Сумка для инструмента, 14 карманов, 315 х 215 х 225 мм Matrix
Сумка для инструмента, 14 карманов, 315 х 215 х 225 мм Matrix
Похожие товары
914185
Горелка газовая, тип «Карандаш» + 2 насадки для пайки, 200 мм Sparta
Горелка газовая, тип «Карандаш» + 2 насадки для пайки, 200 мм Sparta
914125
Горелка газовая, тип «Карандаш», 2 насадки для пайки, 130 мм Sparta
Горелка газовая, тип «Карандаш», 2 насадки для пайки, 130 мм Sparta
914105
Горелка газовая, тип «Карандаш» Sparta
Горелка газовая, тип «Карандаш» Sparta
914325
Горелка газовая, тип «Карандаш» c пьезоподжигом + 4 насадки для пайки, 200 мм Sparta
Горелка газовая, тип «Карандаш» c пьезоподжигом + 4 насадки для пайки, 200 мм Sparta
Турбо-кассетная печь 600 GV
Эта вставка небольшого размера подходит для узких каминов и представляет собой высокопроизводительное решение для обогрева.
Артикул: P666014
Почему этот продукт?
Чистое стекло
Система очистки стекла замедляет образование отложений на стекле. Подача воздуха над стеклом создает защитную завесу. Подогретый воздух движется вдоль стекла. Вызывает возгорание газа и летучих веществ, тем самым защищая стекло от образования дыма и копоти.
Непрерывный и прерывистый
Агрегат может работать в прерывистом или непрерывном режиме. Прерывистый режим требует частой подсыпки новой древесины. Он особенно высокопроизводителен и бережно относится к окружающей среде. Непрерывный режим с малым пламенем обеспечивает минимальный период работы 3 часа без вмешательства.
Распределение горячего воздуха через принудительную вентиляцию
Установка имеет 2 осевых вентилятора с 2 скоростями, регулируемыми вручную с помощью переключателя. Вентиляторы включаются автоматически, когда температура достигает 50°C.
Дополнительные втулки
Origine France Garantie (Гарантия «Сделано во Франции»)
Origine France Garantie является единственным сертификатом, подтверждающим, что продукт произведен во Франции. Эта маркировка подтверждается независимой организацией после аудита. (Бюро Веритас № 7208672). Продукция OFG производится во Франции на производственных площадках Invicta Group.
Характеристики
Оптимальная тепловая мощность (кВт)
8 кВт
Регулировка тепловой мощности (кВт)
5–12 кВт
Объем нагрева (м³)
105 — 240 м³
Поверхность отопления (м²)
40 — 100 м²
Полезное эффективность (%)
Rendemence Saisonnier -ETA
. 66
CO ( %)
0,10 %
CO (мг/нмтр)
1250
Пыль (мг/нм)
40 мг/нм
ГОС (мг/нм)
85
NOx (мг/Нм³)
110
Индекс энергоэффективности (EEI)
102
Массовый поток дымового газа (г/с)
9,5
Температура дымового газа (° C)
319
Гормая
33 СМ. CM
Загрузка
Фронт
ВЫХОД НА ВЫХОДЕ
TOP
Диаметр дымового дня (мм)
180 мм
Размеры — H * W * D (мм)
550 x 580 x 405
(кг)
100 кг
Дизайн
Traditional
Category of the feeder (opening, inserts)
600
Material
Cast Iron + Steel
Finish
Anthracite
Standard
EN 13229
Warranty
5 years
Equipment
регистр тяги
Опция (аксессуары)
Рукава для выпуска горячего воздуха
Распечатайте спецификацию продукта
Узнайте также
Аналогичные продукты
Очень тихая вставка работает за счет естественной конвекции без вентилятора. Идеально подходит для установки в…
Благодаря современному стеклу эта вставка придаст уникальный стиль вашему камину. Вы будете…
Только представьте себе этот компактный очаг, установленный в вашем дымоходе. Благодаря концентрированной эффективности…
Эта модель позволяет превратить ваш камин в эффективное и высокопроизводительное решение для обогрева. Теплый…
Не знаете, что выбрать?
Поможем!
Ваш интерьер уникален. Мы стремимся найти для вас решения по отоплению, наиболее подходящие для вашего дома. Позвольте нам быть вашим гидом.
Кассетная печь Turbo 700 T
После установки в камин эта мощная топка будет обогревать большое жилое пространство.
Артикул: P
4
Почему этот продукт?
Чистое стекло
Система очистки стекла замедляет образование отложений на стекле. Подача воздуха над стеклом создает защитную завесу. Подогретый воздух движется вдоль стекла. Вызывает возгорание газа и летучих веществ, тем самым защищая стекло от образования дыма и копоти.
Распределение горячего воздуха через принудительную вентиляцию
Установка имеет 2 осевых вентилятора с 2 скоростями, регулируемыми вручную с помощью переключателя. Вентиляторы включаются автоматически, когда температура достигает 50°C.
Прерывистое и 3-часовое продолжительное горение
Устройство может переключаться между прерывистым и продолжительным режимом горения. Прерывистый режим требует частой подсыпки новой древесины. Он особенно высокопроизводителен и бережно относится к окружающей среде. Расширенный режим горения с малым пламенем обеспечивает 3 часа работы без вмешательства.
Дополнительные втулки
Origine France Garantie (Гарантия «Сделано во Франции»)
Origine France Garantie является единственным сертификатом, подтверждающим, что продукт произведен во Франции. Эта маркировка подтверждается независимой организацией после аудита. (Бюро Веритас № 7208672). Продукция OFG производится во Франции на производственных площадках Invicta Group.
Режим медленного сжигания
Особенности
Оптимальная мощность тепла (кВт)
8 кВт
Регулировка тепла (кВт)
5–12 кВт
Объем тепловой Поверхность (м²)
40–100 м²
Flamme Verte (метка окружающей среды)
7 Звезды
Полезная эффективность (%)
77
reendement Saisonnier — ETA
66
CO (%)
00003
66
CO (%)
00003
66
CO (%) ,12 %
CO (мг/нмтр)
1500
Пыль (мг/нмтр)
27 мг/нмтр
GOC (мг/нмтр)
105
NOX (мг/нм QUER -)
160
ЭРДЕР. Индекс эффективности (EEI)
101
Массовый поток дымового газа (г/с)
7,6
Температура дымового газа (° C)
319
Гормая
25 СМ. горизонтально)
60 см
Загрузка
Передняя
ВЫХОД НА ВЫХОДЕ
TOP
Диаметр дымового дня (мм)
200 мм
Размеры — H * W * D (мм)
575 x 696 x 468,5
(KG)
136 Kg
.
Современный
Категория фидера (отверстие, вставки)
700
Материал
ЧИСТ ИГЛА + Сталь
Отдел
АНТРАЦИТ
Стандарт
EN 13229
5 годы
EN 13229
5 годы
5 лет
5 годы
.0003
Опция (аксессуары)
Рукава на выходе из горячего воздуха
Печать спецификации продукта
также обнаружите
Аналогичные продукты
. Выходное решение по отоплению.
Представьте себе этот компактный очаг, установленный в вашем дымоходе. Благодаря концентрированной эффективности, которая имеет…
Обладая мощностью 14 кВт, эта вставка предназначена для эффективного обогрева больших площадей.
Линейные направляющие — это опорные элементы для поступательного перемещения. Как и в подшипниках вращения, различают линейные направляющие качения и скольжения.
Различны также и требования, предъявляемые к ним. Так, в системах транспортировки и подачи востребованы скорость и точность, в то время как в измерительном и металлорежущем оборудовании больше нужны точность и жёсткость. Для того, чтобы в каждом случае для любой задачи выбрать наиболее подходящую линейную направляющую, наряду с широкой гаммой продукции важна грамотная консультация. INA предлагает и то, и другое: обширная гамма линейных направляющих в сочетании с компетентным сервисом. Многочисленные стандартные варианты направляющих могут быть ещё более оптимизированы за счёт точно подобранной к условиям применения программы принадлежностей.
Каждый тип линейных направляющих обладает характерными свойствами, которые делают его особенно подходящим для определённой конструкции и условий работы. Однако, определить общие правила выбора типа направляющих можно лишь условно, поскольку почти всегда нужно учитывать несколько факторов и находить баланс между ними. Так, обычно помимо нагрузки, ускорения, скорости и хода, принимают во внимание влияние температуры, смазывания, вибраций, монтажа, обслуживания и т.д.
Линейные направляющие качения
Линейные направляющие качения разделяются на следующие типы: профильные направляющие, линейные опоры качения, круглые направляющие, направляющие на ходовых роликах, направляющие с плоским сепаратором и устройства для линейного перемещения с приводом. Помимо этого для условий ограниченного рабочего пространства, например в мехатронике или в оборудовании точной механики, INA производит миниатюрные направляющие. Они обладают очень малыми габаритными размерами, чрезвычайно большой грузоподъёмностью, малым трением и представляют собой очень жёсткие элементы. Они могут быть с плоскими сепараторами или с циркуляцией тел качения.
Направляющие состоят из комплекта: рельс-каретка, линейный подшипник-вал или рельс-рельс с плоским сепаратором. Устройства для линейного перемещения с приводом представляют собой одно- или многокоординатную систему с линейными направляющими, электромеханическим приводом и соответствующей системой управления.
Линейные направляющие — это готовые к установке фиксированные опоры для преимущественно неограничнного перемещения. Направляющие с плоскими сепараторами из-за кинематики сепараторов за редким исключением применяют в ограниченных диапазонах перемещений. Эти подшипники воспринимают силы, действующие во всех направлениях, за исключением направления перемещения, и моменты вокруг всех осей. Круглые направляющие с линейными подшипниками предназначены для восприятия нагрузок в двух направлениях, а некоторые типы линейных подшипников компенсируют перекосы вала. Для достижения часто необходимых в работе жёсткости и точности большинство типов направляющих выпускаются с установленным преднатягом или допускают его регулировку в ходе эксплуатации. Благодаря наличию разных классов точности и преднатяга, достаточно просто могут быть выполнены конструкции со строгими требованиями к точности перемещения и позиционирования.
Для определения типоразмера направляющей в первую очередь определяют величину и тип нагрузки, а также требования по сроку службы и надёжности работы. В общем случае, при сопоставимых внешних размерах роликовые подшипники воспринимают более высокую нагрузку, чем подшипники с шариками. Это же правило действует и у линейных направляющих — при малых и средних нагрузках и высокодинамичных перемещениях обычно используют шариковые направляющие, а при больших нагрузках — роликовые. Для восприятия особенно высоких нагрузок наилучшим образом подходят направляющие с плоскими сепараторами, профильные направляющие с циркуляцией роликов и линейные опоры качения.
Линейные направляющие скольжения
В линейных направляющих скольжения подвижная часть системы скользит по неподвижному рельсу или валу. В зависимости от типа направляющей антифрикционный слой наносится на подвижную или фиксированную деталь. Смазывание выполняется с помощью смазок, имеющихся в антифрикционном материале.
Линейные направляющие скольжения — это фиксированные линейные опоры для неограниченного перемещения. Эти направляющие выпускаются в виде: миниатюрных направляющих скольжения, линейных подшипников скольжения с антифрикционным покрытием Permaglide® и круглых направлящих (валов), а также M/V – направляющих. Миниатюрные направляющие скольжения состоят из комплекта рельс-каретка с необслуживаемым антифрикционным покрытием. В комплекте линейный подшипник-круглая направляющая втулка с антифрикционным покрытием Permaglide, не требующая частого смазывания, устанавливается в корпус из алюминиевого сплава.
M/V -направляющие — это системы рельсов, в которых поверхность скольжения на одном из направляющих рельсов образована антифрикционными накладками.
Направляющие скольжения обладают малым треним, высокой статической грузоподъёмностью, нечувствительны к ударам и загрязнению, малошумны и работают без заеданий. Необслуживаемые направляющие скольжения не подлежат смазыванию, необслуживаемый материал хорошо работает в нештатных условиях. Благодаря их многогранным специфическим свойствам, направляющие скольжения применяются во многих сферах, особенного там, где: опоры должны быть необслуживаемыми или не требующие частого обслуживания, существует опасность недостаточного смазывания или нежелательно (недопустимо) наличие смазки.
Срок службы направляющих скольжения зависит в основном от нагрузки, скорости скольжения, температуры и длительности использования. Следует также упомянуть дополнительные ограничивающие факторы, такие как загрязнения, а для обслуживаемых исполнений еще и коррозия при работе без смазки или возможное скатывание смазки при её недостаточном количестве. Поэтому номинальная долговечность всего лишь ориентировочная величина.
Многие внешние воздействия на линейные направляющие скольжения не подлежат вычислению. Поэтому наиболее точные выводы о применении и долговечности направляющих могут быть сделаны по результатам эспериментов в рельных условиях эксплуатации.
Продукция:
Приводные ремни
Конвейерные ленты (транспортерные)
Подшипники
Ремни для сельхозтехники
Рукава высокого давления
Плоские ремни
Шкивы
Линейные направляющие
Роликовые цепи
Пластинчатые и конвейерные цепи
Полиуретановые ремни различных сечений, круглые ремни
Протяжные ремни
Масла и смазки
Сальники (манжеты)
Сальниковая набивка
Оборудование для монтажа
Соединенные ремни, ремни с покрытием
Производители:
Gates
Matador
FAG
Hutchinson
INA
Liqui Moly
Asbelt
Renold
Услуги:
Вибродиагностика
Как используются линейные направляющие? | Фиргелли Автоматизация
Линейные направляющие
Линейные направляющие или линейные направляющие рельса являются опорными устройствами, которые используются для несения нагрузок и обеспечения прямого и ровного линейного движения. Линейные направляющие обычно состоят из двух компонентов; выдвижная каретка и рельс. Скользящая каретка — это элемент, который движется по рельсу и поддерживает прикрепленный груз. Конструкция каретки и рельса будет зависеть от стиля линейной направляющей. Двумя наиболее распространенными типами линейных направляющих являются контактные направляющие скольжения и направляющие для роликовых подшипников. Направляющие скользящего контакта, показанные ниже слева, представляют собой простейший тип линейных направляющих, в которых каретка скольжения просто скользит по рельсу, обычно с помощью смазки, как в нашем Миниатюрные линейные направляющие рельсы серии FA-MGR-15. Как правило, направляющие с скользящим контактом будут иметь более высокий коэффициент трения и для их перемещения потребуется большее усилие по сравнению с линейными направляющими другого типа из-за того, что два элемента просто скользят друг по другу. В направляющих роликовых подшипников, показанных ниже справа, используются роликовые подшипники, которые расположены внутри каретки скольжения. Добавление роликового подшипника помогает снизить коэффициент трения между кареткой скольжения и рельсом, что, в свою очередь, снижает усилие, необходимое для перемещения каретки, без необходимости смазки. Конструкция рельсов для этих направляющих будет включать в себя канавки для перемещения роликовых подшипников, которые будут находиться либо снаружи рельса, либо внутри рельса, как в нашем Миниатюрные линейные направляющие рельсы серии FA-SGR-15N и наш Сверхмощные направляющие скольжения для линейных подшипников серии FA-SGR-35. Если вы хотите узнать больше об основах линейных направляющих, ознакомьтесь с нашими Линейные подшипники 101 блог.
Где используются линейные направляющие?
Линейные направляющие используются в широком спектре промышленных и производственных приложений. Обычно вы увидите линейные направляющие всех размеров и стилей, используемые в станках с ЧПУ и 3D-принтерах, в том числе в небольших домашних и крупных промышленных принтерах. В этих приложениях линейные суппорты часто используются для позиционирования инструмента или базовой плиты внутри станка. В то время как приводная осуществляется другим компонентом, линейная направляющая несет вес инструмента или опорной плиты и защищает приводной компонент от неправильной нагрузки. Линейные направляющие также используются в робототехнических приложениях и конструкциях, таких как портальные (также называемые декартовыми) роботами и подвесные транспортные системы. Существует множество применений, в которых линейные направляющие используются для поддержки тяжелых нагрузок и обеспечения плавного линейного движения.
через Gfycat
Когда использовать линейные направляющие?
Линейные направляющие могут использоваться для поддержки тяжелых грузов и облегчения перемещения объектов в одном линейном направлении и идеально подходят, когда вам не требуется телескопическое движение. Они могут использоваться либо для поддержки всего веса объекта, облегчая его перемещение с помощью исполнительного компонента, либо для поддержки одного конца объекта, в то время как другой поддерживается исполнительным компонентом. В последнем случае линейные направляющие идеально подходят для наших гусеничные приводы, а первый случай может быть полезен с любым из наших линейные приводы. Как и в станках с ЧПУ и 3D-принтерах, линейные направляющие также могут использоваться для защиты исполнительных компонентов от неправильной нагрузки. Если у вас есть проблемы с боковой нагрузкой в вашей конструкции, вы можете использовать линейные направляющие, чтобы укрепить вашу конструкцию и защитить ваше исполнительное устройство. Хотя это может быть полезно для наших линейных приводов, вы часто видите линейные направляющие, используемые в них для защиты более чувствительных к нагрузке устройств, таких как ходовые винты.
через Gfycat
Независимо от того, в каком случае вам нужны линейные руководства, вы также должны проверить их спецификации, чтобы убедиться, что они отвечают вашим требованиям к дизайну и узнать больше об этих спецификациях, проверить наши Линейные подшипники 101 Блог.
Линейные подшипники и направляющие для безмасляного скольжения
org/BreadcrumbList»>
Дом
Линейные подшипники и направляющие
В отличие от направляющих шарикоподшипников с рециркуляцией, которые катятся, линейные подшипники и узлы drylin® рассчитаны на скольжение. Элементы скольжения, изготовленные из высокоэффективных самосмазывающихся пластиков, позволяют линейному подшипниковому узлу быть необслуживаемым и устойчивым к внешним воздействиям. Специальные материалы также позволяют линейным подшипникам работать очень тихо. Благодаря переходу на линейные подшипники drylin® затраты также сокращаются до 40 %. Сконфигурируйте свой собственный линейный подшипник всего за несколько шагов с помощью нашего конфигуратора. Выберите компоненты, соответствующие потребностям вашего приложения, рассчитайте срок службы и отправьте прямо в корзину. Используйте конфигуратор линейных направляющих drylin®.
Повышение технологий, снижение затрат Обновите имеющиеся линейные подшипники и направляющие, перейдя на igus®. Перейдя на drylin®, клиенты могут улучшить свои технологии и сократить свои расходы до 50%. В дополнение к этим преимуществам продукты igus® предлагают быструю доставку в течение 24 часов, онлайн-калькуляторы срока службы и инструменты для почти всех линеек продуктов, а также проверенную надежность.
Преимущества:
Ударопрочный
Грязеотталкивающий
Коррозионностойкий
Легкий
Бесшумный
Самосмазывающийся
Используйте Конфигуратор
Просмотрите наши линейные подшипники и направляющие
Линейные направляющие drylin® W
Грязеотталкивающий и прочный
Простота сборки
Легкий и бесшумный
Самый большой выбор направляющих
Узнать больше
Обзор магазина
Низкопрофильные линейные направляющие drylin® N
Низкая высота от 6 до 12 мм
Легкий вес
Направляющие серебристого или черного цвета
4 ширины направляющих от 17 до 80 мм
Узнать больше
Перейти в магазин
Линейные направляющие drylin® T
Простая альтернатива шариковым направляющим
Идентичны по присоединительным размерам и размерам отверстий
Автоматически регулируемый зазор подшипника
Высокая статическая грузоподъемность
Подробнее
Перейти в магазин
Подшипники линейного скольжения drylin® R
Совместим со стандартными шариковыми втулками
Сменные вкладыши
Высокая износостойкость
Прочный и грязеотталкивающий
Узнать больше
Перейти в магазин
Направляющие квадратного сечения drylin® Q
Невращающийся
Компактный и легкий
Бесступенчатая регулировка зазора подшипника
Прочный и самосмазывающийся
Узнать больше
Перейти в магазин
Телескопические направляющие drylin® NT
Бесступенчатая длина хода до 600 мм
Подходит для использования в гигиенических условиях
Прочный и простой в использовании
Самосмазывающийся и бесшумный
Узнать больше
Перейти в магазин
Обратитесь к эксперту по линейным подшипникам и направляющим
Если вы заинтересованы в полностью собранных решениях «под ключ» или хотите построить свой собственный индивидуальный проект, позвольте нам помочь вам с решением, основанным на вашем конкретном применении и требованиях. Свяжитесь с нами через форму ниже или позвоните нам по телефону (800) 521-2747 и обсудите ваш проект уже сегодня!
Свяжитесь со специалистом igus® прямо сейчас
Запросить коробку с бесплатным образцом
Просто заполните форму ниже, и мы бесплатно отправим вам коробку с образцами.
Запросить коробку с образцами
Запросить каталог
Посмотреть другие линейные детали drylin®
Линейные приводы
Ознакомьтесь с нашим ассортиментом линейных и винтовых приводов с рельсами или четырьмя блоками, а также приводов с ременным приводом и т.д.
Просмотрите наши линейные приводы
Портальные и декартовы роботы
Посмотрите наш выбор портальных роботов для линейных перемещений xyz, включая приводы XY (одна направляющая), а также портальные роботы XY и XYZ.
Обзор порталов и декартовых роботов
Ходовые винты и гайки ходового винта
Просмотрите наш ассортимент ходовых винтов и гаек с буртиком, ходовых винтов из нержавеющей стали или алюминия и различных принадлежностей.
Посмотреть ходовые винты и гайки
Набор инструментов для инженеров Ресурсы
Алюминиевые или стальные направляющие
Ассортимент высококачественных направляющих
Откройте для себя наш ассортимент стальных направляющих . Очень стойкий, этот материал удовлетворит все ваши технические проекты.
Узнать больше
Фильтры
Рельсы скольжения состоят из направляющих шарикоподшипников с рециркуляцией, которые скользят внутри рельса. Эта система оснащена кранами для фиксации объекта. Этот узел состоит из фиксированного направляющего профиля с 2 шариковыми направляющими и одной (или более) подвижной направляющей на шарикоподшипниках. Башмаки «соответствуют» рельсу, который их принимает. Направляющие изготовлены из холоднотянутой стали. Этот материал позволяет им выдерживать большие нагрузки. Он также имеет дополнительные преимущества, устойчивые к коррозии.
Chambrelan разрабатывает свою продукцию и поставляет ее по всему миру. Специализируясь на телескопических направляющих и направляющих скольжения с 1956 года, компания Chambrelan приобрела ноу-хау, гарантирующее высокое качество материала. Чтобы предлагать продукты, адаптированные к вашим потребностям, решения постоянно совершенствуются.
Chambrelan, производитель направляющих скольжения с 1956 года, предлагает широкий выбор направляющих (15 моделей и 8 вариантов длины). Они бывают разных форм и размеров, чтобы соответствовать даже самым маленьким помещениям и соответствовать всем вашим профессиональным потребностям. Направляющие рельсы очень прочны благодаря высокой устойчивости к большим нагрузкам. Различные типы полозьев имеют высокую жесткость для нагрузок от 5/11,0231 до 600 кг/1322,7747 фунтов на полозья, обеспечивая при этом плавное и равномерное скольжение. Скользящие рельсы очень точны при перемещении даже с тяжелыми грузами.
Максимальная длина скользящего рельса составляет 3 метра/9,8425 фута (максимум 5 метров/16,4042 фута для некоторых рельсов). Для очень больших длин направляющие Chambrelan могут быть подготовлены для сборки встык, фиксируемой винтами.
Обратите внимание, что сверление необязательно. Если заказчик специально не запросил, рельс будет поставляться без отверстий.
Каждая опорная пластина имеет два резьбовых отверстия для крепления мобильного устройства. Диаметры и положение отверстий на колодках изменить нельзя.
Резиновые упоры также поставляются в качестве концевых упоров.
Все данные, необходимые для установки направляющих Chambrelan , доступны в нашем каталоге и на нашем веб-сайте. Кроме того, все чертежи доступны на нашем веб-сайте в различных форматах файлов для быстрого включения в приложения CAD/CAM.
Направляющая изготовлена из холоднотянутого стального профиля (некоторые небольшие направляющие изготовлены из алюминия).
Этот метод производства приводит к деформационному упрочнению, которое придает материалу износостойкие свойства полутвердой стали.
Смазанные на заводе консистентной смазкой высокого давления для обеспечения оптимального срока службы, направляющие Chambrelan скольжения требуют минимального обслуживания. При отгрузке поставляется антикоррозийная обработка.
В случае особых условий (абразивность, высокая скорость) рекомендуется планировать регулярное и систематическое техническое обслуживание направляющих скольжения . Как правило, ежегодной смазки достаточно для обслуживания вашего оборудования.
Если вы не можете найти в нашем ассортименте подходящие линейные направляющие, Chambrelan может изготовить для вас направляющие по размеру. Можно выбрать длину, планы сверления, тип обработки и смазки, аксессуары и материал, адаптированные к вашей профессиональной среде.
В окружающей среде ваши направляющие могут подвергаться воздействию различных температур. Разработанный из нержавеющей стали или стали, Chambrelan предлагает решения, адаптированные к экстремальным температурам от -4°F до 176°F.
Специальные смазки позволяют получить направляющие скольжения которые могут выдерживать температуры от -85°F до 752°F. Если вам нужно, свяжитесь с нами.
Двойной блок шарикоподшипников с рециркуляцией скользит по неподвижной направляющей. Его конструкция делает его особенно устойчивой к нагрузкам системой. Поэтому он адаптирован к промышленной среде, но создает шум во время движения.
Откройте для себя наши направляющие на шарикоподшипниках
Роликовый блок скользит по фиксированной направляющей. Центральный ролик регулируемый, что позволяет при сборке регулировать свободу движений и люфт.
Что такое станок с ЧПУ, фрезерные станки с ЧПУ, токарные станки с ЧПУ
Станок с ЧПУ — это технологическая машина, предназначенная для автоматической обработки заготовки по заданной программе, с целью получения детали с заданными: размерами, формой, взаимным расположением и шероховатостью поверхностей.
Осевыми перемещениями станка с ЧПУ руководит компьютер, который читает управляющую программу и выдает команды соответствующим двигателям. Двигатели заставляют перемещаться исполнительные органы станка. В результате производится механическая обработка детали.
Датчики, установленные на направляющих, посылают информацию о фактической позиции исполнительного органа обратно в компьютер. Это называется обратной связью. Как только компьютер узнает о том, что исполнительный орган станка находится в требуемой позиции, он выполняет следующее перемещение. Такой процесс продолжается, пока чтение управляющей программы не подойдет к концу.
По своей конструкции и внешнему виду станки с ЧПУ похожи на обычные универсальные станки. Единственное внешнее отличие этих двух типов станков заключается в наличии у станка с ЧПУ устройства числового программного управления (УЧПУ), которое часто называют стойкой ЧПУ.
Устройство числового программного управления (УЧПУ) станками — это часть системы ЧПУ, выполненная как единое целое с ней и выдающая управляющие воздействия на исполнительные органы станка в соответствии с управляющей программой и информацией о состоянии управляемого объекта.
Фрезерные станки с ЧПУ
Фрезерный станок с ЧПУ (фрезерный обрабатывающий центр) — это станок, предназначенный для выполнения различных видов обработки резанием заготовок корпусных деталей, где управление осуществляться с помощью системы числового программного управления (ЧПУ).
Фрезерные станки с ЧПУ позволяют выполнять следующие технологические операции: фрезерование, сверление, расточку, нарезание резьбы, развёртывание, зенкерование и др.
При этом инструмент, закрепленный в шпинделе станка, совершает главное вращательное движение, а заготовка, закреплённая на столе, совершает поступательное движение подачи.
Фрезерные станки с ЧПУ можно разделить на две основные группы:
вертикально-фрезерные станки с ЧПУ
горизонтально-фрезерные станки с ЧПУ
Вертикально-фрезерный станок с ЧПУ является наиболее распространённым фрезерным оборудованием с ЧПУ в современном производстве. Компоновка вертикально-фрезерного обрабатывающего центра заключается в вертикальном расположении шпинделя, при горизонтальном расположении рабочего стола.
Большинство вертикально-фрезерных станков с ЧПУ имеют три оси — X, Y и Z. Некоторые станки имеют поворотные конструкции шпиндельной головки и стола с возможностью движения по одной, двум или трем координатам, что позволяет обрабатывать самые сложные поверхности с минимальным количеством установов.
Компоновка горизонтально-фрезерного станка с ЧПУ позволяет добиться высокой жёсткости конструкции станка, что является весьма важным при обработке крупногабаритных тяжёлых заготовок. Особенность компоновки этих станков состоит в горизонтальном расположении шпинделя при горизонтальном расположении рабочего стола. Рабочий стол, как правило, является поворотным, что позволяет обрабатывать закреплённую на нём заготовку с четырёх сторон.
Многие горизонтально-фрезерные обрабатывающие центры оснащаются системами автоматизированной смены заготовок. При этом во время работы станка заготовка устанавливается (или снимается деталь) на сменном столе-спутнике.
Фрезерные станки с ЧПУ комплектуются системой автоматической смены инструмента манипуляторного или безманипуляторного типов. Необходимый запас инструментов создается в револьверных головках или инструментальных магазинах барабанного или цепного исполнений.
Компоновка обрабатывающего центра любой модели, помимо обычных параметров, определяется его технологическими возможностями. К ним относятся: размеры рабочего пространства, характеристика инструментального блока, емкость инструментального магазина, время смены инструмента, количество столов-спутников, их размеры, время смены столов-спутников, тип системы управления, число одновременно управляемых координат, дискретность и точность перемещений по координатам и др.
Так же для улучшения качества обработки станки оснащают лазерными и контактными датчиками поломки инструмента, датчиками позиционирования инструмента, датчиками измерения заготовки.
Токарные станки с ЧПУ
Токарный станок с ЧПУ (токарный обрабатывающий центр) — это станок, предназначенный для выполнения различных видов обработки резанием заготовок типа тел вращения, где управление осуществляться с помощью системы числового программного управления (ЧПУ).
Токарные станки с ЧПУ позволяют выполнять следующие технологические операции: точение и расточку цилиндрических, конических и фасонных поверхностей, подрезку и обработку торцов, сверление, нарезание резьбы и т. д.
При этом вращательное движение заготовки является главным движением, а движение режущего инструмента — поступательным движением подачи.
Токарные станки с ЧПУ можно разделить на две основные группы:
горизонтальные токарные станки с ЧПУ (с горизонтальной осью вращения шпинделя)
вертикальные токарные станки с ЧПУ (с вертикальной осью вращения шпинделя)
Горизонтальные токарные станки с ЧПУ являются одним из самых востребованных видов оборудования для работы с металлом и составляют самую значительную долю в парке станков с ЧПУ.
Вертикальные токарные станки с ЧПУ (карусельные) используются в основном для обработки тяжелых крупногабаритных деталей.
Большинство токарных станков с ЧПУ имеют две управляемые координаты: Z- перемещение каретки вдоль оси шпинделя; X- перемещение салазок перпендикулярно этой оси. На поперечных салазках установлен либо резцедержатель, либо револьверная поворотная инструментальная головка.
Обычно револьверные головки бывают четырех-, шести- и двенадцати позиционные, причем на каждой позиции можно устанавливать по два инструмента. Иногда станки оснащают двумя револьверными головками.
Револьверные головки кроме традиционных инструментов (неподвижно закрепленных в головке) могут быть оснащены инструментами с независимым вращением параллельно, перпендикулярно или наклонно к оси заготовки.
Для повышения технологических возможностей и производительности токарные станки с ЧПУ оснащаются:
дополнительными осями управления
сверлильными, фрезерными и шлифовальными головками
дополнительным шпинделем для перехвата заготовки с целью ее обработки с другой стороны
программно-управляемым люнетом
поддерживающим устройством для установки заготовок
При соответствующем оснащении токарные станки с ЧПУ позволяют выполнять фрезерные, сверлильно-расточные операции, а также зубообработку, не снимая детали со станка.
Для чего нужны станки с ЧПУ
Технологии развиваются с огромной скоростью, что влияет на все сферы жизни, включая производственную. Одним из самых полезных достижений в сфере управления производства считается появление станков с ЧПУ .
Что такое станок с ЧПУ и как устроен?
ЧПУ означает числовое программное управление. Это компьютерная система, которая управляет различными техническими процессами устройств.
На обычных станках работы выполняют механически, а оборудование с ЧПУ позволяет максимально упростить производственный процесс. При этом такие устройства могут работать с большим количеством разных материалов, например, металлом, деревом, пластиком, кожей, композитными материалами и т. д.
Станок имеет компьютеризированную систему, на которую устанавливают специальное ПО. При помощи программирования в нее вносятся все функциональные возможности. Это позволяет сделать действия станка максимально точными и повторяемыми, благодаря чему можно быстро наладить серийное производство.
Стандартная конструкция станка включает в себя такие элементы:
станина;
передняя шпиндельная бабка;
задняя бабка;
коробка подач;
суппорт;
стержневой механизм.
Станина является основой устройства, так как на нее крепятся другие элементы оборудования. Коробка подач необходима для передачи движений на шпиндель. Эти движения принимаются суппортом.
Передняя шпиндельная бабка включает в себя:
шпиндель;
коробку скоростей;
крепежные элементы, предназначенные для фиксации обрабатываемой заготовки.
Задняя бабка закрепляет заготовку со второй стороны.
Для чего нужны?
Оборудование с числовым программным управлением сейчас применяется во многих сферах.
Основные отрасли, где используется ЧПУ:
Металлообработка. При помощи таких станков металл можно резать, гравировать, шлифовать поверхность, нарезать резьбу, создавать сложные детали. В этой сфере особо ценится такое свойство оборудования, как очень высокая точность, к которой сложно приблизиться при ручном труде. Особенно в серийном производстве.
Деревообработка. Древесину режут, фигурно обрабатывают, изготавливают различные детали для мебели, выживают, наносят узоры. При правильной настройке станка вероятность повреждения материала минимальна.
Архитектура и проектирование. В этой сфере ЧПУ применяется на стадии проектных работ. С помощью оборудования изготавливают макеты и модели не только отдельных зданий, но и целых кварталов. Также при помощи станков делают заготовки, которые в последующем будут использоваться для изготовления форм для литья.
Автомобилестроение. Оборудование с ЧПУ прекрасно подходит для многих работ, связанных с автомобильной отраслью. С его помощью делают различные ребра жесткости и отдельные детали автомобиля. Чаще всего работа ведется с алюминием и карбоном.
Ювелирное дело. На станках делают восковые формы и изготавливают оригинальные ювелирные изделия. В этом случае зачастую используется гравировальное оборудование.
Тяжелое машиностроение. Эта отрасль тоже требует высокой точности при производстве деталей, так как от нее зависит работоспособность будущего механизма. С помощью станков изготавливают мощные газовые и паровые турбины, отдельные части трубопроводов и корпусов атомных электростанций, детали прецизионных подшипников, рабочие колеса и многое другое. В этой сфере достаточную точность могут обеспечить только станки с числовым программным управлением.
Также станки с ЧПУ применяются и на маленьких производства. В этом случае их зачастую используют для изготовления сувенирной или рекламной продукции.
Преимущества использования
Основное достоинство использования такого оборудования заключается в том, что можно наладить производство с высоким уровнем автоматизации, если сравнивать с обычными станками. Один человек может управлять сразу несколькими аппаратами одновременно. При этом ему практически не нужно участвовать в производственном процессе. Зачастую его работа сводится к замене инструмента, снятия готовой детали и установке новой заготовки.
Второе серьезное преимущество заключается в точности и повторяемости изготовления деталей. При помощи одной программы можно сделать неограниченное количество одинаковых деталей с высокой точностью. Для изготовления детали другого вида достаточно просто поменять программу.
Следующим достоинством считается то, что на станках ЧПУ можно сделать такие детали, которые на ручных станках изготовить просто невозможно.
Также стоит отметить прогнозируемость производственного процесса. У программы управления есть срок ее выполнения, поэтому после запуска оператор знает, когда работа будет окончена. Благодаря этому можно определить длительность изготовления партии деталей.
Стоимость оборудования достаточно большая. Но при достаточных объемах производства затраты окупаются быстро.
Станки с ЧПУ можно считать новым шагом в развитии промышленности. Они позволяют не только упростить производственные процессы, но и создавать продукцию более высокого качества.
23 ноября 2020
468
Получите консультацию специалиста
Все, что вам нужно знать о станках с ЧПУ
История
Станки с ЧПУ представляют собой электромеханические устройства, которые управляют механическими инструментами с помощью входных данных компьютерного программирования. Название «ЧПУ» на самом деле означает компьютерное числовое управление. Он представляет собой один из двух стандартных методов (другими являются технологии 3D-печати, такие как SLA, SLS/SLM и FDM) для создания прототипов из файла цифрового программного обеспечения. Компании, занимающиеся проектированием и созданием прототипов, могут использовать станки с ЧПУ для фрезерования и обработки различных материалов, включая дерево, металлы и пластмассы.
Одна минута о программном обеспечении ЧПУ От экспертов:
Первые станки с ЧПУ были разработаны в 1940-х и 1950-х годах и опирались на распространенную технологию хранения телекоммуникационных данных, известную как «перфорированная лента» или «перфорированная бумажная лента». Технология перфоленты давно устарела, поскольку носитель данных быстро перешел на аналоговую, а затем цифровую компьютерную обработку в 1950-х и 1960-х годах. По мере внедрения новых технологий и увеличения мощности цифровой обработки станки с ЧПУ продолжают повышать свою эффективность.
Как это работает
В общем, механическая обработка — это способ преобразования заготовки, например блока пластика, в готовый продукт (обычно прототип детали) с использованием контролируемого процесса удаления материала. Подобно другой технологии разработки прототипов, FDM (3D-печать), ЧПУ использует цифровые инструкции из файлов автоматизированного производства (CAM) или автоматизированного проектирования (CAD), таких как Solidworks 3D. Хотя CAM или CAD не запускают сам станок с ЧПУ, они предоставляют ЧПУ дорожную карту для изготовления конструкций. Станок с ЧПУ интерпретирует дизайн как инструкции по вырезанию деталей-прототипов.
Возможность программирования компьютерных устройств для управления станками быстро повышает производительность цеха за счет автоматизации высокотехнологичных и трудоемких процессов. Автоматизированная резка повышает как скорость, так и точность создания прототипов деталей, особенно когда материал имеет решающее значение (например, в случае с полипропиленом).
Часто процессы механической обработки требуют использования нескольких инструментов для выполнения требуемых надрезов (например, сверл разного размера). Станки с ЧПУ обычно объединяют инструменты в общие блоки или ячейки, из которых машина может рисовать. Базовые машины перемещаются по одной или двум осям, в то время как усовершенствованные машины перемещаются в поперечном направлении по осям x, y, продольно по оси z и часто вращательно вокруг одной или нескольких осей. Многоосевые станки способны автоматически переворачивать детали, что позволяет удалять материал, который ранее находился «из-под». Это избавляет рабочих от необходимости переворачивать материал прототипа и позволяет выполнять резку со всех сторон без ручного вмешательства. Полностью автоматизированные разрезы, как правило, более точны, чем при ручном вводе данных. Тем не менее, иногда отделочные работы, такие как травление, лучше выполнять вручную и простыми разрезами, которые потребуют обширных проектных работ для программирования машины для автоматизации.
Типы станков с ЧПУ
Когда вы решаете, какие станки с ЧПУ добавить в свою операцию, необходимо учитывать некоторые соображения. Станки с ЧПУ обычно относятся к одной из двух основных категорий: традиционные технологии обработки и новые технологии обработки. Каждый тип дает вам преимущества и недостатки. Вы должны учитывать особые потребности вашего проекта при выборе типа станка с ЧПУ для добавления в вашу мастерскую. Следующая инфографика показывает некоторые сходства и различия между обычными и новыми станками с ЧПУ:
Традиционные технологии:
Сверла: Сверла работают, вращая сверло и перемещая его вокруг и в контакте с неподвижным блоком исходного материала. Сверла с ЧПУ помогают делать точные отверстия там, где они вам нужны.
Токарные станки: Токарные станки, в значительной степени обратные сверлам, вращают блок материала против сверла (вместо того, чтобы вращать сверло и контактировать с материалом). Токарные станки обычно вступают в контакт с материалом, перемещая режущий инструмент в поперечном направлении, пока он постепенно не коснется вращающегося материала. Токарные станки, используемые в основном для металлов и дерева, удаляют ненужный лишний материал и оставляют после себя красивый и, в конечном счете, более полезный компонент.
Фрезерные станки: Фрезерные станки, вероятно, являются наиболее распространенными сегодня станками с ЧПУ. Они связаны с использованием вращающихся режущих инструментов для удаления материала со склада. Они могут выполнять различные функции, включая сверление, растачивание, нарезание зубчатых колес и создание пазов в заданном куске материала.
Новые технологии:
Электрическая и/или химическая обработка: Существует ряд новых технологий, в которых используются специальные методы резки материала. Примеры включают электронно-лучевую обработку, электрохимическую обработку, электроэрозионную обработку (EDM), фотохимическую обработку и ультразвуковую обработку. Большинство этих технологий являются узкоспециализированными и используются в особых случаях для массового производства с использованием определенного типа материала.
Другие материалы для резки: Существует ряд других новых технологий, в которых для резки материала используются разные материалы. Примеры включают машины для лазерной резки, машины для газокислородной резки, машины для плазменной резки и технологию гидроабразивной резки. В последние годы эти машины приобрели популярность в различных отраслях промышленности; однако они по-прежнему являются узкоспециализированным оборудованием.
Используемые материалы
В станке с ЧПУ можно использовать практически любой материал — все зависит от применения. Станки с ЧПУ обеспечивают универсальность производства для реализации различных проектов. Обычные материалы включают такие металлы, как алюминий, латунь, медь, сталь, титан, дерево, пенопласт, стекловолокно и пластмассы, такие как полипропилен.
Применение для быстрого прототипирования
Станки с ЧПУ стали первым значительным прорывом в области быстрого прототипирования. До числового управления (в случае технологии перфоленты) и компьютерного числового управления (с аналоговыми и цифровыми вычислениями) детали приходилось обрабатывать вручную. Это неизменно приводило к большей погрешности в конечных продуктах-прототипах и даже больше, если и когда машины использовались вручную для крупномасштабного производства. Станки с ЧПУ помогли революционизировать способность производственного мира быстро создавать прототипы различных материалов, деталей и других машин благодаря повышенной точности, которую они обеспечивают.
Заявка на производство
Многие новые специальные станки с ЧПУ созданы специально для нишевых производственных процессов. Например, электрохимическая обработка используется для резки высокопрочных металлических изделий, что невозможно иначе. Обычные станки с ЧПУ более приспособлены и обычно используются для разработки прототипов, чем для производства.
Что лучше? ЧПУ или 3D-печать?
По правде говоря, это зависит от материала, сложности детали и экономических факторов. Технология 3D-печати, такая как машины FDM, создает детали снизу вверх. Они могут создавать сложные формы и внутренние компоненты несколько быстрее, чем станок с ЧПУ. 3D-печать предоставляет разработчикам и производителям продуктов определенную степень гибкости и творчества, которую станки с ЧПУ не могут предложить с помощью обычных средств.
Напротив, обычные станки с ЧПУ несколько ограничены доступными инструментами и осями вращения, которые может использовать станок. Хотя они все еще могут использоваться с различными материалами, эти машины ограничены относительно строгим набором ограничений в отношении того, как они могут взаимодействовать с различными материалами.
С другой стороны, прототипирование FDM гораздо более ограничено материалами, чем обработанный блок материала. Для прототипирования FDM требуются специальные материалы, которые можно использовать в 3D-печати. Станки с ЧПУ предлагают большее разнообразие типов материалов, с которыми они могут манипулировать и работать для создания конкретных деталей. Например, если вам нужен живой прототип петли, вы можете использовать ЧПУ и полипропилен. Хотите узнать больше? Читайте здесь.
Почти все может быть обработано, в то время как только определенные материалы были адаптированы в нити, подходящие для 3D-печати.
Щелкните здесь, чтобы узнать больше об инженерных разработках для повышения технологичности. Если вы ищете услуги квалифицированной фирмы по разработке продуктов, которая может помочь вывести продукт вашего бизнеса на рынок, свяжитесь с Creative Mechanisms и узнайте больше о том, как мы можем помочь с вашими потребностями в прототипировании!
Что такое станок с ЧПУ? Обзор станков с ЧПУ • Prototech Asia
Знаете ли вы, что к 2025 году мировой рынок станков с ЧПУ превысит 100,9 миллиардов?
Многие отрасли промышленности включили обработку с ЧПУ в свой производственный процесс. Это связано с тем, что использование станков с ЧПУ увеличивает производство. Это также позволяет использовать более широкий спектр приложений по сравнению с машинами с ручным управлением.
Но что такое станок с ЧПУ ? В этой статье объясняется все, что вам нужно знать о станках с ЧПУ.
Что такое станок с ЧПУ?
ЧПУ расшифровывается как «ЧПУ». Эти машины представляют собой производственный процесс, используемый для управления широким спектром сложных задач.
Обработка с ЧПУ используется во многих отраслях промышленности. Это наиболее распространено в производстве металлов и пластмасс.
По сути, обработка с ЧПУ — это производственный процесс. Компьютерное программное обеспечение предварительно запрограммировано, чтобы сообщить машине, как перемещать заводские инструменты и оборудование.
Станок с ЧПУ позволяет выполнять задачи трехмерной резки с помощью одного набора подсказок. Это означает, что требуется очень мало действий со стороны людей-операторов.
После того, как программа заложена в станок, станок с ЧПУ будет работать самостоятельно. Скорость и положение машин и задействованных инструментов управляются программным обеспечением. Станки с ЧПУ работают как роботы.
Станки с ЧПУ и станки с ЧПУ
NCM означает «машина с числовым программным управлением». При этом типе программирования программы вводятся через компьютерные перфокарты. При обработке с ЧПУ программы будут вводиться в компьютеры через небольшие клавиатуры.
Машина NCM может выполнять только текущие задачи, поставленные с помощью перфокарт. Станки с ЧПУ хранят свои программы внутри компьютера. Вместо того, чтобы просто вводить карту, программирование станков с ЧПУ выполняется с помощью программ.
С сохраненной компьютерной памятью и людьми-программистами вычислительная мощность больше. Программирование ЧПУ гораздо более обширно. Вы можете добавить более новые программы к уже существующим, изменив код.
Станки с открытым контуром против станков с замкнутым контуром
Большинство станков с ЧПУ имеют замкнутый цикл. Это связано с тем, что машина с замкнутым контуром снижает риск ошибки. Он также исправляет большинство неровностей.
Некоторые из них имеют разомкнутую петлю. Это означает, что элементы управления проходят по одной линии от элемента управления к двигателю. В машинах с открытым контуром односторонняя диктовка допускает возникновение неровностей.
Как работает программирование ЧПУ?
Обработка с ЧПУ в значительной степени зависит от программирования. Программист-человек должен вводить правильные коды и обеспечивать их правильную работу. Без кодов нет станков с ЧПУ.
Язык обработки с ЧПУ также известен как G-код. Большинство производственных машин имеют код, определяющий одну или две функции. G-код значительно сложнее этого.
G-Code будет управлять множеством различных режимов работы станков с ЧПУ. К ним относятся скорость, скорость подачи и координация.
После того, как G-код написан и введен в машину, потребность в людях-операторах практически отпадает. Код делает за них большую часть (если не всю) работы.
Этапы программирования станков с ЧПУ
Основной процесс программирования станков с ЧПУ прост. Изучение и понимание кода для разработки программ — самая сложная часть. Шаги по программированию станков с ЧПУ кратко описаны ниже.
Этап 1: Создается двух- или трехмерный компьютерный чертеж. Этот рисунок будет желаемого конечного продукта.
Шаг 2: Компьютерный рисунок преобразуется в компьютерный код. Процесс перевода выполняется таким образом, чтобы система ЧПУ могла считывать и выполнять нужные функции.
Шаг 3: Оператор станка запустит пробный запуск нового кода. Это гарантирует отсутствие ошибок в кодировании.
Шаг 4: Если программирование машины работает без ошибок, процесс выполнен. Если в G-коде есть какие-либо ошибки, оператор будет работать над их исправлением. Как только они будут исправлены, они повторно протестируют машину.
После того, как система ЧПУ будет активирована, нужные резы будут запрограммированы в программе. Он подскажет соответствующим инструментам и механизмам, что делать.
Как упоминалось выше, этот процесс делает станки с ЧПУ похожими на роботов. Машины будут выполнены в трехмерном виде, как указано.
Понимание ошибок при обработке с ЧПУ
Хотя обработка с ЧПУ удивительна, она не идеальна. Одной из самых больших проблем является компьютерное предположение о совершенстве.
Генератор кодов, расположенный внутри числовой системы, часто предполагает, что механизмы безупречны. Он не регистрирует должным образом возможность ошибок.
Хотя вероятность ошибок существует всегда, в определенных ситуациях они становятся более вероятными. Ошибка в основном увеличивается, когда станок запрограммирован на резку более чем в одном направлении одновременно.
Применение станков с ЧПУ
Они разработали станки с ЧПУ на основе технологии, используемой для станков с числовым программным управлением. Самое раннее использование технологии числового программного управления восходит к 1940с.
В 1940-х годах двигатели использовались для управления движением инструментов. Эта технология породила механизмы, которыми можно было управлять с помощью аналоговых компьютеров.
Современный век породил цифровые компьютерные технологии. Это было применено к ранее существовавшим технологиям NCM для создания обработки с ЧПУ.
Расширенные возможности станков с ЧПУ упростили работу многих отраслей промышленности. Из-за больших возможностей обработка с ЧПУ теперь используется во всей обрабатывающей промышленности.
Станки с ЧПУ предназначены для работы с широким спектром материалов. Сюда входят металл, стекло, пластик, дерево, пенопласт и композиты. Мы применили их для производства всего, от одежды до аэрокосмических деталей.
Типы станков с ЧПУ
Существует несколько уникальных типов станков с ЧПУ. Основные функции одинаковы во всех этих машинах. Это то, что делает их системами числового программного управления.
То, как каждая машина функционирует по-разному. То, как работает станок с ЧПУ, будет зависеть от того, что от него ожидается. Ниже приведены примеры некоторых наиболее распространенных станков с ЧПУ.
Фрезерные станки с ЧПУ
Их можно запустить с помощью программ, созданных подсказками, которые используют как цифры, так и буквы. Программирование направляет различные части машины на разные расстояния.
Самые простые мельницы работают по трехосевой системе. Новые модели более сложные. Они могут работать с шестиосевой системой.
Токарные станки
Рейка режет детали по кругу. Этот процесс выполняется с помощью индексированных инструментов. Они выполняют все вырезы с невероятной точностью и высокой скоростью.
Токарные станки с ЧПУ используются для изготовления конструкций, слишком сложных для станков с ручным управлением. Хотя токарные станки создают сложные конструкции, сами по себе токарные станки обычно не являются сложными машинами. Наиболее распространена двухосная система.
Плазменные резаки
Чаще всего мы используем станки плазменной резки с ЧПУ для металлических материалов. При выполнении прецизионных разрезов в металле требуется высокая скорость и высокая температура. Чтобы достичь этого, газ сжатого воздуха сочетается с электрическими арками.
Проволочные электроэрозионные машины
Также известны как проволочные электроэрозионные станки. Эти машины используют электрические искры для придания изделию определенной формы.
Искровая эрозия используется для удаления частей материалов с естественной электронной проводимостью.
Электроэрозионные станки с грузилами
Также известны как электроэрозионные станки с грузилами. Они работают как проволочные электроэрозионные станки. Разница заключается в том, как проводится электричество для удаления кусков.
В электроэрозионном грузиле рабочие материалы пропитываются диэлектрической жидкостью для проведения электричества. Таким образом, кусочки формируются в определенные формы.
Гидроабразивная резка
Эти машины используются для резки твердых материалов водой под высоким давлением. Мы часто используем станки с ЧПУ для гидроабразивной резки гранита и металла.
Иногда мы подмешиваем в воду песок или другой абразивный материал. Это позволяет увеличить мощность резки и формовки без дополнительного нагрева.
Сверлильные станки с ЧПУ
В них используются многогранные сверла для создания круглых отверстий в заготовке. Обычно мы подаем сверла перпендикулярно поверхности заготовки для создания вертикальных отверстий. Мы также можем запрограммировать процесс для создания угловых отверстий.
Часто задаваемые вопросы о станках с ЧПУ
Поначалу понимание станков с ЧПУ может показаться невозможным. Это сложный процесс. Продолжение исследований поможет каждому получить лучшее понимание.
Разбираясь в тонкостях станков с ЧПУ, у многих возникают одни и те же вопросы. Ниже мы собрали некоторые из наиболее часто задаваемых вопросов о станках с ЧПУ.
Есть ли альтернатива G-коду?
Да. Многие станки с ЧПУ можно запрограммировать с помощью специально разработанного программного обеспечения. Эта программа разрабатывается или редактируется отдельными компаниями, чтобы лучше соответствовать их процессам.
Сложно настроить станок с ЧПУ?
Это зависит от конкретной машины. Обученный оператор станка с ЧПУ должен иметь трудности с начальной настройкой станка от низкой до средней. Чем сложнее машина, тем сложнее ее настроить.
Что делать, если у компании нет собственного обрабатывающего оборудования с ЧПУ? Нужно ли это покупать, чтобы использовать обработку с ЧПУ?
Если у компании нет собственного обрабатывающего оборудования с ЧПУ, она может передать эту задачу специализированной компании. Большинство компаний предпочитают покупать и обслуживать собственное оборудование, но это не обязательно.
Станки с ЧПУ и 3D-принтеры — одно и то же?
Нет. Процессы могут показаться похожими, поскольку в обоих случаях для создания трехмерных продуктов используется компьютерный дизайн. Однако это очень разные процессы.
ЧПУ или 3D-печать лучше?
Это не просто да или нет. Это зависит от того, что создается. Это также зависит от того, насколько комфортно владельцы бизнеса и операторы машин относятся к обоим процессам.
Можете ли вы использовать свой собственный компьютер для программирования станков с ЧПУ и управления ими? Или нужно покупать специальный компьютер?
Технически вы могли бы использовать свой собственный компьютер, если бы у него были нужные возможности. Большинство машин продаются с коррелирующими компьютерами. Настоятельно рекомендуется использовать их вместо этого, но выбор остается за человеком.
Должен ли я быть программистом, чтобы программировать станки с ЧПУ?
Настоятельно рекомендуется ознакомиться с основами кодирования, прежде чем пытаться программировать станки с ЧПУ. Технически вам не нужно быть кодером. Однако, если вы можете работать с компьютерным кодировщиком, процесс будет значительно более эффективным и простым.
Создан ли G-код программами автоматизированного проектирования? Или это требует ручной работы после создания дизайна?
Это зависит от. Весьма вероятно, что G-код, созданный вашей программой автоматизированного проектирования, потребует некоторой тонкой настройки, прежде чем он станет полностью точным. Вот почему перед эксплуатацией системы необходимо выполнить пробные запуски.
Что делать, если у меня есть станки с ЧПУ от разных компаний или для разных целей? Мне действительно нужно читать каждое руководство по эксплуатации или процесс одинаков для всех?
Вы всегда хотите прочитать инструкцию от начала до конца. Это для каждой машины, даже если это машина того же типа от другой компании. Каждый из них может отличаться в мелочах, которые имеют большое значение в общем процессе.
Решение этого кроссворда состоит из 7 букв длиной и начинается с буквы А
Ниже вы найдете правильный ответ на Часть, узел машины 7 букв, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Понедельник, 17 Февраля 2020 Г.
АГРЕГАТ
предыдущий
следующий
другие решения
АГРЕГАТ
ты знаешь ответ ?
ответ:
связанные кроссворды
Агрегат
Автономный узел машины
В геологии — совокупность минеральных зерен, составляющих горную породу
Агрегат
Часть какой-нибудь машины, узел 1 для выполнения определенных операций 7 букв
Соединение для общей работы двух или нескольких разнотипных машин 7 букв
Автономный узел машины 7 букв
В геологии- совокупность минеральных зерен, составляющих горную породу 7 букв
похожие кроссворды
Часть какой-нибудь машины, узел 1 для выполнения определенных операций 7 букв
Соединение нескольких разнородных механизмов в одно целое для работы в комплексе
Завод в Москве
Дуся из хита «Любэ»
В геологии — совокупность минеральных зерен, составляющих горную породу
Сложная машина (разг.)
Комплекс механизмов
Машина сложного устройства
Часть сложной машины
С этим устройством на 100 кВт группа «Любэ» сравнивала девушку по имени Дуся
м. лат. что-либо по внешности целое, но бессвязное, составное сбор, набор, подбор, скоп спай, слежка, сгнетка
Отдельная часть машины
Укрупненный стандартный узел машины
Махина из механизмов
Соединение нескольких машин в одно целое для работы в комплексе
Дружный коллектив работающих узлов и деталей
Совокупность минеральных зёрен или их сростков, образующих горную породу или её часть
Машины в комплексе
Совокупность механизмов с четкой функцией
Несколько механизмов
Масса, составленная из соединения однородных или разнородных частей
Сочлененные машины
Машинный узел
Несколько устройств «под одной крышей»
Дуся у «Любэ»
Соединение для общей работы двух или нескольких машин
Дуся из песни «Любэ»
Нечто составное, совокупность элементов, образующих систему или её часть
Дуся в песне группы «Любэ»
Песня группы Любэ «Дуся-…»
Соединение машин для общей работы
Соединение нескольких разнотипных машин в одно целое для работы в комплексе
Сложный узел механизма
Махина из нескольких машин
Дуся в песне группы «Любе» 7 букв
Соединен. машин для общ. работы
унифицированный узел механизма, выполняющий определенные функции ◆ В них суммарный расход воздуха равен расходу воздуха через ТРД, расход воздуха через внутренний контур и, следовательно, турбокомпрессорный агрегат можно уменьшать до тех пор, пока температура газа перед турбиной не станет равной максимально допустимой. «Векторная оптимизация в проектировании сложных изделий на примерах выбора вариантов реактивного двигателя» // «Информационные технологии», 2004 г.
машин. (машиностроительное) машина, состоящая из нескольких машин, работающих в комплексе ◆ А наблюдая за тем, как при помощи специального мощного водоструйного агрегата смывали зелёный налёт водорослей в загоне тюленей, я частично получил ответ на вопрос, каким образом вода остаётся чистой. О. Г. Баринов, «Зоологический сад» // «Первое сентября», 2003 г.
совокупность элементов, образующих какую-либо систему или её часть ◆ Разработана модель агрегата частиц наноалмазов детонационного синтеза, стабилизированного водородными связями функциональных групп различной природы.«Структура дисперсионной среды и седиментационная устойчивость суспензий наноалмазов детонационного синтеза» // «Физика твёрдого тела», 2004 г.
геол. (геологическое) совокупность минеральных зёрен или их сростков, образующих горную породу или её часть ◆ Гроссуляр в таких участках представлен мелкими субидиоморфными бесцветными кристаллами (размером до 0.5 мм в поперечнике), сахаровидный агрегат которых слагает небольшие стяжения и прожилки. А. А. Антонов., «Минералогия родингитов Баженовского гипербазитового массива», 2003 г.
Значение слова
АГРЕГА́Т, -а, мужской род
1. Несколько разнотипных машин, устройств, соединенных в одно целое для производства общей работы. Гриша стал полновластным хозяином агрегата. Помощник комбайнера, тракторист и девушки, работающие на копнителе, подчинялись ему. С. Антонов, Поддубенские частушки. || Соединение деталей в сложных машинах, приспособленное для выполнения определенной операции.
2.Минер. Совокупность отдельных минералов, составляющих горную породу.
[От лат. aggregatus — соединенный, собранный]
Агрегат или аггрегат (латинское aggregatus — соединённый, собранный) — нечто составное, совокупность элементов, образующих систему или её часть.
Агрегат (в технике)
Агрегат минеральный
Экономика:
Агрегат (английское aggregate index, aggregation of figures) — в экономике означает, как правило, продукт укрупнения информации. Такие общеэкономические показатели, как совокупный общественный продукт, конечный продукт, национальный доход, тоже называют агрегатами.
Агрегат денежный
Теория информационных процессов:
Агрегат — математическая модель с высокой степенью обобщенности. Он характеризует процессы и включает в себя множество величин системы.
Показать дальше
1. Значение слова агрегат. 2. Синонимы «агрегат». 3. Антонимы «агрегат». 4. Разбор по составу «агрегат». 5. Ассоциации «агрегат». 6 фонетический разбор «агрегат».
Поиск занял 0.05 сек. Вспомните, как часто вы ищете, чем заменить слово? Добавьте sinonim.org в закладки, чтобы быстро искать синонимы, антонимы, ассоциации и предложения.
Пишите, мы рады комментариям
Вверх ↑
Автоматическая сборочная машина | Автоматическая подача и забивка крепежа от Visumatic
Оптимизация работы Visumatic и эргономично спроектированные системы позволяют решить автоматизировать легко. Наша автономная автоматическая сборочная машина VPD 4.2 системы обеспечивают прямое функционирование и выдающиеся спектакль. Все системы драйверов питания Visualmatic эффективный, прочный и точный.
Компоненты автоматизированной сборочной машины включают: • Визуатик Драйверы питания VPD: — Стандартная, легкая, или сверхмощный • Автоматическая система подачи шурупов • От простой до продвинутой машины пакет управления • Базовое крепление на инструменте тарелка
Прибор Visumatic Advant-edge • Сборочная машина «Plug-n-Work» готов к работе • Независимая опорная поверхность оси Z изнашивается как железо • Ход биты с амортизацией — Плавный гибкий ход для удобства оператора • Каждая ось может быть измерена для контроль качества • Цикл высокого качества – плавный, точный и последовательный • Внутренние цилиндры — Продлится дольше, самый длинный рабочий цикл, Наибольшая опорная поверхность • Выбор предварительно запрограммированных логических элементов управления • От базового до автоматизированного сенсорного «умного» Светильники» • Гибкость для полного контроля над процесс сборки
Ваши детали определяют наш дизайн • Разработана откидная носовая часть чтобы соответствовать вашей части — Быстрая смена бит • Автоматические сборочные машины могут поставлять большие болты и орехи • Повышает безопасность оператора • Комплект электромагнитных клапанов • Варианты стола и сварки: — Трубчатая сталь с порошковым покрытием — Экструдированный алюминий • Опции ЧМИ станка: — Основные механические панели и панели интерфейса оператора — Графические сенсорные экраны
Визуматик Автономные автоматизированные системы сборочных машин предназначены для вашей части, с правильный выбор: • Драйвер Двигатель: пневматический, переменного или постоянного тока с электрическим крутящим моментом Контроль • Наконечник: челюсть, Finder-Jaw, Mini или Nut-Jaw • Спуск: стандартный, ореховый, сиамский, кулачковый или пальцевой
.
Одно движение. Нулевые корректировки. Максимальная гибкость.
Сборочные системы — Progressive Machine & Design
4 января 2021 г.
90 лайков
Возможности PMD
Автоматизация сборки является основой бизнеса PMD. При создании автоматизированных сборочных систем мирового уровня интегратор должен иметь опыт работы с подвижными платформами, машинным зрением, робототехникой, технологиями соединения, погрузочно-разгрузочными работами, DFM, прослеживаемостью деталей и множеством других инструментов автоматизации. Наши партнеры и клиенты полагаются на PMD Engineering в ее способности эффективно интегрировать все это, не забывая при этом о программных показателях, коммерческих целях и сроках выхода на рынок.
Мы используем интегрированный процесс проектирования с ежедневными сеансами мозгового штурма, чтобы разработать надежные автоматизированные решения и снизить риски.
Системы сборки
Области компетенции
Высокоскоростная сборка
Транспортные платформы
Подача деталей
Роботизированная сборка
Технологии соединения
Субмикронный / Высокоточный
Транспортировка материалов
Отслеживаемость деталей
Интегрированные системы сборки
Системы контроля
Упаковка
Флюидизированное дозирование
Применение систем сборки
Роботизация
Сборка
В течение последних нескольких лет использование роботизированных систем стало очень распространенным явлением для автоматизации процессов сборки изделий. PMD сконфигурировала множество сборочных ячеек с широким диапазоном возможностей и стоимости. Новые и развивающиеся сенсорные системы как внутри, так и снаружи роботизированной платформы позволили значительно усложнить движения, требуемые от робота.
Сборочные системы
Роторные Машины
Роторные сборочные машины или сборочные ячейки с поворотным циферблатом обеспечивают эффективность, быстрое индексирование, быстрое развертывание и более низкую стоимость. Большинство из них состоят из центрального циферблата с сервоприводом или кольцевого индексатора, который работает быстро и очень точно. Большинство системных станций питаются от вибрационных систем подачи или роботизированной техники. Инструменты станции фиксируются на месте и обеспечивают точные и воспроизводимые операции для получения высококачественных результатов. Готовые компоненты/сборки могут автоматически выгружаться в готовые контейнеры или на конвейеры для дальнейшей обработки.
Компания PMD имеет большой опыт проектирования и производства многопозиционных машин с дисковым набором для клиентов из различных отраслей.
Применение системы сборки
Платформы с кулачковым приводом
Самым значительным преимуществом механической кулачковой системы является скорость. Некоторые из самых быстрых решений автоматизации основаны на кулачках из-за точного контроля движений внутри механизма. Движение инструмента следует точному и предсказуемому пути, что обеспечивает высокую скорость с динамикой ускорения, которая способствует плавной и бесшумной работе системы.
Системы сборки
Контролируемые Среды
Наш глобальный опыт работы с разнообразными продуктами, клиентами, географическими требованиями и экологическими проблемами дал PMD огромный багаж знаний. Это экономит ваше время, затраты и риски, потому что мы уже сделали это!
Фармацевтические и медицинские чистые помещения
Модульные чистые помещения
Асептическое производство
Сертификация и установка
Взрывоопасные и классифицированные среды
Системы сборки
Полотно Обработка
Полотно обычно обрабатывается путем перемещения по роликам и через различные станции до завершения всех операций с продуктом. Мотивация для работы с полотном вместо листов обычно связана с экономикой, поскольку полотна являются непрерывными, могут быть изготовлены на гораздо более высоких скоростях и не имеют проблем с запуском и остановкой, связанных с обработкой отдельных листов. Преимущества обработки полотна включают в себя максимальную производительность и минимизацию отходов.
Системы сборки
Высокая точность Обработка и сборка
PMD использует мощь нашей инженерной группы, состоящей из более чем 75 человек, для разработки надежных и надежных решений для самых требовательных приложений.
Субмикронный опыт
Проверка концепции в лаборатории PMD
Опыт работы с нанометровыми столиками и гексаподами
Использование расширенного Vision
Анализ характеристик
Системные приложения сборки
Lean Cells
Работая с вашими инженерами, PMD может создать эффективные решения для решения производственных проблем, возникающих в современной производственной среде JIT.
Что особенного в фигурках маленького гнома, которыми немцы любят украшать свои дачные участки? На 80 миллионов жителей в Германии приходится 25 миллонов этих сказочных существ. В польском Вроцлаве их можно встретить буквально на каждом шагу, ведь гномы являются символом этого города. Франция, Италия, Польша, Чехия и Скандинавия периодически спорят с Германией о том, где же находится родина этого персонажа. Эти милые карлики часто становились предметом судебных разбирательств, были героями выставок, даже жертвами вандализма. «Европульс» узнал, чему же садовый гном обязан своей популярности.
Происхождение и мифология
В одной только Германии живут 25 миллионов гномов, а сколько еще их может быть в других странах Европы? Подумать только, сказочное население, превышающее по численности народы многих европейских стран. Если бы в мире существовали волшебники, они непременно бы воспользовались этой армией карликов, гномов и кобальдов в своих целях.
Официальная версия происхождения этих существ такова, что первые гномы появились в лесах Тюрингии. В бронзовом веке, когда Европа была еще мало населена, а остров Крит процветал, критяне отправлялись в европейские леса за золотом. Люди невысого роста группами по 5-7 человек, вооружившись молотками, прочесывали Тюрингенский лес. С местными жителями они не ссорились, согласно знаменитой легенде, они однажды спасли Белоснежку.
И действительно, в немецких лесах можно обнаружить следы древних горных выработок. Другие источники указывают на то, что гномы пришли из Каппадокии 6 тысяч лет назад. Но истинное происхождение лесных карликов до сих пор остается загадкой.
Споры о принадлежности
Споры о национальной принадлежности гномов ведутся уже долгое время. Считается, что в начале XIII века швед Фредерик Угарф обнаружил в доме норвежского рыбака деревянную статуэтку, на которой было вырезано: «гном, натуральная величина». Видимо, предприимчивый швед так вдохновился находкой, что вывез её в свою страну. Сейчас эта фигурка хранится в Упсале. В XVI веке швейцарский физик Парацельс, приверженный идеям алхимии, уже был знаком со сказочными существами. Считается, что именно он первый начал называть гномов этим именем и приписывал им знание тайн земли.
В 1872 году в городке Грефенроде некий Филипп Грибель наладил массовое производство фигурок этих сказочных героев. В 1847 году садовые гномы были завезены в Великобританию сэром Исхемом. Из его коллекции до нас дошел один гном по имени Лэмпи, которого застраховали на миллион фунтов стерлингов. Постепенно гномы распространились по всей Европе. Во время Второй мировой войны их производство было запрещено в Германии, и гномы перекочевали во Францию и Австрию. Правда, после 1945 года они благополучно вернулись на свою официальную родину. Интересно, что польский город Нова-Соль своим символом считает садового гнома. А в Чехии 2004 год был объявлен годом Гнома. Бельгийских художник Пейо в 1958 году выпустил первую серию рисованных историй о семействе голубых гномов в белых колпаках Смарфах (Les Schtroumpfs). В 1990-ые годы эти существа оказались в коллекции немецких «Киндер-сюрпризов».
Жизнь и деятельность маленьких тружеников
Эти сказочные существа бывали героями комиксов, игрушками, золотодобытчиками и алхимиками, но самая популярная их профессия – садовод. Почти на любом садовом участке в Германии можно найти гнома. Никто толком не знает, когда именно немцы увлеклись расстановкой гномов в своих садах, но каждый из них считает своим долгом иметь у себя в саду хотя бы одного карлика. Немцы считают, что маленький гном похож на своих хозяев: такой же трудолюбивый и дружелюбный. А немцы — известные садоводы. Раньше они оформляли свои участками в стиле натургартен – дикий сад. Теперь этот стиль сохранился только в Восточной Германии, а в Западной части страны люди пришли к боле лаконичному и менее затратному виду сада: подстриженные газоны, каменные украшения, хвойные растения, не требующие тщательного ухода, и конечно же, маленькие садовые гномы. Те, кто не может позволить себе содержать сад, устанавливают гномов на балконах, мансардах, у дверей дома.
Борьба за выживание
Как и у каждого легендарного героя, у гнома есть свои почитатели и злопыхатели. К последним относится образованная часть Германии. Искусствоведы, культурологи и доктора наук считают немецкую страсть к гномам позороной. Якобы эта керамическая скульптура – образчик китча и безвкусицы. Гномы некоторых бюргеров не раз становились жертвами соседского недовольства. В стране даже продается фигура под названием «Жертва злого соседа»: гном, с окровавленным ножом в спине.
Была такая история. В Гамбурге жилец многоквартирного дома установил перед своим окном на первом этаже двух гномов. И за это соседи на него подали в суд. Был процесс, и решение суда было таково: «Установка гномов в общем саду многоквартирного дома приводит к изменению общего вида жилого строения и может отпугнуть потенциальных покупателей квартир. Садовые гномы для многих являются символом ограниченного ума и дурного вкуса. Поэтому владелец дома имеет право требовать их удаления с участка».
В том же Гамбурге одному человеку не понравилось выражение лица гнома, установленного на участке его соседа. Тоже был судебный процесс, но в этом случае суд решил, что с выражением лица у карлика все в порядке, поэтому истцу пришлось смириться с присутствием сказочного существа.
У гномов есть и свои защитники. В Италии и Франции действует «Фронт освобождения садовых гномиков». Члены движения похищают гномов из садов и отпускают их на свободу, просто оставляют вдали от забора дачного участка. В 2008 году француз из Бретани был даже арестован по подозрению в краже 170 садовых гномов. Теперь практика похищения гномов приобрела собственный термин и называется «гноминг».
Ученые, исследующие культурные привычки европейцев, считают, что эти сказочные существа нужны людям для того, чтобы чувствовать себя защищеннее – это форма фетишизма и домашнего язычества. Получается, что между россиянами и европейцами разница не такая уж большая. В России верят в домовых, а в Европе — в гномов.
Садовый гном – лучший друг и главный враг немцев – DW – 03.05.2006
Фото: AP
3 мая 2006 г.
Для одних людей они – кич, для других – украшение. Миллионы глиняных гномов населяют немецкие сады, террасы, балконы. Хотя статуэткам уже перевалило за 130 лет, они все еще способны доводить немцев до крайних чувств.
https://p.dw.com/p/8MB5
Реклама
Один из экспонатов выставки в ГюнцбургеФото: picture-alliance / dpa/dpaweb
До начала ноября текущего года выставка «Семья гномов» в округе Гюнцбург в федеральной земле Баден-Вюртемберг станет Меккой для любителей этих фигурок. В музее Hammerschmiede Naichen представлено несколько сотен гномов, как «классических», так и карикатур на политиков – Гельмута Коля, Дитриха Геншера и Франца-Йозефа Штрауса. Здесь можно увидеть также фигурки Гёте и баварского короля Людвига II. Всех их объединяет одно – присущая для гнома красная шапочка в форме ночного колпака, борода и белозубая улыбка.
Популярность, благодаря сказкам братьев Гримм
Садовый гном БуддаФото: dpa — Report
В Германии, по некоторым оценкам, при населении в 80 миллионов человек более 14 миллионов гномов населяют сады и балконы. Первый фарфоровый гном появился на свет более 130 лет назад в тюрингском городке Грефенрода на семейном предприятии Райнхарда Грибеля. Вскоре производством керамических гномов здесь занялись 16 мануфактур. До настоящего времени сохранилось лишь предприятие Грибеля, на котором, как и сто лет назад, гномов делают вручную. Известность и популярность в Германии гномы получили, благодаря сказкам братьев Гримм с иллюстрациями Людвига Рихтера.
Гномы символизировали немецкое добродушие, уют и прилежание. Начиная с 80-х годов 19 века, они очень быстро распространились по всей Германии. Культурологи объясняют это тем, что немцы в этих фигурках из сказок искали убежища от бурных перемен конца 19 века.
Идеальный объект кича
Пип-шоу для гномовФото: AP
Садовые гномы уже давно покинули свое основное «жизненное пространство» и освоили балконы, витрины и экстравагантные мансарды. Отношение к ним в Германии весьма неоднозначное. Для одних людей гномы – модное и стильное украшение, для других — олицетворение безвкусицы и мещанства.
Социологические опросы показывают, что большинство противников гномов окончили как минимум гимназию. К гномоненавистникам чаще всего относятся жители крупных городов с образованием и доходами выше среднего. «Садовый гном – маленький, хорошенький на вид, как правило, окрашен в яркие цвета – идеальный объект кича», — считает профессор венского университета Конрад Пауль Лиссман. Гном призван принести в сад идиллию и уют. А именно это представление, по словам профессора, испокон веков считалось признаком ограниченности и мещанства. (сг)
Реклама
Пропустить раздел Еще по теме
Еще по теме
Показать еще
Пропустить раздел Близкие темы
Близкие темы
Садовые гномыДворцы в ГерманииНемцыБорис НемцовРоссийские немцы Вадим ПрохоровБерлиналеУбийство Бориса НемцоваШлагбаум, рубрика DW1700 лет еврейской жизни в ГерманииВойна в Украине: хроника событийОппозиция в РоссииПропустить раздел Топ-тема
1 стр. из 3
Пропустить раздел Другие публикации DW
На главную страницу
German Gnomes — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
ГЕРМАНИЯ Найдите уникальные предметы со всего мира, которые доставляются в Германию
(751 соответствующий результат)
Старинные немецкие гномы — 6 для продажи на 1stDibs
Пара немецких гномов 19-го века Вырезанные вручную фигурки костяных гномов 9
Категория
Немецкие антикварные немецкие гномы середины XIX века
Материалы
Кость
3
3 Century German Gnomes Фигурки костяных гномов ручной работы
В 3,15 дюйма, Ш 1,97 дюйма, Г 1,58 дюйма
Немецкий оловянный грибной гном
By WMF Württembergische Metallwarenfabrik
Находится в Нью-Йорке, штат Нью-Йорк
Континентальный немецкий (19/20 век) оловянная фигурка гнома, держащего гриб с
Категория
Немецкий XIX век Другие антикварные немецкие гномы
Материалы
Оловянный
3 Оловянный грибной гном
В 8,25 дюйма, дм 3,5 дюйма
Дерево Шварцвальд Бриенц Резной фигурный гном Щелкунчик Немецкий антиквариат, 1900-е годы
Находится в Нюрнберге, Германия00-е годы Шварцвальд Бриенц вырезал из дерева Щелкунчика в форме гнома. Прибавка к
Категория
в начале 1900 -х годов Немецкий швардовой антикварные немецкие гномы
Материалы
Wood
Brienz Brienz Brienz Contural Figural inctcracker German Antiqu дюйм
Рождественская тарелка с печеньем Санта-Клауса с мотивом гнома и ангела, античный немецкий
Находится в Нюрнберге, Германия
Эта красивая новогодняя тарелка станет прекрасным дополнением к вашему украшению в канун Деда Мороза. Он отмечен сзади. Красиво покажите печенье Санты. Санта-Клаус будет в восторге…
Категория
Немецкое народное искусство начала 20-го века Старинные немецкие гномы
Материалы
Фарфор
Рождественская тарелка для печенья Санта-Клауса с изображением гнома и ангела, античная немецкая
00044 2,5 дюйма H 2,5 дюйма H
0004 10,25 дм
Американская пара Садовые гномы Удачи Легендарные скульптуры
Расположен в Южном Берлингтоне, штат Вирджиния
В зелени пышных садов Германии можно увидеть садового гнома с красной шапкой
Категория
Американские антикварные немецкие гномы начала 20-го века
Материалы
3
2
3
2
3
3
2
Американские парные садовые гномы, легендарные скульптуры удачи
Без резерва
В 14 дюймов Ш 6 дюймов Г 4 дюйма
Редкий и практичный размер, антикварная расписанная вручную скульптура гнома Настенный кронштейн или полка
Расположен в Лиссе, Нидерланды.
Красивый и очень декоративный кронштейн в виде гнома с глубоким рельефом. Если вы коллекционер редких и
Категория
Немецкие антикварные немецкие гномы начала 20-го века
Материалы
Гипс
Редкие и практичные антикварные скульптуры гномов ручной росписи Настенный кронштейн или полка
3 H
Бесплатная доставка 15,4 дюйма Ш 13,5 дюйма Г 12,25 дюйма
Американская пара остроконечных шляп Садовые гномы Скульптуры удачи Оригинальная краска
Находится в Южном Берлингтоне, штат Вирджиния
Анатолия и вновь появился в Италии 16-го века. Обыкновенный садовый гном возник в Германии 19-го века
Категория
Американские антикварные немецкие гномы начала 20-го века
Материалы
Железо
Американская пара остроконечных шляп Садовые гномы Удачи Скульптуры Оригинальная краска
14 дюймов H 14 H 14 H 14 H 14 H 9003
6 дюймов D 4 дюйма
Резная дубовая статуя Святой Екатерины Александрийской 18 века
Находится в Винтер-Парке, Флорида
Резная дубовая статуэтка святой Екатерины Александрийской XVIII века, вероятно, южногерманская
Категория
Немецкие антикварные немецкие гномы середины XVIII века Дубовая статуя святой Екатерины Александрийской
В 22 дюйма Ш 10 дюймов Г 6 дюймов
Мейсенские статуэтки Древняя любовь Наследие Охотник Модель A 46 Кендлер, сделано около 1870 года
Иоганн Иоахим Кендлер
Находится в Вене, AT
ее правой руки. Рядом с ногами человека находится маленький сатир с чертами гнома: It
Категория
1870-е годы Немецкое рококо Старинные немецкие гномы
Материалы
Фарфор
Мейсенские фигурки 907 0 7 0 6
В 5,90 дюйма, Ш 5,90 дюйма, Г 3,93 дюйма
A Dingbat Race
By Dudley Ward
Расположен в Миннеаполисе, Миннесота,
. Frosst, в котором представлены вариации этих маленьких гномоподобных фантастических фигурок, показывающие, что они используются
Категория
Югендстиль начала 1900-х Старинные немецкие гномы
Материалы
Доска для иллюстраций, акварель
Dudley Ward 90 Dingbat Race
3 A
В, 23,5 дюйма, Ш, 19,5 дюйма, Г, 1 дюйм
Patriotic Scherenschnitte в стиле, часто приписываемом Исааку Стили
Расположен в округе Йорк, штат Пенсильвания,
scherenschnitte was executed in the style often attributed to Pennsylvania German minister Isaac Stiehly (1800
Category
Mid-19th Century American Antique German Gnomes
Materials
Paper
Patriotic Scherenschnitte In the Style Often Attributed to Isaac Stiehly
В 19,5 дюймов Ш 20 дюймов Г 2 дюйма
Старинная ручная резьба в новом состоянии Скульптура гнома из Шварцвальда Щелкунчик
Находится в Лиссе, Нидерланды
только лучшее качество и состояние антиквариата Шварцвальда, тогда этот гном-щелкун для орехов может быть
Категория
Немецкий Шварцвальд Старинные немецкие гномы начала 20-го века
Материалы
Дерево
Антиквариат, ручная резьба и новое состояние Скульптура лесного гнома «Щелкунчик»
Бесплатная доставка
В 9 дюймов, Ш 3,8 дюйма, Г 2,3 дюйма
Будьте в курсе новых поступлений
Сохраните «Старинные немецкие гномы», и мы сообщим вам, когда появятся новые объявления в этой категории.
Недавние продажи
Старинный огромный редкий деревянный гном из Шварцвальда ручной работы Сделано в Германии около 1900 года
Находится в Торреоне, Коауила Изготовлен из дерева Шварцвальд ручной работы. Предположительно сделано в Германии
Категория
Начало 20-го века Немецкий Шварцвальд Старинные немецкие гномы
Материалы
Дерево
Антиквариат Огромный редкий деревянный гном из Шварцвальда ручной работы Сделано в Германии около 1900
В 25,99 дюйма Ш 12,21 дюйма Г 7,49 дюйма
Старинная чаша для пунша из трех частей, украшенная винным виноградом и гномом
By Mettlach зубчатая крышка и нижняя пластина немецкого производства Mettlach. Украшен
Категория
Немецкие антикварные немецкие гномы начала 1900-х годов
Материалы
Керамика
Старинная метлахская чаша для пунша из трех частей, украшенная винным виноградом и гномом
H 16,25 дюйма Dm 14,75 дюйма
Редкий бронзовый кувшин Aqua Manille раннего
Находится в Сан-Франциско, Калифорния
Редкий бронзовый кувшин Aqua Manille 18-го века немецкого производства с изображением тролля или гнома с откидной крышкой
Категория
18 -го века и более ранние немецкие антикварные немецкие гномы
Материалы
Бронзовая
РЕДИЧНЫЙ РАННЯ Скульптура гнома
Расположен в Хоупвелле, штат Нью-Джерси.
Редкий терракотовый садовый гном конца XIX века, немецкий. Оригинальная полихромная окрашенная отделка, около
Категория
19 -го века Немецкие немецкие гномы
Материалы
Terracotta
Редкий антикварный терракотовый сад Гноме. Настольное зеркало Forest Carved Gnome or Elf
Находится в Вискассете, штат Мэн
Уникальная форма и отличный образец резьбы по Шварцвальду
Категория
начало 20 -го века Немецкий швардовый антикварный рынок Немецкий Гномы
Материалы
Дерево, Стекло
Черт -лесной резные гноме или эльф. Гном Козерог Каприччио Высота 24,4 дюйма C.1912-15
Фердинанд Либерманн
Расположен в Вене, AT
)
Гном верхом на Козероге «CAPRICCIO»
Дизайн: Фердинанд Либерманн (1912) Подписано на раунде
Категория
1910S Немецкие арт-нуво антикварные немецкие гномы
Материалы
Фарфор
Rosenthal Selb Bavaria Gnome Capricorn Capriccio Высота 24,4 дюйма C.
Если ваша работа или хобби касаются станков с ЧПУ или 3D-принтеров, то понимание того, что такое G-код и как он работает, имеет важное значение для вас. Итак, в этом руководстве мы изучим основы языка G-кода, каковы наиболее важные или распространенные команды G-кода, и мы объясним, как они работают.
Что такое G-код?
G-code — это язык программирования для станков с ЧПУ (числовое программное управление). G-код означает «геометрический код». Мы используем этот язык, чтобы сказать машине, что делать или как что-то делать. Команды G-кода указывают машине, куда двигаться, с какой скоростью двигаться и по какому пути двигаться.
В случае станка, такого как токарный или фрезерный, режущий инструмент приводится в действие этими командами, чтобы следовать определенной траектории инструмента, срезая материал, чтобы получить желаемую форму.
Точно так же в случае аддитивного производства или 3D-принтеров команды G-кода инструктируют машину наносить материал слой за слоем, формируя точную геометрическую форму.
Как читать команды G-кода?
На первый взгляд, когда вы видите файл G-кода, он может показаться довольно сложным, но на самом деле его не так уж и сложно понять.
Команды G-кода
Если мы внимательно посмотрим на код, мы можем заметить, что большинство строк имеют одинаковую структуру. Кажется, что «сложная» часть G-кода — это все те числа, которые мы видим, которые являются просто координатами.
Давайте взглянем на одну строчку и объясним, как она работает.
G01 X247.951560 Y11.817060 Z-1.000000 F400.000000
Строка имеет следующую структуру:
G ## X ##Y ##Z ## F ##
Во-первых, это команда G-кода, и в данном случае это G01, что означает «двигаться по прямой в определенное положение».
Заявляем положение или координаты с X, Y и Z значений.
Наконец, с помощью значения F мы устанавливаем скорость подачи или скорость, с которой будет выполняться перемещение.
В заключение линия сообщает станку с ЧПУ двигаться по прямой от его текущего положения до координат X247.951560, Y11.817060 и Z-1.000000 со скоростью 400 мм / мин. Единица измерения — мм / мин, потому что, если мы посмотрим назад на изображение примера G-кода, мы увидим, что мы использовали команду G21, которая устанавливает единицы измерения в миллиметры. Если нам нужны единицы измерения в дюймах, мы используем вместо этого команду G20.G01 X247.951560 Y11.817060 Z-1.000000 F400.000000
Наиболее важные / распространенные команды G-кода
Итак, теперь, когда мы знаем, как читать строку G-кода, мы можем взглянуть на наиболее важные или часто используемые команды G-кода. Мы узнаем, как работает каждый из них, на нескольких примерах, и к концу этого руководства мы сможем полностью понять, как работает G-код, как читать, как изменять и даже как писать наш собственный G-код. К основным командам G-кода еще можно добавить команды управления оборудованием станка с ЧПУ, которые так же называются М-код. Они отвечают за такие действия как включение шпинделя, подача СОЖ, смена инструмента и так далее.
G00 — быстрое перемещение
Команда G00 перемещает станок с максимальной скоростью движения из текущего положения в заданную точку или координаты, указанные в команде. Станок будет перемещать все оси одновременно, поэтому они завершают движение одновременно. Это приводит к прямолинейному перемещению к новой точке положения.
G00 — быстрое перемещение
G00 не является режущим движением, и его цель — просто быстро переместить машину в желаемое положение, чтобы начать какую-либо работу, такую как резка или печать.
G01 — линейная интерполяция
Команда G-кода G01 указывает станку двигаться по прямой с заданной скоростью подачи или скоростью. Мы указываем конечную позицию значениями X, Y и Z, а скорость — значением F. Контроллер машины вычисляет (интерполирует) промежуточные точки, через которые нужно пройти, чтобы получить эту прямую линию. Хотя эти команды G-кода просты и интуитивно понятны, за ними контроллер машины выполняет тысячи вычислений в секунду, чтобы выполнить эти движения.
G01 — линейная интерполяция
В отличие от команды G00, которая используется только для позиционирования, команда G01 используется, когда станок выполняет свою основную работу. В случае токарного или фрезерного станка — резка материала по прямой линии, а в случае 3D-принтера — экструзии материала по прямой линии.
G02 — круговая интерполяция по часовой стрелке
Команда G02 указывает машине двигаться по часовой стрелке по круговой схеме. Принцип тот же что и у команды G01, и она используется при выполнении соответствующего процесса обработки. В дополнение к параметрам конечной точки здесь нам также необходимо определить центр вращения или расстояние начальной точки дуги от центральной точки дуги. Начальная точка фактически является конечной точкой предыдущей команды или текущей точкой.
Для лучшего понимания мы добавим команду G02 после команды G01 из предыдущего примера.
Итак, в первом примере у нас есть команда G01, которая перемещает машину в точку X5, Y12. Теперь это будет отправной точкой для команды G02. С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это с помощью параметров I и J. Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку по X5 и Y7, нам нужно сделать смещение 0 по оси X и смещение -5 по оси Y.
Конечно, мы можем установить центральную точку в любом другом месте, таким образом мы получим другую дугу, которая заканчивается в той же конечной точке. Вот пример этого:
G02 — круговая интерполяция по часовой стрелке
Итак, здесь у нас все еще есть та же конечная точка, что и в предыдущем примере (X10, Y7), но теперь центральная точка находится в другом положении (X0, Y2). Благодаря этому мы получили более широкую дугу по сравнению с предыдущей.
G00, G01, G02 Пример — ручное программирование G-кода
Давайте посмотрим на простой пример фрезерования с ЧПУ с использованием этих трех основных команд G-кода: G00, G01 и G02.
Чтобы получить траекторию для формы, показанной на изображении выше, нам нужно выполнить команды G-кода:
G00 X5 Y5; point B
G01 X0 Y20 F200; point C
G01 X20 Y0; point D
G02 X10 Y-10 I0 J-10; point E
G02 X-4 Y-8 I-10 J0; point F
G01 X-26 Y-2; point B
С помощью первой команды G00 мы быстро переводим станок из исходного положения в точку B (5,5). Отсюда мы начинаем с «резки» со скоростью подачи 200 с помощью команды G01. Здесь можно отметить, что для перехода из точки B (5,5) в точку C (5,25) мы используем значения X и Y относительно начальной точки B. Итак, +20 единиц в направлении Y приведет нас к точке C (5,25). Фактически, это зависит от того, выбрали ли мы машину для интерпретации координат как абсолютных или относительных. Мы объясним это в следующем разделе.
Как только мы достигаем точки C (5,25), у нас есть еще одна команда G01 для достижения точки D (25,25). Затем мы используем команду G02, круговое движение, чтобы добраться до точки E (35,15) с центральной точкой (25,15). На самом деле у нас есть такая же центральная точка (25,15) для следующей команды G02, чтобы добраться до точки F (31,7). Однако мы должны отметить, что параметры I и J отличаются от предыдущей команды, потому что мы смещаем центр от последней конечной точки или точки E. Мы завершаем траекторию инструмента другой командой G01, которая выводит нас из точки F (31, 7) вернуться к пункту Б (5,5).
Итак, вот как мы можем вручную запрограммировать G-код для создания этой формы. Однако мы должны отметить, что это не полный G-код, потому что нам не хватает еще нескольких основных команд. Мы сделаем полный G-код в следующем примере, так как сначала нам нужно объяснить эти команды G-кода.
G03 — круговая интерполяция против часовой стрелки
Как и G02, команда G-кода G03 определяет движение станка по круговой схеме. Единственная разница здесь в том, что движение идет против часовой стрелки. Все остальные функции и правила такие же, как у команды G02.
Итак, с помощью этих трех основных команд G-кода, G01, G02 и G03, мы можем сгенерировать траекторию инструмента буквально для любой формы, которую мы хотим. Теперь вам может быть интересно, как это возможно, но на самом деле это простая задача для компьютера и программного обеспечения CAM. Да, это правда, что иногда мы можем вручную создать программу G-кода, но в большинстве случаев мы делаем это с помощью соответствующего программного обеспечения, которое намного проще и безопаснее.
G20 / G21 — Выбор единиц
Команды G20 и G21 определяют единицы G-кода: дюймы или миллиметры.
G20 = дюймы
G21 = миллиметры
Отметим, что единицы должны быть установлены в начале программы. Если мы не укажем единицы измерения, машина будет рассматривать значения по умолчанию, установленные предыдущей программой.
G17 / G18 / G19 — выбор плоскости G-кода
С помощью этих команд G-кода мы выбираем рабочую плоскость станка.
G17 — плоскость XY
G18 — самолет XZ
G19 — самолет YZ
G17 / G18 / G19 — выбор плоскости G-кода
G17 используется по умолчанию для большинства станков с ЧПУ, но два других также можно использовать для выполнения определенных движений.
G28 — Возвращение домой
Команда G28 указывает станку переместить инструмент в исходную точку или исходное положение. Чтобы избежать столкновения, мы можем включить промежуточную точку с параметрами X, Y и Z. Инструмент пройдет через эту точку, прежде чем перейти к контрольной точке. G28 X## Y## Z##
G28 — Возвращение в исходную точку
Исходное положение можно определить с помощью команды G28.1 X## Y## Z##.
G90 / G91 — команды позиционирования G-кода
С помощью команд G90 и G91 мы сообщаем машине, как интерпретировать координаты.G90 — для абсолютного режима, а G91 — для относительного режима.
В абсолютном режиме инструмент всегда позиционируется от абсолютной точки или от нуля. Таким образом, команда G01 X10 Y5 переместит инструмент в эту точную точку (10,5), независимо от предыдущей позиции.
С другой стороны, в относительном режиме инструмент позиционируется относительно последней точки. Таким образом, если станок в настоящее время находится в точке (10,10), команда G01 X10 Y5 переведет инструмент в точку (20,15). Этот режим также называется «инкрементным режимом».
Другие команды G-кода
Итак, команды G-кода, которые мы описали выше, являются наиболее распространенными, но их гораздо больше. Существуют такие команды, как компенсация резца, масштабирование, системы координат заготовки, выдержка и т. Д.
Помимо G-кода, существуют также команды M-кода, которые используются при генерации реальной полноценной программы G-кода. Вот несколько распространенных команд M-кода:
M00 — Остановка программы
M02 — Конец программы
M03 — шпиндель включен — по часовой стрелке
M04 — шпиндель включен — против часовой стрелки
M05 — остановка шпинделя
M06 — Смена инструмента
M08 — Система охлаждения ВКЛ.
M09 — Система охлаждения ВЫКЛ.
M30 — Конец программы
В случае 3D-принтера:
M104 — Запуск нагрева экструдера
M109 — Подождите, пока экструдер достигнет T0
M140 — Запуск подогрева кровати
M190 — Подождите, пока стол не достигнет T0
M106 — Установить скорость вентилятора
Некоторым из этих команд требуются соответствующие параметры. Например, при включении шпинделя с помощью M03 мы можем установить скорость шпинделя с помощью параметра S. Итак, линия M30 S1000 будет включать шпиндель со скоростью 1000 об / мин.
Мы также можем отметить, что многие коды являются модальными, что означает, что они остаются в силе до тех пор, пока не будут отменены или заменены другим кодом. Например, скажем, у нас есть код для линейного движения резания G01 X5 Y7 F200. Если следующее движение снова будет линейным резанием, мы можем просто ввести координаты X и Y, без надписи G01.
То же самое относится и к параметру скорости подачи F. Нам не нужно включать его в каждую строку, если мы не хотим изменить его значение.
В некоторых файлах G-кода вы также можете видеть «N ##» перед командами. Слово N просто для нумерации строки или блока кода. Это может быть полезно для идентификации конкретной строки в случае ошибки в огромной программе.
Пример простой программы G-кода
Тем не менее, после прочтения всего этого, теперь мы можем вручную создать настоящий, актуальный код. Вот пример:
Пример простой программы G-кода
%
G21 G17 G90 F100
M03 S1000
G00 X5 Y5; point B
G01 X5 Y5 Z-1; point B
G01 X5 Y15 Z-1; point C
G02 X9 Y19 Z-1 I4 J0; point D
G01 X23 Y19 Z-1; point E
G01 X32 Y5 Z-1; point F
G01 X21 Y5 Z-1; point G
G01 X21 Y8 Z-1; point H
G03 X19 Y10 Z-1 I-2 J0; point I
G01 X13 Y10 Z-1; point J
G03 X11 Y8 Z-1 I0 J-2; point K
G01 X11 Y5 Z-1; point L
G01 X5 Y5 Z-1; point B
G01 X5 Y5 Z0
G28 X0 Y0
M05
M30
%
Описание программы G-кода:
Инициализация кода. Этот символ (%) всегда присутствует в начале и в конце программы.
Линия безопасности: установите программирование в метрической системе (все размеры в мм), плоскость XY, абсолютное позиционирование и скорость подачи 100 мм / мин.
Шпиндель вращается по часовой стрелке со скоростью 1000 об / мин.
Быстрое позиционирование до B (5,5).
Контролируемое движение в той же позиции, но опускание инструмента до -1.
Линейное движение резания в положение C (5,15).
Круговое движение по часовой стрелке до точки D (9,19) с центром в точке (9,15).
Линейный разрез до точки E (23,19).
Линейная резка до точки F (32,5).
Такой же прямой разрез до точки G (21,5).
Еще один прямой разрез до точки H (21,8).
Круговая интерполяция против часовой стрелки в положение I (19,10) с центром в (19,8).
Линейный разрез до точки J (13,10).
Круговая резка против часовой стрелки в положение K (11,8) с центром в точке (13,8).
Линейная резка в положение L (11,5).
Окончательное линейное перемещение резания в положение B (5,5).
Поднимите инструмент.
Перейти в исходное положение.
Шпиндель выключен.
Окончание основной программы.
Описание G и M кодов используемых для программирования ЧПУ (CNC) станков
G-коды это условное именование языка для программирования устройств с ЧПУ (CNC)(Числовое программное управление). G-коды созданы компанией Electronic Industries Alliance в 60-х годах.
Окончательная доработка одобрена в феврале 1980-го года как RS274D стандарт.
Комитет ИСО утвердил G-коды, как стандарт ISO6983-1:1982, Госкомитет по стандартам СССР — как ГОСТ 20999-83. В советской технической литературе G-коды обозначается, как код ИСО-7 бит.
Сводная таблица кодов
Основные, в стандарте называются подготовительными, команды языка начинаются с буквы G:
Перемещение рабочих органов оборудования с заданой скоростью (линейное и круговое)
Выполнение типовых последовательностей (таких, как обработка отверстий и резьб)
Управление параметрами инструмента, системами координат, и рабочих плоскостей
Подготовительные (основные) команды
Коды
Описание
G00-G04
Позиционирование инструмента
G17-G19
Переключение рабочих плоскостей (XY, XZ, YZ)
G20-G21
Не стандаризовано
G40-G44
Компенсация размера различных частей инструмента (длина, диаметр)
G53-G59
Переключение систем координат
G80-G84
Циклы сверления, нарезания резьбы
G90-G92
Переключение систем координат (абсолютная, относительная)
Таблица основных команд
Код
Описание
Пример
G00
Ускоренное перемещение инструмента (холостой ход)
G0 X0 Y0 Z100;
G01
Линейная интерполяция
G01 X0 Y0 Z100 F200;
G02
Круговая интерполяция по часовой стрелки
G02 X15 Y15 R5 F200;
G03
Круговая интерполяция против часовой стрелки
G03 X15 Y15 R5 F200;
G04
Задержка на P миллисекунд
G04 P500;
G10
Задать новые координаты для начала координат
G10 X10 Y10 Z10;
G11
Отмена G10
G11;
G15
Отмена G16
G15 G90;
G16
Переключение в полярную систему координат
G16 G91 X100 Y90;
G20
Режим работы в дюймовой системе
G90 G20;
G21
Режим работы в метрической системе
G90 G21;
G22
Активировать установленый предел перемещений (Станок не выйдет за их предел).
G22 G01 X15 Y25;
G23
Отмена G22
G23 G90 G54;
G28
Вернуться на референтную точку
G28 G91 Z0 Y0;
G30
Поднятие по оси Z на точку смены инструмента
G30 G91 Z0;
G40
Отмена компенсации размера инструмента
G1 G40 X0 Y0 F200;
G41
Компенсировать радиус инструмента слева
G41 X15 Y15 D1 F100;
G42
Компенсировать радиус инструмента справа
G42 X15 Y15 D1 F100;
G43
Компенсировать высоту инструмента положительно
G43 X15 Y15 Z100 h2 S1000 M3;
G44
Компенсировать высоту инструмента отрицательно
G44 X15 Y15 Z4 h2 S1000 M3;
G53
Переключиться на систему координат станка
G53 G0 X0 Y0 Z0;
G54-G59
Переключиться на заданную оператором систему координат
G54 G0 X0 Y0 Z100;
G68
Поворот координат на нужный угол
G68 X0 Y0 R45;
G69
Отмена G68
G69;
G80
Отмена циклов сверления (G81-G84)
G80 Z100;
G81
Цикл сверления
G81 X0 Y0 Z-10 R3 F100;
G82
Цикл сверления с задержкой
G82 X0 Y0 Z-10 R3 P100 F100;
G83
Цикл сверления с отходом
G83 X0 Y0 Z-10 R3 Q8 F100;
G84
Цикл нарезание резьбы
G95 G84 X0 Y0 Z-10 R3 F1. 411;
G90
Абсолютная система координат
G90 G21;
G91
Относительная система координат
G91 G1 X4 Y5 F100;
G94
F (подача)- в формате мм/мин.
G94 G80 Z100;
G95
F (подача)- в формате мм/об.
G95 G84 X0 Y0 Z-10 R3 F1.411;
G98
Отмена G99
G98 G15 G90;
G99
После каждого цикла не отходить на «подходную точку»
G99 G91 X10 K4;
Таблица технологических кодов
Технологические команды языка начинаются с буквы М. Включают такие действия, как:
Сменить инструмент
Включить/выключить шпиндель
Включить/выключить охлаждение
Вызвать/закончить подпрограмму
Вспомогательные (технологические) команды
Код
Описание
Пример
M00
Приостановить работу станка до нажатия кнопки «старт» на пульте управления, так называемый «технологический останов»
G0 X0 Y0 Z100 M0;
M01
Приостановить работу станка до нажатия кнопки «старт», если включен режим подтверждения останова
G0 X0 Y0 Z100 M1;
M02
Конец программы
M02;
M03
Начать вращение шпинделя по часовой стрелке
M3 S2000;
M04
Начать вращение шпинделя против часовой стрелки
M4 S2000;
M05
Остановить вращение шпинделя
M5;
M06
Сменить инструмент
M6 T15;
M07
Включить дополнительное охлаждение
M3 S2000 M7;
M08
Включить основное охлаждение
M3 S2000 M8;
M09
Выключить охлаждение
G0 X0 Y0 Z100 M5 M9;
M30
Конец информации
M30;
M98
Вызов подпрограммы
M98 P101;
M99
Конец подпрограммы, возврат к основной программе
M99;
Параметры команд задаются буквами латинского алфавита
Константы
Код
Описание
Пример
X
Координата точки траектории по оси X
G0 X0 Y0 Z100
Y
Координата точки траектории по оси Y
G0 X0 Y0 Z100
Z
Координата точки траектории по оси Z
G0 X0 Y0 Z100
F
Скорость рабочей подачи
G1 G91 X10 F100
S
Скорость вращения шпинделя
S3000 M3
R
Радиус или параметр стандартного цикла
G1 G91 X12. 5 R12.5 или G81 R1 0 R2 -10 F50
D
Параметр коррекции выбранного инструмента
M06 T1 D1
P
Величина задержки или число вызовов подпрограммы
M04 P101 или G82 R3 Z-10 P1000 F50
I,J,K
Параметры дуги при круговой интерполяции
G03 X10 Y10 I0 J0 F10
L
Вызов подпрограммы с данной меткой
L12 P3
Назад
Вперед
You have no rights to post comments
Обучение станкам с ЧПУ
Онлайн-курсы научат вас, как стать великим машинистом
Зарегистрироваться
Научитесь программировать станки с ЧПУ онлайн
С многоосевыми обрабатывающими центрами начинается самое интересное. Эти станки способны изготавливать любую деталь с высокой скоростью и высокой точностью.
Этот курс по токарному станку предполагает, что у вас есть базовые знания о токарной обработке и GCODE. Если вы знаете основы, такие как команды быстрого перемещения и скорости подачи, то вы готовы к этому курсу ЧПУ. Если нет, то сначала запишитесь на мой базовый курс здесь.
У вас есть только 2-осевой токарный станок с ЧПУ? Тогда этот курс по-прежнему актуален для вас и по-прежнему стоит своих денег. Я охватываю все операции, которые используются на 2-осевом токарном станке, а также на многоосевом промышленном оборудовании
ПРОГРАММНЫЙ ПЕРЕКТОР
Циклы черновой и отделки
Центральный бурение и скучный состав
ВИНТА
СОЗДАНИЕ
Живые инструменты
Подпрограмм
COSS-AXISIS
CRESS-AXISIS
Операции. 0019
Позиционирование по оси C
Каждый урок четко объясняется с помощью диаграмм и раздаточных материалов. Не только практический курс, но и внутренние советы и рекомендации, используемые торговцами
Зарегистрируйтесь сейчас всего за
$156.00
Каждый раз, когда этот курс программирования станков обновляется, цена повышается, Купить теперь для пожизненных бесплатных обновлений!
Зарегистрируйтесь!
А Во-первых, эти впечатляющие машины кажутся сложными для обучения программированию. Разбивая каждую операцию построчно, команду за командой, они не так сложны, как кажутся.
Я объясняю каждый используемый GCode, каждую написанную часть цикла и каждое сделанное движение.
Как и все мои курсы, Пожизненные обновления бесплатны!
Обучение станкам с ЧПУ еще никогда не было таким простым и доступным
Т
его курс обучения станкам с ЧПУ охватывает все, что вам нужно, чтобы уверенно программировать свой токарный станок с ЧПУ
GCODES и MCODES
Все основные циклы
Передовой опыт
Описание двухшпинделей
Операции с приводным инструментом
И многое другое
Включает около 30 справочных материалов, которые вы можете сохранить на своем телефоне или распечатать и хранить в своем наборе инструментов.
Замечательный курс, особенно для новичков вроде меня. лаконичный и прямо к точка.
Харис
Понятный формат
Павел
Очень интересно и полезно.
Джейкоб
Учебная программа по программированию токарных станков с ЧПУ
Введение
Добро пожаловать (1:24)
Важная информация (1:00)
Декартова система координат (4:38)
Заголовок (7:01)
Линия безопасности (4:16)
Установка баз (10:29)
Возвращение домой (9:20)
Осевые операции
Скучно (14:54)
Сверление точка-точка (9:57)
Циклы сверления G81 и G82 (8:02)
Циклы сверления G73 и G83 (11:02)
Постукивание по центральной линии (8:13)
Отрыв (7:42)
Шпиндели, плоскости и подпрограммы
G96 и G97 Управление шпинделем (3:51)
Рабочие плоскости G17, G18 и G19 (2:36)
Подпрограммы (3:15)
Вспомогательный шпиндель (10:55)
Несколько повторяющихся циклов
G71 Внешний цикл черновой обработки (12:02)
G71 Цикл черновой обработки одной линии (7:26)
G71 Внутренний цикл черновой обработки (8:39)
Цикл чистовой обработки G70 (6:11)
G72 Цикл торцевания (4:53)
Цикл шаблона G73 (4:05)
G75 Цикл обработки канавок/отрезки (7:27)
Резьбовая нарезка
G76 Резьбовая нарезка (9:39)
G32 / G92 Нарезание резьбы (11:00)
Внутренняя и левосторонняя нарезка (5:38)
Приводной инструмент
Сверление поперек оси (9:40)
Нарезание резьбы по поперечной оси (7:20)
Торцевое бурение по оси Z (8:02)
Нарезание торца по оси Z (7:29)
Фрезерование по оси Y (12:45)
Самооценка
Инструкции по самооценке 1 (1:32)
Самооценка 1 ответы (14:19)
Самооценка 2 инструкции (4:40)
Самооценка 2 ответа (13:34)
Справочные таблицы
Полная коллекция загружаемых карт
В этом уроке мы программируем операцию чистового растачивания от начала до конца.
Используя G-код, наиболее распространенный язык программирования для токарных станков с ЧПУ, мы пишем полную последовательность, объясняющую каждый G-код и команду по ходу работы.
Полный курс охватывает все операции, необходимые для программирования вашего токарного станка для изготовления любой вообразимой детали.
Зарегистрируйтесь сейчас, чтобы изучить программирование токарных станков с ЧПУ всего за
$156,00
30-дневная гарантия возврата денег. Бесплатные обновления на всю жизнь!
Зарегистрируйтесь!
Запишитесь на отдельные курсы CNC или получите значительную экономию, записавшись на полный пакет обучения G-Code.
Более 14 часов предварительно записанных уроков
ПОЖИЗНЕННЫЙ ДОСТУП ко всем 4 курсам G-Code
Завершить обучение G-коду
Легко понять
Напишите программы ЧПУ, чтобы сделать любую деталь возможной с помощью G-кода
447 долл. США
(578 долл. США на пользователя) 447 долл. США на пользователя
Базовый курс G-Code
Программирование фрезерных станков с ЧПУ с помощью курса G-кода
Курс программирования токарных станков с ЧПУ с G-кодом
(1200 долларов за пользователя) 749 долларов за пользователя
Базовый курс G-Code
Программирование фрезерных станков с ЧПУ с помощью курса G-кода
Курс программирования токарных станков с ЧПУ с G-кодом
Расширенный курс программирования макросов ЧПУ
Fusion 360 CAD/CAM для фрезерных станков
Fusion 360 CAD/CAM для токарных станков
Измерительное оборудование — (GD&T)
Курс фрезерного станка с ЧПУ (БЕСПЛАТНО)
3D-печать G-кода (БЕСПЛАТНО)
Математика в механических мастерских (БЕСПЛАТНО)
Сертификация GCodeTutor
Загружаемые раздаточные материалы
Бесплатные обновления на всю жизнь
Пожизненный доступ
Безрисковая 30-дневная гарантия возврата денег
На базе 10 мест
Более 14 часов предварительно записанных уроков
ПОЖИЗНЕННЫЙ ДОСТУП ко всем 4 курсам G-Code
Завершить обучение G-коду
Индивидуальная комплектация
С легкостью тренируйте свою команду
2235 долл. США
Доступ ко ВСЕМ 4 курсам G-Code для 10 пользователей (578 долл. США на пользователя) 223 долл. США на пользователя
Базовый курс G-Code
Программирование фрезерных станков с ЧПУ с помощью курса G-кода
Курс программирования токарных станков с ЧПУ с G-кодом
Расширенный курс программирования макросов ЧПУ
Сертификация GCodeTutor
Загружаемые раздаточные материалы
Бесплатные обновления на всю жизнь
Пожизненный доступ
Безрисковая 30-дневная гарантия возврата денег
Если на ваш вопрос нет ответа в этом разделе часто задаваемых вопросов, напишите мне на моей странице контактов.
Кто такой GCodeTutor?
GCodeTutor — инженер по программированию станков с ЧПУ по имени Марк, который более 28 лет программирует станки с ЧПУ для аэрокосмической промышленности.
Сколько длится этот курс?
Этот курс длится около 4 часов 30 минут и разбит на небольшие видео продолжительностью от 4 до 12 минут каждое.
Трудно понять?
Программирование токарных станков с ЧПУ не так сложно, как большинство языков программирования. Этот курс предназначен для студентов, которые имеют базовое представление о G-коде, и ему легко следовать.
Безопасен ли платеж?
Мои курсы размещены на Teachable, всемирно известном провайдере курсов.
Они позаботятся о вашей транзакции с помощью своих безопасных платежных систем, которые поддерживают несколько различных способов оплаты.
Я хочу вернуть свои деньги!
Это не проблема. Я предлагаю 30-дневную гарантию возврата денег на все мои курсы, и я верну вам деньги без вопросов.
Каждый раз, когда в курс добавляется новый контент, цена увеличивается
Зарегистрироваться
G-коды G98 и G99
При программировании фрезерного станка с ЧПУ с использованием постоянных циклов станок считывает G-код без учета каких-либо объектов, которые мы могли добавить к компоненту. Например хомуты. Ниже мы рассмотрим метод с использованием G98 и G99, чтобы поднять фрезу над такими препятствиями.
G-коды G98 и G99 используются для подъема фрезы на разную высоту во время постоянного цикла на фрезерном станке с ЧПУ.
На токарных станках эти G-коды используются для установки режима скорости подачи, поэтому этот урок посвящен программированию фрезерного станка с ЧПУ.
Когда мы используем G98, станок быстро возвращается в положение Z, установленное в программе, когда мы используем G99, инструмент возвращается в положение, которое мы определяем как R в цикле. Давайте посмотрим, как это достигается на примере цикла зенковки G82.
Давайте посмотрим на цикл G82 из этой программы обработки детали
Этот цикл растачивает четыре отверстия, показанные на схеме. Мы могли бы установить значение отвода выше зажима, и отверстия были бы идеально обработаны, но для ускорения времени цикла нам нужно минимизировать расстояние, на которое сверло отводится между каждым отверстием. Как вы, наверное, догадались, мы делаем это с помощью G9.G-коды 8 и G99
Если мы удалим G98, G99 и значение R (значение отвода) из программы, станок по умолчанию будет отводиться в положение Z15.0, которое мы определили в первой строке. Я беру нашу исходную позицию Z за верхнюю часть компонента, чтобы она возвращалась на 15 мм над поверхностью после изготовления каждой цековки. Это перемещение на 14 мм для каждого отверстия, что приводит к потере времени обработки только потому, что зажим находится между вторым и третьим отверстиями. Это может показаться немного, когда мы обрабатываем всего четыре отверстия, но представьте, сколько времени теряется при сверлении более 100 отверстий!
Вот описание этой программы построчно
Z15.0 М08;
Сначала опускаем сверло на 15мм над поверхностью материала и включаем СОЖ с М08
G82 G99 Z-4. 0 R1.0 P500 F50.0;
Эта строка устанавливает наш постоянный цикл зенковки с помощью G82 и задает движение к нашему отверстию с помощью G99, это сообщает станку, что после того, как первое отверстие будет просверлено, необходимо отвести его до значения R1.0, а не до Z15.0, заданного строкой выше. .
Z-4.0 — это глубина зенковки. Значение P500 — это время задержки, установленное на 500 миллисекунд, которое происходит, когда сверло достигает дна отверстия. F — наша скорость подачи в мм/мин.
Х20,0;
Это расстояние от первого отверстия до второго по оси X, оно принимается как пошаговое перемещение и может включать в себя перемещение по оси Y и необязательную глубину по оси Z, если глубина отверстия отличается от первой. Код G99 по-прежнему активен, начиная с строки выше, поэтому сверло будет втягиваться на 1,0 мм над поверхностью, как определено значением R.
G98 X40.0;
Эта линия просверливает наше третье отверстие на 40 мм в положительном направлении по оси X.
Самой первой и одной из главных операций в листообработке является раскрой листа. Один из видов оборудования для раскроя – это координатно-пробивные прессы. Данный вид станков приобрёл в настоящее время наибольшее распространение благодаря своей универсальности. Современные системы ЧПУ и программное обеспечение позволяют изготовить практически любое изделие из листа всего за несколько минут. Время на подготовку производства минимальное. Это позволяет брать выгодные срочные заказы и выполнять их в кротчайшие сроки.
Координатно пробивные прессы отлично зарекомендовали себя в таких областях как энергомашиностроение, приборостроение и в производстве бытовой техники. Один такой станок может заменить целый прессово-штамповочный участок. Вырубка контура, пробивка отверстий, формовка различных элементов производится на одном станке за одну установку. Отсутствуют межоперационные переходы и перемещения между станками. Человеческий фактор сведён к минимуму, так как изделие целиком делается машиной, человек выступает только в роли наладчика и программиста.
Точность и качество раскроя определяет точность и качество готовой детали. Координатно-пробивные прессы производят раскрой листа с высочайшей точностью, превосходя по этому параметру все остальные виды оборудования для раскроя. Точность позиционирования по осям X и Y составляет 0,05 мм и достигается за счёт использования в механизме каретки высококачественных шарико-винтовых передач и сервоприводов известных европейских и японских производителей. Обработка листа на координатно-пробивных прессах механическая, без какого-либо термического воздействия, как на лазерах и плазменных комплексах. Поэтому заготовка не будет коробиться из-за неравномерного нагрева и не потеряет свою форму. Линейные размеры также останутся неизменными. Отличную шероховатость и высокое качество края заготовки, вырубленной механически, по сравнению с термически вырезанной, видно невооружённым глазом.
Скорость перемещения по оси X или Y может достигать 70 метров в минуту. Средняя скорость пробивки большим инструментом размером 50-80 мм будет 1 удар в секунду. При использовании небольшого инструмента – 4 удара в секунду. На общее время обработки листа влияют такие факторы как расположение деталей на листе, длина пути прохождения листа при пробивке одним инструментом, количество замен одного инструмента на другой. Оптимизировав программу раскроя, возможно, добиться значительного увеличения скорости обработки листа.
Форма пробиваемого отверстия определяется инструментом. Самые распространённые виды отверстий – это круг, квадрат и прямоугольник. Прямоугольный инструмент часто применяется для вырубки контура изделия. Скорость вырубки зависит от размера инструмента. Например, стандартным инструментом с размерами 20х4 мм на прессе Ermaksan FPP контур прямоугольной детали размерами 300х600 мм вырубается за 96 ударов, то есть приблизительно за 48 секунд. Если же использовать самый большой прямоугольный инструмент 80х5 мм, то вырубка будет производиться за 24 удара, то есть примерно за 20 секунд. Кроме круглого, квадратного и прямоугольного инструмента распространён инструмент для вырубки отверстий под электротехнические и крепёжно-запорные элементы. Часто в этих элементах пробивка совмещена с формовкой. Формовка без пробивки также достаточно распространена, с её помощью делают рёбра жёсткости, формуют логотипы и делают маркировку изделия. По специальному заказу производители могут сделать инструмент практически для любого отверстия или формовки, однако и стоимость данного инструмента может оказаться достаточно большой.
Координатно пробивной пресс гораздо более экологичен по сравнению с лазерными и плазменными станками. При их эксплуатации не требуется наличие мощных вентиляционных установок, так как при механической обработке не образуется ни пыль, ни дым. Весь имеющийся отход металла собирается в специальный контейнер и сдаётся в переработку. На координатно-пробивных прессах при обработке не используется СОЖ, поэтому они даже более экологичны, чем фрезерные и токарные станки.
Для работы плазменным и лазерным комплексам требуется газ – кислород или азот, а для CO2 требуется ещё и специальный лазерный газ. Расход этих газов достаточно большой и измеряется десятками кубометров в смену. Координатно-пробивному прессу не требуется газ, что выгодно выделяет его среди оборудования для раскроя. Специалисты могут возразить – для работы координатно-пробивного пресса нужен пробивной инструмент, который гораздо дороже газа. Да, действительно, инструмент стоит дороже, но и приобретается он на длительное время. При правильной эксплуатации и настройке стойкость одного набора инструмента до переточки составляет 15-20 тысяч ударов, а это, если взять как пример прямоугольный инструмент 80х5, более километра вырубленного контура. Набор инструмента выдерживает 5-7 переточек. Отсюда легко рассчитать, что общая стойкость инструмента около 100 тысяч ударов. Внушительная цифра, не правда ли? Кроме этого многие производители уже давно предлагают разборный инструмент, в котором при сильном износе, когда переточки уже невозможны, заменяется только нижняя, рубящая часть пуансона и матрица, а остальные детали не заменяются. Если произвести расчёт расхода газа в лазерах и плазме и стоимости инструмента для координатно-пробивного пресса, то мы увидим, что расходы на инструмент ниже, чем расходы на газ.
Основное и главное ограничение в выборе координатно-пробивного пресса — это толщина металла. Максимальная толщина чёрной стали, которую может пробить станок – 6 мм, однако производители не рекомендуют производить пробивку металла толще 4 мм. Если же толщина металла не превышает 4 мм, сами изделия имеют большое количество отверстий и ли сложный контур без криволинейных переходов, то координатно пробивной пресс – это идеальное решение для любого производства, будь то крупный завод или небольшая фирма.
Для чего нужны координатно-пробивные работы?
Координатно-пробивные работы – специальный метод прессования, обеспечивающий высокую скорость проведения операций по обработке металла. Способ позволяет обработать изделие до нужных параметров, проделать одно или несколько отверстий различной формы в заготовке, сформировать рельефную окантовку деталей, сделать рифление на поверхности металлоизделий и т. д.
Изделия из металла, изготовленные с применением этого метода прессования, широко применяются в различных сферах: автопромышленность, изготовление металлоконструкций и металлоизделий, строительство, производство мебели и фурнитуры, электротехника, электроника. Благодаря широкому функционалу координатно-пробивные станки с ЧПУ дают возможность проводить десятки различных операций.
Характеристики и нюансы станков
Для чего используют координатно-пробивной пресс?
Применение работ на практике
Характеристики и нюансы станков
Для осуществления работ обычно применяют специальные станки с числовым программным управлением. Они не только имеют высокую производительность, но и необыкновенно точны. Это дает возможность быстро обрабатывать заготовки, получая детали с большим количеством различной величины и формы отверстий. Особенность – быстрое перемещение листа по рабочей поверхности оборудования, для этого служат высокоточные направляющие.
Характеристики оборудования:
толщина обрабатываемой металлической заготовки – до 6,5 мм;
число ударов – до 1200 за одну минуту;
рабочая поверхность стола станка – 3х1,5 м;
усилие вырубки до 220 kN.
Координатно-пробивной станок с ЧПУ позволяет получить деталь с конфигурациями по заранее заданным параметрам. Достаточно один раз загрузить программу с внесенными координатами отверстий или рельефа, дальше оборудование требует минимального контроля в течение выпуска всей партии.
Для чего используют координатно-пробивной пресс?
Особенности проводимых с помощью специального пресса процессов позволяют осуществлять не одну определенную операцию, а целый ряд различных:
обработку металлоизделий по заранее внесенной в управляющий компьютер программе;
вырубку;
формовку деталей;
перфорирование;
вытяжку металла до 10 мм;
отбортовку;
и даже нарезку резьбы.
Благодаря широким возможностям такие станки с ЧПУ обязательно входят в оснащение крупных металлообрабатывающих заводов (в том числе ЛЗМ).
Применение работ на практике
С помощью специального пресса значительно ускоряют процесс производства всевозможных изделий и металлоконструкций, среди которых:
информационные киоски и стойки;
платежные терминалы;
корпуса приборов освещения;
перфорированные профили для быстровозводимых зданий, внутренней отделки и иных нужд;
корпуса электронных приборов разного назначения;
лотки для кабеля с перфорацией;
кронштейны;
решетки для строительства различных объектов;
металлическая мебель и фурнитура.
Это далеко не весь перечень продукции, детали которой выпускаются с применением координатно-пробивных работ, возможности применения пресса широки.
ЛЗМ предлагает изготовление металлоконструкций и всевозможных деталей координатно-пробивным методом. В работе могут быть применены как типовые, так и индивидуальные проекты. Выгодные условия, быстрое исполнение, тщательный контроль на производстве станут нашими преимуществами для каждого клиента.
Координатно-штамповочные работы | ТИСО
Выполним перфорацию листового металла на заказ
TiSO выполняет перфорацию металла на современных прецизионных прессах с ЧПУ
Нашими клиентами являются предприятия малого и крупного бизнеса. Выполняем заказы больших объемов. Работаем с металлом: сталь, нержавеющая сталь, алюминий, латунь.
Если вам нужно перфорировать металл отверстиями разной формы и размера, чтобы уменьшить вес без ущерба для его целостности, перфорация — лучший выбор. Легкость и прочность этих изделий из перфорированного листа имеют широкий спектр применения и делают услуги по перфорации металла очень популярными.
Услуги перфорации от ТиСО будут Вам полезны, если Вам необходимо произвести
Перфорированные листы для внутренней и внешней отделки зданий;
Перфорированные элементы ограждения;
Перфорированные профили;
Элементы навесных вентилируемых фасадов;
Покрытие легковых автомобилей, грузовиков и эвакуаторов;
Крепеж и соединительные изделия;
Кронштейны, вентиляционные решетки;
Решетки перфорированные декоративные для внутренней отделки;
Сетки перфорированные для облицовки радиаторов систем отопления;
Перфорированные полки;
Боковые стойки для стеллажей, перфорированные потолочные элементы.
Перфорационный пресс Prima Power PG1225
Резка металла без термического нагрева; Высокая точность реализации продукта; Формовка объемных элементов; Три захвата, захватывающие лист при перфорации; Высокая скорость и производительность.
Параметры обработки
Максимальный размер листа::
2530×1270 мм
Максимальный вес листа::
250 кг
Максимальная толщина листа::
8 мм
Ударная сила::
300 кГц
Скорость перфорации::
1000 об/мин
Работа с металлами
Черный металл
Стали
Нержавеющая сталь
Медь
Бронза
Алюминий
Заказать расчет
Отправьте запрос и наш консультант поможет подобрать оптимальное решение для вашей задачи
Работать с TiSO выгодно
Работаем с разными металлами
Сталь, алюминий, нержавеющая сталь и др.
Без термического нагрева
Режем металл без термического нагрева.
Объемные элементы
Возможность формирования объемных элементов.
Высокая точность
И работа с большими партиями.
Схема работы с нами
1
Получение заказа
2
Расчет стоимости работы
3
Загрузка чертежа в систему
4
Машина на частях
5
Заказ на поставку
Расчет проекта
Для быстрого расчета Вашего заказа отправьте чертежи деталей в формате DWG или DXF в форму справа или на электронный адрес: [email protected].
Включите в свои чертежи тип материала, марку и толщину металла, а также необходимое количество.
Не используйте символы кириллицы, кавычки, скобки и дефисы в имени файла.
Пожалуйста, введите вашу контактную информацию (адрес электронной почты, номер телефона), чтобы мы могли быстро связаться с вами.
Имя
Телефон
Электронная почта
Чертеж
Комментарий
Резка металла на координатно-пробивном прессе — один из самых эффективных и популярных способов обработки листового металла. Изготовление деталей на координатно-пробивных прессах заключается в последовательной пробивке отверстий с помощью комплекта сменных штампов, установленных в револьверной головке пресса. С помощью высокоточного координатного устройства заготовка подается в рабочее положение.
Также координатный пресс позволяет не только вырезать отверстия, контуры различных форм и размеров, но и выполнять сложные элементы, такие как:
вырезы,
слотов,
жалюзи,
округление,
ребра жесткости,
рельеф,
пробивка,
зенкер,
различных сложных молдингов.
В производстве компании ТиСО используется новый современный координатно-пробивной пресс компании Prima Power PG1225. Пресс оснащен двумя мультитулами, один из которых оснащен поворотной головкой, позволяющей обрабатывать сложные контуры.
Основные преимущества:
резка металла без термического нагрева;
изготовление изделий высокой точности;
молдинги объемных элементов;
высокая скорость и производительность.
Для заказа необходимо:
Отправить запрос на почту [email protected] с необходимой информацией:
– чертежи в формате DXF или DWG . На 9 должен быть только контур вырезаемой детали.0048 1:1 масштаб на чертеже. Каждая деталь должна быть прикреплена к отдельному файлу. Также требуются чертежи в формате PDF , если изделие содержит: зенковку, утолщение, молдинг, ребра жесткости;
– материал и количество изделий.
4 упражнения для улучшения зрительно-моторной координации в боксе
Зрительно-моторная координация — это то, чем должен обладать каждый боксер. Способность удерживать лазерный фокус с помощью зрения, а время реакции рук составляет доли секунды, необходима как для нападения, так и для защиты.
В защите это может означать разницу между нанесением сильного удара или блокировкой и парированием в нужный момент. В нападении это говорит о разнице между пропущенным моментом и нанесением нокаутирующего удара в идеальный момент.
Зрительно-моторная координация часто остается незамеченной во время тренировок, но это не обязательно так. Вы можете значительно улучшить этот конкретный аспект своей игры, если уделите ему немного времени и усилий.
Излишне говорить, что зрительно-моторная координация чрезвычайно важна и должна быть развита каждым серьезным бойцом. К счастью, есть несколько упражнений, которые вы можете выполнять, чтобы напрямую тренировать эту часть вашего набора навыков.
Для боксера способность быстро и эффективно реагировать является ключевым фактором победы. Работайте над зрительно-моторной координацией, это, несомненно, даст вам дополнительное преимущество на ринге, когда это будет наиболее важно.
Сегодня Evolve Daily делится четырьмя упражнениями, которые помогут вам улучшить зрительно-моторную координацию в боксе.
1) Двусторонний мешок Work
Двусторонний мешок, также известный как от пола до потолка, представляет собой небольшой круглый мешок, соединенный с обоих концов пола и потолка эластичной резинкой. шнур. Они различаются по размеру и форме, а эластичность отскока можно регулировать. Он предлагает множество способов выполнения различных тренировок по ударным навыкам.
Уникальный для бокса двухсторонний мешок дает возможность улучшить ритм, тайминг и точность, а не технику. Это дает бойцам возможность экспериментировать, нанося любой удар.
Самое главное, он напрямую тренирует зрительно-моторную координацию, позволяя вам лучше понять и осознать свои кулаки, а также то, как развязать их в любой момент.
Двусторонняя груша, в отличие от других тренировочных инструментов в боксе, представляет собой меньшую мишень, которая часто и хаотично перемещается, что требует от бойцов более пристального внимания для расчета времени ударов.
Поскольку двухсторонний мешок постоянно движется, раскачиваясь вперед-назад и из стороны в сторону, даже под углом, очень трудно предсказать его движение. При быстрых ударах и соединении это позволяет бойцам создать ритм, который затем тренирует бойцов, чтобы они могли адаптироваться к движущейся цели. Выработав этот боевой ритм и закрепив его в своей мышечной памяти, вы станете более эффективными и энергетически эффективными на соревнованиях.
2) Ловля теннисного мяча
Упражнение по ловле теннисного мяча может показаться не похожим на обычное боксерское упражнение, потому что это не так. Тем не менее, это, несомненно, одно из самых эффективных упражнений для тренировки зрительно-моторной координации.
Это конкретное упражнение используется для тренировки зрительно-моторной координации во многих видах спорта, а не только в боксе. Он настолько эффективен, что результаты видны уже после одного сеанса.
Для этого упражнения, если у вас есть партнер, может быть, товарищ по спортзалу или ваш тренер, тогда отлично. Если нет, вы можете тренироваться самостоятельно, используя стену.
Прислоняясь к стене, тренируйте одну руку за другой, бросая теннисный мяч в стену рукой и ловя его той же рукой, когда он отскакивает к вам. Держите оба глаза лазером постоянно на мяче. Повторите это не менее 20 раз или пока не заметите улучшения. Затем выполните его другой рукой.
Попробуйте нацелиться на разные квадранты стены перед вами. Цельтесь вверху, внизу, а также в левой и правой сторонах.
Чтобы увеличить сложность этого упражнения, повторите всю тренировку, но на этот раз с закрытым левым глазом. После этого сделайте это с закрытым правым глазом.
Чтобы тренироваться с партнером, бросайте теннисный мяч друг в друга, чтобы изменить угол, под которым мяч бросается. Вы должны ловить мяч и каждый раз бросать его обратно. Практика с обеими руками, и вверх, и вниз.
3) Работа на рукавицах
Работа на рукавицах в боксе тренирует множество различных аспектов вашего набора навыков, не последним из которых является зрительно-моторная координация. Он не просто тренирует положение тела, баланс и технику удара. Кроме того, он имитирует приливы и отливы реального боя, от нападения до защиты.
В то время как большинство тренировок на лапах направлены на тренировку ваших боксерских комбинаций, существует вариант работы на лапах, популяризированный сегодня боксерским стилем Мейвезера, который помогает улучшить ваши рефлексы.
На видео выше Флойд Мэйвезер-младший и его дядя Роджер Мэйвезер полностью выполняют это конкретное упражнение, чтобы вы могли лучше понять, как оно выполняется. Хитрость заключается в том, чтобы подобрать ритм и программу, а затем медленно увеличивать скорость и мощность, пока весь сеанс не станет плавным.
Взаимосвязь между бойцом и обучением этому конкретному упражнению чрезвычайно важна. Чтобы это упражнение было эффективным, должен существовать определенный уровень доверия и химии.
В другом варианте этого упражнения палки из пеноматериала используются аналогично рукавицам. Пенные палочки (или лапша для бассейна) легче, быстрее, имеют большую досягаемость и более непредсказуемо двигаются.
4) Бой с тенью
Бой с тенью — одно из основных упражнений в тренировочном режиме каждого боксера. Тем не менее, большинство новичков не понимают его значения и того, как он помогает улучшить их игру. Сам по себе бой с тенью является важной частью вашего развития как бойца, поэтому обязательно приложите к этому некоторые усилия.
Большинство новичков считают, что во время боя с тенью они выглядят забавно, и это совершенно нормально, когда вы начинаете развивать правильную технику и движения. Не беспокойтесь о том, что вы не будете выглядеть как настоящий боксер. С большей практикой вы будете выглядеть абсолютно звездно в кратчайшие сроки.
Лучший способ боя с тенью — это перед зеркалом, где вы можете наблюдать, как вы двигаетесь и как наносите удары. Визуализируйте, что вы смотрите прямо на своего противника, поддерживайте зрительный контакт и пытайтесь вести бой с тенью до победы.
Играйте и в защите, представляя, как ваш противник наносит удары, когда вы уклоняетесь от них и парируете их. Никогда не нарушайте линию обзора и никогда не вздрагивайте. Не наноси случайные удары, когда ты ведешь бой с тенью, это неэффективный способ выполнения этого упражнения.
Вам также может понравиться:
5 упражнений с движением боксерской головы для начинающих
Преимущества Развивайте ММА
Простой ответ — да. Занятия боевыми искусствами могут стать отличным способом улучшить свою физическую форму. Тренировка многих из этих боевых стилей обеспечивает отличную тренировку для всего тела. Обучение боевым искусствам…
Бокс Развивайте ММА
Одна из реалий взросления — это осознание того, что жизнь иногда мешает вещам. Будь то работа, семья или личные дела, ваши увлечения и интересы могут…
Изображение через @tbudcrawford
Бокс Развивайте ММА
Термин «нападающий-переключатель» в боксе относится к боксерам, которые одинаково компетентны в бою в ортодоксальной стойке или стойке левши. Большинству боксеров удобно драться только в одной стойке, которая обычно…
Преимущества Развивайте ММА
Ожирение является одной из самых серьезных проблем в мире, поскольку число людей продолжает расти. Только около 200 миллионов человек были классифицированы как страдающие ожирением в 1995 году, и это число подскочило до 300 миллионов человек…
Бокс Развивайте ММА
Путь к мастерству в боевых искусствах — нелегкая гора. Это путь, наполненный внешними и внутренними вызовами, и ожидается, что все практикующие столкнутся с ними и преодолеют их…
Бокс Развивайте ММА
Мало что в спорте может сравниться с профессиональным боем на чемпионате по боксу. Он привлекает внимание всего мира, и ставки, как правило, высоки, на кону миллионы долларов и возможности спонсорства. А еще…
Изображение через @oc
Эволюция Развивайте ММА
Занятия спортом могут поднять вам настроение, независимо от того, занимаетесь ли вы боевыми искусствами или другим видом спорта. Но вы также должны хорошо питаться, чтобы пожинать плоды физических упражнений. Вы только посмотрите, что…
Изображение через @bjjroots
Команда соревнований Развивайте ММА 904:00 Четверг
Какой декабрь! Различные команды соревнований Evolve MMA не останавливались на достигнутом с ноября и продолжали участвовать в соревнованиях по всему Сингапуру. Наши инструкторы-чемпионы мира никогда не прекращали тренировать и тренировать наших студентов…
Преимущества Развивайте ММА
BJJ является одним из самых быстрорастущих боевых искусств сегодня и теперь более доступен, чем когда-либо прежде. Тренироваться в нем может любой желающий при наличии доступа к тренерам. Благодаря своей эффективности джиу-джитсу завоевало…
Новички Развивайте ММА
Нет такого понятия, как быть слишком старым, чтобы начать тренироваться в тайском боксе.
Уплаченные ООО «ТЕХНОЛОГИЯ» – ИНН 7721780286 – налоги и сборы за 2021 год
Страховые взносы на обязательное социальное страхование на случай временной нетрудоспособности и в связи с материнством
894,2 тыс. ₽
Налог на прибыль
54 млн ₽
Страховые взносы на обязательное медицинское страхование работающего населения, зачисляемые в бюджет Федерального фонда обязательного медицинского страхования
7,8 млн ₽
Страховые и другие взносы на обязательное пенсионное страхование, зачисляемые в Пенсионный фонд Российской Федерации
20 млн ₽
Земельный налог
399,6 тыс. ₽
Транспортный налог
180,4 тыс. ₽
Налог на добавленную стоимость
53,1 млн ₽
Итого
136,3 млн ₽
Согласно данным ФНС, среднесписочная численность работников за 2021 год составляет 204 человека
2021 г.
204 человека
78,2 тыс. ₽
2020 г.
155 человек
72 тыс. ₽
2019 г.
136 человек
76,3 тыс. ₽
Значения рассчитаны автоматически по финансовым показателям оплаты труда и среднесписочной численности ООО «ТЕХНОЛОГИЯ», эта информация может быть неточной
Руководитель ООО «ТЕХНОЛОГИЯ» также является руководителем или учредителем 1 другой организации
ООО «ЕТК» 125367, г. Москва, Врачебный проезд, д. 10, офис № 1 Деятельность вспомогательная прочая, связанная с перевозками
Фильцов Дмитрий Николаевич
Учредители ООО «ТЕХНОЛОГИЯ» также являются руководителями или учредителями 4 других организаций
ООО «АСТОРИЯ КОСМЕТИК СПБ» 196006, г. Санкт-Петербург, МО Московская Застава, ул. Парковая, д. 3, литера А, пом. 52 Торговля оптовая парфюмерными и косметическими товарами, кроме мыла
Загурская Юлия Геннадьевна
ООО «СЭНК» 105005, г. Москва, ул. Бауманская, д. 20, стр. 2 Торговля оптовая парфюмерными и косметическими товарами
Загурская Юлия Геннадьевна
ООО «ОРЕШЕК» 190013, г. Санкт-Петербург, пр-т Московский, д. 18, литер Е, пом. 28-Н Аренда и управление собственным или арендованным недвижимым имуществом
Загурская Юлия Геннадьевна
+ ещё 1
Согласно данным Роспатента, компания обладает исключительными правами на 2 товарных знака
№ 470430 от 11 сентября 2012 года
№ 470431 от 11 сентября 2012 года
Компания ООО «ТЕХНОЛОГИЯ» не опубликовала ни одного сообщения, но является участником 10 сообщений на Федресурсе
Типы сообщений
Заключение договора финансовой аренды (лизинга)
9
Намерение должника обратиться в суд с заявлением о банкротстве
1
Согласно данным ФГИС «Единый Реестр Проверок», с 2015 года в отношении ООО «ТЕХНОЛОГИЯ» была инициирована 1 проверка
0
без нарушений
1
выявлены нарушения
0
результатов ещё нет
Последняя проверка
Плановая выездная проверка № 771901375497 от 11 февраля 2019 года
Проверку проводит Управление Федеральной службы по надзору в сфере защиты прав потребителей и благополучия человека по городу Москве
Выявлены нарушения
Согласно данным картотеки арбитражных дел, в арбитражных судах РФ было рассмотрено 1 судебное дело с участием ООО «ТЕХНОЛОГИЯ»
1
в роли истца
0
в роли ответчика
Последнее дело
№ А40-252425/2022 от 17 ноября 2022 года
Экономические споры по гражданским правоотношениям
Истец
ООО «ТЕХНОЛОГИЯ»
Ответчик
ООО «СВР ПРО»
Полная хронология важных событий с 27 декабря 2012 года
05. 12.2017
Регистрация в ФСС, присвоен регистрационный номер 771604083577011
Филиал №1 Государственного учреждения — Московского регионального отделения Фонда социального страхования Российской Федерации
19.06.2018
Сдана финансовая отчётность за 2017 год
23.05.2019
Сдана финансовая отчётность за 2018 год
24.04.2020
Сдана финансовая отчётность за 2019 год
17.09.2020
Юридический адрес изменен с 109202, г. Москва, ул. Фрезерная 1-я, д. 2/1, стр. 1 на 109202, г. Москва, ул. 1-я Фрезерная, д. 2/1, стр. 1
29.03.2021
Сдана финансовая отчётность за 2020 год
21.03.2022
Сдана финансовая отчётность за 2021 год
Похожие компании
ООО «СИЯНИЕ»
г. Артем, Приморский край
2502060430
ООО «БИОРА НОВА»
г. Калининград, Калининградская область
3906394215
ООО «ЛАНА»
г. Новосибирск, Новосибирская область
5402543849
ООО НПЦ «ЗОЛОТАЯ БОРТЬ»
г. Уфа, Республика Башкортостан
0277088414
ООО «АЭРОСТАР КОНТРАКТ»
г. Вязьма, Смоленская область
6722016593
ООО «КЛИНЯ»
г. Волжский, Волгоградская область
3435140545
ООО «БАЙШЕЙХ»
г. Самара, Самарская область
6316260013
Токарные и фрезерные работы по обработке металла в спб, услуги обработки деталей на станках с ЧПУ
для компаний
Электроэнергетика
Приборостроение
Нефтедобыча
Военная промышленность
Медицинские приборы
Пищевое оборудование
Мы предоставляем
услуги компаниям
Токарная обработка
Фрезерная обработка
Электроэрозионная обработка
Материалы
Доставка
наша
продукция
5ти осевая обработка алюминиевого сплава
Многоосевая обработка алюминия
Фрезерная обработка алюминия
Токарно-фрезерная обработка нержавеющей стали
Изготовление корпусов приборов
Токарно-фрезерная обработка цветных сплавов
Токарно-фрезерная обработка титана с нанесением покрытия
Наши
партнеры
Ижорские заводы
СПМБМ Малахит
Электроаппарат
РПТП Гранит
Новая ЭРА
Электроцентромонтаж
мы работаем со всей страной
Санкт-Петербург
Москва
Новосибирск
Новороссийск
Владивосток
Рязань
Великий Новгород
Мурманск
Северодвинск
Сургут
контакты
Спасибо за сообщение!
Наш менеджер свяжется с Вами в ближайшее время.
Lorem ipsum dolor sit amet, consectetur adipisicing elit. Corporis dicta ea facilis illum obcaecati suscipit vel? Commodi maxime sapiente veritatis!
Lorem ipsum dolor sit amet, consectetur adipisicing elit. Corporis dicta ea facilis illum obcaecati suscipit vel? Commodi maxime sapiente veritatis!
Lorem ipsum dolor sit amet, consectetur adipisicing elit. Corporis dicta ea facilis illum obcaecati suscipit vel? Commodi maxime sapiente veritatis!
Lorem ipsum dolor sit amet, consectetur adipisicing elit. Corporis dicta ea facilis illum obcaecati suscipit vel? Commodi maxime sapiente veritatis!
Lorem ipsum dolor sit amet, consectetur adipisicing elit. Corporis dicta ea facilis illum obcaecati suscipit vel? Commodi maxime sapiente veritatis!
Lorem ipsum dolor.
Lorem ipsum dolor.
Lorem ipsum dolor.
Lorem ipsum dolor sit amet, consectetur adipisicing elit. Corporis dicta ea facilis illum obcaecati suscipit vel? Commodi maxime sapiente veritatis!
Lorem ipsum dolor sit amet, consectetur adipisicing elit. Corporis dicta ea facilis illum obcaecati suscipit vel? Commodi maxime sapiente veritatis!
Lorem ipsum dolor sit amet, consectetur adipisicing elit. Corporis dicta ea facilis illum obcaecati suscipit vel? Commodi maxime sapiente veritatis!
Lorem ipsum dolor sit amet, consectetur adipisicing elit. Corporis dicta ea facilis illum obcaecati suscipit vel? Commodi maxime sapiente veritatis!
Lorem ipsum dolor sit amet, consectetur adipisicing elit. Corporis dicta ea facilis illum obcaecati suscipit vel? Commodi maxime sapiente veritatis!
Двигатели Дуюнова
Место, где рождается будущее
Посмотрите обзорное видео
Узнать подробнее об этапах работы можно на официальный сайт «Совельмаш»
Стать совладельцем
«Совельмаш» D&E
Сегодня каждый человек из любой страны может стать инвестором в Проект «Совелмаш» и получить долю в инновационном бизнесе: 490,5% акций будут распределены между всеми инвесторами, участвующими в проекте.
Этапы разработки проекта
Начало проекта
Этап 6
Задачи этапа 6 были выполнены на этапе 5, поэтому проект сразу перешел к этапу финансирования 7.
Этап 8
Задачи 8-го этапа были выполнены на 7-м этапе, поэтому проект сразу перешел к 9-му этапу финансирования..
Наши достижения
Что сделано с привлеченными инвестициями?
Кроме того, выполнен еще один большой объем работ
Получено
новых патентов
Разработаны новые электродвигатели
Подписаны договоры с будущими клиентами
Получена поддержка на государственном уровне
Запущено мелкосерийное производство моторов «Славянка»
Оригинальный контроллер разработан
Подготовлена инженерная документация
История строительства Конструкторско-технологического отдела «Совельмаш» (D&E)
Следить за каждым этапом строительства
Документы
Все документы можно проверить в независимых источниках
СМИ о проекте
На проект обратили внимание многие авторитетные издания
Показать больше
Казначейство нацеливается на сети уклонения от санкций и российские технологические компании, способствующие войне Путина продолжает возлагать на Российскую Федерацию серьезные расходы за неспровоцированную и неоправданную войну против Украины, нанося удары по операторам в российском технологическом секторе, чтобы не дать ей уклониться от беспрецедентных многосторонних санкций и закупить важнейшие западные технологии.
OFAC вносит в список 21 организацию и 13 физических лиц в рамках борьбы с кремлевскими сетями уклонения от санкций и технологическими компаниями, которые играют важную роль в военной машине Российской Федерации. Минфин также определил, что три новых сектора экономики Российской Федерации подлежат санкциям в соответствии с Указом 14024 (ИУ 14024). Это позволяет Казначейству налагать санкции на любое физическое или юридическое лицо, решившее работать или работало в любом из этих секторов. Сегодняшние санкции являются частью всестороннего ответа администрации России на ограничение их доступа к ресурсам, секторам их экономики, которые необходимы для снабжения и финансирования продолжающегося вторжения в Украину.
«Россия не только продолжает нарушать суверенитет Украины своей неспровоцированной агрессией, но и усилила свои нападения, нанося удары по гражданским лицам и населенным пунктам», — заявила министр финансов Джанет Л. Йеллен. «Мы будем продолжать применять санкции к путинской военной машине со всех сторон, пока эта бессмысленная война выбора не закончится».
Одна из технологических компаний, включенных в список сегодня, экспортирует более 50 процентов российской микроэлектроники и является крупнейшим производителем микросхем в России. Это последовало за тем, что 24 марта OFAC внесло в список десятки компаний оборонно-промышленной базы России, которые напрямую поддерживают неоправданную войну Путина против народа Украины. Министерство финансов предприняло сегодняшние действия в тесном сотрудничестве с нашими партнерами, которые также привержены обеспечению того, чтобы Российская Федерация не использовала их юрисдикции в своих деструктивных целях.
Кроме того, сегодня OFAC вносит в список злонамеренных киберпреступников российского правительства. Соединенные Штаты будут и впредь возлагать на путинских кибердеятелей ответственность за деструктивную, подрывную или иным образом дестабилизирующую киберактивность, направленную против Соединенных Штатов и их союзников и партнеров.
Сегодняшние действия демонстрируют приверженность правительства США противодействию уклонению от санкций, которые Соединенные Штаты и наши союзники и партнеры ввели, чтобы возложить на Российскую Федерацию беспрецедентные расходы за ее агрессию против Украины. Министерство финансов будет использовать все имеющиеся в его распоряжении полномочия для применения санкций против российского правительства и его доверенных лиц.
РОССИЙСКИЕ СЕТИ ОБХОДА ОТ САНКЦИЙ
Базируется в Москве ООО «Серния Инжиниринг» (Серния) находится в центре закупочной сети, занимающейся распространением под руководством российских спецслужб. Эта сеть работает в нескольких странах, чтобы скрыть конечных пользователей российских военных и разведывательных служб, которые полагаются на важнейшие западные технологии. Серния и московское ООО Сертал (Сертал) занимаются незаконным приобретением оборудования и технологий двойного назначения для российского оборонного сектора. в России OOO Robin Treid , Majory LLP из Великобритании , Photon Pro LLP из Великобритании и Invention Bridge SL из Испании являются подставными компаниями, которые «Серния» использует для содействия закупке ключевого оборудования для правительства. Российской Федерации (Пр). В течение последнего месяца Европейский Союз и Япония ввели экспортные ограничения на Сернию, Сертал и Фотон Про. Великобритания также принимает скоординированные меры в отношении компаний, находящихся под ее юрисдикцией.
OFAC вносит в список Серния, Сертал, Majory LLP, Photon Pro LLP и ООО «Робин Трейд» в соответствии с Исполнительным указом (E.O.) 14024 за то, что они принадлежат или контролируются, или действуют или намереваются действовать в интересах или от имени, прямо или косвенно. , Правительство Республики. OFAC назначает Invention Bridge SL в соответствии с E.O. 14024 за то, что она принадлежала или контролировалась, или действовала или намеревалась действовать в интересах или от имени, прямо или косвенно, Серния.
Базирующаяся в Сингапуре Alexsong Pte Ltd содействовал транзакциям в поддержку обхода санкций сетью «Серния». OFAC вносит Alexsong Pte Ltd в список в соответствии с E.O. 14024 за то, что они принадлежат или контролируются, или действовали или намеревались действовать в интересах или от имени, прямо или косвенно, правительства Республики.
Чтобы избежать санкций и осуществить закупку секретных технологий, Серния и Сертал использовали сеть лиц для структурирования транзакций и обмана контрагентов. Эти лица, которые внесены в список в соответствии с E.O. 14024 за то, что они действовали или намеревались действовать в интересах или от имени, прямо или косвенно, Серния, включая Ирина Викторовна Николаева, Евгения Александровна Подгорнова, Сергей Александрович Ершов, Антон Алексеевич Кругов, Андрей Георгиевич Захаров , и Евгений Александрович Гринин .
OFAC также назначает в соответствии с E.O. 14024 Ершова Сергея Александровича и Дубровинского Вячеслава Юрьевича за то, что они являются руководителями, должностными лицами, высшими должностными лицами или членами совета директоров организации «Серния», имущество и имущественные интересы которой заблокированы в соответствии с настоящим приказом. Сергей Александрович Ершов также внесен в список в соответствии с Е. О. 14024 за то, что он действовал или намеревался действовать в интересах или от имени, прямо или косвенно, Сертала, лица, чье имущество и имущественные интересы заблокированы в соответствии с E.O. 14024. В соответствии с Э.О. 14024 OFAC также вносит круговова Антона Алексеевича в список старших исполнительных директоров Majory LLP, лица, имущество и имущественные интересы которого заблокированы в соответствии с E.O. 14024. В соответствии с Э.О. № 14024 OFAC также причисляет Гринина Евгения Александровича к категории руководителей, должностных лиц, старшего исполнительного директора или члена совета директоров ТОО «Фотон Про», лица, имущество и имущественные интересы которого заблокированы в соответствии с Э.О. 14024.
OFAC присваивает Тамаре Александровне Топчи статус в соответствии с Э.О. 14024 за то, что он является руководителем, должностным лицом, старшим исполнительным директором или членом совета директоров Invention Bridge SL, лица, имущество и интересы которого заблокированы в соответствии с E. O. 14024.
OFAC присваивает российским ООО «Научно-Технический Центр Метротек» и ООО «Памкин Хаус» в соответствии с Э.О. № 14024 за то, что он находится в собственности или под контролем, или действовал или имел намерение действовать в интересах или от имени, прямо или косвенно, Андрея Георгиевича Захарова, лица, имущество и имущественные интересы которого заблокированы в соответствии с Е.О. 14024. OFAC вносит в список 9 российских0131 ООО «Фотон Про » за то, что оно находится в собственности или под контролем, либо действовало или намеревалось действовать в интересах или от имени, прямо или косвенно, Гринина Евгения Александровича, лица, имущество и имущественные интересы которого заблокированы в соответствии с Е.О. 14024.
Евгения Владимировна Бернова (Бернова) , партнер сети Серния, управляет мальтийской компанией Malberg Ltd (Мальберг) через многонациональную сеть подставных компаний. Мальберг работал над обманным путем приобретения оборудования двойного назначения от имени российских конечных пользователей. В сеть Берновой входит директор Мальберга, 9 лет.0131 Никита Александрович Соболев , Великобритания Djeco Group LP , Мальта Djeco Group Holding Ltd , Мальта Maltarent Ltd и Франция SCI Griber . Кроме того, московская компания Sernia-Film Co Ltd , где Бернова работала директором, способствовала экспорту оборудования Malberg предполагаемым государственным конечным пользователям в России.
OFAC вносит Malberg в список в соответствии с E.O. 14024 за то, что оно находится в собственности или под контролем, или действует или намеревается действовать в интересах или от имени, прямо или косвенно, правительства России. OFAC вносит Бернову в список за то, что она находится в собственности или под контролем, или действовала или намеревалась действовать в интересах или от имени, прямо или косвенно, Правительства РФ, Бернова и Никита Александрович Соболев как руководители, должностные лица, старшие должностные лица или члены совет директоров Мальберга, лицо, имущество и имущественные интересы которого заблокированы в соответствии с Э. О. 14024. OFAC вводит Djeco Group LP, Djeco Group Holding, Maltarent Ltd и SCI Griber в список за то, что они принадлежат Берновой или контролируются ею или действуют или намереваются действовать в интересах или от имени, прямо или косвенно, Bernova. OFAC вносит в список Sernia-Film Co Ltd за то, что она оказала материальную помощь, спонсировала или предоставила финансовую, материальную или технологическую поддержку, товары или услуги для или в поддержку Мальберга, лица, чье имущество и интересы в собственности заблокированы в соответствии с E.O. 14024.
Дополнительно 23.09.2020 Ковалевский Никита Геннадьевич (Ковалевский) был включен Минфином России в соответствии с Е.О. 13694, в редакции Е.О. 13757, за действия или намерение действовать в интересах или от имени, прямо или косвенно, Optima Freight OY (Optima). Optima — финская транспортно-экспедиторская компания, которая уклонялась от санкций США, закупая оборудование для подводного плавания для компании Divetechnoservices (DTS). DTS был назначен в 2018 году в соответствии с E.O. 13694 в редакции Е.О. № 13757 на приобретение подводного оборудования и водолазных комплексов для ФСБ России. В 2020 году Ковалевский зарегистрировал новую подставную компанию Quantlog OY (Quantlog) в Финляндии, чтобы избежать санкций США и продолжить свою незаконную закупочную деятельность. Quantlog назначается в соответствии с E.O. 13694, в редакции Е.О. 13757, за то, что он принадлежал Ковалевскому или находился под его контролем, или действовал или имел намерение действовать в интересах или от имени, прямо или косвенно, Ковалевского.
РОССИЙСКИЕ КОМПАНИИ В ТЕХНОЛОГИЧЕСКОМ СЕКТОРЕ
Как показали комплексные мероприятия по закупкам, упомянутые выше, российские военные зависят от ключевых западных технологий для функционирования своей оборонно-промышленной базы. Помимо того, что OFAC продолжает преследовать российские сети уклонения от санкций, оно также преследует ключевые российские технологические компании, которые позволяют Путину вести незаконную войну против Украины. Эти обозначения еще больше затруднят доступ России к западным технологиям и международной финансовой системе.
АО «НИИ-Вектор » — это компания, занимающаяся программным обеспечением и технологиями связи, расположенная в Санкт-Петербурге, которая подготовила технический анализ и отчеты в поддержку этапа производства спутников группировки «Лиана» для Российской Федерации. Созвездие «Лиана» — это средство электронной разведки (ELINT), которое, вероятно, использовалось для отслеживания кораблей, самолетов и наземных транспортных средств во время незаконного вторжения России в Украину. АО «НИИ-Вектор» назначается в соответствии с Э.О. 14024 за деятельность или деятельность в технологическом секторе экономики Российской Федерации.
Т-Платформы — московская компания, работающая в сфере компьютерного оборудования. «Т-Платформы» претендуют на место в российской суперкомпьютерной индустрии и на лидирующего отечественного разработчика оригинального вычислительного оборудования для рынка массовых информационных технологий. T Platforms считалась лидером в области высокопроизводительных вычислений в России примерно в 2012 году, и ей было поручено реализовать суперкомпьютерный центр для российской оборонной промышленности. Платформы T определяются в соответствии с E.O. 14024 за деятельность или деятельность в технологическом секторе экономики Российской Федерации.
Акционерное общество «Микрон » («Микрон») — крупнейший российский производитель и экспортер микроэлектроники. Фактически «Микрон» отвечает за экспорт более 50 процентов российской микроэлектроники. Компания дополнительно производит интегральные схемы, электронные компоненты и является крупнейшим производителем микросхем в России. В качестве одного из примеров деятельности «Микрон» компания получила налоговые льготы на производство отечественного чипа для Национальной системы платежных карт России, также известной как «Мир». Система платежных карт «Мир» была разработана после предыдущих санкций против России. Микрон внесен в список в соответствии с E. O. 14024 за деятельность или деятельность в технологическом секторе экономики Российской Федерации.
Научно-исследовательский институт молекулярной электроники (MERI) — это научно-исследовательский институт, который производит компьютеры, поисковое и навигационное оборудование, а также проводит исследования и разработки. В частности, МЭРИ выполняет научно-исследовательские и проектные работы для различных федеральных ведомств Правительства Российской Федерации. MERI назначается в соответствии с E.O. 14024 за деятельность или деятельность в технологическом секторе экономики Российской Федерации.
КАЗНАЧЕЙСТВО РАСШИРЯЕТ РОССИЙСКИЕ САНКЦИОННЫЕ ВЛАСТИ
В дополнение к санкциям, введенным сегодня против российских субъектов, Министерство финансов также усиливает и расширяет свои полномочия по санкциям в отношении России. Сегодня министр финансов в консультации с государственным секретарем определил, что санкции применяются к аэрокосмической, морской и электронной отраслях экономики Российской Федерации в соответствии с разделом 1(a)(i) Исполнительного указа (E. O.) 14024. Это решение позволяет налагать санкции на любое физическое или юридическое лицо, решившее действовать или действовало в любом из этих секторов, и предоставляет расширенные возможности для быстрого наложения дополнительных экономических издержек на Россию за ее войну по выбору в Украине. Это действие основывается на предыдущих определениях в отношении финансовых услуг, технологий, обороны и связанных с ними материальных секторов экономики Российской Федерации. Нынешние вновь выявленные отрасли согласуются с недавними действиями, предпринятыми Министерством торговли США в отношении этих отраслей, которые имеют стратегическое значение для экономических амбиций России, долгосрочного технологического развития и оборонно-промышленной базы.
ЦНИИХМ TRITON MALWARE HACKER AND LEDERSHIP
Государственный исследовательский центр Российской Федерации (ФГУП) Центральный научно-исследовательский институт химии и механики (ЦНИИХМ) отвечал за создание специализированного инструмента, который позволил осуществить кибератаку на Ближний Восток в августе 2017 года. нефтехимический комплекс. ЦНИИХМ разработал вредоносное ПО Triton, также известное как TRISIS и HatMan, специально для нацеливания и манипулирования АСУ ТП, которые используются на некоторых объектах критической инфраструктуры. ЦНИИХМ задействовал вредоносное ПО путем фишинга, нацеленного на нефтехимическое предприятие. Во время кибератаки объект автоматически отключился после того, как несколько контроллеров ICS перешли в состояние сбоя, что помешало развертыванию полной функциональности вредоносного ПО.
OFAC назначило ЦНИИХМ 23 октября 2020 г. в соответствии с разделом 224(a)(1)(A) Закона о противодействии противникам Америки посредством санкций (CAATSA) за сознательное участие в значительных действиях, подрывающих кибербезопасность против любого лица, в том числе демократического учреждение или правительство от имени Правительства Российской Федерации.
Сегодня OFAC принимает дополнительные меры в отношении ключевых сотрудников ЦНИИХМ, присутствовавших во время нападения. 34 марта 2022 года Министерство юстиции распечатало обвинительное заключение в отношении Гладких Евгений Викторович (Гладких), сотрудник Центра прикладных разработок (ЦПП) ЦНИИХМ. Гладких занимается исследованиями в области АСУ ТП и диспетчерского управления и сбора данных (SCADA) и имеет большой опыт эксплуатации сетей и тестирования на проникновение.
Как минимум с 2017 года сотрудники ADC, в том числе Гладких, готовили, поддерживали, проводили и вступали в сговор с целью проведения компьютерных вторжений с использованием ресурсов ADC, нацеленных на энергетические объекты в США и других странах. Гладких вместе с другими сотрудниками ЦНИИХМ и АДЦ сыграл решающую роль в кибератаке вредоносного ПО Triton в августе 2017 года, в частности, на инструментальные системы безопасности нефтехимического предприятия, стремясь нарушить работу систем кибербезопасности предприятия, а также распределенных систем управления предприятием. Злоумышленные действия Гладких привели к тому, что предприятие как минимум дважды аварийно закрывалось.
Бобков Сергей Алексеевич (Бобков) является генеральным директором ЦНИИХМ не менее чем с октября 2017 года. Малеваный работает напрямую с военными представителями Министерства обороны России и других российских учреждений, связанных с оборонным сектором России. Кроме того, Малевеный имеет связи с ФСБ России благодаря своим должностям в ЦНИИХМ и АДЦ.
Гладких, Бобков и Малеваный внесены в список в соответствии со статьей 224(a)(1)(B) CAATSA за действия или намерение действовать от имени, прямо или косвенно, ЦНИИХМ.
САНКЦИИ ПОСЛЕДСТВИЯ
В результате сегодняшнего действия все имущество и интересы в собственности указанных выше лиц, которые находятся в Соединенных Штатах или находятся во владении или под контролем лиц США, заблокированы, и о них необходимо сообщить OFAC. Кроме того, блокируются любые организации, которые прямо или косвенно принадлежат одному или нескольким заблокированным лицам на 50 и более процентов, индивидуально или в совокупности.
Основными направлениями деятельности предприятия являются: · производство зубообрабатывающего оборудования; · модернизация зубообрабатывающего оборудования; · производство оборудования для резинотехнической промышленности; · производство товарных шестерен. Основу производственной программы завода составляют: · полный модельный ряд станков зуборезных для обработки конических зубчатых колес с прямым и круговым зубом, диаметром до 1600 мм и модулем до 30 мм. Практически все модели станков, оснащены системами ЧПУ: · станки зубодолбежные и зубофрезерные с ЧПУ для обработки цилиндрических и червячных зубчатых колес диаметром до 2000 мм и с модулем до 25 мм; · модернизация и ремонт всего спектра станков, произведенных на Саратовском заводе тяжелых зуборезных станков ранее, а также станков других отечественных и зарубежных производителей; · оборудование для изготовления резинотехнических изделий; · изготовление различного вида зубчатых передач по заявкам предприятий. Для выполнения этих задач «Саратовский завод тяжелых зуборезных станков» имеет в собственности все необходимое: специализированное станочное оборудование, производственные площади, конструкторскую и технологическую документацию. Наличие технологического и кадрового потенциала позволяет предприятию участвовать в реализации поддержанного федеральными органами государственной власти РФ проекта возрождения отечественного станкостроения.
Специализированное станочное оборудование, производственные площади, конструкторская и технологическая документация.
Производство
Модельный ряд
Зубообрабатывающего оборудования и товарных шестерен.
Модернизация
Работы
Модернизация зубообрабатывающего оборудования.
Сотрудничество
Принимаем заказы
Изготовление различного вида зубчатых передач.
Каталог продукции
Производство зубообрабатывающего оборудования и товарных шестерен
Наклонный магнитный транспортер модели ТМ5350 и ТМ5330
Для контроля зуборезных головок модели 5778
Станок заточной модели 3С666ВФ2
Станки закалочные
Станки зубопритирочные
Контрольно-обкатные
Зубодолбежные станки с ЧПУ
Зубофрезерные станки с ЧПУ
Зубошлифовальный станок с ЧПУ
Зубопротяжные станки
Зубофрезерные станки с ЧПУ
Зубострогальные станки с ЧПУ
Зубошлифовальные станки с ЧПУ
Зубопротяжные и зуборезные полуавтоматы
Зуборезные станки с ЧПУ
Шестерни
Шестерни и зубчатые передачи различного назначения
Отдельным направлениям деятельности нашего предприятия являются изготовление широкой номенклатуры зубчатых передач по чертежам заказчика. В структуре предприятия имеется отдельное производство с полным циклом изготовления шестерен и зубчатых колес различных типов и назначения. Широкий список возможностей:
Конические зубчатые передачи с круговым зубом.
Конические зубчатые передачи с прямым зубом.
Цилиндрические зубчатые передачи прямозубые и косозубые с внутренним и наружным зацеплением.
Червячные передачи.
Смотреть подробнее
Мы готовы к сотрудничеству
+7(8452) 75-37-27
Станки и станкостроение в Саратове
Станки и станкостроение в Саратове — мы нашли 59 организаций;
удобный поиск организаций и услуг в Саратове, схемы проезда, рейтинги и фото;
станки и станкостроение — Вы можете поделиться своими отзывами в нашем каталоге организаций.
Тип: Производитель: STANKO Год выпуска: 1970 Характеристика: Длина долбления: 500 мм Вес тисков: 70 кг Вес станка: 2800 кг Оснащение: Тиски После электрической ревизии.
Обратите внимание, что это описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Тип ЧПУ
——————-
Вес
2800 кг
Рабочее время
Время работы под напряжением
Государственный
хороший
По местным нормам
———
Статус
под напряжением
Тип клиента
Реселлер
Действует с
2008
Предложения онлайн
501
Последнее действие
1 января 2023 г.
Описание
Тип: Производитель: СТАНКО Сделано в: 1970 Характеристика: Длина долбления: 500 мм Вес тисков: 70 кг Вес станка: 2800 кг Оснащение: Тиски После электрической ревизии.
Обратите внимание, что это описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Характеристики
Тип ЧПУ
——————-
Вес
2800 кг
Рабочее время
Время работы без подзарядки
Государственный
хороший
По местным нормам
———
Статус
под напряжением
Об этом продавце
Тип клиента
Реселлер
Действует с
2008
Предложения онлайн
501
Последнее действие
1 января 2023 г.
Страница не найдена 404
Что случилось?
Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Производственные станки в России — Биржа оборудования ProСтанки
Главная
Продажа
Металлообработка
Производственные станки
Вы можете очень быстро сравнить цены производственных станков и подобрать оптимальные варианты из более чем 81959 предложений
Tapco Max 20 — станок для гибки и резки металла
Состояние: Новый
В наличии
Представляем вашему вниманию производственный станок для гибки и резки листового металла Tapco Max 20. Это самая популярная модель из каталога оборудования для гибки и резки листового металла…
23.10.2014
Москва (Россия)
оборудование для производства уголка (маячкового профиля)
Состояние: Новый Производитель: Finprofile (Россия)
В наличии
Оптимальным вариантом выбора станет продукция российской технологической компании «Финпрофиль». Производственные станки для изготовления уголков данного бренда, действительно соответствуют мировым…
23.04.2019
Белгород (Россия)
PROMA SPC-900PA универсальный токарный станок
Состояние: Новый Год выпуска: 2016 Производитель: PROMA (Чехия)
В наличии
Продам срочно. Не работал ни дня. Универсальный токарный станок Proma SPC-900PA — это экономичный производственный станок для обработки металлических заготовок, нарезания резьбы, подрезки и…
25.01.2017
Саранск (Россия)
250 000
Вертикально-сверлильный станок Р-175М
Состояние: Новый Производитель: Липецкое станкостроительное предприятие (Россия)
Липецкое станкостроительное предприятие изготавливает и реализует станок настольно-сверлильный Р-175, при помощи которого можно производить следующие действия: сверлить, рассверливать, зенкеровать,. ..
06.05.2020
Липецк (Россия)
Фрезерный станок FV-32, Владивосток
Состояние: Б/У Год выпуска: 1989 Производитель: Россия
Станки в хорошем рабочем состоянии, проведена ревизия, продаю с проверкой в работе.Вертикально фрезерный станок модели FV-32 можно использовать как производственный станок поштучного изготовления,…
02.12.2022
Владивосток (Россия)
Автоматический станок для упаковки салфеток Ф-23-100
Состояние: Новый Производитель: «Компания Фабрика Люкс» (Россия)
НОЖИ. КОМПЛЕКТ НОЖЕЙ РЕЗКА ШВЕЛЛЕРА И ДВУТАВРА ДЛЯ НГ-5223
Состояние: Новый Производитель: Спектр+ (Россия)
В наличии
В современном мире имеется множество заводов, которые ежедневно сталкиваются с работами над изготовлением изделий и заготовок из различных видом металлов. Резка швеллера занимает особе место. Она…
Кабель, провод КГ,ПВС,ПВ1,ПВ3,МГШВ,ВВП,ПЩ,ПНСВ,АСБ,ППВ,АВВГ,НРШМ,ППСРВМ,ПЭТ,КНР,ШВВПВВП, провод ВВП, кабель ВВП, провод медный ВВП, кабель медный ВВП Провода с параллельными медными жилами, с. ..
28.03.2022
Москва (Россия)
500
Изготовление пластиковых деталей на заказ
Состояние: Новый Производитель: Unevix (Россия)
В наличии
Компания Unevix — это многолетний опыт в производстве пластиковых деталей. Наша цель – сделать ремонт оборудование и техники доступным! По вашему заказу мы разработаем и изготовим…
21.10.2022
Москва (Россия)
500
станки по России, незадействованные в производственном процессе
Состояние: Б/У Год выпуска: 1975
Куплю б/у станки по России, незадействованные в производственном процессе. Проводим самовывоз оборудования. Предложение с ценой и фото присылайте на эл. почту или WhatsApp / Viber
02. 12.2022
Таганрог (Россия)
Станки в рабочем состоянии до 15.06 16 подключены на производственной площадке в Ростове-на-Дону
Производственная линия НПБ (четыре станка LIAN ROU)
Состояние: Б/У Год выпуска: 2009 Производитель: LIAN ROU (Китай)
Продаётся линия по производству независимых пружинных блоков.Состояние рабочее.Станок пружинно-навивочный LR-PS-90P — 2 шт. + 1шт. нерабочий.Станок пружинно-сборочный LR-PSA-60P, склейка готовых…
30.09.2020
Ульяновск (Россия)
2 500 000
Ремонт, запчасти, модернизация, станков и производственных линий
В наличии
Ремонт промышленного оборудования укомплектованные комплектующими производителей Siemens, Philips, Aeg, Telemecanique, Heidenhain, Allen Bradley, Fanuc, Fuji, Arburg, Battenfeld, Boy, Cincinnati,. ..
02.12.2022
Москва (Россия)
Станок зубофрезерный 5а342, 5а342п
Состояние: Новый
В наличии
Основные технические характеристики станка 5а342:
Максимальный диаметр 2200 мм
Максимальный модуль 24 мм.
Комплектация 5а342:
-ШВП на подаче
-комплект оправок 24мм, 28мм, 32мм.
-сменные…
08.10.2018
Челябинск (Россия)
станок для гибки арматуры модели УГА-40
Состояние: Новый Год выпуска: 2012
В наличии
ООО Производственное Станкостроительное Объединение «ПромСтройМаш» производит станок для гибки арматуры модели УГА-40.
Станок данной модели является аналогом, улучшенным по своим эксплуатационным…
01.11.2012
Оренбург (Россия)
86 000
Зубодолбежный станок 5122 1985 г. в
Состояние: Б/У Год выпуска: 1985
Продаем зубодолбежный станок 5122 1985 г.в.
Станок в отличном состоянии, с малой наработкой, полностью комплектный, рабочий.
Подключен, возможен осмотр с проверкой в работе;
В комплект станка…
20.06.2013
Пермь (Россия)
150 000
Зубофрезерный станок 53А30П 1985 г.в
Состояние: Б/У Год выпуска: 1985
Продаем зубофрезерный станок 53А30П 1985 г.в.
Станок в отличном состоянии, с малой наработкой, полностью комплектный, рабочий.
Подключен, возможен осмотр с проверкой в работе;
В комплект станка…
20.06.2013
Пермь (Россия)
185 000
Станок для производства профиля кнауф
Состояние: Новый Год выпуска: 2013
В наличии
Станок (оборудование) для производства профиля кнауф представляет собой унифицированную блочную линию по производству профилей кнауф используемые в монтаже гипсокартонных систем. Данная линия может…
25.04.2013
Липецк (Россия)
1 300 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по производственным станкам почти как на Авито и TIU
Видео производственных станков
Оборудования из Китая в Россию — поставка для бизнеса и производства
Оборудования из Китая в Россию — поставка для бизнеса и производства — Чи-Лайн
Компания «Чи-Лайн» производит прямые поставки качественного производственного оборудования из Китая в Россию от заводов-производителей, а также предлагаем производство нестандартного оборудования на заказ.
Предлагаем поставку: экструзионные линии для производства пленки, оборудование для производства полимеров, станки, линии по изготовлению оконного, дверного, мебельного профиля из ПВХ, ДПК или ПП, а также двухшнековые и одношнековые экструдеры, линии для металлопластиковых труб, вспомогательные машины, мельницы для производства древесной муки, роторные дробилки. Изготовление и поставку оснастки на экструдеры, параллельные и конусные шнеки с цилиндрами в комплекте. Предлагаем купить нагревательные элементы и запасные части на экструдеры.
Вы желаете приобрести качественное оборудование из Китая по низкой цене?
Мы предлагаем Вам купить китайское оборудование для организации прибыльного бизнеса в компании «Чи-Лайн»! Мы осуществляем поставку и продажу в сжатые сроки. Новейшие разработки промышленных станков для организации бизнеса в ассортименте.
Для запроса цены на конкретное оборудование, Вам необходимо отправить запрос на наш email: [email protected] с запросом по требуемым техническим характеристикам, мы свяжемся с Вами по указанным Вами данным в письме в течении 1 дня (в рабочие дни). Расчет стоимости
Китай на сегодня является лидером №1 по экспорту оборудования для переработки вторсырья, одношнековых и двухшнековых экструдеров, экструзионных линий для производства пленки, стрейча, трубы, профиля дпк, окон ПВХ и т.д. в страны Европы, Америки, Азии, СНГ и России.
Предлагаем сертифицированное производственное оборудование с гарантией 1 год и только в качественном исполнении! Работаем с надежными заводами-производителями!
Популярное оборудование
Одношнековый экструдер SJ 45/25
Расчет стоимости
Подробнее
Двухшнековый экструдер SJSZ 51/105 с конусными шнеками
Расчет стоимости
Подробнее
СО-ЭКСТРУДЕР SJ 45/30
Расчет стоимости
Подробнее
Двухшнековый экструдер SJSZ 65/132 с конусными шнеками из Китая (ХИТ ПРОДАЖ!)
Расчет стоимости
Подробнее
В ассортименте производственное оборудование из КНР:
Одношнековые экструдеры;
Двухшнековые экструдеры;
Со-экструдеры;
Экструзионные линии для производства профиля из ПЭ, ПС, ПА, ABS, ПП, ПВХ;
Грануляторы полимеров и ДПК;
Дробилки и мельницы;
Фильеры и пресс-формы;
Шнеки и цилиндры;
Электронику к ТПА, экструдерам и другие запасные части.
Цены на китайское оборудование и производственные линии
Стоимость при покупке в компании «Чи-Лайн», уже включают НДС(18%) и транспортировку до Вашего завода, то есть полная стоимость до Вашего производственного помещения на территории России. Цена на оборудование из Китая различна, так как производится множество комплектаций. Окончательная цена зависит от требуемых технических характеристик. Озвучивание цены на оборудование, которое Вы желаете купить, а также окончательный срок производства и доставки, происходит в течении 1 рабочего дня.
Собственное производство
Производство оборудования
Производство запасных частей
Производство ДПК профиля
Элементы экструзионных линий
Нестандартное оборудование
Производственные станки
Другое
Запасные части на оборудование
Фильеры (экструзионную остнастку) на экструдеры
Шнековые пары на экструдеры (стандартные, нестандартные)
террасная доска (декинг)
сайдинг
брусок
профили для мебельной и энергетической промышленности
другое
Монтаж и пусконаладка китайского оборудования
Предлагаем услуги монтажа и пусконаладочных работ: экструзионных линий, экструдеров, ТПА и вспомогательного оборудования. Сотрудничество с компанией «Чи-Лайн» — запуск прибыльного завода «под ключ» на китайском оборудовании в сжатые сроки!
КАТАЛОГ ОБОРУДОВАНИЯ:
Скачать прайс-лист
Профессиональное видео | Видеопродуктивное оборудование
Pro Camporders & Cameras
Camcorders
Digital Cine Cameras
Studio & EFP Cameras
PTZ Cameras & Solutions
111111
PTZ CAMERAS & Solutions
111111
PTCAMARS & SOLUTION Камеры
Дроны и аэрофотосъемка
VR и 360 Video
Аксессуары для видеокамер и камер
линз и линзы.
Студийное и EFP-оборудование
Мониторы
Рекордеры и дублирующие устройства
Профессиональная потоковая передача видео
Обработка и распределение сигналов
после производства
Освещение
Аксессуары
ИСПОЛЬЗОВАНИЯ И ЦИТИЧЕСКИЕ СМИ
Кабели
99111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111110 гг.
Установка
Профессиональное оборудование для производства видео
Для производства видео требуется широкий спектр оборудования, включая камеры, объективы, штативы и системы поддержки, микрофоны и многое другое. Вообще говоря, видеопроизводство можно разделить на две основные категории: операторское оборудование и производственное оборудование.
Типы видеокамер
Необходимое видеооборудование зависит от вашего проекта. Например, промышленные и многоцелевые камеры, которые хорошо подходят для системы видеонаблюдения, могут не подходить для создания свадебного видео в прямом эфире. Основными типами камер, которые следует учитывать, являются профессиональные видеокамеры и профессиональные вещательные видеокамеры.
Профессиональные видеокамеры
Профессиональная видеокамера, как следует из названия, сочетает в себе камеру и видеомагнитофон. Потребительские модели стали популярны среди энтузиастов-любителей домашнего кино. Они компактны, просты в использовании и предлагают комплексное решение. Профессиональные устройства включают улучшенную внутреннюю обработку, обеспечивающую улучшенную стабилизацию изображения и лучшее общее качество изображения. Форматы записи более высокого качества, в том числе необработанные форматы, также предоставляют больше возможностей для постобработки видео. Некоторые модели видеокамер поддерживают прямую прямую трансляцию, разрешение 4K и замедленную запись.
Профессиональные видеокамеры для вещания
Видеокамеры для вещания обычно используются в телевизионных студиях. С этими камерами вы можете менять объективы, что позволяет делать очень крупные планы или широкоугольные снимки. Вещательные камеры обычно имеют выходы HD-SDI для подключения к профессиональному внешнему монитору или записывающему устройству. В целом, вещательные камеры предлагают превосходные датчики изображения и больший диапазон диафрагмы, что необходимо для кино- и телевизионных приложений. Профессиональные камеры POV также иногда используются в индустрии вещания для съемки с точки зрения. Они компактны и подходят для установки в ограниченном пространстве. Представьте камеру с помадой, которая снимает барабанщика во время концерта или кадр сверху во время эпизода реалити-шоу.
Аэрофотосъемка
Дроны и виртуальная реальность, 360-градусные камеры позволяют создавать невероятно уникальные снимки. Камеры для дронов варьируются от моделей для начинающих и любителей до профессиональных кинокамер. Дроны — это дистанционно управляемые вертолеты со встроенными камерами, позволяющие снимать целые ландшафты и отдельные объекты с высоты птичьего полета. Они отлично подходят для коммерческого использования и недвижимости, а также для съемки потрясающих снимков дикой природы.
Оборудование и инструменты для постобработки видео
Компьютерное видео программное обеспечение
Компьютерное видео аппаратное обеспечение
Компьютерный аудио
Компьютеры и компоненты
Post Production Componters
Drives & Storage Post
Components
Drives & Storage Post
.
Постобработка — это все, что связано с процессом создания фильма, видео и фотографии после того, как вы сняли или записали. Редактирование музыки и партитур, видеоматериалов или неподвижных изображений — вот лишь несколько примеров задач постобработки. Часто постпродакшн занимает больше времени, чем сама съемка.
Что делает программное обеспечение для редактирования?
Программное обеспечение для редактирования видео и аудио играет большую роль в редактировании, особенно в кинопроизводстве. С помощью компьютерного программного обеспечения для редактирования видео вы можете манипулировать необработанными кадрами, чтобы добиться определенного вида дома или на ноутбуке. Это программное обеспечение часто предоставляет инструменты, необходимые для настройки цвета, яркости и экспозиции, обрезки сегментов видео и многого другого. Программное обеспечение для редактирования также позволяет создавать саундтреки и звуковые эффекты или манипулировать определенными звуковыми фрагментами. Если вы редактируете аудио и фильмы для постобработки видео, обратите внимание на Blackmagic Design DaVinci Resolve Studio, которая поддерживает как звук, так и визуальные эффекты для постобработки.
Зачем использовать компьютерное видеооборудование?
В дополнение к компьютерному программному обеспечению для редактирования, компьютерное оборудование, прикладные/монтажные клавиатуры, рабочие станции и контроллеры могут помочь с видео и фильмом в постобработке. Оборудование, такое как мини-рекордеры, мини-устройства воспроизведения и USB-устройства захвата, передает и передает контент для редактирования. Существуют также специальные клавиатуры и контроллеры для упрощения редактирования с такими функциями, как возможности беспроводной связи, колеса поиска, порты USB, программируемые кнопки и множество полезных клавиш. Для редактирования звука в постобработке тактильные контроллеры барабанных пэдов могут добавлять различные звуки.
Выбор компьютеров для постпродакшна
Ноутбуки Creative и мобильные рабочие станции являются популярным выбором для монтажа во время путешествий или работы на выезде.

 Эта маркировка подтверждается независимой организацией после аудита. (Бюро Веритас № 7208672). Продукция OFG производится во Франции на производственных площадках Invicta Group.
Эта маркировка подтверждается независимой организацией после аудита. (Бюро Веритас № 7208672). Продукция OFG производится во Франции на производственных площадках Invicta Group. Идеально подходит для установки в…
Идеально подходит для установки в… Идеально подходит для установки в…
Идеально подходит для установки в… Подача воздуха над стеклом создает защитную завесу. Подогретый воздух движется вдоль стекла. Вызывает возгорание газа и летучих веществ, тем самым защищая стекло от образования дыма и копоти.
Подача воздуха над стеклом создает защитную завесу. Подогретый воздух движется вдоль стекла. Вызывает возгорание газа и летучих веществ, тем самым защищая стекло от образования дыма и копоти. Эта маркировка подтверждается независимой организацией после аудита. (Бюро Веритас № 7208672). Продукция OFG производится во Франции на производственных площадках Invicta Group.
Эта маркировка подтверждается независимой организацией после аудита. (Бюро Веритас № 7208672). Продукция OFG производится во Франции на производственных площадках Invicta Group. горизонтально)
горизонтально)

 Благодаря наличию разных классов точности и преднатяга, достаточно просто могут быть выполнены конструкции со строгими требованиями к точности перемещения и позиционирования.
Благодаря наличию разных классов точности и преднатяга, достаточно просто могут быть выполнены конструкции со строгими требованиями к точности перемещения и позиционирования.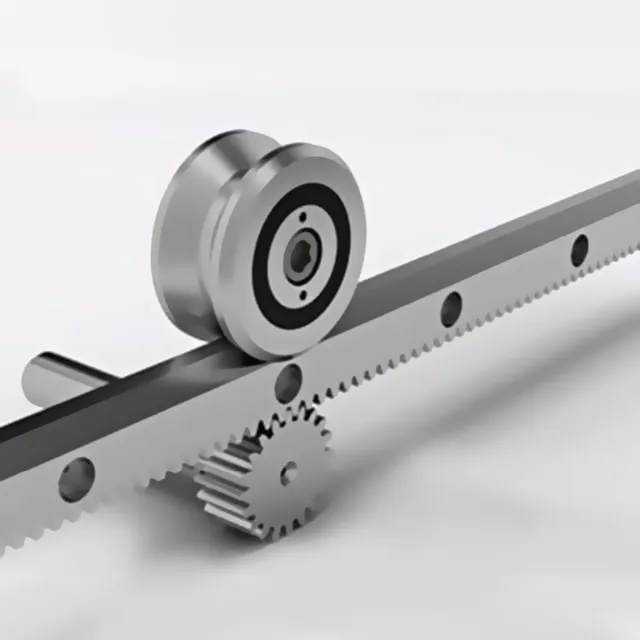 В зависимости от типа направляющей антифрикционный слой наносится на подвижную или фиксированную деталь. Смазывание выполняется с помощью смазок, имеющихся в антифрикционном материале.
В зависимости от типа направляющей антифрикционный слой наносится на подвижную или фиксированную деталь. Смазывание выполняется с помощью смазок, имеющихся в антифрикционном материале. Необслуживаемые направляющие скольжения не подлежат смазыванию, необслуживаемый материал хорошо работает в нештатных условиях. Благодаря их многогранным специфическим свойствам, направляющие скольжения применяются во многих сферах, особенного там, где: опоры должны быть необслуживаемыми или не требующие частого обслуживания, существует опасность недостаточного смазывания или нежелательно (недопустимо) наличие смазки.
Необслуживаемые направляющие скольжения не подлежат смазыванию, необслуживаемый материал хорошо работает в нештатных условиях. Благодаря их многогранным специфическим свойствам, направляющие скольжения применяются во многих сферах, особенного там, где: опоры должны быть необслуживаемыми или не требующие частого обслуживания, существует опасность недостаточного смазывания или нежелательно (недопустимо) наличие смазки.
 Линейные направляющие обычно состоят из двух компонентов; выдвижная каретка и рельс. Скользящая каретка — это элемент, который движется по рельсу и поддерживает прикрепленный груз. Конструкция каретки и рельса будет зависеть от стиля линейной направляющей. Двумя наиболее распространенными типами линейных направляющих являются контактные направляющие скольжения и направляющие для роликовых подшипников. Направляющие скользящего контакта, показанные ниже слева, представляют собой простейший тип линейных направляющих, в которых каретка скольжения просто скользит по рельсу, обычно с помощью смазки, как в нашем Миниатюрные линейные направляющие рельсы серии FA-MGR-15. Как правило, направляющие с скользящим контактом будут иметь более высокий коэффициент трения и для их перемещения потребуется большее усилие по сравнению с линейными направляющими другого типа из-за того, что два элемента просто скользят друг по другу. В направляющих роликовых подшипников, показанных ниже справа, используются роликовые подшипники, которые расположены внутри каретки скольжения.
Линейные направляющие обычно состоят из двух компонентов; выдвижная каретка и рельс. Скользящая каретка — это элемент, который движется по рельсу и поддерживает прикрепленный груз. Конструкция каретки и рельса будет зависеть от стиля линейной направляющей. Двумя наиболее распространенными типами линейных направляющих являются контактные направляющие скольжения и направляющие для роликовых подшипников. Направляющие скользящего контакта, показанные ниже слева, представляют собой простейший тип линейных направляющих, в которых каретка скольжения просто скользит по рельсу, обычно с помощью смазки, как в нашем Миниатюрные линейные направляющие рельсы серии FA-MGR-15. Как правило, направляющие с скользящим контактом будут иметь более высокий коэффициент трения и для их перемещения потребуется большее усилие по сравнению с линейными направляющими другого типа из-за того, что два элемента просто скользят друг по другу. В направляющих роликовых подшипников, показанных ниже справа, используются роликовые подшипники, которые расположены внутри каретки скольжения.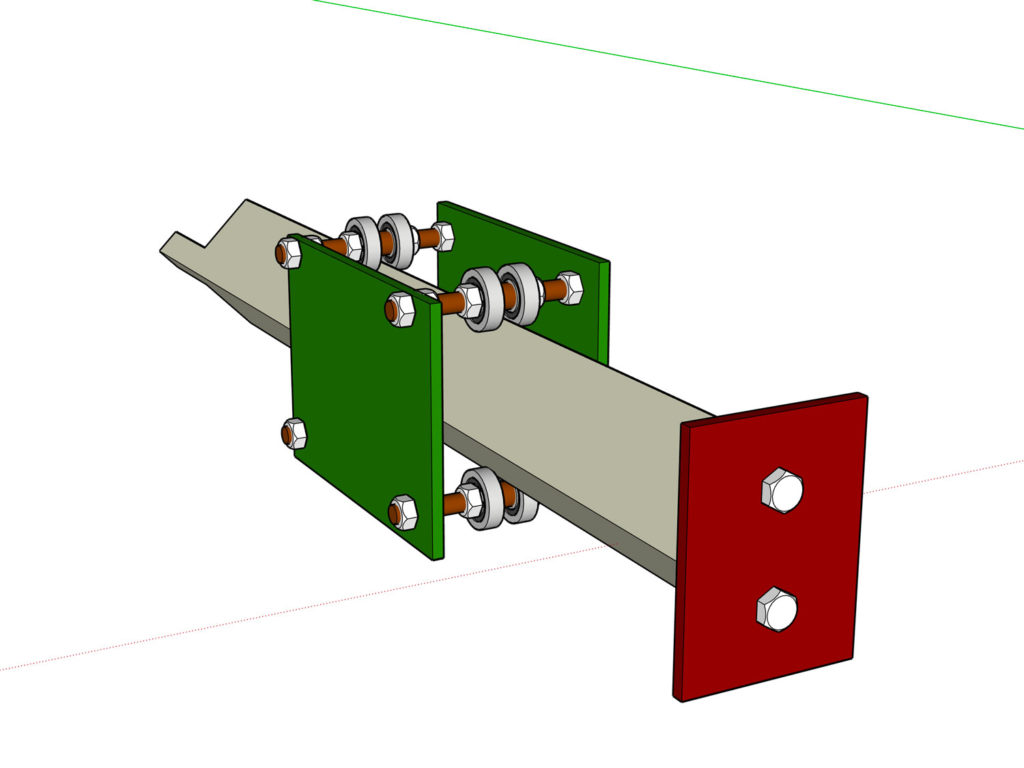 Добавление роликового подшипника помогает снизить коэффициент трения между кареткой скольжения и рельсом, что, в свою очередь, снижает усилие, необходимое для перемещения каретки, без необходимости смазки. Конструкция рельсов для этих направляющих будет включать в себя канавки для перемещения роликовых подшипников, которые будут находиться либо снаружи рельса, либо внутри рельса, как в нашем Миниатюрные линейные направляющие рельсы серии FA-SGR-15N и наш Сверхмощные направляющие скольжения для линейных подшипников серии FA-SGR-35. Если вы хотите узнать больше об основах линейных направляющих, ознакомьтесь с нашими Линейные подшипники 101 блог.
Добавление роликового подшипника помогает снизить коэффициент трения между кареткой скольжения и рельсом, что, в свою очередь, снижает усилие, необходимое для перемещения каретки, без необходимости смазки. Конструкция рельсов для этих направляющих будет включать в себя канавки для перемещения роликовых подшипников, которые будут находиться либо снаружи рельса, либо внутри рельса, как в нашем Миниатюрные линейные направляющие рельсы серии FA-SGR-15N и наш Сверхмощные направляющие скольжения для линейных подшипников серии FA-SGR-35. Если вы хотите узнать больше об основах линейных направляющих, ознакомьтесь с нашими Линейные подшипники 101 блог.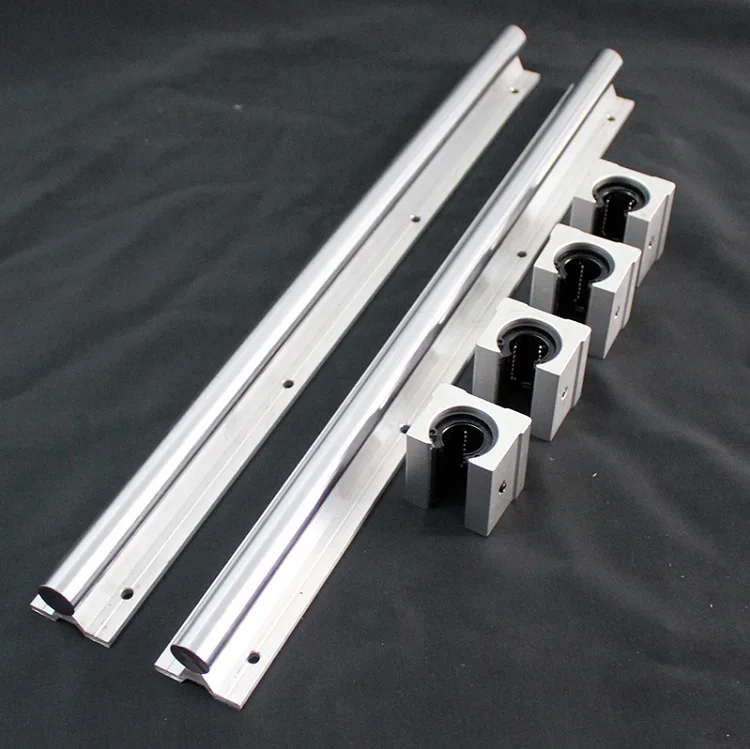 В то время как приводная осуществляется другим компонентом, линейная направляющая несет вес инструмента или опорной плиты и защищает приводной компонент от неправильной нагрузки. Линейные направляющие также используются в робототехнических приложениях и конструкциях, таких как портальные (также называемые декартовыми) роботами и подвесные транспортные системы. Существует множество применений, в которых линейные направляющие используются для поддержки тяжелых нагрузок и обеспечения плавного линейного движения.
В то время как приводная осуществляется другим компонентом, линейная направляющая несет вес инструмента или опорной плиты и защищает приводной компонент от неправильной нагрузки. Линейные направляющие также используются в робототехнических приложениях и конструкциях, таких как портальные (также называемые декартовыми) роботами и подвесные транспортные системы. Существует множество применений, в которых линейные направляющие используются для поддержки тяжелых нагрузок и обеспечения плавного линейного движения. В последнем случае линейные направляющие идеально подходят для наших гусеничные приводы, а первый случай может быть полезен с любым из наших линейные приводы. Как и в станках с ЧПУ и 3D-принтерах, линейные направляющие также могут использоваться для защиты исполнительных компонентов от неправильной нагрузки. Если у вас есть проблемы с боковой нагрузкой в вашей конструкции, вы можете использовать линейные направляющие, чтобы укрепить вашу конструкцию и защитить ваше исполнительное устройство. Хотя это может быть полезно для наших линейных приводов, вы часто видите линейные направляющие, используемые в них для защиты более чувствительных к нагрузке устройств, таких как ходовые винты.
В последнем случае линейные направляющие идеально подходят для наших гусеничные приводы, а первый случай может быть полезен с любым из наших линейные приводы. Как и в станках с ЧПУ и 3D-принтерах, линейные направляющие также могут использоваться для защиты исполнительных компонентов от неправильной нагрузки. Если у вас есть проблемы с боковой нагрузкой в вашей конструкции, вы можете использовать линейные направляющие, чтобы укрепить вашу конструкцию и защитить ваше исполнительное устройство. Хотя это может быть полезно для наших линейных приводов, вы часто видите линейные направляющие, используемые в них для защиты более чувствительных к нагрузке устройств, таких как ходовые винты. org/BreadcrumbList»>
org/BreadcrumbList»> Выберите компоненты, соответствующие потребностям вашего приложения, рассчитайте срок службы и отправьте прямо в корзину. Используйте конфигуратор линейных направляющих drylin®.
Выберите компоненты, соответствующие потребностям вашего приложения, рассчитайте срок службы и отправьте прямо в корзину. Используйте конфигуратор линейных направляющих drylin®. Свяжитесь с нами через форму ниже или позвоните нам по телефону (800) 521-2747 и обсудите ваш проект уже сегодня!
Свяжитесь с нами через форму ниже или позвоните нам по телефону (800) 521-2747 и обсудите ваш проект уже сегодня!
 Эта система оснащена кранами для фиксации объекта.
Эта система оснащена кранами для фиксации объекта.  Направляющие рельсы очень прочны благодаря высокой устойчивости к большим нагрузкам. Различные типы полозьев имеют высокую жесткость для нагрузок от 5/11,0231 до 600 кг/1322,7747 фунтов на полозья, обеспечивая при этом плавное и равномерное скольжение.
Направляющие рельсы очень прочны благодаря высокой устойчивости к большим нагрузкам. Различные типы полозьев имеют высокую жесткость для нагрузок от 5/11,0231 до 600 кг/1322,7747 фунтов на полозья, обеспечивая при этом плавное и равномерное скольжение.  Кроме того, все чертежи доступны на нашем веб-сайте в различных форматах файлов для быстрого включения в приложения CAD/CAM.
Кроме того, все чертежи доступны на нашем веб-сайте в различных форматах файлов для быстрого включения в приложения CAD/CAM. Можно выбрать длину, планы сверления, тип обработки и смазки, аксессуары и материал, адаптированные к вашей профессиональной среде.
Можно выбрать длину, планы сверления, тип обработки и смазки, аксессуары и материал, адаптированные к вашей профессиональной среде.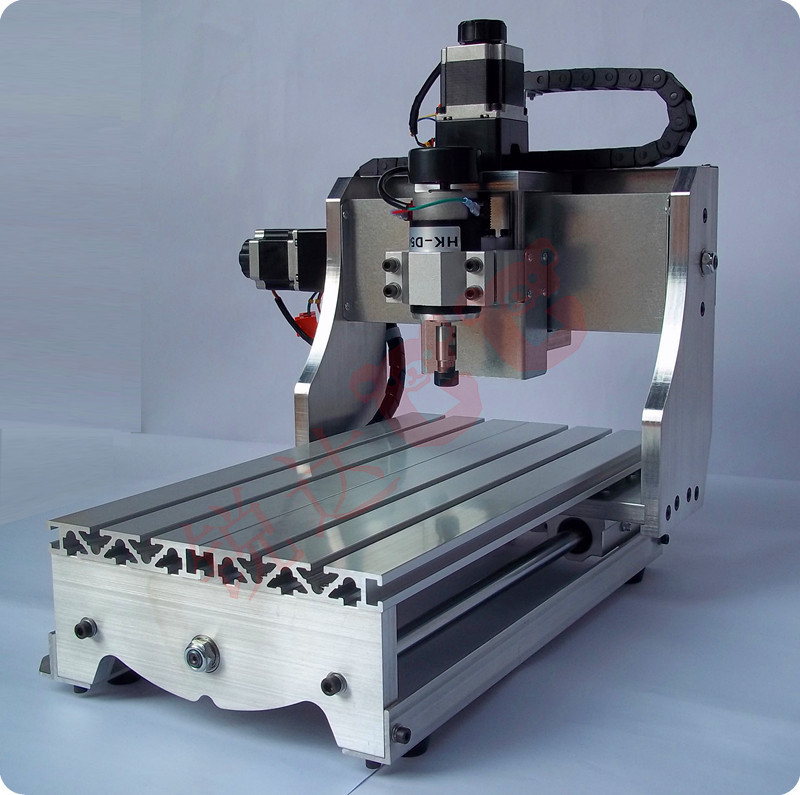
 Рабочий стол, как правило, является поворотным, что позволяет обрабатывать закреплённую на нём заготовку с четырёх сторон.
Рабочий стол, как правило, является поворотным, что позволяет обрабатывать закреплённую на нём заготовку с четырёх сторон.
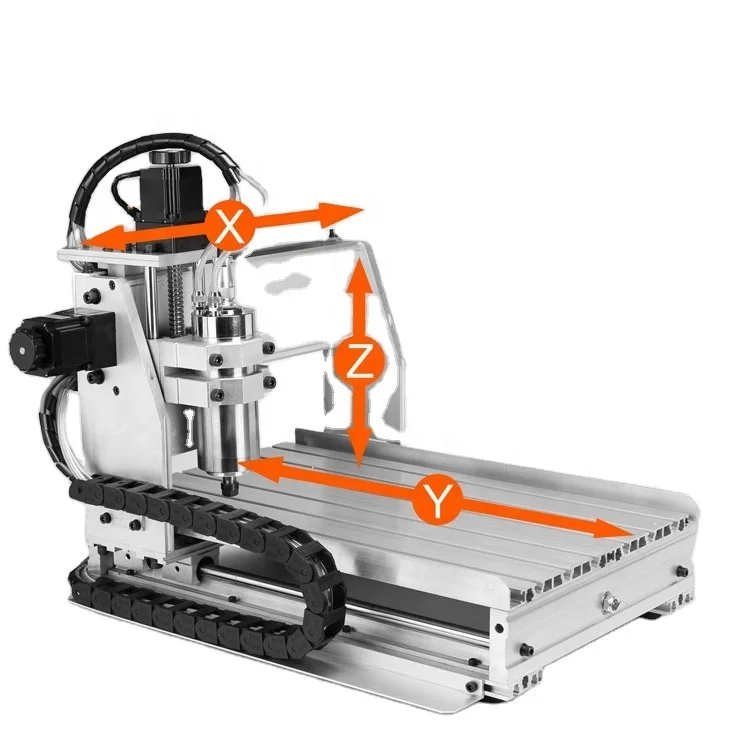


 Особенно в серийном производстве.
Особенно в серийном производстве. Эта отрасль тоже требует высокой точности при производстве деталей, так как от нее зависит работоспособность будущего механизма. С помощью станков изготавливают мощные газовые и паровые турбины, отдельные части трубопроводов и корпусов атомных электростанций, детали прецизионных подшипников, рабочие колеса и многое другое. В этой сфере достаточную точность могут обеспечить только станки с числовым программным управлением.
Эта отрасль тоже требует высокой точности при производстве деталей, так как от нее зависит работоспособность будущего механизма. С помощью станков изготавливают мощные газовые и паровые турбины, отдельные части трубопроводов и корпусов атомных электростанций, детали прецизионных подшипников, рабочие колеса и многое другое. В этой сфере достаточную точность могут обеспечить только станки с числовым программным управлением.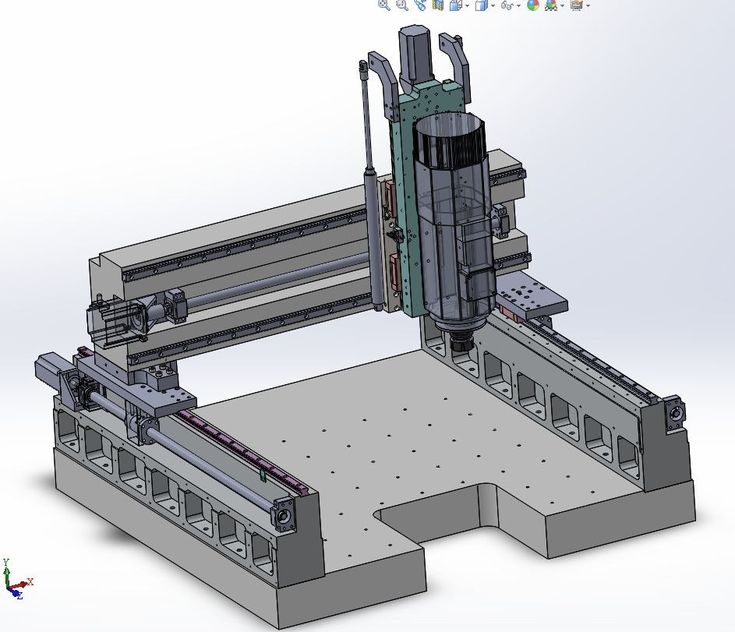
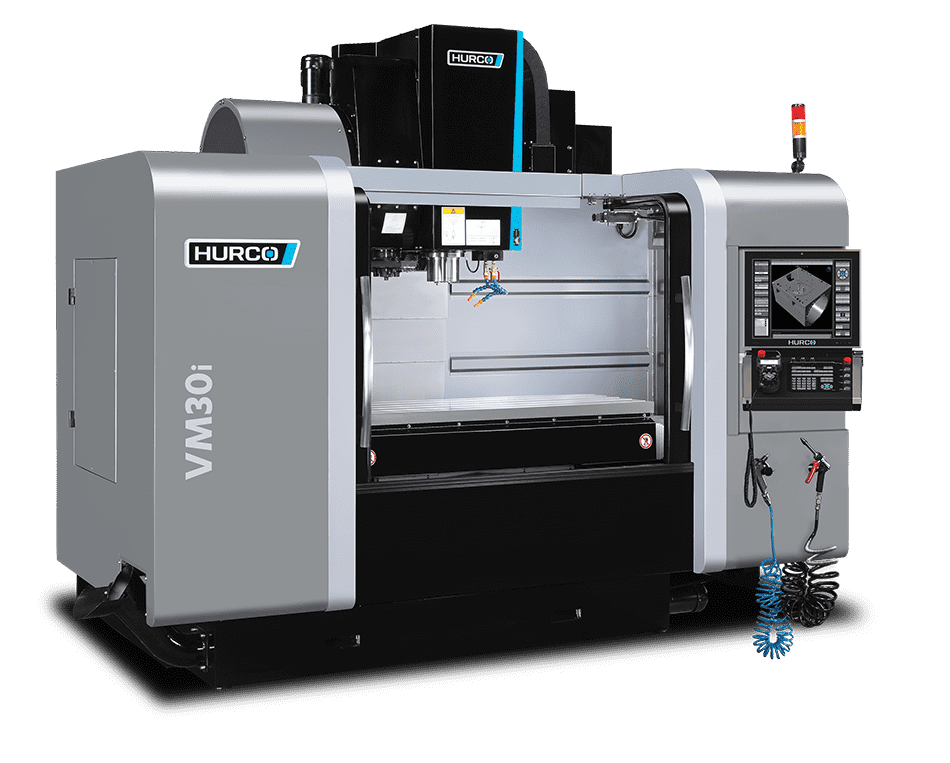 Название «ЧПУ» на самом деле означает компьютерное числовое управление. Он представляет собой один из двух стандартных методов (другими являются технологии 3D-печати, такие как SLA, SLS/SLM и FDM) для создания прототипов из файла цифрового программного обеспечения. Компании, занимающиеся проектированием и созданием прототипов, могут использовать станки с ЧПУ для фрезерования и обработки различных материалов, включая дерево, металлы и пластмассы.
Название «ЧПУ» на самом деле означает компьютерное числовое управление. Он представляет собой один из двух стандартных методов (другими являются технологии 3D-печати, такие как SLA, SLS/SLM и FDM) для создания прототипов из файла цифрового программного обеспечения. Компании, занимающиеся проектированием и созданием прототипов, могут использовать станки с ЧПУ для фрезерования и обработки различных материалов, включая дерево, металлы и пластмассы.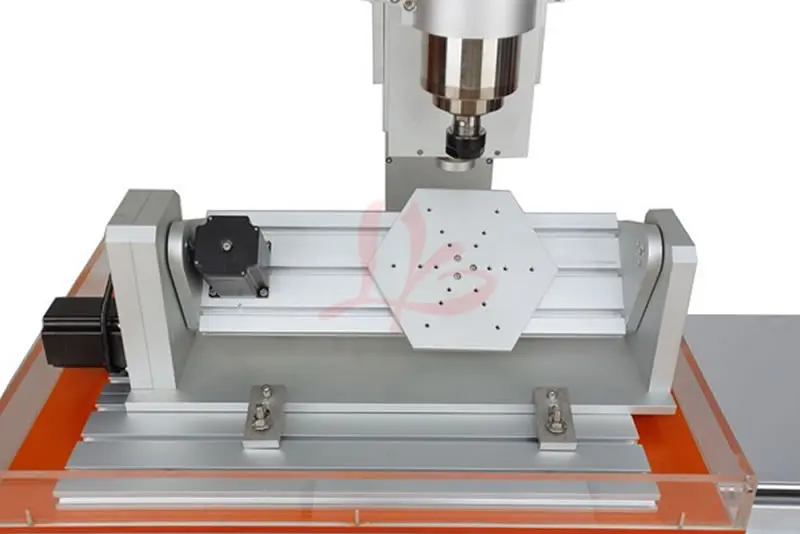
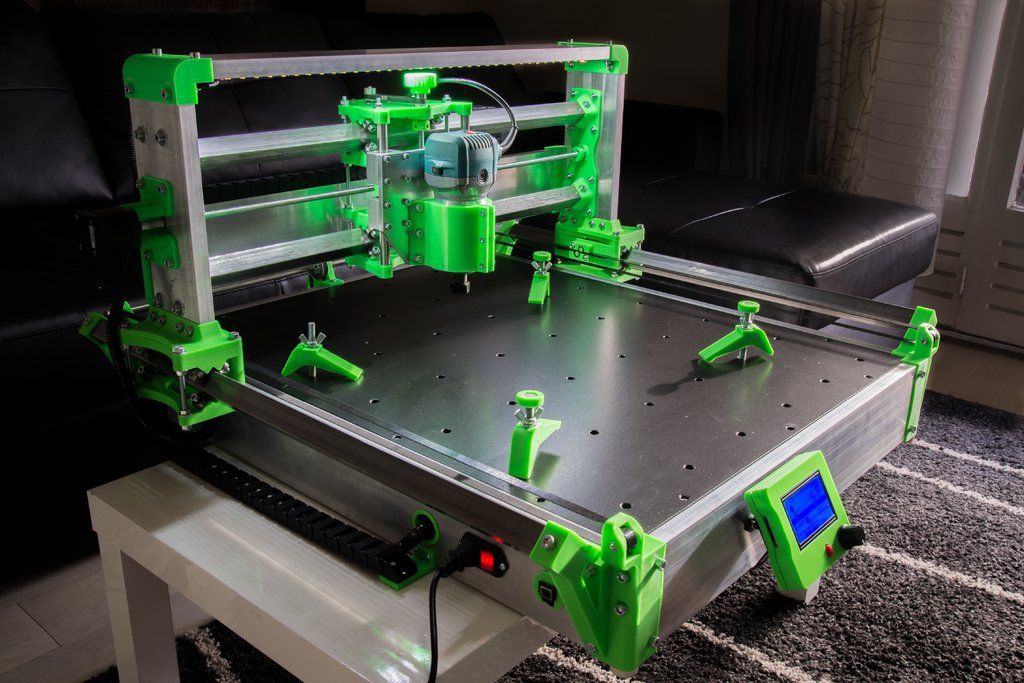
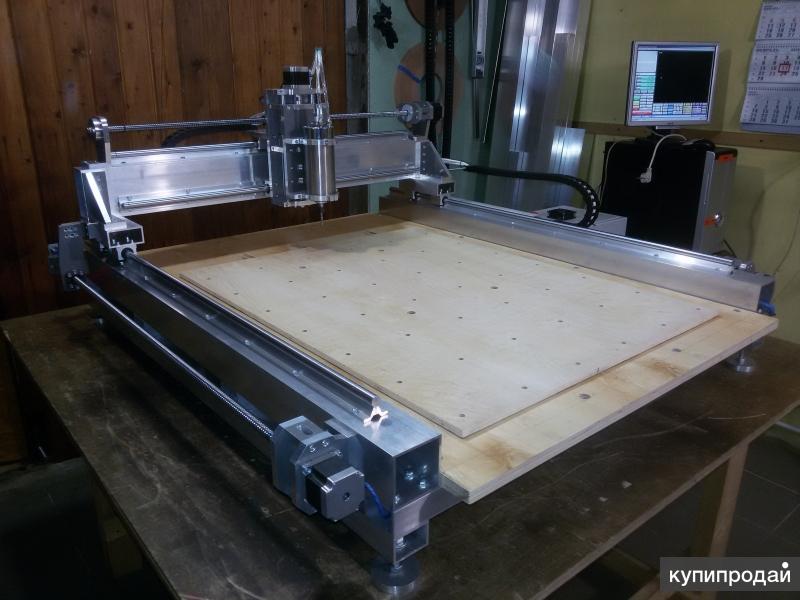
 Токарные станки обычно вступают в контакт с материалом, перемещая режущий инструмент в поперечном направлении, пока он постепенно не коснется вращающегося материала. Токарные станки, используемые в основном для металлов и дерева, удаляют ненужный лишний материал и оставляют после себя красивый и, в конечном счете, более полезный компонент.
Токарные станки обычно вступают в контакт с материалом, перемещая режущий инструмент в поперечном направлении, пока он постепенно не коснется вращающегося материала. Токарные станки, используемые в основном для металлов и дерева, удаляют ненужный лишний материал и оставляют после себя красивый и, в конечном счете, более полезный компонент. Примеры включают электронно-лучевую обработку, электрохимическую обработку, электроэрозионную обработку (EDM), фотохимическую обработку и ультразвуковую обработку. Большинство этих технологий являются узкоспециализированными и используются в особых случаях для массового производства с использованием определенного типа материала.
Примеры включают электронно-лучевую обработку, электрохимическую обработку, электроэрозионную обработку (EDM), фотохимическую обработку и ультразвуковую обработку. Большинство этих технологий являются узкоспециализированными и используются в особых случаях для массового производства с использованием определенного типа материала. Обычные материалы включают такие металлы, как алюминий, латунь, медь, сталь, титан, дерево, пенопласт, стекловолокно и пластмассы, такие как полипропилен.
Обычные материалы включают такие металлы, как алюминий, латунь, медь, сталь, титан, дерево, пенопласт, стекловолокно и пластмассы, такие как полипропилен. Например, электрохимическая обработка используется для резки высокопрочных металлических изделий, что невозможно иначе. Обычные станки с ЧПУ более приспособлены и обычно используются для разработки прототипов, чем для производства.
Например, электрохимическая обработка используется для резки высокопрочных металлических изделий, что невозможно иначе. Обычные станки с ЧПУ более приспособлены и обычно используются для разработки прототипов, чем для производства.
 Это связано с тем, что использование станков с ЧПУ увеличивает производство. Это также позволяет использовать более широкий спектр приложений по сравнению с машинами с ручным управлением.
Это связано с тем, что использование станков с ЧПУ увеличивает производство. Это также позволяет использовать более широкий спектр приложений по сравнению с машинами с ручным управлением.
 Это связано с тем, что машина с замкнутым контуром снижает риск ошибки. Он также исправляет большинство неровностей.
Это связано с тем, что машина с замкнутым контуром снижает риск ошибки. Он также исправляет большинство неровностей. Код делает за них большую часть (если не всю) работы.
Код делает за них большую часть (если не всю) работы.
 Самое раннее использование технологии числового программного управления восходит к 1940с.
Самое раннее использование технологии числового программного управления восходит к 1940с.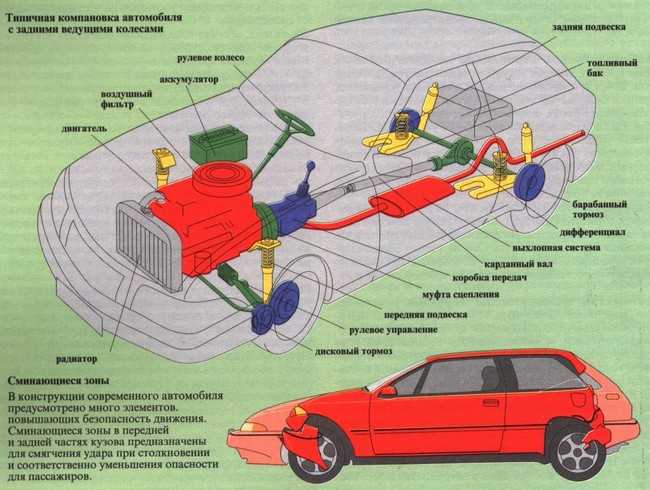 п. (в минералогии)
п. (в минералогии)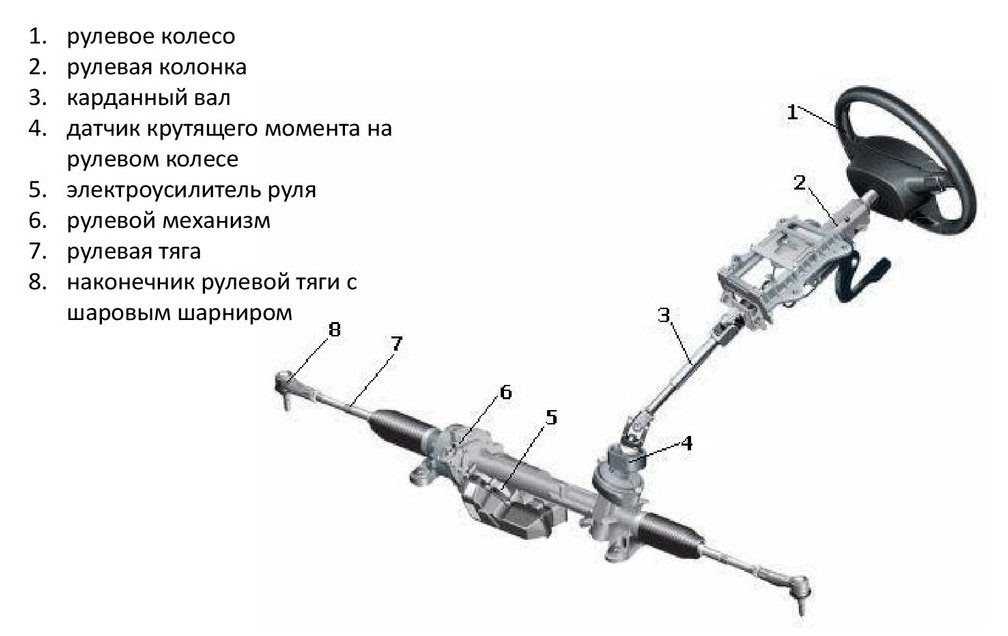 машин для общ. работы
машин для общ. работы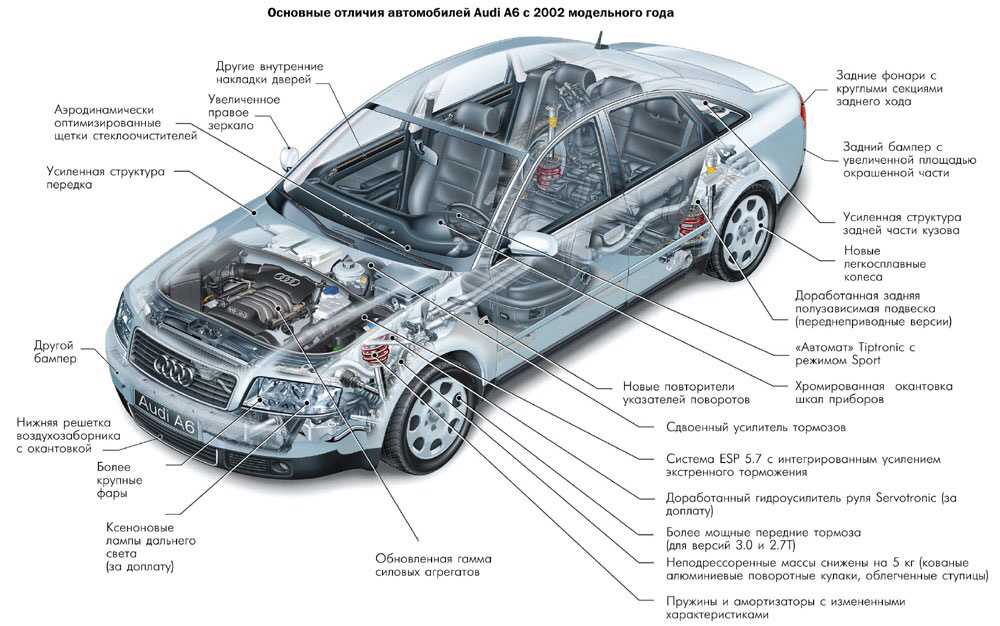 «Структура дисперсионной среды и седиментационная устойчивость суспензий наноалмазов детонационного синтеза» // «Физика твёрдого тела», 2004 г.
«Структура дисперсионной среды и седиментационная устойчивость суспензий наноалмазов детонационного синтеза» // «Физика твёрдого тела», 2004 г. 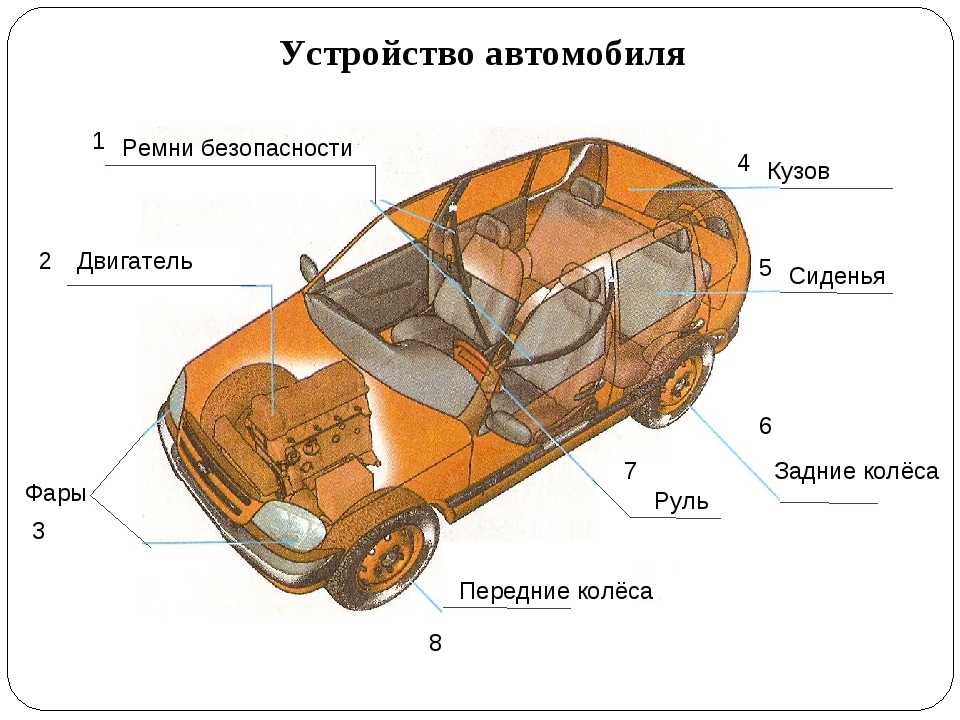
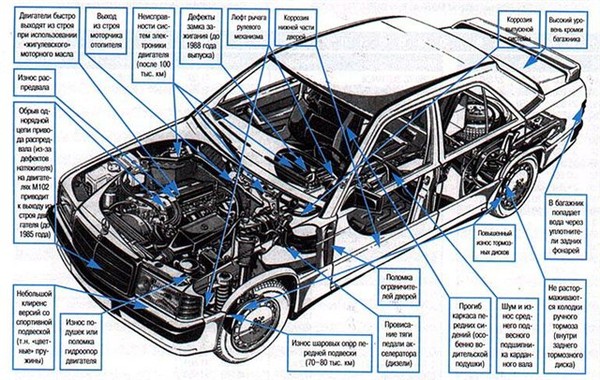 3. Антонимы «агрегат». 4. Разбор по составу «агрегат». 5. Ассоциации «агрегат». 6 фонетический разбор «агрегат».
3. Антонимы «агрегат». 4. Разбор по составу «агрегат». 5. Ассоциации «агрегат». 6 фонетический разбор «агрегат».
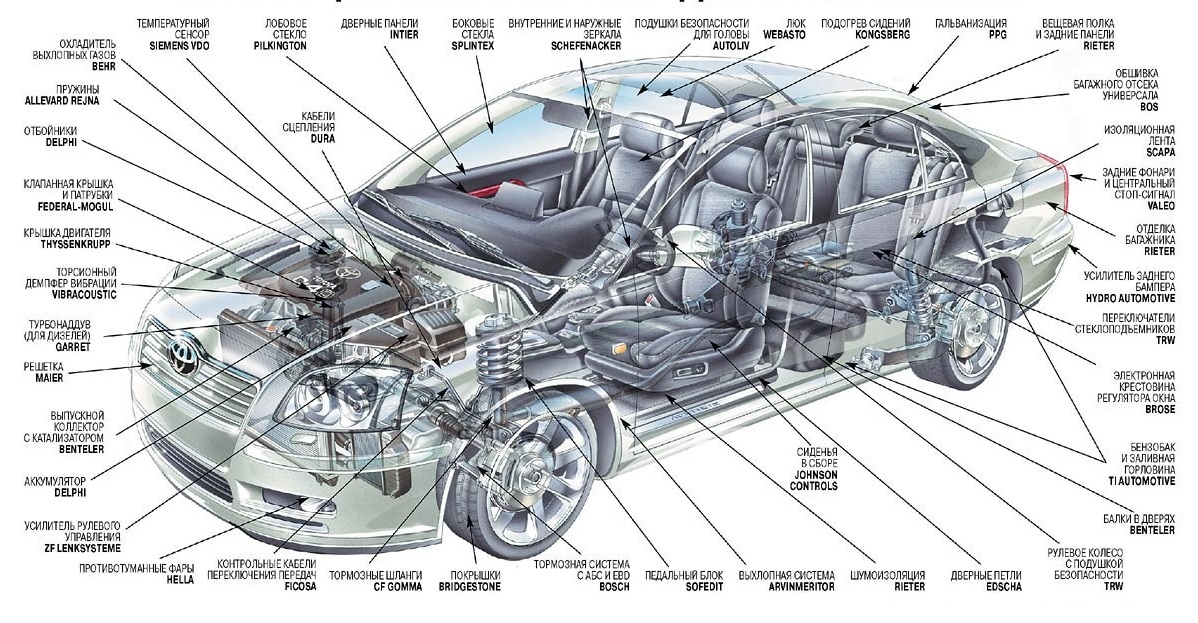
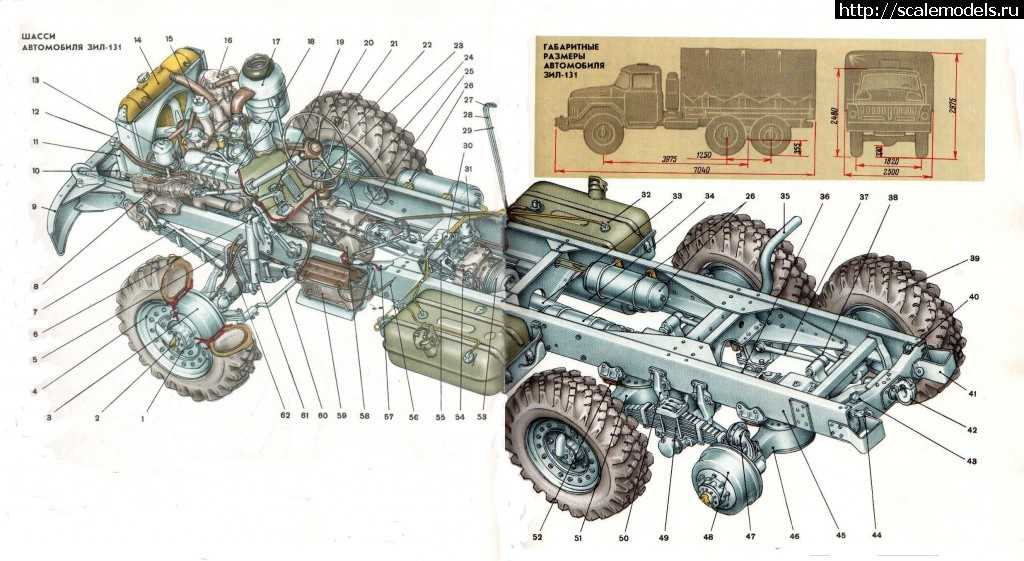 Новые и развивающиеся сенсорные системы как внутри, так и снаружи роботизированной платформы позволили значительно усложнить движения, требуемые от робота.
Новые и развивающиеся сенсорные системы как внутри, так и снаружи роботизированной платформы позволили значительно усложнить движения, требуемые от робота.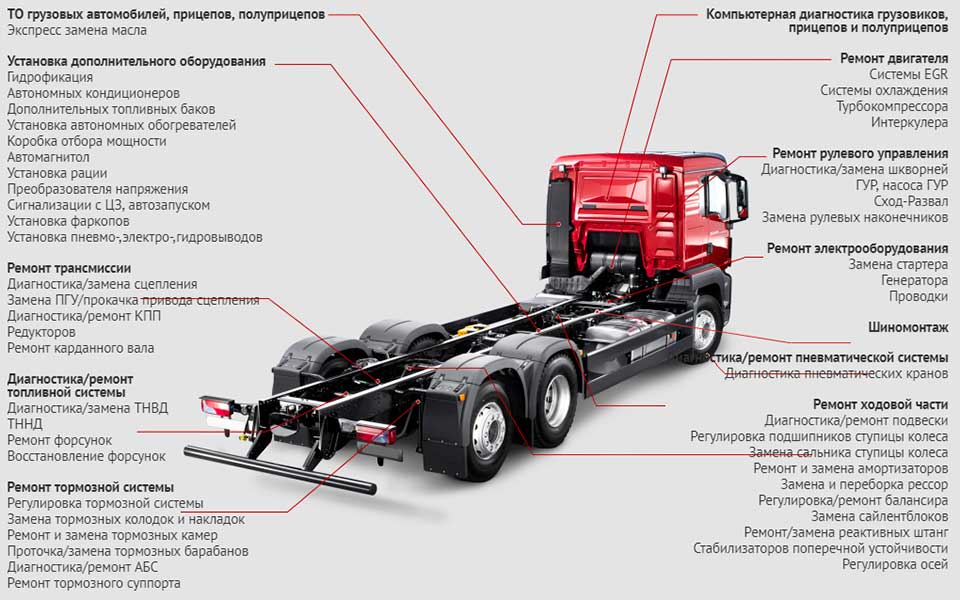
 Мотивация для работы с полотном вместо листов обычно связана с экономикой, поскольку полотна являются непрерывными, могут быть изготовлены на гораздо более высоких скоростях и не имеют проблем с запуском и остановкой, связанных с обработкой отдельных листов. Преимущества обработки полотна включают в себя максимальную производительность и минимизацию отходов.
Мотивация для работы с полотном вместо листов обычно связана с экономикой, поскольку полотна являются непрерывными, могут быть изготовлены на гораздо более высоких скоростях и не имеют проблем с запуском и остановкой, связанных с обработкой отдельных листов. Преимущества обработки полотна включают в себя максимальную производительность и минимизацию отходов.
 Сейчас эта фигурка хранится в Упсале. В XVI веке швейцарский физик Парацельс, приверженный идеям алхимии, уже был знаком со сказочными существами. Считается, что именно он первый начал называть гномов этим именем и приписывал им знание тайн земли.
Сейчас эта фигурка хранится в Упсале. В XVI веке швейцарский физик Парацельс, приверженный идеям алхимии, уже был знаком со сказочными существами. Считается, что именно он первый начал называть гномов этим именем и приписывал им знание тайн земли. В 1990-ые годы эти существа оказались в коллекции немецких «Киндер-сюрпризов».
В 1990-ые годы эти существа оказались в коллекции немецких «Киндер-сюрпризов».



 Отношение к ним в Германии весьма неоднозначное. Для одних людей гномы – модное и стильное украшение, для других — олицетворение безвкусицы и мещанства.
Отношение к ним в Германии весьма неоднозначное. Для одних людей гномы – модное и стильное украшение, для других — олицетворение безвкусицы и мещанства. из 3
из 3 Прибавка к
Прибавка к
 Рядом с ногами человека находится маленький сатир с чертами гнома: It
Рядом с ногами человека находится маленький сатир с чертами гнома: It

 1912-15
1912-15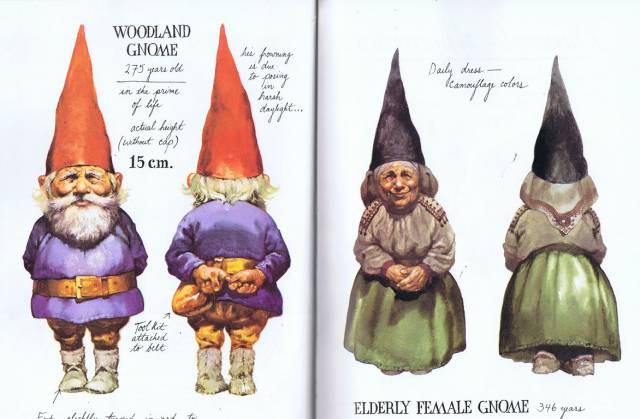
 фигурка коленопреклоненного гнома на каменном основании. выполнено в Бриенце, Швейцария
фигурка коленопреклоненного гнома на каменном основании. выполнено в Бриенце, Швейцария
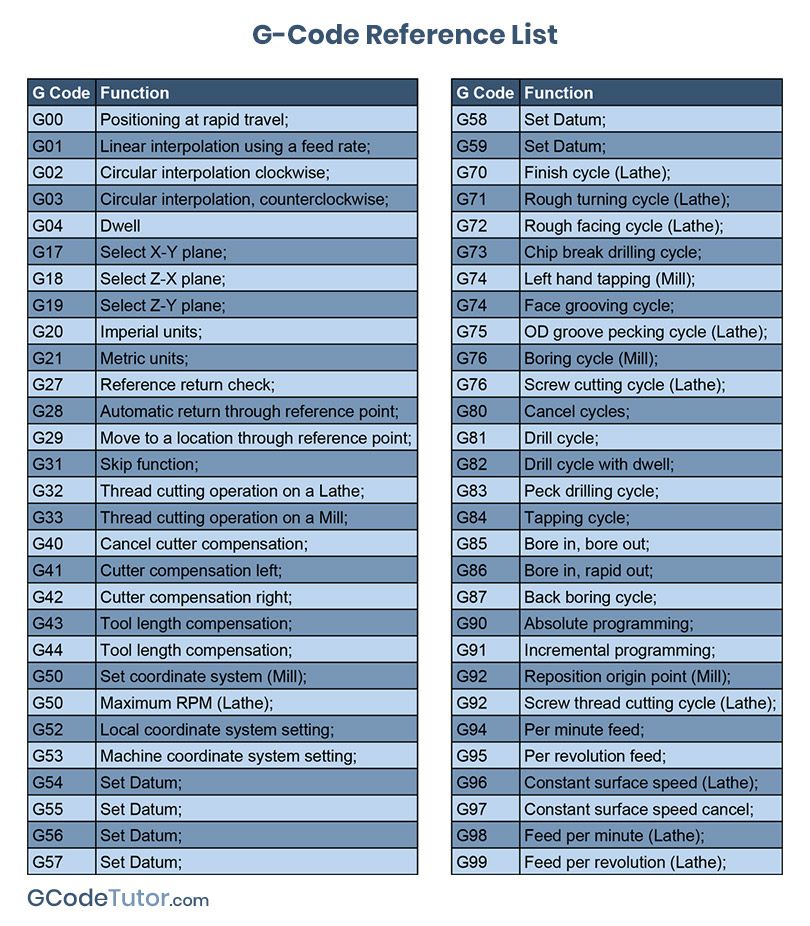
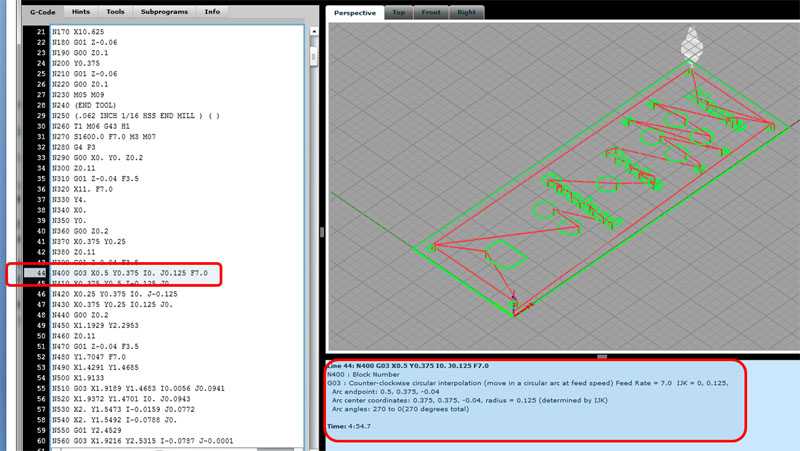 Они отвечают за такие действия как включение шпинделя, подача СОЖ, смена инструмента и так далее.
Они отвечают за такие действия как включение шпинделя, подача СОЖ, смена инструмента и так далее.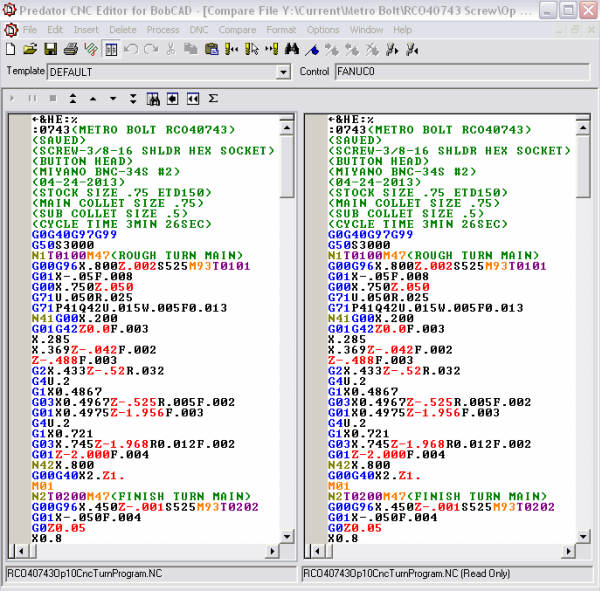 Хотя эти команды G-кода просты и интуитивно понятны, за ними контроллер машины выполняет тысячи вычислений в секунду, чтобы выполнить эти движения.
Хотя эти команды G-кода просты и интуитивно понятны, за ними контроллер машины выполняет тысячи вычислений в секунду, чтобы выполнить эти движения.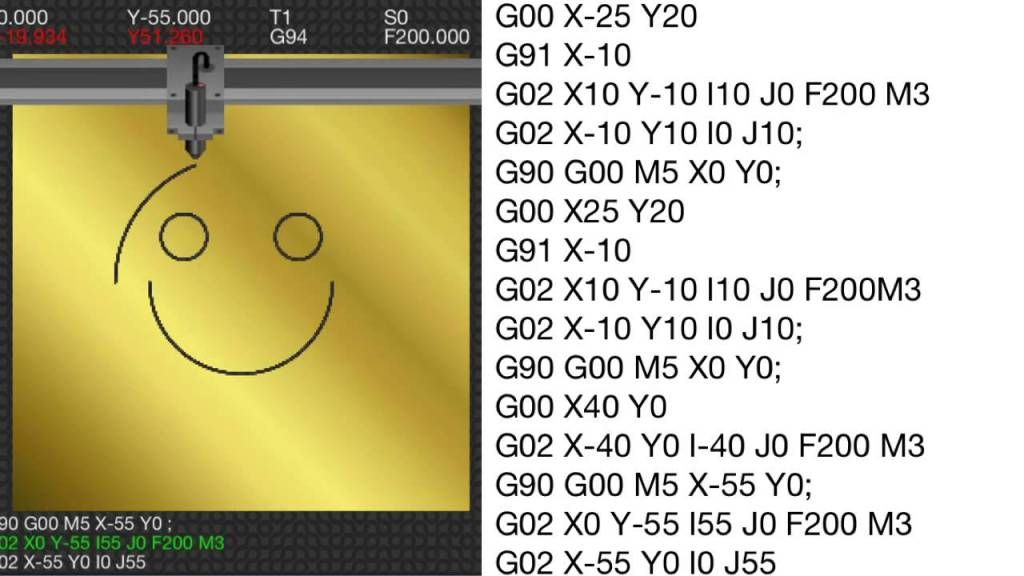
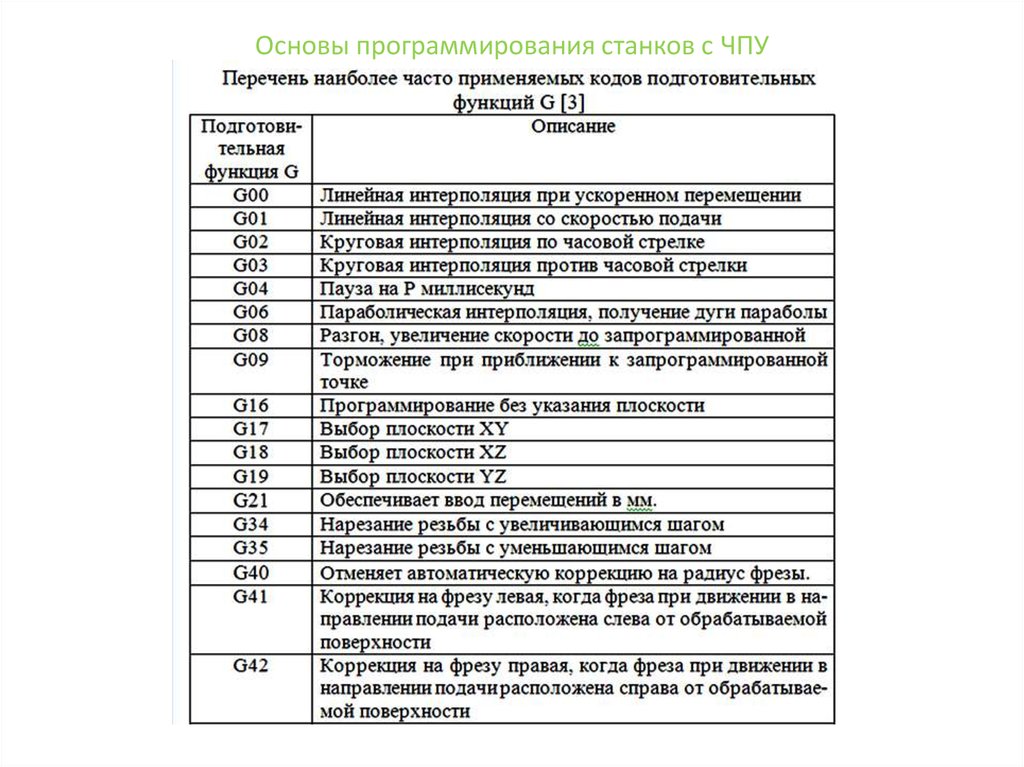 Благодаря этому мы получили более широкую дугу по сравнению с предыдущей.
Благодаря этому мы получили более широкую дугу по сравнению с предыдущей.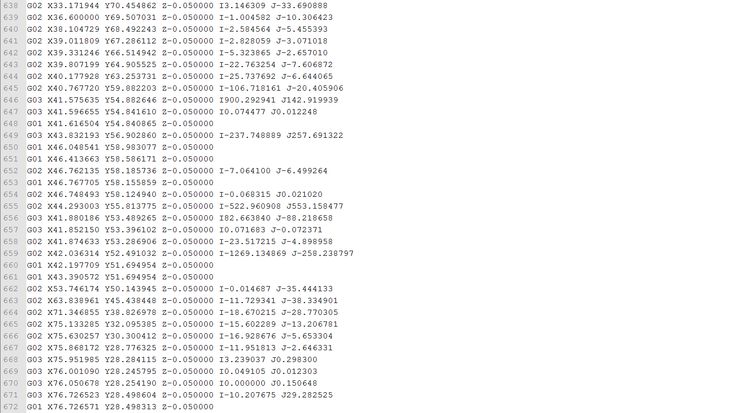 Мы объясним это в следующем разделе.
Мы объясним это в следующем разделе.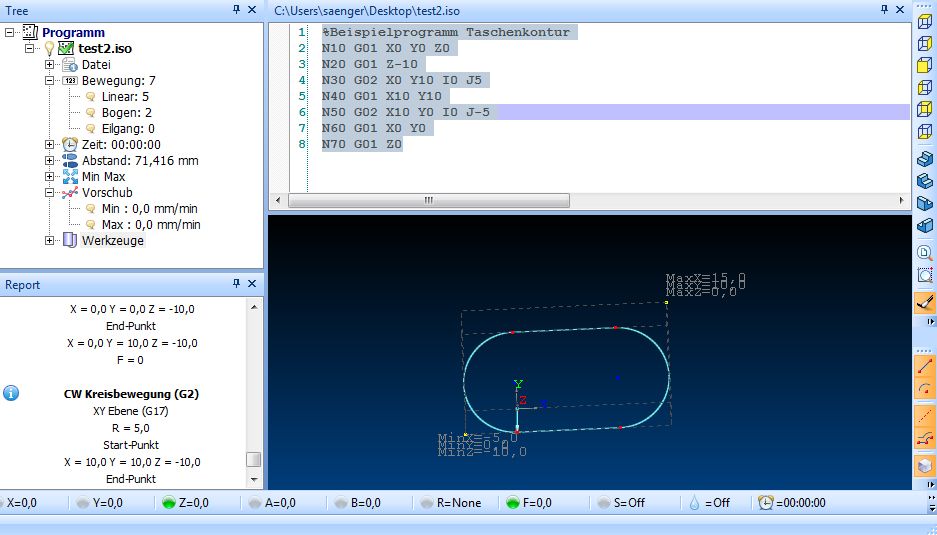 Единственная разница здесь в том, что движение идет против часовой стрелки. Все остальные функции и правила такие же, как у команды G02.
Единственная разница здесь в том, что движение идет против часовой стрелки. Все остальные функции и правила такие же, как у команды G02.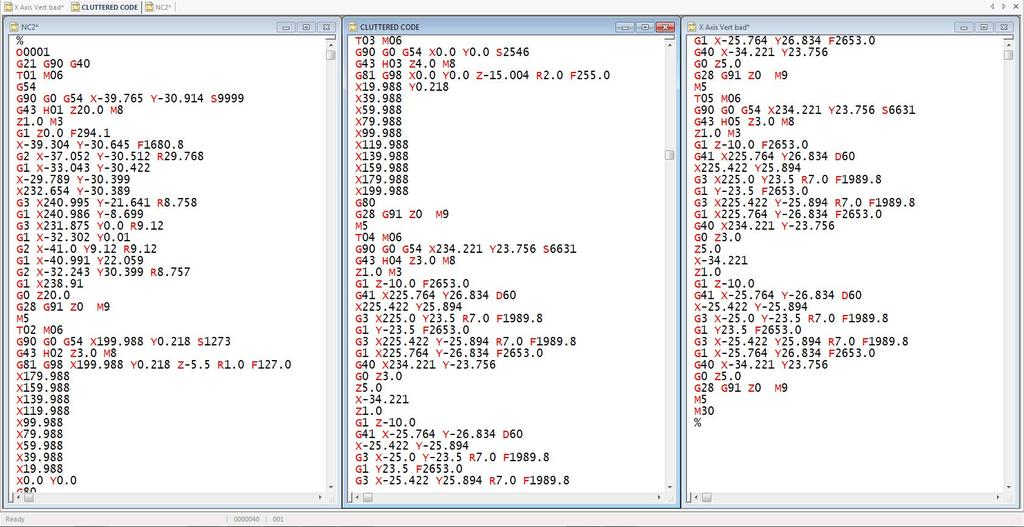
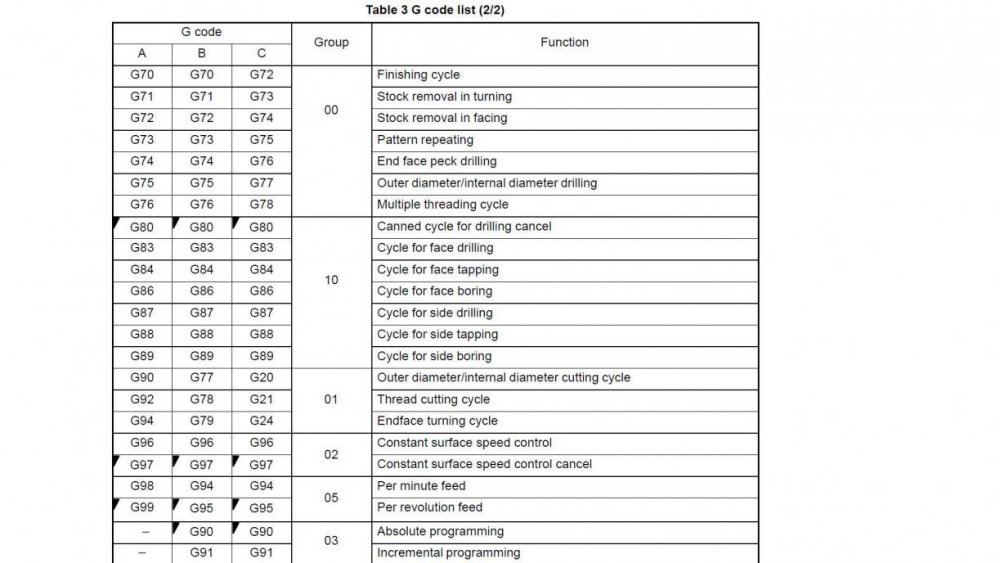 G90 — для абсолютного режима, а G91 — для относительного режима.
G90 — для абсолютного режима, а G91 — для относительного режима. Существуют такие команды, как компенсация резца, масштабирование, системы координат заготовки, выдержка и т. Д.
Существуют такие команды, как компенсация резца, масштабирование, системы координат заготовки, выдержка и т. Д.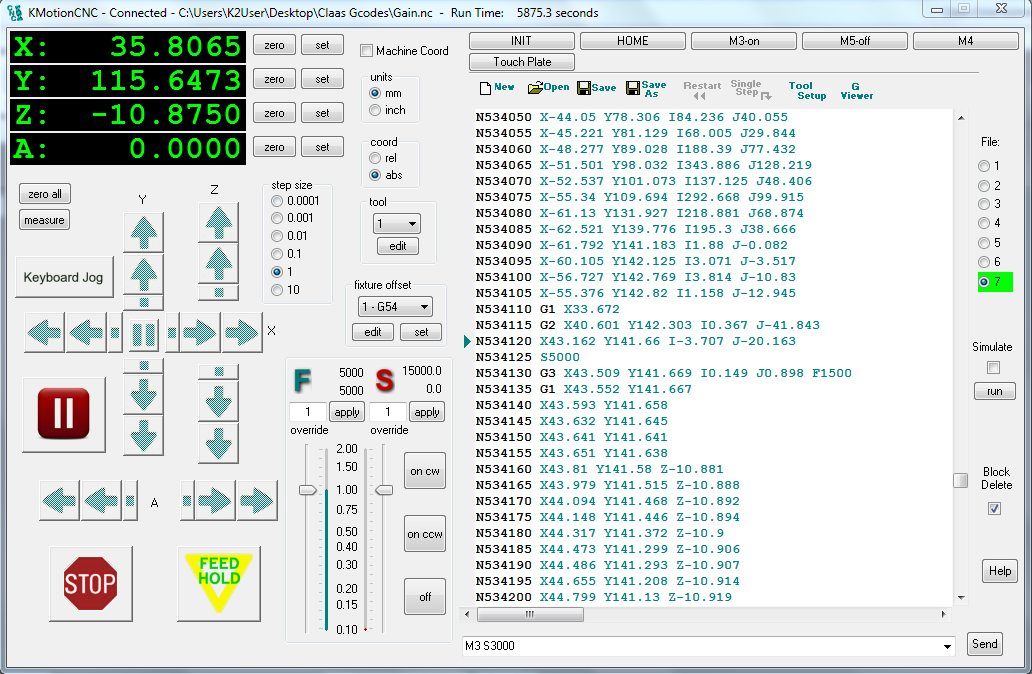 Итак, линия
Итак, линия 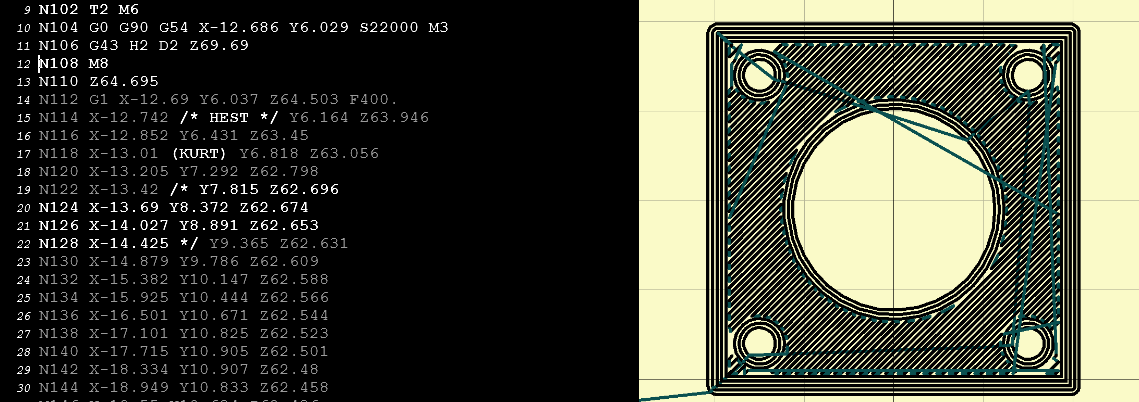 Вот пример:
Вот пример:
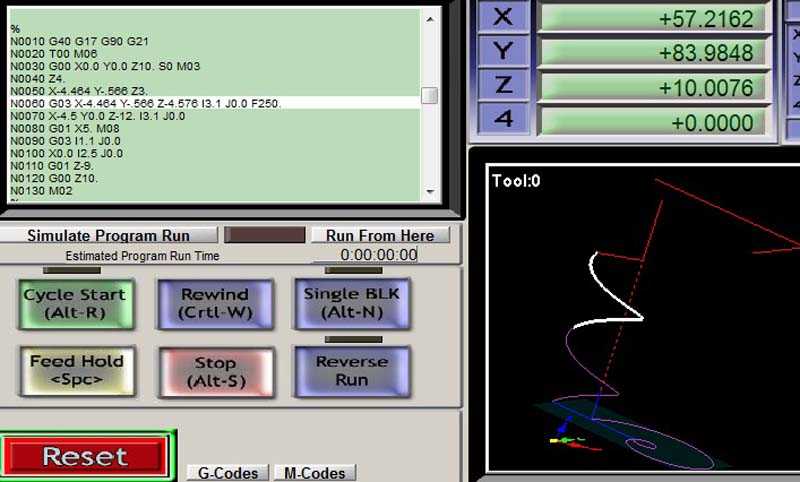
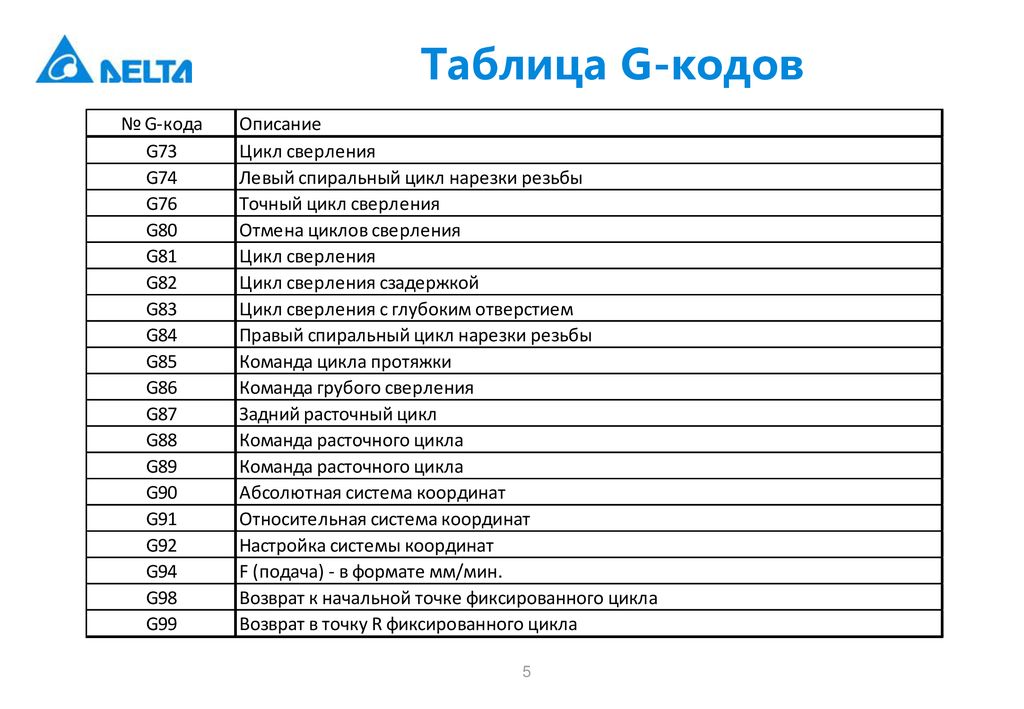
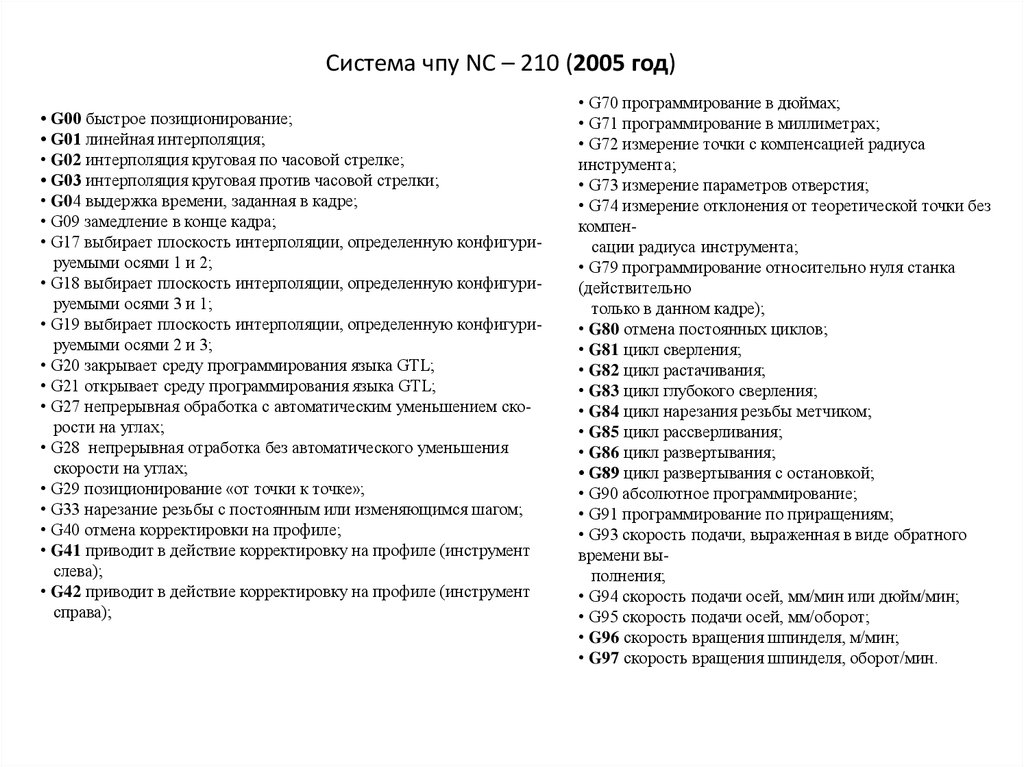 411;
411;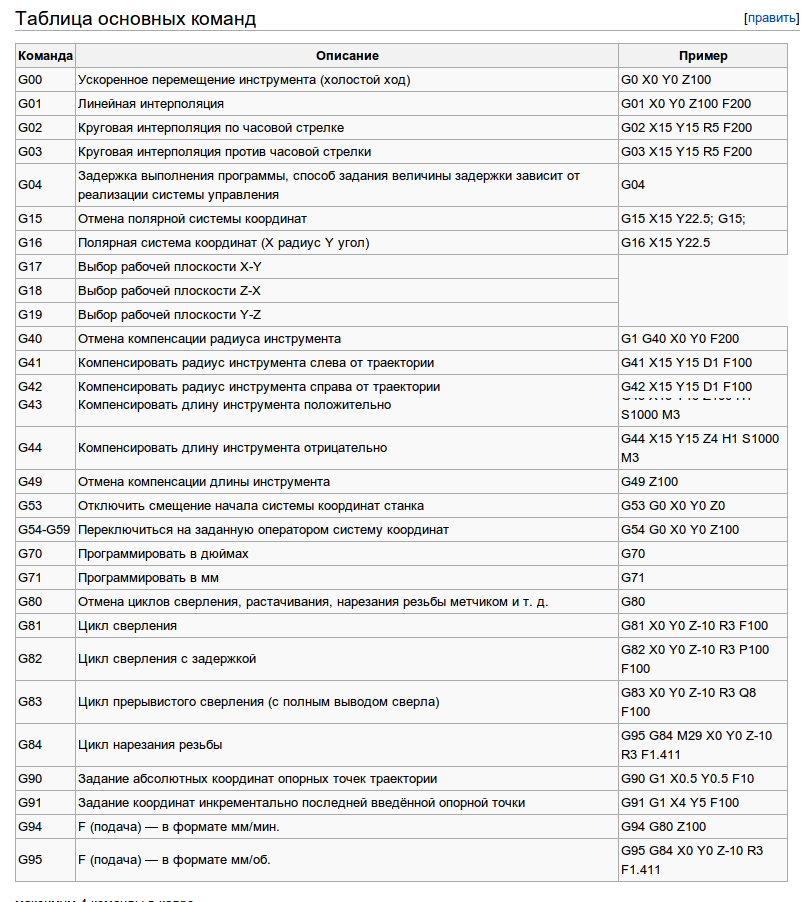 5 R12.5 или G81 R1 0 R2 -10 F50
5 R12.5 или G81 R1 0 R2 -10 F50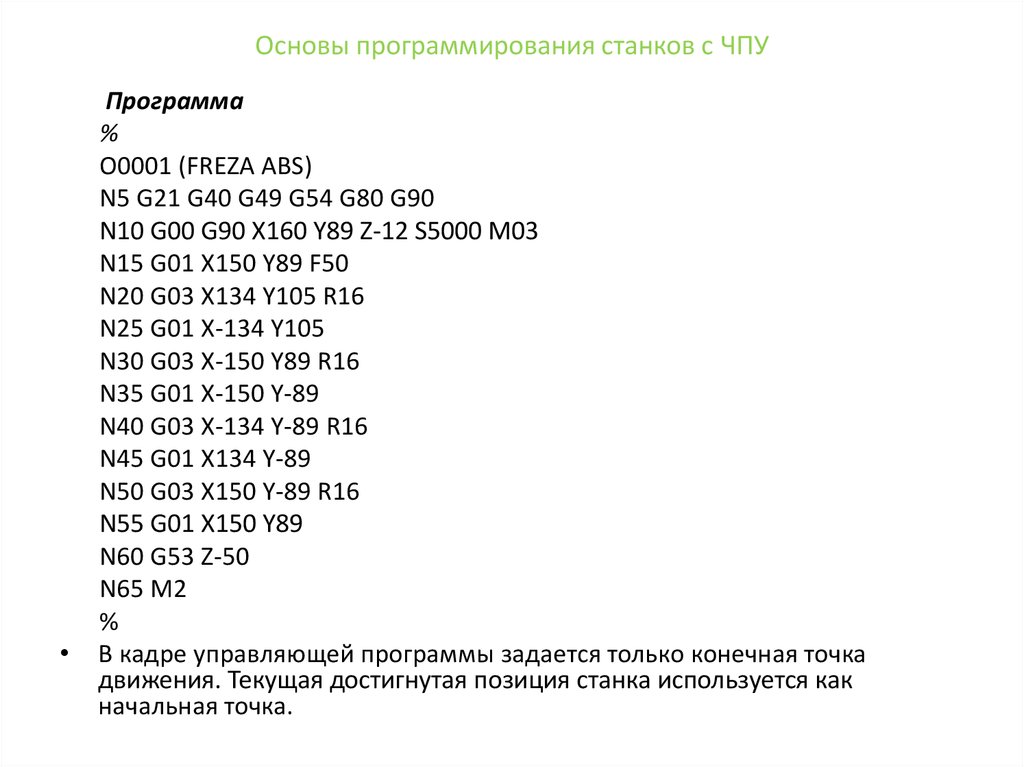 Эти станки способны изготавливать любую деталь с высокой скоростью и высокой точностью.
Эти станки способны изготавливать любую деталь с высокой скоростью и высокой точностью. 0019
0019
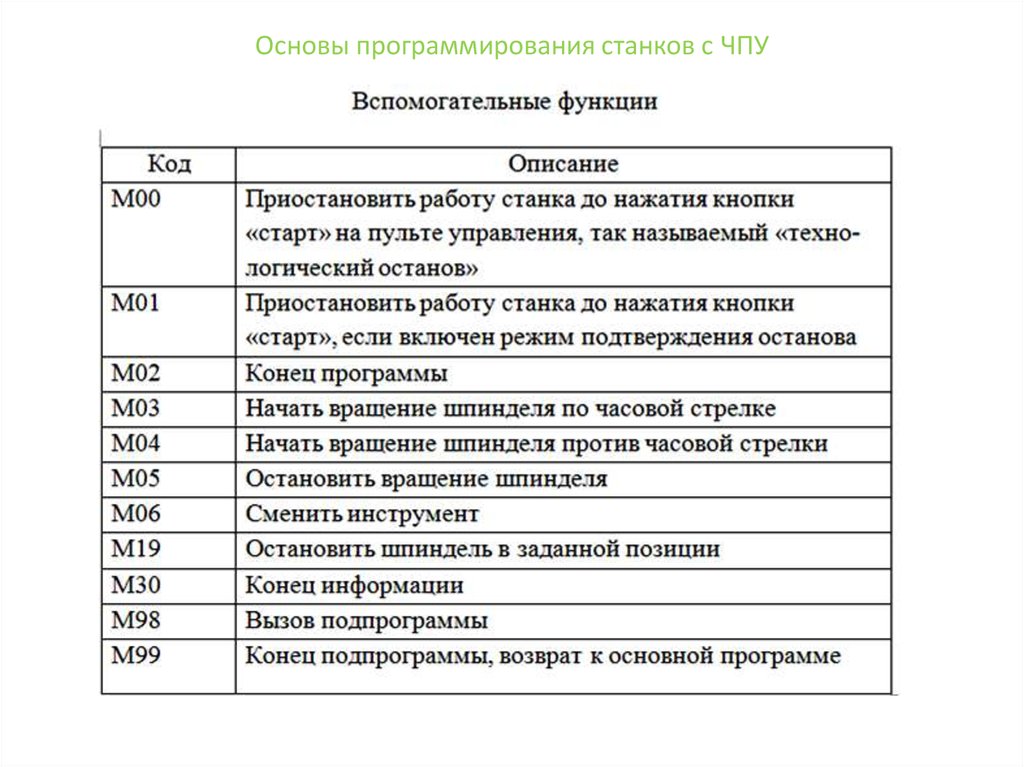
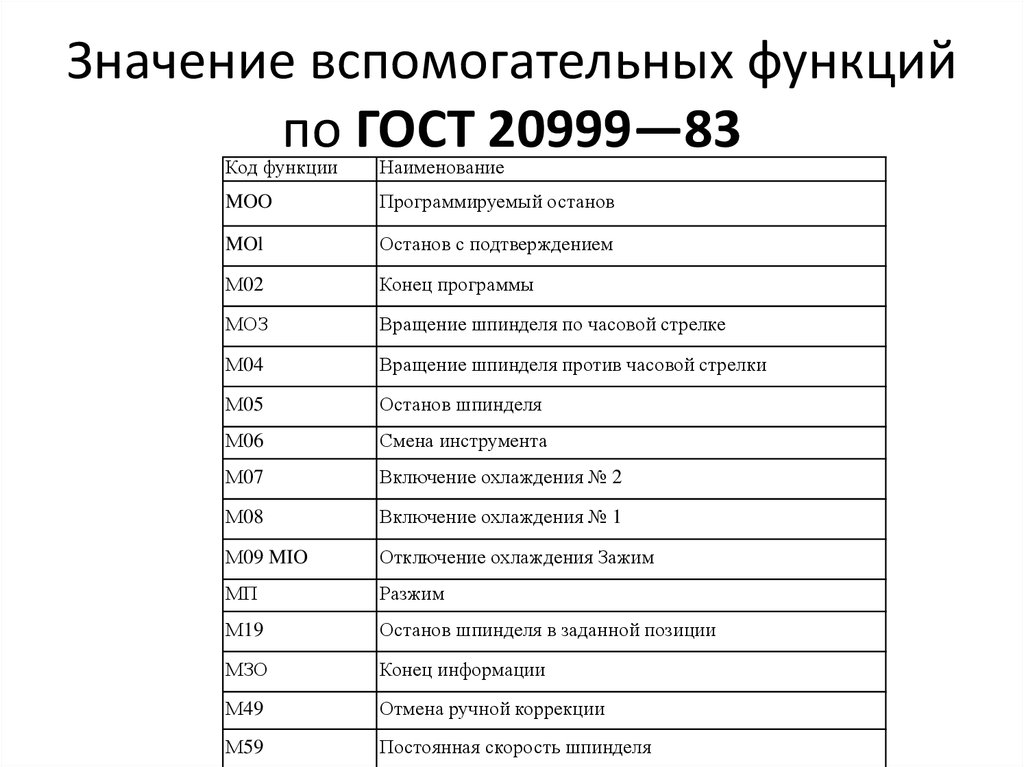 США
США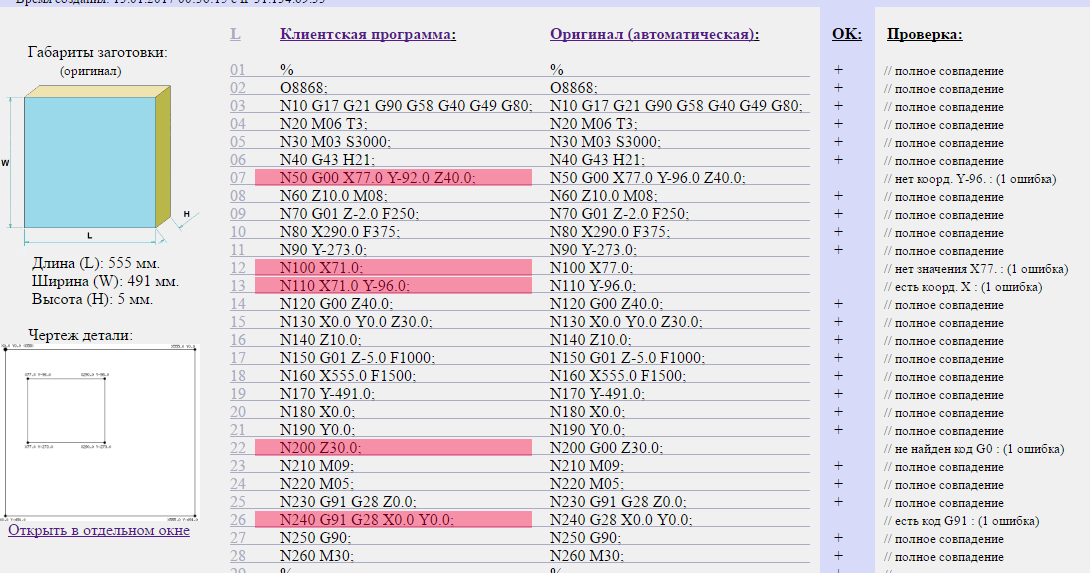 США
США
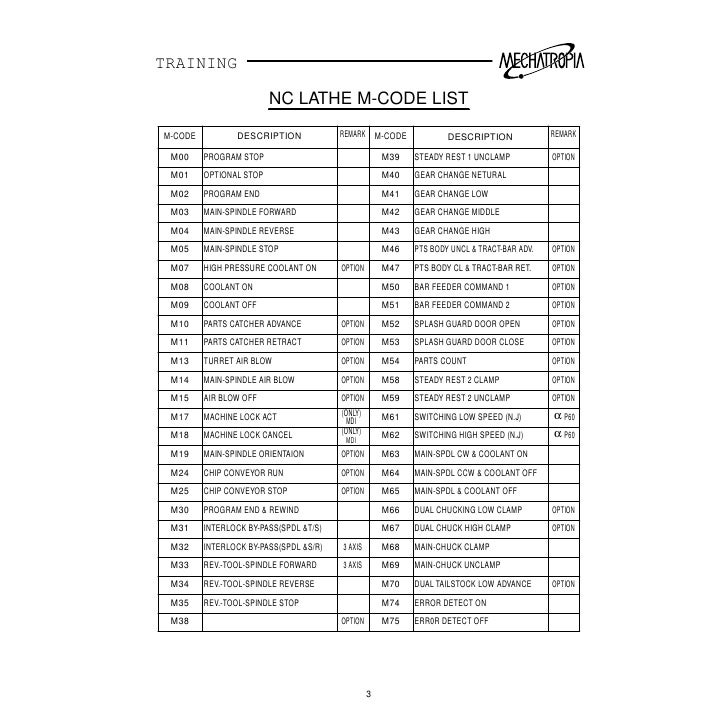 Например хомуты. Ниже мы рассмотрим метод с использованием G98 и G99, чтобы поднять фрезу над такими препятствиями.
Например хомуты. Ниже мы рассмотрим метод с использованием G98 и G99, чтобы поднять фрезу над такими препятствиями.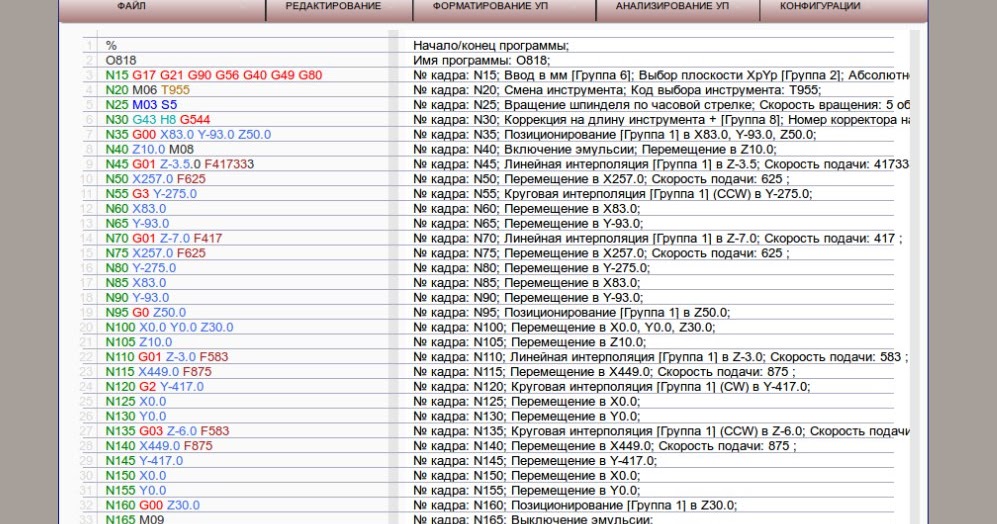 Мы могли бы установить значение отвода выше зажима, и отверстия были бы идеально обработаны, но для ускорения времени цикла нам нужно минимизировать расстояние, на которое сверло отводится между каждым отверстием.
Мы могли бы установить значение отвода выше зажима, и отверстия были бы идеально обработаны, но для ускорения времени цикла нам нужно минимизировать расстояние, на которое сверло отводится между каждым отверстием.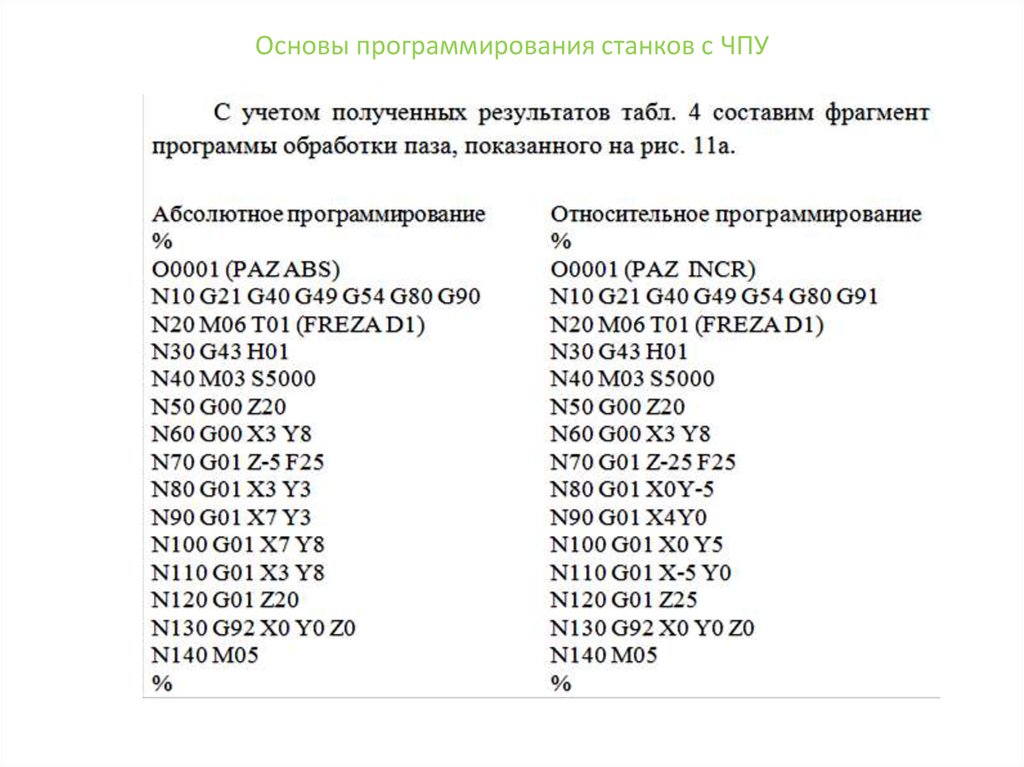 0 R1.0 P500 F50.0;
0 R1.0 P500 F50.0; 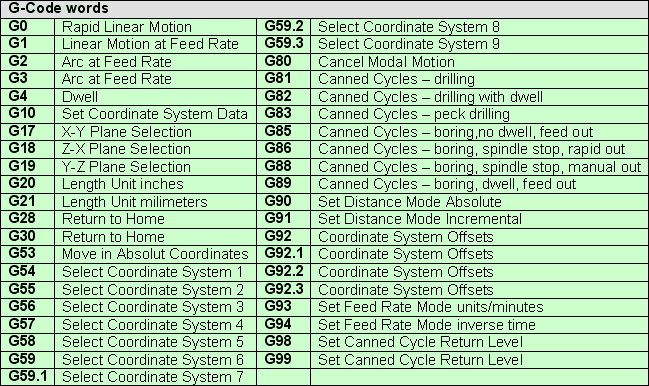



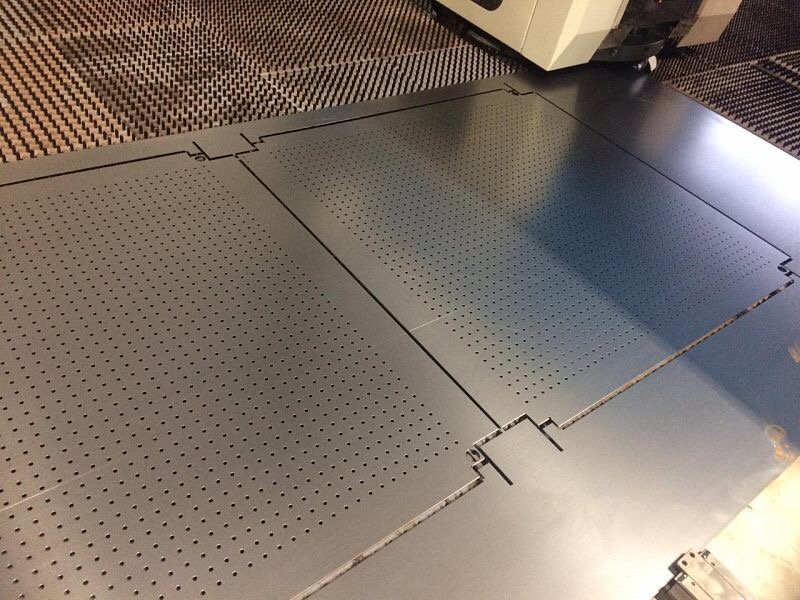 Если произвести расчёт расхода газа в лазерах и плазме и стоимости инструмента для координатно-пробивного пресса, то мы увидим, что расходы на инструмент ниже, чем расходы на газ.
Если произвести расчёт расхода газа в лазерах и плазме и стоимости инструмента для координатно-пробивного пресса, то мы увидим, что расходы на инструмент ниже, чем расходы на газ. д.
д.

 В работе могут быть применены как типовые, так и индивидуальные проекты. Выгодные условия, быстрое исполнение, тщательный контроль на производстве станут нашими преимуществами для каждого клиента.
В работе могут быть применены как типовые, так и индивидуальные проекты. Выгодные условия, быстрое исполнение, тщательный контроль на производстве станут нашими преимуществами для каждого клиента.


 Пресс оснащен двумя мультитулами, один из которых оснащен поворотной головкой, позволяющей обрабатывать сложные контуры.
Пресс оснащен двумя мультитулами, один из которых оснащен поворотной головкой, позволяющей обрабатывать сложные контуры. Способность удерживать лазерный фокус с помощью зрения, а время реакции рук составляет доли секунды, необходима как для нападения, так и для защиты.
Способность удерживать лазерный фокус с помощью зрения, а время реакции рук составляет доли секунды, необходима как для нападения, так и для защиты. Работайте над зрительно-моторной координацией, это, несомненно, даст вам дополнительное преимущество на ринге, когда это будет наиболее важно.
Работайте над зрительно-моторной координацией, это, несомненно, даст вам дополнительное преимущество на ринге, когда это будет наиболее важно. 

 После этого сделайте это с закрытым правым глазом.
После этого сделайте это с закрытым правым глазом.  Хитрость заключается в том, чтобы подобрать ритм и программу, а затем медленно увеличивать скорость и мощность, пока весь сеанс не станет плавным.
Хитрость заключается в том, чтобы подобрать ритм и программу, а затем медленно увеличивать скорость и мощность, пока весь сеанс не станет плавным. 
 Занятия боевыми искусствами могут стать отличным способом улучшить свою физическую форму. Тренировка многих из этих боевых стилей обеспечивает отличную тренировку для всего тела. Обучение боевым искусствам…
Занятия боевыми искусствами могут стать отличным способом улучшить свою физическую форму. Тренировка многих из этих боевых стилей обеспечивает отличную тренировку для всего тела. Обучение боевым искусствам… Только около 200 миллионов человек были классифицированы как страдающие ожирением в 1995 году, и это число подскочило до 300 миллионов человек…
Только около 200 миллионов человек были классифицированы как страдающие ожирением в 1995 году, и это число подскочило до 300 миллионов человек… Но вы также должны хорошо питаться, чтобы пожинать плоды физических упражнений. Вы только посмотрите, что…
Но вы также должны хорошо питаться, чтобы пожинать плоды физических упражнений. Вы только посмотрите, что…
 02
02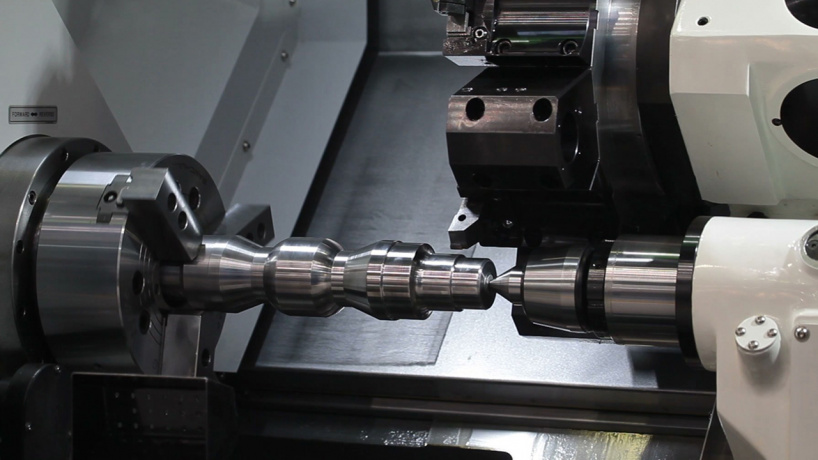 62
62 10
10 ₽
₽ Санкт-Петербург, МО Московская Застава, ул. Парковая, д. 3, литера А, пом. 52
Санкт-Петербург, МО Московская Застава, ул. Парковая, д. 3, литера А, пом. 52 12.2017
12.2017 Артем, Приморский край
Артем, Приморский край
 Corporis dicta ea facilis illum obcaecati suscipit
Corporis dicta ea facilis illum obcaecati suscipit
 OFAC вносит в список 21 организацию и 13 физических лиц в рамках борьбы с кремлевскими сетями уклонения от санкций и технологическими компаниями, которые играют важную роль в военной машине Российской Федерации. Минфин также определил, что три новых сектора экономики Российской Федерации подлежат санкциям в соответствии с Указом 14024 (ИУ 14024). Это позволяет Казначейству налагать санкции на любое физическое или юридическое лицо, решившее работать или работало в любом из этих секторов. Сегодняшние санкции являются частью всестороннего ответа администрации России на ограничение их доступа к ресурсам, секторам их экономики, которые необходимы для снабжения и финансирования продолжающегося вторжения в Украину.
OFAC вносит в список 21 организацию и 13 физических лиц в рамках борьбы с кремлевскими сетями уклонения от санкций и технологическими компаниями, которые играют важную роль в военной машине Российской Федерации. Минфин также определил, что три новых сектора экономики Российской Федерации подлежат санкциям в соответствии с Указом 14024 (ИУ 14024). Это позволяет Казначейству налагать санкции на любое физическое или юридическое лицо, решившее работать или работало в любом из этих секторов. Сегодняшние санкции являются частью всестороннего ответа администрации России на ограничение их доступа к ресурсам, секторам их экономики, которые необходимы для снабжения и финансирования продолжающегося вторжения в Украину.
 Министерство финансов будет использовать все имеющиеся в его распоряжении полномочия для применения санкций против российского правительства и его доверенных лиц.
Министерство финансов будет использовать все имеющиеся в его распоряжении полномочия для применения санкций против российского правительства и его доверенных лиц. Российской Федерации (Пр). В течение последнего месяца Европейский Союз и Япония ввели экспортные ограничения на Сернию, Сертал и Фотон Про. Великобритания также принимает скоординированные меры в отношении компаний, находящихся под ее юрисдикцией.
Российской Федерации (Пр). В течение последнего месяца Европейский Союз и Япония ввели экспортные ограничения на Сернию, Сертал и Фотон Про. Великобритания также принимает скоординированные меры в отношении компаний, находящихся под ее юрисдикцией.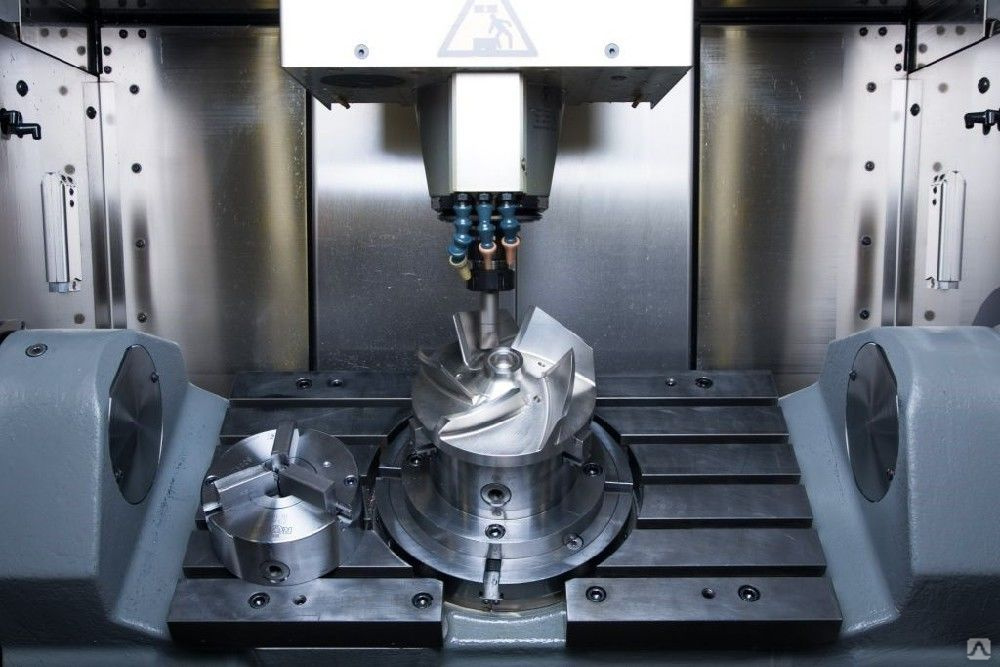
 О. 14024 за то, что он действовал или намеревался действовать в интересах или от имени, прямо или косвенно, Сертала, лица, чье имущество и имущественные интересы заблокированы в соответствии с E.O. 14024. В соответствии с Э.О. 14024 OFAC также вносит круговова Антона Алексеевича в список старших исполнительных директоров Majory LLP, лица, имущество и имущественные интересы которого заблокированы в соответствии с E.O. 14024. В соответствии с Э.О. № 14024 OFAC также причисляет Гринина Евгения Александровича к категории руководителей, должностных лиц, старшего исполнительного директора или члена совета директоров ТОО «Фотон Про», лица, имущество и имущественные интересы которого заблокированы в соответствии с Э.О. 14024.
О. 14024 за то, что он действовал или намеревался действовать в интересах или от имени, прямо или косвенно, Сертала, лица, чье имущество и имущественные интересы заблокированы в соответствии с E.O. 14024. В соответствии с Э.О. 14024 OFAC также вносит круговова Антона Алексеевича в список старших исполнительных директоров Majory LLP, лица, имущество и имущественные интересы которого заблокированы в соответствии с E.O. 14024. В соответствии с Э.О. № 14024 OFAC также причисляет Гринина Евгения Александровича к категории руководителей, должностных лиц, старшего исполнительного директора или члена совета директоров ТОО «Фотон Про», лица, имущество и имущественные интересы которого заблокированы в соответствии с Э.О. 14024.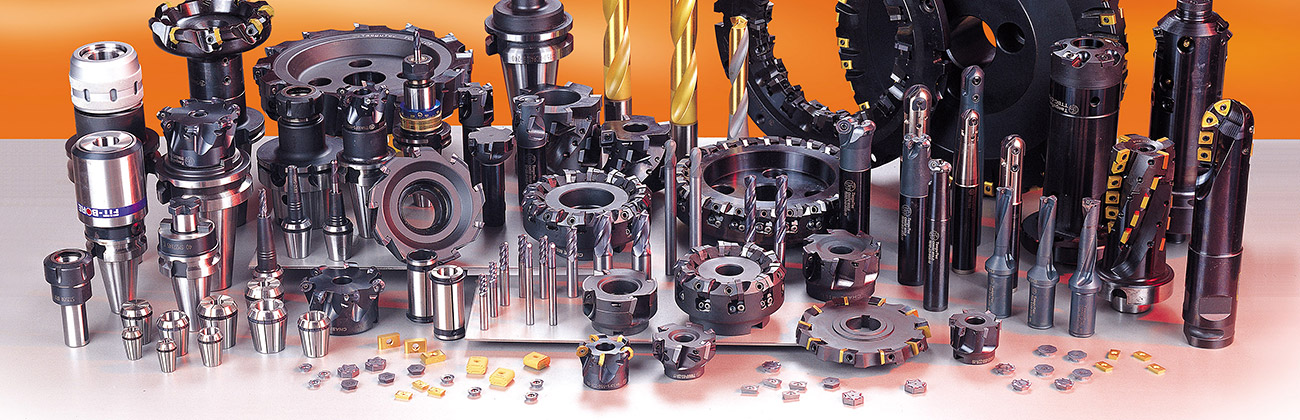 O. 14024.
O. 14024.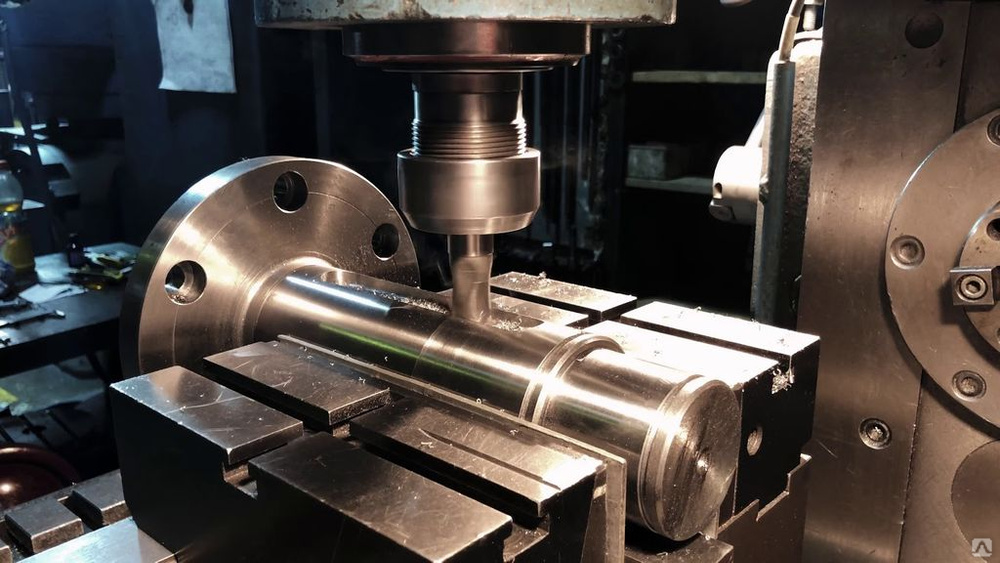 Мальберг работал над обманным путем приобретения оборудования двойного назначения от имени российских конечных пользователей. В сеть Берновой входит директор Мальберга, 9 лет.0131 Никита Александрович Соболев , Великобритания Djeco Group LP , Мальта Djeco Group Holding Ltd , Мальта Maltarent Ltd и Франция SCI Griber . Кроме того, московская компания Sernia-Film Co Ltd , где Бернова работала директором, способствовала экспорту оборудования Malberg предполагаемым государственным конечным пользователям в России.
Мальберг работал над обманным путем приобретения оборудования двойного назначения от имени российских конечных пользователей. В сеть Берновой входит директор Мальберга, 9 лет.0131 Никита Александрович Соболев , Великобритания Djeco Group LP , Мальта Djeco Group Holding Ltd , Мальта Maltarent Ltd и Франция SCI Griber . Кроме того, московская компания Sernia-Film Co Ltd , где Бернова работала директором, способствовала экспорту оборудования Malberg предполагаемым государственным конечным пользователям в России. О. 14024. OFAC вводит Djeco Group LP, Djeco Group Holding, Maltarent Ltd и SCI Griber в список за то, что они принадлежат Берновой или контролируются ею или действуют или намереваются действовать в интересах или от имени, прямо или косвенно, Bernova. OFAC вносит в список Sernia-Film Co Ltd за то, что она оказала материальную помощь, спонсировала или предоставила финансовую, материальную или технологическую поддержку, товары или услуги для или в поддержку Мальберга, лица, чье имущество и интересы в собственности заблокированы в соответствии с E.O. 14024.
О. 14024. OFAC вводит Djeco Group LP, Djeco Group Holding, Maltarent Ltd и SCI Griber в список за то, что они принадлежат Берновой или контролируются ею или действуют или намереваются действовать в интересах или от имени, прямо или косвенно, Bernova. OFAC вносит в список Sernia-Film Co Ltd за то, что она оказала материальную помощь, спонсировала или предоставила финансовую, материальную или технологическую поддержку, товары или услуги для или в поддержку Мальберга, лица, чье имущество и интересы в собственности заблокированы в соответствии с E.O. 14024. DTS был назначен в 2018 году в соответствии с E.O. 13694 в редакции Е.О. № 13757 на приобретение подводного оборудования и водолазных комплексов для ФСБ России. В 2020 году Ковалевский зарегистрировал новую подставную компанию Quantlog OY (Quantlog) в Финляндии, чтобы избежать санкций США и продолжить свою незаконную закупочную деятельность. Quantlog назначается в соответствии с E.O. 13694, в редакции Е.О. 13757, за то, что он принадлежал Ковалевскому или находился под его контролем, или действовал или имел намерение действовать в интересах или от имени, прямо или косвенно, Ковалевского.
DTS был назначен в 2018 году в соответствии с E.O. 13694 в редакции Е.О. № 13757 на приобретение подводного оборудования и водолазных комплексов для ФСБ России. В 2020 году Ковалевский зарегистрировал новую подставную компанию Quantlog OY (Quantlog) в Финляндии, чтобы избежать санкций США и продолжить свою незаконную закупочную деятельность. Quantlog назначается в соответствии с E.O. 13694, в редакции Е.О. 13757, за то, что он принадлежал Ковалевскому или находился под его контролем, или действовал или имел намерение действовать в интересах или от имени, прямо или косвенно, Ковалевского. Эти обозначения еще больше затруднят доступ России к западным технологиям и международной финансовой системе.
Эти обозначения еще больше затруднят доступ России к западным технологиям и международной финансовой системе. T Platforms считалась лидером в области высокопроизводительных вычислений в России примерно в 2012 году, и ей было поручено реализовать суперкомпьютерный центр для российской оборонной промышленности. Платформы T определяются в соответствии с E.O. 14024 за деятельность или деятельность в технологическом секторе экономики Российской Федерации.
T Platforms считалась лидером в области высокопроизводительных вычислений в России примерно в 2012 году, и ей было поручено реализовать суперкомпьютерный центр для российской оборонной промышленности. Платформы T определяются в соответствии с E.O. 14024 за деятельность или деятельность в технологическом секторе экономики Российской Федерации. O. 14024 за деятельность или деятельность в технологическом секторе экономики Российской Федерации.
O. 14024 за деятельность или деятельность в технологическом секторе экономики Российской Федерации. O.) 14024. Это решение позволяет налагать санкции на любое физическое или юридическое лицо, решившее действовать или действовало в любом из этих секторов, и предоставляет расширенные возможности для быстрого наложения дополнительных экономических издержек на Россию за ее войну по выбору в Украине. Это действие основывается на предыдущих определениях в отношении финансовых услуг, технологий, обороны и связанных с ними материальных секторов экономики Российской Федерации. Нынешние вновь выявленные отрасли согласуются с недавними действиями, предпринятыми Министерством торговли США в отношении этих отраслей, которые имеют стратегическое значение для экономических амбиций России, долгосрочного технологического развития и оборонно-промышленной базы.
O.) 14024. Это решение позволяет налагать санкции на любое физическое или юридическое лицо, решившее действовать или действовало в любом из этих секторов, и предоставляет расширенные возможности для быстрого наложения дополнительных экономических издержек на Россию за ее войну по выбору в Украине. Это действие основывается на предыдущих определениях в отношении финансовых услуг, технологий, обороны и связанных с ними материальных секторов экономики Российской Федерации. Нынешние вновь выявленные отрасли согласуются с недавними действиями, предпринятыми Министерством торговли США в отношении этих отраслей, которые имеют стратегическое значение для экономических амбиций России, долгосрочного технологического развития и оборонно-промышленной базы. нефтехимический комплекс. ЦНИИХМ разработал вредоносное ПО Triton, также известное как TRISIS и HatMan, специально для нацеливания и манипулирования АСУ ТП, которые используются на некоторых объектах критической инфраструктуры. ЦНИИХМ задействовал вредоносное ПО путем фишинга, нацеленного на нефтехимическое предприятие. Во время кибератаки объект автоматически отключился после того, как несколько контроллеров ICS перешли в состояние сбоя, что помешало развертыванию полной функциональности вредоносного ПО.
нефтехимический комплекс. ЦНИИХМ разработал вредоносное ПО Triton, также известное как TRISIS и HatMan, специально для нацеливания и манипулирования АСУ ТП, которые используются на некоторых объектах критической инфраструктуры. ЦНИИХМ задействовал вредоносное ПО путем фишинга, нацеленного на нефтехимическое предприятие. Во время кибератаки объект автоматически отключился после того, как несколько контроллеров ICS перешли в состояние сбоя, что помешало развертыванию полной функциональности вредоносного ПО. 34 марта 2022 года Министерство юстиции распечатало обвинительное заключение в отношении Гладких Евгений Викторович (Гладких), сотрудник Центра прикладных разработок (ЦПП) ЦНИИХМ. Гладких занимается исследованиями в области АСУ ТП и диспетчерского управления и сбора данных (SCADA) и имеет большой опыт эксплуатации сетей и тестирования на проникновение.
34 марта 2022 года Министерство юстиции распечатало обвинительное заключение в отношении Гладких Евгений Викторович (Гладких), сотрудник Центра прикладных разработок (ЦПП) ЦНИИХМ. Гладких занимается исследованиями в области АСУ ТП и диспетчерского управления и сбора данных (SCADA) и имеет большой опыт эксплуатации сетей и тестирования на проникновение.

 В структуре предприятия имеется отдельное производство с полным циклом изготовления шестерен и зубчатых колес различных типов и назначения.
В структуре предприятия имеется отдельное производство с полным циклом изготовления шестерен и зубчатых колес различных типов и назначения.



 ..
.. ..
.. ..
.. 12.2022
12.2022
 ..
.. в
в Данная линия может…
Данная линия может… Изготовление и поставку оснастки на экструдеры, параллельные и конусные шнеки с цилиндрами в комплекте. Предлагаем купить нагревательные элементы и запасные части на экструдеры.
Изготовление и поставку оснастки на экструдеры, параллельные и конусные шнеки с цилиндрами в комплекте. Предлагаем купить нагревательные элементы и запасные части на экструдеры.

 Сотрудничество с компанией «Чи-Лайн» — запуск прибыльного завода «под ключ» на китайском оборудовании в сжатые сроки!
Сотрудничество с компанией «Чи-Лайн» — запуск прибыльного завода «под ключ» на китайском оборудовании в сжатые сроки!

 Потребительские модели стали популярны среди энтузиастов-любителей домашнего кино. Они компактны, просты в использовании и предлагают комплексное решение. Профессиональные устройства включают улучшенную внутреннюю обработку, обеспечивающую улучшенную стабилизацию изображения и лучшее общее качество изображения. Форматы записи более высокого качества, в том числе необработанные форматы, также предоставляют больше возможностей для постобработки видео. Некоторые модели видеокамер поддерживают прямую прямую трансляцию, разрешение 4K и замедленную запись.
Потребительские модели стали популярны среди энтузиастов-любителей домашнего кино. Они компактны, просты в использовании и предлагают комплексное решение. Профессиональные устройства включают улучшенную внутреннюю обработку, обеспечивающую улучшенную стабилизацию изображения и лучшее общее качество изображения. Форматы записи более высокого качества, в том числе необработанные форматы, также предоставляют больше возможностей для постобработки видео. Некоторые модели видеокамер поддерживают прямую прямую трансляцию, разрешение 4K и замедленную запись. Профессиональные камеры POV также иногда используются в индустрии вещания для съемки с точки зрения. Они компактны и подходят для установки в ограниченном пространстве. Представьте камеру с помадой, которая снимает барабанщика во время концерта или кадр сверху во время эпизода реалити-шоу.
Профессиональные камеры POV также иногда используются в индустрии вещания для съемки с точки зрения. Они компактны и подходят для установки в ограниченном пространстве. Представьте камеру с помадой, которая снимает барабанщика во время концерта или кадр сверху во время эпизода реалити-шоу.
 Если вы редактируете аудио и фильмы для постобработки видео, обратите внимание на Blackmagic Design DaVinci Resolve Studio, которая поддерживает как звук, так и визуальные эффекты для постобработки.
Если вы редактируете аудио и фильмы для постобработки видео, обратите внимание на Blackmagic Design DaVinci Resolve Studio, которая поддерживает как звук, так и визуальные эффекты для постобработки.