История шарнирных кукол: они не всегда были игрушками
02.11.2021
Шарнирные куклы, которые повторяли человеческие движения, создавались людьми с незапамятных времён. И в разные эпохи они служили разным целям. Предлагаем окунуться в историю прекрасных созданий, а ещё — узнать, какую пользу они приносят сейчас.
1. История. Как куклы останавливали войны
Как и зачем использовали шарнирных кукол в разные эпохи
2. Какие шарнирные куклы бывают сейчас
3. Виды шарнирных кукол
БЖД-куклы
Блайз
Пуллип
Прочие шарнирные куклы
4. Польза кукол на шарнирах
5. Какая шарнирная кукла подойдёт вам
История. Как куклы останавливали войны
Кукол на шарнирах делали и в древние времена и в Средние века. От современных они отличались грубой выделкой и разнообразием используемых материалов. Например, тело могло быть из дерева, а руки из кожаного материала. Или видимые части из воска, а всё, что скрывал наряд, было тряпичным.
Больше всего известно об истории шарнирных кукол в Средние века. Тогда их начали создавать для развития индустрии моды. Стильно одетые красавицы пересылались в другие страны, чтобы демонстрировать тренды. И такая реклама была настолько важной, что известны случаи, когда при перевозке хрупких экземпляров останавливались военные действия.
К XIX веку, когда кукол на шарнирах появилось достаточно много, их чаще стали использовать для развлечений и декора помещений. Однако и демонстрировать платья эти леди не переставали. Одетые по последней моде куклы пересекали уже не только сухопутные границы, но и путешествовали за океан. А начиная с XX века все эти изысканные барышни отправились в музеи и к коллекционерам.
Шарнирных кукол, которых с XIX века начали выпускать специально для детей, создавали принципиально иначе, чем средневековые манекены и коллекционные экземпляры. У моделей для игр было больше подвижных элементов, а из материалов преобладали дерево, пластик, фарфор и полиуретан.
Как и зачем использовали шарнирных кукол в разные эпохи
Пособие для изучения пропорций человеческого тела.
Прихоть царствующих особ, портретные модели.
XVII век
Манекен в человеческий рост для демонстрации модной одежды.
XIX век
Популяризация европейской моды в Северной Америке.
Интерьерное украшение.
Игрушка для детей из богатых семей.
С XX века
Предмет коллекционирования.
Игрушка для всех детей.
Какие шарнирные куклы бывают сейчас
Многие модели имеют более 5 стандартных точек артикуляции, что делает тело максимально подвижным, в отличие от большинства обычных кукол и детских пупсов.
Лица детально проработаны, а повышенное внимание мастера уделяют глазам — изготавливают их из стекла или рисуют вручную.
У некоторых моделей глаза закрываются.
Многие шарнирные куклы делаются вручную и ценятся очень высоко, потому что их внешность самобытна и неповторима.
У большинства экземпляров подвижные части тела обнажают механизм соединения. Это не считается дефектом, а наоборот, уважается ценителями кукольного искусства.
Видов шарниров для кукол очень много, чтобы разобраться в них потребуется отдельная статья. Поэтому в сегодняшнем материале мы уделим внимание лишь разным моделям самих кукол.
Виды шарнирных кукол
БЖД-куклы
Вall-jointed dolls (БЖД) — это авторские шарнирные куклы, которых изготавливают только из полиуретана, на вид и на ощупь он напоминает фарфор. Поэтому изделия получаются хрупкими и тяжёлыми, в отличие от кукол из пластика. И конечно, дорогими. Каждое такое творение считается предметом искусства. Приобретают их чаще не для развлечения, а для коллекционирования, в качестве интерьерного украшения или как модель для фотосессий. Но есть и аналоги популярных кукол, которые подходят для детских игр.
БЖД-куклы ценятся ещё и за то, что самостоятельно (без подставок) сохраняют равновесие благодаря натянутому внутри резиновому жгуту. А ещё среди этих эксклюзивных созданий можно найти рекордсменов по подвижности. Некоторым шарнирным куклам мастера делают подвижными даже пальчики на руках.
Блайз (Blythe)
Куклы с особенными глазами, которые закрываются и меняют цвет. Головы у них непропорционально большие в сравнении с телом. Некоторые считают, что это придаёт образу шарм, других такое телосложение смущает и даже пугает. Именно поэтому как детская игрушка Блайз не прижилась в 70-х, зато её возрождению обрадовались взрослые коллекционеры 00-х.
Прототипы Блайз есть и в массмаркете. Например куклы, у которых глаза закрываются, только цвет не меняют. Зато анатомия у них более похожа на человеческую, а значит, детям не будут сниться кошмары 😉
Пуллип (Pullip)
Серия фешен-кукол имеет схожие черты с Блайз — большие головы, закрывающиеся глаза. Оттенок они не меняют, но могут вращаться вправо-влево. Выглядят куклы Пуллип и их наряды миловидно, потому что японского производства. А в этой стране знают толк в эстетике всего нежного, пастельного и инфантильного.
Как и Блайз, серия имеет бюджетные аналоги. Костюмы у них более простые, но тоже очень даже кавайные, что с японского значит «мимимишные» 😍
Прочие шарнирные куклы
Бывают авторскими или серийными, массового производства. У некоторых моделей шарниров немного, и они могут быть скрыты силиконовой оболочкой. А другие экземпляры своей подвижностью будут напоминать БЖД-кукол с тщательной проработкой. Но главное отличие — материал изготовления. Всех шарнирных кукол, кроме БЖД, допустимо делать из дерева, полимерной глины, пластика и т. д.
По телосложению шарнирные персонажи тоже отличаются. Иногда создатель повторяет реальные пропорции тела, делая модель максимально похожей на человека. А иногда искажает их, чтобы придать кукле мультяшности.
Польза кукол на шарнирах
Для взрослых
Шарнирные куклы изначально были придуманы именно для взрослых. В Средние века они служили мини-манекенами для демонстрации нарядов или семейными реликвиями.
Сегодня такое применение кукол на шарнирах тоже актуально: их используют как манекенщиц для пробного показа, украшают ими интерьер или коллекционируют симпатичные экземпляры. А ещё иногда их применяют для фотосессий, чтобы колоритно подать товар или создать с помощью куклы покадровую историю из снимков на природе или в красивом интерьере. Такое увлечение популярно в тематических аккаунтах или на форумах.
Для детей
Раньше шарнирных кукол давали только взрослым детям, чтобы с ними обращались аккуратно и берегли для будущих поколений. Малыши могли легко испортить изящные и хрупкие экземпляры.
В наши времена куклы встречаются разные: от предметов искусства, к которым лишний раз не рискуют прикасаться даже взрослые, до демократичных и прочных моделей, подходящих для игр. А объединяет их главный фактор — высокая подвижность. Играть с такими пластичными красавицами одно удовольствие!
Эвелина
Милена
Эльза
Лиза
Какая шарнирная кукла подойдёт вам
Манекен для нарядов
Одежда для шарнирных кукол — отдельный вид искусства. Её можно как покупать, так и шить самому, тогда наряды будут уникальными. А ещё это отличное хобби для творческих личностей и классная тренировка для детей, которые хотят в будущем связать жизнь с миром моды.
Для таких целей стоит выбрать куклу большого размера, высотой от 50 см. Для неё будет удобно шить одежду.
Смотреть
Подружка для игр
Небольшие куклы высотой до 27 см — аналог знаменитых Pullip — хорошо подходят для детских забав. Их не страшно давать малышам, потому что стоят они не так дорого, как красотки из модных коллекций. А в подвижности не уступают трендовым соперницам.
Бонус: у некоторых милашек из этой серии есть дополнительные аксессуары (сумочки, украшения) или питомцы.
Смотреть
Универсальная кукла
Шарнирные куклы высотой 28–49 см подойдут как для детских забав, так и для взрослых увлечений. Одевайте этих артистичных красавиц в модные костюмы, устраивайте с ними фотосессии или украшайте интерьер.
В этой категории вы найдёте кукол, которые максимально похожи на людей и одеты по последним трендам. А также — мультяшных моделей, стилизованных под пупсов.
Смотреть
Теперь вы знаете, что шарнирные куклы могут быть полезными как для детей, так и для взрослых. А подходящие барышни для игр, фотосессий или примерки авторских нарядов уже ждут в специальном разделе.
Игрушки Творчество Интерьер
Все новости
в
от древности до наших дней. Ч. 2
Вы читаете выпуск рассылки Cdolls.ru «Всё о куклах».
3. XIX ВЕК – начало XX
В начале XIX века куклы всё ещё делались из дерева. Франция, раздираемая революциями, уже не могла поддерживать модное производство, поэтому кукольную эстафету подхватили соседние страны. Шикарные пандоры вместе с ушедшей королевской династией уступили место более доступным шарнирным куклам гроднерталь или «датским куклам».
Кукла гроднерталь
Это были куколки, вырезанные из цельного куска дерева, с характерной причёской: высоким узлом, закреплённым гребнем. Куклы продавались без одежды. Их будущие владельцы сами мастерили куклам платья и аксессуары из того, что могли достать.
Семейство кукол гроднерталь. Германия, около 1840 г.
Вначале шарниры куклам гроднерталь делали довольно простые: закреплённые деревянными щепочками. Наверняка, эти куклы стоили дешевле и предназначались для игры. Но мастера постоянно предпринимали попытки улучшить конструкцию шарниров. У двух кукол ниже, шарниры выглядят уже более аккуратно, а в локтях и бёдрах – нечто, похожее на прообраз шарикового шарнира.
Деревянная кукла 64 см. Германия, 1810 г.
Такие куклы могли так же служить фэшн-куклами, игрушками для взрослых и украшением интерьера. Стоили они, естественно, дороже.
Деревянная кукла с усовершенствованным шарнирным механизмом.
Германия, начало XIX в.
Но настоящий рывок в истории шарнирных кукол произошёл с переходом от ручного труда к массовому производству. Это случилось благодаря промышленной революции и изобретению парового двигателя. Что изменило весь уклад жизни людей, не только производство кукол.
Кукла 43 см высотой. Голова, грудная пластина из бисквита, тело деревянное.
Обратите внимание: шарниры уже более анатомичны.
И у этой куклы есть дополнительный шарнир в талии. Леон Казимир Брю. Франция, 1872 г.
В том же XIX веке новые способы производства дополнялись новыми материалами. Европейские мастера, наконец, раскрыли секрет фарфора. А чтобы он был более матовым и больше походил на человеческую кожу, его не глазировали. Неглазурованный фарфор получил название «бисквит». Обычно голова куклы, руки и ноги куклы делались из фарфора (бисквита), а тело из дерева.
Кукла 39 см. Голова, грудная пластина, руки и ноги из бисквита.Туловище из дерева.
На фото хорошо показаны возможности движения.
Голова Francois Gaultier Poupee. Тело Emile Jumeau. Франция, 1870 г.
Конечно, при таком строении, куклы были хрупкими и по-прежнему дорогими. В основном, они служили манекенщицами для демонстрации модных нарядов, украшением интерьера и подарками. Вы богатых семьях таких кукол дарили детям, но вряд ли дети могли насладиться игрой с ними.
Кукла 45 дюймов, голова Francois Gaultier Poupee, тело Jumeau Bebe. Франция, 1870-е гг.
В 1851 году на Всемирной выставке в Париже была представлена японская кукла госё-нингё. Кукла-ребёнок, традиционная для японского кукольного ремесла. Это была деревянная кукла, покрытая специальным составом из толчёных раковин устриц — «гофун», который придаёт дереву белый цвет, похожий на цвет кожи. Считается, что именно она повлияла на дальнейшее развитие европейских кукол.
Кукла 43 см, с 4 точками артикуляции: бёдра, колени, стопы и кисти. Япония, около 1850 г.
В 1880 году Леон Казимир Брю разработал куклу-девочку т.н. Bebe Modele с деревянным телом с 13 точками артикуляции. Кукла умела двигать головой, поднимать руки в плечах ив бёдрах, сгибать в локтях и коленях, поворачивать запястья и стопы. Это сейчас коллекционерам кукол привычна такая артикуляции, а в то время это была настоящая революция. Обратите внимание: шарниры в бёдрах и коленях сделаны так, что кукла может сидеть с вытянутыми ногами и согнуть ноги почти на 90°.
Возможности движения куклы Bebe Modele, Леон Казимир Брю. Франция, 1880 г.
Хотим показать ещё одну редкую куклу из Японии, которая датируется 1890 г. Эта кукла с тремя шарнирами, но наше внимание привлекло другое. В приданое к кукле прилагались несколько париков, которых можно было поменять. Не это ли прообраз кастомизации кукол бжд?
Деревянная кукла высотой 46 см, покрытая гофуном. Около 1890 г.
Для того, чтобы устройство тела подобных кукол было более понятно, посмотрите на фотографию ниже. Благодаря своим шарнирам в талии, бёдрах, коленях и стопах, кукла могла стоять и сидеть на коленях.
Фэшн-куклы, вырезанные из дерева с 3 штифтовыми шарнирами. Высота 33 см. Япония, 1900 г.
В конце XIX века дорогие куклы французского производства постепенно стали замещаться немецкими куклами: менее художественными, но более доступными. Деревянные тела заменились на композитные. Композит представляет собой материал из смеси клея и опилок; он довольно прочный и лёгкий по сравнению с деревом.
Композитные тела для кукол. Германия. Начало XX в.
Изобретение пластика в середине XX века подвинуло вперёд кукольную индустрию, но сместила акценты. Процесс производства удешевился, куклы перестали быть предметом роскоши. Теперь производители кукол ориентировались на детей. Модели стали упрощёнными: знакомые нам куклы с «классическими» 5 точками артикуляции, негнущимися ручками и ножками.
Но куклы со сложными шарнирами не исчезли.
4. XX в. Ханс Беллмер
Только теперь мы подобрались к непосредственно бжд, т.е. куклам с именно шариковыми шарнирами. Считается, что импульс для их создания дал немецкий художник-авангардист Ханс Беллмер.
В 1930-е годы совместно с Лотте Притцель он создал несколько невероятно реалистичных, но деформированных кукол. В 1934 г. вышел фотоальбом Ханса Беллмера «Кукла» (Die Puppe).
На 18 сюрреалистичных фотографиях мы видим куклы-девушек, деформированных, разрушающихся, склеенных из странных частей в странных сочетаниях. Не будем здесь обсуждать причины, побудившие художника это сделать.
Заметим лишь, что для выражения мыслей и чувств Беллмеру понадобилось чрезвычайно реалистичная модель девушки. Для достижения этой максимальной реалистичности Беллмер создавал своих кукол с шариковыми шарнирами.
В следующей, заключительной части нашей статьи мы расскажем о развитии кукол в XX в. в Японии и появлении современных кукол бжд.
Фото и материалы: Andreas Praefcke, antique-toys-vintage-toys, the keeper of dolls, Kathy Libraty’s Antiques, japonic, For the Love of the Ladies, Victoria’s Doll House, sealena, Florence Theriault, Alan Scott Pate.
We apologise for not indicating some images courtesy. We tried hard to figure them out, but Internet is big and often anonymous. If you don’t like we to use your picture, or wish we include byline, just write a comment. Thank you for your understanding.
Dear users, if you don’t want we to use your photo just write a comment and we will delete it. But before doing it consider the following: leaving your photos here will help other collectors to choose a doll. We all like to share our joy and passion for dolls. Thank you.
Уважаемые пользователи! Если вы не хотите, чтобы мы использовали ваши фотографии в этой статье, напишите нам комментарий с указанием фото, и мы удалим её. Но прежде, чем сделать это, мы просим вас подумать о том, что, находясь здесь, ваши фотографии помогают другим коллекционерам определиться с выбором куклы. Ведь мы все любим делиться своей любовью к куклам. Спасибо.
Чтобы заказать любую куклу
Позвоните нам: +7 (495) 540-50-27
Напишите нам:
В рассылке «Всё о куклах»:
скидки и акции, кукольные новинки
и интересные рассказы о куклах и авторах.
В рассылке «Всё о куклах»: скидки и акции, кукольные новинки и интересные рассказы о куклах!
Bjd Doll Head — Etsy.
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
PH PandaHall, 60 наборов, 4 размера, прозрачные суставы для кукол, суставы для животных, суставы для плюшевых мишек и мягких игрушек, суставы для конечностей и головы для игрушек, изготовление плюшевых мишек, поделки своими руками (19 мм, 33 мм, 38 мм, 43 мм)
PH PandaHall 60sets 4 размера прозрачные кукольные суставы суставы животных плюшевый мишка и мягкая игрушка изготовление конечностей и головных суставов для игрушек плюшевый мишка изготовление поделок (19)мм, 33 мм, 38 мм, 43 мм)(DIY-PH0025-85)
В комплект входит: 15 комплектов каждого размера, всего 60 комплектов, что достаточно для различных потребностей в изготовлении кукол.
Простота в использовании: идеальное дополнение к куклам, позволяющее им иметь реалистичные движения; Эти суставы помогут вам создавать подвижные конечности на вашей кукле, создавая творения, соединять конечности, чтобы двигаться и оставаться на месте.
Широкое применение: используется для плюшевых игрушек, игрушек для домашних животных, таких как плюшевый мишка, так что шея, рука и нога игрушки могут гибко вращаться на 360 градусов.
Высокое качество: прозрачные суставы куклы изготовлены из пластика хорошего качества, прочного и долговечного. ПРИМЕЧАНИЕ: мелкие детали, не для детей младше 3 лет.
Купон на 5 долларов США для нового пользователя. Зарегистрируйтесь сейчас >>
Описание товараИнформация о размере
PH PandaHall Пластиковые шарниры для кукол, аксессуары для кукол для изготовления кукол своими руками, прозрачный
Размер: Шарнир куклы: шарнир: 19,5×18 мм; плоский круглый: 19,5×2,5 мм, 15 комплектов; Шарнир для куклы: шарнир: 34,5×18,5 мм; плоский круглый: 33,5×2,5 мм, 15 комплектов; Шарнир для куклы: шарнир: 38,5×18,5 мм; плоский круглый: 38,5×3 мм, 15 комплектов; Шарнир для куклы: шарнир: 42,5×18,5 мм; плоский круглый: 43,5×2,5 мм, 15 комплектов.
Характеристика: — Цвет: прозрачный. — Материал: пластик. — Используется для плюшевых игрушек, игрушек для домашних животных, таких как плюшевый мишка, так что шея, рука и нога игрушки могут гибко вращаться на 360 градусов. — Идеальное дополнение к куклам, чтобы они могли двигаться как живые. — Эти суставы помогут вам создавать подвижные конечности ваших кукольных творений. — Позволяет использовать шарнирные куклы. Соединяет конечности, чтобы двигаться и оставаться на месте. — Идеальный подарок для тех, кто любит делать поделки своими руками.
Теплые советы: Мы стремимся предоставить нашим клиентам 100% удовлетворение продуктами и опытом покупок. Пожалуйста, не стесняйтесь обращаться к нам, если есть какие-либо проблемы или потребности.
Изображения в этом обзоре
PH PandaHall, 60 наборов, 4 размера, прозрачные суставы для кукол, суставы для животных, плюшевый мишка и мягкая игрушка, конечности и суставы головы для игрушек, изготовление плюшевого мишки, поделки своими руками (19 мм, 33 мм, 38 мм, 43 мм)
Пуско-зарядное устройство Telwin Dynamic 620 Start
(812) 409-96-43
Евростор
Товары и услуги
Автомобильные зарядные и пусковые устройства
Осветительные мачты GMGen
Лебедки ручные рычажные
Кузнечное оборудование
Станки для работы с трубой
Cтанки листогибочные
Гильотины
Ленточнопильные станки
Фрезерные станки
Ленточно-шлифовальный станок
Плоскошлифовальные станки
Круглошлифовальный станок
Молоты кузнечные, нагрев металла, наковальни
Станки специальные для обслуживания автомобилей
Компрессор поршневой Denzel
Компрессор поршневой Aurora
Автомобильные зарядные и пусковые устройства
Все группы товаров
Пуско-зарядные устройства
Тестеры для АКБ
Автономные пусковые устройства
Пусковые устройства
Зарядные устройства
Пуско-зарядные устройства
Информация
Код товара: 829384
Характеристики
Производитель
Telwin
Марка авто
ВАЗ|ГАЗ|ЗАЗ|Москвич|Acura|Alfa Romeo|Alpina|Aro
Тип
пуско-зарядное
Модель авто
124|147
Тип зарядного устройства
импульсные
Серия авто
500 / 595 (312)
По способу зарядки
ручные
Зарядное напряжение
12/24 В
Количество режимов заряда
3
Ток заряда
90 А
Ток пуска
570 А
Емкость АкБ
1550 Ач
Мощность
1000 Вт
Напряжение сети
220
Материал корпуса
металл
Вес
25 кг
Встроенный предохранитель
да
Индикатор работы
да
Тип разъемов
Type 1
Совместимость
TESLA Model S 2012
Цвет
разноцветный
Описание
Автомобильный зарядный устройство аккумулятора Telwin DYNAMIC 620 START, профессионального уровня с высокой мощностью.
Предназначено для зарядки свинцовых аккумуляторных батарей со свободным электролитом (WET) используемых на автомобилях оснащенных двигателями (бензин и дизель). Пускозарядные устройства 220, с защитой от перегрузок и измененной полярности. Корпус, в котором изготовлено устройство, имеет степень защиты IP 20 и предусмотрена защита от непрямых контактов, при помощи проводника заземления. Пускозарядные 12 24v, для быстрого запуска всех типов легковых автомобилей, фургонов и легких грузовых автомобилей.
Напряжение питания, В
1х220 (50-60 Гц)
Ток эффективного заряда, А
90
Ток конвенционального заряда, А
70
Емкость аккумулятора, А/ч
20/1550
Мощность, Вт
1000
Потребляемая мощность заряда/запуска, кВт
2/10
Напряжение заряда/запуска, В
12-24
Пиковый ток пуска, А
570
Положение регулирования
4
Пускозарядное устройство 12 24v для грузовиков
Выбор-нормального заряда, быстрого заряда (BOOST)
Визуализация зарядного и пускового тока
Дополнительно поставляется предохранитель
Высокая мощность устройства
На колесах, легко перевозится
Таймер быстрого заряда
Зарядное устройство для автомобиля, как выбрать ?
При оформлении заказа на Зарядно пусковое устройство Telwin DYNAMIC 620 START , просим вас указывать способ отправки груза
Пусковое устройство
Технологии:
Сфера применения:
Стандарты:
Дополнительные характеристики:
Состояние
новый
Похожие товары
Пуско-зарядное DYNAMIC 620 в категории «Авто — мото»
Пуско-зарядное устройство Telwin Dynamic 620 Start (829384)
Доставка по Украине
25 075 грн
Купить
Пуско-зарядное устройство Dynamic 620 Start Telwin 829384 (Италия)
Доставка по Украине
25 370 грн
22 833 грн
Купить
Пуско-зарядное устройство Dynamic 620 Start Telwin 829384 (Италия)
Доставка по Украине
по 22 833 грн
от 2 продавцов
25 370 грн
22 833 грн
Купить
Пуско-зарядное устройство Telwin DYNAMIC 620 START
Доставка по Украине
24 780 грн
Купить
Пускозарядное устройство Telwin DYNAMIC 620 START 230V 12-24V
Пуско-зарядное устройство Dynamic 620 Start Telwin 829384 (Италия)
Доставка по Украине
по 22 833 грн
от 2 продавцов
25 370 грн
22 833 грн
Купить
Пуско — зарядное устройство 12-24 В — Telwin Dynamic 620 Start
На складе
Доставка по Украине
22 950 грн
Купить
Пуско-зарядное устройство Forte CD-620FP
На складе
Доставка по Украине
13 698 грн
Купить
Пуско-зарядное устройство 12-24 В, 35 A, 550 А, 900 Ач FORTE CD-620FP
Доставка из г. Николаев
12 950 грн
Купить
Пуско-зарядное устройство Dynamic 420 Start Telwin 829382 (Италия)
Доставка по Украине
18 275 грн
16 448 грн
Купить
Пуско — зарядное устройство 12-24 В — Telwin Dynamic 420 Start
На складе
Доставка по Украине
16 750 грн
Купить
Пуско-зарядное устройство Dynamic 420 Start Telwin 829382 (Италия)
Доставка по Украине
по 16 448 грн
от 2 продавцов
18 275 грн
16 448 грн
Купить
12/24V — ЗАРЯДНОЕ УСТРОЙСТВО DYNAMIC 620 START PLUS STARTER
Дом » 12/24 В — ЗАРЯДНОЕ УСТРОЙСТВО DYNAMIC 620 START ПЛЮС СТАРТЕР
Описание
ХАРАКТЕРИСТИКИ: Зарядное устройство и стартер для зарядки аккумуляторов без электролита (WET) с напряжением 12/24 В и запуска всех видов автомобилей, фургонов и легких грузовиков. — выбор нормального заряда, быстрый заряд (BOOST) , быстрый старт — таймер для быстрого заряда — отображение зарядного и пускового тока — защита от перегрузок и переполюсовки.
Caratteristiche Tecniche
Батареи WET: Свинцово-сурьмяные (PbSn) или свинцово-кальциевые (PbCa) или свинцово-кальциево-серебряные (PbCaAg) батареи с жидким электролитом.
Данные
ПУСК СТАРТЕРА 230В 12-24В ДИНАМИЧЕСКИЙ 620 TELWIN
Описание
информация о продукте
DYNAMIC 620 START 230В 12-24В код. 829384 зарядное устройство и стартер для зарядки аккумуляторов со свободным электролитом (WET) напряжением 12/24 В и быстрого запуска всех типов легковых автомобилей, фургонов, легких грузовиков. Особенности: — выбор нормального заряда, быстрый заряд (BOOST), быстрый старт — таймер для быстрого заряда — отображение зарядного и пускового тока — защита от перегрузок и переполюсовки. Excavator Мотоцикл CAR BOAT TRACTOR VAN VAN TIR CE MARKING EAC Сертификация
Код 829384 MAX Latess Tucce 570 A Однофуза MAINS WOTCE 230 V емкость. ССЫЛКА МИН. 20 A ЧАСТОТА СЕТИ 50/60 Гц НОМ. ССЫЛКА МАКС. 1550 Ач ЗАРЯДНАЯ МОЩНОСТЬ 2 КВТ ПОЛОЖЕНИЯ РЕГУЛИРОВКИ 4 ПУСКОВАЯ МОЩНОСТЬ 10 КВТ РАЗМЕРЫ 36,5 x 46 x 75,5 см НАПРЯЖЕНИЕ ЗАРЯДА 12/24 В ВЕС 24 кг ЭФФЕКТИВНЫЙ ТОК ЗАРЯДА 90 A КОД EAN 800489773286 2 НОМИНАЛЬНЫЙ ТОК ЗАРЯДА EN60335-2-29 70 A 7 ШТ. 1V / C EN60335-2-29 360 A ШТУК / ПОДДОН — B 6 шт / поддон B
Технологический отдел Telwin и служба профессиональной защиты и управления автомобилестроением
Ссылка ДИНАМИЧЕСКИЙ 620
Вам также может понравиться
Складная маска FFP2 для промышленного применения Без клапана Эргономичность Дыхание облегчается благодаря технологии фильтрации 3 м В индивидуальной упаковке
Цена €2,43
Товар в наличии, закажите сейчас.
Продано!
Круговой обзор, легкая модель RUSH предлагает идеальное оптическое качество, максимальный комфорт и современный дизайн. ХАРАКТЕРИСТИКИ Превосходная защита Регулируемая нескользящая перемычка Нескользящие дужки
Цена €17,08
Товар в наличии, закажите сейчас.
Ботинки повышенной безопасности для эффективной защиты как стопы, так и лодыжки пользователя — водоотталкивающий верх из нубука Pull-up — подошва из полиуретана двойной плотности, — наконечник из алюминия 200 J — неметаллическая пластина APT — отсутствие перфорации. Высокие технические характеристики обуви: Кожа производства Италии
Цена €62,27
Последний товар на складе
Защитный ботинок с верхом из водоотталкивающей кожи с набивным рисунком, подошвой из полиуретана двойной плотности, стальным подноском, выдерживающим нагрузку до 200 Дж, и листом из нержавеющей стали. Технические плюсы обуви с высокими эксплуатационными характеристиками: Быстрое извлечение
Цена €29,93
Товар в наличии, закажите сейчас.
Защитный ботинок с верхом из водоотталкивающего нубука Pull-up и нейлона CORDURA®, подошвой из полиуретана двойной плотности, неметаллическим подноском TOP RETURN, устойчивым к нагрузкам 200 Дж, и неметаллической пластиной APT с нулевой перфорацией. Высокие технические преимущества обуви: Кожа итальянского производства Мембрана GORE-TEX® Водонепроницаемость
Цена €126,39
Товар в наличии, закажите сейчас.
Продано!
Черная перчатка из натурального латекса без поддержки, с флокированной внутренней частью из 100% хлопка. Чрезвычайно прочная рабочая перчатка, идеальная для использования в тяжелой химии, сборке, ремонтных работах и экологических службах.
Цена €3,05
Товар в наличии, закажите сейчас.
265R Рабочие перчатки showa Материал: нейлон, бесшовная сетка, нитриловое покрытие. Длина 240 — 270 мм Голубой
Цена €5,25
Товар в наличии, закажите сейчас.
Рабочие брюки из синего хлопка с предварительной усадкой. Подходит для тех, кто ищет максимальный комфорт. Мультикарманы, предмет одежды, идеально подходит для мастеров
Немного о химсоставе фотополимеров, в том числе PLA, ABS, Nylon
Добрый день, коллеги!
Сегодня поговорим о химсоставе фотополимеров для msla 3D-печати.
Это статья носит чисто теоретический характер, не имеет никакой практической ценности, написана «по просьбе трудящихся», точнее одного пользователя портала, но может, заинтересует еще кого-нибудь.
Я сам не химик, а доступной информации по этой теме практически нет. Единственная доступная информация – msds производителей и книга О.Э.Бабкин «3D-макетирование: технологии, оборудование, материалы».
MSDS как источник и нформации о составе – ненадежен, т.к. не все производители оформляют его должным образом, обычно не включается вспомогательные добавки, и часто вместо конкретных именований и CAS-номеров пишется «проприетари» или «приватная информация», «коммерческая тайна». Книга Бабкина издана в 2013 году, а написана еще раньше, и, учитывая безумный прогресс в области фотополимеров – несколько устарела (например в 2013 году не было ни msla технологии, ни фотополимеров для нее).
Здесь и далее – либо цитаты, либо компиляция из Бабкина О.Э.:
Фотополимер (в значении «фотополимеризующаяся композиция» (ФПК)) — многокомпонентная смесь, основными компонентами которой являются непосредственно полимеризующиеся мономеры, олигомеры, инициаторы и специальные добавки.
Полимеризующиеся мономеры (активные разбавители) – ненасыщенные органические вещества, как правило, небольшой молекулярной массы и малой вязкости, способные к полимеризации. Мономеры являются растворителем или разбавителем для остальных компонентов композиции, изменяя содержание мономера, обычно регулируют ее вязкость.
Олигомеры – ненасыщенные органические соединения с молекулярной массой, намного превышающей массу мономера. Обычно представляют собой твердое вещество либо жидкость с большой вязкостью. Олигомер способен к полимеризации и сополимеризации с мономером; при этом условием их совместимости с мономером является растворимость в последнем.
Олигомер – это этиленненасыщенное соединение со встроенными –С=С– связями, наличие которых и определяет основные свойства отвержденного материала: устойчивость к истиранию, химическую стойкость, эластичность, твердость, прочность при изгибе и растяжении. Олигомер имеет в своем составе функциональные группы, которые вступают в реакцию полимеризации под действием излучения (УФ-излучения) с образованием трехмерной нерастворимой полимерной структуры.
Несмотря на то, что характеристики материала определяются в основном олигомерами, мономеры тоже оказывают влияние на механические характеристики, некоторые мономеры могут играть роль внутренних пластификаторов и модификаторов усадки, от количества и функциональности мономера зависит твердость детали.
Инициаторы – вещества, способные под действием света генерировать свободные радикалы и/или ионы, инициирующие цепную реакцию полимеризации.
Добавки – вещества различного функционального назначения, состав и количество которых определяется выбранным способом проведения реакции фотополимеризации и функциональностью материала. К добавкам относятся инертные и активные наполнители, регуляторы, стабилизаторы, ингибиторы, пластификаторы, растекатели и т.п.
Метакрилаты (олигомеры и мономеры) в фотополимерах для LCD-печати используются очень редко – только в российских фотополимерах, австралийском Monocure, в фотополимерах международной компании Raydent (стоматологические фотополимеры), для лазерных SLA – в некоторых фотополимерах от Formlabs.
Метакриловые мономеры использует Photocentric в некоторых фотополимерах (олигомеры – только акрилаты).
Китайцы метакрилаты в фотополимерах не используют.
По видимому специфический запах Monocure и Photocentric связан именно с метакриловыми мономерами… несмотря на яркий запах – метакрилаты менее токсичны, по сравнению с акриловыми мономерами.
Кроме «обычных» акрилатов/ метакрилатов могут быть использованы ненасыщенные полиэфиракрилаты: эпоксиакрилаты, сложные полиэфирныеакрилаты, простые полиэфирные акрилаты, аминомодифицированные полиэфирные акрилаты, уретанакрилаты.
Использование других (не акриловых/метакриловых) мономеров и олигомеров – теоретически/практически возможно, есть патенты на рабочие композиции с добавлением виниловых мономеров, эпоксидных олигомеров (со смесью катионного и радикального фотоинициаторов). На этом на сегодняшний день – все, про возможные прорывы в будущем и лабораторные эксперименты пока не говорим.
Обращаю внимание, что все используемые в ФПК олигомеры и мономеры – суть разные по химсоставу вещества, общее – только наличие акриловой/метакриловой группы, обеспечивающей возможность полимеризации. Соответственно – результат полимеризации отличается не только длиной молекул и степенью сшивки, но и химическим составом, строением молекул.
Утверждать «все фотополимеры – суть одно и то же – акриловая смола» в корне неверно! Общее – только акриловая/метакриловая группа, остальное – все разное.
Из активных добавок может присутствовать порошок (пудра) полимера – полиметилметакрилата в количестве 0,2…0,8% по массе.
Никаких полиамидов, стиролов, полилактидов, каучуков и прочего в современных ФПК для msla 3Dпечати в настоящее время нет.
Все PLA, ABS, PMMA, Nylon, Ribbon в названиях ФПК означают НЕ особенности химического состава, а отсылку к механическим свойствам (больше рекламного, нежели реального характера, например по мехсвойствам полиамиды куда прочнее и куда более стойки к истиранию, чем самый нейлоновый фотополимер).
Еще раз повторю PLA-фотополимер – это не фотополимер с полилактидом (как считают некоторые маркетологи), а твердый и жесткий фотополимер – как PLA-пластик. PLA-фотополимер имеет аналогичный состав, как все остальные, и настолько же вреден опасен и совсем не биоразлагаем.
Еще одно замечание – все вещества входящие в состав ФПК – прозрачные белые, желтоватые или желтые. Поэтому, если увидите блогера в окружении разноцветных пробирок – учтите, о химии фотополимеров он знает в размере отрицательной усадки фотополимеров.
Рассмотрим составы, которые мне стали известны.
К классическим по составу ФПК можно отнести:
Harzlabs – смесь олигоуретн-диметакрилата, олигоэфирметакрилата и 2-гидроксиэтил метакрилата.
Monocure – смесь метакриловых олигомеров и метакрилового мономера
Fan To Do SW, DP – смесь мономеров и олигомеров акрилата
Fhotocentric –смесь олигомеров акрилата, мономеров акрилата и диметакрилата.
Wanhao – смесь олигоуретанакрилата и двух мономеров акрилата
Насколько я понял алиэкспресовский язык – фенольноэпоксидный акрилат – эпоксиакрилат на основе бисфенола. Но не уверен.
Еще раз прошу обратить внимание на разный химсостав даже в линейке продуктов одной фирмы. Разные исходные компоненты – разный химсостав конечного продукта, разные механические свойства и термостойкость.
Естественно в pla от eSun нет никакого полиарктида, а есть уретановый олигомер.
Elegoo – смесь «халоперидола» (фенольно эпоксидный акрилат C21h33ClFNO2) с мономером Гексаметилен диакрилат (HDODA, Photomer 4017). Вы этот состав уже видели выше… у eSun eResin-Rigit, но процентное содержание компонентов – разное.
Phrozen – большинство смол (за несколькими исключениями) — смесь олигомеров акрилата и мономеров акрилата. Обычно состав не расшифровывается – т.е. характеристики фотополимерных ABS и Nylon определяются именно хитрым составом олигомеров акрилата. Там, где состав расшифрован – используется олигомер ethoxylated (10) bisphenol a diacrylate (C2h5 O)n (C2 h5 O)n C21 h30 O4 и смесь мономеров трипропилен гликоль диакрилат и HDODA.
Естественно – в ABS, Nylon нет ни стрирола ни полимамида – только акриловый мономеры и олигомеры, в WAX нет воска – только эпоксиакрилат-олигомер и акриловый мономер.
В 2013 году Бабкиным О.Э. был предложен состав из смеси олигомера ароматических уретановых акрилатов с молекулярной массой ~ 2000 и функциональностью 3, и смеси активных разбавителей: дипропиленгликольдиакрилата и изоборнилакрилата .
Есть несколько фотополимеров, в составе которых не указаны олигомеры:
Fan To Do IB, SB, CB – заявлены только мономеры, олигомеров нет… То ли производитель решил, что используемые олигомеры абсолютно безопасны, то ли их действительно нет в составе…
Кто печатал на FTD — то знает насколько жидкий и невязкий этот фотополимер — так что возможно и олигомеров нет в составе…
Zortrax – смесь гексаметилендиакрилата с метилацетатом и с 6-(2,2-dimethylpropylideneamino)hexan-1-amine (Lupragen VP 9159). Причем судя по процентному соотношению – если Zortrax чего-то не указал – то только вспомогательные вещества, которых содержатся считанные проценты.
Есть два состава, содержащие только олигомеры:
Phrozen TR-250 и Phrozen flesh – смесь 2-benzofuran-1,3-dione,ethane-1,2-diol,hexanedioic acid,4,5,6,7-tetrachloro-2-benzofuran-1,3-dione (C8-h5-O3. C8-Cl4-O3.C6-h20-O4.C2-H6-O2)x- и ethoxylated (10) bisphenol a diacrylate (C2h5 O)n (C2 h5 O)n C21 h30 O4. Вязкость у них примерно в три раза выше, чем у остальных фотополимеров от «фрозен».
Используемые фотоинициаторы в MSDS обычно декларируются обезличено «фотоинициатор» или «смесь фотоинициаторов» без указания марки или номера CAS. Но иногда – указываются, задекларированные в msds фотоинициаторы:
Irgacure 819
Irgacure 184
TPO
У первых двух фотоинициаторов эффективность на длине волны 405нм близка к нулевой,TPO сохраняет эффективность вплоть до 420 нм. Эти фотоинициаторы – радикальные.
Для фотополимерных композиций на основе смеси эпоксидных олигомеров и акрилатов в качестве фотоинициатора используется смесь радикального и катионного фотоинициатора — Irgacure 184 и фотоинициатора 6992 (CAS 74227-35-3 dihexafluorophosphate C36h38F12P2S3).
Процесс полимеризации фотополимера состоит из трех стадий:
1) образование радикалов при захвате кванта света фотоинициаторами (образуются два первичных радикала) и начало полимеризации («начало цепи»). Первичные радикалы реагируют с двойными связями мономеров, с образованием активного центра свободнорадикального типа – появляется первичная цепь длиной в одну молелекулу мономера с активным радикалом на конце.
2) Продолжение полимеризации («рост цепи») – активный радикал на конце цепи присоединяет еже одну молекулу мономера – цепочка удлиняется на одну молекулу, потом еще одну – и так до ….
3) … до тех пор, пока не произойдет одно из трех событий
3.1) встреча двух растущих цепочек – они взаимнодезактивируют друг друга, либо с образованием общей молекулы (рекомбинация), либо с переносом атома водорода от одной молекулы к другой (диспропорционирование).
3.2.) встреча растущей цепочки с радикалом-инициатором.
3.3) Встреча растущей цепочки с молекулой кислорода с захватом двух атомов кислорода и образованием пероксирадикала.
3.4) Встреча растущей цепочки с ингибиторами, примесями, веществами, которые гасят цепочку реакций полимеризации.
3.5) «Передача» радикала – процесс полимеризации происходит «неправильно» — радикал вместо присоединения мономера отрывает от него атом и группу атомов. При этом данная цепочка перестает расти, но мономер без группы атомов превращаетсыя в мономерный радикал, который продолжает полимеризацию – возврат на стадию 2. Происходит обрыв материальной цепочки полимеризации, без обрыва кинетической цепочки реакций.
Вам все понятно? А мне лично непонятно, что происходит при взаимодействии материальной цепочки с олигомером. Нигде в литературе этот вопрос не освещен – толи из-за сложности, толи из-за очевидности.
Но результат, который должен получится – описан: «олигомеры сшиваются, образуя правильную трехмерную нерастворимую сетчатую структуру с мостиками ( –С–С– )».
Очевидно, что если обрыва кинетической цепочки не будет – то 3D-печать невозможна – вся ванна фотополимера превратиться в один кирпич. Оставшиеся после печати в ванне фотополимера центры полимеризации тоже могут испортить вам жизнь – многие сталкивались с «медузами», а у меня пару раз свежий фотополимер превращался в тугой гель после того, как в него был залит отработанный фотополимер с ванны.
Длина материальной цепочки зависит от интенсивности освещения и температуры – есть оптимальные интенсивности и температуры, при которых образуются наиболее длинные материальные цепочки, — но это актуально только для дозасветки. При печати интенсивность засветки всегда ниже оптимальной, а температура обычно не контролируется и не регулируется.
Кроме фотоинициаторов в ФПК обязательно должны быть какие-либо стабилизаторы, ингибиторы для повышения стабильности хранения.
Например, Ванхао использует4-метоксифенол (MEHQ).
Кроме вышеперечисленного в ФПК могут быть следующие добавки:
1. Красители и пигменты. Ну тут все ясно. Их могут добавлять для красоты, а могут – для увеличения точности. Количество – не более 5…10%.
2. Наполнители – керамических наполнитель, полимерная пудра. В основном – для красоты, но они же увеличивают теромостойкость и жесткость. При наличии керамического наполнителя процентов под 30 – полимер вполне можно выжигать, а наполнитель будет спекаться.
3. Смачиватель подложки (до 0,2%) – улучшает растекания густой композиции. Но увеличивает пенообразование.
5. Диспергатор – улучшает смешивание ФПК с пигментами и наполнителями, не позволяет пигментам увеличивать вязкость и препятсвует расслаиванию ФПК и оседанию (всплыванию) пигментов.
6. Тиксотропная добавкаю Увеличивает тиксотропность – ФПК начинает выглядеть как тягучая смола, а не как жидкость… понижает каплеобразование и разбрызгивание ФПК.
7. Загустители (повышают вискозность)
8. УФ-адсорберы
9. Со-инициаторы
10. Фотосенсибилизаторы
11. Оптические отбеливатели
12. Добавки, облегчающие розлив ФПК в мелкую тару
Желающим попробовать составить собственную рецептуру фотополимеров – рекомендую читать патенты, изучать MSDS, Бабкина О.Э. в киберленинке и статьи в иностранных журналах. Могу пожелать удачи, но учтите – сэкономить не удастся. Если заниматься подобным – то исключительно для последующей монетизации своих экспериментов.
Ну а если руки чешутся чего-то смешать – попробуйте смешать разные полимеры с целью модификации мехсвойств. Например, добавка «ABS» в «обычные» (хрупкие) фотополимеры достаточно заметно снижает хрупкость «обычных» фотополимеров.
Или можете сделать что-то безумно-блогерской – намешать в смолу пудру полиметилметакрилата (продается в ногтевых магазинах), блесток, графита или стекловолокна.
Резюмирую:
— в фотополимерах нет ни стрирола, ни полиарктида, ни полиамидов, и название WAX не обязательно говорит о наличии воска в фотополимере. ABS, PLA, Nylon – маркетинговые названия отражающие механические свойства материала.
— все фотополмиеры имеют разный состав, утверждения «наливают из одной банки» не соотвествуют действительности.
— с химической точки зрения фотополимеры – совершенно разные, соотвественно и свойства у них разные, общее только одно – наличие акриловой/метакриловой группы для обеспечения возможности радикальной фотополимеризации.
На этом пока все.
Удачных принтов.
Фотополимерные смолы и их виды
Фотополимерные смолы и их виды
Вторые по популярности технологии после метода послойного наплавления (FDM или FFF) являются лазерная стереолитография (SLA) и проекторная стереолитография (DLP). Обе эти технологии используют в качестве расходного материала фотополимерные смолы.
Рассмотрим каждую немного подробнее.
Лазерная стереолитография (SLA)
Данная технология появилась в 1984 году. Разработал ее Чарльз Холл, который впоследствии стал основателем компании 3D Systems. В основе технологии используются лазерные излучатели, которые служат отвердителями фотополимерной смолы.
Основные этапы печати SLA-принтера:
Типичный SLA-принтер состоит из кюветы с расходным материалом, сидящей под рабочей платформой, приводимой в вертикальное движение подъемно-опускающим механизмом. В движение может приводиться сама кювета – важно лишь относительное перемещение платформы и контейнера.
Над кюветой располагается лазерный излучатель и зеркальная система отклонения лазерного луча.
В процессе печати платформа погружается в расходный материал на толщину одного слоя цифровой модели.
Так как фотополимерные смолы могут быть достаточно густыми, для ускорения процесса зачастую применяется выравнивающий механизм. После выравнивания начинается процесс засветки материала.
Засветка производится лазерным облучением. Большинство фотополимерных смол рассчитаны на застывание (полимеризацию) при воздействии ультрафиолетового света, что определяет выбор частоты лазерного излучения. Движение луча по осям X и Y определяется работой отклоняющих зеркал.
После завершения вычерчивания слоя, платформа погружается в материал на толщину еще одного слоя, и процесс повторяется с вычерчиванием следующего слоя цифровой модели.
Достоинства лазерной стереолитографии:
Высочайшая точность послойного построения модели
Низкая отходность, так как остатки смолы по завершению печати можно слить из кюветы и использовать повторно
Превосходное качество поверхности готового изделия, большой выбор цветовых решений и степени прозрачности
Недостатки данной технологии:
Печать занимает достаточно большое количество времени
Невозможность создания объектов больших размеров
Достаточно высокая цена устройств
Несмотря на успех этой технологии, более перспективным, хотя и весьма схожим методом, считается проекторная стереолитография.
Проекторная стереолитография (DLP)
В отличие от лазерной стереолитографии, в проекторной стереолитографии используются цифровые светодиодные проекторы для засветки слоев. Метод обрел популярность за счет развития технологии производства недорогих цифровых проекторов с высоким разрешением от компании Texas Instruments.
Засветка слоев производится с помощью цифрового проектора, высвечивающего шаблоны целого слоя, что и отличает этот метод от SLA, где «картинка» вырисовывается поступательно с помощью ультрафиолетового лазера.
Достоинства данной системы:
Одновременная засветка целого слоя с помощью проекторов позволяет значительно ускорить процесс печати даже по сравнению с SLA-принтерами.
Проекторные принтеры более устойчивы к механическому воздействию ввиду отсутствия деликатных зеркальных систем.
Размер моделей по высоте не ограничивается глубиной кюветы, что благоприятно сказывается на габаритах принтера и на возможности увеличения зоны построения.
Фотополимеры.
Рассмотрим разновидности расходных материалов для стереолитографии. Ими являются фотополимерные смолы – жидкие полимеры, меняющие свое состояние с жидкое на твердое под воздействием ультрафиолета, лазера или светодиода.
Фотополимеры применяются при изготовлении деталей, приборных панелей, корпусов, протезов в стоматологии, печатей и штампов. При этом данные расходные материалы позволяют создавать изделия, отличающиеся гладкой поверхностью.
Преимущества фотополимерных смол:
При печати смолы имеют слой с самой низкой толщиной и высоким разрешением;
Отсутствует необходимость в финишной обработке изделия;
Большое разнообразие составов и свойств фотополимеров;
Низкий расход материала;
Хорошая влагостойкость;
Устойчивость к воздействию солнечных лучей.
Физические свойства смол после полимеризации могут кардинально отличаться. По жесткости полимеры могут быть от твердых, напоминающих ABS-пластик до гибких и эластичных, напоминающие резину. Доступен чрезвычайно большой выбор цветов с разной степенью прозрачности. Консистенция смол и время засветки также варьируются. Поэтому при выборе принтера стоит учитывать и ассортимент совместимых материалов. В большинстве случаев фотополимеры разрабатываются под конкретные установки самим производителем, причиной тому служат технологические особенности конкретных установок (время засветки, скорость печати и пр.).
Немаловажным аспектом, на который стоит обращать внимание при выборе материала, это его токсичность. Существуют как довольно токсичные варианты, так и биологически безопасные.
Виды фотополимерных смол
Большое разнообразие фотополимерных смол можно объединить на несколько основных блоков по сфере использования:
Стандартные смолы используются для прототипирования, арт-объектов, создания концептов
Стоматологические и медицинские смолы, отличающиеся своими биосвойствами и отсутствием токсичности
Инженерные смолы, с определенными механическими и температурными свойствами
Литьевые смолы имеют нулевой показатель зольности после выжигания
Стандартные смолы
Стандартная смола.
Изделия из стандартных смол обладают высокой жесткостью, высоким разрешением и гладкой поверхностью. Низкая стоимость делает их идеальными для прототипирования.
Цвет фотополимера так же влияет на его свойства. Например, серая смола лучше подходит для моделей с мелкими деталями, а белая смола — для деталей, которые требуют очень гладкой поверхности.
Недостатками данного вида являются хрупкость, низкая ударная вязкость и низкая температура тепловой деформации.
Прозрачная смола.
По своим механическим свойствам прозрачная смола схожа со стандартной смолой. Ее особенность в том, что после пост-обработки изделия обретают оптическую прозрачность.
В промышленности данный фотополимер используется для изготовления корпусов светильников и окошек для светодиодов, устройств с жидкостью внутри, а также корпусов демонстрации внутренних частей устройства.
Тем не менее оптическая прозрачность может изменяться со временем, если деталь подвергается воздействию ультрафиолетового излучения (солнечного света).
Стоматологические и медицинские смолы
Биосовместимость смолы класса I, говорит о том, что они пригодны для изготовления медицинского оборудования для краткосрочного использования. Например, для изготовления хирургических шаблонов. Детали, напечатанные на этой смоле, можно стерилизовать паром в автоклаве для непосредственного использования в операционной.
Принципы, которые должны соблюдаться изделиями из смолы биосовместимости класса I:
неинвазивные устройства, которые контактируют с неповрежденной кожей
приспособления для временного применения или кратковременного использования в ротовой полости или ушном канале или в полости носа
многоразовые хирургические инструменты
Конечно, изделия, созданные из таких смол, отличаются чрезвычайной точностью, но имеют свойство разрушаться и изнашиваться со временем.
Эти смолы специально разработаны для долгосрочных стоматологических приспособлений. Биосовместимые смолы класса IIa могут контактировать с организмом человека до года.
Высокая устойчивость к разрушению и износу делают данную смолу идеальным вариантом для изготовления жестких шплинтов или фиксаторов.
Принципы, которые должны соблюдаться изделиями из смолы биосовместимости класса IIa:
устройства, которые вступают в контакт с биологическими жидкостями или открытыми ранами
устройства, используемые для введения веществ в организм человека или удаления веществ и из него
инвазивные краткосрочные устройства, такие как инвазивные хирургические элементы
долговременные имплантируемые устройства, помещенные в зубы
Инженерные смолы
Инженерные смолы предоставляют инженерам широкий выбор свойств материалов для создания прототипов, тестовых моделей и функциональных частей.
Твердая смола
Твердая смола разработана для моделей, которые могут выдерживать большие нагрузки и сильную деформацию. Детали, напечатанные из жесткой смолы, имеют предел прочности при растяжении (55,7 МПа) и модуль упругости (2,7 ГПа), что сопоставимо с пластиком ABS.
В основном, такие смолы подходят для создания деталей механических узлов, соединений, защелкивающихся частей.
Усиленная смола
Особенностью данных смол является гибкость наравне с износостойкостью с механическими свойствами, аналогичными полипропилену (ПП).
Прочная смола может использоваться для деталей, которые требуют высокой гибкости (высокого удлинения при разрыве), низкого трения и гладкой поверхности. Прочная смола особенно подходит для создания прототипов потребительских товаров, креплений, шаровых шарниров и подвижных частей с низким коэффициентом трения.
Недостатками как прочной смолы, так и твердой смолы являются низкая температура тепловой деформации, а также то, что они не подходят для изготовления деталей со стенками менее 1 мм толщиной.
Термостойкая смола
Термостойкая смола идеально подходит для деталей, которые требуют высокой термостойкости и работают при высоких температурах.
Эти смолы имеют температуру тепловой деформации от 200°C до 300°C и идеально подходят для изготовления термостойких светильников, прототипов пресс-форм, оборудования для подачи горячего воздуха и жидкости, а также инструментов для литья и термоформования.
Также как и в двух предыдущих видах, термостойкие смолы не подходят для изготовления деталей, толщина стенок которых менее 1 мм.
Гибкая смола
Гибкие фотополимерные смолы схожи с резиной, применяются в случаях, когда нужны ее свойства.
Керамическая смола
Керамические смолы создаются путем усиления твердых смол за счет стекла или других керамических частиц, в результате чего получаются очень жесткие детали с гладкой поверхностью.
Керамические смолы обладают хорошей термостойкостью и теплоустойчивостью (температура тепловой деформации HDT при 0,45 МПа составляет 88 °C). Они имеют высокий модуль упругости и более низкий коэффициент текучести (более высокое сопротивление деформации с течением времени) по сравнению с другими смолами, но являются более хрупкими, чем жесткая и прочная смолы.
Твердая смола также подходит для моделей с тонкими стенками и мелкими деталями (рекомендуемая минимальная толщина стенок составляет 100 мкм).
Идеально подходит для пресс-форм и оснастки, зажимных приспособлений, коллекторов, фиксаторов, корпусов для электрических и автомобильных приспособлений.
Литьевые смолы
Литьевые (выжигаемые) смолы предназначены для печати моделей с мелкой детализацией и гладкой поверхностью, такие смолы выгорают, не оставляя пепла или других остатков.
Литьевая смола позволяет получить готовое изделие непосредственно от дизайна до прецизионного литья с помощью лишь одной 3D-печатной детали. Она подходит для изготовления ювелирных изделий и литьевых форм.
Особенности хранения и обращения
Фотополимерные материалы следует грамотно хранить, избегая их засветки, то есть частичной полимеризации. Для этого подходят прохладные и затемненные места. При работе с полимерами нужно использовать защитные очки и перчатки. Даже если сами фотополимеры вредных веществ не выделяют, опасность скрывается в процессе их промывания с применением растворителей, оказывающих негативное воздействие на наше здоровье.
На этом обзор фотополимеров можно закончить. Для выбора подходящего расходного материала под Ваши задачи переходите в категорию «Полиграфическое оборудование > 3D оборудование > Расходные материалы», при возникновении вопросов, Вы всегда можете обратиться к нашим консультантам.
3D-печать – фотополимеры
Стереолитография – это процесс трехмерного изображения. Некоторые синонимы, используемые для стереолитографии, включают 3D-печать, оптическое изготовление, фотоотверждение, изготовление твердого тела произвольной формы, твердотельное изображение, оптическое формование, стерическую полимеризацию, настольное производство, аддитивное производство, автоматическое моделирование, электронно-лучевое плавление, материализацию цифровых деталей, произвольное формование и т. д. Кроме того 3D-печать, общепринятый термин для этого процесса — аддитивное производство (AM). Мы предпочитаем термин «аддитивное производство», поскольку производство означает массовое производство, а нынешняя 3D-печать совсем не так.
Патент США 2,775,758, выданный Джону Мунцу в 1956 году, раскрывает процесс создания трехмерных репродукций с использованием светочувствительной «эмульсии» в контейнере. Этот процесс назывался «запись фотоглифа». В 1950-х и 1960-х годах компания DuPont получила ряд патентов на изготовление твердых печатных форм с использованием различных фотополимеров и воздействия УФ-излучения. Впоследствии ряд изобретателей попытались создать твердые объекты с помощью фотополимеров и УФ-лазеров. Однако именно Чарльз У. Халл коммерциализировал свое изобретение в 1980-х годов, создав 3D Systems
Термин «стереолитография» был придуман Чаком Халлом в его патенте США 4 575 330, озаглавленном «Устройство для производства трехмерных объектов с помощью стереолитографии», выданном в 1986 году. Стереолитография была определена как метод и устройство. для изготовления твердых предметов путем последовательной «печати» тонких слоев отверждаемого материала, например, УФ-отверждаемого материала, один поверх другого.
В патенте Халла концентрированный пучок ультрафиолетового света фокусируется на поверхности бака, наполненного жидким фотополимером. Луч света, двигаясь под управлением компьютера, прорисовывает каждый слой объекта на поверхности жидкости. Везде, где луч падает на поверхность, фотополимер полимеризуется/сшивается и превращается в твердое тело. Усовершенствованное программное обеспечение CAD/CAM/CAE математически разделяет компьютерную модель объекта на большое количество тонких слоев. Затем процесс строит объект слой за слоем, начиная с нижнего слоя, на подъемнике, который немного опускается после затвердевания каждого слоя.
Процесс, называемый DLP (цифровая световая обработка), в настоящее время широко используется в настольных принтерах для жидких смол. В этой технологии световой экран проектора используется для фотополимеризации слоя за раз, а не точки за раз, как в патенте Халла. Проецируемое изображение генерируется цифровым микрозеркальным устройством в чипе. Типичный принтер использует резервуар для жидкого фотополимера с прозрачным дном для создания деталей в перевернутом виде послойно.
Процессы быстрого прототипирования, не основанные на фотополимерах, включают моделирование методом наплавления (FDM®), лазерное спекание, струйную систему, электронно-лучевую плавку и новую технологию Arburg Plastic Freeforming. Процесс FDM, разработанный Stratasys, экструдирует тонкую термопластичную нить слой за слоем. В процессе лазерного спекания используются данные системы CAD/CAM/CAE и лазерная технология для преобразования различных порошкообразных материалов в трехмерные прототипы. Селективное лазерное спекание (SLS ®) подразумевает использование мощного лазера для сплавления мелких частиц пластика, металла, керамического или стеклянного порошка в твердый объект. Струйное оборудование, продаваемое Z Corp. (теперь часть 3D Systems), создает модели путем нанесения связующего раствора через струйную печатающую головку на слои порошка на основе гипса. Американская компания разработала настольный 3D-принтер с использованием технологии струйной печати жидким металлом. В 3D-принтерах Objet Geomeries (теперь объединенных со Stratasys) используются струйные принтеры из фотополимеров. При производстве ламинированных объектов (LOM) слои бумаги с клеевым покрытием, пластика или металлических ламинатов последовательно соединяются вместе и обрезаются по форме с помощью ножа или лазера.
Для стереолитографии доступны различные жидкие фотополимеры. Системы и гибриды на основе эпоксидной смолы в настоящее время предпочтительнее старых акрилатов из-за более высокой прочности в сыром состоянии, более высокой термостойкости, более низкого влагопоглощения и меньшей усадки. Радиационно-отверждаемые акрилаты также страдают от кислородного ингибирования. Гибриды отверждаются под действием света катионной и свободнорадикальной полимеризацией. Доступны фотополимерные смолы с механическими свойствами, аналогичными инженерным пластикам, таким как АБС, нейлон и поликарбонат.
Помимо быстрого прототипирования, 3D-печать в настоящее время используется для быстрого производства небольших партий продукции. Как фотополимерные, так и не фотополимерные процессы теперь используются для мелкосерийного производства. Быстрое увеличение числа производителей 3D-принтеров сделало принтеры доступными для мастеров-сделай сам, учителей, художников, любителей и потребителей. Список крупных и мелких производителей принтеров на основе фотополимеров представлен ниже:
Производители фотополимерных 3D-принтеров
3D Systems, USA
AnyCubic, China
Asiga, Australia
B9creations, USA
Carbon 3d, USA
Flashfore, USKONG
Кубикуля, Austria
, USKONG
.
Leopoly, Венгрия
Lumi Industries, Италия
Photocentric, Великобритания
Phrozen, Тайвань
SprintRay, США
Stratasys, США
Structo, Сингапур
Uniz, USA
Wanhao, China
Xyzprinting, Taiwan
Производители фотополимеров для 3D -принтеров включают следующее:
Производители Systems Systemer для 3D PRINTIN , США
ApplyLabWork, США
BASF 3D Printing Solutions, Германия
Chemence, США
DSM Additive Manufacturing, США
Formlabs, США
MakerJuice Labs, США
Molecule, США
Photocentric, Великобритания
Фоторезисты – фотополимеры
Фоторезисты — это светочувствительные материалы, которые после фотоизображения и последующей обработки устойчивы к действию определенных химических веществ в нужных областях. В основном они бывают двух типов. В негативных фоторезистах освещенные участки становятся менее растворимыми в результате сшивания или фотополимеризации, оставляя после травления и снятия резиста непрозрачные элементы на чистом фоне. С другой стороны, в позитивных фоторезистах участки, подвергшиеся воздействию света, становятся более растворимыми. Фоторезисты доступны как в жидком, так и в виде сухой пленки. Они могут быть растворяющими или водными проявляющими типами.
Исторически асфальт использовался как светочувствительный резистивный материал. Со временем его заменили дихроматированные коллоиды, включая желатин, казеин и т. д. Первый фоторезист на основе фотополимера был изобретен компанией Eastman Kodak в конце 1940-х годов. Этот негативный фоторезист был основан на синтетическом фотополимере поливинилциннамате в растворе. Сшитый полимер был нерастворим в растворителях, таких как ксилол и хлоруглеводороды, которые использовались в качестве проявителей после воздействия УФ-излучения. Потребность в продуктах с более низкой вязкостью привела к разработке негативных резистов на основе циклизованного полиизопрена. Эти фоторезисты сыграли важную роль в невероятном росте производства печатных плат, а впоследствии и интегральных схем, используемых в полупроводниках.
Опасения по поводу загрязнения окружающей среды привели к разработке сухих пленочных фоторезистов, которые стали результатом работы DuPont над фотополимерными печатными формами. Сухие пленочные фоторезисты поставляются в виде сэндвича фотополимерного слоя между полиэтиленовой пленкой и полиэфирной пленкой. Первоначально типы сухих пленок проявлялись растворителем, но вскоре последовали пленочные резисты, обработанные водой, которые сегодня широко используются для производства печатных плат. Они в основном основаны на акриловой химии. При вторичном отображении печатных плат в качестве припойных резистов используются жидкие фотоизображаемые продукты на основе эпоксидного халкона или акрилированного эпоксидного новолака. Катионные полимеризованные эпоксидные смолы используются в толстопленочных резистах, особенно для изготовления микроэлектромеханических (МЭМС) устройств.
Одно время различные изделия изготавливались методом фотофабрикации с использованием фоторезистов. К ним относятся цилиндры глубокой печати и вращающиеся трафареты, используемые в печати, выводные рамки для полупроводников, фотогравюры, таблички с именами и т.
Асинхронные двигатели с редуктором и регулировкой скорости 9SDGE-180F2
Асинхронные двигатели с редуктором и регулировкой скорости 9SDGE‑180F2
Асинхронные двигатели с редуктором и регулировкой скорости 9SDGE‑180F2
Мощность, Вт
180
Напряжение, В
220
Частота, Гц
50
Пусковой крутящий момент (для двигателя без редуктора), мН*м
710
Номинальный крутящий момент(для двигателя без редуктора), мН*м
при скорости 1200 об./мин.
при скорости 90 об./мин.
1200
750
Номинальная скорость (для двигателя без редуктора), об/мин
90-1400
Ёмкость конденсатора, μF
6,5
Скачать описание
Заказать
Описание асинхронного двигателя с редуктором и тахогенератором 9SDGE‑180F2
Однофазные асинхронные двигатели 9SDGE‑180F2 конденсаторного типа предназначены для эксплуатации в продолжительном режиме S1 с длительностью работы до 24 ч/сут.
Двигатели разработаны для использования совместно с блоками регулировки скорости FX3000 и имеют встроенный тахогенератор, позволяющий отслеживать скорость вращения на индикаторной панели блока. Диапазон регулировки скорости при применении блока FX3000 90-1400 об./мин.
Охлаждающий вентилятор с независимым питанием обеспечивает постоянное равномерное охлаждение двигателя при любой скорости вращения. Дополнительно двигатели 9SDGE-180F2 имеют встроенную защиту от перегрева. В случае нагрева двигателей до максимально допустимой температуры происходит автоматическое отключение питания. После охлаждения двигателей питание автоматически восстанавливается.
Сопротивление изоляции, не менее 100 МОм при напряжении 500В постоянного тока.
Диэлектрическая прочность изоляции: не менее 1 минуты при напряжении 1000 В.
Класс изоляции B (130ºС ).
Температурный диапазон эксплуатации: от -20ºС до +40ºС.
Температура срабатывания тепловой защиты: отключение при нагреве до 130ºС; восстановление при охлаждении до 82ºС.
Все двигатели 9SDGE‑180F2 поставляются в сборе с цилиндрическим редуктором, имеющим металлические колеса.
Технические характеристики
Передаточное отношение
3
3,6
6
9
12,5
15
18
20
25
30
36
50
60
75
90
100
120
150
180
Крутящий момент, Н*м при скорости 90 об. /мин.
1,83
2,2
3,66
5,49
6,89
8,27
9,92
10
12,5
14,99
17,99
24,99
29,4
29,4
29,4
29,4
29,4
29,4
29,4
Крутящий момент, Н*м при скорости 1200 об./мин.
2,93
3,51
5,86
8,78
12,20
14,64
17,57
19,52
24,4
29,28
29,4
29,4
29,4
29,4
29,4
29,4
29,4
29,4
29,4
Габаритные размеры асинхронного двигателя 9SDGE‑180F2
Схема подключения с использованием стандартного разъёма
Схема подключения с использованием клемм блока управления
Блок регулировки скорости FX3000
Связаться с нами
Хотите узнать дополнительную информацию о продукции — задайте вопрос. Наш специалист свяжется с вами в ближайшее время.
Асинхронный мотор-редуктор
07.07.2017
Что такое асинхронный двигатель
Асинхронный агрегат — электрический двигатель, у которого скорость оборотов магнитного поля, образуемое обмоткой статора, выше скорости оборотов ротора. Пусковой агрегат мотор редуктора предназначен для передачи крутящего момента с двигателя на редуктор и превращения электрической энергии двигателя в механическую энергию редуктора. Механизм работает от сети переменного тока. В отечественной промышленности электродвигатель иногда называют индукционным. Зарубежные аналоги имеют дублирующее название — коллекторный.
Устройство
Состоит из ротора и статора, между которыми находиться воздушная прослойка. Основными частями являются сердечник (второе название — магнитопровод) и обмотка. Другие составляющие являются конструктивными элементами: вентилятор, подшипники, прокладки и т. д. Статор имеет трехфазную обмотку, у которой фазы соединены по системе «звездочка» или «треугольник». Проводники обмотки установлены по поверхности статора в фазных пазах под углом 120 градусов. Магнитопровод собирается в виде пакета способом шихтовки. Его изготавливают в виде пластин. Для изготовления применяется электротехническая сталь. В зависимости от конструкционных особенностей ротора, асинхронные электромашины можно разделить на два вида:
Которые имеют короткозамкнутый ротор.
У которых фазный ротор.
Статор у обоих видов имеет одинаковый вид и характеристики. Различием между видами составляет обмотка ротора. Иногда встречается еще один тип асинхронного электродвигателя. Это электромашина с массивным ротором. Этот тип является подвидом короткозамкнутого ротора. В таком двигателе ротор изготовлен из ферромагнитного вещества, которое является и магнитопроводом и проводником (обмоткой) одновременно.
Преимущества и недостатки
Асинхронные механизмы набирают популярность и все чаще используются для работы в виде мотор редуктора. Причиной стали значительные преимущества асинхронного мотор редуктора:
Возможность подключения к электрической сети, не используя никаких преобразователей.
Способность комплектовать с электродвигателем редукторы необходимых типов.
Простота производства агрегата.
Экономичность и надежность в работе.
Длительный период эксплуатации.
Небольшая стоимость.
Значительный уровень прочности.
Высокий пусковой момент.
Несмотря на эти преимущества, есть несколько существенных недостатков. К ним относятся:
Высокое пусковое напряжение.
Слабый коэффициент мощности.
Трудности при регулировке скорости.
Ограниченная скорость оборотов вала двигателя, которая зависит от частоты электрической сети.
От напряжения сети зависит электромагнитный момент.
Для устранения этих недостатков рекомендуется для питания двигателя применить частотный преобразователь. Для контроля скорости оборотов вала дополнительно устанавливают датчик контроля.
Принцип работы
При включении электрического приводного механизма в сеть, напряжение подается на обмотку статора. Вследствие этого, в фазах образуются магнитные потоки. При изменении частоты напряжения может меняться сила потоков. Потоки смещены по окружности статора на 120 градусов друг от друга. В результате этого, потоки становятся вращающими и придают вращательное движение статору. Этим движением создается электрическая движущая сила. У обмотки ротора электрическая цепь имеет замкнутый контур, в котором создается электрический ток. Этот ток, контактируя с магнитными потоками, создаваемыми статором, образует пусковой момент у двигателя. Он начинает проворачивать ротор в одном направлении с магнитным потоком статора. Движение ротора начинается, когда пусковой момент достигнет и, в дальнейшем, превысит тормозной момент ротора. С выходного вала двигателя крутящий момент передается на входной вал редуктора. В электродвигателе создается скольжение. Это разница скоростей вращения ротора и поля статора.
Режимы работы
Асинхронный электрический привод имеет четыре режима работы. К ним относятся:
Двигательный режим.
Генераторный режим.
Режим холостого хода.
Режим противовключения (второе название — электромагнитного тормоза).
Каждый из режимов имеет условия работы и включается в зависимости от ситуации, в которой эксплуатируется мотор редуктор.
Заключение
Асинхронный мотор редуктор, благодаря своей компактности и прекрасным характеристикам, имеет широкий спектр применения. Он может использоваться как в промышленном производстве и сельском хозяйстве, так и для решения бытовых вопросов в частном доме или при выполнении фермерских работ.
Возврат к списку
Асинхронные и мотор-редукторы переменного тока
Информация о продукте Решения Техническая информация Размер двигателя Загрузки Виртуальный выставочный зал Свяжитесь с нами
Бесплатная доставка для онлайн-заказов. Принять условия.
Асинхронные двигатели и мотор-редукторы > Асинхронные двигатели с постоянной скоростью > Асинхронные двигатели
Однофазные асинхронные двигатели переменного тока и мотор-редукторы
Асинхронные двигатели переменного тока оптимальны для однонаправленной и непрерывной работы, такой как конвейерная система. Все, что вам нужно, это подключить конденсатор и подключить двигатель к сети переменного тока, и двигатель можно будет легко использовать.
1 Вт (1/750 л.с.) до 400 Вт (1/2 л.с.)
Мотор-редукторы с параллельным валом, прямоугольным сплошным валом, прямоугольным полым валом
Доступны выходные валы из нержавеющей стали
Круглый вал (без шестерни) Типы
Доступен электромагнитный тормоз
Однофазный 110/115 В переменного тока или однофазный 220-230 В переменного тока
Трехфазные асинхронные двигатели переменного тока и мотор-редукторы
Асинхронные двигатели переменного тока оптимальны для однонаправленной и непрерывной работы, такой как конвейерная система. Все, что вам нужно, это подключить двигатель к сети переменного тока, и двигатель можно легко использовать.
6 Вт (1/125 л.с.) до 3 л.с.
Мотор-редукторы с параллельным валом, прямоугольным сплошным валом, прямоугольным полым валом
Круглый вал (без шестерни) Типы
Доступен электромагнитный тормоз
Трехфазный 200–230 В переменного тока или трехфазный 208/230/460 В переменного тока
Инверторы продаются отдельно
Асинхронные двигатели переменного тока и мотор-редукторы
На следующем рисунке показана конструкция асинхронного двигателя переменного тока.
1. Фланцевый кронштейн Литой алюминиевый кронштейн с механической обработкой, запрессованный в корпус двигателя
2. Статор Состоит из сердечника статора из пластин электромагнитной стали и медной катушки с полиэфирным покрытием. и изоляционная пленка
3. Корпус двигателя Литой под давлением алюминий с механической обработкой внутри
4. Ротор Электромагнитные стальные пластины с литым под давлением алюминием
5. Выходной вал Доступны модели с круглым валом и с валом-шестерней. В валу используется металл S45C. Тип круглого вала имеет плоский вал (выходная мощность 25 Вт 1/30 л.с. или более), а тип вала-шестерни подвергается прецизионной чистовой обработке.
6. Шариковый подшипник
7. Токоподводы Токоподводы с термостойким полиэтиленовым покрытием
8. Окраска Запекание из акриловой смолы или меламиновой смолы
— Torque Motors0018
На приведенном ниже рисунке показаны характеристики скорости и момента асинхронных двигателей.
Двигатель без нагрузки вращается со скоростью, близкой к синхронной. По мере увеличения нагрузки скорость двигателя падает до уровня (P), при котором достигается баланс между нагрузкой и крутящим моментом двигателя (Tp). Если нагрузка увеличивается дальше и достигает точки М, двигатель не может генерировать больший крутящий момент и останавливается в точке R. Другими словами, двигатель может работать в стабильном диапазоне между M и O, в то время как диапазон между R и M подвержен нестабильности.
Асинхронные двигатели доступны двух типов: однофазные (с конденсатором) и трехфазные асинхронные двигатели. У однофазного двигателя пусковой момент обычно меньше рабочего момента, тогда как трехфазный двигатель имеет относительно больший пусковой момент.
Крутящий момент двигателя изменяется пропорционально примерно удвоенному напряжению питания. Например, если 110 В подается на двигатель с номинальным напряжением 100 В, крутящий момент, создаваемый двигателем, увеличивается примерно до 120 %. В этом случае температура двигателя повысится и может превысить допустимый диапазон. Если 90 В подается на тот же двигатель, крутящий момент, создаваемый двигателем, уменьшается примерно до 80%. В этом случае двигатель может не работать с автоматическим оборудованием должным образом. По вышеуказанным причинам напряжение источника питания должно поддерживаться в пределах ±10% от номинального напряжения. В противном случае, когда напряжение питания колеблется за пределами указанного выше диапазона, температура двигателя может подняться выше допустимого диапазона или крутящий момент двигателя может упасть, что приведет к нестабильной работе оборудования.
Поиск по артикулу
Слайд с содержанием
Слайд с содержанием
Асептический привод | Комбинация асинхронного двигателя и коробки передач
Набор инструментов Stels 14106 94 был разработан для водителей и работников сервисных центров для автомобилей, но может пригодиться любому владельцу техники, от бытового оборудования до электронного садового инвентаря. Благодаря уникальной технологии обработки металла, инструменты получили не только прочность, но и упорность к любым условиям. Легкая, как перо, сталь была покрыта хромом и ванадием, повышающими твердость металла, и уменьшающими электро- и теплопроводность. В данном кейсе есть все необходимое для обслуживания машины: головки, комбинированные ключи, биты, отвертки, трещотки, удлинители, карданы, переходник и многое другое — в общей сложности, девяносто четыре предмета, которые станут хорошими помощниками в ремонте и обслуживании механизмов и устройств. Преимущества набор инструментов Stels 14106: Металлические инструменты (биты, ключи) изготовлены из хромованадиевой стали, легкой и ударопрочной; Биты-вставки и отвертки производятся из стали S2, улучшающей свойства инструментов; Набор комплектуется трещотками с 72 зубьями, функцией плавного реверса и быстрым сбросом; Упаковочный кейс изготовлен из жесткого противоударного пластика, с надежными застежками; Набор инструментов универсален; На все наборы инструментов STELS предоставляется пожизненная гарантия (подробнее в гарантийном талоне). Комплектация Stels 14106 94 предмета: Ключ трещоточный 1/4″; Ключ трещоточный 1/2″; Головки торцевые 1/2″ 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 27, 30, 32 мм; Головки торцевые 1/4″ 4, 4.5, 5, 5.5, 6, 7, 8, 9, 10, 11, 12, 13, 14 мм; Головки свечные 21 мм под ключ, и 16 мм; Удлинители 1/2″125 мм; Удлинители 1/4″ 100 мм и 50 мм; Удлинитель гибкий 1/4″ 145мм, под ключ; Кардан на 1/2 и 1/4″; Комплект шестигранников 2.5 мм, 2 мм, 1.5 мм; Вороток на 1/2 и 1/4″; Головка торцевая удлиненная 1/2″ 14, 15, 17, 19 мм; Головка торцевая удлиненная 1/4″ 6, 7, 8, 9, 10, 11, 12, 13 мм; Биты, диаметр 8 мм, длина 30 мм Н8, Н10, Н12, Н14, Ph5, Ph4, SL8, SL10, SL12, PZ4, PZ3, T55, T50, T45, T40; Биты с торцевыми головками Ph2, Ph3, SL4, SL5.5, SL7, PZ1, PZ2, h4, h5, H5, H6, T8, T10, T15, T20, T25, T30; Переходник 1/2″ четырехгранника на шестигранник Н 5/16″; Влагопоглотитель; Кейс.
В интернет-магазине «Бигам» вы можете купить Набор инструментов в пластиковом кейсе Stels 14106 (количество предметов 94, вес 6. 48 кг) недорого по цене 7110р.. Также ознакомьтесь с другими предложениям бренда Stels.
Доставка
Доставка товара осуществляется транспортными компаниями до пунктов выдачи в вашем городе, либо по указанному при заказе адресу курьером. Итоговая стоимость доставки отобразится при оформлении заказа после заполния формы с адресом.
Отзывы
Отзывы о «Набор инструментов в пластиковом кейсе Stels 14106 (количество предметов 94, вес 6.48 кг)» помогут вам лучше изучить качество товара и принять правильное решение о покупке. На данный момент еще никто не оставил свой отзыв. Вы можете быть первым.
Написать отзыв
Актуальность: 04.12.2022
Что входит в набор из 82 и 94, 142 и 216 предметов? Отзывы клиентов
Особенности
Преимущества и недостатки
Характеристики комплектов
Советы по выбору
Отзывы
Современные автолюбители предпочитают устранять поломки автомобиля своими руками. Для этого потребуются только необходимые запасные части и соответствующие инструменты. Различные насадки, трещотки, пассатижи и прочее наполнение ящиков с инструментами требуются не только для ремонта автомобиля, они пригодятся и для домашнего использования. Именно поэтому большинство автомобилистов и техников станций техосмотра выбирают для работы только качественный и высокопрочный инструмент от производителя Stels.
Особенности
На сегодняшний день бренд Stels занимает лидирующие позиции в списке производителей автомобильного инструмента. Производственные цеха расположены на Тайване. Часть комплектующих производится в Китае. Не стоит пугаться, многие известные бренды имеют свои предприятия в КНР из-за минимальных затрат на производство.
В основном Stels производит наборы инструментов исключительно для автовладельцев и техников автосервиса. Дополнительная линейка продуктов — аварийные знаки, буксирные тросы и аналогичная периферия.
Любой элемент корпуса автомобиля можно использовать не только для ремонта ходовой части автомобиля, но и для ремонта домашних агрегатов. Отличительной особенностью компании Stels является бессрочная гарантия. Открыв корпус, покупатель сразу обнаруживает соответствующие документы, в которых указано, что каждый элемент прошел серьезные испытания и не сломается при капитальном монтаже.
Для изготовления инструментов используется сталь с добавками хрома и ванадия, прошедшая предварительную термическую обработку. Поверхность каждого отдельного инструмента имеет шероховатость, поэтому он не выскальзывает из рук.
Биты изготовлены из стали S2, поэтому легко выдерживают максимальную нагрузку ударных шуруповертов. Сам чемодан, предназначенный для хранения инструментов, качественный. Он изготовлен из специального пластика, который не подвергается воздействию негативных факторов, выдерживает удары и падения. В качестве застежек используются металлические защелки.
Отличительной чертой приборов Stels является их участие в испытаниях на безопасность, что соответствует европейскому знаку качества.
С точки зрения красоты и удобства ручки инструментов выполнены в удобной эргономичной форме. В основном резиновые вставки защищают мастера от поражения электрическим током. Строгий вид инструментов подчеркивается двумя контрастными цветами.
Преимущества и недостатки
Автомобильные комплекты Stels имеют огромные преимущества перед другими производителями. Руководство постоянно работает над улучшением выпускаемой продукции. Для составления списка преимуществ социологи провели опрос среди владельцев кейса со средствами Stels, на основании которого выявили положительные стороны наборов.
В производстве используется металл высокого качества, благодаря чему инструмент считается настолько прочным, что мастера на СТО и в автосервисах легко срывают прикипевшие болты.
Каждый отдельный набор оснащен огромным количеством разнообразных элементов. Главное заранее определиться, для каких работ требуется тот или иной инструмент из набора.
Владельцы чемоданов для инструментов Stels утверждают, что за столь небольшую стоимость они приобрели настоящего помощника в ремонтных работах.
Несмотря на внушительные факторы достоинств автомобильных комплектов Stels, некоторые владельцы этого уникального кейса отмечают, что есть и недостатки.
Маленькие головы из-за своих миниатюрных размеров могут выпасть из своих посадочных мест при переноске чемодана в вертикальном положении. Чтобы устранить проблему, производитель наносит специальное покрытие из микрофибры, которое плотно прижимает элементы набора к соответствующим ячейкам.
Во многих наборах маленькие отвертки имеют миниатюрную ручку, из-за чего мужчинам с широкой кистью немного неудобно держать инструмент.
Свечной ключ не имеет намагниченного наконечника. Вместо него установлена жесткая резиновая прокладка. Чаще всего он остается на кончике закрученной свечи. Причиной проблемы является неразработанность новых элементов набора. Через какое-то время резинка станет мягкой, а процедура замены свечей сократится в несколько раз.
Несмотря на представленные преимущества и недостатки наборов Stels, важно помнить, что инструменты имеют пожизненную гарантию. В случае той или иной поломки инструмента следует обратиться к официальному представителю, который поможет решить любой вопрос.
Характеристики наборов
Производитель Stels занимается изготовлением наборов инструментов, предназначенных для различных видов работ, в основном для ремонта автомобилей. Каждый экземпляр имеет отличительную комплектацию. Все модели шкафов Stels пользуются большим спросом на мировом рынке. Ниже представлен список самых популярных кейсов с их подробностями.
Стелс 57
Представленный набор состоит из 57 деталей. В основном используется для самостоятельного ремонта автомобилей. Хотя иногда встречается на небольших СТО. В комплект кейса входит одна трещотка, удлиненная и стандартная торцевые головки, отвертка с наконечником для фиксации бит и другие элементы разного размера. В процессе изготовления комплекта каждый отдельный инструмент проходит несколько этапов проверки качества. Что касается стоимости, то цена набора очень приемлемая, по семейному бюджету не ударит.
Stels 76
Этот набор инструментов пользуется более широким спросом у автомобилистов. Огромное разнообразие элементов позволяет проводить практически любые работы без постановки автомобиля на СТО. Уникальность набора заключается в возможности его использования даже при ремонте бытовой техники. В набор входят 2 трещотки с кнопкой сброса, молоток с удобной рукояткой, отвертка с фиксатором бит, различные переходники, биты разного размера, множество ключей.
В качестве дополнения в комплект были добавлены специальные пассатижи, которыми можно менять размер. Все это разнообразие упаковано в прочный кейс, оснащенный защелками из нержавеющей стали.
Stels Auto
Уникальный автомобильный набор, состоящий из 82 деталей. Особо следует отметить наличие усиленной трещотки и гибкой отвертки с удобной ручкой. Остальные элементы набора отличаются повышенной прочностью и устойчивостью к любым видам работ. Stels Auto идеально подходит для установки любых технических устройств бытового назначения.
Stels 94
Комплектация такого набора идеальна для работы в автосервисе. Здесь нет ненужных предметов. Головки, ключи разных размеров, трещотки, отвертки и многие другие элементы. Следует обратить внимание на расширенный размерный ряд головок и бит. В наборе нет ни молотка, ни пассатижей, что нравилось владельцам предыдущей модели корпуса. Сам чемодан изготовлен из прочного пластика, имеет усиленные металлические застежки, не подверженные ржавчине.
Стелс 142
Упаковочный ящик предполагает размещение 142 предметов, предназначенных для ремонта автомобилей и бытовых электроприборов. Вес чемодана составляет 28 килограммов, что для обычного автовладельца весьма ощутимо. Но в автосервисе такой комплект считается лучшей покупкой. Входящие в комплект трещотки рассчитаны на 24 зуба, 6 ударных отверток с удобной ручкой помогут раскрутить застрявшие и заржавевшие наконечники.
На радость автовладельцам в комплекте есть разводные пассатижи, угловые шестигранники разных размеров и металлические удлинители для привода. Рукоятки инструментов выполнены из резины, что защищает человека от поражения электрическим током.
Stels 216
Один из самых востребованных наборов, состоящий из 216 предметов. Чемодан изготовлен из прочного морозостойкого пластика, оснащен усиленными защелками. В наборе стандартное наполнение элементов, например, переходник на биту, несколько видов трещоток, отвертки с наконечниками, фиксирующими биты. Торксы с пятью лучами были заявлены как эксклюзив. Раньше они продавались отдельно, и их стоимость наносила серьезный удар по семейному бюджету. Рукоятки инструментов изготовлены из армированной резины, которая удобно и эргономично ложится в руку.
Stels 29
Представленная версия имеет уменьшенную комплектацию. Всего 1 трещотка и 1 отвертка. Достаточное количество бит для проведения мелкого ремонта станка. Несмотря на свою уменьшенную версию, набор идеально подходит для ремонта автомобилей и мелкой техники.
Stels 109
Представленный набор состоит из 109 элементов, созданных для обычных автолюбителей и специализированных мастерских. Каждый шаг создания отдельного элемента соответствует требованиям международного стандарта качества. Биты и отвертки изготовлены из стали S2, благодаря чему обладают улучшенными свойствами. Набор упакован в прочный ударопрочный пластиковый кейс. Застежки из нержавеющей стали надежно удерживают чемодан в закрытом состоянии.
Представленный комплект подходит для разных работ, начиная от автомобиля и заканчивая дачным хозяйством.
Stels 151
Профессиональный набор с максимальным количеством инструментов, предназначенный для оснащения гаражей. Огромный выбор элементов позволит мастеру выполнить любую работу, несмотря на сложность. Закаленная сталь, используемая в конструкции инструментов, позволяет выполнять работы с высокими нагрузками. В наборе большое количество бит, несколько воротков разного размера, всеми любимый «пьяный» ключ, позволяющий откручивать болты в труднодоступных местах.
Прочные усиленные трещотки доступны в трех вариантах. Они помогут вам справиться с ржавыми и застрявшими болтами любых размеров. Вам даже не нужно использовать WD-40.
Представленный набор считается уникальным чехлом, позволяющим проводить ремонтные работы с чувством удовольствия и удовольствия.
Советы по выбору
Выбор правильного комплекта — непростая задача. Покупатель должен изначально определиться с необходимыми характеристиками инструментов, для каких работ они будут предназначены. Именно поэтому автолюбителю следует заранее ознакомиться с техническими характеристиками интересующей продукции.
Размеры и функциональность. Этот фактор влияет на способ хранения и транспортировки набора. Если внутри автомобиля есть специально отведенное место для размещения чемодана, необходимо его измерить и подобрать чемодан по габаритам ниши. Правильные габариты позволят компактно упаковать комплект, благодаря чему в салоне не будет слышно посторонних шумов и грохота от металлических инструментов, которые прыгают внутри багажника.
Инструментальный материал. Каждый мужчина знает, что любые наборы инструментов делятся на любительские и профессиональные. Прочность элементов также зависит от этого фактора. Для любителей в основном используется сталь средней и низкой прочности. Профессиональные инструменты изготавливаются исключительно из высококачественной стали.
Спецификация комплекта. Перед покупкой покупатель должен определиться с комплектацией набора и количеством элементов. Если автолюбитель ремонтирует свой автомобиль самостоятельно, ему понадобятся такие инструменты, как отвертки, гаечные ключи, пассатижи, трещотки, головки и биты.
А для профессиональных мастеров следует рассматривать максимальные по комплектации наборы, в которых присутствуют все необходимые элементы разного размера.
Отзывы
Изучая заявления владельцев комплектов Stels, можно увидеть противоречивые отзывы. Из них следует, что набор и сам материал отличаются повышенным уровнем качества, единственный недостаток – огромное разнообразие элементов. Некоторые экземпляры принципиально новые, потому что они не используются в рабочих процессах.
Большинство владельцев комплектов подчеркивают дизайн храповика, который идеально подходит для монтажа и демонтажа наконечников. Особое внимание владельцы наборов уделяют ценовой политике. За такую небольшую сумму купили настоящего мастера автосервиса.
Видеообзор инструмента Stels см. ниже.
Комментарий успешно отправлен.
Рекомендуем прочитать
Комплект Stels 94 Pecas Ferramentas
Classificar por
Jogo De Soquetes Encaixe 1/4 E 1/2 Pol Com 94 Pecas + Brinde
Vendido por Ismafer Ferramentas
em
12x
32 reais con 77 centavos R$32, 77
Frete grátis
MAIS VENDIDO
Jogo De Soquetes Encaixe 1/4 E 1/2 Pol.
, Com 94 Pecas//stels
Vendido por Ismafer Ferramentas
em
10x
35 reais con 42 сентаво 35,42 реалов
SEM JUROS
FRETE GRATIS
JOGO DE SOQUETES ENCAIXE 1/4 E 1/2 POL COM 94 PECAS // STELS
Jogo De Soquetes Encaixe 1/4 E 1/2 Pol Com 94 Pecas + Brinde
Vendido por Ismafer Ferramentas
em
10x
43 reais con 33 centavos R$43, 33
SEM JUROS
FRETE GRATIS
Jogo de Ferramentas C/ 94 Pecas MM/ Pol C/ Maleta Stels
EM
10x
515
EM
10x
515 CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON CON 50AIV
.
Frete Grátis
Super Kit Jogo de Ferramentas C/ 94 PçS E Maleta Apport
EM
10x
50 REAIS CON 30 Centavos R $ 50,30
SEA DIRO. 0015
Jogo De Soquetes Encaixe 1/4 E 1/2 Pol., Com 94 Pecas//stels
Vendido por Ismafer Ferramentas
em
10x
71 reais con 91 centavos R$71,91
sem Juros
Frete Grátis
Jogo de Soquetes 1/4 E 1/2 Pol.94 Pecas Stels + Chave Impact
Станина токарного станка по металлу:фото,виды,шабрение и шлифовка
Posted by Apostol65q28hd on Sunday, 21 February 2016
Устройство станины
Виды станин
Ремонт станины
Шлифовка станины
Токарные станки используются для обработки деталей цилиндрической формы. Они включают в себя множество разновидностей, которые отличаются по размеру и наличию дополнительных функций. Такие промышленные модели как, токарный станок 16К20 очень распространены и широко используются в современной промышленности. Чтобы устройство нормально функционировало, требуется знать все особенности его деталей.
Станина токарного станка служит для закрепления практически всех механизмов и узлов, которые применяются на данном оборудовании. Зачастую ее отливают из чугуна, чтобы получить массивную и прочную конструкцию, которая смогла прослужить длительный срок. Это связано с тем, что она будет подвергаться большим нагрузкам. Не стоит также забывать об устойчивости, так как массивные большие модели используют огромную энергию во время работы и основание должно хорошо сопротивляться нагрузкам.
фото:станина токарного станка
Станина и направляющие станка крепятся при помощи болтов к тумбам или парным ножкам. Если устройство короткое, то применяется две стойки. Чем оно длиннее, тем больше стоек может потребоваться. Большинство тумб имеет дверцы, что позволяет их использовать в качестве ящиков. К направляющим следует очень внимательно относиться и оберегать их возможности повреждения. Не желательно оставлять на них инструменты, заготовки и прочие изделия. если все же приходится располагать на них металлические предметы, то перед этим следует положить деревянную подкладку. Для лучшего ухода, перед каждым применением станка, станину требуется протирать и смазывать. Когда работа завершена, следует удалять с нее стружку, грязь и прочие лишние предметы.
Особенности конструкции станины металлорежущих станков могут отличаться в зависимости о конкретной модели, так как они разрабатываются для удобного и безопасного размещения всех узлов оборудования. Но основные положения во многих случаях остаются одинаковыми, так что на примере популярных моделей можно рассмотреть основы.
Устройство чугунной станины
фото:устройство чугунной станины
Продольное ребро;
Продольное ребро;
Поперечное ребро, служащее для связи продольных ребер;
Призматические направляющие продольных ребер;
Плоские направляющие, которые служат для установки задней и передней бабки, а также для передвижения по ним суппорта;
Стоит отметить, что у направляющих станины поперечное сечение может иметь различные формы. Обязательным правилом является соблюдение параллельного расположения, так что все должно быть равноудаленным от оси центров. Это требует точной фрезеровки или строгания. После этого осуществляется операция по шлифовке и шабрению. Все это обеспечивает точную обработку изделий, а также ликвидацию проблем с передвижением суппорта и возникновением толчков.
Виды станин станков
фото:виды станин станков
Станина токарного станка по металлу, которая представлена на рисунке «а» под номерами 1 и 2, имеет трапецеидальное сечение направляющих. В данном случае основной упор сделан на большую опорную поверхность. Они обладают большой износостойкостью, что позволяет долго оставлять свою точность. В то же время, для перемещения по ним суппорта нужно прилагать множество усилий, особенно, если он перекосился.
На рисунке «б» представлена станина с плоским прямоугольным сечением направляющих. В отличие от предыдущего, они имеют уже по два ребра жесткости, а не одному, что делает их крепче.
Рисунок «в» демонстрирует станину с направляющими треугольного сечения. С учетом того, что здесь используется достаточно малая опорная поверхность, с большим весом работать получается сложно, так что данный вид используется преимущественно для малых станков.
На рисунке «г» показана станина с треугольным сечением и опорной плоскостью. В данном случае она также применяется для станков мелких размеров.
Если станина предназначается для тяжелого станка, то она имеет не только большое сечение, но и большее сопротивление на изгиб. Одними из наиболее распространенных является такой вид, как представлен на рисунке «г». Здесь каретка суппорта делает упор на призму №3 спереди, а сзади упирается на плоскость №6. Чтобы не произошло опрокидывание, ее удерживает плоскость №7. При задаче направления основную роль играет призма №3, тем более, что она воспринимает на себя большую часть давления, осуществляемого резцом.
Если на станине возле передней бабки имеется выемка, то она служит для тог, чтобы обрабатывать изделия большого диаметра. Если же происходит обработка изделия, радиус которых меньше высоты центров, то выемку перекрывают специальным мостиком.
Ремонт станины токарного станка
Шабрение станины токарного станка является технологическим процессом во время которого станина выверяется для закрепления коробки подач при помощи рамного уровня. Благодаря этому можно будет в дальнейшем легко установить перпендикулярность поверхности крепления суппорта и фартука к коробке подач.
Первым делом станина устанавливается на жесткий фундамент и проверить продольное направление по уровню вдоль поверхности, а поперечное направление по рамному уровню. Допустимые отклонения составляют не более 0,02 мм на 1 метр длины изделия.
Шабрят верхние поверхности направляющей, сначала с одной стороны, используя поверочную линейку на краску. Во время этого процесса желательно периодически проверять извернутость направляющих.
Затем шабрят поверхность второй направляющей. Максимальный допуск отклонений здесь остается таким же 0,02 мм на 1 метр длины изделия.
Шлифовка станины токарного станка
Шлифовка станины токарного станка состоит из следующих процедур:
Необходимо провести зачистку и запиливание задиров и забоин имеющихся на поверхности;
Станина устанавливается на столе продольно-строгального станка и надежно закрепляются там;
Далее идет проверка извернутости направляющих, которая производится уложенного на мостике задней бабки уровня;
Во время установки станины получается небольшой прогиб изделия, который следует исправить путем максимально плотного соприкосновения со столом;
Повторно проверяется извернутость направляющих, чтобы результаты совпадали с тем, что было до закрепления;
Только после этого приступают к шлифовке всех контактных поверхностей изделия. Процедура проводится при помощи торца круга чашечной формы. его зернистость должна быть К3 46 или КЧ 46, а твердость соответствовать СМ1К.
Поделитесь информацией с друзьями в социальных сетях
Качество капитального или среднего ремонта при минимальном сроке исполнения зависит от степени подготовки станка к ремонту и правильной организации труда бригады слесарей.
Перед остановкой станка для ремонта производят проверку его работы на холостом ходу с целью выявления повышенных шумов и вибраций на каждой ступени оборотов шпинделя и также осуществляют обработку образца с целью определения состояния опор качения шпинделя. Проверяют радиальное и осевое биение шпинделя. Указанные проверки являются обязательными, так как при этом легче установить дефекты, которые в ряде случаев весьма сложно выявить у разобранного станка.
Результаты проверок учитывают при составлении ведомости дефектов и ремонте станка.
Другие проверки станка на точность по ГОСТ 42—56 (рекомендуемые в некоторых литературных источниках) проводить нецелесообразно, так как точность сборки станка обеспечивается на всех этапах технологического процесса ремонта.
В настоящей главе рассмотрено несколько вариантов технологических процессов, которые применяют для капитального или среднего ремонта корпусных (базовых) деталей и узлов большинства моделей токарно-винторезных станков, например, 1К62, 1601, 1610, 1613Д или 250, 1612В, 1615А, ТВ-320, 1А616, 1Е61 и др. соответствуют современному уровню ремонтного производства и могут быть использованы ремонтными базами с различным уровнем оснащенности.
Технические характеристики, фотографии и чертежи приведены на странице Токарно-винторезный станок 1К62.
Весьма важным мероприятием является организация ремонта станка по календарному графику. График ремонта станка определяет последовательность и сроки проведения ремонтных операций, комплектование узлов и окончательную сборку станка,
Кроме того, в первый день бригада осуществляет промывку деталей и дефектацию станка и приступает к ремонту других узлов станка.
Ремонт направляющих станины токарного станка
Направляющие станины восстанавливают при ремонте различными способами, например строганием, фрезерованием, шлифованием, протягиванием, шабрением. На некоторых заводах осуществляют поверхностное упрочнение направляющих станины способом накатывания роликом, а также закалкой т. в. ч., что значительно повышает износоустойчивость поверхностей.
Выбор способа ремонта зависит от степени износа и твердости направляющих станины, оснащенности ремонтной базы специальными станками и приспособлениями и т. п.
Наиболее распространенными способами ремонта направляющих станин являются шабрение, шлифование и строгание.
Ремонт направляющих шабрением даже при износе 0,05 мм отличается большой трудоемкостью и стоит дорого, поэтому следует механизировать этот процесс, а это дает большой экономический эффект.
Ремонт направляющих шлифованием обеспечивает высокую точность и чистоту обработки, этот способ практически незаменим при ремонте закаленных направляющих станин. Производительность труда при шлифовании в несколько раз выше по сравнению с шабрением. Однако при ремонте незакаленных направляющих станков предпочтение следует отдавать финишному строганию. При этом достигается высокая производительность, обеспечивается чистота поверхности V6 и точность в соответствии с техническими условиями.
Ремонт направляющих станины шабрением
Рис. 48. Выверка станины токарно-винторезного станка на стенде
Основание мостика
Резьбовая колонка
Уровень
Опора
Резьбовая колонка
Площадка для уровня
Резьбовая колонка
Опора
Подпятники
Уровень
Рамный уровень
Балочка
Поверхность станины для крепления коробки подач
Этот технологический процесс характеризуется тем, что станина (установленная на стенде или на жестком фундаменте) в поперечном направлении выверяется по поверхности для крепления коробки подач 13 (рис. 48) с помощью рамного уровня 11. Это позволяет в дальнейшем при ремонте суппорта легко определить и установить перпендикулярность поверхностей для крепления фартука на каретке суппорта к поверхности для крепления коробки подач на станине.
Горизонтальность направляющих в продольном направлении определяется обычным способом по уровню 10.
Другая особенность рассматриваемого типового технологического процесса заключается в том, что вместо изнашиваемых поверхностей направляющих под заднюю бабку (на станине), обычно принимаемых за базу, в данном случае за базу принимают поверхности для крепления зубчатой рейки, притом лишь участки (по 200—300 мм) этих поверхностей по обоим концам станины. Эти поверхности никогда не изнашиваются и находятся в одной плоскости с поверхностями для крепления коробки подач и кронштейна ходового вала. Восстановление параллельности направляющих станины к указанным поверхностям сокращает трудоемкость выверки параллельности осей ходового винта и ходового вала к направляющим станины.
Ремонт направляющих станин по этой технологии, внедренный в ремонтной службе ЛОМО, сводится к следующим операциям:
1. Устанавливают станину на стенд или жесткий фундамент по уровню с помощью клиньев и башмаков. В продольном направлении проверку необходимо вести по уровню 10 (рис. 48), в поперечном направлении — по рамному уровню, прикладываемому к плоскости 13.
Извернутость направляющих проверяется по уровню 4, установленному на универсальном приспособлении 3, перемещаемом по направляющим, или на мостике задней бабки.
Допускаются отклонения от горизонтальности направляющих в продольном направлении не более 0,02 мм на длине 1000 мм.
Извернутость направляющих допускается не более 0,02— 0,04 мм на длине 1000 мм.
Плоскость 9 (рис. 49) для крепления коробки подач должна располагаться вертикально. Допускается отклонение не более 0,04—0,05 мм на длине 1000 мм.
2. Шабрят поверхности 3, 4 и 5 по поверочной линейке на краску. В процессе шабрения периодически проверяют извернутость этих направляющих и параллельность их поверхностям 9 и 10 с помощью приспособления, уровня и индикатора (способ проверки — см. рис. 10, б).
Допускается непрямолинейность (в сторону выпуклости) не более 0,02 мм на длине 1000 мм. Извернутость — не более 0,02 мм на 1000 мм. Непараллельность 1 базовым поверхностям — не более 0,06 мм на длине направляющих. Количество отпечатков краски — не менее 10 на площади 25×25 мм.
3. Шабрят направляющие 1, 2 и 6 по поверочной линейке на краску. Периодически проверяют параллельность их поверхностям 3, 4 и 5, отклонение которой должно быть не более 0,02 мм на длине 1000 мм и не более 0,05 мм на длине 3000 мм.
Спиральная извернутость допускается не более 0,02 мм на длине 1000 мм. Количество отпечатков краски должно быть не менее 10 на площади 25 х 25 мм.
4. Шабрят поверхности 7 и 11 по поверочной линейке на краску. Периодически проверяют параллельность их поверхностям 1, 2 и 6 с помощью приспособления с индикатором. Допускается непараллельность не более 0,02 мм на длине направляющих.
Окончательная пригонка поверхностей 7 и 11 производится по каретке суппорта вместе с прижимными планками.
Ремонт направляющих станины шлифованием
Этот технологический процесс состоит из следующих операций:
1.Запиливают и зачищают все выступающие забоины и задиры на поверхности 8 станины (рис. 49).
2. Устанавливают станину на столе продольно-строгального станка поверхностью 8, при этом под наружные четыре угла между опорными плоскостями станины и поверхности стола подкладывают фольгу толщиной 0,1 мм. Закрепление станины осуществляют у внутренних углов (на рис. 50 показано стрелками) и выверяют ее на параллельность ходу стола по поверхностям 10 и 9 (рис. 49) с точностью 0,05 мм на всей длине поверхности.
3. Проверяют извернутость направляющих 3, 4 и 5 с помощью уровня, уложенного на мостике задней бабки, или специального приспособления (см. рис. 9).
4. Закрепляют станину на столе станка винтами и накладками, одновременно осуществляя прогиб станины на 0,05 мм. Как показывает практика, на точность механической обработки направляющих отрицательно влияет непрямолинейность движения стола строгального станка, на котором производится шлифование. Деформация станины, возникающая как в процессе установки и закрепления на столе станка, так и при обработке также увеличивает непрямолинейность. Из-за указанных недостатков направляющие станины после их обработки оказываются не только непрямолинейными (в сторону вогнутости), но и извернутыми. Поэтому установка и крепление станины на столе строгального станка являются важными моментами и требуют внимательного и умелого подхода к ним. Станину следует закрепить на столе строгального станка так, чтобы тумбы своей опорной поверхностью плотнее соприкасались с поверхностью стола.-
5. Дополнительно проверяют извернутость направляющих. Показания должны быть такие же, как при проверке до закрепления. При несовпадении показаний винты ослабляют и станину вновь закрепляют так, чтобы данные извернутости были с одинаковыми данными, полученными до закрепления станины на столе станка.
6. Шлифуют последовательно поверхности 3, 6, 11, 7, 2, 5, 1 и 4 (рис. 49). Шлифование производят торцом круга чашечной формы, зернистостью КЧ46 или К346 и твердостью СМ1К. Предварительное шлифование проводят при наклоне оси шпинделя относительно направления движения стола на 1—3°.
Окончательное шлифование производят при перпендикулярном положении оси шпинделя к шлифуемой поверхности. Режим шлифования: подача 6—8 м/мин, скорость — 35—40 м/сек. Нагрев обрабатываемых поверхностей во время шлифования не допускается.
Типовой технологический процесс ремонта направляющих станин шлифованием представлен в табл. 3. Этим технологическим процессом можно руководствоваться и при шлифовании направляющих, закаленных т. в. ч. Однако предварительно нужно выполнить все операции, указанные на стр. 72.
Читайте также: Описание конструкции токарно-винторезного станка 1К62
Ремонт направляющих станины финишным строганием
При ремонте направляющих строганием станину необходимо установить на стол продольно-строгального станка, выверить и деформировать, согласно операциям 1, 2, 3 и 4 табл. 3.
Типовой технологический процесс ремонта направляющих станины станка модели 1К62 шлифованием. Таблица 3
Номер операции
Содержание операции
Технические условия
Инструмент и приспособления
Способ проверки
01
Зачистить поверхность 8 (см. рис. 49) от забоин
Границы забоин не должны выступать над поверхностью
Напильник, шабер, поверочная линейка
Линейкой на краску
02
Установить станину на строгальный станок и выверить на параллельность по ходу стола
Непараллельность поверхностей 9 к 10 к направлению стола — не более 0,03 мм на длине станины
Индикатор, щуп
Индикатор закрепить в резцедержателе станка и подвести измерительный штифт к поверхностям 9 и 10. Замеры осуществлять на концах поверхностей при движении стола станка
03
Проверить (предварительно) извернутость направляющих 3 и 4 до закрепления станины на столе и зафиксировать отклонения, также проверить горизонтальность поверхности 3
—
Мостик и уровень с ценой деления 0,02 мм на длине 1000 мм
На средние направляющие 3, 4 и 5 (см. рис. 49) установить мостик с уровнем, расположив его поперек направляющих. Перемещая мостик, по уровню определить величину извернутости направляющих. Затем уровень установить на поверхности 3 поочередно на обоих концах, и зафиксировать положение станины в продольном направлении
04
Закрепить, деформировав, станину на столе станка в местах, показанных на рис. 50 стрелками, и проверить окончательно
Извернутость должна соответствовать показаниям проверки операции 3. Вогнутость должна быть на 0,05 мм больше вогнутости при операции 3
Мостик и уровень с ценой деления 0,02 мм на длине 1000 мм
То же
05,06,07
Шлифовать последовательно (предварительно и окончательно) поверхности 3 и 6; 7 и 11; 1, 4, 5 и 2 (рис. 49)
Чистота поверхностей V7
Шлифовальный круг ЧК ЭБ36, СМ2К (ГОСТ 2424—67)
Чистоту обработки определять визуально методом сравнения с эталоном
08
Проверить предварительно прямолинейность, параллельность, плоскостность и извернутость направляющих
Отклонение от прямолинейности (вогнутость) не более 0,03 мм на длине 1000 мм. Отклонение от параллельности — не более 0,02 мм по всей длине направляющих. Извернутость — не более 0,02 мм на длине 1000 мм
Поверочная линейка (ГОСТ 8026—64), щуп, набор, поверочная линейка (ГОСТ 8026—64), щуп (набор № 3), индикатор с ценой деления 0,01 мм, универсальный мостик и уровень
Непрямолинейность и извернутость проверять универсальным мостиком с уровнем (см. рис. 9), непараллельность — мостиком и индикатором (см. рис. 10, б)
09
Открепить станину и предъявить в ОТК
Отклонение от прямолинейности (выпуклость) — не более 0,02 мм на длине 1000 мм
То же
То же
В резцедержателе станка устанавливают широколезвийные резцы, режущие кромки которых предварительно должны быть доведены. Резец подводят к наименее изношенной части обрабатываемой поверхности и регулируют положение лезвия таким образом, чтобы оно плотно соприкасалось режущей кромкой с направляющей и перекрывало ее по ширине. Проверку расположения резца относительно поверхности можно производить щупом.
Строгание производится при скорости движения стола 8— 10 м/мин и глубине резания 0,03—0,05 мм. Для получения чистоты поверхности V 7 обрабатываемую поверхность необходимо смачивать керосином. Обработку поверхности следует вести за 3— 4 прохода. Проверка точности обработки производится так же, как после операций 8 и 9 (табл. 3).
Ремонт направляющих станины длиной более 3000 мм
Направляющие длиной более 3000 мм наиболее экономично ремонтировать с помощью переносных фрезерных или шлифовальных приспособлений. Однако для таких приспособлений необходимо предварительно подготовить поверхности, по которым перемещается приспособление, например шабрением. Такими поверхностями у станины токарного станка могут являться направляющие для задней бабки, концы которых выверяют на параллельность по отношению к концам поверхностей для рейки с точностью 0,05 мм, затем определяют непрямолинейность и устраняют извернутость направляющих.
Для правильного решения вопроса о способе ремонта поверхностей, а также для того, чтобы вести шабрение наиболее рациональным способом, нужно определить величину износа и непрямолинейности и составить графики, характеризующие состояние направляющих.
Измерения производятся уровнем и их следует начинать с определения формы плоской направляющей 3 (см. рис. 49). Для уменьшения случайных ошибок, возникающих вследствие погрешности контакта между корпусом уровня и проверяемой поверхностью, рекомендуется укреплять уровень на специальной подставке (см. рис. 24, в) с двумя платиками 5, расстояние между серединами которых принимается за «базу уровня».
Порядок измерения следующий.
1. Зачищают все выступающие места (границы) забоин, задиров направляющей, обнаруженные поверочной плитой покраске и тщательно промывают керосином и протирают насухо.
2. Проверяют прилегание опорных платиков к плоскости направляющей.
3. Направляющую разбивают на равные участки, длина которых должна соответствовать базе измерения. Для этого подставку устанавливают на край направляющей и отмечают на станине штрихами положение середины платиков. Затем последовательно от участка к участку подставку перемещают и устанавливают задний (по направлению перемещения) платик в том месте, где находился передний при разметке предыдущего участка. Контрольные штрихи на станине нумеруются по порядку слева направо, начиная от нуля.
Отсчет осуществляют по порядку на каждом участке, наблюдая за положением пузырька основной ампулы уровня в делениях его шкалы. Показания уровня записывают, указывая порядковый номер проверяемого участка и отклонения пузырька в делениях шкалы со знаком плюс или минус. Затем строится график, характеризующий форму направляющей относительно исходной прямой по показаниям уровня (в мкм), которые приводятся к горизонтальной прямой графическим методом.
По результатам измерений и построенному графику выбирают наиболее изношенный участок на направляющей и вышабривают «маяк» так, чтобы его поверхность равномерно покрывалась краской, нанесенной на платик контрольной подставки. Одновременно контролируется горизонтальность участка при помощи закрепленного на подставке уровня. Далее подставка с уровнем перемещается на следующий участок и вышабривается следующий «маяк» и т. д.
Имея такие «маяки», шабрят направляющую по поверочной линейке до тех пор, пока «маяки» не начнут равномерно закрашиваться, а направляющая не станет прямолинейной и горизонтальной.
Поверхности 4 и 5 (см. рис. 49) призматической направляющей также ремонтируют шабрением по поверочной линейке. Шабрение ведется по «маякам», полученным так же, как при ремонте плоской направляющей.
Непрямолинейность призматической направляющей в вертикальной плоскости целесообразно проверять методом измерения извернутости относительно аттестованной плоской направляющей с помощью уровня, используя приспособление (см. рис. 9), располагая его опоры так, как показано на рис. 10, б. При этом за базу уровня принимается расстояние между серединами плоской и призматической направляющих, а на одном из концов направляющей извернутость принимается равной нулю.
Непрямолинейность направляющей в горизонтальной плоскости можно проверять этим же приспособлением и автоколлиматором (см. рис. 9).
Допускается непрямолинейность (выпуклость) не более 0,02 мм на 1000 мм длины и извернутость направляющих не более 0,02 мм на длине 1000 мм.
Ремонт направляющих поверхностей 1, 2, 6, 7 и 10 (см. рис. 49) целесообразно производить с помощью переносного приспособления (см. рис. 32), которое устанавливается на восстановленные поверхности 3, 4 и 5 (см. рис. 49). При отсутствии такого или подобного приспособления обработку поверхностей можно вести шабрением по поверочной линейке, периодически проверяя их параллельность по индикатору, установленному на мостике (см. рис. 10, б) или на основании задней бабки, которые базируются на поверхностях 3, 4 и 2 станины (см. рис. 49). Допускается непараллельность не более 0,02 мм на длине 1000 мм.
Окончательная проверка точности направляющих поверхностей 1, 2 и 6 производится приспособлением, показанным на рис. 9.
Установка ходового винта и ходового вала
Эта операция исключается, если ремонт каретки выполнен согласно табл. 5.
Совмещение осей ходового винта и ходового вала, коробки подач и фартука проводят в соответствии со следующим типовым технологическим процессом.
1. Устанавливают корпус коробки подачи и укрепляют его на станине винтами и штифтами.
2. Устанавливают каретку в средней части станины и прикрепляют винтами заднюю прижимную планку каретки.
3. Устанавливают фартук и соединяют с кареткой винтами(фартук может быть установлен не полностью собранным).
4. В отверстия коробки подач и фартука для ходового винта или ходового вала устанавливают контрольные оправки. Концы оправки должны выступать на 100—200 мм и иметь одинаковый диаметр выступающей части с отклонением не более 0,01 мм (люфт оправок в отверстиях недопустим).
5. Придвигают каретку с фартуком к коробке подач до соприкосновения торцов оправок и замеряют величину их несоосности (на просвет) с помощью линейки и щупа.
6. Восстанавливают соосность отверстий для ходового винта и ходового вала в коробке подач и фартуке посредством установки новых накладок, шабрения направляющих или накладок каретки, переустановки коробки подач.
Допустимое отклонение от соосности отверстий коробки подач и фартука: в вертикальной плоскости — не более 0,15 мм (ось отверстия фартука может быть только выше отверстия коробки подач), в горизонтальной плоскости — не более 0,07 мм.
Переустановку коробки по высоте следует производить при ремонте направляющих каретки без компенсирующих накладок. При этом отверстия в коробке подач для винтов крепления ее к станине фрезеруют. При смещении коробки в горизонтальном направлении необходимо фрезеровать отверстия в каретке для винтов крепления фартука: последний необходимо также сместить, а затем заново штифтовать.
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Полезные ссылки по теме
Отдельное определение и значение — Merriam-Webster
ˈstand-ə-lōn
: сам по себе завершен : самодостаточный смысл 1a
Все три препарата одобрены FDA как самостоятельные средства для лечения ожирения но агентство так и не одобрило эту комбинацию. — Кэтлин Факельманн
: такие как
а
: предназначенный, спроектированный или способный использоваться или функционировать отдельно или отдельно : не связанный с чем-либо или требующий соединения с чем-либо для использования или функционирования
Работа на керосине или дизельном топливе, автономные обогреватели салона работают без электричества…—Пропустить Новак
особенно
: работает или может работать независимо от другого программного или аппаратного обеспечения.
Amazon, например, хочет предложить приложение в качестве канала в своем пакете Prime Video, а не отдельное приложение рядом с Prime. Это дает Amazon доступ к таким данным, как просмотр привычек и предпочтений. —Ким Хан
На рынке появилось несколько более функциональных гарнитур виртуальной реальности, самой последней из которых является автономный Oculus Quest, который не требует ПК, как Oculus Rift. — Бриттани А. Ростон
б
: не является частью более крупной работы или серии
отдельный фильм/роман
Многие из этих отдельных глав читаются как отдельные эссе — детализированные, остроумные и тщательно отшлифованные отчеты… — Джон Брюэр
Хотя печатные библиотечные справочники все еще существуют как отдельные продукты, интегрированные и расширенные версии помогают учащимся понять, как связана информация и как проводить исследования… — Джеймс Лихтенберг
с
: принадлежит более крупной организации, но действует независимо от нее
Компания Nike превратила бренд Jordan в крупный автономный бизнес с оптовым доходом в размере 3,1 миллиарда долларов… — Курт Баденхаузен
д
: существующий как отдельная структура : не связанный с другой структурой или не содержащийся в ней
Галерея находится в отдельно стоящем здании на Портленд-стрит. —Кими Робинсон
Согласно документам главы 11, закрытие затронет торговые центры и отдельные магазины по всей стране.—Айне Кейн
автономный существительное
или отдельные
несколько отдельных или отдельных
Но сейчас все окупается. Его европейский рост заметен как в универмагах, так и в отдельных магазинах.
— Джим Крамер
Эта книга является дополнением к прошлогоднему Five Midnights , хотя ее можно читать и отдельно.
— Далия Адлер
Система работает… как самостоятельно, так и в составе любого графического приложения и поддерживает большинство популярных форматов файлов.
— Неделя промышленности
История слов
Первое известное использование
1966 год, в значении, определенном выше
Путешественник во времени
Первое известное использование автономного было в 1966 году
Другие слова того же года положение
автономный
стандартный
Посмотреть другие записи поблизости
Процитировать эту запись «Автономный».
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/stand-alone. По состоянию на 15 декабря 2022 г.
Copy Citation
Больше от Merriam-Webster на
stand-alone
Тезаурус: все синонимы и антонимы для stand-alone
Подпишитесь на крупнейший словарь Америки и получите тысячи других определений и расширенный поиск без рекламы!
Merriam-Webster без сокращений
Standby Определение и значение — Merriam-Webster
Последние примеры в Интернете
Было задействовано около 270 полицейских по охране общественного порядка, а машины скорой помощи дежурят по номеру в режиме ожидания вокруг учебного центра ключевых рекрутов, где Джин проходит учебный лагерь в передовой дивизии в округе Йончхон на границе с Северной Кореей.
— Мин Джу Ким, Washington Post , 12 декабря 2022 г.
В пятницу вечером официальный представитель Департамента общественных работ Сальвадор Мелендес заявил, что городская снегоуборочная бригада будет следить за температурой и дорогами, а 15 грузовиков с солью будут работать в режиме ожидания при необходимости.
— Ана Росио Альварес Бриньес, The Courier-Journal , 12 ноября 2022 г.
Уиллис находится в режиме ожидания , чтобы вмешаться, если Таннехилл не сможет играть.
По состоянию на месяц назад, почти половина из 140 несовершеннолетних, содержащихся в исправительном учреждении для несовершеннолетних округа Уэйн, были приговорены судьями к помещению в стационар, но ожидали размещения, причем некоторые из них находились в заключении в режиме ожидания в течение нескольких месяцев, сообщили официальные лица.
— Кристин Макдональд, Detroit Free Press , 20 октября 2022 г.
Первый коэффициент оценки — это старый резервный , известный как коэффициент PE, цена к прибыли.
— Брент Уилси, Forbes , 13 октября 2021 г.
Палата разделена 50 на 50, демократы пользуются номинальным контролем благодаря вице-президенту Камале Харрис, которая находится на постоянной 9-й позиции.0073 в режиме ожидания для разрыва связей.
— Марк З. Барабак, Los Angeles Times , 2 октября 2022 г.
Новая гибкость является дополнением к решению Delta, принятому прошлым летом, отменить сборы за изменение рейса в тот же день и прекратить взимать плату за в режиме ожидания , в соответствии с более широкой тенденцией среди других авиакомпаний в Соединенных Штатах к снижению сборов за изменение.
— Элисон Фокс, Travel + Leisure , 13 января 2022 г.
Полицейский констебль Имран Рашид находится на в резерве для дежурства во время похорон королевы Елизаветы II.
— Шафи Мусаддик, The Christian Science Monitor , 15 сентября 2022 г.
Комитет пошел с Buckeyes на резервное место на случай, если USC или TCU проиграют в своих играх за титул чемпиона лиги.
По словам Хадианторо, United Tractors планирует финансировать новые проекты, используя в основном наличные деньги, имея резервную кредитную линию от нескольких банков для более крупных сделок.
— Норман Харсоно, Bloomberg.com , 29 ноября 2022 г.
Пилоты увеличили мощность, пытаясь выбраться из облака, но вскоре после этого отказали все четыре двигателя Боинга 747-400, и в режиме ожидания электрическая система вышла из строя.
— Пол Армстронг, CNN , 29 ноября 2022 г.
Многие поклонники высмеивали функции приложений Genie+ и Individual Lightning Lane, которые позволяют людям платить за то, чтобы пропустить длительное ожидание в режиме ожидания популярных аттракционов.
— Джейкоб Пасси, WSJ , 21 ноября 2022 г.
Old standby Jack Black выводит игру с гелем для тела на новый уровень с более возвышенным ароматом, который больше похож на модный одеколон, чем на гель для душа.
— Кристиан Голлаян, 9 лет. 0073 Мужское здоровье , 17 ноября 2022 г.
Юристы и переводчики были на линии в режиме ожидания , когда 28 просителей убежища из Никарагуа, Панамы, Кубы, Эквадора и Доминиканской Республики прибыли на вокзал Филадельфии на 30-й улице.
— Алисия Виктория Лозано, NBC News , 17 ноября 2022 г.
Мой отец не должен был лететь этим рейсом — он должен был вылететь позже в тот же день, но смог попасть на рейс 19.1 в последнюю минуту в качестве резервного пассажира.
— Кори Румор, Chicago Tribune , 25 мая 2022 г.
Мой отец не должен был лететь этим рейсом — он должен был вылететь позже в тот же день, но смог попасть на рейс 191 в последнюю минуту в качестве резервного пассажира .
— Джонатон Берлин, chicagotribune.com , 14 мая 2021 г.
Однажды, летая резервным обратно из Европы, меня 41 раз подряд сбрасывали с рейса. Извинения.
— Чак Уилкоксен, The Christian Science Monitor , 1 ноября 2021 г.
Полет в режиме ожидания в тот же день и возврат миль за часто летающие билеты на счета лояльности также становятся бесплатными преимуществами.
— Джессика Пакетт, Condé Nast Traveller , 14 декабря 2020 г.
Авиакомпания Alaska Airlines разрешает перевозить только определенные билеты в режиме ожидания , включая возвращаемые билеты в основной салон и билеты первого класса.
— Элисон Фокс, Travel + Leisure , 18 сентября 2020 г.
Представитель Allied Pilots Association Деннис Таджер сказал, что в последние месяцы также необычно много пилотов, работающих в режиме ожидания .
— Кайл Арнольд, 9 лет.0073 chicagotribune.com , 3 сентября 2020 г.
В настоящее время путешественники должны заплатить сбор в размере 75 долларов США за полет в режиме ожидания .
— Сьюзан Глейзер, , Кливленд, , 31 августа 2020 г.
Согласно веб-сайту JetBlue, клиенты, планирующие поездку в период с 5 по 17 сентября, могут перебронировать или совершить поездку в режиме ожидания без уплаты дополнительных сборов.
— Наташа Бах, 9 лет.0073 Fortune , 7 сентября 2017 г.
С 2001 года праздничная награда включала — за немногими исключениями — восьмидневный стенд с Йо Ла Тенго.
— The New Yorker , 9 декабря 2022 г.
Показания хореографа позже были опровергнуты Маттау, которого вызвали обратно 9 сентября.0073 поддерживает обвинение в качестве опровергающего свидетеля.
— Элизабет Вагмайстер, Variety , 30 ноября 2022 г.
Южный Виндзор провел мяч по полю, и только защита Виндзора с линии ворот и помешала «Бобкэтс» забить гол.
— Лори Райли, Хартфорд Курант , 11 ноября 2022 г.
За Джейн Доу № 4 следили 9 числа.0073 встаньте рядом с Рэйчел Смит, подругой обвинителя, идентифицированного как Джейн Доу № 2, еще одной актрисы, которая дала показания о том, как Мастерсон якобы напал на нее в 2003 году.
— Дайана Дасрат, NBC News , 10 ноября 2022 г.
После того, как Оуэн Паппо нанес Шону Клиффорду взрывной третий даун, который создал четвертого дауна, а защита Оберна открыла игру, нападение «Тигров» не смогло воспользоваться своей полевой позицией.
Современное оборудование для получения качественного сжатого воздуха — это комплекс высокотехнологичного компрессорного и вспомогательного оборудования, от правильной работы которого зависит весь технологический цикл на современном предприятии. Только профессиональный сервис с использованием оригинальных расходных материалов и запасных частей позволит продлить срок службы оборудования и снизить эксплуатационные затраты. Почта для обращений по вопросам сервисного обслуживания и заказа запчастей: [email protected]
Сервисные наборы
Для вашего удобства мы создали специальные наборы расходных материалов в соответствии с планом технического обслуживания компрессора Ekomak, чтобы гарантировать его бесперебойную работу. Каждый набор тщательно разработан таким образом, чтобы уменьшить время и трудоемкость технического обслуживания, что приводит к значительной экономии финансовых средств.
Также Ekomak предлагает оригинальные смазочные материалы для винтовых компрессоров. Почти все компрессоры требуют смазки для охлаждения, герметизации и смазки внутренних компонентов, таких как ротор, сальник или подшипник. Важно использовать оригинальные смазочные материалы.
Сервисный набор A*
Воздушный фильтр
Масляный фильтр
Панельный фильтр
Масло
Сервисный набор B*
Воздушный фильтр
Масляный фильтр
Панельный фильтр
Масло
Масляный сепаратор
Сервисный набор C*
Воздушный фильтр
Масляный фильтр
Панельный фильтр
Масло
Масляный сепаратор
Наборы для превентивного ремонта клапанов (всасывающего, термостатического, минимального давления)
* Межсервисные интервалы и составы наборов для конкретных моделей уточняйте у местных представителей компании
Преимущества сервисных комплектов
Снижение затрат
Привлекательные цены: стоимость набора — это сумма розничных цен элементов комплекта минус 10-20%.
Сниженные затраты на администрирование.
Уменьшение времени возможного простоя компрессора при обслуживании.
Энергосбережение при использовании оригинальных запчастей.
Экономия времени
Проведение всех необходимых процедур по обслуживанию за один визит.
Экономия времени на поиск и заказ отдельных запасных частей.
Исключен риск неполного технического обслуживания
Содержат все подлежащие замене детали
Легкость приобретения
Все необходимые материалы в одной упаковке.
Узнайте больше о преимуществах оригинальных запасных частей и материалов
Почта для обращений по вопросам сервисного обслуживания и заказа запчастей: [email protected]
Kaliteli ürünlerden olağanüstü hizmete kadar işinize eksiksiz çözümler sunuyoruz. İşinize nasıl yardımcı olabileceğimizi öğrenmek için bugün uzmanlarımızla iletişime geçin. İyileştirme bizde asla durmaz ve bu da mevcut toplam çözümlerimiz ile size verimlilik ve tasarruf olarak yansıtılır.
Basınçlı hava ihtiyacınızı bulunduğunuz sektörden bağımsız olarak karşılayan, enerji ve bakım maliyetlerinizi düşürerek sizlere en uygun ve en verimli çözümleri sunan EKO 30 — 110 Serisi tüm seçenekleriyle işletmelerinize katkı sağlayacaktır.
Сабит Девирли ЭКО 30 — 110 CD Серия
EKO 30 — 110 CD SERISI SABIT Hızlı Endüstriyel Vidalı Kompresör çözümümüz Işletmelerinizin Sabit Yükünü karşlayarak Süreklilik verimlilik odaklı dizylylylylylylylylylylylylylylylylylylylylylylylylylylylylylylylylylylylylylylylylylylylylylylylailylailylylailylairalylairak İşletmenizde yapacağımız basınçlı hava ölçümleri sonucunda hazırladığımız analizleri baz alarak sizleri en uygun kompresör seçimiyle buluşturuyoruz. Size en uygun çözümü sunabilmek için bizimle iletişime geçin, kompresör dairenizi ziyaret edelim, ölçüm yapalım ve kompresörünüzü birlikte seçelim.
ТЕКНИК ОЗЕЛЛИКЛЕР
МОДЕЛЬ
KAPASITE (м³/мин)
МОТОР GÜCÜ
СЭС СЕВИЕСИ
БАЛАНТИ
ЭБАТЛАР (мм)
АГИРЛИК
7 бар
8 бар
10 бар
13 бар
кВт/л.с.
дБ(А)
Чапы (Г)
en x мальчик x yükseklik
(кг)
ЭКО 30 CD
5,60
5,30
4,80
4,00
30/40
74
1 1/4 дюйма
1520 х 1130 х 1430
745
ЭКО 37 CD
6,80
6,30
5,80
4,90
37/50
75
1 1/4 дюйма
1520 х 1130 х 1430
825
ЭКО 45 CD
7,90
7,60
7,10
6,00
45/60
75
1 1/2 дюйма
1750 x 1150 x 1690
940
ЭКО 55 CD
9,90
9,30
8,70
7,40
55/75
76
1 1/2 дюйма
2090 х 1355 х 1715
1240
ЭКО 75 CD
12,90
12,40
11,20
9,80
75/100
76
2 дюйма
2280 х 1060 х 1600
1380
ЭКО 75S CD
14,60
13,80
12,30
10,30
75/100
76
2 дюйма
2280 х 1060 х 1600
1480
ЭКО 90 CD
16,30
16,20
14,50
11,80
90/125
76
2 дюйма
2270 х 1060 х 1600
1680
ЭКО 110 CD
19,60
18,50
15,90
13,50
110/150
78
2 дюйма
2270 х 1200 х 1600
2060
Değişken Devirli EKO 30 — 110 CD VST
EKO CD VST Vidali Hava Kompresörü enerji verimliliğini maximum düzeye çıkaran değişken hızlı kompresör çözümümüzdür. Bu vidalı kompresör ile daha düşük kullanım ve bakım maliyetleri ile verimli bir kompresörün huzuru sağlanır. EKO CD VST Vidalı Kompresörler en zorlu koşullarda желчи hizmetinizdedir. Kullanılan motora göre bir boy büyük seçilmiş invertörleri sayesinde Problemsiz ve Her türlü koşula hızla reaksiyon veren değişken hız teknolojisi kullanılmaktadır. Bu sayede kompresörünüzün enerji tüketimini ve elektrik faturanızı %40’a kadar düşürebilmekteyiz. Size en doğru çözümü önerebilmek için bizimle iletişime geçin, sizleri ziyaret edelim, yaptığımız ölçümler sonucunda Elde ettiğimiz analizlerle işletmenize en uygun kompresörü birlikte seçelim.
ТЕКНИК ОЗЕЛЛИКЛЕР
МОДЕЛЬ
КАПАСИТЕ (м³/мин)
МОТОР GÜCÜ
СЭС СЕВИЕСИ
БАЛАНТИ
ЭБАТЛАР (мм)
АГИРЛИК
7 бар
8 бар
10 бар
13 бар
кВт/л. с.
дБ(А)
Чапы (Г)
en x мальчик x yükseklik
(кг)
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
ЭКО 30 CD VST
2,20
5,60
2,00
5,30
1,80
4,80
1,50
4,00
30/40
74
1 1/4 дюйма
1520 х 1130 х 1430
825
ЭКО 37 CD VST
2,70
6,80
2,50
6,30
2,30
5,80
1,80
4,90
37/50
75
1 1/4 дюйма
1520 х 1130 х 1430
900
ЭКО 45 CD VST
3,10
7,90
3,00
7,60
2,80
7,10
2,30
6,00
45/60
75
1 1/2 дюйма
1750 х 1150 х 1690
980
ЭКО 55 CD VST
4,10
9,90
3,80
9,30
3,40
8,70
2,90
7,40
55/75
76
1 1/2 дюйма
2090 х 1355 х 1715
1290
ЭКО 75 CD VST
5,30
12,90
5,00
12,40
4,40
11,20
3,80
9,80
75/100
76
2 дюйма
2280 х 1060 х 1600
1420
ЭКО 75S CD VST
5,50
14,60
5,20
13,80
4,50
12,30
3,60
10,30
75/100
76
2 дюйма
2280 х 1060 х 1600
1520
ЭКО 90 CD VST
4,90
16,30
4,90
16,20
4,40
14,50
3,60
11,80
90/125
75
2 дюйма
2280 х 1060 х 1600
1720
ЭКО 110 CD VST
5,90
19,60
5,50
18,50
4,80
15,90
4,00
13,50
110/150
78
2 дюйма
2445 х 1200 х 1600
2100
Daha fazlasını öğrenmek için bizimle iletişime geçin
ЭКО 110S — 315 CD / 110S — 315 CD VST
Daha fazla bilgi için uzmanlarımıza danışın
Endüstriyel yatırımlarınızda gerek uzun servis aralıkları, gerek birim enerji maliyetlerini gözeten üstün verimli ve maximum hava debili vidası ile en uygun seçimdir. Bunun da ötesinde değişken hava ihtiyacını karşılarken sürücülü modellerimiz ile toplam işletme maliyetinizde %40’lara varan enerji tasarrufu sağlayarak görevini tüm yönleri ile yapan ve piyasadaki en iyi yatırım getirisi sağlayan çözüm ortağınızdır.
Yeni nesil EKO 110S — 315 Serisi enerji tasarrufu odaklı ve chevre dostu dizaynıyla işletmelerinizin değişen ihtiyaçlarına uygun, bugünün ve yarının kompresörlerini sizlerin kullanımınz sunmaktaz. Doğru konfigürasyonlarda, kullanım ihtiyacınıza uygun alternatiflerle çözüm üretebilmek için dizayn edilen yeni nesil akıllı kompresörlerimiz tüm özellikleriyle gerçek anlamda günümüz koşullarında ve ötesinde işletmelerinize değer katacaktır.
Сабит Девирли ЭКО 110S — 315 CD
Üstün vida elementi, maximum serbest hava verimi ile düşük enerji tüketimi arasında en iyi kombinasyonu sağlar. En son teknolojiye sahip kompresör elementi, NEMA IE3 verimlilik sınıfına ait elektrik motorlarından güç alır ve maximum ünite verimliliğine ulaşır. Yetkin ar-ge bölümümüz ile sürekli olarak yaptığımız çalışmalar sayesinde üretkenliği en üst seviyeye çıkararak üstün müşteri değeri sunuyoruz.
Daha iyisini arıyorsanız bizi davet edin, ölçüm yapalım ve çözümleri beraber uretelim.
ТЕКНИК ОЗЕЛЛИКЛЕР
МОДЕЛЬ
KAPASITE (м³/мин)
МОТОР GÜCÜ
СЭС СЕВИЕСИ
БАЛАНТИ
ЭБАТЛАР (мм)
АГИРЛИК
7 бар
8,5 бар
10 бар
13 бар
кВт/л.с.
дБ(А)
Чапы
en x мальчик x yükseklik
(кг)
ЭКО 110 SCD
22,10
19,70
18,10
15,20
110/150
77
3 дюйма
2874 х 1754 х 1982
3498
ЭКО 132 CD
26,20
23,70
21,60
17,80
132/180
77
3 дюйма
2874 х 1754 х 1982
3546
ЭКО 160 CD
29,10
27,10
25,00
20,10
160/220
78
3 дюйма
2874 х 1754 х 1982
3600
ТЕКНИК ОЗЕЛЛИКЛЕР
МОДЕЛЬ
KAPASITE (м³/мин)
МОТОР GÜCÜ
СЭС СЕВИЕСИ
БАЛАНТИ
ЭБАТЛАР (мм)
АГИРЛИК
7 бар
8 бар
10 бар
13 бар
кВт/л. с.
дБ(А)
Чапы
en x мальчик x yükseklik
(кг)
ЭКО 200 CD
34,20
33,10
30,30
27,00
200/270
79
4 дюйма
3525 х 1755 х 2005
3950
ЭКО 250 CD
41,50
39,30
37,50
32,70
250/340
80
4 дюйма
3525 х 1755 х 2005
4170
EKO 250 CD +
46,10
42,30
39,40
250/340
77
5 дюймов
4800 х 2155 х 2275
5350
ЭКО 315 CD
52,30
52,20
48,20
315/422
78
5 дюймов
5100 х 2155 х 2275
6380
Değişken Devirli EKO 110S — 315 CD VST
Yeni EKO CD VST Serisi Vidali Hava Kompresörleri, dişli ile güç aktarımı yapılan değişken hızlı kompresörlerdir, maximum sun enerji verimliliği ve minimli bakti. EKO CD VST frekans invertörlü bir kompresör teknolojisidir. Değişken hızlı kompresörler, %40’a kadar enerji tasarrufu sağlayabilir. Bu da toplam maliyetinizin %25’i anlamına gelir.
İşletmenizi ziyaret edelim ve analizlerimizi sizlerle paylaşıp kompresör ve ekipmanlarını beraber seçelim.
Идеи о том, чтобы использовать пленку в качестве материала для трафаретов или декалей появились некоторое время назад. Однако уже готовые девайсы, предназначающиеся для нарезки пленки, стоят совсем не дешево. А вариант с посещением специального места с целью резки пленки на необходимые декали не всегда бывает удобным.
Пожалуй, самой трудно преодолимой частью проблемы является приобретение одного из инструментов – флюгерного ножа.
Его стоимость примерно сто евро. Данное препятствие можно решить, заказав в китайском интернет-магазине по доступной цене высококачественный держатель ножа, в комплект которого входит три ножа. Еще одна проблема заключается в правильно подобранном вале подачи материала, включенного в конструкцию плоттера.
Для данного оборудования промышленного типа предназначается рифленый вал, позволяющий избежать проскальзывания пленки. Его невозможно изготовить без специального станка. Получить вал с рифленой поверхностью можно, если обычный подающий вал из резины обернуть листом прочной наждачной бумаги, чтобы он стал шероховатым.
Чтобы на стыках наждачной бумаги не образовались так называемые ступеньки, деталь оклеивается по спирали полосой небольшой ширины. В результате этого стыки торцов наждачки так же будут находиться по спирали вокруг используемой конструкции. Таким образом, основа для будущего плоттера будет готова.
Кроме того, нужны и другие детали для сборки, к которым относятся: валы с втулками, шаговые движки, а также шестеренки.
Понадобится еще один вал, чтобы обеспечить надежную фиксацию пленки. Он крепится на трехмиллиметровые карбоновые качалки. В последние необходимо вклеить подшипники качения. Это позволит сделать подачу пленки и бумажных листов беспроблемной.
Горизонтальная ось в плоттере представляет собой П-образную форму, которая оснащена подпружиненной деталью для натяжения ремня. К тому же она выполняет роль второй направляющей для каретки головки и местом крепления ШД.
В оборудование следует установить трехканальный контроллер. При этом лучше, чтобы привод ножа был тангенциальным. Три канала являются не только тремя PICами, но и тремя силовыми ключевыми выходными каскадами, предназначающимися для ШД. В комплектацию контроллера входит еще один силовой каскад, подходящий специально для соленоида, размещенного в режущей головке.
В качестве основы для головки стоит взять восьми миллиметровую плитку из дюраля. К ней крепится соленоид, который можно снять практически с любого кассового аппарата. Также необходимо соединить его с двумя направляющими. Главная направляющая должна передвигаться во втулках, а дополнительная дает возможность избежать частого проворачивания по оси основной детали. Последняя зажимается между несколькими подшипниками: одним неподвижным и другим, зафиксированном на качалке, что позволяет контролировать степень поджима.
Чтобы вал подачи материала мог вращаться, следует использовать двухступенчатый редуктор. Это объясняется тем, что у шагового мотора слишком большой угол поворота. С целью предотвращения мертвых ходов редуктора устанавливается двойная шестеренка с подпружиненным механизмом, которая не допускает постепенного накопления незначительных погрешностей, появляющихся при перемещении пленки.
При желании может использоваться любая бумага и бумажная продукция оклеенная скотчем, самодельный плоттер отлично режет детали и по такому «бутерброду».
Для управления самодельным плоттером используется программа Mach4. Сигнал DIR позволяет управлять движениями ножа.
Для получения резки высокого качества важно правильно настроить компенсации оффсета ножа. Фактически, он представляет собой флюгер, где режущий элемент не должен совпадать с осью вращения.
Конструкция, подготовленная вышеперечисленных способом, является понятной и вполне подходящей для криволинейных резов, но никак не для острых углов. Специально для этого предназначается программа, находящаяся в соответствующем софте плоттера промышленного типа. Она управляет станком, выполняя разнообразные движения на любых углах. В результате нож оборачивается исключительно по указанной линии.
На данном этапе изготовления плоттера появляется проблема, ведь для самодельного оборудования, даже если применяется традиционная САМ-программа, достаточно сложно получить точно такую-же компенсацию для оффсета ножа. В интернете можно скачать маленькую, удобную утилиту, что функционирует на Python-2.7. благодаря ей задается компенсация оффсета.
В некоторых случаях нож меняют на обычную шариковую ручку, которую дорабатывают, пружиня стержень, чтобы достичь хорошего постоянного прижима к поверхности. В противном случае она будет писать очень плохо.
Сегодня расскажу, как можно собрать своими руками ЧПУ плоттер, который будет рисовать ручкой по бумаге. Собирать буду из доступных материалов. Себестоимость станка не превышает 2.5 т. руб. Недорогой и при этом справляется со своей задачей отлично. Наверное, хватит расхваливать свой ЧПУ станок, пора бы и рассказать вам как его сделать. Также рекомендую посмотреть мои предыдущие самодельные ЧПУ станки:
Лазерный гравер на ESP32. Прошивка GRBL_ESP32.
Самодельный Лазерный гравёр с ЧПУ, в домашних условиях.
Самодельный ЧПУ фрезерный станок на Arduino с дисплеем.
Самодельный CNC станок из мебельных направляющих на базе Arduino UNO.
Лазерный гравировальный станок с ЧПУ (шаговые двигателя от матричного принтера)
CNC shield v3, описание читайте в статье: «Плата для ЧПУ на Arduino UNO, CNC shield v3 и драйвера A4988 (DRV8825)».
2 шаговых двигателя NEMA 17 17HS4401. С проводами, которые идут в комплекте.
2 драйвера A4988. Про них можно почитать в статье: «Драйвер шагового двигателя A4988».
Блок питание на 12 вольт.
Servo 9g.
Сборка механики станка.
Недавно делал узел из карандашей (каретку для ЧПУ), и на основе данной каретки решил собрать ЧПУ плоттер. Но нужно, как минимум, 2 оси, поэтому собрал второй узел, но немного уже. Вот так выглядят узлы осей X и Y для самодельного станка.
Как собирал каретку, можете почитать в предыдущей статье. Про нее могу сказать одно: сделана она из карандашей, строительной шпильки и фанеры.
У широкой каретки поменял основание, на более широкое. Это поможет устранить лишнюю вибрацию станка, и будет поверхность, на котором можно закрепить листок бумаги.
На подвижную часть первой каретки, под углом 90 градусов, устанавливаю вторую каретку. И закрепляю ее с помощью саморезов.
Обычную ручку использовать в данном проекте не получится, так как нужен подвижный механизм, а также крепеж для нее. Для этого купил в канцелярском магазине: гелевую ручку, авторучку и циркуль «козья ножка».
Из гелевой ручки достал пасту и на край установил пружинку из авторучки. Также срезал бортик внизу пасты. Чтобы она проваливалась в корпус ручки.
Установил пасту в ручку и проверил нажатием пальца. Паста проваливается и потом обратна возвращается под действием пружинки.
Намотал и приклеил нитку на пасту. Тут я допустил ошибку, использовал хлопчатобумажную нить. Она у меня притёрлась буквально через 2 часа работы. Заменил капроновой нитью и нанес на нее смазку.
В корпусе ручки сделал отверстия, и продернул нить. Установил пасту на место.
На ось X установил сервопривод, прикрепив его саморезами.
Используя держатель от циркуля «козья ножка», прикрепил ручку на ось X.
Привязал нить от ручки к качалке сервопривода. Закрепил винтом качалку.
Все механику собрали, сейчас можно устанавливать остальные компоненты и проверять работоспособность станка.
Установка электроники плоттера.
Большая часть электроники у нас установлена. А именно, шаговые двигателя стоят на месте, сервопривод установлен. Осталось установить управляющую электронику.
На подготовленную фанерку, установил плату Arduino UNO.
Сверху двигателя оси Y установил фанерку с Arduino.
На Arduino UNO установил CNC shield v3 и 2 драйвера A4988.
Осталось все подключить, а для этого нужна схема подключения.
Схема подключения электроники ЧПУ плоттера на Arduino UNO и CNC shield v3.
Схема подключения очень простая и не требует дополнительных проводов.
Шаговые двигателя подключаю проводами, которые идут в комплекте.
Для подключения сервопривода нужно достать информационный провод из колодки, он обычно оранжевого цвета, и подключить к пину Z+, а провода питания сервопривода подключить к выводам 5v и GND, на CNC shield.
Подключение самое простое, из всех моих самодельных ЧПУ станков. Вот почему многие начинают сборку своих первых ЧПУ станков с плоттера.
Установка и настройка grbl.
Как загрузить прошивку grbl в Arduino UNO уже рассказывал не однократно, например в статье: «Установка и настройка программы LaserGRBL.», но тут будем использовать немного модифицированную прошивку, как раз под данный проект. Поэтому повторю все шаги, которые нужно сделать.
1. Установка Arduino IDE.
Сперва, нужно установить среду программирования Arduino IDE. Если она у вас установлена, то можете смело пропустить данный пункт.
Я уже рассказывал, как установить и настроить программу Arduino IDE, в статье: «Программа Arduino IDE, бесплатно для Windows, Mac OS, linux. Прошиваем Arduino». Поэтому, расскажу вкратце основные этапы установки и настройки, для операционной системы Windows.
Установка драйвера ch440.
Скачайте драйвер внизу статьи в разделе «файлы для скачивания»;
Распакуйте архив;
Запустите исполнительный файл «Ch441SER. EXE»;
В открывшемся окне нажмите кнопку Install;
На этом установка завершена.
Теперь можно приступать непосредственно к загрузке библиотеки GRBL.
2. Установка библиотеки grbl.
Как и писал ранее, использовать будем не стандартную библиотеку GRBL. Найти необходимую библиотеку можно по запросу в поисковике «Grbl Pen Servo», либо скачать внизу страницы в разделе «файлы для скачивания».
Внимание!!!Нужно обязательно удалить библиотеку GRBL, если вы ставили раньше. Для этого заходим в папку «Документы\Arduino\libraries» и ищем папку «grbl», и удаляем ее.
Дальше нужно установить библиотеку grbl. Это можно сделать двумя способами:
Скопировать папку grbl, из архива, в папку с библиотеками Arduino, которая располагается по следующему пути: Документы\Arduino\libraries.
Установить через менеджер библиотек:
Заходим в Arduino IDE и выбираем в меню: Скетч –> Подключить библиотеку –> Добавить . ZIP библиотеку…
Выбираем скаченный архив grbl.zip и нажимаем кнопку «Открыть». После установки вы увидите надпись, что библиотека успешно добавлена.
3. Загрузка grbl в Arduino UNO.
После установки библиотеки grbl, заходим в меню Файлы –> Примеры, и в списке ищем пример «grbl». Открываем пример «grblUpload».В примере ничего менять не нужно, его нужно загрузить в Arduino UNO. Для этого, в пункте меню «Инструменты», выбираем плату «Arduino UNO» и порт, к которому подключена плата. В моем случае это «COM9».
Теперь мы можем загрузить прошивку GRBL в Arduino UNO. Для этого нажимаем на кнопку «Загрузить». После компиляции скетча, код будет загружен в микроконтроллер. И вы увидите надпись «Загрузка завершена».
Также вы увидите надпись оранжевого цвета «Недостаточно памяти, программа может работать нестабильно». Но не пугайтесь, все будет работать отлично.
Настройка электроники ЧПУ плоттера на Arduino.
Первым делом нам нужно определиться, какое деление шага поставить для нашего станка и затем рассчитать, сколько шагов будет делать шаговый двигатель, чтобы переместиться на 1 мм. по осям X и Y.
Деление шага.
Перед установкой драйверов необходимо установить перемычки деления шага. Что это такое, и для чего нужно деление шага, читайте в статье про драйвер A4988: «Драйвер шагового двигателя A4988». Я устанавливаю деление шага ½, потому что при увеличении деления шага падает мощность двигателя. У меня получается 400 шагов на мм, — этого вполне достаточно для плоттера.
Расчет деления шага.
Как же рассчитать деление шага, и сколько шагов нужно для совершения перемещения на 1 мм? Количество шагов, сделанных шаговым двигателем, для совершения перемещения станка на 1 мм, зависит от характеристик шагового двигателя, от передачи (винтовая или ременная), какое деление шага настроено (для разных драйверов деление шага настраивается по-разному, и количество отличается). В моем случае, получаются следующие параметры:
Шаговый двигатель 17HS4401 совершает 200 шагов на 1 оборот вала. (Из характеристик двигателя).
Шпилька, с метрической резьбой М6, перемещается на 1 мм. за оборот (табличное значение).
Деление шага установил ½.
Количество шагов на 1 мм рассчитываем по формуле:
H = Sh*M/D где:
Н – количество шагов для перемещения на 1 мм.
Sh – количество шагов шагового двигателя для совершения 1 оборота.
М – перемещение при вращении ходового винта на 1 оборот.
D – установленное деление шага.
Н = 200*1/0,5 = 400 шагов для перемещения на 1 мм.
Данные параметры нам пригодятся при настройке GRBL.
Установка драйверов A4988 и настройка ограничивающего тока.
После установки деления шага, устанавливаем драйвер A4988 в разъёмы с надписью X и Y. Дальше, нам нужно рассчитать ограничение тока драйвера A4988, для этого нужно знать параметры двигателя и номинал резисторов, установленных на драйвер A4988. Это два черных прямоугольника на плате драйвера, обычно подписаны R050 или R100.В моем случае, номинал резисторов R100, что означает 100 Ом. Ток двигателя 17HS4401 — 1,7А.
Расчет ограничивающего тока драйвера шагового двигателя A4988:
Vref = Imax * 8 * (RS)
Imax — ток двигателя;
RS — сопротивление резистора. В моем случае, RS = 0,100.
Для 17HS4401 Vref = 1,7 * 8 * 0,100 = 1,36 В.
В связи с тем, что рабочий ток двигателя равен 70% от тока удержания, то полученное значение нам нужно умножить на 0,7. В противном случае двигатели, в режиме удержания, будут сильно греться.
Для 17HS4401 Vref ист. = 1,36*0,7 = 0,952 В.
Настраиваем ток шагового двигателя.
Для этого возьмём мультиметр, и один контакт подключим к контакту GND, а второй на переменный резистор драйвера. Поворачивая потенциометр на драйвере, подбираем нужное напряжение. На мультиметре у меня показания в мВ, поэтому такое большое значение.
Аналогично настраиваем ограничивающий ток для второго драйвера.
Внимание! Не забудьте установить радиатор охлаждения на драйвер шагового двигателя, в противном случае драйвер будет перегреваться.
Настройка GRBL ЧПУ плоттера.
Как настроить GRBL ЧПУ станка я уже рассказывал неоднократно. Например, в статье: «Установка grbl 1.1 на Arduino uno. Основы работы в программе LaserGRBL», рассказываю, как используя монитор порта Arduino IDE, настроить прошивку станка. А в статье «Установка и настройка программы LaserGRBL.», рассказываю, как настроить прошивку лазерного станка, с помощью управляющей программы LaserGRBL.
Плоттер можно настроить через монитор порта среды Arduino IDE или через управляющую программу «Universal G-Cod Sender», по аналогии с программой LaserGRBL. Для этого скачиваем программу с GitHub или внизу статьи в разделе «файлы для скачивания».
После установки, в операционной системе Windows, у меня выдало кучу знаков вопроса вместо русского текста.
Поменял язык на английский, и программа заработала нормально. Поэтому, покажу все настройки в англоязычной версии программы.
Для начала нам нужно подключить наш станок по USB кабелю к компьютеру. И программе выбрать порт скорость и нажать на кнопку «Open».
Затем переходим в меню «Setting -> Firmware Setting»
Откроется список настроек станка, нам нужно поменять параметры:Сколько нужно сделать шагов, чтобы наш станок переместился на 1 мм по оси X, Y. Для обеих осей это значение получилось 400. 2.
$120=16.000
$121=16.000
Наша прошивка настроена так, что сервопривод срабатывает на поднятие, когда подаем команду на перемещение по оси Z, также можно настроить некоторые параметры для данной оси.
$102=400
$111=500
$121=50.000
Эти параметры можно указать больше. Подробнее о них расскажу в следующей статье.
Программа для создания G-Code и управляющая программа.
С выбором программы для создания G-code у меня возникла проблема. Но об этом расскажу в следующий раз, а сейчас напишу список программ, которые я использовал. В следующей статье расскажу, почему выбор пал именно на эти программы.
Inkscape.
Программа для работы с векторной графикой. В программе есть плагин для создания G-code, но для нашей работы не подходит. Делает двойную обводку. Про данную программу я уже рассказывал в статье: «Inkscape где скачать русскую версию. Настройка Inkscape»
Carbide Create V5.
Carbide Create — бесплатная CAD/CAM программа, разработанная производителями небольших ЧПУ станков “Carbide 3D”. В данной программе можно создавать небольшие чертежи, а также генерировать G-Code из векторных рисунков формата .svg. Программа неплохая, но есть ряд минусов. О них в следующей статье.
Candle.
Candle – управляющая программа для ЧПУ станков. Она полностью на русском языке. Достаточно функциональная и при этом не сложная. Но нет простой настройки конфигурации GRBL.
Universal G-codeSender.
Отличная управляющая программа. В настройках можно выбрать русский язык. Но, к сожалению, на компьютере, с операционной системой Windows, постоянно возникают проблемы. Работал на ней в Linux, работает отлично. Использую данную программу для демонстрации простоты настройки конфигурации GRBL.
Продолжение в следующей статье.
Понравился проект ЧПУ плоттер на Arduino своими руками? Не забудь поделиться с друзьями в соц. сетях.
А также подписаться на наш канал на YouTube, вступить в группу Вконтакте, в группу на Facebook.
Спасибо за внимание!
Технологии начинаются с простого!
Фотографии к статье
Файлы для скачивания
Скачивая материал, я соглашаюсь с Правилами скачивания и использования материалов.
Grbl Pen Servo.zip
143 Kb
1938
Скачать
Universal G-code Sender.zip
28368 Kb
1675
Скачать
Carbide Create.zip
48999 Kb
1557
Скачать
Candle 1. 1.7.zip
29095 Kb
1478
Скачать
драйвер Ch440G.zip
186 Kb
1319
Скачать
Самодельный перьевой плоттер с автоматической сменой инструмента
В этом уроке я покажу вам, как я построил перьевой плоттер с ЧПУ или чертежную машину, но с одной интересной функцией — автоматической сменой инструмента. Другими словами, машина сможет автоматически менять цвета, и мы сможем рисовать с ее помощью действительно классные вещи.
Вы можете посмотреть следующее видео или прочитать письменный учебник ниже.
Обзор
Конструкция станка основана на моем самодельном станке для лазерной гравировки с ЧПУ из моего предыдущего видео, где целью было сделать самый простой станок с ЧПУ с минимальным количеством деталей. Он использует 3 шаговых двигателя NEMA 17 для перемещения по осям X, Y и Z, а также небольшой сервопривод для захвата. Мозгом этого плоттерного станка с ЧПУ Pen является плата Arduino UNO в сочетании с экраном с ЧПУ и тремя A49.88 шаговых драйверов.
Рабочая область довольно большая, 360×280 мм, и уровень детализации, который может выводить этот перьевой плоттер, на мой взгляд, тоже впечатляет. Я был действительно удивлен, насколько хорошими и точными получились рисунки, особенно те, где я использовал гелевую ручку 0,6 мм.
Тем не менее, теперь я объясню все, что вам нужно знать о создании такой чертежной машины, в том числе о том, как ее спроектировать, подключить электронику, какую прошивку и программное обеспечение использовать и как сгенерировать для нее G-код.
3D-модель перьевого плоттера с ЧПУ своими руками
Для начала давайте посмотрим на конструкцию этого станка с ЧПУ. Как я уже упоминал, этот станок основан на конструкции моего предыдущего лазерного гравировального станка с ЧПУ, целью которого было сделать очень простой ЧПУ с минимальным количеством деталей.
Двумя основными компонентами являются линейные направляющие MGN15H вместе с соответствующими скользящими блоками. Движение по осям X и Y обеспечивается двумя ремнями GT2 и несколькими шкивами GT2. Что касается оси Z, у нас есть простое возвратно-поступательное движение, при котором движущаяся часть скользит вверх и вниз по двум линейным стержням 6 мм и подходящим линейным подшипникам. Небольшой хобби-сервопривод используется для захвата пера.
Процедура возврата в исходное положение необходима для этого перьевого плоттера, поскольку держатели перьев имеют определенное фиксированное положение, поэтому у машины должна быть начальная точка. Следовательно, мы должны иметь концевой выключатель для каждой оси.
Вы можете найти и скачать эту 3D-модель, а также изучить ее в своем браузере на Thangs:
Скачать сборную 3D-модель на Thangs.
Спасибо Thangs за поддержку этого урока.
Что касается файлов STL, которые используются для 3D-печати деталей, вы можете скачать их здесь:
Сборка машины
Вот все детали, необходимые для сборки перьевого плоттера.
Вот список компонентов, необходимых для сборки этого станка с ЧПУ своими руками. Список электронных компонентов можно найти ниже в разделе принципиальных схем статьи.
Набор болтов и гаек ……………………………… Amazon / Banggood / AliExpress или в местном хозяйственном магазине + винты с плоской головкой 3×19 мм 90914 90 0 0 являются партнерскими ссылками. Как партнер Amazon я зарабатываю на соответствующих покупках.
Итак, теперь мы можем начать сборку машины. Я начал с крепления опорной плиты и кронштейна для линейной направляющей с помощью нескольких болтов M3. Все болты для сборки этой машины на самом деле M3 с различной длиной, за исключением нескольких болтов M5, необходимых для шкивов GT2.
Когда две стороны готовы, мы можем прикрепить к ним линейную направляющую оси X двумя болтами с каждой стороны. Эти направляющие MGN15H обеспечивают очень плавное движение без зазоров, так как в их скользящих блоках есть шарики или ролики.
Однако перед установкой их рекомендуется очистить и хорошо смазать, чтобы они работали должным образом.
Далее, направляющая оси Y должна быть наверху скользящего блока оси X, и для их соединения мы будем использовать центральную монтажную пластину. Во-первых, мы можем установить направляющую оси Y на центральную пластину с помощью трех болтов.
Затем мы можем установить два шаговых двигателя NEMA 17. Один идет на верхнюю сторону, а другой на нижнюю сторону пластины. Как я упоминал ранее, нам понадобятся болты и гайки M5 для установки шкивов GT2 на место. Два шкива здесь на самом деле являются натяжными шкивами, которые используются для обеспечения захвата ремня GT2 оси X, и зубчатого шкива, который идет на шаговый двигатель.
Что касается установки этого шкива, мы должны измерить и выровнять его по натяжным шкивам. Что касается оси Y, нам нужен только один натяжной ролик, который идет с другой стороны рельса, так как ремень для этой оси будет установлен в виде петли.
Ок, дальше брак или соединение двух осей вместе. Мы просто делаем это, прикрепляя центральную пластину к скользящему блоку оси X с помощью четырех болтов M3. Благодаря этому машина приобрела свою основную форму, и теперь скользящий блок оси Y может занимать любое положение в рабочей зоне.
Теперь мы можем продолжить сборку механизма подъема ручки. Этот механизм состоит из двух частей, одна из которых прикреплена болтами к скользящему блоку оси Y, а другая будет скользить вверх и вниз. Как только неподвижная часть закреплена на месте, мы можем установить на нее шаговый двигатель оси Z. Этот шаговый двигатель также соответствует стандарту NEMA 17, но он короче, 23 мм вместо 40 мм, чтобы уменьшить вес.
Затем мы можем установить подъемник, который просто крепится к валу шагового двигателя. Установочный винт, который у меня был, был длинноват для него, поэтому я прикрепил подъемник к валу без него, но его отверстие имеет форму вала, поэтому движение будет хорошо передаваться. На самом деле я немного изменил эту часть, но не беспокойтесь, вы получите ее обновленную версию в загружаемых файлах.
Затем я вставил четыре линейных подшипника в скользящую часть и закрепил микросервопривод на месте. Затем я также закрепил часть держателя ручки рядом с сервоприводом.
Чтобы соединить неподвижную и подвижную части вместе, сначала нам нужно пропустить провод сервопривода через отверстие в неподвижной части, а затем вставить 6-миллиметровые стержни сверху через подшипники и отверстие неподвижной части. При установке этого стержня мы также должны вставить пружину между неподвижной и подвижной частью таким образом, чтобы она толкала подвижную часть вниз.
Это поможет ручке лучше контактировать с рабочей поверхностью. На нижней стороне неподвижной части есть отверстие, куда мы можем вставить гайки M3 и использовать их для крепления стержней 6 мм на месте.
Затем мы можем собрать блок держателя ручек, который идет с одной стороны машины. Он состоит из верхней и нижней части с отверстиями для размещения до 12 ручек.
Продолжил установку ремней. Для начала нам нужно отмерить нужную нам длину и отрезать примерно по размеру. Для крепления ремня к скользящему блоку я сделал вот такие крутые соединители для ремня, где ремень проходит вокруг полого вала и между двумя стенками, которые не позволяют ремню двигаться.
Используя болт М3, мы можем закрепить первый разъем на одной стороне блока и повторить ту же процедуру для другой стороны. Мы можем перемещать разъемы вдоль этих пазов здесь и натягивать ремень так, как мы хотим.
Что касается оси X, то ремень будет проходить по прямой от одной стороны к другой, проходя через шкивы таким образом, чтобы обеспечить натяжение или сцепление со шкивом шагового двигателя.
Для натяжения ремня оси X я сделал эти соединители, которые имеют форму ремня, поэтому мы можем притянуть их к бокам машины.
Далее мы можем установить концевые выключатели.
На самом деле я немного опустил этот концевой выключатель по оси Z, а что касается концевых выключателей X и Y, я использовал те, что были в моем предыдущем проекте, к которым уже были подключены провода.
Подключение электроники
На этом механическая часть машины готова и можно переходить к подключению электроники.
Как я уже упоминал, мы используем плату Arduino Uno в сочетании с экраном с ЧПУ и тремя A49.88 шаговых драйверов.
Для крепления платы Arduino к машине я сделал дополнительную 3D-печатную деталь, которая идет на боковой панели. Я закрепил плату Arduino двумя болтами M3, а поверх нее вставил шилд ЧПУ.
Здесь нам нужно вставить три перемычки для каждого драйвера шагового двигателя, чтобы выбрать разрешение 16 th /step, а затем мы вставляем драйверы шагового двигателя.
Затем мы можем правильно подключить двигатели к щиту ЧПУ. Для подключения микроконцевых выключателей на месте я просто припаял провода прямо к ним, а с другой стороны припаял штыревые разъемы, которые я получил от соединительных проводов.
Что касается серводвигателя, я использовал несколько удлинительных кабелей сервопривода, чтобы он мог добраться до экрана ЧПУ. Для питания станка нам понадобится блок питания 12В. Вот принципиальная схема того, как все должно быть подключено.
Электрическая схема самодельного ЧПУ-плоттера
Вот принципиальная схема того, как все должно быть подключено.
Вы можете получить компоненты, необходимые для этого проекта, по ссылкам ниже:
Шаговый двигатель — NEMA 17……………… Amazon / Banggood / AliExpress
Шаговый двигатель — NEMA 17 23 мм …. . Amazon / Banggood / AliExpress
DC Power Foodse ……………………………… Amazon / Banggood /Aliexpress
91939 /Aliexpress
9191993938/Aliexpress
919193938/ALIEXPRES Как партнер Amazon я зарабатываю на соответствующих покупках.
Итак, мы используем плату Arduino UNO в сочетании с CNC Shield и тремя шаговыми драйверами A4988. У нас есть три микровыключателя для возврата станка в исходное положение и небольшой серводвигатель для механизма захвата. Для питания нам понадобится блок питания 12v с минимальной силой тока 2 ампера.
Завершение сборки машины
Осталось сделать несколько последних штрихов, чтобы закончить этот перьевой плоттер. Здесь я устанавливаю захват для пера, который просто присоединяется к серводвигателю через рожок сервопривода.
Для прокладки кабелей от подъемника для ручек я использовал коврик для обеденного стола, материал которого был прочным, но гибким, поэтому он идеально подходил для этой работы.
На этом наша чертежная машина завершена. Тем не менее, есть несколько вещей, которые мы должны отметить здесь. Поскольку направляющая оси Y не поддерживается с одной стороны, а сам материал PLA для 3D-печати не такой жесткий, при полном выдвижении подъемник пера был на 4 мм ниже по сравнению с поддерживаемой стороной.
Это слишком много, но мне удалось решить эту проблему, немного приподняв переднюю часть машины. Таким образом я уменьшил разницу примерно до 1 мм, что было приемлемо. если вы планируете использовать эти большие рельсы, я бы определенно предложил поддержать рельс оси Y с другой стороны.
Еще одна проблема связана с держателем для ручек, поскольку в этом случае ручки плохо удерживаются на месте. Здесь я бы предложил увеличить верхние отверстия и добавить немного мягкого материала по бокам, чтобы ручки оставались на месте, а машине было легко вставлять их.
Наконец, мы можем вставить доску под всю машину, чтобы получить ровную поверхность.
Вот и все, наша машина готова.
Прошивка и управляющее ПО для самодельного перьевого плоттера
Осталось дать ему жизнь или сделать из него настоящий станок с ЧПУ. Для этого нам нужно установить прошивку на Arduino для управления движением станка с ЧПУ, и нам нужно управляющее программное обеспечение, с помощью которого мы будем отправлять G-коды и сообщать станку, что делать.
Наиболее популярным выбором для станков с ЧПУ своими руками является прошивка GRBL с открытым исходным кодом. Однако для этого перьевого плоттера нам нужна его модифицированная версия, которая может управлять серводвигателем. Эта модифицированная версия, называемая «grbl-servo», изменяет частоту ШИМ по умолчанию для вывода управления шпинделем (или цифрового вывода номер 11) с 1 кГц до 50 Гц, что необходимо для управления этим типом серводвигателя.
После того, как мы загрузим и установим эту прошивку GRBL в папку библиотеки нашей Arduino IDE, нам также необходимо изменить ее файл config.h, чтобы включить 3-осевое самонаведение вместо стандартного 2-осевого.
Что касается программного обеспечения для управления, мы будем использовать GRBL-Plotter, который предназначен для управления плоттерами и включает в себя графический преобразователь, с помощью которого мы можем генерировать G-код из наших изображений или графики. Это также программное обеспечение с открытым исходным кодом, которое можно загрузить с Github.
Здесь первое, что нам нужно сделать, это подключить нашу плату Arduino к программному обеспечению через подходящий COM-порт. Как только мы нажмем кнопку «Kill Alarm», на последовательном мониторе мы получим список наших текущих параметров GRBL. Нам нужно изменить некоторые из этих параметров в соответствии с нашей машиной.
Параметры GRBL
Первое, что мы должны настроить здесь, это разрешение перемещения или значения шагов/мм. Эти значения показывают, сколько шагов должен сделать двигатель, чтобы переместиться на 1 мм. Это зависит от типа имеющегося у нас шагового двигателя, выбранного разрешения шага и передачи движения, в данном случае ремня и шкива GT2.
Для нашего станка требуется значение 80 шагов/мм, чтобы оси X и Y были точными. Что касается оси Z, я установил значение 40, что на самом деле не точно с точки зрения реального движения, но мы все равно не можем достичь этого с нашим возвратно-поступательным движением.
Мы также должны установить номер параметра 23 на 0, который сообщает, где расположены наши концевые выключатели, установить максимальную скорость подачи, ускорение, максимальную скорость перемещения и параметр номер 1 на значение 255, которое поддерживает работу шаговых двигателей. все время. Тем не менее, мы должны отметить, что при включении этой функции, особенно для шагового двигателя с осью Z, мы должны настроить предел тока драйвера A4988 на минимум, потому что более короткий шаговый двигатель NEMA 17 может быстро нагреться.
Настройка плоттера GRBL
Хорошо, теперь давайте посмотрим на настройку контроллера. Здесь так много вариантов настройки, что поначалу это может немного пугать. Здесь сначала нам нужно установить перемещение пера вверх и вниз по оси Z и установить значения для положения вверх и вниз.
На вкладке Таблица инструментов мы можем определить цвет перьев и их положение. Здесь следует отметить, что эти значения относятся к G53 или системе координат станка. Это означает, что они определяются жесткими концевыми выключателями машины и максимальным ходом, который мы установили ранее в параметрах GRBL.
Для определения положения каждого пера я использовал значения смещения, которые в данном случае равны 0 для оси X и 277 для оси Y. Эти значения располагают захват перед первой ручкой, а затем мне просто нужно было определить значение Y для каждой ручки, которое составляет 21,7 мм в отрицательном направлении.
Здесь мы также можем отрегулировать скорость подачи и положение вверх и вниз для каждого пера отдельно, если это разные перья.
Затем в разделе «Смена инструмента» мы должны выбрать «Выполнить смену инструмента на Tx M06», что говорит станку выполнить смену инструмента, когда эта команда появляется в G-коде.
Значение «x» после буквы T указывает номер инструмента из таблицы инструментов. Чтобы выполнить смену инструмента, мы должны включить сценарии «выбрать» и «удалить», которые выполняются при появлении команды Tx M06. В этих сценариях мы определяем движение захвата, чтобы взять или удалить инструмент.
Для выбора пера захват сначала позиционируется перед фактическим пером в абсолютных координатах станка, определенных в таблице инструментов. Затем сервопривод открывает захват, он поднимается еще на 4 мм, затем движется к ручке в направлении X и немного в направлении Y. Затем захват закрывается, поднимает перо вверх и возвращается в то же положение перед выполнением сценария. Для удаления пера шаги сценария такие же, но в обратном порядке.
Разумеется, все эти параметры зависят от самих ручек, их размеров и размеров держателей. Единственный способ сделать этот процесс правильным — это протестировать и исправить значения.
Генерация G-кода для перьевого плоттера с ЧПУ с автоматической сменой инструмента
Наконец, давайте посмотрим, как мы можем генерировать G-код из изображений с помощью этого программного обеспечения GRBL-Plotter.
После того, как мы загрузили изображение, мы можем нажать «Предварительный просмотр с цветами из таблицы», чтобы увидеть, как будет выглядеть изображение. На вкладке коррекции изображения мы можем поиграть со значениями яркости, контрастности, гаммы и насыщенности, чтобы добиться цветов, похожих на реальное изображение или на те, которые нам действительно нужны. Мы можем установить размер вывода в мм, а в кране замены цвета мы можем удалить цвета, которые мы не хотим использовать.
Например, мы можем удалить абрикосовый цвет, который является белым цветом изображения. Затем мы можем нажать кнопку «Создать G-код», и G-код будет сгенерирован.
Мы также можем генерировать G-коды из файлов SVG, которые мы можем просто перетащить, и программа сразу же сгенерирует G-код.
Прежде чем мы начнем рисовать, мы должны установить нулевую позицию в любом месте рабочей области, а затем нажать кнопку воспроизведения.
Перьевой плоттер заработает, и мы сможем наслаждаться его волшебством.
Надеюсь, вам понравилось это видео и вы узнали что-то новое. Если у вас есть какие-либо вопросы, не стесняйтесь задавать их в разделе комментариев ниже.
Плоттер с ЧПУ | Хакадей
7 февраля 2022 г., Майкл Шауб
Запустите эти 3D-принтеры, потому что, если вы похожи на нас, вам нужен собственный PlottyBot. Тем не менее, у вас есть куча благодарственных писем, которые вы можете написать за недавний обмен подарками к зимним праздникам? Надеетесь вручить письменные приглашения на свадьбу или другое знаменательное событие? Нужны новые произведения искусства, чтобы украсить ваш закрытый приют или магазин? Похоже, [Бен] мог бы тебе в этом помочь.
Помимо красиво оформленного настольного DrawBot, этот проект от [Бена], похоже, имеет надежное программное обеспечение для его запуска, сообщество разработчиков, которые проверили воду, и очень подробные инструкции по сборке. К ним относятся все, от спецификации со ссылками для заказа деталей до анимированной сборки GIF для более сложных шагов.
Если вы хотите перейти от «рукописных» карточек и букв к чему-то размером с плакат, воспользуйтесь советами по настройке для расширенных размеров X и Y. Как мы упоминали в других недавних статьях, следует упомянуть об одном предостережении: в настоящее время не хватает Raspberry Pi Zeros, которые требуются PlottyBots. Но если у вас есть один бот под рукой или вы думаете, что сможете получить его к тому времени, когда вы напечатаете все детали на 3D-принтере, возможно, это идеальное время, чтобы добавить еще одного бота в свою семью. Напоминаем, что этот проект размещен на сервере, работающем от солнечной энергии, так что, возможно, по очереди прочитайте полный журнал сборки.
Приятный бонус, если вам нужна помощь в рисовании чего-то достаточно сложного, чтобы потребовалась помощь робота, [Бен] также создал MandalGaba, который выглядит как отличный онлайн-инструмент для рисования, подобных показанным выше.
Рубрика: Искусство, оборудование, Raspberry PiTagged искусство, плоттер с ЧПУ, рисовальщик, рисовальщик, перьевая ручка, почерк, рукописный ввод в шрифт, перьевой плоттер, плоттербот, raspberry pi, Raspberry Pi Zero 2 W
17 сентября 2020 г., Левин Дэй
Ошибка ЧПУ — обычное заболевание в этих краях. Часто пациенты проявляют постоянную одержимость машинами, управляемыми компьютером, чаще всего после первоначального контакта с шлюзовым оборудованием, таким как 3D-принтеры или простые плоттеры. Однажды поставленный диагноз не лечится — просто желание строить и строить снова. [Адам Хейл] слишком хорошо это знает и построил Киберплоттер на службе бедствия.
Cyberplotter — это кульминация списка желаний [Адама] с ЧПУ — двухосевая сборка с очень большой площадью сборки и возможностью установки целого ряда различных инструментов для разных задач. С рабочей зоной до 800 мм x 750 мм в зависимости от того, что установлено, он может производить очень большие результаты. С Smoothieboard 5X, управляющим шоу, [Адам] делает всевозможные изящные хаки, чтобы заставить систему работать с различными гаджетами на бизнес-конце. Есть лазер для гравировки и первоклассный перьевой плоттер с высококачественной линейной направляющей для точного перемещения. Но на этом веселье не заканчивается — [Адам] заходит так далеко, что устанавливает ось Z, камеру и даже аэрограф на основе Sharpie, о чем мы даже не думали раньше.
Это не первая сборка [Адама], и здесь виден прошлый опыт — вооружившись предварительными знаниями, сборка делает многие вещи хорошо, не ставя под угрозу явные возможности. Имя [Адама] может показаться вам знакомым — мы уже упоминали его Гравировщик на этих страницах. Видео после перерыва.
Продолжить чтение «Киберплоттер использует несколько инструментов для достижения большого успеха» →
Posted in cnc hacksTagged cnc, плоттер с чпу, плоттер
16 января 2015 г. , Рич Бремер
[Мортен] недавно был занят изготовлением перьевого плоттера. Это простая и элегантная конструкция, которую он полностью разработал с нуля. Здесь нет лишних фривольных деталей. Каркас изготовлен из плексигласа, вырезанного лазером, что упрощает изготовление, если у вас есть доступ к лазерному резцу. Два двигателя NEMA17 отвечают за движение машины. Каретка для пера перемещается вперед и назад с помощью ремня. Другой соединен с помощью вырезанных лазером шестерен с роликовым стержнем, извлеченным из струйного принтера, который перемещает бумажный носитель вперед и назад под ручкой.
Цепочка программного обеспечения, используемая здесь, довольно необычна по сравнению с другими недорогими станками с ЧПУ, которые мы видим здесь, на Hackaday. [Мортен] создает свою геометрию с помощью Rhino, а затем использует подключаемый модуль Grasshopper для создания g-кода, управляющего машиной. Этот g-код отправляется с помощью gRemote на Arduino с интерпретатором g-кода contraptor. org. Плата RAMPS принимает сигналы шага и направления, генерируемые Arduino, и соответствующим образом перемещает два шаговых двигателя.
В типичной манере открытой поддержки [Мортен] сделал свои файлы дизайна бесплатными для скачивания любым пользователем. Его плоттер перемещает перо из стороны в сторону и бумагу спереди назад, чтобы рисовать фигуры, но это не единственный способ работы плоттера. Посмотрите на этот полярный плоттер и на тот, что висит.
Посмотрите видео после перерыва…
Продолжить чтение «Простой самодельный перьевой плоттер, отличный первый проект с ЧПУ» →
Posted in cnc hacks, NewsTagged cnc, плоттер с чпу, перьевой плоттер, плоттер
6 ноября 2014 г., Рич Бремер
Можно утверждать, что окунуться в хобби с ЧПУ действительно может в конечном итоге стоить больше, чем ожидалось. Но это не должно быть причиной, чтобы удерживать кого-либо от этого! [msassa11] показывает нам, как сделать это в полной мере с его определенно уникальным и чрезвычайно недорогим самодельным плоттером.
Цель разработки заключалась в том, чтобы сделать эту машину как можно более дешевой, в то же время используя материалы, которые можно найти в любой мастерской или, по крайней мере, купить на месте. Прежде всего, вы заметите, что линейный рельс всего один, да, один рельс для двух осей движения. Единственная направляющая была снята со струйного принтера вместе с ответной втулкой, которая первоначально позволяла печатающей головке свободно перемещаться вперед и назад. Ходовой винт с резьбовым стержнем выполняет здесь двойную функцию: не дает каретке оси X вращаться вокруг линейной направляющей, а также передает усилие для перемещения каретки вперед и назад. И ведущая гайка, и втулки удерживаются на месте с помощью литых эпоксидных опор.
Как бы ни была уникальна ось X, ось Y определенно дает ей преимущество в цене. Линейные рельсы не используются, только два ходовых винта поддерживают положение портала. Чтобы гравитация не тянула раму вниз и не изгибала ходовые винты оси Y, с обеих сторон имеется пара подшипников, которые перемещаются вдоль станины станка.
Продукция высочайшего качества с гарантией от производителя! Оперативная поставка под заказ, постоянное наличие популярных моделей на складе в Санкт-Петербурге! Официальный импорт! Компетентный подбор! Низкие цены!
Насосы СОЖ повсеместно применяются на различных видах оборудования. В данном разделе представлен выбор насосов для подачи СОЖ для всех типов обработки и всех типов смазывающе-охлаждающих жидкостей. Цены на насосы СОЖ зависят от вида обработки и характера загрязнения жидкости — необходимо учитывать: конструкцию и монтажное положение; тип исполнения крыльчатки; материал изготовления крыльчатки; материал изготовления вала; создаваемое давление. Для экономии времени, приведен анализ насосов для СОЖ в зависимости от характера эксплуатации.
Чтобы купить насос для подачи СОЖ безошибочно, можно воспользоваться консультацией наших специалистов – мы производим подбор аналогов насосов подачи СОЖ мировых производителей из наличия на складе в Санкт-Петербурге.
Насосы откачки СОЖ
Насосы откачки СОЖ обеспечивают производительность от 60 до 1300 л/мин, в зависимости от модели. Охлаждающая смазка находится в резервуаре под инструментом. Чтобы подтолкнуть охлаждающую жидкость к заготовке, насос откачки СОЖ перекачивает среду из резервуара через шланги в сопло. Сопло, в свою очередь, подает СОЖ на заготовку. СОЖ проходит обратно в резервуар охлаждающей жидкости через другой шланг, также, с участием фильтровального блока. Таким образом, цикл замкнут. Погружные насосы охлаждающей жидкости также известны как насосы СОЖ. Они обычно выполняются в полупогружном исполнении, как схематически показано на рисунке, когда в баке с охлаждающей жидкостью находится только нижняя часть насоса с улиткой и штоком. Двигатель и соединения в верхней части насоса вынесены на бак и не контактируют с СОЖ.
Цена и срок поставки
Тесное взаимодействие с производителем позволяет оперативно дать цену и срок поставки. Прямая закупка и логистика, обеспечивают, пожалуй, наиболее выгодную стоимость и быструю доставку.
Запрос предложения
Каталоги
В некоторых разделах приведены оригинальные каталоги завода-производителя. За отсутствием каталогов на русском языке, в описаниях приведены краткие технические переводы. При необходимости в оригинальном заводском каталоге, имеется возможность запросить его у наших специалистов. Также, в доступе компетентные консультации от нашего технического бюро.
Официальный сайт
Официальный сайт Службы Подготовки Производства содержит информацию, собственноручно переведенную с официальных сайтов производителей. Переводы выполняются при участии специалистов собственного технического бюро. Бренды, фотоматериалы, логотипы и товарные знаки принадлежат их собственникам — производителям оборудования.
Насосы для СОЖ | Мир гидравлики
В выпускаемом в настоящее время оборудовании автоматизация постоянно растёт, что приводит к росту производственных возможностей. Для этих целей применяются как системы, вносящие глобальные изменения в конструкцию, например установка систем ЧПУ, так и механизмы, отвечающие за увеличение ресурса срока службы станка, увеличение нагрузок на оборудование участвующее в производственных процессах. Ко второму типу нужно отнести гидравлические насосы, отвечающие за перекачку смазочных жидкостей в зоны трущихся деталей и поверхностей, а также охлаждающих жидкостей в зону резания для охлаждения инструмента и детали.
На ряде станков, выпущенных в советское время, подача смазочного материала в зоны трущихся элементов осуществлялась насосами имеющим ручной привод, в следствии чего в начале рабочей смены ответственный сотрудник должен был осуществить подкачку смазочной жидкости в станок что могло и не происходить приводя к дорогостоящим ремонтам, уменьшению ресурса, что в значительной мере влияет на производственный процесс. В настоящее время имеется возможность проведения модернизации систем смазки путём внедрения в действующее оборудование автоматической подачи смазочного материала в необходимые зоны по средствам индивидуальной смазочной маслостанции, при необходимости установить систему подачи СОЖ с подводом в зону резания.
Виды оборудования подобного типа
Насос для СОЖ – это лишь единственный элемент. Помимо него, в систему смазки также включены:
Резервуар для масла.
Импульсные питатели с разной степенью дозирования.
Автоматическая система управления .
Воздушный фильтр.
Предохранительный клапан (опция)
Реле давления (опция)
Маслостанции имеют стандартное исполнение, при возникновение необходимости проведения смазки к узлам крупногабаритных станков рекомендуем обратится к инженерам нашей компании для проведения необходимых расчётов.
Не стоит забывать и о том, что российские насосы, предназначенное для подачи смазочно-охлаждающего материала, имеют разное строение. На сегодняшний день, существует масса его разновидностей. Об основных видах следует поговорить более детально.
Насосы НГ
Подобные гидромашины предназначены для перекачивания различных жидкостей нейтральных к углеродистой стали, в том числе минерального масла. Они способны перекачивать материалы, температурой от -40 до +100 градусов, имеющие плотность до 1600 кг/м3.
Гидромашины серии НГ являются центробежными. Они могут быть одно, двух и трехступенчатые. Стоит отметить, что оборудование подобного типа имеет взрывозащищённое исполнение.
Насосы П
На сегодняшний день наибольшей востребованностью пользуются насосы для СОЖ П – 25, П – 50 и П – 100. Данные агрегаты являются центробежными вертикальными и имеют погружную насосную часть.
Они способны перекачивать жидкости, кинематическая вязкость которых, не превышает 90 мм2/с. При этом, температура окружающего пространства, должны быть не ниже 1 градуса, но не выше 40. В свою очередь, температура рабочей жидкости должна варьироваться в пределах от 10 до 50 градусов.
Насосы БХ
Насос для СОЖ БХ – это вертикальная погружная гидромашина, служащая для подачи смазочно-охлаждающих жидкостей в производственном оборудовании. БХ относятся к группе моноблочных межступенчатых гидромашин.
Приобрести подобное оборудование стремятся владельцы токарных станков и прочих производственных машин, решивших провести модернизацию. Насосы БХ отличаются высокой производительностью и долгим сроком службы.
Купить насос для СОЖ
Приобрести смазочную станцию любой конфигурации и насосы для СОЖ можно в нашей компании «Мир Гидравлики». В нашем обширном ассортименте вы найдете оборудование подобного типа любого вида из перечисленных выше.
Если вы не смогли найти интересующие вас агрегаты в каталогах, свяжитесь с нашими инженерами. Они с готовностью помогут вам совершить поиск или предложат высококачественное аналоговое оборудование.
Электронасос помпа НГ-1-25, НГ-1-32, НГ-2-50
Вид типа помпа НГНазначение и область примененияНасосы центробежные вертикальные с погружной насосной частью НГ-1-25, НГ-1-32, НГ-2-50, являясь аналогами насосов П-25, П-50, П-100, П-200, предназначены для подачи смазочно-охлаждающих жидкостей и минеральных масел в системах охлаждения инструмента металлорежущих станков. Кинематическая вязкость перекачиваемой жидкости не должна превышать 90 мм²/с при температуре охлаждающей среды от +1 до +40 °С и температуре рабочей жидкости от +10 до +50 °С. Концентрация загрязнённости рабочей жидкости не более 5 г/лОсобенности эксплуатации
Электронасосы для CОЖ типа П-25М…200М
Вид типа П-25М…200МНазначение и область примененияДля смазки, охлаждения, а также для предохранения от преждевременного износа режущего инструмента в различных станках применяются центробежные электронасосы типа П-25М…П-200М, как и их аналоги НГ-1-25, НГ-1-32, НГ-2-50, иначе—помпы.Электронасосы типа П-25М…П-200М могут также применяться для подачи минеральных масел вязкостью от 1 до 90 сСт, с температурой от 10С до 50С при этом концентрация механических примесей должна быть не более 5 г/л, с размером частиц не более 0,5 мм.Данный тип насосов относится к моноблочным центроб
Вертикальные полупогружные электронасосы БХ14-53, БХ14-54 и БХ14-55
Вид электронасоса БХ14-Назначение и область примененияЭлектронасосы типа БХ14-5. . относятся к группе многоступенчатых центробежных насосов.Центробежные электронасосы типа БХ14-5.. работают на СОЖ (смазочно-охлаждающих жидкостях) или минеральных маслах вязкостью не более 90 мм2/с (сСт). Электронасосы типа БХ14-5.. в основном применяются для подачи СОЖ к режущему инструменту различных станков и другого оборудования с целью его охлаждения, обмыва посадочных мест инструмента и деталей, а также удаления стружки.Электронасосы центробежные типа БХ14-5.. работают на рабочих жидкост
Насосы СОЖ для станков — Grainger Industrial Supply
Насосы СОЖ для станков
55 изделий
Насосы для станков обеспечивают циркуляцию СОЖ по системе для предотвращения перегрева режущих инструментов. Эти насосы могут быть встроены в систему машинной резки и являются частично погружными.
Насосы охлаждающей жидкости для станков Graymills
Насосы охлаждающей жидкости для станков Dayton
Насосы охлаждающей жидкости для станков Fuji Electric
Graymills Machine Tool Coolant Pumps Three Phase 230/460V AC Cast Iron Housing, sorted by Horsepower, ascending
Loading…
Dayton Sticken Tool Coolant Pumps
ОДИН ФАЗА 115/230 В.
AC
Чугунный корпус
Dayton Match
Загрузка …
Три фазы 230/460V AC
Три фазы 230/460V AC
. /460 В перем. тока Чугунный корпус, отсортированный по мощности, по возрастанию
0004
Трехфазный 230 В переменного тока
Латунный корпус
Дейтон -машинный инструмент Охлаждающий инструмент Трехфазный 230 В. ..
Бронзовый корпус
Насосы охлаждающей жидкости для станков Dayton Трехфазный 230 В переменного тока Бронзовый корпус, отсортировано по мощности, по возрастанию
Загрузка …
COSTER HOLDEN
COSTER HORTERSHED
9004
COSTER HOLDEN
9005
COSTERSIND HORSED
COUSTER.
Загрузка…0003
Трехэтап 230/460 В переменного тока
ЧАСОВЫЙ Корпус
.
Идет загрузка…
Примечание. Информация о наличии товара предоставляется в режиме реального времени и постоянно корректируется. Товар будет зарезервирован для вас при оформлении заказа.
Эксплуатация и оценка конструкции главных циркуляционных насосов для PWR и BWR. Заключительный отчет (Технический отчет)
Эксплуатация и оценка конструкции главных циркуляционных насосов для эксплуатации PWR и BWR. Заключительный отчет (Технический отчет) | ОСТИ.GOV
перейти к основному содержанию
Полная запись
Другие родственные исследования
Долгосрочная жизнеспособность коммерческой ядерной энергетики сильно зависит от экономики надежности оборудования станции. Первичные циркуляционные насосы (PCP) для систем PWR и первичные рециркуляционные насосы (PRP) для систем BWR являются критически важными компонентами, повышение надежности которых обеспечит значительное повышение общей эксплуатационной готовности станции. В этом исследовании определены основные причины вынужденных отключений, возникающих из-за проблем с работой PCP и PRP.
Авторов:
Макай, Э . ;
Адамс, М.Л.
Дата публикации:
Исследовательская организация:
Energy Research and Consultants Corp., Моррисвилль, Пенсильвания (США)
Идентификатор ОСТИ:
5838533
Номер(а) отчета:
ЭПРИ-НП-1194 РНН: 80-001913
Тип ресурса:
Технический отчет
Страна публикации:
США
Язык:
Английский
Тема:
21 СПЕЦИАЛЬНЫЕ ЯДЕРНЫЕ РЕАКТОРЫ И СОПУТСТВУЮЩИЕ УСТАНОВКИ; РЕАКТОРЫ ТИПА BWR; ПЕРВИЧНЫЕ КОНТУРЫ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ; НАСОСЫ; НАДЕЖНОСТЬ; РЕАКТОРЫ ТИПА PWR; ДИЗАЙН; СПЕКТАКЛЬ; СИСТЕМЫ ОХЛАЖДЕНИЯ; КОМПОНЕНТЫ РЕАКТОРА; СИСТЕМЫ ОХЛАЖДЕНИЯ РЕАКТОРА; РЕАКТОРЫ; ВОДЯНЫЕ РЕАКТОРЫ; ВОДЯНЫЕ РЕАКТОРЫ; 210100* — Реакторы энергетические невоспроизводящие с легководным замедлителем и кипящим водяным охлаждением; 210200 — Реакторы энергетические, невоспроизводящие, с легководным замедлителем, с охлаждением некипящей водой
Форматы цитирования
ГНД
АПА
Чикаго
БибТекс
Макей, Э. , и Адамс, М.Л.. Эксплуатация и оценка конструкции главных циркуляционных насосов для обслуживания PWR и BWR. Заключительный отчет . США: Н. П., 1979. Веб. дои: 10.2172/5838533.
Копировать в буфер обмена
Макай, Э., и Адамс, М.Л.. Эксплуатация и оценка конструкции главных циркуляционных насосов для PWR и BWR. Заключительный отчет . Соединенные Штаты. https://doi.org/10.2172/5838533
Копировать в буфер обмена
Макай, Э., и Адамс, М.Л., 1979. «Эксплуатация и оценка конструкции главных циркуляционных насосов для обслуживания PWR и BWR. Заключительный отчет». Соединенные Штаты. https://doi.org/10.2172/5838533. https://www.osti.gov/servlets/purl/5838533.
Копировать в буфер обмена
@статья{osti_5838533, title = {Эксплуатация и оценка конструкции главных циркуляционных насосов для PWR и BWR. Заключительный отчет}, автор = {Макай, Э. и Адамс, М.Л.}, abstractNote = {Долгосрочная жизнеспособность коммерческой ядерной энергетики сильно зависит от экономики надежности оборудования станции. Первичные циркуляционные насосы (PCP) для систем PWR и первичные рециркуляционные насосы (PRP) для систем BWR являются критически важными компонентами, повышение надежности которых обеспечит значительное повышение общей эксплуатационной готовности станции. В этом исследовании определены основные причины вынужденных отключений из-за проблем с работой PCP и PRP.}, дои = {10,2172/5838533}, URL-адрес = {https://www.osti.gov/biblio/5838533}, журнал = {}, номер =, объем = , место = {США}, год = {1979}, месяц = {9} }
Копировать в буфер обмена
Посмотреть технический отчет (2,68 МБ)
https://doi.org/10.2172/5838533
Экспорт метаданных
Сохранить в моей библиотеке
Вы должны войти в систему или создать учетную запись, чтобы сохранять документы в своей библиотеке.
Решение этого кроссворда состоит из 5 букв длиной и начинается с буквы А
Ниже вы найдете правильный ответ на Полимер в основе красок 5 букв, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Четверг, 14 Ноября 2019 Г.
АКРИЛ
предыдущий
следующий
другие решения
АКРИЛ
ты знаешь ответ ?
ответ:
связанные кроссворды
Акрил
Полиакрилонитрильное волокно 5 букв
Разновидность синтетического волокна 5 букв
Синтетическое волокно, название которого можно увидеть на ярлыке нашей одежды 5 букв
Тип ткани 5 букв
Синтетический аналог шерсти 5 букв
Синтетич. волокно для ковров 5 букв
похожие кроссворды
Свечение веществ-люминофоров, а также красок на их основе
Полимер из обработанных кислотой олефинов
Синтетический полимер, продукт полимеризации хлорвинила
Синтетический полимер
Полимер, основной компонент натурального каучука, гуттаперчи, балаты
Полимер с сопряженной тройносвязью в основной цепи
Смолистый полимер сканворд
Смолистый полимер сканворд
Полимер
Синтетический полимер, продукт полимеризации тетрафторэтилена
Синтетический полимер, продукт полимеризации акрилонитрила
Синтетический полимер (применяется в производстве пленок, радиодеталей)
Синтетический полимер, продукт полимеризации формальдегида
Полимер прочнее железа и легче алюминия
Изолирующий полимер
Полимер диметилбутадиена, получаемого из ацетона
Полимер сравнительно небольшой молекулярной массы
какие бывают краски для ремонта, разновидности, типы
Сегодня многие делают ремонт самостоятельно, и с каждым годом для этого становится больше возможностей. Как сделать так, чтобы в будущем краска не потускнела, не потрескалась и не вздулась? Что нужно знать перед покраской и как выбрать краску? Давайте разберемся с этими вопросами.
Итак, выбираем краску. Что нужно знать? Во-первых, возьмете себе за правило всегда подготавливать поверхность перед покраской. Берем тряпку и смываем все, что нам накопилось: жир, грязь, копоть. Ах, у вас и так чисто? А пыль? Ее удаляем тоже. Затем снимаем старую краску, особенно если она вздулась и потрескалась. Можно механически, а можно и специальной жидкостью для снятия старой краски. Шпаклюем неровности. А у кого стена часто чернеет, самое время обработать ее антисептиком. Есть множество способов защитить поверхность и сделать ее долговечной. Теперь приступаем к грунтовке. Она позволит краске держаться лучше и играет роль защиты. Грунтовку наносят как на новую поверхность, так и на старую краску (если слой тонкий и лежит она ровно). И только после полного высыхания можно приступать к покраске. Если поверхность не ровная, имеет трещины, бугорки и ямки, нужно воспользоваться шпатлевкой, причем после нанесения грунтовки.
Если вы хотите придать поверхности особые свойства, например, защитить от коррозии или сделать устойчивой к перепаду температур, или просто уберечь поверхность от воздействия различных микроорганизмов, например, плесени, грибков, лишайников, вам нужны антисептики и пропитки. Но иногда активные антисептические вещества содержатся и в самих красках.
Также следует учесть совместимость красок. Легче изначально подобрать совместимый материал, чем смывать старую краску «под ноль», нейтрализовать реакцию и только потом продолжать работу по алгоритму, как на новой поверхности. Незнание может привести к очень неприятному сюрпризу.
Как читать этикетку краски?
Краски условно разделяются на группы по типу пленкообразующей основы. Они бывают эмульсионные, алкидные, клеевые, силикатные. Но об этом чуть позже. Нужная информация указана в буквенно-цифровых кодах на банке. Первые две буквы указывают на природу пленкообразующей основы.
Полиамиды (АД)
Полиакрилаты (АК)
Сополимеры полиакрила (АС)
Ацетилцеллюлоза (АЦ)
Битумы и пеки (БТ)
Поливинилацетат (ВА)
Поливинилбутераль (ВЛ)
Винилы и винилацетаты (ВН)
Сополимеры поливинилацеты (ВС)
Глифталевые смолы (ГФ)
Идиенкумароновые смолы (ИК)
Канифоль (КК)
Полиуретаны (УР)
Кремнииорганические смолы (КО)
Копалы (КП)
Сополимеры карбинола (КС)
Каучуки (КЧ)
Масла растительные (МА)
Меломиноалкиды (МЛ)
Алкидно- и масляно-стирольные (МС)
Мочевиноформальдегидные смолы (МЧ)
Нитроцеллюлоза (НЦ)
Пентафталевые смолы (ПФ)
Полиэфиры насыщенные (ПЭ)
Фенолалкиды (ФА)
Крезолформальдегиды (ФЛ)
Фенольно-масляные смолы (ФМ)
Фторопласты (ФП)
Поли- и перхлорвинилы (ХВ)
Сополимеры винилхлорида (ХС)
Шеллак (ШЛ)
Эпоксидные смолы (ЭП)
Полиэтилен и полиизобутилен (ЭТ)
Эпоксидноэфирные смолы (ЭФ)
Этилцеллюлоза (ЭЦ)
Янтарь (ЯН)
Далее следует цифровой код. Первые одна-две цифры подскажут о сфере применения. Остальные цифры — это заводской номер.
атмосферостойкая (1)
стойкость внутри помещения (2)
для консервации металлоизделий (3)
устойчивость к горячей воде (4)
специального назначения, например, для кожи, меха (5)
обладает стойкостью к нефтепродуктам (6)
стойкость к агрессивным средам (7)
термостойкость (8)
электроизоляционные свойства (9)
полуфабрикаты, а также лаки и грунты (0)
шпаклевки (00)
В маркировке исключение составляют готовые масляные краски. Буквы МА — обозначают масляную краску, первая цифра — сфера применения, вторая — какая олифа использована в качестве основы:
натуральная (1)
оксоль (2)
глифталевая (3)
пентафталевая (4)
комбинированная (5)
А теперь поговорим о группах красок и определим основные преимущества и недостатки тех или иных материалов для покраски.
Первая группа: водные краски
Эмульсионные краски
Эмульсионные краски разводятся водой (не растворяются), их связующая основа и красящие частицы распределены в водной среде, образуя устойчивую эмульсию. После высыхания водой не смываются. Зато от них легко отмыть руки и инструменты (пока материал не высох). Эмульсионные краски экономичны, отличаются своей экологичностью, пожаробезопасностью. Хорошо ложатся практически на любую поверхность. Металлические покрытия во избежание коррозии нужно предварительно загрунтовать. Эмульсионные краски нельзя наносить на поверхность, ранее покрашенную глянцевыми красками, клеевыми красками. Тоже можно отнести и к лакированным поверхностям. В свою очередь после эмульсионных красок можно использовать любые краски и эмали. Эмульсионные краски быстро высыхают и не имеют резкого неприятного запаха. Они устойчивы к щелочному воздействию.
Эмульсионные краски подразделяются на: водоэмульсионные, акриловые, поливинилацетатные (ПВА), латексные, водно-дисперсионные и силиконовые. Многие полагают, что водоэмульсионные и водно-дисперсионныекраски — это одно и тоже. Все они не имеют особенности отслаиваться, проницаемы для воздуха и водяного пара, то есть «дышат». Подходят для помещений с повышенной влажностью, не морозоустойчивы, но долго сохраняют свой цвет (читайте подробный разбор, как выбрать цвет комнаты).
Но отличия все же есть. Матовые водоэмульсионные краски со временем постепенно смываются, а водно-дисперсионные влагостойки, а значит подходят для многократной мойки. К тому же водно-дисперсионные краски в основном имеют белый цвет, а водоэмульсионные поражают многообразием цветов. Водно-дисперсионные краски нельзя наносить при температуре ниже +5°С.
К тому же, есть водоэмульсионные краски, предназначенные для создания объемных эффектов — фактурные краски, которые еще называют структурными красками. Ими можно успешно декорировать поверхности, Такие покрытия отличаются также высокой прочностью. Они могут играть роль армирования для защиты поверхности от появления трещин. Зачастую фактурными красками называют декоративные штукатурки или фактурные штукатурки
Фактурные штукатурки
Связующим элементом для акриловых красок служат акриловые смолы. Эти краски высокоэластичны (приспособлены к специфике древесины) и имеют большую прочность. Качественные акриловые краски способны перекрывать волосяные трещины до 0,5 мм. Жаль, что стоят они довольно дорого. Их более дешевые собратья изготавливаются на базе акриловых сополимеров. Акриловые краски морозоустойчивы, но только после полного высыхания. Они обладают низкой газопроницаемостью, а потому могут хорошо защитить от коррозии, например, армированный бетон. Подходят для щелочных оснований, но на свежую штукатурку их можно наносить не раньше чем через месяц. Причина в низкой газонепроницаемости: в процессе затвердевания штукатурки участвует углекислый газ, и процесс этот довольно долгий.
Акриловые краски
Акриловые краски плохо подходят для зданий с сырыми стенами. Эти краски прекрасно колеруются и устойчивы ультрафиолету, прекрасно сохраняя цвет. Они также сочетают водоотталкивающую способность и паронепорницаемость. Обладают наивысшей механической стойкостью.
Латексные краски
Латексные краски — самые дорогие из эмульсионных красок. Они изготовляются с добавлением латекса. Это дает сильный водоотталкивающий эффект, и значит можно мыть поверхность сколько захочется. Они способны затягивать волосяные трещины до 1 мм. Латексные краски применяются на разных поверхностях: структурированные обои, стены (бетон, штукатурка, кирпич, гипсокартон), потолки. Высыхают за 20-60 минут. Но их светостойкость ниже, чем у эмульсионных акриловых красок и ПВА.
Поливинилацетатные (ПВА) краски
Поливинилацетатные (ПВА) краски, в отличие от латексных, являются самыми бюджетными. Однако они также обладают низкой водостойкостью, и при регулярном мытье покрытие постепенно смывается водой. Краска экологична, отличается высокой стойкостью к свету, воздействию масел и жиров, подходит для внутреннего применения, особенно для окраски потолков. Кстати, почитайте статью о том, как выбрать краску для потолка.
Силиконовые краски
Здесь связующим элементом служат эмульгированные силиконовые смолы. Силиконовые смолы иногда даже добавляют в акриловые краски. Силиконовые краски по высыханию образуют водоотталкивающую поверхность, однако прекрасно пропускают воздух и водяной пар. Они имеют высокую эластичность и способны перекрывать волосяные трещины до 2 мм. Силиконовые краски можно наносить на свежую штукатурку уже через 48 часов (а не через 30 суток как акриловые). Силиконовые краски можно применять для всех видов минеральных поверхностей.
Они совместимы с акриловыми латексными и минеральными красками. Их даже можно наносить на старую силикатную краску. Силиконовые покрытия устойчивы к загрязнениям, а также предупреждают развитие микроорганизмов. Их единственный недостаток — это высокая стоимость. Поэтому их используют в основном для декора, особенно, если хотят подчеркнуть престиж здания.
Вторая группа: краски на органическом растворителе
Алкидные краски
Связующим элементом алкидных красок является алкидная смола. К алкидным краскам относятся эмалевые и масляные краски. Подходят для окрашивания оштукатуренных поверхностей, а также деревянных и металлических оснований (например, металлических радиаторов отопления). После высыхания не токсичны, водонепроницаемы.
Масляные краски
Популярные в прошлом масляные краски изготавливаются на основе олифы. Разбавителями служат уайт-спирит, скипидар, сольвент-нафта или бензин. Они достаточно мало стоят, однако очень долго сохнут (до нескольких суток). При высыхании выделяют вредные вещества, поэтому больше подходят для наружных работ. Существенный их недостаток в том, что с годами окрашенная поверхность желтеет.
Эмалевые краски
Эмалевые краски изготовлены на основе лака и именно благодаря этому обладают высокой глянцевостью и очень красиво смотрятся. Эмалевые краски применяются для окраски металла, приборов, деревянных поверхностей, стен (проштукатуренных и прошпаклеванных) и так далее. Их можно использовать и для внутренних и для наружных работ. Нитроэмалевые очень быстро сохнут — 15-45 мин. Эмалевые краски водонепроницаемы и обладают стойкостью к ржавчине и воздействию света.
Третья группа: силикатные краски
Силикатные краски
Силикатные краски изготавливаются на основе жидкого стекла, их можно отнести к разряду минеральных. Это один из лучших способов защиты фасада. Характеристики силикатных красок: паро- и воздухопроницаемость, повышенная устойчивость к температурным перепадам и ультрафиолету, рыхлость, слабая реакция на воду. Стоит учитывать, что силикатные краски не просто устойчивы, они практически несмываемы. Силикатные краски разводятся водой и содержат щелочь — берегите глаза и кожу. Их нельзя наносить на поверхности, прежде окрашенные акриловыми или алкидными красками, а также наносить на стеклянные, керамические, каменные, металлические поверхности. Зато они подходят для щелочных поверхностей, к примеру, штукатурок. Грунтовка перед окраской тоже должна быть силикатной.
Силикатные краски не могут защитить стены от атмосферной влаги. При обильных дождях вода, хоть и ненадолго, задерживается в стенах. Однако при плохой гидроизоляции фундамента они очень полезны, если влажность в стенах выше атмосферной. Цветовая гамма силикатных красок ограничена из-за содержащейся в составе щелочи.
Группа четвертая: клеевые краски
Клеевые краски
Изготовлены из органических полимеров на водной основе. Экологичны, поскольку в составе нет токсичных или вредных химических соединений. Их свойства сходны с эмульсионными красками, но клеевые краски менее устойчивы к влаге, поэтому фронт применения сильно ограничен — такие материалы подходят только для окраски сухих помещений. Клеевые краски выпускаются в сухом виде и непосредственно перед использованием разводятся водой.
Казеиновые краски
В основе казеиновых красок лежат белковые компоненты, такие краски пригодны и для наружных, и для внутренних работ. Хорошо ложатся на штукатурку, бетон, кирпич. Из всех клеевых красок казеиновые самые стойкие и красивые.
Декстринированные краски
Декстринированные краски на костном клее могут использоваться только для внутренних работ, так как обладают слабой водостойкостью. Краски удобны в обращении, экологичны и хорошо сохраняются при сухом климате, выпускаются в многообразии цветов. Однако, как и все клеевые составы, разрушаются при действии углекислого газа и влаги. В плохо проветриваемых помещениях и при повышенной влажности органический состав клеевой краски становится средой обитания для различных микробов и плесени. И поверхности быстро портятся.
Как видите, выбор современных красок большой! Подобрать материал более детально под свои задачи вы можете с помощью подбора по параметрам или с помощью продавца-консультанта в любом из магазинов торговой сети «Мир Красок».
Фото: pinterest.com
Polymer%2c используется в красках и имплантатах — ответы на кроссворды
Разгадка кроссворда Полимер, используемый в красках и имплантатах с 8 буквами, в последний раз встречалась на 23 декабря 2019 года . Мы думаем, что наиболее вероятным ответом на эту подсказку будет SILICONE . Ниже приведены все возможные ответы на эту подсказку, упорядоченные по рангу. Вы можете легко улучшить поиск, указав количество букв в ответе.
Ранг
Слово
Подсказка
92%
СИЛИКОН
Полимер, используемый в красках и имплантатах
73%
ТУРП
Масло, используемое в красках
62%
СМОЛЫ
Полимерные изделия
59%
МАСЛА
Палитра красок
59%
СТЕНТЫ
Имплантаты для ангиопластики
56%
РНК
Одноцепочечный полимер
48%
ЯСЕНЬ
Древесина, используемая в летучих мышах
48%
ТРОСТЬ
Растение, используемое в плетении
48%
ТИК
Лиственная древесина, используемая в судостроении
48%
ЯНТАРЬ
Смола, используемая в ювелирных изделиях
48%
ШОУ
Тесто для кондитерских изделий, используемое в круллерах и бенье
48%
АСАИ
Ягода, используемая в смузи
48%
ШИТЬ
Использовали иголку и нитку
48%
ИЗОБРАЖЕНИЯ
Язык, который рисует ментальные картины
48%
ПЕЧЬ
Что-то используется в выпечке и жарке
48%
ЭПОКСИДНЫЙ
Полимер, используемый в клеях
48%
ОБЫЧНЫЙ
«Для 2с ___»
46%
АЛКИДЫ
Смолы, используемые в красках
46%
БАРИТ
Минералы, используемые в красках
46%
АНАТАС
Минерал, используемый в красках.
Уточните результаты поиска, указав количество букв. Если какие-то буквы уже известны, вы можете предоставить их в виде шаблона: «CA????».
Последние улики
Ответ на подсказку кроссворда ласковой подписи
Ранняя остановка в казино, возможно, кроссворд
То, что передает импульсы нервных клеток.
Создан для повышения эффективности на рабочем месте Кроссворд
Французский кулинарный термин для обозначения листовых овощей, таких как салат и щавель, нарезанных на кусочки или полоски и используемых в качестве гарнира.
Что вы делаете, когда добиваетесь прогресса Кроссворд
С 86 вниз, очень расстроен … Нравятся ответы на пять подсказок этой головоломки? Кроссворд
Встряхните маленькую подсказку кроссворда
Кроссворд «Прямой Комптон»
Арбор, штат Мичиган. Кроссворд
Сумеречная Искорка Актриса Голоса Сильная Разгадка Кроссворда
Кроссворд производителя листьев
Наградной квартет за кроссворд Дженнифер Хадсон
Карибские музыкальные ансамбли Кроссворд
Без недостатков, как ключ кроссворда репутации
Актриса Гретхен, чья фамилия фигурирует в кроссворде «Этимология»
Хрупкий реквизит для жонглирования Кроссворд
Верн Кто самый переводимый французский автор Кроссворд
«Малыш» в кроссворде «Вот смотрю на тебя, малыш»
Жирная часть лица, разгадка кроссворда дерматологам
Тринидад и — Кроссворд
Кроссворд Fancy Transports
Его государственное животное — разгадка кроссворда бобра
Верхняя часть Млечного Пути? Кроссворд
Брюинз, Кроссворд на табло
Вода в кроссворде Super Soaker
Канадская монета, фамильярный кроссворд
Континент с самой высокой и самой низкой точкой на Земле Кроссворд
Выбор лотерейных билетов: ответ на кроссворд Abbr
Что-то, что можно продать во дворе Кроссворд
29 февраля, Кроссворд для детей високосного дня
Беспорядочный протестующий кроссворд
«Но царапина»: часто цитируемый кроссворд Monty Python Line
Так закончили с крафтовым пивом? Кроссворд
Подсказка кроссворда справилась с трудностями
Сливочное итальянское блюдо, приготовленное из кроссворда Арборио
Звук барабана после однострочного кроссворда
Плохие новости для работника Кроссворд
Кроссворд «X: мультсериал»
Кроссворд Netflix «Призраки поместья»
Пытаетесь сохранить прохладу более экологичным способом? Кроссворд
Кроссворд из журнала «Технологии»
Поднятый, как разгадка кроссворда домашнего скота
Шаг после использования Sous Vide, возможно, кроссворда
Кроссворд косметического бренда «Потому что ты этого стоишь»
«Акуна»: Кроссворд из песни «Король Лев»
Кроссворд Sears Partner
Слово с молитвами Кроссворд
Альбом Леди Гаги, 2013 г. , кроссворд
Готовы перейти от чтения бит-поэзии? Кроссворд
Мы нашли 1 решений для Полимер%2c, используемый в красках и имплантатах .Лучшие решения определяются по популярности, рейтингу и частоте поиска. Наиболее вероятный ответ на подсказку: СИЛИКОН 9.0342 .
С crossword-solver.io вы найдете 1 решения. Мы используем исторические головоломки, чтобы найти наилучшие ответы на ваш вопрос. Мы добавляем много новых подсказок на ежедневной основе.
С помощью нашей поисковой системы для решения кроссвордов у вас есть доступ к более чем 7 миллионам подсказок. Вы можете сузить возможные ответы, указав количество букв, которые он содержит. Мы нашли более 6 ответов для Полимер%2c, используемый в красках и имплантатах.
Актуальные подсказки
Цветок хулиганского государства? Кроссворд
Жанр графических романов Кроссворд
*Место для хранения продуктов? (буквы 2-4) Кроссворд
Инициалы скорой помощи Кроссворд
Группа наделала много шума? Кроссворд
* В смысле, который относится к видению? (обратите внимание на буквы 3-5 в ответе на эту подсказку) Кроссворд
Кто-то может быть сонным Кроссворд
Крепленые вина из Ocean State? Кроссворд
Сосед Пакистана Кроссворд
Автор стихотворения «Дозволенное». Разгадка кроссворда.
Новый акриловый полимер для архитектурной наружной краски и грунтовки в одном нанесении
Фейсбук
Твиттер
LinkedIn
Распечатать
Калиаппа Рагунатан и Пунит Тхаккар, корпорация BASF
$1
Архитектурные наружные покрытия подвержены очень агрессивным воздействиям окружающей среды. Экстремальные условия, такие как низкие и высокие температуры, низкая и высокая влажность, дождь и снег, проверяют способность покрытий противостоять растрескиванию, ограничивать водопоглощение, предотвращать вымывание материалов с поверхности и прилипать к нескольким подложкам. Другим пагубным источником повреждений являются УФ-лучи, вызывающие разрушение полимерной цепи, что приводит к мелению и эрозии слоя покрытия. Поверхностные покрытия также подвержены загрязнению и росту плесени, что приводит к грязному внешнему виду. При разработке полимера для наружных покрытий изобретатели должны тщательно учитывать вышеупомянутые разрушающие силы.
Профессиональные маляры и маляры-любители все больше заботятся об эффективности, сокращая время и трудозатраты на покраску поверхностей. Краски, сочетающие в себе свойства краски и грунтовки, помогают сократить время и трудозатраты на покрасочные работы, поэтому разработка полимера, обладающего свойствами как грунтовки, так и финишного покрытия, является необходимой, но сложной задачей. Эта цель еще более повышает требования к эксплуатационным характеристикам внешнего полимера.
Это исследование направлено на разработку полимера, отвечающего основным требованиям к краске и грунтовке в одном наружном покрытии, таким как устойчивость к загрязнению (DPUR), устойчивость к выщелачиванию, устойчивость к раннему дождю, сохранение блеска, устойчивость к растрескиванию, адгезия, выцветание. резистентность и блокирование танинов. Результатом исследования стал полимер, разработанный для того, чтобы противостоять внешним элементам в составах, содержащих менее 25 г/л летучих органических соединений (ЛОС).
Чтобы просмотреть рисунки и таблицы статей, нажмите здесь.
ФАКТОРЫ, ВЛИЯЮЩИЕ НА КРИТИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Сопротивление налипанию грязи (DPUR)
Налипание грязи является поверхностным явлением, на которое в основном влияют твердость покрытия, поверхностная энергия, поверхностная пористость и природа грязь. Поверхности с мягким покрытием удерживают грязь лучше, чем поверхности с более твердой поверхностью; следовательно, для улучшения DPUR требуется более твердый полимер. Как высокогидрофобные, так и высокогидрофильные поверхности могут обеспечить лучшую DPUR. Однако предпочтительны гидрофобные поверхности, поскольку гидрофильные поверхности снижают водостойкость покрытия. Гидрофобность можно измерить по краевому углу смачивания водой: чем больше краевой угол, тем лучше гидрофобность и выше DPUR. Шероховатые и пористые поверхности имеют тенденцию лучше удерживать грязь и, следовательно, уменьшать DPUR.
Противоречивые требования: образование пленки при низком уровне VOC и DPUR
Схема процесса формирования пленки 1,2 эмульсионных полимерных дисперсий представлена в виде трех этапов ( Рисунок 1 ). Этапы: 1) испарение воды и концентрация частиц, 2) деформация частиц и 3) коалесценция частиц и взаимная диффузия полимерных цепей. Степень деформации частиц и взаимной диффузии полимерных цепей зависит от минимальной температуры пленкообразования (MFFT) частиц. Для хорошего пленкообразования при низком уровне летучих органических соединений требуются мягкие полимеры или твердые полимеры с постоянными коалесцирующими агентами. Постоянные коалесцирующие агенты навсегда остаются в пленке и снижают твердость покрытия. Как мягкие полимеры, так и твердые полимеры с постоянными коалесцирующими агентами приводят к снижению DPUR. Таким образом, низкое содержание летучих органических соединений и более высокое значение DPUR являются противоречивыми требованиями и сложной проблемой для решения.
Устойчивость к вымыванию
Дождь и роса могут вымывать водорастворимые материалы с поверхности покрытия и придавать ему нежелательный внешний вид ( Рисунок 2 ). Стойкость покрытий к выщелачиванию может быть улучшена за счет уменьшения количества водорастворимых материалов, адаптации кинетики образования пленки, повышения водостойкости на ранних этапах и включения сшивающей химии. Выщелачивание материалов с поверхности в конечном итоге приведет к образованию пористой поверхности, что может снизить DPUR покрытий. В Рисунок 3 , больше красного оксида железа прилипает к выщелоченной поверхности, что проявляется в виде более темного красного следа.
Блокирование танинов и устойчивость к выцветанию
Полифенолы (танины), содержащиеся в древесине, и соли в бетонных/кирпичных основаниях мигрируют в покрытия и отрицательно влияют на их внешний вид (, рис. 4, и , 5, ). Некоторыми из факторов, контролирующих эти явления миграции, являются кинетика образования пленки, гидрофобно-гидрофильный баланс покрытия, водорастворимые материалы, функциональные группы в полимерной матрице, инкапсуляция мигрирующих материалов и адгезия покрытия к подложке.
Сопротивление растрескиванию зерна
Твердость и эластичность пленки играют решающую роль в контроле сопротивления растрескиванию. Эти два свойства необходимо сбалансировать для достижения трещиностойкости. Другим фактором, влияющим на трещиностойкость, является коалесценция частиц эмульсионного полимера и образование пленки. Деформация частиц с последующей взаимной диффузией полимерных цепей вдоль границы частиц ( Рисунок 1 ) обеспечивает механическую целостность пленки краски, что необходимо для устойчивости к растрескиванию зерен. Пример, когда краска с плохим составом не обеспечила устойчивость к растрескиванию волокон южной желтой сосны (красная рамка), показана на рис. 9.0587 Рисунок 6 . Другие краски на той же плите обеспечивают превосходную стойкость к растрескиванию зерна.
НОВЫЙ ПОЛИМЕР
Новый акриловый полимер был синтезирован с использованием следующих принципов дизайна: морфология частиц, полимеры с низкой растворимостью в воде и гидрофобно-гидрофильный баланс. В таблице 1 показаны физические свойства нового полимера (Acronal® EDGE 4247). Этот полимер не содержит алкилфенолэтоксилатных поверхностно-активных веществ и может использоваться для создания покрытий с содержанием летучих органических соединений <25 г/л.
Характеристики этого нового полимера были испытаны вместе с четырьмя конкурирующими полимерами (конкурирующий латекс A и конкурирующий латекс D) в рецептуре архитектурных белых плоских покрытий. Состав и его физические характеристики приведены в таблицах 2 и 3 соответственно. Эти краски были проверены на свойства верхнего покрытия и грунтовки, и результаты обсуждаются в следующем разделе.
ЭКСПЕРИМЕНТАЛЬНАЯ ВЕРСИЯ
Грязезащита
Краски наносились на черную скрабировочную диаграмму Lenetta с использованием 250-метрового зазора. Нанесенные краски сушились в течение 24 часов при температуре 72°F и влажности 50%. Отвержденные краски подвергались воздействию УФ-А излучения в течение 24 часов в УФ-камере. Затем на половину отвержденной краски наносили красный оксид железа или дисперсию сажи. Через 4 часа краски осторожно промывали губкой и проточной водопроводной водой. Отмытые краски сушили в течение 24 часов и измеряли коэффициент отражения Y загрязненных и незагрязненных участков для расчета коэффициента отражения DY.
Выщелачивание поверхностно-активными веществами
Тонированные краски (2% фталосиний) наносили на черную скрубберную диаграмму Lenetta с использованием 250-метрового стержня. Испытания проводились при времени отверждения 4 часа и 24 часа. В каждый момент отверждения на верхнюю часть вытянутых красок наносили три капли воды. Через 10 минут диаграмму наклонили, чтобы вода стекала с панели. Через 24 часа внешний вид водяных следов оценивали по шкале от 0 до 10, где 10 — отсутствие изменений, 0 — сильное изменение.
Стойкость к выцветанию
Плитки, изготовленные из гипса, были покрыты определенным количеством краски, оставляя один дюйм неокрашенным на одном конце. Краски отверждались в течение 24 часов при температуре 72°F и влажности 50%. Непокрытые концы плиток помещали в песчаную подушку, пропитанную 1% раствором сульфата натрия, на две недели. Затем фиксировали появление окрашенного торца плитки.
Устойчивость к раннему дождю
Краски наносили на алюминиевые Q-панели с помощью стержня с зазором 250 м и сушили при температуре 72°F и влажности 50% в течение 25 мин. Затем панели были помещены под 12-дюймовый. квадратную насадку для душа и принимал душ в течение 10 минут при постоянном потоке воды. Внешний вид тестируемых красок сравнивали с внешним видом контрольной краски.
Блокирование танинов
Блокирование танинов было протестировано в соответствии с методом испытаний ASTM 6686-1. Измеряли коэффициент отражения Y и индекс желтизны, а не L* и b*.
Коррозионная стойкость
Коррозионная стойкость была испытана с использованием панелей из холоднокатаной стали в соответствии с методом ASTM G85-11-A5 в соляном тумане с разбавленным электролитом.
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
В таблице 4 для приведены показатели вязкости, степени пленкообразования при 4°C, блеска, коэффициента контрастности, интенсивности окраски и стойкости покрытий к истиранию. Новый полимер отличается превосходной стойкостью к истиранию: 1915 циклов очистки при ПВХ 46. Такая высокая стойкость к истиранию указывает на превосходное пленкообразование и потенциал для использования этого полимера для еще более прочных ПВХ-покрытий. Прочность окраски косвенно свидетельствует о степени распределения TiO 2 в матрице покрытий. Новый полимер обеспечивает самую высокую интенсивность окрашивания, в то время как конкурирующие латексы, за исключением конкурирующего латекса В, обеспечивают значительно более низкую интенсивность окрашивания. Более высокая интенсивность окраски указывает на более низкую потребность в TiO 2 для достижения той же степени белизны, что приводит к экономии средств.
Стойкость к впитыванию грязи
Два разных типа грязи — водная суспензия оксида железа и водная суспензия сажи — использовались для проверки характеристик DPUR. Результаты показаны на рисунках 7 и 8 . На рисунке 7 показан коэффициент отражения DY для загрязненных и незагрязненных окрашенных поверхностей. Новый полимер имеет самую низкую отражательную способность DY для обоих типов загрязнений, что указывает на наилучшие характеристики DPUR. На рис. 8 показаны фактические испытательные панели. Новый полимер показывает наилучшие характеристики при визуальном осмотре.
Стойкость к выщелачиванию поверхностно-активными веществами
Результаты испытаний на выщелачивание после 4 и 24 часов высыхания показаны на Рис. 9 . Новый полимер и конкурирующий латекс А демонстрируют одинаковые характеристики при обоих временах высыхания, но другие латексы демонстрируют худшие характеристики.
Стойкость к раннему дождю
Стойкость к раннему дождю была проверена методом испытания на поток воды из насадки для душа. Характеристики нового полимера при времени высыхания 25 минут сравниваются с ведущей коммерческой краской с содержанием летучих органических соединений 50 г/л. Как показано на Рисунок 10, В то время как новый полимер не имеет дефектов, коммерческие краски имеют дефекты.
Блокирование танина
Блокирование танина покрытия проверено с использованием красного дерева, результаты показаны на рис. 11 . Рис. Новый полимер имеет самую низкую отражательную способность DY и окрашивание, что указывает на наименьшую степень миграции танина в покрытие. На рис. 12 показана доска из красного дерева с одним и двумя слоями краски (краска и грунтовка за одно нанесение). Новый полимер со вторым слоем краски имеет самый белый вид.
Устойчивость к выцветанию
Результаты показаны на Рис. 13 . Плитка, покрытая новым покрытием на полимерной основе, не имеет следов солей или дефектов на поверхности, что свидетельствует об исключительной устойчивости к выцветанию. Все другие краски показывают большое количество соли на поверхности плитки из-за миграции соли через слой покрытия.
Коррозионная стойкость
Новый полимер демонстрирует превосходную коррозионную стойкость вдоль линии разметки и на поверхности через 250 часов испытаний ( Рисунок 14 ).
Механические свойства лакокрасочной пленки
Напряжение растяжения и удлинение играют решающую роль в контроле устойчивости зерна к растрескиванию. Механические свойства пленки краски для нового полимера, конкурирующего латекса B и ведущей коммерческой краски представлены в таблице 5 9 .0588 . Новый полимер имеет гораздо более высокое удлинение без значительного ухудшения прочности при растяжении. Процентное удлинение является важной характеристикой, позволяющей противостоять суровым внешним воздействиям, включая жаркую и холодную погоду и циклы замораживания-оттаивания.
Ускоренное выветривание
Полуглянцевая краска, созданная на основе нового полимера, и ведущая промышленная краска были испытаны на ускоренное выветривание в соответствии с методом испытаний ASTM D4587-11 с использованием УФ-излучения А без цикла конденсации. Результаты представлены в Рисунок 15 и Таблица 6 . Новый полимер демонстрирует превосходное сохранение блеска и минимальное изменение цвета.
Естественное выветривание
Для изучения естественного выветривания нового полимера доски из южной желтой сосны и кедра были покрыты матовой краской, составленной из нового полимера, конкурирующего латекса 1, конкурирующего латекса 2 и коммерческой краски. Они подверглись естественному атмосферному воздействию под углом 45° к югу в Шарлотте, Северная Каролина. Результаты через 36 месяцев воздействия приведены в Таблица 7 . Новый полимер показал очень хорошие результаты после 36 месяцев испытаний.
РЕЗЮМЕ
Архитектурные наружные покрытия подвержены воздействию неблагоприятных факторов окружающей среды. Этим суровым условиям необходимо уделять особое внимание, чтобы преодолеть пагубное воздействие этих элементов. Новый полимер, разработанный с использованием инновационной инженерии полимеров, обладает выдающимися характеристиками в качестве краски и грунтовки в одном нанесении для наружных покрытий. Этот полимер можно использовать для создания покрытий с содержанием летучих органических соединений <25 г/л. Сравнительное исследование с участием лидирующих на рынке конкурентоспособных вяжущих материалов показывает ( Рисунок 16 ), что новый полимер превосходит по показателям DPUR, стойкости к выщелачиванию, блокированию танинов, стойкости к выцветанию, стойкости к истиранию, коррозионной стойкости, сохранению блеска и прочности окраски.
 Или видимые части из воска, а всё, что скрывал наряд, было тряпичным.
Или видимые части из воска, а всё, что скрывал наряд, было тряпичным.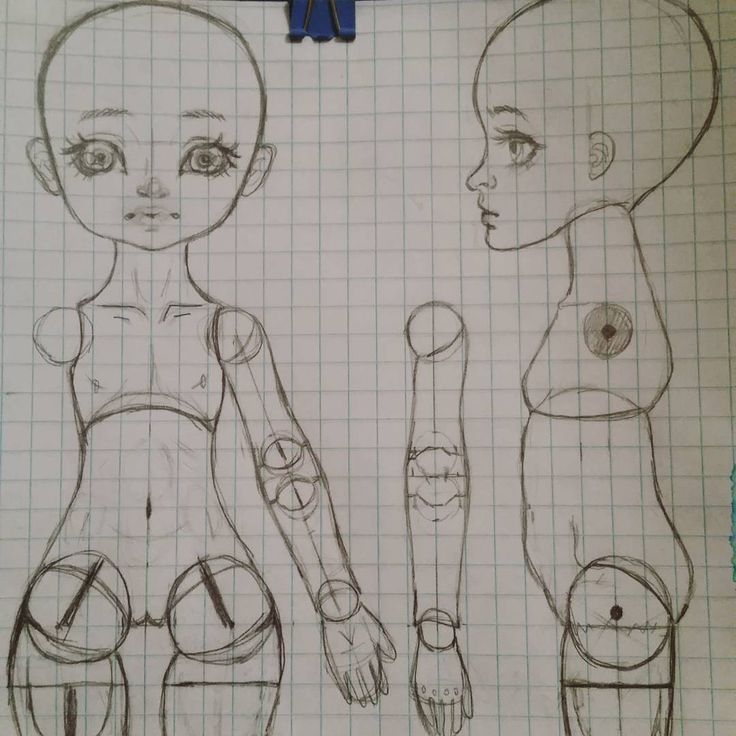
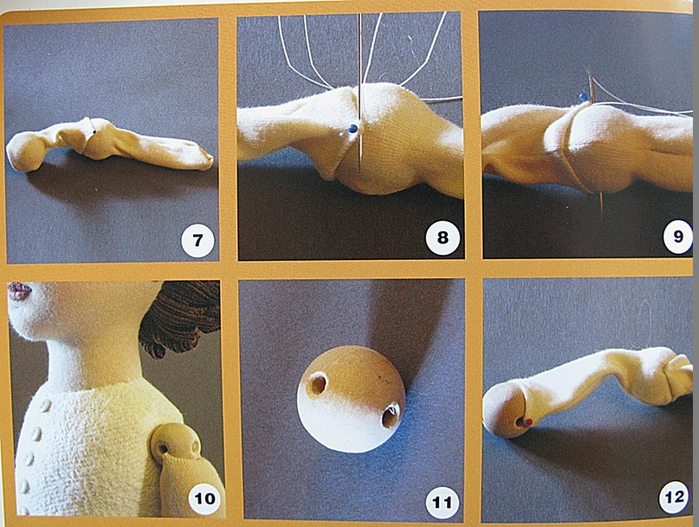
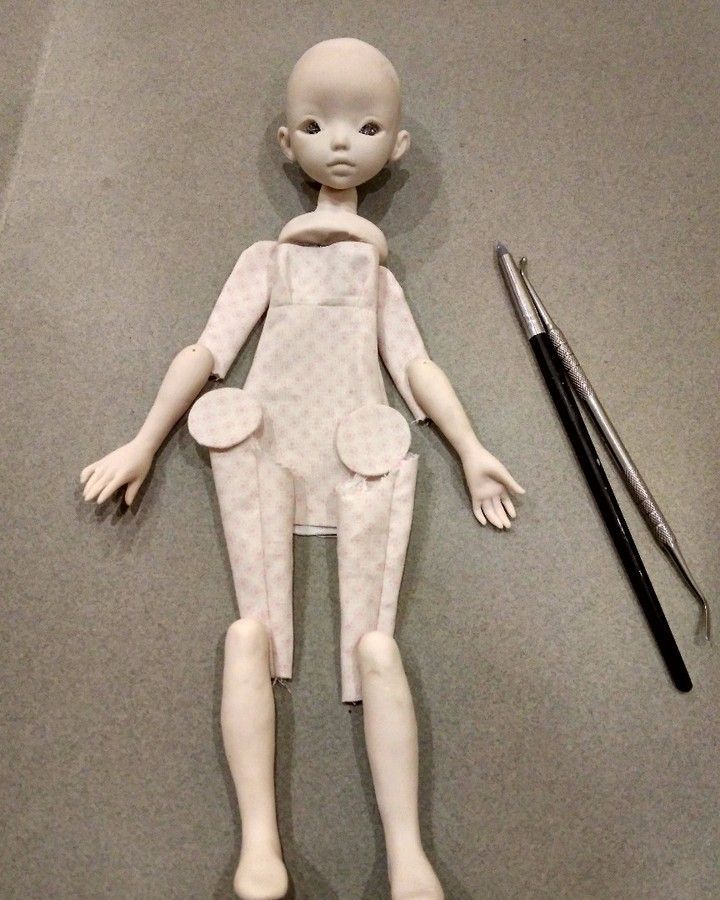 Поэтому изделия получаются хрупкими и тяжёлыми, в отличие от кукол из пластика. И конечно, дорогими. Каждое такое творение считается предметом искусства. Приобретают их чаще не для развлечения, а для коллекционирования, в качестве интерьерного украшения или как модель для фотосессий. Но есть и аналоги популярных кукол, которые подходят для детских игр.
Поэтому изделия получаются хрупкими и тяжёлыми, в отличие от кукол из пластика. И конечно, дорогими. Каждое такое творение считается предметом искусства. Приобретают их чаще не для развлечения, а для коллекционирования, в качестве интерьерного украшения или как модель для фотосессий. Но есть и аналоги популярных кукол, которые подходят для детских игр.
 Всех шарнирных кукол, кроме БЖД, допустимо делать из дерева, полимерной глины, пластика и т. д.
Всех шарнирных кукол, кроме БЖД, допустимо делать из дерева, полимерной глины, пластика и т. д.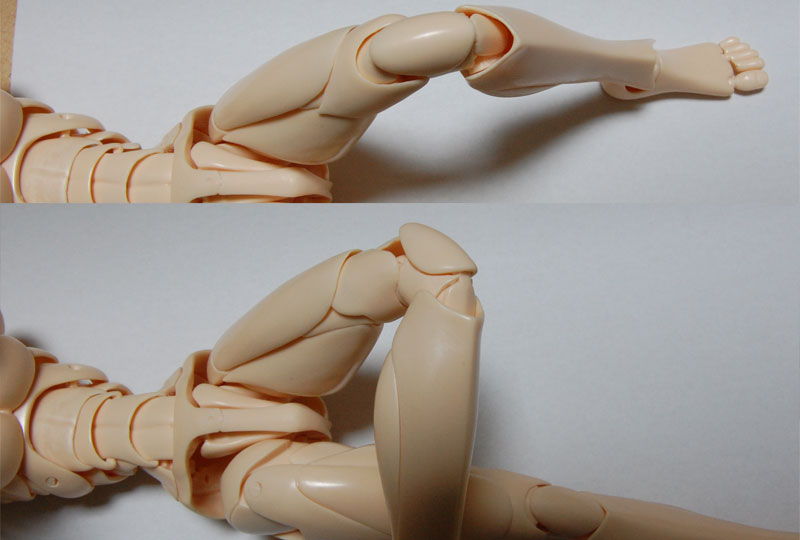 Малыши могли легко испортить изящные и хрупкие экземпляры.
Малыши могли легко испортить изящные и хрупкие экземпляры. Для неё будет удобно шить одежду.
Для неё будет удобно шить одежду.
 Их будущие владельцы сами мастерили куклам платья и аксессуары из того, что могли достать.
Их будущие владельцы сами мастерили куклам платья и аксессуары из того, что могли достать.  Что изменило весь уклад жизни людей, не только производство кукол.
Что изменило весь уклад жизни людей, не только производство кукол.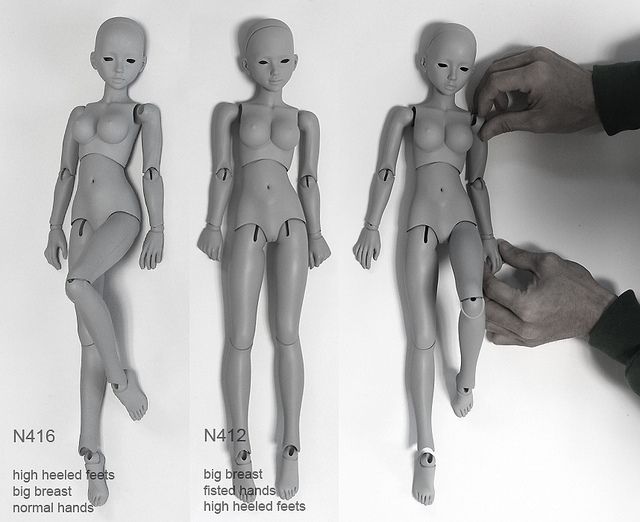 Вы богатых семьях таких кукол дарили детям, но вряд ли дети могли насладиться игрой с ними.
Вы богатых семьях таких кукол дарили детям, но вряд ли дети могли насладиться игрой с ними.  Обратите внимание: шарниры в бёдрах и коленях сделаны так, что кукла может сидеть с вытянутыми ногами и согнуть ноги почти на 90°.
Обратите внимание: шарниры в бёдрах и коленях сделаны так, что кукла может сидеть с вытянутыми ногами и согнуть ноги почти на 90°. 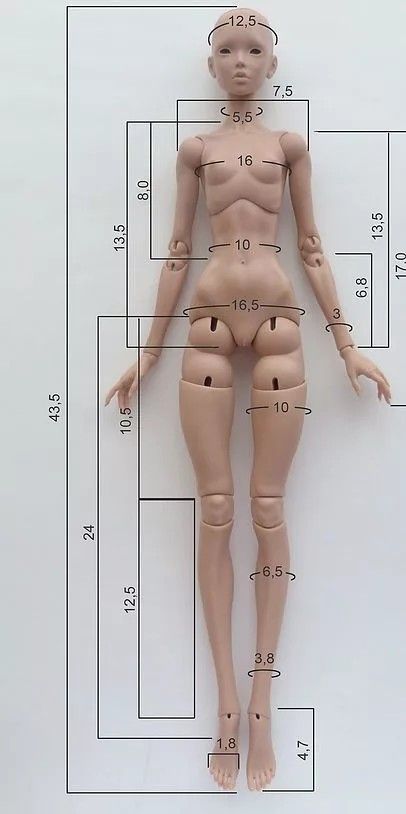 Деревянные тела заменились на композитные. Композит представляет собой материал из смеси клея и опилок; он довольно прочный и лёгкий по сравнению с деревом.
Деревянные тела заменились на композитные. Композит представляет собой материал из смеси клея и опилок; он довольно прочный и лёгкий по сравнению с деревом. 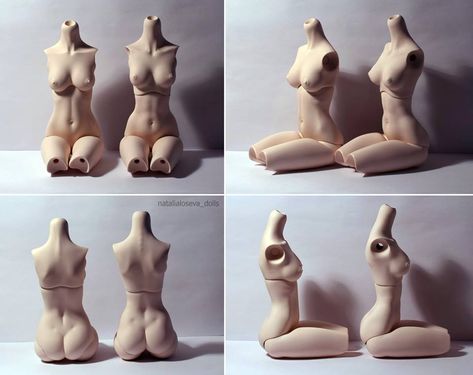
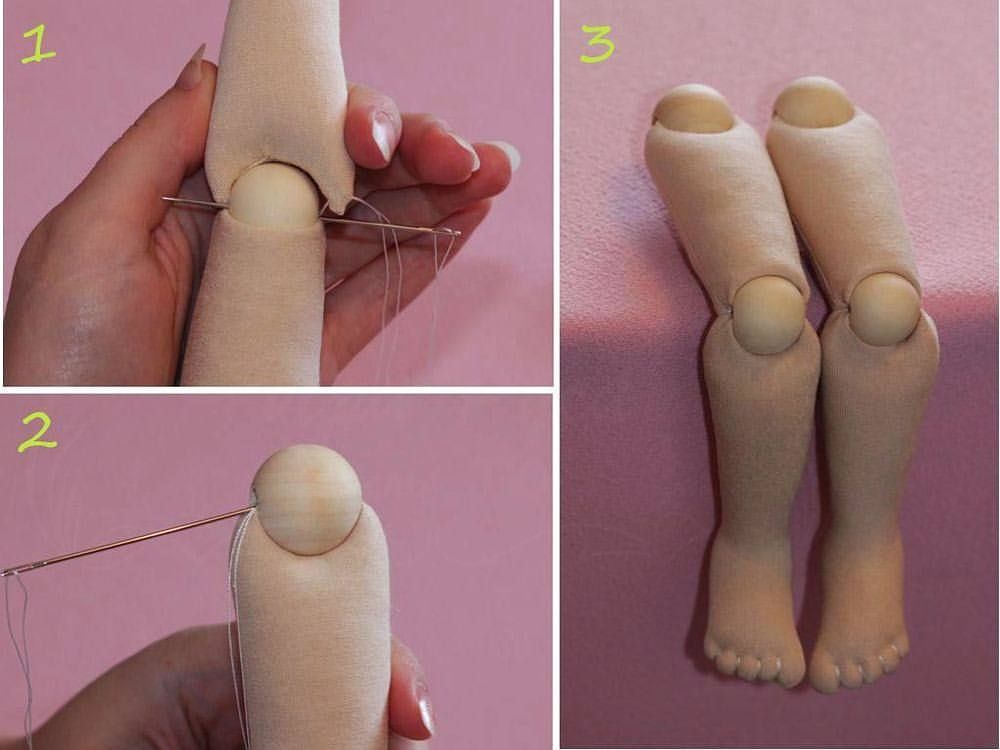 Thank you for your understanding.
Thank you for your understanding. de
de 5~42,5×18~18,5 мм
5~42,5×18~18,5 мм 5~42,5×18~18,5 мм
5~42,5×18~18,5 мм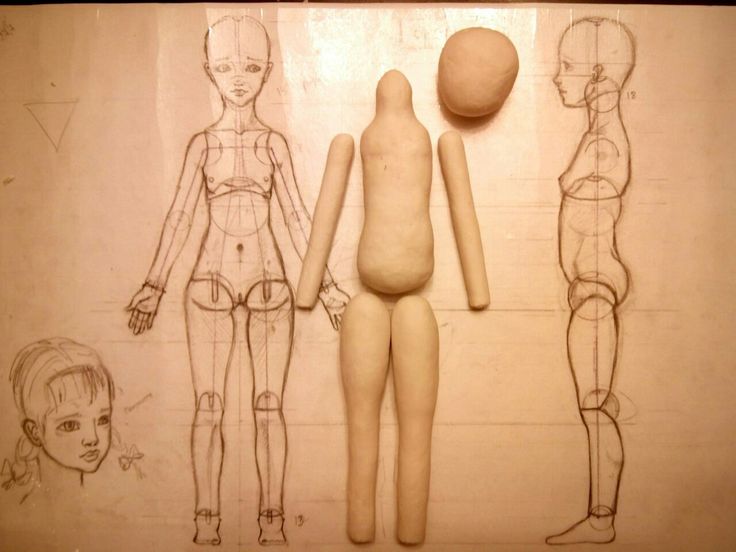


 35 — 12 130.39 грн
35 — 12 130.39 грн Николаев
Николаев
 829384
829384  1V / C EN60335-2-29 360 A
1V / C EN60335-2-29 360 A 
 Высокие технические преимущества обуви: Кожа итальянского производства Мембрана GORE-TEX® Водонепроницаемость
Высокие технические преимущества обуви: Кожа итальянского производства Мембрана GORE-TEX® Водонепроницаемость
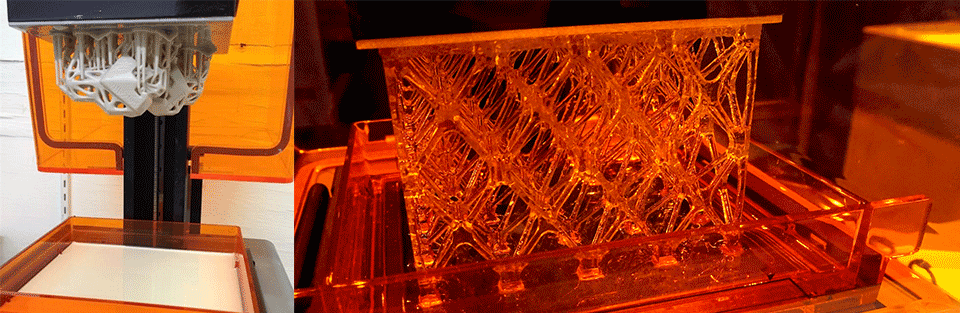 Олигомер имеет в своем составе функциональные группы, которые вступают в реакцию полимеризации под действием излучения (УФ-излучения) с образованием трехмерной нерастворимой полимерной структуры.
Олигомер имеет в своем составе функциональные группы, которые вступают в реакцию полимеризации под действием излучения (УФ-излучения) с образованием трехмерной нерастворимой полимерной структуры.
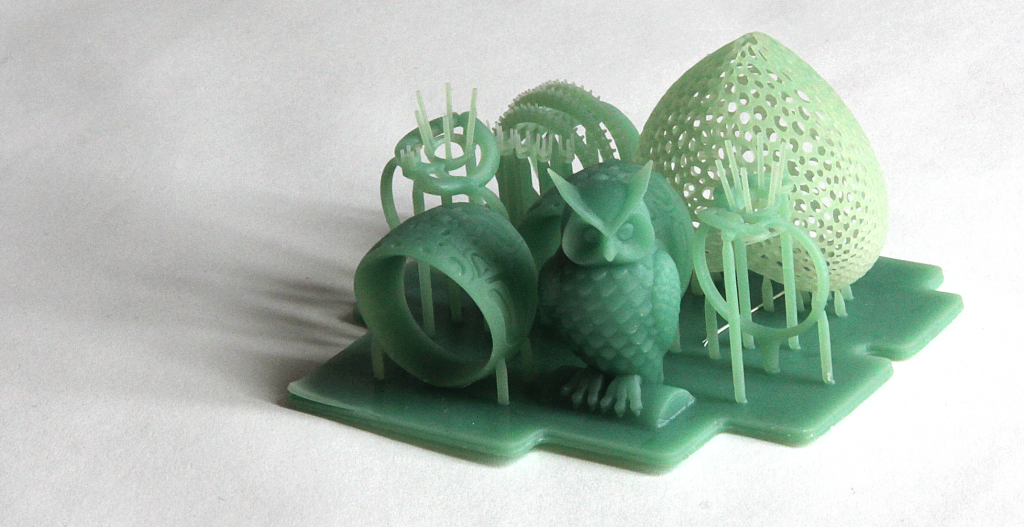




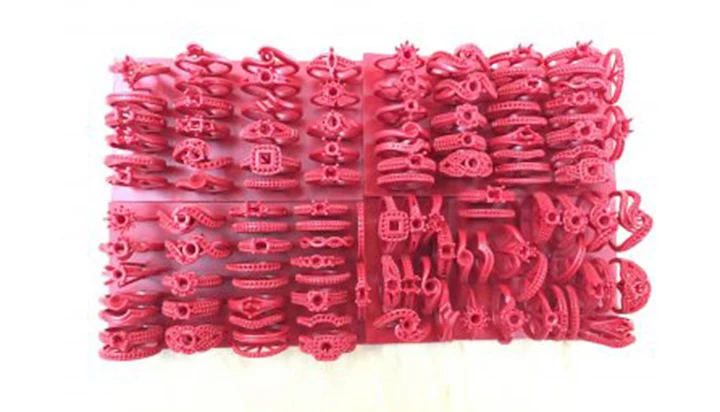
 C8-Cl4-O3.C6-h20-O4.C2-H6-O2)x- и ethoxylated (10) bisphenol a diacrylate (C2h5 O)n (C2 h5 O)n C21 h30 O4. Вязкость у них примерно в три раза выше, чем у остальных фотополимеров от «фрозен».
C8-Cl4-O3.C6-h20-O4.C2-H6-O2)x- и ethoxylated (10) bisphenol a diacrylate (C2h5 O)n (C2 h5 O)n C21 h30 O4. Вязкость у них примерно в три раза выше, чем у остальных фотополимеров от «фрозен».
 Первичные радикалы реагируют с двойными связями мономеров, с образованием активного центра свободнорадикального типа – появляется первичная цепь длиной в одну молелекулу мономера с активным радикалом на конце.
Первичные радикалы реагируют с двойными связями мономеров, с образованием активного центра свободнорадикального типа – появляется первичная цепь длиной в одну молелекулу мономера с активным радикалом на конце.


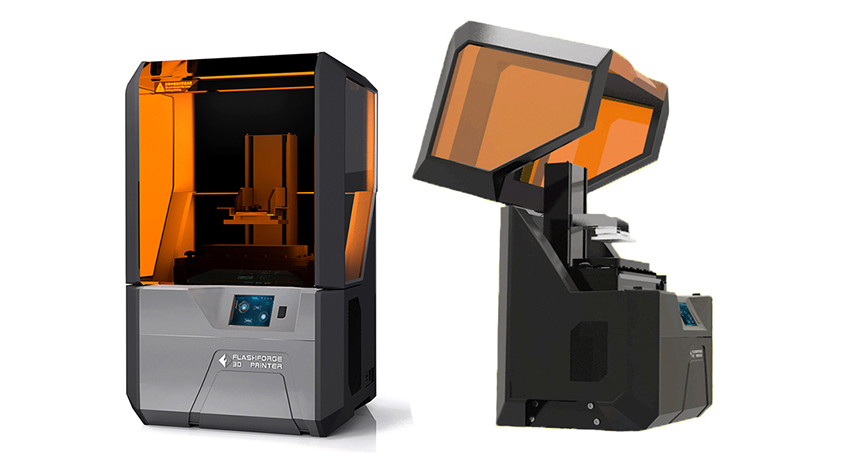
 Могу пожелать удачи, но учтите – сэкономить не удастся. Если заниматься подобным – то исключительно для последующей монетизации своих экспериментов.
Могу пожелать удачи, но учтите – сэкономить не удастся. Если заниматься подобным – то исключительно для последующей монетизации своих экспериментов.

 В движение может приводиться сама кювета – важно лишь относительное перемещение платформы и контейнера.
В движение может приводиться сама кювета – важно лишь относительное перемещение платформы и контейнера.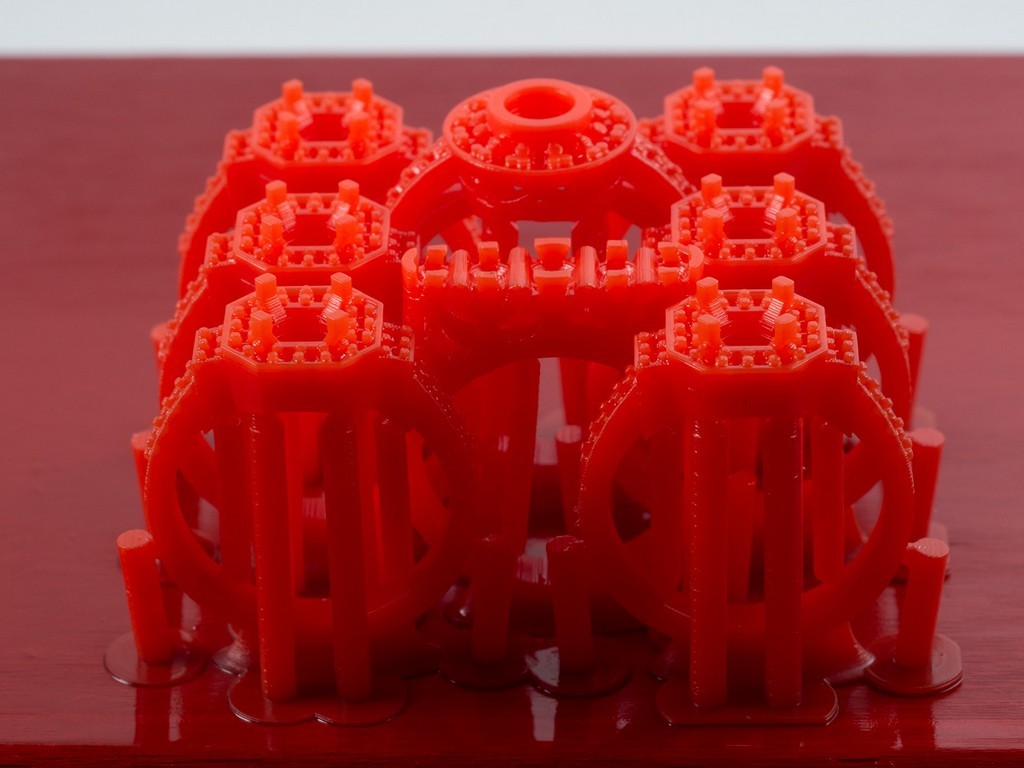 Метод обрел популярность за счет развития технологии производства недорогих цифровых проекторов с высоким разрешением от компании Texas Instruments.
Метод обрел популярность за счет развития технологии производства недорогих цифровых проекторов с высоким разрешением от компании Texas Instruments. Ими являются фотополимерные смолы – жидкие полимеры, меняющие свое состояние с жидкое на твердое под воздействием ультрафиолета, лазера или светодиода.
Ими являются фотополимерные смолы – жидкие полимеры, меняющие свое состояние с жидкое на твердое под воздействием ультрафиолета, лазера или светодиода. Доступен чрезвычайно большой выбор цветов с разной степенью прозрачности. Консистенция смол и время засветки также варьируются. Поэтому при выборе принтера стоит учитывать и ассортимент совместимых материалов. В большинстве случаев фотополимеры разрабатываются под конкретные установки самим производителем, причиной тому служат технологические особенности конкретных установок (время засветки, скорость печати и пр.).
Доступен чрезвычайно большой выбор цветов с разной степенью прозрачности. Консистенция смол и время засветки также варьируются. Поэтому при выборе принтера стоит учитывать и ассортимент совместимых материалов. В большинстве случаев фотополимеры разрабатываются под конкретные установки самим производителем, причиной тому служат технологические особенности конкретных установок (время засветки, скорость печати и пр.).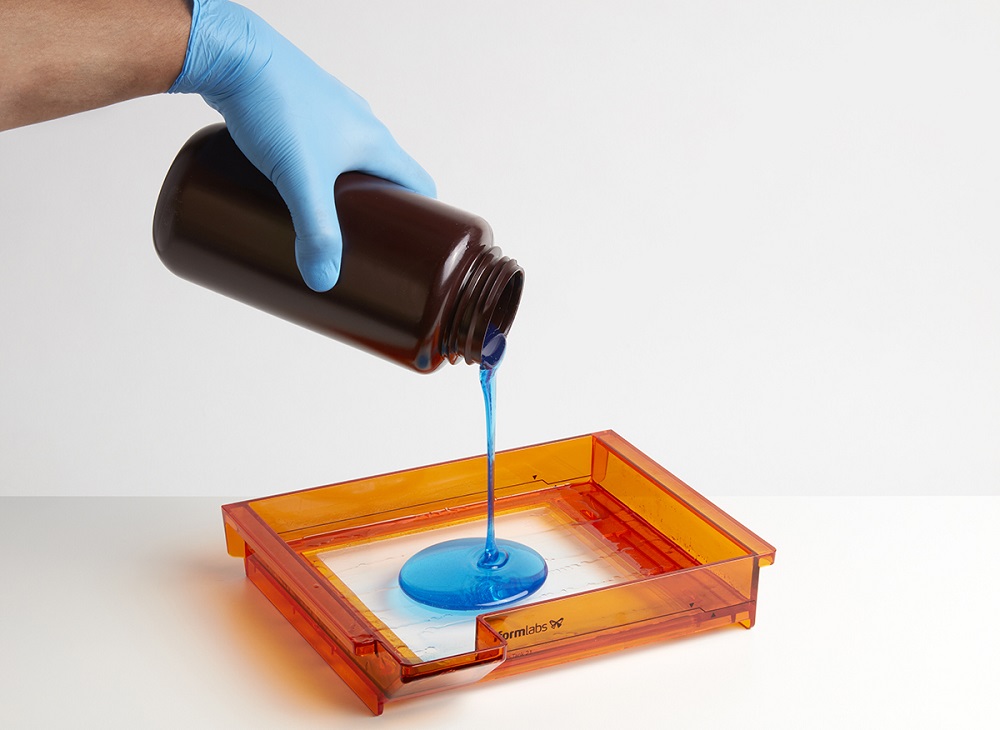
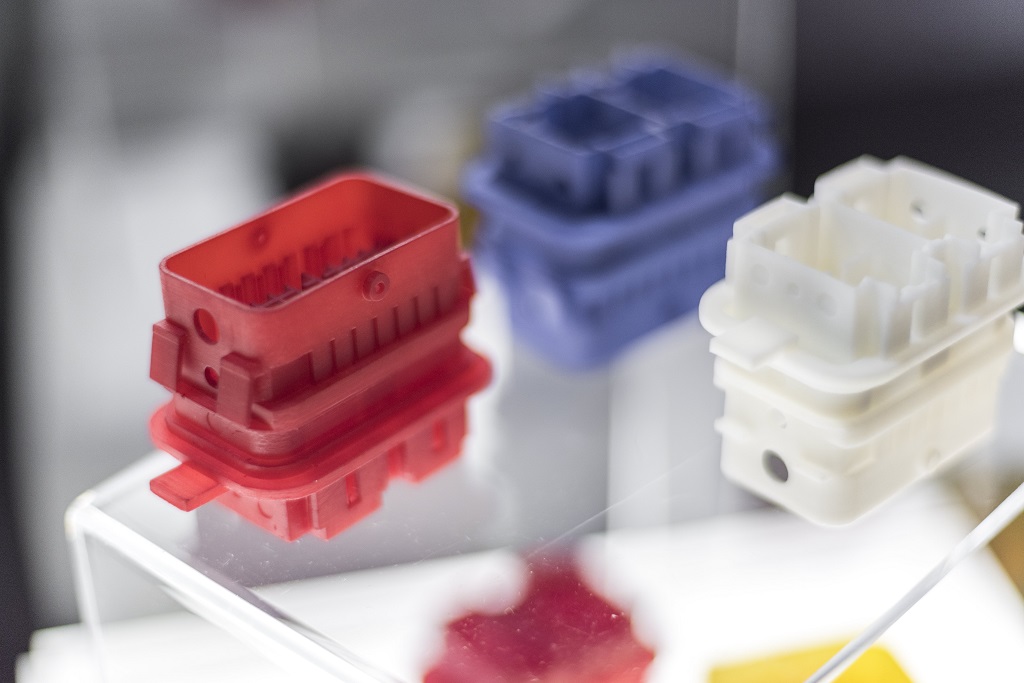





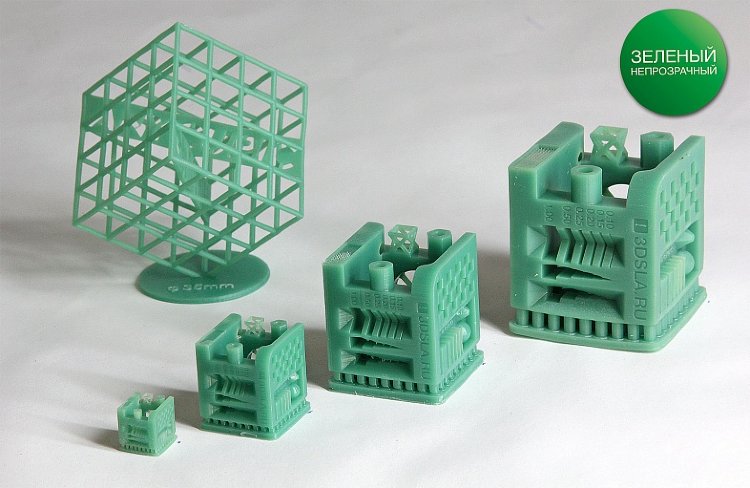 Для выбора подходящего расходного материала под Ваши задачи переходите в категорию «Полиграфическое оборудование > 3D оборудование > Расходные материалы», при возникновении вопросов, Вы всегда можете обратиться к нашим консультантам.
Для выбора подходящего расходного материала под Ваши задачи переходите в категорию «Полиграфическое оборудование > 3D оборудование > Расходные материалы», при возникновении вопросов, Вы всегда можете обратиться к нашим консультантам. Этот процесс назывался «запись фотоглифа». В 1950-х и 1960-х годах компания DuPont получила ряд патентов на изготовление твердых печатных форм с использованием различных фотополимеров и воздействия УФ-излучения. Впоследствии ряд изобретателей попытались создать твердые объекты с помощью фотополимеров и УФ-лазеров. Однако именно Чарльз У. Халл коммерциализировал свое изобретение в 1980-х годов, создав 3D Systems
Этот процесс назывался «запись фотоглифа». В 1950-х и 1960-х годах компания DuPont получила ряд патентов на изготовление твердых печатных форм с использованием различных фотополимеров и воздействия УФ-излучения. Впоследствии ряд изобретателей попытались создать твердые объекты с помощью фотополимеров и УФ-лазеров. Однако именно Чарльз У. Халл коммерциализировал свое изобретение в 1980-х годов, создав 3D Systems Везде, где луч падает на поверхность, фотополимер полимеризуется/сшивается и превращается в твердое тело. Усовершенствованное программное обеспечение CAD/CAM/CAE математически разделяет компьютерную модель объекта на большое количество тонких слоев. Затем процесс строит объект слой за слоем, начиная с нижнего слоя, на подъемнике, который немного опускается после затвердевания каждого слоя.
Везде, где луч падает на поверхность, фотополимер полимеризуется/сшивается и превращается в твердое тело. Усовершенствованное программное обеспечение CAD/CAM/CAE математически разделяет компьютерную модель объекта на большое количество тонких слоев. Затем процесс строит объект слой за слоем, начиная с нижнего слоя, на подъемнике, который немного опускается после затвердевания каждого слоя. Процесс FDM, разработанный Stratasys, экструдирует тонкую термопластичную нить слой за слоем. В процессе лазерного спекания используются данные системы CAD/CAM/CAE и лазерная технология для преобразования различных порошкообразных материалов в трехмерные прототипы. Селективное лазерное спекание (SLS ®) подразумевает использование мощного лазера для сплавления мелких частиц пластика, металла, керамического или стеклянного порошка в твердый объект. Струйное оборудование, продаваемое Z Corp. (теперь часть 3D Systems), создает модели путем нанесения связующего раствора через струйную печатающую головку на слои порошка на основе гипса. Американская компания разработала настольный 3D-принтер с использованием технологии струйной печати жидким металлом. В 3D-принтерах Objet Geomeries (теперь объединенных со Stratasys) используются струйные принтеры из фотополимеров. При производстве ламинированных объектов (LOM) слои бумаги с клеевым покрытием, пластика или металлических ламинатов последовательно соединяются вместе и обрезаются по форме с помощью ножа или лазера.
Процесс FDM, разработанный Stratasys, экструдирует тонкую термопластичную нить слой за слоем. В процессе лазерного спекания используются данные системы CAD/CAM/CAE и лазерная технология для преобразования различных порошкообразных материалов в трехмерные прототипы. Селективное лазерное спекание (SLS ®) подразумевает использование мощного лазера для сплавления мелких частиц пластика, металла, керамического или стеклянного порошка в твердый объект. Струйное оборудование, продаваемое Z Corp. (теперь часть 3D Systems), создает модели путем нанесения связующего раствора через струйную печатающую головку на слои порошка на основе гипса. Американская компания разработала настольный 3D-принтер с использованием технологии струйной печати жидким металлом. В 3D-принтерах Objet Geomeries (теперь объединенных со Stratasys) используются струйные принтеры из фотополимеров. При производстве ламинированных объектов (LOM) слои бумаги с клеевым покрытием, пластика или металлических ламинатов последовательно соединяются вместе и обрезаются по форме с помощью ножа или лазера.

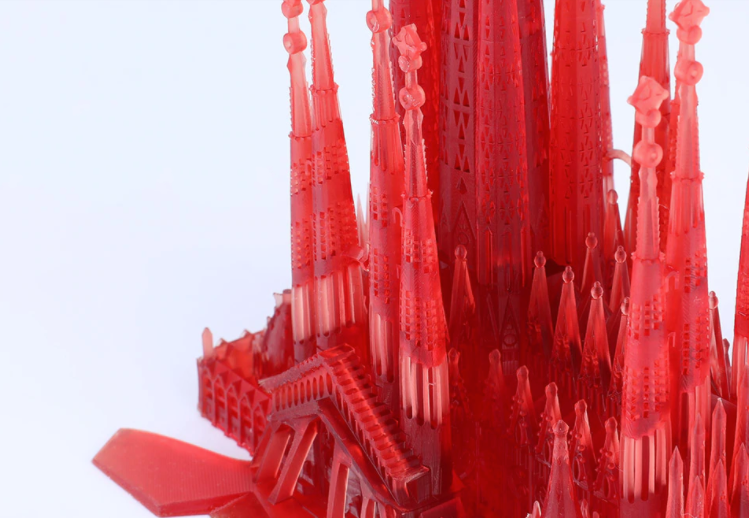 С другой стороны, в позитивных фоторезистах участки, подвергшиеся воздействию света, становятся более растворимыми. Фоторезисты доступны как в жидком, так и в виде сухой пленки. Они могут быть растворяющими или водными проявляющими типами.
С другой стороны, в позитивных фоторезистах участки, подвергшиеся воздействию света, становятся более растворимыми. Фоторезисты доступны как в жидком, так и в виде сухой пленки. Они могут быть растворяющими или водными проявляющими типами.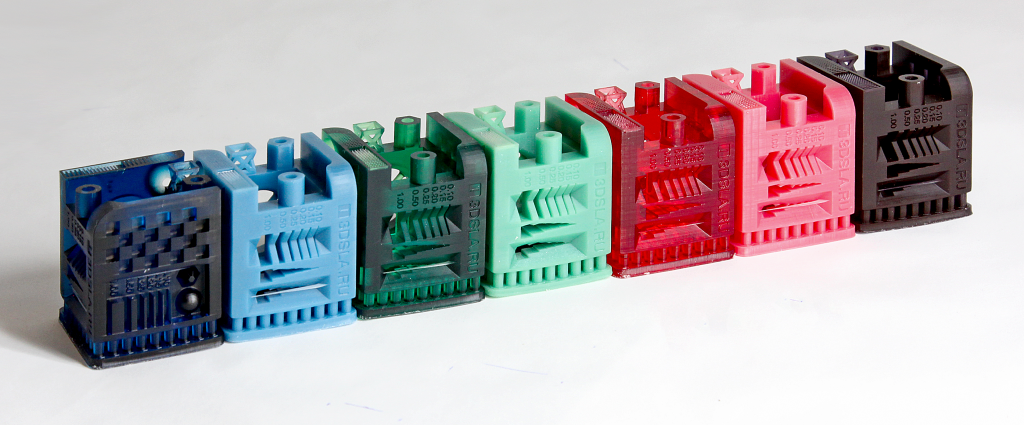


 /мин.
/мин. Наш специалист свяжется с вами в ближайшее время.
Наш специалист свяжется с вами в ближайшее время. д. Статор имеет трехфазную обмотку, у которой фазы соединены по системе «звездочка» или «треугольник». Проводники обмотки установлены по поверхности статора в фазных пазах под углом 120 градусов. Магнитопровод собирается в виде пакета способом шихтовки. Его изготавливают в виде пластин. Для изготовления применяется электротехническая сталь. В зависимости от конструкционных особенностей ротора, асинхронные электромашины можно разделить на два вида:
д. Статор имеет трехфазную обмотку, у которой фазы соединены по системе «звездочка» или «треугольник». Проводники обмотки установлены по поверхности статора в фазных пазах под углом 120 градусов. Магнитопровод собирается в виде пакета способом шихтовки. Его изготавливают в виде пластин. Для изготовления применяется электротехническая сталь. В зависимости от конструкционных особенностей ротора, асинхронные электромашины можно разделить на два вида:


 Этот ток, контактируя с магнитными потоками, создаваемыми статором, образует пусковой момент у двигателя. Он начинает проворачивать ротор в одном направлении с магнитным потоком статора. Движение ротора начинается, когда пусковой момент достигнет и, в дальнейшем, превысит тормозной момент ротора. С выходного вала двигателя крутящий момент передается на входной вал редуктора. В электродвигателе создается скольжение. Это разница скоростей вращения ротора и поля статора.
Этот ток, контактируя с магнитными потоками, создаваемыми статором, образует пусковой момент у двигателя. Он начинает проворачивать ротор в одном направлении с магнитным потоком статора. Движение ротора начинается, когда пусковой момент достигнет и, в дальнейшем, превысит тормозной момент ротора. С выходного вала двигателя крутящий момент передается на входной вал редуктора. В электродвигателе создается скольжение. Это разница скоростей вращения ротора и поля статора.
 Он может использоваться как в промышленном производстве и сельском хозяйстве, так и для решения бытовых вопросов в частном доме или при выполнении фермерских работ.
Он может использоваться как в промышленном производстве и сельском хозяйстве, так и для решения бытовых вопросов в частном доме или при выполнении фермерских работ. Все, что вам нужно, это подключить конденсатор и подключить двигатель к сети переменного тока, и двигатель можно будет легко использовать.
Все, что вам нужно, это подключить конденсатор и подключить двигатель к сети переменного тока, и двигатель можно будет легко использовать.

 В этом случае температура двигателя повысится и может превысить допустимый диапазон.
В этом случае температура двигателя повысится и может превысить допустимый диапазон.
 48 кг), арт. 1085131, цена 7110 р., фото и отзывы
48 кг), арт. 1085131, цена 7110 р., фото и отзывы
 48 кг) недорого по цене 7110р.. Также ознакомьтесь с другими предложениям бренда Stels.
48 кг) недорого по цене 7110р.. Также ознакомьтесь с другими предложениям бренда Stels. Для этого потребуются только необходимые запасные части и соответствующие инструменты. Различные насадки, трещотки, пассатижи и прочее наполнение ящиков с инструментами требуются не только для ремонта автомобиля, они пригодятся и для домашнего использования. Именно поэтому большинство автомобилистов и техников станций техосмотра выбирают для работы только качественный и высокопрочный инструмент от производителя Stels.
Для этого потребуются только необходимые запасные части и соответствующие инструменты. Различные насадки, трещотки, пассатижи и прочее наполнение ящиков с инструментами требуются не только для ремонта автомобиля, они пригодятся и для домашнего использования. Именно поэтому большинство автомобилистов и техников станций техосмотра выбирают для работы только качественный и высокопрочный инструмент от производителя Stels. Отличительной особенностью компании Stels является бессрочная гарантия. Открыв корпус, покупатель сразу обнаруживает соответствующие документы, в которых указано, что каждый элемент прошел серьезные испытания и не сломается при капитальном монтаже.
Отличительной особенностью компании Stels является бессрочная гарантия. Открыв корпус, покупатель сразу обнаруживает соответствующие документы, в которых указано, что каждый элемент прошел серьезные испытания и не сломается при капитальном монтаже.

 Через какое-то время резинка станет мягкой, а процедура замены свечей сократится в несколько раз.
Через какое-то время резинка станет мягкой, а процедура замены свечей сократится в несколько раз. В процессе изготовления комплекта каждый отдельный инструмент проходит несколько этапов проверки качества. Что касается стоимости, то цена набора очень приемлемая, по семейному бюджету не ударит.
В процессе изготовления комплекта каждый отдельный инструмент проходит несколько этапов проверки качества. Что касается стоимости, то цена набора очень приемлемая, по семейному бюджету не ударит. Остальные элементы набора отличаются повышенной прочностью и устойчивостью к любым видам работ. Stels Auto идеально подходит для установки любых технических устройств бытового назначения.
Остальные элементы набора отличаются повышенной прочностью и устойчивостью к любым видам работ. Stels Auto идеально подходит для установки любых технических устройств бытового назначения.
 Несмотря на свою уменьшенную версию, набор идеально подходит для ремонта автомобилей и мелкой техники.
Несмотря на свою уменьшенную версию, набор идеально подходит для ремонта автомобилей и мелкой техники. В наборе большое количество бит, несколько воротков разного размера, всеми любимый «пьяный» ключ, позволяющий откручивать болты в труднодоступных местах.
В наборе большое количество бит, несколько воротков разного размера, всеми любимый «пьяный» ключ, позволяющий откручивать болты в труднодоступных местах. Правильные габариты позволят компактно упаковать комплект, благодаря чему в салоне не будет слышно посторонних шумов и грохота от металлических инструментов, которые прыгают внутри багажника.
Правильные габариты позволят компактно упаковать комплект, благодаря чему в салоне не будет слышно посторонних шумов и грохота от металлических инструментов, которые прыгают внутри багажника.
 , Com 94 Pecas//stels
, Com 94 Pecas//stels , Com 94 Pecas//stels
, Com 94 Pecas//stels

 CONIOS 83015 ASIOS EM
CONIOS 83015 ASIOS EM 0015
0015 615
615 Фермента Стелс 94 Pecas Soquetes Chave Catraca 33 биты
Фермента Стелс 94 Pecas Soquetes Chave Catraca 33 биты 94 Peças Stels + Chave Impact
94 Peças Stels + Chave Impact
 После этого осуществляется операция по шлифовке и шабрению. Все это обеспечивает точную обработку изделий, а также ликвидацию проблем с передвижением суппорта и возникновением толчков.
После этого осуществляется операция по шлифовке и шабрению. Все это обеспечивает точную обработку изделий, а также ликвидацию проблем с передвижением суппорта и возникновением толчков.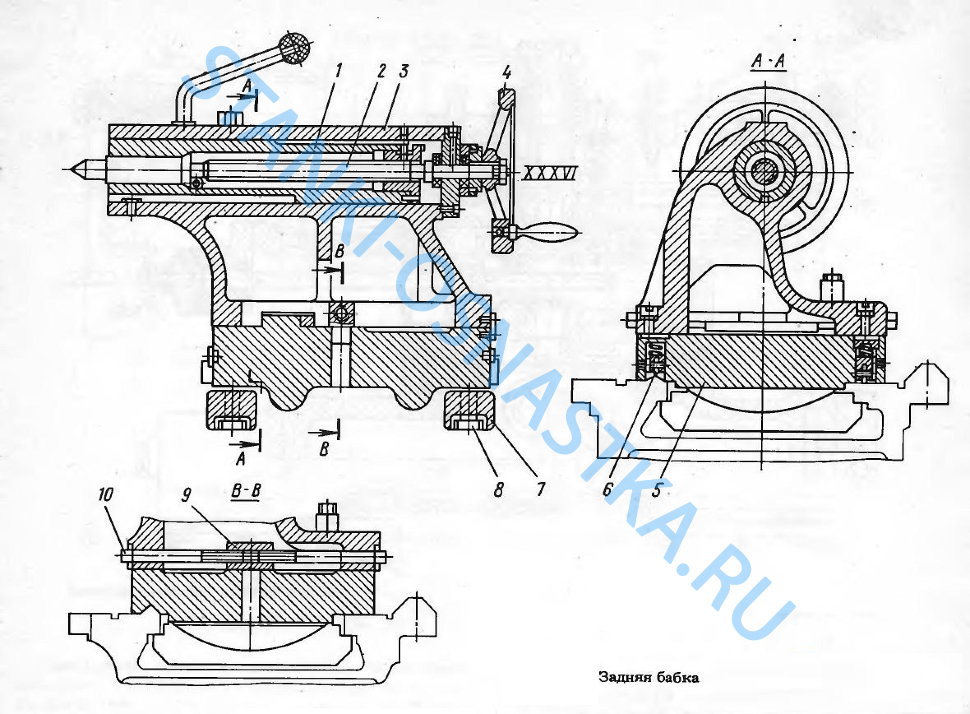
 Благодаря этому можно будет в дальнейшем легко установить перпендикулярность поверхности крепления суппорта и фартука к коробке подач.
Благодаря этому можно будет в дальнейшем легко установить перпендикулярность поверхности крепления суппорта и фартука к коробке подач. Процедура проводится при помощи торца круга чашечной формы. его зернистость должна быть К3 46 или КЧ 46, а твердость соответствовать СМ1К.
Процедура проводится при помощи торца круга чашечной формы. его зернистость должна быть К3 46 или КЧ 46, а твердость соответствовать СМ1К.
 соответствуют современному уровню ремонтного производства и могут быть использованы ремонтными базами с различным уровнем оснащенности.
соответствуют современному уровню ремонтного производства и могут быть использованы ремонтными базами с различным уровнем оснащенности. в. ч., что значительно повышает износоустойчивость поверхностей.
в. ч., что значительно повышает износоустойчивость поверхностей.


 Непараллельность 1 базовым поверхностям — не более 0,06 мм на длине направляющих. Количество отпечатков краски — не менее 10 на площади 25×25 мм.
Непараллельность 1 базовым поверхностям — не более 0,06 мм на длине направляющих. Количество отпечатков краски — не менее 10 на площади 25×25 мм. Запиливают и зачищают все выступающие забоины и задиры на поверхности 8 станины (рис. 49).
Запиливают и зачищают все выступающие забоины и задиры на поверхности 8 станины (рис. 49). Деформация станины, возникающая как в процессе установки и закрепления на столе станка, так и при обработке также увеличивает непрямолинейность. Из-за указанных недостатков направляющие станины после их обработки оказываются не только непрямолинейными (в сторону вогнутости), но и извернутыми. Поэтому установка и крепление станины на столе строгального станка являются важными моментами и требуют внимательного и умелого подхода к ним. Станину следует закрепить на столе строгального станка так, чтобы тумбы своей опорной поверхностью плотнее соприкасались с поверхностью стола.-
Деформация станины, возникающая как в процессе установки и закрепления на столе станка, так и при обработке также увеличивает непрямолинейность. Из-за указанных недостатков направляющие станины после их обработки оказываются не только непрямолинейными (в сторону вогнутости), но и извернутыми. Поэтому установка и крепление станины на столе строгального станка являются важными моментами и требуют внимательного и умелого подхода к ним. Станину следует закрепить на столе строгального станка так, чтобы тумбы своей опорной поверхностью плотнее соприкасались с поверхностью стола.- Шлифование производят торцом круга чашечной формы, зернистостью КЧ46 или К346 и твердостью СМ1К. Предварительное шлифование проводят при наклоне оси шпинделя относительно направления движения стола на 1—3°.
Шлифование производят торцом круга чашечной формы, зернистостью КЧ46 или К346 и твердостью СМ1К. Предварительное шлифование проводят при наклоне оси шпинделя относительно направления движения стола на 1—3°. 3.
3. рис. 49) установить мостик с уровнем, расположив его поперек направляющих. Перемещая мостик, по уровню определить величину извернутости направляющих. Затем уровень установить на поверхности 3 поочередно на обоих концах, и зафиксировать положение станины в продольном направлении
рис. 49) установить мостик с уровнем, расположив его поперек направляющих. Перемещая мостик, по уровню определить величину извернутости направляющих. Затем уровень установить на поверхности 3 поочередно на обоих концах, и зафиксировать положение станины в продольном направлении Отклонение от параллельности — не более 0,02 мм по всей длине направляющих. Извернутость — не более 0,02 мм на длине 1000 мм
Отклонение от параллельности — не более 0,02 мм по всей длине направляющих. Извернутость — не более 0,02 мм на длине 1000 мм Проверку расположения резца относительно поверхности можно производить щупом.
Проверку расположения резца относительно поверхности можно производить щупом.
 Для этого подставку устанавливают на край направляющей и отмечают на станине штрихами положение середины платиков. Затем последовательно от участка к участку подставку перемещают и устанавливают задний (по направлению перемещения) платик в том месте, где находился передний при разметке предыдущего участка. Контрольные штрихи на станине нумеруются по порядку слева направо, начиная от нуля.
Для этого подставку устанавливают на край направляющей и отмечают на станине штрихами положение середины платиков. Затем последовательно от участка к участку подставку перемещают и устанавливают задний (по направлению перемещения) платик в том месте, где находился передний при разметке предыдущего участка. Контрольные штрихи на станине нумеруются по порядку слева направо, начиная от нуля. Одновременно контролируется горизонтальность участка при помощи закрепленного на подставке уровня. Далее подставка с уровнем перемещается на следующий участок и вышабривается следующий «маяк» и т. д.
Одновременно контролируется горизонтальность участка при помощи закрепленного на подставке уровня. Далее подставка с уровнем перемещается на следующий участок и вышабривается следующий «маяк» и т. д.
 9.
9.
 youtube.com/embed/8eMJ2u8SceA» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/8eMJ2u8SceA» frameborder=»0″ allowfullscreen=»»>  Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
 —Кими Робинсон
—Кими Робинсон




 0073 Мужское здоровье , 17 ноября 2022 г.
0073 Мужское здоровье , 17 ноября 2022 г. Извинения.
Извинения.


 Мытищи,
Мытищи, : +7(495) 181-11-12
: +7(495) 181-11-12
 , г. Екатеринбург, ул. Сибирский тракт, д. 57.
, г. Екатеринбург, ул. Сибирский тракт, д. 57.  ru
ru : +375 (17) 218 11 77
: +375 (17) 218 11 77 ru
ru Литовская, д.10, лит.А, пом.608
Литовская, д.10, лит.А, пом.608 Челябинск, Копейское шоссе, д.50
Челябинск, Копейское шоссе, д.50  İşinize nasıl yardımcı olabileceğimizi öğrenmek için bugün uzmanlarımızla iletişime geçin. İyileştirme bizde asla durmaz ve bu da mevcut toplam çözümlerimiz ile size verimlilik ve tasarruf olarak yansıtılır.
İşinize nasıl yardımcı olabileceğimizi öğrenmek için bugün uzmanlarımızla iletişime geçin. İyileştirme bizde asla durmaz ve bu da mevcut toplam çözümlerimiz ile size verimlilik ve tasarruf olarak yansıtılır. Size en uygun çözümü sunabilmek için bizimle iletişime geçin, kompresör dairenizi ziyaret edelim, ölçüm yapalım ve kompresörünüzü birlikte seçelim.
Size en uygun çözümü sunabilmek için bizimle iletişime geçin, kompresör dairenizi ziyaret edelim, ölçüm yapalım ve kompresörünüzü birlikte seçelim. Bu vidalı kompresör ile daha düşük kullanım ve bakım maliyetleri ile verimli bir kompresörün huzuru sağlanır. EKO CD VST Vidalı Kompresörler en zorlu koşullarda желчи hizmetinizdedir. Kullanılan motora göre bir boy büyük seçilmiş invertörleri sayesinde Problemsiz ve Her türlü koşula hızla reaksiyon veren değişken hız teknolojisi kullanılmaktadır. Bu sayede kompresörünüzün enerji tüketimini ve elektrik faturanızı %40’a kadar düşürebilmekteyiz. Size en doğru çözümü önerebilmek için bizimle iletişime geçin, sizleri ziyaret edelim, yaptığımız ölçümler sonucunda Elde ettiğimiz analizlerle işletmenize en uygun kompresörü birlikte seçelim.
Bu vidalı kompresör ile daha düşük kullanım ve bakım maliyetleri ile verimli bir kompresörün huzuru sağlanır. EKO CD VST Vidalı Kompresörler en zorlu koşullarda желчи hizmetinizdedir. Kullanılan motora göre bir boy büyük seçilmiş invertörleri sayesinde Problemsiz ve Her türlü koşula hızla reaksiyon veren değişken hız teknolojisi kullanılmaktadır. Bu sayede kompresörünüzün enerji tüketimini ve elektrik faturanızı %40’a kadar düşürebilmekteyiz. Size en doğru çözümü önerebilmek için bizimle iletişime geçin, sizleri ziyaret edelim, yaptığımız ölçümler sonucunda Elde ettiğimiz analizlerle işletmenize en uygun kompresörü birlikte seçelim. с.
с. Bunun da ötesinde değişken hava ihtiyacını karşılarken sürücülü modellerimiz ile toplam işletme maliyetinizde %40’lara varan enerji tasarrufu sağlayarak görevini tüm yönleri ile yapan ve piyasadaki en iyi yatırım getirisi sağlayan çözüm ortağınızdır.
Bunun da ötesinde değişken hava ihtiyacını karşılarken sürücülü modellerimiz ile toplam işletme maliyetinizde %40’lara varan enerji tasarrufu sağlayarak görevini tüm yönleri ile yapan ve piyasadaki en iyi yatırım getirisi sağlayan çözüm ortağınızdır. Yetkin ar-ge bölümümüz ile sürekli olarak yaptığımız çalışmalar sayesinde üretkenliği en üst seviyeye çıkararak üstün müşteri değeri sunuyoruz.
Yetkin ar-ge bölümümüz ile sürekli olarak yaptığımız çalışmalar sayesinde üretkenliği en üst seviyeye çıkararak üstün müşteri değeri sunuyoruz. с.
с. EKO CD VST frekans invertörlü bir kompresör teknolojisidir. Değişken hızlı kompresörler, %40’a kadar enerji tasarrufu sağlayabilir. Bu da toplam maliyetinizin %25’i anlamına gelir.
EKO CD VST frekans invertörlü bir kompresör teknolojisidir. Değişken hızlı kompresörler, %40’a kadar enerji tasarrufu sağlayabilir. Bu da toplam maliyetinizin %25’i anlamına gelir.

 К тому же она выполняет роль второй направляющей для каретки головки и местом крепления ШД.
К тому же она выполняет роль второй направляющей для каретки головки и местом крепления ШД.
 Специально для этого предназначается программа, находящаяся в соответствующем софте плоттера промышленного типа. Она управляет станком, выполняя разнообразные движения на любых углах. В результате нож оборачивается исключительно по указанной линии.
Специально для этого предназначается программа, находящаяся в соответствующем софте плоттера промышленного типа. Она управляет станком, выполняя разнообразные движения на любых углах. В результате нож оборачивается исключительно по указанной линии. youtube.com/embed/bDQ-aYCfD-4″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/bDQ-aYCfD-4″ frameborder=»0″ allowfullscreen=»»>
 youtube.com/embed/a481L6ilmS4″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» frameborder=»0″>
youtube.com/embed/a481L6ilmS4″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» frameborder=»0″> 

 EXE»;
EXE»; ZIP библиотеку…
ZIP библиотеку…
 В моем случае, получаются следующие параметры:
В моем случае, получаются следующие параметры:
 Дальше, нам нужно рассчитать ограничение тока драйвера A4988, для этого нужно знать параметры двигателя и номинал резисторов, установленных на драйвер A4988. Это два черных прямоугольника на плате драйвера, обычно подписаны R050 или R100.В моем случае, номинал резисторов R100, что означает 100 Ом. Ток двигателя 17HS4401 — 1,7А.
Дальше, нам нужно рассчитать ограничение тока драйвера A4988, для этого нужно знать параметры двигателя и номинал резисторов, установленных на драйвер A4988. Это два черных прямоугольника на плате драйвера, обычно подписаны R050 или R100.В моем случае, номинал резисторов R100, что означает 100 Ом. Ток двигателя 17HS4401 — 1,7А.
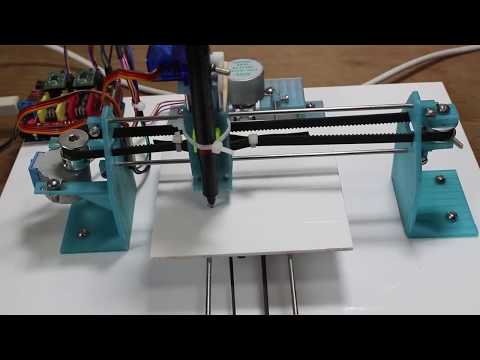
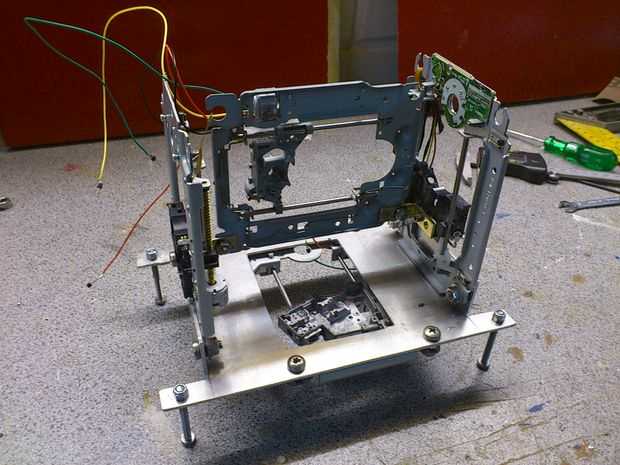
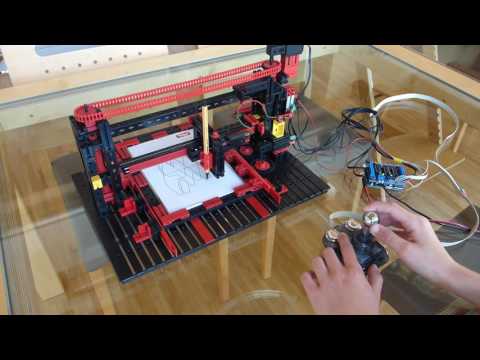 2.
2.
 Про данную программу я уже рассказывал в статье: «Inkscape где скачать русскую версию. Настройка Inkscape»
Про данную программу я уже рассказывал в статье: «Inkscape где скачать русскую версию. Настройка Inkscape»
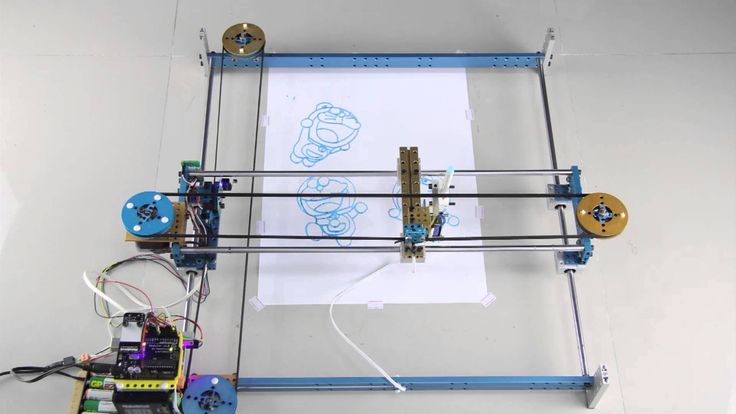
 1.7.zip
1.7.zip Мозгом этого плоттерного станка с ЧПУ Pen является плата Arduino UNO в сочетании с экраном с ЧПУ и тремя A49.88 шаговых драйверов.
Мозгом этого плоттерного станка с ЧПУ Pen является плата Arduino UNO в сочетании с экраном с ЧПУ и тремя A49.88 шаговых драйверов. Движение по осям X и Y обеспечивается двумя ремнями GT2 и несколькими шкивами GT2. Что касается оси Z, у нас есть простое возвратно-поступательное движение, при котором движущаяся часть скользит вверх и вниз по двум линейным стержням 6 мм и подходящим линейным подшипникам. Небольшой хобби-сервопривод используется для захвата пера.
Движение по осям X и Y обеспечивается двумя ремнями GT2 и несколькими шкивами GT2. Что касается оси Z, у нас есть простое возвратно-поступательное движение, при котором движущаяся часть скользит вверх и вниз по двум линейным стержням 6 мм и подходящим линейным подшипникам. Небольшой хобби-сервопривод используется для захвата пера. Список электронных компонентов можно найти ниже в разделе принципиальных схем статьи.
Список электронных компонентов можно найти ниже в разделе принципиальных схем статьи. Как партнер Amazon я зарабатываю на соответствующих покупках.
Как партнер Amazon я зарабатываю на соответствующих покупках.  Один идет на верхнюю сторону, а другой на нижнюю сторону пластины. Как я упоминал ранее, нам понадобятся болты и гайки M5 для установки шкивов GT2 на место. Два шкива здесь на самом деле являются натяжными шкивами, которые используются для обеспечения захвата ремня GT2 оси X, и зубчатого шкива, который идет на шаговый двигатель.
Один идет на верхнюю сторону, а другой на нижнюю сторону пластины. Как я упоминал ранее, нам понадобятся болты и гайки M5 для установки шкивов GT2 на место. Два шкива здесь на самом деле являются натяжными шкивами, которые используются для обеспечения захвата ремня GT2 оси X, и зубчатого шкива, который идет на шаговый двигатель. Как только неподвижная часть закреплена на месте, мы можем установить на нее шаговый двигатель оси Z. Этот шаговый двигатель также соответствует стандарту NEMA 17, но он короче, 23 мм вместо 40 мм, чтобы уменьшить вес.
Как только неподвижная часть закреплена на месте, мы можем установить на нее шаговый двигатель оси Z. Этот шаговый двигатель также соответствует стандарту NEMA 17, но он короче, 23 мм вместо 40 мм, чтобы уменьшить вес. При установке этого стержня мы также должны вставить пружину между неподвижной и подвижной частью таким образом, чтобы она толкала подвижную часть вниз.
При установке этого стержня мы также должны вставить пружину между неподвижной и подвижной частью таким образом, чтобы она толкала подвижную часть вниз.
 . Amazon / Banggood / AliExpress
. Amazon / Banggood / AliExpress  У нас есть три микровыключателя для возврата станка в исходное положение и небольшой серводвигатель для механизма захвата. Для питания нам понадобится блок питания 12v с минимальной силой тока 2 ампера.
У нас есть три микровыключателя для возврата станка в исходное положение и небольшой серводвигатель для механизма захвата. Для питания нам понадобится блок питания 12v с минимальной силой тока 2 ампера. Таким образом я уменьшил разницу примерно до 1 мм, что было приемлемо. если вы планируете использовать эти большие рельсы, я бы определенно предложил поддержать рельс оси Y с другой стороны.
Таким образом я уменьшил разницу примерно до 1 мм, что было приемлемо. если вы планируете использовать эти большие рельсы, я бы определенно предложил поддержать рельс оси Y с другой стороны. Однако для этого перьевого плоттера нам нужна его модифицированная версия, которая может управлять серводвигателем. Эта модифицированная версия, называемая «grbl-servo», изменяет частоту ШИМ по умолчанию для вывода управления шпинделем (или цифрового вывода номер 11) с 1 кГц до 50 Гц, что необходимо для управления этим типом серводвигателя.
Однако для этого перьевого плоттера нам нужна его модифицированная версия, которая может управлять серводвигателем. Эта модифицированная версия, называемая «grbl-servo», изменяет частоту ШИМ по умолчанию для вывода управления шпинделем (или цифрового вывода номер 11) с 1 кГц до 50 Гц, что необходимо для управления этим типом серводвигателя. Как только мы нажмем кнопку «Kill Alarm», на последовательном мониторе мы получим список наших текущих параметров GRBL. Нам нужно изменить некоторые из этих параметров в соответствии с нашей машиной.
Как только мы нажмем кнопку «Kill Alarm», на последовательном мониторе мы получим список наших текущих параметров GRBL. Нам нужно изменить некоторые из этих параметров в соответствии с нашей машиной. все время. Тем не менее, мы должны отметить, что при включении этой функции, особенно для шагового двигателя с осью Z, мы должны настроить предел тока драйвера A4988 на минимум, потому что более короткий шаговый двигатель NEMA 17 может быстро нагреться.
все время. Тем не менее, мы должны отметить, что при включении этой функции, особенно для шагового двигателя с осью Z, мы должны настроить предел тока драйвера A4988 на минимум, потому что более короткий шаговый двигатель NEMA 17 может быстро нагреться. Эти значения располагают захват перед первой ручкой, а затем мне просто нужно было определить значение Y для каждой ручки, которое составляет 21,7 мм в отрицательном направлении.
Эти значения располагают захват перед первой ручкой, а затем мне просто нужно было определить значение Y для каждой ручки, которое составляет 21,7 мм в отрицательном направлении. Затем захват закрывается, поднимает перо вверх и возвращается в то же положение перед выполнением сценария. Для удаления пера шаги сценария такие же, но в обратном порядке.
Затем захват закрывается, поднимает перо вверх и возвращается в то же положение перед выполнением сценария. Для удаления пера шаги сценария такие же, но в обратном порядке.

 С рабочей зоной до 800 мм x 750 мм в зависимости от того, что установлено, он может производить очень большие результаты. С Smoothieboard 5X, управляющим шоу, [Адам] делает всевозможные изящные хаки, чтобы заставить систему работать с различными гаджетами на бизнес-конце. Есть лазер для гравировки и первоклассный перьевой плоттер с высококачественной линейной направляющей для точного перемещения. Но на этом веселье не заканчивается — [Адам] заходит так далеко, что устанавливает ось Z, камеру и даже аэрограф на основе Sharpie, о чем мы даже не думали раньше.
С рабочей зоной до 800 мм x 750 мм в зависимости от того, что установлено, он может производить очень большие результаты. С Smoothieboard 5X, управляющим шоу, [Адам] делает всевозможные изящные хаки, чтобы заставить систему работать с различными гаджетами на бизнес-конце. Есть лазер для гравировки и первоклассный перьевой плоттер с высококачественной линейной направляющей для точного перемещения. Но на этом веселье не заканчивается — [Адам] заходит так далеко, что устанавливает ось Z, камеру и даже аэрограф на основе Sharpie, о чем мы даже не думали раньше. , Рич Бремер
, Рич Бремер org. Плата RAMPS принимает сигналы шага и направления, генерируемые Arduino, и соответствующим образом перемещает два шаговых двигателя.
org. Плата RAMPS принимает сигналы шага и направления, генерируемые Arduino, и соответствующим образом перемещает два шаговых двигателя.


 Для этих целей применяются как системы, вносящие глобальные изменения в конструкцию, например установка систем ЧПУ, так и механизмы, отвечающие за увеличение ресурса срока службы станка, увеличение нагрузок на оборудование участвующее в производственных процессах. Ко второму типу нужно отнести гидравлические насосы, отвечающие за перекачку смазочных жидкостей в зоны трущихся деталей и поверхностей, а также охлаждающих жидкостей в зону резания для охлаждения инструмента и детали.
Для этих целей применяются как системы, вносящие глобальные изменения в конструкцию, например установка систем ЧПУ, так и механизмы, отвечающие за увеличение ресурса срока службы станка, увеличение нагрузок на оборудование участвующее в производственных процессах. Ко второму типу нужно отнести гидравлические насосы, отвечающие за перекачку смазочных жидкостей в зоны трущихся деталей и поверхностей, а также охлаждающих жидкостей в зону резания для охлаждения инструмента и детали.
 Они способны перекачивать материалы, температурой от -40 до +100 градусов, имеющие плотность до 1600 кг/м3.
Они способны перекачивать материалы, температурой от -40 до +100 градусов, имеющие плотность до 1600 кг/м3. БХ относятся к группе моноблочных межступенчатых гидромашин.
БХ относятся к группе моноблочных межступенчатых гидромашин. Кинематическая вязкость перекачиваемой жидкости не должна превышать 90 мм²/с при температуре охлаждающей среды от +1 до +40 °С и температуре рабочей жидкости от +10 до +50 °С. Концентрация загрязнённости рабочей жидкости не более 5 г/лОсобенности эксплуатации
Кинематическая вязкость перекачиваемой жидкости не должна превышать 90 мм²/с при температуре охлаждающей среды от +1 до +40 °С и температуре рабочей жидкости от +10 до +50 °С. Концентрация загрязнённости рабочей жидкости не более 5 г/лОсобенности эксплуатации . относятся к группе многоступенчатых центробежных насосов.Центробежные электронасосы типа БХ14-5.. работают на СОЖ (смазочно-охлаждающих жидкостях) или минеральных маслах вязкостью не более 90 мм2/с (сСт). Электронасосы типа БХ14-5.. в основном применяются для подачи СОЖ к режущему инструменту различных станков и другого оборудования с целью его охлаждения, обмыва посадочных мест инструмента и деталей, а также удаления стружки.Электронасосы центробежные типа БХ14-5.. работают на рабочих жидкост
. относятся к группе многоступенчатых центробежных насосов.Центробежные электронасосы типа БХ14-5.. работают на СОЖ (смазочно-охлаждающих жидкостях) или минеральных маслах вязкостью не более 90 мм2/с (сСт). Электронасосы типа БХ14-5.. в основном применяются для подачи СОЖ к режущему инструменту различных станков и другого оборудования с целью его охлаждения, обмыва посадочных мест инструмента и деталей, а также удаления стружки.Электронасосы центробежные типа БХ14-5.. работают на рабочих жидкост Восходящая
Восходящая AC
AC ..
..
 Заключительный отчет (Технический отчет) | ОСТИ.GOV
Заключительный отчет (Технический отчет) | ОСТИ.GOV/is2.ecplaza.com/ecplaza2/products/b/b4/b4e/211253325/ac-coolant-pump.jpg) ;
; , и Адамс, М.Л.. Эксплуатация и оценка конструкции главных циркуляционных насосов для обслуживания PWR и BWR. Заключительный отчет . США: Н. П., 1979.
, и Адамс, М.Л.. Эксплуатация и оценка конструкции главных циркуляционных насосов для обслуживания PWR и BWR. Заключительный отчет . США: Н. П., 1979. Заключительный отчет},
Заключительный отчет}, 
 волокно для ковров 5 букв
волокно для ковров 5 букв Как сделать так, чтобы в будущем краска не потускнела, не потрескалась и не вздулась? Что нужно знать перед покраской и как выбрать краску? Давайте разберемся с этими вопросами.
Как сделать так, чтобы в будущем краска не потускнела, не потрескалась и не вздулась? Что нужно знать перед покраской и как выбрать краску? Давайте разберемся с этими вопросами.
 Если поверхность не ровная, имеет трещины, бугорки и ямки, нужно воспользоваться шпатлевкой, причем после нанесения грунтовки.
Если поверхность не ровная, имеет трещины, бугорки и ямки, нужно воспользоваться шпатлевкой, причем после нанесения грунтовки.
 Но об этом чуть позже. Нужная информация указана в буквенно-цифровых кодах на банке. Первые две буквы указывают на природу пленкообразующей основы.
Но об этом чуть позже. Нужная информация указана в буквенно-цифровых кодах на банке. Первые две буквы указывают на природу пленкообразующей основы.
 Первые одна-две цифры подскажут о сфере применения. Остальные цифры — это заводской номер.
Первые одна-две цифры подскажут о сфере применения. Остальные цифры — это заводской номер.

 Многие полагают, что водоэмульсионные и водно-дисперсионные краски — это одно и тоже. Все они не имеют особенности отслаиваться, проницаемы для воздуха и водяного пара, то есть «дышат». Подходят для помещений с повышенной влажностью, не морозоустойчивы, но долго сохраняют свой цвет (читайте подробный разбор, как выбрать цвет комнаты).
Многие полагают, что водоэмульсионные и водно-дисперсионные краски — это одно и тоже. Все они не имеют особенности отслаиваться, проницаемы для воздуха и водяного пара, то есть «дышат». Подходят для помещений с повышенной влажностью, не морозоустойчивы, но долго сохраняют свой цвет (читайте подробный разбор, как выбрать цвет комнаты).
 Они могут играть роль армирования для защиты поверхности от появления трещин. Зачастую фактурными красками называют декоративные штукатурки или фактурные штукатурки
Они могут играть роль армирования для защиты поверхности от появления трещин. Зачастую фактурными красками называют декоративные штукатурки или фактурные штукатурки Эти краски прекрасно колеруются и устойчивы ультрафиолету, прекрасно сохраняя цвет. Они также сочетают водоотталкивающую способность и паронепорницаемость. Обладают наивысшей механической стойкостью.
Эти краски прекрасно колеруются и устойчивы ультрафиолету, прекрасно сохраняя цвет. Они также сочетают водоотталкивающую способность и паронепорницаемость. Обладают наивысшей механической стойкостью.
 Краска экологична, отличается высокой стойкостью к свету, воздействию масел и жиров, подходит для внутреннего применения, особенно для окраски потолков. Кстати, почитайте статью о том, как выбрать краску для потолка.
Краска экологична, отличается высокой стойкостью к свету, воздействию масел и жиров, подходит для внутреннего применения, особенно для окраски потолков. Кстати, почитайте статью о том, как выбрать краску для потолка.
 Их единственный недостаток — это высокая стоимость. Поэтому их используют в основном для декора, особенно, если хотят подчеркнуть престиж здания.
Их единственный недостаток — это высокая стоимость. Поэтому их используют в основном для декора, особенно, если хотят подчеркнуть престиж здания.
 Силикатные краски разводятся водой и содержат щелочь — берегите глаза и кожу. Их нельзя наносить на поверхности, прежде окрашенные акриловыми или алкидными красками, а также наносить на стеклянные, керамические, каменные, металлические поверхности. Зато они подходят для щелочных поверхностей, к примеру, штукатурок. Грунтовка перед окраской тоже должна быть силикатной.
Силикатные краски разводятся водой и содержат щелочь — берегите глаза и кожу. Их нельзя наносить на поверхности, прежде окрашенные акриловыми или алкидными красками, а также наносить на стеклянные, керамические, каменные, металлические поверхности. Зато они подходят для щелочных поверхностей, к примеру, штукатурок. Грунтовка перед окраской тоже должна быть силикатной.
 Клеевые краски выпускаются в сухом виде и непосредственно перед использованием разводятся водой.
Клеевые краски выпускаются в сухом виде и непосредственно перед использованием разводятся водой.


 Кроссворд
Кроссворд , кроссворд
, кроссворд Разгадка кроссворда.
Разгадка кроссворда. Кроссворд
Кроссворд Кроссворд
Кроссворд Экстремальные условия, такие как низкие и высокие температуры, низкая и высокая влажность, дождь и снег, проверяют способность покрытий противостоять растрескиванию, ограничивать водопоглощение, предотвращать вымывание материалов с поверхности и прилипать к нескольким подложкам. Другим пагубным источником повреждений являются УФ-лучи, вызывающие разрушение полимерной цепи, что приводит к мелению и эрозии слоя покрытия. Поверхностные покрытия также подвержены загрязнению и росту плесени, что приводит к грязному внешнему виду. При разработке полимера для наружных покрытий изобретатели должны тщательно учитывать вышеупомянутые разрушающие силы.
Экстремальные условия, такие как низкие и высокие температуры, низкая и высокая влажность, дождь и снег, проверяют способность покрытий противостоять растрескиванию, ограничивать водопоглощение, предотвращать вымывание материалов с поверхности и прилипать к нескольким подложкам. Другим пагубным источником повреждений являются УФ-лучи, вызывающие разрушение полимерной цепи, что приводит к мелению и эрозии слоя покрытия. Поверхностные покрытия также подвержены загрязнению и росту плесени, что приводит к грязному внешнему виду. При разработке полимера для наружных покрытий изобретатели должны тщательно учитывать вышеупомянутые разрушающие силы. Эта цель еще более повышает требования к эксплуатационным характеристикам внешнего полимера.
Эта цель еще более повышает требования к эксплуатационным характеристикам внешнего полимера. Как высокогидрофобные, так и высокогидрофильные поверхности могут обеспечить лучшую DPUR. Однако предпочтительны гидрофобные поверхности, поскольку гидрофильные поверхности снижают водостойкость покрытия. Гидрофобность можно измерить по краевому углу смачивания водой: чем больше краевой угол, тем лучше гидрофобность и выше DPUR. Шероховатые и пористые поверхности имеют тенденцию лучше удерживать грязь и, следовательно, уменьшать DPUR.
Как высокогидрофобные, так и высокогидрофильные поверхности могут обеспечить лучшую DPUR. Однако предпочтительны гидрофобные поверхности, поскольку гидрофильные поверхности снижают водостойкость покрытия. Гидрофобность можно измерить по краевому углу смачивания водой: чем больше краевой угол, тем лучше гидрофобность и выше DPUR. Шероховатые и пористые поверхности имеют тенденцию лучше удерживать грязь и, следовательно, уменьшать DPUR. Постоянные коалесцирующие агенты навсегда остаются в пленке и снижают твердость покрытия. Как мягкие полимеры, так и твердые полимеры с постоянными коалесцирующими агентами приводят к снижению DPUR. Таким образом, низкое содержание летучих органических соединений и более высокое значение DPUR являются противоречивыми требованиями и сложной проблемой для решения.
Постоянные коалесцирующие агенты навсегда остаются в пленке и снижают твердость покрытия. Как мягкие полимеры, так и твердые полимеры с постоянными коалесцирующими агентами приводят к снижению DPUR. Таким образом, низкое содержание летучих органических соединений и более высокое значение DPUR являются противоречивыми требованиями и сложной проблемой для решения.
 Пример, когда краска с плохим составом не обеспечила устойчивость к растрескиванию волокон южной желтой сосны (красная рамка), показана на рис. 9.0587 Рисунок 6 . Другие краски на той же плите обеспечивают превосходную стойкость к растрескиванию зерна.
Пример, когда краска с плохим составом не обеспечила устойчивость к растрескиванию волокон южной желтой сосны (красная рамка), показана на рис. 9.0587 Рисунок 6 . Другие краски на той же плите обеспечивают превосходную стойкость к растрескиванию зерна. Эти краски были проверены на свойства верхнего покрытия и грунтовки, и результаты обсуждаются в следующем разделе.
Эти краски были проверены на свойства верхнего покрытия и грунтовки, и результаты обсуждаются в следующем разделе. Испытания проводились при времени отверждения 4 часа и 24 часа. В каждый момент отверждения на верхнюю часть вытянутых красок наносили три капли воды. Через 10 минут диаграмму наклонили, чтобы вода стекала с панели. Через 24 часа внешний вид водяных следов оценивали по шкале от 0 до 10, где 10 — отсутствие изменений, 0 — сильное изменение.
Испытания проводились при времени отверждения 4 часа и 24 часа. В каждый момент отверждения на верхнюю часть вытянутых красок наносили три капли воды. Через 10 минут диаграмму наклонили, чтобы вода стекала с панели. Через 24 часа внешний вид водяных следов оценивали по шкале от 0 до 10, где 10 — отсутствие изменений, 0 — сильное изменение. квадратную насадку для душа и принимал душ в течение 10 минут при постоянном потоке воды. Внешний вид тестируемых красок сравнивали с внешним видом контрольной краски.
квадратную насадку для душа и принимал душ в течение 10 минут при постоянном потоке воды. Внешний вид тестируемых красок сравнивали с внешним видом контрольной краски. Прочность окраски косвенно свидетельствует о степени распределения TiO 2 в матрице покрытий. Новый полимер обеспечивает самую высокую интенсивность окрашивания, в то время как конкурирующие латексы, за исключением конкурирующего латекса В, обеспечивают значительно более низкую интенсивность окрашивания. Более высокая интенсивность окраски указывает на более низкую потребность в TiO 2 для достижения той же степени белизны, что приводит к экономии средств.
Прочность окраски косвенно свидетельствует о степени распределения TiO 2 в матрице покрытий. Новый полимер обеспечивает самую высокую интенсивность окрашивания, в то время как конкурирующие латексы, за исключением конкурирующего латекса В, обеспечивают значительно более низкую интенсивность окрашивания. Более высокая интенсивность окраски указывает на более низкую потребность в TiO 2 для достижения той же степени белизны, что приводит к экономии средств. 8 показаны фактические испытательные панели. Новый полимер показывает наилучшие характеристики при визуальном осмотре.
8 показаны фактические испытательные панели. Новый полимер показывает наилучшие характеристики при визуальном осмотре. 11 . Рис. Новый полимер имеет самую низкую отражательную способность DY и окрашивание, что указывает на наименьшую степень миграции танина в покрытие. На рис. 12 показана доска из красного дерева с одним и двумя слоями краски (краска и грунтовка за одно нанесение). Новый полимер со вторым слоем краски имеет самый белый вид.
11 . Рис. Новый полимер имеет самую низкую отражательную способность DY и окрашивание, что указывает на наименьшую степень миграции танина в покрытие. На рис. 12 показана доска из красного дерева с одним и двумя слоями краски (краска и грунтовка за одно нанесение). Новый полимер со вторым слоем краски имеет самый белый вид. Механические свойства пленки краски для нового полимера, конкурирующего латекса B и ведущей коммерческой краски представлены в таблице 5 9 .0588 . Новый полимер имеет гораздо более высокое удлинение без значительного ухудшения прочности при растяжении. Процентное удлинение является важной характеристикой, позволяющей противостоять суровым внешним воздействиям, включая жаркую и холодную погоду и циклы замораживания-оттаивания.
Механические свойства пленки краски для нового полимера, конкурирующего латекса B и ведущей коммерческой краски представлены в таблице 5 9 .0588 . Новый полимер имеет гораздо более высокое удлинение без значительного ухудшения прочности при растяжении. Процентное удлинение является важной характеристикой, позволяющей противостоять суровым внешним воздействиям, включая жаркую и холодную погоду и циклы замораживания-оттаивания. Они подверглись естественному атмосферному воздействию под углом 45° к югу в Шарлотте, Северная Каролина. Результаты через 36 месяцев воздействия приведены в Таблица 7 . Новый полимер показал очень хорошие результаты после 36 месяцев испытаний.
Они подверглись естественному атмосферному воздействию под углом 45° к югу в Шарлотте, Северная Каролина. Результаты через 36 месяцев воздействия приведены в Таблица 7 . Новый полимер показал очень хорошие результаты после 36 месяцев испытаний.