Ищете модели для 3D-принтера? Интернет заполнен сайтами, которые предлагают их бесплатно. Мы собрали ТОП-10 каталогов, которыми вы сможете воспользоваться для поиска и скачивания бесплатных моделей в формате STL. Надеемся, что вы сможете найти на них то, что ищите.
Yeggi
Yobi 3D
STLfinder
→ myminifactory.com
Сайт My Mini Factory представляет собой депозитарий 3D-моделей, которым управляет онлайновый магазин iMakr, продающий 3D-принтеры и принадлежности к ним. Он также имеет один из самых больших магазинов 3D-принтеров в Центральном Лондоне. Сайт содержит 3D-модели, разработанные профессионалами, и все хранимые на нем модели проверены на качество. Вы также можете сделать запрос на нужную модель, которую их дизайнеры создадут, и выложат в открытый доступ. Позиционируя себя как социальную сеть трехмерной печати, MyMiniFactory является буйно развивающимся сообществом мейкеров, которым нравится представлять свои творения. Пользователи голосуют за лучшие модели, что позволяет популярным творениям подниматься на вершину списка и получать популярность. Сайт представляет модели, которые хранятся в его социальной сети, а также и вне нее, например, на сайтах Thingiverse и YouMagine.
→ thingiverse.com
Самый популярный и известный сайт среди пользователей 3D-принтеров — Thingiverse принадлежит компании MakerBot Industries, создателю популярной серии 3D-принтеров Replicator. Сайт позволяет пользователями хранить и обмениваться файлами 3D-моделей, которые используются с 3D-принтерами. Это очень популярный сайт, и большое сообщество людей хранит на нем файлы различных категорий. Так что, если вы ищите «крутые» вещи для печати, то стоит посетить Thingiverse. Он представляет собой портал, предназначенный для того, чтобы предоставить своим пользователям способы совместного использования своих разработок, и для помощи в печати трехмерных творений. Сайт обладает системой, которая пытается узнать, что вам нравится. Чем больше вы взаимодействуете с сайтом, скачивая и оценивая различные разработки, тем лучше будут его рекомендации.
→ 3dshook.com
Еще одно онлайновое сообщество любителей трехмерной печати, демонстрирующее интересные принадлежности для 3D-принтеров, электронику и, что, наиболее важно, 3D-модели. На сайте размещено множество очень интересных моделей автомобилей и зданий, а также различные дополнения и запасные части для вашего 3D-принтера. Огромный каталог платных и бесплатных моделей для 3D-принтера. Есть оригинальные уникальные изделия. Удобный поиск, навигация, рубрикатор. 3DShook насчитывает более 40 категорий и ежемесячно пополняют свою коллекцию более 100 новыми моделями. На 3DShook вы всегда можете найти что-нибудь для своего дома, животных, детей или что-то особенное для себя.
→ youmagine.com
Каталог YouMagine для потребительских 3D-принтеров серии Cube, выпускаемых компанией 3D Systems. Сайт, в основном, предлагает различные способы покупки принадлежностей и файлов для 3D-принтеров, но на нем также доступен и ряд интересных бесплатных элементов, в основном в разделе Kids. Некоторые из этих элементов дети могут переделать, используя интернет-приложение. Компания предлагает на своем сайте инструменты для 3D-моделирования и публикаций, как для любителей, так и для профессионалов. Сайт предлагает склад контента, где сообщество размещает модели, и обменивается ими. Для скачивания файлов требуется регистрация.
→ 123dapp.com
Autodesk 123D представляет собой пакет средств компьютеризированного проектирования (CAD) и 3D-моделирования, ориентированный именно на любителей. Вместе с пакетом инструментов, компания Autodesk также имеет сайт, куда пользователи могут записать свои разработки и обменяться ими с другими пользователями. Многие из этих моделей можно скачать и вывести на печать, используя Autodesk в качестве утилиты для интерфейса с 3D-принтером MakerBot. Целью сайта Autodesk является «помощь инженерам в ускорении создания продуктов». Сайт предлагает инструменты, помогающие им совместно работать над своими файлами. Для простого энтузиаста трехмерной печати, лучшей частью сайта является большая библиотека бесплатных файлов, созданных сообществом, в которое входит более миллиона инженеров. Регистрация на сайте требуется, но число файлов, которые после этого оказываются доступными, того стоит.
→ cgtrader.com
Будучи, в основном, местом для покупки и продажи разнообразных 3D-моделей (не обязательно только тех, которые предназначены для 3D-принтеров), сайт CGTrader при этом предлагает выбор бесплатных моделей, которые могут быть использованы на 3D-принтерах. Сайт обладает системой, которая пытается узнать, что вам нравится. Чем больше вы взаимодействуете с сайтом, скачивая и оценивая различные разработки, телом лучше будут его рекомендации.
→ cults3d.com
Французское сообщество и рынок, где разработчики могут обмениваться или продавать свои разработки. Сайт имеет коллекцию высококачественных моделей, которые можно скачивать. Пользователи могут следить за работами нравящихся им дизайнеров, и получать оперативные обновления, когда на сайт выкладывается новое творение. Имя сайта, Cults, представляет собой написанное в обратном направлении Святого Луки (St. Luc), покровителя художников. Сайт также поддерживает английский язык. Это относительно новое сообщество, поэтому число его пользователей пока не очень велико.
→ instructables.com
Web-сайт Instructables представляет собой сообщество, где пользователи могут обмениваться своим проектами «сделай сам». Сюда же входят и изделия, полученные с помощью 3D-принтеров. На сайте также приводятся объяснения и инструкции, описывающие, как строить трехмерные элементы, и некоторые дизайнеры находят время, чтобы ответить на вопросы от участников сайта. Instructables позволяет пользователям хранить и организовывать свои проекты трехмерной печати. Это делается с целью помочь их дальнейшей совместной работе. Можно думать об этом сайте, как о GitHub для трехмерной печати, где пользователи могут обмениваться своими файлами, обсуждать проекты и участвовать в них. На сайте также предлагает возможность сделать запрос, так что если вам не удается найти то, что ищите, вы можете спросить об этом у сообщества сайта.
→ pinshape.com
Сайт Pinshape, рынок 3D-моделей, по стилю (раскладке, внешнему виду и способности фиксировать понравившееся) похож на известный сайт Pinterest. Вы можете покупать модели у дизайнеров, либо скачивать их для самостоятельной печати, если они предлагаются бесплатно. Pinshape позволяет пользователям размещать на нем файлы 3D-моделей и обмениваться ими. В основном, этот сайт действует в качестве онлайнового магазина, где можно приобрести отпечатанные трехмерные детали, или заказать печать собственной 3D-модели. Но при достаточно внимательном рассмотрении можно обнаружить людей, которые продают свои изделия, а также предлагают файлы, необходимые, чтобы вы могли напечатать их сами.
→ 3dfilemarket.com
Новый и растущий репозиторий моделей 3D File Market. Все модели проверены на пригодность для 3D-печати. Вы можете скачивать сколько угодно моделей, без регистрации, хотя необходимо предоставить свой адрес электронной почты, чтобы получить доступ к файлам 3D-моделей. Это очень простой сайт, направленный на то, чтобы быть депозитарием файлов моделей для 3D-принтеров, и ничем больше. Основная конструкция сайта позволяет пользователям размещать на нем файлы для открытого доступа, и скачивать файлы, которые они хотели бы использовать. Сайт содержит множество небольших, простых 3D-моделей, готовых к печати, а также хороший выбор повседневных элементов и даже запасные части для 3D-принтеров.
Поисковики 3D-моделей различных форматов, в том числе STL для 3D-принтера. Используйте запросы на английском языке, эти поисковые сервисы собирают информацию о моделях по всему интернету.
→ yeggi.com
Yeggi является поисковиком, который будет просматривать основные сайты трехмерной печати для нахождения файлов, совместимых с 3D-принтерами. Вы также можете просмотреть некоторые популярные поиски, чтобы получить представление о том, чем сейчас интересуется сообщество.
→ yobi3d.com
Ели вы в чем-то сомневаетесь, используйте yobi3D для поиска файлов, подходящих к требуемому 3D-принтеру. Это средство полезно, если вы хотите выполнить поиск одной вещи по всем сайтам сразу. Очень удобный фильтр форматов, быстры поиск, качественные превью и подготовленные для 3д печати stl модели для печати.
→ stlfinder.com
Это еще один поисковик STLfinder, которые просматривает Интернет в поисках трехмерной печати. Для выбора файлов, совместимых с 3D-принтерами, он проходит по многим сайтам трехмерного моделирования.
Упс.. кажется такой страницы нет
Видимо, вы попали на страницу, которой либо нет, либо давно удалили. Начните поиск сначала!
Заказать обратный звонок
Телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар добавлен в корзину
Перейти в корзину
Товар добавлен в сравнение
Сравнить товары
В сравнении не может быть больше 4 товаров
Запросить КП
Название организации:
Ваш e-mail
Ваш телефон
Имя контакного лица:
Юридический адрес:
Комментарий:
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар в пути, узнайте когда поставка
Ваше имя:
Ваш e-mail
Ваш телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Связаться с нами
Как позвонить
По телефону +7(495)155-45-19. На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На странице товара, под названием товара 3 статуса:
В наличии – Товар у нас на складе. Оформляйте покупку кнопкой Купить.
Предзаказ – товар в пути, скоро доставка. Узнайте о сроках поставки, кликнув на ‘Сроки поставки’ или оформите покупку кнопкой Купить.
Под заказ – Товар привозится по вашему заказу по частичной предоплате. Оформляйте заказ по кнопке Заказать.
Как получить счёт на оплату для юридических лиц
Добавьте товары в корзину, перейдите к оформлению заказа. Способ оплаты: Организация → Укажите реквизиты → Получите счет на оплату
Как получить коммерческое предложение
На странице товара кликните по ссылке Запросить КП
Сколько стоит доставка
На странице товара блок Доставка. С точным расчетом стоимости и сроков в ваш город. На странице Доставка и оплата более подробно о всех способах доставки.
Если вы не нашли среди вопросов своего, обратитесь к нам через Whatsapp или Telegam
Заказ в один клик
Контактное лицо (ФИО):
Контактный телефон:
Email:
загрузите свои любимые модели 3D-принтеров・Cults
перейти к содержанию
С РОЖДЕСТВОМ
Бесплатно
они.
маска
5,92 €
Машина для упаковки свадебных сувениров, confezionatrice bomboniera
7 €
Arcturus AK-06 / Cyma Рельсовая верхняя крышка Адаптер Airsoft
Для того, чтобы закрепить заготовку на токарном станке в определённом положении, необходимо особое приспособление – вращающийся или упорный токарный центр. Оснастка позволяет обрабатывать детали на максимальных скоростях при минимальных вибрациях.
Токарный центр – это небольшая металлическая деталь, которая состоит из двух частей: хвостовика в виде вала или конуса Морзе, который закрепляется в пиноли задней бабки, и конусовидного упора, фиксирующего заготовку. Отметим, что обрабатываемая деталь фиксируется только после её зацентровки, то есть вытачивания с торцов болванки центровых отверстий. Таким образом заготовка фиксируется передней и задней бабкой станка – по двум противоположным сторонам, что позволяет очень прочно закрепить деталь и эффективно с ней работать.
Таким образом токарный центр применяется для центрирования и фиксации обрабатываемой детали в нужном положении во время точения.
Существует два вида токарных центров: вращающиеся и неподвижные, или упорные.
Невращающийся (упорный) центр выполняет одну функцию: удерживает заготовку. При этом, как следует из названия, он остаётся неподвижным даже при вращении болванки. Оснастка имеет единую цельнометаллическую конструкцию. Фиксация очень точная, однако основным минусом упорного центра является ограниченное число режимов резания при его применении.
Кроме того, на токарном станке поджим упорным центром должен быть дозированным по усилию, чтобы вместе с отсутствием радиального люфта, деталь могла легко поворачиваться.
Вращающийся центр применяется, если при обработке появляется излишнее давление и увеличивается трение, ведущее к перегреву и деформации детали. В такой ситуации использование упорного центра становится невозможным. Напротив, вращающийся центр крутится вместе с обрабатываемой заготовкой за счёт подшипника. Это помогает избежать перегрева в зоне контакта крутящейся детали и оснастки, что позволяет работать на повышенных скоростях, превышающих 70 м/мин.
Какой токарный центр выбрать?
Основным отличием вращающегося центра от упорного — это наличие подшипника, который позволяет наконечнику и обрабатываемой заготовке вращаться одновременно.
Однозначным достоинством вращающегося центра является его высокая износостойкость и возможность вести высокоскоростную обработку. Они бывают двух видов — Вращающиеся центры А-типа и Вращающиеся центры Б-типа:
А-тип (с постоянным центровым валиком) — наконечник расположен и вращается внутри хвостовика хвостовика. Основное преимущество — большая точность (незначительное биение).
Б-тип (с насадкой на центровой валик) — наконечник располагается на центровом валике и вращается вокруг него. Он герметичен и защищен от попадания СОЖ в подшипник.
Напротив, упорные центра характеризуются большей точностью (меньшим биением) и невысокой ценой из-за более простой конструкции. Они бывают с обычным и срезанным наконечником. Срезанный наконечник используется, когда необходимо обработать торец обрабатываемой детали.
И вращающиеся центры и упорные центры бывают разных исполнений, которые улучшают их характеристики и позволяют использовать максимально эффективно:
Удлинённые центры — используются, когда необходимо обработать небольшую заготовку на крупногабаритных станках.
Центры с твердосплавным наконечником — твердосплавный наконечник очень износостоек – такой центр прослужит дольше.
Центры с отжимной гайкой — без нее не обойтись в станках, где отсутствует механизм автоматического или полуавтоматического извлечения. Эта гайка помогает извлечь центр из задней бабки.
Износостойкие центры — используются очень дорогие высокопроизводительные подшипники, они служат долго даже при очень интенсивном и тяжелом использовании.
Чтобы вам было удобно подобрать вращающийся или упорный центр, мы подготовили сводную таблицу со всеми характеристиками и свойствами (смотрите в самом низу страницы).
Токарные станки с ЧПУ, горизонтальные токарные станки с ЧПУ и вертикальные токарные станки с ЧПУ от компании ОКУМА компания OKUMA (ОКУМА)
Главная » Каталог продукции » Токарные обрабатывающие центры
Горизонтальные токарные обрабатывающие центры
Серия LB
Серия LU
Серия LT
Серия LOC
Серия LAW
Серия 2SP-H
Серия Simul Turn LU
Вертикальные токарные обрабатывающие центры
Серия 2SP-V
Серия V
Серия VTM
Серия VTM-Yb
Серия VTR
Серия VTT
Горизонтальные токарные обрабатывающие центры серии LB
Серия LB является базовой в группе токарных станков с ЧПУ корпорации OKUMA. Данные обрабатывающие центры предназначены для обработки деталей, в конфигурации которых преобладают элементов тел вращения. Сочетание высокой жесткости конструкции, мощного мотора-шпинделя и прецизионности станков позволяют успешно сочетать силовое резание с чистовой обработкой и производить обработку стальных деталей в закаленном состоянии. Токарные обрабатывающие центры LB оснащены одной револьверной головкой с возможностью выполнения как токарных, так и сверлильно-фрезерных, резьбонарезных операций с использованием вращающегося и стационарного инструмента, который устанавливается на револьверную головку.
Подробнее
Горизонтальные токарные обрабатывающие центры серии LU
Токарные обрабатывающие центры серии LU оснащены двумя револьверными головками. В отличие от классической схемы станков LB в станках LU добавляется вторая револьверная головка с нижним расположением. Для станка LU300 добавляется восемь инструментов, для станков LU400, LU35, LU45 − десять инструментов.
Подробнее
Горизонтальные токарные обрабатывающие центры серии LT
Токарные обрабатывающие центры серии LT — так называемые сдвоенные центры — токарные обрабатывающие центры с двумя шпинделями (левым и правым), расположенными в одной оси. Имеют две револьверные головки, которые отличаются от предыдущих модификаций станков с субшпинделями тем, что на станках LT передача детали из одного патрона в другой осуществляется автоматически без остановки шпинделей с высокой точностью позиционирования (по углу разворота — 0,01 градуса). Работа шпинделя в режиме силового стола с дискретностью 0,001 градуса. Сами станки позволяет эффективно обрабатывать детали любой сложности и практически из любых материалов (с твердостью поверхности до 58 HRC), обеспечивая высокую точность (6-ой квалитет) и шероховатость поверхности по восьмому-девятому классам. Станки сохраняет точность и стабильность обработки в широком температурном диапазоне от +5 C до +45 С.
Подробнее
Горизонтальные токарные обрабатывающие центры серии 2SP-H
Токарные обрабатывающие центры серии2SP—H предназначены для высокопроизводительной токарной обработки деталей типа тел вращения из самых различных материалов. Высокая жесткость конструкции рабочих органов станков, применение прецизионных серводвигателей, позволяют успешно сочетать черновое силовое резание с чистовой обработкой и производить обработку деталей в закаленном состоянии, а также при наличии дополнительной опции производить обмеры деталей на станках в процессе обработки.
Подробнее
Горизонтальные токарные обрабатывающие центры серии LAW
Токарные станки с ЧПУ серии LAW используются в автомобилестроении для обработки алюминиевых дисков.
Подробнее
Горизонтальные токарные обрабатывающие центры серии LOC
Токарные станки с ЧПУ серии LOC с одним/двумя суппортами предназначены для обработки концов труб большого диаметра.
Подробнее
Вертикальные токарные обрабатывающие центры серии 2SP-V
Особенность токарных обрабатывающих центров серии2SP-V является наличие двух вертикально расположенных шпинделей, что упрощает установку заготовок и позволяет выполнять большой спектр работ. Станки данной серии оснащены термостабильной и вибропоглощающей станиной,позволяющей при изменении окружающей температуры сохранять постоянство точностных характеристик, а при возникновении вибраций гасить их за счет демпфирующих свойств материала станины, изготовленной по особой запатентованной технологии.
Подробнее
Вертикальные токарные обрабатывающие центры серии V
Токарные обрабатывающие центры серии V сочетают высокую жесткость конструкции, мощного мотора-шпинделя и высокую точность. Всё это позволяет успешно сочетать черновое силовое резание с чистовой обработкой и производить обработку стальных деталей в закаленном состоянии. Станки оснащены термостабильной и вибропоглощающей станиной, позволяющей при изменении окружающей температуры сохранять постоянство точностных характеристик, а при возникновении вибраций гасить их за счет демпфирующих свойств материала станины, изготовленной по особой запатентованной технологии.
Подробнее
Вертикальные токарные обрабатывающие центры серии VTM
Токарные обрабатывающие центры серии VTM предназначены для комплексной токарно-фрезерной обработки деталей сложного профиля из различных материалов, в том числе из высоколегированных закаленных сталей с твердостью поверхности до HRC 58…60. Технические возможности станков обеспечивают высокую производительность и точность при любом типе производства: от единичного и опытного до крупносерийного.
Подробнее
Вертикальные токарные обрабатывающие центры серии VTM-Yb
Вертикальные обрабатывающие центры серии VTM Ybпозволяют осуществлять интенсивный процесс обработки крупных деталей сложной формы. На этих обрабатывающих центрах производится обработка наклонных поверхностей (пятиградусное индексирование оси В) в дополнение к токарной обработке и обработке вертикальным/горизонтальным шпинделем. Многосторонняя обработка с одним патроном обеспечивает значительное сокращение времени на установку и повышение точности.
Подробнее
Вертикальные токарные обрабатывающие центры серии VTR
Токарные станки с ЧПУ серии VTR-A демонстрируют возможности обработки тонких, цилиндрических и сложных материалов. «Двухстоечная система» OKUMA в значительной степени изменила большие многоцелевые токарные станки. Производитель интегрироваланоу-хау двухстоечных обрабатывающих центров в модельный ряд больших многоцелевых токарных станков VTR-A, обеспечив тем самым непревзойденную устойчивость и точность.
Подробнее
Токарный станок с ЧПУ VTT
Многоцелевой токарный станок с ЧПУ VTT-70 имеет высокие показатели обработки резанием и съема металла.
Подробнее
Широкий модельный ряд токарных станков предлагает более 400 вариантов комплектации оборудования. Такое разнообразие позволяет горизонтальным и вертикальным токарным станкам Окума отвечать требованиям любого производства. Один станок способен производить широкий сортамент деталей.
Что отличает токарные обрабатывающие центры OKUMA от остальных ?
CAS Система предупреждения столкновений — предотвращение столкновений компонентов машины в любом режиме работы
TFC Thermo-Friendly Concept — компенсация тепловой деформации для достижения очень высокой точности обработки
Okuma OSP-P200 ЧПУ — уникальная и удобная Dual-OS система управления обеспечивает высокую производительность и надежность
Абсолютное положение Encoder — обеспечивает немедленное возвращение к производству в случае потери питания или другом прерывании работы обрабатывающего центра
Компактный дизайн и многозадачность удваивает производительность в расчете на габариты стандартной машины.
Новости:
22.05.2017
Положительная динамика и растущий интерес машиностроительных предприятий к продуктам и услугам свидетельствует об их высоком качестве, востребованности и экономической эффективности на производстве.
читать дальше
Металлорежущие станки и оборудование OKUMA
Металлообрабатывающее оборудование применяется для резки и обработки металла. Посредством металлорежущего оборудования производятся…
читать дальше
Токарная обработка
Что такое поворот?
Токарная обработка — это процесс механической обработки, используемый для изготовления цилиндрических деталей, при котором режущий инструмент движется линейно, а заготовка вращается. Токарная обработка, обычно выполняемая на токарном станке, уменьшает диаметр заготовки до заданного размера и обеспечивает гладкую поверхность детали. Токарный центр представляет собой токарный станок с числовым программным управлением (ЧПУ). Сложные токарные центры также могут выполнять различные фрезерные и сверлильные операции.
Несмотря на то, что наши токарные станки с ЧПУ различаются по размеру и мощности, от моделей с двумя осями до станков с вращающимся шпинделем и вторым шпинделем, мы проектируем каждый из них с учетом качества, надежности, простоты в эксплуатации и безопасности. Кроме того, благодаря нашей философии производства «Производство по требованию» все наши токарные станки оснащены новейшими и самыми передовыми токарными технологиями для повышения вашей производительности и развития вашего бизнеса.
Наш язык программирования MAZATROL берет свое начало в наших токарных станках. Для обработки как простых, так и сложных деталей, требующих 4-осевой токарной обработки, MAZATROL дает вам возможность программировать эти детали с помощью либо диалогового программирования, либо программирования G-кода (EIA/ISO) — или даже комбинации два типа программирования.
Благодаря нашей философии производства «Производство по запросу» все наши токарные станки оснащены новейшими и самыми передовыми токарными технологиями для повышения вашей производительности и развития вашего бизнеса.
Высокоскоростные токарные и фрезерные шпиндели с высоким крутящим моментом обеспечивают быстрое, точное и агрессивное удаление металла
Вторые шпиндели обеспечивают чистовую обработку обратной стороны или последовательную обработку деталей
Вращающиеся инструментальные шпиндели обеспечивают производительность фрезерования, сверления и нарезания резьбы на уровне обрабатывающего центра
Конфигурации с двумя шпинделями и двумя револьверными головками обеспечивают инновационные возможности обработки деталей
Конструкции тормозов передней бабки по оси C по всей окружности
Функциональность по оси Y обеспечивает больший диапазон обработки геометрии деталей
Мощные встроенные задние бабки с ЧПУ позволяют автоматизировать процессы
Гибридные роликовые направляющие
MX обеспечивают долговечность и надежность для долговременной точности
Опциональная длинная расточная оправка с возможностью обработки глубоких отверстий обеспечивает чрезвычайно производительную обработку
Удобные и функциональные системы ЧПУ упрощают программирование и повышают производительность
Совместимость с устройством подачи прутка, портальным загрузчиком и артикуляционным роботом повышает производительность и позволяет выполнять операции без освещения
Наш широкий выбор усовершенствованных токарных станков с ЧПУ, некоторые из которых обладают многозадачностью, эффективно справляются со всем, от токарной обработки мелких деталей до тяжелой обработки больших заготовок с длинным валом, а также в производственных количествах, которые варьируются от отдельных деталей до тысяч компонентов в неделю. На самом деле, мы предлагаем самую универсальную линейку быстрых, мощных и прецизионных токарных центров на рынке, от станков с вертикальной или горизонтальной ориентацией шпинделя до тех, которые включают в себя два токарных шпинделя, возможность фрезерования и функциональность оси Y для повышения производительности благодаря DONE IN ОДНО производство.
Серия QUICK TURN
Серия горизонтальных токарных станков мирового класса, преимущественно производимых во Флоренции, Кентукки, которые могут обрабатывать все, от мелкосерийных цехов до высокопроизводительных работ и всего, что между ними. Прочная конструкция ступенчатой платформы превосходит все ожидания даже в самых требовательных приложениях.
Встроенный главный и второй шпиндель/передняя бабка
Доступны конфигурации станков с вращающимся инструментом, осью Y и вторым шпинделем
MX-Роликовая направляющая, машиностроение
Система ЧПУ MAZATROL SmoothG и оборудование
Варианты автоматизации, такие как устройства подачи прутка, портальные роботизированные системы, автоматическая дверь, улавливатель автозапчастей и интерфейс робота
Подробнее
Серия QT-Ez
Горизонтальные токарные станки серии QT-Ez, произведенные в Кентукки, делают качество и надежность Mazak доступными практически для любой мастерской, обеспечивая производительность и компактность по доступной цене. Доступные опции включают задние бабки, управление стружкой и многозадачность, которые добавляют DONE IN ONE ® для обработки за один установ.
Мощные и надежные шпиндельные бабки со встроенным двигателем
Гибридная система роликовых направляющих MX повышает жесткость, точность и надежность
Конфигурации револьверной головки
включают 2-осевой барабан, Mazak с болтовым креплением или BMT 55 для вращающихся инструментов
Вращающийся инструмент (M) и внеосевая обработка по оси Y (Y) для многозадачной обработки
Высокопроизводительный второй шпиндель (S) доступен для обработки деталей DONE IN ONE
Подробнее
Переворачивание фотографий
Свяжитесь с местным представителем Mazak или посетите один из наших технологических центров , чтобы определить, какой обрабатывающий центр Mazak лучше всего соответствует вашим потребностям в обработке деталей.
Связанные страницы
5 уровней многозадачности
Автоматика
ЧПУ
Цифровые решения
СОВЕРШЕНО ЗА ОДИН РАЗ
Мазак СмартБокс
Гладкое звено Mazak
Мазак SUPERFLOW®
МТКоннект
Многозадачность
Основы токарного станка с ЧПУ и токарного центра с ЧПУ
*Обновлено 3 февраля 2021 г.
Токарные станки с ЧПУ и токарные станки могут показаться идентичными, но обычно они относятся к немного разным станкам. Токарные станки обычно только точат, в то время как токарные центры могут быть более совершенными. Эти станки могут выполнять торцевание, нарезание резьбы, накатку, сверление, растачивание, развертывание и токарную обработку конуса. Горизонтальные токарные станки с ЧПУ более распространены, но вертикальные станки используют гравитацию. Между токарной обработкой с ЧПУ, токарными станками с ЧПУ, различными типами станков с ЧПУ и многим другим это может быть довольно запутанным. В этой статье мы сосредоточимся на основах токарной обработки с ЧПУ, чтобы дать вам прочную основу и ответить на наиболее часто задаваемые вопросы.
Не стесняйтесь пропускать это руководство, если у вас есть конкретный вопрос:
Что такое токарная обработка с ЧПУ?
Какой материал можно обрабатывать на станке с ЧПУ?
Что такое токарный станок с ЧПУ?
Какие части токарного станка с ЧПУ?
Каковы преимущества токарной обработки с ЧПУ?
В чем разница между токарной и фрезерной обработкой с ЧПУ?
В чем разница между станками с ЧПУ и станками с ЧПУ?
Что такое токарная обработка с ЧПУ?
Что такое токарный центр с ЧПУ? (Центр)
В чем разница между токарными центрами с ЧПУ и токарными станками с ЧПУ?
Какие существуют типы токарных станков с ЧПУ?
В чем разница между обрабатывающим центром и токарным центром?
Что такое оси станка в токарном центре с ЧПУ?
Что такое токарная обработка с ЧПУ?
Токарная обработка с ЧПУ — это субтрактивный производственный процесс, в котором куски материала вращаются по мере того, как станок подается на деталь, удаляя материал для создания готовой детали. Он в основном используется для изготовления деталей цилиндрической формы.
Крупный план токарной обработки с ЧПУ в действии. [Источник]
Какой материал можно обрабатывать на станке с ЧПУ?
Существует множество материалов, которые можно использовать для токарной обработки с ЧПУ, как показано в этом руководстве. Однако наиболее распространенными являются металлические сплавы, такие как алюминий.
Что такое токарный станок с ЧПУ?
Токарные станки с ЧПУ или токарные станки с ЧПУ представляют собой станки, которые вращают брусок материала, позволяя режущему инструменту удалять материал из бруска до тех пор, пока не останется желаемый продукт.
Сам материал прикреплен к основному шпинделю и вращается им, в то время как режущий инструмент может перемещаться по нескольким осям. Типы деталей, создаваемых на токарном станке с ЧПУ, часто бывают цилиндрическими или симметричными относительно оси.
Какие части токарного станка с ЧПУ?
Вы можете разбить станки с ЧПУ на следующие части, и если вы хотите изучить их подробнее, эта статья может помочь:
Передняя бабка
Токарный станок с ЧПУ Станина
Чак
Задняя бабка
Перо задней бабки
Ножной переключатель/педаль
Панель управления ЧПУ
Револьверная головка
Каковы преимущества токарной обработки с ЧПУ?
Обработка с ЧПУ намного лучше, чем ручная обработка, по нескольким конкретным причинам:
Точность: Программирование ЧПУ для выполнения задания обеспечивает последовательную и точную резку для обеспечения качества продукции. Его можно повторять снова и снова в одной и той же манере.
Экономическая эффективность: стоимость найма человека для ручной обработки деталей в больших масштабах намного дороже, чем использование машины, поскольку машина не устает, не нуждается в перерывах на обед и теоретически может работать круглосуточно и без выходных.
Скорость: токарная обработка с ЧПУ позволяет производить сотни и сотни деталей, сохраняя неизменность конечного продукта.
В чем разница между токарной и фрезерной обработкой с ЧПУ?
В то время как токарная обработка с ЧПУ вращает деталь для резки, фрезерная обработка с ЧПУ вращает инструмент для резки детали.
Токарная обработка с ЧПУ обычно используется для цилиндрических деталей, поскольку вы полагаетесь на вращение самой детали и создаете трение для удаления материала, когда режущий инструмент помещается на нее.
С другой стороны, фрезерование с ЧПУ позволяет создавать более сложные детали, поскольку вращается режущий инструмент (а не материал).
Разница между токарной и фрезерной обработкой на станках с ЧПУ. [Источник]
В чем разница между станками с ЧПУ и станками с ЧПУ?
ЧПУ — это станки с числовым программным управлением, тогда как ЧПУ — это станки с числовым программным управлением. Хотя оба они являются автоматическими машинами, которые в большинстве случаев работают с металлическими деталями и запрограммированы на выполнение желаемой операции, они различаются по принципу действия.
Числовое управление (ЧПУ) Машины управляются с помощью перфокарт, которые вводятся в машину, что затрудняет изменение программ. Даже для того, чтобы внести небольшое изменение в программу, ленту нужно было удалить, изменить и вернуть обратно в машины.
Компьютер с числовым программным управлением (ЧПУ) Станки имеют встроенный компьютер для хранения программ и изменения программы с помощью системы управления на станке.
Что такое токарная обработка с ЧПУ?
Процесс токарной обработки с ЧПУ включает в себя прикрепление материала к шпинделю станка с ЧПУ, а режущий инструмент движется линейно, воздействуя на материал и удаляя ненужный материал до тех пор, пока не останется готовая деталь.
Токарные станки с ЧПУ представляют собой передовые станки с числовым программным управлением. Они могут иметь 3, 4 или даже 5 осей, а также множество возможностей резки, включая фрезерование, сверление, нарезание резьбы и, конечно же, токарную обработку. Часто эти станки имеют закрытую конструкцию, чтобы любой разрезаемый материал, охлаждающая жидкость и компоненты оставались внутри станка.
Токарные станки с ЧПУ являются более совершенными формами токарных станков с ЧПУ. Оба являются станками, которые вращают брусок материала, позволяя режущему инструменту удалять материал из бруска до тех пор, пока не останется желаемый продукт. Однако токарные станки, как правило, имеют только 2 оси и только один шпиндель, тогда как токарные центры могут иметь до 5 осей и гораздо более универсальны с точки зрения режущей способности. Кроме того, токарные станки не имеют защитного кожуха вокруг станка и просто не обладают высокими производственными возможностями токарных центров.
Существует две широкие категории токарных станков с ЧПУ (центры), которые включают горизонтальные токарные станки и вертикальные токарные станки .
Для многих из нас ванная комната ассоциируется с помещением, которое должно отличаться высоким уровнем дизайна и в котором должна присутствовать идеальная чистота. Такое восприятие ванной выдвигает и соответствующие требования к внутренней отделке и интерьеру. Отделанный потолок в ванную в этом плане играет если не ключевую роль, то одну из самых важных. Какие используют при этом материалы, и какой должны быть дизайн потолочных конструкций – задача с двумя неизвестными.
Первое. Какую отделку выбрать для работы с потолочной частью? И второе. Будет ли потолок, сделанный в ванной комнате из алюминиевых панелей, правильным инженерно-техническим решением?
Рассмотрим детально, как выглядят металлические потолочные конструкции и насколько они практичны в эксплуатации.
Алюминиевые потолки для ванной комнаты – удачен ли выбор?
Для того, что бы сделать потолки в ванной комнате качественно, нужно знать следующее:
потолки в ванной должны выполнять технологические функции;
красота и эстетика потолков в ванной не должна быть препятствием для технологичности готовой конструкции;
потолочная поверхность в ванной комнате должна быть прочной, устойчивой, экологически безопасной.
Алюминиевый потолок в ванной представляет собой один из вариантов дизайна, который по многим параметрам отвечает вышеприведенным требованиям. С практической точки зрения ванные помещения являются местом со сложными технологическими условиями, поэтому не каждый отделочный материал будет себя нормально вести в ситуации, когда внутри присутствует высокая влажность.
На заметку: ванная комната имеет уровень влажности, доходящий до 90% и выше. Повышенный уровень влажности и высокая температура становится благоприятной средой для развития грибковых образований и плесени.
Дерево и гипсокартон для подобных целей не подходит. Для этих материалов ванная комната предъявляет слишком тяжелый режим эксплуатации. Пластиковые панели, несмотря на свою высокую технологичность, для некоторых потребителей считаются слишком дешевым вариантом отделки. В подобной ситуации самое время обратит внимание на потолочные поверхности, изготовленные из алюминия. Несмотря на то, что сама идея металлических потолков выглядит сомнительно, итоговый результат превзойдет ваши ожидания.
Во-первых: Ванная комната с легкими металлическими потолками – это всегда стильно и красиво.
Во-вторых: реечное расположение панелей и внешние данные готовой потолочной конструкции зрительно увеличивают внутренний объем ванных помещений.
В-третьих: алюминиевый потолок для ванной долговечный, экологически чистый и очень удобен с практической точки зрения. Мыть и убирать такие конструкции можно с помощью обычных моющих средств, сохраняя потолкам прежнюю привлекательность и эстетику.
Основные технологические свойства алюминиевых панелей
Популярность металлических потолков в первую очередь связана с высокими технологическими свойствами самого алюминия. Влагостойкость – одно из основных свойств алюминия. Сам по себе белый металл достаточно спокойно переносит контакт с влажной средой. Отделочные панели, ламинированные анодированной пленкой совершенно не подвержены коррозийным процессам.
На заметку: из всех металлов, используемых в строительном дизайне, алюминий является самым инертным материалом. Алюминий не вступает в реакцию с водой, плохо подвержен коррозии и не поддается быстрому старению.
Алюминий имеет устойчивую структуру, поэтому металлические изделия не выделяют в окружающее пространство вредных компонентов. При непосредственном контакте с открытым огнем, панели из белого металла не станут гореть и выделять вредные для здоровья компоненты.
С точки зрения гигиенических и санитарных норм, использовать белый металл для отделки представляет собой идеальный вариант. Постоянная влажная уборка обычными моющими средствами сделает поверхность потолков в ванной практически стерильной.
Конструктивные особенности алюминиевых панелей
Не отстают от технологических свойств и конструктивные характеристики алюминиевых отделочных материалов. Следует знать, что алюминий представляет собой один из самых легких металлов. Этим и объясняется его популярность в сфере практического применения. Алюминиевые подвесные конструкции не нуждаются в мощном каркасе. За счет своей прочности алюминиевые панели сами обеспечивают достаточную устойчивость и прочность подвесных потолков.
Не стоит забывать и о высокой технологичности деталей и элементов из белого металла. При наличии определенных навыков и знаний можно своими силами осуществить монтаж потолочной части в ванном помещении. Для небольших помещений, особенно в условиях городской квартиры, монтаж алюминиевых потолков не займет много времени.
На данном этапе важным является не только скорость и легкость монтажа алюминиевых конструкций, но и демонтаж панелей в случае необходимости.
Важно! Алюминий – это один из немногих металлов, имеющий благородный внешний вид, которые позволяет использовать этот металл в самых разных отраслях. Поэтому нередко в сфере дизайна используются алюминиевые панели и другие отделочные элементы из этого металла самых разнообразных форм, расцветки и вида.
За счет этого качества материала при установке подвесных потолков в жилых помещениях достигается необходимая эстетика. Отражающая поверхность алюминиевых панелей благоприятно отражается на всем внешнем облике внутреннего пространства, подчеркивая элементы дизайна ванной комнаты.
В ряде случаев эксперты в области квартирного дизайна рекомендуют использовать металлические детали и элементы в сочетании с другими отделочными материалами. Комбинированные потолки для ванной комнаты сегодня уже не редкость, тем более что такие поверхности обладают целым рядом преимуществ в сравнении с однотипными изделиями.
Типы потолочных покрытий из алюминия
В большинстве случаев монтаж потолочных покрытий с использованием металлических деталей осуществляется двумя способами:
созданием реечных систем;
набор кассетных алюминиевых систем.
В каждом отдельном случае разнятся технологии укладки и соответственно внешний вид готовой поверхности. Рассмотрим в отдельности каждый тип потолочных конструкций из белого металла.
Набор кассетных алюминиевых конструкций
Кассеты из белого металла представляют собой отдельные квадратные или прямоугольные фрагменты. В зависимости от варианта дизайна можно с успехом использовать цельнометаллические или перфорированные изделия, которых отличает структура и фактура поверхности.
Важно! Кассетный набор потолка из панелей белого металла может монтироваться непосредственно на открытую или закрытую подвесную конструкцию.
Чем они различаются, рассмотрим подробнее:
Открытая подвесная система (конструкция) – это каркас, состоящий из алюминиевых профилей Т-образной формы. Профили устанавливаются таким образом, что бы в результате каркас был поделен на ячейки. В пустые ячейки вставляются алюминиевые панели, опираясь на профили, которые открыты визуально. В данном случае профили выполняют одновременно монтажную и декоративную функцию.
Скрытая подвесная система предполагает дополнительно использовать для крепления металлических панелей потайные зажимы. За счет плотного соприкосновения кассет достигается монолитность и целостность потолочной поверхности в ванном помещении.
На заметку: такой тип подвесных алюминиевых конструкций используется достаточно редко для отделки ванных комнат. Причина кроется в том, что такие потолки хорошо смотрятся в помещениях большой площади.
Реечные конструкции из белого металла
Если говорить о массовости применения металлических потолков для ванных, то здесь первенство принадлежит реечным подвесным конструкциям. В распоряжении потребителя сегодня представлен достаточно большой выбор подобных изделий. А продаже представлены рейки самой разнообразной формы и размеров. Для реечных потолков подходит только подвесная система соответствующего типа.
Здесь так же присутствуют два типа подвесных систем: открытые и закрытые.
Для открытых конструкций рейки крепятся через небольшие промежутки. Образовавшиеся пространства можно использовать для естественной вентиляции черновой поверхности и межпотолочного пространства. К тому же такое расположение панелей создает неповторимую эстетику внешнего вида потолочной поверхности. Если в проветривании нет необходимости, промежутки между планками закрываются пластиком другого цвета.
На рисунке ниже приведен пример монтажа потолков из белого металла реечного типа с вставками.
Для закрытого типа используются металлические элементы, имеющие специальный язычок. За счет этой детали перекрывается край соседствующей планки. За счет чередования во время набора металлических планок разного цвета можно получить оригинальный вариант дизайна.
На рисунке показаны два типа металлических панелей, для подвесных конструкций закрытого и открытого типа.
Заключение
Рассматривая устройство, конструкцию, типы потолков из алюминиевых панелей, варианты дизайна, можно однозначно сказать, что такой способ отделки потолков имеет право на реализацию. Сравнивая стоимость подвесных конструкций из гипсокартона и пластика, устанавливаемых в ванной комнате, алюминиевые потолки для ванной будут дороже. Однако вложенные средства себя оправдают. Такие потолочные поверхности станут реальным украшением любой ванной, в большом доме или в городской квартире.
Качество материала и способы монтажа обеспечивают необходимую надежность и прочность конструкций. С технологической точки зрения алюминиевые потолки очень практичны и удобны. Обладая естественным привлекательным внешним видом, белый металл прекрасно сочетается с покраской. Для того что бы обновить потолки в ванной комнате можно покрасить старую подвесную конструкцию в любой цвет, используя для этого силикатные, акриловые или силиконовые краски.
Алюминиевый реечный потолок в ванной комнате и туалете
Алюминиевый реечный потолок в ванной комнате и туалете — строительный блог
Главная
Блог
Алюминиевый реечный потолок в ванной комнате и туалете
Во-первых, цена алюминиевых реек сравнительно ниже, чем стоимость других подобных материалов. Следует помнить, что немаловажную роль в экономии ваших денежных средств играет и сама площадь ванной комнаты и туалета. Чем меньше площадь, тем выше стоимость, потому что рейки изготовляют только определенного размера, и их нужно будет, скорее всего, укорачивать перед установкой.
Во-вторых, алюминий не горит. Вы спросите, какое это имеет значение? Все дело в том, что между основным потолком и алюминиевым реечным потолком будут проходить электрические провода, и к самому реечному потолку будут крепиться светильники, а это значительно повышает риск возникновения пожара. В отличие от пластиковых панелей, потолок из алюминиевых реек лучшее решение в плане безопасности.
В-третьих, панели из алюминия обладают влагостойкостью, они не тускнеют, не ржавеют, не покрываются плесенью от сырости. Ведь вас по неосторожности могут залить соседи сверху. А реечный потолок из алюминия будет держаться годами, менять придется только лампы в светильниках. После монтажа таких панелей, ремонт потолка в этих комнатах вам больше не понадобится.
В-четвертых, сам по себе материал не тяжелый и поэтому его легко устанавливать вручную. Необходимо помнить, что алюминиевые рейки легко гнутся. Поэтому монтировать их нужно аккуратно либо приглашать для установки специалиста по внутренней отделке.
В-пятых, вы можете в магазине подобрать алюминиевые рейки на свой вкус, любой цветовой гаммы и любой ширины. Дизайн интерьера ванной комнаты и туалета с таким потолком вам покажется особенно приятным. Алюминиевые рейки на потолке, отражая предметы и свет, создают ощущение пространства, поэтому ванная комната будет казаться выше и больше.
Если вы не можете похвастаться тем, что умеете делать ремонт в квартире своими руками, и у вас нет достаточных средств, чтобы пригласить домой мастера, то, не отчаивайтесь. В упаковках с алюминиевыми рейками для потолка, прилагается подробная инструкция по их монтажу. Поэтому, даже не имея специальных навыков, вы сможете установить их сами, не прибегая к платным услугам специалистов.
05.07.2022, 540 просмотров.
Алюминиевый реечный потолок в ванной комнате и туалете, блог, статья, строительный магазин, липецк
Алюминиевый реечный потолок в ванной комнате и туалете, блог, статья, строительный магазин, липецк
Алюминиевый реечный потолок в ванной комнате и туалете, блог, статья, строительный магазин, липецк Алюминиевый реечный потолок в ванной комнате и туалете, блог, статья, строительный магазин, липецк Алюминиевый реечный потолок в ванной комнате и туалете, блог, статья, строительный магазин, липецк
Отделка современной (модной) ванной комнаты декоративными алюминиевыми планками для плитки | Блог
RU
ЭТО
Франция
DE
0
В вашем списке есть пункты
Заполните запрос предложения
0
В вашем списке есть пункты
Заполните запрос предложения
Блог
>
Отделка современной (модной) ванной комнаты декоративными алюминиевыми планками под плитку
20 января 2021 г.
Staff+
Украшать или ремонтировать свой дом всегда весело, и это позволяет нам преобразить наши комнаты, чтобы дать волю нашему самому смелому воображению; тем не менее, в наших домах есть места, где есть «ограничения». Ванная комната представляет собой наиболее проблемную зону, и для нее требуются специальные технические средства, так как влажность и плесень могут воздействовать на нее. Тем не менее, даже при соблюдении нескольких правил ванная комната может стать современной и дизайнерской средой благодаря использованию небольших и простых деталей, таких как декоративные планки для плитки, выполненные из стали или алюминия с бесконечной отделкой; давайте посмотрим на них в этой статье.
What we will see in this article: (anchors to paragraphs) — The role of decorative strips in wall coverings
— what to choose for your bathroom — лучшие материалы для влажной среды — преимущества монтажа — роль угловых профилей
Керамические настенные покрытия для современной ванной комнаты: роль декоративных планок
Как мы уже говорили, ванная комната подвержена влиянию влажности и плесени, поэтому она требует большего внимания при выборе компонентов и покрытий. . Многие решают оклеить стены ванной специфическими обоями или даже простой штукатуркой. Эти решения, безусловно, добавляют комнате больше стиля, но во многих случаях они могут быть не идеальным решением, особенно в ванных комнатах с высокой влажностью. Идеальным решением станет керамическая плитка.
Преимущества керамических настенных покрытий в ванной комнате
Керамика – материал вне времени, невероятно универсальный и подходящий даже для самых сложных условий. Неслучайно это самое традиционное покрытие для ванных комнат и кухонь, где грязь и влажность легко прячутся. Давайте посмотрим на преимущества этого материала:
Ударопрочность : керамика устойчива к ударам и царапинам
Огнестойкий : высокая термостойкость делает его огнеупорным и в случае пожара не распространяет токсичные вещества в окружающей среде.
Водонепроницаемый : керамика отталкивает воду и идеально защищает от влаги и плесени. Он используется в местах, где вода является королем, например, в ванных комнатах, спа или бассейнах.
Гигиенический : Его поверхность облегчает очистку и дезинфекцию, и он не повреждается при контакте с особо агрессивными чистящими средствами.
Долговечность : Керамическая плитка настолько прочна, что со временем не изнашивается.
Персонализируемый : мир керамики настолько широк, что можно выбирать среди бесконечных форм, толщин, текстур и цветов.
Декоративные планки как дизайнерское решение в ванной комнате
Если вы решили облицевать ванную комнату керамической плиткой и хотите привнести в окружающую среду нотку света и дизайна, изысканным решением станет использование декоративных планок. . Эти профили просты в установке и обычно располагаются вертикально или горизонтально между плитками. Используемые материалы устойчивы к воде и влаге, поэтому вы можете выбрать один из нескольких материалов и отделок в зависимости от желаемого эффекта.
Нержавеющая сталь, несомненно, является лучшим выбором, когда речь идет об элементах, контактирующих с влажными средами, но есть и другой материал, предлагающий превосходные характеристики и более широкий выбор отделки и цветов. В зависимости от эффекта, который вы хотите получить, вы можете выбрать разные модели. Давайте посмотрим некоторые:
Тон в тон или похожие тона : Если вы предпочитаете сдержанную комнату с цветами, которые не конфликтуют, а создают эффект гладкой непрерывности, ваш выбор декоративных полос должен соответствовать стилю. плитки, которую предстоит укладывать. Например, ванную комнату со светлой плиткой можно комбинировать с полосой в нежных серебристых тонах, таких как 9.0039 Листек LI 10 .
Контраст: если вы хотите быть смелым и использовать полосы в качестве акцентов, придавая комнате очень современный вид, вы можете выбрать цвет, явно контрастирующий с цветом плитки, которая будет уложена. На выбор предлагается несколько вариантов отделки и оттенков, например, Listec LI 20.
Glamour : Для более изысканного стиля, очень эффектного при правильном сочетании и подходящем окружении, рассмотрите полоски с блестками в Listec LI 15 классических цветов или Listec LI 10 более сдержанных тонов.
Рынок предлагает бесконечное количество решений, и полосы Listec также доступны из нержавеющей стали, например, Listec LI 20 или Listec LI 22 .
Говоря о ванной, вы говорите о влажности, поэтому различные элементы в помещении должны обладать хорошими антикоррозийными свойствами. Что касается металлических элементов, таких как профили, о которых мы упоминали ранее, лучшим выбором можно считать два элемента. Давайте посмотрим на их характеристики:
Нержавеющая сталь : это наиболее широко используемый материал во влажной среде, где может застаиваться вода или конденсат. Сталь доступна в нескольких составах в зависимости от ее сплава (что делает ее более или менее стойкой), у нас есть стали AISI 304, AISI 316 и AISI 403, чем выше номер, тем выше коррозионная стойкость. Среди его особенностей мы находим доступность, физическую и химическую стойкость и высокую обрабатываемость.
Алюминий : он также подходит для использования во влажной среде, так как обладает высокой коррозионной стойкостью, а его легкость облегчает работу с отделкой и цветом, которые труднее наносить на сталь.
Установка декоративных планок очень проста. Их устанавливают путем вклеивания между одной плиткой и другой, при их монтаже. . Полоски доступны в нескольких формах и цветах, давайте посмотрим на некоторые из них:
Декоративные планки Listec LI для современных ванных комнат
Декоративные планки — это идеальные элементы, которые придадут вашей ванной комнате нотку дизайна, будь то минималистичные или сразу бросающиеся в глаза, они просты в установке, а рынок предлагает бесчисленное множество решений с точки зрения материалов. , отделки и цвета. Давайте углубимся в широкий ассортимент Listec LI:
Listec LI 22 : полоса из стали или алюминия с несколькими вариантами отделки. Толщина 6 мм идеально подходит для создания горизонтальных линий на стене независимо от толщины плитки.
Listec LI 20 : стальная полоса, предназначенная для стеновых покрытий небольшой толщины (4,5 мм) для быстрого создания цветовых эффектов на стенах с керамическим покрытием.
Listec LI 15 : Специальное сечение этой модели идеально подходит для современных ректифицированных кромок плитки из керамогранита, а фиксированная глубина 8 мм делает ее универсальной и адаптируемой к любой плитке толще 7 мм, в том числе благодаря специальным прокладкам LIA. LI 15 доступен в алюминиевом корпусе нескольких цветов и отделок. От классического серебра и меди до матовых и шлифованных эффектов и современных эффектов текстуры дерева. Если вы предпочитаете более броский штрих, взгляните на нашу линию с блестками, нажав здесь.
Listec LI 10 : это самая тонкая лента в линейке. Доступный в алюминиевом исполнении, его сечение идеально подходит для современных ректифицированных краев плитки из керамогранита, а его глубина 8 мм делает его пригодным для установки с любой плиткой толщиной более 7 мм (благодаря специальным прокладкам LIA ).
Профили DIY для современных ванных комнат
Достойной альтернативой декоративным полосам Listec могут быть профили DIY, которые, несмотря на различные формы, могут создавать бесчисленные эффекты, от простой тонкой линии до канала для вставки светодиодных компонентов.
Г-, С- или Н-образные профили для самостоятельной сборки : Эти профили просты в установке и могут быть установлены с обеих сторон, создавая либо эффект, похожий на классические декоративные планки, либо образуя небольшой канал, в котором вы можете легко установить светодиодную ленту. Светодиодный свет, смешанный с тонкой металлической отделкой профилей, может создать расслабляющую и вызывающую воспоминания атмосферу, идеально подходящую для стильной современной ванной комнаты.
Дизайнерская вешалка для функциональной и модной ванной
Среди декоративных профилей нельзя не упомянуть APPENDO, встроенную в стену вешалку для ванной комнаты. Этот элемент, о котором мы уже упоминали здесь ,
, представляет собой современную декоративную вертикальную планку, которая благодаря своей специфической форме может использоваться не только как декоративный элемент, но и как вешалка. Доступный в нескольких вариантах отделки, этот профиль может создать утонченную современную обстановку и был разработан для размещения крючка для вешалок на той высоте, которую вы предпочитаете.
9№ 0003
Полоски в качестве декоративного элемента для душевых вровень с полом
Декоративные полоски можно использовать в различных целях, включая душевые поддоны на уровне пола. Простая квадратная форма позволяет легко устанавливать их вдоль угла между полом и стеной и является идеальной отделкой, придающей душе неповторимый стиль. Чтобы узнать больше об установке душевых кабин на уровне пола, прочитайте эту статью.
В ванной комнате профили могут быть не только декоративными элементами, но и защитными элементами. Плитка, уложенная в углах стен, может испытывать удары, которые могут отколоть или повредить ее поверхность. Чтобы избежать таких повреждений, угловые профили являются правильным решением, так как они обеспечивают отличную защиту, сохраняя при этом стороны плитки. Широкая гамма отделки и цветов позволяет легко сочетать их с любым типом покрытия и мебели.
Дополнительную информацию вы можете найти в этой статье или в нашем каталоге .
Если вам нужна конкретная информация или вам нужна помощь в выборе или вы хотите связаться с одним из наших торговых посредников, свяжитесь с нами или напишите нам, и мы свяжемся с вами как можно скорее!
Теги:
декоративные планки, угловой профиль
СОВЕТЫ И ДИЗАЙН
Комментарии
Нет комментариев
Оставить комментарий
Персонал+
6 января 2021 г.
Разница между деформационными швами пола и конструкций
Предварительный пост
Staff+
3 февраля 2021 г.
Следующий пост
ПОИСК
Категории
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
СОВЕТЫ И ДИЗАЙН
ТРЕНДЫ И НОВОСТИ
Теги
брусчатка 2 см
архитектура
плинтус
ковер
угловой профиль
декоративные полоски
домотик
экологически чистый
краевые профили для балконов
компенсаторы
напольное покрытие
будущий дом
зеленый
дизайн интерьера
выравнивание
левелтек
профиль для пвх
профилитек
пол из пвх
плинтус
умный дом
конструкционные швы пола
террасы
плитка
настенные инсталляции
гидроизоляция
белый
Часто задаваемые вопросы
Характеристики продукта
Интерьеры
Экстерьеры
Установка
Очистка и техническое обслуживание
Фальшполы
Технические идеи
Материалы
Проекты
Треугольная полка для ванной, алюминий, черный с золотом
После того, как мы получим ваш заказ, ваш заказ находится в обработке 3-7 рабочих дней .
Изготовление стола для лазерного станка — Модернизация
#1
OFFLINE
johnnykor
Отправлено 03 Февраль 2014 — 00:09
Приобрел станочек лазерный б/у. У него имеется сплошной стол в виде алюминиевой плиты. На нее есть сотовый стол. Стол достаточно заюзан. Так, что когда на нем режешь фанеру, то на обратной стороне резки появляются артефакты из-за отражений лазера от слегка погнутых от времени сот. Хочу самостоятельно изготовить реечный стол для резки фанеры. Главный вопрос из чего делать рейки. В идеале найти вот такой профиль.
Но мне эта задачка что-то не дается.. может кто подскажет где такой можно купить? Или можно ли заменить профиль на обычный уголок? но у уголка угол 90 гр. и отражения будут, как мне кажется, отражаться на соседний уголок и обратно на материал, что не есть гуд. Можно конечно взять поставить ламели из вертикально стоящих алюминиевых реек высотой мм 15-20, но у них толщина 2мм и эти два миллиметра скорее всего будут работать как зеркало для лазера. И обязательно ли брать анодированный аллюминий?
Похожие темы: Отражение луча портит деталь Оборотная сторона реза закоптилась
Наверх
#2
OFFLINE
vv92
Отправлено 03 Февраль 2014 — 01:02
Попробуйте прикрутить саморезы со сверлом к листу композита, например. Тем более, что у Вас нет нормального отвода продуктов резания из-за стола ввиде алюминиевой плиты.
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека. Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Наверх
#3
OFFLINE
Menu/Exit
Отправлено 03 Февраль 2014 — 01:15
Генносе johnnykor, на сайте с которого картинка подобный стол 500х300 стоит 4000р. Ячеистый стол 1200х900 — 12000р. Купить новый не пробовали? Или посчитать стоимость изготовления нового, в единичном варианте не специалистом?
Размер вашего стола? Для понимания задачи. Ибо для разных размеров — разные технологические подходы.
Теория. Задача изготовления стола для поддержки материала. Материал не должен подгорать на местах контакта со столом. Подход первый. Ламели имеют как можно более маленькую толщину. Тогда они легко мнутся от давления. Тогда их должно быть много, и они должны находится часто. Получается сотовый стол. Подход второй. Толщина ламели может быть большой, а кончик (край) тонкий. То что приведено на картинке. Ламель можно сточить с двух сторон, можно сточить с одной стороны. Фактически сделать длинный нож. Эта операция прекрасно реализована, например, в процедуре заточки ножей для гильотинных резаков и ножей для бумагорезательных машин. Но точно также это можно реализовать и самому. Нарезаешь алюминиевые уголки, либо алюминиевые полоски, либо полоски из оцинковки необходимой ширины. Сам или где то точишь край, так, что бы он был острый, по всей длине. Ножи надо чистить регулярно, что бы не было нагара. Толщину оцинковки подбираешь от величины стола. Чем больше стол — тем больше толщина, иначе может прогибаться. Ещё одна вещь: используй изогнутые ламели. Они лучше держат материал, не вибрируют. Вот это реально гoвно. А это правильно. Только они здесь согнуты, а Амада, например их изгибает. Они встают по 3 точкам и не вибрируют при установке или обработке материала. Подход третий. Часто применяется для резки металла лазером или плазмой. Изготавливаешь ламели из того же материала, или из материала более легко режущегося, что и фанера: фанера, пластик. А что бы уменьшить зону контакта, делаешь ламель со стороны материала не ровную, а «ёлочкой». Форма елочки может сильно меняться от острой, до пологой. Надо понимать, что в данном случае — ламели расходный материал. Но вся прелесть в том, что изготавливаются они оборудованием, на котором используются.
Сообщение отредактировал Menu/Exit: 03 Февраль 2014 — 01:18
Наверх
#4
OFFLINE
johnnykor
Отправлено 03 Февраль 2014 — 01:52
Генносе johnnykor, на сайте с которого картинка подобный стол 500х300 стоит 4000р. Ячеистый стол 1200х900 — 12000р. Купить новый не пробовали? Или посчитать стоимость изготовления нового, в единичном варианте не специалистом?
Размер вашего стола? Для понимания задачи. Ибо для разных размеров — разные технологические подходы.
Стол 1000х600. При том количестве свободного времени, которым я обладаю 🙂 сдается мне, что можно сделать стол дешевле 12000 🙂
На столе планирую резать фанеру в основном. Возможно пластики со временем.
Отдельное спасибо за ликбез. По поводе третьего подхода тоже думал, но кажется мне, что елочка у мене быстро будет подгорать и требовать частой замены, хотя она конечно копеешная. По поводу заточки ламелей тоже думал. И вот по поводу того чтобы гнутые сделать тоже есть мысли 🙂 для моего размера правда это не сильно актуально, т.к. 2мм при длинне 60см практически не гнутся, но все равно можно и изогнутые вставить.
Наверх
#5
OFFLINE
Menu/Exit
Отправлено 03 Февраль 2014 — 02:02
Поверьте, подгорание — настолько медленно происходит, что замена делается достаточно редко. Есть еще один вариант. В чем то более сложный, в чем то более простой. Берете ламели из алюминия. Край режете под 90 градусов, что проще всего. А сами ламели устанавливаете не вертикально, а, например под углом 45 или 60 градусов. Тогда контакт материала с ламелью произойдет по грани между боковой и торцевой сторон.
Наверх
#6
OFFLINE
johnnykor
Отправлено 03 Февраль 2014 — 02:23
Такой вариант тоже рассматривал, но при таком варианте больше риск прогиба ламели и гнутые сделать уже не получится. Я на подручных инструментах могу заточить ламель под углом в 70 градусов. Наверно так и попробую.
Наверх
#7
OFFLINE
Stock
Отправлено 03 Февраль 2014 — 12:06
О! Пошел разговор о вкусе фейхоа! Вполне подойдет для стола тавр 20х25х1,5. Отражение и последующий возврат луча вернут размер пятна почти к тому размеру что и приходит из трубы, Потерявший часть мощности при резке он уже не так страшен. Если будете резать с большим перебором мощности или недобором скорости то закономерно получите подгоревшую изнаночную сторону. Если-же подобрать мощность/скорость так чтоб прорезало но с предельным запасом, тогда и отражение никак не отразится на деталях. Кроме этого, фанера быстро укроет все ровным слоем дёгтя который в последствии будет подгорать сам и не будет давать отражение даже при неоптимальных режимах резания. 1000х1500 стол из тавра, заклепок и уголков обошелся примерно в 100$. Делю я их с зазором(интервалом) в 10мм…
PS… Так что делайте «реально говно» и не морочьте себе голову умностями. Menu/Exit вываливает знает всего очень много но никогда не говорит как сделать проще. А на подручных инструментах заточки рискуете потерять ровную грань и с разной степенью вероятности поиметь траблы с волнистым столом. ..
Наверх
#8
OFFLINE
Madden_Apple
Отправлено 16 Февраль 2014 — 08:40
Stock
покажите фото.
то что у вас получилось
Наверх
#9
OFFLINE
Menu/Exit
Отправлено 16 Февраль 2014 — 12:23
Если будете резать с большим перебором мощности или недобором скорости то закономерно получите подгоревшую изнаночную сторону. Если-же подобрать мощность/скорость так чтоб прорезало но с предельным запасом, тогда и отражение никак не отразится на деталях.
Любой сучок или неоднородность превратит заказ в рукоделие с ножичком и напильником. Придется либо резать второй раз либо вручную прорезать недорезы. Фанера достаточно неоднородный материал. Лучше всего фанера режется с избытком мощности и воздуха. И рез хороший и скорость хорошая и качество приемлемое.
Наверх
#10
OFFLINE
Stock
Отправлено 24 Февраль 2014 — 15:23
Практически любой сучек превратит заказ в рукоделие гарантировано при полной мощности даже на моей RECI W6… Такова реальность. Попадается иногда фанера весьма чистая во внутренних слоях а иногда попадается из одних сучков и черте чего… Соответственно в 3мм фанере слоев меньше и на сучки попасть можно с меньшими шансами. Как и в 10мм фанере больше слоев и сучки могут попасться даже один над одним.
PS. Сейчас фоток не нахожу, но вроде ничего в объяснении нету непонятного… Попробую еще может вечером дома посмотреть.
Наверх
#11
OFFLINE
Dale
Отправлено 24 Февраль 2014 — 23:43
Поддерживаю. Труба Z6 — 95% мощности (не пинайте.. моя труба. чё хочу то и делаю фанерку 8мм качества 2/2 (внешние слои без сучков почти..) И то со сплошным рукоделием
Наверх
#12
OFFLINE
slavikma
Отправлено 24 Март 2014 — 12:49
Я у себя на станке сделал из обычного профиля для гипсокартона. Вначале и елочки пробовал делать из фанеры и из реечного потолка делал. Но в конечном итоге сделал из профиля и уже как 8 месяцев во всю работает.
Наверх
#13
OFFLINE
Diman
Отправлено 02 Март 2015 — 21:05
Из конструкционного профиля попробуйте собрать
Наверх
#14
OFFLINE
Madden_Apple
Отправлено 04 Март 2015 — 13:19
Еще можно из алюминиевого уголка, положим его углом в верх, 3м хлыст стоит не дорого, попилить его ножовкой и готово.
Наверх
#15
OFFLINE
AlisTeR
Отправлено 23 Март 2015 — 22:02
Купите моторк жестяной полосы, и сделайте вафельку при помощи лишь ножниц по металлу и поставьте сверху на алюминиевую плиту. .. И легко, и дешево.
Наверх
#16
OFFLINE
Andreistr
Отправлено 06 Апрель 2015 — 14:28
Я себе сделал из композита и обычных гвоздей, два куска композита по размеру рабочего стола, верхний слой отфрезерован «а-ля дуршлаг» с шагом в 10мм с изнанки обычные строительные гвозди, а чтобы гвозди не вылетали все шляпки закрыты прикрученным вторым куском композита. Стол быстро чистится, закоптились гвозди — поменять дело пяти минут =)
Прикрепленные изображения
Сообщение отредактировал Andreistr: 06 Апрель 2015 — 14:29
Наверх
#17
OFFLINE
buro
Отправлено 12 Февраль 2016 — 03:29
Я себе сделал из композита и обычных гвоздей, два куска композита по размеру рабочего стола, верхний слой отфрезерован «а-ля дуршлаг» с шагом в 10мм с изнанки обычные строительные гвозди, а чтобы гвозди не вылетали все шляпки закрыты прикрученным вторым куском композита. Стол быстро чистится, закоптились гвозди — поменять дело пяти минут =)
А стол получился ровный? Прижим гвоздей однородный снизу?
Наверх
#18
OFFLINE
dimsnet47
Отправлено 28 Апрель 2016 — 11:06
а я вот такой сделал, из полотен ножовки по металу, взял широкие, по цене вообще халява… 5-10 руб штука, здесь их 70 штук поле 900 х 600, 3 шпильки на 6, 450 гаек…цена всего!!! от 500 до 1000 деревянных…
Прикрепленные изображения
Наверх
#19
OFFLINE
lkbyysq
Отправлено 28 Апрель 2016 — 13:04
а я вот такой сделал, из полотен ножовки по металу
Я так понимаю, что при резке полОтна нагреваются, изгибаются и лист материала смещается?
Наверх
#20
OFFLINE
dimsnet47
Отправлено 29 Апрель 2016 — 18:58
Я так понимаю, что при резке полОтна нагреваются, изгибаются и лист материала смещается?
на глаз вроде не заметил. .чтобы что-то ушло…..да они вроде натянуты… навсяк случай натяну получше…делал на скорую руку…
Сообщение отредактировал dimsnet47: 29 Апрель 2016 — 19:00
Наверх
Рабочие поверхности для лазерного станка
Для лазерной резки и гравировки на лазерном станке применяется специальное устройство – рабочий стол. В зависимости от формата станка он может иметь различный размер – от 200*300 мм и до 2000*3000 мм. В зависимости от поставленных задач столы бывают нескольких видов – векторный, сотовый, игольчатый, ламелевый. У каждого стола свои преимущества и недостатки. В процессе работы на лазерном станке, если есть возможность, то лучше использовать несколько столов, комбинируя их исходя из задач. Например для резки лучше использовать ламелевый стол, для гравировки – сотовый. Ниже мы подробно рассмотрим каждый рабочий стол по отдельности.
Векторный
Основная функция векторного стола является поддержка материала. Рулонный векторный стол выполнен в виде сетки и имеет лучшую вентиляцию. Для жесткости конструкции стол имеет поперечные ребра жесткости в видео стальных стержней. Его легко можно скатать в рулон. Газ может легко покинуть рабочую зону, тем самым обеспечивать более чистый рез, предотвращение возгорания и т.п.
Так же существуют векторные столы выполнены в виде стальной или алюминиевой сплошной пластины с прорезями для отведения газов и с двумя измерительными линейками для точного позиционирования деталей. Данный тип стола обладает низкой универсальностью и применяется в основном для обработки материалов без выполнения сквозного реза, при котором не происходит повреждение поверхностей основания и нижней стороны детали. При прохождении лазерного луча по всей толщине детали в зоне контакта с векторным столом, происходит тепловое разрушение поверхностей из-за отражения лазера и недостаточного отвода тепла из зоны контакта. В результате чего, не удается достигнуть высокого качества обработки при разрезании деталей. При работе лазерно-гравировального оборудования в режиме резания более актуально использование конструкции рабочего стола сотового типа.
Сотовый (ячеистый)
Сотовый (ячеистый) рабочий стол нужен для размещения «мягких» плоских предметов и заготовок. Выполнен в виде сетки из металлической ленты в алюминиевой рамке. Применяется в качестве рабочей поверхности в лазерных граверах.
Так же существуют сотовые столы раскладные. Поставляются в нераскрытом виде (блоком). Это делает их более компактными и гарантирует, что стол будет доставлен покупателю без повреждений. Далее алюминиевый сотовый стол можно легко раскрыть в лист (растянуть). Так же в процессе работы стол можно сжимать изменяя его длину, если нам нужно получить меньший размер сот.
Недостаток этих столов – забивание сот мелкими элементами, возможно возгорание.
Игольчатый
Стол используется как дополнительное оборудование в качестве опорной (контактной) поверхности при сквозной резке листовых материалов. Состоит из основания и выступающих из него тонких заостренных металлических стержней (иголок).
Плюсы данного типа стола:
Возможность точного размещения материалов на столе при использовании позиционных упоров;
Позволяет обрабатывать тяжелые материалы;
Исключено подгорание нижней части материала отраженным лучем;
Хорошее проветривание стола, что исключает возгорание материала от выделения паров . Чистота материала и стола;
Минимальный шаг между «иголками» позволяет удерживать даже маленькие разрезаемые части деталей;
Игольчатый стол можно устанавливается на штатный стол (векторный или ламелевый) лазерной машины.
Ламелевый (сабельный, реечный)
Алюминиевые ламели являются приоритетным столом для лазерной резки и гравировки. Материал можно положить на меньшее количество ламелей, что будет уменьшать контакт материала с обратной стороны и минимизировать метки, которые будут отражаться от ламелей. Ламели в отличии от сотового стола оставляют метки с тыльной стороны материала намного меньше.
Сабельный стол применяется на станках для резки металла. В процессе работы стол разрушается, но его легко можно изготовить на этом же самом станке лазерной резки.
Сотовый стол 500х300
Сотовый стол 1200х900
5 лучших самодельных лазерных резаков и граверов, которые можно собрать дома
Когда дело доходит до покупки лазерного резака, многие люди предпочитают варианты, сделанные своими руками, а не предварительно собранные машины. Часто это происходит потому, что самодельные станки дешевле, но многим энтузиастам с ЧПУ также нравится создавать свои собственные станки. Но как найти лучший набор для лазерной резки своими руками?
9 Лучшие станки для лазерной гравировки для…
Пожалуйста, включите JavaScript
9 Лучшие станки для лазерной гравировки для оружия
Мы протестировали несколько лазерных резаков и граверов и сопоставили наши результаты, чтобы сформировать для вас лучшие рекомендации. Мы расскажем о различных типах, их преимуществах и принципах работы.
Сначала мы сообщим вам, как вы можете собрать свой собственный лазерный резак или гравер, со ссылками на некоторые проекты DIY, а затем мы рассмотрим лучшие комплекты лазерного гравера DIY на рынке.
VALUE PICK
Ortur Laser Master 2 Pro
Один из лучших лазерных комплектов мощностью 5 Вт
Хорошие функции безопасности и быстрое время настройки 30-45 мин
большие 400×400 мм рабочую зону
Доступны по адресу :
Amazon Thortur Here
Premium Pick
xtool D1 Pro
до $700
Высококачественная стальная рама и детали
Мощность 10 Вт (с вариантами 5 Вт и 20 Вт) и скорость 400 мм/с
Доступно по адресу :
xTool здесь
Как сделать самодельный лазерный резак или гравер
Как следует из названия, самодельный лазерный резак — это станок с ЧПУ, который вы собираете сами, а не покупаете предварительно собранный, готовый к использованию станок. Лазерные резаки «сделай сам» могут представлять собой наборы в разобранном виде, которые вы заказываете в Интернете, а затем собираете самостоятельно, или их можно собрать полностью с нуля, приобретая каждую отдельную деталь отдельно.
Наборы для лазерной гравировки «Сделай сам» можно купить
Наборы для лазерной гравировки «Сделай сам» доступны в Интернете и содержат все необходимые детали — вам просто нужно собрать машину для себя. Основная причина, по которой люди выбирают эти самодельные резаки, заключается в том, что они, как правило, дешевле, чем покупка готового настольного лазерного резака, поскольку это, очевидно, экономит время производителей, а детали можно транспортировать более компактно.
Полностью самодельные лазерные резаки и граверы
С другой стороны, есть самодельные лазерные резаки, которые серьезные любители ЧПУ собирают полностью с нуля, покупая каждую деталь в разных местах, а затем собирая их вместе. Это довольно сложная задача, требующая больших знаний о том, как работают лазерные резаки, и большого опыта их использования.
Этот тип самодельного резака часто является не только увлечением, но и способом экономии денег. Мало того, что многим любителям нравится создавать машину с нуля, это также означает, что вы выбираете качество своей детали.
Эти резаки, очевидно, гораздо более индивидуальны, что является еще одной причиной, почему самодельные станки так популярны в сообществе ЧПУ. Хотите сделать огромный лазерный резак? Пока у вас есть навыки и вы можете позволить себе запчасти, все готово!
В Интернете можно найти множество примеров лазерных резаков, построенных с нуля. Например, любитель под ником MichielD99 опубликовал на Instructables подробное руководство о том, как они создали самодельный лазерный резак на углекислом газе в качестве дешевой альтернативы предварительно собранным машинам, а на OpenBuilds представлена обширная коллекция самодельных режущих плоттеров.
Программное обеспечение
Независимо от того, занимаетесь ли вы гравировкой по металлу своими руками или гравировкой по дереву, вам необходимо использовать пакет программного обеспечения для лазерной резки, чтобы управлять своим лазерным резаком. К счастью, есть несколько хороших вариантов с открытым исходным кодом, которые вы можете использовать бесплатно, самым популярным из которых является LaserGRBL. Это широко используется как для комплектов лазерных граверов DIY, так и для людей, собирающих машины полностью с нуля.
В качестве альтернативы LightBurn и Mach4 – популярные платные программы, с которыми совместимы большинство станков для лазерной гравировки, сделанных своими руками. Некоторые комплекты лазерных граверов DIY также поставляются с автономными контроллерами, которые позволяют использовать их без подключения к компьютеру.
Top Picks
Best Diy Laser Rutters & Gravers
Mathrose A5 : очень дешевый пик
Ortur Laser Master 2 Pro : Лучший за 50078
рт. лучший до 1000 долларов США
BobsCNC Evo 4 с надстройкой для лазера : комбинация ЧПУ и лазера
Snapmaker 2.0 AT : Лучшее решение для 3D-печати, ЧПУ и лазерной резки
9 лучших самодельных лазерных резаков0047
Теперь давайте рассмотрим лучшие комплекты для лазерной резки с ЧПУ, которые можно купить в Интернете, а затем собрать и настроить дома.
Цена: $289 — доступен на Amazon здесь хороший выбор для новичков, желающих заняться сборкой станков с ЧПУ.
Одной из основных причин является модульная конструкция, которая упрощает сборку, ремонт, замену и обновление различных деталей. Фактически, вы можете построить эту машину всего за 10-20 минут.
MathRose использует мощный лазерный модуль формата A5 для точной гравировки различных материалов, от дерева и кожи до стекла и пластика. Лазер имеет срок службы 10 000 часов, поэтому он очень долговечен, даже если вы постоянно используете его в сложных проектах.
Это также лазер с автофокусировкой, поэтому нет необходимости фокусироваться вручную и рисковать сделать его менее точным. Рабочая зона большая, размером 410×400 мм, а по осям X и Y имеются точные линейные шкалы, поэтому вы можете легко измерять свои заготовки.
Этот самодельный станок для лазерной резки имеет 4-звездочный рейтинг на Amazon, что является достойным, хотя и не самым высоким. Многие пользователи высоко оценили хорошую упаковку и четкие инструкции, которые позволяют легко собрать машину, даже если вы неопытны.
Ortur Master Laser 2 Pro — отличное соотношение цены и качества
Цена: Проверить цену на Ortur здесь / Проверить цену на Amazon здесь
Во время тестовой гравировки в нашем обзоре лазера Ortur DIY.
Если вы ищете недорогой, но прочный, безопасный. универсальный и высококачественный лазерный гравер «сделай сам», Ortur Master Laser 2 — отличный выбор.
Нас впечатлила скорость и простота сборки, и вы, скорее всего, сможете собрать ее менее чем за час. Вам просто нужно собрать 4 стороны, прикрепить переднюю панель, лазерную головку и подключить электронику, и вы будете готовы к резке и гравировке.
Эта машина особенно хорошо подходит для начинающих, так как крышка головки лазера защищает глаза от яркого лазера. Вы по-прежнему должны носить очки, которые поставляются с этим набором для лазерной резки, но тройная система защиты делает его отличным лазерным набором для начинающих.
Прочтите наш полный обзор: Обзор Ortur Laser Master 2 Pro
К ним относятся активная защита положения, при которой машина отключается в случае удара, защитное ограждение лазерного луча, при котором лазер отключается в случае сбоя USB-подключения, и ограничение определения продолжительности экспозиции, которое останавливает лазерный луч, если нет движения на шаговых двигателях.
Этот набор для лазерной гравировки «сделай сам» использует передовую 32-битную прошивку Ortur, которая чрезвычайно точна и проста в использовании. Он также обеспечивает диапазон мощностей от S0 до S1000; намного больше, чем диапазон 8-битных настольных граверов от S0 до S255.
Высокая мощность и точность этого станка делают его пригодным для широкого спектра различных проектов, от гравировки на акриле и резки кожи до сложной резки бумаги. Вы также можете использовать его для гравировки твердых металлов, таких как нержавеющая сталь, а также широкого спектра других материалов, таких как МДФ, фанера и силикон.
Мы использовали его для гравировки и резки более мягких пород дерева, поэтому мы не можем лично поручиться за его мастерство гравировки по металлу, но как лазерный гравер и резчик по дереву мы были очень впечатлены, когда нашли оптимальные настройки с помощью Lightburn. Две пробные гравировки мы сделали при первой настройке машин, чтобы найти идеальные настройки лазера.
Этот самодельный резак прост в сборке и имеет рейтинг 4,5 звезды на Amazon, что указывает на то, что некоторые очень довольные клиенты. Ortur также предоставляет очень полезные предпродажные и послепродажные услуги, так как вы можете получить предпродажные консультации и техническую поддержку, если у вас возникнут какие-либо проблемы со сборкой гравера. В целом, мы настоятельно рекомендуем его как недорогой набор для лазерного гравера.
xTool D1 10 Вт — лучший самодельный лазер до 1000 долларов
Цена : 699 долларов — доступно на xTool здесь / Amazon здесь
Рабочая зона: 432 x 406 мм
Мощность лазера: 10 Вт (также доступны варианты 5 Вт и 20 Вт) 1000 долларов. Если вы купите его примерно за 700-800 долларов, за который он в настоящее время продается в магазине xTool, вы даже можете добавить поворотную насадку RA2 и получить 4-осевой комплект для гравировки стаканов и стаканов всего за 1000 долларов!
Вы можете сэкономить несколько сотен долларов и приобрести стандартный xTool D1 или Ortur Laser Master 2 Pro — оба являются отличными самодельными лазерами стоимостью менее 500 долларов — но мы советуем потратить на пару сотен долларов больше и выбрать xTool D1 Pro, это большой апгрейд.
Рама и детали изготовлены из высококачественной стали, с защищенными ремнями и стальными стержнями и колесами для обеспечения плавного движения и точной точности. Сборка также занимает около 30-45 минут, поэтому вы можете быстро получить гравировку после того, как получите ее.
В xTool D1 10W используются два лазера мощностью 5 Вт для создания конечного результата мощностью 10 Вт с использованием той же технологии, что и в Ortur LM3 и дополнительном лазере Snapmaker мощностью 10 Вт.
Но если вам не нужна мощность 10 Вт, вы можете купить версию мощностью 5 Вт на 200 долларов дешевле и в основном заниматься гравировкой или модернизированную версию мощностью 20 Вт для однопроходной резки липы толщиной 0,6 мм или акрилового листа.
Доступны другие варианты:
xTool D1 5W — Доступен в магазине xTool здесь
xTool D1 20W — Доступен в магазине xTool D1 20W — Доступен в магазине xTool здесь — Лазерный резак — отличное место для работы
7 немного больше, чем Ortur, и намного больше, чем многие более дешевые лазеры. Вы даже можете купить в магазине xTool комплект расширения, который увеличивает рабочую область до невероятных 936 x 432 мм для огромных гравюр.
Он точен (точность 0,01 мм, размер пятна 0,08 x 0,06 мм), надежен благодаря прочной раме, стальным колесам и стержням, защищенным ремням и безопасен. Программное обеспечение XCS действительно удобно и интуитивно понятно, но вы также можете использовать его с LightBurn или через наш смартфон с приложением Laserbox.
По нашему мнению, это лучшая покупка для самодельного лазера стоимостью менее 1000 долларов.
BobsCNC Evo 4 — добавьте настраиваемые комплекты лазерных станков
Цена: 1 230 долл. США + 300–700 долл. США за дополнительный комплект лазерного оборудования. Возможно, она наиболее известна своей серией машин Evolution, отличающихся деревянными рамами с лазерной резкой и несколько нетрадиционным дизайном, причем Evo 4 является лучшим в этой серии.
Evo 4 разработан как фрезерный станок с ЧПУ, и, в отличие от других станков в нашем списке, здесь нет возможности приобрести лазерный модуль напрямую у BobsCNC. Однако другие компании, такие как J Tech Photonics, создали совместимые лазерные модули.
Компания J Tech Photonics предлагает качественные универсальные лазерные и монтажные комплекты для Evo 4 и Evo 3. Лучше всего то, что вы можете настроить комплект в соответствии с вашими требованиями и бюджетом.
На выбор предлагается три уровня мощности — 2,8 Вт, 4,2 Вт и 7 Вт, причем более высокие уровни мощности означают большие расходы. Вы также можете выбрать один из трех разных маршрутизаторов: Dewalt D660, Dewalt DWP611 и Makita.
Можно добавить магнитный кожух для повышения безопасности, а также линзу с высоким разрешением для более точной гравировки. Стоимость комплектов варьируется от 339,97 до 734,96 долларов в зависимости от желаемых характеристик.
С точки зрения самого Evo 4, основными преимуществами являются большая площадь резания 24 x 24 дюйма и очень хорошо спроектированная конструкция, обеспечивающая оптимальную устойчивость. Так что, если вы ищете надежный станок, который может работать и как фрезер, и как гравер, это отличный вариант.
Поскольку эта комбинация фрезерного станка с ЧПУ и модуля лазерной резки DIY предоставляется двумя разными производителями, это решение может быть более сложным для начинающих и лучше всего подходит для более опытных любителей.
Snapmaker 2.0 — самодельный лазерный резак 3 в 1, фрезерный станок с ЧПУ и 3D-принтер
Цена: от 1150 до 1800 долларов США уникальные и универсальные самодельные лазерные резаки, с которыми мы сталкивались. Это потому, что это лазерный резак, 3D-принтер и фрезерный станок с ЧПУ одновременно.
Когда мы тестировали Snapmaker 2.0 A350 (самая большая версия), мы были очень впечатлены точностью гравировки, четкостью и контрастностью изображения, а также мощностью лазерного резака.
Мы также использовали дополнительный 4-осевой поворотный модуль, который позволяет поворачивать блоки материала на 360 градусов для гравировки на закругленных поверхностях. Мы выгравировали наш логотип и изображение льва на этой цилиндрической подарочной коробке, чтобы протестировать ее:
Прочитайте наш полный обзор: мы протестировали ЧПУ Snapmaker 2.0 и лазерные головки
Также имеется фантастическая функция захвата камеры, которая автоматически снимает и загружает изображение заготовки и загружает его в программу Snapmaker Luban в качестве холста. Затем вы можете легко выгравировать изображение, отображаемое в программе, одним щелчком мыши.
Одной из особенностей этой машины, которая особенно привлечет любителей делать что-то своими руками, является ее модульная конструкция. Все порты стандартизированы, что означает, что вы можете настроить машину так, как вам нравится. Нам не довелось попробовать, но вы также можете купить более мощную лазерную головку мощностью 10 Вт, чтобы резать фрезы, более жесткие материалы и гравировать намного быстрее.
Тем не менее, мы смогли прорезать древесину толщиной около 1,5 мм с помощью стандартной головки лазерного инструмента, создав эту деревянную подарочную коробку, показанную ниже:
Это чрезвычайно популярный самодельный лазерный гравер с ЧПУ, получивший рейтинг 4,5 звезды на Amazon из более чем 100 отзывов. Не отчаивайтесь, если вы никогда раньше не работали с машиной 3 в 1 — процесс сборки занимает всего час, и это прекрасный опыт; вы можете почувствовать часы и часы подготовки, которые команда Snapmaker вложила в каждый элемент. Коробки и винты с маркировкой, модульная отвертка, с помощью которой вы ввинчиваете детали, имеет фантастический дизайн (вы поймете, когда будете ее использовать!), И все инструменты и детали кажутся высококачественными.
Этот набор для лазерной гравировки доступен в трех размерах: 160x160x145 мм, 230x250x235 мм и 320x350x330, поэтому вы можете сэкономить немного денег, если вам нужна только небольшая рабочая зона.
Самодельный стол для лазерной резки – LensDigital
Если вы просто занимаетесь лазерной гравировкой, вам не нужно сильно беспокоиться о поддержке ваших объектов, однако, когда вы их режете, это совсем другая история. Лазерный луч прорезает материал и направляется к тому, что находится под ним. Если это просто металлический стол, он будет отражать забивание или плавление вашего объекта снизу. Это называется флешбек.
Поэтому большинство людей используют какую-либо опору, обеспечивающую минимальный контакт с рабочим объектом. Самый популярный из них – сотовый стол.
Однако проблема в том, что это дорого, это не то, что вы можете легко сделать самостоятельно, и у него все еще слишком много контакта с объектом. Из того, что я читал, они также изнашиваются со временем.
На мой взгляд, пин-стол — лучшее решение. На таком столе объект поддерживается рядами булавок. Помимо того, что он имеет больше преимуществ, чем сотовый стол, его также очень легко и недорого сделать! Я сделал свой всего за пару часов, и это стоило мне чуть меньше 60 долларов.
Обзор:
В этом проекте нет ничего сложного. Вам понадобится лист алюминия толщиной 1/4″ и размером с область резки. Я нашел на eBay кусок алюминия 6061 хорошего качества размером 12″x24″ (на самом деле больше, чем площадь резки моего лазерного станка, но все же подходит). Что касается штифтов, я использовал заклепки из хозяйственного магазина. Наконец, я прикрепил 2 алюминиевых уголка снизу, чтобы дать заклепкам небольшой зазор. Если вы используете более толстый алюминий и заклепки не торчат, вам даже не нужна эта дополнительная опора!
[fusion_builder_container сто_процент = «да» переполнение = «видимый»] [fusion_builder_row] [fusion_builder_column type = «1_1» background_position = «слева вверху» background_color = «» border_size = «» border_color = «» border_style =» сплошной» интервал = «да» background_image = »» background_repeat = «без повторов» padding = »» margin_top = «0px» margin_bottom = «0px» class = »» id = »» animation_type = »» animation_speed = «0,3″ animation_direction =”left” hide_on_mobile=”no” center_content=”no” min_height=”none”][fusion_alert type=”success” Accent_color=”” background_color=”” border_size=”1px” icon=”” box_shadow=”yes” animation_type =”0″ animation_direction=”down” animation_speed=”0. 1″ class=”” id=””]Вы должны убедиться, что все заклепки имеют одинаковую высоту. Поскольку это может быть невозможно сделать без вскрытия коробки, проверьте, действует ли в магазине хорошая политика возврата. Мне повезло с заклепками марки Arrow от Lowes. Квадратная труба рекомендуется (для изготовления шаблона, чтобы можно было сверлить прямые отверстия без сверлильного станка), но не обязательна.[/fusion_alert]
[fusion_li_item icon=” ”]Металлическая линейка (24 дюйма или больше)[/fusion_li_item]
[fusion_li_item icon=””]Карандаш или маркер (можно рисовать на металле)[/fusion_li_item]
[fusion_li_item icon=»»]Зажимы[/fusion_li_item]
[fusion_li_item icon=»»] Зенковка или круглый напильник (опционально)[/fusion_li_item]
[fusion_li_item icon=»»] Металлический перфоратор и молоток (опционально) )[/fusion_li_item]
[/fusion_checklist]
[/fusion_builder_column][fusion_builder_column type=”1_1″ background_position=”left top” background_color=”” border_size=”” border_color=”” border_style=”solid” spacing=” yes” background_image=”” background_repeat=”no-repeat” padding=”” margin_top=”0px” margin_bottom=”0px” class=”” id=”” animation_type=”” animation_speed=”0. 3″ animation_direction=”left” hide_on_mobile =”нет” center_content=”нет” min_height=”нет”][fusion_alert type=”успех” Accent_color=”” background_color=”” border_size=”1px” icon=”” box_shadow=”нет” animation_type=”0″ animation_direction =”down” animation_speed=”0.1″ class=”” id=””]Настоятельно рекомендуется использовать сверлильный станок, потому что вам нужно убедиться, что вы просверлили абсолютно прямо. Существуют направляющие/приспособления для сверления, которые позволят вам сделать это, и на самом деле вам понадобится что-то подобное, даже если у вас есть сверлильный станок, потому что вы не сможете дотянуться достаточно далеко, чтобы просверлить средний ряд. Я объясню, как сделать такую приманку, если у вас ее нет.[/fusion_alert]
[/fusion_builder_column][fusion_builder_column type=”1_1″ background_position=”слева вверху” background_color=”” border_size=”” border_color=”” border_style=”solid” spacing=”yes” background_image=”” background_repeat=”no- повторение” padding=”” margin_top=”0px” margin_bottom=”0px” class=”” id=”” animation_type=”” animation_speed=”0. 3″ animation_direction=”left” hide_on_mobile=”no” center_content=”no” min_height= ”none”][fusion_alert type=”custom” acct_color=”#ffffff” background_color=”#dd3333″ border_size=”1px” icon=”fa-exclamation-triangle” box_shadow=”yes” animation_type=”bounce” animation_direction=” down” animation_speed=”0.1″ class=”” id=””]Предупреждение: работа с электрическими и даже ручными инструментами может быть опасна! Пожалуйста, соблюдайте все меры предосторожности, действуйте на свой страх и риск. Я не несу ответственности за несчастные случаи и не могу гарантировать вашу безопасность![/fusion_alert]
Сделать сетку
Я решил добавить булавки через каждые 2 дюйма (около 1 см). Это равномерно делит кусок металла 12×24 на сетку. Отметьте интервалы в 2 дюйма с каждой стороны, затем противоположную сторону и соедините линиями с помощью линейки и карандаша или маркера.
Повторяйте с другой стороны, пока не получите сетку.
Теперь с помощью пробойника и молотка сделайте небольшие углубления в местах пересечения балок. Это необязательно, но облегчит сверление.
Сделайте их святыми!
6060 алюминий легко сверлится, особенно на сверлильном станке. Пожалуйста, будьте осторожны и носите защитные очки, это не обязательно! Вокруг будет летать металлическая стружка.
Я использовал сверло 1/8″, так как оно совпадало с головками заклепок, которые я использовал. Если ваши отличаются, обязательно используйте правильный бит.
С помощью своего сверлильного станка я не смог добраться до среднего ряда, поэтому мне пришлось просверлить его вручную. Как я уже говорил, важно сверлить как можно более прямо. Для этого продаются специальные направляющие для сверл, но я решил сделать одну из стальной перфорированной трубы квадратного сечения, которая у меня завалялась. Используя сверлильный станок, я просто просверлил его насквозь. После этого я поместил его на алюминиевую пластину, выровнял отверстие (это место, где вам поможет перфорация), и зажал его. Затем я просверлил электродрелью приспособление в алюминий. Пришлось сбрасывать для каждой дырки.
Опорные ножки
Поскольку мои заклепки были длиннее 1/4″ алюминиевой пластины, они торчали снизу. Для этого я сделал опоры из дешевых алюминиевых уголков.
Сначала вам нужно отрезать алюминиевые уголки нужной длины. Я разрезал свой на 10-дюймовые куски с помощью ножовки. Торцовочная пила тоже подойдет.
С помощью сверла 3/16″ просверлите два отверстия в первом алюминиевом уголке примерно в 2 дюймах от краев. Удалите заусенцы с острых краев отверстия с помощью зенковки или круглого напильника. Используя эту деталь в качестве шаблона, наметьте отверстия на второй детали. Просверлите и зачистите вторую деталь.
Переверните алюминиевый лист и поместите первый алюминиевый угол так, чтобы он был на одном уровне с (коротким) краем. Отметьте отверстия. Сделайте то же самое с другим куском на другом краю. Остановитесь на минутку, осмотрите его, представьте, как он будет стоять на этих алюминиевых уголках в качестве ножек. Пробейте отмеченные отверстия и просверлите их с помощью сверлильного станка и сверла 3/16″. Удаление заусенцев.
Сборка
Отверстие 3/16″ очень плотно подходит для 10-24 крепежных винтов. Вставьте или завинтите (если затянуты) крепежные винты сверху алюминиевой пластины. Разверните его и вставьте алюминиевые уголки. У вас могут возникнуть небольшие проблемы, если отверстия не совпадут идеально. Если это так, немного увеличьте отверстия в алюминиевых уголках сверлом большего размера или круглым напильником, пока вы не сможете вставить их в крепежные винты. Плотно закрепите шестигранными гайками.
Переверните его и начните вставлять заклепки. Готово!
Заключительные мысли
Хотя мой стол для штифтов пока работает отлично, заклепки немного болтаются в своих отверстиях. Я видел, как некоторые люди используют эпоксидную смолу, чтобы зафиксировать их на месте, но я не уверен, насколько токсичным она может стать при попадании лазера.
ООО «Электрощитовое оборудование» официальный дистрибьютор CHINT Electric
+7 (499) 244-07-77
Previous
Next
Вы можете оформить заказ на данный товар, включив его в заявку нашим менеджерам.
Добавить в заказ
Описание
Однофазный трансформатор CHINT Electric серии NDK предназначен для приема и преобразования однофазного электрического тока с помощью явления электромагнитной индукции. Однофазный трансформатор CHINT преобразует переменный ток одного напряжения в переменный ток другого напряжения для питания электроприборов. По величине напряжения трансформаторы делятся на низковольтные и высоковольтные. Трансформаторы могут быть понижающие и повышающие. Однофазный трансформатор CHINT Electric серии NDK является понижающим трансформатором. Однофазный понижающий трансформатор CHINT имеет одну первичную и одну или несколько вторичных обмоток. Однофазный понижающий трансформатор CHINT Electric серии NDK служит для питания цепей управления и сигнализации оборудования, местного освещения и имеет высокую безопасность и надежность.
Основные технические характеристики трансформатора однофазного CHINT Electric серии NDK
Управляющие трансформаторы обеспечивают регулирование напряжения и преобразуют высокое или низкое напряжение в соответствии с потребностями применения. Кроме того, они изолируют системы друг от друга. Управляющие трансформаторы распространены в электронных схемах, которым требуется постоянное напряжение или ток с низкой мощностью или вольт-амперным номиналом.
Трансформаторы управления обеспечивают регулирование напряжения и преобразуют высокое или низкое напряжение в соответствии с потребностями применения. Кроме того, они изолируют системы друг от друга. Управляющие трансформаторы распространены в электронных схемах, которым требуется постоянное напряжение или ток с низкой мощностью или вольт-амперным номиналом.
Трансформатор управления с открытым сердечником
Инкапсулированный трансформатор управления сердечником
ПЕРСОНАТЕЛЬНЫЙ ПЕРВОК, Трансформатор управления с открытым ядра
ПРОТЕЦИОННЫЕ УСТРОЙСТВО: ЦЕПИ.
Выключатель, отсортированный по входному напряжению — трансформатор, по возрастанию
Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. Защитное устройство: нет, отсортировано по входному напряжению — трансформатор, по возрастанию
Устройство Protective Demorning: Primary Thrase Fuse
7. Первичный плавкий предохранитель, отсортированный по входному напряжению — трансформатор, по возрастанию
Загрузка . ..
Защитное устройство.
Загрузка…
Загрузка…
1…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
9039
.
Loading…
Защитное устройство: нет
Трансформатор управления с герметизированным сердечником0030
Loading. ..
Loading…
Loading…
Loading…
Protective Device: Primary Fuse
Защитное устройство управляющего трансформатора с инкапсулированным сердечником: Первичный предохранитель, отсортированный по входному напряжению — трансформатор, по возрастанию
Загрузка…
Загрузка …
Загрузка …
Погрузка …
Загрузка …
Protective . ..
6039
Prote , Вторичный предохранитель
Защитное устройство трансформатора управления с герметизированным сердечником: Первичный предохранитель, Вторичный предохранитель, отсортировано по входному напряжению трансформатора, по возрастанию
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Device Device: Second Prose
7.
Защитное устройство: вторичный предохранитель, отсортированный по входному напряжению — трансформатор, в возрастающем порядке0041
Loading…
Loading…
Loading…
Loading…
Loading…
Protective Device: None
Устройство защиты трансформатора с открытым сердечником и защитой от прикосновения: нет, отсортировано по входному напряжению трансформатора, по возрастанию
4 Загрузка0039
Загрузка …
Загрузка …
Загрузка . ..
Загрузка …
Загрузка …
9
. Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. ..
Загружается…
Загружается…
Загружается…
Примечание. Доступность продукта определяется в режиме реального времени и постоянно корректируется. Товар будет зарезервирован для вас при оформлении заказа.
Трансформатор управления 150 Ва | Трансформаторы управления
Если вам нужен управляющий трансформатор на 150 ВА, мы предлагаем его по низким ценам каждый день.
Рекомендуемый продукт
Трансформатор управления, входное напряжение — трансформатор 240 В перем. тока, 480 В перем. тока, выходное напряжение — трансформатор 120 В перем. Электрические 50 Гц, 60 Гц, темп. Подъем 80 градусов C, отделка корпуса без отделки
Посмотреть полную информацию о продукте
$136,00
Трансформатор управления, входное напряжение — трансформатор 240 В перем. тока, 480 В перем. тока, выходное напряжение — трансформатор 120 В перем. Электрические 50 Гц, 60 Гц, темп. Подъем 80 градусов C, отделка корпуса без отделки
Посмотреть полную информацию о продукте
Купить Трансформатор управления 150 ВА
Трансформатор управления, входное напряжение — трансформатор 240 В перем. тока, 480 В перем. тока, выходное напряжение — трансформатор 120 В перем. 60 Гц, темп. Подъем 55 градусов C, отделка корпуса без отделки
Посмотреть полную информацию о продукте
$286,33
Трансформатор управления, входное напряжение — трансформатор 240 В перем. тока, 480 В перем. тока, выходное напряжение — трансформатор 120 В перем. 60 Гц, темп. Подъем 55 градусов C, отделка корпуса без отделки
Посмотреть полную информацию о продукте
Трансформатор класса 2, входное напряжение — трансформатор 120 В перем. тока, 208 В перем. , Гц — электрическая 60 Гц, первичное соединение 11 дюймов, вторичное соединение 11 дюймов, темп. Повышение температуры до 85 градусов C, отделка корпуса без отделки, класс защиты корпуса без рейтинга
Посмотреть полную информацию о продукте
$11,47
Трансформатор класса 2, входное напряжение — трансформатор 120 В перем. тока, 208 В перем. , Гц — электрическая 60 Гц, первичное соединение 11 дюймов, вторичное соединение 11 дюймов, темп. Повышение температуры до 85 градусов C, отделка корпуса без отделки, класс защиты корпуса без рейтинга
Посмотреть полную информацию о продукте
Трансформатор управления, входное напряжение — трансформатор 240 В перем. тока, 480 В перем. тока, выходное напряжение — трансформатор 120 В перем. 50 Гц, 60 Гц, темп. Повышение температуры до 55 градусов C, покрытие корпуса эпоксидной смолой
Посмотреть полную информацию о продукте
$154,80
Трансформатор управления, входное напряжение — трансформатор 240 В перем. тока, 480 В перем. тока, выходное напряжение — трансформатор 120 В перем. 50 Гц, 60 Гц, темп. Повышение температуры до 55 градусов C, покрытие корпуса эпоксидной смолой
Посмотреть полную информацию о продукте
Однофазный трансформатор, входное напряжение — трансформатор 240 В перем. тока, 480 В перем. тока, выходное напряжение — трансформатор 120 В перем. Материал — Трансформаторная медь, Гц — Электрическая 60 Гц, темп. Подъем 115 градусов C, рейтинг корпуса NEMA 3R, рейтинг IP 14
Посмотреть полную информацию о продукте
$315,00
Однофазный трансформатор, входное напряжение — трансформатор 240 В перем. тока, 480 В перем. тока, выходное напряжение — трансформатор 120 В перем. Материал — Трансформаторная медь, Гц — Электрическая 60 Гц, темп. Подъем 115 градусов C, рейтинг корпуса NEMA 3R, рейтинг IP 14
Посмотреть полную информацию о продукте
Трансформатор 100 ВА Первичный/вторичный предохранитель
Посмотреть полную информацию о продукте
$101,20
Трансформатор 100 ВА Первичный/вторичный предохранитель
Посмотреть полную информацию о продукте
Трансформатор управления, входное напряжение — трансформатор 240 В перем. тока, 480 В перем. тока, выходное напряжение — трансформатор 120 В перем. Электрические 50 Гц, 60 Гц, темп. Подъем 55 градусов C, отделка корпуса без отделки
Посмотреть полную информацию о продукте
$93,69
Трансформатор управления, входное напряжение — трансформатор 240 В перем. тока, 480 В перем. тока, выходное напряжение — трансформатор 120 В перем. Электрические 50 Гц, 60 Гц, темп. Подъем 55 градусов C, отделка корпуса без отделки
Посмотреть полную информацию о продукте
Трансформатор управления, входное напряжение — трансформатор 480 В перем. тока, выходное напряжение — трансформатор 120 В перем. Темп. Подъем до 150 градусов C, покрытие корпуса эпоксидной смолой
Посмотреть полную информацию о продукте
282,44 $
Трансформатор управления, входное напряжение — трансформатор 480 В перем. тока, выходное напряжение — трансформатор 120 В перем. Темп. Подъем до 150 градусов C, покрытие корпуса эпоксидной смолой
Посмотреть полную информацию о продукте
Понижающий повышающий трансформатор, входное напряжение — трансформатор 120 В переменного тока, 240 В переменного тока, выходное напряжение — трансформатор 12 В переменного тока, 24 В переменного тока, мощность ВА — трансформатор 500 ВА, фаза — электрическая 1, Гц — электрическая 50 Гц, 60 Гц, монтаж — трансформатор настенный, Номинальный для наружного применения — трансформатор Да, темп. Подъем 115 градусов C, степень защиты корпуса NEMA 3R, степень защиты IP 54, цвет серый
Посмотреть полную информацию о продукте
$187,30
Понижающий повышающий трансформатор, входное напряжение — трансформатор 120 В переменного тока, 240 В переменного тока, выходное напряжение — трансформатор 12 В переменного тока, 24 В переменного тока, мощность ВА — трансформатор 500 ВА, фаза — электрическая 1, Гц — электрическая 50 Гц, 60 Гц, монтаж — трансформатор настенный, Номинальный для наружного применения — трансформатор Да, темп.
1220001 H&Q Патрон для галогеной лампы h5 с проводами (керамика)
0 из 10
H&Q
1220001
Показать все характеристики для H&Q 1220001
Показать для каких автомобилей подходит H&Q 1220001
Оригинальные номера производителей аналогом которых является H&Q 1220001
Лампа накаливания
10 из 10
Osram
64193
Тип ламп: h5
Напряжение: 12 V
Номинальная мощность: 60/55 Вт
Исполнение патрона: P43t
склад спб
(29)
Галогенная лампа OSRAM OSRAM ORIGINAL LINE 64193 — это безупречные рабочие характеристики, отвечающие всем стандартам автомобильного освещения. Источники света от OSRAM прошли испытание временем: лампы ORIGINAL LINE установлены на миллионах новых автомобилей ведущих марок в качестве оригинальных комплектующих. Показать всё
Pork Pie Большой черный латунный малый барабан с трубчатыми ушками и хромированной фурнитурой Черный 14 x 6,5 дюймов
Pork Pie Большой черный латунный малый барабан с трубчатыми ушками и хромированной фурнитурой Черный 14 x 6,5 дюймов | Друг музыканта Перейти к основному содержанию
правда
Воспроизвести видео
Скидка 10% от $99+ / Скидка 15% от $199+ с кодом: HOLIDAY
Пирог со свининой
4,5 из 5 звезд с (50) Всего отзывов
вопросы и ответы
Артикул № 447810000898488
399,99 399,9 долларов США9 правда
Или же
Специальное финансирование на 6 месяцев
Ограниченное время Подробнее
Без процентов при полной оплате в течение 6 месяцев*
При соответствующих покупках до 31 декабря 2022 г. , совершенных с помощью кредитной карты Musician’s Friend Platinum. Проценты будут начисляться на ваш счет с даты покупки, если рекламная покупка не будет оплачена полностью в течение 6 месяцев. Требуются минимальные ежемесячные платежи.
*Квалифицирующая сумма покупки должна быть указана в одном чеке, за исключением следующего: оборудование в открытой коробке и подарочные сертификаты. Не суммируется с промо-купонами. Проценты на остаток по акции не начисляются, если вы полностью погасите его в период действия акции. Если вы этого не сделаете, проценты будут начисляться на промо-остаток с даты покупки. Требуемые минимальные ежемесячные платежи могут или не могут погасить промо-остаток до окончания промо-периода, в зависимости от суммы покупки, продолжительности промо-акции и распределения платежей. Обычные условия учетной записи применяются к неакционным покупкам и, после окончания промо-периода, к акционному балансу. Новый аккаунт — 29 годовых.0,99% / Минимальная процентная ставка составляет 2 доллара США. Существующие держатели карт: см. условия соглашения о кредитной карте. При условии одобрения кредита.
Подать заявку быстро и просто!
Статус и сумма кредита при проверке!
Мгновенные решения, так что вы можете сделать покупку прямо сейчас!
*Квалифицирующая покупка (за исключением подарочных сертификатов) должна быть оформлена одним чеком. Специальное финансирование на 6 месяцев не распространяется на оборудование с открытой коробкой и не может сочетаться с рекламными купонами или скидками, предоставляемыми вручную. Проценты на покупку по акции не начисляются, если вы полностью оплачиваете сумму покупки по акции в течение периода действия акции. Если вы этого не сделаете, проценты будут начисляться на промо-покупку с даты покупки. В зависимости от суммы покупки, продолжительности акции и распределения платежей требуемые минимальные ежемесячные платежи могут окупить или не окупить покупку к концу периода акции. Обычные условия учетной записи применяются к покупкам, не связанным с рекламой, а после окончания акции — к балансу по акции. Для новых учетных записей: годовая цена покупки составляет 29 годовых.0,99%; Минимальная процентная ставка составляет 2 доллара. Существующие держатели карт должны ознакомиться с применимыми условиями соглашения о кредитной карте. При условии одобрения кредита.
Дополнительные способы оплаты:
true
Аренда с последующим выкупом с Progressive Leasing. Узнать больше
Воспользуйтесь программой Lease-to-Own, которая поможет вам приобрести необходимое снаряжение уже сегодня.
Оцените свой платеж
Применить сейчас
Рекламируемая услуга представляет собой договор аренды с выкупом или аренды или аренды с покупкой, предоставляемый Prog Leasing, LLC или ее аффилированными лицами. Приобретение права собственности путем лизинга стоит больше, чем цена наличными розничному продавцу. Подробнее об аренде см. Лизинг доступен только для некоторых товаров в участвующих точках. Недоступно в MN, NJ, VT, WI, WY. * Кредит не требуется — Progressive Leasing получает информацию от бюро кредитных историй. Не все кандидаты одобрены. *Первоначальный платеж (плюс налог) взимается при подписании договора аренды. Оставшиеся арендные платежи будут определены при выборе объекта. *9Вариант покупки с нулевым днем — стандартное соглашение предлагает 12 месяцев владения. Варианты покупки на 90 дней стоят больше, чем цена наличными у продавца (за исключением варианта на 3 месяца в Калифорнии). Чтобы купить ранний звонок 877-898-1970
Иконка «Очки лояльности»
Присоединяйтесь бесплатно и начните получать 8% с каждой покупки. Участники Rewards также получают предложения с двойными и тройными баллами, доступ к предложениям только для участников, а также выделенную телефонную линию для советников Gear и купон на 25 долларов в день вашего рождения — все от нас.
Присоединение бесплатно
Site1sku447810000898488 True MFI = 21 True
Кто-то должен быть дома, чтобы получить посылку
Убедитесь, что вы измерили свой вход и у вас есть помощь, чтобы нести предмет в
На складе, готово к отправке
Большинство заказов размещено до 15:00. Отправка в тот же день (кроме выходных и праздничных дней).
Новый
1234567891011121314151617181920
Посмотреть корзину
Бесплатная доставка
Самые популярные
Лучший продавец
Гибкое финансирование
Защита золотого покрытия
60-МЕСЯЧНЫЙ
+ $119,99
36 МЕСЯЦЕВ
+ $79,99
24 МЕСЯЦА
+ 69,99 $
План не выбран
Защитите свое снаряжение
Gold Coverage выходит за рамки гарантии производителя и защищает ваше снаряжение от непредвиденных обстоятельств. поломки, случайные повреждения при обращении и неудачи. Этот план покрывает ваш продукт в течение одного, двух, трех или до пяти лет с вашей даты. из покупка, стоит всего копейки в день и дает вам комплексное решение, не требующее беспокойства, для защиты ваших инвестиций.
Золотое покрытие Включает:
Неожиданные и непреднамеренные разливы, падения и трещины
Нормальный износ
Скачки напряжения
Пыль, внутреннее тепло и влажность
Другие функции плана включают в себя:
Для продуктов стоимостью более 200 долларов США действует политика запрета лимонов. Если это не удается по одному и тому же дефекту 3 раза, это заменены на 4-й поломке. (Не относится к отказам из-за падений, разливов и трещин)
Для продуктов стоимостью менее 200 долларов США, в которых возникают описанные выше сбои, будет выдана подарочная карта Musician’s Friend. изданный за полную стоимость товара + налог.
Плата за доставку покрывается, если требуется ремонт или замена
Планы можно передавать в случае продажи товаров
Планы обновляются на новом снаряжении
*Применяются ограничения и исключения. См. условия и условия (Открывается в новом окне) для деталей программы
Срок действия New Gear начинается с даты покупки, но не заменяет политику возврата магазина или производитель покрытие.
Обзор
Pork Pie произвели фурор в барабанной индустрии своими необычными, инновационными продуктами. Большой черный латунный малый барабан Pork Pie с ламповыми ушками — хороший тому пример, с ламповыми ушками в ретро-стиле, которые проходят через всю глубину корпуса, и латунным корпусом с потрясающим черным хромированным покрытием. Выдающаяся чувствительность, громкость и проекция.
6-1/2" x 14".
Pork Pie снова играет с другим барабанщиком. Закажите свой ультра-крутой черный хромированный малый барабан сегодня!
Бесплатная стандартная наземная доставка (48 смежных штатов, за исключением некоторых товаров с избыточным весом и подержанных/винтажных товаров).
Заказы, размещенные до 15:00. ET обычно отправляется в тот же рабочий день.
Узнать больше
2 года бесплатной гарантии на гитары
Каждая гитара или бас-гитара, приобретенная в магазине Musician’s Friend (электрическая или акустическая, новая или открытая упаковка), имеет двухлетнюю защиту от дефектов производителя.
Свяжитесь с нами для получения подробной информации
Мы здесь для вас
Наши консультанты по Gear помогут вам на протяжении всего процесса совершения покупок. Позвоните или напишите в чат, чтобы получить экспертную консультацию и узнать о последних предложениях.
Свяжитесь с нами
Чат поддержки Proactive Advisor
Наши советники по Gear готовы помочь.
Позвоните нам Давайте поговорим (откроется в новом окне) Запросить обратный звонок
ПН-ПТ 6:00-20:00 (тихоокеанское время)
Суббота-воскресенье 7:00-19:00, тихоокеанское время
Ищете что-то другое? Найдите ответы в нашем Справочном центре
{«product»:{«rep_id»:»site1prod447810″,»sku_rep_id»:»site1sku447810000898488″,»download»:false,»price»:»399,99″,»контрольная сумма»:»268254865023″,»name»:»Свинина Pie Big Black Brass Snare Drum с трубчатыми ушками и хромированной фурнитурой»,»sku_id»:»447810000898488″,»id»:»447810″,»stock»:»instock»,»brand»:»Pork Pie»},»dept «:»Ударные и перкуссия»,»category»:»Акустические барабаны»,»subcategory»:»Малый барабан»,»pageName»:»product_detail»}
Изображение продукта является репрезентативным примером для иллюстрации; фактическое изображение может отличаться
Изображение продукта является репрезентативным примером для целей иллюстрации; фактическое изображение может отличаться
Вернуться к началу
Фильтры
Назад Посмотреть 16 результатов
Сортировать по :
Лучшее совпадениеКатегорияПозиция по возрастаниюКатегорияПозиция по убываниюMOQ Низкий-ВысокийMOQ Высокий-НизкийАртикул A-ZSKU Z-AНазвание A-ZИмя Z-APЦена $-$$$Цена $$$-$Позиция по возрастаниюПозиция по убыванию
Фильтры
Фильтрующий материал
ПТФЭ(16)
Листы данных
Скачать: Английский
Высокопрочные, долговечные стерилизующие фильтры для воздуха и газа
Фильтры Emflon® PFR были разработаны на основе успешной линейки фильтров Emflon, выпущенной в 1981 и широко используются в качестве фильтров для стерилизации воздуха и газа в фармацевтической и биотехнологической промышленности. Двухслойная мембрана из ПТФЭ по своей природе гидрофобна, химически инертна и разработана специально для удаления загрязняющих бактерий и вирусов. Фильтры Emflon PFR удовлетворяют постоянно растущий спрос на воздушные фильтры с большей прочностью, более длительным сроком службы и способностью выдерживать суровые условия пропаривания на месте в прямом или обратном направлении.
Превосходная производительность
Фильтры Emflon PFR обеспечивают надежную целостность фильтра и длительный срок службы даже при непрерывном использовании в горячем воздухе при температуре до 60°C, в вентиляционных установках при температуре до 80°C и при многократной обработке паром. Эти фильтрующие картриджи из ПТФЭ могут выдерживать перепад давления до 1 бар (14,5 фунтов на кв. дюйм) (прямое направление) в условиях паровой стерилизации (125°C). Это в сочетании с высокой скоростью потока и отличными характеристиками обезвоживания приводит к очень экономичной фильтрации за счет использования небольших установок и снижения затрат на электроэнергию. Кроме того, фильтры можно тестировать in-situ с помощью теста на целостность прямого потока или теста на проникновение воды. Оба теста коррелируют с жидким бактериальным заражением — «наихудшим случаем».
Научная проверка
Фильтры Emflon PFR прошли всестороннюю научную проверку с использованием самых передовых методов и самого чувствительного доступного оборудования. Они имеют абсолютную степень удаления 0,2 мкм в жидкостях и 0,003 мкм в газах и подтверждены:
Brevundimonas (Pseudomonas) diminuta жидкая проба на 10 7 /см 2
Заражение аэрозолем хлорида натрия с расходом 100 л/мин (0,003 мкм в газах).
Особенности и преимущества
Всесторонняя проверка гарантирует высочайшую эффективность удаления и максимальный запас прочности. Высокая скорость потока и низкий перепад давления позволяют использовать небольшие системы, что снижает затраты на установку и эксплуатацию. Прочная конструкция обеспечивает целостность и надежность. Долгий срок службы и долгий срок службы обеспечивают недорогую фильтрацию.
Щелкните здесь, чтобы загрузить статью, в которой описываются исследования эффективности удаления и устойчивости к паровой стерилизации фильтров Emflon PFR (PDF, 75 кБ)
Материалы конструкции
Все материалы внесены в список FDA в соответствии с 21-CFR
Мембраны
Двухслойный ПТФЭ
Опорный и дренажный слои
Полипропилен, стойкий к окислению
Сердечник, сепаратор и торцевые крышки
Полипропилен, стойкий к окислению
Адаптеры
Полимер, залитый кислородостойким полипропиленом
Уплотнительные кольца
Силиконовый эластомер 1
1 Другие материалы доступны по запросу
Рейтинг удаления
Воздух/газы
<0,003 мкм, твердые частицы 2
Жидкости
0,2 мкм, стерилизующий 3
2 Анализ частиц NaCl CNC. Также задерживает 100 % бактерий Brevundimonas diminuta , бактериофагов и вирусных аэрозолей. 3 Партии образцов сборок сохраняют >10 7 КОЕ/см 2 из Brevundimonas diminuta в жидкости на мод. ASTM F838-83 и рекомендации FDA.
Конфигурации (AB-код 7)
4
Односторонний открытый
Переходник с двойным уплотнительным кольцом 226
Ребристый конец, байонетное запирание
4 Тип AB05 имеет плоский конец кода 2. Доступны другие коды адаптеров.
Размеры (номинальные)
Длины
127 мм (5 дюймов), 254 мм (10 дюймов), 508 мм (20 дюймов), 762 мм (30 дюймов), 1016 мм (40 дюймов)
Диаметр
70 мм (2,75 дюйма)
Площадь фильтра (номинальная)
0,8 м 2 (8,6 фута 2 ) на элемент 254 мм (10 дюймов)
0,4 м 2 (4,1 фута 2 ) на элемент 127 мм (5 дюймов)
Условия эксплуатации 5
20°C
5,3 бар (77 фунтов на кв. дюйм)
80°С
4,1 бар (60 фунтов на кв. дюйм)
5 В воздухе/N 2 служебных или других совместимых газах.
Типовой срок службы при непрерывной работе на воздухе 6
12 месяцев до 60°C
6 Для непрерывного потока воздуха с температурой выше 60 °C рекомендуются фильтры Emflon HTPFR. Emflon PFR можно эксплуатировать при более высоких температурах в течение более коротких периодов времени.
Типовой срок службы вентиляционного отверстия
6 месяцев до 80 °C
Типовой расход воздуха
Автоклав/пропаривание
Давление и температура
Суммарное время приготовления на пару 8,9
Максимальные условия подачи пара 8,9
1,0 бар (14,5 фунтов на кв. дюйм) при 125 °C 0,3 бард (4,4 фунта на кв. дюйм) при 142 °C
20 часов (1-часовой цикл) 165 часов (1-часовой цикл)
Максимальные условия обратного пропаривания 8,9
0,5 бар (7,3 фунтов на кв. дюйм) при 125 °C
20 часов (циклы по 1 часу)
8 Лабораторные испытания для установления многоцикловой устойчивости. Фильтры должны быть квалифицированы при фактическом использовании. Свяжитесь с Pall для получения информации о рекомендуемых процедурах.
9 Только экскурсионные условия
Водные экстрагируемые вещества (20°C)
<5 мг на элемент диаметром 254 мм (10 дюймов) через 1 час пара при 125 °C
Качество/Биобезопасность
Биологические тесты
Соответствует биологической реактивности USP, in vivo, для пластмасс класса VI-121 °C
Проверка качества сточных вод 9
Соответствует требованиям чистоты согласно Фармакопее США по содержанию твердых частиц в инъекционных препаратах. Non-Fiber-Releasing в соответствии с 21CFR Апирогенный в соответствии с USP Бактериальные эндотоксины (<0,25 EU/мл) Соответствует окисляемым веществам и pH в соответствии с USP упакованной воды
Паростойкость
Партии образцов протестированы в многоцикловом автоклаве
9 На каждую партию аликвоты для замачивания или промывки
Значения проверки целостности на 254 мм (10 дюймов) картриджа 10
2
Прямоток (воздух для тестового газа)
60:40 IPA: смоченный водой (об. объем) ≤ 15 мл/мин при 1040 мбар (15 фунтов на кв. дюйм)
Проникновение воды
≤ 0,33 мл/мин при 2500 мбар (36 фунтов на кв. дюйм)
10 Свяжитесь с Pall, чтобы узнать многоэлементные значения.
Оптимальные температуры стола и хот энда для 3D печати PLA
3DPrintStory
  
Процесс 3D печати
  
Оптимальные температуры стола и хот энда для 3D печати PLA
В идеальном мире существовала бы идеальная температура, при которой вы могли бы один раз настроить свой 3D принтер и просто нажать кнопку начала 3D печати. Но в реальности идеальной температуры для PLA пластиков не существует. И для того, чтобы получить хороший результат 3D печати, надо потратить некоторое время и приложить усилия.
PLA довольно снисходителен, когда дело касается температуры, и если вы не слишком отклоняетесь от рекомендованных температур 3D печати, то результат будет хорошим. Более того, PLA — отличный вариант для старта в мире 3D печати и экспериментов, поскольку его легче использовать, чем, например, ABS или PETG.
При проверке диапазонов подходящих температур следует помнить одну важную вещь: разные марки и даже цвета PLA пластиков могут отличаться оптимальными температурами 3D печати.
Оптимальный диапазон температур для хот энда
Как уже упоминалось выше, было бы классно знать одну температуру для печати PLA материалами, но по факту ее нет. Есть рекомендованный диапазон, в пределах которого вам надо подстроить температуру сопла вашего 3D принтера. Для PLA пластиков рекомендованный диапазон температур хот энда составляет от 190° C до 220° C.
Если во время 3D печати вы замечаете, что слои не прилегают друг к другу, можете повысить температуру в пределах указанного выше рекомендованного диапазона. С другой стороны, охлаждение хотэнда может улучшить качество 3D печати. Если экструдер слишком горячий, нить PLA может стать очень мягкой и хрупкой. Это приводит к тому, что модель печатается с визуальными дефектами.
Признаки неправильной температуры хот энда 3D принтера
Еще один индикатор того, что хот энд слишком горячий — если ваш 3D принтер плохо печатает мосты. Это может означать, что пластик настолько горячий, что не успевает достаточно остыть. Если хот энд слишком горячий, ваши 3D модели будут визуально «грязными» и «потускневшими». Понижение температуры может помочь в этом.
Между тем, если 3D модель недостаточно хорошо схватывается со столом, то это может быть признаком недостаточной температуры хот энда. Холодный хот энд также может затруднить формирование качественных углов на ваших 3D моделях.
Один из лучших способов достичь идеальной температуры хот энда — это поэкспериментировать. Медленно регулируя температуру, повышая или понижая, вы постепенно найдете оптимальную именно для вашего 3D принтера и пластика температуру.
Пластики от разных производителей и разных цветов также влияют на оптимальную температуру хот энда. Например, катушка с черным PLA, может отлично печатать при температуре около 215° C, а аналогичная катушка синего цвета от того же производителя покажет себя хорошо при 210° C. Даже небольшие различия температур могут значительно повлиять на качество ваших 3D моделей.
Лучшие диапазоны температур стола для 3D печати
Столы с подогревом очень сильно влияют на качество 3D-печати. Хотя они есть не на всех 3D принтерах, для тех, где они установлены, температуру тоже надо настраивать корректно. Несмотря на то, что рекомендуемая температура стола для 3D печати PLA составляет 70° C, это не всегда работает идеально. Есть рекомендации по диапазону температур стола с подогревом от от 55° C до 70° C для PLA пластиком. Так что температуру стола также как и хот энда стоит настроить под собственные реалии.
Признаки неправильной температуры стола 3D принтера
Самый очевидный признак того, что температура вашего стола слишком низкая — это то, что ваши 3D модели к нему не прилипают. Если они плохо прилипают, вы можете немного поднять температуру. Более теплый стол 3D принтера может помочь смягчить пластик, позволяя ему лучше схватиться в основании модели. Только будьте осторожны, чтобы не перегреть стол, иначе вы столкнетесь проблемой «слоновья лапа». Если вкратце, то этот эффект проявляется в том, что первые несколько слоев расплавляются под весом 3D модели.
«Слоновья нога» проявляется особенно сильно, особенно когда 3D модель очень тяжелая, поскольку на нее оказывается большее давление. Этот неприятный побочный эффект легко исправить, немного уменьшив температуру стола 3D принтера. И опять таки, не переусердствуйте и не сделайте температуру слишком низкой. Везде нужна мера!
Внешние воздействия
Внешние эффекты также могут повлиять на температуру печати PLA пластиком. Если, например, из окна дует прохладный ветерок, можно повысить температуру хот энда и стола для 3D печати на пару градусов. Вентиляционные отверстия для кондиционирования воздуха также могут понижать температуру 3D печати.
Для минимизации воздействия внешних факторов настоятельно рекомендуем сделать корпус для вашего 3D принтера. Что касается температуры, то корпус выполняет две функции: не позволяет внешней температуре влиять на ваши 3D модели и удерживают тепло внутри.
Вариантов проектов корпусов для 3D принтеров в открытом доступе довольно много, так что не стесняйтесь, погуглите либо сделайте собственный. В качестве материалов для корпуса часто используют фанеру, оргстекло и крепежные детали, которые печатают на том же 3D принтере.
Как найти оптимальные настройки температуры 3D принтера?
Выше уже уже не раз упоминалось, но повторимся еще раз: лучший способ определить температуру стола и хот энда — это метод проб и ошибок в ваших конкретных условиях, с вашим 3D принтером, вашим пластиком и месте, где 3D принтер стоит во время печати. Если вы обнаружите, что ваши изделия неровные, немного уменьшите температуру хот энда. Если ваши модели не прилипают к столу, возможно, вам нужно снизить температуру хот энда и повысить температуру стола. «Слоновья лапа» также может быть ключевым индикатором того, что ваш стол слишком горячий.
Так что экспериментируйте в рекомендованных диапазонах и у вас получится отличная 3D печать PLA пластиком!
Температура плавления пластика на 3D-принтере и тонкости её выбора
Содержание
Виды пластиков и их температуры плавления
PLA
ABS
PETG
HIPS
SBS
Nylon
TPU
PVA
PEEK
Композитные пластики
Настройка температуры на принтере
Правильная установка термопары в хотенде
Настройка прошивки
Настройка PID
Температура размягчения и постобработка
Универсальная таблица
В мире 3D-печати существует множество различных пластиков, обладающих различными характеристиками, в том числе и разными температурными режимами. Очень важно выбрать правильную температуру при печати, так как изменение даже на 1 градус может полностью изменить качество модели: её внешний вид и прочность.
Виды пластиков и их температуры плавления
Самым важным является выбор температуры сопла, ведь от нее зависит как именно пластик будет выдавливаться и прилипать к предыдущим слоям.
Слишком высокая приведет к нарушению геометрии модели, появлению полостей или даже к поломке принтера. На модели это также отразится: пластик не будет успевать застыть в том месте, куда его выдавил принтер, и немного сдвигаться. Также, при слабом охлаждении горла, в нем будут возникать пробки, полностью останавливающие печать.
А при слишком низкой температуре пластик может выдавливаться в недостаточном объеме, тем самым ухудшая прочность и внешний вид модели. Если пластик будет слишком твердым, то принтер не сможет продавить необходимый объём.
Температура стола важна для прилипания (адгезии) первого слоя. Редко встречающиеся в бюджетных принтерах, но все же достаточно известная технология термокамеры позволяет предотвратить появление трещин, если усадка пластика (т.е. уменьшение объема при падении температуры) слишком высока. Далее мы рассмотрим самые популярные пластики, их температуры печати и особенности.
PLA
Данная аббревиатура расшифровывается как полилактид. Изготавливается из кукурузы и сахарного тростника, вследствие чего PLA является одним из самых безопасных пластиков для бытового использования. Из-за лёгкости 3D-печати и низкой токсичности этот пластик является самым популярным для начинающих 3D-печатников.
Настройки температур:
Температура сопла: 190-210°C
Температура стола: 60-70°C
Скорость вентилятора: 100%
Температура печати PLA пластиком является одной из самых низких среди всего разнообразия материалов, но стоит обратить внимание на скорость вентилятора обдува модели, так как этот пластик остается гибким в большом диапазоне температур. При недостаточном обдуве могут загибаться края и углы модели. Чтобы модель лучше прилипала к столу необходимо выставить температуру сопла около 210°C, а температуру стола примерно 70°C. На втором и последующих слоях температуру лучше уменьшить, чтобы предотвратить вышеуказанные проблемы с загибанием краев.
ABS
Несмотря на сложности при 3D-печати этим пластиком, он является вторым по популярности, так как сочетает дешевизну и универсальность. Намного гибче, чем PLA пластик, что позволяет печатать пружины и гнущиеся детали. Из-за меньшей прочности его легче обрабатывать механическим образом: надфилями и наждачной бумагой. Но из-за выделения токсинов при нагреве этот пластик лучше не использовать при печати посуды или кухонных приспособлений.
Настройки температур:
Температура сопла: 230-250°C
Температура стола: 90-100°C
Скорость вентилятора: 50-75%
ABS пластик имеет большую усадку, поэтому скорость вентилятора лучше не увеличивать выше 40-60%, но если есть маленькие детали или печать мостов, то скорость можно увеличить до 75-80%. При слишком быстром остывании деталь может потрескаться прямо во время печати.
Прочность данного пластика сильно зависит от температуры, поэтому если точность не столь важна, то температуру лучше увеличить вплоть до 250°C. Если печатать с самой низкой температурой, то прочность детали может уменьшиться в 2 раза, относительной той же модели, напечатанной при максимально допустимой температуре.
Будьте осторожны: при печати ABS пластиком в закрытом помещении у вас может возникнуть головокружение или головная боль! Печать на 3D-принтере необходимо проводить в хорошо проветриваемых помещениях, закрывая 3D-принтер от прямого сквозняка, чтобы испарения из пластика не вредили вам.
PETG
Данный пластик имеет большую химическую стойкость, поэтому его используют при изготовлении посуды. При этом он объединяет прочность PLA пластика и гибкость ABS. Но необходима долгая настройка правильных температур именно для вашего принтера, чтобы убрать все дефекты печати.
Настройки температур:
Температура сопла: 230-260°C
Температура стола: 60-90°C
Скорость вентилятора: 25-50%
Часто встречается проблема с “волосками” в некоторых частях модели. В таких случаях можно увеличить расстояние ретракта. Изменение температуры почти никак не изменит ситуацию. Из-за малой адгезии пластика к самому себе, скорость вентилятора не следует настраивать выше 50%, иначе модель будет легко разламываться между слоями.
HIPS
Этот пластик используется в качестве материала поддержек при печати на принтерах с несколькими экструдерами. Обычно основным пластиком выступает ABS или PLA, так как они нейтральны к D-лимонену, а HIPS в нём полностью растворяется. Это позволяет получить почти идеальное качество нависающих элементов.
Настройки температур:
Температура сопла: 230-240°C
Температура стола: 90-100°C
Скорость вентилятора: 0%
Так как прочность и твёрдость данного пластика крайне мала (иногда его можно продавить ногтем), его не следует использовать как основной материал модели. Обдув не нужен, так как даже при использовании HIPS для всей модели, он успевает затвердеть за время печати слоя.
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
SBS
Основным свойством данного пластика является прозрачность и гибкость. Это позволяет делать сгибающиеся детали: петли, крепления, зажимы. При обработке модели сольвентом модель становится почти полностью прозрачной как на фото ниже. Но необходимо соблюдать два простых правила: тонкие стенки и полное заполнение пространства между ними.
Настройки температур:
Температура сопла: 220-230°C
Температура стола: 60-80°C
Скорость вентилятора: 50-100%
Совет: Если необходимо распечатать герметичную деталь, то поток следует увеличить на 1-2%. Это увеличит расхождение размеров относительно модели, но сделает модель полностью герметичной.
Nylon
Данный пластик многим знаком в повседневной жизни благодаря одежде из нейлона. Используется в изготовлении шестерней и других подвижных элементов из-за своей гибкости, прочности и малого коэффициента трения.
Настройки температур:
Температура сопла: 240-260°C
Температура стола: 70-90°C
Скорость вентилятора: 0-25%
Пластик требует долгого выбора правильных температур, так как имеет множество проблем: плохая спекаемость между слоями, низкая адгезия, гигроскопичность (способность впитывать влагу из воздуха). Последняя характеристика крайне важна, так как она кардинально меняет поведение пластика. Из-за наличия частичек воды в пластике, модель становится очень хрупкой, а поверхность шероховатой, например, как на фото ниже.
Поэтому крайне важно хранить пластик в сухости. А если неизвестно, набрал ли пластик влагу, то лучше его просушить с помощью специальных устройств или в духовке при температуре 60-70°C на протяжении 2-5 часов.
TPU
Некоторые называют данный пластик “резиновым”. И это название ему подходит, ведь это самый пластичный материал для 3D-печати, способный растягиваться вплоть до 4 раз, относительно своего начального размера. При этом со временем он возвращает свою исходную форму.
Настройки температур:
Температура сопла: 210-240°C
Температура стола: 50-70°C
Скорость вентилятора: 50-100%
Из-за его гибкости могут возникнуть проблемы при печати, а именно зажевывание пластика в механизме подачи. Печатать этим пластиком рекомендуется только в директ экструдерах при маленьких скоростях, не превышающих 40 мм/с. Можно попробовать печатать им в боуденах, но тогда скорость должна быть не более 20-30 мм/с, так как иначе филамент будет сворачиваться в трубке и печать прекратиться.
Причиной данной неполадки служит зазор между отверстием, где филамент выходит из экструдера, и шестерней подачи. Решить данную проблему помогут специальные проставки, уменьшающие этот зазор.
PVA
Водорастворимый пластик, использующийся для печати поддержек. Обладает малой прочностью, из-за чего использование в качестве основного материала детали невозможно. В отличии от HIPS, обладающим схожими свойствами и применением, PVA намного легче удалять с детали, так как даже при нагреве и растворении в воде он остается абсолютно безвредным.
Настройки температур:
Температура сопла: 220-230°C
Температура стола: 65-75°C
Скорость вентилятора: 0-50%
Так как данный пластик необходим только для создания поддержек, то обдув лучше не использовать. Если же необходима качественная деталь, полностью состоящая из PVA пластика (например, растворимая пробка или крепление), то скорость обдува должна быть ниже 50%, так как адгезия слоев у данного пластика крайне мала. Повысить прочность модели из PVA пластика можно с помощью воды: необходимо аккуратно смочить деталь, подождать 5-7 минут и высушить поверхность. Таким образом внешние стенки детали намного сильнее “прилипнут” друг-другу, тем самым повышая общую прочность детали.
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Bestfilament
PC
Расшифровывается данное название как поликарбонат. Имеет большую прочность, но обладает относительно малой гибкостью, меньшей, чем у PLA. Также при загорании он стремится к самозатуханию, что повышает пожаробезопасность.
Настройки температур:
Температура сопла: 290-310°C
Температура стола: 90-120°C
Скорость вентилятора: 0-25%
Так же как PETG, данный пластик очень гигроскопичен, поэтому требует хранение в сухом пространстве, а лучше в пакете с силикагелем. Из-за необходимости поддержания высоких температур и особенностей хранения, поликарбонат мало распространен в 3D-печати.
PEEK
Данный пластик является сложным для 3D-печати, но при этом обладает выдающимися механическими характеристиками. Поэтому из него изготавливают детали, рассчитанные на работу с большой нагрузкой и трением. Также он нейтрален к различным химикатам.
Настройки температур:
Температура сопла: 350-410°C
Температура стола: 120-150°C
Скорость вентилятора: 0-25%
Для печати PEEK необходимо иметь профессиональные 3D-принтеры. Если использовать 3D-принтер, предназначенный для домашнего использования, то есть вероятность сжечь экструдер и нагревательный элемент в нём. Также необходима нагреваемая термокамера.
Композитные пластики
В данную категорию можно отнести филаменты, содержащие частички какого-либо материала. Такой материал состоит из двух частей: основа (обычно PLA, ABS или иной пластик) и добавляемый компонент (древесина, металл, керамика или углеродные волокна) . Различаются данные пластики не только по виду добавляемого компонента, но и по процентному содержанию. Обычно чем выше содержание дополнительного компонента, тем сильнее свойства пластика отличаются от свойств основы.
Температура зависит от основы, из которой состоит филамент. Все необходимые параметры необходимо узнать у производителя.
Общей особенностью всех пластиков данной категории является необходимость использования сопла с большим диаметром выходного отверстия (от 0.5мм). Иначе сопло быстро забьётся добавляемым компонентом. Также крайне важен материал сопла, так как обычные латунные сопла быстро сотрутся. Обычно хватает сопел из закаленной стали.
Настройка температуры на принтере
Прежде чем приступать к печати очень важно быть уверенным, что принтер нагревает сопло до правильной температуры и делает это без скачков. Для этого нужно удостовериться в настройке прошивки принтера и правильности установки термопары.
Правильная установка термопары в хотенде
Принтер получает данные о температуре хотенда с помощью термопары, которая устанавливается в хотенд. Обычно для этого есть специальное отверстие, в него нужно как можно глубже вставить термопару. Важно закрепить провод термопары. Зачастую для этого в хотенде есть отверстие, куда вкручивается винт. Лучше всего провести два проводка по разным сторонам от центра винта. Это надежно зафиксирует термопару в хотенде. Если крепления термопары не предусмотрено, то необходимо зафиксировать провод термопары на проводе нагревательного элемента. Пример, как это сделать на фото ниже.
Внимание: плохо закреплённая термопара может выпасть из хотенда, тем самым создавая вероятность возникновения пожара!
Настройка прошивки
Если принтер собирается самостоятельно, то важно выбрать тип термопары в прошивке. Если вы собираетесь использовать прошивку Marlin, то необходимо зайти в файл Configuration.h, и найти строку:
#define TEMP_SENSOR_0 0
На месте последней цифры может стоять не ноль, а другая цифра. В большинстве случаев, если у вашего принтера стоит термистор в виде “капельки”, то вместо последней цифры необходимо поставить 1. В итоге у вас должна получиться строка:
#define TEMP_SENSOR_0 1
Если принтер определяет температуру неправильно, то стоит попробовать изменить последнюю цифру на иную. Список цифр и термопар, которые они обозначают, написан над этой настройкой.
Такая же настройка есть и у стола, её можно найти по строке:
#define TEMP_SENSOR_BED 0
Здесь также следует поменять 0 на 1.
Настройка PID
Под этой аббревиатурой скрывается сложное название: пропорционально-интегрально-дифференциальный регулятор. Если говорить простым языком, то это функция, позволяющая точнее держать температуру в заданных рамках. Так как принтер может только включать и выключать нагревательный элемент, то единственный способ контроля температуры это выключение нагревательного элемента при достижении необходимой температуры, и включение его, если температура упала ниже заданного значения. Но в таком случае температура будет сильно “скакать” из-за инертности нагревателя. Именно для этого и существует функция PID — компенсировать инертность нагревателя. Но для каждого принтера необходима своя настройка PID, так как инертность может сильно отличаться в зависимости от многих параметров.
Для настройки PID необходимо проводное подключение к принтеру. Для отправки команд лучше всего использовать Repetier-Host. Как только вы подключитесь к принтеру, на него нужно отправить команду:
M303 C3 S210
Здесь цифра, стоящая после C отвечает за количество циклов нагревания-остывания, через которые пройдёт принтер, а цифра после S отвечает за температуру, для которой настраивается PID. Несмотря на то, что настраиваться принтер будет на определенной температуре, эти настройки подойдут и для более высоких температур.
После некоторого времени принтер отправит в консоль значения трёх параметров PID: Kp, Ki и Kd. Эти параметры и отвечают за настройку PID. Чтобы ввести эти цифры в настройку принтера нужно отправить команду:
M301 P14. 82 I0.8 D68.25
Здесь после букв P, I и D идут соответствующие значения Kp, Ki, и Kd из предыдущего шага. Если ввести эту команду, то настройка PID сохранится только до выключения принтера. Можно добавить эту команду в стартовый GCODE для каждой модели, которую вы будете печатать. В некоторых принтерах можно изменить эти параметры через меню самого принтера.
Температура размягчения и постобработка
После 3D-печати можно обработать деталь с помощью воздействия высокой температуры. Это позволяет увеличить ее прочность и изменить геометрию детали. В домашних условиях для этих целей можно использовать духовку. Но следует быть осторожным: некоторые пластики при нагреве выделяют опасные вещества, поэтому лучше использовать другие методы. Например, альтернативой может послужить паровая баня, горячая вода или фен. Главным параметром такой обработки является температура. Необходимо иметь достаточно высокую температуру, чтобы материал модели начал переходить из твёрдого состояния в вяло-текучее, но не превышать некоторый порог температуры, после которого деталь может неконтролируемо изменить свою геометрию.
Список пластиков и их температур размягчения:
PLA ‒ 70°C
ABS ‒ 105°C
PETG ‒ 80°C
HIPS ‒ 85°C
Nylon ‒ 125°C
TPU ‒ 95°C
PC ‒ 145°C
PEEK ‒ 255°C
Данные относительно неточные, так как у пластиков нет определенной температуры, когда они полностью переходят в из одного состояния в другое.
Универсальная таблица
Для тех, кто часто использует различные пластики, мы подготовили таблицу, содержащую всю необходимую информацию для настройки температуры 3D-принтера “на лету”.
Пластик
Температура сопла, °C
Температура стола, °C
Скорость обдува, %
Особенности
PLA
190 — 210
60 — 70
100
Безопасность
Прочность
ABS
230 — 250
90 — 100
50 — 75
Гибкость
PETG
230 — 260
60 — 90
25 — 50
Химически нейтрален
Устойчивость к трению
HIPS
230 — 240
90 — 100
0
Растворимые поддержки
SBS
220 — 230
60 — 80
50 — 100
Прозрачность, большая гибкость
Nylon
240 — 260
70 — 90
0 — 25
Химически нейтрален
Термостойкость
TPU
210 — 240
50 — 70
50 — 100
Огромная гибкость
Морозостойкость
PVA
220 — 230
65 — 75
0 — 50
Водорастворимость
PC
290 — 310
90 — 120
0 — 25
Прочность
Теплостойкость
PEEK
350 — 410
120 — 150
0 — 25
Прочность
Тепло-/морозостойкость
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Raise3D
Настройки температуры слоя PLA и температуры печати
Нить из полимолочной кислоты (PLA) является наиболее популярным материалом для потребительской 3D-печати FDM, и есть несколько причин, почему это так. Во-первых, PLA очень доступен, а это означает, что пользователи могут покупать оптом и повторять дизайн снова и снова, не беспокоясь о потраченном впустую материале. Еще одной причиной популярности PLA является возможность печати при низких температурах: при температуре стеклования около 60 °C PLA можно печатать при умеренном нагреве без высокотемпературного высокотемпературного оборудования.
При этом найти идеальную температуру слоя PLA и температуру печати не всегда просто. Хотя материал обычно требует низких температур, идеальный диапазон может варьироваться в зависимости от марки нити и типа оборудования для 3D-печати. И, как и в случае с другими нитями, печать ниже или выше оптимального диапазона температур может привести к таким проблемам, как недоэкструзия или натяжение. Кроме того, особенно низкая температура плавления PLA делает его восприимчивым к целому ряду связанных с температурой проблем 3D-печати даже после того, как он был напечатан.
Эта статья служит вводным руководством по настройке температуры слоя PLA и температуры печати. Он предлагает подходящие диапазоны температур, определяет признаки печати при слишком высокой или слишком низкой температуре и предлагает советы по определению оптимального диапазона температур для вашей конкретной настройки 3D-печати.
Одним из ключевых преимуществ PLA, особенно для начинающих, является возможность печати без подогрева печатной платформы. Это делает его пригодным даже для недорогих принтеров без возможности нагрева стола.
Как правило, для материалов для 3D-печати FDM нагретый стол обеспечивает некоторые важные преимущества. Во-первых, это помогает прилипанию к кровати. Когда температура печатной платформы выше температуры окружающей среды, первый слой экструдированного волокна дольше остается мягким, что дает больше времени для адгезии первого слоя. Кроме того, когда нагреваемый стол в конце концов выключается, быстрое снижение температуры может облегчить удаление деталей; в некоторых случаях готовые детали просто «выскакивают» из поверхности сборки. Подогреваемая платформа также может улучшить качество печати за счет уменьшения коробления. Детали остывают медленнее, уменьшая степень сжатия и скручивания.
Температура слоя PLA должна быть около 50 °C или вообще быть ниже
Из-за низкой температуры печати PLA на самом деле достаточно устойчив к проблемам с адгезией первого слоя и деформации, особенно по сравнению с такими распространенными альтернативами, как ABS. Однако использование нагреваемого стола 3D-принтера иногда может привести к лучшим результатам при печати PLA, особенно когда комнатная температура ниже или при печати особенно больших деталей.
Если для печати PLA используется нагретая рабочая пластина, лучше всего подходит температура около 50 °C. Cura, популярное приложение для слайсеров, использует значение 60 °C в своем профиле печати PLA. Вот некоторые рекомендуемые настройки температуры печатной платформы PLA от различных производителей материалов:
MatterHackers СЕРИЯ СЕРИЯ PLA: 40 ± 15 ° C
Fillamentum Extrafill PLA: 55 ° C
Ultimaker PLA: 60 ° C
Примечание. влияет на адгезию первого слоя. Поверхность сборки не менее важна: при печати PLA стекло, покрытое клеем, таким как лак для волос или клей-карандаш, обеспечивает хорошую адгезию, а также хорошее качество поверхности печати на нижнем слое. Калибровка уровня платформы также может улучшить прилипание печатных деталей PLA к платформе принтера.
При попытке получить наилучшие результаты от нити PLA температура сопла или горячего конца важнее, чем температура слоя. Температура печати влияет на печать несколькими способами: более высокие температуры улучшают текучесть материала, обеспечивая более быструю печать и хорошее сцепление между слоями.[1] Однако слишком высокая температура может привести к чрезмерному расплавлению экструдированных слоев, которые затем провисают и вызывают деформацию детали, в дополнение к другим проблемам, таким как случайное просачивание материала из сопла. Таким образом, использование самой низкой температуры, которую вы можете себе позволить, может привести к наилучшему визуальному результату.
Для PLA требуется более низкая температура сопла, чем для ABS или PETG. Для сравнения, это примерно на 50 °C холоднее, чем для ABS, и на 30 °C холоднее, чем для PETG. Причиной низкой температуры печати PLA является очень низкая (около 60 °C) температура стеклования материала.[2] Однако оптимальная температура печати зависит от нескольких переменных. К ним относятся конкретный сорт нити, скорость печати (для более быстрой печати требуется более высокая температура) и размер сопла (для больших диаметров требуется более высокая температура).
Вместо того, чтобы пытаться вычислить все эти различные переменные одновременно, лучший способ определить температуру печати PLA — выполнить несколько тестовых отпечатков, как описано в последнем разделе этой статьи.
Большинство пользователей принтеров FDM устанавливают температуру печати PLA примерно на 210 °C. Вот некоторые рекомендуемые настройки температуры печати PLA от ряда производителей материалов:
Неудачные или низкокачественные отпечатки из PLA часто являются результатом слишком высоких температур платформы или печати. Установка слишком высоких значений может произойти, например, при использовании неправильного профиля печати в вашем слайсере или при использовании более узкого диаметра сопла, требующего более низкой температуры печати, чем настройки по умолчанию.
Признаки чрезмерной температуры платформы PLA:
Слоновья лапка: распространенная проблема печати PLA — это когда первые несколько слоев отпечатка выпячиваются наружу из-за чрезмерного расплавления нагретой печатной платформы, а затем подвергаются нагрузке от последующих слоев. Слоновью ногу можно решить, уменьшив температуру кровати или полностью отключив функцию нагрева.
Чрезмерная адгезия: Нагретый слой может улучшить адгезию первого слоя деталей из PLA. Но установка слишком высокой температуры слоя может фактически привести к слишком хорошему прилипанию детали и необходимости тщательного соскабливания, чтобы удалить ее с поверхности сборки. Немного более низкие температуры могут поддерживать адгезию, уменьшая при этом потребность в соскабливании и растирании.
Признаки чрезмерной температуры печати PLA:
Тепловая ползучесть: если температура сопла слишком высока, оно может непреднамеренно расплавить нить за пределами обозначенной зоны плавления, особенно при использовании цельнометаллического хотэнда. Тепловая ползучесть часто возникает в середине печати, после того как температура постепенно поднимается вверх по горячему концу, что приводит к неоднородным или неполным участкам.
Провисание: При печати при слишком высокой температуре детали из PLA могут провисать и провисать, особенно во время соединения (печать неподдерживаемых горизонтальных элементов). Часто эту проблему можно решить, снизив температуру печати или увеличив мощность охлаждающего вентилятора. Обратите внимание, однако, что чрезмерное охлаждение потенциально может привести к другим проблемам, таким как плохая межслойная адгезия.
Вытекание и натяжение: Высокая температура сопла может привести к непреднамеренной утечке материала из сопла во время движения. Эту проблему можно решить, снизив температуру печати или отрегулировав параметры отвода.
Рекомендуемое чтение: Натяжка 3D-принтера: как исправить
Низкие температурные требования PLA означают, что проблемы, вызванные слишком низкой температурой, встречаются реже. Тем не менее, эти проблемы все же могут возникнуть при определенных обстоятельствах: при использовании нестандартного филамента PLA, когда температура окружающей среды особенно низкая или при использовании сопла большого диаметра, например.
Симптомы недостаточной температуры платформы PLA:
Плохая адгезия первого слоя: В редких случаях PLA может не прилипать к платформе печати, что приводит к смещению детали и окончательному отказу печати. Эту проблему можно решить, увеличив температуру слоя, но другие решения могут включать снижение мощности охлаждающего вентилятора, очистку поверхности сборки (или нанесение клеевого покрытия) и выравнивание слоя.
Признаки недостаточной температуры печати PLA:
Недоэкструзия: При печати PLA недостаточная температура сопла может привести к недоэкструзии, что может проявляться в виде отверстий в отпечатке или шероховатой текстуры поверхности.
Засоры и замятия: Недостаточная температура может привести к недостаточному расплавлению нити PLA, что может привести к засорению сопла и застреванию, которое прерывает печать. Эти проблемы можно решить, повысив температуру печати или используя более широкое сопло.
Рекомендуемое прочтение: Как исправить при экструзии: техническое обслуживание и настройки печати
Производители нитей PLA обычно предоставляют рекомендуемые настройки температуры слоя и температуры сопла, оптимизированные для их уникального продукта. Однако в некоторых случаях эти рекомендуемые настройки не приводят к удовлетворительным результатам.
Один из способов найти оптимальную температуру печати PLA для вашей конкретной установки 3D-печати — принтера, сопла, материала и т. д. — это запустить несколько тестовых отпечатков и оценить результаты. Но вместо того, чтобы печатать набор обычных деталей, может быть полезно распечатать конкретную 3D-модель, известную как термометр.
Термостат, демонстрирующий отказ при самой низкой температуре
Термостат, подобный этому, состоит из нескольких горизонтальных блоков, каждый из которых печатается при постепенно более высокой или более низкой температуре, чем предыдущий. Цифры напечатаны на боковой стороне башни (200, 205, 210 и т. д.), поэтому пользователь может быстро определить, какой блок был напечатан при какой температуре. Каждый блок временной башни обычно содержит такие элементы, как зазоры, выступы и тонкие элементы, что дает четкое представление о производительности принтера при различных настройках температуры.
Конечно, распечатать градирню температуры немного сложнее, чем обычную печать, потому что слайсер должен указывать принтеру регулировать температуру при каждом соответствующем приращении. (Пользователи Cura могут установить и использовать плагин ChangeAtZ для переключения температуры сопла с требуемыми интервалами по оси Z.)
Когда термометр закончит печать, пользователи могут просто визуально проверить отпечаток, чтобы увидеть, какие блоки были напечатаны хорошо. а у которых нет. Блок с наименьшими нитями или артефактами и лучшим качеством мелких деталей указывает на оптимальную температуру печати для материала при данной конкретной настройке печати.
Как правило, наилучшая температура слоя PLA составляет около 50 °C, а наилучшая температура печати PLA — около 210 °C. Однако, как мы видели, на оптимальный температурный диапазон могут влиять разные факторы, что делает обязательным тестирование при первой печати PLA.
[1] Ванаи Х.Р., Раисси К., Делигант М., Ширинбаян М., Фитусси Дж., Хеллади С., Чархчи А. К пониманию влияния температуры на прочность сцепления, размеры и геометрию 3D-печатных деталей. Журнал материаловедения. 2020 окт;55(29):14677-89.
[2] Bergström JS, Hayman D. Обзор механических свойств и моделирования материалов полилактида (PLA) для медицинских применений. Анналы биомедицинской инженерии. 2016 февраль;44(2):330-40.
КАК ДОСТИГНУТЬ ПРИ ПЕЧАТИ ИЗ PLA
Давайте углубимся в детали 3D-печати нитью PLA. Мы обсудим, что такое PLA и как заставить его работать с вашим принтером, как найти правильную температуру и на каких поверхностях печатать.
PLA — прекрасный материал для 3D-печати. Это возобновляемый, биоразлагаемый ресурс. Он нетоксичен и имеет приятный запах при печати. Нить PLA выпускается в широком диапазоне цветов, и благодаря своим тепловым характеристикам с ее помощью особенно легко получать отличные отпечатки.
Содержание
Что такое PLA
Правильный выбор первого слоя
Печать на синей ленте
Печать на стекле с подогревом стола
Другие поверхности для печати
Правильная температура
Замена нити
Печать с помощью Makerbot Replicator
Краткий справочник температуры PLA MatterHackers
Что делать, если что-то пойдет не так
ЧТО ТАКОЕ PLA
PLA или полимолочная кислота представляет собой термопластичный полиэфир. Его обычно получают из возобновляемых ресурсов, таких как кукурузный крахмал, корни тапиоки или сахарный тростник. Одна из самых привлекательных особенностей PLA заключается в том, что он естественным образом разлагается под воздействием окружающей среды. Например, изделие из PLA в океане имеет время деградации от шести месяцев до двух лет. Сравните это с обычным пластиком, который разлагается от 500 до 1000 лет. Важно отметить, что, хотя PLA будет разлагаться в открытой природной среде, он очень прочен при использовании в любом обычном приложении, таком как печатная игрушка или важная часть принтера. В этом отношении вы можете думать о нем как о железе. Если вы подвергнете его постоянному воздействию влаги или оставите снаружи, он «заржавеет» и вскоре станет непригодным для использования. Но если бы он был у вас дома, вы бы ожидали, что он продлится почти бесконечно.
PLA используется во многих отраслях промышленности: от упаковки пищевых продуктов (например, бутылок с водой на фото) до биоразлагаемых медицинских имплантатов, таких как швы, тканевые винты и кнопки. PLA бывает нескольких марок; научный, медицинский, безопасный для пищевых продуктов, а затем к типу PLA, используемому в потребительской 3D-печати. Естественная температура плавления PLA составляет около 80°C, но его смешивают с другими пластиками, чтобы сделать его пригодным для 3D-печати.
Если вы печатали с помощью ABS, вы обнаружите, что PLA более твердый, изнашивается медленнее и с ним легче получить хорошую плоскую деталь. PLA менее термически сжимается, и из него гораздо легче печатать большие детали. Следует учитывать, что более жесткая и твердая также означает, что она более хрупкая. Если деталь, которую вы печатаете, будет использоваться там, где она может подвергаться сильным ударам или резким столкновениям, PLA может быть не лучшим материалом.
Еще одно важное соображение при печати деталей из PLA – это знание того, каким температурам они будут подвергаться. PLA становится мягким при температуре 70–80 °C и деформируется при использовании в условиях, когда температура остается выше этих значений в течение длительного времени. Вот почему вы должны использовать ABS или какой-либо другой материал рядом с экструдером. В MatterHackers мы обычно используем PLA для всех деталей нашего принтера, за исключением тех, которые находятся непосредственно вокруг экструдера (таких как x-каретка, монтажная пластина и блок экструдера), которые мы печатаем из ABS.
ПОДГОТОВКА ПЕРВОГО СЛОЯ
Первый слой является наиболее важной частью любого отпечатка. Есть несколько вещей, которые вам нужно сделать, чтобы первый слой хорошо приклеился.
Платформа для печати (или поверхность для печати) должна быть ровной.
Необходимо установить экструдер на нужной высоте от станины.
Вам нужен хороший базовый материал, к которому будет прилипать PLA.
ПЕЧАТЬ НА СИНЕЙ ЛЕНТЕ
Голубая лента или малярная лента — это один из самых простых и быстрых способов получить качественную печать из PLA. Вот краткий контрольный список вещей, которые вы хотите убедиться, что вы делаете.
Убедитесь, что синяя лента создает ровный слой. Не пропустите ни одного места. Не перекрывайте края.
Не нагревайте платформу при использовании Blue Tape, она плохо приклеится к PLA 9.0003
Замените все полоски ленты, поврежденные при снятии деталей.
Замените ленту после 5-10 отпечатков или когда детали перестанут прилипать.
Если ваш первый слой не прилипает, убедитесь, что печатающая головка находится достаточно близко, чтобы получилась красивая сплющенная линия из PLA. Если это не решит вашу проблему, вы можете увеличить «температуру первого слоя» с 5 до 10 градусов (начните с 5 и при необходимости увеличьте).
Голубая лента не идеальна, но очень проста в использовании и обычно дает отличные результаты. Однако иногда ваши детали могут отрывать ленту от стекла во время печати, и при этом вы увидите некоторую деформацию. Чтобы уменьшить вытягивание Blue Tape, мы добились отличных результатов, поместив Blue Tape поверх ленты PET, но это просто безумие :).
ПРИМЕЧАНИЕ. PLA плохо прилипает к синей ленте, когда она теплая. Вы не хотите нагревать кровать, если планируете печатать на Blue Tape. Кроме того, поверхность Blue Tape теряет способность удерживать деталь по мере использования. Вы должны заменить ленту, когда начнете видеть ухудшение адгезии (обычно где-то между 5-10 отпечатками на одном и том же месте).
ПЕЧАТЬ НА СТЕКЛЕ С ПОДОГРЕВОМ
Если у вас есть стол с регулируемой температурой, печать непосредственно на стекле может быть отличным вариантом. Рекомендуемая температура слоя для PLA составляет 70°C.
При печати на стекле чрезвычайно важно, чтобы уровень платформы и экструдер находились на нужной высоте. Если ваш экструдер находится слишком далеко от стекла, ваш PLA ВООБЩЕ не приклеится, если слишком низко, стекло полностью заблокирует выдавливание материала, и он ВООБЩЕ не приклеится.
Если первый слой не прилипает
1. Убедитесь, что кровать стоит ровно.
2. Убедитесь, что печатающая головка расположена достаточно близко, чтобы первый слой получился хорошо сплющенным.
3. Перед началом печати убедитесь, что экструдер достаточно запущен, чтобы нить попадала на платформу в течение всего первого слоя. В slic3r можно увеличить количество петель до 4 или 5 и более в зависимости от детали.
4. Очистите стекло денатуратом
Когда вы можете заставить его работать хорошо, стекло — это лучший способ печати PLA. Это создает отличный блестящий нижний слой, а нагретая платформа гарантирует, что детали останутся красивыми и плоскими.
ДРУГИЕ ПОВЕРХНОСТИ ДЛЯ ПЕЧАТИ
Печать на каптоновой ленте
Многие люди успешно печатают на каптоновой ленте. Для печати PLA на каптоновой ленте вам понадобится нагревательный стол. Раньше мы печатали на каптоновой ленте на подогреве, но после освоения печати на стекле больше не рекомендуем печатать на каптоновой ленте в качестве первого варианта. Процедура печати на каптоновой ленте почти идентична печати на стекле, но требует больше настройки и очистки. Если у вас есть советы о других преимуществах Kapton Tape, сообщите нам об этом. Мы всегда работаем над улучшением нашего процесса.
Печать на поликарбонате
Мы немного поэкспериментировали с поликарбонатом, слегка смазав его растительным маслом. Поликарбонат сработал, и печать получилась отличной. Однако эту часть было трудно удалить, и польза не была очевидна. Мы считаем, что этот метод заслуживает более подробного изучения, и мы будем обновлять этот раздел по мере того, как узнаем больше. На данный момент мы рекомендуем придерживаться Blue Tape.
УСТАНОВКА ПРАВИЛЬНОЙ ТЕМПЕРАТУРЫ
При работе с новым рулоном нити в первый раз мы обычно начинаем печать при температуре около 200°C, а затем регулируем температуру вверх или вниз с шагом 5 градусов, пока не получим качество печати и прочность части, чтобы быть в хорошем балансе друг с другом.
На что обратить внимание:
Если температура слишком высокая
Вы увидите больше нитей между отдельными частями вашего отпечатка, и вы можете заметить, что экструдер пропускает много пластика во время движения между отдельными областями печати. Если это произойдет, вы должны попытаться постепенно снизить температуру на 5 градусов, пока из экструдера не будет течь столько материала.
Иногда у вас будет материал, который просто менее вязкий, чем другие PLA, и будет больше течь даже при более низких температурах. Мы рекомендуем вам увеличить втягивание на несколько миллиметров (3-4 кажется хорошим числом для большинства всех PLA, которые мы пробовали).
Если температура слишком низкая
Вы либо увидите, что нить не прилипает к предыдущему слою, и у вас получится шероховатая поверхность (как на картинке ниже), либо вы получите деталь, которая не прочный и легко разбирается. В любом случае вам следует увеличить температуру на 5 градусов и повторить попытку, пока вы не получите хорошие линейные сегменты на каждом слое и не получите четкую часть после завершения печати.
Экструдированная нить недостаточно горячая
ЗАМЕНА НИТИ
При смене цветов PLA:
8
Пока экструдер холодный, установите температуру 80°C и подождите, пока он нагреется.
Когда вы достигнете 80c, удалите текущую нить из экструдера. Возможно, вы сможете вывернуть его вручную или вам может потребоваться перевернуть экструдер.
Если у вас возникли проблемы с удалением нити накала, увеличьте температуру до 100 °C и повторите попытку.
Увеличьте нагрев и загрузите новую нить в обычном режиме.
Пропускайте новый цвет через экструдер до тех пор, пока он не станет чистым и новый цвет не будет единственным, что выходит из экструдера. Если вы переключаетесь с темного цвета (например, черного) на светлый (например, белый или натуральный), запустите еще немного, чтобы убедиться, что у вас нет темного загрязнения:
.
Очистите шестерню экструдера и выдуйте любые частицы из входа экструдера.
Напечатайте что-нибудь, что вас не волнует, есть ли в нем кусочки предыдущего цвета, или запустите экструдер на несколько минут. Может потребоваться от 10 до 15 минут экструзии, прежде чем вы сможете быть уверены, что темный материал не будет смешиваться с более светлым материалом.
Примечание. Мы рекомендуем удалять нить в мягком состоянии, а не в полностью расплавленном, чтобы уменьшить вероятность отложения расплавленного материала на приводной шестерне экструдера или оставить материал высоко над входом в камеру расплава. Оба из них могут вызвать заедание и их трудно очистить. Мягкое удаление также помогает гарантировать, что вы вытащите все из наконечника экструдера.
ПЕЧАТЬ С ПОМОЩЬЮ MAKERBOT REPLICATOR
Экструдер Makerbot Replicators не такой мощный, как некоторые экструдеры RepRap с редуктором, поэтому вот несколько дополнительных советов, которые действительно могут помочь в достижении отличных результатов.
Убедитесь, что ваша кровать идеально выровнена.
Измерьте нить штангенциркулем. Сделайте 5 измерений, отбросьте нижнее и верхнее значения и усредните оставшиеся 3. Введите это число в качестве диаметра нити.
Очистите экструдер. Если у вас были проблемы, вам, вероятно, нужно это сделать.
Очистите зубья ведущей шестерни.
И БОЛЬШОЙ! Используйте крошечную каплю масла канолы на конце нити во время замены нити. Мы получили этот совет от клиента, и это было УДИВИТЕЛЬНО, с тех пор ни одного замятия нити!
ПРЕДСТАВЬТЕ, ЧТО ТЕМПЕРАТУРА 3D PLA БЫСТРЫЙ СПРАВОЧНИК
Рекомендуемый цвет Рекомендуемый диапазон
Black 195C 190-210C
Glow-In-The-The-The Dark 190C 185-205C
Все остальные цвета 210C 205-220C
Примечание: вам может понадобиться эксперимент с температурой. который лучше всего напечатает на вашем принтере. Температура окружающей среды, влажность, а также калибровка и уникальность вашего принтера играют определенную роль в том, какими будут ваши отпечатки.
ЧТО ДЕЛАТЬ, ЕСЛИ ДЕЛАЮТ НЕПРАВИЛЬНОЕ
Есть несколько ключевых моментов, которые необходимо проверить, если ваши отпечатки не работают. Но прежде чем мы рассмотрим решения, нам нужно кратко описать ваши симптомы.
«Я не могу приклеить первый слой.»
«Деталь имеет плохие внутренние слои и верхние поверхности».
Проверьте температуру экструзии (может потребоваться увеличить ее на 5 градусов)
Проверьте натяжение нити.
Очистите шестерню привода нити
«На внешних краях моих частей много маленьких выпуклостей.»
Источник лучше PLA. Мы обнаружили, что качество вашего печатного материала может иметь большое влияние на качество вашей детали. Улучшение PLA может помочь вам получить более качественные детали. Однако не спешите предполагать, что проблема в вашем PLA. При правильных настройках и терпении любителям удалось напечатать все виды материалов, многие из которых имеют очень низкую вязкость и непостоянство. Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.
«Высокие части моих отпечатков выглядят расплавленными или сплющенными».
«Мой принтер не печатает никаких материалов».
Очистите ведущую шестерню и отрегулируйте натяжение. Первое, что мы собираемся сделать, это очистить приводную шестерню, касающуюся нити, и убедиться, что у нас есть надлежащее натяжение нити. Обычно неправильное натяжение или засорение ведущей шестерни делает отпечаток более похожим на изображение, которое мы имеем для низкотемпературной нити, но иногда это все вместе препятствует экструзии. Очистите прижимное колесо проволочной щеткой и убедитесь, что натяжение хорошее и надежное (слишком сильное также может предотвратить выдавливание и чаще встречается с прямыми приводами [двигатель напрямую соединен с приводной шестерней], но реже с редукторными приводами). .
Проверьте и устраните застревание между экструдером и горячей частью. Это самый экстремальный тип проблемы, потому что теперь пришло время разобрать вещи. Иногда тепло может подниматься по филаменту в экструдере и вызывать вздутие, которое затем охлаждается и предотвращает дальнейшую экструзию. Обычно это место соединения экструдера и горячего конца. Снимите экструдер и удалите весь PLA, какой сможете (вам может понадобиться горячий конец (80–100 °C), чтобы извлечь весь материал. Если вы не можете извлечь всю нить, вытянув ее, возможно, вам придется попробовать и протолкните его через горячий конец. Обычно мы используем небольшой шестигранный ключ. Если это не поможет, вы можете попытаться высверлить экструдер или горячий конец, но вам может потребоваться заменить детали.
Какие виды 3D-принтеров бывают? Технологии 3D-печати
Данная статья не претендует на научность, а скорее является небольшим введением в 3D-печать «для чайников».
Что же собственно мы подразумеваем под понятием 3D-печать?
В начале 1980-х начали развиваться новые методы производства деталей, основанные не на удалении материала, как в традиционных технологиях механической обработки, а на послойном изготовлении изделия по трехмерной модели, полученной в САПР, за счет добавления материалов в виде пластиковых, керамических, металлических порошков и их связки термическим, диффузионным или клеевым методом. И что же это значит на практике? То, что стало возможно создавать физические объекты совершенно по-новому.
Первым, кто запатентовал подобную технологию еще в далеком 1984 году, был Чак Халл, он же в 1986 году создал компанию 3D Systems, которая до сих пор является одним из лидеров отрасли. Первый коммерческий 3D-принтер 3D Systems SLA-1 был представлен в 1987 году.
Таким образом мы плавно подходим к рассказу о первой и возможно на сегодняшний день самой перспективной технологии 3D-печати, а именно печати фотополимерной смолой. Изначально эта технология называлась SLA, но со временем данное название стало не совсем корректным.
Фотополимерная печать
Суть фотополимерной 3D-печати заключается в том, что жидкая фотополимерная смола под воздействием света затвердевает и формирует 3D-модель. Изначально в качестве источника света выступал лазер, а технология была названа SLA или стереолитография.
Несмотря на кажущуюся простоту, компания 3D Systems потратила более 10 лет, чтобы выпустить на рынок первый полноценный коммерческий продукт. Для этого потребовалось, чтобы произошли сдвиги в других технологических продуктах, таких как твердотельные лазеры, в которых в качестве активной среды используется вещество, находящееся в твёрдом состоянии.
Не вдаваясь глубоко в технологические дебри, можно сказать, что прошло около 25 лет постепенного развития этой технологии до 2013-2014 года, когда SLA 3D-принтеры стоили сотни тысяч долларов и были доступны только крупным компаниям, где также использовались очень ограниченно в силу дороговизны как оборудования так и материалов.
Созданный в 2011 году стартап под названием FormLabs переосмыслил идеи Чака Халла и разработал первый настольный SLA 3D-принтер, который начал продаваться по цене до 3 тысяч долларов. Таким образом, это дало возможность широкому кругу пользователей приобщиться к 3D-печати. За прошедшие годы компания FormLabs поставила десятки тысяч своих принтеров на рынок, избежала поглощения более крупными игроками и стала первым единорогом в 3D-печати с капитализацией более 1 млрд. долларов. Эта история стала одним из двух поворотных пунктов в прорыве, совершенном технологией 3D-печати за последние годы. Но другие компании тоже не стояли на месте и очень скоро поняли, что лазер как источник света для засветки фотополимерной смолы не является единственным решением, и предложили другой способ формирования модели, который получил название DLP (Digital Light Processing).
Не вдаваясь в технические подробности важно отметить, что преимущества данной технологии заключается в более высокой продуктивности за счет засветки всего слоя сразу, в отличие от лазера, который должен физически освещать всю модель, поэтому требуется его постоянно перемещать. На простом примере очень легко объяснить, что это значит. Предположим вам надо напечатать кольцо, это задача на принтерах обоих технологий займет примерно одно и тоже время, а вот если вам надо напечатать сразу 10 колец, DLP-технология получит преимущество. То есть, имея DLP-принтер, вы напечатаете 10 колец за то же время, что и одно, в то время как SLA-принтер будет тратить на прорисовку каждого из колец определенное время, хотя это и даст возможность добиться лучшего качества.
Немного цифр…
Принтеру Form2, печатающему по технологии SLA, потребуется 11 часов 22 минуты для печати 55 моделей.
В итоге 12,4 минуты на одно кольцо.
А 3D-принтер Uniz Slash Plus, в основе работы которого лежит технология DLP, потратит на печать 6- колец всего 3 часа 51 минуту, получается одно кольцо за 3,8 минуты.
Технология DLP получила определенное распространение и начала составлять конкуренцию традиционной SLA, но прорывной не стала, как вдруг случилась новая революция — на сцене появились LCD 3D-принтеры.
Принцип формирования еще проще, мощная LED-лампа, усиленная системой линз, светит на LCD-матрицу, которая проецирует нужное изображение на ванну с полимером, где и формируется 3D-модель.
Создание этой технологии в 2016 году дало возможность снизить цену на 3D-принтер в 10 раз по сравнению с хитом продаж того времени принтером FormLabs Form 2, цена на бюджетные LCD 3D-принтеры шла от 300 долларов. Такое кардинальное снижение стоимости позволило существенно расширить круг покупателей и дало домашним пользователям и маленьким студиям печати возможность попробовать эту технологию для своих нужд.
В чем же ее преимущество по сравнению с другими, кроме собственно цены?
LCD, как и DLP-принтеры засвечивают слой сразу, это дает им преимущество в производительности, правда по началу пользователи сталкивались с не очень высоким качеством самих моделей. Но с появлением в 2019 году 3D-принеров с LCD матрицей 2K, а потом и чуть позже 4K, эту проблему удалось решить, и LCD принтеры на сегодняшний день превосходят и по скорости, и по минимальной толщине слоя своих старших братьев.
Яркими примерами принтеров с разрешением 2K являются модели – Elegoo Mars, Anycubic Photon S, Wanhao GR1, Phrozen Shuffle Lite, Phrozen Shuffle 2019, Phrozen Shuffle XL 2019, Phrozen Sonic, с разрешением 4K — Phrozen Shuffle 4K, Phrozen Transform.
Внедрение в скором будущем матриц 8K, а также использование специальных монохромных матриц, повышающих скорость печати, сделает эту технологию доминирующей на рынке 3D-принтеров.
ТЕХНОЛОГИИ ФОТОПОЛИМЕРНОЙ 3D ПЕЧАТИ:
Надеюсь, я смог донести до вас суть различий между этими технологиями, ну а теперь, собственно, хочется рассказать, для чего чаще всего выбирают SLA/DLP/LCD 3D-печать. Здесь сразу стоит разделить принтеры на промышленные и настольные.
Промышленные 3D-принтеры в основном используют для создания прототипов большого размера, а также мелкосерийного производства и создания форм для отливки. Обладая достаточно высокой производительностью и хорошим качеством конечных изделий, это оборудование используется в автомобилестроении, аэрокосмической промышленности, а также для печати массивных объектов, таких как эта кость мамонта, напечатанная компанией Materialise в рамках сотрудничества с Бельгийским Королевским институтом естественных наук в Брюсселе.
Настольные SLA/DLP/LCD принтеры получили широчайшее распространение, прежде всего, в таких сферах деятельности, как стоматология, ювелирное дело, судо- и авиамоделирование, а также изготовление уникальных подарков и сувениров. Подробнее об этом можно почитать в наших статьях, посвященных этим темам.
Применение 3D-принтера в стоматологии
3D-печать в прототипировании
Применение 3D-принтера в ювелирном деле
3D-печать в мелкосерийном производстве
Высокая детализация и качественная финишная поверхность делает именно эту технологию 3D-печати отличным инструментом для решения многочисленных задач, которые до этого приходилось решать гораздо более трудоемкими и дорогими способами в тех сферах деятельности, о которых я упомянул выше.
Фотополимерная печать на 3D-принтере в стоматологии.
Фотополимерная 3д печать в ювелирном деле. Справа – напечатанная на 3D принтере мастер-модель браслета.
Фотополимерная печать для создания прототипов
Создание сувениров с помощью фотополимерной 3D печати
Путь развития FDM-технологии 3D-печати
Вторым отцом 3D-печати можно смело назвать С. Скотта Крампа, который в 1988 году запатентовал технологию FDM (Fused Deposition Modeling) – моделирование методом наплавления, и в 1989 году вместе со своей женой создал компанию Stratasys, которая до сих пор является одной из главных компаний отрасли.
Для данной технологии также зачастую используется аббревиатура FFF (Fused Filament Fabrication), но это не должно вводить вас в заблуждение. Суть технологий одна, а названия разные для того, чтобы избежать патентных споров.
Итак, что же, собственно, было изобретено. Суть идеи была в том, что пластиковая нить подается в экструдер, где плавится при высокой температуре и через маленькое сопло слоями формирует модель.
На базе этого изобретения Stratasys начала выпускать промышленные 3D-принтеры, которые в основном использовались также как и первые SLA-машины в автомобилестроении, аэрокосмической отрасли, а с появлением различных прочных видов пластика, таких как поликарбонат (PC), полиэфирэфиркетон (PEEK), полиэфиримид (PEI, Ultem), полифенилсульфон (PPSF/PPSU), и для создания функциональных прототипов. Большого распространения эта технология не получила, пока спустя более 20 лет не появился проект RepRap (Replicating Rapid Prototyper) — самовоспроизводящийся механизм для быстрого изготовления прототипов.
Изначальная идея была в том, что нужно создать 3D-принтер, который бы мог напечатать другой 3D-принтер, на этой фотографии все пластиковые детали «ребенка» напечатаны на «родителе». По факту же произошло совершенно другое — группа энтузиастов смогла создать бюджетный 3D-принтер для домашнего или офисного использования. Идею быстро подхватили трое гиков из Нью-Йорка, которые создали компанию MakerBot и начали коммерческое производство настольных FDM 3D-принтеров. Это и стало вторым поворотным моментом в современной истории 3D-печати.
Стоимость принтеров составляла около 1000$, и эта цена стала вполне приемлема для многих энтузиастов, техногиков, увлеченных идеей 3D-печати инженеров и студентов.
В 2013 году MakerBot был поглощен Stratasys за рекордные 400 миллионов долларов. Итогом всего этого стало то, что мир получил очень интересную технологию создания физических объектов. Огромным плюсом FDM-технологии является дешевизна и большой выбор материалов печати, которые в большом количестве стали появляться после начала распространения 3D-печати. FDM-принтеры, прежде всего, распространились среди домашних пользователей, которые начали многочисленные эксперименты с печатью дома, подробнее об этом можно прочитать в статье 3D-печать как хобби.
Кроме того, FDM-печать нашла свое главное профессиональное применение — создание прототипов. После внедрения в этот процесс 3D-печати он уже никогда не будет прежним. Создание прототипов стало существенно более дешевым и быстрым, и это дало возможность пробовать гораздо больше идей инженеров для создания максимально качественных и продуманных в мелочах изделий, подробнее об этом также можно прочесть в статье 3D-печать в прототипировании. Также сейчас активно идут попытки внедрения FDM 3D-печати в мелкосерийное производство, и эта история получила неожиданное развитие во время эпидемии COVID-19, когда врачам срочно понадобилось производить запчасти для аппаратов искусственной вентиляции легких, а также держатели масок для врачей, которые вынуждены целыми днями их носить.
FDM 3D-печать в полной мере смогла продемонстрировать свои основные преимущества по сравнению с классическим производством, а именно скорость моделирования новой модели и запуск его в серию в кратчайшие сроки, меньше одного дня.
Еще одним важнейшим преимуществом FDM-печати является широкий выбор материалов, начиная от биоразлагаемого PLA-пластика и заканчивая материалами типа PEEK, которые можно стерилизовать при высокой температуре и давлении.
В скором будущем мы ожидаем повсеместное внедрение так называемых «ферм 3D-печати», которые смогут реализовать концепцию «гибкого производства», суть которой заключается в том, что такая ферма может выпускать любую доступную продукцию, а не специализироваться в изготовлении каких-то конкретных изделий, как происходит на классическом производстве. Сегодня это могут быть запчасти для старых моделей железнодорожных вагонов, а завтра держатели медицинских масок или сувенирные кубки для победителей соревнований или пластиковые заглушки для мебели.
А пока продолжим наш рассказ о разных видах 3D-печати, возникших параллельно с развитием двух мейнстримовых технологий, о которых я уже рассказал. Многие инженеры и предприниматели в разных странах и компаниях поняли, что можно начать использовать принципы 3D-печати, используя другие материалы и способы формирования моделей, и вот что у них получилось.
Другие виды 3D-печати
SLM (Selective Laser Melting) – селективное лазерное плавление, имеет также названия DMLM и LPBF. Принцип 3D-печати здесь состоит в том, что под воздействием мощного лазера металлический порошок плавится и формирует 3D-модель. Это позволяет создавать модели сложных форм и высокой прочности, больше всего эта технология получила применение в аэрокосмической сфере и медицине. Ракета – это не массовый продукт и некоторые элементы гораздо удобнее и выгоднее печатать на 3D-принтере, чем фрезеровать или отливать.
На фотографии выше самый большой в мире напечатанный ракетный двигатель. Он был напечатан на принтере SLM 800 от SLM Solutions для британской аэрокосмической компании Orbex. Двигатель произведен как цельнометаллическое изделие из никелевого сплава. SLM 3DSLM 3D-печать позволила сократить затраты времени на 90%, а расходы на 50% по сравнению с ЧПУ-станками.
В медицине же 3D-печать металлом стала использоваться для создания индивидуальных имплантов из титана, сделанных непосредственно для конкретного пациента, это существенно повышает шансы на выздоровление.
EBM (Electron Beam Melting) — электронно-лучевая плавка. Это технология, похожая на SLS/DMLS, только здесь объект формируется путём плавления металлического порошка электронным лучом в вакууме.
SLS (Selective Laser Sintering) – селективное лазерное спекание, еще одна очень интересная технология. Процесс формирования модели здесь такой же, как в SLM, но вместо металлического порошка используется порошок из полиамида или нейлона. Это дает возможность формировать очень прочные, износостойкие изделия сложных форм, которые в первую очередь можно использовать как функциональные прототипы будущих изделий из металла или прочного пластика.
Коллектор двигателя, напечатанный на SLS-принтере
Мебель, напечатанная на SLS-принтере
MJF (Multi Jet Fusion) – оригинальная технология, разработанная компанией HP, которая по сути повторяет принцип SLS, но при этом не использует лазер. Это дает определенное преимущество в производительности принтера по сравнению с лазерной технологией, ведь он запекает слой сразу, также как это происходит с LCD 3D-принтерами, о которых мы подробно писали ранее в этой статье. Будучи одним из мировых технологических гигантов HP быстро ворвалась на маленький рынок 3D-печати и быстро заняла на нем большую долю в промышленном сегменте оборудования, к сожалению, по состоянию на 2020 год HP так и не начала поставки своих 3D-принтеров на российский рынок.
Хирургический инструмент и блок циллиндра, напечатанные на MJF-принтере
PolyJet — это технология, сходная с обычной печатью на струйном принтере. Жидкий полимер через множество крошечных сопел выстреливается на поверхность печатной платформы, после чего они затвердевают при помощи ультрафиолетового излучения. Используя данную технологию, можно создавать высококачественные полноцветные макеты и прототипы с высочайшим уровнем детализации и финишным качеством сравнимым с промышленными серийными образцами. К сожалению, высокая стоимость оборудования и материалов не дает возможности более широкого внедрения этой технологии.
MJM (Multi Jet Modelling) — технология многоструйного моделирования, схожая с PolyJet, но в качестве материала здесь также может выступать воск. Технология разработана компанией 3D Systems, поэтому по соображениям защиты патентов имеет другое название. Печать воском широко применяется в ювелирном деле для выполнения индивидуальных моделей на заказ и создания мастер-моделей. Также существуют специализированные принтеры от компании SolidScape, которые печатают двухкомпонентным воском для последующего расплавления материала поддержки в горячей воде
CJP (Color Jet Printing) – технология, суть которой состоит в послойном склеивании и окрашивании порошка на основе гипса или пластика. С помощью этой технологии можно создавать полноцветные изделия, а это чаще всего используются для печати архитектурных моделей и фигурок людей. Себестоимость печати в данном случае ниже, чем по технологии PolyJet, что дает больше возможностей для ее более широкого использования.
LOM (Laminated object manufacturing) – технология, схожая с CJP, но здесь строительным материалам выступает бумага, каждый лист которой приклеивается к предыдущему, раскрашивается струйным принтером и перфорируется. Это дает полноцветную 3D-модель и также хорошо подходит для архитектурных и декоративных моделей.
Еще одной технологией с огромными перспективами является комбинированная технология 3D-печати металлами, которая объединяет в себе 3 этапа создания модели: печать на FDM-принтере специальной композитной нитью, где в определенных пропорциях смешан металл и полимер, выплавление полимера и запекание металлической модели. На основе этой технологии американские компании DeskTop Metal и MarkForged уже создали свои коммерческие модели 3D-принтеров и начали их продажи, как в Америке, так и в Европе, но пока технология является очень сырой и не гарантирует хорошего качества готовых изделий. Зато ее огромным преимуществом является существенно более низкая цена и принтеров, и готовых изделий. В Россию данные системы пока не поставлялись, поэтому мы ждем возможности самостоятельно оценить их качество и эффективность. В перспективе нескольких лет эта технология может стать самой востребованной из всех возможных способов 3D-печати.
Studio System+ от Desktop Metal
Как это работает:
3D-печать керамикой является также перспективным направлением в разных отраслях. Существует ряд компаний, которые выпускают оборудование, печатающее керамические модели. Разные производители используют для этого уже упомянутые до этого DLP и SLA, как слегка адаптированную технологию многоструйного моделирования Ceramic binder jetting (CBJ). Данная печать применяется в стоматологии, ювелирном деле, а также для создания прототипов высокого качества, обладающих необходимыми функциональными свойствами. Также на базе FDM-принтеров создают принтеры, печатающие глиной для создания керамических изделий новым способом. Например, итальянская компания WASP уже несколько лет предлагает такие системы на базе своих дельта-принтеров, печатающих пластиковой нитью.
Строительные 3D-принтеры по сути тоже используют принцип построения такой же, как в FDM-принтерах, только вместо расплавленной нити наносится жидкий бетон. Это позволяет построить стены дома размером 100 квадратных метров примерно за 3 дня, что существенно быстрее, чем стандартные способы строительства и, кроме того, это дает возможность создавать объекты сложных форм. Безусловно, это направление является перспективным, но на сегодняшний день не получило широкого применения, хотя в Китае строительные 3D-принтеры были использованы для быстрого строительства автономных блоков для самоизоляции больных коронавирусом в легкой форме, кому не досталось места в больницах, а дома находится им было опасно. Интересным фактом является и то, что самым перспективным проектом по строительству жилья на Марсе также признан способ 3D-печати.
Дом, напечатанный иркутской компанией в Дубаи за 3 дня
Боксы для больных коронавирусом в Китае. 15 комнат изготовили за 1 день.
Пищевая 3D-печать — это еще один способ применения FDM-технологии, только здесь в качестве материала выступает съедобное сырье. Больше всего распространение получили принтеры, печатающие шоколадом. Шоколад темперируется попадает в экструдер и через сопло слоями формирует 3D-модель. Т.к. шоколад в отличие от пластика является очень нежным материалом, то и печатать им не так просто, хотя он и дает возможность быстро создавать кастомизированные кулинарные шедевры или десерты необычных форм. Кроме шоколада есть возможность печатать с помощью пюре, теста или джема. Данная технология пока находится на ранней стадии развития, и возможно уже в ближайшее время мы увидим более совершенное оборудование, которое можно будет применять более широко. Одним из представителей 3D-принтеров для печати шоколадом является Choc Creator.
И последний, но далеко не по своей важности вид 3D-печати, на который возлагаются очень большие надежды в будущем – 3D-биопринтинг. По своей сути это послойная печать, где в качестве материала выступают живые клетки. Это относительно новый вид 3D-печати, первые эксперименты стали проводиться в 2000 году биоинженером Томасом Боландом, который доработал обычные настольные принтеры для печати фрагментов ДНК. За 20 лет эта индустрия шагнула далеко вперед, и уже сейчас помимо прототипов человеческих органов успешно печатают импланты, трубки сосудов, клапаны сердца, ушные раковины, хрящи, костную ткань и кожу для последующей пересадки. Этот вид печати успешно применяется для создания «тренажеров» для врачей, на которых они могут проводить репетицию операций или для студентов для живой практики. И, конечно, одно из основных предназначений биопринтинга – печать функционирующих внутренних органов для пересадки из биоматериала пациента. Пока данное направление находится на стадии разработок и тестирований и полноценно не применяется для лечения пациентов, но уже сейчас проведено большое количество успешных экспериментов. Как например, печать сердца израильскими учеными в 2019 году, пока совсем крошечное по размерам, но главное, что оно способно выполнять свои функции. Также биопечать имеет огромные перспективы в экспериментальном тестировании медицинских препаратов, выпускаемых фармацевтическими компаниями.
Безусловно, не обо всех технологиях 3D-печати мне удалось рассказать в этой статье, но прочитав ее даже не будучи техническим экспертом, вы сможете получить первое представление о 3D-печати, различных ее технологиях и способах применения. Если вас заинтересовало использование 3D-печати в вашей работе или хобби, обращайтесь к специалистам нашей компании и мы всегда будем рады вас дополнительно проконсультировать.
Александр Корнвейц
Эксперт рынка 3D-печати
типы 3D принтеров, материалы и пр.
Доступные, надежные 3D принтеры Formlabs для использования в офисах и мастерских устанавливают отраслевой стандарт профессиональной 3D печати для компаний по всему миру. Масштабируйтие Вашу разработку прототипов и производство с помощью экономичных моделей с высоким разрешением и качеством печати промышленных 3D принтеров.
Лучший в отрасли настольный 3D-принтер на базе технологии LFS (Low Force Stereolithography)
Узнать больше о Form 3
Первый доступный по цене 3D принтер для больших объемов печати с использованием полимеров
Узнать больше о Form 3L
Масштабируемое решение с несколькими принтерами
Промышленная мощь селективного лазерного спекания в вашей мастерской
Ознакомиться с Fuse 1
Технологии 3D печати или аддитивного производства (АМ — Additive Manufacturing) служат для изготовления трехмерных физических изделий из моделей, созданных с использованием системы автоматизированного проектирования (CAD), путем последовательного добавления материала слой за слоем.
Хотя технологии 3D печати существуют с 1980-х годов, лишь последние достижения в области машинного оборудования, материалов и программного обеспечения открыли возможности 3D печати более широкому кругу компаний — ранее такие инструменты использовались лишь в нескольких высокотехнологичных отраслях.
Сегодня недорогие профессиональные настольные 3D принтеры и 3D принтеры для мастерских упрощают работу предприятий в различных отраслях, способствуя внедрению инновационных разработок. Среди таких отраслей машиностроение, производство, стоматология, здравоохранение, образование, индустрия развлечений, ювелирное дело и аудиология.
Любой процесс 3D печати начинается с создания модели в CAD, которая экспортируется в программное обеспечение для подготовки проекта к печати. В зависимости от используемой в 3D принтере технологии модели изготавливаются слой за слоем путем отверждения фотополимерной смолы или спекания порошка. Затем модели извлекаются из принтера и подвергаются пост-обработке в зависимости от целей применения.
3D принтеры создают объекты из трехмерных моделей, математических представлений трехмерных поверхностей, созданных с использованием программного обеспечения для автоматизированного проектирования (CAD) на основе данных 3D-сканирования. Затем проект экспортируется в файл STL или OBJ, который считывается программным обеспечением для подготовки трехмерных моделей к печати.
3D принтеры поставляются с программным обеспечением для задания параметров печати и возможности анализа цифровой модели по слоям, представляющие собой горизонтальные сечения печатаемого объекта. Настраиваемые параметры печати включают в себя ориентацию модели, поддерживающие структуры (при необходимости), настройку высоты слоя и тип полимера. После завершения настроек программное обеспечение отправляет инструкции на принтер через беспроводное или кабельное соединение.
В некоторых 3D принтерах для превращения жидкой фотополимерной смолы в затвердевший пластик используется лазер, другие создают объекты, спекая мелкие частицы полимерного порошка при высоких температурах. Большинство 3D принтеров могут выполнять процесс печати без оператора, а современные системы автоматически заправляют необходимый для создания объектов материал из картриджей.
В зависимости от технологии и материала, напечатанные модели могут потребовать промывки изопропиловым спиртом (IPA) для удаления с их поверхности неотвержденных полимеров, финальной полимеризации для стабилизации механических свойств, ручной обработки для удаления поддерживающих структур или очистки сжатым воздухом или соответствующим аппаратом для удаления избытка порошка. Некоторые из этих процессов могут быть автоматизированы с помощью аксессуаров.
Напечатанные на 3D принтеры объекты могут быть использованы сразу же или после пост-обработки и необходимой отделки путем механической обработки, декорирования, окраски, крепления или соединения. Часто 3D печать также служит промежуточным этапом, будучи использованной в комбинации с традиционными методами производства, такими как изготовление заготовок для литья ювелирных изделий и стоматологических протезов, или пресс-форм для нестандартных изделий.
Вам не удается найти технологию 3D-печати, наиболее соответствующую вашим потребностям? В этом видеоруководстве мы сравниваем технологии моделирования методом наплавления (FDM), стереолитографии (SLA) и селективного лазерного спекания (SLS) с точки зрения главных факторов, которые следует учитывать при покупке.
У каждой технологии 3D-печати есть свои преимущества и недостатки, из-за чего они лучше подходят для различных способов применения. В этом видео мы сравниваем функциональные и визуальные характеристики 3D-принтеров на базе технологий моделирования методом наплавления (FDM), стереолитографии (SLA) и селективного лазерного спекания (SLS), чтобы вы могли подобрать решение, которое лучше всего соответствует вашим потребностям.
Вам нужно быстро изготавливать модели или прототипы на заказ? По сравнению с привлечением сторонних компаний или использованием традиционных методов, таких как обработка на станке, собственный 3D-принтер позволяет сократить время подготовки заказа на несколько недель. В этом видео мы сравниваем скорость печати при использовании таких технологий 3D-печати, как моделирование методом наплавления (FDM), стереолитография (SLA) и селективное лазерное спекание (SLS).
Сравнение затрат на 3D-принтеры выходит за рамки цен, указанных на этикетке, которые не дают вам представление о фактической стоимости модели, изготавливаемой с помощью 3D-печати. Узнайте о трех факторах, которые нужно учитывать, чтобы узнать о затратах при использовании таких технологий 3D-печати, как моделирование методом наплавления (FDM), стереолитография (SLA) и селективное лазерное спекание (SLS).
При использовании традиционных производственных процессов изготовление модели может занимать недели или месяцы. 3D печать превращает CAD модели в физические объекты в течение нескольких часов: таким образом могут создаваться как изделия и их комбинации на основе одноразовых концептуальных моделей, так и функциональные прототипы, и даже тестироваться небольшие производственные циклы. Это позволяет разработчикам и инженерам быстрее разрабатывать идеи и помогает компаниям быстрее выводить продукты на рынок.
3D печать устраняет необходимость в дорогостоящих инструментах и устройствах для литья под давлением или механической обработки; одно и то же оборудование может быть использовано для создания деталей различной геометрии: от изготовления прототипа до производства. Поскольку 3D-печать становится все более актуальной при производстве функциональных конечных изделий, она может дополнять или заменять традиционные методы производства для растущего диапазона изделий в малых и средних объемах.
От обуви и одежды до велосипедов, мы окружены унифицированными товарами, поскольку предприятия стремятся стандартизировать продукты и сделать производство более экономичным. 3D печать позволяет изменять только цифровой проект и адаптировать каждый продукт к требованиям клиента без дополнительных затрат на оборудование. Благодаря этому 3D печать нашла применение в отраслях, где индивидуальная подгонка является ключевой, таких как медицина и стоматология, но, поскольку 3D печать становится все более доступной, ее все чаще используют для массовой модификации потребительских товаров.
С помощью 3D печати можно создавать объекты и изделия сложной формы, такие как нависающие элементы, микроканалы и органические формы, которые было бы дорого или даже невозможно изготовить традиционными методами производства. Это дает возможность формировать комбинации из меньшего количества отдельных деталей, снижать вес, уменьшать количество слабых соединений и сокращать время сборки, что открывает новые возможности в области проектирования и конструирования.
Разработка продукта — это циклический процесс, состоящий их нескольких этапов тестирования, оценки и подгонки. Обнаружение и устранение недостатков в шаблонах на ранних стадиях может помочь компаниям избежать дорогостоящего перепроектирования и использования дополнительных инструментов в ходе производственного процесса. С помощью 3D печати инженеры могут до запуска в производство тщательно тестировать прототипы, которые выглядят и работают как конечные продукты, и снижать риски, связанные с эксплуатационной пригодностью и усложнением производственных процессов.
Благодаря созданию необходимых прототипов и 3D печати специальных инструментов, пресс-форм и вспомогательных средств производства производственные компании могут автоматизировать производственные и оптимизировать рабочие процессы с гораздо меньшими затратами и в значительно более короткие сроки, чем при традиционном производстве. Таким образом снижаются производственные затраты и предотвращаются дефекты, повышается качество, ускоряется сборка и увеличивается производительность труда.
Цифровая стоматология снижает риски и неопределенности, связанные с человеческим фактором, позволяя добиться постоянства качества и точности на каждом этапе рабочего процесса, а также улучшить качество обслуживания пациентов. 3D принтеры могут производить целый ряд высококачественных нестандартных изделий с низкой себестоимостью, обеспечивая исключительную степень подгонки и воспроизводимые результаты.
3D-принтеры являются многофункциональными инструментами для создания иммерсивной среды обучения и проведения научных исследований. Они стимулируют творческий подход и знакомят студентов с технологиями профессионального уровня, позволяя внедрять метод STEAM в областях науки, техники, искусства и дизайна.
Доступная по цене настольная 3D печать профессионального уровня помогает врачам получать медицинские приспособления, удовлетворяющие потребностям каждого отдельного человека и повышающие эффективность лечения. При этом организация значительно снижает временные и денежные затраты: от лабораторий до операционных.
Напечатанные с высоким разрешением физические модели широко используются в «цифровой лепке», 3D-моделировании персонажей и изготовлении реквизита. Напечатанные на 3D принтерах модели снимались в анимационных фильмах, выступали героями видеоигр, использовались для создания театральных костюмов и даже спецэффектов для фильмов-блокбастеров.
Профессиональные ювелиры используют возможности CAD и 3D печати для быстрого создания прототипов, подгонки украшений под требования клиентов и производства больших партий заготовок для литья. Цифровые инструменты позволяют создавать плотные, четко детализированные модели без утомительного, связанного с погрешностями изготовления восковок.
Formlabs предлагает две профессиональные технологии 3D печати: стереолитографию и селективное лазерное спекание, открывая доступ к этим мощным и удобным инструментам промышленного производства креативным профессионалам по всему миру.
Стереолитографическая (SLA) 3D печать использует лазер для превращения жидкой фотополимерной смолы в твердые изотропные модели.
Наиболее распространенным методом является инвертированная стереолитография, при которой платформа опускается в резервуар с полимером, и между платформой и дном резервуара остается лишь тонкий слой жидкости. Гальванометры направляют лазер через прозрачное окно под резервуаром для полимеров для получения поперечного сечения трехмерной модели и выборочного отверждения полимеров. Модель формируется из последовательных слоев толщиной менее ста микрон. При необходимости, выступающие части удерживаются при помощи поддерживающих структур, крепящихся к платформе. По завершении формирования слоя модель поднимается со дна резервуара, для того чтобы под нее смог затечь свежий полимер, и платформа снова опускается. Процесс повторяется до завершения печати.
быстрого прототипирования;
функционального прототипирования;
моделирования концептов;
мелкосерийного производства;
изготовления стоматологических изделий;
изготовления прототипов ювелирных изделий и их литья
быстрого прототипирования;
функционального прототипирования;
моделирования концептов;
мелкосерийного производства;
изготовления стоматологических изделий;
изготовления прототипов ювелирных изделий и их литья
Узнать больше о cтереолитографической 3D печати
В 3D принтерах с селективным лазерным спеканием (SLS) используется мощный лазер для спекания мелких частиц порошка полимера в твердую структуру.
Тонкий слой порошка наносится на верхнюю часть платформы внутри рабочей камеры, и принтер предварительно нагревает порошок до температуры чуть ниже температуры плавления исходного материала. Лазер сканирует поперечное сечение 3D-модели и формирует твердый объект посредством механического сплавления частиц. Нераспыленный порошок поддерживает модель во время печати и устраняет необходимость в специальных поддерживающих структурах. Платформа опускается в рабочую камеру на один слой, толщина которого, как правило, составляет 50–200 микрон, и устройство для повторного нанесения наносит новый слой порошка сверху. Затем лазер сканирует следующий срез модели, и процесс повторяется для каждого слоя до тех пор, пока модель не будет завершена.
функционального прототипирования;
изготовления конечных моделей;
мелкосерийного производства и изготовления изделий на заказ.
функционального прототипирования;
изготовления конечных моделей;
мелкосерийного производства и изготовления изделий на заказ.
Узнать больше о методе селективного лазерного спекания
Рынок материалов для 3D печати является широким и постоянно растущим: принтеры используются для печати всего — от пластмассы до металлов, и даже потенциально — продуктов питания и живых тканей. Formlabs предлагает следующий ассортимент фотополимерных материалов для настольной 3D печати.
Стандартные материалы для 3D печати обеспечивают высокое разрешение печати, отличные функциональные характеристики модели и гладкую поверхность, что идеально подходит для быстрого создания прототипов, разработки продуктов и моделирования.
Cтандартные полимеры представлены в виде полимеров Black, White, Grey, которые обеспечивают матовую поверхность и непрозрачность модели, в виде Clear, обеспечивающего прозрачность напечатнных изделий, а также в виде Color Kit для подбора практически любого цвета.
Ознакомиться со стандартными полимерами для 3D печати
Это материалы для 3D-печати, предназначенные для инжиниринга, производства и проектирования изделий. Они предлагают расширенные функциональные возможности, способны выдержать многочисленные тестовые испытания, работают в условиях стрессовой нагрузки и не теряют прочности с течением времени.
Инженерные полимеры идеально подходят для 3D печати прочных и точных концептуальных моделей и прототипов и позволяют быстро оценить качество конструкции, формы и подгонку, а также оптимизировать производственные процессы.
Ознакомиться с инженерными полимерами
Стоматологические полимеры расширяют возможности зуботехнических лабораторий и стоматологических кабинетов, позволяя быстро, экономично и без привлечения внешних специалистов изготавливать целый ряд стоматологических изделий, начиная от стоматологических моделей и заканчивая биосовместимыми хирургическими шаблонами, сплинтами и ортодонтическими моделями термоформованных ретейнеров и элайнеров.
Ознакомиться со стоматологическими полимерами
Ювелирные полимеры созданы для того, чтобы подчеркивать детали и экономически эффективно создавать нестандартные украшения. Эти полимеры идеально подходят для изготовления прототипов и литья ювелирных изделий, а также для вулканизации и холодной вулканизации резины.
Ознакомиться с ювелирными полимерами
Ceramic Resin — экспериментальный материал, раздвигающий границы 3D печати. Он разработан для 3D печати моделей с напоминающей камень текстурой и последующего получения керамического изделия путем обжига. С его помощью можно изготавливать керамические модели для инженерных изысканий или создавать уникальные предметы искусства.
Оцените качество печати Formlabs на собственном опыте и найдите подхолящий для Вас материал.
Типы 3D-принтеров, материалов и приложений
Перейти к основному содержанию
Технологии 3D-печати или аддитивного производства (AM) создают трехмерные детали из моделей автоматизированного проектирования (САПР) путем последовательного добавления материала слой за слоем до физического часть создана.
Хотя технологии 3D-печати существуют с 1980-х годов, последние достижения в области машин, материалов и программного обеспечения сделали 3D-печать доступной для более широкого круга предприятий, позволяя все большему количеству компаний использовать инструменты, ранее ограниченные несколькими высокотехнологичными отрасли.
Сегодня профессиональные недорогие настольные и настольные 3D-принтеры ускоряют инновации и поддерживают бизнес в различных отраслях, включая машиностроение, производство, стоматологию, здравоохранение, образование, развлечения, ювелирные изделия и аудиологию.
Все процессы 3D-печати начинаются с модели САПР, которая отправляется в программное обеспечение для подготовки проекта. В зависимости от технологии 3D-принтер может производить деталь слой за слоем путем затвердевания смолы или спекания порошка. Затем детали извлекаются из принтера и подвергаются постобработке для конкретного применения.
Узнайте, как перейти от проектирования к 3D-печати с помощью 3D-принтера Form 3 SLA. В этом 5-минутном видео рассказывается об основах использования Form 3, от программного обеспечения и материалов до печати и постобработки.
3D-принтеры создают детали из трехмерных моделей, математических представлений любой трехмерной поверхности, созданных с помощью программного обеспечения автоматизированного проектирования (САПР) или разработанных на основе данных трехмерного сканирования. Затем дизайн экспортируется в виде файла STL или OBJ, который может быть прочитан программным обеспечением для подготовки к печати.
3D-принтеры включают в себя программное обеспечение для указания параметров печати и разделения цифровой модели на слои, которые представляют собой горизонтальные поперечные сечения детали. Настраиваемые параметры печати включают ориентацию, опорные конструкции (при необходимости), высоту слоя и материал. После завершения настройки программное обеспечение отправляет инструкции на принтер по беспроводному или кабельному соединению.
Некоторые 3D-принтеры используют лазер для отверждения жидкой смолы в затвердевший пластик, другие сплавляют мелкие частицы полимерного порошка при высоких температурах для создания деталей. Большинство 3D-принтеров могут работать без присмотра до тех пор, пока печать не будет завершена, а современные системы автоматически пополняют необходимый для деталей материал из картриджей.
Онлайн-панель управления 3D-принтеров Formlabs позволяет удаленно управлять принтерами, материалами и командами.
В зависимости от технологии и материала отпечатанные детали могут потребовать промывки изопропиловым спиртом (IPA) для удаления неотвержденной смолы с их поверхности, доотверждения для стабилизации механических свойств, ручной работы для удаления поддерживающих структур или очистка сжатым воздухом или медиабластером для удаления излишков порошка. Некоторые из этих процессов можно автоматизировать с помощью аксессуаров.
Детали, напечатанные на 3D-принтере, можно использовать напрямую или после обработки для конкретных целей и требуемой отделки путем механической обработки, грунтовки, окраски, крепления или соединения. Часто 3D-печать также служит промежуточным этапом наряду с традиционными методами производства, такими как позитивы для литья по выплавляемым моделям ювелирных изделий и стоматологических приспособлений или формы для нестандартных деталей.
Тремя наиболее популярными типами 3D-принтеров для пластиковых деталей являются стереолитография (SLA), селективное лазерное спекание (SLS) и моделирование методом наплавления (FDM). Formlabs предлагает две профессиональные технологии 3D-печати, SLA и SLS, предоставляя эти мощные и доступные инструменты промышленного производства в творческие руки профессионалов по всему миру.
Стереолитография была первой в мире технологией 3D-печати, изобретенной в 1980-х годах, и до сих пор остается одной из самых популярных технологий среди профессионалов. В 3D-принтерах SLA используется лазер для отверждения жидкой смолы в затвердевший пластик в процессе, называемом фотополимеризацией.
3D-принтеры из смолы SLA стали чрезвычайно популярными благодаря своей способности производить высокоточные, изотропные и водонепроницаемые прототипы и детали из ряда современных материалов с прекрасными характеристиками и гладкой поверхностью. Составы смол SLA обладают широким спектром оптических, механических и термических свойств, соответствующих свойствам стандартных, инженерных и промышленных термопластов.
3D-печать смолой — отличный вариант для высокодетализированных прототипов, требующих жестких допусков и гладких поверхностей, таких как формы, модели и функциональные детали. 3D-принтеры SLA широко используются в различных отраслях: от машиностроения и дизайна продуктов до производства, стоматологии, ювелирных изделий, моделирования и образования.
Быстрое прототипирование
Функциональное прототипирование
Концептуальное моделирование
Мелкосерийное производство
Применение в стоматологии
Изготовление прототипов и литье ювелирных изделий
Узнайте больше о 3D-принтерах SLA
Стереолитография (SLA) 3D-печать использует лазер для отверждения жидкой фотополимерной смолы в твердые изотропные детали.
Детали SLA имеют острые края, гладкую поверхность и минимальные видимые линии слоев.
Селективное лазерное спекание (SLS) В 3D-принтерах используется мощный лазер для спекания мелких частиц полимерного порошка в твердую структуру. Нерасплавленный порошок поддерживает деталь во время печати и устраняет необходимость в специальных поддерживающих конструкциях. Это делает SLS идеальным для сложной геометрии, включая внутренние элементы, поднутрения, тонкие стенки и отрицательные элементы. Детали, изготовленные с помощью SLS-печати, обладают превосходными механическими характеристиками, а по прочности напоминают детали, изготовленные методом литья под давлением.
Наиболее распространенным материалом для селективного лазерного спекания является нейлон, популярный инженерный термопласт с превосходными механическими свойствами. Нейлон легкий, прочный и гибкий, а также устойчив к ударам, химическим веществам, теплу, ультрафиолетовому излучению, воде и грязи.
Сочетание низкой стоимости детали, высокой производительности и проверенных материалов делает SLS популярным выбором среди инженеров для функционального прототипирования и экономичной альтернативой литью под давлением для изготовления ограниченного тиража или изготовления мостов.
Функциональное прототипирование
Части конечного использования
Мелкосерийное, мостовое или индивидуальное производство
Узнайте больше о 3D-принтерах SLS
В 3D-принтерах SLS используется мощный лазер для сплавления мелких частиц полимерного порошка.
Детали SLS имеют слегка шероховатую поверхность, но практически не имеют видимых линий слоев.
Моделирование методом наплавления (FDM), также известное как изготовление плавленых нитей (FFF), является наиболее широко используемым типом 3D-печати на потребительском уровне. 3D-принтеры FDM работают путем экструзии термопластичных нитей, таких как ABS (акрилонитрил-бутадиен-стирол), PLA (полимолочная кислота), через нагретое сопло, расплавляя материал и нанося пластик слой за слоем на платформу сборки. Каждый слой укладывается по одному, пока деталь не будет завершена.
3D-принтеры FDM хорошо подходят для базовых экспериментальных моделей, а также для быстрого и недорогого прототипирования простых деталей, таких как детали, которые обычно могут подвергаться механической обработке. Однако FDM имеет самое низкое разрешение и точность по сравнению с SLA или SLS и не является лучшим вариантом для печати сложных конструкций или деталей со сложными функциями. Более качественную отделку можно получить с помощью процессов химической и механической полировки. Промышленные 3D-принтеры FDM используют растворимые подложки для смягчения некоторых из этих проблем и предлагают более широкий спектр инженерных термопластов, но они также имеют высокую цену.
Базовые экспериментальные модели
Простое прототипирование
Узнайте больше о 3D-принтерах FDM
3D-принтеры FDM создают детали путем плавления и экструзии термопластичной нити, которую сопло принтера наносит слой за слоем в области построения.
Детали FDM, как правило, имеют видимые линии слоев и могут показывать неточности вокруг сложных элементов.
Не можете найти лучший процесс 3D-печати для ваших нужд? В этом видеоруководстве мы сравниваем технологии FDM, SLA и SLS, самые популярные типы 3D-принтеров, с учетом наиболее важных соображений при покупке.
Каждый процесс 3D-печати имеет свои преимущества и ограничения, которые делают его более подходящим для определенных приложений. В этом видео сравниваются функциональные и визуальные характеристики 3D-принтеров FDM, SLA и SLS, чтобы помочь вам определить решение, которое лучше всего соответствует вашим требованиям.
Вам срочно нужны нестандартные детали или прототипы? По сравнению с аутсорсингом у поставщиков услуг или использованием традиционных инструментов, таких как механическая обработка, наличие собственного 3D-принтера может сэкономить недели времени на выполнение заказа. В этом видео мы сравниваем скорость процессов 3D-печати FDM, SLA и SLS.
Сравнение стоимости различных 3D-принтеров выходит за рамки цен на наклейки — они не расскажут вам полной истории о том, сколько будет стоить 3D-печатная деталь. Узнайте о трех факторах, которые необходимо учитывать при определении стоимости, и о том, как они соотносятся между технологиями 3D-печати FDM, SLA и SLS.
Поскольку аддитивные производственные процессы создают объекты путем добавления материала слой за слоем, они предлагают уникальный набор преимуществ по сравнению с традиционными субтрактивными и формирующими производственными процессами.
При использовании традиционных производственных процессов получение детали может занять недели или месяцы. 3D-печать превращает модели САПР в физические детали за несколько часов, производя детали и сборки от одноразовых концептуальных моделей до функциональных прототипов и даже небольших производственных партий для тестирования. Это позволяет дизайнерам и инженерам быстрее разрабатывать идеи, а компаниям — быстрее выводить продукты на рынок.
Инженеры AMRC обратились к 3D-печати, чтобы быстро изготовить 500 высокоточных колпачков для сверления, которые использовались при пробном бурении для Airbus, сократив время выполнения заказов с недель до трех дней.
Благодаря 3D-печати нет необходимости в дорогостоящих инструментах и установках, связанных с литьем под давлением или механической обработкой; одно и то же оборудование может использоваться от прототипирования до производства для создания деталей с различной геометрией. По мере того, как 3D-печать становится все более пригодной для производства функциональных деталей для конечного использования, она может дополнять или заменять традиционные методы производства для растущего спектра приложений в малых и средних объемах.
Компания Pankl Racing Systems заменила обработанные приспособления и приспособления деталями, напечатанными на 3D-принтере, снизив затраты на 80-90%, что привело к экономии 150 000 долларов США.
От обуви до одежды и велосипедов, мы окружены продуктами, выпускаемыми в ограниченном количестве одинаковых размеров, поскольку предприятия стремятся стандартизировать продукты, чтобы сделать их производство экономичным. При 3D-печати необходимо изменить только цифровой дизайн, чтобы адаптировать каждый продукт к покупателю без дополнительных затрат на инструменты. Эта трансформация сначала начала закрепляться в отраслях, где важна индивидуальная подгонка, таких как медицина и стоматология, но по мере того, как 3D-печать становится более доступной, ее все чаще используют для массовой кастомизации потребительских товаров.
Gillette’s Razor Maker™ дает потребителям возможность создавать и заказывать индивидуальные 3D-печатные ручки для бритв с возможностью выбора из 48 различных дизайнов (и их количество растет), различных цветов и возможностью добавления пользовательского текста.
С помощью 3D-печати можно создавать сложные формы и детали, такие как выступы, микроканалы и органические формы, которые было бы дорого или даже невозможно изготовить с помощью традиционных методов производства. Это дает возможность объединять узлы в меньшее количество отдельных частей, чтобы уменьшить вес, облегчить слабые соединения и сократить время сборки, открывая новые возможности для проектирования и проектирования.
Nervous System запустила первую в мире линию керамических украшений, напечатанных на 3D-принтере, состоящую из замысловатых узоров, которые было бы невозможно изготовить с использованием любой другой керамической технологии.
Разработка продукта — это повторяющийся процесс, требующий нескольких циклов тестирования, оценки и доработки. Раннее обнаружение и исправление недостатков конструкции может помочь компаниям избежать дорогостоящих доработок и изменений инструментов в будущем. С помощью 3D-печати инженеры могут тщательно тестировать прототипы, которые выглядят и работают как конечные продукты, снижая риски проблем с удобством использования и технологичностью перед переходом к производству.
Разработчики Plaato, оптически прозрачного воздушного шлюза для домашнего пивоварения, напечатали на 3D-принтере 1000 прототипов, чтобы отрегулировать их дизайн, прежде чем инвестировать в дорогостоящие инструменты.
3D-печать ускоряет инновации и поддерживает предприятия в самых разных отраслях, включая машиностроение, производство, стоматологию, здравоохранение, образование, развлечения, ювелирные изделия, аудиологию и многое другое.
Быстрое прототипирование с помощью 3D-печати позволяет инженерам и проектировщикам превращать идеи в реалистичные доказательства концепции, доводить эти концепции до высокоточных прототипов, которые выглядят и работают как конечные продукты, и проводить продукты через ряд этапов проверки до массового производства. .
Применение:
Быстрое прототипирование
Коммуникационные модели
Проверка производства
Узнать больше
Производители автоматизируют производственные процессы и оптимизируют рабочие процессы путем создания прототипов инструментов и прямой 3D-печати нестандартных инструментов, пресс-форм и производственных вспомогательных средств при гораздо меньших затратах и сроках выполнения заказов, чем при традиционном производстве. Это снижает производственные затраты и дефекты, повышает качество, ускоряет сборку и максимизирует производительность труда.
Применение:
Кондуктор и приспособления
Инструменты
Литье (литье под давлением, термоформование, литье силикона, многослойное формование)
Металлическое литье
Мелкосерийное производство
Массовая настройка
Подробнее
3D-принтеры — это многофункциональные инструменты для иммерсивного обучения и углубленных исследований. Они могут поощрять творчество и знакомить учащихся с технологиями профессионального уровня, одновременно поддерживая учебные программы STEAM в области науки, техники, искусства и дизайна.
Заявки:
Модели для учебных программ STEAM
Производственные лаборатории и мастерские
Пользовательские исследовательские установки
Узнать больше
Недорогая профессиональная настольная 3D-печать помогает врачам разрабатывать методы лечения и устройства, адаптированные для каждого уникального человека, открывая дверь для высокоэффективных медицинских приложений и экономя организациям значительное время и затраты от лаборатории до операционной. номер.
Применение:
Анатомические модели для хирургического планирования
Медицинские приборы и хирургические инструменты
Стельки и ортопедические стельки
Узнать больше
Физические модели высокого разрешения широко используются в скульптуре, моделировании персонажей и создании реквизита. Детали, напечатанные на 3D-принтере, используются в покадровых фильмах, видеоиграх, костюмах на заказ и даже в спецэффектах для блокбастеров.
Применение:
Гиперреалистичные скульптуры
Модели персонажей
Реквизит
Узнать больше
Профессионалы-ювелиры используют САПР и 3D-печать для быстрого прототипирования дизайнов, подгонки под клиентов и производства больших партий готовых изделий. Цифровые инструменты позволяют создавать последовательные детализированные детали без утомительной и изменчивой резьбы по воску.
Применение:
Литье по выплавляемым моделям (литье по выплавляемым моделям)
Фитинги
Шаблоны для формования резины
Узнать больше
Специалисты по слухопротезированию и лаборатории ушных вкладышей используют цифровые рабочие процессы и 3D-печать для более последовательного изготовления высококачественных индивидуальных ушных изделий и в больших объемах для таких приложений, как заушные слуховые аппараты, средства защиты органов слуха, индивидуальные беруши и наушники.
Применение:
Мягкие силиконовые ушные вкладыши
Индивидуальные наушники
Узнать больше
Рынок материалов для 3D-печати широк и постоянно растет, и в разработке находятся принтеры для всего, от пластика до металла, и даже для продуктов питания и живых тканей. Formlabs предлагает следующий ассортимент фотополимерных материалов для рабочего стола.
Стандартные материалы для 3D-печати обеспечивают высокое разрешение, мелкие детали и гладкую поверхность, что идеально подходит для быстрого прототипирования, разработки продуктов и общего моделирования.
Эти материалы доступны в черном, белом и сером цветах с матовой поверхностью и непрозрачным внешним видом, прозрачные для любых деталей, требующих прозрачности, а также в виде цветового комплекта, подходящего практически для любого пользовательского цвета.
Ознакомьтесь со стандартными материалами
Материалы для 3D-печати для проектирования, производства и проектирования изделий разработаны таким образом, чтобы обеспечивать расширенную функциональность, выдерживать обширные испытания, работать в условиях стресса и оставаться стабильными с течением времени.
Конструкционные материалы идеально подходят для 3D-печати прочных, точных концептуальных моделей и прототипов для быстрого повторения проектов, оценки формы и соответствия и оптимизации производственных процессов.
Исследовать инженерные материалы
Медицинские смолы позволяют больницам создавать детали для конкретных пациентов за день на месте оказания медицинской помощи и поддерживать исследования и разработки медицинских устройств. Эти смолы разработаны для 3D-печати анатомических моделей, медицинских устройств и их компонентов, а также инструментов хирургического планирования и определения размеров имплантатов.
Исследуйте материалы для ювелирных изделий
Ювелирные смолы созданы для того, чтобы улавливать захватывающие дух детали и создавать нестандартные украшения с минимальными затратами. Эти смолы идеально подходят для изготовления ювелирных изделий и литья ювелирных изделий, а также для изготовления вулканизированной резины и литья RTV.
Исследуйте материалы для ювелирных изделий
Специальные смолы расширяют границы 3D-печати, используя передовые материалы с уникальными механическими свойствами, которые расширяют возможности собственного производства на наших стереолитографических 3D-принтерах.
Обзор специальных материалов
В последние годы промышленные 3D-принтеры с высоким разрешением стали более доступными, интуитивно понятными и надежными. В результате технология теперь доступна большему количеству предприятий. Прочтите наше подробное руководство о расходах на 3D-принтеры или воспользуйтесь нашим интерактивным инструментом, чтобы узнать, имеет ли эта технология экономический смысл для вашего бизнеса.
Подсчитайте свою экономию
Новичок в 3D-печати? Ознакомьтесь с нашими руководствами, чтобы узнать об основных терминах и специфических характеристиках 3D-печати, чтобы найти лучшее решение для вашего бизнеса.
Если у вас есть дополнительные вопросы,
Изучите ресурсы для 3D-печати
Описание типов технологии 3D-печати
Multi Jet Fusion (MJF)
Подобно SLS, Multi Jet Fusion также создает функциональные детали из нейлонового порошка. Вместо того, чтобы использовать лазер для спекания порошка, MJF использует струйную матрицу для нанесения плавящих агентов на слой нейлонового порошка. Затем над кроватью проходит нагревательный элемент, который сплавляет каждый слой. Это приводит к более стабильным механическим свойствам по сравнению с SLS, а также к улучшенной отделке поверхности. Еще одним преимуществом процесса MJF является ускорение времени сборки, что приводит к снижению производственных затрат.
Моделирование методом наплавления (FDM)
Моделирование методом наплавления (FDM) — это распространенная технология настольной 3D-печати пластиковых деталей. Принтер FDM работает путем экструзии пластиковой нити слой за слоем на строительную платформу. Это экономичный и быстрый метод создания физических моделей. В некоторых случаях FDM можно использовать для функционального тестирования, но эта технология ограничена из-за того, что детали имеют относительно шероховатую поверхность и не обладают достаточной прочностью.
Процессы 3D-печати металлом
Прямое лазерное спекание металла (DMLS)
3D-печать металлом открывает новые возможности для проектирования металлических деталей. Процесс, который мы используем в Protolabs для 3D-печати металлических деталей, — это прямое лазерное спекание металла (DMLS). Он часто используется для уменьшения металлических, многокомпонентных сборок до одного компонента или легких деталей с внутренними каналами или полыми элементами. DMLS подходит как для прототипирования, так и для производства, поскольку детали имеют такую же плотность, как и те, которые производятся традиционными методами производства металлов, такими как механическая обработка или литье. Создание металлических компонентов со сложной геометрией также делает его пригодным для медицинских применений, где конструкция детали должна имитировать органическую структуру.
Электронно-лучевая плавка (EBM)
Электронно-лучевая плавка — это еще одна технология 3D-печати металлов, в которой используется электронный луч, управляемый электромагнитными катушками, для расплавления металлического порошка. Во время сборки печатная платформа нагревается и находится в вакууме. Температура, до которой нагревается материал, определяется используемым материалом.
Когда использовать 3D-печать
Как указывалось ранее, среди приложений 3D-печати есть несколько общих знаменателей. Если количество ваших деталей относительно невелико, 3D-печать может быть оптимальной — мы рекомендуем нашим клиентам услуг 3D-печати обычно от 1 до 50 деталей. Поскольку объемы начинают приближаться к сотням, стоит изучить другие производственные процессы. Если ваша конструкция имеет сложную геометрию, которая имеет решающее значение для функционирования вашей детали, например, алюминиевый компонент с внутренним каналом охлаждения, 3D-печать может быть вашим единственным вариантом.
Формат STL чем открыть? Список программ, инструкции с фото
Stereolithography или просто STL – это формат файла, который достаточно часто применяется при хранении 3D моделей, используемых в дальнейшем для изготовления различных изделий на 3D-принтерах или станках с ЧПУ. Данный формат начал использоваться еще в 1987 г.
STL активно применяется при проектировании, в работе с видео и даже при создании компьютерных игр.
Файлы могут записываться как в текстовом, так и бинарном форматах.
Стоит отметить, что задачей STL является передача исключительно геометрии прототипа. Другие аспекты, в том числе цветовое исполнение, STL обычно не передает. Тем не менее существуют способы, позволяющие сохранять информацию о цветах, если в этом существует необходимость.
Есть у STL и другие минусы, например, точность передачи геометрических данных временами оставляет желать лучшего. А если модель чересчур сложна, то размер файла будет довольно существенный.
Однако вышеперечисленные минусы нисколько не умаляют удобства использования формата при проектировании и работе с другими задачами, требующими использования 3D-моделирования.
Программы для открытия STL:
При работе с STL нередко возникают проблемы с открытием файлов. Впервые сталкиваясь с данным форматом, не всегда удается верно подобрать программу, в которой файлы будут доступны для просмотра и редактирования. Сразу возникает вопрос – Чем открыть STL-файлы?
На самом деле проблема эта не столь серьезная, какой может показаться на первый взгляд. Разработано множество программ, в том числе для разных операционных систем, которые легко помогут справиться с данной задачей.
При работе с web-файлом можно пользоваться Microsoft Internet Information Services. Adobe Fireworks позволяет работать с STL, при необходимости взаимодействия с файлами данных.
Для открытия трехмерных изображений, разработанных в stl-формате, можно воспользоваться одной из множества программ. Отметим наиболее популярные, с помощью которых вы сможете открыть данные файлы:
TurboCAD. Разработана Microsoft. Используется для черчения, работы с изображениями в 2D и 3D форматах. Может применяться как на Windows, так и на Macintosh.
MeshLab. Еще одна программа для работы с 3D моделями. Имеет открытый код, последняя, на данный момент, версия датирована декабрем 2016 г.
Systemes CATIA. Французская разработка, написанная на C++. Применима на операционных системах Windows и Unix. Актуальная версия разработана в феврале 2016 г.
В Windows с STL-файлами также можно работать со следующими программами:
— GOM Inspect;
— ideaMK STL Viewer;
— Geomagic Explorer.
Для Mac применимы:
— Afanche 3D Viewer;
— CloudCompare;
— Blender.
Последние две также функционируют на Linux. Помимо прочего, для Linux подходит программа Parametric Technology Creo.
А еще существуют онлайн-сервисы, при помощи которых тоже можно открыть файлы формата STL. С этой задачей может легко справиться, например, greentoken.de
Но чаще всего Stl-файлы, созданные для изготовления изделий на станках с числовым программным управлением (ЧПУ) требуется открыть в программах 3D Max и ArtCam. Подробную инструкцию с пошаговыми фотографиями процесса смотрите в разделах: импорт stl моделей в 3D Max и импорт stl в ArtCam.
Подробнее об истории происхождения и особенностях файлов мы писали в статье об STL-формате.
Таким образом, мы ответили на столь распространенный вопрос о файлах stl чем открыть? Если остались неясности – просто свяжитесь с нами с помощью любого удобного вам способа! Мы открыты для общения практически во всех мессенджерах и с удовольствием проконсультируем по работе с 3д моделями!
Видео:
Где заказать 3д модели в стл-формате?
На нашем сайте представлена самая широкая база 3d stl моделей для станков с чпу по выгодным ценам. При необходимости наши художники разработают нужные вам модели на заказ.
Нас отличают:
большой опыт работы,
выгодная стоимость моделей, позволяющая окупить покупку после создания и продажи 1-2 изделий,
бонусная система скидок для постоянных покупателей,
возможность доработки любой модели под ваши требования,
полное сопровождение клиента и помощь при работе.
Звоните!
STL формат (моделирование в блокнот)
3D-моделирование
Подпишитесь на автора
Подписаться
Не хочу
24
Здравствуете уважаемое 3D сообщество. Сегодня немного информации о формате STL.
Этот формат был разработан достаточно давно, специально для создания моделей с последующим выводом их, на аппаратуру ЧПУ. Не будем углубляться в историю, так как этот сайт не википедия. Тем более классический синтаксис со временем претерпел изменения. Разные программы по разному справляются с ними. Некоторые, например Netfabb, не понимают не классический синтаксис.
А другие, например Blender3D, читают без проблем. Модели в этом формате состоят из треугольников. В прошлом было ограничение на их количество. Из-за чего было ограничение на детализацию модели. Наверное это было связано с мощностями оборудования. Также координаты модели не могли иметь отрицательные значения. Теперь этих ограничений нет. Во всяком случае я с ними не сталкивался. И скорее всего любой принтер справится с любым весом файла модели.
Файл STL содержит описание модели, которое состоит из набора координат трех точек по трем осям. Каждая группа из трех точек образует полигон, в этом формате он называется фасет.
Файл STL может быть текстовым или бинарным. Бинарный файл может нести в себе информацию о цвете модели. Текстовый файл не может этого. Также текстовый файл отличается от бинарного по размеру в большую сторону. Конечно же текстовый файл можно конвертировать в бинарный. Один из самых простых способов сделать это, открыть текстовый файл в любой (подходящей) 3D программе и экспортировать или сохранить его в STL формат. Получившийся файл будет бинарным.
Для того чтобы построить модель, в этом формате, нам нужны координаты ключевых точек. Допусти нам нужен треугольник — фасет с координатами :
v 1 1 0
v 1 -1 0
v -1 -1 0
Порядок описания вершин важен, Так как от этого зависит ориентация нормали. Нумерация выполняется по правилу правой руки.
Поднятый большой палец определяет направление нормали, а согнутые четыре пальца, направление нумерации и порядок описания вершин. Иными словами, если мы хотим чтобы фасет был обращен к нам, описывать его вершины нужно против часовой стрелки.
Так как STL достаточно серьезный формат, в нем естественно есть компонент отвечающий за ориентацию нормалей — facet normal n1 n2 n3. Но так как подавляющее большинство использует только правило правой руки, его параметры обычно ровняются нулю (facet normal 0 0 0 ). А для некоторых программ, его наличие вовсе необязательно.
Для демонстрации построим октаэдр. точнее фигуру напоминающую его, потому что не все его ребра будут одинаковой длинны. Октаэдр это две пирамиды соединенные по основанию. Поэтому и моделировать его будем из двух пирамид. Пирамида, если смотреть на нее сверху вниз, представляет из себя четыре прямоугольника вершины которых соединены в одной точке.
Соблюдая правило правой правой руки, моделируем пирамиду начиная с красного треугольника.
Результат получаем следующий.
Получился квадрат. Потому что центральная точка имеет такую же координату Z как и другие, исправим это. Ниже правильный листинг файла:
solid Octahedron_Created_by_Prototyre3D
facet normal 0 0 0
outer loop
vertex 0 0 -1
vertex 1 1 0
vertex 1 -1 0
endloop
endfacet
facet normal 0 0 0
outer loop
vertex 0 0 -1
vertex 1 -1 0
vertex -1 -1 0
endloop
endfacet
facet normal 0 0 0
outer loop
vertex 0 0 -1
vertex -1 -1 0
vertex -1 1 0
endloop
endfacet
facet normal 0 0 0
outer loop
vertex 0 0 -1
vertex -1 1 0
vertex 1 1 0
endloop
endfacet
endsolid Octahedron_Created_by_Prototyre3D
Построим нижнюю часть. Если мы просто перепишем все и изменим Z на противоположное значение у нас получится фигура, но нормали нижней части будут перевернуты. Поэтому для нижней части мы описываем треугольники почасовой стрелке.
Файл целиком:
solid Octahedron_Created_by_Prototyre3D
facet normal 0 0 0
outer loop
vertex 0 0 -1
vertex 1 1 0
vertex 1 -1 0
endloop
endfacet
facet normal 0 0 0
outer loop
vertex 0 0 -1
vertex 1 -1 0
vertex -1 -1 0
endloop
endfacet
facet normal 0 0 0
outer loop
vertex 0 0 -1
vertex -1 -1 0
vertex -1 1 0
endloop
endfacet
facet normal 0 0 0
outer loop
vertex 0 0 -1
vertex -1 1 0
vertex 1 1 0
endloop
endfacet
facet normal 0 0 0
outer loop
vertex 0 0 1
vertex 1 -1 0
vertex 1 1 0
endloop
endfacet
facet normal 0 0 0
outer loop
vertex 0 0 1
vertex -1 -1 0
vertex 1 -1 0
endloop
endfacet
facet normal 0 0 0
outer loop
vertex 0 0 1
vertex -1 1 0
vertex -1 -1 0
endloop
endfacet
facet normal 0 0 0
outer loop
vertex 0 0 1
vertex 1 1 0
vertex -1 1 0
endloop
endfacet
endsolid Octahedron_Created_by_Prototyre3D
Листинг приведен в классическом синтаксисе. Также он может выглядеть несколько иначе, но не все программы понимают такое написание.
Не классический синтаксис STL:
vertex 0 0 -1
vertex 1 1 0
vertex 1 -1 0
vertex 0 0 -1
vertex 1 -1 0
vertex -1 -1 0
vertex 0 0 -1
vertex -1 -1 0
vertex -1 1 0
vertex 0 0 -1
vertex -1 1 0
vertex 1 1 0
vertex 0 0 1
vertex 1 -1 0
vertex 1 1 0
vertex 0 0 1
vertex -1 -1 0
vertex 1 -1 0
vertex 0 0 1
vertex -1 1 0
vertex -1 -1 0
vertex 0 0 1
vertex 1 1 0
vertex -1 1 0
Так же если мы конвертируем его в бинарный формат, то увидим следующее:
И если сравним размер текстового и бинарного файла то увидим такую картину:
Текстовый файл
Бинарный файл.
Разница практически в два раза. На этом буду заканчивать. Спасибо за внимание. Спасибо за отзывы.
подготовлено специально для Вас.
Подпишитесь на автора
Подписаться
Не хочу
24
Еще больше интересных статей
9
Подпишитесь на автора
Подписаться
Не хочу
Всем привет! Недавно ко мне обратился ко мне человек с просьбой скинуть ему исходник одной из опубли…
Читать дальше
1
Подпишитесь на автора
Подписаться
Не хочу
Обратился ко мне товарищ с просьбой намоделить что-нибудь интересное, в стиле советпанк или киберком…
Читать дальше
178
Подпишитесь на автора
Подписаться
Не хочу
Всем доброго дня!
Часто натыкаясь в объявлениях о просьбе замоделить что-то простое. ..
Читать дальше
Что такое файл STL?
Центр обучения 3D
Посмотреть все категории
Комплектация:
Введение
Что такое формат файла STL?
Как это работает?
3D-печать файла STL
Является ли формат STL единственным форматом файла для 3D-печати?
Введение
Что такое формат файла STL?
Общая информация о STL
Если вы хотите использовать аддитивное производство для своего следующего проекта, вам нужно будет получить файл в правильном формате, а STL, безусловно, является самым популярным. Действительно, для создания объекта в трех измерениях требуется специальный трехмерный файл.
Что означает «STL» ? Наиболее распространенное объяснение состоит в том, что это аббревиатура слова стереолитография, данная 3D Systems. Но другие скажут, что на самом деле это относится к стандартному языку треугольников или даже к стандартному языку тесселяции. Никто толком не знает, но самое главное не происхождение названия STL, а то, что он делает.
В файле STL хранится информация о вашей 3D-модели. Формат представляет необработанную поверхность модели с маленькими треугольниками. Чем сложнее и детальнее структура, тем больше треугольников будет использоваться для представления модели. Но почему именно этот формат файла полезен?
После создания модели вам необходимо перевести ее на язык, понятный вашему 3D-принтеру. Информация файла STL описывает только геометрию модели, в ней нет спецификаций текстуры, цвета или материала вашей модели. В нем есть вся информация о поверхности объекта, именно то, что напечатает 3D-принтер.
Как создать файл STL?
Создание хорошего файла STL может помочь вам на многих уровнях! Действительно, как вы, возможно, знаете, 3D-печать вашего проекта, от быстрого прототипирования до производства, может быть большим преимуществом. Первым шагом для вас будет создание 3D-дизайна. Сегодня почти все программное обеспечение САПР на рынке может генерировать файл STL из вашей 3D-модели. Вам просто нужно экспортировать файл STL из программы CAD.
Когда у вас есть файл, вы можете оптимизировать его и увеличить разрешение вашей модели. Чтобы получить наилучший результат 3D-печати при заказе детали в нашем онлайн-сервисе 3D-печати, вам может потребоваться следовать всем нашим советам, чтобы получить наилучшее разрешение для вашего файла STL.
Как открыть файл STL?
Вот несколько примеров программ, способных открывать файлы STL:
Microsoft 3D Viewer.
Microsoft Print 3D.
Meshlab
MiniMagics
3D-Tool Free Viewer
CATIA
IMSI TurboCAD Pro
TinkerCAD
SketchUp
ideaMK STL Viewer
Parametric Technology Creo
https://proforma-3dprinting-store.myshopify .com
Как это работает?
Давайте немного продвинемся в нашем объяснении. Мы только что видели, что файл STL на самом деле является переводом 3D-объекта , но что это значит? Этот файл будет кодировать геометрию поверхности объекта, концепция, используемая на этом этапе, называется тесселяцией. Тесселяция — это действие по замощению поверхности геометрическими фигурами, особенно треугольниками, как в примере ниже:
https://computergraphics.stackexchange.com
Роль файла будет заключаться в хранении информации об этих треугольных геометриях. Существует два разных способа хранения информации в файле: кодировка ASCII и двоичная кодировка, которые сохраняют компоненты единичного вектора нормали к треугольнику и координаты вершин.
Кодировка ASCII
Файл ASCII STL всегда начинается с этой строки:
сплошное имя
Имя будет названием модели, и оно продолжается всеми номерами треугольников:
facet normal n i n j n k
outer loop
vertex v1 x v1 y v1 z
vertex v2 x v2 y v2 z
vertex v3 x v3 y v3 z
endloop
endfacet
Каждый n или v является числом с плавающей запятой. Файл ASCII STL заканчивается на:
endsolid name
Если ваш файл большой и очень подробный, он может немного усложниться и стать огромным. В этом случае есть другое решение.
Двоичное кодирование
Двоичный файл начинается с 80-символьного заголовка, и каждый треугольник затем представляется двенадцатью 32-битными числами с плавающей запятой. И в итоге это выглядит так:
UINT8[80] – Header
UINT32 – Number of triangles
foreach triangle
REAL32[3] – Normal vector
REAL32[3] – Vertex 1
REAL32[3] – Вершина 2
REAL32[3] – Вершина 3
UINT16 – Число байтов атрибута
end
Этот формат удобнее для чтения, когда его можно закодировать в двоичном формате,
вам нужно проверить файл, чтобы найти возможную проблему.
3D-печать файла STL
Аддитивные производственные работы путем добавления материала слой за слоем или спекания порошка слой за слоем. Итак, что будет интересно для 3D-принтера, так это все слои 3D-объекта. На этом этапе инструмент 3D-слайсера позволяет создавать все слои в 2D, и все это затем группируется в файле GCode, языке 3D-принтера.
Таким образом, машина будет выполнять процесс построения объекта слой за слоем. Большим преимуществом STL для 3D-печати является то, что это универсальный формат файлов, и все 3D-принтеры могут его читать. Но прежде чем отправить файл на 3D-печать, вы должны убедиться, что он не поврежден.
Если файл поврежден, 3D-машина не сможет его распечатать. Смежные треугольники должны иметь две общие вершины, и правило правой руки, примененное к вершинам, должно привести к той же ориентации, что и вектор нормали. Ознакомьтесь с нашим топом лучших бесплатных редакторов STL, чтобы отредактировать или восстановить все ваши файлы STL перед процессом 3D-печати.
Как найти лучшие файлы STL? От Thingiverse до GrabCAD — вы обязательно найдете 3D-модели для печати или редактирования на этих торговых площадках.
Является ли формат STL единственным форматом файлов для 3D-печати?
Когда дело доходит до форматов файлов для 3D-печати, у вас есть выбор. OBJ также является очень распространенным форматом файлов, он также может хранить информацию о текстуре и цвете объекта. Формат PLY — это формат Polygon, который часто использовался для 3D-сканированных объектов
Но не волнуйтесь, в Sculpteo мы можем печатать практически все существующие типы 3D-файлов!
Ваш файл STL готов? Загрузите его прямо сейчас в наш онлайн-сервис 3D-печати, выберите среди всех наших материалов для 3D-печати и мгновенно получите предложение. Вы получите свою часть через несколько дней.
Как сделать файлы STL для 3D-печати?
Что может открыть файл STL?
Для чего используется файл STL?
Где я могу скачать файл STL?
Похожие темы
Наверх
Получайте последние новости о 3D-печати прямо на свой почтовый ящик
Подпишитесь на нашу рассылку, чтобы узнавать о новейших технологиях 3D-печати, приложениях, материалах и программном обеспечении.
Что такое файл STL и для чего он используется?
Автор Джон Ава-абуон
Вы столкнулись с одним из этих файлов и задались вопросом, что он делает или как его использовать? Теперь ты знаешь!
Аббревиатура STL расшифровывается как Stereolithography (или Standard Tessellation Language) и представляет собой формат файла, используемый в 3D-печати с 1980-х годов. Он в основном используется программным обеспечением САПР, таким как AutoCAD, SolidWorks или Rhinoceros, для хранения информации о трехмерных объектах, чтобы их можно было распечатать на 3D-принтере.
Итак, что такое файл STL?
Что такое файл STL?
Файл STL — это трехмерная модель, содержащая информацию о форме и геометрии объекта. Формат файла был разработан компанией 3D Systems в 1980-х и теперь является стандартным форматом для 3D-печати. Файлы STL используются для быстрого прототипирования и автоматизированного производства (CAM).
Файлы
STL могут быть созданы программным обеспечением САПР и экспортированы в программу нарезки для 3D-печати, такую как Cura или Slic3r. Программа нарезки преобразует файл STL в G-код, код, который сообщает 3D-принтеру, как печатать объект.
Файлы
STL также могут быть созданы из 3D-сканов. Это делается с помощью 3D-сканера для сканирования объекта и последующего экспорта данных сканирования в файл STL. 3D-сканирование может создавать точные модели объектов для 3D-печати, САПР или других целей.
Является ли файл STL единственным способом 3D-печати?
Нет. Формат файла STL — не единственный способ 3D-печати объекта. Другие форматы файлов, такие как OBJ и AMF, также могут использоваться. Тем не менее, STL является наиболее часто используемым форматом файлов для 3D-печати.
Каковы преимущества использования файлов STL?
Использование файлов STL дает множество преимуществ. Одним из преимуществ является то, что они являются очень универсальным форматом файла. Файлы STL можно использовать для 3D-печати, CAD и CAM. Их также можно использовать для создания 3D-моделей из сканов.
Еще одним преимуществом файлов STL является простота их создания и редактирования. Все, что вам нужно, это программа САПР и принтер или сканер. Если вам нужно отредактировать файл STL, вы можете использовать программу САПР или программу 3D-моделирования, например Blender.
Наконец, файлы STL популярны в сообществе 3D-печати, а это означает, что доступно большое количество информации и ресурсов о том, как их использовать.
Каковы недостатки использования файлов STL?
Один из основных недостатков файлов STL заключается в том, что они не очень точны, поскольку содержат информацию только о геометрии объекта, а не о свойствах материала.
Еще одним недостатком файлов STL является то, что они могут быть огромными. Это потому, что они содержат много информации об объекте. Например, простой куб может быть представлен файлом STL размером в несколько мегабайт.
Альтернативы файлам STL для 3D-печати
Существует множество других форматов файлов, которые можно использовать для 3D-печати. Одной из альтернатив является формат файла OBJ. Файлы OBJ похожи на файлы STL, но они также содержат информацию о цвете и текстуре объекта. Это означает, что их можно использовать для создания более точных 3D-моделей.
Другой популярной альтернативой является формат файла AMF. Файлы AMF меньше по размеру и более эффективны, чем файлы STL. Они также содержат информацию о цвете и текстуре объекта.
Существует также формат файла 3MF. Файлы 3MF работают с 3D-принтерами, поддерживающими этот формат. Они содержат информацию о геометрии, цвете и текстуре объекта.
Какой формат файлов для 3D-печати следует использовать?
Формат файла, который вы должны использовать, зависит от ваших потребностей. Файлы STL являются наиболее универсальным форматом файлов и могут использоваться для различных целей.
 Пользователи голосуют за лучшие модели, что позволяет популярным творениям подниматься на вершину списка и получать популярность. Сайт представляет модели, которые хранятся в его социальной сети, а также и вне нее, например, на сайтах Thingiverse и YouMagine.
Пользователи голосуют за лучшие модели, что позволяет популярным творениям подниматься на вершину списка и получать популярность. Сайт представляет модели, которые хранятся в его социальной сети, а также и вне нее, например, на сайтах Thingiverse и YouMagine.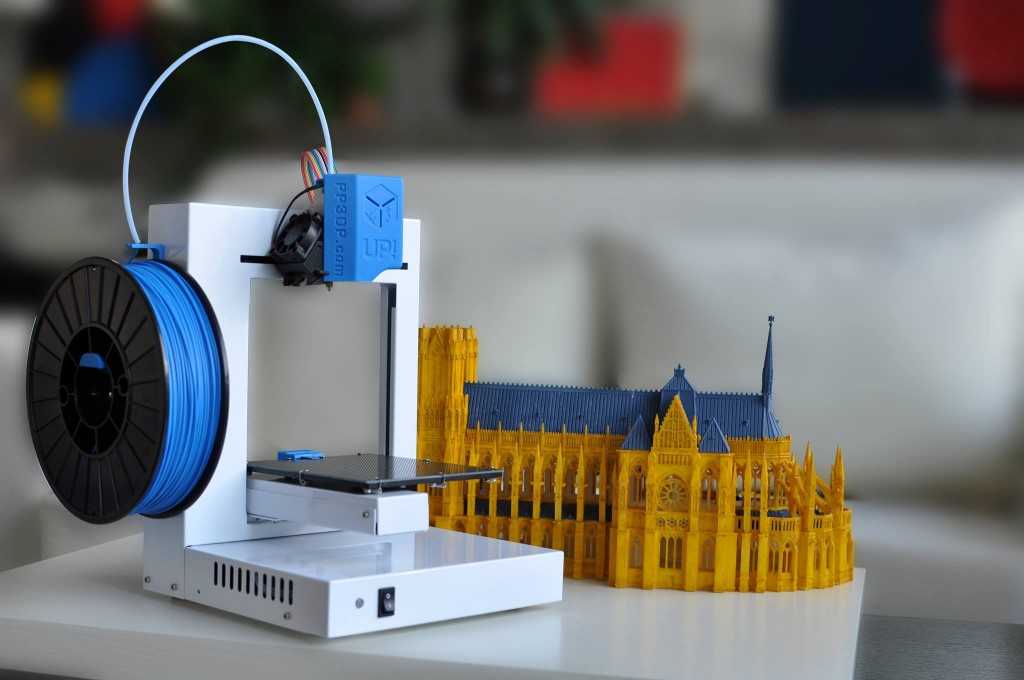 Чем больше вы взаимодействуете с сайтом, скачивая и оценивая различные разработки, тем лучше будут его рекомендации.
Чем больше вы взаимодействуете с сайтом, скачивая и оценивая различные разработки, тем лучше будут его рекомендации. Некоторые из этих элементов дети могут переделать, используя интернет-приложение. Компания предлагает на своем сайте инструменты для 3D-моделирования и публикаций, как для любителей, так и для профессионалов. Сайт предлагает склад контента, где сообщество размещает модели, и обменивается ими. Для скачивания файлов требуется регистрация.
Некоторые из этих элементов дети могут переделать, используя интернет-приложение. Компания предлагает на своем сайте инструменты для 3D-моделирования и публикаций, как для любителей, так и для профессионалов. Сайт предлагает склад контента, где сообщество размещает модели, и обменивается ими. Для скачивания файлов требуется регистрация. Регистрация на сайте требуется, но число файлов, которые после этого оказываются доступными, того стоит.
Регистрация на сайте требуется, но число файлов, которые после этого оказываются доступными, того стоит. Luc), покровителя художников. Сайт также поддерживает английский язык. Это относительно новое сообщество, поэтому число его пользователей пока не очень велико.
Luc), покровителя художников. Сайт также поддерживает английский язык. Это относительно новое сообщество, поэтому число его пользователей пока не очень велико.
 Это очень простой сайт, направленный на то, чтобы быть депозитарием файлов моделей для 3D-принтеров, и ничем больше. Основная конструкция сайта позволяет пользователям размещать на нем файлы для открытого доступа, и скачивать файлы, которые они хотели бы использовать. Сайт содержит множество небольших, простых 3D-моделей, готовых к печати, а также хороший выбор повседневных элементов и даже запасные части для 3D-принтеров.
Это очень простой сайт, направленный на то, чтобы быть депозитарием файлов моделей для 3D-принтеров, и ничем больше. Основная конструкция сайта позволяет пользователям размещать на нем файлы для открытого доступа, и скачивать файлы, которые они хотели бы использовать. Сайт содержит множество небольших, простых 3D-моделей, готовых к печати, а также хороший выбор повседневных элементов и даже запасные части для 3D-принтеров. Это средство полезно, если вы хотите выполнить поиск одной вещи по всем сайтам сразу. Очень удобный фильтр форматов, быстры поиск, качественные превью и подготовленные для 3д печати stl модели для печати.
Это средство полезно, если вы хотите выполнить поиск одной вещи по всем сайтам сразу. Очень удобный фильтр форматов, быстры поиск, качественные превью и подготовленные для 3д печати stl модели для печати. На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
 маска
маска 0
0 STL ФАЙЛ для новогоднего аксессуара 2023
STL ФАЙЛ для новогоднего аксессуара 2023

 Срезанный наконечник используется, когда необходимо обработать торец обрабатываемой детали.
Срезанный наконечник используется, когда необходимо обработать торец обрабатываемой детали.

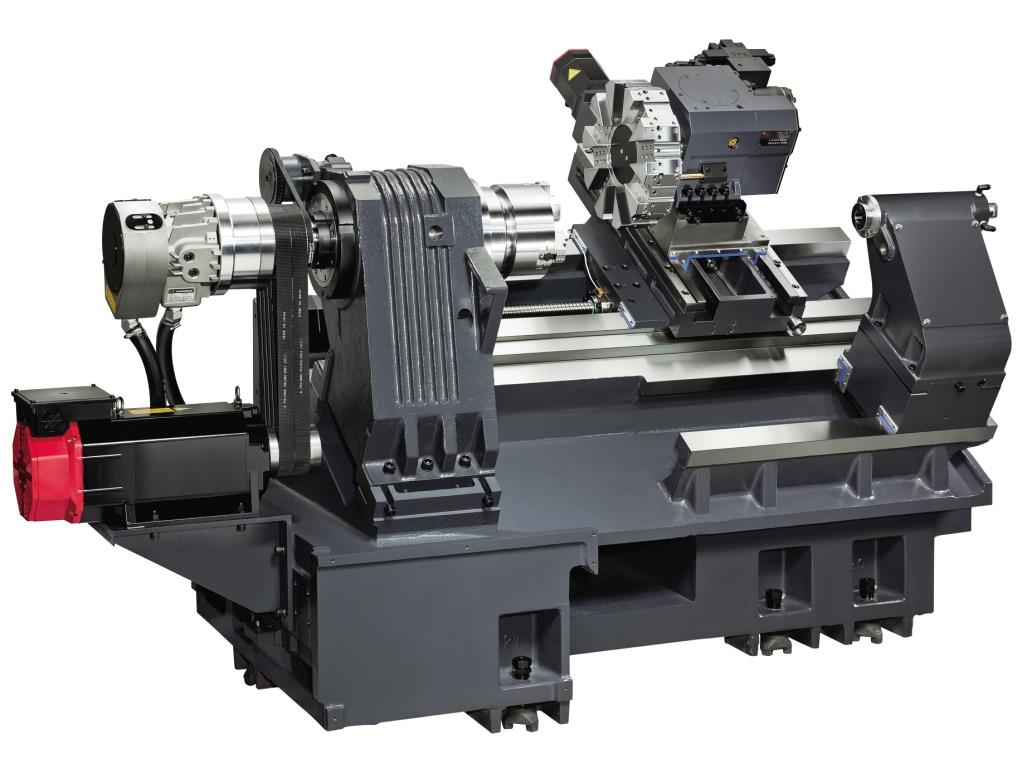 Токарные обрабатывающие центры LB оснащены одной револьверной головкой с возможностью выполнения как токарных, так и сверлильно-фрезерных, резьбонарезных операций с использованием вращающегося и стационарного инструмента, который устанавливается на револьверную головку.
Токарные обрабатывающие центры LB оснащены одной револьверной головкой с возможностью выполнения как токарных, так и сверлильно-фрезерных, резьбонарезных операций с использованием вращающегося и стационарного инструмента, который устанавливается на револьверную головку. Имеют две револьверные головки, которые отличаются от предыдущих модификаций станков с субшпинделями тем, что на станках LT передача детали из одного патрона в другой осуществляется автоматически без остановки шпинделей с высокой точностью позиционирования (по углу разворота — 0,01 градуса). Работа шпинделя в режиме силового стола с дискретностью 0,001 градуса. Сами станки позволяет эффективно обрабатывать детали любой сложности и практически из любых материалов (с твердостью поверхности до 58 HRC), обеспечивая высокую точность (6-ой квалитет) и шероховатость поверхности по восьмому-девятому классам. Станки сохраняет точность и стабильность обработки в широком температурном диапазоне от +5 C до +45 С.
Имеют две револьверные головки, которые отличаются от предыдущих модификаций станков с субшпинделями тем, что на станках LT передача детали из одного патрона в другой осуществляется автоматически без остановки шпинделей с высокой точностью позиционирования (по углу разворота — 0,01 градуса). Работа шпинделя в режиме силового стола с дискретностью 0,001 градуса. Сами станки позволяет эффективно обрабатывать детали любой сложности и практически из любых материалов (с твердостью поверхности до 58 HRC), обеспечивая высокую точность (6-ой квалитет) и шероховатость поверхности по восьмому-девятому классам. Станки сохраняет точность и стабильность обработки в широком температурном диапазоне от +5 C до +45 С. Высокая жесткость конструкции рабочих органов станков, применение прецизионных серводвигателей, позволяют успешно сочетать черновое силовое резание с чистовой обработкой и производить обработку деталей в закаленном состоянии, а также при наличии дополнительной опции производить обмеры деталей на станках в процессе обработки.
Высокая жесткость конструкции рабочих органов станков, применение прецизионных серводвигателей, позволяют успешно сочетать черновое силовое резание с чистовой обработкой и производить обработку деталей в закаленном состоянии, а также при наличии дополнительной опции производить обмеры деталей на станках в процессе обработки. Станки данной серии оснащены термостабильной и вибропоглощающей станиной,позволяющей при изменении окружающей температуры сохранять постоянство точностных характеристик, а при возникновении вибраций гасить их за счет демпфирующих свойств материала станины, изготовленной по особой запатентованной технологии.
Станки данной серии оснащены термостабильной и вибропоглощающей станиной,позволяющей при изменении окружающей температуры сохранять постоянство точностных характеристик, а при возникновении вибраций гасить их за счет демпфирующих свойств материала станины, изготовленной по особой запатентованной технологии.
 На этих обрабатывающих центрах производится обработка наклонных поверхностей (пятиградусное индексирование оси В) в дополнение к токарной обработке и обработке вертикальным/горизонтальным шпинделем. Многосторонняя обработка с одним патроном обеспечивает значительное сокращение времени на установку и повышение точности.
На этих обрабатывающих центрах производится обработка наклонных поверхностей (пятиградусное индексирование оси В) в дополнение к токарной обработке и обработке вертикальным/горизонтальным шпинделем. Многосторонняя обработка с одним патроном обеспечивает значительное сокращение времени на установку и повышение точности.

 Несмотря на то, что сама идея металлических потолков выглядит сомнительно, итоговый результат превзойдет ваши ожидания.
Несмотря на то, что сама идея металлических потолков выглядит сомнительно, итоговый результат превзойдет ваши ожидания.
 Алюминиевые подвесные конструкции не нуждаются в мощном каркасе. За счет своей прочности алюминиевые панели сами обеспечивают достаточную устойчивость и прочность подвесных потолков.
Алюминиевые подвесные конструкции не нуждаются в мощном каркасе. За счет своей прочности алюминиевые панели сами обеспечивают достаточную устойчивость и прочность подвесных потолков. Отражающая поверхность алюминиевых панелей благоприятно отражается на всем внешнем облике внутреннего пространства, подчеркивая элементы дизайна ванной комнаты.
Отражающая поверхность алюминиевых панелей благоприятно отражается на всем внешнем облике внутреннего пространства, подчеркивая элементы дизайна ванной комнаты. В зависимости от варианта дизайна можно с успехом использовать цельнометаллические или перфорированные изделия, которых отличает структура и фактура поверхности.
В зависимости от варианта дизайна можно с успехом использовать цельнометаллические или перфорированные изделия, которых отличает структура и фактура поверхности.
 Если в проветривании нет необходимости, промежутки между планками закрываются пластиком другого цвета.
Если в проветривании нет необходимости, промежутки между планками закрываются пластиком другого цвета. Такие потолочные поверхности станут реальным украшением любой ванной, в большом доме или в городской квартире.
Такие потолочные поверхности станут реальным украшением любой ванной, в большом доме или в городской квартире. Чем меньше площадь, тем выше стоимость, потому что рейки изготовляют только определенного размера, и их нужно будет, скорее всего, укорачивать перед установкой.
Чем меньше площадь, тем выше стоимость, потому что рейки изготовляют только определенного размера, и их нужно будет, скорее всего, укорачивать перед установкой. Необходимо помнить, что алюминиевые рейки легко гнутся. Поэтому монтировать их нужно аккуратно либо приглашать для установки специалиста по внутренней отделке.
Необходимо помнить, что алюминиевые рейки легко гнутся. Поэтому монтировать их нужно аккуратно либо приглашать для установки специалиста по внутренней отделке.
 . Многие решают оклеить стены ванной специфическими обоями или даже простой штукатуркой. Эти решения, безусловно, добавляют комнате больше стиля, но во многих случаях они могут быть не идеальным решением, особенно в ванных комнатах с высокой влажностью. Идеальным решением станет керамическая плитка.
. Многие решают оклеить стены ванной специфическими обоями или даже простой штукатуркой. Эти решения, безусловно, добавляют комнате больше стиля, но во многих случаях они могут быть не идеальным решением, особенно в ванных комнатах с высокой влажностью. Идеальным решением станет керамическая плитка. Он используется в местах, где вода является королем, например, в ванных комнатах, спа или бассейнах.
Он используется в местах, где вода является королем, например, в ванных комнатах, спа или бассейнах.
 На выбор предлагается несколько вариантов отделки и оттенков, например, Listec LI 20.
На выбор предлагается несколько вариантов отделки и оттенков, например, Listec LI 20. Сталь доступна в нескольких составах в зависимости от ее сплава (что делает ее более или менее стойкой), у нас есть стали AISI 304, AISI 316 и AISI 403, чем выше номер, тем выше коррозионная стойкость. Среди его особенностей мы находим доступность, физическую и химическую стойкость и высокую обрабатываемость.
Сталь доступна в нескольких составах в зависимости от ее сплава (что делает ее более или менее стойкой), у нас есть стали AISI 304, AISI 316 и AISI 403, чем выше номер, тем выше коррозионная стойкость. Среди его особенностей мы находим доступность, физическую и химическую стойкость и высокую обрабатываемость. , отделки и цвета.
, отделки и цвета.  Если вы предпочитаете более броский штрих, взгляните на нашу линию с блестками, нажав здесь.
Если вы предпочитаете более броский штрих, взгляните на нашу линию с блестками, нажав здесь. Светодиодный свет, смешанный с тонкой металлической отделкой профилей, может создать расслабляющую и вызывающую воспоминания атмосферу, идеально подходящую для стильной современной ванной комнаты.
Светодиодный свет, смешанный с тонкой металлической отделкой профилей, может создать расслабляющую и вызывающую воспоминания атмосферу, идеально подходящую для стильной современной ванной комнаты. Простая квадратная форма позволяет легко устанавливать их вдоль угла между полом и стеной и является идеальной отделкой, придающей душе неповторимый стиль. Чтобы узнать больше об установке душевых кабин на уровне пола, прочитайте эту статью.
Простая квадратная форма позволяет легко устанавливать их вдоль угла между полом и стеной и является идеальной отделкой, придающей душе неповторимый стиль. Чтобы узнать больше об установке душевых кабин на уровне пола, прочитайте эту статью.

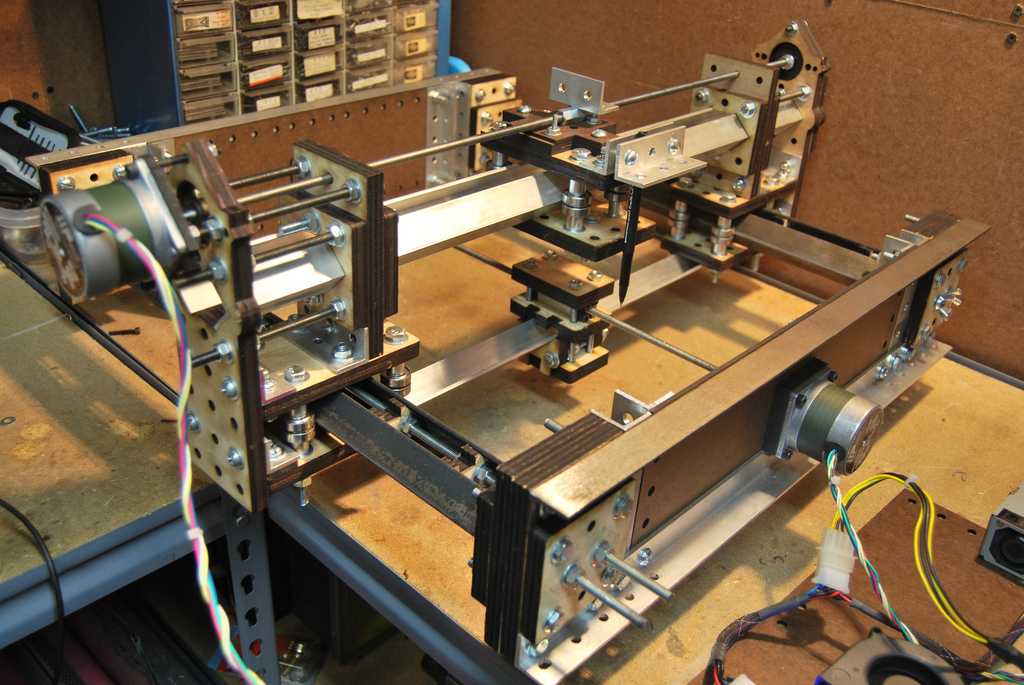
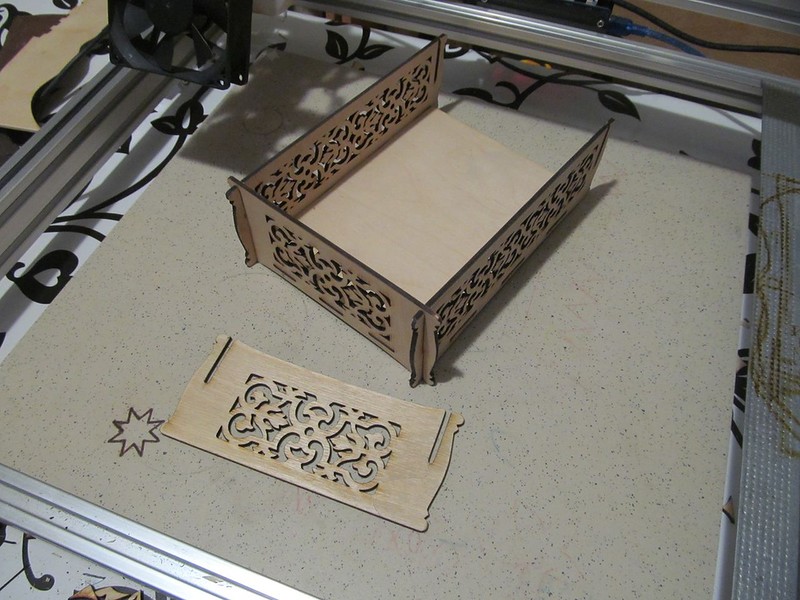 Сам или где то точишь край, так, что бы он был острый, по всей длине. Ножи надо чистить регулярно, что бы не было нагара. Толщину оцинковки подбираешь от величины стола. Чем больше стол — тем больше толщина, иначе может прогибаться. Ещё одна вещь: используй изогнутые ламели. Они лучше держат материал, не вибрируют. Вот это реально гoвно. А это правильно. Только они здесь согнуты, а Амада, например их изгибает. Они встают по 3 точкам и не вибрируют при установке или обработке материала.
Сам или где то точишь край, так, что бы он был острый, по всей длине. Ножи надо чистить регулярно, что бы не было нагара. Толщину оцинковки подбираешь от величины стола. Чем больше стол — тем больше толщина, иначе может прогибаться. Ещё одна вещь: используй изогнутые ламели. Они лучше держат материал, не вибрируют. Вот это реально гoвно. А это правильно. Только они здесь согнуты, а Амада, например их изгибает. Они встают по 3 точкам и не вибрируют при установке или обработке материала.
 Возможно пластики со временем.
Возможно пластики со временем. Край режете под 90 градусов, что проще всего. А сами ламели устанавливаете не вертикально, а, например под углом 45 или 60 градусов.
Край режете под 90 градусов, что проще всего. А сами ламели устанавливаете не вертикально, а, например под углом 45 или 60 градусов. Отражение и последующий возврат луча вернут размер пятна почти к тому размеру что и приходит из трубы, Потерявший часть мощности при резке он уже не так страшен. Если будете резать с большим перебором мощности или недобором скорости то закономерно получите подгоревшую изнаночную сторону. Если-же подобрать мощность/скорость так чтоб прорезало но с предельным запасом, тогда и отражение никак не отразится на деталях. Кроме этого, фанера быстро укроет все ровным слоем дёгтя который в последствии будет подгорать сам и не будет давать отражение даже при неоптимальных режимах резания.
Отражение и последующий возврат луча вернут размер пятна почти к тому размеру что и приходит из трубы, Потерявший часть мощности при резке он уже не так страшен. Если будете резать с большим перебором мощности или недобором скорости то закономерно получите подгоревшую изнаночную сторону. Если-же подобрать мощность/скорость так чтоб прорезало но с предельным запасом, тогда и отражение никак не отразится на деталях. Кроме этого, фанера быстро укроет все ровным слоем дёгтя который в последствии будет подгорать сам и не будет давать отражение даже при неоптимальных режимах резания. ..
..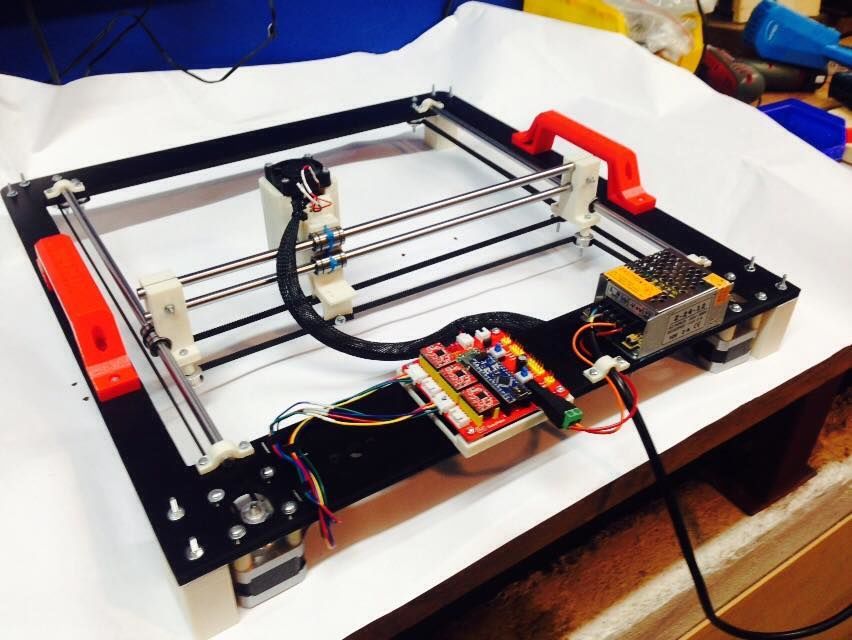
 Как и в 10мм фанере больше слоев и сучки могут попасться даже один над одним.
Как и в 10мм фанере больше слоев и сучки могут попасться даже один над одним. Вначале и елочки пробовал делать из фанеры и из реечного потолка делал. Но в конечном итоге сделал из профиля и уже как 8 месяцев во всю работает.
Вначале и елочки пробовал делать из фанеры и из реечного потолка делал. Но в конечном итоге сделал из профиля и уже как 8 месяцев во всю работает. .. И легко, и дешево.
.. И легко, и дешево. Стол быстро чистится, закоптились гвозди — поменять дело пяти минут =)
Стол быстро чистится, закоптились гвозди — поменять дело пяти минут =)  .чтобы что-то ушло…..да они вроде натянуты… навсяк случай натяну получше…делал на скорую руку…
.чтобы что-то ушло…..да они вроде натянуты… навсяк случай натяну получше…делал на скорую руку… Рулонный векторный стол выполнен в виде сетки и имеет лучшую вентиляцию. Для жесткости конструкции стол имеет поперечные ребра жесткости в видео стальных стержней. Его легко можно скатать в рулон. Газ может легко покинуть рабочую зону, тем самым обеспечивать более чистый рез, предотвращение возгорания и т.п.
Рулонный векторный стол выполнен в виде сетки и имеет лучшую вентиляцию. Для жесткости конструкции стол имеет поперечные ребра жесткости в видео стальных стержней. Его легко можно скатать в рулон. Газ может легко покинуть рабочую зону, тем самым обеспечивать более чистый рез, предотвращение возгорания и т.п.
 При работе лазерно-гравировального оборудования в режиме резания более актуально использование конструкции рабочего стола сотового типа.
При работе лазерно-гравировального оборудования в режиме резания более актуально использование конструкции рабочего стола сотового типа. Состоит из основания и выступающих из него тонких заостренных металлических стержней (иголок).
Состоит из основания и выступающих из него тонких заостренных металлических стержней (иголок).
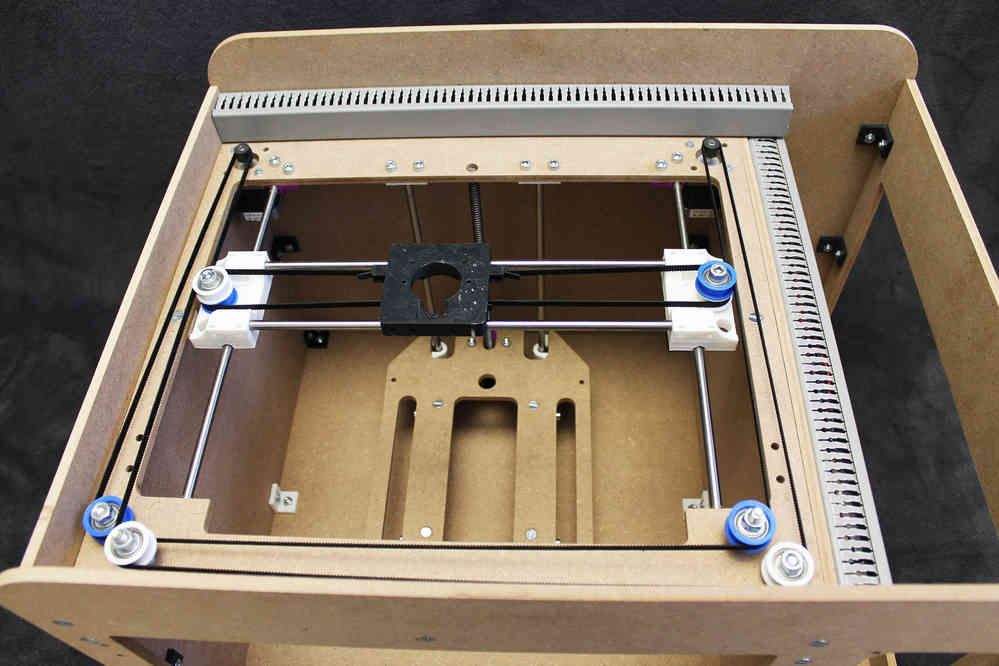 Ламели в отличии от сотового стола оставляют метки с тыльной стороны материала намного меньше.
Ламели в отличии от сотового стола оставляют метки с тыльной стороны материала намного меньше.
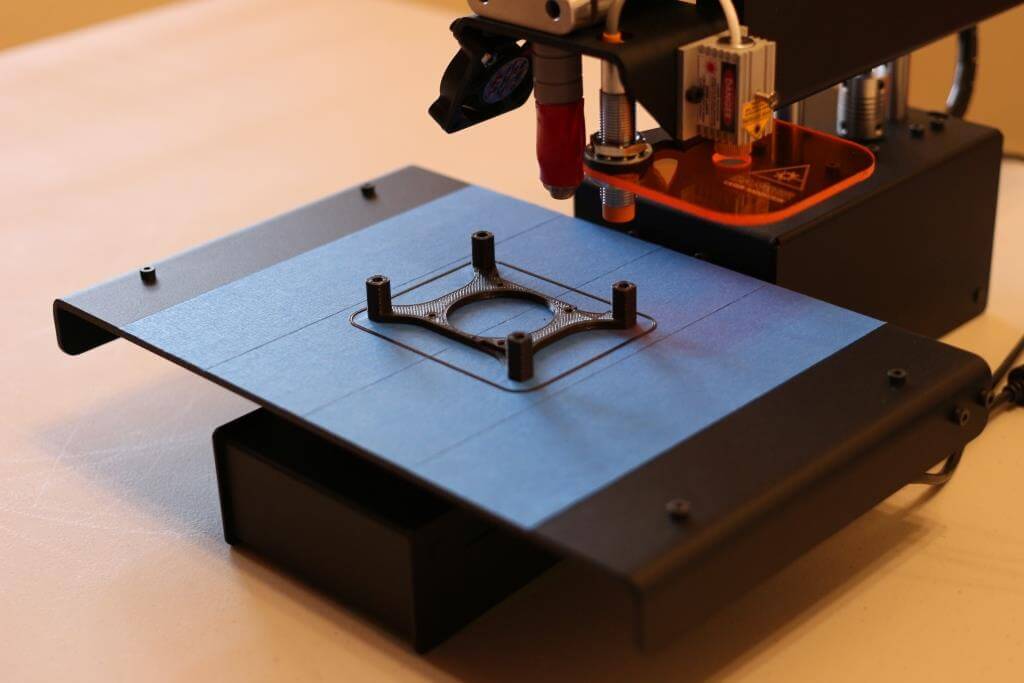 Мы расскажем о различных типах, их преимуществах и принципах работы.
Мы расскажем о различных типах, их преимуществах и принципах работы.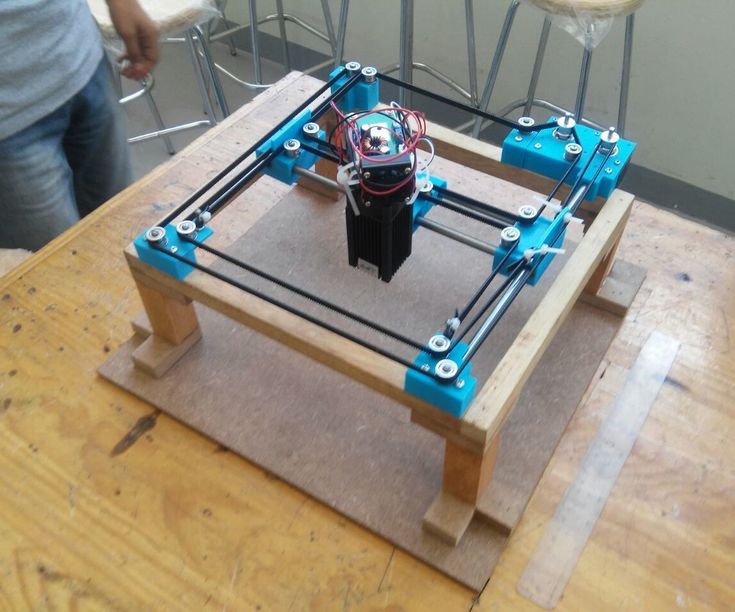 Лазерные резаки «сделай сам» могут представлять собой наборы в разобранном виде, которые вы заказываете в Интернете, а затем собираете самостоятельно, или их можно собрать полностью с нуля, приобретая каждую отдельную деталь отдельно.
Лазерные резаки «сделай сам» могут представлять собой наборы в разобранном виде, которые вы заказываете в Интернете, а затем собираете самостоятельно, или их можно собрать полностью с нуля, приобретая каждую отдельную деталь отдельно.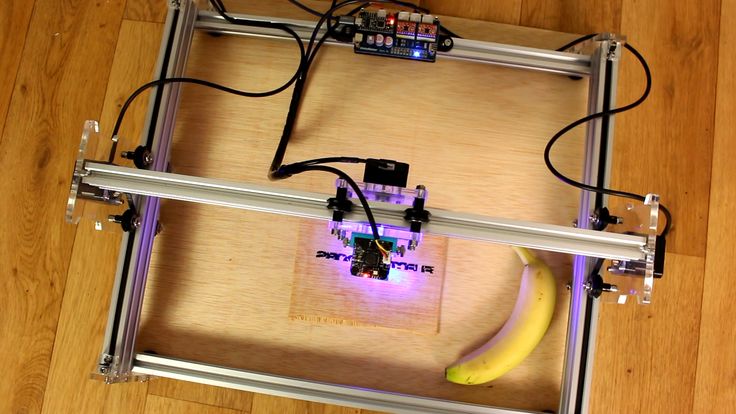
 К счастью, есть несколько хороших вариантов с открытым исходным кодом, которые вы можете использовать бесплатно, самым популярным из которых является LaserGRBL. Это широко используется как для комплектов лазерных граверов DIY, так и для людей, собирающих машины полностью с нуля.
К счастью, есть несколько хороших вариантов с открытым исходным кодом, которые вы можете использовать бесплатно, самым популярным из которых является LaserGRBL. Это широко используется как для комплектов лазерных граверов DIY, так и для людей, собирающих машины полностью с нуля.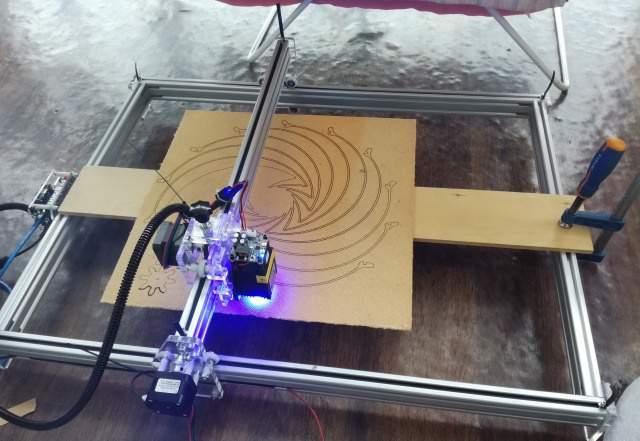
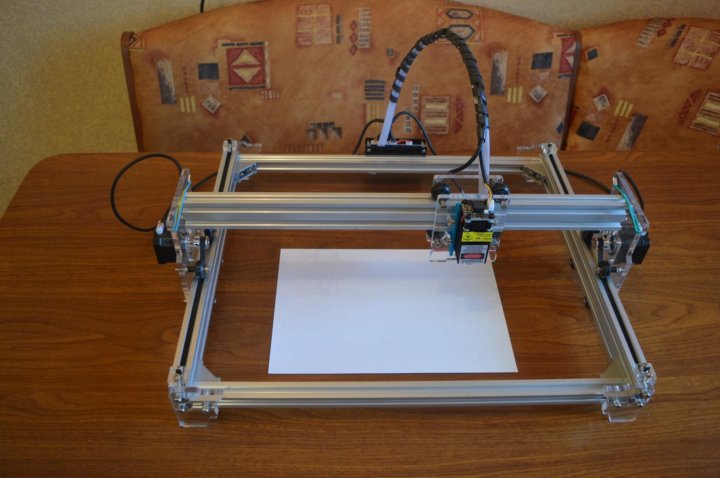 Многие пользователи высоко оценили хорошую упаковку и четкие инструкции, которые позволяют легко собрать машину, даже если вы неопытны.
Многие пользователи высоко оценили хорошую упаковку и четкие инструкции, которые позволяют легко собрать машину, даже если вы неопытны.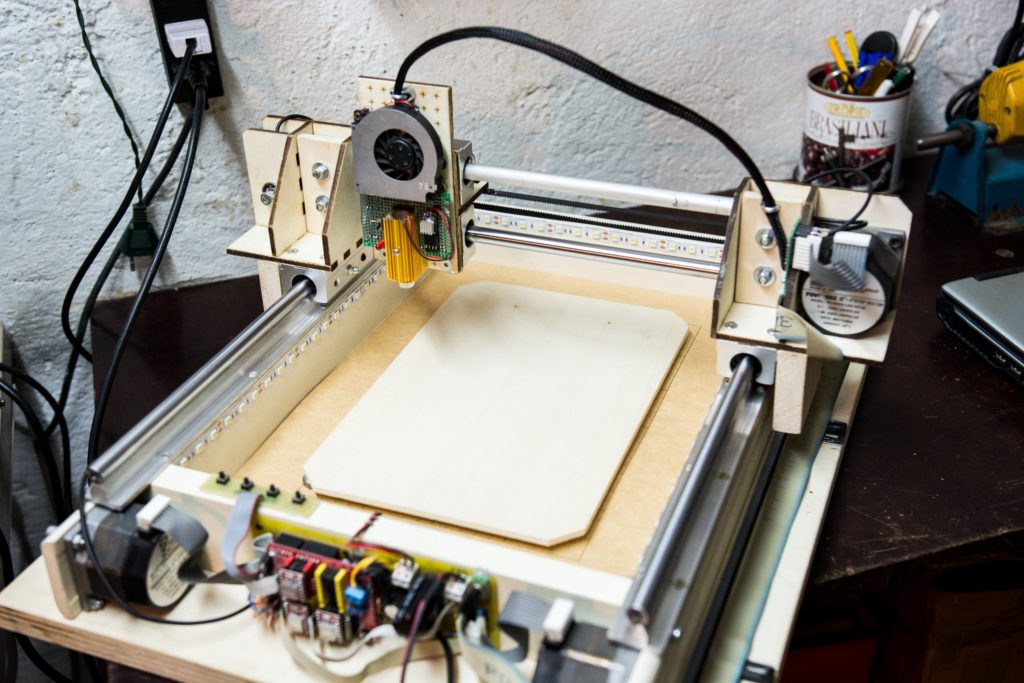

 Если вы купите его примерно за 700-800 долларов, за который он в настоящее время продается в магазине xTool, вы даже можете добавить поворотную насадку RA2 и получить 4-осевой комплект для гравировки стаканов и стаканов всего за 1000 долларов!
Если вы купите его примерно за 700-800 долларов, за который он в настоящее время продается в магазине xTool, вы даже можете добавить поворотную насадку RA2 и получить 4-осевой комплект для гравировки стаканов и стаканов всего за 1000 долларов!
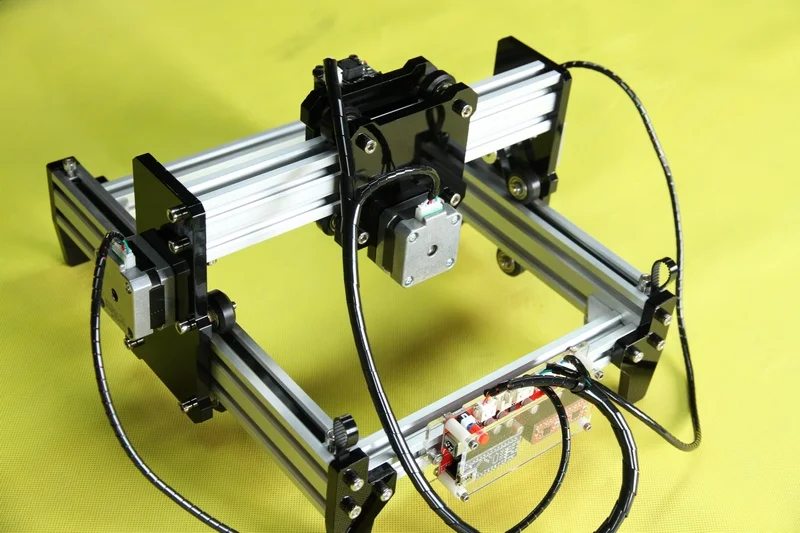
 Вы также можете выбрать один из трех разных маршрутизаторов: Dewalt D660, Dewalt DWP611 и Makita.
Вы также можете выбрать один из трех разных маршрутизаторов: Dewalt D660, Dewalt DWP611 и Makita. Это потому, что это лазерный резак, 3D-принтер и фрезерный станок с ЧПУ одновременно.
Это потому, что это лазерный резак, 3D-принтер и фрезерный станок с ЧПУ одновременно. Все порты стандартизированы, что означает, что вы можете настроить машину так, как вам нравится. Нам не довелось попробовать, но вы также можете купить более мощную лазерную головку мощностью 10 Вт, чтобы резать фрезы, более жесткие материалы и гравировать намного быстрее.
Все порты стандартизированы, что означает, что вы можете настроить машину так, как вам нравится. Нам не довелось попробовать, но вы также можете купить более мощную лазерную головку мощностью 10 Вт, чтобы резать фрезы, более жесткие материалы и гравировать намного быстрее.
 Стрела 1/8″ 3 мм
Стрела 1/8″ 3 мм 1″ class=”” id=””]Вы должны убедиться, что все заклепки имеют одинаковую высоту. Поскольку это может быть невозможно сделать без вскрытия коробки, проверьте, действует ли в магазине хорошая политика возврата. Мне повезло с заклепками марки Arrow от Lowes. Квадратная труба рекомендуется (для изготовления шаблона, чтобы можно было сверлить прямые отверстия без сверлильного станка), но не обязательна.[/fusion_alert]
1″ class=”” id=””]Вы должны убедиться, что все заклепки имеют одинаковую высоту. Поскольку это может быть невозможно сделать без вскрытия коробки, проверьте, действует ли в магазине хорошая политика возврата. Мне повезло с заклепками марки Arrow от Lowes. Квадратная труба рекомендуется (для изготовления шаблона, чтобы можно было сверлить прямые отверстия без сверлильного станка), но не обязательна.[/fusion_alert] 3″ animation_direction=”left” hide_on_mobile =”нет” center_content=”нет” min_height=”нет”][fusion_alert type=”успех” Accent_color=”” background_color=”” border_size=”1px” icon=”” box_shadow=”нет” animation_type=”0″ animation_direction =”down” animation_speed=”0.1″ class=”” id=””]Настоятельно рекомендуется использовать сверлильный станок, потому что вам нужно убедиться, что вы просверлили абсолютно прямо. Существуют направляющие/приспособления для сверления, которые позволят вам сделать это, и на самом деле вам понадобится что-то подобное, даже если у вас есть сверлильный станок, потому что вы не сможете дотянуться достаточно далеко, чтобы просверлить средний ряд. Я объясню, как сделать такую приманку, если у вас ее нет.[/fusion_alert]
3″ animation_direction=”left” hide_on_mobile =”нет” center_content=”нет” min_height=”нет”][fusion_alert type=”успех” Accent_color=”” background_color=”” border_size=”1px” icon=”” box_shadow=”нет” animation_type=”0″ animation_direction =”down” animation_speed=”0.1″ class=”” id=””]Настоятельно рекомендуется использовать сверлильный станок, потому что вам нужно убедиться, что вы просверлили абсолютно прямо. Существуют направляющие/приспособления для сверления, которые позволят вам сделать это, и на самом деле вам понадобится что-то подобное, даже если у вас есть сверлильный станок, потому что вы не сможете дотянуться достаточно далеко, чтобы просверлить средний ряд. Я объясню, как сделать такую приманку, если у вас ее нет.[/fusion_alert] 3″ animation_direction=”left” hide_on_mobile=”no” center_content=”no” min_height= ”none”][fusion_alert type=”custom” acct_color=”#ffffff” background_color=”#dd3333″ border_size=”1px” icon=”fa-exclamation-triangle” box_shadow=”yes” animation_type=”bounce” animation_direction=” down” animation_speed=”0.1″ class=”” id=””]Предупреждение: работа с электрическими и даже ручными инструментами может быть опасна! Пожалуйста, соблюдайте все меры предосторожности, действуйте на свой страх и риск. Я не несу ответственности за несчастные случаи и не могу гарантировать вашу безопасность![/fusion_alert]
3″ animation_direction=”left” hide_on_mobile=”no” center_content=”no” min_height= ”none”][fusion_alert type=”custom” acct_color=”#ffffff” background_color=”#dd3333″ border_size=”1px” icon=”fa-exclamation-triangle” box_shadow=”yes” animation_type=”bounce” animation_direction=” down” animation_speed=”0.1″ class=”” id=””]Предупреждение: работа с электрическими и даже ручными инструментами может быть опасна! Пожалуйста, соблюдайте все меры предосторожности, действуйте на свой страх и риск. Я не несу ответственности за несчастные случаи и не могу гарантировать вашу безопасность![/fusion_alert]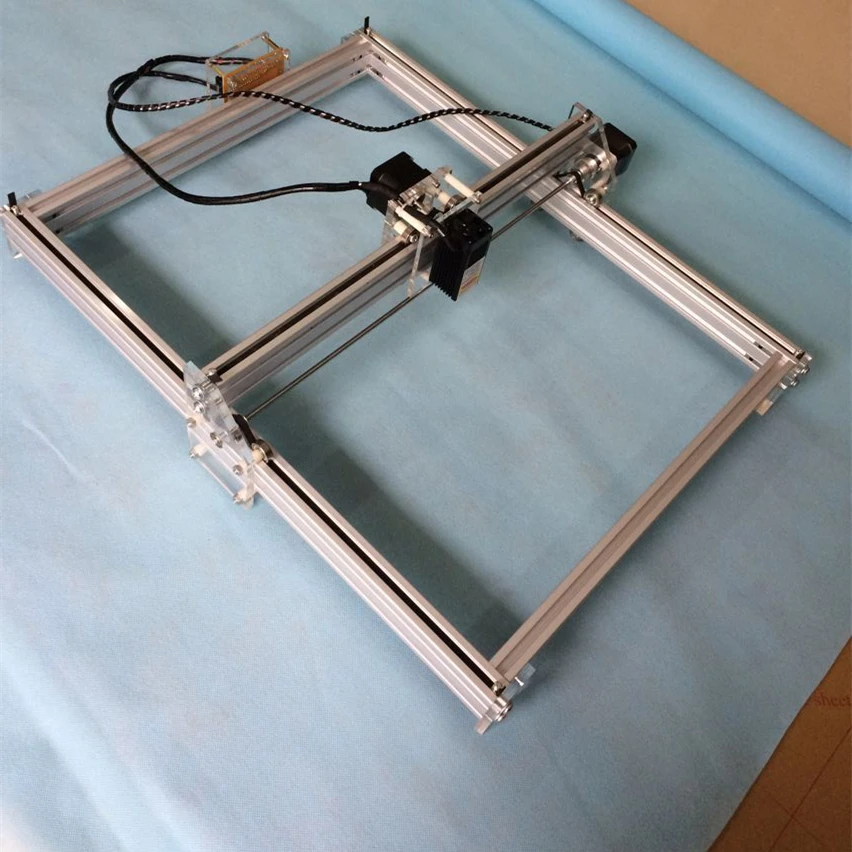 Это необязательно, но облегчит сверление.
Это необязательно, но облегчит сверление. Пришлось сбрасывать для каждой дырки.
Пришлось сбрасывать для каждой дырки. Пробейте отмеченные отверстия и просверлите их с помощью сверлильного станка и сверла 3/16″. Удаление заусенцев.
Пробейте отмеченные отверстия и просверлите их с помощью сверлильного станка и сверла 3/16″. Удаление заусенцев.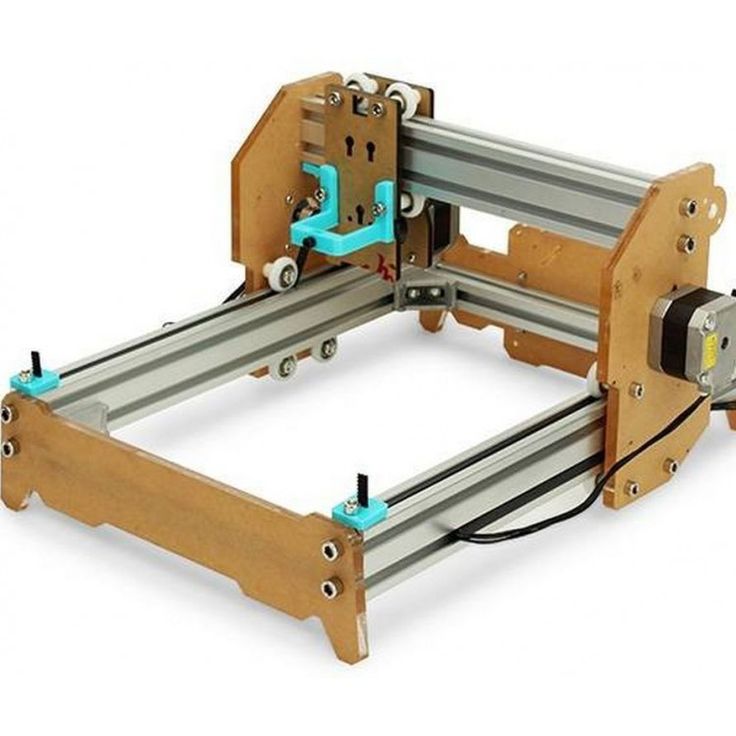
 ..+40
..+40 Кроме того, они изолируют системы друг от друга. Управляющие трансформаторы распространены в электронных схемах, которым требуется постоянное напряжение или ток с низкой мощностью или вольт-амперным номиналом.
Кроме того, они изолируют системы друг от друга. Управляющие трансформаторы распространены в электронных схемах, которым требуется постоянное напряжение или ток с низкой мощностью или вольт-амперным номиналом. ..
.. ..
..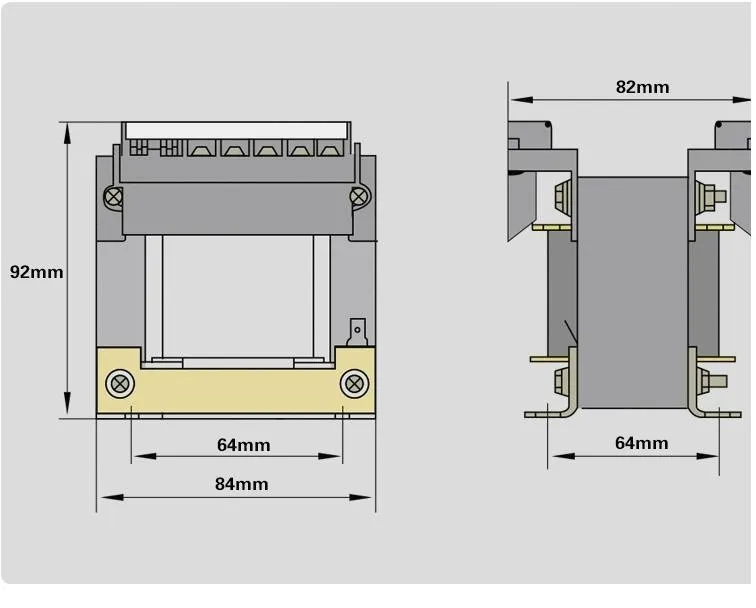 ..
.. ..
.. ..
.. ..
.. Защитное устройство: вторичный предохранитель, отсортированный по входному напряжению — трансформатор, в возрастающем порядке0041
Защитное устройство: вторичный предохранитель, отсортированный по входному напряжению — трансформатор, в возрастающем порядке0041 ..
.. тока, 480 В перем. тока, выходное напряжение — трансформатор 120 В перем. Электрические 50 Гц, 60 Гц, темп. Подъем 80 градусов C, отделка корпуса без отделки
тока, 480 В перем. тока, выходное напряжение — трансформатор 120 В перем. Электрические 50 Гц, 60 Гц, темп. Подъем 80 градусов C, отделка корпуса без отделки тока, 480 В перем. тока, выходное напряжение — трансформатор 120 В перем. 60 Гц, темп. Подъем 55 градусов C, отделка корпуса без отделки
тока, 480 В перем. тока, выходное напряжение — трансформатор 120 В перем. 60 Гц, темп. Подъем 55 градусов C, отделка корпуса без отделки тока, 480 В перем. тока, выходное напряжение — трансформатор 120 В перем. 50 Гц, 60 Гц, темп. Повышение температуры до 55 градусов C, покрытие корпуса эпоксидной смолой
тока, 480 В перем. тока, выходное напряжение — трансформатор 120 В перем. 50 Гц, 60 Гц, темп. Повышение температуры до 55 градусов C, покрытие корпуса эпоксидной смолой Подъем 55 градусов C, отделка корпуса без отделки
Подъем 55 градусов C, отделка корпуса без отделки тока, выходное напряжение — трансформатор 120 В перем. Темп. Подъем до 150 градусов C, покрытие корпуса эпоксидной смолой
тока, выходное напряжение — трансформатор 120 В перем. Темп. Подъем до 150 градусов C, покрытие корпуса эпоксидной смолой

 керамика) (YADA)
керамика) (YADA)





 )
) , совершенных с помощью кредитной карты Musician’s Friend Platinum. Проценты будут начисляться на ваш счет с даты покупки, если рекламная покупка не будет оплачена полностью в течение 6 месяцев. Требуются минимальные ежемесячные платежи.
, совершенных с помощью кредитной карты Musician’s Friend Platinum. Проценты будут начисляться на ваш счет с даты покупки, если рекламная покупка не будет оплачена полностью в течение 6 месяцев. Требуются минимальные ежемесячные платежи. Существующие держатели карт: см. условия соглашения о кредитной карте. При условии одобрения кредита.
Существующие держатели карт: см. условия соглашения о кредитной карте. При условии одобрения кредита. Для новых учетных записей: годовая цена покупки составляет 29 годовых.0,99%; Минимальная процентная ставка составляет 2 доллара. Существующие держатели карт должны ознакомиться с применимыми условиями соглашения о кредитной карте. При условии одобрения кредита.
Для новых учетных записей: годовая цена покупки составляет 29 годовых.0,99%; Минимальная процентная ставка составляет 2 доллара. Существующие держатели карт должны ознакомиться с применимыми условиями соглашения о кредитной карте. При условии одобрения кредита. * Кредит не требуется — Progressive Leasing получает информацию от бюро кредитных историй. Не все кандидаты одобрены. *Первоначальный платеж (плюс налог) взимается при подписании договора аренды. Оставшиеся арендные платежи будут определены при выборе объекта. *9Вариант покупки с нулевым днем — стандартное соглашение предлагает 12 месяцев владения. Варианты покупки на 90 дней стоят больше, чем цена наличными у продавца (за исключением варианта на 3 месяца в Калифорнии). Чтобы купить ранний звонок 877-898-1970
* Кредит не требуется — Progressive Leasing получает информацию от бюро кредитных историй. Не все кандидаты одобрены. *Первоначальный платеж (плюс налог) взимается при подписании договора аренды. Оставшиеся арендные платежи будут определены при выборе объекта. *9Вариант покупки с нулевым днем — стандартное соглашение предлагает 12 месяцев владения. Варианты покупки на 90 дней стоят больше, чем цена наличными у продавца (за исключением варианта на 3 месяца в Калифорнии). Чтобы купить ранний звонок 877-898-1970 Отправка в тот же день (кроме выходных и праздничных дней).
Отправка в тот же день (кроме выходных и праздничных дней).
 См. условия и
См. условия и musiciansfriend.com/write-review/pdp?pr_page_id=___PAGE_ID___»,
musiciansfriend.com/write-review/pdp?pr_page_id=___PAGE_ID___»,
 Двухслойная мембрана из ПТФЭ по своей природе гидрофобна, химически инертна и разработана специально для удаления загрязняющих бактерий и вирусов. Фильтры Emflon PFR удовлетворяют постоянно растущий спрос на воздушные фильтры с большей прочностью, более длительным сроком службы и способностью выдерживать суровые условия пропаривания
Двухслойная мембрана из ПТФЭ по своей природе гидрофобна, химически инертна и разработана специально для удаления загрязняющих бактерий и вирусов. Фильтры Emflon PFR удовлетворяют постоянно растущий спрос на воздушные фильтры с большей прочностью, более длительным сроком службы и способностью выдерживать суровые условия пропаривания  Кроме того, фильтры можно тестировать in-situ с помощью теста на целостность прямого потока или теста на проникновение воды. Оба теста коррелируют с жидким бактериальным заражением — «наихудшим случаем».
Кроме того, фильтры можно тестировать in-situ с помощью теста на целостность прямого потока или теста на проникновение воды. Оба теста коррелируют с жидким бактериальным заражением — «наихудшим случаем». Высокая скорость потока и низкий перепад давления позволяют использовать небольшие системы, что снижает затраты на установку и эксплуатацию. Прочная конструкция обеспечивает целостность и надежность. Долгий срок службы и долгий срок службы обеспечивают недорогую фильтрацию.
Высокая скорость потока и низкий перепад давления позволяют использовать небольшие системы, что снижает затраты на установку и эксплуатацию. Прочная конструкция обеспечивает целостность и надежность. Долгий срок службы и долгий срок службы обеспечивают недорогую фильтрацию. Также задерживает 100 % бактерий Brevundimonas diminuta , бактериофагов и вирусных аэрозолей.
Также задерживает 100 % бактерий Brevundimonas diminuta , бактериофагов и вирусных аэрозолей.  дюйм)
дюйм) дюйм) при 125 °C
дюйм) при 125 °C 

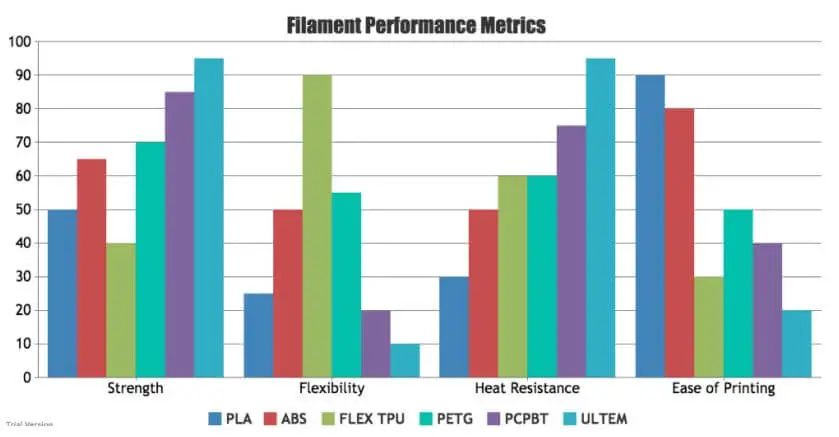 Это может означать, что пластик настолько горячий, что не успевает достаточно остыть. Если хот энд слишком горячий, ваши 3D модели будут визуально «грязными» и «потускневшими». Понижение температуры может помочь в этом.
Это может означать, что пластик настолько горячий, что не успевает достаточно остыть. Если хот энд слишком горячий, ваши 3D модели будут визуально «грязными» и «потускневшими». Понижение температуры может помочь в этом.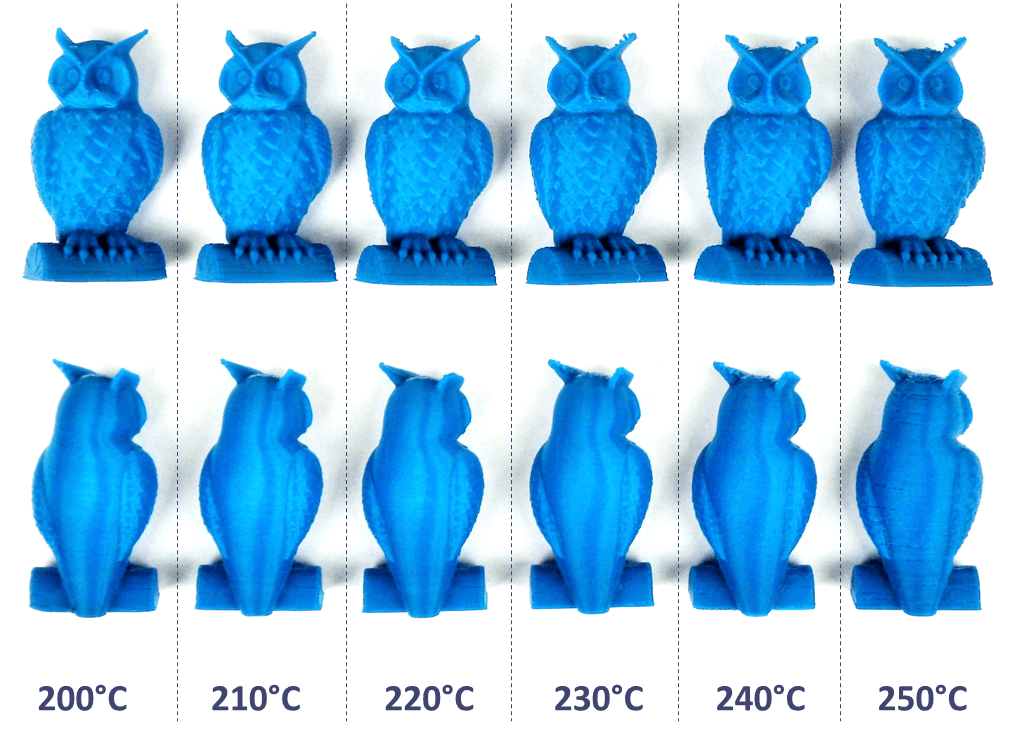
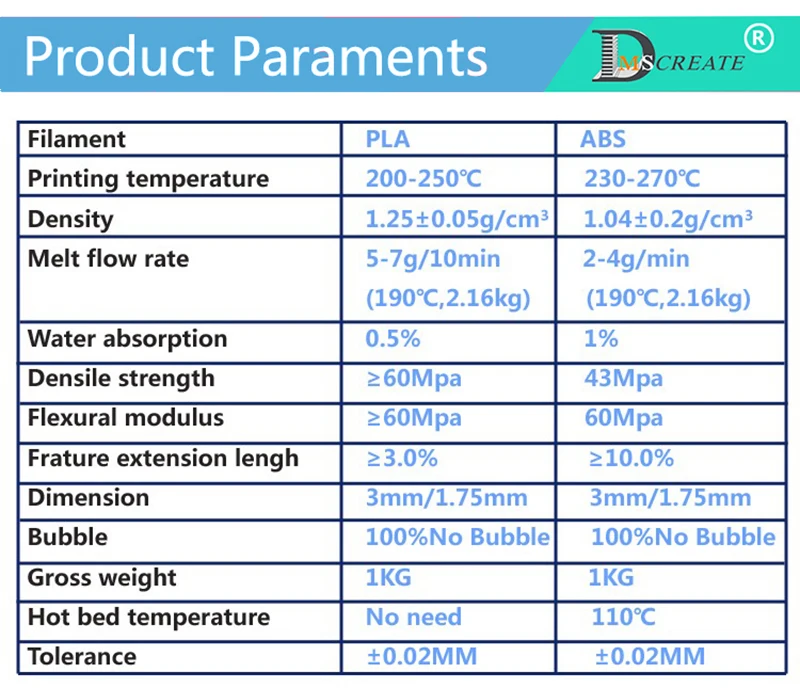 Если вкратце, то этот эффект проявляется в том, что первые несколько слоев расплавляются под весом 3D модели.
Если вкратце, то этот эффект проявляется в том, что первые несколько слоев расплавляются под весом 3D модели.
 Очень важно выбрать правильную температуру при печати, так как изменение даже на 1 градус может полностью изменить качество модели: её внешний вид и прочность.
Очень важно выбрать правильную температуру при печати, так как изменение даже на 1 градус может полностью изменить качество модели: её внешний вид и прочность.
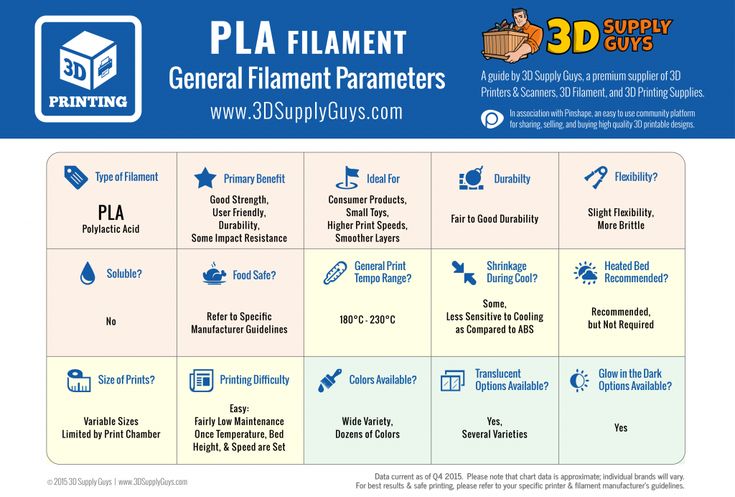 Редко встречающиеся в бюджетных принтерах, но все же достаточно известная технология термокамеры позволяет предотвратить появление трещин, если усадка пластика (т.е. уменьшение объема при падении температуры) слишком высока. Далее мы рассмотрим самые популярные пластики, их температуры печати и особенности.
Редко встречающиеся в бюджетных принтерах, но все же достаточно известная технология термокамеры позволяет предотвратить появление трещин, если усадка пластика (т.е. уменьшение объема при падении температуры) слишком высока. Далее мы рассмотрим самые популярные пластики, их температуры печати и особенности.
 При недостаточном обдуве могут загибаться края и углы модели. Чтобы модель лучше прилипала к столу необходимо выставить температуру сопла около 210°C, а температуру стола примерно 70°C. На втором и последующих слоях температуру лучше уменьшить, чтобы предотвратить вышеуказанные проблемы с загибанием краев.
При недостаточном обдуве могут загибаться края и углы модели. Чтобы модель лучше прилипала к столу необходимо выставить температуру сопла около 210°C, а температуру стола примерно 70°C. На втором и последующих слоях температуру лучше уменьшить, чтобы предотвратить вышеуказанные проблемы с загибанием краев.
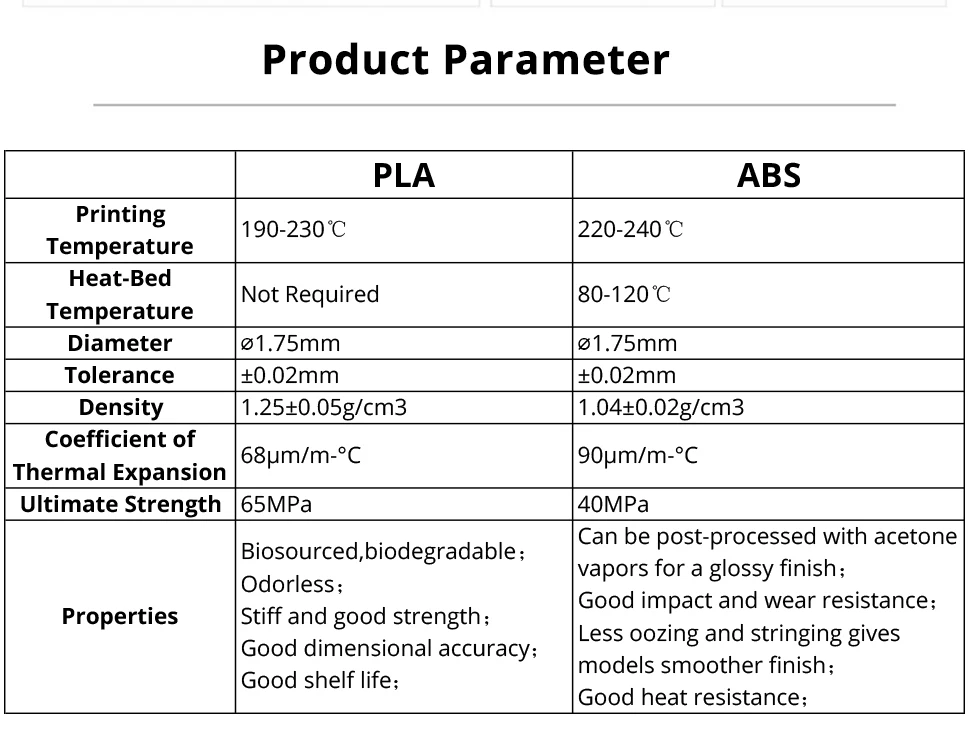 При слишком быстром остывании деталь может потрескаться прямо во время печати.
При слишком быстром остывании деталь может потрескаться прямо во время печати.
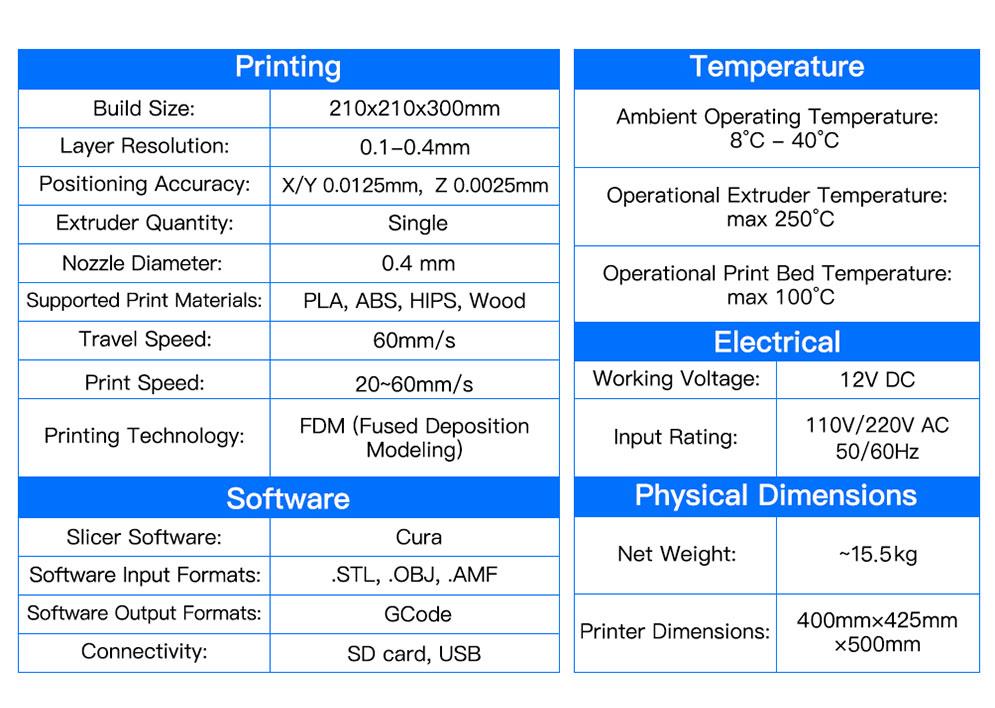
 Обдув не нужен, так как даже при использовании HIPS для всей модели, он успевает затвердеть за время печати слоя.
Обдув не нужен, так как даже при использовании HIPS для всей модели, он успевает затвердеть за время печати слоя.
 Это позволяет делать сгибающиеся детали: петли, крепления, зажимы. При обработке модели сольвентом модель становится почти полностью прозрачной как на фото ниже. Но необходимо соблюдать два простых правила: тонкие стенки и полное заполнение пространства между ними.
Это позволяет делать сгибающиеся детали: петли, крепления, зажимы. При обработке модели сольвентом модель становится почти полностью прозрачной как на фото ниже. Но необходимо соблюдать два простых правила: тонкие стенки и полное заполнение пространства между ними.
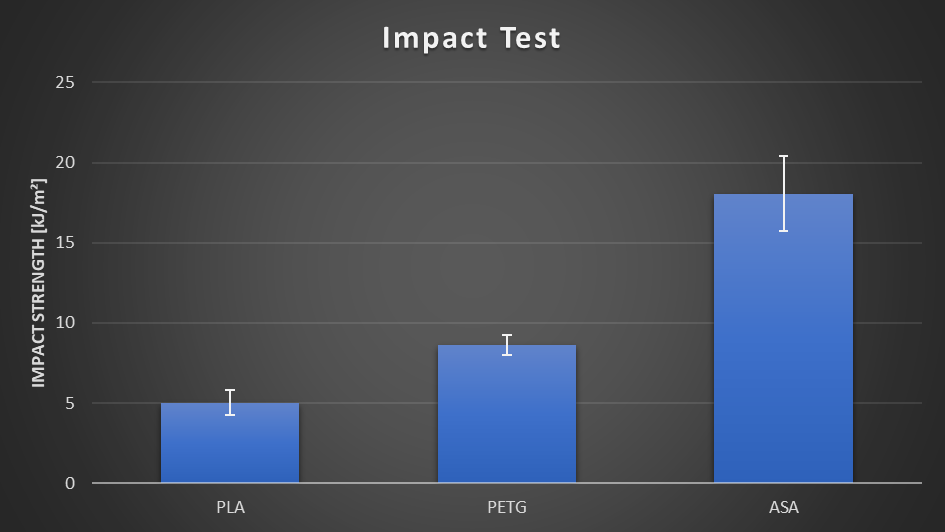
 И это название ему подходит, ведь это самый пластичный материал для 3D-печати, способный растягиваться вплоть до 4 раз, относительно своего начального размера. При этом со временем он возвращает свою исходную форму.
И это название ему подходит, ведь это самый пластичный материал для 3D-печати, способный растягиваться вплоть до 4 раз, относительно своего начального размера. При этом со временем он возвращает свою исходную форму.
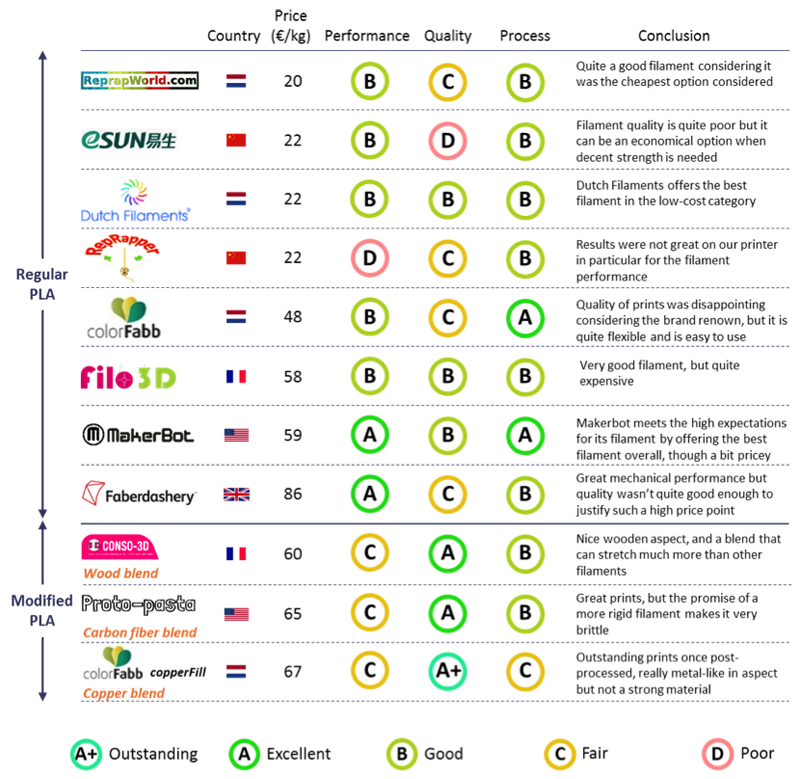 Решить данную проблему помогут специальные проставки, уменьшающие этот зазор.
Решить данную проблему помогут специальные проставки, уменьшающие этот зазор.
 Повысить прочность модели из PVA пластика можно с помощью воды: необходимо аккуратно смочить деталь, подождать 5-7 минут и высушить поверхность. Таким образом внешние стенки детали намного сильнее “прилипнут” друг-другу, тем самым повышая общую прочность детали.
Повысить прочность модели из PVA пластика можно с помощью воды: необходимо аккуратно смочить деталь, подождать 5-7 минут и высушить поверхность. Таким образом внешние стенки детали намного сильнее “прилипнут” друг-другу, тем самым повышая общую прочность детали.
 Имеет большую прочность, но обладает относительно малой гибкостью, меньшей, чем у PLA. Также при загорании он стремится к самозатуханию, что повышает пожаробезопасность.
Имеет большую прочность, но обладает относительно малой гибкостью, меньшей, чем у PLA. Также при загорании он стремится к самозатуханию, что повышает пожаробезопасность.

 Важно закрепить провод термопары. Зачастую для этого в хотенде есть отверстие, куда вкручивается винт. Лучше всего провести два проводка по разным сторонам от центра винта. Это надежно зафиксирует термопару в хотенде. Если крепления термопары не предусмотрено, то необходимо зафиксировать провод термопары на проводе нагревательного элемента. Пример, как это сделать на фото ниже.
Важно закрепить провод термопары. Зачастую для этого в хотенде есть отверстие, куда вкручивается винт. Лучше всего провести два проводка по разным сторонам от центра винта. Это надежно зафиксирует термопару в хотенде. Если крепления термопары не предусмотрено, то необходимо зафиксировать провод термопары на проводе нагревательного элемента. Пример, как это сделать на фото ниже.
 В итоге у вас должна получиться строка:
В итоге у вас должна получиться строка:
 Именно для этого и существует функция PID — компенсировать инертность нагревателя. Но для каждого принтера необходима своя настройка PID, так как инертность может сильно отличаться в зависимости от многих параметров.
Именно для этого и существует функция PID — компенсировать инертность нагревателя. Но для каждого принтера необходима своя настройка PID, так как инертность может сильно отличаться в зависимости от многих параметров.
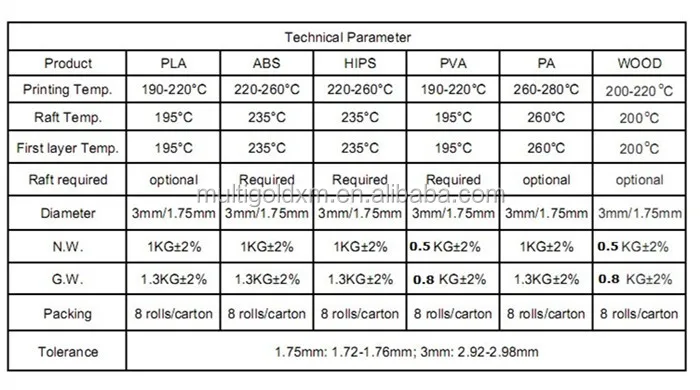 82 I0.8 D68.25
82 I0.8 D68.25
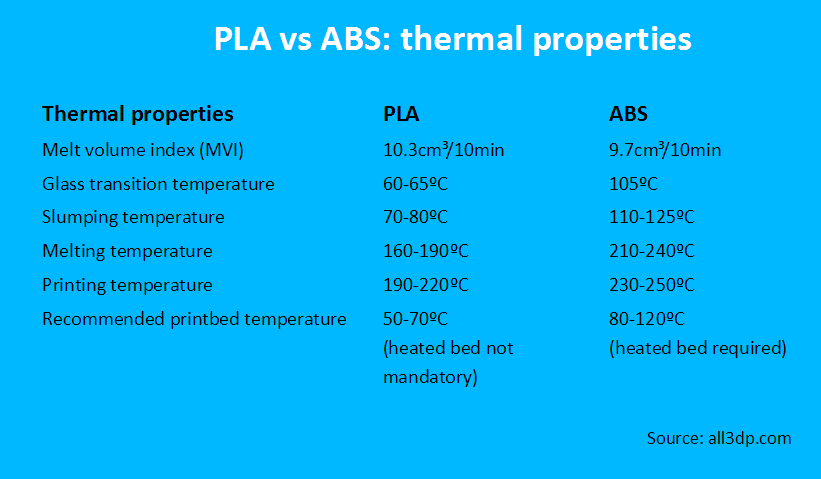
 Во-первых, PLA очень доступен, а это означает, что пользователи могут покупать оптом и повторять дизайн снова и снова, не беспокоясь о потраченном впустую материале. Еще одной причиной популярности PLA является возможность печати при низких температурах: при температуре стеклования около 60 °C PLA можно печатать при умеренном нагреве без высокотемпературного высокотемпературного оборудования.
Во-первых, PLA очень доступен, а это означает, что пользователи могут покупать оптом и повторять дизайн снова и снова, не беспокоясь о потраченном впустую материале. Еще одной причиной популярности PLA является возможность печати при низких температурах: при температуре стеклования около 60 °C PLA можно печатать при умеренном нагреве без высокотемпературного высокотемпературного оборудования.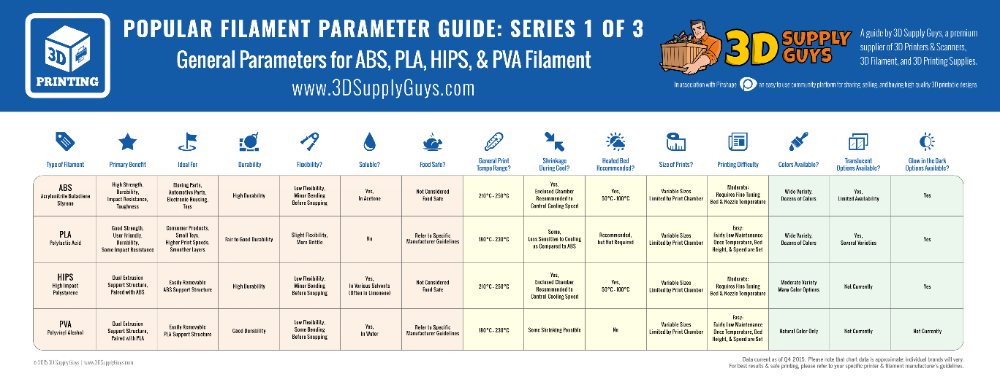 Он предлагает подходящие диапазоны температур, определяет признаки печати при слишком высокой или слишком низкой температуре и предлагает советы по определению оптимального диапазона температур для вашей конкретной настройки 3D-печати.
Он предлагает подходящие диапазоны температур, определяет признаки печати при слишком высокой или слишком низкой температуре и предлагает советы по определению оптимального диапазона температур для вашей конкретной настройки 3D-печати.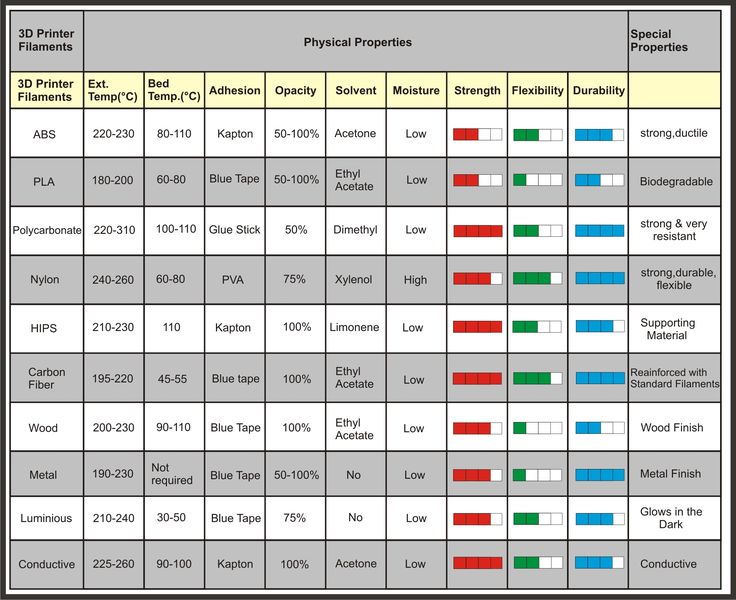 Подогреваемая платформа также может улучшить качество печати за счет уменьшения коробления. Детали остывают медленнее, уменьшая степень сжатия и скручивания.
Подогреваемая платформа также может улучшить качество печати за счет уменьшения коробления. Детали остывают медленнее, уменьшая степень сжатия и скручивания. влияет на адгезию первого слоя. Поверхность сборки не менее важна: при печати PLA стекло, покрытое клеем, таким как лак для волос или клей-карандаш, обеспечивает хорошую адгезию, а также хорошее качество поверхности печати на нижнем слое. Калибровка уровня платформы также может улучшить прилипание печатных деталей PLA к платформе принтера.
влияет на адгезию первого слоя. Поверхность сборки не менее важна: при печати PLA стекло, покрытое клеем, таким как лак для волос или клей-карандаш, обеспечивает хорошую адгезию, а также хорошее качество поверхности печати на нижнем слое. Калибровка уровня платформы также может улучшить прилипание печатных деталей PLA к платформе принтера.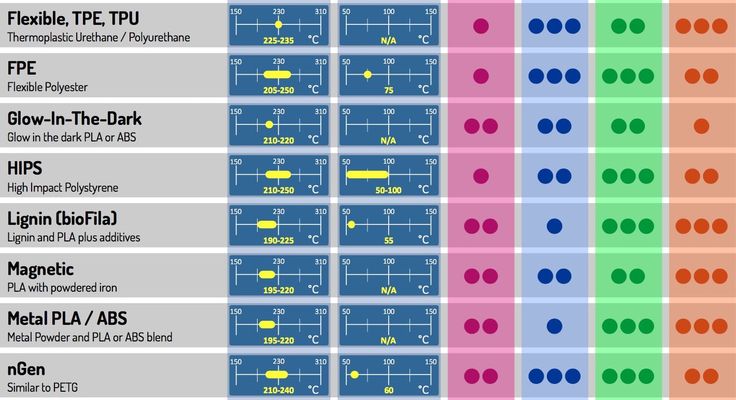
 Установка слишком высоких значений может произойти, например, при использовании неправильного профиля печати в вашем слайсере или при использовании более узкого диаметра сопла, требующего более низкой температуры печати, чем настройки по умолчанию.
Установка слишком высоких значений может произойти, например, при использовании неправильного профиля печати в вашем слайсере или при использовании более узкого диаметра сопла, требующего более низкой температуры печати, чем настройки по умолчанию.
 Эту проблему можно решить, снизив температуру печати или отрегулировав параметры отвода.
Эту проблему можно решить, снизив температуру печати или отрегулировав параметры отвода.
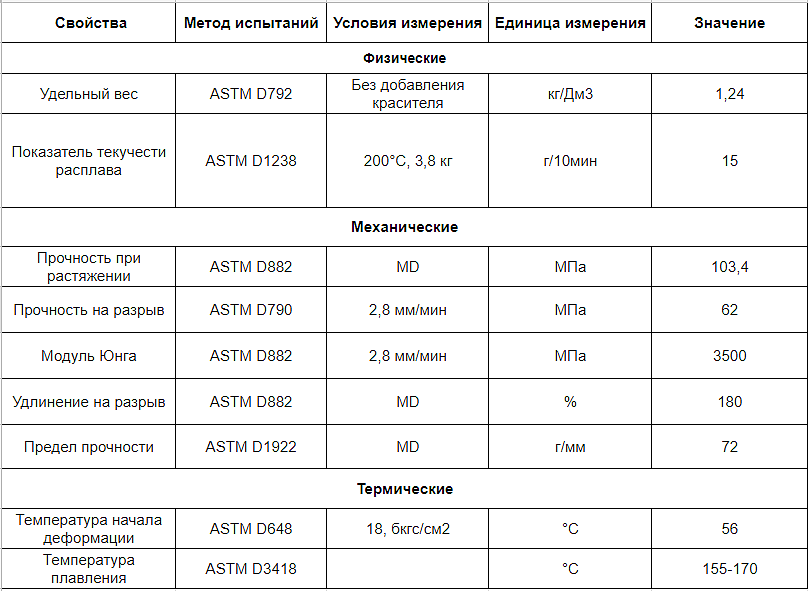
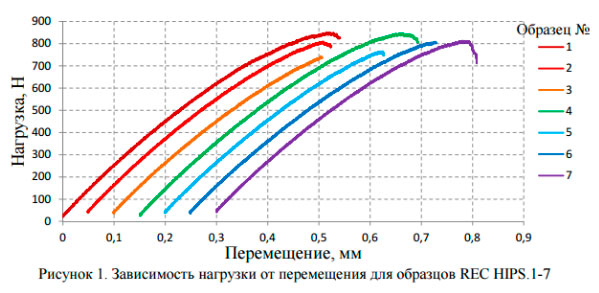 (Пользователи Cura могут установить и использовать плагин ChangeAtZ для переключения температуры сопла с требуемыми интервалами по оси Z.)
(Пользователи Cura могут установить и использовать плагин ChangeAtZ для переключения температуры сопла с требуемыми интервалами по оси Z.)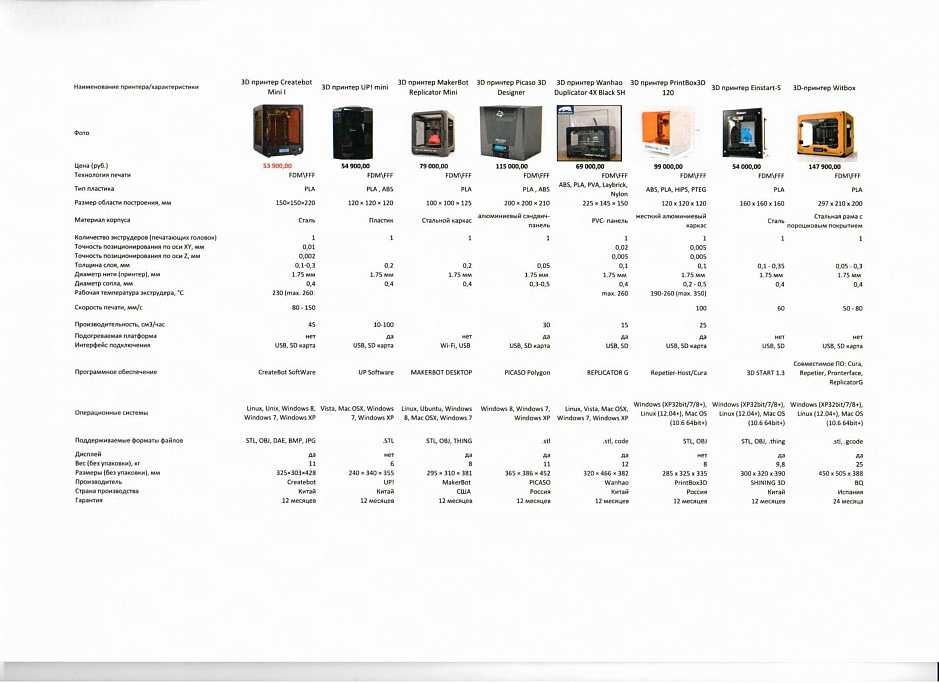 2020 окт;55(29):14677-89.
2020 окт;55(29):14677-89.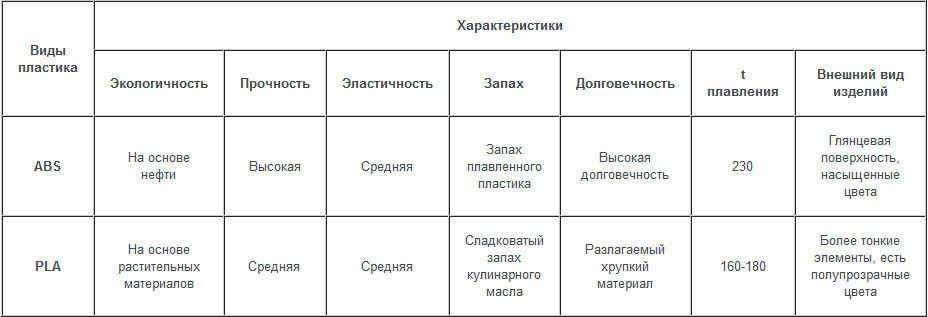 Его обычно получают из возобновляемых ресурсов, таких как кукурузный крахмал, корни тапиоки или сахарный тростник. Одна из самых привлекательных особенностей PLA заключается в том, что он естественным образом разлагается под воздействием окружающей среды. Например, изделие из PLA в океане имеет время деградации от шести месяцев до двух лет. Сравните это с обычным пластиком, который разлагается от 500 до 1000 лет. Важно отметить, что, хотя PLA будет разлагаться в открытой природной среде, он очень прочен при использовании в любом обычном приложении, таком как печатная игрушка или важная часть принтера. В этом отношении вы можете думать о нем как о железе. Если вы подвергнете его постоянному воздействию влаги или оставите снаружи, он «заржавеет» и вскоре станет непригодным для использования. Но если бы он был у вас дома, вы бы ожидали, что он продлится почти бесконечно.
Его обычно получают из возобновляемых ресурсов, таких как кукурузный крахмал, корни тапиоки или сахарный тростник. Одна из самых привлекательных особенностей PLA заключается в том, что он естественным образом разлагается под воздействием окружающей среды. Например, изделие из PLA в океане имеет время деградации от шести месяцев до двух лет. Сравните это с обычным пластиком, который разлагается от 500 до 1000 лет. Важно отметить, что, хотя PLA будет разлагаться в открытой природной среде, он очень прочен при использовании в любом обычном приложении, таком как печатная игрушка или важная часть принтера. В этом отношении вы можете думать о нем как о железе. Если вы подвергнете его постоянному воздействию влаги или оставите снаружи, он «заржавеет» и вскоре станет непригодным для использования. Но если бы он был у вас дома, вы бы ожидали, что он продлится почти бесконечно. PLA бывает нескольких марок; научный, медицинский, безопасный для пищевых продуктов, а затем к типу PLA, используемому в потребительской 3D-печати. Естественная температура плавления PLA составляет около 80°C, но его смешивают с другими пластиками, чтобы сделать его пригодным для 3D-печати.
PLA бывает нескольких марок; научный, медицинский, безопасный для пищевых продуктов, а затем к типу PLA, используемому в потребительской 3D-печати. Естественная температура плавления PLA составляет около 80°C, но его смешивают с другими пластиками, чтобы сделать его пригодным для 3D-печати.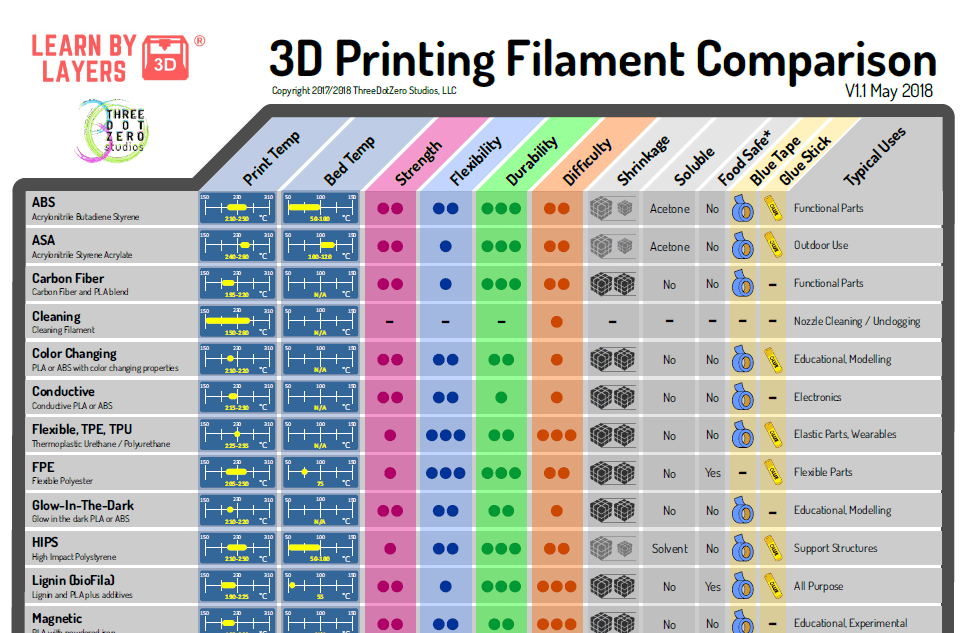 Вот почему вы должны использовать ABS или какой-либо другой материал рядом с экструдером. В MatterHackers мы обычно используем PLA для всех деталей нашего принтера, за исключением тех, которые находятся непосредственно вокруг экструдера (таких как x-каретка, монтажная пластина и блок экструдера), которые мы печатаем из ABS.
Вот почему вы должны использовать ABS или какой-либо другой материал рядом с экструдером. В MatterHackers мы обычно используем PLA для всех деталей нашего принтера, за исключением тех, которые находятся непосредственно вокруг экструдера (таких как x-каретка, монтажная пластина и блок экструдера), которые мы печатаем из ABS. Вот краткий контрольный список вещей, которые вы хотите убедиться, что вы делаете.
Вот краткий контрольный список вещей, которые вы хотите убедиться, что вы делаете. Чтобы уменьшить вытягивание Blue Tape, мы добились отличных результатов, поместив Blue Tape поверх ленты PET, но это просто безумие :).
Чтобы уменьшить вытягивание Blue Tape, мы добились отличных результатов, поместив Blue Tape поверх ленты PET, но это просто безумие :).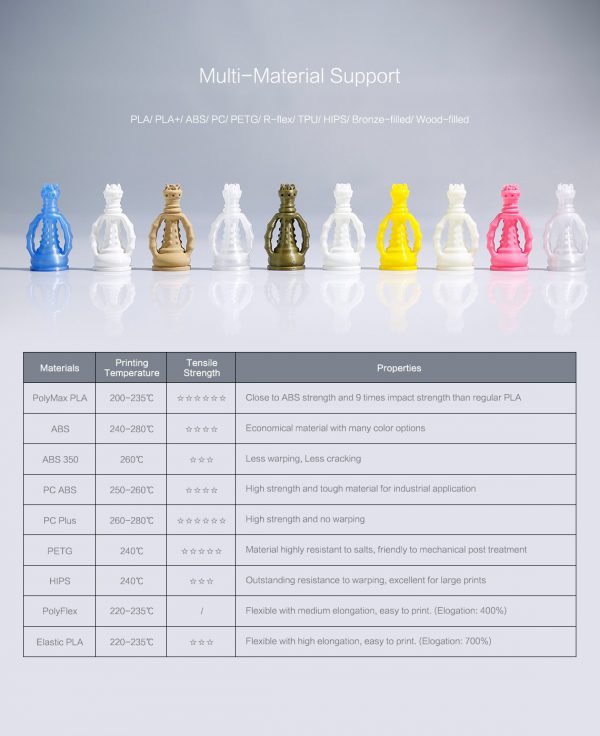
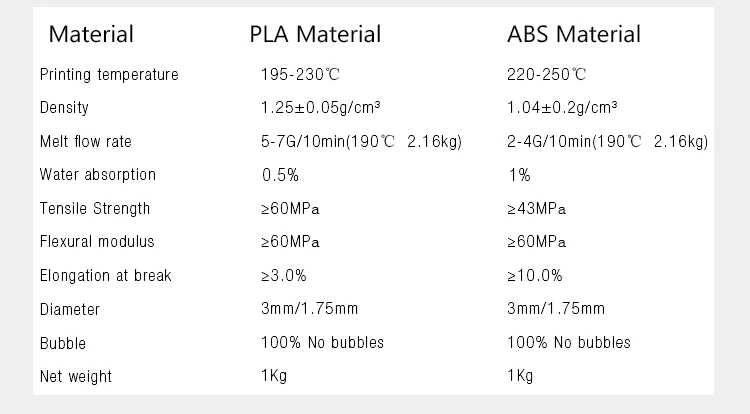 Процедура печати на каптоновой ленте почти идентична печати на стекле, но требует больше настройки и очистки. Если у вас есть советы о других преимуществах Kapton Tape, сообщите нам об этом. Мы всегда работаем над улучшением нашего процесса.
Процедура печати на каптоновой ленте почти идентична печати на стекле, но требует больше настройки и очистки. Если у вас есть советы о других преимуществах Kapton Tape, сообщите нам об этом. Мы всегда работаем над улучшением нашего процесса.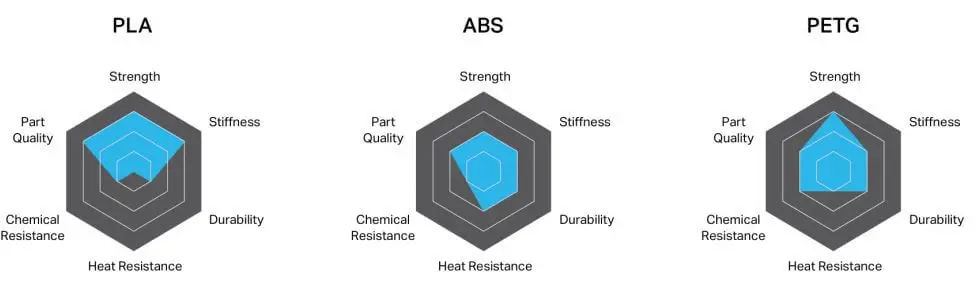
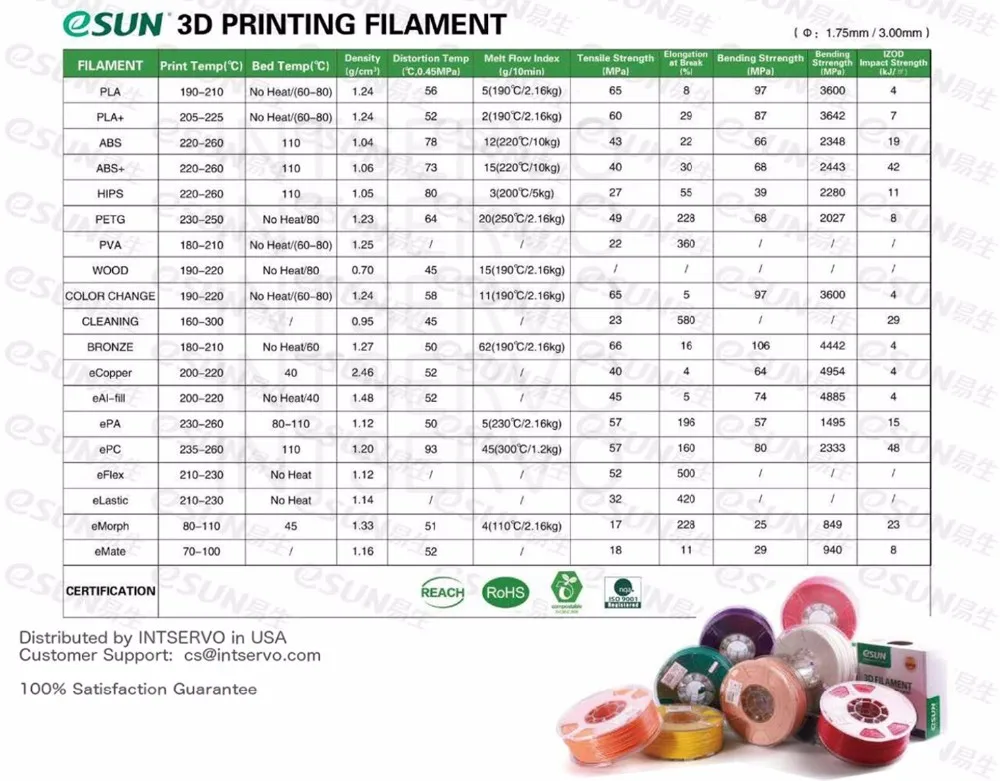
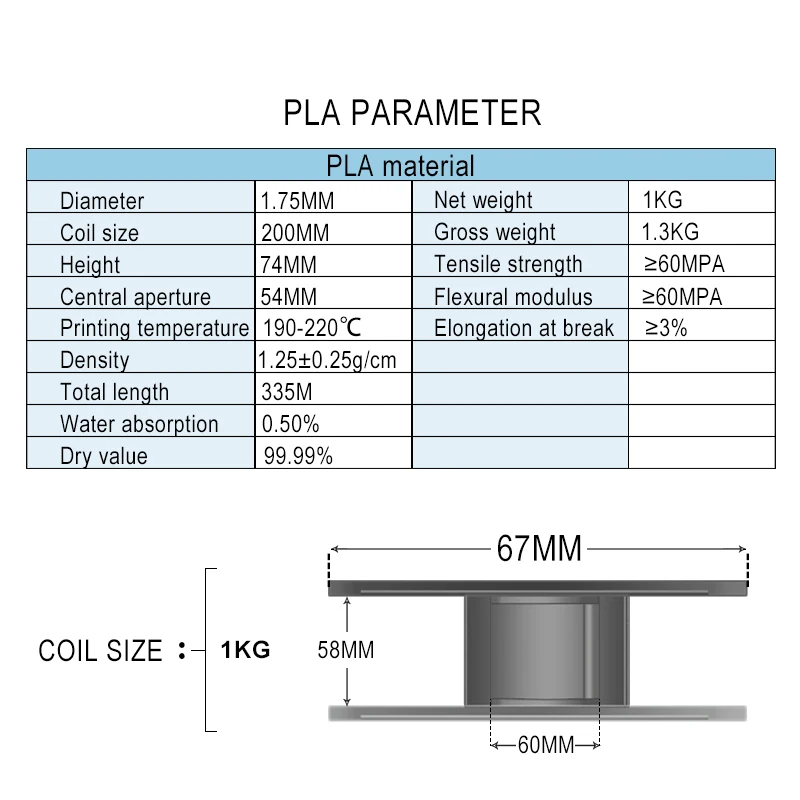
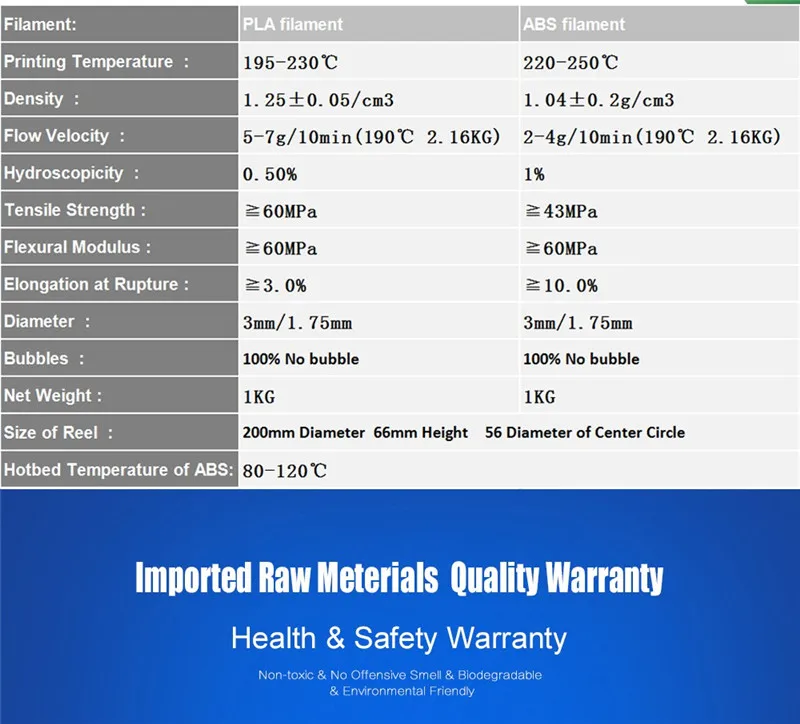
 Температура окружающей среды, влажность, а также калибровка и уникальность вашего принтера играют определенную роль в том, какими будут ваши отпечатки.
Температура окружающей среды, влажность, а также калибровка и уникальность вашего принтера играют определенную роль в том, какими будут ваши отпечатки. Улучшение PLA может помочь вам получить более качественные детали. Однако не спешите предполагать, что проблема в вашем PLA. При правильных настройках и терпении любителям удалось напечатать все виды материалов, многие из которых имеют очень низкую вязкость и непостоянство. Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.
Улучшение PLA может помочь вам получить более качественные детали. Однако не спешите предполагать, что проблема в вашем PLA. При правильных настройках и терпении любителям удалось напечатать все виды материалов, многие из которых имеют очень низкую вязкость и непостоянство. Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.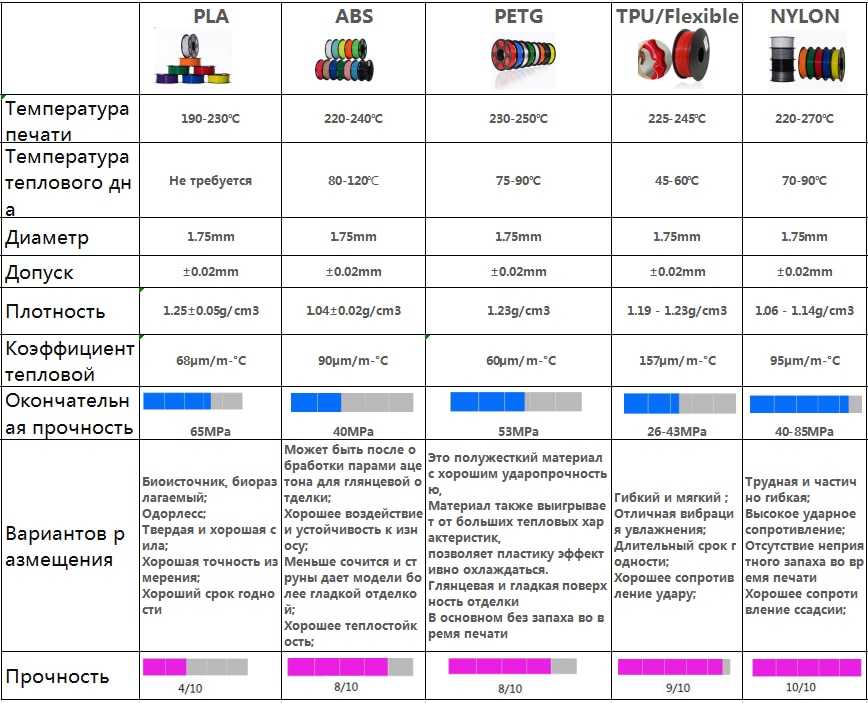 Очистите прижимное колесо проволочной щеткой и убедитесь, что натяжение хорошее и надежное (слишком сильное также может предотвратить выдавливание и чаще встречается с прямыми приводами [двигатель напрямую соединен с приводной шестерней], но реже с редукторными приводами). .
Очистите прижимное колесо проволочной щеткой и убедитесь, что натяжение хорошее и надежное (слишком сильное также может предотвратить выдавливание и чаще встречается с прямыми приводами [двигатель напрямую соединен с приводной шестерней], но реже с редукторными приводами). .


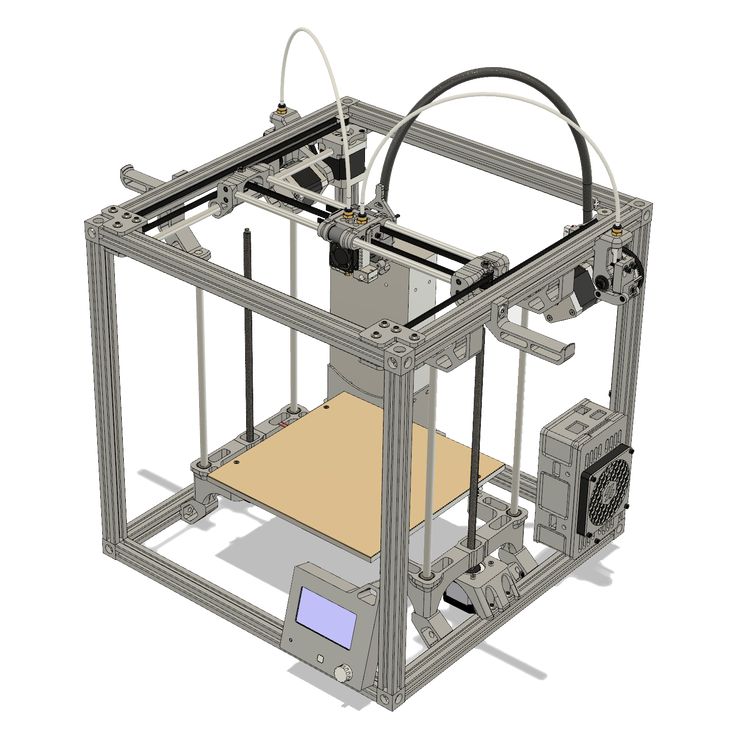
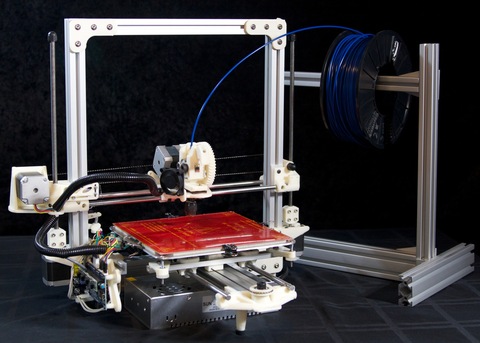
 Здесь сразу стоит разделить принтеры на промышленные и настольные.
Здесь сразу стоит разделить принтеры на промышленные и настольные.
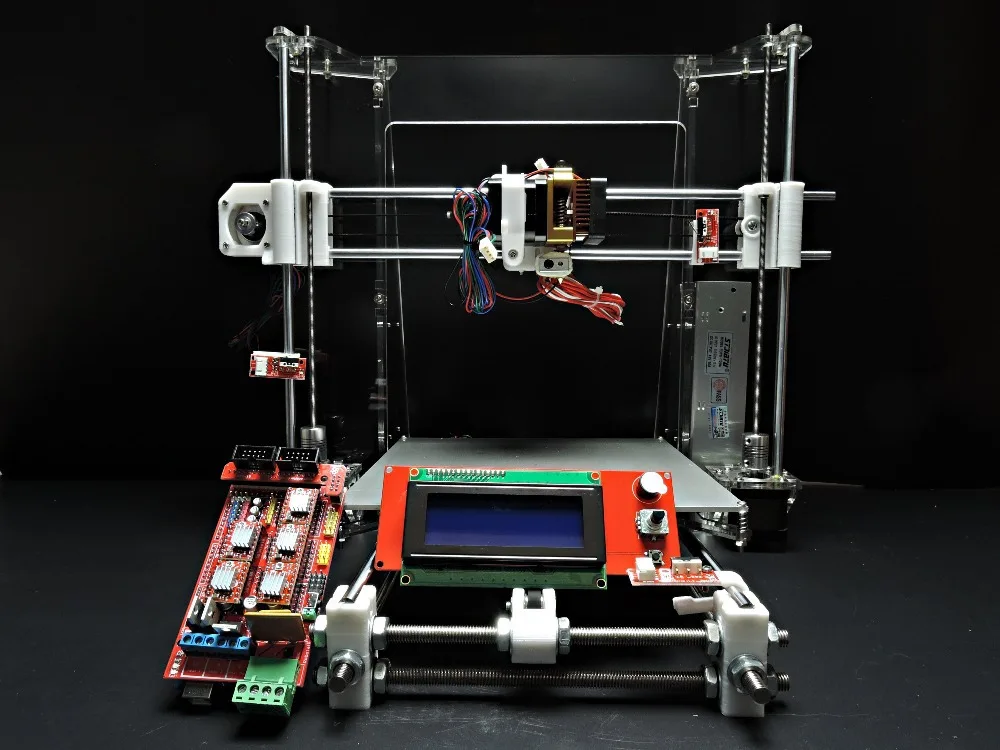
 Суть технологий одна, а названия разные для того, чтобы избежать патентных споров.
Суть технологий одна, а названия разные для того, чтобы избежать патентных споров.
 По факту же произошло совершенно другое — группа энтузиастов смогла создать бюджетный 3D-принтер для домашнего или офисного использования. Идею быстро подхватили трое гиков из Нью-Йорка, которые создали компанию MakerBot и начали коммерческое производство настольных FDM 3D-принтеров. Это и стало вторым поворотным моментом в современной истории 3D-печати.
По факту же произошло совершенно другое — группа энтузиастов смогла создать бюджетный 3D-принтер для домашнего или офисного использования. Идею быстро подхватили трое гиков из Нью-Йорка, которые создали компанию MakerBot и начали коммерческое производство настольных FDM 3D-принтеров. Это и стало вторым поворотным моментом в современной истории 3D-печати.


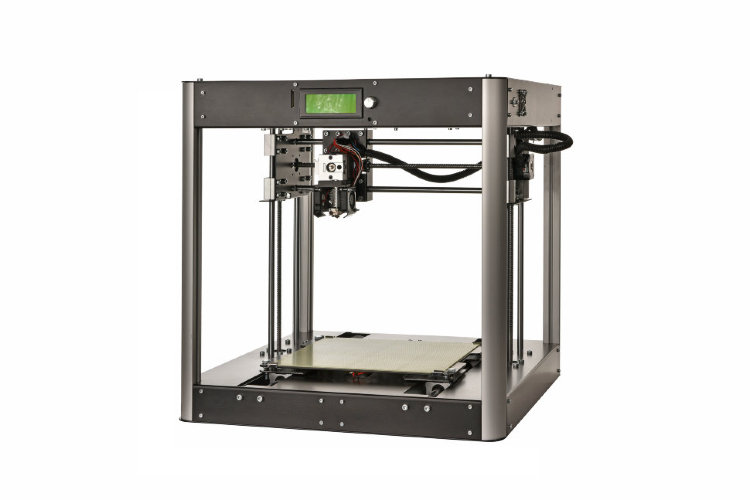 Это дает определенное преимущество в производительности принтера по сравнению с лазерной технологией, ведь он запекает слой сразу, также как это происходит с LCD 3D-принтерами, о которых мы подробно писали ранее в этой статье. Будучи одним из мировых технологических гигантов HP быстро ворвалась на маленький рынок 3D-печати и быстро заняла на нем большую долю в промышленном сегменте оборудования, к сожалению, по состоянию на 2020 год HP так и не начала поставки своих 3D-принтеров на российский рынок.
Это дает определенное преимущество в производительности принтера по сравнению с лазерной технологией, ведь он запекает слой сразу, также как это происходит с LCD 3D-принтерами, о которых мы подробно писали ранее в этой статье. Будучи одним из мировых технологических гигантов HP быстро ворвалась на маленький рынок 3D-печати и быстро заняла на нем большую долю в промышленном сегменте оборудования, к сожалению, по состоянию на 2020 год HP так и не начала поставки своих 3D-принтеров на российский рынок.
 К сожалению, высокая стоимость оборудования и материалов не дает возможности более широкого внедрения этой технологии.
К сожалению, высокая стоимость оборудования и материалов не дает возможности более широкого внедрения этой технологии.
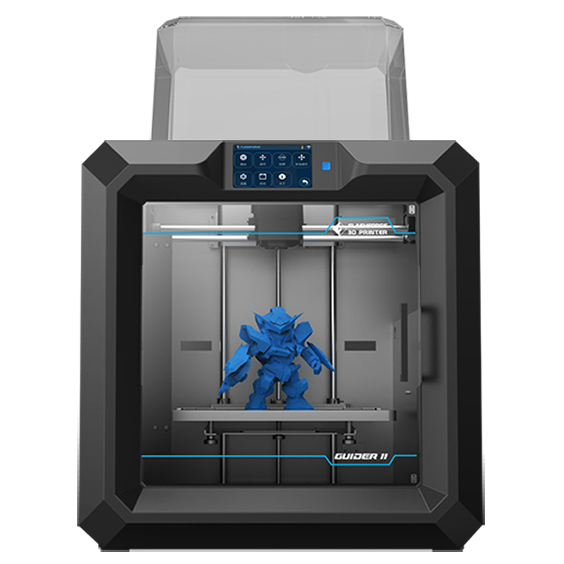 Себестоимость печати в данном случае ниже, чем по технологии PolyJet, что дает больше возможностей для ее более широкого использования.
Себестоимость печати в данном случае ниже, чем по технологии PolyJet, что дает больше возможностей для ее более широкого использования.
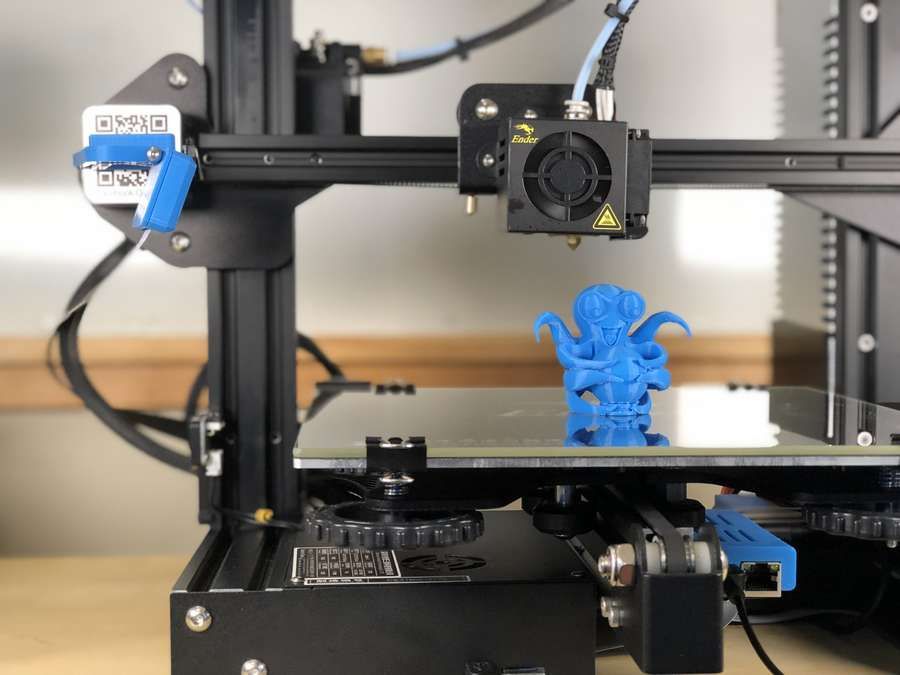 Зато ее огромным преимуществом является существенно более низкая цена и принтеров, и готовых изделий. В Россию данные системы пока не поставлялись, поэтому мы ждем возможности самостоятельно оценить их качество и эффективность. В перспективе нескольких лет эта технология может стать самой востребованной из всех возможных способов 3D-печати.
Зато ее огромным преимуществом является существенно более низкая цена и принтеров, и готовых изделий. В Россию данные системы пока не поставлялись, поэтому мы ждем возможности самостоятельно оценить их качество и эффективность. В перспективе нескольких лет эта технология может стать самой востребованной из всех возможных способов 3D-печати.
 Также на базе FDM-принтеров создают принтеры, печатающие глиной для создания керамических изделий новым способом. Например, итальянская компания WASP уже несколько лет предлагает такие системы на базе своих дельта-принтеров, печатающих пластиковой нитью.
Также на базе FDM-принтеров создают принтеры, печатающие глиной для создания керамических изделий новым способом. Например, итальянская компания WASP уже несколько лет предлагает такие системы на базе своих дельта-принтеров, печатающих пластиковой нитью.
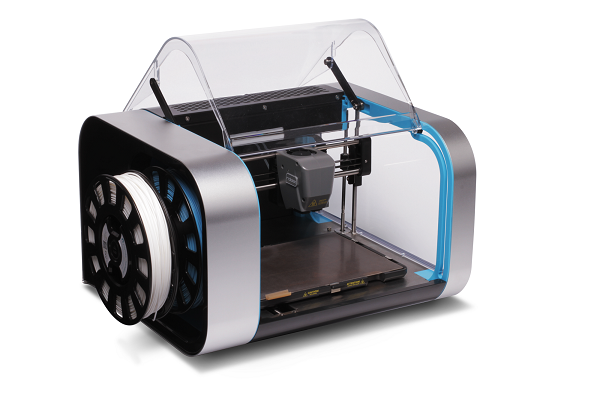 Интересным фактом является и то, что самым перспективным проектом по строительству жилья на Марсе также признан способ 3D-печати.
Интересным фактом является и то, что самым перспективным проектом по строительству жилья на Марсе также признан способ 3D-печати.
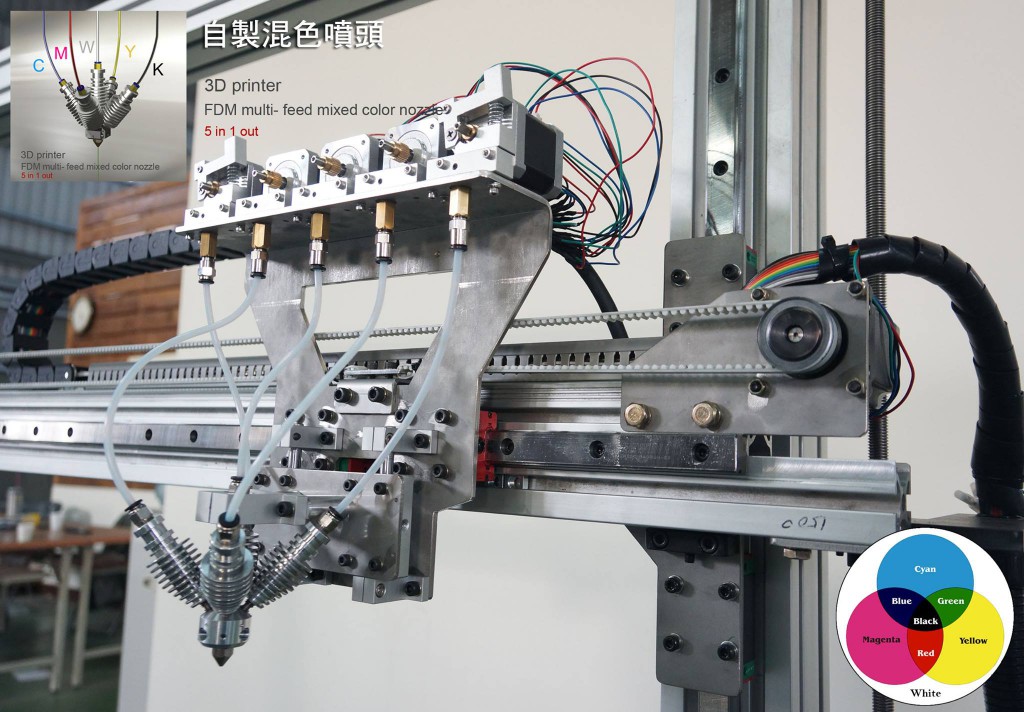 Одним из представителей 3D-принтеров для печати шоколадом является Choc Creator.
Одним из представителей 3D-принтеров для печати шоколадом является Choc Creator.
 Пока данное направление находится на стадии разработок и тестирований и полноценно не применяется для лечения пациентов, но уже сейчас проведено большое количество успешных экспериментов. Как например, печать сердца израильскими учеными в 2019 году, пока совсем крошечное по размерам, но главное, что оно способно выполнять свои функции. Также биопечать имеет огромные перспективы в экспериментальном тестировании медицинских препаратов, выпускаемых фармацевтическими компаниями.
Пока данное направление находится на стадии разработок и тестирований и полноценно не применяется для лечения пациентов, но уже сейчас проведено большое количество успешных экспериментов. Как например, печать сердца израильскими учеными в 2019 году, пока совсем крошечное по размерам, но главное, что оно способно выполнять свои функции. Также биопечать имеет огромные перспективы в экспериментальном тестировании медицинских препаратов, выпускаемых фармацевтическими компаниями.
 Большинство 3D принтеров могут выполнять процесс печати без оператора, а современные системы автоматически заправляют необходимый для создания объектов материал из картриджей.
Большинство 3D принтеров могут выполнять процесс печати без оператора, а современные системы автоматически заправляют необходимый для создания объектов материал из картриджей.
 В этом видео мы сравниваем скорость печати при использовании таких технологий 3D-печати, как моделирование методом наплавления (FDM), стереолитография (SLA) и селективное лазерное спекание (SLS).
В этом видео мы сравниваем скорость печати при использовании таких технологий 3D-печати, как моделирование методом наплавления (FDM), стереолитография (SLA) и селективное лазерное спекание (SLS). Это позволяет разработчикам и инженерам быстрее разрабатывать идеи и помогает компаниям быстрее выводить продукты на рынок.
Это позволяет разработчикам и инженерам быстрее разрабатывать идеи и помогает компаниям быстрее выводить продукты на рынок.

 Они стимулируют творческий подход и знакомят студентов с технологиями профессионального уровня, позволяя внедрять метод STEAM в областях науки, техники, искусства и дизайна.
Они стимулируют творческий подход и знакомят студентов с технологиями профессионального уровня, позволяя внедрять метод STEAM в областях науки, техники, искусства и дизайна.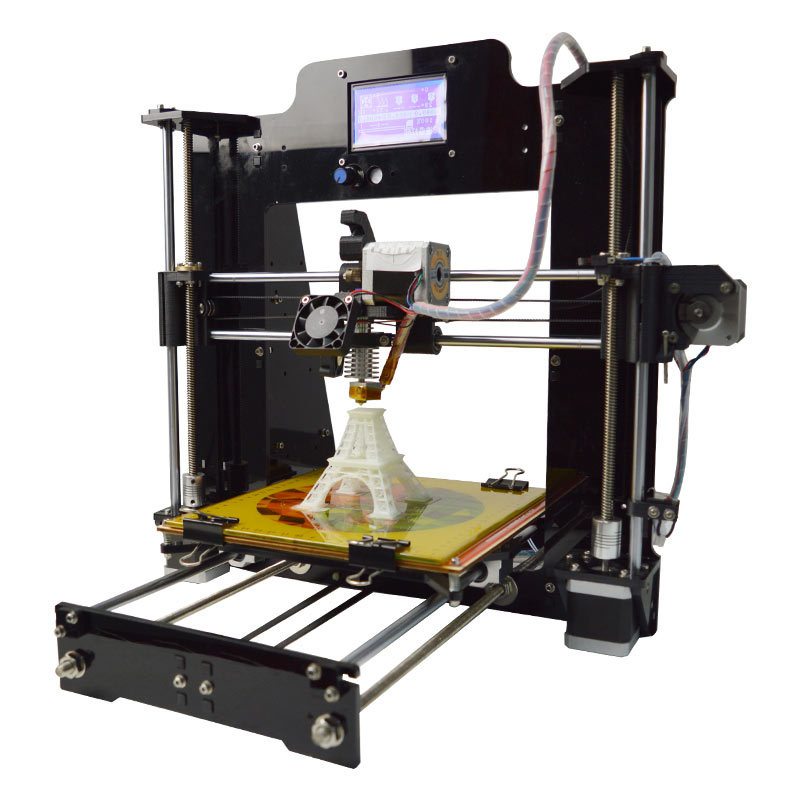 Цифровые инструменты позволяют создавать плотные, четко детализированные модели без утомительного, связанного с погрешностями изготовления восковок.
Цифровые инструменты позволяют создавать плотные, четко детализированные модели без утомительного, связанного с погрешностями изготовления восковок. По завершении формирования слоя модель поднимается со дна резервуара, для того чтобы под нее смог затечь свежий полимер, и платформа снова опускается. Процесс повторяется до завершения печати.
По завершении формирования слоя модель поднимается со дна резервуара, для того чтобы под нее смог затечь свежий полимер, и платформа снова опускается. Процесс повторяется до завершения печати.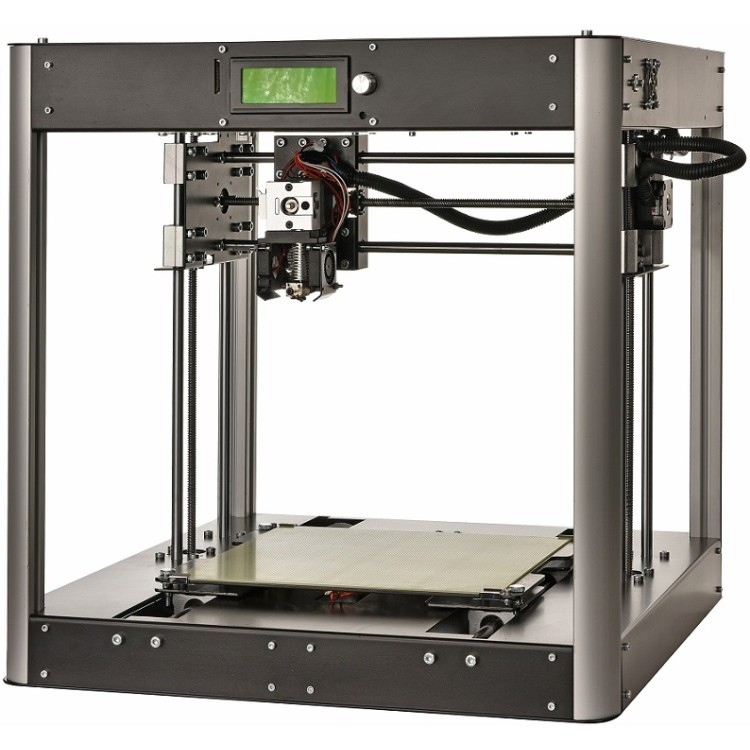 Лазер сканирует поперечное сечение 3D-модели и формирует твердый объект посредством механического сплавления частиц. Нераспыленный порошок поддерживает модель во время печати и устраняет необходимость в специальных поддерживающих структурах. Платформа опускается в рабочую камеру на один слой, толщина которого, как правило, составляет 50–200 микрон, и устройство для повторного нанесения наносит новый слой порошка сверху. Затем лазер сканирует следующий срез модели, и процесс повторяется для каждого слоя до тех пор, пока модель не будет завершена.
Лазер сканирует поперечное сечение 3D-модели и формирует твердый объект посредством механического сплавления частиц. Нераспыленный порошок поддерживает модель во время печати и устраняет необходимость в специальных поддерживающих структурах. Платформа опускается в рабочую камеру на один слой, толщина которого, как правило, составляет 50–200 микрон, и устройство для повторного нанесения наносит новый слой порошка сверху. Затем лазер сканирует следующий срез модели, и процесс повторяется для каждого слоя до тех пор, пока модель не будет завершена. Formlabs предлагает следующий ассортимент фотополимерных материалов для настольной 3D печати.
Formlabs предлагает следующий ассортимент фотополимерных материалов для настольной 3D печати.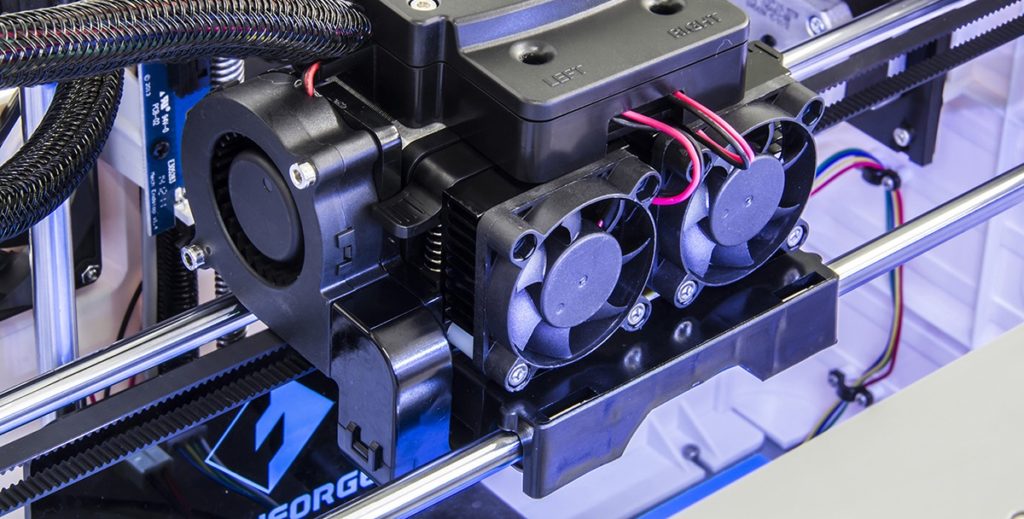
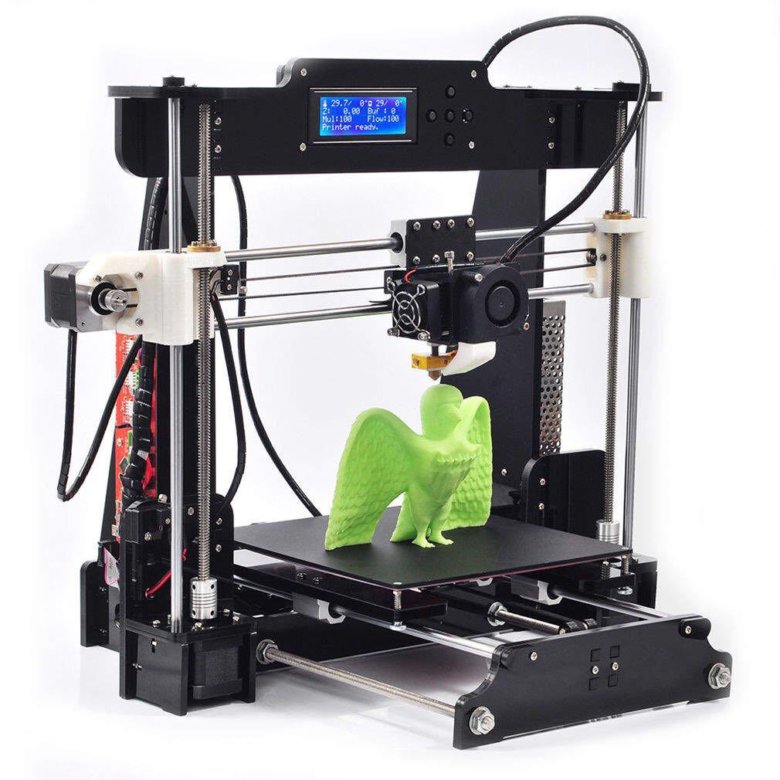 С его помощью можно изготавливать керамические модели для инженерных изысканий или создавать уникальные предметы искусства.
С его помощью можно изготавливать керамические модели для инженерных изысканий или создавать уникальные предметы искусства.
 Настраиваемые параметры печати включают ориентацию, опорные конструкции (при необходимости), высоту слоя и материал. После завершения настройки программное обеспечение отправляет инструкции на принтер по беспроводному или кабельному соединению.
Настраиваемые параметры печати включают ориентацию, опорные конструкции (при необходимости), высоту слоя и материал. После завершения настройки программное обеспечение отправляет инструкции на принтер по беспроводному или кабельному соединению. Некоторые из этих процессов можно автоматизировать с помощью аксессуаров.
Некоторые из этих процессов можно автоматизировать с помощью аксессуаров. В 3D-принтерах SLA используется лазер для отверждения жидкой смолы в затвердевший пластик в процессе, называемом фотополимеризацией.
В 3D-принтерах SLA используется лазер для отверждения жидкой смолы в затвердевший пластик в процессе, называемом фотополимеризацией.
 Однако FDM имеет самое низкое разрешение и точность по сравнению с SLA или SLS и не является лучшим вариантом для печати сложных конструкций или деталей со сложными функциями. Более качественную отделку можно получить с помощью процессов химической и механической полировки. Промышленные 3D-принтеры FDM используют растворимые подложки для смягчения некоторых из этих проблем и предлагают более широкий спектр инженерных термопластов, но они также имеют высокую цену.
Однако FDM имеет самое низкое разрешение и точность по сравнению с SLA или SLS и не является лучшим вариантом для печати сложных конструкций или деталей со сложными функциями. Более качественную отделку можно получить с помощью процессов химической и механической полировки. Промышленные 3D-принтеры FDM используют растворимые подложки для смягчения некоторых из этих проблем и предлагают более широкий спектр инженерных термопластов, но они также имеют высокую цену.
 По мере того, как 3D-печать становится все более пригодной для производства функциональных деталей для конечного использования, она может дополнять или заменять традиционные методы производства для растущего спектра приложений в малых и средних объемах.
По мере того, как 3D-печать становится все более пригодной для производства функциональных деталей для конечного использования, она может дополнять или заменять традиционные методы производства для растущего спектра приложений в малых и средних объемах.
 Раннее обнаружение и исправление недостатков конструкции может помочь компаниям избежать дорогостоящих доработок и изменений инструментов в будущем. С помощью 3D-печати инженеры могут тщательно тестировать прототипы, которые выглядят и работают как конечные продукты, снижая риски проблем с удобством использования и технологичностью перед переходом к производству.
Раннее обнаружение и исправление недостатков конструкции может помочь компаниям избежать дорогостоящих доработок и изменений инструментов в будущем. С помощью 3D-печати инженеры могут тщательно тестировать прототипы, которые выглядят и работают как конечные продукты, снижая риски проблем с удобством использования и технологичностью перед переходом к производству. .
. Они могут поощрять творчество и знакомить учащихся с технологиями профессионального уровня, одновременно поддерживая учебные программы STEAM в области науки, техники, искусства и дизайна.
Они могут поощрять творчество и знакомить учащихся с технологиями профессионального уровня, одновременно поддерживая учебные программы STEAM в области науки, техники, искусства и дизайна. Детали, напечатанные на 3D-принтере, используются в покадровых фильмах, видеоиграх, костюмах на заказ и даже в спецэффектах для блокбастеров.
Детали, напечатанные на 3D-принтере, используются в покадровых фильмах, видеоиграх, костюмах на заказ и даже в спецэффектах для блокбастеров. Может применяться как на Windows, так и на Macintosh.
Может применяться как на Windows, так и на Macintosh. Подробную инструкцию с пошаговыми фотографиями процесса смотрите в разделах: импорт stl моделей в 3D Max и импорт stl в ArtCam.
Подробную инструкцию с пошаговыми фотографиями процесса смотрите в разделах: импорт stl моделей в 3D Max и импорт stl в ArtCam.
 Теперь этих ограничений нет. Во всяком случае я с ними не сталкивался. И скорее всего любой принтер справится с любым весом файла модели.
Теперь этих ограничений нет. Во всяком случае я с ними не сталкивался. И скорее всего любой принтер справится с любым весом файла модели. Нумерация выполняется по правилу правой руки.
Нумерация выполняется по правилу правой руки.
 Если мы просто перепишем все и изменим Z на противоположное значение у нас получится фигура, но нормали нижней части будут перевернуты. Поэтому для нижней части мы описываем треугольники почасовой стрелке.
Если мы просто перепишем все и изменим Z на противоположное значение у нас получится фигура, но нормали нижней части будут перевернуты. Поэтому для нижней части мы описываем треугольники почасовой стрелке. Также он может выглядеть несколько иначе, но не все программы понимают такое написание.
Также он может выглядеть несколько иначе, но не все программы понимают такое написание.
 ..
..
 Первым шагом для вас будет создание 3D-дизайна. Сегодня почти все программное обеспечение САПР на рынке может генерировать файл STL из вашей 3D-модели. Вам просто нужно экспортировать файл STL из программы CAD.
Первым шагом для вас будет создание 3D-дизайна. Сегодня почти все программное обеспечение САПР на рынке может генерировать файл STL из вашей 3D-модели. Вам просто нужно экспортировать файл STL из программы CAD. Мы только что видели, что файл STL на самом деле является переводом 3D-объекта , но что это значит? Этот файл будет кодировать геометрию поверхности объекта, концепция, используемая на этом этапе, называется тесселяцией. Тесселяция — это действие по замощению поверхности геометрическими фигурами, особенно треугольниками, как в примере ниже:
Мы только что видели, что файл STL на самом деле является переводом 3D-объекта , но что это значит? Этот файл будет кодировать геометрию поверхности объекта, концепция, используемая на этом этапе, называется тесселяцией. Тесселяция — это действие по замощению поверхности геометрическими фигурами, особенно треугольниками, как в примере ниже: Файл ASCII STL заканчивается на:
Файл ASCII STL заканчивается на: Итак, что будет интересно для 3D-принтера, так это все слои 3D-объекта. На этом этапе инструмент 3D-слайсера позволяет создавать все слои в 2D, и все это затем группируется в файле GCode, языке 3D-принтера.
Итак, что будет интересно для 3D-принтера, так это все слои 3D-объекта. На этом этапе инструмент 3D-слайсера позволяет создавать все слои в 2D, и все это затем группируется в файле GCode, языке 3D-принтера.
 Файлы STL используются для быстрого прототипирования и автоматизированного производства (CAM).
Файлы STL используются для быстрого прототипирования и автоматизированного производства (CAM). Одним из преимуществ является то, что они являются очень универсальным форматом файла. Файлы STL можно использовать для 3D-печати, CAD и CAM. Их также можно использовать для создания 3D-моделей из сканов.
Одним из преимуществ является то, что они являются очень универсальным форматом файла. Файлы STL можно использовать для 3D-печати, CAD и CAM. Их также можно использовать для создания 3D-моделей из сканов. Например, простой куб может быть представлен файлом STL размером в несколько мегабайт.
Например, простой куб может быть представлен файлом STL размером в несколько мегабайт.