1) Самым простым является метод визитной карточки/бумаги.
Это видео показывает, как это просто: Выравнивание платформы
Вы должны чувствовать одинаковое сопротивление между горячей панелью и столом со всех сторон. На некоторых 3D-принтерах имеется 3 винта, удерживающих стол (напр. Solidoodle), а на других по 4 винта на каждом краю (например, Prusa i3). На некоторых 3D-принтерах вам нужно вращать винт с помощью отвертки, чтобы отрегулировать его (например, Solidoodle 3), а на некоторых у вас есть гайка (в основном гайка с крыльчаткой) (например, Solidoodle 4).
Я нахожу, что большинство людей перемещают экструдер при регулировке стола, управляя двигателями. Я думаю, что более быстрый способ-это остановка двигателей (в хосте Repetier это кнопка «Остановить двигатель») и перемещение портала вручную.
Учебное пособие: Руководства по 3D-печати — Выравнивание стола
2) Второй-это просто более продвинутая версия вышеперечисленного. Вы используете индикатор набора/ микрометр, прикрепленный к экструдеру, и убедитесь, что номер на циферблате находится как можно ближе по всем краям.
Выровняйте печатный стол на 3D-принтере RepRap / RepStrap с помощью тестового индикатора набора Mitutoyo
Микрометр op 3D принтер
Существуют также цифровые версии этого инструмента.
Возможно, вам потребуется распечатать или сделать какой-либо другой способ, чтобы иметь возможность прикрепить микрометр к экструдеру (возможно, уже есть один для вашего 3D-принтера на Thingiverse).
Теперь, помните, я упоминал, что вы регулируете высоту краев печатного стола с помощью винта/гайки? Ну, поскольку во время печати возникает много вибрации, они, как правило, выходят из строя, и это может объяснить, почему вы в конечном итоге снова и снова корректируете его. Что я нашел, чтобы решить эту проблему, так это использовать одну каплю локтита (цианокрилатного клея) в середине гайки/винта. Одна капля закрепит его на месте, но также не сделает невозможным откручивание в будущем.
3) Настройка автоматического выравнивания столы на 3D-принтере, если его можно достаточно изменить: Руководства по 3D-печати: Настройка автоматической компенсации наклона при выравнивании стола!.
Наконец, если вы не можете выровнять стол, несмотря ни на что, он может быть неровным. Обычно это вызвано деформацией. Как печатные платы, так и алюминиевые столы могут деформироваться. С первым просто положите на него стеклянный стол, и все должно быть в порядке. Деформированный алюминий довольно трудно расплющить. В этой экстремальной ситуации вам, возможно, потребуется вырезать и просверлить новый алюминиевый лист, предпочтительно на мм толще, который с меньшей вероятностью деформируется при тех же условиях. Я думаю, что это происходит, когда вы либо устанавливаете слишком высокую температуру стола и/или толщина алюминиевого стола слишком мала (плохой или дешевый дизайн 3D-принтера).
Если очень хочется, то можно — 2. Hephestos 2016 + Headbed » Прибыльная студия 3D-печати
Приветствую всех!
В этой статье я опишу, как подключить нагреваемый стол к bq Hephestos 2016.
В прошлой своей статье Если очень хочется, то можно, я описывал подобный процесс для прошлой модификации этого принтера Prusa i3 Hephestos. Но в #Hephestos 2016 поменяли основную плату управления. И теперь там используется ZUM Mega 3D.
Предыстория
Краткая предыстория, почему я написал эту статью. В этот раз не было вот этих двух товарищей с проводами.
Все оказалось банальней. Ко мне в личку постучался Кирилл. Он купил у меня в магазине 3D принтер Hephestos 2016, в марте этого года. А в июне месяце, начитавшись моей статьи Если очень хочется, то можно, тоже решил оснастить свой принтер подогреваемым столом.
Заказал на Али стол в комплекте с терморезистором. Вот отсюда, хотя можно конечно любой подходящий — https://vk.com/away.php?to=https%3A%2F%2Fru.aliexpress.com%2Fitem%2F3D-Printer-Parts-MK3-Dual-Power-Heated-LED-Resistor-Cabel-100K-ohm-Thermistors-PCB-Heatbed-S207%2F32638242079.html%3Fspm%3Da2g0s.9042311.0.0.cblJio&cc_key=
Блок питания он взял такой:
А так же прикупил стандартное реле, для авто на 12В.
Когда же он попытался собрать это воедино, столкнулся с самой серьезной проблемой. Плата управления абсолютно не подходила под описание из моей статьи. Поискав по инету, не нашел никакой информации по подключению и обратился ко мне.
Я тоже проштудировал инет, и не нашел ничего, по этому поводу. В первую очередь это связано с тем, я думаю, что #bq выпустило свой набор с термостолом. Набор от bq создан для подключения к Hephestos 2016 и Hephestos 2. По нему есть видео, в котором легко и просто все собирается. Подключаем несколько разъемов и все работает. В комплекте с “фирменным” столом идет дополнительная плата. Назначение понятно — там установлено реле и “обвязка” схемы. Но это я выяснил потом. Главное из видео стало понятно, куда подключается стол. На фото выше — это разъем, который “смотрит вверх”
Процесс установки
Порывшись на Гитхабе в документации от bq, я нашел схемы ZUM Mega 3D. Она лежит вот здесь — https://github.com/bq/zum/tree/master/zum-mega3d
Там была найдена распиновка этого разъема. И много стало сразу понятно.
Хотя конечно, по факту оказалось несколько нюансов, о которых я напишу ниже.
Сначала не хотел работать терморезистор. Залез в инет и нашел вот такое.
Сопротивление резистора R2 зависит от сопротивления вашего терморезистора. Китайцы могут вам “подложить свинью”. Поэтому, скорее всего, придется калибровать стол с реальной температурой.
В итоге пришли к вот такой схеме.
Вторая проблема была в том, что реле от авто не подошло. Нынешняя схема имеет выход не 12 вольт, а только 5. Так как bq тоже реализовала схему с реле на дополнительной плате. Там кстати, блок питания дополнительный в наборе идет для стола с подогревом. Поэтому, чтобы не “вводить в соблазн”, даже 12 вольт не вывели на этот разъем.
Реле было приобретено вот такое. https://www.chipdip.ru/product/9-1393239-1-rt314005
В общем, требования к реле. Управление 5вольт и коммутируемая мощность от 15А. Это уже зависит, какой стол вы решили установить. Можно и твердотельные использовать. Тут уже вопрос вашей продвинутости в данном вопросе, и количестве финансов на это. Ах да! Еще один важный пункт забыл. Прошивка! Она сейчас родная от bq. Ничего самому править не надо. Программисты из Испании уже постарались за вас.
Взять можно здесь : https://storage.googleapis.com/impresoras/FW-v2.5.1/Marlin_hephestos_zum-510.rar
После чего появляется поддержка стола с подогревом. В итоге, Кирилл собрал свою схему, и теперь осваивает печать новыми материалами.
Кроме самого стола, принтер он тоже неплохо подготовил.
Очень надеюсь, что помог тем новичкам, кто не гуру электроники, а купил этот принтер, чтобы приобщится к миру 3D печати. Если есть вопросы по выбору такого, или другого 3D принтера — обращайтесь. Всем бобра!
PS. Вся разработка была проведена лично. Кот спал, а хомяк был занят заготовкой запасов на зиму. На чем и был пойман в выходные.
PPS Лабиринт распечатан из натурального PLA от REC3D. Хомяк заныкал 27 орехов…
Всем бобра.
Все оперативные новости от меня в соц.сетях.
Мой Инстаграм
Типа я вВКонтакте
Сохранить
Показания термисторов и таблицы термисторов для 3D-принтеров RepRap
Сегодня я расскажу об измерении температуры с помощью термисторов. В частности, это будет
Эта тема в блоге старая, и я проделал всю тяжелую работу некоторое время назад, но я решил задокументировать ее, чтобы выполнить мою добровольную квоту в одну запись в блоге в неделю.
Базовая схема термистора представляет собой делитель напряжения, как показано ниже:
Rs — известный нагрузочный резистор, а Rt — термистор (в данном случае термистор с отрицательным температурным коэффициентом или NTC). Прикладывается известное напряжение (Vin), измеренное напряжение (Vout) меняется в зависимости от изменения сопротивления Rt.
Vout=Vin*Rt/(Rs+Rt)
Для Marlin существует стандартный коэффициент передискретизации n. Я не исследовал это подробно, но здравый смысл подсказывает, что прошивка будет измерять напряжение от термистора n раз. Затем он сложит эти числа и разделит на n. Это позволяет избежать скачков температуры вверх и вниз при небольших колебаниях напряжения.
Теперь вам нужно рассчитать температуру на основе сопротивления термистора. К сожалению, математика немного утомительна (если только вы не увлекаетесь такими вещами, как я), если вы хотите перейти от напряжения к сопротивлению, а затем от сопротивления к температуре. И последнее, что вам нужно, — это замедлять работу вашего 3D-принтера, заставляя его выполнять ненужные вычисления несколько раз в секунду. Гораздо проще перейти Температура -> Сопротивление -> Напряжение. Прошивка 3D-принтера, такая как Marlin, использует таблицы термисторов, которые представляют собой предварительно сгенерированные массивы показаний напряжения и связанных с ними температур. Затем микропрограмма просто выполняет интерполяцию между этими точками данных для измеренных напряжений. Достаточно просто?
Как теперь создать эти таблицы данных? (Один вопрос, который я часто встречал на форумах, звучит так: «Какую таблицу термисторов мне следует использовать в Marlin?») Итак, вот что вы делаете:
Соберите как можно больше информации о вашем термисторе:
Некоторые термисторы поставляются с таблицей значений R/T: просто выполните расчет делителя напряжения, чтобы преобразовать значения R в измеренные напряжения с учетом передискретизации.
Некоторые термисторы будут иметь только значение Бета, которое дает аппроксимацию кривой R/T.
Иногда у вас просто не будет никаких данных, поэтому вы можете измерить три точки данных и использовать их для создания кривой.
Загрузите мою электронную таблицу генератора таблиц термисторов ( http://www.thingiverse.com/thing:103668/ ), так как это упростит расчеты. Для получения дополнительной информации вы можете обратиться к соответствующим ссылкам ниже:
//ВСТАВЬТЕ ТАБЛИЦУ ЗДЕСЬ!!!!!! каждая строка имеет формат {V,T},
};
#endif
Любой из трех методов, используемых для создания таблицы термисторов, может быть использован с разным уровнем точности, но я хотел бы подчеркнуть один момент…
НЕ ВАЖНО.
Очевидно, что для вашего термистора идеально точное считывание, но этого не произойдет. Хорошо, если ваш термистор дает достаточно точные показания, чего и добивается приведенная выше таблица. Но, в конце концов, вам в основном нужно, чтобы ваше измерение температуры было ПОВТОРЯЕМЫМ. Показания температуры должны быть достаточно точными, чтобы получить примерное число, но из-за множества различных конструкций экструдеров, типов термисторов, производителей PLA/ABS и других параметров, влияющих на экструзию с помощью 3D-принтера RepRap, номинальные температуры печати, рекомендуемые производителями всегда будет отличаться от идеала измерял температуру печати , которую следует проверять и точно настраивать для каждого принтера и печатной нити (для достижения максимального качества и прочности печати).
Ваш термистор может показывать 17°C при печати из PLA, если вы проверите температуру и выясните, что это температура, при которой вы печатаете… вам просто нужно настроить прошивку принтера и настройки программного обеспечения для нарезки, а затем просто печатать при 17°С.
Надеюсь, это немного поможет, прочитайте инструкции в моем термисторном калькуляторе и комментарии на странице Thingiverse.
Удачи и удачной печати.
Примерно так:
Нравится Загрузка…
Оптимизация прочности деталей, напечатанных на 3D-принтере — 3DPros
Независимо от того, рассматриваете ли вы возможность 3D-печати для прототипов или конечных приложений, вам необходимо учитывать множество факторов, чтобы обеспечить части достаточно сильны для вашего приложения. В этой статье мы рассмотрим варианты, которые оказывают наибольшее влияние на прочность детали:
Обратите внимание, что в этом руководстве обсуждаются конкретные аспекты 3D-печати FDM; другие технологии 3D-печати имеют разные соображения.
Когда в 3D-печати используются такие детали, как этот монтажный кронштейн для экструдера цемента для структурного 3D-принтера нашего клиента, главным приоритетом является прочность детали. Мы использовали PETG с большим заполнением и толщиной оболочки, чтобы убедиться, что эта деталь подходит для работы.
Настройки 3D-принтера
Процент заполнения
При заказе 3D-печатных деталей обычно необходимо указать процент заполнения. Процент заполнения показывает, насколько плотным будет внутреннее пространство модели. Этот параметр находится в диапазоне от 0%, полностью полая модель, до 100%, полностью сплошная модель. Заполнение оказывает наибольшее влияние на прочность на сжатие, поскольку оно поддерживает внутреннюю часть модели.
Кажется очевидным, что полностью цельная модель будет лучшим выбором с точки зрения прочности, но на практике выбор значения выше 60-70% очень мало влияет на прочность детали и обычно не стоит дополнительных затрат и времени печати. В частности, для более крупных моделей с большим внутренним пространством увеличение заполнения может оказать существенное влияние как на стоимость, так и на время печати. Важно учитывать, перевешивают ли преимущества недостатки вашего приложения.
Увеличение процента заполнения повышает прочность деталей, напечатанных на 3D-принтере, особенно ударопрочность, но преимущества уменьшаются более чем на 60%.
Обратитесь к нашему Руководству по процентам заполнения для получения более подробной информации и других соображений по этому параметру.
Толщина оболочки
Другой менее известный параметр, толщина оболочки, также играет значительную роль в прочности детали. Толщина оболочки относится к толщине внешних поверхностей детали. Большинство сервисов 3D-печати используют стандартную толщину около 1,0–1,5 мм, но увеличение этого параметра может значительно повысить прочность на растяжение и ударную вязкость ваших деталей.
Увеличение толщины оболочки деталей может значительно повысить прочность деталей, напечатанных на 3D-принтере, даже при более низком проценте заполнения.
Выбор материала
Материал, из которого изготовлены детали, также оказывает значительное влияние на прочность. Как правило, 3D-печатные детали изготавливаются из пластика PLA, ABS или PETG. При выборе наиболее подходящего материала важно учитывать типы сил, которым будут подвергаться ваши детали.
ABS, PETG и PLA имеют разные прочностные характеристики, которые важно учитывать при 3D-печати конечных деталей.
Для деталей, которым требуется прочность на растяжение, чтобы противостоять силам, тянущим на объект, PETG является самым прочным вариантом, за которым следует PLA. ABS — наименее эффективный выбор для сопротивления этому типу силы. PETG имеет особенно прочную связь между слоями и прочнее, чем другие варианты, поэтому это особенно хороший выбор для тонких деталей с высокими требованиями к прочности.
Если ваши детали подвергаются изгибающим усилиям, ABS, как правило, является самым прочным вариантом из-за его пластичности, за которым следует PETG. PLA более жесткий и хрупкий, чем другие варианты, а это означает, что это не лучший выбор для приложений, требующих сопротивления изгибу.
Если детали должны противостоять ударам, например, при падении, ABS или PETG работают примерно одинаково. PLA менее подходит для этого использования из-за его жесткости.
Для получения дополнительной информации о вариантах материалов и других соображениях обратитесь к нашему Руководству по материалам.
Ориентация детали
Ориентация детали, или то, как деталь позиционируется на 3D-принтере, является фактором прочности, уникальным для 3D-печати. Чтобы понять, почему ориентация оказывает такое значительное влияние, вам нужно знать, как детали изготавливаются на 3D-принтере FDM. Детали печатаются на 3D-принтере путем нанесения тонких слоев расплавленного пластика на постепенно увеличивающуюся высоту, чтобы сформировать трехмерную деталь.
Детали, напечатанные на 3D-принтере, создаются путем нанесения тонких слоев пластика, каждый из которых немного выше предыдущего.
Хотя пластик каждого слоя связан с предыдущим слоем, границы между этими слоями являются слабым местом. Когда 3D-печатные детали трескаются или ломаются, это обычно происходит между линиями слоев.
Учет этой характеристики деталей, напечатанных на 3D-принтере, особенно полезен, когда на деталь воздействуют силы в определенном направлении. Например, если вы проектировали кронштейн для полки, вы знаете, что самые большие силы будут давить вниз в том месте, где кронштейн крепится к полке. Используя эту информацию, печать кронштейна на боку гарантирует, что сила не действует вдоль границ раздела между слоями.
В тех случаях, когда невозможно избежать сил, действующих на слои, рассмотрите возможность использования PETG, так как он обладает лучшими характеристиками склеивания слоев среди обычных материалов.
Мы напечатали один и тот же кронштейн для полки в двух разных ориентациях. Как вы думаете, какой из них будет работать лучше?
Деталь с тонким интерфейсом поперек линий слоев (слева на первом изображении) вышла из строя с относительно небольшим усилием.
Имейте в виду, что другие факторы также могут повлиять на лучший выбор ориентации детали. Например, ориентация детали влияет на то, какие поверхности печати будут наиболее гладкими. В некоторых случаях ориентация детали также может повлиять на стоимость печати, поскольку для обеспечения определенной ориентации детали может потребоваться больше вспомогательного материала.
Другие соображения
Хотя вы можете использовать методы, описанные в этом руководстве, для повышения прочности ваших деталей, прочность — это лишь один из многих факторов, о которых вы, вероятно, думаете, рассматривая возможность 3D-печати для своего проекта. Другие требования, такие как внешний вид деталей, стоимость производства и временные рамки, могут потребовать от вас сложных компромиссов. Если вы не знаете, как поступить, или просто хотите, чтобы ваши идеи были представлены кому-то, мы будем рады услышать о вашем проекте и помочь вам найти лучший способ его распечатать!
Следующие шаги
Хотите узнать больше о покупке собственного 3D-принтера?
Поршни являются ключевым элементом рабочего процесса в двигателях внутреннего сгорания. Поршень – это фактически втулка, которая двигается внутри цилиндра вниз-вверх. Таким образом, она в верхней точке своего поступательного движения сжимает воздушно-топливную смесь, которая в дизельных двигателях воспламенятся за счёт давления, а в бензиновых за счет искры на свече зажигания. Энергия, которая образовывается в это время, давит на поршень, и он, поскольку соединен с коленчатым валом, оборачивает его. Таким образом двигатель приводится в действие; начинает работать.
Одна из компаний-производителей производит девять тысяч различных моделей поршня: от кроссовых мотоциклов до автомобильных двигателей. На самом начале своего становления поршень представляет собою трёхметровый алюминиевый стержень. Алюминий для таких целей и режимов работы подходит идеально, поскольку он не поддаётся коррозии, и легко режется. Стержень отправляется на станок, где режущая пила разрезает его на заготовки, длину которых по надобности изменяют, регулируя подающий механизм, проталкивающий стержень, с разными интервалами. Для нашей модели поршня, например, требуются заготовки длиной в 7 сантиметров. На фабрике также перерабатывают и повторно используют оставшуюся алюминиевую стружку.
Затем штамповальный пресс и форму раскаляют до 426 ºС – именно такая температура необходима для штамповки заготовок поршня. Заготовки раскаляются до бела, до такой же температуры, в печи. Тогда их кладут под пресс, и он силой своего давления в 2000 тонн формирует исходную форму поршня. Примерно каждая 10-тая заготовка поршня после штамповки опускается в воду для проверки на наличие дефектов. Чтобы как-то облегчить процесс штамповки поршней, заготовки, перед тем как накалять, покрывают смазкой, через что заготовка вспыхивает, когда на неё опускается горячий (раскалённый) пресс. Пресс выполняет операцию штамповки заготовки всего за 2 секунды, но заготовки такие горячие, что должны остывать около часа до начала следующего этапа. Затем рабочие раскаляют заготовки ещё 2 раза. Сначала раскаляют при очень высокой температуре, для того, чтобы укрепить металл, и во второй раз уже не так сильно, чтобы добиться устойчивости.
Затем рабочие обрабатывают каждую заготовку на токарном станке, чтобы придать штамповке соответствующую форму для механизмов, на которых её будут обрабатывать позже. Затем станком просверливаются маленькие дырки по кругу поршня – через них будет подаваться масло, которое служит смазкой для поршня в процессе его работы. Ещё один токарный станок уменьшает диаметр поршня на три миллиметра. Также этот же станок прорезает три паза на верхнем краю заготовки: два для компрессионных колец и один для маслосъёмного кольца. Эти кольца предназначены для того, чтобы поршень двигался плавно, обеспечивал герметичное прилегание к цилиндру, и не допускал излишки масла в камеру сгорания.
Затем станок сверлит отверстие для поршневого пальца, который соединяет поршень с шатуном. Затем, на фрезерном станке с обеих сторон поршня, со стороны отверстия для поршневого пальца, стачивается до двух сантиметров металла, чтобы уменьшить его вес. Во всех этих случаях во время обтачивания и сверления подается белая жидкость, являющаяся смазкой, которая охлаждает поверхность поршня двигателя в процессе обтачивания. Ещё на одном фрезерном станке срезается часть заготовки поршня, которая называется «куполом». Таким образом, он не будет задевать другие части, двигаясь внутри цилиндра двигателя.
У поршня должна быть строго определенная форма и размер. Некоторые из поршней при работе двигателя делают до шести тысяч движений вверх и вниз. Затем, на токарном станке, с наружной стороны, срезается очередной слой метала, толщиной с волос человека. Этот срез дает возможность поршню немного увеличится в объёме, когда внутри цилиндра повышается температура. Затем, автоматическое сверло делает два перекрещивающихся масло-спускных отверстия, чтобы улучшить смазку поршневого пальца.
После всего этого механизм гравирует на поршне модель и дату производства изделия, после чего рабочие удаляют с изделия образовавшиеся острые края от выполнения предыдущих операций, которые могут повредить стенки цилиндра Чтобы сделать поверхность еще более гладкой, они используют ленточно-шлифовальный станок. После этого поршни помещаются на метало резальный станок, на котором срезается немного метала с внутренней части отверстия под поршневой палец, для того, чтобы он мог идеально входить внутрь поршня.
После того, как фрезирование завершено, струи горячей ионизированной воды омывают поршни. После такой чистки удаляются все следы смазки и масла. И после сушки под «воздушной пушкой» эти поршни готовы начать своё бесконечное движение в тёмном нутре цилиндра двигателя.
Станок специальный с ЧПУ для обточки наружного овально-бочкообразного профиля поршней ИТ43
Главная /
Справочник
Станки советские, российские, импортные — справочная информация
Станки советские, российские, импортные — справочная информация
Станок специальный с ЧПУ для обточки наружного овально-бочкообразного профиля поршней ИТ43
Станок модели ИТ43 предназначен для обточки наружного овально-бочкообразного профиля поршней двигателей внутреннего сгорания. ОСОБЕННОСТИ ЧПУ: форма изделий задается путем записи траектории движения резца в перепрограммируемые запоминающие устройства;
Технические характеристики станка ИТ43
Параметр
Значение
Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С)
П
Наибольший диаметр детали обрабатываемой над станиной, мм
Наибольший диаметр детали обрабатываемой над суппортом, мм
Наибольшая длина обрабатываемой детали, мм
ЧПУ
ЧПУ
Пределы частот вращения шпинделя Min/Max, об/мин.
— 2500
Мощность, кВт
0
Габариты, мм
Масса, кг
Начало серийного выпуска, год
Завод-производитель
ИжмашСтанко, ОАО
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок специальный с ЧПУ для обточки наружного овально-бочкообразного профиля поршней ИТ43 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели ИТ43 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок специальный с ЧПУ для обточки наружного овально-бочкообразного профиля поршней ИТ43 составляет:
новые станки — 12 мес.,
после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок специальный с ЧПУ для обточки наружного овально-бочкообразного профиля поршней ИТ43 звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге +7 (812) 245-28-87 в Минске +375 (17) 276-70-09 в Екатеринбурге +7 (343) 289-16-76 в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре +7 (846) 201-07-64 в Перми +7 (342) 207-43-05 в Ростове-на-Дону +7 (863) 310-03-86 в Воронеже +7 (473) 202-33-64 в Красноярске +7 (391) 216-42-04
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок специальный с ЧПУ для обточки наружного овально-бочкообразного профиля поршней ИТ43 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Популярные модели
В наличии
Обработка поршней на станках VT/VTC
Здравствуйте, чем могу вам помочь?
Вертикальные токарные станки
Вертикальные токарные станки
Лазерная сварка
Шлифовальные станки
Технология ECM
технологическая цепочка для их полной обработки. Внешний контур, в частности, требует очень жестких допусков.
Растут требования к гибкости производства. Например, станок, используемый для обработки внешней поверхности поршня, должен быть способен обрабатывать ряд вариантов поршня, не только в отношении размера и конструкции, но и в том, что станки должны обрабатывать алюминий, сталь и закаленную сталь.
От поршня 3D CAD непосредственно к процессу обработки
Поршень является одним из определяющих качество компонентов, отвечающих за чистое сгорание и долговечность двигателя. Оптимизация камер сгорания приводит к созданию еще более сложных конструкций поршней, адаптированных к жестким условиям, возникающим в камере. Обычно поршень проектируется с использованием экспериментально определенных кулачков, часто создаваемых в системах 3D CAD, поскольку они позволяют исследовать конечное поведение поршня уже на стадии разработки.
Производственная система группы EMAG способна обрабатывать поршень любой формы. Контур свободно программируется и определяется с помощью облака точек. Это позволяет разработчику адаптировать поршень к двигателю, не уделяя особого внимания процессу обработки. Кроме того, геометрические данные, полученные из 3D-модели, могут быть переданы непосредственно на станок, где система управления автоматически генерирует соответствующую программу ЧПУ для процесса обработки. Это значительно сокращает усилия по сбросу для новых вариантов.
VLC 100 / VTC 100 Производственная линия для поршней
Модульные станки EMAG с удачной конструкцией подборщика составляют основные компоненты системы обработки. К их преимуществам при обработке поршней относятся:
Высокая производительность: простые компоненты автоматизации, оптимизированные интерфейсы и короткий ход, гарантирующие быстрый запуск поршневой линии и в целом экономически выгодный процесс в долгосрочной перспективе
Простота обслуживания: различные станки в системе производства поршней имеют общую стратегию изготовления деталей, а сама система предлагает короткое время переналадки и низкие требования к техническому обслуживанию
Разделение процессов обработки поршня обеспечивает высокую степень эксплуатационной готовности станка
Производство поршня система состоит из дублирующих однотехнологических станков с интегрированными процессами обработки. Разделение этих процессов на несколько машин одинакового типоразмера приводит к высокой степени доступности (OFE 80%) и простым и легким для выполнения процедурам. Доступность станка не снижается при запланированных сменах инструмента.
Производственные системы EMAG используются для высокоточной обработки поршней
Станки для ваших требований
( 2 ) найдены станки
Технологии
Комплексные производственные системы из одних рук благодаря широкому спектру технологий
4 У нас есть правильное решение для вас!
Подробнее о EMAG Group
Поршневые фасовочные машины l All-Fill Inc.
Найдите свою машину
All-Fill Inc. будет закрыт в пятницу, 30 декабря, и в понедельник, 2 января, в связи с праздниками. Мы вернемся к стандартному режиму работы во вторник, 3 января.
Наши машины для объемного поршневого розлива созданы для удовлетворения ваших производственных потребностей с использованием самого современного оборудования.
Получить цитату
Найдите свою машину
Полуавтоматический
Автоматический
Машины для объемного поршневого наполнения All-Fill сочетают в себе точность, скорость и универсальность технологии розлива, предназначенной для жидкостей, паст, кремов и других вязких продуктов. Наша линейка машин для наполнения жидкостью представлена в различных конфигурациях: от настольных поршневых машин для наполнения небольших контейнеров до оборудования для тяжелых условий эксплуатации, предназначенного для высокоскоростных автоматических операций с большим циклом. Поршневые разливочные машины All-Fill оснащены насадками различных размеров, чтобы соответствовать конкретным производственным требованиям и максимально повысить эффективность.
Наши поршневые наполнители
Полуавтоматические
Модель 205
Полуавтоматический поршневой дозатор All-Fill модели 205 может иметь объем от 5 до 50 мл, до 2 унций. за цикл. Прочитайте больше.
Модель 305
Объем заполнения полуавтоматического поршневого штифта All-Fill модели 305 может варьироваться от 1/3 до 87 унций за цикл при до 60 заполнениях в минуту. Прочитайте больше.
Модель 505
Полуавтоматический поршневой дозатор All-Fill модели 505 доступен для дозирования продукта в количествах от менее унции до более галлона за цикл. Прочитайте больше.
Автоматический
Серия 500
Автоматическая поршневая разливочная машина All-Fill Series 500 может дозировать частицы диаметром до 7/8 дюйма при производственных объемах 8 унций. до 1 галлона на заправку. Прочитайте больше.
Серия 1500
Автоматические поршневые системы розлива All-Fill серии 1500 доступны с моторизованным конвейером и индексным пакетом для интегрированной обработки и позиционирования контейнеров. Прочитайте больше.
Области применения объемных поршневых наполнителей
Наши объемно-поршневые разливочные машины могут разливать различные жидкие продукты. Независимо от вашей производственной линии, наше оборудование может точно и эффективно упаковать вашу продукцию. Мы можем наполнять такие вязкие продукты, как:
Напитки
Косметические кремы
Лосьоны
Пасты
Масло/маргарин
Кетчуп/Горчица
Мази/Лекарства
Арахисовое масло
Машины для розлива жидкостей для бизнеса
Машины для розлива жидкостей идеально подходят для предприятий, которые пытаются улучшить свои производственные линии. Линейка машин для розлива жидкостей All-Fill изготавливается с использованием сырья высочайшего качества с мастерством, которым компания All-Fill известна на протяжении последних 50 лет. Несколько распространенных применений: напитки, соусы, джемы, масло, мыло, шампуни и лосьоны. Наши поршневые разливочные машины рассчитаны на длительный срок службы и бывают полуавтоматическими или автоматическими.
Шнековые наполнители
Шнековые наполнители являются основой линейки продуктов и машин All-Fill, на которых основана компания. Наш шнековый наполнитель не имеет себе равных и продолжает оставаться стандартом в отрасли. Узнайте больше о полуавтоматических и автоматических моделях.
Шнековые наполнители
Вибрационные наполнители
Вибрационные наполнители All-Fill обеспечивают идеальное сочетание точности, скорости и универсальности в нашей обширной линейке наполнителей по весу нетто. Наша вибрационная линия отлично подходит для обработки сложных и деликатных цельных продуктов. Вибрационные наполнители All-Fill предназначены для работы с вашими уникальными продуктами наряду с точными весами.
Вибрационные наполнители
Наполнители стаканов
Серия объемных систем наполнения стаканов All-Fill может использоваться для дозирования различных сухих сыпучих продуктов, таких как бобы, рис, корм для домашних животных, попкорн, конфеты, семена, зерна, орехи и многое другое без деградации продукта.
Машины для розлива в стаканчики
Машины для розлива поршневых машин
Машины для розлива All-Fill сочетают в себе точность, скорость и универсальность технологии розлива жидкостей, паст, кремов и других вязких продуктов. Узнайте больше о полуавтоматических и автоматических моделях.
Поршневые наполнители
Чеквейеры
Чеквейеры All-Fill, ранее известные как чеквейеры Alpha, предлагают широкий ассортимент оборудования для взвешивания и контроля веса, работающего в режиме онлайн и в производстве. Наши машины могут быть адаптированы для работы практически с любой упаковкой, мешком, коробкой, коробкой и бутылкой и продаваться как автономные или интегрированные системы с другим оборудованием All-Fill.
Контрольные весы
Упаковщики VFFS
Линейка вертикальных формовочно-укупорочных машин All-Fill, ранее известная как Avatar, представляет собой комплексное решение для упаковки в мешки. Наши машины спроектированы таким образом, чтобы приспосабливаться к различным стилям пакетов практически для любого применения и соответствовать вашим требованиям к скорости.
VFFS Baggers
Этикетировочные машины
Компания All-Fill, ранее называвшаяся Re-Pack, производит различные промышленные этикетировочные системы, соответствующие большинству бюджетов и производственных требований. Доступны в полуавтоматическом исполнении с вариантами столешницы или в автоматическом исполнении со встроенным конвейером.
Этикетировщики
Расшифровщики
Компания All-Fill, ранее принадлежавшая Palace Packaging, производит линейку высокоскоростных машин для обработки контейнеров и разборки бутылок, чтобы соответствовать вашим требованиям к упаковке. Разборщики бутылок обрабатывают большие количества бутылок большинства стилей и направляют их на конвейерную линию для розлива.
Оборудование для производства метизов и крепежа. Проекты под ключ с кредитованием.
Уважаемые коллеги!
Примите наши искренние поздравления с Рождеством и наступающим Новым Годом!
Для каждого из нас Новый Год и Рождество есть небольшое волшебство, в которое мы верим.
У каждого человека, где бы он не работал и в какой стране он бы не проживал есть своя сокровенная мечта сделать свою жизнь и жизнь своей семьи ещё ярче и счастливее. Пусть наступающий год станет для вас успешным и будет новой ступенью в развитии и росте с укреплением позиций на рынке.
Желаем вам крепкого здоровья и процветания, а также добра и благополучия вам и вашим семьям!
Rost Group & Technology Co., Ltd
Главное преимущество группы компаний ТМА — кредитование поставок оборудования на период 3-5 лет и дальнейшее гарантийное и послегарантийное обслуживание с поставкой запасных частей, химии, инструмента и оснастки. Также мы предлагаем инструмент и оснастку для холодновысадочного и накатного оборудования.
Мы предоставляем комплексные решения по техническому оснащению предприятий оборудованием для производства крепежа и метизов, которые включают в себя — предконтрактную работу, организацию кредитования, согласование технических параметров, контроль за качеством изготовления оборудования, инспекцию на заводе изготовителя с представителем заказчика, доставку до заказчика, шеф-монтаж, пуско-наладочные работы, сдачу проектов под ключ, обучение персонала заказчика, техническое обслуживание, поставку запасных частей, сменного инструмента, сырья и расходных материалов.
Наша компания имеет опыт разработки жаропрочной оснастки для печей термообработки, конвейерной ленты для проходных закалочно-отпускных агрегатов, опыт изготовления сменного (высадочного, резьбонакатного, резьбонарезного, волочильного) инструмента согласно чертежам готовых изделий различной сложности, размеров и технических требований, опыт производства инструмента и оснастки (обсечные матрицы, пуансоны, штампы и др. ) по готовым чертежам заказчика.
Оборудование для производства метизов, крепежа и деталей, произведенное на Тайване, является основой успеха многих тайванских компаний на международном рынке.
ТАЙВАНЬ МЕТИЗ АЛЬЯНС — группа лучших тайваньских компаний производителей оборудования для производства крепежа, метизов, автомобильных и специальных деталей, включая:
аэрокосмическую промышленность;
оборонно-промышленный комплекс;
судостроение;
топливно-энергетическая промышленность.
Основой группы компаний Тайвань Метиз Альянс являются компании — лидеры мирового рынка в области оборудования для производства метизов, крепежа и разных деталей. ТМА сейчас объединяет 26 передовых предприятий Тайваня по производству специального оборудования, инструмента и металла для метизной промышленности – от подготовки металла под высадку и штамповку, термической обработки, цинкования до автоматического контроля качества и упаковки готовой продукции, холодновысадочного, резьбонакатного инструмента и металла для холодной высадки для полного автоматизированного холодновысадочного производства.
Оборудование компаний ТМА используется на крупнейших заводах мира, продукция которых, поставляется для таких известных компаний как Toyota, Mersedes-Benz, Volvo, BMW, Nissan, Ford, Honda, Hyundai, Suzuki, Yamaha, компаниям аэрокосмической индустрии, а также многим другими компаниям в разных отраслях промышленности. Ярким примером может быть и компания Apple, продукция которой комплектуется метизами, сделанных полностью на тайваньском оборудовании.
Более 60% крепежа и метизной продукции в мире производится на тайваньском оборудовании.
Группа компаний Тайвань Метиз Альянс также является лидером рынка СНГ по поставкам оборудования для производства метизов, крепежа и деталей, имеет долгосрочные партнёрские связи с ведущими компаниями, производящими продукцию на рынке СНГ.
Главный офис сервисного центра Тайвань Метиз Альянс в лице Rost Group & Technology Co. Ltd находится в Тайване, г.Тайбэй. В компании работают квалифицированные специалисты со знанием русского языка.
Компания ведёт предконтрактную работу, организует финансирование, сопровождает изготовление оборудования, выполняет монтаж и сдачу проектов под ключ, производит обучение персонала, оказывает сервис в гарантийном и послегарантийном обслуживании, поставке запасных частей и сменного инструмента, также имеет большой опыт в поставке конвейерных лент для проходных закалочных печей.
ПРОЕКТЫ ПОД КЛЮЧ С РАССРОЧКОЙ ПЛАТЕЖА И КРЕДИТОВАНИЕМ 3-5 ЛЕТ
Печи для отжига проволоки
Линия травления катанки
Оборудование для удаления окалины проволоки
Дробеструйные машины для очистки проволоки
Линии волочения
Линия цинкования проволоки
Оборудование для высадки болтов, гаек и деталей
Оборудование для высадки саморезов и шурупов
Высокоскоростное оборудование для высадки гвоздей
Коллаторы для производства барабанных и реечных гвоздей для пневмопистолетов
Оборудование для высадки микрокрепежа
Высадка горячим способом больших болтов, гаек и специальных изделий
Накатка резьбы на болтах
Нарезка резьбы на гайках
Накатка резьбы на саморезах и шурупах
Формирование сверла самореза
Линии химико-термической обработки
Линии гальванического покрытия болтов, гаек, саморезов
Оборудование для сборки самореза с шайбой
Оборудование для упаковки крепежа
Оборудование для производства сварной сетки
Оборудование для навивки пружин
Оборудование для литья под давлением деталей
Оборудование для автоматического тестирования качества крепежа и разбраковки
Химия для гальванической обработки поверхности метизов, очистки воды
Инструмент для высадки метизов. Резьбонакатный инструмент.
НАШИ ПРИНЦИПЫ В РАБОТЕ
ЧЕСТНОСТЬ, ОТКРЫТОСТЬ, ДОВЕРИЕ. Мы предлагаем Вам русскоязычный сервис в работе с нами по проектам поставки оборудования для производства метизов и крепежа, специальных деталей, в том числе «заводов под ключ» с дальнейшим сервисом их обслуживания и обеспечением инструментом для их производства.
КОНСАЛТИНГ
Услуги по обследованию предприятий, разработке техзаданий, удаленные и выездные консультации
ПРОЕКТИРОВАНИЕ
Услуги по разработке ПСД как отдельно, так и в объеме выполнения работ «под ключ»
ПОСТАВКА ОБОРУДОВАНИЯ
Выполнение инженерно-проектных работ и поставка оборудования для металлообработки клиентам
МОНТАЖ И ПУСКОНАЛАДКА
Выполнение монтажных, шефмонтажных работ в объеме выполнения комплекса работ «под ключ»
СОПРОВОЖДЕНИЕ И ПОДДЕРЖКА
Гарантийное и послегарантийное обслуживание
РАЗРАБОТКА ОБЪЕКТА «ПОД КЛЮЧ»
Основным принципом деятельности нашей компании является реализация проектов «под ключ»
Почему партнеры из разных стран выбирают оборудование производства Тайваня?
В настоящее время тайванские компании, производящие метизы и крепеж, контролируют более 60% мирового рынка крепежа и метизов. На Тайване работают более 1000 таких предприятий.
Машиностроение является основной отраслью экономики Тайваня. Страна экспортирует 79% производимых станков и является ведущим экспортёром станков, метизного оборудования, сменного инструмента для производства крепежа, калиброванного металлопроката и прочей метизной продукции.
Тайвань — это лидер современной мировой метизной промышленности. Исторически сложилось, что сразу после второй мировой войны США разместили на Тайване производство крепежа для нужд своей армии. Благодаря этому, Тайвань сейчас является, во-первых, главным разработчиком и производителем оборудования для изготовления крепежа (более 60% мирового рынка крепежа и метизной продукции делается на тайваньском оборудовании), а во-вторых, главным поставщиком сложного высокотехнологичного крепежа. Что касается производства простых крепежных изделий, то оно постепенно было перенесено в материковый Китай, который Тайвань обеспечивает новейшей техникой и технологиями.
Основное направление модернизации оборудования на Тайване идет в сторону полной автоматизации с минимальным привлечением человеческих ресурсов. Если рассматривать проект завода под ключ, то вся технологическая линия оборудования работает в автоматическом режиме, с применением фотоэлектрических датчиков, контролируется промышленным компьютером, программируемым логическим контроллером, зачастую японского или германского производства. Продвижение продукции по технологической линии осуществляется конвейерами (ленточными, роликовыми).
Сейчас наиболее передовые предприятия внедряют технологию промышленных сканеров (спектограф), лазерных устройств для проверки качества готовой продукции, с возможностью интеграции в производственную линию, с возможностью вывода данных, технических параметров продукции на ПК. Сканеры дополнительно решают вопрос автоматизации.
Как оказалось фактор — цена / качество также довольно привлекателен. В этом отношении Тайвань занимает средние позиции между Европой и Японией. Что касается производства простых изделий, то оно постепенно было перенесено в материковый Китай, который Тайвань обеспечивает новейшей техникой и технологиями. В этом отношении Тайвань является очень хорошей платформой для модернизации отечественных производственных мощностей.
Мы предоставляем комплексные решения по техническому оснащению предприятий оборудованием для производства крепежа и метизов, которые включают в себя — предконтрактную работу, организацию кредитования, согласование технических параметров, контроль за качеством изготовления оборудования, инспекцию на заводе изготовителя с представителем заказчика, доставку до заказчика, шеф-монтаж, пуско-наладочные работы, сдачу проектов под ключ, обучение персонала заказчика, техническое обслуживание, поставку запасных частей, сменного инструмента, сырья и расходных материалов.
Наша компания имеет опыт разработки жаропрочной оснастки для печей термообработки, конвейерной ленты для проходных закалочно-отпускных агрегатов, опыт изготовления сменного (высадочного, резьбонакатного, резьбонарезного, волочильного) инструмента согласно чертежам готовых изделий различной сложности, размеров и технических требований, опыт производства инструмента и оснастки (обсечные матрицы, пуансоны, штампы и др. ) по готовым чертежам заказчика.
ГЕОГРАФИЯ ПОСТАВОК ОБОРУДОВАНИЯ
География поставок оборудования Тайвань Метиз Альянс для производства метизов, крепежа и деталей включает следующие страны и регионы:
ЕВРОПА
Германия, Италия, Бельгия, Франция, Англия, Россия, Беларусь, Украина, Испания, Польша
Иран, Турция, Алжир, Объединенные Арабские Эмираты, Южно-Африканская Республика
АМЕРИКА
США, Канада, Аргентина, Чили, Бразилия, Мексика
ЛОГИСТИКА И ДОСТАВКА ГРУЗОВ
Нам удалось создать прочную и гибкую инфраструктуру логистики, которая позволяет удовлетворять потребности наших клиентов в области безопасности продукции, условий поставок и эффективности затрат.
Наши партнеры сертифицированы должным образом и в полном объёме соответствуют нормативно-правовым актам и процедурам, установленными государством.
Они являются крупными компаниями в сфере логистики и способны доставлять груз в короткие сроки в любую точку мира.
Производство интерактивного сенсорного оборудования — BM Group
Мы создаём умные устройства для всех сфер
Популярное оборудование
Интерактивные столы
Интерактивные трибуны
Интерактивные панели
Терминалы самообслуживания
Сенсорные киоски
Всё наше оборудование
Закажите онлайн экскурсию по заводу или посетите шоурум в режиме видеоконференции!
Более 50 готовых отраслевых решений
Интерактивная навигация
Доступная среда
Для образовательных учреждений
Аппаратные комплексы для предотвращения эпидемий
Для сбора пожертвований
Для детских садов
Для ритейла
Смотрите всё
Лидер рынка по производству интерактивного оборудования
5000 квадратных метров производственных площадей
Полная техническая поддержка 24/7 и обслуживание
6000 реализованных проектов по всей России
Программное
обеспечение
Программная оболочка AURA
Оболочка BM AURA предназначена для комфортного использования интерактивного устройства. Бесплатно в комплекте с оборудованием
посмотреть все
Нам доверяют
Отзывы
Сергей Собянин
Мэр Москвы
«Мы много слышали об умных городах (Smart City) и всегда думали, что это где-то очень далеко, не у нас. Но наш любимый патриархальный город Москва стремительно превращается в умный город. Если сравнить по тем или иным параметрам информационные сервисы, которые есть у нас и в других городах, то вы c очевидностью увидите, что Москва становится одним из мировых лидеров в этой отрасли»
официальный сайт мэра Москвы
Александр Прищеп
Заместитель директора ФИПС
Выражаем благодарность Вам и Вашим сотрудникам за поставленное оборудование. Высокая квалификация и компетентность позволили качественно и в срок выполнить свои обязательства в рамках заключенных договоров.
Дмитрий Чибисов
Начальник Управления ИТ и связи АК «АЛРОСА»
Мы сократили финансовые и временные затраты связанные с процессами бухгалтерии и кадров. Теперь любой сотрудник компании может быстро и качесвтенно получить информацию и распечатать нужные ему справки, например справку 2НДФЛ или расчетный лист прямо с киоска! Вот она настоящая автоматизация!
Замыцкий Михаил Дмитриевич
Директор по развитию сети «Ситилинк»
«Сотрудники компании за короткий срок выпустили 413 терминалов самообслуживания, содержащих все необходимое оснащение для работы с биометрическими данными. Мы благодарны коллегам за проделанную работу, в первую очередь, за скорость выполнения сложного заказа под наши индивидуальные требования»
Алханов Руслан Шахаевич
Министр Генерал-лейтенант полиции
От имени Руководства МВД по Чеченской Республике и себя лично выражаю BM GROUP «Фабрика инноваций» признательность и благодарность за высокий профессионализм и сотрудничество с органами внутренних дел Чеченской Республики
Е.Ю. Жукова
Директор МУНИЦИПАЛЬНОГО УЧРЕЖДЕНИЯ ДОПОЛНИТЕЛЬНОГО ОБРАЗОВАНИЯ «ДЕТСКАЯ ШКОЛА ИСКУССТВ No 8» имени Ю. Г. Суткового города ЧЕЛЯБИНСКА
В рамках национального проекта «Культура» федерального проекта «Культурная среда» в МБУДО «ДШИNo8» им. Ю.Г. Суткового г. Челябинска появился очень необычный экспонат. Это – мультимедийный стол Genius 43.
Благодарим BM GROUP «Фабрика инноваций» за качественную и надежную продукцию, за возможность популяризации образовательных услуг нашей школы и создание ее позитивного, идущего в ногу со временем имиджа.
Дмитрий Чернов
IT управление Москвариума на ВДНХ
Мы решили проблему с автоматизацией и очередями в нашем океанариуме. Процесс получился очень простым и понятным для посетителя: подошел к терминалу, приложил свою карточку, увидел свою фотосессию, выбрал нужные фотографии на огромном и ярком тач дисплее и все.
Микулина Елена Николаевна
Заведующий МБДОУ №16
Благодарим нашего поставщика ООО BM GROUP «Фабрика инноваций» за добросовестное отношение и профессанальную работу в области поставок нтерактивного оборудования для детского сада №16 г. Кингисеппа
Никулинская Нина Николаевна
Директор МБУК “Тотемская ЦБС”
МБУК “Тотемская ЦБС” выражает искреннюю благодарность BM GROUP «Фабрика инноваций».
За период нашего сотрудничества мы отметили Вашу компетентность, оперативность и стремление сделать свою работу качественно и своевременно.
Благодарим за оказанную профессиональную помощь в подготовке документации и приобретении современного интерактивного стола. Хотим особенно отметить Ваших менеджеров, которые оперативно предоставляют информацию и подробно отвечают на все возникшие вопросы.
Благодарим за профессионализм!
Николай Степанов
Директор и основатель
Компания «Копир-Техно» благодарит нашего партнера BM GROUP «Фабрика инноваций» за высокую оперативность и индивидуальный подход при изготовлении и поставке интерактивной панели.
О.Н. Макарова
Директор КГКУ Центр занятости населения города Петропавлоска-Камчатского
Краевое государственное казеное учреждение «Центр занятости населения города Петропавлоска-Камчатского» выражает искреннюю благодарность
Обществу с ограниченно йответственностью BM GROUP «Фабрика инноваций»
за добросовестное отношение и профессиональную работу в области поставок оборудования для КГКУ ЦЗН города Петропавлоска-Камчатского в 2020 году.
П.А. Збиняков
Заместитель генерального директора СПб ГБУК «МВЦ»
Благодарим сервисный центр BM GROUP «Фабрика инноваций» за высокий профессионализм и качество оказаных услуг, проявленных в ходе технического обслуживания, ремонта и обеспечения бесперебойной работы мультимедийного, проекционного, сетевого и коммутационного оборудования мультимедийного исторического парка «Россия — Моя история» Санкт-Петербург.
Пресс-служба
Аэропорт Толмачево
«Киоски имеют современный дизайн, боковую светодиодную подсветку и фирменный стиль оформления. Также рассматривается возможность программной доработки и создания на базе информационных киосков интерактивной карты аэропорта с навигацией»
ВашГород.ru
Михаил Федяев
Президент холдинга «Сибирский деловой союз»
«Сотрудниками BM GROUP «Фабрика инноваций» была произведена застройка мероприятия «Дни Кузбасса» проекционным и интерактивным оборудованием в Совете Федерации, которое позволило отобразить все разнообразие экономики из жизни Кузбасса и сделать выставку яркой и незабываемой»
Татьяна Емельянова
Долго искала подарок для своей внучки, случайно в интернете увидела рекламу интерактивного стола BM GROUP «фабрика инноваций», решила купить. Покупкой очень довольны. Хотя, стоимость достаточно высокая, но оно того стоит. В стоимость входило несколько образовательных программ для детей от 3-х лет до 5-ти «Я расту». Экран очень яркий, ребенку все прекрасно видно под любым углом. Корпус не имеет острых углов. Моя внучка с большой радостью занимается, результат от занятий уже есть. Определенно удачная покупка. Оставляю свой отзыв для выражения благодарности специалистам за желание понять и помочь.
Д.А. Рычков
Исполняющий обязанности генерального директора ООО «НПЦ «НовАТранс»
Выраажаем благодарность сервисному центра BM GROUP «Фабрика инноваций» за заботу о своих клиентах, качественную работу и ответственный подход. Спасибо за то, что всегда идете навстречу, решая самые неординарные вопросы.
Реализованные проекты
АЛРОСА
РЖД
Больше проектов
Станьте нашим дилером
Оставьте ваши контакты в форме и наш менеджер свяжется с вами в течение дня для уточнения деталей
Национальный поставщик FRP и стальных резервуаров для хранения
PPE TANKS ЯВЛЯЕТСЯ НАЦИОНАЛЬНЫМ ПОСТАВЩИКОМ FRP И СТАЛЬНЫХ РЕЗЕРВУАРОВ ДЛЯ ХРАНЕНИЯ. МЫ ВАШИ СПЕЦИАЛИСТЫ ПО ЗАКУПКАМ РЕЗЕРВУАРОВ, КОГДА БЕЗОПАСНОСТЬ, ОБСЛУЖИВАНИЕ И ДОЛГОВЕЧНОСТЬ ЯВЛЯЮТСЯ ГЛАВНЫМИ ПРИОРИТЕТАМИ.
PPE Tanks специализируется на проектах промышленного и коммерческого производства, требующих изготовления качественных заводских резервуаров из стекловолокна и стали, а также больших резервуаров для хранения, устанавливаемых на месте, для клиентов в Соединенных Штатах.
Все наши продукты производятся в соответствии со строгими отраслевыми стандартами и кодами (например, кодами API 650, API 12F, API 12P, UL 142 и ASME), чтобы обеспечить высочайший уровень безопасности и качества. Наши индивидуальные возможности распространяются на создание резервуаров, которые требуют сертификации или соответствия NSF 61 для питьевой воды (есть разница) и NFPA 22 для резервуаров пожаротушения и соответствия ASME RTP-1. Наши клиенты предпочитают работать с нами постоянно, потому что, когда речь идет о правилах, требованиях к смоле и выполнении требований проекта, наши инженеры предлагают нестандартные технические решения, которые превосходят конкурентов. Наша приверженность успеху вашего проекта не имеет себе равных. Мы не поставщик танков, мы партнер проекта.
Наши отраслевые эксперты предлагают широкий спектр решений для резервуаров и оборудования, которые точно соответствуют спецификациям наших клиентов, благодаря индивидуальному процессу управления проектами. Будьте уверены, мы не только предоставим продукт премиум-класса, но и будем сотрудничать с вашей организацией, чтобы обеспечить исключительное качество обслуживания клиентов, что сделает процесс закупок беспрепятственным.
Есть вопросы? Позвоните нам по телефону (512) 601-5525
НУЖНА ЦЕНА?
ИННОВАЦИОННЫЕ РЕШЕНИЯ ДЛЯ УНИКАЛЬНЫХ ПРОЕКТОВ
PPE Tanks предлагает самые конкурентоспособные цены и сроки поставки, оперативное обслуживание клиентов, индивидуальное производство и наиболее эффективную доставку. Если у вас есть уникальный индивидуальный проект с множеством задач или вам нужна консультация специалиста по типу резервуара, который наилучшим образом соответствует вашим потребностям и бюджету, мы можем помочь. Имея впечатляющую сеть отраслевых партнеров, мы обеспечиваем бесперебойную работу всех компонентов проекта. Когда вы сотрудничаете с PPE Tanks, мы делаем тяжелую работу, чтобы ваш проект резервуара был выполнен правильно.
Наши коммерческие резервуары изготавливаются по индивидуальному заказу для удовлетворения уникальных потребностей каждого проекта. Мы можем управлять каждой деталью, от сертификатов NSF до оптимальных материалов для климата и условий окружающей среды.
Компания PPE производит качественные решения для хранения от септических до едких сточных вод как для промышленных, так и для муниципальных нужд. Мы завершили успешные проекты для городов, округов и коммерческих клиентов, которые соответствуют всем нормативным требованиям.
Мы поставляем безопасные, надежные и долговечные резервуары из стекловолокна и стали, соответствующие стандартам, одобренным AWWA и NFPA22. Существует множество вариантов противопожарной защиты или тушения. Мы можем помочь вам выбрать правильный для вашего проекта.
Резервуары для хранения химикатов могут изготавливаться различных размеров и форм и используются для статического хранения, обработки, смешивания и транспортировки как сырья, так и готовых химических продуктов .
Изготовленные в соответствии с вашими требованиями, мы предлагаем множество решений для ликероводочных заводов, пивоваренных заводов, виноделен, пищевых продуктов и многого другого.
QUICK QUOTE
Соблюдение и обеспечение соблюдения федерального Закона о безопасной питьевой воде (SDWA) для защиты здоровья населения (относящегося к питьевой воде) осуществляются в соответствии с положениями отдельных штатов. Большинство государственных программ питьевой воды находится в ведении государственных департаментов здравоохранения, окружающей среды и/или природных ресурсов. Чтобы узнать ответы на многие распространенные вопросы о правилах питьевой воды, ознакомьтесь с публикацией Национального санитарного фонда (NSF) «Питьевая вода имеет значение 9». 0003
первоклассные продукты начинаются на этапе проектирования
Разработаны для обеспечения долговечности и безопасности
Наша миссия для каждого проекта — достичь идеального уровня качества, продуманного дизайна и экономической эффективности для обеспечения долговечности. Когда эти принципы проекта находятся на переднем крае, результатом является продукт, изготовленный в соответствии с самыми высокими стандартами безопасности, который превзойдет по своим характеристикам резервуар низкого качества. Резервуары, для которых долговечность и безопасность являются приоритетом № 1, требуют менее дорогостоящего обслуживания, надежны в течение всего срока службы резервуара и неизменно отвечают требованиям производительности. Результатом является первоклассный продукт, когда безопасность имеет первостепенное значение.
Ищете хранилище для питьевой воды, соответствующее NSF/ANSI 61? Большинство государственных учреждений регулируют поставки питьевой воды и требуют, чтобы хранение питьевой воды соответствовало требованиям. Мы можем провести вас через проект, порекомендовать правильную смолу и применение, которое является подходящим, рентабельным и, самое главное, безопасным.
опытная команда, преданная вашему проекту
Первоклассные ресурсы у вас под рукой
PPE Tanks обладает более чем 30-летним опытом работы. Наши специалисты креативны, находчивы и целеустремленны. У нас есть опыт предоставления уникальных решений для сложных и сложных проектов. Партнерство с PPE означает использование нашей общенациональной сети поставщиков сырья, производителей и грузовых перевозчиков для получения самого прочного, безопасного и надежного продукта по самой конкурентоспособной цене.
Мы обеспечиваем высочайший уровень обслуживания каждого клиента и каждого проекта от концепции до завершения. Наша философия заключается в том, что мы не просто поставщик проекта, а партнер в вашем успехе.
Независимо от того, ищете ли вы стальной бак с плоскими панелями или нестандартный бак из стекловолокна, мы можем заказать резервуары для хранения, изготовленные в нашем магазине, со стандартным плоским дном, цилиндрическим корпусом, конфигурацией с куполообразным верхом или по индивидуальному заказу. Мы предлагаем конические днища с ножками или юбкой, вертикальные или горизонтальные резервуары на полозьях или седлах. Мы можем настроить ваш резервуар для хранения в соответствии с точными спецификациями для проектов по водоснабжению и сточным водам, химикатам, продуктам питания и напиткам, сельскому хозяйству, нефти и газу.
У вас есть большой проект, который нужно построить на месте? Мы можем помочь вам и в этом.
Когда время — деньги, мы используем нашу сеть ресурсов
Находчивый подход к сокращению сроков выполнения заказов
Используя нашу обширную сеть производственных партнеров в Соединенных Штатах, мы можем быстро найти поставщиков в непосредственной близости от проекта сайт и значительно сократить общее время выполнения заказа и транспортные расходы, а также легко соблюдать нормативные акты штата .
На сегодняшнем нестабильном топливном рынке транспортировка продукта может сильно ударить по бюджету проекта. Большинство производителей резервуаров заключают контракты с одной или двумя транспортными компаниями с установленными ценами. У нас также есть огромный список партнеров по грузоперевозкам, и мы можем предложить вам самое выгодное предложение.
ГОТОВЫ СДЕЛАТЬ ПРЕДЛОЖЕНИЕ?
Отзывы
«PPE Tanks справились со сложным проектом, который требовал настоящего аналитического взгляда. Они потратили время, чтобы оценить чертежи, существующую инфраструктуру и дали новые рекомендации по дизайну, которые в конечном итоге сэкономили нам средства на проект».
Патрик Томсон
«Наши инженеры вызвали стальные резервуары для проекта замены. После того, как PPE все проверил, оказалось, что FRP будет более подходящим и требует меньше обслуживания. Они изготовили резервуары ближе к строительной площадке, поэтому у него была примерно половина фрахта по сравнению с другими участниками торгов. В итоге мы выиграли проект».
Джефф Доу
«Наш проект по тушению пожара в больнице требовал сборки на месте, что требовало консультации специалиста. СИЗ пришли и обеспечили необходимый дизайн, чтобы сделать его успешным. Наша команда инженеров была очень признательна за их вклад.
Чак Дж. Реддинг
Некоторые из наших клиентов
Оборудование для производства видео | Гитарный центр
00000″, «defaultDisplayName»: «Широкоугольный кинообъектив Rokinon Cine DS 24 мм T1.5 для Canon EF», «styleThumbWidth»: «60», «styleThumbHeight»: «60», «Параметры стиля»: [ ] }
Широкоугольный кинообъектив Rokinon Cine DS 24 мм T1.5 для Canon EF
Ваша цена $699,00 MSRP:799.0,низкаяЦена:699.0
0 Отзывы
Сравнить Сравнить сейчас сайт51500000000328099 1500000354535
{ «inCheckoutPromo»:[] , «thumbImageID»: «Набор из двух-2-регулируемых по высоте подставок с поворотными светодиодными кольцами и универсальными держателями для телефонов/L82733000000000», «defaultDisplayName»: «Набор Gator из двух (2) регулируемых по высоте подставок с поворотными светодиодными кольцевыми фонарями и универсальными держателями для телефонов», «styleThumbWidth»: «60», «styleThumbHeight»: «60», «Параметры стиля»: [ ] }
Набор Gator из двух (2) регулируемых по высоте подставок с поворотными светодиодными кольцевыми фонарями. ..
Ваша цена $49,99 MSRP:79.99,низкаяЦена:49.99
0 Отзывы
Сравнить Сравнить сейчас сайт51500000000320235 1500000344786
{ «inCheckoutPromo»:[] , «thumbImageID»: «10-дюймовая-светодиодная-кольцевая-подставка-с-держателем-телефона-штативом-базой/L82711000000000», «defaultDisplayName»: «10-дюймовая светодиодная кольцевая подставка Gator с держателем для телефона и основанием для штатива», «styleThumbWidth»: «60», «styleThumbHeight»: «60», «Параметры стиля»: [ ] }
Gator 10-дюймовая светодиодная кольцевая подставка с держателем для телефона и основанием для штатива
Ваша цена $39,99 MSRP:47,99,низкаяЦена:39,99
0 Отзывы
Сравнить Сравнить сейчас сайт51500000000320239 1500000344789
Сравнить Сравнить сейчас сайт51500000000315137 1500000336963
{ «inCheckoutPromo»:[] , «thumbImageID»: «Halo-16-Bicolor-16in-LED-AC-Battery-16in-LED-Ring-Light-with-USB-Power-Passthrough/L86596000000000», «defaultDisplayName»: «NANLITE Halo 16 Bicolor 16in LED AC/Battery 16in LED Ring Light with USB Power Passthrough», «styleThumbWidth»: «60», «styleThumbHeight»: «60», «Параметры стиля»: [ ] }
NANLITE Halo 16 Bicolor 16″ LED AC/Battery 16″ LED Ring Light с USB Po. ..
Ваша цена $149.00 MSRP:149.0,низкаяЦена:149.0
0 Отзывы
Сравнить Сравнить сейчас сайт51500000000328364 1500000355048
Один из компонентов абразивоструйной техники, подверженный износу и периодически требующий замены, – рукав, по которому абразивно-воздушная смесь подается на обрабатываемую поверхность. При выборе шланга для подачи под давлением песка или дроби нужно учитывать коэффициент агрессии абразива, его химическое воздействие, интенсивность эксплуатации аппарата и другие факторы. Пескоструйные рукава Zitrek, представленные в данной категории, имеют значительные характеристики устойчивости к износу.
Рукава китайского производства Zitrek можно использовать для комплектации любого пескоструйного оборудования. Их также с успехом используют при необходимости менее стойких к износу шлангов, которыми во избежание удорожания комплектуют пескоструи производители.
Использовать рукава Zitrek можно также для ремонта или замены износившихся аналогов.
Особенности конструкции
Китайский производитель предлагает к использованию многослойные пескоструйные рукава Zitrek серии EXTRA BLAST HOSE. Строение стенки шланга отличается наличием внутреннего и внешнего слоев из натурального каучука высокой прочности, достигаемой добавлением соответствующих полимеров. Материал антистатичен и не притягивает к себе изнутри абразив, а снаружи пыль. Это позволяет шлангу сохранять прочность и меньше страдать от агрессивного воздействия внутренней и внешней среды.
Армирование каучуковых слоев изнутри тканевой оплеткой делает шланг гибким и прочным.
Ассортимент рукавов Zitrek представлен самыми востребованными типоразмерами:
19 х 33 мм;
25 х 39 мм;
32 х 48 мм.
Рукава Zitrek выпускаются в бухтах по 10, 20 и 40 метров. Их можно использовать на всю длину, а можно отрезать шланги нужной длины.
Особенности эксплуатации
Благодаря своим характеристикам пескоструйный рукав Zitrek может выдерживать непрерывную работу на максимальной мощности аппарата в течение 4-5 часов. Даже если давление сжатого воздуха превысит рабочее (12 бар) в 3 раза и достигнет 36 бар, то такой возможный недолговременный скачок шланг сможет выдержать.
Свои свойства рукав сохраняет в диапазоне температур окружающей среды от -40 до +70 градусов.
Желательно не дожидаться полного износа рукава, а производить замену, если разница между показаниями давления на выходе из пескоструя и перед соплом составляет 1 бар.
При использовании шланга учитывайте, что от его длины и диаметра зависит показатель потерь давления, расход абразива и сжатого воздуха, а от его диаметра – диаметр сопла и фракция абразива. При выборе также учитывайте, что диаметр сопла должен быть минимум в 3 раза меньше диаметра рукава, а фракция абразива – в 3-4 раза меньше диаметра сопла.
Для сохранения интенсивности обработки и получения желаемого результата шланг должен быть всегда в расправленном положении – любой его загиб ведет к ускорению износа.
Рекомендации
Все пескоструйные рукава Zitrek сертифицированы и имеют гарантию производителя, и все же лучше иметь шланг нужной длины в запасе. Тогда при выполнении авральных работ не придется терять время на поиски и ожидание доставки, когда дорога каждая минута.
Лишняя длина рукава ускоряет его износ, поэтому не стоит использовать шланг большой длины постоянно, если необходимость в нем возникает периодически. Лучше установить длинный шланг на то время, когда нужно работать с объектом на соответствующем удалении, а в остальное время комплектовать аппарат рукавом меньшей длины.
Заблаговременно заказывайте пескоструйные рукава Zitrek, обратившись к специалистам магазина Дробесфера.РУ на электронную почту [email protected] или по телефонам:
+7 800 350 75 67 – звонок бесплатный по РФ
+7 495 589 75 67 – для звонков из Москвы
Непрерывный пескоструйный аппарат-Машиностроительная компания Аньтай
Данные аппараты работают на всех видах абразива: песок, шлак, дробь, гранитная крошка, корунд, проволочная сечка, и т.д. В наличии имеются как бюджетные варианты комплектаций аппаратов (с ручным управлением), так и в полной комплектации — с дистанционным управлением. Пескоструйные аппараты полностью готовы к роботе, комплектуются всеми необходимыми шлангами, пескоструйным соплом и индивидуальными средствами защиты для оператора.
Пескоструйные установки работают от компрессора с производительностью 4,2 — 10 м.куб/мин и рабочим давлением 6 — 10 бар. Максимальное рабочее давление сжатого воздуха — до 12 бар, максимальная возможная длина абразивоструйного рукава составляет до 160 м. В стандартной комлектации аппаратов идет рукав пескоструйный длиной 20 или 40 метров. В каждую установку для абразивоструйной очистки входит сопло.
При работе с стальной колотой дробь в качестве абразива, данные аппараты работают как дробеструйные установки и являются одним из главным оборудованием дробеструйных камер.
Технические характеристики
Модель
Q26
Q0250
Q0250-II
Объем резервуара
0. 26 м3
0.49 м3
0.69 м3
Диаметр шланга (внутр/наружн)
32/48мм
32/48мм
32/48мм
Давление воздуха
6-7 бар
6-7 бар
6-7 бар
Количество пистолета
Один
Один
Два
Объем подачи абразива
1800- 2000 кг/ч
1800-2000 кг/ч
3600-4400 кг/ч
Расх. возд.
6.1 м3/мин
6.1 м3/мин
12.2 м3/мин
Тип управления
Ручное управление или Дистанционное управление
Длина трубы
10 м
10 м
10 м (2 комп.)
Габариты (мм)
1000 *900 *1400
1036 *812 *1860
1120 *900 *1890
Масса, кг
175 кг
396 кг
500 кг
Модель
Q0250-II-JX-1
Q0250-II-JX-1. 5
Q0250-II-JX-2
Объем резервуара
1 м3
1.5 м3
2 м3
Диаметр шланга (внутр/наружн)
32/48мм
32/48мм
32/48мм
Давление воздуха
6-7 бар
6-7 бар
6-7 бар
Количество пистолета
Два
Два
Два
Объем подачи абразива
3600- 4400 кг/ч
3600-4400 кг/ч
3600-4400 кг/ч
Расх. возд.
12.2 м3/мин
12.2 м3/мин
12.2 м3/мин
Тип управления
Длина трубы
10 м (2 комп.)
10 м (2 комп.)
10 м (2 комп.)
Габариты (мм)
1186 *812 *2060
Масса, кг
690 кг
Воздушный фильтр / очиститель воздуха и термометр
Шланг для пескоструйной очистки
Пистолет / сопло
Защитная одежда, шлем
Запчасти для пескоструйных аппаратов, кольцо, колодка
Клапаны для пескоструйных аппаратов
Проймы, перчатки и клапаны Guyson
Close
Отделочное оборудование
Задняя часть
Все отделочное оборудование
Ручные дробеструйные машины
Задняя часть
Все ручные пескоструйные аппараты
Легкие промышленные дробеструйные машины (Формула)
Назад
Все дробеструйные машины легкой промышленности (формула)
Formula 1200 — Настольная установка для дробеструйной очистки
Formula 1400 — Дробеструйная машина
Formula 1600 — Дробеструйная машина
Промышленные дробеструйные машины (Euroblast®)
Задняя часть
Все промышленные пескоструйные аппараты (Euroblast®)
Euroblast 2 — Пескоструйная машина
Euroblast 4 — Пескоструйная машина
Euroblast 6 — Пескоструйная машина
Euroblast 7 — Пескоструйная машина
Euroblast 8 — Пескоструйная машина
Euroblast 9 — пескоструйная машина
Euroblast 10 — Пескоструйная машина
Euroblast Plus — пескоструйная машина
Специальные предложения Euroblast — Пескоструйные машины
Euroblast Ex (ATEX) — Дробеструйные машины
Пескоструйная машина с регулируемой высотой (выбрать)
Сидячая дробеметная машина (SBP)
Шкафы для промывки воздуха
Система микроструйной обработки (карандашный бластер)
Пескоструйные установки для плоского стекла (Euroblast GL)
Пескоструйная установка из нержавеющей стали (Mediblast)
Дробеструйная машина для легкосплавных дисков (Wheelmaster)
Пылеуловители и циклоны
Автоматизированные взрывные системы
Задняя часть
Все автоматизированные дробеструйные системы
Дробеструйные системы с вращающимся шпинделем и столом (RSB)
Дробеструйные системы с поворотным индексом (RXS)
Задняя часть
Все ротационные индексно-струйные системы (RXS)
RXS1400 — автоматизированная система дробеструйной обработки
RXS900 — автоматизированная система дробеструйной обработки
RXS400 — автоматизированная система дробеструйной обработки
Роботизированные взрывные системы
Системы дробеструйной обработки
Дробеструйные системы In-Line (Tunnel Blaster)
Автоматизированные системы регенерации порошка для компонентов с металлическими добавками
Групповая пескоструйная очистка мелких деталей (Tumbleblast)
Задняя часть
Групповая очистка всех мелких деталей (Tumbleblast)
T50 — Система барабанной дробеструйной обработки
T40 — Система барабанной дробеструйной обработки
Пакетная пескоструйная обработка для тяжелых условий эксплуатации (EB1)
Ультразвуковые очистители — ванны и резервуары
Задняя часть
Все ультразвуковые очистители — ванны и резервуары
Настольные ультразвуковые ванны Guyson
Задняя часть
Все настольные ультразвуковые ванны Guyson
Ванна ультразвуковая настольная ГУК-2
Ванна ультразвуковая настольная ГУК-3
Ванна ультразвуковая настольная ГУК-6
Ванна ультразвуковая настольная ГУК-15
Ванна ультразвуковая настольная ГУК-22
Ванна ультразвуковая настольная ГУК-30
ГУК-45 Настольная ультразвуковая ванна
Танки для ультразвуковой очистки Kerry (танки KS)
Задняя часть
Все баки для ультразвуковой очистки Kerry (баки KS)
Ультразвуковой очиститель KS300
Ультразвуковой очиститель KS450
KS525 Ультразвуковой очиститель
Ультразвуковой очиститель KS1500
Ультразвуковой очиститель KS3000
Ультразвуковой очиститель KS4000
Kerry Ultrasonic Clean-Rinse (баки UCR)
Задняя часть
Ультразвуковая промывка для всех устройств Kerry (баки UCR)
Ультразвуковой очиститель UCR300
Ультразвуковой очиститель UCR450
Ультразвуковой очиститель UCR525
Ультразвуковой очиститель UCR1500
Kerry Ultrasonic Clean-Rinse-Dry (CRD)
Погружные датчики
Автоматизированные системы ультразвуковой очистки
Задняя часть
Все автоматизированные системы ультразвуковой очистки
Kerry Microsolve — Очистители с монорастворителем
Задняя сторона
Все чистящие средства Kerry Microsolve — монорастворители
Система очистки растворителем Microsolve 250M
Система очистки растворителем Microsolve 350M
Система очистки растворителем Microsolve 450M
Kerry Microsolve — Сорастворители для очистки
Задняя сторона
Все очистители Kerry Microsolve — сорастворители
Система очистки растворителем Microsolve 350C
Система очистки растворителем Microsolve 450C
Kerry Microclean — многоступенчатый очиститель на водной основе
Системы погрузочно-разгрузочных работ Автотранс
Supercleaners — Системы очистки жестких дисков
Промышленные моечные машины
Задняя часть
Все промышленные распылительные мойки
Корзинные шайбы (орбитальные)
Задняя часть
Все шайбы корзин (орбитальные)
Орбитальная машина для мойки корзин Orbit 600
Орбитальная мойка корзин 800
Orbit 600 RPF — Устройство для промывки ортопедических имплантатов AM
Тест и оценка
Часто задаваемые вопросы по отделочному оборудованию
Отделочные приложения
Задняя сторона
Все виды отделки
3D-печать и аддитивное производство
Аэрокосмическая промышленность
Легкосплавный диск — пескоструйная обработка
Автомобильный
Бисероструйная обработка
Струйная обработка и мойка
Удаление конформного покрытия
Косметическая отделка
Молочные продукты, продукты питания и напитки
Удаление заусенцев
Украшение стекла и керамики
Обезжиривание
Зубные имплантаты
Электроника
Очистка экструзионного шнека
Крепеж, шестерни, заклепки, пружины, литье и т. д.
Пескоструйная обработка
Очистка компонентов жесткого диска (HDD)
Очистка промышленного обслуживания
Лаборатории и мастерские
Техническое обслуживание и ремонт
Морской и оффшорный
Медицинские изделия и ортопедические имплантаты
Очистка пресс-форм и штампов
Ремонт офисного оборудования
Нефть, газ и энергия
Оптика и фотоника
Трубы, трубки и стержни
Покрытие и отделка поверхности
Прецизионная очистка
Пескоструйная обработка
Дробеструйная обработка
Дробеструйная обработка
Пружины и проволочные формы
Лопасти турбины
Удаление заусенцев и восстановление турбокомпрессора
Клапаны, насосы и гидравлика
Мойка
Послепродажное обслуживание
Назад
Все Послепродажное обслуживание
Гайсон Бласт Медиа
Задняя часть
Все материалы Guyson Blast Media
Абразивоструйная обработка
Стеклоструйная обработка
Металлический взрывной носитель
Пластиковые взрывчатые вещества
Керамический абразивный материал
Натуральный взрывной носитель
Расходные материалы для взрывчатых веществ
Запчасти
Задняя часть
Все запасные части
Взрывные части Гайсона
Задняя часть
Все детали Guyson Blast
Взрывные пушки
Сопла и воздушные форсунки
Шланговые соединения
Проймы рукава, перчатки и клапаны
Запчасти для дробеметных машин Old Guyson
Детали мытья Guyson
Ультразвуковые детали Керри
Гайсон чистящие химикаты
Задняя сторона
Все чистящие средства Guyson
Химикаты для водной очистки Guyson
Сервис и техническое обслуживание
Задняя часть
Все обслуживание и ремонт
Сервисные контракты
Схема Alcumus SafeContractor
Руководства
Задняя часть
Все руководства
Руководства на английском языке
Немецкие руководства
Испанские руководства
Шведские руководства
Служба управления шлангами
Шланги и муфты
Задняя часть
Все шланги и муфты
Kaptech Гибкие шланги в сборе
Задняя сторона
Все гибкие шланги Kaptech в сборе
Гигиенический шланг для пищевых продуктов и пивоваров
Задняя часть
Шланг All Hygienic Food and Brewers
Руководство по гигиеническим шлангам, смотровым стеклам и т. д.
Шланг Ultraflex с цветовой маркировкой для пищевых продуктов и пивоваров
Пищевые шланги премиум-класса и пивовары Brewline
Пивоваренный шланг премиум-класса Drinkline
Пивоваренный шланг премиум-класса Brewart
Шланг Q-Flex Ultra для пищевых продуктов и пивоваров
Шланг для пищевых продуктов и пивоваров Q-Flex Lite
Шланг для пищевых продуктов и пивоваров Q-Flex Anti Crush
Kaptech 6309 синий устойчивый к сдавливанию шланг для пищевых продуктов и пивоваров
Цитердиальный молочный шланг
Alikler D устойчивый к раздавливанию шланг для жидких пищевых продуктов и молока
Гибкий химический рукав Corroline+ из ПТФЭ 8000 с гладким каналом
Шланги из нержавеющей стали
Резиновый шланг и шланг из ПВХ
Задняя часть
Полностью резиновый шланг и шланг из ПВХ
202AA резиновый шланг EPDM общего назначения
223AA Резиновый шланг общего назначения из этилен-пропиленового каучука для тяжелых условий эксплуатации — 20 бар
Шланг насыщенного пара 340 Ач
Шланг для горячей воды и пара 350LE
Шланг 509OE для всасывания и подачи кислотных химикатов, давление 16 бар
Шланг сжатого воздуха 185AA 20 бар
Прозрачный всасывающий и напорный шланг из ПВХ для высокого вакуума
Гигиенические силиконовые шланги
Композитные шланги в сборе
Гигиенические разрывные муфты Klaw
Быстроразъемные соединения Hansen
Задняя часть
Все быстроразъемные соединения Hansen
Муфты Хансена
Задняя часть
Все муфты Hansen
Самоуплотняющиеся муфты Hansen серии HK
Проходные муфты Hansen серии ST
Сухие муфты Hansen серии MLDB для перекачки жидкости (нержавеющая сталь)
Сухие муфты Hansen серии ADB для перекачки жидкости (алюминий)
Сухие муфты Hansen серии MLFF ISO 16028 (нержавеющая сталь)
Сухие муфты Hansen FF серии ISO 16028
Серия Hansen FFCUP соединяется под давлением
Муфты для воздушных линий Hansen серии 3000
Муфты для воздушных линий Hansen серии 4000
Муфты для воздушных линий Hansen серии 5000
Муфты для воздушных линий Hansen серии 6000
Легкие муфты для воздуховодов Hansen Auto-Flo
Миниатюрные муфты Hansen серии 180/280
Газосварочные муфты Hansen серии 600/700
Муфты серии Hansen 2RL/3RL
Незаменяемые муфты Hansen серии 2HKIG/2HKIL
Соединения пресс-форм серии Hansen Flo-Temp
Датчики расхода Hansen серии FS
Предохранительные муфты Hansen серии HKFR BOP
Безопасные полнопроходные пневматические муфты Hansen типа Aro
Пневматические муфты Hansen Aro типа 210 и 310
Муфты для розлива напитков Hansen
Газозащитные муфты Hansen Gas Mate
Муфты Danfoss Aeroquip
Задняя часть
Все муфты Danfoss Aeroquip
Danfoss Aeroquip серии 5400 муфты для хладагента с малым включением воздуха
Danfoss Aeroquip 5600, нержавеющая сталь, ISO 7241-1, серия A, переходник
Клапан для отбора проб масла Danfoss Aeroquip серии FD15
Муфты высокого давления Danfoss Aeroquip серии FD17
Danfoss Aeroquip серии FD35 10 000 фунтов на квадратный дюйм (гидравлические) муфты
Самоуплотняющиеся муфты Danfoss Aeroquip серии FD45
Полнопоточные муфты с двойной блокировкой Danfoss Aeroquip серии FD83
Резьба Danfoss Aeroquip серии FD85 для соединения
Муфты специального назначения
Задняя часть
Все Муфты специального назначения
Муфты Danfoss для жидкостного охлаждения
Муфты Danfoss LF для элегаза
Многодисковые муфты Danfoss Multi-FF
Муфты Eaton HTE
Быстроразъемные соединители Danfoss
Задняя часть
Все быстроразъемные соединения Danfoss
Заправочные соединители и заглушки Danfoss с расширяющимся уплотнением
Быстроразъемные соединения Danfoss для проверки герметичности и заполнения – полный каталог
Кулачковые муфты Snaplock
Задняя часть
Все муфты Snaplock с эксцентриковым замком
Кулачковые муфты с замком Snaplock
Проходные муфты Saflok с эксцентриковым замком
Фитинги для шлангов и труб из нержавеющей стали
Задняя часть
Все фитинги для шлангов и труб из нержавеющей стали
Фитинги для шлангов и труб из нержавеющей стали
Быстроразъемные соединения шлангов Gromelle
Задняя часть
Все быстроразъемные шланговые соединения Gromelle
Самоуплотняющиеся муфты Gromelle серии H5000
Резьбовые самоуплотняющиеся муфты Gromelle серии W6000
Обратные клапаны серии Gromelle R4000 (прямые обратные клапаны)
Проходные муфты Gromelle серии L7000
Муфты Gromelle Safeline ISO 6150B серии GD10500D
Самоуплотняющиеся муфты Gromelle серии h25000
Гидравлические муфты сухого разрыва Mann Tek & Todo
Задняя часть
Сухие муфты для перекачки жидкости All Mann Tek & Todo
Размеры Mann Tek 1–8 дюймов. Материал корпуса NB: нержавеющая сталь, латунь/бронза, алюминий, Hastelloy, PEEK.
Задняя часть
Все размеры Mann Tek 1–8 дюймов NB Материал корпуса нержавеющая сталь, латунь/бронза, алюминий, Hastelloy, PEEK
Размеры Mann Tek 1–8 дюймов. Материал корпуса NB: нержавеющая сталь, латунь/бронза, алюминий, Hastelloy, PEEK.
Безопасные разрывные муфты Mann Tek
Шарнирные соединения Манн Тек
Обзор Манн Тек
Размеры Todo 1–6 дюймов. Материал корпуса: нержавеющая сталь, латунь/бронза или алюминий.
Размеры Dry Link 1″ — 4″ NB Материал корпуса нержавеющая сталь, Alloy 20, Hastelloy
Сухие муфты Hansen Eaton
Задняя часть
Все муфты Hansen Eaton Dry-break
Сухие муфты Hansen серии MLDB для перекачки жидкости (нержавеющая сталь)
Сухие муфты Hansen Eaton серии ADB для перекачки жидкости (алюминий)
Оборудование для промывки Dynafluid и катушки для шлангов
Задняя часть
Все оборудование Dynafluid для промывки и катушки для шлангов
Смесительные клапаны Dynafluid
Пистолет для промывки Dynafluid
Катушки
Предохранительные клапаны Gresswell G36 из нержавеющей стали
Предохранительные клапаны Gresswell G55
Предохранительные клапаны Gresswell G90
Предохранительные клапаны полного подъема Gresswell S2000
Служба управления шлангами
О нас
Новости
Карьера
БСИ
Связаться с нами
Проймы, перчатки и клапаны
Другие детали для пескоструйной обработки Guyson
Принадлежности и детали для пескоструйной обработки | Индианаполис, Индиана
Поиск Запчасти и оборудование
Номер линейного чертежа 1
Цена:
1 — 4
614,00 $
7 9 7 7 9 876 908
79
567,00 $
Номер детали:
314. 0015
Описание:
ВАКУУМНАЯ ГОЛОВКА II В КОМПЛЕКТЕ, С ВТУЛКОЙ 2 ДЮЙМА, БЕЗ СОПЛА
Производитель данного товара: НОВАТЭК
OEM Manufacturer
Part #
SCHMIDT MANUFACTURING / U.S. FILTER / AXXIOM MANUFACTURING
8030-000-01
SCHMIDT MANUFACTURING / U.S. FILTER / AXXIOM MANUFACTURING
8031-000-36
SCHMIDT MANUFACTURING / U.S. FILTER / AXXIOM MANUFACTURING
8031-000-72
ПРОГНОЗ ПРОДАЖ БРЕНДОВ / 9 PIRATE0879
999-8031-00036PB
IDS Blast является авторизованным дистрибьютором Pirate Brand®, RPB Safety®, Bullard®, Blast-It-All®, Trinco™ и Graco®. Мы не являемся официальным дистрибьютором других производителей, перечисленных выше.
Wehrhahn Оборудование | Оптимальное оборудование для Ваших потребностей
Продукты из газобетона
Производственный процесс
Производственные линии
Эффективность производства
Системы электроуправления
Модернизация
Сделано в Германии
Сервис
Самая высокая продуктивность в сочетании с экологичностью: безотходность производства, высокоточная резка и безупречная геометрия изделий, низкий расход энергоресурсов и сырья.
Чтобы наилучшим образом удовлетворять разнообразные требования рынка, мы предлагаем два основных типа линий: Wehrhahn SMART и Wehrhahn PLUS с производительностью от 200 до 2000 м3/сутки.
Общей особенностью всех линий Wehrhahn является то, что массив всегда режется в вертикальном положении. Это обеспечивает самую высокую точность резки и профилирование массива до автоклавной обработки.
Все линии Wehrhahn обеспечивают производство продукции самого высокого качества.
Какой тип линии оптимальным образом соответствует Вашим потребностям?
Мы будем рады проконсультировать Вас и ответить на все Ваши вопросы. Мы предложим Вам линию, полностью соответствующую Вашим потребностям и пожеланиям.
Производственные линии Wehrhahn нового поколения
подкупают своей инновационностью, эффективностью каждой единицы оборудования и технологического процесса в целом. Новая концепция успешно реализована на заводе Н+Н в пригороде Лондона.
Что делает новую линию особенно эффективной?
1. Производственные площади сократились почти на 30 % и используются максимально эффективно.
2. Фундаменты дешевле и быстрее: почти без приямков — невероятно, но факт!
3. Гидравлика на 60% заменена электромеханическими компонентами. Это позволяет снизить энергоемкость производства и затраты на техобслуживание оборудования.
4. Новые разработанные Wehrhahn модули систем электроуправления обеспечивают максимальную эффективность производственного процесса, в том числе благодаря саморегулирующемуся электроуправлению машин и прогнозирующим системам техобслуживания оборудования. Благодаря этому достигаются максимально высокий показатель Общей Эффективности Оборудования (OEE) и очень короткое время производственного цикла.
5. Линия резки полностью модифицирована с учетом новых требований с ассортименту и качеству продукции. Так, на установке продольной резки струны размещаются теперь ступенчато. Это уменьшает нагрузку на массив во время резки тонких блоков и панелей. Струны и ножи чистятся автоматически, что улучшает качество поверхности реза и предотвращает повреждение струн из-за налипания материала. Боковой триммер оборудован новой системой быстрой замены ножей и их автоматической чисткой.
6. Технологический процесс Линия оснащена установкой деления зеленого массива нового поколения. Внедрен новый элемент технологии, который позволяет подавать массив на резку при его оптимальной пластической прочности и одновременно предотвращает образование на блоках отпечатков от разделительной машины и автоклавных решеток.
WEHRHAHN SMART (массив автоклавируется в горизонтальном положении)
200 — 2 000 м3/сутки
На наших линиях SMART массив после резки снова кантуется в горизонтальное положение. Это позволяет разделять массив по линиям реза перед автоклавной обработкой. На линиях SMART возможно производство панелей с супергладкой поверхностью.
WEHRHAHN PLUS (массив автоклавируется в вертикальном положении)
700 — 1 400 м3/сутки
Линия PLUS – единственная линия по производству газобетона на рынке, позволяющая выпускать массивы, проходящие автоклавную обработку в вертикальном положении, без отходов производства. Это обеспечивает наша запатентованная установка удаления нижнего подрезного слоя массива. Линия PLUS характеризуется компактным расположением оборудования и простой эффективной упаковкой.
Наши линии по производству автоклавного газобетона
отличаются самой высокой продуктивностью и универсальностью: отсутствие технологических отходов, максимальная точность резки, малая энергоемкость производства (кВт·ч/м3) и минимальный расход сырья.
НЕМЕЦКОЕ ОБОРУДОВАНИЕ: ПОКУПАЮТ МНОГО, НО НЕМНОГИЕ
Второй год подряд Россия занимает первое место в структуре экспорта немецкого деревообрабатывающего оборудования. По официальным данным в 2013 году российские клиенты закупили оборудования на сумму около 177 млн. евро (без налогов). Это меньше, чем в 2012 году на 11 %. Второе и третье место заняли соответственно Китай ( 153 млн. евро со снижением 21%) и Франция ( 125 млн. евро — плюс 5 %). До 2011 года место импортера номер один занимал Китай. Например, в 2010 году соотношение немецкого экспорта в Россию и Китай было 102 и 231 млн. евро.
При этом Германия произвела в 2013 году на 5 % меньше деревообрабатывающих станков, чем год назад. Годовой оборот составил 2,2 млрд. евро против 2,3 в 2012 г. Общий объем экспорта составил 1,7 млрд. евро.
Расчеты показывают, что 177 млн. евро экспорта без НДС (EXW) соответствуют минимум 260 млн. евро с НДС, потраченным российскими фабриками на покупку немецкого деревообрабатывающего оборудования с учетом транспортных, таможенных расходов, НДС и дилерского процента.
Чтобы понять много это или мало попробуем определить сколько с среднем пришлось на каждое предприятие. Росстат утверждает, что деревообработкой в России занимаются около 18,7 тысяч предприятий (мебельных, столярных, лесопильных и т.д.). Но мы знаем, что практически каждое производственное предприятие представлено несколькими юридическими лицами. Часть предприятий занимаются не производством, а торговлей или другими услугами, а часть – вообще только числятся на бумаге. Возьмем на себя смелость оценить число реальных производств, закупающих какое-либо оборудование очень приблизительно в 10 тыс. ( в данном случае точная цифра не так важна).
2013 год был не простым и примерно половине российских деревообработчиков (т.е. 5 тыс.) в 2013 году было вообще не до новых станков. А остальные 5 тыс. покупали не только немецкое, но и итальянское, и китайское оборудование. По европейской статистике в стоимостном выражении экспорт в Россию распределяется примерно так: 53 % Германия, 20 % Италия, 13 % Китай. Данные Евросоюза по китайскому экспорту в Россию (особенно в азиатскую часть) явно не полные. С учетом этого, а также разницы в ценах на оборудование из этих стран соотношение в натуральном выражении ( в штуках) будет несколько иным. Точных данных нет, но рискнем предположить, что эти страны распределятся примерно по 30 % (10 % оставим на другие страны и отечественные станки).
Также понятно, что каждое отдельное предприятие закупает оборудование из разных стран, но для расчета представим, что покупатели также по 30 % распределены по основным экспортерам. Тогда получается, что в «одни руки» немецкого оборудования в среднем попадает на 260 000 000 /( 5 000 х 0,3) ≈ 170 тыс. евро.
Средняя цифра в 170 тыс. евро, выведенная нами из достаточно субъективных допущений, выглядит тем не менее достаточно правдоподобно. То, что при этом многие фирмы покупают относительно недорогие немецкие станки ( форматные, фрезерные, ручные кромкооблицовочные) по цене 20 – 30 тыс. евро, говорит о том, что полученный нами средний результат достигается за счет контрактов в сотни и даже миллионы евро.
В любом случае ясно следующее:
— дорогостоящее немецкое оборудование продается в Россию в достаточно больших объемах,
— распределяется оно не равномерно, оседая в основном у ограниченного круга предприятий, обладающих для этого необходимыми ресурсами,
— эти наиболее сильные игроки рынка, благодаря хорошему техническому оснащению, могут обеспечить высокое качество, чем и привлекают все больше клиентов,
— в результате без заказов остаются остальные производители,
— круг замыкается – ресурсы продолжают концентрироваться. Появляются фабрики, сопоставимые по оснащенности с европейскими.
Это естественный процесс становления рынка. Следующим этапом развития отрасли могла бы стать кооперация, когда оснащенные на высоком индустриальном уровне фабрики, выполняли бы заказы не только конечных потребителей, но и развитой сети небольших цехов, дизайн-студий и т.п. Пока же в России множество «гаражных» мастерских, выпускающих мебель или двери на «детских» станках, но стремящихся сохранить полный цикл производства. В результате страдает качество, не хватает технического персонала, постоянный аврал и сбои.
Приведенные выше цифры позволяют оценить объем произведенного деревообрабатывающего оборудования, оставшегося в 2013 году на внутреннем рынке Германии: 2,2 млрд – 1,7 млрд = 0,5 млрд. евро. Обратите внимание — это больше, чем суммарный экспорт в Россию, Китай и Францию. Таким образом, если импортером номер один для Германии является Россия, то покупателем номер один с большим отрывом является сама Германия.
Смотрите также…
ЭТО – МНЕ, ЭТО – ТЕБЕ, ЭТО – ОБРАТНО ТЕБE, ЭТО ВСЕ ВРЕМЯ ТЕБЕ …
РОССИЯ — БЫЛА ПЕРВОЙ, СТАЛА ВОСЬМОЙ ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ — НОВЫЕ РЕКОРДЫ
Машины и оборудование — ЗАВОД ГЕРМАНИЯ.
Машины и оборудование — ЗАВОД ГЕРМАНИЯ.
Эти результаты поиска предоставлены germanyworks.com и используют базу данных German Trade & Invest, агентства экономического развития Федеративной Республики Германии, для предоставления дополнительной информации.
Машиностроение Германии в цифрах
3-й
Германия занимает третье место по обороту индустрии МиО в мире (Китай № 1, США № 2).
Индустрия 4.0
Немецкая индустрия МиО делает Германию ведущей страной в мире Индустрии 4. 0 с заметным ростом рынка с 2015 по 2019 год.
6 600
С точки зрения уровня активности МиО является крупнейшим сектором Германии, в котором задействовано почти 6 600 компаний по всей цепочке создания стоимости.
16 процентов
Немецкая индустрия M&E является ведущим мировым производителем промышленного оборудования, на долю которого приходится 16 процентов мировой торговли промышленным оборудованием.
Подробнее на GTAI.com
Даже в производственном секторе энергоэффективные решения в производственных технологиях будут играть решающую роль в достижении амбициозных целей Германии в области защиты окружающей среды. Немецкие компании, работающие в энергоемких отраслях промышленности, десятилетиями работали над оптимизацией энергоэффективности производственных процессов.
Германия с самой высокой плотностью роботов является европейским центром робототехники и автоматизации: 346 роботов / 10 000 сотрудников
R&A Оборот отрасли увеличился более чем вдвое с 2009 по 2019 год: 6,2-14,7 млрд евро
В 2019 году по сравнению с 2 млрд евро в 2015 году машинное зрение имеет самые высокие темпы роста. Комплексные сборочные решения остаются крупнейшим сегментом отрасли.
Автомобильная промышленность является крупнейшим производственным сектором в Германии, а также крупнейшим потребителем робототехники.
Технология производства претерпевает радикальные изменения с появлением на фабрике Интернета вещей. Индустрия 4.0 позволит компаниям создавать взаимосвязанные процессы и делать их более гибкими и клиентоориентированными. Ожидается, что Индустрия 4.0 увеличит валовую добавленную стоимость сектора МиО на 23 миллиарда евро до 2025 года.
Индустрия 4.0
является движущей силой изменений в автомобильном секторе Германии. Внутренний рынок решений Industrie 4.0 в этой отрасли вырос на 20 процентов до 2,1 миллиарда евро в 2016/17 году.
Битком
Немецкая ассоциация информационных технологий, телекоммуникаций и новых медиа прогнозирует ежегодный потенциал добавленной стоимости в размере 2,1 млрд евро до 2025 года для решений Industrie 4. 0 в автомобильной промышленности, таких как данные в реальном времени и человеко-машинные интерфейсы.
Ожидается, что профилактическое обслуживание будет играть особенно важную роль в автомобильном производстве в течение двух-пяти лет.
Смарт
Согласно рейтингу Staufen German Industrie 4.0 Index 2017, практически все компании автомобильного сектора уже используют «умные» концепции.
Подробнее на GTAI.com
Германия занимает ведущее место в мире в области интеллектуальной собственности в отношении промышленных роботов.
Подробнее на GTAI.com
Исследовательские кластеры стимулируют инновации и предлагают отличные инвестиционные возможности – например, технологическая сеть it’s OWL, одна из самых важных инициатив Industrie 4.0 в Германии. it’s OWL объединяет более 200 компаний и исследовательских институтов с целью поиска решений для обработки данных с машин, создания новых услуг и бизнес-моделей, а также использования технологий для улучшения условий труда.
Подробнее читайте на its-owl.com
Машиностроительная промышленность Германии может похвастаться продуктивной, образованной рабочей силой , а также стабильными ставками заработной платы с течением времени. Гибкие методы работы, такие как срочные контракты и посменная система, повышают конкурентоспособность Германии, предлагая инвесторам доступный и высококачественный климат для производства.
Рабочая сила Германии по уровню профессионального образования в 2018 г. В 2018 г. было выпущено более 55 000 инженеров и около 60 000 математиков и естествоиспытателей.
50
квалифицированные мастера (ученики двойного образования)
%
23
выпускников вузов
%
17
неквалифицированный
%
10
выпускники профессиональных колледжей и техники
%
Машиностроительная промышленность Германии заняла первое место среди всех других европейских стран в качестве направления для ПИИ в 2010–2020 годах, в общей сложности 1180 проектов ПИИ.
Ведущая роль Германии в области промышленных машин и оборудования обусловлена синтезом высококвалифицированной рабочей силы, превосходных ресурсов поддержки для исследований и разработок и давних инженерных традиций — все необходимые детали для последней промышленной революции, Industrie 4.0. Свяжитесь с нами, чтобы узнать больше.
✉
Промышленность
Аэрокосмическая промышленность
Новая мобильность
Строительная промышленность
Химическая промышленность
Потребительская промышленность
Корпоративные услуги
Электроника и микротехнологии
Энергия
Экономика замкнутого цикла
Водородные технологии
Финансы
ИКТ
Науки о жизни
Логистика
Машины и оборудование
О
Связаться с
загрузок
Германия
Сетевой этикет
Официальное уведомление
Политика конфиденциальности
Германия Машиностроение и оборудование – вершина мира
Большинство современных станкостроительных компаний находятся в Германии. Будучи самой развитой в мире станкостроительной страной, правительство Германии всегда придавало большое значение важному стратегическому положению станкостроительной промышленности, а также как фундаментальным научным исследованиям, так и исследованиям в области прикладных технологий.
Машиностроение мира-Германия
Сфера машиностроения включает машиностроение в широком смысле и машиностроение в узком смысле. Машиностроение в широком смысле включает общее машиностроение, электронные двигатели, транспортные средства, прецизионные приборы и т. Д. Машиностроение в узком смысле обычно относится к машиностроению и производству оборудования. В Германии английский язык для машиностроения и оборудования — «Машиностроение», а в Японии английский язык для общего машиностроения — «Общее машиностроение».
Представителями лучших мировых механических держав являются Германия, США и Япония. Население Германии составляет 82,79 миллиона человек, а национальный доход составляет 47 450 долларов США на человека в год. Население Соединенных Штатов составляет 327,16 миллиона человек, а национальный доход составляет 62 850 долларов США на человека в год. Население Японии составляет 126,23 миллиона человек, а национальный доход составляет 41 340 долларов США на человека в год.
Германия – мировой лидер в области машиностроения. Население Германии составляет 65% населения Японии, а экспорт машин и оборудования в 1,77 раза превышает экспорт Японии. Население Германии составляет всего 25% населения США, а экспорт в 1,52 раза больше, чем в США. Немецкая ассоциация машиностроения VDMA объявила, что ее экспорт в 2018 году составил 177,8 млрд евро, из которых на Европу пришлось 57%, на Азию — 24%, на Северную Америку — около 12%, а на другие рынки — около 7%.
Согласно информации, опубликованной Немецкой ассоциацией машиностроения VDMA, в 2017 году на долю Германии приходилось 15,9% мировой торговли машинами и оборудованием, на Китай приходилось 13,2%, на США приходилось 10,0%, на Японию приходилось 9,6%, на Италию. приходилось 7,3%, а на пятерку вместе взятых приходилось около 6 В объеме торговли.
По оценкам Немецкой ассоциации машиностроения VDMA, мировой оборот машиностроительной промышленности в 2018 году составил 2,600 миллиарда евро. В первую пятерку стран-производителей входят материковый Китай, США, Германия и Япония, на которые вместе может приходиться более 70% мирового дохода. На первую десятку может приходиться более 80% мирового дохода. Выручка машиностроительной промышленности Германии достигла 297 миллиардов евро в 2018 году, что составляет 11,4% мировой индустрии машин и оборудования.
Индустрия 4.0 Немецкие станки ориентированы на умные заводы
Доля общего машиностроения в производстве
Общее машиностроение является наиболее важным в развитых странах. По данным развитых стран, таких как Германия и Япония, машиностроение в широком смысле составляет около половины всей обрабатывающей промышленности.
Согласно данным обрабатывающей промышленности Германии, в 2018 году доход машиностроения и оборудования составил 232 миллиарда евро, электронной и электрической промышленности — 193 миллиарда евро, производства транспортных инструментов — 300 миллиардов евро, а доход от производства — 1,5010 млрд евро. На долю машиностроения в Германии приходилось 48% обрабатывающей промышленности.
Типичные показатели немецкого машиностроения и оборудования
Машиностроение является наиболее важным в развитых странах. По данным развитых стран, таких как Германия, Япония и США, машиностроение составляет около половины всей обрабатывающей промышленности.
Машиностроение и оборудование должны поддерживать обрабатывающую промышленность страны в целом и, что более важно, оборонную промышленность. Производственный бизнес страны опирается на машиностроение и оборудование для повышения своей конкурентоспособности. Независимая оборонная промышленность нуждается в поддержке отличной техники и оборудования.
Характеристиками отрасли машин и оборудования являются крупные инвестиции, медленное восстановление, высокотехнологичные таланты и т. д. Промышленность машин и оборудования является действительно капиталоемкой, технологичной и трудоемкой отраслью, а машиностроение и промышленность оборудования имеет много малых и средних предприятий, а в Германии много скрытых чемпионов отрасли.
Машиностроение Германии является отраслью с наивысшей производительностью инженерно-технического персонала. Он занимает одно из первых мест в мире по количеству немецких компаний, занимающихся машинами и оборудованием, занятости, корпоративным доходам, производительности труда персонала, производству и экспорту. Германия также является производителем машин и оборудования номер один в мире.
В 2018 году в немецкой машиностроительной промышленности насчитывалось 6 523 предпринимателя (3 200 членов VDMA, что составляет около половины), общий промышленный доход составил 232,5 миллиарда евро, занято 1,05 миллиона сотрудников и производительность труда 218 200 евро / человеко-год. Объем производства составляет 224,3 млрд евро, общий экспорт – 177,8 млрд евро, импорт – 75 млрд евро, продажи на внутреннем рынке – 46,5 млрд евро, внутренний рынок – 121,5 млрд евро.
Репрезентативная продукция немецкого машиностроения и оборудования
Машиностроение и производство оборудования являются важнейшей отраслью в развитых странах. Согласно данным из развитых стран, таких как Германия, Япония и США, промышленность машин и оборудования является основой, поддерживающей обрабатывающую промышленность страны в целом. Отрасль машин и оборудования должна поддерживать обрабатывающую промышленность страны в целом. Производственный бизнес страны зависит от промышленности машин и оборудования для повышения своей конкурентоспособности. Промышленность машин и оборудования в Германии можно разделить на более чем 30 продуктов, из которых более 100 продуктов находятся в середине и тысячи продуктов подкатегорий и т. д.
Типичные отрасли немецкого машиностроения и оборудования включают машиностроение, технологии обработки материалов, технологии воздушного транспорта, станки, оборудование для упаковки пищевых продуктов, сельскохозяйственное оборудование, клапаны и трубопроводную арматуру, строительную технику и машины для производства строительных материалов, гидравлическое силовое оборудование. и т. д. На долю отрасли может приходиться около половины экспорта. Кроме того, оборудование для пластмасс и резины, текстильное оборудование, насосы, деревообрабатывающее оборудование, системы двигателей, горнодобывающее оборудование, оборудование для всего завода, роботы и автоматизация, компрессорные и вакуумные системы, прецизионные инструменты, технологии контроля и испытаний, технологии печати и изготовления бумаги и т. д. ., есть представители пола.
Прочее, такое как полупроводниковое и панельное оборудование, технология теплопередачи, лифты и эскалаторы, технология автоматизации двигателей, энергосистемы, литейное оборудование, технология производства одежды и кожи, производственное оборудование для выплавки металла, промышленные печи, технология сварки, системы очистки, помощь при стихийных бедствиях оборудование, защитное и страховое оборудование и т. д.
Представитель экспортной продукции немецкого машиностроения и оборудования
Машиностроение и оборудование являются наиболее важной отраслью промышленности в развитых странах. Согласно данным из развитых стран, таких как Германия, Япония и США, промышленность машин и оборудования является основой, поддерживающей обрабатывающую промышленность страны в целом. Германия также является крупнейшим в мире экспортером машин и оборудования.
В 2016 году экспортная стоимость репрезентативных продуктовых проектов Германии в машиностроении и оборудовании составила 155,8 млрд евро, например, экспорт систем воздушного транспорта и технологий — 10,3 млрд юаней, что составляет 6,6% от общего объема экспорта. Стоимость проекта по передаче электроэнергии составила 13,7 млрд евро, что составляет 8,8% от общего объема экспорта. Клапанов и фитингов экспортировано на 7,85 млрд евро, что составляет 5,0%. Строительная техника и машины для строительных материалов 7,84 млрд евро, что составляет 5,0%. Экспорт продукции и технологий для обработки материалов составил 11,2 млрд евро, что составляет 7,2%. Стоимость экспорта сельскохозяйственной техники составила 8,01 млрд евро, что составляет 5,1%. Экспортная стоимость оборудования для пищевых продуктов и упаковки составила 8,29 долл. США.млрд евро, что составляет 5,3%. Экспорт станков составил 9,18 млрд евро, что составляет 5,9%. На эти восемь отраслей может приходиться около половины экспорта.
Печатные и бумажные технологии стоили 4,28 миллиарда евро, гидравлическое силовое оборудование — 5,92 миллиарда евро, экспорт насосов — 5,01 миллиарда евро, деревообрабатывающего оборудования — 2,04 миллиарда евро, компрессоров и вакуумных систем — 4,93 миллиарда евро, оборудования для изготовления резины — 4,92 миллиарда евро. . Репрезентативны евро, технологии контроля и испытаний 3,57 млрд евро, энергосистема 5,40 млрд евро, прецизионные инструменты 5,55 млрд евро, стоимость экспорта текстильного оборудования 2,30 млрд евро и стоимость экспорта всего заводского оборудования 5,46 млрд евро.
Прочее, такое как горнодобывающее оборудование, системы двигателей, полупроводниковое и панельное оборудование, робототехника и автоматизация, производственное оборудование для плавки металлов, технология теплопередачи, лифты и эскалаторы, технология автоматизации двигателей, литейное оборудование, технология производства одежды и кожи, промышленные печи, сварка Технологии, системы очистки, оборудование для оказания помощи при стихийных бедствиях, оборудование для обеспечения безопасности и страхования и т. д.
Согласно статистике Немецкой машиностроительной ассоциации VDMA, страны и регионы, представляющие экспорт машин и оборудования в 2018 году, такие как США, заняли первое место. , с экспортной стоимостью 190,2 млрд евро, что составляет 10,8%. Второе место Китая экспортирует 19,1 млрд евро, что составляет 10,7%. Третья Франция экспортирует 11,6 млрд евро, что составляет 6,5%. Я следовал порядку 8,3 млрд евро для Италии, 7,7 млрд евро для Великобритании, 7,4 млрд евро для Нидерландов, 7,2 млрд евро для Польши, 7 млрд евро для Австрии, 5,5 млрд евро для Чехии, 5,5 млрд евро для Россия и др.
Если проанализировать экспортные регионы, крупнейшая стоимость экспорта Европы составляет 101,6 млрд евро, что составляет 57,1%. Стоимость экспорта Азии составила 41,9млрд евро, что составляет 23,6%. Третий североамериканский экспорт по стоимости составляет 20,9 млрд евро, что составляет 11,8%.
Немецкая промышленность машиностроения и оборудования ведущие отрасли промышленности в мире
Немецкая промышленность машиностроения и оборудования в основном поддерживает обрабатывающую промышленность всей страны. Производственный бизнес страны зависит от промышленности машин и оборудования для повышения своей конкурентоспособности. Самое главное — это экспорт на мировой рынок. Немецкую промышленность машин и оборудования можно разделить на более чем 30 продуктов, половина из которых экспортирует левые и правые позиции на первое место в мире, а некоторые продукты занимают второе место в мире.
Немецкая промышленность по производству машин и оборудования представляет собой товар номер один в мире в сфере торговли. Например, на технологии контроля и испытаний приходится 31,9% мировой торговли, на системы очистки — 29,1%, на деревообрабатывающее оборудование — 27,4%, на технологии печати и изготовления бумаги — 24,3%, на гидравлические системы — 23,9%, на машины для пластмасс и резины — 22,7%, на электроэнергию. трансмиссионное машиностроение 21,3%, станки 20,8%, пищевое и упаковочное оборудование 20,8%, промышленные печи 19,4%, сельскохозяйственная техника 190,1%, а технология обработки материалов — 18,7%, компрессоры и вакуумные системы — 16,3%, оборудование всего завода — 16,1%, насосы — 16,1% и т. д. такие как текстильное оборудование составило 18,5%, точные инструменты — 16,1%, клапаны и фитинги — 13,8%, энергетические системы — 12,8%, сварочные технологии — 12,5%, воздушные перевозки — 11,1% и т. д. Все шесть отраслей занимали важные позиции в мире.
Экспортные проекты и рынки немецкого машиностроения и оборудования в 2018 году
Германия является мировым лидером в области машин и оборудования. Население Германии составляет 65% населения Японии, а экспорт машин и оборудования в 1,77 раза больше, чем в Японии. Население Германии составляет 25% населения США, а экспорт в 1,52 раза больше, чем в США. Согласно таможенной статистике Германии, стоимость экспорта машин и оборудования в 2018 году составила 254,9 доллара США.млрд, что на 9,9% больше, чем годом ранее.
Экспортная стоимость репрезентативных продуктов Германии в машиностроительной промышленности в 2018 году составила 254,9 млрд долларов США. Репрезентативный продукт занимает первое место с экспортной стоимостью 42,2 млрд долларов США в двигателях и других компонентах, что составляет 16,6% от общего объема экспорта. Вторая стоимость экспорта гидравлического оборудования составила 22,4 миллиарда долларов США, что составляет 8,8% от общего объема экспорта. Третья стоимость экспорта химического оборудования составила 20,3 млрд долларов США, что составляет 8,0%. Ю Исю стоит 19 долларов.миллиардов механических компонентов, что составляет 7,5%.
В настоящее время отливки, листовой металл, контроллеры и другие детали, необходимые для станков, могут поставляться на месте.
Машины специального назначения – 18 млрд долларов США, что составляет 7,1%. Стоимость экспорта клапанов и альтернативных деталей составила 14,3 млрд долларов США, что составляет 5,6%. Объем экспорта бумаги и полиграфического оборудования составил 13,4 млрд долларов США, что составляет 5,3%. Стоимость экспорта транспортных машин составила 11,7 млрд долларов США, что составляет 4,6%. Экспорт станков составил 10,4 млрд долларов США, что составляет 4,1%. На эти девять товаров может приходиться около 70% экспорта.
Кроме того, стоимость экспорта оборудования для производства пластмасс и резины составила 6,40 млрд долларов США, стоимость экспорта текстильного оборудования — 5,59 млрд долларов США, строительной техники — 5,08 млрд долларов США, оборудования для кондиционирования воздуха и холодильного оборудования — 4,52 млрд долларов США, компонентов станков — 4,52 млрд долларов США. 4,08 миллиарда долларов США, полупроводниковое и панельное оборудование — 2,28 миллиарда долларов США, а деревообрабатывающее оборудование было экспортировано. Он также представлен стоимостью 2,06 миллиарда долларов США.
Прочее, такое как горнодобывающее оборудование, роботы и средства автоматизации, производственное оборудование для плавки металлов, технология теплопередачи, лифты и эскалаторы, технология автоматизации двигателей, производственное оборудование, швейная и кожевенная техника, промышленные печи, сварочные технологии, системы очистки, оборудование для оказания помощи при стихийных бедствиях , Защитное и страховое оборудование и т. д.
На экспортном рынке немецких машин и оборудования в 2018 году США заняли первое место со стоимостью экспорта в 28 миллиардов долларов США, что составляет 11,0% от общего объема экспорта, что на 12% больше, чем в предыдущем году. Материковый Китай занял второе место со стоимостью экспорта в 24,2 млрд долларов США, что составляет 9,5% экспорта, что на 14% больше, чем в предыдущем году. Третий объем французского экспорта составляет 16,7 млрд долларов США, что составляет 6,6%, увеличившись на 8,6% по сравнению с предыдущим годом. Экспорт Yu Yisequ в Великобританию составляет 13,6 млрд долларов США, что составляет 5,4%. Экспорт в Италию составил 11,7 млрд долларов, что составляет 4,6%. Экспорт в Нидерланды составляет 11,2 млрд долларов США, что составляет 4,4%. Экспорт в Австрию составил 10,9млрд долларов США, Польша 10,7 млрд долларов США, Испания 8,64 млрд долларов США, Чехия 8,25 млрд долларов США, Россия 7,66 млрд долларов США, Швейцария 6,71 млрд долларов США и т. д. На 12 ведущих экспортных рынков приходится более 60% Германии. экспорт.
Машиностроительная промышленность Германии – самая сильная в мире
Машиностроительная промышленность – самая важная отрасль в развитых странах. Согласно данным из развитых стран, таких как Германия, Япония и США, промышленность машин и оборудования является основой, поддерживающей обрабатывающую промышленность страны в целом.
Стоимость экспорта немецких машин и оборудования в 2018 году составила 254,9 млрд долларов США, увеличившись на 9,9% по сравнению с предыдущим годом. Экспорт немецких машин и оборудования в Европу составил 57%, на Азию — 24%, на Северную Америку — около 12%, на другие рынки — около 7%.
Экспорт полупроводников, панельного оборудования и электронного оборудования из Германии в 2018 году составил 2,28 миллиарда долларов США. По сравнению с США, Японией, Нидерландами и т. д. она находится в отсталом положении. Основная причина в том, что в самой Германии отсутствует электронная и полупроводниковая промышленность, поэтому нет промышленности для экспериментов. Исследования и разработки этого типа механического оборудования не могут быть продолжены.
Германия является крупнейшим производителем и экспортером машин и оборудования в мире, особенно в сфере высокотехнологичных машин и оборудования. Технологический и инженерный потенциал Германии, технический персонал, системная интеграция и т. д. занимают лидирующие позиции в мире. Однако в развивающихся высокотехнологичных отраслях, таких как электроника, оптоэлектроника, полупроводники и другие промышленные машины и оборудование, они явно отстают от США и Японии. Основной анализ заключается в том, что в Германии и Европе не хватает таких производственных компаний, а также в развивающихся высокотехнологичных отраслях, в основном в Азии и Северной Америке, и этот тип промышленного оборудования больше подходит для исследований и разработок в Северной Америке и Северо-Восточной Азии.
Современный рынок станков Германии
Станки Германии ориентированы на развитие умных заводов и Индустрию 4.0. на волне Индустрии 4.0 Германия разработала приложения для Интернета вещей и постепенно внедрила их в станкостроение, ускорив процесс интеграции интеллектуальных заводов, приверженных приложениям 5G, 3D-печати металлом и оцифровке производства. во всех направлениях, действительно реализуя сотрудничество человека и машины.
Согласно коммюнике Немецкой ассоциации производителей станков (VDW), тайваньский экспорт в Германию занял десятое место в первой половине 2019 года (60 миллионов евро), увеличившись на 4% по сравнению с тем же периодом 2018 года. на станки приходилось 90% из 54 миллионов евро, а оставшаяся часть приходилась на детали и компоненты, и эти два показателя выросли на 4% и 5% соответственно по сравнению с предыдущим годом. В целом, немецкая станкостроительная промышленность не затронута «торговой войной между США и Китаем», потому что она в основном продается на внутренний рынок в Китае, или не затронута из-за специальных продуктов и высокого технического содержания. Однако необходимо отметить, что внутренний спрос Китая косвенно затронут торговой войной. Замедление роста рынка приводит к последующим проблемам.
COVID-19 повлиял на местную экономическую деятельность в Германии, а также на потребление и покупательную способность населения. Хотя Германия и даже целые европейские страны не прекратили производственную деятельность, большинство производителей станков испытали на себе влияние торговой войны США и Китая и приостановки работ в Китае из-за эпидемии.
Реле времени CT-AWE (с проскальз. при размык.) 24В АС/DC (времен ной диапазон 0,05с..1с.) 1ПК | 1SVR550158R3100 ABB
по запросу
Данный товар не поставляется, возможные замены в перечне “Похожие товары”
Реле времени CT-AHE (задержка на отключ.) 24В AC/DC (временной д иапазон 0,3..30с.) 1ПК | 1SVR550118R4100 ABB не поставляется, возможно товар снят с производства, по запросу, наши инженеры помогут подобрать аналоги, замены.
Похожие товары
Реле времени CT-AWE (с проскальзыванием при размыкании) 24B AC/DС (временной диапазон 0.1с..10с.) 1ПК — 1SVR550148R1100 ABB
по запросу
Реле времени CT-AWE (с проскальзыванием при размыкании) 24B AC/DС (временной диапазон 0. 3с..30с.) 1ПК — 1SVR550148R4100 ABB
по запросу
Реле времени CT-AWE (с проскальз. при размык.) 24B AC/DС (времен ной диапазон 3с..300с.) 1ПК | 1SVR550148R2100 ABB
Реле времени CT-ARE (задержка на отключ. без вспом.напряж.) 24B AC/ВС, 220-240В AC (временной диапазон 0,3..30с.) 1ПК | 1SVR550127R4100 ABB
по запросу
Реле времени CT-AHE (задержка на отключ.) 24В AC/DC (временной д иапазон 0.1..10с.) 1ПК 1SVR550118R1100 ABB
Тарифная цена:
Дата
Цена
16.10.2021
6076,70 RUB
20.04.2021
5815,03 RUB
29. 11.2020
5496,24 RUB
26.09.2020
5496,24 RUB
12.04.2020
5336,16 RUB
17. 03.2020
4963,87 RUB
25.02.2020
4467,92 RUB
17.12.2019
4296,08 RUB
11. 07.2019
4296,08 RUB
01.07.2019
4296,08 RUB
«>(История цены) 6076,70 RUB
/шт
ABB 1SVR550111R4100 CT-AHE — это однофункциональное электронное реле времени из серии таймеров CT-E.
Он обеспечивает функцию задержки выключения (задержка при отключении) с диапазоном времени от 0,3 с до 30 с. Это реле времени работает с датчиком…
Доступны дополнительные опции! Звоните 801-532-2706
Меню продукта
Инженерные решения
Производители
Образование
Услуги панели
Главная ABB 1SVR550111R4100 CT-AHE — это однофункциональное электронное реле времени из серии таймеров CT-E. Он обеспечивает функцию задержки выключения (задержка при отключении) с диапазоном времени от 0,3 с до 30 с. Это реле времени работает с крысой…
Нет текущих загрузок для этого продукта. Для получения дополнительной информации позвоните нам по телефону 888-532-2706. System.IO.DirectoryNotFoundException: не удалось найти часть пути «D:\rsp\wwwroot\images\downloads\ABB\1\ABB 1SVR550111R4100». в System.IO.__Error.WinIOError (код ошибки Int32, строка, возможно, полный путь) в System. IO.FileSystemEnumerableIterator`1.CommonInit() at System.IO.FileSystemEnumerableIterator`1..ctor (путь строки, исходный путь пользователя строки, шаблон поиска строки, вариант поиска SearchOption, обработчик результата SearchResultHandler`1, логическое значение checkHost) в System.IO.DirectoryInfo.InternalGetFiles (строка searchPattern, SearchOption searchOption) в Westcoup.Core.Services.Products.ProductService.GetProductSpecs(String ProductSEName, String ProductSku)
Описание
отзывов
Другая информация
Доставка
CT-AHE — однофункциональное электронное реле времени из серии таймеров CT-E. Он обеспечивает функцию задержки выключения (задержка при отключении) с диапазоном времени от 0,3 с до 30 с. Это реле времени работает с номинальным управляющим напряжением питания 220 — 240 В переменного тока и имеет 1 переключающий контакт (SPDT) на 250 В / 4 А. Управляющий вход работает с срабатыванием по напряжению (без плавающего потенциала).
Характеристики
Полюсы реле
Однополюсный
Релейные броски
Два броска
Номинальное напряжение катушки
220–240 В переменного тока
Диапазон времени реле
0,3–30 с
Компонент
Реле таймера
Подкомпонент
Реле времени
0 отзывов
Отзыв от 0 клиентов
Поболтай с нами, на базе LiveChat
1SVR550111R2100 — ABB — Таймер задержки отключения Ct-Ahe 220 В 3-300 с
Быстрый просмотр
1СВР405541Р3120
33,89 евро
Реле и розетка Cr-S024Vadc1Crgs
Быстрый просмотр
J11S
458,44 евро
БЛОКИРОВКА J ТИПА 1НО / 1НЗ
Быстрый просмотр
J11
290,43 евро
405,11 евро
БЛОКИРОВКА J ТИПА 1НО И 1НЗ
Быстрый просмотр
GLS3630NN
7 908,22 евро
12 204,06 евро
3-полюсная рама GLS
Быстрый просмотр
C335KA3A1
4 053,14 евро
КОМПЛЕКТ ДЛЯ ПРЕОБРАЗОВАНИЯ КАТУШКИ ПОСТОЯННОГО ТОКА
Главная страница
→ Каталог
→ Мотопомпы и Водопонижение
→ Мотопомпы Varisco Atlas Copco PAS
→ Мотопомпа Varisco Atlas Copco PAS 150HF 300
Мотопомпы Varisco Atlas Copco PAS
Мотопомпа Varisco Atlas Copco PAS 150HF 300
Рейтинг товара:
(5 из 5)
Наличие и цены:
Только по запросу!!!
Производитель:
Atlas Copco
Категория:
Мотопомпы Varisco Atlas Copco PAS
Артикул:
AC-PAS-150HF-300
Артикул производителя:
AC-PAS-150HF-300
Старая цена с НДС:
По запросу
Напор макс. :
51 м
Пр-ность макс. м³ / ч:
510 м³/ч
Фланец вход / выход:
DIN 150
Ø частиц макс. мм:
76 мм
Двигатель:
дизельный
Для поиска по сайту используйте полный или частичный Партномер без букв, пробелов и тире или напишите запрос на e‑mail [email protected]
🔥Актуальные цены, наличие, сроки поставки только по запросу🔥
Обязательное(!) условие европейских производителей для получения предложения на запасные части и материалы:
— Наименование Заказчика — ИНН Заказчика — Название и серийный номер оборудования
🔥Почту читаем без выходных🔥
Мотопомпа Varisco Atlas Copco PAS 150HF 300 (PAS-150-HF-300) вакуумная мотопомпа автоматическая развитие Varisco JD 6-350 и Varisco VAR 6-350 создана специалистами завода Varisco на основе многолетнего опыта и предназначена для перекачивания воды с твердыми абразивными включениями и высоким уровнем загрязнений
На вакуумных мотопомпах Атлас Копко серии PAS применена система «сухого» запуска без необходимости предварительного заполнения водой насосной части мотопомпы. В результате, они могут быть оснащены системами автоматического пуска и выполнять откачку грязной воды в автономном режиме даже в условиях отсутствия электричества
Мотопомпы Atlas Copco PAS успешно применяются в стандартных условиях рабочими низкой квалификации без риска повреждения оборудования в результате неправильной эксплуатации, а так же в автономном режиме на удалённых объектах и объектах особой важности, где необходимо предотвратить затопление даже при отключении электричества
Заполнять насосную часть водой перед началом работы не нужно
На сайте выложен не весь ассортимент оборудования и запасных частей
Для получения деталировок (взрыв-схем) и при заказе запасных частей просим высылать главный основной шилд оборудования (general data plate) на наш e‑mail [email protected]
Отправить запрос
Ваш E-mail
Ваш телефон*
Ваше имя*
Согласие на обработку персональных данных*
Запрос / Реквизиты плательщика
Центробежный насос Varisco JD 3 TROLLEY
Производитель: Varisco S.p.A. (Италия)
Мотопомпа Varisco относится к категории самовсасывающих центробежных насосов, которые предназначены для перекачки жидкости с содержанием твердых частиц. Применение данных насосов характеризуется в основном сложностью всасывания жидкости в различных секторах промышленности, строительства и чрезвычайных ситуациях.
Артикул
Модель
Напор, м
Поток, м3/час
Марка двигателя
Модель двигателя
Мощность, л. с.
Ø частиц , мм
Вес, кг
Цена, руб
10050305
JD 3-100 G30 MLD56 TROLLEY
21,5
75
Lombardini
15LD350
6,4
25
63
по запросу
10054225
JD 3-100 G10 MLD14 TROLLEY
22
75
Lombardini
15LD350
6,4
25
79
по запросу
10014623
JD 3-140 G10 MLD07 TROLLEY
25
82
Lombardini
6LD400
6,7
28
145
по запросу
10021297
JD 3-140 G10 MLD09 TROLLEY
23
105
Lombardini
6LD400
6,7
28
145
по запросу
10026778
JD 3-140 G10 MLD08 TROLLEY
25
82
Lombardini
6LD400
6,7
28
145
по запросу
10036588
JD 3-140 G10 MLD10 TROLLEY
26
105
Lombardini
15LD440
8,6
28
152
по запросу
10053388
JD 3-140 Q10 MLD10 TROLLEY
26
105
Lombardini
15LD440
8,6
28
152
по запросу
10047235
JD 3-140 K10 MLD10 TROLLEY
26
105
Lombardini
15LD440
8,6
28
152
по запросу
10046909
JD 3-140 G10 MLD11 TROLLEY
26
105
Lombardini
15LD440
8,6
28
152
по запросу
10047141
JD 3-140 P10 MLD11 TROLLEY
26
105
Lombardini
15LD440
8,6
28
152
по запросу
10032640
JD 3-140 G10 MHT02 TROLLEY
25
80
Hatz
1B40T-6
8,3
28
152
по запросу
10041977
JD 3-140 P30 MHT02 TROLLEY
25
80
Hatz
1B40T-6
8,3
28
152
по запросу
10019713
JD 3-140 G10 MHT03 TROLLEY
25
80
Hatz
1D41T36
8,3
28
152
по запросу
10013854
JD 3-210 G10 MLD41 TROLLEY
25
90
Lombardini
4LD820L
11
40
220
по запросу
10015897
JD 3-210 S11 SLD41 TROLLEY
25
90
Lombardini
4LD820L
11
40
220
по запросу
10018170
JD 3-210 G10 MLD42 TROLLEY
25
90
Lombardini
4LD820L
11
40
220
по запросу
10027666
JD 3-210 G10 MLD24 TROLLEY
24,5
120
Lombardini
12LD477-2
11
40
245
по запросу
10046658
JD 3-210 Q10 MLD24 TROLLEY
24,5
120
Lombardini
12LD477-2
11
40
245
по запросу
J Series — Varisco
Центробежные насосы
Преимущества
. Varisco PSDrive можно установить прямо на бордовый мотор на базе мотора-помпы JE…NT Varisco с гарантией:
Риспармио энергетический и экономический
Ampliamento delle possibilità di prestazione delle pompe autoadescanti
Riduzione dei tempi d’Innesco
Versatilità in caso di contenute modifiche d’impianto, di prestazioni richieste и di fludo pompato
PSDrive может быть установлен и контролироваться на удаленном компьютере через Comoda Приложение Varisco PSDrive доступно для Android и iOS.
Загрузить брошюру
История болезни
Связаться с нами
СтранаАфганистанАлбанияАлжирАндорраАнголаАнтигуа и БарбудаАргентинаАрменияАвстралияАвстрияАзербайджанБагамыБахрейнБангладешБарбадосБеларусьБельгияБелизБенинБутанБоливияБосния и ГерцеговинаБотсванаБразилияБрунейБолгарияБуркина-ФасоБирмаБурундиКамбоджаКамерунКанадаКонгоКабо-ВердеЦентральноафриканская РеспубликаЧадЧилиЧилиКитай Rep. Congo, RepublicCosta RicaCote d’IvoireCroatiaCubaCyprusCzechiaDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFijiFinlandFranceGabonGambiaGeorgiaGermanyGhanaGreeceGrenadaGuatemalaGuineaGuinea-BissauGuyanaHaitiHondurasHungaryIcelandIndiaIndonesiaIranIraqIrelandIsraelItalyJamaicaJapanJordanKazakhstanKenyaKiribatiKorea, NorthKorea, SouthKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMauritaniaMauritiusMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMoroccoMozambiqueNamibiaNauruNepalNetherlandsNew ZealandNicaraguaNigerNigeriaNorwayOmanPakistanPalauPalestinePanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalQatarRomaniaRussiaRwandaSaint Kitts and NevisSaint LuciaSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon I slandsСомалиЮжная АфрикаЮжный СуданИспанияШри-ЛанкаСуданСуринамСвазилендШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТогоТонгаТринидад и ТобагоТунисТурцияТуркменистанТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыСоединенное КоролевствоСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамЗападная СахараЙеменЗамбия
Регион Абруццо Базиликата Калабрия КампанияЭмилия-РоманьяФриули-Венеция-ДжулияЛациоЛигурияЛомбардияМаркеМолизеПьемонтеПульяСарденьяСицилияТосканаТрентино-Альто-АдиджеУмбрияВалле д’АостаВенето
Я ознакомился с Политикой конфиденциальности и разрешаю обработку персональных данных в указанных целях.
* Обязательное поле
Самовсасывающий центробежный насос Varisco серии J2
Центробежный самовсасывающий насос Varisco серии J2
Flow Rate
Up to 50m³/hr
Head (Pressure)
Up to 48m
Inlet/Outlet Sizes
2”
Варианты привода
Электродвигатель, двигатель, гидравлический мотор
. или содержат твердые частицы во взвешенном состоянии размером до 25 мм. Самая большая модель серии J2 может производить поток до 50 м³/ч и напор до 48 м.
Серия Varisco J2 имеет множество преимуществ, включая следующие:
Возможность быстрого самовсасывания до 7,5 м без использования обратного клапана.
Установлено полуоткрытое рабочее колесо, позволяющее пропускать взвешенные твердые частицы размером до 25 мм.
Установлена легко заменяемая изнашиваемая пластина, которая обеспечивает высокую устойчивость насоса к абразивным твердым частицам.
Насос устанавливается в сухом месте над жидкостью, только всасывающая труба должна быть погружена в жидкость. Это делает обслуживание невероятно простым по сравнению с погружными насосами.
Доступны различные варианты привода, в том числе; голый вал, электродвигатель, дизельный двигатель, бензиновый двигатель, двигатель на мобильном прицепе, гидравлический двигатель и другие по запросу.
Все быстроизнашивающиеся детали легко заменяются, после замены насос возвращается к своим первоначальным характеристикам. Это значительно увеличивает срок службы насоса.
Механическое уплотнение с внешней смазкой. Это позволяет насосу работать всухую в течение длительного времени, даже при перекачивании абразивных твердых частиц.
В корпусе подшипника установлены усиленные шарикоподшипники, подходящие для прямого или клиноременного привода.
Серия Varisco J2 сертифицирована Atex для установки в небезопасных зонах.
Этот центробежный самовсасывающий насос изготавливается из различных материалов, включая ковкий чугун, алюминиевую бронзу и нержавеющую сталь. Это делает его превосходным при работе с широким спектром жидкостей, включая, помимо прочего; вода, морская вода, грязная вода, топливо с низкой вязкостью, растворители (чистые или грязные), известковое молоко, каустическая сода, горячие или агрессивные сточные воды, трюмные воды, кислоты и щелочи.
Общие области применения этого центробежного самовсасывающего насоса включают: пожаротушение, перекачка серой воды, перекачка черной воды, общее морское обслуживание, аквакультура, перекачка балластной воды, перекачка льяльных вод, мойка морской палубы, загрузка и выгрузка топлива, перекачка дизельного топлива, зачистка, перекачка и распыление жидкого навоза, охлаждение морской водой, вода охлаждение, опорожнение отстойников, обезвоживание и многое другое.
Обзор продукции
• Самовсасывающий до 7,5 м без использования обратного клапана
• Полуоткрытое рабочее колесо, пропускающее твердые частицы размером до 25 мм
• Высокая устойчивость к абразивным твердым частицам
• Доступны модели из ковкого чугуна, алюминиевой бронзы и нержавеющей стали. гидравлический мотор.
• Корпус подшипника с усиленными шарикоподшипниками
• Устанавливается вне жидкости
• Легко заменяемая износостойкая пластина
• Торцевое уплотнение с внешней смазкой, позволяющее работать всухую в течение длительного времени. Двойные и картриджные уплотнения доступны по запросу.
• Конструкция с выдвижным механизмом для быстрого и легкого обслуживания
В данном ролике представлена работа высокопроизводительной ленточной пилорамы XBE с пилением в две стороны, производства BRENTA LBL и каретки SPIDER.
Высокопроизводительные лесопильные заводы BRENTA. Ленточная пилорама XBE с пилением в две стороны Автоматическая подача не обрезного пиломатериала на кромко-обрезной станок OXIA-Brenta Брусовальная линия CDS-Brenta
Другие группы видео
Выставки
Выставка «ЛесДревМаш 2018» Выставка WOODEX 2019
Ламинирование, каширование, облицовка и окутывание панелей и профиля
Автоподатчик BARBERAN ящичного профиля в линию окутывания Линия BARBERAN для окутывания ящичного профиля Линия по нанесению прозрачных PET пленок на ламинированные панели (№2). Hessan (КНР). Линия по нанесению прозрачных PET пленок на ламинированные панели (№1). Hessan (КНР). Станок для давления структуры на панелях и профилях Станок для давления структуры на погонаже Линия BARBERAN для окутывания пленками с ВЫСОКОГЛЯНЦЕВОЙ отделкой Линия Barberan изготовления и окутывания шпоном L-образного наличника Линия 2-сторонней ламинации панелей, с автоматической подачей панелей и штабелированием готовых панелей. Barberan (Испания). Линия 1-сторонней ламинации панелей, с автоматическим наложением листового и рулонного материала. Barberan (Испания). Линия для ламинации панелей листовым и рулонным материалом ITS. Barberan (Испания). Компактный ламинатор Compact Line. Barberan (Испания). Линия ламинации дверных панелей с использованием клеев ПВА. KL-1400 Barberan (Испания). Линия по окутыванию элементов царговых дверей. Barberan (Испания). Станок для окутывания профилей RP-30-modular. Barberan (Испания).
Лесопильное оборудование
Автоматическая многопильная торцовка Лесопильная линия для коротких полубревен NORTEC (Тайвань) Ленточный делитель тяжелого класса NORTEC (Тайвань) Горизонтальные ленточные пилорамы
Оборудование для производства фасадов
Автоматическая линия V235NC-ALU для торцовки AL профилей (OMGA, Италия) Многофункциональный станок А1 для обработки элементов рамочных фасадов под 90° и 45° с круглым шипом Станок Е45 для обработки элементов рамочных фасадов под 45° с круглым шипом Станок TF2 односторонней обработки элементов рамочных фасадов под 45° с шипом ENDMASTER-P base. line. Пневматический сборочный пресс для фасадов и ящиков Станок для двусторонней обработки элементов рамочных фасадов Rapid 3000 EssePigi (Италия) Электромеханический сборочный пресс для фасадов проходного типа Линия AM3 для автоматической сборки рамочных фасадов различного типа Линия AM1 для автоматической сборки рамочных фасадов Станок для двусторонней обработки элементов рамочных фасадов RAPID 3000 FV3 EssePigi (Италия) Оборудование KOCH для производства рамочных фасадов разного типа
Паркет
Автоматический станок NORTEC с поворотной пилой для паркета Автоматическая линия производства паркетной/инженерной доски Производство паркета с системой «CLICK» Пилорама тонкого распила NORTEC-MM-15 Заточный станок для тонких рамных пил Nortec-MM-10
Сушильные камеры
ООО «КарелЮгЛес» г. Касли ООО «РостАгро» г. Бийск ИП «Денисов ЮА» г. Ульяновск ООО «Ирбис»
Токарные станки
Токарный станок с ЧПУ CENTAURO T-STAR
Оборудование для производства багета, багетных рамок и решеток
Двухсторонний калибровально шлифовальный станок NORTEC Станок для шлифования рельефных поверхностей, модель P6 (2 часть) Станок для шлифования рельефных поверхностей, модель Р6 Профилешлифовальный станок MM-S4 W8 Профилешлифовальный станок MM-S3 W8 Шлифовка и сатинирование металлических заготовок Шлифовка и калибровка фибро-цементных плит Замена шлифовального инструмента на станке Nortec Шлифовальный станок Nortec
Лесопильное оборудование StrojCAD. Словакия
DKP6 Бревнопильный двухдисковый станок углового пиления D9 Автоматический бревнопильный двухдисковый комплекс с интегрированной программой оптимизации раскроя бревен и сортировкой пиломатериала D9 Автоматический бревнопильный двухдисковый комплекс. Цех в Германии.
Высокопроизводительное лесопильное оборудование BRENTA LBL. Франция
Высокопроизводительные лесопильные заводы BRENTA. Ленточная пилорама XBE с пилением в две стороны Автоматическая подача не обрезного пиломатериала на кромко-обрезной станок OXIA-Brenta Брусовальная линия CDS-Brenta
Многопильные станки
Кромкообрезной станок MRS с плавающей пилой Плитный многопил Nortec S-1350-X3 Многопильный станок с неограниченной шириной раскроя Многопильный станок серии UDKD (Ustunkarli)
Покрасочные камеры
Окрасочные камеры ОКВ открытого типа, серия «ПРОФИ»
Линии оптимизации и выборки дефектов
NORTEC S-600 торцовочный станок с серво управлением подачи Линия оптимизации NORTEC (Тайвань) Линии оптимизации и выборки дефектов OMGA T 521 SNC и T 521 OPT Линия оптимизации и выборки дефектов OMGA T 2006 OPT Линия оптимизации и выборки дефектов OMGA Т522 Линия оптимизации и выборки дефектов OMGA T 2020 NC Линии оптимизации чешско-швейцарской производственной компании Stori Mantel Загрузчик для линии оптимизации T 2006 OMGA Линия оптимизации поперечного раскроя с цифровым управл. Supercut 500
Четырехсторонние станки
NORTEC GA-623H со скоростью строгания 150 м/мин Четырехсторонний станок Nortec GS 623 Четырехсторонний станок NORTEC GS 523 Четырёхсторонний станок для строгания КОРОТКИХ ЗАГОТОВОК ОТ 120 мм Четырехсторонние станки серии GS и GN для строгания коротких заготовок с высокой точностью Nortec GA-723-CE с системой PowerLock Высокоскоростной четырехсторонний станок NORTEC с автоматической системой загрузки-выгрузки NORTEC GHХ 1023. Скорость строгания 350 м\мин
Линии сращивания древесины
Полуавтоматическая линия сращивания FJS-20ACH-S (Тайвань) 8 тактов\мин. Полуавтоматическая линия сращивания FJS-20ACH (Тайвань) 4 такта\мин. Автоматическая линия сращивания FJF-20 AH-S (Тайвань) 6 тактов\мин. Работа пресса (8-10 тактов/мин) Автоматическая линия сращивания с одним шипорезом, поворотным столом (сервопривод) Шипорезный станок 25 RCS с поворотным столом (сервопривод) Линия с сервоприводами Автоматическая линия сращивания YNF FJS-20 AH hydraulic (5 тактов/мин) Полуавтоматическая линия сращивания YNF с двумя шипорезами Шипорезный станок 25 RCS с поворотным столом (гидропривод)
Оборудование для производства мебели
Полуавтоматический кромкооблицовочный станок MFB4023 Высокопроизводительный Центр с ЧПУ NA-48P с быстрой сменой инструмента Четырехшпиндельный фрезерный станок с ЧПУ NORTEC 484 Трех-шпиндельный сверлильно-пазовальный станок с ЧПУ Nortec DOM 3 Сверлильно-присадочный станок SCM advance 21 Двухпильный усозарезной станок для багета модели PRISMA MAXI Сверлильно-пазовальный станок Nortec M120 Cверлильно-пазовальный многошпиндельный станок Nortec M33L Фрезерно-копировальный станок NORTEC-1400-AT Автозагрузчик для двустороннего шипорезного станка Автоматический станок для сверления, клеенанесения и забивки шкантов SPRINT-200 Форматно-раскроечный станок SI 400 Nova. SCM (Италия) Фрезерный станок с ЧПУ эконом класса Обрабатывающий центр с ЧПУ Pratix S. SCM (Италия) Обрабатывающий центр с ЧПУ Tech Z5. SCM (Италия) Фуговальный станок F41 elite s Кромкооблицовочный станок ME-25 Кромкооблицовочный станок SCM K400 Кромкооблицовочный станок Olimpic-К 800 Кромкооблицовочный станок Olimpic-К 260 evo
Оборудование для шпона
Станок для дублирования шпона FH-300 (Китай) Ребросклеивающий станок для шпона LINEA1000Plus Станок для дублирование шпона RCN-400/2 Barberan
Оборудование для производства дверей и окон
Линия NORTEC форматирования и профилирования дверных полотен DB – фрезерный станок с ЧПУ со Сверлильным блоком для столярных изделий, дверной коробки. DA – фрезерный станок с ЧПУ для столярных изделий, дверной коробки и дверей Станок для производства телескопического наличника «ЭКОНОМ» (Ульяновск, 2022 г) NORTEC-600A – кромкооблицовочный станок с прифуговкой для дверей с притвором (Тайвань) Станки для телескопического наличника, СЕРИЯ ZT и СЕРИЯ Z с блоком точной торцовки и блоком прифуговки. Производство Турция Centauro Alfa TWIN — на производстве Станок для телескопического наличника, КОМПАКТ. Производство Турция Станок для склеивания планок Станок для телескопического наличника, ПРОФИЛЕР. Производство Турция. Станок для телескопического наличника, ЭКОНОМ. Производство Турция. Электромеханический сборочный пресс для дверей проходного типа Трёхшпиндельный фрезерный станок с ЧПУ NM-483 Станок с ЧПУ RAPID CNC для обработки элементов царговых дверей и дверной коробки Станок для термопечати на кромке панелей, модель NORTEC-7000 Двухсторонний шипорез с блоками сверления в торцы заготовки, NORTEC-46SB NORTEC-350A — кромкооблицовочный станок для дверей с притвором (Тайвань) Faster 1T — фрезерный станок для столярных изделий, окон и дверей Centauro Alfa TWIN — 2-х сторонний фрезерный станок с ЧПУ для столярных изделий, дверей и их элементов Centauro Alfa — фрезерный станок с ЧПУ для столярных деталей, окон и дверей Универсальный станок с ЧПУ HORIZON OMNIA для обработки элементов царговых дверей и дверной коробки Оборудование для производства царговых (сборных) дверей Станок для синхронной двухсторонней обработки дверной панели DOORMATIC Станок для обработки дверных коробок и полотен с ЧПУ. HORIZON PLUS + DOOR PANEL KIT Линия проходного типа для обработки дверных коробок на базе станка с ЧПУ HORIZON PLUS
Окрасочное оборудование KA-MA
Покрасочный станок CEVVAL Кромкошлифовальный станок модели KR KZM 5 Линия УФ покраски панелей с разворотом на 180 градусов Покрасочный станок KR BM 1000 KR BM 1700 (Видео 3) Шлифовальный станок KR YZM 1300 (Видео 2) Шлифовальный станок KR YZM 1300 (Видео 1) KR BM 1700 (Видео 2) KR BM 1700 (Видео 1) Станок для покраски фасадов KR BM 600 KR BM 1700 Линия УФ покраски фасадов Линия УФ покраски дверей
Оборудование для лакирования и печати
Автоматический станок для окраски панелей, модель РРА 1300 (Производство Китай) Линия вальцового нанесения УФ — отверждаемых материалов NORTEC W4 Станок Barberan 3D-Embossing для нанесения декоративной 3D-текстуры Цифровой принтер Barberan JETMASTER-210 Цифровой принтер Barberan JETMASTER-C-420 Цифровой принтер Barberan JETMASTER-630 Линия нанесения высокоглянцевых лаковых покрытий BARBERAN
Прессовое оборудование
Автоматический мембранно-вакуумный пресс Роторный пресс для бруса и щита серия ПГР-3 Гидравлический пресс АНТЕЙ с автоматической загрузкой-выгрузкой Мембранно-вакумный пресс Master Гидравлический пресс для щита с 2-мя рабочими полями ПГВ 2-3000
Оборудование для домостроения
Станок для оцилиндровки бревен Roundtec Линия сращивания Joint Фрезерный станок для склеивания Joint 3020 Дождевой клеенаносящий станок BJ 300 BV MAXI 6-ти осевой центр с ЧПУ Routech OIKOS Многоцелевой центр с ЧПУ TECHNO BLOCK-HOUSE Многоцелевой центр с ЧПУ TECHNO PF Многоцелевой центр с ЧПУ TECHNO PМ Многоцелевой центр с ЧПУ TECHNO TURN Центр с ЧПУ для производства стеновых панелей TECHNO WALL
Оборудование для производства поддонов
Высокопроизводительная линия SMHC, 2000 паллетов в смену Комплексные линии Stori Mantel для производства паллетов Технология SMPT производства негабаритных паллетов Линия для обработки поддонов SMOP
Оборудование для утилизации древесных отходов
Дробилка древесных отходов SG strojrna. Чехия
Видео: Как правильно сварить ленточную пилу
29096 +33
Биржа ProСтанки
Продам Аппараты для аргонодуговой сварки, аргонодуговые сварочные аппараты EWM, Telwin, УДГО, Сварог, ЭлектроИнтел Новый
Санкт-Петербург (Россия)
Добавлено: 15.04.2010 в 14:34 Продолжительность: 05:37
Дядя Леня показал как варятся ленточные пилы. Что для этого нужно? Сварочный аппарат для ленточных пил, гильотина для раскроя ленты, приспособление для зачистки сварного шва. Сначала необходимо зачистить и обезжирить свариваемые концы ленты, затем установить в электроды. Настроить соответствующие режимы сварки. После сварки необходимо отжечь сварной шов. Отжиг это важнейшая операция, правильное выполнение которой будет гарантировать качество шва. После отжига шов зачищается и снова отжигается. Пила готова!
Комментарии
9
Оставить комментарий
Интересные статьи партнеров
Лазерная резка и гравировка алюминия
Какие материалы можно сваривать лазерной сваркой?
3 вида гальванического покрытия для коммерческого использования
Отжиг стали: процесс, виды, преимущества, недостатки и области применения
Будущее станков с ЧПУ
Пусконаладка оптоволоконного лазерного станка по металлу STL-1530FP/2000 Raycus в Йошкар-Оле
Японская техника маркетри Ёсэги-дзайку! Такого вы не видели!
12 необычных способов соединения деревянных заготовок
Металлическая Эйфелева башня изготовленная с помощью обрабатывающего центра с ЧПУ — интересное видео
Похожее видео
Для отправки комментария необходимы Ваши имя и E-mail адрес.
Заработная плата рабочего лесопильного завода Москва, Российская Федерация
Средняя базовая заработная плата
Средняя почасовая ставка
240,25 ₽ (руб.)/час
Средний бонус
6 546 ₽ (руб.)/год
Данные о компенсации, основанные на опыте
Средняя брутто-зарплата рабочего лесопильного завода в Москве, Российская Федерация, составляет 499 711 ₽ или эквивалентная почасовая ставка 240 ₽. Это на 4% выше (+17 272 ₽) средней зарплаты лесопильщиков в РФ. Кроме того, они зарабатывают средний бонус в размере 6 546 ₽. Оценки заработной платы основаны на данных обследования заработной платы, полученных непосредственно от работодателей и анонимных сотрудников в Москве, Российская Федерация. Рабочий лесопилки начального уровня (стаж 1-3 года) получает среднюю зарплату 389 494 ₽. С другой стороны, работник лесопилки старшего уровня (8+ лет опыта) получает среднюю зарплату в размере 599 657 ₽.
Быстрый поиск зарплат в других профессиях и местах в нашей базе данных зарплат.
Название работы
Город, штат, страна или почтовый индекс США
Эта страница является рекламой платформы оценки SalaryExpert и не предназначена для профессионального использования.
Профессионалы должны подписаться на платформу оценки SalaryExpert.
Данные о вознаграждении ERI основаны на опросах о заработной плате, проведенных и изученных ERI. Данные о затратах на оплату труда в серии Assessor основаны на фактических данных о продажах жилья из коммерчески доступных источников, плюс арендные ставки, цены на бензин, расходные материалы, страховые взносы на медицинское обслуживание, налоги на имущество, эффективные ставки подоходного налога и т. д.
Воспользуйтесь нашим профессиональным программным обеспечением для получения подробных отчетов о заработной плате и стоимости жизни.
Попробуйте бесплатную демоверсию стрелка_право
Расчетная заработная плата в 2028 году:
666 207 ₽ (руб.)
5-летнее изменение:
33 %
Основываясь на наших данных о компенсации, расчетный потенциал заработной платы для Рабочий лесопилки увеличится на 33 % в течение 5 лет.
Эта диаграмма отображает самый высокий уровень образования для: Рабочий лесопилки , большинство на 100% со средними школами.
Узнайте, как образование может повлиять на вашу зарплату
Бостон
80,6 %
Денвер
78,5 %
Лос-Анджелес
79. 5 %
Айова
75,5 %
Огайо
76,6 %
Пенсильвания
77,2 %
Чехия
36,6 %
Новая Зеландия
69,4 %
Румыния
0,3 %
Южная Африка
20,2 %
Хорватия
0,1 %
Москва, Российская Федерация
Стоимость жизни в Москве, Российская Федерация, на 26% выше средней стоимости жизни в Российской Федерации. Стоимость жизни рассчитывается на основе накопления стоимости продуктов питания, транспорта, медицинских услуг, арендной платы, коммунальных услуг, налогов и прочего.
Просмотреть страницу стоимости жизни
Москва ( MOS-koh , США в основном MOS-kow ; русский : Москва , тр. Moskva , МФА : [mɐskˈva] (слушать)) — столица и крупнейший город России. Город стоит на берегу Москвы-реки в Центральной России, с населением, по оценкам, 13,0 млн жителей в черте города, более 17 млн жителей в городской местности и более 21,5 млн жителей в столичном регионе. Город занимает площадь 2511 квадратных километров (970 квадратных миль), а городская площадь составляет 5,89 квадратных километров.1 квадратный километр (2275 квадратных миль…
Источник из Википедии
Выгружает бревна из грузовиков или автомобилей и выполняет множество других обязанностей по подготовке бревен к распиловке на пиломатериалы и хранению распиленных пиломатериалов на лесопилке. Читать больше
Сколько вам должны платить?
Рассчитайте свою рыночную зарплату с помощью нашего калькулятора зарплаты.
На данную вакансию не найдено вакансий
Узнайте о наших продуктах
SalaryExpert, основанный на ERI, предоставляет общественности проверенные данные о заработной плате и стоимости жизни с комплексной платформой для оценки решений о компенсации, карьере, переезде и образовании.
Доступ к нашим продуктам для оценки arrow_right
Рабочий лесопилки
Рабочий лесопилки
SalaryExpert, располагающая исследовательской группой с докторской степенью, предоставляет актуальные данные о заработной плате и компенсациях. Загрузите наши бесплатные официальные документы , чтобы узнать больше.
Прогноз национальной компенсации на январь 2023 г.
Результаты исследования удаленной работы, инфляции и воздействия на рабочую силу — осень 2022 г.
Как разработать конкурентоспособную структуру заработной платы
Просмотреть все технические документы
Быстрый поиск зарплат в других профессиях и местах в нашей базе данных зарплат.
Название работы
Город, штат, страна или почтовый индекс США
Эта страница является рекламой платформы оценки SalaryExpert и не предназначена для профессионального использования.
Профессионалы должны подписаться на платформу оценки SalaryExpert.
Данные о вознаграждениях ERI основаны на опросах о заработной плате, проведенных и изученных ERI. Данные о затратах на оплату труда в серии Assessor основаны на фактических данных о продажах жилья из коммерчески доступных источников, плюс арендные ставки, цены на бензин, расходные материалы, страховые взносы на медицинское обслуживание, налоги на имущество, эффективные ставки подоходного налога и т. д.
Воспользуйтесь нашим профессиональным программным обеспечением для получения подробных отчетов о заработной плате и стоимости жизни.
Попробуйте бесплатную демоверсию arrow_right
Бостон
80,6 %
Денвер
78,5 %
Лос-Анджелес
79,5 %
Айова
75,5 %
Огайо
76,6 %
Пенсильвания
77,2 %
Чехия
36,6 %
Новая Зеландия
69,4 %
Румыния
0,3 %
Южная Африка
20,2 %
Хорватия
0,1 %
Узнайте о наших продуктах
SalaryExpert, основанный на ERI, предоставляет общественности проверенные данные о заработной плате и стоимости жизни с комплексной платформой для оценки решений о компенсации, карьере, переезде и образовании.
Доступ к нашим продуктам для оценки arrow_right
Рабочий лесопилки
Рабочий лесопилки
40 Вакансии Baillie Lumber в США
Перейти к основному содержанию
Прошлая неделя (3)
Прошлый месяц (15)
В любое время (40)
Бэйли Пиломатериалы (40)
40 000 долларов США+ (10)
$60 000+ (1)
Дональдс, Южная Каролина (8)
Смирна, Нью-Йорк (6)
Гамбург, Нью-Йорк (5)
Монтесума, Индиана (4)
Искренность, Нью-Йорк (3)
Полный рабочий день (38)
Неполный рабочий день (1)
Стажировка (1)
Стажировка (1)
Начальный уровень (28)
Средний-старший уровень (9)
Представительский (2)
На месте (40)
Получайте уведомления о новых вакансиях Baillie Lumber в США .
Ленточнопильные станки по металлу и комплектующие к ним
Фуговально-рейсмусовые станки
Тиски
Дереводробилки
Пилорамы
Шлифовальные станки по дереву
Устройства цифровой индикации
Сверлильные и долбежные станки по дереву
Характеристики и описание
Размеры рабочего стола, мм
398х800
Максимальная толщина снимаемого слоя, мм
4
Толщина обрабатываемой детали, мм
4-225
Скорость подачи, м/мин
6/12
Диаметр ножевого вала, мм
100
Количество ножей
4
Обороты ножевого вала, об/мин
4500
Диаметр отверстия для аспирации, мм
160
Количество двигателей
2
Мощность гл. двигателя, кВт
4
Мощность подачи, кВт
0,8
Габаритные размеры, мм, LхBхH
1035х800х1005
Масса, кг
425
НАЗНАЧЕНИЕ:
Предназначен для плоскостного строгания досок, брусков, щитов в заданный размер по толщине.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Предприятия и цеха по производству столярно-строительных изделий, клееных щитов, производству мебели и другие деревообрабатывающие производства.
СХЕМА ОБРАБОТКИ:
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
ПУЛЬТ УПРАВЛЕНИЯ
Удобный пульт управления с кнопками включения/выключения, кнопкой аварийной остановки и переключателем скорости подачи.
РАБОЧИЙ СТОЛ
Чугунный рабочий стол с роликами обеспечивает легкое скольжение заготовки.
ЦЕНТРАЛЬНАЯ ОПОРА СТОЛА
Рабочий стол надежно зафиксирован на массивной центральной опоре.
ПОДЪЕМ СТОЛА
Подъем/опускание стола осуществляется при помощи маховика. Жесткая фиксация стола при помощи рукоятки.
ЛИНЕЙКА
Настройка толщины обработки осуществляется по линейке. Максимальная высота обработки 225 мм.
МЕХАНИЧЕСКИЙ СЧЕТЧИК (опция)
Опционально можно установить точную настройку на размер (до 0,1 мм) по механическому счетчику
ВАЛЕЦ ПОДАЧИ
Подача заготовки при помощи рифленого сплошного вала с косыми насечками. Когтевая защита предотвращает выброс заготовки.
ВЕРХНЯЯ КРЫШКА
Откидная система верхней крышки обеспечивает легкий доступ к ножевому валу.
ПРИВОД РОЛИКОВ ПОДАЧИ
Осуществляется от отдельного двигателя через редуктор.
АСПИРАЦИЯ
На задней части станка расположен патрубок под аспирацию Ø160 мм и аварийный выключатель.
ШЕЙПЕРНЫЙ НОЖЕВОЙ ВАЛ (опция)
НОЖЕВОЙ ВАЛ TERSA (опция)
Был online: 10.01
Продавец ЧТУП «АвтоДСтехно»
9 лет на Deal.by
Каталог продавца
Отзывы
6
г. Минск. Продавец ЧТУП «АвтоДСтехно»
Был online: 10.01
В наличии
Цену уточняйте
Доставка
Оплата и гарантии
Популярные производители в категории Фуговально-рейсмусовые станки
Wortex
Завод Белмаш
Makita
BELMASH
Stomana
Woodtec
Patriot
Jaguar
Интерскол
Metabo
У нас покупают
Железобетонные изделия
Инструмент для скашивания травы
Оборудование и материалы для салонов красоты
Грузоподъемные строительные машины и оборудование
Запасные части к тракторам
Датчики бесконтактные
Плиты-перекрытия
Отрезные, зачистные, шлифовальные, пильные круги
Кровельные материалы
Отопительное оборудование
Дрели, шуруповерты
Комплектующие для компрессоров
Запчасти и оснастка для станков
Запчасти к автотракторной, сельскохозяйственной спецтехнике
Шлифовальные машины
Оборудование для полива
Ворота, ограждения, шлагбаумы и комплектующие
Пластиковые строительные материалы
Запчасти к грузоподъемной спецтехнике
ТОП теги
Станок строгальный энкор
Товары китая цены
Белмаш сдм 2500
Dewalt рейсмусы
Двухсторонний рейсмусовый станок
Фуговальный станок Powermatic JET PJ-1696
Станок д 300
Приказ ФАС России от 31.
07.2020 N 706/20 «О включении сведений в реестр недобросовестных поставщиков, предусмотренный Федеральным законом «О закупках товаров, работ, услуг отдельными видами юридических лиц»
ФЕДЕРАЛЬНАЯ АНТИМОНОПОЛЬНАЯ СЛУЖБА
ПРИКАЗ
от 31 июля 2020 г. N 706/20
О ВКЛЮЧЕНИИ
СВЕДЕНИЙ В РЕЕСТР НЕДОБРОСОВЕСТНЫХ ПОСТАВЩИКОВ,
ПРЕДУСМОТРЕННЫЙ ФЕДЕРАЛЬНЫМ ЗАКОНОМ «О ЗАКУПКАХ ТОВАРОВ,
РАБОТ, УСЛУГ ОТДЕЛЬНЫМИ ВИДАМИ ЮРИДИЧЕСКИХ ЛИЦ»
В соответствии со статьей 5 Федерального закона от 18.07.2011 N 223-ФЗ «О закупках товаров, работ, услуг отдельными видами юридических лиц» и постановлениями Правительства Российской Федерации от 30.06.2004 N 331 «Об утверждении положения о Федеральной антимонопольной службе» от 22.11.2012 N 1211 «О ведении реестра недобросовестных поставщиков, предусмотренного Федеральным законом «О закупках товаров, работ, услуг отдельными видами юридических лиц», приказываю:
1. Включить в Реестр сроком на два года сведения в отношении ООО «Контур» (123242, Москва, переулок Пресненский, дом 6, этаж 1, помещение 5, комната 5; ИНН: 7734426194), уклонившегося от заключения договора с ФГУП «Сибирский научно-исследовательский институт авиации им. С.А. Чаплыгина» на оказание услуг по предоставлению подписки на периодические издания и их доставке (извещение N 32009141193), на основании заключения по делу от 14.07.2020 N 05-9407 Комиссии Управления Федеральной антимонопольной службы по Новосибирской области.
2. Включить в Реестр сроком на два года сведения в отношении ООО «Контур» (123242, Москва, переулок Пресненский, дом 6, этаж 1, помещение 5, комната 5; ИНН: 7734426194), уклонившегося от заключения договора с АО «Международный аэропорт Иркутск» на поставку станка рейсмусового модель «OSTERMANN DMS 41» (извещение N 32009131624), на основании заключения по делу от 17.07.2020 N 038/1037/2020 Комиссии Управления Федеральной антимонопольной службы по Иркутской области.
3. Включить в Реестр сроком на два года сведения в отношении ООО «Многослойные печатные платы» (198095, Санкт-Петербург, улица Маршала Говорова, дом 40, литера А; ИНН: 7805311114), уклонившегося от заключения договора с АО «Концерн «НПО «Аврора» на поставку плат печатного монтажа (извещение N 31908434117), на основании заключения по делу от 16. 06.2020 N 078/07/5.1-572/2020 Комиссии Управления Федеральной антимонопольной службы по Санкт-Петербургу.
4. Включить в Реестр сроком на два года сведения в отношении ООО «Рекламный бизнес» (630048, Новосибирская область, город Новосибирск, улица Немировича-Данченко, дом 104, офис 126; ИНН: 5405311518), уклонившегося от заключения договора с АО «Россельхозбанк» на оказание услуг по размещению рекламно-информационных материалов на радио, телевидении и в сети Интернет для нужд Пензенского РФ АО «Россельхозбанк» (извещение N 32009128773), на основании заключения по делу от 14.07.2020 N 077/10/19-11451/2020 Комиссии Управления Федеральной антимонопольной службы по Москве.
5. Включить в Реестр сроком на два года сведения в отношении: АО «ИСТ-Групп» (117519, Москва, шоссе Варшавское, дом 148, помещение 501, этаж 1, офис 11; ИНН: 7705899781), в связи с решением Арбитражного суда города Москвы от 06.03.2020 N А40-340924/19-11-2692 о расторжении договора от 28.06.2017 N 7759/171615, заключенного между АО «АтомСтройЭкспорт» и АО «ИСТ-Групп» (извещение 31704964977).
6. Включить в Реестр сроком на два года сведения в отношении ИП Шиляева А.И. (454025, Челябинская область, город Челябинск, улица Мартеновская, дом 76; ИНН: 745010619202), в связи с решением Арбитражного суда Республики Бурятия от 10.06.2020 N А10-8415/2019 о расторжении договора от 26.08.2019 N 2019.309747, заключенного между МУП «Управления трамвая» и ИП Шиляевым А.И. (извещение 31908120962).
7. Включить в Реестр сроком на два года сведения в отношении ООО «Комплекс — Ойл» (142500, Московская область, город Павловский Посад, переулок Дзержинского, дом 5, помещение 4; ИНН: 5035033768), уклонившегося от заключения договора с ООО «Орехово-Зуевский городской Водоканал» на оказание услуг по заправке автотранспорта топливом (извещение N 32009208743), на основании заключения по делу от 20.07.2020 N РНП-27809эп/20 Комиссии Управления Федеральной антимонопольной службы по Московской области.
8. Датой включения в Реестр сведений о поставщике (исполнителе, подрядчике), указанного в пунктах 1 — 7 настоящего Приказа считать дату размещения указанных сведений в единой информационной системе в сфере закупок (www. zakupki.gov.ru).
9. Управлению контроля размещения государственного заказа (А.Ю. Лобов) обеспечить размещение и исключение информации о недобросовестном поставщике (исполнителе, подрядчике) на сайте в единой информационной системе в сфере закупок (www.zakupki.gov.ru).
10. Контроль исполнения настоящего приказа оставляю за собой.
ДМ Видлус 1 , Р. Р. Мюррей, Р. И. Уайт-младший, Ф. А. Остерман-младший, Э. Р. Шрайбер, Р. В. Сатре, С. Э. Митчелл, С. Л. Кауфман, Г. М. Уильямс, А. Дж. Вейланд
принадлежность
1 Рассел Х. Морган Отделение радиологии и радиологических наук, Медицинские учреждения Джона Хопкинса, Балтимор, Мэриленд, 21205-2191.
PMID:
3175000
DOI:
10.1148/Рентгенология.169.2.3175000
Д. М. Видлус и соавт.
Радиология.
1988 ноября
. 1988 г., ноябрь; 169 (2): 511-6.
doi: 10.1148/radiology.169.2.3175000.
Авторы
ДМ Видлус 1 , Р. Р. Мюррей, Р. И. Уайт-младший, Ф. А. Остерман-младший, Э. Р. Шрайбер, Р. В. Сатре, С. Э. Митчелл, С. Л. Кауфман, Г. М. Уильямс, А. Дж. Вейланд
принадлежность
1 Рассел Х. Морган Отделение радиологии и радиологических наук, Медицинские учреждения Джона Хопкинса, Балтимор, Мэриленд, 21205-2191.
PMID:
3175000
DOI:
10.1148/Рентгенология.169.2.3175000
Абстрактный
Врожденные артериовенозные мальформации (АВМ) таза или конечностей были окклюзированы у 16 пациентов с симптомами, которым впоследствии была проведена адаптированная эмболотерапия. Еще 11 пациентам эмболизация не проводилась из-за неблагоприятной анатомии сосудов или отсутствия выраженной симптоматики. Постоянные окклюзионные агенты, включая изобутилцианоакрилат, частицы вспененного поливинилового спирта и спирали, использовались для эмболизации множественных питающих сосудов и, по возможности, очага АВМ. У всех пациентов наблюдалось резкое уменьшение боли и исчезновение изъязвлений и кровотечений со средним периодом наблюдения 41 месяц. Симптомы повторились у четырех пациентов, но снова разрешились повторной эмболизацией. Авторы заключают, что селективная и повторная эмболизация высокоэффективна в паллиативном лечении симптоматических врожденных АВМ.
Похожие статьи
Отдаленные результаты эмболотерапии и хирургического лечения высокопотоковых артериовенозных мальформаций конечностей.
Артериовенозные мальформации конечностей с вовлечением кости: терапевтические результаты эмболотерапии этанолом.
До Ю.С., Пак К.Б., Пак Х.С., Чо С.К., Шин С.В., Мун Д.В., Ким Д.И., Ким Ю.В., Чанг И.С., Ли С.Х., Хван ХИ, Хван Д.Х., Чу И.В. У YS и др. J Vasc Interv Radiol. 2010 июнь; 21 (6): 807-16. doi: 10.1016/j.jvir.2010.01.035. Epub 2010, 15 апреля. J Vasc Interv Radiol. 2010.
PMID: 20399111
Клиническое испытание.
Растворение изобутил-2-цианоакрилата при длительном наблюдении.
Рао В.Р., Мандалам К.Р., Гупта А.К., Кумар С., Джозеф С. Рао В.Р. и др. AJNR Am J Нейрорадиол. 1989 г., январь-февраль; 10(1):135-41. AJNR Am J Нейрорадиол. 1989.
PMID: 2492713 Бесплатная статья ЧВК.
Эмболотерапия: агенты, клиническое применение и методы.
Колдвелл Д.М., Стокс К.Р., Якс В.Ф. Колдвелл Д. М. и соавт. Рентгенография. 1994 г., май; 14(3):623-43; викторина 645-6. doi: 10.1148/рентгенография.14.3.8066276. Рентгенография. 1994.
PMID: 8066276
Обзор.
Периферические сосудистые мальформации: визуализация, подходы к лечению и терапевтические вопросы.
Хёдо Х., Хори М., Акиба Х., Тамакава М., Хёдо К., Хареяма М. Hyodoh H и др. Рентгенография. 25 октября 2005 г. Приложение 1: S159-71. doi: 10.1148/rg.25si055509. Рентгенография. 2005.
PMID: 16227489
Обзор.
Посмотреть все похожие статьи
Цитируется
Вторичная артериовенозная мальформация вследствие окклюзии подключичной вены.
Накадзима Ю., Арамаки Н., Киши К., Тамура М., Накацука С. , Дзинзаки М., Иноуэ М. Накадзима Ю. и др. Представитель Radiol Case Rep. 29 июля 2022 г.;17(10):3591-3594. doi: 10.1016/j.radcr.2022.06.094. Электронная коллекция 2022 окт. Представитель дела Radiol 2022.
PMID: 35923329 Бесплатная статья ЧВК.
Японские клинические рекомендации по сосудистым аномалиям, 2017 г.
Мимура Х., Акита С., Фуджино А., Джиннин М., Одзаки М., Осуга К., Накаока Х., Мории Э., Курамочи А., Аоки Ю., Араи Ю., Арамаки Н., Иноуэ М., Ивашина Ю., Иванака Т., Уэно С., Умедзава А., Озеки М., Очи Дж., Киношита Ю., Курита М., Сейке С., Такакура Н., Такахаши М., Татибана Т., Чуман К., Нагата С., Нарушима М., Ниими Ю., Носака С., Нодзаки Т., Хасимото К., Хаяси А. , Хиракава С., Фудзикава А., Хори Ю., Мацуока К., Мори Х., Ямамото Ю., Юзуриха С., Рикихиса Н., Ватанабэ С., Ватанабэ С., Курода Т., Сугавара С., Исикава К., Сасаки С. Мимура Х. и др. Jpn J Radiol. 2020 апр; 38 (4): 287-342. дои: 10.1007/s11604-019-00885-5. Jpn J Radiol. 2020.
PMID: 32207066 Бесплатная статья ЧВК.
Японские клинические рекомендации по сосудистым аномалиям, 2017 г.
Мимура Х., Акита С., Фуджино А., Джиннин М., Одзаки М., Осуга К., Накаока Х., Мории Э., Курамочи А., Аоки Ю., Араи Ю., Арамаки Н., Иноуэ М., Ивашина Ю., Иванака Т., Уэно С., Умедзава А., Озеки М., Очи Дж., Киношита Ю., Курита М., Сейке С., Такакура Н., Такахаши М., Татибана Т., Чуман К., Нагата С., Нарушима М., Ниими Ю., Носака С., Нодзаки Т., Хасимото К., Хаяси А. , Хиракава С., Фудзикава А., Хори Ю., Мацуока К., Мори Х., Ямамото Ю., Юзуриха С., Рикихиса Н., Ватанабэ С., Ватанабэ С., Курода Т., Сугавара С., Исикава К., Сасаки С. Мимура Х. и др. Педиатр Междунар. 2020 март; 62(3):257-304. doi: 10.1111/пед.14077. Epub 2020 22 марта. Педиатр Междунар. 2020.
PMID: 32202048 Бесплатная статья ЧВК.
Японские клинические рекомендации по сосудистым аномалиям, 2017 г.
Мимура Х., Акита С., Фуджино А., Джиннин М., Одзаки М., Осуга К., Накаока Х., Мории Э., Курамочи А., Аоки Ю., Араи Ю., Арамаки Н., Иноуэ М., Ивашина Ю., Иванака Т., Уэно С., Умедзава А., Озеки М., Очи Дж., Киношита Ю., Курита М., Сейке С., Такакура Н., Такахаши М., Татибана Т., Чуман К., Нагата С., Нарушима М., Ниими Ю., Носака С., Нодзаки Т., Хасимото К., Хаяси А. , Хиракава С., Фудзикава А., Хори Ю., Мацуока К., Мори Х., Ямамото Ю., Юзуриха С., Рикихиса Н., Ватанабэ С., Ватанабэ С., Курода Т., Сугавара С., Исикава К., Сасаки С. Мимура Х. и др. J Дерматол. 2020 май;47(5):e138-e183. дои: 10.1111/1346-8138.15189. Epub 2020 22 марта. J Дерматол. 2020.
Филлипс Дж., Танг С., Армстронг Д., Де Шален Т., Цукер Р. Филлипс Дж. и др. Может J Plast Surg. Весна 2005 г .; 13 (1): 23–6. дои: 10.1177/229255030501300108. Может J Plast Surg. 2005.
PMID: 24222997 Бесплатная статья ЧВК.
Обзор.
Просмотреть все статьи «Цитируется по»
термины MeSH
вещества
Дизайн, синтез и фенотипическое профилирование пирано-фуро-пиридоновых псевдонатуральных продуктов
1. Eder J., Sedrani R., Wiesmann C., Nat. Преподобный Открытие наркотиков 2014, 13, 577–587. [PubMed] [Академия Google]
8. Кляйн Дж., Хил Дж. Р., Гамильтон В. Д. О., Буссембхун Т., Танге О. Т., Делегранж Ф., Яшке Г., Хатч А., Хейм Дж., ACS Synth. биол. 2014, 3, 314–323. [Бесплатная статья PMC] [PubMed] [Google Scholar]
9.
9a. Буген-Жуков Н., Лох С.Ю., Ли Х.К., Лоо Л.-Х., Cytom. А 2017, 91А, 115–125; [PubMed] [Google Scholar]
10а. Lee M.L., Schneider G., J. Comb. хим. 2001, 3, 284–289; [PubMed] [Google Scholar]
10b. Feher M., Schmidt J.M., J. Chem. Инф. вычисл. науч. 2003, 43, 218–227. [PubMed] [Google Scholar]
11. Рединбо М. Р., Стюарт Л., Кун П., Шампу Дж. Дж., Хол В. Г. Дж., Наука 1998, 279, 1504–1513. [PubMed] [Google Scholar]
12. Alfatafta A.A., Gloer J.B., Scott J.A., Malloch D., J. Nat. Произв. 1994, 57, 1696–1702. [PubMed] [Google Scholar]
13. Lan X., Whang W., Li W., Wang J., Mol. Нейробиол. 2016, 53, 1794–1801. [Бесплатная статья PMC] [PubMed] [Google Scholar]
14. Tundis R., Loizzo M.R., Menichini F., Statti G.A., Menichini F., Mini-Rev. Мед. хим. 2008, 8, 399–420. [PubMed] [Google Scholar]
15. Jacques R., Pal R., Parker N.A., Sear C.E., Smith P.W., Ribaucourt A., Hodgson D.M., Org. биомол. хим. 2016, 14, 5875–5893. [PubMed] [Google Scholar]
16. Винсетти П., Капорусцио Ф., Каптейн С., Джоелло А., Манчино В., Судзуки Ю., Ямамото Н., Креспан Э., Лоссани А., Мага Г., Растелли Г., Кастаньоло Д., Нейтс Дж. ., Leyssen P., Costantino G., Radi M., J. Med. хим. 2015, 58, 4964–4975. [PubMed] [Google Scholar]
17. Ахматович О., Буковски П., Шехнер Б., Звежховска З., Замойски А., Тетраэдр 1971, 27, 1973–1996. [Google Scholar]
24. Лоу В., Нокс С., Джумбоу Ю., Джуисон Т., Го А.С., Лю Ю., Мацеевски А., Арндт Д., Уилсон М., Невё В., Тан А., Габирел Г., Ли С. , Adamjee S., Dame Z., Han B., Zhou Y., Wishart D.S., Nucleic Acids Res. 2014, 42, Д1091-Д1097. [Бесплатная статья PMC] [PubMed] [Google Scholar]
30a. Брей М.-А., Сингх С., Хан Х., Дэвис С.Т., Боргесон Б., Хартланд С., Кост-Алимова М., Густафсдоттир С.М., Гибсон С.С., Карпентер А.Е., Nat. протокол 2016, 11, 1757–1774; [Бесплатная статья PMC] [PubMed] [Google Scholar]
30б. Кайседо Дж. К., Купер С., Хейгвер Ф., Варчал С., Цю П., Молнар С., Вайлевич А. С., Барри Дж. Д., Бансал Х. С., Крау О., Вавер М. Дж., Пааволайнен Л., Херрманн М. Д., Робан М., Хунг Дж., Хенниг Х., Конканнон Дж., Смит И., Клемонс П.А., Сингх С., Рис П., Хорват П., Линингтон Р.Г., Карпентер А.Е., Nat. Методы 2017, 14, 849–863; [Бесплатная статья PMC] [PubMed] [Google Scholar]
30c. Мелилло Б., Золлер Дж., Хуа Б.К., Верхо О. , Боргс Дж.К., Нельсон С.Д., Маэтани М., Вавер М.Дж., Клемонс П.А., Шрайбер С.Л., Дж. Ам. хим. соц. 2018, 140, 11784–11790; [Бесплатная статья PMC] [PubMed] [Google Scholar]
30d. Густафсдоттир С. М., Льоса В., Сокольницкий К. Л., Уилсон Дж. А., Валпита Д., Кемп М. М., Зайлер К. П., Каррел Х. А., Голуб Т. Р., Шрайбер С. Л., Клемонс П. А., Карпентер А. Э., Шамджи А. Ф., Plos One 2013, 8, e80999; [Бесплатная статья PMC] [PubMed] [Google Scholar]
30e. Вавер М.Дж., Густафсдоттир С.М., Льоса В., Бодикоуб Н.Е., Мартон М.А., Сокольницкий К.Л., Брей М.-А., Кемп М.М., Винчестер Э., Тейлор Б., Грант Г.Б., Достопочтенный К.С.-Ю., Дюваль Дж. Р., Уилсон A., Bittker J.A., Dancik V., Narayan R., Subramanian A., Winckler W., Golub T.R., Carpenter A.E., Shamji A.F., Schreiber S.L., Clemons P.A., Proc. Натл. акад. науч. Соединенные Штаты Америки 2014, 111, 10911–10916. [Бесплатная статья PMC] [PubMed] [Google Scholar]
31.
31a. Бранд С., Рой С., Шредер П., Ратмер Б., Роос Дж. , Капур С., Патил С., Поммеренке К., Майер Т., Яннинг П., Эберт С., Штайнхильбер Д., Шаде Д. ., Schneider G., Kumar K., Ziegler S., Waldmann H., Cell Chem. биол. 2018, 25, 1095–1106; [PubMed] [Google Scholar]
31с. Л. Кремер, Э. Хеннес, А. Браузе, А. Урсу, Л. Робке, Х. Т. Мацубаяси, Ю. Нихонгаки, И. Мейдрова, Дж. Эйкхофф, М. Бауманн, Р. Ненка, П. Яннинг, С. Кордес, Х. Р.Шолер, Дж.Штернекерт, Т.Иноуэ, С.Зиглер, Х.Вальдманн, неопубликованные результаты;
33. Kaiser N., Corkery D., Wu Y., Laraia L., Waldmann H., Bioorg. Мед. хим. 2019, 27, 2444–2448. [PubMed] [Google Scholar]
34.
34a. Le S.B., Hailer M.K., Buhrow S., Wang Q., Flatten K., Pediaditakis P., Bible K.C., L.L.D., Sausville E.A., Pang Y.P., Ames M.M., Lemasters J.J., Holmuhamedov E.L., Kaufmann S.H., J. Biol. хим. 2007, 282, 8860–8872; [PubMed] [Академия Google]
34б. Li N., Raqheb K., Lawler G., Sturgis J., Rajwa B., Melendez J.A., Robinson J.P., J. Biol. хим. 2003, 278, 8516–8525. [PubMed] [Google Scholar]
35. Лигуори И., Руссо Г., Курсио Ф., Булли Г., Аран Л., Делла-Морте Д., Гарджуло Г., Теста Г., Каччиаторе Ф., Бонадьюс Д., Абете П., Clin. Вмешательства Старение 2018, 13, 757–772. [Бесплатная статья PMC] [PubMed] [Google Scholar]
36. Trachootham D., Alexandre J., Huang P., Nat. Преподобный Открытие наркотиков 2009, 8, 579–591. [PubMed] [Академия Google]
37. Salabei J.K., Gibb A.A., Hill B.G., Nat. протокол 2014, 9, 421–438. [Бесплатная статья PMC] [PubMed] [Google Scholar]
QDM-900/1200/1800 Мостовой автоматический одноголовочный полировальный станок: Мостовой автоматический одноголовочный полировальный станок QDM900-1800 используется для шлифовки и полировки слябов из гранита и мрамора. На этом станке для гранита и мрамора устанавливаются разные типы полировальных головок. Качество полировки на этом станке достигает качества полировальной многоголовочной линии. Максимальный размер обрабатываемых деталей 3000*900 мм. Глянец при полировке может достигать 80% и выше.
Модель
QDM-900
QDM-1200
QDM-1800
Частота вращения головки станка
r/min
560
560
560
Скорость перемещения головки станка
mm/min
0-5600
0-5600
0-5600
Скорость перемещения тележки
mm/min
0-4300
0-4300
0-4300
Устанавливаемое рабочее давление
MPa
0.35-0.5
0.35-0.5
0.35-0.5
Требования к компрессору
m³/min
0. 15-0.30
0.15-0.30
0.15-0.30
Производительность работы
m²/h
2-2.5
2.5-3
3-3.5
Максимальный размер обрабатываемой детали
mm
3000*900*120
3000*1200*120
3000*1800*120
Габаритные размеры (Д х Ш х В)
mm
6500*2200*2000
6500*2500*2000
6500*3100*2000
Мощность главного двигателя
KW
15
15
15
Потребление воды
m³/h
4
4
4
Общий вес
kg
2000
2500
3000
Автоматический полировальный станок по камню SPM | Производитель камнеобрабатывающего оборудования | JOBORN
Данный крупный автоматический шлифовально-полировочный станок специально разработан для работы с мраморными плитами шириной 0.8-2.2м. По запросу клиента, для лучшей настройки мощности, станок может быть оснащён множеством двигателей с бесступенчатой передачей.
Примеры полировки
Автоматический процесс полировки
Блоки питания
Грубая шлифовка
Тонкая шлифовка
Мойка и чистка
Характеристики
Наименование
SPM
Макс. ширина обработки
800-2200 мм
Макс. высота обработки
60 мм
Cкорость конвейерной ленты
0~3.5 м/мин
Количество шлифовальных головок
12 или 16 или 20 или 24 шт
Расход воды (на одну головку)
1 м³/ч
Расход воздуха (на одну головку)
1 м³/ч
Мощность главного двигателя
7. 5 кВт
Дополнительная мощность
30 кВт
Общая мощность
Количество двигателей*7.5+30 кВт
Размеры
Длина
7 или 8.2 или 9.5 или 10.8 м (по выбору)
Ширина
2.9-4.3 м (по выбору)
Высота
3 м
Особенности
Конвейерный полировальный станок серии SPM для гранита и мрамора использует интеллектуальную систему управления PLC и сенсорный экран LCD для обеспечения коммуникации между пользователем и оборудованием, что дает возможность для интеллектуального управления.
Данное оборудование имеет специальную эластичную шлифовальную головку для обработки гранита, что обеспечивает высококачественную полировку.
Шлифовальная головка имеет функцию запоминания форм, позволяющую автоматически избегать неразрезанных частей. Машина оснащена износостойкой конвейерной лентой, которая препятствует скольжению камня
Боковая балка имеет встроенную линейную направляющую, по которой шлифовальное устройство легко перемещается.
Оснащен пневматическими компонентами, изготовленными на Тайване.
Устройство передачи масла: шлифовальная головка, головка машины, циркуляционный клапан и другие ключевые детали автоматически смазываются устройством передачи масла, что гарантирует безопасную работу оборудования.
Двигатель: в зависимости от требований клиента возможна установка нескольких дополнительных двигателей.
Гидравлические компоненты
Для передачи мощности используется ремень клинового сечения, что значительно сокращает потери мощности и увеличивает срок службы.
Рабочая клавиатура позволяет легко посылать различные инструкции и параметры для управления машиной.
Оборудование может автоматически диагностировать неисправности и автоматически регистрировать продукцию.
Оборудование легко управляется одним работником, благодаря высокой степени автоматизации.
Примеры эксплуатации на заводах клиентов Доставка
Полировальные машины для мрамора и гранита
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
×
Форма входа
Адрес электронной почты *
Пароль *
×
Регистрация
Информация о профиле
Имя *
Фамилия *
Подписаться на информационный бюллетень
Наборы входа в систему
Электронная почта *
Пароль *
Подтверждение пароля *
I Принимают термины и кодирование
или войдите в систему
для продажи полировальных машин для мрамора и гранита, таких как линии для полировки плит, машины для полировки плитки, ручные полировальные машины с одной головкой, мостовые полировальные машины с одной головкой и машины для полировки кромок
7 Товар(ы)
Показать
12 24 36
Просмотреть как: Сетка Список
Сортировать по Имя
org/product»>
Полезная рабочая макс. мм. 2.200 х 4.000 полировальные головки N°: одинарн…
Обычная цена:
8 000,00 евро
Специальная цена
€7 200,00
Новая распродажа
номер ПОЛИРОВАЛЬНЫХ ГОЛОВОК: 12 единиц, С ВОЗМОЖНОСТЬЮ УВЕЛИЧИТЬ ДО 14…
€160,000,00
Новая распродажа
Год постройки : 1999 г. -реконструкция 2016 г. СОСТОЯНИЕ: G…
80 000,00 €
Новая распродажа
Торговая марка: simec ширина работы : 600 мм применение: мрамор калибр. ..
Обычная цена:
€22 000,00
Специальная цена
€19 800,00
Новая распродажа
новая машина для полировки мраморной плитки количество головок: 1+6 ширина …
Обычная цена:
€36 000,00
Специальная цена
€32 400,00
Новая распродажа
полностью отремонтированный полировальный станок для мраморной плитки марка: Симек у…
Обычная цена:
€28 000,00
Специальная цена
€25 200,00
Новая распродажа
Моя корзина
В вашей корзине нет товаров.
Это место обогащено печеньем, чтобы получить все его характеристики. Для получения информации о содержании файлов cookie, проконсультируйтесь с Nostra Informativa sulla Privacy. Per accettare я cookie да questo сайт, си prega ди тарифа clic суль pulsante qui Sotto.
Этот веб-сайт запрашивает файлы cookie, чтобы предоставить все свои характеристики. Для получения дополнительной информации о файлах cookie посетите раздел Информация о конфиденциальности. Чтобы принять файлы cookie этого веб-сайта, нажмите кнопку ниже.
Полировальные машины для мрамора и гранита
Список подержанных полировальных машин (автоматических полировальных машин) для камня, мрамора и гранита. Существует множество типов полировальных машин: ручные полировальные машины с радиальной консолью, автоматические полировальные машины с одной головкой, полировальные машины с несколькими головками для плит или плитки.
Доступность машин зависит от того, что предлагает рынок в данный момент, и вы наверняка найдете то, что вам нужно.
Если оборудование, соответствующее вашим потребностям, недоступно по типу работы или размеру, не стесняйтесь обращаться к нам, потому что мы можем принять к сведению запрос и найти эту машину нашими клиентами и агентами.
Вид сетки | List View
Price: 80.000 € View
Линия полировки мраморных плит Barsanti LCA200
Код: lx1164
Эта машина включает: № 1: Вращающуюся платформу для загрузки № 1: Робот для погрузки № 1: Роликовая тележка для загрузки (Pettine) № 1: Роликовый конвейер для загрузки № 1: Вентилятор № 1: роликовый конвейер для разгрузки № 1: Роликовая тележка для разгрузки (Pettine) № 1: Робо…
Линия для полировки гранитных плит Breton — Levibreton KG3000
Код: lx1127
Макс. полезная ширина: 2050 мм Максимальная рабочая толщина: 110 мм Минимальная рабочая толщина: 10 мм Система загрузки и разгрузки Кол-во полировальных головок: 13
Бренд: Breton | Модель: Левибретон KG3000 | Размер: 10 000 х 3 900 х 2 900 мм | Год: 2005 | Страна: Россия | Состояние: Хорошее
Цена: 7.000 € Посмотреть
Полировальная колонна с радиальным рычагом Alfa Abyss-LM
Макс. полезная длина: 1860 мм Максимальная полезная ширина: 1260 мм Мин./макс. рабочая толщина от 10 мм до 120 мм Кол-во полировальных головок: 14 Эта линия включает в себя: № 1: калибратор с 5 головками № 1: полировальная линия для гранита с 14 головками № 1: поперечный нож с 5 лезвиями, удлинн. ..
Шлифовально-полировальная машина для мраморной плитки SassoMeccanica LP 2+2
Код: lx1005
Калибраторы (2 шт.) Шпиндель WEG (15 кВт) 1 шпиндель WEG — 11 кВт 2 полировальные головки 2 шпинделя WEG по 7,5 кВт каждый Эти полировальные головки подходят для абразивов с франкфуртским фитингом № 1: мотор-редуктор для ленточной подачи Суммарная установленная мощность: 46 кВт Полезно…
Марка: Sassomeccanica | Модель: LP | Год: 1994 | Размер: 5.600 x 1.200 x h2.950 мм | Электропитание: 400 В/50 Гц — 46 кВт | Страна: Италия | Состояние: Рабочее
Цена: свяжитесь с нами View
Цена: 290.000 € View
Линия для полировки гранитных плит Breton 21 головка– Levibreton KG3000
Код: lx968
Макс. полезная ширина: 2.080 мм Максимальная рабочая толщина: 110 мм Минимальная рабочая толщина: 10 мм Кол-во полировальных головок: 21 Направления работы справа налево Эта линия включает: № 2: Автоматический робот Jot Breton № 4: Ролик № 1: восковая машина № 1: Автоматическая пленочная машина
Марка: Breton | Модель: Левибретон KG3000 | Год: 2003 | Вес: 34 300 кг | Размер: 13,920 х 3950 х 2900 мм | Страна: Италия | Состояние: Очень хорошее
Цена: 28.000 € Посмотреть
Мостовая пила / Одноголовочный полировальный станок Bombieri & Venturi FLBV/700-450 M/G — Диск 700 мм
Код: fr959
Диаметр диска от 4000 мм скамья с поворотом на 360° Размер скамейки: 3 200 x 2 000 мм Ход оси «X»: 3500 мм Ход оси «Y»: 3500 мм
Марка: Bombieri & Venturi | Модель: FLBV/700-450 М/Г | Год: 2006 | Вес: 4.000 кг | Размер: 5 500 х 4 300 мм | Страна: Румыния | Состояние: Рабочее
Линия для полировки гранитных плит Barsanti Good Star 22
Код: lx817
В состав линии входят: № 1: Загрузка Вращающаяся платформа № 1: Робот системы загрузки № 2: Профилированный роликовый конвейер № 1: Роликовый конвейер № 1: Осушитель № 1: Роликовый конвейер № 1: Робот системы разгрузки Модель машины: GS22 Машина в отличном рабочем состоянии и немедленно…
Марка: Barsanti | Модель: Good Star 22 | Год: 2006 | Страна: Италия | Состояние: Отличное
Цена: свяжитесь с нами Посмотреть
Линия для полировки гранитных плит FMeccanica FLG2200/22T
Код: lx750
Б/у линия для полировки гранитных плит. Полировальный станок все еще установлен и находится в отличном рабочем состоянии. Станок имеет 2 моста и всего 22 полировальные головки.
Полировальная машина для мраморной плитки Terzago 610 2+8
Код: lx744
Станок для полировки мраморной плитки Terzago 610 2+8 б/у в хорошем рабочем состоянии. Направление работы справа налево. Эта машина полирует до ширины 610 мм. Калибраторы: №2 Полировальные головки: #8 Полезная ширина: 610 мм Диаметр пластины держателя алмазов 700 мм Пластина держателя абразива…
Марка: Terzago | Модель: ПМС 610 | Год: 1993 | Вес: 7400 кг | Размер: 10500x1580x2000 мм | Электропитание: 3п 400В/50Гц – 80кВт | Страна: Италия | Состояние: Рабочее
Цена: свяжитесь с нами. Модель: Flavia RP N2224 | Страна: Италия | Состояние: Рабочее
Цена: свяжитесь с нами Посмотреть
Полировальная/калибровочная машина для плитки Bacci B2+3/60
Код: lx137
Б/у Полировально-калибровочная машина для плитки Bacci с 3 головками и 2 калибраторами. Полезная ширина: 60 см
Полировальная машина для мраморной плитки Blandini BLM 80/28
Код: lx136
Полировальная машина для мраморной плитки б/у Blandini модель BLM80-28 с 8 головками и 2 калибраторами Полезная ширина: 80 см
Бренд: Blandini | Модель: BLM80-28 | Год: 2008 | Размер: 1000 х 205 х 230 см | Вес: 14000 кг | Электропитание: 3п 400В/50Гц — 100кВт | Страна: Италия | Состояние: Не использовался
Цена: свяжитесь с нами Посмотреть
Полировальная машина для мраморной плитки Cemar LM8 2C+8A
 Вы используете индикатор набора/ микрометр, прикрепленный к экструдеру, и убедитесь, что номер на циферблате находится как можно ближе по всем краям.
Вы используете индикатор набора/ микрометр, прикрепленный к экструдеру, и убедитесь, что номер на циферблате находится как можно ближе по всем краям.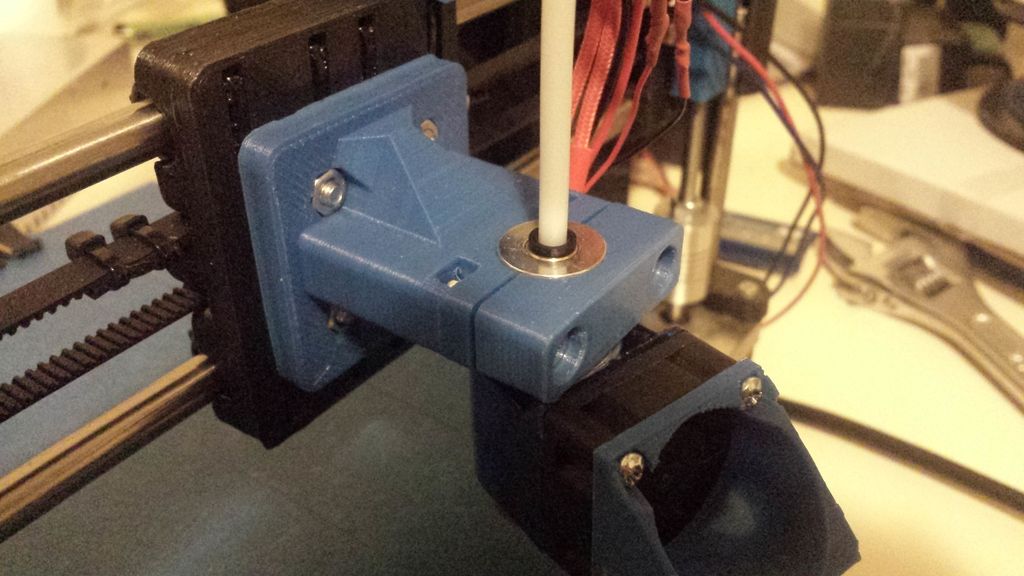
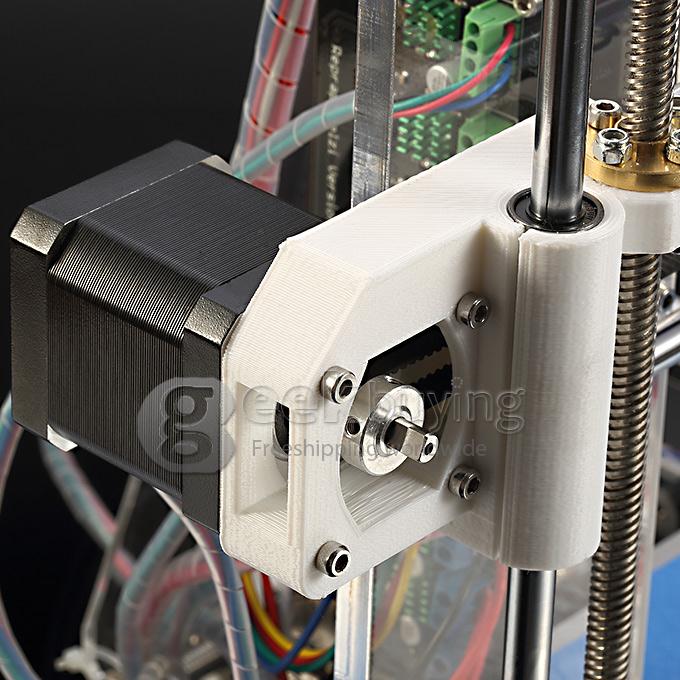
 И много стало сразу понятно.
И много стало сразу понятно. Тут уже вопрос вашей продвинутости в данном вопросе, и количестве финансов на это.
Тут уже вопрос вашей продвинутости в данном вопросе, и количестве финансов на это.
 Прикладывается известное напряжение (Vin), измеренное напряжение (Vout) меняется в зависимости от изменения сопротивления Rt.
Прикладывается известное напряжение (Vin), измеренное напряжение (Vout) меняется в зависимости от изменения сопротивления Rt. Затем микропрограмма просто выполняет интерполяцию между этими точками данных для измеренных напряжений. Достаточно просто?
Затем микропрограмма просто выполняет интерполяцию между этими точками данных для измеренных напряжений. Достаточно просто? Для получения дополнительной информации вы можете обратиться к соответствующим ссылкам ниже:
Для получения дополнительной информации вы можете обратиться к соответствующим ссылкам ниже: Для получения дополнительной информации вы можете обратиться к соответствующим ссылкам ниже:
Для получения дополнительной информации вы можете обратиться к соответствующим ссылкам ниже: Хорошо, если ваш термистор дает достаточно точные показания, чего и добивается приведенная выше таблица. Но, в конце концов, вам в основном нужно, чтобы ваше измерение температуры было ПОВТОРЯЕМЫМ. Показания температуры должны быть достаточно точными, чтобы получить примерное число, но из-за множества различных конструкций экструдеров, типов термисторов, производителей PLA/ABS и других параметров, влияющих на экструзию с помощью 3D-принтера RepRap, номинальные температуры печати, рекомендуемые производителями всегда будет отличаться от идеала измерял температуру печати , которую следует проверять и точно настраивать для каждого принтера и печатной нити (для достижения максимального качества и прочности печати).
Хорошо, если ваш термистор дает достаточно точные показания, чего и добивается приведенная выше таблица. Но, в конце концов, вам в основном нужно, чтобы ваше измерение температуры было ПОВТОРЯЕМЫМ. Показания температуры должны быть достаточно точными, чтобы получить примерное число, но из-за множества различных конструкций экструдеров, типов термисторов, производителей PLA/ABS и других параметров, влияющих на экструзию с помощью 3D-принтера RepRap, номинальные температуры печати, рекомендуемые производителями всегда будет отличаться от идеала измерял температуру печати , которую следует проверять и точно настраивать для каждого принтера и печатной нити (для достижения максимального качества и прочности печати).
 Мы использовали PETG с большим заполнением и толщиной оболочки, чтобы убедиться, что эта деталь подходит для работы.
Мы использовали PETG с большим заполнением и толщиной оболочки, чтобы убедиться, что эта деталь подходит для работы. Важно учитывать, перевешивают ли преимущества недостатки вашего приложения.
Важно учитывать, перевешивают ли преимущества недостатки вашего приложения.
 PLA более жесткий и хрупкий, чем другие варианты, а это означает, что это не лучший выбор для приложений, требующих сопротивления изгибу.
PLA более жесткий и хрупкий, чем другие варианты, а это означает, что это не лучший выбор для приложений, требующих сопротивления изгибу.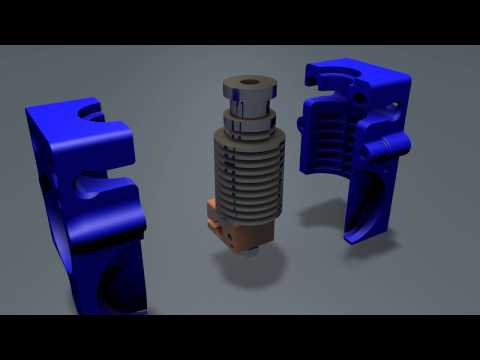


 Пресс выполняет операцию штамповки заготовки всего за 2 секунды, но заготовки такие горячие, что должны остывать около часа до начала следующего этапа. Затем рабочие раскаляют заготовки ещё 2 раза. Сначала раскаляют при очень высокой температуре, для того, чтобы укрепить металл, и во второй раз уже не так сильно, чтобы добиться устойчивости.
Пресс выполняет операцию штамповки заготовки всего за 2 секунды, но заготовки такие горячие, что должны остывать около часа до начала следующего этапа. Затем рабочие раскаляют заготовки ещё 2 раза. Сначала раскаляют при очень высокой температуре, для того, чтобы укрепить металл, и во второй раз уже не так сильно, чтобы добиться устойчивости.
 Затем, автоматическое сверло делает два перекрещивающихся масло-спускных отверстия, чтобы улучшить смазку поршневого пальца.
Затем, автоматическое сверло делает два перекрещивающихся масло-спускных отверстия, чтобы улучшить смазку поршневого пальца.
 Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.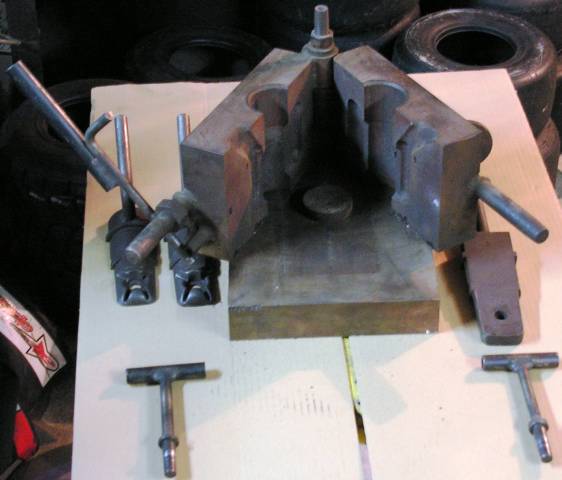
 Внешний контур, в частности, требует очень жестких допусков.
Внешний контур, в частности, требует очень жестких допусков. Контур свободно программируется и определяется с помощью облака точек. Это позволяет разработчику адаптировать поршень к двигателю, не уделяя особого внимания процессу обработки. Кроме того, геометрические данные, полученные из 3D-модели, могут быть переданы непосредственно на станок, где система управления автоматически генерирует соответствующую программу ЧПУ для процесса обработки. Это значительно сокращает усилия по сбросу для новых вариантов.
Контур свободно программируется и определяется с помощью облака точек. Это позволяет разработчику адаптировать поршень к двигателю, не уделяя особого внимания процессу обработки. Кроме того, геометрические данные, полученные из 3D-модели, могут быть переданы непосредственно на станок, где система управления автоматически генерирует соответствующую программу ЧПУ для процесса обработки. Это значительно сокращает усилия по сбросу для новых вариантов. 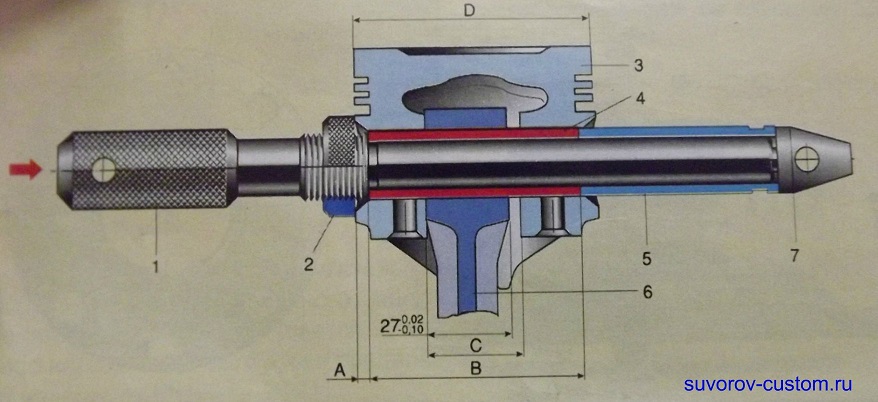 Разделение этих процессов на несколько машин одинакового типоразмера приводит к высокой степени доступности (OFE 80%) и простым и легким для выполнения процедурам.
Разделение этих процессов на несколько машин одинакового типоразмера приводит к высокой степени доступности (OFE 80%) и простым и легким для выполнения процедурам. 
 за цикл. Прочитайте больше.
за цикл. Прочитайте больше. Независимо от вашей производственной линии, наше оборудование может точно и эффективно упаковать вашу продукцию. Мы можем наполнять такие вязкие продукты, как:
Независимо от вашей производственной линии, наше оборудование может точно и эффективно упаковать вашу продукцию. Мы можем наполнять такие вязкие продукты, как:

 Наши машины спроектированы таким образом, чтобы приспосабливаться к различным стилям пакетов практически для любого применения и соответствовать вашим требованиям к скорости.
Наши машины спроектированы таким образом, чтобы приспосабливаться к различным стилям пакетов практически для любого применения и соответствовать вашим требованиям к скорости.
 ) по готовым чертежам заказчика.
) по готовым чертежам заказчика.
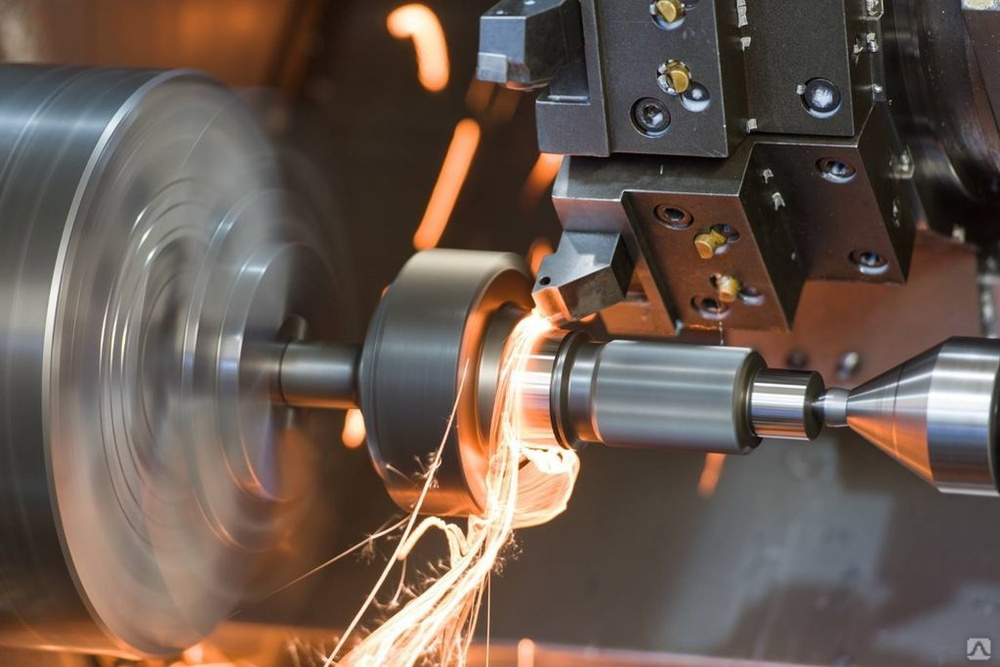
 Резьбонакатный инструмент.
Резьбонакатный инструмент. На Тайване работают более 1000 таких предприятий.
На Тайване работают более 1000 таких предприятий.
 Что касается производства простых изделий, то оно постепенно было перенесено в материковый Китай, который Тайвань обеспечивает новейшей техникой и технологиями. В этом отношении Тайвань является очень хорошей платформой для модернизации отечественных производственных мощностей.
Что касается производства простых изделий, то оно постепенно было перенесено в материковый Китай, который Тайвань обеспечивает новейшей техникой и технологиями. В этом отношении Тайвань является очень хорошей платформой для модернизации отечественных производственных мощностей. ) по готовым чертежам заказчика.
) по готовым чертежам заказчика.
 Бесплатно в комплекте с оборудованием
Бесплатно в комплекте с оборудованием Теперь любой сотрудник компании может быстро и качесвтенно получить информацию и распечатать нужные ему справки, например справку 2НДФЛ или расчетный лист прямо с киоска! Вот она настоящая автоматизация!
Теперь любой сотрудник компании может быстро и качесвтенно получить информацию и распечатать нужные ему справки, например справку 2НДФЛ или расчетный лист прямо с киоска! Вот она настоящая автоматизация! Г. Суткового города ЧЕЛЯБИНСКА
Г. Суткового города ЧЕЛЯБИНСКА Кингисеппа
Кингисеппа
 Покупкой очень довольны. Хотя, стоимость достаточно высокая, но оно того стоит. В стоимость входило несколько образовательных программ для детей от 3-х лет до 5-ти «Я расту». Экран очень яркий, ребенку все прекрасно видно под любым углом. Корпус не имеет острых углов. Моя внучка с большой радостью занимается, результат от занятий уже есть. Определенно удачная покупка. Оставляю свой отзыв для выражения благодарности специалистам за желание понять и помочь.
Покупкой очень довольны. Хотя, стоимость достаточно высокая, но оно того стоит. В стоимость входило несколько образовательных программ для детей от 3-х лет до 5-ти «Я расту». Экран очень яркий, ребенку все прекрасно видно под любым углом. Корпус не имеет острых углов. Моя внучка с большой радостью занимается, результат от занятий уже есть. Определенно удачная покупка. Оставляю свой отзыв для выражения благодарности специалистам за желание понять и помочь.  МЫ ВАШИ СПЕЦИАЛИСТЫ ПО ЗАКУПКАМ РЕЗЕРВУАРОВ, КОГДА БЕЗОПАСНОСТЬ, ОБСЛУЖИВАНИЕ И ДОЛГОВЕЧНОСТЬ ЯВЛЯЮТСЯ ГЛАВНЫМИ ПРИОРИТЕТАМИ.
МЫ ВАШИ СПЕЦИАЛИСТЫ ПО ЗАКУПКАМ РЕЗЕРВУАРОВ, КОГДА БЕЗОПАСНОСТЬ, ОБСЛУЖИВАНИЕ И ДОЛГОВЕЧНОСТЬ ЯВЛЯЮТСЯ ГЛАВНЫМИ ПРИОРИТЕТАМИ. Наша приверженность успеху вашего проекта не имеет себе равных. Мы не поставщик танков, мы партнер проекта.
Наша приверженность успеху вашего проекта не имеет себе равных. Мы не поставщик танков, мы партнер проекта. Имея впечатляющую сеть отраслевых партнеров, мы обеспечиваем бесперебойную работу всех компонентов проекта. Когда вы сотрудничаете с PPE Tanks, мы делаем тяжелую работу, чтобы ваш проект резервуара был выполнен правильно.
Имея впечатляющую сеть отраслевых партнеров, мы обеспечиваем бесперебойную работу всех компонентов проекта. Когда вы сотрудничаете с PPE Tanks, мы делаем тяжелую работу, чтобы ваш проект резервуара был выполнен правильно.
 0003
0003 Мы можем провести вас через проект, порекомендовать правильную смолу и применение, которое является подходящим, рентабельным и, самое главное, безопасным.
Мы можем провести вас через проект, порекомендовать правильную смолу и применение, которое является подходящим, рентабельным и, самое главное, безопасным. Мы вас прикрыли.
Мы вас прикрыли.
 В итоге мы выиграли проект».
В итоге мы выиграли проект». 00″,
00″, guitarcenter.com/img/cmn/c.gif»,
guitarcenter.com/img/cmn/c.gif», gc»,
gc», com/is/image/MMGS7/Slim-Travel-Kit-Tripod-Aluminum-Aluminum/L76045000001000-00-60×60.jpg»,
com/is/image/MMGS7/Slim-Travel-Kit-Tripod-Aluminum-Aluminum/L76045000001000-00-60×60.jpg», guitarcenter.com/img/cmn/c.gif»,
guitarcenter.com/img/cmn/c.gif», США5
США5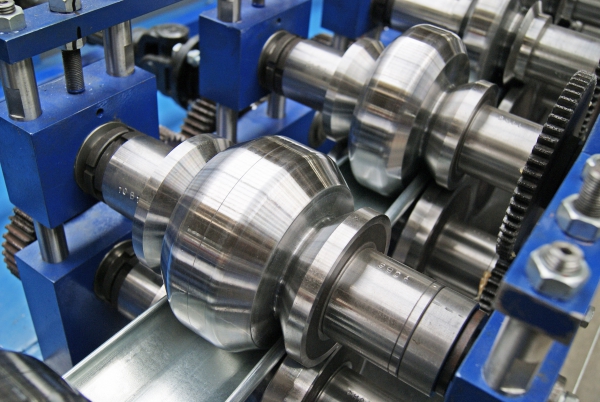 jpg»,
jpg»,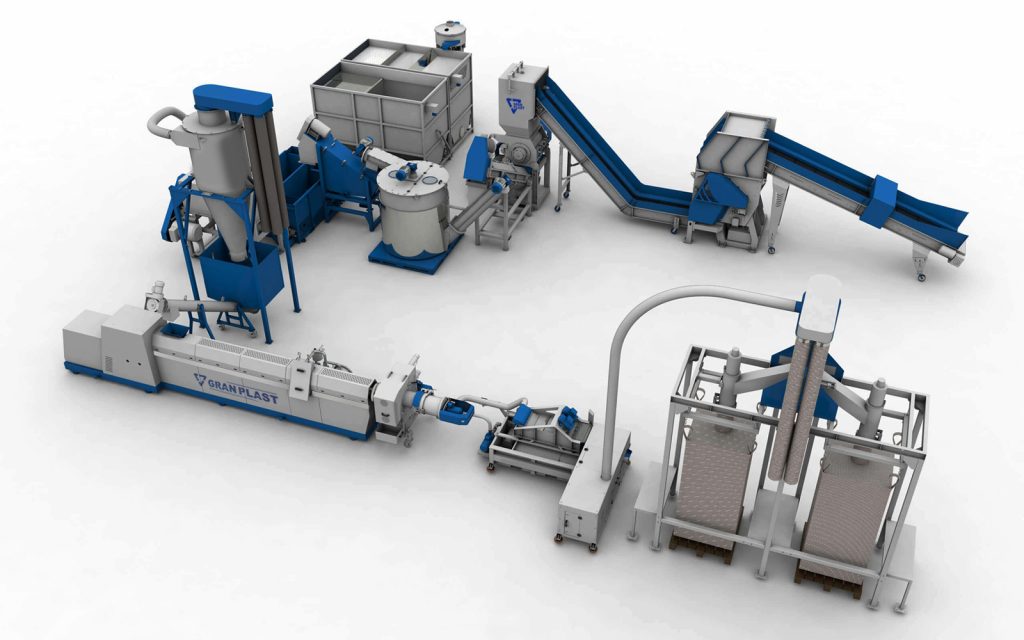 0,низкаяЦена:999.0
0,низкаяЦена:999.0 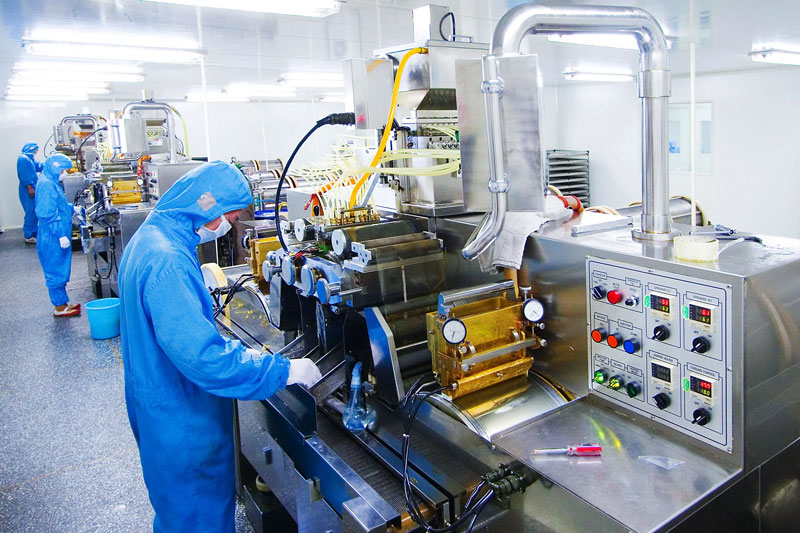 jpg»,
jpg»,
 0,низкаяЦена:895.0
0,низкаяЦена:895.0  ..
.. 00″,
00″, 5 для Canon EF»,
5 для Canon EF», США
США 5 Cine для Canon EF»,
5 Cine для Canon EF», ..
.. ..
.. guitarcenter.com/img/cmn/c.gif»,
guitarcenter.com/img/cmn/c.gif»,



 26 м3
26 м3
 возд.
возд.
 5
5
 возд.
возд.
 д.
д. д.
д. Материал корпуса NB: нержавеющая сталь, латунь/бронза, алюминий, Hastelloy, PEEK.
Материал корпуса NB: нержавеющая сталь, латунь/бронза, алюминий, Hastelloy, PEEK. 0015
0015 40
40 00
00 A032
A032
 Это позволяет снизить энергоемкость производства и затраты на техобслуживание оборудования.
Это позволяет снизить энергоемкость производства и затраты на техобслуживание оборудования.
 Это обеспечивает наша запатентованная установка удаления нижнего подрезного слоя массива. Линия PLUS характеризуется компактным расположением оборудования и простой эффективной упаковкой.
Это обеспечивает наша запатентованная установка удаления нижнего подрезного слоя массива. Линия PLUS характеризуется компактным расположением оборудования и простой эффективной упаковкой. Возьмем на себя смелость оценить число реальных производств, закупающих какое-либо оборудование очень приблизительно в 10 тыс. ( в данном случае точная цифра не так важна).
Возьмем на себя смелость оценить число реальных производств, закупающих какое-либо оборудование очень приблизительно в 10 тыс. ( в данном случае точная цифра не так важна). Появляются фабрики, сопоставимые по оснащенности с европейскими.
Появляются фабрики, сопоставимые по оснащенности с европейскими.
 0 с заметным ростом рынка с 2015 по 2019 год.
0 с заметным ростом рынка с 2015 по 2019 год. Комплексные сборочные решения остаются крупнейшим сегментом отрасли.
Комплексные сборочные решения остаются крупнейшим сегментом отрасли. 0 в автомобильной промышленности, таких как данные в реальном времени и человеко-машинные интерфейсы.
0 в автомобильной промышленности, таких как данные в реальном времени и человеко-машинные интерфейсы.

 Будучи самой развитой в мире станкостроительной страной, правительство Германии всегда придавало большое значение важному стратегическому положению станкостроительной промышленности, а также как фундаментальным научным исследованиям, так и исследованиям в области прикладных технологий.
Будучи самой развитой в мире станкостроительной страной, правительство Германии всегда придавало большое значение важному стратегическому положению станкостроительной промышленности, а также как фундаментальным научным исследованиям, так и исследованиям в области прикладных технологий. Население Соединенных Штатов составляет 327,16 миллиона человек, а национальный доход составляет 62 850 долларов США на человека в год. Население Японии составляет 126,23 миллиона человек, а национальный доход составляет 41 340 долларов США на человека в год.
Население Соединенных Штатов составляет 327,16 миллиона человек, а национальный доход составляет 62 850 долларов США на человека в год. Население Японии составляет 126,23 миллиона человек, а национальный доход составляет 41 340 долларов США на человека в год. приходилось 7,3%, а на пятерку вместе взятых приходилось около 6 В объеме торговли.
приходилось 7,3%, а на пятерку вместе взятых приходилось около 6 В объеме торговли. На долю машиностроения в Германии приходилось 48% обрабатывающей промышленности.
На долю машиностроения в Германии приходилось 48% обрабатывающей промышленности.
 Согласно данным из развитых стран, таких как Германия, Япония и США, промышленность машин и оборудования является основой, поддерживающей обрабатывающую промышленность страны в целом. Отрасль машин и оборудования должна поддерживать обрабатывающую промышленность страны в целом. Производственный бизнес страны зависит от промышленности машин и оборудования для повышения своей конкурентоспособности. Промышленность машин и оборудования в Германии можно разделить на более чем 30 продуктов, из которых более 100 продуктов находятся в середине и тысячи продуктов подкатегорий и т. д.
Согласно данным из развитых стран, таких как Германия, Япония и США, промышленность машин и оборудования является основой, поддерживающей обрабатывающую промышленность страны в целом. Отрасль машин и оборудования должна поддерживать обрабатывающую промышленность страны в целом. Производственный бизнес страны зависит от промышленности машин и оборудования для повышения своей конкурентоспособности. Промышленность машин и оборудования в Германии можно разделить на более чем 30 продуктов, из которых более 100 продуктов находятся в середине и тысячи продуктов подкатегорий и т. д. Кроме того, оборудование для пластмасс и резины, текстильное оборудование, насосы, деревообрабатывающее оборудование, системы двигателей, горнодобывающее оборудование, оборудование для всего завода, роботы и автоматизация, компрессорные и вакуумные системы, прецизионные инструменты, технологии контроля и испытаний, технологии печати и изготовления бумаги и т. д. ., есть представители пола.
Кроме того, оборудование для пластмасс и резины, текстильное оборудование, насосы, деревообрабатывающее оборудование, системы двигателей, горнодобывающее оборудование, оборудование для всего завода, роботы и автоматизация, компрессорные и вакуумные системы, прецизионные инструменты, технологии контроля и испытаний, технологии печати и изготовления бумаги и т. д. ., есть представители пола. Согласно данным из развитых стран, таких как Германия, Япония и США, промышленность машин и оборудования является основой, поддерживающей обрабатывающую промышленность страны в целом. Германия также является крупнейшим в мире экспортером машин и оборудования.
Согласно данным из развитых стран, таких как Германия, Япония и США, промышленность машин и оборудования является основой, поддерживающей обрабатывающую промышленность страны в целом. Германия также является крупнейшим в мире экспортером машин и оборудования. Экспортная стоимость оборудования для пищевых продуктов и упаковки составила 8,29 долл. США.млрд евро, что составляет 5,3%. Экспорт станков составил 9,18 млрд евро, что составляет 5,9%. На эти восемь отраслей может приходиться около половины экспорта.
Экспортная стоимость оборудования для пищевых продуктов и упаковки составила 8,29 долл. США.млрд евро, что составляет 5,3%. Экспорт станков составил 9,18 млрд евро, что составляет 5,9%. На эти восемь отраслей может приходиться около половины экспорта. Производственный бизнес страны зависит от промышленности машин и оборудования для повышения своей конкурентоспособности. Самое главное — это экспорт на мировой рынок. Немецкую промышленность машин и оборудования можно разделить на более чем 30 продуктов, половина из которых экспортирует левые и правые позиции на первое место в мире, а некоторые продукты занимают второе место в мире.
Производственный бизнес страны зависит от промышленности машин и оборудования для повышения своей конкурентоспособности. Самое главное — это экспорт на мировой рынок. Немецкую промышленность машин и оборудования можно разделить на более чем 30 продуктов, половина из которых экспортирует левые и правые позиции на первое место в мире, а некоторые продукты занимают второе место в мире. д. такие как текстильное оборудование составило 18,5%, точные инструменты — 16,1%, клапаны и фитинги — 13,8%, энергетические системы — 12,8%, сварочные технологии — 12,5%, воздушные перевозки — 11,1% и т. д. Все шесть отраслей занимали важные позиции в мире.
д. такие как текстильное оборудование составило 18,5%, точные инструменты — 16,1%, клапаны и фитинги — 13,8%, энергетические системы — 12,8%, сварочные технологии — 12,5%, воздушные перевозки — 11,1% и т. д. Все шесть отраслей занимали важные позиции в мире. Вторая стоимость экспорта гидравлического оборудования составила 22,4 миллиарда долларов США, что составляет 8,8% от общего объема экспорта. Третья стоимость экспорта химического оборудования составила 20,3 млрд долларов США, что составляет 8,0%. Ю Исю стоит 19 долларов.миллиардов механических компонентов, что составляет 7,5%.
Вторая стоимость экспорта гидравлического оборудования составила 22,4 миллиарда долларов США, что составляет 8,8% от общего объема экспорта. Третья стоимость экспорта химического оборудования составила 20,3 млрд долларов США, что составляет 8,0%. Ю Исю стоит 19 долларов.миллиардов механических компонентов, что составляет 7,5%. 4,08 миллиарда долларов США, полупроводниковое и панельное оборудование — 2,28 миллиарда долларов США, а деревообрабатывающее оборудование было экспортировано. Он также представлен стоимостью 2,06 миллиарда долларов США.
4,08 миллиарда долларов США, полупроводниковое и панельное оборудование — 2,28 миллиарда долларов США, а деревообрабатывающее оборудование было экспортировано. Он также представлен стоимостью 2,06 миллиарда долларов США. Третий объем французского экспорта составляет 16,7 млрд долларов США, что составляет 6,6%, увеличившись на 8,6% по сравнению с предыдущим годом. Экспорт Yu Yisequ в Великобританию составляет 13,6 млрд долларов США, что составляет 5,4%. Экспорт в Италию составил 11,7 млрд долларов, что составляет 4,6%. Экспорт в Нидерланды составляет 11,2 млрд долларов США, что составляет 4,4%. Экспорт в Австрию составил 10,9млрд долларов США, Польша 10,7 млрд долларов США, Испания 8,64 млрд долларов США, Чехия 8,25 млрд долларов США, Россия 7,66 млрд долларов США, Швейцария 6,71 млрд долларов США и т. д. На 12 ведущих экспортных рынков приходится более 60% Германии. экспорт.
Третий объем французского экспорта составляет 16,7 млрд долларов США, что составляет 6,6%, увеличившись на 8,6% по сравнению с предыдущим годом. Экспорт Yu Yisequ в Великобританию составляет 13,6 млрд долларов США, что составляет 5,4%. Экспорт в Италию составил 11,7 млрд долларов, что составляет 4,6%. Экспорт в Нидерланды составляет 11,2 млрд долларов США, что составляет 4,4%. Экспорт в Австрию составил 10,9млрд долларов США, Польша 10,7 млрд долларов США, Испания 8,64 млрд долларов США, Чехия 8,25 млрд долларов США, Россия 7,66 млрд долларов США, Швейцария 6,71 млрд долларов США и т. д. На 12 ведущих экспортных рынков приходится более 60% Германии. экспорт.
 д. занимают лидирующие позиции в мире. Однако в развивающихся высокотехнологичных отраслях, таких как электроника, оптоэлектроника, полупроводники и другие промышленные машины и оборудование, они явно отстают от США и Японии. Основной анализ заключается в том, что в Германии и Европе не хватает таких производственных компаний, а также в развивающихся высокотехнологичных отраслях, в основном в Азии и Северной Америке, и этот тип промышленного оборудования больше подходит для исследований и разработок в Северной Америке и Северо-Восточной Азии.
д. занимают лидирующие позиции в мире. Однако в развивающихся высокотехнологичных отраслях, таких как электроника, оптоэлектроника, полупроводники и другие промышленные машины и оборудование, они явно отстают от США и Японии. Основной анализ заключается в том, что в Германии и Европе не хватает таких производственных компаний, а также в развивающихся высокотехнологичных отраслях, в основном в Азии и Северной Америке, и этот тип промышленного оборудования больше подходит для исследований и разработок в Северной Америке и Северо-Восточной Азии.

 при размык.) 24В АС/DC (времен ной диапазон 0,05с..1с.) 1ПК | 1SVR550158R3100 ABB
при размык.) 24В АС/DC (времен ной диапазон 0,05с..1с.) 1ПК | 1SVR550158R3100 ABB 3с..30с.) 1ПК — 1SVR550148R4100 ABB
3с..30с.) 1ПК — 1SVR550148R4100 ABB без вспом.напряж.) 24B AC/ВС, 220-240В AC (временной диапазон 0,3..30с.) 1ПК | 1SVR550127R4100 ABB
без вспом.напряж.) 24B AC/ВС, 220-240В AC (временной диапазон 0,3..30с.) 1ПК | 1SVR550127R4100 ABB 11.2020
11.2020 03.2020
03.2020 07.2019
07.2019 Он обеспечивает функцию задержки выключения (задержка при отключении) с диапазоном времени от 0,3 с до 30 с. Это реле времени работает с датчиком…
Он обеспечивает функцию задержки выключения (задержка при отключении) с диапазоном времени от 0,3 с до 30 с. Это реле времени работает с датчиком… IO.FileSystemEnumerableIterator`1.CommonInit()
IO.FileSystemEnumerableIterator`1.CommonInit() Управляющий вход работает с срабатыванием по напряжению (без плавающего потенциала).
Управляющий вход работает с срабатыванием по напряжению (без плавающего потенциала).
 В результате, они могут быть оснащены системами автоматического пуска и выполнять откачку грязной воды в автономном режиме даже в условиях отсутствия электричества
В результате, они могут быть оснащены системами автоматического пуска и выполнять откачку грязной воды в автономном режиме даже в условиях отсутствия электричества л/час
л/час Применение данных насосов характеризуется в основном сложностью всасывания жидкости в различных секторах промышленности, строительства и чрезвычайных ситуациях.
Применение данных насосов характеризуется в основном сложностью всасывания жидкости в различных секторах промышленности, строительства и чрезвычайных ситуациях. Varisco PSDrive можно установить прямо на бордовый мотор на базе мотора-помпы JE…NT Varisco с гарантией:
Varisco PSDrive можно установить прямо на бордовый мотор на базе мотора-помпы JE…NT Varisco с гарантией: Congo, RepublicCosta RicaCote d’IvoireCroatiaCubaCyprusCzechiaDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFijiFinlandFranceGabonGambiaGeorgiaGermanyGhanaGreeceGrenadaGuatemalaGuineaGuinea-BissauGuyanaHaitiHondurasHungaryIcelandIndiaIndonesiaIranIraqIrelandIsraelItalyJamaicaJapanJordanKazakhstanKenyaKiribatiKorea, NorthKorea, SouthKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMauritaniaMauritiusMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMoroccoMozambiqueNamibiaNauruNepalNetherlandsNew ZealandNicaraguaNigerNigeriaNorwayOmanPakistanPalauPalestinePanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalQatarRomaniaRussiaRwandaSaint Kitts and NevisSaint LuciaSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon I slandsСомалиЮжная АфрикаЮжный СуданИспанияШри-ЛанкаСуданСуринамСвазилендШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТогоТонгаТринидад и ТобагоТунисТурцияТуркменистанТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыСоединенное КоролевствоСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамЗападная СахараЙеменЗамбия
Congo, RepublicCosta RicaCote d’IvoireCroatiaCubaCyprusCzechiaDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFijiFinlandFranceGabonGambiaGeorgiaGermanyGhanaGreeceGrenadaGuatemalaGuineaGuinea-BissauGuyanaHaitiHondurasHungaryIcelandIndiaIndonesiaIranIraqIrelandIsraelItalyJamaicaJapanJordanKazakhstanKenyaKiribatiKorea, NorthKorea, SouthKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMauritaniaMauritiusMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMoroccoMozambiqueNamibiaNauruNepalNetherlandsNew ZealandNicaraguaNigerNigeriaNorwayOmanPakistanPalauPalestinePanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalQatarRomaniaRussiaRwandaSaint Kitts and NevisSaint LuciaSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon I slandsСомалиЮжная АфрикаЮжный СуданИспанияШри-ЛанкаСуданСуринамСвазилендШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТогоТонгаТринидад и ТобагоТунисТурцияТуркменистанТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыСоединенное КоролевствоСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамЗападная СахараЙеменЗамбия





 07.2020 N 706/20
07.2020 N 706/20 С.А. Чаплыгина» на оказание услуг по предоставлению подписки на периодические издания и их доставке (извещение N 32009141193), на основании заключения по делу от 14.07.2020 N 05-9407 Комиссии Управления Федеральной антимонопольной службы по Новосибирской области.
С.А. Чаплыгина» на оказание услуг по предоставлению подписки на периодические издания и их доставке (извещение N 32009141193), на основании заключения по делу от 14.07.2020 N 05-9407 Комиссии Управления Федеральной антимонопольной службы по Новосибирской области. 06.2020 N 078/07/5.1-572/2020 Комиссии Управления Федеральной антимонопольной службы по Санкт-Петербургу.
06.2020 N 078/07/5.1-572/2020 Комиссии Управления Федеральной антимонопольной службы по Санкт-Петербургу.
 zakupki.gov.ru).
zakupki.gov.ru). Морган Отделение радиологии и радиологических наук, Медицинские учреждения Джона Хопкинса, Балтимор, Мэриленд, 21205-2191.
Морган Отделение радиологии и радиологических наук, Медицинские учреждения Джона Хопкинса, Балтимор, Мэриленд, 21205-2191. У всех пациентов наблюдалось резкое уменьшение боли и исчезновение изъязвлений и кровотечений со средним периодом наблюдения 41 месяц. Симптомы повторились у четырех пациентов, но снова разрешились повторной эмболизацией. Авторы заключают, что селективная и повторная эмболизация высокоэффективна в паллиативном лечении симптоматических врожденных АВМ.
У всех пациентов наблюдалось резкое уменьшение боли и исчезновение изъязвлений и кровотечений со средним периодом наблюдения 41 месяц. Симптомы повторились у четырех пациентов, но снова разрешились повторной эмболизацией. Авторы заключают, что селективная и повторная эмболизация высокоэффективна в паллиативном лечении симптоматических врожденных АВМ. М. и соавт.
М. и соавт. , Дзинзаки М., Иноуэ М.
, Дзинзаки М., Иноуэ М. и др.
и др.

 C., Hicklin R.W., Flood T.A., Richter M.F., Hergenrother P.J., Nat. хим.
C., Hicklin R.W., Flood T.A., Richter M.F., Hergenrother P.J., Nat. хим. Р., Гамильтон В. Д. О., Буссембхун Т., Танге О. Т., Делегранж Ф., Яшке Г., Хатч А., Хейм Дж., ACS Synth. биол.
Р., Гамильтон В. Д. О., Буссембхун Т., Танге О. Т., Делегранж Ф., Яшке Г., Хатч А., Хейм Дж., ACS Synth. биол.
 , Poulin O., Rakhit S., Maddaford S.P., Org. лат.
, Poulin O., Rakhit S., Maddaford S.P., Org. лат.
 15-0.30
15-0.30 ru/2-3-automatic-granite-marble-polishing-machine.html
ru/2-3-automatic-granite-marble-polishing-machine.html
 5 кВт
5 кВт
 org/product»>
org/product»>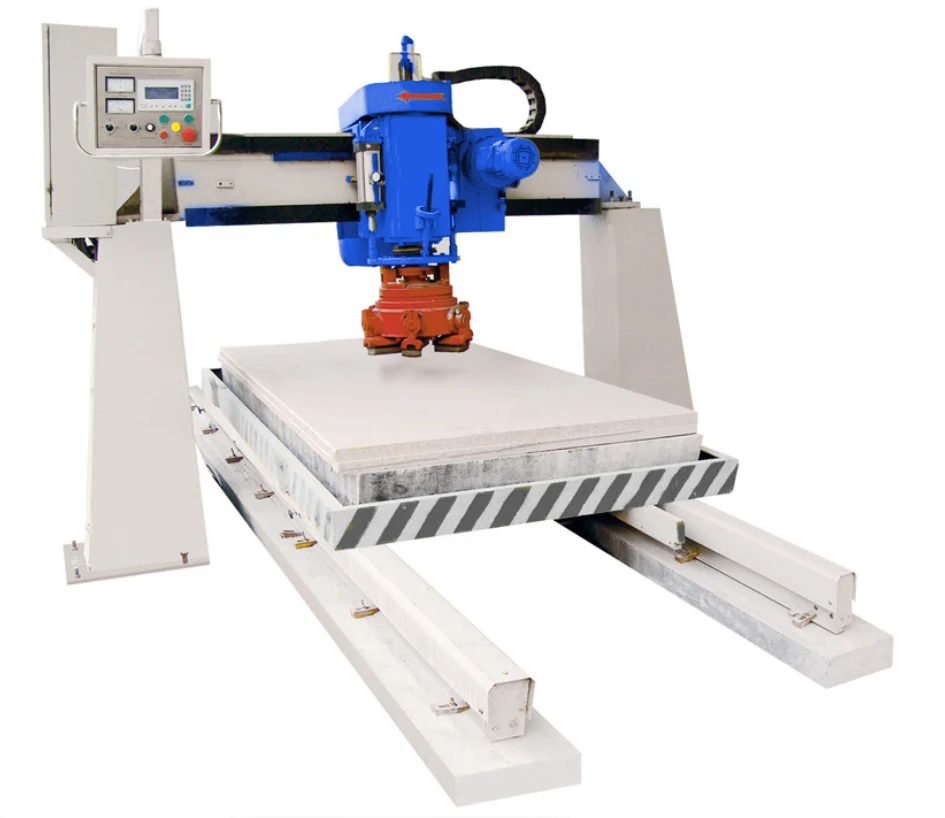 ..
..

 000 €
000 €  ..
.. полезная ширина: 2.080 мм
полезная ширина: 2.080 мм 000 €
000 €  Полировальный станок все еще установлен и находится в отличном рабочем состоянии.
Полировальный станок все еще установлен и находится в отличном рабочем состоянии.


 000 €
000 €