Автомагазин СевРес представляет Вашему вниманию коммерческое предложение на поставку набора инструментов универсального из 131 предмета от фирмы Licota. Наши менеджеры имеют многолетний опыт торговли ручным инструментом и подберут оптимальный тип, согласно бюджету и специфике его применения. Обратившись в нашу компанию с целью купить набор инструментов, Вы получите конкурентное предложение. Покупка осуществляется через интернет магазин нашего сайта, а также через оптово-розничные магазины, по удобному для Вас адресу:
Автомагазин СевРес №1
г. Мурманск пр. Кирова, д.38
У нас всегда в наличие качественные наборы ручного инструмента. Весь перечень данных товаров Вы сможете увидеть, воспользовавшись поиском, после чего выбрать интересный Вам вариант и выгодно приобрести его. Для организаций предусмотрено сотрудничество по договору и с оплатой счетов, включая НДС, в стоимость продукции. Всю дополнительную информацию Вы можете получить у сотрудников нашей фирмы, воспользовавшись функцией «Оформить заявку», посредством телефонной связи и обращению по e-mail.
Основные географические направления продаж наборов ручного инструмента Licota:
Москва
Казань
Уфа
Петрозаводск
Санкт-Петербург
Самара
Красноярск
Архангельск
Новосибирск
Челябинск
Пермь
Мурманск
Екатеринбург
Омск
Волгоград
Оренбург
Нижний Новгород
Ростов-на-Дону
Воронеж
Краснодар
Общее описание товара:
Качественный ручной инструмент в удобном кейсе. Номенклатурный ассортимент закрывает все потребности при выполнении ремонта в сфере производства, домашнего хозяйства, технического обслуживания автомобиля. Качественные материалы и современные технологии легли в основу создания надёжного инструмента.
Тиски струбцина ручные с V-образными губками под гайку
150 мм
Молоток с ручкой из дерева гикори
500 г
Захват магнит телескопический
140 — 640 мм
Пробник тока
6 — 24 В
Набор инструмента 131 предмет Licota ALK-8022F | ВОКРУГ ИНСТРУМЕНТА
Долговечные материалы
Инструменты изготовлены из хром-ванадиевого сплава и стали S2, которые отличается повышенной твердостью. Микрофинишная полировка обеспечивает надежную защиту от коррозии, а термическая закалка гарантирует высокую прочность.
Износостойкие рукоятки
Двухкомпонентные рукоятки трещотки, шарнирно-губцевого инструмента и отвёрток выполнены из полиуретана (PU) и термопластичного эластомера (TPR). Это обеспечивает их высокую устойчивость перед воздействиями масла, бензина и других агрессивных сред. Кроме того, рукоятки отверток усилены металлическими стержнями и имеют ударные затыльники. Ручка молотка выполнена из древесины повышенной твердости гикори — материал не рассыхается, не образует трещин и не гниет.
Высококачественные комплектующие
Торцевые головки и аксессуары производятся методом ковки с последующей термической обработкой. Это гарантирует их высокую прочность и длительный срок службы.
Универсальность
В наборе собран широкий спектр головок на 1/4”, 1/2” и 3/8”, а также аксессуаров к ним — удлинители, воротки и адаптеры. Кроме того, в него входят отвертки, молоток, шарнирно-губцевый и другой инструмент. Благодаря этому, с помощью набора можно решить практически любую задачу в быту, автосервисе или на производстве.
Удобная работа с труднодоступным крепежом
Широкий спектр аксессуаров позволяет “подлезть” к крепежу в самых труднодоступных местах.
Надежная трещотка
Трещотка на 36 зубьев более надежна и долговечна, в сравнении с инструментом на 48 или 72 зуба.
Надежный кейс
Все инструменты надежно закреплены в ударопрочном компактном кейсе, который поместится в багажник автомобиля.
— Тиски струбцина ручные с V-образными губками под гайку 150 мм
— Молоток с ручкой из дерева гикори 500 г
— Магнит телескопический 140 — 640 мм
— Пробник тока 6 — 24 В
Inditradition 13 в 1 Многофункциональный набор инструментов для ремонта велосипедов
Inditradition 13 в 1 Многофункциональный набор инструментов для ремонта велосипедов | Полный набор инструментов для велосипедов (сталь): купить онлайн по лучшей цене на Snapdeal Показать все данные
Мы хотели бы отправить вам отличные предложения!
Уведомления можно отключить в любое время в настройках.
Многофункциональный набор инструментов для ремонта велосипедов Inditradition 13 в 1 | Полный набор инструментов для велосипедов (сталь)
{{еще}}
${bcrumbName} {{/если}}
{{if lastBCrumb = $value }} {{/if}} {{/каждый}}
Извини! Многофункциональный набор инструментов для ремонта велосипедов Inditradition 13 в 1 | Полный набор инструментов для велосипедов (сталь) распродан.
Сравнить продукты
Очистить все
Сравним!
Ошибка выбора!
Вы достигли максимального количества вариантов. Вы можете выбрать не более 4 элементов для сравнения.
13 In 1 Toolkit Набор инструментов для ремонта велосипеда содержит: — 6 типов внутренних шестигранных ключей + 2 типа отверток + 1 удлинитель втулки + 3 торцевых шестигранных ключа (3 размера) + 1 сплошной ключ (3 размера 8,10, 15 мм). Этот многофункциональный велосипедный инструмент портативный, легкий и является идеальным аксессуаром для общего ремонта велосипедов и велосипедов. Полный набор механических инструментов необходим каждому любителю велосипедов для повседневного мелкого или крупного ремонта. Нет хлопот, чтобы снова и снова ходить в механическую мастерскую. Размеры инструментов — Шестигранные ключи: 2, 2,5, 3, 4, 5, 6 :: Торцевой шестигранный ключ: 8 / 9/ 10 мм :: Шлицевые отвертки Philips :: Удлинительный стержень с гильзой :: Solid Wrench 8 / 10 / 15 мм. Изготовлен из прочной стали для более длительного и надежного обслуживания. Содержимое коробки: 1 многофункциональный набор инструментов.
Условия
На изображениях представлен реальный товар, хотя цвет изображения и товара могут незначительно отличаться.
: 2019 :: Решения Верховного суда Калифорнии :: Прецедентное право Калифорнии :: Законодательство Калифорнии :: Законодательство США :: Justia
Скачать PDF
(Перепост с правильной информацией суда низшей инстанции) В ВЕРХОВНОМ СУДЕ КАЛИФОРНИИ В отношении H.W., лица, подпадающего под действие Закона о суде по делам несовершеннолетних. ЛЮДИ, истец и ответчик, v. H.W., ответчик и апеллянт. S237415 Третий апелляционный округ C079926 Верховный суд округа Сакраменто JV137101 28 марта 2019 г. Судья Куэльяр составил мнение суда, с которым согласились главный судья Кантиль-Сакауйе и судьи Чин, Корриган, Лю, Крюгер и Гробан. В RE H.W. S237415 Мнение суда Куэльяра, Дж. Законодательство Калифорнии наказывает не только общеизвестные правонарушения, такие как незаконный взлом или проникновение в здание, но и владение определенными физическими инструментами — например, ломом, парой плоскогубцев для захвата тисков или некоторыми «другой инструмент или инструмент» — с намерением «преступно взломать или проникнуть» в здание или транспортное средство. (Уголовный кодекс, § 466.) Тем не менее, апелляционные суды пришли к противоречивым выводам о видах инструментов, охватываемых фразой «другой инструмент или инструмент» в разделе 466,1 Уголовного кодекса, и намерении, необходимом для привлечения к уголовной ответственности в соответствии с устав. Мы предоставили обзор для разрешения конфликта. Х.В. был несовершеннолетним, который вошел в универмаг Sears в Юба-Сити, штат Калифорния, с намерением украсть пару джинсов. Когда его задержали, у него были не только украденные джинсы, но и плоскогубцы длиной около десяти дюймов с полудюймовым лезвием. Суд по делам несовершеннолетних удовлетворил обвинение в хранении инструментов для кражи со взломом, поданное против Х.В., которого суд затем определил под стражу и поместил на испытательный срок для несовершеннолетних. Он утверждает, что плоскогубцы не являются «другим инструментом или инструментом» в соответствии со статьей 466. 1 Если не указано иное, ссылки даются на Уголовный кодекс. 1 все дальнейшие установленные законом IN RE H.W. Мнение суда Куэльяра, Дж. Мы пришли к выводу, что уголовная ответственность в соответствии с разделом 466 требует не только владения данным «инструментом или инструментом», подпадающим под действие закона, но и намерения использовать его для взлома или иного осуществления физического проникновения. в здание с целью совершения кражи или другого уголовного преступления внутри здания. Таким образом, мы отменяем решение Апелляционного суда, подтверждающее вывод суда по делам несовершеннолетних о том, что Х.В. обладал «другим инструментом или инструментом с целью преступного взлома или проникновения» по смыслу раздела 466. I. В апреле 2015 года окружной прокурор округа Сакраменто подал петицию в соответствии с разделом 602 Кодекса социального обеспечения и учреждений с требованием объявить несовершеннолетнего H.W. палата суда. В петиции утверждалось, что 13 октября 2014 г. Х.В. совершил кражу (Уголовный кодекс, § 484, подпункт (a)) и владение инструментами для взлома (§ 466).2 H.W. отверг обвинения в петиции, и 1 июля 2015 г. было проведено оспариваемое судебное слушание. Агент по предотвращению убытков Маркус Нили показал, что 13 октября 2014 г. он наблюдал за торговым залом Yuba City Sears через замкнутую систему наблюдения магазина. . Нили увидел Х.В. вошел в магазин «с рюкзаком, который выглядел пустым» и увидел Х. В. «Очень подозрительно озираясь по сторонам». Нили и менеджер по предотвращению убытков Стефани Гарза общались по мобильному телефону, продолжая следить за торговым залом. Гарза сказал Нили, что Х.В. у него были плоскогубцы, и он использовал их, чтобы снять противоугонную бирку с пары джинсов. Нили свидетельствовал против 2. В петиции также утверждалось, что несовершеннолетний Х.В. совершил вторжение в дом (§ 602.5) в отдельном инциденте 24 января 2015 года. Суд по делам несовершеннолетних постановил, что обвинение в вторжении не было доказано вне разумных сомнений. 2 IN RE H.W. Мнение суда Куэльяра, Дж. На бирке для кражи разбрызгиваются чернила, если ее отпустить с применением силы, но ее можно удалить с помощью инструмента, срезающего штифт, который фиксируется на бирке. Нили заметил, что Х.В. вошел в уборную с джинсами, но не видел джинсов, когда Г.В. вышел из туалета, поэтому Нили проверила туалет на наличие джинсов, но не нашла их. Затем Гарза предупредил Нили, что Х.В. выходил из магазина. Х.В. не останавливался ни у одной из касс и не пытался заплатить за джинсы каким-либо иным образом. Нили остановил Х.В. однажды он вышел из магазина и сопроводил его обратно в офис по предотвращению убытков. Затем была вызвана полиция. Когда прибыл офицер полиции города Юба Джошуа Джексон, Нили и Гарза объяснили, что Х.В. использовал плоскогубцы, чтобы снять противоугонную бирку с пары джинсов, которую он затем положил в свой рюкзак и вышел из магазина, не заплатив за джинсы. Офицер Джексон показал, что «[p]liers обычно используются в качестве инструмента для удаления бирок с предметов одежды, которые имеют металлическое фиксирующее устройство штифтового типа, которое нельзя сломать или разрезать, скажем, ножом». Офицер Джексон обыскал Х.В. и обнаружил, что у него не было кошелька, денег или идентифицирующих предметов при себе. Х.В. отрицал все обвинения в ходатайстве и не давал показаний от своего имени в суде по делам несовершеннолетних. Суд по делам несовершеннолетних поддержал обвинения в краже и хранении инструментов со взломом. Х.В. был осужден судом по делам несовершеннолетних и помещен на испытательный срок по делам несовершеннолетних. В апелляции Х.В. оспорил вывод суда по делам несовершеннолетних о том, что у него был инструмент для кражи со взломом по смыслу раздела 466. Он также утверждал, что не было достаточных доказательств, подтверждающих вывод о том, что он владел плоскогубцами с преступным намерением совершить кражу со взломом. В своей апелляционной записке Х.В. утверждал, что он «хранил плоскогубцы с намерением 3 IN RE H.W. По мнению суда Куэльяра, Ж. совершил мелкое воровство, а не кражу со взломом». Х.В. утверждал, что не было никаких соответствующих доказательств, подтверждающих вывод о том, что он владел плоскогубцами с «целью ограбления», и никаких доказательств, связывающих его с фактической кражей со взломом. Апелляционный суд не согласился с H.W. Он пришел к выводу, что плоскогубцы были «другим инструментом или инструментом» для целей раздела 466, и утверждение о владении инструментом для кражи было надлежащим образом подтверждено. (В отношении HW (2016) 2 Cal.App.5th 937, 945) (H.W.).) Суд выразил свое согласие с решением Первого округа по делу People v. Kelly (2007) 154 Cal.App.4th 961, установив, что единственное значение термина «другой инструмент или инструмент», которое соответствует цель раздела 466 включает инструменты, которые, как показывают доказательства, находятся во владении с целью использования для кражи со взломом. (H.W., стр. 944.) Он объяснил, как это толкование согласуется с целью закона, которая заключается в предотвращении основного преступления, независимо от того, используется ли рассматриваемый инструмент для проникновения в здание или для завершения лежащее в основе воровство. (Там же) Придя к своему заключению, суд прямо выразил несогласие с двумя решениями Четвертого округа, People v. Diaz (2012) 207 Cal.App.4th 396 и People v. Gordon (2001) 90 Cal.App.4th 1409, заменено законом, как отмечено в деле Kelly, 154 Cal.App.4th на с. 966. Суд пояснил, что толкование статьи 466, ограниченное предметами, специально предназначенными для взлома, проникновения или получения доступа к имуществу потерпевшего, является чрезмерно узким и несовместимым с формулировкой закона. (H.W., см. выше, стр. 944.) По мнению апелляционного суда, обнаружение законодательного требования о том, что инструмент должен использоваться для «взлома», налагает ограничение ответственности, давно исключенное из преступления кражи со взломом, и что в соответствии с законодательством Калифорнии лицо может быть осуждено за 4 IN RE H.W. Мнение суда Куэльяра, Ж. кража со взломом, если он или она входит в магазин, когда он открыт для широкой публики, с намерением совершить кражу или уголовное преступление. (Там же на стр. 945.) Суд рассудил, что Х.В. сделал именно это: владел и использовал плоскогубцы с целью совершения кражи внутри Sears. Ссылаясь на представленные суду по делам несовершеннолетних доказательства того, что Х.В. использовал плоскогубцы, чтобы снять противоугонную бирку с джинсов, положил джинсы в свой рюкзак, вышел из магазина, не заплатив за джинсы, и был задержан без кредитных карт, денег или других средств для оплаты джинсов, суд пришел к выводу, что Х.В. использовал плоскогубцы с целью кражи джинсов. (H.W., выше, 2 Cal.App.5th на стр. 945, со ссылкой на People v. Southard (2007) 152 Cal.App.4th 1079, 1088.) Таким образом, апелляционный суд поддержал решение суда по делам несовершеннолетних, обнаружив, что имеются достаточные доказательства, подтверждающие утверждение о владении инструментами для кражи со взломом. (H.W., стр. 945.) H.W. оспаривает определение Апелляционного суда о том, что имеющиеся у него плоскогубцы были «другим инструментом или инструментом» в рамках статьи 466. II. Общая длина рассматриваемых плоскогубцев составляет примерно десять дюймов, с заостренным лезвием длиной примерно полдюйма. Мы рассматриваем, подпадают ли эти плоскогубцы под действие статьи 466 как «другой инструмент или инструмент» и находились ли они во владении Х.В. с намерением, необходимым для установления уголовной ответственности в соответствии с законом. (§ 466.) Когда мы интерпретируем законы, наша основная задача состоит в том, чтобы определить и реализовать цель Законодательного собрания при принятии закона. (People v. Hubbard (2016) 63 Cal.4th 378, 386; Goodman v. Lozano (2010) 47 Cal.4th 1327, 1332 [«При толковании закона наша главная цель — определить и дать 5 IN RE H.W. Суда Куэльяром, Дж. влияет на основную цель закона».) Мы сначала смотрим на слова статута, поскольку они, как правило, являются наиболее надежными индикаторами цели законодательства. (Райан против Розенфельда (2017) 3 Cal.5th 124, 128; Люди против Коттла (2006) 39Cal.4th 246, 254.) Чтобы лучше понять предполагаемую законодательную цель, мы рассматриваем обычное значение соответствующих терминов, связанных положений, терминов, используемых в других частях статута, и структуру законодательной схемы. (Larkin v. Workers’ Comp. Appeals Bd. (2015) 62 Cal.4th 152, 157.) Если формулировка соответствующего закона неоднозначна, мы можем почерпнуть дополнительную информацию из соответствующих внешних источников, включая историю законодательства. (Люди против Романовского (2017) 2 Cal.5th 903, 909; People v. Zambia (2011) 51 Cal.4th 965, 972. ) Первоначально принятое в 1850 г., положение, ставшее статьей 466, неоднократно изменялось, последний раз в 2008 г. (Stats. 2008, ch. 119, § 1, стр. 330.) Полученное в результате положение включает в себя сочетание терминов, которые варьируются от простых до непрозрачных, в предложении длиной в абзац, лишенном каких-либо явных законодательных подразделений, и направленном на решение нескольких связанных проблем, связанных с инструментами, которые могут облегчить уголовные преступления или проступки. Он гласит: «Каждое лицо, имеющее при себе отмычку, ворону, биту для ключей, лом, отвертку, клещи для тисков, плоскогубцы для водяных насосов, молоток, тонкий отжим, натяжную планку, пистолет для отмычки, трубчатая отмычка, ударный ключ, дверной съемник для пола, отмычка, керамические или фарфоровые чипы или кусочки свечи зажигания или другой инструмент или инструмент с преступным намерением взломать или проникнуть в любое здание, железнодорожный вагон, самолет или судно, прицеп-вагон, или транспортное средство, как это определено в Кодексе транспортных средств, или кто намеренно изготовит или изменит или попытается изготовить или изменить любой ключ или другой инструмент, упомянутый выше, чтобы он подходил к замку здания или открывал его, 6 IN RE H. W. Заключение суда Куэльяра, Дж. вагона, самолета, судна, прицепа или транспортного средства, как это определено в Кодексе транспортных средств, без запроса какого-либо лица, имеющего право открывать их, или которое должно сделать, изменять или ремонтировать какой-либо инструмент или вещь, зная или имея основания полагать, что они предназначены для использования при совершении проступка или уголовного преступления, виновен в совершении проступка. Любая из структур, упомянутых в Разделе 459считается зданием по смыслу настоящего раздела». (§ 466.) Х.В. указывает, что плоскогубцы, подобные тем, которые у него есть, прямо не указаны в законе. Он утверждает, что включение их в статут, рассматривая их как «другой инструмент или инструмент», не имеет большого смысла, учитывая явное включение только тисков и плоскогубцев для водяных насосов. Х.В. цитирует поправки к разделу 466 в 1984 г. (добавление клещей для тисков, плоскогубцев для водяных насосов, отвертки, скользящего молотка, тонкого зажима, натяжной планки, пистолета для взлома замков, дверного съемника для напольного сейфа и главного ключа), 2001 г. (исправление правописания «щипцы с тисками»), 2002 г. (включая керамические или фарфоровые чипы или детали свечей зажигания) и 2008 г. (добавление отмычки) как случаи, когда Законодательное собрание могло бы легко включить обычные плоскогубцы, но не сделало этого. (Стат. 1984, гл. 82, § 1, с. 282; Статистика. 2001, гл. 854, § 28, стр. 6992-6993; Статистика. 2002, гл. 335, § 1, с. 1298; Статистика. 2008, гл. 119, § 1, стр. 330-331.) Г.В. также утверждает, что положение о «другом инструменте или инструменте» в разделе 466 следует понимать узко. Ссылаясь на принцип толкования закона ejusdem generis, Х.В. утверждает, что общая ссылка на другие инструменты или инструменты охватывает только предметы, аналогичные перечисленным инструментам, которые он определяет как инструменты, предназначенные для взлома или проникновения, такие как отвертки и отмычки. Он утверждает, что плоскогубцы, которыми он владел, не могут считаться «другим инструментом 7 IN RE H.W. Мнение суда Куэльяра, Ж. или инструмента», поскольку они не похожи на объекты, перечисленные в статуте. (§ 466.) Народ возражает, что Законодательное собрание решило включить элементы помимо тех, которые конкретно перечислены, приняв широко сформулированное положение, которое можно разумно интерпретировать как включающее рассматриваемые здесь плоскогубцы. Более того, оценка H.W. того, что делает перечисленные инструменты похожими, может быть слишком узкой. Такие устройства, как отвертка, клещи для тисков, плоскогубцы для водяных насосов, ворона или лом, могут быть полезны для взлома замка или насильственного проникновения в ворота или дверь. Но их также можно использовать для отвинчивания, поддевания или освобождения имущества, которое закреплено болтами или иным образом закреплено. И, как разъяснил адвокат Х. здание или магазин. Перечисленные инструменты разнообразны по своим функциям и возможностям. И если между ними есть что-то общее, так это то, что они предназначены для подавления усилий по защите собственности. Тем не менее, даже если мы предположим, что Люди правы, рассматривая плоскогубцы, находящиеся во владении Г. В., как «другой инструмент или инструмент», вопрос о намерениях Г.В. оказывается ключевым в данном случае. Законодательное требование, ограничивающее привлечение к уголовной ответственности лиц с необходимым преступным намерением, действует как важнейшее ограничение для привлечения к уголовной ответственности в большинстве уголовных законов. (См., например, People v. Morse (2004) 116 Cal.App.4th 1160, 1166 [требование о психическом состоянии «предназначено для того, чтобы изолировать определенные акты невиновного владения» от преступного владения].) Чтобы понять его объем здесь, мы должны интерпретировать закон в контексте. 8 IN RE H.W. Мнение суда Куэльяра, Дж. Вот элемент субъективного правонарушения, на котором статья 466 обусловливает уголовную ответственность, когда лицо обладает определенными перечисленными и аналогичными инструментами: «умышленное преступление сломать или проникнуть в любое здание, железнодорожный вагон, самолет или судно». , прицеп или транспортное средство». (§ 466. ) Можно просмотреть весь Уголовный кодекс и найти эту отличительную фразу только в разделе 466. Люди утверждают, что состояние ума, требуемое разделом 466, представляет собой намерение использовать инструмент, которым они владеют, для совершения любой кражи или другого уголовного преступления. внутри здания — то же намерение требуется в статье 459 закона о краже со взломом.. Этот вывод несколько правдоподобен, учитывая определенное сходство между статьями 466 и 459. В соответствии с общим правом кража со взломом определяется как взлом и проникновение в жилище другого лица в ночное время с намерением совершить преступление. (См. People v. Sparks (2002) 28 Cal.4th 71, 78.) Элемент взлома был исключен из преступления кражи со взломом, когда он был впервые кодифицирован в Законе 1850 года о преступлениях и наказаниях (Stats. 1850, ch. 99). , § 58, стр. 235), и Законодательное собрание впоследствии внесло поправки в статут о краже со взломом в 1858 году, включив проникновение с «намерением совершить крупную или мелкую кражу или любое уголовное преступление» в качестве альтернативы насильственному взлому и проникновению. (Бывший § 58 с поправками, внесенными Stats. 1858, ch. 245, § 1, p. 206; см. People v. Garcia (2016) 62 Cal.4th 1116, 1131.) Принят в 1872 г. вместе с разделом 459., раздел 466 относится к «умышленному преступному взлому или проникновению» — язык, напоминающий элементы общего права о краже со взломом. А раздел 466 включает «любое из строений, упомянутых в разделе 459», в определение здания. Тем не менее более пристальный взгляд на раздел 466 подтверждает вывод о том, что более узкий стандарт намерений наиболее соответствует конечной законодательной цели, связанной с этим законом. В отличие от некоторых законодательных актов об инструментах для взлома, принятых в других штатах, 9 IN RE H.W. Мнение суда Куэльяра, J., раздел 466, не просто запрещает владение определенными устройствами с намерением совершить кражу со взломом или кражу (см., например, Va. Code Ann. § 18.2-94 [запрещающий владение «любыми инструментами, приспособлениями или снаряжением с целью совершения кражи со взломом, грабежа или кражи». . . ..]), а также не относится к использованию инструментов для совершения кражи, а не к взлому или проникновению. (Сравните Pen. Code, § 466 с Colo. Rev. Stat. § 18-4-205(1) [«Лицо совершает владение инструментами для кражи со взломом, если у него есть какое-либо взрывчатое вещество, инструмент, инструмент или другой предмет, адаптированный, сконструированный, или обычно используется для совершения или содействия совершению правонарушения, связанного с насильственным проникновением в помещение или кражей путем физического захвата… »]). Вместо этого статья 466 включает требование об умысле, конкретно касающееся совершения преступного взлома или проникновения. . В сочетании со списком инструментов закона, которые, по-видимому, в первую очередь способны облегчить проникновение, несмотря на чьи-либо усилия по обеспечению безопасности или ограничению доступа к строению или другому месту, указанному в законе, упоминание о взломе или проникновении в контексте раздела 466 кажется наиболее соответствующим Чтение этого обусловливает уголовную ответственность определенным состоянием ума — намерением использовать «инструмент или инструмент» для взлома или иного физического проникновения в строение с целью совершения кражи или какого-либо другого уголовного преступления внутри строения. Что бы еще ни было установлено в протоколе о действиях Х.В. в магазине Sears в тот день, когда это дело было возбуждено, это не подтверждает вывод о том, что Х.В. намеревался использовать плоскогубцы для чего-либо, кроме удаления бирки от кражи с джинсов. Х.В. признает, что вошел в магазин Sears «с намерением совершить кражу» и «использовал плоскогубцы для мелкой кражи». Здесь недостаточно доказательств, подтверждающих утверждение по статье 466 о том, что H.W. владел плоскогубцами с «намерением 10 IN RE H.W. Мнение суда Куэльяра, Ж. о преступном взломе или проникновении в какое-либо здание, железнодорожный вагон, самолет или судно, прицеп или транспортное средство». (§ 466.) III. Раздел 466 Уголовного кодекса запрещает владение определенными перечисленными предметами и другими инструментами или инструментами с «преступным намерением взломать или проникнуть». Даже если мы предположим, что плоскогубцы, которыми владеет Х.В., действительно квалифицируются как «другой инструмент или инструмент», то, что Х. В. отсутствует намерение, необходимое для установления уголовной ответственности по статье 466, учитывая то, что мы можем различить из ее слов и структуры. Вместо этого уголовная ответственность за владение запрещенными инструментами «с умыслом преступного взлома или проникновения» требует доказательства того, что ответчик намеревался использовать инструмент или инструмент, которым владел, чтобы взломать или осуществить физическое проникновение в строение с целью совершения кражи или тяжкого преступления в пределах структура. Приведенные здесь записи не подтверждают вывод о том, что H.W. завладел плоскогубцами с намерением использовать их для любых целей, кроме удаления бирки с защиты от джинсов. Решение апелляционного суда отменить. КУЭЛЬЯР, Дж. Мы согласны: КАНТИЛ-САКАУЙЕ, С. Дж. ЧИН, Дж. КОРРИГАН, Дж. ЛЮ, Дж. КРЮГЕР, Дж. ГРОБАН, Дж. 11 См. на следующей странице адреса и номера телефонов адвокатов, выступавших в Верховном суде. Название мнения В отношении H.W. ________________________________________________________________________________________________ Неопубликованное мнение Первоначальная апелляция Первоначальный пересмотр судебного разбирательства Удовлетворено XXX 2 Cal.
Что такое укрывистость и от чего она зависит? Классы укрывистости.
Osmo
Статьи
Что такое укрывистость краски?
Оглавление
Что такое укрывистость?
Классы укрывистости
От чего зависит кроющая способность
На что влияет кроющая способность
Линейка укрывистых красок OSMO
Оглавление
Что такое укрывистость?
Классы укрывистости
От чего зависит кроющая способность
На что влияет кроющая способность
Линейка укрывистых красок OSMO
Окраска деревянных фасадов, полов, стен и потолков — популярный декоративный прием. Она позволяет добиться цветовой гармонии с ландшафтом и помогает создавать интерьер мечты. Чтобы добиться отличного результата, создать равномерное покрытие идеального качества и при этом не переплатить, нужно заранее обращать внимание на характеристики краски.
Укрывистость или кроющая способность — одно из наиболее важных свойств. От того, насколько укрывистую краску вы выберете, будет зависеть время работы, расход затраченных сил и средств.
Что такое укрывистость?
Укрывистость — способность продукта полностью скрывать цвет поверхности, на которую он наносится. Чем выше кроющая способность, тем меньше слоев нужно для окрашивания, соответственно, тем тоньше будет покрытие.
Для визуального тестирования кроющей способности используют контрастные карты. На контрольную черно-белую поверхность — аналог шахматной доски — наносят краску с помощью аппликатора, позволяющего точно выдерживать толщину покрытия.
После высыхания каждого слоя оценивают яркость и определяют контрастное соотношение между окрашенными черными и белыми квадратами. Чем меньше отличается интенсивность цветов, тем выше кроющая способность.
Простыми словами: укрывистость конкретной краски — то количество слоев, которое позволяет полностью скрыть черные квадраты.
Классы укрывистости
Все краски имеют разную кроющую способность. Их можно разделить на несколько групп.
Бесцветные. Не скрывают первоначальный цвет поверхности и не изменяют его.
Прозрачные тонирующие или лессирующие. Обладают низкой кроющей способностью.
В свою очередь, укрывистые продукты различаются по классам, которые определяет контрастное соотношение. Чем выше класс, тем лучше кроющая способность. Чтобы правильно выбрать краску, нужно знать, сколько слоев вам потребуется нанести для окрашивания поверхности в желаемый цвет.
Классы и контрастное соотношение в %:
1 (более 99,5%) — максимальная укрывистость за 1 слой;
2 (от 98 до 99,5%) — перекрывающая окраска минимум в 2 слоя;
3 (от 95 до 98%) — окрашивание не менее, чем в 3 слоя;
4 (ниже 95%) — нанесение не менее 4 слоев.
На практике даже качественные продукты для интенсивного окрашивания рекомендуется наносить в два слоя. Это обеспечивает равномерность покрытия и наилучший результат. Особенно это касается перекрашивания старых темноокрашенных поверхностей в светлые оттенки.
От чего зависит кроющая способность
За нее отвечают входящие в состав краски пигменты: их количество и качество, способность рассеивать и поглощать свет, объемное содержание в продукте, равномерность распределения и показатель преломления.
Укрывистые пигменты покрытий черного или интенсивного цвета имеют высокую поглощающую способность, слабоокрашенных и белых покрытий — рассеивающую. При большой разнице в значениях преломления пигмента и среды происходит многократное отражение лучей, которые или рассеиваются, или поглощаются пигментом. При близких значениях преломления отражение минимально, поэтому на передний план выходят только поглощающие свойства пигмента.
Чем выше качество пигментов и состава, тем лучше краска перекрывает цвет поверхности. Именно поэтому одинаковые по цвету продукты разных брендов могут по-разному ложиться на обрабатываемую поверхность.
На что влияет кроющая способность
Укрывистость во многом определяет результат окрашивания, время и итоговую стоимость работы. Составы с высоким классом позволяют создать равномерное тонкое покрытие за 1-2 слоя вне зависимости от цвета основания. Это позволяет сохранить фактуру древесины, сокращает время и стоимость работы благодаря экономичному расходу.
Краски с низким уровнем укрывистости наносятся в 3-4 слоя. Неоднократная межслойная сушка занимает много времени. Толстый слой скрывает фактуру. Для полной перекраски темноокрашенных поверхностей может потребоваться белая краска, которая будет играть роль грунтовочного слоя. Это дополнительно увеличивает стоимость работ.
Линейка укрывистых красок OSMO
Мы предлагаем линейку продуктов с высокой кроющей способностью для наружных и внутренних работ, разных поверхностей, сухих и влажных помещений.
Landhausfarbe. Непрозрачная краска на основе натуральных масел, содержит органические пигменты. Предназначена для наружных работ и любых деревянных поверхностей — фасадов, уличной мебели, балконов, окон, заборов. Позволяет смешивать цвета между собой, а также колеровать по каталогам RAL и NCS.
Dekorwachs Intensive Töne. Непрозрачное покрытие для интерьерных работ — мебели, стен, потолков, дверей, полов и темноокрашенных поверхностей. Имеет экономичный расход, обладает водоотталкивающим эффектом и допускает смешивание оттенков внутри серии.
Öl‑Beize. Цветная грунтовка (бейц) на основе масел для насыщенной окраски в два слоя. Подходит для деревянных полов — паркета, массивной доски и пробки, мебели, лестниц и детских игрушек. Образует устойчивые к пятнам покрытия, которые рекомендуется обработать маслом Hartwachs-Öl в качестве финишного слоя.
Краски OSMO универсальны — их можно использовать для интенсивного непрозрачного окрашивания и прозрачной тонировки древесины при нанесении в один слой
Укрывистые продукты OSMO помогают реализовывать любые дизайнерские идеи. Они позволяют декорировать деревянные поверхности в светлые, темные, яркие модные оттенки и легко менять цвет в любой момент.
Составы идеальны для быстрой и качественной покраски, даже если вы работаете самостоятельно и не имеете профессионального опыта в малярном деле. Они наносятся тонким слоем и образуют износостойкие покрытия с отличными декоративными характеристиками: шелковисто-глянцевые и шелковисто-матовые, скрывающие небольшие дефекты основания. С маслами Osmo справится даже новичок! Главное — внимательно изучить инструкцию и рекомендации производителя.
Please enable JavaScript to view the comments powered by Disqus.
Истираемость и укрывистость краски | Tex-color
Главная
Блог
Класс влажного истирания и укрывистость у красок.
Поделиться:
Часто, покупая краску, мы задумываемся: почему одни краски стоят гораздо дороже других? Ответ прост: из-за свойств, которыми обладает тот или иной продукт.
Каждый производитель считает нужным произвести такой ассортимент интерьерных красок, которые закроет все возникающие потребности. Свойства красок разнообразны: класс стойкости к влажному истиранию, класс укрывистости, экологичность, безвредность для здоровья, тип связующего, степень глянца, прочностные характеристики и др.
Одними из наиболее важных свойств, на наш взгляд, определяющих выбор той или иной краски, являются показатели истираемости краски и укрывистости краски. Далее попробуем простыми словами пояснить, что обозначают эти классы:
Класс истираемости краски — это:
Устойчивость лакокрасочного покрытия к мокрому или влажному истиранию. По европейскому стандарту DIN 13300, который предъявляет более высокие требования к краске, нежели стандарты стран СНГ, покрытие проверяется следующим образом:
Наносится слой материала толщиной в 250 мкм
Измеряется толщина высохшего слоя
Специальная губка проходит в обе стороны по поверхности материала ровно 200 раз
Измеряется толщина оставшегося слоя
По величине стертого губкой лакокрасочного слоя можно поделить все краски на классы истираемости.
Класс 1
< 5 мкм
Класс 2
>5 мкм <20 мкм («Устойчивый к мокрому истиранию» по старым DIN 53 778
Класс 3
>20 мкм <70 мкм («Устойчивый к влажной уборке» по старым DIN 53 778
Класс 4
<70 мкм при 40 воздействиях губки
Класс 5
>70 мкм при 40 воздействиях губки
Таким образом, приобретая краску 1 и 2 класса вы можете рассчитывать на моющееся покрытие, стойкое к влажной уборке и истираемости. Большинство из красок данной категории имеет плотную структуру, которая сама предотвращает проникновение грязи в структуру краски. Приведем примеры таких красок: Tex-color Silicon-inn, Tex-color KeraPaint, Tex-color Doppeldecker, Tex-color Mattlatex 1, Tex-color Siedenlatex 10, Tex-color Glanzlatex 60.
Класс укрывистости (кроющей способности) — это:
Класс укрывистости акриловых и прочих интерьерных красок — очень важный показатель, определяющий расход, качество поверхности, способность перекрывать цвет и получаемый результат. Зачастую, укрывистость краски является основной покупательской характеристикой для мастеров и профессионалов. В случае, когда необходимо сделать быстрый и бюджетный ремонт, одного слоя высоко-укрывистой краски может хватить для впечатляющего результата. Таким образом, начальная более высокая стоимость краски с хорошей укрывистостью нивелируется ее расходом.
Градация по классам осуществляется на основании данных производителя об укрывистости краски, при закрашивании черно-белого основания (шахматки). Контрастное соотношение определяет отличие окрашенной поверхности с черным основанием, относительно окрашенной поверхности с белым основанием.
По результатам испытаний выявляется класс укрывистости:
Класс 1
= 99
Класс 2
> 98 и < 99,5
Класс 3
> 95 и < 98
Класс 4
< 95
Таким образом, интерьерные краски с высокой укрывистостью гарантируют отличный результат, при минимальных затратах труда. Приведем примеры красок с 1 степенью укрывистости: Tex-color Doppeldecker 1, Tex-color Silicon-inn, Tex-color Malerweiss 3, Tex-color KeraPaint, Tex-color Innensilikat 2, Tex-color Velourslatex 5.
Интерьерные краски в нашем каталоге
Цену уточняйте
Classicweiss premium 2.0 — Высококачественная интерьерная краска, 15 л
Цену уточняйте
Doppeldecker 1.0 — Интерьерная краска с высочайшей степенью к истиранию и укрывистостью, 12.5 л (Германия)
Цену уточняйте
Velourslatex 5 — Латексная краска для внутренних работ, шелковисто-матовая, 12.5 л (Германия)
Цену уточняйте
Innensilikat 2.0 — Интерьерная паропроницаемая силикатная краска, стойкая к истиранию, 12.5 л (Германия)
Что такое покрытие краской? Сколько краски нужно, чтобы покрасить комнату?
Дом Блоги Что такое покрытие краской?
СОДЕРЖАНИЕ
Что такое лакокрасочное покрытие? Сколько краски нужно, чтобы покрасить комнату? Это вопросы, которые задают многие люди, когда красят свой дом. Это важный вопрос, потому что он определяет, сколько времени и денег вы потратите на проект и как долго будут сохраняться результаты. Хорошая новость заключается в том, что на эти вопросы нет универсального ответа: у каждого человека и в каждом пространстве разные потребности!
Расход краски — это количество краски, которое покроет данную поверхность. Другими словами, расход краски — это количество квадратных футов или квадратных метров, которые можно покрасить с помощью одной кварты или литра краски соответственно.
Расчет укрывистости краски основан на скорости растекания краски и количестве краски, необходимом для достижения полного покрытия. Скорость растекания — это то, насколько быстро или медленно растекается краска при нанесении. Типичное эмпирическое правило заключается в том, что большинство красок имеют скорость растекания 350 квадратных футов на 4 литра краски (приблизительно 1 галлон), что означает, что 4 литра краски покроют 350 квадратных футов. Однако это может варьироваться в зависимости от типа краски, уровня ее блеска и того, насколько шероховатой или гладкой является окрашиваемая поверхность.
Для более точного расчета расхода краски обратитесь к техническому паспорту производителя краски. В этом документе содержится подробная информация о скорости укрывистости и других свойствах конкретных лакокрасочных материалов, которые вы используете.
Давайте рассмотрим пример, чтобы лучше понять расход эмульсионной краски на литр.
Предположим, у вас есть комната высотой 7 футов и размерами 10×20 футов. В комнате 2 двери и 2 окна.
Таким образом, расход краски на потолке будет рассчитываться как:
10×200 = 200 квадратных футов.
Разделите это значение на стандартное число (350 квадратных футов/4 литра краски)
200/350 = 0,57 галлона или 1,9 литра
Следовательно, расход краски на литр, который вам понадобится для потолка площадью 200 квадратных футов, составляет 1,9 литра краски.
Расчет эластичности краски для стен:
Площадь комнаты 7 x (10+20+10+20) = 420 квадратных футов
Площадь окон и дверей равна (20×2) + (15×2) = 70 квадратных футов (ширина дверей 20 футов, а окон 15 футов)
Вычтите общую площадь из площадей окон и дверей 420-70 = 350 квадратных футов
Разделите это значение на стандартное число (350 квадратных футов/4 литра краски)
350/350 = 4 литра
Следовательно, расход краски, который вам понадобится для внутренних работ, составляет 4 литра.
Все еще запутались? Свяжитесь со специалистами Nerolac для более точных расчетов!
Nerolac Paints, ведущая компания по производству красок в Индии, предлагает широкий спектр красок для стен, услуги по покраске и решения для дома и офиса.
Последние блоги
Как покрасить свой дом — Узнайте, как покрасить свой дом как профессионал
Как покрасить комнату — узнайте, как покрасить комнату как профессионал
Как покрасить гостиную: простые шаги по покраске гостиной своими руками
Как покрасить кухню — шаги, чтобы покрасить кухонные стены и шкафы как профессионал
Современный дизайн текстурной краски для ваших комнат
Какой средний расход краски на литр? ИЛИ Какую площадь покрывает 1 литр краски?
Ответ на этот вопрос зависит от используемой краски. Тем не менее, общее эмпирическое правило заключается в том, что большинство красок имеют скорость покрытия около 350 квадратных футов на 4 литра. Это означает, что на каждый литр краски, который вы используете, вы можете покрыть площадь в 87 квадратных футов. Имейте в виду, что это число будет варьироваться в зависимости от типа краски, уровня ее блеска и того, насколько шероховатой или гладкой является поверхность. Более того, коэффициент покрытия может варьироваться в зависимости от того, насколько толсто или тонко вы наносите краску. Для более точного расчета обратитесь к техническому паспорту вашего конкретного лакокрасочного продукта, чтобы увидеть его укрывистость и другие свойства. Расчет эластичности основан на размерах помещения и размерах окон и дверей.
Какой средний расход эмалевой краски на литр?
Эмалевая краска намного гуще по консистенции по сравнению с темперной краской или эмульсионной краской. Следовательно, растекаемость эмалевой краски меньше. Это связано с тем, что толщина пленки эмалевой краски составляет около 0,015 дюйма по сравнению с 0,002 дюйма для эмульсионных красок. Таким образом, расход эмалевой краски на литр составит около 50-60 квадратных футов.
Какой средний расход эмульсионной краски на литр?
Эмульсионная краска намного жиже по консистенции по сравнению с темперной краской или эмалевой краской, потому что она на водной основе. Следовательно, растяжимость эмульсионной краски высока. Таким образом, расход эмульсионной краски на литр будет составлять около 90 квадратных футов, что делает этот тип краски идеальным выбором для больших пространств, таких как коридоры, стены и потолки и т. д., где вам необходимо полное покрытие за относительно меньшее время, чем другие типы красок, из-за его более высокой степени растяжимости.
Какова средняя укрывистость литра эпоксидной краски?
Эпоксидная краска является более прочной эластичной краской по сравнению с темперной краской, эмульсионной краской или эмалевой краской. По сути, эпоксидные краски изготавливаются с использованием композиции эмали и катализатора. Смесь формируется с использованием соотношения 3:1. Вы должны нанести эпоксидную краску в течение получаса после формирования смеси, потому что она становится более густой по консистенции и быстро сохнет. Эпоксидные краски используются для тяжелых поверхностей, таких как двери и окна и т. д., где вам необходимо полное покрытие за относительно меньшее время, чем другие типы красок, из-за их более тяжелой консистенции и низкой скорости растекания краски. Таким образом, эпоксидные краски могут дать вам покрытие на литр 40-50 квадратных футов.
Какой средний расход темперной краски на литр?
Темперная краска намного более водянистая по составу и консистенции по сравнению с эмалевой краской, эмульсионной краской или эпоксидной краской. Это связано с тем, что толщина пленки темперной краски составляет около 0,001 дюйма. Следовательно, расход темперной краски на литр составит около 130-150 квадратных футов. Темперные краски идеально подходят для покраски потолков и стен в помещениях с низкой проходимостью, таких как спальни и гостиные, где не требуется сверхпрочная отделка. Этот тип краски также можно использовать на деревянных поверхностях без предварительной грунтовки. Однако не рекомендуется использовать темперные краски на наружных поверхностях из-за их водянистого состава, что делает их восприимчивыми к атмосферным воздействиям.
Какая краска обеспечивает наибольшую укрывистость?
Excel Mica Marble Stretch & Sheen от Nerolac — это роскошная эмульсионная краска для наружных работ, обеспечивающая высокую эластичность и в 2 раза большую растяжимость по сравнению с другими красками. Эта краска обеспечивает степень покрытия до 150 квадратных футов на литр, что является самым высоким показателем на рынке по сравнению с другими красками для наружных работ. Это атмосферостойкая краска с защитой от выцветания, благодаря которой ваши стены будут выглядеть как новые в течение многих лет. Таким образом, если вы ищете краску для наружных работ с высокой укрывистостью, то Nerolac Excel Mica Marble Stretch & Sheen — правильный выбор для вас.
Previous Blog Антипылевая краска: преимущества пылезащитной краски для наружных стен
Следующий блог Что такое атмосферостойкая краска?
Свяжитесь с нами
Ищете что-то еще? Оставьте свой запрос, и мы свяжемся с вами.
Что ты ищешь? Что вы ищете?Свежий проект/Общество ПерекраскаПокупка краскиСтать дилеромЗаказать услугу покраскиЛюбой другой запрос
Полное имя
Мобильный
Электронная почта
Пин-код
Сообщение
Сколько покрывает галлон краски?
кончики краски
И сколько вам нужно купить для вашего покрасочного проекта.
Наконец-то вы выбрали идеальный цвет для вашего следующего проекта рисования. Теперь вы, вероятно, задаетесь вопросом, сколько краски купить. Во-первых, вам нужно понять покрытие краски, чтобы вы могли правильно оценить внутреннюю краску.
У каждой комнаты есть свои особенности, влияющие на то, сколько галлона краски покроется. Такие факторы, как состояние, текстура и пористость поверхности стены, могут повлиять на то, сколько краски стены впитают. Ниже приведены общие рекомендации по покрытию краской, которым нужно следовать, при условии, что ваши стены в хорошем состоянии, а также некоторые вещи, о которых следует помнить в этих причудливых крайних случаях.
Окраска 101
Одного галлона краски для стен хватит примерно на 375–425 квадратных футов.
Один галлон отделочной краски покрывает примерно 375–425 квадратных футов.
Один галлон потолочной краски покрывает примерно 350-400 квадратных футов.
Один галлон грунтовки покрывает примерно 225–275 квадратных футов.
*Эти оценки приблизительны, а количество покрытия может варьироваться в зависимости от состояния вашей стены или поверхности.
Особые обстоятельства, влияющие на покрытие краской
Драматические изменения цвета
Если вы хотите резко изменить цвет, например, с черного на светло-нейтральный, обычно потребуются дополнительные слои краски, чтобы скрыть этот супертемный цвет с полной непрозрачностью. Использование грунтовки поможет сделать это намного проще и сократит количество слоев, необходимых для покрытия темного цвета.
Свежий гипсокартон
Это может вас удивить, но свежий холст не обязательно самый эффективный. Свежий гипсокартон очень пористый и впитает большую часть вашей краски, поэтому сначала необходимо нанести как минимум два слоя грунтовки на гипсокартон. Конечно, большая часть гипсокартона будет предварительно загрунтована или даже окрашена к тому времени, когда вы доберетесь до него, но если вы заменяете гипсокартон после утечки, например, или работаете на недавно отремонтированном помещении, учтите дополнительный слой или два из грунтовка, чтобы убедиться, что ваша поверхность хорошо подготовлена.
Текстурированные стены
Текстурированная стена означает большую площадь поверхности, а значит, вам потребуется больше краски, чтобы покрыть ее. Подумайте о штукатурке, кирпиче, потолках из попкорна или подобных поверхностях, которые имеют большую площадь поверхности для покраски. Мы рекомендуем покупать на 20 процентов больше краски для текстурированной поверхности (так, если вы красите комнату площадью 100 квадратных футов, учитывайте 120 квадратных футов).
Расчет количества краски, которое нужно купить
Теперь, когда вы знаете основы покрытия краской, вот как точно определить, сколько краски нужно купить, независимо от размера или планировки вашего помещения.
Для начала умножьте ширину на высоту каждой стены в вашем помещении. Вуаля, у вас есть квадратные метры.
Затем подсчитайте площадь каждого окна и двери или любой другой области, которую вы не окрашиваете (например, нишу в стене или дверной проем), а затем вычтите ее из общей площади поверхности вашей стены.
Сделайте то же самое для отделки и потолков, умножив длину на ширину, чтобы получить площадь в квадратных футах, а затем проверьте количество покрытия для каждого типа краски ниже, чтобы выяснить, сколько вам потребуется. Помните, что каждая сумма покрытия рассчитана на два слоя. Если вы нанесли один слой и чувствуете, что у вас хорошее покрытие, отлично! Но для наиболее профессионального вида мы всегда рекомендуем два слоя.
Вы не разбираетесь в математике и хотите получить общую оценку краски? Не ищите дальше — мы создали удобный калькулятор краски, который сделает всю работу за вас.
инструмент» — дистрибьютор на Российском рынке Германских, Итальянских, Чешских, США, заводов изготовителей профессионального инструмента: KSTOOLS, KAWASAKI TOOLS, DOGHER, BLUE-MASTER, BOEHM, YORK, ENDRES TOOLS, BETA, FORMAT TOOLS, FORUM TOOLS, FORTIS TOOLS
2400S-07/E-M5 Инструментальная тележка 7 ящиков в комплекте с 343 предметами к набору оборудования для мастерских BETA 024000722
Артикул: BETA 024000722_2400S-07/E-M5
261 000 р.
2400S-07/E-S Инструментальная тележка 7 ящиков в комплекте с 240 предметами к набору оборудования для мастерских BETA 024002221
Артикул: BETA 024002221
238 950 р.
Скребок SCRAPER SC1000
Артикул: NOGA SC1000
2 205.90 р.
Скребок EZ Burr Pro EB4000 YELLOW
Артикул: NOGA EB4000
1 012.50 р.
Рукоятка NOGA-CUT Handle NC5000
Артикул: NOGA NC5000
1 233 р.
Держатель K EL04003
Артикул: NOGA EL04003
693 р.
в каталог
Быстрозажимные зажимные устройства, ручные и пневматические
УП «ЛДМ» является официальным представителем немецкой компании AMF c 2004 года.
AMF — лидер среди решений в области зажимных технологий для металлообработки.
Поставки продукции AMF происходит в страны СНГ: Беларусь, Российская Федерация, Украина, Казахстан. подробнее
Новости
Работа продолжается
Работа продолжается Уважаемые клиенты и партнеры! УП «ЛДМ» продолжает работу и поставку станочной зажимной оснастки для металлообрабатывающих предприятий СНГ в полном объеме. Мы по-прежнему готовы проконсультировать вас и помочь с выбором зажимной
подробнее
Отрасли применения продукции AMF
Мы поддерживаем наших промышленных партнеров из следующих секторов: Автомобильная и автомобильная промышленность с самыми высокими требованиями к производственным процессам: гидравлическая зажимная техника, проектные приспособления, зажимная
подробнее
ANDREAS MAIER FELLBACH история компании AMF
AMF » ANDREAS MAIER FELLBACH » С момента своего основания в 1890 году Андреасом Майером, компания пережила захватывающие и интересные времена. Сегодня мы являемся ведущим производителем в Европе более 5000 различных товаров в области зажимных
подробнее
AMF на выставке EMO HANNOVER 2019
Крупнейшая международная выставка EMO HANNOVER 2019 – ведущая выставка металлообрабатывающего оборудования «Мир станков». Это событие № 1 в мире машиностроительных выставочных мероприятий. Место проведения: Германия, Ганновер.
подробнее
Популярные продукты
Струбцина № 811
Струбцина № 811 Струбцина изготовлена из высококачественной стали, закалена. Оцинкована для коррозионной стойкости. Струбцины быстрозажимные имеют несколько размеров: № заказа F1, кН F3, кН Fi (F1:Fi) Вес, гр. 811-1 1 2,5 27:1 700 811-2 3,5 4,5 36:1 …
подробнее
Струбцина № 831
Струбцина № 831 Струбцина изготовлена из высококачественной стали, закалена. Оцинкована для коррозионной стойкости. Струбцины быстрозажимные имеют два размера: № заказа F1, кН Вес, гр. 831-2 8 1610 832-3 8 2300 F1- прилагаемая сила № заказа A F G …
подробнее
Струбцина быстрозажимная № 842
Струбцина быстрозажимная № 842 Струбцина изготовлена из высококачественной стали, закалена. Оцинкована для коррозионной стойкости. Струбцины быстрозажимные имеют следующий размер: № заказа F1, кН F3, кН Fi (F1:Fi) Угол Вес, гр. 842-2 3,5 4 9:1 15° …
подробнее
Эксцентриковый рычаг с рым-болтом № 6612
Эксцентриковый рычаг с рым-болтом AMF № 6612 Служит для быстрого снятия крепежного механизма. Рым-болт — металлическое кольцо жестко соединённое с цилиндрическим стержнем, имеющим на конце резьбу для крепления к различным конструкциям. Улучшает …
подробнее
Тиски станочные механические MIKSAN
Тиски станочные механические MIKSAN Механические стальные тиски прекрасно подходят для использования на станке с ЧПУ. Тиски фиксируют обрабатываемый материал и в то же время подтягивает заготовку к основанию тисков благодаря подпружиненной системе . ..
подробнее
Набор прижимов для фрезерного станка AMF № 6530
Набор прижимов для фрезерного станка AMF № 6530 С губками для низкого зажима № 6490 и пасты для резьбы № 6339. Ассортимент ящика зажимных инструментов разработан для металлорежущих станков со столами, имеющими T-образные пазы, он содержит все …
подробнее
Набор прижимов для фрезерного станка AMF № 6532
Базовый ассортимент AMF № 6532 Все детали изготовлены из улучшенной стали, винты T-образных пазов улучшены, накатанная резьба. Идеально для инструментального производства, производственных и обучающих устройств. № заказа Размер Зажимное усилие [kN] …
подробнее
Набор прижимов для фрезерного станка AMF № 6531
Набор прижимов для фрезерного станка AMF № 6531 С пружинным креплением прихвата № 6342 и пастой для резьбы №. 6339. Описание аналогично № 6530, но без губок для низкого зажима № 6490. Для этого предусмотрено по 4 пружинных крепления прихвата № 6342. …
Sonic предлагает беспроблемную пожизненную гарантию на все продукты. Для получения дополнительной информации или отправки претензия нажмите ЗДЕСЬ
Управление запасами
Будьте организованы с помощью системы Sonic Foam System, быстрее инвентаризируйте свой ящик с инструментами с помощью журнала управления запасами, и быстро определить, чьи инструменты, с пользовательским лазерным травлением. УЧИТЬ БОЛЬШЕ
Доставка
Все посылки слишком большие/тяжелые для отправки через UPS, включая ящики для инструментов, шкафы и наборы инструментов XD будет отправлен через грузового перевозчика по фиксированной ставке. УЗНАТЬ БОЛЬШЕ
Лазерная гравировка
Присвоение инструментам серийных номеров в соответствии с индивидуальным владельцем обеспечивает дополнительный уровень персонализации, подотчетности, и идентификацию, чтобы отслеживать ваши инструменты. УЗНАТЬ БОЛЬШЕ
Добавить в корзину
Текущий запас:
$27.00 — $37.00
Плоский двойной накидной ключ имеет двухсторонний торцевой ключ с 12 точками. Отделка представляет собой гладкий полированный хром-ванадиевый сплав для прочности и стойкости к ржавчине. Предназначен для обеспечения долговечности в суровых условиях работы.
Клиенты также просмотрели
Кольцо с гаечным ключом — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
3D принтер Cube – это точность, производительность, простота использования!
Отличное изобретение компании 3D Systems.
3D принтер Cubify Cube 3d quantity
Рубрика: 3D Принтеры FDM
Меток: 3D Systems 3d принтер ABS ABS пластик Cube 3d Cubify Cube 3d PLA PLA пластик
Описание
Отзывы (0)
3D принтер Cube – это принтер разработанный компанией 3D Systems. Пока принтер Cube может печатать только одним цветом, но создатели работают над усовершенствованием. Для печати применяются популярные PLA и ABS-пластик, представляющие собой экологически чистое сырье. Палитра цветов этого материала достаточно богата, поэтому каждый пользователь найдет именно то, что ему надо.
Рабочая камера Cube позволяет обрабатывать предметы размером до 14 x 14 x 14 см. Принтер для создания моделей подключается к компьютеру. Соединение осуществляется при помощи Wi-Fi. Платформа программного обеспечения, поставляемого с принтером, поддерживает работу со многими операционными системами, такими как Windows. Также предусмотрена и автономная работа. В этом случае применяются флешнакопители, на которые перемещаются файлы. Они подсоединяются к USB порту на принтере и запускается печать.
ВЕС и РАЗМЕРЫ Размеры Cube : ( без картриджа ) 26 х 26 х 34 см Вес Cube : ( без картриджа ) 4,3 кг Размеры коробки : 41 х 38 х 48 см Вес коробки : 8,6 кг ПОДКЛЮЧЕНИЕ Беспроводная связь: 802. 11b / г с : WPS Инфраструктура / специальном режиме Требования: Cube Software (поставляется вместе с Cube ) Параметры печати Технология : пластик Джет Печать ( ПЭП ) Печать струи : Одноместный Jet Максимальный размер создание : 14 х 14 х 14 см Материал: PLA, ABS Толщина слоя: 0,2 мм или 200 мкм Поддержка : Полностью автоматизированная ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ Описание: Поставляется с программным обеспечением для создания файлов CUBE . Печать струи : Одноместный Jet Требования Windows: программное обеспечение Cube работает на 32 и 64-битных операционных систем : Windows XP Professional или Home Edition с пакетом обновления 3 Windows 7 Требования Mac OSX : программное обеспечение Cube работает на Mac OSX 10.8 Минимальные системные требования: Процессор: Многоядерные процессоры – 2 ГГц и выше на ядро Оперативная память : 2 ГБ Разрешение экрана: 1024×768
Только зарегистрированные клиенты, купившие этот товар, могут публиковать отзывы.
Компания Техно Принт 3D
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Я пытаюсь связаться с компанией, но без ответа. Я уже отправил им более 5 электронных писем без ответа. Я никому не рекомендую покупать у этого компа.
Дата опыта: 25 июля 2022 г.
MI
mike
3
отзывов
получил майнер cotx3 от cubify uk
получил майнер cotx3 от cubify uk, использовался в течение 10 месяцев, и он внезапно перестал работать, связался с ними по разногласиям, что заняло 2-3 дня до ответа, затем 2-3 дня, пока они изучали его, затем сказали отправить по электронной почте cubify, я сделал 3 раз в 14 дней и нет ответа = очень неприятно
Дата посещения: 09 июля 2022 г.
Венди Холл
10
отзывы
Browans ужасны — Cubify служба поддержки клиентов doalls ужасна
3
3 покупать людей. Связался с cubify, чтобы запросить возврат средств за все купленные мной броуаны, которые не подходят для той цели, для которой я их купил. Никто не отвечает на электронные письма и болен до смерти. Не теряя 6500 фунтов стерлингов, мы связались с компанией, занимающейся претензиями, которая подаст спор в суд мелких тяжб. Избегайте этой компании, потому что, когда что-то не работает или идет не так, они не делают ничего, чтобы поддержать вас.
Дата опыта: 28 июня 2022 г.
N7
Неферти 777
5
отзывов
Не уверен, что мошенничество, но они определенно не серьезны, если они
и вероятность того, что вы потеряете свои деньги, чрезвычайно высока. Заказал два майнера. Они пытались доставить через 5 месяцев, но посылка была задержана и возвращена таможней. Обещали перезагрузить, но этого не произошло. Не получил ответа более месяца.
Дата опыта: 16 июня 2022 г.
SI
Shahidul Islam
2
Обзоры
Не покупайте, пожалуйста,
Существуют фальшивые обзоры. ЧТОБЫ ОТВЕТИТЬ, НЕ ВОЗВРАЩАЙТЕ СРЕДСТВА ПОСЛЕ ЛОЖИ О ДАТАХ ДОСТАВКИ И УЖАСНЫ ОТЗЫВЫ, ПОКАЗЫВАЮЩИЕ, ЧТО ОНИ ХОРОШИ, ВСЕ ПРИМЕРНО В ОДНО ВРЕМЯ И ЯВЛЯЮТСЯ ПОДДЕЛЬНЫМИ. SCAM
Дата опыта: 11 мая 2022 г.
AB
Arnold B
2
отзывы
Если бы я мог поставить этой компании минус……
Если бы я мог поставить этой компании оценку минус, я бы поставил. Абсолютно никакой поддержки или ответа на повторные электронные письма. Заказал майнер в сентябре, доставка ноябрь. Я переехал, несколько раз писал им по электронной почте, чтобы изменить отправку на новый адрес, но ответа не было. Перенесемся в март следующего года. Товар отправляется по неверному адресу. Покупатель остерегайтесь и держитесь подальше.
Дата опыта: 23 марта 2022 г.
SB
SB
1
отзыв
Ничего не заказывайте в этом плохом интернет-магазине…
Ничего не заказывайте в этом плохом интернет-магазине. Они не доставляют то, что вы заказали, и переключаются без вашего согласия на другой майнер. Затем они объявляют его в счете как тот, который вы заказали. Мошенник. Они не отвечают на ваши письма.
Дата опыта: 27 апреля 2022 г.
Matteo Sferruzza
2
отзывов
Не отвечает и непрофессионально
Заказал merryiot browan miner, перестал работать менее чем через день, поэтому я: — отправил электронное письмо, через месяц нет ответа — открыл тикет, несколько общих ответов, а затем снова перестал отвечать.
Мой заказ номер #4861
Обновление: прошел месяц с тех пор, как они сказали, что организуют курьерскую доставку для RMA
Обновление 2: прошло 2 месяца…
Дата опыта: 3 марта 2022 г.
Привет, Маттео. Мы сожалеем, что ваш майнер перестал работать. Какой номер вашего заказа, чтобы я мог изучить это для вас?
Paweł Bagrec
1
отзыв
Самая быстрая доставка!
Привет всем, Я хотел бы порекомендовать cubify за отличное время доставки по сравнению с другими брендами, такими как bobcat, lixndot и т. Д., Где время доставки занимает до 8 месяцев, просто купите Browan Merry IOT, купил 5-й получил 11-й. Также приветствую Punisher-Cubify из Discord, который информирует меня о времени доставки. Спасибо
Дата опыта: 11 января 2022
ММ
muto muto
3
отзывов
Заказано 2x предпродажа в конце августа
Заказано 90×333 90 Обещали доставить в конце октября. Ничего не прибыло. Их служба поддержки быстро отвечает и говорит вам ждать дальше, что я и сделал. Я попросил возмещение в конце ноября, и внезапно они перестали отвечать на мои письма. Держитесь подальше от этой компании, сплошной развод. К счастью, мой зять — юрист, и он следит за этой мошеннической компанией.
Дата опыта: 10 декабря 2021 г.
TL
Thommy Ly Vu
1
Обзор
Осторожно, потерял мои деньги 2500 €, и нет поддержки
Я заказал 6 шахтер, и был отправлен только 1, . После открытия тикета и отправки письма на почту поддержки и ожидания уже больше недели. Я замечаю, что меня обманули. Никакого ответа ни от какой поддержки. Из-за этого я потерял более 2500€. Все, пожалуйста, будьте осторожны с тем, где вы тратите свои деньги.
Дата опыта: 20 января 2022 г.
Здравствуйте, Томми, мы видим, что вы получили свой полный заказ, и вы также подтвердили это по электронной почте.
CU
Клиент
3
отзывы
Радио Тишина!!!
Cubify ужасно отвечает на электронные письма, особенно после того, как они получили ваши деньги. Я получил электронное письмо с просьбой заплатить за мой майнер, что я уже сделал, затем извинения за путаницу, а затем электронное письмо, в котором говорилось, что они отправляются. Это было почти 3 недели назад, и с тех пор я отправил им множество писем, но ответа так и не получил.
Дата опыта: 11 ноября 2021 г.
Спасибо за ваши отзывы Нам жаль слышать, что вы недовольны нашими сообщениями Мы продолжаем ежедневно улучшать сайт и увеличивать штат нашего офиса. Вы можете написать нам по электронной почте Support@ cubify.co.uk для получения дополнительной информации об отправке ваших заказов
GB
Георгий Бичикашвили
1
обзор
Худшее обслуживание
Задержка доставки, плохое общение с клиентами, отсутствие ответственности, катастрофическое управление, отсутствие опыта. худшее обслуживание, которое я когда-либо видел. Мой заказ, который я сделал 5 месяцев назад и должен получить 3 месяца назад, до сих пор не доставлен.
Дата опыта: 06 апреля 2022 г.
LM
Луис Матос
1
отзыв
очень-очень плохое обслуживание клиентов
очень-очень плохое обслуживание клиентов, даже после доставки, они не соблюдают сроки, они не соблюдают сроки почти полгода, они все время говорят, что отправляют на следующей неделе и ничего, потом отправляют, но не отправляют весь заказ, ужасная компания, ни за что не рекомендую
Дата опыта: 07 февраля 2022
Пожалуйста, сообщите нам номер вашего заказа, чтобы мы могли изучить это для вас.
CJ
Carlos J R
3
отзывы
CUBIFY=SCAM
CUBIFY=SCAM Я заказал lowaran шлюз. Пришлось оплатить в течение 48 часов с момента заказа. Да, Cubify никогда не оставлял мне сообщения о том, что заказ принят. Писал им несколько раз, Cubify не отвечает. Спустя 2 месяца они до сих пор не ответили, поэтому я только что потерял 600 евро.
Дата опыта: 29 декабря 2021 г.
Здравствуйте, Карлос! Пожалуйста, напишите в нашу службу поддержки по адресу [email protected], указав номер вашего заказа, чтобы мы могли решить эту проблему для вас.
ОЛ
Ольга
1
отзыв
мошенничество
Сделал заказ, оплатил, а потом оказалось что данные устройства не одобрены и не могут быть использованы, после этого несколько раз писал в службу поддержки на отменить заказ, но они не отвечают. Возможно это мошенники, напишу на них заявления в полицию и банк.
Дата опыта: 09 октября 2021 г.
Спасибо за ваши отзывы Нам жаль слышать, что вы недовольны нашими сообщениями Мы продолжаем ежедневно улучшать сайт и увеличивать наш офисный персонал. Вы можете написать нам по адресу Support@ cubify.co.uk для получения дополнительной информации об отправке ваших заказов
NI
Nika
1
обзор
Мошенники
попросить вас о возврате денег или просто пришлите мне майнеры, которые я заказал. Номер моего заказа #4280
Дата опыта: 8 апреля 2022 г.
GT
Gary the B
6
отзывов
ПРЕДУПРЕЖДЕНИЕ
Найдите компанию в Интернете и запомните имя владельца. Уверяю вас, что вы больше никогда ничего не закажете в этой компании. Конечно, не майнер, я проверил у Броуэна, он не является авторизованным продавцом.
Дата опыта: 13 декабря 2021 г.
AE
anas EF
1
обзор
Антенну не получил
Антенну так и не получил. Мне несколько раз говорили, что пришлют на следующей неделе. Никогда ничего не получал, а когда я спросил об этом на дискорд-сервере, меня заблокировали и выгнали. Не доверяйте этим ребятам
Дата опыта: 5 февраля 2022 г.
Все наши антенны отправляются отдельно из-за размера упаковки. Если ваши антенны не прибыли, пожалуйста, напишите нам по адресу support@cubify. co.uk, чтобы мы могли решить эту проблему для вас.
Взгляните
Свяжитесь с нами
Опыт Trustpilot
Любой может написать отзыв о Trustpilot. Люди, которые пишут отзывы, имеют право редактировать или удалять их в любое время, и они будут отображаться до тех пор, пока активна учетная запись.
Компании могут запрашивать отзывы с помощью автоматических приглашений. Помеченные как «Проверено», они посвящены подлинному опыту.
Узнайте больше о других видах отзывов.
Мы используем преданных своему делу людей и умные технологии для защиты нашей платформы. Узнайте, как мы боремся с поддельными отзывами.
Вот 8 советов по написанию хороших отзывов.
Проверка может помочь убедиться, что реальные люди пишут отзывы о реальных компаниях.
Поощрение за отзывы противоречит нашим правилам. Мы также гарантируем, что все отзывы публикуются без модерации.
Подробнее
Обзор 3D-принтера Cubify Cube (второго поколения)
О 3D-печати сейчас говорят во всем городе. Прессу наводняют истории о том, как люди делают все, от сменных кубиков Lego до полностью работающих пистолетов, пригодной для носки одежды и прототипов новейших гаджетов.
Наш быстрый взгляд
3D-принтер Cubify Cube делает домашнюю 3D-печать реальностью и, безусловно, дает вам идеальную отправную точку для изучения возможностей.
Да, есть ограничения, но по большей части они ожидаемы, и на позиции начального уровня позиционируется 3D-принтер Cube.
Тем не менее, имейте в виду, что есть большая вероятность того, что это будет пятиминутное чудо, когда вы печатаете все, что можете найти в Интернете, а затем принтер сидит на вашем столе в течение следующих шести месяцев, ничего не делая.
Если вы серьезно относитесь к этому и хорошо разбираетесь в программном обеспечении САПР, у вас есть огромный потенциал — просто нужно, чтобы оно попало в правильные руки. Что, как мы ожидаем, так и будет, потому что за 1200 фунтов стерлингов это точно не случайная покупка. Если вы хотите исследовать или действительно хотите использовать Cubify для прототипирования моделей, игровых элементов или чего-то еще на регулярной основе для своей работы, то 3D-принтер Cube идеально подходит для этого.
3D-принтер Cubify Cube второго поколения — это будущее, прямо здесь и сейчас — путешествие начинается здесь, и когда 3D-печать станет таким же обычным явлением, как и любая другая печать в будущем, мы все можем с любовью оглянуться назад, откуда она началась. проникнуть в домашнюю обстановку.
Предоставлено нам для обзора uk.dynamism.com
3D-принтер Cubify Cube (второе поколение) — 4.0/5
FOR
AGAINST
Easy to use
small
quiet
Only print one colour at a time
software is clunky
no software to help you design 3D модели
Но это не только для профессионалов — вы тоже можете принять участие, и именно здесь появляется 3D-принтер Cubify Cube второго поколения. печать дома реальность. Это хорошо?
Чернила для принтера это не
3D-принтер Cube позволяет вам проектировать трехмерный продукт, а затем отправлять инструкции по этому проекту на принтер либо через Wi-Fi с вашего компьютера, либо путем подключения USB-накопителя. В отличие от «обычного» принтера вы не можете подключиться напрямую к компьютеру физическими проводами — это зарезервировано только для обновлений прошивки.
Получив инструкции, Cubify приступает к созданию вашего объекта, печатая тонкие слои материалов PLA или ABS друг на друга. Это не чернила для принтера — ABS — это тот же материал, который используется в Lego.
Материал выходит из картриджа горячим, но быстро высыхает, превращаясь в твердую смолу, и печатный стол перемещается соответственно вверх и вниз по мере наращивания этих слоев. Это выглядит очень круто.
Домашняя полиграфия
В то время как вы можете получить промышленные 3D-принтеры размером со шкаф, которые используются такими компаниями, как Microsoft, для разработки Xbox One, Cube гораздо больше подходит для домашнего пользователя или новичка.
Он довольно маленький и его легко можно поставить на рабочий стол в офисе. В некоторых отношениях он немного похож на швейную машину, а не на стандартный принтер. Он также выше стандартного бумажного принтера, но занимает примерно столько же места на столе.
Cubify 3D доступен в серебристом, белом, пурпурном, синем или зеленом цветах — вместо скучного стандартного бежевого — для большей индивидуальности. Веселые вещи.
При цене 1200 фунтов это все еще дорого, но это настолько дешево, насколько вы можете купить на данный момент.
В рамках этой ценовой категории существует ограничение на размер объекта, который вы можете создать — все, что находится в пределах кубического квадрата со стороной 140 мм, отсюда и название. Это максимум 140 мм в высоту, глубину и ширину.
Это может показаться мелочью, но это все же дает вам множество возможностей для создания вещей, которые вы можете использовать, чтобы засорить свой дом. Чайные чашки, шахматные фигуры, детали Lego, украшения, динозавры — список бесконечен, если у вас есть воображение.
Процесс проектирования
Куб не поставляется в комплекте с программным обеспечением для создания — это дополнительная плата — но включает 25 бесплатных 3D-файлов, разработанных профессиональными художниками, чтобы вы могли начать работу. Это действительно полезно, поскольку помогает вам разобраться с тем, что возможно, и означает, что вы можете печатать что-то почти сразу, как только достанете это из коробки. Иногда пустой холст может стать камнем преткновения.
3D-принтер Cube совместим со стандартным форматом файлов STL. Он содержит содержимое трехмерного автоматизированного проектирования (САПР), которое определяет геометрию для печати. Это типичный выходной файл программы 3D-дизайна или программного инструмента. Подойдет что-то вроде MeshLab, или Adobe добавила совместимость с форматом в последнюю версию программного обеспечения Photoshop CC.
Подготовка к печати
3D-принтер Cube поставляется с собственным специальным программным обеспечением для печати как для Windows, так и для Mac. Мы использовали версию для Mac, и справедливо сказать, что она неуклюжая. Это очень предпочтительное приложение для ПК.
Программное обеспечение сосредоточено на том, чтобы убедиться, что ваш объект может поместиться на печатной платформе принтера, и, следовательно, убедиться, что вы не выходите за эти заранее определенные границы. Что-то вроде «поля выходят за край страницы, вы уверены, что хотите продолжить?» Затем Microsoft Word запрашивает.
После того, как вы импортируете свой дизайн, вы можете просмотреть его со всех сторон, чтобы убедиться, что печать будет работать, отмасштабировать и сориентировать его, а затем отправить на принтер.
Печать
Принтер печатает как из ABS, так и из PLA, но одновременно можно печатать только одним материалом и только одним цветом. Это также должно исходить от Cubify, компании, которая производит принтер — это не тот случай, когда нужно ходить по магазинам и покупать бюджетный сменный картридж.
На выбор предлагается 16 различных цветов, а система картриджей, которую легко установить, также сообщит машине, достаточно ли у вас материала для печати вашего объекта.
В отличие от бумажной печати здесь нет опции «Быстрый черновик»: процесс 3D-печати не быстрый. В одном из наших тестов мы напечатали шахматную фигуру в виде ладьи — один из бесплатных дизайнов, которые включены в комплект — и это заняло 90-минут. К счастью, это не требует от вас особых усилий, хотя первые пару попыток вы будете загипнотизированы, потому что это выглядит очень, очень круто. Это научная фантастика.
Шахматный мат
Точно так же, как мы были ошеломлены, когда много лет назад распечатали наш первый матричный отпечаток на бумаге, вы снова испытаете это чувство изумления с 3D-печатью. Не то чтобы мы обычно были в восторге от печати, но, знаете ли, это невероятные вещи. Это будущее прямо здесь.
Теперь наша ладья занимает почетное место на нашем столе. Он представляет этот момент; сохранились в нашей личной технической истории — естественно, вместе с недавно выпущенным набором Lego «Назад в будущее».
Резюме
Если вы хотите исследовать или на самом деле хотите использовать его для создания прототипов моделей, игровых элементов или чего-то еще на регулярной основе для своей работы, то 3D-принтер Cube идеально подходит для этого, просто имейте в виду, что он может превратиться в дорогое пресс-папье, когда ваше волнение ослабевает.
Оптимальная твердость лезвия обеспечивает длительный срок эксплуатации
Максимальная допустимая нагрузка на лопату соответствует немецкому стандарту качества и безопасности GS, подтверждено испытаниями
Угол наклона черенка к лезвию позволяет уменьшить нагрузку на спину и руки, обеспечивая естественное положение тела в процессе работы
Пластиковое покрытие черенка для удобного захвата
Надежное сварное соединение лезвия и черенка
Эргономичная рукоятка для комфортной работы
Линейка лопат Solid PROF предназначена для тяжелых работ в саду. Лопата для земляных работ подходит для выкапывания траншей, компостных ям, септиков и др.
Дилер
Приблизительное время доставки
{{#each data}}
Купить
{{/each}}
Спецификация
Документы и Загрузки
Лопата 1050255 Fiskars для земляных работ Solid Prof
Каталог товаров
Каталог товаров
Оплата заказа по номеру
Введите номер заказа для оплаты
Данный товар заканчивается. Доступно к заказу: 18 ед. Можно приобрести только на тех базах, где он «В наличии».
Описание
Лопата 1050255 Fiskars для земляных работ Solid Prof предназначена для тяжелых работ: подходит для выкапывания траншей, компостных ям, септиков и др. Лезвие из финской стали, легированной бором для повышенной износостойкости, придает лопате дополнительную прочность и обеспечивает длительный срок эксплуатации. Максимальная допустимая нагрузка на лопату соответствует немецкому стандарту качества и безопасности GS, подтверждено испытаниями. Угол наклона черенка к лезвию позволяет уменьшить нагрузку на спину и руки, обеспечивая естественное положение тела в процессе работы. Пластиковое покрытие черенка для удобного захвата. Надежное сварное соединение лезвия и черенка. Эргономичная рукоятка для комфортной работы. Система менеджмента качества производства АО «Фискарс Брандс Рус» сертифицирована Европейским подразделением Bureau Veritas по международным стандартам ISO 9001:2015 и ISO 14001:2015
В наличии 2325 ₽
В наличии 2336 ₽
Характеристики
Размеры
Длина:
1130 мм
Ширина:
210 мм
Высота:
115 мм
Размеры в упаковке
Длина упаковки:
1130 мм
Высота упаковки:
115 мм
Ширина упаковки:
210 мм
Вес, объем
Вес брутто:
2. 1 кг
Вес нетто:
2.1 кг
Другие параметры
Материал:
Легированная бором сталь
Материал корпуса:
Легированная бором сталь
Материал черенка:
Легированная бором сталь, пластик
Производитель:
Fiskars
Срок хранения(мес):
24
Страна происхож.:
Россия
Торговая марка:
Fiskars
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Лопата 1050255 Fiskars для земляных работ Solid Prof на сайте носят информационный характер и не являются публичной офертой, определенной п.2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Лопата 1050255 Fiskars для земляных работ Solid Prof в магазине Санкт-Петербург вы можете в интернет-магазине «ВИМОС».
Основные коды G для резания подразделяются на перемещения с интерполяцией и стандартные циклы. Коды перемещения с интерполяцией и резанием подразделяются на:
G01 – Перемещение с линейной интерполяцией G02 – Перемещение с круговой интерполяцией по часовой стрелке G03 – Перемещение с круговой интерполяцией против часовой стрелки G12 – Фрезерование круглого кармана по часовой стрелке G13 – Фрезерование круглого кармана против часовой стрелки
Перемещение с линейной интерполяцией
G01 – Перемещение с линейной интерполяцией используется для резания по прямой линии. Для него требуется задать скорость подачи, с помощью адресного кода Fnnn.nnnn. Xnn.nnnn, Ynn. nnnn, Znn.nnnn и Annn.nnn – это необязательные адресные коды, использующиеся для задания реза. Последующие команды перемещения оси используют скорость подачи, заданную G01, пока не поступит команда на еще одно перемещение оси: G00, G02, G03, G12 или G13.
Фаски на углах можно снять с помощью дополнительного аргумента Cnn.nnnn, который служит для определения фаски. Радиусную обработку углов можно выполнить с помощью дополнительного адресного кода Rnn.nnnn, который служит для определения радиуса дуги. См. G01 — Перемещение с линейной интерполяцией (Группа 01), где имеется дальнейшая информация
Перемещение с круговой интерполяцией
G02 и G03 – это коды G для круговых перемещений с резанием. Перемещение с круговой интерполяцией имеет несколько необязательных адресных кодов, служащих для определения дуги или окружности. Резание по дуге или окружности начинаются от текущего положения режущего инструмента [1] согласно геометрии, заданной в команде G02/ G03.
Дуги могут определяться с помощью двух различных методов. Предпочтительный способ состоит в том, чтобы определить центр дуги или окружности с помощью I, J и/или K и определить конечную точку [3] дуги с помощью X, Y и/или Z. Значения I J K определяет относительные расстояния X Y Z от начальной точки [2] до центра окружности. Значения X Y Z определяют абсолютные расстояния X Y Z от исходной точки до конечной точки дуги в текущей системе координат. Это также единственный способ выполнить резание по окружности. Определение только значений I J K без определения значений конечной точки X Y Z приводит к выполнению окружности.
Другой способ вырезать дугу состоит в том, чтобы определить значения X Y Z для конечной точки и определить радиус окружности с помощью значения R.
Ниже приводятся примеры использования этих двух различных методов для выполнения дуги радиусом 2 дюйма (или 2 мм), на угол 180 градусов против часовой стрелки. Инструмент начинает резание в точке X0 Y0 [1], перемещается в исходную точку дуги [2] и выполняет резание по дуге к конечной точке [3]:
Коррекция на режущий инструмент — это способ сдвига траектории инструмента таким образом, чтобы действительная осевая линия инструмента сдвинулась влево или вправо от запрограммированной траектории.
Обычно коррекция на режущий инструмент программируется для сдвига инструмента, чтобы управлять размером элемента. Дисплей коррекций используется для ввода величины, на которую смещается инструмент.
Коррекцию можно вводить, как значение диаметра или радиуса, в зависимости от настройки 40, как для значений геометрии, так и износа. Если указан диаметр, величина сдвига равна половине введенного значения.
Эффективные значения коррекции – это сумма значений износа и геометрии. Для 2-х координатной обработки коррекция на режущий инструмент доступна по оси X, оси Y и оси Z (G17). Для 3-х координатной обработки режущий инструмент доступна по оси X, оси Y и оси Z (G141).
Общее описание коррекции на инструмент
G41 задает коррекцию на режущий инструмент влево. Это значит, что система управления перемещает инструмент слева от запрограммированной траектории (относительно направления перемещения), чтобы обеспечить компенсацию на радиус или диаметр инструмента, как определено в таблице коррекции на инструмент (см. настройку 40). G42 выбирает коррекцию на режущий инструмент вправо, которая смещает инструмент вправо от запрограммированной траектории относительно направления перемещения.
Команда G41 или G42 должна иметь значение Dnnn для выбора нужного номера коррекции из столбца коррекции на радиус или диаметр. Номер, который нужно использовать с D, находится в крайнем левом столбце таблицы коррекции на инструмент. Значение, которое система управления использует для коррекции на режущий инструмент находится в столбце ГЕОМЕТР. в позиции D (если настройка 40 – это ДИАМЕТР) или R (если настройка 40 – это РАДИУС).
Если значение коррекции отрицательное, коррекция на режущий инструмент работает так, словно программа указывает противоположный G-код. Например, отрицательное значение, введенное для G41, будет вести себя также, как и введенное для G42 положительное значение. Кроме того, если активна коррекция на инструмент (G41 или G42), для круговых перемещений можно использовать только плоскость X-Y (G17). Коррекция на режущий инструмент ограничена компенсацией только в плоскости X-Y.
G40 отменяет коррекцию на режущий инструмент и является состоянием по умолчанию при включении питания станка. Если коррекция на инструмент не активна, запрограммированная траектория совпадает с траекторией центра режущего инструмента. Невозможно закончить программу (M30, M00, M01 или M02) с включенной коррекцией на режущий инструмент.
Система управления выполняет один блок перемещения одновременно. Однако будет выполняться опережающий просмотр в следующих (2) блоках, в которых имеются перемещения X или Y. Система управления проверяет эти (3) блоки информации на наличие помех. Настройка 58 определяет, как работает эта часть коррекции на инструмент. Доступные значения настройки 58 – Fanuc или Yasnac.
Если настройка 58 установлена на Yasnac, система управления должна иметь возможность установить сторону инструмента у всех кромок запрограммированного контура без перереза двух следующих перемещений. Круговое перемещение соединяет все внешние углы.
Если настройка 58 установлена на Fanuc, система управления не требует установки режущей кромки инструмента ко всем кромкам запрограммированного контура без перереза. Однако система управления выдаст сигнал об ошибке, если траектория режущего инструмента запрограммирована так, что возникает перерез. Система управления соединяет внешние углы, меньше или равные 270 градусов, острым углом. Она соединяет внешние углы больше 270 градусов дополнительным линейным перемещением.
На этих схемах показано, как работает коррекция на режущий инструмент для возможных значений настройки 58. Имейте в виду, что малый рез менее радиуса инструмента под прямым углом к предыдущему перемещению работает только с настройкой Fanuc.
Коррекция на режущий инструмент, стиль YASNAC, G41 с положительным диаметром инструмента или G42 с отрицательным диаметром инструмента:
[1] Фактический центр траектории инструмента, [2] Запрограммированная траектория инструмента, [3] Начальная точка, [4] Коррекция на режущий инструмент. Команда с G41 / G42 и G40 подается в начале и конце траектории инструмента.
Коррекция на режущий инструмент, стиль YASNAC, G42 с положительным диаметром инструмента или G41 с отрицательным диаметром инструмента:
[1] Фактический центр траектории инструмента, [2] Запрограммированная траектория инструмента, [3] Начальная точка, [4] Коррекция на режущий инструмент. Команда с G41 / G42 и G40 подается в начале и конце траектории инструмента.
Коррекция на режущий инструмент, стиль FANUC, G41 с положительным диаметром инструмента или G42 с отрицательным диаметром инструмента:
[1] Фактический центр траектории инструмента, [2] Запрограммированная траектория инструмента, [3] Начальная точка, [4] Коррекция на режущий инструмент. Команда с G41 / G42 и G40 подается в начале и конце траектории инструмента.
Коррекция на режущий инструмент, стиль FANUC, G42 с положительным диаметром инструмента или G41 с отрицательным диаметром инструмента:
[1] Фактический центр траектории инструмента, [2] Запрограммированная траектория инструмента, [3] Начальная точка, [4] Коррекция на режущий инструмент. Команда с G41 / G42 и G40 подается в начале и конце траектории инструмента.
ПРИМЕЧАНИЕ. Маленький проход менее радиуса инструмента под прямым углом к предыдущему перемещению возможен только с настройкой Fanuc. Если станок установлен в настройки Yasnac, будет выдан сигнал об ошибке по коррекция на режущий инструмент.
Регулировка подачи при коррекции на режущий инструмент
При использовании коррекции на режущий инструмент в круговых движениях есть возможность введения поправок к запрограммированной скорости. Если намеченный чистовой проход выполняется по внутренней стороне кругового движения, необходимо снизить скорость инструмента, чтобы поверхностная подача не превышала намеченную программистом. Однако возникают проблемы, если скорость замедлена слишком сильно. По этой причине настройка 44 используется для ограничения величины, на которую в этом случае изменяется подача. Его можно установить в пределах от 1% до 100%. Если задано значение 100%, изменений скорости не будет. Если задано значение 1%, скорость можно уменьшить до 1% от запрограммированной подачи.
Если резание выполняется снаружи кругового перемещения, корректировка для ускорения подачи не выполняется.
Ввод коррекции на режущий инструмент (Yasnac) Тип A и B:
[1] Программируемый путь, [2] Траектория центров инструмента, [r] Радиус инструмента
Ввод коррекции на режущий инструмент (стиль Fanuc) Тип A и B:
[1] Программируемый путь, [2] Траектория центров инструмента, [r] Радиус инструмента
Круговая интерполяция и коррекция на инструмент
В данном разделе описывается использование G02 (круговая интерполяция по часовой стрелке), G03 (круговая интерполяция против часовой стрелки) и коррекция на режущий инструмент (G41: коррекция на режущий инструмент влево, G42: коррекция на режущий инструмент вправо).
С помощью G02 и G03 можно запрограммировать станок выполнять круговые проходы и радиусы. В общем, при программировании профиля или контура самый легкий способ описать радиус между двумя точками – с помощью R и значения. Для полных круговых перемещений (360 градусов) необходимо определить I или J со значением. Иллюстрация сечения окружности описывает различные сечения окружности.
С помощью коррекции на режущий инструмент в настоящем разделе программист сможет выполнить сдвиг инструмента на точную величину и сможет выполнить обработку профиля или контура до точных размеров. С помощью коррекции на режущий инструмент время программирования и вероятность погрешности вычисления при программировании снижаются вследствие того, что можно запрограммировать реальные размеры, и размерами детали и геометрией можно легко управлять.
Ниже при водятся несколько правил о коррекции на режущий инструмент, которые необходимо строго выполнять, чтобы добиться успешных операций обработки. Всегда руководствуйтесь этими правилами при написании программ.
Коррекция на режущий инструмент должна ВКЛЮЧАТЬСЯ во время перемещения G01 X,Y, которое равно или больше, чем радиус режущего инструмента или компенсируемой величины.
По окончании выполнения операции с использованием коррекции на режущий инструмент коррекцию на режущий инструмент необходимо ВЫКЛЮЧАТЬ, используя те же правила, как в процессе ВКЛЮЧЕНИЯ, то есть, добавленные величины необходимо вычесть.
На большинстве станков во время коррекции на режущий инструмент линейное перемещение X,Y, которое меньшим радиуса инструмента, выполнить невозможно. (Настройка 58 — переключить на Fanuc — для положительных результатов.)
Коррекцию на режущий инструмент невозможно ВКЛЮЧИТЬ или ВЫКЛЮЧИТЬ во время перемещения по дуге G02 или G03.
При включенной коррекции на режущий инструмент обработка внутренней дуги с радиусом меньше определенного активным значением приводит к сигналу об ошибке. Невозможно иметь слишком большой диаметр инструмента, если радиус дуги слишком мал.
На настоящей иллюстрация показано, как вычисляется траектория инструмента в случае коррекции на режущий инструмент.
В разделе подробной информации показан инструмент в начальном положении, а затем в положении со смещением по достижении обрабатываемой детали режущим инструментом.
Круговая интерполяция G02 и G03:
[1] концевая фреза диаметром 0,250″, [2] Запрограммированная траектория, [3] Центр инструмента, [4] Исходное положение, [5] Смещение траектории инструмента.
Упражнение по программированию, показывающее траекторию инструмента.
В этой программе используется коррекция на режущий инструмент. Траектория инструмента запрограммирована по осевой линии режущего инструмента. Это также служит для вычисления системой управления коррекции на режущий инструмент.
Стандартные циклы — это коды G, которые выполняют повторяющиеся операции, например, сверление, нарезание резьбы и растачивание. Стандартный цикл определяется буквенными адресными кодами. Пока стандартный цикл активен, станок выполняет определенную операцию каждый раз, пока подается команда на новое положение, кроме случаев, если задано, чтобы она не выполнялась.
Стандартные циклы упрощают разработку программ обработки детали. Большинство часто повторяемых операций оси Z, например, сверление, нарезание резьбы метчиком или растачивание, имеют собственные стандартные циклы. Когда стандартный цикл активен, он выполняется в каждом новом положении оси. Стандартные циклы выполняют перемещения оси как команды ускоренного перемещения (G00), а операция стандартного цикла выполняется после перемещения оси. Это относится к циклам G17, G19 и перемещениям оси Y на токарных станках с осью Y.
Стандартные циклы сверления
Все четыре стандартных цикла сверления могут включаться в цикл в G91, относительном режиме программирования.
Стандартный цикл сверления G81 — это базовый цикл сверления. Используется для сверления неглубоких отверстий или для сверления с использованием функции подача СОЖ через шпиндель (СОШ).
Стандартный цикл сверления центровочных отверстий G82 аналогичен стандартному циклу сверления G81, за исключением того, что он может выполнить задержку у дна отверстия. Необязательный аргумент Pn.nnn задает продолжительность задержки.
Обычный стандартный цикл сверления с периодическим выводом инструмента G83 обычно используется для сверления глубоких отверстий. Глубина вывода инструмента может быть переменной или постоянной и всегда относительной. Qnn.nnn. Нельзя использовать значение Q при программировании с помощью I, J и K.
Высокоскоростной стандартный цикл сверления с периодическим выводом инструмента G73 аналогичен нормальному стандартному циклу сверления с периодическим выводом инструмента G83 за исключением того, что вывод инструмента после погружения определяется настройкой 22 — «Разность Z в стандартном цикле». Циклы сверления с периодическим выводом инструмента рекомендуется использовать, если глубина отверстия в 3 раза больше диаметра сверла. Начальная глубина погружения инструмента, определенная I, в общем случае должна равняться 1 диаметру инструмента.
Стандартные циклы нарезания резьбы
Есть два стандартных цикла нарезания резьбы. Все стандартные циклы нарезания резьбы могут включаться в цикл в G91, относительном режиме программирования.
Стандартный цикл нарезания резьбы G84 – это обычный цикл нарезания резьбы. Он используется для нарезания правой резьбы.
Стандартный цикл реверсивного нарезания резьбы G74 – это реверсивный цикл нарезания резьбы. Он используется для нарезания левой резьбы.
Циклы растачивания и развертывания
Есть 5 стандартных циклов растачивания. Все стандартные циклы растачивания могут включаться в цикл в G91, относительном режиме программирования.
Стандартный цикл растачивания G85 – это базовый цикл растачивания. Он выполняет растачивание отверстия до необходимой высоты и возвращение на заданную высоту.
Стандартный цикл растачивания с остановом G86 аналогичен стандартному циклу растачивания G85, за исключением того, что шпиндель остановится у дна отверстия перед возвращением на заданную высоту.
Стандартный цикл растачивания, задержки и обратного растачивания G89 аналогичен G85, за исключением того, что есть выполняется у дна отверстия и растачивание отверстия продолжается на заданной скорости подачи при возвращении инструмента в заданное положение. Это отличается от других стандартных циклов растачивания, в которых инструмент или перемещается в режиме ускоренного перемещения или с помощью ручной толчковой подачи для его возврата в положение возврата.
Стандартный цикл чистового растачивания G76 выполняет растачивание до заданной глубины и после растачивания отверстия выполняет отвод инструмента от стенки отверстия перед его выводом.
Стандартный цикл обратного растачивания G77 работает подобно G76, за исключением того, что перед началом растачивания отверстия выполняется перемещение инструмента для отвода от стенки отверстия, перемещение вниз к дну отверстия, а затем растачивание до заданной глубины.
Плоскости R
Плоскости R или плоскости возврата – это команды в коде G, которые задают высоту возврата оси Z во время стандартных циклов.
Код G плоскости R остается активными на протяжении стандартного цикла, в котором он используется. G98 «Возврат в начальную точку стандартного цикла» перемещает ось Z на высоту оси Z перед стандартным циклом.
G99 «Возврат в плоскость R в стандартном цикле» перемещает ось Z на высоту, заданную аргументом Rnn.nnnn, заданным со стандартным циклом.
Специальные коды G
Специальные коды G используются для сложного фрезерования. Оно включает:
Гравирование (G47)
Фрезерование кармана (G12, G13 и G150)
Вращение и масштабирование (G68, G69, G50, G51)
Зеркальное отражение (G101 и G100)
Гравирование
Код G гравирования текста G47 позволяет гравировать текст (включая некоторые символы ASCII) или последовательные серийные номера с использованием одиночного блока текста программы.
См. страницу 5, где указана дальнейшая информация о гравировании.
См. G47 «гравирование текста» (группа 00), где содержится дальнейшая информация о гравировании.
Фрезерование кармана
В системе управления Haas есть два типа кодов G для фрезерования кармана:
Фрезерование круглых карманов выполняется с помощью кодов G, G12 – команды фрезерования круглых карманов по часовой стрелке, и G13 – команды фрезерования круглых карманов против часовой стрелки.
Универсальное фрезерование кармана G150 использует подпрограмму для обработки пользовательской геометрии кармана.
Убедитесь, что геометрия подпрограммы – полностью замкнутый контур. Убедитесь что исходная точка X-Y в команде G150 находится внутри полностью замкнутого контура. Если этого не сделать, это может вызвать сигнал об ошибке 370 – Ошибка определения кармана.
См. G12 Фрезерование круглого кармана ЧС / G13 Фрезерование круглого кармана ПЧС (Группа 00), где имеется дальнейшая информация о кодах G для фрезерования кармана.
Вращение и масштабирование
ПРИМЕЧАНИЕ. Чтобы использовать эти функции, необходимо приобрести опцию поворота и масштабирования. Также имеется пробная опция на 200 часов.
G68 «Вращение» используется для вращения системы координат в необходимой плоскости. Эту функцию можно использовать вместе с G91 «Относительный режим программирования» для обработки симметричных последовательностей. G69 отменяет вращение.
G51 применяет коэффициент масштабирования к значениям позиционирования в блоках после команды G51. G50 отменяет масштабирование. Можно использовать масштабирование вместе с вращением, но убедитесь, что первой идет команда масштабирования.
См. страницу 5, где указана дальнейшая информация о G-кодах «вращение» и «масштабирование».
См. G68 «Вращение» (Группа 16), где имеется дальнейшая информация о кодах G для вращения и масштабирования.
Зеркальное отражение
Код G101 «Включить зеркальное отражение» выполнит отражение перемещения оси относительно заданной оси. Настройки 45-48, 80 и 250 включают зеркальное отражение относительно осей X, Y, Z, A, B и C.
Точка поворота зеркального отражения по оси определяется аргументом Xnn. nn. Это можно указывать для оси Y, которая включена на станке, и в настройках, использованием оси, для которой включается зеркальное отражение, в качестве аргумента. G100 отменяет G101.
См. G100/G101 Выключить/Включить зеркальное отражение (Группа 00), где имеется дальнейшая информация о кодах G, выполняющих зеркальное отражение.
инженер поможет — Системы Haas Control и Fanuc Control
Что такое Хаас Контрол?
Система управления Haas — это тип системы ЧПУ, разработанный и изготовленный компанией Haas для станков Haas. Система управления Haas проста в освоении и использовании, и она одинакова для всей линейки продукции.
Возможности и характеристики системы управления Haas
– Простота использования. Стандартизация клавиатуры на системе управления Haas. Многие профессионалы считают Haas самой удобной системой управления, с которой они когда-либо работали.
— Память. Вы можете хранить множество программ в системе управления.
– Легкий доступ к сети. Никаких ограничений с любой распространенной операционной системой.
— Беспроводное соединение. Используя функцию Net Share в Haas Control, вы можете легко редактировать, совместно использовать и запускать программы из системы управления Haas или с рабочего стола на ПК.
Возможности и характеристики Fanuc Control?
Система управления Fanuc — это ЧПУ, разработанное FANUC, японской компанией, специализирующейся на системах числового управления. Контроллер ЧПУ FANUC имеет несколько поколений, включая Fanuc Series Oi, Fanuc System 5, Fanuc System 7, Fanuc 200, Fanuc C, Fanuc 21i/210i и т. д., каждая серия имеет разные уровни возможностей управления устройством.
Возможности и характеристики FANUC Control
– Большое количество сигналов PMC и функциональных инструкций PMC
— Имеет сильную функцию DNC
— Имеет функции аварийной сигнализации и диагностики при техническом обслуживании
Разница между Haas и Fanuc
Системы Haas и Fanuc почти идентичны, большая часть G-кода и М-кода для каждого станка будет одинаковой, за некоторыми исключениями, такими как нарезание резьбы и отсутствие команды M97.
1. По сравнению с FANUC, рабочий интерфейс системы управления HAAS прост в использовании, особенно в области последовательной связи и выбора программы. Haas удобнее для пользователя.
2. Система HAAS обычно установлена поверх FANUC. Поэтому большинство функций FANUC будут работать на станке Haas без изменения.
3. HAAS также имеет некоторые функции, многие из которых не включены в систему управления FANUC. Например, у Haas есть несколько дополнительных циклов (G12, G13), которые FANUC не поддерживает.
4. Между станками HAAS нет большой разницы, но есть большие различия между версиями FANUC.
5. Цикл нарезания резьбы: система управления FANUC имеет M19 для ориентации шпинделя по центру оси отверстия, у Haas этой функции нет.
Список G-кодов и M-кодов у Haas и Fanuc
G-код является наиболее широко используемой командой, который является ядром программ ЧПУ. У разных систем будут небольшие различия. Ниже вы можете ознакомиться со списком G-кодов Haas и M-кодов Haas для токарных/фрезерных станков с ЧПУ.
Список G-кодов для токарных станков Haas — G-коды Haas для токарных станков с ЧПУ
G00: Быстрое позиционное перемещение
G01: Движение с линейной интерполяцией или линейное движение, фаска и скругление углов — модальное
G02: Циркуляционное интерполяционное движение по часовой стрелке – модальное
G03: Движение с круговой интерполяцией против часовой стрелки – модальное
G04: Задержка (P) P=секунды. Миллисекунды
G05: точное управление движением шпинделя (приводной инструмент) — опционально
G09: Точная остановка
G10: настройка программируемого смещения
G14: Замена главного шпинделя / вспомогательного шпинделя — опционально
G15: Отмена замены главного шпинделя / вспомогательного шпинделя — опционально
G17: Приводной инструмент для выбора плоскости XYZ кругового движения (G02, G03) , опционально
G18: Выбор плоскости кругового движения ZX (G02, G03)
G19: Приводной инструмент выбора плоскости YZ для кругового движения (G02, G03)
G20: проверка позиционирования в дюймовых координатах
G21: Проверить позиционирование в метрических координатах — модальное
G28: Быстрый возврат к нулевой точке станка через Ref. Точка
G29: перейти к местоположению с помощью G29 Ref. Точка
G31: Функция подачи до пропуска — необязательно
G32: Траектория нарезания резьбы – Модальный
G40: Отмена коррекции на вершину инструмента G41/G42
G41: Компенсация на вершину инструмента, слева — модальная
G42: Компенсация на вершину инструмента, справа – модальная
G50: Максимальный предел скорости вращения шпинделя (S) – модальный
G51: быстрый переход в ноль станка, отмена смещения
G52: Координата позиционирования рабочего смещения ИЛИ Глобальный сдвиг системы координат рабочего смещения
G53: Координата нулевого позиционирования станка
G54: Координата позиционирования рабочего смещения №1
G55: Координата позиционирования рабочего смещения № 2 — модальная
G56: Координата позиционирования рабочего смещения № 3 — модальная
G57: Координата позиционирования рабочего смещения № 4 — модальная
G58: Координата позиционирования рабочего смещения № 5 — модальная
G59: Координата позиционирования рабочего смещения № 6 — модальная
G61: Точный останов – модальный
G64: Точная остановка G61 Отмена
G65: вызов подпрограммы макроса – опционально
G70: чистовой цикл
G71: Пример цикла удаления припуска по наружному / внутреннему диаметру
G72: Цикл удаления торцевого припуска
G73: Цикл удаления припуска с неправильной траекторией
G74: Нарезание торцевых канавок ИЛИ Цикл высокоскоростного сверления
G75: Цикл нарезания канавок наружным или внутренним диаметром
G76: Цикл нарезания резьбы, многократный проход по внешнему диаметру / внутреннему диаметру
G77: Цикл правки приводного инструмента — опционально
G80: Отменить постоянный цикл
G81: Стандартный цикл сверления
G82: Стандартный цикл точечного сверления/цековки – модальный
G83: Постоянный цикл сверления глубоких отверстий методом Peck Drill
G84: Стандартный цикл нарезания резьбы – модальный
G85: Постоянный цикл «расточка-в-расточка»
G86: Постоянный цикл растачивания с остановом и быстрым выходом
G87: Постоянный цикл растачивания с остановом и ручным отводом
G88: Постоянный цикл растачивания с выдержкой и ручным отводом
G89: Постоянный цикл растачивания-выдержки-расточки – модальный
G90: Цикл токарной обработки по внешнему / внутреннему диаметру
G92: Цикл нарезания резьбы – модальный
G94: Цикл обработки торца – модальный
G95: Жесткий метчик торцевой поверхности приводного инструмента /
G96: постоянная скорость поверхности, CSS вкл.
G97: постоянная неизменяющаяся скорость шпинделя, CSS выключен (S)
G98: Подача в минуту (F)
G99: Подача на оборот (F)
G100: Отмена зеркального отображения G101
G101: Зеркальное отображение
G102: Программируемый выход на RS-232
G103: Упреждающий просмотр лимитного блока
G105: Команда сервопривода — опционально
G110-G111: Координата рабочего смещения-позиционирования № 7- № 8 — модальная
G112: декартово преобразование в полярное — опционально
M99: Локальная подпрограмма M97 или подпрограмма M98 Возврат или циклическая программа (настройка 118)
M101: MOM (минимальная обработка маслом) РЕЖИМ ПОСТОЯННОГО ЦИКЛА (I)
M102: РЕЖИМ MOM (минимальная обработка маслом) (I, J)
M103: MOM (минимальная обработка маслом) РЕЖИМ CANEL
M109: Интерактивный пользовательский ввод (P)
17 — Мельница — G-коды
17.1 Мельница — G-коды
17.2 Резка G-кодов
17.3 Компенсация режущего инструмента
17.4 Постоянные циклы
17.5 Специальные G-коды
G-коды резки
Основные G-коды резки подразделяются на интерполяционное движение и постоянные циклы. Коды резки с интерполяционным движением подразделяются на:
G01 — линейное интерполяционное движение G02 — круговое интерполяционное движение по часовой стрелке G03 — Движение круговой интерполяции против часовой стрелки G12 — Фрезерование кругового кармана по часовой стрелке G13 — Фрезерование кругового кармана против часовой стрелки
Движение линейной интерполяции
G01 Движение линейной интерполяции используется для резки прямых линий. Для этого требуется скорость подачи, указанная с помощью адресного кода Fnnn.nnnn. Xnn.nnnn, Ynn.nnnn, Znn.nnnn и Annn.nnn являются необязательными адресными кодами для указания разреза. Последующие команды движения оси будут использовать скорость подачи, заданную G01, до тех пор, пока не будет задано другое движение оси, G00, G02, G03, G12 или G13.
С углов можно снять фаску, используя необязательный аргумент Cnn.nnnn для определения фаски. Углы можно скруглить, используя необязательный адресный код Rnn. nnnn для определения радиуса дуги. См. G01 Движение с линейной интерполяцией (группа 01) для получения дополнительной информации
Движение с круговой интерполяцией
G02 и G03 — это G-коды для круговых движений резания. Движение с круговой интерполяцией имеет несколько необязательных адресных кодов для определения дуги или окружности. Дуга или окружность начинают резать из текущего положения фрезы [1] до геометрии, указанной в команде G02/G03.
Дуги можно задавать двумя разными способами. Предпочтительным методом является определение центра дуги или окружности с помощью I, J и/или K и определение конечной точки [3] дуги с помощью X, Y и/или Z. Значения I J K определяют относительные X Y Z расстояния от начальной точки [2] до центра окружности. Значения X Y Z определяют абсолютные расстояния X Y Z от начальной точки до конечной точки дуги в текущей системе координат. Это также единственный способ вырезать круг. Если задать только значения I J K и не задать значения X Y Z конечной точки, будет вырезана окружность.
Другой метод разрезания дуги заключается в определении значений X Y Z для конечной точки и определении радиуса окружности с помощью значения R.
Ниже приведены примеры использования двух различных методов для резки радиусом 2 дюйма (или 2 мм) по дуге 180 градусов против часовой стрелки. Инструмент начинается с точки X0 Y0 [1], перемещается в начальную точку дуги [ 2] и разрезает дугу до конечной точки [3]:
Компенсация на режущий инструмент — это метод смещения траектории инструмента таким образом, что фактическая центральная линия инструмента перемещается либо влево, либо вправо от запрограммированной траектории.
Обычно компенсация на режущий инструмент запрограммирована на смещение инструмента для управления размером элемента. Дисплей смещения используется для ввода величины смещения инструмента.
Смещение можно ввести как значение диаметра или радиуса, в зависимости от настройки 40, как для геометрии, так и для значений износа. Если указан диаметр, величина смещения равна половине введенного значения.
Эффективные значения смещения представляют собой сумму значений геометрии и износа. Компенсация на режущий инструмент доступна только по оси X и оси Y для 2D-обработки (G17). Для 3D-обработки компенсация режущего инструмента доступна по оси X, оси Y и оси Z (G141).
Общее описание компенсации на режущий инструмент
G41 выбирает коррекцию на режущий инструмент влево. Это означает, что система управления перемещает инструмент влево от запрограммированной траектории (относительно направления движения), чтобы компенсировать радиус или диаметр инструмента, указанные в таблице коррекции инструмента (см. настройку 40). G42 выбирает компенсацию на режущий инструмент вправо, которая перемещает инструмент вправо от запрограммированной траектории относительно направления движения.
Команда G41 или G42 должна иметь значение Dnnn, чтобы выбрать правильный номер смещения из столбца смещения радиуса/диаметра. Число, используемое с D, находится в крайнем левом столбце таблицы коррекций инструмента. Значение, которое система управления использует для коррекции на режущий инструмент, находится в столбце ГЕОМЕТРИЯ под D (если настройка 40 — ДИАМЕТР) или R (если настройка 40 — РАДИУС). ).
Если значение коррекции отрицательное, компенсация на режущий инструмент действует так, как если бы программа задавала противоположный G-код. Например, отрицательное значение, введенное для G41, будет вести себя так, как если бы для G42 было введено положительное значение. Кроме того, когда компенсация на режущий инструмент активна (G41 или G42), вы можете использовать только плоскость X-Y (G17) для круговых движений. Компенсация на режущий инструмент ограничивается компенсацией только в плоскости X-Y.
G40 отменяет компенсацию на режущий инструмент и является условием по умолчанию при включении станка. Когда компенсация режущего инструмента не активна, запрограммированный путь совпадает с центром траектории режущего инструмента. Вы не можете завершить программу (M30, M00, M01 или M02) с активной компенсацией на режущий инструмент.
Система управления работает с одним кадром движения за раз. Однако он будет смотреть вперед на следующие (2) блоки, которые имеют перемещения по осям X или Y. Контроль проверяет эти (3) блоки информации на наличие помех. Параметр 58 управляет тем, как работает эта часть компенсации на режущий инструмент. Доступные значения настройки 58: Fanuc или Yasnac.
Если для настройки 58 установлено значение Yasnac, система управления должна иметь возможность позиционировать сторону инструмента вдоль всех краев запрограммированного контура, не прерывая следующие два движения. Круговое движение соединяет все внешние углы.
Если настройка 58 установлена на Fanuc, система управления не требует, чтобы режущая кромка инструмента располагалась вдоль всех кромок запрограммированного контура, предотвращая перерезание. Однако система управления выдаст сигнал тревоги, если траектория движения фрезы запрограммирована таким образом, что она будет перерезать. Элемент управления соединяет внешние углы, меньшие или равные 270 градусам, с острым углом. Он соединяет внешние углы более 270 градусов с дополнительным линейным движением.
На этих диаграммах показано, как работает компенсация на режущий инструмент для возможных значений настройки 58. Обратите внимание, что небольшой рез меньше радиуса инструмента и под прямым углом к предыдущему движению будет работать только с настройкой Fanuc.
Компенсация на режущий инструмент, стиль YASNAC, G41 с положительным диаметром инструмента или G42 с отрицательным диаметром инструмента:
[1] Фактический центр траектории инструмента, [2] Запрограммированная траектория инструмента, [3] Начальная точка, [4] Компенсация режущего инструмента. G41/G42 и G40 задаются в начале и в конце траектории инструмента.
Компенсация на режущий инструмент, стиль YASNAC, G42 с положительным диаметром инструмента или G41 с отрицательным диаметром инструмента:
[1] Фактический центр траектории инструмента, [2] Запрограммированная траектория инструмента, [3] Начальная точка, [4] Компенсация режущего инструмента. G41/G42 и G40 задаются в начале и в конце траектории инструмента.
Компенсация на режущий инструмент, стиль FANUC, G41 с положительным диаметром инструмента или G42 с отрицательным диаметром инструмента:
[1] Фактический центр траектории инструмента, [2] Запрограммированная траектория инструмента, [3] Начальная точка, [4] Коррекция режущего инструмента. G41/G42 и G40 задаются в начале и в конце траектории инструмента.
Компенсация на режущий инструмент, стиль FANUC, G42 с положительным диаметром инструмента или G41 с отрицательным диаметром инструмента:
[1] Фактический центр траектории инструмента, [2] Запрограммированная траектория инструмента, [3] Начальная точка, [4] Компенсация режущего инструмента. G41/G42 и G40 задаются в начале и в конце траектории инструмента.
Неправильная коррекция на режущий инструмент:
[1] Перемещение меньше радиуса коррекции резания, [2] Заготовка, 3] Инструмент.
ПРИМЕЧАНИЕ. Небольшой разрез меньше радиуса инструмента и под прямым углом к предыдущему движению будет работать только с настройкой Fanuc. Аварийный сигнал компенсации режущего инструмента будет сгенерирован, если станок настроен на настройку Yasnac.
Регулировка подачи при компенсации на режущий инструмент
При использовании компенсации на режущий инструмент в круговых перемещениях существует возможность регулировки скорости в соответствии с тем, что было запрограммировано. Если предполагаемый чистовой проход находится внутри кругового движения, инструмент следует замедлить, чтобы гарантировать, что поверхностная подача не превышает то, что было задумано программистом. Однако возникают проблемы, когда скорость слишком сильно снижается. По этой причине настройка 44 используется для ограничения величины, на которую регулируется подача в этом случае. Его можно установить в диапазоне от 1% до 100%. Если установлено значение 100%, изменения скорости не будет. Если установлено значение 1%, скорость можно снизить до 1% от запрограммированной подачи.
Когда рез вне кругового движения, регулировка скорости подачи не выполняется.
Ввод коррекции на режущий инструмент (Yasnac), тип A и B:
[1] Запрограммированная траектория, [2] Траектория центра инструмента, [r] Радиус инструмента
Ввод коррекции на режущий инструмент (стиль Fanuc), тип A и B:
[1] Запрограммированная траектория, [2] Траектория центра инструмента, [r] Радиус инструмента
Круговая интерполяция и компенсация на режущий инструмент
В этом разделе описано использование G02 (круговая интерполяция по часовой стрелке), G03 (круговая интерполяция против часовой стрелки) и компенсации на режущий инструмент (G41: компенсация на режущий инструмент слева, G42: компенсация на режущий инструмент справа).
Используя G02 и G03, мы можем запрограммировать станок на резку по кругу и по радиусу. Как правило, при программировании профиля или контура проще всего описать радиус между двумя точками с помощью R и значения. Для полных круговых перемещений (360 градусов) необходимо указать I или J со значением. Иллюстрация сечения круга описывает различные участки круга.
Используя компенсацию режущего инструмента в этом разделе, программист сможет сместить режущий инструмент на точную величину и сможет обработать профиль или контур в соответствии с точными размерами печати. При использовании коррекции на режущий инструмент время программирования и вероятность ошибки при программировании сокращаются благодаря тому, что можно запрограммировать реальные размеры, а размер и геометрию детали можно легко контролировать.
Вот несколько правил компенсации на режущий инструмент, которым необходимо строго следовать для успешной обработки. Всегда обращайтесь к этим правилам, когда пишете свои программы.
Компенсация режущего инструмента должна быть включена во время перемещения G01 X,Y, равного или превышающего радиус режущего инструмента или компенсируемую величину.
Когда выполняется операция с компенсацией на режущий инструмент, компенсацию на режущий инструмент необходимо отключить по тем же правилам, что и процесс включения, т. е. то, что вставлено, должно быть удалено.
На большинстве станков при компенсации фрезы линейное перемещение по осям X,Y, которое меньше радиуса фрезы, может не работать. (Настройка 58 — установите Fanuc — для положительных результатов.)
Компенсация на режущий инструмент не может быть включена или выключена в дуговом движении G02 или G03.
При активной коррекции на режущий инструмент обработка внутренней дуги с радиусом меньше, чем определено активным значением D, вызывает аварийный сигнал станка. Не может быть слишком большого диаметра инструмента, если радиус дуги слишком мал.
На этом рисунке показано, как рассчитывается траектория инструмента для коррекции на режущий инструмент.
В подробном разделе показан инструмент в исходном положении, а затем в смещенном положении, когда фреза достигает заготовки.
Круговая интерполяция G02 и G03:
[1] Концевая фреза диаметром 0,250″, [2] Запрограммированная траектория, [3] Центр инструмента, [4] Начальная позиция, [5] Смещение траектории инструмента.
Упражнение по программированию, показывающее траекторию инструмента
Постоянные циклы — это G-коды, которые выполняют повторяющиеся операции, такие как сверление, нарезание резьбы и растачивание. Вы определяете постоянный цикл с помощью буквенных адресных кодов. Пока постоянный цикл активен, станок выполняет заданную операцию каждый раз, когда вы задаете новую позицию, если только вы не укажете не делать этого.
Постоянные циклы упрощают программирование деталей. Наиболее распространенные повторяющиеся операции с осью Z, такие как сверление, нарезание резьбы и растачивание, имеют постоянные циклы. Когда он активен, постоянный цикл выполняется в каждой новой позиции оси. Постоянные циклы выполняют движения оси как быстрые команды (G00), а операция постоянного цикла выполняется после движения оси. Это относится к циклам G17, G19 и перемещениям по оси Y на токарных станках с осью Y.
Стандартные циклы сверления
Все четыре стандартных цикла сверления можно зациклить в G91, режим инкрементного программирования.
Стандартный цикл сверления G81 — это базовый цикл сверления. Он используется для сверления неглубоких отверстий или для сверления с подачей СОЖ через шпиндель (TSC).
Стандартный цикл точечного сверления G82 аналогичен стандартному циклу сверления G81, за исключением того, что он может останавливаться на дне отверстия. Необязательный аргумент Pn.nnn указывает продолжительность задержки.
Постоянный цикл сверления с нормальным периодическим вращением G83 обычно используется для сверления глубоких отверстий. Глубина прокола может быть переменной или постоянной и всегда возрастать. Qнн.ннн. Не используйте значение Q при программировании с помощью I, J и K.
Стандартный цикл высокоскоростного сверления с центральным выводом G73 аналогичен стандартному циклу сверления с обычным периодическим выводом G83, за исключением того, что отвод инструмента задается параметром 22 — Can Cycle Delta Z. Циклы сверления с периодическим выводом рекомендуются для отверстий с глубиной, превышающей 3-кратную глубину сверления. диаметр сверла. Начальная глубина резания, определяемая I, обычно должна быть равной 1 диаметру инструмента.
Постоянные циклы нарезания резьбы
Имеется два постоянных цикла нарезания резьбы. Все постоянные циклы нарезания резьбы могут быть зациклены в G9.1, режим инкрементного программирования.
Стандартный цикл нарезания резьбы G84 — это обычный цикл нарезания резьбы. Используется для нарезания правой резьбы.
Стандартный цикл G74 с обратным нарезанием резьбы — это цикл нарезания резьбы в обратном направлении. Используется для нарезания левой резьбы.
Циклы растачивания и развертывания
Имеется (5) стандартных циклов растачивания. Все стандартные циклы растачивания могут быть зациклены в G91, режиме инкрементального программирования.
Постоянный цикл растачивания G85 является базовым циклом растачивания. Он опустится на нужную высоту и вернется на заданную высоту.
Стандартный цикл растачивания и останова G86 аналогичен стандартному циклу растачивания G85, за исключением того, что шпиндель останавливается на дне отверстия, прежде чем вернуться на заданную высоту.
Стандартный цикл G89 «Рассверливание, задержка, растачивание» аналогичен G85, за исключением того, что имеется задержка на дне отверстия, и отверстие продолжает растачивать с заданной скоростью подачи, когда инструмент возвращается в заданное положение. . Это отличается от других стандартных циклов растачивания, в которых инструмент перемещается либо в ускоренном режиме, либо в толчковом режиме, чтобы вернуться в исходное положение.
Стандартный цикл чистового растачивания G76 растачивает отверстие до заданной глубины и после растачивания отверстия перемещает инструмент, чтобы извлечь инструмент из отверстия перед отводом.
Стандартный цикл обратного растачивания G77 работает аналогично G76, за исключением того, что перед началом растачивания отверстия он перемещает инструмент, чтобы очистить отверстие, перемещается вниз в отверстие и растачивает на заданную глубину.
Плоскости R
Плоскости R или плоскости возврата — это команды G-кода, которые задают высоту возврата оси Z во время постоянных циклов.
G-коды плоскости R остаются активными в течение продолжительности постоянного цикла, с которым они используются. G98 Возврат в начальную точку стандартного цикла перемещает ось Z на высоту оси Z до стандартного цикла.
G99 Постоянный цикл Возврат в плоскость R перемещает ось Z на высоту, заданную аргументом Rnn.nnnn, заданным в постоянном цикле.
Специальные G-коды
Специальные G-коды используются для сложного фрезерования. К ним относятся:
Гравировка (G47)
Фрезерование карманов (G12, G13 и G150)
Вращение и масштабирование (G68, G69, G50, G51)
Зеркальное отображение (G101 и G100)
Гравировка
G-код G47 для гравировки текста позволяет гравировать текст (включая некоторые символы ASCII) или последовательные серийные номера с помощью одного блока кода.
См. раздел G47 «Гравировка текста» (группа 00) для получения дополнительной информации о гравировке.
Фрезерование карманов
В системе управления Haas существует два типа G-кодов фрезерования карманов:
Фрезерование кругового кармана выполняется с помощью G-кодов команды фрезерования кругового кармана G12 по часовой стрелке и команды фрезерования кругового кармана против часовой стрелки G13.
Фрезерование карманов общего назначения G150 использует подпрограмму для обработки заданной пользователем геометрии кармана.
Убедитесь, что геометрия подпрограммы представляет собой полностью замкнутую форму. Убедитесь, что начальная точка X-Y в команде G150 находится в пределах границы полностью замкнутой формы. Несоблюдение этого требования может привести к аварийному сигналу 370 — Ошибка определения кармана.
См. G12 Фрезерование кругового кармана по часовой стрелке / G13 Фрезерование кругового кармана против часовой стрелки (группа 00) для получения дополнительной информации о G-кодах фрезерования кармана.
Вращение и масштабирование
ПРИМЕЧАНИЕ . Для использования этих функций необходимо приобрести функцию вращения и масштабирования. Также доступна пробная версия на 200 часов.
G68 Вращение используется для поворота системы координат в нужной плоскости. Вы можете использовать эту функцию вместе с режимом инкрементального программирования G91 для обработки симметричных шаблонов. G69отменяет вращение.
G51 применяет коэффициент масштабирования к значениям позиционирования в блоках после команды G51. G50 отменяет масштабирование. Вы можете использовать масштабирование вместе с вращением, но обязательно сначала задайте масштабирование.
См. G68 Вращение (группа 16) для получения дополнительной информации о вращении и масштабировании G-кодов.
Зеркальное отображение
G101 Включить зеркальное отображение будет отражать движение оси вокруг указанной оси. Настройки 45-48, 80 и 250 включают зеркальное отображение осей X, Y, Z, A, B и C.
Точка поворота зеркала вдоль оси определяется аргументом Xnn.nn. Это можно указать для оси Y, которая включена на станке и в настройках, используя ось для отражения в качестве аргумента. G100 отменяет G101.
См. G100/G101 Отключение/включение зеркального отображения (группа 00) для получения дополнительной информации о G-кодах зеркального отображения.
Коды G для фрезерных станков с ЧПУ Haas
Содержание
Коды G для фрезерных станков с ЧПУ Haas (подготовительные функции)
Коды G для фрезерных станков с ЧПУ Haas Список
Коды G для фрезерных станков с ЧПУ Haas (подготовительные функции)
Это список G-кодов для фрезерных станков с ЧПУ Haas. Конечно, g-коды программирования станков с ЧПУ являются основой, когда программисты ЧПУ выполняют свою задачу по программированию станков с ЧПУ.
Связанные статьи:
G-коды для токарных станков с ЧПУ Haas
M-коды для токарных станков с ЧПУ Haas
Токарный станок с ЧПУ Определение движущихся инструментов и соответствующие M-коды для ЧПУ Haas
G-коды для фрезерных станков с ЧПУ Haas
Haas CNC Milling G code List
G Code
Function
G00
Rapid Motion
G01
Linear Interpolation Motion
G02
CW Interpolation Motion
G03
Интерполяция против часовой стрелки
G04
Выдержка
G09
Точный останов
G10
Programmable Offset Setting
G12
CW Circular Pock Milling (Yasnac)
G13
CCW Circular Pock Milling (Yasnac)
G17
XY Plane Selection
G18
Выбор плоскости ZX
G19
Выбор плоскости YZ
G20
Выбор дюймового программирования
G21
Metric Programming Selection
G28
Return to Machine Zero
G29
Move to Location Through G29 Reference
G31
Skip Function
G35
Automatic Tool Diameter Measurement
G36
Автоматическое измерение рабочего смещения
G37
Автоматическое измерение длины инструмента
G40
Cutter Comp Cancel
G41
Cutter Compensation Left
G42
Cutter Compensation Right
G43
Tool Length Compensation +
G44
Tool Length Compensation –
G47
Гравировка
G49
G43/G44 Отмена
G50
G51 Отмена
0
G51
Scaling
G52
Select Work Coordinate System G52 (Yasnac)
G52
Set Local Coordinate System (Fanuc)
G52
Set Local Coordinate System (HAAS)
G53
Немодальный выбор координат станка
G54
Выбор системы рабочих координат l
G55
2 Выбор системы рабочих координат
G56
Select Work Coordinate System 3
G57
Select Work Coordinate System 4
G58
Select Work Coordinate System 5
G59
Select Work Coordinate System 6
G60
Однонаправленное позиционирование
G61
Режим точного останова
G64
G61 Отмена
0
G65
Macro Subroutine Call
G68
Rotation
G69
G68 Cancel
G70
Bolt Hole Circle (Yasnac) Example1 Example2 Example3
G71
Bolt Hole Дуга (Yasnac) Пример
G72
Отверстия под болты под углом (Yasnac) Пример
G73
Постоянный цикл высокоскоростного сверла с центральным сверлом
G74
Reverse Tap Canned Cycle
G76
Fine Boring Canned Cycle
G77
Back Bore Canned Cycle
G80
Canned Cycle Cancel
G81
Drill Постоянный цикл Пример 1 Пример 2 Ex3 Ex4 Ex5
Горизонтальные фрезерные станки с ЧПУ H 500/630/800/1000
Производитель: Tajmac-ZPS
Описание:
Производительный горизонтальный обрабатывающий центр модели H 500/630/800/1000 позволяет реализовывать технологии в широком диапазоне видов обработок, начиная от силового резания и заканчивая высокоскоростной обработкой. Концепция станка построена на Т-образном исполнении станины с поперечно перемещаемой стойкой (ось X), по которой в вертикальном направлении перемещается шпиндельная бабка (ось Y). Перемещения по оси Z выполняет поворотный стол (ось B) с обрабатываемой деталью. H 800\1000 FIVE AXIS – пятикоординатный горизонтальный обрабатывающий центр с двухкоординатным ЧПУ-управляемым поворотно-наклонным столом с круглой планшайбой. Станок отличается высокой жесткостью, производительностью, надёжностью и долговременной высокой точностью.
Горизонтально-расточны станки с поворотным столом серии WFС 10\11 с ЧПУ
Производитель: Fermat
Описание:
Горизонтально-расточной фрезерный станок WFC реализован на направляющих скольжения. Колонна станка установлена на жестком основании и соединена со станиной по оси Х. Колонна не перемещается. Перемещение обрабатываемой детали обеспечивается специальной крестообразной схемой стола, где поворотный стол движется по осям Х и Z. Описываемый станок предназначен для обработки малых и средне-тяжелых деталей весом до 5 тонн. При создании станка брался во внимание принцип максимального использования стандартизированных компонентов мировых производителей (Bosch, Siemens, Heidenhain, SKF). Большим плюсом является возможность модульного изменения конструкции одновременно с сохранением положительного соотношения цена/производительность.
WFC 10
Современное, экономичное и компактное решение. Идеален для точной комплексной обработки малых и средне тяжелых деталей весом до 5 000 кг.
Диаметр шпинделя 100 мм или 110 мм;
Выдвижение шпинделя 730 мм.
Заготовка закрепляется на поворотном столе и перемещается по крестообразной станине. Идеален для производственных площадей с ограниченным пространством.
Версия на направляющих качения (WFC 10 L) обладает повышенными ускоренными перемещениями.
ЧПУ поворотный стол (2 серводвигателя, Master-Slave), подходит, в том числе, для обработки пресс-форм.
Горизонтальные фрезерные станки с ЧПУ | Ардель Инжиниринг
Как горизонтальные, так и вертикальные обрабатывающие центры с ЧПУ используются современными инженерами и производителями для создания невероятно точных компонентов из широкого спектра пластмасс, керамики, композитов, металлов, литья и специальных сплавов.
Что такое горизонтальное фрезерование с ЧПУ?
Горизонтальное фрезерование с ЧПУ относится к фрезерным операциям с ЧПУ, в которых используются горизонтальные фрезерные станки. Как следует из названия, станки имеют горизонтально ориентированную оснастку — с вращающимися цилиндрическими фрезами, которые могут перемещаться по пяти осям для создания форм, пазов, деталей и отверстий трехмерной детали. Такая конструкция делает их подходящими как для торцевого, так и для плоского фрезерования; первый использует орудия с зубьями на периферии и лицевой стороне, а второй использует орудия с зубьями только на периферии.
По сравнению с вертикальными фрезерными станками с ЧПУ, горизонтальные фрезерные станки с ЧПУ обладают следующими преимуществами :
Они могут производить сложные компоненты за меньшее количество операций.
Они имеют более высокую скорость обработки (до трех-четырех раз быстрее).
Они обеспечивают более длительный срок службы инструмента и лучшее качество поверхности.
Идеально подходят для создания следующего:
Крупногабаритные или тяжелые детали со значительной площадью поверхности, такие как компоненты аэрокосмической/авиационной техники
Специальные или нестандартные детали, такие как кулачки, шестерни и винты
Детали, требующие обработки с нескольких сторон
Горизонтальная обработка особенно идеальна для операций, требующих обработки пазов, канавок, карманов или торцовки. Независимо от функции станка, горизонтальная ориентация шпинделя позволяет производителям работать быстро и эффективно, особенно с проектами, создающими большое количество стружки. Горизонтальное расположение позволяет стружке — неизбежному результату высокоскоростного фрезерования — просто отваливаться или легко удаляться.
Горизонтальная обработка с ЧПУ: инструменты и варианты
Этот способ сборки подходит не только для фрезерных станков с ЧПУ. К дополнительным горизонтально ориентированным инструментам ЧПУ относятся:
Горизонтальные токарные станки с ЧПУ — Горизонтальные токарные станки с ЧПУ особенно эффективны для сложных программ, которые перегружают ручной токарный станок. Они обеспечивают быструю и точную резку, когда заготовка вращается вокруг горизонтальной оси.
Горизонтальные обрабатывающие центры с ЧПУ — Этот современный фрезерный станок оснащен полной системой дополнительных функций, таких как автоматические устройства смены инструмента, карусели и магазины, системы охлаждения и смазочно-охлаждающей жидкости, а также специальные кожухи.
Горизонтально-расточные станки с ЧПУ или расточные станки — Существует три основных разновидности этого инструмента: настольный, строгальный и напольный. Стол является наиболее универсальным, хотя все служат одной цели — сверлить отверстия в заготовке по горизонтали.
Отрасли и продукты
Горизонтальная обработка особенно эффективна для тяжелых деталей, а также для тех, которые необходимо обрабатывать с нескольких сторон. В дополнение к более эффективному управлению щепой горизонтальные установки обычно обеспечивают более короткое время обработки благодаря возможности операторов менять поддоны местами. Они также, как правило, связаны с более низкими ценами из-за сокращения трудозатрат и времени обработки в целом.
Фрезерование с ЧПУ и механическая обработка особенно ценны для производства крупных деталей, требующих значительной площади, таких как авиационные и аэрокосмические панели или компоненты. Он также поддерживает проекты для:
Коммерческое применение
Строительство и обслуживание
Электроника
Медицина
Безопасность
Отдых
Транспорт
Автомобилестроение
Промышленные и OEM
Прототипы и индивидуальный дизайн также являются популярными сферами применения горизонтальных резательных станков с ЧПУ из-за их эффективности, гибкости и все более доступной стоимости инструментов.
Свяжитесь с экспертами по горизонтальному фрезерованию с ЧПУ в Ardel сегодня
Для получения дополнительной информации о горизонтальном фрезеровании с ЧПУ свяжитесь с Ardel Engineering сегодня. Чтобы сотрудничать с Ardel Engineering в вашем следующем проекте по механической обработке, запросите предложение.
Для получения дополнительной информации о прецизионном фрезеровании с ЧПУ, уникальных преимуществах горизонтально-фрезерных станков с ЧПУ или лучшем фрезерном решении с ЧПУ для вашего следующего проекта посетите некоторые из этих информативных страниц:
Что такое фрезерование с ЧПУ?
Процесс фрезерования с ЧПУ
Фрезерные инструменты с ЧПУ
Вертикально-фрезерные станки с ЧПУ
Свяжитесь с нами
Из блога
На что обращать внимание при выборе производителя станков
Чтобы выбрать производителя станков, который может удовлетворить ваши потребности, необходимо оценить его способность предоставить инструменты и допуски, соответствующие спецификациям вашего продукта. Выбор идеального производителя деталей для станков с ЧПУ может быть сложной задачей, поскольку неправильный выбор может привести к низкому качеству, повторяющимся задержкам и проблемам с продуктом. Понимая, на что обращать внимание при выборе производителя станков, вы можете сделать выбор, результатом которого станет качественная продукция, успешные проекты и довольные клиенты.
Читать больше
Что такое аэрокосмическая обработка с ЧПУ?
Для правильной работы компоненты коммерческих самолетов, реактивных истребителей, космических кораблей и ракет должны выдерживать экстремальные и меняющиеся температуры и давление на высоте. Аэрокосмическая обработка с ЧПУ позволяет производителям производить безопасные и надежные детали для таких критически важных приложений.
В Ardel Engineering and Manufacturing Inc. наша команда использует обработку с ЧПУ для создания высокопроизводительных деталей, которые поддерживают аэрокосмическую промышленность. Стремясь к инновациям, мы производим и собираем основные компоненты воздушных и космических кораблей, отличающиеся высокой прочностью, превосходной точностью, жесткими допусками и качественными материалами.
Читать больше
Горизонтальные обрабатывающие центры — Станки с ЧПУ
Решения для горизонтальной обработки с ЧПУ от Methods специально разработаны для ваших приложений, чтобы производить детали более высокого качества с точностью, аккуратностью и скоростью.
ЗАПРОС ИНФОРМАЦИЯ
Горизонтальные машины
Приложения
Поддержка горизонтальных приложений с ЧПУ
3-осевая обработка
Наши решения для горизонтального фрезерования и оснастки сочетают в себе мощность и производительность для различных отраслей промышленности, производящих вторичные компоненты или конечные продукты.
Производители аэрокосмической отрасли доверяют методам объединения лучших в своем классе 3-осевых станков с набором передовых инженерных услуг, которые максимизируют производительность и рентабельность инвестиций.
Производители медицинских деталей и компонентов достигают более высокой точности и качества с помощью передовых 3-осевых обрабатывающих инструментов Methods и автоматизированных 3-осевых решений с ЧПУ.
Производители автомобилей и поставщики запчастей полагаются на 3-осевые решения от Methods для прецизионной обработки с высочайшей эффективностью и точностью, включая автоматизацию и интеграцию «под ключ».
5-осевая обработка
Наши горизонтальные обрабатывающие центры с ЧПУ сочетают в себе мощность и производительность для поддержки механических цехов, производящих вторичные компоненты или конечные продукты.
Производители медицинских устройств, деталей и компонентов достигают более высокой точности и качества благодаря выбору современных инструментов для обработки и специализированным инженерным услугам.
В аэрокосмической промышленности горизонтальные станки с ЧПУ могут использоваться для прецизионного изготовления легких деталей самолетов следующего поколения, таких как приводы, стопорные кольца, газовые клапаны и кондиционеры.
Methods помогает производителям в энергетическом секторе, включая нефтегазовую, солнечную, ветровую и гидроэлектроэнергетику, разрабатывать и интегрировать лучшие в мире решения для прецизионной обработки с ЧПУ, включая автоматизацию «под ключ» и индивидуальные инженерные услуги.
Производители штампов и пресс-форм используют наши решения мирового класса для прецизионной обработки с ЧПУ для увеличения производственных мощностей и рентабельности инвестиций, включая индивидуальные инженерные услуги, обеспечивающие автоматизацию «под ключ» и бесшовную интеграцию.
ПРЕОБРАЗИМ ВАШ БИЗНЕС
ПОЛУЧИТЬ БЕСПЛАТНУЮ КОНСУЛЬТАЦИЮ
Мы разрабатываем решения для магазинов независимо от вашего размера. У вас будет новое оборудование с идеальной посадкой.
Свяжитесь с нами
Мы предлагаем 3-осевые и 5-осевые обрабатывающие центры, которые сочетают в себе стабильность, точность, скорость и аккуратность для обеспечения максимальной производительности. Мы также предоставляем готовые решения по автоматизации и дополнительные инженерные услуги, чтобы максимизировать ваши производственные мощности для любого объема или ассортимента продукции.
Methods приносит пользу нашим клиентам, предлагая превосходные продукты, основанные на нашем инженерном опыте, чтобы обеспечить большую ценность и оптимальную рентабельность инвестиций.
Наши 3-осевые и 5-осевые горизонтальные обрабатывающие центры, импортированные от ведущих мировых производителей, являются стандартом надежности, что сокращает ежегодный уход и техническое обслуживание.
3-осевые горизонтальные станки с ЧПУ
Наши 3-осевые горизонтальные обрабатывающие центры могут использоваться для обработки и обработки деталей, начиная от медицинских имплантатов и заканчивая прецизионными аэрокосмическими компонентами. Из-за их универсальности предприятия обращаются к 3-осевым горизонтальным станкам из-за их преимуществ по сравнению с вертикальными обрабатывающими центрами при резке больших или тяжелых деталей.
Аппарат высокого давления Karcher K 5 UM с универсальным мотором воздушного охлаждения, для регулярного использования при умеренных и сильных загрязнениях. Утонченный дизайн, высокая мобильность.
Области применения
K 5 UM подходит для регулярного использования при умеренных и сильных загрязнениях, таких как автомобили, фасады, садовые принадлежности, террасы, участки среднего размера вокруг дома. Этот компактный аппарат высокого давления оснащен легким универсальным мотором с воздушным охлаждением и прост в транспортировке. Аппарат оснащён баком для моющего средства, сеткой для хранения всех принадлежностей и шлангом высокого давления с защитой от перегиба на каждом конце. Прочный пластиковый корпус защищает двигатель и насос от грязи и повреждений. Предохранительный клапан предотвращает избыточное давление. Трехпоршневой осевой алюминиевый насос обеспечивает оптимальную эффективность и простоту обслуживания.
Особенности и преимущества
Система быстрого подключения Quick Connect
Шланг высокого давления легко подключается к аппарату и пистолету — всего одним щелчком. Это бережет Ваше время и усилия.
Встроеный бак для моющего средства
Практичный бачок облегчает работу с чистящими средствами.
Большие колеса
Для безопасной и удобной транспортировки, в том числе и по садовым дорожкам.
Спецификации
Технические характеристики
Параметры электросети (~/В/Гц)
1 / 220 — 240 / 50 — 60
Давление (бар/MPa)
20 — макс. 145 / 2 — макс. 14,5
Производительность (л/ч)
макс. 500
Производительность по площади (м²/ч)
40
Температура воды на входе (°C)
макс. 40
Потребляемая мощность (кВ)
2,1
Масса (без принадлежностей) (кг)
8
Масса (с упаковкой) (кг)
10,645
Размеры (Д × Ш × В) (мм)
310 x 336 x 860
Оснащение
Пистолет высокого давления, Стандартная система Quick Connect
Струйная трубка Vario Power
Шланг высокого давления, 6 м
Система Quick Connect на аппарате
Мягкий мешок для аксессуаров
Встроеный фильтр тонкой очистки воды
Адаптер подключения к садовому шлангу 3/4″
Области применения
Велосипеды
Для очистки садовой мебели и инструмента
Сад / терраса / балконная мебель
Для очистки заборов и небольших садовых дорожек
Для очистки мотоциклов и скутеров
Для очистки небольших автомобилей
Для очистки уличных лестниц и больших садовых дорожек
Для очистки автомобилей среднего размера
Забор и стены из камня
Принадлежности
Чистящее средство
Минимойка высокого давления Karcher K 5 UM 1.
950-213
Мойки высокого давления
K 5 UM подходит для регулярного использования при умеренных и сильных загрязнениях, таких как транспортные средства и участки среднего размера вокруг дома. Этот компактный очиститель высокого давления отличается легким универсальным мотором с воздушным охлаждением. В нем есть бак для моющего средства и сетка для хранения всех принадлежностей. Ударопрочный пластиковый корпус защищает двигатель и насос от грязи и повреждений. Предохранительный клапан предотвращает избыточное давление. Трехпоршневой осевой алюминиевый насос обеспечивает оптимальную эффективность. Большой переключатель вкл / выкл, эргономичный пусковой механизм и шланг высокого давления с защитой от перегиба на концах.
Особенности
Характеристики
Области применения
Оснащение
Особенности
Система Quick Connect
Шланг высокого давления быстро и легко присоединяется к аппарату и отсоединяется от него, что экономит время и силы.
Бак для чистящего средства
Практичный бачок облегчает работу с чистящим средством.
Характеристики
Габариты (В х Ш х Д), мм
310 x 336 x 860
Длина шланга, м
6
Класс
Бытовая
Макс. давление, Бар
145
Макс. температура воды, °C
40
Материал помпы
Силумин
Насадки
Стандартная, грязевая фреза
Питание, В/Гц
230/50
Подключение
Водопровод/Ёмкость
Потребляемая мощность, кВт
2. 1
Производительность по площади, м2/ч
40
Производительность, л/ч
500
Рабочее давление, Бар
20-145
Система защиты
Фильтр тонкой очистки воды
Вес, кг
8
Области применения
Велосипеды
Изгороди, небольшие садовые дорожки или каменные плиты
Каменные садовые ограды и каменные стены
Легковые автомобили малого класса
Легковые автомобили среднего класса и универсалы
Мотоциклы и мотороллеры
Наружные лестницы и большие садовые дорожки
Садовая мебель, мебель для террас и балконов
Садовый инвентарь
1MB
1MB
Отзывы (0)
Нет отзывов о данном товаре.
Ваше имя:
Плюсы
Минусы
Ваш отзыв:
Оценка:
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
Заявка на счет
Информация о товаре
Заказ в 1 клик
Нажимая кнопку «Заказать», Вы соглашаетесь с отправкой уведомлений о состоянии заказа по sms и e-mail
Мембраны Ватман — 5um
Продукция Whatman на протяжении десятилетий устанавливает стандарты подготовки проб и лабораторной микрофильтрации. Торговая марка Whatman есть почти в каждой лаборатории мира. Кроме того, они продолжают находить новые применения во всех областях науки, таких как геномика, судебная экспертиза и идентификация человека. Ватман усердно работает над тем, чтобы продвигать ваши исследования и делать убедительные и точные выводы.
Для тех случаев, когда необходима более дешевая альтернатива и другие преимущества, такие как складские программы, индивидуальное производство, маркировка, упаковка. скидки за количество и программы для дистрибьюторов. Можем ли мы предложить лучшую альтернативу мембранным фильтрам? Эти продукты торговой марки Tisch производятся, тестируются и распространяются в соответствии с нашими строгими стандартами качества. Мы также предлагаем мембранные фильтры для образцов, которые легко доступны и поставляются со склада в течение одного рабочего дня.
11 шт.
Показать
12 24 36 48
на страницу
Бестселлеры Доход Удержание частиц Формат Оценка Цена: самая низкая Цена: самая высокая Установить восходящее направление
11 шт.
Показать
12 24 36 48
на страницу
Бестселлеры Доход Удержание частиц Формат Оценка Цена: самая низкая Цена: самая высокая Установить восходящее направление
Любой станок с ЧПУ использует в своей работе оси X, Y и Z для того, чтобы определить координатное пространство внутри устройства и задать направляющие линии для рабочих инструментов (ножа, экструдера, лазерного луча и т. д.). Технология перемещения может совершенствоваться, но основы координатной системы при этом остаются прежними.
Что такое система координат станка с ЧПУ и зачем нужна?
Координатная система станка с ЧПУ представляет собой расчетную систему, которая предназначена для определения перемещения рабочих органов устройства. Рабочие процессы на таких машинах автоматизированы, и движения производятся в соответствии с программой, заранее разработанной оператором.
В ней описываются исходные параметры для каждого движения рабочих инструментов, удерживающих ножи, и органов, удерживающих непосредственно заготовку. Для того чтобы изготавливаемая деталь соответствовала заданным параметрам, положение материала внутри устройства должно быть строго закоординировано. Учтены при этом должны быть все виды перемещений инструмента: прямолинейные, поворотные, положительные и отрицательные.
Так как рабочие органы станков с ЧПУ могут совершать практически все типы движений, было крайне важно договориться о том, чтобы все устройства, выпускаемые мировыми производителями, имели стандартные обозначения координатной сетки.
Все это привело к разработке международного стандарта ИСО 841–74, который содержит описания осей координатной системы станка с ЧПУ и направления движения его рабочих органов. В Российской Федерации также был разработан ГОСТ 23597–79, который в полной мере соответствует международному стандарту. Правила, указанные в стандарте ИСО 841–74 и ГОСТ 23597–79, гласят, что в станках с ЧПУ могут быть 3 координатные оси – X, Y, Z (линейные) и 3 круговые – A, B, C. Использоваться при этом может координатная система прямоугольного или полярного вида.
Конструкция современных координат
Прямоугольная система координат станка с ЧПУ предполагает, что местоположение точки на плоскости должно быть задано двумя координатами, а в пространстве – тремя. Оси координат в данной системе параллельны линейным направляющим устройства.
Основным признаком, характеризующим прямоугольную систему координат, является перпендикулярное расположение координатных осей относительно друг друга. При этом они должны иметь единую точку пересечения, которая является началом отсчета координат, и один и тот же геометрический масштаб.
Указанный стандарт устанавливает обозначения движений в устройствах с ЧПУ таким образом, чтобы методика составления управляющих программ не была зависима от того, как движется рабочий инструмент или заготовка. Основой при этом признается перемещение рабочего инструмента относительно недвижимой заготовки. Положительное направление движения должно соответствовать отводу рабочего органа станка от изделия.
Ось Z в системе координат определяется, исходя из положения шпинделя главного движения (вращающего рабочий инструмент).
Ось X располагается горизонтально и должна быть параллельна поверхности, на которой закреплена заготовка.
Ось Y должна быть расположена так, чтобы образовывать прямоугольную систему координат вместе с двумя другими осями.
Развитие современной промышленности часто приводит к тому, что обрабатывать на станках с ЧПУ приходится детали сложных форм, положение которых невозможно описать, используя три основные оси координат. В таких случаях система дополняется круговыми координатными осями, располагающимися вокруг основных осей.
ВАЖНО! Координатная система станка предполагает, что положительным направлением движения круговых осей будет считаться движение по часовой стрелке, отрицательным – движение против часовой стрелки.
Ряд современных программируемых станков кроме основных (первичных) движений X, Y и Z имеет и вторичные движения, которые должны быть параллельны основным. Они обозначаются буквами U, V и W. Если станок использует также дополнительные круговые движения, обозначение происходит с помощью букв D и Е.
В полярной системе координат, в отличии от прямоугольных систем, положение точки в пространстве определяется исходя из радиуса, который высчитывается на основании расстояния от точки до начала координат и угла α, который находится между указанной координатной осью и радиусом.
Отсчет перемещения
Любой станок с компьютерным управлением должен иметь собственную исходную точку, которая имеет название Machine Home. Она определяется оператором при первом запуске устройства в процессе калибровки. В процессе отладки все оси станка направляются на максимально возможное технически удаление. Когда предел достигнут, контроллер устройства получает соответствующий сигнал, который запоминает исходные положения координатных осей.
Как ЧПУ-станок использует координаты?
Благодаря существующей декартовой координатной системе оператор может управлять станком вдоль каждой из осей, что позволяет создавать заданные детали из заготовок. Оператор может выполнять следующие движения:
с помощью оси X – влево и вправо;
с помощью оси Y – вперед и назад;
с помощью оси Z – вверх и вниз.
В совокупности движения вдоль заданных координатных осей позволяют не только разрезать материал в плоскости, но регулировать глубину надреза.
Координирование действий станка с ЧПУ основано на том, что движения производятся рабочим органом устройства, а не поверхностью, на которой лежит заготовка.
Например, если оператор устанавливает параметры оси X, которые приводят к перемещению рабочего стола вправо, с точки зрения режущего инструмента это именно он движется влево относительно заготовки, закрепленной на рабочей поверхности.
Как программировать станок?
При создании управляющей программы для станка с ЧПУ оператор использует дополнительную координатную систему, которая имеет название WCS. Эта система определяет точку отсчета в блоке материала (чаще всего в программном обеспечении САМ).
Оператор может назначить исходной точкой в блоке материала любую позицию. После этого соответствующие ей координаты определяются внутри станка. Для этого используется искатель кромок, индикаторы набора номера, датчики, установленные внутри и другие методы ориентирования в пространстве, позволяющие определить местонахождение заданных координат.
Определение исходной точки для системы WCS крайне важен для дальнейшего процесса и требует особого внимания при планировании. Для того чтобы оптимизировать процесс, необходимо следовать следующим правилам:
Точка отсчета должна быть найдена механически. Для этой цели следует применить искатель края или зонд.
При замене деталей идентичные источники могут существенно сократить временные затраты.
Источник должен быть определен таким образом, чтобы учесть необходимые допуски операций, следующих далее.
Взаимодействие станка с ЧПУ и координат
Операторы станков с ЧПУ используют систему WCS, позволяющую обеспечить корректную работу устройства при простом наборе координат для создания управляющей программы. Так как координатная сетка в этом случае имеет существенные отличия от координатной сетки станка, выравнивание на нем происходит со смещениями.
Станки в работе с такой программой применяют параметры, называемые рабочим смещением. Это необходимо для того, чтобы определить разницу в расстоянии между системой WCS и исходным положением точки координат станка. Числовые характеристики таких смещений хранятся в контроллере станка и к ним можно обратиться при необходимости.
Коррекция инструмента
Чаще всего для изготовления детали на станке с ЧПУ используется сразу несколько рабочих инструментов. Это определяет необходимость разработки система учета их характеристик, в том числе длины. Программирование смещения инструмента позволяет оператору контролировать расстояние от удерживающего устройства до обрабатываемой заготовки.
Существует несколько способов прописать такую коррекцию:
Беговая. Для того чтобы провести коррекцию, инструмент необходимо переместить в исходную точку. Пройденное в процессе расстояние замеряется и указывается в управляющей программе как параметр смещения рабочего инструмента.
Использование прецизионного блока. Все инструменты станка переводятся в общую позицию Z в верхней части прецизионного блока 1-2-3, лежащего на рабочей поверхности стола.
Зондирование. Встроенный зонд в этом случае используется для того, чтобы определить степень корректировки инструмента в автоматическом режиме. Это самый точный и эффективный метод из всех перечисленных, но и самый дорогостоящий. Высокая цена обусловлена необходимостью закупать дополнительное измерительное оборудование.
Работа современных станков с ЧПУ и разработка управляющих ими программ неразрывно связаны с используемыми координатными системами. В соответствии с мировыми стандартами, определенными ИСО 841–74, подавляющее большинство станков с ЧПУ использует прямоугольную систему координат, в которой основные координатные оси Z, X и Y расположены параллельно направляющим станка и позволяют при разработке программ указывать направления и величины смещений рабочих инструментов.
14 ноября 2020
10200
Получите консультацию специалиста
Оси координат и структуры движений станков с ЧПУ.
Для всех станков с ЧПУ применяют единую систему обозначений координат, рекомендованную стандартом ISO 841:1974. Координатами обозначают положение оси вращения шпинделя станка или заготовки, а также прямолинейные либо круговые движения подачи инструмента или заготовки.
При этом обозначение осей координат и направление движений в станках устанавливаются так, чтобы программирование операций обработки не зависело от того, перемещается инструмент либо заготовка или нет. За основу принимается перемещение инструмента относительно системы координат неподвижной заготовки.
Стандартная система координат представляет собой правую прямоугольную систему, связанную с заготовкой, оси которой параллельны прямолинейным направляющим станка.
Все прямолинейные перемещения рассматриваются в системе координат X, Y, Z. Круговое движение по отношению к каждой из координатных осей обозначают прописными буквами латинского алфавита: А, В, С. Во всех станках ось Z совпадает с осью шпинделя главного движения, т. е. шпинделя, вращающего инструмент (в станках сверлильно-фрезерно-расточной группы), или шпинделя, вращающего заготовку (в станках токарной группы).
При наличии нескольких шпинделей в качестве основного выбирают один из них, предпочтительно перпендикулярный к рабочей поверхности стола, на котором крепится заготовка. При неповоротной оси основного шпинделя за ось Z принимают одну из трех осей стандартной трехкоординатной системы, параллельную оси шпинделя. Если ось основного шпинделя может находиться в нескольких положениях, параллельных различным осям стандартной трехкоординатной системы, за ось Z принимают стандартную ось, предпочтительно перпендикулярную к рабочей поверхности стола, на котором крепится заготовка.
Движение по оси Z в положительном направлении должно соответствовать направлению отвода инструмента от заготовки. Если станок применяется для сверления или растачивания с использованием только трех основных линейных перемещений, то обработка происходит при перемещении инструмента в отрицательном направлении оси Z.
Ось X должна располагаться предпочтительно горизонтально и параллельно поверхности крепления заготовки. На станках с вращающейся заготовкой, например токарных, движение по оси X направлено по радиусу заготовки и параллельно поперечным направляющим. Положительное движение по оси X происходит, когда инструмент, установленный на главном резцедержателе поперечных салазок, отходит от оси вращения заготовки.
На станках с вращающимся инструментом (например, фрезерных, сверлильных) при горизонтальном расположении оси Z положительное перемещение по оси X направлено вправо, если смотреть от основного инструментального шпинделя в сторону изделия. При вертикальном расположении оси Z положительное перемещение по оси X направлено вправо для одностоечных станков, если смотреть от основного инструментального шпинделя на стойку, а для двухстоеч-ных — от основного инструментального шпинделя на левую стойку.
Положительное направление движения по оси У следует выбирать так, чтобы ось У вместе с осями Z и X образовывала правую прямоугольную систему координат. Для этого пользуются правилом правой руки: большой палец — ось X, указательный — ось У, средний — ось Z . При определении координатных перемещений станка правую руку мысленно кладут тыльной стороной на обрабатываемую плоскость заготовки так, чтобы полусогнутый средний палец совпал с осью Z инструмента. Тогда большой палец покажет направление оси X, а указательный — У.
Направления движения рабочих органов, несущих инструмент, обозначаются буквами без штриха, а несущих заготовку — буквами со штрихом. При этом положительное направление движения, обозначаемое буквой со штрихом, противоположно направлению соответствующего движения, обозначенного той же буквой без штриха.
Вращательные движения вокруг осей, параллельных X, У и Z, обозначаются буквами Л, Б и С соответственно. Для определения знака кругового перемещения мысленно охватывают правой рукой одну из координатных осей так, чтобы большой палец показывал ее положительное направление. Тогда остальные пальцы покажут положительное направление вращения.
Если дополнительно к основным (первичным) прямолинейным движениям по осям X, Y и Z имеются вторичные движения, параллельные им, то вторичные движения обозначаются соответственно U, V, W. В случае, если имеются третичные движения, их обозначают Р, Q и Д.
Первичные, вторичные и третичные движения рабочих органов станка определяются в зависимости от удаленности этих органов от основного шпинделя.
Для станков с двумя функционально одинаковыми рабочими органами, управляемыми от двух независимых двухкоор-динатных устройств ЧПУ (например, для токарных станков с функционально одинаковыми шпинделями и суппортами), оси координат для обоих одинаково работающих органов (например, суппортов) обозначают одинаково: Z и X.
Вторичные вращательные движения, параллельные или не параллельные А, В и С, обозначаются D или Е.
Системы координат
— ToolNotes
Большинство людей знакомы с прямоугольной (или декартовой) системой координат. Эта система координатных плоскостей использует линии действительных чисел, расположенные под прямым углом, что позволяет четко и однозначно определить любую точку в пространстве. В математике порядок координат (через запятую) обозначает точку на графике. Например, (2,3) обозначает точку со значением X, равным 2, и значением Y, равным 3. Синтаксис этой точки очень похож на программирование G-кода. Это будет обсуждаться позже в этой главе.
Координаты точки
Знак каждой координаты (положительный или отрицательный) так же важен (если не важнее), как и значение. Например, (3,2) далеко не (-3,-2). Полезно расположить координатную сетку так, чтобы программисту нужно было работать только в одном квадранте . Координатная плоскость (плоскость XY) аккуратно делится на четыре квадранта. В первом квадранте (I) обе координаты положительны (+,+), во втором (II) координата X отрицательна, но координата Y положительна (-,+). Два других квадранта, III и IV, работают таким же образом. Работа в одном квадранте поможет исключить ошибки. Если это невозможно, постарайтесь, по крайней мере, расположить сетку так, чтобы начало координат было очевидным для оператора или другого программиста.
Примечание: в трехмерном пространстве на самом деле 8 октантов.
Квадранты декартовой системы координат
Эта система плоскостей может быть наложена на стол станка или заготовку, чтобы позволить станку быть направленным в любую точку на заготовке или столе станка. На рисунке ниже программист сориентировал систему координат так, чтобы она была выровнена с конкретной обрабатываемой деталью. Поскольку все резание будет происходить в первом квадранте (I), программа будет иметь все положительные значения X и Y, когда инструмент находится над деталью.
Система координат, наложенная на заготовку
Простота, с которой набор декартовых координат может быть преобразован в машиночитаемые числа, делает ЧПУ действительно очень простым в программировании.
Эти координаты соответствуют осям станка . Основными линейными осями являются X, Y и Z.
Оси X, Y и Z
Одним из первых шагов в программировании является возможность идентифицировать оси движения станка, который вы программируете. Как правило, ось Z — это направление движения вдоль оси вращения шпинделя.
Сначала найдите ось Z
На фрезерном станке поиск оси Z довольно интуитивно понятен. Вращение шпинделя (по часовой стрелке или против часовой стрелки) параллельно оси Z. Глубина просверленного отверстия обычно определяется координатой Z.
На токарном станке это может быть менее интуитивно понятно, но правило остается в силе. На токарном станке заготовка закрепляется в шпинделе с помощью патрона или другого зажимного приспособления. Ось, вокруг которой вращается шпиндель, называется осью Z. Типичный двухосевой токарный станок будет иметь оси X и Z. Ось X обычно соответствует диаметру заготовки, а ось Z соответствует расположению инструмента по длине заготовки.
Основные оси движения на токарном станке
После нахождения оси Z обычно проще всего найти ось X. В большинстве случаев ось X параллельна полу. Ось X будет ортогональной (под прямым углом) к оси Z. Наконец, ось Y будет под прямым углом к осям X и Z. Ориентация этих трех осей соответствует так называемому правилу правой руки . Если вы ориентируете большой палец правой руки по оси Z, оси X и Y можно совместить с указательным и средним пальцами соответственно. Кончики ваших пальцев будут показывать положительное направление каждой оси.
Правило правой руки
Имейте в виду, что мы обсудили только направление осей и то, как они ориентированы друг относительно друга. Главный момент, о котором мы не говорили, — это начало координат этих систем координат. Это будет обсуждаться позже в этой главе в разделе G54-G59 — Смещение рабочей системы координат (стр.) .
Система координат диаметра
Прямоугольные координаты особого вида — диаметральные или диаметральные координаты. Координаты диаметра представляют собой прямоугольные координаты, но одна ось (например, ось поперечного суппорта токарного станка) задается в значениях диаметра, а не в абсолютном расстоянии от начала координат. Траектории токарного станка чаще всего программируются с использованием координат диаметра.
Система координат диаметра
Обратите внимание, что это отличается от обычной прямоугольной системы координат в отношении того, как находятся значения X. Например, обычная система координат присвоит точке, показанной выше, значение X 2,0, а система координат диаметра присвоит значение 4,0. Сначала это может показаться необычным, но это полезно для программирования токарного станка, потому что одна ось всегда определяет диаметр круглых деталей.
Полярные координаты
Полярные координаты определяют точки, задавая их угол (от базовой линии) и расстояние от конкретной точки. Полярные координаты обычно используются для описания кругового массива отверстий, например круга отверстий под болты.
Полярные координаты
Многие станки с ЧПУ имеют способ переключения между полярными и прямоугольными координатами. Например, некоторые машины используют G16 для включения полярных координат. Если G16 включен, значения X интерпретируются как радиус (расстояние), а Y становится углом. На машинах с этой функцией G15 отменяет полярные координаты и возвращается к прямоугольным координатам.
Имейте в виду, что полярные координаты — это не то же самое, что координаты диаметра.
Системы рабочих координат
Чтобы система координат была полезной, программист должен иметь возможность назначить начало координат в удобном месте относительно обрабатываемой детали. Чтобы определить начало системы координат работы, программист может расположить станок в нужной точке и указать станку, что положение, в котором он находится в данный момент, должно быть исходным положением.
Положение рабочих систем координат часто сохраняется в «регистре смещения» или «экране смещения». Большинство станков могут работать с несколькими различными системами координат. Программист может попросить станок использовать одну из рабочих систем координат, указав, например, G54.
Включение G54–G59 является распространенным способом указания конкретной системы координат заготовки. Чтобы указать исходную точку, например, G54, оператор должен использовать кромкомер или другой датчик для позиционирования шпинделя над желаемой исходной точкой (см. ниже).
Позиционирование шпинделя над желаемой рабочей точкой отсчета
Когда шпиндель находится в нужном положении, оператор получает доступ к регистру смещения. Например, на станке Haas регистр смещения называется «Активное рабочее смещение», и доступ к нему осуществляется нажатием кнопки «Смещения».
Доступ к регистру смещения детали (Haas Control)
Затем оператор должен использовать панель управления станка, чтобы назначить текущее местоположение X или Y в качестве местоположения исходной точки. Это делается на станке Haas с помощью кнопки «Part Zero Set». Текущее положение станка (в системе координат станка) вводится в выделенную ячейку при нажатии этой кнопки.
Регистр смещений Haas
Это можно сделать для каждого смещения с G54 по G59. Когда программист хочет использовать эту конкретную точку в качестве исходной точки, он должен ввести «G54» в программе ЧПУ.
Расположение по оси Z выполняется аналогичным образом, но с учетом длины используемого инструмента. Это будет обсуждаться позже.
Чтобы включить определенное рабочее смещение, программист должен ввести значение в программу. Например, в приведенной ниже программе в качестве источника программы будет использоваться код G54.
Программа, вызывающая G54 в качестве начала координат
Система координат станка
Каждый станок с ЧПУ изготавливается со своей собственной встроенной системой координат. Много раз, когда машина включена, она перемещает все свои оси в свою собственную машину. Обычно это нуль собственной системы координат станка. Эта система встроена производителем станка и не может быть изменена. Возможно (но довольно редко) физически отметить координаты машины на машине. Я делаю это, чтобы помочь студентам понять концепцию. Модель ниже имеет систему координат станка, отмеченную на осях.
CSYS станка при -17,0253 (G54 X ноль)
Шпиндель в настоящее время позиционируется в исходной точке G54, показанной в регистре смещения выше. Обратите внимание, что значение в регистре смещения равно -17,0253, что является точкой на отмеченной оси X на станке.
В некоторых случаях программисту может потребоваться более одного начала системы координат. Типичный пример показан ниже, когда на машине может быть несколько приспособлений. Одни тиски могут быть назначены как G54, а другие могут быть как G55.
Несколько приспособлений, несколько источников.
Исходное положение машины и исходное положение машины
Как упоминалось ранее, при включении питания большинство машин возвращаются в исходное положение. Хотя это часто является началом системы координат станка, это не обязательно так. Нижеприведенный станок расположен в исходной точке.
Обратите внимание, что ось Z может выходить за его пределы более чем на четыре дюйма. Когда эта машина возвращается в исходное положение, она находится немного выше своего исходного положения по оси Z.
Машина в исходном положении
Здесь машина показана в исходном положении. Обратите внимание, что ось Z находится над исходной точкой станка.
Может быть проще увидеть, как работает смещение G54, когда станок находится в исходном положении. Обратите внимание, как далеко шпиндель находится от начала координат G54, когда он находится в исходном положении:
Здесь видно, почему значение на экране смещения равно -3,8295. Когда станок находится в исходной точке оси Y, он находится на расстоянии 3,8295 дюйма от исходной точки оси Y G54.
Движение в положительном и отрицательном направлении
Иногда возникает путаница в отношении того, какое направление является положительным движением на станке с ЧПУ. Достаточно просто понять, что положительное движение обычно происходит слева направо. Однако важно иметь в виду, что это относится к движению шпинделя/инструмента. Часто стол движется, а шпиндель неподвижен. На приведенной ниже диаграмме ось X перемещается в положительном направлении. Это означает, что таблица движется справа налево. Это приводит к перемещению инструмента в положительном направлении.
Это чрезвычайно важно понимать при настройке и ручном перемещении стола.
Толчок в положительном направлении
Знакомство с системой координат фрезерного станка с ЧПУ
Майк Броган
Фрезерные станки с ЧПУ
используются для создания деталей и компонентов сложной геометрии. Для создания этих деталей машина должна иметь возможность двигаться в трех измерениях. Это делается с помощью системы координат фрезерного станка с ЧПУ, которая помогает машине узнать, где она находится в пространстве и как добраться до следующей точки. В фрезеровании с ЧПУ система координат представляет собой основу, определяющую положение инструмента и заготовки. Три оси системы координат X, Y и Z соответствуют трем осям движения фрезерного станка. Оси X и Y определяют плоскость заготовки, а ось Z определяет глубину резания. Излишне говорить, что координаты центра обработки с ЧПУ жизненно важны для каждого станочника и начинающего оператора с ЧПУ. Это фундаментальная часть понимания того, как работают эти машины. В этом посте мы рассмотрим, что такое система координат фрезерного станка с ЧПУ, как она работает и почему она так важна.
Почему координаты важны для фрезерной обработки с ЧПУ?
Каждый станок с ЧПУ имеет собственную систему координат. Для создания объекта фрезерному станку с ЧПУ необходимо знать координаты точек в пространстве, из которых состоит объект. Система координат фрезерного станка с ЧПУ важна, потому что она помогает станку узнать, где расположить режущие инструменты при фрезеровании объекта. Без координат машина не смогла бы создавать точные формы и узоры. Хотя координаты имеют решающее значение для процесса фрезерования с ЧПУ, они являются лишь частью уравнения. Станок также должен знать размер, форму и скорость подачи режущих инструментов, чтобы создать успешную операцию фрезерования.
Основные типы координат центра обработки с ЧПУ
При обработке с ЧПУ заготовка перемещается относительно режущего инструмента с использованием набора координат. Эти координаты могут быть декартовыми или полярными. Выбор системы координат фрезерного станка с ЧПУ остается за оператором, и он считает, что это наиболее эффективный способ управления станком.
Декартова система координат : При обработке с ЧПУ декартова система координат используется для управления движением режущего инструмента. Эта система использует три координаты (X, Y и Z) для определения положения режущего инструмента. Вводя эти координаты в станок с ЧПУ, оператор может контролировать точное движение инструмента. Декартовы координаты являются наиболее распространенным типом используемой системы координат. Декартовы координаты — это система координат, которая определяет каждую точку на плоскости уникальным набором числовых координат.
Полярная система координат : Полярные координаты немного сложнее, чем декартовы координаты, но они дают некоторые преимущества, особенно при работе с криволинейными поверхностями. В полярных координатах заготовка перемещается относительно режущего инструмента по радиусу и углу. Это позволяет создавать более сложные формы и кривые. Полярные координаты часто используются при обработке с ЧПУ, потому что они могут помочь получить более точные и точные результаты. При использовании этой системы станок может перемещать режущий инструмент более последовательно и контролируемо. Это приводит к повышению точности и эффективности резки, поэтому полярные координаты так популярны в мире обработки с ЧПУ.
Как станок с ЧПУ использует координаты?
Станки с ЧПУ работают, считывая набор координат, который сообщает машине, где резать или формировать материал. Координаты вводятся в машину через компьютерную программу. Затем машина использует режущий инструмент, чтобы следовать координатам и создавать желаемую форму.
Выбор правильных координат центра обработки с ЧПУ имеет решающее значение для получения желаемых результатов. Станок должен быть правильно откалиброван в выбранной системе координат, чтобы производить точные разрезы.
Покажем товар по видеосвязи, камеру включать не нужно
Насосная станция Джамбо 60/35 П-24 – автоматическая водоподъемная установка на основе самовсасывающего электронасоса. Насосная станция укомплектована поверхностным самовсасывающим электронасосом, горизонтальным гидроаккумулятором емкостью 24 литра, реле давления, манометром, соединительной арматурой и электрошнуром с вилкой. Насос состоит из двух основных частей — насосной части и электродвигателя, которые крепятся на переходном фланце. Корпус насоса выполнен из стеклонаполненного полипропилена с закладными резьбовыми деталями из латуни, а рабочее колесо и проточный блок — из износостойких пластических материалов. Алюминиевый переходной фланец со стороны насосной части отделен от контакта с водой пластмассовой крышкой. Графито-керамические торцевые самовсасывающиеся уплотнения предотвращают возможность внешней утечки из насосной части. Асинхронный короткозамкнутый электродвигатель включает в себя статор, подшипниковые щиты, короткозамкнутый ротор и коробку выводов. Статор электродвигателя защищен термопротектором и охлаждается вентилятором.
Комплектация
Насосная станция, гарантийный талон.
Детали
Насосная станция сочетает в себе практичность насосов, обладающих самовсасывающей способностью, с достоинствами центробежных насосов, что создает оптимальные условия всасывания на входе в насос и обеспечивает высокое давление на выходе. В результате снижаются требования к чистоте перекачиваемой воды и наличию в ней растворенных газов.
Характеристики
Артикул
4021
Тип товара
Насосная станция
Бренд
Джилекс
Тип насоса
Поверхностный
Конструкция насоса
Центробежный
Материал корпуса
Пластик
Макс. производительность, л/мин
60
Макс. давление, бар
2,8
Объем гидроаккумулятора, л
24
Диаметр подключаемого фитинга, дюйм
1
Напряжение, В
220
Защита от сухого хода
Нет
Гарантия, мес
36
Вес, кг
12,6
Отзывы покупателей
Станьте первым, кто оставил отзыв об этом товаре
Вопросы и ответы
Сергей
03 июля 2022
Можно ли дооборудовать станцию реле защиты от сухого хода, и есть ли такое в линейке джилексОтветить
26 апреля 2020
У меня водная труба 20мм Я хочу подсоединить насосную станцию вход 25. Нарушит работу станции если я поставлю переход с 20 на 25. С уважением Игорь ВикторовичОтветить
Стабилизаторы напряжения
Гидроаккумуляторы и комплектующие для насосного оборудования
Насосная станция Джилекс ДЖАМБО 60/35 П-24 60 л/мин в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить насосная станция Джилекс ДЖАМБО 60/35 П-24 60 л/мин в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар насосная станция Джилекс ДЖАМБО 60/35 П-24 60 л/мин действительны в Санкт-Петербурге.
Продолжая работу с сайтом, вы даете согласие на использование сайтом cookies и
обработку персональных данных в целях функционирования сайта, проведения ретаргетинга, статистических исследований, улучшения сервиса и предоставления релевантной рекламной информации на основе ваших предпочтений и интересов.
Обзор рынка Jumbo-CD
%PDF-1.6 % 137 0 объект > эндообъект 130 0 объект >поток http://createpdf.adobe.com V5.12004-05-26T20:19:41Z2016-05-05T14:42:34-04:002016-05-05T14:42:34-04:00PScript5.dll версии 5.2application/ pdf
Холл, Джон Р.
Кинг, Томас Б.
Мейер, Эндрю П.
Воан, Марк Д.
Повысило ли FDICIA рыночную дисциплину: взгляд на данные рынка Jumbo-CD
конечный поток эндообъект 132 0 объект > эндообъект 131 0 объект > эндообъект 133 0 объект > эндообъект 134 0 объект > эндообъект 135 0 объект > эндообъект 88 0 объект > эндообъект 91 0 объект > эндообъект 94 0 объект > эндообъект 97 0 объект > эндообъект 100 0 объект > эндообъект 103 0 объект > эндообъект 106 0 объект > эндообъект 109 0 объект > эндообъект 112 0 объект > эндообъект 115 0 объект > эндообъект 117 0 объект >поток HWM ϯLmwW_#’`
сертификатов Jumbo | DCU
Маршрутный номер DCU: 211391825
Избранные результаты
Ваши недавние поиски
Недавние запросы не найдены
Извините, мы не смогли найти то, что вы ищете. Это может быть из-за многих причин.
Ассистент DCU
Привет, я могу вам чем-нибудь помочь?
Назначить встречу
Низкий минимум 25 000 долларов США, чтобы заработать большие ставки.
ОТКРЫТЬ СЕЙЧАС
Льготы
Срок от 3 до 60 месяцев —
дивиденды начисляются ежедневно и начисляются ежемесячно.
Несколько вариантов выплаты дивидендов —
оставляйте свои дивиденды на своем счете или переводите их.
Автоматическое продление —
вам ничего не нужно делать, когда ваш сертификат продлевается, чтобы сохранить тот же срок.
Так высоко как
2,53%
АПЯ
РЕЙТИНГ
4 4 / 5 звезд
МИНИМУМ ДЛЯ ОТКРЫТИЯ
25 000 долларов
МИНИМАЛЬНЫЙ ЗАРАБОТОК
25 000 долларов США
ЕЖЕМЕСЯЧНЫЕ ПЛАТЫ
0,00 $
ДОСТУПНЫЕ УСЛОВИЯ
от 3 до 60
месяцев
Курсы сертификатов Jumbo
Минимальный баланс $25 000 для открытия. Минимальный дневной баланс $25 000 для получения APY¹
Срок
Ставка дивидендов
АПГ №
60 месяцев
2,50%
2,53%
от 48 до 59 месяцев
2,00%
2,02%
от 36 до 47 месяцев
2,00%
2,02%
от 24 до 35 месяцев
2,00%
2,02%
От 12 до 23 месяцев
1,50%
1,51%
от 6 до 11 месяцев
1,50%
1,51%
От 3 до 5 месяцев
1,50%
1,51%
Действующие ставки
¹APY = годовая доходность в процентах. Тарифы переменные и могут меняться еженедельно. Ставка будет действовать в течение срока действия сертификата после его выдачи. Дивиденды начисляются ежедневно, начисляются ежемесячно. За досрочное снятие может быть наложен штраф. Могут применяться другие условия. Пожалуйста, обратитесь к Соглашению об учетной записи DCU для потребителей, а также к Перечню сборов и сборов за обслуживание для получения важной информации и раскрытия информации.
Дополнительная функция — вы можете делать неограниченное количество дополнений к основному сертификату для всех сертификатов со сроком действия 12 месяцев или менее в любое время в течение всего срока действия. Минимальная доплата 100$. Доплата до погашения не влияет на размер дивидендов.
Штрафы за досрочное закрытие сертификата
Длина
Штраф
3-11 месяцев
60-дневный дивиденд
12-35 месяцев
90-дневный дивиденд
36-60 месяцев
180-дневный дивиденд
Те же штрафы применяются к суммам, снятым с Сертификата досрочно. Штрафы за досрочное снятие сертификата Jump-Up будут рассчитываться по ставке, полученной на момент отзыва.
План для вашего сертификата
Выберите один из наших простых в использовании калькуляторов, которые помогут вам управлять своими сертификатами и целями сбережений.
Как я могу сэкономить миллион долларов?
Сколько будет стоить мой сертификат?
Как достичь цели сбережений?
Что говорят наши участники
Отличные цены
РЕЙТИНГИ 5 5 / 5 звезд
TStL — Лондонберри, Нью-Хэмпшир
ЧИТАТЬ БОЛЬШЕ ОТЗЫВОВ
Удобство
РЕЙТИНГИ 5 5 / 5 звезд
BJ — Литтлтон, Массачусетс
ЧИТАТЬ БОЛЬШЕ ОТЗЫВОВ
Лучшие процентные ставки
РЕЙТИНГИ 5 5 / 5 звезд
КП — Покахонтас, Теннесси
ЧИТАТЬ БОЛЬШЕ ОТЗЫВОВ
ПРЕДЫДУЩИЙ
СЛЕДУЮЩИЙ
Люди также покупали для
Узнайте, что покупали другие пользователи после просмотра этого товара.
БЕСПЛАТНАЯ ПРОВЕРКА
ЕЖЕМЕСЯЧНЫЙ ПЛАТЕЖ
$0.00
Прекратите платить большие банковские сборы. Вы можете сэкономить с DCU.
ОТКРЫТЬ СЕЙЧАС
УЗНАТЬ БОЛЬШЕ
Кредиты на рефинансирование авто
КАК НИЗКИЕ
5,24%
APR
Уменьшите ставку, платеж или и то, и другое при рефинансировании.
ПОДАТЬ ЗАЯВКУ
УЗНАТЬ БОЛЬШЕ
Кредитная карта Visa® Platinum
ОТ
12,25%
APR
Отличные тарифы без годовых комиссий, комиссий за выдачу наличных или комиссий за перевод остатка.
ПОДАТЬ ЗАЯВКУ
УЗНАТЬ БОЛЬШЕ
Персональные кредиты Signature
ОТ
9,24%
APR
Погашайте кредитные карты или инвестируйте в улучшение дома с помощью нашего традиционного личного кредита.
ПОДАТЬ ЗАЯВКУ
УЗНАТЬ БОЛЬШЕ
Сбережения денежного рынка
НАЧИНАЯ С
0,95%
АПГ
Получайте дивиденды, которые часто соперничают с незастрахованными взаимными фондами денежного рынка. (Минимум для заработка: 1000 долларов США)
ПРИСОЕДИНЯЙТЕСЬ СЕЙЧАС
УЗНАТЬ БОЛЬШЕ
НАЗАД
СЛЕДУЮЩЕЕ
Вы собираетесь войти на веб-сайт, размещенный организацией, отличной от DCU. Политика конфиденциальности и безопасности DCU перестанет применяться после того, как вы покинете наш сайт. Мы рекомендуем вам прочитать и оценить политику конфиденциальности и уровень безопасности любого сайта, который вы посещаете, когда вы заходите на сайт. Хотя мы стремимся связать вас только с компаниями и организациями, которые, по нашему мнению, могут предоставить полезную информацию, DCU не поддерживает и не гарантирует заявления, сделанные этими сайтами напрямую.
 Наши менеджеры имеют многолетний опыт торговли ручным инструментом и подберут оптимальный тип, согласно бюджету и специфике его применения. Обратившись в нашу компанию с целью купить набор инструментов, Вы получите конкурентное предложение. Покупка осуществляется через интернет магазин нашего сайта, а также через оптово-розничные магазины, по удобному для Вас адресу:
Наши менеджеры имеют многолетний опыт торговли ручным инструментом и подберут оптимальный тип, согласно бюджету и специфике его применения. Обратившись в нашу компанию с целью купить набор инструментов, Вы получите конкурентное предложение. Покупка осуществляется через интернет магазин нашего сайта, а также через оптово-розничные магазины, по удобному для Вас адресу:

 5; SL7
5; SL7 Микрофинишная полировка обеспечивает надежную защиту от коррозии, а термическая закалка гарантирует высокую прочность.
Микрофинишная полировка обеспечивает надежную защиту от коррозии, а термическая закалка гарантирует высокую прочность. Благодаря этому, с помощью набора можно решить практически любую задачу в быту, автосервисе или на производстве.
Благодаря этому, с помощью набора можно решить практически любую задачу в быту, автосервисе или на производстве. 5; SL7; PZ1; PZ2; PH0; Ph2; Ph3×2; Ph4; h3.5; h4; h5; H5; H6; Th20; Th25; Th30; Th35; Th37; Th40; Th50
5; SL7; PZ1; PZ2; PH0; Ph2; Ph3×2; Ph4; h3.5; h4; h5; H5; H6; Th20; Th25; Th30; Th35; Th37; Th40; Th50
 sdlcdn.com/imgs/i/3/9/130×152/Inditradition-13-in-1-Multifunctional-SDL934869061-1-204c4.jpeg», «выбрано»: ложь, «buyableInventory»:0}],»catalogId»:637636060546,»supc»:»SDL934869061″,»live»:true,»images»:[«imgs/i/3/9/Inditradition-13-in-1-Multifunctional-SDL934869061-1-204c4.jpeg»,»imgs/i/3/9/Inditradition-13-in-1-Multifunctional-SDL934869061-2-2651b.jpeg»,»imgs /i/3/9/Inditradition-13-in-1-Multifunctional-SDL934869061-3-c8a03.jpeg»,»imgs/i/3/9/Inditradition-13-in-1-Multifunctional-SDL934869061-4-8022f .jpeg»,»imgs/i/3/9/Inditradition-13-in-1-Multifunctional-SDL934869061-5-9d13b.jpeg»],»colorCode»:»#000000″,»миниатюра»:»https:/ /n3.sdlcdn.com/imgs/i/3/9/130×152/Inditradition-13-in-1-Multifunctional-SDL934869061-1-204c4.jpeg»,»selected»:false,»buyableInventory»:0}]
sdlcdn.com/imgs/i/3/9/130×152/Inditradition-13-in-1-Multifunctional-SDL934869061-1-204c4.jpeg», «выбрано»: ложь, «buyableInventory»:0}],»catalogId»:637636060546,»supc»:»SDL934869061″,»live»:true,»images»:[«imgs/i/3/9/Inditradition-13-in-1-Multifunctional-SDL934869061-1-204c4.jpeg»,»imgs/i/3/9/Inditradition-13-in-1-Multifunctional-SDL934869061-2-2651b.jpeg»,»imgs /i/3/9/Inditradition-13-in-1-Multifunctional-SDL934869061-3-c8a03.jpeg»,»imgs/i/3/9/Inditradition-13-in-1-Multifunctional-SDL934869061-4-8022f .jpeg»,»imgs/i/3/9/Inditradition-13-in-1-Multifunctional-SDL934869061-5-9d13b.jpeg»],»colorCode»:»#000000″,»миниатюра»:»https:/ /n3.sdlcdn.com/imgs/i/3/9/130×152/Inditradition-13-in-1-Multifunctional-SDL934869061-1-204c4.jpeg»,»selected»:false,»buyableInventory»:0}]
 jpeg, imgs/i/3/9/Inditradition-13-in-1 -Многофункциональный-SDL934869061-2-2651b.jpeg, imgs/i/3/9/Inditradition-13-in-1-Многофункциональный-SDL934869061-3-c8a03.jpeg, imgs/i/3/9/Inditradition-13-in -1-Multifunctional-SDL934869061-4-8022f.jpeg, imgs/i/3/9/Inditradition-13-in-1-Multifunctional-SDL934869061-5-9d13b.jpeg], colorCode=null, thumbnail=https:// n3.sdlcdn.com/imgs/i/3/9/130×152/Inditradition-13-in-1-Multifunctional-SDL934869061-1-204c4.jpeg, selected=true, buyableInventory=0]], catalogId=637636060546, supc=SDL934869061, live=true, images=[imgs/i/3/9/Inditradition-13-in-1-Multifunctional -SDL934869061-1-204c4.jpeg, imgs/i/3/9/Inditradition-13-in-1-Multifunctional-SDL934869061-2-2651b.jpeg, imgs/i/3/9/Inditradition-13-in-1 -Многофункциональный-SDL934869061-3-c8a03.jpeg, imgs/i/3/9/Inditradition-13-in-1-Многофункциональный-SDL934869061-4-8022f.jpeg, imgs/i/3/9/Inditradition-13-in -1-Multifunctional-SDL934869061-5-9d13b.jpeg], colorCode=#000000, thumbnail=https://n3.sdlcdn.com/imgs/i/3/9/130×152/Inditradition-13-in-1-Multifunctional-SDL934869061-1-204c4.
jpeg, imgs/i/3/9/Inditradition-13-in-1 -Многофункциональный-SDL934869061-2-2651b.jpeg, imgs/i/3/9/Inditradition-13-in-1-Многофункциональный-SDL934869061-3-c8a03.jpeg, imgs/i/3/9/Inditradition-13-in -1-Multifunctional-SDL934869061-4-8022f.jpeg, imgs/i/3/9/Inditradition-13-in-1-Multifunctional-SDL934869061-5-9d13b.jpeg], colorCode=null, thumbnail=https:// n3.sdlcdn.com/imgs/i/3/9/130×152/Inditradition-13-in-1-Multifunctional-SDL934869061-1-204c4.jpeg, selected=true, buyableInventory=0]], catalogId=637636060546, supc=SDL934869061, live=true, images=[imgs/i/3/9/Inditradition-13-in-1-Multifunctional -SDL934869061-1-204c4.jpeg, imgs/i/3/9/Inditradition-13-in-1-Multifunctional-SDL934869061-2-2651b.jpeg, imgs/i/3/9/Inditradition-13-in-1 -Многофункциональный-SDL934869061-3-c8a03.jpeg, imgs/i/3/9/Inditradition-13-in-1-Многофункциональный-SDL934869061-4-8022f.jpeg, imgs/i/3/9/Inditradition-13-in -1-Multifunctional-SDL934869061-5-9d13b.jpeg], colorCode=#000000, thumbnail=https://n3.sdlcdn.com/imgs/i/3/9/130×152/Inditradition-13-in-1-Multifunctional-SDL934869061-1-204c4. jpeg, selected=true, buyableInventory=0]
jpeg, selected=true, buyableInventory=0]


 utility.commafy(value.displayPrice)}}
utility.commafy(value.displayPrice)}} Этот многофункциональный велосипедный инструмент портативный, легкий и является идеальным аксессуаром для общего ремонта велосипедов и велосипедов. Полный набор механических инструментов необходим каждому любителю велосипедов для повседневного мелкого или крупного ремонта. Нет хлопот, чтобы снова и снова ходить в механическую мастерскую. Размеры инструментов — Шестигранные ключи: 2, 2,5, 3, 4, 5, 6 :: Торцевой шестигранный ключ: 8 / 9/ 10 мм :: Шлицевые отвертки Philips :: Удлинительный стержень с гильзой :: Solid Wrench 8 / 10 / 15 мм. Изготовлен из прочной стали для более длительного и надежного обслуживания. Содержимое коробки: 1 многофункциональный набор инструментов.
Этот многофункциональный велосипедный инструмент портативный, легкий и является идеальным аксессуаром для общего ремонта велосипедов и велосипедов. Полный набор механических инструментов необходим каждому любителю велосипедов для повседневного мелкого или крупного ремонта. Нет хлопот, чтобы снова и снова ходить в механическую мастерскую. Размеры инструментов — Шестигранные ключи: 2, 2,5, 3, 4, 5, 6 :: Торцевой шестигранный ключ: 8 / 9/ 10 мм :: Шлицевые отвертки Philips :: Удлинительный стержень с гильзой :: Solid Wrench 8 / 10 / 15 мм. Изготовлен из прочной стали для более длительного и надежного обслуживания. Содержимое коробки: 1 многофункциональный набор инструментов. certifiedBuyer}}
certifiedBuyer}} ЛЮДИ, истец и ответчик, v. H.W., ответчик и апеллянт. S237415 Третий апелляционный округ C079926 Верховный суд округа Сакраменто JV137101 28 марта 2019 г. Судья Куэльяр составил мнение суда, с которым согласились главный судья Кантиль-Сакауйе и судьи Чин, Корриган, Лю, Крюгер и Гробан. В RE H.W. S237415 Мнение суда Куэльяра, Дж. Законодательство Калифорнии наказывает не только общеизвестные правонарушения, такие как незаконный взлом или проникновение в здание, но и владение определенными физическими инструментами — например, ломом, парой плоскогубцев для захвата тисков или некоторыми «другой инструмент или инструмент» — с намерением «преступно взломать или проникнуть» в здание или транспортное средство. (Уголовный кодекс, § 466.) Тем не менее, апелляционные суды пришли к противоречивым выводам о видах инструментов, охватываемых фразой «другой инструмент или инструмент» в разделе 466,1 Уголовного кодекса, и намерении, необходимом для привлечения к уголовной ответственности в соответствии с устав.
ЛЮДИ, истец и ответчик, v. H.W., ответчик и апеллянт. S237415 Третий апелляционный округ C079926 Верховный суд округа Сакраменто JV137101 28 марта 2019 г. Судья Куэльяр составил мнение суда, с которым согласились главный судья Кантиль-Сакауйе и судьи Чин, Корриган, Лю, Крюгер и Гробан. В RE H.W. S237415 Мнение суда Куэльяра, Дж. Законодательство Калифорнии наказывает не только общеизвестные правонарушения, такие как незаконный взлом или проникновение в здание, но и владение определенными физическими инструментами — например, ломом, парой плоскогубцев для захвата тисков или некоторыми «другой инструмент или инструмент» — с намерением «преступно взломать или проникнуть» в здание или транспортное средство. (Уголовный кодекс, § 466.) Тем не менее, апелляционные суды пришли к противоречивым выводам о видах инструментов, охватываемых фразой «другой инструмент или инструмент» в разделе 466,1 Уголовного кодекса, и намерении, необходимом для привлечения к уголовной ответственности в соответствии с устав. Мы предоставили обзор для разрешения конфликта. Х.В. был несовершеннолетним, который вошел в универмаг Sears в Юба-Сити, штат Калифорния, с намерением украсть пару джинсов. Когда его задержали, у него были не только украденные джинсы, но и плоскогубцы длиной около десяти дюймов с полудюймовым лезвием. Суд по делам несовершеннолетних удовлетворил обвинение в хранении инструментов для кражи со взломом, поданное против Х.В., которого суд затем определил под стражу и поместил на испытательный срок для несовершеннолетних. Он утверждает, что плоскогубцы не являются «другим инструментом или инструментом» в соответствии со статьей 466. 1 Если не указано иное, ссылки даются на Уголовный кодекс. 1 все дальнейшие установленные законом IN RE H.W. Мнение суда Куэльяра, Дж. Мы пришли к выводу, что уголовная ответственность в соответствии с разделом 466 требует не только владения данным «инструментом или инструментом», подпадающим под действие закона, но и намерения использовать его для взлома или иного осуществления физического проникновения.
Мы предоставили обзор для разрешения конфликта. Х.В. был несовершеннолетним, который вошел в универмаг Sears в Юба-Сити, штат Калифорния, с намерением украсть пару джинсов. Когда его задержали, у него были не только украденные джинсы, но и плоскогубцы длиной около десяти дюймов с полудюймовым лезвием. Суд по делам несовершеннолетних удовлетворил обвинение в хранении инструментов для кражи со взломом, поданное против Х.В., которого суд затем определил под стражу и поместил на испытательный срок для несовершеннолетних. Он утверждает, что плоскогубцы не являются «другим инструментом или инструментом» в соответствии со статьей 466. 1 Если не указано иное, ссылки даются на Уголовный кодекс. 1 все дальнейшие установленные законом IN RE H.W. Мнение суда Куэльяра, Дж. Мы пришли к выводу, что уголовная ответственность в соответствии с разделом 466 требует не только владения данным «инструментом или инструментом», подпадающим под действие закона, но и намерения использовать его для взлома или иного осуществления физического проникновения. в здание с целью совершения кражи или другого уголовного преступления внутри здания. Таким образом, мы отменяем решение Апелляционного суда, подтверждающее вывод суда по делам несовершеннолетних о том, что Х.В. обладал «другим инструментом или инструментом с целью преступного взлома или проникновения» по смыслу раздела 466. I. В апреле 2015 года окружной прокурор округа Сакраменто подал петицию в соответствии с разделом 602 Кодекса социального обеспечения и учреждений с требованием объявить несовершеннолетнего H.W. палата суда. В петиции утверждалось, что 13 октября 2014 г. Х.В. совершил кражу (Уголовный кодекс, § 484, подпункт (a)) и владение инструментами для взлома (§ 466).2 H.W. отверг обвинения в петиции, и 1 июля 2015 г. было проведено оспариваемое судебное слушание. Агент по предотвращению убытков Маркус Нили показал, что 13 октября 2014 г. он наблюдал за торговым залом Yuba City Sears через замкнутую систему наблюдения магазина. . Нили увидел Х.В. вошел в магазин «с рюкзаком, который выглядел пустым» и увидел Х.
в здание с целью совершения кражи или другого уголовного преступления внутри здания. Таким образом, мы отменяем решение Апелляционного суда, подтверждающее вывод суда по делам несовершеннолетних о том, что Х.В. обладал «другим инструментом или инструментом с целью преступного взлома или проникновения» по смыслу раздела 466. I. В апреле 2015 года окружной прокурор округа Сакраменто подал петицию в соответствии с разделом 602 Кодекса социального обеспечения и учреждений с требованием объявить несовершеннолетнего H.W. палата суда. В петиции утверждалось, что 13 октября 2014 г. Х.В. совершил кражу (Уголовный кодекс, § 484, подпункт (a)) и владение инструментами для взлома (§ 466).2 H.W. отверг обвинения в петиции, и 1 июля 2015 г. было проведено оспариваемое судебное слушание. Агент по предотвращению убытков Маркус Нили показал, что 13 октября 2014 г. он наблюдал за торговым залом Yuba City Sears через замкнутую систему наблюдения магазина. . Нили увидел Х.В. вошел в магазин «с рюкзаком, который выглядел пустым» и увидел Х. В. «Очень подозрительно озираясь по сторонам». Нили и менеджер по предотвращению убытков Стефани Гарза общались по мобильному телефону, продолжая следить за торговым залом. Гарза сказал Нили, что Х.В. у него были плоскогубцы, и он использовал их, чтобы снять противоугонную бирку с пары джинсов. Нили свидетельствовал против 2. В петиции также утверждалось, что несовершеннолетний Х.В. совершил вторжение в дом (§ 602.5) в отдельном инциденте 24 января 2015 года. Суд по делам несовершеннолетних постановил, что обвинение в вторжении не было доказано вне разумных сомнений. 2 IN RE H.W. Мнение суда Куэльяра, Дж. На бирке для кражи разбрызгиваются чернила, если ее отпустить с применением силы, но ее можно удалить с помощью инструмента, срезающего штифт, который фиксируется на бирке. Нили заметил, что Х.В. вошел в уборную с джинсами, но не видел джинсов, когда Г.В. вышел из туалета, поэтому Нили проверила туалет на наличие джинсов, но не нашла их. Затем Гарза предупредил Нили, что Х.В. выходил из магазина.
В. «Очень подозрительно озираясь по сторонам». Нили и менеджер по предотвращению убытков Стефани Гарза общались по мобильному телефону, продолжая следить за торговым залом. Гарза сказал Нили, что Х.В. у него были плоскогубцы, и он использовал их, чтобы снять противоугонную бирку с пары джинсов. Нили свидетельствовал против 2. В петиции также утверждалось, что несовершеннолетний Х.В. совершил вторжение в дом (§ 602.5) в отдельном инциденте 24 января 2015 года. Суд по делам несовершеннолетних постановил, что обвинение в вторжении не было доказано вне разумных сомнений. 2 IN RE H.W. Мнение суда Куэльяра, Дж. На бирке для кражи разбрызгиваются чернила, если ее отпустить с применением силы, но ее можно удалить с помощью инструмента, срезающего штифт, который фиксируется на бирке. Нили заметил, что Х.В. вошел в уборную с джинсами, но не видел джинсов, когда Г.В. вышел из туалета, поэтому Нили проверила туалет на наличие джинсов, но не нашла их. Затем Гарза предупредил Нили, что Х.В. выходил из магазина. Х.В. не останавливался ни у одной из касс и не пытался заплатить за джинсы каким-либо иным образом. Нили остановил Х.В. однажды он вышел из магазина и сопроводил его обратно в офис по предотвращению убытков. Затем была вызвана полиция. Когда прибыл офицер полиции города Юба Джошуа Джексон, Нили и Гарза объяснили, что Х.В. использовал плоскогубцы, чтобы снять противоугонную бирку с пары джинсов, которую он затем положил в свой рюкзак и вышел из магазина, не заплатив за джинсы. Офицер Джексон показал, что «[p]liers обычно используются в качестве инструмента для удаления бирок с предметов одежды, которые имеют металлическое фиксирующее устройство штифтового типа, которое нельзя сломать или разрезать, скажем, ножом». Офицер Джексон обыскал Х.В. и обнаружил, что у него не было кошелька, денег или идентифицирующих предметов при себе. Х.В. отрицал все обвинения в ходатайстве и не давал показаний от своего имени в суде по делам несовершеннолетних. Суд по делам несовершеннолетних поддержал обвинения в краже и хранении инструментов со взломом.
Х.В. не останавливался ни у одной из касс и не пытался заплатить за джинсы каким-либо иным образом. Нили остановил Х.В. однажды он вышел из магазина и сопроводил его обратно в офис по предотвращению убытков. Затем была вызвана полиция. Когда прибыл офицер полиции города Юба Джошуа Джексон, Нили и Гарза объяснили, что Х.В. использовал плоскогубцы, чтобы снять противоугонную бирку с пары джинсов, которую он затем положил в свой рюкзак и вышел из магазина, не заплатив за джинсы. Офицер Джексон показал, что «[p]liers обычно используются в качестве инструмента для удаления бирок с предметов одежды, которые имеют металлическое фиксирующее устройство штифтового типа, которое нельзя сломать или разрезать, скажем, ножом». Офицер Джексон обыскал Х.В. и обнаружил, что у него не было кошелька, денег или идентифицирующих предметов при себе. Х.В. отрицал все обвинения в ходатайстве и не давал показаний от своего имени в суде по делам несовершеннолетних. Суд по делам несовершеннолетних поддержал обвинения в краже и хранении инструментов со взломом. Чем меньше отличается интенсивность цветов, тем выше кроющая способность.
Чем меньше отличается интенсивность цветов, тем выше кроющая способность.

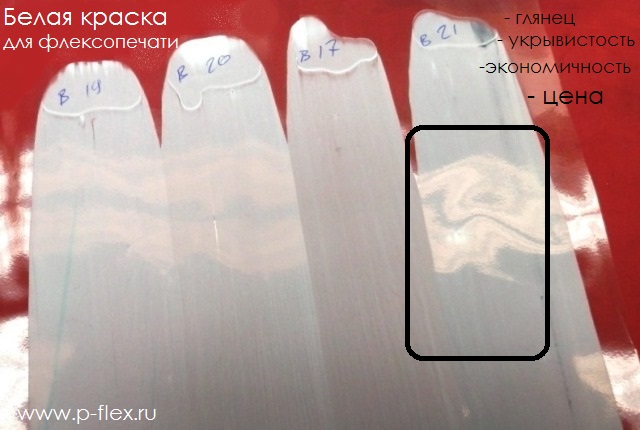
 Они позволяют декорировать деревянные поверхности в светлые, темные, яркие модные оттенки и легко менять цвет в любой момент.
Они позволяют декорировать деревянные поверхности в светлые, темные, яркие модные оттенки и легко менять цвет в любой момент.


 Приведем примеры красок с 1 степенью укрывистости: Tex-color Doppeldecker 1, Tex-color Silicon-inn, Tex-color Malerweiss 3, Tex-color KeraPaint, Tex-color Innensilikat 2, Tex-color Velourslatex 5.
Приведем примеры красок с 1 степенью укрывистости: Tex-color Doppeldecker 1, Tex-color Silicon-inn, Tex-color Malerweiss 3, Tex-color KeraPaint, Tex-color Innensilikat 2, Tex-color Velourslatex 5. Это важный вопрос, потому что он определяет, сколько времени и денег вы потратите на проект и как долго будут сохраняться результаты. Хорошая новость заключается в том, что на эти вопросы нет универсального ответа: у каждого человека и в каждом пространстве разные потребности!
Это важный вопрос, потому что он определяет, сколько времени и денег вы потратите на проект и как долго будут сохраняться результаты. Хорошая новость заключается в том, что на эти вопросы нет универсального ответа: у каждого человека и в каждом пространстве разные потребности!

 Это означает, что на каждый литр краски, который вы используете, вы можете покрыть площадь в 87 квадратных футов. Имейте в виду, что это число будет варьироваться в зависимости от типа краски, уровня ее блеска и того, насколько шероховатой или гладкой является поверхность. Более того, коэффициент покрытия может варьироваться в зависимости от того, насколько толсто или тонко вы наносите краску.
Это означает, что на каждый литр краски, который вы используете, вы можете покрыть площадь в 87 квадратных футов. Имейте в виду, что это число будет варьироваться в зависимости от типа краски, уровня ее блеска и того, насколько шероховатой или гладкой является поверхность. Более того, коэффициент покрытия может варьироваться в зависимости от того, насколько толсто или тонко вы наносите краску.



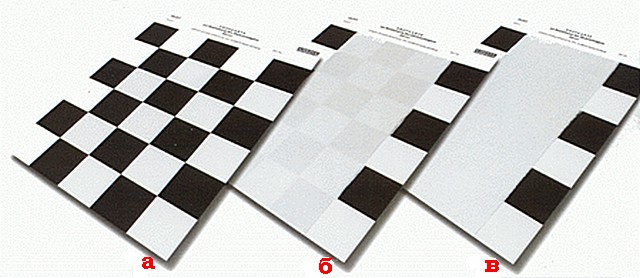 Свежий гипсокартон очень пористый и впитает большую часть вашей краски, поэтому сначала необходимо нанести как минимум два слоя грунтовки на гипсокартон. Конечно, большая часть гипсокартона будет предварительно загрунтована или даже окрашена к тому времени, когда вы доберетесь до него, но если вы заменяете гипсокартон после утечки, например, или работаете на недавно отремонтированном помещении, учтите дополнительный слой или два из грунтовка, чтобы убедиться, что ваша поверхность хорошо подготовлена.
Свежий гипсокартон очень пористый и впитает большую часть вашей краски, поэтому сначала необходимо нанести как минимум два слоя грунтовки на гипсокартон. Конечно, большая часть гипсокартона будет предварительно загрунтована или даже окрашена к тому времени, когда вы доберетесь до него, но если вы заменяете гипсокартон после утечки, например, или работаете на недавно отремонтированном помещении, учтите дополнительный слой или два из грунтовка, чтобы убедиться, что ваша поверхность хорошо подготовлена.



 Сегодня мы являемся ведущим производителем в Европе более 5000 различных товаров в области зажимных
Сегодня мы являемся ведущим производителем в Европе более 5000 различных товаров в области зажимных 831-2 8 1610 832-3 8 2300 F1- прилагаемая сила № заказа A F G …
831-2 8 1610 832-3 8 2300 F1- прилагаемая сила № заказа A F G … ..
.. …
… 00 — $37.00
00 — $37.00 УЗНАТЬ БОЛЬШЕ
УЗНАТЬ БОЛЬШЕ
 Лопата для земляных работ подходит для выкапывания траншей, компостных ям, септиков и др.
Лопата для земляных работ подходит для выкапывания траншей, компостных ям, септиков и др. Можно приобрести только на тех базах, где он «В наличии».
Можно приобрести только на тех базах, где он «В наличии». 1 кг
1 кг Наши специалисты смогут быстро и точно рассчитать стоимость доставки с
Наши специалисты смогут быстро и точно рассчитать стоимость доставки с

 Предпочтительный способ состоит в том, чтобы определить центр дуги или окружности с помощью I, J и/или K и определить конечную точку [3] дуги с помощью X, Y и/или Z. Значения I J K определяет относительные расстояния X Y Z от начальной точки [2] до центра окружности. Значения X Y Z определяют абсолютные расстояния X Y Z от исходной точки до конечной точки дуги в текущей системе координат. Это также единственный способ выполнить резание по окружности. Определение только значений I J K без определения значений конечной точки X Y Z приводит к выполнению окружности.
Предпочтительный способ состоит в том, чтобы определить центр дуги или окружности с помощью I, J и/или K и определить конечную точку [3] дуги с помощью X, Y и/или Z. Значения I J K определяет относительные расстояния X Y Z от начальной точки [2] до центра окружности. Значения X Y Z определяют абсолютные расстояния X Y Z от исходной точки до конечной точки дуги в текущей системе координат. Это также единственный способ выполнить резание по окружности. Определение только значений I J K без определения значений конечной точки X Y Z приводит к выполнению окружности. ..
.. Если указан диаметр, величина сдвига равна половине введенного значения.
Если указан диаметр, величина сдвига равна половине введенного значения. Номер, который нужно использовать с D, находится в крайнем левом столбце таблицы коррекции на инструмент. Значение, которое система управления использует для коррекции на режущий инструмент находится в столбце ГЕОМЕТР. в позиции D (если настройка 40 – это ДИАМЕТР) или R (если настройка 40 – это РАДИУС).
Номер, который нужно использовать с D, находится в крайнем левом столбце таблицы коррекции на инструмент. Значение, которое система управления использует для коррекции на режущий инструмент находится в столбце ГЕОМЕТР. в позиции D (если настройка 40 – это ДИАМЕТР) или R (если настройка 40 – это РАДИУС). Невозможно закончить программу (M30, M00, M01 или M02) с включенной коррекцией на режущий инструмент.
Невозможно закончить программу (M30, M00, M01 или M02) с включенной коррекцией на режущий инструмент.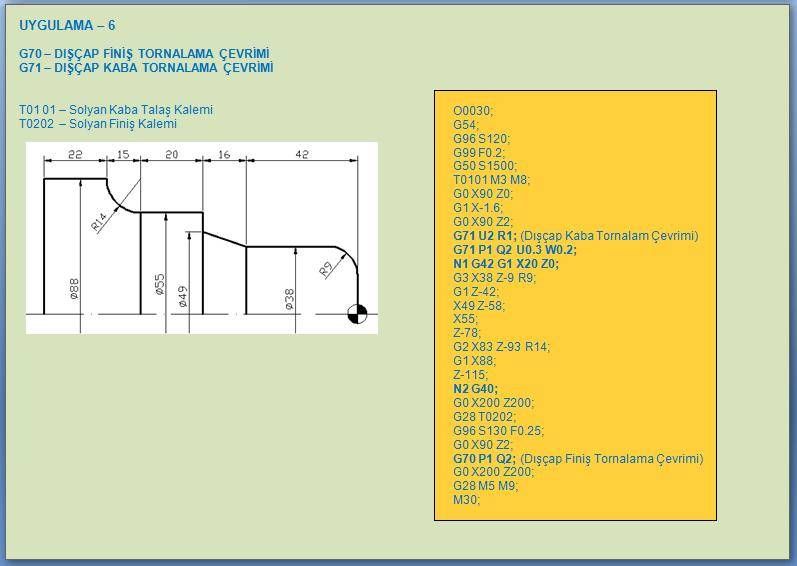 Система управления соединяет внешние углы, меньше или равные 270 градусов, острым углом. Она соединяет внешние углы больше 270 градусов дополнительным линейным перемещением.
Система управления соединяет внешние углы, меньше или равные 270 градусов, острым углом. Она соединяет внешние углы больше 270 градусов дополнительным линейным перемещением.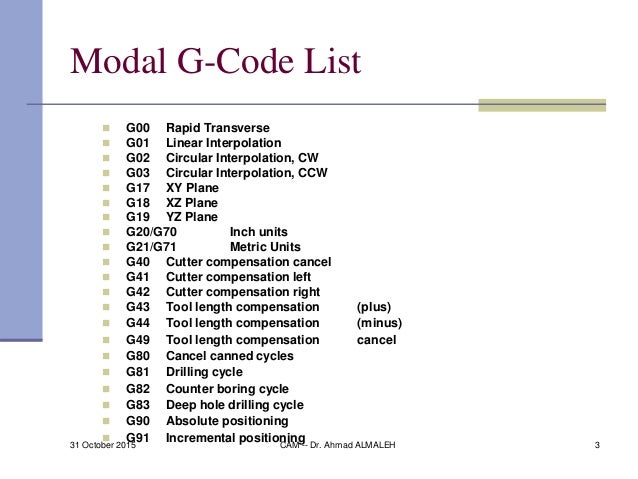 Команда с G41 / G42 и G40 подается в начале и конце траектории инструмента.
Команда с G41 / G42 и G40 подается в начале и конце траектории инструмента.
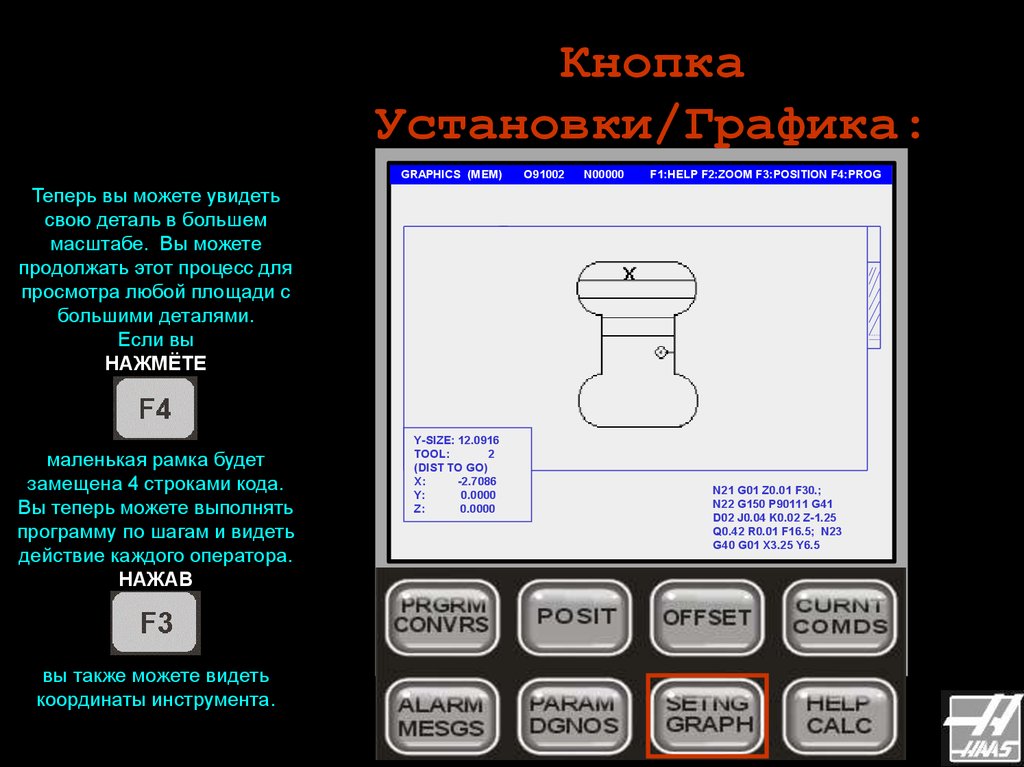
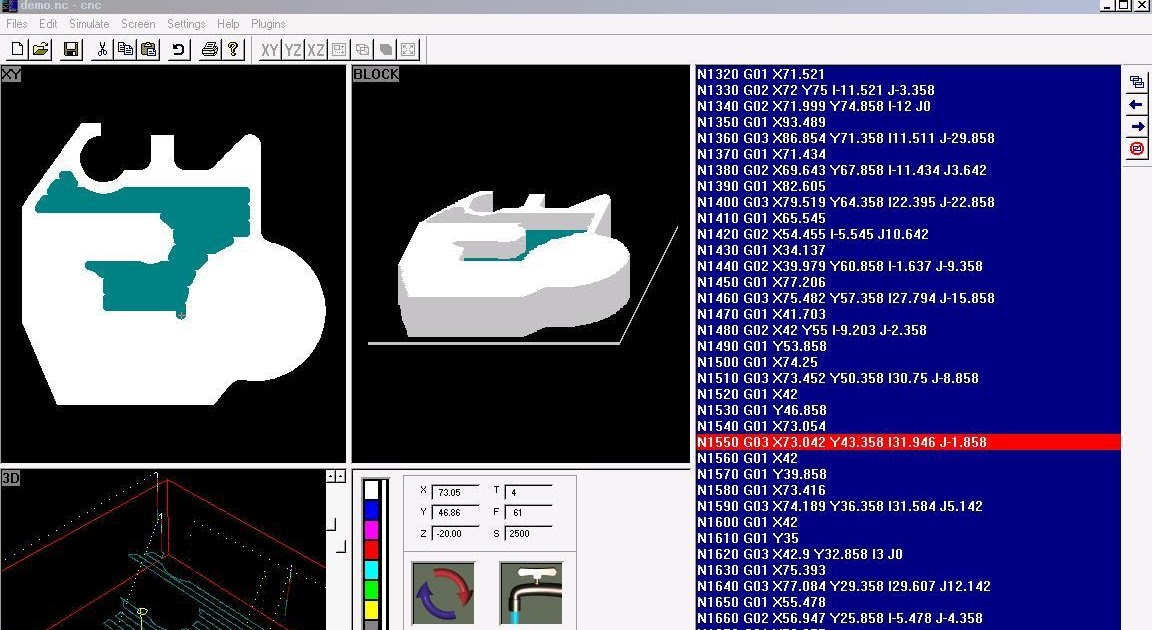 Для полных круговых перемещений (360 градусов) необходимо определить I или J со значением. Иллюстрация сечения окружности описывает различные сечения окружности.
Для полных круговых перемещений (360 градусов) необходимо определить I или J со значением. Иллюстрация сечения окружности описывает различные сечения окружности.
 ) ;
) ; Стандартный цикл определяется буквенными адресными кодами. Пока стандартный цикл активен, станок выполняет определенную операцию каждый раз, пока подается команда на новое положение, кроме случаев, если задано, чтобы она не выполнялась.
Стандартный цикл определяется буквенными адресными кодами. Пока стандартный цикл активен, станок выполняет определенную операцию каждый раз, пока подается команда на новое положение, кроме случаев, если задано, чтобы она не выполнялась.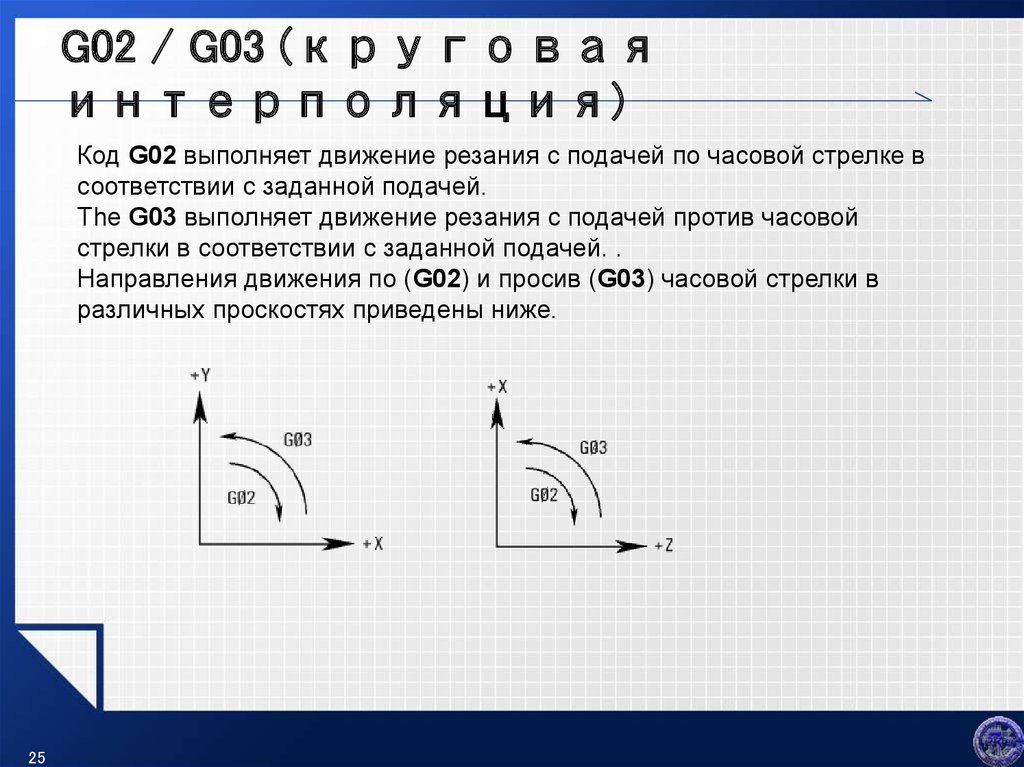
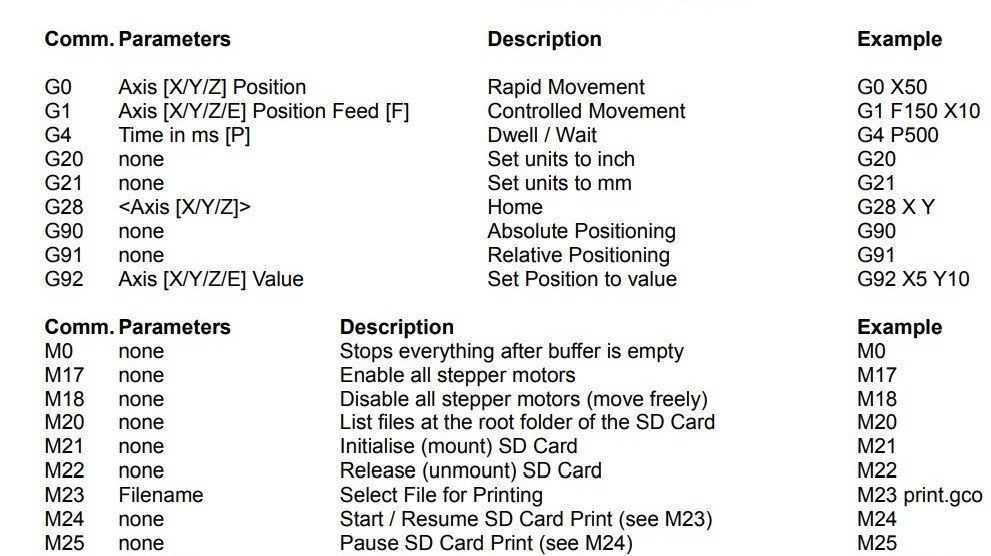

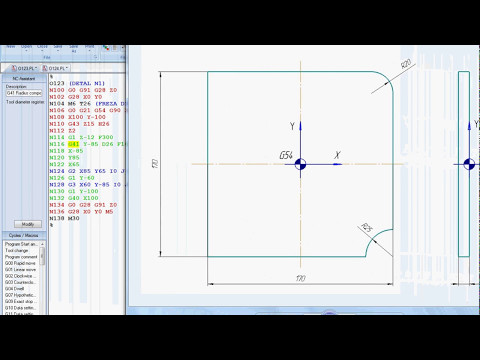
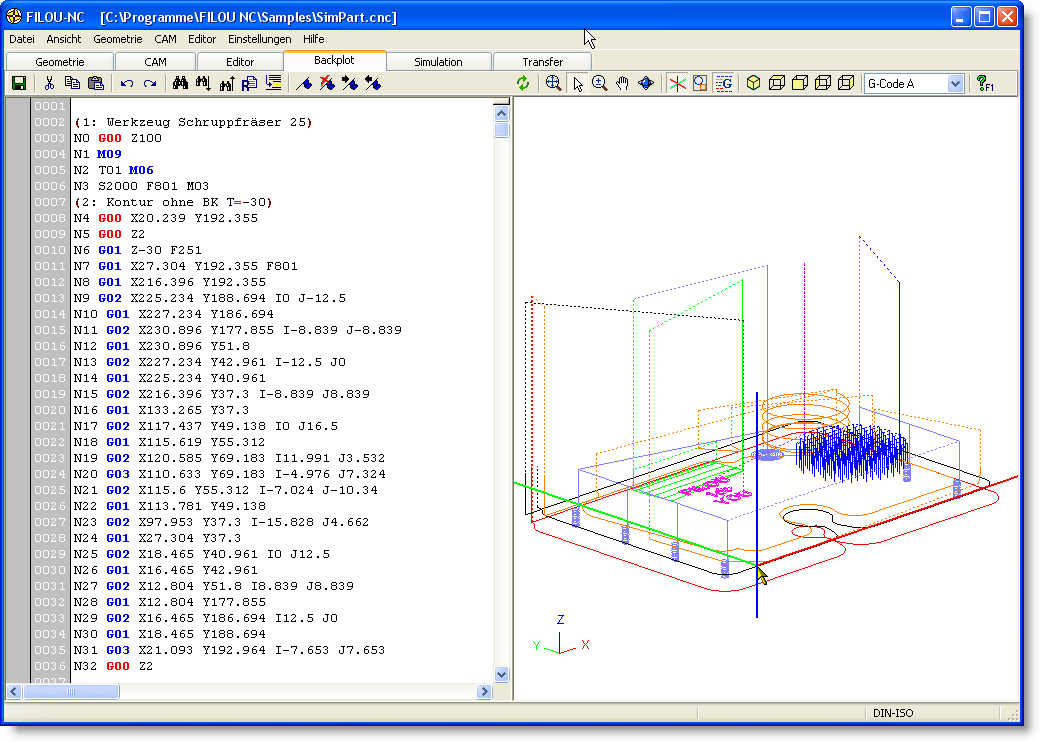
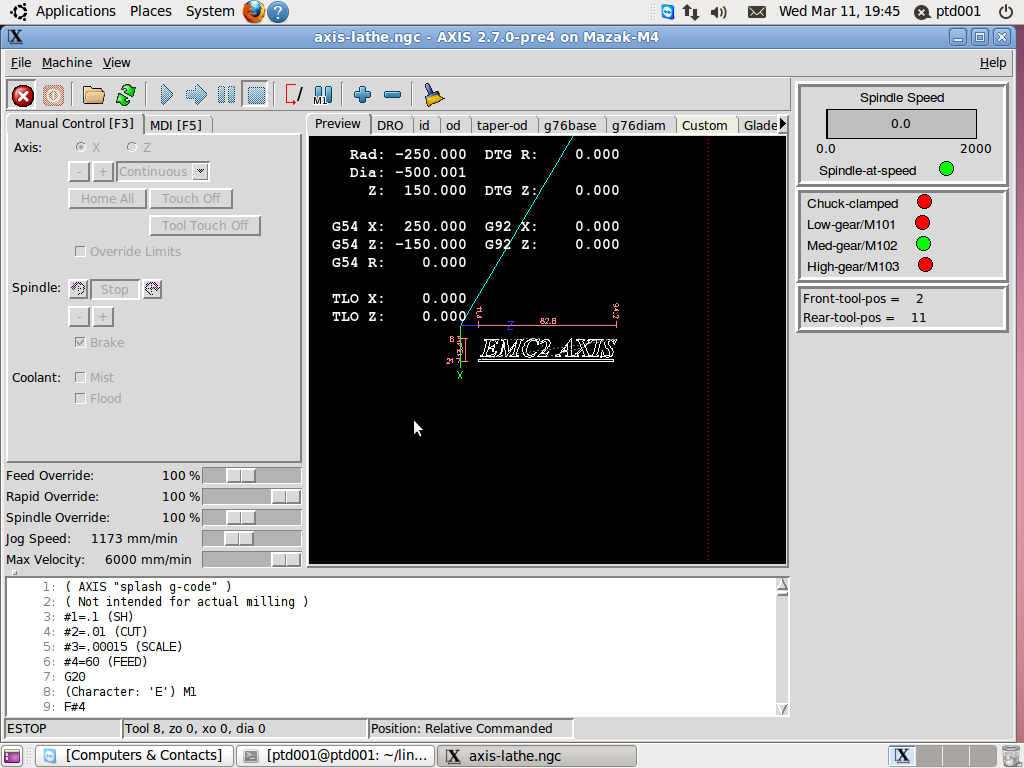 Также имеется пробная опция на 200 часов.
Также имеется пробная опция на 200 часов. nn. Это можно указывать для оси Y, которая включена на станке, и в настройках, использованием оси, для которой включается зеркальное отражение, в качестве аргумента. G100 отменяет G101.
nn. Это можно указывать для оси Y, которая включена на станке, и в настройках, использованием оси, для которой включается зеркальное отражение, в качестве аргумента. G100 отменяет G101.
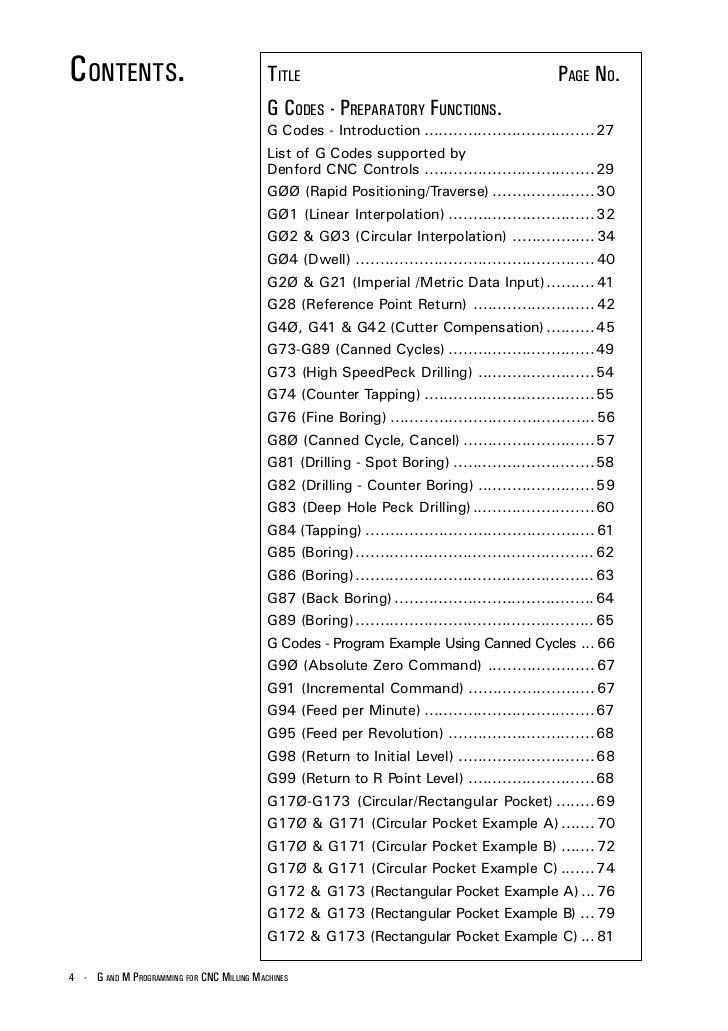
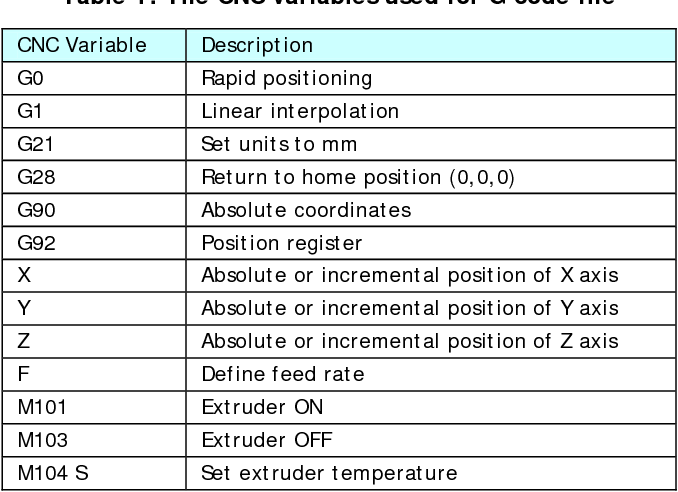 Точка
Точка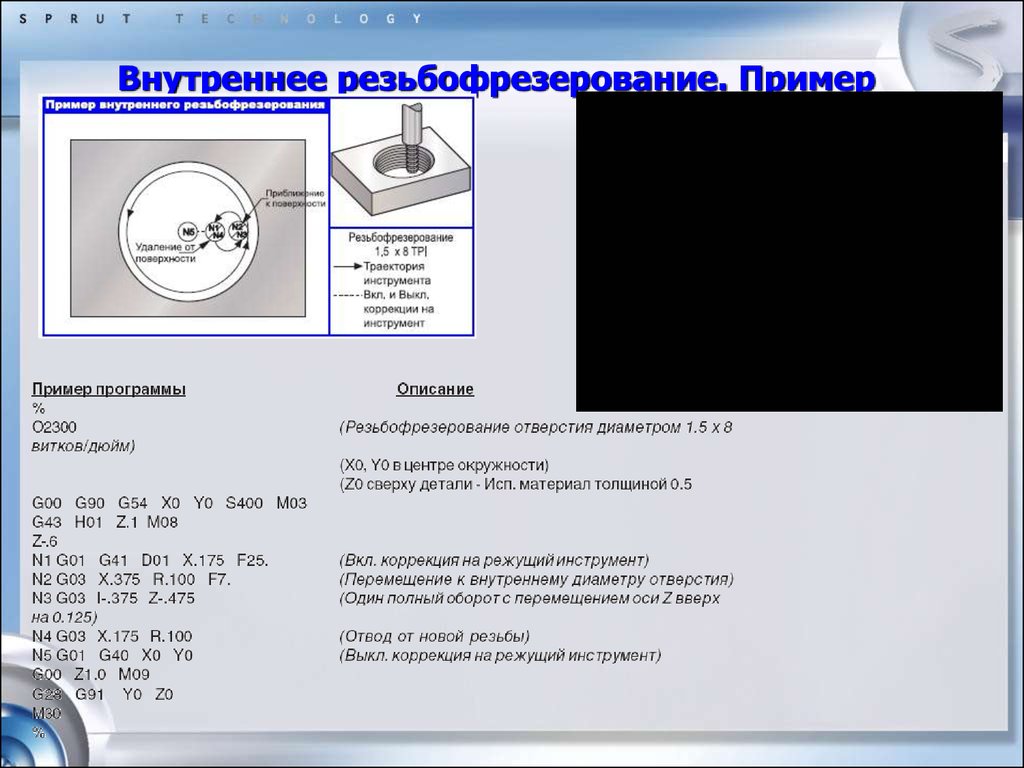
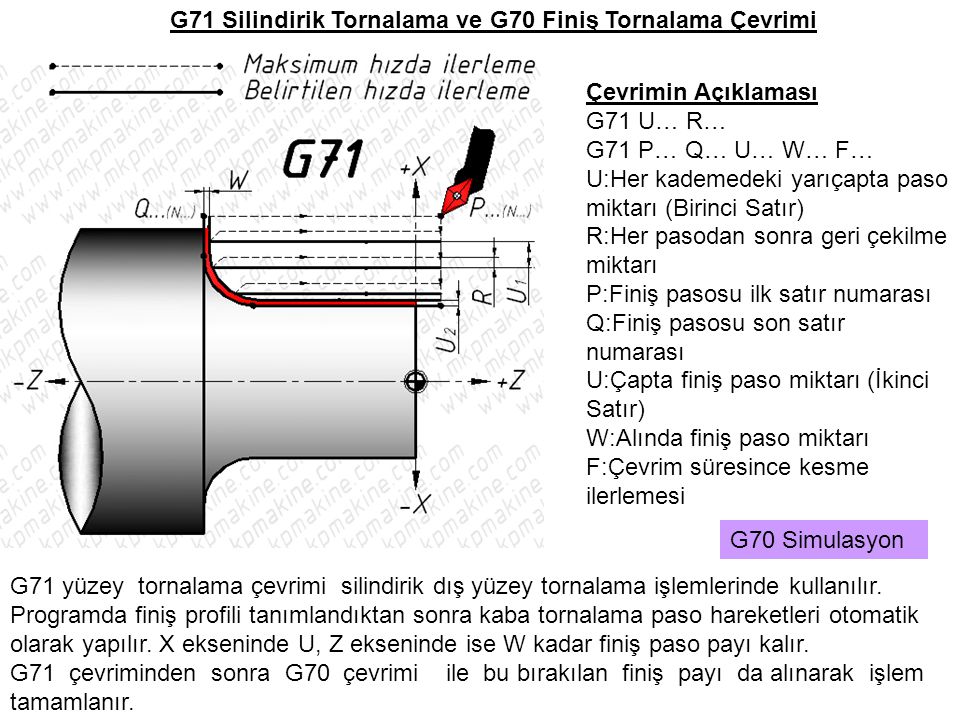 (P) – режим/дополнительно
(P) – режим/дополнительно /подача в минуту ВКЛ.
/подача в минуту ВКЛ.
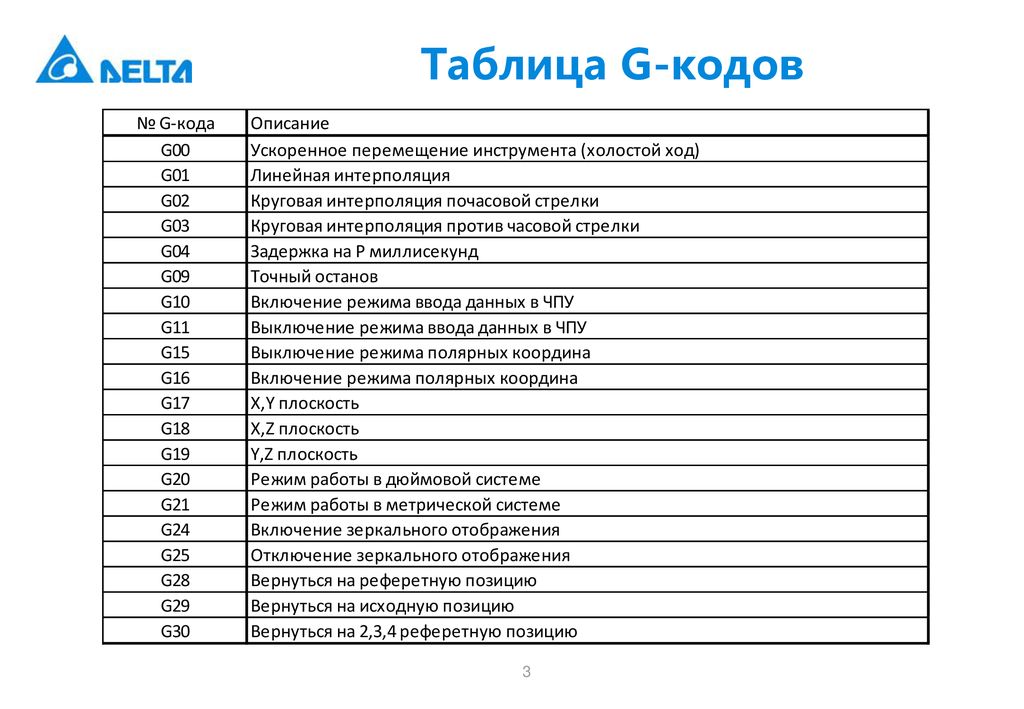
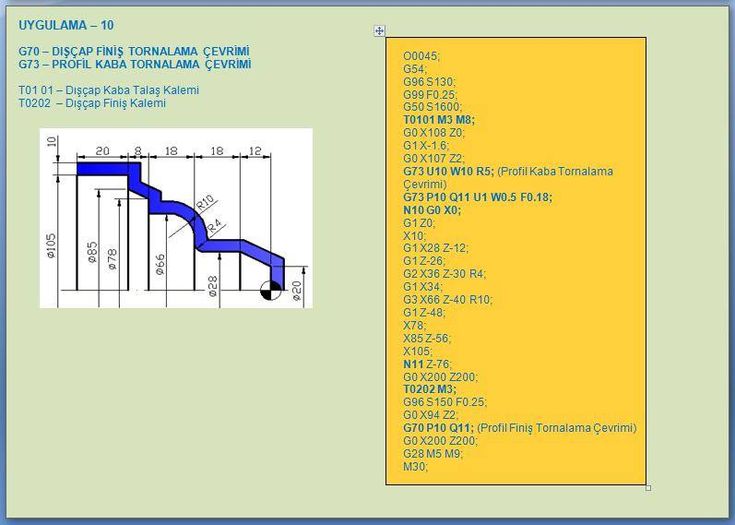 Коды резки с интерполяционным движением подразделяются на:
Коды резки с интерполяционным движением подразделяются на: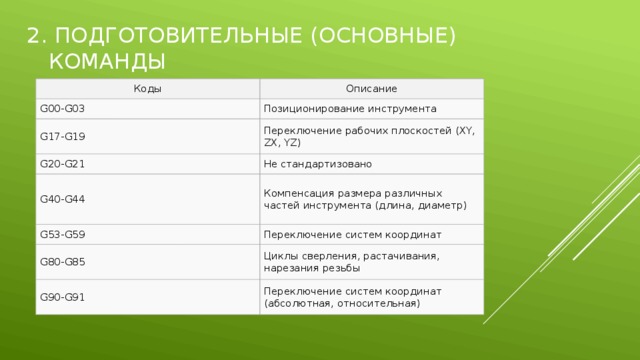 nnnn для определения радиуса дуги. См. G01 Движение с линейной интерполяцией (группа 01) для получения дополнительной информации
nnnn для определения радиуса дуги. См. G01 Движение с линейной интерполяцией (группа 01) для получения дополнительной информации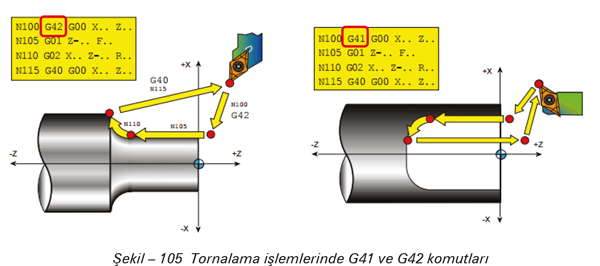
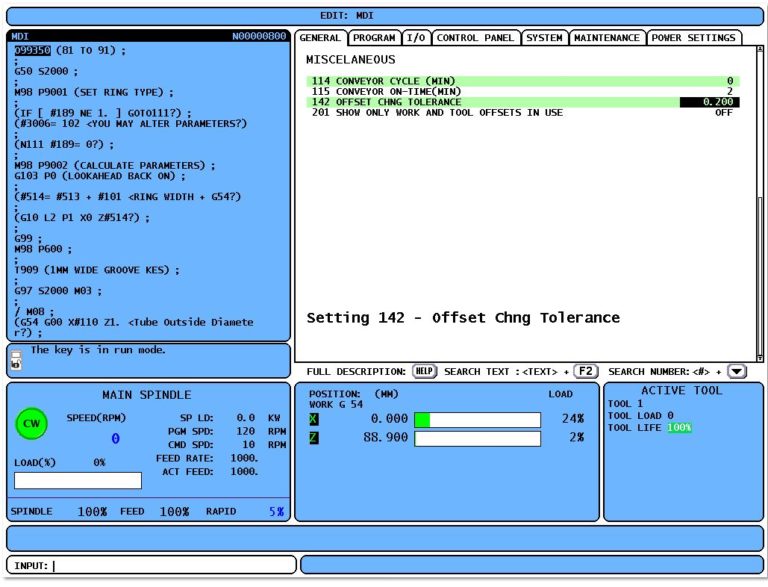
 настройку 40). G42 выбирает компенсацию на режущий инструмент вправо, которая перемещает инструмент вправо от запрограммированной траектории относительно направления движения.
настройку 40). G42 выбирает компенсацию на режущий инструмент вправо, которая перемещает инструмент вправо от запрограммированной траектории относительно направления движения.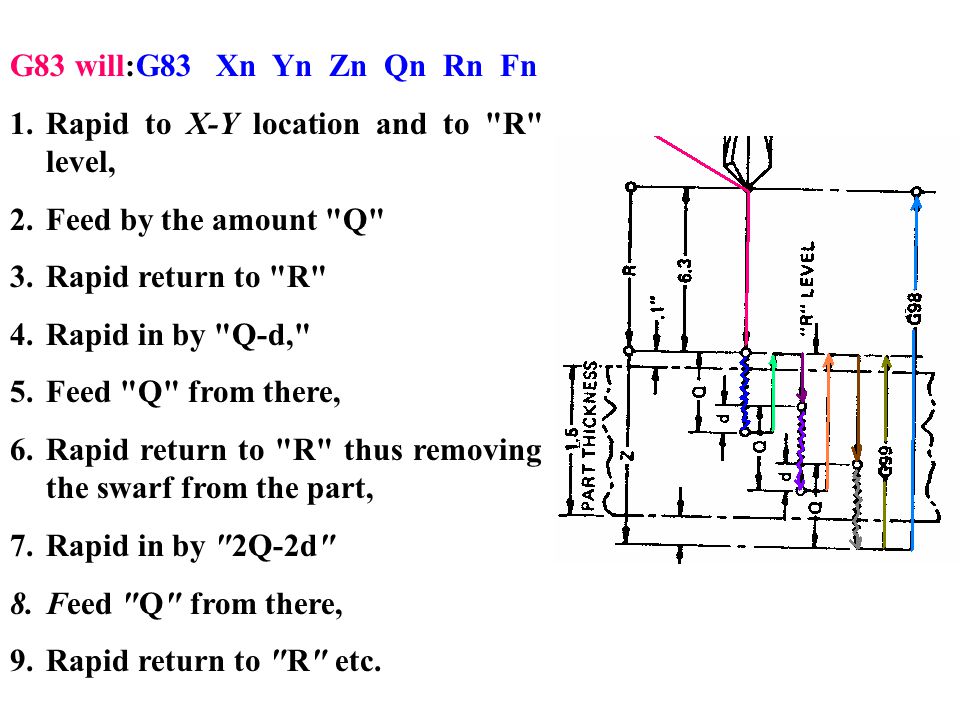 Компенсация на режущий инструмент ограничивается компенсацией только в плоскости X-Y.
Компенсация на режущий инструмент ограничивается компенсацией только в плоскости X-Y. Круговое движение соединяет все внешние углы.
Круговое движение соединяет все внешние углы. G41/G42 и G40 задаются в начале и в конце траектории инструмента.
G41/G42 и G40 задаются в начале и в конце траектории инструмента. G41/G42 и G40 задаются в начале и в конце траектории инструмента.
G41/G42 и G40 задаются в начале и в конце траектории инструмента.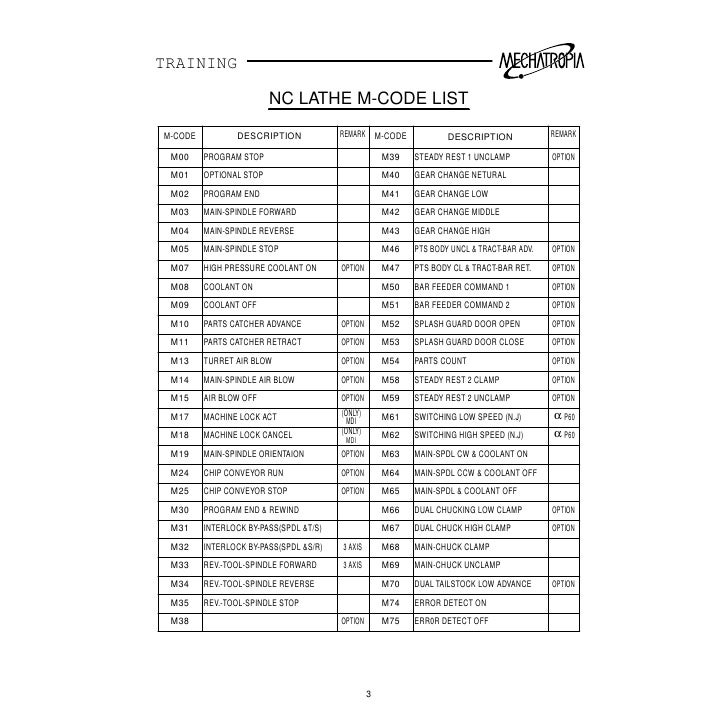 По этой причине настройка 44 используется для ограничения величины, на которую регулируется подача в этом случае. Его можно установить в диапазоне от 1% до 100%. Если установлено значение 100%, изменения скорости не будет. Если установлено значение 1%, скорость можно снизить до 1% от запрограммированной подачи.
По этой причине настройка 44 используется для ограничения величины, на которую регулируется подача в этом случае. Его можно установить в диапазоне от 1% до 100%. Если установлено значение 100%, изменения скорости не будет. Если установлено значение 1%, скорость можно снизить до 1% от запрограммированной подачи.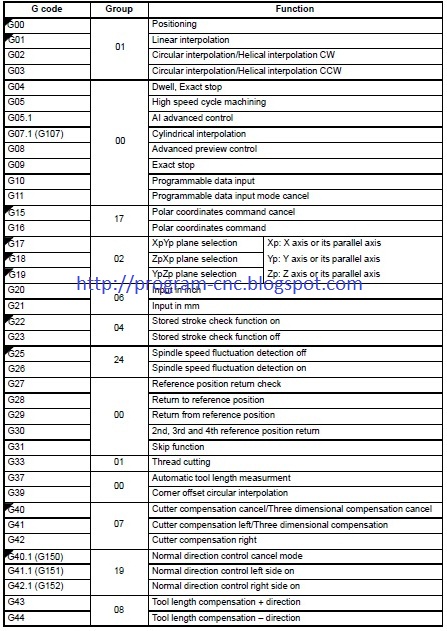

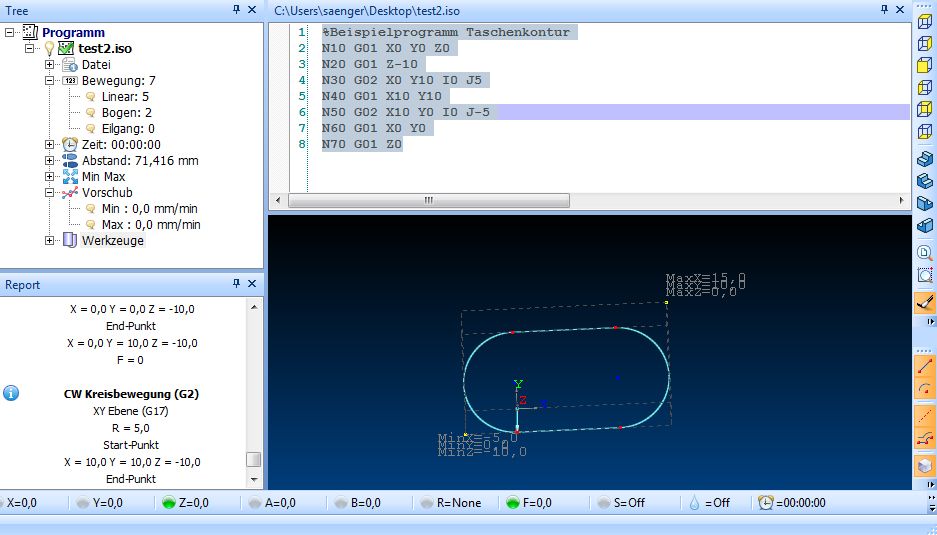 Ф50. (Подача на глубину резания) ;
Ф50. (Подача на глубину резания) ; 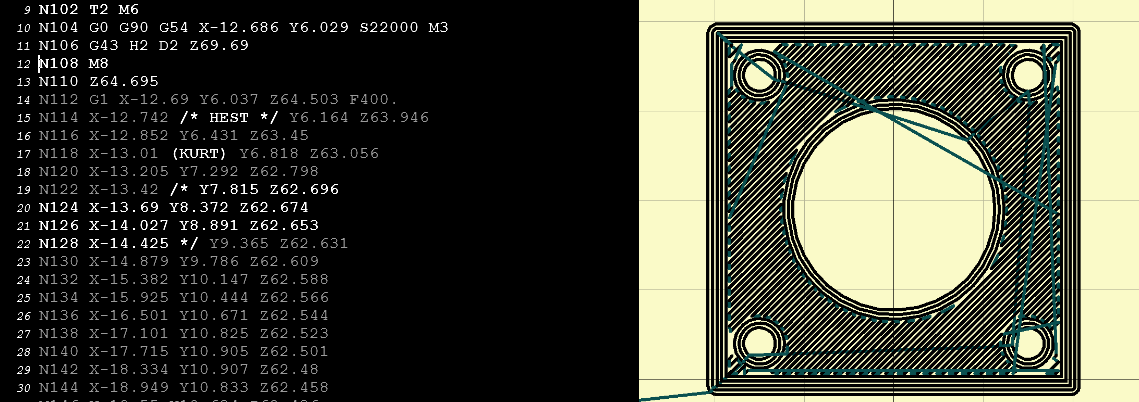 Вы определяете постоянный цикл с помощью буквенных адресных кодов. Пока постоянный цикл активен, станок выполняет заданную операцию каждый раз, когда вы задаете новую позицию, если только вы не укажете не делать этого.
Вы определяете постоянный цикл с помощью буквенных адресных кодов. Пока постоянный цикл активен, станок выполняет заданную операцию каждый раз, когда вы задаете новую позицию, если только вы не укажете не делать этого.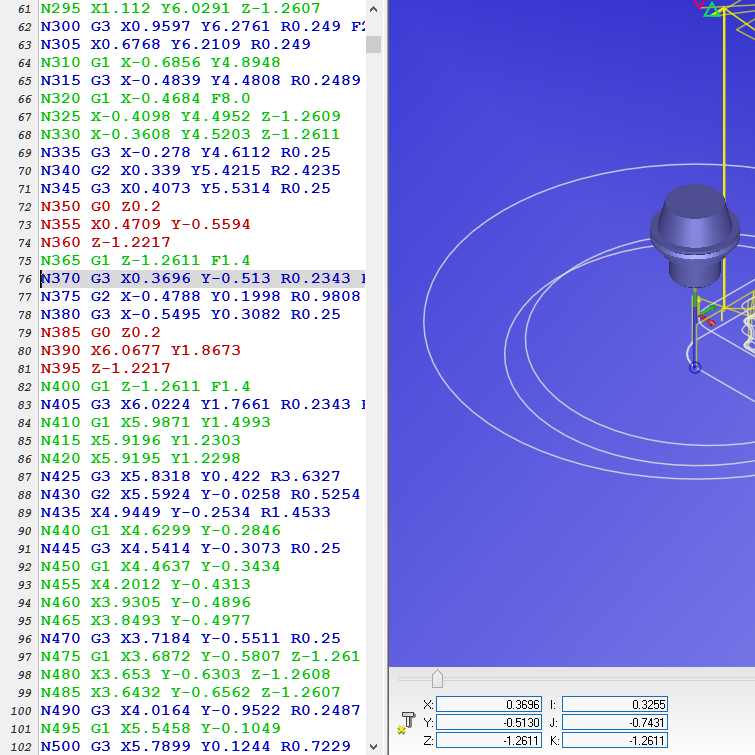
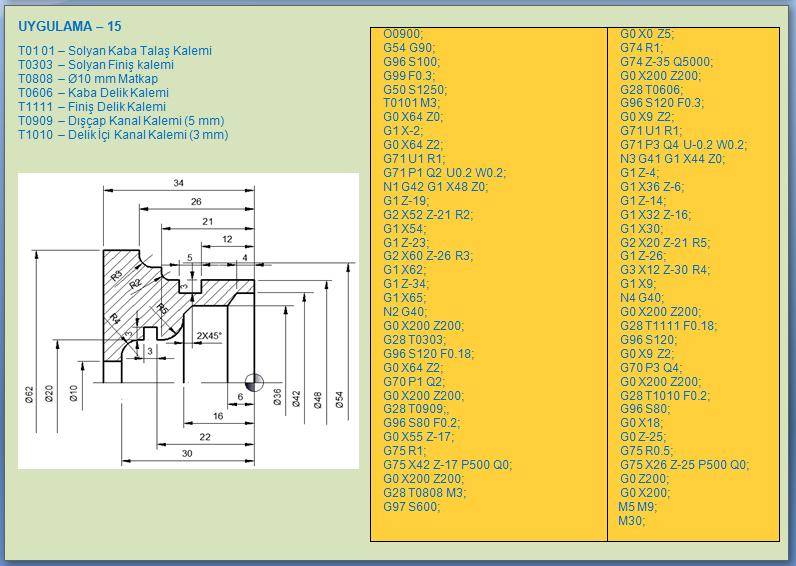 Все постоянные циклы нарезания резьбы могут быть зациклены в G9.1, режим инкрементного программирования.
Все постоянные циклы нарезания резьбы могут быть зациклены в G9.1, режим инкрементного программирования.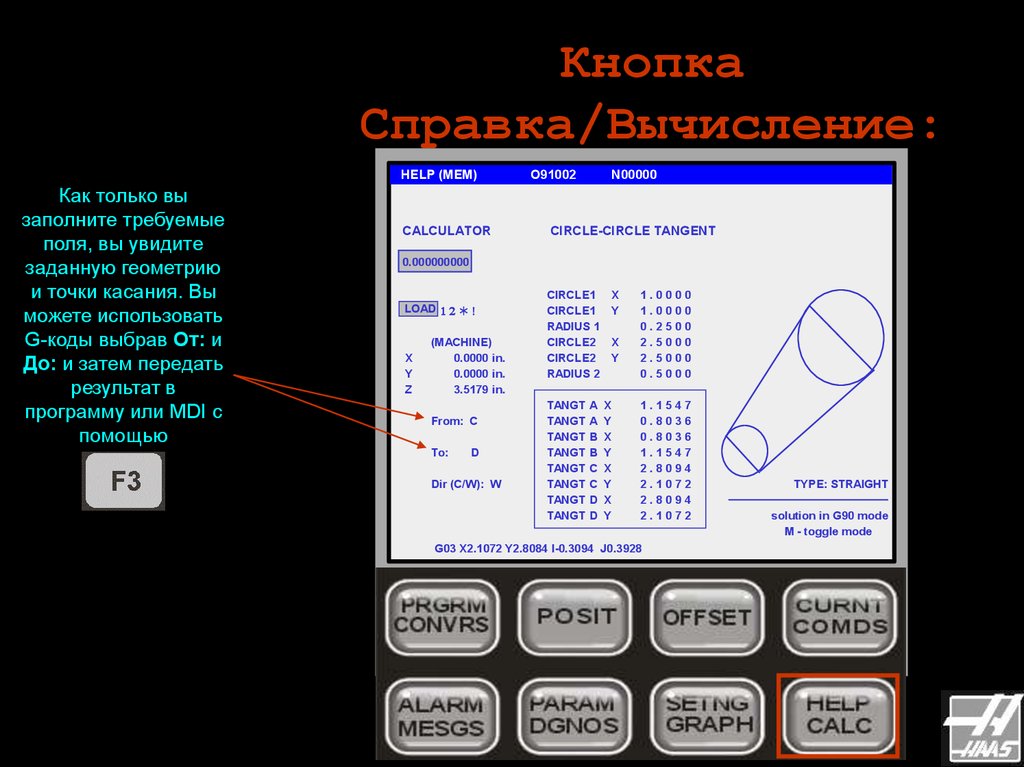 . Это отличается от других стандартных циклов растачивания, в которых инструмент перемещается либо в ускоренном режиме, либо в толчковом режиме, чтобы вернуться в исходное положение.
. Это отличается от других стандартных циклов растачивания, в которых инструмент перемещается либо в ускоренном режиме, либо в толчковом режиме, чтобы вернуться в исходное положение.
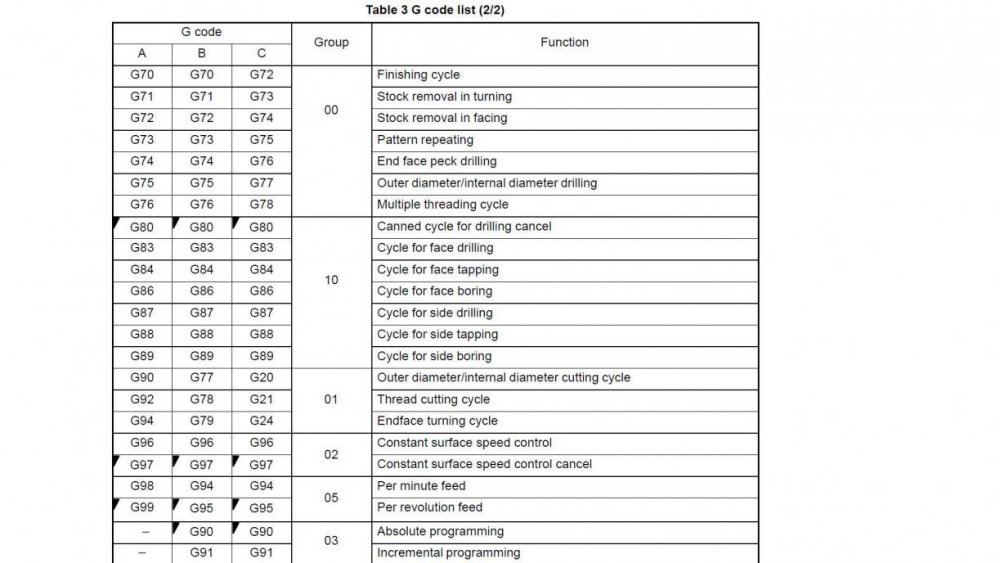
 G69отменяет вращение.
G69отменяет вращение. Конечно, g-коды программирования станков с ЧПУ являются основой, когда программисты ЧПУ выполняют свою задачу по программированию станков с ЧПУ.
Конечно, g-коды программирования станков с ЧПУ являются основой, когда программисты ЧПУ выполняют свою задачу по программированию станков с ЧПУ.
 При создании станка брался во внимание принцип максимального использования стандартизированных компонентов мировых производителей (Bosch, Siemens, Heidenhain, SKF). Большим плюсом является возможность модульного изменения конструкции одновременно с сохранением положительного соотношения цена/производительность.
При создании станка брался во внимание принцип максимального использования стандартизированных компонентов мировых производителей (Bosch, Siemens, Heidenhain, SKF). Большим плюсом является возможность модульного изменения конструкции одновременно с сохранением положительного соотношения цена/производительность. youtube.com/embed/epf6weBHtkE » frameborder=»0″ allowfullscreen=»true»>
youtube.com/embed/epf6weBHtkE » frameborder=»0″ allowfullscreen=»true»>
 Горизонтальное расположение позволяет стружке — неизбежному результату высокоскоростного фрезерования — просто отваливаться или легко удаляться.
Горизонтальное расположение позволяет стружке — неизбежному результату высокоскоростного фрезерования — просто отваливаться или легко удаляться. Стол является наиболее универсальным, хотя все служат одной цели — сверлить отверстия в заготовке по горизонтали.
Стол является наиболее универсальным, хотя все служат одной цели — сверлить отверстия в заготовке по горизонтали.
 Выбор идеального производителя деталей для станков с ЧПУ может быть сложной задачей, поскольку неправильный выбор может привести к низкому качеству, повторяющимся задержкам и проблемам с продуктом. Понимая, на что обращать внимание при выборе производителя станков, вы можете сделать выбор, результатом которого станет качественная продукция, успешные проекты и довольные клиенты.
Выбор идеального производителя деталей для станков с ЧПУ может быть сложной задачей, поскольку неправильный выбор может привести к низкому качеству, повторяющимся задержкам и проблемам с продуктом. Понимая, на что обращать внимание при выборе производителя станков, вы можете сделать выбор, результатом которого станет качественная продукция, успешные проекты и довольные клиенты. Стремясь к инновациям, мы производим и собираем основные компоненты воздушных и космических кораблей, отличающиеся высокой прочностью, превосходной точностью, жесткими допусками и качественными материалами.
Стремясь к инновациям, мы производим и собираем основные компоненты воздушных и космических кораблей, отличающиеся высокой прочностью, превосходной точностью, жесткими допусками и качественными материалами.
 Мы также предоставляем готовые решения по автоматизации и дополнительные инженерные услуги, чтобы максимизировать ваши производственные мощности для любого объема или ассортимента продукции.
Мы также предоставляем готовые решения по автоматизации и дополнительные инженерные услуги, чтобы максимизировать ваши производственные мощности для любого объема или ассортимента продукции.

 500
500 950-213
950-213
 1
1



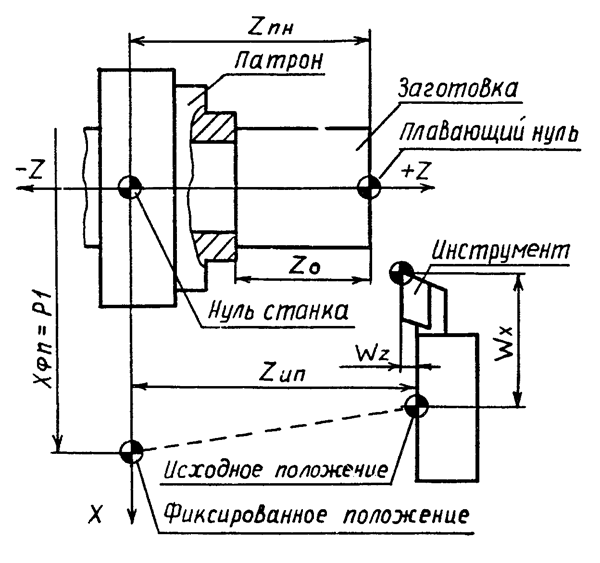 Оси координат в данной системе параллельны линейным направляющим устройства.
Оси координат в данной системе параллельны линейным направляющим устройства.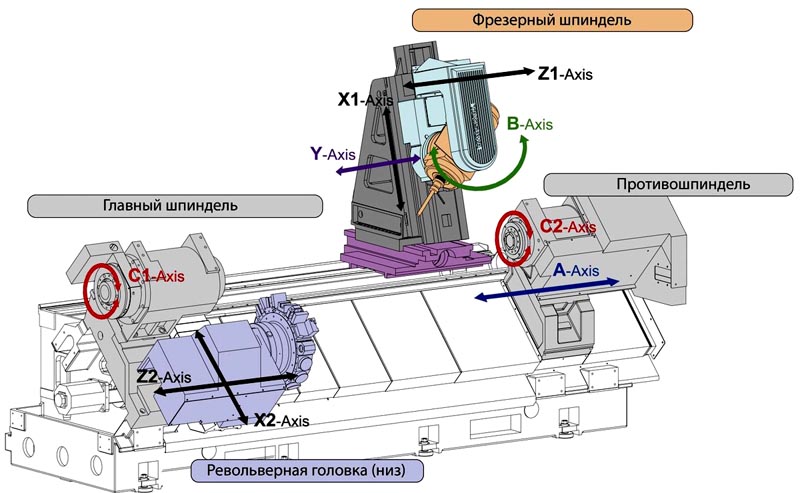
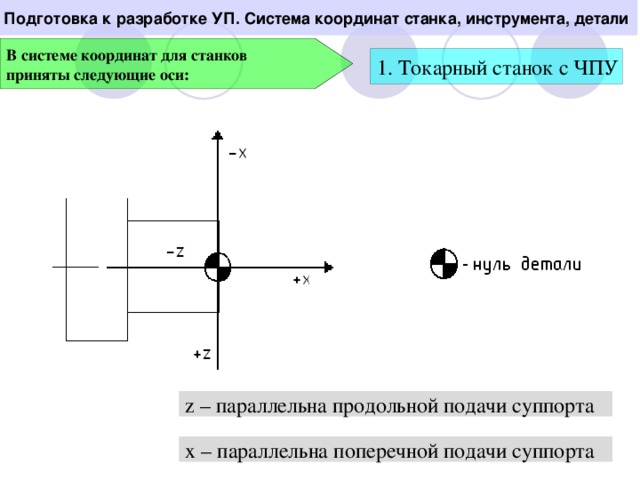

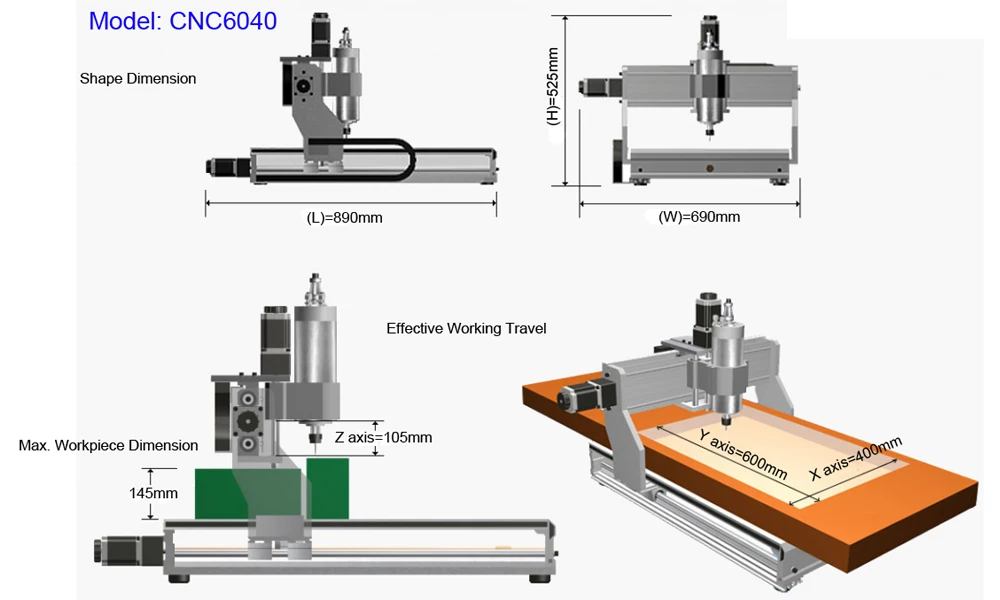
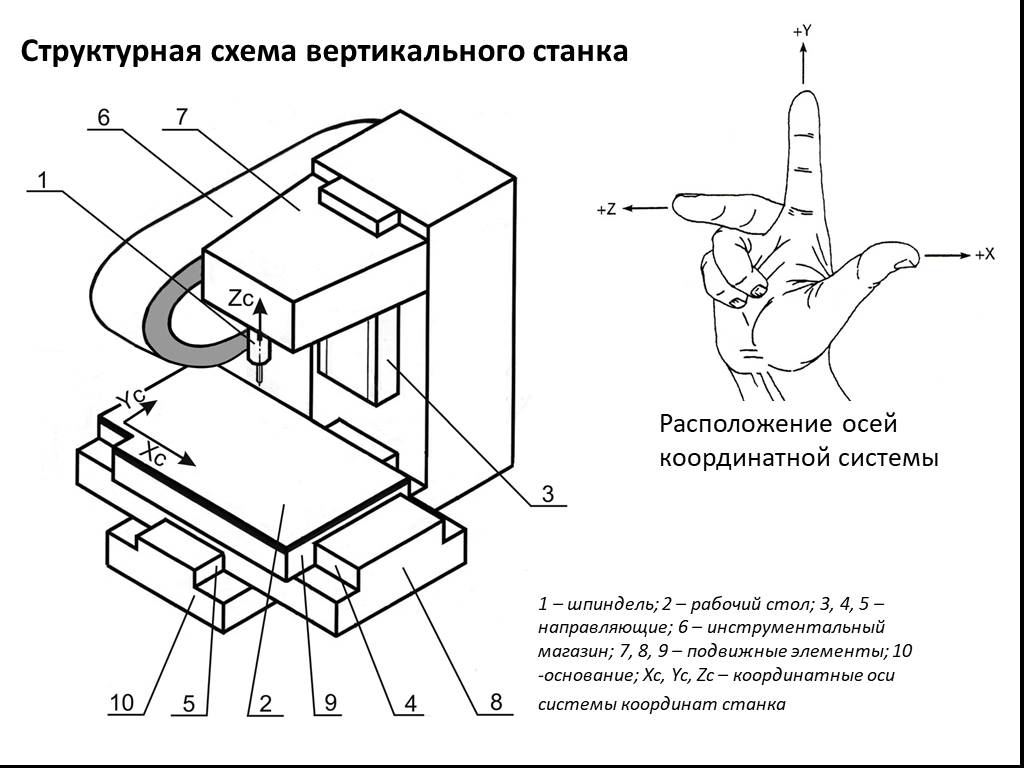 Это необходимо для того, чтобы определить разницу в расстоянии между системой WCS и исходным положением точки координат станка. Числовые характеристики таких смещений хранятся в контроллере станка и к ним можно обратиться при необходимости.
Это необходимо для того, чтобы определить разницу в расстоянии между системой WCS и исходным положением точки координат станка. Числовые характеристики таких смещений хранятся в контроллере станка и к ним можно обратиться при необходимости.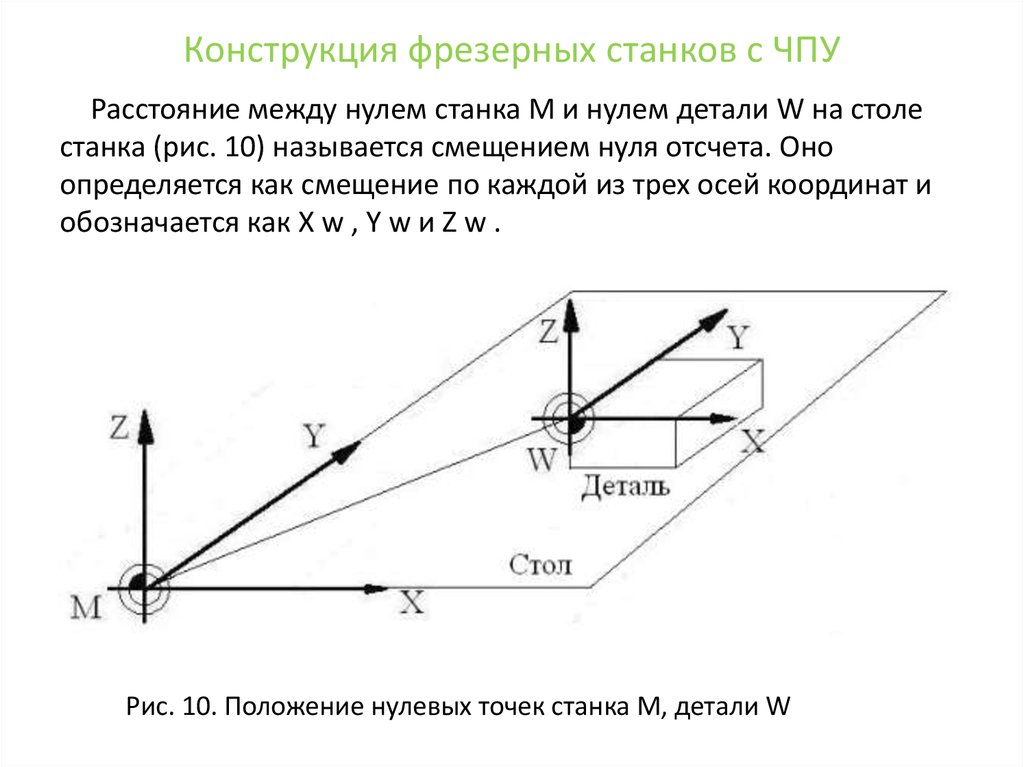

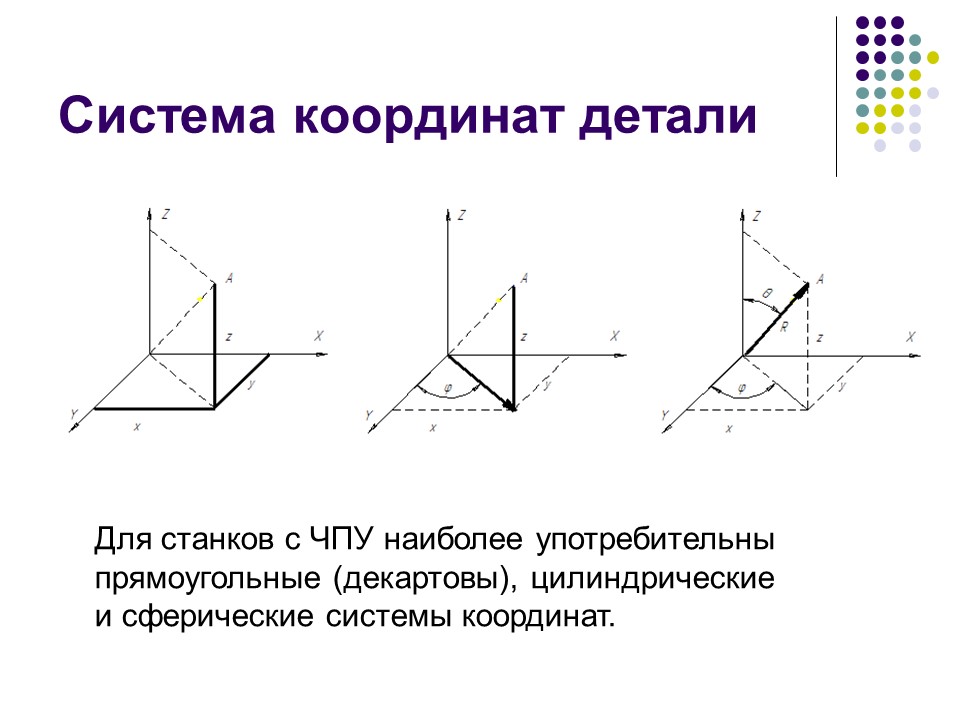 е. шпинделя, вращающего инструмент (в станках сверлильно-фрезерно-расточной группы), или шпинделя, вращающего заготовку (в станках токарной группы).
е. шпинделя, вращающего инструмент (в станках сверлильно-фрезерно-расточной группы), или шпинделя, вращающего заготовку (в станках токарной группы).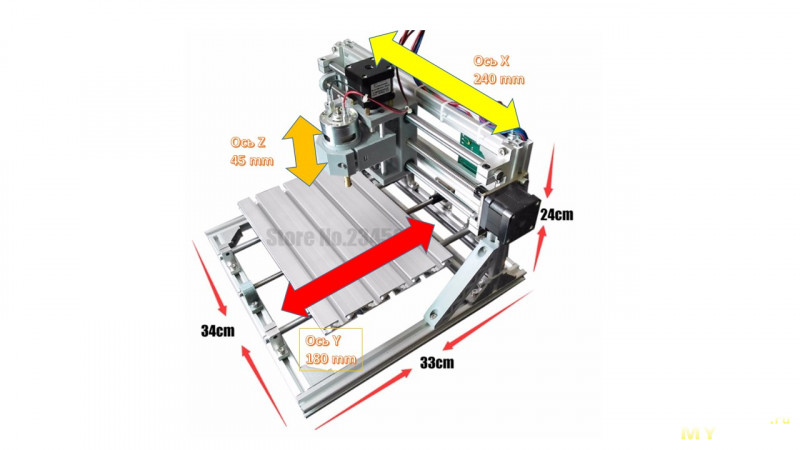
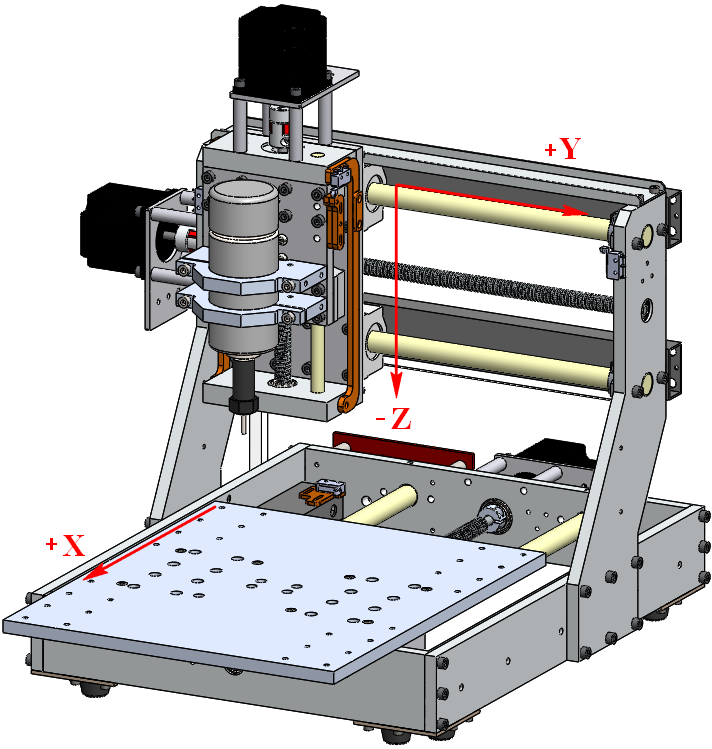 Для этого пользуются правилом правой руки: большой палец — ось X, указательный — ось У, средний — ось Z . При определении координатных перемещений станка правую руку мысленно кладут тыльной стороной на обрабатываемую плоскость заготовки так, чтобы полусогнутый средний палец совпал с осью Z инструмента. Тогда большой палец покажет направление оси X, а указательный — У.
Для этого пользуются правилом правой руки: большой палец — ось X, указательный — ось У, средний — ось Z . При определении координатных перемещений станка правую руку мысленно кладут тыльной стороной на обрабатываемую плоскость заготовки так, чтобы полусогнутый средний палец совпал с осью Z инструмента. Тогда большой палец покажет направление оси X, а указательный — У.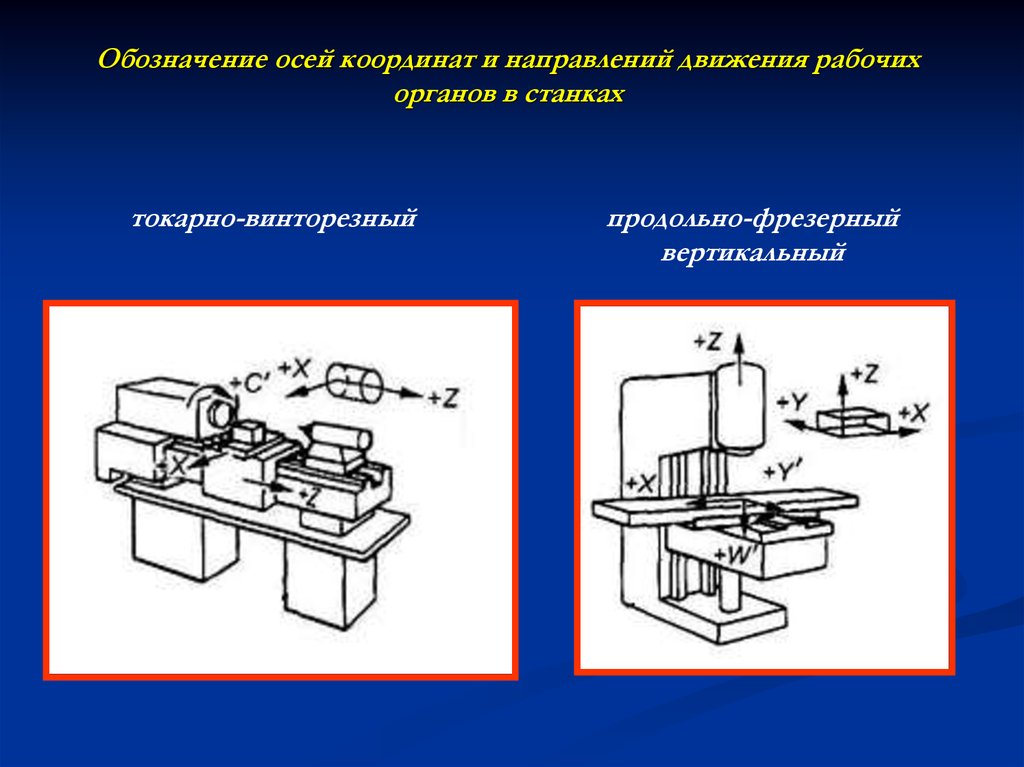
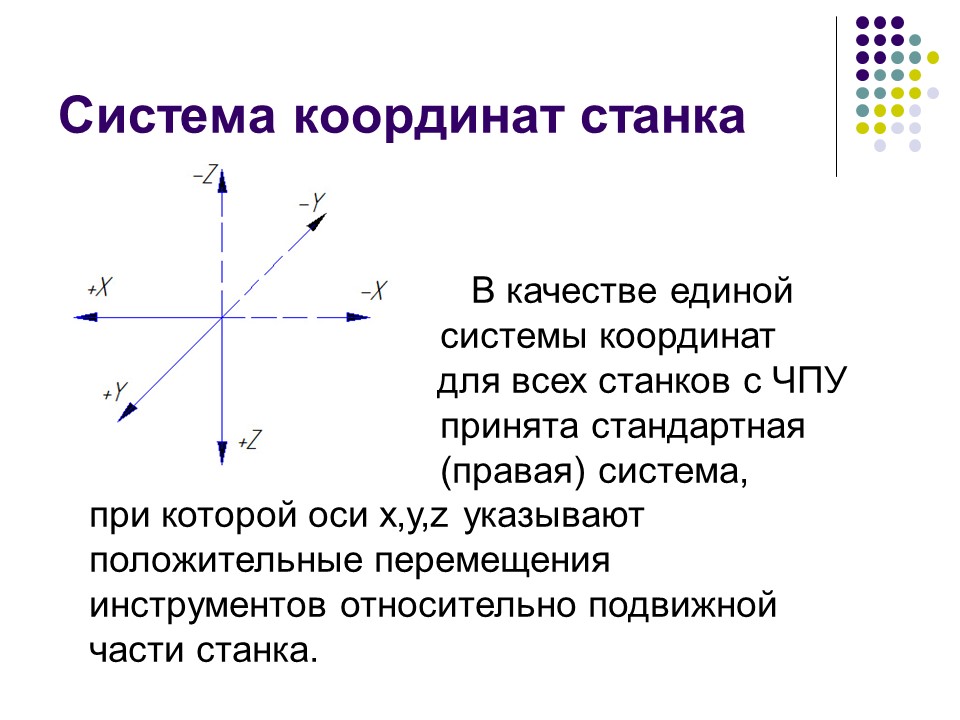 Эта система координатных плоскостей использует линии действительных чисел, расположенные под прямым углом, что позволяет четко и однозначно определить любую точку в пространстве. В математике порядок координат (через запятую) обозначает точку на графике. Например, (2,3) обозначает точку со значением X, равным 2, и значением Y, равным 3. Синтаксис этой точки очень похож на программирование G-кода. Это будет обсуждаться позже в этой главе.
Эта система координатных плоскостей использует линии действительных чисел, расположенные под прямым углом, что позволяет четко и однозначно определить любую точку в пространстве. В математике порядок координат (через запятую) обозначает точку на графике. Например, (2,3) обозначает точку со значением X, равным 2, и значением Y, равным 3. Синтаксис этой точки очень похож на программирование G-кода. Это будет обсуждаться позже в этой главе.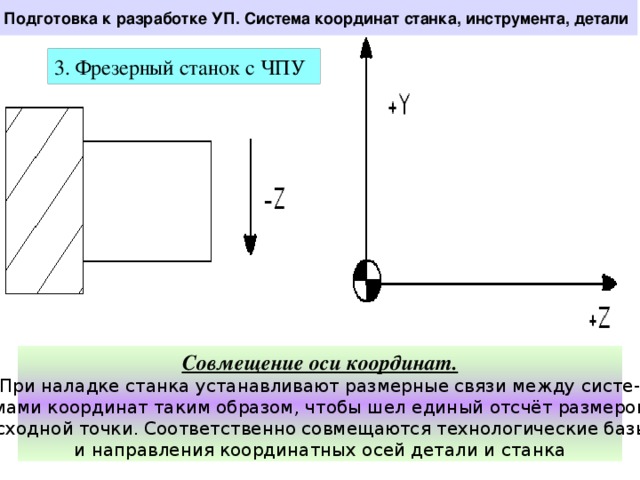 Работа в одном квадранте поможет исключить ошибки. Если это невозможно, постарайтесь, по крайней мере, расположить сетку так, чтобы начало координат было очевидным для оператора или другого программиста.
Работа в одном квадранте поможет исключить ошибки. Если это невозможно, постарайтесь, по крайней мере, расположить сетку так, чтобы начало координат было очевидным для оператора или другого программиста. Основными линейными осями являются X, Y и Z.
Основными линейными осями являются X, Y и Z. В большинстве случаев ось X параллельна полу. Ось X будет ортогональной (под прямым углом) к оси Z. Наконец, ось Y будет под прямым углом к осям X и Z. Ориентация этих трех осей соответствует так называемому правилу правой руки . Если вы ориентируете большой палец правой руки по оси Z, оси X и Y можно совместить с указательным и средним пальцами соответственно. Кончики ваших пальцев будут показывать положительное направление каждой оси.
В большинстве случаев ось X параллельна полу. Ось X будет ортогональной (под прямым углом) к оси Z. Наконец, ось Y будет под прямым углом к осям X и Z. Ориентация этих трех осей соответствует так называемому правилу правой руки . Если вы ориентируете большой палец правой руки по оси Z, оси X и Y можно совместить с указательным и средним пальцами соответственно. Кончики ваших пальцев будут показывать положительное направление каждой оси. Траектории токарного станка чаще всего программируются с использованием координат диаметра.
Траектории токарного станка чаще всего программируются с использованием координат диаметра.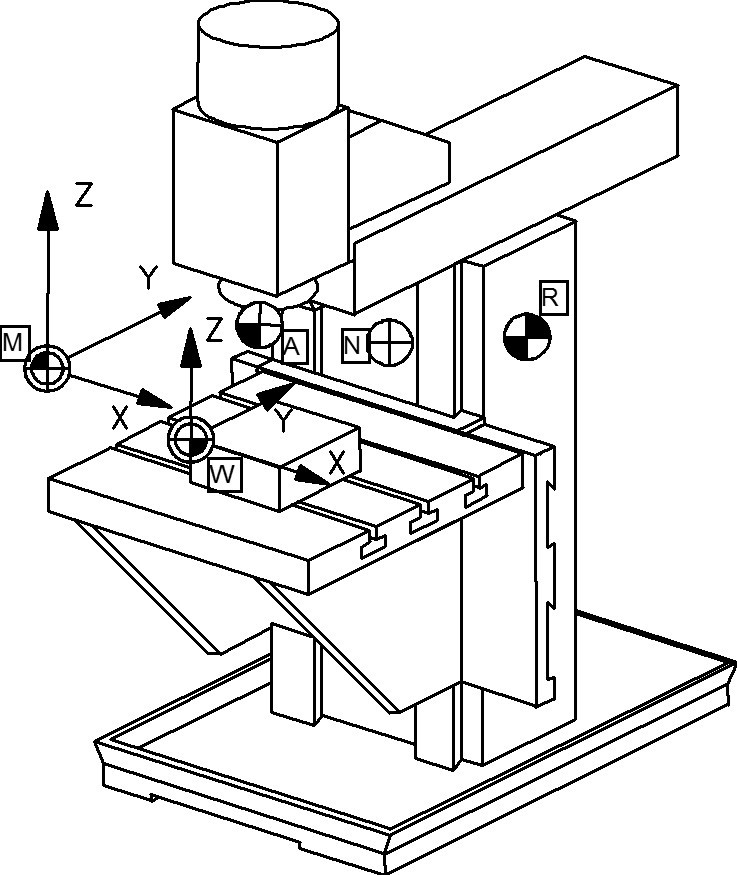 Если G16 включен, значения X интерпретируются как радиус (расстояние), а Y становится углом. На машинах с этой функцией G15 отменяет полярные координаты и возвращается к прямоугольным координатам.
Если G16 включен, значения X интерпретируются как радиус (расстояние), а Y становится углом. На машинах с этой функцией G15 отменяет полярные координаты и возвращается к прямоугольным координатам. Чтобы указать исходную точку, например, G54, оператор должен использовать кромкомер или другой датчик для позиционирования шпинделя над желаемой исходной точкой (см. ниже).
Чтобы указать исходную точку, например, G54, оператор должен использовать кромкомер или другой датчик для позиционирования шпинделя над желаемой исходной точкой (см. ниже).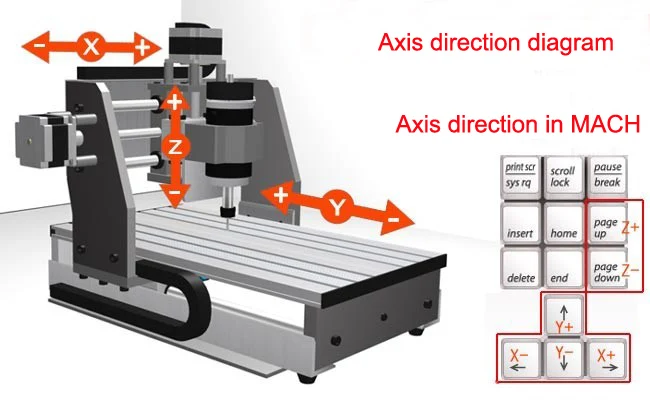
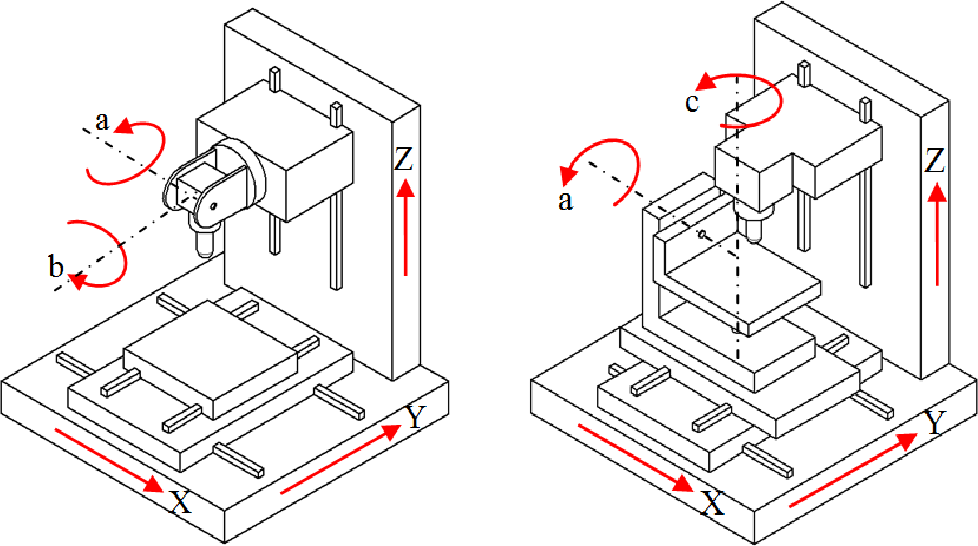 Обратите внимание, что значение в регистре смещения равно -17,0253, что является точкой на отмеченной оси X на станке.
Обратите внимание, что значение в регистре смещения равно -17,0253, что является точкой на отмеченной оси X на станке.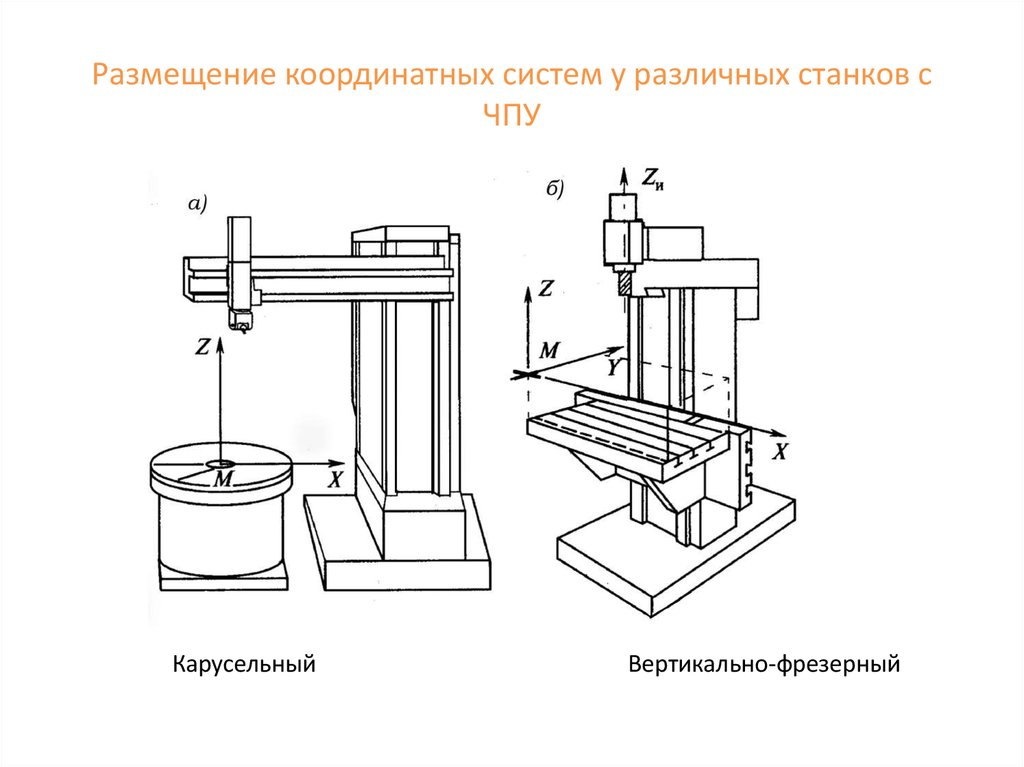 Обратите внимание, что ось Z находится над исходной точкой станка.
Обратите внимание, что ось Z находится над исходной точкой станка.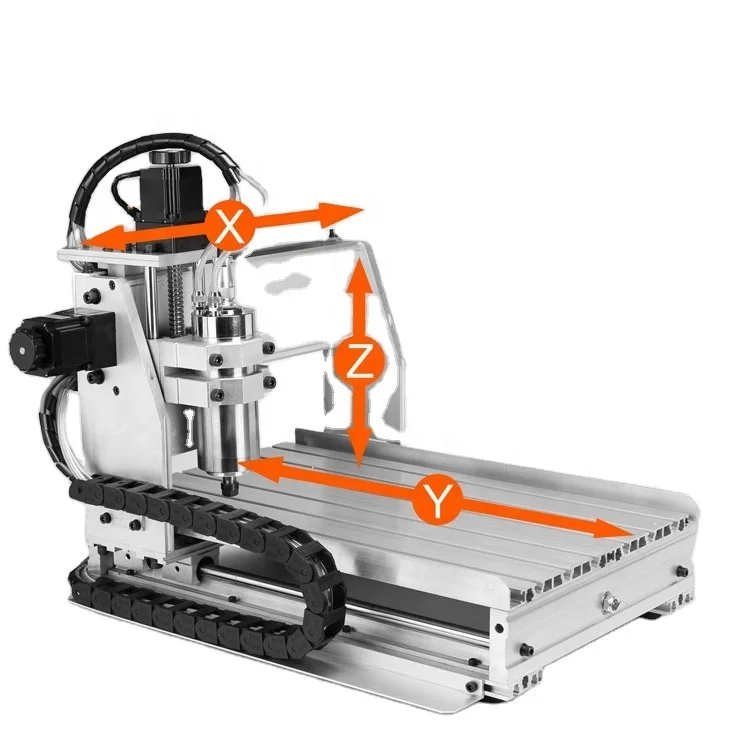
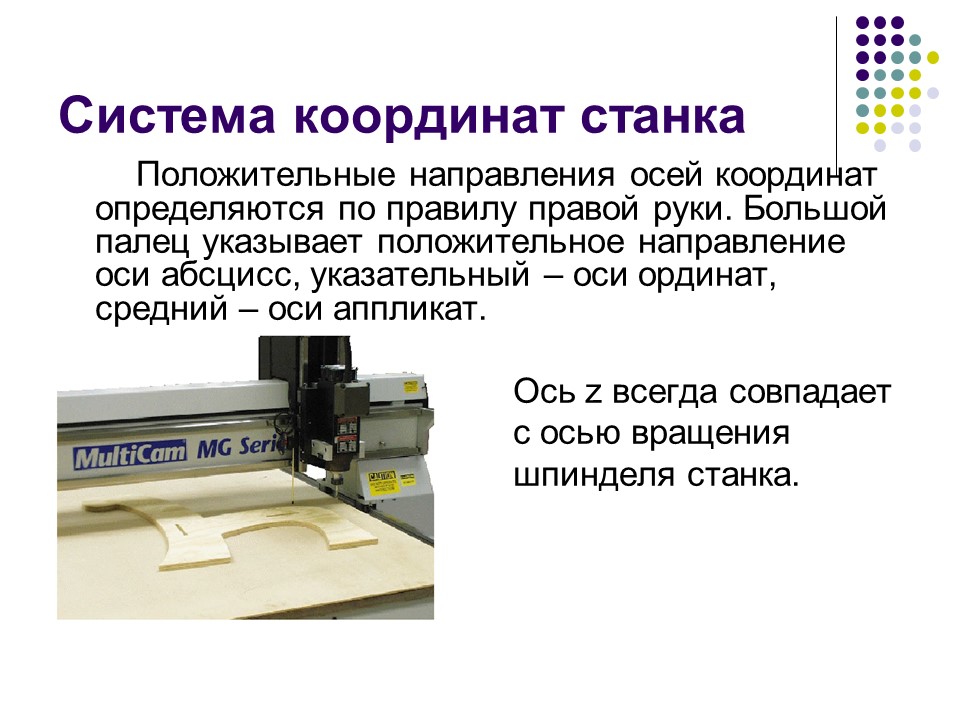 Эти координаты могут быть декартовыми или полярными. Выбор системы координат фрезерного станка с ЧПУ остается за оператором, и он считает, что это наиболее эффективный способ управления станком.
Эти координаты могут быть декартовыми или полярными. Выбор системы координат фрезерного станка с ЧПУ остается за оператором, и он считает, что это наиболее эффективный способ управления станком. В полярных координатах заготовка перемещается относительно режущего инструмента по радиусу и углу. Это позволяет создавать более сложные формы и кривые. Полярные координаты часто используются при обработке с ЧПУ, потому что они могут помочь получить более точные и точные результаты. При использовании этой системы станок может перемещать режущий инструмент более последовательно и контролируемо. Это приводит к повышению точности и эффективности резки, поэтому полярные координаты так популярны в мире обработки с ЧПУ.
В полярных координатах заготовка перемещается относительно режущего инструмента по радиусу и углу. Это позволяет создавать более сложные формы и кривые. Полярные координаты часто используются при обработке с ЧПУ, потому что они могут помочь получить более точные и точные результаты. При использовании этой системы станок может перемещать режущий инструмент более последовательно и контролируемо. Это приводит к повышению точности и эффективности резки, поэтому полярные координаты так популярны в мире обработки с ЧПУ.