Что такое чпу cnc: Что такое станок с ЧПУ (CNC). Принцип работы фрезерных и токарных ЧПУ, резка по металлу и обработка дерева
Что такое ЧПУ станок — системы ЧПУ на станках ⭐ АО КоСПАС
Содержание:
- Системы ЧПУ для станков: просто о сложном
- Немного истории
- NC — это не Norton Commander
- Классификация современных систем ЧПУ
- Его величество компьютер нуждается в программе
- «G»« и «M» коды в программах для станков с ЧПУ
- Методы создания и структура управляющих программ
- Системы ЧПУ всемирно признаннных лидеров отрасли
Системы ЧПУ для станков: просто о сложном
Многое из того, что мы видим в окружающем нас материальном мире, изготовлено при помощи станков с числовым программным управлением (ЧПУ). Использование возможностей электроники и вычислительной техники для эффективного и оптимального управления промышленным оборудованием позволило повысить производительность труда и качество выпускаемой продукции. А при массовом производстве — значительно снизить затраты на ее изготовление.
О том, как избавиться от однообразной и монотонной работы, и поручить ее каким-либо «умным» механизмам, человечество задумалось давно. Задолго до появления кибернетики и электронно-вычислительных машин. Еще в начале XVIII века прообраз станка с ЧПУ создал изобретательный француз Жозеф Жаккар. Изготовленный им механизм ткацкого станка управлялся куском картона, в котором в нужных местах были сделаны отверстия. Чем не перфокарта с программой?
Немного истории
Однако современный этап истории станков с ЧПУ начался лишь спустя полтора столетия после изобретения Жаккара, в Соединенных Штатах Америки. После окончания второй мировой войны, в конце 40-х годов, Джон Пэрсонс — сын владельца компании Parsons Incorporated, попытался управлять станком при помощи специальной программы, которая вводилась с перфокарт. Какого-либо положительного результата Пэрсонс не достиг, поэтому обратился за помощью к специалистам в Массачусетский технологический институт.
Улучшать представленную их вниманию конструкцию сотрудники институтской лаборатории сервомеханики не стали, и про Пэрсонса быстро забыли. А про его идеи – нет. Создав собственную конструкцию, они инициировали покупку институтом компании, которая выпускала фрезерные станки. После чего руководство Массачусетского технологического института заключило контракт с Военно-воздушными силами США. В контракте шла речь о создании высокопроизводительных станков нового типа для обработки пропеллеров фрезерованием.
А про его идеи – нет. Создав собственную конструкцию, они инициировали покупку институтом компании, которая выпускала фрезерные станки. После чего руководство Массачусетского технологического института заключило контракт с Военно-воздушными силами США. В контракте шла речь о создании высокопроизводительных станков нового типа для обработки пропеллеров фрезерованием.
Управление работой фрезерного станка, который собрали сотрудники лаборатории в 1952 году, производилось по программе, считываемой с перфоленты. Эта конструкция оказалась слишком сложной, и желаемый результат достигнут не был. Однако история получила огласку, сведения о новой разработке попали в печать и вызвали большой интерес конкурентов. Свои разработки в данном направлении одновременно начали несколько известных фирм.
Наибольшего успеха добились конструкторы компании BendixCorporation. Выпущенное компанией Bendix NC-устройство c 1955 года пошло в серию и уже реально применялось для управления работой фрезерных станков. Новинка приживалась трудно, но благодаря заинтересованности и финансовой помощи военного ведомства, за два года было выпущено более 120 станков ЧПУ, которые существенно повысили производительность труда и точность выполнения станочных работ.
Новинка приживалась трудно, но благодаря заинтересованности и финансовой помощи военного ведомства, за два года было выпущено более 120 станков ЧПУ, которые существенно повысили производительность труда и точность выполнения станочных работ.
Уже тогда были отмечены бесспорные преимущества NC-системы числового управления станками: существенный прирост производительности труда и значительно более высокая точность обработки поверхностей. Но по-настоящему революционные изменения в области станков с ЧПУ состоялись, когда в качестве «умного» модуля, управляющего работой станков, были использованы специально разработанные микропроцессоры и микроконтроллеры. Технический термин «CNC», которым стали обозначать эти системы за рубежом, является аббревиатурой английских слов ComputerNumericalControl.
NC – это не Norton Commander
Изучая историю совершенствования «умных» ЧПУ станков, которые за рубежом когда-то обозначались аббревиатурой латинских букв «NC», студенты прошлых лет часто путали это понятие с популярной в те годы компьютерной программой-оболочкой. На самом деле сокращение NC произошло от английских слов NumericControl. Числовое управление было тогда весьма примитивным, и программа действий станка могла выглядеть как множество специальных штекеров, расположенных на контактном наборном поле.
На самом деле сокращение NC произошло от английских слов NumericControl. Числовое управление было тогда весьма примитивным, и программа действий станка могла выглядеть как множество специальных штекеров, расположенных на контактном наборном поле.
Кстати, одна из первых советских транзисторных вычислительных машин для инженерных расчетов «Проминь», появившаяся в начале 60-х годов прошлого века, программировалась подобным образом. В то время управляющий модуль ЧПУ станка не мог должным образом реагировать на отклонения процесса обработки от расчетного, если такая ситуация происходила. Управляющие адаптивные микропроцессорные системы появились значительно позднее.
Со временем, по мере того, как совершенствовались электроника и вычислительная техника, в помощь новому поколению станков были приданы «думающие» управляющие модули на микропроцессорах и микроконтроллерах. Вот они-то и смогли обеспечить гибкое многовариантное управление процессом резания. И не только это. Такие системы получили более звучный титул «CNC», что по-английски звучит как ComputerNumericalControl. Наш термин ЧПУ оказался более универсальным, и его менять не пришлось.
Наш термин ЧПУ оказался более универсальным, и его менять не пришлось.
Классификация современных систем ЧПУ
Системы управления и станки с числовым программным обеспечением настолько сложны, что их невозможно классифицировать по какому-то одному признаку. Основные характеристики систем ЧПУ позволяют систематизировать их следующим образом:
1.В зависимости от способа управления исполнительными механизмами станка:
● Позиционные. Здесь инструмент в соответствии с программой ЧПУ движется от одной точки, в которой производится необходимая операция с заготовкой, к другой, где также выполняется обработка, Во время перемещения инструмента никакие другие операции не выполняются.
● Контурные, в которых обработка может производиться по всей траектории движения инструмента.
● Универсальные – системы ЧПУ, в которых могут применяться оба принципа управления.
2.По возможностям и способу позиционирования:
● Абсолютный отсчет – местоположение подвижного механизма станка ЧПУ всегда определяется по расстоянию от начала координат.
● Относительный отсчет при позиционировании осуществляется приращением дополнительного пути к координатам предыдущей точки, которая временно принимается за начало координат. Затем началом координат считается следующая достигнутая точка.
3. По наличию или отсутствию обратной связи в контуре управления ЧПУ:
● Разомкнутые – («открытого» типа). Перемещение исполнительных элементов производится по командам, содержащимся в программе. Информация о фактически достигнутых координатах отсутствует.
● Замкнутого типа (закрытые). В системах ЧПУ этого типа координаты положения исполнительных механизмов постоянно контролируется.
● Самонастраивающиеся («закрытые» повышенной точности). Более совершенная система, которая запоминает поступающие сведения о расхождении заданных и фактических координат исполнительного элемента, отрабатывает их, и корректирует новые команды с учетом изменившихся условий.
4.Поколение. В зависимости от технического уровня используемых микропроцессоров, микроконтроллеров или управляющих ПК, различают системы ЧПУ 1-го, 2-го и 3-го поколения.
5. Количество координатных осей. Различные станки, оборудованные ЧПУ, могут поддерживать режимы работы с различным количеством координатных осей – от двух до пяти. Например, если при движении заготовки на фрезерном станке (3 координаты – X,Y,Z), она одновременно может поворачиваться вокруг своей оси, такой станок называют 4-координатным. Простейшие сверлильные и односуппортные токарные станки имеют две координатные оси.
Его величество компьютер нуждается в программе
В отличие от стандартного персонального компьютера, который является универсальным устройством для обработки информации и способен работать с любыми данными, представленными в цифровом виде, микропроцессор, используемый в конструкции многих станков с ЧПУ, — устройство специализированное. Он не содержит ничего лишнего, и весь набор его функций предназначен для выполнения главной задачи – контроля состояния всех исполнительных органов станка и управления их работой по специальной программе. Чтобы управлять особо сложными современными станками, применяют более производительные и многозадачные устройства – промышленные компьютеры.
Он не содержит ничего лишнего, и весь набор его функций предназначен для выполнения главной задачи – контроля состояния всех исполнительных органов станка и управления их работой по специальной программе. Чтобы управлять особо сложными современными станками, применяют более производительные и многозадачные устройства – промышленные компьютеры.
Одной из самых важных характеристик, которая позволяет судить о производительности и технических возможностях станка и управляющей его работой системы, является количество «осей». Иначе говоря, — каналов взаимодействия с объектом, управляемых параметров. Однако в любом случает, независимо от того, микропроцессор какого уровня сложности и архитектуры установлен в данном управляющем контроллере, для его работы нужна предварительно подготовленная программа. В которой должны быть точно и последовательно описаны все действия механизмов станка ЧПУ, необходимые для изготовления или обработки требуемой детали.
При работе станков с ЧПУ используется два вида программ:
● Системные (служебные) программы, которые хранятся в ПЗУ (постоянном запоминающем устройстве системы). Они обеспечивают начальный этап работы контроллера после включения, отвечают за настройку станка и всей системы ЧПУ, ее способность понимать команды оператора и взаимодействовать с внешними устройствами.
Они обеспечивают начальный этап работы контроллера после включения, отвечают за настройку станка и всей системы ЧПУ, ее способность понимать команды оператора и взаимодействовать с внешними устройствами.
● Управляющие – внешние программы. Содержат набор команд и инструкций для исполнительных органов станка. Управляющие программы (УП) в контроллер может пошагово вводить оператор, возможен ввод с внешних носителей информации, а в современных системах программы могут поступать прямо с компьютеров разработчиков ПО через компьютерную сеть предприятия.
Заменив человека, который до наступления эры станков с ЧПУ сам успешно справлялся с изготовлением нужных деталей, программируемый блок управления, он же – контроллер, должен обеспечить требуемый результат, пошагово включая и выключая механизмы передвижения стола, заготовки и инструментального магазина, меняя режимы вращения или скорость поступательного движения заготовки. В результате выполнения программы должна быть получена деталь, полностью соответствующая заданию по размерам и чистоте обработки поверхностей.
Компании, которые стояли у истоков разработки и производства систем CNC, на первом этапе программировали свои станки при помощи собственных, специально разработанных команд. Если бы при таком подходе на производство попали станки с ЧПУ от разных производителей, подготовка программ для их работы была бы трудно выполнимой задачей. Чтобы попытаться обеспечить программную и техническую совместимость оборудования различных брендов, язык создания программ для станков с ЧПУ был унифицирован.
Базовым управляющим кодом для подготовки программ стал набор команд, разработанный специалистами компании Electronic Industries Alliance в 60-е годы прошлого столетия. Это так называемый язык «G» и «M» кодов, который чаще называют просто G-кодом (G-code). Принятые в этом языке обозначения подготовительных и основных функций начинаются с латинской буквы «G», а обозначение дополнительных – технологических команд – с буквы «M».
«G»« и «M» коды в программах для станков с ЧПУ
По стандарту все команды, код которых начинается с буквы «G», предназначены для линейного или кругового передвижения рабочих органов станка ЧПУ, выполнения определенных последовательностей действий, функций управления инструментами, сменой параметров координат и базовой плоскости. Синтаксис команды обычно состоит из наименования G-кода, координат или адресов перемещений (X, Y, Z) и заданной скорости движения рабочего органа, обозначаемой буквой «F».
Синтаксис команды обычно состоит из наименования G-кода, координат или адресов перемещений (X, Y, Z) и заданной скорости движения рабочего органа, обозначаемой буквой «F».
В команду ЧПУ может быть включен параметр, описывающий продолжительность паузы, так называемую выдержку – «P», указание о параметрах вращения шпинделя – «S», значение радиуса – «R», функцию коррекции инструмента – «D», а также параметры дуги «I», «J» и «K».
Например: G01 X0 Y0 Z110 F180; G02 X20 Y20 R5 F200; G04 P1000.
В первом примере код G01 обозначает «линейную интерполяцию» — прямолинейное перемещение с указанной скоростью (F) к заданной точке с координатами (X,Y,Z). Во втором примере указан код G02, который описывает дугообразное перемещение (круговая интерполяция). При этом код G02 соответствует перемещению в направлении вращения часовой стрелки, а его антипод G03 — против. В третьем примере содержится код команды, описывающий время задержки в миллисекундах.
В третьем примере содержится код команды, описывающий время задержки в миллисекундах.
Технологические команды, обозначаемые буквой «M», отвечают за включение или отключение определенных систем станка ЧПУ, смену инструмента, начало или окончание какой-либо специальной подпрограммы, другие вспомогательные действия.
Например: M3 S2000; M98 P101; M4 S2000 M8.
Здесь в первом примере указана команда о начале вращения шпинделя со скоростью «S». Во втором – распоряжение о вызове указанной подпрограммы «P». Третий пример описывает команду о включении основного охлаждения (M8) при вращении шпинделя со скоростью (S) в направлении против часовой стрелки (M4).
Методы создания и структура управляющих программ
Современное оборудование позволяет создавать программы для работы станков с ЧПУ несколькими способами:
● Написание программы вручную или в текстовом редакторе ПК. Необходимый этап в подготовке специалистов для работы на станках с ЧПУ. Подходит также как основной способ программирования на производствах, где в течение длительного времени выпускают несколько простых деталей, не прибегая к перестройке оборудования.
Необходимый этап в подготовке специалистов для работы на станках с ЧПУ. Подходит также как основной способ программирования на производствах, где в течение длительного времени выпускают несколько простых деталей, не прибегая к перестройке оборудования.
● Составление и ввод программы на стойке ЧПУ. Пульт управления большинства современных систем управления содержит клавиатуру и дисплей, что позволяет программировать и просматривать виртуальную имитацию процесса обработки непосредственно на рабочем месте. Многие системы позволяют производить ввод программ в «фоновом» режиме, когда станок занят обработкой заданной детали.
● Использование возможностей CAD-CAM систем компьютеризированной подготовки производства. Специальное программное обеспечение позволяет создать трехмерную модель детали, рассчитать и подготовить программу для ее производства. А также виртуально «изготовить» требуемую деталь, используя реальные данные о кинематике конкретного станка ЧПУ. Этот метод позволяет создавать управляющие программы быстро и точно, практически исключить ошибки программирования и связанную с этим порчу заготовок. Особенно высока эффективность данного способа при создании УП для изготовления особо сложных деталей.
Этот метод позволяет создавать управляющие программы быстро и точно, практически исключить ошибки программирования и связанную с этим порчу заготовок. Особенно высока эффективность данного способа при создании УП для изготовления особо сложных деталей.
Структурно программа в G-кодах состоит из кадров. Так называют группы команд, которые предназначены для совершения какого-либо завершенного действия. Кадры могут состоять и из одной команды. Об окончании каждого «кадра» сообщает знак перевода строки (ПС/LF). Каждая программа начинается с пустого «кадра», который состоит их знака «%», а заканчивается кодами М02 или М30, обозначающими соответственно финиш программы ЧПУ или окончание имевшегося в памяти информационного блока.
Указанная структура и язык подготовки программ для оборудования с ЧПУ закреплены в международных стандартах RS2740, ISO-6983-1.82, а также ГОСТ СССР 20999-83. Отечественные профильные специалисты часто используют обозначение «ИСО-7 бит», которое закрепилось за программами в G-кодах еще со времен СССР. Программисты компаний, которые разрабатывают и производят станки с ЧПУ, при подготовке программного обеспечения обязаны придерживаться требований мировых стандартов.
Программисты компаний, которые разрабатывают и производят станки с ЧПУ, при подготовке программного обеспечения обязаны придерживаться требований мировых стандартов.
В некоторых случаях, когда разработчики наделяют свои системы дополнительными возможностями и некоторыми специальными функциями, могут иметь место определенные отклонения программного обеспечения от стандарта создания программ в G и M кодах. В таких случаях следует внимательно изучить документацию, которая должна быть предоставлена производителем оборудования.
Системы ЧПУ всемирно признанных лидеров отрасли
Программное обеспечение для цифровой управляющей системы SINUMERIK, которую выпускает всемирно известная корпорация SIEMENS AG, также базируется на G и M кодах, но содержит и некоторые дополнительные команды, не включенные в стандарт. Современные полностью цифровые системы ЧПУ на базе платформы Sinumerik 840D используются на самых сложных процессах металлообработки, требующих высокой точности и быстродействия.
Многовариантность и гибкость программирования в G и M кодах учтена создателями программных станций и передовых систем ЧПУ HEIDENHAIN. Эта немецкая компания успешно работает в направлении модернизации устаревших станков NC за счет установки новых управляющих систем. Универсальные программные станции от компании Heidenhaih позволяют не только создавать необходимые программы обработки на персональных компьютерах, но и тестировать ПО, подготовленное при помощи CAD-CAM систем.
Системы управления ЧПУ, которые производит японская компания FANUC, известны во всем мире и используются на многих предприятиях. Очень популярны стойки ЧПУ от FANUK LTD и в России. Специалисты этой корпорации одними из первых адаптировали работу своих систем под программы в G и M кодах, и сумели организовать работу самых сложных систем строго в рамках стандарта программирования. Распространенные стойки FANUK серии 0i рассчитаны на работу с 6-8 управляемыми осями (одновременное управление – 4 оси).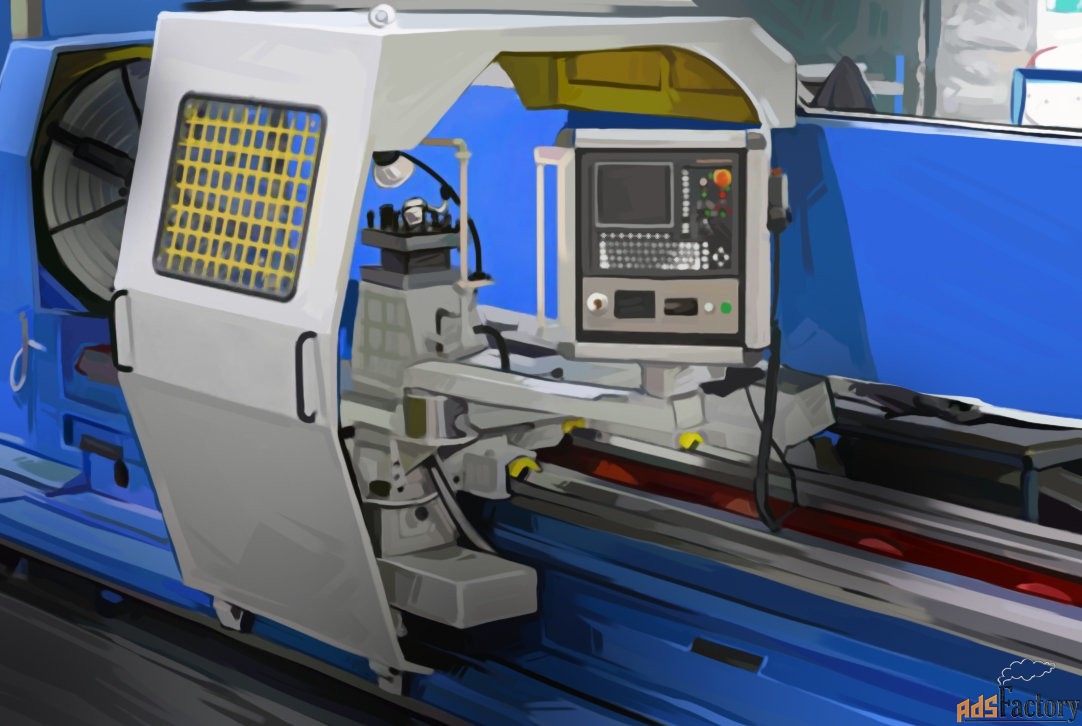 Стойки серий 30i-35i позволяют производить высокоточную обработку на наивысших скоростях, и являются пока недостижимым ориентиром для многих конкурентов.
Стойки серий 30i-35i позволяют производить высокоточную обработку на наивысших скоростях, и являются пока недостижимым ориентиром для многих конкурентов.
Успешно работает в России и странах СНГ испанская компания FAGOR AUTOMATION. Ее последние разработки, к которым относится ЧПУ FAGOR CNC 8070, полностью совместимы с
персональным компьютером, имеют феноменальные возможности и могут управлять самыми сложными станками. Возможно управление по 28 (!) интерполируемым осям (4 канала одновременно), может поддерживать по 4 шпинделя и инструментальных магазина. Создатели системы гарантируют скоростную обработку, нанометрическую точность и высочайшую чистоту обработки поверхности.
Приятно отметить, что наряду с иностранными компаниями на рынке разработки и производства систем управления для станков с ЧПУ с 1998 года успешно работает российская компания «БАЛТ-СИСТЕМ». Специалисты считают, что при модернизации устаревшего оборудования выгоднее всего устанавливать системы от «Балт-Систем», так как они в несколько раз дешевле импортных, вполне надежны и функциональны. На российских предприятиях успешно работают и отлично себя зарекомендовали устройства ЧПУ NC-210, NC-220, NC-230. Самые сложные обрабатывающие центры и высокоскоростные многосуппортные станки могут работать под управлением стойки NC-110, которая на сегодня является лучшей в соотношении цена-качество.
На российских предприятиях успешно работают и отлично себя зарекомендовали устройства ЧПУ NC-210, NC-220, NC-230. Самые сложные обрабатывающие центры и высокоскоростные многосуппортные станки могут работать под управлением стойки NC-110, которая на сегодня является лучшей в соотношении цена-качество.
Станки с ЧПУ прочно вошли в нашу жизнь и стали незаменимыми помощниками человека в производственной деятельности. Без этих систем было бы невозможно изготавливать многие, успевшие стать привычными и обыденными вещи. Причем все необходимые детали станки под управлением ЧПУ обрабатывают быстро и качественно, с недостижимой ранее точностью, а при массовом производстве – невероятно низкой себестоимостью. Дальнейшее развитие систем ЧПУ идет по пути объединения отдельных станков в производственные комплексы, удешевления процесса подготовки производства и снижения стоимости управляющих систем. Пожелаем разработчикам успеха!
Автор статьи: зам. генерального директора АО «КоСПАС» по производству А. Ю. Парфенов
Ю. Парфенов
Отличие станков ЧПУ старого и нового поколения
То, что мы сегодня называем ЧПУ (числовым программным управлением), в английском языке имеет два соответствия NC и CNC. В чем же разница?
Понятие NC перешло к нам из американской терминологии и является аббревиатурой от Numerical Control, что на русский переводится как «числовое управление» = «управление при помощи числовых значений».
Заказать металлообработку на ЧПУ. Получить бесплатную консультацию +7 (812) 400-5-800
Система NC или числовое управление
Немецкий стандарт DIN 66257 предлагает следующее определение:
Управление для рабочих машин, при котором данные для геометрических и технологических функций задаются в символьной (знаковой) системе (буквы, цифры, специальные символы).
NC не является технологией, а вместе с другими различными возможностями представляет собой специальный концепт для управления производственной машиной. Его функции определяются его числовым управлением; он ориентируется на геометрические, технологические и программно-технические предписания и инструкции.
Его функции определяются его числовым управлением; он ориентируется на геометрические, технологические и программно-технические предписания и инструкции.
При обычных числовых управлениях необходимые функции закладываются в «железе» (программирование при помощи проволоки и шлейфов). Эти запрограммированные связи (бесконтактные и безрелейные схемы) отличаются тем, что они состоят из множества (электронных) конструктивных элементов, которые прочно соединены друг с другом проволокой. Связи состоят из проволоки переключения или если речь идет о так называемых напечатанных схемах — из медных дорожек на листовых заготовках.
При такой конструкции в схему довольно сложно внести какие-либо изменения. Кроме того, каждая функциональная единица численного управления может выполнять только свою определенную функцию. Однако требования к функциональности и объему выполняемых работ постоянно возрастали, поэтому в ЧУ приходилось постоянно усложнять «железо». Благодаря внедрению матричного переключателя стало возможным перепрограммирование существующей системы связей.
Расширение обычного управления NC представляет собой, например, интеграцию накопительной — SNC — системы (жесткого диска) в программируемые связи интерполятора.
Система CNC или числовое программное управление
По сравнению с обычным числовым управлением CNC (Computerized Numerical Control или ЧПУ являются гораздо более гибким устройством и поддерживают внесение изменений в программу.
Здесь не нужно создавать громоздкие проволочные связи, достаточно лишь изменить данные в накопителе, а это значит, что программирование связей заменяется на программное обеспечение. Благодаря интеграции микрокомпьютера перепрограммируемого управления выполнение всех функций NC обеспечивается микропроцессорами.
Описание NC — функций — это пользовательские программы, которые заложены в жестком диске. Чем больше функций должен выполнять станок, тем больший объем памяти жесткого диска необходим для его работы. Из-за высокого производственного объема современные ЧПУ системы оснащаются многоядерными процессорами.
Благодаря программно-технической реализации функций чу сокращается число потенциально подверженных повреждениям элементов в блоке управления. Дефицит тестирования и оптимизации числового программного обеспечения, которое в среднем изменяется 3-4 раза, благодаря CNC-системам становится не таким критичным, как раньше. Для предприятий без организации обработки данных во время подготовительных работ станки ЧПУ позволяют наладить экономичное автоматизированное производство.
Функционал ЧПУ
Согласно стандарту DIN 66257 понятие CNC означает:
Численное управление, которое содержит один или несколько компьютеров с программируемой памятью.
Функциональные признаки этого численного управления определяются по существу программированием компьютера (CNC).
В связи с развитием микрокомпьютерных систем ЧПУ является CNC одним из новых концептов управления, которому наряду с функциями управления ставится расширенный круг задач:
- Ввод и редактирование в компьютере
- Управление данными
- Подпрограммная техника
- Запрограммированное разделение проходов
- Геометрические функции
- Отражение, вращение, построение многоквадрантной матрицы
- Длины инструмента, коррекция радиуса инструмента
- Программа помощи пользователю
- Монитор для производственных данных, диагностики и графических изображений
- Компенсация механической точности позиционирования
- Постановка конечных выключателей программного обеспечения
- Переменная кодировка смены инструментов
- Контроль за неисправностями при многорезцовой обработке
- Интегрированные согласующие функции управления машин
- Учет машинных данных
В современных ЧПУ «коммуникация» происходит при помощи станка посредством интегрированного программируемого логического контроллера управление (ПЛК).
Что такое обработка с ЧПУ? | Полное руководство
Опубликовано Брайаном Хессом
Содержание
- Как работает обработка с ЧПУ?
- Программирование станков с ЧПУ
- Различные типы станков с ЧПУ
- Что еще может станок с ЧПУ?
- Выберите Astro Machine Works для своих производственных нужд с ЧПУ
Обработка с числовым программным управлением (ЧПУ) — это производственный процесс, в котором предварительно запрограммированное компьютерное программное обеспечение определяет движение заводских инструментов и оборудования. Этот процесс можно использовать для управления рядом сложных машин, от шлифовальных и токарных станков до мельниц и фрезерных станков с ЧПУ. При обработке на станках с ЧПУ задачи трехмерной резки могут выполняться за один набор подсказок.
Этот процесс можно использовать для управления рядом сложных машин, от шлифовальных и токарных станков до мельниц и фрезерных станков с ЧПУ. При обработке на станках с ЧПУ задачи трехмерной резки могут выполняться за один набор подсказок.
Процесс ЧПУ работает в отличие от ограничений ручного управления и, таким образом, заменяет их, когда необходимы живые операторы, чтобы подсказывать и направлять команды обрабатывающих инструментов с помощью рычагов, кнопок и колесиков. Для стороннего наблюдателя система ЧПУ может напоминать обычный набор компьютерных компонентов, но программы и консоли, используемые в ЧПУ-обработке, отличают ее от всех других форм вычислений.
Если вы заинтересованы в использовании производства с ЧПУ для производства различных продуктов, узнайте больше о том, как работает обработка с ЧПУ и программирование ЧПУ. Возможно, вам также захочется узнать об основных типах станков с ЧПУ и видах работы, которые они могут выполнять, чтобы увидеть, могут ли они удовлетворить ваши потребности.
Что такое обработка с ЧПУ?
Когда система ЧПУ активирована, желаемые разрезы программируются в программном обеспечении и диктуются соответствующим инструментам и машинам, которые выполняют заданные размерные задачи, как робот.
При программировании ЧПУ генератор кода в системе счисления часто предполагает, что механизмы безупречны, несмотря на вероятность ошибок, которая выше, когда станок с ЧПУ направлен на резку более чем в одном направлении одновременно. Размещение инструмента в системе числового программного управления определяется серией входных данных, известных как программа обработки детали.
В машинах с числовым программным управлением программы вводятся с помощью перфокарт. Напротив, программы для станков с ЧПУ передаются на компьютеры через маленькие клавиатуры. Программирование ЧПУ сохраняется в памяти компьютера. Сам код пишется и редактируется программистами. Таким образом, системы ЧПУ предлагают гораздо более широкие вычислительные возможности. Лучше всего то, что системы ЧПУ ни в коем случае не являются статичными, поскольку новые подсказки могут быть добавлены к уже существующим программам с помощью пересмотренного кода.
Лучше всего то, что системы ЧПУ ни в коем случае не являются статичными, поскольку новые подсказки могут быть добавлены к уже существующим программам с помощью пересмотренного кода.
Программирование станков с ЧПУ
В производстве с ЧПУ станки управляются с помощью числового программного управления, при этом программное обеспечение предназначено для управления объектом. Язык обработки с ЧПУ также называют G-кодом, и он написан для управления различными режимами соответствующего станка, такими как скорость, скорость подачи и координация.
По сути, обработка с ЧПУ позволяет предварительно запрограммировать скорость и положение функций станка и запускать их с помощью программного обеспечения в повторяющихся, предсказуемых циклах, и все это с минимальным участием человека-оператора. В процессе обработки с ЧПУ создается 2D- или 3D-чертеж САПР, который затем преобразуется в компьютерный код для выполнения системой ЧПУ. После того, как программа введена, оператор дает ей пробный запуск, чтобы убедиться в отсутствии ошибок в кодировании.
Благодаря этим возможностям этот процесс был принят во всех уголках производственного сектора, и производство с ЧПУ особенно важно в областях производства металла и пластика. Узнайте больше о типах используемых систем обработки и о том, как программирование станков с ЧПУ полностью автоматизирует производство с ЧПУ ниже:
Системы обработки с разомкнутым/замкнутым контуром
петлевая система. В первом случае сигнализация проходит в одном направлении между контроллером ЧПУ и двигателем. В системе с обратной связью контроллер может получать обратную связь, что делает возможным исправление ошибок. Таким образом, замкнутая система может скорректировать неравномерность скорости и положения.
При обработке с ЧПУ движение обычно направлено по осям X и Y. Инструмент, в свою очередь, позиционируется и направляется с помощью шаговых двигателей или серводвигателей, которые точно воспроизводят движения, определенные G-кодом. Если сила и скорость минимальны, процесс можно запустить с помощью управления без обратной связи. Для всего остального необходимо регулирование с обратной связью, чтобы обеспечить скорость, согласованность и точность, необходимые для промышленных применений, таких как металлообработка.
Для всего остального необходимо регулирование с обратной связью, чтобы обеспечить скорость, согласованность и точность, необходимые для промышленных применений, таких как металлообработка.
Обработка с ЧПУ полностью автоматизирована
В современных протоколах ЧПУ производство деталей с помощью предварительно запрограммированного программного обеспечения в основном автоматизировано. Размеры для данной детали устанавливаются с помощью программного обеспечения автоматизированного проектирования (САПР), а затем преобразуются в фактический готовый продукт с помощью программного обеспечения автоматизированного производства (CAM).
Для обработки любой детали могут потребоваться различные станки, такие как сверла и фрезы. Чтобы удовлетворить эти потребности, многие современные машины объединяют несколько различных функций в одну ячейку.
В качестве альтернативы установка может состоять из нескольких машин и набора роботизированных рук, которые переносят части из одного приложения в другое, но при этом всем управляет одна и та же программа. Независимо от настройки, процесс ЧПУ обеспечивает постоянство в производстве деталей, которое было бы трудно, если вообще возможно, воспроизвести вручную.
Независимо от настройки, процесс ЧПУ обеспечивает постоянство в производстве деталей, которое было бы трудно, если вообще возможно, воспроизвести вручную.
Самые ранние станки с числовым программным управлением относятся к 1940-м годам, когда двигатели впервые использовались для управления движением ранее существовавших инструментов. По мере развития технологий механизмы были усовершенствованы с помощью аналоговых компьютеров и, в конечном итоге, с помощью цифровых компьютеров, что привело к развитию обработки с ЧПУ.
Подавляющее большинство сегодняшних арсеналов ЧПУ полностью электронные. Некоторые из наиболее распространенных процессов с ЧПУ включают ультразвуковую сварку, пробивку отверстий и лазерную резку. К наиболее часто используемым станкам в системах ЧПУ относятся следующие:
Фрезерные станки с ЧПУ
Фрезерные станки с ЧПУ могут работать по программам, состоящим из числовых и буквенных подсказок, которые направляют детали на различные расстояния. Программирование, используемое для мельничного станка, может быть основано либо на G-коде, либо на каком-то уникальном языке, разработанном производственной командой. Базовые мельницы состоят из трехосевой системы (X, Y и Z), хотя большинство новых мельниц могут иметь три дополнительные оси.
Программирование, используемое для мельничного станка, может быть основано либо на G-коде, либо на каком-то уникальном языке, разработанном производственной командой. Базовые мельницы состоят из трехосевой системы (X, Y и Z), хотя большинство новых мельниц могут иметь три дополнительные оси.
Токарные станки
На токарных станках детали обрезаются по кругу с помощью сменных инструментов. Благодаря технологии ЧПУ резы, используемые на токарных станках, выполняются с точностью и высокой скоростью. Токарные станки с ЧПУ используются для производства сложных конструкций, которые были бы невозможны на версиях станков с ручным управлением. В целом функции управления фрезерных и токарных станков с ЧПУ аналогичны. Как и в случае с фрезерными станками с ЧПУ, токарные станки могут управляться G-кодом или уникальным собственным кодом. Однако большинство токарных станков с ЧПУ состоят из двух осей — X и Z.
Плазменные резаки
В плазменном резаке материал разрезается плазменной горелкой. Этот процесс в первую очередь применяется к металлическим материалам, но также может применяться и к другим поверхностям. Для получения скорости и тепла, необходимых для резки металла, плазма генерируется за счет комбинации сжатого воздуха и электрической дуги.
Этот процесс в первую очередь применяется к металлическим материалам, но также может применяться и к другим поверхностям. Для получения скорости и тепла, необходимых для резки металла, плазма генерируется за счет комбинации сжатого воздуха и электрической дуги.
Электроэрозионные станки
Электроэрозионная обработка (ЭЭО) — попеременно называемая пробивкой штампов и электроискровой обработкой — представляет собой процесс, при котором заготовкам придают определенную форму с помощью электрических искр. При электроэрозионной обработке разряды тока происходят между двумя электродами, при этом удаляются участки заданной заготовки.
Когда расстояние между электродами становится меньше, электрическое поле становится более интенсивным и, следовательно, сильнее диэлектрического. Это позволяет току проходить между двумя электродами. Следовательно, части заготовки удаляются каждым электродом. Подтипы электроэрозионной обработки включают:
- Проволочная электроэрозионная обработка : Проволочная электроэрозионная обработка использует искровую эрозию для удаления частей из электропроводящего материала.

- Sinker EDM: Sinker EDM использует электрод и заготовку, пропитанную диэлектрической жидкостью, с целью формирования детали.

В процессе, известном как промывка, мусор с каждой готовой заготовки уносится жидким диэлектриком, который появляется после прекращения тока между двумя электродами и предназначен для устранения любых дальнейших электрических зарядов.
Водоструйные резаки
При обработке на станках с ЧПУ водоструйные машины представляют собой инструменты, которые режут твердые материалы, такие как гранит и металл, с применением воды под высоким давлением. В некоторых случаях вода смешивается с песком или другим сильным абразивным веществом. С помощью этого процесса компании часто формируют заводские детали машин.
Водяные струи используются в качестве альтернативы охлаждению материалов, которые не могут выдерживать теплоемкие процессы на других станках с ЧПУ. Из-за их более прохладной природы несколько секторов, таких как аэрокосмическая и горнодобывающая промышленность, полагаются на струи воды, где они используют их для резьбы и резки, среди других функций.![]() Компании также используют гидроабразивные резаки для приложений, требующих очень сложных разрезов материала, поскольку отсутствие тепла предотвращает любое изменение внутренних свойств материала, которое может произойти в результате резки металла по металлу.
Компании также используют гидроабразивные резаки для приложений, требующих очень сложных разрезов материала, поскольку отсутствие тепла предотвращает любое изменение внутренних свойств материала, которое может произойти в результате резки металла по металлу.
Что еще может станок с ЧПУ?
Как показали многочисленные видеодемонстрации станков с ЧПУ, компании используют станки с ЧПУ для изготовления высокодетализированных вырезов из металлических деталей для промышленных аппаратных средств. Помимо вышеупомянутых машин, вы можете найти несколько других распространенных единиц оборудования, используемых в производстве с ЧПУ для производства высокодетализированных и точных изделий с ЧПУ. Некоторые из наиболее распространенных продуктов, производимых на станках с ЧПУ, включают стальные аэрокосмические детали, металлические автомобильные компоненты, деревянные украшения и пластмассовые потребительские товары.
Поскольку к этим изделиям с ЧПУ предъявляются уникальные требования, в станках с ЧПУ регулярно используются другие инструменты и компоненты. Ознакомьтесь с некоторыми из основных единиц оборудования, используемых в системах ЧПУ:
Ознакомьтесь с некоторыми из основных единиц оборудования, используемых в системах ЧПУ:
- Вышивальные машины
- Фрезы по дереву
- Револьверные перфораторы
- Станки для гибки проволоки
- Резак для пенопласта
- Лазерные резаки
- Круглошлифовальные станки
- 3D-принтеры
- Стеклорезы
Поскольку станки с ЧПУ могут использовать так много других инструментов и компонентов, вы можете доверять им в быстром и точном производстве почти безграничного разнообразия товаров. Например, когда на заготовке необходимо выполнить сложные надрезы на разных уровнях и под разными углами, все это можно сделать за считанные минуты на станке с ЧПУ.
Пока машина запрограммирована с правильным кодом, функции машины будут выполнять шаги, продиктованные программным обеспечением. При условии, что все закодировано в соответствии с дизайном, после завершения процесса должен появиться продукт с детализацией и технологической ценностью.
Выберите Astro Machine Works для своих нужд производства с ЧПУ
Если вам нужно лучшее оборудование и производство с ЧПУ, обращайтесь в Astro Machine Works. Нас подкрепляет наш более чем 35-летний опыт работы в обрабатывающей промышленности и штат опытных членов команды с сертификатами ЧПУ. Как компания, мы стремимся предоставлять исключительную ценность каждому клиенту, которого мы обслуживаем. Благодаря этому обязательству мы можем производить детали и компоненты для механической обработки на заказ, а также изготавливать оборудование на заказ, специально разработанное для нужд вашей компании.
Просмотрите наши прецизионные станки с ЧПУ сегодня, чтобы узнать, что мы можем сделать для вас. Если у вас есть какие-либо вопросы или вы готовы сотрудничать с нами, свяжитесь с нами.
Категории: Обработка с ЧПУ
404: Страница не найдена
ERP
Страница, которую вы пытались открыть по этому адресу, похоже, не существует. Обычно это результат плохой или устаревшей ссылки. Мы приносим свои извинения за доставленные неудобства.
Обычно это результат плохой или устаревшей ссылки. Мы приносим свои извинения за доставленные неудобства.
Что я могу сделать сейчас?
Если вы впервые посещаете TechTarget, добро пожаловать! Извините за обстоятельства, при которых мы встречаемся. Вот куда вы можете пойти отсюда:
Поиск
- Узнайте последние новости.
- Наша домашняя страница содержит самую свежую информацию об ERP.
- Наша страница о нас содержит дополнительную информацию о сайте, на котором вы находитесь, ERP.
- Если вам нужно, свяжитесь с нами, мы будем рады услышать от вас.
Просмотр по категории
ПоискOracle
-
Oracle ставит перед собой высокие национальные цели в области ЭУЗ с приобретением CernerПриобретя Cerner, Oracle нацелилась на создание общенациональной анонимной базы данных пациентов — дорога, заполненная …
-
Благодаря Cerner Oracle Cloud Infrastructure получает импульсOracle планирует приобрести Cerner в рамках сделки на сумму около 30 миллиардов долларов.
Второй по величине поставщик электронных медицинских карт в США может вдохнуть новую жизнь в … -
Верховный суд встал на сторону Google в иске о нарушении авторских прав на Oracle APIВерховный суд постановил 6-2, что API-интерфейсы Java, используемые в телефонах Android, не подпадают под действие американского закона об авторском праве, в связи с чем …
 Второй по величине поставщик электронных медицинских карт в США может вдохнуть новую жизнь в …
Второй по величине поставщик электронных медицинских карт в США может вдохнуть новую жизнь в …Управление данными
-
EDB добавляет новые инструменты в базу данных PostgreSQL с открытым исходным кодомПоставщик базы данных выпустил новые расширения, призванные помочь пользователям PostgreSQL в использовании передовых методов хранения, доступа пользователей и …
-
Наблюдаемость данных улучшает производительность всего конвейера данныхПреимущества наблюдаемости данных включают в себя улучшение качества данных и выявление проблем в конвейерном процессе, а также .
.. -
AWS добавляет сервисы качества данных и масштабируемости для облачных данныхОблачный гигант расширил свой портфель данных рядом функций, призванных помочь организациям легче масштабировать базу данных …
 ..
..ПоискSAP
-
Безопасность SAP требует определенных навыков, командной работыКритические уязвимости SAP вызывают постоянную озабоченность, и их количество увеличивается по мере того, как системы SAP становятся все более открытыми благодаря цифровому преобразованию и…
-
Платформа SAP с низким кодом надеется заполнить пробелы разработчиковSAP Build, новая платформа с низким кодом, которая дебютировала на SAP TechEd, предназначена для того, чтобы бизнес-пользователи могли создавать приложения, но она …
-
SAP Sustainability Control Tower стремится упростить отчетность ESGSAP Sustainability Control Tower позволяет компаниям любого размера собирать данные ESG и управлять ими.
Обновленная модель SaaS ориентирована на…
 Обновленная модель SaaS ориентирована на…
Обновленная модель SaaS ориентирована на…Бизнес-аналитика
-
Поставщик ипотечных данных использует Qlik для создания аналитической платформыКомпания Polygon Research использовала инструменты поставщика аналитических услуг для разработки платформы SaaS, состоящей из девяти информационных панелей, которые …
-
Генеральный директор Tableau Марк Нельсон уходит в отставку, преемник не названНельсон занял руководящую должность в марте 2021 года после ухода Адама Селипски. Salesforce, которая приобрела …
-
Моделирование и предиктивная аналитика расширяют возможности прогнозированияАналитика моделирования и прогнозирования охватывает два разных способа прогнозирования данных. Вместе они могут повысить возможности, но…
Управление контентом
-
Как правильно выбрать PIM-систему для вашего бизнеса
СистемыPIM гарантируют, что каналы продаж отображают точную информацию о продукте.
Чтобы найти правильную систему, лидеры электронной коммерции должны сначала … -
PIM и DAM: в чем разница?
СистемыPIM и DAM помогают розничным торговцам управлять информацией, но они сосредоточены на разных типах информации. Агрегат систем PIM …
-
Генеральный директор OpenText по искусственному интеллекту контента, облачной стратегии и гибридной работеГенеральный директор OpenText Марк Барренечи обсуждает состояние Magellan, крупное приобретение Micro Focus, метавселенную и многое другое в …
 Чтобы найти правильную систему, лидеры электронной коммерции должны сначала …
Чтобы найти правильную систему, лидеры электронной коммерции должны сначала …HRSoftware
-
Компенсация EEOC в размере 8 миллионов долларов с Circle K направлена на изменение культурыСоглашение Circle K на этой неделе с Комиссией по обеспечению равных возможностей при трудоустройстве включает положения о мониторинге, в том числе …
-
7 стратегий привлечения талантов для лучшего найма в 2023 годуПо мере того, как пандемия отступает, а стоимость жизни растет, кандидаты ищут более высокую оплату в других местах.


 После, из предъявленного списка нужно выбрать нужный лот.
После, из предъявленного списка нужно выбрать нужный лот. Система этого не понимает. Чтобы автоматика распознала ваш запрос, нужно ввести то же самое, но на английском — «ступица BMW e65».
Система этого не понимает. Чтобы автоматика распознала ваш запрос, нужно ввести то же самое, но на английском — «ступица BMW e65». В этой статье мы рассмотрим следующие темы, чтобы помочь сохранить ваши инструменты в лучшем виде.
В этой статье мы рассмотрим следующие темы, чтобы помочь сохранить ваши инструменты в лучшем виде.
 Используйте высококачественное топливо для достижения наилучших результатов.
Используйте высококачественное топливо для достижения наилучших результатов.

 Если вы не собираетесь использовать инструмент в течение месяца или более, опорожните бак и дайте ему высохнуть, прежде чем убрать его.
Если вы не собираетесь использовать инструмент в течение месяца или более, опорожните бак и дайте ему высохнуть, прежде чем убрать его. микс. Как только оно отделится, в вашей топливной смеси больше не будет равномерного распределения масла для двухтактного двигателя, поэтому вы не можете быть уверены, что двигатель правильно смазан. Недостаточная смазка и охлаждение могут вызвать проблемы с работой вашего инструмента или даже заклинивание поршня. Разделенная топливная смесь уже не является правильно смешанным продуктом, даже если ее энергично встряхнуть.
микс. Как только оно отделится, в вашей топливной смеси больше не будет равномерного распределения масла для двухтактного двигателя, поэтому вы не можете быть уверены, что двигатель правильно смазан. Недостаточная смазка и охлаждение могут вызвать проблемы с работой вашего инструмента или даже заклинивание поршня. Разделенная топливная смесь уже не является правильно смешанным продуктом, даже если ее энергично встряхнуть.




 Вы можете распечатать эту удобную таблицу и хранить ее в сарае, чтобы она всегда была под рукой. Просто помните, если вам когда-нибудь понадобится вычислить соотношение 40:1 в галлонах, просто умножьте количество галлонов на 3,2, поэтому смесь масла 40:1 на 6 галлонов будет 19.0,2 жидких унции
Вы можете распечатать эту удобную таблицу и хранить ее в сарае, чтобы она всегда была под рукой. Просто помните, если вам когда-нибудь понадобится вычислить соотношение 40:1 в галлонах, просто умножьте количество галлонов на 3,2, поэтому смесь масла 40:1 на 6 галлонов будет 19.0,2 жидких унции 8
8 Вы можете распечатать эту удобную таблицу и хранить ее в сарае, чтобы она всегда была под рукой. Просто помните, если вам когда-нибудь понадобится рассчитать соотношение 50:1 в галлонах, используйте 2,56 жидких унции масла на галлон газа, поэтому смесь масла 50:1 на 6 галлонов составляет 15,36 жидких унций.
Вы можете распечатать эту удобную таблицу и хранить ее в сарае, чтобы она всегда была под рукой. Просто помните, если вам когда-нибудь понадобится рассчитать соотношение 50:1 в галлонах, используйте 2,56 жидких унции масла на галлон газа, поэтому смесь масла 50:1 на 6 галлонов составляет 15,36 жидких унций. 5
5
 Вы можете найти 2-тактное масло, которое является 100% синтетическим и подходит для ежедневного использования. Качественное моторное масло для 2-тактных двигателей поможет вам обеспечить чистое сгорание и уменьшить нагар.
Вы можете найти 2-тактное масло, которое является 100% синтетическим и подходит для ежедневного использования. Качественное моторное масло для 2-тактных двигателей поможет вам обеспечить чистое сгорание и уменьшить нагар. 3мм-52зв CHAMPION 952909
3мм-52зв CHAMPION 952909

 Контактное лицо несколько раз возвращало автомобиль дилеру по поводу двигателя, но они не смогли устранить неисправность. Пробный пробег был 13800.
Контактное лицо несколько раз возвращало автомобиль дилеру по поводу двигателя, но они не смогли устранить неисправность. Пробный пробег был 13800.

 Будет четыре класса: Kid Kart, Cadet/Sportsman, Junior и Senior. Описания и основные правила для каждого из них можно найти онлайн в официальной книге правил и на следующей странице.
Будет четыре класса: Kid Kart, Cadet/Sportsman, Junior и Senior. Описания и основные правила для каждого из них можно найти онлайн в официальной книге правил и на следующей странице. 

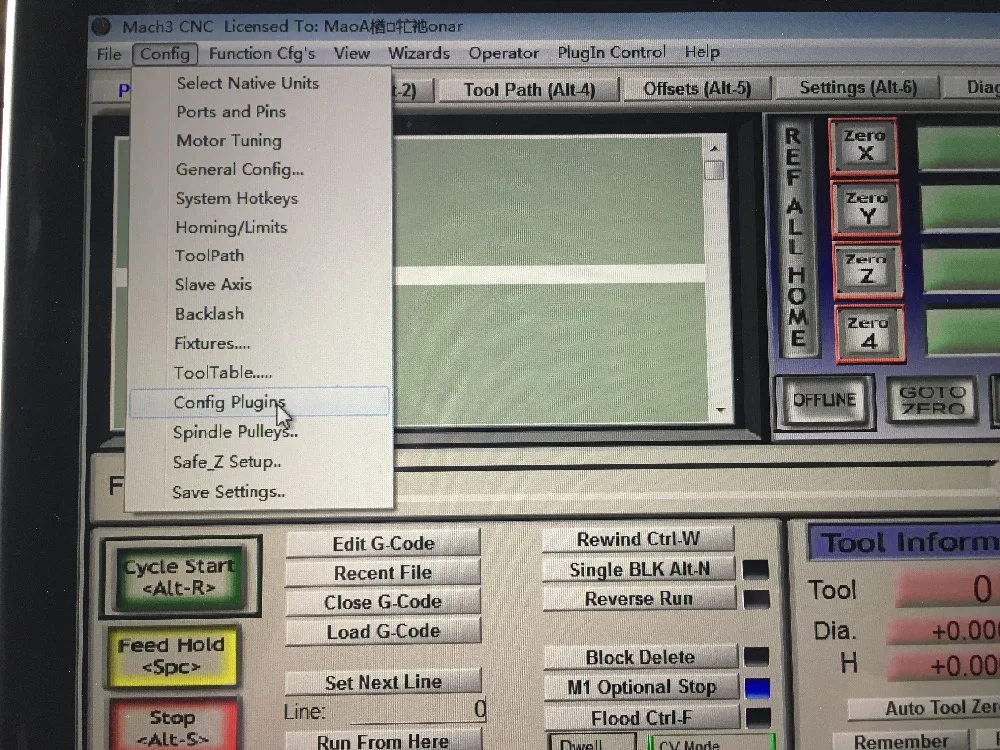
 Где ищем:. Настройка поворотной оси А Ребят ну помогите кто сталкивался с этим… Как дать знать Mach4 что я использую 4-ю ось…??? Axis A для этих целей предназначен. Конфигурируется так-же как и другие оси. Тут еще одна проблема появилась… SOS!!! Та вроде нет все нормально…Если 4-я ось работает то значит с пинами все порядок….
Где ищем:. Настройка поворотной оси А Ребят ну помогите кто сталкивался с этим… Как дать знать Mach4 что я использую 4-ю ось…??? Axis A для этих целей предназначен. Конфигурируется так-же как и другие оси. Тут еще одна проблема появилась… SOS!!! Та вроде нет все нормально…Если 4-я ось работает то значит с пинами все порядок…. Axis , A Axis B Axis,4th & 5th Axis CNC Rotary Table For MACh4.
Axis , A Axis B Axis,4th & 5th Axis CNC Rotary Table For MACh4. Телефон или email. Чужой компьютер. Группа посвящена программе Mach4,позволяющей с помощью простого компьютера управлять профессиональными и любительскими станками,3D принтерами,промышленными роботами и т. Все записи Записи сообщества Поиск Отмена. Александр Колпащик запись закреплена сегодня в
Телефон или email. Чужой компьютер. Группа посвящена программе Mach4,позволяющей с помощью простого компьютера управлять профессиональными и любительскими станками,3D принтерами,промышленными роботами и т. Все записи Записи сообщества Поиск Отмена. Александр Колпащик запись закреплена сегодня в
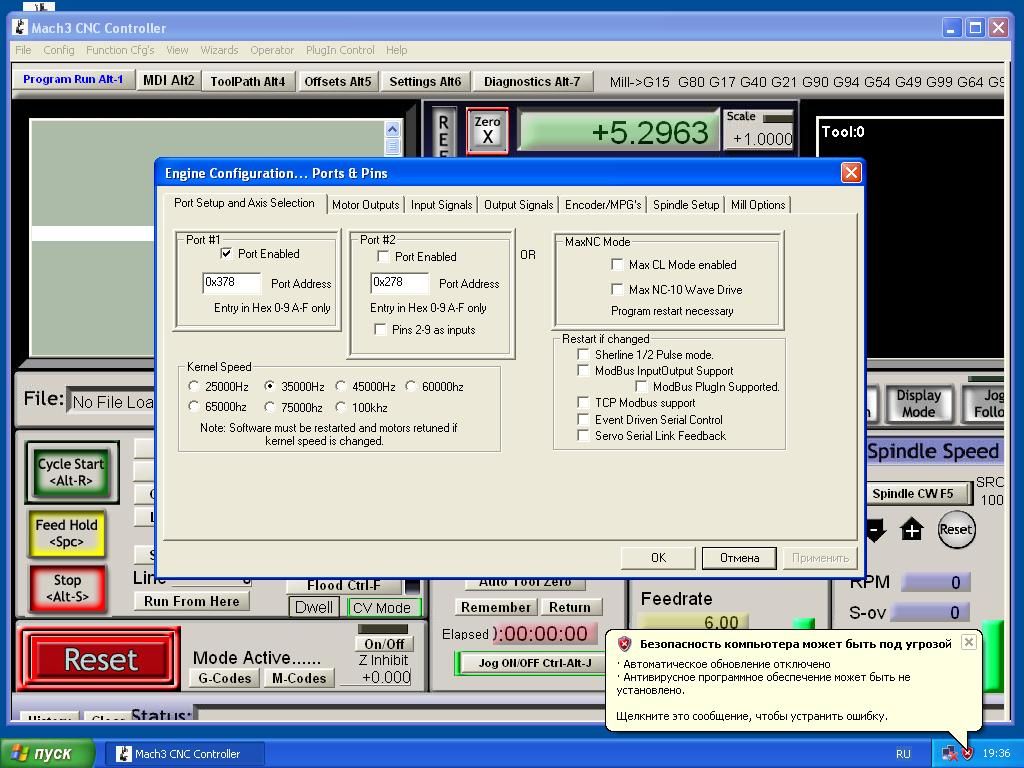
 Настройка каждой оси производится в три этапа:. Вычисление количества шаговых импульсов, которое нужно послать для перемещения инструмента или стола на каждую единицу в мм или дюймах. Необходимо выбрать единицы, как это описано в параграфе 5.
Настройка каждой оси производится в три этапа:. Вычисление количества шаговых импульсов, которое нужно послать для перемещения инструмента или стола на каждую единицу в мм или дюймах. Необходимо выбрать единицы, как это описано в параграфе 5.
 Может у меня постпроц. не подходящий. Или это всё же настройки Мача.
Может у меня постпроц. не подходящий. Или это всё же настройки Мача.
 Наверное постпроц. не подходит.
Наверное постпроц. не подходит.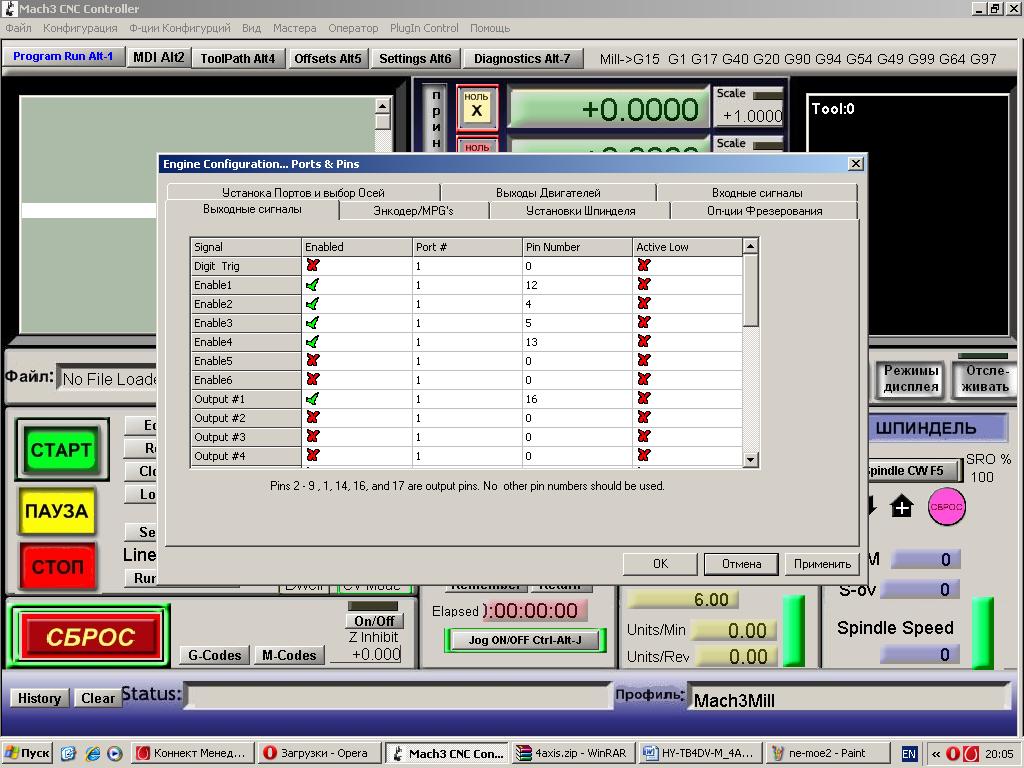 3/step
3/step Из рассчёта «один оборот поворотки — 360».Тупо,глупо,коряво — но работает.
Из рассчёта «один оборот поворотки — 360».Тупо,глупо,коряво — но работает. 3]
3]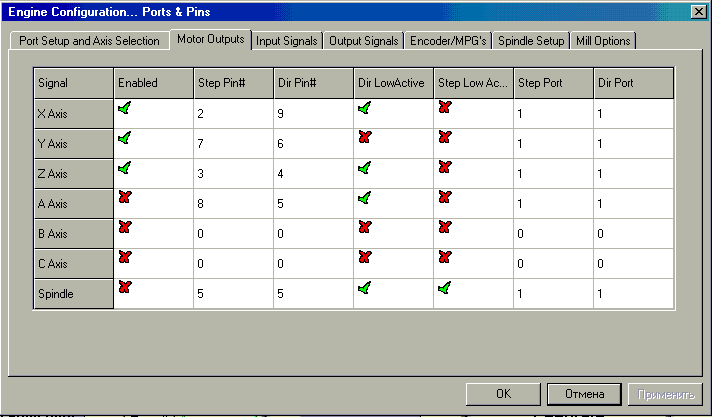 Вуаля,…
Вуаля,…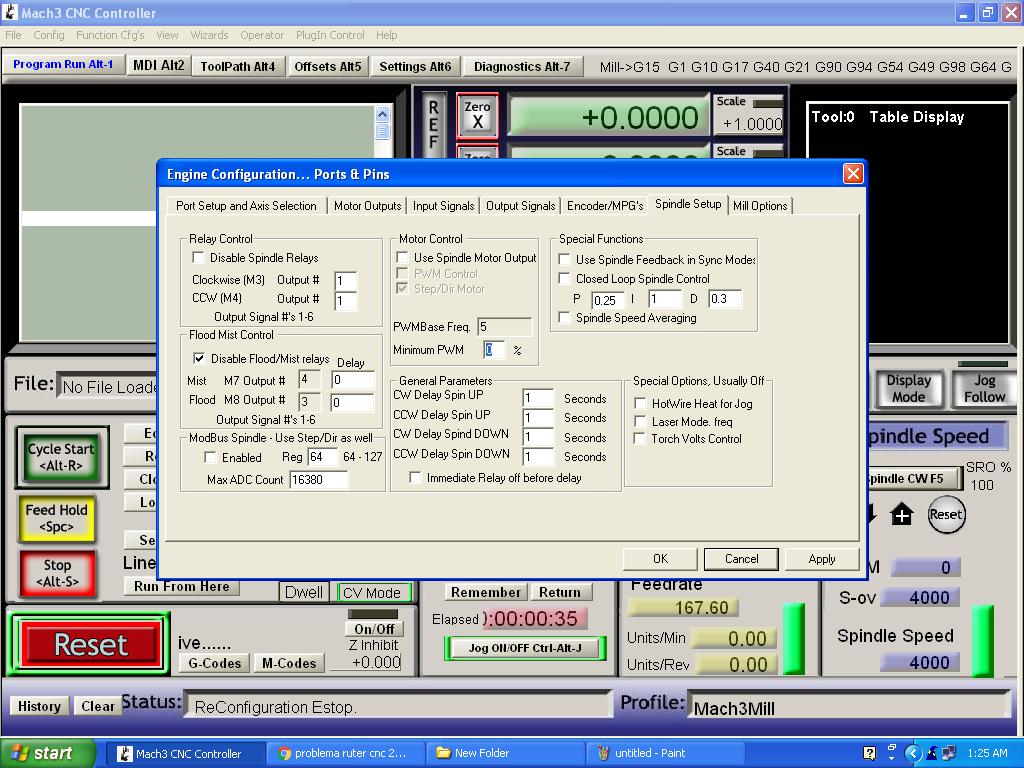 А с чем сравнивать? С паспортными размерами рабочего поля по оси X?
А с чем сравнивать? С паспортными размерами рабочего поля по оси X?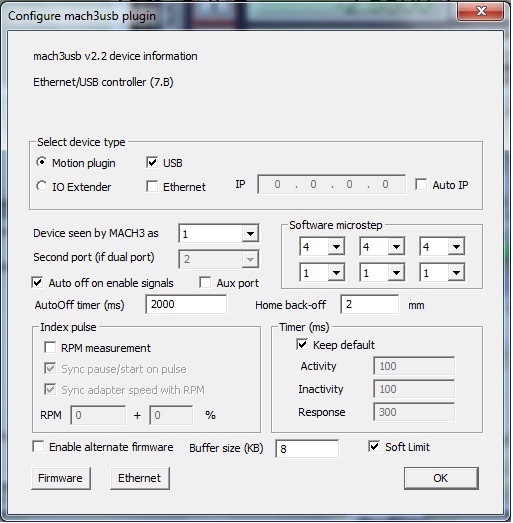
 е. 24/360, там действительно дробь получается, да некрасивая какая-то. Можно попробовать округлить до 0.0667.
е. 24/360, там действительно дробь получается, да некрасивая какая-то. Можно попробовать округлить до 0.0667.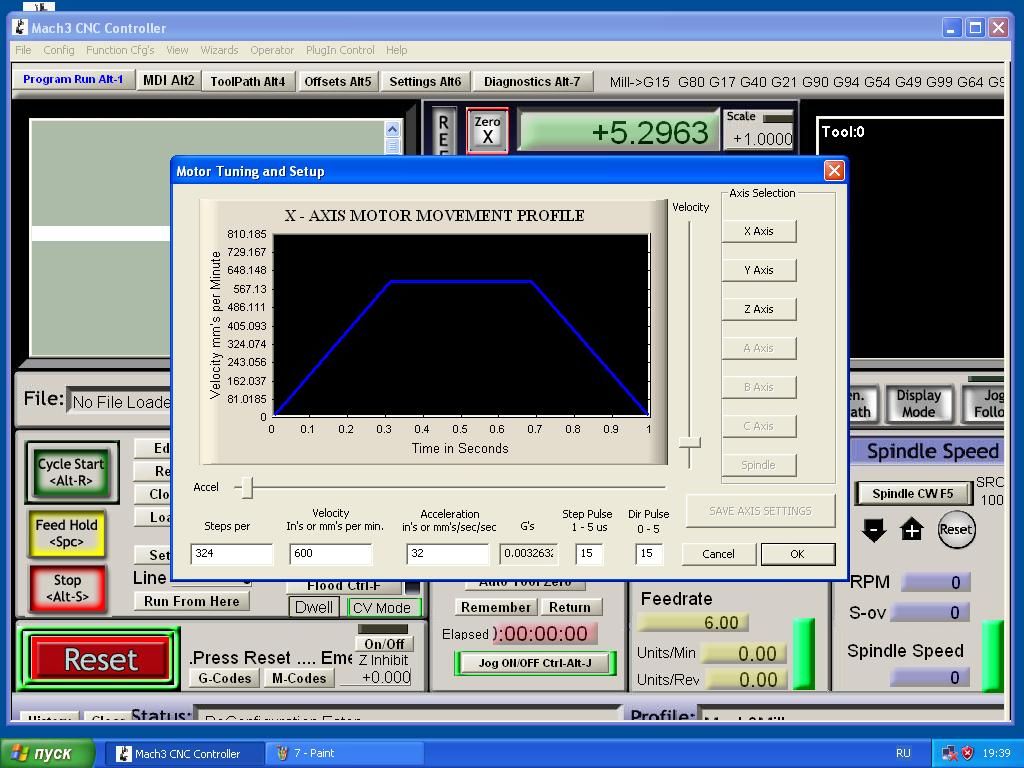 Лучше бы не присылали. Я, например, так и не понял, почему в инструкции передаточное отношение 1:50, а в описании станка 1:6. На всякий случай завтра надо будет покрутить вручную и определить передаточное отношение. Во избежание.
Лучше бы не присылали. Я, например, так и не понял, почему в инструкции передаточное отношение 1:50, а в описании станка 1:6. На всякий случай завтра надо будет покрутить вручную и определить передаточное отношение. Во избежание. Вместо того, чтобы описывать здесь весь процесс, я расскажу вам о некоторых основных моментах и отсылаю вас к видео на моем канале YouTube, ссылка на которое приведена ниже.
Вместо того, чтобы описывать здесь весь процесс, я расскажу вам о некоторых основных моментах и отсылаю вас к видео на моем канале YouTube, ссылка на которое приведена ниже.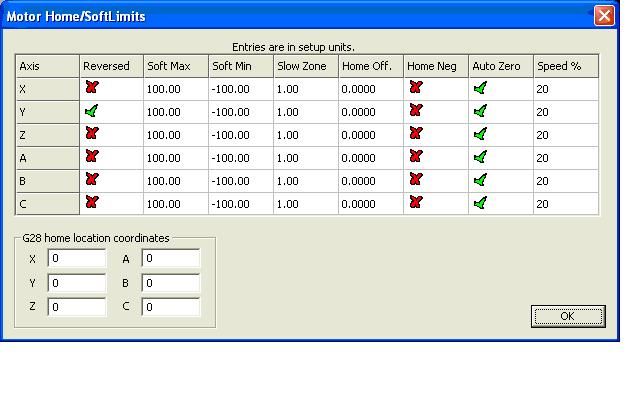 Вы не хотите использовать Mach4 Turn, потому что он разработан для токарного станка с ЧПУ. Вращающаяся ось — это не токарный станок с ЧПУ — есть несколько существенных отличий. Ось вращения — это просто аксессуар для фрезерного станка с ЧПУ, поэтому я клонировал профиль Mach4 Mill.
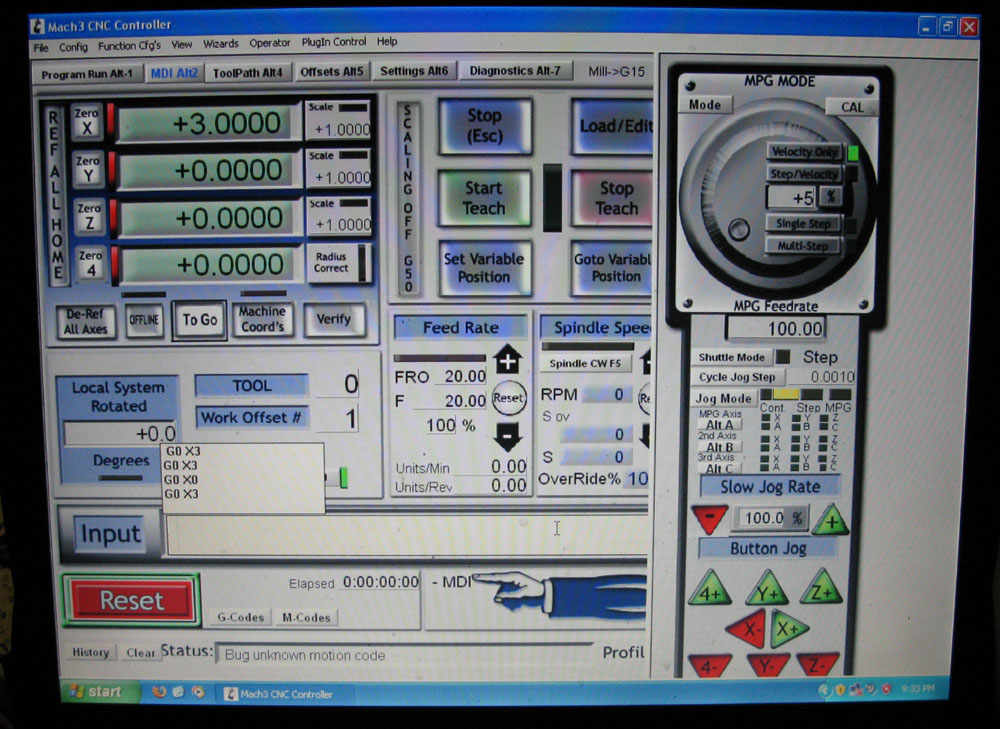
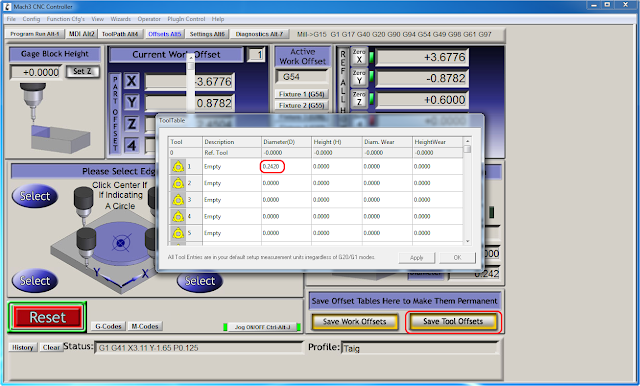
Вы не хотите использовать Mach4 Turn, потому что он разработан для токарного станка с ЧПУ. Вращающаяся ось — это не токарный станок с ЧПУ — есть несколько существенных отличий. Ось вращения — это просто аксессуар для фрезерного станка с ЧПУ, поэтому я клонировал профиль Mach4 Mill.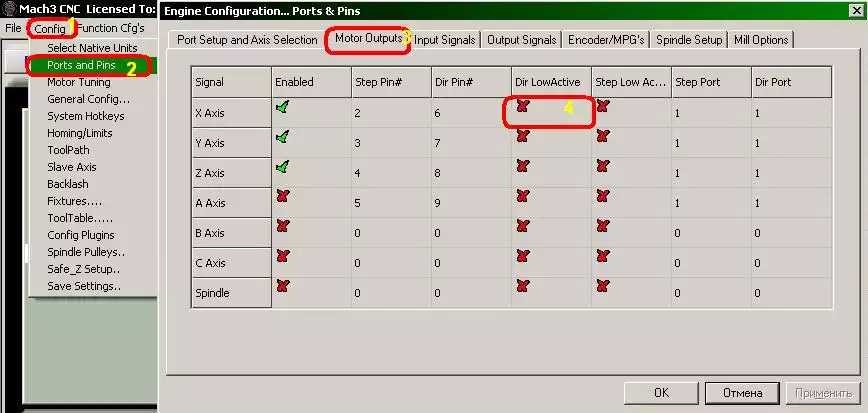 Ось А — это ось, которая может вызвать наибольшую путаницу. Следует помнить, что другие оси являются ЛИНЕЙНЫМИ и основаны на шагах на дюйм. Ось A является УГЛОВОЙ и основана на шагах на градус. Поэтому нам нужно получить некоторую информацию и немного посчитать, прежде чем мы сможем ввести количество шагов для этой оси.
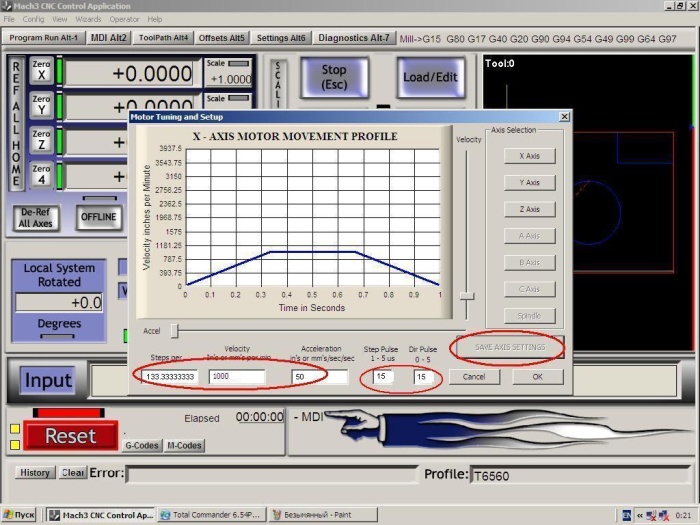
Ось А — это ось, которая может вызвать наибольшую путаницу. Следует помнить, что другие оси являются ЛИНЕЙНЫМИ и основаны на шагах на дюйм. Ось A является УГЛОВОЙ и основана на шагах на градус. Поэтому нам нужно получить некоторую информацию и немного посчитать, прежде чем мы сможем ввести количество шагов для этой оси. Итак, чтобы узнать, сколько шагов на градус нужно ввести в поле Steps Per в окне Motor Tuning, математика выглядит так:
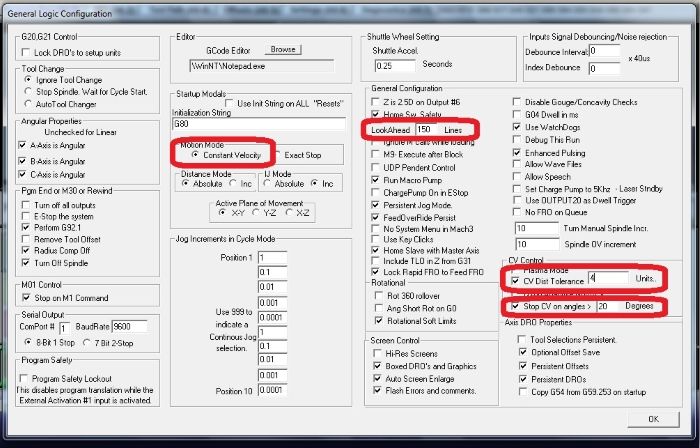
Итак, чтобы узнать, сколько шагов на градус нужно ввести в поле Steps Per в окне Motor Tuning, математика выглядит так: Например, если я установил скорость на 360, это означает, что оси потребуется 1 минута, чтобы совершить один полный оборот на 360 градусов. Это слишком медленно. При 2500 1 полный оборот должен совершаться менее чем за 10 секунд, что совсем не очень быстро. Далее я установлю ускорение на 485 градусов в секунду. Дело не в том, как быстро будет вращаться ось, а в том, как быстро она разгонится до скорости 2500 градусов в секунду. Также помните, что скорости, которые мы устанавливаем в этом окне, являются скоростями быстрого перемещения, а НЕ нормальными скоростями подачи.
Например, если я установил скорость на 360, это означает, что оси потребуется 1 минута, чтобы совершить один полный оборот на 360 градусов. Это слишком медленно. При 2500 1 полный оборот должен совершаться менее чем за 10 секунд, что совсем не очень быстро. Далее я установлю ускорение на 485 градусов в секунду. Дело не в том, как быстро будет вращаться ось, а в том, как быстро она разгонится до скорости 2500 градусов в секунду. Также помните, что скорости, которые мы устанавливаем в этом окне, являются скоростями быстрого перемещения, а НЕ нормальными скоростями подачи.



 Наконец-то у меня хватило смелости протестировать его, выполнив простую траекторию для создания дюбеля определенного диаметра. Когда я запустил его, ось двигалась невероятно медленно. Изучая это больше на старых форумах Mach 3, я наконец нашел сообщение, указывающее на правильный ответ.
Наконец-то у меня хватило смелости протестировать его, выполнив простую траекторию для создания дюбеля определенного диаметра. Когда я запустил его, ось двигалась невероятно медленно. Изучая это больше на старых форумах Mach 3, я наконец нашел сообщение, указывающее на правильный ответ.
 Картах Проложить маршрут в Google MapsПроложить маршрут в 2GIS
Картах Проложить маршрут в Google MapsПроложить маршрут в 2GIS
 ru или оформить заказ прямо на сайте через корзину.
ru или оформить заказ прямо на сайте через корзину. 01
01
 Компьютерная графика постоянно непоследовательна от начала до конца.
Компьютерная графика постоянно непоследовательна от начала до конца. (Соединенные Штаты)
(Соединенные Штаты) подробную информацию о кассах на IMDbPro
подробную информацию о кассах на IMDbPro Сначала вы найдете его к северу от города в мамонтовом загоне возле дома Борвиана, а затем в таверне «Высокий ствол». Альфрост — его брат.
Сначала вы найдете его к северу от города в мамонтовом загоне возле дома Борвиана, а затем в таверне «Высокий ствол». Альфрост — его брат.
 Ударной дрели для этого будет более чем достаточно, нет смысла переплачивать. Да и работать в большинстве случаев будет удобнее.
Ударной дрели для этого будет более чем достаточно, нет смысла переплачивать. Да и работать в большинстве случаев будет удобнее. 11.2022
11.2022 Практически каждый, кто покупает свой первый инструмент, хочет приобрести оптимальный вариант. Так что же лучше шуруповерт, дрель или перфоратор, в чем же их отличие?
Практически каждый, кто покупает свой первый инструмент, хочет приобрести оптимальный вариант. Так что же лучше шуруповерт, дрель или перфоратор, в чем же их отличие? Более того ударный механизм дрели, значительно уступает перфоратору.
Более того ударный механизм дрели, значительно уступает перфоратору. Перфоратор используют при работе по бетону, камню, кирпичу – тоесть по более крепкому материалу. Очень часто перфоратор используют для штробирования (формирование канала для электрического кабеля), он отлично подходит для сбивания плитки, колке кирпичей, долблению полов и потолков, бурению отверстий.
Перфоратор используют при работе по бетону, камню, кирпичу – тоесть по более крепкому материалу. Очень часто перфоратор используют для штробирования (формирование канала для электрического кабеля), он отлично подходит для сбивания плитки, колке кирпичей, долблению полов и потолков, бурению отверстий. Чтобы избежать риска попасть в рутину Эбботта и Костелло, я объясняю ему, что дрель использует вращающиеся сверла для сверления бумаги, а перфоратор использует возвратно-поступательные головки и матрицы для проталкивания бумаги. Твердый пробойник проталкивает бумагу через охватывающее отверстие, а отходы выходят внизу. Дрель разрезает бумагу во время вращения, и отходы выбрасываются вверх через ее полый вал и выходят через верхнюю часть.
Чтобы избежать риска попасть в рутину Эбботта и Костелло, я объясняю ему, что дрель использует вращающиеся сверла для сверления бумаги, а перфоратор использует возвратно-поступательные головки и матрицы для проталкивания бумаги. Твердый пробойник проталкивает бумагу через охватывающее отверстие, а отходы выходят внизу. Дрель разрезает бумагу во время вращения, и отходы выбрасываются вверх через ее полый вал и выходят через верхнюю часть. Если вы можете пробурить четыре подъема груза в минуту, вы уже впереди игры. Хороший оператор может бурить шесть или семь подъемов в минуту. Поскольку многие буровые установки могут просверливать 2-дюймовые или 3-дюймовые подъемы, становится еще более очевидным, что бурение происходит быстрее.
Если вы можете пробурить четыре подъема груза в минуту, вы уже впереди игры. Хороший оператор может бурить шесть или семь подъемов в минуту. Поскольку многие буровые установки могут просверливать 2-дюймовые или 3-дюймовые подъемы, становится еще более очевидным, что бурение происходит быстрее.
 Кормление имеет первостепенное значение. Многие новые удары просто используют гравитацию в качестве питателя. Небольшой сборщик отделяет несколько листов от подъемника. Затем они падают прямо в головку ударника, некоторые на ребро, некоторые плашмя. Затем они бегают трусцой и бьют кулаками. Статика, скручивание и волнение могут и будут вызывать множество проблем при таком методе кормления. Решать статические проблемы непросто, и мишура для этого не подойдет. Наилучший метод кормления – это система с ножом/захватом.
Кормление имеет первостепенное значение. Многие новые удары просто используют гравитацию в качестве питателя. Небольшой сборщик отделяет несколько листов от подъемника. Затем они падают прямо в головку ударника, некоторые на ребро, некоторые плашмя. Затем они бегают трусцой и бьют кулаками. Статика, скручивание и волнение могут и будут вызывать множество проблем при таком методе кормления. Решать статические проблемы непросто, и мишура для этого не подойдет. Наилучший метод кормления – это система с ножом/захватом. Центрирование вашего листа является абсолютной необходимостью. Это означает точную настройку боковой направляющей, а затем настройку другой боковой направляющей. Иногда вам придется бегать туда-сюда, от одной стороны машины к другой, несколько раз. Есть станки с микрометром, который фактически перемещает матрицу вперед и назад, чтобы избежать этого шага.
Центрирование вашего листа является абсолютной необходимостью. Это означает точную настройку боковой направляющей, а затем настройку другой боковой направляющей. Иногда вам придется бегать туда-сюда, от одной стороны машины к другой, несколько раз. Есть станки с микрометром, который фактически перемещает матрицу вперед и назад, чтобы избежать этого шага. Большинство операторов наносят удары медленнее, потому что они не могут достаточно быстро разгрузиться или им приходится использовать двух операторов. Ни один из этих вариантов не делает босса счастливым. Отступающие штабелеры имеют гораздо большую высоту подъема, но машину необходимо остановить, разгрузить штабелер, переустановить и вкатить обратно в машину, прежде чем оператор вернется к работе.
Большинство операторов наносят удары медленнее, потому что они не могут достаточно быстро разгрузиться или им приходится использовать двух операторов. Ни один из этих вариантов не делает босса счастливым. Отступающие штабелеры имеют гораздо большую высоту подъема, но машину необходимо остановить, разгрузить штабелер, переустановить и вкатить обратно в машину, прежде чем оператор вернется к работе. В этот момент стоит начать пробивать дыры. Многократные проходы сверла могут привести к ошибкам. Чем больше передач, тем потенциально больше ошибок.
В этот момент стоит начать пробивать дыры. Многократные проходы сверла могут привести к ошибкам. Чем больше передач, тем потенциально больше ошибок. Удаление материала — это метод производственного процесса, который широко используется. Пробивка отверстий, насечка и сверление — это три разных метода удаления материала. Хотя он имеет много общего, но следует понимать разницу между ними.
Удаление материала — это метод производственного процесса, который широко используется. Пробивка отверстий, насечка и сверление — это три разных метода удаления материала. Хотя он имеет много общего, но следует понимать разницу между ними. По сравнению с другими методами создания отверстий, это дает еще большее преимущество в продолжительности цикла пробивки отверстий.
По сравнению с другими методами создания отверстий, это дает еще большее преимущество в продолжительности цикла пробивки отверстий. Надрезы — это также процесс резки, как и пробивка отверстий. Надрезы также требуют использования закаленных, заточенных инструментов. Вырубка отличается от пробивки отверстий тем, где выполняется процесс. Хотя пробивка отверстий может быть выполнена в пределах диаметра куска листового материала или пластины, надрезы делаются только на внешних краях материала. Надрезы обычно используются перед операциями гибки или формовки.
Надрезы — это также процесс резки, как и пробивка отверстий. Надрезы также требуют использования закаленных, заточенных инструментов. Вырубка отличается от пробивки отверстий тем, где выполняется процесс. Хотя пробивка отверстий может быть выполнена в пределах диаметра куска листового материала или пластины, надрезы делаются только на внешних краях материала. Надрезы обычно используются перед операциями гибки или формовки.


 Минимальный вынос компрессорного масла позволяет не доливать его между обслуживаниями
Минимальный вынос компрессорного масла позволяет не доливать его между обслуживаниями Доступные варианты опоры дышла: нога или колесо.
Доступные варианты опоры дышла: нога или колесо. Допускается параллельная работа компрессора и генератора.
Допускается параллельная работа компрессора и генератора.





 youtube.com/embed/jyCgg9qlk4A»>
youtube.com/embed/jyCgg9qlk4A»>  д.)
д.)
 Большинство моделей можно буксировать без специального водительского удостоверения.
Большинство моделей можно буксировать без специального водительского удостоверения. ..
..
 org/PropertyValue»>Подогрев водынет
org/PropertyValue»>Подогрев водынет org/PropertyValue»>Мах рабочее давление, бар70
org/PropertyValue»>Мах рабочее давление, бар70 50 руб. в наличии
50 руб. в наличии Под давлением 105 бар струя воды справляется практически с любыми загрязнениями и въевшейся грязью. Применяя такой аппарат, вы расходуете в 10 раз меньше воды, чем при использовании обычного садового шланга. Она выручит в местах, где нет водопровода, поскольку подает воду под давлением из любых емкостей. Фильтр на входе предупредит попадание внутрь твердых частиц.
Под давлением 105 бар струя воды справляется практически с любыми загрязнениями и въевшейся грязью. Применяя такой аппарат, вы расходуете в 10 раз меньше воды, чем при использовании обычного садового шланга. Она выручит в местах, где нет водопровода, поскольку подает воду под давлением из любых емкостей. Фильтр на входе предупредит попадание внутрь твердых частиц. Он позволяет отрегулировать форму струи от узкой без распыления до веерной. В случае засорения, сопло легко прочистить с помощью специальной иглы. К пистолету можно подключить пенеобразовательный бачок для мытья с использованием бытовой химии. Одно из преимуществ модели — возможность подавать нагретую до 50ºС воду, это позволит легко отмыть сильные загрязнения, замерзшую грязь зимой и масляные пятна.
Он позволяет отрегулировать форму струи от узкой без распыления до веерной. В случае засорения, сопло легко прочистить с помощью специальной иглы. К пистолету можно подключить пенеобразовательный бачок для мытья с использованием бытовой химии. Одно из преимуществ модели — возможность подавать нагретую до 50ºС воду, это позволит легко отмыть сильные загрязнения, замерзшую грязь зимой и масляные пятна. 4 МПа (4 бар)
4 МПа (4 бар)
 Благодаря нашему собственному запатентованному дизайну, он может набрасывать невероятно густую и плотную пену на ваш автомобиль, мотоцикл, пол, тротуар, крышу или другие моющиеся предметы.
Благодаря нашему собственному запатентованному дизайну, он может набрасывать невероятно густую и плотную пену на ваш автомобиль, мотоцикл, пол, тротуар, крышу или другие моющиеся предметы. дюйм). Если у вас очень мощная мойка высокого давления, отсоедините сопло 1,10 мм от пеногенератора с помощью плоской отвертки и прикрепите 1,25 мм к пеногенератору.
дюйм). Если у вас очень мощная мойка высокого давления, отсоедините сопло 1,10 мм от пеногенератора с помощью плоской отвертки и прикрепите 1,25 мм к пеногенератору.

 Всасывающая трубка4. Выбранный адаптер5. Уплотнительная лента из ПТФЭ6. Дополнительная латунная насадка (для небольшой мойки высокого давления на 100–120 бар) Спецификация: 1. Диапазон давления: 100 бар ~ 220 бар (1400 фунтов на квадратный дюйм ~ 3200 фунтов на квадратный дюйм), отлично работают как домашние, так и профессиональные мойки высокого давления; 2. Пенообразование: обильное, густое и высокое. плотная пена, сверхмощная и прочная конструкция. Емкость бутылки: 1 л5. Регулируемый расход очистителя пены от снега, рисунок распыления с переменным углом от карандаша до 60 градусов, устойчивый к химическим веществам. Своевременная доставка: 1. Гарантированно товар будет отправлен в течение 5 дней. Обычно он будет отправлен на следующий день после оплаты. 2. Гарантировано, что товар будет доставлен в течение 60 дней. Обычно он будет доставлен в течение 2-4 недель. (Для Бразилии гарантированное время составляет 90 дней, расчетное время доставки 5-8 недель). Гарантия качества: 1. 100% гарантия получения густой и плотной пены для всех моек высокого давления, как небольших домашних, так и больших профессиональных.
Всасывающая трубка4. Выбранный адаптер5. Уплотнительная лента из ПТФЭ6. Дополнительная латунная насадка (для небольшой мойки высокого давления на 100–120 бар) Спецификация: 1. Диапазон давления: 100 бар ~ 220 бар (1400 фунтов на квадратный дюйм ~ 3200 фунтов на квадратный дюйм), отлично работают как домашние, так и профессиональные мойки высокого давления; 2. Пенообразование: обильное, густое и высокое. плотная пена, сверхмощная и прочная конструкция. Емкость бутылки: 1 л5. Регулируемый расход очистителя пены от снега, рисунок распыления с переменным углом от карандаша до 60 градусов, устойчивый к химическим веществам. Своевременная доставка: 1. Гарантированно товар будет отправлен в течение 5 дней. Обычно он будет отправлен на следующий день после оплаты. 2. Гарантировано, что товар будет доставлен в течение 60 дней. Обычно он будет доставлен в течение 2-4 недель. (Для Бразилии гарантированное время составляет 90 дней, расчетное время доставки 5-8 недель). Гарантия качества: 1. 100% гарантия получения густой и плотной пены для всех моек высокого давления, как небольших домашних, так и больших профессиональных. 2. Гарантия 3 года (кроме сетчатого фильтра внутри).3. 100% послепродажное обслуживание гарантировано навсегда. Все наши продукты были 100% проверены и протестированы перед отправкой. Пожалуйста, будьте уверены, чтобы купить. Мы предоставляем нашим клиентам наиболее конкурентоспособные цены и высокое качество продукции. Защита покупателя: 1. Полный возврат средств, если вы не получили свой заказ. 2. Полный или частичный возврат средств, если товар не соответствует описанию. ПОДАРОК: шампунь для мытья автомобилей в подарок предоставляется по запросу. Если вам нужен подарок, пожалуйста, напишите сообщение «Шампунь» или «Подарок» при заказе пеногенератора. Важное примечание: Так как есть два типа адаптера для этой марки мойки высокого давления. Пожалуйста, проверьте размер адаптера и убедитесь, что он подходит для вашей машины. Мы не несем никакой ответственности за несовместимость адаптера. Если вам непонятно, свяжитесь с нами и пришлите нам фото вашего пистолета и копья, мы поможем выбрать подходящий адаптер.
2. Гарантия 3 года (кроме сетчатого фильтра внутри).3. 100% послепродажное обслуживание гарантировано навсегда. Все наши продукты были 100% проверены и протестированы перед отправкой. Пожалуйста, будьте уверены, чтобы купить. Мы предоставляем нашим клиентам наиболее конкурентоспособные цены и высокое качество продукции. Защита покупателя: 1. Полный возврат средств, если вы не получили свой заказ. 2. Полный или частичный возврат средств, если товар не соответствует описанию. ПОДАРОК: шампунь для мытья автомобилей в подарок предоставляется по запросу. Если вам нужен подарок, пожалуйста, напишите сообщение «Шампунь» или «Подарок» при заказе пеногенератора. Важное примечание: Так как есть два типа адаптера для этой марки мойки высокого давления. Пожалуйста, проверьте размер адаптера и убедитесь, что он подходит для вашей машины. Мы не несем никакой ответственности за несовместимость адаптера. Если вам непонятно, свяжитесь с нами и пришлите нам фото вашего пистолета и копья, мы поможем выбрать подходящий адаптер.

 Отлично работает!
Отлично работает!





 Сегодня 3D-печать также является распространенным методом создания шаблонов, который позволяет дизайнерам создавать точные шаблоны непосредственно из цифровых программных инструментов САПР.
Сегодня 3D-печать также является распространенным методом создания шаблонов, который позволяет дизайнерам создавать точные шаблоны непосредственно из цифровых программных инструментов САПР. Многоразовые формы изготавливаются из металла и других прочных материалов и могут повторно использоваться для нескольких циклов литья.
Многоразовые формы изготавливаются из металла и других прочных материалов и могут повторно использоваться для нескольких циклов литья. Затем с деталей удаляют лишний материал, такой как вентиляционные отверстия, ворота и кормушки. Наконец, детали подвергаются шлифовке, шлифовке, механической обработке или пескоструйной обработке, чтобы сгладить поверхность и достичь требуемой окончательной формы.
Затем с деталей удаляют лишний материал, такой как вентиляционные отверстия, ворота и кормушки. Наконец, детали подвергаются шлифовке, шлифовке, механической обработке или пескоструйной обработке, чтобы сгладить поверхность и достичь требуемой окончательной формы. Когда металл остывает, матрица открывается, и штифты выталкивателя выталкивают отливку.
Когда металл остывает, матрица открывается, и штифты выталкивателя выталкивают отливку. Вместо этого он лучше подходит для материалов с низкой температурой плавления и высокой текучестью, таких как свинец, магний, цинк и медь.
Вместо этого он лучше подходит для материалов с низкой температурой плавления и высокой текучестью, таких как свинец, магний, цинк и медь. Кроме того, пластичность металлов, используемых в процессе, может повлиять на сложность продукта.
Кроме того, пластичность металлов, используемых в процессе, может повлиять на сложность продукта. После высыхания паковочной массы опоку помещают вверх дном в печь, которая расплавляет модель, оставляя негативную полость в форме исходной модели. Металл расплавляют, а затем заливают под действием силы тяжести или вакуума, чтобы втянуть металл в полость. Отлитые детали опиливаются, шлифуются, подвергаются механической обработке или пескоструйной обработке для достижения окончательной геометрии и чистоты поверхности.
После высыхания паковочной массы опоку помещают вверх дном в печь, которая расплавляет модель, оставляя негативную полость в форме исходной модели. Металл расплавляют, а затем заливают под действием силы тяжести или вакуума, чтобы втянуть металл в полость. Отлитые детали опиливаются, шлифуются, подвергаются механической обработке или пескоструйной обработке для достижения окончательной геометрии и чистоты поверхности.
 Верхняя половина называется копьем, а нижняя — перетаскиванием.
Верхняя половина называется копьем, а нижняя — перетаскиванием. Время выполнения литья в песчаные формы также короткое, что делает его жизнеспособным процессом для небольших производственных циклов.
Время выполнения литья в песчаные формы также короткое, что делает его жизнеспособным процессом для небольших производственных циклов.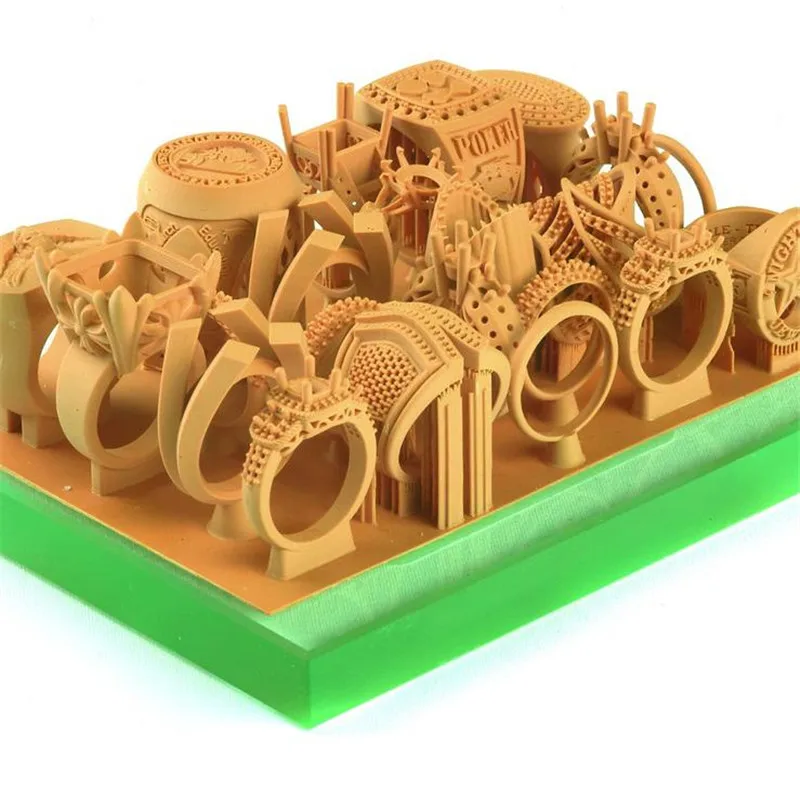

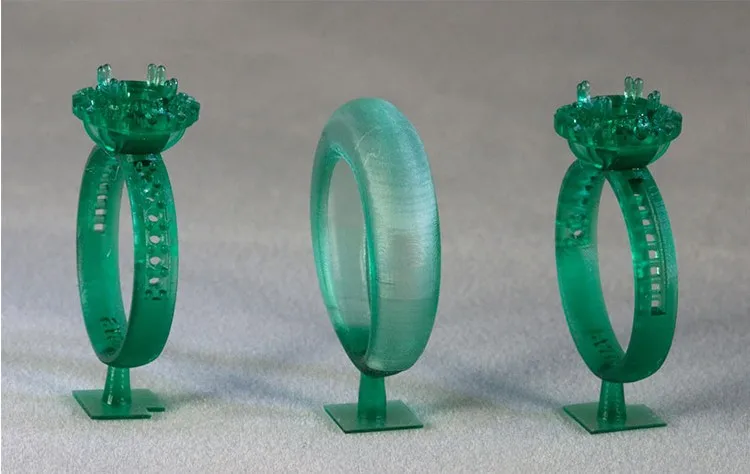
 Чтобы убедиться, что окончательные отлитые детали имеют точные размеры, компенсируйте усадку, увеличив масштаб напечатанной формы. Точную усадку воска и процесс литья можно получить из спецификаций поставщика.
Чтобы убедиться, что окончательные отлитые детали имеют точные размеры, компенсируйте усадку, увеличив масштаб напечатанной формы. Точную усадку воска и процесс литья можно получить из спецификаций поставщика.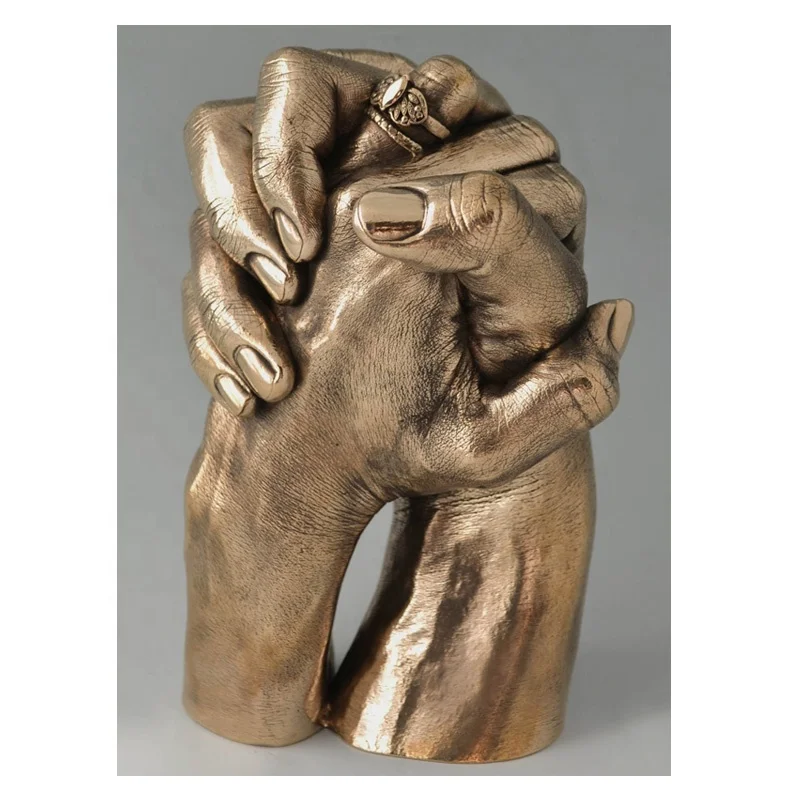
 Formlabs разработала ряд литейных материалов, подходящих для литья по выплавляемым моделям, в частности, для ювелирной промышленности.
Formlabs разработала ряд литейных материалов, подходящих для литья по выплавляемым моделям, в частности, для ювелирной промышленности.
 По сравнению с восковым литьем, прямая 3D-печать формы требует меньше шагов и требует меньше ручных усилий, сохраняя при этом максимально возможные детали.
По сравнению с восковым литьем, прямая 3D-печать формы требует меньше шагов и требует меньше ручных усилий, сохраняя при этом максимально возможные детали. 3D-печать позволяет производителям создавать сложные конструкции. Например, ювелиры могут создавать сложные и нестандартные конструкции, которые были бы невозможны без 3D-печати.
3D-печать позволяет производителям создавать сложные конструкции. Например, ювелиры могут создавать сложные и нестандартные конструкции, которые были бы невозможны без 3D-печати.
 В отличие от традиционного литья, 3D-печатные модели производятся с использованием технологии аддитивного производства. Это означает, что они могут быть изготовлены по индивидуальному заказу, чтобы соответствовать конкретным контурам конечности пациента.
В отличие от традиционного литья, 3D-печатные модели производятся с использованием технологии аддитивного производства. Это означает, что они могут быть изготовлены по индивидуальному заказу, чтобы соответствовать конкретным контурам конечности пациента.
 Пластик нагревают до высокой температуры, а затем охлаждают, создавая твердый, прочный слепок, который может поддерживать сломанные кости или иммобилизовать суставы для нехирургического лечения. Точный состав зависит от производителя, но обычно включает различные полимеры и смолы.
Пластик нагревают до высокой температуры, а затем охлаждают, создавая твердый, прочный слепок, который может поддерживать сломанные кости или иммобилизовать суставы для нехирургического лечения. Точный состав зависит от производителя, но обычно включает различные полимеры и смолы.
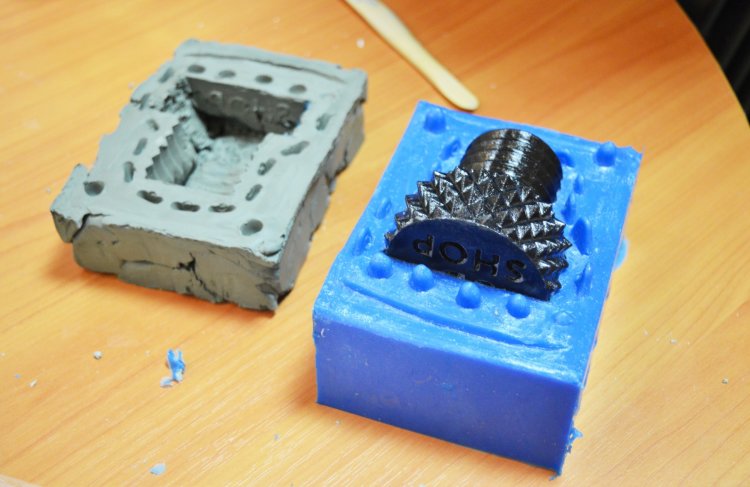


 Получается, что их размер составляет 0,39х0,19х0,188 м. Формула для наших вычислений такова – кол-во = 1/(Д*Ш*В). По этой формуле получается, что в одном кубометре помещаются 1/(0,39*0,19*0,188)=71,78 шт. керамзитовых блоков. Округляем математически до ближайшего целого значения и получаем 72 блока в одном кубометре стройматериала.
Получается, что их размер составляет 0,39х0,19х0,188 м. Формула для наших вычислений такова – кол-во = 1/(Д*Ш*В). По этой формуле получается, что в одном кубометре помещаются 1/(0,39*0,19*0,188)=71,78 шт. керамзитовых блоков. Округляем математически до ближайшего целого значения и получаем 72 блока в одном кубометре стройматериала.
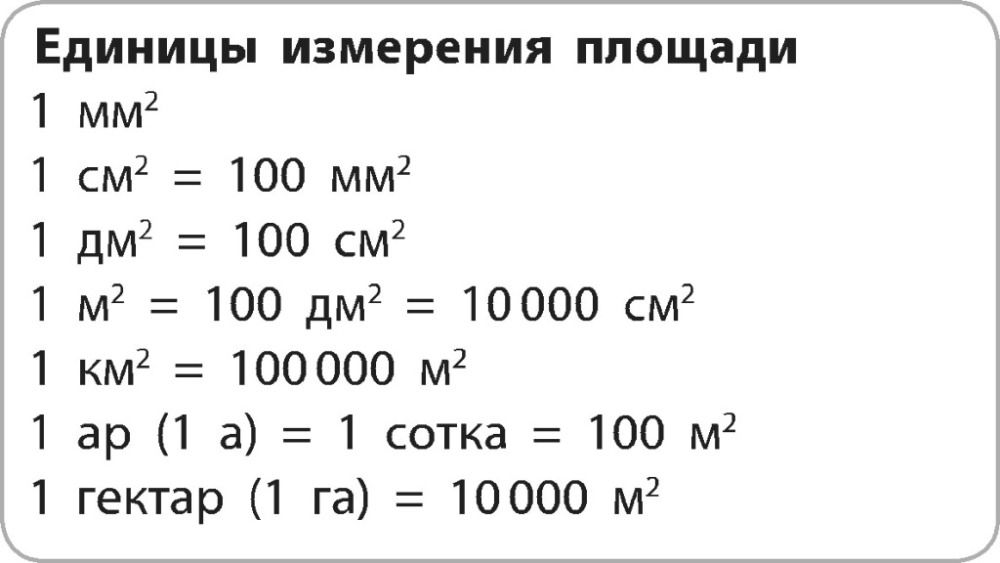 Они отличаются своими размерами от наружных. Вот их габариты:
Они отличаются своими размерами от наружных. Вот их габариты:
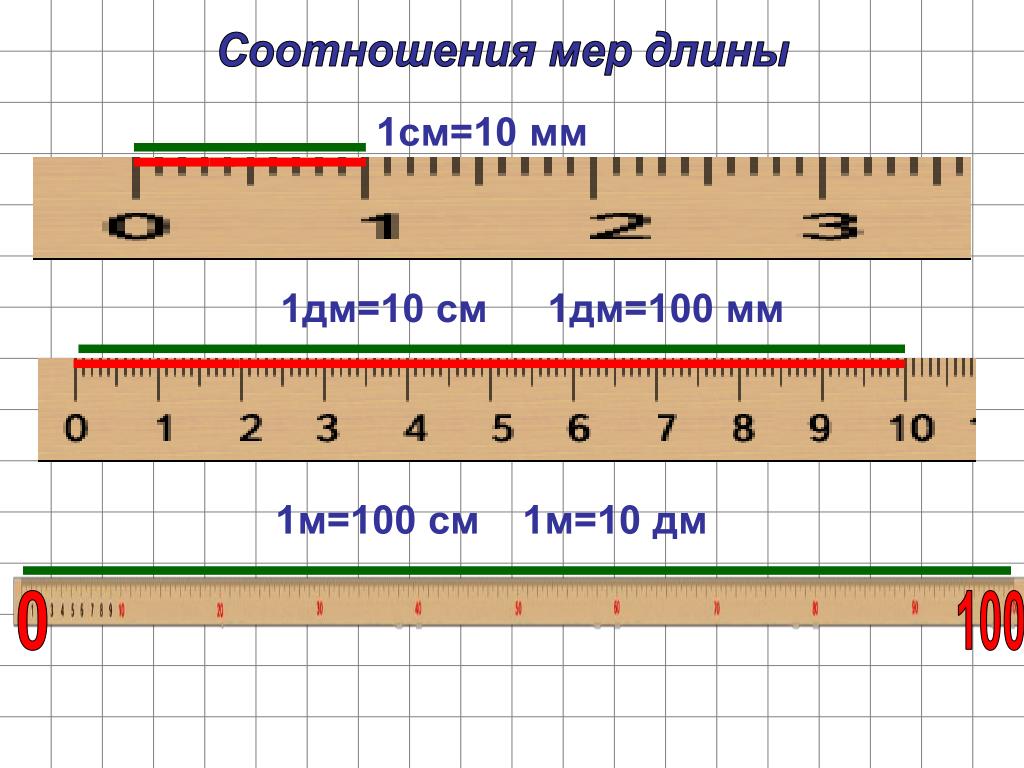 Переведём миллиметры в метры, воспользуемся нашей стандартной формулой и получим, что в 1 м3 содержатся 1/(0,39*0,19*0,9)=150 шт. тонких блоков их керамзитобетона. С учётом швов их количество составит 139 шт.
Переведём миллиметры в метры, воспользуемся нашей стандартной формулой и получим, что в 1 м3 содержатся 1/(0,39*0,19*0,9)=150 шт. тонких блоков их керамзитобетона. С учётом швов их количество составит 139 шт.
 1000 листов бумаги (формат/масса)
1000 листов бумаги (формат/масса)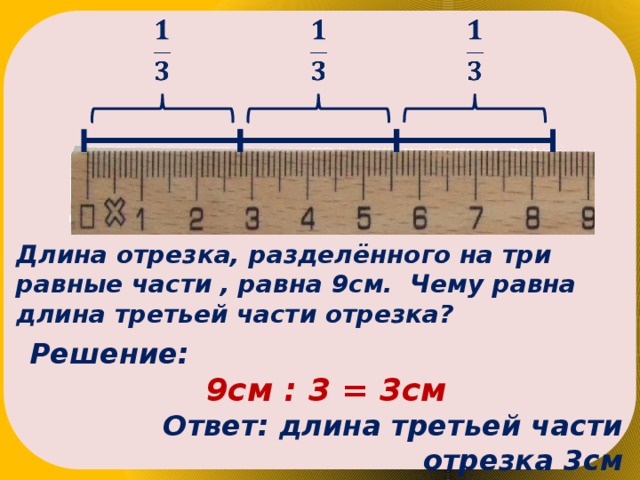 32
32
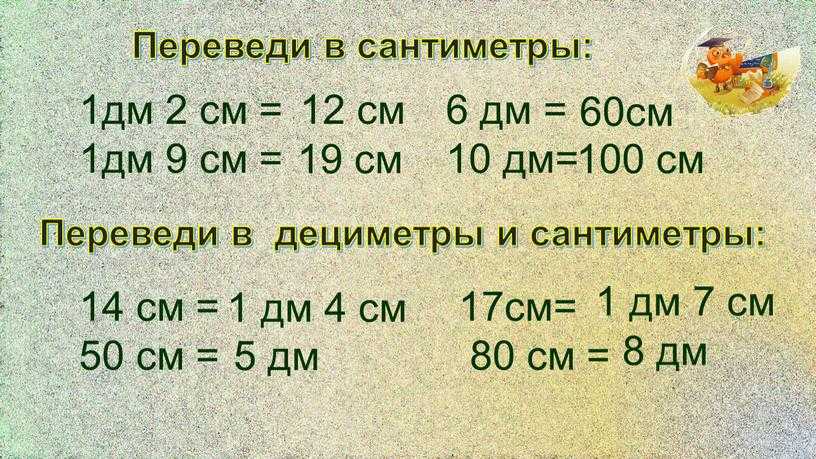 20
20 205
205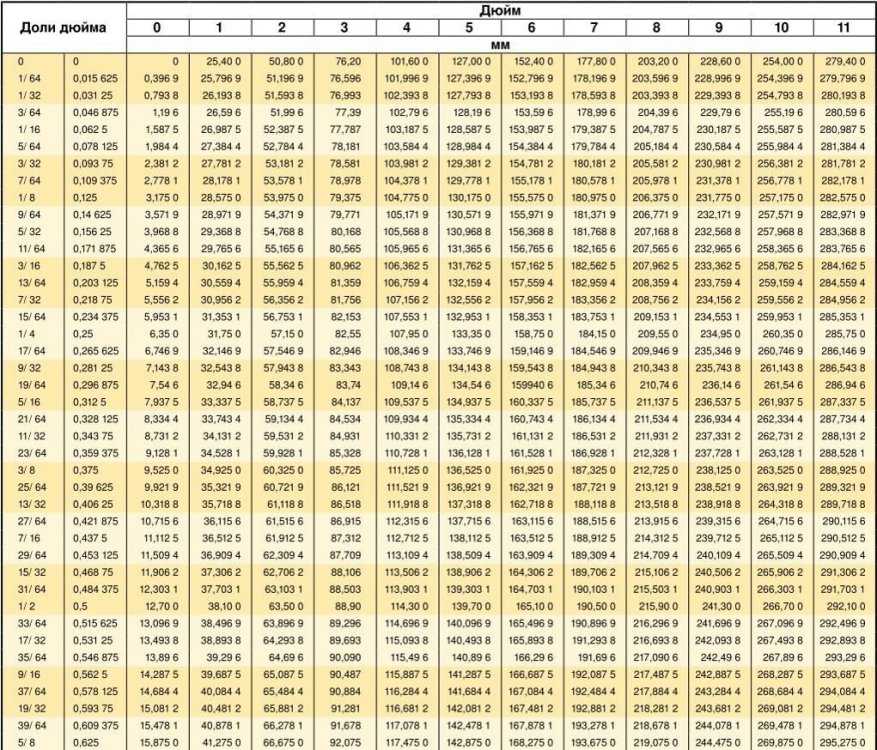 305
305 405
405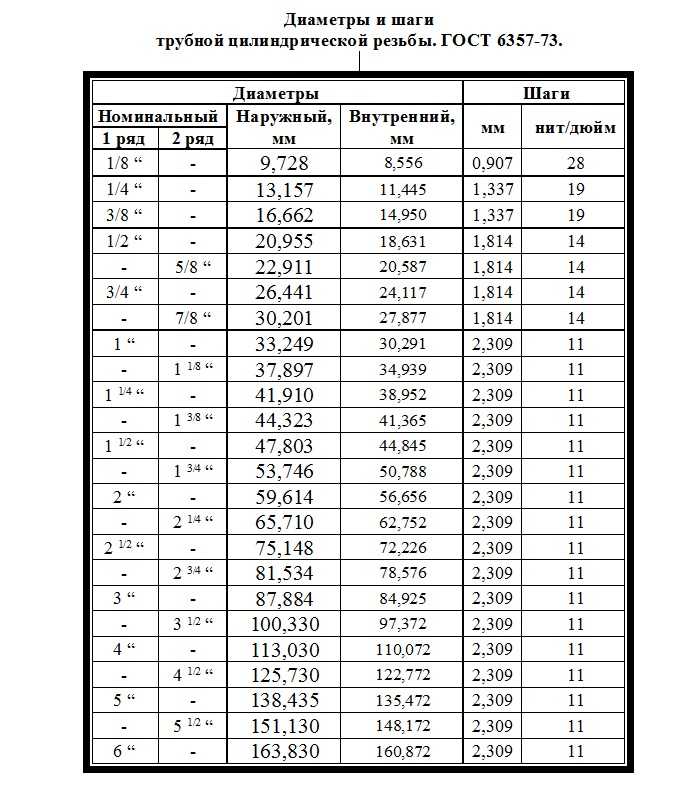 1 дюйм=25,4 мм.
1 дюйм=25,4 мм. 281
281