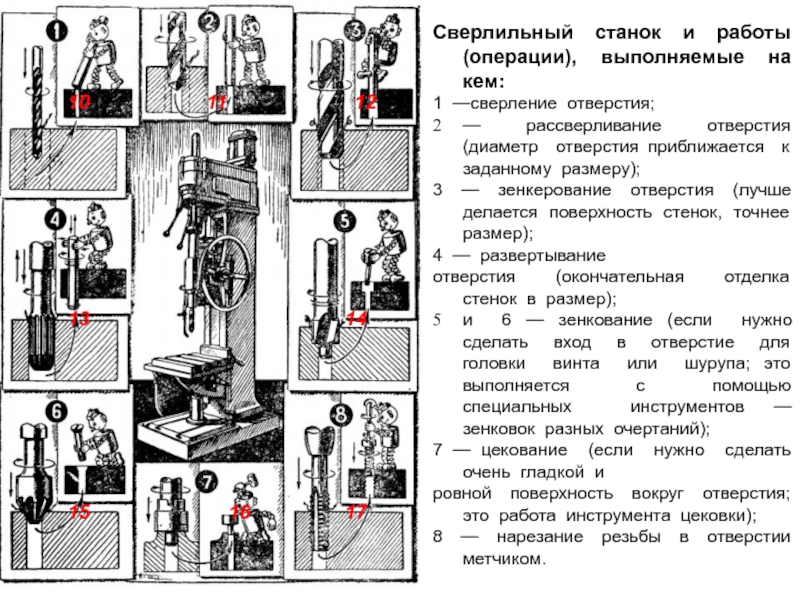
Изготовление корпусов на заказ из металла и пластика для РЭА, приборов
Изготовление корпусов на заказ из металла и пластика для РЭА, приборов
Заказать корпус
Наши преимущества
Множество материалов
Более 15 материалов с разной фактурой и техническими характеристиками
Производство от 1 шт
Индивидуальная разработка и изготовление пластиковых корпусов для РЭА, электронных приборов и оборудования
Работаем быстро
Быстрое прототипирование на бытовых и промышленных 3D-принтерах со сроком от 1 дня
Серийное производство
Выгодная технология литья пластика в силиконовые формы для серийного производства
Удобная доставка
Экспресс-доставка по всей России и СНГ, доставка по Москве день в день
Подробное консультирование
Консультации и помощь наших технических специалистов на всех этапах производства
Примеры работ
Литье из пластика
Литье из пластика
Литье из пластика
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из полиамида
3D-печать из полиамида
3D-печать из полиамида
3D-печать из разных пластиков
3D-печать из фотополимера
3D-печать из полиамида
3D-печать из полиамида
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из полиамида
3D-печать из ABS-пластика
Узнать стоимость вашего корпуса
Цены и сроки
ABS-пластик / 3D-печать
Ударопрочный, термостойкий пластик, широкая цветовая палитра. Хорошо подходит для корпусов с простой геометрией, дает шероховатую поверхность с заметными слоями печати.
От 1 дня
От 15 q/см3
Полиамид / 3D-печать
Гибкий и прочный пластик. Идеален для прототипирования сложных форм, обеспечивает ровную слегка шероховатую поверхность хорошего качества
От 3 дней
От 99 q/см3
Фотополимер / 3D-печать
Гладкий и детализированный пластик, применяется для 3D-печати негабаритных предметов с мелкой детализацией, точных прототипов и качественных мастер-моделей, точность печати до 16 микрон.
От 1 дня
От 230 q/см3
10+ видов пластика / Литьё в силиконовые формы
Для литья доступны более 10 видов пластиков с разной фактурой поверхности и температурно-прочностными характеристиками.
От 10 дней
От 10 000 q
Материал/Технология
ABS-пластик / 3D-печать
Ударопрочный, термостойкий пластик, широкая цветовая палитра. Хорошо подходит для корпусов с простой геометрией, дает шероховатую поверхность с заметными слоями печати.
Срок: От 1 дня
Цена: От 15 q/см3
Материал/Технология
Полиамид / 3D-печать
Гибкий и прочный пластик. Идеален для прототипирования сложных форм, обеспечивает ровную слегка шероховатую поверхность хорошего качества
Срок: От 3 дней
Цена: От 99 q/см3
Материал/Технология
Фотополимер / 3D-печать
Гладкий и детализированный пластик, применяется для 3D-печати негабаритных предметов с мелкой детализацией, точных прототипов и качественных мастер-моделей, точность печати до 16 микрон.
Срок: От 1 дня
Цена: От 230 q/см3
Материал/Технология
10+ видов пластика /
Литьё в силиконовые формы
Для литья доступны более 10 видов пластиков с разной фактурой поверхности и температурно-прочностными характеристиками.
Срок: От 10 дней
Цена: От 10 000 q/см3
Если вам не подходят типовые пластиковые корпуса для электроники, мы предлагаем штучное и серийное изготовление корпусов для РЭА, приборов и оборудования на заказ с помощью 3D-печати и литья пластика в силикон.
3D-печать корпусов обычно применяется для изготовления прототипов, тестовых образцов, единичных изделий или небольших серий за сравнительно короткий срок. В случае необходимости можно удобно доработать цифровую 3D-модель и напечатать разные версии корпуса для тестирования качественно-технических характеристик. Если требуется выставочный образец или прототип для демонстрации, мы предлагаем следующие услуги постобработки напечатанных на 3D-принтере корпусов: шлифовка, грунтовка, покраска, склейка, покрытие лаком.
Литье пластмассовых корпусов в силиконовые формы обычно выгодно использовать для производства небольшой серии изделий (10 — 1000 штук). Недорогая и сравнительно простая в изготовлении по сравнению с металлической оснасткой гибкая силиконовая форма для литья позволяет оптимизировать стоимость и срок производства партии. Для литья доступны более 10 видов пластиков с разной фактурой поверхности и температурно-прочностными характеристиками. Чем больше объем партии на литьё, тем меньше стоимость единицы.
Заявка на изготовление корпуса
Если у Вас есть 3D-модель, загрузите файл и рассчитайте стоимость 3D-печати онлайн
Нужно корпусное изделие с габаритами: длина мм, ширина мм, высота мм. В количестве штук.
Требования к материалу:
Готовый корпус нужно получить Меня зовут:
Ответ прислать на почту:
Телефон для оперативной связи:
Отправить заявку
Спасибо за отправку заявки!
Наши специалисты рассмотрят Ваш запрос и обязательно ответят.
Если Вы уже знаете, что для производства макета Вам нужна 3D-печать, и у Вас есть подготовленная 3D-модель, Вы можете загрузить файл на наш сайт, рассчитать стоимость и сделать заказ онлайн.
Отправить новую заявку
Заявка на изготовление корпуса
Если у Вас есть 3D-модель, загрузите файл и рассчитайте стоимость 3D-печати онлайн
КОНТАКТЫ
Имя *
E-mail *
Телефон для оперативной связи .
СРОКИ
Дедлайн
ХАРАКТЕРИСТИКИ
Кол-во, шт
Размеры (мм x мм x мм)
X
X
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Если у вас есть какой-то файл, который поможет нашим специалистам понять вашу задачу, прикрепите его к заявке:
Требования к материалу:
Изготовление деталей по чертежам из полимеров и цветных металлов в Москве
Изготовление деталей из полипропилена
3D печать пластиковых деталей
Печать автозапчастей на 3D принтере
3D печать
Изготовление деталей из полиацетали
Изготовление деталей из сверхмолекулярного полиэтилена (СВМП)
Изготовление деталей из фторопласта
Изготовление деталей из капролона
Изготовление деталей из полиамида
Заказать
Поломка небольшой пластиковой шестерни, ручки, кронштейна или другой мелкой детальки – распространенная проблема при эксплуатации промышленного оборудования и бытовой техники. Пользоваться прибором становится неудобно или вообще невозможно, при этом отдельные элементы узлов и механизмов продаются редко. Чаще всего приходится покупать узел в сборе, что приводит к значительным финансовым затратам.
3D печать из пластика – это возможность быстро изготовить детали и комплектующие, которые сложно или вообще невозможно найти в продаже. Технология также позволяет оперативно производить макеты и прототипы изделий и конструкций.
Компания «ШИК ПОЛИМЕР» предлагает услуги по штучному и мелкосерийному изготовлению деталей из пластика на 3D принтере. Современное оборудование позволяет печатать изделия с высокой точностью, при этом стоимость печати и расходных материалов доступна широкому кругу потребителей.
Наша компания располагает высокотехнологичными 3D принтерами, которые позволяют печатать детали и комплектующие больших размеров с высокой детализацией. Для выполнения заказов мы используем сертифицированные пластики промышленного класса, тип материала подбирается индивидуально под каждый заказ.
Наши специалисты – это профессионалы, имеющий большой опыт трехмерной печати изделий для нужд промышленных предприятий и организаций, частных лиц. За счет использования разных пластиков для 3д печати можно создавать детали и запчасти с разными функциональными характеристиками. Цена 3D печати пластиком зависит от типа используемого материала, размеров изделия, необходимости создания трехмерной модели.
С помощью 3д принтера мы можем изготовить единичные изделия или мелкосерийную партию:
шестерни, муфты, кронштейны, корпуса и любые другие запчасти и комплектующие машин и механизмов;
редкие пластиковые корпуса, ремкомплекты, прокладки и уплотнительные детали;
технические прототипы, архитектурные макеты, элементы интерьерного оформления и рекламных конструкций.
3D печать может осуществляться по электронному чертежу, эскизу, фотографии, оригиналу детали. Наши специалисты разработают трехмерную модель и выполнят высокоточную печать изделий. Заказы доставляются по Москве и в регионы России.
Чтобы просчитать стоимость услуг трехмерной печати, свяжитесь с нами через сайт или по телефону 7 (495) 125-05-63.
Как использовать 3D-печать для литья под давлением
Сегодня большинство пластиковых изделий в мире производятся методом литья под давлением. Однако изготовление пресс-форм может быть непомерно дорогим и трудоемким. К счастью, формы не всегда нужно изготавливать из металла — их можно распечатать на 3D-принтере.
Стереолитография (SLA) 3D-печать представляет собой экономичную альтернативу механической обработке алюминиевых форм. 3D-печатные детали SLA полностью твердые и изотропные, а материалы доступны с температурой деформации до 238 ° C при 0,45 МПа, что означает, что они могут выдерживать тепло и давление в процессе литья под давлением.
Загрузите наш бесплатный информационный документ, чтобы узнать, как создавать пресс-формы для 3D-печати.
Загрузить информационный документ
Веб-семинар
На этом веб-семинаре мы покажем вам, как использовать стереолитографические (SLA) 3D-печатные формы в процессе литья под давлением, чтобы снизить затраты, сократить время выполнения заказа и вывести на рынок более качественную продукцию. .
Посмотреть вебинар сейчас
3D-печатные формы для литья под давлением в алюминиевой раме с готовой отлитой под давлением деталью.
Благодаря доступным настольным 3D-принтерам, термостойким материалам для 3D-печати и машинам для литья под давлением можно самостоятельно создавать 3D-печатные формы для литья под давлением для производства функциональных прототипов и небольших функциональных деталей при производстве пластмасс. Для мелкосерийного производства (примерно 10-1000 деталей) 3D-печатные формы для литья под давлением экономят время и деньги по сравнению с дорогими металлическими формами. Они также обеспечивают более гибкий производственный подход, позволяя инженерам и дизайнерам создавать прототипы пресс-форм для литья под давлением и тестировать конфигурации пресс-форм или легко модифицировать пресс-формы и продолжать дорабатывать свои конструкции с минимальными затратами времени и средств.
Технология 3D-печати SLA — отличный выбор для литья. Он характеризуется гладкой поверхностью и высокой точностью, которую форма передает готовой детали, а также облегчает извлечение из формы. 3D-отпечатки, произведенные SLA, химически связаны, так что они полностью плотные и изотропные, создавая функциональные формы с качеством, недостижимым при моделировании методом наплавления (FDM). Настольные и настольные SLA-принтеры, подобные предлагаемым Formlabs, упрощают рабочий процесс, поскольку их легко внедрять, эксплуатировать и обслуживать.
Formlabs Rigid 10K Resin — это промышленный материал с высоким содержанием стекла, который служит идеальным формовочным материалом для широкого спектра геометрий и условий процесса литья под давлением. Rigid 10K Resin имеет HDT 218°C при 0,45 МПа и модуль упругости при растяжении 10 000 МПа, что делает его прочным, чрезвычайно жестким и термически стабильным формовочным материалом, который будет сохранять свою форму под давлением и температурой для производства точных деталей.
Rigid 10K Resin — это основной материал Formlabs для печати сложных форм для литья под давлением, который мы демонстрируем в трех тематических исследованиях в нашем техническом документе. Французский промышленно-технический центр IPC провел исследование и напечатал тысячи деталей, контрактный производитель Multiplus использует его для мелкосерийного производства, а компания по разработке продуктов Novus Applications отлила сотни крышек со сложной резьбой с помощью одной формы из твердой смолы 10K.
Высокотемпературная смола является альтернативным материалом, который можно использовать, когда давление зажима и впрыска не слишком велико, а твердая смола 10K не может обеспечить требуемую температуру впрыска. Высокотемпературная смола имеет температуру теплового изгиба (HDT) 238°C при 0,45 МПа, самую высокую среди смол Formlabs и одну из самых высоких среди смол на рынке, что позволяет ей выдерживать высокие температуры формования и минимизировать время охлаждения. В нашем техническом документе рассматривается пример с Braskem, нефтехимической компанией, которая провела 1500 циклов впрыска с одной вставкой формы, напечатанной с помощью High Temp Resin, для производства ремешков для масок. Компания напечатала вкладыш и поместила его в универсальную металлическую форму, встроенную в систему впрыска. Это мощное решение для быстрого производства средних серий.
Высокотемпературная смола, однако, довольно хрупкая. В случае более сложных форм он легко деформируется или трескается. Для некоторых моделей достижение более дюжины циклов может быть сложной задачей. Чтобы решить эту проблему, французский стартап Holimaker обратился к Grey Pro Resin. Он имеет более низкую теплопроводность, чем High Temp Resin, что приводит к более длительному времени охлаждения, но он мягче и может выдерживать сотни циклов.
Загрузите наш бесплатный технический документ, чтобы ознакомиться с подробными примерами из практики и узнать, как самостоятельно создавать 3D-печатные формы для литья под давлением.
Загрузить информационный документ
Литье под давлением с помощью 3D-печатных форм можно использовать для самых разных целей. Загрузите наш информационный документ с пятью практическими примерами из жизни, чтобы узнать, как этот гибридный производственный процесс позволяет изготавливать пресс-формы по требованию для быстрого производства небольших партий термопластичных деталей:
Компания IPC провела техническое исследование литья под давлением с использованием 3D-печатных форм
Multiplus использует 3D-печатные формы из твердой смолы 10K для мелкосерийного производства
Компания Novus Applications отлила под давлением сотни резьбовых крышек с помощью трехкомпонентной пресс-формы из твердой смолы 10K
Компания Braskem изготовила 3000 ремешков для масок за неделю со вставкой из высокотемпературной смолы
Holimaker производит сотни технических деталей с использованием пресс-форм из смолы Grey Pro Resin и Rigid 10K Resin
Текстуры на 3D-печатной форме из твердой смолы 10K и готовой формованной детали.
Пресс-форма для литья под давлением, напечатанная на 3D-принтере из высокотемпературной смолы Formlabs.
Основываясь на внутренних испытаниях и тематических исследованиях с нашими клиентами, мы предлагаем выбрать смолу для 3D-печати на основе критериев из таблицы ниже. Три звезды означают, что смола очень эффективна, одна звезда — менее эффективна.
Критерии
Высокая температура
Grey Pro Resin
ГРИНГ 10K SARIN
Высокая температура литья
0
Высокая температура литья
0
.0069
Shorter cooling time
★★★
★
★★
High pressure
★
★★
★★★
Increase cycle number for complex geometries
★
★★
★★★
Сложность процесса литья под давлением в основном определяется сложностью детали и конструкции формы. С помощью 3D-печатных форм можно вводить широкий спектр термопластов, таких как ПП, ПЭ, ТПЭ, ТПУ, ПОМ или ПА. Материал с низкой вязкостью поможет снизить давление и продлить срок службы пресс-формы. Полипропилен и ТЭП легко перерабатываются при большом количестве циклов. Напротив, более технические пластики, такие как полиамид, допускают меньшее количество прогонов. Работа с разделительным составом помогает отделить деталь от формы, особенно для гибких материалов, таких как ТПУ или ТЭП.
Тип литьевого пресса не оказывает существенного влияния на процесс. Если вы новичок в литье под давлением и хотите протестировать его с ограниченными вложениями, хорошим вариантом может стать настольная машина для литья под давлением, такая как Holipress или Galomb Model-B100. Автоматизированное оборудование для литья под давлением малого масштаба, такое как настольная машина Micromolder или гидравлическая машина Babyplast 10/12, являются хорошей альтернативой для массового производства мелких деталей.
Белая книга
Загрузите наш информационный документ с рекомендациями по использованию 3D-печатных форм в процессе литья под давлением для снижения затрат и времени выполнения заказов и ознакомьтесь с реальными примерами использования приложений Braskem, Holimaker и Novus.
Прочитать технический документ
Мы рекомендуем соблюдать правила проектирования для аддитивного производства, а также общие правила проектирования пресс-форм, такие как включение двух или трех градусов угла наклона, поддержание одинаковой толщины стенки по всей детали или закругление вверх по краям. Вот несколько полезных советов от пользователей и экспертов, относящихся к полимерным печатным формам:
Для оптимизации точности размеров:
Запланируйте припуск на форму для последующей обработки и корректировки размеров.
Распечатайте один комплект пресс-формы, чтобы понять отклонения размеров и учесть их в модели пресс-формы CAD.
Для продления срока службы пресс-формы:
Откройте ворота, чтобы снизить давление внутри полости.
Если возможно, сделайте одну сторону стопки плоской, а на другой стороне держите дизайн. Это уменьшит вероятность смещения блоков и риск перепрошивки.
Предусмотрите большие вентиляционные отверстия от края полости до края формы, чтобы воздух мог выходить. Это обеспечивает лучший поток в пресс-форму, минимизирует давление и уменьшает вскипание в области литника, что сокращает время цикла.
Избегайте тонких поперечных сечений: поверхность толщиной менее 1-2 мм может деформироваться при нагревании.
Для оптимизации печати:
Отрегулируйте заднюю часть пресс-формы, чтобы минимизировать количество материала: уменьшите поперечное сечение в областях, которые не поддерживают полость. Это сэкономит затраты на смолу и уменьшит риск сбоя печати или коробления.
Добавьте фаску, чтобы облегчить удаление детали с платформы сборки.
Добавьте центрирующие штифты по углам, чтобы выровнять оба оттиска.
Если у вас есть дополнительные вопросы о рабочем процессе, обязательно ознакомьтесь с нашей статьей Часто задаваемые вопросы: Литье под давлением с помощью 3D-печатных форм. Чтобы ознакомиться с полным рабочим процессом и другими рекомендациями, загрузите нашу белую книгу.
Пресс-форма для литья под давлением, напечатанная на 3D-принтере, может выполнять боковые действия.
Сочетание изготовления пресс-форм с настольной 3D-печатью позволяет инженерам и дизайнерам расширить область используемых материалов и использовать возможности своего 3D-принтера не только для быстрого прототипирования, но и в сфере производства.
Использование 3D-печатных форм, штампов и шаблонов для дополнения процессов формования и литья, как правило, быстрее и дешевле, чем фрезерование с ЧПУ, и проще, чем работа с силиконовыми формами.
Помимо литья под давлением, 3D-печатные формы можно использовать для следующих процессов литья и литья:
Термоформование и вакуумное формование
Силиконовый молдинг (также накладной, вставной)
Литье из вулканизированной резины
Ювелирное литье
Металлическое литье
Перейдите по ссылкам, чтобы загрузить наши официальные документы с конкретными рекомендациями для каждого процесса.
Белая книга
Заинтересованы в других областях применения 3D-печатных форм? Загрузите наш технический документ, в котором также рассматриваются вопросы термоформования и литья с использованием эластомеров.
Загрузите технический документ
Технический документ
Загрузите наш технический документ, чтобы узнать, как быстро создавать сложные формы с помощью 3D-печати, и узнать о советах и рекомендациях, которым вы должны следовать при подготовке деталей формы.
Загрузить технический документ
Технический документ
Загрузите этот отчет для тематических исследований с участием OXO, Tinta Crayons и Dame Products, которые иллюстрируют три различных реализации силиконового литья для проектирования и производства продуктов, включая многослойное литье и литье со вставками.
Загрузить информационный документ
3D-печать в индустрии пластмасс: как это работает
Знаете ли вы, что 3D-печать была изобретена Чарльзом У. Халлом в середине 1980-х годов? С тех пор технический прогресс усовершенствовал многие его операции и производительность.
3D означает три представления. 3D-печать также известна под названием «аддитивное производство». Основной целью 3D-системы является создание трехмерных объектов с помощью цифрового 3D-модала или CAD-модала.
3D-печать открыла владельцам бизнеса безграничные возможности гибкого дизайна. Он становится популярным среди производителей пластика. Опрос, проведенный Statista, показал, что около 68% респондентов упомянули прототипирование как самую известную причину использования 3D-печати в 2020 году.
Спрос на аддитивное производство растет день ото дня благодаря уникальным функциям и конкурентным преимуществам. В мире производства литья пластмасс 3D-печать также играет значительную роль. Ожидается, что мировая индустрия 3D-печати пластмасс достигнет 1,965,3 миллиона долларов к концу 2023 года. Используя трехмерный процесс, пластиковые изделия разрабатываются быстрее, чем другое традиционное оборудование.
Цифровой дизайн создается на компьютере, а затем переносится на 3D-принтер для дальнейшей реализации. Это экологически чистый метод производства пластика, который создает продукт с минимальными отходами. В основном это помогает в производстве бытовой техники, чехлов для телефонов, инструментов, стоматологических изделий, ювелирных изделий и кузовов автомобилей.
Most Popular Filaments Used in 3D Printing Plastic Manufacturing
1. Ceramic
2. Resin
3. Nylon
4. Titanium
5. Полимолочная кислота
6. Золото и серебро
7. Нержавеющая сталь
8. Акрилонитрил-бутадиен-стирол (АБС)
9. полиэтилентерефталат полиэтилена (ПЭТ)
10. Высокий ударный полистирол (бедра)
Преимущества 3D Printing Printance. индустрия производства пластмасс. Давайте посмотрим, как 3D-печать играет полезную роль в пластиковом бизнесе:
1. Гибкость в формировании дизайна
Аддитивное производство дает дизайнерам пластиковой промышленности дополнительное преимущество в создании любой формы, которую они хотят построить. Традиционные методы, используемые для многократного изготовления копий одного и того же дизайна с помощью форм. Один и тот же повторяющийся дизайн сводил к минимуму возможности роста отрасли.
В то время как технология 3D позволяет производителям гибко выбирать цвета, формы, материалы и дизайны. Есть неограниченные варианты формы. Это позволяет легко создавать геометрические и желаемые творческие чертежи. 3D-печать помогает пользователю создавать сложные и уникальные конструкции, которые привнесли большие инновации в пластмассовую промышленность.
2. Тестирование образцов продукции методом прототипирования
Популярность и использование прототипирования в пластмассовой промышленности растет день ото дня. Пластиковое быстрое прототипирование – это ранний образец или модель желаемого объекта. Он создан для проверки соответствия процедуры спецификации или необходимости каких-либо изменений в объектной модели. Лучше всего тестировать продукты с помощью процедур прототипа, чтобы проанализировать, подходит ли пластиковый объект в соответствии с рыночной конкуренцией.
Прототип продукта для физического осмотра помогает выявить недостатки и проблемы. В случае возникновения каких-либо проблем, вы можете изменить дизайн и отправить его на печать. Изготовление образцов перед изготовлением дорогостоящих пресс-форм спасает владельцев бизнеса от финансовых потерь.
3. Экономически эффективный процесс
При традиционном способе сборки пластмасс было много технических деталей и сложных операций. В то время как 3D-система снижает трудозатраты, поскольку большая часть работы выполняется только по команде печати. Это менее дорого, потому что оно производит массовое производство с меньшими затратами на единицу.
4. Более быстрое производство
Трехмерный метод быстрее, чем литье под давлением. Он тестирует и проектирует желаемый продукт в кратчайшие сроки. Технологический процесс 3D завершается за несколько часов. Традиционные процессы производства пластика занимают дни. При 3D-печати изготовление форм не требуется. Производитель просто должен обновить 3D-файл в соответствии с новым дизайном.
5. Устойчивый метод сокращения отходов
3D-принтер создает объект, который требуется изготовить. Это не отходы таких продуктов, как литье под давлением и резка с ЧПУ. Когда производственная компания производит меньше отходов, она экономит большой капитал. Устойчивое развитие также поддерживает товарно-материальные запасы и сырье. Это также работает в пользу экологичности.
6. Адаптация под требования клиентов
У каждого клиента свои требования и спецификации. 3D-печать позволяет дизайнерам изготавливать пластиковые изделия на заказ в соответствии с требованиями клиентов. 3D-оттиски позволяют создавать четкие и креативные дизайны, которые преображают и повышают продажи. Можно делать бесконечную персонализацию по желанию клиентов.
7. Эффективная печать больших деталей
Печать больших размеров не является проблемой для процедуры 3D. С большими деталями легко работать на 3D-принтере. Он может строить продукт объемом до 180 кубических метров. На рынке доступно множество моделей 3D-принтеров, предназначенных для печати больших объектов.
8. Продукт Высококачественный пластик
При реализации трехмерной технологии нет шансов получить плохой дизайн. Продукт самого высокого качества, собранный с помощью аддитивного производства, улучшает пользовательский опыт.
Лучшая особенность 3D-оборудования заключается в том, что оно позволяет пользователю выполнять пошаговую сборку пластиковых объектов с помощью 3D-дизайна и печати. Его эффективная производительность соответствует стандартным конструкциям. Рекомендуется применять медленную скорость печати, так как она обеспечивает лучшее качество объектов, а не высокую скорость печати.
9. Создание прочных и устойчивых деталей
Прочность изделий имеет наибольшее значение. Одним из лучших качеств машин для 3D-печати является изготовление прочных и надежных деталей.
Клей-расплав — адгезив на основе полимеров, который наносится в расплавленном состоянии. Нанесение клея обычно производится клеевым пистолетом, который работает через нажатие на курок. В промышленных условиях его чаще наносят с помощью клеевых машин. Клей-расплав используется в самых разных сферах благодаря своей универсальности. Это упаковка, переплетные работы, картонное производство, полиграфия, ленты и этикетки, сборочное производство, бытовой ремонт, рукоделие.
Клей-расплав привлекателен по многим причинам. Он быстродействующий. На самом деле, время схватывания может быть скорректировано в зависимости от потребностей технологического процесса. Горячий расплав безопасен в использовании и экологически чист. В дополнение к склеиванию сложных поверхностей, горячий расплав также может быть использован для заполнения зазоров, герметизации. Он легко транспортируется и хранится.
Преимущества клея-расплава перед адгезивами на основе растворителя
Клей-расплав стал настолько популярным, что он уверенно обгоняет по потреблению клеи на основе растворителей. Они представляют собой смеси различных ингредиентов, растворенных в специальных составах . Склеивание происходит после испарения растворителя. Клей-расплав, который основан на термоплавких полимерах, обходит многие проблемы с адгезивами на основе растворителей.
Горячий расплав быстрее и экономичнее, имеет большую адгезию и выделяет гораздо меньше летучих органических соединений, чем клеи на основе растворителей.
Благодаря своей химической природе клей-расплав может принимать любое количество форм. Он поставляется в форме стержней, гранул, брикетов и подушек. Горячий расплав может быть нанесен несколькими способами: экструзия (выдавливание из сопла), распыление, нанесение валиком.
Дозирующее оборудование для клея-расплава представлено в виде резервуаров для плавления , вакуумных транспортеров (шлангов), барабанных или ведерных загрузчиков и предплавильных установок.
Состав
Сырье, используемое в горячем расплаве, влияет на его функциональность, стоимость, доступность и производительность. Как правило, клей-расплав состоит из полимера (он может быть в различных формах) и нескольких добавок. Эти добавки включают смолы, воски, антиоксиданты и пластификаторы. Могут быть добавлены и другие химические вещества, чтобы придать расплаву особые свойства.
Полимеры
Основными составляющими горячих расплавов являются термоплавкие полимеры. Это длинные повторяющиеся цепочки определенных молекул, которые имеют различные свойства в зависимости от длины цепей и типа молекулы.
Основными полимерами, используемыми в клеях-расплавах, являются:
этиленвинилацетат (EVA)
полиолефины
полиамиды и сложные полиэфиры
блок-сополимеры стирола
этиленметилакрилат (EMA)
этилен-Н-бутилакрилат (EnBA).
Полимеры придают горячему расплаву прочность и гибкость, термостойкость, ударопрочность и стойкость к сдвигу. Эти характеристики в значительной степени определяются типом полимера, его молекулярной массой и количеством.
При большем содержании полимера вы получаете более высокую вязкость, а также большую гибкость. При более низком содержании полимера наблюдается более низкая вязкость.
Добавки
Смолы
Смолы определяют липкость клея-расплава. Они влияют на то, как долго клей остается липким после его нанесения. Таким образом, смолы контролируют смачивание клея (т. е. то, как долго он остается жидким при контакте с поверхностью основания).
Смолы также оказывают влияние на адгезионную природу горячего расплава. Выбор смолы определяется ее совместимостью с основным полимером, температурой размягчения и удельной адгезией. Основными типами липких смол, используемых в горячем расплаве, являются канифоль и гидрогенизированная канифоль, гидрогенизированный углеводород, терпеновые фенолы, сложный эфир канифоли и другие. Также используются чистые ароматические мономеры.
С большим количеством смолы получается клей-расплав с уменьшенной липкостью и более высокой скоростью схватывания. С меньшим количеством липкой смолы расплав будет жестче и агрессивнее.
Воски
Воск в горячем расплаве в первую очередь контролирует заданную скорость схватывания и открытое время. Открытое время — это время, необходимое для создания связи. Это может длиться от нескольких секунд до бесконечности (для некоторых чувствительных к давлению клеев-расплавов). Этот параметр определяет, как быстро горячий расплав может образовать связь некоторой приемлемой прочности.
Эти два значения должны точно соответствовать параметрам, используемым в производственных линиях. В дополнение к ним воск также влияет на термостойкость и адгезию горячего расплава при температурах ниже температуры окружающей среды.
Основными типами воска, используемого в горячем расплаве, являются натуральные и синтетические воски. Характеристики воска определяются процентом кристалличности, температурой плавления и молекулярной массой.
При более низком содержании воска горячий расплав будет иметь более высокую вязкость и большую гибкость, а также будет связываться более агрессивно. При меньшем количестве воска горячий расплав будет иметь меньшую вязкость, быстрее схватываться и связываться менее агрессивно.
Антиоксиданты
Антиоксиданты используются в горячих расплавах в первую очередь для защиты материала от разрушения в течение срока его годности. Некоторые из часто используемых антиоксидантов в горячем расплаве включают фенолы, ароматические амины, фосфаты, фосфиты и BHT.
Наряду со стабилизаторами, антиоксиданты добавляются в небольших количествах и не влияют на физические свойства горячего расплава. Они защищают горячий расплав не только в течение срока его хранения, но и в расплавленном состоянии при нанесении и смешивании.
Пластификаторы
Помимо основного полимера и смолы, пластификаторы являются наиболее распространенной добавкой в клее-расплаве. На самом деле они используются как своего рода второй базовый полимер, чтобы придать горячему расплаву большую гибкость и прочность. Пластификаторами часто являются углеводородные масла с низким содержанием ароматических веществ и имеющие химические характеристики парафина.
В идеале пластификатор обладает низкой летучестью, прозрачен и не имеет запаха. Используя пластификатор, горячий расплав может достичь более низкой вязкости расплава и быстрого увлажнения поверхности.
В дополнение к основным ингредиентам термоклей поставляется с несколькими другими добавками, которые придают ему определенные желаемые характеристики. Биоциды предотвращают рост бактерий, а наполнители добавляют объем и прочность, снижая при этом стоимость. Клей-расплав также может содержать антипирены и различные пигменты или даже блестки.
расплавы — характеристики, производители, состав и расход
Клей-расплав – это легкоплавкий материал, изготовленный на основе пластичных полимеров без применения растворителей. При обычных условиях такой пластик находится в твердом состоянии, а при нагреве переходит в состояние вязкой полужидкой фазы. При этом расплав обладает хорошей адгезией и держится на самых разных материалах.
После охлаждения тонкий клеящий слой становится твердым и создает очень прочный клеевой шов. В зависимости от марки клея, температура плавления находится в пределах от 100°С до 200°С. Скорость остывания зависит от толщины нанесенного слоя и марки применяемого состава.
Состав материала
Кроме термопластичного полимера для изменения адгезии, пластичности и температурных режимов в готовый материал могут быть добавлены особые компоненты, влияющие на технические характеристики клеевых соединений. Это смолы, канифоль, парафин, полимерные и красящие пигменты. Кроме этого в состав клея расплава добавляют наполнители в виде окиси алюминия, талька, мела, древесной муки и сажи, влияющие на температуру плавления и время схватывания.
Разновидности клеев
В зависимости от используемого базового компонента различают несколько видов клея расплава. Самые распространенные из них:
этиленвинилацетатный для склеивания пластиков, тканей, картона, бумаги, керамики и тонколистового металла;
полиуретановый клей расплав для обработки и крепления кромочных мебельных материалов;
полиолефиновый устойчив к температурным перепадам и отлично подходит для склеивания фольги, кожи, ДСП, ДВП и упаковочных материалов;
Клеевые составы постоянной липкости применяются в производстве скотча и других липких лент. Температура плавления таких клеев не превышает 18°С.
Подготовка к работе и использование инструмента
Клеи-расплавы производят в виде стержней, гранул, блоков и пластин для ручного и механического нанесения с помощью специального инструмента. Для разогрева и плавления полимерной массы используют термопистолеты и клеевые дозаторы. В них клеевой состав разогревается до температуры плавления, проходя через электрическую спираль или ТЭН. После этого он подается на специальную головку для нанесения на поверхность.
По способу подачи и конструкции клеевые головки бывают следующих видов:
щелевые для контактного и бесконтактного нанесения;
пневматические для спреевого и спирального нанесения;
шнековые электрические.
Для наклеивания декоративных кромок из ПВХ на элементы мебели, применяют специальные головки для кромкооблицовки серии МЕВ.
Преимущества клей-расплава
Широкое распространение термоклеев основано на таких характеристиках клея расплава, как:
очень быстрое склеивание;
экологическая чистота материала;
небольшой экономный расход;
широкая область применения;
надежность, высокая прочность, отличная адгезия;
практически неограниченный срок хранения;
устойчивость к воздействию влаги и перепадам температур.
На расход клея расплава оказывает влияние показатель плотности. Наибольшей экономии можно достичь, используя материалы с меньшим значением плотности и температуры плавления.
Применение клеев в мебельном производстве
Клей-расплав для мебельной кромки это один из наиболее распространенных видов термоклея. Производители мебели стабильно доверяют этому материалу благодаря надежности и прочности соединений. Кромка выглядит аккуратно, особенно после осторожной обработки углов.
В зависимости от применяемых материалов, технологии производства и инструмента для нанесения могут использоваться разнородные гранулы. Част из них сформована в виде мелкого порошка, другие похожи на небольшие горошины или миниатюрные таблетки, а остальные выглядят как длинные капсулы или бруски.
Расход клея на 1 метр кромки зависит от способа нанесения, температуры нагрева и марки материала. Для плит толщиной 18 мм при использовании контактных автоматов эта величина составляет 12-14 г/м. При ручном нанесении расход увеличивается до 16-18 грамм. Производители клея расплава указывают в других единицах измерения – 200-250 г/м2.
Технология облицовки профилей
Клеи расплавы широко применяют для декоративной отделки профилей путем поверхностной облицовки или окутывания. Это позволяет полностью отказаться от использования лакокрасочных материалов, улучшить внешний вид заготовок, повысить качество и снизить расходы на производство.
При облицовывании пленками ПВХ обязательно используют клеевые расплавы. Для этих целей наиболее распространены составы на основе:
этиленвинилацетата;
аморфного полиальфаолефина;
полиамида;
полиуретана.
Применяемый клей-расплав должен отвечать техническим требованиям по устойчивости к перепадам температур, воздействию солнечного ультрафиолета, повышенной влажности, долговечности и прочности.
Другие варианты применения
Кроме применения в мебельном производстве и облицовки профилей эти клеи широко используются в таких производственных процессах, как:
наклеивание этикеток на стекло и пластики;
изготовление и маркировка упаковок;
сборка воздушных и газовых фильтров;
производство и монтаж изоляционных материалов;
деревообработка и выпуск клееного бруса.
Клей-расплав экономен при использовании. Для соединения деталей и заготовок требуется минимальное количество материала. Процесс склеивания происходит очень быстро и гарантирует надежность любых стыков.
Основной состав термоклеев
Опубликовано 06.11.2018 Греггом Ховардом, техническим менеджером отдела графики
Клеи-расплавы
уже много лет используются в переплетных мастерских и типографиях. На рынке доступны различные термоклеи, и выбор продукта в значительной степени зависит от предполагаемого конечного использования, производственных процессов и оборудования для нанесения. Клеи, чувствительные к давлению (PSA) и этиленвинилацетатные клеи (EVA), являются двумя химическими веществами-расплавами, наиболее часто используемыми в полиграфии. Хотя они различаются по физическим свойствам и рабочим характеристикам, состав этих двух систем имеет некоторое сходство.
Некоторые рецептуры клеев-расплавов очень просты, а некоторые чрезвычайно сложны, но все они обычно содержат четыре типа общих ингредиентов: полимеры, пластификаторы, вещества, повышающие клейкость, и антиоксиданты.
Каждый из этих классов ингредиентов привносит что-то уникальное и важное в общую формулу. В каждом классе есть сотни различных вариантов, которые можно использовать или комбинировать, чтобы придать конечному продукту определенный набор атрибутов.
Ниже приведены краткие сведения, иллюстрирующие, почему каждый из четырех основных классов компонентов является неотъемлемой частью клея. Другие добавки — красители или пигменты, наполнители, УФ-стабилизаторы — также могут быть добавлены к клеям для удовлетворения различных требований к производительности.
Полимеры
Полимер считается основой клеевой системы; он обеспечивает как прочность, так и гибкость. Полимеры также влияют на адгезионные свойства, термическую стабильность, химическую стойкость и совместимость. Полимеры EVA обычно включают в термоклеи, предназначенные для склеивания корешка, бокового склеивания и подкладки. Напротив, блок-сополимеры используются в клеях-расплавах PSA, предназначенных для бокового склеивания и подкладки, а также в клеях для обложки, используемых как в переплетном деле, так и в прямой почтовой рассылке.
Усилители клейкости
Эти термопластичные смолы считаются отличительной чертой формулы горячего расплава; ими можно манипулировать, чтобы повлиять на многие атрибуты обработки и производительности. Начальная адгезия может быть сформирована системой повышения клейкости, и она также способствует термической стабильности, цвету и запаху продукта.
Пластификаторы
Пластификаторы представляют собой технологические масла и воски, используемые в основном для регулирования вязкости и скорости плавления продукта. Однако они также помогают установить адгезивные и когезионные свойства; изменить открытое время; и обеспечивают дополнительную гибкость. В составы PSA обычно добавляют масла, тогда как в термоклеи EVA предпочтительны воски.
Антиоксиданты
Хотя антиоксиданты составляют небольшой процент от общей формулы, они очень важны для термической стабильности клея. Клеи-расплавы склонны к деградации при хранении при температурах выше рекомендуемых в течение длительного периода времени. Надлежащая антиоксидантная система защитит клей как в процессе производства, так и в процессе нанесения.
Как долго вы должны ждать, прежде чем проверять натяжение и изгиб страниц в только что переплетенных книгах? Щелкните здесь, чтобы получить ответ.
Категории
Продукты и инновации
Состав и техническое описание клеев-расплавов, чувствительных к давлению
HMPSA (клеи-расплавы, чувствительные к давлению), как правило, состоят из следующих ингредиентов:
термостойкость для HMPSA. Фаза стирола образует физически сшитую сеть в клее при комнатной температуре. SBC плавится и становится текучим при температурах выше температуры стеклования стирольного домена, примерно от 200 до 230°. На рынке клеев-расплавов доступны четыре типичных SBC: стирол-изопрен-стирол (SIS), стирол-бутадиен-стирол (SBS), стирол-(этилен-бутилен)-стирол (SEBS, гидрированный SBS) и стирол-стирол. (Этилен-пропилен)-стирол (SEPS, гидрированный SIS). Каждый SBC имеет свою особую молекулярную структуру и может образовывать определенные составы для различных применений. Связанный стирол (% стирола) и степень связывания (% триблока), входящие в состав СБС; и скорость течения расплава (MFR) или индекс расплава (MI) являются тремя ключевыми молекулярными структурами, влияющими на характеристики адгезии и технологичность HMPSA.
2. Придающие клейкость Придающие клейкость низкомолекулярные олигомеры на основе нефти или природного сырья с температурой размягчения от ниже комнатной до 320°. Повысители клейкости могут обеспечить специфическую адгезию и более низкую вязкость расплава для клеев.
Два семейства придающих клейкость обычно используются для HMPSA:
a) Нефтяные углеводородные смолы: C5 (алифатические), C9 (ароматические), C10 (дицикло-пентадиен, DCPD), C5/C9 (дополнительные придающие клейкость), и C10/C9 (содействующие повышению клейкости).
b) Натуральные смолы: канифоль, терпен и их производные.
Выбор усилителей клейкости в первую очередь зависит от используемых SBC и рынков применения. HMPSA являются прозрачными, если вещества, повышающие клейкость, и SBC совместимы. Для менее или несовместимых смесей SBC-придающих клейкость, они мутные или непрозрачные.
3. Пластификаторы Пластификаторы могут эффективно снижать твердость, снижать вязкость и улучшать устойчивость HMPSA к низким температурам. Они также могут снизить стоимость клея. В составах HMPSA используются два типа пластификаторов: минеральные масла и бутеновое масло. Минеральное масло представляет собой смесь, содержащую различное процентное содержание парафиновой, наттеновой и ароматической составляющей. Различные минеральные масла могут сильно влиять на адгезионные характеристики, особенно на устойчивость к низким и высоким температурам.
4. Антиоксиданты Антиоксиданты используются для предотвращения или сведения к минимуму деградации в результате теплового старения, механической деформации и длительного хранения.
С каждым годом 3D печать становится более популярна и доступна. Раньше 3D принтер был больше похож на сложный ЧПУ станок, но теперь производители идут на встречу пользователям. Упрощаются и автоматизируются настройки, которые многих новичков вгоняли в ступор. Несмотря на это, начинающему пользователю бывает сложно разобраться в многообразии постоянно появляющихся пластиков для 3D принтера.
Выбрать пластик для 3D принтера очень важно, особенно когда стоит цель напечатать функциональную модель с определенными свойствами. Будет обидно, если напечатанная шестерёнка сломается почти сразу, или декоративная модель быстро потеряет свою красоту.
Важно понимать, сможет ли принтер работать с выбранным пластиком. Некоторые материалы (чаще всего инженерные) требуют определенных условий для удачной печати.
Для начала определитесь, какую модель нужно напечатать. Какие свойства у нее должны быть? Модель должна быть прочной? Или это мастер модель для дальнейшего тиражирования, в которой важно качество поверхности?
В 90% 3D принтеров используется пластиковая нить диаметром 1.75. Диаметр 3мм встречается редко, но лучше заранее уточнить, какой размер используется в вашем принтере.
PLA
PLA (полилактид) – это самый популярный и доступный пластик для 3D принтера. PLA изготавливают из сахарного тростника, кукурузы или другого натурального сырья. Поэтому он считается нетоксичным, биоразлагаемым материалом.
Температура экструдера — 190-220 градусов. Подогрев стола не нужен, но если стол у принтера с «грелкой» для лучшего прилипания, можно разогреть его до 50-60 градусов. С PLA очень просто работать. Единственное требование — это обдув модели. Усадка у этого материала практически отсутствует. При печати он практически не имеет запаха, а если и пахнет, то запах напоминает жженую карамель.
Плюсы:
Не дает усадки. Благодаря этому можно легко изготавливать сборные или огромные модели без изменения размеров.
Нет специфических требований к 3D принтеру. Подойдет любой исправный 3D принтер. PLA не нужен подогреваемый стол или закрытый корпус.
Нетоксичен. Благодаря этому во время печати не пахнет или имеет еле уловимый аромат жженой карамели.
Разнообразная палитра цветов.
Минусы:
PLA плохо шлифуется и механически обрабатывается.
Начинает деформироваться уже при небольшом нагреве (около 50 градусов).
Хрупкость. По сравнению с другими материалами, PLA очень хрупкий и легко ломается.
Разрушается под воздействием ультрафиолета. В труху он конечно не развалится, но может стать более хрупким и выцвести.
PLA отлично подойдет для изготовления габаритных или составных моделей. Например декоративные предметы интерьера, макетирование, корпуса для электроники и т.д.
Недавно в продаже появился PLA+. Он может отличаться от обычного PLA улучшенными характеристиками. Например более прочный, с улучшенной адгезией слоев.
Макет турбины
Декоративные подставки
ABS
ABS (акрилонитрилбутадиенстирол) – это второй по популярности пластик для 3D печати, благодаря своим свойствам, доступности и небольшой цене.
Температура экструдера — 220-240 градусов. Температура стола 80-100 градусов. Для печати необходим подогреваемый стол у принтера. Желательно наличие закрытой камеры, потому что ABS «не любит» сквозняки. Из-за резкого перепада температур он может «отклеиться» от стола или треснуть по слоям. ABS при печати может неприятно пахнуть поэтому рекомендуется использовать принтер с закрытой камерой и фильтрами или печатать в хорошо проветриваемом помещении.
Плюсы:
Хорошие прочностные характеристики позволяют изготавливать из ABS функциональные прототипы.
Простая механическая и химическая обработка. ABS легко шкурится и сверлится, а при помощи ацетоновой бани можно добиться идеально гладкой поверхности.
На сегодняшний момент это самый недорогой вид пластика для 3D печати.
Большой выбор цветов и оттенков.
Минусы:
Высокая усадка. Из-за этого может быть проблематично изготовление габаритных изделий.
Для печати требуется подогреваемый стол и закрытая камера. Без этого ABS может отклеиваться от стола или трескаться по слоям.
В процессе печати ABS может неприятно пахнуть. Поэтому рекомендуется печатать в проветриваемых помещениях или использовать принтер с закрытой камерой и фильтром.
ABS – можно считать инженерным пластиком. Он подойдет для изготовления несложных функциональных изделий.
ABS после химической обработки в ацетоновой бане
РУ модель из ABS
ABS+ отличается от обычного ABS улучшенными прочностными характеристиками (упругость, жесткость, твердость), меньшей усадкой и иногда устойчивостью к некоторым маслам и растворителям (например бензин).
HIPS
HIPS (ударопрочный полистирол) – изначально задумывался как пластик растворимой поддержки для материалов с высокой температурой печати. Например для ABS или Нейлона.
Температура экструдера – 230-260 градусов. Температура стола – 80-100 градусов. Желательно наличие закрытой камеры у 3D принтера.
Плюсы:
Меньшая усадка чем у ABS.
Простота механической обработки.
Матовая поверхность очень выигрышно смотрится на декоративных изделиях.
Разрешен контакт с пищевыми продуктами (но стоит обязательно уточнить наличие сертификатов у конкретного производителя)
Минусы:
Для печати нужен принтер с подогреваемым столом и закрытой камерой.
Более гибкий и менее прочный чем ABS. Из-за этого не получится изготавливать функциональные изделия.
Маленькая палитра цветов.
Чаще всего HIPS используется по назначению для печати на 2х экструдерных принтерах в качестве поддержки для ABS. Он отлично (хоть и не очень быстро) растворяется в лимонеле.
Иногда HIPS используют в качестве самостоятельного материала. Изделия из него получаются не очень прочные, но этот пластик любят за лёгкую постобработку. HIPS можно использовать для моделей которые впоследствии будут контактировать с пищевыми продуктами (не горячими).
Использование HIPS в качестве растворимой поддержки
Декоративная ваза из HIPS
PVA
PVA (поливиниловый спирт) – это материал который разрабатывался как водорастворимая поддержка для PLA.
Температура экструдера – 190-210. Подогрев стола не требуется. PVA — немного “капризный” материал, его не рекомендуется перегревать и печатать на высоких скоростях.
PVA очень гигроскопичен и растворяется обычной водой. Поэтому он используется только в качестве поддержки для PLA или других пластиков имеющих близкую температуру печати к PVA.
Растворимая поддержка из PVA
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
PETG
PETG (полиэтилентерефталат) собрал в себе лучшие свойства PLA и ABS. С ним легко работать, у него маленький процент усадки и отличная спекаемость слоев.
Температура экструдера — 220-240 градусов. Температура стола — 80-100 градусов. В процессе печати модель необходимо хорошо обдувать.
Плюсы:
Отличная спекаемость слоев.
PETG очень прочный и износостойкий. Хорошо выдерживает ударные нагрузки.
Практически отсутствует запах при печати.
Нетоксичный.
Маленькая усадка.
Минусы:
PETG отлично подойдет для печати функциональных моделей. Благодаря небольшой усадке его часто используют для изготовления больших или составных моделей. Благодаря низкой токсичности PETG часто используют для изделий которые будут контактировать с пищей.
Формочки для печенья и узорчатая скалка
SBS
Это материал с высокой прозрачностью. При этом он прочный и упругий. SBS это пластик с низкой токсичностью. Его можно использовать для печати моделей контактирующих с пищей.
Температура экструдера – 230 -260 градусов. Температура стола — 60-100 градусов. Печатать можно без закрытого корпуса на принтере.
Плюсы:
Небольшая усадка
Прозрачность. После обработки сольвентом, лимонелом или дихлорметаном может получится красивые прозрачные изделия с практически гладкой поверхностью.
Легко обрабатывается механически или химически.
Разрешен контакт с продуктами питания.
Минусы:
SBS отлично подходит для полупрозрачных ваз, детских игрушек и емкостей для пищевых продуктов. Или функциональных вещей требующих прозрачности, например кастомные поворотники на мотоцикл или машину, светильники или прототипы бутылок.
Вазы отлично печатаются толстым соплом (0,7-0,8) в один проход (печать в 1 стенку или спиральная печать в слайсере).
Макеты бутылок после химической обработки
Нейлон
Нейлон (полиамид) считается самым износостойким материалом из доступных для домашней 3D печати. Помимо хорошей стойкости к истиранию и прочности он имеет большой коэффициент скольжения.
Температура экструдера — 240-260 градусов. Температура стола 80-100 градусов. Нейлон очень капризный и гигроскопичный материал – перед использованием рекомендуется просушить катушку с пластиком. Для печати нужен принтер с подогреваемым столом и закрытой камерой, без этого будет сложно напечатать что то крупнее небольшой шестеренки.
Плюсы:
Высокая прочность и износостойкость.
Высокий коэффициент скольжения.
Термостойкость, по сравнению с другими пластиками для 3D печати.
Высокая стойкость ко многим растворителям.
Хорошо поддается механической обработки. Отлично шлифуется и сверлится.
Минусы:
Нейлон отлично подойдет для изготовления износостойких деталей — шестеренки, функциональные модели и т.д. Иногда нейлон используют для печати втулок.
Шестеренка из нейлона
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Bestfilament
Мягкие пластики
FLEX (TPU, TPE, TPC) –это материал похожий на силикон или резину. Он гибкий и эластичный, но в то же время прочный на разрыв. Например TPE — это резиноподобный пластик, а TPU — более жесткий.
FLEX печатаются на температуре 200-240 (в зависимости от материала). Подогреваемый стол не обязателен. На принтерах с директ подачей материала (механизм подачи на печатной голове) проблем с печатью обычно не бывает. На боуден подаче (механизм подачи расположен на корпусе) печать очень мягкими пластиками может вызывать трудности. Обычно приходится дополнительно настраивать прижим прутка. Главный нюанс – это совсем небольшие скорости печати — 20-40мм.
Плюсы:
Минусы:
В зависимости от вида FLEXa модели могут получится гибкие или резиноподобные. Этот материал, в зависимости от мягкости, можно использоваться для печати уплотнительных прокладок, стелек, ременных передач, гусениц или других моделей которые требуют гибкости или мягкости.
Ремень из FLEXа
Кроссовки с гибкой подошвой
Колесо для РУ модели
Декоративные пластики
Декоративные пластики — это PLA пластики с различными наполнителями (деревянная или металлическая стружка). Или с красителями подобранными для имитации различных материалов. Поскольку основа пластика это PLA то он очень прост в печати.
Температура экструдера – 200- 220 градусов (в зависимости от производителя). Подогреваемый стол не обязателен.
Плюсы:
Минусы:
Некоторые наполнители (например глина) являются абразивами. Для таких пластиков нельзя использовать стандартное латунное сопло. Придется покупать более твердое стальное сопло.
Некоторые декоративные пластики могут забить маленькое сопло (0,4 и меньше). Для них нужно использовать более “толстое” сопло.
В зависимости от наполнителя получаются разные свойства материала. Пластики в которых используется только краситель не требуют дополнительной обработки. Материалам с “наполнителями” иногда может потребоваться дополнительная пост обработка.
Пластики с металлическими наполнителями после печати нужно обработать металлической щеткой. Тогда проступит Металлическое содержимое и модель будет напоминать металлическую отливку.
Пластики с металлической пудрой
Эти пластики часто используются для печати брелков, декоративных моделей и деталей интерьера.
Если в пластике большое содержание древесной пыли, то рекомендуется использовать больший диаметр сопла (0,5 и больше), более мелкое сопло может быстро забиться в процессе печати.
Грут из пластика с древесным наполнителем
Брелоки из пластика с медной пылью
Инженерные пластики
Это пластики на основе нейлона с наполнителями которые улучшают прочностные, теплостойкие и другие характеристики, помогают добится меньшей усадки материала. Например – углеволокно, карбоновые нити или стекловолокно.
Температура экструдера – 240-300 градусов (в зависимости от производителя). Температура стола — 90-110 градусов. Поскольку пластики на основе нейлона то требования для печати схожи. Это подогреваемый стол и закрытый корпус принтера.
Плюсы:
Твердость и прочность.
Низкая воспламеняемость или негорючесть.
Высокая точность, благодаря низкой усадке.
Минусы:
В 3D принтерах используются латунные сопла, некоторые пластики могут быстро “расточить” его во время печати. Для таких материалов рекомендуется использовать стальные сопла.
Это узкоспециализированные пластики применяемые под конкретную задачу, в зависимости от наполнителя. Например функциональные детали не теряющие форму при нагревании, устойчивые ко многим растворителям и т.д.
Функциональный прототип из композита с углеродным волокном
Оправа из композита
Пепельница из поликарбоната
Итоги
Это конечно не весь перечень материалов для 3D печати. Появляется много узкоспециализированных инженерных и декоративных пластиков, для конкретных задач.
Производители постоянно стараются пополнять ассортимент материалов для 3D печати. Совершенствуются уже знакомые материалы для более комфортной печати. Появляется много интересных декоративных пластиков имитирующих разные материалы — керамику, глину, дерево, металлы.
И конечно постоянно обновляется ассортимент инженерных пластиков. Сейчас появилось много интересных материалов для узкоспециализированных задач — например выжигаемый пластик с малой зольностью для последующей отливки в металле.
Выжигаемый пластик
Перед покупкой катушки прочитайте информацию на сайте производителя или продавца. Там можно найти некоторые нюансы печати для конкретного пластика. Рекомендуемый диапазон температур производитель указывает на коробке. Иногда для качественной печати рекомендуется напечатать несколько тестов чтобы подобрать настройки температуры, ретракта и т.д.
Старайтесь хранить начатую катушку в пакетах с силикагелем. Высокотемпературные пластики перед печатью рекомендуется дополнительно просушить от лишней влаги.
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
FlashForge
Пластики для 3D принтера.
Сравниваем характеристики пластиков для 3D принтера.
Всем привет, Друзья! С Вами 3DTool!
Пластики для 3Dпринтера. Руководство по видам пластиков и их характеристики.
В данной статье, мы сравним основные пластики для 3D печати по свойствам — PLA, ABS, PET, Nylon, TPU (Flexible) и PC и поможем найти оптимальный вариант для тех или иных задач.
Вступление
Выбор правильного типа пластика для 3D печати объекта становится все более трудным, так как на рынке 3D-печати регулярно появляются радикально новые материалы. В FDM 3D-печати PLA и ABS исторически были двумя основными используемыми полимерами, но их первоначальное доминирование можно было сказать случайным. Поэтому для других полимеров в целом нет каких-либо серьезных препятствий, чтобы сыграть свою роль в будущем FDM технологии.
Сейчас мы видим, что новые виды филамента становятся все более популярными, как чистые полимеры, так и композиты. В этом исследовании мы сфокусируемся на основных чистых полимерах, которые существуют на рынке сегодня: PLA, ABS, PET, Nylon, TPU (Flexible) и PC. Мы суммируем ключевые различия между их свойствами, чтобы пользователи могли быстро принять решение о том, какой полимер лучше всего подходит для их работы.
Методология
Пластики для 3D принтеров обычно классифицируются по 3 категориям: механические характеристики, визуальное качество и пригодность к постобработке. Далее мы разобьём эти категории, чтобы нарисовать более четкую картину свойств полимеров. Выбор материала зависит от того, что пользователь хочет напечатать, поэтому перечислим ключевые критерии, необходимые для выбора материала, кроме стоимости:
Простота печати: Насколько легко печатать пластиком: адгезия между слоями, максимальная скорость печати, частота возможного брака, точность печати, удобство подачи в принтер и т. д.
Визуальное качество: насколько хорошо выглядит готовая модель.
Максимальные нагрузки: максимальное напряжение, которое может испытать объект, прежде чем сломаться при медленном натяжении.
Растяжение на разрыв: максимальная длина объекта, растянутого до разрыва.
Ударопрочность: энергия, необходимая для разрушения объекта при внезапном ударе.
Адгезия между слоями (изотропия): насколько хороша адгезия между слоями материала. Это связано с «изотропией» (однородностью во всех направлениях). Чем лучше адгезия слоя, тем более изотропным будет объект.
Термостойкость: максимальная температура, которую объект может выдержать до размягчения и деформации.
Данные свойства не являются ни «хорошими», ни «плохими» по сути; это просто свойства, которые подходят для своей области применения. Например, жесткость.
У нас нет точной количественной оценки, но можно сказать, что это важный фактор. Так же есть такие параметры, как влагостойкость или токсичность.
Пластик PLA
PLA — самый простой полимер для печати и обеспечивает хорошее визуальное качество полученных деталей. Он довольно твёрдый, но на деле очень хрупкий и не подходит для использования в работающих механизмах.
Плюсы
Минусы
Био-разлагаемый
Впитывает влагу
Не имеет запаха
Не легко склеивать
Пригоден для обработки
шлифовальной бумагой и
покраске акриловыми красками
Устойчив к ультрафиолету
Пластик ABS
ABS обычно выбирается вместо PLA, когда требуется более высокая термостойкость и более высокая прочность.
Плюсы
Минусы
Можно обрабатывать парами ацетона для получения глянцевой поверхности
Чувствительность к ультрафиолету
Можно обрабатывать шлифовальной бумагой и красить акриловыми красками
Запах при печати
Ацетон также может быть использован в качестве сильного клея
Потенциально высокие выбросы дыма
Хорошая стойкость к истиранию
Пластик PET
PET более мягкий полимер, который обладает более интересными свойствами, но с оговоркой на некоторые существенные с недостатками.
Плюсы
Минусы
Может вступать в контакт
с продуктами питания
Работать с этим
материалом тяжелее чем с
PLA или ABS
Влагостойкость
Высокая химическая стойкость
Перерабатывается
Хорошая мех. воздействиям
Можно обработать
шлифовальной бумагой и
покрасить акриловыми красками
Пластик Нейлон (Nylon)
Нейлон обладает отличными механическими свойствами и, в частности, лучшей ударопрочностью для негибкой нити. Но могут возникнуть, и обязательно возникнут, если не позаботиться о специальном клее, проблемы как с адгезией к платформе, так и между слоями.
Плюсы
Минусы
Хорошая химическая стойкость
Впитывает влагу
Большая прочность
Потенциально высокие выбросы дыма
Пластик TPU
TPU – это гибкий пластик. В основном он используется в деталях, которым необходима эластичность, но его очень высокая ударопрочность может быть использована и для других применений.
Плюсы
Минусы
Хорошая стойкость к истиранию
Сложно подвергается
постобработке
Хорошая стойкость к маслам и жирам
Трудно склеивать
Пластик Поликарбонат (PC)
PC является очень прочным материалом и может сыграть роль интересной альтернативы ABS. Их свойства достаточно схожи.
Плюсы
Минусы
Легко обрабатывать (шлифование)
Чувствительный к ультрафиолету
Заключение
Выбор правильного пластика для 3d принтера имеет решающее значение для получения правильных свойств 3D печатной детали, в особенности если вам необходимо её функциональное использование в механизмах и т. п.
Эта статья поможет пользователям найти для себя нужный тип пластика в зависимости от тех свойств, которые им нужны. Производители материалов иногда модифицируют пластики и добавляют различные присадки для изменения свойств чистого полимера (например, углеродное волокно, чтобы сделать материал более жестким). Но мы не рассматривали эти экзотические виды материалов в нашей статье, т.к. их распространение пока не очень широко.
Что ж, а на этом у нас все! Спасибо что были с нами, до новых встреч. Дальше будет интереснее!
Приобрести указанные в статье расходные материалы, задать свой вопрос, или отследить заказ, вы можете
Ultimate Materials Guide — Гибкая нить для 3D-печати
Обзор
Гибкие нити изготовлены из термопластичных эластомеров (TPE), представляющих собой смесь жесткого пластика и резины. Как следует из названия, этот материал эластичный по своей природе, что позволяет легко растягивать и сгибать пластик. Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
Гибкий и мягкий
Отличное гашение вибрации
Длительный срок хранения
Хорошая ударопрочность
Трудно печатать
Плохие шунтирующие характеристики
Возможность появления капель и нанизывания
Может плохо работать с экструдерами Боудена
Требования к оборудованию
Перед 3D-печатью с использованием гибких нитей убедитесь, что ваш 3D-принтер соответствует требованиям к оборудованию, перечисленным ниже, чтобы обеспечить наилучшее качество печати.
Кровать
Температура: 45-60 ° C Нагретый слой. Дополнительное Корпус не требуется
Сборка Поверхность
PEI Результаты художника
РЕЗУЛЬТАЛЬНЫЙ ДЕРЕВУДЕР
ТЕММЕРТА: 225-245 ° C .
Требуется вентилятор охлаждения детали
Best Practices
Гибкие нити сопряжены со многими уникальными проблемами, о которых вы должны знать. Эти советы помогут вам снизить вероятность распространенных проблем с 3D-печатью, таких как засорение, перекручивание и натяжение.
Использование экструдеров с прямым приводом
В то время как некоторые частично гибкие нити прекрасно работают с экструдерами Боудена, для большинства полностью гибких нитей требуется экструдер с прямым приводом для достижения наилучших результатов. Расстояние между приводной шестерней и зоной плавления на горячем конце должно быть как можно меньше, чтобы нить могла эффективно поступать в сопло. Кроме того, путь, по которому нить проходит в зону плавления, должен иметь жесткие допуски, чтобы предотвратить перекручивание или скручивание нити внутри. По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями.
Использовать медленную и постоянную скорость подачи
Гибкие нити обычно лучше всего печатаются при медленной и постоянной скорости подачи. Поскольку материал эластичный, может быть очень сложно контролировать резкие изменения скорости печати. Более высокие скорости печати могут привести к сжатию нити и, скорее всего, к застреванию. Медленный и устойчивый — лучший подход. Simplify3D предоставляет все ваши настройки скорости подачи на вкладке «Скорости» настроек вашего процесса, чтобы вы могли легко настроить эти значения. Поиск оптимальной скорости печати для вашего материала может занять несколько попыток, основанных на пробах и ошибках. Мы видели, что скорость 1200 мм/мин (20 мм/с) может быть хорошей отправной точкой для большинства материалов.
Уменьшение сопротивления катушки с нитью
Несколько настроек катушки с материалом также могут иметь большое значение при работе с гибкими материалами. Как правило, ваш экструдер втягивает нить в сопло, заставляя катушку с нитью, установленную на вашем принтере, разматывать немного пластика в процессе. Однако, поскольку гибкие материалы эластичны, это будет растягивать нить при ее втягивании, что может фактически привести к недостаточной экструзии. Попробуйте установить катушку над принтером, чтобы нить разматывалась вниз, что может уменьшить сопротивление. Также может быть невероятно полезно установить втулку шпули на подшипник, чтобы шпуля могла вращаться как можно более свободно.
Настройте параметры отвода
Эластичность гибкого филамента делает его чувствительным к быстрым движениям, таким как втягивание. Чтобы успешно напечатать нить, вам нужно будет оптимизировать настройки отвода, чтобы уменьшить эти движения. Пока вы только начинаете работать с этим материалом, мы рекомендуем полностью отключить отвод. Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.
Оптимизируйте ваши передвижения
Отводы могут быть особенно проблематичными для гибких материалов, поэтому обычно лучше свести к минимуму количество отводов, необходимых для печати. В Simplify3D есть замечательная функция, созданная специально для этой ситуации. Вместо того, чтобы двигаться по прямой линии из точки А в Б, программа фактически выберет совершенно новый путь при перемещении между этими точками с целью оставаться внутри вашего объекта, чтобы не было просачивания или натяжения. . Включив эту уникальную функцию, вы можете значительно сократить количество отводов, необходимых для печати, и значительно улучшить качество печати. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» в настройках вашего процесса и включите параметр «Не пересекать контур для перемещения».
Pro-Tips
Оптимизируйте скорость подачи, печатая с меньшей высотой слоя в диапазоне 0,1–0,2 мм. Нижняя высота слоя требует меньше пластика, поэтому ваш экструдер может использовать более низкую скорость подачи, уменьшая нагрузку на нить.
Старайтесь избегать использования плотов из гибких материалов, так как базовые слои плота имеют более высокие скорости экструзии, что может создать проблемы.
Если вы проектируете гибкую деталь, которая должна помещаться поверх другого объекта, попробуйте использовать отрицательный допуск между частями, чтобы гибкая деталь должна была растягиваться, чтобы плотно прилегать к другому объекту.
Начните работу с гибкими нитями
Теперь, когда вы готовы приступить к печати гибкими материалами, у нас есть несколько советов, которые помогут вам начать работу. Ознакомьтесь с некоторыми типичными приложениями ниже, попробуйте несколько наших примеров проектов или выберите популярную марку нити для покупки для вашего следующего проекта.
Общие области применения
Гашение вибрации
Рукоятки
Чехлы для телефонов
Примеры проектов
Радиоуправляемая автомобильная шина
Чехол для телефона
Велосипедная ручка
Популярные бренды
NinjaTek Ninjaflex, Armadillo, Cheetah
Полимер PolyFlex
eSun TPE
Гибкий ТПУ Sainsmart
Можете ли вы 3D-печатать из мягкого пластика? Удивительный ответ
Когда мы думаем о 3D-печатных объектах, первое, что приходит на ум, это что-то маленькое и твердое. Это связано с тем, что большинство нитей затвердевают по мере охлаждения и затвердевания, поэтому ваши конструкции будут функциональными и долговечными. Хотя наиболее распространенные нити для 3D-печати, такие как ABS и PLA, позволяют создавать твердые и жесткие объекты, другие нити могут сохранять эластичность и обеспечивать удивительно эластичное растяжение.
Можно печатать на 3D-принтере из мягкого пластика, если у вас есть подходящие нити, такие как TPU и TPE. Эти гибкие смолы бывают разной твердости и обычно обеспечивают самые прочные, мягкие и эластичные 3D-отпечатки. Хотя большинство принтеров печатают на мягком пластике, вам может понадобиться экструдер для сгибания.
Эта статья расскажет вам о мягких пластиковых нитях и научит их идентифицировать. Я также расскажу вам о проблемах печати мягким пластиком и дам несколько профессиональных советов по получению идеальной, гладкой и эластичной печати.
Можете ли вы 3D-печатать мягкий пластик на любом 3D-принтере?
Печать гибкими нитями — увлекательное занятие. Однако, если вы раньше не работали с мягким пластиком, вы можете обнаружить, что с ним довольно сложно работать.
Печать мягким пластиком требует определенных настроек и утонченности, хотя это возможно практически на любом принтере.
Мягкие пластмассы можно печатать в 3D на любом 3D-принтере, хотя для некоторых моделей экструзии могут возникнуть трудности с печатью гибких нитей. Обязательно ознакомьтесь с инструкциями производителя вашего 3D-принтера, прежде чем пытаться печатать из мягкого пластика.
Например, у 3D-принтеров с трубкой Боудена могут возникнуть дополнительные проблемы при печати мягким пластиком. Это потому, что мягкая, гибкая нить вялая, как мокрая лапша спагетти. В результате у экструдеров могут возникнуть трудности с выталкиванием этой гладкой нити из хотэнда, и если вы используете неправильные настройки печати и натяжение, вы можете получить замятие или полностью провалить печать.
Однако при печати мягких пластиковых нитей на 3D-принтере может помочь использование флекс-экструдера.
Экструдеры для гибких нитей, подобные этому Diabase Flexion-Rep2 (доступен на Amazon.com), прекрасно подходят для получения высококачественных мягких 3D-печатей на любом экструзионном принтере. У них есть более захватывающие части в экструдере, помогающие поддерживать равномерный поток нити.
Итак, если вы хотите регулярно печатать мягким пластиком, приобретение экструдера, способного работать с гладкими гибкими нитями, в конце концов, несомненно, окупится.
Кроме того, единственным серьезным ограничением при использовании экструзионного принтера является температура горячего конца при рассмотрении нити. Попробуйте выбрать нить, которая плавится при температуре, которую может достичь ваш принтер.
Как узнать, мягкая ли нить для 3D-печати?
Определение мягкости нити намного сложнее, чем кажется на первый взгляд.
Большинство нитей оцениваются по шкале твердости Шора, которая измеряет, насколько хорошо материал «отскакивает» после нажатия твердого заостренного датчика на его поверхность.
Таким образом, значение твердости по Шору измеряет как гибкость материала , так и насколько хорошо он выдерживает нагрузку.
В этом измерении используется числовой и буквенный рейтинг, чтобы определить, насколько мягким, гибким и прочным является полимер или пластик. Чем ниже цифра и буквенный рейтинг, тем мягче нить.
Чтобы определить, является ли нить для 3D-печати мягкой, проверьте ее твердость по шкале Шора. Большинство нитей имеют твердость 00, A или D по шкале дюрометра Шора. Материалы 00 являются самыми мягкими, материалы уровня A имеют среднюю мягкость, а материалы уровня D, как правило, более жесткие.
Однако это измерение усложняется добавлением числовых оценок. Например, эта нить Gizmo Dorks Flexible TPU (доступна на Amazon.com) имеет твердость по Шору 9.5А. Это означает, что его гибкость аналогична жесткому колесу скейтборда или колесу продуктовой тележки.
Тем не менее, Dialabs X60, самая мягкая нить на рынке на сегодняшний день, имеет твердость по Шору 60A. Это означает, что он имеет такую же твердость, как протектор шины или ластик из твердой резины.
Поэтому перед покупкой всегда проверяйте твердость нити или смолы по Шору, чтобы определить, достигнет ли она той мягкости, которую вы хотите получить при 3D-печати.
Лучшие мягкие пластиковые нити и смолы для 3D-печати
Давайте посмотрим на некоторые из лучших мягких пластиковых нитей. Я также дам вам примерный диапазон оценок твердости по Шору и температур плавления, но, пожалуйста, помните, что характеристики каждого продукта будут различаться в зависимости от производителя.
ТПУ — это фантастическая нить для эластичных и гибких изделий. Несмотря на то, что он мягкий, он также невероятно прочный, и мне даже удалось напечатать формы из эпоксидной смолы из этой нити. Его твердость по Шору обычно колеблется от 60A до 75D, а средняя температура плавления составляет от 185º до 220ºC (от 365º до 428ºF).
TPE — одна из самых мягких нитей со средней твердостью по Шору от 75A до 98A. Он имеет резиноподобную консистенцию и обычно плавится при температуре 190–250 ºC (от 374 º до 482 ºF).
Гибкие смолы SLA, DLP и LCD. Мягкие пластмассы подходят не только для экструзионных принтеров! Смолы для 3D-печати могут достигать выдающейся мягкости всего 30 А, но они также могут достигать невероятной твердости.
Другие материалы, такие как нейлон и полиэстер, также могут быть гибкими, поэтому в следующий раз, когда будете покупать нить, обратите внимание на показатели твердости по Шору.
Советы по печати на мягком пластике
Уменьшите скорость печати. Экструдеру требуется некоторое время для подачи гибких, скользких нитей в горячий конец. Итак, уменьшите скорость печати примерно наполовину, чтобы поддерживать постоянный поток нити.
Отключение втягивания принтера. Преломление — это параметр, который приподнимает сопло над отпечатком, уменьшая вероятность образования пузырей или чрезмерно экструдированных артефактных пятен. Однако при печати липкими, эластичными нитями втягивание не поможет, так как расплавленная нить будет растягиваться больше, оставляя комки на отпечатке.
Создание бесшовного дизайна. Сокращение количества перескакиваний сопла с места на место может уменьшить образование натяжек и потенциальных пятен артефактов. Итак, постарайтесь придать отпечатку бесшовный дизайн, который ваш принтер сможет воссоздать, вообще не поднимая сопло.
Запекайте отпечатки, чтобы уменьшить их натяжение. Мягкий пластик эластичный и тягучий, что часто означает, что на ваших моделях будут протягиваться и заметные линии слоев. Выпекайте напечатанный объект в духовке при низкой температуре (приблизительно половина температуры плавления нити) в течение часа, чтобы уменьшить эти незначительные ошибки.
Для получения дополнительных советов обязательно просмотрите это фантастическое видео от Maker’s Muse на YouTube:
Ремни грузчиков для поддержки спины Недорого в Е-1
код товара: 49626
Хит продаж!
Ремень для переноски габаритных грузов
329 грн.
Купить
код товара: 44130
Хит продаж!
Набор для перемещения мебели
922 грн.
Купить
код товара: 43692
Хит продаж!
Такелажные ремни грузчика для переноски мебели 5 х 280см
613 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 43614
Ремни такелажные для грузчиков 8 х 280см
1238 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 43616
Такелажные ремни для грузчиков 8 х 280см
618 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 43615
Ремни грузчиков для переноски мебели 5 x 370см
1082 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 43613
Ремень для переноски мебели 8 х 180мм
381 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 43696
Ремни грузчиков для перемещения мебели 5 х 280см
258 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 43695
Такелажный ремень для грузчиков 5 х 180см
273 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 43694
Ремни такелажные для переноски мебели 5 х 280см
582 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 42715
Пояс грузчика поддерживающий для спины L 112х20см
520 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 42716
Пояс грузчика для спины поддерживающий поясницу XL 125х20см
520 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 42713
Пояс грузчика для спины при нагрузках XL 125х20см
278 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 42714
Поддерживающий пояс грузчика для спины XXL 137х20см
300 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 42711
Пояс грузчика для спины поддерживающий позвоночник XL 125х20см
639 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 42712
Пояс для поднятия тяжестей грузчиками XXL 137х20см
567 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 49582
Хит продаж!
Подушки монтажные пневмо клин Intertool 300кг
644 грн.
Купить
код товара: 41632
Хит продаж!
Монтажная подушка для окон и дверей Yato 135кг
371 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 47329
Пневматическая монтажная подушка Yato 135кг
352 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 50049
Хит продаж!
Монтажная подушка пневмоклин Intertool 300кг
381 грн.
Купить
код товара: 47332
Подушка монтажная надувная для подъема грузов Yato 135кг
402 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 47331
Подушка монтажная пневматическая Yato 135кг
340 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 47333
Монтажные подушки для установки окон и дверей Yato 135кг
948 грн.
Купить
Выставляем счет с НДС
Собственный импорт
код товара: 50098
Подушка пневмоклин монтажная Vorel 135кг
217 грн.
Купить
Выставляем счет с НДС
Собственный импорт
Показать еще
<< Первая
1
2
Последняя >>
ГРУЗЧИКИ – травмоопасный вид деятельности
Наши услуги
Переезд квартиры
Переезд офиса
Услуги грузчиков
Вывоз строительного мусора
Статьи
Вывоз и утилизация чугунной ванны в Минске
Уборка и вывоз строительного мусора из квартиры в Минске
Вывоз старой мебели Минск
Вывоз строительного мусора — как организовать процесс
Вывоз мусора в Минске свалки города
Вывоз и утилизация старой мебели в Минске
Вывоз старых дверей в Минске
Вывоз и утилизация старых окон
Вывоз строительного мусора в Минске в лес или. ..
Услуги грузчиков в Минске
Строительство и экология города Минска
Вывоз строительного мусора в Минске
Вывоз строительного мусора в Минске в фотографиях
Вывоз строительного мусора – как выбрать правильную компанию?
Вывоз строительного мусора, как главный фактор чистоты
Вывоз строительного мусора – главный шаг на пути к чистоте…
Вывоз строительного мусора в Минске
Вывоз строительного мусора из квартиры, особенности
Вывоз строительного мусора – это …
Грузчики – травмоопасный вид деятельности
Крылатые выражения про грузчиков
Грузчики Минск
Упаковка мебели
Организация квартирного и офисного переезда
Переезд в новую квартиру
Грузоперевозки
Разнорабочие Минск
Разборка мебели
Перевозка пианино
Грузчики самозванцы
ГРУЗЧИКИ – травмоопасный вид деятельности
Безопасно ли работать грузчиком? Сможет ли неподготовленный человек выполнять погрузочно-разгрузочные работы? На эти и другие вопросы попробуем ответить в этой статье.
Сегодня риск травм у грузчиков существенно снизился благодаря тому, что грузчики Минск перед тем как приступить к работе проходят необходимую физическую тренировку и инструктаж по технике безопасности. Возникающие повреждения являются, главным образом, следствием усталости, либо неправильной техники и неподготовленности мышц.
Грузчики Минск каждый день, ввиду своей работы, испытывают большие физические нагрузки. Поэтому без подготовки грузчиком работать крайне тяжело. Но даже при хорошей физической готовности у грузчиков порой возникают травмы, из-за неправильной техники подъема и переноса тяжестей, а также из-за продолжительного действия нагрузок на тело.
У грузчиков преобладают травмы поясницы, позвоночника, а также травмы колена. Наиболее распространенными типами травм являются растяжения мышц и тендиниты (воспаления внутри или вокруг сухожилия).
Травма позвоночника у грузчиков заключается в основном в повреждении межпозвонковых дисков. Это следствие неправильной техники поднимания веса. Выпадение межпозвонковых дисков у людей, работающих грузчиками, случается редко.
Колено – сустав человеческого тела, наиболее подверженный к травмам при работе с грузами. Однако острых травм колена у грузчиков не наблюдается. Чаще всего грузчики страдают хроническими заболеваниями данного сустава, из-за чрезмерных нагрузок.
Грузчики Минск, в процессе своей работы рискуют получить травму мышц. Чаще всего повреждаются мышцы туловища, мышцы плечевого пояса, а также длинные мышцы спины. В основном это растяжения.
Для того чтобы предотвратить получение травм грузчики Минск используют некоторые средства защиты.
Тяжелоатлетический пояс. Пояс защищает грузчика от растяжения мышц брюшного пресса, а также от возникновения грыжи. Сжимая брюшную полость, пояс повышает внутрибрюшное давление, которое подпирает мышцы спины, поэтому пояс должен быть достаточно широким. Однако тяжелоатлетический пояс грузчики применяют, только при переносе тяжеловесных грузов. А для нетяжелой работы хватает крепких мышц. Ничто лучше не удержит спины, чем собственные подготовленные мышцы.
Также нередко грузчики используют эластичные бинты. Бинтами обматываются чаще всего запястья, что помогает снизить нагрузку на них, а также колени для фиксации правильного положения.
Делая вывод из всего выше сказанного, с уверенностью можно сказать, что работать грузчиками могут только подготовленные, физически и теоретически, люди. Ни один грузчик не застрахован от травм, но правильная техника поднятия грузов существенно снижает риск их получения.
Ленточные погрузчики | Textron GSE
Ленточные погрузчики для самолетов — это транспортные средства, которые помогают в процессе загрузки и выгрузки багажа и грузов с использованием механических конвейерных лент. Команды наземной поддержки с легкостью направляют багаж и груз по конвейерной ленте. Ленточные погрузчики оснащены различными функциями безопасности, в том числе аварийными выключателями и предохранительными поручнями. Ленточные погрузчики TUG 660E и TUG 660 Li экологичны и оказывают меньшее воздействие на окружающую среду.
Все модели TUG 660 и загрузчики багажа для аэропортов оснащены функциями, которые выделяют наше оборудование среди остальных. Например, несколько вариантов двигателей обеспечивают гибкость настройки ленточных погрузчиков. Сколько мощности вам нужно? Какой вид топлива лучше всего подходит для ваших ленточных погрузчиков? У Textron GSE есть множество вариантов на выбор, поэтому вы можете выбрать ленточный погрузчик, который наиболее эффективно работает с остальными операциями в аэропорту. Все наши ленточные погрузчики TUG долговечны и сконструированы так, чтобы выдерживать постоянный вес тяжелого багажа и груза в течение многих лет использования.
Ленточные погрузчики Textron GSE для аэропортов также доступны с нашей технологией предотвращения столкновений Smart Sense. Smart Sense делает погрузку и разгрузку более безопасной с помощью ультразвуковых датчиков, прикрепленных к передней части TUG 660 или TUG 660E. Эти датчики замедляют или останавливают ленточный конвейер, когда это необходимо, обеспечивая безопасность персонала и предотвращая дорогостоящее повреждение передней части всех ленточных погрузчиков TUG 660.
Технология предотвращения столкновений Smart Sense включает световые индикаторы — один на конвейере и один на задней части транспортного средства, которые сообщают о близости ленточного погрузчика к самолету. Эта видимость, обеспечиваемая системой Smart Sense, позволяет бригадам наземного обслуживания оставаться в курсе оборудования. Контроллер и трансмиссия автомобилей, оборудованных Smart Sense, также улучшены для обеспечения безопасности. Контроллер посылает сигналы от ультразвуковых датчиков на трансмиссию, где транспортное средство переключается с «режим движения» на «режим медленного передвижения» и при необходимости полностью останавливается.
В Textron GSE наши выдающиеся бренды имеют богатое наследие инноваций, превосходную поддержку и обслуживание, гарантируя, что мировые авиакомпании, грузовые перевозчики и аэропорты готовы превзойти ожидания. Textron GSE по-прежнему стремится повышать стандарты поддержки, которые продолжают поддерживать мир.
Наши линейки продуктов для наземного вспомогательного оборудования и сервисные решения включают в себя полный модельный ряд буксировщиков, багажных тягачей, ленточных погрузчиков, антиобледенителей, пневматических пусковых устройств и многое другое. Если вы хотите приобрести авиационное оборудование, у Textron GSE есть все, что вам нужно, чтобы обеспечить полную поддержку вашей наземной бригады. Бригады наземных авиалиний доверяют Textron GSE оборудование, превосходящее ожидания, которое делает их работу более безопасной, простой и эффективной. Наши производственные мощности мирового класса производят высококачественное и надежное оборудование, которому вы можете доверять. Затем мы подкрепляем это непревзойденным обслуживанием, чтобы вы всегда были довольны своим оборудованием.
Хотите узнать больше о том, как ленточные погрузчики Textron GSE могут улучшить систему наземного обслуживания вашей авиакомпании? Свяжитесь с нами сегодня, чтобы задать вопросы или получить предложение, чтобы начать работу.
Global GSE — ленточные погрузчики для самолетов
ленточные погрузчики для самолетов
Авиационные грузовые контейнеры
Авиационные грузовые погрузчики
Автофургоны для бортового питания
Авиационные наземные силовые установки
Обогреватели для самолетов
Заправщик для самолетов/заправщик
Буксирные крюки для самолетов
Самолетные буксиры/буксиры-толкачи
Системы освещения аэропортов
Багажные тележки
Багажные тягачи
Туалетные тележки
Туалетные тележки
Военное наземное вспомогательное оборудование
Готов к отправке
Складские/промышленные буксиры и тележки для материалов
Тележки для подачи воды
Ленточные погрузчики — транспортные средства с ленточными конвейерами для разгрузки и погрузки багажа и грузов на самолеты. Передняя часть ленточного погрузчика расположена у грузового люка, используемого для узкофюзеляжных самолетов, и у двери грузового отсека для широкофюзеляжных самолетов. Багаж, хранящийся без контейнеров, называется объемной загрузкой.
Ленточные погрузчики бывают нескольких типов: газовые, электрические, дизельные, пропановые и ручные.
Мировые цены на ленточные погрузчики GSE начинаются от 22 000 долларов. Более низкая цена для блоков, которые работают и обслуживаются, но не полностью отремонтированы. Единицы могут быть окрашены или не окрашены.
Global GSE предлагает широкий выбор авиационных ленточных погрузчиков как для узкофюзеляжных, так и для широкофюзеляжных самолетов. Если вы не видите здесь то, что вам нужно, пожалуйста, свяжитесь с нами, так как у нас еженедельно поступают новые товары.
AGV робот-тележка — автоматически управляемый транспорт (AGV — Automatic Guided Vechicle) — перевозчик с электрическим мотором, который перемещает грузы по заданному маршруту, который строится заранее системой (RMS — Robotic Management System). Благодаря тому, что платформа является автономной. То для ее управления не нужен человек. AGV оснащена нужными для навигации сенсорами и датчиками для осуществления безопасного перемещения. AGV используется в местах, где много работников, а также на площадках с небезопасными для человека средами.
AGV разделяется на виды и может выступать в роли буксировщика, который цепляет вспомогательные телеги с грузом (деталями) и перевозит их. AGV может приподнимать на себе мобильные стеллаж или тележки, подъезжая под них. В зависимости от требований клиента подбираются разные типы AGV, а также программируются различные шаблоны поведения.
AGV роботы могут:
двигаться по заранее заданному маршруту с разными направлениями
перемещаться с той же скоростью, что и у конвейера/сборочной линии
притормаживать и ехать медленнее в заданных точках, либо останавливаться и ожидать команды на дальнейшее перемещение (например, ожидать, пока на него будет погружен товар/деталь)
загружать и выгружать грузы
«общаться» между собой благодаря единому центру управления роботами, не прибегая к управлению оператором.
создавать карту пространства помещения для дальнейшего перемещения в нем
определять препятствия и останавливаться при их появлении
В состав
AGV обычно входят:
электромоторы и колесная база, осуществляющие перемещение
герметично закрытые аккумуляторные батареи, что позволяет их использование в закрытых помещениях, отдельное помещение для зарядки не требуется.
бортовой компьютер, управляющий роботом
набор систем безопасности в виде звуковых, световых, лазерных датчиков
Wi-Fi модуль для обеспечения беспроводной связи
станция управления для обеспечения работы нескольких AGV и синхронизацией действий с WMS/ERP системами
клавиши управления роботом для выключения, перезагрузки, переключения в ручной режим перемещения с пульта управления
блок для сканирования Radio Frequency IDentification, радиочастотная идентификация) — способ автоматической идентификации, который позволяет моментально считать радио-метку (обычно она представлено в виде наклейки). Система состоит из считывателей, меток и программного обеспечения.»>RFID меток
Где используются
AGV
Широкое применение нашли при выполнении логистических операций, когда необходимо перевезти груз (коробки, детали) из точки А (склад) в точку Б (место упаковки). На заводах по сборке автомобилей AGV доставляют к сборочной линии запчасти. На складе грузы перемещаются к точке комплектования заказа или непосредственно к воротам, где уже ожидает автогрузовик. В средах, где присутствие человека может навредить его здоровью. Возможен сценарий использования, когда AGV перемещается между стеллажами, помогая сборщику комплектовать заказ.
Достоинства
AGV
Уменьшение влияния человеческого фактора
Применение роботов в небезопасных средах
Повышение уровня работы сотрудника, уменьшая нагрузки на организм
Минимальные затраты в случае изменения конфигурации маршрута
Техническая поддержка
Виды
AGV
Платформенный AGV содержит платформенную часть для перемещения на себе грузов, может содержать рольганг для совместной работы с конвейерной линией. Роботы для перемещения автомобилей могут быть изготовлены на заказ.
Вилочный AGV предназначен для перемещения паллет как в одной плоскости (не поднимая из выше 10 см), так и для их перемещения к нужному месту и подъема на высоту до 3х метров.
AGV буксир перемещает по заданному маршруту тележки-платформы, цепляя их в сцепку.
AGV туннельного вида подъезжает под тележку, цепляет ее за пазы тележки, выдвигая свой шток, после перемещения шток опускается, роботы выезжает из-под тележки, оставляя ее на нужном месте.
Принцип работы
Как работает
AGV
AGV является другим классом устройств, чем электротележки, так как исключается человеческий фактор, благодаря заранее простроенному маршруту. Робот оснащен дополнительными механизмами, исключающими помощь человека для погрузки на него предметов. AGV перемещается по заданному маршруту, а запуск его движения стимулируется определенным явлением (начался рабочий день, появился требуемый для перемещения предмет, сотрудник нажал на кнопку и так далее).
Как AGV работают на складе Nissan
Пока робот перемещается, в процессе он может делать остановки, прицеплять к себе груз, буксировать его и другое. Тележка оснащена звуковыми и световыми сигналами, а также лазерным радаром для обеспечения безопасности. Если на пути следования обнаружилось препятствие, робот останавливает ход, издает сигнал, отправляет уведомление в управляющую систему.
Виды навигации
AGV
Виды навигации AGV
Штробление полов с целью укладки в канавки проводов, на основе электромагнитной индукции робот получает электропитание двигается вдоль них, используя как маршрут. Плюсом является отсутствие необходимости использовать аккумуляторы, а как следствие их заряжать, однако минусом является отсутствие гибкости при изменении маршрутов.
Перемещение вдоль магнитной ленты, наклеиваемой на пол, что не препятствует движению по ней других транспортных средств. Плюсом является простота монтажа и доступность по цене, можно создавать разные виды маршрутов (повороты, остановки и так далее). К минусам относится то, что лента со временем стирается и ее необходимо подклеивать.
Перемещение по наклеенным на пол QR-меткам, сканируемым камерой AGV, находящейся снизу робота. К плюсам можно отнести бюджетность решения. К минусам также меньшую, чем у линий изнашиваемость, обеспеченную использованием ультрафиолетовой печати на пластике, а также на тем, что на такие метке меньше наезжает транспорт (зона с роботами расположена на выделенном участке).
Навигация на основе инерциальной системы, когда метки не требуются, используются показатели с моторов, показатели положения в пространстве.
Навигация на основе лазерного радара – лидара. Используются дополнительные отражатели, выставленные по периметру.
Робот-тележка AGV — AGVs — Konecranes
Добавить в папку «Избранное»
Добавить к сравнению
Более подробная информация на сайте Konecranes
Характеристики
Спецификации
AGV, для контейнеров
Описание
Мы предлагаем широкий ассортимент терминальных транспортных средств Konecranes Gottwald. К ним относятся беспилотные автоматизированные машины для перевозки контейнеров, или автоматизированные управляемые машины (AGV), которые используются для быстрой и экономичной транспортировки контейнеров между причалом и контейнерной площадкой. Konecranes также поставляет программное обеспечение для управления и навигации AGV. Автопогрузчики Konecranes AGV и Lift AGV теперь доступны с технологией литий-ионных батарей. Основные характеристики: Конструкция в виде AGV или Lift AGV с аккумуляторным или дизель-электрическим приводом Грузоподъемность 70 тонн Точная последовательность «по плану» с помощью компьютерной системы управления Точное управление с помощью управляющего и навигационного программного обеспечения и транспондеров в дорожном покрытии терминала Точность позиционирования до +/- 25 мм Простое управление целым парком машин Аккумуляторные электроприводы для нулевых выбросов выхлопных газов в терминале Автоматизированное простое управление Полностью автоматизированное, точное и быстрое управление Перевозка 20, 40 и 45-футовых контейнеров Компьютерная система управления обеспечивает точную последовательность действий в соответствии с планом Движение вперед, назад и в сторону Полностью автоматизированная точная и полностью автоматизированная замена батарей Точный контроль и регистрация данных (транспортные задания) с помощью управляющего и навигационного программного обеспечения и транспондеров, встроенных в дорожное покрытие терминала Разделение процессов транспортировки и хранения Лифт AGV для развязки процессов транспортировки и хранения контейнеров Контейнеры автоматически размещаются или забираются в зоне перемещения крана-штабелера Помогает оптимизировать размер флота благодаря более эффективному использованию мощностей Повышенная экологическая эффективность
—
Это автоматический перевод. (просмотреть оригинал на английском языке)
Каталоги
Konecranes Container LIft Trucks brochure
24 Страницы
Shipyard Cranes
16 Страницы
Steel Melt Shop Cranes
12 Страницы
Более подробная информация на сайте Konecranes
Другие изделия Konecranes
Container Handling Equipment
Посмотреть всю продукцию Konecranes
* Цены указаны без учета налогов, без стоимости доставки, без учета таможенных пошлин и не включают в себя дополнительные расходы, связанные с установкой или вводом в эксплуатацию. Цены являются ориентировочными и могут меняться в зависимости от страны, цен на сырьевые товары и валютных курсов.
AGV против AMR. Правда. Что вы должны купить? Различия? За и против?
AGV против AMR? Что лучше? Продаю оба … Оба нравятся ❤. Меня не волнует, будут ли они AMR или AGV . .. Меня волнуют только требования проекта . В этой статье я объясняю свое объективное мнение о различиях между AGV и AMR.
В чем разница между AGV и AMR?
AMR означает автономный мобильный робот , а AGV расшифровывается как Automated Guided Vehicle . Итак, Автономное и Мобильное против Автоматизированного и Управляемого.
AMR — это автономный мобильный робот с естественной навигацией , способный переопределять маршруты или пути и избегать препятствий. Для AMR не требуются предопределенные фиксированные пути. Он может определять свой маршрут на лету. При обнаружении препятствия AMR корректирует свой путь, чтобы обойти объект.
По сути, естественная навигация означает, что робот наносит на карту окружающую среду и может перемещаться и локализовать себя, просто «наблюдая» за этой средой. На самом деле «тема автономной навигации» не так проста, если вы хотите узнать больше о методах естественной навигации, не пропустите эту статью: SLAM AGV Navigation.
Вместо этого AGV перемещается автоматически по заданным дорожкам (физическим или виртуальным, магнитной ленте, триангуляции с отражателями и т. д.). AGV не отклонятся от этого пути. Когда датчики безопасности AGV обнаруживают препятствие, AGV останавливается и ждет, пока препятствие не будет удалено.
Следующие видеоролики показывают, как ведут себя автомобили. В этом видео вы можете увидеть AMR с бесплатной автономной навигацией:
Платформа Kollmorgen NDC S разработана для компаний, которые хотят построить AMR , отвечающий потребностям их клиентов. Kollmorgen предоставляет программную платформу для транспортных средств на основе SLAM, которые работают в динамичных условиях и могут быть установлены в течение нескольких часов без предварительного обучения.
0007
Подводя итог, можно сказать, что основное различие между автоматизированными транспортными средствами и автономными мобильными роботами – это «автономная» навигация.
Автономная навигация предполагает определенные дополнительные различия , которые я подробно опишу в этой таблице и объясню в следующих главах. Продолжайте читать, чтобы понять эту таблицу и открыть 90 003 различий между AMR и AGV одно за другим.
AMR против AGV Сравнение Таблица
Автоматизированный гиду и т. д. Магнитная лента, лазерное наведение и т. д.
Естественная безрельсовая навигация. Все измерения выполняются на борту. Определяет среду на лету.
Препятствия
Препятствия останавливают AGV
AMR объезжает препятствия и находит альтернативный маршрут.
Гибкость
Добавлять или изменять маршруты или пункты назначения сложнее.
Легко переназначить и определить новые пункты назначения и цели
Стоимость транспортного средства
AGV, как правило, проще и дешевле, чем AMR.
AMR дороже из-за более точных датчиков и более сложного программного обеспечения управления.
Стоимость: платформа 1 тонна дифференциального привода
$ 20 000 (с магнитной навигацией)
$ 40 000 (с навигацией SLAM)
Стоимость: падл Джек 1 Тонн.
50 000 долларов США (с навигацией SLAM)
Стоимость установки и ввода в эксплуатацию
Более сложный, требует больше времени и требует затрат на инфраструктуру (магнитная лента, провода, отражатели и т. д.)
Быстрая и простая установка. Более низкая стоимость по сравнению с AGV.
Надежность
AGV придерживаются пути. AGV более надежны, чем AMR.
Естественная навигация более чувствительна к изменениям окружающей среды. Робот может потерять свою позицию.
Safety
B56.5-2019 in US / ISO 3691-4:2020 in UE
ANSI/RIA R15.08-1-2020
Share
Tweet
Доля
Поделиться
Электронная почта
Поделиться
💡 Остерегайтесь тех, кто утверждает, что AMR (или AGV) являются наиболее эффективными и единственными! Вероятно, они предлагают вам «свое» решение .
Я рекомендую загрузить технический документ agvnetwork на тему «AGV vs AMR», чтобы вы могли сделать собственные выводы. Естественно… это бесплатно… 😎
Нажмите здесь, чтобы загрузить технический документ
AMR или AGV? Что лучше?
Скорее всего, вы слышали об AMR или Autonomous Mobile Robots . Вы, несомненно, слышали, что лучше, чем AGV , поскольку они более универсальны, проще в развертывании, менее дороги, совместны и умнее.
Это правда? Роботы AMR превосходят AGV? Во многих случаях ДА … , но не всегда.
В любом случае, позвольте мне сказать вам кое-что . AMR — это единственное будущее (пока). Однажды будут только AMR. Продолжайте читать, чтобы понять эту таблицу и открыть 90 003 различий между AMR и AGV одно за другим.
Давайте попробуем определить, когда лучше выбрать AMR или AGV.
Содержание
Являются ли AGV дороже, чем AMR?
AMR безопаснее, чем AGV?
AMR более гибкие, чем AGV
Мобильные против управляемых
Робот против транспортных средств
Выводы о войне между AMR и AGV
Стоимость: AGV дороже, чем AMR?
Если сравнивать экономические преимущества AMR с преимуществами AGV , я должен сказать, что у меня была возможность предложить альтернативные проекты, использующие обе технологии, и, как обычно, все зависит от области применения… ..
Да ладно… Наверное, вы думаете: «Я хотел получить ответы, а вы говорите только одно: это зависит от обстоятельств?. .. извините!
Во многом это зависит от типа мобильного робота и типа навигационной системы .
AMR требуют все более и более эффективных датчиков для навигации. Более того, им нужны хороших контроллера, продвинутых алгоритма, способных управлять всей информацией, полученной от этих датчиков.
Этот повышенный спрос на датчики и обработку требует более дорогого транспортного средства . (это имеет смысл).
Если бы у нас были сложные транспортные средства с лазерным наведением с лазерной навигацией, вероятно, разница в цене не имела бы значения, поскольку LGV также требуют таких же возможностей восприятия и обработки.
Итак, если вы сравниваете вилочный погрузчик AGV с лазерной навигацией с вилочным погрузчиком amr с каким-либо типом навигации SLAM. .. цена будет более или менее одинаковой.
При сравнении АМРС с АГВ с магнитной навигацией , однако, ситуация меняется.
Если бы у нас была небольшая платформа AMR , которая работает с такой хорошей естественной навигацией, автомобиль мог бы стоить около 30 000 или 40 000 долларов . Вы можете найти такой AGV с магнитной навигацией примерно за 15 000 долларов (даже меньше).
Если для вашего проекта требуется несколько транспортных средств, зазор очень важен.
Продавец AMR скажет, что установка AMR быстрее и дешевле из-за отсутствия необходимости в оборудовании системы наведения.
Действительно, монтаж и ввод в эксплуатацию АМР быстрее и дешевле.
Если для вашего проекта требуется очень длинных маршрута с множеством различных пунктов назначения или вам нужны маршруты с множеством вариантов , AMR становятся более удобными по сравнению с другими технологиями, такими как магнитная или лазерная навигация.
Если ваш проект не требует такой сложной установки, в конце концов, AMR обходятся дороже.
Я пытаюсь обобщить эти понятия в этой статье стоимость AGV оценка. Сколько стоит автоматизированное транспортное средство? и этот технический документ… много вещей, которые нужно принять во внимание.
Нажмите здесь, чтобы загрузить технический документ
9 Кроме того, если вы хотите получить расчет стоимости проекта 0 4 0 0 0 Вы можете скачать Калькулятор стоимости EXCEL AGV, который учитывает все аспекты стоимости обеих технологий, обеспечивая ориентировочный уровень инвестиций.
Имя пользователя
Пароль
Запомнить меня
Создать учетную запись
Забыли имя пользователя?
Забыли пароль?
Безопасность.
Являются ли AMR более безопасными, чем AGV?
Извините. Если кто-то говорит вам «AMR безопаснее, чем AGV», лжет или не знает, о чем говорит.
Я читал в Интернете сообщения о том, что AMR безопаснее, чем AGV. Разумеется, эти посты публикуют компании продажа или производство AMR .
Ни в коем случае. Не согласен. Оба безопасны. Я бы сказал, что оба ДОЛЖНЫ быть безопасными одинаково.
AGV рассчитаны на четко определенные стандарты безопасности B56.5-2019 в США и ISO 3691-4:2020 в ЕС.
Ознакомьтесь с этой статьей для получения дополнительной и важной информации о системе безопасности AGV. Это очень важно, если вы думаете о внедрении системы AGV: Понимание Системы безопасности АГВ.
и снова … не пропустите WhitePaper’s Agvnetwor. Запомнить меня
Зарегистрироваться
Забыли имя пользователя?
Забыли пароль?
Некоторые AMR находятся между AGV и промышленными роботами (когда они несут роботизированный манипулятор или что-то подобное). По этой причине был определен новый стандарт безопасности R15.08 , который устанавливает требования безопасности для промышленных мобильных роботов и робототехнических систем.
R15.08 закрывает существующие пробелы между стандартами R15.06 (безопасность промышленных роботов) и B56.5 (безопасность промышленных роботов).
В этой статье я объясню, каковы основные элементы R15.08: Ansi/Ria r15.08-1-2020. Если вы думаете о производстве или покупке AGV или AMR… вам следует знать эти стандарты.
American National Standards Institute
ISO 3691-4:2020
EU Standard
ANSI/ITSDF 56. 5-2019
American Standard
ANSI/RIA R15.08- 1-2020 Стандарт AMR
Промышленные грузовики. Требования безопасности и проверка. Часть 4. Беспилотные промышленные грузовики и их системы
Стандарт безопасности для управляемых промышленных транспортных средств
Промышленные мобильные роботы. Требования безопасности. Робот
200 долларов
35 долларов
225 долларов
0007
Я указал , что AMR более гибкие, потому что они могут адаптироваться и выбирать свой маршрут ( вероятностный подход ), в то время как AGV всегда следуют детерминированному маршруту.
Что ж, детерминированная навигация, предсказуема и вызывает менее пугающие ощущения, потому что персонал точно знает, куда движется АГВ и не должен бояться какого-либо неожиданного поведения движения.
Допустим, что и AMR, и AGV безопасны, но в любом случае проверим эти случаи:
Tugger AMR
Представьте, что у нас есть AMR, буксирующий колонну тележек. AMR обнаруживает препятствие и пытается избежать его в поисках наилучшего пути. Сам AMR безопасен благодаря датчикам безопасности.
Но что происходит с конвоем? Уверены ли мы, что все тележки будут идеально следовать по пути? Если колонна не следует по пути, троллейбусы могут задеть кого-нибудь или что-нибудь.
Проход с двусторонним движением
Обычно коридоры узкие. В случае двустороннего коридора в каждом направлении есть место только для одного транспортного средства.
Представьте, что AMR останавливается в результате обнаружения препятствия системой безопасности. AMR принимает решение обходить это препятствие, вторгаясь на ту сторону маршрута, которая предназначена для противоположного направления.
Что произойдет, если автомобиль с экипажем прибудет слишком быстро? Уверены ли мы, что водитель сможет остановить транспортное средство до столкновения?
Конечно, вышеупомянутых сценариев можно избежать , просто убрав возможность автономного определения маршрута. Подобно AGV, AMR может просто остановиться (так же, как AGV), но при этом сохранить другие преимущества, такие как гибкость (см. ниже).
Навигация: Автономный против управления
Это основной момент, где AMR прибывают с большим улучшением: Вот и бесплатная или естественная навигационная технология
. , они могут следовать тысячам «заданных» маршрутов, но эти маршруты должны быть «заданными» . Этот путь может быть проложен магнитами на полу, магнитной лентой, виртуальным путем, созданным с помощью лазерной триангуляции.
Это неправда, что AGV не могут решить какой маршрут лучше всего подходит к заданной точке. AGV Systems может принять решение о назначении миссии из A в B с использованием коридора X, коридора Z или коридора W в зависимости от нескольких переменных, таких как занятость коридора или ожидаемое время до места назначения… но если решение принято, они не корректируют свою траекторию на лету, потому что внешних препятствий.
AMR вместо , не обязаны следовать маршруту и могут самостоятельно выбирать лучший путь. В некоторых приложениях эта функция отлично подходит для обеспечения груз доставлен в пункт назначения за время .
Если AGV обнаружит препятствие на своем пути, это препятствие будет замечено системой безопасности и остановит AGV. AGV не будет двигаться, пока препятствие не будет удалено.
AMR может обнаружить препятствие и избежать его, сводя к минимуму время остановки из соображений безопасности.
Если транспортное средство или мобильный робот компактны, а область его действия густо населена людьми, то обход препятствий может быть идеальным решением.
В торговых центрах, больницах, гостиницах, аэропортах высока вероятность столкновения мобильных роботов с препятствием, например с человеком. Поэтому вам не захочется останавливать или замедлять их работу каждый раз, когда они сталкиваются с препятствием. В этих случаях использование обхода препятствий имеет смысл.
AMR подходят для приложений с несколькими, загруженными и переменными пунктами назначения, например:
Гибкость.
Являются ли AMR более гибкими, чем AGV?
Да. Это правда (извините, если я напишу слишком много…)
AMR позволяют легко и без усилий менять маршруты. Как правило, вы можете управлять роботом вручную, он отображает окружающую среду и создает путь… и все.
Если вы хотите изменить магнитный маршрут AGV , это очень просто, но потребует дополнительной работы.
Если вы хотите изменить маршрут LGV или добавить новый пункт сбора или доставки… вы, вероятно, ничего не сможете сделать самостоятельно, и вам потребуется полная поддержка поставщика.
AMR чрезвычайно гибкие и позволяют использовать несколько пунктов назначения и треков без каких-либо усилий во время внедрения. После того, как окружающая среда нанесена на карту, вы даже можете попросить AMR перейти от A к B, и он самостоятельно определит свой путь.
Но! Дело в том, что вам всегда нужна такая огромная гибкость? Извините, возможно, этот ответ вам не нравится… как положено.
Зависит от приложения. Подумайте о производственной линии, которая производит материал, помещаемый в коробку каждые 23 минуты, 3 смены в день, и этот материал всегда идет на другую машину.
Зачем вам такая гибкость? или, другими словами: , вы бы заплатили за более дорогой автомобиль, чтобы иметь эту функцию гибкости?
Подумайте о линейном производстве автомобилей . Вы должны доставить контейнер с дверьми в заданную точку сборочной линии, в заданное время, в течение 5 лет.
После определения потоков они не изменятся. Это означает, что есть некоторые приложения, где вам не нужно быть таким гибким.
Робот против транспортного средства
Почему AMR должен быть роботом, а AGV должен быть транспортным средством?
Я могу себе представить, что какой-то менеджер по маркетингу AMR думал, что , называя их роботами , сделают их более дружелюбными и « готовыми к сотрудничеству» . AGV и AMR могут быть совместными, это зависит от того, что вы кладете на автомобиль и как вы управляете интерфейсом с человеком-оператором.
У нас может быть роботизированная рука или манипулятор на AMR, а также у нас может быть роботизированная рука или манипулятор на AGV. Какая разница?
Нет никаких причин, по которым AMR должен быть коллаборативным роботом, а AGV не должен быть коллаборативным. Возможно, наш друг по маркетингу хотел создать «идею» о том, что AGV несовместимы и глупы.
Выводы о войне между AMR и AGV
Как объяснялось, основное отличие заключается в технологии навигации. По этой причине мы должны проверить плюсы и минусы каждого метода навигации.
Существует новая и отличная навигационная технология, адаптируемая, гибкая и масштабируемая.
Маркетинг выделил эту технологию среди других доступных на рынке роботов. AMR сделали огромный шаг вперед, который подтолкнет всю отрасль AGV / AMR к окончательной и надежной свободной навигации.
AMR представляет огромные возможности в некоторых приложениях , но не для всех приложений. Каждый отдельный проект должен быть проанализирован и понят.
Выбор между AGV и мобильным роботом должен основываться на ряде переменных, включая характер применения, план объекта, требуемую грузоподъемность и желаемую степень гибкости и приспособляемости.
Прежде чем остановиться на технологии, важно принять во внимание уникальные требования приложения.
Вы должны быть уверены, что технически и экономически выгодно иметь AMR или AGV.
В будущем, когда технология естественной навигации будет полностью развита, дешева и надежна на 100%, у нас не будет никакой разницы между AMR и AGV, потому что все транспортные средства будут выполнять естественную навигацию .
Последний совет: вам необходимо понять свой проект и требования, а также выбрать для него подходящий продукт.
Кого волнует, как он называется AGV или AMR?
Продолжайте учиться
Что такое лазерное наведение? Транспортное средство LGV: преимущества и недостатки
Приложения для мобильных роботов — 7 ключевых применений, которые не могут выполнять AGV.
Пояснение к R15.08 — Стандарт безопасности для автономных мобильных роботов (AMR)
Что такое складской AMR? Типы и области применения
Автор Альфредо Пастор Телла (редактор agvnetwork).
Следуйте за мной в LinkedIn… давайте создадим сообщество мобильных роботов, чтобы обсудить и узнать об этих выдающихся системах.
Автоматизированные управляемые транспортные средства с естественной навигацией
Поэтапная «бесплатная» или естественная навигация с функциями входит в AGV (или Автономные мобильные роботы, AMR ) промышленность.
Концепция проста, «бесплатная» навигация, то есть навигация без необходимости установки аппаратных средств, таких как провода, ленты, отражатели.
В этой статье я попытаюсь объяснить вам, как работают автоматические управляемые транспортные средства со свободной навигацией, и некоторые интересные концепции, такие как SLAM Navigation concept ?
Открытие природных объектов Навигация
Что такое естественная навигация для AGV?
В целом, автоматические управляемые транспортные средства с естественной навигацией способны перемещаться автономно, определяя и картографируя окружающую местность. Естественная навигация – это наиболее продвинутый метод навигации на автоматических транспортных средствах.
Беспилотные роботы с естественной навигацией вместо того, чтобы следовать магнитной ленте на полу (или выполнять лазерную триангуляцию отражателя), могут, например, идентифицировать определенную стену и перемещаться на заданном расстоянии от нее.
Фактически, существует несколько технологий под эгидой «естественной навигации» .
Наиболее типичная технология основана на распознавании контуров (на основе контуров) . Транспортные средства с этой технологией перемещаются, идентифицируя и картографируя окружающую местность с помощью различных типов датчиков, используемых мобильными роботами.
Важно понимать, что самоуправляемые роботы, выполняющие естественную навигацию, называются автономными мобильными роботами (AMR), а не автоматизированными управляемыми транспортными средствами.
Кстати, не пропустите мою статью о различиях между АГВС и АМРС. В противном случае вы можете зарегистрироваться и скачать этот технический документ, полный полезной информации.
Click here to download the whitepaper
Ok, let’s go ahead…
Table of Contents
Что такое SLAM? Что такое слэм-техника?
Навигация SLAM в индустрии автоматических транспортных средств
Что делает программное обеспечение SLAM для одновременной локализации и картирования?
Как робот AGV отображает свое окружение?
Но откуда AGV знает, где «это»?
Каковы преимущества навигации AGV Natural?
Какие недостатки бесплатной навигации?
Когда целесообразно выбирать AGV с естественной навигацией?
Что такое технология на основе SLAM? Что такое техника навигации SLAM?
Термин SLAM является аббревиатурой от Одновременная локализация и сопоставление . Таким образом, AGV на основе SLAM может отображать окружающую среду и локализовать себя на этой карте.
Не волнуйтесь, я объясню, как работают роботы со слэм-навигацией.
Навигация на основе SLAM шаг за шагом входит в индустрию AGV. На самом деле, я убежден, что технология SLAM рано или поздно заменит другие традиционные методы навигации, такие как навигация по магнитной ленте.
По сути, мобильный робот составляет карту окружающей среды с помощью различных типов датчиков , таких как лидары или видеокамеры, и способен локализовать себя на этой карте.
Робот создает «теоретическую» карту, а затем сравнивает ее с «реальной картой», которую он «видит» во время бега.
Это отличное решение, но среда должна рассчитывать на четко определенные спецификации .
Есть хорошие поставщики навигационного программного обеспечения AGV, разрабатывающего и продающего Natural Navigation Technologies . Производитель AGV может покупать у поставщика навигационных технологий или разрабатывать собственные навигационные технологии.
Есть два ключевых момента, которые нужно преодолеть, прежде чем мы увидим SLAM повсюду:
Свободная навигация может быть затруднена в хаотичной и изменчивой среде. Робот должен иметь возможность «видеть» хороший процент окружающей среды, иначе он не будет знать, где он находится.
Даже если есть какое-то бесплатное или недорогое программное обеспечение SLAM, хорошее навигационное программное обеспечение SLAM стоит дороже, чем другие традиционные методы навигации .
В этих вкладках вы можете найти некоторых из наиболее важных поставщиков навигационного программного обеспечения AGV для индустрии мобильных роботов… не стесняйтесь и свяжитесь с ними для получения дополнительной информации.
НАВИТЕК
О
NAVITEC
Навитек Систем предлагает передовые навигационные продукты, основанные на естественных характеристиках, применимые к большинству транспортных средств, от миниатюрных внутренних автоматических транспортных средств до самых больших мобильных машин.
BLUEBOTICS
ВИДЕО
BLUEBOTICS
Мы предоставляем технологии естественной навигации ANT ® и экспертную поддержку, необходимые компаниям для успешного вывода на рынок своих автоматических транспортных средств, автоматических вилочных погрузчиков или мобильных роботов.
КОЛЛМОРГЕН
ВИДЕО
KOLLMORGEN
Kollmorgen NDC8 работает со всеми известными навигационными технологиями. Есть поддержка комбинации технологий, так называемая мульти-навигация, что хорошо, если вы хотите обслуживать складское пространство с помощью одного типа навигации, а производственную зону — с помощью другого.
инкубированный IT
ВИДЕО
incubed IT
incubed IT — сложное аппаратно-независимое программное обеспечение для навигации и управления парком (FMS) для автономных мобильных роботов (AMR)
Что делает программное обеспечение SLAM для одновременной локализации и картирования?
SLAM в основном состоит из:
Первое, что нужно сделать, это «отобразить» окружающую среду для создания «теоретической карты», которая хранится в «мозге» робота или системы управления.
Когда робот заработает, он выполняет «Извлечение ориентира» . Робот перемещается и отображает «реальную» среду или контур.
Связь данных. Данные, полученные при навигации, сравниваются с «теоретическими» условиями, ранее записанными на первом этапе.
Оценка состояния . Самоуправляемый робот оценивает, где он основан на полученных «реальных данных» по сравнению с сохраненными «теоретическими данными». Эта информация дополняется другими данными, поступающими из других IMU (инерциальные единицы измерения) такие энкодеры и т. д.
Обновление состояния и обновление ориентиров . Состояние и карта пересчитываются с учетом старых и новых данных.
Все эти расчеты задаются сложными алгоритмами, которые могут варьироваться в зависимости от разработчика. Кроме того, результаты зависят от инструментов и инструментов, используемых для сбора данных.
По этой причине SLAM — это скорее «концепция» , чем отдельный алгоритм или метод.
Как беспилотный робот SLAM отображает свое окружение?
Существует несколько методов и датчиков для картирования или отслеживания окружающей среды и оценки положения мобильного робота. Каждый производитель использует один или комбинацию из следующих.
Датчики LiDAR
Датчики LiDAR широко используются в индустрии мобильных роботов. Сканер LiDAR измеряет расстояние до цели, освещая цель лазерным светом и измеряя отраженный свет датчиком.
Различия во времени возврата лазера и длинах волн могут быть использованы для создания цифровых 2-D или 3-D изображений цели.
The term LiDAR is the acronym of Light Detection and Ranging
The LiDAR emits laser beams while running and the coming back info is used to map the environment and identify the Положение АГВ.
Существует несколько типов датчиков LiDAR, сканирующих лидаров, твердотельных лидаров и т. д.
Если вы хотите узнать больше о датчиках и технологиях LiDAR, вы не можете пропустить этот записанный веб-семинар: Последние тенденции в применении лидаров для мобильных роботов от БОЛЬНОЙ.
Нажмите здесь, чтобы посмотреть вебинар
Sonar
AGVS также может использовать Sonars для навигации. Гидролокаторы устарели по сравнению с технологией LiDAR, но они дешевле. Их измерения хуже, чем у лазерных сканеров.
Навигация с визуальным наведением для транспортных средств с визуальным наведением (VGV)
С визуальным наведением Транспортные средства часто используют стереофонические или триклопсные системы для измерения расстояний. Использование зрения напоминает то, как люди смотрят на мир, и, таким образом, может быть более привлекательным интуитивно, чем лазер или сонар. Также на картинке намного больше информации по сравнению с лазером и сонаром.
Основная проблема заключается в том, что технология зрения предоставляет огромное количество ценной информации , который трудно обрабатывать, требуя сложных и продвинутых алгоритмов. Конечно, технологии и вычислительные мощности совершенствуются, поэтому технология Vision Guided становится проще, надежнее и доступнее.
Но как мобильный робот узнает, где «это»?
Существует три основных стратегии «сопоставления» информации.
Первая стратегия: сканирование за сканированием
Данные, полученные от датчиков (например, LiDAR), используются для оценки положения AGV между двумя последовательными сканированиями.
В результате мы обновили и накопили позиционирование автомобиля.
Этот метод не зависит от какой-либо предопределенной карты, поэтому он очень полезен, когда карта отсутствует или для создания исходной карты.
Основная проблема в том, что ошибка со временем увеличивается без возможности ее исправить.
Вторая стратегия: сопоставление сканирования с картой
Система управления или в мозгу робота.
Эта стратегия не накапливает ошибки вовремя, но может создать много проблем в случае, если сканируемая среда не соответствует теоретической карте . Например, в хаотичной производственной среде.
Третья стратегия: Комбинация с одометрией
Ни одна из этих стратегий не является полностью удовлетворительной и надежной, поэтому возникает третья стратегия: Комбинация сканирования в сканирование, сканирования в карту и инерциальных и одометрических данных робота для преодоления проблем и обеспечения точной и надежной работы в реальных условиях и приложениях.
Важным аспектом SLAM является сочетание с данными одометрии (ускорение, кодировщики колес, гироскоп и т. д.). Цель данных одометрии — предоставить приблизительное положение робота, запрашивая его внутренние датчики одометрии.
Робот с автономным управлением смешивает всю информацию, полученную от измеряемой среды, теоретической среды и собственных датчиков, чтобы обеспечить максимально точное позиционирование.
Каковы преимущества естественной навигации для AGV?
Это будущее. Эта технология имеет много преимуществ и становится все более надежной и удобной.
Простота установки. Установка выполняется относительно быстро: просто включите робота, нанесите на карту окружающую среду или нарисуйте линию на своем ПК, и робот сразу же сможет приступить к работе.
Низкие затраты на установку. Установка выполняется быстро, поэтому вам потребуется немного времени для установки системы. Это означает более низкую стоимость рабочей силы.
Неинвазивная установка. AGV с естественной навигацией не требуют какой-либо внешней инфраструктуры или строительных работ.
Никаких затрат в связи с обслуживанием внедрения. Нет никакой инфраструктуры для обслуживания (например, магнитной ленты), поэтому никаких затрат.
Каковы недостатки естественной навигации для AGV?
Мобильные роботы с естественной навигацией могут иметь проблемы с локализацией на хаотичных рабочих местах из-за изменчивой среды.
Хорошая и надежная естественная навигация по-прежнему дороже, чем другие традиционные методы навигации.
Более низкая точность позиционирования по сравнению с другими методами навигации.
Когда целесообразно выбирать AGV с естественной навигацией?
По моему мнению, Natural Navigation заменит другие типы навигации, такие как магнитная навигация, оптическая навигация и т. д. Основные производители AGV и AMR разрабатывают и внедряют эту технологию в свои роботы.
Главная забота сегодня о Природных технологиях его надежность в переменных средах таких производственных линий, где происходит непрерывное движение людей, обслуживаемых средств, ящиков, поддонов и т. д. В этих условиях мобильный робот с естественной навигацией может не найти свое местонахождение, потому что контуры постоянно меняются.
По этой причине Natural Naviagtion является отличным решением для мобильных роботов , когда у вас есть четко определенные профили и среды с фиксированными структурами, такими как стены, колонны.
Натуральная навигация является лучшим решением для применений, таких как:
товары для человека AMR
Uv Robots
UV -ROBOT Мобильные коботы
Автономные роботы-подборщики
В общем, в любой среде с низким уровнем «путаницы».
3D-принтеры можно сортировать не только по применяемым технологиям печати, но и по используемым расходным материалам. В этом разделе мы рассмотрим устройства, использующие для построения моделей фотополимерные смолы.
1 Расходные материалы
2 Лазерная стереолитография (SLA)
3 Проекторная стереолитография (DLP)
4 Многоструйная печать (MJM и PolyJet)
5 3D-ручки
6 Дополнительная засветка
Расходные материалы
Фотополимерные смолы – жидкие полимеры, затвердевающие при облучении светом. Как правило, такие материалы чувствительны к ультрафиолетовому диапазону, что обуславливает конструкцию фотополимерных принтеров. Одним из распространенных элементов конструкции служит прозрачный цветной колпак или корпус из материала, фильтрующего ультрафиолетовое излучение. Это делается как для защиты глаз пользователя, так и для защиты расходного материала внутри принтера от воздействия солнечных лучей и фонового освещения.
Фотополимерная смола загружается в 3D-принтер Form 1
Физические свойства смол после полимеризации широко рознятся. Доступны как твердые, так и гибкие варианты, прозрачные и матовые. Также доступен широкий выбор цветов. Консистенция смол и время засветки также варьируются, поэтому при выборе принтера стоит учитывать и ассортимент совместимых материалов.
Последним аспектом, на который стоит обращать внимание при выборе материала, это его токсичность. Существуют как довольно токсичные варианты, так и биологически безопасные.
Стоимость расходных материалов можно считать ахиллесовой пятой фотополимерной печати. Сами установки уже достигают вполне приемлемых ценовых уровней, но найти недорогие фотополимерные смолы пока еще достаточно сложно. Стоит надеяться, что распространение недорогих фотополимерных принтеров приведет к увеличению объемов производства расходных материалов и снижению цен.
Лазерная стереолитография (SLA)
Модель, полученная с помощью SLA-печати
Первенец фотополимерной печати и современной 3D-печати в целом. Технология была разработана в 1984 году Чарльзом Холлом, впоследствии основавшим компанию 3D Systems.
SLA-принтеры используют лазерные излучатели для отверждения расходного фотополимерного материала.
Типичный SLA-принтер состоит из кюветы с расходным материалом, сидящей под рабочей платформой, приводимой в вертикальное движение подъемно-опускающим механизмом.
Как вариант, в движение может приводиться сама кювета – важно лишь относительное перемещение платформы и контейнера. Над кюветой располагается лазерный излучатель и зеркальная система отклонения лазерного луча.
В процессе печати платформа погружается в расходный материал на толщину одного слоя цифровой модели.
Так как фотополимерные смолы могут быть достаточно густыми, для ускорения процесса зачастую применяется выравнивающий механизм.
Схема работы SLA принтера
После выравнивания начинается процесс засветки материала. Засветка производится лазерным облучением. Большинство фотополимерных смол рассчитаны на застывание (полимеризацию) при воздействии ультрафиолетового света, что определяет выбор частоты лазерного излучения. Движение луча по осям X и Y определяется работой отклоняющих зеркал.
После завершения вычерчивания слоя, платформа погружается в материал на толщину еще одного слоя, и процесс повторяется с вычерчиванием следующего слоя цифровой модели.
Анимация процесса построения модели
SLA-печать занимает достаточно длительное время, и принтеры, использующие этот метод, как правило, имеют относительно небольшие области построения.
Это объясняется в основном дороговизной лазерных излучателей: печать больших объектов одним лазером будет занимать слишком много времени, а установка дополнительных излучателей и зеркал усложнит конструкцию, увеличит габариты установки и поднимет цену до неприемлемого для большинства пользователей уровня.
Несмотря на успех этой технологии, более перспективным, хотя и весьма схожим методом, считается проекторная стереолитография.
Проекторная стереолитография (DLP)
Настольный DLP принтер Formlabs Form 1. Обратите внимание на защитный прозрачный корпус
Близкий родственник лазерной стереолитографии, этот метод использует цифровые светодиодные проекторы вместо лазерных установок с зеркальными системами отклонения. Метод стал популярным благодаря развитию технологии производства недорогих цифровых проекторов с высоким разрешением силами компании Texas Instruments.
Засветка слоев производится с помощью цифрового проектора, высвечивающего шаблоны целого слоя, что и отличает этот метод от SLA, где «картинка» вырисовывается поступательно с помощью ультрафиолетового лазера.
Подобный подход ранее использовался на установках типа SGC, но в этой технологии применялись физические фотошаблоны, что делало процесс дорогостоящим, трудоемким, медленным и шумным.
На данный момент продолжает существование технология FTI – развитие SGC, практически неотличимое от DLP-печати, так как в ней тоже применяются цифровые светодиодные проекторы.
Конструкция DLP-принтера
Одновременная засветка целого слоя с помощью проекторов позволяет значительно ускорить процесс печати даже по сравнению с SLA-принтерами, имеющими высокую скорость сканирования (т.е. перемещения луча).
Кроме того, такие принтеры менее чувствительны к грубому физическому воздействию ввиду отсутствия деликатных зеркальных систем.
Отсутствие механических зеркальных систем позволяет увеличить точность. Наконец, стоимость проекторов выгодно отличает их от лазерных систем.
Размер проекции может быть весьма значительным, достигая среднестатистических показателей популярных FDM-принтеров.
Интересной особенностью DLP-принтеров является возможность «обратной» или «перевернутой печати».
В этом случае проектор устанавливается под прозрачной (важен выбор материала для прозрачности в отношении ультрафиолетового света) кюветой, а платформа не погружается в материал, а постепенно поднимается, вытягивая слои засвеченного полимера.
Такой подход позволяет избавиться от выравнивающего механизма и добиться даже более высокого разрешения по оси Z, чем SLA-принтеры.
Кроме того, размер моделей по высоте не ограничивается глубиной кюветы, что благоприятно сказывается на габаритах принтера и на возможности увеличения зоны построения.
Многоструйная печать (MJM и PolyJet)
MJM-принтер 3D Systems ProJet 3500HDMax
Технологии MJM и PolyJet практически неотличимы друг от друга. Разница в названиях происходит из соответствующих патентов: технология Multi Jet Modeling принадлежит компании 3D Systems, а PolyJet – конкурирующей компании Stratasys.
Сам принцип многоструйной полимерной печати был выработан израильской компанией Objet, со временем ставшей одним из подразделений Stratasys.
Технология многоструйной печати сочетает черты струйной трехмерной печати (3DP) и проекторной стереолитографии (DLP).
Принцип работы MJM PolyJet принтера
Построение моделей происходит путем напыления фотополимера с помощью линейных массивов, состоящих из множества сопел.
Нанесенный слой немедленно засвечивается ультрафиолетовыми лампами – как правило, два процесса происходят одновременно.
К тому моменту, когда массив достигает конца рабочей камеры, ранее нанесенный материал достаточно тверд для печати нового слоя.
Композитные модели, созданные на стоматологическом принтере ProJet 3500 DP
Такой подход позволяет добиться весьма высокой скорости печати, но отличается высокой сложностью конструкции, что негативно сказывается на стоимости подобных установок и ограничивает их распространение профессиональным применением.
Одним из плюсов технологий MJM и PolyJet является возможность создания композитных конструкций из фотополимерных смол с различными физическими характеристиками.
Таким образом, возможно создание моделей с легкоудаляемыми опорами, использование нескольких цветов и параллельное использование гибких и твердых материалов в пределах одной модели.
3D-ручки
3D-ручка CreoPop для трехмерного рисования фотополимерными смолами
В последнее время появилась мода на ручные печатные устройства, называемые 3D-ручками. На данный момент существует три основных варианта таких устройств: капельно-струйные ручки (DOD), получившие название BioPen и использующиеся в разработке новых методов лечения поврежденных тканей, FDM 3D-ручки, являющиеся ручными экструдерами (по сути, аналогом привычных термоклеевых пистолетов, но использующие термопластики) и наработки по 3D-рисованию фотополимерными смолами.
Первым «ручным фотополимерным принтером» стала 3D-ручка CreoPop. Конструкция этого устройства достаточно проста, ибо самую сложную функцию, позиционирование, выполняет сам пользователь. Ручка лишь выдавливает смолу через кончик, окруженный светодиодными излучателями.
3D-ручка CreoPop в действии
Таким образом, смола затвердевает сразу после нанесения, позволяя в буквальном смысле рисовать по воздуху.
Преимуществом таких ручек над FDM-аналогами является низкая температура работы – в устройстве отсутствуют какие-либо нагревательные элементы. В итоге, такими ручками можно рисовать даже на коже.
Кроме того, богатый выбор фотополимерных смол с различными физическими свойствами применим и для работы с такими устройствами, что значительно расширяет диапазон возможного применения. Как минимум, это относительно недорогая, но занимательная игрушка.
Единственным недостатком можно считать относительно высокую стоимость расходных материалов, однако вряд ли такие устройства будут требовать больших объемов фотополимерной смолы при применении в быту.
Дополнительная засветка
Окончательная засветка фотополимерных моделей в самодельной камере
Полное отверждение моделей может занять достаточно длительное время, поэтому модели при SLA и DLP-печати подвергаются лишь частичной полимеризации, достаточной для сохранения физической формы детали.
После изготовления модели, как правило, помещаются в камеры, оснащенные ультрафиолетовыми лампами, до полного отвердения. Само собой, при возможности можно просто выложить модели на солнце – эффект будет тот же самый.
Стоит лишь иметь в виду, что обычное стекло практически не пропускает ультрафиолетовый свет, поэтому воздействие солнечных лучей должно быть прямым.
При желании можно использовать контейнер из прозрачного для ультрафиолета кварцевого стекла.
Перейти на главную страницу Энциклопедии 3D-печати
SLA 3D-печать: на сколько прочна смола?
Считается, что с 3D-печатью SLA производят сложные и точные детали с хорошим качеством поверхности. Кроме того, благодаря большому разнообразию смол постоянно расширяется спектр использования SLA. Тем не менее, когда требуются жесткие и функциональные детали, SLA-печать обычно не выбирают. Почему?
Посмотрите, насколько прочным может быть ваш полимерный отпечаток (Фото: SolidSmack )
Что ж, это правда, что большинство стандартных смол относительно хрупкие по сравнению с другими материалами для 3D-печати и не рекомендуются для напряженных деталей или наружного использования, но на рынке имеются жесткие и долговечные смолы, специально разработанные для более прочных применений.
В этой статье рассмотрим эти жесткие смолы для 3D-печати и покажем, насколько сильными они могут быть на самом деле.
На рынке представлено много смол SLA, каждая из которых подходит для определенного применения (Источник: Pinterest)
Большинство смол для 3D-печати основаны на эпоксидной смоле или акрилате, причем последняя чаще используется в настольных принтерах. Поэтому считается, что детали, напечатанные по технологии SLA, хрупкие и наиболее подходят для декоративных применений и прототипов, а не функциональных и несущих компонентов. Но это верно только в том случае, если смола выбрана неправильно.
Примеры сверхпрочной смолы можно найти в самых разных отраслях промышленности. Существуют литейные смолы для изготовления ювелирных изделий и 3D-печати в области стоматологии для изготовления каппы, коронок и хирургических направляющих. Есть также высокотемпературные смолы, которые подходят для различных промышленных применений, и даже смолы, которые могут производить резиноподобные детали.
Давайте обратим внимание на самые прочные доступные смолы и выясним, насколько они прочны по сравнению с другими материалами для 3D-печати FDM.
Выполняется цикл-тест (Источник: Afinko )
Начнем с краткого рассмотрения механического свойства, которое тесно связано с прочностью материала, с так называемой прочности на растяжение. Прочность на растяжение определяется как максимальное напряжение, которое может выдержать определенный материал при растяжении до разрушения.
Чем выше предел прочности при растяжении, тем прочнее считается материал.
Теперь о смолах. Сначала сравним стандартные смолы для 3D-печати со смолами, которые продаются как жесткие, а затем сравним эти более жесткие смолы с обычными материалами FDM, такими как ABS , PLA и PETG .
Стандартные и жесткие смолы
Жесткие смолы показывают удвоенную прочность по сравнению со стандартными смолами (Источник: Лукас Кароло через All3DP)
Стандартной смолой, выбранной в качестве эталона, была цветная УФ-смола Anycubic, поскольку принтер Photon SLA является одним из самых популярных на рынке.
Из приведенного выше графика ясно, насколько прочнее жесткие смолы по сравнению со стандартом. Фактически, три смолы, выбранные для этого сравнения — Formlabs Tough 2000 , eSun Hard-Tough и Siraya Tech «Blu» — демонстрируют почти удвоенную прочность на разрыв по сравнению со смолой Anycubic. (Линейка жестких смол Formlabs, включая 2000, может использоваться только с последними принтерами Formlabs).
Тот факт, что смола является прочной, не означает, что отпечатки, сделанные на этих смолах, будут в два раза прочнее, чем при печати стандартной смолой. Другие факторы, такие, как дизайн модели и параметры печати, также играют важную роль в окончательной прочности изделия. Тем не менее, сравнение прочности на растяжение — это простой способ определить, какой материал прочнее.
Но как эти жесткие смолы противостоят другим пластикам, производимым 3D-принтерами FDM?
У Siraya Blu было больше прочности, чем у некоторых материалов FDM (Источник: CNC Kitchen через YouTube )
Чтобы ответить на этот вопрос, мы обращаемся к Стефану Херману из канала CNC Kitchen Youtube , который разработал метод испытания, при котором крючок, выполненный 3D-печатью, растягивается до разрушения, имитируя испытание на растяжение.
Стефан постоянно тестирует различные материалы этим методом, и результаты показаны на графике выше. В видео, где он тестирует смолу Siraya Blu , Стефан обнаружил, что жесткая смола Siraya была более прочнее, чем некоторые материалы FDM, такие как ABS и ASA, хотя и не настолько прочной, как PLA и PETG.
Печать SLA (слева) имеет одинаковую прочность, независимо от ориентации, а FDM печать — нет (справа) (Источник: Formlabs )
Хотя свойства материала в значительной степени определяют прочность данного отпечатка, существуют и другие важные факторы, которые могут повлиять на механические характеристики.
То, как печатается дизайн, сильно влияет на его прочность. Например, определенный компонент может быть усилен путем распределения большего количества материала в местах, где будет сосредоточено напряжение. Свобода дизайна, предоставляемая 3D-печатью, означает, что часто используются вычислительные инструменты, такие как оптимизация топологии, которая автоматизирует этот процесс.
Способ изготовления детали также зависит от того, насколько хорошо она может противостоять внешним воздействиям. В контексте 3D-печати это определяется настройками печати, определенными во время нарезки. Хорошо известно, что высота более высоких слоев сильно влияет на прочность деталей FDM , и это также верно для отпечатков SLA. Большинство слайсеров FDM имеют несколько вариантов плотности заполнения и шаблонов, чтобы сократить время на материал и печать, однако они редко встречаются в SLA. Тем не менее, сторонний слайсер ChiTuBox включает в себя эти функции, которые обеспечивают возможность повышения ударной вязкости при оптимизации использования материала.
Анизотропия — это когда физическое свойство объекта или материала имеет другое значение при измерении в разных направлениях. Это происходит в 3D-печати, когда объекты, напечатанные по технологии FDM, отображают различные свойства материала в зависимости от направления сборки детали. Более конкретно, это происходит, когда между слоями на оси Z создается более низкая адгезия, что вызывает более низкую прочность на разрыв по сравнению с осью X или Y. Как вы можете видеть на изображении выше, когда вес применяется к отпечатку FDM, который не ориентирован или не смоделирован с учетом анизотропии, он может сломаться. Однако, когда дело доходит до печати SLA, все наоборот, потому что смола изотропна. Во время своих испытаний с Siraya’s Blu Стефан подтвердил это, экспериментально показав, что детали одинаково прочны независимо от направления сборки. Formlabs также пришли к такому же выводу, который обсуждается в их статье об изотропных свойствах SLA-печати.
Ортезы на голеностопный сустав из прочной смолы (Источник: Animake )
Учитывая все, что мы узнали, становится понятным, что при выборе правильной смолы, 3D-печать SLA может производить отпечатки прочные, как FDM.
Чтобы проиллюстрировать этот вывод, приведем вдохновляющий пример того, как смола печатает прочные, функциональные и сложные детали в мире ортопедии.
Сын Матея Влашича Ник из Словении родился с ДЦП и не мог стоять или ходить без посторонней помощи. Г-н Влашич создал для Ника специальные ортопедические ортезы на голеностопный сустав, использовав SLA печать. Примерно через год окончательный дизайн изделия позволил Нику прогуливаться в течение нескольких дней.
Как и многие другие ортопедические устройства, AFO должны быть достаточно сильными, чтобы оказывать поддержку, выдерживая при этом весь вес тела во время движения. Г-н Влашич использовал смолу Formlabs, которая оказалась прочной и удобной даже в течение длительного периода использования. Благодаря этому успеху господин Влашич основал компанию Animake. Он и его команда обеспечивают диагностическое лечение и 3D-печатные ортопедические устройства, которые помогают другим детям, нуждающимся в специальных AFO.
Предлагая высокое разрешение и объем сборки выше среднего, Creality Halot-One Plus представляет собой впечатляющую машину с набором аппаратных функций, которые обычно не встречаются по этой цене.
Плюсы
+
Разрешение 4K+ обеспечивает четкую детализацию и единообразие поверхностей
+
Большой 5-дюймовый ЖК-дисплей с ярким, быстрым и отзывчивым интерфейсом
+
Программа для слайсера Halot Box проста и удобна в использовании
+
Встроенное подключение к сети Wi-Fi и удаленный мониторинг печати
+
Встроенный блок фильтрации воздуха
Минусы
—
Размещение концевого упора Z в верхней части оси Z — странный выбор
—
Платформа Creality Cloud, по-видимому, содержит много неавторизованных моделей
—
Выравнивание платформы сборки с четырьмя болтами может быть грязным
Почему вы можете доверять Tom’s Hardware
Наши эксперты-рецензенты часами тестируют и сравнивают продукты и услуги, чтобы вы могли выбрать лучшее для себя. Узнайте больше о том, как мы тестируем.
Creality Halot-One Plus: Сравнение цен новая вкладка)
(открывается в новой вкладке)
Нет информации о цене
(открывается в новой вкладке)
Проверьте Amazon (открывается в новой вкладке)
Creality Halot-One Plus — флагманский принтер в линейке принтеров Halot MSLA, предлагающий разрешение 4K, 7,9-дюймовый монохромный ЖК-дисплей с 3-секундная выдержка и другие высококачественные функции в упаковке, которая продается по цене чуть менее 400 долларов. Похоже, что Halot-One Plus был разработан для потребительского рынка с такими функциями, как подключение к Wi-Fi, фильтрация воздуха и другими функциями, которые обычно не встречаются в принтерах этого ценового диапазона.
Во время тестирования этот принтер оказался логическим следующим шагом в 3D-печати смолой, показав, как эти функции могут быть успешно реализованы по более низкой цене при сохранении функциональности. У нас были проблемы с платформой Creality Cloud и отсутствием атрибуции опубликованных моделей, но само аппаратное обеспечение принтера помещает его в число лучших полимерных 3D-принтеров .
Технические характеристики Creality Halot-One Plus
Занимаемая площадь
9.29″ x 9.57″ x 16.46″ (23.6cm x 24.3cm x 41.8cm)
Build Volume
6.77″ x 4.02″ x 6.30″ (172mm x 102mm x 160mm)
Resin
MSLA Photopolymer Resin
UV Light
4,500 uw/m2 Integral Light Source
Masking LCD Resolution
4320 x 2560
Masking LCD Size
7. 9-inch
XY Axis Resolution
0,04 мм
Интерфейс
Сенсорный ЖК-экран, 5 дюймов все необходимое для начала печати, в том числе набор шестигранных ключей, пластиковые и металлические скребки для извлечения деталей из принтера, печатное руководство пользователя и кабель питания, а также несколько бумажных воронок для заливки смолы обратно в бутылку из чана . Сам принтер хорошо упакован и защищен защитным пластиковым покрытием на устойчивой к ультрафиолетовому излучению крышке.
Creality Halot-One Plus (синий) в Walmart за 399,99 долларов США (открывается в новой вкладке)
В отличие от многих других полимерных принтеров, включая Elegoo Mars 3 , Halot-One Plus не включает расходные материалы, такие как как перчатки, маски или другие чистящие средства. Это небольшое упущение, но это означает, что пользователи, впервые использующие принтер, захотят убедиться, что у них есть все необходимые расходные материалы, прежде чем они начнут печатать.
Одной из первых особенностей, которые я заметил в Creality Halot-One Plus, был большой ЖК-экран. 5-дюймовый экран яркий, отзывчивый и похож на емкостный экран, который вы ожидаете увидеть на планшете или мобильном телефоне. Этот экран удобен для чтения и использования, и он сразу отличает Halot-One Plus от машин с аналогичной ценой, которые используют экраны меньшего размера. Halot-One Plus также включает в себя встроенный четырехъядерный 64-битный процессор ARM Cortex-M4, который обеспечивает большую вычислительную мощность, чем другие машины с аналогичной ценой.
Halot-One Plus имеет темно-синюю устойчивую к ультрафиолетовому излучению крышку, которая отличается от обычных красных, оранжевых или желтых используемых крышек. на аналогичных принтерах. Эта крышка близка к непрозрачной, и я не могу легко видеть сквозь нее во время печати. QR-код, напечатанный в верхней части крышки, ведет на сайт Creality Cloud , где пользователи могут приобретать модели, 3D-принтеры, расходные материалы, а также на социальную платформу для обмена отпечатками.
(Изображение предоставлено Tom’s Hardware)
Halot-One Plus оснащен встроенным блоком питания мощностью 100 Вт, поэтому внешний блок питания не требуется. Размер сборки, размер принтера и другая информация напечатаны на наклейке на задней панели принтера, а также на QR-коде, который содержит информацию, относящуюся к принтеру. Основание Halot-One Plus тяжелое и плотное, и кажется очень прочным, несмотря на пластиковый корпус.
(Изображение предоставлено Tom’s Hardware)
Встроенная система фильтрации воздуха на Halot-One Plus является долгожданным дополнением и очень хорошо работала на протяжении всего нашего тестирования. Смола, используемая в процессе печати MSLA, может иметь запах во время печати, а встроенная система фильтрации воздуха значительно снижает количество запаха от Halot-One Plus. Забор воздуха расположен непосредственно за баком для смолы и работает автоматически в течение всего времени печати.
(Изображение предоставлено Tom’s Hardware)
По оси Z на Halot-One Plus для перемещения используется резьбовой стержень с накидной гайкой, а двойные линейные направляющие обеспечивают плавное и последовательное движение. Большинство полимерных 3D-принтеров MSLA малого формата используют одну линейную направляющую для перемещения, а системы с двумя направляющими более распространены на более крупных машинах, таких как 9.0075 Elegoo Saturn или Anycubic Mono X . Платформа сборки подвешена на легком металлическом кронштейне и не прогибается даже при печати больших и тяжелых деталей.
(Изображение предоставлено Tom’s Hardware)
Halot-One Plus имеет концевой упор Z, расположенный в верхней части оси Z, что является необычным выбором дизайна для полимерного 3D-принтера MSLA. Как правило, процесс выравнивания включает опускание платформы до Z0 (нижняя часть оси Z) и обеспечение плоскостности платформы с ЖК-экраном. Halot-One Plus требует, чтобы вся платформа была доведена до верхней части принтера для определения Z0, а затем опущена до ЖК-экрана и выровнена. Трудно сказать, является ли это менее точным процессом, но он определенно требует больше времени.
(Изображение предоставлено Tom’s Hardware)
Ванночка для смолы на Halot-One Plus гладкая и легко чистится, с напечатанными этикетками, указывающими уровни заполнения 250 мл, 450 мл и 650 мл. В чане также есть носик, отлитый в переднем правом и заднем левом углах, что делает переливание смолы из чана и обратно в бутылку простым и беспроблемным процессом. Один из винтов, которыми чан крепится к раме, имел заусенцы на формованном винте с накатанной головкой, и это означало, что винт не мог войти в сопрягаемое отверстие без обрезки. Не серьезная проблема, но определенно проблема контроля качества, которую нужно было выявить до того, как принтер был упакован и отправлен с завода.
Источник света Halot-One Plus — это то, что Creality называет «Интегральным источником света», который представляет собой мощную светодиодную матрицу мощностью 4500 мкВт/см2, которая проецируется через маскирующий ЖК-дисплей через наклонное зеркало в основании принтера. Этот источник света выделяет значительное количество тепла во время печати, что приводит к непрерывной работе встроенного вентилятора во время печати.
(Изображение предоставлено Tom’s Hardware)
Маскирующий ЖК-дисплей с диагональю 7,9 дюйма имеет разрешение 4320 x 2560, что немного превышает типичное разрешение 4K (4098 x 2560), используемое в аналогичных полимерных 3D-принтерах, таких как Elegoo Mars 3. Разрешение 4K соответствует размеру пикселя XY 0,04 мм (40 микрон), что достаточно для захвата мелких деталей и текстур при печати.
Изображение: Creality
(Изображение предоставлено Creality)
Платформа сборки на Creality Halot-One Plus
Creality Halot-One Plus использует систему выравнивания с четырьмя болтами для обеспечения плоскостного соотношения между строительной платформой и маскирующим ЖК-дисплеем. Поскольку концевой упор Z расположен в самом верху принтера, этот процесс включает в себя ослабление соединительных болтов платформы сборки, отправку встроенной платформы в верхнюю часть принтера для срабатывания концевого упора, затем изменение направления и отправку платформы в нижнюю часть принтера. ось Z. Как только платформа окажется заподлицо с маскирующим ЖК-дисплеем, четыре болта затягиваются, и платформа выравнивается.
(Изображение предоставлено Tom’s Hardware)
Halot-One Plus имеет четыре обращенных вверх болта, которые крепят рабочую платформу к манипулятору, и эти болты обычно заполняются смолой во время печати. Это плохой выбор конструкции, так как смола имеет тенденцию скапливаться внутри головок болтов, на накатке и вокруг болтов, что очень трудно очистить и удалить. Elegoo решила эту проблему на своих принтерах Mars 2 Pro и Mars 3, используя простой шарнирный шарнир, который можно выровнять с помощью всего двух винтов. Эти платформы легко выравнивать и чистить без дополнительных усилий.
(Изображение предоставлено Tom’s Hardware)
Безопасность печати с Halot-One Plus
(Изображение предоставлено Tom’s Hardware)
Creality Halot-One Plus использует УФ-полимер с длиной волны 405 нм, материал, с которым вам необходимо безопасно обращаться в невылеченное состояние, чтобы избежать травм. Смола может быть вредной при контакте с кожей, поэтому обязательно надевайте перчатки при заливке, очистке или обращении с неотвержденной смолой. Я также обязательно надеваю перчатки при снятии платформы сборки после печати, так как смола имеет тенденцию скапливаться на верхней части платформы и может капать, пока платформа снимается.
Используйте Halot-One Plus в хорошо проветриваемом помещении, чтобы свести к минимуму опасность вдыхания паров. Любые разливы или незатвердевшая смола, прилипшая к поверхности, должны быть очищены с помощью 99% изопропилового спирта, а емкость для смолы должна быть закрыта и закреплена, когда материал не заливается активно.
Печать прилагаемого тестового отпечатка на Creality Halot-One Plus
Тестовый отпечаток, прилагаемый к Creality Halot-One Plus, является одним из лучших демонстрационных отпечатков, которые я когда-либо видел. 8-часовой отпечаток называется «Kholek Suneater» и заполняет почти всю площадь сборки Halot-One Plus от угла до угла. Эта модель предварительно нарезана с использованием тех же настроек, что и в Halot Box (высота слоя 0,05 мм, время экспозиции слоя 3 секунды, время экспозиции базового слоя 40 секунд и т. д.), и готова к печати непосредственно с флэш-накопителя USB.
(Изображение предоставлено Tom’s Hardware)
Компания Creality, по-видимому, определила одно из распространенных применений полимерной 3D-печати (настольные игры и миниатюры) и воспользовалась этим, включив детальную миниатюрную модель в Halot-One Plus. Мой предыдущий опыт работы с тестовыми отпечатками Creality был плохим; Creality LD-002R (бюджетный 3D-принтер на полимерной основе MSLA) включал в себя тестовую модель, на печать которой ушло более 19 часов, и она не была особенно впечатляющей.
Эта модель имеет очень плотную опорную структуру, которая необходима для поддержки всех различных тонких функций, включая длинный молоток и хвост. Поддерживающая конструкция легко снимается и оставляет минимальные следы на распечатанной модели. К сожалению, во время стирки я сломал молоток, но без особых усилий смог приклеить его обратно. Шипы на броне, тонкий хвост и другие детали, присутствующие на этой модели, четкие и в фокусе, и я полагаю, что любой, кто приобрел этот принтер для изготовления миниатюр, сразу же обрадуется, увидев, что вышла такая качественная модель. принтера без дополнительной подготовки.
Подготовка файлов для печати с помощью Creality Halot Box
(Изображение предоставлено Creality)
Хотя 3D-принтеры на полимерной основе, как правило, намного проще механически, чем 3D-принтеры FDM с нитью, программное обеспечение обычно требует больше работы по настройке, а подготовка детали — это очень важная часть процесса. Creality включает копию Halot Box с Creality Halot-One Plus, который представляет собой слайсер для серии принтеров Halot.
Halot Box предлагает два отдельных меню для нарезки частей: Основные параметры и Дополнительные параметры . Как и ожидалось, Основные параметры содержат такие параметры, как толщина слоя, время экспозиции, высота подъема платформы сборки и другие, которые пользователи, вероятно, будут настраивать чаще всего. Эти параметры предварительно заполнены параметрами, которые больше ориентированы на успех, а не на скорость, с 3-секундной экспозицией слоя и 40-секундной экспозицией начальных слоев. Расширенные параметры содержит более сложные параметры, такие как компенсация усадки по осям X, Y и Z, сглаживание и другие параметры.
(Изображение предоставлено Creality)
Halot Box — это полнофункциональный слайсер, способный импортировать модели, делать их полыми для печати смолой, добавлять поддерживающие структуры и даже более продвинутые функции, такие как добавление текста, нарезка модели на части и измерения между двумя точками. Эти функции делают Halot Box таким же многофункциональным, как ChituBox и слайсер Lychee, оба из которых также совместимы с Halot-One Plus.
(Изображение предоставлено Tom’s Hardware)
Я подготовил эту модель дракона, используя настройки Halot Box по умолчанию, включая 5-миллиметровую оболочку после выдолбления, средние настройки поддержки и настройки слайсера по умолчанию. Этот отпечаток, нарезанный толщиной слоя 0,05 мм и выдержкой 3 секунды, распечатывался чуть более 12 часов с использованием смолы Anycubic Water Washable Aqua Grey. Процесс импорта модели, выемки, добавления дренажных отверстий, добавления поддержки и нарезки занял около 5 минут и был интуитивно понятным и простым.
Монохромный ЖК-дисплей с разрешением 4K на Creality Halot-One Plus делает его естественным конкурентом небольших полимерных принтеров, таких как Elegoo Mars 3, но больший объем печати и возможности Wi-Fi помогают ему вытеснить большинство конкурентов. Вместо того, чтобы сосредотачиваться на высоте Z, Halot-One Plus имеет большую площадь поверхности на рабочей платформе, предоставляя дополнительное пространство для печати нескольких деталей.
Creality Halot-One Plus
Elegoo Mars 3
Masking LCD Resolution
4320 x 2560
4098 x 2560
Masking LCD Size
7.9 inches
6.7 inches
XY Разрешение
.04 мм
.035MM
Размеры сборки
6,77 x 4,01 x 6,29 дюйма
5.64 x 3,52 x 6,01 x 6,29 дюйма
5.64 x 3,52 x 6,84 дюйма
5,64 x 3,52 x 6,01 дюйма
5,0087
(172mm x 102mm x 160mm)
(143mm × 89mm × 175mm)
Build Volume
170.76 cubic inches
136.79 cubic inches
Printer Dimensions
9. 29 x 9.57 x 16.46 inches
8.93 x 8.93 x 17.28 inches
(23.6cm x 24.3cm x 41.8cm)
(22.7cm x 22.7cm x 43.85cm)
Printer Volume
1463 cubic inches
1378 cubic inches
Build / Footprint Ratio
11.70%
9.90%
(higher is better)
Price
$399
$299
Halot-One Plus выглядит несколько приземистым по сравнению с более высоким и узким Mars 3, а большой ЖК-экран на передней панели делает его более похожим на электроприбор, чем на 3D-принтер. Объем сборки находится где-то между Elegoo Mars 3 и Elegoo Saturn, и цена также находится между ними.
(Изображение предоставлено Tom’s Hardware)
Halot-One Plus немного больше по размеру, чем Mars 3, но различия в объеме сборки и площади X/Y очевидны при сравнении двух. Кроме того, встроенная система фильтрации воздуха, большой ЖК-дисплей и линейные направляющие с двойной осью Z придают Halot-One Plus более индустриальный вид. Порт USB на передней панели упрощает замену USB-накопителей на обоих принтерах, но кнопка питания на Halot-One Plus расположена на задней панели устройства, в отличие от кнопки питания на передней панели на Mars 3.
Платформа сборки Halot-One Plus имеет слегка текстурированную поверхность, что придает печатным деталям более сложную поверхность для соединения во время печати. Размещение платформы Halot-One Plus и Mars 3 бок о бок подчеркивает разницу в площади сборки: Halot-One Plus на целый дюйм длиннее по оси X и почти на полдюйма шире по оси Y. ось. Разница в площади сборки дополняется увеличением разрешения в пикселях, благодаря чему размер пикселя Halot-One Plus XY составляет 0,04 мм, что на 5 микрон отличается от разрешения 0,035 мм у Mars 3.
(Изображение предоставлено Tom’s Hardware)
Печать большой модели на Creality Halot-One Plus
(Изображение предоставлено Creality)
Платформа сборки на Creality Halot-One Plus достаточно велика, чтобы вместить бюсты из Loot Студия , поэтому я напечатал бюст Корута Мехапилиана. Модель печатается в 5 частях: бюст, левая рука, правая рука, основание и миниган. Мне удалось поместить бюст и обе руки на единую сборочную платформу, а миниган и основу напечатать отдельно. Обработка этих файлов в Halot Box была простой: нужно было просто перетащить модели в окно, щелкнуть «срез» и экспортировать. Никаких дополнительных шагов не потребовалось, и я использовал Anycubic Grey Craftsman Resin (открывается в новой вкладке) и настройки экспозиции по умолчанию.
(Изображение предоставлено Tom’s Hardware)
Первая заполненная платформа сборки печаталась безупречно, а уровень детализации был невероятным. Текстура, похожая на ящерицу, на модели выглядела реалистично, а гладкие компоненты брони имели однородный и ровный вид. 3-секундная экспозиция показалась идеально подходящей для этой смолы, так как поддерживающий материал легко отламывался и не оставлял больших оспин на модели.
После мытья и отверждения модели общее качество поверхности все еще было очень впечатляющим. Гладкие поверхности имеют ровный вид, и практически отсутствуют линии слоев благодаря высоте слоя 0,05 мм и разрешению X/Y 0,04 мм. Выступы, оставленные опорной конструкцией, легко отделяются, и их можно удалить, просто проведя по ним пинцетом.
(Изображение предоставлено Tom’s Hardware)
Окончательно собранный бюст больше похож на предмет коллекционирования из смолы, чем на 3D-принт, и общее качество было таким же хорошим, как у любого 3D-принтера из смолы стоимостью менее 2500 долларов, который я использовал. Соединения подходят друг к другу с помощью простых штифтов и отверстий, и они обеспечивают идеальную посадку с трением. На модели отчетливо видна текстура кожи ящерицы, а мелкая детализация брони легко видна без увеличения.
Печать моделей из Creality Cloud
(Изображение предоставлено Creality)
Creality внедрила Creality Cloud в свое программное обеспечение Halot Box, которое позволяет пользователям загружать модели прямо из Интернета в свой слайсер. Эта функция подверглась тщательной проверке из-за широко распространенных злоупотреблений, связанных с возможностью массовой загрузки моделей, независимо от их авторских прав или намерений дизайнера. YouTuber Bryan Vines сделал отличное видео , обсуждая эту тему, которое показывает, как платформа должна была использоваться по сравнению с текущим использованием.
Например, на первой странице Creality Cloud я увидел модель кольчуги от Агустина «Flowalistik» Арройо . Эта модель в настоящее время доступна с лицензией Creative Commons Attribution, что означает, что при совместном использовании модели или производных требуется указание авторства. Модель в Creality Cloud была загружена пользователем «user3265593031» и содержит изображение из Printables, а также имена файлов с «flowalistik», что еще раз доказывает, что они были загружены кем-то другим, а не создателем.
(Изображение предоставлено Creality)
Модель кольчуги была легко загружена, нарезана и отправлена на печать без каких-либо дополнительных действий через Halot Box. Хотя это делает поиск и загрузку моделей простым процессом, тревожно видеть, что у первоначального создателя нет эффективных средств для ограничения этого типа пиратства. В этом случае я знал об оригинальном создателе, но было бы совершенно понятно, что большинство пользователей могут этого не знать и даже могут подумать, что модель была предоставлена Creality напрямую.
(Изображение предоставлено Tom’s Hardware)
Halot-One Plus также может загружать модели из Creality Cloud прямо из интерфейса принтера без использования Halot Box или любого другого программного обеспечения для слайсеров. Хотя это удобная функция, она по-прежнему подвержена тем же проблемам, что и загрузка моделей из Creality Cloud через Halot Box. Например, я загрузил этот файл Minion из интерфейса принтера, но у меня нет простого способа определить, кто был первоначальным дизайнером, какую лицензию на авторские права он использовал и каковы его намерения в отношении печатной модели. Кроме того, модель напечатана полностью твердой и использовала значительно больше смолы, чем я ожидал для такого маленького отпечатка.
(Изображение предоставлено Tom’s Hardware) и высокопроизводительный принтер, который хорошо работал во время нашего тестирования и произвел на меня впечатление качеством отпечатков, сделанных с минимальной настройкой настроек по умолчанию или без нее при использовании слайсера Halot Box. Рабочий объем 172 мм x 102 мм x 160 мм больше, чем у других принтеров с аналогичной ценой, а разрешение 4K маскирующего ЖК-дисплея обеспечивает четкую детализацию и прекрасные функции.
Halot-One Plus находится в неудобном месте между 3D-принтерами из полимерных материалов малого и большого формата, и трудно понять, есть ли место на рынке для этой машины. Большой встроенный ЖК-дисплей и встроенное подключение к Wi-Fi — это то, что вы ожидаете от более дорогого принтера, такого как Prusa SL1S , но пользователи в настоящее время ищут эти функции, а не объем сборки и скорость печати? На этот вопрос сложно ответить, и только время покажет, станет ли Halot-One Plus популярной моделью.
Если разрешение не является вашей главной задачей, и вы ищете максимальный объем сборки за свои деньги, Elegoo Saturn (продается на Amazon за 369 долларов США) и Elegoo Saturn 2 (доступен по предварительному заказу). за 550 долларов США) обеспечивают большие объемы сборки по аналогичной цене. Если вы хотите пойти в другом направлении и найти принтер с более высоким разрешением и не беспокоится о цене, Phrozen Sonic Mini 8K обеспечивает потрясающее разрешение XY 0,022 мм по цене 89 долларов.9 ценник.
Эндрю Синк впервые использовал 3D-принтер в 2012 году и с тех пор с энтузиазмом участвует в индустрии 3D-печати. Напечатав все, от сканирования собственного мозга до бутерброда с арахисовым маслом и желе, он продолжает все глубже погружаться в бесконечные области применения аддитивных технологий. Он всегда работает над новыми экспериментами, проектами и обзорами и делится своими результатами на Tom’s Hardware, YouTube и т. д.
Обзор 3D-принтера
Elegoo Saturn: большой объем, высокое качество, отличная цена
Аппаратный вердикт Тома
Elegoo Saturn впечатлил нас своим высоким качеством продукции, впечатляющим вниманием к деталям в отношении конструкции машины и большим объемом сборки.
Плюсы
+
+ Встроенная интеграция со слайсером ChituBox
+
+ Исключительно большое соотношение объема сборки и цены
+
+ Жесткая система линейных направляющих с двойной Z
+
4 простая обработка
4
Почему вы можете доверять Tom’s Hardware
Наши эксперты-рецензенты часами тестируют и сравнивают продукты и услуги, чтобы вы могли выбрать лучшее для себя. Узнайте больше о том, как мы тестируем.
Elegoo Saturn: Сравнение цен вкладка)
Вид (открывается в новой вкладке)
Цена снижена
Более крупный аналог серии принтеров Elegoo Mars, Elegoo Saturn представляет собой 3D-принтер MSLA большого объема с полимерным покрытием, который нашел способ увеличить объем печати без ущерба для качества деталей. Увеличивая как размер, так и разрешение маскирующего моно ЖК-дисплея, Elegoo Saturn может предложить то же разрешение XY, что и Mars 2 Pro, при увеличении общего объема сборки.
Один из лучших 3D-принтеров, Saturn впечатлил меня простотой его настройки и использования, но ограниченная доступность принтера, который обычно стоит 500 долларов, может стать источником разочарования при поиске того, что можно купить.
Спецификации Elegoo Saturn
Машино -след
11,02 «x 9,44» x 17,55 «(28 см x 24 см x 44,6 см)
Объем
7.55. x 200mm)
Resin
DLP Photopolymer Resin
UV Light
405nm UV LED Matrix
Masking LCD Resolution
3840 x 2400
Masking LCD Size
8,9-дюймовый
Интерфейс
3,5-дюймовый ЖК-экран
XY Axis Resolution
.05MM
.05MM
.05MM
.
Elegoo Saturn поставляется в хорошо упакованной коробке и включает в себя все аксессуары, необходимые для начала печати сразу после распаковки принтера. В комплект поставки входят металлический скребок (для удаления деталей с платформы сборки), пластиковый скребок (для удаления деталей с листа FEP и перемешивания смолы), несколько бумажных воронок с проволочной сеткой (для фильтрации смолы), проволока. резаки (для удаления вспомогательного материала), латексные перчатки и большое количество запасных болтов, шестигранных ключей и других деталей, которые легко потерять. Входящий в комплект USB-накопитель поставляется с предварительно загруженным тестовым отпечатком, приложением для слайсера Chitubox, цифровой копией руководства пользователя и несколькими файлами с сайта репозитория 3D-моделей MyMiniFactory.
(Изображение предоставлено Tom’s Hardware)
Elegoo отправила этот Saturn с наклейкой «tomshardware.com», нанесенной на устойчивую к ультрафиолетовому излучению крышку, что было приятным штрихом для устройства для обзора. Насколько я могу судить, это единственное различие между этим устройством и обычным розничным устройством, поэтому мой опыт работы с этим принтером должен быть таким же, как у вас, если вы покупаете его непосредственно у Elegoo.
(Изображение предоставлено Tom’s Hardware)
Saturn — это типичный полимерный 3D-принтер MSLA, в котором используется чан со смолой, маскирующий ЖК-дисплей, источник ультрафиолетового излучения и единственная ось движения. Сборка этого принтера заняла у меня менее пяти минут, и большую часть времени я потратил на извлечение пенопласта и упаковки из коробки. Принтер не требует какой-либо механической или электрической сборки, его необходимо только откалибровать перед печатью. Процесс калибровки практически не требует усилий (подробнее об этом позже), а процесс готового к работе кажется быстрым и легким.
В Saturn используется 8,9-дюймовый маскирующий ЖК-экран с разрешением 3840 x 2400, что обеспечивает эффективное разрешение XY 0,05 мм. Маскирующий ЖК-дисплей поставляется с парой защитных наклеек во время транспортировки, и я без проблем удалил их перед печатью. Черную защитную ленту вокруг маскирующего ЖК-дисплея необходимо оставить на машине, и в руководстве обязательно упоминается об этом в первую очередь, чтобы новый пользователь случайно не снял ее при удалении остальных наклеек.
Ванночка для смолы на Saturn использует четыре болта, которые выступают снизу в качестве установочных стоек, что делает фиксацию ванны на месте быстрой и воспроизводимой. процесс. Одна из самых больших проблем, с которыми я сталкиваюсь при очистке ванн для смолы, заключается в том, что они обычно плотно прилегают к поверхности, на которую они уложены, тонкой пленкой FEP, поэтому даже небольшой удар по столу может привести к их деформации или деформации. Четыре стойки по углам ванны Saturn удерживают пленку FEP слегка приподнятой во время очистки, что является небольшой особенностью, но долгожданным изменением в дизайне.
На баке для смолы также напечатана линия максимального заполнения, которая снимает стресс от возможного переполнения и разлива смолы. Эта особенность, а также носик, встроенный в чан, указывает на то, что Elegoo уделила внимание потребностям пользователей, которые часто меняют чан или сливают и заменяют смолу.
В отличие от большинства полимерных 3D-принтеров MSLA, которые используют одну линейную направляющую для оси Z, Saturn использует ходовой винт с резьбой и пару линейных рельсы для дополнительной устойчивости. Saturn имеет больший объем сборки, чем большинство 3D-принтеров MSLA, а это означает, что к консольной платформе сборки подвешен больший вес. Между этими двумя направляющими и прочным механически обработанным кронштейном для рабочей платформы Saturn может печатать, не сгибая кронштейн рабочей платформы во время подъема, и я был впечатлен жесткостью системы.
(Изображение предоставлено Tom’s Hardware)
Saturn использует USB-накопитель для передачи файлов на принтер, а также соединение Ethernet для добавления машины в сеть. Если вы заинтересованы в использовании Saturn как части крупной печатной фермы, возможность подключения машины к сети означает, что вы можете передавать файлы без необходимости использования внешнего диска. Два вентилятора на задней панели устройства обеспечивают поток воздуха для платы контроллера и источника УФ-светодиода, но не обеспечивают фильтрацию воздуха, как вентилятор в Elegoo Mars 2 Pro. Несмотря на отсутствие фильтрации воздуха, Saturn, похоже, не издавал запаха хуже, чем Mars 2 Pro во время печати, но если вас беспокоит качество воздуха, вы должны принять это во внимание.
Выравнивание рабочей платформы на Elegoo Saturn
(Изображение предоставлено Tom’s Hardware)
При печати на полимерном 3D-принтере MSLA вам нужно, чтобы рабочая платформа была идеально выровнена с пленкой FEP, чтобы смола отверждалась равномерно по всему слою. . Этот процесс выравнивания может быть проблемой для новичков, и неудачные отпечатки могут быть неприятными из-за плохого выравнивания платформы. Elegoo решил эту проблему, используя уникальный процесс выравнивания, который является быстрым, простым и легким в выполнении. Elegoo Saturn использует платформу для сборки, жестко закрепленную двумя болтами, и включает простые пошаговые инструкции для процесса выравнивания.
Изображение 1 из 2
(Изображение предоставлено компанией Tom’s Hardware) (Изображение предоставлено компанией Tom’s Hardware) в исходное положение и наблюдал, как платформа для сборки самовыравнивается и сидит идеально ровно. Как только ось остановилась, я просто затянул два винта в указанном порядке и поднял платформу для сборки. По сравнению с процессом выравнивания на таком принтере, как Longer Orange 10, в котором используются четыре винта, которые необходимо затягивать в виде звезды и которые имеют тенденцию смещаться во время затяжки, установка Saturn практически не требует усилий.
Безопасность печати с Elegoo Saturn
(Изображение предоставлено Tom’s Hardware)
В Elegoo Saturn используется УФ-полимер с длиной волны 405 нм, материал, с которым необходимо обращаться безопасно, когда он находится в неотвержденном состоянии, чтобы избежать травм. Смола может быть вредной при контакте с кожей, поэтому обязательно надевайте перчатки при заливке, очистке или обращении с неотвержденной смолой. Я также обязательно надеваю перчатки при снятии платформы сборки после печати, так как смола имеет тенденцию скапливаться на верхней части платформы и может капать, пока платформа снимается.
Убедитесь, что вы используете Saturn в хорошо проветриваемом помещении, чтобы свести к минимуму опасность вдыхания паров. Любые разливы или незастывшая смола, прилипшая к поверхности, должны быть очищены с помощью 99% изопропилового спирта, а контейнер для смолы должен быть закрыт и закреплен, когда материал не заливается активно.
(Изображение предоставлено Tom’s Hardware)
Рабочая платформа Saturn имеет трапециевидную форму, что позволяет стекать неотвержденной смоле и предотвращает ее скопление на верхней части платформы во время печати. Несмотря на такую форму, я заметил, что смола имеет тенденцию скапливаться на самом краю платформы, и я не мог не задаться вопросом, поможет ли более агрессивный угол или скошенный край, чтобы больше смолы стекало обратно в чан. во время печати. Это относительно незначительный момент, так как большая часть смолы будет капать вниз во время печати, а очистка края платформы сборки не требует особых усилий.
Печать прилагаемых тестовых отпечатков на Elegoo Saturn
Большинство 3D-принтеров включают подготовленный тестовый отпечаток, чтобы производитель мог продемонстрировать сильные стороны своей машины. Несмотря на эту относительно простую предпосылку, я обнаружил, что пробные отпечатки могут быть источником разочарования для начинающих пользователей, поскольку у них есть тенденция к возникновению проблем, которые большинство начинающих пользователей не ожидают.
К сожалению, Elegoo Saturn отстает в этой категории, и мой опыт с включенным тестовым отпечатком был действительно единственным серьезным разочарованием, которое я испытал, когда писал этот обзор. Saturn включает пробный отпечаток на прилагаемом USB-накопителе под названием «_Rook_SATURN. ctb», который состоит из двух шахматных фигур с мелкими деталями внутри и снаружи модели. Эта пробная печать выполняется за очень разумные 3 часа 49 минут, и я был впечатлен мельчайшими деталями на моделях после завершения печати. К сожалению, здесь дело приняло некоторый оборот.
(Изображение предоставлено Tom’s Hardware)
Платформа сборки на Saturn имеет текстурированное покрытие, обработанное пескоструйной обработкой, которое способствует прилипанию отвержденной смолы во время печати и предотвращает расслоение деталей. При снятии детали тонкая подложка может быть согнута (как показано на рисунке выше), что позволяет детали легко отсоединиться от платформы сборки без особых проблем. Это тонкий баланс; слишком тонкий, и деталь не будет прилипать к пластине, слишком толстый, и деталь не может быть легко удалена. У меня не было проблем ни с одной из частей, которые я нарезал в Chitubox, но, как вы увидите ниже, прилагаемый тестовый отпечаток было значительно труднее удалить.
(Изображение предоставлено Tom’s Hardware)
После печати детализация ладей была впечатляющей, но твердое основание модели, напечатанное непосредственно на рабочей пластине, не представляло собой интуитивно понятного метода удаления. После использования входящего в комплект металлического скребка и попытки аккуратно отделить детали, я задался вопросом, было ли это распространенной проблемой или смола Elegoo Water Washable Ceramic Grey, которую я использовал, просто не совместима с предоставленными настройками. Быстрый поиск в Google «Тестовая часть Elegoo Saturn застряла на пластине» показывает, что это нередкая проблема: некоторые пользователи прибегают к использованию резинового молотка для удаления деталей с рабочей пластины.
(Изображение предоставлено Tom’s Hardware)
В конце концов мне удалось снять отпечатки с кровати, но это потребовало значительно больше усилий, чем мне было удобно, и в результате обе части были отколоты вдоль нижнего слоя. Этого можно было бы избежать с помощью демонстрационной модели, которая была подвешена к опорной конструкции или просто использовала жертвенный плот во время печати, чтобы предотвратить печать такой широкой и толстой модели непосредственно на рабочей пластине. Стоит отметить, что это был единственный раз, когда я столкнулся с этой проблемой во время этого обзора. Остальные детали, которые я подготовил с помощью Chitubox для печати, легко снимались и не требовали чрезмерных усилий для снятия с пластины.
Подготовка файлов к печати с помощью Chitubox
(Изображение предоставлено Chitubox)
Elegoo Saturn использует Chitubox для нарезки, подготовки и экспорта файлов для 3D-печати. Chitubox — это многофункциональная программа, которая снижает потребность во вторичных программах для создания опор, полых моделей или внесения других изменений, которые обычно требуют более длительного рабочего процесса. Общий процесс подготовки 3D-модели для 3D-печати смолой выглядит следующим образом:
Импорт 3D-модели
Угол модели для печати (избегание широких поперечных сечений для навесе)
Полая модель
4ADD Дренажные отверстия
Генерировать вспомогательный материал
SLICER
УДАЛИТЬ ОСТРОВ
. поскольку каждый шаг может быть выполнен в программном обеспечении без необходимости экспортировать файл в различные сторонние программы. Chitubox также включает встроенный профиль для Elegoo Saturn, который дает результаты хорошего качества без каких-либо настроек или модификаций. Я был поклонником Chitubox с тех пор, как начал его использовать, а простота использования и встроенная поддержка Saturn делают его логичным выбором.
(Изображение предоставлено Chitubox)
Профиль для Saturn, включенный в Chitubox, — это то, что я считаю хорошей отправной точкой для базовых настроек. Разрешение по оси Z, равное 0,05 мм, достаточно велико, чтобы обеспечить хорошее качество печати, но не настолько велико, чтобы вызывать слишком длительное время печати. Время отверждения каждого слоя 2,5 секунды делает Saturn более быстрым принтером по сравнению с машинами с временем отверждения слоя 9 секунд, такими как Creality LD-002R.
(Изображение предоставлено Tom’s Hardware)
Для первого теста я использовал модель Ancient Statue от Loot Studios и подготовил ее с настройками по умолчанию в Chitubox без каких-либо модификаций. В качестве смолы я использовал смываемую водой керамическую краску Elegoo Grey (открывается в новой вкладке), которая очень хорошо работала для меня в прошлом на Elegoo Mars 2 Pro. В этой модели использовалось около 28 граммов смолы, и она была напечатана менее чем за 4 часа, что соответствует тому, что я ожидал от 3D-принтера с монохромным ЖК-дисплеем.
Водосмываемая смола Ceramic Grey выглядела великолепно после печати, а процесс удаления поддерживающей структуры упрощен благодаря тому, что для удаления излишков смолы не требуется изопропиловый спирт или другие химические вещества. Быстрое замачивание в небольшой емкости с горячей водой растворило излишки смолы с поверхности принтера, а также смягчило опорную структуру. После удаления поддерживающей конструкции я вылечил модель в общей сложности в течение двух минут с шагом в 30 секунд, чтобы предотвратить ее деформацию.
(Изображение предоставлено Tom’s Hardware)
Прежде чем рассматривать эту модель, стоит задуматься о процессе печати. Все шаги по созданию этой модели просты и понятны, и новичок может легко выполнить калибровку станины, заполнить емкость для смолы и обработать файл для печати. Полученный отпечаток выглядит четким и детализированным, и даже мелкие детали, такие как трещины в камне статуи, исчезают и не требуют дополнительной обработки. Если оставить в стороне широкоформатный характер Elegoo Saturn, легко понять, почему эта машина пользуется таким спросом; он прост в использовании, дает результаты хорошего качества, а родное программное обеспечение не требует доработки или настройки.
Сравнение размеров печати Elegoo Mars 2 Pro и Elegoo Saturn
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware) , поэтому имеет смысл сравнить два 3D-принтера напрямую. Saturn использует маскирующий ЖК-дисплей с более высоким разрешением, но увеличенный размер ЖК-дисплея означает, что разрешение XY (размер пикселя) на обеих машинах составляет 0,05 мм. Это означает, что деталь, напечатанная на Mars 2 Pro и Saturn с использованием одних и тех же настроек, приведет к получению двух деталей, которые должны быть неотличимы друг от друга.
Elegoo Mars 2 Pro
Elegoo Saturn
Masking LCD Resolution
1620 x 2560
3840 x 2400
XY Resolution
.05mm
.05mm
Размеры конструкции
5,08 x 3,15 x 6,3 дюйма
7,55 x 4,72 x 7,87 дюйма
Объем сборки
100,81 кубических дюйма 6
8008.8.0084
Размеры принтера
7,87 x 7,87 x 16,14 дюйма
11,02 x 9,44 x 17,55 дюйма
Принтер. )
10,0%
15,4%
При розничной цене 500 долларов Saturn предлагает почти в 3 раза больше общего объема сборки (280 кубических дюймов против 100 кубических дюймов) Mars 2 Pro, который продается за 330 долларов. Если вас интересует производительность и возможность печати в больших объемах, Saturn может производить большие партии деталей с тем же разрешением, что и Mars 2 Pro. Однако, если вы ищете готовую деталь с более высоким разрешением и не заинтересованы в большом размере сборки, ЖК-принтер 4K, такой как Phrozen Sonic Mini 4K, будет лучшим выбором.
Большой объем сборки и быстрота каждого слоя Время печати Elegoo Saturn делает его идеальным для печати моделей, которые обычно слишком велики или требуют много времени для печати на меньшем полимерном принтере MSLA, таком как Longer Orange 10. Чтобы проверить способность Saturn печатать большие модели в нескольких штук одновременно, я загрузил модель Olympus Rider из Loot Studios. Эта модель крылатого пегаса в комплекте с всадником, вооруженным копьем, состоит из шести отдельных частей и одной большой подставки.
(Изображение предоставлено Chitubox)
К сожалению, функция автоматического размещения в Chitubox не смогла автоматически разместить все эти детали на платформе сборки, чтобы распечатать их как единое целое. После ручного вращения деталей я смог разместить все, кроме основания модели, на одном лотке. Это была бы амбициозная печать даже при самых благоприятных обстоятельствах, поскольку она покрывала бы большую часть площади поверхности платформы для сборки и создавала бы сильное всасывание при перемещении платформы вверх и вниз. После нарезки Chitubox показал расчетное время сборки 7 часов 10 минут, а также использование материала 128 мл. Я не был уверен, сможет ли Saturn справиться с такой амбициозной печатью, но мне не терпелось увидеть, сможет ли эта труднодоступная машина оправдать свою репутацию.
Saturn напечатал каждую деталь на сборочной платформе без каких-либо дефектов, и я был искренне удивлен и впечатлен тем, насколько легко Saturn справляется с этим. такое большое и сложное строение. Смола Elegoo Water Washable создала поддерживающую структуру, которая легко удалялась и оставляла минимальные следы на готовой модели.
(Изображение предоставлено Tom’s Hardware)
После ополаскивания и отверждения на станции отверждения/промывки Elegoo Mercury Plus я разложил детали и собрал модель, используя клей DAP RapidFuse CA, который мне больше всего нравится для прочного соединения смоляные отпечатки, подобные этому. Конечным результатом является мелко детализированный отпечаток размером девять дюймов в ширину и шесть с половиной дюймов в высоту, и это один из самых больших отпечатков MSLA из смолы, которые я когда-либо делал. Процесс преобразования 3D-модели в 3D-печать был безупречным и простым, и благодаря этой модели Saturn навсегда занял место в моем личном списке самых любимых 3D-принтеров.
Одновременная печать нескольких миниатюр на Elegoo Saturn
(Изображение предоставлено Tom’s Hardware)
Одна из ключевых возможностей большой сборки Объемный полимерный 3D-принтер MSLA, такой как Elegoo Saturn, позволяет печатать несколько деталей одновременно. Saturn — популярный принтер среди пользователей, интересующихся настольными играми, а большой объем сборки идеально подходит для печати нескольких миниатюр за один раз. Поскольку скорость печати определяется количеством слоев, а не количеством миниатюр, печать одной миниатюры или полной платформы сборки, заполненной ими, занимает одинаковое количество времени.
В качестве теста производительности принтера я заполнил платформу для сборки некоторыми врагами из выпуска Ghostly Odyssey от Loot Studios, в котором представлены детализированные существа и человеческие 32-миллиметровые миниатюры. 1 из 2 поперечное сечение. Chitubox справился с нарезкой этого большого лотка, не вспотев, и я легко смог разместить несколько моделей и основ для одновременной печати 12 деталей. Chitubox дал оценку в 3 часа 51 минуту, что является привлекательной скоростью печати для такого большого количества деталей.
Модели имеют уже сгенерированную опорную структуру, поэтому после нарезки все, что мне нужно было сделать, это обнаружить и удалить островки (маленькие, несвязанные пиксели, которые могут привести к плавающим битам смолы) и прокрутить представление слоев, чтобы проверить недостающую геометрию. . Это быстрый и в значительной степени автоматизированный процесс, ставший возможным благодаря приложению Chitubox, которое я благодарен за то, что Elegoo внутри решила поддержать, а не пытаться создать собственное приложение-слайсер, в котором могут отсутствовать некоторые из этих функций.
(Изображение предоставлено Tom’s Hardware)
Как я и ожидал, печать прошла без происшествий. Из-за большого количества поддерживающих структур первый час или около того печати составляет всего лишь сотни крошечных цилиндров (как видно на предварительном просмотре Chitubox выше). Каждый раз, когда платформа для сборки поднималась, это звучало так, как будто снимается ремешок на липучке, поскольку каждая из крошечных опорных структур отделялась от листа FEP с тихим хлопком. Я не мог решить, был ли звук обнадеживающим или нет, но, в конце концов, я благодарен за каждый щелчок, потому что это означало, что принтер работает правильно.
(Изображение предоставлено Tom’s Hardware)
Опорные конструкции легко снять после быстрого замачивания в горячей воде, и все модели чувствовали себя так, как будто они были достаточно отверждены, чтобы стать прочными. В частности, мечи и крылья на меньших моделях было легко отделить от опорной конструкции, и я не беспокоился о том, что они оторвутся или разобьются во время чистки.
Даже на этих 32-миллиметровых миниатюрах детали были четкими, а такие детали, как отдельные перья на модели гарпии, хорошо разрешались и могли быть легко различимы. Если вы использовали принтер, такой как Anycubic Photon Mono или Elegoo Mars Pro, этот уровень разрешения (0,05 мм) напрямую сравним с тем, к чему вы привыкли, поэтому большое преимущество Saturn заключается в возможности увеличить выход без потери качества.
Купить Elegoo Saturn сейчас так же сложно, как и PlayStation 5, и она, как правило, распродается сразу после каждого пополнения запасов на Amazon и в официальном магазине Elegoo. После того, как я использовал его для этого обзора, мне стало ясно, почему принтер пользуется таким большим спросом: он быстрый, относительно недорогой и предлагает объем сборки, идеально подходящий для одновременной печати нескольких деталей. Saturn регулярно продается за более чем 700 долларов на сайтах подержанных автомобилей, таких как eBay, поэтому найти его может оказаться проблемой в обозримом будущем.
Я попросил Elegoo прокомментировать относительную нехватку Saturn, и они указали, что причиной дефицита является сочетание высокого спроса и строгого контроля качества.
Эти два принтера продаются слишком быстро, поэтому они всегда распродаются. На самом деле, каждую неделю мы размещали для Amazon больше товаров, но когда они были доступны, они распродавались. Кроме того, наша компания будет тестировать машину перед продажей, так что это стоит некоторого времени.
Elegoo
Высокая производительность Saturn делает его идеальным для одновременной печати нескольких миниатюр, поэтому нет сомнений, что этот принтер станет хитом среди любителей, заинтересованных в печати миниатюр на заказ. Большой объем сборки также дает возможность печатать большие детали за один раз, чего не могут сделать более мелкие машины, такие как Creality LD-002R.
К сожалению, через какое-то время от начала пользования 3Д ручкой, она может сломаться. Случается это нередко, но это не говорит о том, что ее нужно выбрасывать. Практически все неисправности 3Д ручек происходят из-за того, что сопло экструдера засоряется.
От этой проблемы можно избавиться самому дома. Прочитав эту статью, вы узнаете, как почистить 3D ручку от пластика.
Содержание
История появления
Процесс
Функции ручки
Расходные материалы
Как разобрать и почистить ручку, если она забилась
История появления
Два американских парня случайно придумали создать ручку-скульптора. У них был 3Д принтер, который сломался тогда, когда им нужно было заделать маленькую дырку в уже готовой 3Д модели. Они сделали прототип и для привлечения инвестиций выложили его на проект Kickstarter. Самая первая версия ручки возникла в 2013 году и называлась 3Doodler.
СПРАВКА! Создатели изначально планировали получить всего 30 тысяч долларов для реализации своего проекта. Но идея получилась такой интересной, что получилось собрать в итоге 2 с лишним миллиона.
Внешне 3Д ручка похожа на обычную, двухмерную. Единственное ее отличие в размерах, 3Д ручка немного больше. С ее помощью можно создавать трехмерные предметы прямо в воздухе. Для этого нужно накладывать слой за слоем.
Процесс
Функции ручки
Что можно нарисовать 3d ручкой
Ей можно все, что вы пожелаете. Например, макеты, модели каких-то предметов, запчасти для объектов и многое другое. Все, что вы сможете придумать и воплотить, можно сделать с помощью этой чудо-ручки. Ведь для создания какого-то шедевра понадобятся определенные навыки и фантазия.
Как работает 3д ручка инструкция
Перед изучением особенностей работы 3d pen, следует узнать о методах печати. Они могут быть двух видов – холодным и горячим. При горячем применяются специальные полимерные материалы, которые при плавлении образуют нить, которая застывает при комнатных условиях. При холодном применяются особые смолы, затвердевающие под воздействием УФ-излучения.
Как работают ручки горячего типа
В этом случае в качестве расходного материала применяют пластиковые нити, используемые для 3Д принтеров. Сзади находится механизм, забирающий нить. После этого она поступает к экструдеру, плавящий пластик и выводящий его наружу. Следует обращать внимание на то, что носик способен нагреваться до 240 0С. По этой причине, работая с ручкой, нужно строго придерживаться правил безопасности. Корпус ручки сделан как удобный манипулятор, хорошо лежащий в руке. Получаемый цвет можно динамически регулировать, заменяя прутики пластика нужного цвета. Среди преимуществ горячих ручек выделяют прочность объектов, которые получаются, компактность и небольшую цену на расходники.
СПРАВКА! Среди недостатков выделяют высокую температуру некоторых частей и наличие провода.
Как работают ручки холодного типа
Такие ручки нужно заправлять специальными фотополимерными элементами. В таком устройстве нет никаких нагревающих механизмов. По этой причине такие модели чаще всего покупают для детей. Материал входит и выходит одной и той же консистенции и одного вида. Твердеет объект под воздействием ультрафиолетового излучателя. Среди плюсов этого вида отмечают автономность, бесшумность, большой выбор расходников. Среди минусов выделяют высокую стоимость самой ручки и хрупкость изделий, изготовляемых с ее помощью.
Расходные материалы
Материалы, подходящие для холодных и горячих ручек, различны. Плавкие виды пластика используются для горячих типов. Для холодного типа – жидкие смолы, которые твердеют под воздействием ультрафиолета.
Расходники для горячего типа
Для ручек горячего типа чаще всего применяют следующие виды пластика – PLA и ABS. Последний делают из нефтепродуктов, поэтому в процессе нагрева (моделирования) вы можете чувствовать неприятный запах. Поэтому следует пользоваться им в помещениях с хорошим проветриванием. Он более дешевый, поэтому и больше распространен. Получаемые модели выходят жесткими и обладают устойчивостью к физическим воздействиям, но может слегка сгибаться. Температура, при которой этот пластик плавится, составляет примерно 225-250 0С.
PLA пластик делают из растительных составляющих – сои или кукурузного крахмала. Этот вид не так популярен, как предыдущий, но есть тенденция увеличения количества его сторонников. При нагреве этот материал почти не источает запаха. Из него получают жесткие фигурки, которые могут ломаться при сгибе. Температура плавления этого пластика составляет 180-240 0С. Этот пластик является экологически чистым и разлагаемым.
Расходники для холодного типа
Для этого типа ручек применяют специальные картриджи с полимерными чернилами. Они могут обладать различными свойствами, например, эластичностью, многоцветностью, магнитными свойствами или сменой цвета в зависимости от перепада температуры. Во время применения ручки материал твердеет под воздействием УФ-диода.
Как пользоваться 3d ручкой
На любой модели ручки есть несколько элементов управления. Перед началом рисования ручкой, следует внимательно прочитать инструкцию к ней. Самой главной кнопкой является кнопка подачи пластика. Чаще всего ее обозначают стрелкой и она отвечает за подачу уже расплавленного пластика. Чтобы регулировать температуру, есть отдельные кнопки. Каждый вид пластика имеет свой установленный режим температур. При изменении ее значения, данные будут отображаться на дисплее ручки, если он на ней есть. Также на задней части ручки обычно есть отверстие для пластика. Нужно его вставить и выставить на дисплее нужную температуру, дождаться нагрева и после нажатия кнопки «Вперед», начать рисование.
Что делать, если 3д ручка не работает
При пользовании 3Д ручками Даджет или любыми другими, необходимо учитывать температуры, при которых нужно работать с разными видами пластика. Про них уже говорилось выше подробнее. Если рекомендуемый диапазон температур не соблюдать, то пластик начнет застревать из-за того, что температура меньше необходимой, или перегреваться и плавиться и тоже застревать из-за повышенной температуры.
Кроме того, если плохо следить, то пластик способен проникнуть внутрь ручки, застряв там. Нельзя допускать, чтобы конец нити уходил в ручку полностью.
СПРАВКА! Отрезок следует заменять на новый, когда еще остается видно 0,5-1,5 см нити снаружи.
Какие нужны инструменты, чтобы почистить 3Д ручку
Чтобы почистить сопло аппарата от вещества, которое в нее забилось, следует обзавестись некоторыми приспособлениями. Диаметр сопла ручек чаще всего составляет 0,6-0,7 мм. Тогда вам понадобится маленькое сверло, имеющее диаметр 0,5 мм, или другой инструмент, который способен войти в отверстие экструдера. Нередко пользователи выбирают для этих целей гитарную струну, имеющую толщину 0,33 мм. Приобрести ее можно в магазине, торгующем музыкальными товарами. Помимо этого, нужна еще обыкновенная отвертка, которая поможет разобрать ручку.
Как разобрать и почистить ручку, если она забилась
Порядок действий:
При наличии в ручке пластика, нужно попытаться его осторожно извлечь, нажав на кнопку обратной подачи пластика. При этом можно слегка помогать ему рукой. Перед этой процедуры лучше нагреть ручку до максимума.
Если у вас получилось вытащить остатки нити и на конце вы увидели оплавленный хвостик, то следует его обрезать и попытаться опять порисовать. Проблема может исчезнуть на этом этапе. Если этого не произошло, то следует:
Выключить ручку от электропитания.
Разобрать ее, открутив шуруп и открыв ручку.
Вытащить пластиковую трубку для подачи пластика из корпуса ручки. Обычно она с легкостью гнется, поэтому ее можно легко вытащить.
Если внутри этой трубки есть остатки пластика или какая-то грязь, то их следует аккуратно удалить и снова собрать устройство.
Но может быть такое, что трубка оказывается чистой, что говорит о скоплении пластика внутри носика ручки. Тогда его следует прочистить струной или сверлом, соблюдая максимальную осторожность.
СПРАВКА! Лучше всего чистить сопло, когда пластик в нем находится в жидком состоянии, то есть ручка должна быть нагрета и еще не успела остыть.
Теперь осталось собрать ручку, поставив трубку на место и закрутив шурупы. Лучше посмотреть видео, чтобы понять, как чистить ручку правильно.
Включить ручку в сеть и попробовать порисовать, чтобы пластик промыл сопло.
Теперь вы знаете, как почистить 3Д ручку, благодаря этому вы сможете продлить срок пользования ей и добиться максимального удовольствия при работе с пространственным моделированием.
3D-ручка для 3D-печатника, исправление запоротой печати / Хабр
Про 3D-ручки слышали уже почти все. Многие их пробовали, у многих они есть. Так что, пожалуй, этим гаджетом уже никого не удивишь. И, наверное, если дома есть 3D-принтер, то ручка на его фоне будет смотреться очень смешно. Но… Не стоит спешить, 3D-ручка может стать незаменимым помощником и очень удобным инструментом для любого мейкера. Сейчас я на своем примере покажу, как легко при помощи 3D-ручки спасти объемную модель, которая печаталась 41 час.
Начнем с осмотра гаджета.
Все стандартно, коробка, в ней инструкция, блок питания и сама ручка.
Длина провода у блока питания 1,4 м, должно хватить на большинство розеток, которые рядом со столами.
Блок питания на 12 Вольт, 3 Ампера.
В холостую легко выдает заявленные вольты, ток замерять не стал, тут уж извините. Переходим сразу к тесту.
Ручка, как ручка. Из интересного — это указанный диаметр сопла – 0,7 мм. Большим плюсом лично для меня является то, что ручка всеядная. Можно печатать как PLA, так и ABS. Еще есть ручная регулировка температуры.
Выбор режимов интуитивно прост. Нужно просто нажать на кнопки с боков экрана.
Далее нажимаем на кнопку подачи, можно один раз и отпустить. Начинается нагрев. Нагревается шустро, быстрее чем на 3D-принтере.
При достижении нужной температуры индикатор слева от экрана из красного становится зеленым.
Помимо регулировки температуры на ручке есть регулировка подачи пластика (скорость).
С другой стороны от регулировки подачи есть 2 кнопки – «выдавить» и «вытянуть».
Заправил для первого теста обрезок пластика, оставшегося от прошлой печати.
На первой подаче видно, что в сопле уже был какой-то пластик. Это хорошо, так как ручку реально проверяли. Некоторые производители принтеров поставляют их с распечатанной фигуркой на столе, пользователь сразу видит, что девайс рабочий и печатает как надо.
Тестовый пластик у меня был сразу не просто так, я заправил прозрачный SBS, он достаточно мягкий и часто в печати на принтере бывают с ним проблемы. Тут сразу все пошло бодро.
Небольшое лирическое отступление.
Вместе с ручкой мне дали и набор пластика.
3D палитра.
Кстати, очень неплохое дополнение к 3D-ручке. Помимо удобно расположенного пластика по отдельным кармашкам, тут есть отсек для хранения ручки, а также конверт с эскизами на кальке для легкого создания объемных моделей.
Перед делом проверим ручку на простой модельке.
Берем кальку и рисуем по контуру очки.
Когда пластик остынет, его легко можно снять с кальки. Снимаем.
Рисуем вторую дужку.
Далее приплавляем дужки к очкам.
Пластик PLA очень приятный в работе, легко размягчается и приклеивается друг к другу. Но есть один недостаток, его не стоит перегревать, он становится слишком текучим, но об этом позже.
Очки готовы.
Теперь к делу. Я печатал фигурку монстра Pinky из DOOM 3. Печать сразу не задалась, модель очень сложная с торчащими во все стороны шипами и прочими деталями. Печатал и в 2 экструдера с поддержками из HIPS, и с поддержками, сгенерированными в MeshMixer. Но при переходе к началу рук, всегда что-то отваливалось и приходилось останавливать печать. Возможно виноват пластик, ему почти год и хранился он без пакета и коробки, просто так.
В общем на третий раз я скомбинировал методы печати и на модель с поддержками из MeshMixer добавил поддержки из HIPS пластика. На середине печати увидел, что руки опять оторвало, но плюнул и допечатал до конца, решив просто приклеить испорченные детали.
Детали были допечатаны и сейчас при помощи 3D-ручки я их легко приклею к основной модели.
Вот с таким шовчиком получаются склеенные детали, зато прочно. А выступающий лишний пластик можно сточить или срезать ножом после обработки дихлорметаном.
Отпиливаем морду.
И приклеиваем новую, качественную.
Получается штопаное творение Франкенштейна.
Вот тут видно в сравнении качество старой и новой морды.
Переходим к рукам. Тут сложнее, местами получилась большая щель.
Но, в принципе, ручка легко справляется и с широкими щелями.
Остается только обработать швы.
Я не стал шкурить и точить их на сухую. Решил обработать всю модель хлористым метиленом, он одинаково хорошо растворяет и PLA, и ABS.
Швы стали более сглаженные, но самое главное — верхний слой пластика стал мягкий и легко срезается ножом, как пластилин. Выравниваем все швы, срезая излишки, и еще раз проходимся кистью с ДХМ.
И вот результат:
Напоследок заглянем внутрь 3D-ручки.
Вынимаем черный кончик и выкручиваем один единственный винтик.
Тут видно керамическое сопло с нагревателем и терморезистором, короткую трубку а ля боуден и экструдер на простом щеточном моторе. Подача регулируется скоростью вращения вала мотора. На моторчике стоит маленькая латунная шестеренка, проталкивающая пластик, с другой стороны все это прижимает маленький подшипник с плоским бортиком. В общем все очень просто, как калаш. Да, и помните, я писал про то, что не стоит перегревать PLA пластик. На фото в разобранном виде заметно что с обратной стороны нагревателя, где в нее входит трубка есть что-то красное. Это как раз PLA пластик, я немного порисовал им в режиме нагрева для ABS, и он стал настолько жидким, что пошел в обратную сторону. Если этим злоупотреблять, то я думаю там его может скопиться много и это приведет к перегреву и выходу из строя ручки. Будьте внимательны.
В заключении скажу, что раньше когда у меня не было ручки я был злой… Простите. 🙂 Раньше когда у меня не было такой ручки я заделывал испорченную печать паяльником. Хорошо помогал паяльник с регулировкой температуры. Но… сами понимаете — это не лучший инструмент для ремонта. Нужно одной рукой держать паяльник, другой подавать пруток, а третьей держать саму деталь. Еще вариант химически растворять пластик и заделывать щели. Но когда раствор высыхает он сильно усаживается и появляются провалы. Идеально тут получается именно 3D-ручкой. Из недостатков самой ручки я отмечу лишь питание на 12 В. Так как сейчас есть уже ручки на 5 В и их можно носить с собой, а запитывать от USB аккумулятора, это удобнее чем сидеть у розетки.
Потенциальным покупателям
Со скидкой 10% 3D-ручку Dali Plus и Палитру PLA можно приобрести по промокоду GT-3D.
Блог о 3D-ручке. Новинки, обзоры, интервью, лайфхаки. Вдохновляйтесь и творите. 3DKIT.ORG
Блог о 3D-ручке. Новинки, обзоры, интервью, лайфхаки. Вдохновляйтесь и творите. 3DKIT.ORG
Навигация по блогу
Поиск в блоге
Категории блога
Последние сообщения
ТОП-10 подарков на 8 марта, сделанных 3D ручкой
Опубликовано в:
Идеи 3D-ручки.
5 марта 2021 г.
8 марта – волшебный праздник для каждой девушки. Получить в этот день эксклюзивный подарок, созданный с любовью и только для…
Подробнее
Создайте фоторамку в форме сердца с помощью 3D-ручки. С днем Святого Валентина!
Опубликовано в:
Идеи 3D-ручки.
11 февраля 2021 г.
В преддверии Дня святого Валентина, который вдохновляет всех влюбленных на романтические поступки, мне тоже захотелось создать…
Подробнее
С Новым годом! Как нарисовать Снеговика под елкой!
Опубликовано в:
Идеи 3D-ручки.
20 декабря 2020 г.
Вот и пришла мне в голову мысль, что пора начинать подготовку к празднику. Берем в руки инструменты — трафарет, 3д ручку…
Подробнее
Почему моя 3D-ручка не работает?
Опубликовано в:
3D ручка. Основы
26 мая 2020 г.
3D-ручки сегодня в моде. С неисправностями, характерными для этих гаджетов, следует ознакомиться в…
Подробнее
Полезно ли ребенку рисовать 3D-ручкой?
Опубликовано в:
3D ручка. Основы
23 мая 2020 г.
3D ручка и рисование с ее развитием у ребенка воображения, творческих способностей и мелкой моторики
Подробнее
Посмотреть все последние сообщения
Популярные сообщения
Почему моя 3D-ручка не работает?
Опубликовано в:
3D ручка. Основы
26 мая 2020 г.
3D-ручки сегодня в моде. С неисправностями, характерными для этих гаджетов, следует ознакомиться в…
Подробнее
PLA или ABS: какой пластик выбрать для 3D-ручки?
Опубликовано в:
3D ручка. Основы
21 мая 2020 г.
В настоящее время очень популярны 3D-ручки. Для работы такого оборудования требуются специальные накальные материалы. Самый…
Подробнее
Как новичку научиться рисовать 3D-ручкой
Опубликовано в:
3D ручка. Основы
17 мая 2020 г.
Если вы только начинаете осваивать трехмерный рисунок, вы не сразу сможете начать ориентироваться в. ..
Подробнее
ТОП-10 подарков на 8 марта, сделанных 3D ручкой
Опубликовано в:
Идеи 3D-ручки.
5 марта 2021 г.
8 марта — волшебный праздник для каждой девушки. Получить в этот день эксклюзивный подарок, созданный с любовью и только для…
Подробнее
Полезно ли ребенку рисовать 3D-ручкой?
Опубликовано в:
3D ручка. Основы
23 мая 2020 г.
3D ручка и рисование с ее развитием у ребенка воображения, творческих способностей и мелкой моторики
Подробнее
Посмотреть все популярные сообщения
Теги блога
нити День Святого Валентина фоторамка пла как чаевые пресс сердце
Последние комментарии
Лучшие авторы
ТОП-10 подарков на 8 марта, сделанных 3D ручкой
Опубликовано в:
Идеи 3D-ручки.
5956
Просмотры
3 Понравилось
8 марта — волшебный праздник для каждой девушки. Получение в этот день эксклюзивного подарка, созданного с любовью и только для нее одной, принесет радость, улыбку и позитивный настрой. Современная и креативная 3D-ручка поможет вам создать настоящий шедевр.
Подробнее
Создайте фоторамку в виде сердца с помощью 3D-ручки. С днем Святого Валентина!
Опубликовано в:
Идеи 3D-ручки.
2586
Просмотры
0 Понравилось
В преддверии Дня святого Валентина, который вдохновляет всех влюбленных на совершение романтических поступков, мне тоже захотелось сотворить что-то нежное и нестандартное. Немного подумав, я начал делать фоторамку, которая достойно украсит наш дом.
Подробнее
С Новым годом! Как нарисовать Снеговика под елкой!
Опубликовано в:
Идеи 3D-ручки.
2019
Просмотры
0 Понравилось
Вот и пришла мне в голову мысль, что пора начинать подготовку к празднику. Взяв в руки инструменты — трафарет, 3d ручку и пластик, я приступил к созданию новогоднего чуда — снеговика. Нарисуйте свой праздник сами и подарите хорошее настроение своим близким!
Подробнее
Почему моя 3D-ручка не работает?
Опубликовано в:
3D ручка. Основы
45532
Просмотры
8
Комментарии
23 Понравилось
3D-ручки сегодня в моде. Следует заранее ознакомиться с неисправностями, характерными для этих гаджетов, чтобы работа с устройством вызывала минимум проблем.
Подробнее
Полезно ли ребенку рисовать 3D-ручкой?
Опубликовано в:
3D ручка. Основы
5468
Просмотры
1
Комментарий
5 Понравилось
3D ручка и рисование с ее развитием у ребенка воображения, творческих способностей и мелкой моторики
Подробнее
PLA или ABS: какой пластик выбрать для 3D-ручки?
Опубликовано в:
3D ручка. Основы
8603
Просмотры
1
Комментарий
10 Понравилось
В настоящее время очень популярны 3D-ручки. Для работы такого оборудования требуются специальные накальные материалы. Наиболее популярными видами пластика являются ABS и PLA. Какой из них вы должны предпочесть?
Подробнее
Как новичку научиться рисовать 3D-ручкой
Опубликовано в:
3D ручка. Основы
8584
Просмотры
1
Комментарий
8 Понравилось
Если вы только начинаете осваивать трехмерный рисунок, вы не сразу сможете начать ориентировать линии в пределах трех осей координат. Прочтите наш пост, чтобы понять, как начать создавать свои первые работы с помощью 3D-ручки.
Подробнее
Политика конфиденциальности и файлы cookie
Просматривая этот сайт, вы принимаете файлы cookie, используемые для улучшения и персонализации наших услуг и маркетинга, а также для социальной активности. Ознакомьтесь с нашей политикой конфиденциальности, чтобы узнать больше о том, что мы делаем с вашими данными, а также о ваших правах и возможностях выбора, в том числе о том, как управлять файлами cookie.
Как прочистить и почистить сопло 3D-ручки — печать в 3D
Ручки для 3D-печати — это удобные маленькие гаджеты, которые позволят вам раскрыть свой творческий потенциал. Это невероятно доступная штуковина, которая знакомит вас с миром 3D-печати. Но общая неприятность с 3D-ручками заключается в том, что их сопло легко забивается.
Вот как прочистить и очистить сопло 3D-ручки:
Разбить застрявшую нить иглой.
Использовать атомный метод холодного вытягивания.
Проведите чистящую или нейлоновую нить через 3D-ручку.
Снимите и очистите поверхность сопла.
Используйте растворитель для очистки сопла.
3D-ручка бесполезна, если ее сопло забито или загрязнено. В этой статье объясняется, как тщательно очистить сопло 3D-ручки, чтобы вы могли сразу вернуться к созданию новых проектов. Вы также узнаете, как содержать сопло в чистоте в будущем.
1. Разрыхлите застрявшую нить с помощью иглы
Самый простой способ прочистить сопло 3D-ручки — использовать иглу.
В каждом 3D-принтере в мире время от времени нить застревает в горячем конце. Вот почему чистящие иглы являются обязательной частью вашего набора инструментов для 3D-ручки.
Было бы неплохо приобрести комплект для чистки 3D-принтеров на Amazon.com. Вы получаете пару очень острых прецизионных пинцетов, чтобы вытащить нить. Что еще более важно, вы получаете иглы для чистки сопла с гребнями, чтобы извлечь больше нити.
Если у вас нет игл для чистки форсунок, не расстраивайтесь. Вы также можете использовать швейную иглу, но будьте осторожны.
Если вы нажмете слишком сильно, вы можете повредить тефлоновую трубку.
Вот как вытащить застрявшую нить с помощью иглы:
Нагрейте сопло до рабочей температуры. Где-то между 410–482 °F (210–250 °C) лучше всего подходит для большинства типов нитей.
Осторожно введите иглу на несколько миллиметров в сопло, а затем выньте ее. Повторите это несколько раз.
Проверьте, не засорилось ли сопло 3D-ручки, пропустив через него больше нити.
Если нить не выходит, повторите шаг 2.
Не беспокойтесь, если нить не выходит из сопла. Вероятно, это просто означает, что у вас особенно плохой засор. Решите эту проблему, увеличив температуру 3D-ручки настолько, насколько это возможно.
Если нить по-прежнему не выходит, то нить, скорее всего, застряла не в сопле, а в другом месте.
Откройте 3D-ручку, чтобы проверить, в чем проблема. Вы, вероятно, можете сделать это с помощью обычной отвертки и ничего больше.
Проверьте, не застряла ли нить в белой тефлоновой трубке.
Если все в порядке, полностью снимите насадку и введите в нее иглу. Вы должны быть в состоянии получить его полностью.
2. Метод атомной холодной протяжки
Наконец-то вы снова получили поток нити через сопло 3D-ручки. Однако это не означает, что через несколько минут он снова не засорится.
Вот почему вам нужно использовать метод холодного извлечения, который часто называют атомарным извлечением или атомарной очисткой. Он включает в себя вставку нити в сопло и регулировку температуры, чтобы устранить засор.
Этот метод обычно используется на полноразмерных 3D-принтерах. Но ничто не мешает вам использовать его на 3D-ручке.
Как следует из названия метода, вы вытягиваете нить, когда она холодная. Однако в данном случае «холодный» не означает «комнатной температуры». Все равно будет относительно жарко.
Для холодного вытягивания можно использовать любой тип нити. Я рекомендую вам использовать ту же нить, которую вы обычно используете. Он будет лучше прилипать к тому, который засорен.
В противном случае используйте нейлоновые нити. Большинство профессионалов клянутся ими за атомарную чистоту.
Вот как сделать холодную вытяжку:
Нагрейте сопло 3D-ручки до рабочей температуры материала нити.
Обрежьте ножницами нить под углом 45 градусов, чтобы получить заостренный конец.
Вставьте нить в 3D-ручку. В идеале через сопло должно пройти некоторое количество нити.
Понизьте температуру примерно до 158–194 °F (70–90 °C).
Продолжайте проталкивать нить, пока сопло не остынет. Не прилагайте слишком много усилий, потому что нить может порваться.
Когда 3D-ручка остынет, вытяните нить.
Обратите внимание, что вам может понадобиться немного поэкспериментировать с температурой. Это зависит от точности показаний температуры и типа используемой нити накала.
Возможно, вам придется несколько раз повторить атомную тягу, чтобы удалить весь мусор.
Будьте осторожны, вытягивая нить. Если вы сделаете это неправильно, нить порвется и застрянет в сопле.
В этом случае нагрейте сопло и вытащите нить пинцетом.
3. Очистка диска или нейлоновая нить через 3D-ручку
Благодаря первым двум шагам сопло 3D-ручки должно быть полностью очищено.
Пришло время переключить внимание на уборку.
Для этого воспользуемся чистящей нитью. Он чем-то похож на нейлон, но лучше подходит для тщательной очистки сопла.
Если у вас его нет, используйте нейлоновые нити. Это будет не так хорошо, но с работой справится.
Чистящая нить собирает оставшуюся грязь, остатки и грязь, когда вы пропускаете ее через 3D-ручку.
Чистящую нить eSUN можно приобрести на Amazon.com. Это первоклассное качество, и оно, несомненно, очистит ваше сопло от засорения и сделает его чистым до скрипа.
Вы должны использовать чистящую нить не реже одного раза в неделю для профилактической очистки.
Особенно важно продеть кусок чистящей нити, прежде чем переходить на другой материал. Смешивание типов филамента, возможно, в первую очередь засорило сопло.
Итак, как использовать чистящую нить?
Загрузите чистящую нить в 3D-ручку, нагрейте ее до упора и выдавливайте, пока она не станет чистой на другом конце.
Вот и все. В начале вы увидите массу неприятных вещей.
4. Снимите и очистите поверхность сопла
Теперь ваше сопло не засорено и полностью чистое изнутри. Однако внешняя часть сопла также может сильно загрязниться.
И когда он грязный, нить будет выдавливаться медленнее. Также сложнее работать с 3D-ручкой.
Кроме того, нить будет собирать на поверхности сопла мелкие пылинки и другую грязь. Это, в свою очередь, ставит под угрозу структурную целостность ваших проектов.
Один из самых простых способов очистить сопло – использовать влажную ткань или влажную салфетку, пока оно еще горячее. Протрите его, но будьте осторожны. Используйте несколько слоев ткани, чтобы предотвратить ожоги.
Но это работает, только если сопло слегка загрязнено. Если он настолько грязный, что становится черным, вам придется провести более тщательную очистку.
На большинстве 3D-ручек можно снять сопло, сняв верхнюю часть. Вытащите сопло, потянув за него прямо.
Очистите сопло проволочной щеткой. Мне нравится держать насадку плоскогубцами для крепкого захвата.
Но используйте для сопла только щетки с латунной щетиной. Латунь мягче стали, поэтому не царапает сопло.
Царапины — это не только эстетика. Поцарапанное сопло замедляет экструзию нити и быстрее загрязняется.
Когда сопло станет полностью чистым и блестящим, соберите 3D-ручку.
5. Используйте растворитель для очистки сопла
Поскольку 3D-ручки считаются приспособлениями для любителей, а не инструментами, в большинстве из них используется PLA.
PLA — это сокращение от полимолочной кислоты, и это самый популярный термопластик для 3D-печати. С ним легко работать, он плавится при низких температурах и растворяется в нескольких химических веществах.
АБС — еще один популярный материал, который также обладает низкой химической стойкостью.
Если вы используете нейлон, растворить его в химикатах практически невозможно.
Очистить сопло растворителем относительно легко. Мы сосредоточимся на PLA, потому что это, скорее всего, то, что вы используете со своей 3D-ручкой.
PLA растворяется в ацетоне, метилэтилкетоне, гидроксиде натрия и некоторых других химических веществах.
Я рекомендую вам использовать ацетон, потому что он у вас, вероятно, уже есть. Он есть в большинстве средств для снятия лака.
Вот как очистить сопло 3D-ручки химическими средствами:
Поместите сопло в небольшую пластиковую миску.
Налейте жидкость для снятия лака так, чтобы сопло было полностью погружено.
Отложите и подождите 12-24 часа.
Почистите сопло щеткой из латунной проволоки. Используйте перчатки, чтобы защитить руки от агрессивного ацетона.
Промойте насадку холодной водой и дайте ей полностью высохнуть.
Соберите 3D-ручку.
Способы предотвратить засорение сопла 3D-ручки в будущем
Засорение неизбежно при использовании современной технологии 3D-печати. Но есть некоторые шаги, которые вы можете предпринять, чтобы значительно сократить его.
Итак, вот несколько советов, которые снизят вероятность засорения сопла.
Используйте правильную температуру
На сегодняшний день наиболее распространенной причиной застревания нити в сопле является неподходящая температура.
Например, горячий конец нагревается достаточно, чтобы расплавить нить. Но сопло еще недостаточно нагрето, поэтому холодное сопло затвердевает до того, как нить выйдет из пера.
Дайте 3D-ручке хотя бы пять минут нагреться, прежде чем начать ее использовать.
С другой стороны, нить расплавится, прежде чем покинуть ручку, если температура слишком высокая. Это приведет к засорению горячей части сопла.
Такой беспорядок чрезвычайно трудно убрать. Поэтому используйте только температуру, рекомендованную для вашего материала.
Для PLA используйте диапазон 365–400 °F (185–205 °C). Вы получите наилучшие результаты без засорения.
Содержите нить в чистоте
Загрязнения на нити будут накапливаться в 3D-ручке очень быстро. Перед использованием нить должна быть чистой и сухой.
Любая пыль, попадающая в сопло, навсегда там застревает.
Итак, перед использованием протрите нить влажной салфеткой или сухой тканью. Следите за тем, чтобы пыли было как можно меньше.
Используйте высококачественную нить
Низкокачественные материалы всегда являются плохим выбором, когда речь идет о 3D-печати.
Дешевые нити накаливания являются одной из наиболее частых причин засорения.
Всегда стоит потратить несколько дополнительных долларов на хорошие вещи. Ваши проекты будут более качественными, а засорений будет меньше.
Эта высококачественная PLA-нить Overture от Amazon.com не спутывается, не пузырится и не забивается, поэтому она идеально подходит для вашей 3D-ручки.
Проведите очистку нити при замене материалов и обслуживании
Всякий раз, когда вы заменяете нить в 3D-ручке, вы должны сначала очистить сопло.
Пропустите немного чистящей нити через сопло, пока оно не выйдет чистым.
Но вы также должны проводить профилактическую чистку. Это во многом зависит от того, как часто вы используете 3D-ручку.
Как только вы заметите незначительное изменение толщины экструзии или скорости ее выхода, очистите сопло.
Колесо с винтом, D25мм, 45х65мм, латунь пат., 31008.04500.03
0
1030 руб1154 руб
Скидка 11%
ЗЧ №8 для Multicut, Втулка
0
1460 руб1635 руб
Скидка 11%
Колесо со стаканом, D21мм, 43х60мм, латунь пат., 31006.02100.03
0
1370 руб1534 руб
Скидка 11%
Колесо с винтом, D34мм, 55х73мм, латунь пат., 31008.05500.03
0
1390 руб1557 руб
Скидка 11%
Защелка мебельная, 48х31мм, 39073. 04800.11
0
1440 руб1613 руб
Скидка 11%
Коннектор шланга и рукояти PROVAC, 80061
0
1300 руб1456 руб
Скидка 11%
Замок накладной, 3 точки запирания, 25мм, тропикал., 39033.02500.17
0
1740 руб1949 руб
Скидка 11%
Колесо со стаканом, D25мм, 57х75мм, латунь пат., 31004.02500.03
0
1890 руб2117 руб
Скидка 11%
Колесо со стаканом, D31мм, 61х72мм, латунь пат., 31006.03100.03
0
2100 руб2352 руб
Скидка 11%
ЗЧ №49 для Multicut1,2, Выключатель
0
2480 руб2778 руб
Скидка 11%
Замок накладной, 3 точки запирания, 25мм, латунь., 39021.02500.17
0
2210 руб2475 руб
Скидка 11%
Камень для правки абр.брусков грубых и средних, 206*53*27мм, 100грит
0
3290 руб3685 руб
Скидка 11%
ЗЧ №50 для Multicut1,2, Прижим (в компл.№24,39,43,50,51,52,53)
0
3300 руб3696 руб
Скидка 11%
Камень Nagura, Botan, натуральн, прим.50*40*30мм
0
3740 руб4189 руб
Вы смотрели
Сегодня покупают
Скидка 39%
Стамеска полукруглая 15мм с деревянной рукояткой Bailey Stanley 2-16-951
2
1150 руб1890 руб
Полотно для ножовки по металлу биметаллическое 18 зубьев/дюйм 300мм Laser Stanley 1-15-557 1 штука
0
199 руб
Скидка 11%
Клей для дерева водостойкий Titebond III Ultimate Wood Glue 473мл (1414)
0
1450 руб1625 руб
Скидка 33%
Тёрка STANLEY под сетку для гипсокартона 0-28-211
0
550 руб817 руб
Скоба для строительного степлера 530/08 (53/8) 5000 шт. RON 10101405
0
550 руб
Скидка 17%
Сегментированное лезвие OLFA 18 мм, 50 шт, в боксе OL-LB-50
0
1900 руб2300 руб
Набор из 12 резцов Standart в деревянной коробке Narex 894850
0
22000 руб
Струбцина трубная PC-34-11 3/4″ KRAFTOOL 32301-2
0
3600 руб
Ключ разводной быстрозажимной до 58 мм Irwin 10503642
0
3500 руб
Скидка 31%
Брусок абразивный алмазный 150х50 мм, Р 400 ( желтый ) FIT 38333
0
450 руб650 руб
Ленточный зажим BAN 400 Bessey BE-BAN400
0
4350 руб
Скидка 11%
Пильный диск Dimar 91105383 тонкий пропил D160x20x2,2 Z48 для ДСП и МДФ_S
0
3990 руб4500 руб
Пистолет для герметика 225 мм полукорпусной, гладкий шток FIT 14209
0
255 руб
Скидка 29%
Уровень 230мм Torpedo FatMax STANLEY 0-43-603
0
1800 руб2543 руб
Строительный маркер для глубоких отверстий Pica BIG Ink белый PICA-MARKER 170/52/SB
0
1425 руб
Отвертка SL3 75мм Cushion Grip Stanley 0-64-915
0
299 руб
Скидка 35%
Лезвие для ножа с отламываюшимися сегментами 18мм 10шт Stanley 0-11-301
0
299 руб460 руб
Скидка 20%
Карандаш автоматический Pica-Dry Pica 3030
0
1590 руб1990 руб
Скидка 28%
Стамеска 32мм Dynagrip Stanley 0-16-881
0
950 руб1320 руб
Скидка 19%
Переставные плоскогубцы 300мм Fatmax Groove Stanley 0-84-649
0
1700 руб2100 руб
Скидка 9%
Отвертка индикаторная шлиц 3 мм 220-250 В Stanley 0-66-119
0
499 руб550 руб
Журнал WoodМастер №3 (75) 2020
0
299 руб
Журнал WoodМастер №2 (74) 2020
0
299 руб
Журнал WoodМастер №2 (79) 2021
0
299 руб
Скидка 23%
Электрический лобзик Makita 4326
0
5000 руб6500 руб
Набор для восстановления резьбы M8x1,25, 1,5xD VOLKEL 04012
0
3712 руб
Скидка 60%
Сверло по металлу 4. 2 мм HSS-CNC Stanley 50708-QZ
0
99 руб250 руб
Фреза концевая радиусная D=16,0 I=12,7 S=8,0 R=1,60 CMT PRO 938.0116
0
2000 руб
Скидка 64%
Набор ключей гаечных накидных MaxiDrive 6шт 6-17 мм Stanley 4-87-055
0
2500 руб6950 руб
Окантовочная фреза TR618 для Trio Dremel 2615T618JA
0
750 руб
Как правильно выбрать тип зажима заготовки на станках с ЧПУ
Содержание статьи:
Устройство фиксации деталей является одним из важнейших механизмов в производстве с ЧПУ. Инструменты и заготовки монтируются или удерживаются в устройствах фиксации. Существует несколько типов устройств фиксации деталей для станков с ЧПУ. Однако правильный выбор фиксатора для обработки должен дополнять требования к производству с ЧПУ. При неправильном выборе устройства фиксации, заготовка и режущий инструмент могут быть повреждены из-за воздействия вибраций, поломки наконечников, ослабления крепления и т.д. Все эти факторы приводят к ошибкам в готовых изделиях. В этом материале мы рассмотрим рекомендации по выбору типа зажима для обработки на станках с ЧПУ в соответствии с производственными требованиями.
Рекомендации по выбору правильного типа зажима для обработки на станках с ЧПУ
Тип зажима следует выбирать в соответствии с производственными требованиями. Часто производство осуществляется большими партиями. Металлические изделия могут иметь простую или сложную конструкцию, и в зависимости от этих факторов могут отличаться наклон режущего инструмента, ориентация заготовки и т.д. Фиксатор для обработки с ЧПУ также влияет на время обработки заготовки и время производства.
Как правило, комбинированные зажимы подходят для мелкосерийного производства изделий.
Зажим для строительного блока или комбинированный зажим — это объединенная система фиксаторов. Он оснащен строительным блоком, который имеет несколько пазов для установки различных режущих инструментов. Обладает универсально стандартизированной конструкцией, соответствующей различным обрабатывающим инструментам с ЧПУ. В мелкосерийном или малообъемном производстве эти типы фиксаторов для инструментов подходят, поскольку они сокращают общий производственный цикл. Строительный блок можно поворачивать для выравнивания конкретного режущего инструмента с ЧПУ по обрабатываемой детали, чтобы сократить время замены инструмента. Это также делает данные комбинированные зажимы идеальными для бесшовной обработки с ЧПУ.
Комбинированные зажимы могут содержать два дополнительных компонента:
Прецизионные Плоские Плоскогубцы — это сборочные детали в комбинированных зажимах, и они помогают выровнять инструменты в фиксаторах. Их рекомендуется использовать, если усилие превышает 5000 кгс.
Основание Зажима – это поверхностные пластины, установленные между позиционирующей поверхностью и обрабатываемой деталью. Они используются для точного выравнивания металлической заготовки для правильного взаимодействия инструмента и заготовки во время обработки
Выбор зажима с ЧПУ для крупносерийного производства:
Производственные циклы более длительны при обработке больших объемов, а также увеличивается время ожидания и подготовки. Для сокращения общего периода производства используются гидравлические или пневматические устройства фиксации:
Гидравлические/Пневматические Зажимы — это особый тип фиксаторов, используемых для надежной фиксации режущих инструментов в течение длительных производственных циклов. Они используют гидравлическую или пневматическую энергию в качестве источника питания для устройства фиксации инструмента. Они выдерживают более высокую силу обработки и обеспечивают точность позиционирования инструментов и заготовок.
Электрические постоянные магнитные удерживающие устройств фиксации подходят для обоих типов производственных циклов с ЧПУ.
Электрические Постоянные Магнитные Зажимы — это магнитные устройства фиксации, способные удерживать инструмент всего за 1 секунду. Они сокращают время, и, следовательно, сокращается общее время производства. Подходят для мелкосерийного и крупносерийного производства, где усилие составляет не менее 450 кгс.
Правильный выбор зажима для обработки с ЧПУ является задачей оператора станка. Оператор должен быть обучен правильному выбору. Именно поэтому для своих проектов по механической обработке следует выбирать производителей ЧПУ с многолетним опытом и знаниями, таких как компания Артель в Тольятти – столице автомобильной промышленности России. Компания осуществляет промышленную металлообработке изделий из металла на современных станках с ЧПУ, соответствующих самым строгим стандартам качества.
Формирование | Магазин Felder Group
‘>
Привет
Ваш профиль
Учетная запись пользователя
Учетная запись пользователя магазина
Выйти
Авторизоваться
0
0
Корзина
Ваша корзина пуста.
4 продукта / 5 вариантов
Сортировать по
назад
Ручной зажим заготовки
Пневматические зажимы
% Распродажа
Пневматические зажимы
Пневматические зажимы со спиральным шлангом 4000 мм
доступно несколько вариантов
Может использоваться на всех панельных пилах и фрезерных станках, оснащенных подвижным столом.
продолжить чтение
вместо 971,00 $
от 898,00 $
Сэкономьте до $73,00
искл. налог с продаж , без стоимости доставки
вместо 971,00 $
от 898,00 $
Сэкономьте до $73,00
вкл. 0% налог , без стоимости доставки
продолжить чтение
% Распродажа
Пневматические зажимы
Дополнительный пневматический зажим
430-141 | для 430-139 и 430-140
Подходит для всех раскроечных станков и профилегибочных станков, оснащенных подвижным столом/столом с шипами и пазами (крепление с Т-образным пазом)
продолжить чтение
вместо 971,00 $
898,00 $
Сэкономьте до $73,00
искл. налог с продаж , без стоимости доставки
вместо 971,00 $
898,00 $
Сэкономьте до $73,00
вкл. 0% налог , без стоимости доставки
Количество
% Распродажа
Ручной зажим заготовки
Эксцентриковый зажим
400-108 | с зажимным валом Ø 20
Подходит для винтового крепления M20.
продолжить чтение
вместо 243,00 $
189,00 $
Сэкономьте до $54,00
искл. налог с продаж , без стоимости доставки
вместо 243,00 долл. США
189,00 долл. США
Сэкономьте до $54,00
вкл. 0% налог , без стоимости доставки
Количество
Ручной зажим заготовки
Вращающийся зажим
01.5.001 | с зажимным валом Ø 20
Подходит для винтового крепления M20.
продолжить чтение
$145. 00
искл. налог с продаж , без стоимости доставки
145,00 $
вкл. 0% налог , без стоимости доставки
Количество
Klamp Plate-«¢ опорная пластина зажима заготовки.
Чтобы иметь возможность использовать все возможности sautershop.com, мы рекомендуем активировать Javascript в вашем браузере.
Кирпичику LEGO исполнилось 60 лет – DW – 28.01.2018
Фото: DW/M.Rohwer-Kahlmann
Культура
Ефим Шуман
28 января 2018 г.
60 лет назад был запатентован механизм сцепления деталей для детских конструкторов, придуманный в Дании. DW вспоминает необыкновенную историю юбиляра — кирпичика LEGO.
https://p.dw.com/p/2ra96
Реклама
История LEGO, самой знаменитой серии развивающих игрушек, началась еще в 1930-е годы. Столяр Оле Кирк Кристиансен начал вырезать из дерева в своей мастерской, что в деревне недалеко от датского городка Биллунд в Ютландии, деревянные игрушки, в частности — кубики-кирпичики, которые можно было легко соединять друг с другом и разъединять.
Гениальный столяр
Эти деревянные детали для сборки и моделирования датчанин придумал не от хорошей жизни: в результате экономического кризиса заказов на столярные и плотницкие работы было очень мало, и поэтому мастеру пришлось обратиться, так сказать, к малым формам. Помогал ему двенадцатилетний сын. Вдвоем они делали домики для кукол, деревянных собачек, которых можно было тянуть за веревочку, и знаменитые нынче кубики. Новую фирму по изготовлению игрушек назвали LEGO: от датского «leg godt» — «играй хорошо».
Фото: Imago/MiS
После Второй мировой войны, когда вместо дерева начали активно использовать пластмассу, датский столяр влез в долги и приобрел соответствующее оборудование — литейные машины. Какое-то время ушло на эксперименты, но к 1958 году был разработан современный дизайн LEGO, а 28 января 1958 года, ровно 60 лет назад, был получен патент на кирпичик с его особой системой крепления.
Креативные конструкторы
За долгие годы компания, штаб-квартира которой и сегодня находится в датском Биллунде, произвела около 400 миллиардов кирпичиков и «лего-человечков» — маленьких фигурок для различных наборов. Если их можно было бы поделить между жителями нашей планеты, то каждый бы получил около 60 деталей LEGO.
LEGO Group является третьим по величине концерном в мире, выпускающим детские игрушки, его годовой оборот составляет около пяти миллиардов евро. В Биллунде, некогда маленьком городке, построен международный аэропорт, который принимает пассажирские лайнеры с гостями парка аттракционов «Леголенд» (Legoland). После парижского «Диснейленда» это — самый знаменитый парк развлечений в Европе, и все здесь построено из LEGO. Их триумфальное шествие объясняется, прежде всего, гениальностью изобретения, креативными возможностями простой, казалось бы, игрушки. Два кирпичика LEGO можно соединить 24 различными способами, а семь таких кирпичиков, как подсчитали математики из университета датского города Орхус, — это уже 85 миллиардов вариантов.
Но LEGO — это не только кирпичики, причем уже давно. Диапазон деталей огромен. Выпускаются самые разные конструкторы и тематические наборы — от «Звездных войн» до архитектурных памятников. Простейшие (из серии Duplo) предназначены для самых маленьких, а сложные технические наборы (LEGO Technic) рассчитаны на подростков. Кирпичики LEGO даже побывали в космосе: в мае 2011 года их взяли на МКС, где астронавты проводили с ними различные эксперименты.
Но не все так уж безоблачно в «кирпичном королевстве». Периодически компании приходится выходить из кризисов, увольняя сотрудников и борясь с более продвинутыми производителями компьютерных игр, а также с конкурентами, ворующими идеи LEGO и выпускающими более дешевые конструкторы.
Смотрите также:
Написать в редакцию
Реклама
Пропустить раздел Еще по теме
Еще по теме
Показать еще
Пропустить раздел Топ-тема
1 стр. из 3
Пропустить раздел Другие публикации DW
На главную страницу
Как правильно сложить кирпичики Lego в виртуальном мире
Нильс Кристиансен / Lego
Оранжевый поезд Lego Duplo не выглядит чем-то революционным. Игрушка для детей от двух лет и старше умеет ездить по рельсам взад и вперед и светить фонарем. Но для Lego, крупнейшего в мире производителя игрушек, это знаковый продукт, пишет FT. С июня этого года можно купить модели поезда, которые запускаются со смартфона через Bluetooth. «Мы по-прежнему считаем, что игра с кирпичиками лежит в основе всего, что мы делаем. Но цифровые технологии дают возможность ее усовершенствовать. В идеале дети не должны делать разницы между «Я играю» и «Я играю виртуально», – объяснял Кристиансен FT.
Поезд Duplo – типичный образчик того, как создаются товары Lego. В приложении можно управлять поездом, сыграть в мини-игру и даже пощекотать машиниста. Разрабатывала игрушку бригада из четырех инженеров, двух дизайнеров деталей Lego и двух цифровых дизайнеров. Команда работала целых два года, потратив в том числе немало времени на консультации с датскими психологами по поводу того, как играют дети, пишет FT.
Кристиансен считает, что не следует возиться с созданием цифровых продуктов так долго, как это принято в перфекционистском подходе к игрушкам из настоящего мира. Это правильно, соглашается FT: такая медлительность была одной из причин, почему через полтора года после запуска в 2010 г. закрылась многопользовательская онлайн-игра Lego Universe. А еще Кристиансен считает цифровые технологии лишь дополнением к игрушкам.
«Родителям важно, чтобы дети не затерялись в цифровом мире», – цитирует FT одного из дизайнеров паровозика – Элизабет Каль-Бакес. Так что в приложение вшиты ограничения по времени использования, а поезд можно запустить безо всяких смартфонов, просто нажав на нем кнопку.
И ездит, и скорость показывает
В портфолио Lego есть модель Bugatti Chiron из 3599 деталей. На этом компания не остановилась и придумала первую полноразмерную действующую Bugatti Chiron из детского конструктора. Если не считать стальной рамы, колес и еще ряда деталей, она полностью состоит из Lego. Потребовалось более 1 млн деталей и 13 400 часов работы. 1304 моторчика Lego Power Function обеспечивают мощность в 5,3 л. с. Двери у нее открываются, спойлер поднимается по нажатию кнопки, а собранный из Lego спидометр показывает реальную скорость. На треке в коммуне Эра-Лессин в Германии тест-пилот Bugatti Энди Уоллес разогнал машину до 20 км/ч. Для сравнения: у настоящего Bugatti Chiron 1500 л. с., максимальная скорость искусственно ограничена 420 км/ч, а вот в весе разница между оригиналом и моделью Lego не так велика: 2 т против 1,5 т.
Но найти баланс виртуальности и реальности – ключевая вещь для производителя игрушек. После того как в начале 2000-х компания чуть не разорилась, она больше 10 лет росла «сверхъестественно», как шутят ее руководители. Выручка подскочила в 5 раз. Однако сейчас Lego может оказаться на пороге нового кризиса. В прошлом году впервые с 2004 г. упала выручка и впервые с 2007 г. – чистая прибыль.
Кристиансен бодрится: это всего лишь передышка после бурного развития. А проблемы с выручкой объясняет тем, что избавились от лишних товарных запасов. Он надеется, что в следующем году толчок бизнесу придадут выход на экраны продолжения выпущенной в 2014 г. полнометражной ленты «Лего. Фильм 2», новые цифровые продукты и корректировка стратегии «назад»: рост на международном рынке вновь возвращается в число приоритетов, особенно в Азии (в Европе и Северной Америке у компании сложности с розничными продажами, предупреждает Reuters).
Но FT задается вопросом, сможет ли бизнес-модель Lego, делающая ставку на один вид игр – пластиковые кирпичики, – выжить в мире Fortnite и Minecraft? 52-летний Кристиансен, возглавлявший одну из крупнейших датских промышленных компаний, Danfoss, и считавшийся претендентом на пост главы Maersk, должен помочь Lego проложить курс через самые опасные воды с тех пор, как около 15 лет она оказалась на краю финансового краха.
Самый быстрый мопед
Кристиансен с сестрой выросли в коммуне Обенро на юге Дании. В объявлениях о продаже недвижимости в ней любят упоминать о великолепном виде на фьорды, пишет датская газета Berlingske. «У нас было весьма свободное воспитание с большим доверием к детям, к тому, что я сам в состоянии устанавливать себе ограничения. Родители не задавали нам цель. Но отец много работал, и мне приходилось прилагать массу усилий, чтобы быть достойным его. Единственный совет, который я получил, выбирая институт, – что мне не надо стремиться в инженеры, потому что и так полно другой работы», – рассказывал Кристиансен Berlingske.
Он с детства любил возиться с техникой. Например, покупал и чинил подержанные мопеды. Мечтал стать военным летчиком («Истребитель – это самый быстрый мопед, который можно представить») и изучал все необходимые для поступления в академию ВВС предметы. Но подвела генетика. Кристиансен вымахал до 1,95 см. В какой-то момент стало ясно, что в кабину военного самолета он не влезет и пора думать о другой профессии.
В 1981 г. в Копенгагене открылась выставка компьютерной техники. Отца командировали туда подобрать нужное для компании оборудование, а он взял в поездку 15-летнего сына. Так Кристиансен влюбился в цифровые технологии: «Я ожесточенно работал все свободное время, чтобы скопить на собственный компьютер» (цитата по Berlingske). В конце концов он решил пойти учиться на инженера, но чуть другой направленности, чем отец. Нильс выбрал электронику. Он уверял FT, что если бы не пошел в руководители, то сидел бы сейчас, выдумывал и развивал «что-то, чего до сих пор не существовало».
Датский технический университет он закончил с оценкой 12,2 по 13-балльной шкале. Его интересовали математические методы оптимизации и бизнес. Поэтому когда консультанты McKinsey в течение трехчасовой лекции агитировали студентов наниматься к ним в компанию, Кристиансен не колебался. В 1991 г., став консультантом McKinsey, он обнаружил, что пропасть между математическими выкладками и их применением в реальном бизнесе больше, чем ему казалось.
Поэтому в 1992–1993 гг. он отправился во Францию получать образование в INSEAD, затем вернулся на должность консультанта. «В McKinsey вы не учитесь, как быть лидером. <…> Вы занимаетесь абсолютно противоположным. Проводите анализ и отдаете его результаты тем, кто принимает решения. Но мне интересно было действовать в реальности», – говорил он Berlingske.
Шанс не заставил себя долго ждать. В 1995 г. хедхантеры предложили ему стать директором по корпоративному развитию швейцарского производителя стройоборудования и стройматериалов Hilti. Кристиансен легко согласился на переезд в другую страну: в INSEAD он отлично подтянул французский язык. Каков же был его ужас, когда выяснилось, что в Швейцарии говорят в основном на немецком. Пришлось срочно осваивать еще один язык.
Любовь к Bluetooth
Через два года Кристиансен вернулся на родину и пошел работать к производителю наушников и гарнитур GN Netcom, один из самых известных брендов которого – Jabra. Оттуда его увлечение технологией Bluetooth, объясняет FT: он участвовал в создании первой в мире Bluetooth-гарнитуры. В 2000 г. 33-летний Кристиансен стал гендиректором GN Netcom, в 2003 г. – исполнительным вице-президентом всей группы GN Store Nord и мог бы претендовать на первый пост. Но тут последовало приглашение отобедать с владельцем Danfoss (производит тепловую автоматику и холодильную технику) Йоргеном Мэдсом Клаузеном.
Lego Group, производитель игрушек
Совладельцы: Kirkbi A/S – инвестиционная компания семьи Кирка Кристиансена (75%), фонд Lego Foundation (25%). Финансовые показатели (2017 г.): Выручка – 35 млрд датских крон ($5,6 млрд), Чистая прибыль – 7,8 млрд крон ($1,3 млрд). Основана в 1932 г. Оле Кирком Кристиансеном. Название образовано от двух датских слов – leg godt, которые означают «играть с увлечением».
Клаузен омолаживал топ-менеджмент своей компании и решил, что Кристиансен не устоит перед предложением перейти на аналогичную должность к нему. Тем более что штаб-квартира Danfoss была в родной для Кристиансена и его жены коммуне, в полутора десятках километров от отчего дома. На самом деле понабилось полгода уговоров. Кристиансен был доволен своей работой и не испытывал восторга от перспективы менять учебные заведения для детей. Переезд изменил некоторые его привычки, пишет Berlingske. Раньше он по утрам 20 минут медитировал, чтобы настроиться на рабочий день. Теперь же это заменила 15-минутная поездка до работы на белой Tesla.
Четыре года Кристиансен, по сути, был кронпринцем, пишет Berlingske. Он числился исполнительным вице-президентом и операционным директором, но все знали, что на самом деле это будущий гендиректор. «Такое положение еще никогда никому не шло на пользу», – ворчал он. С восшествием на престол вышел конфуз. В 2008 г. Кристиансена наконец-то назначили гендиректором и уже через считанные дни компания попала под удар финансового кризиса.
По сути, в Danfoss Кристиансен столкнулся с теми же вызовами, что и сейчас в Lego, считает FT. У компании были финансовые трудности, пришлось трансформировать бизнес с учетом того, что продажи идут на глобальном рынке, и вводить цифровые решения для удобства пользователей. За девять лет у руля Danfoss он смог увеличить выручку на 50%, некогда убыточная компания стала показывать операционную маржу в 11%, а персонал сократился где-то на четверть.
Кроме того, и Danfoss, и Lego – крупные датские частные компании, контролируемые семьями основателя. Горизонт планирования у Lego – 50 лет, что, по мнению Кристиансена, дает преимущество по сравнению с публичными компаниями, которые сосредоточены на показателях следующего квартала. Но он сразу же предупредил FT: пусть говорят, что жизнь гендиректора семейной компании без общения с аналитиками и акционерами легче, чем у руководителя прошедших листинг компаний. Это сказки: «Приходится постоянно уделять внимание владельцам, нужно быть хорошим интерпретатором и понимать, каковы амбиции и мировоззрение собственника. Это занимает примерно столько же времени, сколько роуд-шоу». И добавил: «Мы не публичная компания, но работаем под очень жестким финансовым надзором. Семья дала мне миссию – обеспечить наборами Lego больше детей. Это основная цель, ей объясняются многие решения и инвестиции».
Время перемен Кристиансен стал самым высокооплачиваемым гендиректором в Дании, зарабатывая 50 млн крон, утверждает Berlingske. Его считали преемником гендиректора крупнейшей датской компании, перевозчика Moller-Maersk, тем более что он входил в совет директоров и дружил с владелицей бизнеса Анной Маерск Маккинни Угглой. Но гендиректор Moller-Maersk в 2016 г. ушел с поста, а Кристиансена ему на смену не позвали. В марте 2017 г. он подал в отставку из Danfoss, заявив, что пришло время для новых вызовов.
Между тем в Lego шли перемены в руководстве. Легендарный Йорген Виг Кнудсторп, спасший компанию от краха в начале 2000-х, решил заняться стратегическими вопросами. Сейчас он председатель совета директоров компании. Кнудсторп был первым гендиректором не из семьи основателей Lego, а со стороны. После него в январе 2017 г. это кресло впервые занял не датчанин – британец Бали Падда. Но, как уверял Кнудсторп, с самого начала это был временный кандидат. Кристиансен играл в Lego еще ребенком. «Я помню эти маленькие красные кубики с окнами – с ними можно было строить дома и открывать-закрывать их. Я помню, как мы возводили огромные сооружения», – вспоминал он на страницах датской газеты Finans. Родители не возражали, что на столе в гостиной неделями лежат кубики Lego, пока дети собирают очередную игрушку.
А Падда, как пишет FT, впервые познакомился с Lego, будучи родителем, когда стал покупать конструктор своим отпрыскам. Он ничуть не разочаровал компанию как руководитель, но дело было в возрасте – 61-летний Падда явно не мог стоять у руля компании долгие годы, цитировал The Telegraph объяснения Кнудсторпа. Поиск нового гендиректора мог занять, по его расчетам, 2–3 года, но все произошло гораздо быстрее. «Когда Нильс ушел из Danfoss <…> я неожиданно увидел шанс ускорить процесс», – говорил Кнудсторп Reuters. Уже в октябре 2017 г. Падда стал консультантом, а 51-летний Кристиансен – гендиректором Lego. Он не интересуется политикой, не состоит ни в одной партии и гордится тем, что, несмотря на работу на высоких постах, много времени проводил с детьми. Как правило, именно он организовывает выходные для всей семьи: «Я ищу места, где большая часть семьи может провести как можно больше времени. Не так-то просто сделать так, чтобы 17-летняя дочь и 20-летний сын хотели одного и того же», – рассказывал он два года назад на страницах Berlingske.
Год стабилизации
Вертя в руках два красных кубика Lego, Кристиансен вспоминает в беседе с FT, что на новом месте работы его прежде всего поразила бюрократия и дублирование функций. Среди первых задач себе он поставил «высвободить креативность» сотрудников. Он постарался децентрализовать принятие решений настолько, насколько это возможно. Было уволено около 10% персонала, в том числе исчезла прослойка начальников средней руки. Региональных директоров по продажам он обязал отчитываться напрямую перед ним.
Lego становится все более дорогим и все меньше стимулирует воображение детей, ссылается FT на опасения родителей. Читатели «Ведомостей» соглашались с этим. «Старинные наборы состояли из разных кирпичиков, и из них можно было построить все, что угодно. Хоть дом, хоть звездолет. Получалось грубовато, но детская фантазия легко это исправляет, – комментировал один из них полтора года назад статью про Lego. – А новые наборы, 2000-х гг., предназначены для постройки чего-то конкретного – корабля, бензоколонки, Хогвартса – и затем заселения всего этого фигурками из комплекта. И все. Построил, поиграл, надоело, больше с этой пластмассой делать нечего. Главное – построил, как показано на рисунке, а не как сам выдумал. Я, конечно, рад за прибыль компании. Но прежняя педагогическая направленность мне как потребителю нравилась больше». Но Кристиансен уверяет FT – не заметно, чтобы интерес к Lego у детей падал: «У кирпичиков очень сильные позиции, прочный фундамент Lego не поврежден».
В сентябре Lego отчитывается об итогах первой половины финансового года. Кристиансен не такой экстраверт, как его предшественник Кнудсторп. Он не станет праздновать хорошие показатели, подтанцовывая и распевая песню Everything is Awesome из «Лего. Фильма». «Разные гендиректора – разный почерк», – цитирует Кристиансена FT.
Наверное, такой руководитель сейчас и нужен. Кристиансен называет 2018-й годом стабилизации: «В этом году главное – стабилизировать бизнес и наладить хорошую работу новой структуры компании <…> что создает надежную основу для дальнейшего продвижения, – рассуждает он и добавляет: – Быстрого решения не существует». Его задача – возвращая компанию на верный путь, не нарушить хрупкий баланс: надо и внедрить необходимые изменения, и следить, чтобы сотрудники не перенервничали, объяснил он FT.
Фотогалерея: Как выглядит Bugatti Chiron из миллиона деталей Lego
Новости СМИ2
Хотите скрыть рекламу? Оформите подписку и читайте, не отвлекаясь
LEGO® Собери кирпичик | Official LEGO® Shop US
12925 resultsShowing 1 — 20 of 12925 results
2050100200400Pieces per page20
RelevancePrice: Low to HighPrice: High to LowA-ZNewestSort byRelevance
ID
:
6327402
/
72375
$ 0,55
ID
:
6345724
/
78565
$ 0,56
ID
$ 0,56
ID
003
:
6307940
/
46537
$2. 04
ID
:
6076467
/
17817
$2.76
ID
:
6299494
/
53017
$ 0,30
ID
:
6335936
/
53017
$ 0,30
ID
:
9003
ID
:
9003
ID
:
9003
:
9003
:
9003
:
9003
:
0010 6335932
/
53017
$0. 30
ID
:
6306748
/
68495
$0.65
ID
:
6172283
/
28577
$0.73
ID
:
6285598
/
65630
$0.54
ID
:
6325437
/
70694
$2. 44
ID
:
6321769
/
44865
$0.32
ID
:
6294551
/
67130
$0.56
ID
:
6270111
/
88513
$ 0,07
ID
:
6193939
/
083
$0. 37
ID
:
6315678
/
4332
$0.37
ID
:
6257433
/
20877
$0.31
ID
:
6139126
/
60115
$ 0,25
ID
:
6215422
/
73200
98
/
73200
/
73200
/
73200
8
/
73200 9000
8
/
73200 9000 9000
0003
ID
:
4243668
/
3852
$ 0,13
. .. 0000000000
БРИК -ФАНТИЧЕСКИЙ Премиум. /04/2023
Ниам Дарби
92 просмотров
0 Комментарии
Витрины, LEGO, TOP4
3 минуты чтения
Наши изготовленные на заказ витрины обеспечивают наилучшую защиту и стиль, когда дело доходит до демонстрации ваших любимых наборов LEGO. Цены начинаются всего от 29,99 фунтов стерлингов.
Brick Fanatics новые витрины обеспечивают безопасный и элегантный способ продемонстрировать свои шедевры. Изготовленные из прозрачного плексигласа толщиной 5 мм, наши корпуса собраны с помощью винтов и металлических соединительных кубиков для обеспечения устойчивости, а базовые пластины из глянцевого черного плексигласа толщиной 5 мм обеспечивают прочную основу. Доступные в различных размерах, чтобы соответствовать различным моделям из различных тем, эти шкафы можно отображать на столе, книжной полке или на стене.
Все предложения LEGO
Нажмите здесь, чтобы перейти в магазин Brick Fanatics.
Надежно помещенное в витрину Brick Fanatics , ваше творение LEGO защищено от 90% вредного ультрафиолетового излучения, которое может вызвать неприглядное обесцвечивание и выцветание. Более того, наши герметичные футляры с винтовым креплением устраняют необходимость в трудоемкой чистке ваших сборок LEGO от пыли, что избавляет вас от беспокойства о пыли. Кроме того, Brick Fanatics Демонстрационные витрины обеспечивают защиту от возможных физических повреждений, давая вам уверенность в том, что ваша сборка надежно защищена.
Команда Brick Fanatics пришла к выводу, что наши витрины премиум-класса на голову выше остальных благодаря их более толстой и прочной конструкции. В наших витринах, изготовленных из кристально прозрачного плексигласа толщиной 5 мм, используются винты и металлические соединительные кубики для надежной и простой установки. Черная глянцевая опорная пластина из плексигласа толщиной 5 мм не только обеспечивает прочную основу, но и добавляет нотку элегантности благодаря своей отражающей поверхности, улучшая общий вид вашей сборки.
Щелкните здесь, чтобы перейти в магазин Brick Fanatics.
Более того, некоторые витрины Brick Fanatics могут быть персонализированы с возможностью добавления тематических фонов для улучшения экспозиции. Например, вы можете транспортировать свой Ferrari 988 GTE LEGO 42125 Technic на гоночную трассу или сделать так, чтобы LEGO 75292 Star Wars The Razor Crest мчался в космосе, соединив его с потрясающим фоном звездной планеты. (Конечно, вы можете выбрать только прозрачную заднюю панель из плексигласа, если ваши вкусы минималистичны).
Щелкните здесь, чтобы перейти в магазин Brick Fanatics.
Brick Fanatics Витрины стоят всего от 29,99 фунтов стерлингов, что является небольшой ценой за душевное спокойствие и новую стильную витрину для вашего стола, полки или закрепленную на стене. Мало того, что они предлагают безопасный и стильный способ показать ваши любимые модели, но их простые в использовании защелки и способность блокировать УФ-излучение делают их обязательными для любого серьезного коллекционера.
Станок вертикально-фрезерный с ЧПУ и автоматической сменой инструмента МА655А12НЦ
Главная /
Справочник
Станки советские, российские, импортные — справочная информация
Станки советские, российские, импортные — справочная информация
Станок вертикально-фрезерный с ЧПУ и автоматической сменой инструмента МА655А12НЦ
Станки предназначены для обработки деталей сложной формы типа дисков, плит, рычагов, корпусных деталей и других из любых сталей и сплавов
Технические характеристики станка МА655А12НЦ
Параметр
Значение
Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С)
Н
Длина рабочей поверхности стола, мм
1250
Ширина стола, мм
500
Наибольшее перемещение по осям X,Y,Z, мм
1000_500_630
ЧПУ
NC-110/200
Пределы частот вращения шпинделя Min/Max, об/мин.
20 — 2500
Мощность, кВт
20.1
Габариты, мм
4000_3760_3680
Масса, кг
10000
Начало серийного выпуска, год
Завод-производитель
Савма Савеловский машиностроительный завод СМЗ, ОАО
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок вертикально-фрезерный с ЧПУ и автоматической сменой инструмента МА655А12НЦ по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели МА655А12НЦ производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок вертикально-фрезерный с ЧПУ и автоматической сменой инструмента МА655А12НЦ составляет:
новые станки — 12 мес.,
после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок вертикально-фрезерный с ЧПУ и автоматической сменой инструмента МА655А12НЦ звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге +7 (812) 245-28-87 в Минске +375 (17) 276-70-09 в Екатеринбурге +7 (343) 289-16-76 в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре +7 (846) 201-07-64 в Перми +7 (342) 207-43-05 в Ростове-на-Дону +7 (863) 310-03-86 в Воронеже +7 (473) 202-33-64 в Красноярске +7 (391) 216-42-04
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок вертикально-фрезерный с ЧПУ и автоматической сменой инструмента МА655А12НЦ звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Популярные модели
Не производится
станки для обработки стекла, камня и производства мебели.
Запасные части и инструмент с доставкой по России и СНГ. Сервис.
Юта — станки для обработки стекла, камня и производства мебели. Запасные части и инструмент с доставкой по России и СНГ. Сервис.
Новости
Все новости
15.03.2023 15:30:00
Приглашаем на выставку MosBuild 2023!
Увидимся на выставке MosBuild 2023!
15.02.2023 12:30:00
Приглашаем на выставку Мир стекла 2023!
Ждем встречи на выставке Мир стекла 2023!
20.01.2023 11:00:00
Intermac Primus 402 на складе в Москве
Intermac Primus 402 на складе в Москве. ПНР и обучение от специалистов ЮТЫ бесплатно
Подкасты
Все подкасты
20.03.2023 11:21:00
Ваш браузер не поддерживает audio элемент.
Качество триплекса по запаху – Ребята с Большими Станками #13
Кто платит за технологические ошибки, почему триплекс маржинален, и как определить качество полимеров по запаху?
22. 02.2023 09:54:00
Ваш браузер не поддерживает audio элемент.
Запчасти, которых «Нет» – Ребята с Большими Станками #12
Как определить запчасти по фото, зачем менеджерам держать в голове каталоги, и почему производители станков такие хитрые?
Видео обзоры
Все видео обзоры
IC — Эволюция ICam
Новейшее программное обеспечение для работы на обрабатывающих центрах Vertmax.
Biesse Rover A Edge 15/18
Предназначен для нанесения криволинейной кромки и её обработки в автоматическом режиме.
North Glass
А вы знаете, где расположена печь для закалки стекла, длина которой 12 метров?
Vertmax + автоматический загрузчик
Автоматическая cверлильно-фрезеровальная линия обработки стекла
Donatoni KSD 1
Многофункциональный станок для обработки мрамора и гранита.
Montresor Vela
Станок для высококачественной обработки кромки изделий из гранита, мрамора и керамики.
Cefla
Линия валковой покраски плоского стекла. Наносит краску резиновым или металлическим валом.
Donatoni SX-5 + загрузчик
5-ти шпиндельный центр раскроя каменных плит
Prodim Proliner
Прибор для получения размеров геометрических фигур в цифровом виде
Vertmax ONE
Компактный вертикальный обрабатывающий центр от Intermac
Распродажа
Перейти в распродажи
Сверлильно-присадочный обрабатывающий центр с ЧПУ Skipper 100 L
Компания «ЮТА» — лидер рынка дистрибуции оборудования
инструмента и запчастей для обработки стекла, камня, дерева, производства мебели, алюминиевых конструкций и ПВХ. Осуществляем поставки по всей территории России и в страны СНГ.
Деятельность
Сегодня ЮТА — эксклюзивный поставщик итальянских производителей Intermac и Donatoni. В нашем арсенале – высокотехнологичные станки Biesse, North Glass, Dip-Tech, Forvet, Ghines и других поставщиков, 8 000 единиц комплектующих и расходных материалов, 15 000 наименований инструмента для обрабатывающих центров с ЧПУ и иного вида оборудования в трёх категориях: стекло, камень, дерево.
Цель
Развитие производственной базы страны путем создания эффективных обрабатывающих российских предприятий, используя:
Накопленный за 18 лет опыта работы
Собственный сервисный центр
Знание современных технологий
Актуальные инжиниринговые технологии
Профессиональный коллектив инженеров, технологов, конструкторов, проектантов, программистов
Развернуть
Услуги компании
Trade-In
Проектирование
Оставить заявку на консультацию
Мировой обзор станков | Гарднер Интеллект
Мировой обзор станков
Ваш всесторонний взгляд на мировую экономику производства.
Отчет о мировом машиностроении за 2021 г.
Используйте эту ежегодно обновляемую централизованную коллекцию производственной деятельности со всего мира, включая рейтинги стран и тенденции с течением времени, чтобы определить рынки, на которых можно ожидать роста вашего бизнеса, сохранения стабильности или риска снижения, чтобы вы могли планировать соответствующим образом.
$995
Купить здесь
Таблицы мирового обзора станкостроения 2021 г.
Получите таблицы и обработайте данные, чтобы исследовать свои уникальные вопросы и получить более глубокое представление о движущих силах, стоящих за показателями, которые предполагают возможности и / или угрозы по всему миру.
1495 долларов США
Купить здесь
Комплект обзоров мирового станкостроения 2021 г.
Имейте все это под рукой, отчет в качестве краткого справочника и таблицы для тех вопросов, на которые просто невозможно ответить, не копнув глубже.
1995 долларов США
Купить здесь
Получите доступ к глобальной производственной экономике
Купить здесь
Свяжитесь с группой разведки Gardner
Связаться
Gardner Business Media — стратегические бизнес-решения
Лучшие магазины
Мероприятие, объединяющее поиск и закупку; технология продукта; бенчмаркинг и бизнес-стратегия
ЦИФРОВЫЕ МЕДИА
РЕШЕНИЯ
Помогаем вам рассказать свою историю с помощью многоканального маркетинга
ПО МАРКЕТИНГУ
ПРОИЗВОДИТЕЛЯМ
Подпишитесь на нашу рассылку, посвященную стратегии промышленного маркетинга
КАРТА ВАШЕГО ШОУ
Программное обеспечение для конференций и управления событиями
All World Machinery
Выбрать по категориям
Выбрать все категории
Концевой выключатель SL1-A
добавить в корзину
Фильтр F3000-10-W-F
добавить в корзину
Смазка LHL X-100
добавить в корзину
KSO-G02-2DA-30-EN Распределительный клапан
добавить в корзину
FL7M-8J6ND Датчик приближения
добавить в корзину
Масляные радиаторы
Узнать больше
Гибридные гидравлические агрегаты
Узнать больше
Двигатели насосов
Узнать больше
Обратные клапаны
Узнать больше
Направленные регулирующие клапаны
Узнать больше
Последние новости
Защитное стекло для станков
AWM предлагает стекло, предназначенное для станков с ЧПУ, баллистическое стекло. Баллистическое стекло обладает исключительной стойкостью к теплу, охлаждающим жидкостям и горячей стружке, а также…
Узнать больше
Советы по правильной смазке подшипника
Смазка подшипников может привести к скользкой ситуации… На самом деле, по оценкам, 40-50% отказов подшипников являются результатом неправильной смазки/смазки.
 Хорошо подходит для корпусов с простой геометрией, дает шероховатую поверхность с заметными слоями печати.
Хорошо подходит для корпусов с простой геометрией, дает шероховатую поверхность с заметными слоями печати. Хорошо подходит для корпусов с простой геометрией, дает шероховатую поверхность с заметными слоями печати.
Хорошо подходит для корпусов с простой геометрией, дает шероховатую поверхность с заметными слоями печати.


 Пользоваться прибором становится неудобно или вообще невозможно, при этом отдельные элементы узлов и механизмов продаются редко. Чаще всего приходится покупать узел в сборе, что приводит к значительным финансовым затратам.
Пользоваться прибором становится неудобно или вообще невозможно, при этом отдельные элементы узлов и механизмов продаются редко. Чаще всего приходится покупать узел в сборе, что приводит к значительным финансовым затратам.

 Заказы доставляются по Москве и в регионы России.
Заказы доставляются по Москве и в регионы России.

 Они также обеспечивают более гибкий производственный подход, позволяя инженерам и дизайнерам создавать прототипы пресс-форм для литья под давлением и тестировать конфигурации пресс-форм или легко модифицировать пресс-формы и продолжать дорабатывать свои конструкции с минимальными затратами времени и средств.
Они также обеспечивают более гибкий производственный подход, позволяя инженерам и дизайнерам создавать прототипы пресс-форм для литья под давлением и тестировать конфигурации пресс-форм или легко модифицировать пресс-формы и продолжать дорабатывать свои конструкции с минимальными затратами времени и средств. Rigid 10K Resin имеет HDT 218°C при 0,45 МПа и модуль упругости при растяжении 10 000 МПа, что делает его прочным, чрезвычайно жестким и термически стабильным формовочным материалом, который будет сохранять свою форму под давлением и температурой для производства точных деталей.
Rigid 10K Resin имеет HDT 218°C при 0,45 МПа и модуль упругости при растяжении 10 000 МПа, что делает его прочным, чрезвычайно жестким и термически стабильным формовочным материалом, который будет сохранять свою форму под давлением и температурой для производства точных деталей. Высокотемпературная смола имеет температуру теплового изгиба (HDT) 238°C при 0,45 МПа, самую высокую среди смол Formlabs и одну из самых высоких среди смол на рынке, что позволяет ей выдерживать высокие температуры формования и минимизировать время охлаждения. В нашем техническом документе рассматривается пример с Braskem, нефтехимической компанией, которая провела 1500 циклов впрыска с одной вставкой формы, напечатанной с помощью High Temp Resin, для производства ремешков для масок. Компания напечатала вкладыш и поместила его в универсальную металлическую форму, встроенную в систему впрыска. Это мощное решение для быстрого производства средних серий.
Высокотемпературная смола имеет температуру теплового изгиба (HDT) 238°C при 0,45 МПа, самую высокую среди смол Formlabs и одну из самых высоких среди смол на рынке, что позволяет ей выдерживать высокие температуры формования и минимизировать время охлаждения. В нашем техническом документе рассматривается пример с Braskem, нефтехимической компанией, которая провела 1500 циклов впрыска с одной вставкой формы, напечатанной с помощью High Temp Resin, для производства ремешков для масок. Компания напечатала вкладыш и поместила его в универсальную металлическую форму, встроенную в систему впрыска. Это мощное решение для быстрого производства средних серий.

 С помощью 3D-печатных форм можно вводить широкий спектр термопластов, таких как ПП, ПЭ, ТПЭ, ТПУ, ПОМ или ПА. Материал с низкой вязкостью поможет снизить давление и продлить срок службы пресс-формы. Полипропилен и ТЭП легко перерабатываются при большом количестве циклов. Напротив, более технические пластики, такие как полиамид, допускают меньшее количество прогонов. Работа с разделительным составом помогает отделить деталь от формы, особенно для гибких материалов, таких как ТПУ или ТЭП.
С помощью 3D-печатных форм можно вводить широкий спектр термопластов, таких как ПП, ПЭ, ТПЭ, ТПУ, ПОМ или ПА. Материал с низкой вязкостью поможет снизить давление и продлить срок службы пресс-формы. Полипропилен и ТЭП легко перерабатываются при большом количестве циклов. Напротив, более технические пластики, такие как полиамид, допускают меньшее количество прогонов. Работа с разделительным составом помогает отделить деталь от формы, особенно для гибких материалов, таких как ТПУ или ТЭП.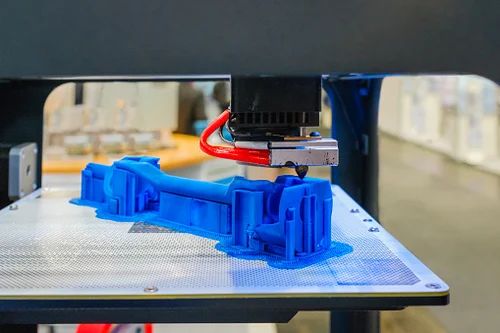



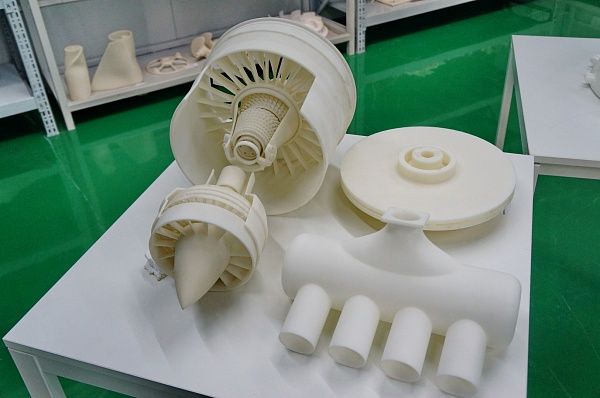 Он становится популярным среди производителей пластика. Опрос, проведенный Statista, показал, что около 68% респондентов упомянули прототипирование как самую известную причину использования 3D-печати в 2020 году.
Он становится популярным среди производителей пластика. Опрос, проведенный Statista, показал, что около 68% респондентов упомянули прототипирование как самую известную причину использования 3D-печати в 2020 году.
 Традиционные методы, используемые для многократного изготовления копий одного и того же дизайна с помощью форм. Один и тот же повторяющийся дизайн сводил к минимуму возможности роста отрасли.
Традиционные методы, используемые для многократного изготовления копий одного и того же дизайна с помощью форм. Один и тот же повторяющийся дизайн сводил к минимуму возможности роста отрасли.
 Производитель просто должен обновить 3D-файл в соответствии с новым дизайном.
Производитель просто должен обновить 3D-файл в соответствии с новым дизайном. С большими деталями легко работать на 3D-принтере. Он может строить продукт объемом до 180 кубических метров. На рынке доступно множество моделей 3D-принтеров, предназначенных для печати больших объектов.
С большими деталями легко работать на 3D-принтере. Он может строить продукт объемом до 180 кубических метров. На рынке доступно множество моделей 3D-принтеров, предназначенных для печати больших объектов.
 Как правило, клей-расплав состоит из полимера (он может быть в различных формах) и нескольких добавок. Эти добавки включают смолы, воски, антиоксиданты и пластификаторы. Могут быть добавлены и другие химические вещества, чтобы придать расплаву особые свойства.
Как правило, клей-расплав состоит из полимера (он может быть в различных формах) и нескольких добавок. Эти добавки включают смолы, воски, антиоксиданты и пластификаторы. Могут быть добавлены и другие химические вещества, чтобы придать расплаву особые свойства.

 Также используются чистые ароматические мономеры.
Также используются чистые ароматические мономеры.
 Характеристики воска определяются процентом кристалличности, температурой плавления и молекулярной массой.
Характеристики воска определяются процентом кристалличности, температурой плавления и молекулярной массой.
 На самом деле они используются как своего рода второй базовый полимер, чтобы придать горячему расплаву большую гибкость и прочность. Пластификаторами часто являются углеводородные масла с низким содержанием ароматических веществ и имеющие химические характеристики парафина.
На самом деле они используются как своего рода второй базовый полимер, чтобы придать горячему расплаву большую гибкость и прочность. Пластификаторами часто являются углеводородные масла с низким содержанием ароматических веществ и имеющие химические характеристики парафина.
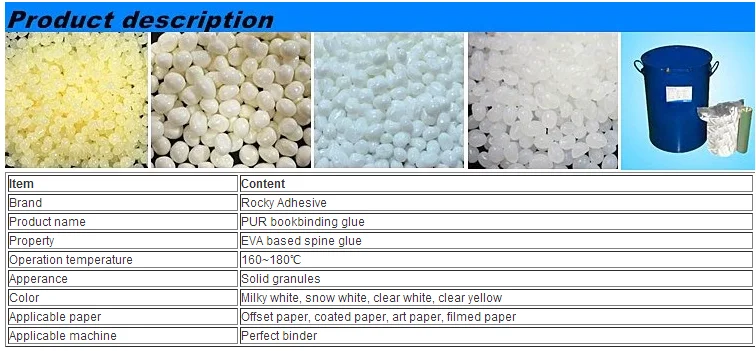 При обычных условиях такой пластик находится в твердом состоянии, а при нагреве переходит в состояние вязкой полужидкой фазы. При этом расплав обладает хорошей адгезией и держится на самых разных материалах.
При обычных условиях такой пластик находится в твердом состоянии, а при нагреве переходит в состояние вязкой полужидкой фазы. При этом расплав обладает хорошей адгезией и держится на самых разных материалах. Самые распространенные из них:
Самые распространенные из них:

 Это позволяет полностью отказаться от использования лакокрасочных материалов, улучшить внешний вид заготовок, повысить качество и снизить расходы на производство.
Это позволяет полностью отказаться от использования лакокрасочных материалов, улучшить внешний вид заготовок, повысить качество и снизить расходы на производство.
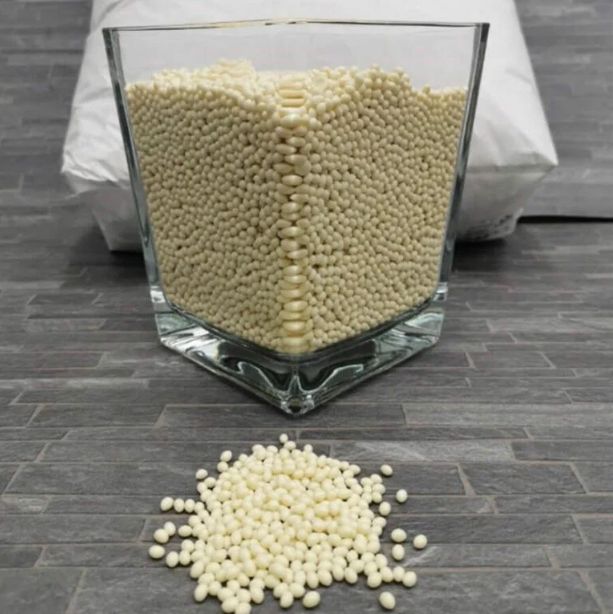

 Надлежащая антиоксидантная система защитит клей как в процессе производства, так и в процессе нанесения.
Надлежащая антиоксидантная система защитит клей как в процессе производства, так и в процессе нанесения. (Этилен-пропилен)-стирол (SEPS, гидрированный SIS). Каждый SBC имеет свою особую молекулярную структуру и может образовывать определенные составы для различных применений. Связанный стирол (% стирола) и степень связывания (% триблока), входящие в состав СБС; и скорость течения расплава (MFR) или индекс расплава (MI) являются тремя ключевыми молекулярными структурами, влияющими на характеристики адгезии и технологичность HMPSA.
(Этилен-пропилен)-стирол (SEPS, гидрированный SIS). Каждый SBC имеет свою особую молекулярную структуру и может образовывать определенные составы для различных применений. Связанный стирол (% стирола) и степень связывания (% триблока), входящие в состав СБС; и скорость течения расплава (MFR) или индекс расплава (MI) являются тремя ключевыми молекулярными структурами, влияющими на характеристики адгезии и технологичность HMPSA.
 Единственное требование — это обдув модели. Усадка у этого материала практически отсутствует. При печати он практически не имеет запаха, а если и пахнет, то запах напоминает жженую карамель.
Единственное требование — это обдув модели. Усадка у этого материала практически отсутствует. При печати он практически не имеет запаха, а если и пахнет, то запах напоминает жженую карамель.

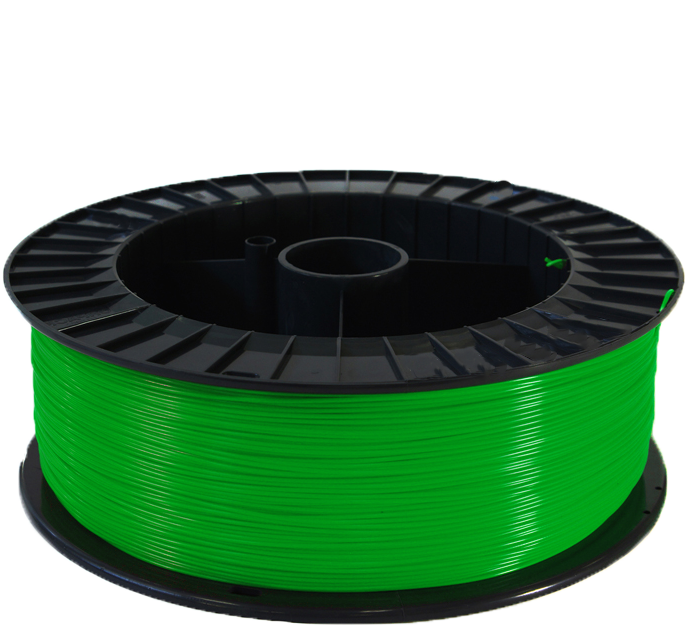 Температура стола 80-100 градусов. Для печати необходим подогреваемый стол у принтера. Желательно наличие закрытой камеры, потому что ABS «не любит» сквозняки. Из-за резкого перепада температур он может «отклеиться» от стола или треснуть по слоям. ABS при печати может неприятно пахнуть поэтому рекомендуется использовать принтер с закрытой камерой и фильтрами или печатать в хорошо проветриваемом помещении.
Температура стола 80-100 градусов. Для печати необходим подогреваемый стол у принтера. Желательно наличие закрытой камеры, потому что ABS «не любит» сквозняки. Из-за резкого перепада температур он может «отклеиться» от стола или треснуть по слоям. ABS при печати может неприятно пахнуть поэтому рекомендуется использовать принтер с закрытой камерой и фильтрами или печатать в хорошо проветриваемом помещении.
 Из-за этого может быть проблематично изготовление габаритных изделий.
Из-за этого может быть проблематично изготовление габаритных изделий.

 С ним легко работать, у него маленький процент усадки и отличная спекаемость слоев.
С ним легко работать, у него маленький процент усадки и отличная спекаемость слоев.

 Или функциональных вещей требующих прозрачности, например кастомные поворотники на мотоцикл или машину, светильники или прототипы бутылок.
Или функциональных вещей требующих прозрачности, например кастомные поворотники на мотоцикл или машину, светильники или прототипы бутылок.
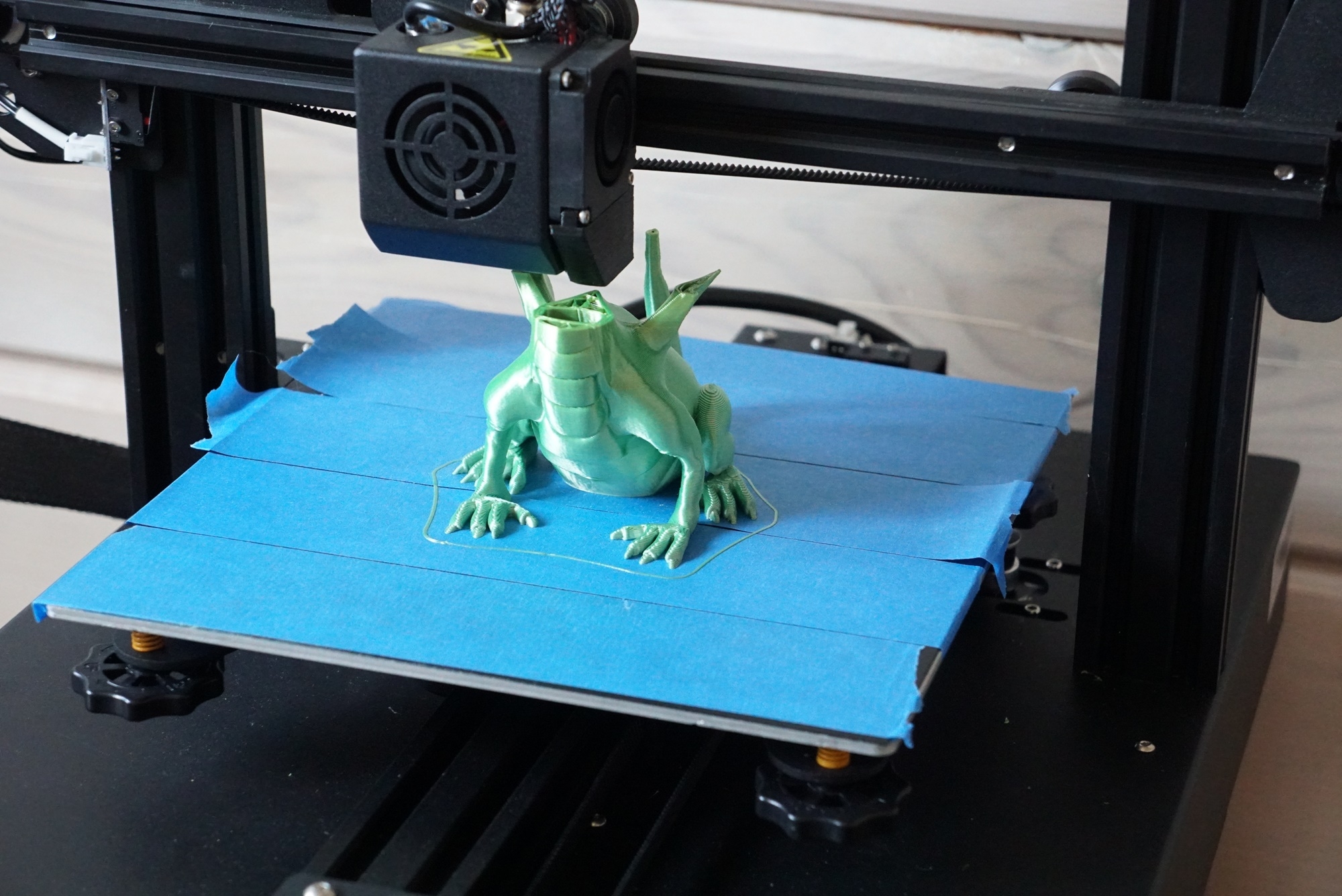
 Он гибкий и эластичный, но в то же время прочный на разрыв. Например TPE — это резиноподобный пластик, а TPU — более жесткий.
Он гибкий и эластичный, но в то же время прочный на разрыв. Например TPE — это резиноподобный пластик, а TPU — более жесткий.
 Или с красителями подобранными для имитации различных материалов. Поскольку основа пластика это PLA то он очень прост в печати.
Или с красителями подобранными для имитации различных материалов. Поскольку основа пластика это PLA то он очень прост в печати.

 Например – углеволокно, карбоновые нити или стекловолокно.
Например – углеволокно, карбоновые нити или стекловолокно.
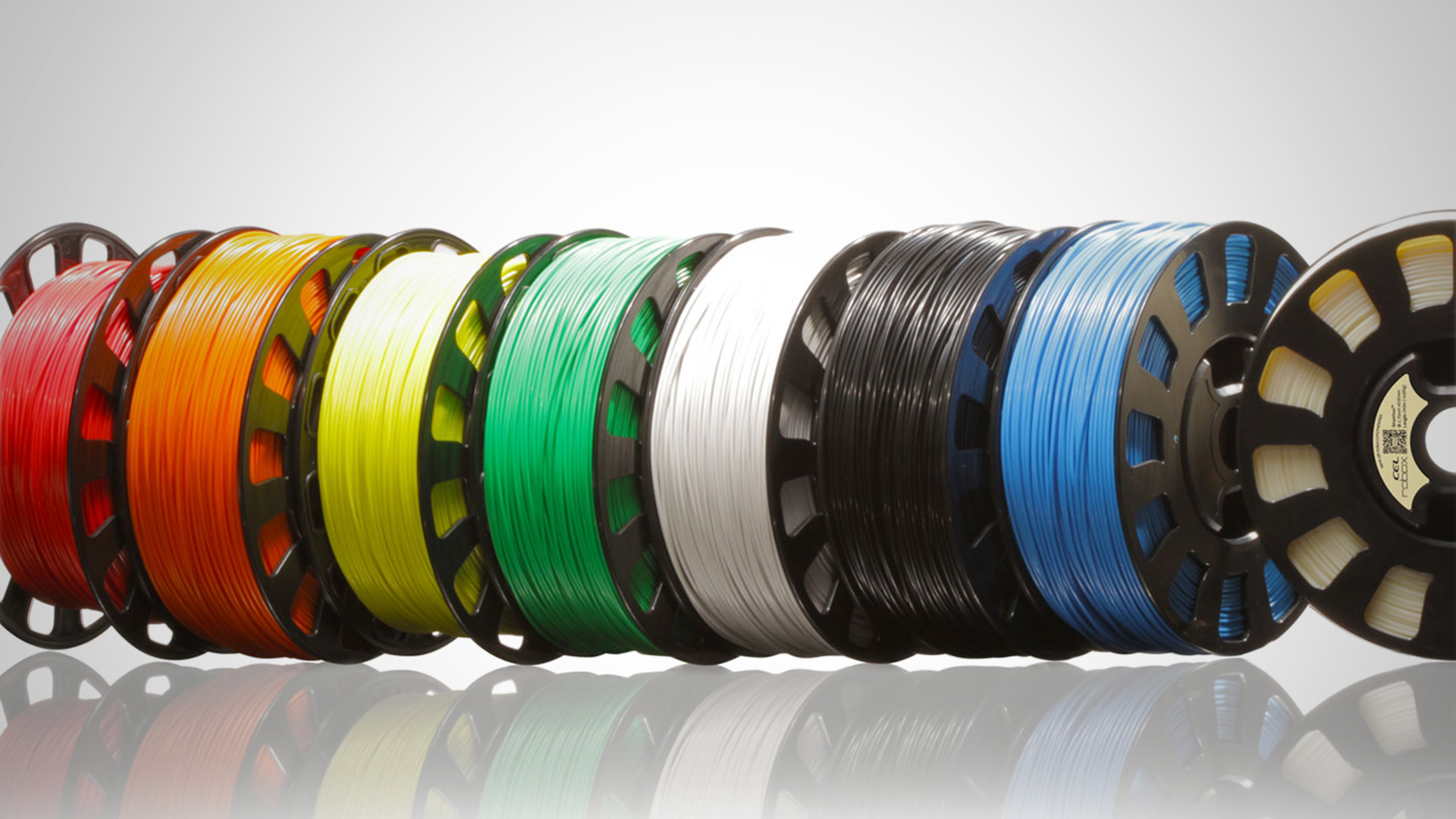 Например функциональные детали не теряющие форму при нагревании, устойчивые ко многим растворителям и т.д.
Например функциональные детали не теряющие форму при нагревании, устойчивые ко многим растворителям и т.д.

 Сравниваем характеристики пластиков для 3D принтера.
Сравниваем характеристики пластиков для 3D принтера.
 д.
д. Например, жесткость.
Например, жесткость.
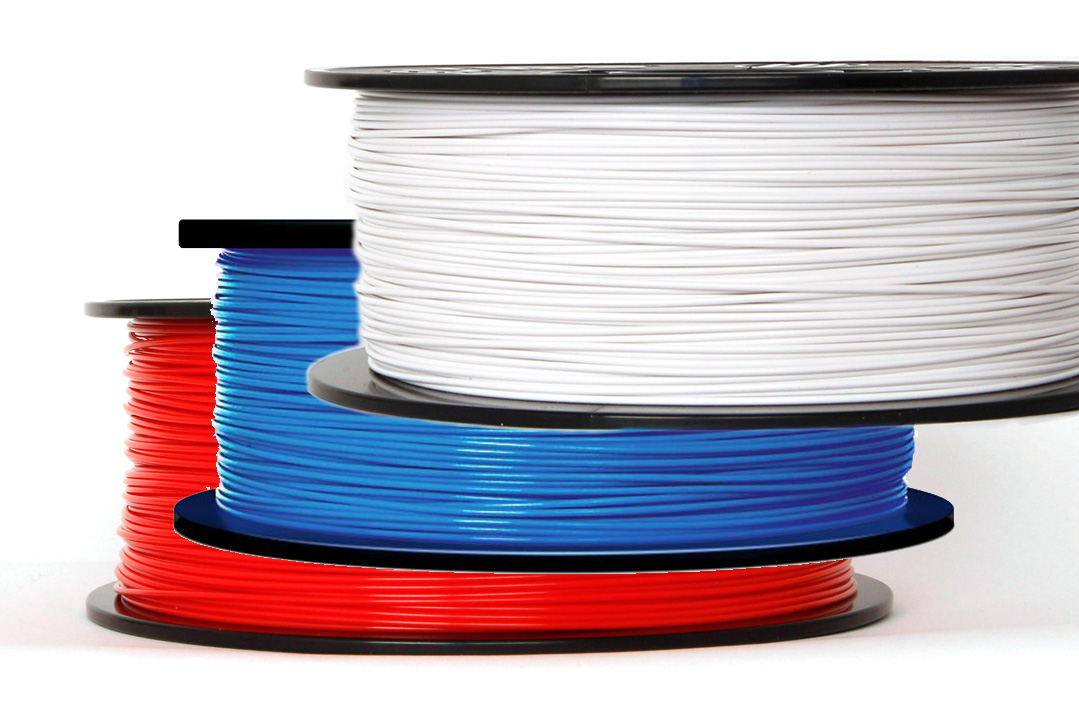 воздействиям
воздействиям В основном он используется в деталях, которым необходима эластичность, но его очень высокая ударопрочность может быть использована и для других применений.
В основном он используется в деталях, которым необходима эластичность, но его очень высокая ударопрочность может быть использована и для других применений. п.
п.  Как следует из названия, этот материал эластичный по своей природе, что позволяет легко растягивать и сгибать пластик. Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
Как следует из названия, этот материал эластичный по своей природе, что позволяет легко растягивать и сгибать пластик. Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
 По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями.
По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями.
 Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.
Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание. В Simplify3D есть замечательная функция, созданная специально для этой ситуации. Вместо того, чтобы двигаться по прямой линии из точки А в Б, программа фактически выберет совершенно новый путь при перемещении между этими точками с целью оставаться внутри вашего объекта, чтобы не было просачивания или натяжения. . Включив эту уникальную функцию, вы можете значительно сократить количество отводов, необходимых для печати, и значительно улучшить качество печати. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» в настройках вашего процесса и включите параметр «Не пересекать контур для перемещения».
В Simplify3D есть замечательная функция, созданная специально для этой ситуации. Вместо того, чтобы двигаться по прямой линии из точки А в Б, программа фактически выберет совершенно новый путь при перемещении между этими точками с целью оставаться внутри вашего объекта, чтобы не было просачивания или натяжения. . Включив эту уникальную функцию, вы можете значительно сократить количество отводов, необходимых для печати, и значительно улучшить качество печати. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» в настройках вашего процесса и включите параметр «Не пересекать контур для перемещения».
 Это связано с тем, что большинство нитей затвердевают по мере охлаждения и затвердевания, поэтому ваши конструкции будут функциональными и долговечными. Хотя наиболее распространенные нити для 3D-печати, такие как ABS и PLA, позволяют создавать твердые и жесткие объекты, другие нити могут сохранять эластичность и обеспечивать удивительно эластичное растяжение.
Это связано с тем, что большинство нитей затвердевают по мере охлаждения и затвердевания, поэтому ваши конструкции будут функциональными и долговечными. Хотя наиболее распространенные нити для 3D-печати, такие как ABS и PLA, позволяют создавать твердые и жесткие объекты, другие нити могут сохранять эластичность и обеспечивать удивительно эластичное растяжение. Однако, если вы раньше не работали с мягким пластиком, вы можете обнаружить, что с ним довольно сложно работать.
Однако, если вы раньше не работали с мягким пластиком, вы можете обнаружить, что с ним довольно сложно работать.

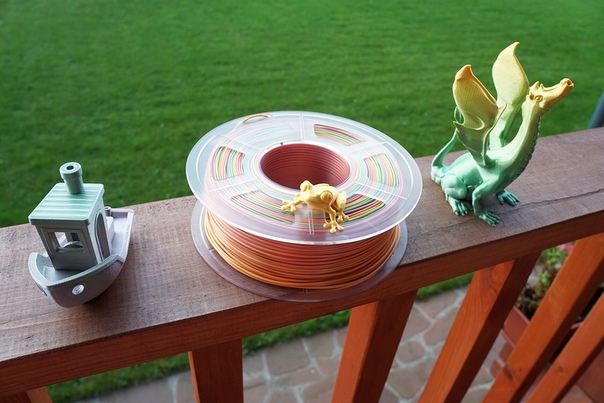 Это означает, что он имеет такую же твердость, как протектор шины или ластик из твердой резины.
Это означает, что он имеет такую же твердость, как протектор шины или ластик из твердой резины. Он имеет резиноподобную консистенцию и обычно плавится при температуре 190–250 ºC (от 374 º до 482 ºF).
Он имеет резиноподобную консистенцию и обычно плавится при температуре 190–250 ºC (от 374 º до 482 ºF). Однако при печати липкими, эластичными нитями втягивание не поможет, так как расплавленная нить будет растягиваться больше, оставляя комки на отпечатке.
Однако при печати липкими, эластичными нитями втягивание не поможет, так как расплавленная нить будет растягиваться больше, оставляя комки на отпечатке.










 ..
..
 Это следствие неправильной техники поднимания веса. Выпадение межпозвонковых дисков у людей, работающих грузчиками, случается редко.
Это следствие неправильной техники поднимания веса. Выпадение межпозвонковых дисков у людей, работающих грузчиками, случается редко. Однако тяжелоатлетический пояс грузчики применяют, только при переносе тяжеловесных грузов. А для нетяжелой работы хватает крепких мышц. Ничто лучше не удержит спины, чем собственные подготовленные мышцы.
Однако тяжелоатлетический пояс грузчики применяют, только при переносе тяжеловесных грузов. А для нетяжелой работы хватает крепких мышц. Ничто лучше не удержит спины, чем собственные подготовленные мышцы. Команды наземной поддержки с легкостью направляют багаж и груз по конвейерной ленте. Ленточные погрузчики оснащены различными функциями безопасности, в том числе аварийными выключателями и предохранительными поручнями. Ленточные погрузчики TUG 660E и TUG 660 Li экологичны и оказывают меньшее воздействие на окружающую среду.
Команды наземной поддержки с легкостью направляют багаж и груз по конвейерной ленте. Ленточные погрузчики оснащены различными функциями безопасности, в том числе аварийными выключателями и предохранительными поручнями. Ленточные погрузчики TUG 660E и TUG 660 Li экологичны и оказывают меньшее воздействие на окружающую среду. Smart Sense делает погрузку и разгрузку более безопасной с помощью ультразвуковых датчиков, прикрепленных к передней части TUG 660 или TUG 660E. Эти датчики замедляют или останавливают ленточный конвейер, когда это необходимо, обеспечивая безопасность персонала и предотвращая дорогостоящее повреждение передней части всех ленточных погрузчиков TUG 660.
Smart Sense делает погрузку и разгрузку более безопасной с помощью ультразвуковых датчиков, прикрепленных к передней части TUG 660 или TUG 660E. Эти датчики замедляют или останавливают ленточный конвейер, когда это необходимо, обеспечивая безопасность персонала и предотвращая дорогостоящее повреждение передней части всех ленточных погрузчиков TUG 660.
 Затем мы подкрепляем это непревзойденным обслуживанием, чтобы вы всегда были довольны своим оборудованием.
Затем мы подкрепляем это непревзойденным обслуживанием, чтобы вы всегда были довольны своим оборудованием. Передняя часть ленточного погрузчика расположена у грузового люка, используемого для узкофюзеляжных самолетов, и у двери грузового отсека для широкофюзеляжных самолетов. Багаж, хранящийся без контейнеров, называется объемной загрузкой.
Передняя часть ленточного погрузчика расположена у грузового люка, используемого для узкофюзеляжных самолетов, и у двери грузового отсека для широкофюзеляжных самолетов. Багаж, хранящийся без контейнеров, называется объемной загрузкой.

 Radio Frequency IDentification, радиочастотная идентификация) — способ автоматической идентификации, который позволяет моментально считать радио-метку (обычно она представлено в виде наклейки). Система состоит из считывателей, меток и программного обеспечения.»>RFID меток
Radio Frequency IDentification, радиочастотная идентификация) — способ автоматической идентификации, который позволяет моментально считать радио-метку (обычно она представлено в виде наклейки). Система состоит из считывателей, меток и программного обеспечения.»>RFID меток


 Плюсом является отсутствие необходимости использовать аккумуляторы, а как следствие их заряжать, однако минусом является отсутствие гибкости при изменении маршрутов.
Плюсом является отсутствие необходимости использовать аккумуляторы, а как следствие их заряжать, однако минусом является отсутствие гибкости при изменении маршрутов.

 (просмотреть оригинал на английском языке)
(просмотреть оригинал на английском языке) .. Меня волнуют только требования проекта . В этой статье я объясняю свое объективное мнение о различиях между AGV и AMR.
.. Меня волнуют только требования проекта . В этой статье я объясняю свое объективное мнение о различиях между AGV и AMR. На самом деле «тема автономной навигации» не так проста, если вы хотите узнать больше о методах естественной навигации, не пропустите эту статью: SLAM AGV Navigation.
На самом деле «тема автономной навигации» не так проста, если вы хотите узнать больше о методах естественной навигации, не пропустите эту статью: SLAM AGV Navigation. Kollmorgen предоставляет программную платформу для транспортных средств на основе SLAM, которые работают в динамичных условиях и могут быть установлены в течение нескольких часов без предварительного обучения.
Kollmorgen предоставляет программную платформу для транспортных средств на основе SLAM, которые работают в динамичных условиях и могут быть установлены в течение нескольких часов без предварительного обучения. д. Магнитная лента, лазерное наведение и т. д.
д. Магнитная лента, лазерное наведение и т. д.

 Однажды будут только AMR. Продолжайте читать, чтобы понять эту таблицу и открыть 90 003 различий между AMR и AGV одно за другим.
Однажды будут только AMR. Продолжайте читать, чтобы понять эту таблицу и открыть 90 003 различий между AMR и AGV одно за другим.  .. извините!
.. извините! .. цена будет более или менее одинаковой.
.. цена будет более или менее одинаковой.
 Являются ли AMR более безопасными, чем AGV?
Являются ли AMR более безопасными, чем AGV? Запомнить меня
Запомнить меня 5-2019
5-2019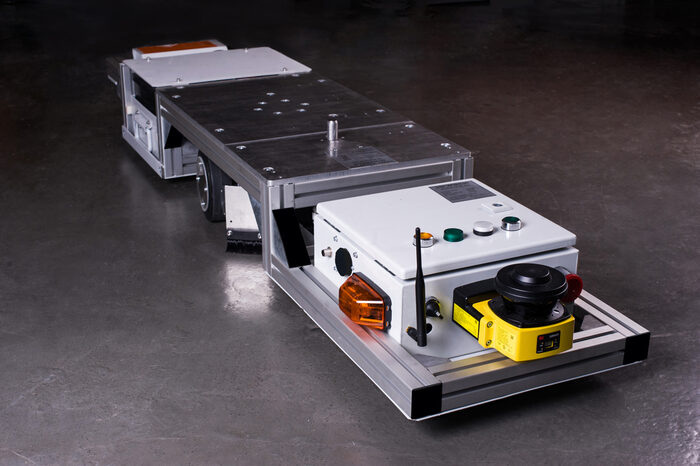
 В случае двустороннего коридора в каждом направлении есть место только для одного транспортного средства.
В случае двустороннего коридора в каждом направлении есть место только для одного транспортного средства. , они могут следовать тысячам «заданных» маршрутов, но эти маршруты должны быть «заданными» . Этот путь может быть проложен магнитами на полу, магнитной лентой, виртуальным путем, созданным с помощью лазерной триангуляции.
, они могут следовать тысячам «заданных» маршрутов, но эти маршруты должны быть «заданными» . Этот путь может быть проложен магнитами на полу, магнитной лентой, виртуальным путем, созданным с помощью лазерной триангуляции. AGV не будет двигаться, пока препятствие не будет удалено.
AGV не будет двигаться, пока препятствие не будет удалено.  Являются ли AMR более гибкими, чем AGV?
Являются ли AMR более гибкими, чем AGV?
 AGV и AMR могут быть совместными, это зависит от того, что вы кладете на автомобиль и как вы управляете интерфейсом с человеком-оператором.
AGV и AMR могут быть совместными, это зависит от того, что вы кладете на автомобиль и как вы управляете интерфейсом с человеком-оператором. AMR сделали огромный шаг вперед, который подтолкнет всю отрасль AGV / AMR к окончательной и надежной свободной навигации.
AMR сделали огромный шаг вперед, который подтолкнет всю отрасль AGV / AMR к окончательной и надежной свободной навигации.

 Естественная навигация – это наиболее продвинутый метод навигации на автоматических транспортных средствах.
Естественная навигация – это наиболее продвинутый метод навигации на автоматических транспортных средствах.
 Таким образом, AGV на основе SLAM может отображать окружающую среду и локализовать себя на этой карте.
Таким образом, AGV на основе SLAM может отображать окружающую среду и локализовать себя на этой карте. Производитель AGV может покупать у поставщика навигационных технологий или разрабатывать собственные навигационные технологии.
Производитель AGV может покупать у поставщика навигационных технологий или разрабатывать собственные навигационные технологии.
 Кроме того, результаты зависят от инструментов и инструментов, используемых для сбора данных.
Кроме того, результаты зависят от инструментов и инструментов, используемых для сбора данных. Также на картинке намного больше информации по сравнению с лазером и сонаром.
Также на картинке намного больше информации по сравнению с лазером и сонаром.
 д.). Цель данных одометрии — предоставить приблизительное положение робота, запрашивая его внутренние датчики одометрии.
д.). Цель данных одометрии — предоставить приблизительное положение робота, запрашивая его внутренние датчики одометрии. Это означает более низкую стоимость рабочей силы.
Это означает более низкую стоимость рабочей силы. д. Основные производители AGV и AMR разрабатывают и внедряют эту технологию в свои роботы.
д. Основные производители AGV и AMR разрабатывают и внедряют эту технологию в свои роботы.
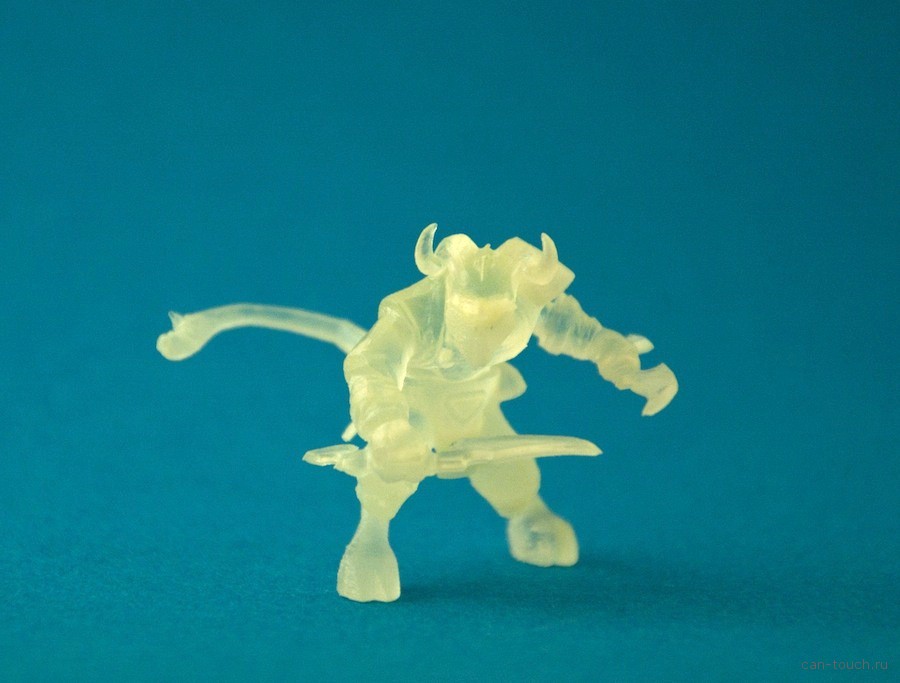
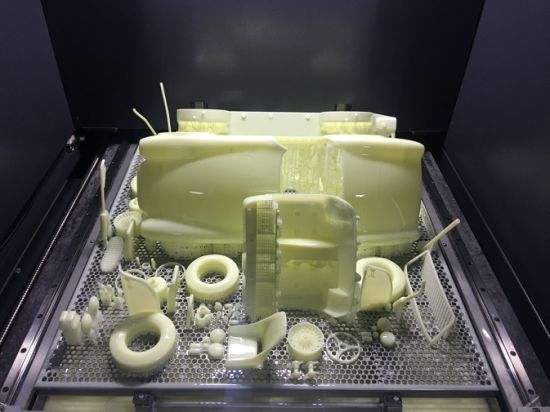




 На данный момент существует три основных варианта таких устройств: капельно-струйные ручки (DOD), получившие название BioPen и использующиеся в разработке новых методов лечения поврежденных тканей, FDM 3D-ручки, являющиеся ручными экструдерами (по сути, аналогом привычных термоклеевых пистолетов, но использующие термопластики) и наработки по 3D-рисованию фотополимерными смолами.
На данный момент существует три основных варианта таких устройств: капельно-струйные ручки (DOD), получившие название BioPen и использующиеся в разработке новых методов лечения поврежденных тканей, FDM 3D-ручки, являющиеся ручными экструдерами (по сути, аналогом привычных термоклеевых пистолетов, но использующие термопластики) и наработки по 3D-рисованию фотополимерными смолами.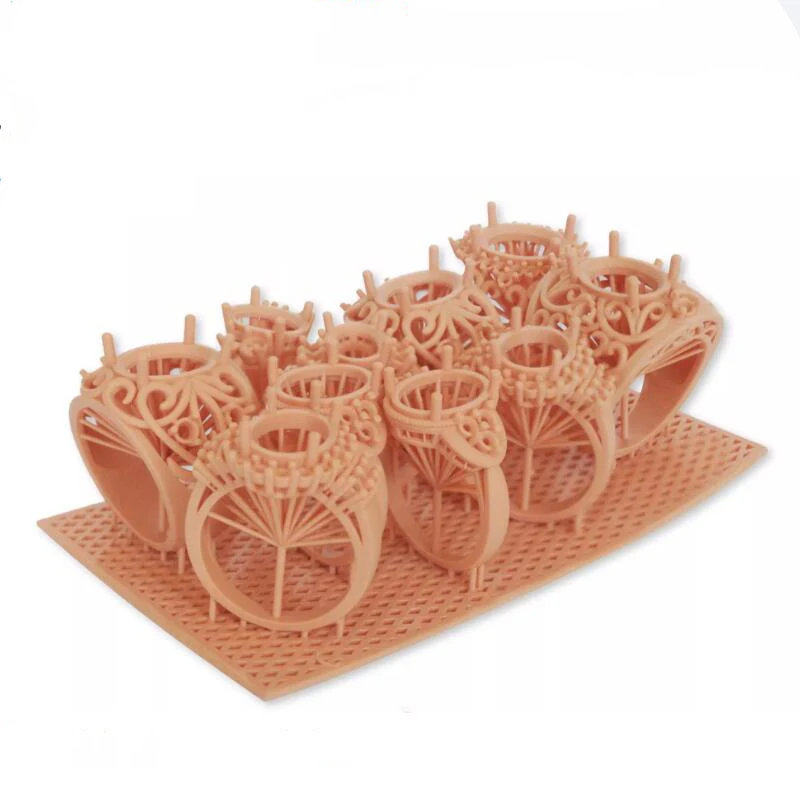
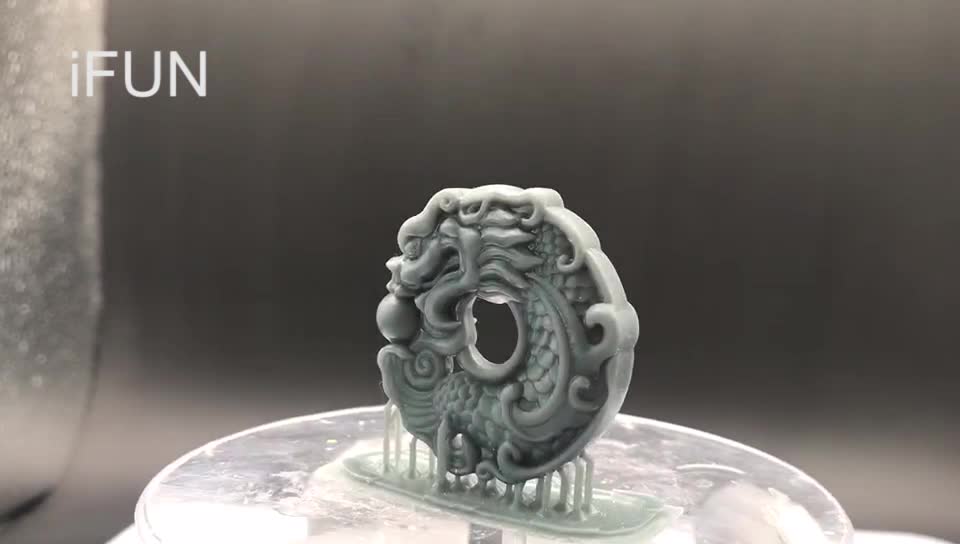
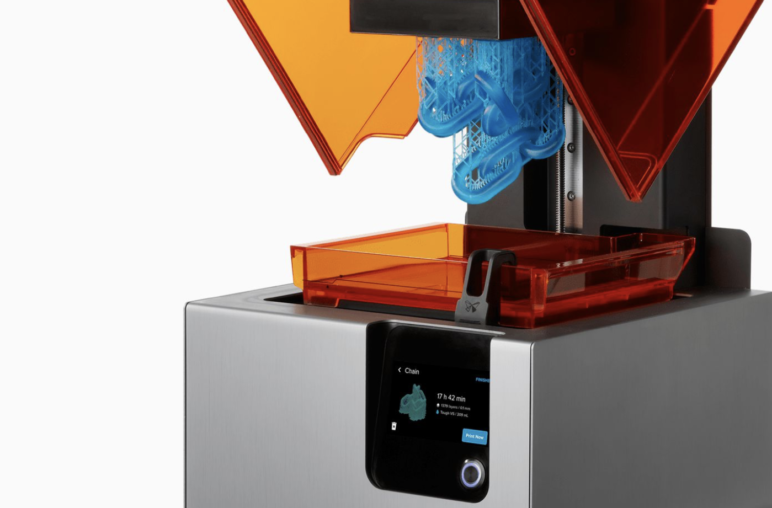

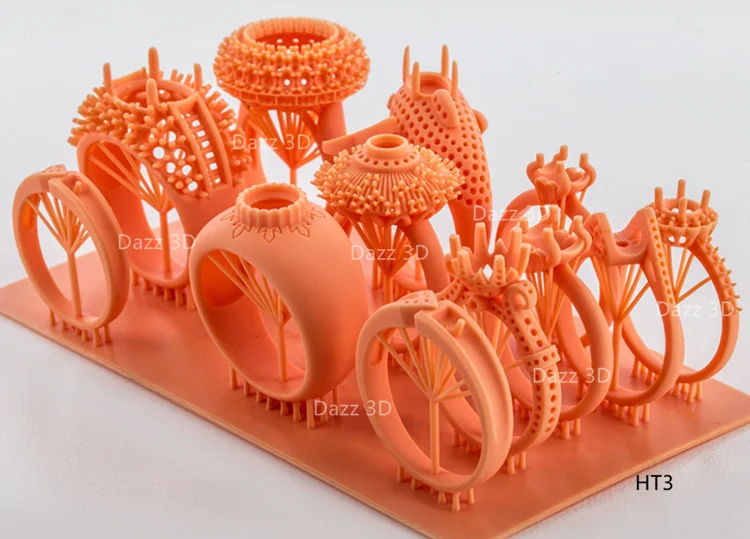


 Как вы можете видеть на изображении выше, когда вес применяется к отпечатку FDM, который не ориентирован или не смоделирован с учетом анизотропии, он может сломаться. Однако, когда дело доходит до печати SLA, все наоборот, потому что смола изотропна. Во время своих испытаний с Siraya’s Blu Стефан подтвердил это, экспериментально показав, что детали одинаково прочны независимо от направления сборки. Formlabs также пришли к такому же выводу, который обсуждается в их статье об изотропных свойствах SLA-печати.
Как вы можете видеть на изображении выше, когда вес применяется к отпечатку FDM, который не ориентирован или не смоделирован с учетом анизотропии, он может сломаться. Однако, когда дело доходит до печати SLA, все наоборот, потому что смола изотропна. Во время своих испытаний с Siraya’s Blu Стефан подтвердил это, экспериментально показав, что детали одинаково прочны независимо от направления сборки. Formlabs также пришли к такому же выводу, который обсуждается в их статье об изотропных свойствах SLA-печати. Г-н Влашич создал для Ника специальные ортопедические ортезы на голеностопный сустав, использовав SLA печать. Примерно через год окончательный дизайн изделия позволил Нику прогуливаться в течение нескольких дней.
Г-н Влашич создал для Ника специальные ортопедические ортезы на голеностопный сустав, использовав SLA печать. Примерно через год окончательный дизайн изделия позволил Нику прогуливаться в течение нескольких дней.
 Похоже, что Halot-One Plus был разработан для потребительского рынка с такими функциями, как подключение к Wi-Fi, фильтрация воздуха и другими функциями, которые обычно не встречаются в принтерах этого ценового диапазона.
Похоже, что Halot-One Plus был разработан для потребительского рынка с такими функциями, как подключение к Wi-Fi, фильтрация воздуха и другими функциями, которые обычно не встречаются в принтерах этого ценового диапазона. 9-inch
9-inch
 Большинство полимерных 3D-принтеров MSLA малого формата используют одну линейную направляющую для перемещения, а системы с двумя направляющими более распространены на более крупных машинах, таких как 9.0075 Elegoo Saturn или Anycubic Mono X . Платформа сборки подвешена на легком металлическом кронштейне и не прогибается даже при печати больших и тяжелых деталей.
Большинство полимерных 3D-принтеров MSLA малого формата используют одну линейную направляющую для перемещения, а системы с двумя направляющими более распространены на более крупных машинах, таких как 9.0075 Elegoo Saturn или Anycubic Mono X . Платформа сборки подвешена на легком металлическом кронштейне и не прогибается даже при печати больших и тяжелых деталей. В чане также есть носик, отлитый в переднем правом и заднем левом углах, что делает переливание смолы из чана и обратно в бутылку простым и беспроблемным процессом. Один из винтов, которыми чан крепится к раме, имел заусенцы на формованном винте с накатанной головкой, и это означало, что винт не мог войти в сопрягаемое отверстие без обрезки. Не серьезная проблема, но определенно проблема контроля качества, которую нужно было выявить до того, как принтер был упакован и отправлен с завода.
В чане также есть носик, отлитый в переднем правом и заднем левом углах, что делает переливание смолы из чана и обратно в бутылку простым и беспроблемным процессом. Один из винтов, которыми чан крепится к раме, имел заусенцы на формованном винте с накатанной головкой, и это означало, что винт не мог войти в сопрягаемое отверстие без обрезки. Не серьезная проблема, но определенно проблема контроля качества, которую нужно было выявить до того, как принтер был упакован и отправлен с завода.
 ось Z. Как только платформа окажется заподлицо с маскирующим ЖК-дисплеем, четыре болта затягиваются, и платформа выравнивается.
ось Z. Как только платформа окажется заподлицо с маскирующим ЖК-дисплеем, четыре болта затягиваются, и платформа выравнивается. Смола может быть вредной при контакте с кожей, поэтому обязательно надевайте перчатки при заливке, очистке или обращении с неотвержденной смолой. Я также обязательно надеваю перчатки при снятии платформы сборки после печати, так как смола имеет тенденцию скапливаться на верхней части платформы и может капать, пока платформа снимается.
Смола может быть вредной при контакте с кожей, поэтому обязательно надевайте перчатки при заливке, очистке или обращении с неотвержденной смолой. Я также обязательно надеваю перчатки при снятии платформы сборки после печати, так как смола имеет тенденцию скапливаться на верхней части платформы и может капать, пока платформа снимается. Эта модель предварительно нарезана с использованием тех же настроек, что и в Halot Box (высота слоя 0,05 мм, время экспозиции слоя 3 секунды, время экспозиции базового слоя 40 секунд и т. д.), и готова к печати непосредственно с флэш-накопителя USB.
Эта модель предварительно нарезана с использованием тех же настроек, что и в Halot Box (высота слоя 0,05 мм, время экспозиции слоя 3 секунды, время экспозиции базового слоя 40 секунд и т. д.), и готова к печати непосредственно с флэш-накопителя USB. Поддерживающая конструкция легко снимается и оставляет минимальные следы на распечатанной модели. К сожалению, во время стирки я сломал молоток, но без особых усилий смог приклеить его обратно. Шипы на броне, тонкий хвост и другие детали, присутствующие на этой модели, четкие и в фокусе, и я полагаю, что любой, кто приобрел этот принтер для изготовления миниатюр, сразу же обрадуется, увидев, что вышла такая качественная модель. принтера без дополнительной подготовки.
Поддерживающая конструкция легко снимается и оставляет минимальные следы на распечатанной модели. К сожалению, во время стирки я сломал молоток, но без особых усилий смог приклеить его обратно. Шипы на броне, тонкий хвост и другие детали, присутствующие на этой модели, четкие и в фокусе, и я полагаю, что любой, кто приобрел этот принтер для изготовления миниатюр, сразу же обрадуется, увидев, что вышла такая качественная модель. принтера без дополнительной подготовки.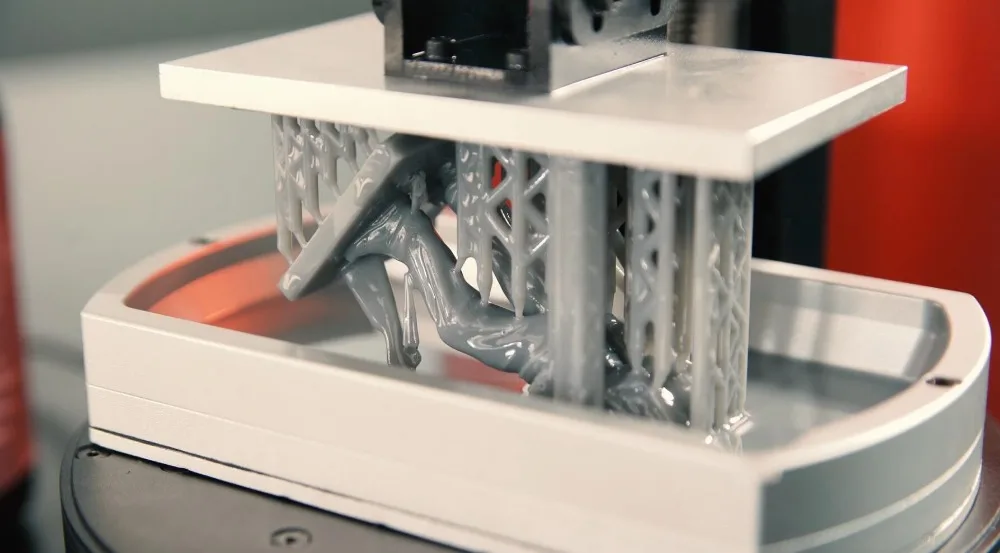 Как и ожидалось, Основные параметры содержат такие параметры, как толщина слоя, время экспозиции, высота подъема платформы сборки и другие, которые пользователи, вероятно, будут настраивать чаще всего. Эти параметры предварительно заполнены параметрами, которые больше ориентированы на успех, а не на скорость, с 3-секундной экспозицией слоя и 40-секундной экспозицией начальных слоев. Расширенные параметры содержит более сложные параметры, такие как компенсация усадки по осям X, Y и Z, сглаживание и другие параметры.
Как и ожидалось, Основные параметры содержат такие параметры, как толщина слоя, время экспозиции, высота подъема платформы сборки и другие, которые пользователи, вероятно, будут настраивать чаще всего. Эти параметры предварительно заполнены параметрами, которые больше ориентированы на успех, а не на скорость, с 3-секундной экспозицией слоя и 40-секундной экспозицией начальных слоев. Расширенные параметры содержит более сложные параметры, такие как компенсация усадки по осям X, Y и Z, сглаживание и другие параметры.
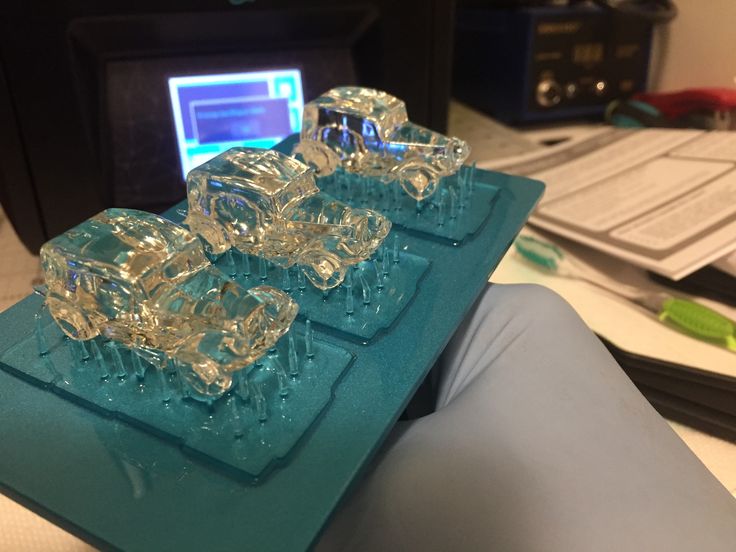 Вместо того, чтобы сосредотачиваться на высоте Z, Halot-One Plus имеет большую площадь поверхности на рабочей платформе, предоставляя дополнительное пространство для печати нескольких деталей.
Вместо того, чтобы сосредотачиваться на высоте Z, Halot-One Plus имеет большую площадь поверхности на рабочей платформе, предоставляя дополнительное пространство для печати нескольких деталей. 29 x 9.57 x 16.46 inches
29 x 9.57 x 16.46 inches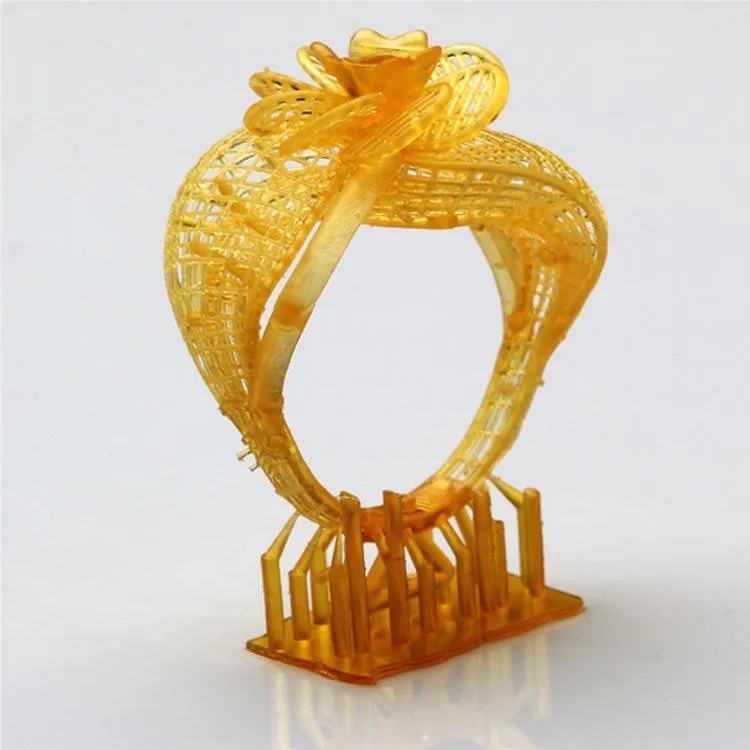 Кроме того, встроенная система фильтрации воздуха, большой ЖК-дисплей и линейные направляющие с двойной осью Z придают Halot-One Plus более индустриальный вид. Порт USB на передней панели упрощает замену USB-накопителей на обоих принтерах, но кнопка питания на Halot-One Plus расположена на задней панели устройства, в отличие от кнопки питания на передней панели на Mars 3.
Кроме того, встроенная система фильтрации воздуха, большой ЖК-дисплей и линейные направляющие с двойной осью Z придают Halot-One Plus более индустриальный вид. Порт USB на передней панели упрощает замену USB-накопителей на обоих принтерах, но кнопка питания на Halot-One Plus расположена на задней панели устройства, в отличие от кнопки питания на передней панели на Mars 3. Модель печатается в 5 частях: бюст, левая рука, правая рука, основание и миниган. Мне удалось поместить бюст и обе руки на единую сборочную платформу, а миниган и основу напечатать отдельно. Обработка этих файлов в Halot Box была простой: нужно было просто перетащить модели в окно, щелкнуть «срез» и экспортировать. Никаких дополнительных шагов не потребовалось, и я использовал Anycubic Grey Craftsman Resin (открывается в новой вкладке) и настройки экспозиции по умолчанию.
Модель печатается в 5 частях: бюст, левая рука, правая рука, основание и миниган. Мне удалось поместить бюст и обе руки на единую сборочную платформу, а миниган и основу напечатать отдельно. Обработка этих файлов в Halot Box была простой: нужно было просто перетащить модели в окно, щелкнуть «срез» и экспортировать. Никаких дополнительных шагов не потребовалось, и я использовал Anycubic Grey Craftsman Resin (открывается в новой вкладке) и настройки экспозиции по умолчанию. Гладкие поверхности имеют ровный вид, и практически отсутствуют линии слоев благодаря высоте слоя 0,05 мм и разрешению X/Y 0,04 мм. Выступы, оставленные опорной конструкцией, легко отделяются, и их можно удалить, просто проведя по ним пинцетом.
Гладкие поверхности имеют ровный вид, и практически отсутствуют линии слоев благодаря высоте слоя 0,05 мм и разрешению X/Y 0,04 мм. Выступы, оставленные опорной конструкцией, легко отделяются, и их можно удалить, просто проведя по ним пинцетом. Эта функция подверглась тщательной проверке из-за широко распространенных злоупотреблений, связанных с возможностью массовой загрузки моделей, независимо от их авторских прав или намерений дизайнера. YouTuber Bryan Vines сделал отличное видео , обсуждая эту тему, которое показывает, как платформа должна была использоваться по сравнению с текущим использованием.
Эта функция подверглась тщательной проверке из-за широко распространенных злоупотреблений, связанных с возможностью массовой загрузки моделей, независимо от их авторских прав или намерений дизайнера. YouTuber Bryan Vines сделал отличное видео , обсуждая эту тему, которое показывает, как платформа должна была использоваться по сравнению с текущим использованием.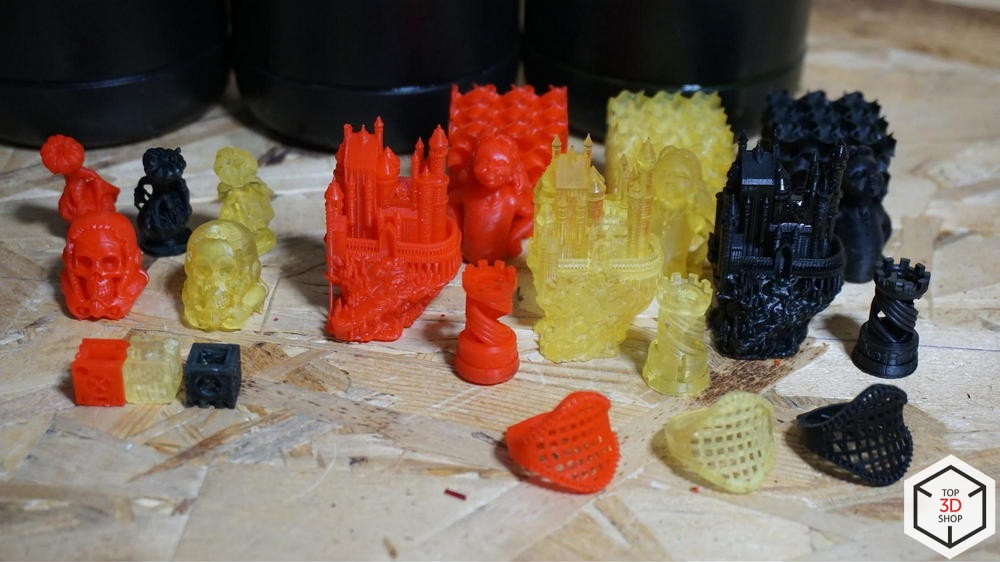 Хотя это делает поиск и загрузку моделей простым процессом, тревожно видеть, что у первоначального создателя нет эффективных средств для ограничения этого типа пиратства. В этом случае я знал об оригинальном создателе, но было бы совершенно понятно, что большинство пользователей могут этого не знать и даже могут подумать, что модель была предоставлена Creality напрямую.
Хотя это делает поиск и загрузку моделей простым процессом, тревожно видеть, что у первоначального создателя нет эффективных средств для ограничения этого типа пиратства. В этом случае я знал об оригинальном создателе, но было бы совершенно понятно, что большинство пользователей могут этого не знать и даже могут подумать, что модель была предоставлена Creality напрямую.

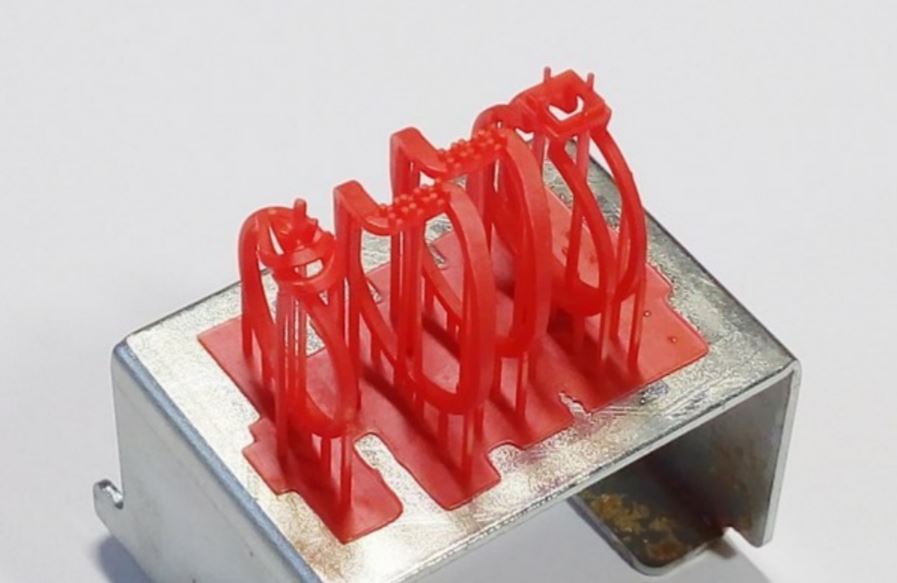
 В комплект поставки входят металлический скребок (для удаления деталей с платформы сборки), пластиковый скребок (для удаления деталей с листа FEP и перемешивания смолы), несколько бумажных воронок с проволочной сеткой (для фильтрации смолы), проволока. резаки (для удаления вспомогательного материала), латексные перчатки и большое количество запасных болтов, шестигранных ключей и других деталей, которые легко потерять. Входящий в комплект USB-накопитель поставляется с предварительно загруженным тестовым отпечатком, приложением для слайсера Chitubox, цифровой копией руководства пользователя и несколькими файлами с сайта репозитория 3D-моделей MyMiniFactory.
В комплект поставки входят металлический скребок (для удаления деталей с платформы сборки), пластиковый скребок (для удаления деталей с листа FEP и перемешивания смолы), несколько бумажных воронок с проволочной сеткой (для фильтрации смолы), проволока. резаки (для удаления вспомогательного материала), латексные перчатки и большое количество запасных болтов, шестигранных ключей и других деталей, которые легко потерять. Входящий в комплект USB-накопитель поставляется с предварительно загруженным тестовым отпечатком, приложением для слайсера Chitubox, цифровой копией руководства пользователя и несколькими файлами с сайта репозитория 3D-моделей MyMiniFactory.
 Черную защитную ленту вокруг маскирующего ЖК-дисплея необходимо оставить на машине, и в руководстве обязательно упоминается об этом в первую очередь, чтобы новый пользователь случайно не снял ее при удалении остальных наклеек.
Черную защитную ленту вокруг маскирующего ЖК-дисплея необходимо оставить на машине, и в руководстве обязательно упоминается об этом в первую очередь, чтобы новый пользователь случайно не снял ее при удалении остальных наклеек. Эта особенность, а также носик, встроенный в чан, указывает на то, что Elegoo уделила внимание потребностям пользователей, которые часто меняют чан или сливают и заменяют смолу.
Эта особенность, а также носик, встроенный в чан, указывает на то, что Elegoo уделила внимание потребностям пользователей, которые часто меняют чан или сливают и заменяют смолу. Если вы заинтересованы в использовании Saturn как части крупной печатной фермы, возможность подключения машины к сети означает, что вы можете передавать файлы без необходимости использования внешнего диска. Два вентилятора на задней панели устройства обеспечивают поток воздуха для платы контроллера и источника УФ-светодиода, но не обеспечивают фильтрацию воздуха, как вентилятор в Elegoo Mars 2 Pro. Несмотря на отсутствие фильтрации воздуха, Saturn, похоже, не издавал запаха хуже, чем Mars 2 Pro во время печати, но если вас беспокоит качество воздуха, вы должны принять это во внимание.
Если вы заинтересованы в использовании Saturn как части крупной печатной фермы, возможность подключения машины к сети означает, что вы можете передавать файлы без необходимости использования внешнего диска. Два вентилятора на задней панели устройства обеспечивают поток воздуха для платы контроллера и источника УФ-светодиода, но не обеспечивают фильтрацию воздуха, как вентилятор в Elegoo Mars 2 Pro. Несмотря на отсутствие фильтрации воздуха, Saturn, похоже, не издавал запаха хуже, чем Mars 2 Pro во время печати, но если вас беспокоит качество воздуха, вы должны принять это во внимание.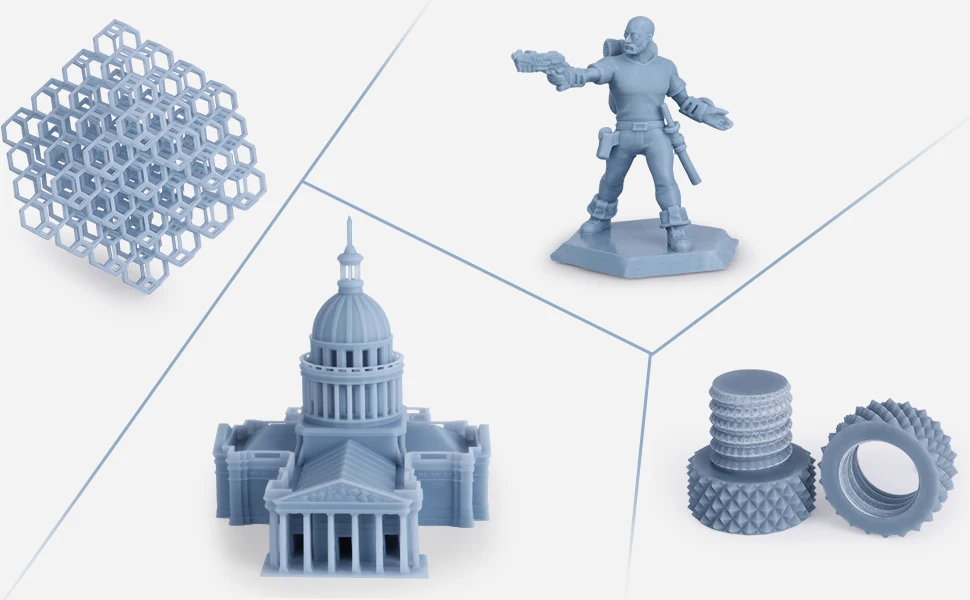 Elegoo решил эту проблему, используя уникальный процесс выравнивания, который является быстрым, простым и легким в выполнении. Elegoo Saturn использует платформу для сборки, жестко закрепленную двумя болтами, и включает простые пошаговые инструкции для процесса выравнивания.
Elegoo решил эту проблему, используя уникальный процесс выравнивания, который является быстрым, простым и легким в выполнении. Elegoo Saturn использует платформу для сборки, жестко закрепленную двумя болтами, и включает простые пошаговые инструкции для процесса выравнивания. Смола может быть вредной при контакте с кожей, поэтому обязательно надевайте перчатки при заливке, очистке или обращении с неотвержденной смолой. Я также обязательно надеваю перчатки при снятии платформы сборки после печати, так как смола имеет тенденцию скапливаться на верхней части платформы и может капать, пока платформа снимается.
Смола может быть вредной при контакте с кожей, поэтому обязательно надевайте перчатки при заливке, очистке или обращении с неотвержденной смолой. Я также обязательно надеваю перчатки при снятии платформы сборки после печати, так как смола имеет тенденцию скапливаться на верхней части платформы и может капать, пока платформа снимается. во время печати. Это относительно незначительный момент, так как большая часть смолы будет капать вниз во время печати, а очистка края платформы сборки не требует особых усилий.
во время печати. Это относительно незначительный момент, так как большая часть смолы будет капать вниз во время печати, а очистка края платформы сборки не требует особых усилий. ctb», который состоит из двух шахматных фигур с мелкими деталями внутри и снаружи модели. Эта пробная печать выполняется за очень разумные 3 часа 49 минут, и я был впечатлен мельчайшими деталями на моделях после завершения печати. К сожалению, здесь дело приняло некоторый оборот.
ctb», который состоит из двух шахматных фигур с мелкими деталями внутри и снаружи модели. Эта пробная печать выполняется за очень разумные 3 часа 49 минут, и я был впечатлен мельчайшими деталями на моделях после завершения печати. К сожалению, здесь дело приняло некоторый оборот.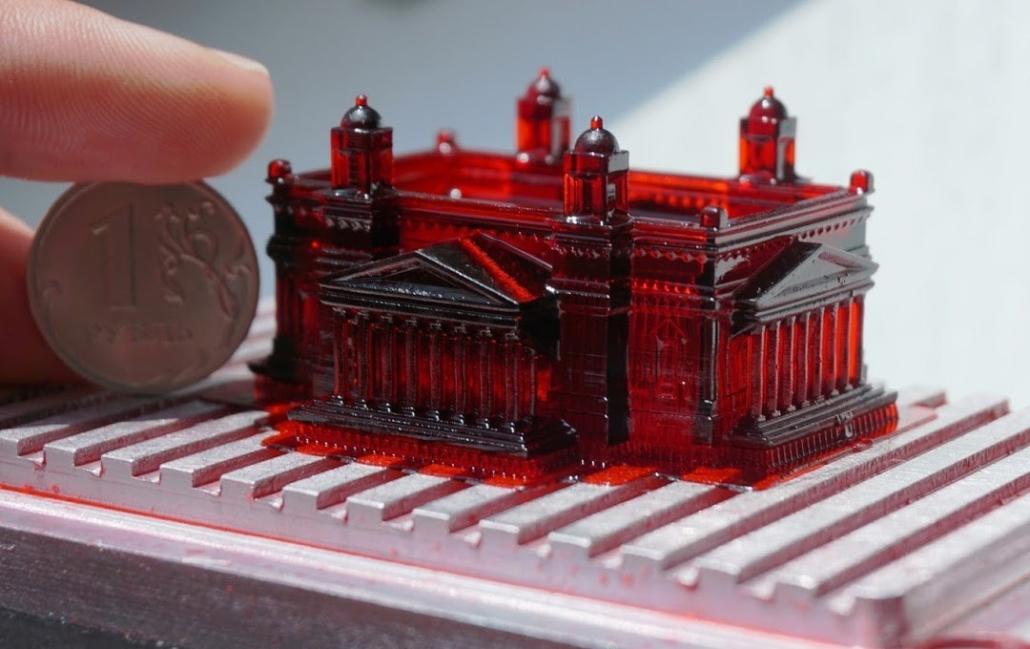
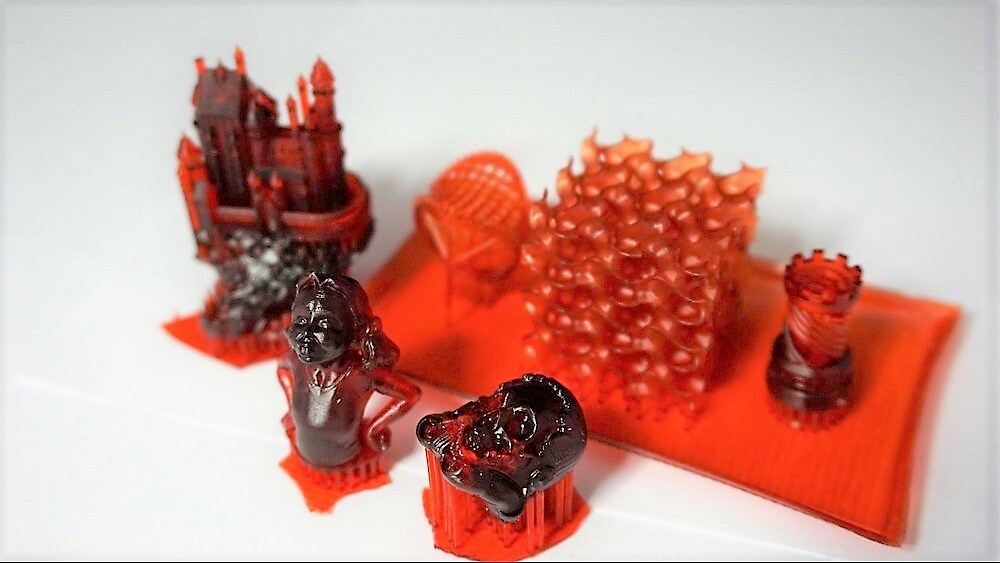 Стоит отметить, что это был единственный раз, когда я столкнулся с этой проблемой во время этого обзора. Остальные детали, которые я подготовил с помощью Chitubox для печати, легко снимались и не требовали чрезмерных усилий для снятия с пластины.
Стоит отметить, что это был единственный раз, когда я столкнулся с этой проблемой во время этого обзора. Остальные детали, которые я подготовил с помощью Chitubox для печати, легко снимались и не требовали чрезмерных усилий для снятия с пластины. поскольку каждый шаг может быть выполнен в программном обеспечении без необходимости экспортировать файл в различные сторонние программы. Chitubox также включает встроенный профиль для Elegoo Saturn, который дает результаты хорошего качества без каких-либо настроек или модификаций. Я был поклонником Chitubox с тех пор, как начал его использовать, а простота использования и встроенная поддержка Saturn делают его логичным выбором.
поскольку каждый шаг может быть выполнен в программном обеспечении без необходимости экспортировать файл в различные сторонние программы. Chitubox также включает встроенный профиль для Elegoo Saturn, который дает результаты хорошего качества без каких-либо настроек или модификаций. Я был поклонником Chitubox с тех пор, как начал его использовать, а простота использования и встроенная поддержка Saturn делают его логичным выбором.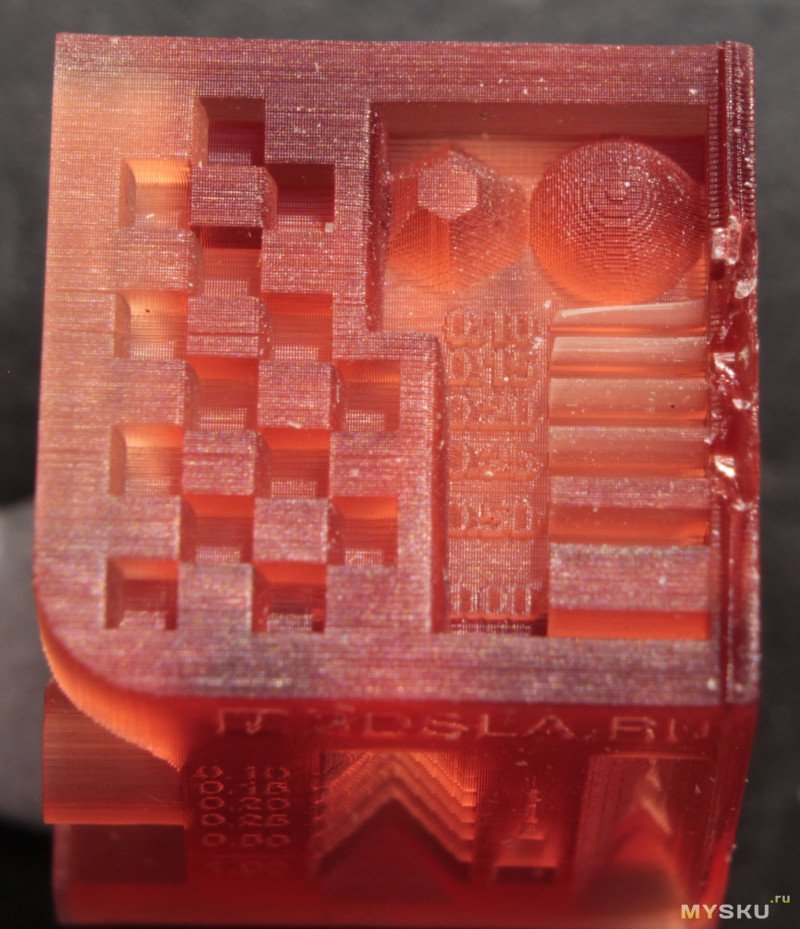 В качестве смолы я использовал смываемую водой керамическую краску Elegoo Grey (открывается в новой вкладке), которая очень хорошо работала для меня в прошлом на Elegoo Mars 2 Pro. В этой модели использовалось около 28 граммов смолы, и она была напечатана менее чем за 4 часа, что соответствует тому, что я ожидал от 3D-принтера с монохромным ЖК-дисплеем.
В качестве смолы я использовал смываемую водой керамическую краску Elegoo Grey (открывается в новой вкладке), которая очень хорошо работала для меня в прошлом на Elegoo Mars 2 Pro. В этой модели использовалось около 28 граммов смолы, и она была напечатана менее чем за 4 часа, что соответствует тому, что я ожидал от 3D-принтера с монохромным ЖК-дисплеем.
 Это означает, что деталь, напечатанная на Mars 2 Pro и Saturn с использованием одних и тех же настроек, приведет к получению двух деталей, которые должны быть неотличимы друг от друга.
Это означает, что деталь, напечатанная на Mars 2 Pro и Saturn с использованием одних и тех же настроек, приведет к получению двух деталей, которые должны быть неотличимы друг от друга. Если вас интересует производительность и возможность печати в больших объемах, Saturn может производить большие партии деталей с тем же разрешением, что и Mars 2 Pro. Однако, если вы ищете готовую деталь с более высоким разрешением и не заинтересованы в большом размере сборки, ЖК-принтер 4K, такой как Phrozen Sonic Mini 4K, будет лучшим выбором.
Если вас интересует производительность и возможность печати в больших объемах, Saturn может производить большие партии деталей с тем же разрешением, что и Mars 2 Pro. Однако, если вы ищете готовую деталь с более высоким разрешением и не заинтересованы в большом размере сборки, ЖК-принтер 4K, такой как Phrozen Sonic Mini 4K, будет лучшим выбором.
 такое большое и сложное строение. Смола Elegoo Water Washable создала поддерживающую структуру, которая легко удалялась и оставляла минимальные следы на готовой модели.
такое большое и сложное строение. Смола Elegoo Water Washable создала поддерживающую структуру, которая легко удалялась и оставляла минимальные следы на готовой модели. Saturn — популярный принтер среди пользователей, интересующихся настольными играми, а большой объем сборки идеально подходит для печати нескольких миниатюр за один раз. Поскольку скорость печати определяется количеством слоев, а не количеством миниатюр, печать одной миниатюры или полной платформы сборки, заполненной ими, занимает одинаковое количество времени.
Saturn — популярный принтер среди пользователей, интересующихся настольными играми, а большой объем сборки идеально подходит для печати нескольких миниатюр за один раз. Поскольку скорость печати определяется количеством слоев, а не количеством миниатюр, печать одной миниатюры или полной платформы сборки, заполненной ими, занимает одинаковое количество времени.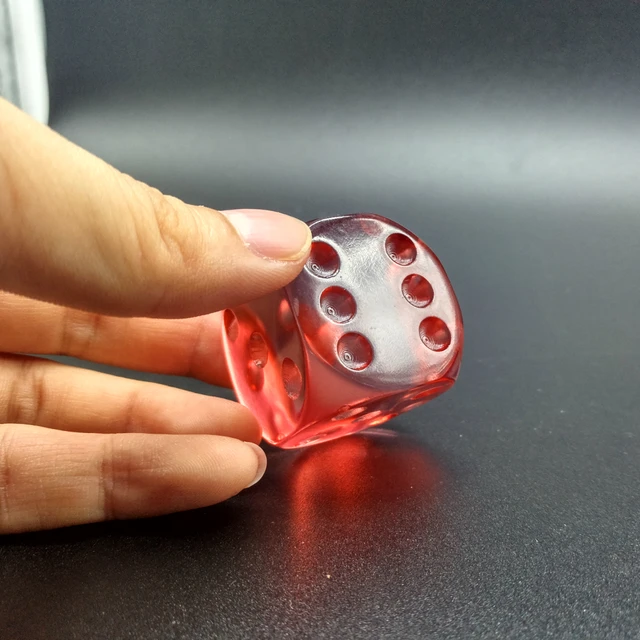 . Это быстрый и в значительной степени автоматизированный процесс, ставший возможным благодаря приложению Chitubox, которое я благодарен за то, что Elegoo внутри решила поддержать, а не пытаться создать собственное приложение-слайсер, в котором могут отсутствовать некоторые из этих функций.
. Это быстрый и в значительной степени автоматизированный процесс, ставший возможным благодаря приложению Chitubox, которое я благодарен за то, что Elegoo внутри решила поддержать, а не пытаться создать собственное приложение-слайсер, в котором могут отсутствовать некоторые из этих функций. В частности, мечи и крылья на меньших моделях было легко отделить от опорной конструкции, и я не беспокоился о том, что они оторвутся или разобьются во время чистки.
В частности, мечи и крылья на меньших моделях было легко отделить от опорной конструкции, и я не беспокоился о том, что они оторвутся или разобьются во время чистки. Saturn регулярно продается за более чем 700 долларов на сайтах подержанных автомобилей, таких как eBay, поэтому найти его может оказаться проблемой в обозримом будущем.
Saturn регулярно продается за более чем 700 долларов на сайтах подержанных автомобилей, таких как eBay, поэтому найти его может оказаться проблемой в обозримом будущем.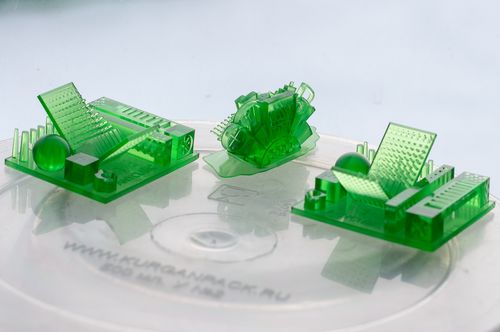
 При холодном применяются особые смолы, затвердевающие под воздействием УФ-излучения.
При холодном применяются особые смолы, затвердевающие под воздействием УФ-излучения. В таком устройстве нет никаких нагревающих механизмов. По этой причине такие модели чаще всего покупают для детей. Материал входит и выходит одной и той же консистенции и одного вида. Твердеет объект под воздействием ультрафиолетового излучателя. Среди плюсов этого вида отмечают автономность, бесшумность, большой выбор расходников. Среди минусов выделяют высокую стоимость самой ручки и хрупкость изделий, изготовляемых с ее помощью.
В таком устройстве нет никаких нагревающих механизмов. По этой причине такие модели чаще всего покупают для детей. Материал входит и выходит одной и той же консистенции и одного вида. Твердеет объект под воздействием ультрафиолетового излучателя. Среди плюсов этого вида отмечают автономность, бесшумность, большой выбор расходников. Среди минусов выделяют высокую стоимость самой ручки и хрупкость изделий, изготовляемых с ее помощью. Он более дешевый, поэтому и больше распространен. Получаемые модели выходят жесткими и обладают устойчивостью к физическим воздействиям, но может слегка сгибаться. Температура, при которой этот пластик плавится, составляет примерно 225-250 0С.
Он более дешевый, поэтому и больше распространен. Получаемые модели выходят жесткими и обладают устойчивостью к физическим воздействиям, но может слегка сгибаться. Температура, при которой этот пластик плавится, составляет примерно 225-250 0С.

 youtube.com/embed/AyJEMl5J8tc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/AyJEMl5J8tc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 youtube.com/embed/E8Eo9dr-knk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/E8Eo9dr-knk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 





 Новинки, обзоры, интервью, лайфхаки. Вдохновляйтесь и творите. 3DKIT.ORG
Новинки, обзоры, интервью, лайфхаки. Вдохновляйтесь и творите. 3DKIT.ORG С днем Святого Валентина!
С днем Святого Валентина!
 С неисправностями, характерными для этих гаджетов, следует ознакомиться в…
С неисправностями, характерными для этих гаджетов, следует ознакомиться в… Основы
Основы
 ..
.. Основы
Основы
 С днем Святого Валентина!
С днем Святого Валентина!

 Следует заранее ознакомиться с неисправностями, характерными для этих гаджетов, чтобы работа с устройством вызывала минимум проблем.
Следует заранее ознакомиться с неисправностями, характерными для этих гаджетов, чтобы работа с устройством вызывала минимум проблем. Основы
Основы Для работы такого оборудования требуются специальные накальные материалы. Наиболее популярными видами пластика являются ABS и PLA. Какой из них вы должны предпочесть?
Для работы такого оборудования требуются специальные накальные материалы. Наиболее популярными видами пластика являются ABS и PLA. Какой из них вы должны предпочесть? Прочтите наш пост, чтобы понять, как начать создавать свои первые работы с помощью 3D-ручки.
Прочтите наш пост, чтобы понять, как начать создавать свои первые работы с помощью 3D-ручки.

 Вероятно, это просто означает, что у вас особенно плохой засор. Решите эту проблему, увеличив температуру 3D-ручки настолько, насколько это возможно.
Вероятно, это просто означает, что у вас особенно плохой засор. Решите эту проблему, увеличив температуру 3D-ручки настолько, насколько это возможно.
 Это будет не так хорошо, но с работой справится.
Это будет не так хорошо, но с работой справится.
 Поцарапанное сопло замедляет экструзию нити и быстрее загрязняется.
Поцарапанное сопло замедляет экструзию нити и быстрее загрязняется.



 04800.11
04800.11 RON 10101405
RON 10101405 2 мм HSS-CNC Stanley 50708-QZ
2 мм HSS-CNC Stanley 50708-QZ В этом материале мы рассмотрим рекомендации по выбору типа зажима для обработки на станках с ЧПУ в соответствии с производственными требованиями.
В этом материале мы рассмотрим рекомендации по выбору типа зажима для обработки на станках с ЧПУ в соответствии с производственными требованиями. В мелкосерийном или малообъемном производстве эти типы фиксаторов для инструментов подходят, поскольку они сокращают общий производственный цикл. Строительный блок можно поворачивать для выравнивания конкретного режущего инструмента с ЧПУ по обрабатываемой детали, чтобы сократить время замены инструмента. Это также делает данные комбинированные зажимы идеальными для бесшовной обработки с ЧПУ.
В мелкосерийном или малообъемном производстве эти типы фиксаторов для инструментов подходят, поскольку они сокращают общий производственный цикл. Строительный блок можно поворачивать для выравнивания конкретного режущего инструмента с ЧПУ по обрабатываемой детали, чтобы сократить время замены инструмента. Это также делает данные комбинированные зажимы идеальными для бесшовной обработки с ЧПУ. Для сокращения общего периода производства используются гидравлические или пневматические устройства фиксации:
Для сокращения общего периода производства используются гидравлические или пневматические устройства фиксации:

 налог с продаж
налог с продаж 00
00 65 шт.66 шт.67 шт.68 шт.69 шт.70 шт.71 шт.72 шт.73 шт.74 шт.75 шт.76 шт.77 шт.78 шт.79 80 шт.81 шт.82 шт.83 шт.84 шт.85 шт.86 шт.87 шт.88 шт.89 шт.90 шт.91 шт.92 шт.93 шт.94 шт.95 шт. 96 шт.97 шт.98 шт.99 шт.100 шт.101 шт.102 шт.103 шт.104 шт.105 шт.106 шт.107 шт.108 шт.109110 шт.111 шт.112 шт.113 шт.114 шт.115 шт.116 шт.117 шт.118 шт.119 шт.120 шт.121 шт.122 шт.123 шт.124 шт.125 шт. 126 шт.127 шт.128 шт.129 шт.130 шт.131 шт.132 шт.133 шт.134 шт.135 шт.136 шт.137 шт.138 шт.139 шт.140 шт.141 шт.142 шт 143 шт.144 шт.145 шт.146 шт.147 шт.148 шт.149 шт.150 шт.151 шт.152 шт.153 шт.154 шт.155 шт.156 шт.157 шт.158 шт.159 160 шт.161 шт.162 шт.163 шт.164 шт.165 шт.166 шт.167 шт.168 шт.169 шт.170 шт.171 шт.172 шт.173 шт.174 шт.175 шт. 176 шт.177 шт.178 шт.179180 шт.181 шт.182 шт.183 шт.184 шт.185 шт.186 шт.187 шт.188 шт.189 шт.190 шт.191 шт.192 шт.193 шт.194 шт.195 шт. 196 шт.197 шт.198 шт.199 шт.200 шт.201 шт.202 шт.203 шт.204 шт.205 шт.206 шт.207 шт.208 шт.209 шт.210 шт.211 шт.212 шт 213 шт.214 шт.
65 шт.66 шт.67 шт.68 шт.69 шт.70 шт.71 шт.72 шт.73 шт.74 шт.75 шт.76 шт.77 шт.78 шт.79 80 шт.81 шт.82 шт.83 шт.84 шт.85 шт.86 шт.87 шт.88 шт.89 шт.90 шт.91 шт.92 шт.93 шт.94 шт.95 шт. 96 шт.97 шт.98 шт.99 шт.100 шт.101 шт.102 шт.103 шт.104 шт.105 шт.106 шт.107 шт.108 шт.109110 шт.111 шт.112 шт.113 шт.114 шт.115 шт.116 шт.117 шт.118 шт.119 шт.120 шт.121 шт.122 шт.123 шт.124 шт.125 шт. 126 шт.127 шт.128 шт.129 шт.130 шт.131 шт.132 шт.133 шт.134 шт.135 шт.136 шт.137 шт.138 шт.139 шт.140 шт.141 шт.142 шт 143 шт.144 шт.145 шт.146 шт.147 шт.148 шт.149 шт.150 шт.151 шт.152 шт.153 шт.154 шт.155 шт.156 шт.157 шт.158 шт.159 160 шт.161 шт.162 шт.163 шт.164 шт.165 шт.166 шт.167 шт.168 шт.169 шт.170 шт.171 шт.172 шт.173 шт.174 шт.175 шт. 176 шт.177 шт.178 шт.179180 шт.181 шт.182 шт.183 шт.184 шт.185 шт.186 шт.187 шт.188 шт.189 шт.190 шт.191 шт.192 шт.193 шт.194 шт.195 шт. 196 шт.197 шт.198 шт.199 шт.200 шт.201 шт.202 шт.203 шт.204 шт.205 шт.206 шт.207 шт.208 шт.209 шт.210 шт.211 шт.212 шт 213 шт.214 шт. 215 шт.216 шт.217 шт.218 шт.219 шт.220 шт.221 шт.222 шт.223 шт.224 шт.225 шт.226 шт.227 шт.228 шт.229 230 шт.231 шт.232 шт.233 шт.234 шт.235 шт.236 шт.237 шт.238 шт.239 шт.240 шт.241 шт.242 шт.243 шт.244 шт.245 шт. 246 шт.247 шт.248 шт.249250 шт.251 шт.252 шт.253 шт.254 шт.255 шт.256 шт.257 шт.258 шт.259 шт.260 шт.261 шт.262 шт.263 шт.264 шт.265 шт. 266 шт.267 шт.268 шт.269 шт.270 шт.271 шт.272 шт.273 шт.274 шт.275 шт.276 шт.277 шт.278 шт.279 шт.280 шт.281 шт.282 шт. 283 шт.284 шт.285 шт.286 шт.287 шт.288 шт.289 шт.290 шт.291 шт.292 шт.293 шт.294 шт.295 шт.296 шт.297 шт.298 шт.299 300 шт.301 шт.302 шт.303 шт.304 шт.305 шт.306 шт.307 шт.308 шт.309 шт.310 шт.311 шт.312 шт.313 шт.314 шт.315 шт. 316 шт.317 шт.318 шт.319320 шт.321 шт.322 шт.323 шт.324 шт.325 шт.326 шт.327 шт.328 шт.329 шт.330 шт.331 шт.332 шт.333 шт.334 шт.335 шт. 336 шт.337 шт.338 шт.339 шт.340 шт.341 шт.342 шт.343 шт.344 шт.345 шт.346 шт.347 шт.348 шт.349 шт.350 шт.351 шт.352 шт. 353 шт.354 шт.355 шт.356 шт.357 шт.358 шт.359 шт.
215 шт.216 шт.217 шт.218 шт.219 шт.220 шт.221 шт.222 шт.223 шт.224 шт.225 шт.226 шт.227 шт.228 шт.229 230 шт.231 шт.232 шт.233 шт.234 шт.235 шт.236 шт.237 шт.238 шт.239 шт.240 шт.241 шт.242 шт.243 шт.244 шт.245 шт. 246 шт.247 шт.248 шт.249250 шт.251 шт.252 шт.253 шт.254 шт.255 шт.256 шт.257 шт.258 шт.259 шт.260 шт.261 шт.262 шт.263 шт.264 шт.265 шт. 266 шт.267 шт.268 шт.269 шт.270 шт.271 шт.272 шт.273 шт.274 шт.275 шт.276 шт.277 шт.278 шт.279 шт.280 шт.281 шт.282 шт. 283 шт.284 шт.285 шт.286 шт.287 шт.288 шт.289 шт.290 шт.291 шт.292 шт.293 шт.294 шт.295 шт.296 шт.297 шт.298 шт.299 300 шт.301 шт.302 шт.303 шт.304 шт.305 шт.306 шт.307 шт.308 шт.309 шт.310 шт.311 шт.312 шт.313 шт.314 шт.315 шт. 316 шт.317 шт.318 шт.319320 шт.321 шт.322 шт.323 шт.324 шт.325 шт.326 шт.327 шт.328 шт.329 шт.330 шт.331 шт.332 шт.333 шт.334 шт.335 шт. 336 шт.337 шт.338 шт.339 шт.340 шт.341 шт.342 шт.343 шт.344 шт.345 шт.346 шт.347 шт.348 шт.349 шт.350 шт.351 шт.352 шт. 353 шт.354 шт.355 шт.356 шт.357 шт.358 шт.359 шт.

 Кирпичики LEGO даже побывали в космосе: в мае 2011 года их взяли на МКС, где астронавты проводили с ними различные эксперименты.
Кирпичики LEGO даже побывали в космосе: в мае 2011 года их взяли на МКС, где астронавты проводили с ними различные эксперименты. Но для Lego, крупнейшего в мире производителя игрушек, это знаковый продукт, пишет FT. С июня этого года можно купить модели поезда, которые запускаются со смартфона через Bluetooth. «Мы по-прежнему считаем, что игра с кирпичиками лежит в основе всего, что мы делаем. Но цифровые технологии дают возможность ее усовершенствовать. В идеале дети не должны делать разницы между «Я играю» и «Я играю виртуально», – объяснял Кристиансен FT.
Но для Lego, крупнейшего в мире производителя игрушек, это знаковый продукт, пишет FT. С июня этого года можно купить модели поезда, которые запускаются со смартфона через Bluetooth. «Мы по-прежнему считаем, что игра с кирпичиками лежит в основе всего, что мы делаем. Но цифровые технологии дают возможность ее усовершенствовать. В идеале дети не должны делать разницы между «Я играю» и «Я играю виртуально», – объяснял Кристиансен FT. Это правильно, соглашается FT: такая медлительность была одной из причин, почему через полтора года после запуска в 2010 г. закрылась многопользовательская онлайн-игра Lego Universe. А еще Кристиансен считает цифровые технологии лишь дополнением к игрушкам.
Это правильно, соглашается FT: такая медлительность была одной из причин, почему через полтора года после запуска в 2010 г. закрылась многопользовательская онлайн-игра Lego Universe. А еще Кристиансен считает цифровые технологии лишь дополнением к игрушкам. На треке в коммуне Эра-Лессин в Германии тест-пилот Bugatti Энди Уоллес разогнал машину до 20 км/ч. Для сравнения: у настоящего Bugatti Chiron 1500 л. с., максимальная скорость искусственно ограничена 420 км/ч, а вот в весе разница между оригиналом и моделью Lego не так велика: 2 т против 1,5 т.
На треке в коммуне Эра-Лессин в Германии тест-пилот Bugatti Энди Уоллес разогнал машину до 20 км/ч. Для сравнения: у настоящего Bugatti Chiron 1500 л. с., максимальная скорость искусственно ограничена 420 км/ч, а вот в весе разница между оригиналом и моделью Lego не так велика: 2 т против 1,5 т.


 Кристиансен легко согласился на переезд в другую страну: в INSEAD он отлично подтянул французский язык. Каков же был его ужас, когда выяснилось, что в Швейцарии говорят в основном на немецком. Пришлось срочно осваивать еще один язык.
Кристиансен легко согласился на переезд в другую страну: в INSEAD он отлично подтянул французский язык. Каков же был его ужас, когда выяснилось, что в Швейцарии говорят в основном на немецком. Пришлось срочно осваивать еще один язык.
 «Такое положение еще никогда никому не шло на пользу», – ворчал он. С восшествием на престол вышел конфуз. В 2008 г. Кристиансена наконец-то назначили гендиректором и уже через считанные дни компания попала под удар финансового кризиса.
«Такое положение еще никогда никому не шло на пользу», – ворчал он. С восшествием на престол вышел конфуз. В 2008 г. Кристиансена наконец-то назначили гендиректором и уже через считанные дни компания попала под удар финансового кризиса. Это сказки: «Приходится постоянно уделять внимание владельцам, нужно быть хорошим интерпретатором и понимать, каковы амбиции и мировоззрение собственника. Это занимает примерно столько же времени, сколько роуд-шоу». И добавил: «Мы не публичная компания, но работаем под очень жестким финансовым надзором. Семья дала мне миссию – обеспечить наборами Lego больше детей. Это основная цель, ей объясняются многие решения и инвестиции».
Это сказки: «Приходится постоянно уделять внимание владельцам, нужно быть хорошим интерпретатором и понимать, каковы амбиции и мировоззрение собственника. Это занимает примерно столько же времени, сколько роуд-шоу». И добавил: «Мы не публичная компания, но работаем под очень жестким финансовым надзором. Семья дала мне миссию – обеспечить наборами Lego больше детей. Это основная цель, ей объясняются многие решения и инвестиции». Сейчас он председатель совета директоров компании. Кнудсторп был первым гендиректором не из семьи основателей Lego, а со стороны. После него в январе 2017 г. это кресло впервые занял не датчанин – британец Бали Падда. Но, как уверял Кнудсторп, с самого начала это был временный кандидат.
Кристиансен играл в Lego еще ребенком. «Я помню эти маленькие красные кубики с окнами – с ними можно было строить дома и открывать-закрывать их. Я помню, как мы возводили огромные сооружения», – вспоминал он на страницах датской газеты Finans. Родители не возражали, что на столе в гостиной неделями лежат кубики Lego, пока дети собирают очередную игрушку.
Сейчас он председатель совета директоров компании. Кнудсторп был первым гендиректором не из семьи основателей Lego, а со стороны. После него в январе 2017 г. это кресло впервые занял не датчанин – британец Бали Падда. Но, как уверял Кнудсторп, с самого начала это был временный кандидат.
Кристиансен играл в Lego еще ребенком. «Я помню эти маленькие красные кубики с окнами – с ними можно было строить дома и открывать-закрывать их. Я помню, как мы возводили огромные сооружения», – вспоминал он на страницах датской газеты Finans. Родители не возражали, что на столе в гостиной неделями лежат кубики Lego, пока дети собирают очередную игрушку. «Когда Нильс ушел из Danfoss <…> я неожиданно увидел шанс ускорить процесс», – говорил Кнудсторп Reuters. Уже в октябре 2017 г. Падда стал консультантом, а 51-летний Кристиансен – гендиректором Lego.
Он не интересуется политикой, не состоит ни в одной партии и гордится тем, что, несмотря на работу на высоких постах, много времени проводил с детьми. Как правило, именно он организовывает выходные для всей семьи: «Я ищу места, где большая часть семьи может провести как можно больше времени. Не так-то просто сделать так, чтобы 17-летняя дочь и 20-летний сын хотели одного и того же», – рассказывал он два года назад на страницах Berlingske.
«Когда Нильс ушел из Danfoss <…> я неожиданно увидел шанс ускорить процесс», – говорил Кнудсторп Reuters. Уже в октябре 2017 г. Падда стал консультантом, а 51-летний Кристиансен – гендиректором Lego.
Он не интересуется политикой, не состоит ни в одной партии и гордится тем, что, несмотря на работу на высоких постах, много времени проводил с детьми. Как правило, именно он организовывает выходные для всей семьи: «Я ищу места, где большая часть семьи может провести как можно больше времени. Не так-то просто сделать так, чтобы 17-летняя дочь и 20-летний сын хотели одного и того же», – рассказывал он два года назад на страницах Berlingske. Было уволено около 10% персонала, в том числе исчезла прослойка начальников средней руки. Региональных директоров по продажам он обязал отчитываться напрямую перед ним.
Было уволено около 10% персонала, в том числе исчезла прослойка начальников средней руки. Региональных директоров по продажам он обязал отчитываться напрямую перед ним. Но Кристиансен уверяет FT – не заметно, чтобы интерес к Lego у детей падал: «У кирпичиков очень сильные позиции, прочный фундамент Lego не поврежден».
Но Кристиансен уверяет FT – не заметно, чтобы интерес к Lego у детей падал: «У кирпичиков очень сильные позиции, прочный фундамент Lego не поврежден». 04
04 30
30 44
44 37
37 .. 0000000000
.. 0000000000


 Возможен другой совместно согласованный порядок оплаты.
Возможен другой совместно согласованный порядок оплаты.
 Запасные части и инструмент с доставкой по России и СНГ. Сервис.
Запасные части и инструмент с доставкой по России и СНГ. Сервис. 02.2023 09:54:00
02.2023 09:54:00
 Осуществляем поставки по всей территории России и в страны СНГ.
Осуществляем поставки по всей территории России и в страны СНГ.

 Баллистическое стекло обладает исключительной стойкостью к теплу, охлаждающим жидкостям и горячей стружке, а также…
Баллистическое стекло обладает исключительной стойкостью к теплу, охлаждающим жидкостям и горячей стружке, а также…