Мышцы экзоскелета: Экзоскелеты: принцип действия, конструкция, применение
Экзоскелеты и улучшение человека — последние разработки удивляют и интригуют
04 июля 2022
09:04
Ольга Мурая
Этот жилет позволяет увеличить выносливость мышц плечевого пояса.
Фото Florian Haufe/Sensory- Motor Systems Lab ETH Zürich.
Кадры из видео, в котором демонстрируется работа устройства.
Изображение D. Handelman et al./Front. Neurorobot., 2022.
Схема проведения эксперимента.
Иллюстрация Toyohashi University of Technology.
За последнюю неделю появилось сразу несколько новостей, касающихся улучшения и расширения физических возможностей человека: от линз дополненной реальности до новых искусственных мускулов.
Исследователи из Швейцарской высшей технической школы Цюриха разработали лёгкий экзоскелет верхних конечностей, который снабжает человека дополнительным слоем «мышц».
Использовать его планируют для увеличения силы верхней части тела и помощи людям с ограниченной подвижностью.
На рынке существует множество хороших терапевтических устройств, которые используются в клиниках для реабилитации пациентов, но они часто очень дороги и занимают много места, поясняют швейцарские разработчики.
Есть и простые лёгкие вспомогательные средства, которые пациенты могут использовать в повседневной жизни — от костылей до эспандеров.
На этот раз учёные хотели закрыть пробел между этими двумя типами инструментов.
Это привело к созданию Myoshirt (буквально «мышечная рубашка»): мягкого, удобного в ношении экзомускула для верхней части тела.
Это своего рода жилет с манжетами для плеч, оснащённый небольшой коробкой, приводящей устройство в движение.
«Умный» алгоритм работает с датчиками, встроенными в ткань, и определяет преднамеренные движения владельца, а также необходимое усилие. Затем двигатель укорачивает кабель в ткани, идущий параллельно мышцам пользователя — своего рода искусственное сухожилие — и таким образом поддерживает желаемое движение.
Эта поддержка всегда соответствует движениям пользователя и может быть адаптирована к его индивидуальным предпочтениям. Пользователь всегда контролирует процесс и может отключить устройство в любое время.
Исследователи протестировали этот прототип в эксперименте с участием 12 человек: десяти человек без каких-либо физических нарушений, одного человека с мышечной дистрофией и одного человека с травмой спинного мозга.
Результаты оказались многообещающими: благодаря экзомускулу все участники могли поднимать руки и/или предметы и держать их в таком положении гораздо дольше обычного.
Выносливость увеличилась примерно на треть у здоровых испытуемых и примерно на 60% у участника с мышечной дистрофией. В то же время участник с травмой спинного мозга смог выполнять упражнения в три раза дольше.
Также подавляющее большинство участников сочли устройство интуитивно понятным в использовании.
Чтобы экзоскелет можно было незаметно и удобно носить под одеждой, его необходимо уменьшить в размерах и облегчить. В настоящее время привод и блок управления вместе весят целых четыре килограмма. Над этой задачей сейчас работают создатели системы.
Статья с описанием новой разработки была опубликована в издании Nature Machine Intelligence.
Это устройство предназначается для людей, которые ещё могут активно управлять работой экзоскелета.
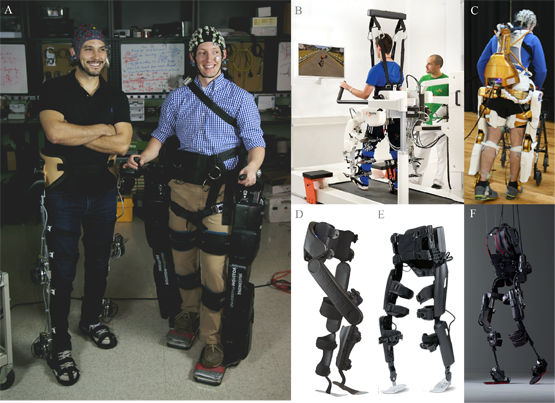
В свою очередь, новая разработка физиков и реабилитологов из Университета Джонса Хопкинса в США предназначена для пользователей с очень ограниченной подвижностью.
В недавно опубликованной работе они описывают важное достижение в области робототехники.
Менее чем за 90 секунд человек, который не мог пользоваться пальцами около 30 лет, сам съел десерт с помощью ножа и вилки. Для этого он использовал лишь свой разум и… пару умных роботизированных рук.
Кадры из видео, в котором демонстрируется работа устройства.
Изображение D. Handelman et al./Front. Neurorobot., 2022.
Напомним, что системы ИМК (интерфейс мозг-компьютер) обеспечивают прямую связь между мозгом и компьютером, который декодирует нейронные сигналы и использует их для выполнения различных внешних функций.
В этом конкретном эксперименте сигналы мозга помогали человеку виртуозно управлять роботизированным протезом.
Отдельным достижением в этой работе можно считать высокую автономию робота при ограниченном вмешательстве со стороны человека.
Машина выполняет большую часть работы, но позволяет пользователю управлять даже тонкими движениями робота.
Этот прорыв учёных с использованием интерфейса мозг-компьютер и пары модульных протезов конечностей описан в научном журнале Frontiers in Neurorobotics.
Во всех этих дополнительных конечностях можно легко запутаться, если не научиться воспринимать их как части собственного тела. Но способен ли наш мозг на такую «синхронизацию»? Может ли он принять за свои третью и четвёртую руки?
Это решила выяснить группа исследователей из Японии. Для своих экспериментов учёные разработали дополнительные роботизированные руки, управляемые… движениями ног пользователя в виртуальной среде.
Схема проведения эксперимента.
Иллюстрация Toyohashi University of Technology.
Оказалось, что пользователи действительно смогли ощущать внешние манипуляторы как часть собственного тела.
Результаты этого исследования указывают на то, что подобные системы можно свободно использовать без дополнительных когнитивных усилий. Подобные «улучшения» физических возможностей воспринимаются мозгом не как инструменты (наподобие ножниц, или, к примеру, велосипедов) а как настоящие части тела.
Работа японских учёных была опубликована в издании Scientific Reports.
Больше удивительных новостей из мира науки вы найдёте в разделе «Наука» на медиаплатформе «Смотрим».
технологии
наука
техника
мышцы
экзоскелеты
новости
робототехника
Журнал СТМ — Html View
И.А. Кастальский, М.А. Хоружко, Д.В. Скворцов
Ключевые слова: функциональная электростимуляция; реабилитация; экзоскелет; поражение опорно-двигательной системы.
Экзоскелетов с интегрированной системой функциональной электростимуляции (ФЭС), за исключением стационарных систем, в настоящее время на медицинском рынке не представлено.
Цель исследования — разработать систему ФЭС, которая изначально может быть интегрирована в экзоскелет нижних конечностей для обеспечения наилучшей совместимости и синхронизации ее работы с узлами экзоскелета при совершении пациентом движений.
Результаты. Разработана система ФЭС и подход для ее интеграции непосредственно в экзоскелетонное устройство. ФЭС предусматривает одновременную работу от 2 до 4 каналов стимуляции, каждый из которых поддерживает установку параметров сигнала (частоты, амплитуды, длительности). Время включения и выключения стимуляции зависит от фазы шага, определяемой алгоритмом классификации походки. Наличие синхросигналов для левой и правой стороны обеспечивает согласованную работу ФЭС на обеих нижних конечностях пациента. Область применения экзоскелета с интегрированной системой ФЭС — медицинская реабилитация.
Введение
Изначально экзоскелет нижних конечностей разрабатывался как устройство для замещения (протезирования) отсутствующей двигательной и опорной функции нижних конечностей у больных с полным нижним параличом. Большинство существующих экзоскелетов созданы именно для этой категории больных.
В настоящее время экзоскелеты нижних конечностей разрабатываются и производятся несколькими десятками компаний в разных странах мира. Если первые модели экзоскелетов осуществляли только приведение ног пациента в движение и были предназначены для больных с полным нижним параличом, то дальнейшая эволюция этих устройств связана с расширением нозологии.
По нашему мнению, действительно реабилитационным экзоскелет следует считать только в том случае, если он может применяться не только для замещения, протезирования функции, но и для ее восстановления. Исследования последних лет показали, что экзоскелеты могут применяться эффективно при различной неврологической и ортопедической патологии (последствия перенесенного церебрального инсульта, состояние после травм опорно-двигательной системы и ряд других) [1–3]. В данном случае используются возможности экзоскелета к выполнению образца движений, близкого к нормативному. Но если экзоскелет снабдить специальной системой восстановления двигательной активности, это не только существенно повысит эффективность реабилитации, но и расширит возможную сферу применения.
Но если экзоскелет снабдить специальной системой восстановления двигательной активности, это не только существенно повысит эффективность реабилитации, но и расширит возможную сферу применения.
Для восстановления движений разработана специальная технология — функциональная электрическая стимуляция (ФЭС). Это метод, использующий курсовую терапию импульсами электрического тока для принудительного действия стимулируемой мышцы. Особенность ФЭС — электростимуляция мышц возможна только при условии движения, пусть и пассивного, сегментов тела, производится во время движений (обычно циклических) в момент, когда данная мышца в норме должна работать [4]. Мышцы активируются в результате стимуляции двигательной точки мышцы (т.е. сохраненного нижнего мотонейрона), электростимуляция сочетается с выполнением целевых упражнений [5, 6].
Наиболее часто ФЭС применяется у пациентов с травмой (полным или частичным повреждением) спинного мозга. Широкий спектр систем ФЭС используется у лиц с данной патологией для обучения вставанию, нахождению в вертикальном положении [7, 8], а также в качестве удерживающей системы при ходьбе [9–11].
Широкий спектр систем ФЭС используется у лиц с данной патологией для обучения вставанию, нахождению в вертикальном положении [7, 8], а также в качестве удерживающей системы при ходьбе [9–11].
До настоящего времени ФЭС остается методикой, технически сложно реализуемой. Однако именно эта методика хорошо сочетается с возможностями реабилитационного применения экзоскелета, поскольку он помогает осуществлять во время ходьбы дозированные циклические движения.
В последние годы активно проводятся исследования по оснащению экзоскелетов системой ФЭС [12–16], но на медицинском рынке практически нет готовых систем ФЭС, которые могли бы использоваться вместе с экзоскелетом. Кроме экзоскелетов разрабатываются активные ортезы, также включающие ФЭС [17, 18]. По сути, ортезы — это часть экзоскелета (как правило, для коленного сустава).
Плюсы совместного применения ФЭС и экзоскелета очевидны, поэтому работы по оснащению системами ФЭС экзоскелетов были начаты непосредственно с появлением последних.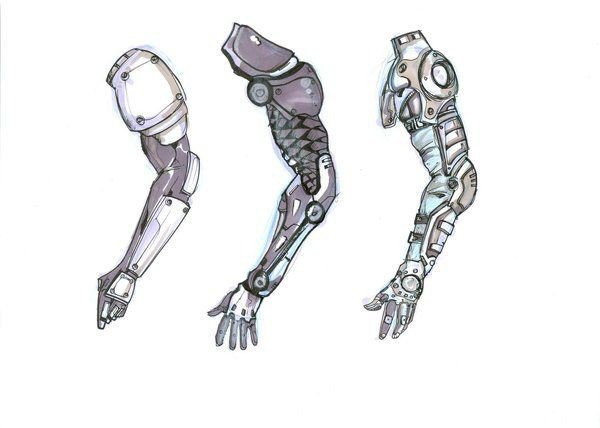 До появления экзоскелетов ФЭС оснащались их предшественники: такие системы, как Locomat (Hocoma, Швейцария) и ее аналоги, представляющие собой стационарные экзоскелеты. Опыт признан удачным, и последующие работы ориентированы на оснащение ФЭС мобильных систем, включая активные ортезы.
До появления экзоскелетов ФЭС оснащались их предшественники: такие системы, как Locomat (Hocoma, Швейцария) и ее аналоги, представляющие собой стационарные экзоскелеты. Опыт признан удачным, и последующие работы ориентированы на оснащение ФЭС мобильных систем, включая активные ортезы.
Тем не менее пока только один экзоскелет Ekso GT (Ekso Bionics, США) имеет опцию дооснащения системой ФЭС стороннего производителя.
По этой причине была разработана оригинальная система ФЭС для применения в составе реабилитационных экзоскелетонных устройств.
Цель исследования — разработать систему функциональной электрической стимуляции, которая изначально может быть интегрирована в экзоскелет нижних конечностей для обеспечения наилучшей совместимости и синхронизации ее работы с узлами экзоскелета при совершении пациентом движений.
Материалы и методы
На основе обобщения данных литературы и собственного опыта создания подобных систем [19] разработана концепция системы ФЭС с возможностью интеграции ее в экзоскелет нижних конечностей. Система состоит из 2 либо 4 каналов ФЭС, каждый из которых реализован в виде печатной платы (рис. 1). Каналы ФЭС с помощью подключаемых к выходному коннектору нательных электродов позволяют подавать стимулирующий ток на целевые мышцы пациента. Каждый канал ФЭС имеет следующие технические характеристики выходного сигнала:
Система состоит из 2 либо 4 каналов ФЭС, каждый из которых реализован в виде печатной платы (рис. 1). Каналы ФЭС с помощью подключаемых к выходному коннектору нательных электродов позволяют подавать стимулирующий ток на целевые мышцы пациента. Каждый канал ФЭС имеет следующие технические характеристики выходного сигнала:
стимулирующий импульс — П-образный, с отвесными фронтами;
амплитуда по току — 0–100 мА с шагом 1 мА;
частота импульса — 25–100 Гц с шагом 1 Гц;
длительность импульса — 2–500 мс с шагом 1 мс (для двухполярного сигнала длительность симметрична).
|
|
Рис. 1. Внешний вид платы канала системы функциональной электростимуляции мышц: 1 — коннектор UART-интерфейса управления; 2 — выходное гнездо для подключения нательных электродов к системе ФЭС; 3 — коннектор питания платы ФЭС; 4 — коннектор подключения нательных электродов к системе регистрации электромиографической активности |
Для тестирования работы канала ФЭС была собрана экспериментальная установка (рис.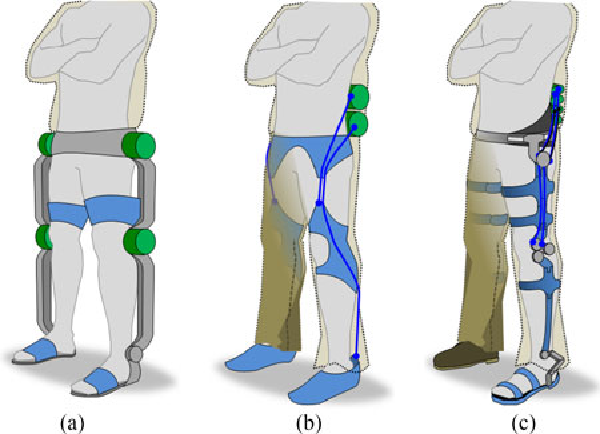 2).
2).
|
|
Рис. 2. Внешний вид экспериментальной установки для тестирования системы ФЭС: 1 — осциллограф; 2 — плата системы ФЭС; 3 — плата преобразователя интерфейса USB/UART со встроенным источником питания; 4 — соединительные линии для связи входа осциллографа и выхода платы ФЭС |
Плата системы ФЭС подключена к компьютеру через USB-порт, а выход системы — к измерительному входу осциллографа. На осциллографе использованы функции измерения амплитуды и измерения частоты.
Далее была проведена серия экспериментов по записи стимулирующих сигналов при различной вариации параметров в минимальном и максимальном граничных пределах.
Для тестирования возможности достижения эффективного тока стимуляции на электроды ФЭС установлена балластная нагрузка с сопротивлением 270 Ом. После визуальной проверки правильности всех соединений было подано питание и проведена серия экспериментов по проверке эффективного тока стимуляции при различных значениях амплитуды напряжения, частоты генерации и ширине импульса стимуляции.
После визуальной проверки правильности всех соединений было подано питание и проведена серия экспериментов по проверке эффективного тока стимуляции при различных значениях амплитуды напряжения, частоты генерации и ширине импульса стимуляции.
Результаты
Результаты экспериментальных измерений приведены в таблице.
|
|
Характеристики стимулирующего сигнала, полученные при тестировании ФЭС |
Полученные данные экспериментов показали, что измеренные параметры находятся в допустимых диапазонах значений для этих параметров.
Форму ФЭС-импульса и последовательность импульсов регистрировали осциллографом. На рис. 3 показан результат работы канала при установленных параметрах: амплитуде 90 В, частоте следования импульсов 100 Гц и ширине импульса 500 мкс.
|
|
Рис. 3. Осциллограмма пачки импульсов при амплитуде 90 В, частоте следования импульсов 100 Гц и ширине импульса 500 мкс |
Отвесный характер фронтов сигнала соответствует требованию максимально быстрой реполяризации и позволяет получить максимальный клинический эффект.
Для проверки работы система ФЭС была интегрирована в созданную ранее конструкцию экзоскелета [20]. Электростимуляция проводится посредством специальных накожных электродов. Сами электроды в зависимости от клинического статуса больного могут располагаться в том числе и в местах фиксации манжет экзоскелета и могут повреждаться ими. К электродам подключены кабели, которые также могут повреждаться манжетами. Кроме того, кабели, работая с отделенным от экзоскелета устройством, могут пострадать во время работы приводов.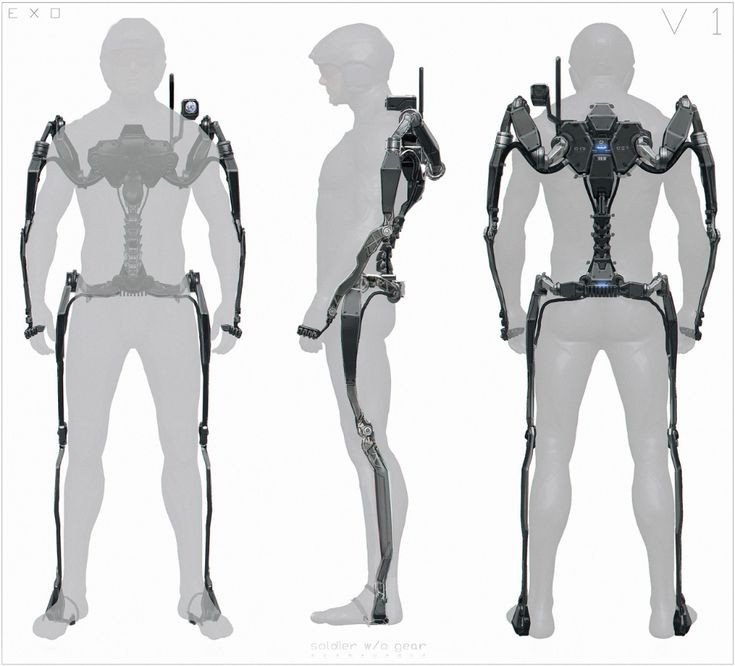 Другой существенной причиной необходимости интеграции системы ФЭС в экзоскелет является требование обязательной синхронизации работы ФЭС с движениями экзоскелета с высокой точностью и в реальном режиме времени. Схема реализации системы электростимуляции приведена на рис. 4.
Другой существенной причиной необходимости интеграции системы ФЭС в экзоскелет является требование обязательной синхронизации работы ФЭС с движениями экзоскелета с высокой точностью и в реальном режиме времени. Схема реализации системы электростимуляции приведена на рис. 4.
|
|
Рис. 4. Схема реализации системы управления электростимуляцией |
Система поддержки электростимуляции включает несколько одноканальных блоков (поддерживается от 2 до 4 каналов стимуляции) и программного обеспечения, управляющего процессом стимуляции. Блоки ФЭС размещаются на корпусе экзоскелета рядом с местом крепления электродов для устранения возможных утечек, уменьшения уровня электромагнитных помех в процессе стимуляции и сокращения длины соединительных кабелей.
Программное обеспечение системы управления стимуляцией выполняется под управлением операционной системы семейства Linux на одноплатном бортовом компьютере экзоскелета. Процесс управления стимуляцией осуществляется следующим образом. Алгоритм классификации определяет фазы походки до данным электромиографии и передает на модуль управления стимуляцией синхросигнал. Этот синхросигнал является ключевым для всех ФЭС-каналов одной стороны (левой или правой). Таким образом, имеются отдельные синхросигналы для циклов шага левой и правой нижних конечностей. Синхросигнал определяет момент начала цикла шага данной ноги. Программирование работы каждого канала ФЭС предусматривает установку следующих параметров:
Процесс управления стимуляцией осуществляется следующим образом. Алгоритм классификации определяет фазы походки до данным электромиографии и передает на модуль управления стимуляцией синхросигнал. Этот синхросигнал является ключевым для всех ФЭС-каналов одной стороны (левой или правой). Таким образом, имеются отдельные синхросигналы для циклов шага левой и правой нижних конечностей. Синхросигнал определяет момент начала цикла шага данной ноги. Программирование работы каждого канала ФЭС предусматривает установку следующих параметров:
частоты импульсов;
амплитуды импульсов;
длительности отдельного импульса;
времени начала работы канала относительно начала цикла шага;
времени окончания работы канала относительно начала цикла шага.
Первые три параметра определяют интенсивность воздействия и настраиваются с учетом ощущений пациента при пробной работе канала. Интенсивность должна быть такой, чтобы происходило видимое сокращение стимулируемой мышцы, но в пределах терпимых болевых ощущений. Последние два параметра определяют временную программу работы канала. Временная программа работы канала для стимулируемой мышцы устанавливается по программе стимуляции различных мышц в соответствии с данными, опубликованными ранее [19].
Интенсивность должна быть такой, чтобы происходило видимое сокращение стимулируемой мышцы, но в пределах терпимых болевых ощущений. Последние два параметра определяют временную программу работы канала. Временная программа работы канала для стимулируемой мышцы устанавливается по программе стимуляции различных мышц в соответствии с данными, опубликованными ранее [19].
Включение и выключение каналов ФЭС происходит по команде оператора. После включения каналы ФЭС работают автоматически в соответствии с установленными параметрами и синхросигналом.
Заключение
Расширение сферы применения экзоскелетов предполагает не только простое воспроизведение ходьбы как локомоции, т.е. протезирование функции, но и восстановление утраченных возможностей к самостоятельному передвижению. При этом использование только дополнительного привода оказывается не всегда достаточным. С целью усиления реабилитационного эффекта экзоскелеты оснащают дополнительной системой функциональной электростимуляции, что способно значительно усилить клинический эффект. Однако до настоящего времени не существует примеров с интегрированной собственной системой функциональной электростимуляции, а использование внешних систем имеет различные ограничения.
Однако до настоящего времени не существует примеров с интегрированной собственной системой функциональной электростимуляции, а использование внешних систем имеет различные ограничения.
Нами предложено решение, которое заключается в разработке оригинальной системы функциональной электростимуляции, предназначенной для интегрирования в экзоскелет. Техническая реализация такого решения представляется перспективной задачей и требует дальнейшего его совершенствования.
Финансирование исследования. Работа выполнена при поддержке Министерства образования и науки РФ в рамках Федеральной целевой программы «Исследования и разработки по приоритетным направлениям развития научно-технологического комплекса России на 2014–2020 годы». Соглашение о предоставлении субсидии №14.578.21.0107 от 27.10.2015 г. (уникальный идентификатор проекта RFMEFI57815X0107).
Конфликт интересов. У авторов нет конфликта интересов.
Литература
- Hill D., Holloway C.S., Morgado Ramirez D.Z., Smitham P., Pappas Y. What are user perspectives of exoskeleton technology? A literature review. Int J Technol Assess Health Care 2017; 33(2): 160–167, https://doi.org/10.1017/s0266462317000460.
- Fukaya T., Mutsuzaki H., Yoshikawa K., Sano A., Mizukami M., Yamazaki M. The training effect of early intervention with a hybrid assistive limb after total knee arthroplasty. Case Rep Orthop 2017; 2017: 6912706, https://doi.org/10.1155/2017/6912706.
- McGibbon C.A., Brandon S.C.E., Brookshaw M., Sexton A. Effects of an over-ground exoskeleton on external knee moments during stance phase of gait in healthy adults. Knee 2017; 24(5): 977–993, https://doi.org/10.1016/j.knee.2017.04.004.
- Thrasher T.A., Popovic M.R. Functional electrical stimulation of walking: function, exercise and rehabilitation. Ann Readapt Med Phys 2008; 51(6): 452–460, https://doi.
 org/10.1016/j.annrmp.2008.05.006.
org/10.1016/j.annrmp.2008.05.006. - Dimitrijevic M.M., Dimitrijevic M.R. Clinical elements for the neuromuscular stimulation and functional electrical stimulation protocols in the practice of neurorehabilitation. Artif Organs 2002; 26(3): 256–259, https://doi.org/10.1046/j.1525-1594.2002.06946.x.
- Bijak M., Rakos M., Hofer C., Mayr W., Strohhofer M., Raschka D. Stimulation parameter optimization for FES supported standing up and walking in SCI patients. Artif Organs 2005; 29(3): 220–223, https://doi.org/10.1111/j.1525-1594.2005.29039.x.
- Matjacic Z., Bajd T. Arm-free paraplegic standing — part II: experimental results. IEEE Trans Rehabil Eng 1998; 6(2): 139–150, https://doi.org/10.1109/86.681179.
- Holderbaum W., Hunt K.J., Gollee H. H∞ robust control design for unsupported paraplegic standing: experimental evaluation. Control Eng Pract 2002; 10(11): 1211–1222, https://doi.org/10.1016/S0967-0661(02)00082-5.
- Thrasher T. A., Flett H.E., Popovic M.R. Gait training regimen for incomplete spinal cord injury using functional electrical stimulation. Spinal Cord 2006; 44(6): 357–361, https://doi.org/10.1038/sj.sc.3101864.
- Kralj A., Bajd T., Turk R. Enhancement of gait restoration in spinal injured patients by functional electrical stimulation. Clin Orthop Relat Res 1988; 1998(233): 34–43, https://doi.org/10.1097/00003086-198808000-00006.
- Graupe D., Davis R., Kordylewski H., Kohn K.H. Ambulation by traumatic T4-12 paraplegics using functional neuromuscular stimulation. Crit Rev Neurosurg 1998; 8(4): 221–231, https://doi.org/10.1007/s003290050081.
- Mazzoleni S., Battini E., Rustici A., Stampacchia G. An integrated gait rehabilitation training based on functional electrical stimulation cycling and overground robotic exoskeleton in complete spinal cord injury patients: preliminary results. IEEE Int Conf Rehabil Robot 2017; 2017: 289–293, https://doi.org/10.1109/icorr. 2017.8009261.
- Ha K.H., Murray S.A., Goldfarb M. An approach for the cooperative control of FES with a powered exoskeleton during level walking for persons with paraplegia. IEEE Trans Neural Syst Rehabil Eng 2016; 24(4): 455–466, https://doi.org/10.1109/TNSRE.2015.2421052.
- Alibeji N.A., Kirsch N.A., Sharma N. A muscle synergy-inspired adaptive control scheme for a hybrid walking neuroprosthesis. Front Bioeng Biotechnol 2015; 3: 203, https://doi.org/10.3389/fbioe.2015.00203.
- del-Ama A.J., Gil-Agudo A., Pons J.L., Moreno J.C. Hybrid FES-robot cooperative control of ambulatory gait rehabilitation exoskeleton. J Neuroeng Rehabil 2014; 11(1): 27, https://doi.org/10.1186/1743-0003-11-27.
- Ha K.H., Quintero H.A., Farris R.J., Goldfarb M. Enhancing stance phase propulsion during level walking by combining FES with a powered exoskeleton for persons with paraplegia. Conf Proc IEEE Eng Med Biol Soc 2012; 2012: 344–347, https://doi.org/10. 1109/embc.2012.6345939.
- Chang S.R., Kobetic R., Audu M.L., Quinn R.D., Triolo R.J. Powered lower-limb exoskeletons to restore gait for individuals with paraplegia — a review. Case Orthop J 2015; 12(1): 75–80.
- Chang S.R., Nandor M.J., Li L., Kobetic R., Foglyano K.M., Schnellenberger J.R., Audu M.L., Pinault G., Quinn R.D., Triolo R.J. A muscle-driven approach to restore stepping with an exoskeleton for individuals with paraplegia. J Neuroeng Rehabil 2017; 14(1): 48, https://doi.org/10.1186/s12984-017-0258-6.
- Витензон А.С., Петрушанская К.А., Скворцов Д.В. Руководство по применению метода искусственной коррекции ходьбы и ритмических движений посредством программируемой электростимуляции мышц. М; 2004; 284 с.
- Mineev S.A., Novikov V.A., Kuzmina I.V., Shatalin R.A., Grin I.V. Goniometric sensor interface for exoskeleton system control device. Biomed Eng 2016; 49(6): 357–361, https://doi.org/10.1007/s10527-016-9566-6.
 org/10.1016/j.annrmp.2008.05.006.
org/10.1016/j.annrmp.2008.05.006.
 A., Flett H.E., Popovic M.R. Gait training regimen for incomplete spinal cord injury using functional electrical stimulation. Spinal Cord 2006; 44(6): 357–361, https://doi.org/10.1038/sj.sc.3101864.
A., Flett H.E., Popovic M.R. Gait training regimen for incomplete spinal cord injury using functional electrical stimulation. Spinal Cord 2006; 44(6): 357–361, https://doi.org/10.1038/sj.sc.3101864.
 2017.8009261.
2017.8009261.
 1109/embc.2012.6345939.
1109/embc.2012.6345939.
Экзоскелет, прикрепляющийся к клеткам сухожилий и мышцам линяющих изоподных ракообразных
. 2012;(176):39-53.
2012;(176):39-53.
doi: 10.3897/zookeys.176.2445.
Epub 2012 20 марта.
Нада Знидаршич
1
, Полона Мрак, Магда Тушек-Жнидарич, Ясна Струс
принадлежность
- 1 Кафедра биологии, биотехнический факультет, Люблянский университет, Вечна горшок 111, 1000 Любляна, Словения.
PMID:
22536098
PMCID:
PMC3335404
DOI:
10.3897/зоокейс.176.2445
Бесплатная статья ЧВК
Нада Знидаршич и др.
Зуки.
2012.
Бесплатная статья ЧВК
. 2012;(176):39-53.
doi: 10.3897/zookeys.176.2445.
Epub 2012 20 марта.
Авторы
Нада Знидаршич
1
, Полона Мрак, Магда Тушек-Жнидарич, Ясна Струс
принадлежность
- 1 Кафедра биологии, биотехнический факультет, Люблянский университет, Вечна горшок 111, 1000 Любляна, Словения.
PMID:
22536098
PMCID:
PMC3335404
DOI:
10.
3897/зоокейс.176.2445
 3897/зоокейс.176.2445
3897/зоокейс.176.2445Абстрактный
Специализированная механическая связь между экзоскелетом и подлежащими мышцами у членистоногих представляет собой сложную сеть взаимосвязанных составляющих матрикса, соединений и связанных с ними элементов цитоскелета, которая обеспечивает заметное механическое прикрепление эпидермиса к кутикуле и передает мышечные напряжения экзоскелету. Это сцепление включает закрепление сложного внеклеточного матрикса, составляющего кутикулу, на апикальной мембране клеток сухожилий и связывание клеток сухожилий с мышцами в базальном направлении. Ультраструктурная архитектура этих комплексов прикрепления во время линьки является важным вопросом в отношении сохранения целостности покровов в процессе замещения кутикулы и в отношении двигательной способности. Целью данной работы явилось определение ультраструктурной организации экзоскелетно-мышечных комплексов прикрепления у линяющих наземных равноногих ракообразных на стадии, когда покровный эпителий покрыт как новообразованной кутикулой, так и старой отслоившейся кутикулой. Мы показываем, что старый экзоскелет экстенсивно механически связан с нижележащим эпителием в областях мест прикрепления мышц с помощью массивных массивов волокон у взрослых Ligia italica перед линькой и у вылупившихся эмбрионов и перед линькой сумчатых манок Porcellio scaber. Волокна расширяются от клеток сухожилий, пересекают новую кутикулу и экдизальное пространство и выпячиваются в дистальные слои отслоившейся кутикулы. Они, вероятно, служат последними якорными местами перед экзувиацией и могут участвовать в движениях животных на этой стадии. Клетки сухожилий у предвылупляющихся эмбрионов и у сумчатых манкас обнаруживают значительные апикобазально ориентированные трансцеллюлярные массивы микротрубочек, очевидно вовлеченные в мышечно-сухожильные соединения и в апикальное закрепление кутикулярного матрикса. Структурная основа скелетно-мышечной связи в основном установлена на описанных внутрисумчатых стадиях развития, что позволяет предположить ее участие в подвижности животных внутри сумчатого.
Мы показываем, что старый экзоскелет экстенсивно механически связан с нижележащим эпителием в областях мест прикрепления мышц с помощью массивных массивов волокон у взрослых Ligia italica перед линькой и у вылупившихся эмбрионов и перед линькой сумчатых манок Porcellio scaber. Волокна расширяются от клеток сухожилий, пересекают новую кутикулу и экдизальное пространство и выпячиваются в дистальные слои отслоившейся кутикулы. Они, вероятно, служат последними якорными местами перед экзувиацией и могут участвовать в движениях животных на этой стадии. Клетки сухожилий у предвылупляющихся эмбрионов и у сумчатых манкас обнаруживают значительные апикобазально ориентированные трансцеллюлярные массивы микротрубочек, очевидно вовлеченные в мышечно-сухожильные соединения и в апикальное закрепление кутикулярного матрикса. Структурная основа скелетно-мышечной связи в основном установлена на описанных внутрисумчатых стадиях развития, что позволяет предположить ее участие в подвижности животных внутри сумчатого.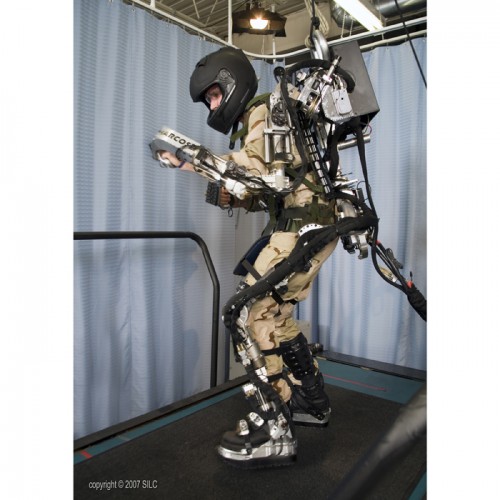
Ключевые слова:
Кутикула; анкерные соединения; хитин; эмбрион; внеклеточный матрикс; микротрубочки.
Цифры
Рисунок 1.
Схема, показывающая общий…
Рисунок 1.
Схема, показывающая общую архитектуру прикрепления мышц к эпидермису…
Фигура 1.
Схема, показывающая общую архитектуру прикрепления мышц к эпидермису у членистоногих (адаптировано из Mellon 1992, Lai-Fook and Beaton 1998, Bitsch and Bitsch 2002 и Subramanian et al. 2003). Специализированные эпителиальные клетки, называемые сухожильными клетками, прикрепляются апикально к кутикуле и базально к мышечной клетке. aAJ апикальное соединение bAJ базальное соединение icF внутрикутикулярные волокна Mf миофиламенты Mt микротрубочки.
aAJ апикальное соединение bAJ базальное соединение icF внутрикутикулярные волокна Mf миофиламенты Mt микротрубочки.
Рисунок 2.
Экзоскелет – крепление мышц в…
Рисунок 2.
Экзоскелет – прикрепление мышц в дорсальных частях переонитов у взрослых особей перед линькой…
Фигура 2.
Экзоскелет – прикрепление мышц в дорсальных частях переонитов у взрослых особей перед линькой Итальянская лига . Обзор прикрепления мышц в образце с отслоившейся и новообразованной кутикулой ( 2A полутонкий срез). Новая кутикула в значительной степени связана с нижележащими клетками сухожилий уже в начале прелиньки. Видны волокнистые соединения, идущие от апикальной области сухожильных клеток через новую преэкдизальную кутикулу и экдизальное пространство до экзокутикулы отслоившегося экзоскелета (2B, C) .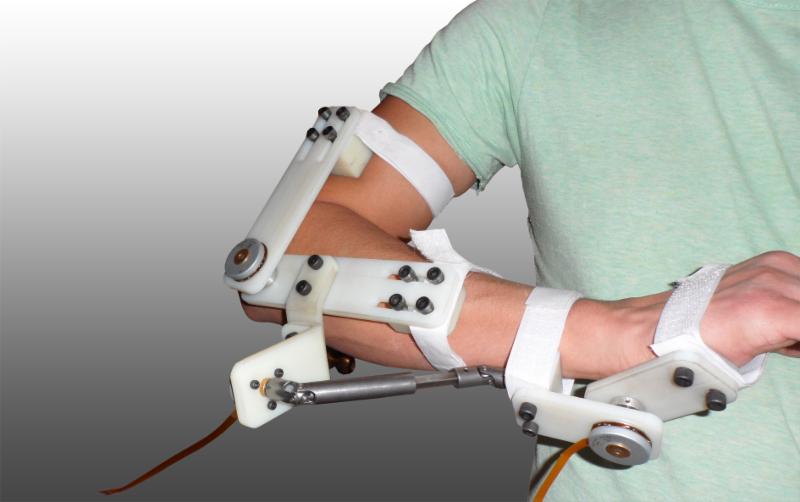 Параллельные ряды микротрубочек и апикальные электронно-плотные бляшки характерны для клеток сухожилий (2Д) . DC отслоившаяся кутикула NC новая кутикула ES экдизальное пространство MC мышечная клетка TC сухожильная клетка Mt микротрубочки; наконечники стрел – волокнистые соединения.
Параллельные ряды микротрубочек и апикальные электронно-плотные бляшки характерны для клеток сухожилий (2Д) . DC отслоившаяся кутикула NC новая кутикула ES экдизальное пространство MC мышечная клетка TC сухожильная клетка Mt микротрубочки; наконечники стрел – волокнистые соединения.
Рисунок 3.
Мышечно-сухожильное соединение в дорсальном…
Рисунок 3.
Мышечно-сухожильное соединение в дорсальных частях переонитов предлинастной взрослой особи Ligia italica…
Рисунок 3.
Мышечно-сухожильное соединение в дорсальных частях переонитов предлиньки имаго Ligia italica представляет собой обширное заякоривающее соединение. Вся зигзагообразно сложенная базальная и апикальная мембраны сухожильных и мышечных клеток соответственно вовлечены в эту выдающуюся межклеточную механическую связь (3A) . Вдоль обеих клеточных мембран видны заметные электронно-плотные цитоплазматические бляшки, разделенные тонким слоем внеклеточного матрикса (3Б) . MC мышечная клетка TC сухожильная клетка.
Вся зигзагообразно сложенная базальная и апикальная мембраны сухожильных и мышечных клеток соответственно вовлечены в эту выдающуюся межклеточную механическую связь (3A) . Вдоль обеих клеточных мембран видны заметные электронно-плотные цитоплазматические бляшки, разделенные тонким слоем внеклеточного матрикса (3Б) . MC мышечная клетка TC сухожильная клетка.
Рисунок 4.
Обзор крепления экзоскелета к…
Рисунок 4.
Обзор прикрепления экзоскелета к сухожильным клеткам и мышцам на внутрисумчатых стадиях развития…
Рисунок 4.
Обзор прикрепления экзоскелета к сухожильным клеткам и мышцам на внутрисумчатых стадиях развития scaber Porcellio . У предвылупленных зародышей (4А, В) и у предлиньковых сумчатых манка ( 4С полутонкий срез и 4D ) уже установились связи между экзоскелетом, клетками сухожилий и мышечными клетками. EX экзоскелет ES экдизальное пространство NC новая кутикула TC сухожильная клетка MC мышечная клетка.
EX экзоскелет ES экдизальное пространство NC новая кутикула TC сухожильная клетка MC мышечная клетка.
Рисунок 5.
Анкерные соединения между отдельными…
Рисунок 5.
Закрепление соединений между отслоившейся кутикулой и апикальной частью сухожильных клеток…
Рисунок 5.
Якорные соединения между отслоившейся кутикулой и апикальной частью сухожильных клеток у эмбриона перед вылуплением (5A, D, E) и сумчатые манки (5B, C, F) из щитовки Porcellio (ультратонкие поперечные сечения). Новообразованная кутикула у сумчатых манков, состоящая из эпикутикулы и преэкдизальной прокутикулы, была механически связана с сухожильными клетками. Видны многочисленные пучки волокон (стрелки), идущие от сухожильных клеток через новую кутикулу и экдизальное пространство в отслоившуюся кутикулу. Микротрубочки были обнаружены в непосредственной близости от электронно-плотных бляшек на апикальной поверхности сухожильных клеток. DC отслоившаяся кутикула NC новая кутикула EC эпикутикула ES экдизальное пространство PP предэкдизальный отросток TC сухожильная клетка Mt микротрубочки.
Видны многочисленные пучки волокон (стрелки), идущие от сухожильных клеток через новую кутикулу и экдизальное пространство в отслоившуюся кутикулу. Микротрубочки были обнаружены в непосредственной близости от электронно-плотных бляшек на апикальной поверхности сухожильных клеток. DC отслоившаяся кутикула NC новая кутикула EC эпикутикула ES экдизальное пространство PP предэкдизальный отросток TC сухожильная клетка Mt микротрубочки.
Рисунок 6.
Электронно-плотные бляшки (гемидесмосомоподобные структуры)…
Рисунок 6.
Электронно-плотные бляшки (гемидесмосомоподобные структуры) на апикальной поверхности сухожильных клеток…
Рисунок 6.
Электронно-плотные бляшки (гемидесмосомоподобные структуры) на апикальной поверхности сухожильных клеток сумчатой манки Porcellio scaber . Электронно-плотные бляшки (стрелки) связаны с микротрубочками (Mt) в цитоплазме сухожильной клетки и с пучками волокон (F) , проходящих через экдизальное пространство (ES) на противоположной стороне. DC отделенная кутикула NC новая кутикула.
Электронно-плотные бляшки (стрелки) связаны с микротрубочками (Mt) в цитоплазме сухожильной клетки и с пучками волокон (F) , проходящих через экдизальное пространство (ES) на противоположной стороне. DC отделенная кутикула NC новая кутикула.
Рисунок 7.
Миосухожильное соединение в Porcellio…
Рисунок 7.
Мышечно-сухожильное соединение в чесотке Porcellio предвылупляющийся эмбрион (7A, B) и сумчатая манка…
Рисунок 7.
Мышечно-сухожильное соединение в скабере Porcellio предварительно вылупившемся эмбрионе (7A, B) и сумчатых манках (7C, D) . Цитоплазматическая бляшка якорного соединения на базальной мембране сухожильной клетки более прозрачна и тоньше, чем соответствующая бляшка на апикальной мембране мышечной клетки у эмбриона до вылупления (7A, B) .![]() Микротрубочки сухожильных клеток находятся в непосредственной близости от базальных плотных бляшек. TC сухожильная клетка MC мышечная клетка Mt микротрубочки Myf миофиламенты.
Микротрубочки сухожильных клеток находятся в непосредственной близости от базальных плотных бляшек. TC сухожильная клетка MC мышечная клетка Mt микротрубочки Myf миофиламенты.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Дифференцировка экзоскелетной кутикулы во время внутрисумчатого развития чесотки Porcellio (Crustacea: Isopoda).
Мрак П., Знидаршич Н., Загар К., Цех М., Струс Й.
Мрак П. и др.
Членистоногие Struct Dev. 2014 сен;43(5):423-39. doi: 10.1016/j.asd.2014.07.002. Epub 2014 19 июля.
Членистоногие Struct Dev. 2014.PMID: 25051210
Оболочки яиц и обновление кутикулы у эмбрионов Porcellio и сумчатых манок.
Мрак П.
, Знидаршич Н., Тушек-Жнидарич М., Клепал В., Грубер Д., Струс Й.
Мрак П. и др.
Зуки. 2012;(176):55-72. doi: 10.3897/zookeys.176.2418. Epub 2012 20 марта.
Зуки. 2012.PMID: 22536099
Бесплатная статья ЧВК.Формирование кутикулярной выстилки задней кишки во время эмбрионального развития Porcellioscaber (Crustacea, Isopoda).
Мрак П., Богатай Ю., Штрус Ю., Жнидаршич Н.
Мрак П. и др.
Зуки. 2015 30 июля;(515):93-109. doi: 10.3897/zookeys.515.9468. Электронная коллекция 2015.
Зуки. 2015.PMID: 26261443
Бесплатная статья ЧВК.Морфогенез кутикулы на эмбриональной и постэмбриональной стадиях ракообразных.
Мрак П., Богатай Ю., Штрус Ю., Жнидаршич Н.
Мрак П. и др.
Членистоногие Struct Dev. 2017 Январь; 46 (1): 77-95. doi: 10.1016/j.asd.2016.11.001. Epub 2016 3 декабря.
Членистоногие Struct Dev. 2017.PMID: 27816526
Обзор.
Экзоскелетная кутикула пещеристых и эпигейных наземных изопод: обзор и перспективы.
Виттори М., Тушек-Жнидарич М., Штрус Й.
Виттори М. и др.
Членистоногие Struct Dev. 2017 Январь; 46 (1): 96-107. doi: 10.1016/j.asd.2016.08.002. Epub 2016 1 сентября.
Членистоногие Struct Dev. 2017.PMID: 27502824
Обзор.
 , Знидаршич Н., Тушек-Жнидарич М., Клепал В., Грубер Д., Струс Й.
, Знидаршич Н., Тушек-Жнидарич М., Клепал В., Грубер Д., Струс Й. 2017 Январь; 46 (1): 77-95. doi: 10.1016/j.asd.2016.11.001. Epub 2016 3 декабря.
2017 Январь; 46 (1): 77-95. doi: 10.1016/j.asd.2016.11.001. Epub 2016 3 декабря.Посмотреть все похожие статьи
Цитируется
Деацетилазы хитина необходимы для прикрепления и подвижности бедренных мышц насекомых.
Мун С., Нох М.Ю., Гейсбрехт Э.Р., Крамер К.Дж., Мутукришнан С., Аракан Ю.
Мун С. и др.
Proc Natl Acad Sci U S A. 2022 Jun 14;119(24):e2120853119. doi: 10.1073/pnas.2120853119. Epub 2022 8 июня.
Proc Natl Acad Sci U S A. 2022.PMID: 35675426
Бесплатная статья ЧВК.Характеристика рецепторов, связанных с G-белком, транскриптома органа Y черного краба Gecarcinus lateralis в течение цикла линьки.
Тран Н.М., Миклес Д.Л., Элизур А., Вентура Т.
Тран Н.М. и соавт.
Геномика BMC. 2019 22 января; 20 (1): 74. doi: 10.1186/s12864-018-5363-9.
Геномика BMC. 2019.PMID: 30669976
Бесплатная статья ЧВК.Сравнительная ультраструктура клеток и кутикулы в передней камере и области сосочков задней кишки Porcellioscaber (Crustacea, Isopoda).
Богатай Ю., Празник М., Мрак П.
, Штрус Ю., Тушек-Жнидарич М., Жнидаршич Н.
Богатай Ю. и соавт.
Зуки. 2018 3 декабря; (801): 427-458. дои: 10.3897/зоокейс.801.22395. Электронная коллекция 2018.
Зуки. 2018.PMID: 30564048
Бесплатная статья ЧВК.

 , Штрус Ю., Тушек-Жнидарич М., Жнидаршич Н.
, Штрус Ю., Тушек-Жнидарич М., Жнидаршич Н. использованная литература
Bitsch C, Bitsch J. (2002) Структуры эндоскелета у членистоногих: цитология, морфология и эволюция. Строение и развитие членистоногих 30: 159–177. http://www.sciencedirect.com/science/article/pii/S14678030329
—
пабмед
Браун Н.Х. (2000) Межклеточная адгезия через внеклеточный матрикс: генетика интегринов у мух и червей. Матричная биология 19: 191–201.
http://www.sciencedirect.com/science/article/pii/S0945053X00000640—
пабмед
Buchholz C, Buchholz F. (1989) Ультраструктура покровов пелагических ракообразных: исследования, связанные с циклом линьки антарктического криля, Euphausia superba. Морская биология 101: 355–365. http://www.springerlink.com/content/k2q60682t8288554/
Кэвени С. (1969) Прикрепление мышц, связанное с архитектурой кутикулы у Apterygota. Журнал клеточной науки 4: 541–559.. http://jcs.biologist.org/content/4/2/541.full.pdf+html
—
пабмед
Compere P, Thorez A, Goffinet G.
(1998) Подробное структурное исследование деградации старой кутикулы во время преэкдиза у двух европейских атлантических крабов. Ткань и клетка 30: 41–56. http://www.sciencedirect.com/science/article/pii/S0040816698800050—
пабмед
 http://www.sciencedirect.com/science/article/pii/S0945053X00000640
http://www.sciencedirect.com/science/article/pii/S0945053X00000640 (1998) Подробное структурное исследование деградации старой кутикулы во время преэкдиза у двух европейских атлантических крабов. Ткань и клетка 30: 41–56. http://www.sciencedirect.com/science/article/pii/S0040816698800050
(1998) Подробное структурное исследование деградации старой кутикулы во время преэкдиза у двух европейских атлантических крабов. Ткань и клетка 30: 41–56. http://www.sciencedirect.com/science/article/pii/S0040816698800050Членистоногие | Определение, примеры, характеристики, классы, группы и факты
лангуст
Просмотреть все материалы
- Связанные темы:
- ракообразное
трилобит
многоножки
пентастомид
Мандибулата
Просмотреть весь связанный контент →
Резюме
Прочтите краткий обзор этой темы
членистоногие , (тип членистоногих), любой представитель типа членистоногих, крупнейшего типа в животном мире, который включает такие знакомые формы, как омары, крабы, пауки, клещи, насекомые, многоножки и многоножки.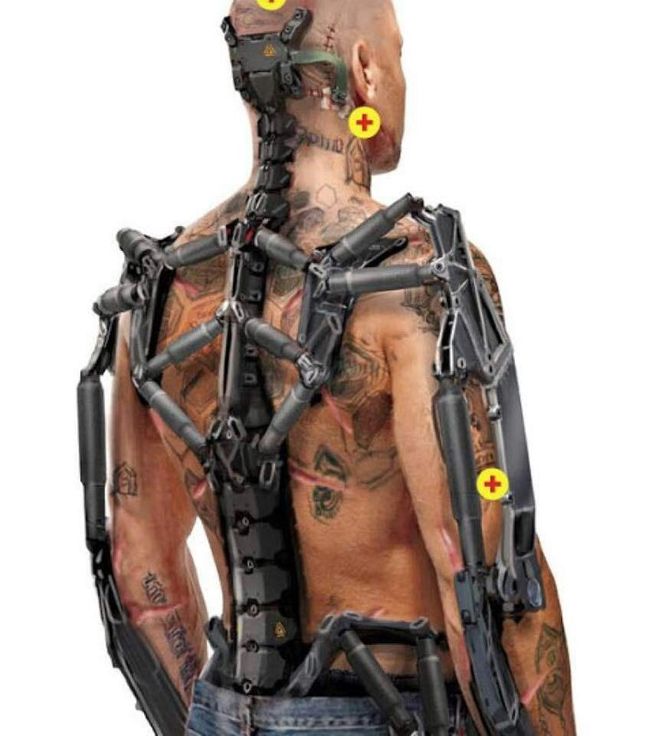 Около 84% всех известных видов животных относятся к этому типу. Членистоногие представлены в каждой среде обитания на Земле и демонстрируют большое разнообразие приспособлений. Некоторые виды живут в водной среде, а другие — в наземной; некоторые группы даже приспособлены к полету.
Около 84% всех известных видов животных относятся к этому типу. Членистоногие представлены в каждой среде обитания на Земле и демонстрируют большое разнообразие приспособлений. Некоторые виды живут в водной среде, а другие — в наземной; некоторые группы даже приспособлены к полету.
Отличительной чертой членистоногих является наличие сочлененного скелетного покрытия, состоящего из хитина (сложного сахара), связанного с белком. Этот неживой экзоскелет секретируется нижележащим эпидермисом (который соответствует коже других животных). У членистоногих двигательные реснички отсутствуют даже на личиночных стадиях, вероятно, из-за наличия экзоскелета. Тело обычно сегментировано, а сегменты несут парные сочлененные придатки, откуда и произошло название членистоногого 9.0384 («шарнирные лапы»). Описано около миллиона видов членистоногих, большинство из которых насекомые. Однако это число может быть лишь частью общего числа. Основываясь на количестве неописанных видов, собранных с верхушек деревьев в тропических лесах, зоологи подсчитали, что общее количество только видов насекомых достигает 5,5 миллионов. Более 48 000 описанных видов клещей также могут представлять собой лишь часть существующего числа.
Более 48 000 описанных видов клещей также могут представлять собой лишь часть существующего числа.
Тип Arthropoda обычно делится на четыре подтипа существующих форм: Chelicerata (паукообразные), Crustacea (ракообразные), Hexapoda (насекомые и ногохвостки) и Myriapoda (многоножки и многоножки). Некоторые зоологи считают, что членистоногие, обладающие только одноветвистыми придатками, особенно насекомые, сороконожки и многоножки, произошли от отдельного предка, и поэтому объединяют их в отдельный тип — Uniramia, или Atelocerata; однако при таком лечении эти формы рассредоточены по нескольким подтипам. Кроме того, в тип членистоногих входит вымерший подтип Trilobitomorpha. Эта группа состоит из трилобитов, доминирующих членистоногих в раннепалеозойских морях (от 541,0 млн до 251,9 млн.миллионов лет назад). Трилобиты вымерли в пермский период (от 298,9 до 251,9 млн лет назад) в конце палеозойской эры.
Многоножки (многоножки, симфиланы, многоножки и пауроподы) живут под камнями и бревнами и в листовой плесени; насекомые встречаются во всех типах наземной среды обитания, а некоторые из них проникли в пресную воду. Однако море осталось достоянием ракообразных, и только на самых его краях встречаются насекомые (подтип Hexapoda).
Однако море осталось достоянием ракообразных, и только на самых его краях встречаются насекомые (подтип Hexapoda).
Подтип ракообразных включает в основном морских членистоногих, хотя многие из его представителей, такие как раки, вторглись в пресную воду, а одна группа, клопы-таблетки (семенные жуки), стала наземной, живя под камнями, бревнами и в листовой плесени. . В море крупные ракообразные, такие как крабы и креветки, являются обычными донными членистоногими. Многие мелкие виды ракообразных (особенно веслоногие) составляют важный компонент зоопланктона (плавающие или слабоплавающие животные) и служат пищей другим беспозвоночным, рыбам и даже китам.
Большинство представителей подтипа Chelicerata принадлежат к классу паукообразных, в который входят пауки, скорпионы, клещи и клещи. В основном это наземные членистоногие, живущие под камнями и бревнами, в листовой плесени и в растительности, но есть некоторые водные клещи, которые живут в пресной воде и в море. Также много паразитических клещей.
 При этом питание оборудование может осуществляться от электродвигателя или же автономного двигателя, который может быть дизельным или бензиновым.
При этом питание оборудование может осуществляться от электродвигателя или же автономного двигателя, который может быть дизельным или бензиновым.
 В первую очередь – это затрачивание минимального количества энергии при одинаковой мощности двигателя. Так при одноступенчатом сжатии воздуха требуется большее количество энергии, чем для сжатия этого же объема воздуха двухступенчатым оборудованием.
В первую очередь – это затрачивание минимального количества энергии при одинаковой мощности двигателя. Так при одноступенчатом сжатии воздуха требуется большее количество энергии, чем для сжатия этого же объема воздуха двухступенчатым оборудованием.
 О них мы и поговорим ниже.
О них мы и поговорим ниже.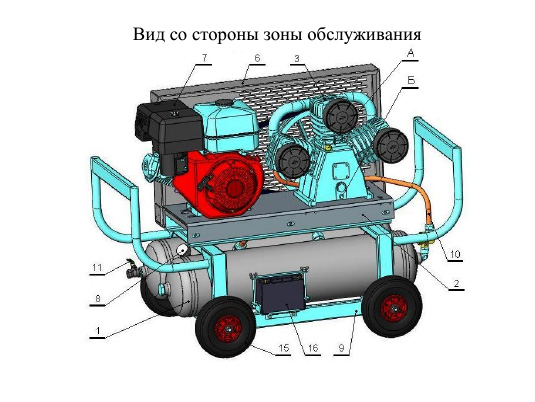
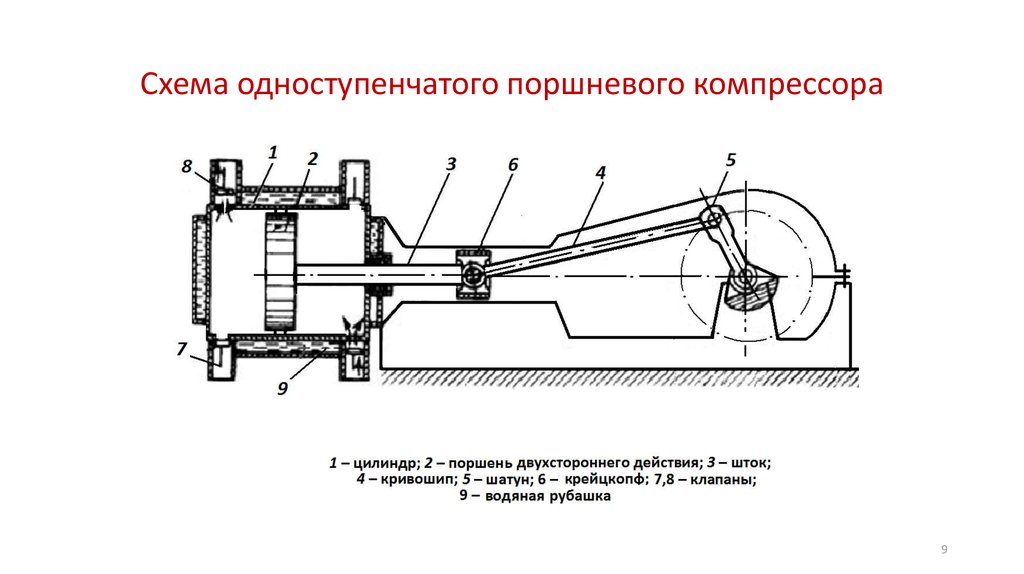
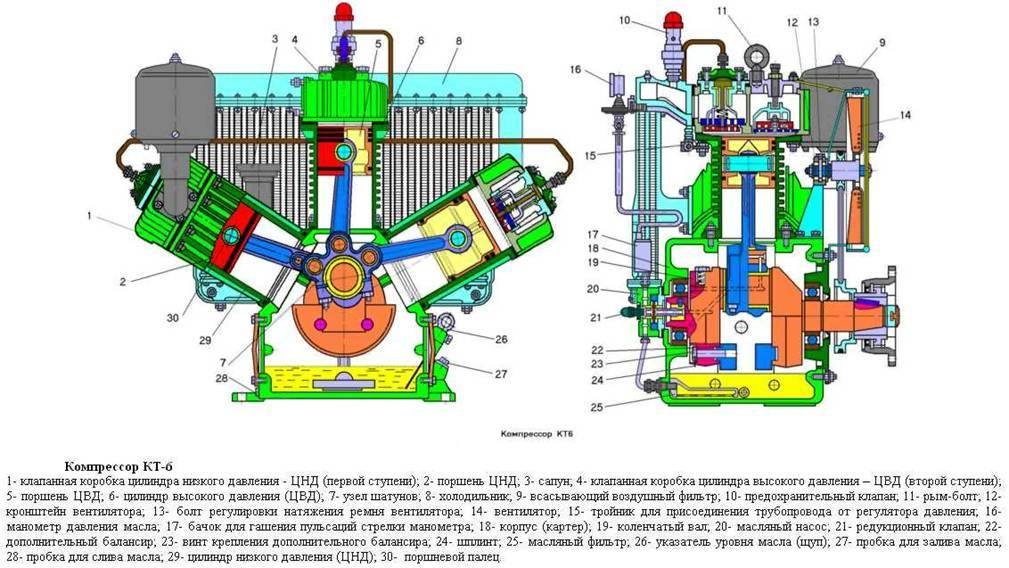
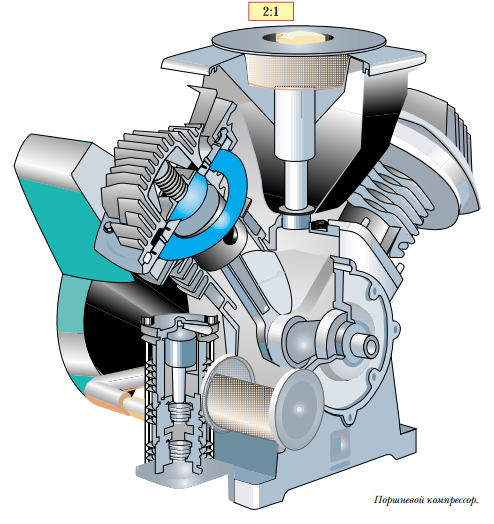
 Многие типы компрессоров классифицируются как объемные компрессоры, одним из которых является поршневой компрессор. Поршневой компрессор — это самый старый и наиболее распространенный тип промышленного компрессора.
Многие типы компрессоров классифицируются как объемные компрессоры, одним из которых является поршневой компрессор. Поршневой компрессор — это самый старый и наиболее распространенный тип промышленного компрессора. Поршень движется вниз и всасывает воздух в цилиндр, затем самый большой диск сгибается вниз, пропуская воздух. Когда поршень затем движется вверх, большой диск снова изгибается, уплотняя седло клапана. Затем сжатый воздух нагнетается через отверстие в седле клапана и подается в конечный процесс.
Поршень движется вниз и всасывает воздух в цилиндр, затем самый большой диск сгибается вниз, пропуская воздух. Когда поршень затем движется вверх, большой диск снова изгибается, уплотняя седло клапана. Затем сжатый воздух нагнетается через отверстие в седле клапана и подается в конечный процесс.

 Различают безмасляные и масляные поршневые компрессоры. Теперь более подробно обсудим элементы одинарного и двойного действия:
Различают безмасляные и масляные поршневые компрессоры. Теперь более подробно обсудим элементы одинарного и двойного действия: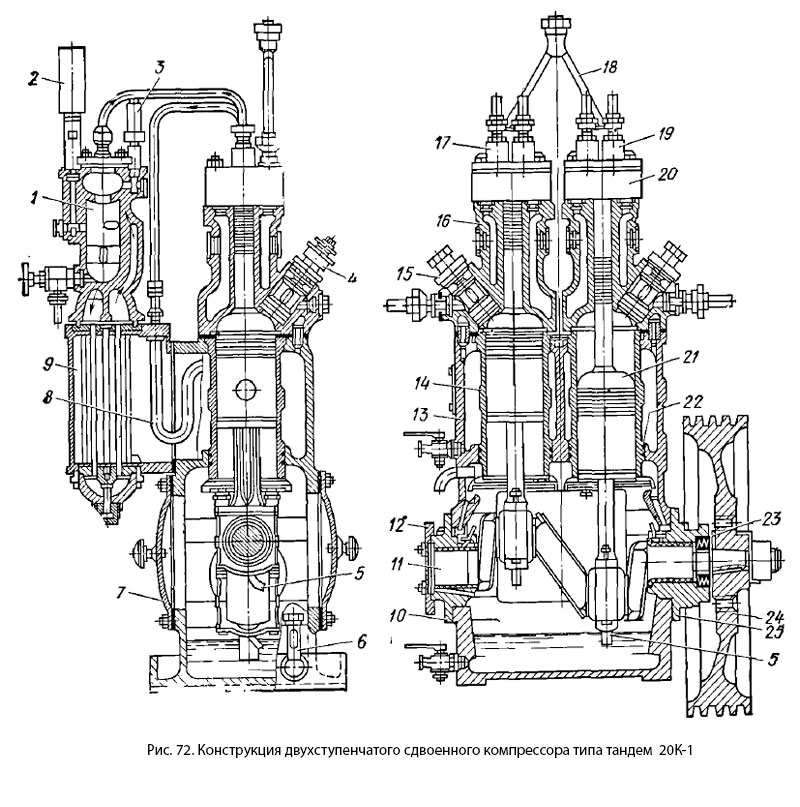 Поршневой компрессор состоит из коленчатого вала, шатуна, цилиндра, поршня и головки клапана. Коленчатый вал приводится в движение клиновым ремнем, обычно от электродвигателя.
Поршневой компрессор состоит из коленчатого вала, шатуна, цилиндра, поршня и головки клапана. Коленчатый вал приводится в движение клиновым ремнем, обычно от электродвигателя.
 Для сравнения, поршневые компрессоры могут генерировать высокий уровень шума и более восприимчивы к попаданию масла в систему подачи сжатого воздуха и должны иметь правильный размер в соответствии с рабочим циклом или генерировать высокий уровень тепла во время работы.
Для сравнения, поршневые компрессоры могут генерировать высокий уровень шума и более восприимчивы к попаданию масла в систему подачи сжатого воздуха и должны иметь правильный размер в соответствии с рабочим циклом или генерировать высокий уровень тепла во время работы.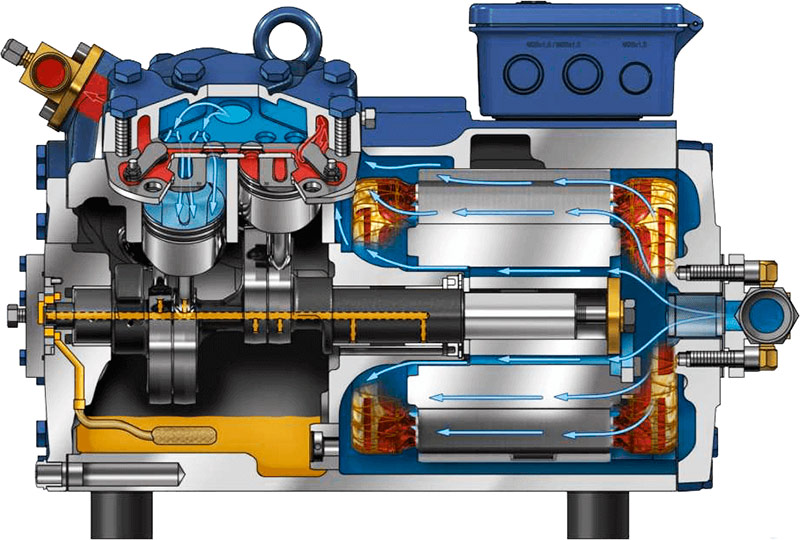 Тот факт, что поршни помогают сжимать воздух, является причиной того, что термины «поршневой компрессор» и «поршневой компрессор» используются взаимозаменяемо.
Тот факт, что поршни помогают сжимать воздух, является причиной того, что термины «поршневой компрессор» и «поршневой компрессор» используются взаимозаменяемо.




 С их помощью можно легко создать необходимую нагрузку на объект, подвергаемый опрессовке. В то же время с ними возникают сложности при транспортировке, а также эксплуатация приводит к увеличению расхода электроэнергии.
С их помощью можно легко создать необходимую нагрузку на объект, подвергаемый опрессовке. В то же время с ними возникают сложности при транспортировке, а также эксплуатация приводит к увеличению расхода электроэнергии.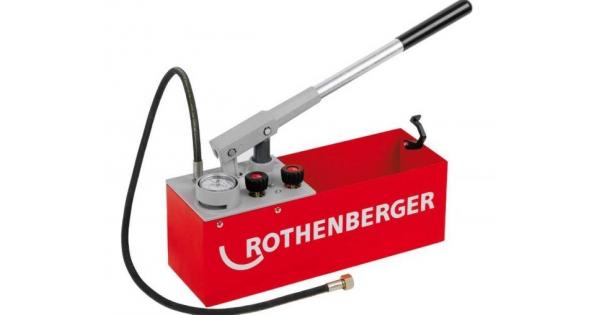 В продаже доступны ручные опрессовщики миниатюрные размеров, основное предназначение которых заключается в оперативном определении уровня давления в системе и герметичности отдельных ее элементов в сантехнических, водопроводных системах, а также масляных или охладительных установках .
В продаже доступны ручные опрессовщики миниатюрные размеров, основное предназначение которых заключается в оперативном определении уровня давления в системе и герметичности отдельных ее элементов в сантехнических, водопроводных системах, а также масляных или охладительных установках .
 Если для проведения процедуры будет использоваться насос, обладающий небольшой мощностью, то на проведение испытания потребуется больше времени, так как придется подождать, пока система будет заполнена водой. В случае наличия утечки он сможет обеспечить не совсем точные результаты испытаний.
Если для проведения процедуры будет использоваться насос, обладающий небольшой мощностью, то на проведение испытания потребуется больше времени, так как придется подождать, пока система будет заполнена водой. В случае наличия утечки он сможет обеспечить не совсем точные результаты испытаний. Наиболее распространенными случаями использования подобного оборудования являются:
Наиболее распространенными случаями использования подобного оборудования являются:
 Только при условии, что возможности используемого насосного оборудования будут сопоставимы с объемом испытуемой системы, можно рассчитывать, что результаты проведения этой процедуры окажутся достоверными.
Только при условии, что возможности используемого насосного оборудования будут сопоставимы с объемом испытуемой системы, можно рассчитывать, что результаты проведения этой процедуры окажутся достоверными. …
… ..
..

 ..
..
 Он поставляется с трехсекционным манометром и двойной системой клапанов для точного измерения давления до 50 бар/5 МПа/725 фунтов на кв. дюйм. Этот испытательный насос имеет резервуар для воды емкостью 3,17 галлона и широко используется в трубопроводной и отопительной промышленности, а также в нефтяном оборудовании.
Он поставляется с трехсекционным манометром и двойной системой клапанов для точного измерения давления до 50 бар/5 МПа/725 фунтов на кв. дюйм. Этот испытательный насос имеет резервуар для воды емкостью 3,17 галлона и широко используется в трубопроводной и отопительной промышленности, а также в нефтяном оборудовании. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
 Сегодня VEVOR занял рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR занял рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Он поставляется с трехсекционным манометром и двойной системой клапанов для точного измерения давления до 50 бар/5 МПа/725 фунтов на кв. дюйм. Этот испытательный насос имеет резервуар для воды емкостью 3,17 галлона и широко используется в трубопроводной и отопительной промышленности, а также в нефтяном оборудовании.
Он поставляется с трехсекционным манометром и двойной системой клапанов для точного измерения давления до 50 бар/5 МПа/725 фунтов на кв. дюйм. Этот испытательный насос имеет резервуар для воды емкостью 3,17 галлона и широко используется в трубопроводной и отопительной промышленности, а также в нефтяном оборудовании.
 17 gallon
17 gallon
 Как лицензированный сантехнический подрядчик за 30 плюс это здорово. Раньше использовал алюминиевые со встроенными обратными клапанами. Ремонтировал многие из них. Конечно, я не использовал это очень долго, но резервуар для хранения спасает от подключения шланга. Единственная лучшая, которую я использовал, — это старые насосы для тела из чугуна. Тяжело, как и все, но здорово. Добавьте немного вики на ручке помпы и хватит надолго.
Как лицензированный сантехнический подрядчик за 30 плюс это здорово. Раньше использовал алюминиевые со встроенными обратными клапанами. Ремонтировал многие из них. Конечно, я не использовал это очень долго, но резервуар для хранения спасает от подключения шланга. Единственная лучшая, которую я использовал, — это старые насосы для тела из чугуна. Тяжело, как и все, но здорово. Добавьте немного вики на ручке помпы и хватит надолго.
 Паспорт, схемы, описание, характеристики
Паспорт, схемы, описание, характеристики

 Качество строгания состоит, главным образом, из правильной оценки глубины и скорости строгания заготовок разной ширины из различных материалов. Вы должны учитывать не только ширину заготовки, но и твердость древесины, ее влажность, прямолинейность, направление слоев и их структуру.
Качество строгания состоит, главным образом, из правильной оценки глубины и скорости строгания заготовок разной ширины из различных материалов. Вы должны учитывать не только ширину заготовки, но и твердость древесины, ее влажность, прямолинейность, направление слоев и их структуру. По необходимости поддерживайте заготовку, не форсируя и не замедляя скорость прохождения заготовки.
По необходимости поддерживайте заготовку, не форсируя и не замедляя скорость прохождения заготовки. п.
п.
 Видеоролик
Видеоролик
 Дополнительная информация
Дополнительная информация Самая эргономичная модель
Самая эргономичная модель Самая легкая машина
Самая легкая машина Монолитный корпус
Монолитный корпус
 Тем временем я нашел альтернативное решение для ножей Metabo Dh430. Это изменило мою точку зрения. После долгих поисков в Интернете я нашел несколько ножей вторичного рынка по приемлемой цене и с качеством, близким к качеству оригинальных. Чтобы завладеть ими, требуется больше времени, но оно того стоит. Вы можете заказать сначала два комплекта, а потом по одному, чтобы у вас всегда был запасной комплект. По крайней мере, это то, что мы делаем.
Тем временем я нашел альтернативное решение для ножей Metabo Dh430. Это изменило мою точку зрения. После долгих поисков в Интернете я нашел несколько ножей вторичного рынка по приемлемой цене и с качеством, близким к качеству оригинальных. Чтобы завладеть ими, требуется больше времени, но оно того стоит. Вы можете заказать сначала два комплекта, а потом по одному, чтобы у вас всегда был запасной комплект. По крайней мере, это то, что мы делаем. youtube.com/embed/P7amOV24Jvg?version=3&rel=1&showsearch=0&showinfo=1&iv_load_policy=1&fs=1&hl=en-US&autohide=2&wmode=transparent» allowfullscreen=»true» sandbox=»allow-scripts allow-same-origin allow-popups allow-presentation»>
youtube.com/embed/P7amOV24Jvg?version=3&rel=1&showsearch=0&showinfo=1&iv_load_policy=1&fs=1&hl=en-US&autohide=2&wmode=transparent» allowfullscreen=»true» sandbox=»allow-scripts allow-same-origin allow-popups allow-presentation»> 
 Если входной и выходной столы настроены правильно и ножевая головка заблокирована (для этого у нее есть рычаг, который давит на колонны, поэтому ножевая головка не двигается, когда доска давит на ролики) просто нет ни бекаса. Более того, при правильной настройке подающего и разгрузочного столов на проходах шириной не более 1,5 мм не будет бекасов, даже без использования фиксирующего механизма.
Если входной и выходной столы настроены правильно и ножевая головка заблокирована (для этого у нее есть рычаг, который давит на колонны, поэтому ножевая головка не двигается, когда доска давит на ролики) просто нет ни бекаса. Более того, при правильной настройке подающего и разгрузочного столов на проходах шириной не более 1,5 мм не будет бекасов, даже без использования фиксирующего механизма. Вам просто нужно обратить внимание на угол, под которым вы смотрите на него, поскольку есть небольшой зазор, который может привести к неправильному чтению, если смотреть на него под слишком крутым углом. Я веду подсчет количества витков после того, как сделаю первую пробную доску и измерю ее, чтобы убедиться, что она имеет правильную толщину.
Вам просто нужно обратить внимание на угол, под которым вы смотрите на него, поскольку есть небольшой зазор, который может привести к неправильному чтению, если смотреть на него под слишком крутым углом. Я веду подсчет количества витков после того, как сделаю первую пробную доску и измерю ее, чтобы убедиться, что она имеет правильную толщину. Если строгать только мягкие породы дерева, они довольно долго остаются острыми. Я строгал более 2 кубометров сосны без существенного изменения остроты ножей. Но все меняется, когда вам приходится резать твердую древесину. Менее чем через сотню проходов по буку или дубу можно почувствовать, что моторы начинают барахлить из-за тупых ножей. Вы можете подумать, что это не будет большой проблемой, но это одноразовые ножи, и они довольно дорогие. Тем не менее, они двусторонние (их можно перевернуть, так как у них режущие кромки с обеих сторон, поэтому набор этих ножей равен двум наборам стандартных ножей).
Если строгать только мягкие породы дерева, они довольно долго остаются острыми. Я строгал более 2 кубометров сосны без существенного изменения остроты ножей. Но все меняется, когда вам приходится резать твердую древесину. Менее чем через сотню проходов по буку или дубу можно почувствовать, что моторы начинают барахлить из-за тупых ножей. Вы можете подумать, что это не будет большой проблемой, но это одноразовые ножи, и они довольно дорогие. Тем не менее, они двусторонние (их можно перевернуть, так как у них режущие кромки с обеих сторон, поэтому набор этих ножей равен двум наборам стандартных ножей).

 Раз уж я упомянул о пыли, думаю, стоит написать пару слов об удалении стружки. Так как пылесборник открыт по всей ширине, особых проблем нет. Мне удалось его заклинить только один раз, когда я строгал сосновый щит шириной 32 см. Сосновая стружка довольно крупная и забила желоб из-за накопления сока и стружки. Если вы используете вытяжную систему, в машине почти не остается стружки (у меня есть дешевый пылесос einhell, который отлично справляется). В воздухе все еще остается немного мелкой пыли, но не настолько, чтобы быть проблемой.
Раз уж я упомянул о пыли, думаю, стоит написать пару слов об удалении стружки. Так как пылесборник открыт по всей ширине, особых проблем нет. Мне удалось его заклинить только один раз, когда я строгал сосновый щит шириной 32 см. Сосновая стружка довольно крупная и забила желоб из-за накопления сока и стружки. Если вы используете вытяжную систему, в машине почти не остается стружки (у меня есть дешевый пылесос einhell, который отлично справляется). В воздухе все еще остается немного мелкой пыли, но не настолько, чтобы быть проблемой. Это просто не может быть хорошо для двигателя. К сожалению, кроме губки в качестве замены нельзя, приходится покупать весь пылесборник в сборе, а это высокая цена за простую губку.
Это просто не может быть хорошо для двигателя. К сожалению, кроме губки в качестве замены нельзя, приходится покупать весь пылесборник в сборе, а это высокая цена за простую губку.

 12шт в коробке),
12шт в коробке), Деньгах
Деньгах
 9650311-15
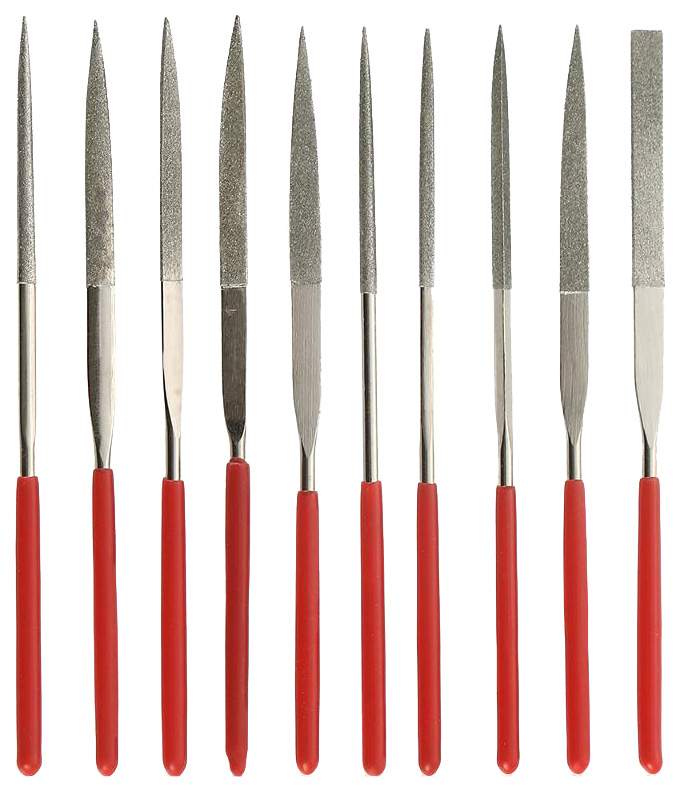
9650311-15 Изделия имеют напыление из алмазной крошки. Надфили удобны в работе, оснащены пластиковыми рукоятками. Длины рабочих поверхностей всех компонентов равны 70 мм.; Размеры: 140х70х3 мм
Изделия имеют напыление из алмазной крошки. Надфили удобны в работе, оснащены пластиковыми рукоятками. Длины рабочих поверхностей всех компонентов равны 70 мм.; Размеры: 140х70х3 мм , 140 x 70 x 3 мм, предназначен для опиливания твердых поверхностей — стекла, металла, камня, керамики. В комплекте надфили с самыми распространенными профилями, благодаря чему можно обрабатывать плоские детали, пазы, углы, отверстия, сложные грани и рельефные поверхности. Набор будет полезен при проведении слесарных или ремонтно-отделочных работ, пригодится и в быту.Преимущества Алмазная крошка, являющаяся абразивом, характеризуется высокой твердостью, что увеличивает ресурс надфилей. Обрезиненные рукоятки не выскальзывают из ладони, что обеспечивает комфорт во время работы. Надфили с яркими рукоятками хорошо заметны среди других инструментов, поэтому не затеряются в рабочем пространстве.
, 140 x 70 x 3 мм, предназначен для опиливания твердых поверхностей — стекла, металла, камня, керамики. В комплекте надфили с самыми распространенными профилями, благодаря чему можно обрабатывать плоские детали, пазы, углы, отверстия, сложные грани и рельефные поверхности. Набор будет полезен при проведении слесарных или ремонтно-отделочных работ, пригодится и в быту.Преимущества Алмазная крошка, являющаяся абразивом, характеризуется высокой твердостью, что увеличивает ресурс надфилей. Обрезиненные рукоятки не выскальзывают из ладони, что обеспечивает комфорт во время работы. Надфили с яркими рукоятками хорошо заметны среди других инструментов, поэтому не затеряются в рабочем пространстве. Набор будет полезен при проведении слесарных или ремонтно-отделочных работ, пригодится и в быту.ПреимуществаАлмазная крошка, являющаяся абразивом, характеризуется высокой твердостью, что увеличивает ресурс надфилей.Обрезиненные рукоятки не выскальзывают из ладони, что обеспечивает комфорт во время работы.Надфили с яркими рукоятками хорошо заметны среди других инструментов, поэтому не затеряются в рабочем пространстве.
Набор будет полезен при проведении слесарных или ремонтно-отделочных работ, пригодится и в быту.ПреимуществаАлмазная крошка, являющаяся абразивом, характеризуется высокой твердостью, что увеличивает ресурс надфилей.Обрезиненные рукоятки не выскальзывают из ладони, что обеспечивает комфорт во время работы.Надфили с яркими рукоятками хорошо заметны среди других инструментов, поэтому не затеряются в рабочем пространстве. , Изделия имеют удобные пластмассовые рукоятки.
, Изделия имеют удобные пластмассовые рукоятки. Чем мельче частицы, тем мельче зернистость напильника. Вот почему алмазные напильники называются зернистостью, а не наждачной бумагой. Чем выше число, тем мельче зернистость и тем лучше отделка. Например, алмазный напильник с зернистостью 600 будет намного тоньше, чем напильник с зернистостью 220.
Чем мельче частицы, тем мельче зернистость напильника. Вот почему алмазные напильники называются зернистостью, а не наждачной бумагой. Чем выше число, тем мельче зернистость и тем лучше отделка. Например, алмазный напильник с зернистостью 600 будет намного тоньше, чем напильник с зернистостью 220.

 Алмазные напильники с зернистостью 600 – лучший сорт для этого применения.
Алмазные напильники с зернистостью 600 – лучший сорт для этого применения.
 00 для сверхтонкой отделки.
00 для сверхтонкой отделки.

 А.
А. В.
В. Председатель Объединенного профсоюзного комитета МГУ (1959–1962).
Председатель Объединенного профсоюзного комитета МГУ (1959–1962). Участвовал в подготовке заключений кафедры трудового права на проекты нормативных правовых актов, включая проекты Трудового кодекса 2002 г.
Участвовал в подготовке заключений кафедры трудового права на проекты нормативных правовых актов, включая проекты Трудового кодекса 2002 г. , 1999), учебники и учебные пособия «Основы трудового законодательства СССР» (соавт., 1978), «Советское право социального обеспечения» (соавт., 1982), «Трудовой договор. Контракт» (1995), «Практикум по российскому трудовому праву» (соавт., 1999), «Экономико-правовое регулирование труда и заработной платы» (соавт., 1999).
, 1999), учебники и учебные пособия «Основы трудового законодательства СССР» (соавт., 1978), «Советское право социального обеспечения» (соавт., 1982), «Трудовой договор. Контракт» (1995), «Практикум по российскому трудовому праву» (соавт., 1999), «Экономико-правовое регулирование труда и заработной платы» (соавт., 1999). «У Дмитрия был большой опыт и знания в области космических технологий».
«У Дмитрия был большой опыт и знания в области космических технологий».
 завербован для расцветающей советской космической программы.
завербован для расцветающей советской космической программы.
 , он был занесен в Зал славы космического лагеря США в Хантсвилле, штат Алабама. В 2021 году Американское астронавтическое общество наградило его премией Ордуэя за выдающиеся достижения в истории космических полетов.
, он был занесен в Зал славы космического лагеря США в Хантсвилле, штат Алабама. В 2021 году Американское астронавтическое общество наградило его премией Ордуэя за выдающиеся достижения в истории космических полетов.
 0″> То, что у него действительно есть, как показало исследование ProPublica-Politico, — это длинный список партнерских отношений с влиятельными российскими бизнесменами и государственными чиновниками, в основном связанных с энергетическими и горнодобывающими сделками. Совсем недавно Заикин занимался политической работой в Восточной Европе, консультируя партии в Албании и Македонии, которые сблизились с Кремлем.
0″> То, что у него действительно есть, как показало исследование ProPublica-Politico, — это длинный список партнерских отношений с влиятельными российскими бизнесменами и государственными чиновниками, в основном связанных с энергетическими и горнодобывающими сделками. Совсем недавно Заикин занимался политической работой в Восточной Европе, консультируя партии в Албании и Македонии, которые сблизились с Кремлем.

 0″> Поселившись в Торонто, Заикин активно участвовал в еврейской общине бывшего Советского Союза. Вскоре он стал агентом по недвижимости, в конечном итоге с высококлассной брокерской компанией. Он продавал недвижимость российским покупателям. Он женился на женщине из Петербурга и имел троих детей.
0″> Поселившись в Торонто, Заикин активно участвовал в еврейской общине бывшего Советского Союза. Вскоре он стал агентом по недвижимости, в конечном итоге с высококлассной брокерской компанией. Он продавал недвижимость российским покупателям. Он женился на женщине из Петербурга и имел троих детей. 0″> «Он оказал правительству Кургана много услуг, помог собрать для них деньги, — сказал Пеара. Губернатор подчиняется непосредственно президенту Владимиру Путину, сообщается в пресс-релизе компании.
0″> «Он оказал правительству Кургана много услуг, помог собрать для них деньги, — сказал Пеара. Губернатор подчиняется непосредственно президенту Владимиру Путину, сообщается в пресс-релизе компании.


 Компания была зарегистрирована на британском острове Джерси, рае для оффшорных компаний.
Компания была зарегистрирована на британском острове Джерси, рае для оффшорных компаний.

 0″> В контракте Alptekin упоминается как «Капитан». Эким Алптекин». Альптекин сказал, что он не капитан, и он не знает, почему контракт называет его таковым.
0″> В контракте Alptekin упоминается как «Капитан». Эким Алптекин». Альптекин сказал, что он не капитан, и он не знает, почему контракт называет его таковым. 0″> По словам человека, знакомого с расследованием, Роберт Мюллер, специальный прокурор, расследующий попытки России повлиять на выборы, интересуется источником доходов Флинна от лоббирования. Представитель Мюллера отказался от комментариев.
0″> По словам человека, знакомого с расследованием, Роберт Мюллер, специальный прокурор, расследующий попытки России повлиять на выборы, интересуется источником доходов Флинна от лоббирования. Представитель Мюллера отказался от комментариев. Противостояние привело к разногласиям партии с Госдепартаментом США, тогда как она получила мощную поддержку со стороны МИД России.
Противостояние привело к разногласиям партии с Госдепартаментом США, тогда как она получила мощную поддержку со стороны МИД России.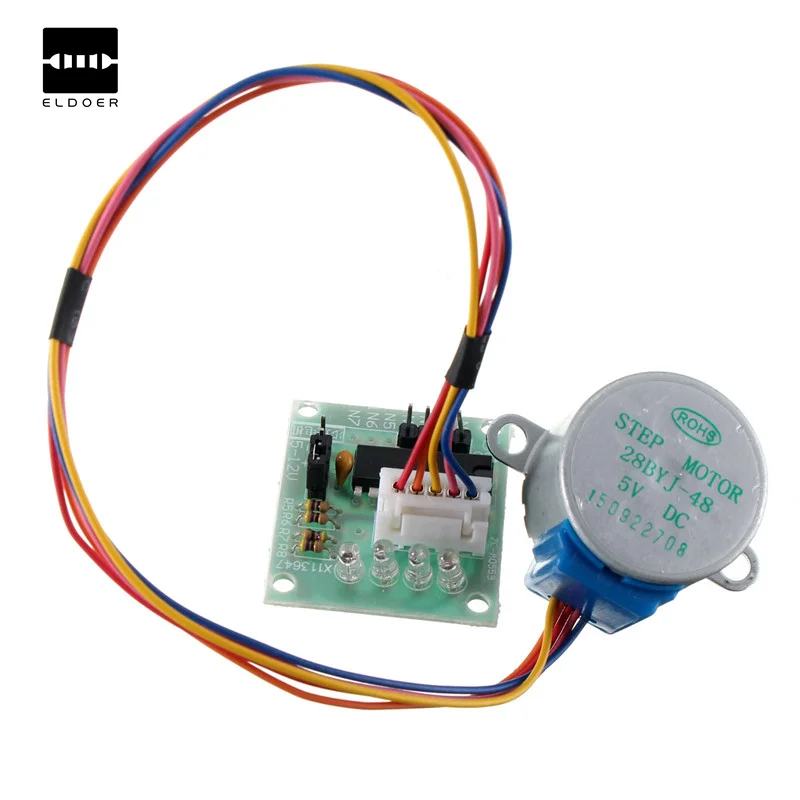 Это заставляет электромагнит вращаться, возникает движение.
Это заставляет электромагнит вращаться, возникает движение.
 Благодаря этому они находят широкое применение в робототехнике, приводах позиционирования. В производстве серводвигатели используются в модулях рулевого управления автомобилями, лодками, в механизмах фокусировки современных видеокамер.
Благодаря этому они находят широкое применение в робототехнике, приводах позиционирования. В производстве серводвигатели используются в модулях рулевого управления автомобилями, лодками, в механизмах фокусировки современных видеокамер. Каждые 20 миллисекунд подается цифровой импульс управления. Продолжительность (ширина) импульса находится в диапазоне от 1.0 миллисекунды до 2.0 миллисекунд. 1.5 – середина диапазона. Большая ширина импульса может использоваться для дополнительного хода, который выходит за нормальный рабочий диапазон. ШИМ (широтно-импульсная модуляция) сигнал иногда называют ШПМ (широтно-позиционная модуляция), хотя это не корректно.
Каждые 20 миллисекунд подается цифровой импульс управления. Продолжительность (ширина) импульса находится в диапазоне от 1.0 миллисекунды до 2.0 миллисекунд. 1.5 – середина диапазона. Большая ширина импульса может использоваться для дополнительного хода, который выходит за нормальный рабочий диапазон. ШИМ (широтно-импульсная модуляция) сигнал иногда называют ШПМ (широтно-позиционная модуляция), хотя это не корректно. Отличием является то, что на конце ротора установлен эксцентрик. При движении ротора, эксцентрик заставляет механизм внутри корпуса двигателя вибрировать.
Отличием является то, что на конце ротора установлен эксцентрик. При движении ротора, эксцентрик заставляет механизм внутри корпуса двигателя вибрировать.
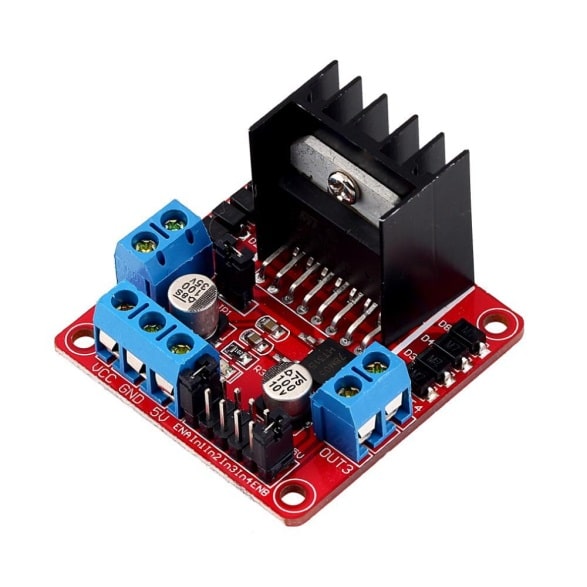
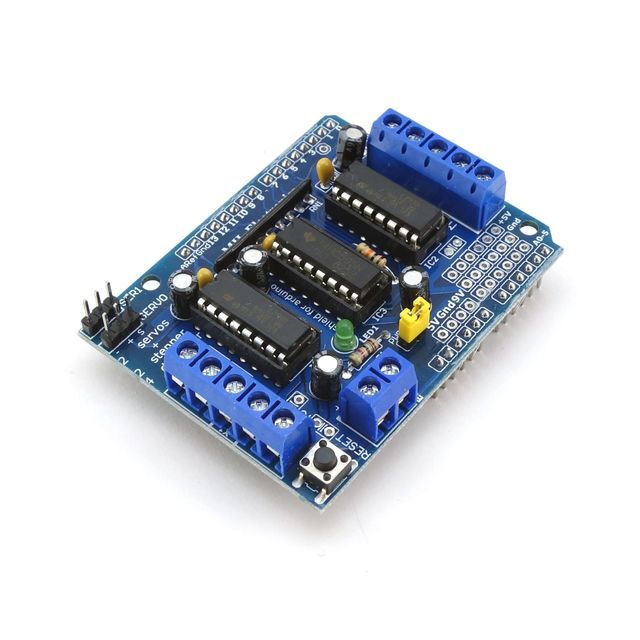
 Отличительной позитивной чертой данных плат является то, что их пины могут быть использованы для комплексных проектов, включая дополнительное подключение к двигателям датчиков, систем контроля и т.п.
Отличительной позитивной чертой данных плат является то, что их пины могут быть использованы для комплексных проектов, включая дополнительное подключение к двигателям датчиков, систем контроля и т.п. После загрузки скетча на плату Arduino, шаговый двигатель должен сделать один оборот по часовой стрелке, после этого – один поворот против часовой стрелки.
После загрузки скетча на плату Arduino, шаговый двигатель должен сделать один оборот по часовой стрелке, после этого – один поворот против часовой стрелки. Например, если вы делаете игрушку для ребенка (или взрослого) и хотите установить в нее вибрационный двигатель, гораздо эффективнее и лучше использовать простую кнопку для запуска двигателя.
Например, если вы делаете игрушку для ребенка (или взрослого) и хотите установить в нее вибрационный двигатель, гораздо эффективнее и лучше использовать простую кнопку для запуска двигателя.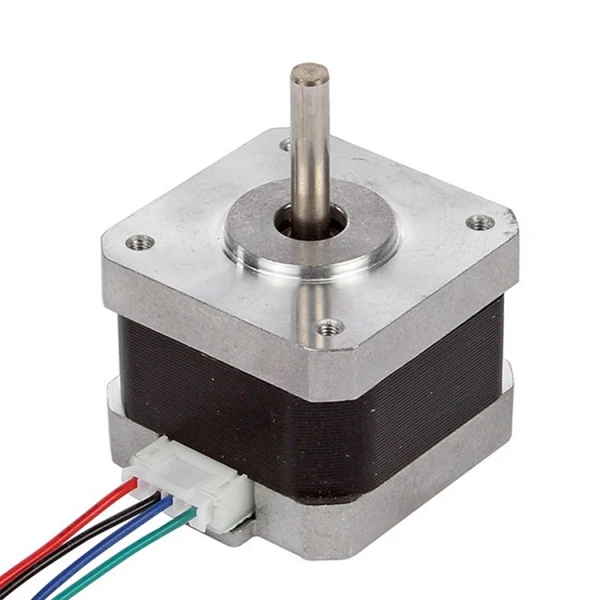 Двигатель обеспечивает поворот вала в соответствии с положением «крутилки» потенциометра.
Двигатель обеспечивает поворот вала в соответствии с положением «крутилки» потенциометра.
 На самом деле, большинство людей неявно понимают «серводвигатель» как «серводвигатель на 180°».
На самом деле, большинство людей неявно понимают «серводвигатель» как «серводвигатель на 180°».

 Например, вентилятор, насос, радиоуправляемая машинка, дрель…
Например, вентилятор, насос, радиоуправляемая машинка, дрель… Если вы покупаете компоненты по этим ссылкам, мы можем получить комиссию без каких-либо дополнительных затрат для вас. Мы ценим это.
Если вы покупаете компоненты по этим ссылкам, мы можем получить комиссию без каких-либо дополнительных затрат для вас. Мы ценим это.
 Наш инструктор Bootcamp будет работать с вами, чтобы разработать индивидуальный график обучения, а затем поможет вам достичь мастерства в учебной программе.
Наш инструктор Bootcamp будет работать с вами, чтобы разработать индивидуальный график обучения, а затем поможет вам достичь мастерства в учебной программе.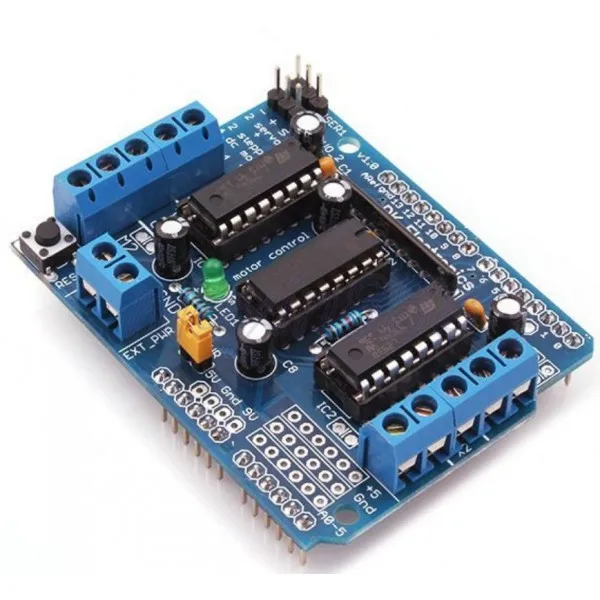

 1
1 0/25.4
0/25.4 4
4 0
0 0
0 В компании «Многофрез» работают опытные консультанты, которые подберут для вас режущий элемент, соответствующий вашим требованиям.
В компании «Многофрез» работают опытные консультанты, которые подберут для вас режущий элемент, соответствующий вашим требованиям.


 Любой инструмент, который режет дерево, будет резать МДФ, но при выборе режущего инструмента следует учитывать особые характеристики МДФ.
Любой инструмент, который режет дерево, будет резать МДФ, но при выборе режущего инструмента следует учитывать особые характеристики МДФ. Вы также можете вырезать кривые в МДФ с помощью ручного универсального или вращающегося инструмента, оснащенного универсальным режущим лезвием. Это хороший вариант для вырезания пазов в уже собранных шкафах из МДФ, когда необходим погружной пропил.
Вы также можете вырезать кривые в МДФ с помощью ручного универсального или вращающегося инструмента, оснащенного универсальным режущим лезвием. Это хороший вариант для вырезания пазов в уже собранных шкафах из МДФ, когда необходим погружной пропил. МДФ образует большое количество пыли при фрезеровании, и проблемы, которые это создает, можно уменьшить, используя ручной многоцелевой инструмент с насадкой для фрезерования. Он меньше обычного маршрутизатора, что упрощает его использование и обеспечивает визуальный контакт с вашей работой. При фрезеровании всегда перемещайте инструмент против направления вращения диска, иначе он может выйти из-под контроля и испортить кромку, над которой вы работаете.
МДФ образует большое количество пыли при фрезеровании, и проблемы, которые это создает, можно уменьшить, используя ручной многоцелевой инструмент с насадкой для фрезерования. Он меньше обычного маршрутизатора, что упрощает его использование и обеспечивает визуальный контакт с вашей работой. При фрезеровании всегда перемещайте инструмент против направления вращения диска, иначе он может выйти из-под контроля и испортить кромку, над которой вы работаете. Большинство циркулярных пил делают продольные или поперечные разрезы в МДФ, за исключением лезвий с твердосплавными наконечниками.
Большинство циркулярных пил делают продольные или поперечные разрезы в МДФ, за исключением лезвий с твердосплавными наконечниками. 30
30 mm Kerf
mm Kerf

 Ударопрочный припой из трех металлов помогает твердосплавным наконечникам выдерживать захватывающее воздействие.
Ударопрочный припой из трех металлов помогает твердосплавным наконечникам выдерживать захватывающее воздействие.
 Это профессиональное полотно, используемое для продольной и поперечной резки материалов и изделий MDD.
Это профессиональное полотно, используемое для продольной и поперечной резки материалов и изделий MDD.
 Это полотно идеально подходит для резки твердой и мягкой древесины, ДСП, фанеры и особенно МДФ.
Это полотно идеально подходит для резки твердой и мягкой древесины, ДСП, фанеры и особенно МДФ.
 Пильный диск Oshlun 5-1/2 дюйма
Пильный диск Oshlun 5-1/2 дюйма

 На характеристики резьбового соединения значительное влияние оказывает профиль резьбы, то есть ее контур в плоскости. Выделяют профили:
На характеристики резьбового соединения значительное влияние оказывает профиль резьбы, то есть ее контур в плоскости. Выделяют профили:

 Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов.
Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов. Если для нарезания резьбы используются машинные метчики, то операция выполняется за один проход.
Если для нарезания резьбы используются машинные метчики, то операция выполняется за один проход.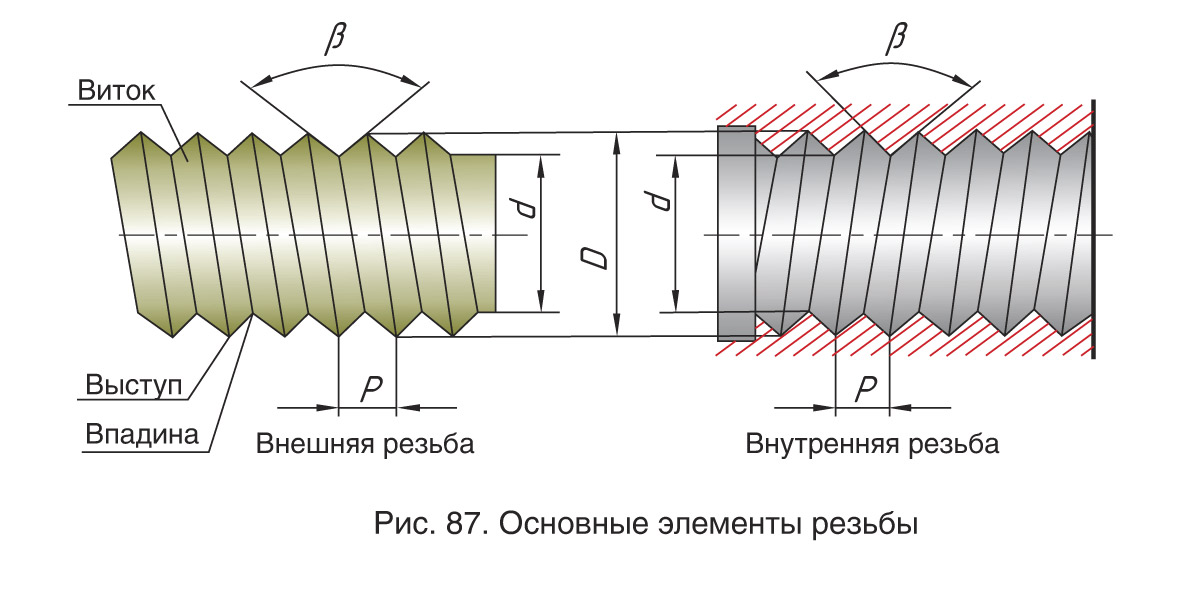

 При нарезании наружной резьбы преимущественно используются гребенки круглого типа, которые отличаются простотой своей конструкции. Кроме того, гребенкам такого типа свойственна высокая стойкость, их можно неоднократно перетачивать, приводя их геометрические параметры к первоначальным значениям.
При нарезании наружной резьбы преимущественно используются гребенки круглого типа, которые отличаются простотой своей конструкции. Кроме того, гребенкам такого типа свойственна высокая стойкость, их можно неоднократно перетачивать, приводя их геометрические параметры к первоначальным значениям.  youtube.com/embed/vz1X2vlFXLU» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/vz1X2vlFXLU» frameborder=»0″ allowfullscreen=»allowfullscreen»/> 1 Нарезание резьбы на станке
1 Нарезание резьбы на станке
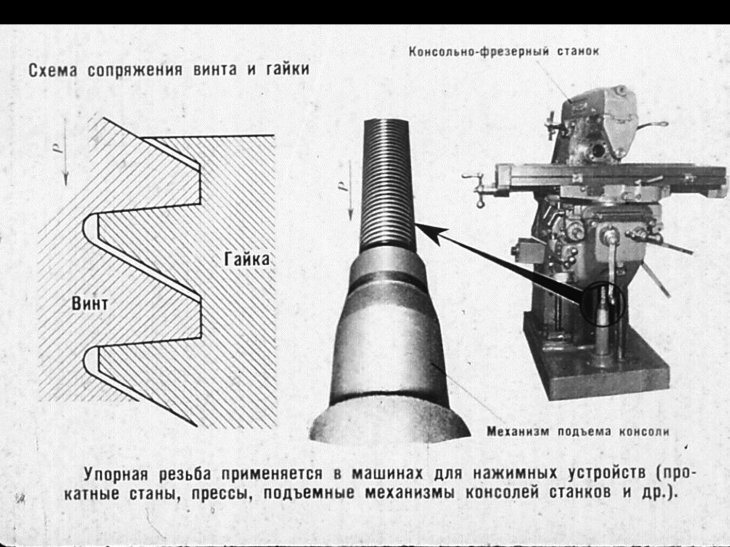 3 Прямоугольная резьба
3 Прямоугольная резьба



 Допускается применение классического и машинного инструмента. Последний отличается наличием заборной и калибровочной части. Это позволяет подготовить чистовую резьбу за один проход.
Допускается применение классического и машинного инструмента. Последний отличается наличием заборной и калибровочной части. Это позволяет подготовить чистовую резьбу за один проход.




 Дальнейший периодический контроль продукции с целью своевременного выявления и устранения недочетов.
Дальнейший периодический контроль продукции с целью своевременного выявления и устранения недочетов. Они имеют минимальную погрешность, позволяют досконально изучить резьбу.
Они имеют минимальную погрешность, позволяют досконально изучить резьбу.
 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. Этот блок покажет вам, как вырезать
Этот блок покажет вам, как вырезать

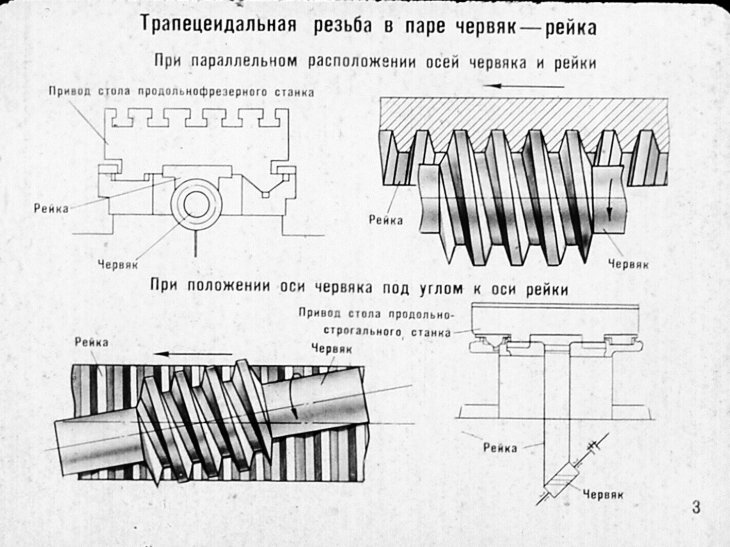 Это означает, что на каждые 16 оборотов ходового винта седло перемещается на дюйм. Если ходовой винт рассчитан на работу с той же скоростью, что и шпиндель, то вы получите резьбу 16 т/д. Если он предназначен для работы на половинной скорости, вы получите поток 32 т/д, а если он рассчитан на работу с удвоенной скоростью, вы получите поток 8 т/д. (Что касается механической подачи, мой рассчитан на работу со скоростью 1/16 скорости шпинделя, что, кстати, эквивалентно 256 т/д.)
Это означает, что на каждые 16 оборотов ходового винта седло перемещается на дюйм. Если ходовой винт рассчитан на работу с той же скоростью, что и шпиндель, то вы получите резьбу 16 т/д. Если он предназначен для работы на половинной скорости, вы получите поток 32 т/д, а если он рассчитан на работу с удвоенной скоростью, вы получите поток 8 т/д. (Что касается механической подачи, мой рассчитан на работу со скоростью 1/16 скорости шпинделя, что, кстати, эквивалентно 256 т/д.) В других местах люди размышляли о приводе токарного станка с помощью ходового винта вместо шпинделя при попытке нарезать очень грубую резьбу и использовать какой-то шлифовальный станок, а не обычный одноточечный инструмент, поэтому токарный станок не прилагает фактическое усилие резания. .
В других местах люди размышляли о приводе токарного станка с помощью ходового винта вместо шпинделя при попытке нарезать очень грубую резьбу и использовать какой-то шлифовальный станок, а не обычный одноточечный инструмент, поэтому токарный станок не прилагает фактическое усилие резания. .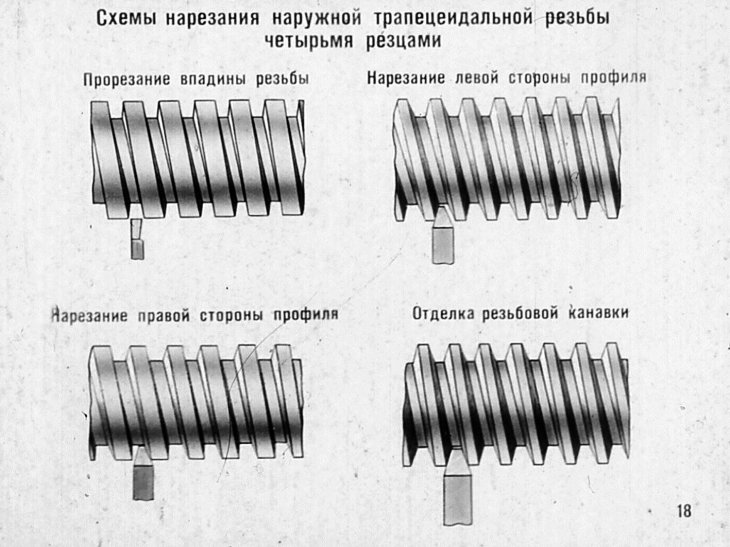
 Есть также некоторые вполне достижимые имперские резьбы, которые по какой-то причине не включены в стандартную таблицу, в первую очередь 27 т / д, используемые на многих микрофонных стойках.
Есть также некоторые вполне достижимые имперские резьбы, которые по какой-то причине не включены в стандартную таблицу, в первую очередь 27 т / д, используемые на многих микрофонных стойках. Возможно, вы сможете использовать и другие — например, для числа, кратного 8, вы можете использовать любое из 8 положений, а для числа, кратного 16, вы можете просто игнорировать циферблат и задействовать полугайки в любое время. Но едва ли неудобно просто придерживаться «1», если вы не уверены. (Однако это НЕ относится к нецелочисленным числам резьб на дюйм — для них, включая все метрические резьбы, вы должны все время оставлять полугайки задействованными.)
Возможно, вы сможете использовать и другие — например, для числа, кратного 8, вы можете использовать любое из 8 положений, а для числа, кратного 16, вы можете просто игнорировать циферблат и задействовать полугайки в любое время. Но едва ли неудобно просто придерживаться «1», если вы не уверены. (Однако это НЕ относится к нецелочисленным числам резьб на дюйм — для них, включая все метрические резьбы, вы должны все время оставлять полугайки задействованными.) Это зависит от ВАС, чтобы проверить, и это зависит от вас, чтобы судить о возможных стрессах. Я не несу никакой ответственности за любой ущерб вашим проектам, токарному станку, человеку или чему-либо еще, возникший в результате использования вами этой информации.
Это зависит от ВАС, чтобы проверить, и это зависит от вас, чтобы судить о возможных стрессах. Я не несу никакой ответственности за любой ущерб вашим проектам, токарному станку, человеку или чему-либо еще, возникший в результате использования вами этой информации.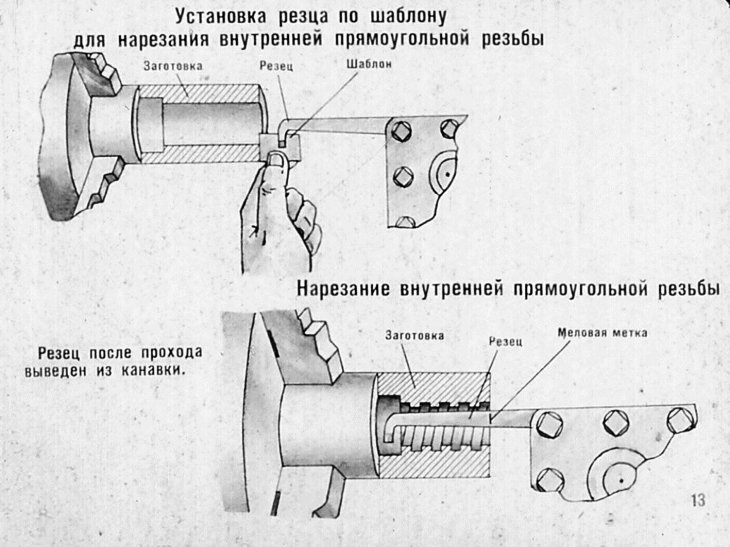 5091
5091  2095
2095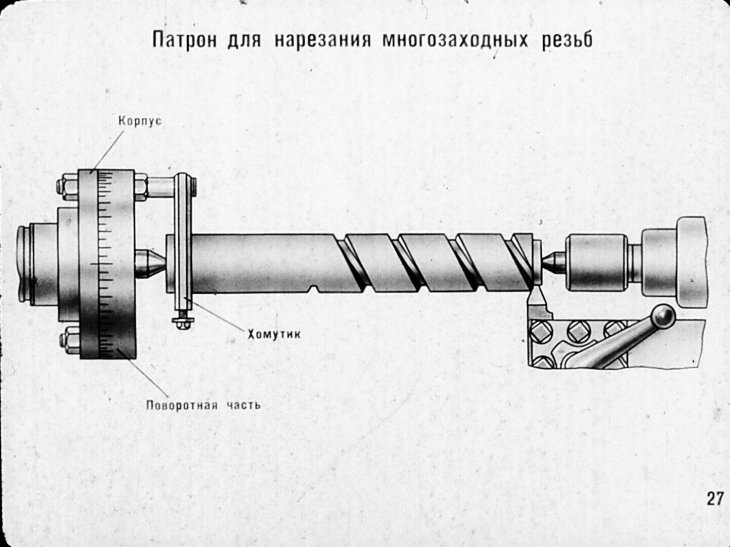 4 )
4 )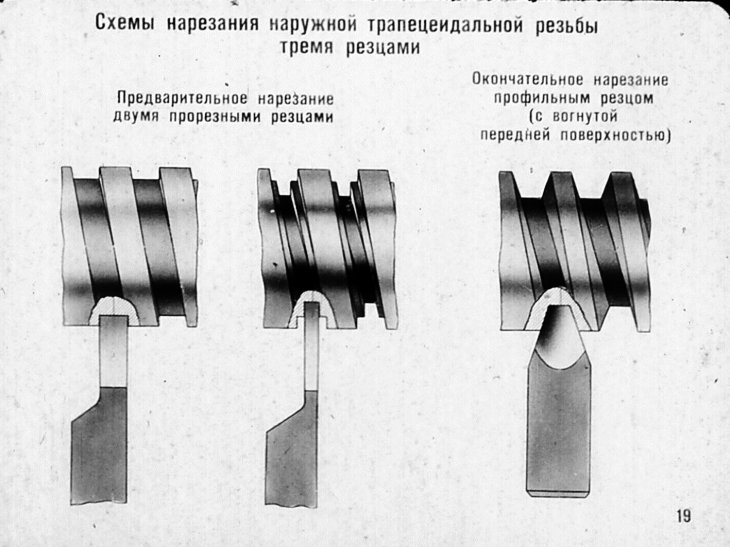 Во всех установках, кроме одной, в руководстве в этой роли предлагается шестерня с 65 зубьями.
Во всех установках, кроме одной, в руководстве в этой роли предлагается шестерня с 65 зубьями.
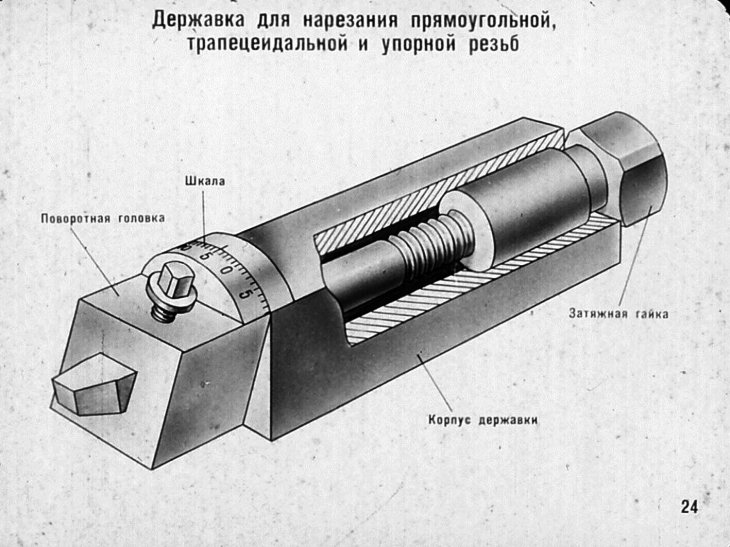
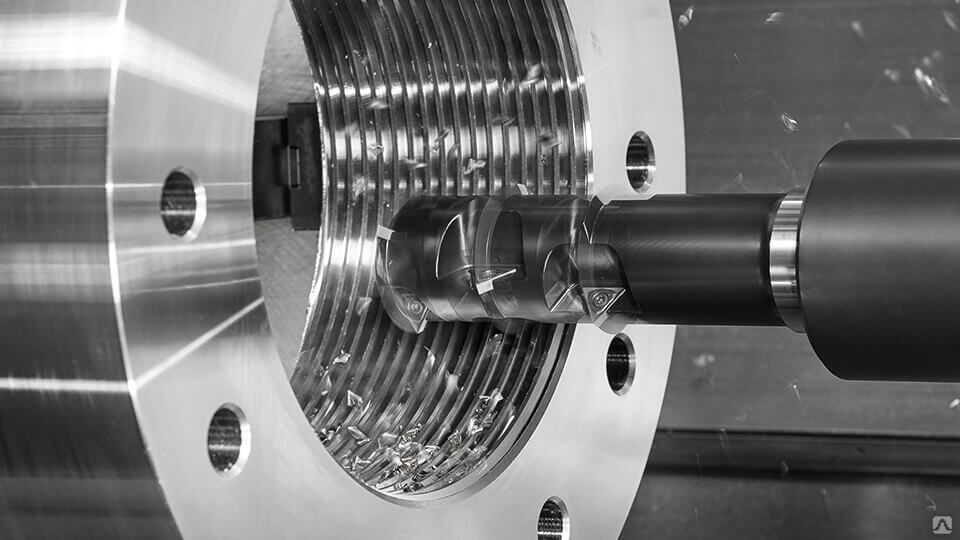 0, которая не совсем подходит для Leicas, то же самое относится и к ранним винтовым креплениям Canon. 26 витков на дюйм — это шаг около 0,977 мм. Как ни странно, крепление Leica обозначается как M39.)
0, которая не совсем подходит для Leicas, то же самое относится и к ранним винтовым креплениям Canon. 26 витков на дюйм — это шаг около 0,977 мм. Как ни странно, крепление Leica обозначается как M39.)