря большому объему сборки 400 x 400 x 450 мм Kobra Max может печатать огромные отпечатки. Мы обнаружили, что с нашей стороны не требуется никаких реальных усилий для уверенного получения полноформатных отпечатков», — отмечает All3DP. «Надежное шасси, экструдер с двумя шестернями и хотэнд в стиле Volcano дают Kobra Max почти все инструменты для крупноформатной 3D-печати. Для принтера, предназначенного для печати больших размеров, Anycubic экономит на держателе катушки и предлагает держатель, способный удерживать только стандартные катушки весом 1 кг. Точно так же у вас нет сопла большого диаметра, которое помогло бы сократить количество отпечатков с полных пластин с нескольких дней до нескольких часов. К счастью, и то, и другое — простые и недорогие исправления, но это мелкие детали, которые могли бы сделать Kobra Max еще лучше из коробки».
Согласно CNET, «может быть ошибкой думать, что 3D-принтер отлично подходит для начинающих только потому, что он стоит недорого. Конечно, можно купить 3D-принтер всего за 180 долларов, и он, конечно, будет работать. Однако, скорее всего, новичок купит его, потратит слишком много времени, пытаясь получить один хороший отпечаток, а затем сдастся, потому что посчитает, что это слишком сложно или не стоит его усилий. Урок: даже при таких очень низких ценах, если чем-то неудобно пользоваться, это не лучшая инвестиция. Anycubic Kobra Max стоит не 180 долларов; это ближе к 650 долларам, но я все еще думаю, что это отличная отправная точка для 3D-печати. Да, это 3D-принтер за 650 долларов, но кажется, что это должен быть принтер за 1000 долларов. В этом смысле это хорошая сделка».
4. 3D-принтер Toybox
Идеально подходит для детей, которые хотят попробовать свои силы в 3D-печати, ZDNet говорит: «Простое управление одним касанием делает его самодостаточным для детей младшего возраста, особенно с подключением к сети Wi-Fi. Во время работы не требуется регулировок, а небольшой размер упрощает работу с ним. Кроме того, в каталоге Toybox доступны тысячи игрушек, чтобы занять вашего ребенка на несколько недель».
3D-принтер для ящиков с игрушками
Согласно Tom’s Guide: «Процесс работает, в основном: мы смогли напечатать некоторые из лучших игрушек, таких как поезда, рельсы, части замка и стены, а также небольшие фигурки из простого в использовании веб-интерфейса. Но, как и во взрослении, есть несколько проблем, с которыми вам нужно сначала справиться с Toybox, например, странная неудачная печать и интерфейс с несколькими грубыми краями. Тем не менее, если вы рассматриваете 3D-печать как хобби для вас и ваших детей, то Toybox — один из лучших 3D-принтеров, которые вы можете купить».
«Как учатся дети? Через игру. Вот почему нет лучшего способа познакомить ваших детей с 3D-печатью, чем Toybox, небольшой и простой 3D-принтер, который может печатать игрушки, которые помогают им учиться. О, и им тоже будет весело. Toybox — это небольшой компактный принтер, в котором используется нить PLA, которую компания называет «питанием для принтера». Этот нетоксичный материал имеет множество цветов, связанных с пищевыми продуктами (например, яблоко и жевательная резинка), и стоит 11 долларов за катушку. Toybox может печатать предметы размером до 2,7 дюйма в ширину, 3,14 дюйма в глубину и 3,54 дюйма в высоту. Это не особенно много, но достаточно, чтобы напечатать кое-что интересное», — добавляет Forbes.
5. Оригинальный Prusa i3 MK3S +
Это устройство возглавляет список PC Magazine. Почему? «Оригинальный Prusa i3 MK3S+ — это последняя версия машины, которая претерпела десятилетие усовершенствований и доработок. В результате получился безупречный 3D-принтер с открытой рамой, лишенный очевидных недостатков, поддерживаемый обширной сетью сообщества и справочными функциями. В то время как руководства пользователя для многих 3D-принтеров находятся в зачаточном состоянии, i3 MK3S+ включает в себя красивое, профессионально напечатанное руководство, которое охватывает как предварительно собранную версию (которую мы рассмотрели), так и комплект. В нашем тестировании принтер работал плавно, без опечаток, а наши тестовые отпечатки неизменно имели качество выше среднего».
Оригинальный 3D-принтер Prusa i3 MK3S+
«У Prusa i3 MK3S довольно корявое название, но это новейшая серия принтеров, которые чешская компания Prusa Research производит с 2012 года», — пишет Forbes. «Сочетание нагретой печатной платформы (до 248F/120C) и максимальной температуры печатающего сопла 572F/300C означает, что он может печатать с использованием широкого спектра филаментных материалов, включая обычные пластики PLA и ABS, а также нейлон, полистирол. и другие, имитирующие дерево и металл. Однако принтер не закрыт, и холодные сквозняки и ветерок могут вызвать ошибки при печати. Вам нужно будет поместить его в защищенное место или построить вольер».
«Prusa i3 MK3S+ — достойное обновление по сравнению с Mini+ благодаря области печати 9,9 на 8,3 на 8,3 дюйма, более стабильной оси Z и лучшему экструдеру. Он поставляется с деталями, которые, вероятно, прослужат дольше (хотя и без цветного экрана, как на Mini+), и обновленной материнской платой, которая может лучше обнаруживать и исправлять ошибки во время печати.
Конкурс прогнозов. Недельный зачет за 24.04.2023 — 30.04.2023
Жизнь на сайте
форум 9
» Создано под мяч 40+»
опрос 89
Нужно ли говорить «стоп» соседнему столу, когда Ваш мяч туда летит?
форум 30
Подскажите как начать карьеру и участие в турнирах?
опрос 45
Во сколько лет Вы начали играть в настольный теннис?
форум 66
И снова про клей — DHS№15
форум 10
Ищу спарринга от 500рттф
новость 1
Первое золото россиян на V Играх ALBA
опрос 36
Какой толщины Ваша накладка справа (если Вы играете гладкой)?
форум 22
Ищу тренера по игре коротким шипом
новость 1
V Игры ALBA. Россияне сыграют в обоих командных финалах
0live | Day 3 | WTT Star Contender Bangkok 2023
0live ПР до 16 лет. 2 стол. 27.04.23
новость 0
Итоги 17-й недели 2023 года на RTTF.ru
опрос 80
Вы скучаете по целлулоидному мячу?
форум 10
Как вам glayzer?
Новости клубов
Hurric 67
Бюджетные группы для начинающих в клубе Hurricane-TT
ДШ Под 0
г. Талдом 07.05.2023 детский + открытый с призовым фондом
ЛуЦент 319
Групповые тренировки в клубе «ЛуЦентр». Тренер-Крегель Дмитрий
Штурм 2
Кубок Штурм 8 тур в Курсаково
NATEN- 3
Майские сборы по настольному теннису с клубом NATEN
Лига П 56
LIGA PRO. Старт отборочных турниров.
Лосинк 12
Зал ТОПС-Лосинка. Продажа б/у инвентаря
ArtTT- 0
8 мая Командный турнир в клубе ArtTT. Первомайская
Обсуждение турниров
турнир 1
27.04 чт 20:00 600 TENIX
турнир 5
27.04 чт 21:00 444 TTL-Савёл
турнир 1
27.04 чт 20:00 444 Крылья
турнир 2
27.04 чт 15:00 377 HurricaneTT
турнир 1
27.04 чт 19:30 270 SpinArt
турнир 1
27. 04 чт 19:30 отк ФилиТТ
турнир 5
27.04 чт 15:00 100 Point
турнир 4
27.04 чт 15:00 500 TTL-Савёл
Купля-продажа б/у
куплю 1
продам 3
Donic Waldner Classic 25
продам 7
Butterfly Dignics 05
продам 10
Butterfly Tenergy 19
продам 10
Новинка Tibhar Hybrid MK max
продам 1
Nittaku Fastarc G-1
продам 2
Готовая ракетка ITC Impact и основание Donic Cayman
продам 2
⛳Сборные ракетки 🏓🧩🎯👽
Дни рождения
Сегодня 27.04.2023 чт
LLavrS 594 Лаврик Сергейhhank 244 Перекрест АлександрTTaymer 357 Байрамуков ТимурDenis5000 166 Журавлев ДенисЮЮрий_Федоров 171 Фёдоров Юрийвсе дни рождения за 27 апреля
Завтра 28.
04.2023 пт
aaibulat 238 Аминов Айбулатsshvtsalx00 155 Швец Александрmmamberdo 233 Сорокин Антонвсе дни рождения за 28 апреля
Sibek
Клёст
Описание
Шиповальный полуавтомат «Клест» предназначен для ошиповки шин наружным диаметром 8 мм в подготовленные отверстия в автомобильных покрышках размером до 19 дюймов включительно. Применение штоковой головки позвляет использовать многофланцевые шипы.
Правильная ориентация шипов и подача их в шипопровод осуществляется при помощи шипоподающего устройства. При заполнении шипопровода происходит автоматическое отключение сепаратора, что увеличивает ресурс шипоподающего устройства и снижает уровень шума при работе. Регулируемая конструкция рабочего стола обеспечивает правильное расположение шипуемых покрышек разных типоразмеров. Полуавтомат оборудован системой подготовки сжатого воздуха с целью увеличения срока службы узлов шиповальной головки, лампой подсветки рабочей зоны для обеспечения высокой производительности труда оператора. Улучшенная конструкция пневмосистемы позволила сократить расход воздуха до 350 л/час. Автоматическое изменение темпа работы полуавтомата возможно при помощи электронного регулятора темпа ошиповки. Увеличение темпа ошиповки осуществляется за счёт уменьшения времени задержки между рабочими ходами шиповальной головки. Регулятор предназначен для отображения в графическом виде текущей скорости работы шиповальной головки, что позволяет выбирать темп ошиповки в зависимости от навыков конкретного оператора. Управление рабочим циклом осуществляется при помощи ножной педали на гибком шнуре. Корпус имеет встроенный шкаф для хранения шипов и других необходимых инструментов.
Характеристики
Напряжение питания, В
~220±10%
Потребляемая мощность, Вт, не более
100
Рабочее давление пневмосистемы полуавтомата, кгс/кв.см
от 6 до 7
Степень защиты оболочки,
IPX0
Класс защиты от поражения электрическим током,
I
Диаметр используемых шипов, мм
8*
Размер обрабатываемых шин, диаметр борта, дюймов
13. ..19
Расход воздуха за один рабочий ход, л, не более
1,3
Высота устанавливаемых шипов, загружаемых в барабан сепаратора, мм
10…13*
Максимально допустимое количество шипов, загружаемых в барабан устройства, шт./грамм
400/800
Производительность в полуавтоматическом режиме, шипов/мин.
не менее 60
Вес нетто,кг
42
Вес брутто, кг
65
Габаритные размеры (ДхШхВ), мм, не более
650х710х1590
Габаритные размеры в упаковке (ДхШхВ), мм, не более
1150х745х400
* — изготовление полуавтоматов под применение других размеров и конструкций шипов возможно по предварительной заявке.
Цена
Под заказ
Скачать руководство по эксплуатации
Часы работы магазина Spike’s Feed
Часы работы магазина
Ознакомьтесь с последними рекомендациями по покупкам в связи с COVID-19 ЗДЕСЬ Пятница, 23 декабря Delano будет открыт с 9:00 до 17:00
Все магазины будут закрыты в понедельник, 4 июля
Мы снова откроемся во вторник, 5 июля
День труда будет с 8:00 до 18:00 во всех магазинах
В связи с зимними погодными условиями и непредсказуемым количеством снега, поземкой и дорожными условиями часы работы нашего магазина будут меняться по крайней мере в четверг, 23 февраля, и, возможно, в пятницу, 24 февраля. Пожалуйста, позвоните в местный магазин, чтобы узнать, когда они открыты. . Мы ценим ваше понимание во время этой зимней бури и с нетерпением ждем встречи с вами в наших магазинах!
После недельного перерыва мы вернулись как раз к выходу «Марша машин». Мы смотрим на набор с запечатанной/черновой точки зрения и делимся своими первоначальными впечатлениями. Мы также говорим о тактических видеоиграх и новом боевике. Спасибо за оказанную честь.
Кэмерон Маккой — @Cameron_McCoy
Кертис Новер — @CurtisNow
Наше шоу — @SpikeFeedMTG
Музыка Мики Джонса
Комментарий
Кэмерон Маккой
На этой неделе мы рассмотрим метаигру «Исследователь» и поговорим о Shadows Over Innistrad Draft.
Кэмерон Маккой — @Cameron_McCoy
Кертис Новер — @CurtisNow
Наше шоу — @SpikeFeedMTG
Музыка Мика Джонсента испорченные карты и разговор об игре Skyrim…снова. Спасибо за оказанную честь.
Комментарий
Кэмерон Маккой
На этой неделе мы рассмотрим новый формат Проводника и Стандарт. Мы также рассмотрим несколько новых карт из нового выпуска. И мы говорим о преемственности. Спасибо за оказанную честь.
Кэмерон Маккой — @Cameron_McCoy
Кертис Новер — @CurtisNow
Наше шоу — @SpikeFeedMTG
Музыка Мика Джонса
Комментарий
Кэмерон Маккой
Shadows Over Innistrad Remastered уже на подходе, и мы рассмотрим его влияние на Арену. Мы также погрузимся в колоду Mono White Standard и поговорим о Diablo и Monster Train. Спасибо за оказанную честь.
Автоматическая револьверная головка токарного станка с ЧПУ
Револьверная головка представляет собой электропривод с многопозиционным диском, где могут быть зафиксированы несколько шпинделей или рабочих инструментов. Она может иметь от 4 до 16 граней или позиций. Смена инструмента осуществляется путем ее поворота относительно основной оси в станках. Используется револьверная головка токарного станка с ЧПУ не только в данном оборудовании. Она нашла свое применение в агрегатных станках, в токарных машинах, в обрабатывающих автоматах.
Крепление инструмента в инструментальном диске осуществляется по средством блоков резцедержателей VDI-30, VDI-40, VDI-50. Смена инструмента автоматическая, за что данное приспособление получило название автоматическая многопозиционная головка.
— УГ9326 (8-ми позиционная головка односторонняя под VDI-40)
— УГ9321 (6-ти позиционная головка односторонняя под VDI-50)
— УГ8 (8-ми позиционная головка реверсивная под VDI-40)
Модель
УГ9321
УГ9326-06
УГ8
Расстояние от базовой плоскости до оси автоматической головки, мм
121
121
121
Количество позиций
6
8
8
Размер отверстия под резцедержатель по ГОСТ 24900-81, мм
Ø50Н7
Ø40Н7
Ø40Н7
Максимально допустимый крутящий момент от усилия резания, kH х м
2,6
2,8
2,8
Стабильность фиксации инструмента, мкм
в радиальном направлении
5
5
3
в осевом направлении
10
10
6
Мощность электродвигателя, кВт
0,37
0,37
0,37
Габаритные размеры головки без инструментальных блоков, мм не более:
длина
585
500
421
ширина
325
335
335
высота
325
335
351
Масса (нетто/брутто), кг, не более
122/142
115/140
165/185
Направление вращения
Одностороннее
Одностороннее
Реверсивное
Посадочная поверхность для инструментального диска:
Конусная 7°7’30” Ø139,719(+0. 004-0.008)
Конусная 7°7’30” Ø139,719(+0.004-0.008)
Ø50h6
диаметр, мм
Габаритные размеры упаковки, мм, не более
690х400х450
610х400х450
540х430х550
Рассмотрим преимущества револьверных головок на примере модели уг9326. Это восьмипозиционная автоматическая головка. Благодаря простоте конструкции и надежному
механизму фиксации головка обладает следующими положительными качествами:
— достаточная жесткость для выполнения тяжелых операций на станке;
— высокая точность проводимых работ;
— оптимальная производительность – срок службы головки измеряется годами;
— экономия времени на смене инструмента – извлечь и заменить его на новый не составит труда.
Изготовитель — Гомельский завод станочных узлов. Головки поставляются с паспортом, сертификатом качества и копией сертификата происхождения. Гарантия на продукцию — 12 месяцев.
Купить представленные револьверные головки можно в компании «Аспектмаш». Доступные цены и безупречная функциональность всех запчастей гарантированы производством и
строгим контролем качества, внедренным на заводе.
Назначение револьверной головки токарного станка с ЧПУ: описание, технические характеристики
Револьверная головка токарного станка с ЧПУ используется как носитель инструментов в токарных, токарно-фрезерных и карусельных станках и более автоматизировать их. Как правило, конструкция головки представлена несколькими гнездами: от 5 до 8 штук.
Содержание:
1 История создания и производства
2 Виды и их классификация
3 Техническое описание
4 Плюсы и минусы
5 Особенности конструкции
6 В каких сферах применяется
7 Инструкция по безопасной эксплуатации
8 Документация
9 Гарантия и цена в полной комплектации
10 Видео,револьверная головка со встроенным приводом
История создания и производства
Появление револьверной головки токарного станка с ЧПУ- процесс, ставший следствием развития индустрии металлообработки. Это обусловлено тем, что применение револьверной головки токарного станка в сочетании с ЧПУ влияет на скорость обработки заготовок, повышает точность размеров и уровень шероховатости поверхности.
Виды и их классификация
В зависимости от поставленной задачи и принципа действия револьверные головки токарного станка с ЧПУ делятся на:
Шлифовальные. Применяются без станочного оборудования; принцип работы основан на использовании собственного электродвигателя. Посредством таких головок обрабатываются поверхности любого уровня сложности.
Токарно-фрезерные головки работают с инструментами, закрепленными в патронах станка. Их применение обеспечивает высокую точность угловых перемещений.
Делительные головки предназначены для повышения точности поворотов станка при обработке деталей. Они обеспечивают обработку граней, фрезерование канавок и пазов.
Резьбонарезные револьверные головки справляются с высокоточным нарезанием резьбы деталей. Уровень производительности инструмента значительно выше, чем эффективность ручного оборудования.
Приводные головки предназначены для закрепления инструментов при выполнении большого количества операций — от нарезания резьбы до фрезерования плоскостей разного типа.
Кроме того, производители оборудования для обработки деталей и поверхностей предлагают головки вихревого, резьбонакатного и многорезцового типов.
Техническое описание
Параметры револьверных головок токарного станка с ЧПУ практически идентичны параметрам аналогичного оборудования. Однако существует ряд характеристик, которые необходимо рассмотреть подробно.
Основным параметром выбора револьверной головки токарного станка с ЧПУ являются ее характеристики. Также необходимо учесть количество устанавливаемых режущих инструментов, их конфигурацию, длину и возможность подключения к ЧПУ. Список команд, посылаемых в блок обработки, определяет функциональность станка.
К другим стандартным характеристикам револьверной головки токарного станка с ЧПУ относятся:
Максимальные и минимальные размеры обрабатываемой заготовки, возможность ее установки в суппорт и в центрах.
Скорость смены резцов. Эти характеристики будут влиять на производительность конкретной модели и ее применение.
Наличие и диаметр сквозного отверстия, используемого для токарной обработки длинных цилиндрических заготовок.
Параметры подачи суппорта — максимальное смещение в продольном и поперечном направлениях, значения для одного шага
Точность позиционирования режущего инструмента. Возможно формирование различных типов резьбы, таких, как дюймовые, метрические и притчевые. Их характеристики обязательно должны быть указаны в паспорте оборудования.
Масса головок может составлять от 36 до 460 кг.
Плюсы и минусы
Среди преимуществ использования револьверных головок для токарных станков с ЧПУ следует обратить внимание на:
Высокая производительность, обусловленная ростом машинного времени производства.
Сокращение штата сотрудников на производстве.
Возможность эксплуатации универсального оборудования.
Точность изготовления деталей.
Однако, у производственного процесса, предполагающего использование револьверной головки токарного станка с ЧПУ, есть ряд недостатков, главным из которых является высокая стоимость оборудования, а также особые требования относительно квалификации специалистов.
Особенности конструкции
Главным элементом револьверной головки токарного станка с ЧПУ является планшайба. Для обеспечения ее движения используется сервопривод, который проворачивает шайбу на заданный угол в зависимости от заданной ЧПУ программы. В момент поворота к заготовке подводится определенный инструмент, посредством которого проводится необходимая операция.
Следует обратить внимание на жесткое крепление планшайбы на приводной вал: для этого используются специализированные подшипники из стали высокой прочности.
Место крепления револьверной головки токарного станка с ЧПУ — штатный резцедержатель. В зависимости от поставленных задач определяется число мест для установки инструментов; одновременно могут быть использованы резцы, сверла, фрезы и метчики.
В случае, если в работе используется станок с числовым программным управлением, применяются головки, оснащенные не одним, а несколькими электроприводами, что обеспечивает независимую работу планшайбы.
В каких сферах применяется
Револьверные головки токарного станка с ЧПУ отличаются от другого промышленного оборудования широкой сферой применения в таких областях, как:
Металлообрабатывающая. С их помощью выполняется гравировка, нарезание резьбы и обработка деталей, сверление сложных отверстий, разработка сложных деталей с высоким уровнем точности.
Электронная. Используются при производстве приборных панелей, плат, радиаторов.
Аэрокосмическая промышленность требует применения деталей из материалов, которые нуждаются в сложной обработке — шасси, обшивки, втулки, крылья, редукторы, разъемы.
Телекоммуникация. Обеспечивают производство деталей антенн, рупоров, радиаторов.
Медицина. Оборудование необходимо для выпуска кардиостимуляторов, протезов, инструментария.
Машиностроение. Обеспечивают производство внутренних деталей и механизмов, мостов, коробок передач.
В мебельном производстве они необходимы для создания фасадов, раскроя материалов, плит, а также используются при производстве розеток сложной формы, художественной резьбы.
Следует обратить внимание, что револьверные головки токарного станка с ЧПУ применяются для создания моделей, прототипов и архитектурных форм разного типа, штампов и клише.
Инструкция по безопасной эксплуатации
В процессе эксплуатации револьверной головки токарного станка с ЧПУ необходимо в обязательном порядке соблюдать правила безопасности: это позволит свести к минимуму риск получения травмы или заболевания.
Допуск к управлению оборудованием получают только те специалисты, которые успешно прошли медицинский профессиональный осмотр и подтвердили знания правил эксплуатации специализированного оборудования.
По результатам экзамена оператору присваивается рабочий разряд, что подтверждается квалификационным свидетельством.
Среди основных правил важно отметить такие, как:
Обязательное отключение привода станка при необходимости установить заготовку или снять изделие.
Выключение устройства при удалении стружки, выполнении замеров или во время замены рабочего инструмента.
Использование защитного экрана или очков при проведении работ, во время которых образуется металлическая стружка.
Применение щетки и специализированных крючков в процессе очистки станка от стружки.
Оператор револьверной головки токарного станка с ЧПУ в обязательном порядке должен знать конструкцию устройства, на котором он работает, неисправности, с которыми можно столкнуться в процессе эксплуатации, а также санитарные нормы и правила. На рабочем месте категорически запрещено употреблять спиртные напитки и управлять станком в состоянии алкогольного или наркотического опьянения.
Документация
Для работы с револьверной головки токарного станка с ЧПУ необходимо подготовить ряд разрешительных документов. Обязательной является декларация, в которой прописано соответствие прибора все требованиям технических регламентов.
Гарантия и цена в полной комплектации
Стоимость данного приспособления зависит от технических параметров, расположения и наличия дополнительных деталей и элементов, цены на револьверную головку токарного станка с ЧПУ разные ориентировчный диапазон от 300$-4000$ и могут быть выше.. Выбор модели определяется задачами, для решения которых приобретается станок.
Видео,револьверная головка со встроенным приводом
Турелей — Portal Wiki
Привет друг.
— Турель
”
Турели служат одним из основных испытательных препятствий в серии Portal . Вооруженные почти неограниченным количеством боеприпасов и смертельной точностью, они попытаются убить испытуемых на месте.
Сторожевые турели — это роботы-треноги, которые появляются в каждой игре серии Portal . Они считаются неспособными к самостоятельному движению, но могут открывать каждую сторону своего шасси (своих «рук») по горизонтали, чтобы обнажить спаренные двуствольные пулеметы. В центральной части корпуса находится их красный глаз, который излучает лазерный целеуказатель. Почти все пространство внутри башни отведено для хранения нелепо сложенных боеприпасов, что объясняет почти бесконечный запас боеприпасов при стрельбе. Согласно Portal 2 Трейлер турелей, турели используют пружинные механизмы для ускорения всего патрона, включая гильзу, без воспламенения пороха, что может объяснить, как игрок может выжить, получив столько выстрелов из турели. Цитируя Кейва Джонсона, «это на 65% больше пуль за пулю».
Когда испытуемые находятся вне поля зрения турели, они остаются в состоянии готовности и остаются неподвижными с убранными орудиями. Однако попадание в их угол обзора заставит турели развернуть свои орудия вскоре после приветствия неудачливого человека, прежде чем открыть огонь. Они будут продолжать стрелять до тех пор, пока цель не будет мертва или не исчезнет из поля зрения. Если произойдет последнее, турели на короткое время будут искать испытуемого (на что указывает движение лазера наведения), после чего они вернутся в состояние ожидания.
Башни можно избежать, вывести из строя или уничтожить несколькими способами. Самый распространенный метод — опрокинуть их, заставив их крутиться и дико стрелять, прежде чем деактивировать. Это можно сделать, подняв их и бросив, или используя любой предмет, чтобы опрокинуть их. Кроме того, для их полного уничтожения можно использовать лучи уныния или решетки освобождения. Когда их бросают в Гриль Освобождения, они будут неоднократно повторять «ау».
В Portal турели будут стрелять в пуленепробиваемое стекло и сквозь порталы, когда игрок находится на другой стороне. Однако в Portal 2 турели будут следовать своим лучом только за игроком за стеклом и не будут стрелять через порталы, открывая огонь почти сразу, когда игрок выходит из стекла или через портал. Кроме того, кажется, что турели не могут видеть сквозь мосты жесткого света или экскурсионные воронки.
Реактивная турель
Реактивная турель , , также называемая Ракетным часовым, — уникальный враг, которого можно увидеть в конце портала . Он выглядит как необработанное ядро личности, оснащенное ракетной установкой. После активации он будет медленно фиксироваться на игроке и издавать звук перед запуском ракеты. В отличие от сторожевых турелей, игрок не может отключить или уничтожить ее; Попытка перенаправить ракету обратно в башню с помощью порталов приведет к тому, что снаряд испарится при ударе. Он играет жизненно важную роль в битве с ГЛаДОС, так как ракеты должны быть отправлены через порталы, чтобы поразить ее, в результате чего от нее отделяются ядра личности.
Ракеты также можно перенаправить, чтобы разбить смотровые окна и другие стеклянные объекты, включая пневматическую вентиляцию разнесения, в офисах и зонах технического обслуживания Центра обогащения.
Дефектная турель
Основная статья: Дефектная турель
Дефектная турель , которую Уитли называет «дерьмовыми турелями». . В отличие от обычных турелей, дефектные турели имеют более юмористический и саркастический диалог и говорят мужским, менее роботизированным голосом с техасским акцентом.
Они безвредны для Челл, много раз оставляя комментарии типа «Если кто-нибудь спросит, я убил тебя». Судя по их репликам, они слепы, но все же осознают присутствие Челл. Впервые они встречаются в Главе 5, Побег .
В совместной кампании игры дефектные турели появляются как препятствия для Атласа и Пи-боди на протяжении всего курса тестирования Mobility Gels . Эти турели кажутся такими же полностью функциональными, как и обычные турели, и обладают невинным и женственным тоном голоса, как и должны. Единственное отличие от обычных турелей в том, что они испорчены. Скорее всего, это связано с тем, что Aperture Science еще не разработала современный корпус. Одна неисправная турель в последней тестовой камере этого тестового курса явно была кем-то изменена, поскольку вместо того, чтобы служить типичным препятствием для испытаний, перед смертью она показывает, что ей «нужно защищать людей».
Frankenturret
Основная статья: Frankenturret
Frankenturrets — это причудливые гибриды Sentry Turret-Weight Storage Cube в однопользовательской кампании Portal 2 . Созданные Уитли для заполнения испытательных камер, когда у него не было доступных испытуемых, они впервые представлены в главе 8, Зуд .
Франкентурели не разговаривают, а вместо этого издают непонятные стрекотающие звуки. Как правило, они служат заменой Уитли для хранения кубов, когда Челл становится его подопытным. Они безвредны, их единственное отличие от обычных кубов в том, что франкентурели будут бесцельно прыгать, если их не поставить на кнопку. Когда Челл подбирает их, они убирают ноги внутрь куба. Если они упадут на бок или вниз головой, то будут махать ногами, пытаясь встать.
Турель Примадонна
Турель Примадонна (означает Первая женщина на итальянском языке, титул, присвоенный солистке, диве в опере), упоминается в файлах игры как Турель Жена , и также известная как Opera Turret в настольной игре Portal, представляет собой более крупную и широкую турель, показанную в конце одиночной кампании Portal 2 во время Turret Opera, после того как ГЛаДОС, наконец, предоставила Челл свободу действий. покинуть Центр развития. Как следует из названия, Prima Donna Turret обеспечивает ведущий вокал для Turret Opera.
Помимо концовки, турель Примадонна также можно найти в главе «Возвращение» , в конце испытательной камеры 11, когда Челл поднимается вверх, когда Челл входит в камеру. Его также можно найти под логовом Раттманна в той же главе во время Испытательной камеры 16, где он наблюдает за квартетом турелей или читает им лекции.
В главе 6 ( Падение ) сломанные турели Примадонны можно найти разрушенными и горящими на больших кучах вдоль обычных турелей.
Турель «Царь зверей»
Основная статья: Турель «Царь зверей»
Турель «Царь зверей» — уникальный тип турели в однопользовательской кампании Portal 2 , который используется только в слайд-шоу Aperture Science для представления «Захват царя зверей» в главе . Звонок вежливости . Турель колоссальна по сравнению со своими собратьями-турелями и, кажется, точно так же управляет боковыми «руками».
Его можно отличить от обычных турелей по огромным размерам, короне и корпусу, украшенному леопардовой шкурой. В контексте слайд-шоу Башня Короля Животных используется как пример сущности или формы организма, способной взять под контроль Землю, которая «… отказывается или не способна прислушиваться к разуму».
Турель «Царь зверей» появляется только один раз за всю игру, во время финальной сцены одиночной игры, когда ГЛаДОС поднимает Челл на поверхность после победы над Уитли. Кажется, он воспроизводит более низкие басовые тона Turret Opera.
Hover Turret
Основная статья: Hover Turret
Hover Turret — неиспользованная турель, найденная в файлах игры Portal 2 . Он использует модель Curiosity Core. Он излучает лазер, как и другие типы турелей, окрашенный в светло-голубой цвет, подобно лазеру наведения ракетной турели, и способен обжечь игрока, подобно ожогу Термическим лучом подавления. Однако, в отличие от Термического луча подавления, его лазер не создает препятствия для движения игрока и не взаимодействует с игровой механикой. Hover Turret может появиться в течение Портал 2 с помощью чит-команды ent_create npc_hover_turret , хотя по умолчанию в нем отсутствует модель, в результате чего он отображается как ярко-синяя ОШИБКА.
Появления
Портал
См. также: Портал
Турели представлены Челл в качестве испытательных опасностей на протяжении всей Испытательной камеры 16. После этого они продолжают появляться в оставшихся испытательных камерах и, в конце концов, во время Побег Челл.
Portal: Still Alive
См. также: Portal: Still Alive
Portal 2
См. также: Portal 2
Реплики турелей их роль в испытании опасностей для Челл, Атласа и Пи-боди для кооперативной кампании игры, и они появляются довольно рано в игре. Представлены различные версии турелей, в том числе дефектные турели и турели Animal King.
Галерея
Турели
Сторожевая башня, как она появляется в Портал .
Сторожевая башня, как она появляется в Portal 2 .
Дефектная башня из Портал 2 .
Башня Prima Donna от Портал 2 .
Реактивная турель из Портал .
Франкентурель из Портал 2 .
То же, с внешней крышкой.
Слайд-шоу «Захват царя зверей» с турелью царя зверей, используемой в качестве примера в Портал 2 .
Фрагмент слайда «Захват Короля животных» в очень высоком разрешении
Изображение турели из совместного теста диспозиции Aperture Science.
Турель Валентайн из официального блога Valve Portal 2.
Турель Валентайн из официального блога Valve Portal 2.
Турельный аватар из группы Portal 2 Steam.
Другой тип дефектной турели в Portal 2 .
Разработчик Скриншот фрагмента фильма
Рубашка The Three Turret Moon.
Рубашка с изображением башни.
Рэндольф, Красноносая Турель.
Видео
Турели и турель «Царь зверей» в информационных видеороликах «Чемберлок».
Общая информация
Когда ГЛаДОС пытается убить Уитли с помощью парадокса в начале главы 8: Зуд, все франкентурели поджариваются, что с юмором подразумевает, что они умнее Уитли.
В упаковочной коробке турелей указано, что одна из турелей синего цвета была куплена 25 января 2010 г. человеком с неразборчивым именем. На коробке можно увидеть отсылку к Майклу Джексону. [требуется ссылка]
Ракетное ядро из Portal изначально предназначалось для запуска лазеров вместо ракет, но тестировщики думали, что ракета будет более драматичной, чем лазер, медленно расплавляющий стекло.
Турели «выстреливают» цельной пулей, что «на 65% больше пули на пулю» [1]
Связанные достижения
Портал
Дружественный огонь Сбить турель другой турелью.
Портал: Все еще жив
Ощущение парения Растворить турель.
Кто-нибудь есть? Пройти игру, ни разу не получив пулю.
Увидел приближающегося Заставить ракетный часовой уничтожить собственную ракету, когда ракета была перенаправлена обратно на него.
Камера добавляет 10 фунтов Опрокинуть башню с помощью камеры слежения.
Портал 2
Никаких обид Спасти турель от искупления
Pturretdactyl Используйте Aerial Faith Plate, чтобы запустить турель
Отсканировано отдельно Стенд в неисправном турельном детекторе
Can’t Touch This Танцуйте перед башней, заблокированной мостом жесткого света в кооперативе
См.
также
Башня Оракула
Неисправная турель
Голосовые линии турели
Голосовые линии неисправной турели
Турель Опера
Совместный тест расположения
Колыбельная башни
Рэндольф Красноносая турель
Каталожные номера
↑ Инвестиционная возможность Aperture #3: «Башенки»
Турель Определение и значение — Merriam-Webster
турель
ˈtər-ət
ˈtə-rət,
ˈtu̇r-ət
1
: маленькая башня
конкретно
: декоративная конструкция под углом к более крупной конструкции
2
а(1)
: вращающаяся бронированная конструкция на военном корабле, которая защищает одно или несколько установленных в ней орудий
(2)
: аналогичная верхняя конструкция обычно для одного орудия на танке
(3)
: стационарное или подвижное ограждение стрелка на самолете
б
: высокое здание, обычно передвигающееся на колесах и ранее использовавшееся для перевозки солдат и снаряжения для взлома стены или взбирания на нее
3
а
: поворотный и вращающийся держатель в станке
б
: устройство (например, микроскоп или телевизионная камера), содержащее несколько объективов
Примеры предложений
Недавние примеры в Интернете
Армия должна сделать выбор между вариантами танков «Абрамс» с другой электроникой и другим орудием 9. 0773, турель , сказал г-н Буш, решение должно быть принято высокопоставленными чиновниками Пентагона в ближайшие недели.
— Хелен Купер, New York Times , 25 января 2023 г.
Вторая остановка в домашнем туре Ассоциации планирования района Беверли. Дом, построенный в 1927 году, имеет двухэтажную каменную башню , гостиную с 20-футовым соборным потолком, оштукатуренные стены с испанскими деталями, впечатляющие арки и тщательно продуманные внутренние помещения. железные ворота.
— Сьюзан Дегран, 9 лет.0773 chicagotribune.com , 28 сентября 2021 г.
Krab Howitzer — это особый тип гаубицы, разработанный и изготовленный в Польше путем объединения южнокорейского шасси K9 Thunder (или колесной базы), британской башни BAE System , французской 155-мм пушки Nexter Systems и польской системы управления огнем.
— Диего Ласарте, Кварц , 8 марта 2023 г.
Монументальное коммерческое здание из кирпича, известняка и терракоты демонстрирует черты романского стиля, элементов эпохи королевы Анны и экзотического возрождения, как показано в углу 9.По словам государственных чиновников, башня 0773 , римские каменные арки, выступающие эркеры и тяжелые детали из известняка.
— Стив Лорд, chicagotribune.com , 10 февраля 2022 г.
В доме есть элементы стиля немецкого Возрождения, такие как средневековая угловая башня , входное крыльцо с аркадой и большой фронтон.
— Сара Хауэр, Milwaukee Journal Sentinel , 23 декабря 2021 г.
Многие из очаровательных архитектурных деталей остались нетронутыми, в том числе декоративные окна, витражи и, конечно же, культовая куполообразная башня .
— PEOPLE.com , 27 октября 2021 г.
Это связано с тем, что многие из обновлений в основном носят электронный характер и достаточно компактны, чтобы поместиться в (относительно) вместительной башне танка .
— Кайл Мизоками, 9 лет0773 Популярная механика , 27 марта 2023 г.
Когда украинский танк попятился, экипаж с удивлением услышал звук ружейных снарядов, отскакивающих от его бронированной башни .
— Скотт Петерсон, The Christian Science Monitor , 8 марта 2023 г.
Узнать больше
Эти примеры программно скомпилированы из различных онлайн-источников, чтобы проиллюстрировать текущее использование слова «турель». Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах.
История слов
Этимология
Среднеанглийское touret , от англо-французского turette, tourette , уменьшительное от тур, тур башня — больше на башне
Первое известное использование
14 век, в значении, определенном в смысле 1
Путешественник во времени
Первое известное использование башни было в 14 веке
Универсальный, для общих операций обработки резанием и давлением цветных металлов
Продукт не раздражает кожу, хорошая стабильность к жесткой воде, низкое пенообразование в мягкой воде
BECHEM Avantin 261
Сталь, алюминий, цветные металлы
Универсальный, для общих операций обработки резанием
Продукт не раздражает кожу, хорошая стабильность к жесткой воде, низкое пенообразование в мягкой воде
BECHEM Avantin 270
Цветные металлы
Общая обработка цветных металлов
Превосходные результаты обработки резанием, не раздражает кожу, пригоден для воды любого качества
BECHEM Avantin 320 B
Чугун, сталь
Общие операции обработки резанием и шлифование
Хорошее моющие свойства, высокая биологическая стабильность и стабильность эмульсии, низкое пенообразование
BECHEM Avantin 3309
Высококачественная сталь, хром, никель
Для самых тяжелых операций обработки резанием, таких как протягивание, глубокое сверление и изготовление точных цилиндрических втулок.
Благодаря специально подобранному составу присадок достигается превосходное качество обрабатываемой поверхности и длительный срок службы инструмента, может быть применен в качестве присадки
BECHEM Avantin 331
Чугун, сталь
Общие операции обработки резанием и шлифование
Хорошо пригоден для заполнения станков с централизованными системами подачи смазки, универсально применяем для воды любого качества, превосходные моющие свойства, низкое пенообразование
BECHEM Avantin 3332
Чугун, сталь, алюминий
От общих до сложный операций обработки резанием и шлифование
Хорошо пригоден для заполнения станков с централизованными системами подачи смазки, универсально применяем для воды любого качества, превосходные моющие свойства, низкое пенообразование
BECHEM Avantin 335
Чугун, сталь, алюминий
От общих до сложный операций обработки резанием цветных металлов и шлифование
Хорошо пригоден для заполнения станков с централизованными системами подачи смазки, универсально применяем для воды любого качества, превосходные моющие свойства, низкое пенообразование
BECHEM Avantin 341
Чугун, высококачественная сталь, сталь, алюминий,
От общих до сложный операций обработки резанием и шлифование
Универсально применяемый, хорошо пригоден для станков с централизованными системами подачи смазки, превосходные результаты обработки резанием, хорошие моющие свойства, низкое пенообразование
BECHEM Avantin 355
Высококачественная сталь, алюминий
От общих до самых сложных операций обработки резанием сплавов алюминия
Очень хорошая совместимость с кожей, достигается превосходное качество поверхности обрабатываемого материала, очень хорошо пригоден для станков с централизованными системами подачи смазки
BECHEM Avantin 361
Сталь, алюминий
От общих до сложных операций обработки резанием сплавов алюминия
Очень хорошая совместимость с кожей, превосходное качество поверхности обрабатываемого материала при трении и глубоком сверлении, очень хорошо пригоден для станков с централизованными системами подачи смазки
BECHEM Avantin 361 I-N
Сталь, алюминий
От общих до сложных операций обработки резанием сплавов алюминия
Очень хорошая совместимость с кожей, превосходное качество поверхности обрабатываемого материала при трении и глубоком сверлении, очень хорошо пригоден для станков с централизованными системами подачи смазки
BECHEM Avantin 361 Plus
Чугун, сталь, алюминий
От общих до сложный операций обработки резанием и шлифование
Очень хорошая совместимость с кожей, превосходное качество поверхности обрабатываемого материала при трении и глубоком сверлении, очень хорошо пригоден для станков с централизованными системами подачи смазки, смачивающие свойства лучше, чем у Avantin 361, очень низкое пенообразование, также в очень мягкой воде
BECHEM Avantin 400
Чугун, сталь
Универсальный раствор для шлифования
Превосходная защита от коррозии, низкая склонность к прилипанию стружки, не образует пены при жесткости воды от 3 до 20 °dH
BECHEM Avantin 400
Чугун, сталь
Универсальный раствор для шлифования
Превосходная защита от коррозии, низкая склонность к прилипанию стружки, не образует пены при жесткости воды от 3 до 20 °dH
BECHEM Avantin 402
Чугун, сталь
Универсально применяем для шлифования, для общей обработки резанием
Не поглощает стороннее масло, незначительное оседание на обрабатываемых деталях, хорошая защита от коррозии
BECHEM Avantin 405
Чугун, cталь
Универсально применяем для шлифования и общей обработки резанием и нарезке резьбы
Не поглощает стороннее масло, незначительное оседание на обрабатываемых деталях, хорошая защита от коррозии
BECHEM Avantin 407
Чугун, сталь, высококачественная сталь
Шлифование и общие операции резанием с высокой степенью сложности, изготовление резьбы
Не поглощает стороннее масло, незначительное оседание на обрабатываемых деталях, хорошая защита от коррозии
Специально для высокочувствительных алюминиевых сплавов (оптимальная защита от окрашивания), хорошая совместимость с кожей, высокая стабильность эмульсии
BECHEM Avantin 441
Чугун, сталь
Универсальный, для общих операций обработки резанием
Универсально применяемый, хорошо пригоден для станков с централизованными системами подачи смазки, превосходные результаты обработки резанием, хорошие моющие свойства, низкое пенообразование
BECHEM Avantin 461
Чугун, сталь
Универсальный, для общих операций обработки резанием
Очень хорошая совместимость с кожей, превосходное качество поверхности обрабатываемого материала при трении и глубоком сверлении, очень хорошо пригоден для станков с централизованными системами подачи смазки
BECHEM Avantin 480
Сталь, алюминий, цветные металлы
Общая автоматная обработка стандартных материалов
Низкое пенообразование, также в мягкой воде, хорошая совместимость с кожей
Berucool 148 MG
Алюминий, магний
Общая обработка резанием материалов из магния
Стабилен в жесткой воде, превосходная стабильность эмульсии, достигаются превосходные поверхности обрабатываемой детали
Berucool HM
Твердый металл
Шлифование при изготовлении материалов
Превосходное качество обрабатываемой поверхности детали, ингибирован к растворению кобальта
Инновационный состав для металлообработки Berufluid®
Поиск:
Наименование продукта
Обрабатываемые материалы
Процесс / Примеры применения
Описание
Berufluid Cut K
Чугун, cталь, молибден, никель, титан
Общая обработка резанием и шлифование
Высокая биологическая стабильность, длительные сроки службы инструмента, хорошая защита от коррозии
Berufluid Cut’n Grind 5
Чугун, cталь, хром-молибден, никель, титан
Общая обработка резанием и шлифование
Хорошая биологическая стабильность, длительные сроки службы инструмента, хорошая защита от коррозии
Berufluid Grind HM
Особо твердые металлы
Обработка твердых металлов, в особенности шлифование при изготовлении деталей
Превосходные объемы снятия стружки по времени при уменьшенном износе деталей, хорошая биологическая стабильность, хорошая защита от износа
Не смешиваемые с водой масляные СОЖ
Поиск:
Наименование продукта
Обрабатываемые материалы
Процесс / Примеры применения
Описание
Berucut MQL-A 16
Сталь, высококачественная сталь
Процессы обработки давлением без снятия стружки
Возможна очень низкая дозировка, состав способен к легкому биологическому разложению по OECD 301
Berucut MQL-A 20
Сталь, высококачественная сталь
Операции обработки резанием от простых до средней сложности
Особенно пригоден для обработки без пятен чувствительных сплавов алюминия, способен к легкому биологическому разложению по OECD 301 B
Berucut MQL-E 30
Сталь, высококачественная сталь
Операции обработки резанием от средней до сложных
Масло для резки не содержащее минерального масла, способно к биологическому разложению по OECD 301
Berucut MQL-E 32
Сталь, высококачественная сталь
Операции обработки резанием от средней до сложных
Масло для резки не содержащее минерального масла, способно к легкому биологическому разложению по CEC L-33-A-82
Berucut RMO 35 ZF
Сталь, высококачественная сталь
Операции протягивания (нарезание зубьев), пиления, резьбонарезания
Высокоэффективное мало вязкое масло с высокой устойчивостью к несущим нагрузкам и хорошими моющими свойствами
Berucut RMO TC 18 Package
Сталь, высококачественная сталь
Вертикальное протягивание
Низко вязкий пакет присадок для комбинации с Berucut RMO TC 22 и пр.
Berucut SCO 10
Чугун, cталь
Все виды шлифования
Хорошие охлаждающие свойства, превосходная очистка шлифовальных кругов, хорошие моющие свойства
Berucut SCO 232 HC
Сталь, высококачественная сталь
Операции обработки резанием от простых до средней сложности
Очень низкая склонность к испарению благодаря высокой температуре вспышки
Berucut SCO 232 MP
Сталь, высококачественная сталь
Операции обработки резанием от простых до средней сложности
Очень низкая склонность к испарению благодаря высокой температуре вспышки
Berucut SCO 310
Сталь, высококачественная сталь
Операции обработки резанием от простых до средней сложности таких, точение, сверление, фрезерование и резьбонарезание, зубошлифование, глубокое сверление
Высокая устойчивость к несущим нагрузкам и хорошие моющие свойства, высокая скорость резки при длительных сроках службы инструмента
Berucut SCO 322
Сталь, высококачественная сталь
Операции обработки резанием от простых до средней сложности таких, точение, сверление, фрезерование и резьбонарезание, зубошлифование, глубокое сверление
Очень низкое образование масляного тумана, препятствует образованию наростов на режущей кромке
Berucut SCO 322 HC
Сталь, высококачественная сталь
Операции обработки резанием от простых до средней сложности таких, точение, сверление, фрезерование и резьбонарезание, зубошлифование, глубокое сверление
Очень низкое образование масляного тумана, препятствует образованию наростов на режущей кромке
Низкая склонность к испарению, хорошие моющие свойства
Berucut TBO 315
Сталь, высококачественная сталь
Продукт пригоден для следующих способов глубокого сверления: Эжекторное, однолезвийное, спиральное и BTA сверление, а так же строгание, накатное полирование роликами и выглаживание
Пригоден для обработки стали с пределом прочности при растяжении до 800 Н/мм2, наличие бокового сверления не проблематично
Berucut TBO 422
Сталь, высококачественная сталь
Операции глубокого сверления следующими способами: эжекторное, однолезвийное, спиральное и BTA сверление, а также протягивания и резьбонарезание
Пригоден для обработки стали, алюминия и никелевых сплавов с пределом прочности при растяжении до 800 Н/мм2
Berucut TBO 615
Сталь, высококачественная сталь
Самые сложные операции резанием, такие как глубокое сверление, протягивание и резьбонарезание
Пригоден для обработки стали, алюминия и никелевых сплавов с пределом прочности при растяжении до 1300 Н/мм2
Berucut TBO 622
Сталь, высококачественная сталь
Самые сложные операции резанием, такие как глубокое сверление, протягивание и резьбонарезание
Пригоден для обработки стали, алюминия и никелевых сплавов с пределом прочности при растяжении до 1300 Н/мм2
Beruform 5022 HY
Сталь, высококачественная сталь
Универсальное масло, применяемое и для обработки резанием и давлением
Очень хорошие уплотнительные свойства, хорошая способность к пено образованию, высокое значение (> 12) в FZG тесте, содержит минеральное масло
Beruform 5032 HY
Чугун, сталь, цветные металлы
Универсальное масло, применяемое для резки метала и обработки давлением
Как Beruform 5022 HY, но с более высокой вязкостью
Beruform 5046 HY
Сталь, высококачественная сталь
Универсальное масло, применяемое для резки метала и обработки давлением
Как Beruform 5022 HY, но с более высокой вязкостью
Made with
Free Website Building Software
BECHEM AVANTIN 361 в Самаре (Нефтяные продукты, масла и смазки)
Цена: Цену уточняйте
за 1 ед.
Компания ООО “ТСК-Технолоджи“ (Самара) является зарегистрированным поставщиком на сайте BizOrg.su. Вы можете приобрести товар BECHEM AVANTIN 361, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
Концентрат смазочно-охлаждающей жидкости для общей обработки резанием чугуна с шаровидным графитом, сталей и алюминия. Используется в станках.
BECHEM AVANTIN 361 Концентрат смазочно-охлаждающей жидкости для общей обработки резанием чугуна с шаровидным графитом, сталей и алюминия. Используется в станках, работающих автономно, и в централизованных системах. Благодаря специально подобранным присадкам и превосходным свойствам, препятствующим образованию пены, особенно при работе с инструментами с направляющими планками (Mapal-развертывание, глубокое сверление), достигается превосходное качество поверхности.
Свойства:
Превосходные качество поверхности. Отличная устойчивость к пенообразование. Дерматологически проверенная очень хорошая совместимость с кожей. Расщепление можно проводить любым известным методом. Соответствует TRGS 611 (технический регламент для опасных материалов). Применение: Обработка головки цилиндров, корпуса двигателей, детали сцепления и приводного механизма, компоненты в системах привода, картер, поршни и прочее в автомобильной промышленности и смежном производстве. Приведенные данные соответствуют состоянию техники на момент разработки. Возможны изменения. Данные не являются спецификацией на продукт и не освобождают пользователя от проведения собственных испытаний. Более подробная информация предоставляется по запросу.
Товары, похожие на BECHEM AVANTIN 361
Вы можете оформить заявку на «BECHEM AVANTIN 361» в компании «ООО ТСК-Технолоджи» через торговую площадку BizOrg. На сегодня предложение находится в статусе «в наличии».
Плюсы «ООО ТСК-Технолоджи»
специальное предложение по сервису и цене для пользователей площадки BizOrg;
своевременное выполнение своих обязательств от компании с рейтингом 5.0;
разнообразные способы оплаты.
Ждем Вашего звонка!
Часто задаваемые вопросы
Как оформить заказ?Чтобы оформить заказ на «BECHEM AVANTIN 361» свяжитесь с компанией «ООО ТСК-Технолоджи» по контактным данным, которые указаны в правом верхнем углу страницы. Обязательно укажите, что нашли компанию на площадке BizOrg.
Где посмотреть более полную информацию о компании «ООО ТСК-Технолоджи»?Для получения подробных даных о компании перейдите в правом верхнем углу страницы по ссылке-названию компании. Далее перейдите на интересную Вам вкладку с описанием.
Предложение описано с ошибками, номер телефона не отвечает и т.п.Если у вас возникли проблемы при работе с «ООО ТСК-Технолоджи» – сообщите идентификаторы компании (322380) и товара/услуги (2896681) в нашу службу технической поддержки.
Служебная информация
«BECHEM AVANTIN 361» относится к категории: «Нефтяные продукты, масла и смазки».
Предложение появилось на сайте 31.08.2013, дата последнего обновления — 16.11.2013.
За все время предложение было просмотрено 879 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией ООО “ТСК-Технолоджи“ цена товара «BECHEM AVANTIN 361» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ООО “ТСК-Технолоджи“ по указанным телефону или адресу электронной почты.
Телефоны:
+7 (908) 395-90-31
+7 (937) 652-88-01
Купить ВЕСНЕМ AVANTIN 361 в Самаре:
проезд Мальцева, 4, Самара, 443022, Россия
BECHEM AVANTIN 361
СОЖ | Жидкости для резки металлов
Превосходное качество поверхности, более длительный срок службы инструмента при минимальном потреблении охлаждающих жидкостей, более чистая и безопасная рабочая среда — вот некоторые из желаемых параметров, которые напрямую влияют на стоимость компонента и уровень производительности в процессах металлообработки.
Ассортимент смазочно-охлаждающих жидкостей Avantin от BECHEM представляет собой самую передовую разновидность смазочно-охлаждающих жидкостей, которые установили новые стандарты в отрасли, достигнув максимальной производительности при минимальном потреблении. Смазочно-охлаждающие жидкости серии Avantin, обогащенные современными присадками, способны бороться с агрессивными внешними загрязнениями, такими как гидравлическое масло, стружка и шлифовальная пыль, обеспечивая при этом непревзойденную производительность.
BECHEM Avantin 320
Превосходная грязеемкость. Подходит для всех видов шлифования и обработки чугуна. Обладает высокой стабильностью эмульсии. Не подходит для обработки алюминия.
BECHEM Avantin 320
Шлифование
Фрезерование
Точение
Сверление
Защита от коррозии 10 01817 Хорошая промывка
Содержание масла
15 %
Значение pH при 5 %
9,1 – 9,3
Защита от коррозии DIN 51360/2 Примечание 0-1
2
2
0 3 Индекс рефрактометра
1,3
BECHEM Авантин 331
Содержит присадки, улучшающие смазку, и обладает отличными моющими свойствами. Подходит для всех видов шлифования и обработки чугуна. Также может использоваться для обработки стали.
BECHEM Avantin 331
Шлифование
Фрезерование
Токарная обработка
Сверление
Хорошая промывка
09032
Защита от коррозии18
Содержание масла
29%
Значение pH при 5%
9.1 – 9.3
Защита от коррозии DIN 51360/2 Примечание 0-1
3,50 %
Показатель рефрактометра
1,2
0
BECHEM Avantin 342 I
Рекомендуется для резки и шлифования стальных сплавов, чугуна, чугуна с шаровидным графитом и автомобильных алюминиевых сплавов.
BECHEM Avantin 342 I
Шлифование
Фрезерование
Точение
Сверление
10 Corion 0s 0s промывка защита
Низкое пенообразование
Увеличенный срок службы инструмента
Содержание масла
50%
Значение pH при 5%
9,5
Защита от коррозии DIN 51360/2 Примечание 0-1
1,10 902 9003 13 Индекс рефрактометра
1,05
BECHEM Avantin 352 S
Универсальный продукт для механической обработки и шлифования. Подходит для стали, нержавеющей стали, алюминия и чугуна.
BECHEM Avantin 352 S
Шлифование
Фрезерование
Токарная обработка
Сверление
Хорошая промывка
Защита от коррозии
Низкое пенообразование
Увеличенный срок службы
100329
0 90 Содержимое
45 %
Значение pH при 5 %
9.1 – 9.3
Защита от коррозии DIN 51360/2 Примечание 0-1
5%
Показатель рефрактометра
1,1
1
10006 BECHEM Avantin 359
Подходит для тяжелых условий эксплуатации. Обеспечивает повышение стойкости инструмента и качества поверхности. Лучше всего подходит для обработки нержавеющей стали. Содержит хлорированные парафины.
BECHEM Avantin 359
Шлифование
Фрезерование
Точение
Защита от коррозии
Защита от коррозии
Увеличенный срок службы инструмента
Содержание масла
25%
Значение pH при 5 %
9,2 – 9,4
Защита от коррозии DIN 51360/2 Примечание 0-1
5 %
9 Индекс рефрактометра
1,2
БЕЧЕМ Авантин 361
Обладает хорошей смазывающей способностью. Подходит для обработки алюминия, стали и нержавеющей стали. Подходит для машин с высоким давлением охлаждающей жидкости из-за меньшей склонности к пенообразованию.
БЕЧЕМ Авантин 361
Шлифование
Фрезерование
Токарная обработка
Сверление
Защита от коррозии
Увеличенный срок службы
Низкое пенообразование
Автомобильная промышленность
8
29
9
Содержание масла
54%
Значение pH при 5%
9,0 – 9,2
Защита от коррозии DIN 51360/2 Примечание 0-1
5%
Показатель рефрактометра
1
1
BECHEM Avantin 255 AL
СОЖ, не содержащая аминов и бора. Лучше всего подходит для чувствительного алюминия и цветных металлов. Также подходит для обработки стали и нержавеющей стали.
BECHEM Avantin 255 AL
Шлифование
Фрезерование
Токарная обработка
7 Защита от коррозии 10
Защита от коррозии
18
Увеличенный срок службы
Низкое пенообразование
Авиационная промышленность
Содержание масла
39 %
Значение pH при 5 %
8,8 – 9,0
Защита от коррозии DIN 51-90 19 Примечание 0
Индекс рефрактометра
1
BECHEM Avantin 405
Полностью синтетическая охлаждающая жидкость с превосходными противозадирными свойствами. Подходит для шлифования, резки чугуна, чугуна с шаровидным графитом, стали и сплавов. Синтетический характер обеспечивает высокую стабильность и длительный срок службы эмульсии. Имеет прозрачный вид. Обеспечивает временную защиту от коррозии. Не содержит антиадгезивов бора и формальдегида
BECHEM Avantin 405
Шлифование
Фрезерование
Точение
7
8 1
Содержание масла
0 %
Значение pH при 5 %
9,2
Защита от коррозии DIN 51360/2 Примечание 0-1
4%
Показатель рефрактометра
2.1
Отправить запрос
02 Свяжитесь с нами для получения дополнительной информации о образцах продукции, технических сравнениях и подробностях о размерах упаковки. Свяжитесь с нами
Превосходное качество поверхности, увеличенный срок службы инструмента, минимальное потребление охлаждающей жидкости, более чистое оборудование и безопасная рабочая среда — вот некоторые из желаемых параметров, которые напрямую влияют на стоимость компонента и уровень производительности в процессах металлообработки. Смазочно-охлаждающая жидкость Avantin от BECHEM помогает клиентам достичь поставленных целей по производительности и многое другое,
Долгий срок службы поддона
Высокостабильная эмульсия
Низкое пенообразование
Меньший рост бактерий обеспечивает более чистую рабочую среду
Отличная защита от коррозии
Хорошая производительность обработки
Отличное качество поверхности
Увеличенный срок службы
Отличная грязеемкость
Минимальное количество доливки
Незначительные потери на торможение
Механическая обработка: Точение, сверление, фрезерование, шлифование, распиловка, глубокое сверление и тяжелые шлифовальные операции
MQL: Обработка с Минимальное количество Смазка
Тяжелая обработка: Протягивание, нарезание резьбы и зубчатых колес, формование резьбы. Шлифовка инструментов из карбида вольфрама, хонингование, гравировка, изготовление пресс-форм, процессы изготовления штампов
Формовочные операции: Штамповка, гибка, штамповка и формовка массивов
Мощные чистящие средства: Очистка компонентов, инструментов, контейнеров и других частей
Вода: 57 1 Рекомендуемое значение pH 90 51 • Жесткость: до 50 частей на миллион • Содержание хлоридов <25 частей на миллион • Обеспечьте отсутствие в воде бактерий или грибков
Техническое обслуживание: • Поддержание требуемой концентрации стабильной • Регулярно измеряйте pH • Проверяйте внешний вид охлаждающей жидкости на предмет цвета, запаха, пены, чистоты системы и т. д. • Избегайте пыли всех видов • Удаляйте все скопившееся масло из бака охлаждающей жидкости
Первоначальное заполнение: Процедура • Используйте очиститель системы BECHEM – Добавьте очиститель системы в количестве 1% от объема смазочно-охлаждающей жидкости в баке • Слейте всю систему после циркуляции смазочно-охлаждающей жидкости в течение от 12 до 24 часов • Заполните и циркулируйте пресную воду по всей системе. Смойте воду, чтобы удалить все следы очистителя и стружки • Для лучшего результата промойте 1% эмульсией • Заполните бак свежей эмульсией
Смешивание: • Медленно добавляйте масло в воду при постоянном перемешивании. Не добавляйте воду в масло • Для достижения наилучших результатов рекомендуется смесительный узел • Избегайте насосов сжатого воздуха и охлаждающей жидкости
Ассортимент BECHEM Avantin представляет собой самую передовую породу смазочно-охлаждающих жидкостей, которые установили новые стандарты в отрасли, достигнув максимальной производительности при минимальном потребление. Ассортимент BECHEM Avantin, обогащенный передовыми присадками, борется с агрессивными внешними загрязнениями, такими как гидравлическое масло, стружка и шлифовальная пыль, обеспечивая при этом непревзойденную производительность.
Ассортимент передовых смазочных материалов BECHEM MQL образует непрерывную пленку на поверхности инструмента и металлической заготовки с целью снижения трения и, следовательно, повышения температуры. Ассортимент смазочных материалов MQL Berucut и Beruform обладает отличной смазывающей способностью, а также хорошими промывочными свойствами.
Ассортимент промышленных очистителей Beruclean очищает детали от пятен и пятен, не оставляя следов на детали для дальнейшей обработки. Ассортимент Beruclean доступен как в биоразлагаемых вариантах на водной основе, так и на основе растворителя для широкого спектра материалов
Загрузить брошюру:
Смазочно-охлаждающие жидкости — CARL BECHEM — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Смазочно-охлаждающие жидкости
Смазочно-охлаждающие жидкости AVANTIN® и BERUCOOL разработаны с учетом конкретных требований благодаря своему особому составу. Современная структура системы наших смешиваемых с водой и водорастворимых охлаждающих жидкостей применима во всех условиях эксплуатации и обеспечивает оптимальную производительность. AVANTIN®/BERUCOOL – продукты специального назначения BERUCOOL 148 MG Не содержащая борной кислоты охлаждающая жидкость, особенно подходящая для обработки магния, обеспечивающая превосходную стабильность и качество поверхности. АВАНТИН® 3309Охлаждающая жидкость с высоким содержанием присадок для самых требовательных операций, таких как глубокое сверление и шлифование CBN. Продукт…
AVANTIN® – Серия 200: СОЖ без бора и аминов AVANTIN® 251 Универсальное качество без содержания бора и аминов, подходит для обработки чугуна, стали и алюминия. Сильные моющие средства поддерживают чистоту машин даже в случае сильного загрязнения. Продукт не будет откладывать кальциевые мыла даже при жесткости воды выше 20° dH. AVANTIN® 255 Высокоэффективная охлаждающая жидкость для алюминия. Отличное качество поверхности достигается при операциях развертывания. Не содержит бора и аминов. AVANTIN® 261 Не содержащий бора и аминов продукт с высоким содержанием минерального масла для обработки цветных металлов. ..
AVANTIN® 341 Универсальная высокоэффективная охлаждающая жидкость для чугуна, стали и алюминия. AVANTIN® 355 Высокоэффективная охлаждающая жидкость, специально разработанная для обработки алюминия и алюминиевых сплавов. Отличные поверхности достигаются при развертывании и глубоком сверлении. Минимальное пенообразование достигается даже при высоких рабочих давлениях. AVANTIN® 361 Минеральное масло, содержащее СОЖ, для резки литых, стальных и алюминиевых материалов. Эта универсальная охлаждающая жидкость обеспечивает чрезвычайно низкое пенообразование даже в случае очень мягкой воды. AVANTIN® 3332 Минеральное масло, биостабильная охлаждающая жидкость с…
Производительность с системой и безопасностью Наши охлаждающие жидкости AVANTIN ® предлагаются в двух вариантах: классическая серия, демонстрирующая максимальную эффективность во многих областях применения, и передовая концепция модульной системы AVANTIN ® TWIN CUT. Естественно, все продукты соответствуют стандартам качества, установленным ISO/TS 16949.
 с.:
с.: с. Тип: мотобуксировщик, Производитель: Zongshen, Мощность
с. Тип: мотобуксировщик, Производитель: Zongshen, Мощность | LASERTOR
| LASERTOR — это важнейший элемент лазерного станка с СО2 источником излучения, для гравировки и резки органических материалов, кроме различных металлов.
— это важнейший элемент лазерного станка с СО2 источником излучения, для гравировки и резки органических материалов, кроме различных металлов.
 Температура охлаждающей жидкости поддерживается на уровне 19-21 градус Цельсия. Благодаря технологии охлаждения лазерная трубка LASEA ZS 2050 170-190 Вт., сохраняет постоянство мощности до 10 000 часов, без потерь качества и скорости реза.
Температура охлаждающей жидкости поддерживается на уровне 19-21 градус Цельсия. Благодаря технологии охлаждения лазерная трубка LASEA ZS 2050 170-190 Вт., сохраняет постоянство мощности до 10 000 часов, без потерь качества и скорости реза. 30 до 17.00
30 до 17.00
 ru
ru Это китайская компания со спецификациями, аналогичными более дорогим двигателям Daytona 190, и вот что: двигатель ZS190 производится на заводе Daytona. Очевидно, с другой оснасткой, потому что ZS190 отличается от Daytona 190.
Это китайская компания со спецификациями, аналогичными более дорогим двигателям Daytona 190, и вот что: двигатель ZS190 производится на заводе Daytona. Очевидно, с другой оснасткой, потому что ZS190 отличается от Daytona 190.

 5
5
 ..
.. ..
.. описание
описание описание
описание ..
.. п.
п.
 В том же году было принято решение прекратить производство паровых двигателей. За свою историю Atlas Copco выпустила 174 таких двигателей, но низкий спрос на них сыграл решающую роль.
В том же году было принято решение прекратить производство паровых двигателей. За свою историю Atlas Copco выпустила 174 таких двигателей, но низкий спрос на них сыграл решающую роль. Кстати, всего Atlas Copco произвела 5447 дизельных двигателей. В послевоенные годы курс был взят на расширение производства воздушных компрессоров, но и производство инструментов никто не отменял.
Кстати, всего Atlas Copco произвела 5447 дизельных двигателей. В послевоенные годы курс был взят на расширение производства воздушных компрессоров, но и производство инструментов никто не отменял. В 1967 году произошла сенсация на рынке компрессоров. Компания Atlas Copco представила безмасляные компрессоры. Такая новинка позволила расширить возможности компании на рынке.
В 1967 году произошла сенсация на рынке компрессоров. Компания Atlas Copco представила безмасляные компрессоры. Такая новинка позволила расширить возможности компании на рынке. Ее позиции усилили: Berema (1975 год), Mauguiere (1976 год), Turbonetics, Standard Industrial Pneumatics и Worthington Compressors (1980 год). Последующие многочисленные приобретения позволили стать компании Atlas Copco мультибрендовой. В 1987 году шведский мастадонт запускает производство ключей запуска, которые впоследствии связались с автомобильной промышленностью.
Ее позиции усилили: Berema (1975 год), Mauguiere (1976 год), Turbonetics, Standard Industrial Pneumatics и Worthington Compressors (1980 год). Последующие многочисленные приобретения позволили стать компании Atlas Copco мультибрендовой. В 1987 году шведский мастадонт запускает производство ключей запуска, которые впоследствии связались с автомобильной промышленностью.

 , д. 19Р
, д. 19Р , д. 13
, д. 13 Радищева, 5
Радищева, 5 Губкина, 14А
Губкина, 14А , д. 26
, д. 26 107
107 , д. 41А
, д. 41А org/ListItem»>
org/ListItem»> Завод, откуда электрогенераторы поставляют в Россию, находится в Испании (Grupos Electrogenos Europa, S.A., Муэль). Фотографии и видео производства можно посмотреть внизу страницы, под списком моделей генераторов.
Завод, откуда электрогенераторы поставляют в Россию, находится в Испании (Grupos Electrogenos Europa, S.A., Муэль). Фотографии и видео производства можно посмотреть внизу страницы, под списком моделей генераторов.
 Мощность: 9-1250 кВа. Работают на двигателях Kubota, Cummins, John Deere, Volvo, MTU.
Мощность: 9-1250 кВа. Работают на двигателях Kubota, Cummins, John Deere, Volvo, MTU. Начав с одного шведского предприятия, мы выросли в обширную группу брендов, охватывающую весь земной шар.
Начав с одного шведского предприятия, мы выросли в обширную группу брендов, охватывающую весь земной шар.
 0
0 В 19В 97 году Джулио Маццалупи стал первым негражданином Швеции, назначенным президентом и генеральным директором. Второй, Ронни Летен, был назначен в 2009 году. Все, кроме двух из двенадцати, Уолтера Ветье и Гуннара Брока, были наняты из группы Atlas Copco.
В 19В 97 году Джулио Маццалупи стал первым негражданином Швеции, назначенным президентом и генеральным директором. Второй, Ронни Летен, был назначен в 2009 году. Все, кроме двух из двенадцати, Уолтера Ветье и Гуннара Брока, были наняты из группы Atlas Copco. А. и Маркуса, Оскар Ламм отвечал за ликвидацию AB Atlas в 1890 году и создание ее корпоративного преемника Nya AB Atlas.
А. и Маркуса, Оскар Ламм отвечал за ликвидацию AB Atlas в 1890 году и создание ее корпоративного преемника Nya AB Atlas.

 Именно Эрик Джонссон выдвинул идею предлагать комплексное решение, а не продавать отдельный продукт.
Именно Эрик Джонссон выдвинул идею предлагать комплексное решение, а не продавать отдельный продукт.
 Он представил новую концепцию — стратегию портфеля брендов.
Он представил новую концепцию — стратегию портфеля брендов. Он укрепил позиции Группы за счет успешных инновационных продуктов, новой производственной стратегии и улучшения послепродажного обслуживания клиентов.
Он укрепил позиции Группы за счет успешных инновационных продуктов, новой производственной стратегии и улучшения послепродажного обслуживания клиентов.


 Они назвали его Атласом, в честь Титана из греческой мифологии, несущего небеса на своих плечах. Инженер Эдуард Френкель был назначен ответственным, и он позаботился о том, чтобы Atlas соответствовал своему несколько устрашающему названию. Вскоре она стала крупнейшей инжиниринговой компанией в стране, а ее ключевым заказчиком была государственная компания Swedish Rail.
Они назвали его Атласом, в честь Титана из греческой мифологии, несущего небеса на своих плечах. Инженер Эдуард Френкель был назначен ответственным, и он позаботился о том, чтобы Atlas соответствовал своему несколько устрашающему названию. Вскоре она стала крупнейшей инжиниринговой компанией в стране, а ее ключевым заказчиком была государственная компания Swedish Rail. В начале 1890-х молодой инженер Atlas Густав Рид отправился за покупками. В Англии он купил пневматический молоток для зачеканки, а в США — клепальный молоток. Воздушный насос, приобретенный в Англии, был еще одним ключевым продуктом, который рабочие бригады в Швеции использовали в своем новом производстве.
В начале 1890-х молодой инженер Atlas Густав Рид отправился за покупками. В Англии он купил пневматический молоток для зачеканки, а в США — клепальный молоток. Воздушный насос, приобретенный в Англии, был еще одним ключевым продуктом, который рабочие бригады в Швеции использовали в своем новом производстве. Это дало им права на производство в Швеции, и они основали компанию Diesels Motorer. В итоге компания не только производила дизельные двигатели, но и совершенствовала их конструкцию.
Это дало им права на производство в Швеции, и они основали компанию Diesels Motorer. В итоге компания не только производила дизельные двигатели, но и совершенствовала их конструкцию. С другой стороны, производство дизельных двигателей становилось все менее и менее прибыльным. В 1948 году Atlas Diesel полностью прекратил производство дизельных двигателей. В настоящее время деятельность компании сосредоточена на пневматических инструментах, компрессорах и буровом оборудовании.
С другой стороны, производство дизельных двигателей становилось все менее и менее прибыльным. В 1948 году Atlas Diesel полностью прекратил производство дизельных двигателей. В настоящее время деятельность компании сосредоточена на пневматических инструментах, компрессорах и буровом оборудовании.
 Одним из таких важных приобретений в области компрессоров стала французская компания Maugière. В начале 19В 80-х годах компания сделала несколько важных приобретений, в том числе Worthington Compressors.
Одним из таких важных приобретений в области компрессоров стала французская компания Maugière. В начале 19В 80-х годах компания сделала несколько важных приобретений, в том числе Worthington Compressors. Они позволили Atlas Copco не только расширить свое предложение, но и укрепить свои позиции на различных географических рынках.
Они позволили Atlas Copco не только расширить свое предложение, но и укрепить свои позиции на различных географических рынках.
 )
) 70-х годов, согласно которому все иностранные компании должны иметь контрольный пакет акций в Индии, многие международные компании предпочли покинуть страну. Однако Atlas Copco осталась теперь с другими владельцами из Индии, следуя традиции компании оставаться на устоявшихся рынках, чтобы заботиться о существующих клиентах.
70-х годов, согласно которому все иностранные компании должны иметь контрольный пакет акций в Индии, многие международные компании предпочли покинуть страну. Однако Atlas Copco осталась теперь с другими владельцами из Индии, следуя традиции компании оставаться на устоявшихся рынках, чтобы заботиться о существующих клиентах.

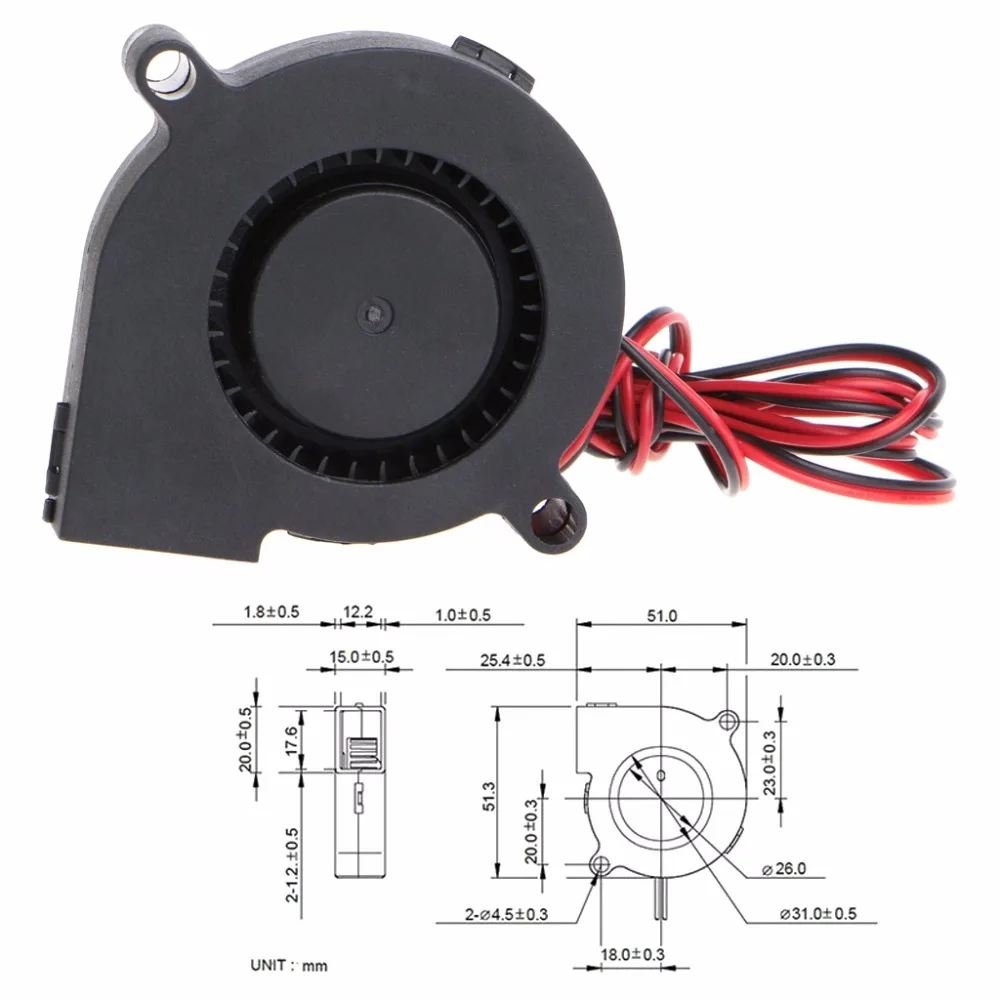 …Сильнее 7 метров.
…Сильнее 7 метров. .. или клумба. Горшок дымохода действует как пополнение для воды, необходимой улитке. Вода попадает в небольшой бассейн с улитками. Рядом и в приподнятой части можно разложить листья салата\яблока или типичную еду для улиток. …Отличное развлечение для самых маленьких.
.. или клумба. Горшок дымохода действует как пополнение для воды, необходимой улитке. Вода попадает в небольшой бассейн с улитками. Рядом и в приподнятой части можно разложить листья салата\яблока или типичную еду для улиток. …Отличное развлечение для самых маленьких. Украшен грибами и травой. …Каркас — металл и стекло.
Украшен грибами и травой. …Каркас — металл и стекло.


 0 & 2.0 SPEED PAINT SPEEDPAINT COLOR SWATCH CAP — 17ML & 18ML — ORK HEAD
0 & 2.0 SPEED PAINT SPEEDPAINT COLOR SWATCH CAP — 17ML & 18ML — ORK HEAD


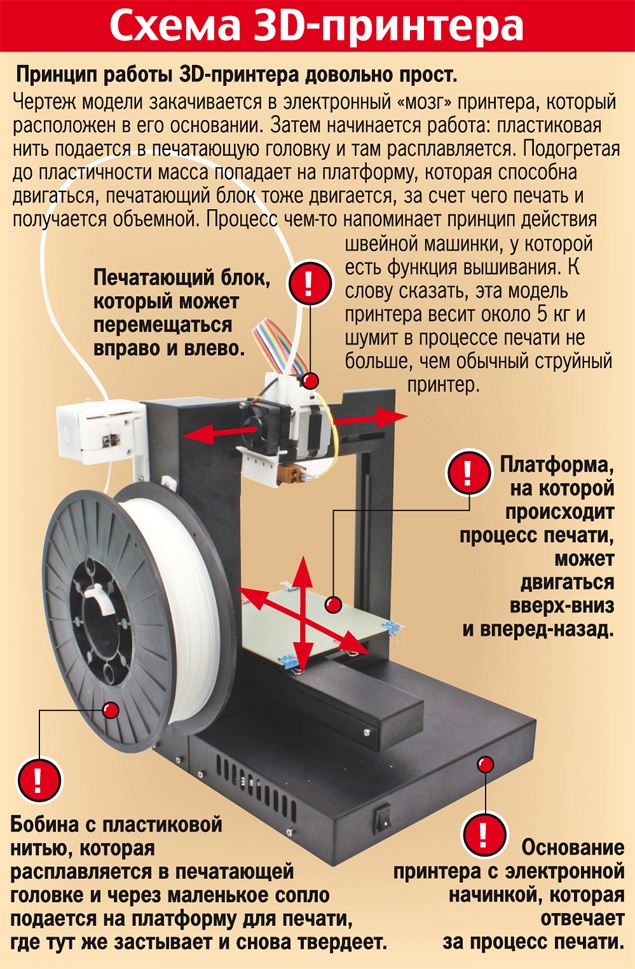 Нужны, чтобы принтер не выходил за пределы рабочего стола, и делают печать более аккуратной;
Нужны, чтобы принтер не выходил за пределы рабочего стола, и делают печать более аккуратной; Отходы печати принтер сам удаляет с рабочего стола.
Отходы печати принтер сам удаляет с рабочего стола.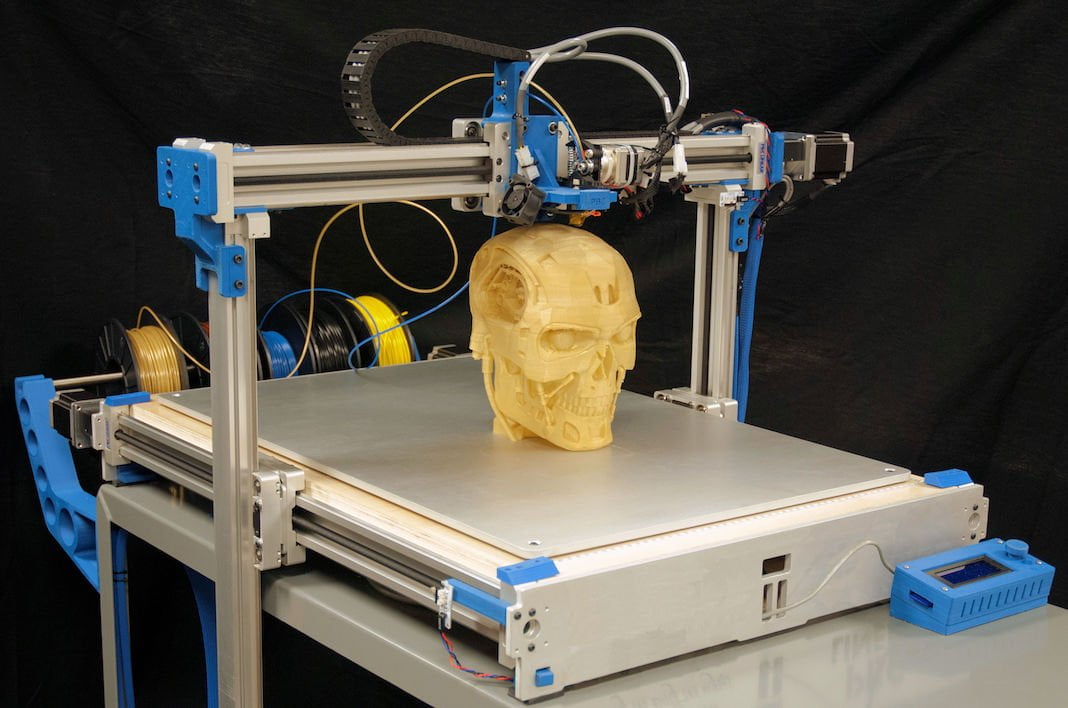 Проще говоря, слайсер показывает принтеру, как печатать предмет: по какому контуру двигаться печатной головке, с какой скоростью, какую толщину слоев делать.
Проще говоря, слайсер показывает принтеру, как печатать предмет: по какому контуру двигаться печатной головке, с какой скоростью, какую толщину слоев делать. 
 На 3D-принтерах делают тестовые модели протезов, прототипы лечебных корсетов, барельефов, олимпийского снаряжения.
На 3D-принтерах делают тестовые модели протезов, прототипы лечебных корсетов, барельефов, олимпийского снаряжения.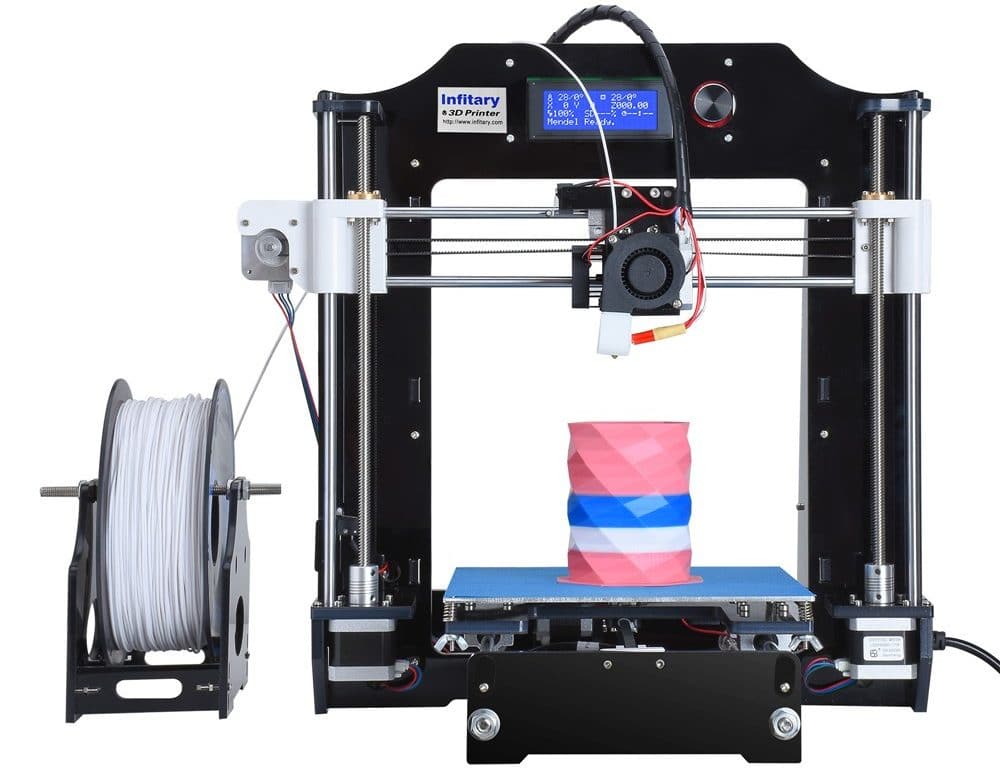 После облучения материал затвердевает. Прочность изделия зависит от типа полимера — термопластика, смол, резины.
После облучения материал затвердевает. Прочность изделия зависит от типа полимера — термопластика, смол, резины. 
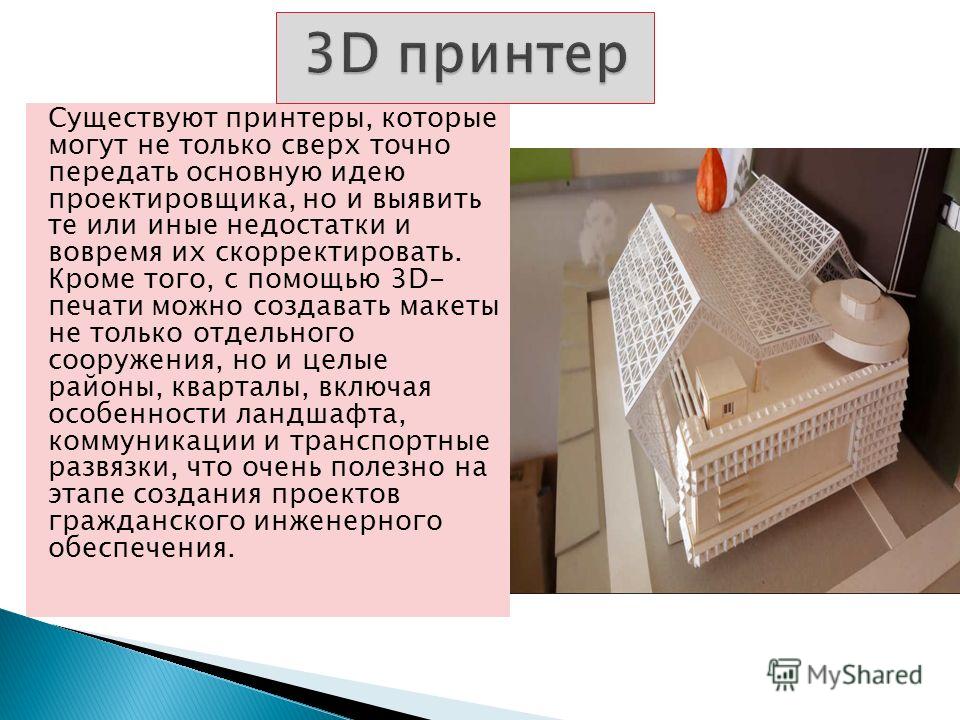 Экструдер перемещается по рабочей поверхности в соответствии с 3D-моделью, материал охлаждается и застывает в изделие.
Экструдер перемещается по рабочей поверхности в соответствии с 3D-моделью, материал охлаждается и застывает в изделие.  Этот цикл повторяется, пока изделие не будет готово. Это один из видов порошковой печати: раньше струйные 3D-принтеры печатали на гипсе, сейчас используют пластики, песчаные смеси и металлические порошки. Чтобы сделать изделие крепче, после печати его могут пропитывать воском или обжигать.
Этот цикл повторяется, пока изделие не будет готово. Это один из видов порошковой печати: раньше струйные 3D-принтеры печатали на гипсе, сейчас используют пластики, песчаные смеси и металлические порошки. Чтобы сделать изделие крепче, после печати его могут пропитывать воском или обжигать. Например, Андрей Руденко еще в 2014 году напечатал на строительном принтере замок 3 × 5 метров. Такие 3D-принтеры могут построить двухэтажный дом за 20 часов.
Например, Андрей Руденко еще в 2014 году напечатал на строительном принтере замок 3 × 5 метров. Такие 3D-принтеры могут построить двухэтажный дом за 20 часов.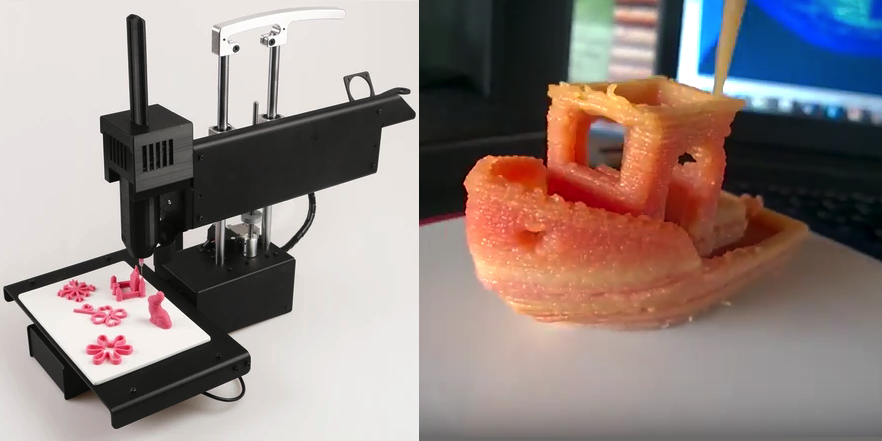
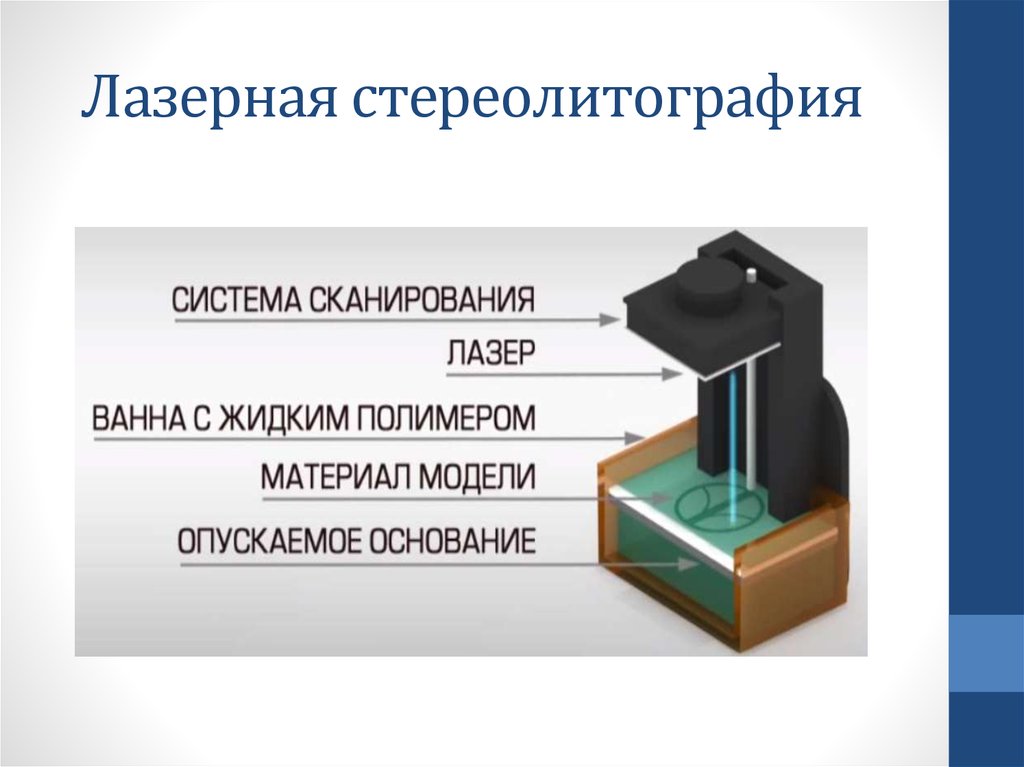
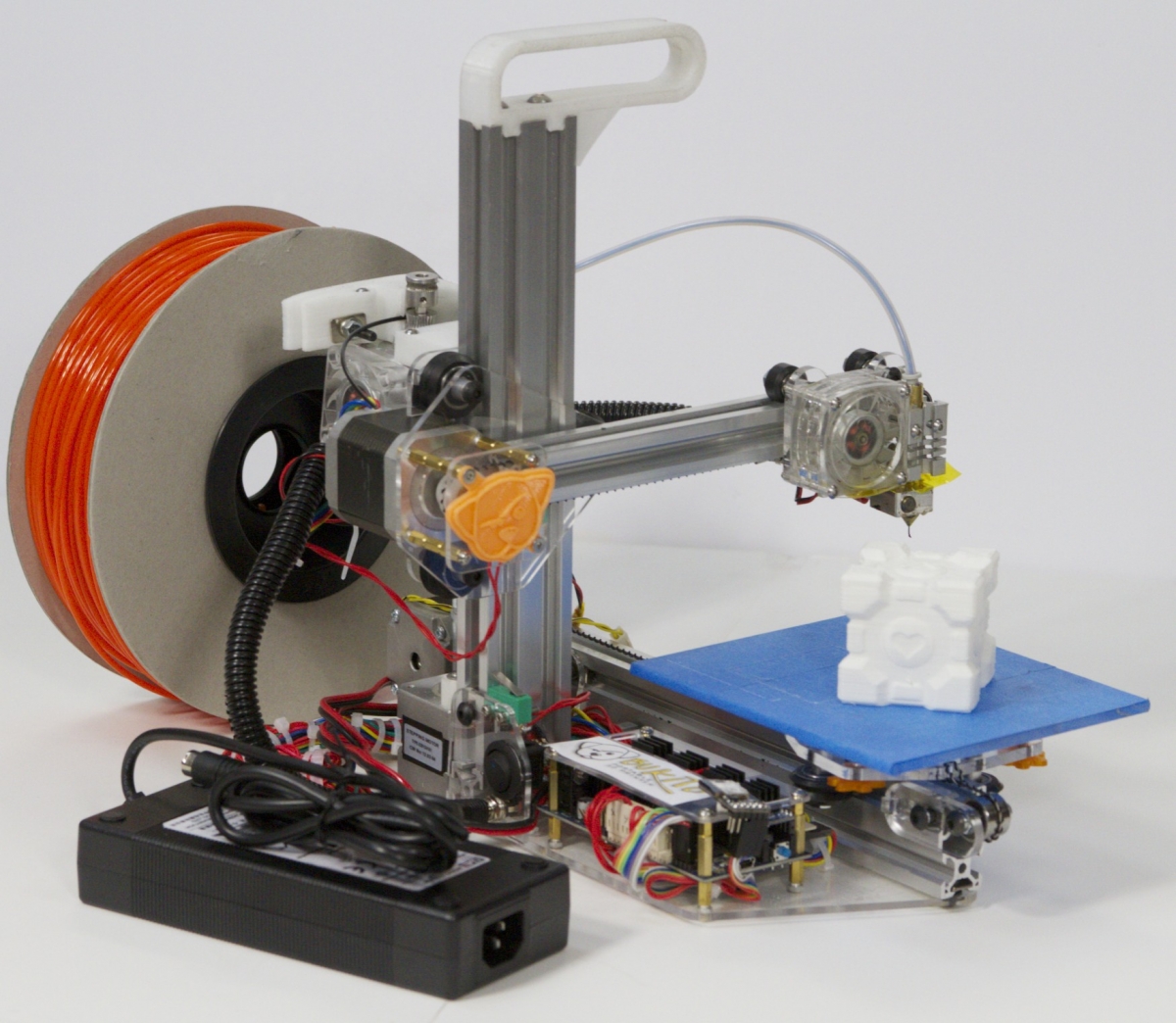
 В настоящее время для этого можно использовать: пластиковые нити, фотополимерные смолы, металлические порошковые сплавы;
В настоящее время для этого можно использовать: пластиковые нити, фотополимерные смолы, металлические порошковые сплавы;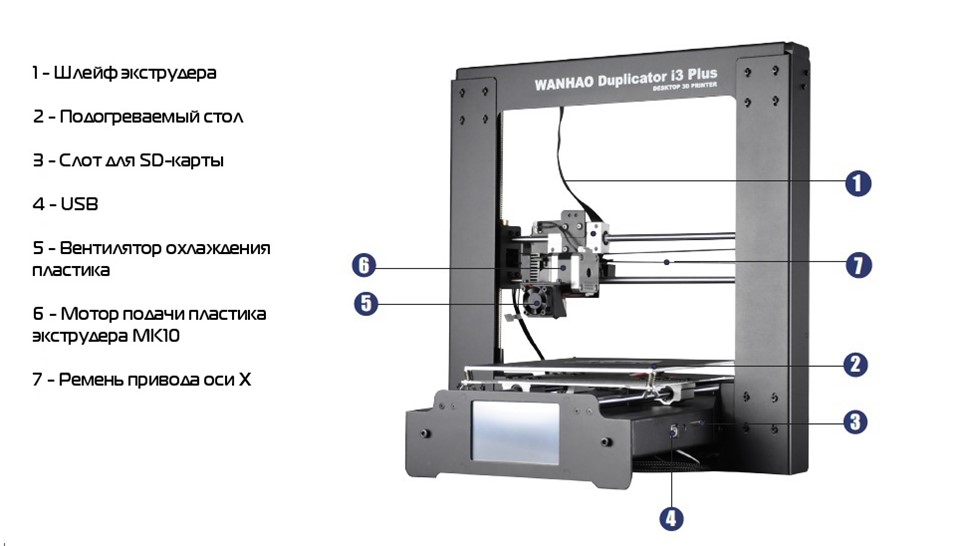 Как только слой будет напечатан, рабочая платформа опустится на величину слоя и работа продолжится снова.
Как только слой будет напечатан, рабочая платформа опустится на величину слоя и работа продолжится снова. Именно она используется на сложных производствах и предприятиях.
Именно она используется на сложных производствах и предприятиях.
 Вы можете создать его с нуля или загрузить из 3D-библиотеки.
Вы можете создать его с нуля или загрузить из 3D-библиотеки.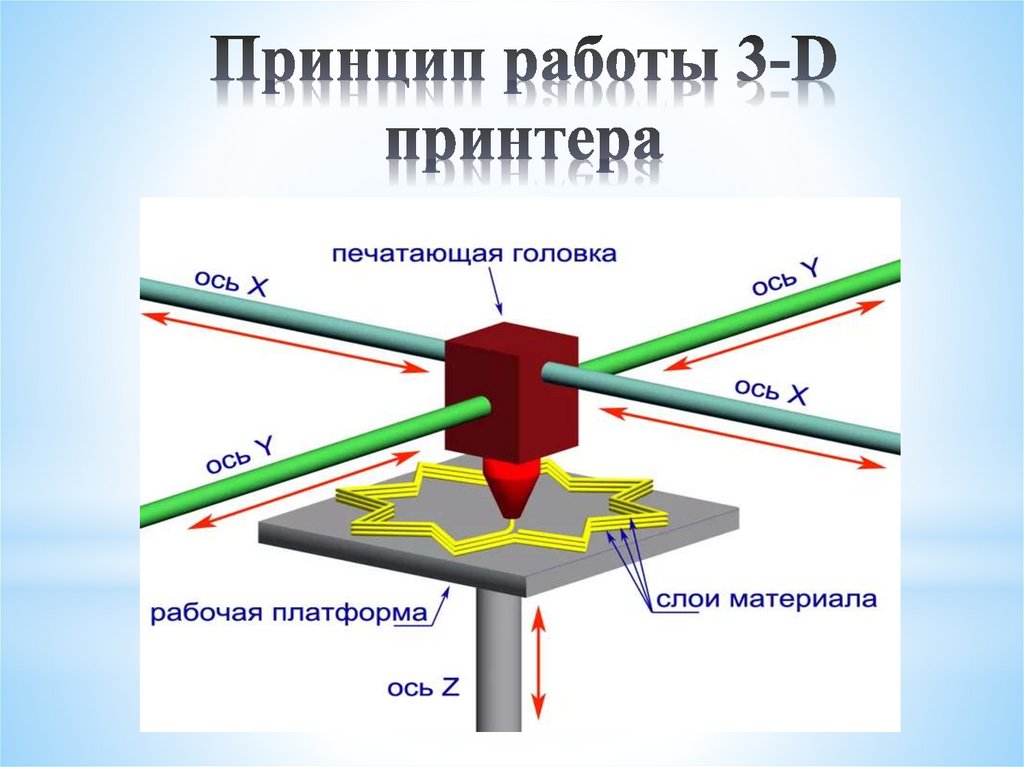 Ваш нарезанный файл теперь готов к 3D-печати слой за слоем .
Ваш нарезанный файл теперь готов к 3D-печати слой за слоем . Важно рассматривать его как кластер различных отраслей с множеством различных приложений.
Важно рассматривать его как кластер различных отраслей с множеством различных приложений. От идеи до 3D-модели и удерживания прототипа в руках — это вопрос дней, а не недель. Итерации проще и дешевле сделать, и вам не нужны дорогие формы или инструменты.
От идеи до 3D-модели и удерживания прототипа в руках — это вопрос дней, а не недель. Итерации проще и дешевле сделать, и вам не нужны дорогие формы или инструменты.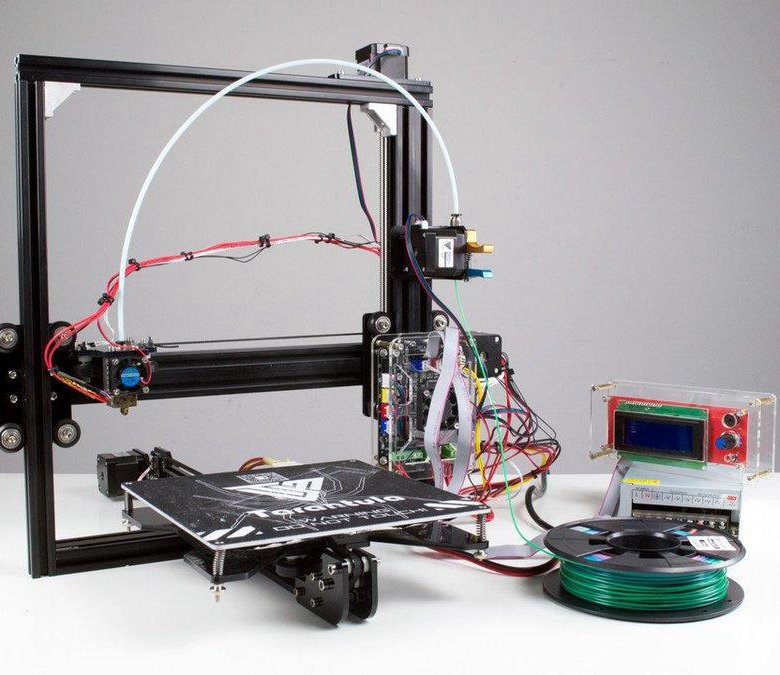 При этом им приходилось печатать детали, которые десятилетиями не производились.
При этом им приходилось печатать детали, которые десятилетиями не производились. В случае 3D-печатной версии сборка из 150 деталей была сокращена до одной детали. Печатная версия также выигрывает от снижения как стоимости, так и массы на 30%, а также сокращения времени выполнения заказа с 9месяцев всего до 10 недель.
В случае 3D-печатной версии сборка из 150 деталей была сокращена до одной детали. Печатная версия также выигрывает от снижения как стоимости, так и массы на 30%, а также сокращения времени выполнения заказа с 9месяцев всего до 10 недель. Он также использовался для тестирования процесса и демонстрации процесса сертификации несущих деталей AM.
Он также использовался для тестирования процесса и демонстрации процесса сертификации несущих деталей AM.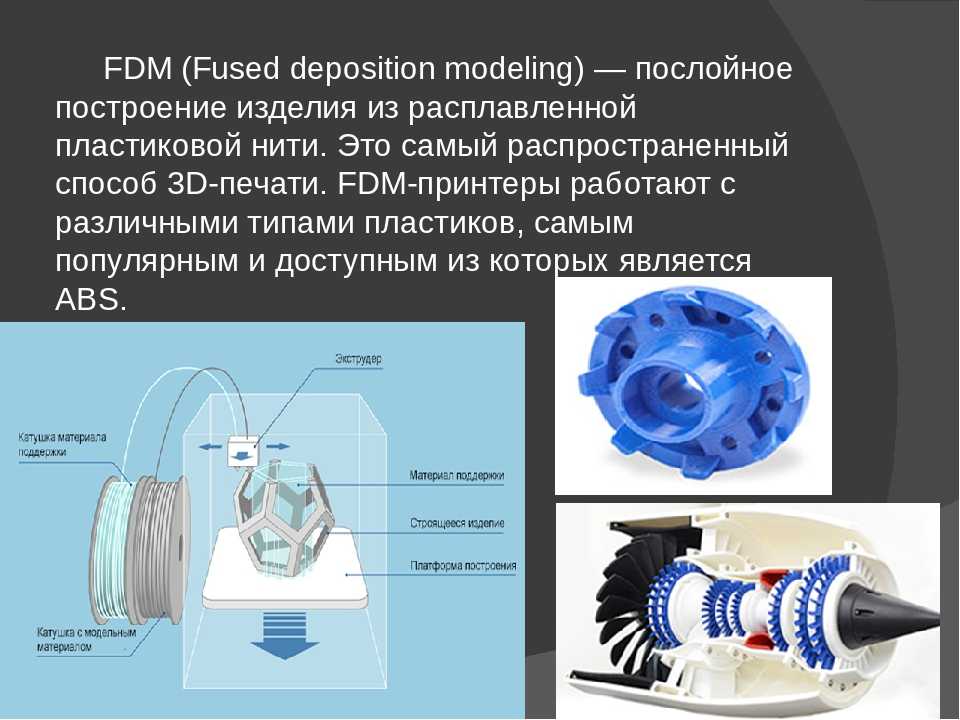
 3D-принтер Stargate 4-го поколения способен печатать объекты длиной 120 футов и диаметром 24 фута и в 12 раз быстрее, чем их предыдущие принтеры.
3D-принтер Stargate 4-го поколения способен печатать объекты длиной 120 футов и диаметром 24 фута и в 12 раз быстрее, чем их предыдущие принтеры.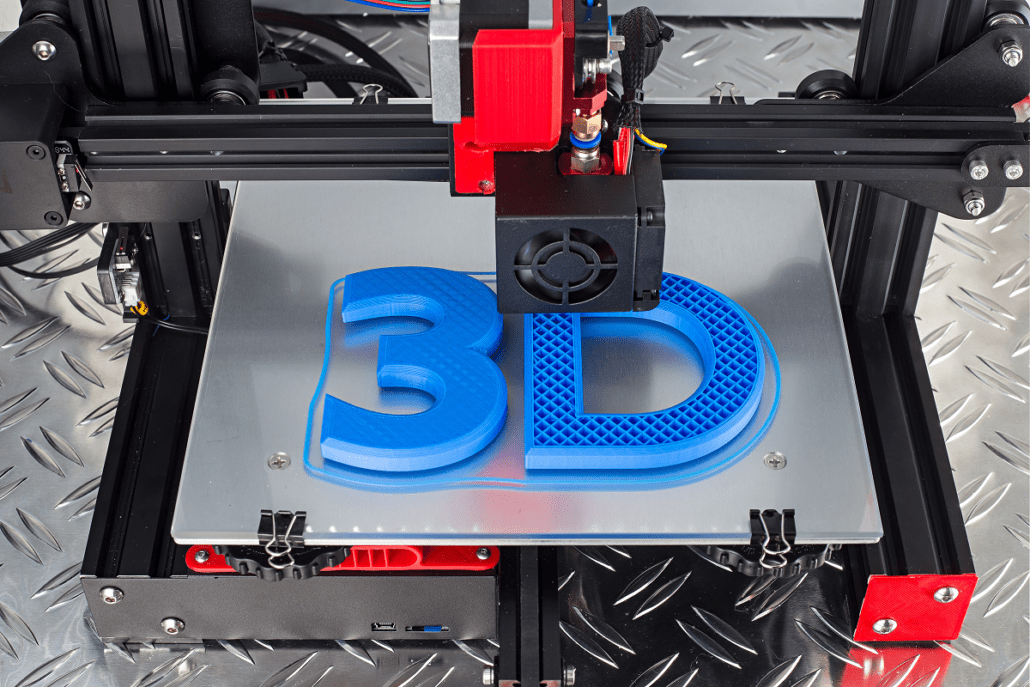 3D-печатные дома уже коммерчески доступны. Некоторые компании печатают сборные детали, а другие делают это на месте.
3D-печатные дома уже коммерчески доступны. Некоторые компании печатают сборные детали, а другие делают это на месте. Тогда мы написали статью, в которой объясняли, как изначально Adidas выпускала всего 5000 пар обуви для широкой публики, а к 2018 году планировала продать 100 000 пар обуви с элементами AM. кажется, что они превзошли эту цель или находятся на пути к ее достижению. Обувь доступна по всему миру в местных магазинах Adidas, а также в различных сторонних интернет-магазинах.
Тогда мы написали статью, в которой объясняли, как изначально Adidas выпускала всего 5000 пар обуви для широкой публики, а к 2018 году планировала продать 100 000 пар обуви с элементами AM. кажется, что они превзошли эту цель или находятся на пути к ее достижению. Обувь доступна по всему миру в местных магазинах Adidas, а также в различных сторонних интернет-магазинах. Вдобавок ко всему, лаборатории должны хранить огромные запасы заготовок, чтобы удовлетворить индивидуальные потребности своих клиентов в области машинного зрения. Наконец, однако, технология 3D-печати достаточно продвинулась, чтобы производить высококачественные индивидуальные офтальмологические линзы, избавляясь от отходов и затрат на складские запасы прошлого. В 3D-принтере Luxexcel VisionEngine используется отверждаемый УФ-излучением акрилатный мономер для печати двух пар линз в час, которые не требуют полировки или какой-либо последующей обработки. Фокусные области также можно полностью настроить так, чтобы определенная область линзы обеспечивала лучшую четкость на расстоянии, а другая область линзы обеспечивала лучшее зрение вблизи.
Вдобавок ко всему, лаборатории должны хранить огромные запасы заготовок, чтобы удовлетворить индивидуальные потребности своих клиентов в области машинного зрения. Наконец, однако, технология 3D-печати достаточно продвинулась, чтобы производить высококачественные индивидуальные офтальмологические линзы, избавляясь от отходов и затрат на складские запасы прошлого. В 3D-принтере Luxexcel VisionEngine используется отверждаемый УФ-излучением акрилатный мономер для печати двух пар линз в час, которые не требуют полировки или какой-либо последующей обработки. Фокусные области также можно полностью настроить так, чтобы определенная область линзы обеспечивала лучшую четкость на расстоянии, а другая область линзы обеспечивала лучшее зрение вблизи.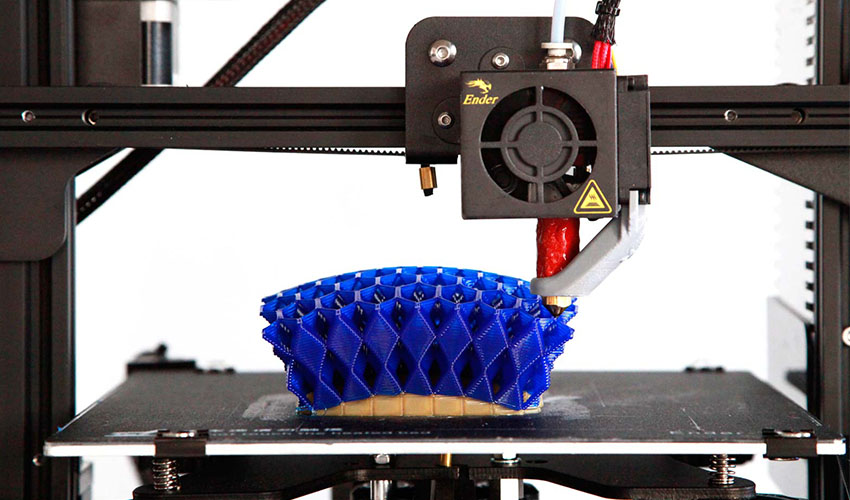
 Подсчитано, что 99% производимых слуховых аппаратов производятся с использованием аддитивного производства, и понятно почему.
Подсчитано, что 99% производимых слуховых аппаратов производятся с использованием аддитивного производства, и понятно почему. Такие рестораны, как Food Ink и Melisse, используют это как уникальное преимущество для привлечения клиентов со всего мира.
Такие рестораны, как Food Ink и Melisse, используют это как уникальное преимущество для привлечения клиентов со всего мира.
 Смола затвердевает с помощью источника УФ-излучения.
Смола затвердевает с помощью источника УФ-излучения. В зависимости от объекта и ориентации печати SLA часто требует использования структур поддержки.
В зависимости от объекта и ориентации печати SLA часто требует использования структур поддержки. Кислород проходит через кислородопроницаемое окно, создавая тонкую жидкую границу раздела неотвержденной смолы между окном и печатной частью, известную как мертвая зона. Мертвая зона составляет всего десять микрон. Внутри мертвой зоны кислород препятствует отверждению светом смолы, расположенной ближе всего к окну, что обеспечивает непрерывный поток жидкости под напечатанной деталью. Непосредственно над мертвой зоной направленный вверх УФ-свет вызывает каскадное отверждение детали.
Кислород проходит через кислородопроницаемое окно, создавая тонкую жидкую границу раздела неотвержденной смолы между окном и печатной частью, известную как мертвая зона. Мертвая зона составляет всего десять микрон. Внутри мертвой зоны кислород препятствует отверждению светом смолы, расположенной ближе всего к окну, что обеспечивает непрерывный поток жидкости под напечатанной деталью. Непосредственно над мертвой зоной направленный вверх УФ-свет вызывает каскадное отверждение детали.
 Эта технология была впервые разработана в Массачусетском технологическом институте в 1993.
Эта технология была впервые разработана в Массачусетском технологическом институте в 1993.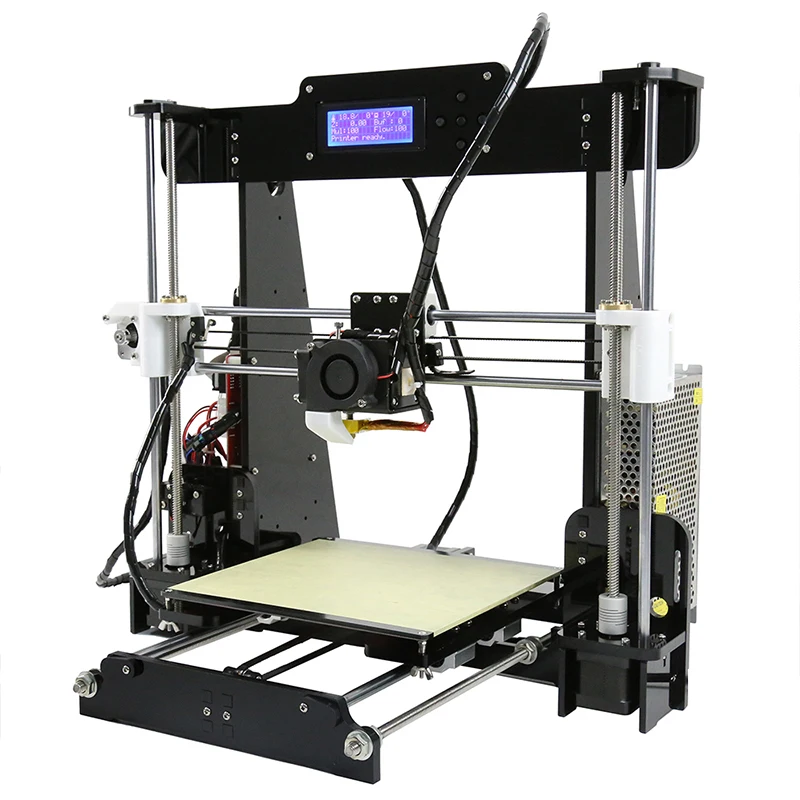 (FFF), был придуман участниками проекта RepRap, чтобы дать словосочетание, использование которого было бы юридически не ограничено.
(FFF), был придуман участниками проекта RepRap, чтобы дать словосочетание, использование которого было бы юридически не ограничено.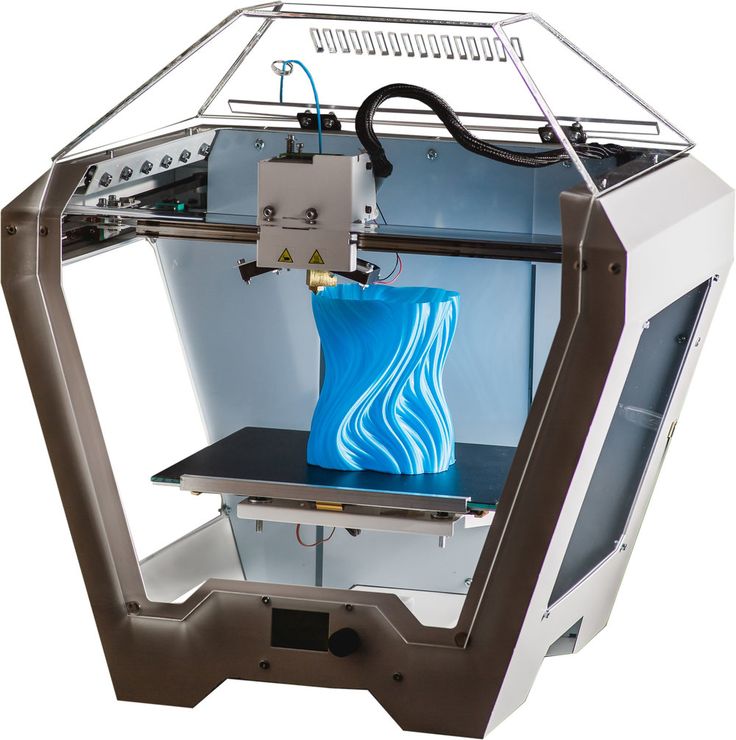 Струйные принтеры также наносят средство для детализации вокруг переплета, чтобы обеспечить точные размеры и гладкие поверхности. Наконец, слой подвергается всплеску тепловой энергии, который вызывает реакцию агентов.
Струйные принтеры также наносят средство для детализации вокруг переплета, чтобы обеспечить точные размеры и гладкие поверхности. Наконец, слой подвергается всплеску тепловой энергии, который вызывает реакцию агентов.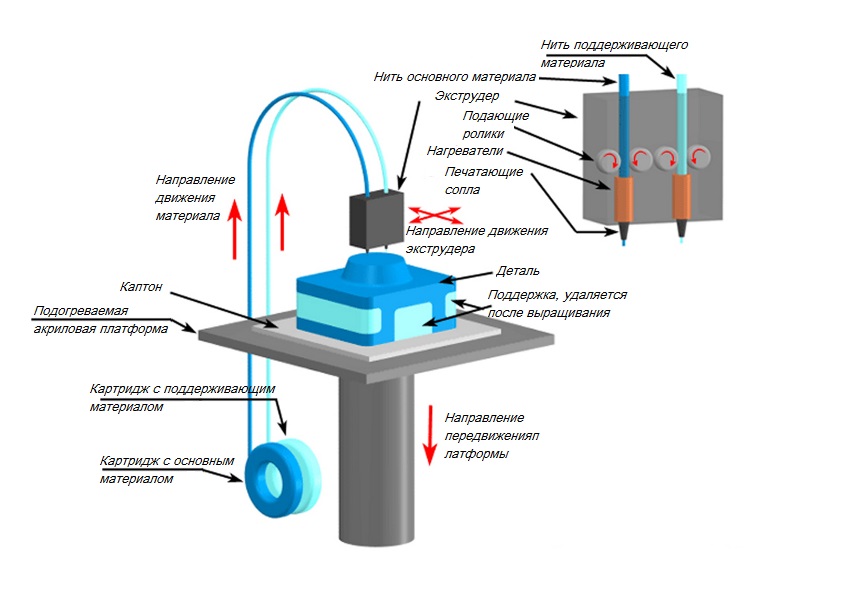 Можно использовать и бумажные листы, но они склеиваются клеевым составом и обрезаются по форме точными лезвиями.
Можно использовать и бумажные листы, но они склеиваются клеевым составом и обрезаются по форме точными лезвиями.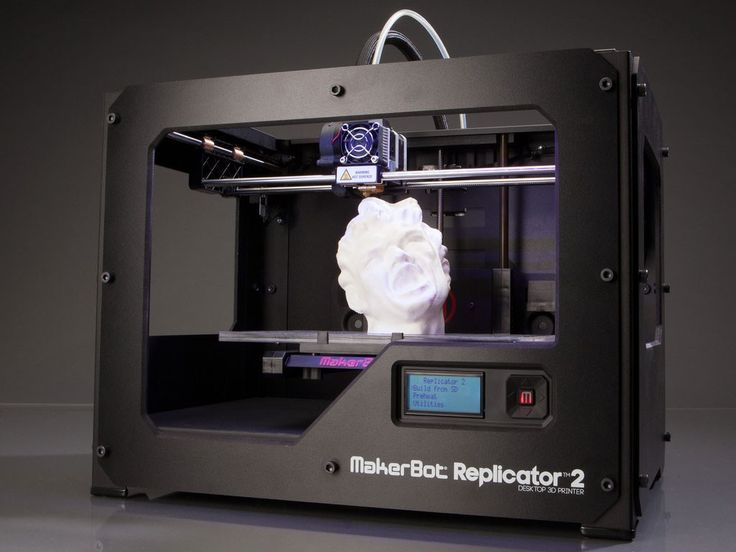 Узнайте больше о наших рекомендуемых материалах на нашей странице материалов.
Узнайте больше о наших рекомендуемых материалах на нашей странице материалов.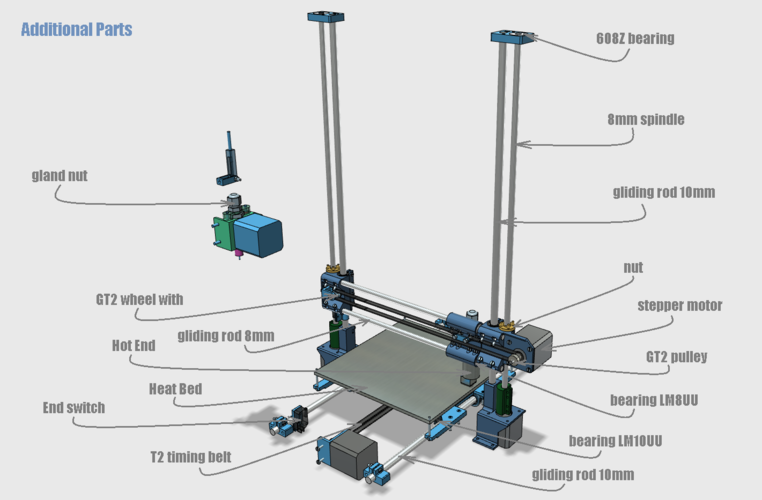 Эти проблемы варьируются от механических сбоев в настройке принтера до проблем с прошивкой.
Эти проблемы варьируются от механических сбоев в настройке принтера до проблем с прошивкой. Если вы заметили износ, замените колесо.
Если вы заметили износ, замените колесо.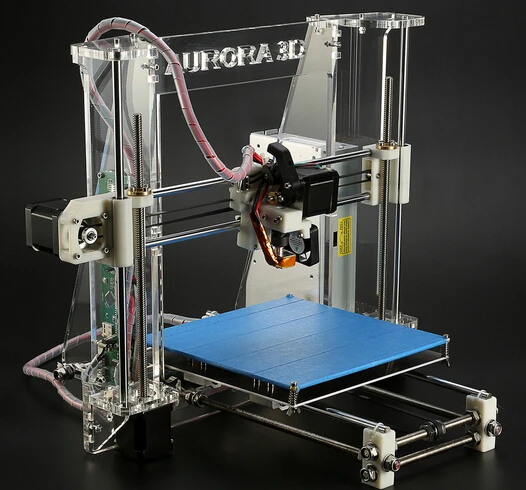 Если эти винты затянуты слишком сильно, у каретки возникнут проблемы с перемещением по оси Z из-за заедания.
Если эти винты затянуты слишком сильно, у каретки возникнут проблемы с перемещением по оси Z из-за заедания.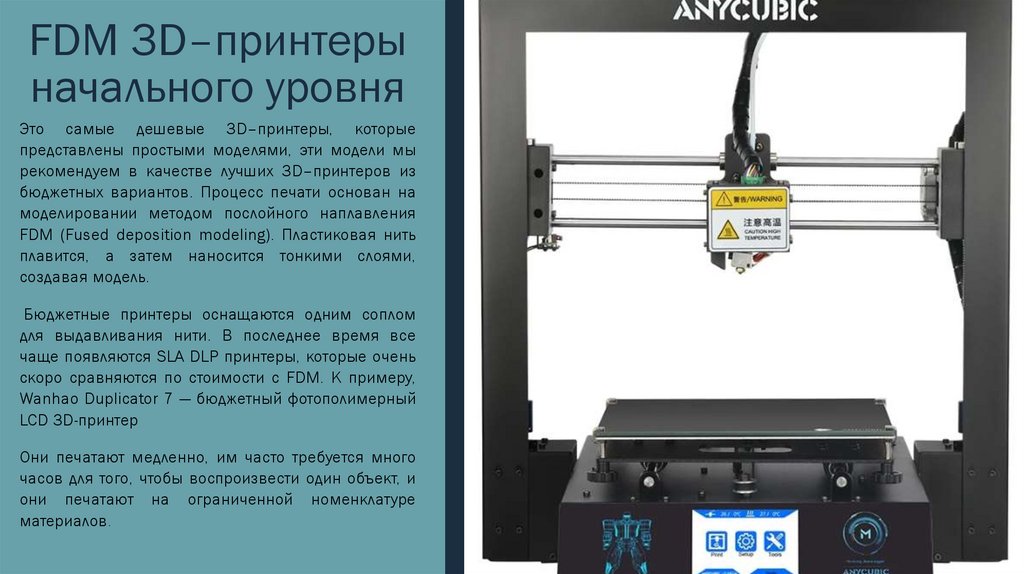 Это приводит к связыванию и другим проблемам, которые приводят к сжатию и пропуску слоев.
Это приводит к связыванию и другим проблемам, которые приводят к сжатию и пропуску слоев. Это значение имеет большое значение и зависит как от двигателя Z, так и от шага ходового винта.
Это значение имеет большое значение и зависит как от двигателя Z, так и от шага ходового винта.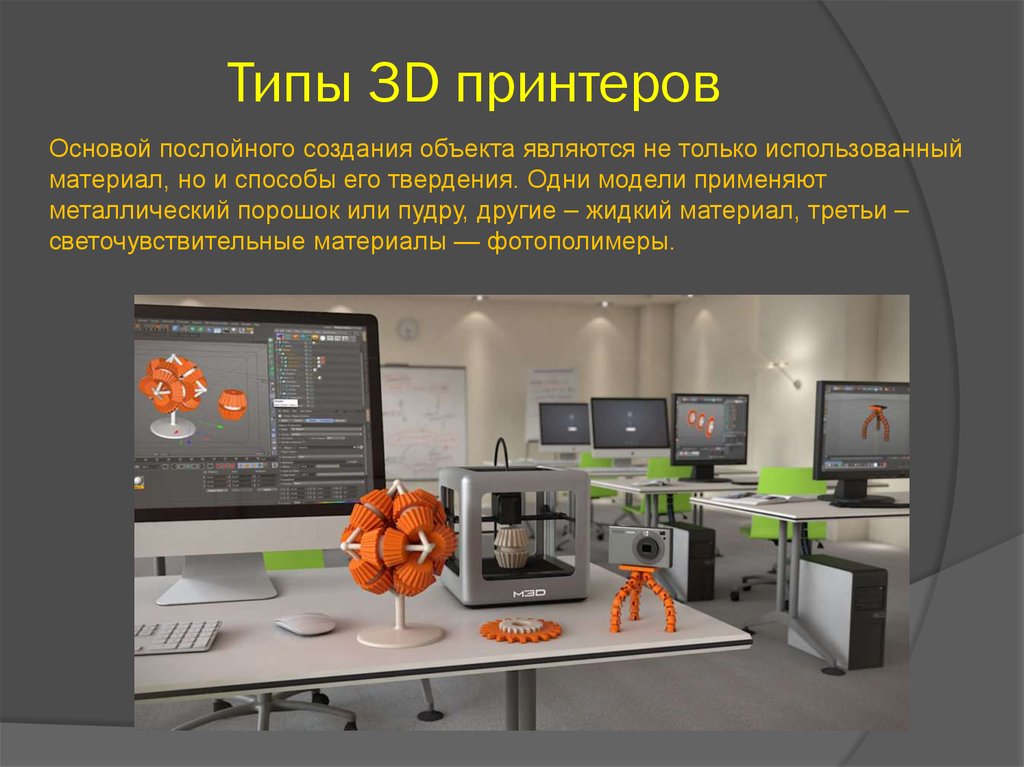
 Например:
Например: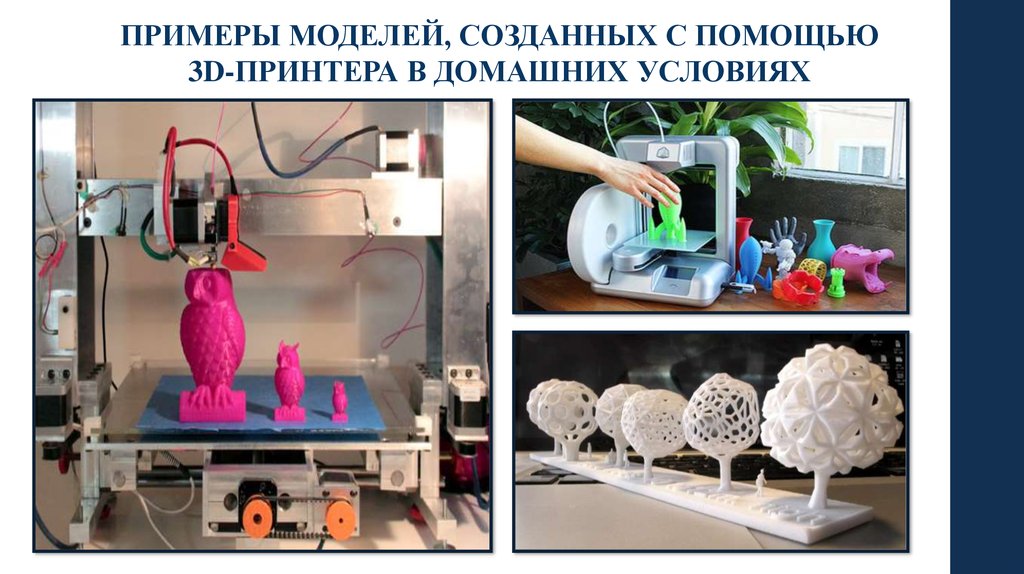

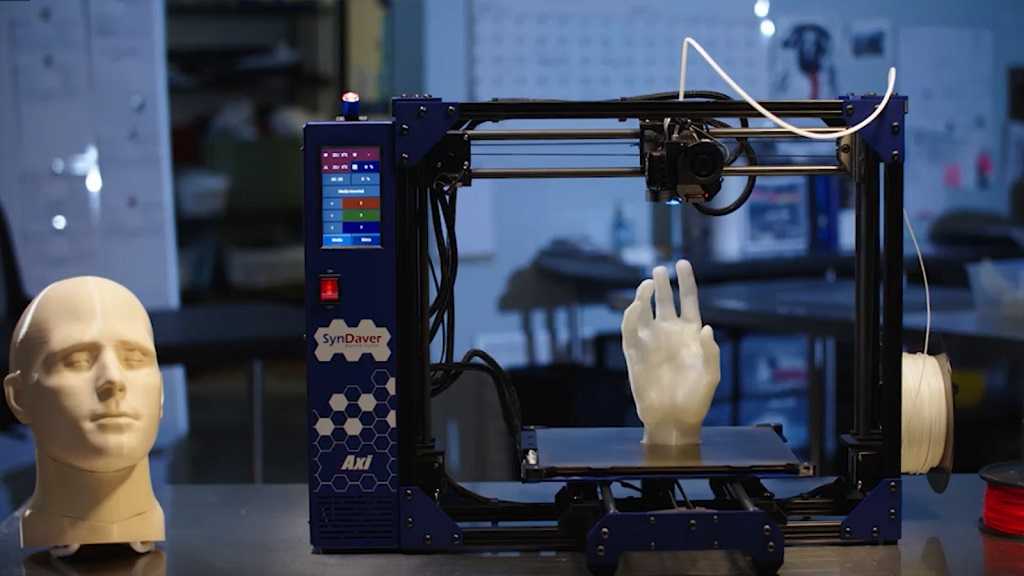 Вместо перемещения концевого выключателя вверх, чтобы отразить изменение, вы можете увеличить натяжение пружины, чтобы опустить станину
Вместо перемещения концевого выключателя вверх, чтобы отразить изменение, вы можете увеличить натяжение пружины, чтобы опустить станину Можно ввести Z-Offset непосредственно из слайсера, такого как Cura.
Можно ввести Z-Offset непосредственно из слайсера, такого как Cura.
 В некоторых случаях это может быть настолько несоосно, что использование прокладки и прокладки может не сработать.
В некоторых случаях это может быть настолько несоосно, что использование прокладки и прокладки может не сработать. Это приводит к тому, что двигатель Z не работает во время печати, но работает для всех других действий.
Это приводит к тому, что двигатель Z не работает во время печати, но работает для всех других действий.


 С помощью шестигранного ключа убедитесь, что винты на кронштейне концевого выключателя затянуты должным образом.
С помощью шестигранного ключа убедитесь, что винты на кронштейне концевого выключателя затянуты должным образом. youtube.com/embed/bGGNlHkuLX4?start=27&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»>
youtube.com/embed/bGGNlHkuLX4?start=27&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»> 
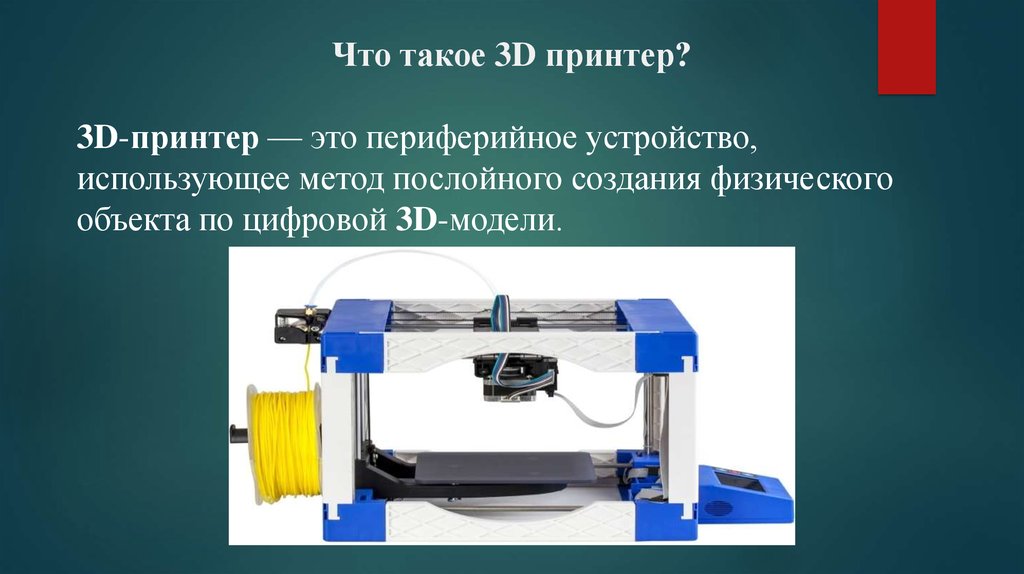 д.
д.
 Для обработки моделей из воска используются небольшие, компактные устройства, которые выполняют тонкую фрезеровку заготовок по 4 и 5 осям. Наша компания предлагает 5-координатные станки серии JEWELER ULTRA и мини-оборудование 4-координатные JEWELER MINI. Для крупных предприятий с серийным производством лучшим решением станут устройства серии JEWELER MAXI. На всех ювелирных станках с ЧПУ выпускаемых нашим станкостроительным заводом устанавливаются шарико-винтовые пары повышенной точности. Их применение обеспечивает полное отсутствие люфта, что очень важно при изготовлении мелких изделий. Высококачественные шарико-винтовые пары позволяют добиться сверхточного перемещения обрабатывающего инструмента.
Для обработки моделей из воска используются небольшие, компактные устройства, которые выполняют тонкую фрезеровку заготовок по 4 и 5 осям. Наша компания предлагает 5-координатные станки серии JEWELER ULTRA и мини-оборудование 4-координатные JEWELER MINI. Для крупных предприятий с серийным производством лучшим решением станут устройства серии JEWELER MAXI. На всех ювелирных станках с ЧПУ выпускаемых нашим станкостроительным заводом устанавливаются шарико-винтовые пары повышенной точности. Их применение обеспечивает полное отсутствие люфта, что очень важно при изготовлении мелких изделий. Высококачественные шарико-винтовые пары позволяют добиться сверхточного перемещения обрабатывающего инструмента.
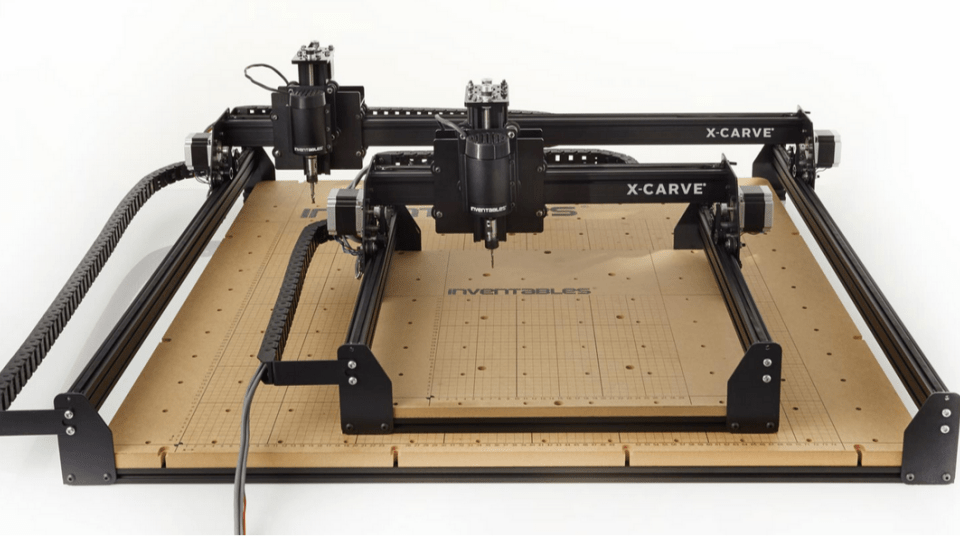
 Оптимальный вариант — покупка у производителя, который дает гарантию и оказывает другие услуги по постпродажному сопровождению. Компания «Твайт» не только продает ювелирные станки, осуществляет монтаж и пуско-наладку, проводит сервисное обслуживание и предоставляет техподдержку на весь период эксплуатации. Оказывает помощь в доставке по России и ЕАЭС, В нашем интернет-магазине большой выбор станков ЧПУ для ювелиров разных категорий: от частных мастеров до крупных производств.
Оптимальный вариант — покупка у производителя, который дает гарантию и оказывает другие услуги по постпродажному сопровождению. Компания «Твайт» не только продает ювелирные станки, осуществляет монтаж и пуско-наладку, проводит сервисное обслуживание и предоставляет техподдержку на весь период эксплуатации. Оказывает помощь в доставке по России и ЕАЭС, В нашем интернет-магазине большой выбор станков ЧПУ для ювелиров разных категорий: от частных мастеров до крупных производств.
 На станке возможна гравировка цветных металлов, стекла, камня (при использовании специализированного инструмента). Благодаря компактным размерам станок не займет много места на рабочем столе и домашней мастерской.
На станке возможна гравировка цветных металлов, стекла, камня (при использовании специализированного инструмента). Благодаря компактным размерам станок не займет много места на рабочем столе и домашней мастерской. Для запуска станка в работу необходимо лишь наличие ПК.
Для запуска станка в работу необходимо лишь наличие ПК.
 Таким образом, перемещение шариков происходит по замкнутому каналу, соединяющему первый и последний витки резьбы гайки.
Таким образом, перемещение шариков происходит по замкнутому каналу, соединяющему первый и последний витки резьбы гайки.

 Наше лидирующее в отрасли деревообрабатывающее оборудование было спроектировано и разработано с учетом нашего 40-летнего опыта в области деревообработки. Деревообрабатывающие станки с ЧПУ Laguna превосходно справляются с обработкой листового проката, твердой и мягкой древесины, композитов, жесткого пенопласта, пластика и цветных металлов.
Наше лидирующее в отрасли деревообрабатывающее оборудование было спроектировано и разработано с учетом нашего 40-летнего опыта в области деревообработки. Деревообрабатывающие станки с ЧПУ Laguna превосходно справляются с обработкой листового проката, твердой и мягкой древесины, композитов, жесткого пенопласта, пластика и цветных металлов. Сочетание фрезерования в тяжелых условиях с возможностью резки тонких материалов, таких как винил, кожа, аллигатор, хлоропласт, ПВХ и изделия из мягкого пенопласта. MT представляет собой оптимальное решение для магазинов, специализирующихся на изготовлении вывесок, дизайне декораций и работе с рекламными витринами.
Сочетание фрезерования в тяжелых условиях с возможностью резки тонких материалов, таких как винил, кожа, аллигатор, хлоропласт, ПВХ и изделия из мягкого пенопласта. MT представляет собой оптимальное решение для магазинов, специализирующихся на изготовлении вывесок, дизайне декораций и работе с рекламными витринами.
 Этот процесс можно использовать для управления целым рядом сложных механизмов, от шлифовальных и токарных станков до мельниц и фрезерных станков с ЧПУ. Эти машины могут выполнять сложные задачи трехмерной резки с помощью единого набора команд. Это субтрактивный производственный процесс, в котором используются код и станки для удаления слоев материала со стандартной детали для производства детали, разработанной по индивидуальному заказу.
Этот процесс можно использовать для управления целым рядом сложных механизмов, от шлифовальных и токарных станков до мельниц и фрезерных станков с ЧПУ. Эти машины могут выполнять сложные задачи трехмерной резки с помощью единого набора команд. Это субтрактивный производственный процесс, в котором используются код и станки для удаления слоев материала со стандартной детали для производства детали, разработанной по индивидуальному заказу.

 Такие изобретения работают на базе классической технологии: специальные виды пластика подаются в экструдер, где осуществляется его расплавление с последующим выходом через сопло. В случае необходимости линии можно накладывать боковым образом, достигая оптимальной площади для создания определенных элементов.
Такие изобретения работают на базе классической технологии: специальные виды пластика подаются в экструдер, где осуществляется его расплавление с последующим выходом через сопло. В случае необходимости линии можно накладывать боковым образом, достигая оптимальной площади для создания определенных элементов. До 80 градусов основание техники нагревается всего за 3 минуты. Из полезных опций можем выделить лишь возобновление печати, что позволяет продолжить процесс работы с того места, на котором остановились.
До 80 градусов основание техники нагревается всего за 3 минуты. Из полезных опций можем выделить лишь возобновление печати, что позволяет продолжить процесс работы с того места, на котором остановились. Макеты можно загружать при помощи карты памяти, а также USB для подключения портативной техники или ПК.
Макеты можно загружать при помощи карты памяти, а также USB для подключения портативной техники или ПК.
 Вдобавок, есть программа XYZware Pro, при помощи которой легко менять температуру, скорость и прочие настройки параметров работы.
Вдобавок, есть программа XYZware Pro, при помощи которой легко менять температуру, скорость и прочие настройки параметров работы. Как вы понимаете, диаметр нити стандартный – составляет 1,75 миллиметров. Необходимо отметить яркий сенсорный экран.
Как вы понимаете, диаметр нити стандартный – составляет 1,75 миллиметров. Необходимо отметить яркий сенсорный экран. Управление осуществляется за счет фирменного софта со смартфона по Wi-Fi. Более того, весьма полезной опцией является управление печатью с помощью облачного хранилища Creality Cloud. Сомневаться в надежности принтера не приходится, так как реализовано «качественное железо» и система двойного охлаждения. Разработчики также позаботились о наличии 6 УФ-ламп и удобного сенсорного управления.
Управление осуществляется за счет фирменного софта со смартфона по Wi-Fi. Более того, весьма полезной опцией является управление печатью с помощью облачного хранилища Creality Cloud. Сомневаться в надежности принтера не приходится, так как реализовано «качественное железо» и система двойного охлаждения. Разработчики также позаботились о наличии 6 УФ-ламп и удобного сенсорного управления. Для использования достаточно задействовать носитель информации (USB) с предварительно загруженными моделями. Корпус изготовлен весьма качественно, радуют компактные размеры и небольшой вес изобретения. Также добавим, что 3D принтер этой серии может работать со смолами разных производителей.
Для использования достаточно задействовать носитель информации (USB) с предварительно загруженными моделями. Корпус изготовлен весьма качественно, радуют компактные размеры и небольшой вес изобретения. Также добавим, что 3D принтер этой серии может работать со смолами разных производителей. Добавим, что производитель уделил должное внимание качеству конструкции и небольшому весу изобретения.
Добавим, что производитель уделил должное внимание качеству конструкции и небольшому весу изобретения.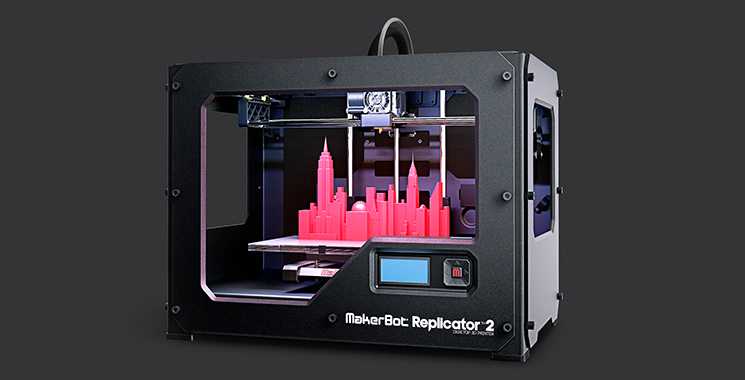 В состав конструкции входит относительно недорогой монохромный экран, на чем разумно экономить. А вот, в качестве матрицы использовали еще более дорогой вариант с кварцевыми линзами, что положительно отражается на рассеивании УФ-лучей.
В состав конструкции входит относительно недорогой монохромный экран, на чем разумно экономить. А вот, в качестве матрицы использовали еще более дорогой вариант с кварцевыми линзами, что положительно отражается на рассеивании УФ-лучей. Прибор имеет NFC-чип.
Прибор имеет NFC-чип. Важно отметить, что бюджетные модели с высокой скоростью часто достигают этого параметра в ущерб качеству;
Важно отметить, что бюджетные модели с высокой скоростью часто достигают этого параметра в ущерб качеству; 0.
0.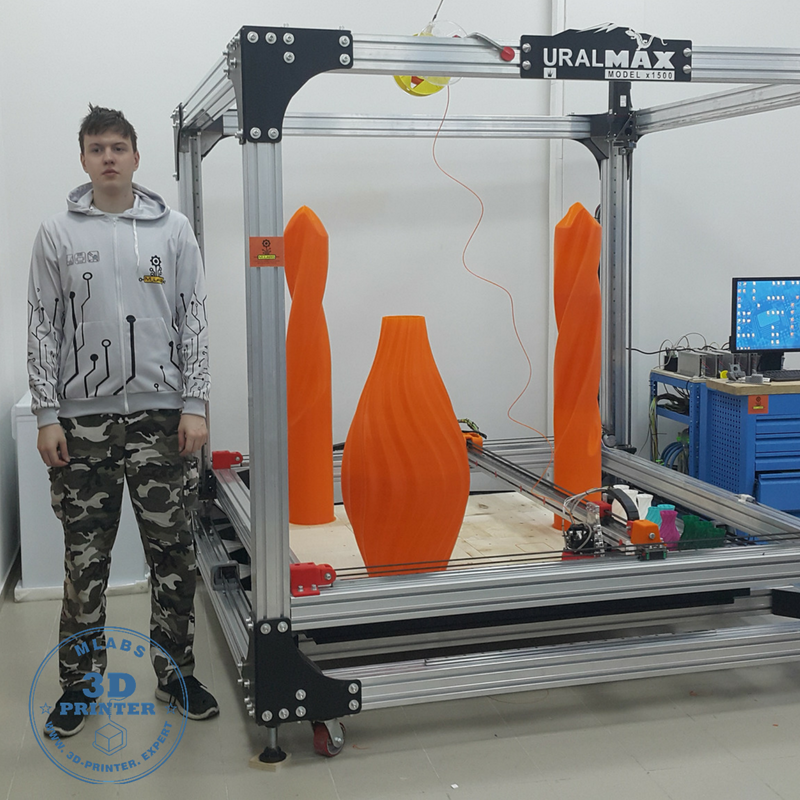
 Отличный принтер, По Мск доставка 3-5 дней после оплаты. Получаете почтой России. Продавцу спасибо. Качество отменное. Покупка себя оправдывает полностью.»
Отличный принтер, По Мск доставка 3-5 дней после оплаты. Получаете почтой России. Продавцу спасибо. Качество отменное. Покупка себя оправдывает полностью.» Рекомендую несмотря на мини-минусы.»
Рекомендую несмотря на мини-минусы.»
 Узнайте больше о том, как мы тестируем.
Узнайте больше о том, как мы тестируем. Например, датчик SuperPINDA с автоматическим выравниванием в MK3S+ отображает платформу сборки на предмет искажений поверхности, но прошивка принтера способна хранить несколько Z-смещений, поэтому вы можете переключать платформы сборки без необходимости каждый раз выполнять повторную калибровку.
Например, датчик SuperPINDA с автоматическим выравниванием в MK3S+ отображает платформу сборки на предмет искажений поверхности, но прошивка принтера способна хранить несколько Z-смещений, поэтому вы можете переключать платформы сборки без необходимости каждый раз выполнять повторную калибровку. Полностью собранный MK3S+ также включает в себя сумку Haribo Goldbears, фирменное дополнение от команды Prusa.
Полностью собранный MK3S+ также включает в себя сумку Haribo Goldbears, фирменное дополнение от команды Prusa. Это бесценный ресурс как для новичков, так и для любителей, и экспертов, и мне ясно, что Prusa установила стандарт технической документации.
Это бесценный ресурс как для новичков, так и для любителей, и экспертов, и мне ясно, что Prusa установила стандарт технической документации.

 Это устройство подает питание 24 В на платформу с максимальным током 10 А, что обеспечивает быстрый и надежный нагрев для печати высокотемпературными материалами, такими как PETG и ASA. Менее дорогие машины обычно используют блоки питания меньшей мощности, такие как блок питания мощностью 150 Вт, используемый Flashforge Adventurer 3 Lite , которые нагреваются дольше и с трудом поддерживают более высокую температуру.
Это устройство подает питание 24 В на платформу с максимальным током 10 А, что обеспечивает быстрый и надежный нагрев для печати высокотемпературными материалами, такими как PETG и ASA. Менее дорогие машины обычно используют блоки питания меньшей мощности, такие как блок питания мощностью 150 Вт, используемый Flashforge Adventurer 3 Lite , которые нагреваются дольше и с трудом поддерживают более высокую температуру.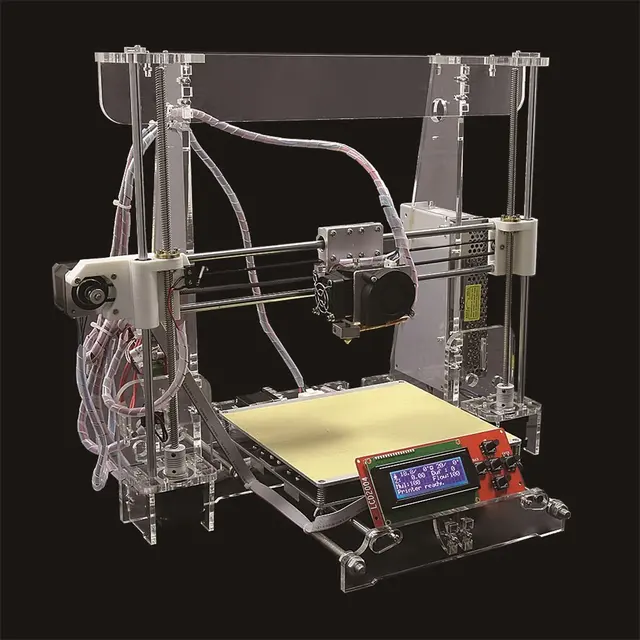
 Печатные кронштейны на MK3S + были напечатаны из PETG, а обращенная наружу текстурированная поверхность показывает уровень качества, который вы можете ожидать от использования текстурированного листа.
Печатные кронштейны на MK3S + были напечатаны из PETG, а обращенная наружу текстурированная поверхность показывает уровень качества, который вы можете ожидать от использования текстурированного листа.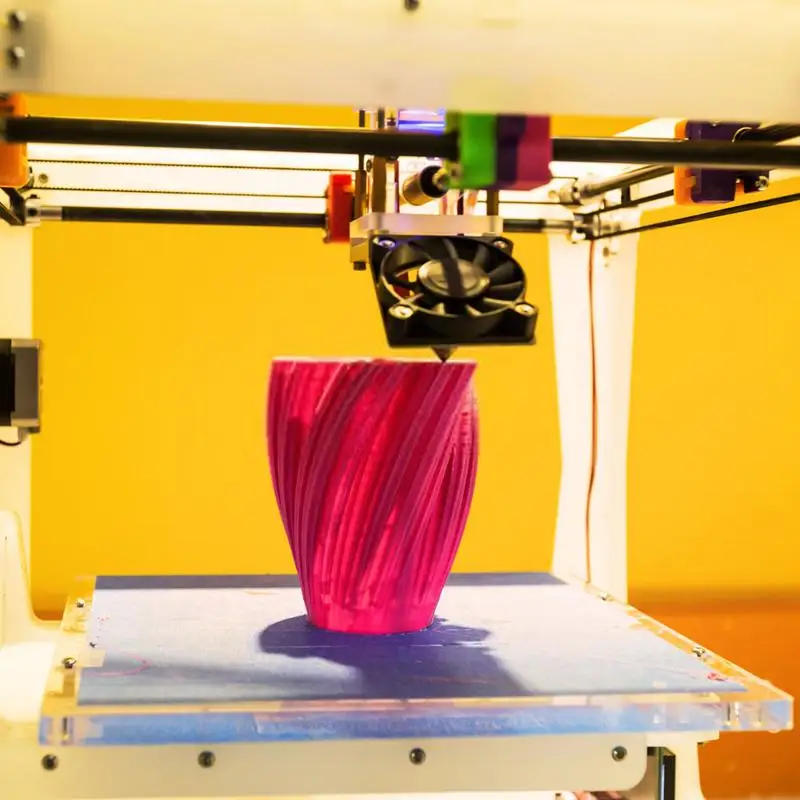 MK3S+ — не первый принтер, использующий датчик для выравнивания стола, но реализация программного обеспечения в PrusaSlicer означает, что после настройки принтера вы можете печатать, не тратя много времени на калибровку.
MK3S+ — не первый принтер, использующий датчик для выравнивания стола, но реализация программного обеспечения в PrusaSlicer означает, что после настройки принтера вы можете печатать, не тратя много времени на калибровку.
 (переменная высота слоя, многоцветная печать и высокое разрешение слоя 0,1 мм).
(переменная высота слоя, многоцветная печать и высокое разрешение слоя 0,1 мм).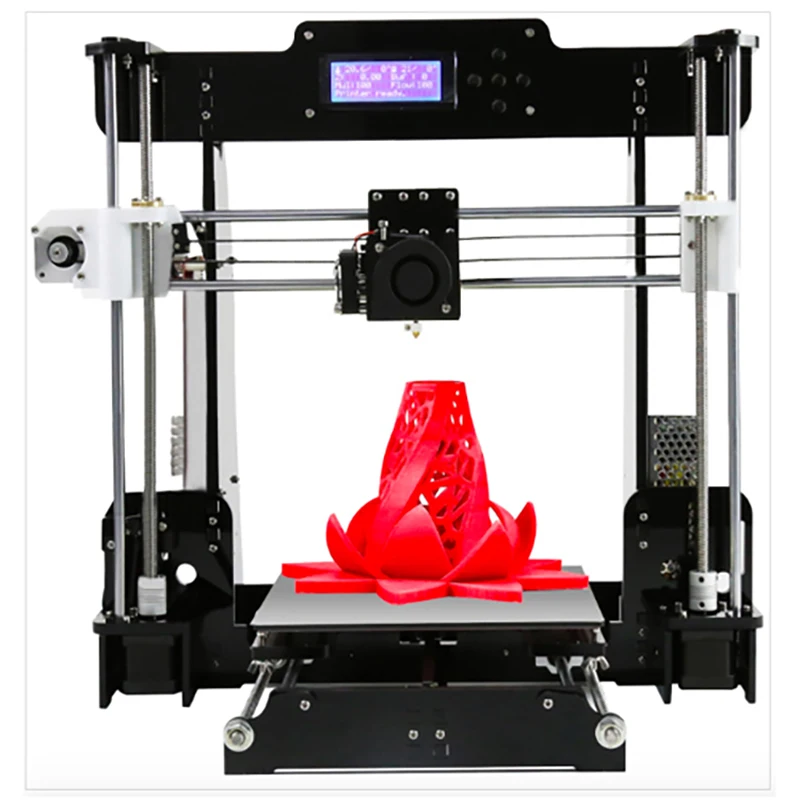
 Я был впечатлен общим качеством Benchy, и даже с материалом с высокой отражающей способностью, таким как серебристый PLA, который может выделять дефекты из-за неровных слоев, слои выглядели ровными и однородными повсюду.
Я был впечатлен общим качеством Benchy, и даже с материалом с высокой отражающей способностью, таким как серебристый PLA, который может выделять дефекты из-за неровных слоев, слои выглядели ровными и однородными повсюду.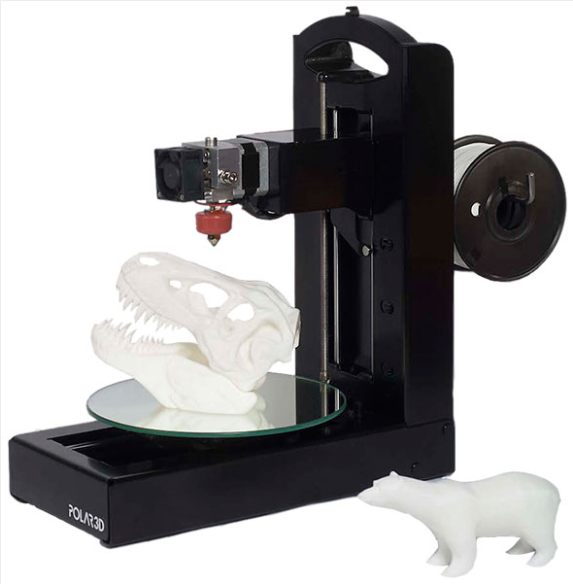 часть времени, которое обычно требуется для печати с использованием нескольких слоев. Этот режим идеально подходит для печати таких объектов, как вазы или ограждения, для которых требуется только один контур, а не несколько контуров и структура заполнения. Я распечатал Изогнутая сотовая ваза от eggnot, чтобы выделить этот режим печати.
часть времени, которое обычно требуется для печати с использованием нескольких слоев. Этот режим идеально подходит для печати таких объектов, как вазы или ограждения, для которых требуется только один контур, а не несколько контуров и структура заполнения. Я распечатал Изогнутая сотовая ваза от eggnot, чтобы выделить этот режим печати. Компания Prusa воспользовалась преимуществами этих свойств материала, напечатав многие компоненты MK3S+ с помощью PETG, что создает жесткую деталь, способную выдерживать механические нагрузки. Печатать PETG также, как известно, сложно из-за высокого уровня натяжения, которое может возникнуть при одновременной печати нескольких деталей, но у меня не было никаких проблем при печати материалом Prusament PETG на MK3S+.
Компания Prusa воспользовалась преимуществами этих свойств материала, напечатав многие компоненты MK3S+ с помощью PETG, что создает жесткую деталь, способную выдерживать механические нагрузки. Печатать PETG также, как известно, сложно из-за высокого уровня натяжения, которое может возникнуть при одновременной печати нескольких деталей, но у меня не было никаких проблем при печати материалом Prusament PETG на MK3S+.

 Если вы хотите испытать Prusa, но хотите потратить немного меньше денег, Prusa Mini+ (доступен в Prusa за 399 долларов в сборе, 349 долларов за комплект) — отличное место для начала.
Если вы хотите испытать Prusa, но хотите потратить немного меньше денег, Prusa Mini+ (доступен в Prusa за 399 долларов в сборе, 349 долларов за комплект) — отличное место для начала. Они могут стать интересным способом творческого самовыражения или создать полезные безделушки для вашего дома. Некоторые из лучших 3D-принтеров создают реалистичные и художественные объекты, которые произведут впечатление на ваших друзей.
Они могут стать интересным способом творческого самовыражения или создать полезные безделушки для вашего дома. Некоторые из лучших 3D-принтеров создают реалистичные и художественные объекты, которые произведут впечатление на ваших друзей. Роботизированное устройство представляет собой мягкую и гибкую копию, которая может имитировать способность органа перекачивать кровь.
Роботизированное устройство представляет собой мягкую и гибкую копию, которая может имитировать способность органа перекачивать кровь.
 Принтер поставляется только с небольшой стартовой катушкой, поэтому при покупке Vyper вам нужно будет купить как минимум одну катушку», — пишет журнал PC Magazine.
Принтер поставляется только с небольшой стартовой катушкой, поэтому при покупке Vyper вам нужно будет купить как минимум одну катушку», — пишет журнал PC Magazine. «В нем есть все, что вы ожидаете от машины Prusa: автоматическое выравнивание платформы, обнаружение сбоев и отличное качество печати, и все это менее чем за 450 долларов. Создавая его вместе с моим сыном, мы получили много хороших идей о том, как работает 3D-принтер, и, возможно, о том, как его починить».
«В нем есть все, что вы ожидаете от машины Prusa: автоматическое выравнивание платформы, обнаружение сбоев и отличное качество печати, и все это менее чем за 450 долларов. Создавая его вместе с моим сыном, мы получили много хороших идей о том, как работает 3D-принтер, и, возможно, о том, как его починить». Нет, правда. Он такой большой. Как только вы найдете место для установки, Anycubic Kobra Max станет отличной и простой в использовании машиной. Он имеет систему автоматического выравнивания, которая физически касается стеклянной поверхности, давая очень точные результаты, которые можно использовать с любым из лучших 3D-принтеров».
Нет, правда. Он такой большой. Как только вы найдете место для установки, Anycubic Kobra Max станет отличной и простой в использовании машиной. Он имеет систему автоматического выравнивания, которая физически касается стеклянной поверхности, давая очень точные результаты, которые можно использовать с любым из лучших 3D-принтеров». К счастью, и то, и другое — простые и недорогие исправления, но это мелкие детали, которые могли бы сделать Kobra Max еще лучше из коробки».
К счастью, и то, и другое — простые и недорогие исправления, но это мелкие детали, которые могли бы сделать Kobra Max еще лучше из коробки». Во время работы не требуется регулировок, а небольшой размер упрощает работу с ним. Кроме того, в каталоге Toybox доступны тысячи игрушек, чтобы занять вашего ребенка на несколько недель».
Во время работы не требуется регулировок, а небольшой размер упрощает работу с ним. Кроме того, в каталоге Toybox доступны тысячи игрушек, чтобы занять вашего ребенка на несколько недель». Toybox — это небольшой компактный принтер, в котором используется нить PLA, которую компания называет «питанием для принтера». Этот нетоксичный материал имеет множество цветов, связанных с пищевыми продуктами (например, яблоко и жевательная резинка), и стоит 11 долларов за катушку. Toybox может печатать предметы размером до 2,7 дюйма в ширину, 3,14 дюйма в глубину и 3,54 дюйма в высоту. Это не особенно много, но достаточно, чтобы напечатать кое-что интересное», — добавляет Forbes.
Toybox — это небольшой компактный принтер, в котором используется нить PLA, которую компания называет «питанием для принтера». Этот нетоксичный материал имеет множество цветов, связанных с пищевыми продуктами (например, яблоко и жевательная резинка), и стоит 11 долларов за катушку. Toybox может печатать предметы размером до 2,7 дюйма в ширину, 3,14 дюйма в глубину и 3,54 дюйма в высоту. Это не особенно много, но достаточно, чтобы напечатать кое-что интересное», — добавляет Forbes. В нашем тестировании принтер работал плавно, без опечаток, а наши тестовые отпечатки неизменно имели качество выше среднего».
В нашем тестировании принтер работал плавно, без опечаток, а наши тестовые отпечатки неизменно имели качество выше среднего».
 04.2023
04.2023 04.2023
04.2023 05.2023
05.2023 Нижегородская область — Республика Татарстан
Нижегородская область — Республика Татарстан
 ru Anat003 Gerassimenko КСА63 Djin Jurassic Vozalg Santi Дровосек bibigon nmayorov kartashilov Valeron01 Drom olkin66 serg1203 pamarky Katashovsm V2 TTC Freestalin Sadkov AS_Chernykh ARA ЛуЦентр Ольга Ширяева Himik AndreyO fedx Alexbi marshel79 kassir flaxseed Slavick Thunder_fire abel bronnik56 king4uk Bek0z karlos_on Igor.Motin SLAVSIK Armen1966 Dresser007 Алекс. Rain_fpv neo3006 sbasygin Leval ryaslik ap1972 Sorin1980 Miko_Sawyer hanterboris 1 Tsmat apotehin1978 AlexNet Евгений Б. Ренат Vorand64 saab-72 akimos Angry 12september Lake Allpachino Lublino Фил contentRTTF Крегель Дмитрий Rolf1k Aisberg Narayan Маша Л. Canadian_ aryba38 ALEKSANDR Nulukus Diana0804 Qee Bogdan K2 ssinitsyn Roki gagnant rostik_h Evgeniy196708 Flyfisher makar68 kusitsina mitrofan13 MihailPelki alekseevk1 Костарев А EYurkov Psycho yaserg Shamilv hazarda Крылья PolevAV szozulya S.korsh Марат Keg Papalarlo yurnik kulyshev Armid Misharin20 Vadim Kroh Boykon slavaF pavelcat1 Andrey 1970 programmer1c
ru Anat003 Gerassimenko КСА63 Djin Jurassic Vozalg Santi Дровосек bibigon nmayorov kartashilov Valeron01 Drom olkin66 serg1203 pamarky Katashovsm V2 TTC Freestalin Sadkov AS_Chernykh ARA ЛуЦентр Ольга Ширяева Himik AndreyO fedx Alexbi marshel79 kassir flaxseed Slavick Thunder_fire abel bronnik56 king4uk Bek0z karlos_on Igor.Motin SLAVSIK Armen1966 Dresser007 Алекс. Rain_fpv neo3006 sbasygin Leval ryaslik ap1972 Sorin1980 Miko_Sawyer hanterboris 1 Tsmat apotehin1978 AlexNet Евгений Б. Ренат Vorand64 saab-72 akimos Angry 12september Lake Allpachino Lublino Фил contentRTTF Крегель Дмитрий Rolf1k Aisberg Narayan Маша Л. Canadian_ aryba38 ALEKSANDR Nulukus Diana0804 Qee Bogdan K2 ssinitsyn Roki gagnant rostik_h Evgeniy196708 Flyfisher makar68 kusitsina mitrofan13 MihailPelki alekseevk1 Костарев А EYurkov Psycho yaserg Shamilv hazarda Крылья PolevAV szozulya S.korsh Марат Keg Papalarlo yurnik kulyshev Armid Misharin20 Vadim Kroh Boykon slavaF pavelcat1 Andrey 1970 programmer1c  ru
ru Россияне сыграют в обоих командных финалах
Россияне сыграют в обоих командных финалах Талдом 07.05.2023 детский + открытый с призовым фондом
Талдом 07.05.2023 детский + открытый с призовым фондом 04 чт 19:30 отк ФилиТТ
04 чт 19:30 отк ФилиТТ 04.2023 пт
04.2023 пт Улучшенная конструкция пневмосистемы позволила сократить расход воздуха до 350 л/час. Автоматическое изменение темпа работы полуавтомата возможно при помощи электронного регулятора темпа ошиповки. Увеличение темпа ошиповки осуществляется за счёт уменьшения времени задержки между рабочими ходами шиповальной головки. Регулятор предназначен для отображения в графическом виде текущей скорости работы шиповальной головки, что позволяет выбирать темп ошиповки в зависимости от навыков конкретного оператора. Управление рабочим циклом осуществляется при помощи ножной педали на гибком шнуре. Корпус имеет встроенный шкаф для хранения шипов и других необходимых инструментов.
Улучшенная конструкция пневмосистемы позволила сократить расход воздуха до 350 л/час. Автоматическое изменение темпа работы полуавтомата возможно при помощи электронного регулятора темпа ошиповки. Увеличение темпа ошиповки осуществляется за счёт уменьшения времени задержки между рабочими ходами шиповальной головки. Регулятор предназначен для отображения в графическом виде текущей скорости работы шиповальной головки, что позволяет выбирать темп ошиповки в зависимости от навыков конкретного оператора. Управление рабочим циклом осуществляется при помощи ножной педали на гибком шнуре. Корпус имеет встроенный шкаф для хранения шипов и других необходимых инструментов. ..19
..19 Пожалуйста, позвоните в местный магазин, чтобы узнать, когда они открыты. . Мы ценим ваше понимание во время этой зимней бури и с нетерпением ждем встречи с вами в наших магазинах!
Пожалуйста, позвоните в местный магазин, чтобы узнать, когда они открыты. . Мы ценим ваше понимание во время этой зимней бури и с нетерпением ждем встречи с вами в наших магазинах!  на Google Maps)
на Google Maps) в Google Maps)
в Google Maps) на Google Maps)
на Google Maps) Спасибо за оказанную честь.
Спасибо за оказанную честь.
 Это обусловлено тем, что применение револьверной головки токарного станка в сочетании с ЧПУ влияет на скорость обработки заготовок, повышает точность размеров и уровень шероховатости поверхности.
Это обусловлено тем, что применение револьверной головки токарного станка в сочетании с ЧПУ влияет на скорость обработки заготовок, повышает точность размеров и уровень шероховатости поверхности.



 На рабочем месте категорически запрещено употреблять спиртные напитки и управлять станком в состоянии алкогольного или наркотического опьянения.
На рабочем месте категорически запрещено употреблять спиртные напитки и управлять станком в состоянии алкогольного или наркотического опьянения.
 3 Портал 2
3 Портал 2 
 Единственное отличие от обычных турелей в том, что они испорчены. Скорее всего, это связано с тем, что Aperture Science еще не разработала современный корпус. Одна неисправная турель в последней тестовой камере этого тестового курса явно была кем-то изменена, поскольку вместо того, чтобы служить типичным препятствием для испытаний, перед смертью она показывает, что ей «нужно защищать людей».
Единственное отличие от обычных турелей в том, что они испорчены. Скорее всего, это связано с тем, что Aperture Science еще не разработала современный корпус. Одна неисправная турель в последней тестовой камере этого тестового курса явно была кем-то изменена, поскольку вместо того, чтобы служить типичным препятствием для испытаний, перед смертью она показывает, что ей «нужно защищать людей». Когда Челл подбирает их, они убирают ноги внутрь куба. Если они упадут на бок или вниз головой, то будут махать ногами, пытаясь встать.
Когда Челл подбирает их, они убирают ноги внутрь куба. Если они упадут на бок или вниз головой, то будут махать ногами, пытаясь встать.
 Кажется, он воспроизводит более низкие басовые тона Turret Opera.
Кажется, он воспроизводит более низкие басовые тона Turret Opera. После этого они продолжают появляться в оставшихся испытательных камерах и, в конце концов, во время Побег Челл.
После этого они продолжают появляться в оставшихся испытательных камерах и, в конце концов, во время Побег Челл.
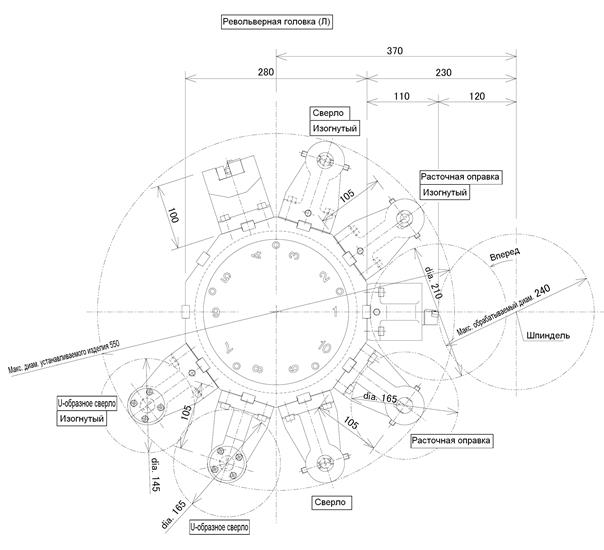

 также
также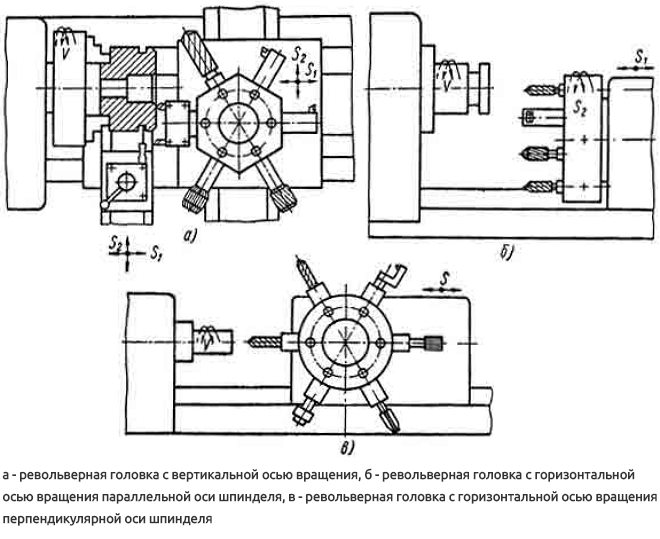 0773, турель , сказал г-н Буш, решение должно быть принято высокопоставленными чиновниками Пентагона в ближайшие недели.
0773, турель , сказал г-н Буш, решение должно быть принято высокопоставленными чиновниками Пентагона в ближайшие недели.

 Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах.
Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах.


 На сегодня предложение находится в статусе «в наличии».
На сегодня предложение находится в статусе «в наличии».

 Подходит для всех видов шлифования и обработки чугуна. Также может использоваться для обработки стали.
Подходит для всех видов шлифования и обработки чугуна. Также может использоваться для обработки стали. Подходит для стали, нержавеющей стали, алюминия и чугуна.
Подходит для стали, нержавеющей стали, алюминия и чугуна. Подходит для обработки алюминия, стали и нержавеющей стали. Подходит для машин с высоким давлением охлаждающей жидкости из-за меньшей склонности к пенообразованию.
Подходит для обработки алюминия, стали и нержавеющей стали. Подходит для машин с высоким давлением охлаждающей жидкости из-за меньшей склонности к пенообразованию. Подходит для шлифования, резки чугуна, чугуна с шаровидным графитом, стали и сплавов. Синтетический характер обеспечивает высокую стабильность и длительный срок службы эмульсии. Имеет прозрачный вид. Обеспечивает временную защиту от коррозии. Не содержит антиадгезивов бора и формальдегида
Подходит для шлифования, резки чугуна, чугуна с шаровидным графитом, стали и сплавов. Синтетический характер обеспечивает высокую стабильность и длительный срок службы эмульсии. Имеет прозрачный вид. Обеспечивает временную защиту от коррозии. Не содержит антиадгезивов бора и формальдегида Смазочно-охлаждающая жидкость Avantin от BECHEM помогает клиентам достичь поставленных целей по производительности и многое другое,
Смазочно-охлаждающая жидкость Avantin от BECHEM помогает клиентам достичь поставленных целей по производительности и многое другое, Шлифовка инструментов из карбида вольфрама, хонингование, гравировка, изготовление пресс-форм, процессы изготовления штампов
Шлифовка инструментов из карбида вольфрама, хонингование, гравировка, изготовление пресс-форм, процессы изготовления штампов Смойте воду, чтобы удалить все следы очистителя и стружки
Смойте воду, чтобы удалить все следы очистителя и стружки  Ассортимент смазочных материалов MQL Berucut и Beruform обладает отличной смазывающей способностью, а также хорошими промывочными свойствами.
Ассортимент смазочных материалов MQL Berucut и Beruform обладает отличной смазывающей способностью, а также хорошими промывочными свойствами. AVANTIN®/BERUCOOL – продукты специального назначения BERUCOOL 148 MG Не содержащая борной кислоты охлаждающая жидкость, особенно подходящая для обработки магния, обеспечивающая превосходную стабильность и качество поверхности. АВАНТИН® 3309Охлаждающая жидкость с высоким содержанием присадок для самых требовательных операций, таких как глубокое сверление и шлифование CBN. Продукт…
AVANTIN®/BERUCOOL – продукты специального назначения BERUCOOL 148 MG Не содержащая борной кислоты охлаждающая жидкость, особенно подходящая для обработки магния, обеспечивающая превосходную стабильность и качество поверхности. АВАНТИН® 3309Охлаждающая жидкость с высоким содержанием присадок для самых требовательных операций, таких как глубокое сверление и шлифование CBN. Продукт… ..
..