Short wavelength infrared camera for molten metals
Описание
Подробные технические характеристики
Области применения
Спецификация и руководство по эксплуатации
Программное обеспечение
Новая ИК-камера optris® PI 05M уменьшает погрешность измерения при неизвестном или непостоянном коэффициенте излучения в диапазоне 500 – 540 нм. Благодаря своему спектральному диапазону, а также непрерывной области измерения от 900 до 2450 °C, эта компактная камера идеально подходит для определения температуры расплавленных металлов.
Частота кадров до 1 кГц и высокая разрешающая способность позволяют найти оптимальное решение для каждого конкретного применения.
Ваши преимущества
Высокодинамичный CMOS-детектор с разрешением до 764 x 480 пикселей
Широкий непрерывный измерительный диапазон от 900 до 2450 °C
Частота кадров до 1 кГц для быстрых процессов
Аналогововый выход с временем отклика 1 мс в режиме реального времени
Бесплатно прилагается программное обеспечение и комплект разработчика SDK
Поддержка функции линейного сканирования 1 кГц
3 700 евро (без НДС)
Подробные технические характеристики инфракрасной камеры optris PI 05M
Комплект поставки:
USB-камера с 1 объективом, Защита объектива, включая защитное окно, USB-кабель (1 м), Настольный штатив, PIF-кабель с клеммной колодкой (1 м), Пакет ПО optris PIX Connect, Алюминиевый футляр Опции: кожух охлаждения, высокотемпературный кабель
Детектор: CMOS (15 мкм x 15 мкм)
Оптическое разрешение (переключаемое) / частота кадров: 764 x 480 пикселей при 32 Гц 382 x 288 пикселей при 80 Гц (переключаемое на 27 Гц) 72 x 56 пикселей при 1 кГц 764 x 8 пикселей при 1 кГц (fast linescanning mode)
Спектральный диапазон: 500 . .. 540 нм
Диапазоны температурыs: 900 … 2450 °C (режим 27 Гц) 950 … 2450 °C (режим 80 Гц и 32 Гц) 1100 … 2450 °C (режим 1 кГц)
Оптика: FOV @ 382 x 288 px: 13° x 10° (f = 25 мм)
FOV @ 764 x 480 px: 26° x 16° (f = 25 мм)
Температурная чувствительность (NETD)1): < 2 K (< 1400 °C) < 4 K (< 2100 °C)
Системная точность 2): Для температуры объекта < 2000 °C: ±1 % показаний для 27/32/80 Гц ±1,5 % показаний для 1 кГц Для температуры объекта > 2000 °C: ±2 % показаний для 27/32/80 Гц ±2,5 % показаний для 1 кГц
Интерфейсы ПК: USB 2.0 / optional USB to GigE (PoE) conversion
Высокоскоростной аналоговый выход (при режиме 1 кГц): 0–10 В вывод пикселя в реальном времени 8×8 пикселей(время настройки 1 мс)
Стандартный интерфейс процесса (PIF): 0–10 В вход, цифровой вход (макс. 24 В), 0–10 В выход
Промышленный интерфейс процесса (PIF): 2 x 0–10 В входа, цифровой вход (макс. 24 В), 3 x 0/4–20 В выхода, 3 x реле (0–30 В/400 мА), реле защиты от сбоев
Длины кабеля (USB):
1 м (стандарт), 5 м, 10 м 5 м и 10 м также в качестве высокотемпературного кабеля (180 °C)
Температура окружающего воздуха (Tокр): от 5 °C до 50 °C
Температура хранения: от –40 °C до 70 °C
Относительная влажность воздуха: 10 – 95 %, без конденсации.
Корпус (размер / класс защиты): 46 мм x 56 мм x 90 мм / IP 67 (NEMA 4)3)
1) at 27 Hz, 32 Hz and 80 Hz 2)При температуре окружающей среды 25 °С 3) действительно только при использовании тубуса защиты объектива 4) прочую информацию см. в руководстве по эксплуатации
Область применения тепловизионной камеры optris PI 05M
Коротковолновая ИК-камера optris PI 05M прекрасно подходит для процессов лазерной обработки, т.к. излучение свыше 540 нм надёжно блокируется. Новый спектральный диапазон 500 нм менее подвержен внешним воздействиям, тем самым обеспечивая точное измерение даже при изменчивом коэффициенте излучения. Поэтому PI 05M идеальна для измерения температуры расплавленных металлов.
Datasheet optris PI 05M.pdf
infrakrasnyye kamery broshyurao optris
обзор применения металлургической промышленностиM.pdf
ПО optris PI Connect в комплекте
ПО по термографии optris PIX Connect было специально разработано для обширного документирования и анализа тепловых диаграмм. Оно позволяет проводить термографический анализ в режиме реального времени и дистанционно управлять тепловизором, а также задействовать режим однострочной камеры.
Кроме этого, ПО предлагается без лицензионных ограничений и может быть адаптировано под индивидуальные требования заказчиков.
Высокотемпературный эндоскоп
Предложение дня
org/Product»>
Мы работаем с 2001 года
Выполнено заказов — 23809
Заказов за 30 дней — 258
Например: Толщиномер Autotest
org/Product»>
26 000 ₽
Высокотемпературный USB эндоскоп DELTA F-6H-7.5мм-1м с управляемой широкоугольной камерой теперь в вашей корзине покупок
55 800 ₽
Высокотемпературный до 300гр, управляемый WiFi эндоскоп DELTA F-7-7,5мм-1метр HD, монитор 4,5″ теперь в вашей корзине покупок
13 500 ₽
Высокотемпературный эндоскоп C-99Н-9,8мм-1м работает до 300’c теперь в вашей корзине покупок
Высокотемпературный эндоскоп с принудительным обдувом камеры
Pyroscan — Прочная камера для высокотемпературной печи
ПРОЧНАЯ ПИРОМЕТРИЧЕСКАЯ КАМЕРА HDR
Тепловой мониторинг горения
PYROSCAN – это пирометрическая камера с расширенным динамическим диапазоном (HDR) с высоким разрешением изображения 1,2 мегапикселя. Он был разработан для обеспечения точного контроля температуры в экстремальных условиях, при температурах от 700 °C до 1800 °C , а также в очень запыленной и задымленной атмосфере. Он сочетает в себе изображения высокого разрешения в режиме реального времени с измерениями температуры на любая точка зоны горения внутри котлов, печей, печей или мусоросжигательных заводов. Эта камера позволяет обнаруживать любые изменения при сжигании и визуализировать падение клинкера.
Каждый пиксель изображения может быть выбран оператором на видеоизображении для измерения температур, отслеживания их изменений и проверки изменений формы пламени (длина/ширина пламени и длина черного корня) и т. д.
3 ключевые точки
Камера высокотемпературной печи, обеспечивающая контроль температуры печи
Эффективный контроль формы пламени и теплопередачи
Комплексный инструмент для регулировки горелки
ПИРОСКАН
Точное измерение температуры в запыленной среде
Благодаря надежным алгоритмам фильтрации пыли , Pyroscan может работать в сложной и загроможденной зоне горения. Обеспечивая надежное считывание температуры и HDR-изображения, Pyroscan помогает оператору стабилизировать процесс обжига для гомогенизации и повышения качества клинкера. Проводит эффективный мониторинг любых изменений формы пламени и передачи тепла продукту. Это универсальный инструмент для регулировки горелки , особенно для сжигания альтернативных видов топлива.
Функции пироскана
Пирометрическая камера с водяным охлаждением
Установка подготовки воздуха
Автоматическая система введения/извлечения
Шкаф местного электроуправления
ПК со специальным программным обеспечением в среде Windows для обработки и отображения данных
Преимущества
Высококачественные изображения с большей детализацией как в темных, так и в светлых областях благодаря тепловизионным изображениям с полным расширенным динамическим диапазоном (HDR)
Надежное считывание температуры (минимальное влияние запыленной атмосферы)
Визуализация и измерение температуры клинкерной зоны
Неограниченное количество определяемых пользователем точек измерения
Историческая база данных (видео и измерения температуры)
Мониторинг формы пламени с определяемыми пользователем линиями анализа
Универсальный инструмент для регулировки горелки, особенно для сжигания альтернативных видов топлива
Потоковое видео по IP
Технические характеристики
Пироскан
Поле зрения
62° по горизонтали x 48° по вертикали x 78° по диагонали или 44° по горизонтали x 33° по вертикали x 55° по диагонали
500 мм (другие погружные длины доступны по запросу)
Электроснабжение
100-240 В, 50/60 Гц, 500 Вт
Связанные приложения
Сопутствующие товары
Видеокамеры для экстремальных погодных условий
Видеокамеры, предназначенные для работы в экстремальных погодных условиях
Камеры для экстремальных погодных условий
Ветер, дождь, молния, снег, туман и град создают опасные для жизни ситуации. Pelco имеет более чем 60-летний опыт создания качественных камер, которые выдерживают самые суровые условия, с целью обеспечения безопасности наших сообществ. Инвестиции в качественные камеры, способные выдерживать экстремальные погодные условия, означают для вас меньшие затраты на ремонт и замену.
Получить демоверсию
Снизить риск
Преступление не прекращается из-за плохой погоды. Наличие защищенных от непогоды камер видеонаблюдения позволяет получать непрерывные видеоданные для сокращения и раскрытия преступлений, что в конечном итоге снижает уровень риска и обеспечивает безопасность людей.
Создан для экстремальных температур
Надежные модели для наружного применения имеют гораздо более широкий диапазон рабочих температур от -60°C до 60°C (-76º –140ºF). Некоторые модели работают при очень низких температурах с нагревателями и вентиляторами, которые также обеспечивают низкотемпературный холодный пуск и защиту от обледенения. Они сертифицированы в соответствии с полным набором строгих стандартов, поэтому они могут выдерживать не только осадки, но и прямое мытье из шланга без повреждений.
Защита от элементов
Камеры Pelco предназначены для работы в экстремальных погодных условиях и оснащены такими функциями, как слабое освещение, обнаружение движения и линзы с защитой от запотевания, которые повышают способность обеспечивать четкое и надежное видео. Камеры комплектуются усиленными креплениями, обеспечивающими надежную защиту от сильных порывов ветра, а также рассчитаны на попадание влаги и дождя.
Удаленный мониторинг и реагирование
Камеры, предназначенные для работы в экстремальных погодных условиях, в сочетании с оповещениями в режиме реального времени и возможностью удаленного анализа видеоданных позволяют операторам обнаруживать угрозы и аномалии, выявлять потенциальные уязвимости и руководить реагированием на чрезвычайные ситуации.
Стационарные IP-системы Full HD
Взрывозащищенная система камер: высокая надежность, стационарные IP-системы Full HD
Подробности
Разрешение до 1920 x 1080p Широкий динамический диапазон (WDR), объектив с 30-кратным зумом и превосходная производительность при слабом освещении до +60° C при соблюдении требований T6 Температура поверхности (<85° C) Нормативы для опасных зон
Заготовка из нержавеющей стали 316L Электрополированная конструкция
Стандартное подключение IP Ethernet и встроенная передача
Опции, включая оптоволокно, Ethernet по коаксиальному кабелю и расширение UTP
Модели
EXF1230-4N
EXF1230-7N
Посмотреть дополнительную информацию
Опция PTZ и ИК-подсветки
Взрывозащищенная система камер: высоконадежные IP-системы PTZ Full HD с ИК-осветителем с переменным увеличением.
Детали
Чрезвычайно надежная система управления движением с прямым приводом для поворота/наклона
Установка в вертикальном или перевернутом положении с автоматическим определением ориентации
Электроника с малой задержкой для улучшения управляемости и безопасности при повороте/наклоне
Опция ИК-осветителя с переменным увеличением и дальностью действия 200 метров
Модели
EXP1230-4N EXP1230-7N EXP1230-7M
Посмотреть дополнительную информацию
Системы позиционирования Esprit® Enhanced Series IP PTZ
Стандартный, с PTZ и опцией ИК-подсветки Знаковая система позиционирования Pelco серии Esprit® обеспечивает лучшее в своем классе качество изображения и характеристики панорамирования/наклона. Esprit Enhanced обеспечивает впечатляющее качество изображения, ценные программные функции и проверенную временем производительность панорамирования/наклона, подходящую для любой среды установки.
Посмотреть дополнительную информацию
ОПТЕРА™ 360°
IMM12036
Детали
Камеры Optera 360º обеспечивают детальное видео из нескольких мест с объединенным и смешанным изображением, которое полностью погружает вас в сцену.
ОПТЕРА™ 270°
IMM12027
Детали
Бесшовный панорамный просмотр и интуитивно понятные иммерсивные виды, с которыми просто не могут сравниться предложения конкурентов.
ОПТЕРА™ 180°
IMM12018
Детали
Камеры Optera 180⁰ оснащены четырьмя датчиками изображения с фиксированным объективом 4,8 мм для широкого охвата горизонтальной сцены, предлагая интуитивно понятные иммерсивные виды, с которыми просто не могут сравниться конкурирующие предложения.
Купольная камера Sarix Enhanced Series 3
SARIX IME 3
Mini-Dome Indoor | Mini-Dome Outdoor
Купола для помещений оснащены микрофонами, и в дополнение к ударопрочности IK10++ 50 Дж все купольные модели также имеют адаптивный ИК-диапазон 50M+ и RAL 9.003 более светлый цвет.
Пуля Sarix Enhanced Series 3
SARIX IBE 3
Bullet Outdoor IR
Пулевидные модели предлагают адаптивную ИК-подсветку на 50 миллионов+ с классом прочности IK10 и отличным покрытием от проникновения внутрь помещения.
Коробка Sarix Enhanced Series 3
SARIX IXE 3
Коробка
Коробочные модели включают линзы P-Iris и i-CS для удаленного увеличения и более точного управления фокусировкой.
IP-купольные PTZ-камеры Spectra® Enhanced Series
S7230L, S7818L
7 IP-камеры PTZ — это последняя разработка в устаревшем семействе Spectra, обеспечивающая быстрое и точное панорамирование и наклон с двумя вариантами:
18-кратный оптический зум, видео до 4K 30 кадров в секунду,
30-кратный оптический зум зум, видео до 2 Мп, 60 кадров в секунду,
с новым поколением SureVision и расширенной аналитикой на основе искусственного интеллекта.
Просмотр информации о Spectra Enhanced 7
Аксессуары для освещения
Чтобы увеличить производительность мегапиксельной камеры в условиях низкой освещенности и уменьшить шум видеозаписи ночных сцен, потребляющих полосу пропускания, выберите один из вариантов ИК-подсветки Pelco и подсветки белого света.
Индивидуальная светодиодная подсветка инфракрасного и белого света
Идеально подходит для фиксированных и поворотных камер
Сменные линзы для широкого или узкого освещения
Варианты оформления заказа
Яркие огни, высокие ставки
Строго регулируемая игровая индустрия требует высококачественных решений для обеспечения безопасности видео. Казино по всему миру нуждаются в интеллектуальных решениях для обеспечения безопасности IP-видео, чтобы помочь уменьшить мошенничество, контролировать вопросы ответственности, соблюдать правила и обеспечивать соответствие ожиданиям клиентов в отношении безопасности. От мигающих огней игровых автоматов до слабого освещения на парковках — экстремальные условия освещения требуют видеокамер, которые автоматически адаптируются и соответствуют отраслевым нормам, защищая при этом ваших сотрудников, клиентов, деньги и имущество.
Посмотреть решения для казино
Круглосуточный мониторинг
Для непрерывного движения транспорта в режиме 24/7/365 требуются камеры, способные адаптироваться к любым условиям освещения. Диспетчерам дорожного движения необходимо иметь возможность следить за транспортными средствами и пешеходами при ярком солнечном свете, бликах, слабом освещении, тени и темноте. Наличие четких, четких изображений при любых условиях освещения, чтобы реагировать на проблемы с транспортным потоком, аварии и проблемы, связанные с погодой, имеет важное значение. Камеры Pelco также оснащены функциями видеоаналитики, которые предупреждают операторов об авариях и опасных условиях, обеспечивая быстрое реагирование и спасение жизней.
Просмотр мониторинга трафика
Аэропорты требуют 24/7
При таком большом количестве областей, которые необходимо контролировать, надежная сеть видеокамер и аналитических инструментов необходима для обеспечения бесперебойной работы аэропорта. Внешние области — от периметра до парковок и ангаров — часто имеют очень светлые и темные участки в одной и той же сцене. Наличие видеокамер, которые автоматически балансируют цвета и изображения для обеспечения четкости, позволяет службе безопасности аэропорта и обслуживающему персоналу быть в курсе подозрительной активности и проблем с пассажиропотоком.
Центр вращающийся токарный|Торцевые захваты, поводковые патроны
OSNASTIK
Южная Корея / Индия
Центра вращающиеся и упорные
Вращающиеся задние центры
Вращающиеся центры для труб
Вращающиеся задние центры со сменными наконечниками
Упорные центры, упорные центры для труб
WIDIN
Южная Корея
Токарные центры WIDIN
Вращающиеся центры для токарных станков. Тип LC-NC
Вращающиеся центры для токарных станков. Тип LC-NCP
Вращающиеся центры для тяжелой обработки. LC-NK NKD
Вращающиеся центры для шлифовальной обработки. Тип LC-SMP
Вращающиеся центры для высокоскоростной обработки. Тип LC-D50
Вращающиеся центры с уплотнениями. Тип LC-HD
Вращающиеся конуса. Тип LC-PT
Упорные центры. Тип LM и LM-H
Центр вращающийся токарный
Токарные центра вращающиеся (упорные центра) используются в токарных станках. Вращающиеся центра служат для уменьшения радиального биения путём закрепления заготовок. Для закрепления вращающийся центр подводится к незакреплённой стороне заготовки и прижимает её. Таким образом, заготовка оказывается закреплена с обеих сторон: с одной стороны зажимным патроном, с другой стороны — токарным центром. Такое закрепление позволяет работать с большей скоростью и увеличенным нажимом резака.
Представленные в данном разделе вращающиеся центра для токарного станка отличаются различными возможностями и преимуществами:
По конструкции наконечника:
Вращающийся наконечник — используется при не вращающейся задней бабке станка для снижения трения между заготовкой и наконечником центра.
Не вращающийся наконечник — обладает более низкой стоимостью и увеличенной износостойкостью, так как является цельнометаллическим.
По креплению наконечника:
Съёмный наконечник — позволяет сменять наконечники вращающегося центра вручную или автоматически (на станках с ЧПУ), что увеличивает универсальность применения центра, а также увеличивает срок службы.
Несъёмный наконечник — обладает более низкой стоимостью.
По виду заготовки:
Цельнометаллическая заготовка — центра со стандартными наконечниками.
Полые заготовки, трубы и пр. — т.н. «грибковые центра» с увеличенным наконечником, представляющим из себя усечённый конус.
Вращающиеся центры для токарных станков
В данной статье речь пойдет о токарных центрах, об их конструкции, разновидностях и особенностях эксплуатации.
Одна из самых распространенных заготовок обрабатываемых на токарных станках — это валы, причем валы различной длины. Для того чтобы добиться небходимого качества поверхности их нужно достаточно жестко и надежно закрепить. Делается это самым эффективным и проверенным способом — с одной стороны вал зажимается в патрон, а с другой поджимается центром. В большинстве случаев для этого используется вращающийся центр, который устанавливается в пиноль задней бабки.
В каких случаях необходимо использование вращающегося центра:
Длина заготовки в 5 раз превышает диаметр.
Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
Большая толщина снимаемой стружки.
Когда чистовая обработка будет проходить на шлифовальном станке.
Преимущества использования центров:
Длительный срок эксплуатации.
Устойчивость к высоким нагрузкам.
Возможность увеличить скорость обработки.
Повышение производительности оборудования.
Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
Высокое качество деталей.
Конструкция вращающихся центров
Вращающийся центр состоит из конического наконечника, вала и подшипника, размещенного в стальном корпусе. От подшипника во многом и зависит на каких режимах может работать центр, так же он снижает трение.
При стандартных режимах работы используют центра с углом наконечника 60º, при тяжелых режимах целесообразно применять с углом 90º.
Разновидности
В зависимости от особенностей решаемых задач при токарной обработке центра бывают нескольких типов:
Упорный центр — применяется при небольших скоростях обработки. Предварительно необходимо сделать центровочное отверстие.
Упорный со срезанным конусом — используются при подрезании торца
Вращающийся — используется при высоких скоростях обработки, где упорный уже нельзя применить.
Грибковый — имеет наконечник с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
С вращающейся гайкой — для удобства извлечения из задней бабки
Со сменными наконечниками — возможность обработки широкого спектра деталей, используя всего один центр
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Каталог станочной оснастки на онлайн-выставке Enex: https://enex.market/catalog/stanki_i_komplektuyushchie_k_nim/stanochnaya_osnastka/.
Правила вращения — обзор геометрии (видео)
TranscriptPractice
Привет и добро пожаловать в это видео о вращении! В этом видео мы рассмотрим вращение фигуры вокруг точки. Давайте узнаем о ротациях!
Вращения везде, куда ни глянь. Земля — наиболее распространенный пример, вращающийся вокруг оси. Колесо автомобиля или велосипеда вращается вокруг центрального болта. Эти два примера вращаются на 360°. Существуют и другие формы вращения, которые меньше, чем полное вращение на 360 °, например, персонаж или объект, вращающийся в видеоигре. Говоря более формально, вращение — это форма преобразования, при котором фигура поворачивается вокруг точки. Мы называем эту точку центр вращения . Фигура и ее вращение сохраняют ту же форму и размер, но смотрят в другом направлении. Фигуру можно вращать по часовой или против часовой стрелки. Еще один отличный пример вращения в реальной жизни — колесо обозрения, центральная ступица которого является центром вращения.
Мера, на которую фигура поворачивается вокруг центра вращения, называется углом поворота . Угол поворота обычно измеряется в градусах. Указываем градусную меру и направление вращения. Вот фигура повернута на 90° по часовой стрелке и против часовой стрелки относительно центральной точки.
Отличный математический инструмент, который мы используем для отображения поворотов, — это координатная сетка. Давайте начнем с вращения точки вокруг центра (0,0). Если вы возьмете координатную сетку и нанесете точку, а затем повернете бумагу на 90° или 180° по часовой стрелке или против часовой стрелки вокруг начала координат, вы сможете найти положение повернутой точки. Давайте посмотрим на реальный пример, здесь мы нанесли точку A в (5,6), затем повернули бумагу на 90° по часовой стрелке, чтобы создать точку A’, которая находится в (6,-5).
Вот та же точка A в (5,6), повернутая на 180° против часовой стрелки вокруг начала координат, чтобы получить A’(-5,-6).
Давайте подробнее рассмотрим два вращения из нашего эксперимента. В нашем первом эксперименте, когда мы поворачивали точку A (5,6) на 90° по часовой стрелке вокруг начала координат, чтобы создать точку A’ (6,-5), значение y точки A стало значением x точки A’ и значение x точки A стало значением y точки A’, но с противоположным знаком.
В нашем втором эксперименте точка A (5,6) поворачивается на 180° против часовой стрелки вокруг начала координат, создавая точку A’ (-5,-6), где значения x и y такие же, как у точки A, но с противоположные знаки.
К счастью для нас, эти эксперименты позволили математикам разработать правила для наиболее распространенных поворотов на координатной сетке, приняв начало координат (0,0) за центр вращения. Вот правила вращения :
Вращение на 90° по часовой стрелке: (x,y) становится (y,-x)
Вращение на 90° против часовой стрелки: (x,y) становится (-y,x)
180 ° вращение по и против часовой стрелки: (x, y) становится (-x,-y)
вращение на 270° по часовой стрелке: (x,y) становится (-y,x)
Вращение на 270° против часовой стрелки: (x,y) становится (y,-x)
Как видите, два наших эксперимента следуют этим правилам.
Примеры вращения
Теперь, когда мы знаем, как вращать точку, давайте рассмотрим вращение фигуры на координатной сетке. Чтобы повернуть треугольник ABC вокруг начала координат на 90° по часовой стрелке, мы должны следовать правилу (x,y) → (y,-x), где значение y исходной точки становится новым значением x, а значение x исходной точки исходная точка становится новым значением y с противоположным знаком. Давайте применим правило к вершинам, чтобы создать новый треугольник A’B’C’:
A (-4, 7) становится A’ (7, 4)
B (-6, 1) становится B’ (1, 6)
C (-2, 1) становится C’ (1, 6) 2)
Давайте посмотрим на другую ротацию. Повернем треугольник ABC на 180° вокруг начала координат против часовой стрелки, хотя при вращении фигуры на 180° по часовой стрелке и против часовой стрелки используется то же правило, что (x,y) становится (-x,-y), где координаты вершин повернутый треугольник — это координаты исходного треугольника с противоположным знаком. Давайте применим правило к вершинам, чтобы создать новый треугольник A’B’C’:
A (2,7) становится A’ (-2,-7)
B (2,1) становится B’ (-2,-1)
C (6,1) становится C’ (- 6,-1)
Вот четырехугольник ABCD. Чтобы повернуть четырехугольник ABCD на 90° против часовой стрелки вокруг начала координат, мы воспользуемся правилом (x,y) превращается в (-y,x). Давайте применим правила к вершинам, чтобы создать четырехугольник A’B’C’D’:
A (-8,-2) становится A’ (2,-8)
B (-7,-7) становится B’ (7,-7)
C (-2,-6) становится C’ (6,-2)
D (-3,-2) становится D’ (2,-3)
Теперь я хочу, чтобы вы сами попробовали несколько практических задач. Воздушный змей KLMN показан на координатной сетке. Воздушный змей был повернут вокруг исходной точки, чтобы создать воздушный змей K’L’M’N’. Можете ли вы определить, какое вращение воздушного змея KLMN создало воздушный змей K’L’M’N’?
Начнем с определения координат вершин воздушного змея KLMN и нашего повернутого воздушного змея:
K (-8,3) становится K’ (8,-3)
L (-5,5) становится L ‘(5,-5)
М (-2,3) становится М’ (2,-3)
N (-5,-3) становится N’ (5,3)
Более пристальный взгляд на координаты вершин показывает, что координаты K’L’M’N’ совпадают с координатами вершин оригинальный воздушный змей, но с обратным знаком. Давайте посмотрим на правила, единственное правило, при котором значения x и y не меняются, но меняется их знак, — это поворот на 180°.
Вращение на 90° по часовой стрелке: (x,y) становится (y,-x)
Вращение на 90° против часовой стрелки: (x,y) становится (-y,x)
Вращение на 180° по часовой и против часовой стрелки: (x ,y) становится (-x,-y)
Вращение на 270° по часовой стрелке: (x,y) становится (-y,x)
Вращение на 270° против часовой стрелки: (x,y) становится (y,-x)
Таким образом, воздушный змей KLMN был повернут на 180° вокруг происхождение для создания воздушного змея K’L’M’N’.
Давайте рассмотрим другую задачу. Пентагон QRSTU показан на координатной сетке. Поверните пятиугольник QRSTU на 90° против часовой стрелки, чтобы создать пятиугольник Q’R’S’T’U’.
Начнем с определения координат вершин нашего исходного пятиугольника. Правило для поворота на 90° против часовой стрелки: (x,y) становится (-y,x), давайте применим правило, чтобы найти вершины нашего нового пятиугольника.
(x,y) становится (-y,x)
Q (-6,6) становится Q’ (-6,-6)
R (-4,7) становится R’ (-7, -4)
S (0,4) становится S’ (-4,0)
T (-4,1) становится T’ (-1,-4)
U (-6,2) становится U ‘ (-2,-6)
Теперь давайте нанесем точки на координатную сетку и пометим вершины.
Последнее практическое задание. Трапеция PQRS, где P (-3,-5), Q (3,-5), R (5,-2) и S (-5,-2) повернута на 90 ° по часовой стрелке вокруг начала координат для создания трапеции P ‘Вопросы’. Создайте обе трапеции на координатной сетке.
Мы начнем с решения, какое правило использовать для поворота на 90° по часовой стрелке вокруг начала координат. Мы собираемся использовать (x,y) в (y,-x). Теперь применим правило к координатам вершин PQRS.
P (-3,-5) становится P’ (-5,3)
Q (3,-5) становится Q’ (-5,-3)
R (5,-2) становится R ‘ (-2,-5)
S (-5,-2) становится S’ (-2,5)
Теперь давайте нанесем точки и создадим трапеции на координатной сетке.
Надеюсь, этот обзор ротации был полезен! Спасибо за просмотр и удачной учебы!
Практические вопросы
Вопрос №1:
На координатной плоскости точка A \((3,-4)\) поворачивается на 180° против часовой стрелки вокруг начала координат, образуя повернутую точку \( А’\). Что из следующего является упорядоченной парой для \(A’\)?
\((4,-3)\)
\((-3,-4)\)
\((-3,4)\)
\((-4,3)\)
Показать ответ
Ответ:
Поворот точки с координатами \((x,y)\) на 180° вокруг начала координат против или по часовой стрелке дает точку с координатами \((-x ,-у)\). Подставляя координаты точки \(A\) в нашу формулу для нахождения повернутой точки, мы получаем:
Координаты вершин треугольника ABC, которые можно изобразить на координатной плоскости, равны \(A(-8,-6)\), \(B(-2,-6)\) и \(C(- 5,-3)\). Треугольник поворачивается на 90° по часовой стрелке вокруг начала координат, образуя треугольник \(A’B’C’\). Какие из следующих вершин являются вершинами треугольника \(A’B’C’\)?
Вращение точки с координатами \((x ,y)\) 90° вокруг начала координат по часовой стрелке дает точку с координатами \((y,-x)\). Подставляя координаты наших точек в нашу формулу для нахождения повернутых точек, мы получаем:
Таким образом, координаты вершин треугольника \(A’B’C’ равны A’\left(-6,\ 8\right)\), \(B’\влево(-6,\2\вправо)\) и \(C'(-3,\5)\).
Скрыть ответ
Вопрос №3:
График четырехугольника ABCD показан ниже.
Четырехугольник поворачивается на 270° против часовой стрелки вокруг начала координат, образуя четырехугольник \(A\простой B\простой C\простой D\простой\). Что из следующего является графиком четырехугольника \(A\простое число B\простое число C\простое число D\простое число\)?
Показать ответ
Ответ:
Поворот точки с координатами \((x,y)\) на 270° вокруг начала координат в направлении против часовой стрелки дает точку с координатами \((y,- Икс)\). Подставляя координаты вершин четырехугольника \(ABCD\) в нашу формулу для нахождения повернутых вершин четырехугольника \(A\простое число B\простое число C\простое число D\простое число\), мы получаем:
График четырех повернутых точек показан на координатной плоскости ниже.
Соединив последовательно вершины из \(A\prime\) в \(D\prime\) отрезками из четырех прямых, получим график четырехугольника \(A\prime B\prime C\prime D\prime\) показано ниже.
Скрыть ответ
Вопрос № 4:
Часы наложены на координатную плоскость так, что их центр находится в начале координат, как показано ниже.
Часы показывают 12:10. Сколько будет времени, если минутную стрелку повернуть на 180° вокруг начала координат по часовой стрелке?
12:40
12:25
11:40
11:55
Показать ответ
Ответ:
900 \) 180° вокруг начала координат по часовой стрелке или против часовой стрелки дает точку с координатами \((-x,-y)\). Хотя конец минутной стрелки часов не лежит в точке \((7,4)\), там находится время, которое она представляет в минутах. Подставив координаты этой точки в нашу формулу для нахождения повернутой точки, мы получим \(\left(-7,-4\right)\).
Вращая минутную стрелку часов в направлении повернутой точки, мы можем узнать, который сейчас час.
Каждое числовое значение на часах соответствует 5 минутам для минутной стрелки и 1 часу для часовой стрелки. Поскольку повернутая точка лежит на цифре 8 часов, показание минутной стрелки равно 40 минутам. Поскольку вращение происходит по часовой стрелке, часовая стрелка также вращается по часовой стрелке, чтобы представить время позже 12:10, правильное время после вращения минутной стрелки — 12:40.
Скрыть ответ
Вопрос №5:
Водяное колесо имеет диаметр 20 футов. Вода из поилки, расположенной над водяным колесом, выливается на лопасти водяного колеса, заставляя его вращаться по часовой стрелке. Вода в весле начинает вытекать из водяного колеса после того, как оно повернется на 90°. Если вода попадает в весло в точке, показанной на графике на координатной плоскости ниже, каковы координаты точки, в которой вода выходит из водяного колеса? Центр водяного колеса находится в начале координатной плоскости.
\((3,9)\)
\((-3,-9)\)
\((-9,-3)\)
\((9,-3)\)
Показать ответ
Ответ:
Поворот точки с координатами \((x,y)\) на 90° вокруг начала координат по часовой стрелке дает точку с координатами \((y,-x )\). Подставив координаты точки, где вода входит в весло, в нашу формулу, мы получим нашу повернутую точку \((9,-3)\). Таким образом, координаты точки сброса воды из водяного колеса равны \((9,-3)\).
Обратите внимание, что в повернутой точке координатной плоскости вода из весла начинает вытекать из водяного колеса.
Скрыть ответ
Вернуться к видео о геометрии
602600
Найти центр вращения
При всех вращениях есть одна фиксированная точка, называемая 9029.9 центр вращения — вокруг которого вращается все остальное.
Эта точка может находиться внутри фигуры, в этом случае фигурка остается на месте и просто вращается. Или точка может быть за пределами фигуры, и в этом случае фигура движется по дуге окружности (подобно орбите) вокруг центра вращения. Величина поворота называется углом поворота .
Самый простой способ понять это — решить задачу: На следующем рисунке треугольник-прообраз ABC был повернут для создания треугольника изображения 9.0299 А’Б’С’ . Найдите центр вращения.
Для начала возьмите три отрезка, которые соединяют точки прообраза с точками их изображения (в данном случае линия AA’ , линия BB’, и линия CC’ ). При всех вращениях центр вращения лежит на пересечении серединных перпендикуляров таких отрезков. Поскольку три серединных перпендикуляра пересекаются в одной точке, вам нужно всего два из них, чтобы найти точку пересечения. Подойдут любые две, поэтому найдите серединные перпендикуляры прямых 9.0299 АА’ и ВВ’ ; затем вы можете установить их уравнения равными друг другу, чтобы найти, где они пересекаются.
Сначала найдите середину прямой AA’ :
Затем найдите наклон прямой AA’ :
9/2, а именно 2/9. Таким образом, форма точки-наклона для серединного перпендикуляра равна
. Выполните тот же процесс, чтобы получить серединный перпендикуляр к линии 9.0299 BB’ :
Наклон биссектрисы, перпендикулярной линии BB’ , обратно пропорционален -9/5, что равно 5/9. Таким образом, уравнение биссектрисы равно
Теперь, чтобы найти, где пересекаются две перпендикулярные биссектрисы, приравняйте правые части их уравнений и решите для x :
Умножьте обе части на 9 избавиться от дробей; затем разделите:
Подставьте –10 обратно в любое уравнение, чтобы получить y :
Вы сделали это. Центр вращения
Дайте этой точке имя — как насчет точки Z ?
На следующем рисунке показаны точка Z , угол AZA’ и небольшая стрелка против часовой стрелки, которая указывает вращательное движение, которое переместит треугольник ABC в треугольник A’B’C’.
Память на 100 ячейки для режимов MIG/MAG, MIG/MAG Pulse и MIG/MAG D Pulse
Регулируемые заполнение и частота импульса MIG/MAG D Pulse
Сварка MMA с регулируемой функцией Hot Start
Режимы работы: прихватка MIG, 2Т, 4Т
Регулировка индуктивности и тока завершения сварки
Холостой прогон и дожигание сварочной проволоки
Регулируемое время нарастания и спада тока
Cтандарт катушки D300, максимальный вес — 20 кг
Интеллектуальная система охлаждения
TECH MIG 350 P DSP работает от питающей сети 380 В
TECH MIG 350 P DSP имеет прочный металлический корпус
Блочная система на прочной тележке: источник сварочного тока, подающее устройство и теплообменник
Евроразъём подключения горелки
Благодаря разъему ОКС 35-50 мм силовые выходы при работе не нагреваются
Удобная система управления:
Цифровой дисплей параметров сварки
Цифровой дисплей параметров сварки
Кнопка выбора режимов сварки
Выбор параметров сварки
Кнопка выбора продувки газа
Кнопка выбора памяти для режимов MIG/MAG, MIG/MAG Pulse и MIG/MAG D Pulse. Количество ячеек 64 шт.
Регулятор параметров сварки
Выбор диаметра сварочной проволоки
Настройка параметров сварки
Выбор защитного газа
Выбор свариваемого металла
Выбор параметров сварки
Кнопка выбора способа сварки
Надежный механизм подачи проволоки
Мощный четырехроликовый механизм для работы с любыми видами сварочной проволоки диаметром от 0,8 мм до 1,6 мм.
Закрытый кожух, обеспечивающий защиту от попадания инородных предметов и пыли в механизм.
Стандарт катушки D300, максимальный вес – 20 кг, диаметр – 300 мм.
Поворотный узел для комфортной работы с возможностью снятия устройства для перемещения одним движением
TECH MIG 350 P DSP комплектуется устройством подачи сварочной проволоки и блоком водяного охлаждения
Устройство имеет удобную ручку для перемещения механизма, на ось возможна установка катушек с проволокой весом до 20 кг
Выносное подающее устройство с возможностью использования удлинителя до 30 м.
Удобный евроразъём для подключения сварочной горелки
Регулировка холостого прогона проволоки, скорости подачи проволоки и рабочего напряжения
На задней панели предусмотрены разъёмы для подключения газа, для подключения управления от источника питания и силовой разъём для подключения источника питания
Бесперебойная устойчивая работа при температуре 40°
Аппарат оснащен интеллектуальной системой охлаждения и мощным вентилятором, создающим поток воздуха более 10 м/с. Интеллектуальная система охлаждения снижает загрязнение инвертора, уменьшает энергопотребление на холостом ходу и уровень шума. Особенно эта функция понравится в тех случаях, где работы производятся в небольших помещениях, или присутствуют металлические стены, шум вентилятора не будет отвлекать от работы
На задней панели расположена розетка 36 В для подключения подогревателя газа и защитный предохранитель, который срабатывает при выходе из строя подогревателя редуктора
Комплект поставки:
Устройство подачи проволоки— 1 шт.
Кулер— 1 шт.
Тележка транспортная— 1 шт.
Горелка в сборе TECH MS 240, 3 м — 1 шт.
Регулятор с подогревателем— 1 шт.
Клемма заземления в сборе 500 А, 3 м— 1 шт.
Комплект соединительных кабелей, 2 м— 1 шт.
Комплект ЗИП— 1 шт.
Комплект запасных роликов— 1 шт.
Паспорт и Руководство по эксплуатации— 1 шт.
Сварочное оборудование Сварог, сертифицированное НАКС, может быть использовано для сварки ответственных конструкций с особыми требованиями к сварному шву
Сварог в реестре аттестованного сварочного оборудования ссылка>>
На сегодняшний день Сварог № 1 по количеству аттестованного сварочного оборудования в сравнении с брендами-конкурентами
Аппараты НАКС КСМ (Конструкции Стальных Мостов)
Более 30 моделей сварочных инверторов Сварог аттестовано НАКС
Полуавтоматическая сварка MIG/MAG
Сварочный инвертор TECH MIG 350 P DSP (N316)
Как купить сварочное оборудование
Рекомендации по техническому обслуживанию
Рекомендации по использованию сварочного оборудования
FAQ
Описание
Характеристики
Содержание
Отличительными особенностями аппарата являются:
TECH MIG 350 P DSP работает от питающей сети 380 В
Удобная система управления:
Надежный механизм подачи проволоки
TECH MIG 350 P DSP комплектуется устройством подачи сварочной проволоки и блоком водяного охлаждения
Бесперебойная устойчивая работа при температуре 40°
Комплект поставки:
Отличительными особенностями аппарата являются:
Синергетическая система управления
Память на 100 ячейки для режимов MIG/MAG, MIG/MAG Pulse и MIG/MAG D Pulse
Регулируемые заполнение и частота импульса MIG/MAG D Pulse
Сварка MMA с регулируемой функцией Hot Start
Режимы работы: прихватка MIG, 2Т, 4Т
Регулировка индуктивности и тока завершения сварки
Холостой прогон и дожигание сварочной проволоки
Регулируемое время нарастания и спада тока
Cтандарт катушки D300, максимальный вес — 20 кг
Интеллектуальная система охлаждения
TECH MIG 350 P DSP работает от питающей сети 380 В
TECH MIG 350 P DSP имеет прочный металлический корпус
Блочная система на прочной тележке: источник сварочного тока, подающее устройство и теплообменник
Евроразъём подключения горелки
Благодаря разъему ОКС 35-50 мм силовые выходы при работе не нагреваются
Удобная система управления:
Цифровой дисплей параметров сварки
Цифровой дисплей параметров сварки
Кнопка выбора режимов сварки
Выбор параметров сварки
Кнопка выбора продувки газа
Кнопка выбора памяти для режимов MIG/MAG, MIG/MAG Pulse и MIG/MAG D Pulse. Количество ячеек 64 шт.
Регулятор параметров сварки
Выбор диаметра сварочной проволоки
Настройка параметров сварки
Выбор защитного газа
Выбор свариваемого металла
Выбор параметров сварки
Кнопка выбора способа сварки
Надежный механизм подачи проволоки
Мощный четырехроликовый механизм для работы с любыми видами сварочной проволоки диаметром от 0,8 мм до 1,6 мм.
Закрытый кожух, обеспечивающий защиту от попадания инородных предметов и пыли в механизм.
Стандарт катушки D300, максимальный вес – 20 кг, диаметр – 300 мм.
Поворотный узел для комфортной работы с возможностью снятия устройства для перемещения одним движением
TECH MIG 350 P DSP комплектуется устройством подачи сварочной проволоки и блоком водяного охлаждения
Устройство имеет удобную ручку для перемещения механизма, на ось возможна установка катушек с проволокой весом до 20 кг
Выносное подающее устройство с возможностью использования удлинителя до 30 м.
Удобный евроразъём для подключения сварочной горелки
Регулировка холостого прогона проволоки, скорости подачи проволоки и рабочего напряжения
На задней панели предусмотрены разъёмы для подключения газа, для подключения управления от источника питания и силовой разъём для подключения источника питания
Бесперебойная устойчивая работа при температуре 40°
Аппарат оснащен интеллектуальной системой охлаждения и мощным вентилятором, создающим поток воздуха более 10 м/с. Интеллектуальная система охлаждения снижает загрязнение инвертора, уменьшает энергопотребление на холостом ходу и уровень шума. Особенно эта функция понравится в тех случаях, где работы производятся в небольших помещениях, или присутствуют металлические стены, шум вентилятора не будет отвлекать от работы
На задней панели расположена розетка 36 В для подключения подогревателя газа и защитный предохранитель, который срабатывает при выходе из строя подогревателя редуктора
Комплект поставки:
Устройство подачи проволоки— 1 шт.
Кулер— 1 шт.
Тележка транспортная— 1 шт.
Горелка в сборе TECH MS 240, 3 м — 1 шт.
Регулятор с подогревателем— 1 шт.
Клемма заземления в сборе 500 А, 3 м— 1 шт.
Комплект соединительных кабелей, 2 м— 1 шт.
Комплект ЗИП— 1 шт.
Комплект запасных роликов— 1 шт.
Паспорт и Руководство по эксплуатации— 1 шт.
JASIC MIG 350P РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Pdf Download
Содержание
3
страница
из 30
Содержание
Оглавление
Исправление проблем
Закладки
Advertisement
Table of Contents
Table of Contents
1 Safety
2 General Description
Model Coding
Product Characteristics
3 Functions and Technical Параметры
Functions
Technical Parameters
Functional Parameters
4 Panel Structure and Symbol Description
Panel Structure
Symbol Description
5 Control Panel
Панель контроля электропитания
Описание функциональных зон панели контроля электропитания
6 Операция управляющих панелей
Общие этапы работы для панели управления на части питания (рекомендуется)
Параметры в MMA
.
Параметры импульсной сварки MIG/MAG
Параметры двойной импульсной сварки MIG/MAG
Выбор режима работы
7 Меры предосторожности и обслуживание
Cautions
Maintenance
8 Troubleshooting
9 Wiring Diagram of the Machine
Wiring Diagram of the Machine (See
10 About this Manual
Приложение
Вы можете купить этот товар в нашем интернет-магазине:
КУПИТЬ
Šią prekę galite įsigyti mūsų el. parduotuvėje:
www.e-serpantinas.com
INVERTER WELDER
OPERATOR’S MANUAL
MODEL:
MIG 350P (N316), MIG 400P (N317)
L2 0 4 0 A S C -A4
Содержание
Предыдущая страница
Следующая страница
Содержание
Дополнительные руководства для Jasic MIG 350P
Сварочная система Jasic MIG500P Руководство
(42 страницы)
Сварочная система Jasic MIG 400S Руководство по эксплуатации
Сварочный аппарат Mig/mag/mma с раздельной подачей проволоки (22 стр. )
Сварочная система Jasic MIG 250S Руководство по эксплуатации
Сварочный аппарат Mig/mag/mma с раздельной подачей проволоки (21 стр.)
Сварочная система Jasic MIG 350C Руководство по эксплуатации
С каждым годом 3D печать становится более популярна и доступна. Раньше 3D принтер был больше похож на сложный ЧПУ станок, но теперь производители идут на встречу пользователям. Упрощаются и автоматизируются настройки, которые многих новичков вгоняли в ступор. Несмотря на это, начинающему пользователю бывает сложно разобраться в многообразии постоянно появляющихся пластиков для 3D принтера.
Выбрать пластик для 3D принтера очень важно, особенно когда стоит цель напечатать функциональную модель с определенными свойствами. Будет обидно, если напечатанная шестерёнка сломается почти сразу, или декоративная модель быстро потеряет свою красоту.
Важно понимать, сможет ли принтер работать с выбранным пластиком. Некоторые материалы (чаще всего инженерные) требуют определенных условий для удачной печати.
Для начала определитесь, какую модель нужно напечатать. Какие свойства у нее должны быть? Модель должна быть прочной? Или это мастер модель для дальнейшего тиражирования, в которой важно качество поверхности?
В 90% 3D принтеров используется пластиковая нить диаметром 1.75. Диаметр 3мм встречается редко, но лучше заранее уточнить, какой размер используется в вашем принтере.
PLA
PLA (полилактид) – это самый популярный и доступный пластик для 3D принтера. PLA изготавливают из сахарного тростника, кукурузы или другого натурального сырья. Поэтому он считается нетоксичным, биоразлагаемым материалом.
Температура экструдера — 190-220 градусов. Подогрев стола не нужен, но если стол у принтера с «грелкой» для лучшего прилипания, можно разогреть его до 50-60 градусов. С PLA очень просто работать. Единственное требование — это обдув модели. Усадка у этого материала практически отсутствует. При печати он практически не имеет запаха, а если и пахнет, то запах напоминает жженую карамель.
Плюсы:
Не дает усадки. Благодаря этому можно легко изготавливать сборные или огромные модели без изменения размеров.
Нет специфических требований к 3D принтеру. Подойдет любой исправный 3D принтер. PLA не нужен подогреваемый стол или закрытый корпус.
Нетоксичен. Благодаря этому во время печати не пахнет или имеет еле уловимый аромат жженой карамели.
Разнообразная палитра цветов.
Минусы:
PLA плохо шлифуется и механически обрабатывается.
Начинает деформироваться уже при небольшом нагреве (около 50 градусов).
Хрупкость. По сравнению с другими материалами, PLA очень хрупкий и легко ломается.
Разрушается под воздействием ультрафиолета. В труху он конечно не развалится, но может стать более хрупким и выцвести.
PLA отлично подойдет для изготовления габаритных или составных моделей. Например декоративные предметы интерьера, макетирование, корпуса для электроники и т.д.
Недавно в продаже появился PLA+. Он может отличаться от обычного PLA улучшенными характеристиками. Например более прочный, с улучшенной адгезией слоев.
Макет турбины
Декоративные подставки
ABS
ABS (акрилонитрилбутадиенстирол) – это второй по популярности пластик для 3D печати, благодаря своим свойствам, доступности и небольшой цене.
Температура экструдера — 220-240 градусов. Температура стола 80-100 градусов. Для печати необходим подогреваемый стол у принтера. Желательно наличие закрытой камеры, потому что ABS «не любит» сквозняки. Из-за резкого перепада температур он может «отклеиться» от стола или треснуть по слоям. ABS при печати может неприятно пахнуть поэтому рекомендуется использовать принтер с закрытой камерой и фильтрами или печатать в хорошо проветриваемом помещении.
Плюсы:
Хорошие прочностные характеристики позволяют изготавливать из ABS функциональные прототипы.
Простая механическая и химическая обработка. ABS легко шкурится и сверлится, а при помощи ацетоновой бани можно добиться идеально гладкой поверхности.
На сегодняшний момент это самый недорогой вид пластика для 3D печати.
Большой выбор цветов и оттенков.
Минусы:
Высокая усадка. Из-за этого может быть проблематично изготовление габаритных изделий.
Для печати требуется подогреваемый стол и закрытая камера. Без этого ABS может отклеиваться от стола или трескаться по слоям.
В процессе печати ABS может неприятно пахнуть. Поэтому рекомендуется печатать в проветриваемых помещениях или использовать принтер с закрытой камерой и фильтром.
ABS – можно считать инженерным пластиком. Он подойдет для изготовления несложных функциональных изделий.
ABS после химической обработки в ацетоновой бане
РУ модель из ABS
ABS+ отличается от обычного ABS улучшенными прочностными характеристиками (упругость, жесткость, твердость), меньшей усадкой и иногда устойчивостью к некоторым маслам и растворителям (например бензин).
HIPS
HIPS (ударопрочный полистирол) – изначально задумывался как пластик растворимой поддержки для материалов с высокой температурой печати. Например для ABS или Нейлона.
Температура экструдера – 230-260 градусов. Температура стола – 80-100 градусов. Желательно наличие закрытой камеры у 3D принтера.
Плюсы:
Меньшая усадка чем у ABS.
Простота механической обработки.
Матовая поверхность очень выигрышно смотрится на декоративных изделиях.
Разрешен контакт с пищевыми продуктами (но стоит обязательно уточнить наличие сертификатов у конкретного производителя)
Минусы:
Для печати нужен принтер с подогреваемым столом и закрытой камерой.
Более гибкий и менее прочный чем ABS. Из-за этого не получится изготавливать функциональные изделия.
Маленькая палитра цветов.
Чаще всего HIPS используется по назначению для печати на 2х экструдерных принтерах в качестве поддержки для ABS. Он отлично (хоть и не очень быстро) растворяется в лимонеле.
Иногда HIPS используют в качестве самостоятельного материала. Изделия из него получаются не очень прочные, но этот пластик любят за лёгкую постобработку. HIPS можно использовать для моделей которые впоследствии будут контактировать с пищевыми продуктами (не горячими).
Использование HIPS в качестве растворимой поддержки
Декоративная ваза из HIPS
PVA
PVA (поливиниловый спирт) – это материал который разрабатывался как водорастворимая поддержка для PLA.
Температура экструдера – 190-210. Подогрев стола не требуется. PVA — немного “капризный” материал, его не рекомендуется перегревать и печатать на высоких скоростях.
PVA очень гигроскопичен и растворяется обычной водой. Поэтому он используется только в качестве поддержки для PLA или других пластиков имеющих близкую температуру печати к PVA.
Растворимая поддержка из PVA
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
PETG
PETG (полиэтилентерефталат) собрал в себе лучшие свойства PLA и ABS. С ним легко работать, у него маленький процент усадки и отличная спекаемость слоев.
Температура экструдера — 220-240 градусов. Температура стола — 80-100 градусов. В процессе печати модель необходимо хорошо обдувать.
Плюсы:
Отличная спекаемость слоев.
PETG очень прочный и износостойкий. Хорошо выдерживает ударные нагрузки.
Практически отсутствует запах при печати.
Нетоксичный.
Маленькая усадка.
Минусы:
PETG отлично подойдет для печати функциональных моделей. Благодаря небольшой усадке его часто используют для изготовления больших или составных моделей. Благодаря низкой токсичности PETG часто используют для изделий которые будут контактировать с пищей.
Формочки для печенья и узорчатая скалка
SBS
Это материал с высокой прозрачностью. При этом он прочный и упругий. SBS это пластик с низкой токсичностью. Его можно использовать для печати моделей контактирующих с пищей.
Температура экструдера – 230 -260 градусов. Температура стола — 60-100 градусов. Печатать можно без закрытого корпуса на принтере.
Плюсы:
Небольшая усадка
Прозрачность. После обработки сольвентом, лимонелом или дихлорметаном может получится красивые прозрачные изделия с практически гладкой поверхностью.
Легко обрабатывается механически или химически.
Разрешен контакт с продуктами питания.
Минусы:
SBS отлично подходит для полупрозрачных ваз, детских игрушек и емкостей для пищевых продуктов. Или функциональных вещей требующих прозрачности, например кастомные поворотники на мотоцикл или машину, светильники или прототипы бутылок.
Вазы отлично печатаются толстым соплом (0,7-0,8) в один проход (печать в 1 стенку или спиральная печать в слайсере).
Макеты бутылок после химической обработки
Нейлон
Нейлон (полиамид) считается самым износостойким материалом из доступных для домашней 3D печати. Помимо хорошей стойкости к истиранию и прочности он имеет большой коэффициент скольжения.
Температура экструдера — 240-260 градусов. Температура стола 80-100 градусов. Нейлон очень капризный и гигроскопичный материал – перед использованием рекомендуется просушить катушку с пластиком. Для печати нужен принтер с подогреваемым столом и закрытой камерой, без этого будет сложно напечатать что то крупнее небольшой шестеренки.
Плюсы:
Высокая прочность и износостойкость.
Высокий коэффициент скольжения.
Термостойкость, по сравнению с другими пластиками для 3D печати.
Высокая стойкость ко многим растворителям.
Хорошо поддается механической обработки. Отлично шлифуется и сверлится.
Минусы:
Нейлон отлично подойдет для изготовления износостойких деталей — шестеренки, функциональные модели и т.д. Иногда нейлон используют для печати втулок.
Шестеренка из нейлона
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Bestfilament
Мягкие пластики
FLEX (TPU, TPE, TPC) –это материал похожий на силикон или резину. Он гибкий и эластичный, но в то же время прочный на разрыв. Например TPE — это резиноподобный пластик, а TPU — более жесткий.
FLEX печатаются на температуре 200-240 (в зависимости от материала). Подогреваемый стол не обязателен. На принтерах с директ подачей материала (механизм подачи на печатной голове) проблем с печатью обычно не бывает. На боуден подаче (механизм подачи расположен на корпусе) печать очень мягкими пластиками может вызывать трудности. Обычно приходится дополнительно настраивать прижим прутка. Главный нюанс – это совсем небольшие скорости печати — 20-40мм.
Плюсы:
Минусы:
В зависимости от вида FLEXa модели могут получится гибкие или резиноподобные. Этот материал, в зависимости от мягкости, можно использоваться для печати уплотнительных прокладок, стелек, ременных передач, гусениц или других моделей которые требуют гибкости или мягкости.
Ремень из FLEXа
Кроссовки с гибкой подошвой
Колесо для РУ модели
Декоративные пластики
Декоративные пластики — это PLA пластики с различными наполнителями (деревянная или металлическая стружка). Или с красителями подобранными для имитации различных материалов. Поскольку основа пластика это PLA то он очень прост в печати.
Температура экструдера – 200- 220 градусов (в зависимости от производителя). Подогреваемый стол не обязателен.
Плюсы:
Минусы:
Некоторые наполнители (например глина) являются абразивами. Для таких пластиков нельзя использовать стандартное латунное сопло. Придется покупать более твердое стальное сопло.
Некоторые декоративные пластики могут забить маленькое сопло (0,4 и меньше). Для них нужно использовать более “толстое” сопло.
В зависимости от наполнителя получаются разные свойства материала. Пластики в которых используется только краситель не требуют дополнительной обработки. Материалам с “наполнителями” иногда может потребоваться дополнительная пост обработка.
Пластики с металлическими наполнителями после печати нужно обработать металлической щеткой. Тогда проступит Металлическое содержимое и модель будет напоминать металлическую отливку.
Пластики с металлической пудрой
Эти пластики часто используются для печати брелков, декоративных моделей и деталей интерьера.
Если в пластике большое содержание древесной пыли, то рекомендуется использовать больший диаметр сопла (0,5 и больше), более мелкое сопло может быстро забиться в процессе печати.
Грут из пластика с древесным наполнителем
Брелоки из пластика с медной пылью
Инженерные пластики
Это пластики на основе нейлона с наполнителями которые улучшают прочностные, теплостойкие и другие характеристики, помогают добится меньшей усадки материала. Например – углеволокно, карбоновые нити или стекловолокно.
Температура экструдера – 240-300 градусов (в зависимости от производителя). Температура стола — 90-110 градусов. Поскольку пластики на основе нейлона то требования для печати схожи. Это подогреваемый стол и закрытый корпус принтера.
Плюсы:
Твердость и прочность.
Низкая воспламеняемость или негорючесть.
Высокая точность, благодаря низкой усадке.
Минусы:
В 3D принтерах используются латунные сопла, некоторые пластики могут быстро “расточить” его во время печати. Для таких материалов рекомендуется использовать стальные сопла.
Это узкоспециализированные пластики применяемые под конкретную задачу, в зависимости от наполнителя. Например функциональные детали не теряющие форму при нагревании, устойчивые ко многим растворителям и т.д.
Функциональный прототип из композита с углеродным волокном
Оправа из композита
Пепельница из поликарбоната
Итоги
Это конечно не весь перечень материалов для 3D печати. Появляется много узкоспециализированных инженерных и декоративных пластиков, для конкретных задач.
Производители постоянно стараются пополнять ассортимент материалов для 3D печати. Совершенствуются уже знакомые материалы для более комфортной печати. Появляется много интересных декоративных пластиков имитирующих разные материалы — керамику, глину, дерево, металлы.
И конечно постоянно обновляется ассортимент инженерных пластиков. Сейчас появилось много интересных материалов для узкоспециализированных задач — например выжигаемый пластик с малой зольностью для последующей отливки в металле.
Выжигаемый пластик
Перед покупкой катушки прочитайте информацию на сайте производителя или продавца. Там можно найти некоторые нюансы печати для конкретного пластика. Рекомендуемый диапазон температур производитель указывает на коробке. Иногда для качественной печати рекомендуется напечатать несколько тестов чтобы подобрать настройки температуры, ретракта и т.д.
Старайтесь хранить начатую катушку в пакетах с силикагелем. Высокотемпературные пластики перед печатью рекомендуется дополнительно просушить от лишней влаги.
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
FlashForge
Гибкий TPU пластик для печати на 3D принтере в Москве: 1,75 мм, вес 1 кг
Подробнее
Только качественная продукция
Подробнее
Подписаться на рассылку
Узнавайте первым о скидках!
TPU пластик Описание Параметры печати и постобработки Физико- механические характеристики
Материал: TPU — термопластичный полиуретан
Термопластичный полиуретан (TPU) — это современный материал группы полимеров, выполненный на основе сложных полиэфиров. Эластичность напечатанных изделий является основным свойством, которое обуславливает применение этого пластика.
Параметры печати:
Температура печати: 175-190° С
Температура стола: 50° С
Покрытие стола: чистое стекло, клей БФ-2, клей для 3d печати
Скорость печати: 15-20 мм/с.
Охлаждение: рекомендуется печатать используя эффективный, кольцевой обдув.
Плотность: 1,25 г/см3
Особенности пластика TPU и работы с ним:
Эластичность — основное свойство, которое обуславливает применение.
Высокая стойкость к деформации как на сжатие, так и на растяжение.
Высокая прочность, очень мягкий. Твердость по Шору 75А
Отсутствие запаха при печати.
Отличная межслойная адгезия.
Низкая скорость печати.
Стойкость к большинству растворителей, жирам, маслам. Относительная стойкость к бензину.
Механическая обработка сильно затруднена из-за специфических свойств пластика.
Широкий диапазон эксплуатационных температур.
Точность прутка составляет ± 0,05 мм (пониженный допуск на геометрию).
Необходима доработка головки экструдера FDM-принтера с целью устранения зазоров и полостей на пути прутка от подающей шестерни до горячей зоны печатающей головки. Использование экструдеров с боуден трубкой затруднено из-за очень низкой твердости материала.
Механическая обработка изделий из пластика TPU затруднена.
Химическая обработка не применяется.
Термопластичный полиуретан (TPU) является уникальным материалом, одним из наиболее востребованных полимерных материалов. Эксплуатационные и химические свойства обеспечили этому материалу широкое распространение во всех отраслях промышленности с высокими требованиями к качеству материалов.
Термопластичный полиуретан (TPU) объединяет в себе износостойкость, легкость и эластичность, способность не изменять свой цвет в процессе его использования. Материал устойчив к воздействию низких температур. разрыву и агрессивным средам, хорошо сцепляется с поверхностью, восстанавливает форму при деформации, способен прекрасно сопротивляться проколам, обладает сопротивлением к скольжению.
Пластик TPU является первым гибким, Flex-пластиком в линейке пластиков производства Московского завода FDplast. Обладая прекрасными конструктивными и технологическими свойствами, термопластичный полиуретан используется в различных отраслях, начиная от обмотки силового кабеля, использования в разработке дизайна низа обуви, изготовления защитных аксессуаров для электронных устройств и заканчивая декоративной накладкой в салоне автомобиля.
Информацию о свойствах пластиков и требованиях к печати Вы найдете в буклете «Пластик для 3D печати FDplast».
Хранение пластика
Пластик для 3d печати необходимо хранить в сухом месте. Влага и сырость сильно влияют на филамент, в результате пластик портится, печатать из такого пластика становится невозможно. С хранением пластика не возникает проблем, он практически не подвержен воздействию нормальной влажности воздуха окружающей среды. Однако для получения идеального результата печати филамент целесообразно хранить в сухом месте, с силикагелем.
Советы по 3D печати
Подробнее >>
Скачать
Презентация. Пластик для 3D печати FDplast
Буклет. Пластик для 3D печати FDplast
Нужна труба? Звоните и мы Вам поможем!
Отправляйте заказ на электронную почту Завода и наши менеджеры свяжутся с Вами в ближайшее время!
Обновить форму
Контакты
Московский завод FDplast
Офис в г. Москва
Строительные объекты
Ultimate Materials Guide — Гибкая нить для 3D-печати
Обзор
Гибкие нити изготовлены из термопластичных эластомеров (TPE), представляющих собой смесь жесткого пластика и резины. Как следует из названия, этот материал эластичный по своей природе, что позволяет легко растягивать и сгибать пластик. Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
Гибкий и мягкий
Отличное гашение вибрации
Длительный срок хранения
Хорошая ударопрочность
Сложно печатать
Плохие шунтирующие характеристики
Возможность появления капель и нитей
Может плохо работать с экструдерами Боудена
Требования к оборудованию
Перед 3D-печатью с использованием гибких нитей убедитесь, что ваш 3D-принтер соответствует требованиям к оборудованию, перечисленным ниже, чтобы обеспечить наилучшее качество печати.
Bed
Temperature: 45-60 °C Heated Bed Optional Enclosure Not Required
Build Surface
PEI Painter’s Tape
Extruder
Temperature: 225-245 °C Direct Drive Extruder Recommended
Cooling
Требуется вентилятор охлаждения детали
Best Practices
Гибкие нити сопряжены со многими уникальными проблемами, о которых вы должны знать. Эти советы помогут вам снизить вероятность распространенных проблем с 3D-печатью, таких как засорение, перекручивание и натяжение.
Используйте экструдеры с прямым приводом
В то время как некоторые частично гибкие нити прекрасно работают с экструдерами Боудена, для большинства полностью гибких нитей требуется экструдер с прямым приводом для достижения наилучших результатов. Расстояние между приводной шестерней и зоной плавления на горячем конце должно быть как можно меньше, чтобы нить могла эффективно поступать в сопло. Кроме того, путь, по которому нить проходит в зону плавления, должен иметь жесткие допуски, чтобы предотвратить перекручивание или скручивание нити внутри. По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями.
Используйте медленную и постоянную скорость подачи
Гибкие нити обычно лучше всего печатаются при медленной и постоянной скорости подачи. Поскольку материал эластичный, может быть очень сложно контролировать резкие изменения скорости печати. Более высокие скорости печати могут привести к сжатию нити и, скорее всего, к застреванию. Медленный и устойчивый — лучший подход. Simplify3D предоставляет все ваши настройки скорости подачи на вкладке «Скорости» настроек вашего процесса, чтобы вы могли легко настроить эти значения. Поиск оптимальной скорости печати для вашего материала может занять несколько попыток, основанных на пробах и ошибках. Мы видели, что скорость 1200 мм/мин (20 мм/с) может быть хорошей отправной точкой для большинства материалов.
Снижение сопротивления катушки с нитью
Несколько настроек катушки с материалом также могут иметь большое значение при работе с гибкими материалами. Как правило, ваш экструдер втягивает нить в сопло, заставляя катушку с нитью, установленную на вашем принтере, разматывать немного пластика в процессе. Однако, поскольку гибкие материалы эластичны, это будет растягивать нить при ее втягивании, что может фактически привести к недостаточной экструзии. Попробуйте установить катушку над принтером, чтобы нить разматывалась вниз, что может уменьшить сопротивление. Также может быть невероятно полезно установить втулку шпули на подшипник, чтобы шпуля могла вращаться как можно более свободно.
Настройте параметры ретракции
Эластичность гибкой нити делает ее чувствительной к быстрым движениям, таким как ретракция. Чтобы успешно напечатать нить, вам нужно будет оптимизировать настройки отвода, чтобы уменьшить эти движения. Пока вы только начинаете работать с этим материалом, мы рекомендуем полностью отключить отвод. Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.
Оптимизируйте свои перемещения
Втягивание может быть особенно проблематичным для гибких материалов, поэтому обычно лучше свести к минимуму количество втягиваний, необходимых для печати. В Simplify3D есть замечательная функция, созданная специально для этой ситуации. Вместо того, чтобы двигаться по прямой линии из точки А в Б, программа фактически выберет совершенно новый путь при перемещении между этими точками с целью оставаться внутри вашего объекта, чтобы не было просачивания или натяжения. . Включив эту уникальную функцию, вы можете значительно сократить количество отводов, необходимых для печати, и значительно улучшить качество печати. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» в настройках вашего процесса и включите параметр «Не пересекать контур для перемещения».
Наконечники Pro-Tips
Оптимизируйте скорость подачи за счет печати с меньшей высотой слоя в диапазоне 0,1–0,2 мм. Нижняя высота слоя требует меньше пластика, поэтому ваш экструдер может использовать более низкую скорость подачи, уменьшая нагрузку на нить.
Старайтесь избегать использования плотов из гибких материалов, так как базовые слои плота имеют более высокие скорости экструзии, что может создать проблемы.
Если вы проектируете гибкую деталь, которая должна помещаться поверх другого объекта, попробуйте использовать отрицательный допуск между частями, чтобы гибкая деталь должна была растягиваться, чтобы плотно прилегать к другому объекту.
Начните работу с гибкими нитями
Теперь, когда вы готовы приступить к печати гибкими материалами, у нас есть несколько советов, которые помогут вам начать работу. Ознакомьтесь с некоторыми типичными приложениями ниже, попробуйте несколько наших примеров проектов или выберите популярную марку нити для покупки для вашего следующего проекта.
Общие области применения
Гашение вибрации
Рукоятки
Чехлы для телефонов
Примеры проектов
Радиоуправляемая автомобильная шина
Чехол для телефона
Велосипедная ручка
Популярные бренды
NinjaTek Ninjaflex, Armadillo, Cheetah
Полимер PolyFlex
eSun TPE
Гибкий ТПУ Sainsmart
Можете ли вы 3D-печатать из мягкого пластика? Удивительный ответ — 3D-печать
Когда мы думаем о 3D-печатных объектах, первое, что приходит на ум, — это что-то маленькое и твердое. Это связано с тем, что большинство нитей затвердевают по мере охлаждения и затвердевания, поэтому ваши конструкции будут функциональными и долговечными. Хотя наиболее распространенные нити для 3D-печати, такие как ABS и PLA, позволяют создавать твердые и жесткие объекты, другие нити могут сохранять эластичность и обеспечивать удивительно эластичное растяжение.
Можно печатать на 3D-принтере из мягкого пластика, если у вас есть подходящие нити, такие как TPU и TPE. Эти гибкие смолы бывают разной твердости и обычно обеспечивают самые прочные, мягкие и эластичные 3D-отпечатки. Хотя большинство принтеров печатают на мягком пластике, вам может понадобиться экструдер для сгибания.
Эта статья расскажет вам о мягких пластиковых нитях и научит их идентифицировать. Я также расскажу вам о проблемах печати мягким пластиком и дам несколько профессиональных советов по получению идеальной, гладкой и гибкой печати.
Можете ли вы 3D-печатать мягкий пластик на любом 3D-принтере?
Печать гибкими нитями — увлекательное занятие. Однако, если вы раньше не работали с мягким пластиком, вы можете обнаружить, что с ним довольно сложно работать.
Печать мягким пластиком требует определенных настроек и утонченности, хотя это возможно практически на любом принтере.
Мягкие пластмассы можно печатать в 3D на любом 3D-принтере, хотя для некоторых моделей экструзии могут возникнуть трудности с печатью гибких нитей. Обязательно ознакомьтесь с инструкциями производителя вашего 3D-принтера, прежде чем пытаться печатать из мягкого пластика.
Например, у 3D-принтеров с трубкой Боудена могут возникнуть дополнительные проблемы при печати мягким пластиком. Это потому, что мягкая, гибкая нить вялая, как мокрая лапша спагетти. В результате у экструдеров могут возникнуть трудности с выталкиванием этой гладкой нити из хотэнда, и если вы используете неправильные настройки печати и натяжение, вы можете получить замятие или полностью провалить печать.
Однако при печати мягких пластиковых нитей на 3D-принтере может помочь использование флекс-экструдера.
Экструдеры для гибких нитей, подобные этому Diabase Flexion-Rep2 (доступен на Amazon.com), прекрасно подходят для получения высококачественных мягких 3D-печатей на любом экструзионном принтере. У них есть более захватывающие части в экструдере, помогающие поддерживать равномерный поток нити.
Итак, если вы хотите регулярно печатать мягким пластиком, приобретение экструдера, способного работать с гладкими гибкими нитями, в конце концов, несомненно, окупится.
Кроме того, единственным серьезным ограничением при использовании экструзионного принтера является температура горячего конца при рассмотрении нити. Попробуйте выбрать нить, которая плавится при температуре, которую может достичь ваш принтер.
Как узнать, мягкая ли нить для 3D-печати?
Определение мягкости нити намного сложнее, чем кажется на первый взгляд.
Большинство нитей оцениваются по шкале твердости Шора, которая измеряет, насколько хорошо материал «отскакивает» после нажатия твердого заостренного датчика на его поверхность.
Таким образом, значение твердости по Шору измеряет как гибкость материала , так и насколько хорошо он выдерживает нагрузку.
В этом измерении используется числовой и буквенный рейтинг, чтобы определить, насколько мягким, гибким и прочным является полимер или пластик. Чем ниже цифра и буквенный рейтинг, тем мягче нить.
Чтобы определить, является ли нить для 3D-печати мягкой, проверьте ее твердость по шкале Шора. Большинство нитей имеют твердость 00, A или D по шкале дюрометра Шора. Материалы 00 являются самыми мягкими, материалы уровня A имеют среднюю мягкость, а материалы уровня D, как правило, более жесткие.
Однако это измерение усложняется добавлением числовых оценок. Например, эта нить Gizmo Dorks Flexible TPU (доступна на Amazon.com) имеет твердость по Шору 9.5А. Это означает, что его гибкость аналогична жесткому колесу скейтборда или колесу продуктовой тележки.
Тем не менее, Dialabs X60, самая мягкая нить на рынке на сегодняшний день, имеет твердость по Шору 60A. Это означает, что он имеет такую же твердость, как протектор шины или ластик из твердой резины.
Поэтому перед покупкой всегда проверяйте твердость нити или смолы по Шору, чтобы определить, достигнет ли она той мягкости, которую вы хотите получить при 3D-печати.
Лучшие мягкие пластиковые нити и смолы для 3D-печати
Давайте посмотрим на некоторые из лучших мягких пластиковых нитей. Я также дам вам примерный диапазон оценок твердости по Шору и температур плавления, но, пожалуйста, помните, что характеристики каждого продукта будут различаться в зависимости от производителя.
ТПУ — это фантастическая нить для эластичных и гибких изделий. Несмотря на то, что он мягкий, он также невероятно прочный, и мне даже удалось напечатать формы из эпоксидной смолы из этой нити. Его твердость по Шору обычно колеблется от 60A до 75D, а средняя температура плавления составляет от 185º до 220ºC (от 365º до 428ºF).
TPE — одна из самых мягких нитей со средней твердостью по Шору от 75A до 98A. Он имеет резиноподобную консистенцию и обычно плавится при температуре 190–250 ºC (от 374 º до 482 ºF).
Гибкие смолы SLA, DLP и LCD. Мягкие пластмассы подходят не только для экструзионных принтеров! Смолы для 3D-печати могут достигать выдающейся мягкости всего 30 А, но они также могут достигать невероятной твердости.
Другие материалы, такие как нейлон и полиэстер, также могут быть гибкими, поэтому в следующий раз, когда будете покупать нить, следите за показателями твердости по Шору.
Советы по печати на мягком пластике
Уменьшите скорость печати. Экструдеру требуется некоторое время для подачи гибких, скользких нитей в горячий конец. Итак, уменьшите скорость печати примерно наполовину, чтобы поддерживать постоянный поток нити.
Отключение втягивания принтера. Преломление — это параметр, который приподнимает сопло над отпечатком, уменьшая вероятность образования пузырей или чрезмерно экструдированных артефактных пятен. Однако при печати липкими, эластичными нитями втягивание не поможет, так как расплавленная нить будет растягиваться сильнее, оставляя комки на отпечатке.
Создайте бесшовный дизайн. Сокращение количества перескакиваний сопла с места на место может уменьшить образование натяжек и потенциальных пятен артефактов. Итак, постарайтесь придать отпечатку бесшовный дизайн, который ваш принтер сможет воссоздать, вообще не поднимая сопло.
Выпекайте отпечатки, чтобы уменьшить их натяжение. Мягкий пластик эластичный и тягучий, что часто означает, что на ваших моделях будут протягиваться и заметные линии слоев. Выпекайте напечатанный объект в духовке при низкой температуре (приблизительно половина температуры плавления нити) в течение часа, чтобы уменьшить эти незначительные ошибки.
Для получения дополнительных советов обязательно ознакомьтесь с этим фантастическим видео от Maker’s Muse на YouTube:
Для того, чтобы закрепить заготовку на токарном станке в определённом положении, необходимо особое приспособление – вращающийся или упорный токарный центр. Оснастка позволяет обрабатывать детали на максимальных скоростях при минимальных вибрациях.
Токарный центр – это небольшая металлическая деталь, которая состоит из двух частей: хвостовика в виде вала или конуса Морзе, который закрепляется в пиноли задней бабки, и конусовидного упора, фиксирующего заготовку. Отметим, что обрабатываемая деталь фиксируется только после её зацентровки, то есть вытачивания с торцов болванки центровых отверстий. Таким образом заготовка фиксируется передней и задней бабкой станка – по двум противоположным сторонам, что позволяет очень прочно закрепить деталь и эффективно с ней работать.
Таким образом токарный центр применяется для центрирования и фиксации обрабатываемой детали в нужном положении во время точения.
Существует два вида токарных центров: вращающиеся и неподвижные, или упорные.
Невращающийся (упорный) центр выполняет одну функцию: удерживает заготовку. При этом, как следует из названия, он остаётся неподвижным даже при вращении болванки. Оснастка имеет единую цельнометаллическую конструкцию. Фиксация очень точная, однако основным минусом упорного центра является ограниченное число режимов резания при его применении.
Кроме того, на токарном станке поджим упорным центром должен быть дозированным по усилию, чтобы вместе с отсутствием радиального люфта, деталь могла легко поворачиваться.
Вращающийся центр применяется, если при обработке появляется излишнее давление и увеличивается трение, ведущее к перегреву и деформации детали. В такой ситуации использование упорного центра становится невозможным. Напротив, вращающийся центр крутится вместе с обрабатываемой заготовкой за счёт подшипника. Это помогает избежать перегрева в зоне контакта крутящейся детали и оснастки, что позволяет работать на повышенных скоростях, превышающих 70 м/мин.
Какой токарный центр выбрать?
Основным отличием вращающегося центра от упорного — это наличие подшипника, который позволяет наконечнику и обрабатываемой заготовке вращаться одновременно.
Однозначным достоинством вращающегося центра является его высокая износостойкость и возможность вести высокоскоростную обработку. Они бывают двух видов — Вращающиеся центры А-типа и Вращающиеся центры Б-типа:
А-тип (с постоянным центровым валиком) — наконечник расположен и вращается внутри хвостовика хвостовика. Основное преимущество — большая точность (незначительное биение).
Б-тип (с насадкой на центровой валик) — наконечник располагается на центровом валике и вращается вокруг него. Он герметичен и защищен от попадания СОЖ в подшипник.
Напротив, упорные центра характеризуются большей точностью (меньшим биением) и невысокой ценой из-за более простой конструкции. Они бывают с обычным и срезанным наконечником. Срезанный наконечник используется, когда необходимо обработать торец обрабатываемой детали.
И вращающиеся центры и упорные центры бывают разных исполнений, которые улучшают их характеристики и позволяют использовать максимально эффективно:
Удлинённые центры — используются, когда необходимо обработать небольшую заготовку на крупногабаритных станках.
Центры с твердосплавным наконечником — твердосплавный наконечник очень износостоек – такой центр прослужит дольше.
Центры с отжимной гайкой — без нее не обойтись в станках, где отсутствует механизм автоматического или полуавтоматического извлечения. Эта гайка помогает извлечь центр из задней бабки.
Износостойкие центры — используются очень дорогие высокопроизводительные подшипники, они служат долго даже при очень интенсивном и тяжелом использовании.
Чтобы вам было удобно подобрать вращающийся или упорный центр, мы подготовили сводную таблицу со всеми характеристиками и свойствами (смотрите в самом низу страницы).
Центры станочные и токарные патроны: виды, типы, описание
Главная Статьи Центры станочные и токарные патроны: виды, типы, описание
Токарный патрон и вращающиеся центры – это наиболее важные элементы оснастки токарного станка, специальное зажимное приспособление для точного крепления на станке заготовки, детали или режущего инструмента. Благодаря использованию токарного патрона, многообразию размеров и конструкций существенно увеличивается функциональность токарного станка, появляется возможность обработки сложнопрофильных деталей.
Токарный патрон – основная технологическая оснастка токарного станка, устройство, необходимое для крепления заготовки или инструмента для проведения металлорежущих операций. Токарный патрон, предназначенный для крепления заготовок, размещается на передней бабке станка. На задней могут быть установлены сверлильные патроны для фиксации различного рабочего инструмента – сверл, зенкеров, разверток и т. д. Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений.
Наилучшим вариантом будет выбор оснастки предназначенной для конкретной модели токарного станка, таким образом Вы гарантируете точное совпадение размера и конфигурации. От количества кулачков в токарном патроне зависит точность и конфигурация обрабатываемых деталей. Двух достаточно для удержания фасонных отливок, трех – для шестигранных и круглых деталей, 4-кулачкового – для деталей прямоугольного и квадратного профиля, а также заготовок несимметричной формы.
Конструкция и назначение токарных патронов
Существует несколько типов конструкции токарного патрона, классифицируемой по способу зажима детали и назначению:
Кулачковые патроны – наиболее широко используемые и подходящие для большинства операций. Состоят из нескольких подвижных сегментов для фиксации деталей. Имеют массу разновидностей.
Существуют следующие виды токарных патронов:
Двухкулачковые – применяются преимущественно для крепления фасонных отливок.
Трехкулачковые – более всего подходят для заготовок круглой и шестигранной форм.
Четырехкулачковые – для ассиметричных заготовок и деталей прямоугольной формы. Подразделяются на самоцентрирующиеся и с независимыми кулачками. В зависимости от типа зажима патрон может иметь ручной или механизированный зажим. В первом случае необходимо вручную осуществлять затяжку крепления детали, при механизированном зажиме – патрон сам осуществляет фиксацию. Рассмотрим основные конструктивные типы токарных патронов, используемые в современном металлообрабатывающем производстве.
Цанговые патроны – состоят из втягиваемой, выдвижной или неподвижной цанги, посредством которой и осуществляется фиксация детали. Подразделяются на зажимные и подающие. Зажимные используются для поворотного зажима деталей с заранее предварительно обработанной поверхностью, подающие цанги используются для крепления холоднотянутых заготовок.
Центры станочные вращающиеся
предназначаются для создания дополнительной опоры при обработке на токарных станках заготовок большой длины. Центры станочные вращающиеся применяются на обычных и на станках металлорежущих с программным управлением. Это один из видов высокоточной технологической оснастки, расширяющий технические возможности и увеличивающий производительность токарного оборудования. Такие приспособления позволяют повысить скорость резания и существенно уменьшить при этом биения обрабатываемой детали, что в конечном счёте положительно сказывается на качестве продукции. Вращающиеся центры для токарного станка состоят из вала и конусовидной части. Именно эта часть выполняет функцию центрирования. Технологическая снастка изготавливается на инструментальном производстве из качественных конструкционных материалов, чаще всего из легированной стали.
Шарикоподшипник, входящий в состав вращающегося центра, увеличивает КПД оборудования и уменьшает нагрев оснастки.
Форма и размеры зажимной части оптимизируются с целью облегчения подхода металлорежущего инструмента к обрабатываемой заготовке. Это важно при обработке фасонных изделий сложной конфигурации. Стандартом и техническими условиями детально регламентируются конструкция и размеры вращающихся токарных центров. Требуемые модификации этих приспособлений подбирают, исходя из потребностей и особенностей конкретного производства.
Чтобы купить инструмент в интернет магазине «Мир ISO» http://miriso.ru/ — достаточно выбрать необходимый товар в каталоге и отправить онлайн-заявку http://www.miriso.ru/sdelat_zakaz.html или позвонить по телефону +7 (8482) 999-111.
Токарная обработка
Что такое поворот?
Токарная обработка — это процесс механической обработки, используемый для изготовления цилиндрических деталей, при котором режущий инструмент движется линейно, а заготовка вращается. Токарная обработка, обычно выполняемая на токарном станке, уменьшает диаметр заготовки до заданного размера и обеспечивает гладкую поверхность детали. Токарный центр представляет собой токарный станок с числовым программным управлением (ЧПУ). Сложные токарные центры также могут выполнять различные фрезерные и сверлильные операции.
Несмотря на то, что наши токарные станки с ЧПУ различаются по размеру и мощности, от моделей с двумя осями до станков с вращающимся шпинделем и вторым шпинделем, мы проектируем каждый из них с учетом качества, надежности, простоты в эксплуатации и безопасности. Кроме того, благодаря нашей философии производства «Производство по требованию» все наши токарные станки оснащены новейшими и самыми передовыми токарными технологиями для повышения вашей производительности и развития вашего бизнеса.
Наш язык программирования MAZATROL берет свое начало в наших токарных станках. Для обработки как простых, так и сложных деталей, требующих 4-осевой токарной обработки, MAZATROL дает вам возможность программировать эти детали с помощью либо диалогового программирования, либо программирования G-кода (EIA/ISO) — или даже комбинации два типа программирования.
Благодаря нашей философии производства «Производство по запросу» все наши токарные станки оснащены новейшими и самыми передовыми токарными технологиями для повышения вашей производительности и развития вашего бизнеса.
Высокоскоростные токарные и фрезерные шпиндели с высоким крутящим моментом обеспечивают быстрое, точное и агрессивное удаление металла
Вторые шпиндели обеспечивают чистовую обработку обратной стороны или последовательную обработку деталей
Вращающиеся инструментальные шпиндели обеспечивают производительность фрезерования, сверления и нарезания резьбы на уровне обрабатывающего центра
Конфигурации с двумя шпинделями и двумя револьверными головками обеспечивают инновационные возможности обработки деталей
Конструкции тормозов передней бабки по оси C по всей окружности
Функциональность по оси Y обеспечивает больший диапазон обработки геометрии деталей
Мощные встроенные задние бабки с ЧПУ позволяют автоматизировать процессы
Гибридные роликовые направляющие
MX обеспечивают долговечность и надежность для долговременной точности
Опциональная длинная расточная оправка с возможностью обработки глубоких отверстий обеспечивает чрезвычайно производительную обработку
Удобные и функциональные системы ЧПУ упрощают программирование и повышают производительность
Совместимость с устройством подачи прутка, портальным загрузчиком и артикуляционным роботом повышает производительность и позволяет выполнять операции без освещения
Наш широкий выбор усовершенствованных токарных станков с ЧПУ, некоторые из которых обладают многозадачностью, эффективно справляются со всем, от токарной обработки мелких деталей до тяжелой обработки больших заготовок с длинным валом, а также в производственных количествах, которые варьируются от отдельных деталей до тысяч компонентов в неделю. На самом деле, мы предлагаем самую универсальную линейку быстрых, мощных и прецизионных токарных центров на рынке, от станков с вертикальной или горизонтальной ориентацией шпинделя до тех, которые включают в себя два токарных шпинделя, возможность фрезерования и функциональность оси Y для повышения производительности благодаря DONE IN ОДНО производство.
Серия QUICK TURN
Серия горизонтальных токарных станков мирового класса, преимущественно производимых во Флоренции, Кентукки, которые могут обрабатывать все, от мелкосерийных цехов до высокопроизводительных работ и всего, что между ними. Прочная конструкция ступенчатой платформы превосходит все ожидания даже в самых требовательных приложениях.
Встроенный главный и второй шпиндель/передняя бабка
Доступны конфигурации станков с вращающимся инструментом, осью Y и вторым шпинделем
MX-Роликовая направляющая, машиностроение
Система ЧПУ MAZATROL SmoothG и оборудование
Варианты автоматизации, такие как устройства подачи прутка, портальные роботизированные системы, автоматическая дверь, улавливатель автозапчастей и интерфейс робота
Подробнее
Серия QT-Ez
Горизонтальные токарные станки серии QT-Ez, произведенные в Кентукки, делают качество и надежность Mazak доступными практически для любой мастерской, обеспечивая производительность и компактность по доступной цене. Доступные опции включают задние бабки, управление стружкой и многозадачность, которые добавляют DONE IN ONE ® для обработки за один установ.
Мощные и надежные шпиндельные бабки со встроенным двигателем
Гибридная система роликовых направляющих MX повышает жесткость, точность и надежность
Конфигурации револьверной головки
включают 2-осевой барабан, Mazak с болтовым креплением или BMT 55 для вращающихся инструментов
Вращающийся инструмент (M) и внеосевая обработка по оси Y (Y) для многозадачной обработки
Высокопроизводительный второй шпиндель (S) доступен для обработки деталей DONE IN ONE
Подробнее
Переворачивание фотографий
Свяжитесь с местным представителем Mazak или посетите один из наших технологических центров , чтобы определить, какой обрабатывающий центр Mazak лучше всего соответствует вашим потребностям в обработке деталей.
Связанные страницы
5 уровней многозадачности
Автоматика
ЧПУ
Цифровые решения
СОВЕРШЕНО ЗА ОДИН РАЗ
Мазак СмартБокс
Гладкое звено Mazak
Мазак SUPERFLOW®
МТКоннект
Многозадачность
Основы токарного станка с ЧПУ и токарного центра с ЧПУ
*Обновлено 3 февраля 2021 г.
Токарные станки с ЧПУ и токарные станки могут показаться идентичными, но обычно они относятся к немного разным станкам. Токарные станки обычно только точат, в то время как токарные центры могут быть более совершенными. Эти станки могут выполнять торцевание, нарезание резьбы, накатку, сверление, растачивание, развертывание и токарную обработку конуса. Горизонтальные токарные станки с ЧПУ более распространены, но вертикальные станки используют гравитацию. Между токарной обработкой с ЧПУ, токарными станками с ЧПУ, различными типами станков с ЧПУ и многим другим это может быть довольно запутанным. В этой статье мы сосредоточимся на основах токарной обработки с ЧПУ, чтобы дать вам прочную основу и ответить на наиболее часто задаваемые вопросы.
Не стесняйтесь пропускать это руководство, если у вас есть конкретный вопрос:
Что такое токарная обработка с ЧПУ?
Какой материал можно обрабатывать на станке с ЧПУ?
Что такое токарный станок с ЧПУ?
Какие части токарного станка с ЧПУ?
Каковы преимущества токарной обработки с ЧПУ?
В чем разница между токарной и фрезерной обработкой с ЧПУ?
В чем разница между станками с ЧПУ и станками с ЧПУ?
Что такое токарная обработка с ЧПУ?
Что такое токарный центр с ЧПУ? (Центр)
В чем разница между токарными центрами с ЧПУ и токарными станками с ЧПУ?
Какие существуют типы токарных станков с ЧПУ?
В чем разница между обрабатывающим центром и токарным центром?
Что такое оси станка в токарном центре с ЧПУ?
Что такое токарная обработка с ЧПУ?
Токарная обработка с ЧПУ — это субтрактивный производственный процесс, в котором куски материала вращаются по мере того, как станок подается на деталь, удаляя материал для создания готовой детали. Он в основном используется для изготовления деталей цилиндрической формы.
Крупный план токарной обработки с ЧПУ в действии. [Источник]
Какой материал можно обрабатывать на станке с ЧПУ?
Существует множество материалов, которые можно использовать для токарной обработки с ЧПУ, как показано в этом руководстве. Однако наиболее распространенными являются металлические сплавы, такие как алюминий.
Что такое токарный станок с ЧПУ?
Токарные станки с ЧПУ или токарные станки с ЧПУ представляют собой станки, которые вращают брусок материала, позволяя режущему инструменту удалять материал из бруска до тех пор, пока не останется желаемый продукт.
Сам материал прикреплен к основному шпинделю и вращается им, в то время как режущий инструмент может перемещаться по нескольким осям. Типы деталей, создаваемых на токарном станке с ЧПУ, часто бывают цилиндрическими или симметричными относительно оси.
Какие части токарного станка с ЧПУ?
Вы можете разбить станки с ЧПУ на следующие части, и если вы хотите изучить их подробнее, эта статья может помочь:
Передняя бабка
Токарный станок с ЧПУ Станина
Чак
Задняя бабка
Перо задней бабки
Ножной переключатель/педаль
Панель управления ЧПУ
Револьверная головка
Каковы преимущества токарной обработки с ЧПУ?
Обработка с ЧПУ намного лучше, чем ручная обработка, по нескольким конкретным причинам:
Точность: программирование ЧПУ для выполнения задания обеспечивает последовательную и точную резку для обеспечения качества продукции. Его можно повторять снова и снова в одной и той же манере.
Экономическая эффективность: стоимость найма человека для ручной обработки деталей в больших масштабах намного дороже, чем использование машины, поскольку машина не устает, не нуждается в перерывах на обед и теоретически может работать круглосуточно и без выходных.
Скорость: токарная обработка с ЧПУ позволяет производить сотни и сотни деталей, сохраняя неизменность конечного продукта.
В чем разница между токарной и фрезерной обработкой с ЧПУ?
В то время как токарная обработка с ЧПУ вращает деталь для резки, фрезерная обработка с ЧПУ вращает инструмент для резки детали.
Более того, токарная обработка с ЧПУ обычно используется для цилиндрических деталей, поскольку вы полагаетесь на то, что сама деталь вращается и создает трение для удаления материала, когда режущий инструмент помещается на нее.
С другой стороны, фрезерование с ЧПУ позволяет создавать более сложные детали, поскольку вращается режущий инструмент (а не материал).
Разница между токарной и фрезерной обработкой на станках с ЧПУ. [Источник]
В чем разница между станками с ЧПУ и станками с ЧПУ?
ЧПУ — это станки с числовым программным управлением, тогда как ЧПУ — это станки с числовым программным управлением. Хотя оба они являются автоматическими машинами, которые в большинстве случаев работают с металлическими деталями и запрограммированы на выполнение желаемой операции, они различаются по принципу действия.
Числовое управление (ЧПУ) Машины управляются с помощью перфокарт, которые вводятся в машину, что затрудняет изменение программ. Даже для того, чтобы внести небольшое изменение в программу, ленту нужно было удалить, изменить и вернуть обратно в машины.
Компьютер с числовым программным управлением (ЧПУ) Станки имеют встроенный компьютер для хранения программ и изменения программы с помощью системы управления на станке.
Что такое токарная обработка с ЧПУ?
Процесс токарной обработки с ЧПУ включает в себя прикрепление материала к шпинделю станка с ЧПУ, а режущий инструмент движется линейно, воздействуя на материал и удаляя ненужный материал до тех пор, пока не останется готовая деталь.
Токарные станки с ЧПУ представляют собой передовые станки с числовым программным управлением. Они могут иметь 3, 4 или даже 5 осей, а также множество возможностей резки, включая фрезерование, сверление, нарезание резьбы и, конечно же, токарную обработку. Часто эти станки имеют закрытую конструкцию, чтобы любой разрезаемый материал, охлаждающая жидкость и компоненты оставались внутри станка.
Токарные станки с ЧПУ являются более совершенными формами токарных станков с ЧПУ. Оба являются станками, которые вращают брусок материала, позволяя режущему инструменту удалять материал из бруска до тех пор, пока не останется желаемый продукт. Однако токарные станки, как правило, имеют только 2 оси и только один шпиндель, тогда как токарные центры могут иметь до 5 осей и гораздо более универсальны с точки зрения режущей способности. Кроме того, токарные станки не имеют защитного кожуха вокруг станка и просто не обладают высокими производственными возможностями токарных центров.
Существует две широкие категории токарных станков с ЧПУ (центры), которые включают горизонтальные токарные станки и вертикальные токарные станки .
Выбирая подходящую сантехнику, мы обычно обращаем внимание на ее плюсы. Не стоит забывать, что cледует учитывать вес стальной ванны 170 см, так как от этого параметра зависит возможность транспортировки и монтажа.
Некоторые нюансы
Некоторые уверены, что вес совершенно не влияет на качество. У слишком легких моделей толщина стенок невелика. Это говорит о том, что конструкция подвержена деформации и нежелательным повреждениям эмали. Необходимо, чтобы бортики были минимум 2,5 см по толщине, а лучше больше.
Необходимо учитывать и устойчивость: так, у варианта 170 см она лучше, чем у модели 150 см. Приобретение тяжелой продукции в этом случае вполне оправдано, так как при эксплуатации не возникнет неприятностей с шаткостью чаши.
Габаритные размеры
Вес (кг.)
100×70
от 15 до 25 кг.
105×70
от 20 до 30 кг.
120х70
от 20 до 30 кг.
130х70
от 25 до 35 кг.
140х70
от 25 до 35 кг.
150х70
от 30 до 40 кг.
150х75
от 30 до 40 кг.
160х70
от 30 до 40 кг.
160х75
от 30 до 40 кг.
170х70
от 30 до 50 кг.
170х75
от 40 до 55 кг.
170×80
от 50 до 60 кг.
180х80
от 50 до 60 кг.
180х90
от 50 до 60 кг.
190х90
от 55 до 70 кг.
200×100
от 60 до 80 кг.
Плюсы стальных вариантов
Металлические
Ванны обладают преимуществами, которые отличают их от изделий из других материалов.
Главное достоинство — низкая цена. Этот решающий фактор предопределяет выбор покупателей.
Модели из металла способны очень быстро нагреваться, что удобно в том случае, когда в семье есть маленькие дети.
Если сравнивать массу чугунной и стальной ванны, разница ощутима. Первый вариант весит в четыре раза больше, а это говорит о том, что стальные системы идеальны для установки на любом этаже. При этом подъем и монтаж существенно упрощаются.
Эмаль
Лучшее гигиеничное покрытие для сантехнического оборудования. На ровной поверхности гарантировано отсутствуют бактерии, грибок, плесень. Требуется лишь осуществлять должный уход.
Если при производстве применялись качественные материалы, соблюдалась технология нанесения эмали, ухаживать за продуктом будет легко. В результате удастся пользоваться чашей существенно дольше.
Сталь
Податлива и удобна, поэтому она позволяет эффективно экспериментировать с видом и формой. Часто металлические варианты рассчитаны на несколько посадочных мест, бывают нестандартной длины, ширины и угла наклона стенок. Мы рекомендуем приобретать стандартные системы, глубина которых — примерно 50 см.
Если вы подыскиваете отличную сантехнику, рекомендуем внимательно просмотреть наш каталог. Вы гарантировано найдете решение, которое будет соответствовать предъявляемым требованиям. Оформите заказ на сайте или позвоните по указанным телефонам.
Акриловая ванна Ceruttispa Vico CT7205 на львиных алюминиевых золотых лапах 1500x700x730
Экономия 20%
Артикул: CT7205
Склад:
В наличии
Рейтинг:
(0. 0)
(0.0)
● Прямо сейчас 11 человек смотрит товар
Описание
Акриловая ванна Ceruttispa Vico CT7205 на львиных алюминиевых золотых лапах 1500x700x730 Подробнее
Гарантия производителя
На все товары распространяется гарантия от производителя!
Доставка по РФ
Наш интернет-магазин сантехники Gidro-Butik отправит товар в любую точку России!
Оплата
Оплачивайте товар после получения и проверки наличными курьеру!
Доставка в течении 1-2 дней
— По Москве — По Московской области — До любой транспортной компании
Понравилось? Поделитесь с друзьями!
Описание Характеристики Брэнд Отзывы (0)
Описание товара
Акриловая ванна Ceruttispa Vico CT7205 на львиных алюминиевых золотых лапах 1500x700x730.
Размер: 150x70x73 см
Ванна в ретро стиле на львиных алюминиевых золотых лапах – идеальный выбор для стилизованной ванной комнаты. Завышенная спинка ванны обеспечивает удобное положение тела во время водных процедур.
Описание:
антибактериальное покрытие,
на ножках,
четырехслойная армировка,
толщина акрила: 3мм.
без смесителя!
Достоинства акриловых ванн:
Ванны из акрила достаточно легкие. Монтаж изделий занимает минимум времени и не требует специальных навыков.
Акрил – тактильно приятный материал, он хорошо сохраняет тепло, поэтому вода в ванне долго остается теплой.
Царапины и скола на акриловой ванне можно отреставрировать в домашних условиях с помощью специальной пасты.
Акрил устойчив к образованию грибка и размножению плесени. Поверхность ванны не требует частой чистки и сложного ухода.
Акриловые ванны представлены в разных дизайнерских решениях и размерах, поэтому покупатель быстро подберет изделие, которое будет отвечать его индивидуальным запросам.
1878г. считается годом основания марки Cerutti. Тогда основатель марки Маттео Черутти начал свое дело у прямо во дворе семейного дома. В самом начале пути Cerutti производил плитку, покрытые глазурью керамический тумбы, лейки и подобные изделия.
В последующие несколько лет он перенес работы на территорию бывшего завода в районе Пьяцца Делла Росса. Во главу своего дела Маттео уже тогда ставил качество, чем завоевал уважение покупателей.
Презентация бренда CERUTTI на нашем рынке происходит в 2009 году, тогда же начинаются первые оптовые поставки. В 2009 году CERUTTI патентует специальный обжиг керамики, увеличивающий срок жизни изделий. Эта инновация приносит золотую медаль на выставке в Италии (Рим 2009 год). На следующий год бренд запускает “бюджетное” направление производства душевых кабин MIMI. Сначала 2010 года эта коллекция получает признание у людей за счет отличного сочетания цены и качества. Усиленные поддоны травмобезопасное и ударопрочное стекло становятся новинками не только в Италии, но и в Европе! Рост продаж привел к дефициту производственных мощностей. Выход был найден в 2013 году в виде приобретения производственных площадей в Китае (Пингху), на которых начинается стройка нового завода. 2015 год ознаменовался запуском нового завода. В 2019 году CERUTTI производит ребрендинг и переименовывается в CeruttiSPA. Основным направлением становится максимальное качество и упор на принятие ванных процедур и получения удовольствия. В 2020 году концерн CeruttiSPAвыпустил 12 новых коллекций товаров в душевых ограждениях и ваннах и был номинирован на лучший дизайн года по сантехнике по версии покупателей.
Посмотреть сантехнику от Cerutti SPA.
Характеристики товара
Монтаж
отдельностоящая
Материал
акрил
Страна
Италия
современный
овальная
Ширина, см
70
Длина, см
150
Гидромассаж
без гидромассажа
Коллекции Ceruttispa
Vico
Акриловая ванна Ceruttispa Vico CT7205 на львиных алюминиевых золотых лапах 1500x700x730 купить в Москве и МО
проще чем Вы думаете — просто позвоните по телефону +7(985)250-88-11,
а наши менеджеры с многолетним опытом проконсультируют Вас по всем вопросам на самом высоком уровне!
Похожие предложения
(0. 0)
Акриловая ванна Cerutti SPA Cezares CT9330…
(0.0)
Акриловая ванна гидромассажная Cerutti SPA…
(0.0)
Акриловая ванна Cerutti SPA Como CT7386…
(0.0)
Акриловая ванна Cerutti SPA d’Iseo CT7390…
(0.0)
Акриловая ванна Cerutti SPA Resia CT7388…
(0.0)
Акриловая ванна Cerutti SPA Viva CT9127…
Акриловая ванна Ceruttispa Vico CT7205 на львиных алюминиевых золотых лапах 1500x700x730 в Москве и МО
Акриловая ванна Ceruttispa Vico CT7205 на львиных алюминиевых золотых лапах 1500x700x730 и другие товары в данной категории доступны в каталоге интернет-магазина Gidro-butik в Москве по низким ценам. Ознакомьтесь с подробными характеристиками, описанием, фотографиями, а также отзывами о данном товаре, чтобы сделать правильный выбор и заказать онлайн.
Купите такие товары, как Акриловая ванна Ceruttispa Vico CT7205 на львиных алюминиевых золотых лапах 1500x700x730, в интернет-магазине Gidro-butik, предварительно уточнив их наличие. Вы можете получить товар в Москве удобным для Вас способом, для этого ознакомьтесь с информацией о доставке и самовывозе.
Для жителей Московской области у нас не только низкие цены на такие товары, как «Акриловая ванна Ceruttispa Vico CT7205 на львиных алюминиевых золотых лапах 1500x700x730», но и быстрая доставка в такие города, как Москва, Балашиха, Подольск, Химки, Королёв, Мытищи, Люберцы, Красногорск, Электросталь, Коломна, Одинцово, Домодедово, Серпухов, Щёлково, Орехово-Зуево, Раменское, Долгопрудный, Пушкино, Реутов, Сергиев Посад, Воскресенск, Лобня, Ивантеевка, Дубна, Егорьевск, Чехов, Дмитров, Видное, Ступино, Павловский Посад, Наро-Фоминск, Фрязино, Лыткарино, Дзержинский, Солнечногорск, Истра и Жуковский. Также наш интернет-магазин Gidro-butik готов отправить Акриловая ванна Ceruttispa Vico CT7205 на львиных алюминиевых золотых лапах 1500x700x730 в любую точку России с помощью транспортной компании (подробности уточняйте по телефону).
Отделка современной (модной) ванной комнаты декоративными алюминиевыми планками для плитки | Блог
RU
ЭТО
Франция
DE
0
В вашем списке есть пункты
Заполните запрос предложения
0
В вашем списке есть пункты
Заполните запрос предложения
Блог
>
Отделка современной (модной) ванной комнаты декоративными алюминиевыми планками под плитку
20 января 2021 г.
Staff+
Украшать или ремонтировать свой дом всегда весело, и это позволяет нам преобразить наши комнаты, чтобы дать волю нашему самому смелому воображению; тем не менее, в наших домах есть места, где есть «ограничения». Ванная комната представляет собой наиболее проблемную зону, и для нее требуются специальные технические средства, так как влажность и плесень могут воздействовать на нее. Тем не менее, даже при соблюдении нескольких правил ванная комната может стать современной и дизайнерской средой благодаря использованию небольших и простых деталей, таких как декоративные планки для плитки, выполненные из стали или алюминия с бесконечной отделкой; давайте посмотрим на них в этой статье.
What we will see in this article: (anchors to paragraphs) — The role of decorative strips in wall coverings
— what to choose for your bathroom — лучшие материалы для влажной среды — преимущества монтажа — роль угловых профилей
Керамические настенные покрытия для современной ванной комнаты: роль декоративных планок
Как мы уже говорили, ванная комната подвержена влиянию влажности и плесени, поэтому она требует большего внимания при выборе компонентов и покрытий. . Многие решают оклеить стены ванной специфическими обоями или даже простой штукатуркой. Эти решения, безусловно, добавляют комнате больше стиля, но во многих случаях они могут быть не идеальным решением, особенно в ванных комнатах с высокой влажностью. Идеальным решением станет керамическая плитка.
Преимущества керамических настенных покрытий в ванной комнате
Керамика – материал вне времени, невероятно универсальный и подходящий даже для самых сложных условий. Неслучайно это самое традиционное покрытие для ванных комнат и кухонь, где грязь и влажность легко прячутся. Давайте посмотрим на преимущества этого материала:
Ударопрочность : керамика устойчива к ударам и царапинам
Огнестойкий : высокая термостойкость делает его огнеупорным и в случае пожара не распространяет токсичные вещества в окружающей среде.
Водонепроницаемый : керамика отталкивает воду и идеально защищает от влаги и плесени. Он используется в местах, где вода является королем, например, в ванных комнатах, спа или бассейнах.
Гигиенический : Его поверхность облегчает очистку и дезинфекцию, и он не повреждается при контакте с особо агрессивными чистящими средствами.
Долговечность : Керамическая плитка настолько прочна, что со временем не изнашивается.
Персонализируемый : мир керамики настолько широк, что можно выбирать среди бесконечных форм, толщин, текстур и цветов.
Декоративные планки как дизайнерское решение в ванной комнате
Если вы решили облицевать ванную комнату керамической плиткой и хотите привнести в окружающую среду нотку света и дизайна, изысканным решением станет использование декоративных планок. . Эти профили просты в установке и обычно располагаются вертикально или горизонтально между плитками. Используемые материалы устойчивы к воде и влаге, поэтому вы можете выбрать один из нескольких материалов и отделок в зависимости от желаемого эффекта.
Нержавеющая сталь, несомненно, является лучшим выбором, когда речь идет об элементах, контактирующих с влажной средой, но есть и другой материал, предлагающий превосходные характеристики и более широкий выбор отделки и цветов. В зависимости от эффекта, который вы хотите получить, вы можете выбрать разные модели. Давайте посмотрим некоторые:
Тон в тон или похожие тона : Если вы предпочитаете сдержанную комнату с цветами, которые не конфликтуют, а создают эффект гладкой непрерывности, ваш выбор декоративных полос должен соответствовать стилю. плитки, которую предстоит укладывать. Например, ванную комнату со светлой плиткой можно комбинировать с полосой в нежных серебристых тонах, таких как 9.0039 Листек LI 10 .
Контраст: если вы хотите быть смелым и использовать полосы в качестве акцентов, придавая комнате очень современный вид, вы можете выбрать цвет, явно контрастирующий с цветом плитки, которая будет уложена. На выбор предлагается несколько вариантов отделки и оттенков, например, Listec LI 20.
Glamour : Для более изысканного стиля, очень эффектного при правильном сочетании и подходящем окружении, рассмотрите полоски с блестками в Listec LI 15 классических цветов или Listec LI 10 более сдержанных тонов.
Рынок предлагает бесконечное количество решений, и полосы Listec также доступны из нержавеющей стали, например, Listec LI 20 или Listec LI 22 .
Говоря о ванной, вы говорите о влажности, поэтому различные элементы в помещении должны обладать хорошими антикоррозийными свойствами. Что касается металлических элементов, таких как профили, о которых мы упоминали ранее, лучшим выбором можно считать два элемента. Давайте посмотрим на их характеристики:
Нержавеющая сталь : это наиболее широко используемый материал во влажной среде, где может застаиваться вода или конденсат. Сталь доступна в нескольких составах в зависимости от ее сплава (что делает ее более или менее стойкой), у нас есть стали AISI 304, AISI 316 и AISI 403, чем выше номер, тем выше коррозионная стойкость. Среди его особенностей мы находим доступность, физическую и химическую стойкость и высокую обрабатываемость.
Алюминий : он также подходит для использования во влажной среде, так как обладает высокой коррозионной стойкостью, а его легкость облегчает работу с отделкой и цветом, которые труднее наносить на сталь.
Установка декоративных планок очень проста. Их устанавливают путем вклеивания между одной плиткой и другой, при их монтаже. . Полоски доступны в нескольких формах и цветах, давайте посмотрим на некоторые из них:
Декоративные планки Listec LI для современных ванных комнат
Декоративные планки — это идеальные элементы, которые придадут вашей ванной комнате нотку дизайна, будь то незаметные или сразу бросающиеся в глаза, они просты в установке, а рынок предлагает бесчисленное множество решений с точки зрения материалов. , отделки и цвета. Давайте углубимся в широкий ассортимент Listec LI:
Listec LI 22 : полоса из стали или алюминия с несколькими вариантами отделки. Толщина 6 мм идеально подходит для создания горизонтальных линий на стене независимо от толщины плитки.
Listec LI 20 : стальная полоса, предназначенная для стеновых покрытий небольшой толщины (4,5 мм) для быстрого создания цветовых эффектов на стенах с керамическим покрытием.
Listec LI 15 : Специальное сечение этой модели идеально подходит для современных ректифицированных кромок плитки из керамогранита, а фиксированная глубина 8 мм делает ее универсальной и адаптируемой к любой плитке толщиной более 7 мм, в том числе благодаря специальным прокладкам LIA. LI 15 доступен в алюминиевом корпусе нескольких цветов и отделок. От классического серебра и меди до матовых и шлифованных эффектов и современных эффектов текстуры дерева. Если вы предпочитаете более броский штрих, взгляните на нашу линию с блестками, нажав здесь.
Listec LI 10 : это самая тонкая лента в линейке. Доступный в алюминиевом исполнении, его профиль идеально подходит для современных ректифицированных краев плитки из керамогранита, а его глубина 8 мм делает его пригодным для установки с любой плиткой толщиной более 7 мм (благодаря специальным прокладкам LIA ).
Профили DIY для современных ванных комнат
Достойной альтернативой декоративным полосам Listec могут быть профили DIY, которые, несмотря на различную форму, могут создавать бесчисленные эффекты, от простой тонкой линии до канала для вставки светодиодных компонентов. 9№ 0003
L-, C- или H-образные профили : Эти профили просты в установке и могут быть установлены с обеих сторон, создавая либо эффект, похожий на классические декоративные планки, либо образуя небольшой канал, в котором вы можете легко установить светодиодную ленту. Светодиодный свет, смешанный с тонкой металлической отделкой профилей, может создать расслабляющую и вызывающую воспоминания атмосферу, идеально подходящую для стильной современной ванной комнаты.
Дизайнерская вешалка для функциональной и модной ванной
Среди декоративных профилей нельзя не упомянуть APPENDO, встроенную в стену вешалку для ванной комнаты. Этот элемент, о котором мы уже упоминали здесь ,
, представляет собой современную декоративную вертикальную планку, которая благодаря своей специфической форме может использоваться не только как декоративный элемент, но и как вешалка. Доступный в нескольких вариантах отделки, этот профиль может создать утонченную современную обстановку и был разработан для размещения крючка для вешалок на той высоте, которую вы предпочитаете.
9№ 0003
Полоски в качестве декоративного элемента для душевых вровень с полом
Декоративные полоски можно использовать в различных целях, включая душевые поддоны на уровне пола. Простая квадратная форма позволяет легко устанавливать их вдоль угла между полом и стеной и является идеальной отделкой, придающей душе неповторимый стиль. Чтобы узнать больше об установке душевых кабин на уровне пола, прочитайте эту статью.
В ванной комнате профили могут быть не только декоративными элементами, но и защитными элементами. Плитка, уложенная в углах стен, может испытывать удары, которые могут отколоть или повредить ее поверхность. Чтобы избежать таких повреждений, угловые профили являются правильным решением, так как они обеспечивают отличную защиту, сохраняя при этом стороны плитки. Широкая гамма отделки и цветов позволяет легко сочетать их с любым типом покрытия и мебели.
Дополнительную информацию вы можете найти в этой статье или в нашем каталоге .
Если вам нужна конкретная информация или вам нужна помощь в выборе или вы хотите связаться с одним из наших торговых посредников, свяжитесь с нами или напишите нам, и мы свяжемся с вами как можно скорее!
Теги:
декоративные планки, угловой профиль
СОВЕТЫ И ДИЗАЙН
Комментарии
Нет комментариев
Оставить комментарий
Персонал+
6 января 2021 г.
Разница между деформационными швами пола и конструкции
Предварительный пост
Staff+
3 февраля 2021 г.
Следующий пост
ПОИСК
Категории
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
СОВЕТЫ И ДИЗАЙН
ТРЕНДЫ И НОВОСТИ
Теги
брусчатка 2 см
архитектура
плинтус
ковер
угловой профиль
декоративные полоски
домотик
экологически чистый
краевые профили для балконов
компенсаторы
напольное покрытие
будущий дом
зеленый
дизайн интерьера
выравнивание
левелтек
профиль для пвх
профилитек
пол из пвх
плинтус
умный дом
конструкционные швы пола
террасы
плитка
настенные инсталляции
гидроизоляция
белый
Часто задаваемые вопросы
Характеристики продукта
Интерьеры
Экстерьеры
Установка
Очистка и техническое обслуживание
Фальшполы
Технические идеи
Материалы
Проекты
10 лучших идей и вдохновения для алюминиевых дверей в ванную комнату
Откройте для себя 10 лучших идей и вдохновения Pinterest для алюминиевых дверей в ванную комнату. Вдохновляйтесь и пробуйте новое.
Saved from renotalk.com
aluminium door
aluminium door
Aluminium Doors Bathroom
Aluminium Glass Door
Bathroom Doors
Aluminium Door Design
Trendy Bathroom Tiles
Yellow Bathrooms
Glass Дизайн перегородок
Современная входная дверь
Оформление окон ванной комнаты
bhavik khetani сохранено в резиденции Khetani
сохранено с stylesatlife.com
15 последних моделей алюминиевых дверей с фотографиями в 2023 году
Алюминиевые двери — это выбор номер один для коммерческих и жилых помещений. Вот наши 10 новейших дизайнов алюминиевых дверей.
Алюминиевые окна Design
Алюминиевые двери Design
Алюминиевые стеклянные двери
Алюминиевые французские двери
Алюминиевые передние двери
Алюминиевые окна и двери
Стеклянные двери
S liding0003
Sliding Door Design
Lemou NdiayeL
Lemou Ndiaye saved to Enregistrements rapides
Saved from afritorial. com
Set Kusen Pintu Rumah Minimalis Model Jalusi Atau Krepyak
Temukan Set Kusen Pintu Rumah Minimalis Model Jalusi Atau Krepyak idaman kalian dengan berbagai macam desain yang dibuat langsung dari Furniture jepara
Высокий шкаф для хранения
Модель
Quick
Мебель
Home Decor
Украшение Дом
Комнатный декор
Масштабная модель
Африториальная мебель Jepara сохранена в Pintu Kusen
. доступен на сайте www.murphylarkin.com
Цвет внутренних стен
Двери Интерьер современный
Дизайн интерьера ванной комнаты
Алюминиевая дверь ванной комнаты
Раздвижные двери ванной комнаты
Двери прачечной
Прачечная DIY
Внутренние двери Современные
Внутренние стеклянные двери
Murphy Larkin Doors & Floors, сэкономившие до заправленных белых дверей
Saved Ordload By Auster
9007 9007 9007
9007 DARSED
DASTED
DASTIN
Индивидуальная дверная система для раздвижных дверей от DSI — Lake Charles, LA Casino
Дизайн домашней двери
Дизайн раздвижной двери
Дизайн двери Современный
Дизайн дома
Дизайн перегородки гостиной
Дизайн дома Гостиная
Дизайн кухни
Раздвижные двери в ванную
Внутренние раздвижные двери
Райан Роулинсон сохранено в DSI com
Карманные двери — Комплекты для карманных дверей, Системы для раздвижных карманных дверей
Комплекты и системы для карманных дверей. Комплекты одинарных, двойных, стеклянных и противопожарных карманных раздвижных дверей, подходящие для домов в Великобритании. В полости стены спрятаны раздвижные двери.
Современные карманные двери
Раздвижные карманные двери
карманная дверная рама
Дверные фитинги
Двери промывки
Двери
ArchiTrave
Becpoke Interior นั่งเล่น
Сохранено с сайта unitedporte.us
Раздвижная французская дверца с карманом на 12 литров | Felicia 3312 Имбирь Ясень | Комплект отделки рельсового оборудования | Прочные межкомнатные двери из массива дерева
КОМПЛЕКТ ВКЛЮЧАЕТ: Плиту двери Накладки Карманы Фурнитура Треки Вешалки Тяги Дверь из массива МДФ с покрытием экошпоном. Дверь предварительно не просверлена для фурнитуры. Толщина дверного полотна 40 мм или 1 9/16”. СЕРДЕЧНИК ИЗ ТВЕРДОЙ ДЕРЕВООсновной сердечник из массива дерева, изготовленный из ламинированной древесины с использованием технологии Ciplex. CIPLEX by SARTOВысококачественный слой пленки, который наносится поверх ламинированной древесины. Сделано в Италии. БЕЗ ФОРМАЛЬДЕГИДА Экологически чистый с использованием только новейших экологически чистых материалов. Компания требует использования только самых безопасных…
Modern Pocket Doors
French Pocket Doors
Pocket Door Frame
Glass Pocket Doors
Glass Barn Doors
Sliding Glass Door
Sliding Pocket Doors Bathroom
Bathroom Pocket Door Ideas
Wood Glass Door
Раздвижная дверь из прозрачного стекла BARNSMITH, 91×214 см Без раздвижной двери Направляющая
Бренд BARNSMITH Цвет Материал дверной панели Алюминий Стиль Модерн
Kate EdwardsK
Kate Edwards сохранено в Norwich план гостиной
сохранено с overstock.com
Непрозрачное стекло s
SartoDoors — европейские двери современного и традиционного дизайна. Лучший выбор для спальни, ванной комнаты или гардеробной — теплый вид и яркие цвета, высококачественные материалы и мягкое открывание.
AGV робот-тележка — автоматически управляемый транспорт (AGV — Automatic Guided Vechicle) — перевозчик с электрическим мотором, который перемещает грузы по заданному маршруту, который строится заранее системой (RMS — Robotic Management System). Благодаря тому, что платформа является автономной. То для ее управления не нужен человек. AGV оснащена нужными для навигации сенсорами и датчиками для осуществления безопасного перемещения. AGV используется в местах, где много работников, а также на площадках с небезопасными для человека средами.
AGV разделяется на виды и может выступать в роли буксировщика, который цепляет вспомогательные телеги с грузом (деталями) и перевозит их. AGV может приподнимать на себе мобильные стеллаж или тележки, подъезжая под них. В зависимости от требований клиента подбираются разные типы AGV, а также программируются различные шаблоны поведения.
AGV роботы могут:
двигаться по заранее заданному маршруту с разными направлениями
перемещаться с той же скоростью, что и у конвейера/сборочной линии
притормаживать и ехать медленнее в заданных точках, либо останавливаться и ожидать команды на дальнейшее перемещение (например, ожидать, пока на него будет погружен товар/деталь)
загружать и выгружать грузы
«общаться» между собой благодаря единому центру управления роботами, не прибегая к управлению оператором.
создавать карту пространства помещения для дальнейшего перемещения в нем
определять препятствия и останавливаться при их появлении
В состав
AGV обычно входят:
электромоторы и колесная база, осуществляющие перемещение
герметично закрытые аккумуляторные батареи, что позволяет их использование в закрытых помещениях, отдельное помещение для зарядки не требуется.
бортовой компьютер, управляющий роботом
набор систем безопасности в виде звуковых, световых, лазерных датчиков
Wi-Fi модуль для обеспечения беспроводной связи
станция управления для обеспечения работы нескольких AGV и синхронизацией действий с WMS/ERP системами
клавиши управления роботом для выключения, перезагрузки, переключения в ручной режим перемещения с пульта управления
блок для сканирования Radio Frequency IDentification, радиочастотная идентификация) — способ автоматической идентификации, который позволяет моментально считать радио-метку (обычно она представлено в виде наклейки). Система состоит из считывателей, меток и программного обеспечения.»>RFID меток
Где используются
AGV
Широкое применение нашли при выполнении логистических операций, когда необходимо перевезти груз (коробки, детали) из точки А (склад) в точку Б (место упаковки). На заводах по сборке автомобилей AGV доставляют к сборочной линии запчасти. На складе грузы перемещаются к точке комплектования заказа или непосредственно к воротам, где уже ожидает автогрузовик. В средах, где присутствие человека может навредить его здоровью. Возможен сценарий использования, когда AGV перемещается между стеллажами, помогая сборщику комплектовать заказ.
Достоинства
AGV
Уменьшение влияния человеческого фактора
Применение роботов в небезопасных средах
Повышение уровня работы сотрудника, уменьшая нагрузки на организм
Минимальные затраты в случае изменения конфигурации маршрута
Техническая поддержка
Виды
AGV
Платформенный AGV содержит платформенную часть для перемещения на себе грузов, может содержать рольганг для совместной работы с конвейерной линией. Роботы для перемещения автомобилей могут быть изготовлены на заказ.
Вилочный AGV предназначен для перемещения паллет как в одной плоскости (не поднимая из выше 10 см), так и для их перемещения к нужному месту и подъема на высоту до 3х метров.
AGV буксир перемещает по заданному маршруту тележки-платформы, цепляя их в сцепку.
AGV туннельного вида подъезжает под тележку, цепляет ее за пазы тележки, выдвигая свой шток, после перемещения шток опускается, роботы выезжает из-под тележки, оставляя ее на нужном месте.
Принцип работы
Как работает
AGV
AGV является другим классом устройств, чем электротележки, так как исключается человеческий фактор, благодаря заранее простроенному маршруту. Робот оснащен дополнительными механизмами, исключающими помощь человека для погрузки на него предметов. AGV перемещается по заданному маршруту, а запуск его движения стимулируется определенным явлением (начался рабочий день, появился требуемый для перемещения предмет, сотрудник нажал на кнопку и так далее).
Как AGV работают на складе Nissan
Пока робот перемещается, в процессе он может делать остановки, прицеплять к себе груз, буксировать его и другое. Тележка оснащена звуковыми и световыми сигналами, а также лазерным радаром для обеспечения безопасности. Если на пути следования обнаружилось препятствие, робот останавливает ход, издает сигнал, отправляет уведомление в управляющую систему.
Виды навигации
AGV
Виды навигации AGV
Штробление полов с целью укладки в канавки проводов, на основе электромагнитной индукции робот получает электропитание двигается вдоль них, используя как маршрут. Плюсом является отсутствие необходимости использовать аккумуляторы, а как следствие их заряжать, однако минусом является отсутствие гибкости при изменении маршрутов.
Перемещение вдоль магнитной ленты, наклеиваемой на пол, что не препятствует движению по ней других транспортных средств. Плюсом является простота монтажа и доступность по цене, можно создавать разные виды маршрутов (повороты, остановки и так далее). К минусам относится то, что лента со временем стирается и ее необходимо подклеивать.
Перемещение по наклеенным на пол QR-меткам, сканируемым камерой AGV, находящейся снизу робота. К плюсам можно отнести бюджетность решения. К минусам также меньшую, чем у линий изнашиваемость, обеспеченную использованием ультрафиолетовой печати на пластике, а также на тем, что на такие метке меньше наезжает транспорт (зона с роботами расположена на выделенном участке).
Навигация на основе инерциальной системы, когда метки не требуются, используются показатели с моторов, показатели положения в пространстве.
Навигация на основе лазерного радара – лидара. Используются дополнительные отражатели, выставленные по периметру.
Робот-тележка AGV — AGVs — Konecranes
Добавить в папку «Избранное»
Добавить к сравнению
Более подробная информация на сайте Konecranes
Характеристики
Спецификации
AGV, для контейнеров
Описание
Мы предлагаем широкий ассортимент терминальных транспортных средств Konecranes Gottwald. К ним относятся беспилотные автоматизированные машины для перевозки контейнеров, или автоматизированные управляемые машины (AGV), которые используются для быстрой и экономичной транспортировки контейнеров между причалом и контейнерной площадкой. Konecranes также поставляет программное обеспечение для управления и навигации AGV. Автопогрузчики Konecranes AGV и Lift AGV теперь доступны с технологией литий-ионных батарей. Основные характеристики: Конструкция в виде AGV или Lift AGV с аккумуляторным или дизель-электрическим приводом Грузоподъемность 70 тонн Точная последовательность «по плану» с помощью компьютерной системы управления Точное управление с помощью управляющего и навигационного программного обеспечения и транспондеров в дорожном покрытии терминала Точность позиционирования до +/- 25 мм Простое управление целым парком машин Аккумуляторные электроприводы для нулевых выбросов выхлопных газов в терминале Автоматизированное простое управление Полностью автоматизированное, точное и быстрое управление Перевозка 20, 40 и 45-футовых контейнеров Компьютерная система управления обеспечивает точную последовательность действий в соответствии с планом Движение вперед, назад и в сторону Полностью автоматизированная точная и полностью автоматизированная замена батарей Точный контроль и регистрация данных (транспортные задания) с помощью управляющего и навигационного программного обеспечения и транспондеров, встроенных в дорожное покрытие терминала Разделение процессов транспортировки и хранения Лифт AGV для развязки процессов транспортировки и хранения контейнеров Контейнеры автоматически размещаются или забираются в зоне перемещения крана-штабелера Помогает оптимизировать размер флота благодаря более эффективному использованию мощностей Повышенная экологическая эффективность
—
Это автоматический перевод. (просмотреть оригинал на английском языке)
Каталоги
Shipyard Cranes
16 Страницы
Box runner
20 Страницы
The Crane With a Brain — SMARTON
32 Страницы
Более подробная информация на сайте Konecranes
Другие изделия Konecranes
Container Handling Equipment
Посмотреть всю продукцию Konecranes
* Цены указаны без учета налогов, без стоимости доставки, без учета таможенных пошлин и не включают в себя дополнительные расходы, связанные с установкой или вводом в эксплуатацию. Цены являются ориентировочными и могут меняться в зависимости от страны, цен на сырьевые товары и валютных курсов.
AGV против AMR. Правда. Что вы должны купить? Различия? За и против?
AGV против AMR? Что лучше? Продаю оба … Оба нравятся ❤. Меня не волнует, будут ли они AMR или AGV … Меня волнуют только требования проекта . В этой статье я объясняю свое объективное мнение о различиях между AGV и AMR.
В чем разница между AGV и AMR?
AMR означает автономный мобильный робот , а AGV расшифровывается как Automated Guided Vehicle . Итак, Автономное и Мобильное против Автоматизированного и Управляемого.
AMR — это автономный мобильный робот с естественной навигацией , способный переопределять маршруты или пути и избегать препятствий. Для AMR не требуются предопределенные фиксированные пути. Он может определять свой маршрут на лету. При обнаружении препятствия AMR корректирует свой путь, чтобы обойти объект.
По сути, естественная навигация означает, что робот наносит на карту окружающую среду и может перемещаться и локализовать себя, просто «наблюдая» за этой средой. На самом деле «тема автономной навигации» не так проста, если вы хотите узнать больше о методах естественной навигации, не пропустите эту статью: SLAM AGV Navigation.
Вместо этого AGV автоматически перемещается по заданным путям (физическим или виртуальным, магнитной ленте, триангуляции с помощью отражателей и т. д.). AGV не отклонятся от этого пути. Когда датчики безопасности AGV обнаруживают препятствие, AGV останавливается и ждет, пока препятствие не будет удалено.
Следующие видеоролики показывают, как ведут себя автомобили. В этом видео вы можете увидеть AMR с бесплатной автономной навигацией:
Kollmorgen NDC S -платформа разработана для компаний, которые хотят построить AMR , которая удовлетворяет потребности своих клиентов. Kollmorgen предоставляет программную платформу для транспортных средств на основе SLAM, которые работают в динамических условиях и могут быть установлены в течение нескольких часов без предварительного обучения.
С другой стороны, это AGV с навигацией с магнитной лентой:
. «автономная» навигация.
Автономное плавание предполагает некоторые дополнительные отличия , который я подробно описал в этой таблице и объясню в следующих главах. Продолжайте читать, чтобы понять эту таблицу и открыть 90 003 различий между AMR и AGV одно за другим.
AMR против AGV Сравнение Таблица
Автоматизированный управляемый транспортный и т. д. Магнитная лента, лазерное наведение и т. д.
Естественная безрельсовая навигация. Все измерения выполняются на борту. Определяет среду на лету.
Препятствия
Препятствия останавливают AGV
AMR объезжает препятствия и находит альтернативный маршрут.
Гибкость
Добавлять или изменять маршруты или пункты назначения сложнее.
Легко переназначить и определить новые пункты назначения и цели
Стоимость транспортного средства
AGV, как правило, проще и дешевле, чем AMR.
AMR дороже из-за более точных датчиков и более сложного программного обеспечения управления.
Cost: Platform 1 ton differential drive
$20,000 (with magnetic navigation)
$40,000 (with SLAM navigation)
Cost: Pallet Jack 1 ton, floor to floor
$50,000 (with laser navigation)
50 000 долларов США (с навигацией SLAM)
Стоимость установки и ввода в эксплуатацию
Более сложный, требует больше времени и требует затрат на инфраструктуру (магнитная лента, провода, отражатели и т. д.)
Быстрая и простая установка. Более низкая стоимость по сравнению с AGV.
Надежность
AGV придерживаются пути. AGV более надежны, чем AMR.
Естественная навигация более чувствительна к изменениям окружающей среды. Робот может потерять свою позицию.
Я рекомендую загрузить технический документ agvnetwork на тему «AGV vs AMR», чтобы вы могли сделать собственные выводы. Естественно… это бесплатно… 😎
Нажмите здесь, чтобы загрузить WhitePaper
Давайте обнаружит различия между AGV и AMR .
AMR или AGV? Что лучше?
Скорее всего, вы слышали об AMR или Autonomous Mobile Robots . Вы, несомненно, слышали, что лучше, чем AGV , поскольку они более универсальны, проще в развертывании, менее дороги, совместны и умнее.
Это правда? Роботы AMR превосходят AGV? Во многих случаях ДА …, но не всегда.
В любом случае, позвольте мне сказать вам кое-что . AMR — это единственное будущее (пока). Однажды будут только AMR. Продолжайте читать, чтобы понять эту таблицу и открыть 90 003 различий между AMR и AGV одно за другим.
Давайте попробуем определить, когда лучше выбрать AMR или AGV.
Содержание
Являются ли AGV дороже, чем AMR?
AMR безопаснее, чем AGV? 100007
Стоимость: AGV дороже, чем AMR?
Если сравнивать экономические преимущества AMR с преимуществами AGV , я должен сказать, что у меня была возможность предложить альтернативные проекты, использующие обе технологии, и, как обычно, все зависит от области применения. .. ..
Да ладно… Наверное, вы думаете: «Я хотел получить ответы, а вы говорите только одно: это зависит от обстоятельств?… извините!
Во многом это зависит от типа мобильного робота и типа навигационной системы .
AMR требуют все более и более эффективных датчиков для навигации. Более того, им нужны хороших контроллера, продвинутых алгоритма, способных управлять всей информацией, полученной от этих датчиков.
Этот повышенный спрос на датчики и обработку требует более дорогого транспортного средства . (это имеет смысл).
Если бы у нас были сложные транспортные средства с лазерным наведением с лазерной навигацией, вероятно, разница в цене не имела бы значения, поскольку LGV также требуют таких же возможностей восприятия и обработки.
Итак, если вы сравниваете вилочный погрузчик AGV с лазерной навигацией с вилочным погрузчиком amr с каким-либо типом навигации SLAM. .. цена будет более или менее одинаковой.
При сравнении АМРС с АГВ с магнитной навигацией , однако, ситуация меняется.
Если бы у нас была небольшая платформа AMR , которая работает с этой хорошей естественной навигацией, автомобиль мог бы стоить около 30 000 или 40 000 долларов . Вы можете найти такой AGV с магнитной навигацией примерно за 15 000 долларов (даже меньше).
Если для вашего проекта требуется несколько транспортных средств, зазор очень важен.
Продавец AMR скажет, что установка AMR быстрее и дешевле из-за отсутствия необходимости в оборудовании системы наведения.
Действительно, монтаж и ввод в эксплуатацию АМР быстрее и дешевле.
Если для вашего проекта требуется очень длинных маршрута с множеством различных пунктов назначения или вам нужны маршруты с множеством вариантов , AMR становятся более удобными по сравнению с другими технологиями, такими как магнитная или лазерная навигация.
Если ваш проект не требует такой сложной установки, в конце концов, AMR обходятся дороже.
Я пытаюсь обобщить эти понятия в этой статье стоимость AGV оценка. Сколько стоит автоматизированное транспортное средство? и этот технический документ… много вещей, которые нужно принять во внимание.
Нажмите здесь, чтобы загрузить документ
Вы можете скачать Калькулятор стоимости EXCEL AGV, который учитывает все аспекты стоимости обеих технологий, обеспечивая ориентировочный уровень инвестиций.
Имя пользователя
Пароль
Запомнить меня
Создать учетную запись
Забыли имя пользователя?
Забыли пароль?
Безопасность. Являются ли AMR более безопасными, чем AGV?
Извините. Если кто-то говорит вам «AMR безопаснее, чем AGV», лжет или не знает, о чем говорит.
Я читал в Интернете сообщения о том, что AMR безопаснее, чем AGV. Разумеется, эти посты публикуют компании продажа или производство AMR .
Ни в коем случае. Не согласен. Оба безопасны. Я бы сказал, что оба ДОЛЖНЫ быть безопасными одинаково.
AGV рассчитаны на четко определенные стандарты безопасности B56.5-2019 в США и ISO 3691-4:2020 в ЕС.
Ознакомьтесь с этой статьей для получения дополнительной и важной информации о системе безопасности AGV, это очень важно, если вы думаете о внедрении системы AGV: Понимание Системы безопасности АГВ.
и снова … не пропустите WhitePaper’s Agvnetwor. Запомнить меня
Зарегистрироваться
Забыли имя пользователя?
Забыли пароль?
Некоторые AMR находятся между AGV и промышленными роботами (когда они несут роботизированный манипулятор или что-то подобное). По этой причине был определен новый стандарт безопасности R15.08 , который устанавливает требования безопасности для промышленных мобильных роботов и робототехнических систем.
R15.08 закрывает существующие пробелы между стандартами R15.06 (безопасность промышленных роботов) и B56.5 (безопасность промышленных роботов).
В этой статье я объясню, каковы основные элементы R15.08: Ansi/Ria r15.08-1-2020. Если вы думаете о производстве или покупке AGV или AMR… вам следует знать эти стандарты.
American National Standards Institute
ISO 3691-4:2020
EU Standard
ANSI/ITSDF 56. 5-2019
American Standard
ANSI/RIA R15.08- 1-2020 Стандарт AMR
Промышленные грузовики. Требования безопасности и проверка. Часть 4. Беспилотные промышленные грузовики и их системы
Стандарт безопасности для управляемых промышленных транспортных средств
Промышленные мобильные роботы. Требования безопасности. Робот
200 долларов
35 долларов
225 долларов
9 0597 9 0075 9 00740007
Я указал , что AMR более гибкие, потому что они могут адаптироваться и выбирать свой маршрут ( вероятностный подход ), в то время как AGV всегда следуют детерминированному маршруту.
Что ж, детерминированная навигация, предсказуема и вызывает менее пугающие ощущения, потому что персонал точно знает, куда движется АГВ и не должен бояться какого-либо неожиданного поведения движения.
Допустим, что и AMR, и AGV безопасны, но в любом случае проверим эти случаи:
Tugger AMR
Представьте, что у нас есть AMR, буксирующий колонну тележек. AMR обнаруживает препятствие и пытается избежать его в поисках наилучшего пути. Сам AMR безопасен благодаря датчикам безопасности.
Но что происходит с конвоем? Уверены ли мы, что все тележки будут идеально следовать по пути? Если колонна не следует по пути, троллейбусы могут задеть кого-нибудь или что-нибудь.
Проход с двусторонним движением
Обычно коридоры узкие. В случае двустороннего коридора в каждом направлении есть место только для одного транспортного средства.
Представьте, что AMR останавливается в результате обнаружения препятствия системой безопасности. AMR принимает решение обходить это препятствие, вторгаясь на ту сторону маршрута, которая предназначена для противоположного направления.
Что произойдет, если автомобиль с экипажем прибудет слишком быстро? Уверены ли мы, что водитель сможет остановить транспортное средство до столкновения?
Конечно, вышеперечисленных сценариев можно избежать , просто убрав возможность автономного определения маршрута. Подобно AGV, AMR может просто остановиться (так же, как AGV), но при этом сохранит другие преимущества, такие как гибкость (см. ниже).
Навигация: Автономный против управления
Это основной момент, где AMR прибывают с большим улучшением: Вот бесплатная или естественная навигационная технология
Автоматические транспортные средства. , они могут следовать тысячам «заданных» маршрутов, но эти маршруты должны быть «заданными» . Этот путь может быть проложен магнитами на полу, магнитной лентой, виртуальным путем, созданным с помощью лазерной триангуляции.
Неправда, что AGV не могут решить какой маршрут лучше всего подходит к заданной точке. AGV Systems может принять решение о назначении миссии из A в B с использованием коридора X, коридора Z или коридора W в зависимости от нескольких переменных, таких как занятость коридора или ожидаемое время до места назначения… но если решение принято, они не корректируют свою траекторию на лету, потому что внешних препятствий.
AMR вместо , не обязаны следовать маршруту и могут самостоятельно выбирать наилучший путь. В некоторых приложениях эта функция отлично подходит для обеспечения груз доставлен в пункт назначения за время .
Если AGV обнаружит препятствие на своем пути, это препятствие будет замечено системой безопасности и остановит AGV. AGV не будет двигаться, пока препятствие не будет удалено.
AMR может обнаружить препятствие и избежать его, сводя к минимуму время остановки из соображений безопасности.
Если транспортное средство или мобильный робот компактны, а область его действия густо населена людьми, то обход препятствий может быть идеальным решением.
В коммерческих центрах, больницах, гостиницах, аэропортах высока вероятность столкновения мобильных роботов с препятствием, например с человеком. Поэтому вам не захочется останавливать или замедлять их работу каждый раз, когда они сталкиваются с препятствием. В этих случаях использование обхода препятствий имеет смысл.
AMR подходят для приложений с несколькими, загруженными и переменными пунктами назначения, например:
Гибкость.
Являются ли AMR более гибкими, чем AGV?
Да. Это правда (извините, если я напишу слишком много…)
AMR позволяют легко и без усилий менять маршруты. Как правило, вы можете управлять роботом вручную, он отображает окружающую среду и создает путь… и все.
Если вы хотите изменить магнитный маршрут AGV , это очень просто, но потребует дополнительной работы.
Если вы хотите изменить маршрут LGV или добавить новый пункт сбора или доставки… вы, вероятно, ничего не сможете сделать самостоятельно, и вам потребуется полная поддержка поставщика.
AMR чрезвычайно гибкие и позволяют использовать несколько пунктов назначения и треков без каких-либо усилий во время внедрения. После того, как окружающая среда нанесена на карту, вы даже можете попросить AMR перейти от A к B, и он самостоятельно определит свой путь.
Но! Дело в том, что вам всегда нужна такая огромная гибкость? Извините, возможно, этот ответ вам не нравится… как положено.
Зависит от приложения. Подумайте о производственной линии, которая производит материал, помещаемый в коробку каждые 23 минуты, 3 смены в день, и этот материал всегда идет на другую машину. Зачем вам такая гибкость? или, другими словами: , вы бы заплатили за более дорогой автомобиль, чтобы иметь эту функцию гибкости?
Подумайте о линейном производстве автомобилей . Вы должны доставить контейнер с дверьми в заданную точку сборочной линии, в заданное время, в течение 5 лет. Как только потоки определены, они не будут меняться. Это означает, что есть приложения, где вам не нужно быть таким гибким.
Робот против транспортного средства
Почему AMR должен быть роботом, а AGV должен быть транспортным средством?
Я могу себе представить, что какой-то менеджер по маркетингу AMR думал, что , называя их роботами , сделают их более дружелюбными и « готовыми к сотрудничеству» . AGV и AMR могут быть совместными, это зависит от того, что вы кладете на автомобиль и как вы управляете интерфейсом с человеком-оператором.
У нас может быть роботизированная рука или манипулятор на AMR, а также у нас может быть роботизированная рука или манипулятор на AGV. Какая разница?
Нет никаких причин, по которым AMR должен быть коллаборативным роботом, а AGV не должен быть коллаборативным. Возможно, наш друг по маркетингу хотел создать «идею», что AGV несовместимы и глупы.
Выводы о войне между AMR и AGV
Как объяснялось, основное отличие заключается в технологии навигации. По этой причине мы должны проверить плюсы и минусы каждого метода навигации.
Существует новая и отличная навигационная технология, адаптируемая, гибкая и масштабируемая.
Маркетинг выделил эту технологию среди других доступных на рынке роботов. AMR сделали огромный шаг вперед, который подтолкнет всю отрасль AGV / AMR к окончательной и надежной свободной навигации.
AMR представляет огромные возможности в некоторых приложениях , но не для всех приложений. Каждый отдельный проект должен быть проанализирован и понят.
Вы должны быть уверены, что технически и экономически выгодно иметь AMR или AGV.
В будущем, когда технология естественной навигации будет полностью развита, дешева и надежна на 100%, у нас не будет никакой разницы между AMR и AGV, потому что все транспортные средства будут выполнять естественную навигацию .
Последний совет: вам необходимо понять свой проект и требования, а также выбрать для него подходящий продукт.
Кого волнует, как он называется AGV или AMR?
Продолжайте учиться
Что такое лазерное наведение? Автомобиль LGV: преимущества и недостатки
Применение автономных мобильных роботов — 7 ключевых областей применения
Пояснение к R15. 08 — Стандарт безопасности для автономных мобильных роботов (AMR)
Что такое складской робот? Типы и приложения
Автор Альфредо Пастор Телла (редактор agvnetwork).
Следуйте за мной в LinkedIn… давайте создадим сообщество мобильных роботов, чтобы обсудить и узнать об этих выдающихся системах.
Понимание систем безопасности AGV (стандарты, датчики, правила) Что важно знать?
В этой статье представлена общая информация о системах безопасности AGV , ответы на такие вопросы, как:
Каковы основные системы безопасности мобильных роботов? Каковы основные датчики безопасности AGV? Как работают системы безопасности AGV? Что такое стандарты безопасности AGV?
Как работает система безопасности AGV?
Одним из основных преимуществ систем AGV является то, что они безопаснее , чем ручная транспортировка материалов, например вилочными погрузчиками с персоналом. АГВ не причинять вреда людям и не повреждать инфраструктуру, потому что они оснащены датчиками безопасности, которые предотвращают столкновение с людьми или вещами.
Как автоматизированное управляемое транспортное средство повышает безопасность?
С целью повышения безопасности автоматических транспортных средств для широкого промышленного и коммерческого использования существует определенных правил безопасности и стандартов безопасности автоматических транспортных средств , которым должны соответствовать все автоматические управляемые транспортные средства.
Чтобы соответствовать этим правилам безопасности AGV, все типы автоматизированных управляемых транспортных средств должны включать некоторые датчики безопасности и устройства для предотвращения и упреждающего предотвращения рисков.
AGV обычно работают плавно и предсказуемо, однако в редких случаях что-то не работает должным образом, система безопасности остановит транспортное средство.
Эта статья предоставит вам некоторые ключевые концепции , чтобы помочь понять, что стоит за системой безопасности AGV и как эта система безопасности взаимодействует с остальной рабочей средой.
Система безопасности AGV является важным и сложным вопросом, требующим углубленного анализа со стороны квалифицированных поставщиков. Эта статья в блоге была разработана в сотрудничестве с SICK, Inc . ведущий мировой производитель оборудования для производства, логистики и автоматизации процессов.
Щелкните здесь, чтобы посетить веб-страницу SICK Inc
Продукты и системы безопасности SICK защищают людей и предотвращают столкновения с другими транспортными средствами и препятствиями – с большой гибкостью и в зависимости от дорожной ситуации. Кроме того, они помогают сократить время простоя и, следовательно, эксплуатационные расходы.
Содержание
Что такое стандарты безопасности AGV?
Уровень риска и производительности, применяемый к AGV
Каковы основные элементы системы безопасности AGV? (лазер, бамперы и т. д.)
Классификация рабочих зон AGV (эксплуатация, опасность и т. д.)
Другие важные элементы, связанные с безопасностью AGV (торможение, устойчивость и т. д.)
Выводы и рекомендации по системам безопасности AGV
7
4
Кстати… прежде чем идти дальше… не пропустите эти ресурсы с подробной информацией о AGV Safety Systems
Нажмите здесь, чтобы загрузить WhilePaper
Каждый новый автомобиль AMR/AGV должен быть разработан с помощью соответствующего анализа оценки риска . Откройте для себя ребята из SICK , объясняющие, как выполнить оценку риска для AMR/AGV, какие есть последние решения SICK и т. д. Абсолютно… ОБЯЗАТЕЛЬНО посмотрите!
Click here to watch the webinar
Standards
Risk Assessment & PL
Measures & Devices
Risk Zones
Other topics
Conclusions
Стандарты
1. Каковы стандарты безопасности AGV?
Стандарт безопасности AGV в США — ANSI/ITSDF B56.5-2019.и в ЕС EN ISO 3691-4:2020.
Стандарт безопасности AGV в США
. Последний стандарт консенсуса отрасли для стандарта безопасности для без водителя, автоматических промышленных транспортных средств и автоматизированных производителей промышленных автомобилей ANSI/ITSDF B56. 5-2019.
Американский национальный институт стандартов (ANSI) является руководящим органом по разработке стандартов безопасности в Соединенных Штатах. Аккредитованным ANSI разработчиком стандартов безопасности для промышленных грузовиков является Фонд разработки стандартов для промышленных грузовиков (ITSDF).
Стандарт безопасности AGV в ЕС
Водитель
Стандарты безопасности AGV в Европе — Требования безопасности для промышленных грузовиков и бессистемная проверка приведены в EN ISO 26020-4: промышленные грузовики и их системы».
Этот документ применим к мобильным платформам, включая: AGV, туннельный буксир, тележку и т. д.
Этот документ заменяет EN 1525:1997.
Оба документа не являются обязательством. В основном они содержат рекомендации и стандарты не только для достижения приемлемого остаточного риска на транспортном средстве с автоматическим управлением, но и для реализации общей системы безопасности, включая элементы проектирования, эксплуатации и технического обслуживания мобильных платформ.
Авторитетные производители мобильных платформ выбирают один или оба этих документа.
Американский национальный институт стандартов
ISO 3691-4:2020
EU Standard
ANSI/ITSDF 56.5-2019
American Standard
ANSI/RIA R15.08-1-2020 AMR Standard
Industrial Грузовые автомобили. Требования безопасности и проверка. Часть 4. Промышленные грузовики без водителя и их системы
Стандарт безопасности для управляемых промышленных транспортных средств
Для лазерной резки и гравировки на лазерном станке применяется специальное устройство – рабочий стол. В зависимости от формата станка он может иметь различный размер – от 200*300 мм и до 2000*3000 мм. В зависимости от поставленных задач столы бывают нескольких видов – векторный, сотовый, игольчатый, ламелевый. У каждого стола свои преимущества и недостатки. В процессе работы на лазерном станке, если есть возможность, то лучше использовать несколько столов, комбинируя их исходя из задач. Например для резки лучше использовать ламелевый стол, для гравировки – сотовый. Ниже мы подробно рассмотрим каждый рабочий стол по отдельности.
Векторный
Основная функция векторного стола является поддержка материала. Рулонный векторный стол выполнен в виде сетки и имеет лучшую вентиляцию. Для жесткости конструкции стол имеет поперечные ребра жесткости в видео стальных стержней. Его легко можно скатать в рулон. Газ может легко покинуть рабочую зону, тем самым обеспечивать более чистый рез, предотвращение возгорания и т. п.
Так же существуют векторные столы выполнены в виде стальной или алюминиевой сплошной пластины с прорезями для отведения газов и с двумя измерительными линейками для точного позиционирования деталей. Данный тип стола обладает низкой универсальностью и применяется в основном для обработки материалов без выполнения сквозного реза, при котором не происходит повреждение поверхностей основания и нижней стороны детали. При прохождении лазерного луча по всей толщине детали в зоне контакта с векторным столом, происходит тепловое разрушение поверхностей из-за отражения лазера и недостаточного отвода тепла из зоны контакта. В результате чего, не удается достигнуть высокого качества обработки при разрезании деталей. При работе лазерно-гравировального оборудования в режиме резания более актуально использование конструкции рабочего стола сотового типа.
Сотовый (ячеистый)
Сотовый (ячеистый) рабочий стол нужен для размещения «мягких» плоских предметов и заготовок. Выполнен в виде сетки из металлической ленты в алюминиевой рамке. Применяется в качестве рабочей поверхности в лазерных граверах.
Так же существуют сотовые столы раскладные. Поставляются в нераскрытом виде (блоком). Это делает их более компактными и гарантирует, что стол будет доставлен покупателю без повреждений. Далее алюминиевый сотовый стол можно легко раскрыть в лист (растянуть). Так же в процессе работы стол можно сжимать изменяя его длину, если нам нужно получить меньший размер сот.
Недостаток этих столов – забивание сот мелкими элементами, возможно возгорание.
Игольчатый
Стол используется как дополнительное оборудование в качестве опорной (контактной) поверхности при сквозной резке листовых материалов. Состоит из основания и выступающих из него тонких заостренных металлических стержней (иголок).
Плюсы данного типа стола:
Возможность точного размещения материалов на столе при использовании позиционных упоров;
Позволяет обрабатывать тяжелые материалы;
Исключено подгорание нижней части материала отраженным лучем;
Хорошее проветривание стола, что исключает возгорание материала от выделения паров . Чистота материала и стола;
Минимальный шаг между «иголками» позволяет удерживать даже маленькие разрезаемые части деталей;
Игольчатый стол можно устанавливается на штатный стол (векторный или ламелевый) лазерной машины.
Ламелевый (сабельный, реечный)
Алюминиевые ламели являются приоритетным столом для лазерной резки и гравировки. Материал можно положить на меньшее количество ламелей, что будет уменьшать контакт материала с обратной стороны и минимизировать метки, которые будут отражаться от ламелей. Ламели в отличии от сотового стола оставляют метки с тыльной стороны материала намного меньше.
Сабельный стол применяется на станках для резки металла. В процессе работы стол разрушается, но его легко можно изготовить на этом же самом станке лазерной резки.
Сотовый стол 500х300
Сотовый стол 1200х900
Изготовление стола для лазерного станка — Модернизация
#1
OFFLINE
johnnykor
Отправлено 03 Февраль 2014 — 00:09
Приобрел станочек лазерный б/у. У него имеется сплошной стол в виде алюминиевой плиты. На нее есть сотовый стол. Стол достаточно заюзан. Так, что когда на нем режешь фанеру, то на обратной стороне резки появляются артефакты из-за отражений лазера от слегка погнутых от времени сот. Хочу самостоятельно изготовить реечный стол для резки фанеры. Главный вопрос из чего делать рейки. В идеале найти вот такой профиль.
Но мне эта задачка что-то не дается.. может кто подскажет где такой можно купить? Или можно ли заменить профиль на обычный уголок? но у уголка угол 90 гр. и отражения будут, как мне кажется, отражаться на соседний уголок и обратно на материал, что не есть гуд. Можно конечно взять поставить ламели из вертикально стоящих алюминиевых реек высотой мм 15-20, но у них толщина 2мм и эти два миллиметра скорее всего будут работать как зеркало для лазера. И обязательно ли брать анодированный аллюминий?
Похожие темы: Отражение луча портит деталь Оборотная сторона реза закоптилась
Наверх
#2
OFFLINE
vv92
Отправлено 03 Февраль 2014 — 01:02
Попробуйте прикрутить саморезы со сверлом к листу композита, например. Тем более, что у Вас нет нормального отвода продуктов резания из-за стола ввиде алюминиевой плиты.
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека. Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Наверх
#3
OFFLINE
Menu/Exit
Отправлено 03 Февраль 2014 — 01:15
Генносе johnnykor, на сайте с которого картинка подобный стол 500х300 стоит 4000р. Ячеистый стол 1200х900 — 12000р. Купить новый не пробовали? Или посчитать стоимость изготовления нового, в единичном варианте не специалистом?
Размер вашего стола? Для понимания задачи. Ибо для разных размеров — разные технологические подходы.
Теория. Задача изготовления стола для поддержки материала. Материал не должен подгорать на местах контакта со столом. Подход первый. Ламели имеют как можно более маленькую толщину. Тогда они легко мнутся от давления. Тогда их должно быть много, и они должны находится часто. Получается сотовый стол. Подход второй. Толщина ламели может быть большой, а кончик (край) тонкий. То что приведено на картинке. Ламель можно сточить с двух сторон, можно сточить с одной стороны. Фактически сделать длинный нож. Эта операция прекрасно реализована, например, в процедуре заточки ножей для гильотинных резаков и ножей для бумагорезательных машин. Но точно также это можно реализовать и самому. Нарезаешь алюминиевые уголки, либо алюминиевые полоски, либо полоски из оцинковки необходимой ширины. Сам или где то точишь край, так, что бы он был острый, по всей длине. Ножи надо чистить регулярно, что бы не было нагара. Толщину оцинковки подбираешь от величины стола. Чем больше стол — тем больше толщина, иначе может прогибаться. Ещё одна вещь: используй изогнутые ламели. Они лучше держат материал, не вибрируют. Вот это реально гoвно. А это правильно. Только они здесь согнуты, а Амада, например их изгибает. Они встают по 3 точкам и не вибрируют при установке или обработке материала. Подход третий. Часто применяется для резки металла лазером или плазмой. Изготавливаешь ламели из того же материала, или из материала более легко режущегося, что и фанера: фанера, пластик. А что бы уменьшить зону контакта, делаешь ламель со стороны материала не ровную, а «ёлочкой». Форма елочки может сильно меняться от острой, до пологой. Надо понимать, что в данном случае — ламели расходный материал. Но вся прелесть в том, что изготавливаются они оборудованием, на котором используются.
Сообщение отредактировал Menu/Exit: 03 Февраль 2014 — 01:18
Наверх
#4
OFFLINE
johnnykor
Отправлено 03 Февраль 2014 — 01:52
Генносе johnnykor, на сайте с которого картинка подобный стол 500х300 стоит 4000р. Ячеистый стол 1200х900 — 12000р. Купить новый не пробовали? Или посчитать стоимость изготовления нового, в единичном варианте не специалистом?
Размер вашего стола? Для понимания задачи. Ибо для разных размеров — разные технологические подходы.
Стол 1000х600. При том количестве свободного времени, которым я обладаю 🙂 сдается мне, что можно сделать стол дешевле 12000 🙂
На столе планирую резать фанеру в основном. Возможно пластики со временем.
Отдельное спасибо за ликбез. По поводе третьего подхода тоже думал, но кажется мне, что елочка у мене быстро будет подгорать и требовать частой замены, хотя она конечно копеешная. По поводу заточки ламелей тоже думал. И вот по поводу того чтобы гнутые сделать тоже есть мысли 🙂 для моего размера правда это не сильно актуально, т.к. 2мм при длинне 60см практически не гнутся, но все равно можно и изогнутые вставить.
Наверх
#5
OFFLINE
Menu/Exit
Отправлено 03 Февраль 2014 — 02:02
Поверьте, подгорание — настолько медленно происходит, что замена делается достаточно редко. Есть еще один вариант. В чем то более сложный, в чем то более простой. Берете ламели из алюминия. Край режете под 90 градусов, что проще всего. А сами ламели устанавливаете не вертикально, а, например под углом 45 или 60 градусов. Тогда контакт материала с ламелью произойдет по грани между боковой и торцевой сторон.
Наверх
#6
OFFLINE
johnnykor
Отправлено 03 Февраль 2014 — 02:23
Такой вариант тоже рассматривал, но при таком варианте больше риск прогиба ламели и гнутые сделать уже не получится. Я на подручных инструментах могу заточить ламель под углом в 70 градусов. Наверно так и попробую.
Наверх
#7
OFFLINE
Stock
Отправлено 03 Февраль 2014 — 12:06
О! Пошел разговор о вкусе фейхоа! Вполне подойдет для стола тавр 20х25х1,5. Отражение и последующий возврат луча вернут размер пятна почти к тому размеру что и приходит из трубы, Потерявший часть мощности при резке он уже не так страшен. Если будете резать с большим перебором мощности или недобором скорости то закономерно получите подгоревшую изнаночную сторону. Если-же подобрать мощность/скорость так чтоб прорезало но с предельным запасом, тогда и отражение никак не отразится на деталях. Кроме этого, фанера быстро укроет все ровным слоем дёгтя который в последствии будет подгорать сам и не будет давать отражение даже при неоптимальных режимах резания. 1000х1500 стол из тавра, заклепок и уголков обошелся примерно в 100$. Делю я их с зазором(интервалом) в 10мм…
PS… Так что делайте «реально говно» и не морочьте себе голову умностями. Menu/Exit вываливает знает всего очень много но никогда не говорит как сделать проще. А на подручных инструментах заточки рискуете потерять ровную грань и с разной степенью вероятности поиметь траблы с волнистым столом. ..
Наверх
#8
OFFLINE
Madden_Apple
Отправлено 16 Февраль 2014 — 08:40
Stock
покажите фото.
то что у вас получилось
Наверх
#9
OFFLINE
Menu/Exit
Отправлено 16 Февраль 2014 — 12:23
Если будете резать с большим перебором мощности или недобором скорости то закономерно получите подгоревшую изнаночную сторону. Если-же подобрать мощность/скорость так чтоб прорезало но с предельным запасом, тогда и отражение никак не отразится на деталях.
Любой сучок или неоднородность превратит заказ в рукоделие с ножичком и напильником. Придется либо резать второй раз либо вручную прорезать недорезы. Фанера достаточно неоднородный материал. Лучше всего фанера режется с избытком мощности и воздуха. И рез хороший и скорость хорошая и качество приемлемое.
Наверх
#10
OFFLINE
Stock
Отправлено 24 Февраль 2014 — 15:23
Практически любой сучек превратит заказ в рукоделие гарантировано при полной мощности даже на моей RECI W6… Такова реальность. Попадается иногда фанера весьма чистая во внутренних слоях а иногда попадается из одних сучков и черте чего… Соответственно в 3мм фанере слоев меньше и на сучки попасть можно с меньшими шансами. Как и в 10мм фанере больше слоев и сучки могут попасться даже один над одним.
PS. Сейчас фоток не нахожу, но вроде ничего в объяснении нету непонятного… Попробую еще может вечером дома посмотреть.
Наверх
#11
OFFLINE
Dale
Отправлено 24 Февраль 2014 — 23:43
Поддерживаю. Труба Z6 — 95% мощности (не пинайте.. моя труба. чё хочу то и делаю фанерку 8мм качества 2/2 (внешние слои без сучков почти..) И то со сплошным рукоделием
Наверх
#12
OFFLINE
slavikma
Отправлено 24 Март 2014 — 12:49
Я у себя на станке сделал из обычного профиля для гипсокартона. Вначале и елочки пробовал делать из фанеры и из реечного потолка делал. Но в конечном итоге сделал из профиля и уже как 8 месяцев во всю работает.
Наверх
#13
OFFLINE
Diman
Отправлено 02 Март 2015 — 21:05
Из конструкционного профиля попробуйте собрать
Наверх
#14
OFFLINE
Madden_Apple
Отправлено 04 Март 2015 — 13:19
Еще можно из алюминиевого уголка, положим его углом в верх, 3м хлыст стоит не дорого, попилить его ножовкой и готово.
Наверх
#15
OFFLINE
AlisTeR
Отправлено 23 Март 2015 — 22:02
Купите моторк жестяной полосы, и сделайте вафельку при помощи лишь ножниц по металлу и поставьте сверху на алюминиевую плиту. .. И легко, и дешево.
Наверх
#16
OFFLINE
Andreistr
Отправлено 06 Апрель 2015 — 14:28
Я себе сделал из композита и обычных гвоздей, два куска композита по размеру рабочего стола, верхний слой отфрезерован «а-ля дуршлаг» с шагом в 10мм с изнанки обычные строительные гвозди, а чтобы гвозди не вылетали все шляпки закрыты прикрученным вторым куском композита. Стол быстро чистится, закоптились гвозди — поменять дело пяти минут =)
Прикрепленные изображения
Сообщение отредактировал Andreistr: 06 Апрель 2015 — 14:29
Наверх
#17
OFFLINE
buro
Отправлено 12 Февраль 2016 — 03:29
Я себе сделал из композита и обычных гвоздей, два куска композита по размеру рабочего стола, верхний слой отфрезерован «а-ля дуршлаг» с шагом в 10мм с изнанки обычные строительные гвозди, а чтобы гвозди не вылетали все шляпки закрыты прикрученным вторым куском композита. Стол быстро чистится, закоптились гвозди — поменять дело пяти минут =)
А стол получился ровный? Прижим гвоздей однородный снизу?
Наверх
#18
OFFLINE
dimsnet47
Отправлено 28 Апрель 2016 — 11:06
а я вот такой сделал, из полотен ножовки по металу, взял широкие, по цене вообще халява… 5-10 руб штука, здесь их 70 штук поле 900 х 600, 3 шпильки на 6, 450 гаек…цена всего!!! от 500 до 1000 деревянных…
Прикрепленные изображения
Наверх
#19
OFFLINE
lkbyysq
Отправлено 28 Апрель 2016 — 13:04
а я вот такой сделал, из полотен ножовки по металу
Я так понимаю, что при резке полОтна нагреваются, изгибаются и лист материала смещается?
Наверх
#20
OFFLINE
dimsnet47
Отправлено 29 Апрель 2016 — 18:58
Я так понимаю, что при резке полОтна нагреваются, изгибаются и лист материала смещается?
на глаз вроде не заметил. .чтобы что-то ушло…..да они вроде натянуты… навсяк случай натяну получше…делал на скорую руку…
Сообщение отредактировал dimsnet47: 29 Апрель 2016 — 19:00
Наверх
Самодельный стол для лазерной резки
Если вы просто занимаетесь лазерной гравировкой, вам не нужно сильно беспокоиться о поддержке ваших объектов, однако, когда вы их режете, это совсем другая история. Лазерный луч прорезает материал и направляется к тому, что находится под ним. Если это просто металлический стол, он будет отражать забивание или плавление вашего объекта снизу. Это называется флешбек.
Поэтому большинство людей используют какую-либо опору, обеспечивающую минимальный контакт с рабочим объектом. Самый популярный из них – сотовый стол.
Однако проблема в том, что это дорого, это не то, что вы можете легко сделать самостоятельно, и у него все еще слишком много контакта с объектом. Из того, что я читал, они также изнашиваются со временем.
На мой взгляд, пин-стол — лучшее решение. На таком столе объект поддерживается рядами булавок. Помимо того, что он имеет больше преимуществ, чем сотовый стол, его также очень легко и недорого сделать! Я сделал свой всего за пару часов, и это стоило мне чуть меньше 60 долларов.
Обзор:
В этом проекте нет ничего сложного. Вам понадобится лист алюминия толщиной 1/4″ и размером с область резки. Я нашел на eBay кусок алюминия 6061 хорошего качества размером 12″x24″ (на самом деле больше, чем площадь резки моего лазерного станка, но он все еще подходит). Что касается штифтов, я использовал заклепки из хозяйственного магазина. Наконец, я прикрепил 2 алюминиевых уголка снизу, чтобы дать заклепкам небольшой зазор. Если вы используете более толстый алюминий и заклепки не торчат, вам даже не нужна эта дополнительная опора!
[fusion_builder_container сто_процент = «да» переполнение = «видимый»] [fusion_builder_row] [fusion_builder_column type = «1_1» background_position = «слева вверху» background_color = «» border_size = «» border_color = «» border_style =» сплошной» интервал = «да» background_image = »» background_repeat = «без повторов» padding = »» margin_top = «0px» margin_bottom = «0px» class = »» id = »» animation_type = »» animation_speed = «0,3″ animation_direction =”left” hide_on_mobile=”no” center_content=”no” min_height=”none”][fusion_alert type=”success” Accent_color=”” background_color=”” border_size=”1px” icon=”” box_shadow=”yes” animation_type =”0″ animation_direction=”down” animation_speed=”0. 1″ class=”” id=””]Вы должны убедиться, что все заклепки имеют одинаковую высоту. Поскольку это может быть невозможно сделать без вскрытия коробки, проверьте, действует ли в магазине хорошая политика возврата. Мне повезло с заклепками марки Arrow от Lowes. Квадратная труба рекомендуется (для изготовления шаблона, чтобы можно было сверлить прямые отверстия без сверлильного станка), но не обязательна.[/fusion_alert]
[fusion_li_item icon=” ”]Металлическая линейка (24 дюйма или больше)[/fusion_li_item]
[fusion_li_item icon=””]Карандаш или маркер (можно рисовать на металле)[/fusion_li_item]
[fusion_li_item icon=»»]Зажимы[/fusion_li_item]
[fusion_li_item icon=»»] Зенковка или круглый напильник (опционально)[/fusion_li_item]
[fusion_li_item icon=»»] Металлический перфоратор и молоток (опционально) )[/fusion_li_item]
[/fusion_checklist]
[/fusion_builder_column][fusion_builder_column type=”1_1″ background_position=”left top” background_color=”” border_size=”” border_color=”” border_style=”solid” spacing=” yes” background_image=”” background_repeat=”no-repeat” padding=”” margin_top=”0px” margin_bottom=”0px” class=”” id=”” animation_type=”” animation_speed=”0. 3″ animation_direction=”left” hide_on_mobile =”нет” center_content=”нет” min_height=”нет”][fusion_alert type=”успех” Accent_color=”” background_color=”” border_size=”1px” icon=”” box_shadow=”нет” animation_type=”0″ animation_direction =”down” animation_speed=”0.1″ class=”” id=””]Настоятельно рекомендуется использовать сверлильный станок, потому что вам нужно убедиться, что вы просверлили абсолютно прямо. Существуют направляющие/приспособления для сверления, которые позволят вам сделать это, и на самом деле вам понадобится что-то подобное, даже если у вас есть сверлильный станок, потому что вы не сможете дотянуться достаточно далеко, чтобы просверлить средний ряд. Я объясню, как сделать такую приманку, если у вас ее нет.[/fusion_alert]
[/fusion_builder_column][fusion_builder_column type=”1_1″ background_position=”слева вверху” background_color=”” border_size=”” border_color=”” border_style=”solid” spacing=”yes” background_image=”” background_repeat=”no- повторение” padding=”” margin_top=”0px” margin_bottom=”0px” class=”” id=”” animation_type=”” animation_speed=”0. 3″ animation_direction=”left” hide_on_mobile=”no” center_content=”no” min_height= ”none”][fusion_alert type=”custom” acct_color=”#ffffff” background_color=”#dd3333″ border_size=”1px” icon=”fa-exclamation-triangle” box_shadow=”yes” animation_type=”bounce” animation_direction=” down” animation_speed=”0.1″ class=”” id=””]Предупреждение: работа с электрическими и даже ручными инструментами может быть опасной! Пожалуйста, соблюдайте все меры предосторожности, действуйте на свой страх и риск. Я не несу ответственности за несчастные случаи и не могу гарантировать вашу безопасность![/fusion_alert]
Сделать сетку
Я решил добавить булавки через каждые 2 дюйма (около 1 см). Это равномерно делит кусок металла 12×24 на сетку. Отметьте интервалы в 2 дюйма с каждой стороны, затем противоположную сторону и соедините линиями с помощью линейки и карандаша или маркера.
Повторяйте с другой стороны, пока не получите сетку.
Теперь с помощью пробойника и молотка сделайте небольшие углубления в местах пересечения балок. Это необязательно, но облегчит сверление.
Сделайте их святыми!
6060 алюминий легко сверлится, особенно на сверлильном станке. Пожалуйста, будьте осторожны и носите защитные очки, это не обязательно! Вокруг будет летать металлическая стружка.
Я использовал сверло 1/8″, так как оно совпадало с головками заклепок, которые я использовал. Если ваши отличаются, обязательно используйте правильный бит.
С помощью своего сверлильного станка я не смог добраться до среднего ряда, поэтому мне пришлось просверлить его вручную. Как я уже говорил, важно сверлить как можно более прямо. Для этого продаются специальные направляющие для сверл, но я решил сделать одну из стальной перфорированной трубы квадратного сечения, которая у меня завалялась. Используя сверлильный станок, я просто просверлил его насквозь. После этого я поместил его на алюминиевую пластину, выровнял отверстие (это место, где вам поможет перфорация), и зажал его. Затем я просверлил электродрелью приспособление в алюминий. Пришлось сбрасывать для каждой дырки.
Опорные ножки
Поскольку мои заклепки были длиннее 1/4″ алюминиевой пластины, они торчали снизу. Для этого я сделал опоры из дешевых алюминиевых уголков.
Сначала вам нужно отрезать алюминиевые уголки нужной длины. Я разрезал свой на 10-дюймовые куски с помощью ножовки. Торцовочная пила тоже подойдет.
С помощью сверла 3/16″ просверлите два отверстия в первом алюминиевом уголке примерно в 2 дюймах от краев. Удалите заусенцы с острых краев отверстия с помощью зенковки или круглого напильника. Используя эту деталь в качестве шаблона, наметьте отверстия на второй детали. Просверлите и зачистите вторую деталь.
Переверните алюминиевый лист и поместите первый алюминиевый угол так, чтобы он был на одном уровне с (коротким) краем. Отметьте отверстия. Сделайте то же самое с другим куском на другом краю. Остановитесь на минутку, осмотрите его, представьте, как он будет стоять на этих алюминиевых уголках в качестве ножек. Пробейте отмеченные отверстия и просверлите их с помощью сверлильного станка и сверла 3/16″. Удаление заусенцев.
Сборка
Отверстие 3/16″ очень плотно подходит для 10-24 крепежных винтов. Вставьте или завинтите (если затянуты) крепежные винты сверху алюминиевой пластины. Разверните его и вставьте алюминиевые уголки. У вас могут возникнуть небольшие проблемы, если отверстия не совпадут идеально. Если это так, немного увеличьте отверстия в алюминиевых уголках сверлом большего размера или круглым напильником, пока вы не сможете вставить их в крепежные винты. Плотно закрепите шестигранными гайками.
Переверните его и начните вставлять заклепки. Готово!
Заключительные мысли
Хотя мой стол для штифтов пока работает отлично, заклепки немного болтаются в своих отверстиях. Я видел, как некоторые люди используют эпоксидную смолу, чтобы зафиксировать их на месте, но я не уверен, насколько токсичным она может стать при попадании лазера. Могут быть и другие способы их закрепления (например, кусочки ленты или припой), но я оставлю это на ваше воображение 🙂
Обновление:
Я внес некоторые улучшения в первоначальный дизайн. Читайте об этом здесь.
9Обзор станка для лазерной гравировки и резки своими руками 0000 Two Trees TTS-55 — резка светом — это здорово!
Мы используем партнерские ссылки. Если вы покупаете что-то по ссылкам на этой странице, мы можем получить комиссию бесплатно для вас. Узнать больше.
ОБЗОР — Лазеры — это круто. Лазерные указки, измерительные инструменты, медицинские инструменты и инструменты для гравировки и резки — это лишь некоторые из их многочисленных применений. Я всегда мечтал о том, как здорово было бы иметь инструмент для гравировки и резки для создания персонализированных предметов и подарков. Этот день наконец настал. Мне представилась возможность ознакомиться с лазерным гравером и станком для резки Two Trees TTS-55, и я ухватился за эту возможность.
Новичку потребовалось некоторое время, чтобы ознакомиться с машиной и программным обеспечением. Используя тестовые файлы Two Trees, я смог выгравировать и вырезать крафт-бумагу, фанеру толщиной 3 мм и кожу толщиной 2 мм, что вышло очень красиво. Затем внезапно при тестировании на нержавейке перестал работать лазер. Но «Два дерева» действительно помогли. После попытки устранить проблему они определили, что с лазером что-то не так, и отправили мне другую лазерную головку. Затем я смог протестировать его на нержавеющей стали и создать несколько других предметов из липы толщиной 4 мм и кожи толщиной 2 мм. Это самое интересное, что у меня было с обзором за долгое время!
Что это?
Two Trees — производитель 3D-принтеров FDM и самодельных лазерных граверов, а Two Trees TTS-55 — самодельный диодный лазерный гравер и режущий станок мощностью 5,5 Вт. TTS-55 является модернизацией лазерного гравера Two Trees TTS-5.5; TTS-55 имеет лазер мощностью 5,5 Вт вместо 2,5 Вт и имеет 32-разрядную материнскую плату вместо 8-разрядной.
Меры предосторожности:
Всегда надевайте защитные очки, чтобы не повредить глаза при использовании лазерного гравера (для ТТС-55 нужны очки, блокирующие свет 440-450 нм). Two Trees предоставляет вам некоторые из них. Я также купил защитные очки FreeMascot OD 6+ с длиной волны 190-490 нм для ультрафиолетового излучения / фиолетового и синего лазера (сертификат CE EN207 — европейские стандарты лазерных очков для защитных очков).
Никогда не оставляйте работающий лазерный гравер/резак без присмотра – это может привести к возгоранию.
Защитите свой стол, поместив лист металла, фанеры, сотовый станок для лазерной резки и т. д. под материал для гравировки/резки, чтобы предотвратить повреждение стола при использовании лазерного гравера.
Соблюдайте осторожность при гравировке или резке отражающих материалов – отраженный лазерный свет может повредить лазер и глаза руководство).
Что в коробке?
Руководство пользователя «Burn Down Eternity» (будем надеяться!!)
USB-накопитель и TF-карта (содержит программное обеспечение и образцы файлов для гравировки/резки)
Метод вырезания: USB/приложение/беспроводное веб-приложение
Интерфейс
: USB
Формат файла: .nc/.dxf/.bmp/.jpg/.png/gcode и т. д.
Режим гравировки: изображение/текст/сканирование/контурирование/пиксельная гравировка и т. д.
Вспомогательное программное обеспечение и система: LaserGRBL (Windows)/LightBurn (универсальный)
Время непрерывной работы: ≤24 часа
Размер машины: 570 мм (Д) x 510 мм (Ш) x 150 мм (В)
Материалы для гравировки/резки
Рекомендуемые материалы согласно веб-сайту Two Trees TTS-55 (как показано ниже):
Материалы, рекомендуемые согласно Руководству по эксплуатации GRBL – дерево, бамбук, кожа, пластик, ткань, бумага, непрозрачный акрил, стекло и металл с обработкой поверхности (например, гальваника, оксидирование, другие покрытия).
Нерекомендуемые материалы согласно Руководству по эксплуатации GRBL – некоторые металлы (например, титан), драгоценные камни, прозрачные материалы, отражающие материалы и т. д.
Дизайн и характеристики
Сборка
Лазерный гравер Two Trees TTS-55 поставляется в собранном виде на 60% (согласно Two Trees) и поэтому требует некоторой сборки. Собрать ТТС-55 проще всего, посмотрев видео сборки ТТС-55 «Два дерева». Читать руководство, чтобы понять, как его собрать, немного сложно, так как оно переведено с китайского на английский. Например, название руководства «Burn Down Eternity Laser Engraver». Ой!! Я даже не могу предположить, какое должно быть название.
Перед сборкой TTS-55, вот части машины:
Вышеупомянутое видео «Два дерева» превосходно и показывает, что связано со сборкой TTS-55. Поскольку это видео отлично показывает, как собрать лазерный гравер, я не буду вдаваться в подробности.
Если вы по какой-то безумной причине решили собрать лазерный гравер Два Дерева ТТС-55 по инструкции, то знайте, что ориентация станка на первых парах рисунков показывает ось Y левый кадр с правой стороны рисунка и ось Y правый кадр с левой стороны. Кроме того, части рамы не взаимозаменяемы, поэтому важна ориентация.
Был один аспект сборки, который был немного сложным. При креплении ремня оси X к двигателю остается очень мало зазора, чтобы ремень мог пройти под шестерней, и ремень очень мало провисает для маневрирования. Когда мы с мужем попытались это сделать, мы попытались использовать крючок шестигранного ключа, который нам не подошел, поэтому мы каким-то чудом справились с задачей пальцами.
Дизайн
Лазерный гравер My Two Trees TTS-55 полностью собран. Рама изготовлена из алюминия и в собранном виде кажется довольно прочной. Ножки сделаны из пластика, но кажутся достаточно прочными.
Мощность лазера 5,5 Вт, что позволяет резать фанеру толщиной до 8 мм согласно инструкции. Согласно документации, лазер имеет точность 0,08 мм. «Объектив LD+FAC6+C обеспечивает большую глубину с более четкими и тонкими линиями и оставляет меньше горящих следов» (веб-сайт Two Trees).
Также, согласно веб-сайту Two Trees, «97,3% лазерного излучения мощностью 5,23 Вт преобразуется в лазерное пятно мощностью 5,09 Вт с помощью технологии линз LD+FAC+C» по сравнению с «только 76% света мощностью 5,11 Вт от LD. эффективно преобразуется в сфокусированное лазерное пятно с рабочей мощностью 3,89 Вт для тех лазеров, в которых используется линза LD+C.
Область печати составляет 300 мм x 300 мм, но Two Trees предлагает комплект расширения, который увеличивает площадь до 420 мм x 400 мм.
Вы заметите, что TTS-55 имеет два двигателя оси Y, которых часто не хватает другим домашним лазерным граверам. Это помогает увеличить скорость и обеспечивает плавность движения каретки лазера. Гравер может достигать скорости гравировки 10000 мм/мин (приблизительно 6,5 дюймов в секунду).
Благодаря «умному модулю» ESP32 лазерный гравер может подключаться к домашнему Wi-Fi, что позволяет отправлять проекты по беспроводной сети с телефона или веб-приложения.
Красная пластиковая крышка/защита на нижней части лазерной головки является магнитной, а ее внутренняя воронкообразная конструкция помогает уменьшить количество дыма, попадающего на линзу лазера, что помогает защитить ее и содержать в чистоте.
Вы можете использовать красную пластиковую магнитную защиту лазера, чтобы помочь вам настроить фокус лазера, регулируя головку лазера вверх или вниз, пока пластиковая защита почти не коснется вашего гравируемого материала. Винт, обведенный желтым цветом выше, регулирует лазерную головку, а винт, обведенный красным выше, затягивает лазерную головку на месте.
Другой способ настроить фокус лазера — использовать столбец фиксированной длины (столбец фиксированной длины представляет собой многоуровневый серебряный цилиндр, показанный выше).
При использовании колонны фиксированной длины вы настраиваете лазерный модуль на каждый уровень в зависимости от того, выполняете ли вы гравировку или резку.
Если вы гравируете , вы регулируете лазерный модуль вверх или вниз, пока он почти не коснется верхней части колонны фиксированной длины.
Если вы режете материал толщиной 2 мм, вы настраиваете лазерный модуль на следующий нижний уровень.
Если вы режете материал толщиной 4 мм, вы настраиваете его на третий ярус вниз.
Одна вещь, которую я заметил в лазерном гравере Two Trees TTS-55, заключалась в том, что отметки шкалы на раме не совпадают с противоположными сторонами. На левой и правой балках рамы (показаны красными кружками на фото выше) левая балка находится на отметке «00», а с противоположной стороны правая балка на отметке «43,5» (« 00” не совпадает с “44”). Так что я не уверен, какова их функция.
Настройка
Начало работы
После сборки лазерного гравера Two Trees TTS-55 мне нужно было установить программное обеспечение для отправки файлов на лазерный гравер. Вначале я решил использовать LaserGRBL, бесплатное программное обеспечение с открытым исходным кодом. Позже я начал использовать LightBurn.
Я загрузил LaserGRBL с сайта lasergrbl.com на свой ноутбук. Затем я посмотрел видеоруководство, расположенное на TF-карте, предоставленной Two Trees, под названием «Видеоруководство по программному обеспечению GRBL.mp4». В видео показано, как подключить лазерный гравер, подключить его к компьютеру с помощью прилагаемого USB-кабеля (от USB-A к USB-B), установить драйвер, расположенный на TF-карте (мне в этом не было необходимости — слава богу, потому что установочный файл был на китайском языке) и проверка диспетчера устройств на моем ноутбуке, чтобы определить, какой COM-порт использует лазерный гравер (мне нужно было использовать эту информацию в программном обеспечении LaserGRBL).
Затем в руководстве вы пройдете через импорт файла в LaserGRBL, настройку параметров и запуск гравировки.
В видеоуроке не было звука для описания происходящего (кроме музыки). Вы должны были следовать за курсором (что иногда было сложно) и наблюдать, как человек использует различное программное обеспечение, необходимое для использования TTS-55 (программный драйвер для материнской платы, LaserGRBL и приложение MKSLaser).
У меня также возникли трудности с этим учебным пособием, потому что программное обеспечение драйвера отображалось на китайском языке, программное обеспечение LaserGRBL сначала отображалось на китайском, а затем на английском языке, установочный файл MKSLaserTool был на китайском языке, а программное обеспечение MKSLaserTool было на английском языке. Мне пришлось несколько раз останавливать его, чтобы попытаться понять, что они делают. Я добрался туда в конце концов.
Это видео помогло мне начать работу с самодельным лазерным гравером и программным обеспечением LaserGRBL, поэтому было бы полезно сделать еще одно видео, полностью на английском языке.
Использование LaserGRBL
После просмотра руководства я запустил LaserGRBL.
На скриншоте выше показано несколько блоков разных цветов. В красном поле выше вы выбираете правильный COM-порт (у меня COM5) и BAUD (выберите 115200 из выпадающего меню).
После выбора правильного COM-порта и BAUD щелкните значок молнии рядом с областью COM/BAUD, чтобы подключиться к лазерному гравировщику, как показано в маленьком синем поле выше.
После того, как вы откроете файл для гравировки/вырезания и настроите нужные параметры, вы можете начать или остановить гравировку, щелкнув значок, показанный в маленьком зеленом поле выше (треугольная кнопка «Воспроизвести» или квадратная кнопка «Стоп»).
В черном поле вверху показаны элементы управления движением лазерной головки.
В фиолетовой рамке вверху слева направо показаны следующие элементы управления: Сброс, Разблокировка, Установка исходного положения, Включение лазерного луча, Слабое освещение, Умеренное освещение, Яркий свет, Граница (границы области гравировки/резки), Отображение параметров станка, Низ Вправо, Внизу влево, Вверх-вправо, Вверх-влево, Вверх, Влево, Вправо и Вниз.
Оранжевое поле выше содержит кнопки «Пауза» (значок «рука внутри восьмиугольника») и «Перезапуск» (значок «человек, идущий внутри круга»).
Производительность
Тесты USB-подключения лазерного гравера
Вот моя установка в гараже. Вы захотите установить свой лазерный гравер в таком месте, где вы не возражаете против того, чтобы запах дыма наполнял комнату.
Я провел свои первые тесты гравировки и резки, используя свой ноутбук, который был напрямую подключен к TTS-55 через кабель USB-A-USB-B.
Тесты фанеры: Используя программное обеспечение LaserGRBL, установленное на моем ноутбуке, я открыл приведенное выше тестовое изображение, которое было расположено на TF-карте Two Trees.
Когда вы открываете такой файл (PNG, JPG, BMP и т. д.), вы можете настроить яркость, контрастность и т. д., а также изменить настройки инструментов преобразования (показаны в красном поле выше). Затем вы нажимаете кнопку «Далее».
Тест На этом этапе вы можете отрегулировать скорость гравировки/резки до желаемого мм/мин, выбрать предпочтительный режим лазера M3 или M4 (M3 = постоянная мощность, M4 = переменная мощность), установить процент макс. /мин мощности (например, 1000 = 100% мощности) и введите размер изображения, которое вы хотите выгравировать (в мм).
Для этого изображения я использовал скорость гравировки 6000 мм/мин, режим лазера M4, мощность 50% и размер изображения 60 мм x 51,6 мм. Затем я нажал кнопку «Создать», чтобы импортировать файл.
Прежде чем приступить к гравировке или резке, я надел очки для защиты от лазерного излучения (ВСЕГДА не забывайте об этом), а затем положил на поверхность стола кусок черной фанеры, чтобы защитить его, как показано выше (вы можете используйте металлический лист, стойку для охлаждения печенья, сотовую лазерную платформу, фанерный лист и т. д.).
Затем я положил материал, который хотел выгравировать/вырезать, поверх него – в данном случае это была фанера толщиной 3 мм. Используя кнопку Boundary несколько раз, я убедился, что гравируемое/вырезаемое изображение соответствует границам материала, который я использовал.
Примечание. У меня возникли трудности с точным размещением лазера в определенном месте на материале, который я собирался гравировать, поскольку отметки шкалы на раме станка не совпадают. Я попытался включить лазерный свет, чтобы увидеть, где он находится на моем материале, но эти элементы управления срабатывали у меня время от времени.
Эта гравировка заняла чуть более 2,5 минут.
Выше показано испытание по резке дерева (находится на карте TF, предоставленной Two Trees) с использованием того же куска фанеры (толщиной 3 мм).
Вы можете увидеть, насколько хорошо лазер режет при мощности 100% со скоростью от 100 до 5000 мм/мин.
Это задняя часть теста на резку. От справа налево , 100, 200, 300 и 400 мм/мин при 100% мощности прорезали мой лом 3 мм фанеры за один проход, но вы можете сказать, что при 100 мм/мин было некоторое подгорание и, таким образом, увеличение скорости помогает.
Мне удалось вывести квадраты со скоростью 100, 200, 300 и 400 мм/мин; хотя квадрат со скоростью 400 мм/мин требовал небольшого давления (и небольшой помощи коробкореза). Таким образом, наилучшая скорость для резки этой конкретной 3-мм фанеры за один проход была где-то между 300-400 мм/мин.
Это несколько тестовых файлов для гравировки и резки на фанере толщиной 3 мм. Получились, на мой взгляд, очень красиво.
При вырезании контура змеи пластиковый защитный кожух лазера ударил по искривленной фанере, которая соскользнула с места, так что на последнем проходе лазер начал резать в другом месте. Ой! К счастью, двух проходов хватило, чтобы завершить вырез. Возможно, будет полезно приклеить материал во время гравировки/резки, чтобы он не двигался.
Этот лист нержавеющей стали лежал под фанерой, когда вырезали змею. Слава богу, он был там, потому что вы заметите ожоги от спила дерева, отмеченные сталью. Это легко смылось изопропиловым спиртом.
Тесты кожи: Затем я провел тест гравировки кожи, используя 2-миллиметровый лоскут полнозернистой кожи (6000 мм/мин при мощности 50%).
На фото выше показаны результаты теста. Вы заметите, что самая верхняя и самая нижняя части львиной гривы темнее, чем центр льва, и не имеют такой дымчатой тени, как центр. Это потому, что я включил свой самодельный воздушный помощник после того, как лазер выполнил несколько линий, а затем снова выключил его, когда гравировка была почти завершена. (Моя воздушная помощь состояла из воздушного компрессора, соединенного с трубкой, прикрепленной к лазерному модулю и направленной на материал прямо под лазером).
Подача воздуха должна помочь выдуть дым и остатки/мусор из области гравировки/резки для улучшения результатов. Поскольку я новичок, я пытался увидеть эффект от использования воздушной помощи в этом тесте. Я до сих пор не уверен, когда его использовать, а когда нет, но с практикой я уверен, что научусь.
Затем я попробовал порезать кожу. Я использовал различные настройки скорости, чтобы определить, какая из них лучше всего подходит для резки полнозернистой кожи толщиной 2 мм. Используя 100% мощность, я варьировал скорость резания от 200 до 550 мм/мин. Лучшая скорость резания для разрезания кожи толщиной 2 мм за один проход составляла 500 мм/мин при 100% мощности (мне нужно было использовать коробчатый резак, чтобы освободить квадрат кожи 550 мм/мин).
Тесты WiFi-подключения лазерного гравера
Использование MKSLaserTool
Компания Two Trees предоставляет настольное приложение под названием MKSLaserTool, которое поможет вам подключить лазерный гравер Two Trees TTS-55 к домашней сети WiFi и определить его IP-адрес. После подключения к домашней сети вам не придется слишком часто использовать это приложение, если только вам не нужно обновить прошивку вашего гравера или вы не можете вспомнить IP-адрес вашего гравера. Вы можете найти IP-адрес вашего лазерного гравера с помощью MKSLaserTool или с помощью веб-приложения или приложения для телефона на вашем маршрутизаторе.
Я установил MKSLaserTool на свой ноутбук. Установочный файл был на китайском языке, как показано на левом снимке экрана выше — я просто продолжал нажимать на кнопки «Далее / Установить» или что-то подобное и держал пальцы скрещенными для успеха. Ура! Это сработало!
Затем я запустил MKSLaserTool, а затем щелкнул «Инструмент настройки WiFi» (показан на снимке экрана в центре выше). Я ввел имя и пароль своего домашнего Wi-Fi, а затем нажал «Подключить WiFi» и «Получить IP» (показано на правом снимке экрана выше). Я скопировал свой IP-адрес, чтобы использовать его позже в приложении MKSLaser на своем телефоне и в веб-приложении лазерного гравера (путем ввода IP-адреса в URL-адрес вашего браузера).
Использование приложения MKSLaser
Тест фанеры. Затем я хотел попробовать создать проект с помощью приложения MKSLaser, которое я установил на свой телефон.
Примечание. Не путайте мобильное приложение MKSLaser с настольным приложением MKSLaserTool. Мобильное приложение можно использовать для создания проектов гравировки, в отличие от MKSLaserTool для настольных ПК, которое предназначено для обновления прошивки лазерного гравера и подключения гравера к домашней сети WiFi.
Чтобы подключить мобильное приложение к лазерному гравировщику, я щелкнул значок ссылки в верхнем левом углу главного экрана приложения MKSLaser (левый скриншот вверху), а на следующем экране я ввел IP-адрес лазерного гравера и щелкнул Подключитесь (средний скриншот выше).
После этого я нажал кнопку «Создание» на рабочем столе. Затем я нажал на значок изображения в центре нижней части следующего экрана приложения, чтобы загрузить снимок экрана Большого Алмазного острова в штате Мэн со своего телефона для гравировки (показан на правом снимке экрана выше).
Я решил распечатать эскизную версию скриншота Великого Алмазного острова (центральный скриншот вверху). Я отрегулировал яркость и контрастность так, чтобы видеть линии карты и линии дорог. Затем я нажал кнопку со стрелкой в правом нижнем углу экрана. После ввода имени файла, размера печати, скорости работы и мощности лазера я щелкнул значок палочки, расположенный в правом нижнем углу приложения, чтобы начать загрузку файла (правый снимок экрана выше).
После загрузки я нажал кнопку «Подтвердить», чтобы начать гравировку на моей фанере толщиной 3 мм (1000 мм/мин при мощности 50%).
Мне очень нравится, как вышел принт. Текст был прекрасно четким, как и дороги. Я люблю это!!
Приложение MKSLaser находится в зачаточном состоянии, поэтому я думаю, что в будущем буду использовать LightBurn из-за его надежных функций. Однако интересно отметить, что мне не удалось воспроизвести эту гравюру с Великого Алмазного острова с помощью LightBurn. Я пытался, но я не мог заставить его выглядеть правильно. Возможно это недостаток моего опыта.
Дополнительные тесты
Проблема с лазером
Одним из последних тестов, который я собирался сделать, была гравировка на нержавеющей стали. Я начал гравировать на небольшом листе нержавеющей стали, используя тестовый файл, предоставленный Two Trees, но заметил, что ничего не происходит. Поэтому я попробовал другой кусок стали, но лазер все еще ничего не делал.
Затем я вспомнил, что видел в одном из видеороликов, которые я смотрел, исследуя TTS-55, что отражающие элементы, такие как нержавеющая сталь, нуждаются в обработке поверхности. Я решил покрыть область печати на стали черным перманентным маркером, как я видел, как кто-то сделал это в видео, и попробовать еще раз. Нет – ничего.
Затем я попытался выполнить гравировку на алюминии, покрыв область печати черным маркером. Опять же – ничего. Наконец, я попытался использовать тестовый файл для гравировки стали на фанере, которую использовал раньше, и обнаружил, что лазер просто не работает.
Я не уверен, что повредил лазер при попытке гравировать на непокрытом отражающем листе из нержавеющей стали. Отраженный лазерный свет мог повредить лазер, хотя я не уверен.
Я связался со службой поддержки по этому вопросу. Они были очень отзывчивы и передали меня в техподдержку. Через WhatsApp служба технической поддержки заставила меня попробовать несколько вещей, чтобы выяснить, что происходит. В конце концов они, должно быть, определили, что лазерный модуль был поврежден, потому что решили прислать мне новый. Основываясь на этом, я обнаружил, что техническая поддержка Two Trees была превосходной.
Тесты с новой лазерной головкой
Примерно через неделю я получил замену своей лазерной головки и смог создать следующие проекты.
ПРИМЕЧАНИЕ. На изображения можно щелкнуть, чтобы просмотреть их в большем размере.
Тесты на нержавеющую сталь и алюминий: я покрыл свой лист нержавеющей стали черным перманентным маркером, и первые две фотографии выше показывают результаты тестового файла гравировки на нержавеющей стали «Два дерева». На последнем фото выше мои усилия по гравировке на алюминии. Если внимательно присмотреться, то видно, что на перманентном маркере нанесена лазерная маркировка, но когда я очистил маркер изопропиловым спиртом, маркировка исчезла. Я полагаю, что, используя лучшее покрытие, я мог бы улучшить свои результаты.
Я думаю, что когда диодный лазер «гравирует» на металле, металл должен быть покрыт особым покрытием, чтобы при нагревании лазером покрытие сцеплялось с поверхностью металла. Таким образом, когда TTS-55 гравирует на металле, он не травит поверхность, а скорее оставляет след на поверхности. Я думаю, что это то, что происходит. Не цитируйте меня по этому поводу.
Тест на дуб: Two Trees прислали подставку для телефона, сделанную из дуба (кажется). Я использовал TTS-55, чтобы выгравировать на нем слова «Будь спокоен…» и «Кэтлин» (3000 мм/мин при 100% мощности). Боже мой, мне ПОНРАВИЛСЯ результат!!
Тесты липы и кожи: Я использовал LightBurn для создания вышеупомянутых гравюр и вырезов. Они были выгравированы на липе толщиной 4 мм и натуральной коже толщиной 2 мм. Вот настройки скорости и мощности, которые я использовал для их создания:
Гравюра «Ты мое солнышко» на липе 4 мм: 6000 мм/мин при мощности 50%; Резка: 300 мм/мин при 100% мощности
Первая гравировка логотипа Gadgeteer на липе толщиной 4 мм: 6000 мм/мин при мощности 50 %; Резка: 300 мм/мин при 100% мощности
Вторая и третья гравировка логотипа «Прибамбас» на липе толщиной 4 мм: 6000 мм/мин при мощности 75%; Резка: 300 мм/мин при 100% мощности
Гравировка логотипа «The Gadgeteer» на натуральной коже толщиной 2 мм: 6000 мм/мин при мощности 75 %; Резка: 550 мм/мин при 100% мощности
Я ОБОЖАЮ кожаный брелок Gadgeteer!!! Это так весело…
И, наконец, выше видео лазерного гравера Two Trees TTS-55 за работой над одной из гравировок логотипа Gadgeteer.
Что мне нравится
TTS-55 хорошо гравирует и режет (сменная лазерная головка работает хорошо)
Гравюры и вырезы были точными и красивыми, даже очень мелкий текст получился красивым
Делать изображения и преобразовывать их в гравюры — это очень круто
Обслуживание клиентов и техническая поддержка были очень полезными и отзывчивыми
Что бы я изменил
Видеоруководство по использованию программного обеспечения иногда было на китайском языке, поэтому его было трудно понять
Приложение установки MKSLaserTool было на китайском языке, поэтому я просто скрестил пальцы и щелкнул то, что, как мне казалось, было типичным выбором для установки приложения
Метки шкалы TTS-55 на раме не совпадают и, следовательно, не работают
Не очень легко точно выгравировать или вырезать что-то в определенных местах на вашем материале
Поставляется без кожуха (поэтому его следует использовать в мастерской/гараже, чтобы избежать попадания дыма в дом)
Заключительные мысли
The Two Trees Лазерный гравер и резак TTS-55 был оооочень забавным в использовании. Гравюры и вырезы были точными и красивыми. Мне нравилось наблюдать за работой лазерного гравера, и мне нравилось использовать его для воплощения своих проектов в жизнь.
Хорошо режет и гравирует фанеру толщиной 3 мм и кожу толщиной 2 мм. При гравировке на нержавеющей стали мне нужно было чем-то покрыть сталь, поэтому я использовал перманентный маркер, чтобы увидеть результат. Я думаю, что TTS-55 на самом деле не травит сталь, а реагирует с покрытием на металле, создавая след на металле. В дополнение к этим тестам я также смог подключить TTS-55 к домашнему Wi-Fi, чтобы использовать приложение MKSLaser на своем телефоне для создания проектов гравировки для беспроводной отправки на лазерный гравер.
При работе с лазерным гравером новичкам приходится немного учиться. Я посмотрел много видео о том, как собрать TTS-55 и как начать гравировку и резку с помощью LaserGRBL (бесплатное программное обеспечение с открытым исходным кодом для лазерных граверов), LightBurn и приложения MKSLaser.
Renault Master/Mascott, Opel Movano, Nissan Interstar/NV400
Universal
Renault Midliner, Midlum, D-Truck
Universal
Renault Trucks
Universal
Scania 2-/3-Series
82, 92, 112, 142, 93, 113, 143
Scania 4-Series
Universal
Scania Bus 3-Series
Universal
Scania Bus 4-/F-/K-/N-Series
Universal
Scania L-/P-/G-/R-/S-Series
Universal
Scania P-/G-/R-/T-Series
Universal
Volvo Bus 9/11/12/13 (D/DH engine)
B 9 L /R /S /TL, B 11 R, B 12 /B /M /R, B 13 R
Volvo Bus B 10/12 (TD/THD engine)
B 10 B /BLE, B 10 L /M, B 12, Olympian, Super Olympian
Volvo Bus B 5/6/7/8
Universal
Volvo F/FL 6 (-2000), F/FL/FM 7, FLC
Universal
Volvo F/FL/N/NL 10/12/16
F 10/12/16, FL 10/12, N 10/12
Volvo FH/FM/FMX/NH 9/10/11/12/13/16
Universal
Volvo FL 6 (2000-), FL, FE
Universal
VW Crafter / LT II
LT II 1997-2007 Crafter 2006-
VW Crafter II
Universal
1220001 H&Q Патрон для галогеной лампы h5 с проводами (керамика)
0 из 10
H&Q
1220001
Показать все характеристики для H&Q 1220001
Показать для каких автомобилей подходит H&Q 1220001
Оригинальные номера производителей аналогом которых является H&Q 1220001
Лампа накаливания
0 из 10
Производитель: Peugeot-Citroen
Артикул: 621699
Тип ламп: h5
Купить аналог H&Q 1220001
Поставщик — дилер данного бренда
Купить аналог H&Q 1220001
(21)
Лампа накаливания
0 из 10
Производитель: Hyundai-Kia
Артикул: 18647-61566
Тип ламп: h5
Купить аналог H&Q 1220001
(23)
ЛАМПОЧКА ФАPЫ (12В, 55ВТ)
0 из 10
Производитель: Hyundai-Kia
Артикул: 18647-61566-L
Тип ламп: h5
Купить аналог H&Q 1220001
1 319 ₽
Купить аналог H&Q 1220001
(24)
Лампа
0 из 10
Производитель: Mitsubishi
Артикул: MS820968
Тип ламп: h5
2 288 ₽
Купить аналог H&Q 1220001
(5)
Лампа накаливания
0 из 10
Производитель: Toyota
Артикул: 90981-13058
Тип ламп: h5
2 899 ₽
Купить аналог H&Q 1220001
(6)
Найти фото товара в интернете
ЛАМПА ФАРЫ 60/55W h5
0 из 10
Производитель: General Motors
Артикул: 93190462
Тип ламп: h5
Купить аналог H&Q 1220001
Купить аналог H&Q 1220001
(3)
Лампа накаливания
10 из 10
Производитель: Ca-Re
Артикул: 30160
Количество в упаковке: 1
Тип ламп: h5
Мощность: 60/55W
Напряжение, В: 12
Тип: галогеновая
Тип лампы: h5
Цветовая температура, К: 2700
Цоколь: P43t
Купить аналог H&Q 1220001
(3)
Колодка под лампу h5 (с проводами) гнездовая 3 контакта керамика
6 из 10
Производитель: AUTO-GUR
Артикул: AG60101
200
шт.
1 дн
Показать сроки доставки
Купить аналог H&Q 1220001
(3)
Патрон под лампу h5 с ответной частью, прямой, керамика
7 из 10
Производитель: AUTO-GUR
Артикул: AG60138
148
шт.
1 дн
Показать сроки доставки
Купить аналог H&Q 1220001
(1)
Патрон под лампу h5 с проводами, Г-обр., керамика TM Nord YADA
6 из 10
Производитель: Nord YADA
Артикул: 904347
300
шт.
1 дн
Показать сроки доставки
Купить аналог H&Q 1220001
(8)
L10460 Лампа h5 12V 60/55W P43T-38 LYNXauto
5 из 10
Производитель: Lynx
Артикул: L10460
Тип ламп: h5
Напряжение: 12 V
Номинальная мощность: 60 / 55 Вт
Исполнение патрона: P43t-38
100
шт.
9 дн
Показать сроки доставки
Купить аналог H&Q 1220001
100
шт.
1 дн
Показать сроки доставки
Купить аналог H&Q 1220001
(32)
Патрон под лампу h5 с проводами, прямой, керамика TM Nord YADA
6 из 10
Производитель: Nord YADA
Артикул: 904343
290
шт.
1 дн
Показать сроки доставки
Купить аналог H&Q 1220001
(7)
Патрон под лампу h5 с проводами, Г-обр., керамика TM
10 из 10
Производитель: AUTO-GUR
Артикул: AG904347
52
шт.
1 дн
Показать сроки доставки
Купить аналог H&Q 1220001
(1)
Лампа накаливания
5 из 10
Производитель: Nord YADA
Артикул: 800005
Тип ламп: h5
500
шт.
1 дн
Показать сроки доставки
Купить аналог H&Q 1220001
(6)
Лампа накаливания
4 из 10
Производитель: Magneti Marelli
Артикул: 002555100000
Тип ламп: h5
Напряжение: 12 V
Номинальная мощность: 60/55 Вт
Исполнение патрона: P43t
44
шт.
1 дн
Показать сроки доставки
Купить аналог H&Q 1220001
(10)
Лампа накаливания, основная фара
1 из 10
Производитель: Patron
Артикул: PLh5-60/55
Тип ламп: h5
Напряжение: 12 V
Номинальная мощность: 60/55 Вт
Исполнение патрона: P43t-38
50
шт.
2 дн
Показать сроки доставки
Купить аналог H&Q 1220001
1 дн
Показать сроки доставки
Купить аналог H&Q 1220001
Другие предложения (12)
Применимость
Патрон под лампу h5 с ответной частью, прямой, керамика TM Nord YADA
5 из 10
Производитель: Nord YADA
Артикул: 902649
Тип ламп: h5
300
шт.
1 дн
Показать сроки доставки
Купить аналог H&Q 1220001
Другие предложения (9)
Лампа накаливания
1 из 10
Производитель: Hella
Артикул: 8GJ 002 525-131
Тип ламп: h5
Напряжение: 12 V
Номинальная мощность: 60/55 Вт
Количество: 1
проверочное значение: E1
Исполнение патрона: P43t
Тип контейнера: Коробка
101
шт.
3 дн
Показать сроки доставки
Купить аналог H&Q 1220001
91
шт.
2 дн
Показать сроки доставки
Купить аналог H&Q 1220001
Другие предложения (5)
Все характеристики Применимость ОЕМ номера
Лампа накаливания, основная фара
8 из 10
Производитель: Masuma
Артикул: L240
Напряжение: 12 V
Тип ламп: h5
Номинальная мощность: 60/55W Вт
Тип осветительного прибора: Галоген
Цветовая температура: 3000 K
1 дн
Показать сроки доставки
Купить аналог H&Q 1220001
Другие предложения (7)
Все характеристики Применимость
Лампа накаливания, основная фара
1 из 10
Производитель: Valeo
Артикул: 032007
Тип ламп: h5
Напряжение: 12 V
Номинальная мощность: 60/55 Вт
Исполнение патрона: P43t-38
100
шт.
2 дн
Показать сроки доставки
Купить аналог H&Q 1220001
Другие предложения (6)
Применимость
Лампа накаливания, основная фара
4 из 10
Производитель: Narva
Артикул: 48881
Тип ламп: h5
Напряжение: 12 V
Номинальная мощность: 60/55 Вт
Исполнение патрона: P43t-38
75
шт.
1 дн
Показать сроки доставки
Купить аналог H&Q 1220001
Другие предложения (12)
Применимость
Лампа 64193SUP h5 12V (60/55W) P43t-38 30 % света
2 из 10
Производитель: Osram
Артикул: 64193SUP
Тип ламп: h5
Напряжение: 12 V
Номинальная мощность: 60/55 Вт
Исполнение патрона: P43t
1 дн
Показать сроки доставки
Купить аналог H&Q 1220001
Другие предложения (11)
Применимость
Лампа накаливания, основная фара
9 из 10
Производитель: Masuma
Артикул: L140
Напряжение: 12 V
Тип ламп: h5
Номинальная мощность: 60/55W Вт
Тип осветительного прибора: Галоген
Цветовая температура: 4200 K
1 дн
Показать сроки доставки
Купить аналог H&Q 1220001
Другие предложения (1)
Все характеристики Применимость
Лампа накаливания
2 из 10
Производитель: Osram
Артикул: 64193
Тип ламп: h5
Напряжение: 12 V
Номинальная мощность: 60/55 Вт
Исполнение патрона: P43t
Поставщик — дилер данного бренда
1789
шт.
4 дн
Показать сроки доставки
Купить аналог H&Q 1220001
Поставщик — дилер данного бренда
20
шт.
1 дн
Показать сроки доставки
Купить аналог H&Q 1220001
Другие предложения (19)
Применимость
Галогенная лампа OSRAM OSRAM ORIGINAL LINE 64193 — это безупречные рабочие характеристики, отвечающие всем стандартам автомобильного освещения. Источники света от OSRAM прошли испытание временем: лампы ORIGINAL LINE установлены на миллионах новых автомобилей ведущих марок в качестве оригинальных комплектующих. Показать всё
Лампа головного освещения галогенная h5 24V 75/70W
9 из 10
Производитель: Sat
Артикул: STh524V
Тип ламп: h5
16
шт.
4 дн
Показать сроки доставки
Купить аналог H&Q 1220001
20
шт.
3 дн
Показать сроки доставки
Купить аналог H&Q 1220001
Другие предложения (1)
Лампа головного освещения галогенная супер белая h5 12V 60/55W
10 из 10
Производитель: Sat
Артикул: STh5W12V
Тип ламп: h5
82
шт.
4 дн
Показать сроки доставки
Купить аналог H&Q 1220001
30
шт.
3 дн
Показать сроки доставки
Купить аналог H&Q 1220001
Лампа накаливания
1 из 10
Производитель: Bosch
Артикул: 1 987 301 001
Напряжение: 12 V
Тип ламп: h5
Номинальная мощность: 60/55 Вт
Исполнение патрона: P43t
13
шт.
3 дн
Показать сроки доставки
Купить аналог H&Q 1220001
1 дн
Показать сроки доставки
Купить аналог H&Q 1220001
Другие предложения (12)
Лампа накаливания, основная фара
2 из 10
Производитель: Osram
Артикул: 64193ULT
Тип ламп: h5
Напряжение: 12 V
Номинальная мощность: 60/55 Вт
Исполнение патрона: P43t
200
шт.
2 дн
Показать сроки доставки
Купить аналог H&Q 1220001
1 дн
Показать сроки доставки
Купить аналог H&Q 1220001
Другие предложения (7)
Применимость
1
2
3
4
5
»
10 25 50 500
Срок поставки
Послезавтра
147 ₽
Завтра
85 ₽
3-5 дней
147 ₽
Более 5 дней
119 ₽
Доступное количество
Производители
Ca-Re
237 ₽
AUTO-GUR
85 ₽
Automega
187 ₽
Avantech
189 ₽
Bosch
277 ₽
Celen
1 142 ₽
Fenox
207 ₽
General Electric
404 ₽
General Motors
399 ₽
Hella
208 ₽
Тип ламп
h5
P21/5W
W5W
Цветовая температура
h5/CBD КАРТРИДЖИ ИСПАРИТЕЛЯ БЕЗ ТГК | Microgrown Farm
Дистиллят h5 / CBD - это новейшее лекарство CBD !!! h5/CBD более чем в 50 раз сильнее стандартного экстракта CBD, выращенного в полевых условиях. Да, в некоторых отчетах говорится, что в 100 раз сильнее! h5/CBD называют «CBD, КОТОРЫЙ ВЫ МОЖЕТЕ ПОЧУВСТВОВАТЬ». Это связано с тем, что CBD, выращенный в полевых условиях, был гидрогенизирован. В этом процессе нет ничего нового, и он обычно используется в продуктах питания и лекарствах для повышения их эффективности. Фактически, КБД был впервые гидрогенизирован в 1940 .... и мы только СЕЙЧАС начинаем пользоваться его преимуществами..... 82 года спустя !!!!!!!!
Ученые и лаборанты могут добавить один атом водорода к молекуле каннабидиола (КБД) в определенном месте молекулы. Когда КБД гидрируется, он теперь может свободно связываться с рецептором CB1, с которым связывается ТГК. Результатом является возможность большего расслабления, еще большего снижения беспокойства и боли, а также повышение эффективности лечения множества заболеваний, которые может лечить КБД.
Как торговец каннабиноидами, мы должны быть внимательны, чтобы не делать медицинских заявлений, которые не одобрены FDA. .... ОДНАКО, хотя и с некоторыми вариациями от человека к человеку..... CBD, CBG , ТГК и все каннабониоды имеют обширные и постоянно растущие неофициальные и клинические доказательства их эффективности в лечении бесчисленных заболеваний. Каннабиноиды лечат так много болезней, потому что лечат систему, а не симптомы. Они возвращают систему, нервные, желудочно-кишечные, кровеносные и психические процессы, например, в гомеостаз ..... что означает сохранение того же, равенство противоборствующих сил .... БАЛАНС ...!
Фармацевтические препараты, окружающая среда, травмы, хронические заболевания, неустанные ежедневные нагрузки и стрессы, обработанная пища — все это нарушает гомеостаз в нашем организме. CBD, CBG и другие каннабиноиды помогают организму использовать свои собственные «эндоканнабиноиды» и могут поставлять «фитоканнабиноиды», каннабиноиды растительного происхождения, когда в организме существует дефицит эндоканнабиноидов.
Существует два основных и хорошо известных «эндоканнабиноида», называемых анандамидом и 2 AG (сокращение от арахидоноилглицерина), которые естественным образом вырабатываются организмом и регулируют буквально все процессы в организме. Частота сердечных сокращений, кровяное давление, обмен веществ, работа кишечника, регуляция сахара/инсулина в крови и нейротрансмиттер/функция мозга – вот лишь некоторые из них. Вот почему каннабиноиды «лечат так много всего».
h5/CBD изготовлен из изолята CBD, поэтому не содержит ТГК. Если у вас есть проблемы, связанные с тестом на наркотики... ВЫ ЖДАЛИ ЭТОГО ПРОДУКТА... НАСЛАЖДАЙТЕСЬ.
МИКРОФЕРМА ручной работы
ДА!!!! ТЕСТ НА НАРКОТИКА ДРУЖЕСТВЕННО!!!!! НЕТ ТГК!!!!
Ароматизированы терпенами, полученными из каннабиса и/или натуральными ботаническими терпенами
Доступные ароматизаторы постоянно меняются
Доступен в 1/2 грамм или 1 грамм картридже
$ 40.00price
Доступны
для покупки наш магазин,
Да! Мы отправляем наш товар!
Для заказа продукта
эл. «Проводной провод — Maverick Industrial Sales
Доступна ускоренная доставка — позвоните по телефону 1-866-436-1892
Наведите курсор на изображение, чтобы увеличить его
Сэкономьте $-27,92
Fast HeatSKU: 9-19E6-64494-CS
Состояние: Новое — Открытая коробка
Состояние Описание: Новый товар как на изображениях . Включена гарантия 30 дней. ИЗНОС ПОЛКИ, СТАРЫЙ ЗАПАС.
MPN: h5, h53, h5 3
Пользовательский ярлык: 9-19E6-64494-CS
American ExpressApple PayDiners ClubDiscoverMeta PayGoogle PayMastercardPayPalShop PayVenmoVisa
Ваша платежная информация защищена. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Country
United StatesCanadaNetherlandsPoland—AfghanistanÅland IslandsAlbaniaAlgeriaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAscension IslandAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongo — BrazzavilleCongo — KinshasaCook IslandsCosta RicaCroatiaCuraçaoCyprusCzechiaCôte d’IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong Kong SARHungaryIcelandIndiaIndonesiaIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SARMadagascarMalawiMalaysiaMaldivesMaliMaltaMartiniqueMauritaniaMauritiusMayotteMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Burma)NamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalQatarRéunionRomaniaRussiaRwandaSamoaSan MarinoSão Tomé & PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia & South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSt. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Почтовый индекс
Политика возврата Maverick
Удовлетворение потребностей клиентов — наша цель, но иногда что-то идет не по плану. Мы изложили наши правила ниже, чтобы избежать путаницы в случае возникновения проблемы. Вот мелкий шрифт, касающийся возвратов и гарантий:
Возвраты обрабатываются по-разному в зависимости от состояния товара.
Новый / Новый Другой / Новый в открытой упаковке: На эти устройства распространяется 30-дневная гарантия DOA.
Фиксатор заготовок к станку для раздачи концов труб
Авторы патента:
ЕГОРОВ НИКОЛАЙ МИХАЙЛОВИЧ
ПОНОМАРЕВ ВЛАДИМИР БОРИСОВИЧ
МАКСИМОВ ВЛАДИМИР ВАСИЛЬЕВИЧ
B21D41/02 — раздачи диаметра
О П—И -С=Д— Н-И Е
ИЗОБРЕТЕН ИЯ г)ег)
Союз Советских
Социалистических
Республик (») 778875
Ф
1 лф
ФК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (61) Дополнительное к авт. свид-ву— (22) Заявлено 14.08.78 (21) 2654569/25-27
Г с присоединением заявки №вЂ” (23) Приоритет—
151) М, Кл.з
В 21 D 41/02
Гасударственный комитет
Опубликовано 15.11.80. Бюллетень № 42 (53) УДК 621.774.. 72 (088.8) по делам изобретений и открытий
Дата опубликования описания 25.11.80 (72) АвтоРы изобретения
Н. М. Егоров, В. Б. Пономарев и В. В. Максимов (71) Заявитель (54) ФИКСАТОР ЗАГОТОВОК К СТАНКУ ДЛЯ
2 РАЗДАЧИ КОНЦОВ ТРУБ
Изобретение относится к области изменения диаметра концов труб обработкой давлением.
Известен фиксатор заготовок, содержащий основание и подпружиненный шарнирно закрепленный на основании прихват, один конец которого выполнен в виде призмы (1).
Недостаток фиксатора зак,почается в поднимании прихвата заготовкой, что снижает надежность правильной ее установки.
Цель изобретения — повышение надежности работы фиксатора.
Поставленная цель достигается тем, что фиксатор снабжен неподвижно установленным на корпусе станка копиром с клиновым пазом, второй конец прихвата выполнен в виде клина, взаимодействующего с клином копира, а основание фиксатора смонтировано с возможностью его перемещения в направлении копира.
На фиг. 1 схематически показан фиксатор, в раскрытом положении; на фиг. 2— то же, в положении зажима; на фиг. 3— разрез А — А на фиг. 1; на фиг. 4 — момент сбрасывания прихватом заготовки, залипшей на пуансоне.
Фиксатор состоит из основания 1, смонтированного на корпусе станка для раздачи концов труб двумя коническими пуансонами. На основании шарнирно закреплен прихват 2, конец 3 которого выполнен в виде призмы со сбрасывателем 4 заготовок.
Другой конец прихвата подпружинен пружиной 5 и имеет скос в виде клина 6. На корпусе станка неподвижно смонтирован копир 7, в котором выполнен паз с клином 8.
Основание 1 вместе с прихватом 2 имеет
1в возможность перемещаться от привода (на чертеже не показан) в направлении к копиру 7 и обратно.
Фиксатор работает следующим образом.
В исходном положении основание 1 вхо15 дит в паз копира и клин 8, взаимодеиствуя с клином 6 прихвата, отжимает его.
Заготовка 9 подается приводом на губку основания 1, а затем оно перемещается от копира 8. Под давлением пружины 5 прихват поворачивается и зажимает заготовку 9. Основание 1 перемещается до тех пор, пока ось заготовки совпадает с осью конических пуансонов.
3 4
Пуансоны, сближаясь, захватывают за- ное на корпусе станка основание и подпруготовку, а основание возвращается в ис- жиненный шарнирно закрепленный íà осходное положение. новании прихват, один конец которого выПосле раздачи концов пуансоны расхо- . полнен в виде призмы, отличающийся тем, дятся и заготовка падает вниз. В некоторых, что, с целью повышения надежности рабослучаях изделие 10 залипает на каком-либо ты, он снабжен неподвижно закрепленными пуансоне. Для его сброса предусмотрен выс- на корпусе станка копиром с клиновым па4 туп, который при следующем ходе основания зом, при этом второй конец прихвата выс зажатой заготовкой сталкивает изделие 10 полнен в виде клина, взаимодействующего с пуансона. с клином копира, а основание фиксатора усПроверка работоспособности фиксатора тановлено с возможностью возвратно-поступри производстве деталей самовара показы- 1 пательного перемещения в направлении ковает его высокую надежность. пира.
Источники информации, принятые во внимание при экспертизе
1. Малов А. Н. Загрузочные устройства металлорежущих станков. М., «Машиностроение», 1972, с. 162, рис. 96, б.
Формула изобретения
Фиксатор заготовок к станку для разда- 1» чи концов труб, содержащий смонтирован-
A 2. 2
778875
Редактор В. Романенко
Заказ 7898/8
Составитель И. Капитонов
Техред К. Шуфрич Корректор M. Вигула
Тираж 986 Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж вЂ” 35, Раушская наб., д. 4/5
Филиал ППП «Патент», г. Ужгород, ул. Проектная, 4
Похожие патенты:
Способ изготовления тонкостенных патрубков // 774717
Устройство для гидравлической раздачи цилиндрических заготовок // 774716
Инструмент для отбортовки концов труб // 770618
Штамп // 738719
Устройство для раздачи тонкостенных конических оболочек // 735358
Штамп для раздачи конических заготовок // 735357
Устройство для раздачи труб // 733806
Устройство для измерения величины радиальной раздачи трубы // 732054
Устройство для развальцовки трубчатых заготовок // 730420
Устройство для раздачи труб // 725751
Устройство для раздачи труб // 2103095
Способ формообразования концевого участка трубы // 2104112
Изобретение относится к обработке металлов давлением, а именно к способам увеличения размера поперечного сечения концевого участка трубы с получением раструба, и может быть использовано в машиностроении для изготовления деталей гидрогазовых систем
Способ деформирования концевого участка сварной трубы // 2104113
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении, в частности для изготовления элементов гидрогазовых систем
Устройство для раздачи полых изделий // 2104114
Изобретение относится к обработке металлов давлением, а именно к устройству для деформирования концевых участков трубных заготовок и может быть использовано в машиностроении для получения преимущественно осесимметричных раструбов на трубах
Штамп для раздачи труб из титановых сплавов // 2104815
Изобретение относится к области обработки металлов давлением, а именно к штамповке деталей из трубных заготовок, и может быть использовано в авиационной, судостроительной и смежных с ними отраслях промышленности
Устройство для раздачи труб // 2114714
Изобретение относится к машиностроению и предназначено преимущественно для раздачи труб в отверстиях трубных решеток при изготовлении трубчатых теплообменников и подобного оборудования и последующего соединения с ними по периметру торца труб сваркой
Способ расширения конца трубы // 2120343
Изобретение относится к способу для расширения конца трубы в соответствии с вводной частью пункта 1 формулы изобретения
Устройство для раздачи концов труб // 2122481
Изобретение относится к обработке металлов давлением, а именно к штамповке деталей из трубных заготовок, и может быть использовано в авиационной, судостроительной и смежных с ними отраслях промышленности
Способ раздачи концов труб // 2122912
Изобретение относится к обработке металлов давлением, а именно к штамповке деталей из трубных заготовок, и может быть использовано в авиационной, судостроительной и смежных с ними отраслях промышленности
Устройство для раздачи концов труб // 2122913
Изобретение относится к области обработки металлов давлением, а именно к штамповке деталей из трубных заготовок, и может быть использовано в авиационной, судостроительной и смежных с ними отраслях промышленности
Винтовой фиксатор для ленты для фиксации заготовок
org/BreadcrumbList»>
Главная
Бренды
Rubankov — всё для столярного дела
Артикул: М00017388
17420 руб
Оставить отзыв
Категории: Rubankov — всё для столярного дела
ХАРАКТЕРИСТИКИ
ОТЗЫВЫ 0
ОТЗЫВЫ ВК
Артикул
М00017388
Скидка
да
Штрихкод
2000000039602
Габариты (ШxГxВ, см)
29 x 29 x 6
Вес (кг)
4.051
Здесь еще никто не оставлял отзывы. Вы можете быть первым!
Перед публикацией отзывы проходят модерацию.
Ваша оценка
Представьтесь, пожалуйста *
Электронная почта *
Ваш отзыв *
Нажимая на кнопку «Отправить» вы принимаете условия Публичной оферты.
Аналогичные товары
Винтельма D13мм + метчик
0
23620 руб
Винтельма D16мм + метчик
0
24840 руб
Винтельма D22мм + метчик
0
27430 руб
Винтельма D28мм + метчик
0
37530 руб
Винтельма D25мм + метчик
0
34990 руб
Брусок абразивный японский конус 1000грит D78*153мм
0
3820 руб
Атлас чертежей к книге «Практический курс столярного дела», М. Нетыкса
Правильный зажим заготовки, возможно, является одним из наиболее важных этапов всего рабочего процесса обработки.
Действительно, ваша система зажима будет непосредственно воздействовать на вибрации, возникающие во время резки. Эти вибрации в значительной степени связаны с качеством резки, долговечностью инструмента и шумом, создаваемым вашей машиной.
Однако зажимные системы разнообразны, и сделать правильный выбор – непростая задача. В следующей статье будут сравниваться 8 различных типов зажимных систем и классифицировать их по безопасности , стоимости , эргономичности , адаптивности и совместимости с различными рабочими зонами.
Имейте в виду, что следующие примеры относятся к станкам с ЧПУ с Т-образными пазами, а не к промышленным станкам.
1 — Шурупы по дереву
Крепление заготовки к спойлерборду с помощью шурупов не требует пояснений, но стоит сравнить с другими системами.
Заготовка, прикрепленная шурупами по дереву
Это один из самых простых способов зажима заготовки, но также и один из самых быстрых в настройке, при этом он очень дешевый и эргономичный. Вам не нужно ничего, кроме деревянной доски, дрели и нескольких шурупов.
Двумя основными преимуществами являются прочность и надежность этой системы крепления и возможность установки точки крепления в любом месте.
Конечно, у него есть и главный недостаток: он быстро повредит поверхность вашего спойлерборда. Вам придется регулярно менять его или переворачивать.
Еще одна проблема с этой системой заключается в том, что из-за того, что винты находятся в верхней части заготовки, вы не можете полностью обработать ее.
Подводя итог, можно сказать, что винты — не идеальный способ зажима детали, если вы ежедневно работаете на фрезерном станке с ЧПУ, но мы определенно рекомендуем работать с этой системой, если вы начинаете со станков с ЧПУ. У вас будет время подумать об улучшении системы зажима после того, как вы сделаете все классические ошибки и улучшите свои навыки работы с ЧПУ.
Pros
Действительно дешево и легко настроить , обеспечивает сильную и надежную зажима , адаптированные (почти) любая высота заготовки
Cons
Ущерб. Правление быстро не может быть использована для работы по поверхности
2 — Двусторонний скотч
Использование двустороннего скотча – один из самых простых способов закрепления детали. Это довольно просто: заклейте нижнюю часть вашего запаса скотчем и приклейте его к рабочей поверхности.
Использование двустороннего скотча для зажима мелких деталей
Первое, что нужно знать об этой системе, это то, что она будет работать только с высококачественной лентой . В противном случае деталь легко отделится из-за сил резания, которые могут быстро стать опасными и привести к образованию выступов. Мы рекомендуем использовать высокопрочную двухстороннюю ленту или . Мы также рекомендуем использовать эту систему с полным корпусом вокруг вашего ЧПУ, чтобы избежать проблем с безопасностью.
Тем не менее, эта система может оказаться очень полезной во многих различных ситуациях:
При работе с металлическими листами или очень тонкими деревянными листами , которые не могут быть легко зажаты с помощью другой системы.
Когда вы не хотите оставлять вкладки на своей работе для идеальной отделки. Вы должны быть уверены, что поверхность прилипания вашей детали будет достаточно большой, чтобы она оставалась на месте после вырезания из заготовки.
В любом случае тип используемой вами концевой фрезы будет очень важен . Действительно, концевые фрезы с прямым резом будут иметь тенденцию приподнимать вашу деталь и отделять ее от двойной ленты, в то время как концевые фрезы с прямым резом будут прижимать заготовку к доске.
Плюсы
очень дешевый и простой в установке очень полезный для листов или деталей без вкладок
Минусы
не очень безопасный — может быть опасным подходит не для всех типов работ
3 — Зажимы
На первый взгляд, зажимы могут показаться идеальным приспособлением для вашего станка с ЧПУ. Они действительно могут очень быстро зажимать или освобождать деталь, но они также имеют ограничения при повседневном использовании фрезерного станка с ЧПУ.
Система зажима с шарнирным соединением
Зажимы с шарнирным соединением идеально подходят, если вы всегда зажимаете заготовки одинаковой толщины : очень быстро и очень легко использовать . Однако, как только вам придется адаптировать резиновую часть к другой высоте, это усложнится, и вы потеряете преимущества этих зажимов. Кроме того, они зажимают заготовку на верхней поверхности, что не позволяет выполнять наплавочные операции.
Мы рекомендуем использовать шарнирно-рычажные зажимы только для специальных работ, таких как, например, производственные партии из идентичных деталей . Они также могут быть очень удобными для крепления спойлерборда к раме машины, обеспечивая очень быстрый способ замены последней, когда она слишком повреждена.
Pros
самая быстрая система зажима/освобождения может зажимать заготовки различной толщины (с регулировкой)
Cons
не эргономичен, если толщина заготовки меняется слишком часто подходит почти только для Т-образных рамок не позволяет выполнять наплавку Наиболее распространенные системы зажима, используемые пользователями ЧПУ, поскольку это решение прочное , простое в зажиме или освобождении и эргономичное .
Слева самодельная подножка, справа стальная профессиональная
Вы можете легко заказать в Интернете комплекты, содержащие ступенчатые блоки различных размеров, которые подходят для большинства конфигураций ваших заготовок. Обратите внимание, что вам понадобится рабочая зона с Т-образным пазом или решетка с резьбовой вставкой , чтобы использовать их.
Если вы не планируете резать очень твердый материал, вы также можете самостоятельно фрезеровать эти зажимы до желаемого размера и толщины из многих материалов, таких как фанера, алюминий или твердый пластик. Мы сделали серию руководств по , как фрезеровать простую фанерную струбцину с двойным винтом , что вы можете найти здесь .
Единственным реальным неудобством ступенчатых блоков является то, что нельзя обработать обрабатываемую деталь , так как зажимы находятся над ней. Вам также нужно быть осторожным при создании G-кода, чтобы избежать столкновения между зажимами и вашим шпинделем.
Pros
легко зажимать и освобождать заготовку можно зажимать (почти) любую толщину надежная и надежная система can be milled to fit your needs
Cons
suitable only with T-slot or threaded inserts doesn’t allow surfacing operations
5 — Эксцентриковые зажимы
Эксцентриковые зажимы представляют собой очень интересную систему зажима для станков с ЧПУ. Они используют боковых сил на вашем прикладе, чтобы прижать его к рабочей зоне , обеспечивающий очень надежную систему зажима без необходимости установки чего-либо на заготовку, и, следовательно, позволяющую полностью обработать его .
Самодельные эксцентриковые зажимы для МДФ
Как и блоки для ступеней, вы можете найти наборы в Интернете или изготовить эти зажимы самостоятельно из различных материалов.
Их основной недостаток заключается в том, что они требуют использования Т-образных пазов или решетки с резьбовой вставкой . Вам также понадобится их несколько, чтобы убедиться, что ваша часть защищена.
Pros
easy to clamp and release the workpiece can clamp any thickness robust and secure system can be milled to fit your needs
Cons
подходит только для Т-образных пазов или резьбовых вставок
6 — Вакуумные зажимы
Наконец, вакуумные прокладки чрезвычайно универсальны способ закрепить деталь на ЧПУ. Обратите внимание, что здесь мы говорим о прокладках. Если у вас есть доступ к вакуумному столу, это не относится.
Эта система просто состоит из нескольких подкладок, которые можно перемещать и прикреплять к рабочей зоне. Они соединены с вакуумным насосом, который будет всасывать вашу заготовку, удерживая ее крепко зажатой.
Вакуумные пластины, размещенные на решетке с резьбой
Одним из основных преимуществ этой системы является ее скорость. кнопка.
Однако это имеет некоторые недостатки. Вам понадобится вакуумный насос, что делает самой дорогой зажимной системой , которую мы описали в этой статье. Кроме того, если вам нужно пройтись по инвентарю, вам нужно разместить колодки так, чтобы вы не просверливали их, или иметь идеально ровную рабочую зону, что может быть немного техническим.
Pros
самая быстрая система зажима может зажимать любую толщину надежная и надежная система
CONS
Дорого
в Learn
#
статья
фрезерование с ЧПУ
Поделиться этой публикацией
Этикетки
Изменить
статью
фрезерование с чпу
Войдите под номером , чтобы оставить комментарий
Наше руководство для ознакомления с форматами файлов ЧПУ
Система зажима заготовок Kreg Bench Clamp BAS
title=»Зажим для заготовок Kreg с адаптером верстака 3/4″ KR-KBC3-BAS 2″ itemprop=»image» />
 .. 540 нм
.. 540 нм .. 540 нм
.. 540 нм 24 В), 3 x 0/4–20 В выхода,
24 В), 3 x 0/4–20 В выхода, в руководстве по эксплуатации
в руководстве по эксплуатации 
 org/Product»>
org/Product»>
 org/Product»>
org/Product»> Он был разработан для обеспечения точного контроля температуры в экстремальных условиях, при температурах от 700 °C до 1800 °C , а также в очень запыленной и задымленной атмосфере. Он сочетает в себе изображения высокого разрешения в режиме реального времени с измерениями температуры на любая точка зоны горения внутри котлов, печей, печей или мусоросжигательных заводов. Эта камера позволяет обнаруживать любые изменения при сжигании и визуализировать падение клинкера.
Он был разработан для обеспечения точного контроля температуры в экстремальных условиях, при температурах от 700 °C до 1800 °C , а также в очень запыленной и задымленной атмосфере. Он сочетает в себе изображения высокого разрешения в режиме реального времени с измерениями температуры на любая точка зоны горения внутри котлов, печей, печей или мусоросжигательных заводов. Эта камера позволяет обнаруживать любые изменения при сжигании и визуализировать падение клинкера. Обеспечивая надежное считывание температуры и HDR-изображения, Pyroscan помогает оператору стабилизировать процесс обжига для гомогенизации и повышения качества клинкера. Проводит эффективный мониторинг любых изменений формы пламени и передачи тепла продукту. Это универсальный инструмент для регулировки горелки , особенно для сжигания альтернативных видов топлива.
Обеспечивая надежное считывание температуры и HDR-изображения, Pyroscan помогает оператору стабилизировать процесс обжига для гомогенизации и повышения качества клинкера. Проводит эффективный мониторинг любых изменений формы пламени и передачи тепла продукту. Это универсальный инструмент для регулировки горелки , особенно для сжигания альтернативных видов топлива. Pelco имеет более чем 60-летний опыт создания качественных камер, которые выдерживают самые суровые условия, с целью обеспечения безопасности наших сообществ. Инвестиции в качественные камеры, способные выдерживать экстремальные погодные условия, означают для вас меньшие затраты на ремонт и замену.
Pelco имеет более чем 60-летний опыт создания качественных камер, которые выдерживают самые суровые условия, с целью обеспечения безопасности наших сообществ. Инвестиции в качественные камеры, способные выдерживать экстремальные погодные условия, означают для вас меньшие затраты на ремонт и замену. Они сертифицированы в соответствии с полным набором строгих стандартов, поэтому они могут выдерживать не только осадки, но и прямое мытье из шланга без повреждений.
Они сертифицированы в соответствии с полным набором строгих стандартов, поэтому они могут выдерживать не только осадки, но и прямое мытье из шланга без повреждений.




 Казино по всему миру нуждаются в интеллектуальных решениях для обеспечения безопасности IP-видео, чтобы помочь уменьшить мошенничество, контролировать вопросы ответственности, соблюдать правила и обеспечивать соответствие ожиданиям клиентов в отношении безопасности. От мигающих огней игровых автоматов до слабого освещения на парковках — экстремальные условия освещения требуют видеокамер, которые автоматически адаптируются и соответствуют отраслевым нормам, защищая при этом ваших сотрудников, клиентов, деньги и имущество.
Казино по всему миру нуждаются в интеллектуальных решениях для обеспечения безопасности IP-видео, чтобы помочь уменьшить мошенничество, контролировать вопросы ответственности, соблюдать правила и обеспечивать соответствие ожиданиям клиентов в отношении безопасности. От мигающих огней игровых автоматов до слабого освещения на парковках — экстремальные условия освещения требуют видеокамер, которые автоматически адаптируются и соответствуют отраслевым нормам, защищая при этом ваших сотрудников, клиентов, деньги и имущество. Наличие четких, четких изображений при любых условиях освещения, чтобы реагировать на проблемы с транспортным потоком, аварии и проблемы, связанные с погодой, имеет важное значение. Камеры Pelco также оснащены функциями видеоаналитики, которые предупреждают операторов об авариях и опасных условиях, обеспечивая быстрое реагирование и спасение жизней.
Наличие четких, четких изображений при любых условиях освещения, чтобы реагировать на проблемы с транспортным потоком, аварии и проблемы, связанные с погодой, имеет важное значение. Камеры Pelco также оснащены функциями видеоаналитики, которые предупреждают операторов об авариях и опасных условиях, обеспечивая быстрое реагирование и спасение жизней.
 Тип LC-HD
Тип LC-HD Такое закрепление позволяет работать с большей скоростью и увеличенным нажимом резака.
Такое закрепление позволяет работать с большей скоростью и увеличенным нажимом резака. — т.н. «грибковые центра» с увеличенным наконечником, представляющим из себя усечённый конус.
— т.н. «грибковые центра» с увеличенным наконечником, представляющим из себя усечённый конус.
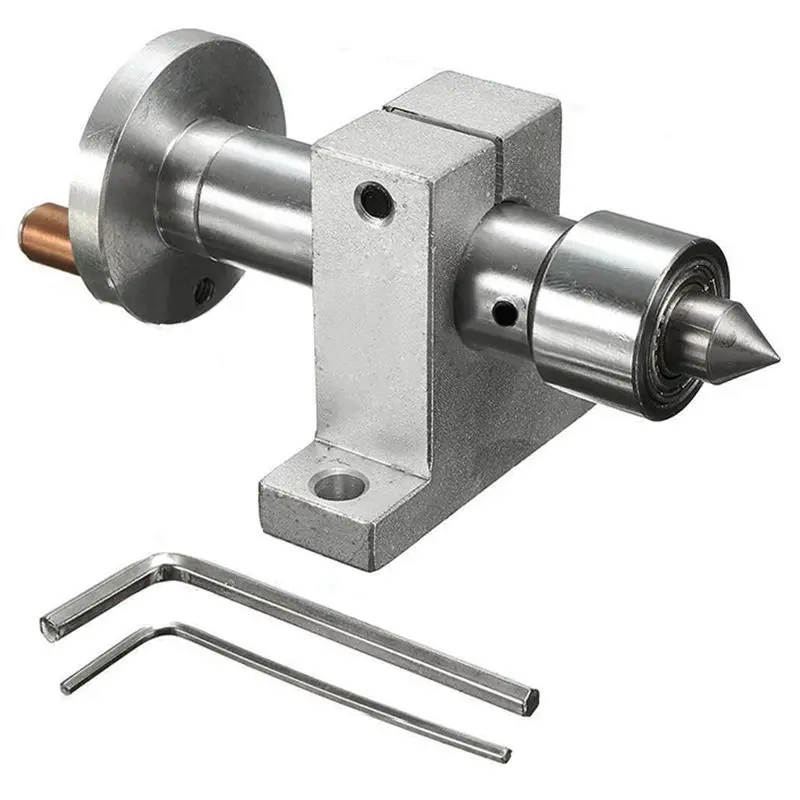 От подшипника во многом и зависит на каких режимах может работать центр, так же он снижает трение.
От подшипника во многом и зависит на каких режимах может работать центр, так же он снижает трение.
 В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
 Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.

 Фигуру можно вращать по часовой или против часовой стрелки. Еще один отличный пример вращения в реальной жизни — колесо обозрения, центральная ступица которого является центром вращения.
Фигуру можно вращать по часовой или против часовой стрелки. Еще один отличный пример вращения в реальной жизни — колесо обозрения, центральная ступица которого является центром вращения.

 Давайте применим правило к вершинам, чтобы создать новый треугольник A’B’C’:
Давайте применим правило к вершинам, чтобы создать новый треугольник A’B’C’: Давайте посмотрим на правила, единственное правило, при котором значения x и y не меняются, но меняется их знак, — это поворот на 180°.
Давайте посмотрим на правила, единственное правило, при котором значения x и y не меняются, но меняется их знак, — это поворот на 180°.
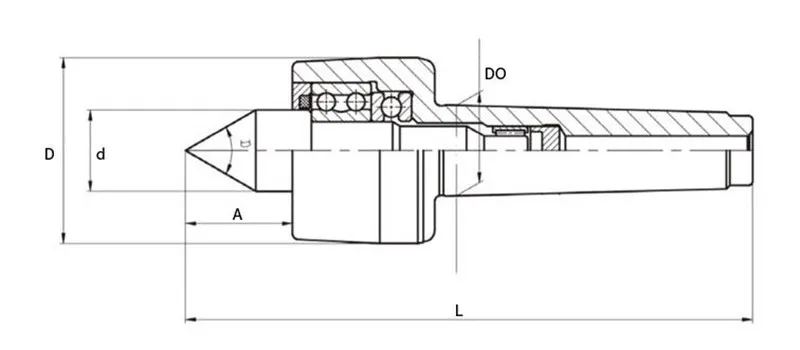
 Треугольник поворачивается на 90° по часовой стрелке вокруг начала координат, образуя треугольник \(A’B’C’\). Какие из следующих вершин являются вершинами треугольника \(A’B’C’\)?
Треугольник поворачивается на 90° по часовой стрелке вокруг начала координат, образуя треугольник \(A’B’C’\). Какие из следующих вершин являются вершинами треугольника \(A’B’C’\)?



 Или точка может быть за пределами фигуры, и в этом случае фигура движется по дуге окружности (подобно орбите) вокруг центра вращения. Величина поворота называется углом поворота .
Или точка может быть за пределами фигуры, и в этом случае фигура движется по дуге окружности (подобно орбите) вокруг центра вращения. Величина поворота называется углом поворота . 



 Количество ячеек 64 шт.
Количество ячеек 64 шт.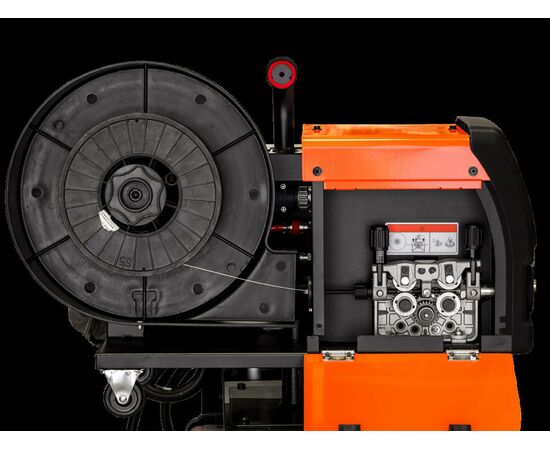


 )
) )
) gép Jasic MIG 350P (N316)Synergic Pulse Dupla Pulse inv.hegesztőgép 10-350A@60%, тест
gép Jasic MIG 350P (N316)Synergic Pulse Dupla Pulse inv.hegesztőgép 10-350A@60%, тест

 Единственное требование — это обдув модели. Усадка у этого материала практически отсутствует. При печати он практически не имеет запаха, а если и пахнет, то запах напоминает жженую карамель.
Единственное требование — это обдув модели. Усадка у этого материала практически отсутствует. При печати он практически не имеет запаха, а если и пахнет, то запах напоминает жженую карамель.

 Температура стола 80-100 градусов. Для печати необходим подогреваемый стол у принтера. Желательно наличие закрытой камеры, потому что ABS «не любит» сквозняки. Из-за резкого перепада температур он может «отклеиться» от стола или треснуть по слоям. ABS при печати может неприятно пахнуть поэтому рекомендуется использовать принтер с закрытой камерой и фильтрами или печатать в хорошо проветриваемом помещении.
Температура стола 80-100 градусов. Для печати необходим подогреваемый стол у принтера. Желательно наличие закрытой камеры, потому что ABS «не любит» сквозняки. Из-за резкого перепада температур он может «отклеиться» от стола или треснуть по слоям. ABS при печати может неприятно пахнуть поэтому рекомендуется использовать принтер с закрытой камерой и фильтрами или печатать в хорошо проветриваемом помещении.
 Из-за этого может быть проблематично изготовление габаритных изделий.
Из-за этого может быть проблематично изготовление габаритных изделий.


 С ним легко работать, у него маленький процент усадки и отличная спекаемость слоев.
С ним легко работать, у него маленький процент усадки и отличная спекаемость слоев.
 Или функциональных вещей требующих прозрачности, например кастомные поворотники на мотоцикл или машину, светильники или прототипы бутылок.
Или функциональных вещей требующих прозрачности, например кастомные поворотники на мотоцикл или машину, светильники или прототипы бутылок.

 Он гибкий и эластичный, но в то же время прочный на разрыв. Например TPE — это резиноподобный пластик, а TPU — более жесткий.
Он гибкий и эластичный, но в то же время прочный на разрыв. Например TPE — это резиноподобный пластик, а TPU — более жесткий.
 Или с красителями подобранными для имитации различных материалов. Поскольку основа пластика это PLA то он очень прост в печати.
Или с красителями подобранными для имитации различных материалов. Поскольку основа пластика это PLA то он очень прост в печати.

 Например – углеволокно, карбоновые нити или стекловолокно.
Например – углеволокно, карбоновые нити или стекловолокно.
 Например функциональные детали не теряющие форму при нагревании, устойчивые ко многим растворителям и т.д.
Например функциональные детали не теряющие форму при нагревании, устойчивые ко многим растворителям и т.д.
 Эластичность напечатанных изделий является основным свойством, которое обуславливает применение этого пластика.
Эластичность напечатанных изделий является основным свойством, которое обуславливает применение этого пластика. Относительная стойкость к бензину.
Относительная стойкость к бензину. Материал устойчив к воздействию низких температур. разрыву и агрессивным средам, хорошо сцепляется с поверхностью, восстанавливает форму при деформации, способен прекрасно сопротивляться проколам, обладает сопротивлением к скольжению.
Материал устойчив к воздействию низких температур. разрыву и агрессивным средам, хорошо сцепляется с поверхностью, восстанавливает форму при деформации, способен прекрасно сопротивляться проколам, обладает сопротивлением к скольжению. С хранением пластика не возникает проблем, он практически не подвержен воздействию нормальной влажности воздуха окружающей среды. Однако для получения идеального результата печати филамент целесообразно хранить в сухом месте, с силикагелем.
С хранением пластика не возникает проблем, он практически не подвержен воздействию нормальной влажности воздуха окружающей среды. Однако для получения идеального результата печати филамент целесообразно хранить в сухом месте, с силикагелем. Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
 Кроме того, путь, по которому нить проходит в зону плавления, должен иметь жесткие допуски, чтобы предотвратить перекручивание или скручивание нити внутри. По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями.
Кроме того, путь, по которому нить проходит в зону плавления, должен иметь жесткие допуски, чтобы предотвратить перекручивание или скручивание нити внутри. По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями. Мы видели, что скорость 1200 мм/мин (20 мм/с) может быть хорошей отправной точкой для большинства материалов.
Мы видели, что скорость 1200 мм/мин (20 мм/с) может быть хорошей отправной точкой для большинства материалов. Пока вы только начинаете работать с этим материалом, мы рекомендуем полностью отключить отвод. Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.
Пока вы только начинаете работать с этим материалом, мы рекомендуем полностью отключить отвод. Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.

 Это связано с тем, что большинство нитей затвердевают по мере охлаждения и затвердевания, поэтому ваши конструкции будут функциональными и долговечными. Хотя наиболее распространенные нити для 3D-печати, такие как ABS и PLA, позволяют создавать твердые и жесткие объекты, другие нити могут сохранять эластичность и обеспечивать удивительно эластичное растяжение.
Это связано с тем, что большинство нитей затвердевают по мере охлаждения и затвердевания, поэтому ваши конструкции будут функциональными и долговечными. Хотя наиболее распространенные нити для 3D-печати, такие как ABS и PLA, позволяют создавать твердые и жесткие объекты, другие нити могут сохранять эластичность и обеспечивать удивительно эластичное растяжение. Это означает, что он имеет такую же твердость, как протектор шины или ластик из твердой резины.
Это означает, что он имеет такую же твердость, как протектор шины или ластик из твердой резины. Он имеет резиноподобную консистенцию и обычно плавится при температуре 190–250 ºC (от 374 º до 482 ºF).
Он имеет резиноподобную консистенцию и обычно плавится при температуре 190–250 ºC (от 374 º до 482 ºF). Однако при печати липкими, эластичными нитями втягивание не поможет, так как расплавленная нить будет растягиваться сильнее, оставляя комки на отпечатке.
Однако при печати липкими, эластичными нитями втягивание не поможет, так как расплавленная нить будет растягиваться сильнее, оставляя комки на отпечатке.

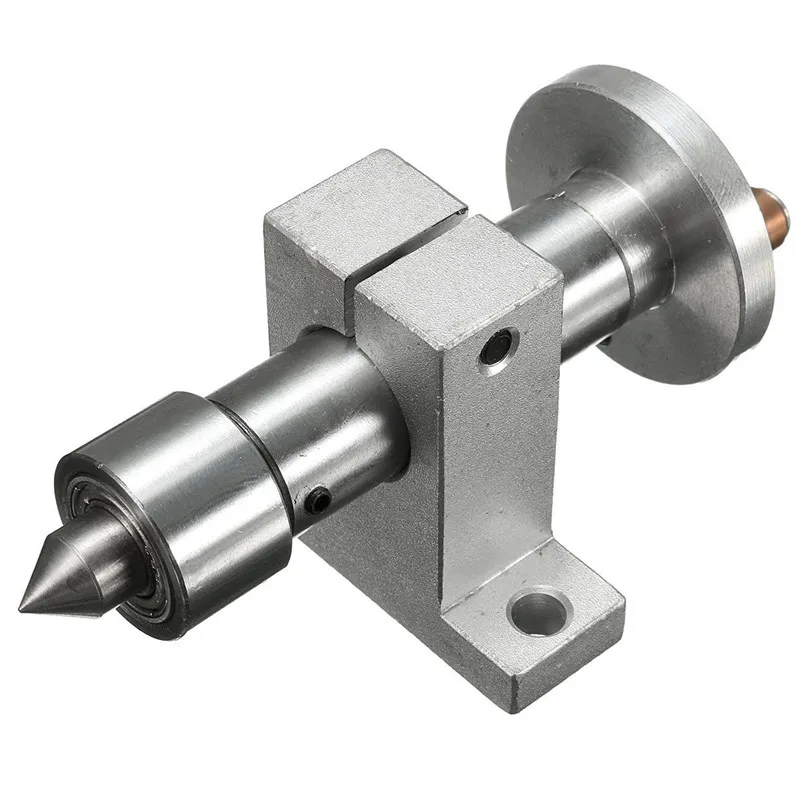 Срезанный наконечник используется, когда необходимо обработать торец обрабатываемой детали.
Срезанный наконечник используется, когда необходимо обработать торец обрабатываемой детали.

 Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений.
Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений. Имеют массу разновидностей.
Имеют массу разновидностей. 

 Токарная обработка, обычно выполняемая на токарном станке, уменьшает диаметр заготовки до заданного размера и обеспечивает гладкую поверхность детали. Токарный центр представляет собой токарный станок с числовым программным управлением (ЧПУ). Сложные токарные центры также могут выполнять различные фрезерные и сверлильные операции.
Токарная обработка, обычно выполняемая на токарном станке, уменьшает диаметр заготовки до заданного размера и обеспечивает гладкую поверхность детали. Токарный центр представляет собой токарный станок с числовым программным управлением (ЧПУ). Сложные токарные центры также могут выполнять различные фрезерные и сверлильные операции.
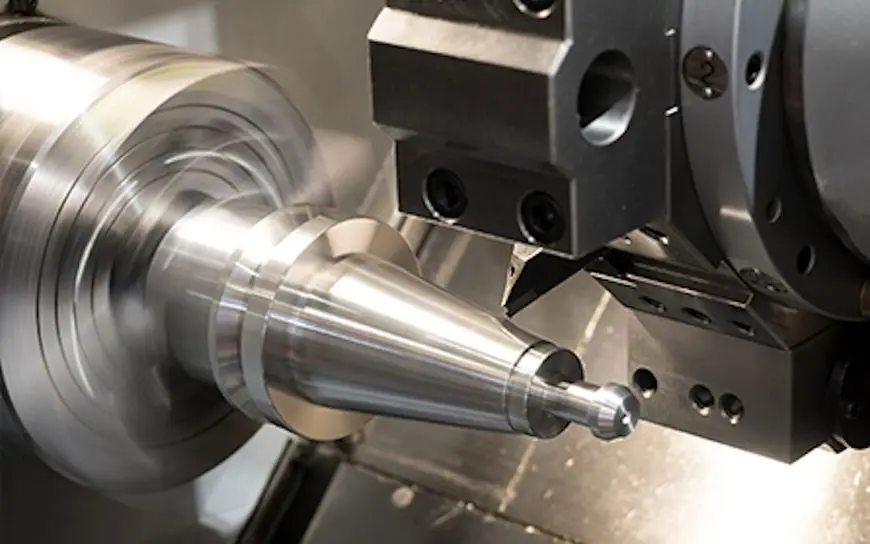 На самом деле, мы предлагаем самую универсальную линейку быстрых, мощных и прецизионных токарных центров на рынке, от станков с вертикальной или горизонтальной ориентацией шпинделя до тех, которые включают в себя два токарных шпинделя, возможность фрезерования и функциональность оси Y для повышения производительности благодаря DONE IN ОДНО производство.
На самом деле, мы предлагаем самую универсальную линейку быстрых, мощных и прецизионных токарных центров на рынке, от станков с вертикальной или горизонтальной ориентацией шпинделя до тех, которые включают в себя два токарных шпинделя, возможность фрезерования и функциональность оси Y для повышения производительности благодаря DONE IN ОДНО производство.
 Между токарной обработкой с ЧПУ, токарными станками с ЧПУ, различными типами станков с ЧПУ и многим другим это может быть довольно запутанным. В этой статье мы сосредоточимся на основах токарной обработки с ЧПУ, чтобы дать вам прочную основу и ответить на наиболее часто задаваемые вопросы.
Между токарной обработкой с ЧПУ, токарными станками с ЧПУ, различными типами станков с ЧПУ и многим другим это может быть довольно запутанным. В этой статье мы сосредоточимся на основах токарной обработки с ЧПУ, чтобы дать вам прочную основу и ответить на наиболее часто задаваемые вопросы. Он в основном используется для изготовления деталей цилиндрической формы.
Он в основном используется для изготовления деталей цилиндрической формы. Его можно повторять снова и снова в одной и той же манере.
Его можно повторять снова и снова в одной и той же манере.



 Требуется лишь осуществлять должный уход.
Требуется лишь осуществлять должный уход. 0)
0)

 Выход был найден в 2013 году в виде приобретения производственных площадей в Китае (Пингху), на которых начинается стройка нового завода.
Выход был найден в 2013 году в виде приобретения производственных площадей в Китае (Пингху), на которых начинается стройка нового завода. 0)
0)




 В зависимости от эффекта, который вы хотите получить, вы можете выбрать разные модели.
В зависимости от эффекта, который вы хотите получить, вы можете выбрать разные модели. 


 9№ 0003
9№ 0003

 Вдохновляйтесь и пробуйте новое.
Вдохновляйтесь и пробуйте новое. com
com Комплекты одинарных, двойных, стеклянных и противопожарных карманных раздвижных дверей, подходящие для домов в Великобритании. В полости стены спрятаны раздвижные двери.
Комплекты одинарных, двойных, стеклянных и противопожарных карманных раздвижных дверей, подходящие для домов в Великобритании. В полости стены спрятаны раздвижные двери. CIPLEX by SARTOВысококачественный слой пленки, который наносится поверх ламинированной древесины. Сделано в Италии. БЕЗ ФОРМАЛЬДЕГИДА Экологически чистый с использованием только новейших экологически чистых материалов. Компания требует использования только самых безопасных…
CIPLEX by SARTOВысококачественный слой пленки, который наносится поверх ламинированной древесины. Сделано в Италии. БЕЗ ФОРМАЛЬДЕГИДА Экологически чистый с использованием только новейших экологически чистых материалов. Компания требует использования только самых безопасных…

 Radio Frequency IDentification, радиочастотная идентификация) — способ автоматической идентификации, который позволяет моментально считать радио-метку (обычно она представлено в виде наклейки). Система состоит из считывателей, меток и программного обеспечения.»>RFID меток
Radio Frequency IDentification, радиочастотная идентификация) — способ автоматической идентификации, который позволяет моментально считать радио-метку (обычно она представлено в виде наклейки). Система состоит из считывателей, меток и программного обеспечения.»>RFID меток

:quality(80)/images.vogel.de/vogelonline/bdb/1268300/1268365/original.jpg)
 Плюсом является отсутствие необходимости использовать аккумуляторы, а как следствие их заряжать, однако минусом является отсутствие гибкости при изменении маршрутов.
Плюсом является отсутствие необходимости использовать аккумуляторы, а как следствие их заряжать, однако минусом является отсутствие гибкости при изменении маршрутов.

 (просмотреть оригинал на английском языке)
(просмотреть оригинал на английском языке) В этой статье я объясняю свое объективное мнение о различиях между AGV и AMR.
В этой статье я объясняю свое объективное мнение о различиях между AGV и AMR.

 д. Магнитная лента, лазерное наведение и т. д.
д. Магнитная лента, лазерное наведение и т. д. s arsers 9000.s arsers 9000.s arsers 9000.s arsers arsers 9000.s arsers 9000.s. Вероятно, они предлагают вам «свое» решение .
s arsers 9000.s arsers 9000.s arsers 9000.s arsers arsers 9000.s arsers 9000.s. Вероятно, они предлагают вам «свое» решение . , но не всегда.
, но не всегда.  .. ..
.. .. .. цена будет более или менее одинаковой.
.. цена будет более или менее одинаковой.
 Если кто-то говорит вам «AMR безопаснее, чем AGV», лжет или не знает, о чем говорит.
Если кто-то говорит вам «AMR безопаснее, чем AGV», лжет или не знает, о чем говорит. По этой причине был определен новый стандарт безопасности R15.08 , который устанавливает требования безопасности для промышленных мобильных роботов и робототехнических систем.
По этой причине был определен новый стандарт безопасности R15.08 , который устанавливает требования безопасности для промышленных мобильных роботов и робототехнических систем. 5-2019
5-2019
 В случае двустороннего коридора в каждом направлении есть место только для одного транспортного средства.
В случае двустороннего коридора в каждом направлении есть место только для одного транспортного средства. , они могут следовать тысячам «заданных» маршрутов, но эти маршруты должны быть «заданными» . Этот путь может быть проложен магнитами на полу, магнитной лентой, виртуальным путем, созданным с помощью лазерной триангуляции.
, они могут следовать тысячам «заданных» маршрутов, но эти маршруты должны быть «заданными» . Этот путь может быть проложен магнитами на полу, магнитной лентой, виртуальным путем, созданным с помощью лазерной триангуляции. AGV не будет двигаться, пока препятствие не будет удалено.
AGV не будет двигаться, пока препятствие не будет удалено.  Являются ли AMR более гибкими, чем AGV?
Являются ли AMR более гибкими, чем AGV? AGV и AMR могут быть совместными, это зависит от того, что вы кладете на автомобиль и как вы управляете интерфейсом с человеком-оператором.
AGV и AMR могут быть совместными, это зависит от того, что вы кладете на автомобиль и как вы управляете интерфейсом с человеком-оператором. AMR сделали огромный шаг вперед, который подтолкнет всю отрасль AGV / AMR к окончательной и надежной свободной навигации.
AMR сделали огромный шаг вперед, который подтолкнет всю отрасль AGV / AMR к окончательной и надежной свободной навигации. 08 — Стандарт безопасности для автономных мобильных роботов (AMR)
08 — Стандарт безопасности для автономных мобильных роботов (AMR) АГВ не причинять вреда людям и не повреждать инфраструктуру, потому что они оснащены датчиками безопасности, которые предотвращают столкновение с людьми или вещами.
АГВ не причинять вреда людям и не повреждать инфраструктуру, потому что они оснащены датчиками безопасности, которые предотвращают столкновение с людьми или вещами.

 д. Абсолютно… ОБЯЗАТЕЛЬНО посмотрите!
д. Абсолютно… ОБЯЗАТЕЛЬНО посмотрите!  5-2019.
5-2019.

 Выполнен в виде сетки из металлической ленты в алюминиевой рамке. Применяется в качестве рабочей поверхности в лазерных граверах.
Выполнен в виде сетки из металлической ленты в алюминиевой рамке. Применяется в качестве рабочей поверхности в лазерных граверах.
 Чистота материала и стола;
Чистота материала и стола; У него имеется сплошной стол в виде алюминиевой плиты. На нее есть сотовый стол. Стол достаточно заюзан. Так, что когда на нем режешь фанеру, то на обратной стороне резки появляются артефакты из-за отражений лазера от слегка погнутых от времени сот.
У него имеется сплошной стол в виде алюминиевой плиты. На нее есть сотовый стол. Стол достаточно заюзан. Так, что когда на нем режешь фанеру, то на обратной стороне резки появляются артефакты из-за отражений лазера от слегка погнутых от времени сот. Тем более, что у Вас нет нормального отвода продуктов резания из-за стола ввиде алюминиевой плиты.
Тем более, что у Вас нет нормального отвода продуктов резания из-за стола ввиде алюминиевой плиты. Ибо для разных размеров — разные технологические подходы.
Ибо для разных размеров — разные технологические подходы. Ножи надо чистить регулярно, что бы не было нагара. Толщину оцинковки подбираешь от величины стола. Чем больше стол — тем больше толщина, иначе может прогибаться. Ещё одна вещь: используй изогнутые ламели. Они лучше держат материал, не вибрируют. Вот это реально гoвно. А это правильно. Только они здесь согнуты, а Амада, например их изгибает. Они встают по 3 точкам и не вибрируют при установке или обработке материала.
Ножи надо чистить регулярно, что бы не было нагара. Толщину оцинковки подбираешь от величины стола. Чем больше стол — тем больше толщина, иначе может прогибаться. Ещё одна вещь: используй изогнутые ламели. Они лучше держат материал, не вибрируют. Вот это реально гoвно. А это правильно. Только они здесь согнуты, а Амада, например их изгибает. Они встают по 3 точкам и не вибрируют при установке или обработке материала.

 Отражение и последующий возврат луча вернут размер пятна почти к тому размеру что и приходит из трубы, Потерявший часть мощности при резке он уже не так страшен. Если будете резать с большим перебором мощности или недобором скорости то закономерно получите подгоревшую изнаночную сторону. Если-же подобрать мощность/скорость так чтоб прорезало но с предельным запасом, тогда и отражение никак не отразится на деталях. Кроме этого, фанера быстро укроет все ровным слоем дёгтя который в последствии будет подгорать сам и не будет давать отражение даже при неоптимальных режимах резания.
Отражение и последующий возврат луча вернут размер пятна почти к тому размеру что и приходит из трубы, Потерявший часть мощности при резке он уже не так страшен. Если будете резать с большим перебором мощности или недобором скорости то закономерно получите подгоревшую изнаночную сторону. Если-же подобрать мощность/скорость так чтоб прорезало но с предельным запасом, тогда и отражение никак не отразится на деталях. Кроме этого, фанера быстро укроет все ровным слоем дёгтя который в последствии будет подгорать сам и не будет давать отражение даже при неоптимальных режимах резания. ..
..
 Как и в 10мм фанере больше слоев и сучки могут попасться даже один над одним.
Как и в 10мм фанере больше слоев и сучки могут попасться даже один над одним. Вначале и елочки пробовал делать из фанеры и из реечного потолка делал. Но в конечном итоге сделал из профиля и уже как 8 месяцев во всю работает.
Вначале и елочки пробовал делать из фанеры и из реечного потолка делал. Но в конечном итоге сделал из профиля и уже как 8 месяцев во всю работает. .. И легко, и дешево.
.. И легко, и дешево. Стол быстро чистится, закоптились гвозди — поменять дело пяти минут =)
Стол быстро чистится, закоптились гвозди — поменять дело пяти минут =)  .чтобы что-то ушло…..да они вроде натянуты… навсяк случай натяну получше…делал на скорую руку…
.чтобы что-то ушло…..да они вроде натянуты… навсяк случай натяну получше…делал на скорую руку…
 Стрела 1/8″ 3 мм
Стрела 1/8″ 3 мм 1″ class=”” id=””]Вы должны убедиться, что все заклепки имеют одинаковую высоту. Поскольку это может быть невозможно сделать без вскрытия коробки, проверьте, действует ли в магазине хорошая политика возврата. Мне повезло с заклепками марки Arrow от Lowes. Квадратная труба рекомендуется (для изготовления шаблона, чтобы можно было сверлить прямые отверстия без сверлильного станка), но не обязательна.[/fusion_alert]
1″ class=”” id=””]Вы должны убедиться, что все заклепки имеют одинаковую высоту. Поскольку это может быть невозможно сделать без вскрытия коробки, проверьте, действует ли в магазине хорошая политика возврата. Мне повезло с заклепками марки Arrow от Lowes. Квадратная труба рекомендуется (для изготовления шаблона, чтобы можно было сверлить прямые отверстия без сверлильного станка), но не обязательна.[/fusion_alert]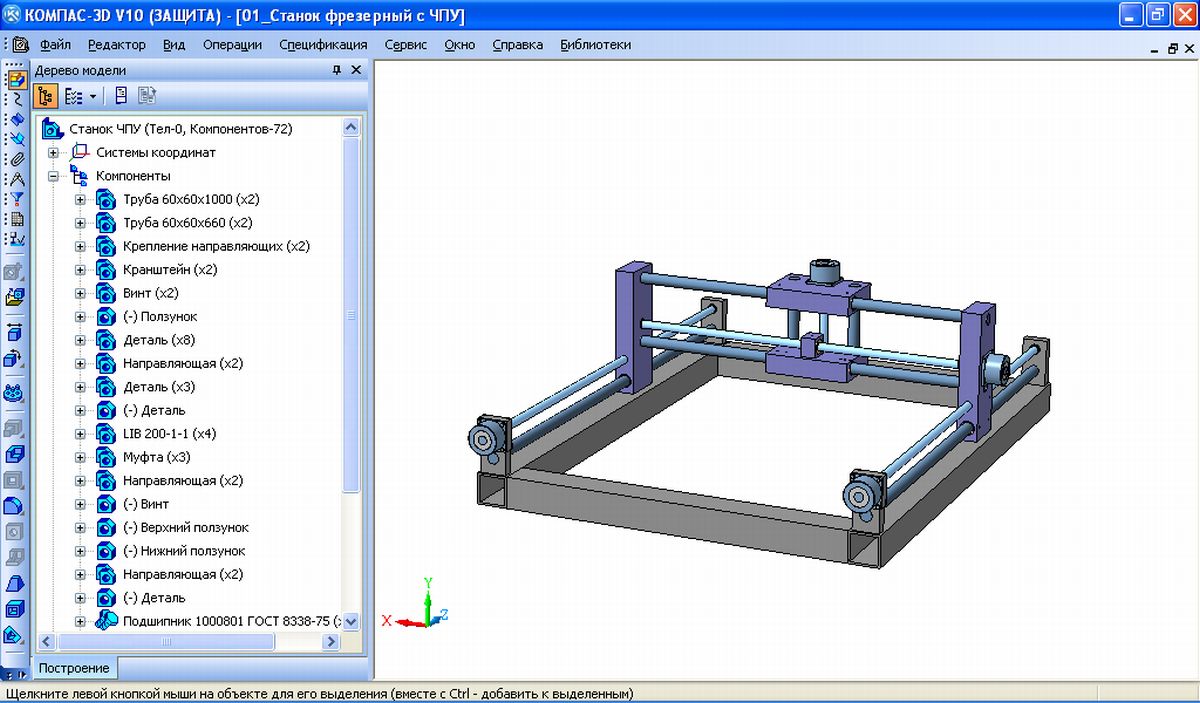 3″ animation_direction=”left” hide_on_mobile =”нет” center_content=”нет” min_height=”нет”][fusion_alert type=”успех” Accent_color=”” background_color=”” border_size=”1px” icon=”” box_shadow=”нет” animation_type=”0″ animation_direction =”down” animation_speed=”0.1″ class=”” id=””]Настоятельно рекомендуется использовать сверлильный станок, потому что вам нужно убедиться, что вы просверлили абсолютно прямо. Существуют направляющие/приспособления для сверления, которые позволят вам сделать это, и на самом деле вам понадобится что-то подобное, даже если у вас есть сверлильный станок, потому что вы не сможете дотянуться достаточно далеко, чтобы просверлить средний ряд. Я объясню, как сделать такую приманку, если у вас ее нет.[/fusion_alert]
3″ animation_direction=”left” hide_on_mobile =”нет” center_content=”нет” min_height=”нет”][fusion_alert type=”успех” Accent_color=”” background_color=”” border_size=”1px” icon=”” box_shadow=”нет” animation_type=”0″ animation_direction =”down” animation_speed=”0.1″ class=”” id=””]Настоятельно рекомендуется использовать сверлильный станок, потому что вам нужно убедиться, что вы просверлили абсолютно прямо. Существуют направляющие/приспособления для сверления, которые позволят вам сделать это, и на самом деле вам понадобится что-то подобное, даже если у вас есть сверлильный станок, потому что вы не сможете дотянуться достаточно далеко, чтобы просверлить средний ряд. Я объясню, как сделать такую приманку, если у вас ее нет.[/fusion_alert]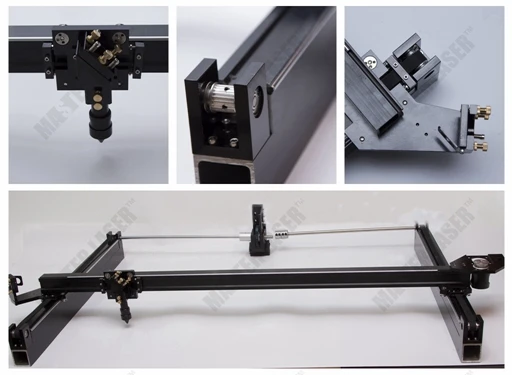 3″ animation_direction=”left” hide_on_mobile=”no” center_content=”no” min_height= ”none”][fusion_alert type=”custom” acct_color=”#ffffff” background_color=”#dd3333″ border_size=”1px” icon=”fa-exclamation-triangle” box_shadow=”yes” animation_type=”bounce” animation_direction=” down” animation_speed=”0.1″ class=”” id=””]Предупреждение: работа с электрическими и даже ручными инструментами может быть опасной! Пожалуйста, соблюдайте все меры предосторожности, действуйте на свой страх и риск. Я не несу ответственности за несчастные случаи и не могу гарантировать вашу безопасность![/fusion_alert]
3″ animation_direction=”left” hide_on_mobile=”no” center_content=”no” min_height= ”none”][fusion_alert type=”custom” acct_color=”#ffffff” background_color=”#dd3333″ border_size=”1px” icon=”fa-exclamation-triangle” box_shadow=”yes” animation_type=”bounce” animation_direction=” down” animation_speed=”0.1″ class=”” id=””]Предупреждение: работа с электрическими и даже ручными инструментами может быть опасной! Пожалуйста, соблюдайте все меры предосторожности, действуйте на свой страх и риск. Я не несу ответственности за несчастные случаи и не могу гарантировать вашу безопасность![/fusion_alert]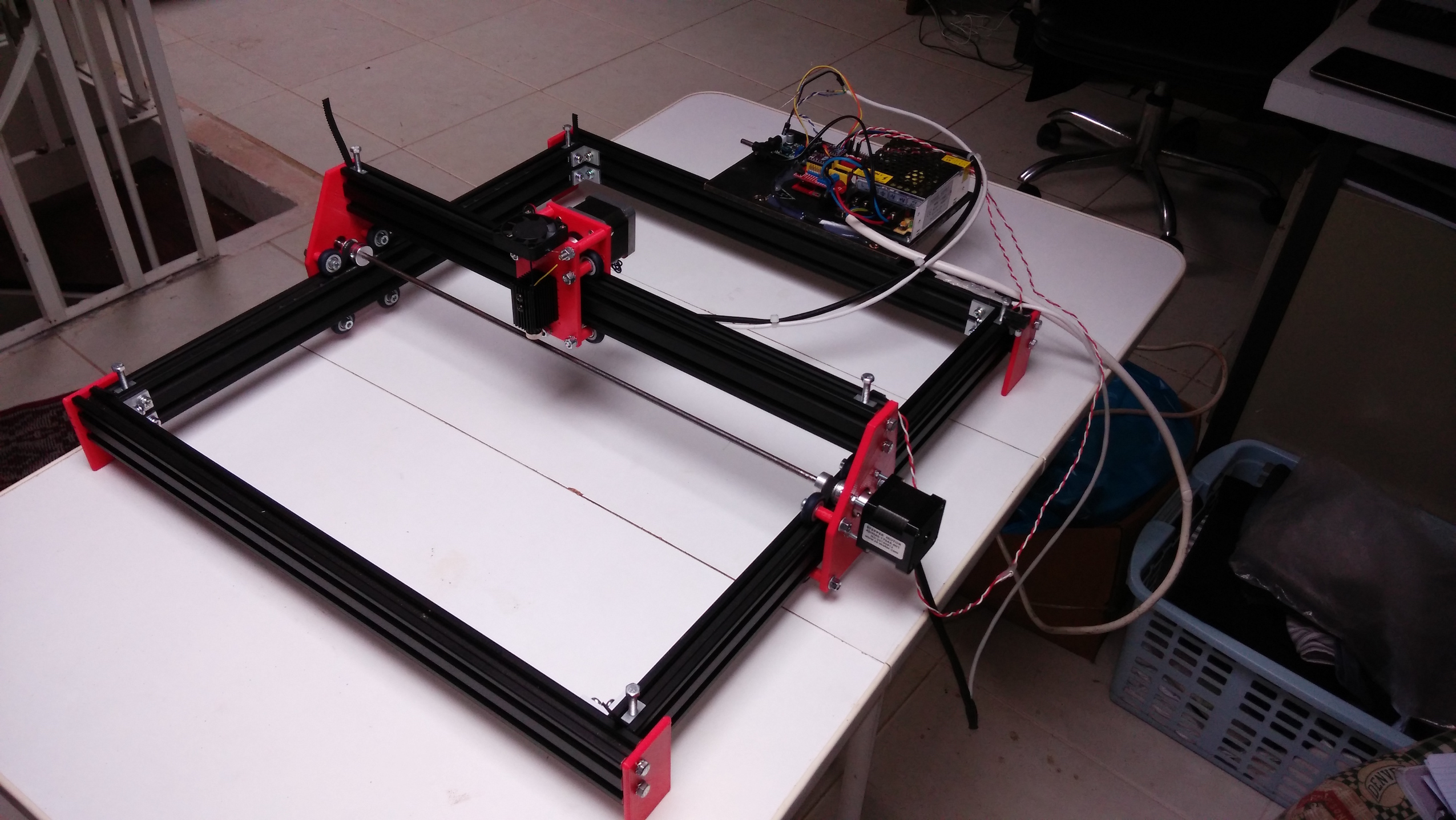 Это необязательно, но облегчит сверление.
Это необязательно, но облегчит сверление. Пришлось сбрасывать для каждой дырки.
Пришлось сбрасывать для каждой дырки.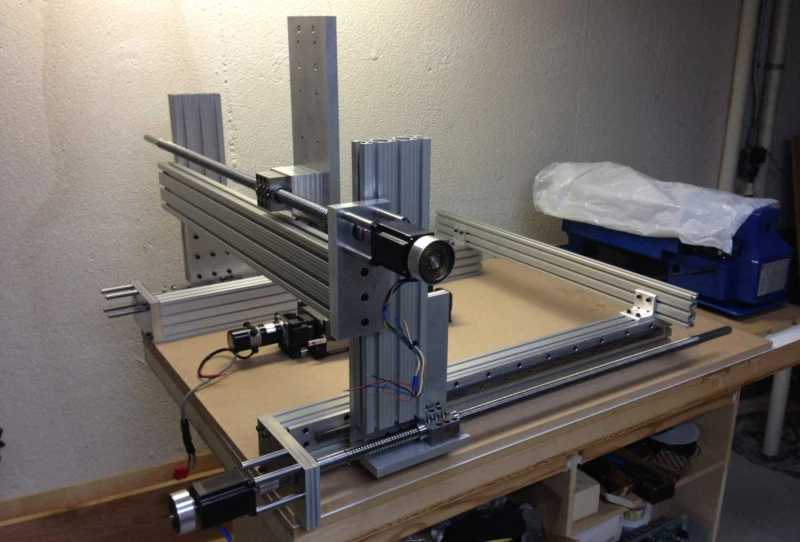 Пробейте отмеченные отверстия и просверлите их с помощью сверлильного станка и сверла 3/16″. Удаление заусенцев.
Пробейте отмеченные отверстия и просверлите их с помощью сверлильного станка и сверла 3/16″. Удаление заусенцев. Могут быть и другие способы их закрепления (например, кусочки ленты или припой), но я оставлю это на ваше воображение 🙂
Могут быть и другие способы их закрепления (например, кусочки ленты или припой), но я оставлю это на ваше воображение 🙂 Я всегда мечтал о том, как здорово было бы иметь инструмент для гравировки и резки для создания персонализированных предметов и подарков. Этот день наконец настал. Мне представилась возможность ознакомиться с лазерным гравером и станком для резки Two Trees TTS-55, и я ухватился за эту возможность.
Я всегда мечтал о том, как здорово было бы иметь инструмент для гравировки и резки для создания персонализированных предметов и подарков. Этот день наконец настал. Мне представилась возможность ознакомиться с лазерным гравером и станком для резки Two Trees TTS-55, и я ухватился за эту возможность. TTS-55 является модернизацией лазерного гравера Two Trees TTS-5.5; TTS-55 имеет лазер мощностью 5,5 Вт вместо 2,5 Вт и имеет 32-разрядную материнскую плату вместо 8-разрядной.
TTS-55 является модернизацией лазерного гравера Two Trees TTS-5.5; TTS-55 имеет лазер мощностью 5,5 Вт вместо 2,5 Вт и имеет 32-разрядную материнскую плату вместо 8-разрядной.
 тока
тока
 Поскольку это видео отлично показывает, как собрать лазерный гравер, я не буду вдаваться в подробности.
Поскольку это видео отлично показывает, как собрать лазерный гравер, я не буду вдаваться в подробности. Ножки сделаны из пластика, но кажутся достаточно прочными.
Ножки сделаны из пластика, но кажутся достаточно прочными. Гравер может достигать скорости гравировки 10000 мм/мин (приблизительно 6,5 дюймов в секунду).
Гравер может достигать скорости гравировки 10000 мм/мин (приблизительно 6,5 дюймов в секунду).
 Вначале я решил использовать LaserGRBL, бесплатное программное обеспечение с открытым исходным кодом. Позже я начал использовать LightBurn.
Вначале я решил использовать LaserGRBL, бесплатное программное обеспечение с открытым исходным кодом. Позже я начал использовать LightBurn. Вы должны были следовать за курсором (что иногда было сложно) и наблюдать, как человек использует различное программное обеспечение, необходимое для использования TTS-55 (программный драйвер для материнской платы, LaserGRBL и приложение MKSLaser).
Вы должны были следовать за курсором (что иногда было сложно) и наблюдать, как человек использует различное программное обеспечение, необходимое для использования TTS-55 (программный драйвер для материнской платы, LaserGRBL и приложение MKSLaser).

 /мин мощности (например, 1000 = 100% мощности) и введите размер изображения, которое вы хотите выгравировать (в мм).
/мин мощности (например, 1000 = 100% мощности) и введите размер изображения, которое вы хотите выгравировать (в мм). Я попытался включить лазерный свет, чтобы увидеть, где он находится на моем материале, но эти элементы управления срабатывали у меня время от времени.
Я попытался включить лазерный свет, чтобы увидеть, где он находится на моем материале, но эти элементы управления срабатывали у меня время от времени.
 Это потому, что я включил свой самодельный воздушный помощник после того, как лазер выполнил несколько линий, а затем снова выключил его, когда гравировка была почти завершена. (Моя воздушная помощь состояла из воздушного компрессора, соединенного с трубкой, прикрепленной к лазерному модулю и направленной на материал прямо под лазером).
Это потому, что я включил свой самодельный воздушный помощник после того, как лазер выполнил несколько линий, а затем снова выключил его, когда гравировка была почти завершена. (Моя воздушная помощь состояла из воздушного компрессора, соединенного с трубкой, прикрепленной к лазерному модулю и направленной на материал прямо под лазером).
 Я ввел имя и пароль своего домашнего Wi-Fi, а затем нажал «Подключить WiFi» и «Получить IP» (показано на правом снимке экрана выше). Я скопировал свой IP-адрес, чтобы использовать его позже в приложении MKSLaser на своем телефоне и в веб-приложении лазерного гравера (путем ввода IP-адреса в URL-адрес вашего браузера).
Я ввел имя и пароль своего домашнего Wi-Fi, а затем нажал «Подключить WiFi» и «Получить IP» (показано на правом снимке экрана выше). Я скопировал свой IP-адрес, чтобы использовать его позже в приложении MKSLaser на своем телефоне и в веб-приложении лазерного гравера (путем ввода IP-адреса в URL-адрес вашего браузера).
 Однако интересно отметить, что мне не удалось воспроизвести эту гравюру с Великого Алмазного острова с помощью LightBurn. Я пытался, но я не мог заставить его выглядеть правильно. Возможно это недостаток моего опыта.
Однако интересно отметить, что мне не удалось воспроизвести эту гравюру с Великого Алмазного острова с помощью LightBurn. Я пытался, но я не мог заставить его выглядеть правильно. Возможно это недостаток моего опыта. Опять же – ничего. Наконец, я попытался использовать тестовый файл для гравировки стали на фанере, которую использовал раньше, и обнаружил, что лазер просто не работает.
Опять же – ничего. Наконец, я попытался использовать тестовый файл для гравировки стали на фанере, которую использовал раньше, и обнаружил, что лазер просто не работает.
 Я использовал TTS-55, чтобы выгравировать на нем слова «Будь спокоен…» и «Кэтлин» (3000 мм/мин при 100% мощности). Боже мой, мне ПОНРАВИЛСЯ результат!!
Я использовал TTS-55, чтобы выгравировать на нем слова «Будь спокоен…» и «Кэтлин» (3000 мм/мин при 100% мощности). Боже мой, мне ПОНРАВИЛСЯ результат!! youtube.com/embed/p_44Fmb5Oqg?list=PLrnD7slmD5sLL1vFJNXa_jE9Eh7KKL30N» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/p_44Fmb5Oqg?list=PLrnD7slmD5sLL1vFJNXa_jE9Eh7KKL30N» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Гравюры и вырезы были точными и красивыми. Мне нравилось наблюдать за работой лазерного гравера, и мне нравилось использовать его для воплощения своих проектов в жизнь.
Гравюры и вырезы были точными и красивыми. Мне нравилось наблюдать за работой лазерного гравера, и мне нравилось использовать его для воплощения своих проектов в жизнь.








 Да, в некоторых отчетах говорится, что в 100 раз сильнее! h5/CBD называют «CBD, КОТОРЫЙ ВЫ МОЖЕТЕ ПОЧУВСТВОВАТЬ». Это связано с тем, что CBD, выращенный в полевых условиях, был гидрогенизирован. В этом процессе нет ничего нового, и он обычно используется в продуктах питания и лекарствах для повышения их эффективности. Фактически, КБД был впервые гидрогенизирован в 1940 .... и мы только СЕЙЧАС начинаем пользоваться его преимуществами..... 82 года спустя !!!!!!!!
Да, в некоторых отчетах говорится, что в 100 раз сильнее! h5/CBD называют «CBD, КОТОРЫЙ ВЫ МОЖЕТЕ ПОЧУВСТВОВАТЬ». Это связано с тем, что CBD, выращенный в полевых условиях, был гидрогенизирован. В этом процессе нет ничего нового, и он обычно используется в продуктах питания и лекарствах для повышения их эффективности. Фактически, КБД был впервые гидрогенизирован в 1940 .... и мы только СЕЙЧАС начинаем пользоваться его преимуществами..... 82 года спустя !!!!!!!!  .... ОДНАКО, хотя и с некоторыми вариациями от человека к человеку..... CBD, CBG , ТГК и все каннабониоды имеют обширные и постоянно растущие неофициальные и клинические доказательства их эффективности в лечении бесчисленных заболеваний. Каннабиноиды лечат так много болезней, потому что лечат систему, а не симптомы. Они возвращают систему, нервные, желудочно-кишечные, кровеносные и психические процессы, например, в гомеостаз ..... что означает сохранение того же, равенство противоборствующих сил .... БАЛАНС ...!
.... ОДНАКО, хотя и с некоторыми вариациями от человека к человеку..... CBD, CBG , ТГК и все каннабониоды имеют обширные и постоянно растущие неофициальные и клинические доказательства их эффективности в лечении бесчисленных заболеваний. Каннабиноиды лечат так много болезней, потому что лечат систему, а не симптомы. Они возвращают систему, нервные, желудочно-кишечные, кровеносные и психические процессы, например, в гомеостаз ..... что означает сохранение того же, равенство противоборствующих сил .... БАЛАНС ...!  Частота сердечных сокращений, кровяное давление, обмен веществ, работа кишечника, регуляция сахара/инсулина в крови и нейротрансмиттер/функция мозга – вот лишь некоторые из них. Вот почему каннабиноиды «лечат так много всего».
Частота сердечных сокращений, кровяное давление, обмен веществ, работа кишечника, регуляция сахара/инсулина в крови и нейротрансмиттер/функция мозга – вот лишь некоторые из них. Вот почему каннабиноиды «лечат так много всего».  «Проводной провод — Maverick Industrial Sales
«Проводной провод — Maverick Industrial Sales Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
 На основании шарнирно закреплен прихват 2, конец 3 которого выполнен в виде призмы со сбрасывателем 4 заготовок.
На основании шарнирно закреплен прихват 2, конец 3 которого выполнен в виде призмы со сбрасывателем 4 заготовок. новании прихват, один конец которого выПосле раздачи концов пуансоны расхо- . полнен в виде призмы, отличающийся тем, дятся и заготовка падает вниз. В некоторых, что, с целью повышения надежности рабослучаях изделие 10 залипает на каком-либо ты, он снабжен неподвижно закрепленными пуансоне. Для его сброса предусмотрен выс- на корпусе станка копиром с клиновым па4 туп, который при следующем ходе основания зом, при этом второй конец прихвата выс зажатой заготовкой сталкивает изделие 10 полнен в виде клина, взаимодействующего с пуансона. с клином копира, а основание фиксатора усПроверка работоспособности фиксатора тановлено с возможностью возвратно-поступри производстве деталей самовара показы- 1 пательного перемещения в направлении ковает его высокую надежность. пира.
новании прихват, один конец которого выПосле раздачи концов пуансоны расхо- . полнен в виде призмы, отличающийся тем, дятся и заготовка падает вниз. В некоторых, что, с целью повышения надежности рабослучаях изделие 10 залипает на каком-либо ты, он снабжен неподвижно закрепленными пуансоне. Для его сброса предусмотрен выс- на корпусе станка копиром с клиновым па4 туп, который при следующем ходе основания зом, при этом второй конец прихвата выс зажатой заготовкой сталкивает изделие 10 полнен в виде клина, взаимодействующего с пуансона. с клином копира, а основание фиксатора усПроверка работоспособности фиксатора тановлено с возможностью возвратно-поступри производстве деталей самовара показы- 1 пательного перемещения в направлении ковает его высокую надежность. пира. 2
2 org/BreadcrumbList»>
org/BreadcrumbList»>
 замок, ’18’th century’ 24х69мм, L=42мм, тип P, латунь пат., 33718.0420P.03
замок, ’18’th century’ 24х69мм, L=42мм, тип P, латунь пат., 33718.0420P.03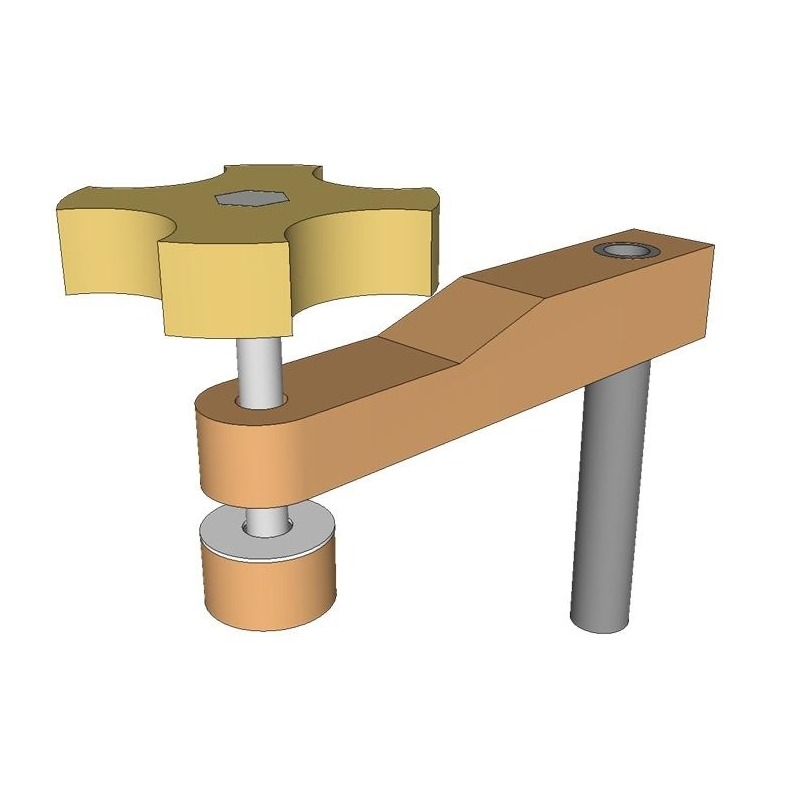 691.11B
691.11B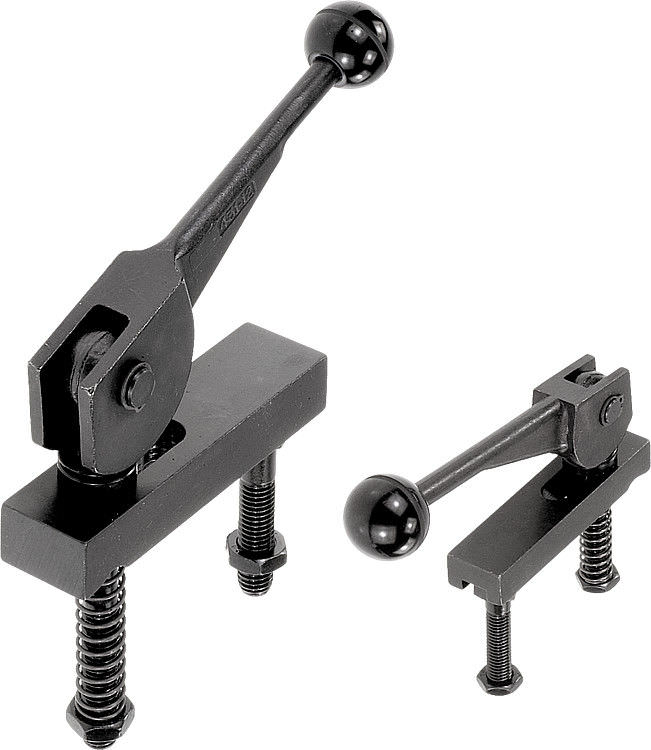 160.11
160.11 Эти вибрации в значительной степени связаны с качеством резки, долговечностью инструмента и шумом, создаваемым вашей машиной.
Эти вибрации в значительной степени связаны с качеством резки, долговечностью инструмента и шумом, создаваемым вашей машиной. 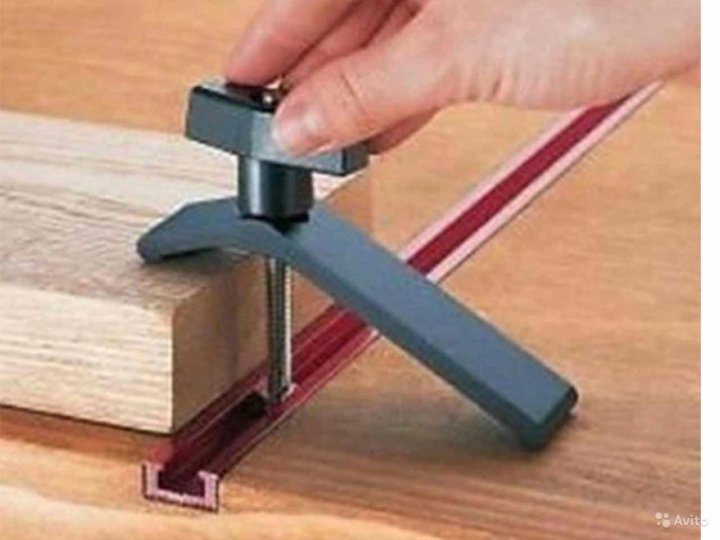
 Правление быстро
Правление быстро 

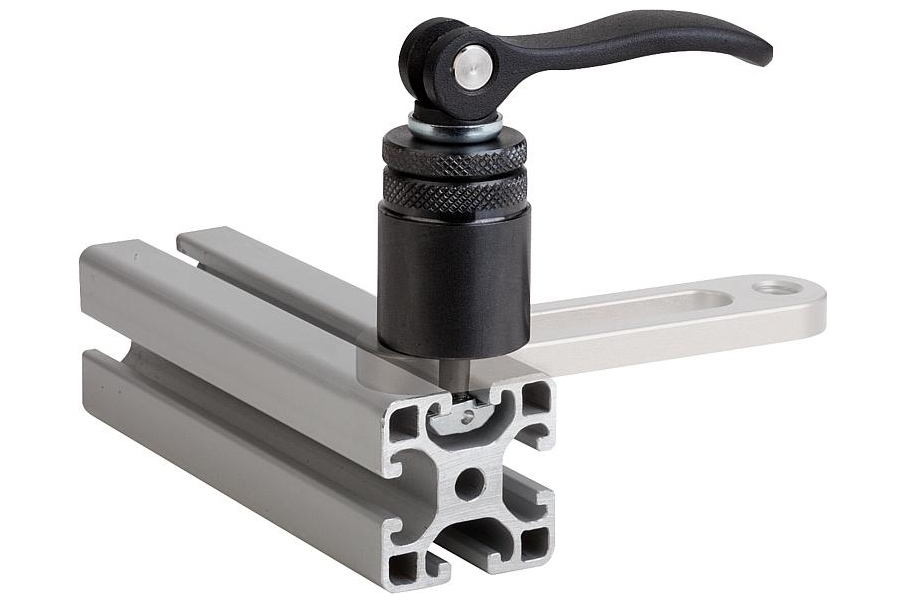


 Они соединены с вакуумным насосом, который будет всасывать вашу заготовку, удерживая ее крепко зажатой.
Они соединены с вакуумным насосом, который будет всасывать вашу заготовку, удерживая ее крепко зажатой. 2 PCS.4 PCS.5 PCS. 6 шт.7 шт.8 шт.9 шт.10 шт.11 шт.12 шт.13 шт.14 шт.15 шт.16 шт.17 шт.18 шт.19 шт.20 шт.21 шт.22 шт 23 шт.24 шт.25 шт.26 шт.27 шт.28 шт.29 шт.30 шт.31 шт.32 шт.33 шт.34 шт.35 шт.36 шт.37 шт.38 шт.39 40 шт.41 шт.42 шт.43 шт.44 шт.45 шт.46 шт.47 шт.48 шт.4950 шт.51 шт.52 шт.53 шт.54 шт.55 шт.56 шт.57 шт.58 шт.59 шт.60 шт.61 шт.62 шт.63 шт.64 шт.65 шт. 66 шт.67 шт.68 шт.69 шт.70 шт.71 шт.72 шт.73 шт.74 шт.75 шт.76 шт.77 шт.78 шт.79 шт.80 шт.81 шт.82 шт .83 шт.84 шт.85 шт.86 шт.87 шт.88 шт.89 шт.90 шт.91 шт.92 шт.93 шт.94 шт.95 шт.96 шт.97 шт.98 шт.99 100 шт.101 шт.102 шт.103 шт.104 шт.105 шт.106 шт.107 шт.108 шт.109 шт.110 шт.111 шт.112 шт.113 шт.114 шт.115 шт. 116 шт.117 шт.118 шт.119120 шт.121 шт.122 шт.123 шт.124 шт.125 шт.126 шт.127 шт.128 шт.129 шт.130 шт.131 шт.132 шт.133 шт.134 шт.135 шт. 136 шт.137 шт.138 шт.139 шт.140 шт.141 шт.142 шт.143 шт.144 шт.145 шт.146 шт.147 шт.148 шт.149 шт.150 шт.151 шт.152 шт. 153 шт.154 шт.155 шт.156 шт.157 шт.158 шт.159 шт.160 шт.161 шт.
2 PCS.4 PCS.5 PCS. 6 шт.7 шт.8 шт.9 шт.10 шт.11 шт.12 шт.13 шт.14 шт.15 шт.16 шт.17 шт.18 шт.19 шт.20 шт.21 шт.22 шт 23 шт.24 шт.25 шт.26 шт.27 шт.28 шт.29 шт.30 шт.31 шт.32 шт.33 шт.34 шт.35 шт.36 шт.37 шт.38 шт.39 40 шт.41 шт.42 шт.43 шт.44 шт.45 шт.46 шт.47 шт.48 шт.4950 шт.51 шт.52 шт.53 шт.54 шт.55 шт.56 шт.57 шт.58 шт.59 шт.60 шт.61 шт.62 шт.63 шт.64 шт.65 шт. 66 шт.67 шт.68 шт.69 шт.70 шт.71 шт.72 шт.73 шт.74 шт.75 шт.76 шт.77 шт.78 шт.79 шт.80 шт.81 шт.82 шт .83 шт.84 шт.85 шт.86 шт.87 шт.88 шт.89 шт.90 шт.91 шт.92 шт.93 шт.94 шт.95 шт.96 шт.97 шт.98 шт.99 100 шт.101 шт.102 шт.103 шт.104 шт.105 шт.106 шт.107 шт.108 шт.109 шт.110 шт.111 шт.112 шт.113 шт.114 шт.115 шт. 116 шт.117 шт.118 шт.119120 шт.121 шт.122 шт.123 шт.124 шт.125 шт.126 шт.127 шт.128 шт.129 шт.130 шт.131 шт.132 шт.133 шт.134 шт.135 шт. 136 шт.137 шт.138 шт.139 шт.140 шт.141 шт.142 шт.143 шт.144 шт.145 шт.146 шт.147 шт.148 шт.149 шт.150 шт.151 шт.152 шт. 153 шт.154 шт.155 шт.156 шт.157 шт.158 шт.159 шт.160 шт.161 шт. 162 шт.163 шт.164 шт.165 шт.166 шт.167 шт.168 шт.169 170 шт.171 шт.172 шт.173 шт.174 шт.175 шт.176 шт.177 шт.178 шт.179 шт.180 шт.181 шт.182 шт.183 шт.184 шт.185 шт. 186 шт.187 шт.188 шт.189190 шт.191 шт.192 шт.193 шт.194 шт.195 шт.196 шт.197 шт.198 шт.199 шт.200 шт.201 шт.202 шт.203 шт.204 шт.205 шт. 206 шт.207 шт.208 шт.209 шт.210 шт.211 шт.212 шт.213 шт.214 шт.215 шт.216 шт.217 шт.218 шт.219 шт.220 шт.221 шт.222 шт. 223 шт.224 шт.225 шт.226 шт.227 шт.228 шт.229 шт.230 шт.231 шт.232 шт.233 шт.234 шт.235 шт.236 шт.237 шт.238 шт.239 240 шт.241 шт.242 шт.243 шт.244 шт.245 шт.246 шт.247 шт.248 шт.249 шт.250 шт.251 шт.252 шт.253 шт.254 шт.255 шт. 256 шт. 257 шт. 258 шт. 259260 шт.261 шт.262 шт.263 шт.264 шт.265 шт.266 шт.267 шт.268 шт.269 шт.270 шт.271 шт.272 шт.273 шт.274 шт.275 шт. 276 шт.277 шт.278 шт.279 шт.280 шт.281 шт.282 шт.283 шт.284 шт.285 шт.286 шт.287 шт.288 шт.289 шт.290 шт.291 шт.292 шт. 293 шт.294 шт.295 шт.296 шт.297 шт.298 шт.299 шт.300 шт.301 шт.302 шт.303 шт.304 шт.305 шт.
162 шт.163 шт.164 шт.165 шт.166 шт.167 шт.168 шт.169 170 шт.171 шт.172 шт.173 шт.174 шт.175 шт.176 шт.177 шт.178 шт.179 шт.180 шт.181 шт.182 шт.183 шт.184 шт.185 шт. 186 шт.187 шт.188 шт.189190 шт.191 шт.192 шт.193 шт.194 шт.195 шт.196 шт.197 шт.198 шт.199 шт.200 шт.201 шт.202 шт.203 шт.204 шт.205 шт. 206 шт.207 шт.208 шт.209 шт.210 шт.211 шт.212 шт.213 шт.214 шт.215 шт.216 шт.217 шт.218 шт.219 шт.220 шт.221 шт.222 шт. 223 шт.224 шт.225 шт.226 шт.227 шт.228 шт.229 шт.230 шт.231 шт.232 шт.233 шт.234 шт.235 шт.236 шт.237 шт.238 шт.239 240 шт.241 шт.242 шт.243 шт.244 шт.245 шт.246 шт.247 шт.248 шт.249 шт.250 шт.251 шт.252 шт.253 шт.254 шт.255 шт. 256 шт. 257 шт. 258 шт. 259260 шт.261 шт.262 шт.263 шт.264 шт.265 шт.266 шт.267 шт.268 шт.269 шт.270 шт.271 шт.272 шт.273 шт.274 шт.275 шт. 276 шт.277 шт.278 шт.279 шт.280 шт.281 шт.282 шт.283 шт.284 шт.285 шт.286 шт.287 шт.288 шт.289 шт.290 шт.291 шт.292 шт. 293 шт.294 шт.295 шт.296 шт.297 шт.298 шт.299 шт.300 шт.301 шт.302 шт.303 шт.304 шт.305 шт. 306 шт.307 шт.308 шт.309 310 шт.311 шт.312 шт.313 шт.314 шт.315 шт.316 шт.317 шт.318 шт.319 шт.320 шт.321 шт.322 шт.323 шт.324 шт.325 шт. 326 шт.327 шт.328 шт.329330 шт.331 шт.332 шт.333 шт.334 шт.335 шт.336 шт.337 шт.338 шт.339 шт.340 шт.341 шт.342 шт.343 шт.344 шт.345 шт. 346 шт.347 шт.348 шт.349 шт.350 шт.351 шт.352 шт.353 шт.354 шт.355 шт.356 шт.357 шт.358 шт.359 шт.360 шт.361 шт.362 шт. 363 шт.364 шт.365 шт.366 шт.367 шт.368 шт.369 шт.370 шт.371 шт.372 шт.373 шт.374 шт.375 шт.376 шт.377 шт.378 шт.379 380 шт.381 шт.382 шт.383 шт.384 шт.385 шт.386 шт.387 шт.388 шт.389 шт.390 шт.391 шт.392 шт.393 шт.394 шт.395 шт.396 шт.397 шт.398 шт.399 шт.400 шт.401 шт.402 шт.403 шт.404 шт.405 шт.406 шт.407 шт.408 шт 409 шт.410 шт.411 шт.412 шт.413 шт.414 шт.415 шт.416 шт.417 шт.418 шт.419 шт.420 шт.421 шт.422 шт.423 шт.424 шт.425 426 шт.427 шт.428 шт.429 шт.430 шт.431 шт.432 шт.433 шт.434 шт.435 шт.436 шт.437 шт.438 шт.439 шт.440 шт.441 шт. 442 шт.443 шт.444 шт.445 шт.446 шт.447 шт.448 шт.449 шт.450 шт.
306 шт.307 шт.308 шт.309 310 шт.311 шт.312 шт.313 шт.314 шт.315 шт.316 шт.317 шт.318 шт.319 шт.320 шт.321 шт.322 шт.323 шт.324 шт.325 шт. 326 шт.327 шт.328 шт.329330 шт.331 шт.332 шт.333 шт.334 шт.335 шт.336 шт.337 шт.338 шт.339 шт.340 шт.341 шт.342 шт.343 шт.344 шт.345 шт. 346 шт.347 шт.348 шт.349 шт.350 шт.351 шт.352 шт.353 шт.354 шт.355 шт.356 шт.357 шт.358 шт.359 шт.360 шт.361 шт.362 шт. 363 шт.364 шт.365 шт.366 шт.367 шт.368 шт.369 шт.370 шт.371 шт.372 шт.373 шт.374 шт.375 шт.376 шт.377 шт.378 шт.379 380 шт.381 шт.382 шт.383 шт.384 шт.385 шт.386 шт.387 шт.388 шт.389 шт.390 шт.391 шт.392 шт.393 шт.394 шт.395 шт.396 шт.397 шт.398 шт.399 шт.400 шт.401 шт.402 шт.403 шт.404 шт.405 шт.406 шт.407 шт.408 шт 409 шт.410 шт.411 шт.412 шт.413 шт.414 шт.415 шт.416 шт.417 шт.418 шт.419 шт.420 шт.421 шт.422 шт.423 шт.424 шт.425 426 шт.427 шт.428 шт.429 шт.430 шт.431 шт.432 шт.433 шт.434 шт.435 шт.436 шт.437 шт.438 шт.439 шт.440 шт.441 шт. 442 шт.443 шт.444 шт.445 шт.446 шт.447 шт.448 шт.449 шт.450 шт.