Компактные и экологически безопасные туристические горелки служат для приготовления пищи, просушивания одежды и обогрева палатки. Газовые горелки – оптимальны для походов в теплое время года, работают на сжиженном газе, заправленном в баллоны. Жидкотопливные горелки или примусы – для зимнего отдыха и альпинизма, работают на бензине, керосине, дизельном топливе. Горелки ЗУБР отличаются высоким качеством и стабильностью работы, благодаря использованию современных материалов и уникальных технических решений. Многие горелки оснащены системой пьезо-поджига. Компактные пластиковые кейсы/коробки гарантируют защиту от повреждений.
Применение
Предназначена для приготовления пищи и кипячения воды в походе и на пикнике
Техническая информация
Артикул
Тип
мультитопливная
Мощность, Вт
3000
Используемое топливо
газ, жидкое топливо
Размер в сложенном состоянии, мм
90х90х95
Баллон для топлива
да
Комплектация
Горелка мультитопливная, в сборе с топливопроводом
• Безопасны – встроенный топливопровод для размещения баллона вдали от огня
• Стабильная работа даже в сложных погодных условиях
• Устойчивые складные ножки-опоры
Комплектация:
• Горелка в сборе с топливопроводом
• Баллон для жидкого топлива с топливным насосом
• Дополнительный пламяотражатель (арт. 68202)
• Пробка для топливного баллона (арт. 68210)
• Набор для ремонта
Предназначены для приготовления пищи и кипячения воды в походе и на пикнике.
Напишите свой отзыв о «Горелка туристическая мультитопливная ЗУБР «Эксперт» (бензин+газ) / 68210»
Имя / Псевдоним
Плюсы
Минусы
Комментарий
Оценка товара
Нажимая на кнопку я соглашаюсь с политикой обработки моих персональных данных
Lisle 68210 Розетки регулятора давления инжектора Lisle
5 из 5 звезд
( 6 )
Номер детали: LIL-68210
Изображений
Обзор
Марка:
Лайл
Номер детали производителя:
68210
Тип детали:
Инструменты для снятия впрыска топлива
Линейка продуктов:
Розетки регулятора давления инжектора Lisle
Summit Racing Артикул:
ЛИЛ-68210
СКП:
083045682103
Гнездовой привод:
3/8 дюйма
Материал гнезда:
Сталь
Количество:
Продается по отдельности.
Розетки регулятора давления инжектора Lisle
Снимите и замените IPR на вашем дизельном двигателе с гнездами регулятора давления инжектора Lisle. Правильные инструменты, расположенные в очень тесном месте, помогут значительно облегчить эту работу. Гнезда Lisle IPR устанавливаются на шестигранник снизу вверх, чтобы не прикладывать крутящий момент к разъему в случае его повторного использования.
Приложения
Вопросы и ответы
Задать вопрос о продукте
Задать вопрос
Вопрос какого типа вы хотите задать?
У меня есть вопрос службы поддержки клиентов (заказ, доставка, возврат и т. д.). Вопрос по обслуживанию клиентов
— ИЛИ —
Я хотел бы задать другим клиентам вопрос об этом продукте . Вопрос, связанный с продуктом
отзывов
Написать обзор
Некоторые детали не разрешены к использованию в Калифорнии или других штатах с аналогичными законами/правилами.
Позвоните для заказа
Это заказная деталь. Вы можете заказать эту деталь, связавшись с нами.
Рак и нарушение репродуктивной функции
Варианты для международных клиентов
Варианты доставки
Если вы являетесь международным покупателем и отправляете на адрес в США, выберите «Доставка по США», и мы соответствующим образом оценим даты вашей доставки.
Международный доставка
Доставка в США
Валютные опционы
Если вы являетесь международным клиентом и хотите изменить валюту, в которой отображаются цены, вы можете сделать это здесь. Обратите внимание, что расчетные цены будут указаны в долларах США.
«Мое образование в NDSU играет огромную роль в моем успехе» | Новости NDSU
Выпускник докторской программы NDSU по коммуникациям Майкл Бернс работал по всему миру в качестве продюсера телевизионного освещения нескольких Олимпийских игр.
В течение почти двух десятилетий выпускник NDSU Майкл Бернс работал с шоу «Сегодня» над их олимпийским освещением.
Бернс получил докторскую степень по коммуникациям в NDSU в 2012 году. Сейчас он работает директором по подготовке к карьере и старшим преподавателем в Техасском государственном университете в Сан-Маркосе, штат Техас.
Он начал работать с шоу «Сегодня» в 2005 году в рамках стажировки на канале NBC. В следующем году были Олимпийские игры 2006 года в Турине.
«Я слышал, что они нанимают бегунов для зимних Олимпийских игр 2006 года в Италии, и я спросил о вакансии», — сказал Бернс. «Во время стажировки я тяготел к управлению производством и логистике. Оказалось, что команда нанимает бегунов и контролирует их. Меня наняли, и я работал на Играх 2006 года».
Бегуны, работающие на NBC Olympics, поддерживают операции, производство, выполняют поручения и выполняют административную работу. Они помогают с задачами в разных отделах.
Сейчас Бернс наблюдает за бегунами и работает с командой по управлению производством и логистикой.
«Мы люди, которые координируют каждый аспект шоу от пре-продакшна до пост-продакшна», — сказал он. Это исчерпывающий список всего, что происходит за кулисами и влияет на то, что зрители увидят во время ежедневного четырехчасового освещения Игр. А это значит все.
«Мы прибываем первыми, чтобы подготовить офисные помещения, работаем с нашими техническими командами, чтобы убедиться, что наш офис и оборудование для вещания работают, мы исследуем город и места проведения, мы контролируем проезд и проживание нашей команды, мы покупаем реквизит и другие потребности в сегментах шоу, мы планируем процедуры прибытия и отъезда спортсменов и гостей и продумываем все возможные проблемы, которые могут возникнуть во время живого выступления», — сказал Бернс. «Как только шоу начинается, мы планируем логистику для всего, и мы знаем, где все и все находятся в любое время во время шоу».
С момента своих первых Игр в 2006 году он освещал шесть других Олимпийских игр: Пекин-2008, Лондон-2012, Рио-де-Жанейро-2016, Пхенчхан-2018, Токио-2020 и, совсем недавно, Пекин-2022. Бернс считает, что получил образование в NDSU по той причине, что он мог постоянно работать на Олимпийских играх.
«Мое образование в NDSU играет огромную роль в моем успехе на Олимпийских играх», — сказал он. «Наличие докторской степени. в общении позволяет мне видеть проблемы и людей со всех сторон. Я искренне верю, что мое образование, полученное в NDSU, является одной из главных причин, по которой меня продолжают приглашать обратно. Я так благодарен своим профессорам и тому времени, которое я потратил на обучение, исследования и преподавание в отделе коммуникаций NDSU».
Студентам, заинтересованным в работе с Олимпийскими играми, Бернс рекомендует посвятить много времени работе в сфере новостей, спорта и управления производством.
«Это очень много работы, и вы должны вложить время и усилия как можно раньше, чтобы иметь возможность найти большие возможности», — сказал Бернс. «Присутствуй и появляйся. Скажи «да» возможностям. Я подал заявку, и мне два раза отказали, прежде чем я попал на стажировку шоу «Сегодня». И когда я туда попал, я позаботился о том, чтобы работать усерднее, чем кто-либо.
Производство силиконовых форм — Изготовление изделий из пластика и силикона
Главная
>
Услуги
>
Производство силиконовых форм
Широкий спектр силиконов различной степени твердости, позволяет изготавливать из него огромное количество разнообразных изделий, как бытового, так и промышленного назначения.
Свойства данного материала, имеют очень широкий диапазон, начиная от твердости, превосходного коэффициента удлинения, и заканчивая прочностью на разрыв, на много превышающий любую резину.
Производство силиконовых изделий не отличается высокой технологичностью, но требует довольно серьезного оснащения, поэтому мало кто разменивается на штучное изготовление изделий из силикона. Между тем, цена на некоторые вещи, такие как силиконовый чехол для телефона, намного превышают свою себестоимость, даже с учетом прибыли, сложно сказать, с чем это связано, но такая тенденция существует.
Но спрос на производство силиконовых изделий не ослабевает даже при наличии явно завышенной цены. Мы изготавливаем силиконовые изделия штучно и мелкими сериями, и держим цену на мало серийные изделия практически на уровне серийных. Тоже самое касается и гипсовых фигур, где наше предложение наверняка будет наиболее выгодно для Вас.
Мы изготавливаем изделия из силикона различных степеней твердости начиная от 10А и до 50А по Шору.
Всегда в наличии основные цвета, в которые можно окрасить силикон, в том числе и прозрачные силиконы.
Имеются сертифицированные пищевые и бытовые силиконы, на основе платинового катализатора, без запаха и вредных примесей.
Так же имеются более дешевые, промышленные силиконы, которые прекрасно подойдут для различных технических изделий, прокладок и уплотнителей.
Изготовление силиконовых изделий довольно широко профильное занятие и вот, что мы можем вам предложить в первую очередь:
Силиконовые формы для литья восков – прекрасно подходят для литья мыла или свечей, за счет своих свойств, форма для восков, настолько долговечна, что при бережном использовании, с нее можно снять до 1000 и более отлитий.
Силиконовые прокладки и уплотнители – наилучшее решение для часто разбирающихся механизмов, в которых требуется полная герметичность и долговечность.
За счет свойств силикона уплотнитель будет очень долго держать свою форму. При этом форма уплотнения может быть очень разнообразна.
Пищевые форм из силикона, решение, для кондитерского производства. Сертифицированный, пищевой силикон подходить для литья шоколада, с большой степенью прорисовки и точности изделия. Для изготовления леденцов, различной формы и размеров, силиконовые формы также хороши. Также они прекрасно подходят для льда.
Технические силиконовые формы – это решение для малого бизнеса и просто предприимчивых людей. Такие формы подходят для изготовления декоративного бетона, гипса и любых других строительных смесей. Или для изготовления 3D стен и потолков.
Как мы работаем
Получаем заказ
Создаем 3d модель, с расчетом в CAD системе
Проводим 3d печать и/или ЧПУ фрезеровку
Используем последние разработки (материалы), компании Smooth-on.com и отечественной Пента91
Отдаем результат
Рассчитать стоимость изделия
Выполните расчет онлайн, чтобы узнать стоимость заливки в силиконовые формы изделий из пластика и резины
Рассчитать стоимость
Наши работы
Силиконовые формы
Изделия из пластика
Статьи
Силиконовые формы для заморозки
Для заморозки пищевых продуктов и не только прекрасно подходят силиконовые формы, температурный режим их использования при минусовых температурах достигает -50 градусов Цельсия, поэтому даже для шоковой заморозки при -30 градусах, силиконовые формы прекрасно подойдут. К силиконовой форме, не примерзают ни какие продукты питания, поэтому извлечение замороженного продукта будет значительно легче …
Читать далее
Силиконовые формы для заморозки
Для заморозки пищевых продуктов и не только прекрасно подходят силиконовые формы, температурный режим их использования при минусовых температурах достигает -50 градусов Цельсия, поэтому даже для шоковой заморозки при -30 градусах, силиконовые формы прекрасно подойдут. К силиконовой форме, не примерзают ни какие продукты питания, поэтому извлечение замороженного продукта будет значительно легче …
Читать далее
Силиконовые формы для заморозки
Для заморозки пищевых продуктов и не только прекрасно подходят силиконовые формы, температурный режим их использования при минусовых температурах достигает -50 градусов Цельсия, поэтому даже для шоковой заморозки при -30 градусах, силиконовые формы прекрасно подойдут. К силиконовой форме, не примерзают ни какие продукты питания, поэтому извлечение замороженного продукта будет значительно легче . ..
Читать далее
Все статьи
Силиконовые формы для заморозки
Для заморозки пищевых продуктов и не только прекрасно подходят силиконовые формы, температурный режим их использования при минусовых температурах достигает -50 градусов Цельсия, поэтому даже для шоковой заморозки при -30 градусах, силиконовые формы прекрасно подойдут. К силиконовой форме, не примерзают ни какие продукты питания, поэтому извлечение замороженного продукта будет значительно легче …
Читать далее
Все статьи
Изготовление силиконовых форм для литья — Киев, Украина
Формы для литья
Формы — это один из ключевых элементов, который тесно связан с тиражированием изделий. Если вы решили заняться литьем самостоятельно, но у вас нет формы и вы не знаете, как ее сделать, мы поможем изготовить её принимая во внимание все ваши требования к ее внешнему виду, форме и т. д.
Виды форм
В зависимости от сложности модели, предполагаемого тиража, вида заливочной массы, формы делятся на различные виды. Наши технологи помогут вам определиться с необходимым типом формы, который вам больше подходит и оптимальным способом ее изготовления. Исходя из того, сколько отливок вы планируете получить из одной формы, какой материал применять, а также учитывая уровень сложности детали, мы можем порекомендовать 2 вида форм:
Форма, изготовленная из силикона
Форма, изготовленная из полиуретана
Материалы для изготовления форм для литья
При изготовлении форм часто используются жидкий двухкомпонентный силикон или полиуретан, которые после перемешивания достаточно быстро застывают при комнатной температуре.
Большим плюсом силикона является его термостойкость (до +400 °С), устойчивость ко многим агрессивным средам, не токсичность, простота и безопасность в работе. Недостатком же можно назвать низкую износостойкость. Зависимо от материала она составляет — порядка 20-100 циклов. Для использования заливки в силикон полиуретана — 20-40 циклов, воска – больше, пищевых продуктов — еще больше, бетона/гипса — до 100 циклов. На нашем производстве, мы работаем только с высококачественными итальянскими силиконами, которые хорошо себя показали в работе.
Форма из полиуретана — это более дорогой, но в то же время и более прочный и долговечный вариант. Небольшой секрет компании «Марабупласт» в том, что при изготовлении форм, для удаления пузырьков воздуха мы используем вакуум. Для этого готовая смесь, перед заливкой в опалубку, буквально на несколько минут помещается в вакуумную камеру.
Также используя наши материалы и наши технологии, вы сможете заказать:
Формы для литья мыла
Формы для литья воска (изготовление свечей)
Формы для литья гипса
Формы для литья бетона, плитки
Формы для литья декоративных украшений
Формы для литья эпоксидной смолы
Примечание!
Минимальная стоимость изготовления силиконовой формы у нас, независимо от ее габаритных размеров – 800 грн.
Ресурс формы составляет порядка 20-100 циклов заливок, в зависимости от выбранного материала и особенностей детали.
Срок изготовления форм, после получения оплаты: от 3 рабочих дней, в зависимости от загруженности производства.
Более подробно об изготовлении силиконовых форм для литья, можно прочитать здесь
Заказ на изготовление форм
Для изготовления форм для литья необходима мастер-модель (прототип) изделия. Если мастер-модели нет, то ее могут изготовить специалисты компании «Марабупласт». Для оформления заказа достаточно связаться с нами по телефону (050) 351-39-55, (044) 229-15-89 или заполнить форму ниже. Обращаем ваше внимание, что производство компании «Марабупласт» находится в Киеве, но мы работаем с компаниями по всей Европе.
Закажите расчет стоимости услуги для вашего проекта
Для получения быстрого расчета стоимости изготовления изделий, вышлите нам изображение оригинала (чертежи, 3D-модель, фото) и заполните необходимые поля.
Силиконовая лепка проста и точна и простит многим ошибки. Идея состоит в том, чтобы начать с мастер-части. Эта часть может быть герметизируется формовочным материалом, после чего можно изготовить множество деталей от полученного негатива. Этот мастер может быть инкапсулирован поддерживая его на распорках и заключая в удерживающую раму.
Перед началом процесса изготовления формы из силиконовой резины необходимо сначала соберите все необходимые инструменты, материалы и защитное оборудование. Важно, чтобы все было готово и под рукой, так как рабочий срок службы полимеров, т. е. время, в течение которого они могут течь, невелик.
Необходимые инструменты для процесса – нож, скальпель, пара кусачки, напильник, отвертка и шпатель для смешивания.
Чтобы установить наш мастер в нужное положение, вам понадобится опорная плита, регулируемая стенка формы, тонкая проволока, сам мастер и проставки.
Дополнительное оборудование включает в себя контактную бумагу, бумажные полотенца, 2 смесителя. мензурки, тюбик с воронкой, малярный скотч, пластырь и суперклей.
Силиконовый каучук состоит из двух компонентов, которые смешиваются объемное соотношение 1:1. Для очистки используется пропаноловый спирт. полимеры до их отверждения. Литейный материал, используемый для изготовления частей также смешивается в объемном соотношении 1:1. Наконец, вам нужно релиз агент.
Поскольку полимеры токсичны, во время работы необходимо носить респираторную маску. обращение с полимером. Необходим лабораторный халат, латексные перчатки и защитные очки. для предотвращения любого контакта тела с раздражающими полимерами.
Этапы процедуры
Перед запуском формы из силиконовой резины поверхность мастера которые вы хотите воспроизвести, должны быть тщательно изучены на предмет недостатки. Это важный шаг, потому что силиконовый каучук форма и ее полиуретановые детали будут точно повторять поверхность оригинальный мастер. Для обеспечения качественной поверхности на литье из полиуретана, можно использовать гладкую поверхность с зернистостью #400 наждачная бумага. В приведенном ниже примере мастер был очень гладким и не потребовалась полировка.
Поднимите мастер над землей, прикрепив к нему опору. цель поднятия мастера над землей состоит в том, чтобы позволить силикона для формирования стенки формы толщиной не менее 1/2 дюйма на нижний. Если стенка тоньше 1/2 дюйма в любом месте, плесень может быть достаточно слабым, чтобы порваться во время извлечения из формы. Мы подняли нашу Мастер, приклеив винт супер клеем, как указано. Поскольку полимер из которого будут отлиты новые детали будут попадать в силиконовую форму снизу воздух в форме должен иметь выход. Это может быть достигается за счет суперсклейки тонких проводов на самых верхних краях мастер, то есть края, где будет задерживаться воздух. Мы режем относительно тонкую проволоку кусачками и отшлифовал один край до плоского состояния. увеличить площадь соединения проводов.
Прежде чем прикрепить мастер к пластине (дну формы), пластина обработана таким образом, что материал формы не прилипает к ней. Мы использовали контактная бумага, чтобы избежать использования восковых паст. Мы защитили мастера к пластине, используя суперклей, чтобы приклеить винт к нижней пластине поверхность. В некоторых случаях можно использовать пластилин для лепки. Мастер к тарелке вместо этого. Если мастер не закреплен за пластины, расслоение может произойти при заливке силиконового каучука в и вокруг мастера.
Затем нанесите слой воска на все рабочие поверхности. Этот облегчит отделение мастера от готового силикона резиновая форма.
Поместите регулируемую стенку пресс-формы вокруг мастера, помня, что она должна быть не ближе 1/2 дюйма, чтобы силиконовая стенка формы будет достаточно густой. Используйте пластилин для моделирования, чтобы заполнить любые пустоты, где силиконовая резина может протечь. Убедитесь, что вы осторожны во время этого шаг. Если силикон подтекает, остановить его очень сложно, т.к. материал, смоченный силиконом, может прилипнуть и остановить утечку.
Теперь вы готовы смешать материалы из силиконового каучука и залить их. в форму.
Рассчитайте приблизительно объем материала силиконового каучука требуется для заполнения вашей формы. Подготовьте еще около 20% для учета проигрывает. Поскольку силиконовый материал смешивается в соотношении 1:1 по объему, один половина требуемого материала должна приходиться на каждый компонент. Использовать одноразовые контейнеры со шкалой объема для смешивания материала.
Убедитесь, что материал тщательно перемешан, имея в виду, что смешивание следует делать осторожно, чтобы воздух не попал в материал. Минимизация пузырьков важна, потому что мы пропустим дегазацию. процесс, который требует коммерческого оборудования. Если вы можете видеть воздух пузырьки на поверхности, используйте конец отвертки, чтобы проткнуть их открыть. Имейте в виду, что срок службы силиконовой резины материал составляет 15-20 минут, что означает, как только компоненты находятся в касаться друг друга, у вас есть максимум 20 минут, чтобы смешать и залить их.
Медленно наливайте силикон, чтобы вокруг него не осталось воздушных карманов. мастерские стены. Форма пресс-формы может быть наклонена под небольшим углом при наличии большой горизонтальной поверхности. Наклон уменьшит вероятность попадания воздушных карманов под большие горизонтальные поверхности.
После заполнения формы дайте ей высохнуть в течение 24 часов. прежде чем разбирать его.
Чтобы гарантировать, что силиконовые банки останутся надлежащим образом запечатанными в будущем. использования, распылите немного антиадгезива вокруг покрытия форполимера. силиконовый компонент. Если разделительный агент не используется, эти компоненты имеет тенденцию образовывать корку, которая снижает герметичность крышки при время.
По истечении времени отверждения извлеките композицию из формы. С тех пор, как мы изготовили цельную форму (только одна заливка), вырезаем финальную кусок силиконовой резины на две половины. (Разрезания можно было бы избежать, изготовление формы из двух частей.)
Используйте скальпель, чтобы разрезать форму. Несколько проходов скальпелем могут быть необходимым до того, как мастер будет достигнут. Не беспокойтесь о гладкость реза. Наоборот, неравномерный срез снижает вероятность неправильного расположения двух частей пресс-формы. Однако не преувеличивать. Горизонтальная линия разъема на вертикальной основной поверхности дает наилучшие результаты литья. Это работа для двух человек, где один человек «раздвигает» форму так, что скальпель перемещается легче во время резки, в то время как другой человек режет.
Имейте в виду, что это самый опасный шаг в процесс изготовления силиконовой формы.
Когда резка будет завершена, аккуратно раздвиньте две части пресс-формы. Затем вытащите мастер из полуформы. Силиконовая резина гибкий и выдерживает большие нагрузки. Однако забота должна не разрывать резиновый материал
Теперь, когда у вас есть форма, вы можете отливать детали.
Нанесите слой разделительного агента на силиконовую форму, чтобы предотвратить литье полимера от прилипания к силиконовому каучуку.
Поскольку наилучшие результаты литья получаются при заливке полимера из снизу вверх, мы использовали отверстие для опорного винта в качестве входа полимера полость.
Заливка осуществляется путем помещения трубки в силиконовую форму и воронки. на другом конце трубки. Чтобы предотвратить утечку, закройте трубку отверстие для вставки с гипсом. Затем поместите форму на подставку так, чтобы трубка могла плавно изгибаться вверх. Закрепите две детали формы так, чтобы они не развалились при заливке полимера. Мы использовали скотч сделать это.
Смешайте соответствующее объемное соотношение 1:1 полимера, необходимого для репликация мастера с учетом объема мастера как потери, которые произойдут в пробирке и стенках контейнера. Снова, одноразовый стакан лучше всего, так как процесс очистки может быть трудный. Трубку нельзя чистить. Если воронок мало или дорогие, их можно очистить пропановым спиртом перед полимер отвердевает.
После смешивания литьевого полимера держите воронку над на верхнюю поверхность формы и медленно залейте полимер. Не забудьте отрегулировать время смешивания и заливки, чтобы полимер не застыл раньше он полностью проник в форму.
Процесс изготовления форм из силиконовой резины представляет собой мягкую оснастку методом непрямого изготовления форм. По сравнению с традиционными процессами изготовления стальных форм, материал (например, силиконовый каучук, эпоксидная смола и т. д.) этих форм очень мягкий. В целом объем производства мягких форм составляет 50 ~ 5000 штук.
Вот некоторые свойства и технологический процесс форм из силиконовой резины:
Это популярный метод быстрого изготовления пресс-форм.
Обладая хорошей гибкостью и эластичностью, формы из силиконовой резины позволяют изготавливать детали со сложной структурой, мелким узором, без угла наклона формы, даже с отрицательным углом и глубокими канавками.
Этот тип формы имеет короткий производственный цикл и обеспечивает высокое качество.
Стоимость материала из силиконового каучука сравнительно высока. Когда дело доходит до небольшого объема, материал составляет большую часть стоимости производства форм из силиконовой резины, особенно для производства больших размеров и 1 ПК.
Из-за этой последней причины было проведено много исследований о том, как сократить расход материала силиконового каучука в этом виде технического метода при одновременном производстве образцов, отвечающих требованиям. Например, вот пример технологического процесса изготовления формы из силиконовой резины путем смешивания с гипсом:
Этапы:
Прототип или образец детали
Добавить структуру из глины или пластилиновой пасты
Добавить гипсовый раствор и дать ему затвердеть и придать форму
Удаление глины
Добавить силиконовый каучук
Готов к первоначальному опытному производству после ремонта (при необходимости)
На рисунке метки обозначают:
Пластина
Рамка формы
Глина или пластилин
Форма
Гипс
Полость
Силиконовый каучук
Материал, необходимый для изготовления детали (ABS и т. д.).
Вот некоторые дополнительные сведения о каждом шаге:
(1) Размещение и структура прототипа
После очистки и простой обработки прототипа поместите его на пластину и зафиксируйте, сделайте рамку формы и закрепите рамку формы. , сделайте расстояние между прототипом и рамой формы равномерным и нанесите немного реагента для извлечения из формы (a и b) на внутреннюю поверхность плиты рамки формы.
(2) Приклейте глиняную и заливочную гипсовую основу.
нанесите глину или пластилин (б) на поверхность прототипа, а затем залейте приготовленную гипсовую массу в рамку формы (в). После затвердевания гипсовой массы удалите слой глины или пластилина (d) и очистите глину или пластилин, прилипшие к прототипу, чтобы не повлиять на качество поверхности формы.
(3) Заливка из силиконовой резины.
Объем подготавливаемого силиконового каучука можно рассчитать с учетом объема удаленного слоя глины и определенной потери. После полного смешивания удалите пузыри из смеси силиконового каучука в вакуум-экстракторе. Затем налейте силиконовую резину.
(4) Силиконовый каучук для затвердевания.
Затвердевание литой формы из силиконового каучука при комнатной температуре или при нагревании. После того, как силиконовый каучук перестанет прилипать к руке, снимите прототип и продолжайте затвердевать силиконовый каучук при комнатной температуре или при нагревании.
(5) Ремонт новой пресс-формы.
Если после извлечения прототипа в форме обнаружены небольшие дефекты, их можно исправить с помощью свежеприготовленного силиконового каучука и затвердеть.
Превосходные свойства формы из силиконовой резины:
Силиконовый каучук обладает хорошей имитацией, прочностью и очень низкой усадкой.
Из этого материала легко изготавливать эластичные формы, для этого не требуется специальных технологий и оборудования, а обработка при комнатной температуре занимает всего несколько часов.
Форма из силиконовой резины многоразового использования и выдерживает грубую эксплуатацию, защищает прототип и поддерживает точность продукции при серийном производстве, а также может изготавливать детали сложной формы без обработки фрезерованием, шлифованием и другими процессами. Извлечение из формы очень просто, значительно сокращает цикл пробного производства продукта, а модификация пресс-формы очень удобна.
Поскольку форма из силиконовой резины обладает очень хорошей эластичностью, выпуклые и вогнутые части могут быть сразу заглушены после заливки, что является уникальным.
Таким образом, силиконовая резиновая экспресс-форма является отличной альтернативой на стадии прототипа для быстрого, точного и недорогого получения образцов.
Сообщение от Бо Ли
Бо разбивает сложные проекты на части, готовые под ключ.
Производительность червячный мотор-редуктор NMRV050. Каталог и цены на редукторы NMRV050.
Инструкция по эксплуатации червячных-редукторов
Технические характеристики червячных-редукторов NMRV
Описание и эксплуатация NMRV050
Червячный мотор-редуктор NMRV представляет собой электродвигатель со встроенным червячным редуктором. Его преимуществом являются компактные размеры, плавность и бесшумность работы. Унифицированные присоединительные размеры позволяют использовать червячный редуктор NMRV вместо мотор-редукторов других фирм. Благодаря развернутому под 90 градусов расположению выходного вала и модернизированному универсальному корпусу, червячный редуктор NMRV может целиком расположиться там, где невозможно установить мотор-редуктор с соосным расположением вала. Современная технология литья под давлением позволяет изготавливать модернизированную линейку редукторов NMRV, чем достигается высокая надежность и доступная цена. Допускается работа при температуре окружающей среды от -40 С до +40 С.
Основные характеристики NMRV050:
Передаточные числа: от 5:1 до 100:1
Макс. выходной вращающий момент: 2700 Нм
Ресурс: Средний ресурс работы 15000 часов с сервис фактором FS=1
Материал корпуса: Литье под давлением, алюминий AISi12Cu2Fe (АК 12)
Материал крышки: Литье под давлением, алюминий AISi12Cu2Fe (АК 12)
Тип масла: Индустриальное синтетическое масло на весь срок службы, заливается при сборке. Вязкость в соответствии с ISO.
Габаритные размеры NMRV050:
NMRV030
NMRV040
NMRV050
NMRV063
NMRV075
NMRV090
NMRV110
NMRV130
NMRV150
A
80
100
120
144
172
206
252. 5
292.5
340
B
97
121.5
144
174
205
238
295
335
400
C
54
70
80
100
120
140
170
200
240
C1
44
60
70
85
90
100
115
120
145
D(H7)
14
18(19)
25(24)
25(28)
28(35)
35(38)
42
45
50
E(h8)
55
60
70
80
95
110
130
180
180
F
32
43
49
67
72
74
—
—
—
G
56
71
85
103
112
130
144
155
185
H
65
75
85
95
115
130
165
215
215
h2
29
36. 5
43.5
53
57
67
74
81
96
I
55
70
80
95
112.5
129.5
160
180
210
L1
63
78
92
112
120
140
155
170
200
M
40
50
60
72
86
103
127.5
147.5
170
N
57
71.5
84
102
119
135
167.5
187.5
230
O
30
40
50
63
75
90
110
130
150
P
75
87
100
110
140
160
200
250
250
Q
44
55
64
80
93
102
125
140
180
R
6. 5
6.5
8.5
8.5
11
13
14
16
18
S
21
26
30
36
40
45
50
60
72.5
T
5.5
6.5
7
8
10
11
14
15
18
V
27
35
40
50
60
70
85
100
120
PA
54.5
67
90
82
111
111
131
140
155
PB
6
7
9
10
13
13
15
15
15
PC
4
4
5
6
6
6
6
6
6
PE
M6x11 (n=4)
M6x8 (n=4)
M8x10 (n=4)
M8x14 (n=8)
M8x14 (n=8)
M10x18 (n=8)
M10x18 (n=8)
M12x21 (n=8)
M12x21 (n=8)
PM
68
75
85
150
165
175
230
255
255
PN(H8)
50
60
70
115
130
152
170
180
180
PO
6. 5(n=4)
9(n=4)
11(n=4)
11(n=4)
14(n=4)
14(n=4)
14(n-4)
16(n=8)
16(n=8)
PP
80
110
125
180
200
210
280
320
320
PQ
70
95
110
142
170
200
260
290
290
b
5
6
8
8
8
10
12
14
14
t
16.3
20.8(21.8)
28.3(27.3)
28.3(31.3)
31.3(38.3)
38.3(41.3)
45.5
48.5
53.8
a
0°
45°
45°
45°
45°
45°
45°
45°
45°
a1
45°
45°
45°
45°
45°
45°
45°
22. 5°
22.5°
масса
1.2
2.3
3.5
6.2
9
13
35
48
84
Эксплуатационный характеристики редуктора NMRV050:
ir
n1=2800, об/мин
n1=1400, об/мин
n1=900, об/мин
n2,
об/мин
T2M,
Н*м
P,
кВт
RD
%
n2,
об/мин
T2M,
Н*м
P,
кВт
RD
%
n2,
об/мин
T2M,
Н*м
P,
кВт
RD
%
5
560
9
0. 59
89
280
12
0.40
87
180
14
0.31
85
7,5
373
13
0.56
88
187
17
0.39
86
120
20
0.31
84
10
280
14
0.47
85
140
18
0.32
83
90
20
0.24
81
15
187
12
0.35
81
93
18
0.23
78
60
21
0.17
76
20
140
11
0.23
70
70
14
0. 15
67
45
16
0.12
64
25
112
15
0.23
75
56
19
0.16
70
36
21
0.12
67
30
93
12
0.16
72
47
15
0.11
67
30
16
0.08
64
40
70
12
0.15
57
35
14
0.10
52
23
17
0.08
49
50
56
13
0.12
62
28
16
0.08
57
18
17
0. 06
53
60
47
13
0.11
57
23
15
0.07
52
15
19
0.06
50
80
35
9
0.07
47
18
11
0.05
42
11
13
0.04
38
Редуктор NMRV 050 червячный — Цена
Редуктор NMRV 050 — это червячный одноступенчатый мотор-редуктор производства Motovario Италия или Китай с межосевым расстоянием 50 мм. Состоит из редукторной части NRV 050 и асинхронного электродвигателя стандарта DIN/ГОСТ, жестко смонтированных между собой фланцами. Маркировка турецкого аналога – PMRV/PRV 050, китайского – RV 050 (технические характеристики, габаритные размеры по чертежам совпадают, отличие цена, качество, масса). Номинальный крутящий момент выходного вала – 35-83 Нм, диапазон частоты вращения 9 – 373 об/мин. У Систем качества можно купить итальянские и китайские редукторы NMRV-50 с передаточными числами: 7,5; 10; 15; 20; 25; 30; 40; 50; 60; 80; 100.
Цена
от 3264 грн
Хочу узнать больше о ценах
Технические характеристики редуктора NMRV 050
В таблице технические характеристики редуктора NMRV050, взяты из паспорта производителя. Подбирайте модель редуктора NMRV 050 по передаточному числу и номинальному крутящему моменту. Корпус изготовлен из алюминия, вес – 3,5 кг. Объём заправляемой смазки – 0,15 л.
Модель мотор-редуктора
Частота вращения двигателя, об/мин
Передаточное число
Обороты выходного вала, об/мин
Мощность электродвигателя, кВт
Крутящий момент, Нм
КПД
Сервис-фактор
NMRV 050
2800
7,5
373
1,5
35
0,91
1,57
10
280
46
0,90
1,23
15
187
1,1
49
0,86
1,22
20
140
0,75
42
0,83
1,40
25
112
52
0,81
1,09
30
93
58
0,76
1,13
40
70
0,55
55
0,73
1,16
50
56
65
0,69
0,98
60
47
0,37
52
0,68
1,09
80
35
0,25
42
0,61
1,25
100
28
48
0,56
0,96
1400
7,5
187
0,92
41
0,88
1,90
10
140
54
0,85
1,40
15
93
78
0,83
1,0
20
70
0,75
83
0,81
1,0
25
56
0,55
71
0,76
1,0
30
47
83
0,73
1,0
40
35
0,37
71
0,70
1,20
50
28
81
0,64
1,00
60
23
0,25
61
0,60
1,20
80
18
0,18
53
0,54
1,30
100
14
0,12
41
0,50
1,00
900
7,5
120
0,55
38
0,87
2,23
10
90
49
0,84
1,72
15
60
68
0,78
1,24
20
45
0,37
60
0,76
1,34
25
36
72
0,73
1,05
30
30
80
0,68
1,13
40
23
0,25
67
0,63
1,29
50
18
79
0,60
1,07
60
15
0,18
64
0,56
1,23
80
11
0,12
50
0,49
1,41
100
9
56
0,44
1,07
Чертеж габаритно-присоединительных размеров NMRV-050
На чертеже указаны габаритные и присоединительные размеры редуктора NMRV-050: длина, высота, ширина, диаметр полого выходного вала, крепежные размеры.
Присоединительные размеры под электродвигатель
Присоединительные размеры редукторной части NMRV-050 Motovario соответствуют стандарту DIN, подходят для монтажа через фланец с электродвигателями серии АИС и АИР. В таблице указаны размеры посадочных мест фланцев и диаметры валов.
Редуктор
Габарит электродвигателя
Диаметр фланца
Диаметр вала в зависимости от передаточного числа
по замку
по центру крепежных отверстий
наружный
7,5
10
15
20
25
30
40
50
60
80
100
NMRV-050
80В5
130
165
200
19
19
19
19
19
19
–
–
–
–
–
80В14
80
100
120
71В5
110
130
160
14
14
14
14
14
14
14
14
14
14
–
71В14
70
85
105
63В5
95
115
140
–
–
–
–
–
–
11
11
11
11
11
Варианты сборки
Редукторную часть NMRV050 производят с такими монтажными исполнениями – В3, В8, V5, В6, B7, V6. Пример схемы сборки ниже.
Расшифровка обозначения маркировки
Условное обозначение названия модели содержит информацию о габарите, передаточном отношении и варианте сборки.
NRV – тип редуктора
050 – межосевое расстояние
10 – передаточное число
В3 – монтажное исполнение
Цены на червячные редукторы NMRV 050
У нас можно купить червячный редуктор NMRV 050 производства Китай и Италия Мотоварио с передаточными числами: 7,5; 10; 15; 20; 25; 30; 40; 50; 60; 80; 100. Подходят на замену червячным редукторам отечественного производства. Цена на заправленный маслом червячный редуктор NMRV050:
Итальянский NMRV 050 стоит от 7310 грн;
Китайский NMRV050 стоит от 3200 грн;
Отечественный 2Ч-63 стоит от 6120 грн.
Цена указана за редукторную часть без электродвигателя – для просчета стоимости в сборе обратитесь к менеджеру по телефону или отправьте запрос на почту. Гарантия – 12 месяцев. Оплата с НДС или без НДС, наложенным платежом на почте по предоплате за доставку. Отправка перевозчиками: Новая Почта, Деливери, САТ, самовывоз со склада.
A403 316 Трубный редуктор из нержавеющей стали для сварки встык
Свяжитесь сейчас
70 мм x 60 мм углеродистая сталь A105 кованый переходник для сварки враструб
Свяжитесь сейчас
ZD Высокопроизводительная высококачественная электрическая щетка переменного / постоянного тока или бесщеточный редукторный двигатель Планетарная коробка передач Производство для решений автоматизации
Рекомендуемый продукт
Свяжитесь сейчас
Редуктор скорости планетарной коробки передач винтовой шестерни люфта ЗД низкий высокий крутящий момент для мотора сервопривода
Рекомендуемый продукт
Свяжитесь сейчас
ZD Высокоточный цилиндрический или винтовой редуктор с низким люфтом Планетарная скорость Редуктор Редуктор для серводвигателя Пошаговый двигатель
Рекомендуемый продукт
Свяжитесь сейчас
Редукторы NMRV — Производитель мотор-редукторов переменного тока из Ахмедабада
Алюминиевые червячные редукторы
Мотор-редуктор переменного тока
Цена предложения
Червячный редуктор NRV
5000 рупий/шт.
Коробка передач ALW ALTRA
3400 рупий/ шт.
Червячный редуктор NMRV
21 000 рупий/шт.
Редуктор скорости
4500 рупий/шт.
Редуктор NMRV
3500 рупий за единицу
NMRV Редукторы из алюминиевого сплава
8000 рупий/шт.
Малый червячный редуктор NMRV
12 500 рупий/шт.
Коробка передач NMRV
7000 рупий/шт.
Червячный редуктор
4000 рупий/ шт.
Получить больше фотографий Заинтересованы в этом продукте?
Получить лучшее предложение
Торговая марка
SPEEDO
Напряжение
230 В/415 В
Монтаж
УНИВЕРСАЛЬНЫЙ
Применение
Промышленный
Материал
АЛЮМИНИЙ И ЧУГУН ОБЕ ДОСТУПНЫ
Скорость
10-300 об/мин
Мощность
до 15 л. с.
Фаза
Трехфазная
Напряжение двигателя
230/415 В
Поставка Speedo Tech Мотор-редукторы в цилиндрическом и червячном исполнении изготовлены из высококачественного литья под давлением из алюминиевого сплава и литье принимает передовую кубическую структуру.
Характеристики:
Четырехкратный корпус из высококачественного алюминиевого сплава, красивый и изящный
Высокая теплоотдача,
Высокая грузоподъемность
Небольшой размер, компактная конструкция, легкий вес, экономия места для монтажа и возможность установки в различных положениях Безопасный, надежный, экономичный и долговечный
Технические характеристики:
Входная скорость: 1800 об/мин
90 123 Выходная скорость: от 18 до 200 об/мин
Номинальная мощность: от 0,18 до 7,5 кВт
Модель: Червячный редуктор с полым валом и винтовой редуктор со сплошным валом
Дополнительная информация:
Код товара: STE10201
Производственная мощность: от 0,25 до 15 л. с.
Получить больше фотографий Заинтересованы в этом продукте?
Какие станки нужны для производства корпусной мебели ◈ какие станки нужны для производства мебели ◈ оборудование для изготовления
Конференция для мебельщиков «Среда продаж», Пенза, февраль 2023
Конференция для мебельщиков «Среда продаж», Пенза, февраль 2023
Конференция для мебельщиков «Среда продаж», Пенза, февраль 2023
Выставка «Мебель-2022», Москва, Экспоцентр. Алексей Лопухин, Радмила Кирьякова, Пётр Голуб («Петругрупп»), Александр Варламов
Выставка «Мебель-2022», Москва, Экспоцентр. Алексей Лопухин, Лаша Инцкирвели, Леонид Чеповецкий («Пинскдрев»)
Выставка «Мебель-2022», Москва, Экспоцентр. Алексей Лопухин и Руслан Начарки, директор компании «ОРИМЭКС»
Выставка «Мебель-2022», Москва, Экспоцентр. Алексей Лопухин и Александр Дмитриенко, генеральный директор компании ZAMAN
Выставка «Мебель-2022», Москва, Экспоцентр. Алексей Лопухин и Михаил Майстер, владелец компании Cinno Cillini, г. Калининград
Выставка «Мебель-2022», Москва, Экспоцентр. Алексей Лопухин с клиентом компании «МИР», компанией «любимый Дом»
Конференция «Мебельный бизнес по-русски-2022», Москва, Экспоцентр.
Конференция «Мебельный бизнес по-русски-2022», Москва, Экспоцентр. Выступление Светланы Новиковой и Ильи Дацкевича
Конференция «Мебельный бизнес по-русски-2022», Москва, Экспоцентр.
Конференция «Мебельный бизнес по-русски-2022», Москва, Экспоцентр. Стратегическая дискуссия с известными собственниками в мебельной отрасли
Конференция «Мебельный бизнес по-русски-2022», Москва, Экспоцентр. Стратегическая дискуссия с известными собственниками в мебельной отрасли
Конференция «Мебельный бизнес по-русски-2022», Москва, Экспоцентр. Стратегическая дискуссия с известными собственниками в мебельной отрасли
Конференция «Мебельный бизнес по-русски-2022», Москва, Экспоцентр. Юлия Лобова, соучредитель и генеральный директор мебельной компании «АКАДЕМИЯ УЮТА» (г. Кемерово)
Конференция «Мебельный бизнес по-русски-2022», Москва, Экспоцентр. Выступление Анны Петриченко
Конференция «Мебельный бизнес по-русски-2022», Москва, Экспоцентр. Джамиля Гизатуллина, Собственник мебельной оптово-розничной компании «Арзанмебель», производственной компании «Бену»
Конференция «Мебельный бизнес по-русски-2022», Москва, Экспоцентр. Елена Бочкарева, собственник сети магазинов «Мебель в Дом» в Республике Казахстан
Конференция «Мебельный бизнес по-русски-2022», Москва, Экспоцентр. Выступление Ольги Усатовой
Конференция «Мебельный бизнес по-русски-2022», Москва, Экспоцентр. Выступление Александра Варламова
Конференция «Мебельный бизнес по-русски-2022», Москва, Экспоцентр. Олег Ретанов, генеральный директор группы компаний КВЕЙК и розничной сети МЕДВЕДЬ. Основатель и партнер Мебельного закупочного союза АТЛАНТМЗС.
Конференция «Мебельный бизнес по-русски-2022», Москва, Экспоцентр. Выступление Юрия Архипенкова, владельца мебельной компании ORANGE Мебель, основателя сообщества «Мебельный Бизнес В Квадрате»
Конференция «Мебельный бизнес по-русски-2022», Москва, Экспоцентр. Выступление Ирины Фантаз
Конференция «Мебельный бизнес по-русски-2022», Москва, Экспоцентр. Блиц-интервью с собственниками магазинов
Конференция «Мебельный бизнес по-русски-2022», Москва, Экспоцентр. Выступление Антона Попова, владельца компании Di Casa
Конференция «Мебельный бизнес по-русски-2022», Москва, Экспоцентр. Выступление Радмилы Кирьяковой
Октябрь 2022, Москва, «Мебельная тусовка», организатор Юрий Арипенков.
Октябрь 2022, Москва, «Мебельная тусовка», организатор Юрий Арипенков.
Сентябрь 2022, Брянск, мебельный форум от компании «Премиал Фурнитура».
Сентябрь 2022, Брянск, мебельный форум от компании «Премиал Фурнитура».
Мебельная Выставка «WoodExpoCaucasus», Минеральные Воды, декабрь 2021. Алексей Лопухин и Пётр Фёдорович, собственник «Петру групп».
Мебельный форум Furniture Retail Fest, Москва, ноябрь 2021. Алексей Лопухин и Алексей Шульга (Arooma)
Мебельный форум Furniture Retail Fest, Москва, ноябрь 2021.
Мебельный форум Furniture Retail Fest, Москва, ноябрь 2021. Алексей Лопухин и Андрей Железнов (фабрика AURORA)
Мебельный форум Furniture Retail Fest, Москва, ноябрь 2021.
Мебельный форум Furniture Retail Fest, Москва, ноябрь 2021.
Мебельный форум Furniture Retail Fest, Москва, ноябрь 2021.
Октябрь 2021. Форум МЕБЕЛЬНАЯ ИНДУСТРИЯ 2.0. Алексей Лопухин и Радмила Кирьякова с Антоном, одним из организаторов форума, собственником компании «Волга Мебель»
Октябрь 2021. Форум МЕБЕЛЬНАЯ ИНДУСТРИЯ 2.0. Выступление Алексея Лопухина
Октябрь 2021. Форум МЕБЕЛЬНАЯ ИНДУСТРИЯ 2.0. Выступление Алексея Лопухина
Октябрь 2021. Форум МЕБЕЛЬНАЯ ИНДУСТРИЯ 2.0. Выступление Радмилы Кирьяковой
Сентябрь 2021. Встреча Алексея Лопухина и Радмилы Кирьяковой с Антоном Поповым, владельцем компании Di Casa (г. Архангельск, г. Северодвинск)
Сентябрь 2021, Санкт-Петербург. Выступление Алексея Лопухина на конференции мебельной индустрии CONF-FU
Сентябрь 2021, Санкт-Петербург. Алексей Лопухин и Светлана Новикова на конференции мебельной индустрии CONF-FU
Сентябрь 2021, Санкт-Петербург. Выступление Алексея Лопухина на конференции мебельной индустрии CONF-FU
Август 2021. Москва, Егорьевск, мебельная фабрика «Настоящая мебель».
Август 2021. Москва, Егорьевск, мебельная фабрика «Настоящая мебель».
Июнь 2021, г. Гродно, Беларусь, визит на мебельную фабрику «ЗОВ». Учебный центр.
Июнь 2021, г. Гродно, Беларусь, визит на мебельную фабрику «ЗОВ». С директором фабрики «ЗОВ» Олегом Зуховицким.
Июнь 2021, Нижний Новгород. Выступление на семинаре «Премиал Фурнитура» с программой для розницы.
Июнь 2021, Нижний Новгород. Выступление на семинаре «Премиал Фурнитура» с программой для розницы. На фото: с Валентиной, компания «Ламарти».
Май 2021, Уфа. Встреча с собственниками и сотрудниками кухонной сети «Планета». Стратегическая сессия.
Май 2021, Уфа. Встреча с Русланом Закировым, директором фабрики «УралМастер»
Май 2021, Уфа. Встреча с собственниками и сотрудниками кухонной сети «Планета». Стратегическая сессия.
Май 2021, Уфа. Встреча с собственниками и сотрудниками кухонной сети «Планета».
Май 2021, Уфа. Встреча с собственниками и сотрудниками кухонной сети «Планета».
Апрель 2021, Краснодар, мебельная выставка UMIDS. Алексей Лопухин и Андрей Железнов, директор по франчайзингу «Aurora Home»..
Апрель 2021, Краснодар, мебельная выставка UMIDS. Алексей Лопухин с клиентами, компанией «МебельОптТорг»: собственник Овиком и руководителями направлений Богданом и Натальей.
Апрель 2021, Краснодар, мебельная выставка UMIDS и форум «Школа мебельного дела». Выступление Алексея Лопухина.
Апрель 2021, Краснодар, мебельная выставка UMIDS и форум «Школа мебельного дела». Выступление Алексея Лопухина.
Февраль 2020, г. Кузнецк. Встреча с фабрикой «СтолПром»: продукт, сервис, персонал и управление В2В клиентами.
Февраль 2020, г. Саранск. после деловой встречи с розничной сетью «Comodini». Обсуждали управление продажами, анализ трафика потенциальных покупателей и лояльность клиентов.
Октябрь 2020, Нижний Новгород. Выступление Алексея Лопухина перед арендаторами МЦ «Открытый Материк» и МЦ «ПортУЮТ» с программой «Рост продаж в мебельном магазине без рекламного бюджета. Версия 2.0»
Октябрь 2020, Нижний Новгород. Выступление Алексея Лопухина перед арендаторами МЦ «Открытый Материк» и МЦ «ПортУЮТ» с программой «Рост продаж в мебельном магазине без рекламного бюджета. Версия 2.0»
3 марта 2020, Москва, МЦ «КухниПарк». Закрытая встреча компании «КухниПарк» и представителей мебельных фабрик. Выступление Алексея Лопухина с программой «Рост продаж в магазине без рекламных бюджетов. Версия 2.0».
3 марта 2020, Москва, МЦ «КухниПарк». Закрытая встреча компании «КухниПарк» и представителей мебельных фабрик. Выступление Алексея Лопухина с программой «Рост продаж в магазине без рекламных бюджетов. Версия 2.0».
3 марта 2020, Москва, МЦ «КухниПарк». Закрытая встреча компании «КухниПарк» и представителей мебельных фабрик. Выступление Алексея Лопухина с программой «Рост продаж в магазине без рекламных бюджетов. Версия 2.0».
Москва, Woodex, 5 декабря 2019. Кейс-сессия с участием лидеров рынка мебели – фабрики IKEA (Вадима Безбородова) и фабрики МАРИЯ (Ефима Каца). Председатель Алексей Лопухин, компания «Мебель. Инвестиции. Ритейл».
Москва, Woodex, 5 декабря 2019. Кейс-сессия с участием лидеров рынка мебели – фабрики IKEA (Вадима Безбородова) и фабрики МАРИЯ (Ефима Каца). Председатель Алексей Лопухин, компания «Мебель. Инвестиции. Ритейл».
Москва, Woodex, 5 декабря 2019. Кейс-сессия с участием лидеров рынка мебели – фабрики IKEA (Вадима Безбородова) и фабрики МАРИЯ (Ефима Каца). Председатель Алексей Лопухин, компания «Мебель. Инвестиции. Ритейл».
Москва, Woodex, 5 декабря 2019. Кейс-сессия с участием лидеров рынка мебели – фабрики IKEA (Вадима Безбородова) и фабрики МАРИЯ (Ефима Каца). Председатель Алексей Лопухин, компания «Мебель. Инвестиции. Ритейл».
Москва, Woodex, 5 декабря 2019. Кейс-сессия с участием лидеров рынка мебели – фабрики IKEA (Вадима Безбородова) и фабрики МАРИЯ (Ефима Каца). Председатель Алексей Лопухин, компания «Мебель. Инвестиции. Ритейл».
Форум от КВК Империя «Мебель как бизнес». Радмила Кирьякова, Ирина Фантаз, Алексей Лопухин, Ольга Щипцова. Ноябрь 2019
Форум от КВК Империя «Мебель как бизнес». Алексей лопухин, Радмила Кирьякова. Ноябрь 2019
Форум от КВК Империя «Мебель как бизнес». Радмила Кирьякова. Ноябрь 2019
Мебельный бизнес-форум. Выступление Алексея Лопухина. Санкт-Петербург, август 2019 г.
Алексей Лопухин и Елена Туголукова. Выступление на бизнес-практикуме рамках деловой программы X Юбилейной Международной Выставки Мебели в Крыму «МВМК 2019».
Выступление Ольги Ефименко (ООО «МИР») на бизнес-практикуме рамках деловой программы X Юбилейной Международной Выставки Мебели в Крыму «МВМК 2019».
Форум от КВК Империя «Мебель как бизнес». Ольга Резникова. Апрель 2019
Форум от КВК Империя «Мебель как бизнес». Ольга Ефименко. Апрель 2019
Форум от КВК Империя «Мебель как бизнес». Алексей Лопухин. Апрель 2019
Мебельный Закупочный Союз, ноябрь 2017 г. Дмитрий Потапенко, Алексей Лопухин и Дмитрий Мотыльков.
Первое собрание Мебельного Закупочного Союза. Ноябрь 2018
Первое собрание Мебельного Закупочного Союза. Ноябрь 2018
Первое собрание Мебельного Закупочного Союза. Выступление Олега Ретанова. Ноябрь 2018
Первое собрание Мебельного Закупочного Союза. Ноябрь 2018
Первое собрание Мебельного Закупочного Союза. Выступление Алексея Лопухина. Ноябрь 2018
Первое собрание Мебельного Закупочного Союза. Выступление Радмилы Кирьяковой. Ноябрь 2018
Первое собрание Мебельного Закупочного Союза. Ноябрь 2018
Выступление в рамках выставки «Мебель. Интерьер. Дизайн». Крым, октябрь 2018. Алексей Лопухин
Выступление в рамках выставки «Мебель. Интерьер. Дизайн». Крым, октябрь 2018. Радмила Кирьякова
Выступление в рамках выставки «Мебель. Интерьер. Дизайн». Крым, октябрь 2018. Михаил Налётов
Выступление в рамках выставки «Мебель. Интерьер. Дизайн». Крым, октябрь 2018. Давид Убайдулаев
Начало Пленарного заседания. Форум «Мебель как бизнес» 2018
Алексей Лопухин, «МИР», специальное выступление. Форум «Мебель как бизнес» 2018
Ольга Щипцова, «Мебель. Инвестиции. Ритейл». Форум «Мебель как бизнес» 2018
В кулуарах форума «Мебель как бизнес» 2018
Алексей Лопухин. Форум от КВК Империя «Мебель как бизнес». Ноябрь 2017
Роман Павловский. Форум от КВК Империя «Мебель как бизнес». Ноябрь 2017
Роман Павловский и Алексей Лопухин. Форум от КВК Империя «Мебель как бизнес». Ноябрь 2017
Ольга Резникова. Форум от КВК Империя «Мебель как бизнес». Ноябрь 2017
Ольга Ягудина. Форум от КВК Империя «Мебель как бизнес». Ноябрь 2017
Алексей Лопухин. Форум от КВК Империя «Мебель как бизнес». Ноябрь 2017
Светлана Савельева. Форум от КВК Империя «Мебель как бизнес». Ноябрь 2017
Дмитрий Потапенко. Форум от КВК Империя «Мебель как бизнес». Ноябрь 2017
Форум от КВК Империя «Мебель как бизнес». Ноябрь 2017
Тренинг-семинар «Как увеличить продажи мебели без рекламного бюджета» в центральном офисе компании МИАССМЕБЕЛЬ. Ноябрь 2017
Российская неделя продаж 2014
VIII форум директоров «Мебель как бизнес». Москва, экспоцентр
Партнёры
С партнёром, компанией «Мята»
Индивидуальный тренинг по продажам для дизайнера в салоне на Богатырском проспекте в Санкт-Петербурге
Москва, 2015. Джек Траут, маркетинг
Digitale 2016
IX форум директоров «Мебель как бизнес». Москва, экспоцентр, ноябрь 2014
Digitale 2015
Digitale 2014, Санкт-Петербург
Наша команда на отдыхе. 2017 г.
Наша команда на отдыхе. 2017 г.
Наша команда на отдыхе. 2015 г.
Наша команда на отдыхе. 2015 г.
Digitale 2017, Алексей Лопухин с активными клиентами «МИРа» Мариной и Романом.
Всероссийский совет директоров 2017 «Как обеспечить рост бизнесу». Алексей Лопухин, Радмила Кирьякова и Евгений Рунков
Игорь Манн и Радмила Кирьякова
Форум «Генеральный директор» 2017
Александр Фридман и Алексей Лопухин
IX форум директоров «Мебель как бизнес». Москва, экспоцентр, ноябрь 2014
Digitale 2015
При перепечатке материалов с сайта mirconsalt.ru ссылка на источник и указание авторства обязательны.
Станки и оборудование для мебельного производства
Главная
Оборудование для производства мебели
Сортировка: По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Модель (А — Я)Модель (Я — А)
Показать: 16326480100
В наличии
В наличии
В наличии
Лучшая цена
В наличии
В наличии
В наличии
В наличии
Современные станки и оборудование для производства мебели – это аппаратные и программные средства для обработки материалов и фурнитуры. С помощью этого оснащения мастера выполняют раскрой, присадку и кромление деталей из ДСП, МДФ, фанеры или мебельного щита. На крупных фабриках применяются мебельные установки с ЧПУ, более мелкие предприятия используют автоматические и полуавтоматические аппараты.
Пильные центры с ЧПУ и форматно-раскроечные станки
Оборудование этого типа обязательно присутствует на каждой мебельной фабрике. Пильные центры с ЧПУ или форматно-раскроечные станки нарезают материал по размеру для дальнейшей обработки. Раскроечные операции – ответственный этап производства, от точности выполнения которого зависит, насколько качественной будет собранная мебель.
Сверлильно-присадочные станки
После раскроя детали попадают на присадку. Сверлильно-присадочные станки сверлят сквозные и глухие отверстия для крепления фурнитуры и соединительных элементов. Установки с ЧПУ работают в полностью автономном режиме. Автоматические и полуавтоматические установки требуют ручной настройки под каждый тип деталей.
Кромкооблицовочные станки проходного типа
Эти аппараты приклеивают кромку к торцам заготовок и обрабатывают грани до финишного состояния. Кромкооблицовочные станки проходного типа могут оснащаться дополнительными функциями: прифуговкой, прорезыванием пазов, скруглением углов.
5-функциональные комбинированные станки
Это оборудование способно выполнять все основные функции, необходимые для производства кухонной мебели. С помощью одного комбинированного аппарата оператор выполняет пять операций:
Раскрой плитового материала;
Фугование;
Рейсмусование;
Фрезерование и нарезание шипов;
Сверление и фрезеровка пазов.
По сути – это мини-цех в одном устройстве. Достаточно купить мебельное оборудование для приклеивания и обработки кромки, чтобы получить полностью оснащенную линию по производству мебели.
Покрасочные камеры
Эти приспособления используют для нанесения лаков, красок, эмалей на заготовки при производстве мебели или дверей. Покрасочные камеры оснащены устройствами для фильтрации из воздуха паров ЛКМ. Различают сухие и водяные камеры, в которых использованы разные технологии улавливания примесей.
Внутрицеховая автоматизация и логистика
Средства малой механизации позволяют избавиться от монотонного низко квалифицированного труда по подаче заготовок в обрабатывающие установки. Столы с гидроприводом облегчают загрузку и разгрузку пильных центров с ЧПУ. Линия возврата заготовки для кромкооблицовочного аппарата позволяет автоматизировать процесс кромления детали со всех сторон.
В компании «Станкомплект» вы можете купить станки и оборудование для производства мебели в Украине на выгодных условиях. Мы являемся официальными дилерами завода производителя KDT Machinery в Украине, а также поставляем линейку оборудования WDMAX этого же производителя.
Приглашаем Вас посетить наш выставочный зал, где Вы сможете посмотреть мебельные станки и оборудование для производства корпусной мебели.
Шкафное оборудование
Шкафное оборудование
Progressive Systems с 1990 года производит самое высокопроизводительное и быстро настраиваемое оборудование для производства кухонных шкафов. Мы производим множество типов машин для изготовления дверей шкафов, фасадов ящиков, направляющих и стоек, торцевых панелей основания и стен, а также других компонентов шкафа. Машины для производства корпусной мебели включают в себя одно- и двухсторонние шипорезные станки, станки для раскроя панелей и резки по размеру, станки для нарезки рельсов и перекрытий, станки для вырубки и сверления, а также автоматические питатели и укладчики. В наших машинах используются новейшие технологии, и наша опытная команда инженеров по управлению полностью интегрирует наше оборудование в вашу сеть. Всегда сделано в Америке.
Шипорезы — это деревообрабатывающие станки, которые используются для изготовления шипов (выступающих деревянных элементов), которые вставляются в паз. Шипы и пазы используются для изготовления неподвижных соединений дверей, шкафов, окон и других изделий строительной промышленности с использованием различных материалов. Шипорез также является общим термином, используемым для одностороннего или двухстороннего деревообрабатывающего станка с цепной подачей. Progressive Systems — один из ведущих мировых производителей шипорезных станков.
Тип машины Оборудование для производства шкафовОборудование для производства пенопластаОборудование для производства потолочной плиткиОборудование для дверейОборудование для двутавровых балокОборудование для производства панелейОборудование для оконОборудование для производства пластмасс
Двери кухонного шкафа, центральные панели и передние панели ящиков
Этот шипорез производит дверцы кухонных шкафов, центральные панели и фасады ящиков
От 4-1/2″ до 72″ Этот односторонний шипорез имеет привод подачи 7-1/2 л. с., скорость от 15 до 80 футов в минуту. Два 18-сильных 9000 об/мин hsk63f…
Двери кухонного шкафа, центральные панели и передние панели ящиков
Этот шипорез имеет привод подачи мощностью 15 л.с., скорость от 15 до 80 футов в минуту, производительность от 7 до 62 дюймов. Две фрезы hsk63f мощностью 18 л.с., 9000 об/мин…
Двери кухонного шкафа, центральные панели, поручни и перекладины
Ширина от 6 до 96 дюймов Мощность от 18 до 24 футов в длину От 50 до 800 футов в минуту От 50 до 300 л. с. Алюминиевые пластины и уретановые вставки…
Двери кухонного шкафа
Основание кухонного шкафа и навесные шкафы
Этот двусторонний шипорез имеет длину от 12 до 48 дюймов, ширину от 12 до 24 дюймов, толщину от 3/8 до 3/4 дюйма. Сервопривод…
Кухонный шкаф или оконные перила и стойки
Длина от 4 до 72 дюймов Два быстросменных шпинделя hsk63f мощностью 10 л. с., вращающихся в противоположных направлениях Ручной выдвижной стол для отрыва…
Кухонный шкаф, оконные перила и стойки
Шипорезный станок с двумя концами для 1-го прохода шириной от 5 до 5 футов и толщиной 2 дюйма, рассчитанный на одну или две детали на…
Этот двухсторонний шипорез имеет привод подачи мощностью 10 л. с., скорость от 15 до 80 футов в минуту. От 4-1/2 до 72 дюймов. Две фрезы hsk63f мощностью 18 л.с., 9000 об/мин…
Перила, стойки, двери и центральные панели
Длина от 4-1/2 до 96 дюймов. Привод подачи 10 л.с., скорость от 15 до 80 футов в минуту. Два балла прыжка по 3 л.с.
Типы необходимого оборудования для стартапов по производству шкафов
Почти в каждом здании с кухней и ванными обязательно требуются шкафы, будь то маленькие или большие по размеру. Спрос на эти шкафы увеличивается с каждым новым строительством и реконструкцией.
Краснодеревщики тратят много времени и энергии на резку, вырезание и травление красивых рисунков на простом деревянном материале и поставку готового продукта в соответствии с ожиданиями клиентов.
Деревообрабатывающий бизнес тратит много времени на изготовление изделий из дерева. От создания любого типа продукта до проектирования, резки, шлифовки и, наконец, сборки деталей — задача краснодеревщика.
Если ваш бизнес связан с деревообрабатывающей компанией или производственной фирмой, то наличие надежного оборудования или инструмента жизненно важно для вашей деятельности.
Какие основные инструменты для изготовления шкафов нужны каждому бизнесу?
Шкафы изготавливаются из фанеры, сопутствующих материалов и инструментов, помогающих в детализации, сборке и отделке конечного продукта.
Независимо от того, какие художественные формы вы придадите своим шкафам, без помощи набора инструментов задача травления и вырезания рисунков невозможна.
Топоры, тесла, стамески, циркулярные пилы и лучковые сверла — это лишь некоторые инструменты, облегчающие работу по дереву и повышающие точность обработки.
Давайте рассмотрим несколько основных инструментов, которыми должен владеть каждый деревообрабатывающий бизнес:
Диски для поперечной резки
Этот тип инструмента имеет зубья в форме ножей для мелкой резки волокон. Кроме того, этот тип инструмента предназначен для правильной резки и распиловки древесины. Фанера – очень нежный материал.
Использование неправильных лезвий может расколоть древесину. Поэтому необходимо следить за тем, чтобы зубья лезвия не имели скоса.
Струбцины
Струбцины являются наиболее важными для краснодеревщиков. Без этого инструмента задача сборки шкафов будет непростой. Он разработан, чтобы выдерживать давление при удерживании больших и тяжелых заготовок.
Струбцины для столярных работ имеют длину от 24 до 72 дюймов и надежно фиксируют заготовку, не царапая ее.
Гвоздезабивные гвоздезабивные машины
Гвоздезабивные гвоздезабивные машины — это стандартный инструмент, который в основном используется для изготовления шкафов. Они очень тонкие и достаточно прочные, чтобы прикрепить две доски. Они оставляют лишь малюсенькую дырочку при шпаклевании и становятся почти незаметными.
Вы можете стрелять гвоздезабивателями размером от 5/8 до 1 1/2 дюйма. Клейкое покрытие этих гвоздей сцепляет фанеру или массивную древесину лучше, чем любой другой тип гвоздей.
Распылительное оборудование
Распылительное оборудование или инструмент не следует упускать из виду. После завершения установки шкафов необходимо правильное распыление, чтобы сохранить гладкость конечного продукта. Этот инструмент является либо безвоздушным, либо системой сжатого воздуха, что достигается за счет использования соответствующего лакового наконечника на пистолете-распылителе.
Детализация
Этот тип инструмента используется для гравировки красивых рисунков на дверцах шкафов. Для достижения совершенства краснодеревщики используют ручные вращающиеся инструменты для детального шлифования. Этот универсальный инструмент широко используется для вырезания рисунков, фрезерования и резки профилей на дверях.
Настольная пила
В основном используется для резки досок для изготовления каркасов шкафов. Настольная пила делает значительные и точные разрезы за очень короткое время по сравнению с ручной резкой.
Этот инструмент полностью портативный, и вы можете установить его там, где вам нужно. Кроме того, вы можете настроить инструмент в соответствии с вашими потребностями и делать точные разрезы, когда используете эту пилу.
Эксцентриковая шлифовальная машина
При резке или резьбе по дереву нельзя забывать о шлифовании конечного продукта. Шлифование — один из важных процессов, но его выполнение вручную может занять много времени.
Если вы хотите сэкономить и время, и деньги, то вы должны купить случайную орбитальную шлифовальную машину. Эта шлифовальная машина помогает очень быстро отшлифовать шкафы и придает изделию гладкую поверхность.
Электродрель
Этот инструмент используется по нескольким причинам и используется специально для изготовления корпусов. Чтобы установить петли на двери шкафа, вам понадобится дрель. Этот важный и чрезвычайно полезный инструмент можно носить с собой куда угодно, и вы можете работать с этой электродрелью без каких-либо проблем.
Фрезерный станок
Это один из самых важных инструментов, который должен быть у каждой мебельной компании. Маршрутизатор значительно упрощает задачу присоединения к плате. Вы можете просто сделать пазы в двери с помощью этого высокотехнологичного фрезерного станка.
Копирные салазки
Этот небольшой ручной инструмент хорошо зарекомендовал себя при изготовлении дверей шкафа. Копинговые салазки увеличивают ваш контроль над разрезами, обеспечивая идеальную точность. Эта машина отлично помогает в изготовлении дверей шкафов.
Кроме того, вы можете регулировать салазки вместе с различными фрезерными столами или пилами. Копирующие салазки гарантируют, что весь процесс резки древесины станет более гладким.
Однако с развитием технологий даже небольшие мебельные компании переходят на оборудование с ЧПУ для достижения совершенства в работе и точности.
Почему краснодеревщики переходят на оборудование с ЧПУ
Модульная кухня может сильно ударить по вашему бюджету. Возможно, вы годами мечтали о своей элегантной кухне и упорно трудились, чтобы воплотить ее в жизнь.
Независимо от того, насколько хорошо вы владеете искусством изготовления шкафов, изготовление шкафов на заказ требует огромных затрат труда и времени.
Чтобы вас не бросили в пыль ваши конкуренты.
С развитием технологий все больше и больше владельцев краснодеревщиков переходят на более инновационные решения, чтобы оставаться конкурентоспособными. Оборудование с ЧПУ и автоматизированные станки облегчают задачу деревообработки и повышают уровень производства.
Фрезерный станок с ЧПУ помогает поддерживать точность в проектах по деревообработке и позволяет эффективно выполнять все задачи. Чтобы придать вашим кухонным шкафам исключительную ценность, для придания формы и выполнения основных операций по изготовлению шкафов используются многочисленные ручные инструменты. Каждая деталь изготавливается на заказ в соответствии с размерами и стилем шкафа, предложенным заказчиком.
В этом блоге рассказывается об оборудовании для изготовления шкафов, обладающем мощностью, управляемостью и гибкостью, необходимыми для достижения высочайшего уровня мастерства и, в первую очередь, качества по сравнению со всем остальным.
Как фрезерный станок с ЧПУ полезен для вашего бизнеса?
Фрезерные станки с ЧПУ вывели отраслевые стандарты на новый уровень, выполняя высокие обязательства компаний и оправдывая ожидания клиентов.
Станок с ЧПУ использует лучшую технологию производства, улучшенное время производства, качество и стабильность, а также правильную систему программного обеспечения всего в одном станке. Этот фрезерный станок с ЧПУ по дереву разработан исключительно для мебельной промышленности.
OMNI CNC предлагает комплексное решение с индивидуальной конфигурацией станка, специальной поддержкой и рядом специально разработанных опций станка, облегчающих задачу краснодеревщика.
Высококачественный станок с ЧПУ производит компоненты более высокого среднего качества. Фрезерный станок с ЧПУ — один из самых универсальных деревообрабатывающих инструментов, который предлагает более 2000 бит.
С появлением этого передового оборудования рабочий процесс и производственные возможности значительно изменились.
Теперь объем работы значительно увеличился при меньшем количестве труда и времени. Многие предприятия сегодня рассматривают фрезерный станок с ЧПУ для расширения своих возможностей в области резки, резьбы, травления и т. д.
Если вы ищете быстродействующий и высокопроизводительный фрезерный станок с ЧПУ без ущерба для качества, вам следует обратиться за помощью к фрезерному станку с ЧПУ OMNI . Это один из самых популярных и настраиваемых вариантов обработки различных материалов, включая дерево, пластик, металл и т. д.
Изготовление секций кухонного шкафа на станке с ЧПУ
Изготовление шкафа Фрезерный станок по дереву с ЧПУ . Этот станок может запускать любое количество программ для резки, вырезания, сверления и нарезки древесины и получения высококачественных результатов.
Станки с ЧПУ внесли радикальные изменения в производство мебели. Один раз принимая процесс; стало намного проще с применением ЧПУ. Резка по дереву с ЧПУ Станки запрограммированы таким образом, чтобы процесс резки, травления и резьбы становился проще.
Этот хай-тек широко используется компаниями-производителями для производства разнообразной мебели. Время производства, используемое сырье, качество продукта намного превосходят традиционную технику, используемую для производства широкого спектра материалов. 9№ 0003
Деревообрабатывающий станок с ЧПУ обеспечивает идеальную точность при каждой работе. Он также имеет невероятную гибкость для изменения программы только на одном оборудовании.
Прошли те времена, когда вы тщательно вырезали деревянные шкафы вручную. С помощью этой технически совершенной машины вы можете получить рабочую модель в свои руки за считанные минуты. Нет необходимости ждать, чтобы вырезать каждую часть продукта.
Все, что вам нужно сделать, это настроить станок и задать путь инструмента перед началом процесса. Кроме того, производственные фирмы широко используют функцию автоматической смены инструмента.
Если вы являетесь производственной фирмой, рекомендуется купить фрезерный станок с ЧПУ. С фрезерным станком по дереву OMNI CNC вы можете не только сэкономить деньги, но и увеличить производительность своей компании.
Как создавать индивидуальные шкафы с помощью фрезерных станков с ЧПУ
Сегодняшние мастера начинают признавать и использовать возможности и стабильность, предлагаемые фрезерными станками с ЧПУ. Деревообрабатывающий станок с ЧПУ предлагает комплексное решение, а также индивидуальную конфигурацию станка, специальную поддержку и ряд специально разработанных опций станка, облегчающих задачу.
Этот передовой станок с идеальной точностью вырезает все, от маленьких изящных деревянных игрушек до замысловатых узоров. Станки с ЧПУ идеально подходят как для малого и среднего бизнеса, так и для крупных мастерских.
Впечатляющая технология этого автоматического фрезерного станка помогает повысить производительность компании и снизить основные затраты.
Современные станки с ЧПУ отличаются высокой степенью автоматизации и используют программы CAD и CAM. Именно с помощью этих программ управление той или иной машиной стало проще. В станках с ЧПУ роль операторов сведена к минимуму.
От оператора требуется только дать инструкции компьютеру и загрузить инструмент, остальная работа выполняется машиной автоматически. Станок с ЧПУ работает как робот, за точность работы можно не беспокоиться.
Станок с ЧПУ прекрасно управляет движением шпинделя и стола. Он автоматически режет, сверлит, травит, вырезает и придает материалам различную форму.
Обладая большей степенью точности и аккуратности, этот высокоэффективный станок удовлетворяет потребности отраслей любого масштаба.
Техника безопасности при работе с лазерным станком
К самостоятельной работе на лазерном оборудовании допускаются лица, имеющие специальное образование или прошедшие обучение для работы с оборудованием, прошедшие инструктажи по технике безопасности, пожарной безопасности, стажировку на рабочем месте, проверку знаний требований охраны труда.
Запрещается оставлять станок включенным без присмотра рабочего персонала — это может привести к пожару.
Запрещается направлять излучатель на живых существ даже в случае, если он обесточен.
Запрещается использовать станок при открытом доступе к электронике, излучателю, линзам.
При обнаружении посторонних шумов прекратите работу и обесточьте оборудование.
Не храните легковоспламеняющиеся вещества (спиртосодержащие, бензин) вблизи оборудования.
Не допускается работа с отражающими металлами, а также материалами, чувствительными к высокой температуре и выделяющими токсичные вещества (например, ПВХ, тефлон, АБС-смолы, полихлоропрен).
Обеспечьте наличие огнетушителя СО2. Не используйте порошковые огнетушители, т.к. они могут повредить деталям лазера.
Перед началом работы на лазерном станке
Проветрите помещение.
Убедитесь в отсутствии вблизи установки легковоспламеняющихся веществ.
Подготовьте рабочее место к началу работы: очистите рабочую поверхность установки от загрязнений и посторонних предметов.
Убедитесь в готовности установки к запуску – боковые панели и задняя панель установки должны быть закреплены на корпусе, пусковая аппаратура и индикатор работы лазера в исправности.
Проверьте исправность вентиляционной системы оборудования и убедитесь в отсутствии препятствий для выхода воздуха.
Проверьте наличие воды в системе охлаждения.
Наденьте защитные очки.
Во время работы с лазерным станком
Избегайте попадания рук и других частей тела в зону рабочей поверхности лазера во избежание ожогов.
Работайте только в защитных очках, т.к. попадание лазерного луча может разрушить роговицу глаза.
При работе на станке не смотрите на луч лазера.
Работу с отражающими материалами производите только при закрытой крышке установки, т.к. отраженный луч не менее опасен, чем основной.
Работу с материалами, выделяющими едкие вещества (акрил, пластик и т.д.) производите с закрытой крышкой и используйте средства защиты дыхательных путей во избежание отравления.
Не открывайте заднюю крышку установки, если оборудование подключено к электросети. Высокое напряжение, используемое для питания лазера, может вызвать поражение электрическим током.
Не допускайте работы при снятых боковых панелях установки во избежание контакта с прямым или рассеянным лазерным пучком, что является травмоопасным.
Во время работы обеспечьте вентиляцию помещения.
Не оставляйте работающее оборудование без присмотра.
В случае обнаружения неисправности, отключите оборудование и поставить в известность специалистов. Не допускается самостоятельный ремонта оборудования.
Отключайте электропитание во время грозы, а также если оборудование долгое время не используется.
По окончанию работы на лазерном станке
Отключите оборудование от электропитания.
Очистите рабочую поверхность и направляющую от частиц материалов.
Проветрите помещение.
Техника безопасности при работе с лазерной системой
Работа с оборудованием требует следующих мер:
Запрещается оставлять станок включенным без присмотра рабочего персонала — это может привести к пожару.
Запрещается направлять излучатель на живых существ даже в случае, если он обесточен.
Запрещается использовать станок при открытом доступе к электронике, излучателю, линзам.
Правильное и надежное заземление поможет избежать выхода из строя электронных компонентов.
При обнаружении посторонних шумов прекратите работу и обесточьте оборудование.
Запрещается работать во взрывоопасной среде, рядом с легковоспламеняющимися предметами.
Проверьте, чтобы все необходимое оборудование лазерной системы (электропитание, ПК, вытяжная система) были правильно и надлежащим образом подключены.
Выполняйте визуальной осмотр состояния лазерной установки. Убедитесь в том, что все механизмы свободно передвигаются и проверьте, чтобы под рабочим столом не находился материал.
Убедитесь в том, что рабочее поле и оптические компоненты находятся в чистом состоянии, при необходимости проведите очистку. Более подробную информацию на эту тему можно найти в руководстве по применению в разделе о регулярном техническом обслуживании.
Проверьте вытяжную систему и при необходимости включите систему охлаждения.
Проверьте, загружены ли фильтры и активированный уголь вытяжной системы в соответствии с руководством.
Закройте защитную крышку.
Если у вас лазер с водяным охлаждением, то включите систему охлаждения перед включением системы.
РАБОТА НА ЛАЗЕРНОМ СТАНКЕ В ДОМАШНИХ УСЛОВИЯХ — Лазерфан — Лазерные станки с доставкой по России
Лазерные станки являются относительно молодым оборудованием, поскольку лазерное излучение было исследовано примерно 30 лет назад, что было сравнительно недавно. Однако именно эта технология обработки материалов заняла главенствующее место и стремительно развивается.
Содержание: 1. Популярность углекислотных лазерных аппаратов 2. Лазерный станок дома 3. Что можно делать на домашнем лазерном станке? 3. Особенности использования лазерных станков в домашних условиях
Вывод Популярность углекислотных лазерных аппаратов Лазерный луч обладает очень высокой точностью работы, скоростью прохождения и низкими энергозатратами. Именно в этом и заключается востребованность данного оборудования. Углекислотные лазерные станки являются бюджетным вариантом и они абсолютно просты в использовании.
Лазерный станок дома Углекислотные лазеры по своим габаритам могут не превышать офисный принтер и занимать всего половину письменного стола. С помощью такого прибора можно спокойно мастерить что-то дома по вечерам и организовать свое хобби по изготовлению хэндмейд товаров.
Несмотря на скромные габариты лазерных станков, они не уступают в точности и качестве работы более крупным моделям. Однако, существует несколько отличий. Во-первых, мощность излучателя немного ниже, чем у крупногабаритных станков. Во-вторых, из-за мощности падает скорость обработки материалов. В-третьих, такие станки не способны работать с очень толстыми материалами.
Что можно делать на домашнем лазерном станке? Изготовление световых букв и табличек является самой прибыльной услугой, поскольку они Компактные и миниатюрные лазерные станки не отличаются большим рабочим пространством, но это ничуть не мешает в работе. Что можно сделать на таких станках?
Аксессуары из фетра. Лазером вырезают предметы декора к праздникам, игрушки для детских кроваток, подставки под горячую посуду и многое другое; Аксессуары из бумаги и картона. С помощью лазера можно вырезать открытки, приглашения, визитки, украшения и так далее. Благодаря малой мощности оборудования края получаются без обугливания и выглядят совершенно эстетично; Предметы из ткани, кожи и кожзаменителя; Печати, штампы. Все изображения воспроизводятся с прекрасной детализацией; Поделки из фанеры. Из нее можно сделать пазлы, таблички, разделочные доски и многое другое; Акриловые поделки. Прозрачный материал идеально подходит для фигурок, коробочек для хранения украшений и т.д.; Гравировка. Если использовать лазер всего на половину его мощности, то он не разрезает материал насквозь, а делает поверх него красивый узор. Гравировку можно наносить на совершенно различные вещи и материалы.
Особенности использования лазерных станков в домашних условиях Размещая такой станок дома, необходимо учитывать, что для качественной работы он должен находиться только на ровной горизонтальной поверхности. Нужно следовать правилам эксплуатации и не забывать о возможном вреде для здоровья. Основные правила пользования лазерным станком:
1. Использование вытяжки; 2. Проветривание помещения; 3. Использование респиратора при работе со станком; 4. Работа только с закрытой крышкой станка; 5. Не допускаются маленькие дети; 6. Нельзя резать ПВХ в домашних условиях из-за токсинов, которые выделяются при его обработке.
Вывод Лазерный станок несомненно идеально подходит для домашнего использования и благодаря ему можно выстроить не только отличное хобби, но и прекрасный бизнес, который будет приносить вам только радость с минимум затрат.
Что такое лазерная резка? — Полное руководство по процессу
Лазерная резка — это процесс, в котором используется лазер для резки различных материалов как в промышленных, так и в более художественных целях, таких как травление.
Эта статья является одной из серии часто задаваемых вопросов (FAQ) TWI.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Как работает лазерная резка?
Лазерная резка использует мощный лазер, который направляется через оптику и компьютерное числовое управление (ЧПУ) для направления луча или материала. Как правило, в процессе используется система управления движением, чтобы следовать ЧПУ или G-коду шаблона, который должен быть вырезан на материале. Сфокусированный лазерный луч горит, плавится, испаряется или сдувается струей газа, оставляя после себя высококачественную обработанную поверхность.
Лазерный луч создается путем стимуляции лазерных материалов с помощью электрических разрядов или ламп внутри закрытого контейнера. Лазерный материал усиливается за счет внутреннего отражения через частичное зеркало до тех пор, пока его энергии не станет достаточно для выхода в виде потока когерентного монохроматического света. Этот свет фокусируется на рабочей зоне с помощью зеркал или волоконной оптики, которые направляют луч через линзу, которая усиливает его.
В самом узком месте лазерный луч обычно имеет диаметр менее 0,0125 дюйма (0,32 мм), но в зависимости от толщины материала возможна ширина разреза до 0,004 дюйма (0,10 мм).
В тех случаях, когда процесс лазерной резки должен начинаться в любом месте, кроме края материала, используется процесс прокалывания, при котором импульсный лазер высокой мощности делает отверстие в материале, например, требуется 5-15 секунд, чтобы прожечь 0,5 лист из нержавеющей стали толщиной 13 мм.
Типы лазерной резки
Этот процесс можно разделить на три основных метода: CO 2 лазер (для резки, сверления и гравировки) и неодимовый (Nd) и неодимовый иттрий-алюминиевый гранат (Nd:YAG) , которые идентичны по стилю: Nd используется для высокоэнергетического растачивания с малым повторением, а Nd: YAG используется для очень мощного растачивания и гравировки.
Для сварки можно использовать все типы лазеров.
CO 2 В лазерах используется пропускание тока через газовую смесь (возбуждение постоянным током) или, что более популярно в наши дни, использование более новой технологии радиочастотной энергии (возбуждение радиочастотой). Радиочастотный метод имеет внешние электроды и, таким образом, позволяет избежать проблем, связанных с эрозией электродов и отложением материала электрода на стеклянной посуде и оптике, которые могут возникнуть при постоянном токе, в котором используется электрод внутри полости.
Другим фактором, влияющим на работу лазера, является тип газового потока. Общие варианты лазера CO 2 включают быстрый осевой поток, медленный осевой поток, поперечный поток и плиту. В быстром осевом потоке используется смесь двуокиси углерода, гелия и азота, циркулирующая с высокой скоростью с помощью турбины или воздуходувки. Лазеры с поперечным потоком используют простой нагнетатель для циркуляции газовой смеси с более низкой скоростью, в то время как пластинчатые или диффузионные резонаторы используют статическое газовое поле, которое не требует повышения давления или стеклянной посуды.
Различные методы также используются для охлаждения лазерного генератора и внешней оптики в зависимости от размера и конфигурации системы. Отработанное тепло может передаваться непосредственно в воздух, но обычно используется хладагент. Вода является часто используемым хладагентом, часто циркулирующим через систему теплопередачи или охладителя.
Одним из примеров лазерной обработки с водяным охлаждением является лазерная микроструйная система, которая соединяет импульсный лазерный луч со струей воды низкого давления для направления луча так же, как оптическое волокно. Вода также дает преимущество в удалении мусора и охлаждении материала, в то время как другие преимущества по сравнению с «сухой» лазерной резкой включают высокую скорость нарезки, параллельный пропил и всенаправленную резку.
Волоконные лазеры также набирают популярность в металлообрабатывающей промышленности. В этой технологии используется твердая усиливающая среда, а не жидкость или газ. Лазер усиливается в стеклянном волокне, чтобы получить гораздо меньший размер пятна, чем достигается с помощью методов CO 2 , что делает его идеальным для резки отражающих металлов.
Услуги
TWI предлагает различные услуги, включая лазерную сварку, гибридную лазерно-дуговую сварку, лазерную обработку поверхности, вывод из эксплуатации лазера, лазерное напыление металла и селективное лазерное плавление.
Изобретая газовую лазерную резку в 1967 году, TWI продолжает играть активную роль в разработке процессов резки.
Лазерные технологии в TWI
TWI находится в авангарде развития лазерной обработки материалов и предлагает лазерную сварку, лазерную резку, гибридную лазерно-дуговую сварку и лазерную зачистку.
Лазерная резка
TWI обладает необходимым оборудованием, знаниями и опытом для проведения исследований и разработок в этой области.
Вывод из эксплуатации с использованием лазеров
TWI имеет опыт и постоянные исследования и разработки в области применения лазерных технологий для вывода из эксплуатации.
Лазерная чистка
Компания TWI разработала оборудование и методы для демонстрации использования высокомощного волоконного лазера для дистанционной очистки бетонных поверхностей.
Где используется?
Эта технология может использоваться для различных применений, включая резку и разметку таких металлов, как алюминий, нержавеющая сталь, низкоуглеродистая сталь и титан. Однако этот процесс также можно использовать для промышленной резки пластика, дерева, керамики, воска, тканей и бумаги.
Технологии лазерной резки используются в различных отраслях промышленности, в том числе в аэрокосмической и автомобильной, а также для резки в опасных средах, например, при выводе из эксплуатации атомных электростанций.
Металл
Резка металла является одним из наиболее распространенных применений лазерной резки и используется для таких материалов, как нержавеющая и мягкая сталь, вольфрам, никель, латунь и алюминий. Лазеры идеально подходят для резки металла, поскольку они обеспечивают чистый срез с гладкой поверхностью.
Металл, вырезанный лазером, широко используется для изготовления компонентов и структурных форм, включая кузова автомобилей, корпуса мобильных телефонов, рамы двигателей или балки панелей.
Древесина
Этот процесс резки можно использовать с древесиной, МДФ и березовой фанерой среди наиболее распространенных материалов, так как они могут быть изготовлены в виде больших листов. Чем тверже древесина, тем больше требуется мощность лазера, при этом для твердых пород дерева требуется больше мощности, чем для мягких пород, таких как бальза.
Древесина является предпочтительным материалом, поскольку она обеспечивает прочность без затрат на металлы, однако с другой стороны, древесина может деформироваться или гнуться со временем, особенно если она подвергается высоким нагрузкам или используется во влажной среде. Помимо резки, лазеры также часто используются для гравировки дерева, а программы САПР используются для создания точных, но сложных конструкций.
Преимущества
Лазерная резка имеет ряд преимуществ по сравнению с другими процессами, например, меньшее загрязнение и более легкая обработка . Точность также может быть улучшена с помощью лазеров, поскольку луч не изнашивается в процессе резки , а материалы также менее подвержены деформации при лазерной резке. Лазеры позволяют резать материалы, которые трудно разрезать другими методами.
Лазерные процессы также стабильно обеспечивают высокий уровень точности и аккуратности с небольшим допуском на человеческую ошибку, сокращение потерь, снижение энергопотребления и, как следствие, снижение затрат .
Лазерная резка может использоваться для травления сложных рисунков на небольших деталях, оставляя металл без заусенцев и с чистым срезом. Загрязнение заготовки при лазерной резке также меньше, чем при других процессах.
Недостатки
Несмотря на множество преимуществ, этот процесс также является синонимом высокое энергопотребление . Кроме того, лазерная резка пластика создает токсичные пары , которые необходимо выводить, что само по себе является дорогостоящей задачей.
Эффективность лазерной резки также зависит от толщины заготовки, разрезаемого материала и типа используемого лазера. Без надлежащего ухода материалы, подлежащие резке, могут сгореть, а некоторые металлы могут изменить цвет, если не будет использована правильная интенсивность лазера. Хотя плазменная резка по-прежнему позволяет резать более толстые листы, чем лазерная резка, достижения в лазерной технологии означают, что разрыв сокращается, хотя затраты на оборудование все еще могут быть непомерно высокими .
Наконец, будучи автоматизированным процессом, пробные прогоны и ремонт требуют участия человека, что приводит к риску серьезных ожогов в случае контакта оператора с лазером.
Связанные часто задаваемые вопросы (FAQ)
Какие проблемы возникают при лазерной резке алюминия и как их решить?
Объясняется отражение луча CO2-лазера и способы его преодоления.
В чем разница между станками с летающей оптикой и станками с фиксированной оптикой для лазерной резки CO2?
Эти два метода, используемые в лазерной резке, сравниваются, выделяя движение заготовки, лазерной головки или луча.
Как работает станок для лазерной резки
Станки для лазерной резки произвели революцию в обрабатывающей промышленности. Они могут идеально воссоздать проекты, сделанные на компьютере, за считанные минуты или даже секунды.
Вы можете быть удивлены тем, сколько возможностей может предложить станок для лазерной резки.
Но как они достигают таких удивительных результатов? Давайте посмотрим, что такое станок для лазерной резки, какие существуют типы лазеров и каких результатов они могут достичь.
Что такое станок для лазерной резки?
Станок для лазерной резки относится к типу станков с ЧПУ. ЧПУ означает компьютерное числовое управление. Это название происходит от того факта, что станок с ЧПУ берет команды из чертежей, которые были оцифрованы и преобразованы в компьютерный язык, описывающий каждый угол и изгиб этой конструкции.
После завершения рисунка в программе компьютерного рендеринга все, что нужно сделать дизайнеру, — отправить его на машину. Это очень похоже на отправку файла изображения на обычный принтер.
Лучше всего то, что станок для лазерной резки может воссоздать эти конструкции за считанные минуты и может производить столько деталей, сколько вам нужно.
Как работают станки для лазерной резки?
В станках с ЧПУ используется несколько различных типов лазеров, которые будут рассмотрены в следующем разделе. Но все станки для лазерной резки работают одинаково.
Все начинается с лазерного источника, который излучает мощный постоянный свет, который можно быстро и точно регулировать.
Затем свет фокусируется и перенаправляется, пока не достигнет точной точки. Если вы когда-либо разжигали огонь с помощью солнечного света и увеличительного стекла, вы знакомы с принципом работы здесь. Когда свет достаточно сконцентрирован, он становится очень горячим, что позволяет ему прорезать выбранный вами материал.
Лазер обычно монтируется на портальной системе. Это позволяет лазеру перемещаться в любом месте по оси XY. Это означает, что он может воспроизводить дизайн с большой точностью, даже если задействовано большое количество кривых и углов.
Тем не менее, не все лазеры могут производить одинаковый уровень детализации; некоторые лазеры недостаточно сильны, чтобы прорезать металл.
Типы станков для лазерной резки
Существует три основных типа станков для лазерной резки: CO2, неодимовые и волоконные. У каждого есть свои сильные и слабые стороны.
CO2-лазеры
CO2-лазеры являются наиболее распространенным типом станков для лазерной резки, поскольку они наиболее доступны по цене, но их широко заменяют более новой и быстрой технологией волоконных лазерных систем резки.
Сердцем CO2-лазера является длинная герметичная трубка, заполненная газом, в основном двуокисью углерода (CO2), с примесью азота. Когда эта трубка электризуется, она возбуждает молекулы газа и создает сильные свет.
Этот свет выходит из одного конца трубы и отражается от ряда зеркал. Зеркала перенаправляют свет через фокусирующую линзу. Фокусирующая линза концентрирует свет в точке, где он очень горячий. Затем лазер может прорезать ряд материалов посредством термического разделения.
CO2-лазеры в основном используются для обработки листового металла, и их основное преимущество перед волоконными лазерами заключается в том, что они обычно обеспечивают лучшее качество кромок при резке, особенно при резке металла толщиной более 0,25 дюйма. Волоконные лазеры работают по тому же принципу, что и волоконно-оптические источники света.Свет попадает в стеклянную трубку, покрытую другим типом стекла, обладающим другими отражающими свойствами.Это заставляет свет «отражаться» по трубке, усиливая силу света. свет по ходу дела.
Особые свойства этого света позволяют ему гораздо легче поглощаться отражающими материалами, такими как металл.
Природа волоконной оптики также позволяет уменьшить диаметр лазера.
KFN3A501 Предохранитель 3A флажковый MINI (1шт.) KORTEX — KFN3A50-1 KFN3A50
Распечатать
Главная Автозапчасти для иномарок
52
1
Код для заказа: 427286
Добавить фото
Дадим оптовые цены предпринимателям и автопаркам ?
Наличные при получении VISA, MasterCard, МИР Долями Оплата через банк
Производитель: KORTEX
Получить информацию о товаре или оформить заказ вы можете по телефону 8 800 6006 966.
Есть в наличии
Самовывоз
Уточняем
Доставка
Уточняем
Доступно для заказа — больше 10 шт.
Данные обновлены: 05.05.2023 в 10:30
Все характеристики
Отзывы о товаре
Вопрос-ответ
Статьи о товаре
Характеристики
Сообщить о неточности в описании товара
Код для заказа
427286
Артикулы
KFN3A50-1, KFN3A50
Производитель
KORTEX
Каталожная группа:
. .Электрооборудование Электрооборудование
Ширина, м:
0.01
Высота, м:
0.005
Длина, м:
0.01
Вес, кг:
0.001
Отзывы о товаре
Вопрос-ответ
Задавайте вопросы и эксперты помогут вам найти ответ
Чтобы задать вопрос, необоходимо авторизоваться/зарегистрироваться на сайте
Чтобы добавить отзыв, необходимо авторизоваться/зарегистрироваться на сайте
Чтобы подписаться на товар, необходимо авторизоваться/зарегистрироваться на сайте
Сертификаты
Обзоры
Все обзоры участвуют в конкурсе — правила конкурса.
Для этого товара еще нет обзоров.
Написать обзор
Статьи о товаре
Наличие товара на складах и в магазинах, а также цена товара указана на 05.05.2023 10:30.
Цены и наличие товара во всех магазинах и складах обновляются 1 раз в час.
При достаточном количестве товара в нужном вам магазине вы можете купить его без предзаказа.
Интернет-цена — действительна при заказе на сайте или через оператора call-центра по телефону
8 800 6006 966. При условии достаточного количества товара в момент заказа.
Цена в магазинах — розничная цена товара в торговых залах магазинов без предварительного заказа.
Представленные данные о запчастях на этой странице несут исключительно информационный характер.
Alca 690030 — Предохранитель флажковый 3А, 5шт в блистере, ALCA
Fahrzeugsicherung
Предохранители флажковые, 60 А
Артикул: 666000
Maxi-Fahrzeugsicherung
Предохранители флажковые, 70 А
Артикул: 667000
Mini-Sicherungen
Предохр. флажковые мини в блистере (10 шт)
Артикул: 670000
A set of mini flag fuses in a blister
Набор предохранителей флажковых мини в блистере
Артикул: 670010
Mini flag fuse 2A
Предохранитель флажковый мини 2A
Артикул: 670020
Mini flag fuse 3A
Предохранитель флажковый мини 3A
Артикул: 670030
Mini flag fuse 4A
Предохранитель флажковый мини 4A
Артикул: 670040
Mini 5A flag fuses
Предохранители флажковые мини 5А
Артикул: 670100
Mini 7. 5 A flag fuses
Предохранители флажковые мини 7,5А
Артикул: 670200
Mini 10A flag fuses
Предохранители флажковые мини 10А
Артикул: 670300
Mini 15A flag fuses
Предохранители флажковые мини 15А
Артикул: 670400
Mini 20A flag fuses
Предохранители флажковые мини 20А
Артикул: 670500
Mini 30A flag fuses
Предохранители флажковые мини 30А
Артикул: 670700
Mini 35 A flag fuses
Предохранители флажковые мини 35 А
Артикул: 670800
Fuse ATN 5A E
Предохранители флажковые MINI, 5 А (100шт)
Артикул: 671000
Fuse ATN 7,5A E
Предохранители флажковые MINI, 7,5 А (100шт)
Артикул: 672000
Fuse ATN 10A E
Предохранители флажковые MINI, 10 А (100шт)
Артикул: 673000
Fuse ATN 15A E
Предохранители флажковые MINI, 15 А (100шт)
Артикул: 674000
Fuse ATN 25A E
Предохранители флажковые MINI, 25 А (100шт)
Артикул: 676000
Fuse ATN 30A E
Предохранители флажковые MINI, 30 А (100шт)
Артикул: 677000
Fahrzeug-Sicherung
Предохр. круглые в блистере (10 шт).
Артикул: 680000
A set of round blister fuses
Набор предохранителей круглых блистере
Артикул: 680010
Fuse GBC 5A E
Предохранители круглые, 5 А (100 шт.)
Артикул: 681000
Fuse GBC 8A E
Предохранители круглые 8A Economy упаковка по 100 шт.
Артикул: 682000
Fuse GBC 16A E
Предохранители круглые, 16 А (100 шт.)
Артикул: 683000
Fuse GBC 25A E
Предохранители круглые, 25 А (100 шт.)
Артикул: 684000
A set of round glass fuses in a blister
Набор предохранителей круглых стеклянных в блистере
Артикул: 687000
Flach-Sicherung
Предохранит. флажковые в блистере (10 шт).
Артикул: 690000
A set of flag fuses in a blister
Набор предохранителей флажковых в блистере
Артикул: 690010
Safety switch flag 2A
Предохранитель флажковый 2A
Артикул: 690020
Safety switch flag 3A
Предохранитель флажковый 3A
Артикул: 690030
Safety switch flag 4A
Предохранитель флажковый 4A
Артикул: 690040
Fuses flagged 5A
Предохранители флажковый 5А
Артикул: 690100
Fuses flag 7. 5 A
Предохранители флажковый 7,5А
Артикул: 690200
Fuses flagged 10A
Предохранители флажковый 10А
Артикул: 690300
Fuses flag 15A
Предохранители флажковый 15А
Артикул: 690400
Fuses flagged 20A
Предохранители флажковый 20А
Артикул: 690500
Safety switch flag 25A
Предохранитель флажковый 25А
Артикул: 690600
Fuses flag 30A
Предохранители флажковый 30А
Артикул: 690700
Fuses flag 35 A
Предохранители флажковый 35 А
Артикул: 690800
Safety switch flag 40A
Предохранитель флажковый 40А
Артикул: 690900
Fuse ATN 15A E
Предохранители флажковые, 15 А (100 шт)
Артикул: 692000
Fuse ATN 20A E
Предохранители флажковые, 20 А (100 шт)
Артикул: 693000
Fuse ATN 25A E
Предохранители флажковые, 25 А (100 шт)
Артикул: 694000
Fuse ATN 30A E
Предохранители флажковые, 30 А (100 шт)
Артикул: 695000
Fuse ATN 5A E
Предохранители флажковые, 5 А (100 шт)
Артикул: 696000
Fuse ATN 7,5A E
Предохранители флажковые, 7,5 А (100 штук)
Артикул: 697000
Предохранители и MOV — 3-амперный предохранитель
GMA-3-R-C-100 — 3A 250 В перем. тока Быстродействующий стеклянный предохранитель, 5 x 20 мм 100 шт.
GMA-3-R-C-100 — 3A, 250 В перем. тока, стеклянный предохранитель, 5 x 20 мм 100 шт.
Продавец
БУССМАН
Обычная цена
45 долларов США
Цена продажи
45 долларов США
Обычная цена
Цена за единицу товара
/за
Распродажа
Продано
AGC-3-R-100 — 3A 250Vac Быстродействующий предохранитель, стекло X 100 шт.
AGC-3-R-100 — 3A 250Vac Быстродействующий предохранитель, стекло X 100 шт.
Продавец
БУССМАН
Обычная цена
79,95 долларов США
Цена продажи
79,95 долларов США
Обычная цена
Цена за единицу товара
/за
Распродажа
Продано
BBS-3 3A 600Vac Быстродействующий предохранитель, 13/32” x 1 3/8”
BBS-3 3A 600Vac Быстродействующий предохранитель, 13/32” x 1 3/8”
Продавец
БУССМАН
Обычная цена
$15,69
Цена продажи
$15,69
Обычная цена
Цена за единицу товара
/за
Распродажа
Продано
NON-3 3A 250Vac Одноразовый предохранитель общего назначения, 2” x 0,56”
NON-3 3A 250Vac Одноразовый предохранитель общего назначения, 2” x 0,56”
Продавец
БУССМАН
Обычная цена
$8,24
Цена продажи
$8,24
Обычная цена
Цена за единицу товара
/за
Распродажа
Продано
FNQ-3 3A 500Vac Плавкий предохранитель с задержкой срабатывания, 13/32” x 1 1/2”
FNQ-3 3A 500Vac Предохранитель с задержкой срабатывания, 13/32” x 1 1/2”
Продавец
БУССМАН
Обычная цена
30,72 доллара США
Цена продажи
30,72 доллара США
Обычная цена
Цена за единицу товара
/за
Распродажа
Продано
FNQ-R-3 3A 500Vac Плавкий предохранитель с задержкой срабатывания, 13/32” x 1 1/2”
FNQ-R-3 3A 500Vac Предохранитель с задержкой срабатывания, 13/32” x 1 1/2”
Продавец
БУССМАН
Обычная цена
32,15 доллара США
Цена продажи
32,15 доллара США
Обычная цена
Цена за единицу товара
/за
Распродажа
Продано
Предохранитель 3 AMP ATC Style 100 в упаковке
Предохранитель на 3 А, тип ATC, 100 шт. в упаковке
3 A 250 В 5 мм X 20 мм Стеклянный предохранитель медленного срабатывания 5 шт.
Продавец
НТЭ Электроника
Обычная цена
$3. 00
Цена продажи
$3.00
Обычная цена
Цена за единицу товара
/за
Распродажа
Продано
3A 250V 5MM X 20MM Быстродействующее стекло 5 шт.
3A 250V 5MM X 20MM Быстродействующее стекло 5 шт. в упаковке
Продавец
НТЭ Электроника
Обычная цена
2,50 доллара США
Цена продажи
2,50 доллара США
Обычная цена
Цена за единицу товара
/за
Распродажа
Продано
ПРЕДОХРАНИТЕЛЬ PICO 3A — 5PK
ПРЕДОХРАНИТЕЛЬ PICO, 3 А, 5 шт.
Продавец
НТЭ Электроника
Обычная цена
$5.00
Цена продажи
$5.00
Обычная цена
Цена за единицу товара
/за
Распродажа
Продано
Предохранитель Mini ATC 5 шт. 3A
Предохранитель Mini ATC 5 шт. 3A
Продавец
Филмор ЛКГ
Обычная цена
1,9 доллара США5
Цена продажи
1,95 доллара США
Обычная цена
Цена за единицу товара
/за
Распродажа
Продано
Используйте стрелки влево/вправо для навигации по слайд-шоу или проведите пальцем влево/вправо при использовании мобильного устройства
BUSSMANN Предохранитель: 3 А, 250 В перем.
тока, 100 А при 250 В перем. тока/10 кА при 125 В перем. тока, размер предохранителя 20 мм x 5 мм, GMA, 5 шт. — 6F103|GMA-3-R
БУССМАНН
Элемент # 6Ф103
производитель Модель #
ГМА-3-Р
UNSPSC #
39121607
№ страницы каталога
183
183
Страна происхождения
Китай.
Страна происхождения может быть изменена.
Эти патронные быстродействующие стеклянные предохранители срабатывают в течение нескольких секунд после воздействия перегрузок и коротких замыканий. Они обычно используются в приборных панелях, цепях небольших приборов и автомобильных аксессуарах. Также называемые быстродействующими стеклянными предохранителями, они очень чувствительны к изменениям протекающего тока и не выдерживают временных токов перегрузки или скачков напряжения. Стеклянные предохранители обеспечивают защиту от перегрузки по току слаботочных цепей в приборах, электронных платах и осветительных приборах. Обычно они имеют номинальное напряжение 300 В переменного тока или меньше и используются в приложениях, где они не будут подвергаться воздействию высоких температур, которые могут разбить стекло. Их небольшой цилиндрический корпус просвечивает, чтобы можно было проверить, цела ли плавкая проволока или расплавилась.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
Китай Ортопедические матрасы подушки, Китай Ортопедические матрасы подушки список товаров на ru.Made-in-China.com
Китай Ортопедические матрасы подушки, Китай Ортопедические матрасы подушки список товаров на ru.Made-in-China.com
Главная Мебель Матрас Ортопедические матрасы подушки
2023 Список Товаров
Ортопедические матрасы подушки 3,463 Товары найдены у 133 производителей и поставщиков
Посмотреть:
Особенности Товара
Использование
Состояние
Твердость
Возрастная Группа
Толщина
Времена года
Размер
1,8*2,0м (1161)
1,5*2,0м (116)
1,0*2,0м (19)
1,2*2,0м (9)
2,0*2,2м (4)
2,0*2,0м (4)
1,1*2,0м (2)
Больше Mеньше
Использование сайта
сложенный
Индивидуальные
Источник питания
Использование Ambient
сертификация
Состояние
Применение
материал
Возрастная группа
Особенность
Шаблон
Техника
материал
Использование
Возрастная Группа
Размер
Материал
Вес (для Quit)
Заполнение
Размер
Шаблон
Особенности Компании
Тип Членства
Бриллиантовое Членство
Золотое Членство
Сертифицированный Поставщик
Тип Бизнеса
Возможности НИОКР
Провинция &Регион
Китай Фабрика лучших внутренних матрасов производителей и поставщиков Китай — Подгонянные продукты завод
Категории продуктов
ПоследнийПродукция
Описание
Китайский завод Лучший внутренний матрас
1. Двухместное использование памяти Пена Bonnell Spring Mattress 13.4 » Высота с латексом.
2.Anti — Бактериальная пружина Bonnell весны и матрас пены памяти двойной стороной с латекс.
3.Органический латексный компрессированный матрас для пены памяти с пружиной Bonnell.
4.Анти — грибковый латекс с высокой плотностью и матрац для пены памяти / Bonnell Spring.
Особенности :
1 . Хорошая воздухопроницаемость, чтобы матрац был сухим и дышащим. 2 . Красивый и современный европейский рисунок, может усилить мягкость и комфорт, а также матрац горящие продажи. 3 . Дизайн видов формы, цвета и печати логотипа в соответствии с вашими требованиями. 4 . Классическая система Bonnell Spring: изготовлена из пружины в форме песочных часов, которые связаны друг с другом для формирования мата. Не слишком твердый, не слишком мягкий, блок bonnell был разработан в результате научных исследований чтобы убедиться, что правильное количество суппорта распространяется на каждую часть тела. 5 . Анти-пыль и материал клещей, чтобы дать вам здоровый сон. 6 . Имея отличную репутацию и конкурентоспособную цену на рынке. 7 . Любой имеющийся размер.
Гарантия: В случае отсутствия специального условия в контракте мы обещаем, что в течение 5 лет нормальное использование гарантия, поверхность появление 1 лет стандартный использование гарантия.
Отель Rayson расположен в городе Фошань, недалеко от Гуанчжоу, всего в 30 минутах езды от международного аэропорта Байюнь на машине.
Q3: Как я могу получить некоторые образцы?
После того как вы подтвердите наше предложение и присылаете нам пробный сбор, мы закончим образец в течение 10 дней.
Мы можем отправить вам образец с вашей учетной записью.
Вопрос 4: Как насчет времени выборки и платы за выбор?
Не познее 10 дней, вы можете послать нами обязанность образца сперва, после того как мы получим заказ от вас, мы возвратим вас назад обязанность образца.
Q5: Как вы выполняете QC?
Перед массовым производством мы сделаем один образец для оценки. Во время производства наш контроль качества будет проверять каждый производственный процесс, если мы найдем дефектный продукт, мы выберем и переработаем.
Q6: Можете ли вы помочь мне создать свой собственный дизайн?
Да, мы можем сделать матрац в соответствии с вашим дизайном.
Q7: Можете ли вы добавить мой логотип на продукт?
Да, мы можем предложить вам обслуживание OEM, но вам нужно предоставить нам лицензию на производство товарного знака.
Q8: Как вы имеете дело с продуктом с дефектом?
Если у продукта есть дефект в гарантийный срок, мы предоставим вам бесплатную компенсацию.
горячая этикетка : Китай фабрика лучший внутренний матрац катушки, Китай, производители, поставщики, завод, настроенный, сделано в Китае
Отправить запрос
Китай Матрас, Производители матрасов, Поставщики, Цена
Китай Матрас, Производители матрасов, Поставщики, Цена | Сделано в Китае. com
Дом Мебель Матрас Матрас
2023 Список продуктов
Матрас 87 022 товары найдены из 8 702
Особенности продукта
Минимальный заказ
Поиск по
Твердость
Толщина
Возрастная группа
Сезоны
Подробнее Особенности
Особенности компании 900 07
Тип элемента
Бриллиантовый член
Золотой участник
Проверенный поставщик
Тип бизнеса
Возможности НИОКР
Город
Фошань (17 171)
Циндао (8 363)
Ханчжоу (6 562)
Гуанчжоу (4570)
Сучжоу (4371)
Дунгуань (3757)
Ланфанг (3217)
Нанкин (2999)
Нинбо (2668)
Тайчжоу (2579)
Подробнее
Федеральный реестр :: Матрасы из Китайской Народной Республики: Приказ об антидемпинговой пошлине
Начало Преамбула
Правоприменение и соблюдение, Управление международной торговли, Министерство торговли.
На основании положительного окончательного решения Министерства торговли (торговли) и Комиссии по международной торговле (ITC) Коммерция издает распоряжение об антидемпинговой пошлине (AD) на матрасы из Китайской Народной Республики (Китай).
Применимо с 16 декабря 2019 г.
Начать дополнительную информацию
Стивен Бейли или Джонатан Хилл, AD/CVD Operations, Office IV, Enforcement and Compliance, Управление международной торговли, Министерство торговли США, 1401 Конститьюшн-авеню, северо-запад, Вашингтон, округ Колумбия, 20230; телефон: (202) 482-0193 и (202) 482-3518 соответственно.
Конец дополнительной информации Конец преамбулы Начать дополнительную информацию
Фон
В соответствии с разделами 735(d) и 777(i) Закона о тарифах от 1930 г. с поправками (Закон) и 19 CFR 351. 210(c), 23 октября 2019 г. Коммерция опубликовала утвердительное окончательное определение продаж. матрасов из Китая по цене ниже справедливой (LTFV). [1] 9 декабря 2019 г. ITC уведомил Commerce о своем окончательном положительном решении о том, что отрасль в Соединенных Штатах понесла материальный ущерб в результате импорта матрасов LTFV из Китая в соответствии со значением раздела 735 (b) (1) (A) (i) Закона. [2]
Объем заказа
Товар, на который распространяется данный заказ, — это матрасы из Китая. Полное описание объема заказов см. в Приложении к настоящему уведомлению.
Приказ
В соответствии с разделом 735(d) Закона ITC уведомил Commerce о своем окончательном решении о том, что отрасль в Соединенных Штатах получила материальный ущерб по смыслу раздела 735(b)(1)(A) (i) Закона по причине импорта матрасов из Китая, которые продаются в США на LTFV. [3] ITC также приняла решение об отсутствии критических обстоятельств в отношении импорта матрасов из Китая, при условии, что Коммерс установит критические обстоятельства. [4] Поэтому, в соответствии с разделом 735(c)(2) Закона, мы издаем этот приказ. Поскольку ITC определил, что импорт матрасов из Китая наносит материальный ущерб промышленности США, неликвидированные поступления таких товаров из Китая, ввозимых или вывозимых со склада для потребления, облагаются антидемпинговыми пошлинами.
В результате окончательного решения ITC, в соответствии с разделом 736(a)(1) Закона, Торговый центр поручит Таможенной и пограничной службе США (CBP) оценить, по дальнейшим указаниям Торгового центра, антидемпинговые пошлины, равные сумма, на которую нормальная стоимость товара превышает экспортную цену или расчетную экспортную цену соответствующего товара для всех соответствующих позиций матрасов из Китая. Антидемпинговые пошлины будут начисляться на неликвидированные поступления матрасов из Китая, ввозимых или вывозимых со склада для потребления 4 июня 2019 г. или после этой даты., Start Printed Page 68396дата публикации Предварительного определения , , но антидемпинговые пошлины не будут начисляться на товары, о которых идет речь, после истечения срока действия временных мер и до публикации в Федеральном реестре окончательного решения ITC о возмещении ущерба. , как дополнительно описано ниже. [5]
Продление приостановления ликвидации
За исключением случаев, указанных в разделе «Временные меры» настоящего уведомления ниже, в соответствии с разделом 735(c)(1)(B) Закона, Commerce намеревается поручить CBP продолжать приостанавливать ликвидацию всех соответствующих записей матрасов из Китая. Эти инструкции о приостановлении ликвидации остаются в силе до дальнейшего уведомления.
Коммерсант также намеревается поручить CBP потребовать денежные депозиты, равные предполагаемой средневзвешенной демпинговой марже, указанной в таблице ниже. Учитывая, что период временных мер истек, как поясняется ниже, начиная с даты публикации в Федеральном реестре уведомления об окончательном положительном решении ITC о причинении вреда, CBP потребует, в то же время, когда импортеры обычно депонируют пошлины на соответствующие товары, денежный депозит, равный предполагаемой средневзвешенной демпинговой марже, указанной в таблице ниже. [6] Общекитайская ставка предприятия применяется ко всем комбинациям экспортер-производитель, не указанным конкретно.
Временные меры
Раздел 733(d) Закона гласит, что приостановление ликвидации на основании положительного предварительного решения не может оставаться в силе более четырех месяцев, за исключением случаев, когда экспортеры, представляющие значительную часть экспорта рассматриваемого товара, запрашивают что Торговля продлевает четырехмесячный период не более чем до шести месяцев. По запросу экспортеров, на долю которых приходится значительная часть матрасов из Китая, Торговая палата продлила четырехмесячный период до шести месяцев в этом разбирательстве. [7] В рамках основного расследования Коммерция опубликовала Предварительное определение 4 июня 2019 года. Таким образом, продленный период временных мер, начавшийся с даты публикации предварительного определения , , закончился 30 ноября 2019 года.
Таким образом, в соответствии с разделом 733(d) Закона и нашей практикой, Commerce намеревается поручить CBP прекратить приостановление ликвидации и ликвидировать, без учета антидемпинговых пошлин, неликвидированные поставки матрацев из Китая, поступившие или изъятые со склада, для потребления после 30 ноября 2019 г., последний день, когда действовали временные меры, до дня, предшествующего дате публикации окончательного положительного решения ITC о травмах в Федеральном реестре . [8] Приостановление ликвидации и взыскание денежных депозитов возобновится с даты публикации окончательного решения ITC в Федеральном реестре .
Критические обстоятельства
Что касается определения МТЦ об отрицательных критических обстоятельствах в отношении импорта матрасов из Китая, Министерство торговли намерено поручить CBP отменить приостановку и возместить любые денежные депозиты, сделанные для обеспечения уплаты предполагаемых антидемпинговых пошлин в отношении проводок товары, поступившие на склад или изъятые со склада для потребления 6 марта 2019 г. или позднее( т. е. за 90 дней до даты публикации Предварительного определения ), но до 4 июня 2019 г. ( т. е. дата публикации Предварительного определения ).
Расчетная средневзвешенная демпинговая маржа
Ниже приведены расчетные проценты средневзвешенной демпинговой маржи: взвешенно- средний демпинг допуск (проценты)
Компания по производству мебели Jinxingma, город Фошань
Компания по производству мебели Jinxingma, город Фошань
162,76
90 174
Город Фошань Мебельная Компания Кевэй, Лтд
Город Фошань Мебельная Компания Кевэй, ООО
162,76
Город Фошань Шунде Мебельная Компания Хаозуань, ООО
Город Фошань Мебельная Компания Шунде Хаозуань, ООО
1 62,76
Фошань EON Technology Industry Co. , Ltd
Foshan EON Technology Industry Co., Ltd
162,76
Foshan Mengruo Household Furniture Co., Ltd
Foshan Mengruo Household Furniture Co., Ltd
162,76
Foshan Qisheng Sponge Co., Ltd
Foshan Qisheng Sponge Co., Ltd
162,76
Foshan Ruixin Non Woven Co., Ltd 9017 9
Фошань Ruixin Non Woven Co. , Ltd
162,76
Foshan Suilong Furniture Co. Ltd
Foshan Suilong Furniture Co. Ltd
162.76
Foshan Ziranbao Furniture Co., Ltd
Foshan Ziranbao Furniture Co. ., ООО
162,76
Guangdong Diglant Furniture Industrial Co., Ltd
Guangdong Diglant Furniture Industrial Co., Ltd
162.76
Healthcare Sleep Products Limited
Здоровье Care Co., Ltd
162,76
Гонконг Gesin Technology Limited
Inno Sports Co., Ltd
162,76
lnno Sports Co., Ltd
lnno Sports Co., Ltd
162,76
9017 4
Jiangsu Wellcare Household Articles Co., Ltd
Jiangsu Wellcare Household Articles Co., Ltd
162,76
Jiashan Nova Co., Ltd
Jiashan Nova Co., Ltd
162,76
Начало печати Страница 68397
Jiaxing Taien Springs Co. , Ltd
Jiaxing Taien Springs Co., Ltd
162,76
Jiaxing Visco Foam Co., Ltd 9 0179
Jiaxing Visco Foam Co., Ltd
162,76
Jinlongheng Furniture Co., Ltd
Jinlongheng Furniture Co., Ltd
162,76
Luen Tai Group (Китай) Limited
Shenzhen L&T Industrial Co., Ltd
162,76
Luen Tai Global Limited
Shenzhen L&T Industrial Co., Ltd
162,76
Man Wah Furniture Manufacturing (Hui Zhou) Co., Ltd., Man Wah (MACAO Commercial Offshore), Ltd. и Man Wah (США) ), Inc
Man Wah Household Industry (Huizhou) Co., Ltd
162,76
Ningbo Megafeat Bedding Co., Ltd
Ningbo Megafeat Bedding Co., Ltd
162,76
Нинбо Shuibishen Home Textile Technology Co. , Ltd
Ningbo Shuibishen Home Textile Technology Co., Ltd
162,76
Nisco Co. , Ltd
Healthcare Co., Ltd
162,76 9017 9
Цюаньчжоу Хэнган Имп. & Опыт. Ко, ООО
Цюаньчжоу Hengang Industries Co., Ltd
162,76
Shanghai Glory Home Furnishings Co., Ltd
Shanghai Glory Home Furnishings Co., Ltd
162. 76
Sinomax Macao Commercial Offshore Limited
Dongguan Sinohome Limited
162,76
Sinomax Macao Commercial Offshore Limited
Sinomax (Zhejiang) Polyurethane Technology Ltd
162,76
Wings Developing Co., Limited
Quanzhou Hengang Industries Co., Ltd. ., Ltd
162,76
Xilinmen Furniture Co ., Ltd
Xilinmen Furniture Co., Ltd
162,76
Zhejiang Glory Home Furnishings Co., Ltd
Zhejiang Glory Home Furnishings Co., Ltd
901 78 162,76
Общекитайская организация
1 731,75
Уведомления для заинтересованных сторон
Настоящее уведомление представляет собой антидемпинговую пошлину заказ в отношении матрасов из Китая в соответствии с разделами 736 (а) Закона. Заинтересованные стороны могут найти список действующих приказов по адресу http://enforcement.trade.gov/stats/iastats1.html.
Настоящий приказ опубликован в соответствии со статьей 736(а) Закона и статьей 19CFR 351.211(б).
Начальная подпись
Конечная подпись
Объем заказа
Под данный заказ подпадают все типы детских и взрослых матрасов. Термин «матрас» означает совокупность материалов, которая как минимум включает «сердцевину», обеспечивающую основную опорную систему матраса, и может состоять из внутренних пружин, пены, другого упругого наполнителя или комбинации этих материалов. Матрасы также могут содержать (1) «обивку», материал между сердцевиной и верхней панелью ткани на одностороннем матрасе или между сердцевиной и верхней и нижней панелью ткани на двустороннем матрасе; и/или (2) «тиктинг», самый внешний слой ткани или другого материала ( , например, винил), который покрывает сердцевину и любую обивку, также известную как покрытие.
Объем этого заказа ограничен только «матрасами для взрослых» и «матрасами для молодежи». «Матрасы для взрослых» имеют номинальную ширину более 35 дюймов, длину более 72 дюймов и глубину более 3 дюймов. Такие матрасы часто описывают как «близнецы», «удлиненные близнецы», «полные», «королевы», «королевы» или «калифорнийские королевские матрасы». «Молодежные матрасы» имеют ширину, превышающую 27 дюймов, длину, превышающую 51 дюйм, и глубину, превышающую 1 дюйм (матрасы для детских кроваток имеют глубину 6 дюймов или менее от края до края) на номинальной основе. Такие матрасы обычно называют «детскими», «детскими» или «молодежными». Все матрасы для взрослых и подростков включены в стоимость, независимо от описания фактического размера.
Область применения охватывает все типы «матрасов с внутренними пружинами», «матрасов без внутренних пружин» и «гибридных матрасов». «Матрасы с внутренними пружинами» содержат внутренние пружины, ряд металлических пружин, соединенных вместе, размеры которых соответствуют размерам матрасов. Матрасы с внутренними пружинами называются «матрасами с внутренними пружинами» или «гибридными матрасами». «Гибридные матрасы» содержат две или более поддерживающих систем в качестве ядра, таких как слои пены с эффектом памяти и внутренние пружины.
«Матрасы без внутренних пружин» — это матрасы, не содержащие внутренних пружин. Как правило, они изготавливаются из пеноматериалов (например, , полиуретана, пены с эффектом памяти (вязкоупругого), латексной пены, вязкоупругого материала с пропиткой гелем (гелевой пены), термоскрепленного полиэстера, полиэтилена) или другого упругого наполнителя.
Матрасы, на которые распространяется действие настоящего заказа, могут быть импортированы отдельно, как часть мебели или мебельных механизмов ( например, матрасы раскладного дивана-кровати, матрасы дивана-кровати, импортируемые с механизмами дивана-кровати, матрацы угловой группы, матрацы кушетки, матрасы для раскладных кроватей, высокие стояки, матрасы-раскладушки, матрасы для детских кроваток) или в составе комплекта в сочетании с «матрасной основой». «Основание матраса» — это любое основание или опора для матраса. Основы матрасов обычно называют «фундаментами», «пружинными блоками», «платформами» и/или «базами». Основания могут быть статичными, складными или регулируемыми. Под действие распространяется только матрас, если он ввозится в составе мебели, с мебельными механизмами или в составе комплекта в сочетании с основой матраса.
В объем данного заказа не входят матрасы «футон». «Футон» — это складывающаяся вдвое рама из дерева, металла или пластика или любой их комбинации, которая служит как мебелью для сидения (например, кушеткой, двухместным диваном или диваном), так и кроватью. «Матрас футон» — это тафтинговый матрас, в котором верхнее покрытие крепится к низу нитью, полностью проходящей через матрас сверху донизу, и не содержит внутренних пружин или поролона. Матрас футон является и кроватью, и поверхностью для сидения на футоне.
Из области применения также исключены надувные матрасы (включая надувные матрасы) и водяные матрасы, которые состоят из наполненных воздухом или жидкостью камер в качестве сердцевины или основной поддерживающей системы матраса.
Также исключена определенная многофункциональная мебель, трансформируемая из сидячей в спальную, независимо от материала или компонентов наполнителя, если этот материал или компоненты интегрированы в дизайн и конструкцию каркаса мебели и неотделимы от него. Такая мебель может, помимо прочего, обычно называться «раскладными диванами», «диванами-кроватями», «диванами-шезлонгами», «футонами», «оттоманскими спальными местами» или аналогичным описанием.
Кроме того, из сферы действия настоящего приказа также исключены любые продукты, подпадающие под действие существующего приказа о введении антидемпинговых пошлин в отношении непокрытых пружинных блоков. См. Непокрытые внутренние пружины из Китайской Народной Республики: Уведомление об антидемпинговом приказе, 74 FR 7661 (19 февраля 2009 г.).
Кроме того, из объема этого заказа также исключены «наматрасники». «Наматрасник» — это съемный аксессуар для постельного белья, который дополняет матрац, обеспечивая дополнительный слой, который помещается поверх матраца. Исключенные наматрасники имеют высоту четыре дюйма или меньше.
Товары, на которые распространяется этот заказ, в настоящее время должным образом классифицируются в соответствии с подзаголовками Гармонизированной тарифной сетки для США (HTSUS): 9404.21.0010, Start Printed Page 683989404.21.0013, 9404.29.1005, 9404.29.1013, 9404.29.9085, и 9404,29 .9087. Продукты, на которые распространяется этот заказ, также могут входить в подзаголовки HTSUS: 9404.21.0095, 9404.29.1095, 9404.29.9095, 9401.40.0000 и 9401.90.5081. Хотя подзаголовки HTSUS предоставлены для удобства и таможенных целей, письменное описание товара, являющегося предметом настоящего расследования, имеет диспозитивное значение.
Конец дополнительной информации
1. См. Матрасы из Китайской Народной Республики: окончательное положительное определение продаж по цене ниже справедливой и частичное окончательное положительное определение критических обстоятельств, 84 FR 56761 (23 октября 2019 г. ) ( Окончательное определение ).
Вернуться к цитате
2. См. Письмо-уведомление ITC о расследовании ITC № 731-TA-1424 (9 декабря, 2019) (Уведомление ITC).
Вернуться к цитате
3. Идент.
Вернуться к цитате
4. См. Матрасы из Китая, 84 FR 67958 (12 декабря 2019 г.) ( ITC Mattress Final ) и Матрасы из Китая, расследование № 731-TA-1424 (FINAL), публикация 5000, декабрь 2019 г.
Вернуться к цитате
5. См. Матрасы из Китайской Народной Республики: предварительное определение продаж по цене ниже справедливой, отсрочка окончательного определения и утвердительное предварительное определение критических обстоятельств, 84 FR 25732 (4 июня 2019 г.
Крепежный элемент уголок (лапа) LB 32 для пневмоцилиндров серии DNC по ISO 6431 .
Крепления…
Крепежный элемент уголок (лапа) LB 40 для пневмоцилиндров серии DNC по ISO 6431 .
Крепления…
Крепежный элемент уголок (лапа) LB 50 для пневмоцилиндров серии DNC по ISO 6431 .
Крепления…
Крепежный элемент уголок (лапа) LB 63 для пневмоцилиндров серии DNC по ISO 6431 .
Крепления…
Крепежный элемент уголок (лапа) LB 80 для пневмоцилиндров серии DNC по ISO 6431 . Крепления…
Крепежный элемент уголок (лапа) LB 100 для пневмоцилиндров серии DNC по ISO 6431 .
Крепления…
Крепежный элемент фланец FA 32 для пневмоцилиндров DNC по ISO 6431 .
Крепления пневмоцилиндра…
Крепежный элемент фланец FA 40 для пневмоцилиндров DNC по ISO 6431 .
Крепления пневмоцилиндра…
Крепежный элемент фланец FA 50 для пневмоцилиндров DNC по ISO 6431 .
Крепления пневмоцилиндра…
Крепежный элемент фланец FA 63 для пневмоцилиндров DNC по ISO 6431 .
Крепления пневмоцилиндра…
Крепежный элемент фланец FA 80 для пневмоцилиндров DNC по ISO 6431 .
Крепления пневмоцилиндра…
1 200 Р
Крепежный элемент фланец FA 100 для пневмоцилиндров DNC по ISO 6431 . Крепления пневмоцилиндра…
1 490 Р
Крепежный элемент подвеска CA 32 для пневмоцилиндров DNC по ISO 6431 .
Крепления пневмоцилиндра…
Крепежный элемент подвеска CA 40 для пневмоцилиндров DNC по ISO 6431 .
Крепления пневмоцилиндра…
Крепежный элемент подвеска CA 50 для пневмоцилиндров DNC по ISO 6431 .
Крепления пневмоцилиндра…
Крепежный элемент подвеска CA 63 для пневмоцилиндров DNC по ISO 6431 .
Крепления пневмоцилиндра…
Крепежный элемент подвеска CA 80 для пневмоцилиндров DNC по ISO 6431 .
Крепления пневмоцилиндра…
Крепежный элемент подвеска CA 100 для пневмоцилиндров DNC по ISO 6431 .
Крепления…
Крепежный элемент фланец FB 32 для пневмоцилиндров DNC по ISO 6431 . Крепления пневмоцилиндра…
Крепежный элемент фланец FB 40 для пневмоцилиндров DNC по ISO 6431 .
Крепления пневмоцилиндра…
Крепежный элемент фланец FB 50 для пневмоцилиндров DNC по ISO 6431 .
Крепления пневмоцилиндра…
Крепежный элемент фланец FB 63 для пневмоцилиндров DNC по ISO 6431 .
Крепления пневмоцилиндра…
Крепежный элемент фланец FB 80 для пневмоцилиндров DNC по ISO 6431 .
Крепления пневмоцилиндра…
1 200 Р
Крепежный элемент фланец FB 100 для пневмоцилиндров DNC по ISO 6431 .
Крепления пневмоцилиндра…
1 490 Р
Крепежный элемент подвеска CR 32 для пневмоцилиндров DNC по ISO 6431 .
Крепления…
Крепежный элемент подвеска CR 40 для пневмоцилиндров DNC по ISO 6431 . Крепления…
Крепежный элемент подвеска CR 50 для пневмоцилиндров DNC по ISO 6431 .
Крепления…
Крепежный элемент подвеска CR 63 для пневмоцилиндров DNC по ISO 6431 .
Крепления…
Крепежный элемент подвеска CR 80 для пневмоцилиндров DNC по ISO 6431 .
Крепления…
Крепежный элемент подвеска CR 100 для пневмоцилиндров DNC по ISO 6431 .
Крепления…
Задняя цапфа охватывающая. Модель C-H из каталога Camozzi (Камоцци)
Поиск товара
Корзина пуста
Пожалуйста, подождите
На складе: 25.04.2023
0 шт.
Описание товара
Ожидается 367 шт. 23.05. 2023
Описание: 021. Задняя цапфа охватывающая. Модель C-41-32
Применение: для крепления пневмоцилиндров серии 32, 40, 41, 47, 60, 61, 62 Диаметр пневмоцилиндра: 32 мм. Материал: алюминий Установка: поворотное крепление по задней крышки пневмоцилиндра Состав: одна цапфа, четыре винта крепления
На складе: 25.04.2023
0 шт.
Описание товара
Ожидается 355 шт. 23.05.2023
Описание: 022. Задняя цапфа охватывающая. Модель C-41-40
Применение: для крепления пневмоцилиндров серии 32, 40, 41, 47, 60, 61, 62 Диаметр пневмоцилиндра: 40 мм. Материал: алюминий Установка: поворотное крепление по задней крышки пневмоцилиндра Состав: одна цапфа, четыре винта крепления
На складе: 25.04.2023
623 шт.
Описание товара
Описание: 023. Задняя цапфа охватывающая. Модель C-41-50
Применение: для крепления пневмоцилиндров серии 32, 40, 41, 47, 60, 61, 62 Диаметр пневмоцилиндра: 50 мм. Материал: алюминий Установка: поворотное крепление по задней крышки пневмоцилиндра Состав: одна цапфа, четыре винта крепления
На складе: 25. 04.2023
456 шт.
Описание товара
Описание: 024. Задняя цапфа охватывающая. Модель C-H-41-63
Применение: для крепления пневмоцилиндров серии 32, 40, 41, 47, 60, 61, 62 Диаметр пневмоцилиндра: 63 мм. Материал: алюминий Установка: поворотное крепление по задней крышки пневмоцилиндра Состав: одна цапфа, четыре винта крепления
На складе: 25.04.2023
0 шт.
Описание товара
Под заказ, 31 день
Описание: 025. Задняя цапфа охватывающая. Модель C-H-41-80
Применение: для крепления пневмоцилиндров серии 32, 40, 41, 47, 60, 61, 62 Диаметр пневмоцилиндра: 80 мм. Материал: алюминий Установка: поворотное крепление по задней крышки пневмоцилиндра Состав: одна цапфа, четыре винта крепления
На складе: 25.04.2023
917 шт.
Описание товара
Описание: 026. Задняя цапфа охватывающая. Модель C-H-41-100
Применение: для крепления пневмоцилиндров серии 32, 40, 41, 47, 60, 61, 62 Диаметр пневмоцилиндра: 100 мм. Материал: алюминий Установка: поворотное крепление по задней крышки пневмоцилиндра Состав: одна цапфа, четыре винта крепления
На складе: 25. 04.2023
545 шт.
Описание товара
Описание: 027. Задняя цапфа охватывающая. Модель C-H-41-125
Применение: для крепления пневмоцилиндров серии 32, 40, 41, 47, 60, 61, 62 Диаметр пневмоцилиндра: 125 мм. Материал: алюминий Установка: поворотное крепление по задней крышки пневмоцилиндра Состав: одна цапфа, четыре винта крепления
На складе: 25.04.2023
1604 шт.
Описание товара
Описание: Задняя цапфа охватывающая. Модель H-41-40
Применение: для крепления пневмоцилиндров серии 32, 40, 41, 47, 60, 61, 62 Диаметр пневмоцилиндра: 40 мм. Материал: алюминий Установка: поворотное крепление по задней крышки пневмоцилиндра Состав: одна цапфа, четыре винта крепления
На складе: 25.04.2023
689 шт.
Описание товара
Описание: Задняя цапфа охватывающая. Модель H-41-50
Применение: для крепления пневмоцилиндров серии 32, 40, 41, 47, 60, 61, 62 Диаметр пневмоцилиндра: 50 мм. Материал: алюминий Установка: поворотное крепление по задней крышки пневмоцилиндра Состав: одна цапфа, четыре винта крепления
На складе: 25. 04.2023
1604 шт.
Описание товара
Описание: Задняя цапфа охватывающая H-41-40
Применение: для крепления пневмоцилиндров серии 32, 47, 60, 61, 62, 63 Диаметр пневмоцилиндра: 40 мм. Материал: алюминий Установка: поворотное крепление по задней крышки пневмоцилиндра Состав: одна цапфа, четыре винта крепления
На складе: 25.04.2023
243 шт.
Описание товара
Описание: Задняя цапфа охватывающая H-41-32
Применение: для крепления пневмоцилиндров серии 32, 47, 60, 61, 62, 63 Диаметр пневмоцилиндра: 32 мм. Материал: алюминий Установка: поворотное крепление по задней крышки пневмоцилиндра Состав: одна цапфа, четыре винта крепления
На складе: 25.04.2023
0 шт.
Описание товара
Под заказ, 31 день
Описание: Задняя цапфа охватывающая. Модель C-H-41-63-RF
Применение: для крепления пневмоцилиндров серии 32, 40, 41, 47, 60, 61, 62 Диаметр пневмоцилиндра: 63 мм. Материал: алюминий Установка: поворотное крепление по задней крышки пневмоцилиндра Состав: одна цапфа, четыре винта крепления
На складе: 25. 04.2023
205 шт.
Описание товара
Описание: Задняя цапфа охватывающая. Модель C-H-41-125-RF
Применение: для крепления пневмоцилиндров серии 32, 40, 41, 47, 60, 61, 62 Диаметр пневмоцилиндра: 125 мм. Материал: алюминий Установка: поворотное крепление по задней крышки пневмоцилиндра Состав: одна цапфа, четыре винта крепления
На складе: 25.04.2023
1 шт.
Описание товара
Описание: Задняя цапфа охватывающая. Модель C-H-41-100-RF
Применение: для крепления пневмоцилиндров серии 32, 40, 41, 47, 60, 61, 62 Диаметр пневмоцилиндра: 100 мм. Материал: алюминий Установка: поворотное крепление по задней крышки пневмоцилиндра Состав: одна цапфа, четыре винта крепления
На складе: 25.04.2023
84 шт.
Описание товара
Описание: Задняя цапфа охватывающая. Модель H-41-50-RF
Применение: для крепления пневмоцилиндров серии 32, 40, 41, 47, 60, 61, 62 Диаметр пневмоцилиндра: 50 мм. Материал: алюминий Установка: поворотное крепление по задней крышки пневмоцилиндра Состав: одна цапфа, четыре винта крепления
На складе: 25. 04.2023
106 шт.
Описание товара
Ожидается 400 шт. 23.05.2023
Описание: Задняя цапфа охватывающая. Модель C-H-41-80
Применение: для крепления пневмоцилиндров серии 32, 40, 41, 47, 60, 61, 62 Диаметр пневмоцилиндра: 80 мм. Материал: алюминий Установка: поворотное крепление по задней крышки пневмоцилиндра Состав: одна цапфа, четыре винта крепления
Принадлежности для монтажа пневматического цилиндра. Как они работают
Пневматический цилиндр — это механическое устройство, создающее линейное движение за счет преобразования энергии сжатого воздуха. Обычные пневматические цилиндры соответствуют глобальным стандартам взаимозаменяемости, и двумя наиболее распространенными стандартами являются ISO 6432 для мини-круглых цилиндров (Ø 8-25 мм) и ISO 15552 для профильных цилиндров (Ø 32-320 мм). Принадлежности пневмоцилиндра используются для монтажа или соединения его с грузом. Некоторые аксессуары включены в стандарты ISO 6432 и ISO 15552, поэтому их можно заменять на устройства любой марки. Однако их можно использовать с баллонами, отличными от ISO, если условия монтажа совпадают. Монтажные принадлежности влияют на производительность, надежность и общий дизайн системы. В зависимости от предполагаемой функции и системных требований можно выбрать правильные монтажные принадлежности.
крепление на конце крышки для ISO 15552 и 21287
крепление на конце крышки для ISO 6432
плавающий шарнир
вилка наконечника штока со штифтом
сферический конец штока
Содержание
Варианты крепления пневматического цилиндра
Принадлежности для штока пневматического цилиндра
Дополнительные принадлежности
Выбор подходящих принадлежностей для пневматических цилиндров
Купить монтажные аксессуары онлайн
Способы крепления пневматического цилиндра
Существует три различных способа крепления главного цилиндра: крепление с фиксированной центральной линией, крепление с фиксированным смещением и крепление с фиксированным шарниром. В зависимости от необходимой функции пневматического цилиндра и области применения можно выбрать правильный монтажный аксессуар.
Фиксированное крепление по центральной линии
Цилиндры с креплением по центральной линии крепятся к поверхности и поглощают силу вдоль центральной линии цилиндра, как показано в типичных примерах на рис. 1. Крепление по центральной линии можно использовать в приложениях, где груз толкается или тянется по линейному пути. Такой способ крепления равномерно распределяет усилия по монтажным болтам и минимизирует боковые нагрузки при срабатывании. Это снижает вероятность несоосности и снижает нагрузку на поршневые и шатунные подшипники, предотвращая преждевременный выход из строя. Три наиболее распространенных типа крепления по осевой линии — это проушина по осевой линии, фланец и стяжные стержни.
Рис. 1. Распространенные способы монтажа на осевой линии и их принадлежности: центральные проушины (1), фланец (2 и 3) и стяжные стержни (4) 1 в качестве примера 1. Цилиндры с центральным креплением проушин используют прямоугольные выступы, расположенные близко к средней точке головки цилиндра и крышки. Монтажные болты используются для крепления каждой лапки к монтажной поверхности. Расположение выступов посередине вдоль головки и крышки позволяет цилиндру поглощать силу вдоль центральной линии цилиндра. Преимущество этого заключается в равномерном распределении сил тяги или натяжения вдоль центральной линии цилиндра. Это делает центральные проушины подходящими для прямолинейных силовых приложений. Однако при использовании в условиях удара или высокого давления требуются установочные штифты для надежной фиксации цилиндра на монтажной поверхности. Плохо закрепленные выступы могут привести к смещению из-за неравномерного изгиба или крутящего момента на монтажной поверхности.
Фланец
Рисунок 2: Цилиндр ISO 6432 с передним фланцем
Фланцевое крепление пневматического цилиндра обеспечивает хорошую передачу осевой силы и простоту сборки/разборки. Фланцы могут быть установлены на конце крышки (сзади) или на конце штока (спереди) в зависимости от того, подвергается ли нагрузка толкающему или тянущему усилию. Фланец на конце стержня (головной части) используется для тяговых приложений, а фланец на конце крышки используется для толкающих приложений, однако, как правило, оба используются для более надежного монтажа.
Рис. 3: Цилиндр ISO 15552 с задним фланцем
Доступны фланцы квадратного или прямоугольного сечения для повышения прочности и жесткости. Крепежные отверстия также доступны для легкой сборки и разборки. Недостатком цилиндров с фланцевым креплением является низкая устойчивость к перекосу. Несоосность вызовет боковую нагрузку и преждевременный выход цилиндра из строя. Примеры цилиндров с фланцевым креплением можно увидеть на Рисунке 1 (примеры 2 и 3), Рисунке 2 для цилиндра ISO 6432 с передним фланцем и Рисунке 3 для цилиндра ISO 15552 с задним фланцем.
Фланец пневматического цилиндра ISO 15552 и 21287 онлайн-выбор
Стяжки цилиндра
Пример цилиндра, установленного на стяжке, можно увидеть на рис. 1 в качестве примера 4. Этот монтажный аксессуар удлиняет стяжки с обеих сторон цилиндра. для крепления к монтажной поверхности. Цилиндры, установленные на рулевой тяге, поглощают тягу или усилие натяжения вдоль центральной линии цилиндра, что делает их подходящими для восприятия нагрузок, не подвергая крепежные болты напряжению сдвига. Цилиндры, установленные на рулевой тяге, обычно соответствуют стандартам Национальной ассоциации гидроэнергетики (NFPA). Преимуществом следования стандартам NFPA является повышенная модульность деталей цилиндра, таких как размеры крышки, цилиндра, головки и штока. Это позволяет ускорить сборку и повысить взаимозаменяемость и доступность компонентов. Свободный конец цилиндров, установленных на рулевой тяге, должен поддерживаться, чтобы предотвратить несоосность и провисание. Недостатком этого монтажного приспособления является то, что оно менее жесткое, чем пневматические цилиндры с фланцевым креплением.
Фиксированная установка со смещением
Фиксированная установка со смещением аналогична установке с фиксированной центральной линией, поскольку она крепится к монтажной поверхности, а силы поглощаются вдоль центральной линии цилиндра. Однако цилиндр установлен со смещением от центра по бокам или на ножках цилиндра. Это обеспечивает самую легкую сборку и разборку и может использоваться как для толкания, так и для вытягивания груза. Однако при смещении крепления от линии действия силы может возникнуть боковая нагрузка. Следовательно, цилиндр должен быть закреплен штифтами или шпонками, чтобы поглощать напряжение сдвигающих нагрузок и позволять монтажным болтам оставаться в простом натяжении. Цилиндр также более склонен к движению при изменении нагрузки, поэтому жесткое подключение водопровода не рекомендуется из-за возможных утечек. Двумя наиболее распространенными типами смещения со смещением являются боковое крепление и крепление на лапах, которые можно увидеть на рис. 4.
Рис. 4. Распространенные стили установки со смещением и их принадлежности: боковое крепление (1) и крепление на лапах (2 и 3) осевой линии цилиндра (рис. 4 пример 1). Цилиндр будет иметь монтажные кронштейны по обеим сторонам для крепления цилиндра к узлу. Монтажная поверхность также должна быть спроектирована таким образом, чтобы выдерживать крутящий момент от монтажных болтов и цилиндра во время срабатывания.
Крепление на лапах
Крепления на лапах можно использовать на передней и задней части цилиндра для монтажа, как показано на рис. 4 (примеры 2 и 3) и рис. 5. Цилиндры с большим отверстием и коротким ходом будут иметь увеличенный напряжение сдвига на монтажных болтах, которое может вызвать проблемы соосности при неправильном размере. Цилиндры, соответствующие стандартам ISO 6432 и ISO 15552, обычно используют ножной кронштейн для установки цилиндра.
Опора для пневматического цилиндра ISO 15552 и 21287 онлайн-выбор Опора для пневматического цилиндра ISO 6432 онлайн-выбор
Рис. 5: Цилиндр на лапах
Фиксированное шарнирное крепление
Цилиндры с шарнирным креплением крепятся к поверхности и поглощают силу вдоль центральной линии цилиндра, как показано в типичных примерах на Рис. 6. Фиксированное шарнирное крепление позволяет изменять выравнивание в одной плоскости. Крепления с шарнирным креплением полезны для компенсации небольшого смещения и защиты штока цилиндра от изгибающих усилий. Поворотные крепления часто используются с аксессуарами, такими как крепления на концах стержней, которые также обеспечивают точку поворота. Хотя цилиндры с шарнирным креплением обеспечивают свободу вращения, если шток не направляется должным образом, шток поршня будет подвергаться изгибающим нагрузкам. Двумя наиболее распространенными типами крепления шарнира являются вилка и цапфа. Крепления с вилкой (рис. 6, пример 2 и 3) и цапфой (рис. 6, пример 1) используются в цилиндрах, соответствующих стандартам ISO 6432 и ISO 15552.
Рис. 6. Распространенные типы крепления с фиксированным шарниром и их аксессуары: крепление на цапфе (1) и крепление на скобу (2 и 3) показано на рис. 7. Этот монтажный аксессуар требуется, когда груз перемещается по нелинейной траектории. Для этого монтажного приспособления подходят толкающие и тянущие приложения, однако эффективная тяга будет уменьшаться в зависимости от угла между рычагом, который крепится к цилиндру, и направлением тяги цилиндра. Эффективная тяга (F ef ) во время срабатывания можно рассчитать по следующей формуле:
F ef = F ЦИЛИНДР * sin(угол срабатывания)
Диаметр штока поршня должен быть надлежащего размера для толкающих приложений с длинным ходом. Это необходимо для предотвращения коробления штока, когда цилиндр полностью выдвинут и подвергается большему крутящему моменту. Крутящий момент, создаваемый смещенным стержнем, также известен как боковая нагрузка. Боковая нагрузка является наиболее распространенной причиной выхода цилиндра из строя. Также рекомендуется использовать направляющую для предотвращения несоосности, чтобы предотвратить изгиб стержня.
Вилка
Крепление вилки может быть установлено непосредственно на конец крышки и привинчено к цилиндру. В зависимости от муфты, к которой будет крепиться вилка, можно использовать муфту с внутренней или наружной резьбой. Болты, крепящие вилку к цилиндру, рассчитаны на то, чтобы выдерживать сдвигающие силы, создаваемые противодействующими силами, возникающими при срабатывании цилиндра. В приложениях, где ожидается небольшая несоосность, можно использовать сферический подшипник для снятия напряжения со штока.
ISO 15552 и 21287 выбор вилки с внутренней резьбой для пневматического цилиндра выбор онлайн выбор вилки с наружной резьбой для пневматического цилиндра ISO 15552 и 21287 онлайн выбор угловой вилки с наружной резьбой для пневматического цилиндра ISO 15552 и 21287 , или в промежуточном положении, как показано на рисунке 7, цилиндра. Крепления цапф включают штифты для вращения и закреплены с обеих сторон цилиндра. Кронштейны цапфы жестко закреплены на монтажной поверхности и используются в качестве точки вращения для пальцев цапфы. Вращение вокруг крепления цапфы аналогично креплению вилки; однако их можно использовать только с напряжениями сдвига, а не напряжениями изгиба. Для уменьшения напряжения изгиба рекомендуется, чтобы кронштейн цапфы плотно прилегал к пальцам цапфы.
Рис. 7: Крепление на цапфе
Принадлежности для штока пневматического цилиндра
Крепежные принадлежности на конце штока используются для соединения его с грузом или монтажной поверхностью. ISO 6432 и ISO 15552 определяют различные размеры монтажных принадлежностей, дополнительно ISO 8139 и ISO 8140 определяют аксессуары, которые можно использовать вместе с цилиндрами, соответствующими ISO 15552 и ISO 6432. Принадлежности, соответствующие стандарту ISO, легко устанавливаются и легко заменяются, поскольку они взаимозаменяемы с цилиндрами любой марки, соответствующей стандарту ISO. Эти монтажные приспособления также можно использовать с цилиндрами, отличными от ISO, если они соответствуют требованиям по монтажу.
ISO 8139: Сферическая проушина на конце штока
Рисунок 8: Проушина на конце штока
ISO 8139 определяет монтажные размеры сферической проушины на конце штока для пневматических цилиндров, которая используется в качестве крепления на конце штока для крепления груза . Сферические проушины на конце штока также обычно называют проушинами на конце штока, и в них используется внутренняя резьба для крепления к штоку поршня с наружной резьбой. Штифт и зажим (или скоба) используются для соединения нагрузки с проушиной на конце стержня.
Проушины на конце тяги, как показано на рис. 8, подходят для линейного (толкающего или тянущего) и нелинейного перемещения груза. Это крепление обычно соединяется с насадкой с внутренней резьбой со штифтом. Это позволяет корпусу цилиндра вращаться, в то время как шток поршня прилагает усилие к нагрузке. Если сила не приложена вдоль центральной линии цилиндра из-за несоосности, могут возникнуть нежелательные силы на шток поршня и подшипники. Эти аксессуары могут компенсировать проблемы с несоосностью за счет наклона при движении цилиндра.
Сферическая проушина для наконечника штока онлайн-выбор
ISO 8140: Вилка для наконечника штока
ISO 8140 определяет монтажные размеры втулок для наконечников штоков для пневматических цилиндров. Крепления с вилкой на конце штока также обычно называют вилками на конце штока, и их можно увидеть на рис. 9. Вилки на конце штока используют внутреннюю резьбу для крепления к штоку поршня с наружной резьбой. Нагрузка соединена с шарнирным соединением с помощью шарнирного штифта.
Крепления с вилкой на конце стержня подходят для линейного (толкающего или тянущего) и нелинейного перемещения груза. Крепление с вилкой на конце штока обеспечивает соединение для вращения и сохранения передачи усилия вдоль центральной линии цилиндра во время приведения в действие. Сферические проушины можно использовать в приложениях, где груз толкается или тянется по линейной траектории.
Вилка на конце штока онлайн-выбор
Рис. 9. Присоединение вилки с внутренней резьбой на конце штока и вилка с внутренней резьбой на конце для монтажа
Дополнительные аксессуары
Шарнирный штифт
Шарнирный штифт используется для соединения шарнирного и осевого типа крепления навесное оборудование с другим монтажным приспособлением или грузовой муфтой.
Кронштейн цапфы
Кронштейны цапф жестко закреплены и обеспечивают точку поворота для пальцев цапф. Кронштейн будет служить направляющей для предотвращения смещения и плавного вращения вокруг оси цапфы.
Угловая скоба с проушиной
Угловая скоба с проушиной соединяется с установленной на крышке вилкой с внутренней резьбой с помощью штифта и позволяет цилиндру вращаться вокруг своей монтажной поверхности.
Плавающее соединение
Принадлежности плавающего соединения соединяются с грузом и навинчиваются на шток пневматического цилиндра. Они допускают смещение или потерю параллельности между цилиндром и ведомым телом. Как правило, они имеют диапазон углов поворота и спецификацию линейного отклонения. Это позволяет сократить время и стоимость установки, поскольку другие компоненты (и установка) не требуют строгих допусков. Они компактны, просты и жестки, что позволяет многократно использовать силы сжатия и растяжения.
Онлайн-выбор плавающего соединения штока
Правильный выбор аксессуаров для пневматического цилиндра
Чтобы правильно выбрать монтажные аксессуары, необходимо хорошо понимать назначение и функцию пневматического цилиндра, выбранного для данного применения. К преимуществам правильной установки цилиндра относятся повышенная производительность цилиндра, надежность и оптимизированное использование монтажного пространства. На выбор монтажных принадлежностей влияют следующие критерии:
Смещение при перемещении груза: Путь, по которому должен пройти груз, будет определять, будет ли цилиндр закреплен на монтажной поверхности или будет свободно вращаться вокруг точки поворота.
Требуемое усилие цилиндра: Требуемое усилие определяет, будет ли цилиндр обеспечивать толкающее или тянущее усилие на груз. Выбор подходящих монтажных приспособлений для требуемой силы необходим для правильной работы цилиндра. Такие компоненты, как монтажные болты или монтажная поверхность, могут преждевременно выйти из строя, если их размеры не соответствуют монтажным приспособлениям.
Монтажная конструкция и пространство: Конструкция, на которой монтируется цилиндр, должна выдерживать напряжение сдвига во время срабатывания. Цилиндры с боковым креплением будут подвергать монтажную поверхность дополнительному напряжению сдвига во время срабатывания.
Выравнивание груза: Выравнивание цилиндра относительно груза имеет решающее значение для предотвращения боковой нагрузки и чрезмерного износа компонентов цилиндра. Нагрузка по центральной линии цилиндра идеальна, поскольку она равномерно распределяет силу вдоль цилиндра. Если требуется боковое крепление, размер монтажной поверхности и болта должен быть правильным. Если возможна несоосность, потребуется приспособление, которое компенсирует несоосность.
Длина хода: Цилиндры с длинным ходом должны иметь поршневой шток соответствующего размера, чтобы предотвратить коробление штока. Направляйте груз, когда это возможно, чтобы предотвратить смещение.
Угол поворота: Цилиндры с шарнирным креплением должны учитывать угол срабатывания по отношению к нагрузке, так как эффективная сила на нагрузке будет уменьшаться в зависимости от угла.
Рабочая среда: Размеры или расположение монтажных приспособлений или принадлежностей могут измениться в экстремальных условиях окружающей среды, таких как температура или вибрация. Для предотвращения несоосности или выхода из строя цилиндра необходимо учитывать условия эксплуатации.
крепление на конце крышки для ISO 15552 и 21287
крепление на конце крышки для ISO 6432
плавающий шарнир
вилка наконечника штока со штифтом
сферический конец штока
Информация по монтажу пневмоцилиндра Parker
Одноштоковые пневмоцилиндры Parker доступны в 20 стандартных вариантах крепления. Длина хода, диаметр поршневого штока и способ соединения с нагрузкой являются важными факторами, которые следует учитывать при выборе пневмоцилиндра для применения, поскольку эти факторы влияют на работу и срок службы цилиндра.
Каждый тип относится к одной из трех основных групп:
Группа 1 — Прямолинейная передача усилия с фиксированными опорами, которые поглощают силу на центральной линии цилиндра.
Группа 2 — Шарнирная передача усилия с шарнирными опорами, которые воспринимают силу на осевой линии цилиндра и позволяют цилиндру изменять выравнивание в одной плоскости.
Группа 3 — Прямая передача усилия с фиксированными креплениями, которые не поглощают силу на осевой линии цилиндра.
Прямолинейная передача усилия (группа 1)
Стационарные осевые цилиндры, поглощающие силу, считаются идеальными для прямолинейной передачи усилия. Симметричные опоры позволяют равномерно распределять силы тяги и натяжения штока поршня и сводят к минимуму повреждения от боковой нагрузки на подшипник цилиндра.
Стиль TB
Стиль ТС
Стиль TD
Модели TB, TC и TD — удлиненные рулевые тяги
Выдерживает максимальное номинальное внутреннее давление
Можно удлинить и использовать для установки цилиндра на головке (Модель TB) , на крышке (Модель TC) или на обоих концах (стиль TD)
Надежно поддерживает цилиндр при креплении болтами к панели или элементу машины, на котором он установлен
Стиль J
Стиль JB
Стиль Н
Тип HB
Типы J, JB, H и HB — фланцевое крепление
Варианты монтажа на каждом конце — прямоугольный фланец с головкой, квадратный фланец с головкой, прямоугольный фланец с головкой и квадратный фланец с головкой
Лучше всего использовать, когда торец крепится к опорному элементу машины, особенно когда прямоугольный фланец головки (тип J) используется с большой растягивающей нагрузкой
Используйте квадратный фланец с головкой (стиль JB) крепление для применений, где сила толкания требует полного номинального давления в системе
Использование колпачкового прямоугольного фланца (тип H) монтаж не рекомендуется в приложениях, где основная нагрузка приходится на растяжение, за исключением пониженного давления
Используйте квадратный фланец с крышкой (стиль HB) монтаж для применений, где тяговое усилие требует полного номинального давления в системе
Передача усилия на шарнире (группа 2)
Цилиндры с шарнирным креплением поглощают силу на центральной линии и должны использоваться в тех случаях, когда элемент машины перемещается по криволинейной траектории. Крепление вилки или цапфы обеспечивает точку поворота для перемещения цилиндра во время рабочего цикла.
Стиль BB
Стиль BC
Стиль D
Стиль DB
Тип DD
Типы BB, BC, SB, D, DB и DD — шарнирное крепление
Фиксированное крепление вилки (тип BB) является наиболее широко используемым из типов передачи усилия шарнира — они используются в тех случаях, когда конец штока поршня движется по криволинейной траектории в одной плоскости
Опоры сферических подшипников крышки (см. рис. 11) рекомендуются для применений, в которых шток поршня перемещается по траектории не более чем на 3° в обе стороны от истинного плоского движения
Крепления со съемными вилками (тип BC) в основном используются для воздушных перевозок и длиннее, чем крепления с фиксированными вилками для всех размеров отверстий
Цилиндры с цапфой головки (тип D) , как правило, могут быть указаны с поршневыми штоками меньшего диаметра по сравнению с опорами на конце крышки или промежуточной цапфой. Длина хода не должна превышать 5-кратный размер отверстия.
Крепления цапфы на конце крышки (стиль DB) используются на цилиндрах аналогично креплениям с фиксированной вилкой
.
Промежуточные опоры цапфы (стиль DD) считаются идеальными для балансировки веса цилиндра и могут быть расположены в любой точке между головкой или крышкой в соответствии с применением, однако это положение является фиксированным и не может быть легко изменено после производство
Прямая передача усилия (группа 3)
Цилиндры с боковым креплением не поглощают силу на центральной линии и имеют монтажные проушины, соединенные с концами. Эти цилиндры должны иметь длину хода, по крайней мере, равную размеру отверстия.
Форма C
Стиль F
Стиль G
Стиль CB
Типы C, CB, F, TEF и G — боковое крепление
Боковое крепление (тип C) — самый популярный и надежный вид бокового крепления цилиндра, поскольку монтажные ушки являются частью головки и крышки.
Крепления с боковой резьбой (стили F и TEF) используются при монтаже цилиндров рядом с минимальным расстоянием между центрами.
Крепление с торцевой проушиной (стиль G) представляет собой узкую боковую проушину, в которой проушины навинчиваются на стяжные стержни, что также помогает удерживать цилиндр вместе во время его установки.
В защите в первую очередь нуждаются узлы и детали, к которым обоснованно предъявляются требования по стабильности и точности геометрических форм обрабатываемых деталей. А именно:
станины с чугунными и стальными направляющими скольжения токарно-винторезных, фрезерных, шлифовальных, револьверных, координатно- и горизонтально- расточных станков;
ползуны, поперечины;
валы, ходовые винты и другие винтовые пары;
части агрегатов с направляющими качения;
полимерные накладные направляющие и направляющие, изготовленные из материала Moglice методом заливки и формования https://remval.by/category-products/moglice-pretsizionnye-iznosostojkie-pokrytiya-skolzheniya/
Механический износ с потерей формы, задиры приводят к некорректной работе станков, аварийному останову производства. Серьезные поломки требуют срочных внеплановых ремонтов с вынужденными простоями, связаны с высокими трудозатратами. В целом отсутствие действенной защиты деталей приводит к серьезным проблемам.
Почему детали, подвергающиеся трению, быстро изнашиваются
Такие частицы, как металлическая стружка, песок, окалина, наждачная пыль имеют высокую твердость. Они попадают на направляющие и другие части промышленных станков, что приводит к образованию рисок, царапин, задиров на поверхностях. Причиной появления погрешностей также могут быть удары, забоины при падении тяжелых заготовок, заедания из-за попавшей металлической стружки и грязи. Мелкие забои и царапины возникают на станинах крупногабаритных токарно-обдирочных станков из-за падения тяжелой металлической стружки.
Малозаметные повреждения со временем становятся исходной точкой задиров, которые иногда достигают глубины 0,5-3 мм. Когда мельчайшая металлическая пыль, особенно чугунная, в смеси с СОЖ, маслами попадает между направляющими станины и каретки, износ деталей происходит очень интенсивно.
Сопротивление задирам и износостойкость в целом повышают путем специальной обработки поверхностного слоя направляющих: закалкой, азотированием, электроискровой обработкой, цементацией. Но это все-таки полумеры, поскольку полностью от повреждений они не защищают. Сколы и трещины можно устранить по месту. Мы выполняем такие работы, посмотрите наши видео здесь и здесь
Задиры и другие повреждения лучше всего не допускать, для этого необходимо выполнить защиту с помощью проверенных приспособлений и методов.
Способы защиты деталей и высокоточных узлов от преждевременного износа
Фетровые уплотнения – самое простое, давно известное средство защиты направляющих от окалины, пыли и стружки. Уплотнения из фетра крепят к торцам салазок, столов и прочим частям станков. Мягкие и впитывающие элементы быстро засоряются, а когда забиваются металлической стружкой, становятся своеобразным притиром, ускоряющим истирание поверхностей. Сильно засоренный фетр использовать нельзя, его нужно менять на новый. В плановом порядке фетровые прокладки рекомендуется промывать в чистом керосине с периодичностью 1 раз в неделю.
Использование щитков – наиболее эффективный способ защиты направляющих и других узлов от механических повреждений (забоин, царапин), от попадания на рабочие поверхности опасных загрязнителей. Щитки должны быть прочными, при этом легко откидываться или сниматься.
Мы предлагаем защитные изделия польской фирмы Меркатор, официальным представителем которой являемся.
Телескопические металлические защитные кожухи
Телескопические кожухи (щитки) – набор коробчатых элементов незамкнутого профиля. Комплектующие последовательно вставлены один в другой, между ними предусмотрены уплотнения. Кожухи оснащены скребками, щитки достаточно прочные, выдерживают вес человека, при необходимости по ним можно ходить. Щитки надежно предохраняют направляющие от загрязнения, уменьшают их износ на 30-50 %.
Краткая версия каталога здесь
Рулонная защита направляющих
Рулонная защита оснащена запатентованной мультипружинной системой натяжения. В отличие от однопружинных, мультипружинная обеспечивает ряд преимуществ, признана лучшим доступным решением в своем классе. Рулонная защита демонстрирует:
высокую скорость передвижения;
надежность и стабильность защиты при высоких и низких температурах;
компактность и легкий монтаж;
стабильную силу натяжения;
гарантию стабильной работы на 1 млн рабочих циклов.
Имеется также рулонная защита, разработанная специально для токарных станков.
Краткая версия каталога здесь
Защитные фартуки
Краткая версия каталога алюминиевых клепаных роллетных защитных фартуков здесь
Гофрированные защитные кожухи
Представляют собой конструкцию с упругим складчатым элементом, растягивающимся или сжимающимся при перемещении узла. Гофры рекомендуют применять для защиты направляющих станин заточных, шлифовальных, зубообрабатывающих, фрезерных и других видов станков, а также для защиты направляющих стоек и поперечин портальных станков.
Защитные гофрированные кожухи изготавливают из технических тканей, композитов высокого качества (Panox, Nomex, Kevlar), демонстрируют стойкость к вредным условиям работы (высокая температура, химикаты), надежно защищают направляющие.
Краткая версия каталога здесь
Сильфоны – защита ходовых винтов, валов
Шитые сильфоны незаменимы, когда требуется максимально компактная защита вращающегося сборного узла.
Резиновые сильфоны – водонепроницаемая защита подвижных деталей, особенно сильно загрязненных стружкой и СОЖ.
Литые сильфоны применяют, когда требуется термостойкость и высокая механическая прочность.
Краткая версия каталога здесь
Телескопические пружинные кожухи
Коническая пружинная защита обеспечивает надежную изоляцию для направляющих колонн, шпинделей и валов на станочном оборудовании и на прочих промышленных металлообрабатывающих центрах. Пружина работает как защитный кожух, самоочищается при условии правильной установки на станке.
Краткая версия каталога здесь
Скребки направляющих
Профилированные скребки фирмы Меркатор – эталонное техническое решение для станков серийного производства. Они выпускаются в двух модификациях:
скребки для защиты направляющих;
скребки для телескопической защиты.
Среди их достоинств:
выгодная цена при высоком качестве изделия;
точность и повторяемость размеров;
герметичность по всему периметру, в том числе по крепежным отверстиям;
возможность изготовления по чертежам (CAD).
Краткая версия каталога здесь
В этой статье отражены данные только по основным направлениям производимой продукции. Чтобы ознакомиться с ассортиментом детально, изучите каталог или позвоните нам.
Как правило, мы изготавливаем кожухи по чертежам, полученным от заказчика или на основе уже использованных, в том числе поврежденных, образцов. Делаем измерения непосредственно на производственных участках клиентов. С нами, вы можете рассчитывать на разумные, конкурентные цены, гарантированно высокое качество предлагаемой нами продукции. Наши кожухи – действенная защита узлов и деталей, персонала. Используйте надежную защиту, чтобы обеспечить должную гигиену труда, повысить уровень безопасности производства.
Формы заявок для каждого типа защиты доступны в нашем каталоге. Пришлите нам фото старой защиты, если таковая была, а также эскиз защиты с габаритными размерами.
Оставить заявку
Телескопические защиты направляющих от производителя!
Энергоцепи.
7 правил подбора, которые экономят время и деньги
08.12.2020
ШВП по чертежам и стандартные линейные направляющие
09.02.2023
Уважаемые Коллеги!
В этой статье мы предлагаем Вам ознакомиться с самыми крупными и самыми маленькими защитными системами станков. Самыми крупными системами защиты станков являются телескопические защиты (кожухи) – «слоны» направления «Защиты для станков BESSERN», предназначенные для защиты уязвимых элементов и технических систем от агрессивного воздействия в условиях рабочей среды, от механических повреждений и организации безопасного функционирования станков.
Как и все подразделения направления «Защиты станков» — телескопические защиты это сложный, технологический продукт, состоящий из нескольких базовых элементов.
Предлагаем разобраться в данных составляющих:
1. Сектор телескопического кожуха, самый крупный элемент защиты, обеспечивает возможность растягиваться и сжиматься, знаю длину каждого сектора можно рассчитать длину растяжения и сжатия. Виды секторов бывают разные: двухскатные, прямые, односкатные, сложной формы
Различные формы телескопических защит
Для проектирования типовой формы защиты можно заполнить отдельный опросный лист с необходимыми размерами. Все опросные листы можно скачать по ссылкам ниже, если появятся вопросы, уточните у нашего инженера.
2. Ролики, антифрикционные башмаки – элементы обеспечивающие снижение трения при контакте с направляющей.Существуют ролики и антифрикционные башмаки, которые изготавливают из специального полиамида. Если суммарный вес секторов высокий и защита имеет низкую скорость перемещения, применяют стальные ролики и латунные антифрикционные башмаки
Ролики
Латунные направляющие
3. Система рычагов (пантограф) – элемент телескопических защит, обеспечивающий снижения шума работы кожуха, позволяющий уменьшить толщину секторов с сохранением заданной жесткости.
4. Вот мы и плавно подошли к «муравьям» направления и очень важному элементу телескопических кожухов – стиратели (скребки, грязесъемники). Данный элемент широко используется на производстве как отдельная система по очистке направляющих от абразивного воздействия и является составляющей частью телескопических кожухов, который увеличивает срок службы телескопической защиты, тем самым продлевает работу станка без простоя. В связи с непрерывной работой скребков , они являются расходным материалом, который необходимо менять раз в 6 месяцев при агрессивных условиях работы, при изношенных скребках, весь абразив попадает между зазоров секторов, оказывая пагубное влияние на элементы станка, разрушая направляющие перемещения самого кожуха, износ который вызывает клин защиты и остановки рабочего цикла.
Для срочного ремонта предлагаем воспользоваться скребками из наличия на складе в России. Перечень постоянно растет, просим уточнять. Полный ассортимент по ссылке в каталоге Скребки BESSERN
Скачать полный каталог
В наличии со склада в России, отгрузка за 24 часа:
Защитные ограждения для машин — защитные ограждения, двери, шторы и экраны
Дом
Продукты
Охрана машин
Rite-Hite разработала прочную, проверенную линейку продуктов для защиты коммерческих и промышленных машин, чтобы защитить людей от потенциальных опасностей вблизи работающего оборудования и роботов.
Автоматические шлагбаумы
Автоматические шторы
Выдвижные шторы и ширмы
Защитное ограждение
Робототехника и безопасность автоматизированных машин в грядущей эре и в промышленности 5.0
Несмотря на то, что использовать потенциал роботов в команде квалифицированных рабочих интересно, есть важные факторы, которые необходимо учитывать, прежде чем совершать крупную покупку. Руководителям производственных предприятий, перерабатывающих заводов, складов и распределительных центров крайне важно быть в курсе последних стандартов робототехники, чтобы обеспечить безопасность работников и соблюдение требований регулирующих организаций.
Загрузить руководство
Общие требования ко всем машинам заключаются в том, что место работы машин, работа которых может привести к травме работника, должно быть ограждено. Некоторые преимущества Rite-Hite Machine Guard:
Охраняет вашу технику
Защищает ваших сотрудников
Обеспечить четкую визуализацию того, что оператор должен быть на задаче
В сочетании с защитными блокировками продукты Rite-Hite Machine Guard обеспечивают повышенный уровень защиты при охране рабочих мест. Поскольку они обеспечивают защиту, которую можно увидеть, вероятность случайной остановки работы значительно снижается. Физическое разделение, которое они обеспечивают, является четким визуальным индикатором того, что оператор машины должен выполнять свою работу.
Просмотреть брошюру по ограждению машин
Промышленные защитные двери, предназначенные для ограничения доступа к опасным движениям роботов/машин, сдерживания процесса и обеспечения большей защиты оператора машины.
Автоматические завесы, включая Slide-Air, защищают персонал от вторичных опасностей, связанных с вашими производственными процессами.
Наши выдвижные промышленные шторы, в том числе Roll-Shield и Side-To-Side, обеспечивают защиту там, где другие обычные промышленные экраны не работают.
Защитные ограждения включают общую охрану периметра машин, ограждения из проволочной сетки для участков сварки, ограждения из сварной проволоки на заводе, перегородки из проволочной сетки для хранения, роботизированные…
Снижение риска является обязательным для любого объекта, на котором используется оборудование…
5 наиболее актуальных стандартов ISO для защиты машин
Стандарты ISO для защиты машин предоставляют решения для обеспечения безопасности работ…
Складские опасности снижаются благодаря системам защиты машин
Использование машин и робототехники на вашем объекте позволяет масштабировать эффективность, которую вручную. ..
Повышение промышленной безопасности, безопасности и производительности во всем мире ЧЕРЕЗ КАЧЕСТВО И ИННОВАЦИИ
Найдите представителя
Страна (Выберите один вариант)АфганистанАлбанияАлжирАндорраАнголаАнголаАнтигуа и БарбудаАргентинаАрменияАвстралияАвстрияАзербайджанБагамыБахрейнБангладешБарбадосБеларусьБельгияБелизБенинБутанБоливияБосния и ГерцеговинаБотсванаБразилияБрунейБолгарияБуркина-ФасоБурундиКабо ВердеКамбоджаКамерунКанадаЦентральная Африка РеспубликаЧадЧилиКитайКолумбияКоморыКонго, Демократическая Республика Конго, Республика Коста-РикаКот-д’ИвуарХорватияКубаКипрЧехияДанияДжибутиДоминикаДоминиканская РеспубликаВосточный Тимор (Тимор-Лешти)ЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭсватиниЭфиопияФиджиФинляндияФранцияГабонГамбияG ГрузияГерманияГанаГрецияГренадаГватемалаГвинея-БисауГвинеяГайанаГаитиГондурасВенгрияИсландияИндияИндонезияИранИракИрландияИзраильИталияЯмайкаЯпонияИорданияКазахстанКенияКирибатиКорея, СевернаяКорея, ЮгКосовоКувейтКыргызстанЛаосЛатвияЛиванЛесотоЛиберияЛиби aЛихтенштейнЛитваЛюксембургМадагаскарМалавиМалайзияМальдивыМалиМальтаМаршалловы ОстроваМавританияМаврикийМексикаМикронезия, Федеративные Штаты МолдовыМонакоМонголияЧерногорияМароккоМозамбикМьянма (Бирма)НамибияНауруНепалНидерландыНовая ЗеландияНикарагуаНигерНигерияСеверная МакедонияНорвегияОманПакистанПалауПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПольшаПортугалияКатарРумынияРоссияРуандаСент-Китс и НевисСент-ЛюсияСент-Винсент и Гре надинСамоаСан-МариноСао-Томе и ПринсипиСаудовская АравияСенегалСербияСейшельские островаСьерра-ЛеонеСингапурСловакияСловенияСоломоновы островаСомалиЮжная АфрикаИспанияШри-ЛанкаСуданСудан, ЮгСуринамШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТогоТонгаТринидад и ТобагоТунисТурцияТуркменистанТу значениеУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамЙеменЗамбияЗимбабве
Автоматические ограждения машин — Барьеры и защитные двери
Дом
Продукты
Охрана машин
Автоматические шлагбаумы
Защитные дверцы Rite-Hite
защищают персонал от опасностей, связанных с вашими производственными процессами. В сочетании с опциональным PLe согласно EN/ISO 13849-1 спецификации (кат. 4) предохранительные устройства эти автоматические шлагбаумы являются идеальной защитой, ограничивая доступ и защищая от опасностей, вызванных технологическим процессом. Долговечность, низкие эксплуатационные расходы, годы проверенной службы и тысячи единиц в эксплуатации делают всю нашу линейку защитных кожухов машин популярным выбором в автомобильной, механической и других отраслях тяжелой промышленности.
 48 МБ)
48 МБ) 68202)
68202)

 Обратите внимание, что расчетные цены будут указаны в долларах США.
Обратите внимание, что расчетные цены будут указаны в долларах США. Сейчас он работает директором по подготовке к карьере и старшим преподавателем в Техасском государственном университете в Сан-Маркосе, штат Техас.
Сейчас он работает директором по подготовке к карьере и старшим преподавателем в Техасском государственном университете в Сан-Маркосе, штат Техас. Это исчерпывающий список всего, что происходит за кулисами и влияет на то, что зрители увидят во время ежедневного четырехчасового освещения Игр. А это значит все.
Это исчерпывающий список всего, что происходит за кулисами и влияет на то, что зрители увидят во время ежедневного четырехчасового освещения Игр. А это значит все.


 Такие формы подходят для изготовления декоративного бетона, гипса и любых других строительных смесей. Или для изготовления 3D стен и потолков.
Такие формы подходят для изготовления декоративного бетона, гипса и любых других строительных смесей. Или для изготовления 3D стен и потолков. К силиконовой форме, не примерзают ни какие продукты питания, поэтому извлечение замороженного продукта будет значительно легче …
К силиконовой форме, не примерзают ни какие продукты питания, поэтому извлечение замороженного продукта будет значительно легче … ..
.. д.
д. Зависимо от материала она составляет — порядка 20-100 циклов. Для использования заливки в силикон полиуретана — 20-40 циклов, воска – больше, пищевых продуктов — еще больше, бетона/гипса — до 100 циклов. На нашем производстве, мы работаем только с высококачественными итальянскими силиконами, которые хорошо себя показали в работе.
Зависимо от материала она составляет — порядка 20-100 циклов. Для использования заливки в силикон полиуретана — 20-40 циклов, воска – больше, пищевых продуктов — еще больше, бетона/гипса — до 100 циклов. На нашем производстве, мы работаем только с высококачественными итальянскими силиконами, которые хорошо себя показали в работе.



 Мы подняли нашу
Мы подняли нашу
 Использовать
Использовать
 Это работа для двух человек, где один
Это работа для двух человек, где один Затем поместите форму на подставку так,
Затем поместите форму на подставку так,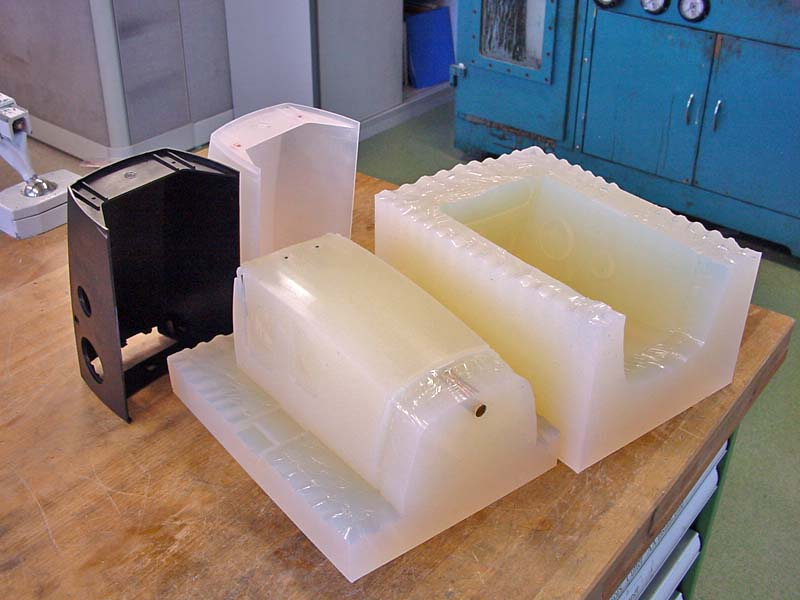 По сравнению с традиционными процессами изготовления стальных форм, материал (например, силиконовый каучук, эпоксидная смола и т. д.) этих форм очень мягкий. В целом объем производства мягких форм составляет 50 ~ 5000 штук.
По сравнению с традиционными процессами изготовления стальных форм, материал (например, силиконовый каучук, эпоксидная смола и т. д.) этих форм очень мягкий. В целом объем производства мягких форм составляет 50 ~ 5000 штук. Например, вот пример технологического процесса изготовления формы из силиконовой резины путем смешивания с гипсом:
Например, вот пример технологического процесса изготовления формы из силиконовой резины путем смешивания с гипсом: , сделайте расстояние между прототипом и рамой формы равномерным и нанесите немного реагента для извлечения из формы (a и b) на внутреннюю поверхность плиты рамки формы.
, сделайте расстояние между прототипом и рамой формы равномерным и нанесите немного реагента для извлечения из формы (a и b) на внутреннюю поверхность плиты рамки формы.






 05.2018 — дд.ММ.гггг
05.2018 — дд.ММ.гггг 000,50
000,50 13
13
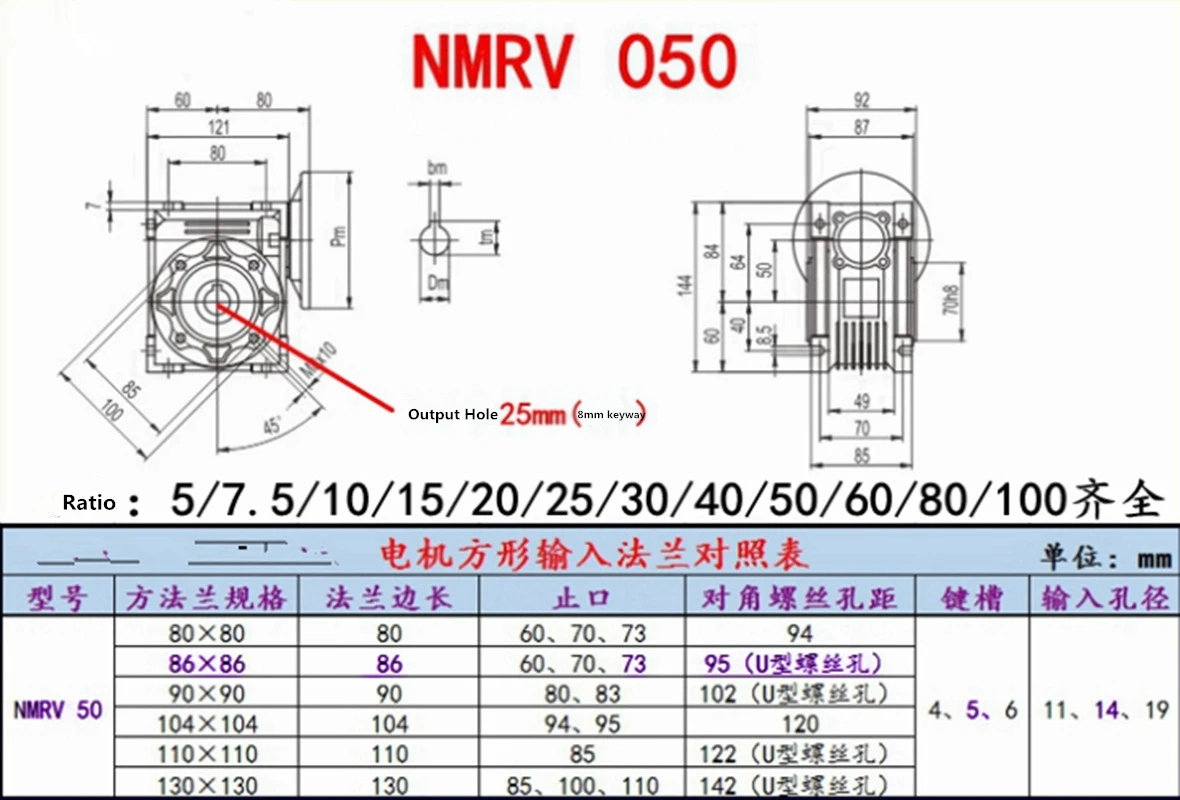 5
5 5
5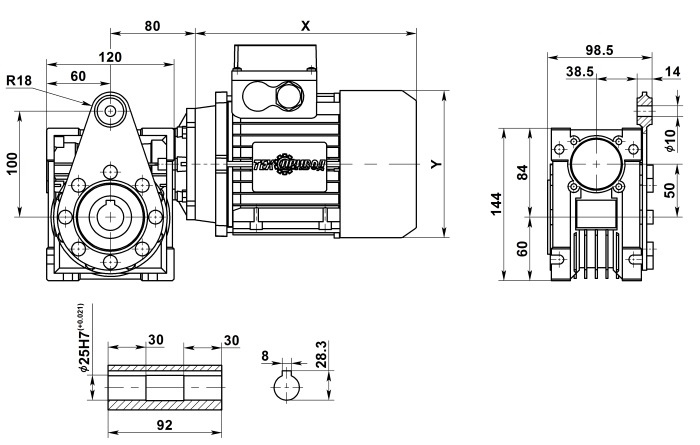 5
5 5(n=4)
5(n=4)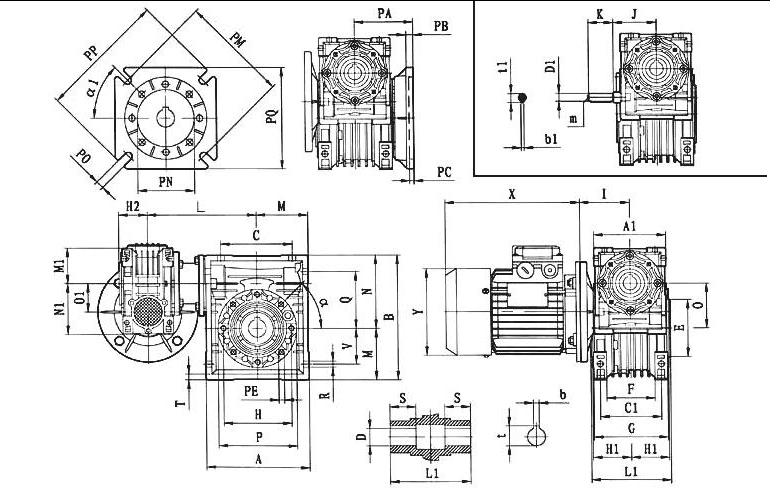 5°
5° 59
59 15
15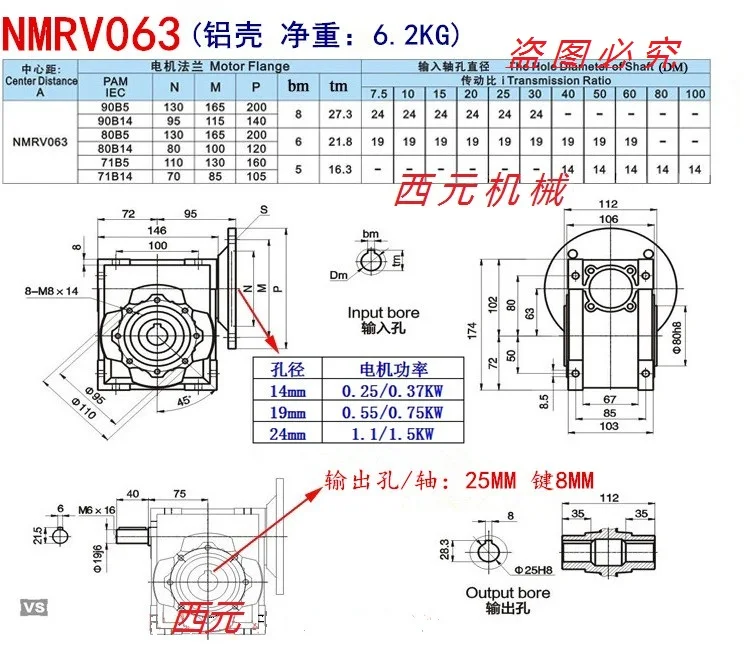 06
06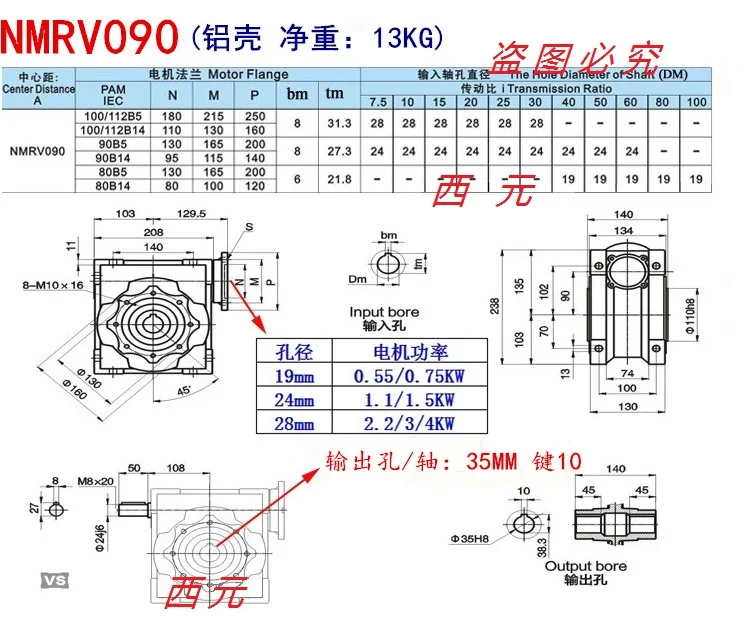 Номинальный крутящий момент выходного вала – 35-83 Нм, диапазон частоты вращения 9 – 373 об/мин. У Систем качества можно купить итальянские и китайские редукторы NMRV-50 с передаточными числами: 7,5; 10; 15; 20; 25; 30; 40; 50; 60; 80; 100.
Номинальный крутящий момент выходного вала – 35-83 Нм, диапазон частоты вращения 9 – 373 об/мин. У Систем качества можно купить итальянские и китайские редукторы NMRV-50 с передаточными числами: 7,5; 10; 15; 20; 25; 30; 40; 50; 60; 80; 100.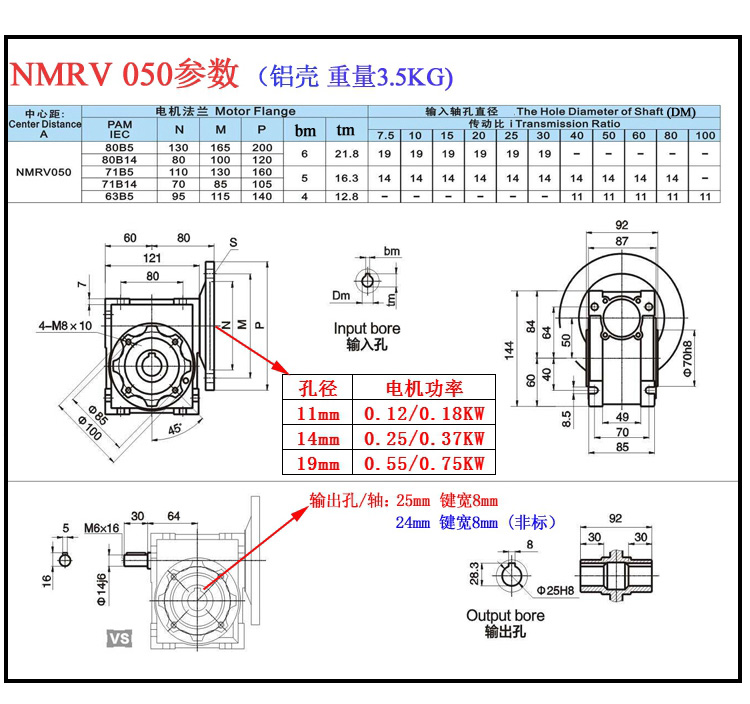
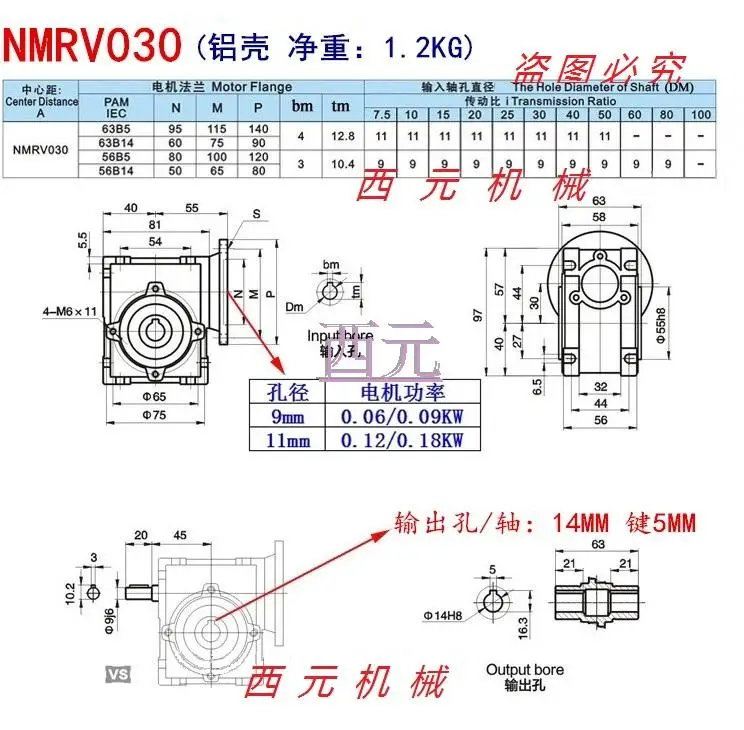 Пример схемы сборки ниже.
Пример схемы сборки ниже. Гарантия – 12 месяцев. Оплата с НДС или без НДС, наложенным платежом на почте по предоплате за доставку. Отправка перевозчиками: Новая Почта, Деливери, САТ, самовывоз со склада.
Гарантия – 12 месяцев. Оплата с НДС или без НДС, наложенным платежом на почте по предоплате за доставку. Отправка перевозчиками: Новая Почта, Деливери, САТ, самовывоз со склада. 5 12m3
5 12m3
 с.
с. с.
с.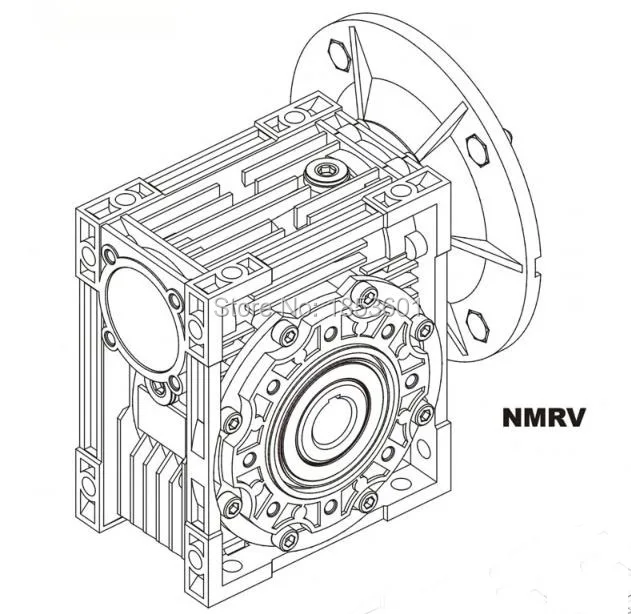 с.
с. с.)
с.) с. до 10 л.с.
с. до 10 л.с. )
)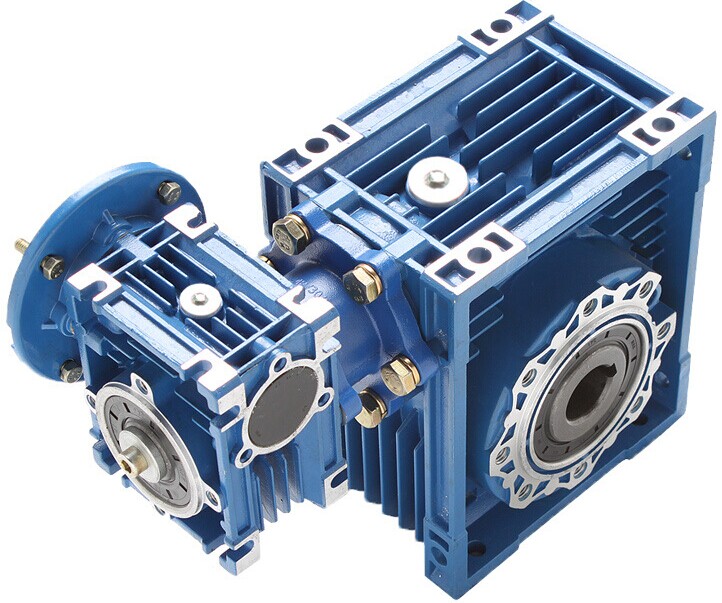 с. до 15 л.с.
с. до 15 л.с.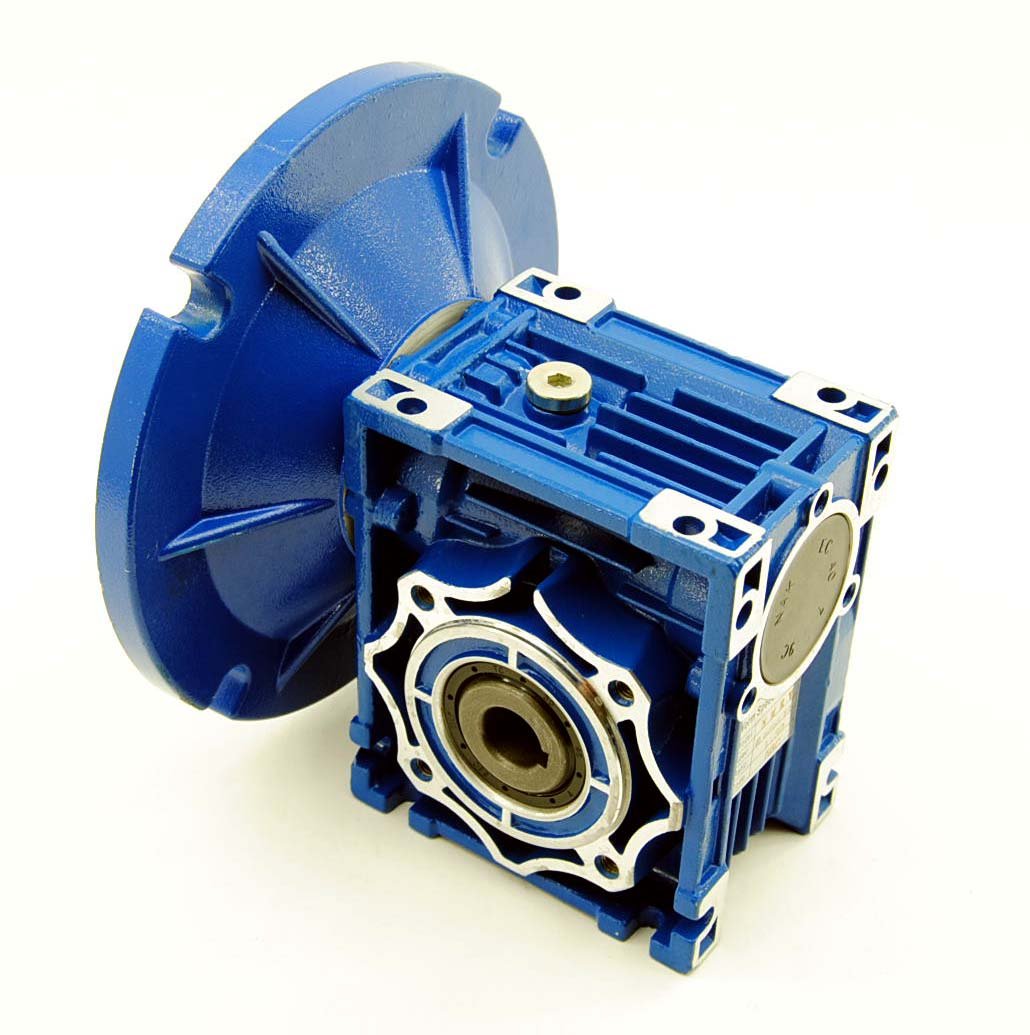 с.)
с.)
 с.)
с.)

 Джамиля Гизатуллина, Собственник мебельной оптово-розничной компании «Арзанмебель», производственной компании «Бену»
Джамиля Гизатуллина, Собственник мебельной оптово-розничной компании «Арзанмебель», производственной компании «Бену» Выступление Юрия Архипенкова, владельца мебельной компании ORANGE Мебель, основателя сообщества «Мебельный Бизнес В Квадрате»
Выступление Юрия Архипенкова, владельца мебельной компании ORANGE Мебель, основателя сообщества «Мебельный Бизнес В Квадрате»

 , Таджикистан, г. Душанбе, визит Алексея Лопухина и Михаила Калинина (компания МИР) в компанию «АКРАМ мебель»
, Таджикистан, г. Душанбе, визит Алексея Лопухина и Михаила Калинина (компания МИР) в компанию «АКРАМ мебель» Апрель 2022
Апрель 2022 Алексей Лопухин и Алексей Шульга (Arooma)
Алексей Лопухин и Алексей Шульга (Arooma) Форум МЕБЕЛЬНАЯ ИНДУСТРИЯ 2.0. Выступление Алексея Лопухина
Форум МЕБЕЛЬНАЯ ИНДУСТРИЯ 2.0. Выступление Алексея Лопухина Алексей Лопухин и Светлана Новикова на конференции мебельной индустрии CONF-FU
Алексей Лопухин и Светлана Новикова на конференции мебельной индустрии CONF-FU
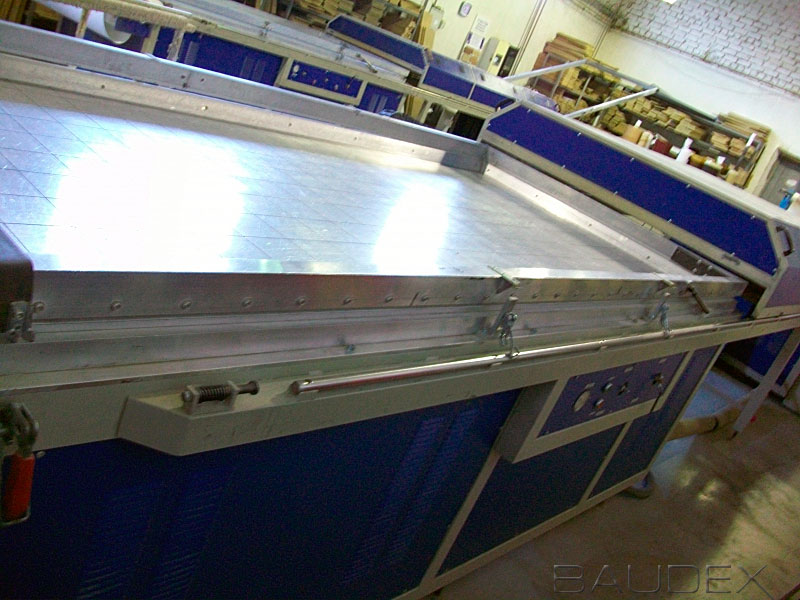 Алексей Лопухин и Андрей Железнов, директор по франчайзингу «Aurora Home»..
Алексей Лопухин и Андрей Железнов, директор по франчайзингу «Aurora Home»..
 Версия 2.0».
Версия 2.0».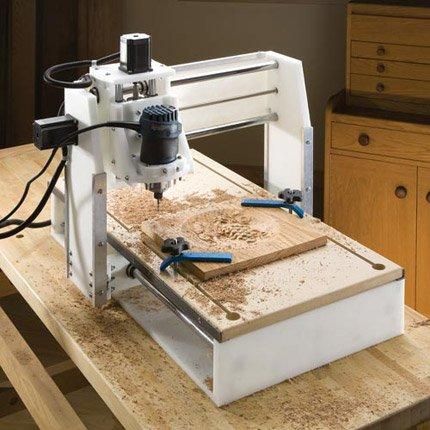 Председатель Алексей Лопухин, компания «Мебель. Инвестиции. Ритейл».
Председатель Алексей Лопухин, компания «Мебель. Инвестиции. Ритейл». Радмила Кирьякова. Ноябрь 2019
Радмила Кирьякова. Ноябрь 2019 Алексей Лопухин. Апрель 2019
Алексей Лопухин. Апрель 2019 Ноябрь 2018
Ноябрь 2018 Форум «Мебель как бизнес» 2018
Форум «Мебель как бизнес» 2018 Форум от КВК Империя «Мебель как бизнес». Ноябрь 2017
Форум от КВК Империя «Мебель как бизнес». Ноябрь 2017 Джек Траут, маркетинг
Джек Траут, маркетинг Алексей Лопухин, Радмила Кирьякова и Евгений Рунков
Алексей Лопухин, Радмила Кирьякова и Евгений Рунков С помощью этого оснащения мастера выполняют раскрой, присадку и кромление деталей из ДСП, МДФ, фанеры или мебельного щита. На крупных фабриках применяются мебельные установки с ЧПУ, более мелкие предприятия используют автоматические и полуавтоматические аппараты.
С помощью этого оснащения мастера выполняют раскрой, присадку и кромление деталей из ДСП, МДФ, фанеры или мебельного щита. На крупных фабриках применяются мебельные установки с ЧПУ, более мелкие предприятия используют автоматические и полуавтоматические аппараты.
 Покрасочные камеры оснащены устройствами для фильтрации из воздуха паров ЛКМ. Различают сухие и водяные камеры, в которых использованы разные технологии улавливания примесей.
Покрасочные камеры оснащены устройствами для фильтрации из воздуха паров ЛКМ. Различают сухие и водяные камеры, в которых использованы разные технологии улавливания примесей. Мы производим множество типов машин для изготовления дверей шкафов, фасадов ящиков, направляющих и стоек, торцевых панелей основания и стен, а также других компонентов шкафа. Машины для производства корпусной мебели включают в себя одно- и двухсторонние шипорезные станки, станки для раскроя панелей и резки по размеру, станки для нарезки рельсов и перекрытий, станки для вырубки и сверления, а также автоматические питатели и укладчики. В наших машинах используются новейшие технологии, и наша опытная команда инженеров по управлению полностью интегрирует наше оборудование в вашу сеть. Всегда сделано в Америке.
Мы производим множество типов машин для изготовления дверей шкафов, фасадов ящиков, направляющих и стоек, торцевых панелей основания и стен, а также других компонентов шкафа. Машины для производства корпусной мебели включают в себя одно- и двухсторонние шипорезные станки, станки для раскроя панелей и резки по размеру, станки для нарезки рельсов и перекрытий, станки для вырубки и сверления, а также автоматические питатели и укладчики. В наших машинах используются новейшие технологии, и наша опытная команда инженеров по управлению полностью интегрирует наше оборудование в вашу сеть. Всегда сделано в Америке. Progressive Systems — один из ведущих мировых производителей шипорезных станков.
Progressive Systems — один из ведущих мировых производителей шипорезных станков. с., скорость от 15 до 80 футов в минуту. Два 18-сильных 9000 об/мин hsk63f…
с., скорость от 15 до 80 футов в минуту. Два 18-сильных 9000 об/мин hsk63f… с. Алюминиевые пластины и уретановые вставки…
с. Алюминиевые пластины и уретановые вставки… с., вращающихся в противоположных направлениях Ручной выдвижной стол для отрыва…
с., вращающихся в противоположных направлениях Ручной выдвижной стол для отрыва… с., скорость от 15 до 80 футов в минуту. От 4-1/2 до 72 дюймов. Две фрезы hsk63f мощностью 18 л.с., 9000 об/мин…
с., скорость от 15 до 80 футов в минуту. От 4-1/2 до 72 дюймов. Две фрезы hsk63f мощностью 18 л.с., 9000 об/мин… Спрос на эти шкафы увеличивается с каждым новым строительством и реконструкцией.
Спрос на эти шкафы увеличивается с каждым новым строительством и реконструкцией.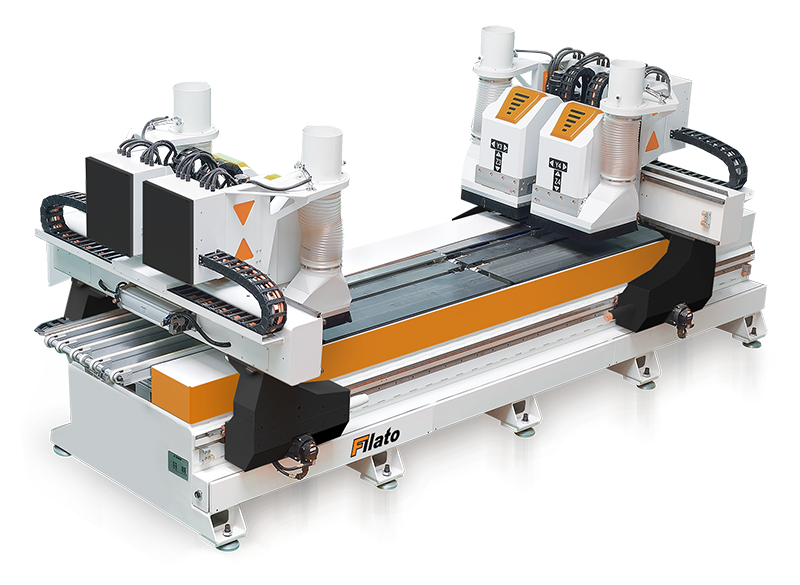

 Для достижения совершенства краснодеревщики используют ручные вращающиеся инструменты для детального шлифования. Этот универсальный инструмент широко используется для вырезания рисунков, фрезерования и резки профилей на дверях.
Для достижения совершенства краснодеревщики используют ручные вращающиеся инструменты для детального шлифования. Этот универсальный инструмент широко используется для вырезания рисунков, фрезерования и резки профилей на дверях. Эта шлифовальная машина помогает очень быстро отшлифовать шкафы и придает изделию гладкую поверхность.
Эта шлифовальная машина помогает очень быстро отшлифовать шкафы и придает изделию гладкую поверхность.

 Этот фрезерный станок с ЧПУ по дереву разработан исключительно для мебельной промышленности.
Этот фрезерный станок с ЧПУ по дереву разработан исключительно для мебельной промышленности.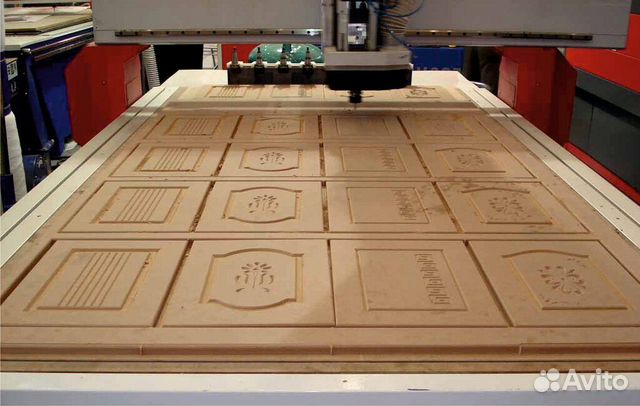 Многие предприятия сегодня рассматривают фрезерный станок с ЧПУ для расширения своих возможностей в области резки, резьбы, травления и т. д.
Многие предприятия сегодня рассматривают фрезерный станок с ЧПУ для расширения своих возможностей в области резки, резьбы, травления и т. д. Один раз принимая процесс; стало намного проще с применением ЧПУ. Резка по дереву с ЧПУ Станки запрограммированы таким образом, чтобы процесс резки, травления и резьбы становился проще.
Один раз принимая процесс; стало намного проще с применением ЧПУ. Резка по дереву с ЧПУ Станки запрограммированы таким образом, чтобы процесс резки, травления и резьбы становился проще. Кроме того, производственные фирмы широко используют функцию автоматической смены инструмента.
Кроме того, производственные фирмы широко используют функцию автоматической смены инструмента. Станки с ЧПУ идеально подходят как для малого и среднего бизнеса, так и для крупных мастерских.
Станки с ЧПУ идеально подходят как для малого и среднего бизнеса, так и для крупных мастерских.


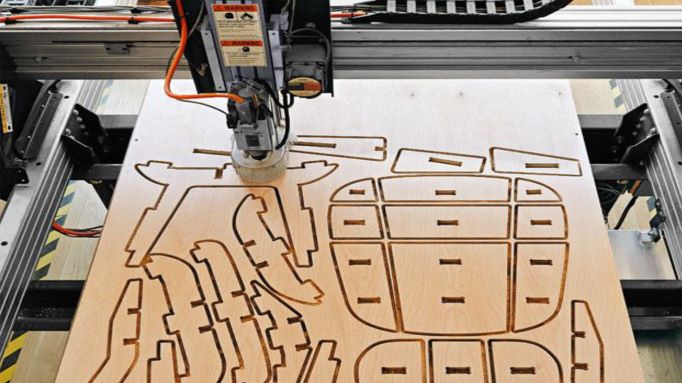

 Именно в этом и заключается востребованность данного оборудования. Углекислотные лазерные станки являются бюджетным вариантом и они абсолютно просты в использовании.
Именно в этом и заключается востребованность данного оборудования. Углекислотные лазерные станки являются бюджетным вариантом и они абсолютно просты в использовании. Что можно сделать на таких станках?
Что можно сделать на таких станках?

 Этот свет фокусируется на рабочей зоне с помощью зеркал или волоконной оптики, которые направляют луч через линзу, которая усиливает его.
Этот свет фокусируется на рабочей зоне с помощью зеркал или волоконной оптики, которые направляют луч через линзу, которая усиливает его.


 Лазеры идеально подходят для резки металла, поскольку они обеспечивают чистый срез с гладкой поверхностью.
Лазеры идеально подходят для резки металла, поскольку они обеспечивают чистый срез с гладкой поверхностью.
 Кроме того, лазерная резка пластика создает токсичные пары , которые необходимо выводить, что само по себе является дорогостоящей задачей.
Кроме того, лазерная резка пластика создает токсичные пары , которые необходимо выводить, что само по себе является дорогостоящей задачей.




 .Электрооборудование
.Электрооборудование
 флажковые мини в блистере (10 шт)
флажковые мини в блистере (10 шт) 5 A flag fuses
5 A flag fuses круглые в блистере (10 шт).
круглые в блистере (10 шт).
 флажковые в блистере (10 шт).
флажковые в блистере (10 шт). 5 A
5 A тока Быстродействующий стеклянный предохранитель, 5 x 20 мм 100 шт.
тока Быстродействующий стеклянный предохранитель, 5 x 20 мм 100 шт. в упаковке
в упаковке 00
00
 00
00
 тока, 100 А при 250 В перем. тока/10 кА при 125 В перем. тока, размер предохранителя 20 мм x 5 мм, GMA, 5 шт. — 6F103|GMA-3-R
тока, 100 А при 250 В перем. тока/10 кА при 125 В перем. тока, размер предохранителя 20 мм x 5 мм, GMA, 5 шт. — 6F103|GMA-3-R



 raysonglobal.com.cn
raysonglobal.com.cn
 com
com
 210(c), 23 октября 2019 г. Коммерция опубликовала утвердительное окончательное определение продаж. матрасов из Китая по цене ниже справедливой (LTFV). [1]
210(c), 23 октября 2019 г. Коммерция опубликовала утвердительное окончательное определение продаж. матрасов из Китая по цене ниже справедливой (LTFV). [1]  [4]
[4]  , как дополнительно описано ниже. [5]
, как дополнительно описано ниже. [5]  [6]
[6] 
 или позднее( т. е. за 90 дней до даты публикации Предварительного определения ), но до 4 июня 2019 г. ( т. е. дата публикации Предварительного определения ).
или позднее( т. е. за 90 дней до даты публикации Предварительного определения ), но до 4 июня 2019 г. ( т. е. дата публикации Предварительного определения ). , Ltd
, Ltd , Ltd
, Ltd , Ltd
, Ltd , Ltd
, Ltd Заинтересованные стороны могут найти список действующих приказов по адресу http://enforcement.trade.gov/stats/iastats1.html.
Заинтересованные стороны могут найти список действующих приказов по адресу http://enforcement.trade.gov/stats/iastats1.html. 
 Матрасы с внутренними пружинами называются «матрасами с внутренними пружинами» или «гибридными матрасами». «Гибридные матрасы» содержат две или более поддерживающих систем в качестве ядра, таких как слои пены с эффектом памяти и внутренние пружины.
Матрасы с внутренними пружинами называются «матрасами с внутренними пружинами» или «гибридными матрасами». «Гибридные матрасы» содержат две или более поддерживающих систем в качестве ядра, таких как слои пены с эффектом памяти и внутренние пружины. «Основание матраса» — это любое основание или опора для матраса. Основы матрасов обычно называют «фундаментами», «пружинными блоками», «платформами» и/или «базами». Основания могут быть статичными, складными или регулируемыми. Под действие распространяется только матрас, если он ввозится в составе мебели, с мебельными механизмами или в составе комплекта в сочетании с основой матраса.
«Основание матраса» — это любое основание или опора для матраса. Основы матрасов обычно называют «фундаментами», «пружинными блоками», «платформами» и/или «базами». Основания могут быть статичными, складными или регулируемыми. Под действие распространяется только матрас, если он ввозится в составе мебели, с мебельными механизмами или в составе комплекта в сочетании с основой матраса.
 Исключенные наматрасники имеют высоту четыре дюйма или меньше.
Исключенные наматрасники имеют высоту четыре дюйма или меньше. ) ( Окончательное определение ).
) ( Окончательное определение ).



 2023
2023
 04.2023
04.2023
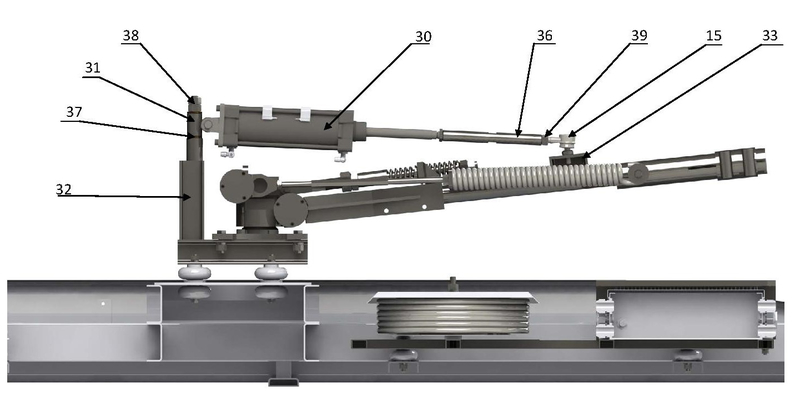 04.2023
04.2023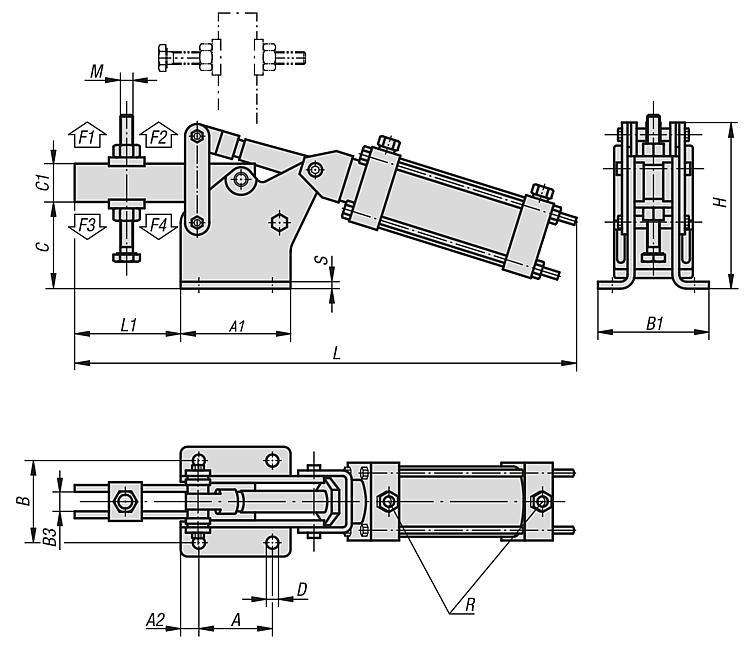
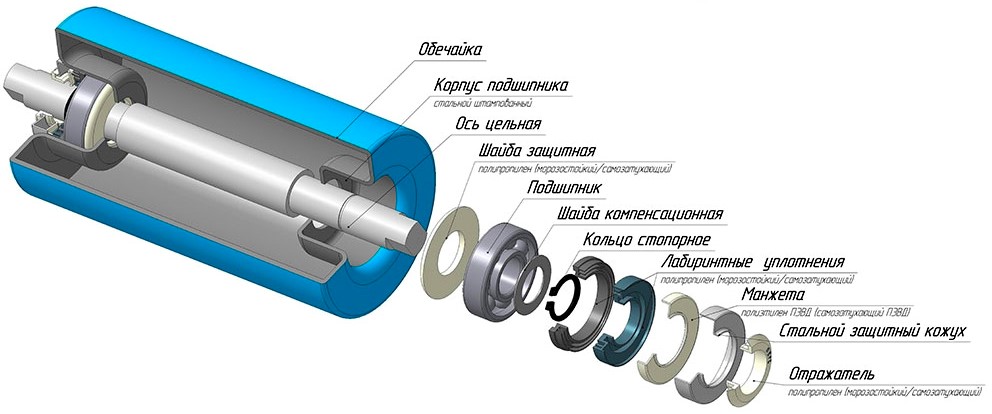 04.2023
04.2023
:quality(80)/images.vogel.de/vogelonline/bdb/1248700/1248744/original.jpg) 04.2023
04.2023
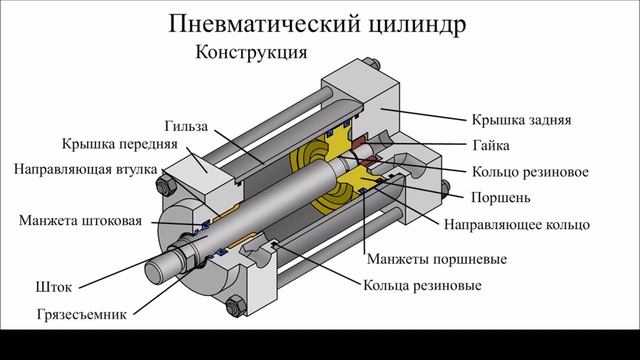 04.2023
04.2023 Принадлежности пневмоцилиндра используются для монтажа или соединения его с грузом. Некоторые аксессуары включены в стандарты ISO 6432 и ISO 15552, поэтому их можно заменять на устройства любой марки. Однако их можно использовать с баллонами, отличными от ISO, если условия монтажа совпадают. Монтажные принадлежности влияют на производительность, надежность и общий дизайн системы. В зависимости от предполагаемой функции и системных требований можно выбрать правильные монтажные принадлежности.
Принадлежности пневмоцилиндра используются для монтажа или соединения его с грузом. Некоторые аксессуары включены в стандарты ISO 6432 и ISO 15552, поэтому их можно заменять на устройства любой марки. Однако их можно использовать с баллонами, отличными от ISO, если условия монтажа совпадают. Монтажные принадлежности влияют на производительность, надежность и общий дизайн системы. В зависимости от предполагаемой функции и системных требований можно выбрать правильные монтажные принадлежности. В зависимости от необходимой функции пневматического цилиндра и области применения можно выбрать правильный монтажный аксессуар.
В зависимости от необходимой функции пневматического цилиндра и области применения можно выбрать правильный монтажный аксессуар. Цилиндры с центральным креплением проушин используют прямоугольные выступы, расположенные близко к средней точке головки цилиндра и крышки. Монтажные болты используются для крепления каждой лапки к монтажной поверхности. Расположение выступов посередине вдоль головки и крышки позволяет цилиндру поглощать силу вдоль центральной линии цилиндра. Преимущество этого заключается в равномерном распределении сил тяги или натяжения вдоль центральной линии цилиндра. Это делает центральные проушины подходящими для прямолинейных силовых приложений. Однако при использовании в условиях удара или высокого давления требуются установочные штифты для надежной фиксации цилиндра на монтажной поверхности. Плохо закрепленные выступы могут привести к смещению из-за неравномерного изгиба или крутящего момента на монтажной поверхности.
Цилиндры с центральным креплением проушин используют прямоугольные выступы, расположенные близко к средней точке головки цилиндра и крышки. Монтажные болты используются для крепления каждой лапки к монтажной поверхности. Расположение выступов посередине вдоль головки и крышки позволяет цилиндру поглощать силу вдоль центральной линии цилиндра. Преимущество этого заключается в равномерном распределении сил тяги или натяжения вдоль центральной линии цилиндра. Это делает центральные проушины подходящими для прямолинейных силовых приложений. Однако при использовании в условиях удара или высокого давления требуются установочные штифты для надежной фиксации цилиндра на монтажной поверхности. Плохо закрепленные выступы могут привести к смещению из-за неравномерного изгиба или крутящего момента на монтажной поверхности.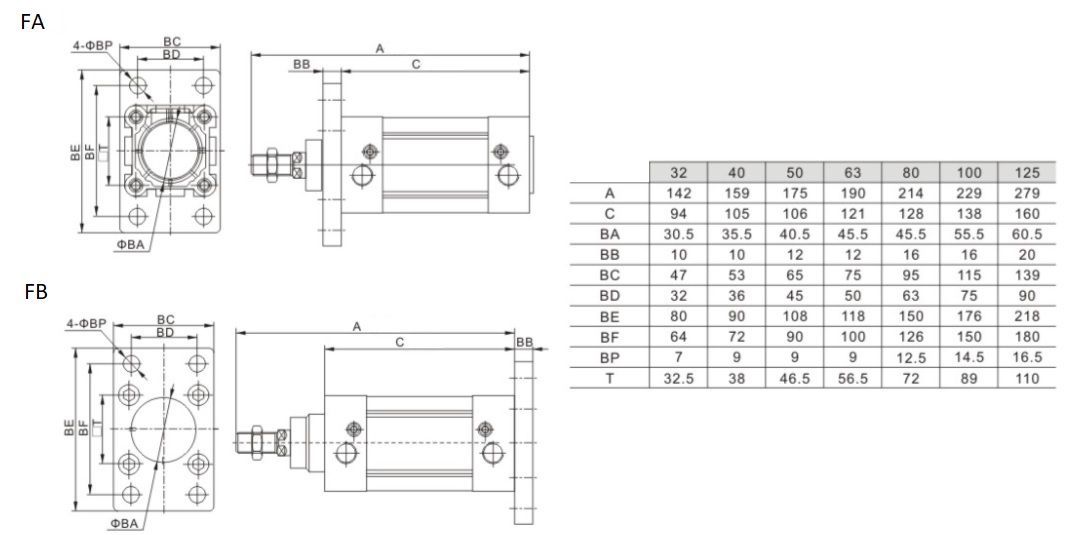 Фланцы могут быть установлены на конце крышки (сзади) или на конце штока (спереди) в зависимости от того, подвергается ли нагрузка толкающему или тянущему усилию. Фланец на конце стержня (головной части) используется для тяговых приложений, а фланец на конце крышки используется для толкающих приложений, однако, как правило, оба используются для более надежного монтажа.
Фланцы могут быть установлены на конце крышки (сзади) или на конце штока (спереди) в зависимости от того, подвергается ли нагрузка толкающему или тянущему усилию. Фланец на конце стержня (головной части) используется для тяговых приложений, а фланец на конце крышки используется для толкающих приложений, однако, как правило, оба используются для более надежного монтажа. 1 в качестве примера 4. Этот монтажный аксессуар удлиняет стяжки с обеих сторон цилиндра. для крепления к монтажной поверхности. Цилиндры, установленные на рулевой тяге, поглощают тягу или усилие натяжения вдоль центральной линии цилиндра, что делает их подходящими для восприятия нагрузок, не подвергая крепежные болты напряжению сдвига. Цилиндры, установленные на рулевой тяге, обычно соответствуют стандартам Национальной ассоциации гидроэнергетики (NFPA). Преимуществом следования стандартам NFPA является повышенная модульность деталей цилиндра, таких как размеры крышки, цилиндра, головки и штока. Это позволяет ускорить сборку и повысить взаимозаменяемость и доступность компонентов. Свободный конец цилиндров, установленных на рулевой тяге, должен поддерживаться, чтобы предотвратить несоосность и провисание. Недостатком этого монтажного приспособления является то, что оно менее жесткое, чем пневматические цилиндры с фланцевым креплением.
1 в качестве примера 4. Этот монтажный аксессуар удлиняет стяжки с обеих сторон цилиндра. для крепления к монтажной поверхности. Цилиндры, установленные на рулевой тяге, поглощают тягу или усилие натяжения вдоль центральной линии цилиндра, что делает их подходящими для восприятия нагрузок, не подвергая крепежные болты напряжению сдвига. Цилиндры, установленные на рулевой тяге, обычно соответствуют стандартам Национальной ассоциации гидроэнергетики (NFPA). Преимуществом следования стандартам NFPA является повышенная модульность деталей цилиндра, таких как размеры крышки, цилиндра, головки и штока. Это позволяет ускорить сборку и повысить взаимозаменяемость и доступность компонентов. Свободный конец цилиндров, установленных на рулевой тяге, должен поддерживаться, чтобы предотвратить несоосность и провисание. Недостатком этого монтажного приспособления является то, что оно менее жесткое, чем пневматические цилиндры с фланцевым креплением. Однако цилиндр установлен со смещением от центра по бокам или на ножках цилиндра. Это обеспечивает самую легкую сборку и разборку и может использоваться как для толкания, так и для вытягивания груза. Однако при смещении крепления от линии действия силы может возникнуть боковая нагрузка. Следовательно, цилиндр должен быть закреплен штифтами или шпонками, чтобы поглощать напряжение сдвигающих нагрузок и позволять монтажным болтам оставаться в простом натяжении. Цилиндр также более склонен к движению при изменении нагрузки, поэтому жесткое подключение водопровода не рекомендуется из-за возможных утечек. Двумя наиболее распространенными типами смещения со смещением являются боковое крепление и крепление на лапах, которые можно увидеть на рис. 4.
Однако цилиндр установлен со смещением от центра по бокам или на ножках цилиндра. Это обеспечивает самую легкую сборку и разборку и может использоваться как для толкания, так и для вытягивания груза. Однако при смещении крепления от линии действия силы может возникнуть боковая нагрузка. Следовательно, цилиндр должен быть закреплен штифтами или шпонками, чтобы поглощать напряжение сдвигающих нагрузок и позволять монтажным болтам оставаться в простом натяжении. Цилиндр также более склонен к движению при изменении нагрузки, поэтому жесткое подключение водопровода не рекомендуется из-за возможных утечек. Двумя наиболее распространенными типами смещения со смещением являются боковое крепление и крепление на лапах, которые можно увидеть на рис. 4.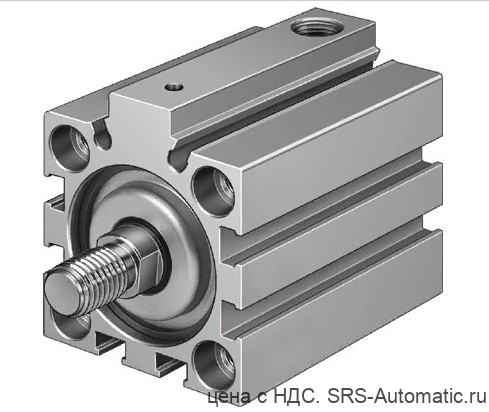 Монтажная поверхность также должна быть спроектирована таким образом, чтобы выдерживать крутящий момент от монтажных болтов и цилиндра во время срабатывания.
Монтажная поверхность также должна быть спроектирована таким образом, чтобы выдерживать крутящий момент от монтажных болтов и цилиндра во время срабатывания. Крепления с шарнирным креплением полезны для компенсации небольшого смещения и защиты штока цилиндра от изгибающих усилий. Поворотные крепления часто используются с аксессуарами, такими как крепления на концах стержней, которые также обеспечивают точку поворота. Хотя цилиндры с шарнирным креплением обеспечивают свободу вращения, если шток не направляется должным образом, шток поршня будет подвергаться изгибающим нагрузкам. Двумя наиболее распространенными типами крепления шарнира являются вилка и цапфа. Крепления с вилкой (рис. 6, пример 2 и 3) и цапфой (рис. 6, пример 1) используются в цилиндрах, соответствующих стандартам ISO 6432 и ISO 15552.
Крепления с шарнирным креплением полезны для компенсации небольшого смещения и защиты штока цилиндра от изгибающих усилий. Поворотные крепления часто используются с аксессуарами, такими как крепления на концах стержней, которые также обеспечивают точку поворота. Хотя цилиндры с шарнирным креплением обеспечивают свободу вращения, если шток не направляется должным образом, шток поршня будет подвергаться изгибающим нагрузкам. Двумя наиболее распространенными типами крепления шарнира являются вилка и цапфа. Крепления с вилкой (рис. 6, пример 2 и 3) и цапфой (рис. 6, пример 1) используются в цилиндрах, соответствующих стандартам ISO 6432 и ISO 15552.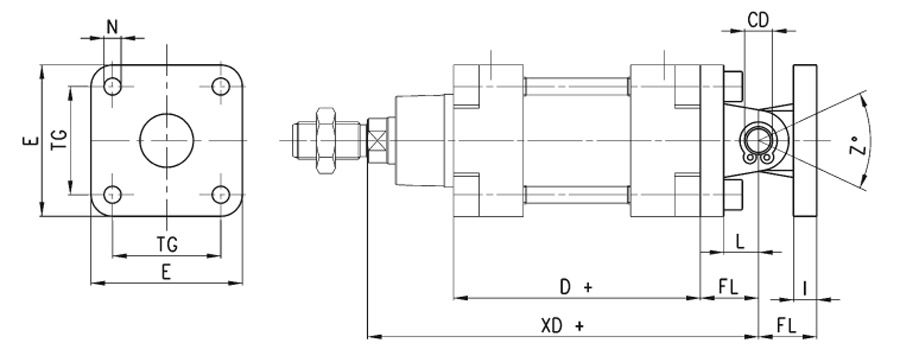 Эффективная тяга (F ef ) во время срабатывания можно рассчитать по следующей формуле:
Эффективная тяга (F ef ) во время срабатывания можно рассчитать по следующей формуле: В приложениях, где ожидается небольшая несоосность, можно использовать сферический подшипник для снятия напряжения со штока.
В приложениях, где ожидается небольшая несоосность, можно использовать сферический подшипник для снятия напряжения со штока. ISO 6432 и ISO 15552 определяют различные размеры монтажных принадлежностей, дополнительно ISO 8139 и ISO 8140 определяют аксессуары, которые можно использовать вместе с цилиндрами, соответствующими ISO 15552 и ISO 6432. Принадлежности, соответствующие стандарту ISO, легко устанавливаются и легко заменяются, поскольку они взаимозаменяемы с цилиндрами любой марки, соответствующей стандарту ISO. Эти монтажные приспособления также можно использовать с цилиндрами, отличными от ISO, если они соответствуют требованиям по монтажу.
ISO 6432 и ISO 15552 определяют различные размеры монтажных принадлежностей, дополнительно ISO 8139 и ISO 8140 определяют аксессуары, которые можно использовать вместе с цилиндрами, соответствующими ISO 15552 и ISO 6432. Принадлежности, соответствующие стандарту ISO, легко устанавливаются и легко заменяются, поскольку они взаимозаменяемы с цилиндрами любой марки, соответствующей стандарту ISO. Эти монтажные приспособления также можно использовать с цилиндрами, отличными от ISO, если они соответствуют требованиям по монтажу.
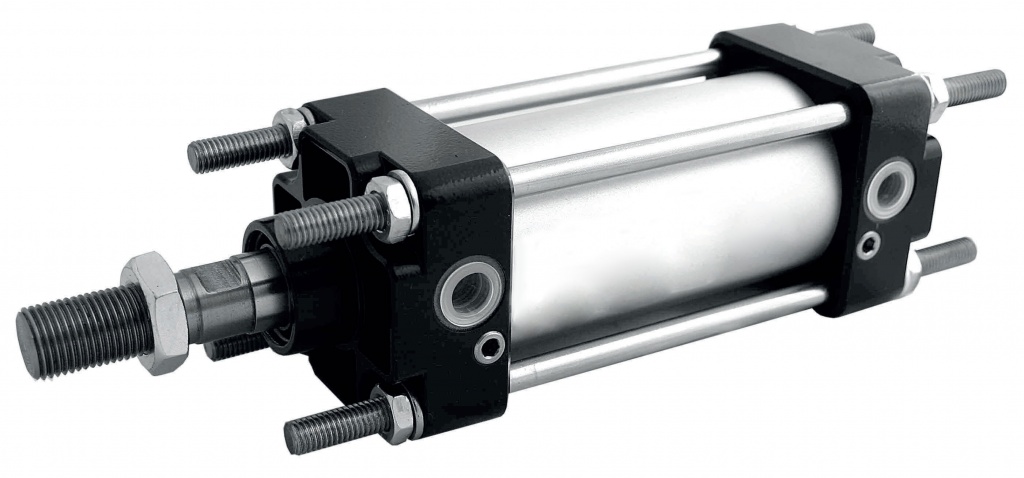
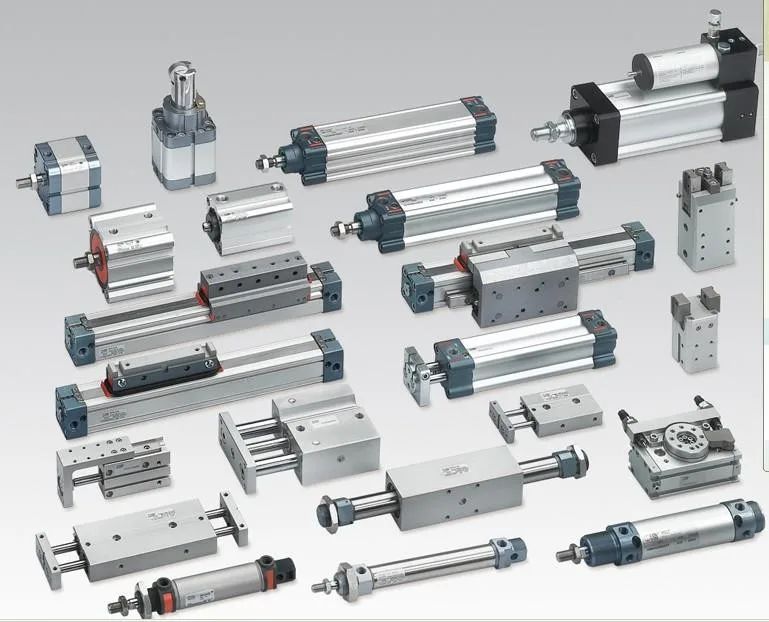
 К преимуществам правильной установки цилиндра относятся повышенная производительность цилиндра, надежность и оптимизированное использование монтажного пространства. На выбор монтажных принадлежностей влияют следующие критерии:
К преимуществам правильной установки цилиндра относятся повышенная производительность цилиндра, надежность и оптимизированное использование монтажного пространства. На выбор монтажных принадлежностей влияют следующие критерии: Цилиндры с боковым креплением будут подвергать монтажную поверхность дополнительному напряжению сдвига во время срабатывания.
Цилиндры с боковым креплением будут подвергать монтажную поверхность дополнительному напряжению сдвига во время срабатывания.
 Крепление вилки или цапфы обеспечивает точку поворота для перемещения цилиндра во время рабочего цикла.
Крепление вилки или цапфы обеспечивает точку поворота для перемещения цилиндра во время рабочего цикла. рис. 11) рекомендуются для применений, в которых шток поршня перемещается по траектории не более чем на 3° в обе стороны от истинного плоского движения
рис. 11) рекомендуются для применений, в которых шток поршня перемещается по траектории не более чем на 3° в обе стороны от истинного плоского движения Эти цилиндры должны иметь длину хода, по крайней мере, равную размеру отверстия.
Эти цилиндры должны иметь длину хода, по крайней мере, равную размеру отверстия.
 Но это все-таки полумеры, поскольку полностью от повреждений они не защищают. Сколы и трещины можно устранить по месту. Мы выполняем такие работы, посмотрите наши видео здесь и здесь
Но это все-таки полумеры, поскольку полностью от повреждений они не защищают. Сколы и трещины можно устранить по месту. Мы выполняем такие работы, посмотрите наши видео здесь и здесь Щитки должны быть
Щитки должны быть
 7 правил подбора, которые экономят время и деньги
7 правил подбора, которые экономят время и деньги Виды секторов бывают разные: двухскатные, прямые, односкатные, сложной формы
Виды секторов бывают разные: двухскатные, прямые, односкатные, сложной формы Данный элемент широко используется на производстве как отдельная система по очистке направляющих от абразивного воздействия и является составляющей частью телескопических кожухов, который увеличивает срок службы телескопической защиты, тем самым продлевает работу станка без простоя. В связи с непрерывной работой скребков , они являются расходным материалом, который необходимо менять раз в 6 месяцев при агрессивных условиях работы, при изношенных скребках, весь абразив попадает между зазоров секторов, оказывая пагубное влияние на элементы станка, разрушая направляющие перемещения самого кожуха, износ который вызывает клин защиты и остановки рабочего цикла.
Данный элемент широко используется на производстве как отдельная система по очистке направляющих от абразивного воздействия и является составляющей частью телескопических кожухов, который увеличивает срок службы телескопической защиты, тем самым продлевает работу станка без простоя. В связи с непрерывной работой скребков , они являются расходным материалом, который необходимо менять раз в 6 месяцев при агрессивных условиях работы, при изношенных скребках, весь абразив попадает между зазоров секторов, оказывая пагубное влияние на элементы станка, разрушая направляющие перемещения самого кожуха, износ который вызывает клин защиты и остановки рабочего цикла. 0 (1001101) — 560мм
0 (1001101) — 560мм


 ..
.. В сочетании с опциональным PLe согласно EN/ISO 13849-1 спецификации (кат. 4) предохранительные устройства эти автоматические шлагбаумы являются идеальной защитой, ограничивая доступ и защищая от опасностей, вызванных технологическим процессом. Долговечность, низкие эксплуатационные расходы, годы проверенной службы и тысячи единиц в эксплуатации делают всю нашу линейку защитных кожухов машин популярным выбором в автомобильной, механической и других отраслях тяжелой промышленности.
В сочетании с опциональным PLe согласно EN/ISO 13849-1 спецификации (кат. 4) предохранительные устройства эти автоматические шлагбаумы являются идеальной защитой, ограничивая доступ и защищая от опасностей, вызванных технологическим процессом. Долговечность, низкие эксплуатационные расходы, годы проверенной службы и тысячи единиц в эксплуатации делают всю нашу линейку защитных кожухов машин популярным выбором в автомобильной, механической и других отраслях тяжелой промышленности. с.
с.