Компрессор плохо качает воздух — причины почему компрессор перестал набирать давление
Выпускаемое в настоящее время компрессорное оборудование надежно и долговечно. Несмотря на то, что основой являются все те же агрегаты, благодаря современным разработкам и техническому прогрессу произошли кардинальные изменения в лучшую сторону. Оборудование стало более компактным, сохранив прежнюю мощность, большой популярностью пользуются винтовые компрессоры из-за их отличных эксплуатационных характеристик
Использование инновационных материалов позволило увеличить срок эксплуатации большинства деталей. Чтобы продлить жизнь запчастям, используются смазочные жидкости, в которые добавлены специальные присадки. Для управления в большинстве моделей компрессоров используется ПУ, которым легко можно запустить и остановить агрегат. На пульт выводится вся информация об отработанном времени, количестве произведенной сжатой среды. В некоторых моделях на дисплей выводится информация о возможных неполадках.
В отличие от промышленного компрессорного оборудования в бытовых моделях также есть различные датчики, но нет пульта, на который выводится вся информация, что чаще всего создает проблему. Например, если на термодатчик поступает сигнал о небольшом отступлении от нормы температуры, то он сигнализирует о неполадках в работе и останавливает двигатель. Этот случай довольно сложен, так как выяснить, что за проблема снижает температурные показатели нелегко.
Причины, по которым компрессор не набирает давление
Независимо от надежности компрессоров при длительной эксплуатации возможно возникновение неполадок и поломок. Одна из часто возникающих проблем заключена в том, что агрегат перестает качать сжатую среду. Владельцы винтовых компрессоров на дизельном топливе обычно не знают, что нужно делать в этом случае.
По прошествии некоторого времени с начала эксплуатации агрегата может возникнуть такая неполадка. В данном случае оборудование не может набрать необходимое давление. Причин для этого может быть много. Один из вариантов – сбившиеся настройки регуляторов давления. Если они не нарушены, то нужно провести тщательный осмотр всего агрегата. Сначала необходимо проверить места входных соединений патрубков с ресивером и выходных резьбовых соединений цилиндра. При вибрации эти узлы могли ослабнуть, что, соответственно, явилось причиной низкого давления.
Есть еще несколько вариантов, при которых компрессор просто не может поднять до нужного уровня давление, что является причиной отказа работы оборудования:
пропуск воздуха на резьбовом соединении манометра и сбросного клапана;
Исправить такую неполадку довольно легко. Достаточно плотно затянуть соединительные муфты гаечным ключом соответствующего размера. Иногда нужно заменить прокладку или сделать подмотку.
Если такая проверка не дала результата, так как все резьбовые соединения закручены крепко, через них не травится воздух, но давление продолжает оставаться низким, то нужно совершить следующие действия. Включают компрессор, делают мыльный раствор, которым промазывают все соединения. Если где-то есть пропуск воздуха, то на этом месте сразу образуются пузырьки. Так как работающий агрегат сильно шумит, то услышать вырывающийся из свища воздух услышать невозможно, а таким способом наглядно видно, где есть пропуск.
Иногда дизельный винтовой компрессор не может качать необходимое давление из-за стершихся компрессионных колец. Их необходимо заменить, так как на эти детали и поршень есть установленный рабочий ресурс. Если не сделать такую замену, то сначала появляется недобор давления, а затем падает мощность всей установки.
Если при обработке мыльным раствором под цилиндром и его головкой выявился пропуск воздуха, то лучше всего обратиться к специалистам, занимающимся ремонтом винтовых компрессоров. Образовавшийся в этом труднодоступном месте свищ чаще всего становится причиной низкого давления и неправильно работающего оборудования.
Ремонт этого узла можно сделать самостоятельно. Сначала снимают кожух, затем отвинчивают гайки, соединяющие корпус и головку цилиндра. В некоторых случаях вместо гайки выкручивается шпилька. При обратной сборке нужно будет установить их на место и стянуть гайками. После поднятия головки цилиндра можно увидеть прокладку. Если на ней есть разрыв стенки, то необходимо сделать замену. Некоторые модели компрессорного оборудования комплектуются набором прокладок или их можно купить в специальном магазине.
После замены прокладки делается сбор всех шпилек и гаек в обратной последовательности. При затягивании гаек нужно соблюдать осторожность, чтобы не сорвать резьбу. После сборки необходимо включить агрегат и снова промазать мыльным раствором все места, где был пропуск. Если протечка воздуха устранена, то можно подключать оборудование на полную мощность. В противном случае нужно обратиться в специализированный сервисный центр.
Распространенной причиной недобора давления в дизельном винтовом компрессоре может быть неплотное прилегание клапанов или их поломка. Выяснить это можно только разобрав агрегат, что не рекомендуется делать самостоятельно. У этой неполадки есть несколько признаков:
большой перегрев компрессора;
очень долго набирается давление в ресивере;
невозможность достижения номинального давления.
Такую неисправность может отремонтировать только специалист в сервисном центре, заменив клапан.
Еще одной причиной того, что компрессор не качает воздух, может стать входной воздушный фильтр. В поступающем воздухе присутствуют частицы пыли, за счет которых нагар оседает на поршневой группе и кольцах. В этом случае увеличивается расход масла. Его переизбыток выбрасывается в ресивер, откуда попадает в пневматическую линию. Происходит повышение температуру, перегрев клапанов, и, как результат, их поломка. Пыльный воздушный фильтр или его отсутствие сокращает время эксплуатации цилиндра, поршневой группы, колец.
Если не соблюдать эксплуатационную инструкцию, несвоевременно заменять сменные материалы, может возникнуть ситуация, при которой компрессор перестанет качать воздух под необходимым давлением. Наша организация занимается ремонтом компрессорного оборудования и заменой деталей. На все работы дается гарантия.
Ремонт компрессоров
Помните, что точно определить причину почему не качает компрессор и устранить неисправность может только квалифицированный специалист. Если вы хотите, чтобы ваше оборудование служило долго — доверьтесь профессионалам, которые имеют достаточный опыт и могут предоставить гарантию на ремонт.
ООО «ГК ПРОМОБОРУДОВАНИЕ» предлагает Вам качественный ремонт и обслуживание Ваших компрессоров. За 10 лет работы у нас накопился большой опыт в работе со сложным компрессорным оборудованием.
Наша компания выполняет все виды технического обслуживания и ремонта компрессоров. Профессионалы быстро выявят причину проблемы и исправят ее. Количество возможных вариантов, из-за которых происходит падение давления компрессора, очень велик. Разобраться в этом вопросе, не зная устройство и принцип работы, а также особенности модели очень трудно. Специалисты сэкономят время для Вас и восстановят производительность компрессора и другие характеристики, которые имело оборудование при покупке. Оставьте заявку на бесплатную консультацию ниже, наши специалисты свяжутся с вами, дадут рекомендации по ремонту и помогут подобрать запчасти и комплектующие для вашего оборудования.
Компрессор не качает воздух | EN-PROF.RU
Долговечная конструкция, выполненная с применением современных материалов – это признак любого хорошего компрессора, присутствующего на рынке. Тем не менее, после определенного периода интенсивной эксплуатации даже у самых надежных компрессоров могут возникнуть технические неполадки. Чаще всего, компрессор не может качать воздух, тем самым не выполняя свою основную функцию. Рассмотрим причины, которые могут привести к такой неисправности, методы их диагностики и устранения.
Причины неполадок компрессора
Портал о компрессорах собрал некоторые, наиболее распространенные поломки, которые ведут к тому, что компрессор не качает сжатый воздух: – сбившиеся настройки регулятора мощности; – на входе загрязнен воздушный фильтр; – ослабленное из-за вибрации соединение патрубков ресивера и цилиндра; – естественный износ электродвигателя, уже не способного создать достаточное давление; – утечка воздуха в местах установки манометра и клапана сброса; – поломка клапанов, или их неплотное прилегание; – износившиеся кольца на поршне мешают накачивать воздух. Некоторых из этих неполадок можно избежать, тщательно соблюдая рекомендации завода-производителя, которые содержатся в технической документации на компрессор. Компрессор работает хорошо, если проводится регламентное обслуживание. Замена фильтров и других расходных материалов также поможет продлить срок работы агрегата.
Диагностика неисправностей
Некоторые современные компрессоры оснащены электронными датчиками и бортовым компьютером, который способен самостоятельно выполнить диагностику. В таком случае причину, почему компрессор неисправен,покажет дисплей встроенного компьютера, или подключаемое диагностическое устройство. Однако такие технические новшества пока еще отсутствуют на самых распространенных компрессорах, как правило, небольших и доступных по цене устройствах. Некоторые специфические неисправности можно выявить самостоятельно, не обращаясь к специалистам.
Резьбовые соединения, в местах крепления патрубков цилиндра или ресивера,ослабленные из-за вибрации. Утечка воздуха в таких местах выявляется при помощи мыльного раствора, которые наносится на все такие соединения. В месте утечки воздуха будут надуваться мыльные пузыри, безошибочно сигнализируя о проблеме.
Загрязненный воздушный фильтр на входе перестал качественно очищать воздух, пропускает в поршневую группу частицы пыли. Осаждение нагара в поршневой группе приводит к увеличению выброса масла в пневмолинию и ресивер, увеличивает его потребление, и плохо влияет на эффективность работы компрессора. Следует регулярно осматривать воздушный фильтр на предмет загрязнения, обычно он выполняется легкосъемным.
Перегрев компрессора, увеличенное время набора давления в ресивере сигнализируют об износе клапанов, их неплотном прилегании. Фактически, это непрямые признаки выхода из строя клапанов, но с большой долей вероятности причина именно в этом.
Недобор давления и потеря мощности могут указывать на износившиеся компрессионные кольца. Однако точно установить данную неполадку можно, только полностью разобрав компрессор, что способны сделать не все владельцы устройства.
К сожалению, некоторые неисправности, например такие, как ослабление производительности электродвигателя, могут быть выявлены только с использованием специального диагностического оборудования. Поэтому, если по описанным признакам не удалось самостоятельно определить причину недобора мощности компрессора – обращайтесь в сервисный центр.
Самостоятельный ремонт компрессора
Некоторые неполадки компрессора, из-за которых он не качает воздух, могут быть самостоятельно устранены в домашних условиях. Для этого потребуются только элементарные технические навыки, без применения специального оборудования. Для работы компрессоров характерна интенсивная вибрация, что особенно актуально для старых поршневых конструкций. Со временем, вибрация неизбежно приводит к ослаблению резьбовых соединений. Это, вероятно, самая распространенная причина недобора давления агрегатом. После того, как при помощи мыльного раствора ослабленное соединение выявлено, его нужно просто зажать, используя инструменты, имеющиеся в любом домашнем хозяйстве. При этом нужно соблюдать осторожность – слишком сильное затягивание может привести к срыву резьбы! Клапан сброса давления и манометр также могут давать утечку воздуха. Следует зажать муфты их соединения, которые также подвержены действию вибрации. Загрязненный воздушный фильтр можно очистить от пыли и прочих частиц. Для этого его нужно хорошо вытрясти, возможно также применить для этого бытовой пылесос. Изношенные компрессионные кольца и клапаны не подлежат ремонту, их поломка может быть выявлена, но не устранена в домашних условиях.
Системы тепловых насосов | Министерство энергетики
Энергосбережение
Изображение
Тепловые насосы представляют собой энергоэффективную альтернативу печам и кондиционерам для всех климатических условий. Как и ваш холодильник, тепловые насосы используют электричество для передачи тепла из прохладного помещения в теплое, делая прохладное помещение более прохладным, а теплое – теплее. Во время отопительного сезона тепловые насосы переносят тепло из прохладной улицы в ваш теплый дом. В сезон охлаждения тепловые насосы переносят тепло из вашего дома на улицу. Поскольку они передают тепло, а не производят тепло, тепловые насосы могут эффективно обеспечивать комфортную температуру для вашего дома.
Канальные воздушные тепловые насосы
Существует три основных типа тепловых насосов, соединенных воздуховодами: воздух-воздух, водяной и геотермальный. Они собирают тепло из воздуха, воды или земли за пределами вашего дома и концентрируют его для использования внутри.
Изображение
Наиболее распространенным типом теплового насоса является воздушный тепловой насос, который передает тепло между вашим домом и наружным воздухом. Современный тепловой насос может снизить потребление электроэнергии для отопления примерно на 50% по сравнению с электрическим нагревом сопротивления, таким как печи и плинтусные обогреватели. Кроме того, высокоэффективные тепловые насосы осушают воздух лучше, чем стандартные центральные кондиционеры, что приводит к меньшему потреблению энергии и более комфортному охлаждению в летние месяцы. Воздушные тепловые насосы использовались в течение многих лет почти во всех частях Соединенных Штатов, но до недавнего времени они не использовались в районах, где длительные периоды отрицательных температур. Однако в последние годы технология теплового насоса с воздушным источником продвинулась настолько, что теперь она предлагает законную альтернативу отоплению помещений в более холодных регионах.
Бесканальные воздушные тепловые насосы
Изображение
Для домов без воздуховодов воздушные тепловые насосы также доступны в версии без воздуховодов, называемой мини-сплит-тепловым насосом. Кроме того, специальный тип воздушного теплового насоса, называемый «чиллером с обратным циклом», генерирует горячую и холодную воду, а не воздух, что позволяет использовать его с системами лучистого обогрева пола в режиме обогрева.
Геотермальные тепловые насосы
Изображение
Геотермальные (наземные или водные) тепловые насосы обеспечивают более высокую эффективность за счет передачи тепла между вашим домом и землей или ближайшим источником воды. Несмотря на то, что установка геотермальных тепловых насосов стоит дороже, они имеют низкие эксплуатационные расходы, поскольку они используют преимущества относительно постоянной температуры грунта или воды. Геотермальные (или геотермальные) тепловые насосы имеют ряд существенных преимуществ. Они могут снизить потребление энергии на 30-60%, контролировать влажность, прочны и надежны и подходят для самых разных домов. Подойдет ли вам геотермальный тепловой насос, будет зависеть от размера вашего участка, грунта и ландшафта. Геотермальные или водяные тепловые насосы могут использоваться в более суровых климатических условиях, чем воздушные тепловые насосы, и клиенты очень довольны этими системами.
Абсорбционные тепловые насосы
Изображение
Относительно новым типом теплового насоса для жилых систем является абсорбционный тепловой насос (АТН), также называемый газовым тепловым насосом. Абсорбционные тепловые насосы используют тепло или тепловую энергию в качестве источника энергии и могут приводиться в действие с помощью самых разных источников тепла, таких как сжигание природного газа, пар, нагретая вода, воздух или вода, нагретая геотермальной энергией, и поэтому отличаются от компрессионных. тепловые насосы, приводимые в действие механической энергией. AHP более сложны и требуют более крупных агрегатов по сравнению с компрессионными тепловыми насосами. Меньшее потребление электроэнергии такими тепловыми насосами связано только с перекачкой жидкости.
Дополнительные функции, которые следует искать в тепловом насосе
Ряд инноваций повышает производительность тепловых насосов.
В отличие от стандартных компрессоров, которые могут работать только на полную мощность, двухскоростные компрессоры позволяют тепловым насосам работать с производительностью, близкой к мощности нагрева или охлаждения, необходимой при любой конкретной температуре наружного воздуха, экономя энергию за счет сокращения операций включения/выключения и износа компрессора. Двухскоростные тепловые насосы также хорошо работают с системами зонального контроля. В системах зонального контроля, часто встречающихся в больших домах, используются автоматические заслонки, позволяющие тепловому насосу поддерживать разные температуры в разных комнатах.
Некоторые модели тепловых насосов оснащены двигателями с регулируемой скоростью или двухскоростными двигателями на внутренних вентиляторах (воздуходувках), наружных вентиляторах или на обоих. Регулятор скорости вращения этих вентиляторов поддерживает комфортную скорость движения воздуха, сводя к минимуму холодные сквозняки и максимально экономя электроэнергию. Это также сводит к минимуму шум от вентилятора, работающего на полной скорости.
Некоторые высокоэффективные тепловые насосы оснащены пароохладителем , который восстанавливает отработанное тепло из режима охлаждения теплового насоса и использует его для нагрева воды. Тепловой насос с пароохладителем может нагревать воду в 2-3 раза эффективнее, чем обычный электрический водонагреватель.
Еще одним достижением в технологии тепловых насосов является спиральный компрессор , состоящий из двух спиралевидных спиралей. Один остается неподвижным, а другой вращается вокруг него, сжимая хладагент, нагнетая его во все более мелкие области. По сравнению с типичными поршневыми компрессорами спиральные компрессоры имеют более длительный срок службы и работают тише. По некоторым данным, тепловые насосы со спиральными компрессорами обеспечивают на 10–15 °F (5,6–8,3 °C) более теплый воздух в режиме обогрева по сравнению с существующими тепловыми насосами с поршневыми компрессорами.
Хотя большинство тепловых насосов используют электрические нагреватели сопротивления в качестве резерва в холодную погоду, тепловые насосы также могут быть оснащены газовой печью, иногда называемой двухтопливной или гибридной системой, в дополнение к тепловому насосу. Это помогает решить проблему менее эффективной работы теплового насоса при низких температурах и сократить потребление электроэнергии. Есть несколько производителей тепловых насосов, которые объединяют оба типа тепла в одной коробке, поэтому эти конфигурации часто представляют собой две меньшие, расположенные рядом стандартные системы, использующие один и тот же воздуховод.
По сравнению с печью, работающей на топливе, или стандартным тепловым насосом, этот тип системы также может быть более экономичным. Фактическая экономия энергии зависит от относительной стоимости топлива для сжигания по отношению к электроэнергии.
Учить больше
Ссылки
Системы тепловых насосов
Воздушные тепловые насосы Узнать больше
Бесканальные мини-сплит-тепловые насосы Узнать больше
Геотермальные тепловые насосы Узнать больше
Газоабсорбционный тепловой насос Узнать больше
Эксплуатация и техническое обслуживание теплового насоса Узнать больше
Программируемые термостаты Узнать больше
Отопление и охлаждение ENERGY STAR
Воздушные насосы и камни для аквариума: лучшие бренды и цены (бесплатная доставка)
Доступны другие варианты
Больше вариантов доступно
Rated 3,9333 из 5 звезд
75
$ 17,61 Цена
$ 36,99-летняя цена
БЕСПЛАТНАЯ 1-3 ДНЕКОВЫЕ ПРЕДЛОЖЕНИЯ
. из 5 звезд
1
0,88 $Chewy Цена
БЕСПЛАТНО 1-3 дня доставки свыше 49 $
Доступно больше вариантов
Доступно больше вариантов
Рейтинг 4,2473 из 5 звезд
93
$ 4,99 Цена. Доступно больше вариантов
Доступно больше вариантов
Оценка 2,5 из 5 звезд
26
7,45$Chewy Price
7,99$Списочная цена
БЕСПЛАТНО 1-3 дня доставки свыше 49$
2 больше вариантов доступны
Больше вариантов доступны
.
Оценка 3,6 из 5 звезд
50
15,18 $ Цена для жевательных
22,99 $ Старая цена
БЕСПЛАТНАЯ 1-3-дневная доставка свыше 49 $
Доступны другие варианты
0002 больше вариантов доступно
Rated 1 из 5 звезд
2
$ 3,49 Цена
БЕСПЛАТНАЯ 1-3-дневная доставка свыше $ 49
Оценка 3,8 из 5 звезд
10
$ 5. 45. Цена
БЕСПЛАТНАЯ доставка в течение 1-3 дней на сумму свыше $49
Доступно больше вариантов
Доступно больше вариантов
Рейтинг 4 из 5 звезд
1
20,93 $0002 БЕСПЛАТНАЯ ДОСТАВКА БЕСПЛАТНАЯ ДОСТАВКА БОЛЬШЕ $ 49
Доступно больше вариантов
Доступно больше вариантов
$ 99,42. более $49
Новый
218,18$Chewy Цена
262,86$Списочная цена
БЕСПЛАТНАЯ доставка этого товара в течение 1-3 дней
Доступны другие варианты
Доступны другие варианты
$ 3,63 Цена. доставка этого товара
Доступны другие варианты
Доступны другие варианты
Рейтинг 4,1563 из 5 звезд
32
0003
БЕСПЛАТНАЯ 1-3-дневная доставка по этому пункту
. 4 из 5 звезд
4
$ 16.30.0,99-летняя цена
БЕСПЛАТНАЯ 1-3-дневная доставка более 49 долларов США
ABS пластик — материал, применяемый в технологии 3D печати. Это специальный термопластик, который широко используется в промышленности. У него много положительных характеристик и особенностей. Материал постоянно усовершенствуется, расширяется его цветовая гамма. И сейчас разработано уже несколько его разновидностей. Рассмотрим основные характерные свойства, присущие ABS пластику и его рабочую температуру.
ABS пластик для печати
Свойства
ABS используется для 3Д печати давно. И является одним из востребованных материалов в данной области. И, хотя многие стали заменять его более экологичным и качественным PLA пластиком, этот вид остается на первом месте в области ускоренного прототипирования.
ABS пластик для 3d ручки — это стойкий, прочный полимер, обладающий температурой стеклования. Именно за это качество его стали использовать в промышленных целях. Достигая необходимой температуры, полимер превращается из текучего, вязкого вещества в более твердое, стеклообразное.
ABS пластик для 3d ручки
Температура стеклования должна быть очень высокой. Чтобы в процессе использования готовых предметов, сделанных из полимера, они сохраняли форму и функционал. При этом, нагрев должен быть достаточно низким для безопасности экструзии.
Основные характеристики
Рассмотрим характеристики двух разновидностей пластиков: ABS, PLA. И сравним их качественные показатели. ABS — ударопрочный, износостойкий материал с высокой размерной стабильностью. Его используют в вакуумных металлизациях и при нанесении покрытий гальванических. Получаются изделия с ровной блестящей поверхностью. В зависимости от разновидности материала, поверхность готовых объектов может получаться как блестящей, так и матовой.
Разноцветный ABS пластик
Вещество обладает стойкостью к материалам смазочным, к неорганическим солям, кислотам и щелочам. Может разрушиться при воздействии УФ-лучей, ацетона, эфира, бензола. Попадая в эти вещества, пластик просто растворяется.
Температура размягчения АБС материала от 90 до 119 градусов. Температура изгиба от 95 до 108 градусов. Высокая способность выдержки низкого температурного режима — до -40 градусов. Его заправляют в 3D ручку и выполняют различные объекты. Затем готовые предметы помещают в сушилку и выдерживают там от 30 минут до двух часов (в зависимости от качества сушки).
АБС подходит для создания не только мелких бытовых предметов, но и более громоздких. Например, из него изготавливают бампера для автомобилей, пластиковые кубики лего, различные конструкторы.
ABS, PLA и NYLON
Чтобы распечатывать большие объекты, нужна особая внимательность и профессионализм. Так как в процессе остывания моделей, возможны их деформации. После распечатки и просушки объекты легко шлифуются и окрашиваются аэрозольными или акриловыми красителями. АБС не разлагается биологическим путем, поэтому представляет опасность экологии. Утилизировать изделия из подобного материала необходимо по определенным правилам.
PLA — это полиактид. Он имеет отличительные характеристики по отношению к ABS материалу. Разница между ними существенная. Из PLA распечатывают первые работы на 3D принтере. Изделия быстро твердеют в процессе охлаждения их специальным вентилятором. При изменениях температур деформация ПЛА минимальна. В отличие от АБС пластика.
Печать PLA пластиком
PLA более безопасный и экологичный материал для принтеров. Это более вязкое вещество. При ударе оно не сломается, как АБС. В этом их существенная разница. Это вещество более скользкое. Поэтому, его применяют для изготовления деталей для прокрутки. Например, печатают оси для детских игрушек, подшипники с функцией скольжения и т. д. В ацетоне ПЛА не растворяется. Для этого применяют специальный раствор.
Это растительный материал. Он отлично разлагается в течение двух лет. Предметы из него менее долговечны, но безопасны. Детали получаются более гладкими. Если выбирать материалы для распечатки на принтере детских изделий: ABS или PLA пластик, стоит отдать предпочтение второму веществу. Тем более, что его делают в разных цветах — для игрушек вполне подходит именно ПЛА.
Конструктор lego
Что печатают из этих пластиков
Печать ABS пластиком очень распространена в изготовлении бытовых и авто изделий:
Крупные детали для машин: щитки, управляющие элементы, радиаторные решетки;
Биоразлагаемые упаковочные товары, средства гигиенические, посуду для одноразового применения;
подшипники;
хирургические приспособления, штифты, нити;
детские изделия, посуду, игрушки.
Игрушка из ABS пластика
Что выбрать лучше для создания изделий на принтере 3Д, зависит от вида изготавливаемого объекта и области его применения. Кроме этого, учитывается предполагаемая долговечность изделия и для кого оно предназначено. Производители сейчас стали больше склоняться к товарам из ПЛА пластика. Несмотря на его недолговечность, он безопасен для здоровья детей и экологии.
ABS пластик для 3d печати на 3d принтере — описание, характеристики, физические свойства
ABS-пластик (акрилбутадиенстирол) – твердая, ударопрочная, термопластичная промышленная смола на основе сополимера акрилонитрила с бутадиеном и стиролом. В зависимости от необходимых св-в, производитель может варьировать пропорции в пределах: 15-35% Акрилонитрила, 5-30% Бутадиена, 40-60% Стирола. Является одиним из самых популярных материалов применяемых в 3д-печати, т.к. обладает лучшим сочетанием цена/качество. ABS-пластик может быть переработан и использован повторно. В ABS-пластик могут быть добавлены различные армирующие и декоративные добавки (стеклянные волокна, металлическая пудра, т. д.) для придания необходимых св-в.
Этот материал применяется практические во всех сферах нашей жизни. Аддитивные технологии, автомобилестроение, медицина, промышленность, строительство, спортивный инвентарь, игрушки и т.д. Благодаря своим пластическим св-ам с ним очень легко работать, можно изготовить практически любую деталь, высокого качества.
Подробный обзор пластиков для 3D принтеров
1. Безопасность и токсические св-ва ABS пластика.
При нормальной температура 23 град. этот материал не представляет никакой опасности. Однако при нагревании или воздействии определенных веществ (например спирт), а так же незначительно при воздействии УФ-излучения, начинает выделять ядовиты состовляющие – бутадиен, акрилонитрил, стирол. Все эти вещества в газообразном состоянии предствляют опасность для человека, являются ядами и канцерогенами. Никогда не используйте посуду из ABS-пластика. При домашнем использовании ABS-пластика, в 3д-принтерах, происходит его нагревание, поэтому обязательно проветривайте помещение старайтесь меньще находится, в помещении где идет процесс печати или воспользуйтесь альтернативой PLA-пластиком.
2. Использование в 3д-печати
ABS-пластик это самый популярный материла который используется в 3д-печати. Этот материал долговечен, не поглащает влагу, сохраняет свои размеры во время хранения, не боиться высокой температуры воздуха.
3. Основные минусы ABS-пластика
— Токсичность при нагревании и воздействии этилового спирта. Загрязняет окружающую среду.
— Может разрушаться от воздействия солнечных лучей
— Худшая детализация отпечатков (по сравнению с PLA-пластиком)
— Непрозрачный материал
4. Основные плюсы ABS-пластика
— Высокая прочность (по сравнению с PLA). Выше прочность на изгиб и разрыв.
— Разнообразная цветовая гамма
— Высокая химическая стойкость (жиры, масла, бензин, кислоты, щелочи и т.д.)
— Влагостойкость
— Хорошо поддаетя финишной обработке (шлифовка, грунтовка, покраска и т.д.). Хорошо обрабатывается ацетоном.
— Широкий диапазон экспуатационных температур.
— Отлично склевается.
— Отличный материал для новичнов в 3д-печати.
— Хорошая скорость печати
— Практически нулевая усадка готового изделия, не более 1%
— Хорошо связывается с поверхностью для печати, но рекомендуется использовать подогреваемый стол и спец. поверхности для печати.
— Не растворим в спире и воде
5. Физические свойства ABS-пластика
Рабочая темпертура
220-270 град
Температура платформы
105-115 град
Температура размягчения
90-105 град.
Температура стеклования
100 град
Температура самовоспламенения
290 — 395 град.
Минимальная толщина стенки (рекомендуемая)
0.8-1.2 мм
Минимальная толщина слоя (рекомендуемая)
70% от диаметра сопла
Плотность
1.07 г/с м³
Прочность при растяжении
35-50 МПа (23 град. )
Прочность на изгиб
41-45 МПа (23 град.)
Твердость (по Роквеллу)
80 — 116 R
Усадка
0.3-0.8%
Блеск (для марок с повышенным блеском, угол 60 град)
93-95%
Водопоглощение (23 град., 24 часа, погружение)
0.2 — 0.3%
При какой температуре АБС-пластик размягчается и плавится? – Printing It 3D
ABS (акрилонитрил-бутадиен-стирол) – это обычная нить, используемая в 3D-печати и принадлежащая к семейству термопластов, что означает, что ее можно использовать повторно и перерабатывать. Как термопласт, он обычно твердый в холодном состоянии, но его можно нагреть до мягкости, например, в 3D-принтере. Однако 3D-печать из ABS немного сложнее, чем кажется на первый взгляд, из-за его уникальных свойств.
АБС начинает размягчаться при температуре 105 °C (221 °F), что является температурой его стеклования. В этот момент он размягчится и станет достаточно гибким, чтобы его можно было выдавить через сопло 3D-принтера. Однако у АБС нет установленной температуры плавления, и каждая полимерная смесь будет плавиться по-разному.
Эта статья максимально подробно расскажет вам о термических свойствах АБС-пластика, чтобы понять, как работает этот филамент и как с его помощью печатать. К концу этой статьи у вас будет точка зрения ученого-полимера на ABS, и, надеюсь, вы будете знать, насколько горячим он может быть до того, как он начнет разрушаться.
Плавится ли АБС?
Если вы похожи на меня, вы, вероятно, никогда особо не задумывались о том, что происходит с пластмассами и полимерами, когда они нагреваются.
Невооруженным глазом горячий материал может быть либо твердым, либо мягким, либо обгоревшим до хрустящей корочки. Однако, как и почти все, тепло существует в спектре, и плавление имеет множество форм, форм и текстур.
АБС плавится, но не имеет заданной температуры плавления. Поскольку ABS представляет собой аморфное твердое вещество, его температура стеклования составляет 105 ° C (221 ° F), при которой он начинает приобретать гибкую эластичную текстуру. По мере нагревания он медленно и постепенно превращается в жидкость.
Понимание того, как плавится АБС
Аморфные твердые тела по определению не имеют заданной температуры плавления. Вместо этого они имеют заданную температуру стеклования.
Температуры стеклования в меньшей степени связаны с простым процессом плавления и вместо этого показывают, когда аморфное твердое вещество теряет свою стекловидную твердую текстуру и приобретает эластичную мягкую текстуру.
В частности, при плавлении твердое тело превращается в жидкость. Однако температура стеклования, которая применяется только к аморфным твердым телам, представляет собой уровень нагрева, при котором материал становится мягким и гибким, прежде чем он полностью расплавится.
Итак, это можно рассматривать как начало процесса плавления.
Плавление АБС в сравнении с размягчением
Проще говоря, давайте сравним АБС с кубиком льда.
Кубики льда не являются аморфными твердыми телами и тают. Итак, когда кубик льда достигает точки плавления, он становится жидким.
Однако АБС не превращается в жидкость, когда достигает температуры стеклования. Вместо этого он приобретает эластичную, липкую консистенцию, достаточно податливую для печати.
Мне нравится думать о температурах стеклования в терминах лапши спагетти.
Когда лапша сухая, она твердая. Когда вы нагреваете их в кипящей воде, они становятся эластичными, жевательными и мягкими, точно так же, как ABS, когда вы нагреваете его до температуры стеклования.
Если варить лапшу слишком долго, она растворится в воде и снова превратится в муку, из которой сделана.
ABS проходит аналогичный процесс.
АБС плавление зависит от смеси полимеров
Чем больше вы нагреваете АБС, тем больше он будет плавиться и растворяться.
Однако температура плавления и время, необходимое для разжижения, будут зависеть от наличия других химических веществ в полимерной смеси и условий окружающей среды.
Таким образом, каждая нить из АБС-пластика по-разному реагирует на тепло.
Итак, никто не может точно сказать, когда АБС расплавится или расплавится. Тем не менее, мы всегда можем предсказать, когда он станет достаточно мягким и липким, чтобы его можно было использовать в 3D-принтере или пресс-форме для литья под давлением.
Чтобы узнать больше об ABS, посмотрите это видео на YouTube от Томаса Санладерера, энтузиаста 3D-печати:
При какой температуре следует печатать нить из ABS?
Печать на нити ABS должна осуществляться при температуре от 240 °C до 270 °C (от 464 °F до 518 °F). Тем не менее, каждая нить уникальна, поэтому вы должны использовать рекомендуемую температуру из инструкций производителя. Также важно выполнять тестовые отпечатки при использовании новой нити.
Как вы, наверное, знаете из идеальной температуры печати, АБС-пластик обладает исключительной термостойкостью. К сожалению, не все принтеры могут так сильно нагреваться, поэтому вам необходимо ознакомиться с руководством пользователя вашего принтера, прежде чем пытаться 3D-печатать с нитью из АБС-пластика.
Если вы печатаете АБС-пластиком в первый раз, посмотрите рекомендуемую температуру печати на катушке с нитью и выберите настройку температуры, которая находится непосредственно между указанным диапазоном.
Если нить забивает сопло, увеличьте температуру примерно на 5 °С (9°F). Однако, если ваша нить начинает скручиваться, уменьшите температуру на 5 ° C (9 °F).
Продолжайте вносить изменения, пока не найдете оптимальную температуру, затем напишите эту температуру на катушке с нитью. Таким образом, вы можете легко найти идеальную температуру для каждой нити накала при повторном использовании.
Безопасен ли АБС для пищевых продуктов?
Я неоднократно слышал этот вопрос: если АБС-пластик не плавится, значит ли это, что его можно безопасно использовать в качестве контейнера для еды или воды?
Большой ответ: абсолютно нет.
АБС небезопасен для пищевых продуктов, и вы никогда не должны есть продукты из него. ABS вымывает вредные газы и частицы, которые могут отравить вас, особенно в горячем состоянии. Поэтому никогда не используйте его в микроволновой печи, духовке или при приготовлении пищи.
В общем, любая нить, безопасная для пищевых продуктов, имеет свои риски. Полимеры сложные, и даже если один из них сопротивляется плавлению, это не значит, что в нем нет токсичных компонентов, которые могут высвободиться в процессе нагревания.
Тем не менее, ABS является популярным материалом, безопасным для пищевых продуктов при комнатной температуре или ниже. На самом деле, обшивка вашего холодильника, скорее всего, сделана из АБС-пластика, из него же сделаны и лего. Однако, когда жарко (говорю по своему опыту), появляется ужасный химический запах, который вызывает кашель.
Это подтверждают и исследования. ABS при нагревании выделяет в воздух химические вещества, которые стремятся попасть в наши легкие. Как только они это сделают, пути назад уже не будет.
Поэтому всегда обеспечивайте надлежащую вентиляцию при печати из АБС-пластика, никогда не используйте его для хранения воды или еды и не нагревайте его после печати.
Кроме того, пожалуйста, не используйте пластик для приготовления пищи или еды, если вы не уверены, что он безопасен для пищевых продуктов. Некоторые компании будут пытаться получить выгоду от сделки, неправильно обучая вас, но если вы узнаете о термических свойствах любого пластика, вы сможете определить, является ли что-то безопасным для пищевых продуктов или нет.
Заключительные мысли
ABS — отличная нить, если вы понимаете, во что ввязываетесь.
Будучи аморфным твердым веществом, он имеет температуру стеклования 105 ° C (221 ° F), когда он становится достаточно мягким для печати. Однако химические добавки и соотношения в нити накала могут мешать этой идеальной температуре «плавления».
Независимо от того, насколько прочной и термостойкой является эта нить, ее небезопасно использовать в качестве контейнера для пищевых продуктов или жидкостей. Поэтому всегда соблюдайте осторожность при использовании ABS и используйте надлежащую вентиляцию каждый раз, когда печатаете с его помощью.
Все о нити ABS — Gizmo Dorks
Дэвид Л.
АБС-пластик уже давно используется в производстве благодаря своей прочности и долговечности. Это был один из первых материалов, использованных в 3D-принтерах, и он остается одним из самых популярных. Давайте подробнее рассмотрим АБС-пластик, его свойства и рекомендации по использованию в 3D-печати.
Что такое АБС?
ABS — это аббревиатура акрилонитрил-бутадиен-стирола, который представляет собой термопласт нефтяного происхождения. Термопласты — это пластмассы, которые становятся гибкими или мягкими при достижении определенной температуры. Как вы можете себе представить, эта гибкость делает ABS идеальным кандидатом для использования в 3D-печати.
ABS — это пластик, знакомый нам, знаем мы об этом или нет — он используется в бытовой технике, игрушках, автомобильных бамперах и других повседневных предметах. ABS — очень прочный пластик, и при нагрузке он скорее сгибается, чем ломается. Кроме того, АБС-пластик ударопрочный и легкий, что является основной причиной, по которой блоки Lego изготавливаются из этого пластика. ABS также обладает отличными амортизирующими свойствами, что делает его фаворитом для шлемов, багажа и подобных защитных предметов. Он выдерживает экстремальные погодные условия и устойчив к большинству химических веществ. Эти свойства делают его идеальным пластиком для многих целей, 3D-печать — лишь одна из них.
Использование АБС-пластика в 3D-печати
Как упоминалось выше, аморфные качества АБС — одна из вещей, которые делают его отличным пластиком для 3D-печати. При печати в надлежащих условиях он печатает чисто и быстро, с минимальными засорами, замятиями и натяжением. Чтобы получить красивую чистую печать, обязательно отточите оптимальные настройки принтера. Может потребоваться некоторая тонкая настройка, поскольку каждый 3D-принтер немного отличается.
Цвета АБС
ABS поставляется с широким спектром цветов 3D нитей. Краситель и краситель смешиваются с гранулами смолы АБС, чтобы создать приятный ровный цвет филамента АБС. ABS имеет естественный белый тон, что делает его идеальным фоном для создания ярких цветов. Цветной АБС-пластик обычно не выцветает, поэтому напечатанная 3D-деталь прослужит долгие годы.
Температура печати нитью ABS
Нить из АБС-пластика экструдируется при температуре 220-240˚ по Цельсию. Поскольку АБС-пластик имеет тенденцию к деформации при охлаждении, требуется нагретая рабочая плита с температурой 110˚ по Цельсию. Это обеспечит минимальное коробление или разделение слоев по мере остывания изделия. Еще лучшей средой был бы закрытый принтер, но хорошие результаты возможны при вышеупомянутых температурах и нагретой пластине.
Будь то 3D-печать механических деталей, блокирующих деталей или штифтовых соединений, важно учитывать окружающую среду и температуру, при которых будет использоваться печать. АБС-пластик находит широкое применение благодаря высокой температуре стеклования. АБС-пластик не начинает размягчаться до 105˚ по Цельсию, что намного выше большинства настроек. Эта гибкость делает 3D-печать из АБС-пластика популярной как для прототипирования, так и для окончательного дизайна.
Запах нити ABS
Нить ABS представляет собой продукт на масляной основе, поэтому при печати будут присутствовать некоторые пары и сильный запах. Этот запах не беспокоит большинство людей, но всегда рекомендуется, независимо от того, какой тип нити вы используете, всегда печатать в хорошо проветриваемом помещении.
Размеры нитей АБС и их хранение
Нить для 3D-печати ABS имеет номинальные диаметры 1,75 мм и 3 мм. Необходимый размер зависит от марки и модели вашего 3D-принтера.
Как и в случае с большинством 3D-филаментов, поглощение влаги всегда является проблемой. Когда вы не используете нити для 3D-печати, храните их в герметичном пластиковом пакете. Если вы достаточно быстро пройдете нить 3D-печати, этого метода должно быть достаточно. Если у вас несколько рулонов филамента или запасы расходуются медленно, подумайте о хранении филамента в герметичном пластиковом пакете или контейнере с парой упаковок влагопоглотителя.
Кроме того, убедитесь, что вы храните свою нить — даже если вы храните ее в герметичном контейнере — вдали от растворителей или химических веществ, которые, как известно, разрушают или изменяют ABS, таких как ацетон.
Возможности постпечати
3D-отпечатки, как правило, отлично выглядят сразу после сборки, но если вы хотите поработать над своим произведением после печати, есть несколько вариантов.
ABS можно легко отшлифовать для получения более гладкой поверхности или подвергнуть механической обработке для достижения определенных характеристик и повышения точности деталей. Вы также можете раскрасить свой 3D-принт акриловыми красками.
CAM. Подготовка управляющих программ для станка с ЧПУ и работа на нем — Национальная сборная Worldskills Россия
“
Фрезеровка — один из способов переноса детали из виртуального мира в реальный. Если простые детали можно изготовить на станках для ручной обработки, то сложные поверхности и 3D-формы возможно создать только при помощи станка с ЧПУ. В этом уроке мы разберем, как подготовить программу для такого станка и запустить его в работу.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Область техники, связанная с применением цифровых вычислительных устройств для управления производственными процессами.
Язык программирования устройств с ЧПУ
Процесс создания управляющей программы для станка: указание размеров, выбор инструмента, написание траекторий обработки
Видеолекция
Конспект
Виды станков с ЧПУ
Большие станки для работы с листовыми материалами.
Многокоординатные станки для обработки жаропрочных материалов: титана и суперсплавов.
Настольные станки с ЧПУ для небольших деталей.
Этапы создания детали на фрезерном станке с ЧПУ
1. Подготовка 3D-модели, по которой будет производиться фрезеровка.
2. Процесс CAM. Нужно указать станку, как вырезать деталь из тела заготовки:
задать размер детали,
подобрать инструмент для обработки,
указать траекторию движения станка.
3. Загрузка программы обработки в станок с ЧПУ.
4. Запуск станка.
Подготовка управляющей программы для станка с ЧПУ
Что нам понадобится
ПК с ПО для написания управляющей программы
Задание заготовки
1. Для того чтобы написать ЧПУ программу, нужно перейти из режима DESIGN в режим MANUFACTURE.
2. Задаем заготовку нажатием на строку New Setup в меню SETUP.
3. В меню справа в блоке Model нажимаем на кнопку Body и выбираем тело, которое нужно фрезеровать.
Важно
Если в проекте одно тело, оно выберется автоматически
4. Правильно располагаем оси станка. Для этого меняем ориентацию оси Z и выбираем любую плоскость, которая перпендикулярна ей.
Важно
Z — ось, вдоль которой располагается фреза, — расположена перпендикулярно заготовке. X и Y — оси, расположенные влево и вправо
5. В меню справа указываем габариты заготовки.
6. Чтобы расположить нижнюю плоскость тела на нижней плоскости заготовки, в поле Model Position выбираем значение Offset from bottom (Z), а в поле Offset выставляем значение «0».
7. Переносим нулевую точку на нижнюю плоскость заготовки. Для этого в меню справа нажимаем на кнопку Box Point и выбираем нижнюю точку.
Создание инструментов
1. Переходим в библиотеки инструментов.
2. Создаем библиотеку инструментов.
3. Добавляем нужный инструмент в библиотеку, нажав сначала значок «+», а затем выбрав инструмент.
4. Выполняем настройки инструмента на нескольких вкладках:
General — общая информация об инструменте,
Cutter — размерные характеристики,
Cutting Data — параметры режима фрезерования,
Post Processor — настройка номера инструмента.
5. При необходимости добавляем еще инструменты.
Важно
Если станок без автосмены инструментов, то номер инструмента всегда должен быть 1
Написание траекторий черновой обработки детали
1. Для черновой обработки выбираем траекторию Pocket Clearing.
2. Выбираем инструмент для выполнения черновой обработки. После выбора все его параметры отобразятся в меню справа.
3. В том же меню, на вкладке Geometry, настраиваем область обработки траектории. В строке Machining Boundary меняем значение на Silhouette.
4. Чтобы оставить припуск для чистовой обработки, в строке Tool Containment меняем значение на Tool outside boundary и устанавливаем дополнительный зазор в 2 мм.
5. Параметры на вкладке Height обычно настраиваются автоматически, но в некоторых случаях нужны ручные изменения. Например, если нужно изменить верхнюю или нижнюю границу обработки.
6. На вкладке Passes настраиваем режимы резания и стиль поведения инструмента.
7. На вкладке Linking меняем стиль захода фрезы в материал. После всех настроек нажимаем на кнопку OK.
Так выглядит модель после выполнения всех настроек. Синие линии — траектория движения инструмента, желтые — линии холостых перемещений.
Написание траекторий, которые очистят деталь от припуска
1. В меню 3D выбираем строку Horizontal, после чего в меню справа нажимаем на кнопку OK. Данная траектория сама вычисляет плоские поверхности на детали и обрабатывает их.
2. Очищаем припуск с внешнего контура детали. Для этого выбираем строку 2D Contour в меню 2D.
3. Фреза выбирается автоматически. Кликаем на вкладку Geometry, выбираем нижний контур детали и нажимаем на кнопку OK. 4. Проверяем с помощью симуляции, как будет происходить фрезерование. Синие области — это поверхности, на которых остался припуск, а зеленые — поверхности, которые уже обработаны в допуск.
Обработка отверстий, скруглений и фасок
1. Для обработки отверстий выбираем строку Bore в меню 2D и нажимаем на отверстия. При этой операции фреза будет двигаться спирально.
2. Так как в отверстиях есть фаски, выбираем высоту фрезерования вручную и делаем подачу резания меньше.
3. Чтобы делать скругления, используем траекторию Scallop — она находится в меню 3D.
4. Выбираем из библиотеки инструментов сферическую фрезу.
5. В меню справа переходим на вкладку Geometry, на модели обозначаем область скругления двумя контурами и выбираем область с большим количеством скруглений.
6. Ставим галочку в меню рядом с Contact Point Boundary. Она нужна, чтобы фреза обработала самую нижнюю часть скругления.
7. Чтобы фреза не трогала уже обработанную поверхность, ставим галочку рядом с Avoid/Touch Surfaces и выбираем эти поверхности.
8. На вкладке Passes настраиваем шаг чистовой обработки, ставим галочку рядом с Smoothing и нажимаем OK.
9. Чтобы посмотреть, все ли правильно сделано, запускаем симуляцию.
10. Для обработки фасок на отверстиях нужно использовать ту же траекторию, что и для скругления. Поэтому можно скопировать настройки предыдущей траектории и поменять в них область скругления.
Перевод с языка программы в G-код
1. Нажимаем на кнопку постпроцесса и в открывшемся окне выбираем станок и его модель.
Важно
Перед этим нужно выбрать весь этап обработки, а не отдельную траекторию
2. Сохраняем программу на съемном носителе.
Работа со станком
Что нам понадобится
Станок с ЧПУ Roland MDX‑40
Заготовка из модельного пластика
Ноутбук с ПО для управления станком
Ключи для затяжки цанг
Набор фрез и цанг
Линейка
Карандаш
Канцелярский нож
Малярный скотч
Двухсторонний скотч
Подготовка заготовки
1. Проводим две диагональные линии и отмечаем их пересечение, чтобы найти центр заготовки.
2. Подписываем оси фрезеровки.
3. Обклеиваем нижнюю часть заготовки малярным скотчем и обрезаем лишнее.
4. Сверху приклеиваем полоски двухстороннего скотча.
5. Наклеиваем заготовку на стол фрезерного станка.
Подготовка и запуск станка
Важно
Работать со станком нужно в очках и респираторе. Перчатки же можно использовать только при выключенном станке
1. Устанавливаем фрезу в цангу и затягиваем ее ключами.
2. Зануляем фрезу, используя автоматическую таблетку зануления. Для этого подводим фрезу к ней, в программе нажимаем Занулить и убираем таблетку.
3. Зануляем заготовку по осям X и Y. Чтобы это сделать, подводим фрезу к перекрестью диагоналей и обнуляем координаты.
4. Загружаем управляющую программу и запускаем станок.
“
В этом уроке мы изучили общий алгоритм работы станков с ЧПУ, научились писать программу для фрезерного станка и подготавливать станок к работе. А сейчас пройдите небольшое задание, чтобы закрепить свои знания.
Интерактивное задание
Для закрепления полученных знаний пройдите тест
Стартуем!
Подготовка 3D-модели
Подбор инструмента для обработки
Загрузка программы обработки в станок с ЧПУ
Подготовка заготовки
Дальше
Проверить
Узнать результат
Станок без автосмены инструментов
Фрезы будут работать одновременно
Специалист допустил ошибку
Станок сам поменяет инструменты, основываясь на написанной программе
Дальше
Проверить
Узнать результат
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
Неплохо!
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
Пройти еще раз
Создание управляющей программы на персональном компьютере
Существует два способа для записи (набора) управляющих программ:
при помощи стойки ЧПУ станка (цеховое программирование)
используя персональный компьютер с последующей передачей в стойку ЧПУ
Цеховое программирование в настоящее время считается малоэффективным и используется крайне редко.
Во-первых, клавиши стойки ЧПУ менее удобны, чем клавиатура ПК.
Во-вторых, программное обеспечение СЧПУ предоставляет меньшие возможности по редактированию программ.
В-третьих, ручной ввод УП в память СЧПУ физически мешает оператору запустить процесс обработки деталей на этом станке.
Набор текста программы обработки на компьютере с последующей передачей в СЧПУ станка является гораздо более эффективным способом работы.
Код УП можно набирать в любом текстовом редакторе и сохранять в соответствующем формате. Например, использовать всем известный «Блокнот» из стандартного набора операционной системы Windows.
Есть множество различных текстовых редакторов, которые были специально созданы для работы с кодом УП. Эти редакторы (назовем их редакторами УП) предоставляют широкие возможности по написанию и редактированию станочного кода. Например, они позволяют добавлять или удалять пробелы, автоматически нумеровать строки и перемещать курсор к коду смены инструмента. Эти функции не нужны обычному текстовому редактору, но очень полезны при создании и отладке программ обработки. Наиболее продвинутые редакторы УП имеют инструменты для графической проверки кода и трансляции его на станок.
Стоит отметить, что некоторые текстовые редакторы сохраняют файлы в специальном формате, который содержит информацию о размере шрифта, полях, цвете и др. Код УП не содержит таких данных, а состоит исключительно из «чистого» текста в формате Американского стандартного кода для обмена информацией (ASCII). Стандарт ASCII является открытым и может читаться любым текстовым редактором. Файлы такого формата, скорее всего, будут иметь расширение «.txt».
Станки с ЧПУ работают в формате G и М кодов в соответствии со стандартами EI A/ISO. Код этого стандарта аналогичен ASCII, но есть ряд небольших отличий. Формат ASCII использует коды окончания строки и перевода каретки в конце каждой строки. В текстовом редакторе для перехода на новую строку вы просто нажимаете клавишу «Enter», но не видите кода, который переводит вас на новую строку, хотя на самом деле он присутствует. Система ЧПУ требует, чтобы в конце каждого кадра УП стоял знак конца кадра, например (;) или (*). Поэтому, если вы пишите программу на компьютере, то она выглядит так:
N50 GOO Х230
N60 G01 Y300
N70 GO 1Z100
А если та же программа вводится прямо со стойки ЧПУ, то она, возможно, будет выглядеть следующим образом (придется добавить символ конца кадра в каждую строку УП):
N50 G00 Х230;
N60 G01 Y300;
N70 G01Z100;
Если вы создаете программу на компьютере и затем передаете ее на станок, то знак конца кадра помещается в конец каждого кадра УП при передаче в большинстве случаев автоматически.
Ошибка в программе обработки может повлечь за собой массу проблем. В лучшем случае ошибка обернется сломанным инструментом или «запоротой» деталью, а в худшем — может привести к повреждению станка или травме оператора. Опытный программист знает, что дешевле и проще проверить программу заранее на компьютере, чем ошибиться при выполнении обработки на станке. Основной метод проверки УП на компьютере заключается в графической симуляции обработки. Такая симуляция может выглядеть как прорисовка траектории центра инструмента или как полная имитация механической обработки на станке с демонстрацией процесса удаления материала.
Выдержки из книги «Современный станок с ЧПУ и CAD/CAM система» авторы Ловыгин А.А., Васильев А.В. За что им Огромное спасибо!
SprutCAM Практик бесплатно на год при покупке станка с ЧПУ
Написать инженеру
Поделиться:
Полное руководство по программному обеспечению ЧПУ [21 тип цифровых инструментов]
И, если их еще нет на станке, вы также должны поместить УЦИ и любые силовые подачи в эту категорию. Также очень приятно иметь электропривод. Инструмент точно не дешевый!
Затем я перешел на ЧПУ и начал замечать, что многие инструменты больше не нужны. Хотя я хотел бы иметь 4-ю ось, например, мне не нужен был поворотный стол. Но внезапно мне нужно было добавить целую новую категорию инструментов. По крайней мере, мне нужна была программа САПР, чтобы делать чертежи, которые я затем загружал в программу CAM, чтобы сгенерировать gcode, необходимый для действительно продуктивной работы с машиной.
Редакторы G-кода и калькуляторы каналов и скоростей не отставали. Есть много других видов программного обеспечения для ЧПУ, которые я назвал «цифровыми инструментами», которые важны для работы с ЧПУ.
Цифровые инструменты: нам нужно программное обеспечение ЧПУ не меньше, чем сложные инструменты, чтобы быть успешными операторами ЧПУ…
Некоторые машинисты забавляются цифровыми инструментами. Я разговаривал с машинистами, которые тратят сотни на заказные фрезы и хотят сохранить их жизнь как можно дольше, но отказываются от 79 долларов. для сложного калькулятора подачи и скорости, который является ключом к увеличению срока службы инструмента. Не нужно много фрез, сэкономленных на очень долгое время, чтобы полностью окупить этот калькулятор подачи и скорости!
Или, в другом случае, они гордятся тем, что у них есть известный бренд, а не клон Haimer 3D Taster или Blake Coaxial Indicator, но они хотят дешевое или бесплатное программное обеспечение для ЧПУ. Иди разберись.
С ЧПУ ваш цифровой инструмент будет иметь большее влияние на производительность, чем любой из ваших «настоящих» инструментов. Как обычно, лучше иметь инструмент, но для ЧПУ особенно важно иметь хорошее программное обеспечение для ЧПУ. Только в ЧПУ программное обеспечение ЧПУ может полностью изменить вашу производительность, о чем даже не мечтают при ручной обработке.
Простая аналогия помогает понять, почему цифровые инструменты так важны для ЧПУ:
ЧПУ для ручной обработки, как текстовый процессор для пишущей машинки.
ЧПУ относится к ручной обработке так же, как текстовый редактор к ручной пишущей машинке.
Я люблю сладкий Monarch 10EE так же сильно, как и любой другой парень. Но ЧПУ невероятно продуктивнее, особенно если у вас нет многолетнего опыта, который делает хорошего ручного оператора непревзойденным мастером, которым он является. Для большинства из нас конечный результат с ЧПУ выглядит намного лучше и с гораздо меньшими усилиями. Я был так счастлив, что нашел его, почти с самой первой детали, которую я сделал на своем ЧПУ.
Если продолжить аналогию с пишущей машинкой/текстовым процессором и инструментами, то пишущим машинкам нужны бумага, ленты и корректирующая жидкость. Текстовые процессоры по-прежнему используют принтеры, которым могут понадобиться бумага и картриджи с тонером, но им не нужна корректирующая жидкость. Более того, существует целый мир нового программного обеспечения, которое открывается, как только мы подключаем к нему ПК (в этой аналогии ЧПУ играет эту роль).
У вас есть текстовый процессор, а разные текстовые процессоры имеют совершенно разные уровни производительности, как вы, вероятно, заметили. Внезапно появляются электронные таблицы, программы для создания слайдов и многое другое, чего не существовало и не могло иметь смысла с помощью простой пишущей машинки.
Подумайте, что все это означает в этой аналогии, и вы начнете понимать, насколько важно программное обеспечение ЧПУ для того, чтобы стать лучшим специалистом по ЧПУ!
На этой странице вы найдете обзор различных видов программного обеспечения для ЧПУ, доступных для пользователей ЧПУ. Это даст вам представление о том, как все это сочетается друг с другом.
Примечание для начинающих:
Эта статья представляет собой широкое, но не очень глубокое руководство. Он пытается рассказать вам, что делает каждое программное обеспечение для ЧПУ, чтобы вы поняли, как все это сочетается друг с другом. Но если вы хотите сосредоточиться на самостоятельном изготовлении деталей, вам также следует ознакомиться с нашим Руководством для начинающих по лучшему программному обеспечению CADCAM.
Он сфокусирован только на 3 программных пакетах, которые понадобятся вам как новичку, и он полон замечательных руководств по покупке, советов по оценке, обучающих идей и, самое главное, в нем есть руководство по секретным сделкам. в сети, чтобы получить самое популярное программное обеспечение как можно дешевле. Это эксклюзивные предложения, которые мы исследовали, о которых мало кто знает. Так что ознакомьтесь с ним, если вы хотите в ближайшее время начать работу с собственным программным обеспечением для ЧПУ.
Программное обеспечение CAD CAM: Программирование станков с ЧПУ
Давайте начнем с краткого обзора того, как большая часть gcode перемещается из программного обеспечения на машину, где его можно выполнить для создания детали. Это программное обеспечение ЧПУ, необходимое для программирования станков с ЧПУ. По большей части мы говорим о программном обеспечении CAD CAM, но не только.
Gcode, кстати, является основным языком, который говорит вашему станку с ЧПУ, что делать. Вы можете узнать все об этом из нашего бесплатного учебника по GCode.
Если у вас есть обычный фрезерный станок с ЧПУ, фрезерный станок, токарный станок или 3D-принтер, вот как выглядит базовый рабочий процесс программного обеспечения CAD CAM:
Программное обеспечение CADCAM Рабочий процесс: от чертежа CAD к GCode, к детали…
В этом рабочем процессе вы используете следующие типы программного обеспечения ЧПУ:
– Программное обеспечение CAD : Используется для проектирования деталей. Результатом САПР являются чертежи и твердотельные модели.
– Программное обеспечение CAM : Программное обеспечение CAM анализирует чертеж CAD, принимает данные от оператора или программиста и выводит g-код для контроллера станка.
– Программное обеспечение «Слайсер» : Думайте об этом как о CAM для 3D-принтеров. Однако обычно это намного проще, чем программное обеспечение CAM.
CAD, за которым следует CAM или Slicer Software, приводит к созданию файла GCode, который затем загружается на ваш станок с ЧПУ или 3D-принтер. Затем машина выполнит GCode, чтобы сделать вашу деталь.
Для облегчения этого процесса доступно множество других видов программного обеспечения для ЧПУ, например:
— Другие приложения для программирования ЧПУ: доступно множество других видов программного обеспечения для ЧПУ, ориентированного на g-код, полезное для программистов ЧПУ, включая G-код. Симуляторы, редакторы G-кода и программное обеспечение для проверки G-кода.
– Программное обеспечение для управления ЧПУ: Контроллер станка может быть отдельным программным обеспечением или может представлять собой запатентованную комбинацию программного и аппаратного обеспечения. Его работа состоит в том, чтобы взять g-код и произвести правильные электрические выходы, чтобы заставить станок с ЧПУ двигаться.
– Утилиты ЧПУ: существует множество утилит ЧПУ для расчета подачи, скорости и многих других функций.
– Другое производственное и производственное программное обеспечение: доступно программное обеспечение, помогающее управлять запасами инструментов, оценивать затраты на выполнение работ и выполнять множество других функций, связанных с управлением операциями и максимизацией прибыльности операций по механической обработке и производству.
Хорошо, теперь давайте углубимся и рассмотрим каждый из них более подробно.
Программное обеспечение САПР и твердотельного моделирования: создание чертежей
Программное обеспечение САПР используется для создания чертежей, которые являются отправной точкой для многих проектов с ЧПУ. Существует множество различных рынков для САПР. Специалисты по ЧПУ в основном занимаются механическими САПР, а не такими рынками, как архитектурные. Наиболее распространенные программы на рынке механических САПР включают:
— AutoCad и Inventor: программное обеспечение САПР от Autodesk
— Solidworks: лидер рынка параметрических САПР от Dassault Systems
— Rhino3D: 3D-моделирование с явным моделированием (также называемое прямым манипулированием).
— Fusion360 и Onshape: программное обеспечение облачного САПР нового поколения.
Я пробовал все эти программы, и моя любимая — Rhino3D, затем Fusion360, Onshape и Solidworks. Я не рекомендую ни один из них другим — я просто говорю вам о своих предпочтениях.
Чтобы найти лучший пакет для ваших нужд, попробуйте 3-этапный процесс выбора программного обеспечения CAD от CNCCookbook .
Первая деталь, которую я когда-либо делал, была нарисована в Rhino 3D и была сделана для проекта задней пластины патрона на моем старом ручном токарном станке
Очень тщательно выбирайте пакет САПР. Скорее всего, это программное обеспечение ЧПУ, с которым вам придется проводить больше всего времени. Существует значительная кривая обучения, связанная с превращением в гладкую 3D-модель детали, которую вы планируете изготовить. Это совершенно другой процесс, чем рисование на обратной стороне салфетки, и пока вы не стать опытным, это может быть крайне неприятно и пугающе.
Не волнуйтесь — даже самые заядлые специалисты проходят через кривую обучения и в конечном итоге становятся улыбающимися и способными создавать удивительные рисунки. И мы все НЕНАВИДИМ необходимость изучать новое программное обеспечение CAD, LOL!
Для своего первого программного обеспечения CAD я купил копию Rhino 3D версии 3 и обнаружил, что это просто. Я начал с пробной версии, которая ограничена 25 сохранениями или чем-то подобным. Я просмотрел два их основных руководства в пробной версии, и когда я получил свою официальную копию, я смог вытащить заднюю пластину патрона 3 раза примерно за час. Я подумал, что это не так уж и плохо, учитывая все обстоятельства!
Сегодня я мог бы выполнить эту работу за 10 минут, учитывая, что я намного лучше знаком с Rhino3D.
Подготовка к «вычтению» отверстия на задней пластине…
Я использую шестиграны или другие полигоны для установки параметров Болта .
9021.
Это важное различие, которое нужно хорошо понимать. Разработчик параметрических моделей использует ограничения (или параметры, отсюда и название) для определения размеров и относительной ориентации моделируемых объектов. Явное моделирование не поддерживает историю параметров. Каждый новый объект может быть создан сам по себе.
Какие плюсы и минусы? Различие между ними — довольно горячая тема в современном мире САПР. Долгое время считалось, что параметрический метод является самой высокой производительностью. В последнее время люди начинают подвергать сомнению это предположение и более внимательно присматриваться к явному моделированию. По всей вероятности, они встретятся где-то посередине с программным обеспечением параметрического САПР, развивающим явные функции моделирования, и наоборот. Если вам интересно, есть несколько хороших статей, которые стоит проверить.
Мне нравится думать об этом так. Параметрический САПР превосходен в двух областях:
– Создание семейств подобных продуктов. Представьте, например, что вам нужно создать модели для всех размеров винтов с головкой под торцевой ключ. С параметрическим вы создаете одну модель, которая параметризована в соответствии со стандартными размерами SHCS, и все готово. При явном моделировании вам придется создавать новую модель для каждого винта с нуля.
– Работа с большим количеством заказов на изменение. Предположим, вы участвуете в производственном процессе, который распределен, возможно, по нескольким компаниям. Поскольку коммуникация по таким длинным каналам не очень хороша, все делается через ордера на изменение, а ордеров на изменение очень много. Правильно созданная параметрическая модель позволяет легко реагировать на запросы об изменении.
Как видите, параметрический — это создание множества версий одной модели. Если это проблема, вы получите максимальную производительность с пакетом параметрических САПР. С другой стороны, явное моделирование (также называемое прямым моделированием) выгодно, когда вы, скорее всего, собираетесь создать только одну модель и не будете ее сильно менять после того, как она будет создана. Если вы знаете, чего хотите, гораздо быстрее сделать это с помощью явного моделирования. Настройка всех различных параметров в параметрическом требует много дополнительных усилий. Кроме того, гораздо проще изучить пакеты явного моделирования. Параметрическое мышление не особенно естественно, и требуется некоторая тренировка и опыт, прежде чем оно станет второй натурой.
Сравнение 2D и 3D
В наше время мне трудно восхищаться пакетами 2D. Просто получить полный 3D-пакет не намного дороже, и вы можете использовать множество 3D-пакетов для создания приличных 2D-чертежей. Вопрос, который следует учитывать, если вам приходится делать много 2D-чертежей, возможно, из-за организационных стандартов, заключается в том, хорош ли выбранный вами пакет для этого или нет.
Облачное или настольное программное обеспечение ЧПУ?
Мы живем в эпоху Интернета, и вместе с Интернетом приходит программное обеспечение Cloud CNC. САПР не исключение. На момент написания этой статьи двумя самыми популярными пакетами облачных САПР являются Onshape и Autodesk Fusion360. Оба довольно мощные и довольно новые. У них есть бесплатные пробные пакеты, которые позволят вам попробовать их перед покупкой. Их самая большая проблема заключается в том, что они не настолько многофункциональны, стабильны или способны интегрировать и обмениваться файлами, как программное обеспечение для ЧПУ для настольных ПК. Но они быстро совершенствуются и могут быть намного дешевле, чем настольное программное обеспечение для ЧПУ, поэтому их стоит попробовать.
Fusion 360 стал особенно популярным, потому что он включает в себя встроенное высококачественное программное обеспечение CAM, поэтому он может быть просто универсальным магазином для пользователей ЧПУ.
Программное обеспечение CAM: чертежи для G-кодов
Программное обеспечение CAM берет чертеж из CAD и создает G-коды, которые вы можете ввести в программное обеспечение управления вашей машиной для управления машиной. CAM означает « C компьютер A ided M производство». Часто возникает путаница в отношении его отношения к САПР, и многие программы САПР имеют встроенные возможности CAM или наоборот.
Полностью интегрированное решение желательно, но не обязательно, и некоторые из них могут быть очень дорогими или могут вынудить вас пойти на компромиссы, на которые в противном случае вы бы не пошли. Исключением из этого правила является Fusion360, в котором есть как хорошие CAD, так и CAM в одном пакете.
В этой категории доступно множество программ, в том числе:
— Meshcam : самый простой в мире пакет CAM. MeshCAM мне так понравился, что я решил стать их дилером.
— HSMWorks : новый взгляд на CAM, чрезвычайно мощный и даже доступный в облаке через Fusion 360. САМ-опрос.
– Mastercam : Лидирующий на рынке пакет CAM по многим параметрам.
И многие другие. Мы периодически проводим недельный опрос посетителей CNCCookbook, чтобы узнать, какой пакет CAM они использовали. Стоит ознакомиться со статьей, чтобы узнать о результатах.
Чтобы быстро понять, что такое CAM, ознакомьтесь с нашей статьей Секреты CAM для начинающих. В нем мы шаг за шагом проведем вас через создание одной и той же детали с помощью двух разных недорогих пакетов — MeshCAM и CamBam. Это даст вам представление о том, что делает CAM и как вы ее используете.
Как выбрать пакет CAM?
Как оценить пакет CAM? Выбрать самый популярный? Выбрать самую мощную?
Я предпочитаю задавать вопросы, чтобы получить сбалансированное представление о том, какой пакет лучше всего подходит для ваших нужд. Оценка пакета CAM для определения того, какой из них подходит именно вам, — серьезное дело, в которое стоит вложить некоторые усилия. Вы можете получить демонстрационные версии пакетов, которые вы рассматриваете, но в идеале вы бы хотели, чтобы они были сделаны с использованием ваших собственных конструкций деталей, которые вы будете производить. Избегайте готовых демонстраций, потому что они всегда выглядят лучше, чем есть на самом деле. Многие из тех же вопросов, которые мы упоминали в отношении CAD, возникают и при выборе CAM:
– Могут ли ваши клиенты принести вам рисунки, созданные в определенном формате? Если это так, убедитесь, что пакет CAM хорошо работает с этим форматом. Я не являюсь ярым сторонником интеграции CAM в мой пакет CAD, но одна вещь, которую он гарантирует, заключается в том, что CAM будет действительно хорошо работать с файлами пакета CAD, с которым он интегрирован.
– Насколько легко нанять программистов, которые уже знают программное обеспечение? Переключиться на CAM намного сложнее, чем на CAD, просто потому, что он сложнее и разнообразнее.
– Подходит ли программное обеспечение для той работы, которую вам нужно выполнять? Лучшие пакеты для обработки 2 1/2D могут быть не лучшими для 3D, а 4 или 5-осевая обработка — совсем другое дело.
– Есть ли активное интернет-сообщество пользователей, к которому вы можете обратиться за помощью и дополнительными продуктами?
– Вам нужна интегрированная комбинация CAD/CAM?
– Доступные траектории и другие ключевые функции повышения производительности, такие как остаточная обработка. (Дополнительную информацию о траекториях см. на странице обзора траекторий, а также на странице «Методы траектории фрезерования»)
– Непредвиденные расходы и гибкость, особенно в отношении постпроцессора. (Дополнительную информацию о постпроцессорах и покупке CAM см. в моей статье о постпроцессорах.)
– Качество обучения для повышения производительности.
При покупке CAM я взял за правило просматривать сообщества пользователей для каждого пакета и проверять, какие части были сделаны с помощью различных программ. Позвольте мне показать некоторые из деталей и проектов, с которыми я столкнулся в своих путешествиях:
Головка блока цилиндров мотоцикла с ЧПУ…
Боевые роботы Penguin!
. из моих фаворитов из моего первоначального поиска (вы можете видеть, что мой интерес к сбору ЧПУ был связан с автоспортом!). Я думаю, что многие машинисты были бы рады и горды назвать любой из этих проектов своим. Очевидно, что они отражают большой талант их создателей. Однако они также отражают некоторые возможности программного обеспечения ЧПУ.
Было бы трудно представить, что даже действительно опытный ручной g-кодер или ручной станок может изготавливать эти детали без огромных усилий. Я не хочу сказать, что ваш выбор программы CAM упрощает задачу, но, по крайней мере, делает ее возможной.
Начинающие и любители: не делайте свой первый пакет CAM последним!
Если вы управляете механическим цехом, ваши потребности в CAM будут довольно высокими. Эти пакеты дороже и сложнее в освоении, поэтому вы не хотите сделать плохой выбор. Вы также имеете дело с потенциальными взаимодействиями с третьими сторонами, которые могут повлиять на вашу производительность, поэтому важнее обеспечить интеграцию с САПР или обмен файлами с широким спектром входящих источников.
Любители и новички находятся в другом месте. Их кривая обучения шире, чем у профессионала, который уже знает общие вещи, и гораздо менее глубока. Вы не пытаетесь в первый же день разобраться с 5-осевыми траекториями или программированием токарной обработки в качестве любителя. Ваша забота больше о том, чтобы сделать относительно простую деталь как можно быстрее и проще. У вас также нет такого размера бюджета, как у вашего профессионального коллеги.
Основываясь на всем этом, я считаю, что вам следует выбирать свой первый пакет CAM, основываясь на простоте использования, а не на самом мощном пакете, который вы можете найти. Проще говоря, вы пока не торопитесь судить об этих мощных пакетах. Вам нужно пройти через широкую кривую обучения и получить некоторые части под свой пояс. Решение этой проблемы является основной причиной, по которой мы начали размещать MeshCAM здесь, в CNCCookbook.
MeshCAM был разработан с самого начала, чтобы упростить процесс изготовления деталей, чтобы вы могли быстрее добиться успеха. Вероятно, это будет не последнее программное обеспечение CAM, которое вы когда-либо купите, но, скорее всего, это будет самое простое программное обеспечение CAM, которое вы когда-либо пробовали. Вы обнаружите, что можете пойти с этим довольно далеко, и, возможно, вам никогда не понадобится более причудливая упаковка. Но если вы это сделаете, к тому времени, когда вы туда доберетесь, вы будете гораздо более осведомлены, а деньги, которые вы потратите на MeshCAM, будут очень скромными.
Я услышал от одного пользователя MeshCAM увлекательную историю. Они используют как MeshCAM, так и одну из популярных полнофункциональных программ CAM. Я спросил парня, почему, и он сказал, что MeshCAM настолько быстрее и проще, что ему нравится использовать его для программирования приборов. Приспособления, как правило, проще, чем детали, и количество времени, необходимое для их обработки, гораздо менее критично, чем сокращение каждой секунды на детали, которую вам, возможно, потребуется изготовить тысячи. Это имело для меня большой смысл и еще больше открыло мне глаза на ценность наличия очень простой CAM-программы в вашем наборе инструментов программного обеспечения для ЧПУ.
Бесплатно очень заманчиво для начинающих и любителей, поэтому обязательно ознакомьтесь с нашим Руководством по бесплатному программному обеспечению для ЧПУ.
Несколько слов о форматах файлов
Хорошо иметь большой выбор форматов файлов. В зависимости от работы одни лучше других. Рассмотрим эту часть, которая показывает отмеченную грань там, где должны быть плавные кривые:
Фасетка показывает линии, используемые G-кодом, где дуги могли бы быть лучше…
Фотография взята из темы CNCZone. Машинист недавно перешел с использования формата DXF для САПР на файлы STL. Вот тогда и началась огранка. Проблема в том, что формат файла STL не позволяет представить плавную кривую или даже дугу. Он преобразует все в треугольники:
Сетка STL из программного обеспечения MeshFlatten…
В этом нет ничего плохого, за исключением того, что вы должны знать об этом. Ваше программное обеспечение CAD и CAM позволит вам указать допуски — насколько точно сетка должна соответствовать идеализированной 3D-детали? При достаточно маленьком допуске грани исчезнут. С другой стороны, если ваше программное обеспечение CAM не является достаточно умным, вы будете заставлять свою машину делать сотни или даже тысячи крошечных прямолинейных движений для этих граней.
Программное обеспечение для резьбы
Программное обеспечение для резьбы — еще один подход, который пытается упростить CAM. С программным обеспечением для резьбы с ЧПУ идея состоит в том, чтобы преобразовать растровое изображение в G-код. Растровые изображения иногда легче найти, чем полные 3D-модели, особенно для таких приложений, как изготовление вывесок и гравировка. Слабость этого подхода в том, что растровые изображения не передают информацию о глубине — они плоские. Таким образом, программа должна делать предположения на основе цвета или тона пикселей в растровом изображении.
Тем не менее, если речь идет о декоративных, а не о точных деталях, программа Carving Software может невероятно сэкономить время, потому что часто гораздо проще создать хорошее изображение, чем чертеж САПР для декоративных конструкций. Попробуйте MeshCAM Pro, чтобы опробовать свои проекты.
Лучшее бесплатное программное обеспечение для ЧПУ [2022] (CAD, CAM, управление, моделирование)
Программное обеспечение для ЧПУ-обработки может быть дорогостоящим делом.
Однако, если у вас ограниченный бюджет, доступно несколько бесплатных программ, с помощью которых вы можете делать очень многое.
В этом руководстве я рассматриваю лучшие бесплатные программы для ЧПУ, доступные на сегодняшний день.
Кроме того, я отсортировал программы по категориям в зависимости от их возможностей.
Для фрезерных станков с ЧПУ у вас обычно есть четыре типа программного обеспечения:
1. Программное обеспечение САПР: Для создания 2D или 3D графической модели детали, которую вы хотите изготовить.
2. Программное обеспечение CAM: Для преобразования проекта в G-код, понятный управляющему программному обеспечению.
3. Программное обеспечение управления: Считывает G-код и преобразует его в инструкции для машины.
4. Программное обеспечение для моделирования: Считывает G-код и моделирует траекторию движения инструмента для прогнозирования ошибок.
Существуют программы, предназначенные для выполнения каждой из этих функций. Однако вы также можете найти одно программное обеспечение, выполняющее более одной из этих функций.
Что в этом обзоре?
Лучшее бесплатное универсальное программное обеспечение ЧПУ
Лучшее бесплатное программное обеспечение САПР для приложений ЧПУ
Лучшее бесплатное программное обеспечение CAM для ЧПУ
Лучшее бесплатное программное обеспечение для управления ЧПУ
Лучшая бесплатная прошивка для контроллеров ЧПУ
Лучшее бесплатное программное обеспечение для моделирования ЧПУ
Это лучшие бесплатные программы ЧПУ в каждой категории в 2022 году.
Некоторые из них есть бесплатная и платная версии.
Программное обеспечение
Категория
1
Carbide Create 9 CADCAM 3
386
2
Easel
CAD, CAM, Control
3
Fusion 360 (personal)
CAD, CAM
4
SOLIDWORKS
CAD, CAM
5
Inkscape
CAD
6
Openbuilds CAM
CAM
7
FreeMILL
CAM
8
LinuxCNC
Control
9
PlanetCNC
Control
10
UGS
G-Code Sender
11
CNCjs
G-Code Sender
12
Openbuilds Управление
Отправитель G-кода
13
NC Viewer
Симуляция
14
CNC Simulator Pro
Симуляция
Лучшие бесплатные программы для ЧПУ [2022]
В системах управления ЧПУ на основе микроконтроллеров (GRBL/Arduino, Raspberry Pi, TinyG) процесс показан ниже.
Технологическая схема программного обеспечения ЧПУ
Для систем управления на базе ПК, таких как LinuxCNC, Mach4 и Mach5, часть управления выполняется самим программным обеспечением на ПК.
Лучшее бесплатное универсальное программное обеспечение для ЧПУ
Эти программы лучше всего подходят для тех, кто только начинает свой путь в области обработки с ЧПУ, поскольку им не нужно изучать несколько программ.
Он помогает выполнять CAD, CAM, моделирование и управление из единого интерфейса.
1. Carbide Create
Carbide Create
CAD
CAM
Control
Simulation
Carbide Create
Yes
Yes
Only with Carbide 3D CNCs
Yes
Краткий обзор программного обеспечения Carbide Create
Это, безусловно, лучшее бесплатное универсальное программное обеспечение, которое вы можете найти. В этом программном обеспечении вы найдете все функции в одном пакете.
Carbide Create разработан компанией Carbide 3D, брендом, весьма популярным среди любителей популярного фрезерного станка с ЧПУ Shapeoko.
Программное обеспечение было разработано преимущественно для любителей и самодельщиков, что делает его простым в использовании.
Простота программного обеспечения позволяет использовать его без каких-либо знаний в области программного обеспечения CAD/CAM.
Вы можете использовать файлы STL и DXF для создания G-кода или создавать 2D-формы с помощью Carbide Create и экспортировать их как файлы G-кода.
Он также позволяет управлять маршрутизатором с помощью уже существующих файлов G-кода или файлов G-кода, созданных с помощью Carbide Create.
Carbide Create — это автономное программное обеспечение, которое вы можете установить на свои компьютеры с Windows или macOS, что является преимуществом, когда вам приходится запускать свои фрезерные станки с ЧПУ в районах с прерывистым подключением к Интернету.
Однако возможности обработки Carbide Create ограничены 2,5D-обработкой, и вы не можете создавать или фрезеровать 3D-детали с помощью этого программного обеспечения.
Для пользователей Shapeoko Carbide Create — лучшее комплексное решение, а для остальных — отличное решение CAD+CAM.
Detailed Overview of this software- Carbide Create Software Review [2022]
2. Easel
Easel software
CAD
CAM
Control
Simulation
Easel
Yes
Yes
Да
Да
Краткое описание программного обеспечения Easel
Easel — это комплексное программное обеспечение ЧПУ от Inventables, производителя популярных фрезерных станков с ЧПУ X-Carve. Он может выполнять функции CAD, CAM и управления с помощью одного программного обеспечения.
Он имеет библиотеку общих форм, которые вы можете использовать для быстрого создания проектов и преобразования их в G-код для запуска вашего фрезерного станка с ЧПУ.
Pro-версия Easel позволяет работать с заготовками 4×8 и позволяет использовать V-образные биты для резьбы с дополнительными инструментами и рисунками.
Easel также представляет собой программное обеспечение для ЧПУ для вырезания фотографий, с помощью которого вы можете превратить любое изображение в резьбу, используя функцию «Отслеживание изображения».
Используя эту функцию, Easel генерирует G-код/путь к инструменту для загружаемого изображения.
Easel — это веб-приложение, которое не требует установки и может работать на любой платформе ОС. Однако это также означает, что для использования Easel требуется активное подключение к Интернету.
В отличие от Fusion 360 и SOLIDWORKS, использование Easel не требует наличия каких-либо знаний в области проектирования и требует легкого обучения.
Интерфейс между компьютером и фрезерным станком с ЧПУ осуществляется через USB-кабель.
Easel лучше всего подходит для контроллеров на основе GRBL, но он также работает с прошивкой Marlin, если вы немного повозились.
Inventavbles имеет большую базу пользователей и активное интернет-сообщество, которое поможет вам найти решения для ваших запросов.
Мольберт обычно используется любителями ЧПУ и столярами для резки, гравировки и фрезеровки.
Это простое в использовании и легком в освоении программное обеспечение, и вы можете обратиться к десяткам видео на YouTube, чтобы сделать его намного проще.
В заключение, Easel — это отличное бесплатное решение для любителей и начинающих, которые не хотят возиться с несколькими программами для управления своим фрезерным станком с ЧПУ.
Более подробный обзор этого бесплатного программного обеспечения — Easel CNC Software Review [2022]
Лучшее бесплатное программное обеспечение САПР для приложений с ЧПУ
CAD означает автоматизированное проектирование, и это программное обеспечение помогает вам создавать графическое изображение вашего проекта в 2D или 3D.
1. Autodesk Fusion 360- Лучшее программное обеспечение CAD/CAM
Autodesk Fusion 360
CAD
CAM
Control
Simulation
. 0386
Да
Да
Нет
Нет
Краткий обзор программного обеспечения Autodesk Fusion 360
Autodesk популярен благодаря своим программам для проектирования, а Fusion 360 — это потрясающая платформа для создания 3D-проектов.
Fusion 360 может проектировать детали и преобразовывать их в файлы G-кода, что делает его программным обеспечением CAD/CAM.
Вы можете сэкономить время проектирования, используя уже существующие формы в библиотеке программного обеспечения.
CAM в Fusion 360 адаптируется к различным процессам обработки и не ограничивает возможности определенных типов обработки, таких как VCarve Pro.
Для установки и запуска программного обеспечения вам понадобится компьютер с macOS или Windows, поскольку оно не основано на облаке.
Однако вам необходимо подключаться к Интернету каждые две недели, чтобы программа работала.
Вы можете использовать программное обеспечение бесплатно, если оно предназначено для личного использования. Бесплатная версия позволяет одновременно иметь не более 10 активных документов.
В бесплатной версии есть некоторые ограничения. Такие функции, как рендеринг и симуляция, отключены в бесплатной версии.
Кроме того, функции автоматической смены инструмента и быстрой подачи недоступны в CAM для бесплатной версии.
Это немного увеличивает время выполнения задания, если вы выполняете тяжелую работу.
Даже с такими ограничениями Fusion 360 предоставляет больше возможностей, чем большинство бесплатных программ.
Fusion 360 имеет бесплатную студенческую лицензию, которую можно получить, если у вашего учебного заведения есть действующая лицензия Fusion 360.
Он имеет большую базу пользователей с хорошей поддержкой форума и блогов, которые помогут вам решить ваши проблемы.
Если вы не возражаете против кривой обучения при освоении Fusion 360, это позволит вам использовать расширенные функции для обработки с ЧПУ.
2. SOLIDWORKS
Solidworks
CAD
CAM
Control
Simulation
SOLIDWORKS
Yes
Yes(with add-ons)
No
No
Краткий обзор программного обеспечения SOLIDWORKS
Это мощное и передовое программное обеспечение 2D и 3D CAD/CAM, используемое для промышленных и профессиональных приложений.
SOLIDWORKS был разработан компанией Dassault Systems и является популярным выбором не только для обработки с ЧПУ, но и для других приложений проектирования.
Это прежде всего программное обеспечение для проектирования. Функциональность CAM достигается за счет установки дополнительных надстроек, доступных для популярного фрезерного станка с ЧПУ.
SOLIDWORKS не работает в облаке, и вам необходимо установить его на свой компьютер. Однако из-за широкого спектра возможностей и функций это тяжелое программное обеспечение.
Рекомендуемые системные требования для оптимальной производительности при использовании SOLIDWORKS: процессор с тактовой частотой 3,3 ГГц, 16 ГБ ОЗУ и совместимая видеокарта на ПК с 63-разрядной ОС Windows 10.
Это не совсем бесплатно, но если вы начинаете бизнес или являетесь предпринимателем, вы можете использовать его бесплатно в течение одного года при условии, что SOLIDWORKS примет вашу заявку.
Служба поддержки работает хорошо и надежно. На клиентском портале SOLIDWORKS можно найти обучающие видеоролики и курсы обучения. Да0383 №
№
№
Краткое описание программного обеспечения Inkscape
Inkscape — это бесплатное автономное программное обеспечение САПР, которое может создавать векторные изображения. Форматы векторных изображений поддерживаются программами CAM, которые создают G-код.
DXF — это популярный формат, поддерживаемый большинством программ CAM, который можно использовать для создания G-кодов.
Inkscape позволяет загружать и устанавливать подключаемые модули для создания G-кода из программного обеспечения, устраняя необходимость в дополнительном программном обеспечении CAM.
Его можно установить и запустить на компьютерах с операционной системой Windows, macOS или Linux.
Inkscape — популярное программное обеспечение для дизайна, а на официальном веб-сайте есть множество обучающих видеороликов, которые помогут вам начать работу. Кроме того, вы можете найти видеоролики на YouTube, которые помогут вам в ваших дизайнерских работах.
Если вы хотите узнать о лучших программах для ЧПУ, включая платные, это руководство может вам помочь. Лучшее программное обеспечение для ЧПУ
Лучшее бесплатное программное обеспечение CAM для приложений ЧПУ
CAM — это сокращение от Computer Aided Machining, и эти программы генерируют траектории движения инструмента из файлов проекта и создают G-код, который может быть понят фрезерным станком с ЧПУ.
1. OpenBuilds CAM Software
Openbuilds CAM Software
CAD
CAM
Control
Simulation
OpenBuilds CAM
No
Yes
No
No
Quick краткое описание программного обеспечения OpenBuilds CAM
OpenBuilds — компания-производитель станков с ЧПУ, которая начала свою деятельность как онлайн-сообщество, поддерживающее движение разработчиков программного обеспечения с открытым исходным кодом.
Следуя философии открытого исходного кода, OpenBuilds CAM может использовать любой желающий.
Они также выпускают OpenBuilds CONTROL, бесплатное программное обеспечение для управления станками с ЧПУ, о котором я упоминал ниже в разделе, посвященном управляющему программному обеспечению.
OpenBuilds CAM — это веб-приложение, для использования которого требуется активное подключение к Интернету.
Положительным моментом является то, что вся обработка выполняется на стороне сервера, и вам не нужно устанавливать тяжелое программное обеспечение, которое загружает ваш компьютер.
Он может конвертировать типы файлов DXF, SVG, Bitmap (BMP, JPG, PNG, GIF) и Gerber X274 в G-код.
Однако для использования G-кода вам придется использовать OpenBuilds CONTROL, бесплатную программу для отправки G-кода.
OpenBuilds CONTROL работает с большинством контроллеров на основе GRBL, так что вы защищены.
Что касается поддержки, то у огромного сообщества пользователей есть решение всех ваших проблем, и они всегда готовы помочь вам в устранении неполадок.
Это простое и удобное в использовании программное обеспечение лучше всего подходит для любителей, которые ищут бесплатное программное обеспечение для своих станков с ЧПУ.
2. FreeMILL CAM Software
FreeMILL CAM software interface
CAD
CAM
Control
Simulation
FreeMILL
No
Yes
No
Yes
Quick Краткое описание программного обеспечения FreeMILL
FreeMILL — это бесплатное программное обеспечение CAM, которое может создавать G-код из популярных типов файлов проекта.
Вы можете использовать его как отдельное программное обеспечение CAM или интегрировать его с программным обеспечением SOLIDWORKS CAD.
Минималистичный дизайн, нет ограничений на количество сохранений, попыток, времени или симуляций.
Бесплатная версия имеет некоторые ограничения по сравнению с платной версией, но обладает достаточными возможностями и функциями для большинства любителей.
FreeMILL поддерживает следующие типы файлов: OBJ, DXF, SMT, STEP, FBX, STL и SLDPRT.
Он может запускать симуляции на основе G-кода и параметров станка, таких как размер станка, тип инструмента и положение заготовки.
Однако для установки и запуска FreeMILL вам понадобится ПК с Windows, что может быть недостатком для некоторых пользователей.
Лучшее бесплатное программное обеспечение для управления ЧПУ
Станки с ЧПУ не могут понять G-код, сгенерированный программным обеспечением CAM. Вместо этого они работают на основе получаемых управляющих сигналов.
Управляющее программное обеспечение преобразует файлы G-кода в сигналы, понятные вашим станкам с ЧПУ.
Бесплатное универсальное управляющее программное обеспечение
Это программное обеспечение напрямую генерирует управляющие сигналы для управления станками с ЧПУ и отправляет их на детали станков через коммутационные панели.
1. LinuxCNC
LinuxCNC Silverdragon UI
CAD
CAM
Control
Simulation
LinuxCNC
No
No
Yes
No
Quick summary of LinuxCNC программное обеспечение
Это управляющее программное обеспечение, разработанное на основе платформы Linux с открытым исходным кодом, что делает его бесплатным для использования и модификации.
LinuxCNC — это популярное программное обеспечение для управления станками, которое существует уже давно и является корнем нескольких управляющих программ, таких как популярное программное обеспечение Mach 3.
Вы можете контролировать до девяти осей, используя управляющее программное обеспечение LinuxCNC. Чтобы совершать такие подвиги, вам нужно иметь хорошую скорость передачи данных между компьютером и машиной.
В отличие от многих программ, которые используются в основном для запуска фрезерных/фрезерных станков с ЧПУ, графический интерфейс пользователя LinuxCNC также используется для токарных станков с ЧПУ.
LinuxCNC использует параллельные порты для связи с машиной, поскольку параллельные порты значительно быстрее, чем USB-порты, при передаче инструкций.
Системные требования для запуска LinuxCNC низкие, и вы даже можете запустить его на Raspberry Pi 4, но для этого потребуется система на базе ОС Linux.
Если на вашем компьютере нет параллельного порта, вы можете использовать коммутационные панели Ethernet для подключения станка с ЧПУ к компьютеру с помощью кабеля Ethernet.
Самая популярная плата контроллера движения для LinuxCNC — Mesa 7i76e.
Использование карты Ethernet облегчает генерацию аппаратных шагов и подсчет энкодера, что невозможно при использовании интерфейса параллельного порта.
Поскольку это платформа с открытым исходным кодом, доступно несколько настраиваемых версий, которые добавляют определенные функции или настраивают пользовательский интерфейс и внешний вид.
LinuxCNC поддерживает подвесное управление, а также позволяет легко взаимодействовать с контроллерами сенсорного экрана.
LinuxCNC имеет встроенный интерфейс для отправки вопросов непосредственно на страницу форума для получения решений. Большое интернет-сообщество довольно активно и полезно.
2. Planetcnc
Planetcnc
CAD
CAM
Control
Моделирование
.0386
№
Краткий обзор программного обеспечения PlanetCNC
PlanetCNC — это бесплатное программное обеспечение для управления станком с ЧПУ для управления вашим станком с ЧПУ на основе файлов G-кода.
Однако управляющее программное обеспечение PlanetCNC можно использовать только с контроллерами USB Mk3 или Mk 4, продаваемыми PlanetCNC.
Программное обеспечение PlanetCNC подключается к своему контроллеру через USB-кабель, в отличие от программного обеспечения LinuxCNC.
Он может выполнять функции программного обеспечения CAM и может преобразовывать файлы NC Drill (Excellon), файлы DXF, файлы Gerber и файлы PLT/HPGL в G-код.
Кроме того, вы можете редактировать G-код по мере необходимости, используя управляющее программное обеспечение PlanetCNC.
Управляющее программное обеспечение PlanetCNC является автономным программным обеспечением, и вы можете установить его в 64- и 32-разрядных системах Windows, macOS (High Sierra или выше), 64- и 32-разрядных системах Linux, RaspberryPi 3 и 4.
Лучшее бесплатное программное обеспечение для отправки G-кода
Автономный отправитель G-кода не управляет машиной напрямую. Скорее это делается через контроллер на машине.
Программное обеспечение отправки G-кода отправляет инструкции контроллеру, и контроллер создает необходимые инструкции для управления станком с ЧПУ.
1. Universal Gcode Sender (UGS)
UGS — Universal Gcode Sender
CAD
CAM
Control
Simulation
UGS
No
No
Yes
No
Краткое описание программного обеспечения UGS
UGS — это бесплатное программное обеспечение, которое может работать в системах Windows, macOS, Linux или Raspberry Pi.
Если у вас есть станок с ЧПУ на базе Arduino, UGS в сочетании с GRBL является наиболее популярным программным решением для его запуска.
UGS можно бесплатно загрузить со страницы Github. Он поставляется в двух версиях: классической и платформенной.
Платформа является более новой версией, чем классическая версия, и имеет улучшенный графический интерфейс и поддержку контроллера.
Вы можете импортировать стандартный G-код из любого программного обеспечения CAM и использовать его для запуска вашей машины.
Кроме того, вы можете редактировать G-код по мере необходимости с помощью UGS.
Это самый популярный выбор среди любителей благодаря своим возможностям и простоте использования.
2. cncjs
cncjs control software interface
CAD
CAM
Control
Simulation
cncjs
No
No
Yes
No
Quick summary of Программное обеспечение cncjs
Это платформа контроллера с открытым исходным кодом, которую можно использовать для отправки G-кода на контроллеры, работающие на прошивках GRBL, Marlin, Smoothieware и Tiny G.
cncjs — единственное известное мне программное обеспечение для управления, имеющее такие возможности.
Процесс установки может потребовать некоторого времени и быть сложным, но онлайн-поддержка поможет вам в этом.
После установки на ваш компьютер он использует веб-браузер для обеспечения графического пользовательского интерфейса.
Несмотря на то, что он использует веб-браузер, для его работы не требуется подключение к Интернету. Он создает локальный сервер на вашем компьютере, а веб-браузер используется для доступа к локальному серверу.
Локальный сервер может обмениваться данными с вашим контроллером через USB, Bluetooth или Wi-Fi.
Кроме того, вы можете подключить свой станок с ЧПУ к любому компьютеру, на котором работает cncjs, а затем использовать любой компьютер или смартфон, подключенный к той же сети, для управления станком.
cncjs — это легкое программное обеспечение, которое можно установить и запустить на любом компьютере или на Raspberry Pi.
Графический пользовательский интерфейс очень похож на OpenBuilds CONTROL и имеет минималистичный дизайн.
3. OpenBuilds CONTROL
OpenBuilds CONTROL
CAD
CAM
Control
Simulation
OpenBuilds CONTROL
No
No
Yes
No
Quick summary of OpenBuilds CONTROL software
OpenBuilds CONTROL is a software program that interprets the Файл G-кода и инструктирует контроллер на основе GRBL на вашем станке с ЧПУ.
Ваша машина должна использовать плату управления на основе GRBL, чтобы вы могли использовать программное обеспечение OpenBuilds CONTROL.
Самое лучшее в этом управляющем программном обеспечении — простой и хорошо организованный графический интерфейс пользователя.
Может работать со стандартными файлами G-code. Кроме того, вы можете использовать его для прошивки прошивки GRBL на вашем контроллере.
OpenBuilds CONTROL — это легкое программное обеспечение, которое можно запускать на компьютерах с операционными системами Windows, macOS или Linux.
Существует несколько вариантов программного обеспечения, помимо рассмотренных выше. Лучшее программное обеспечение GRBL [2022]
Лучшая бесплатная прошивка для контроллеров ЧПУ
Это программы, которые запускаются только на аппаратном контроллере ЧПУ.
Пользователь редко взаимодействует с прошивкой, взаимодействие осуществляется через программное обеспечение контроллера.
Одной из самых популярных прошивок контроллера для станков с ЧПУ является GRBL.
Другие доступные варианты прошивки: Marlin, Tiny G и Smoothieware.
GRBL
Прошивка контроллера GRBL
Это прошивка с открытым исходным кодом, разработанная для 8-битных плат управления на базе микроконтроллера ATmega328 для станков с ЧПУ.
Данная прошивка поддерживает интерфейс USB с компьютером, что позволяет управлять машинами с ноутбуков без параллельных портов.
Самая последняя версия GRBL — v1.1.
Однако GRBL поддерживает только 3-осевую обработку, что является единственным ограничением этой прошивки.
Если вам нужен GRBL для 32-битных плат, вы можете выбрать версии GRBL GRBL_HAL или GRBL_Esp32, которые были разработаны для 32-битных плат.
Это самое популярное программное обеспечение для бюджетных станков с ЧПУ, которое используется большинством любителей и энтузиастов-любителей.
Некоторые известные производители ЧПУ, такие как Carbide 3D, BobsCNC, OpenBuilds и Spark Concepts, используют GRBL в качестве прошивки для своих плат контроллеров ЧПУ.
GRBL имеет очень большое интернет-сообщество, и вы можете быстро найти решение большинства проблем онлайн.
Лучшее бесплатное программное обеспечение для моделирования станков с ЧПУ
Эти программы моделируют траекторию движения инструмента при резке и помогают прогнозировать любые нежелательные разрезы или разрушительные действия.
1. Программа просмотра NC
Программа просмотра NC
CAD
CAM
Control
Simulation
NC Viewer
No
No
No
Yes
Quick summary of NC Viewer software
It is a web- на основе бесплатного программного обеспечения для моделирования, которое вы можете использовать для моделирования G-кода, созданного любым программным обеспечением CAM.
NC Viewer — это веб-приложение.
Таким образом, он не требует установки и может работать на любой платформе ОС при наличии подключения к Интернету.
Его можно использовать даже со смартфона, что отлично подходит для быстрой проверки вашего G-кода.
Вы можете посетить их веб-сайт, ввести G-код из своего программного обеспечения CAM и запустить на нем симуляции.
NC Viewer может имитировать 5-осевую обработку, а также поддерживает токарные операции на токарных станках с ЧПУ.
Однако он не может предсказать столкновения, так как настройка размера машины или границ рабочей области не поддерживается NC Viewer.
2. CNC Simulator Pro
CNC Simulator Pro
CAD
CAM
Control
Simulation
CNC Simulator Pro
Yes
Yes
No
Yes
Quick summary of CNC Simulator Pro
CNC Simulator Pro is программное обеспечение для моделирования с возможностями CAD/CAM, но лучше всего подходит для моделирования.
Вы можете установить и запустить его на любом компьютере под управлением Windows 7 и более поздних версий, и он поддерживает широкий спектр станков с ЧПУ, инструментов и контроллеров.
Роликовый блок вспомогательный для труб Ф10-20 на прогон 30х30
Роликовый блок вспомогательный для труб Ф20-35 на прогон 30х30
Роликовый блок вспомогательный для труб Ф35-60 на прогон 30х30
Роликовый блок поддерживающий для труб Ф10-20 (двойной)
Уловитель — отбойник длинных деталей
Упор подпружиненный для коротких деталей
Запасная закаленная пластина для упора
Стойка упорная для длинных деталей
Представляем вашему вниманию наш труборезный роликовый станок.
Принцип действия — резка обкаткой дисковым ножом. Он режет сталь, алюминий, медь, пп, пнд, мп водопроводные трубы.
Преимущества метода: высокая скорость резки, отсутствие шума, опилок, не требуется СОЖ, рез трубы имеет товарный вид, отсутствует внешний заусенец, малый расход энергии, длительный срок службы режущего диска и возможность его самостоятельной правки, не требуется зажимать деталь, асинхронный двигатель 750 ватт, обеспечивает достаточную мощность и неограниченный ресурс.
Станок производится на заказ в течение 2 месяцев. Базовая комплектация включает в себя сам станок в комплекте с ножом и поддерживающей конструкции для заготовок, состоящей из 2 оснований и соединительных реек.
Дополнительно нужно приобрести: оснастку для труб 10-20, 20-35, 35-60. Так же можно приобрести упор для коротких, длинных деталей, сменный нож, дополнительный ролики, сменные закаленный пластины упоров и прочие элементы из списка допов.
Настройка высоты опускания ролика производится оригинальным, но простым рычажным механизмом. Короткоходный пневмоцилиндр с прямым управлением от пневмопедали обеспечивает небольшой расход воздуха. Опорные ролики можно сдвигать по направляющей в зависимости от задачи резки, благодаря этому можно торцевать трубу без переворота с обоих сторон. Так же их можно быстро заменить.
Начиная с 2022г, станки оснащаются регулятором давления и счетчиком резов.
При хранении, в разъединенном состоянии, станок компактен и занимает не более 1м.кв площади помещения.
Станок предназначен для мелкосерийной и крупносерийной заготовки труб в мебельном производстве, изготовлении ограждений, теплиц, ЖКХ, машиностроении и в принципе везде, где требуется обработка круглых труб небольших диаметров и толщин.
Единственными минусами станка является относительно невысокая точность резки +/-1 мм и накатка внешнего буртика.
Трубоотрезные станки в России — Биржа оборудования ProСтанки
Главная
Продажа
Обработка и производство труб
Трубоотрезной станок
Вы можете очень быстро сравнить цены трубоотрезного станка и подобрать оптимальные варианты из более чем 76375 предложений
Трубоотрезной станок Compact 275
Состояние: Б/У
Compact 250 Компактный трубоотрезной станок (Berg & Schmid)Kondensator-Motor 230V, leise und kraftvoll Электромотор 230 В, тихий и мощный . Längenanschlag, MontagewerkzeugDrehzahl 54 min -1 Скорость…
09.07.2014
Челябинск (Россия)
80 000
дисковый трубоотрезной станок
Состояние: Новый
В наличии
Продается новый дисковый трубоотрезной станок в рабочем состоянии без эксплуатации. Базовая длина станка — 6200 мм; длина разрезаемой трубы — 6000 мм; максимальный диаметр разрезаемой трубы — 56…
13.04.2015
Павлово (Россия)
Летучее трубоотрезной станок для резки труб
Состояние: Новый
В наличии
Летучее трубоотрезной станок для резки трубТрубоотрезные «летучие» станки для комплектации ТЭСА | Поставщик стана_АLLSTAN LTDТрубопрокатный станок (Трубопрокатный Агрегат) специально предназначен…
дравствуйте , реализуем бу станки для обработки трубы или отводов : 2. станок расточной для трубы или отводов диаметром до 700мм , мех. зажим трубы , труба не вращается -вращается резец ,…
02.06.2019
Пенза (Россия)
Трубоотрезной станок 91а11,91а15 для обработки трубы
Состояние: Б/У Год выпуска: 1982 Производитель: УСС (Россия)
1.станок трубоотрезной цанговый — труба подается до упора на нужную длину -отрезается резцом , а потом станок режет наружную или внутреннюю фаску . модель 91а11 диаметр трубы до 114мм ,…
08.06.2019
Москва (Россия)
трубоотрезной станок 91а25, 91а38 для обработки трубы
Состояние: Б/У Год выпуска: 1984 Производитель: УСС (Россия)
1.станок трубоотрезной цанговый — труба подается до упора на нужную длину -отрезается резцом , а потом станок режет наружную или внутреннюю фаску . модель 91а25диаметр трубы до 250мм ,…
10.06.2019
Москва (Россия)
9Д151 ТРУБООТРЕЗНОЙ СТАНОК
Состояние: Б/У Год выпуска: 1970
Компания ТИТАН – Титанпром.ру — реализует 9Д151 — трубоотрезной автомат б/у, год выпуска — 1970. Краткое описание: наружный диаметр обрабатываемых труб — 10…114 мм; диаметр отверстия в гильзе. ..
14.06.2022
Ярославль (Россия)
Трубоотрезной станок GEORG FISCHER RA-4
Состояние: Б/У Год выпуска: 1998 Производитель: GEORG FISCHER (Германия)
Станок предназначен для орбитальной резки металлических труб диаметром от 15 до 120 ммтолщина стенки до 10 мм.Станок после капитального ремонта. Полностью настроен. Отклонение от перпендикуляра…
18.03.2022
Москва (Россия)
160 000
станок трубоотрезной СОТ
Состояние: Б/У Год выпуска: 1988 Производитель: Россия
продается станок трубоотрезной СОТ с рольгангом.
21.03.2016
Ростов-на-Дону (Россия)
55 000
станок трубоотрезной
Состояние: Б/У
б\у 1989 г. в. вся подробная информация по телефону или на почту
много других станков:
Станок трубоотрезной
Газорезательная машина шарнирная
Ножницы Н — 1726
Пресс – ножницы комбинированные Н -…
21.06.2016
Тула (Россия)
станок трубоотрезной ВМС-35
Состояние: Б/У Год выпуска: 1987 Производитель: Россия
Продам станок трубоотрезной ВМС -35.Станки после капитального ремонта, комплектные, в отличном техническом состоянии. Сроки поставки от 2 до 30 рабочих дней. С возможностью проверки в работе, фото…
Компания «Мир Станков» – занимается поставкой металлообрабатывающих станков б/у и КПО
Оказываем услуги по поиску станков предприятиям, компаниям и частным лицам. Вам нужен станок — Мы найдем…
30.11.2022
Москва (Россия)
Металлообрабатывающее оборудование станки
Состояние: Б/У Год выпуска: 2000
Станки использовались для производства сантехники:Сверлильный 2Н135Резьбонарезной ВМС 2АГильотина Н3116Пресс КД2326Компрессор 430лРезьбонарезной МЗК95 3 штНожницы Н5222АНаждак (заточной)Трубогиб…
02.04.2018
Тула (Россия)
Труборезный станок 91а11, 91а15
Состояние: Б/У Год выпуска: 1992 Производитель: Россия
Здравствуйте , реализуем станки бу для обработки трубы или отводов : 2. станок расточной для трубы или отводов диаметром до 700мм , мех. зажим трубы , труба не вращается -вращается. ..
02.06.2019
Пенза (Россия)
станок КР0450 М координатно-расточный
Состояние: Новый Производитель: Россия
В наличии
Станки в ассортименте из наличия на складе в Екатеринбурге: токарно-винторезный, токарно-карусельный, токарно-револьверный, сверлильный, заточный, расточный, токарный, радиально-сверлильный,…
01.07.2019
Екатеринбург (Россия)
110 000
Станок круглопалочный MC9060A
Состояние: Новый
В наличии
Предназначен для получения цилиндрических (круглых) деталей из заготовок квадратного сечения различных пород древесины, а также синтетических материалов. Станок применяется для производства…
06.12.2022
Казань (Россия)
2 500
Кромочный станок ручной MF50S
Состояние: Новый
В наличии
MF50S – это эргономичный станок с удобным управлением, основанном на контроллерах производства компании Siemens. Простота и надежность в работе и автоматизация многих функций сделали его…
06.12.2022
Казань (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по трубоотрезному станку почти как на Авито и TIU
Видео трубоотрезного станка
Pipe Cut — Труборезные станки
Труборезные станки > Pipe Cut
Труборезные станки
Промышленный труборезный станок
Процесс Machitech Pipe Cuting CNC Plasma Industrial Машина для всех видов промышленности. Он оснащен системой плавающего патрона для предотвращения проскальзывания трубы, моторизованным подающим конвейером и пневматическими поддерживающими роликами.
Запрос ценового предложения
Свяжитесь с нами, чтобы получить бесплатную пользовательскую цитату
Запрос о ценовой цитате
Свяжитесь с нами, чтобы получить бесплатную пользовательскую цитату
Стандартные функции
до 48 дюймов в диаметре
Длина зоны резки: 21 фут или 42 фута
Автоматический регулятор высоты резака
Сервоприводы Bosch Rexroth
Запатентованная система перевернутых направляющих
Линейные направляющие Bosch на обработанных поверхностях
Подготовка под сварку, углы, седла, отверстия, прорези, косынки и т. д.
Приводной патрон: точный, без проскальзывания
Автоматическая установка высоты и зажима патрона
Плавающий патрон для некруглых труб
Моторизованный подающий конвейер: до 60 футов
Пневматические опорные ролики
ИСТОЧНИКИ ПЛАЗМЫ
Hypertherm XPR300 Plasma (наиболее популярные)
Hypertherm XPR170 HD Plasma 9X
4
40034
Hypertherm HPR800XD Plasma
EDGE CONNECT CONTROLLER
Hypertherm Edge Connect™ Controller
Hypertherm Rotary Tube Pro 2019 Software
Machitech Industrial Enclosure
AVAILABLE OPTIONS
5-Axis Full Контурная головка для снятия фаски
Стол для резки листового металла
Возможность использования трубы диаметром 48 дюймов
Подающий моторизованный конвейер
Выходной моторизованный конвейер
Система извлечения Fume
Дополнительные варианты безопасности
Спецификации
Столовая емкость: от 2,5 до 30 дюйма диаметром
По при gantry: 8,5 ″
Скорость резания: 50033. : 800 IPM
Повторяемость: 0,001″
Точность позиционирования: 0,003″
ПРОФИЛИ ЗАКАЗЧИКОВ
Foughtland Company0134
Узнайте, почему компания Fought Steel Fabrication, один из крупнейших производителей металлоконструкций в западной части США, приобрела станок для резки труб Machitech для строительства одного из крупнейших проектов в истории штата Орегон.
Watch on Youtube
INSTALLATION PICTURES
Features and Specifications
FEATURES
PLASMA
CONTROLLER
OPTIONS
SPECIFICATIONS
Первоклассные стандартные характеристики
Конструкция в виде жесткого портала Диаметр труб: от 2,5 до 48 дюймов Длина зоны резки: 21 фут или 42 фут Автоматический регулятор высоты резака Machitech Сервопривод переменного тока Bosch Rexroth Моторные приводы (Ethercat) Запатентованная система перевернутых направляющих Линейные направляющие Bosch на обработанных поверхностях Подготовка под сварку, углы, седла, отверстия, прорези, косынки и т. д. Привод патрона: точный, без проскальзывания Автоматическая установка высоты и зажима патрона Плавающий патрон для некруглых труб Моторизованный подающий конвейер: до 60 футов Запатентованная система перевернутых направляющих Пневматические опорные ролики
Почему стоит выбрать Machitech?
Полный список деталей и электрические схемы В стоимость входит установка на месте и индивидуальное обучение Бесплатная удаленная поддержка в течение всего срока службы
Плазменная система Hypertherm XPR300
Новый XPR300™ представляет собой самый значительный прогресс в технологии механизированной плазменной резки за всю историю. Он улучшает качество резки HyDefinition® за счет сочетания новой технологии с усовершенствованными процессами следующего поколения, резки X-Definition™ на низкоуглеродистой стали, нержавеющей стали и алюминии.
Вместимость стола: от 2,5 до 30 дюймов в диаметре Максимальная скорость перемещения: 800 дюймов в минуту Повторяемость: 0,001″ Точность позиционирования: 0,003″
наших клиентов
мы рекомендуем Machitech
Пожизненная удаленная поддержка
Мы нужны вам? Мы готовы.
В любой момент.
Фотографии и видео
Инсталляции клиентов
Профили клиентов
Борьба и Компания Стальная Станок для резки труб для строительства одного из крупнейших проектов в истории штата Орегон.
Вам могут быть интересны эти решения
Gold Cut
™
Надежный станок для обработки мостовых и рельсовых пластин по конкурентоспособной цене.
Platinum Cut
™
Промышленная мостовая и рельсовая система, разработанная для различных процессов резания инструментом.
Титановая резка
™
Идеальный станок для металлообрабатывающих центров, судостроителей и металлоконструкций.
Переносные машины для резки труб и труб
Этот веб-сайт использует некоторые файлы cookie. Если вы продолжите навигацию, вы принимаете использование файлов cookie. Предупреждение: блокировка файлов cookie препятствует правильной работе сайта.
Подробнее
Орбитальная резка труб
Резка труб является необходимой операцией механической обработки при сборке, строительстве, техническом обслуживании, ремонте или удалении поврежденных деталей, например, вызванных коррозией.
На трубчатые компоненты воздействуют направленные вещества, которые влияют на исходное состояние трубки. Нефть, газ или вода под высоким давлением являются абразивными и могут изменять коррозию трубы химическим и/или механическим путем.
Когда замена трубы абсолютно необходима, разрез делается в верхней и нижней частях поврежденной трубы. Эта операция технического обслуживания может выполняться на месте и требует лучшего оборудования для идеального качества поверхности перед выполнением сварочных операций.
Станки для орбитальной резки PROTEM
Станки для резки труб и снятия фаски PROTEM являются переносными машинами.
Они легкие, надежные, простые в использовании и обеспечивают идеальную подготовку сварного шва без зон термического влияния на всех типах материалов, таких как стальные или нержавеющие трубы.
Ассортимент продукции PROTEM включает несколько типов станков для резки и снятия фаски:
Для резки и снятия фаски труб с большой толщиной стенки.
Просмотреть все
Машины серии TT-LW
TTNG-LW168 — Станок для орбитальной резки и снятия фаски Разборная рама грейферного типа для труб диаметром от 2 до 6 дюймов
60,3 мм (2,37 дюйма) ID 160074 мм «) OD
TTNG-LW219 — Грейферный станок для резки и снятия фаски — Станок для холодной резки труб диаметром от 4 до 8 дюймов
114,3 мм (4,50 дюйма) ВД 219,1 мм (8,63 дюйма НД)
TTNG-LW273 — Орбитальная грейферная муфта для резки и снятия фаски с разъемной рамой для труб диаметром от 6 до 10 дюймов 9026 дюймов3
166,3 мм (6,3 мм 273,1 мм (10,75″) НД
TTNG-LW323 — Орбитальная машина для резки и снятия фаски Разъемная рама грейферного типа для труб диаметром от 8 до 12 дюймов
219,1 мм (8,63″) НД 323,9 мм (12,95 мм) НД
TTNG-LW406 — Орбитальная резка труб и снятие фаски Разборная грейферная рама для труб диаметром от 10 до 16 дюймов
Внутренний диаметр 273,1 мм (10,75 дюйма) Наружный диаметр 406,4 мм (16,00 дюйма)
TTNG-LW508 — Орбитальный грейфер для резки и снятия фаски с разъемной рамой для труб диаметром от 12 до 20 дюймов
5 мм (внутренний диаметр 123,75 мм) Внешний диаметр 508 мм (20,00 дюймов)
TTNG-LW610 — Орбитальная машина для резки и снятия фаски Разборная рама грейферного типа для труб диаметром от 16 до 24 дюймов
406,4 мм (16,00 дюймов) внутренний диаметр 610 мм (24,020 дюймов) 0 5 OD 920 мм (24,020 мм)
Более простая конструкция, трубы диаметром до 25,4 мм (1″) отрезаются и скошиваются
Посмотреть все
Машины TTS-NG
TTSNG27 — Орбитальная машина для резки и снятия кромок Разборная рама грейферного типа для труб от 10 до 26 мм
10,3 мм (0,41″) ID 10,7 мм ВД 26,7 мм
TTSNG33 — Орбитальная машина для резки и снятия фаски Разъемная грейферная машина для труб диаметром от 10 до 33 мм
10,3 мм (0,41 дюйма) ID 33,4 мм (1,31 дюйма) OD
TTSNG42 — Станок для холодной резки труб и снятия кромок Станок для труб от 10 до 42 мм
10,3 мм (0,41 дюйма) ВД 42,2 мм (1,66 дюйма НД)
TTSNG48 — Орбитальная разборная труба для резки и снятия фаски с разъемной рамой для труб от 10 до 48 мм
10,3 мм (0,407 дюйма) 4 1,90″) НД
TTSNG60 — Орбитальная машина для резки и снятия фаски Разборная рама грейферного типа для труб от 21 до 60 мм
21,3 мм (0,84″) НД 60,3 мм (2,37″) НД
Станок для снятия фаски-Машина для холодной резки труб диаметром от 21 до 73 мм
21,3 мм (0,84″) ВД 73 мм (2,87″) НД
TTSNG88 - Разборная рама для орбитальной резки и снятия фаски для труб от 33 до 88 мм
33,4 мм (1,31″)4 НД 800002 3,50 «) OD
TTSNG101 — Орбитальное разрыва и скопление машины расщепляется раскладушка для труб от 48 до 101 мм
48,3 мм (1,90″) ID 101,6 мм (4,00 «) od
3394
614.
Станок для снятия фаски-Машина для холодной резки труб диаметром от 60 до 114 мм
60,3 мм (2,37 дюйма) ВД 114,3 мм (4,50 дюйма НД)
TTSNG127 — Орбитальная грейферная муфта для резки и снятия фаски с разъемной рамой для труб от 60 до 127 мм
60,3 мм (29777 дюймов) ВД 5,00″) НД
TTSNG141 — Орбитальная машина для резки и снятия фаски Разборная грейферная рама для труб от 73 до 141 мм
73 мм (2,87″) НД 141,3 мм (5,56″) НД
TmTs & Shell Cutting
Станок для снятия фаски-Машина для холодной резки труб диаметром от 88 до 168 мм
88,9 мм (3,50″) ВД 168,3 мм (6,63″) НД
TTSNG193 — Орбитальная грейферная муфта для резки и снятия фаски с разъемной рамой для труб от 114 до 193 мм 7,60″) НД
TTSNG219 — Орбитальная машина для резки и снятия фаски Разборная грейферная рама для труб от 141 до 219 мм
141,3 мм (5,56″) ВД 219,1 мм (8,63″) НД
5
4 Разрешено или снятие фаски с труб и труб всех сортов, с наружным диаметром от 10,3 мм (0,406 дюйма) до 273 мм (10,7 дюйма) за одну операцию одновременно.
Специально разработаны для резки тонкостенных труб из стали и титана в условиях ограниченного пространства.
Высокоскоростная обработка для повышения производительности
Станки для резки PROTEM — это оборудование, которое вам понадобится для производства и изготовления сборных конструкций!
Обрабатывает трубы с наружным диаметром от 60,3 мм (2 дюйма) до 914,4 мм (36 дюймов). Трубы будут разрезаны и скошены всего за несколько секунд.
Посмотреть все
TNO — это высокоскоростные станки для резки и снятия фаски.
Эти станки специально разработаны для использования в сборных трубопроводах и трубах на месте или в мастерских. Эти машины режут и снимают фаску с толстостенных труб быстрее, чем любая другая машина! Для обработки труб диаметром от 114,3 мм (4,5 дюйма) до 1828,8 мм (72 дюйма).
Станки серии MF
Предназначены для резки и снятия фаски с труб диаметром от 12,7 мм (1/2 дюйма) до 420 мм (16,5 дюйма).
Станки орбитальной резки PROTEM – это первоклассное оборудование для идеальной подготовки сварного шва без зон термического влияния.
Специально разработанные для труб и толстостенных труб, а также практически для всех видов материалов, станки для резки PROTEM отвечают требованиям высокой точности во всех современных сварочных операциях.
Станки OCM
Переносной станок для резки труб OCM предназначен для резки и снятия фаски с труб диаметром от 6 дюймов (Ø168,3 мм) с минимальным наружным диаметром и толщиной стенки до 2 дюймов (50,8 мм). Его независимый модуль скашивания полностью настраивается и выполняет фаски от 0° до 9°.0° без замены принадлежностей.
Простота в использовании. Прочный и надежный, он может использоваться на месте, в мастерской или в сложных условиях . Он имеет удлинительные цепи для зажима труб большого диаметра.
Ultimaster Machines
Орбитальная машина для резки Ultimate Split 6 используется для резки труб практически из всех материалов диаметром от 1/2 дюйма (12,7 мм) до 6 дюймов (168 мм) и толщиной стенки от 0,04 дюйма.
Полиамид является одним из наиболее часто используемых материалов в промышленности. Он бывает разных сортов и может быть наполнен различными волокнами, сферами или нанотрубками.
Сертифицированные материалы
Общее описание
РАБОТАЕТ С
ПРОМЫШЛЕННОСТЬ F420
ПРОМЫШЛЕННОСТЬ F340
Основной особенностью нейлона
является очень высокая прочность на растяжение. Материал прочный и обладает хорошими трибологическими свойствами. С другой стороны, он обеспечивает хорошую эластичность и низкую чувствительность к влаге печатных моделей. Самый распространенный сорт нити — PA6.
Сертифицированные материалы
ПА НЕАТ
PA Neat предназначен для промышленного применения. Материал прочный и обладает хорошими трибологическими свойствами, а с другой стороны, обеспечивает хорошую эластичность и низкую чувствительность к влаге отпечатанных моделей.
PA Neat обеспечивает непрерывное использование при температуре 120°C, сохраняя достаточные механические свойства и устойчивость к высоким температурам. Это идеальный материал для изготовления долговечных отпечатков, которые должны работать.
PolyMide™ — это семейство нитей на основе нейлона/полиамида.
Произведенные с использованием технологии Polymaker Warp-Free™, нити PolyMide™ обеспечивают технические свойства, уникальные для нейлона, и простоту печати. PolyMide™ CoPA основан на сополимере нейлона 6 и нейлона 6,6.
Нить сочетает в себе превосходную прочность, ударную вязкость и термостойкость.
Этот промышленный материал отличается высокой химической и термостойкостью. По сравнению со стандартным полиамидным материалом нейлон с углеродным наполнителем менее подвержен термической усадке. Легче контролировать материал в процессе печати.
PA6-GF30
PA6-GF30 представляет собой сополимер полиамида-6, армированный 30% стекловолокна. Материал демонстрирует исключительную жесткость и прочность, но в то же время хрупкость очень низкая. Он обладает отличной механической, химической и термической стойкостью, что делает его пригодным для целого ряда инженерных и промышленных применений. Этот сорт материала PA6 можно легко использовать в автомобильной промышленности, поскольку он демонстрирует особую устойчивость к топливу, смазочным материалам, теплу и высоким механическим нагрузкам. В зависимости от механической нагрузки выдерживает температуру до 150°C. Динамическая нагрузка и сопротивление ползучести также относительно высоки. Полиамиды, армированные стекловолокном, обладают способностью гасить вибрации. Из-за высоких абразивных свойств и коэффициента трения материалы PA-GF не подходят для применений, связанных с проскальзыванием и скольжением.
PA6-GF30 также отличается улучшенной стабильностью размеров – стекловолокно уменьшает усадку, подъем и деформацию. Слоистость слоев очень сильная.
PA6-GF30 обладает высокой абразивностью, убедитесь, что вы используете правильные расходные материалы и детали в экструдере.
Нейлон 680
Материал одобрен для контакта с пищевыми продуктами. Необходимо соблюдать правила хранения капроновой нити, так как материал очень гигроскопичен.
ПРИМЕР
PEEK
Контролируемая влажность загружаемых материалов – независимо от рабочего состояния принтера. Большинство инженерных и высокоэффективных полимеров необходимо высушивать перед использованием. 3DGence INDUSTRY F340 сделает это за вас. Материалы всегда предварительно прогреты и высушены. посмотреть
Читать далее
PEEK
Контролируемая влажность загружаемых материалов – независимо от рабочего состояния принтера. Большинство инженерных и высокоэффективных полимеров необходимо высушивать перед использованием. 3DGence INDUSTRY F340 сделает это за вас. Материалы всегда предварительно прогреты и высушены.
Читать далее
Поможем выбрать нужный материал
Материалы для 3D-печати: нейлон PA 6 + углеродное волокно
PA 6 CF Нейлон — это высокоэффективный материал, используемый в промышленности для замены металла.
Помимо превосходных механических свойств, он характеризуется превосходной легкостью и термостойкостью. обработанный с помощью 3D-печати FDM, он обеспечивает замечательную свободу дизайна.
Мгновенная цитата
Галерея
Высокая способность выдерживать удары и большие нагрузки
Прямолинейное заполнение 30% производственного процесса и его естественная плотность обеспечивают превосходную легкость продукта
Отличная стойкость к маслам и смазкам, что позволяет работать в сложных условиях
PA 6 CF Нейлон — это композитный материал, изготовленный путем армирования нейлоновой основы углеродным волокном. В результате получается стабильный материал с высокими механическими свойствами, впечатляющей легкостью, отличной стойкостью к маслам, смазкам, углеводородам и высоким температурам.
Обработка:
3D FDM Моделирование методом наплавки
Альтернативная номенклатура:
Нейлон 6 CF
PA6CF
Нейлон 6 Углеродное волокно
Диапазон цен:
€
€
€
€
€
Идеально подходит для:
Функциональные части
Применение при высоких температурах
Замена металла
«Идеально подходит для замены металла»
Благодаря вставке из углеродного волокна и возможности обработки методом FDM нейлон PA 6 CF используется в автомобильной и промышленной отраслях в качестве замены металла, обеспечивая превосходные механические характеристики даже в средах, подверженных воздействию высоких температур.
Симона, технический инженер Верг
Основные характеристики
Высокая способность выдерживать удары и большие нагрузки
Прямолинейное заполнение 30% производственного процесса и его естественная плотность обеспечивают превосходную легкость продукта
Отличная стойкость к маслам и смазкам, что позволяет работать в сложных условиях
Собственность
Разрывная нагрузка при растяжении 74,8 МПа
Модуль упругости 6130 ГПа
Удлинение при разрыве 2,8 %
Модуль упругости при изгибе 5224 МПа
HDT 0,45 МПа 179°С
Ударопрочность по Изоду 12 кДж/м2
Характеристики
Технический паспорт
Галерея
Сферы применения
Автомобильный сектор
Промышленный сектор
Производственные технологии
Моделирование методом наплавления
Узнайте больше о технологии
Моделирование наплавления или FDM создает компоненты слой за слоем на , нанося дискретный материал через сопло диаметром 0,40 мм .
Масло минеральное Champion 4-х тактное SAE30 1л. Летнее, четырех тактное масло, предназначено для заправки четырех тактных двигателей с воздушным охлаждением. Соответствует высоким стандартам качества масла, имеет вязкость SAE 30. Масло помогает избежать задира поршневой группы при работе двигателя, способствует отводу тепла, двигателя, удалению нагара поршневой системе двигателя. Подходит для всей линейки четырех тактных моторов в ассортименте Champion. Страна производства США,
Характеристики
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Масло минеральное Champion 4-х тактное SAE30 1л на сайте носят информационный характер и не являются публичной офертой, определенной п.2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Масло минеральное Champion 4-х тактное SAE30 1л в магазине Санкт-Петербург вы можете в интернет-магазине «ВИМОС».
Масло для 4-тактных двигателей минеральное CHAMPION SAE30 4 л, 952821
Имя
Телефон
Введите код с картинки
перезагрузить код
Я даю согласие на обработку персональных данных и соглашаюсь с правилами обработки персональных данных.
Фамилия
Имя
Отчество
E-mail
Телефон
Я даю согласие на обработку персональных данных и соглашаюсь с правилами обработки персональных данных.
Забыли?
Логин
Пароль
Купить
Купить
Быстрый заказ
Описание Масло для 4-тактных двигателей минеральное CHAMPION SAE30 4 л, 952821
Характеристики
Объем , мл
4000
Производство
США
С этим товаром берут:
Новинка
Добавить в избранное
Быстрый заказ
Новинка
Добавить в избранное
Быстрый заказ
Новинка
Добавить в избранное
Быстрый заказ
Новинка
Добавить в избранное
Быстрый заказ
Новинка
Масло для 4-тактных двигателей минеральное CHAMPION SAE30, 1л
Добавить в избранное
Быстрый заказ
Новинка
Добавить в избранное
Быстрый заказ
Новинка
Добавить в избранное
Быстрый заказ
Новинка
Добавить в избранное
Быстрый заказ
Новинка
Добавить в избранное
Быстрый заказ
Новинка
Масло для 4-тактных двигателей минеральное зимнее SAE 5W30, 1л
Добавить в избранное
Быстрый заказ
4092H
Щелкните здесь, чтобы переключить панель поиска
Все продукты
Вход для дилераСоздайте или войдите в систему
Стать дилером
Подать заявку на статус дилера
Подать заявку сейчас
Уже дилер?
Создайте имя пользователя
Добро пожаловать, дилеры Rotary
Войдите в свою учетную запись
CHAMPION PREMIUM SAE 30 4-CYCLE OIL 12/QTS.
Артикул № 4092H
Масло Champion для 4-тактных газонокосилок разработано специально для использования в 4-тактных двигателях газонокосилок, работающих при высокой температуре в грязной среде. Оно содержит тщательно сбалансированный химический состав присадок, оптимизированный для обеспечения превосходных характеристик защиты от износа. Новая технология, использованная в этом смазочном материале последнего поколения, позволяет ему превосходить показатели производителей. Это моносортное масло с вязкостью 30 производится с использованием белых минеральных масел высокой степени очистки, демонстрирующих очень низкую летучесть, что обеспечивает оптимальную устойчивость к сдвигу, предотвращая износ двигателя, продлевая срок службы редуктора и максимально увеличивая срок службы двигателя. Рекомендовано и предпочтительно для использования в четырехтактных бензиновых двигателях Briggs & Stratton, Robin, Kohler, Tecumseh и Honda с воздушным охлаждением. Противоизносная присадка обеспечивает исключительную несущую способность. Защищает от образования лака и нагара на критически важных деталях двигателя. Обеспечивает максимальную защиту от ржавчины и коррозии. Антивспенивающая и превосходная защита от истирания. Сильные моющие средства сохраняют чистоту двигателя. Устойчив к высокотемпературному окислению и образованию отложений. Это масло также рекомендуется для использования в тележках, снегоочистителях, мини-велосипедах, квадроциклах и многих других устройствах, использующих 4-тактные двигатели общего назначения, отвечающие требованиям SAE-30. Кейс включает 12 бутылок по 1 кварте.
2023 Каталог Страница: 883
2022 Каталог Страница:
Класс продуктов: 33
Заказ нескольких: 12
Вы должны войти в систему, чтобы добавить элементы в свой заказ
Размеры и спецификации
44444444444444444444444449.
1 кварта.
КОРОБКА КОЛ-ВО
12
Нужна помощь с этим товаром? Обратитесь в службу поддержки.
Текст сообщения * — Запрос относительно товара № 4092H —
Connect
Blades
Belts
Trimmer Line
View All Products
Additional Product Information
Manufacturing
Distribution
History
Newsroom
How to Videos
Стать дилером
Маршрут доставки
Условия использования
Заявление о конфиденциальности
Вакансии
Машиночитаемые файлы Trustmark
/ Rotary Corp. Щелкните здесь для просмотра.
Понял!
Классическое масло для обкатки SAE 30 (C5439)
Распродажа
Millers Oils
Артикул:
С5439
$9,95
$7,95
9,95 $
(Вы экономите
$2.00
)
(пока отзывов нет)
Millers Oils
Классическое масло для обкатки SAE 30 — 1 литр
Рейтинг Требуется
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя Требуется
Электронная почта Требуется
Тема отзыва Требуется
комментариев Требуется
Текущий запас:
Количество:
Добавление в корзину… Товар добавлен
• Масло для обкатки SAE 30 • Для обкатки в дороге или на динамометрическом стенде • Замена примерно через 500 миль
Применение Используется для первоначальной обкатки восстановленных двигателей. Создан для обкатки на дороге. Может использоваться для запуска испытательного стенда. Запустите двигатель с максимальным крутящим моментом, чтобы обеспечить максимальную приработку поршневых колец. Слейте и залейте смазку Millers Classic, наиболее подходящую для двигателя. Подходит для ограниченного использования на дорогах (500 миль), после чего его следует заменить соответствующим моторным маслом Millers Classic.
Преимущества для пользователя • Высококачественное минеральное масло, разработанное для решения проблем, возникающих, когда отремонтированные двигатели не прирабатываются. • Обеспечивает полную защиту сильно нагруженных клапанных механизмов и связанных с ними компонентов, при этом позволяя поршневым кольцам прилегать к отверстию. • Хорошая обкатка оптимизирует рабочие характеристики и топливную экономичность восстановленного двигателя. • Очень низкая утечка (4%), полученная после тщательной обкатки.
Профиль производительности API: SE, CC
Типовые характеристики Вязкость по SAE 30 Удельный вес (при 15°C) 0,887 Кинематическая вязкость (при 100°C, сСт) 11,9 Кинематическая вязкость (при 40°C, сСт) 104 Вязкость Индекс 103 Температура застывания (°C) -15 Температура вспышки (°C) >200 Охрана труда и техника безопасности К этому продукту относится Паспорт безопасности и охраны здоровья 5439.
Цилиндр гидравлический, 10 т, стяжной усиленный с крюками Matrix
Главная
Каталог
Автомобильный инструмент
Цилиндры гидравлические
Артикул:
513485
Скачать фото
Скачать все архивом
Группа товаров
Ручной инструмент
Бренд
MATRIX
Давление при максимальной нагрузке, Мпа
62
Максимальное усилие, т
10
Ход штока, мм
130
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
Перчатки х/б, 10 класс Россия
Перчатки х/б, 10 класс Россия
Перчатка трикотажные с ПВХ точкой, 5 пар в упаковке, БОПП-пакет, 7 класс// Россия
Перчатка трикотажные с ПВХ точкой, 5 пар в упаковке, БОПП-пакет, 7 класс// Россия
Перчатки х/б, ПВХ покрытие, «Точка», 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Шахматный облив», 5 пар в упаковке, 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Шахматный облив», 5 пар в упаковке, 10 класс Россия
513405
Растяжка гидравлическая, 10 т, набор из 17 предметов, 7 сменных насадок, в пластиковом кейсе Matrix
Растяжка гидравлическая, 10 т, набор из 17 предметов, 7 сменных насадок, в пластиковом кейсе Matrix
Растяжка гидравлическая, 10 т, набор из 17 предметов, 7 сменных насадок, в металлическом кейсе Stels
Растяжка гидравлическая, 10 т, набор из 17 предметов, 7 сменных насадок, в металлическом кейсе Stels
Растяжка гидравлическая, 10 т, набор из 17 предметов, 7 сменных насадок, в пластиковом кейсе Stels
Растяжка гидравлическая, 10 т, набор из 17 предметов, 7 сменных насадок, в пластиковом кейсе Stels
Растяжка гидравлическая, 10 т, набор из 17 предметов, 7 сменных насадок, в пластиковом кейсе на колесах Stels
Растяжка гидравлическая, 10 т, набор из 17 предметов, 7 сменных насадок, в пластиковом кейсе на колесах Stels
513255
Насос гидравлический со шлангом для 10 т растяжки Matrix
Насос гидравлический со шлангом для 10 т растяжки Matrix
Насос гидравлический со шлангом для 10 т растяжки Stels
Насос гидравлический со шлангом для 10 т растяжки Stels
523105
Пресс гидравлический, 12 т, 1360 х 500 х 510 мм. (комплект из 2 частей) Matrix
Пресс гидравлический, 12 т, 1360 х 500 х 510 мм. (комплект из 2 частей) Matrix
523205
Пресс гидравлический, 20 т, 640 х 540 х 1500 мм. (комплект из 2 частей) Matrix
Пресс гидравлический, 20 т, 640 х 540 х 1500 мм. (комплект из 2 частей) Matrix
Пресс гидравлический настольный с манометром, 10 т Stels
Пресс гидравлический настольный с манометром, 10 т Stels
Пресс гидравлический с манометром, 12 т (комплект из 2 частей) Stels
Пресс гидравлический с манометром, 12 т (комплект из 2 частей) Stels
Пресс гидравлический с манометром, 20 т (комплект из 2 частей) Stels
Пресс гидравлический с манометром, 20 т (комплект из 2 частей) Stels
Пресс гидравлический с манометром и педалью, 12 т (комплект из 2 частей) Stels
Пресс гидравлический с манометром и педалью, 12 т (комплект из 2 частей) Stels
Пресс гидравлический с манометром и педалью, 20 т (комплект из 2 частей) Stels
Пресс гидравлический с манометром и педалью, 20 т (комплект из 2 частей) Stels
Гидравлический насос для пресса 52305 усилие 10 т Stels
Гидравлический насос для пресса 52305 усилие 10 т Stels
Гидравлический насос для пресса 52301 усилие 12 т Stels
Гидравлический насос для пресса 52301 усилие 12 т Stels
Гидравлический насос для пресса 52303 усилие 20 т Stels
Гидравлический насос для пресса 52303 усилие 20 т Stels
Гидравлический насос для пресса 52312 усилие 12 т Stels
Гидравлический насос для пресса 52312 усилие 12 т Stels
Гидравлический насос для пресса 52314 усилие 20 т Stels
Гидравлический насос для пресса 52314 усилие 20 т Stels
Гидравлический цилиндр для пресса 52305, усилие 10 т Stels
Гидравлический цилиндр для пресса 52305, усилие 10 т Stels
Гидравлический цилиндр для пресса для арт. 52301, 52312, усилие 12 т Stels
Гидравлический цилиндр для пресса для арт. 52301, 52312, усилие 12 т Stels
Гидравлический цилиндр для пресса для арт. 52303, 52314, усилие 20 т Stels
Гидравлический цилиндр для пресса для арт. 52303, 52314, усилие 20 т Stels
Похожие товары
Цилиндр гидравлический, 10 т, стяжной усиленный с крюками Stels
Цилиндр гидравлический, 10 т, стяжной усиленный с крюками Stels
Цилиндр гидравлический, 10 т, стяжной с крюками MATRIX
Артикул: 513505
Ссылка на инструкцию
http://instrument. ru/info/manual/513505.pdf
Производитель
MATRIX
Категория оборудования
Цилиндры гидравлические
Вес
6 кг
Все характеристики
К сравнению
В избранное
Категории:
Цилиндры гидравлические
Теги:
Обзор
Характеристики
Обзор
Гидроцилиндр стяжной предназначен для стягивания и рихтовки кузовов автомобилей и применяется в комплекте с набором для растяжки рихтовки металлоконструкций и кузовов автомобилей.
Характеристики
Ссылка на инструкцию
http://instrument.ru/info/manual/513505.pdf
Производитель
MATRIX
Категория оборудования
Цилиндры гидравлические
Вес
6 кг
Гидравлические цилиндры, домкраты и домкраты
Гидравлические цилиндры, домкраты и домкраты Enerpac доступны для продажи в сотнях различных конфигураций. Наш широкий ассортимент цилиндров одинарного и двойного действия включает в себя модели общего назначения, многотоннажные, пустотелые, легкие, тянущие, с контргайкой, производственные, телескопические и подъемные домкраты.
Мы уверены, что вы найдете гидравлический домкрат, домкрат или цилиндр, чтобы выполнить свою работу с первого раза. Цилиндры Enerpac рассчитаны на давление до 10 000 фунтов на кв. дюйм (700 бар), их вес варьируется от 5 до 1 000 тонн, и они могут выдавать давление до 48 дюймов (1219 бар).мм) хода. На каждый из них нанесено антикоррозионное покрытие, в том числе запекаемая эмаль, анодирование или нитроцементация. Если ваша задача требует подъема, толкания, вытягивания, сгибания или удержания, обязательно найдется гидроцилиндр Enerpac, идеально подходящий для вашей задачи.
Гидравлические домкраты и цилиндры Enerpac, которым доверяют профессионалы в бесчисленном количестве промышленных применений, созданы для решения практически любых задач — от вытягивания подшипника до перемещения некоторых из самых больших конструкций на земле. За последние 100 лет продукция Enerpac стала синонимом высококачественных гидроцилиндров, гидроцилиндров и домкратов.
Цилиндры общего назначения
Универсальные стальные цилиндры, предназначенные для широкого диапазона применений
емкость: 5 — 500 тонн
Стало: 0,63 — 48,00 дюйма
.
Цилиндры с полым плунжером
Цилиндры с полым отверстием для вытягивания и натяжения с помощью стержня или троса
Грузоподъемность: 12–150 тонн
Инсульт: 0,31 — 10,13 дюйма
Центральный диаметр отверстия: 0,68 — 3,11 дюйма
Цилиндры с высоким уровнем тоннаж
Цилиндры с высоким качеством конструкции для повышенной DURABITION
: 50 — 9000.3000
5 : 50 — 9000.30015:
6 50 —
. Ход: 1,97–11,81 дюйма
Высота в сложенном состоянии: 5,91–28,90 дюйма
Цилиндры с контргайками
Цилиндры с механической блокировкой для безопасного удержания груза
емкость: 20 — 1000 тонн
Стало: 1,77 — 11,81 дюйма
СВОБА
Грузоподъемность: 10–1000 тонн
Ход: 0,24–9,84 дюйма
Высота в сложенном состоянии: 1,08–7,56 дюйма
Легкий цилиндр
0010
Долговечные алюминиевые цилиндры для применений, где вес является фактором
емкость: 10 — 150 тонн
Стало: 1,97 — 9,84 дюйма
.
Цилиндры, предназначенные для стягивания или разделения предметов
Вместимость: 2,5–60 тонн
Ход: 5,00–6,02 дюйма
Высота в сложенном виде: 10.44 — 43,71 дюйма
Производственные цилиндры
Цилиндры с высоким циклом, совместимые с монтажными насадками для упрощения фиксации
. Емкость: 4 — 25 тонн
: 1.13-1025. 7,31–20,69 дюйма
Телескопические цилиндры
Многоступенчатые цилиндры, рассчитанные на увеличенную высоту подъема
Грузоподъемность: 4–81 тонна
Стало: 0,67 — 23,62 дюйма
Высота с коллапс: 1,77 — 18,74 дюйма
Главные дома
емкость: 55 — 220 ТОНС 9003
: 55 — 220 ТОНС 9003
. Цилиндры одностороннего действия
Простое управление, плунжер перемещается гидравлически в одном направлении
Грузоподъемность: 2,5–1000 тонн
Ход: 0,24–23,62 дюйма
Высотая высота: 1,08 — 43,71 дюйма
Цилиндры с двойным действием
Точный контроль и скорость, плунжеры и втягивают гидравлически
: 4 -1000 Tons
. 48,00 дюймов
Высота в сложенном виде: 7,19–64,75 дюймов
Вес баллона
Баллоны Enerpac по тоннажу
Вместимость: 2,5 — 1000 тонн
Стало: 0,24 — 48,00 дюймов
Высота с коллапс: 1,08 — 64,75 дюйма
Custom Cylinders
Custom -Made Hydraulic Lacks, построенные для вашего приложения
Custom -Made Hydraulic Lacks, построенные для вашего приложения
. Шайба 10 тонн, ход 0,39 дюйма
Гидравлические цилиндры TEMCo Industrial поставляются с муфтой ISO 14540, что означает, что вы совместимы с подавляющим большинством других продуктов, представленных на рынке. Технические характеристики муфты — будьте уверены, что вы готовы вкрутить резьбу в гидравлический цилиндр TEMCo, чтобы вы могли вернуться к своему проекту, независимо от того, являетесь ли вы профессионалом на работе или обычным человеком. Не используете стандартную соединительную муфту? мы включили соответствующий противоположный фитинг, чтобы адаптировать ваше оборудование. 0003
Мы знаем, что наши гидравлические цилиндры прослужат вам долгие годы. Вот почему мы предлагаем 5-летнюю гарантию от производственных дефектов.
Мы в TEMCo гордимся своей продукцией, и мы знаем, что эти цилиндры в ваших руках ремонтируют, строят и делают всевозможные удивительные вещи. Итак, давайте вернемся к работе руками — мы здесь, чтобы помочь.
Особенности
Пружинный возврат способствует быстрому возврату.
Baked Powder Покрытие TUFF-COAT обеспечивает максимальную коррозионную стойкость сборки.
Запатентованный термообработанный процесс, разработанный специально для требований применения.
Полностью ремонтопригодная конструкция.
Компактная конструкция для использования в полевых условиях на строительных площадках и при ремонтных работах.
Плунжер из твердого черного оксида устойчив к коррозии и максимально увеличивает срок службы уплотнения.
5-летняя гарантия от американского имени. НЕОБЫЧНЫЙ.
Дополнительные сведения см. в нашем Руководстве по гидравлическим цилиндрам.
Вместимость тонн США:
10
Ход (дюймы):
0,39
Материал ползуна:
Твердая высокоуглеродистая сталь с черным оксидным покрытием
Тип цилиндра:
Неполый
Максимальное давление:
10 000 фунтов на квадратный дюйм
Стандарт муфты:
ИСО 14540
Резьбовая муфта Тарелка:
М30 х 1,5 мм
Резьба муфты:
3/8 дюйма NPT
Муфта Тип окклюзии:
Тарелка
Номинальное давление муфты:
10 000 фунтов на квадратный дюйм
Номинальный расход муфты:
6 гал/мин
Материал уплотнения муфты:
Нитриловый каучук (Buna-N, NBR)
Взаимозаменяемая муфта с:
Энерпак С-604
1.
Договор купли-продажи
TEMCo — Tower Electric Motor Company (далее «Продавец») обязуется продать, а покупатель обязуется купить, оборудование, описанное в настоящем Предложении/[Подтверждении][Счете-фактуре] в соответствии с настоящими положениями и условиями, которые составляет весь договор купли-продажи между покупателем и продавцом. Эти условия заменяют собой и имеют преимущественную силу перед любыми и всеми условиями, включая, помимо прочего, любые противоречащие друг другу условия в любых документах (таких как как заказы на поставку), представленные покупателем продавцу.
2. Приказы
Заказы подлежат приему в домашнем офисе Продавца.
3. 5 лет гарантии
На оборудование, распространяемое TEMCo, распространяется гарантия отсутствия дефектов материалов и изготовления при нормальных условиях. использование, обслуживание и хранение в помещении. Настоящая гарантия ограничивается ремонтом, заменой или предоставлением кредита в зависимости от того, что Продавец может на выбор и в распределительном центре Продавца таких деталей, которые Продавцу после осмотра покажется с дефектами материала или изготовления, но не включает затраты на установку, оплату труда или транспортировку. Когда оборудование достигает конечного пункта назначения, покупатель должен незамедлительно уведомить перевозчика о любых повреждениях, если возникнет случай. В противном случае покупатель не будет иметь никаких претензий к TEMCo. TEMCo проверяет возвращенные детали для претензии по гарантии за неправильное применение. Неправильное использование оборудования аннулирует эту гарантию. TEMCo ни в коем случае не несет ответственность за любые специальные или косвенные расходы, связанные с заменой или установкой гарантийных деталей. 4. Ограничение средств правовой защиты и возмещения ущерба 5-летняя гарантия, изложенная выше в Разделе 3, заменяет любые и все другие явные и/или подразумеваемые гарантии. Все другие гарантии, как явные, так и/или подразумеваемые, включая, помимо прочего, подразумеваемые гарантии производительности, товарная пригодность или пригодность для определенной цели прямо отвергаются и отрицаются. За исключением средств правовой защиты, изложенных в Разделе 3 выше, Продавец не несет ответственности перед покупателем или какой-либо третьей стороной в соответствии с настоящим договора или за что-либо, каким-либо образом относящееся к предмету настоящего договора или вытекающее из него, за любые убытки бизнеса или прибыли или для любого общего, прямого, косвенного, специального, косвенного, показательного, карательного, случайного или другие убытки, убытки или расходы, даже если Продавец был уведомлен о возможности таких убытков, убытков или расход. Продавец не несет ответственности за любые последствия использования или применения продуктов покупателем. Покупатель возмещает убытки и ограждает Продавца, а также его должностных лиц, директоров, сотрудников и агентов от любых и все убытки, претензии, убытки, судебные решения, обязательства, затраты и расходы (включая гонорары и расходы на адвокатов) возникающие в результате или каким-либо образом связанные с использованием продуктов Продавца покупателем и/или любым третьим лицом.
5. Доставка
Продавец не несет ответственности за невыполнение или задержку доставки из-за непредвиденных обстоятельств, не зависящих от него, или контроль над своими поставщиками, который препятствует или мешает Продавцу осуществить поставку в указанную дату, включая, но не ограничиваясь войнами или ограничениями, затрагивающими отгрузку, доставку материалов или кредит в результате забастовок, локауты, пожары, наводнения или любые другие непредвиденные обстоятельства, влияющие на продавца или его поставщиков. Продавец имеет право расторгнуть договор купли-продажи или продлить дату отгрузки в случае, если любые такие непредвиденные обстоятельства препятствуют или задерживают отгрузки. Продавец не несет ответственности за любые убытки, понесенные в результате несвоевременной поставки оборудования. Все оборудование будет должны быть надлежащим образом упакованы для внутренних перевозок и не пригодны для длительного хранения. ЗАДЕРЖКИ В случае, если Покупатель заставит Продавца задержать отгрузку или запуск оборудования в соответствии с настоящим предложением, любые дополнительные расходы, понесенные Продавцом, возмещаются Покупателем. Продавец не несет ответственности за задержку доставки вызванные стихийными бедствиями, постановлениями правительства, забастовками, авариями, задержками или невыполнением обязательств поставщиками Продавца, задержками, вызванными действиями Покупателя или по другим причинам, находящимся вне разумного контроля Продавца.
6. Аннулирование
Заказы не подлежат отмене или изменению спецификаций, графиков доставки или других условий изначально.
Felix 3.0 1X MakerBot Replicator 2X WANHAO Duplicator 4X
Советы из этой статьи научат Вас печатать нейлоном (Nylon) как профи. Нейлон (Nylon) -это более прочная и долговечная альтернатива таким материалам, как PLA и ABS пластики.
Все, кто когда либо печатал на 3D принтере, знакомы с такими материалами как PLA и ABS пластики. Если вы печатали PLA пластиком, вы, наверное, знаете, что, это довольно сильный, он еще и очень хрупкий материал. Вы не можете оставить детали на солнце или в любом другом месте, где температура поднимается выше 54*С.
Если вы печатали ABS пластиком, вы знаете, что это гораздо более прочный, чем PLA материал, но 3D печатные ABS-детали не имеют силы отлитых формованных деталей, и часто не являются достаточно сильными для функциональных частей.
Пробуем Нейлон (Nylon).
Нейлон (Nylon) — это невероятно прочный, долговечный и универсальный материал для 3D-печати. Гибкий когда тонкий, но с очень высокой межслойной адгезией, Нейлон (Nylon) хорошо применим при изготовлении таких моделей, как подвижные шарниры или другие функциональные части и механизмы. Низкий коэффициент трения и высокая температура плавления Нейлона (Nylon) — отличный выбор при печати таких вещей, как шестерёнки.
Вот что нужно знать, чтобы начать печать нейлоном (Nylon).
1) Температура плавления нейлона — 240С и выше, убедитесь в том, что экструдер вашего принтера можно нагреть хотя бы до 260С.
2) Нейлон (Nylon) должен быть высушен.
Нейлон (Nylon) очень гигроскопичен. Это означает, что он легко поглощает воду из воздуха. Нейлон (Nylon) может поглотить более чем на 10% от своего веса воды, менее чем за 24 часа. Для достижения успешной печати нейлоновыми нитями требуется сухая нить. При печати Нейлоном (Nylon), который не сухой, вода взрывает нить, вызывая пузырьки воздуха во время печати, что препятствует хорошей адгезии слоя и значительно ослабляет модель. Оно становится хрупкой.
Сухой Нейлон (Nylon) печатается с маслянисто-гладкой или глянцевой поверхностью. Для того чтобы просушить Нейлон (Nylon), его надо поместить в духовку с температурой 80-95С на 6-8 часов. После сушки храните в герметичном контейнере, предпочтительно с осушителем (силикагелем).
Модель напечатанная сухим нейлоном слева, мокрым нейлоном справа.
3) Нейлон (Nylon) может покоробиться.
Мы обнаружили, что Нейлон (Nylon) деформируется примерно также, как и ABS.
При печати Нейлоном (Nylon) обязательно требуется принтер с подогреваемым столом. А клей-карандаш на основе ПВА нанесенный на подогреваемый стол — это лучший способ адгезии. Клей или скотч-лента достаточна недорогой расходный материал и его достаточно просто найти. Мы обнаружили, что разогретый до 75С подогреваемый стол, совместно с тонким слоем клея отлично работает при печати Нейлоном (Nylon).
Не используйте вентиляторы охлаждения слоев.
Для лучшего результата 3D печати избегайте сквозняков или прохладных мест.
Рекомендуемые параметры печати:
Температура экструзии — 240-260C (каждый тип Нейлон (Nylon) нити немного отличается. Следуйте рекомендациям производителя).
Температура подогреваемого стола — 70-80C (используем клей ПВА)
Скорость печати: 30-60мм/с
Высота слоя: 0,2 – 0,4 мм
Для печати мы используем нейлон производства Taulman3D, американской компании которая посвятила себя разработке инновационных материалов для 3D печати. На сегодняшний день доступно 3 вида нейлона под марком Taulman3D.
Taulman3D 618 Nylon специально разработан для 3D печати, его отличительными особенностями является: хорошее соединение с поверхностью, высокая водонепроницаемость, хорошее сопротивлению разрыва и возможность впитывать краску. Модели напечатанные этим материалом имеют натурально белый цвет с прозрачной поверхностью. Пластик также легко можно окрасить, как до печати, так и после.
Taulman3D 645 Nylon обладает неповторимыми характеристиками. Ожидаемый предел прочности равен 16,533 фунта на квадратный дюйм (114 мПа), устойчивость на разрыв – 120%. Taulman3D 645 Nylon обладает всеми теми же качествами, что и Taulman3D 618 Nylon, но с улучшенными характеристиками. Рекомендованная температура печати от ~230°C до 265°C.
Taulman3D 645 Nylon — последняя разработка компания с улучшенными свойствами адгезии между слоями и повышенной прочностью.
Приобрести продукцию Taulman3D можно в нашем интернет магазине.
Печать нейлоном (Nylon) на 3D принтере особенности технологии
Нейлон известен как прочный, универсальный материал. Это синтетический состав, образованный из полиамидов, представляющих собой полимеры, связанные амидными связями. Когда дело доходит до 3D-печати, Nylon часто считается «продвинутым» ресурсом, поскольку для работы с ним требуются определенные навыки и оборудование. Для распечатки на 3D-принтере материал берут в форме порошка или нити.
Физические свойства нейлона
Нейлон – популярный выбор в промышленной 3D-печати, поскольку он долговечен и устойчив к истиранию. Если поверхность, напечатанная из Nylon, достаточно тонкая, то она может продемонстрировать хорошую гибкость при сохранении прочности. Низкий коэффициент трения состава означает, что он хорошо подходит для изготовления подвижных запчастей. Нейлон часто используется для создания функциональных прототипов, шарниров, шестерен и аналогичных деталей.
Химические свойства нейлона
Чтобы полностью понять нейлоновую 3D-печать важно учитывать и другие характеристики. Филамент имеет высокую температуру плавления и гигроскопичен, то есть хорошо впитывает влагу. Последнее свойство может быть как преимуществом, так и недостатком. Плюс в том, что поверхность напечатанной детали хорошо поддается окрашиванию. Минус – нить поглощает влагу из воздуха, что влияет на процесс печати и характеристики готовой детали.
Выбор технологии
Трехмерная печать нейлоном на 3D-принтере имеет особенности — она может быть реализована методом послойного наплавления (FDM) с использованием нейлоновой нити, посредством селективного лазерного спекания (SLS) либо способом многоструйного сплавления (MJF) с применением порошка.
FDM
Использование Nylon для 3D-печати было дорогой процедурой, потому что MJF- и SLS-принтеры дорогие, а FDM принтеры стали дешевой альтернативой. Сегодня можно задействовать FDM-принтер и специальную нейлоновую нить, которая расплавляется, а затем экструдируется через сопло на платформу построения слоями, пока деталь не будет готова. Хотя 3D-печать нейлоном на FDM оборудовании намного доступнее, чем SLS или MJF, качество распечатанного объекта не так впечатляет.
Кроме того, не все FDM-аппараты могут работать с нейлоновым филаментом. Важно иметь качественный (цельнометаллический) хотэнд, выдерживающий температуру выше 250°C. Nylon также склонен к короблению, поэтому сцепление с поверхностью становится отдельной проблемой. Нейлоновая нить выпускается различных видов, наиболее распространенными из которых являются PA 6 и PA 66. Оба варианта обладают стандартными показателями прочности, устойчивости к истиранию и низким коэффициентом трения, но имеют один существенный недостаток – высокое влагопоглощение.
Формула волокна из анида (нейлон-66) и капрона (нейлон-6).
Фото: ru.wikipedia.org
Хранение и нейлоновая печать
Гигроскопичность материала может отрицательно сказаться на филаменте. Нить начинает терять свои свойства, разлагаться в течение нескольких часов. Чтобы предупредить такой сценарий, принципиальное значение имеет правильное хранение.
Простой пластиковый герметичный контейнер – хорошее решение, когда нить не используется, но что делать при печати? Идеальный выход – блок для хранения с контролем влажности, который также подает нить в экструдер. Если материал на катушке впитала много влаги, то ее можно высушить в специальной камере или духовом шкафу.
SLS
Метод селективного лазерного спекания подразумевает использование лазера для послойного спекания порошка. Большинство таких 3D-принтеров ориентированы на полимеры. Одним из основных материалов, используемых в данном оборудовании, является Nylon, в частности, нейлоновые порошки PA 11 и PA 12. Первые применяются для деталей, требующих стойкости к ультрафиолету и ударам, вторые выбирают для получения повышенной прочности и жесткости элементов. Существуют также порошковые варианты армированного полиамида, известные как составы из нейлоновых композиционных материалов, которые, помимо Nylon, обычно содержат частицы стекла, алюминия или углеродного волокна.
SINTERIT
Фото: Sinterit
Характеристики:
Категория
Порошок для SLS-печати
Тип материала
Нейлон 11
Упаковка
Пластиковая бутылка
Цвет
Серый
Относительное удлинение при разрыве
27%
Предел прочности
46 МПа / 50 МПа (первичный порошок)
Твердость по Шору по шкале D
76
Коэффициент освежения материала
60 [%] — для повторного использования оставшегося порошка PA11 добавьте 60% СВЕЖЕГО порошка
Предназначен для
Lisa Pro
Фото: Sinterit
Характеристики:
Категория
Порошок для SLS-печати
Тип материала
Polyamide 12 порошок
Упаковка
Пластиковая бутылка
Гранулирование
18 — 90 [мкм]
Цвет
Темно-серый / антрацит
Относительное удлинение при разрыве
10%
Предел прочности
32 [МПа]
Температура размягчения (метод Вика, тип A50 / B50)
172/155 [° C] | 342/311 [° F]
Температура теплового прогиба B 0,45 [МПа]
143 [° C] | 289 [° F]
Харднес по Шору в масштабе D
74
Модуль упругости / Юнга E
1029 [МПа] | 148 [тысяч фунтов / кв. Дюйм]
Коэффициент освежения материала
26 [%] — для повторного использования оставшегося порошка PA12 добавьте 26% СВЕЖЕГО порошка.
Предназначен для
Lisa Pro
Профессиональный 3D принтер Sinterit LISA PRO
Фото: Sinterit
SINTRATEC
PA12 порошок полиамида (нейлона)
Фото: Sintratec
Характеристики:
Плотность
0,95 г / см 3 *
Ударная вязкость по Изоду (с надрезом)
43 Дж / М *
Удлинение при разрыве
8% *
Температура отклонения тепла
177 ° С
Гибкая сила
47 МПа *
Поддерживаемая толщина стенки
мин. 0,5 мм
Предназначен для
Sintratec S2 Sintratec KIT
3D принтер SINTRATEC S2 нейлон
Фото: Sintratec
Характеристики:
Страна
Швейцария
Источник питания
230 В | 11 А макс. | 50-60 Гц
Материал печати
нейлон
Технология печати
SLS
3D принтер Sintratec KIT
Фото: Sintratec
Характеристики:
Страна
Швейцария
Максимум Printvolume
110 х 110 х 110 мм
Рекомендуемый объем печати
90 х 90 х 90 мм
Скорость лазера
5-20 мм / с *
Высота слоя
100 — 150 микрометр *
Температура
80 — 150 ° С *
После завершения построения объекты полностью окружены неизрасходованным порошком, который служит опорой для распечатанных моделей. В SLS-аппаратах можно повторно использовать до 50-70% оставшегося материала для будущих циклов печати. С точки зрения рациональности, это преимущество перед FDM, поскольку любой ресурс, используемый в качестве поддержек, обычно не преобразуется обратно в нить для повторного применения. Нейлон отлично подходит для изготовления функциональных деталей, а технология селективного лазерного спекания помогает создавать сложные конфигурации.
Обратной стороной этого метода является стоимость. Промышленные SLS-принтеры продаются по цене выше 200 тысяч долларов. Однако в последнее время на рынке появляются более доступные решения, такие как настольный SLS-аппарат Fuse 1 от Formlabs по цене около 10 тысяч $. За порошок придется заплатить не менее 60 долларов за кг.
MJF
Multi Jet Fusion – уникальная методика спекания порошка, разработанная Hewlett Packard. Технология похожа на предыдущую, но также имеет кое-что общее со способом струйного нанесения связующего.
MJF и SLS запускают процесс печати Nylon одинаково. Перед началом спекания на платформу для сборки распределяется слой порошка. Однако в то время как при SLS лазер начал бы спекание, MJF вводит дополнительный этап в процесс печати в виде добавления химических агентов.
Поверх каждого свежего порошкового слоя в местах, где будут спекаться будущие слои, распыляется химический состав, который помогает веществу поглощать энергию от источника тепла принтера. Когда SLS использует лазер, MJF полагается на мощный инфракрасный свет, который в сочетании с термозакрепителем ускоряет процесс спекания, из-за чего печать продвигается быстрее.
Хотя обе технологии позволяют создавать феноменальные детали, MJF опережает SLS, когда дело касается детализации. Частично это связано с используемым агентом, который помогает сделать грани максимально острыми, немного уменьшая интерсивность сплавления на границах объекта.
После завершения печати неспеченный порошок можно утилизировать. Однако MJF позволяет повторно использовать до 80% материала, хотя это во многом зависит от конкретных машин. Техника MJF по цене сопоставима с промышленными машинами SLS, но имеет более высокую скорость печати с потенциально лучшей детализацией.
Источник
Теги:
Нейлон, 3D-печать, Nylon, 3D-принтер, MJF- и SLS-принтеры, FDM-принтер, Профессиональный 3D принтер Sinterit LISA PRO, PA12 порошок полиамида (нейлона), 3D принтер SINTRATEC S2 нейлон, 3D принтер Sintratec KIT
Все, что вам нужно знать о нейлоновой 3D-печати
Прежде чем вы начнете с нейлоновой 3D-печатью, мы собрали некоторую основную информацию, которую вам необходимо знать. Читайте дальше, чтобы узнать о преимуществах, недостатках, истории и применении нейлоновой 3D-печати.
Нейлоновая нить и напечатанное на 3D-принтере зубчатое колесо
Говоря о материалах для 3D-печати, нейлон следует упомянуть как один из самых популярных материалов для профессиональных пользователей. Во многом это можно объяснить его популярностью за пределами 3D-печати. Нейлон имеет широкий спектр применения благодаря своим уникальным свойствам, а преимущества 3D-печати означают, что детали можно легко и недорого изготавливать на лету.
Тем не менее, настольная технология 3D-печати методом наплавления (FDM), которая является одним из наиболее широко используемых типов 3D-печати, иногда может включать в себя множество проб и ошибок. Некоторые материалы легко печатать, в то время как другие требуют сравнительно большей кривой обучения.
В этой статье мы поделимся всем, что вам нужно знать о нейлоновой 3D-печати. Нейлон можно напечатать в 3D с использованием трех различных технологий, а именно FDM, селективного лазерного спекания (SLS) и MultiJet Fusion (MJF). Тем не менее, объем этой статьи сосредоточен на 3D-печати FDM.
ПОНИМАНИЕ НЕЙЛОНА КАК МАТЕРИАЛ
Химический состав
Нейлон был впервые синтезирован американской химической компанией DuPont в 1935 году. Она разработала материал для коммерческого использования, и с тех пор нейлон стал обычным явлением во многих отраслях промышленности.
Нейлон относится к группе пластмасс, известных как полиамиды. В основном это полукристаллические и, как правило, очень прочные материалы. Он встречается во многих вариантах, но наиболее распространенными из них являются нейлон 6, нейлон 6-6 и нейлон 12. Это термопластичный материал, т. Е. Он становится мягким при нагревании или жидким при нагревании выше точки плавления и твердеет при охлаждении. Этот процесс нагревания и охлаждения можно проводить несколько раз без существенного влияния на присущие ему химические или механические свойства.
Нейлон можно легко смешивать со многими другими пластиками для формирования композитов, улучшая их эксплуатационные характеристики. Это широко используется в автомобильной промышленности, и некоторые распространенные композиты в 3D-печати представляют собой нейлон, наполненный стекловолокном, и нейлон, наполненный углеродным волокном. Нейлон является универсальным материалом и подходит практически для всех типов производственных операций, таких как литье под давлением, экструзия и аддитивное производство (в FDM, SLS и MJF).
Некоторые из наиболее популярных областей применения нейлонового материала:
➜ В текстильной промышленности нейлон используется для изготовления рыболовных лесок и упаковки для пищевых продуктов. ➜ В индустрии моды нейлон используется в качестве ткани для производства таких изделий, как чулочно-носочные изделия, нижнее белье, плащи, ветровки и спортивная одежда, используемая в спорте. ➜ В электронной промышленности нейлон используется в качестве изоляторов и корпусов переключателей. ➜ В автомобильной промышленности нейлон используется для производства таких деталей, как впускные коллекторы, дверные ручки и решетки радиатора. В потребительских товарах нейлон используется в спортивных товарах, таких как крепления для лыж и колеса для скейтборда. ➜ В производстве машин для движущихся частей, таких как зубчатые колеса и ролики.
НЕЙЛОН в 3D ПЕЧАТИ
Точно так же, как нейлон стал популярным материалом в традиционном производстве, нейлон стал популярным материалом для использования в 3D-принтерах. 3D-печать обеспечивает дополнительные преимущества неограниченной геометрии, итерации и настройки, а также доступность при небольших объемах.
Гибкость и долговечность нейлона помогают в 3D-печати деталей с тонкими стенками. Низкий коэффициент трения и высокая температура плавления делают его особенно устойчивым к истиранию и позволяют использовать его для печати таких деталей, как функциональные блокирующие шестерни.
Нейлон обладает механическими свойствами, сравнимыми с ABS (еще одним широко используемым материалом в традиционном и аддитивном производстве). ABS определяется его прочностью, но устойчивость нейлона к износу и усталости делает его превосходным для приложений, требующих таких свойств.
Помимо преимуществ, нейлон имеет один существенный недостаток, который часто может ухудшить его печатные характеристики – гигроскопичность, т.е. способность поглощать влагу. Это свойство вредно для обеспечения предсказуемой производительности. Но это же свойство помогает нейлону легко обрабатываться красителями для ткани и аэрозольными красками, что делает его пригодным для использования в печати эстетических (демонстрационных) моделей.
Были успешные случаи, когда один пациент получал титановый имплантат таза, другой получал новую титановую нижнюю челюсть. Пациенту-мотоциклисту, чье лицо было серьезно повреждено в дорожно-транспортном происшествии, восстановили его с помощью напечатанных на 3D-принтере деталей.
Биопечать позволяет печатать искусственные органы на 3D-принтере, помогая быстрее решать проблемы с органной недостаточностью у пациентов, что важно как для пациента и его/ее семьи, так и для системы здравоохранения.
Распечатанные на 3D-принтере салфетки были разработаны для фармацевтических испытаний в качестве экономичного и этичного средства выявления побочных эффектов лекарств и проверки безопасных дозировок.
Таблетки могут быть изготовлены с использованием процесса 3D-печати Binder Jetting. Этот процесс позволяет изготавливать таблетки очень пористыми, что позволяет получать высокие дозы в одной таблетке, которая быстро растворяется и легко усваивается, что полезно для лечения таких состояний, как эпилепсия.
МОДЕЛИРОВАНИЕ ПЛАВЛЕНИЕМ (FDM) НЕЙЛОНА 3D ПЕЧАТЬ
Как упоминалось ранее, 3D-печать нейлоном в FDM немного сложна, но с помощью правильных инструментов ее можно использовать для получения стабильных результатов. Мы начнем с некоторых общих проблем с нейлоновой 3D-печатью.
Общие проблемы с нейлоновой 3D-печатью
Одной из проблем 3D-печати из нейлона является то, что нейлон очень гигроскопичен. Даже кратковременное воздействие высокой влажности может привести к намоканию нити, что при печати может привести к несоответствию точности размеров и прочности детали. Благодаря этому свойству очень важно хранить нейлоновую нить в сухом месте. Профессиональные 3D-принтеры FDM закрыты, поэтому влаги можно безопасно избежать, но для новых пользователей, работающих с самодельными или более дешевыми настольными принтерами, материал подвергается воздействию воздуха во время печати. Это делает его восприимчивым к влаге. Влага, поглощенная нейлоном, нагревается при прохождении через утеплитель и образует пузырьки, которые в процессе нагрева лопаются. Этот разрыв оставляет видимые зазоры в 3D-печатных деталях, что приводит к ухудшению качества печати.
Кроме того, нейлон подвержен деформации. Деформация возникает, когда происходит неравномерное охлаждение отпечатка, и оттиск скручивается от рабочей пластины, деформируя печатную часть. Этого можно избежать путем эффективного склеивания платформы для печати и использования платформы с подогревом, чтобы нижний слой печати оставался слегка нагретым, чтобы он прилипал к платформе на время печати. В качестве дополнительной меры предосторожности охлаждающие вентиляторы можно отключить (у всех слайсеров есть возможность отключать вентиляторы во время печати) при печати нейлоном.
Также рекомендуется, чтобы печать нейлоном производилась в хорошо проветриваемом помещении из-за его химического состава.
Решения для нейлоновой 3D-печати
К счастью, существуют профессиональные 3D-принтеры, такие как MakerBot METHOD, которые доступны по цене для предприятий и имеют функции, позволяющие легко и последовательно выполнять 3D-печать из нейлона. Одним из примеров этих передовых профессиональных функций является закрытая камера с подогревом, которая сводит к минимуму деформацию и непостоянное охлаждение во время печати, а также может использоваться перед печатью для сушки нити на катушке. Еще одной такой особенностью являются герметичные отсеки для материалов, которые предотвращают контакт материала с окружающей средой. Эти два дополнения почти полностью решают проблемы, связанные с нейлоновой 3D-печатью, и их, возможно, стоит рассмотреть при покупке, если нейлон является предпочтительным материалом для 3D-печати.
СВОЙСТВА МАТЕРИАЛА FDM НЕЙЛОНА
ПАРАМЕТР
Имперский
Метрическая система
Термическая деформация (ASTM 648, 66 psi)
196°F
91°С
Модуль упругости при изгибе (ASTM D790, 15 мм/мин)
250 000 фунтов на кв. дюйм
1700 МПа
Прочность на изгиб (ASTM D790, 15 мм/мин)
14 000 фунтов на кв. дюйм
97 МПа
Прочность на растяжение при пределе текучести (ASTM D638, 50 мм/мин)
9500 фунтов на кв. дюйм
66 МПа
Модуль упругости при растяжении (ASTM D638, 50 мм/мин)
>320 000 фунтов на кв. дюйм
>2200 МПа
Деформация при текучести – удлинение (%)
>10%
>10%
Ударная вязкость с надрезом (ASTM D256)
>3,5 фут-фунт/дюйм
>187 Дж/м
(Технические характеристики нейлона MakerBot)
ПРЕИМУЩЕСТВА
➜ Механические свойства
➀ Высокая ударопрочность — Долговечность в ситуациях, когда детали постоянно ударяются друг о друга или падают. ➁ Устойчивость к истиранию – Низкий коэффициент трения нейлона позволяет использовать нейлон в устройствах с движущимися частями, которые в противном случае изнашивались бы друг с другом ➂ Гибкость – В более тонких геометриях нейлон можно многократно сгибать без разрушения
➜ Постобработка: Нейлон гигроскопичен, и это свойство облегчает его последующую обработку, впитывающую красители для ткани и аэрозольные краски.
НЕДОСТАТКИ
➜ Гигроскопичен: нейлон гигроскопичен, т. е. поглощает влагу из воздуха, что может повлиять на качество печати и, в конечном счете, на характеристики детали.
➜ Предварительная сушка: Нейлон должен быть предварительно высушен для удаления впитавшейся влаги. Это требует дополнительных усилий, дополнительного оборудования и дополнительного времени. А если сушки недостаточно, то на отпечатке будет
➜ Деформация: Нейлон склонен к деформации, что может привести к деформации детали.
ГДЕ КУПИТЬ?
Нейлоновый материал можно приобрести у производителей нити или у производителей 3D-принтеров. Для 3D-МЕТОДА MakerBot мы рекомендуем использовать MakerBot Nylon, поскольку он оптимизирован для получения отличных результатов.
Ищете профессиональную платформу для 3D-печати, которая работает с различными промышленными материалами? Узнайте больше на makerbot. com/method.
Похожие сообщения
Лучшие нейлоновые 3D-принтеры 2022 года (и ОСНОВНЫЕ ПОЛЕЗНЫЕ СОВЕТЫ)
Нейлоновая нить — одна из самых прочных и красивых нитей. Вы можете создавать ударопрочные детали, которые великолепно выглядят, но значительно дешевле, чем такие нити, как поликарбонат. .
К сожалению, в отличие от филаментов, таких как PLA, ваш обычный настольный принтер будет бороться с высокими температурами, необходимыми нейлону для правильной печати, а также с тщательно контролируемым охлаждением через корпус, чтобы предотвратить его деформацию.
Вы также должны заботиться о своей нейлоновой нити – она очень гигроскопична .
Итак, мы выбрали лучшие 3D-принтеры для нейлона, способные выдерживать температуры, начиная с самого низкого ценового диапазона.
Стоит отметить, что, хотя все эти нейлоновые 3D-принтеры хороши для печати нейлоном, даже более жесткие и абразивные смеси нитей, такие как углеродное волокно, кевлар или стекловолокно, требуют особого внимания.
Стандартные латунные сопла быстро разрушатся — вам понадобится закаленная сталь или рубин — и не все принтеры предназначены для этого. Однако Pulse XE разработан специально для абразивов.
Nylon 3D Printing Settings
Nozzle Temperature: 230°C to 290°C
Heated Bed Temperature: 25°C to 80°C
Hotend: All -metal capable of reaching 300°C
Print Speed: 30 mm/s to 60 mm/s
Layer height: 0.2-0.4 mm
Fan speed: 0%
Кровавая поверхность: Стекло, Garolite
Адгезия: MAGIGOO, PVA GLUE
КОНЛИЗА: ОТЛИЧНЫЙ, но не требуется
2 NYLON, . Чтобы облегчить этот процесс, ниже приведены рекомендуемые настройки для печати нейлоном. Вы захотите настроить и адаптировать их к вашему принтеру и марке нити для достижения оптимальных результатов.
Лучшие нейлоновые 3D-принтеры 2022 года — обзоры
3DSourced поддерживается для чтения. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать больше
Qidi Tech X-Plus — лучший недорогой закрытый 3D-принтер для нейлона
Цена: Проверить цену на Amazon здесь от Qidi Technology, наш обзор лучших принтеров для нейлона был бы неполным без упоминания Qidi Tech X-Plus.
Универсальность является краеугольным камнем Qidi Tech X-Plus, главным образом благодаря двойным взаимозаменяемым экструдерам.
Базовый экструдер, работающий при температуре до 260°C, идеально подходит для ваших проектов PLA, ABS, TPU и PETG. Но для нейлоновой печати другой нагревается до 300°C.
Эта двойственность также распространяется на двухстороннюю печатную платформу с различными клеящими свойствами на каждой поверхности. Одна сторона предназначена для ваших стандартных нитей; переверните его, чтобы использовать чувствительные к температуре материалы, такие как нейлон.
Еще одним важным преимуществом Qidi Tech X-Plus является закрытая камера и система фильтрации воздуха, которые делают все возможное по сравнению с другими аналогичными 3D-принтерами, поддерживающими нейлон. Камера помогает уменьшить количество ошибок при печати, поддерживая стабильную тепловую среду, что очень важно при работе с нейлоном и АБС-пластиком.
Добавленные функции, такие как подключение к Wi-Fi, сенсорный экран, возможность печати резюме и двойные держатели нити накаливания, прекрасно дополняют список функций Qidi Tech X-Plus. Вы также найдете объем сборки 270 x 200 x 200 мм; не самый большой, но, безусловно, достаточный для функциональных частей среднего размера.
В целом, мы бы сказали, что Qidi Tech X-Plus представляет собой отличное решение для полупрофессионалов на рынке универсального нейлонового принтера. Он доступен по цене и имеет функции, обычно зарезервированные для ценовой категории выше.
PRUSA I3 MK3S+
Цена: 999 долл. США — Доступно в магазине Prusa здесь
Сборка: 250 x 250 x 210 мм
. Столкой с Folds On Arg -Secul If Primpting. , у нас есть Prusa i3 MK3S+, один из лучших универсальных 3D-принтеров на рынке сегодня.
Обычно владельцы хвалят его за PLA, PETG и гибкие материалы, но Prusa i3 MK3S+ также впечатляет более экзотическими и требовательными типами нити, включая нейлон.
Особый хот-энд E3D V6 делает тяжелую работу в этом смысле. Благодаря высококачественным цельнометаллическим компонентам горячая часть может комфортно достигать пиковой температуры 300°C.
Наряду с хот-эндом вы найдете собственную нагревательную платформу Prusa MK52″, способную нагреваться до 120°C, идеально подходящую для нанесения первого слоя термочувствительного материала без деформации. Нейлон — источник тепла, и Prusa i3 MK3S+ предлагает все поджаренные тепловые качества, необходимые для блеска.
Если не принимать во внимание ошибки пользователя — наиболее частую причину неудачных отпечатков — Prusa i3 MK3S+ выдает замечательные результаты печати с нейлоном. Легко забыть, что это принтер FDM по уровню детализации, предлагаемому здесь. Поскольку это нейлон, детали сохраняют ожидаемую долговечность и стойкость к истиранию, что делает их подходящими, например, для функциональных деталей, таких как петли и шестерни.
Нейлон производительности в стороне, Prusa i3 MK3S+ имеет список функций, достойный похвалы. Основные моменты включают простое автоматическое выравнивание сетчатого слоя SuperPINDA 2, датчик нити накала, восстановление потери мощности и почти бесшумную печать в «Скрытом режиме». Здесь мы просто царапаем поверхность того, что представляет собой сложная, очень надежная машина для просьюмеров.
Поскольку Prusa MK3S+ пропитан множеством положительных качеств, трудно не порекомендовать его как один из лучших 3D-принтеров для нейлона, независимо от того, являетесь ли вы новичком или опытным производителем.
Тем не менее, по умолчанию это 3D-принтер под открытым небом — варианты его включения включают покупку официального корпуса Prusa или изготовление собственного корпуса с нуля.
Pulse XE
Цена: $999 — Доступно на Matterhackers здесь
Объем сборки: 250 x 220 x 215 мм
Pulse XE — это прочный станок для 3D-печати из обработанного алюминия, разработанный с нуля для работы с самыми требовательными, абразивными и сложными типами материалов, включая нейлон.
Это станок для изготовления прочных деталей для требовательных реальных приложений. Несмотря на корпус, похожий на танк, Pulse XE — своего рода нежный гигант — его невероятно легко настроить и использовать с самого начала.
В Pulse XE используется тот же самый лучший в своем классе хотэнд E3D V6, что и в Prusa i3 MK3S+ (он основан на дизайне Prusa). Быстро достигая максимальной температуры 300 ° C, горячий конец помогает переносить нейлон к отличным отпечаткам, полученным с помощью нагретого стола с поверхностью LayerLock Garolite и экструдера Bondtech BMG.
В работе Pulse XE предлагает надежность уровня Prusa с несколькими заметными дефектами и превосходной отделкой печатных деталей, что делает его одним из лучших 3D-принтеров с нейлоновой печатью на рынке.
Другие положительные стороны включают автоматический датчик выравнивания слоя BLTouch, датчик окончания нити накала, функцию возобновления питания и приличный рабочий объем 250 x 220 x 215 мм.
Проще говоря; Pulse XE собирает все самые модные модификации, о которых вы только могли подумать, и размещает их в одном прочном наборе для 3D-печати. Это рабочая лошадка, которая работает из коробки. Если в вашем списке желаний для 3D-печати есть такие требовательные материалы, как нейлон, но вы по-прежнему хотите, чтобы принтер одинаково хорошо работал дома с такими скобами, как PLA и гибкие материалы, рассмотрите Pulse XE.
DREMEL 3D45
Цена: Проверка цена на Amazon здесь / доступна на Matterhackers здесь / доступна на динамизм здесь
Полность. печать стала своего рода хитом благодаря Dremel 3D45. Полностью закрытый экосистемный принтер Dremel 3D45, предназначенный для школ, упрощает процесс обучения 3D-печати. Лучше всего то, что он прекрасно работает с нейлоном и упрощает первые экспериментальные отпечатки.
Безопасный и надежный, благодаря угольным фильтрам и прозрачным крышкам, Dremel 3D45 вписывается в любую учебную среду. Но он по-прежнему обладает отличными возможностями печати под капотом.
Рабочий объем 255 x 155 x 170 мм дает вам достаточно места для деталей малого и среднего размера, например, для автомобилей или деталей роботов низкого уровня. Вы также найдете другие примечательные функции. К ним относятся датчик накаливания, полуавтоматическое выравнивание кровати, бесплатные планы уроков и отличные инструменты для нарезки.
Что касается нейлоновой печати Dremel 3D45, вы можете рассчитывать на прочные, долговечные отпечатки с достаточной гибкостью для более тонких деталей. Цельнометаллический горячий конец Dremel может нагреваться до 280°C, а нагретый до 100°C слой поддерживает подходящий уровень адгезии для стабильных результатов.
Несмотря на то, что Dremel 3D45 великолепен, есть одна серьезная проблема. Принтер работает наилучшим образом только при использовании запатентованной нити Dremel. Это разработано для экосистемного принтера для повседневного использования в образовательных целях. Можно, конечно, использовать стороннюю нить. Но ожидайте точной настройки параметров температуры, чтобы добиться наилучшего качества печати.
Ultimaker S3
Цена: ~ 4 000 долл. США — Доступно в Matchhackers здесь / доступно на динамизм здесь
Строительница: 215 x 215 x 200 мм
. , который ворвался на сцену 3D-печати еще в 2017 году, Ultimaker S3 — это мощный 3D-принтер с двойной экструзией, подходящий для профессиональных и дизайнерских приложений.
Установка с двумя экструдерами отличается универсальностью, расширяя свою компетенцию на все, от ABS и PLA до PVA, CPE и нейлона. Что бы вы ни делали с Ultimaker S3, результаты печати будут не чем иным, как превосходными, с особым акцентом на чистые края и гладкую поверхность при печати нейлоном. Ultimaker 3 идеально подходит для тех функциональных приложений, где важны долговечность и надежность.
Кратко взглянув на список технических характеристик, Ultimaker 3 также добился успеха. Приличный объем сборки 215 x 215 x 200 мм, сменные печатные ядра для разных типов филамента, закрытая камера, подключение к Wi-Fi, автоматическое выравнивание слоя, разрешение слоя до 20 микрон и подогреваемый стеклянный слой.
Единственная проблема, сдерживающая Ultimaker S3, — это длительное время печати. Вините тот факт, что мы привыкли к гораздо более быстрым принтерам благодаря достижениям за прошедшие годы. Введите отпечатки с мелкими деталями, особенно при использовании нескольких типов материалов, и вас ждет длинная старая утомительная работа, исчисляемая десятками часов.
Ultimaker S5
Цена: 6 300 долл. США -Доступно в Matchhackers здесь / доступно на Dynamism здесь
Сборка. всевозможные приложения. Во многом это связано с тем, как он работает с различными типами нитей, включая нейлон, и все это в оптимизированной функциональной настройке, обеспечивающей выдающееся качество печати.
Вы, безусловно, платите за удовольствие, а Ultimaker S5 стоит дешевле производителей-любителей, которым лучше подойдет более доступный, хотя и более старый Ultimaker S3. Тем не менее, для деловых и опытных производителей с ограниченным бюджетом цена Ultimaker S5 полностью оправдана.
Помимо обширной совместимости материалов, Ultimaker S5 поставляется с крупными размерами 330 x 240 x 300 мм, подходящими для серийной пакетной печати, крупных прототипов, функциональных деталей и всего, что между ними.
Добавьте автоматическое выравнивание платформы, закрытую камеру, те же впечатляющие возможности двойной экструзии Ultimaker S3, сенсорный экран и платформу с подогревом. Перечислите самые желанные функции среди дизайнеров и инженеров, у Ultimaker S5 они есть.
Хотя мы могли бы с радостью продолжать хвалить эту машину, чтобы подчеркнуть, насколько впечатляющее предложение у нас есть, Ultimaker S5 лучше всего рассматривать как сверхмощный Ultimaker S3 большого размера, который сам по себе является одним из лучших доступных нейлоновых принтеров.
Руководство покупателя. На что обращать внимание при выборе нейлонового 3D-принтера
Вот несколько основных характеристик, на которые следует обратить внимание при выборе нейлонового 3D-принтера:
Цельнометаллический горячий конец
Нейлон требует высоких температур . Рекомендуется использовать хотэнд, способный безопасно и стабильно достигать температуры 300°C, так как это соответствует всем рекомендациям производителя нити накала.
Еще одной проблемой, связанной с не цельнометаллическими горячими концами, является внутренняя трубка из ПТФЭ, которая может разрушаться и выделять токсичные пары при температуре около 240°C. Учитывая, что 240 ° C находится на нижнем уровне обычных температурных требований нейлона, вы, вероятно, будете регулярно преодолевать его.
Корпус
Как и ABS, нейлон особенно чувствителен к изменениям температуры окружающей среды. Перепады температуры вызывают скручивание и другие деформации, портящие отпечатки.
Хотя это и не обязательно на 100 %, принтер с корпусом значительно снижает вероятность того, что подобные проблемы испортят вам впечатления от печати на нейлоне.
При печати углеродным волокном и другим композитным нейлоном необходимо учитывать наличие твердых частиц пыли. Настоятельно рекомендуется принтер с воздушным фильтром HEPA.
Подогреваемый стол
Подогреваемый стол способствует адгезии первого слоя и предотвращает коробление. В сочетании с корпусом нагревательная платформа обеспечивает все тепло, необходимое нейлону для получения качественных отпечатков без деформации.
Выравнивание стола
Автоматическое выравнивание стола значительно сократит время работы с принтером, хотя и не является обязательным. Это устраняет необходимость ручного выравнивания, позволяя печатать быстрее и эффективнее.
Советы и рекомендации по использованию нейлонового 3D-принтера
Хранение и сушка Нейлон
Хотя нейлон обладает многими превосходными свойствами, основным недостатком является то, что он легко поглощает влагу из воздуха. Он делает это с такой скоростью, что если оставить нейлоновую нить всего на несколько часов, она может испортиться до такой степени, что она разрушит детали и испортит фирменную гладкую поверхность нейлона.
Чтобы избежать проблем, связанных с влажностью, очень важно правильно хранить нейлон. Типичные решения включают герметичные герметичные контейнеры и многоразовые вакуумные пакеты с влагопоглотителями. Если нейлон впитает влагу, проблема не будет постоянной, так как можно высушить нить, готовую к 3D-печати.
Здесь у вас есть варианты. Одним из наиболее распространенных является помещение нити в домашнюю печь при температуре примерно 70-80°C примерно на шесть часов. При этом удаляется вся влага.
В качестве альтернативы вы можете приобрести специальную сушилку для нитей, например PrintDry Pro или Sunlu FilaDryer S1. Последний делает шаг вперед, поскольку позволяет печатать одновременно с сушкой нити, что идеально, если вы работаете во влажных условиях, когда проблематично оставить нейлон на воздухе.
Прилипание к кровати
Помимо гигроскопичности, одной из самых больших проблем при печати на нейлоне является то, насколько этот материал склонен к деформации. Нейлону не нужно много времени, чтобы закатить истерику и вызвать проблемы с адгезией.
Чтобы дать себе шанс на победу, вам нужно правильно настроить температуру сопла и нагреваемого слоя, а также использовать немного дополнительного клея, чтобы обеспечить прочный первый слой.
Нанесение слоя недорогого, легкодоступного клея на основе ПВА перед печатью хорошо работает, как и более специализированные альтернативы, такие как Magigoo или Kapton. Здесь мы рекомендуем поверхности для кроватей.
Помимо клея, мы рекомендуем использовать поля и плоты для каждого отпечатка. Они действуют как дополнительный буфер, гарантирующий, что деталь хорошо прилипает к станине и не деформируется. Они означают использование немного большего количества филамента при каждом отпечатке, но преимущества намного перевешивают дополнительные затраты материала.
Обратите внимание на рекомендуемые производителем настройки
Из-за различных смесей, композитных наполнителей, качества сырья и производственных процессов не все бренды нейлона предъявляют одинаковые требования к настройкам принтера. Обратите внимание на то, что рекомендует производитель нити, особенно в отношении температуры сопла и нагреваемого слоя.
Часто производители бесполезно указывают диапазоны температур вместо конкретного числа. Хотя это хлопотно, это необходимо для обслуживания как можно большего количества принтеров. Начните с самой высокой рекомендуемой температуры и двигайтесь вниз. В качестве альтернативы, тест температурной башни должен помочь вам определить оптимальные настройки.
Вентиляторы выкл.
При работе с нейлоном выключайте вентилятор охлаждения деталей на принтере. Материал чрезвычайно чувствителен к изменениям температуры, и быстрое охлаждение может усугубить проблемы с адгезией и короблением первого слоя.
Нейлон предпочитает остывать в своем собственном темпе. Контролируемое и равномерное охлаждение предотвращает коробление и обеспечивает гладкую поверхность деталей.
Печать медленная
Еще один важный момент из сборника рекомендаций по использованию нейлона — печатать медленнее, чем при использовании ABS или PLA. Идеальной считается скорость от 30 до 50 мм/с, но не выше 60 мм/с.
Оптимальная настройка зависит от конкретного принтера и марки нити, поэтому не забудьте настроить скорость печати, сделав несколько начальных тестовых отпечатков, чтобы увидеть, что работает лучше всего.
Преимущества и недостатки нейлона
Преимущества
Прочный и долговечный – Нейлон обладает высокой прочностью на растяжение и чрезвычайно долговечен даже под нагрузкой.
Ударопрочный – Нейлон может выдерживать большие нагрузки в течение длительного периода времени, не разрушаясь и не ломаясь.
Износостойкий – Нейлон хорошо выдерживает трение, что делает его особенно подходящим для таких применений, как функциональные шестерни и живые петли.
Гибкий . Хотя нейлон не такой гибкий, как нити, такие как ТПУ, он гораздо более гибкий, чем АБС и ПЛА. Кроме того, это особенно полезно для тонких отпечатков, требующих прочности наряду с гибкостью.
Недостатки
Чрезвычайно гигроскопичен – Нейлон, оставленный открытым, впитывает воду. Хотя это не особенно проблема для печатных деталей, это проблема для намотанной нити. Когда он влажный, он может вызвать всевозможные проблемы с печатью, поскольку он проходит через горячий конец, где вода эффективно кипит, разрушая нить и вызывая засорение.
Склонен к деформации . Из-за высокой термочувствительности нейлон подвержен деформации, что делает его одним из самых сложных материалов для 3D-печати.
Требуется правильное хранение — Чтобы избежать проблем с влажностью, нейлон необходимо хранить правильно, что может привести к дополнительным затратам.
Хобби – шасси дрона , запчасти для радиоуправляемых автомобилей, шины, диски.
Может ли любой 3D-принтер печатать нейлоном?
Нет, не все 3D-принтеры могут печатать нейлоном. Свойства нейлона делают его особенно сложным для печати, и многие недорогие принтеры, обычно предназначенные для печати PLA и ABS, просто не смогут идти в ногу со временем.
Как покрасить напечатанный на 3D-принтере нейлон?
Благодаря своим гигроскопическим свойствам нейлон хорошо поддается окрашиванию. MatterHackers предлагает подробное руководство по окрашиванию нейлона до или после печати.
Насколько прочен нейлон, напечатанный на 3D-принтере?
При 3D-печати нейлон демонстрирует прочность на разрыв 7000 фунтов на квадратный дюйм, что позволяет ему выдерживать нагрузки до 200 кг до появления каких-либо признаков деградации. Нейлон прочен, долговечен и особенно устойчив к ударам, износу, длительному трению и истиранию.
Часто задаваемые вопросы
Какие 3D-принтеры могут печатать нейлоном?
Для печати нейлоном вам понадобится принтер с цельнометаллическим хотэндом, способным достигать температуры до 300°C, кожух и, если вы печатаете композитным нейлоном, закаленное сопло. Qidi Tech X-Plus, Prusa i3 MK3S+, Pulse XE, Dremel 3D45 и Ultimaker S5 — хороший выбор для 3D-печати нейлоном.
Какой 3D-принтер лучше всего подходит для печати на АБС-пластике и нейлоне
Одним из основных сходств между АБС-пластиком и нейлоном является то, что обоим материалам требуется стабильная тепловая среда для предотвращения таких проблем, как деформация. Принтер с корпусом обеспечит устойчивую и постоянную работу принтера. Такие принтеры, как Qidi Tech X-Plus и Ultimaker S5, имеют полностью закрытую камеру, что делает их подходящими для сложных нитей, таких как ABS и нейлон.
Может ли Ender 3 3D-печатать нейлон?
Нет, приклад Ender 3 не предназначен для работы с нейлоном. Тем не менее, с несколькими целевыми обновлениями, в частности, цельнометаллическим хотэндом, таким как E3D V6 и корпусом, а также обновлением прошивки для повышения максимальной температуры, Ender 3 может обрабатывать нейлоновую печать. Вы можете прочитать больше в нашем руководстве по нити Ender 3.
Можно ли на 3D-принтере напечатать стеклонаполненный нейлон?
Безусловно, однако, если у вас есть латунное сопло, вам придется заменить его на более надежное и долговечное сопло, такое как сопло из закаленной стали, для печати стеклонаполненным нейлоновым волокном (NylonG).
Можно ли 3D-печатать нейлон в помещении?
Да, но лучше делать это в хорошо проветриваемом помещении, поскольку известно, что нейлон выделяет потенциально токсичные пары и твердые частицы пыли, или же используйте герметичный корпус с воздушным фильтром.
Дают ли нейлоновые 3D-печатные детали усадку?
Нет, детали из нейлона, напечатанные на 3D-принтере, не дают усадки.
Многие компании, работающие на российском рынке, сегодня сотрудничают с Китайскими производителями. Это выгодное решение, поскольку в Поднебесной можно приобрести большие партии качественной, востребованной среди покупателей продукции по самой низкой цене. Для тех, кто уже определился с поставщиком, остро стоит вопрос транспортировки товара.
Требования к транспортировке
При выборе перевозчика в первую очередь уделяют внимание таким критериям:
сроки доставки товара;
цена транспортировки;
возможность доставки партий груза больших объемов;
особенности растаможки;
пунктуальность.
Для того, чтобы бизнес был успешным, компаниям нужно строго соблюдать сроки доставки товара. Связавшись с недобросовестным перевозчиком, вы рискуете потерять время, которое может стоить очень дорого. Перевозчики, имеющие опыт работы и дорожащие своим именем, предложат несколько видов транспорта, с помощью которого можно привести груз. От выбора способа транспортировки зависит время, проведенное грузом в пути.
Стоимость также зависит от выбранного вида транспорта и построения маршрута. Грамотные специалисты спланируют процесс транспортировки таким образом, что это не только займет меньше времени, но и будет значительно дешевле. Если вам нужно сэкономить бюджет, то вы можете выбрать, например, транспортировку морем, что будет стоить недорого, но дольше по срокам, чем авиадоставка или перевозка грузовым автомобилем.
Для разных объемов груза также выбирается оптимальный по соотношению стоимости и времени способ транспортировки. Для партии любых объемов мы найдем тот способ перевозки, который сэкономит ваше время и деньги.
Пунктуальность — это очень важный аспект в ведении любого бизнеса. Если вы рассчитываете на то, что товар прибудет к месту назначения в определенное время, но этого не произошло, то вы можете понести серьезные убытки. Профессиональные перевозчики учитывают все непредвиденные обстоятельства, которые могут возникнуть в пути, и из любой ситуации быстро найдут оптимальный выход, что позволит не срывать сроки доставки.
Если вы все еще думаете, кому доверить привезти груз из Китая, обращайтесь в компанию Express China.
Мы ценим ваше время и знаем о транспортировке все. Сотрудничать с нами легко и удобно, мы — надежный партнер в сфере грузоперевозок из Китая.
Те, кому хоть раз приходилось своими силами транспортировать груз из Китая, знают о такой проблеме, как растаможка. Это касается абсолютно любого товара, который пересекает границу двух государств.
Растаможка является обязательным мероприятием, без соблюдения всех ее тонкостей доставить товар легально просто невозможно. Сбор документов, ожидание своей очереди, осмотр партии занимают много времени, которое очень дорого. Для тех, кто не имеет опыт прохождения данной процедуры, она превращается в очень сложное и длительное мероприятие.
Мы ежедневно возим сотни тонн различных грузов из Китая в Россию и постоянно проходим процедуру растаможки. Наш опыт работы позволяет пройти это процедуру максимально быстро и безболезненно, не неся лишние затраты. Если вы обратитесь с нам, то мы поможем растаможить любую партию приобретенного вами товара в минимальные сроки и недорого.
Express China поможет вам не только привезти груз из Китая, но и быстро, недорого и абсолютно официально растаможить товар.
Вы не будете тратить время, переплачивать лишние суммы, а простой товара, связанный с растаможкой, будет минимальным. Мы содействуем в грамотном оформлении экспортной декларации на все виды груза. Цену растаможки мы вам озвучим сразу, поэтому вы можете заранее рассчитать свои затраты на приобретение и доставку груза.
Для многих компаний, покупающих товар в Китае, стоимость растаможки становится неприятным сюрпризом, который в комплексе с простоем вгоняет их в убытки. С нами это будет совсем недорого. Мы знаем всю процедуру таможенного оформления от и до, можем в минимальный срок правильно подготовить все документы, а также в курсе алгоритмов расчета стоимости растаможки.
Какой выбрать способ оформления груза на таможне — выбирать вам. Вы можете принять решение сделать это самостоятельно, но будьте готовы к тому, что в процессе столкнетесь с рядом проблем, которые повлекут за собой задержку груза на таможне и лишние затраты. Также вы можете привлечь специалиста, который поможет правильно оформить документы и обеспечить вам консультационную поддержку. Это избавит вас от ряда сложностей, но не спасет от лишней потери времени. Если вы хотите пройти процедуру растаможки быстро и без проблем, при этом не затрачивая времени и сил на решение всех вопросов, с этим связанных, обратитесь к нам и забудьте об этой проблеме. Мы сделаем все официально и быстро.
Если вы не знаете, как привезти груз из Китая, обращайтесь в компанию Express China. Мы имеем большой опыт работы в сфере грузоперевозок и удерживаем лидирующие позиции в области доставки различных товаров из Поднебесной.
Для заказа услуги вы можете в удобное время связаться с нашими специалистами и получить консультацию. Расскажите, какой товар вам нужно доставить, его объемы. Укажите исходную и конечную точки маршрута. Мы предложим вам несколько вариантов доставки в зависимости от вида транспорта. В ряде случаев целесообразно везти товар несколькими видами транспорта.
Укажите желаемые сроки доставки товара. От этого зависит выбор способа транспортировки. Если сроки вас не поджимают, то мы предложим более дешевую доставку, которая займет больше времени, но значительно сэкономит бюджет и позволит снизить себестоимость товара. Авиадоставка стоит значительно дороже, чем другие способы, но она позволяет в течение нескольких дней привезти товар к месту назначения. В ряде случаев время дороже денег, поэтому такой способ доставки оптимален. Авиадоставку выбирают также те компании, которые везут из Китая скоропортящийся товар, ведь сроки при этом играют решающую роль.
Если у вас небольшая партия товара, то не обязательно заказывать целый автомобиль. Мы подберем маршрут, который позволит максимально быстро перевезти ваш товар вместе с заказами других компаний. Это очень удобно и выгодно для вашего бюджета.
Как доставить груз из Китая в Россию с минимальными затратами — FastImport
Лучший и безопасный способ доставки грузов из Китая
Важная часть бизнеса с Китаем — выбор оптимального способа доставки товаров и грамотное таможенное оформление. От этих двух составляющих зависит конечная стоимость продукции, то есть то, насколько она будет популярна у клиентов.
Даже если вы выбрали оптимальный транспорт, то стоит помнить, что каждый способ перевозки грузов имеет свои правила таможенного декларирования. Разобраться в них довольно сложно, особенно если вы не имеете опыта во внешнеэкономической деятельности.
Для малого и среднего бизнеса самый лучший вариант — обращение к компаниям-посредникам. Они организуют весь процесс грузоперевозки.
Читайте также:
Как торговать с Китаем
Сегодня Китай по-прежнему остается одним из самых мощных и востребованных поставщиков различной продукции на территорию Российской Федерации и других зарубежных стран. Для предпринимателей, которые занимаются продажей китайских товаров, актуален вопрос, как выгодно и быстро доставить товар из Китая в РФ и растаможить его.
(Обновлено )
В услуги компаний-посредников входят:
забор товара у поставщика с проверкой целостности, количества и комплектации;
консолидация товара в собственном складе, упаковка и маркировка посылок;
подбор оптимального транспорта и маршрута доставки;
отправка товара на границу;
сбор пакета документов для таможенного оформления;
сопровождение груза на таможне;
доставка продукции до клиента в России.
Так импортер исключает все возможные проблемы во время грузоперевозок, неправильные расчеты таможенных сборов и пошлин. Вам нужно будет заплатить небольшие комиссионные за услугу компании-посредника, но в результате грузоперевозка обойдется вам сравнительно дешево, учитывая возможные штрафы на таможне или задержку продукции.
Транспортно-логистические услуги с таможенным оформлением груза — основная специализация нашей компании. Мы помогаем бизнесменам решать почти все задачи, связанные с работой с Китаем. Обращайтесь к нам со всеми вопросами. Менеджер расскажет, как зарабатывать на товарах из Китая, делать закупки, отправлять товары из КНР и доставлять их в РФ с выгодой.
Расскажем о способах доставки грузов из Китая подробнее.
Авиадоставка
Это наиболее быстрый способ доставки, но самый дорогой. Сроки получения товара в России — от 1 до 15 дней. От срочности доставки зависит и стоимость — от 5$ до 25$ за кг груза.
Авиадоставку из Китая выбирают для перевозки особо ценных и скоропортящихся товаров, некоторых видов лекарств и образцов продукции для быстрой сертификации. Срочность важна и в случаях, когда товар нужно быстро предоставить покупателю. Это касается сезонных товаров, предпраздничных сувениров или новых изделий определенных брендов, например только что появившихся моделей телефона.
Авиадоставка из Китая не подойдет для перевозки крупногабаритной и тяжелой продукции, даже если вы хотите получить ее срочно. У каждой марки самолета есть свои ограничения по габаритам и весу посылок одного заказчика. Они зависят от допустимой нагрузки на самолет и величины его грузового отсека, например багажные отделения Airbus А320-200 имеют суммарный объем 21,3 кв. м.
Автодоставка
Дороги в Китае содержат лучше, чем в России. Поэтому автомобили не всегда разгоняются до максимальной скорости, которая разрешена на трассах, и тратят много топлива. Автотранспорт сильно зависит от погодных условий. Порывистый ветер с дождем, гололед, сильный снегопад сильно затрудняют движение. Поэтому доставлять товары автомобилем экономически невыгодно в большинстве случаев.
Автомобиль выбирают для перевозок грузов в приграничные с Китаем города или используют в мультимодальных маршрутах, когда товар нужно доставить в регионы без железных дорог.
Автотранспортом можно перевозить практически любую продукцию от оптовых поставщиков из Китая, поскольку используются специализированные контейнеры, платформы, рефрижераторы и полуприцепы. Срок доставки автомобилем зависит от расстояния — от 7 до 22 дней. Стоимость автоперевозок от 2$ до 6$ за кг груза.
Читайте также:
Товары для бизнеса из Китая: как начать работу с китайскими поставщиками
Сегодня Китай по-прежнему остается одним из самых мощных и востребованных поставщиков различной продукции на территорию Российской Федерации и других зарубежных стран. Для предпринимателей, которые занимаются продажей китайских товаров, актуален вопрос, как выгодно и быстро доставить товар из Китая в РФ и растаможить его.
(Обновлено )
Ж/д доставка
Один из самых востребованных видов доставки товара из Китая. Грузоперевозки поездом сочетают умеренные цены и сроки, позволяют доставить мало- и крупногабаритный товар любой плотности от 20 кг. Срок ж/д доставки — от 12 до 18 дней, стоимость — от 1,5$ до 5$ за кг груза.
Несомненный плюс этого способа доставки — развитость железных дорог в России и независимость от погодных условий. В Китае железные дороги не так хорошо развиты, поэтому на границу товары от поставщиков часто доставляют автомобилем.
Процесс ж/д доставки от поставщика до клиента усложняет и разница в ширине железнодорожной колеи в Китае и России. По этой причине на границе вагоны переставляют на другие тележки, процесс может затянуться при скоплении вагонов, и товар задержится.
Как и любой способ доставки, перевозка железной дорогой имеет свои нюансы. Вот почему лучше обратиться в компанию, где работают опытные логисты и таможенные брокеры. Они знают расписание поездов, особенности таможенного оформления, учитывают требования транспортных компаний, даже влияние праздников на доставку и другие факторы задержки груза.
Морская доставка
Китай — лидер по морским международным перевозкам. В стране расположено множество портов, не только морских, но и речных. Многие производители предпочитают располагать фабрики и заводы в портовых городах. Это помогает оптимизировать и сократить логистический маршрут, что удобно и для бизнесменов из России.
Морские перевозки из Китая самые экономичные. Стоимость перевозки морем — от 1$ до 3$ за кг груза. Она позволяет доставлять крупногабаритную продукцию любой плотности, вес и размеры которой почти не ограничены. Минус доставки морем — длительность. Вам придется ждать товар от 30 до 45 дней.
Если у вас есть возможность “заморозить” деньги компании на 30—45 дней, мы однозначно советуем доставку морем. Вы сильно сэкономите, особенно если перевозите большие партии товаров и находитесь недалеко от морских портов.
Виды доставки в зависимости от объема груза
Ваша продукция может быть любого объема и веса. Она необязательно должна заполнять контейнер или грузовой отсек транспорта — например, вы можете купить ткани оптом в Китае. Такой вид товара легкий и малогабаритный. В этом случае нужно обращаться в компании, которые предлагают доставку в сборном контейнере. Это значит, что ваш товар будет перевозиться с грузом других заказчиков. Плюсы этого типа перевозок несомненны — вам не нужно переплачивать за место в контейнере или ждать накопления товаров для его заполнения.
Перевозка в сборном контейнере подходит для всех типов товара от 20 кг. Груз консолидируется на складе в Китае по типам и направлениям доставки. Это исключает несовместимость товаров внутри контейнера и сокращает срок их получения заказчиками.
Большие партии товаров перевозятся как генеральный груз. В этом случае контейнерное оборудование используется исключительно для продукции одного заказчика.
После загрузки контейнеры пломбируются. Это спасает продукцию от перепада температур, влаги и других внешних факторов. Пункт особенно важен при мультимодальных перевозках, когда контейнер переставляется на разные виды транспорта.
Чтобы доставить груз из Китая в Россию с минимальными затратами, обращайтесь в компанию Fastimport. Звоните нам с любыми вопросами по телефону: 8 (495) 023-12-13. Консультация бесплатная.
Доставка из Китая в Россию
Некоторые из ваших вопросов
Дешево ли доставлять товары из Китая в Россию?
Если вы отправляете с услугой «Доставка из Китая», у вас будет 4 ценовых диапазона в зависимости от веса посылки:
До 500 г, стоимость доставки из Китая в Россию составляет 99 иен (примерно 14,50 долларов США) .
Стоимость доставки до 1 кг из Китая в Россию составляет 149 иен (примерно 21,80 долларов США).
До 1,5 кг, стоимость доставки из Китая в Россию 19 иен.9 (приблизительно 29,10 долларов США).
Доставка до 2 кг из Китая в Россию стоит 249 иен (приблизительно 36,40 долларов США).
Ship24 предлагает одну из самых дешевых доставок из Китая в Россию и специализируется на доставке легких посылок. Действительно, обратите внимание, что ваша посылка не должна превышать 2 кг с этикетками и упаковкой. Это правило позволяет компании предлагать фиксированные и дешевые цены.
Доставка из Китая в Россию быстрая?
Время доставки из Китая в Россию занимает в среднем около 8 дней с Ship24. Это время может быть сокращено, когда ограничения и контроль на границах России проходят быстро, поэтому ваша посылка может прийти в течение 4-6 дней. Если вы решите отправить из Китая в Россию с помощью UPS или других международных курьерских компаний, время доставки Китай-Россия может быть быстрее, но вам придется заплатить более высокую цену, чем с Ship24. Продолжительность доставки из Китая в Россию иногда может занимать больше времени из-за непредсказуемых событий, таких как метеорологические проблемы или опять-таки пандемические ситуации. Это также может занять больше времени в зависимости от периода года, например, во время китайского Нового года, который является национальным праздником.
Как я могу отправить товар из Китая в Россию?
Для доставки из Китая в Россию вы можете использовать сайт Ship24. Очень легко заказать доставку посылки через эту платформу, которая предлагает дешевую доставку в Россию из Китая. Шаги для заказа доставки очень просты:
Во-первых, вам нужно попасть на домашнюю страницу Ship24
В верхнем меню справа вверху нужно нажать «Отправить из Китая»
Затем нажмите «отправить посылку сейчас»
Введите необходимую информацию (ваше имя, ваш китайский язык, номер вашей удостоверения личности или номер вашего паспорта, ваш адрес электронной почты и т. д.), полезную для получения вашей посылки.
Заполните информацию о получателе, полезную для прибытия
Безопасная оплата кредитной картой (Visa, Mastercard, American Express, Discover, Diners Club или JCB)
Подождите, пока партнер по встрече позвонит вам по телефону, чтобы назначить удобное время встречи (обратите внимание, что телефонный разговор ведется на китайском языке)
Ship24 является хорошим решением для отправки посылки, если ее вес не превышает 2 кг. Однако, если ваша посылка тяжелее и превышает 2 кг, вам придется выбрать другое решение для отправки посылки из Китая в Россию. Например, вы можете выбрать авиадоставку из Китая в Россию для тяжелых и крупных посылок, если вам необходимо получить их в кратчайшие сроки. Если вы можете ждать дольше, вы можете выбрать морскую доставку, цена будет дешевле.
Как я могу оплатить доставку из Китая в Россию?
После того, как вы введете необходимую информацию для получения посылки и будете готовы подтвердить свой заказ, вам просто нужно будет оплатить его через Stripe, безопасный процесс онлайн-платежей. Ship24 предлагает различные виды платежей кредитной картой:
Visa
Мастеркард
Американ Экспресс
Обнаруживает
Клуб закусочных
ДЖКБ
Вскоре вы также сможете расплачиваться через Alipay и WeChat.
Как работает служба самовывоза, чтобы отправить мою посылку в Россию?
Чтобы отправить посылку из Китая в Россию, Ship24 предлагает бесплатную услугу «Доставка из Китая». Это услуга самовывоза, которую предлагает компания, когда вы заказываете доставку посылки через сайт Ship24. После оплаты и отправки подтверждения по электронной почте агент позвонит вам на китайском языке, чтобы договориться о подходящем времени встречи с вами. После согласования времени получения по телефону агент приедет к вам в согласованный день, чтобы забрать посылку и отправить ее в Россию. Благодаря Ship24 вы можете делать все из дома: заказать доставку посылки, оплатить ее через сайт, отдать посылку агенту, который приедет забрать ее, а затем отследить вашу посылку на платформе.
Насколько высок налог на импорт в России?
Ввозная пошлина или налог на импорт – это налог, который необходимо уплатить российским таможенным органам при ввозе продукции в страну. Как правило, цена налога на импорт будет варьироваться в зависимости от стоимости вашей посылки. Чем дороже будет общая стоимость вашей посылки, тем выше будет налог на импорт. Однако, если общая стоимость вашей посылки меньше 200 долларов, вам не придется ничего платить. 200 долларов — это минимальный порог, установленный российскими властями, поэтому, если общая стоимость вашей посылки превышает эту сумму, вам придется заплатить налог на импорт. Ценность посылки лучше указывать правильную, так как при объявлении неправильной стоимости посылка может застрять на границе России.
Как мне отследить посылку из Китая в Россию?
Вы можете отслеживать международную доставку из Китая в Россию через платформу Ship24. Отслеживание вашей посылки с помощью Ship24 позволит вам узнать такую информацию, как название курьерской компании, используемой для доставки, статус вашего заказа, следующие шаги процесса доставки и текущее местоположение вашей посылки. Чтобы отследить посылку, вам понадобится только номер для отслеживания. Вы найдете его в электронном письме с подтверждением, которое вы получили после совершения покупки. В большинстве случаев номер отслеживания похож на номер заказа, однако благодаря номеру заказа отследить посылку невозможно, поэтому не перепутайте номер, когда будете копировать-вставлять его в строку поиска на сайте Домашняя страница Ship24. После того, как вы введете нужный номер в строку поиска и нажмете на стрелку справа для входа, вы получите всю необходимую информацию, связанную с вашим пакетом. Если вместо получения информации об отслеживании вы видите «не найдено», лучше перепроверьте, соответствует ли введенный вами номер номеру отслеживания. Кроме того, иногда лучше подождать 1 или 2 дня после отправки посылки, чтобы детали отслеживания были доступны на платформе.
Каков ограниченный размер моей посылки из Китая в Россию?
Если вы хотите отправить посылку из Китая в Россию с помощью Ship24, помните, что самая длинная сторона вашей посылки не должна превышать 60 сантиметров. Кроме того, сумма длин всех сторон не должна превышать 90 сантиметров. У каждой курьерской компании свои правила, рекомендуется ознакомиться с ними перед заказом доставки посылки.
Что нельзя ввозить в Россию?
Когда вы отправляете в Россию из Китая, есть некоторые запрещенные продукты, которые вам нельзя ввозить. У каждой курьерской компании свои правила, но в большинстве случаев запрещены одни и те же продукты. У Ship24 есть некоторые ограничения, которые вы можете найти ниже:
Батареи или любые типы электронных продуктов с батареями
Магнитные объекты (динамики…)
Жидкость, порошок или паста (косметические средства с жидкими, порошкообразными, капсульными препаратами. ..)
Оружие (имитаторы, боеприпасы и т. д.)
Скоропортящиеся продукты (пищевые продукты, растения, семена, живые животные, за исключением должным образом упакованных пчел, шелковичных червей и пиявок).
Документы (валюта, реклама…)
Некоторые категории товаров (дроны, электронные сигареты…)
Каковы преимущества использования Ship24 для доставки из Китая в Россию?
Есть разные преимущества и причины, по которым лучше использовать Ship24 для доставки вашей посылки в Россию из Китая. В следующей таблице вы найдете преимущества использования услуг доставки вашей посылки Ship24 по сравнению с другими международными курьерскими компаниями:
Доставка из Китая в Россию с помощью DHL, FedEx или UPS
Доставка из Китая в Россию с помощью Ship24
Доставка около 8 дней
Дорогая цена
Забрать посылку у себя, но с доплатой
Подходит для тяжелых посылок
Доставка 8 дней
Самая низкая цена на рынке
Лучшее решение для легких посылок
Бесплатно забрать посылку у себя
Проведет вас через весь процесс
Компания Ship24 стремится сделать доставку ваших посылок из Китая через границу России простой и доступной.
Доставка грузов из Китая в Россию (10360) купить в Global Rus Trade
Доставка грузов из Китая — услуга, которую оказывает транспортная компания Анкорд уже более одиннадцати лет. Компетентные сотрудники, желание и максимальная отдача каждого сотрудника создают основу для предоставления лучшего в России сервиса по доставке контейнеров и сборных грузов из Китая. С 2009 года, Анкорд успешно оказывает услуги по доставке грузов из Китая и таможенные услуги во Владивостоке, Москве, Санкт-Петербурге и других городах. Мы установили хорошие отношения с китайскими поставщиками. На сегодняшний день мы оказываем для российских предприятий полный комплекс услуг, связанных с внешнеэкономической деятельностью в Китае — аутсорсинг ВЭД. * В чем преимущества доставки товаров из Китая компанией Анкорд? Аутсорсинговый контракт позволяет вам полностью сосредоточиться на внутренней деятельности вашей компании. Мы организуем всю логистику по поставкам товаров из Китая: • Заключение контракта с китайским поставщиком; • Сопровождение договора в части его исполнения и контроля со стороны компетентных государственных органов; • Перевозка грузов из Китая; • Хранение и консолидация товаров, в том числе на специализированных складах; • Таможенное оформление товаров из Китая и сертификация товаров. Транспортная компания Анкорд организует доставку грузов из Китая в Россию через Владивосток и Санкт-Петербург, с таможенным оформлением на постах Владивостокской (10702030), Первомайской (10702020), Балтийской (10216100) или Санкт-Петербургской (10210000) таможни. Доставка груза из Китая в Москву осуществляется в срок до 45 дней с момента выхода судна из контейнера. Контейнеры из Китая в Санкт-Петербург напрямую морем следуют примерно за 45-55 дней. Таможенный брокер Анкорд организует регулярные контейнерные перевозки из Китая на судах судоходных линий Maersk, OOCL, SOLLERS, CMA CGM, MCC, FESCO и других судоходных линиях. Морские контейнерные перевозки из Китая через Владивосток организуются как прямыми рейсами, так и с перевалкой в Пусане. Контейнеры из Владивостока в Москву, Екатеринбург и Новосибирск отправляются в составе контейнерных ускоренных поездов. В другие регионы России — повагонные перевозки. Рейсы из Китая в Санкт-Петербург выполняются на океанских судах с перевалкой в Гамбурге, Антверпене или Роттердаме. Из Санкт-Петербурга в Москву и другие регионы России китайские контейнеры с грузом доставляют автомобильным транспортом. Свяжитесь с нашими специалистами, узнайте стоимость услуг и сравните их с текущими затратами. Добавьте к своему экономическому преимуществу отсутствие рисковой составляющей. Цифры убедят вас гораздо лучше, чем любая реклама. * Тарифы на доставку товаров из Китая Стоимость доставки товара рассчитывается на основании данных о весе партии, объеме, характере товара и выбранном маршруте перевозки. В этом случае в стоимость доставки включается цена за таможенное оформление перевозимого груза. Транспортная компания по доставке грузов из Китая Анкорд рассчитает актуальную стоимость доставки и предложит лучшие условия. * Цены на растаможку китайских товаров самые выгодные на рынке и составляют от 5 000 до 25 000 рублей. Что сегодня выгодно импортировать из Китая в Россию? Менеджеры компании Анкорд предложат товарные группы, традиционно пользующиеся спросом на российском рынке и завозимые на нашу территорию из Китая. 1. Строительные и отделочные материалы оптом из Китая от производителя В Китае оптом сегодня можно купить практически любые строительные и отделочные материалы. Речь, конечно, не о ЖБИ, но тот же цемент оптом завозить достаточно выгодно, особенно если вы находитесь в регионе, где в удобной транспортной доступности нет российских цементных заводов. Среди основных товарных позиций для импорта можем порекомендовать каркасные фасадные и внутренние системы, кровельные и теплоизоляционные материалы, искусственный камень, ламинат, паркет, пленку ПВХ оптом из Китая. 2. Метизы и крепеж оптом из Китая от производителя. Большая часть российского метизного рынка приходится на оптовые поставки из Китая. Китайское оборудование в основном поставляется из Шанхая или Нинбо. Также часть предприятий по производству метизов расположена в северных провинциях Китая. 3. Запчасти на автомобили оптом из Китая от производителя Этот сегмент рынка напрямую связан с популярностью дешевых китайских автомобилей среди российских автолюбителей. Ключевыми факторами являются низкая стоимость машин, техническое обслуживание и ремонт. Второй момент – доступность деталей, узлов и агрегатов. В дополнение к китайским запчастям вы можете добавить отличные предложения автокосметики и аксессуаров для автомобилей. 4. Сантехника и оборудование оптом из Китая от производителя В Китае производятся высококачественные душевые кабины и ванны, отличные трубы из металла и фитинги, алюминиевые и биметаллические радиаторы и смесители, унитазы и раковины, аксессуары для ванной комнаты. Километры рулонов труб, тысячи тонн фитингов и секций радиаторов оптом завозятся в наши магазины сантехники из Китая. В заключение добавим, что не все товарные группы, выгодные для импорта из Китая, нами перечислены. Рынок очень разнообразен и продолжает развиваться, а вместе с ним расширяются и возможности для российского бизнеса. Чтобы связаться с нами и оформить заявку на доставку грузов и контейнеров из Китая, вы можете заполнить форму обратной связи. Наши специалисты свяжутся с вами и предложат оптимальные варианты.
Фанера – это необычный листовой материал, со свойствами, которые столь уникальны, что использовать его можно и для любительских поделок и для обшивки морских судов. При производстве фанеры технология, которая используется для получения материала с особыми качествами, имеет свою специфику. Но есть общая последовательность операций, которые повторяются при изготовлении фанеры любого назначения.
Из чего состоит фанера
Технология производства фанеры разработана так, чтобы получить определенную структуру, которая представляет собой слои древесины, число которых может доходить до 21, склеенные между собой клеевыми составами. Причем самыми популярными сортами древесины, которые применяют для изготовления фанеры, являются сосна и береза, которые придают особые свойства материалу. Клеевые составы для соединения древесных слоев, изготавливаются на основе смол, которые влияют на свойства фанеры не меньше, чем древесина.
Фанера из березы
Технология производства фанеры
Технология производства фанеры из березового шпона это сложный многоэтапный процесс, который требует точного соблюдения методик, чтобы получить качественный листовой материал.
Основные этапы изготовления фанеры:
Подготовка древесины. Стволы березы подбирают по размеру. То есть для получения листовую фанеру размером 1,2 м на 2,4 м, нужны стволы длиной 5,20 м с диаметром от 20 до 40 см, которые распиливают на чурки от 1,3 м до 2,6 м. После этого березовые чурки проваривают в бассейне в течение суток. Это значит, что вода должна иметь температуру около 40оС;
Проваривание березовых стволов в бассейне
Важно! Если на этапе проваривания стволов будет нарушено время нахождения в бассейне или температура воды будет слишком горячей, то качество шпона будет низким.
Окорка и распиловка. На окорочном станке со специальными ножами снимается кора, которую используют для того, чтобы отапливать фанерный комбинат. После этого металодетектором обследуют древесину, чтобы обнаружить гвозди или проволоку, которые могут повредить оборудование;
Окорочный станок
Распиловка и лущение. Бревна распиливаются, и на специальных станках начинается лущение, то есть срезается тонкая лента шпона. Из березы получается очень тонкий шпон толщиной около 1,5 мм, который лучше чем шпон других сортов древесины. Во время лущения происходит контроль качества шпона, и лущильные станки подстраивают под каждую партию;
Лущильный станок
Рубка шпона. Шпон режется на форматные листы автоматическими ножницами. Чтобы получить фанеру размером 1,2 м на 2,4 м шпон должен быть разрезан на листы размером 1,3 м на 2,6 м.
Просушивание шпона. В сушилке листы шпона обдувают прогретым воздухом в течение 10 мин. За это время 90% влажности уходит из древесины.
Сортировка шпона. При сортировке выявляют листы, которые имеют повреждения, например, трещины, выпавшие сучки. Кроме того отбраковывают недосушенный шпон, который отправляют на повторную сушку.
Обратите внимание! Качество сортировки во многом зависит от оборудования, которое используется на комбинате. Наибольшее количество дефектов выявляют там, где есть автоматизированное оборудование, которое сканирует поверхность шпона.
Вальцовка и склеивание шпона. На этом этапе происходит создание структуры фанеры, прочность которой достигается тем, что шпон складывается так, чтобы направление волокон одного листа шпона было перпендикулярно направлению волокон в соседних слоях. После того как последовательность слоев определена, шпон укладывают в наборный пакет, причем листы чередуются так, чтобы сухой шпон чередовался с листами шпона, прошедшими вальцовку, во время которой с обеих сторон наносится клей;
Сборка пакетов
Холодная подпрессовка в течение 10 мин проводится для того, чтобы получить пакет шпона, удобный для транспортировки;
Горячее прессование проводят при температуре 130 оС на специальном прессе.
Более подробно расскажет технологию производства фанеры видео:
Сюжет демонстрирует, что качественная фанера – это результат сложного процесса, который повторить в кустарных условиях невозможно без специального оборудования.
Изготовление фанеры, производство фанеры
1 этап – выбор древесины
На этом этапе выбирают древесину и подготавливают бревна к обработке. Для производства фанеры использует фанерный кряж – бревна, которые сплавляют или доставляют до места переработки железнодорожным транспортом. Используются как лиственные – береза, ольха, липа, так и хвойные породы деревьев. Наиболее распространенной породой – является береза. Это обусловлено тем, что она не имеет выраженных зон в годовых слоях. Именно это качество придает древесине эластичность, однородность строения и плотность. Если есть отличия в годовом слое, как, например у дуба, бука или ясеня, то при изготовлении шпона из них может присутствовать выкрашивание или разрыв древесных волокон.
Выкрашивание и разрыв волокна ясеня
2 этап – подготовительный
Прежде всего, бревна нужно подвергнуть гидротермическому воздействию. С этой целью их обрабатывают паром или помещают в воду.
гидротермическая обработка леса
Гидротермическая обработка позволяет увеличить влажность древесины и обеспечить ей большую пластичность. В современных условиях пар используется редко. Более распространены специальные бассейны, наполненные теплой водой. Оптимальная температура воды зависит от сорта древесины. Для березы она составляет около 40oС. Это, так называемый мягкий режим обработки. Выделяют еще жесткий режим, когда используемая вода нагревается до 60-80oС. На практике предпочтителен мягкий режим. В случае его применения увеличивается продолжительность обработки, летом до суток, зимой до двух суток, но при этом сохраняется высокое качество шпона.
3 этап – лущение или строгание
Следующей технологической операцией можно назвать процесс лущения или строгания. Прежде чем приступить к изготовлению шпона бревно подготавливают – снимают с него кору и пилят на куски длиной до шести метров. Эти подготовленные бревна, так называемые чураки, и являются исходным сырьем для получения фанеры. Технология лущения предполагает установку чурака на круговой станок и вращение его вокруг оси. К чураку подводят лущильный нож, шириной до 6 м. Нож снимает широкую и тонкую часть бревна – шпон.
роспуск березового чурака
рисунок древесины после роспуска березы
Для изготовления фанеры из ценной древесины применяют технологию строгания.
На выходе из станка получается длинная древесная лента
4 этап – сортировка и сушка
Не весь полученный в ходе лущения шпон может применяться для изготовления фанеры. Полученные заготовки тщательно проверяют. Далее их раскраивают на листы, сушат, сортируют с точки зрения соответствия качеству. При производстве фанеры ФК первого сорта недопустимо наличие сучков, трещин, расслоения древесины, и прочих дефектов.
5 этап – склеивание
Высушенные листы склеивают между собой с помощью клея. Он изготавливается на основе смолы, поэтому является безопасным и не содержит вредных веществ. Однако сегодня чаще используются синтетические клеи – карбамидные, фенол-формальдегидные и т.п. Состав этих клеев регламентируется ГОСТами. Клей наносится на плоскость листа контактным методом.
волокна древесины перпендикулярны друг другу
количество листов в различных пакетах фанеры
нанесение клея на фанерный шпон
Технология изготовление фанеры предполагает наличие минимум трех слоев шпона, которые укладываются так, чтобы волокна древесины были перпендикулярно друг другу. В качестве базового выступает центральный лист. Количество листов – нечетное. Покрытый клеем фанерный «пирог» нагревается в прессе под высоким давлением. Это обеспечивает ему быстрое и надежное склеивание.
6 этап – дополнительная обработка
Можно выделить несколько видов дополнительной обработки фанеры:
шлифование – листа и торцов – для придания фанере гладкости. Осуществляется эта процедура на специальных станках. Выделяют фанеру односторонней и двухсторонней шлифовки. Применяется такой продукт чаще для изготовления поделок или в отделке.
ламинирование – для повышения износоустойчивости. Суть его в покрытии листа фанеры пленкой.
облицовка – для придания фанере эстетических свойств. В качестве облицовочного материала может выступать ДВП, строганный шпон, фольга и т.п.
7 этап – разрезание и упаковка
Готовые листы фанеры нарезаются в соответствии с требуемыми размерами, упаковываются в пачки и отправляются на склады хранения или потребления.
упакованная и готовая к отгрузке фанера
С процессом изготовления фанеры вы можете ознакомиться на этом видео — Процесс производства фанеры
Заключение
Соблюдение технологии изготовления фанеры позволяет получить продукцию отличного качества. А достигнутая прочность позволит эксплуатировать этот материал в течении длительного срока.
← Акустический подиум из фанеры в автомобиль Регулируемые полы из фанеры →
Рекомендуем посмотреть:
Фанера ФСФ | 4мм | 1220 мм х 2440 мм | березовая | сорт 4/4 | НШ
350 руб
700 руб
Фанера ХВОЯ | 21мм | 1220 мм х 2440 мм | хвойная | сорт СМ | НШ(ЦЕНА ПО ЗАПРОСУ)
0 руб
OSB | 22мм | 1250 мм х 2500 мм
1 100 руб
Фанера ФСФ | 18мм | 1500 мм х 3000 мм | березовая | сорт 4/4 | НШ
2 700 руб
OSB | 12мм | 1250 мм х 2500 мм
470 руб
Фанера ЛАМИНИРОВАННАЯ ФОФ | 6.
5мм | 1220 мм х 2440 мм | береза
1 355 руб
Фанера ФК | 21мм | 1520 мм х 1520 мм | березовая | строительная | НШ
640 руб
Фанера ФСФ | 40мм | 1500 мм х 3000 мм | березовая | строительная | НШ
7 000 руб
Фанера ХВОЯ | 12мм | 1220 мм х 2440 мм | хвойная | сорт 3/4 | НШ(ЦЕНА ПО ЗАПРОСУ)
0 руб
Фанера ХВОЯ | 12мм | 1220 мм х 2440 мм | хвойная | сорт 2/3 | НШ(ЦЕНА ПО ЗАПРОСУ)
0 руб
Фанера ХВОЯ | 12мм | 1220 мм х 2440 мм | хвойная | сорт СМ | НШ(ЦЕНА ПО ЗАПРОСУ)
0 руб
OSB | 18мм | 1250 мм х 2500 мм
850 руб
Фанера ФК | 15мм | 1520 мм х 1520 мм | березовая | строительная | НШ
460 руб
Фанера ФК | 10мм | 1520 мм х 1520 мм | березовая | сорт 4/4 | НШ
350 руб
600 руб
Фанера ФК | 4мм | 1520 мм х 1520 мм | березовая | сорт 4/4 | НШ
180 руб
380 руб
Фанера ФСФ | 6.
5мм | 1500 мм х 3000 мм | березовая | сорт 2/3 | Ш2
0 руб
Фанера ФК | 8мм | 1520 мм х 1520 мм | березовая | сорт 3/4 | Ш2
350 руб
Фанера ФСФ | 12мм | 1220 мм х 2440 мм | березовая | сорт 3/4 | Ш2
780 руб
OSB | 8мм | 1220 мм х 2440 мм
0 руб
Фанера ХВОЯ | 21мм | 1220 мм х 2440 мм | хвойная | сорт 2/3 | НШ(ЦЕНА ПО ЗАПРОСУ)
0 руб
Производство фанеры: 1950-е годы и настоящее время
Производство фанеры: 1950-е годы и настоящее время
Фанера создается путем сложного процесса наслоения деревянного шпона с помощью клея. В этом видео из Музея Виктории и Альберта показаны два способа создания фанеры.
Innovation
Innovation
IE Originals
Science
IE Originals
IE Originals
IE Originals 0 20 0 Originals
Science0003
IE Originals
Фанера — один из самых распространенных строительных материалов. Он есть в нашей мебели, домах и даже автомобилях. Простая комбинация дерева и клея, фанера прочна и широко применима. Процесс изготовления этого распространенного материала совершенно увлекательный и невероятно сложный. В этом видео из Музея Виктории и Альберта показаны два способа создания фанеры.
Во-первых, как этот процесс был осуществлен в Британской Колумбии, Канада, в 1954 году. Огромные пихты Дугласа были срублены и сплавлены по реке на фабрику. Затем массивный роторный резак для шпона, по сути, расщепляет бревно на непрерывный очень тонкий лист. Затем этот лист разрезают на более мелкие куски, что упрощает обращение с ним. Полученные тонкие кусочки дерева накладываются друг на друга и склеиваются, а затем прессуются под давлением для создания фанерных плит. Укладывая волокна древесины под прямым углом друг к другу, листы получаются намного прочнее, чем обычные панели из цельного дерева.
Самые популярные
На видео также показан тот же процесс в 20 веке в Финляндии. Хотя процесс остался практически таким же, машины работают намного быстрее и управляются компьютером. Требуется меньше физического труда, а общий процесс намного эффективнее.
Развитие паровых машин в 1800-х годах действительно способствовало развитию производства фанеры. Поскольку процесс стал быстрее и дешевле, он стал предпочтительным материалом для массового производства мебели.
Через: Виктория и Альберт
Для вас
наука
Какой должна быть наша реакция на первый контакт с внеземными цивилизациями? Мы говорим с учеными, которые анализировали текущие подходы SETI.
Пол Ратнер | 07.11.2022
здоровьеСконструированные клетки предназначены для лечения самых агрессивных видов рака в мире
Баба Тамим| 22.08.2022
наукаВзгляд в небо! Астрогеолог объясняет, почему космические камни так важны
Дина Тереза| 06.08.2022
More Stories
инновации Ракетный нож ученого на заднем дворе поражает цель на скорости 400 миль в час
Лукия Пападопулос| 03.12.2022
инновации Ютубер рассказывает о закулисье производителя электросамолетов
Лукия Пападопулос| 26.11.2022
т.е. оригиналы CopenHill: История легендарной станции чистой энергии с собственной лыжной трассой
Я согласен с Пользовательским соглашениемПолучать рассылки и специальные предложения
Автоматическая машина Производство фанерных листов-видео от Aeroshot
Найти аналогичные видео
114837086
Authoraeroshot
Длина: 00: 13-й Коэффициент: 16:
1993 фанера. Фанерный завод. Крупный план автоматизированного производственного процесса на металлургическом заводе. Крупный план автоматизированного производственного процесса на металлургическом заводе. Металлургический комбинат. Заливка расплавленного железа. металлургия, жидкий металл, светящаяся сталь, промышленность, жидкая сталь, плавка стали, металлургический завод, каленый металл, производство, чугунФрезерный станок по дереву с ЧПУ для производства промышленной мебели. Современные технологии деревообрабатывающей промышленности на профессиональном оборудовании. Умное заводское производство, конвейерная лента. Крупный план промышленного деревообрабатывающего станка. Печатная узорчатая керамическая плитка, узор на керамической плитке. Промышленный интерьерПроцесс облицовки деревянных заготовок, производство рустикальных межкомнатных дверей 4kСтанция автоматической упаковки молочных продуктов на молокоперерабатывающем заводеЛиния экструзии алюминия заводской складПромышленное серийное производство белого гипсокартона на сложном заводском оборудованииСортировка досок и бруса на конвейерной ленте лесопилки1Работа фрезерный станок, подготавливает деревянные заготовки для дверей, производство деревенских межкомнатных дверей 4kАвтоматическая линия экструзии пластика слайдерМетлургический комбинат. Заливка расплавленного железа. металлургия, жидкий металл, светящаяся сталь, промышленность, жидкая сталь, плавка стали, металлургический завод, каленый металл, производство, чугунАвтомат перемещает сэндвич-панели и укладывает их в штабельКиев UA, 30-05-2019. Мастерская мебельных плотников, работает автоматизированный шлифовальный станок для деревянных досок. Сверление отверстия в резце дерева. Производство мебели.
См. больше
Та же серия:
См. больше
Информация об использовании
Вы можете использовать это бесплатное видео «Технология производства фанеры» в личных и коммерческих целях согласно Стандартной лицензии. Стандартная лицензия охватывает большинство вариантов использования, включая рекламу и дизайн пользовательского интерфейса на веб-сайтах и в приложениях.
Вы можете купить этот видеоматериал и скачать его в высоком разрешении до 1920×1080.

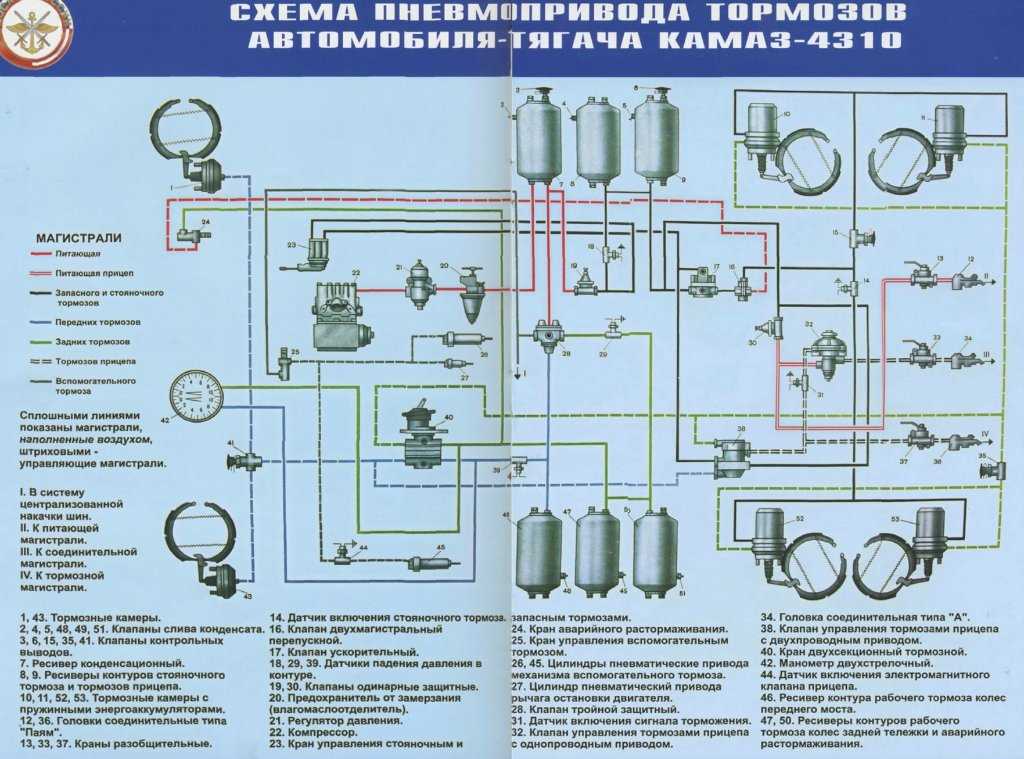 Причин для этого может быть много. Один из вариантов – сбившиеся настройки регуляторов давления. Если они не нарушены, то нужно провести тщательный осмотр всего агрегата. Сначала необходимо проверить места входных соединений патрубков с ресивером и выходных резьбовых соединений цилиндра. При вибрации эти узлы могли ослабнуть, что, соответственно, явилось причиной низкого давления.
Причин для этого может быть много. Один из вариантов – сбившиеся настройки регуляторов давления. Если они не нарушены, то нужно провести тщательный осмотр всего агрегата. Сначала необходимо проверить места входных соединений патрубков с ресивером и выходных резьбовых соединений цилиндра. При вибрации эти узлы могли ослабнуть, что, соответственно, явилось причиной низкого давления. Включают компрессор, делают мыльный раствор, которым промазывают все соединения. Если где-то есть пропуск воздуха, то на этом месте сразу образуются пузырьки. Так как работающий агрегат сильно шумит, то услышать вырывающийся из свища воздух услышать невозможно, а таким способом наглядно видно, где есть пропуск.
Включают компрессор, делают мыльный раствор, которым промазывают все соединения. Если где-то есть пропуск воздуха, то на этом месте сразу образуются пузырьки. Так как работающий агрегат сильно шумит, то услышать вырывающийся из свища воздух услышать невозможно, а таким способом наглядно видно, где есть пропуск.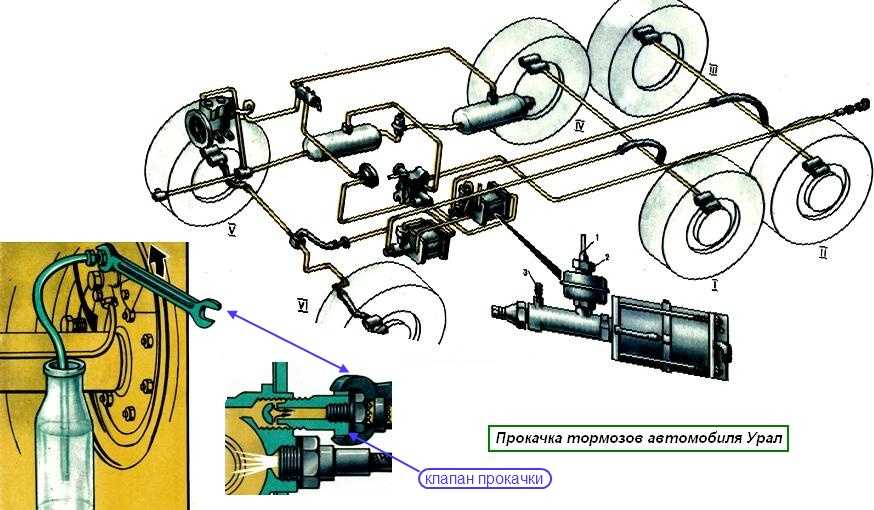 Сначала снимают кожух, затем отвинчивают гайки, соединяющие корпус и головку цилиндра. В некоторых случаях вместо гайки выкручивается шпилька. При обратной сборке нужно будет установить их на место и стянуть гайками. После поднятия головки цилиндра можно увидеть прокладку. Если на ней есть разрыв стенки, то необходимо сделать замену. Некоторые модели компрессорного оборудования комплектуются набором прокладок или их можно купить в специальном магазине.
Сначала снимают кожух, затем отвинчивают гайки, соединяющие корпус и головку цилиндра. В некоторых случаях вместо гайки выкручивается шпилька. При обратной сборке нужно будет установить их на место и стянуть гайками. После поднятия головки цилиндра можно увидеть прокладку. Если на ней есть разрыв стенки, то необходимо сделать замену. Некоторые модели компрессорного оборудования комплектуются набором прокладок или их можно купить в специальном магазине.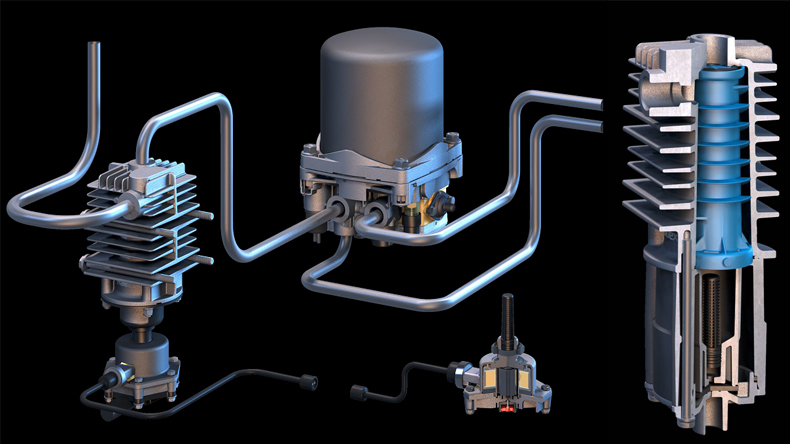 Выяснить это можно только разобрав агрегат, что не рекомендуется делать самостоятельно. У этой неполадки есть несколько признаков:
Выяснить это можно только разобрав агрегат, что не рекомендуется делать самостоятельно. У этой неполадки есть несколько признаков: Наша организация занимается ремонтом компрессорного оборудования и заменой деталей. На все работы дается гарантия.
Наша организация занимается ремонтом компрессорного оборудования и заменой деталей. На все работы дается гарантия. Оставьте заявку на бесплатную консультацию ниже, наши специалисты свяжутся с вами, дадут рекомендации по ремонту и помогут подобрать запчасти и комплектующие для вашего оборудования.
Оставьте заявку на бесплатную консультацию ниже, наши специалисты свяжутся с вами, дадут рекомендации по ремонту и помогут подобрать запчасти и комплектующие для вашего оборудования.
 Утечка воздуха в таких местах выявляется при помощи мыльного раствора, которые наносится на все такие соединения. В месте утечки воздуха будут надуваться мыльные пузыри, безошибочно сигнализируя о проблеме.
Утечка воздуха в таких местах выявляется при помощи мыльного раствора, которые наносится на все такие соединения. В месте утечки воздуха будут надуваться мыльные пузыри, безошибочно сигнализируя о проблеме. Утечка воздуха в таких местах выявляется при помощи мыльного раствора, которые наносится на все такие соединения. В месте утечки воздуха будут надуваться мыльные пузыри, безошибочно сигнализируя о проблеме.
Утечка воздуха в таких местах выявляется при помощи мыльного раствора, которые наносится на все такие соединения. В месте утечки воздуха будут надуваться мыльные пузыри, безошибочно сигнализируя о проблеме.
 При этом нужно соблюдать осторожность – слишком сильное затягивание может привести к срыву резьбы!
При этом нужно соблюдать осторожность – слишком сильное затягивание может привести к срыву резьбы!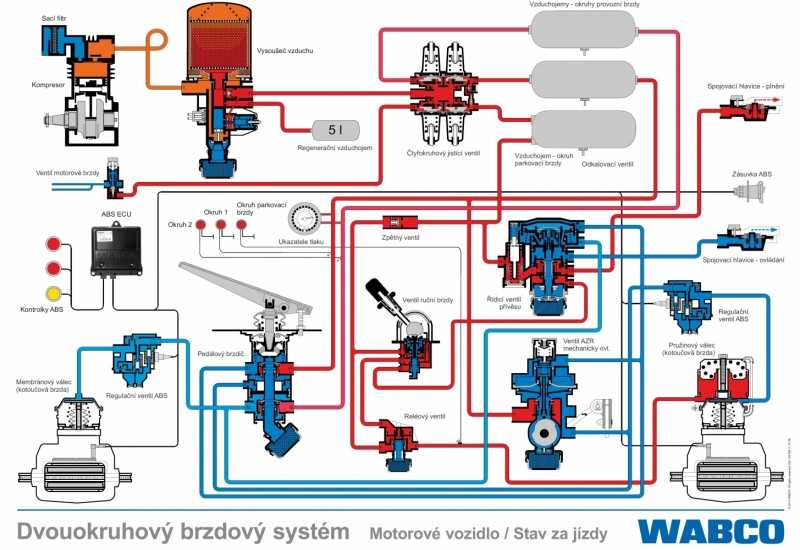 Во время отопительного сезона тепловые насосы переносят тепло из прохладной улицы в ваш теплый дом. В сезон охлаждения тепловые насосы переносят тепло из вашего дома на улицу. Поскольку они передают тепло, а не производят тепло, тепловые насосы могут эффективно обеспечивать комфортную температуру для вашего дома.
Во время отопительного сезона тепловые насосы переносят тепло из прохладной улицы в ваш теплый дом. В сезон охлаждения тепловые насосы переносят тепло из вашего дома на улицу. Поскольку они передают тепло, а не производят тепло, тепловые насосы могут эффективно обеспечивать комфортную температуру для вашего дома.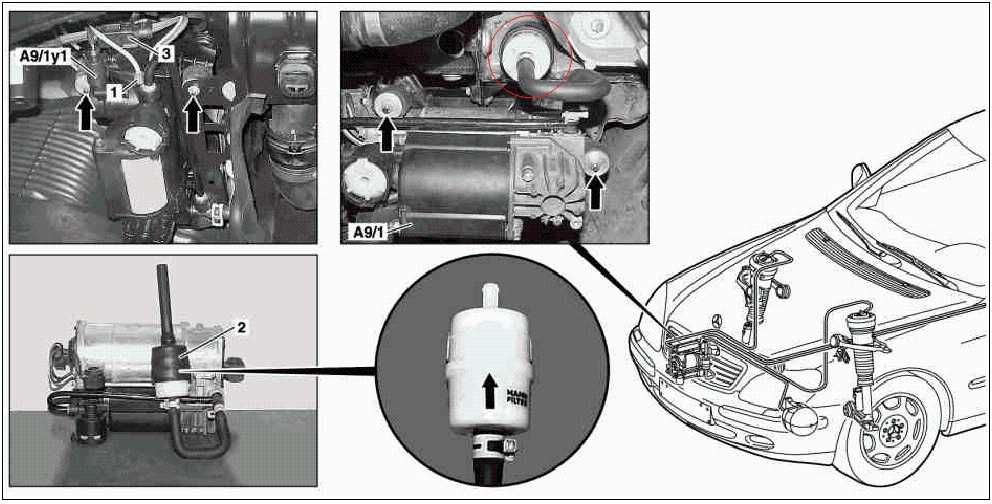 Кроме того, высокоэффективные тепловые насосы осушают воздух лучше, чем стандартные центральные кондиционеры, что приводит к меньшему потреблению энергии и более комфортному охлаждению в летние месяцы. Воздушные тепловые насосы использовались в течение многих лет почти во всех частях Соединенных Штатов, но до недавнего времени они не использовались в районах, где длительные периоды отрицательных температур. Однако в последние годы технология теплового насоса с воздушным источником продвинулась настолько, что теперь она предлагает законную альтернативу отоплению помещений в более холодных регионах.
Кроме того, высокоэффективные тепловые насосы осушают воздух лучше, чем стандартные центральные кондиционеры, что приводит к меньшему потреблению энергии и более комфортному охлаждению в летние месяцы. Воздушные тепловые насосы использовались в течение многих лет почти во всех частях Соединенных Штатов, но до недавнего времени они не использовались в районах, где длительные периоды отрицательных температур. Однако в последние годы технология теплового насоса с воздушным источником продвинулась настолько, что теперь она предлагает законную альтернативу отоплению помещений в более холодных регионах.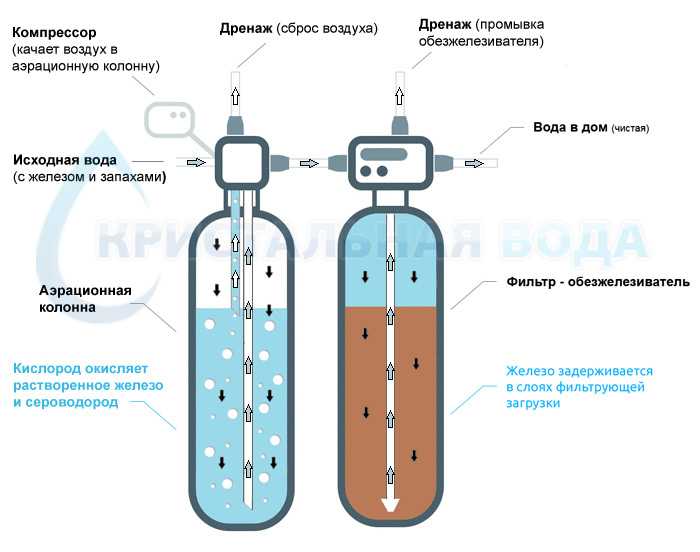
 Абсорбционные тепловые насосы используют тепло или тепловую энергию в качестве источника энергии и могут приводиться в действие с помощью самых разных источников тепла, таких как сжигание природного газа, пар, нагретая вода, воздух или вода, нагретая геотермальной энергией, и поэтому отличаются от компрессионных. тепловые насосы, приводимые в действие механической энергией. AHP более сложны и требуют более крупных агрегатов по сравнению с компрессионными тепловыми насосами. Меньшее потребление электроэнергии такими тепловыми насосами связано только с перекачкой жидкости.
Абсорбционные тепловые насосы используют тепло или тепловую энергию в качестве источника энергии и могут приводиться в действие с помощью самых разных источников тепла, таких как сжигание природного газа, пар, нагретая вода, воздух или вода, нагретая геотермальной энергией, и поэтому отличаются от компрессионных. тепловые насосы, приводимые в действие механической энергией. AHP более сложны и требуют более крупных агрегатов по сравнению с компрессионными тепловыми насосами. Меньшее потребление электроэнергии такими тепловыми насосами связано только с перекачкой жидкости. Двухскоростные тепловые насосы также хорошо работают с системами зонального контроля. В системах зонального контроля, часто встречающихся в больших домах, используются автоматические заслонки, позволяющие тепловому насосу поддерживать разные температуры в разных комнатах.
Двухскоростные тепловые насосы также хорошо работают с системами зонального контроля. В системах зонального контроля, часто встречающихся в больших домах, используются автоматические заслонки, позволяющие тепловому насосу поддерживать разные температуры в разных комнатах.
 Есть несколько производителей тепловых насосов, которые объединяют оба типа тепла в одной коробке, поэтому эти конфигурации часто представляют собой две меньшие, расположенные рядом стандартные системы, использующие один и тот же воздуховод.
Есть несколько производителей тепловых насосов, которые объединяют оба типа тепла в одной коробке, поэтому эти конфигурации часто представляют собой две меньшие, расположенные рядом стандартные системы, использующие один и тот же воздуховод. из 5 звезд
из 5 звезд 45. Цена
45. Цена
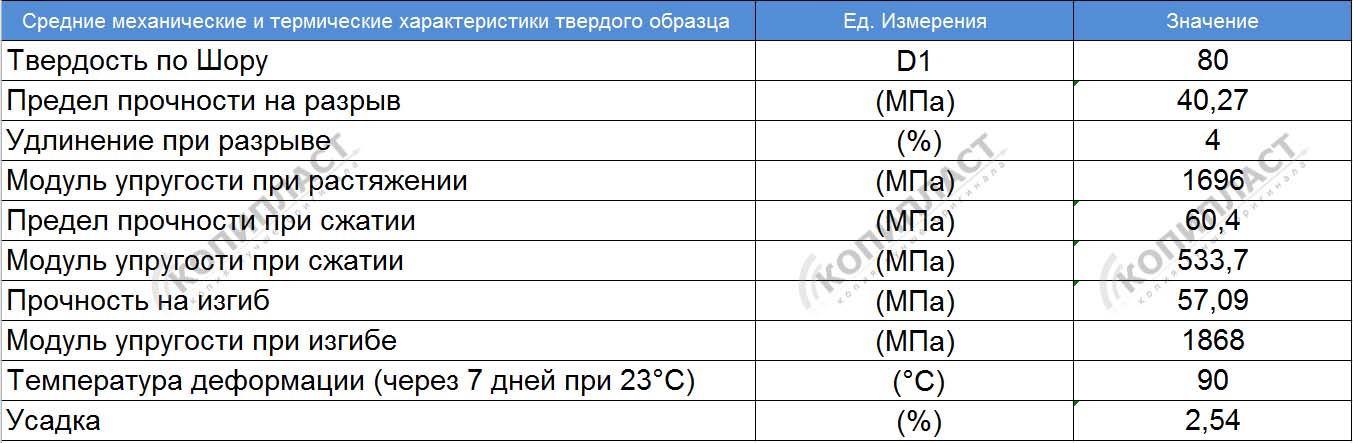

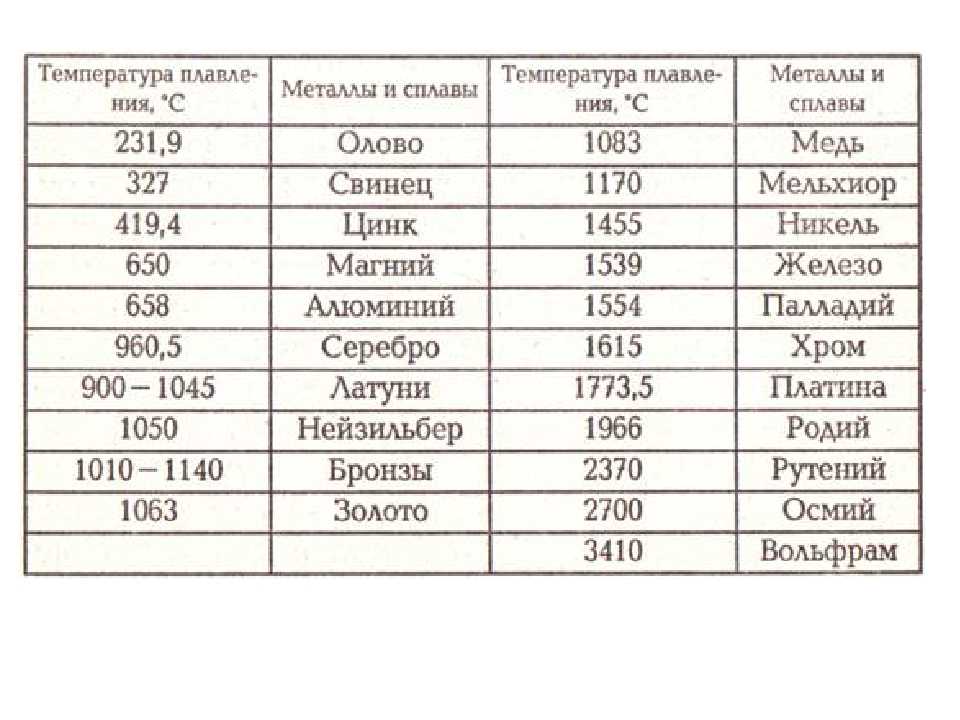 Тем более, что его делают в разных цветах — для игрушек вполне подходит именно ПЛА.
Тем более, что его делают в разных цветах — для игрушек вполне подходит именно ПЛА.
 д.) для придания необходимых св-в.
д.) для придания необходимых св-в.

 )
)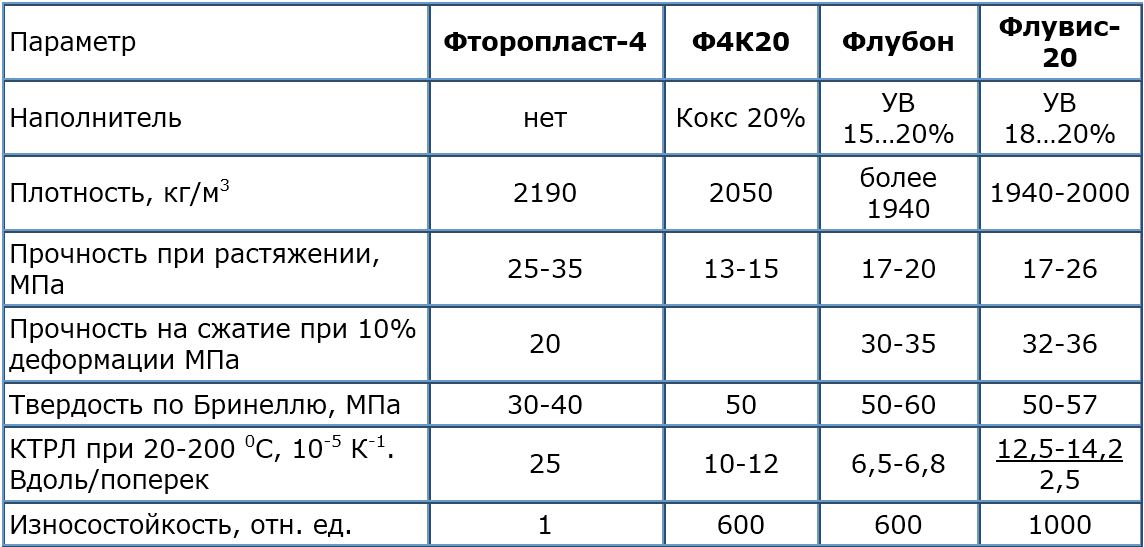 Однако у АБС нет установленной температуры плавления, и каждая полимерная смесь будет плавиться по-разному.
Однако у АБС нет установленной температуры плавления, и каждая полимерная смесь будет плавиться по-разному.  По мере нагревания он медленно и постепенно превращается в жидкость.
По мере нагревания он медленно и постепенно превращается в жидкость. 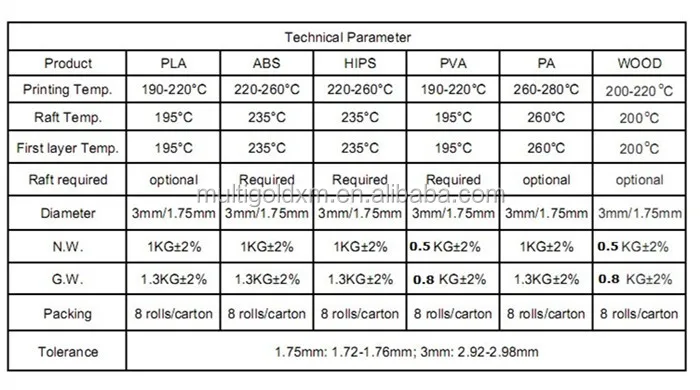 Итак, когда кубик льда достигает точки плавления, он становится жидким.
Итак, когда кубик льда достигает точки плавления, он становится жидким.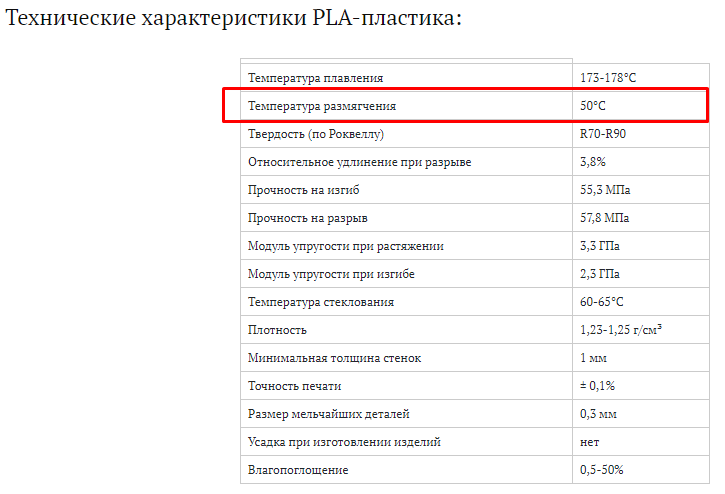
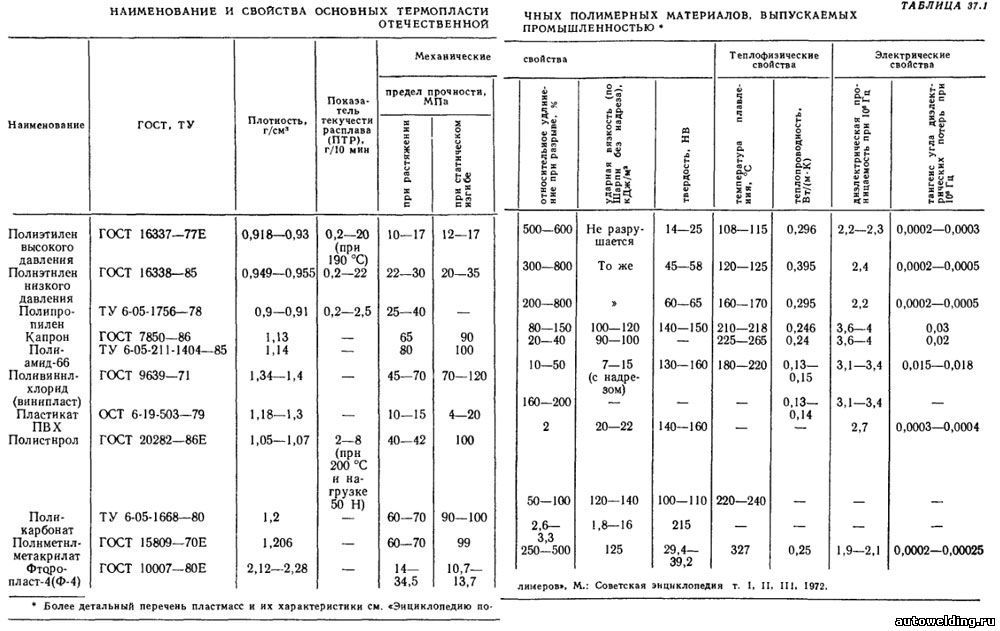 Также важно выполнять тестовые отпечатки при использовании новой нити.
Также важно выполнять тестовые отпечатки при использовании новой нити. 
 Однако, когда жарко (говорю по своему опыту), появляется ужасный химический запах, который вызывает кашель.
Однако, когда жарко (говорю по своему опыту), появляется ужасный химический запах, который вызывает кашель.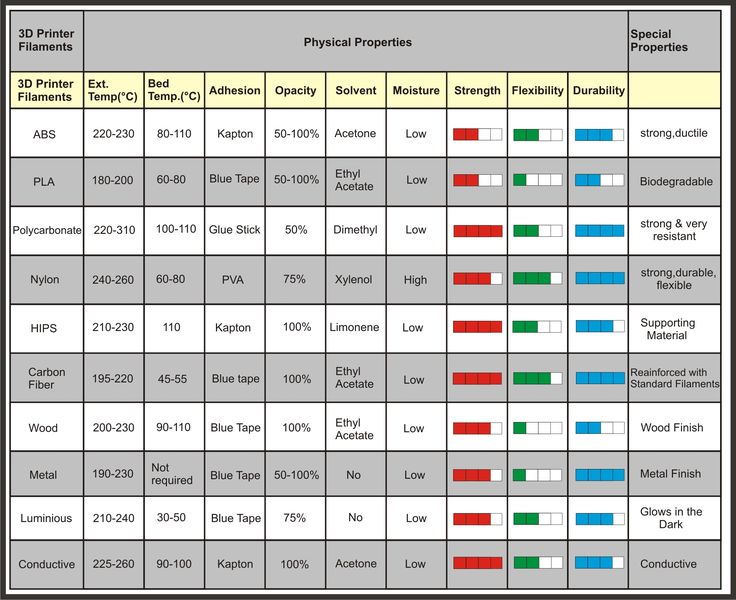 Однако химические добавки и соотношения в нити накала могут мешать этой идеальной температуре «плавления».
Однако химические добавки и соотношения в нити накала могут мешать этой идеальной температуре «плавления».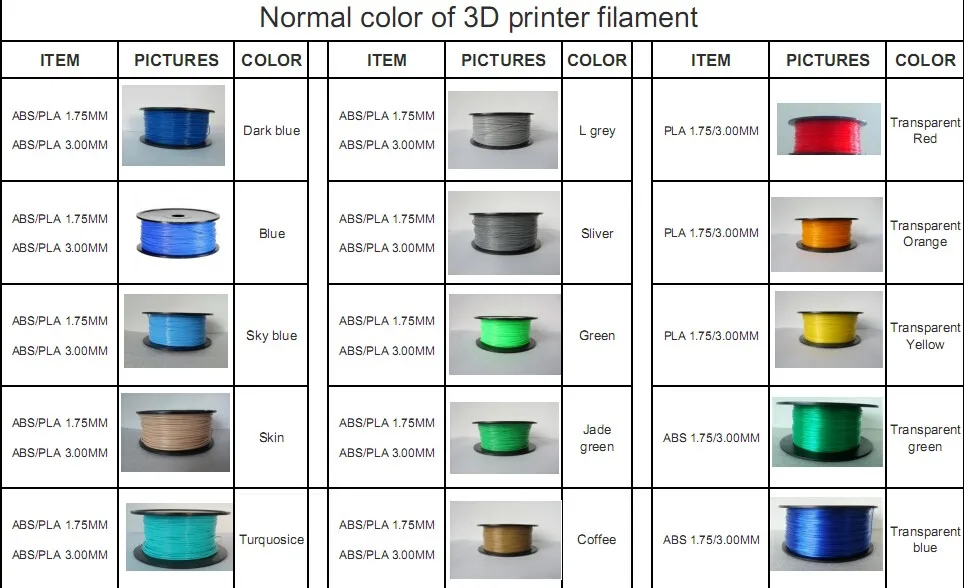 Как вы можете себе представить, эта гибкость делает ABS идеальным кандидатом для использования в 3D-печати.
Как вы можете себе представить, эта гибкость делает ABS идеальным кандидатом для использования в 3D-печати.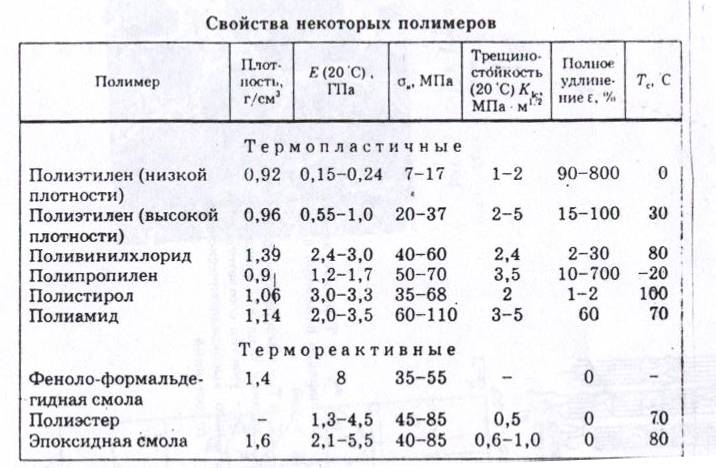 Чтобы получить красивую чистую печать, обязательно отточите оптимальные настройки принтера. Может потребоваться некоторая тонкая настройка, поскольку каждый 3D-принтер немного отличается.
Чтобы получить красивую чистую печать, обязательно отточите оптимальные настройки принтера. Может потребоваться некоторая тонкая настройка, поскольку каждый 3D-принтер немного отличается.
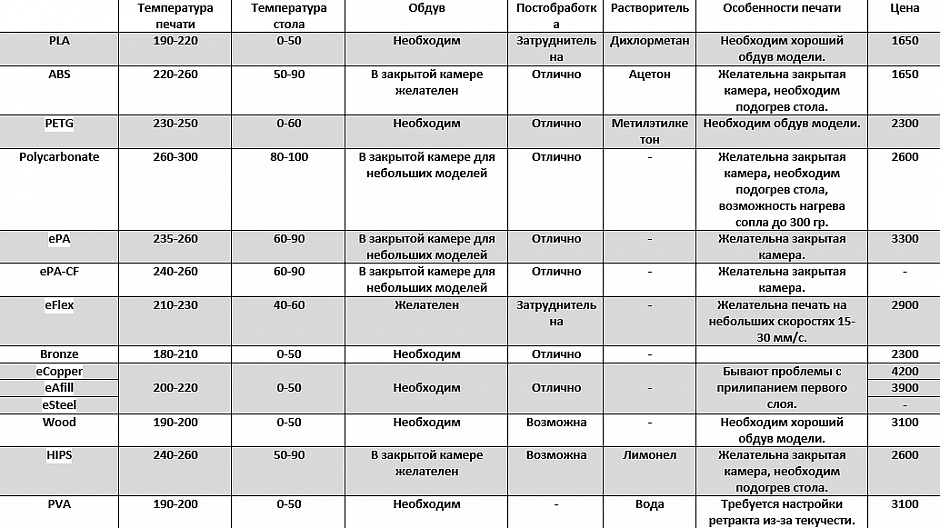 Когда вы не используете нити для 3D-печати, храните их в герметичном пластиковом пакете. Если вы достаточно быстро пройдете нить 3D-печати, этого метода должно быть достаточно. Если у вас несколько рулонов филамента или запасы расходуются медленно, подумайте о хранении филамента в герметичном пластиковом пакете или контейнере с парой упаковок влагопоглотителя.
Когда вы не используете нити для 3D-печати, храните их в герметичном пластиковом пакете. Если вы достаточно быстро пройдете нить 3D-печати, этого метода должно быть достаточно. Если у вас несколько рулонов филамента или запасы расходуются медленно, подумайте о хранении филамента в герметичном пластиковом пакете или контейнере с парой упаковок влагопоглотителя.
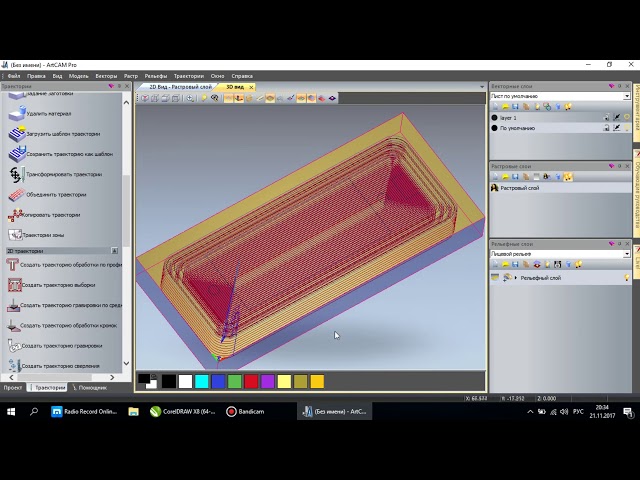
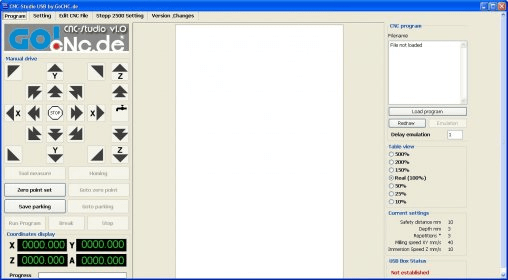
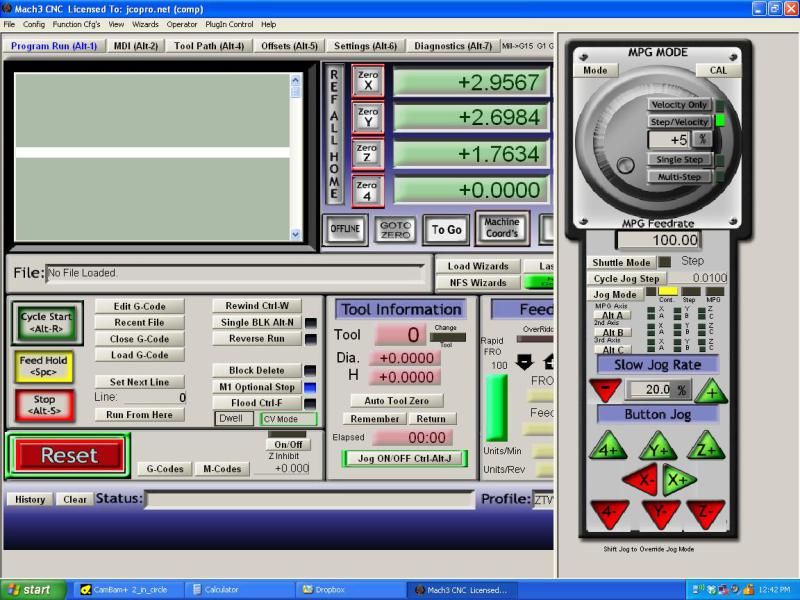


 Поэтому можно скопировать настройки предыдущей траектории и поменять в них область скругления.
Поэтому можно скопировать настройки предыдущей траектории и поменять в них область скругления.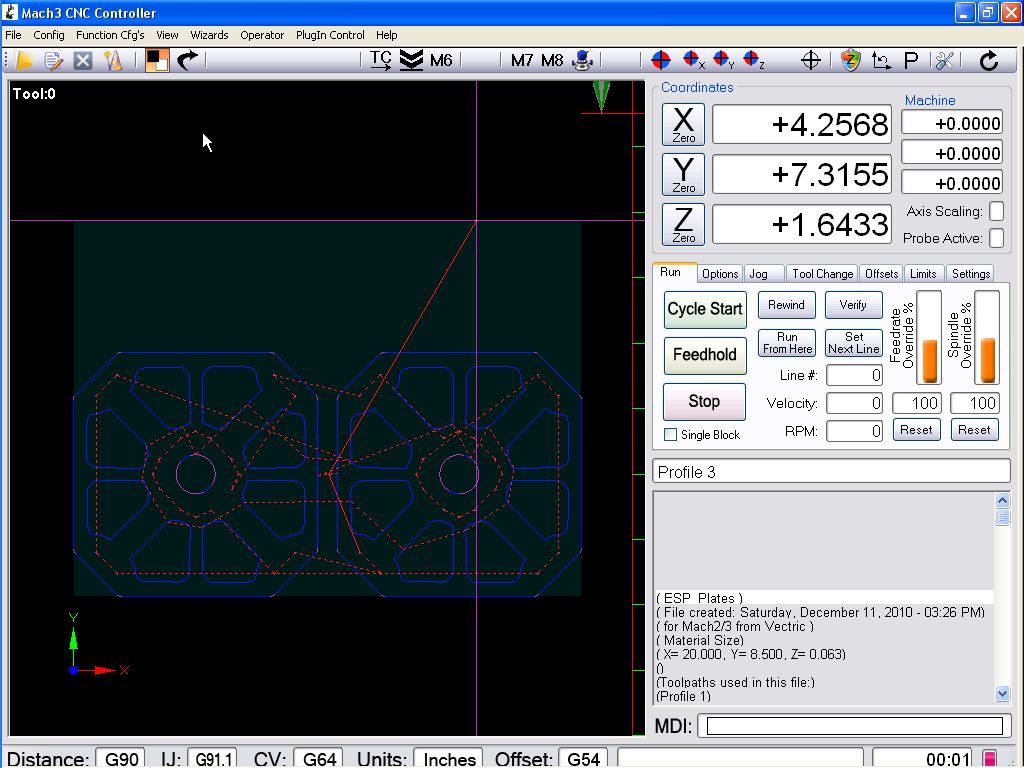
 А сейчас пройдите небольшое задание, чтобы закрепить свои знания.
А сейчас пройдите небольшое задание, чтобы закрепить свои знания. Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз
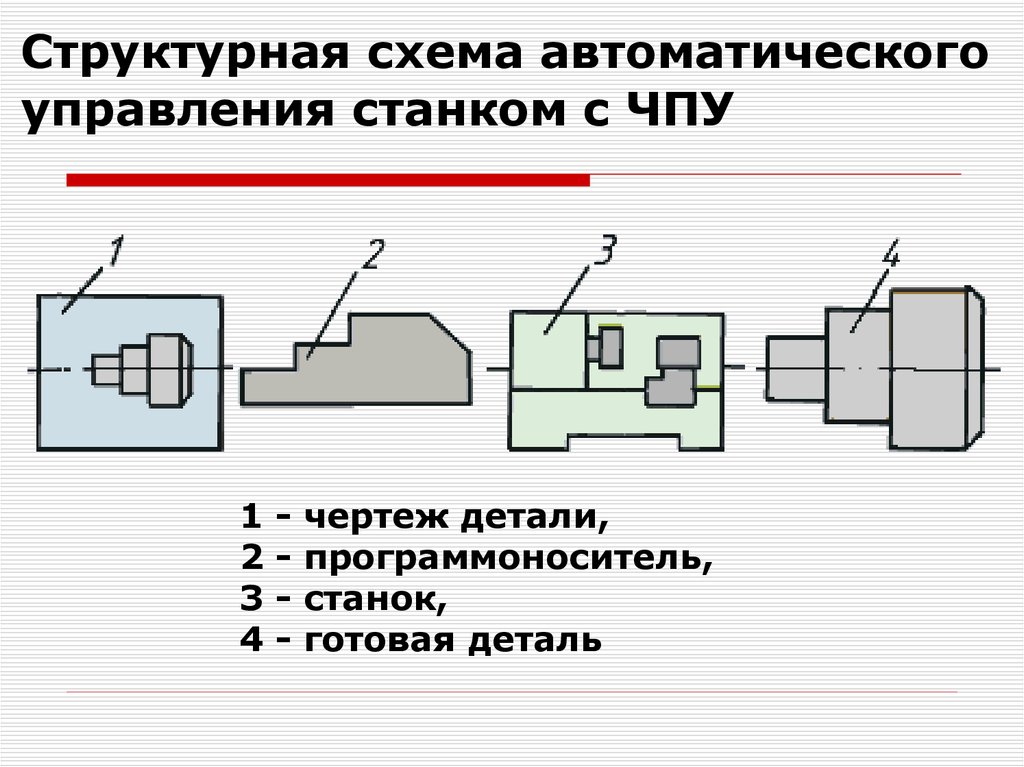 Стандарт ASCII является открытым и может читаться любым текстовым редактором. Файлы такого формата, скорее всего, будут иметь расширение «.txt».
Стандарт ASCII является открытым и может читаться любым текстовым редактором. Файлы такого формата, скорее всего, будут иметь расширение «.txt».
 Также очень приятно иметь электропривод. Инструмент точно не дешевый!
Также очень приятно иметь электропривод. Инструмент точно не дешевый!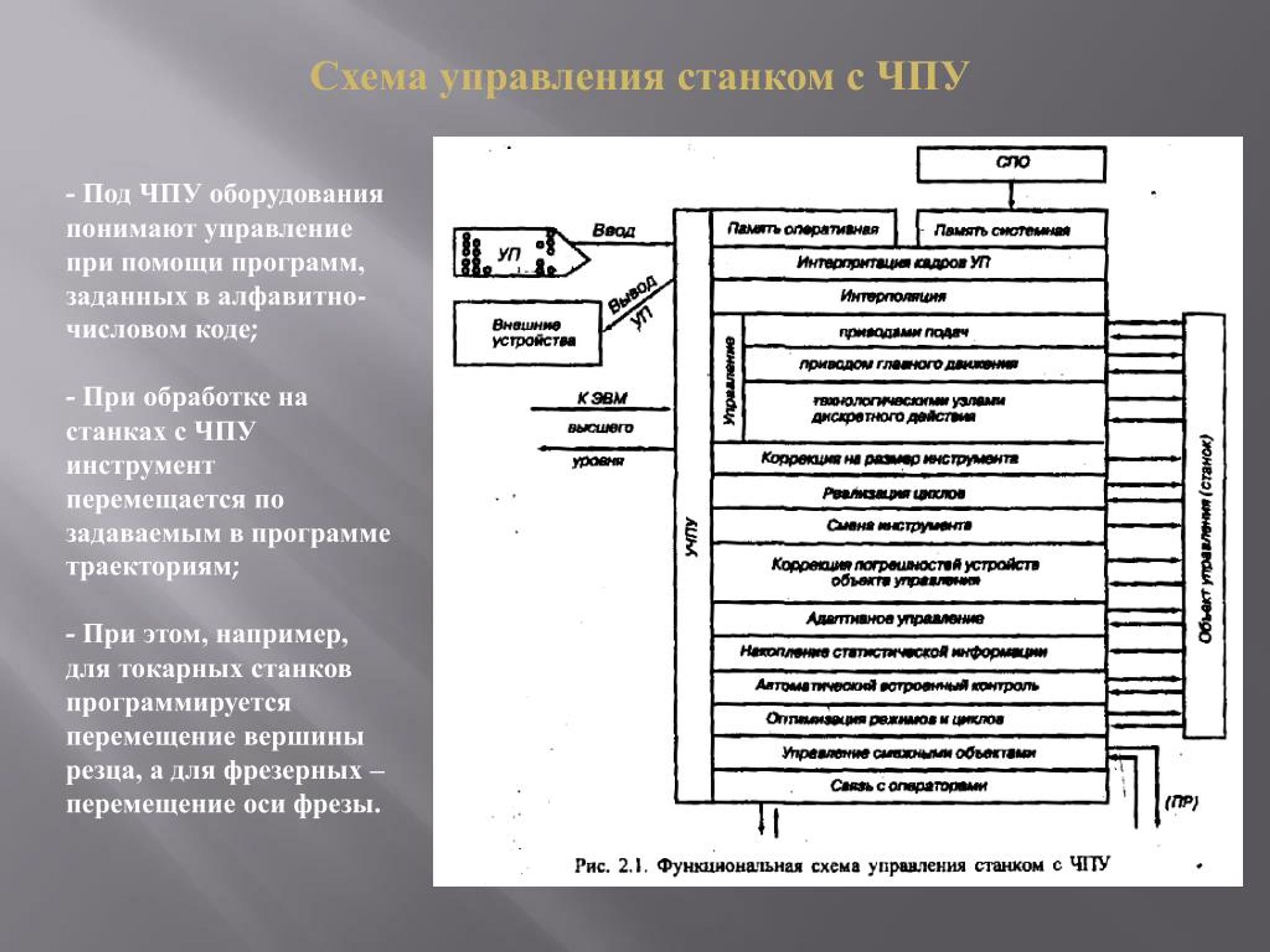 для сложного калькулятора подачи и скорости, который является ключом к увеличению срока службы инструмента. Не нужно много фрез, сэкономленных на очень долгое время, чтобы полностью окупить этот калькулятор подачи и скорости!
для сложного калькулятора подачи и скорости, который является ключом к увеличению срока службы инструмента. Не нужно много фрез, сэкономленных на очень долгое время, чтобы полностью окупить этот калькулятор подачи и скорости!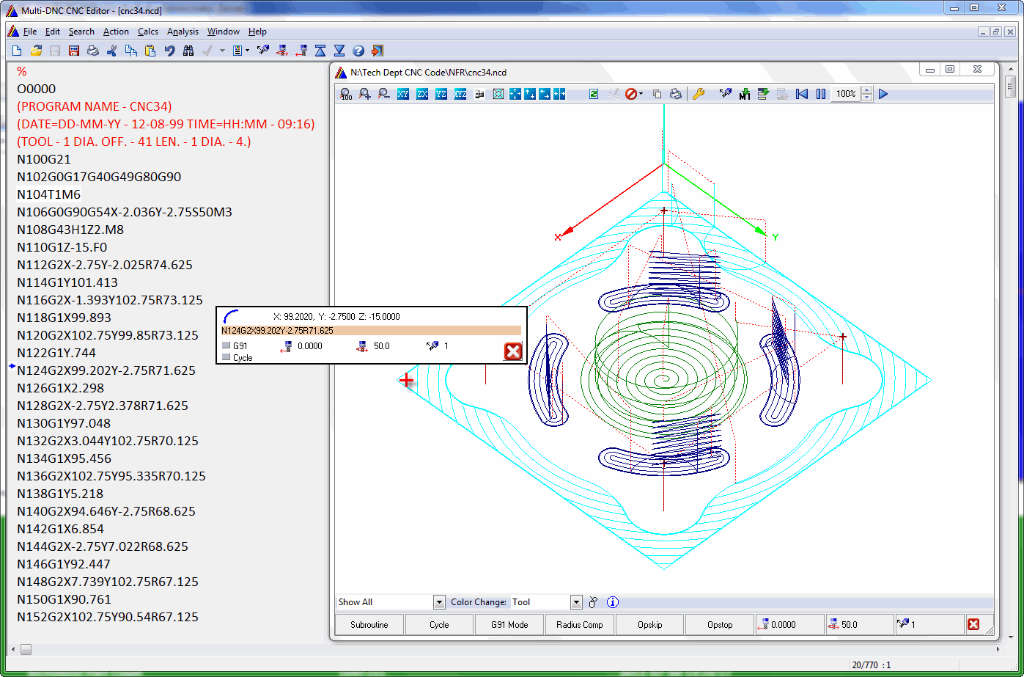
 Вы можете узнать все об этом из нашего бесплатного учебника по GCode.
Вы можете узнать все об этом из нашего бесплатного учебника по GCode.

 Представьте, например, что вам нужно создать модели для всех размеров винтов с головкой под торцевой ключ. С параметрическим вы создаете одну модель, которая параметризована в соответствии со стандартными размерами SHCS, и все готово. При явном моделировании вам придется создавать новую модель для каждого винта с нуля.
Представьте, например, что вам нужно создать модели для всех размеров винтов с головкой под торцевой ключ. С параметрическим вы создаете одну модель, которая параметризована в соответствии со стандартными размерами SHCS, и все готово. При явном моделировании вам придется создавать новую модель для каждого винта с нуля. Если вы знаете, чего хотите, гораздо быстрее сделать это с помощью явного моделирования. Настройка всех различных параметров в параметрическом требует много дополнительных усилий. Кроме того, гораздо проще изучить пакеты явного моделирования. Параметрическое мышление не особенно естественно, и требуется некоторая тренировка и опыт, прежде чем оно станет второй натурой.
Если вы знаете, чего хотите, гораздо быстрее сделать это с помощью явного моделирования. Настройка всех различных параметров в параметрическом требует много дополнительных усилий. Кроме того, гораздо проще изучить пакеты явного моделирования. Параметрическое мышление не особенно естественно, и требуется некоторая тренировка и опыт, прежде чем оно станет второй натурой. САПР не исключение. На момент написания этой статьи двумя самыми популярными пакетами облачных САПР являются Onshape и Autodesk Fusion360. Оба довольно мощные и довольно новые. У них есть бесплатные пробные пакеты, которые позволят вам попробовать их перед покупкой. Их самая большая проблема заключается в том, что они не настолько многофункциональны, стабильны или способны интегрировать и обмениваться файлами, как программное обеспечение для ЧПУ для настольных ПК. Но они быстро совершенствуются и могут быть намного дешевле, чем настольное программное обеспечение для ЧПУ, поэтому их стоит попробовать.
САПР не исключение. На момент написания этой статьи двумя самыми популярными пакетами облачных САПР являются Onshape и Autodesk Fusion360. Оба довольно мощные и довольно новые. У них есть бесплатные пробные пакеты, которые позволят вам попробовать их перед покупкой. Их самая большая проблема заключается в том, что они не настолько многофункциональны, стабильны или способны интегрировать и обмениваться файлами, как программное обеспечение для ЧПУ для настольных ПК. Но они быстро совершенствуются и могут быть намного дешевле, чем настольное программное обеспечение для ЧПУ, поэтому их стоит попробовать. CAM означает « C компьютер A ided M производство». Часто возникает путаница в отношении его отношения к САПР, и многие программы САПР имеют встроенные возможности CAM или наоборот.
CAM означает « C компьютер A ided M производство». Часто возникает путаница в отношении его отношения к САПР, и многие программы САПР имеют встроенные возможности CAM или наоборот.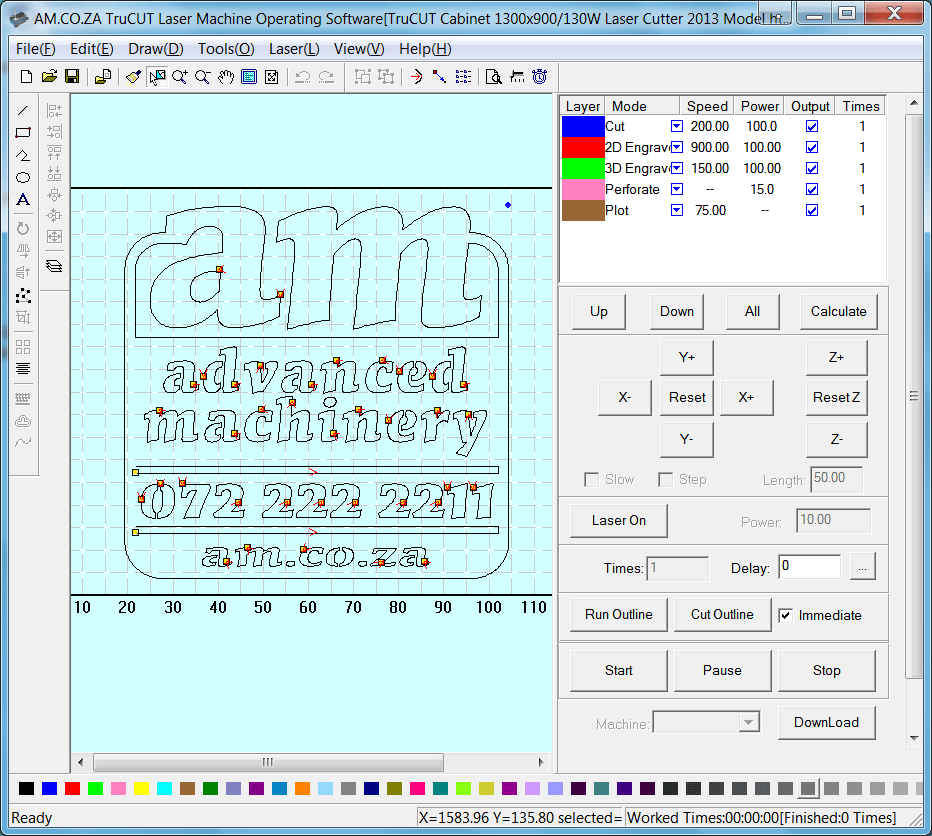 Стоит ознакомиться со статьей, чтобы узнать о результатах.
Стоит ознакомиться со статьей, чтобы узнать о результатах. Избегайте готовых демонстраций, потому что они всегда выглядят лучше, чем есть на самом деле. Многие из тех же вопросов, которые мы упоминали в отношении CAD, возникают и при выборе CAM:
Избегайте готовых демонстраций, потому что они всегда выглядят лучше, чем есть на самом деле. Многие из тех же вопросов, которые мы упоминали в отношении CAD, возникают и при выборе CAM: (Дополнительную информацию о траекториях см. на странице обзора траекторий, а также на странице «Методы траектории фрезерования»)
(Дополнительную информацию о траекториях см. на странице обзора траекторий, а также на странице «Методы траектории фрезерования») Я думаю, что многие машинисты были бы рады и горды назвать любой из этих проектов своим. Очевидно, что они отражают большой талант их создателей. Однако они также отражают некоторые возможности программного обеспечения ЧПУ.
Я думаю, что многие машинисты были бы рады и горды назвать любой из этих проектов своим. Очевидно, что они отражают большой талант их создателей. Однако они также отражают некоторые возможности программного обеспечения ЧПУ.
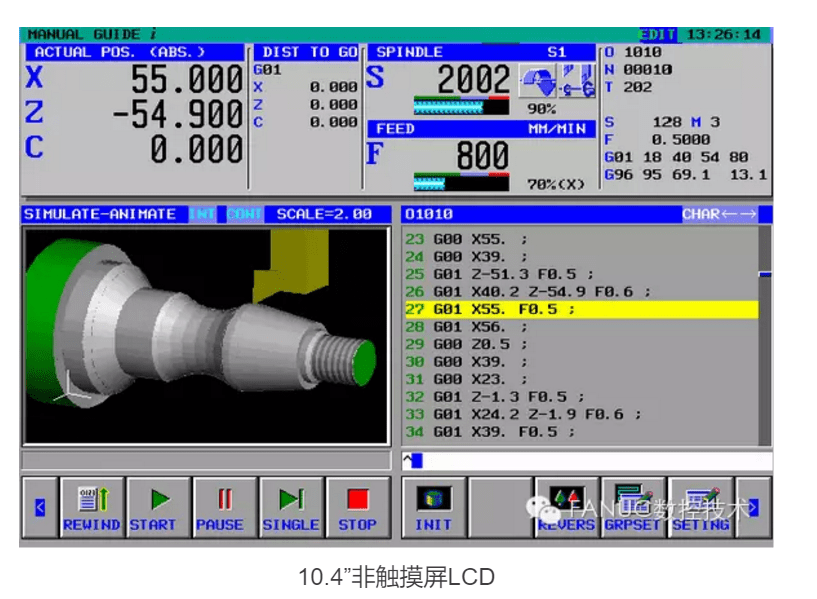 Вероятно, это будет не последнее программное обеспечение CAM, которое вы когда-либо купите, но, скорее всего, это будет самое простое программное обеспечение CAM, которое вы когда-либо пробовали. Вы обнаружите, что можете пойти с этим довольно далеко, и, возможно, вам никогда не понадобится более причудливая упаковка. Но если вы это сделаете, к тому времени, когда вы туда доберетесь, вы будете гораздо более осведомлены, а деньги, которые вы потратите на MeshCAM, будут очень скромными.
Вероятно, это будет не последнее программное обеспечение CAM, которое вы когда-либо купите, но, скорее всего, это будет самое простое программное обеспечение CAM, которое вы когда-либо пробовали. Вы обнаружите, что можете пойти с этим довольно далеко, и, возможно, вам никогда не понадобится более причудливая упаковка. Но если вы это сделаете, к тому времени, когда вы туда доберетесь, вы будете гораздо более осведомлены, а деньги, которые вы потратите на MeshCAM, будут очень скромными.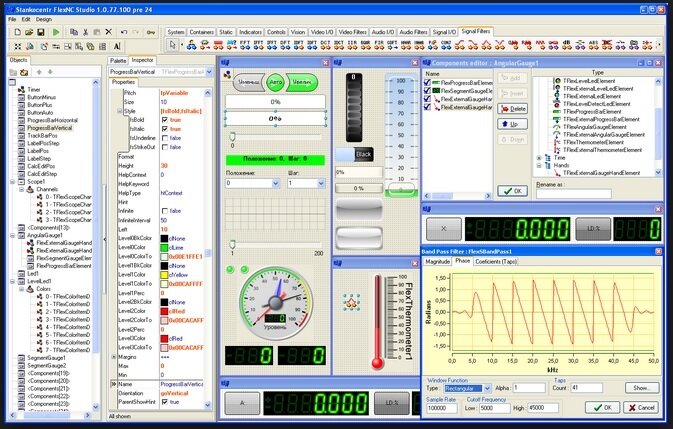 Это имело для меня большой смысл и еще больше открыло мне глаза на ценность наличия очень простой CAM-программы в вашем наборе инструментов программного обеспечения для ЧПУ.
Это имело для меня большой смысл и еще больше открыло мне глаза на ценность наличия очень простой CAM-программы в вашем наборе инструментов программного обеспечения для ЧПУ. Ваше программное обеспечение CAD и CAM позволит вам указать допуски — насколько точно сетка должна соответствовать идеализированной 3D-детали? При достаточно маленьком допуске грани исчезнут. С другой стороны, если ваше программное обеспечение CAM не является достаточно умным, вы будете заставлять свою машину делать сотни или даже тысячи крошечных прямолинейных движений для этих граней.
Ваше программное обеспечение CAD и CAM позволит вам указать допуски — насколько точно сетка должна соответствовать идеализированной 3D-детали? При достаточно маленьком допуске грани исчезнут. С другой стороны, если ваше программное обеспечение CAM не является достаточно умным, вы будете заставлять свою машину делать сотни или даже тысячи крошечных прямолинейных движений для этих граней.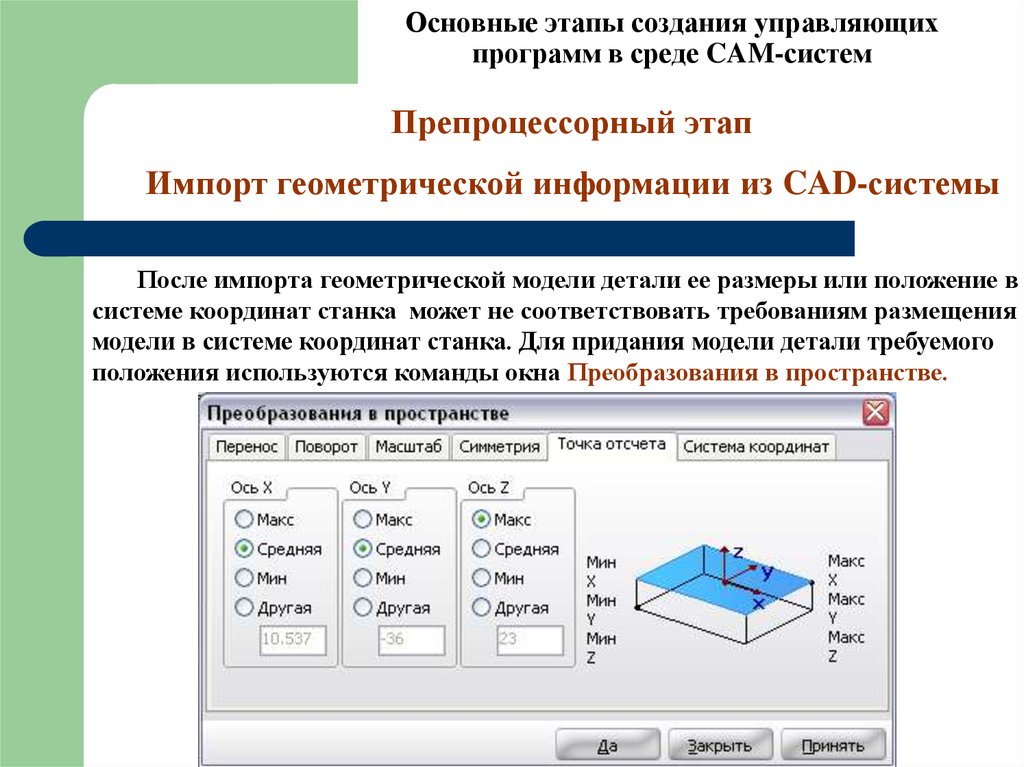

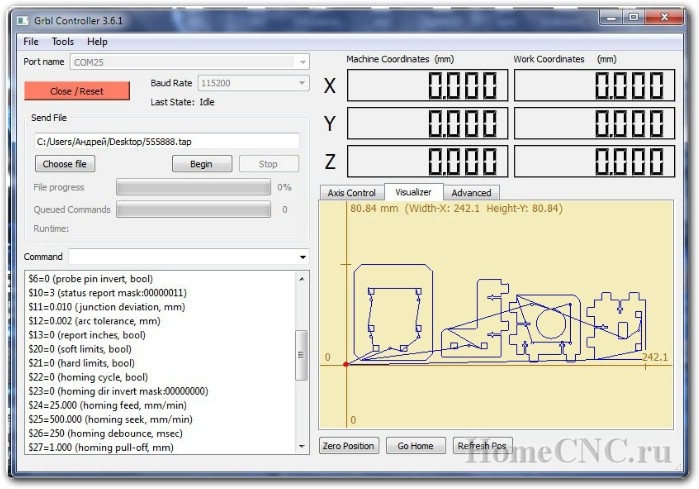


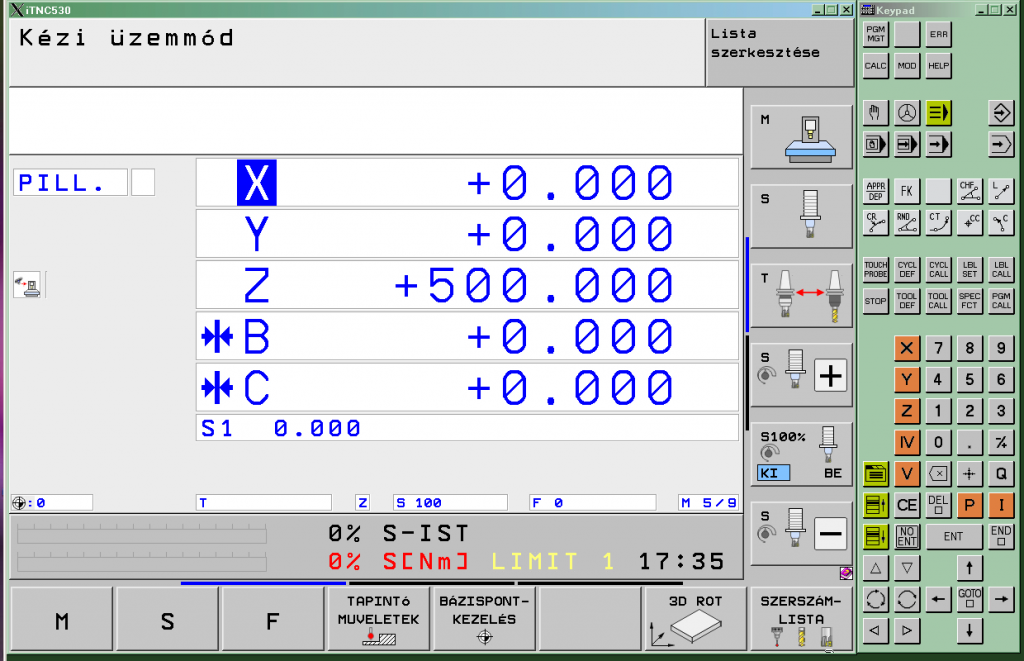

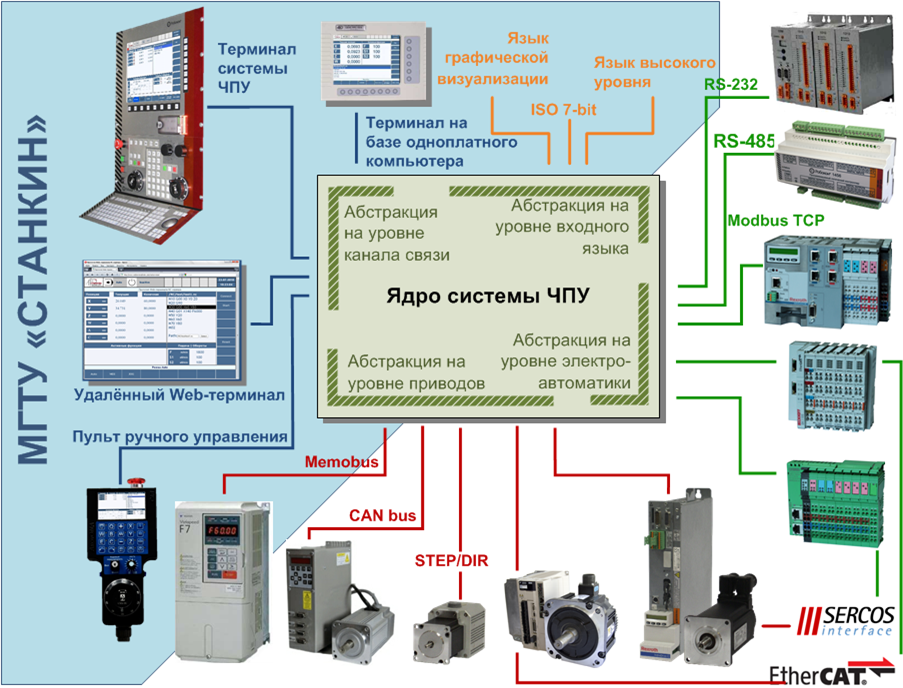
 0386
0386 Бесплатная версия позволяет одновременно иметь не более 10 активных документов.
Бесплатная версия позволяет одновременно иметь не более 10 активных документов.
 На клиентском портале SOLIDWORKS можно найти обучающие видеоролики и курсы обучения. Да0383 №
На клиентском портале SOLIDWORKS можно найти обучающие видеоролики и курсы обучения. Да0383 № Кроме того, вы можете найти видеоролики на YouTube, которые помогут вам в ваших дизайнерских работах.
Кроме того, вы можете найти видеоролики на YouTube, которые помогут вам в ваших дизайнерских работах.

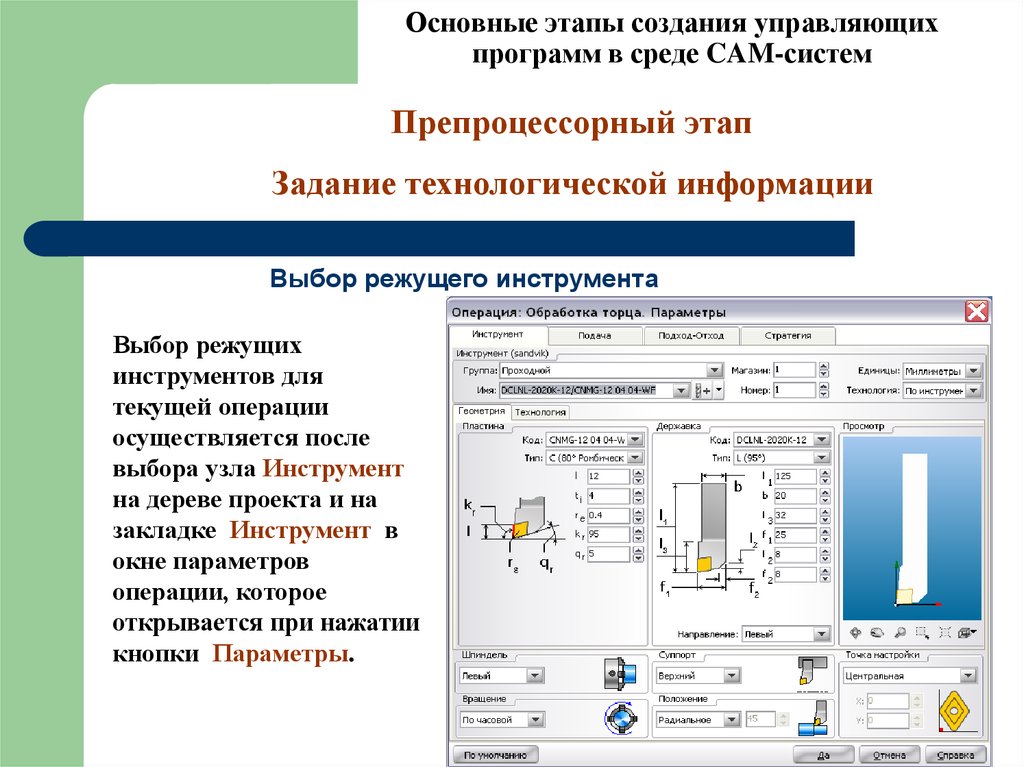


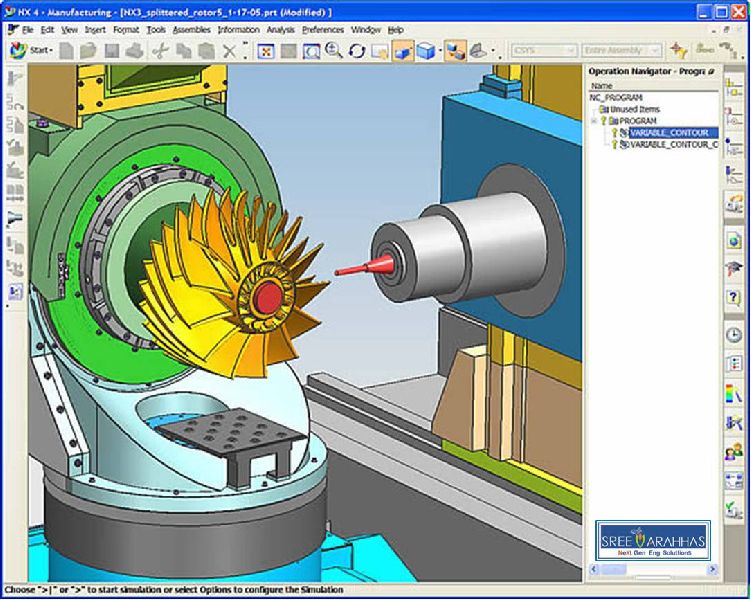



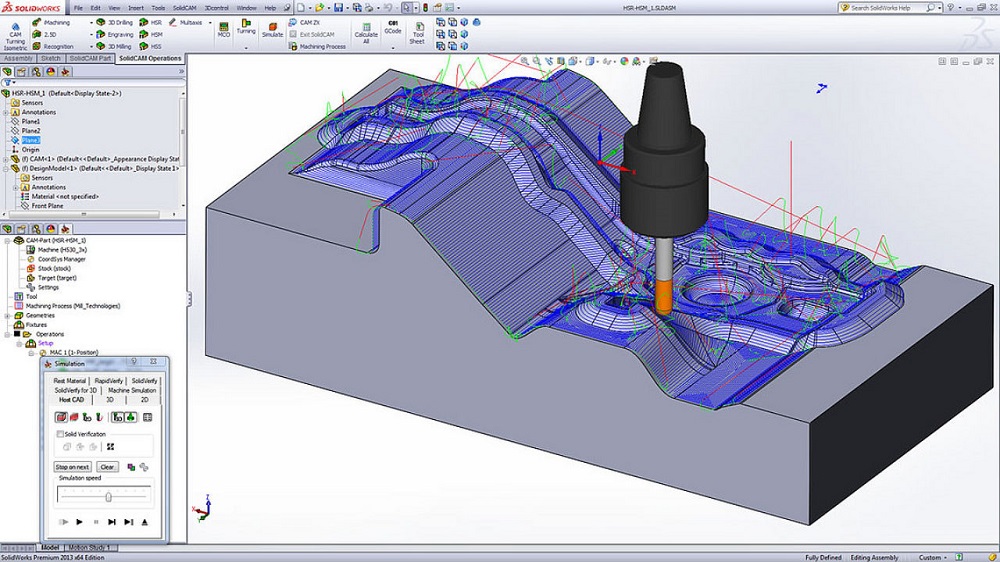
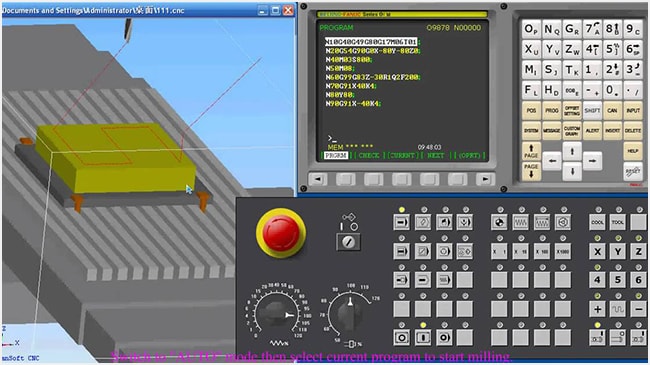
 Короткоходный пневмоцилиндр с прямым управлением от пневмопедали обеспечивает небольшой расход воздуха. Опорные ролики можно сдвигать по направляющей в зависимости от задачи резки, благодаря этому можно торцевать трубу без переворота с обоих сторон. Так же их можно быстро заменить.
Короткоходный пневмоцилиндр с прямым управлением от пневмопедали обеспечивает небольшой расход воздуха. Опорные ролики можно сдвигать по направляющей в зависимости от задачи резки, благодаря этому можно торцевать трубу без переворота с обоих сторон. Так же их можно быстро заменить. Längenanschlag, MontagewerkzeugDrehzahl 54 min -1 Скорость…
Längenanschlag, MontagewerkzeugDrehzahl 54 min -1 Скорость… г/в 2008. Локация Татарстан, г.Набережные Челны. Фото по запросу. Цена 40т.р.
г/в 2008. Локация Татарстан, г.Набережные Челны. Фото по запросу. Цена 40т.р. модель 91а11 диаметр трубы до 114мм ,…
модель 91а11 диаметр трубы до 114мм ,… ..
.. в. вся подробная информация по телефону или на почту
в. вся подробная информация по телефону или на почту
 ..
.. Простота и надежность в работе и автоматизация многих функций сделали его…
Простота и надежность в работе и автоматизация многих функций сделали его… д.
д. : 800 IPM
: 800 IPM д.
д.  Эта новая платформа основана на 50-летнем опыте и стремлении разрабатывать, создавать и продавать продукты, улучшающие вашу резку.
Эта новая платформа основана на 50-летнем опыте и стремлении разрабатывать, создавать и продавать продукты, улучшающие вашу резку. В любой момент.
В любой момент.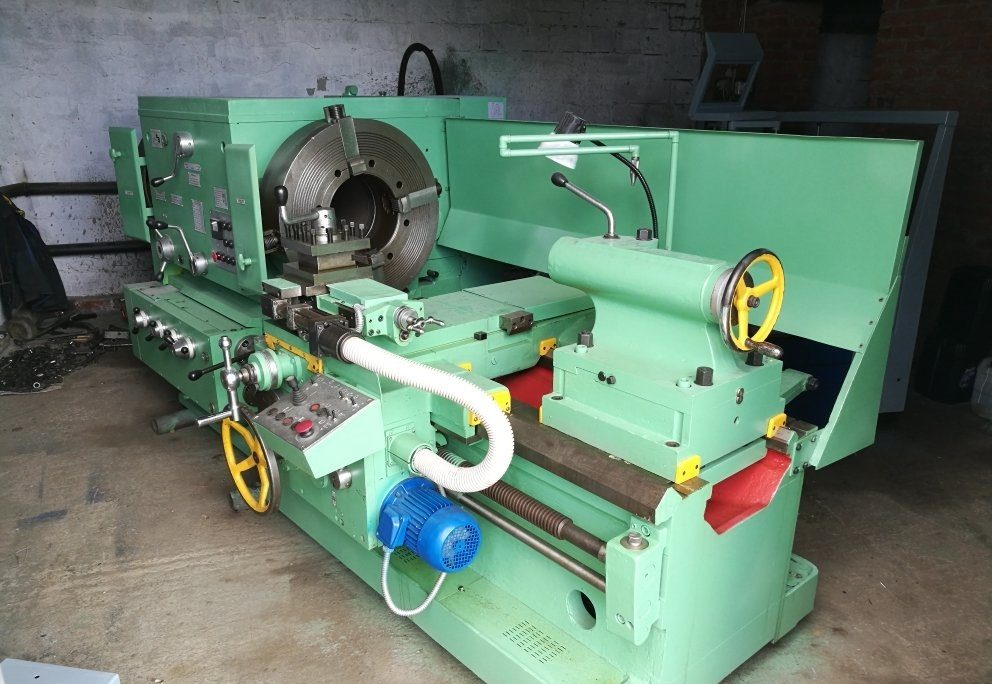 Если вы продолжите навигацию, вы принимаете использование файлов cookie. Предупреждение: блокировка файлов cookie препятствует правильной работе сайта.
Если вы продолжите навигацию, вы принимаете использование файлов cookie. Предупреждение: блокировка файлов cookie препятствует правильной работе сайта.
 Станок для снятия фаски-Машина для холодной резки труб диаметром от 60 до 114 мм
Станок для снятия фаски-Машина для холодной резки труб диаметром от 60 до 114 мм

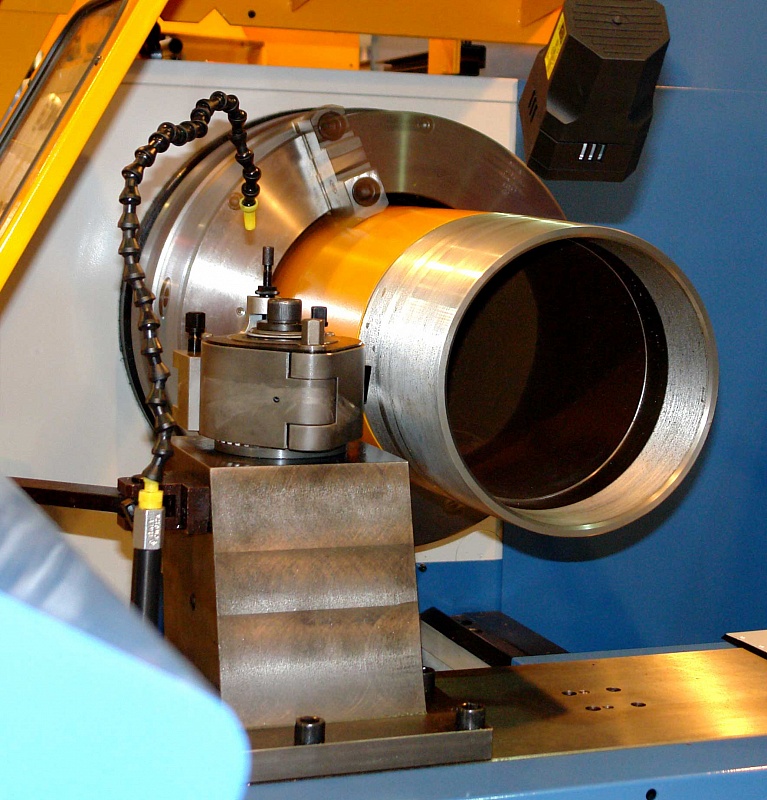
 Материал демонстрирует исключительную жесткость и прочность, но в то же время хрупкость очень низкая. Он обладает отличной механической, химической и термической стойкостью, что делает его пригодным для целого ряда инженерных и промышленных применений. Этот сорт материала PA6 можно легко использовать в автомобильной промышленности, поскольку он демонстрирует особую устойчивость к топливу, смазочным материалам, теплу и высоким механическим нагрузкам. В зависимости от механической нагрузки выдерживает температуру до 150°C. Динамическая нагрузка и сопротивление ползучести также относительно высоки. Полиамиды, армированные стекловолокном, обладают способностью гасить вибрации. Из-за высоких абразивных свойств и коэффициента трения материалы PA-GF не подходят для применений, связанных с проскальзыванием и скольжением.
Материал демонстрирует исключительную жесткость и прочность, но в то же время хрупкость очень низкая. Он обладает отличной механической, химической и термической стойкостью, что делает его пригодным для целого ряда инженерных и промышленных применений. Этот сорт материала PA6 можно легко использовать в автомобильной промышленности, поскольку он демонстрирует особую устойчивость к топливу, смазочным материалам, теплу и высоким механическим нагрузкам. В зависимости от механической нагрузки выдерживает температуру до 150°C. Динамическая нагрузка и сопротивление ползучести также относительно высоки. Полиамиды, армированные стекловолокном, обладают способностью гасить вибрации. Из-за высоких абразивных свойств и коэффициента трения материалы PA-GF не подходят для применений, связанных с проскальзыванием и скольжением.
 Помимо превосходных механических свойств, он характеризуется превосходной легкостью и термостойкостью. обработанный с помощью 3D-печати FDM, он обеспечивает замечательную свободу дизайна.
Помимо превосходных механических свойств, он характеризуется превосходной легкостью и термостойкостью. обработанный с помощью 3D-печати FDM, он обеспечивает замечательную свободу дизайна.




 Противоизносная присадка обеспечивает исключительную несущую способность. Защищает от образования лака и нагара на критически важных деталях двигателя. Обеспечивает максимальную защиту от ржавчины и коррозии. Антивспенивающая и превосходная защита от истирания. Сильные моющие средства сохраняют чистоту двигателя. Устойчив к высокотемпературному окислению и образованию отложений. Это масло также рекомендуется для использования в тележках, снегоочистителях, мини-велосипедах, квадроциклах и многих других устройствах, использующих 4-тактные двигатели общего назначения, отвечающие требованиям SAE-30. Кейс включает 12 бутылок по 1 кварте.
Противоизносная присадка обеспечивает исключительную несущую способность. Защищает от образования лака и нагара на критически важных деталях двигателя. Обеспечивает максимальную защиту от ржавчины и коррозии. Антивспенивающая и превосходная защита от истирания. Сильные моющие средства сохраняют чистоту двигателя. Устойчив к высокотемпературному окислению и образованию отложений. Это масло также рекомендуется для использования в тележках, снегоочистителях, мини-велосипедах, квадроциклах и многих других устройствах, использующих 4-тактные двигатели общего назначения, отвечающие требованиям SAE-30. Кейс включает 12 бутылок по 1 кварте.
 Щелкните здесь для просмотра.
Щелкните здесь для просмотра.  Создан для обкатки на дороге. Может использоваться для запуска испытательного стенда. Запустите двигатель с максимальным крутящим моментом, чтобы обеспечить максимальную приработку поршневых колец. Слейте и залейте смазку Millers Classic, наиболее подходящую для двигателя. Подходит для ограниченного использования на дорогах (500 миль), после чего его следует заменить соответствующим моторным маслом Millers Classic.
Создан для обкатки на дороге. Может использоваться для запуска испытательного стенда. Запустите двигатель с максимальным крутящим моментом, чтобы обеспечить максимальную приработку поршневых колец. Слейте и залейте смазку Millers Classic, наиболее подходящую для двигателя. Подходит для ограниченного использования на дорогах (500 миль), после чего его следует заменить соответствующим моторным маслом Millers Classic.
 52301, 52312, усилие 12 т Stels
52301, 52312, усилие 12 т Stels ru/info/manual/513505.pdf
ru/info/manual/513505.pdf

 Наш широкий ассортимент цилиндров одинарного и двойного действия включает в себя модели общего назначения, многотоннажные, пустотелые, легкие, тянущие, с контргайкой, производственные, телескопические и подъемные домкраты.
Наш широкий ассортимент цилиндров одинарного и двойного действия включает в себя модели общего назначения, многотоннажные, пустотелые, легкие, тянущие, с контргайкой, производственные, телескопические и подъемные домкраты. За последние 100 лет продукция Enerpac стала синонимом высококачественных гидроцилиндров, гидроцилиндров и домкратов.
За последние 100 лет продукция Enerpac стала синонимом высококачественных гидроцилиндров, гидроцилиндров и домкратов.
 48,00 дюймов
48,00 дюймов 0003
0003
 Договор купли-продажи
Договор купли-продажи
 Продавец не несет ответственности за любые последствия использования или применения продуктов покупателем.
Продавец не несет ответственности за любые последствия использования или применения продуктов покупателем. Продавец имеет право
Продавец имеет право
 Оно становится хрупкой.
Оно становится хрупкой.
 Ожидаемый предел прочности равен 16,533 фунта на квадратный дюйм (114 мПа), устойчивость на разрыв – 120%. Taulman3D 645 Nylon обладает всеми теми же качествами, что и Taulman3D 618 Nylon, но с улучшенными характеристиками. Рекомендованная температура печати от ~230°C до 265°C.
Ожидаемый предел прочности равен 16,533 фунта на квадратный дюйм (114 мПа), устойчивость на разрыв – 120%. Taulman3D 645 Nylon обладает всеми теми же качествами, что и Taulman3D 618 Nylon, но с улучшенными характеристиками. Рекомендованная температура печати от ~230°C до 265°C. Если поверхность, напечатанная из Nylon, достаточно тонкая, то она может продемонстрировать хорошую гибкость при сохранении прочности.
Если поверхность, напечатанная из Nylon, достаточно тонкая, то она может продемонстрировать хорошую гибкость при сохранении прочности.

 Первые применяются для деталей, требующих стойкости к ультрафиолету и ударам, вторые выбирают для получения повышенной прочности и жесткости элементов. Существуют также порошковые варианты армированного полиамида, известные как составы из нейлоновых композиционных материалов, которые, помимо Nylon, обычно содержат частицы стекла, алюминия или углеродного волокна.
Первые применяются для деталей, требующих стойкости к ультрафиолету и ударам, вторые выбирают для получения повышенной прочности и жесткости элементов. Существуют также порошковые варианты армированного полиамида, известные как составы из нейлоновых композиционных материалов, которые, помимо Nylon, обычно содержат частицы стекла, алюминия или углеродного волокна. Дюйм]
Дюйм] | 50-60 Гц
| 50-60 Гц С точки зрения рациональности, это преимущество перед FDM, поскольку любой ресурс, используемый в качестве поддержек, обычно не преобразуется обратно в нить для повторного применения. Нейлон отлично подходит для изготовления функциональных деталей, а технология селективного лазерного спекания помогает создавать сложные конфигурации.
С точки зрения рациональности, это преимущество перед FDM, поскольку любой ресурс, используемый в качестве поддержек, обычно не преобразуется обратно в нить для повторного применения. Нейлон отлично подходит для изготовления функциональных деталей, а технология селективного лазерного спекания помогает создавать сложные конфигурации. Однако в то время как при SLS лазер начал бы спекание, MJF вводит дополнительный этап в процесс печати в виде добавления химических агентов.
Однако в то время как при SLS лазер начал бы спекание, MJF вводит дополнительный этап в процесс печати в виде добавления химических агентов.

 Он встречается во многих вариантах, но наиболее распространенными из них являются нейлон 6, нейлон 6-6 и нейлон 12. Это термопластичный материал, т. Е. Он становится мягким при нагревании или жидким при нагревании выше точки плавления и твердеет при охлаждении. Этот процесс нагревания и охлаждения можно проводить несколько раз без существенного влияния на присущие ему химические или механические свойства.
Он встречается во многих вариантах, но наиболее распространенными из них являются нейлон 6, нейлон 6-6 и нейлон 12. Это термопластичный материал, т. Е. Он становится мягким при нагревании или жидким при нагревании выше точки плавления и твердеет при охлаждении. Этот процесс нагревания и охлаждения можно проводить несколько раз без существенного влияния на присущие ему химические или механические свойства.



 Этот разрыв оставляет видимые зазоры в 3D-печатных деталях, что приводит к ухудшению качества печати.
Этот разрыв оставляет видимые зазоры в 3D-печатных деталях, что приводит к ухудшению качества печати.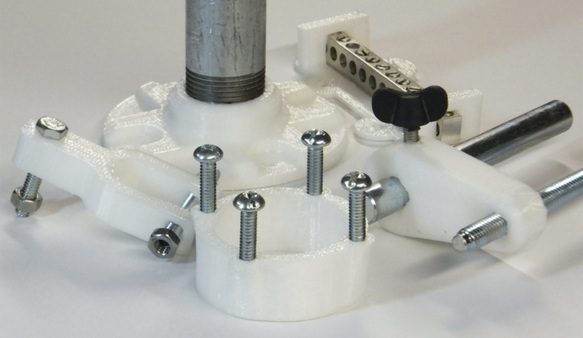 Одним из примеров этих передовых профессиональных функций является закрытая камера с подогревом, которая сводит к минимуму деформацию и непостоянное охлаждение во время печати, а также может использоваться перед печатью для сушки нити на катушке. Еще одной такой особенностью являются герметичные отсеки для материалов, которые предотвращают контакт материала с окружающей средой. Эти два дополнения почти полностью решают проблемы, связанные с нейлоновой 3D-печатью, и их, возможно, стоит рассмотреть при покупке, если нейлон является предпочтительным материалом для 3D-печати.
Одним из примеров этих передовых профессиональных функций является закрытая камера с подогревом, которая сводит к минимуму деформацию и непостоянное охлаждение во время печати, а также может использоваться перед печатью для сушки нити на катушке. Еще одной такой особенностью являются герметичные отсеки для материалов, которые предотвращают контакт материала с окружающей средой. Эти два дополнения почти полностью решают проблемы, связанные с нейлоновой 3D-печатью, и их, возможно, стоит рассмотреть при покупке, если нейлон является предпочтительным материалом для 3D-печати. дюйм
дюйм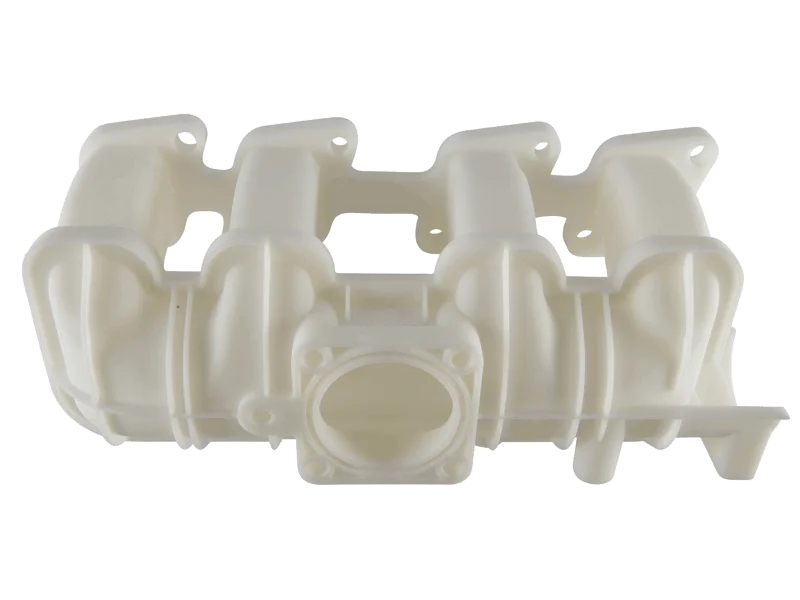
 com/method.
com/method.
 Чтобы облегчить этот процесс, ниже приведены рекомендуемые настройки для печати нейлоном. Вы захотите настроить и адаптировать их к вашему принтеру и марке нити для достижения оптимальных результатов.
Чтобы облегчить этот процесс, ниже приведены рекомендуемые настройки для печати нейлоном. Вы захотите настроить и адаптировать их к вашему принтеру и марке нити для достижения оптимальных результатов. Одна сторона предназначена для ваших стандартных нитей; переверните его, чтобы использовать чувствительные к температуре материалы, такие как нейлон.
Одна сторона предназначена для ваших стандартных нитей; переверните его, чтобы использовать чувствительные к температуре материалы, такие как нейлон. Он доступен по цене и имеет функции, обычно зарезервированные для ценовой категории выше.
Он доступен по цене и имеет функции, обычно зарезервированные для ценовой категории выше.
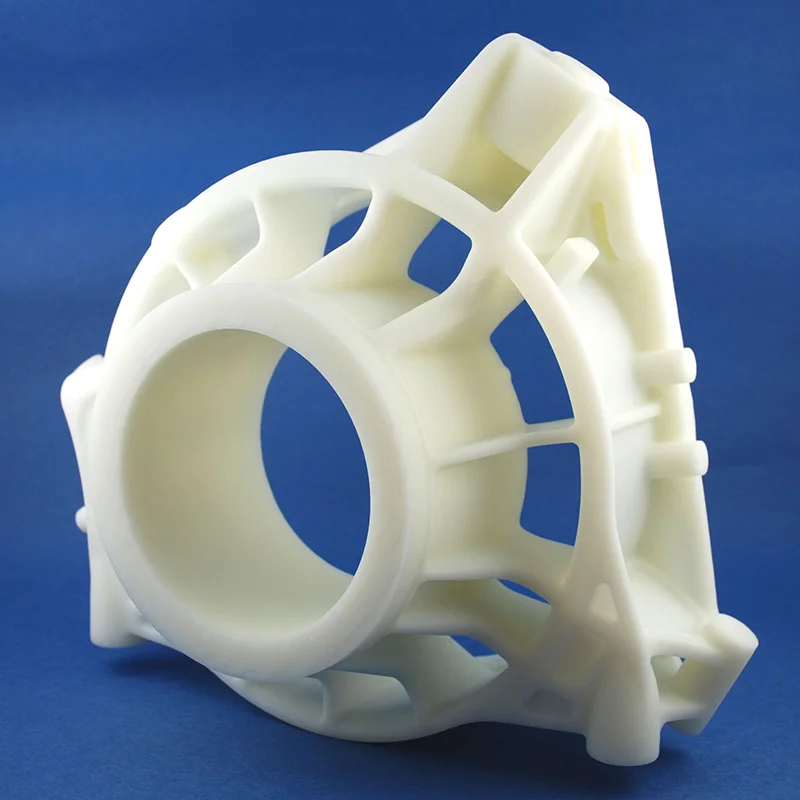

 печать стала своего рода хитом благодаря Dremel 3D45. Полностью закрытый экосистемный принтер Dremel 3D45, предназначенный для школ, упрощает процесс обучения 3D-печати. Лучше всего то, что он прекрасно работает с нейлоном и упрощает первые экспериментальные отпечатки.
печать стала своего рода хитом благодаря Dremel 3D45. Полностью закрытый экосистемный принтер Dremel 3D45, предназначенный для школ, упрощает процесс обучения 3D-печати. Лучше всего то, что он прекрасно работает с нейлоном и упрощает первые экспериментальные отпечатки. Профессиональные перевозчики учитывают все непредвиденные обстоятельства, которые могут возникнуть в пути, и из любой ситуации быстро найдут оптимальный выход, что позволит не срывать сроки доставки.
Профессиональные перевозчики учитывают все непредвиденные обстоятельства, которые могут возникнуть в пути, и из любой ситуации быстро найдут оптимальный выход, что позволит не срывать сроки доставки.

 С нами это будет совсем недорого. Мы знаем всю процедуру таможенного оформления от и до, можем в минимальный срок правильно подготовить все документы, а также в курсе алгоритмов расчета стоимости растаможки.
С нами это будет совсем недорого. Мы знаем всю процедуру таможенного оформления от и до, можем в минимальный срок правильно подготовить все документы, а также в курсе алгоритмов расчета стоимости растаможки.
 Мы имеем большой опыт работы в сфере грузоперевозок и удерживаем лидирующие позиции в области доставки различных товаров из Поднебесной.
Мы имеем большой опыт работы в сфере грузоперевозок и удерживаем лидирующие позиции в области доставки различных товаров из Поднебесной.
 Авиадоставку выбирают также те компании, которые везут из Китая скоропортящийся товар, ведь сроки при этом играют решающую роль.
Авиадоставку выбирают также те компании, которые везут из Китая скоропортящийся товар, ведь сроки при этом играют решающую роль.


 Срочность важна и в случаях, когда товар нужно быстро предоставить покупателю. Это касается сезонных товаров, предпраздничных сувениров или новых изделий определенных брендов, например только что появившихся моделей телефона.
Срочность важна и в случаях, когда товар нужно быстро предоставить покупателю. Это касается сезонных товаров, предпраздничных сувениров или новых изделий определенных брендов, например только что появившихся моделей телефона.
 Грузоперевозки поездом сочетают умеренные цены и сроки, позволяют доставить мало- и крупногабаритный товар любой плотности от 20 кг. Срок ж/д доставки — от 12 до 18 дней, стоимость — от 1,5$ до 5$ за кг груза.
Грузоперевозки поездом сочетают умеренные цены и сроки, позволяют доставить мало- и крупногабаритный товар любой плотности от 20 кг. Срок ж/д доставки — от 12 до 18 дней, стоимость — от 1,5$ до 5$ за кг груза.
 Такой вид товара легкий и малогабаритный. В этом случае нужно обращаться в компании, которые предлагают доставку в сборном контейнере. Это значит, что ваш товар будет перевозиться с грузом других заказчиков. Плюсы этого типа перевозок несомненны — вам не нужно переплачивать за место в контейнере или ждать накопления товаров для его заполнения.
Такой вид товара легкий и малогабаритный. В этом случае нужно обращаться в компании, которые предлагают доставку в сборном контейнере. Это значит, что ваш товар будет перевозиться с грузом других заказчиков. Плюсы этого типа перевозок несомненны — вам не нужно переплачивать за место в контейнере или ждать накопления товаров для его заполнения. Звоните нам с любыми вопросами по телефону: 8 (495) 023-12-13. Консультация бесплатная.
Звоните нам с любыми вопросами по телефону: 8 (495) 023-12-13. Консультация бесплатная.
 Шаги для заказа доставки очень просты:
Шаги для заказа доставки очень просты:



 ..)
..)

 Из Санкт-Петербурга в Москву и другие регионы России китайские контейнеры с грузом доставляют автомобильным транспортом.
Из Санкт-Петербурга в Москву и другие регионы России китайские контейнеры с грузом доставляют автомобильным транспортом.
 Ключевыми факторами являются низкая стоимость машин, техническое обслуживание и ремонт. Второй момент – доступность деталей, узлов и агрегатов.
Ключевыми факторами являются низкая стоимость машин, техническое обслуживание и ремонт. Второй момент – доступность деталей, узлов и агрегатов.
 После этого металодетектором обследуют древесину, чтобы обнаружить гвозди или проволоку, которые могут повредить оборудование;
После этого металодетектором обследуют древесину, чтобы обнаружить гвозди или проволоку, которые могут повредить оборудование;


 Полученные заготовки тщательно проверяют. Далее их раскраивают на листы, сушат, сортируют с точки зрения соответствия качеству. При производстве фанеры ФК первого сорта недопустимо наличие сучков, трещин, расслоения древесины, и прочих дефектов.
Полученные заготовки тщательно проверяют. Далее их раскраивают на листы, сушат, сортируют с точки зрения соответствия качеству. При производстве фанеры ФК первого сорта недопустимо наличие сучков, трещин, расслоения древесины, и прочих дефектов. В качестве базового выступает центральный лист. Количество листов – нечетное. Покрытый клеем фанерный «пирог» нагревается в прессе под высоким давлением. Это обеспечивает ему быстрое и надежное склеивание.
В качестве базового выступает центральный лист. Количество листов – нечетное. Покрытый клеем фанерный «пирог» нагревается в прессе под высоким давлением. Это обеспечивает ему быстрое и надежное склеивание.
 5мм | 1220 мм х 2440 мм | береза
5мм | 1220 мм х 2440 мм | береза
 5мм | 1500 мм х 3000 мм | березовая | сорт 2/3 | Ш2
5мм | 1500 мм х 3000 мм | березовая | сорт 2/3 | Ш2
 В этом видео из Музея Виктории и Альберта показаны два способа создания фанеры.
В этом видео из Музея Виктории и Альберта показаны два способа создания фанеры. Затем этот лист разрезают на более мелкие куски, что упрощает обращение с ним. Полученные тонкие кусочки дерева накладываются друг на друга и склеиваются, а затем прессуются под давлением для создания фанерных плит. Укладывая волокна древесины под прямым углом друг к другу, листы получаются намного прочнее, чем обычные панели из цельного дерева.
Затем этот лист разрезают на более мелкие куски, что упрощает обращение с ним. Полученные тонкие кусочки дерева накладываются друг на друга и склеиваются, а затем прессуются под давлением для создания фанерных плит. Укладывая волокна древесины под прямым углом друг к другу, листы получаются намного прочнее, чем обычные панели из цельного дерева.
 Фанерный завод. Крупный план автоматизированного производственного процесса на металлургическом заводе. Крупный план автоматизированного производственного процесса на металлургическом заводе. Металлургический комбинат. Заливка расплавленного железа. металлургия, жидкий металл, светящаяся сталь, промышленность, жидкая сталь, плавка стали, металлургический завод, каленый металл, производство, чугунФрезерный станок по дереву с ЧПУ для производства промышленной мебели. Современные технологии деревообрабатывающей промышленности на профессиональном оборудовании. Умное заводское производство, конвейерная лента. Крупный план промышленного деревообрабатывающего станка. Печатная узорчатая керамическая плитка, узор на керамической плитке. Промышленный интерьерПроцесс облицовки деревянных заготовок, производство рустикальных межкомнатных дверей 4kСтанция автоматической упаковки молочных продуктов на молокоперерабатывающем заводеЛиния экструзии алюминия заводской складПромышленное серийное производство белого гипсокартона на сложном заводском оборудованииСортировка досок и бруса на конвейерной ленте лесопилки1Работа фрезерный станок, подготавливает деревянные заготовки для дверей, производство деревенских межкомнатных дверей 4kАвтоматическая линия экструзии пластика слайдерМетлургический комбинат.
Фанерный завод. Крупный план автоматизированного производственного процесса на металлургическом заводе. Крупный план автоматизированного производственного процесса на металлургическом заводе. Металлургический комбинат. Заливка расплавленного железа. металлургия, жидкий металл, светящаяся сталь, промышленность, жидкая сталь, плавка стали, металлургический завод, каленый металл, производство, чугунФрезерный станок по дереву с ЧПУ для производства промышленной мебели. Современные технологии деревообрабатывающей промышленности на профессиональном оборудовании. Умное заводское производство, конвейерная лента. Крупный план промышленного деревообрабатывающего станка. Печатная узорчатая керамическая плитка, узор на керамической плитке. Промышленный интерьерПроцесс облицовки деревянных заготовок, производство рустикальных межкомнатных дверей 4kСтанция автоматической упаковки молочных продуктов на молокоперерабатывающем заводеЛиния экструзии алюминия заводской складПромышленное серийное производство белого гипсокартона на сложном заводском оборудованииСортировка досок и бруса на конвейерной ленте лесопилки1Работа фрезерный станок, подготавливает деревянные заготовки для дверей, производство деревенских межкомнатных дверей 4kАвтоматическая линия экструзии пластика слайдерМетлургический комбинат. Заливка расплавленного железа. металлургия, жидкий металл, светящаяся сталь, промышленность, жидкая сталь, плавка стали, металлургический завод, каленый металл, производство, чугунАвтомат перемещает сэндвич-панели и укладывает их в штабельКиев UA, 30-05-2019. Мастерская мебельных плотников, работает автоматизированный шлифовальный станок для деревянных досок. Сверление отверстия в резце дерева. Производство мебели.
Заливка расплавленного железа. металлургия, жидкий металл, светящаяся сталь, промышленность, жидкая сталь, плавка стали, металлургический завод, каленый металл, производство, чугунАвтомат перемещает сэндвич-панели и укладывает их в штабельКиев UA, 30-05-2019. Мастерская мебельных плотников, работает автоматизированный шлифовальный станок для деревянных досок. Сверление отверстия в резце дерева. Производство мебели.