Изготовление формы из силикона: Литье форм из жидкого силикона в домашних условиях / Хабр
Литье форм из жидкого силикона в домашних условиях / Хабр
В прошлый раз я описывал разработку набора для фокуса «Растворимая ложка», в котором фигурировала форма из силикона.
Сегодня подробно распишу сам процесс литья таких форм из жидкого силикона на основе платины. Предупреждаю, под катом много фото!
Материалы и оборудование
Двухкомпонентный жидкий силикон
Какой именно и где я покупал жидкий силикон описал в прошлый раз.
Форма для отливки силикона
Форму мне изготавливали на заказ из алюминия, но для простых и домашних задач ее можно сделать своими руками из гипса. Этот процесс я еще не описывал, так что будет тема для очередного поста.
Вот пример гипсовой формы, которую делали сами в самом начале:
А это уже промышленная форма:
Емкость для замешивания
Лучше использовать прозрачные емкости с мерными рисками. Но чтобы не портить тару я взял флакон из под шампуня и обрезал верхушку. А так как флакон не прозрачный, понадобились дополнительные стадии для определения уровня наполнения. Но это мелочи.
Но чтобы не портить тару я взял флакон из под шампуня и обрезал верхушку. А так как флакон не прозрачный, понадобились дополнительные стадии для определения уровня наполнения. Но это мелочи.
Палочка для перемешивания
Силикон состоит из двух компонентов которые нужно смешать вместе в равных пропорциях. Для перемешивания отлично подходят китайские палочки для еды, которые можно прихватить по дороге домой в любом фастфуде с роллами.
Воронка
Как правило, формы для отливки имеют небольшое отверстие для заливки в них силикона. Поэтому пригодится воронка, изготовить которую можно из глянцевой бумаги, сверху зафиксировав скотчем.
Перчатки
При работе использовал обычные латексные перчатки. Но подойдут любые, лишь бы в них было удобно.
Обезжириватель
Форму, куда будет заливаться силикон, нужно очистить и обезжирить. В первые разы я этого не сделал и на форме оказались небольшие рытвины от твердого мусора, а в паре мест силикон довольно сильно прилип к форме.
В первые разы я этого не сделал и на форме оказались небольшие рытвины от твердого мусора, а в паре мест силикон довольно сильно прилип к форме.
Для очистки я использовал очиститель, купленный на строительном рынке. Фотку его забыл сделать, к сожалению. Но можно спирт или WB использовать.
Что еще может пригодится
Восковая смазка
У поставщика силикона продается специальная восковая смазка в виде спрея. Ее наносят на форму перед заливкой и это гарантирует легкое извлечение готовой силиконовой детали из формы. Но я пока обошелся без нее.
Вакуумная камера
Можно еще использовать центробежную или вакуумную камеры, чтобы удалять пузырьки воздуха из силикона. Но для моей цели это было не так критично, да и пузырьков почти не оказалось.
Процесс изготовления
Установка по уровню
Так как мои формы для отливки имеют форм-фактор ванночки, то их нужно установить горизонтально при помощи уровня.![]() После замера я подложил под низкий край картонки и все готово.
После замера я подложил под низкий край картонки и все готово.
Определение объема формы
Для начала нужно понять сколько понадобится силикона для изготовления конкретной формы. Проще всего использовать воду.
Заполняем форму водой и выливаем ее из формы в мерный стаканчик. В моем случае объем составил 130 мл. Вторая форма почти так же. Итого получилось 260 мл.
Теперь про емкость для замешивания силикона. По сути, нужен мерный стаканчик с двумя метками 130 мл и 260 мл, чтобы по очереди залить два компонента силикона.
Я вышел из положения так: взял одну из двух китайских палочек, поместил ее в емкость и залил внутрь 130 мл воды. В том месте, где оказалась грань между сухой палочкой и мокрой, прочертил линию. Затем добавил в емкость еще 130 мл и прочертил вторую риску.
Приготовление силиконовой смеси
Для приготовления силиконовой смеси нужно смешать два компонента жидкого силикона в равных пропорциях и тщательно перемешать.
Компонтент А
Компонент B:
Очень важно хорошо перемешать, иначе реакция произойдет не равномерно и часть силикона останется жидким и форма будет испорчена.
На все про все есть 15 минут, после силикон станет застывать и его невозможно будет вылить в форму.
Заливка силикона в форму
В первую форму медленно и в одну точку стал лить приготовленную силиконовую смесь. Важно лить в одну точку, чтобы силикон сам распространялся по форме и выгонял воздух. Если начать перемещать струю, то может образоваться полость с воздушным пузырьком, и из-за этого внутри силиконовой формы окажется либо дырка, либо пустое место.
Когда почти вся форма заполнилась силиконом, закрыл ее специально приготовленной крышкой с отверстиями. В одно из них вставил воронку и стал подливать в нее силикон. Вторая дырка нужна для выхода воздуха.
Важно отметить, что крышки нужно плотно прижимать к форме. Я делал это рукой, но было не очень удобно. На будущее изготовлю фиксаторы или защелки.
Я делал это рукой, но было не очень удобно. На будущее изготовлю фиксаторы или защелки.
После того, как формы полностью заполнились силиконом, сверху поставил груз. В таком виде будет находится 24 часа для полного застывания.
Извлечение готовых силиконовых форм
Через сутки силиконовые формы готовы и их можно извлекать из оснастки. Для этого аккуратно плоским предметов (я использовал металлическую линейку) нужно поддеть с краю и медленно приподнять.
Если два компонента жидкого силикона были хорошо перемешены и после заливки прошло 24 часа, то изделие легко отстает от формы. А вот если плохо перемешать смесь, то местами она останется жидкая и деталь будет испорчена.
Дефекты и удаления излишек
Все таки образовались воздушные полости и теперь форма немного с браком. Для моей задачи это вообще не критично, но страдает товарный вид. В следующий раз это учту.
Между крышкой и формой существует небольшой зазор, силикон в него проникает и на форме остаются излишки. А еще в отверстиях для заливки тоже остается силикон и получаются наросты. Их легко удалить при помощи ножниц и канцелярского ножа.
Для чего могут еще пригодится формы из силикона
При выборе силикона для литья основным ограничителем является температура, поэтому заливать что-либо с температурой выше 120°C не получится. Конкретно в эти силиконовые формы будет заливаться галлий, металл с низкой температурой плавления (около 30 градусов), поэтому проблем не будет.
Для чего еще можно использовать формы, отлитые из жидкого силикона:
- для изготовления силиконовых приманок;
- для производства декоративного камня и плитки;
- для литья из гипса;
- для формовки мыла при изготовления;
- использовать при формовке шоколада и желе;
- для литья деталей из двухкомпонентного жидкого пластика;
- при изготовлении декоративных статуэток и поделок;
Если у кого есть опыт в отливке силиконовых деталей и форм, будет здорово дополнить эту историю полезными лайфхаками и приемами.
Создание пресс-форм из силикона: практическое руководство
На протяжении истории для изготовления разных вещей, от оружия в бронзовом века до современных потребительских товаров, ремесленники использовали пресс-формы. Первые пресс-формы делали из камня, но современная наука позволила получить материалы, с которыми проще работать, например силикон.
Сегодня литье в силиконовых пресс-формах используется компаниями во многих отраслях. Чтобы создать модель в одном экземпляре или несколько ее партий, силиконовые пресс-формы используют все, от разработчиков продукции и инженеров до любителей творчества и даже шеф-поваров.
В этом практическом руководстве по созданию пресс-форм из силикона мы рассмотрим все вопросы, которые нужно знать перед началом работы. Мы также расскажем о том, что вам для этого потребуется, и пошагово продемонстрируем, как использовать силиконовые пресс-формы в любых проектах.
Технический доклад
В этом докладе содержатся практические примеры компаний OXO, Tinta Crayons и Dame Products, иллюстрирующие три различных случая применения литья в силиконовых пресс-формах для разработки и производства продукции, в том числе многослойное литье и литье со вставкой.
Скачать технический доклад
Силикон — это надежное решение для изготовления пресс-форм. Он обладает множеством преимуществ. С помощью литья в силиконовых пресс-формах можно создавать проекты по индивидуальным параметрам. Сами пресс-формы получаются достаточно прочными. Их можно использовать несколько раз, и они не сломаются. Силикон — это неорганический материал. По сравнению с каучуком, своим органическим аналогом, он обладает высокой устойчивостью к теплу и холоду, воздействию химических веществ и даже образованию плесени. Пресс-формы из силикона обладают следующими преимуществами:
Силикон — гибкий материал. Благодаря этому с ним легко работать. Силиконовые пресс-формы можно сгибать; они мало весят по сравнению с более жесткими материалами, например пластмассой. Из них также легко извлекать отлитые модели. Силикон обладает хорошей гибкостью. Поэтому вероятность того, что силиконовые пресс-формы или отлитые в них модели сломаются, меньше.![]() Пресс-формы из силикона, созданные по индивидуальным параметрам, можно использовать для изготовления любых изделий, от сложных инженерных компонентов до кубиков льда и сладостей к празднику.
Пресс-формы из силикона, созданные по индивидуальным параметрам, можно использовать для изготовления любых изделий, от сложных инженерных компонентов до кубиков льда и сладостей к празднику.
Силикон способен выдерживать температуру от -65 до +400 градусов Цельсия. В зависимости от формулы он обладает удлинением до 700 %. У него высокая стойкость к широкому ряду условий: силикон можно поместить в печь или холодильник и растянуть его после этого.
В большинстве случаев одну силиконовую пресс-форму можно использовать много раз. Однако нужно понимать, что срок службы разных пресс-форм может сильно отличаться. Чем чаще выполняется литье и чем сложнее форма создаваемой модели, тем быстрее пресс-форма будет изнашиваться. Чтобы максимально продлить срок службы пресс-форм из силикона, их нужно очищать слабым мыльным раствором, тщательно высушивать и хранить по отдельности, не складывая друг на друга.
Силикон обладает массой преимуществ, но у него есть и ряд ограничений:
Силикон дороже латекса или органического каучука.
 Если заглянуть на Amazon, то можно найти много предложений по продаже силикона за 100 долларов США, что почти в два раза дороже латекса.
Если заглянуть на Amazon, то можно найти много предложений по продаже силикона за 100 долларов США, что почти в два раза дороже латекса.Несмотря на хорошую гибкость, силикон может порваться, если его сильно растянуть.
Силикон создают, применяя разные формулы. Поэтому его и другие материалы для производства нужно покупать у надежного поставщика.
 Если заглянуть на Amazon, то можно найти много предложений по продаже силикона за 100 долларов США, что почти в два раза дороже латекса.
Если заглянуть на Amazon, то можно найти много предложений по продаже силикона за 100 долларов США, что почти в два раза дороже латекса.Как любители, так и профессионалы используют пресс-формы из силикона из-за их универсальности и простоты в применении. Вот несколько отраслевых примеров и случаев применения, где их используют для производства продукции:
Литье в силиконовых пресс-формах используется для прототипирования и разработки продукции в различных отраслях. Стоимость силиконовых пресс-форм значительно ниже, чем жестких инструментов для традиционных производственных процессов, таких как литье под давлением. Литье в пресс-формах из силикона отлично подходит для прототипирования конструкций изделий, а также для создания образцов, чтобы проверить потребительский спрос на новую продукцию на рынке. Если 3D-печать лучше подходит для создание моделей в одном экземпляре, то литье в силиконовых пресс-формах и из полиуретана — идеальное решение для мелкосерийного производства моделей.
Если 3D-печать лучше подходит для создание моделей в одном экземпляре, то литье в силиконовых пресс-формах и из полиуретана — идеальное решение для мелкосерийного производства моделей.
Вебинар
Производство с помощью новых технологий быстрее традиционных методов, а также эффективно при создании продукции в малых масштабах или внесении изменений в ее конструкцию. Посмотрите этот вебинар и узнайте, как использовать 3D-печать для создания моделей в средних масштабах методом литья под давлением.Смотреть вебинар
Ювелиры используют силиконовые пресс-формы для дублирования созданных вручную или напечатанных на 3D-принтере моделей из воска. Это дает им возможность постепенно отказаться от трудоемкой работы, вырезая модели из воска для каждого нового изделия, но при этом продолжать использовать этот материал для литья. Благодаря этому можно совершить значительный скачок в серийном производстве и использовать литье по выплавляемым моделям в заданных масштабах. Так как силиконовые пресс-формы позволяют хорошо передать детали, ювелиры могут создавать изделия с мелким орнаментом и замысловатой геометрической формой.
Так как силиконовые пресс-формы позволяют хорошо передать детали, ювелиры могут создавать изделия с мелким орнаментом и замысловатой геометрической формой.
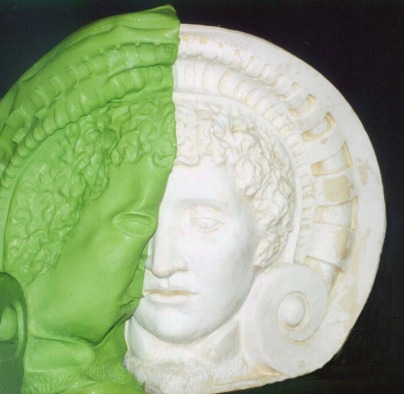
Силиконовая пресс-форма с вулканизацией при комнатной температуре, наложенная на созданный на 3D-принтере образец.
Технический доклад
3D-печать с использованием высокоэффективных материалов позволяет проектировщикам и специалистам по литью использовать в своих производственных процессах цифровые технологии. Прочитайте эту статью и узнайте, как можно использовать 3D-печать для производства мелких металлических изделий.Скачать технический доклад
Мастера используют силиконовые пресс-формы, чтобы создавать изделия ручной работы с индивидуальными параметрами, например, мыло или свечи. Чтобы изготовить продукцию, такую как мел и ластики, пресс-формы из силикона используют даже производители школьных принадлежностей.
Например небольшая австралийский компания Tinta Crayons применяет пресс-формы из силикона для производства цветных восковых мелков с забавной формой и высоким качеством поверхности.
Цветные восковые мелки в виде роботов компании Tinta Crayons, отлитые в силиконовых пресс-формах (источник изображения).
С помощью силиконовых пресс-форм для еды можно создавать различные кондитерские изделия причудливой формы, в том числе шоколад, фруктовый лед и леденцы. Так как силикон выдерживает температуру до 400 градусов Цельсия, такие пресс-формы можно также использовать для запекания. Кроме того, в них хорошо поднимаются маленькие мучные изделия, такие как булочки и кексы.
Независимые художники и любители творчества используют литье в силиконовых пресс-формах для создания уникальных изделий. Их можно применять для придания формы любым предметам и изготовления их копий, от бомб для ванной до лакомств для собак. Возможности практически безграничны. Детям будет интересно создать копию своей руки с помощью литья в силиконовых пресс-формах. Нужно лишь убедиться в том, что используемый силикон безопасен для кожи.
Образец — это модель, которую используют для получения точного ее отпечатка в силиконовой пресс-формы.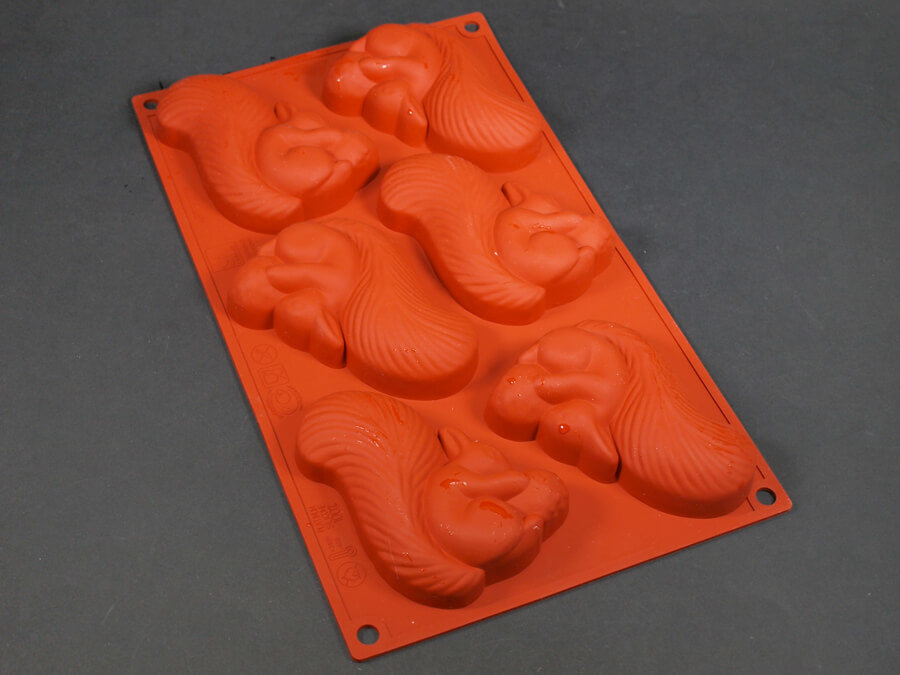 Если вы просто хотите сделать копию существующего объекта, имеет смысл использовать его в качестве образца. Нужно лишь убедиться в том, что этот объект способен выдержать процесс создания пресс-формы.
Если вы просто хотите сделать копию существующего объекта, имеет смысл использовать его в качестве образца. Нужно лишь убедиться в том, что этот объект способен выдержать процесс создания пресс-формы.
Для получения новой конструкции или прототипа сначала нужно изготовить образец. Для этого есть несколько способов. Среди них следующие:
Лепка: если вы талантливый скульптор или создаете модель с относительно простой конструкцией, для изготовления образца можно использовать глину. Лепка образца также будет интересна детям и представляет собой экономичное решение для любителей творчества.
Резьба: образец можно создать с помощью резьбы по дереву. Образцы, вырезанные из дерева, — это отличный выбор для создания плиток и плоских конструкций.
3D-печать: многие профессионалы и проектировщики в компаниях выбирают печать образцов на 3D-принтере. Настольные 3D-принтеры обладают множеством преимуществ. Они дают широкие возможности для проектирования в программном обеспечении САПР, обеспечивают высокую детализацию, легкость при внесении изменений в прототипы, а также быстрое создание моделей.

Получив образец, можно начинать изготовление силиконовой пресс-формы.
Для создания базовой пресс-формы из силикона потребуется следующее:
Образец
Жидкий силикон, например, Smooth-On OOMOO 30
Емкость или беспористый контейнер в качестве корпуса для пресс-формы
Смазка для пресс-формы, например, Smooth-On Universal Mold Release
Воск, полимер или другой материал для конечного использования
Прежде чем приступить к созданию пресс-форм, нужно решить, какие вам нужны.
Однокомпонентные силиконовые пресс-формы похожи на лоток для кубиков льда. В них заливают материал и дают ему затвердеть. Однако, как и в случае с кубиками льда, у которых верхняя поверхность плоская, однокомпонентные пресс-формы подходят только для создания моделей, у которых одна из сторон ровная. Если у вашего образца есть глубокие канавки, после затвердевания силикона его и готовые модели будет сложнее извлечь, не повредив.
Если у вашего образца другая конструкция, то однокомпонентные силиконовые пресс-формы идеально подойдут для непрерывного 3D-воспроизведения всей его поверхности.
Однокомпонентные силиконовые пресс-формы — наилучшее решение для изготовления моделей с плоской стороной и без глубоких канавок.
Для 3D-воспроизведения образца без плоской стороны или с глубокими канавками лучше подойдет двухкомпонентная пресс-форма. Она состоит из двух элементов, которые соединяются и образуют трехмерную полость (аналогично тому, как осуществляется литье под давлением).
У двухкомпонентных пресс-форм нет плоских поверхностей, и с ними проще работать, чем с формами, состоящими из одного компонента. Из недостатков: их немного сложнее изготовить. Также на поверхности моделей могут оставаться швы, если компоненты пресс-формы не расположить вровень друг с другом.
С помощью двухкомпонентных пресс-форм можно воспроизводить образцы с любой конструкцией (источник изображения)
Сначала нужно решить, какую пресс-форму использовать: одну- или двухкомпонентную. Процесс их изготовления схож, но на создание двухкомпонентной пресс-формы потребуется немного больше времени. Для изготовления силиконовых пресс-форм можно использовать следующие пошаговые инструкции.
Процесс их изготовления схож, но на создание двухкомпонентной пресс-формы потребуется немного больше времени. Для изготовления силиконовых пресс-форм можно использовать следующие пошаговые инструкции.
Создайте образец вашего изделия: это ваш окончательный проект модели, которая будет воспроизведена из другого материала. При печати на стереолитографическом 3D-принтере используйте стандартные полимеры с высотой слоя 50 мкм. На детализированной поверхности не должно быть следов от поддерживающих структур. Промойте модели с помощью ИПС. Если поверхность остается липкой, это может повлиять на процесс литья в силиконовых пресс-формах.
Создайте корпус для пресс-формы: популярное решение для изготовления емкости для пресс-формы — ДВП с порошковой окраской, но подойдет и обычный пластиковый контейнер. Материалы должны быть беспористыми и с плоским дном.
Расположите образец и нанесите смазку для литья: нанесите немного смазки на внутреннюю поверхность корпуса для пресс-формы.
Поместите образцы в емкость так, чтобы их детализированная поверхность была обращена вверх. Нанесите на них небольшой слой смазки для литья. Подождите 10 минут, пока они полностью высохнут.Приготовьте силикон: смешайте силиконовый каучук в соответствии с указаниями на упаковке. Для удаления пузырьков воздуха можно использовать устройства, создающие вибрацию, такие как ручная электрошлифовальная машина.
Залейте силикон в корпус для пресс-формы: осторожно залейте смешанный силиконовый каучук в емкость узкой струей. Сначала заливайте каучук в нижнюю часть емкости (основание) и постепенно поднимайтесь по контурам образца, напечатанного на 3D-принтере. Толщина слоя каучука сверху образца должна быть не менее одного сантиметра. В зависимости от типа и торговой марки силикона процесс затвердевания займет от одного часа до дня.
Извлеките силикон из емкости: после того как силикон затвердеет, извлеките его и образцы из емкости.
Полученная форма будет использоваться наподобие лотка для льда, чтобы изготовить продукцию для конечного использования.Отлейте вашу модель: рекомендуется нанести небольшой слой смазки на силиконовую пресс-форму и дать ей высохнуть в течение 10 минут. Залейте материал для конечного использования (например, воск или цемент) в полости и дайте ему затвердеть.
Подготовьте пресс-форму к следующей заливке: силиконовую пресс-форму можно использовать много раз. Перейдите к седьмому пункту и повторите процесс.
 Поместите образцы в емкость так, чтобы их детализированная поверхность была обращена вверх. Нанесите на них небольшой слой смазки для литья. Подождите 10 минут, пока они полностью высохнут.
Поместите образцы в емкость так, чтобы их детализированная поверхность была обращена вверх. Нанесите на них небольшой слой смазки для литья. Подождите 10 минут, пока они полностью высохнут. Полученная форма будет использоваться наподобие лотка для льда, чтобы изготовить продукцию для конечного использования.
Полученная форма будет использоваться наподобие лотка для льда, чтобы изготовить продукцию для конечного использования.Чтобы создать двухкомпонентную силиконовую пресс-форму, выполните первые два действия, указанные выше: создайте образец и корпус для пресс-формы. После этого выполните следующие действия:
Расположите образцы в корпусе, поместив их в глину: чтобы сформировать половину пресс-формы, используйте глину. Глину нужно выложить в корпус для пресс-формы. Образец нужно вставить в глину наполовину.
Приготовьте силикон и залейте его: приготовьте силикон, следуя указаниям на его упаковке, и осторожно залейте его поверх глины и образцов. Залитый слой силикона — это первая половина двухкомпонентной пресс-формы.
Извлеките все содержимое из корпуса для пресс-формы: после того как первая половина затвердеет, извлеките ее, образцы и глину из корпуса для пресс-формы. При извлечении содержимого допускается отделение слоев друг от друга.
Выполните очистку от глины: полностью очистите первую половину пресс-формы и образцы от глины. Образцы и полученная часть пресс-формы должны быть абсолютно чистыми.
Поместите пресс-форму и образцы обратно в корпус: снова поместите полученную часть пресс-формы со вставленными в нее образцами в корпус так, чтобы они были обращены вверх, а не вниз.
Нанесите слой смазки для литья: чтобы проще было извлечь второй компонент пресс-формы, нанесите тонкий слой смазки на верхнюю поверхность образца и первой части пресс-формы.
Приготовьте силикон и залейте его для получения второй части пресс-формы: следуя приведенным ранее указаниям, приготовьте и залейте силикон в корпус, чтобы получить второй компонент пресс-формы.
Дождитесь, пока вторая часть пресс-формы затвердеет: прежде чем извлечь второй компонент пресс-формы из корпуса, дождитесь, пока она затвердеет.
Извлеките модели: извлеките обе части пресс-формы из корпуса и аккуратно отсоедините их друг от друга.


Будь то еда, фигурки или коммерческие компоненты, единственно верного способа производства продукции в целом не существует. Для достижения наилучших результатов зачастую используется сочетание разных методов. Чтобы принимать наиболее эффективные решения в рамках своего проекта, важно знать о преимуществах и недостатках каждого из них.
Хотите узнать о других методах литья в пресс-формах и случаях их применения? Скачайте наш технический доклад «Прессование из силикона для разработки продукции».
Скачать технический доклад
Как сделать силиконовые формы: практическое руководство
На протяжении всей истории ремесленники использовали формы для изготовления всего, от оружия бронзового века до современных потребительских товаров. В то время как ранние формы обычно изготавливались из камня, современная наука дала начало материалам, с которыми гораздо легче работать, например силикону.
Сегодня огромное количество отраслей промышленности полагаются на изготовление силиконовых форм. Разработчики продуктов, инженеры, производители товаров «сделай сам» и даже повара изготавливают силиконовые формы для изготовления единичных или небольших партий деталей.
В этом практическом руководстве по изготовлению силиконовых форм мы разберем все, что вам нужно знать перед тем, как приступить к работе, предоставим список предметов, которые вам понадобятся, и дадим пошаговое руководство по изготовлению силиконовых форм для любой тип проекта.
Технический документ
Загрузите этот отчет, чтобы узнать о примерах использования OXO, Tinta Crayons и Dame Products, которые иллюстрируют три различных варианта силиконового литья для проектирования и производства продуктов, включая многослойное литье и литье со вставками.
Загрузить информационный документ
Силикон — отличный выбор для изготовления пресс-форм, поскольку он обладает множеством преимуществ. Вы можете легко создать индивидуальный дизайн с помощью силиконового литья. Сами формочки тоже достаточно прочные, поэтому их можно использовать многократно, не опасаясь поломки. Неорганический состав силикона — по сравнению с каучуком, его органическим аналогом — делает его очень устойчивым к теплу и холоду, химическому воздействию и даже грибку. Некоторые из преимуществ силиконовых форм включают следующее:
Гибкость силикона облегчает работу с ним. Силиконовые формы гибкие и легкие по сравнению с более жесткими материалами, такими как пластик, и их также легче удалить после того, как деталь полностью сформирована. Благодаря высокому уровню гибкости силикона как форма, так и готовая деталь с меньшей вероятностью сломаются или отколются. Вы можете использовать специальные силиконовые формы, чтобы формировать все, от сложных инженерных компонентов до кубиков льда или кондитерских изделий на праздничную тематику.
Силикон выдерживает температуру от -65° до 400° градусов Цельсия. Кроме того, он может иметь удлинение 700%, в зависимости от состава. Обладая высокой стабильностью в широком диапазоне условий, вы можете помещать силиконовые формы в духовку, замораживать их и растягивать во время извлечения.
В большинстве случаев вы получите много тиражей из силиконовой формы. Однако важно отметить, что срок службы плесени может сильно различаться. Чем чаще вы отливаете и чем сложнее или детальнее ваш дизайн, тем быстрее ваша литейная форма может разлагаться. Чтобы продлить срок службы силиконовых форм, очистите их водой с мягким мылом, тщательно высушите и храните в горизонтальном положении, не штабелируя.
Несмотря на то, что работа с силиконом имеет множество преимуществ, необходимо помнить о некоторых ограничениях:
Силикон стоит дороже, чем латекс и органический каучук. Быстрое сравнение на Amazon показывает, что стоимость галлона силикона обычно превышает 100 долларов — почти в два раза больше, чем латекса.
Несмотря на свою гибкость, силикон может порваться, если его слишком сильно растянуть.
Не все силиконы имеют одинаковый состав. Всегда покупайте силикон и любые производственные материалы у надежного поставщика.

Как любители, так и профессионалы полагаются на силиконовые формы из-за их универсальности и простоты использования. Вот несколько примеров отраслей и областей применения, которые изготавливают силиконовые формы для производства своей продукции:
Силиконовое литье используется при создании прототипов и разработке продуктов в самых разных отраслях промышленности. Поскольку стоимость силиконовых форм значительно ниже, чем стоимость жестких инструментов для традиционных производственных процессов, таких как литье под давлением, литье в силиконовые формы идеально подходит для создания прототипов продуктов, а также для создания бета-моделей для тестирования рынка и реакции потребителей на новый продукт. В то время как 3D-печать лучше подходит для быстрого создания одноразовых деталей, силиконовое литье и литье из уретана идеально подходят для небольших партий деталей.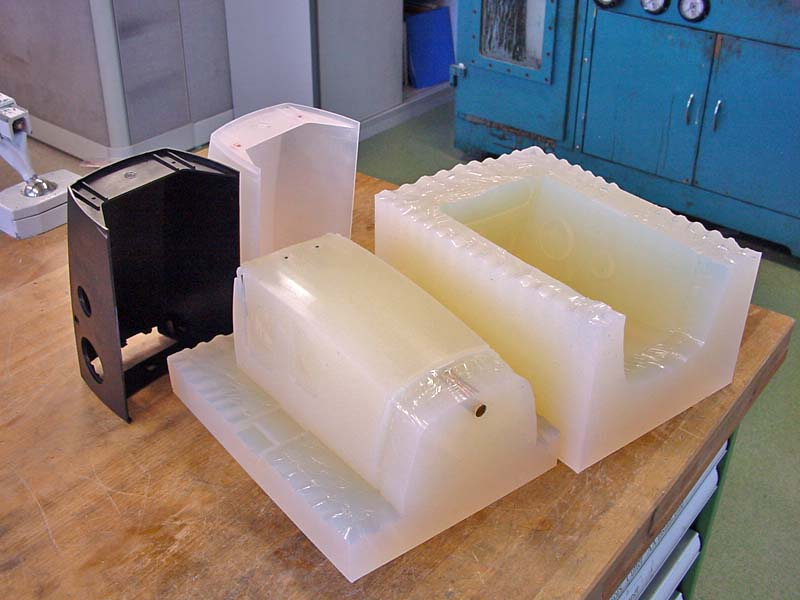
Веб-семинар
Производство мостов быстрее, чем традиционные методы производства, и полезно для продуктов, объемы которых невелики или может потребоваться изменение конструкции. Посмотрите этот вебинар, чтобы узнать, как перейти от 3D-печати к литью среднего объема и литью под давлением.
Посмотреть вебинар прямо сейчас
Ювелиры используют специальные силиконовые формы для дублирования вырезанных вручную или напечатанных на 3D-принтере моделей из воска, что позволяет им поэтапно отказаться от трудоемкой работы по созданию вырезанных из воска моделей для каждого нового изделия, но при этом продолжают отлить из воска. Это предлагает значительный скачок в серийном производстве, позволяя литью по выплавляемым моделям работать в больших масштабах. Поскольку силиконовые формы обеспечивают высокий уровень детализации, ювелиры могут изготавливать изделия с богато украшенными деталями и сложной геометрией.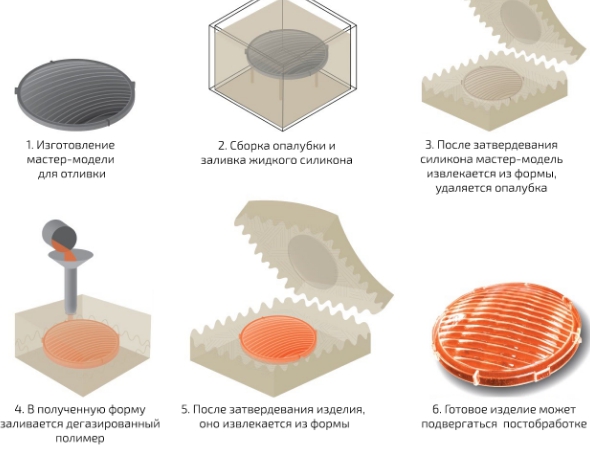
Силиконовая форма RTV (вулканизированная при комнатной температуре), сформированная вокруг 3D-печатного образца.
Информационный документ
3D-печать с использованием высокоэффективных материалов позволяет дизайнерам и литейщикам использовать цифровые технологии в своих производственных процессах. Прочтите сейчас, чтобы узнать, как 3D-печать можно использовать для производства мелких металлических деталей.
Загрузить информационный документ
Создатели используют силиконовые формы для изготовления множества нестандартных поделок, таких как мыло и свечи. Даже производители школьных принадлежностей часто используют силиконовые формы для изготовления таких предметов, как мел и ластики.
Например, небольшая австралийская компания Tinta Crayons использует силиконовое литье для изготовления мелков игривой формы с высокой детализацией поверхности.
Силиконовые формованные мелки от Tinta Crayons. (Источник изображения)
(Источник изображения)
Силиконовые формы для пищевых продуктов используются для изготовления всевозможных причудливых кондитерских изделий, включая шоколад, мороженое и леденцы. Так как силикон выдерживает температуру до 400 градусов по Цельсию, формы можно использовать и в кулинарии. Маленькая выпечка, такая как кексы и кексы, хорошо поднимается в силиконовых формах.
Независимые художники и мастера часто используют силиконовую лепку для создания уникальных творений. Вы можете использовать силиконовые формы, чтобы сформировать или воспроизвести что угодно, от бомбочек для ванн до лакомств для собак — возможности практически безграничны. Забавный проект по лепке из силикона для детей — создать слепок своей руки. Просто убедитесь, что вы выбрали безопасный для кожи силикон.
Шаблон, иногда называемый мастером, — это деталь, которую вы используете для создания точного негатива в силиконовой форме. Если вы просто пытаетесь воспроизвести существующий объект, возможно, имеет смысл использовать этот объект в качестве шаблона. Вам просто нужно быть уверенным, что объект выдержит процесс изготовления формы.
Вам просто нужно быть уверенным, что объект выдержит процесс изготовления формы.
Чтобы создать новый дизайн или прототип, вы должны сначала изготовить свой шаблон; у вас есть несколько вариантов для этого. Вот несколько способов изготовления лекал для силиконовой лепки:
Лепка. Если вы талантливый скульптор или создаете относительно простой дизайн, вы можете использовать глину для создания узора. Лепка по шаблону также является забавным проектом для детей и экономичным вариантом для мастеров, занимающихся своими руками.
Резьба – Вы можете сделать свой узор из дерева. Мастера по резному дереву – отличный выбор для изготовления плитки и плоских конструкций.
3D-печать. Многие профессионалы и коммерческие дизайнеры выбирают 3D-печать шаблонов. Настольные 3D-принтеры предлагают множество преимуществ, включая гибкость проектирования в рамках программного обеспечения САПР, высокую точность, простоту модификации прототипа и быстрое время выполнения работ.

Когда у вас есть шаблон, вы можете приступить к изготовлению силиконовой формы.
Информационный документ
В этом техническом документе вы узнаете, как сочетать быструю оснастку с традиционными производственными процессами, такими как литье под давлением, термоформование или литье.
Загрузить информационный документ
Образец детали
Посмотрите и почувствуйте 3D-печатный образец высокого разрешения из первых рук. Мы отправим бесплатный образец детали в ваш офис.
Запросите бесплатный образец Деталь
Вот все, что вам нужно для создания базового набора силиконовых форм:
Мастер-шаблон
Жидкий силикон, например Smooth-On OOMOO 30
Коробка или непористый контейнер для корпуса пресс-формы
Разделитель для форм, например, универсальный разделитель для форм Smooth-On
Воск, смола или другой материал конечного использования
Прежде чем приступить к изготовлению форм, вам необходимо определить, какой тип форм вы хотите создать.
Цельные силиконовые формы похожи на формочки для кубиков льда. Вы заполняете форму, а затем даете материалу застыть. Однако так же, как лоток для кубиков льда создает кубики с плоской вершиной, цельные формы будут работать только с конструкциями, имеющими плоскую сторону. Если у вашего мастера есть глубокие подрезы, это также усложняет его извлечение и готовые детали из формы после того, как силикон затвердеет без повреждений.
Если это не касается вашего дизайна, цельная силиконовая форма — идеальный способ создать бесшовную 3D-репродукцию вашего мастера на всех его других поверхностях.
Цельные силиконовые формы идеально подходят для конструкций с плоской стороной и без глубоких подрезов.
Силиконовая форма, состоящая из двух частей, лучше подходит для воспроизведения вашего 3D-мастера без плоской стороны или с глубокими подрезами. Форма разделяется на две части, которые снова соединяются вместе, образуя заполняемую трехмерную полость (аналогично тому, как работает литье под давлением).
Двухкомпонентные формы не оставляют плоских поверхностей, и с ними легче работать, чем с цельными формами. С другой стороны, их немного сложнее создать, и могут образоваться швы, если две части не будут идеально заподлицо.
Двухкомпонентные силиконовые формы позволяют воспроизвести любой мастер-дизайн. (источник изображения)
Во-первых, вам нужно решить, хотите ли вы использовать цельную или двухкомпонентную форму. Процессы изготовления этих форм аналогичны, но создание формы, состоящей из двух частей, займет немного больше времени. Вы можете использовать следующую пошаговую инструкцию, чтобы создать свои собственные силиконовые формы.
Создайте шаблон продукта: Это окончательный дизайн детали, который будет воспроизведен в другом материале. При 3D-печати на стереолитографическом (SLA) 3D-принтере используйте любой стандартный полимер с высотой слоя 50 микрон. Следите за тем, чтобы на детализированной поверхности не было следов поддержки.
Тщательно промойте детали изопропиловым спиртом — любая остаточная липкость на поверхности может повлиять на процесс литья силикона.Изготовление корпуса формы: МДФ с покрытием является популярным выбором для изготовления герметизирующей коробки для силиконовой формы, но подойдет даже простой готовый пластиковый контейнер. Ищите непористые материалы и плоское дно.
Разложите шаблон и нанесите смазку: Начните с легкого распыления смазки на внутреннюю часть корпуса формы. Разместите шаблоны внутри коробки детализированной стороной вверх. Слегка распылите на них разделитель для плесени. Для полного высыхания потребуется около 10 минут.
Подготовьте силикон: Смешайте силиконовый каучук в соответствии с инструкциями на упаковке. Вы можете использовать вибрирующее устройство, например, ручную электрическую шлифовальную машину, чтобы удалить пузырьки воздуха.
Залейте силикон в корпус пресс-формы: Аккуратно тонкой струйкой залейте смешанный силиконовый каучук в защитную коробку.
Сначала нацельтесь на самую нижнюю часть коробки (основание) и постепенно приближайтесь к контурам вашего 3D-печатного шаблона. Покройте его хотя бы одним сантиметром силикона. Процесс отверждения занимает от одного часа до одного дня, в зависимости от типа и марки силикона.Удаление силикона из формы: По завершении отверждения выньте силикон из защитной коробки и извлеките шаблоны. Это послужит вашей формой в виде лотка для кубиков льда для отливки конечного продукта.
Отливка детали: Опять же, рекомендуется слегка сбрызнуть силиконовую форму смазкой и дать высохнуть в течение 10 минут. Залейте готовый материал (например, воск или бетон) в полости и дайте им застыть.
Подготовка формы для следующей отливки: Эту силиконовую форму можно использовать несколько раз. Вернитесь к шагу семь, чтобы повторить процесс.
 Тщательно промойте детали изопропиловым спиртом — любая остаточная липкость на поверхности может повлиять на процесс литья силикона.
Тщательно промойте детали изопропиловым спиртом — любая остаточная липкость на поверхности может повлиять на процесс литья силикона.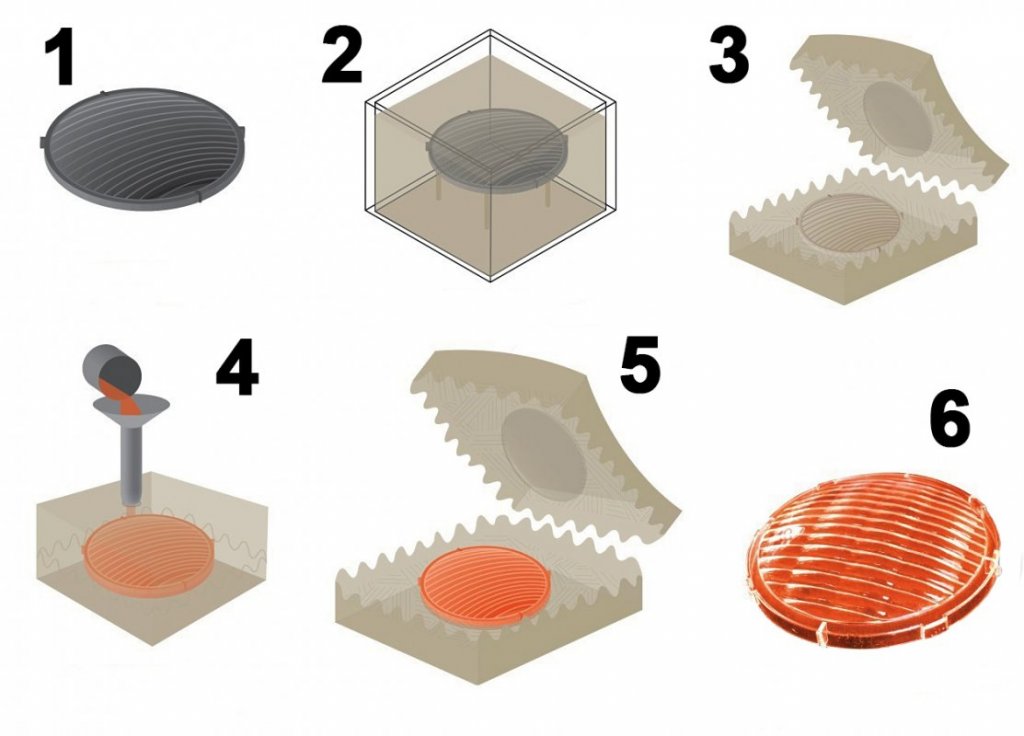 Сначала нацельтесь на самую нижнюю часть коробки (основание) и постепенно приближайтесь к контурам вашего 3D-печатного шаблона. Покройте его хотя бы одним сантиметром силикона. Процесс отверждения занимает от одного часа до одного дня, в зависимости от типа и марки силикона.
Сначала нацельтесь на самую нижнюю часть коробки (основание) и постепенно приближайтесь к контурам вашего 3D-печатного шаблона. Покройте его хотя бы одним сантиметром силикона. Процесс отверждения занимает от одного часа до одного дня, в зависимости от типа и марки силикона. Чтобы создать пресс-форму, состоящую из двух частей, начните с выполнения первых двух шагов, описанных выше, которые включают создание шаблона и изготовление корпуса пресс-формы. После этого выполните следующий процесс, чтобы создать пресс-форму, состоящую из двух частей:
После этого выполните следующий процесс, чтобы создать пресс-форму, состоящую из двух частей:
Выложите шаблоны из глины: Используйте глину, чтобы сформировать то, что в конечном итоге станет половиной вашей формы. Глина должна быть помещена внутрь корпуса формы так, чтобы половина мастера торчала из глины.
Подготовьте и залейте силикон: Следуйте инструкциям на упаковке силикона, чтобы подготовить и аккуратно залить силикон в корпус формы поверх глины и мастеров. Этот слой силикона будет половиной вашей формы, состоящей из двух частей.
Удалите все из корпуса формы: После того, как ваша первая форма затвердеет, вам нужно будет удалить силиконовую форму, шаблоны и глину из корпуса формы. Ничего страшного, если слои разделятся при извлечении.
Очистите глину: Очистите всю глину, чтобы открыть свою первую силиконовую форму и мастера. Убедитесь, что ваши мастера и существующая форма полностью чистые.
Поместите форму и шаблоны обратно в корпус формы: Вставьте существующую силиконовую форму и шаблоны (уложенные в форму) обратно в корпус формы лицевой стороной вверх, а не вниз.
Нанесите разделительный состав: Нанесите тонкий слой разделительного состава на верхнюю часть шаблона и существующей силиконовой формы, чтобы облегчить извлечение из формы.
Подготовьте и залейте силикон для второй формы: Следуя тем же инструкциям, что и раньше, подготовьте и залейте силикон в корпус формы для создания второй формы.
Дождитесь затвердевания второй формы: Подождите, пока вторая форма затвердеет, прежде чем пытаться извлечь ее из корпуса формы.
Извлеките из формы детали: Извлеките обе силиконовые формы из корпуса формы и осторожно раздвиньте их.

В конце концов, не существует единственно правильного способа производить продукты, будь то еда, фигурки или коммерческие компоненты. Различные методы производства часто используются вместе для достижения наилучших результатов; понимание всех их уникальных преимуществ и недостатков поможет вам принять наилучшее решение для вашего проекта.
Различные методы производства часто используются вместе для достижения наилучших результатов; понимание всех их уникальных преимуществ и недостатков поможет вам принять наилучшее решение для вашего проекта.
Хотите узнать больше о технологиях и способах изготовления силиконовых форм? Загрузите нашу белую книгу «Силиконовое литье для дизайна продукта».
Загрузить информационный документ
Серия Mold Star™, простая в использовании силиконовая формовочная резина
Серия Mold Star™, простая в использовании силиконовая формовочная резина | Smooth-On, Inc.
Простая в использовании силиконовая формовочная резина
Силиконы Mold Star ™ при отверждении превращаются в мягкие, прочные каучуки, которые устойчивы к разрыву и демонстрируют очень низкую усадку в течение длительного времени. Формы из Mold Star ™ долго хранится в вашей библиотеке форм и подходит для литья воска, гипса, смол и других материалов. Вулканизированная резина Mold Star ™ обладает термостойкостью до 450°F (232°C) и подходит для литья низкотемпературных металлических сплавов.
Техническая информация и дополнительная информация
ОСОБЕННОСТИ
Каучуки Mold Star ™ смешиваются в соотношении 1A:1B по объему (весы не требуются) для точных измерений даже при очень малой массе и отверждаются при комнатной температуре с незначительной усадкой.
Масштаб не требуется
Соотношение смеси один к одному
Силиконы Mold Star ™ отличаются относительно низкой вязкостью, что делает вакуумную дегазацию необязательной и не требуется для большинства применений. Равномерный поток поможет свести к минимуму захваченный воздух.
Низкая вязкость
Без вакуумной дегазации
14 зуб., 19 зуб., 20 зуб. и 31 зуб.
14T, 19T, 20T и 31T
Сертифицированные безопасные для кожи, быстро отверждаемые силиконы для изготовления форм или литья в альгинатные формы.
 Можно устроиться учеником оператора на предприятие с мелкосерийным производством. Все познается на практике. Если учиться у хорошего станочника и выполнять все его установки, то уже через месяц вам не понадобится искать наладчика при обнаружении неполадок. Вы изучите технологические возможности своего станка, научитесь читать чертежи и обслуживать станок самостоятельно.
Можно устроиться учеником оператора на предприятие с мелкосерийным производством. Все познается на практике. Если учиться у хорошего станочника и выполнять все его установки, то уже через месяц вам не понадобится искать наладчика при обнаружении неполадок. Вы изучите технологические возможности своего станка, научитесь читать чертежи и обслуживать станок самостоятельно. 
 Без практики освоить эту профессию невозможно.
Без практики освоить эту профессию невозможно. Потребуется научиться читать и грамотно составлять чертежи, осваивать языки программирования. Так самым популярным языком для металлорежущих станков с ЧПУ является «G-код» (ISO 6983). Разобраться с G-кодом и его получением подготовленному человеку будет не сложно.
Потребуется научиться читать и грамотно составлять чертежи, осваивать языки программирования. Так самым популярным языком для металлорежущих станков с ЧПУ является «G-код» (ISO 6983). Разобраться с G-кодом и его получением подготовленному человеку будет не сложно. Надеемся, что этот небольшой справочный материал поможет вам понять принцип работы станков с ЧПУ.
Надеемся, что этот небольшой справочный материал поможет вам понять принцип работы станков с ЧПУ.
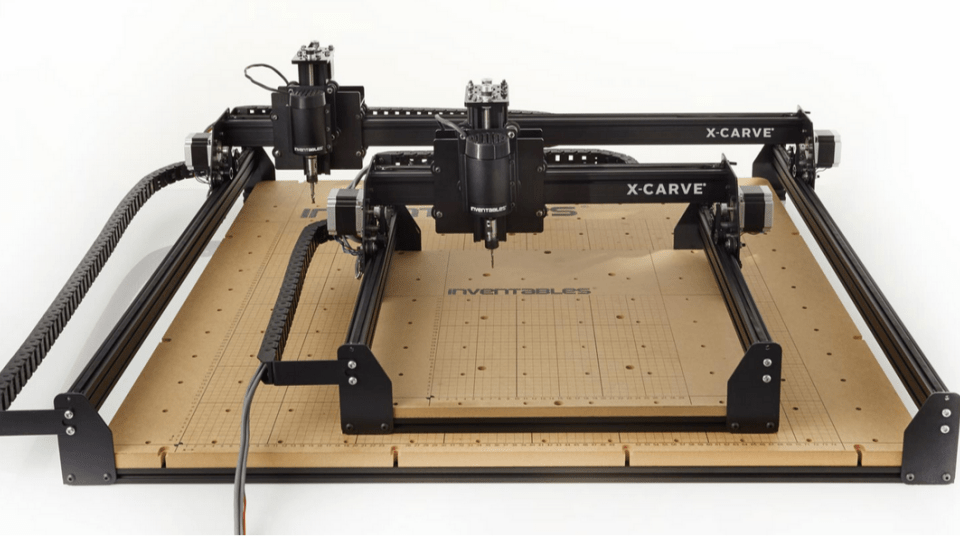
 Такие станки имеют меньшую массу и уровень прочности, точности обработки и скорости работы и, кроме того, они дешевле своих промышленных аналогов, но при этом могут хорошо справляться с механической обработкой различных предметов, изготовленных из мягких материалов (пластик, пенопласт, воск). Работа некоторых настольных станков с ЧПУ может во многом напоминать работу принтера. Другие же имеют собственную замкнутую систему управления или даже встроенную специализированную CAM-программу. Некоторые модели также могут принимать данные в виде стандартного g-кода. Существуют промышленные станки настольного типа, предназначенные для выполнения мелких работ, требующих особой точности обработки, оснащенные специализированными устройствами числового программного управления.
Такие станки имеют меньшую массу и уровень прочности, точности обработки и скорости работы и, кроме того, они дешевле своих промышленных аналогов, но при этом могут хорошо справляться с механической обработкой различных предметов, изготовленных из мягких материалов (пластик, пенопласт, воск). Работа некоторых настольных станков с ЧПУ может во многом напоминать работу принтера. Другие же имеют собственную замкнутую систему управления или даже встроенную специализированную CAM-программу. Некоторые модели также могут принимать данные в виде стандартного g-кода. Существуют промышленные станки настольного типа, предназначенные для выполнения мелких работ, требующих особой точности обработки, оснащенные специализированными устройствами числового программного управления.
 В случаях когда два описанных понятия используются вместе, обычно применяется сокращение CAD/CAM.
В случаях когда два описанных понятия используются вместе, обычно применяется сокращение CAD/CAM.
 Чтобы понимать принцип работы ЧПУ, очень важно понимать как подобная система управляется. Такие машинные языки изначально разрабатывались для непосредственного программирования обработки деталей путем ввода команд с клавиатуры станка без использования CAM-программ. Они указывают станку, какие движения он должен совершать, одно за другим, также осуществляют контроль выполнения станком других его функций, таких как скорость подачи, частота вращения шпинделя, подача СОЖ. Наиболее распространенным языком подобного рода является G-код или ISO-код — простой буквенно-цифровой язык программирования, разработанный в начале 1970-х годов для первых станков с ЧПУ. Подробнее о G-кодах в статье «Описание G»
Чтобы понимать принцип работы ЧПУ, очень важно понимать как подобная система управляется. Такие машинные языки изначально разрабатывались для непосредственного программирования обработки деталей путем ввода команд с клавиатуры станка без использования CAM-программ. Они указывают станку, какие движения он должен совершать, одно за другим, также осуществляют контроль выполнения станком других его функций, таких как скорость подачи, частота вращения шпинделя, подача СОЖ. Наиболее распространенным языком подобного рода является G-код или ISO-код — простой буквенно-цифровой язык программирования, разработанный в начале 1970-х годов для первых станков с ЧПУ. Подробнее о G-кодах в статье «Описание G»
 Существует также множество производителей станков, разработавших собственные языки программирования. В связи с этим, для перевода данных траекторий движения инструмента, рассчитанных внутри CAM-программы, в особый код управляющей программы с тем, чтобы станок с ЧПУ мог понимать эти данные, существует связующее программное обеспечение, называемое постпроцессором. Постпроцессор, единожды сконфигурированный должным образом, генерирует соответствующий код для выбранного станка, который, по крайней мере теоретически, позволяет управлять любым станком с помощью любой CAM-программы. Принцип работы ЧПУ станков позволяет поставлять постпроцессоры вместе с CAM-программой бесплатно либо за отдельную плату.
Существует также множество производителей станков, разработавших собственные языки программирования. В связи с этим, для перевода данных траекторий движения инструмента, рассчитанных внутри CAM-программы, в особый код управляющей программы с тем, чтобы станок с ЧПУ мог понимать эти данные, существует связующее программное обеспечение, называемое постпроцессором. Постпроцессор, единожды сконфигурированный должным образом, генерирует соответствующий код для выбранного станка, который, по крайней мере теоретически, позволяет управлять любым станком с помощью любой CAM-программы. Принцип работы ЧПУ станков позволяет поставлять постпроцессоры вместе с CAM-программой бесплатно либо за отдельную плату.
 Фрезерные станки обычно имеют как минимум три оси — X, Y и Z, а также могут иметь дополнительные поворотные оси. Фрезерный станок, имеющий пять осей перемещения — это станок с тремя линейными и двумя поворотными осями, позволяющий фрезе совершать технологические операции под углом 180º (в полусфере), а иногда и под большими углами. Также существуют установки лазерной резки, имеющие пять осей перемещения. Робот-манипулятор может иметь более пяти осей.
Фрезерные станки обычно имеют как минимум три оси — X, Y и Z, а также могут иметь дополнительные поворотные оси. Фрезерный станок, имеющий пять осей перемещения — это станок с тремя линейными и двумя поворотными осями, позволяющий фрезе совершать технологические операции под углом 180º (в полусфере), а иногда и под большими углами. Также существуют установки лазерной резки, имеющие пять осей перемещения. Робот-манипулятор может иметь более пяти осей.
 Для создания перемещений по круговой дуге или линейных перемещений, проходящих под углом по отношению к главным координатным осям, две или более оси должны интерполироваться (их движения должны быть точно синхронизированы) между собой. Линейные и поворотные оси могут также одновременно интерполироваться. В случае использования станка, имеющего пять координатных осей, все пять осей должны быть идеально синхронизированы друг с другом, что является непростой задачей.
Для создания перемещений по круговой дуге или линейных перемещений, проходящих под углом по отношению к главным координатным осям, две или более оси должны интерполироваться (их движения должны быть точно синхронизированы) между собой. Линейные и поворотные оси могут также одновременно интерполироваться. В случае использования станка, имеющего пять координатных осей, все пять осей должны быть идеально синхронизированы друг с другом, что является непростой задачей.
 Так как многие контроллеры ЧПУ понимают только формы дуги и прямой линии, любую другую геометрическую форму, которую невозможно описать в данном языке программирования, необходимо конвертировать в более применимую. Обычно конвертации подвергаются сплайны, то есть общие неоднородные рациональные B-сплайны, которые не являются дугами или линиями, а представляют собой трехмерные поверхности. Некоторые станки настольного типа также не способны воспринимать дуги окружности, поэтому все подобные фигуры необходимо конвертировать в полилинии.
Так как многие контроллеры ЧПУ понимают только формы дуги и прямой линии, любую другую геометрическую форму, которую невозможно описать в данном языке программирования, необходимо конвертировать в более применимую. Обычно конвертации подвергаются сплайны, то есть общие неоднородные рациональные B-сплайны, которые не являются дугами или линиями, а представляют собой трехмерные поверхности. Некоторые станки настольного типа также не способны воспринимать дуги окружности, поэтому все подобные фигуры необходимо конвертировать в полилинии.
 Использование более мелкого масштаба сглаживает аппроксимацию, но при этом значительно увеличивается и количество сегментов. Представьте себе, что серия дуг могла бы сгладить ваш сплайн в пределах допустимых значений с использованием небольшого количества длинных отрезков. Данный факт является главной причиной того, что преобразование сплайнов в дуги предпочтительнее, нежели преобразование в полилинии, особенно в если вы работаете на станках старых моделей. С более современными моделями станков в этом плане возникает меньше проблем.
Использование более мелкого масштаба сглаживает аппроксимацию, но при этом значительно увеличивается и количество сегментов. Представьте себе, что серия дуг могла бы сгладить ваш сплайн в пределах допустимых значений с использованием небольшого количества длинных отрезков. Данный факт является главной причиной того, что преобразование сплайнов в дуги предпочтительнее, нежели преобразование в полилинии, особенно в если вы работаете на станках старых моделей. С более современными моделями станков в этом плане возникает меньше проблем.
 Слишком большое количество коротких сегментов может привести к сбою в работе станков старых моделей, а слишком малое — к появлению на заготовке слишком больших граней. CAM-программы обычно применяются в тех случаях, когда необходим подобный уровень аппроксимации. У опытных операторов станков, понимающих требования к детали и знающих, какие операции способен выполнить станок, обычно не возникает с этим проблем. Но некоторые CAM-программы не способны выполнить обработку тех или иных сплайнов или определенных типов поверхностей, поэтому вам может понадобиться предварительное конвертирование данных в CAD-программе (Rhino) перед использованием CAM-программы. Процесс перевода данных из CAD-программы в CAM-программу (посредством использования нейтрального файлового формата — IGES, DXF и т.д.) также может вызвать определенные проблемы, в зависимости от качества функций импорта/экспорта самих программ.
Слишком большое количество коротких сегментов может привести к сбою в работе станков старых моделей, а слишком малое — к появлению на заготовке слишком больших граней. CAM-программы обычно применяются в тех случаях, когда необходим подобный уровень аппроксимации. У опытных операторов станков, понимающих требования к детали и знающих, какие операции способен выполнить станок, обычно не возникает с этим проблем. Но некоторые CAM-программы не способны выполнить обработку тех или иных сплайнов или определенных типов поверхностей, поэтому вам может понадобиться предварительное конвертирование данных в CAD-программе (Rhino) перед использованием CAM-программы. Процесс перевода данных из CAD-программы в CAM-программу (посредством использования нейтрального файлового формата — IGES, DXF и т.д.) также может вызвать определенные проблемы, в зависимости от качества функций импорта/экспорта самих программ.
 Следует понимать, что ваш проект может быть:
Следует понимать, что ваш проект может быть: Данный способ интерполяции позволяет проводить обработку ограниченного количества разновидностей трехмерных объектов, напрмиер, путем фрезерования в плоскостях XZ или YZ, но является более ограниченным по сравнению с трехосевой интерполяцией.
Данный способ интерполяции позволяет проводить обработку ограниченного количества разновидностей трехмерных объектов, напрмиер, путем фрезерования в плоскостях XZ или YZ, но является более ограниченным по сравнению с трехосевой интерполяцией. Кроме полноценной обработки в 5 осях (5 осей перемещаются одновременно), в вашем распоряжении часто есть вариант обработки с применением 3-х осей плюс еще 2 дополнительные оси или 3-осевая механическая обработка + позиционирование с помощью 2-х независимых осей. Также в редких случаях есть вариант обработки с применением 4-х осей плюс одной дополнительной оси или непрерывная механическая обработка по 4 осям + позиционирование по 5-й оси. Звучит запутанно, не правда ли?
Кроме полноценной обработки в 5 осях (5 осей перемещаются одновременно), в вашем распоряжении часто есть вариант обработки с применением 3-х осей плюс еще 2 дополнительные оси или 3-осевая механическая обработка + позиционирование с помощью 2-х независимых осей. Также в редких случаях есть вариант обработки с применением 4-х осей плюс одной дополнительной оси или непрерывная механическая обработка по 4 осям + позиционирование по 5-й оси. Звучит запутанно, не правда ли?
 3D печать.
3D печать. com/embed/TdoaHK5TRh8?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/TdoaHK5TRh8?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»The History of Numerically Controlled Machine Tool — NC and CNC»/>
com/embed/TdoaHK5TRh8?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/TdoaHK5TRh8?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»The History of Numerically Controlled Machine Tool — NC and CNC»/> 
 Во-первых, он проверяет модель на наличие ошибок. Затем он создает программу ЧПУ для изготовления физической детали.
Во-первых, он проверяет модель на наличие ошибок. Затем он создает программу ЧПУ для изготовления физической детали. youtube.com/embed/r5bimWKeMbY?start=46&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/r5bimWKeMbY?start=46&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»CNC Coding Explained»/>
youtube.com/embed/r5bimWKeMbY?start=46&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/r5bimWKeMbY?start=46&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»CNC Coding Explained»/>  Это, в свою очередь, определяет, как должны двигаться двигатели. А моторы, конечно же, определяют путь, по которому нужно следовать.
Это, в свою очередь, определяет, как должны двигаться двигатели. А моторы, конечно же, определяют путь, по которому нужно следовать.
 Достижение высокой точности для подходящего типа системы пределов и посадок возможно.
Достижение высокой точности для подходящего типа системы пределов и посадок возможно.
 Это уменьшает человеческий фактор в конечном качестве, повышает воспроизводимость процессов и точность.
Это уменьшает человеческий фактор в конечном качестве, повышает воспроизводимость процессов и точность. youtube.com/embed/QL-K3-ODK4s?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/QL-K3-ODK4s?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»CNC Machining Capabilities»/>
youtube.com/embed/QL-K3-ODK4s?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/QL-K3-ODK4s?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»CNC Machining Capabilities»/> 


 Давайте подробнее рассмотрим, что это значит:
Давайте подробнее рассмотрим, что это значит:
 Станки с ЧПУ для лазерной резки также предназначены для резки твердых материалов, но для выполнения этой задачи они используют лазер (а не плазменный резак). Эти лазеры, как правило, имеют более высокий уровень точности резки, но не так сильны, как плазменные резаки.
Станки с ЧПУ для лазерной резки также предназначены для резки твердых материалов, но для выполнения этой задачи они используют лазер (а не плазменный резак). Эти лазеры, как правило, имеют более высокий уровень точности резки, но не так сильны, как плазменные резаки.
 Чаще всего используемые металлы включают алюминий, нержавеющую сталь, сплав магния, сплав цинка, титан и латунь.
Чаще всего используемые металлы включают алюминий, нержавеющую сталь, сплав магния, сплав цинка, титан и латунь.
 Фактически происходит просачивание гелия сквозь атомарную решетку стекла. К тому же трубка требует водяного охлаждения и к тому же хрупкая. Перезаправить ее самому не выйдет, а заказывать новую с Китая — всегда можно нарваться на то, что ее расколошматят. Реально заказывать можно только платной доставкой с получением в офисе доставщика, никаких курьеров! При покупке уточняйте дату заправки, годовой давности трубки сливают весьма дешево, но не факт, что такая труба у вас нормально заработает.
Фактически происходит просачивание гелия сквозь атомарную решетку стекла. К тому же трубка требует водяного охлаждения и к тому же хрупкая. Перезаправить ее самому не выйдет, а заказывать новую с Китая — всегда можно нарваться на то, что ее расколошматят. Реально заказывать можно только платной доставкой с получением в офисе доставщика, никаких курьеров! При покупке уточняйте дату заправки, годовой давности трубки сливают весьма дешево, но не факт, что такая труба у вас нормально заработает.
 Чем больше заложенная изначально мощность, тем меньше это будет заметно. Я гонял 5.5 Вт лазер по 2 часа в день в течении полугода, гравировка рисунков и резка. Но падения мощности не заметил. Сейчас этот ЧПУ лазер используется редко, 2-3 раза в месяц, не чаще, ему уже 3 года, а режет и гравирует как в первый день.
Чем больше заложенная изначально мощность, тем меньше это будет заметно. Я гонял 5.5 Вт лазер по 2 часа в день в течении полугода, гравировка рисунков и резка. Но падения мощности не заметил. Сейчас этот ЧПУ лазер используется редко, 2-3 раза в месяц, не чаще, ему уже 3 года, а режет и гравирует как в первый день. 6 мм тоже прорезает, но требует и поддува и нескольких заходов.
6 мм тоже прорезает, но требует и поддува и нескольких заходов.
 Как уже говорилось выше, лазерная трубка деградирует даже если она не используется. А значит — необходимо постараться максимально загрузить станок работой.
Как уже говорилось выше, лазерная трубка деградирует даже если она не используется. А значит — необходимо постараться максимально загрузить станок работой.

 Таким образом, когда вы в следующий раз будете гравировать на коже или резать акрил толщиной 3 мм, вы можете просто найти и использовать предустановку для работы с данным материалом.
Таким образом, когда вы в следующий раз будете гравировать на коже или резать акрил толщиной 3 мм, вы можете просто найти и использовать предустановку для работы с данным материалом. Большинство графических программ позволяют создавать слои, а затем включать и выключать их. Хотя вы, конечно, можете поместить все на один слой, разделение на несколько слоев дает вам несколько ключевых преимуществ:
Большинство графических программ позволяют создавать слои, а затем включать и выключать их. Хотя вы, конечно, можете поместить все на один слой, разделение на несколько слоев дает вам несколько ключевых преимуществ:


 Например, чтобы прорезать 3мм фанеру, мы ставим мощность лазера на 100% и скорость на 20%, но, чтобы на ней же нарисовать линию, уменьшаем мощность до 30% и скорость на 95%. Пытаясь прорезать материал, лазер просто выжигает на нем тонкую линию. Преимущество в том, что так будет намного быстрее, чем векторная гравировка. Недостатком является то, что линия будет очень тонкой, и вы не сможете изменить ее толщину.
Например, чтобы прорезать 3мм фанеру, мы ставим мощность лазера на 100% и скорость на 20%, но, чтобы на ней же нарисовать линию, уменьшаем мощность до 30% и скорость на 95%. Пытаясь прорезать материал, лазер просто выжигает на нем тонкую линию. Преимущество в том, что так будет намного быстрее, чем векторная гравировка. Недостатком является то, что линия будет очень тонкой, и вы не сможете изменить ее толщину. Затем запускайте лазер на векторной настройке (с меньшей мощностью и более высокой скоростью). В результате получается гораздо более толстая линия, чем если бы лазер был правильно сфокусирован.
Затем запускайте лазер на векторной настройке (с меньшей мощностью и более высокой скоростью). В результате получается гораздо более толстая линия, чем если бы лазер был правильно сфокусирован. Выберите его и добавьте тонкий штрих (обводку) по краям. Когда вы настраиваете лазер для обводки, уменьшите питание лазера и увеличьте скорость, чтобы он выжигал, но не прорезал края. После того, как лазер выполнит основную гравировку, он вернется и обожжет тонкую линию вокруг самого края.
Выберите его и добавьте тонкий штрих (обводку) по краям. Когда вы настраиваете лазер для обводки, уменьшите питание лазера и увеличьте скорость, чтобы он выжигал, но не прорезал края. После того, как лазер выполнит основную гравировку, он вернется и обожжет тонкую линию вокруг самого края. Затем разместите заготовку на сотовом столе лазерного станка и измерьте расстояние от нулевых координат лазера до целевой области. Например, прямоугольник 2.5см на 5 см, расположенный на 6см ниже и на 2см левее от края. Затем в вашем файле используйте разметку, чтобы выделить целевую область и положение от начала координат на материале. Поместите свой рисунок или рез в целевой области. Убедитесь, что данная разметка не будет использоваться при резке. Если вы все правильно измерили, ваш вырез должен находится прямо в целевой области.
Затем разместите заготовку на сотовом столе лазерного станка и измерьте расстояние от нулевых координат лазера до целевой области. Например, прямоугольник 2.5см на 5 см, расположенный на 6см ниже и на 2см левее от края. Затем в вашем файле используйте разметку, чтобы выделить целевую область и положение от начала координат на материале. Поместите свой рисунок или рез в целевой области. Убедитесь, что данная разметка не будет использоваться при резке. Если вы все правильно измерили, ваш вырез должен находится прямо в целевой области. Создайте новый векторный файл размером с вашу рабочую зону лазера. Затем измерьте ваше изображение которые будет тиражировать на заготовках. Если вы можете получить его точную форму — это отличный вариант, но если это не возможно, то подойдет обычный круг или квадрат, главное, что бы края изображения точно входили в область квадрата или круга. Это будет вашей целевой формой. Создайте шаблон и поместите ваш рисунок (гравировку или вырез) в данную область. Теперь скопируйте шаблон и ваш рисунок и вставьте столько копий, сколько вы можете уместить в пространстве рабочей зоны лазера.
Создайте новый векторный файл размером с вашу рабочую зону лазера. Затем измерьте ваше изображение которые будет тиражировать на заготовках. Если вы можете получить его точную форму — это отличный вариант, но если это не возможно, то подойдет обычный круг или квадрат, главное, что бы края изображения точно входили в область квадрата или круга. Это будет вашей целевой формой. Создайте шаблон и поместите ваш рисунок (гравировку или вырез) в данную область. Теперь скопируйте шаблон и ваш рисунок и вставьте столько копий, сколько вы можете уместить в пространстве рабочей зоны лазера. Выгравируйте шаблон на картоне. Получится сетка, которая соответствует той, что в файле. Теперь поместите предметы, которые вы собираетесь выгравировать на шаблон, отмеченную на картоне. Не забудьте перефокусировать лазер на верхнюю часть того, что вы собираетесь гравировать. Теперь вы можете отключить печать слоя с мишенями и включить печать слоя непосредственно с дизайном.
Выгравируйте шаблон на картоне. Получится сетка, которая соответствует той, что в файле. Теперь поместите предметы, которые вы собираетесь выгравировать на шаблон, отмеченную на картоне. Не забудьте перефокусировать лазер на верхнюю часть того, что вы собираетесь гравировать. Теперь вы можете отключить печать слоя с мишенями и включить печать слоя непосредственно с дизайном. Просто отключите питание лазера и включите красную точку. Затем запустите файл и посмотрите, как двигается красная точка, как будто выполняем задание в холостом режиме.
Просто отключите питание лазера и включите красную точку. Затем запустите файл и посмотрите, как двигается красная точка, как будто выполняем задание в холостом режиме. ru
ru Этот процесс замораживает и вызывает онемение болевых рецепторов, что позволяет проводить процедуры на более высоких уровнях энергии, обеспечивая лучшие результаты практически без боли.
Этот процесс замораживает и вызывает онемение болевых рецепторов, что позволяет проводить процедуры на более высоких уровнях энергии, обеспечивая лучшие результаты практически без боли. .
. E
E 
 4-1,25
4-1,25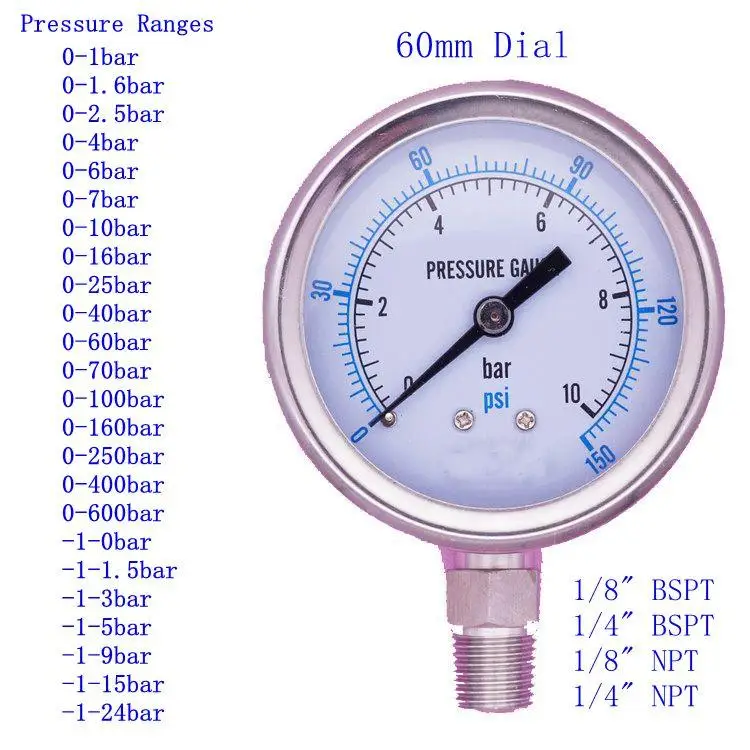
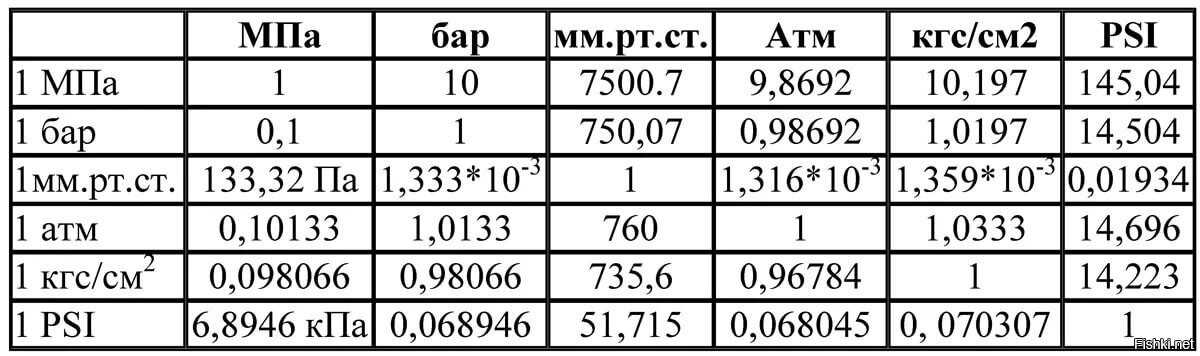
 Почему многие интересуются именно этими единицами? Опять же просто – многие котлы особенно азиатские, имеют показатель именно в PSI. Поэтому внизу небольшой перевод.
Почему многие интересуются именно этими единицами? Опять же просто – многие котлы особенно азиатские, имеют показатель именно в PSI. Поэтому внизу небольшой перевод.
 Кроме указанных единиц на практике используется такая внесистемная единица, как физическая,
Кроме указанных единиц на практике используется такая внесистемная единица, как физическая,



 2
2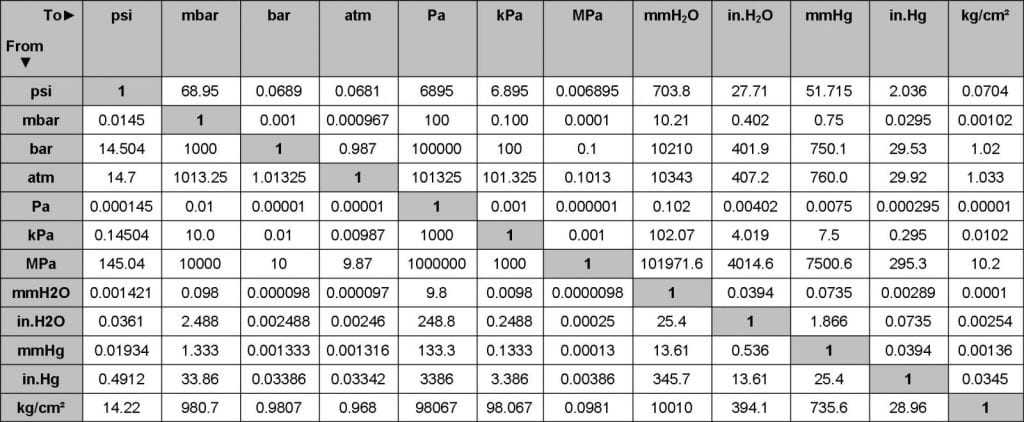 ..
.. В этом случае у вас будет:
В этом случае у вас будет:

 06.2020
06.2020 Вы очень часто задаете вопрос: «Почему эта столешница дороже?». И действительно многие компании и продавцы не смогут Вам предоставить подробную информацию. Постараемся ответить на этот вопрос.
Вы очень часто задаете вопрос: «Почему эта столешница дороже?». И действительно многие компании и продавцы не смогут Вам предоставить подробную информацию. Постараемся ответить на этот вопрос. Но опять же нельзя забывать, что эта защита помогает при краткосрочном воздействии. Случайно разлили жидкость на поверхность и в скором времени вытерли, тогда дополнительный слой защиты поможет. Оверлей с корундом обладает теми же свойствами, что и оверлей, но в нем есть добавки искусственного алмаза. Это обеспечивает дополнительную защиту от физического воздействия. Царапин, сколов и т.д. Непосредственно влияет на стоимость изделия.
Но опять же нельзя забывать, что эта защита помогает при краткосрочном воздействии. Случайно разлили жидкость на поверхность и в скором времени вытерли, тогда дополнительный слой защиты поможет. Оверлей с корундом обладает теми же свойствами, что и оверлей, но в нем есть добавки искусственного алмаза. Это обеспечивает дополнительную защиту от физического воздействия. Царапин, сколов и т.д. Непосредственно влияет на стоимость изделия. Но повреждение от влаги будет, если вы нарушите герметичность всех предыдущих слоёв, либо при врезке бытовой техники был недостаточно загерметезирован срез.
Но повреждение от влаги будет, если вы нарушите герметичность всех предыдущих слоёв, либо при врезке бытовой техники был недостаточно загерметезирован срез. Давайте подробнее рассмотрим гарантийные ситуации производителя столешниц.
Давайте подробнее рассмотрим гарантийные ситуации производителя столешниц.


 Места попадания горячей пищи необходимо немедленно протереть влажной тряпкой со слабощелочной жидкостью (жидкое мыло и т.п.).
Места попадания горячей пищи необходимо немедленно протереть влажной тряпкой со слабощелочной жидкостью (жидкое мыло и т.п.).

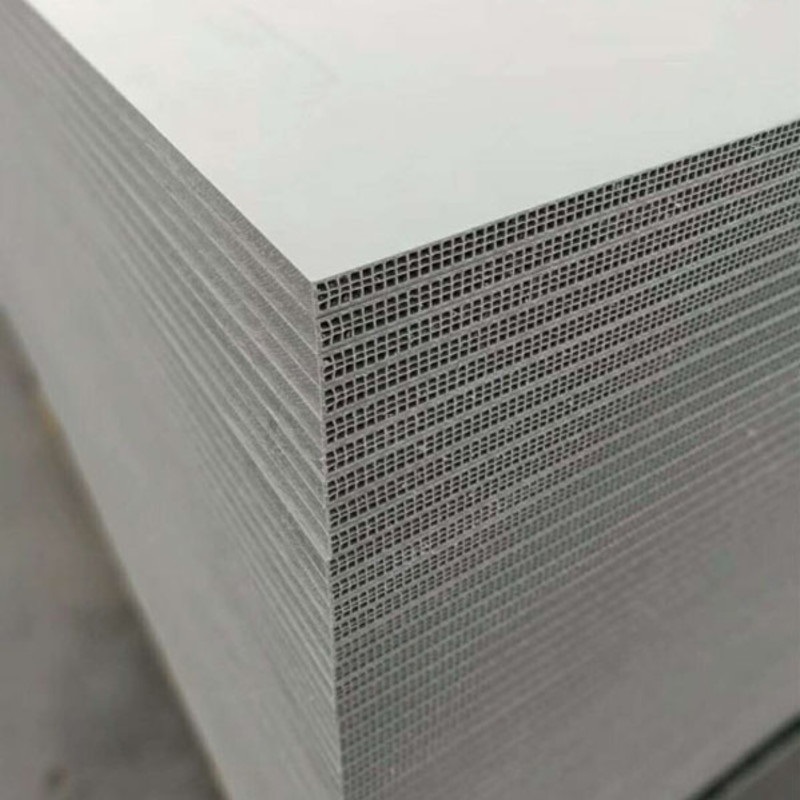
 Для производства древесно-стружечных плит используются такие материалы, как опилки, щепа, стружка и другие отходы измельчения. Плиты OSB более долговечны и прочны, чем ДСП.
Для производства древесно-стружечных плит используются такие материалы, как опилки, щепа, стружка и другие отходы измельчения. Плиты OSB более долговечны и прочны, чем ДСП. за:
за: Экономические преимущества
Экономические преимущества 
 Он часто тянет за собой большой кусок фишки и повреждает доску.
Он часто тянет за собой большой кусок фишки и повреждает доску. Но что такое ДСП и для чего его можно использовать? Если вы ищете листовые материалы для своего следующего проекта «сделай сам», читайте дальше, чтобы узнать, может ли ДСП стать идеальным материалом для этой работы.
Но что такое ДСП и для чего его можно использовать? Если вы ищете листовые материалы для своего следующего проекта «сделай сам», читайте дальше, чтобы узнать, может ли ДСП стать идеальным материалом для этой работы. Основным недостатком является то, что необработанная древесно-стружечная плита пористая и поэтому впитывает воду, с которой соприкасается. Это относится ко всем сортам ДСП, даже к самой высокой плотности, поэтому важно держать необработанную ДСП сухой и обработанной, чтобы предотвратить впитывание воды и разбухание, так как это сделает плиту непригодной для использования. К счастью, ДСП очень легко обрабатывать и покрывать водостойким шпоном, меламиновыми покрытиями и лаками, чтобы сделать его более прочным.
Основным недостатком является то, что необработанная древесно-стружечная плита пористая и поэтому впитывает воду, с которой соприкасается. Это относится ко всем сортам ДСП, даже к самой высокой плотности, поэтому важно держать необработанную ДСП сухой и обработанной, чтобы предотвратить впитывание воды и разбухание, так как это сделает плиту непригодной для использования. К счастью, ДСП очень легко обрабатывать и покрывать водостойким шпоном, меламиновыми покрытиями и лаками, чтобы сделать его более прочным. наличники и молдинги вокруг окон и дверей
наличники и молдинги вокруг окон и дверей


 Его используют для производства корпусных изделий в приборостроении, разъемов в электронике, бытовой техники, фурнитуры, розеток, выключателей и т.д. Большинство пластиковых изделий в автомобильной промышленности делается именно из АБС-пластика: бампера, решетки радиаторов, колпаки колесных дисков, элементы салона и многое другое. Не мало применений данный тип пластика находит в медицинской промышленности. В пищевой промышленности ABS не так популярен, тут господствует материал под названием полипропилен (PP), о нем чуть позже. Поверхность АБС-пластика легко поддается гальванизации, тем самым расширяя круг применения в декоративных изделиях.
Его используют для производства корпусных изделий в приборостроении, разъемов в электронике, бытовой техники, фурнитуры, розеток, выключателей и т.д. Большинство пластиковых изделий в автомобильной промышленности делается именно из АБС-пластика: бампера, решетки радиаторов, колпаки колесных дисков, элементы салона и многое другое. Не мало применений данный тип пластика находит в медицинской промышленности. В пищевой промышленности ABS не так популярен, тут господствует материал под названием полипропилен (PP), о нем чуть позже. Поверхность АБС-пластика легко поддается гальванизации, тем самым расширяя круг применения в декоративных изделиях.
 Из минусов – довольно большой коэффициент усадки, что затрудняет производство высокоточных изделий, низкая прочность у большинства марок.
Из минусов – довольно большой коэффициент усадки, что затрудняет производство высокоточных изделий, низкая прочность у большинства марок.
 Кроме бутылок из полиэтилентерефталата можно увидеть такую продукцию, как прозрачные пленки и упаковочную ленту, которая по прочности сопоставима со стальной лентой.
Кроме бутылок из полиэтилентерефталата можно увидеть такую продукцию, как прозрачные пленки и упаковочную ленту, которая по прочности сопоставима со стальной лентой. Его используют для изготовления контейнеров для еды, упаковки молока, моющих средств, детских игрушек, спортивных и туристических многоразовых бутылок, дорожных отбойников и даже для производства детских горок. По горючести ПНД согласно стандарту DIN 4102 относится к классу В: В1 — трудно возгораемые и В2 — нормально возгораемые. Температура самовоспламенения около 350°С.
Его используют для изготовления контейнеров для еды, упаковки молока, моющих средств, детских игрушек, спортивных и туристических многоразовых бутылок, дорожных отбойников и даже для производства детских горок. По горючести ПНД согласно стандарту DIN 4102 относится к классу В: В1 — трудно возгораемые и В2 — нормально возгораемые. Температура самовоспламенения около 350°С. ПВХ активно используется в автомобильной индустрии — приборная панель, подстаканники, ручки, подлокотники сделаны из ПВХ. Также часто он встречается и в быту — пищевая пленка и искусственная кожа сделаны из этого вида пластика. Благодаря тому, что такой материал гибок, его также используют для оплётки компьютерных кабелей.
ПВХ активно используется в автомобильной индустрии — приборная панель, подстаканники, ручки, подлокотники сделаны из ПВХ. Также часто он встречается и в быту — пищевая пленка и искусственная кожа сделаны из этого вида пластика. Благодаря тому, что такой материал гибок, его также используют для оплётки компьютерных кабелей.
 Не боится низкой температуры и не становится хрупким на холоде. При контакте с пищевыми продуктами ПВД не выделяет вредных веществ. Из этого материала делают гладкие нешуршащие пакеты, пищевую упаковку, парниковые пленки, детские игрушки, мусорные мешки. Также его используют в ремонтах для разводки труб водоснабжения. Например, трубы Rehau Rautitan Stabil, которые мы используем в своих ремонтах, сделаны из полиэтилена низкой плотности. ПВД влаго- и воздухонепроницаем, устойчив к ультрафиолетовому излучению, сжатию и растяжению, не проводит электричество.
Не боится низкой температуры и не становится хрупким на холоде. При контакте с пищевыми продуктами ПВД не выделяет вредных веществ. Из этого материала делают гладкие нешуршащие пакеты, пищевую упаковку, парниковые пленки, детские игрушки, мусорные мешки. Также его используют в ремонтах для разводки труб водоснабжения. Например, трубы Rehau Rautitan Stabil, которые мы используем в своих ремонтах, сделаны из полиэтилена низкой плотности. ПВД влаго- и воздухонепроницаем, устойчив к ультрафиолетовому излучению, сжатию и растяжению, не проводит электричество. Чувствительность к кислороду понижается при введении стабилизаторов.
Чувствительность к кислороду понижается при введении стабилизаторов. Растворяется в ацетоне и бензине. Не устойчив к ультрафиолетовому излучению. Обладает низким влагопоглощением и высокой влагостойкостью и морозостойкостью.
Растворяется в ацетоне и бензине. Не устойчив к ультрафиолетовому излучению. Обладает низким влагопоглощением и высокой влагостойкостью и морозостойкостью. Из него могут изготавливаться бутылочки для детей, пищевая упаковка, игрушки, бутылки для воды. При частом мытье или нагревании изделия из поликарбоната выделяют бисфенол А — вещество, которое может привести к гормональным нарушениям в организме человека.
Из него могут изготавливаться бутылочки для детей, пищевая упаковка, игрушки, бутылки для воды. При частом мытье или нагревании изделия из поликарбоната выделяют бисфенол А — вещество, которое может привести к гормональным нарушениям в организме человека. Что и куда сдавать можно посмотреть на портале Раздельный сбор
Что и куда сдавать можно посмотреть на портале Раздельный сбор org/ListItem»>
org/ListItem»> Его можно использовать в широком диапазоне температур (от -50 ° F до 180 ° F), что делает его пригодным для очень жарких и очень холодных условий. Он также обладает высокой ударной вязкостью и химической стойкостью, а также низким водопоглощением. Как и ABS, HDPE легко обрабатывается; его можно обрабатывать резанием, клепкой, фрезерованием, сверлением, лазерной резкой, сваркой и многими другими способами.
Его можно использовать в широком диапазоне температур (от -50 ° F до 180 ° F), что делает его пригодным для очень жарких и очень холодных условий. Он также обладает высокой ударной вязкостью и химической стойкостью, а также низким водопоглощением. Как и ABS, HDPE легко обрабатывается; его можно обрабатывать резанием, клепкой, фрезерованием, сверлением, лазерной резкой, сваркой и многими другими способами. Поликарбонат также обладает отличным балансом инженерных свойств, которые дают ему возможность работать в широком диапазоне температур, противостоять ударам и сохранять стабильность размеров. Это также термопласт, поэтому его можно повторно нагревать и формировать в новые формы по мере необходимости.
Поликарбонат также обладает отличным балансом инженерных свойств, которые дают ему возможность работать в широком диапазоне температур, противостоять ударам и сохранять стабильность размеров. Это также термопласт, поэтому его можно повторно нагревать и формировать в новые формы по мере необходимости.
 Ниже мы обсудим потенциал трех наиболее распространенных ударопрочных пластиков.
Ниже мы обсудим потенциал трех наиболее распространенных ударопрочных пластиков. Из-за того, что он может быть прозрачным, этот пластик обычно используется в качестве менее хрупкой альтернативы стеклу.
Из-за того, что он может быть прозрачным, этот пластик обычно используется в качестве менее хрупкой альтернативы стеклу.



 Это конструктивная особенность — плата за компактность. Хотя и ее можно обойти сняв кожух — толщины диска хватает для обточки под очень острым углом. Но и это лишнее — для заточки ножей я использую китайский клон Edge Apex.
Это конструктивная особенность — плата за компактность. Хотя и ее можно обойти сняв кожух — толщины диска хватает для обточки под очень острым углом. Но и это лишнее — для заточки ножей я использую китайский клон Edge Apex. Одесса
Одесса Днепр
Днепр Днепр
Днепр Днепр
Днепр Обновленная модель, изображенная выше, имеет более гладкий внешний вид, а ручка диаметра карандаша была переработана для более легкого поворота. Мы ссылаемся на обновленный X-ACTO School Pro в нашем обзоре.
Обновленная модель, изображенная выше, имеет более гладкий внешний вид, а ручка диаметра карандаша была переработана для более легкого поворота. Мы ссылаемся на обновленный X-ACTO School Pro в нашем обзоре. Кроме того, эта модель не такая тихая, как хотелось бы для использования в библиотеке или классе. Эта проблема более очевидна при заточке карандашей большого диаметра, потому что станок замедляется под нагрузкой. Наконец, этот продукт относительно дорог по сравнению с другими, которые мы тестировали. Тем не менее, немногие из точилок в нашем обзоре могут довести такое разнообразие карандашей до идеального состояния так же быстро, как X-ACTO School Pro.
Кроме того, эта модель не такая тихая, как хотелось бы для использования в библиотеке или классе. Эта проблема более очевидна при заточке карандашей большого диаметра, потому что станок замедляется под нагрузкой. Наконец, этот продукт относительно дорог по сравнению с другими, которые мы тестировали. Тем не менее, немногие из точилок в нашем обзоре могут довести такое разнообразие карандашей до идеального состояния так же быстро, как X-ACTO School Pro. Сначала он превращает древесину в удлиненный конус, а затем стрижет грифель до тонкого конца. Точилка размером с ладонь легко помещается в портфель или сумку, а прозрачная корзина для стружки позволяет видеть, когда пора высыпать опилки. Точилка предназначена для грифелей диаметром 2 и 3,15 мм, обычных для художественных карандашей, но может работать и с карандашами диаметром 8 мм.
Сначала он превращает древесину в удлиненный конус, а затем стрижет грифель до тонкого конца. Точилка размером с ладонь легко помещается в портфель или сумку, а прозрачная корзина для стружки позволяет видеть, когда пора высыпать опилки. Точилка предназначена для грифелей диаметром 2 и 3,15 мм, обычных для художественных карандашей, но может работать и с карандашами диаметром 8 мм.

 Эта ручная рукоятка не требует ни места на столе, ни электричества. Настенное крепление позволяет легко поворачивать ручку, а отсутствие двигателя сводит шум к минимуму. Кроме того, эта машина может работать с широким диапазоном диаметров карандашей от 4 до 12 миллиметров и доводит все эти размеры до точной точки.
Эта ручная рукоятка не требует ни места на столе, ни электричества. Настенное крепление позволяет легко поворачивать ручку, а отсутствие двигателя сводит шум к минимуму. Кроме того, эта машина может работать с широким диапазоном диаметров карандашей от 4 до 12 миллиметров и доводит все эти размеры до точной точки. Точилка для карандашей с батарейным питанием — это продукт с приятным дизайном, и он справился со всеми типами карандашей, которые мы ей бросили, а именно с графитовыми, цветными и угольными. Станок затачивается довольно быстро (7 секунд для 8-миллиметрового графитового карандаша), и, что, возможно, лучше всего, вы можете установить угол наклона кончика на тупой, средний или острый в соответствии с вашим предполагаемым использованием или предпочтениями.
Точилка для карандашей с батарейным питанием — это продукт с приятным дизайном, и он справился со всеми типами карандашей, которые мы ей бросили, а именно с графитовыми, цветными и угольными. Станок затачивается довольно быстро (7 секунд для 8-миллиметрового графитового карандаша), и, что, возможно, лучше всего, вы можете установить угол наклона кончика на тупой, средний или острый в соответствии с вашим предполагаемым использованием или предпочтениями.
 Наконец, его корзина для стружки достаточно вместительна для нечастого опорожнения и интенсивного использования.
Наконец, его корзина для стружки достаточно вместительна для нечастого опорожнения и интенсивного использования. Он затачивает стандартные карандаши до тонкой, хотя и более крутой точки. Кроме того, ножки устройства имеют достаточно прочный захват, чтобы можно было работать одной рукой.
Он затачивает стандартные карандаши до тонкой, хотя и более крутой точки. Кроме того, ножки устройства имеют достаточно прочный захват, чтобы можно было работать одной рукой. сумка или рюкзак. Цилиндрическая форма удобна для захвата, а наконечник очень острый. Эта модель может работать с несколькими типами грифелей и диаметров карандашей. Он также прост в эксплуатации и недорог.
сумка или рюкзак. Цилиндрическая форма удобна для захвата, а наконечник очень острый. Эта модель может работать с несколькими типами грифелей и диаметров карандашей. Он также прост в эксплуатации и недорог. Дополняет опыт Остина старший редактор обзоров Ник Майли. В своей предыдущей карьере дендрохронолога он провел много часов, глядя в микроскоп на сердцевины деревьев, размечая кольца, настолько узкие, что с трудом помещается одна точка карандашом. Он ценит ценность тонкого карандаша.
Дополняет опыт Остина старший редактор обзоров Ник Майли. В своей предыдущей карьере дендрохронолога он провел много часов, глядя в микроскоп на сердцевины деревьев, размечая кольца, настолько узкие, что с трудом помещается одна точка карандашом. Он ценит ценность тонкого карандаша.
 Без сомнения, электрический X-ACTO School Pro — самая удобная из всех рассмотренных здесь точилок. У него есть «улетающее» лезвие, которое никогда не перетачивается, большой контейнер для документов, который ограничивает поездки в мусорную корзину, и он не слишком шумный или медленный в своей работе. Более того, производитель предлагает к покупке запасные части, если в этом возникнет необходимость.
Без сомнения, электрический X-ACTO School Pro — самая удобная из всех рассмотренных здесь точилок. У него есть «улетающее» лезвие, которое никогда не перетачивается, большой контейнер для документов, который ограничивает поездки в мусорную корзину, и он не слишком шумный или медленный в своей работе. Более того, производитель предлагает к покупке запасные части, если в этом возникнет необходимость. Для дополнительного удобства в комплекте идет дополнительное лезвие и батарейки.
Для дополнительного удобства в комплекте идет дополнительное лезвие и батарейки. Хотя это кажется банальным, многие точилки не справились с этой задачей.
Хотя это кажется банальным, многие точилки не справились с этой задачей. В частности, мы рассмотрели карандаши с круглым, шестиугольным и треугольным стержнем. Как вы можете себе представить, карандаши треугольной формы создавали проблемы для нескольких точилок. Кроме того, многие точилки предназначены для стандартных 8-миллиметровых карандашей, таких как разновидность графита номер два, ставшая печально известной в результате стандартизированных испытаний. Если вам нужна универсальность, обратите внимание на, как вы уже догадались, модель 9.0033 X-ACTO School Pro . Эта машина мало что может заточить, кроме столярных карандашей.
В частности, мы рассмотрели карандаши с круглым, шестиугольным и треугольным стержнем. Как вы можете себе представить, карандаши треугольной формы создавали проблемы для нескольких точилок. Кроме того, многие точилки предназначены для стандартных 8-миллиметровых карандашей, таких как разновидность графита номер два, ставшая печально известной в результате стандартизированных испытаний. Если вам нужна универсальность, обратите внимание на, как вы уже догадались, модель 9.0033 X-ACTO School Pro . Эта машина мало что может заточить, кроме столярных карандашей.
 В частности, к этим функциям относятся формы карандашей и типы стержней, с которыми могут работать точилки, время, необходимое для их заточки, качество отрисовки кончика и шум, который они производят, и это лишь некоторые из них. Так что, если вы плотник, ищущий широкоугольный наконечник для шероховатых поверхностей, или художник-набросок, которому нужен длинный тонкий наконечник для проработки деталей, то для вас найдется точилка.
В частности, к этим функциям относятся формы карандашей и типы стержней, с которыми могут работать точилки, время, необходимое для их заточки, качество отрисовки кончика и шум, который они производят, и это лишь некоторые из них. Так что, если вы плотник, ищущий широкоугольный наконечник для шероховатых поверхностей, или художник-набросок, которому нужен длинный тонкий наконечник для проработки деталей, то для вас найдется точилка. У Staples есть лучшие бренды, технологии и чернильные картриджи, которые вам нужны:
У Staples есть лучшие бренды, технологии и чернильные картриджи, которые вам нужны: Не нужен новый принтер Canon? Обязательно поймайте чернила, которые вам нужны; наши самые популярные чернильные картриджи Canon включают Canon 245, Canon 240 и Canon CLI-251.
Не нужен новый принтер Canon? Обязательно поймайте чернила, которые вам нужны; наши самые популярные чернильные картриджи Canon включают Canon 245, Canon 240 и Canon CLI-251.

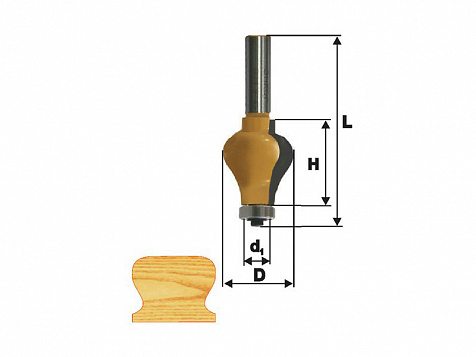
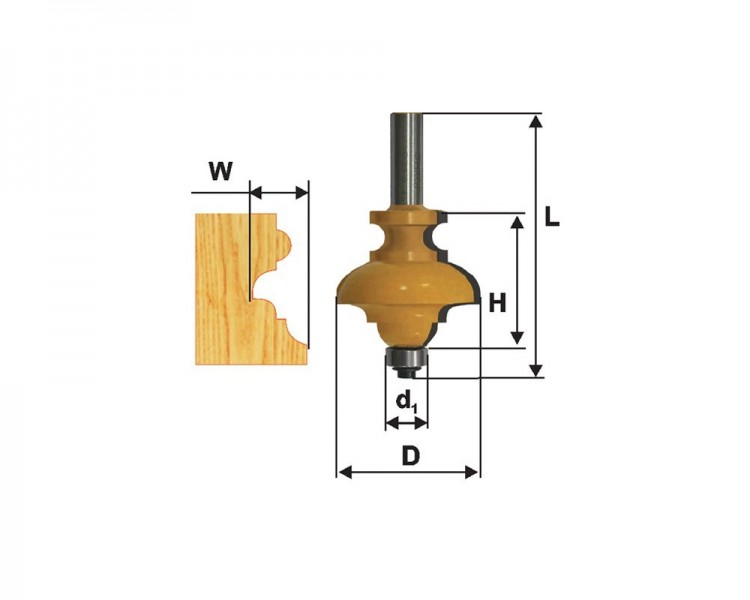


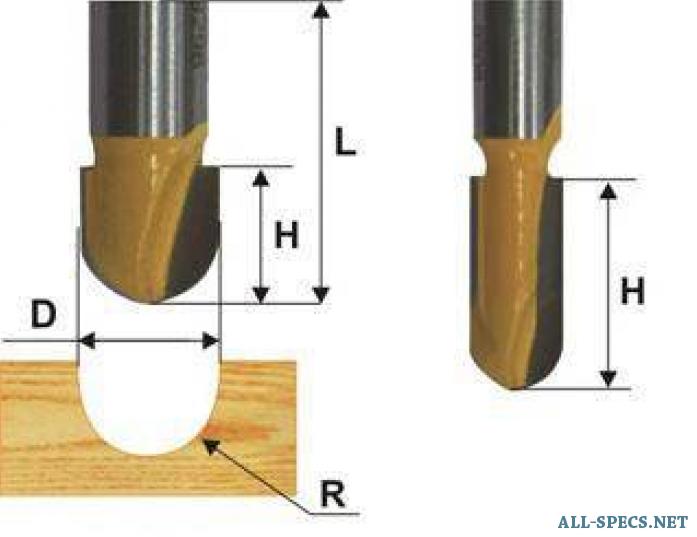 Они могут быть очень полезны, если вы хотите получить узкие углы или воспроизвести некоторую точную геометрию, не используя V-образные фрезы.
Они могут быть очень полезны, если вы хотите получить узкие углы или воспроизвести некоторую точную геометрию, не используя V-образные фрезы.
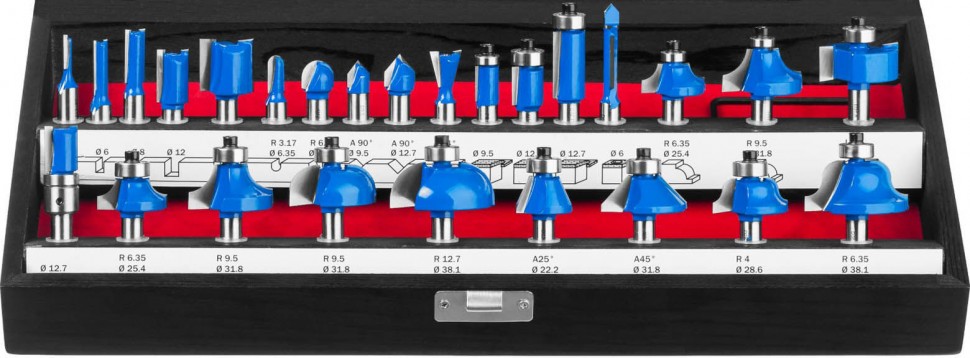
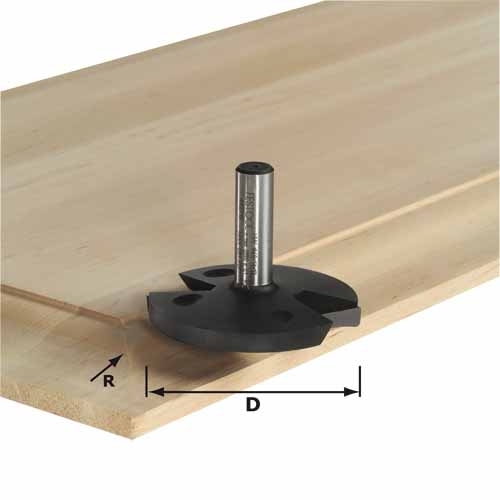


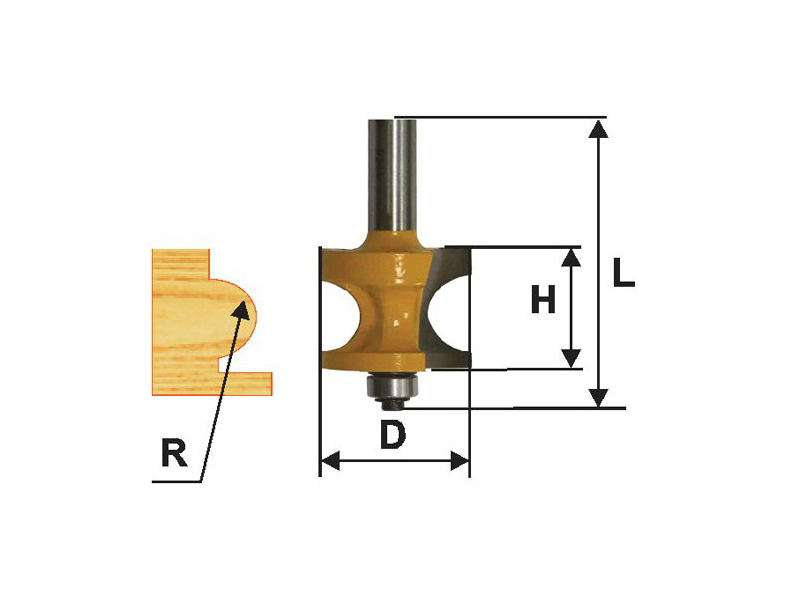 Наиболее распространены концевые фрезы с двумя и четырьмя зубьями.
Наиболее распространены концевые фрезы с двумя и четырьмя зубьями.




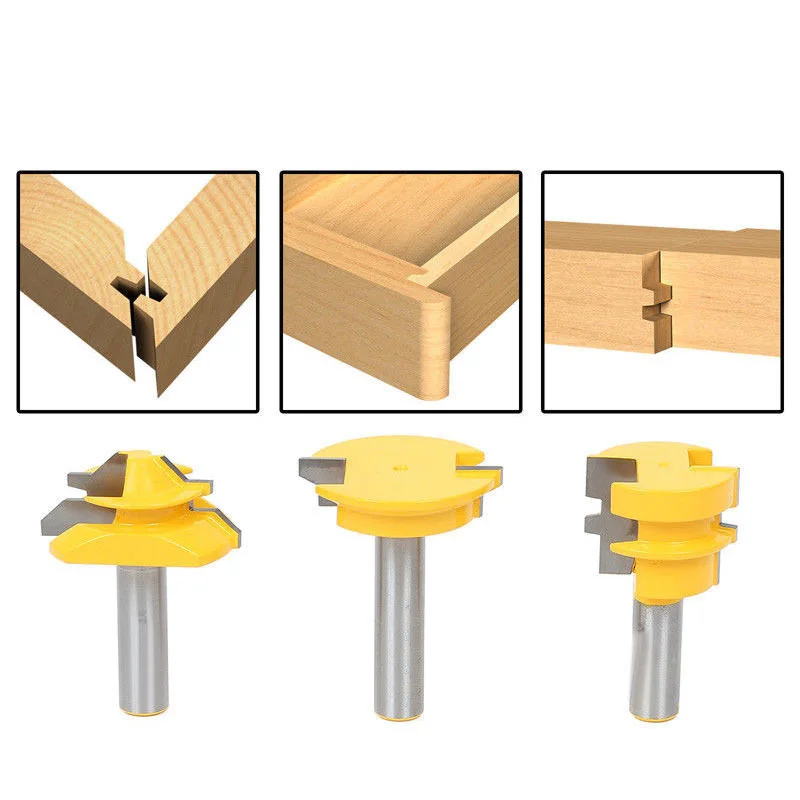
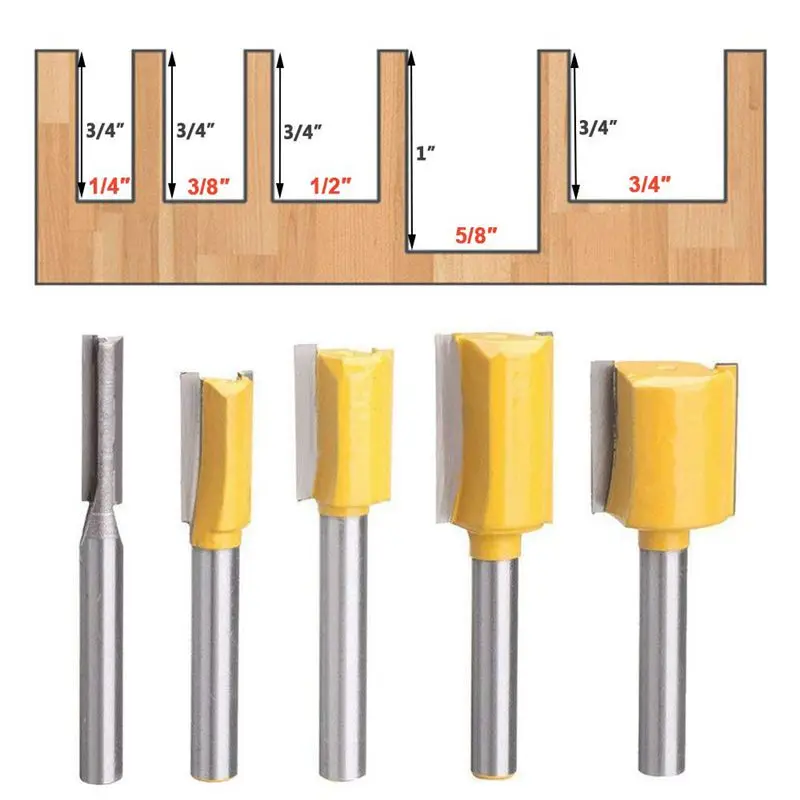 Эти похожие на зубы узоры на его канавке помогают удалить больше материала, но оставляют после себя грубый срез.
Эти похожие на зубы узоры на его канавке помогают удалить больше материала, но оставляют после себя грубый срез.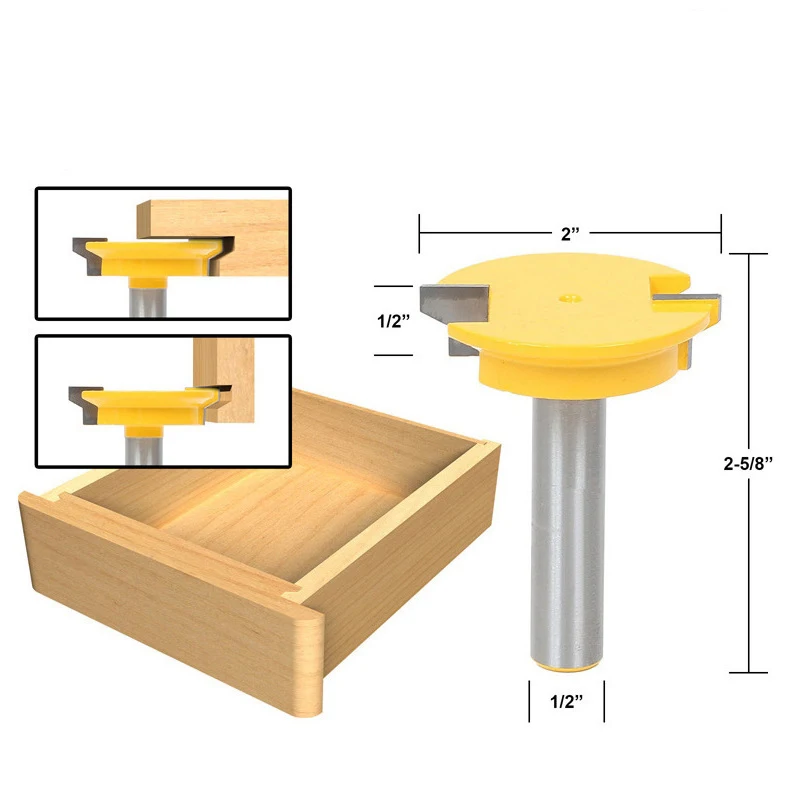
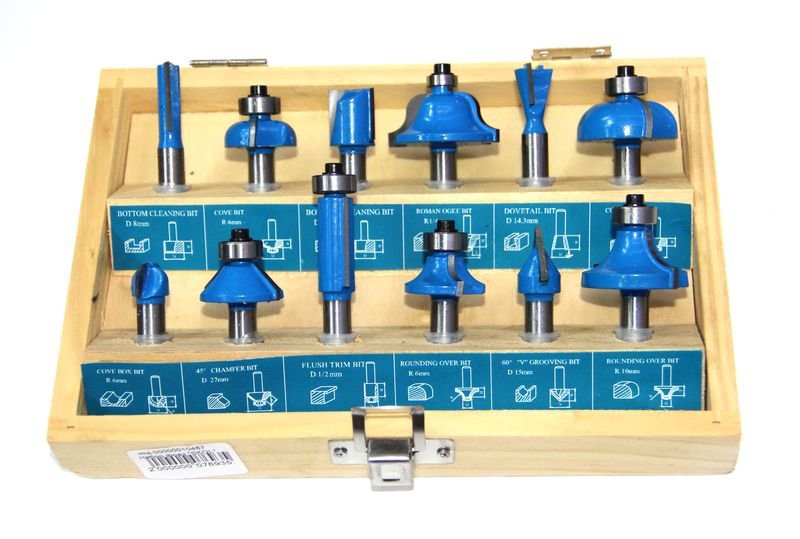
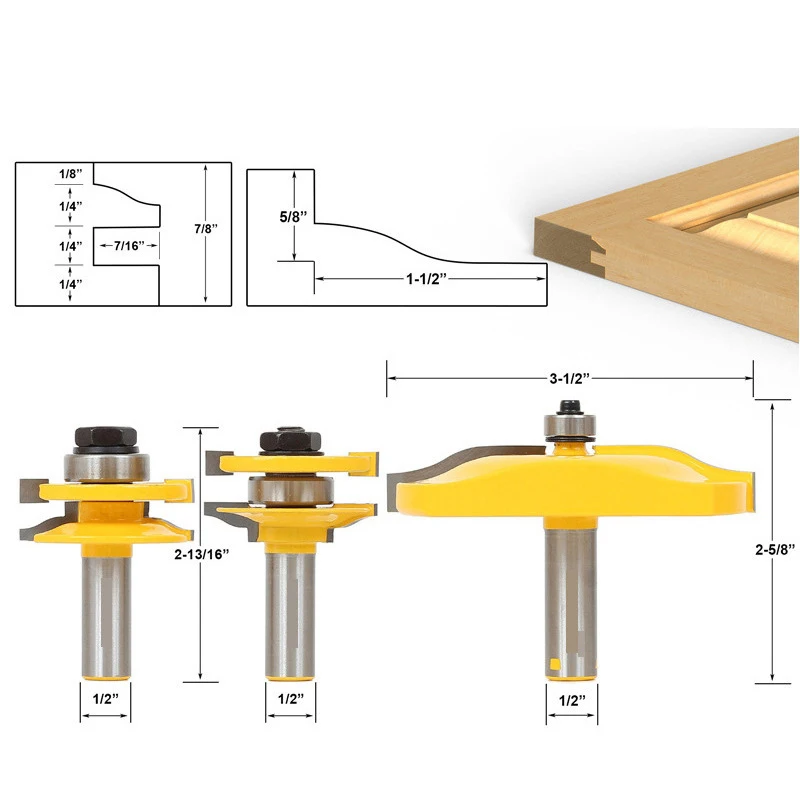

 Это также дает пикирующий раунд до стенок чаши.
Это также дает пикирующий раунд до стенок чаши.
 1
1 Flipkart не несет никаких последствий, убытков, повреждений или травм, которые могут возникнуть в результате насильственного или незаконного использования или неправильного использования продукта, продаваемого независимыми продавцами на платформе Flipkart. Клиент несет ответственность за бережное обращение с продуктом и его предполагаемое и законное использование в качестве инструмента. Flipkart не заявляет и не гарантирует, что покупатель может на законных основаниях приобретать, владеть или владеть продуктом. Пожалуйста, ознакомьтесь с законами и правилами, изложенными правоохранительными органами в вашей местной юрисдикции, прежде чем покупать и хранить продукт.
Flipkart не несет никаких последствий, убытков, повреждений или травм, которые могут возникнуть в результате насильственного или незаконного использования или неправильного использования продукта, продаваемого независимыми продавцами на платформе Flipkart. Клиент несет ответственность за бережное обращение с продуктом и его предполагаемое и законное использование в качестве инструмента. Flipkart не заявляет и не гарантирует, что покупатель может на законных основаниях приобретать, владеть или владеть продуктом. Пожалуйста, ознакомьтесь с законами и правилами, изложенными правоохранительными органами в вашей местной юрисдикции, прежде чем покупать и хранить продукт. 0012
0012 5 m
5 m

 Представитель вежливый,
Представитель вежливый, Этот материал человек начал обрабатывать для своих целей одним из первых … читать полностью
Этот материал человек начал обрабатывать для своих целей одним из первых … читать полностью
 Точно такую же лазерную гравировку на клавиатуре делают на заводе производителя.
Точно такую же лазерную гравировку на клавиатуре делают на заводе производителя. de
de

 Защитные очки и перчатки следует носить постоянно.
Защитные очки и перчатки следует носить постоянно.


 охлаждения с водяным радиатором и крыльчаткой радиального вентилятора обратного тока, сист. охлаждения масла с масляным радиатором генераторов, цифровая система контроля РСС (Power Command Control), осуществляющая автоматический запуск и остановку дизель-генератора, регулирующая скорость вращения коленчатого вала двигателя, а также обеспечивающая параллельную работу нескольких электростанций. Комплект ЗИП, комплект эксплуатационной документации. Специальное исполнение подразумевает демонтаж пульта управления ДЭУ для установки системы автоматики заказчика.
охлаждения с водяным радиатором и крыльчаткой радиального вентилятора обратного тока, сист. охлаждения масла с масляным радиатором генераторов, цифровая система контроля РСС (Power Command Control), осуществляющая автоматический запуск и остановку дизель-генератора, регулирующая скорость вращения коленчатого вала двигателя, а также обеспечивающая параллельную работу нескольких электростанций. Комплект ЗИП, комплект эксплуатационной документации. Специальное исполнение подразумевает демонтаж пульта управления ДЭУ для установки системы автоматики заказчика.
 ), кВт/кВА
), кВт/кВА
 10-02
10-02









 Вы можете поговорить с нашей командой и получить всю необходимую информацию, связавшись с нами по электронной почте или телефону.
Вы можете поговорить с нашей командой и получить всю необходимую информацию, связавшись с нами по электронной почте или телефону. 2
2

 2
2 Как только сетевое питание будет восстановлено, панель переключит нагрузку обратно на сеть и выключит генератор.
Как только сетевое питание будет восстановлено, панель переключит нагрузку обратно на сеть и выключит генератор.
 2
2