бензиновый генератор Endress ESE 1206 HS-GT ES + con
Главная » Генераторы » Производители генераторов » Endress » ESE 1206 HS-GT ES + con
Артикул 20840
Цена: актуальная цена по телефону 8(800)333-50-55
Бензиновый генератор Endress ESE 1206 HS-GT ES + con – это синхронный альтернатор, максимально вырабатывающий 9.5 кВт переменного тока, напряжением 230 В и двигатель Honda GX 630.
Воздушное охлаждение двигателя позволяет эксплуатировать электроагрегат только при непродолжительных нагрузках, в качестве резервного источника электроэнергии. Портативный однофазный бензогенератор Endress ESE 1206 HS-GT ES + con эксплуатируется на строительных площадках, при дорожных работах, в личном хозяйстве на даче и прочих местах деятельности человека, где требуются небольшие габариты, малый вес и недолгое время работы.
Наличие датчика уровня масла позволяет предотвратить запуск двигателя при низком его уровне. В некоторых модификациях производится останов двигателя при низком давлении/уровне масла в двигателе. Компания Эль Индустрия настоятельно рекомендует Вам на 100% не надеяться на масляный датчик, т.к. бывают моменты, когда последний не срабатывает!
Стандартный топливный бак емкостью 24 л, способен обеспечить работу электрогенератора в течение ч, при расходе топлива 3.5 л/час.
Генератор ESE 1206 HS-GT ES + con заводится при помощи электростартера. Для его запуска достаточно повернуть ключ/нажать кнопку.
Купить бензиновый генератор Endress ESE 1206 HS-GT ES + con по лучшей цене Вы можете в нашей компании, обратившись в отдел продаж по телефону горячей линии: 8 (800) 333-50-55. По вопросам ремонта, сервисного обслуживания и подбора запасных частей, обращайтесь в отдел сервиса.
Технические характеристики
Тип оборудования:
генератор
Производитель
Endress
Родина бренда
Германия
Модель
ESE 1206 HS-GT ES + con
Тип агрегата
бензиновый
Мощность максимальная
9. 5 кВт
Мощность номинальная
8 кВт
Выходное напряжение
230 В
Уровень шума
73 Дб
Встроенный блок автозапуска, АВР
нет
Подключение блока резервного автозапуска
да
Электронный стабилизатор напряжения, AVR
нет
Альтернатор
Тип альтернатора
синхронный
Количество фаз
однофазный
Сила тока
43.5 А
Частота тока
50 Гц
Тип электрического тока
переменный
Двигатель
Марка и модель двигателя
Honda GX 630
Охлаждение двигателя
воздушное
Рабочие обороты двигателя
3000 об/мин
Запуск
электростартер
Датчик уровня масла
да
Тип топлива
бензин
Объем топливного бака
24 л
Расход топлива при нагрузке 75%
3. 5 л/час
Габариты, вес
Габариты
842х641х667 мм
Вес(сухой)
155 кг
Дополнительные параметры
Шумозащитный кожух
нет
Транспортировочный комплект (тележный комплект)
доп. опция
Выход постоянного тока 12В
нет
Дополнительная информация
Комплект поставки
генератор ESE 1206 HS-GT ES + con, инструкция по эксплуатации, свечной ключ
Руководство пользователя
Есть, на русском языке
Дополнительное оборудование
Розетки, вилки, кабель силовой, автоматы защиты
Сертификат соответствия
Есть
Гарантия
12 месяцев
Сервисный центр
Полный спектр услуг по ремонту и обслуживанию генераторов. Поставка запчастей.
Наличие товара на складе
Уточняйте в отделе продаж
Доставка
В пределах КАД — бесплатно. По России — доставка до терминала транспортной компании по выбору Клиента.
Система скидок
Предусмотрена, зависит от текущих акций и объемов продаж
Отзывы
Оставьте свой отзыв
Обязательные поля отмечены *.
Имя: Email:
Отзыв: *
Страница не найдена
+375 (29) 61-222-61
+375 (17) 240-93-65
Проводите тендер?
Отправить письмо
Заказать звонок
ПОДБОР ГЕНЕРАТОРА
Двигатель
— Любой —
Бензиновый
Дизельный
Газовый
Мощность
— Любая —
0 — 10 кВт
10 — 30 кВт
34 — 70 кВт
75 — 250 кВт
275 — 600 кВт
620 — 1600 кВт
1640 — 4000 кВт
Число фаз
— Любая —
Однофазный
Трехфазный
Исполнение
— Любое —
Открытый
В кожухе
На прицепе
ПОДБОР МОТОПОМПЫ
Двигатель
— Любой —
Бензиновый
Дизельный
Назначение
— Любой —
Для сильнозагряз- ненных жидкостей
Для загрязненных жидкостей
Для чистой воды
Высоконапорные
Диафрагменные
Скачать каталог PDF, 1. 1 Mb
Страница «/ese%25201206%2520hs-gt%2520es» не найдена.
Время работы: пн.-пт. – с 8.30 до 18.00 тел. +375 (17) 240 92 62, факс +375 (17) 240 92 34 моб. +375 (29) 134 77 40 e-mail: [email protected] / [email protected]
, , , , , , , , , , , , , , , , , .
ООО «ПК ГекоБел» предлагает свою продукцию и услуги предприятиям, расположеным на всей территории Республики Беларусь, в частности, в городах: Минск, Гомель, Могилев, Витебск, Гродно, Брест, Бобруйск, Барановичи, Борисов, Орша, Пинск, Мозырь, Солигорск, Новополоцк, Лида, Молодечно, Полоцк, Жлобин, Светлогорск, Речица, Слуцк, Жодино, Слоним, Кобрин, Волковыск, Калинковичи, Сморгонь, Осиповичи, Рогачев, Горки, Новогрудок, Вилейка, Берёза, Кричев, Дзержинск, Ивацевичи, Лунинец, Поставы
10,7 кВт ENDRESS Benzin Stromerzeuger 1206 HS-GT ES
Zum Vergrößern über das Bild streichen Zum Vergrößern auf das Bild нажмите
Продажа
Endress power products Артикул: 112021
Dieses Produkt weiterempfehlen
Die Professional GT Line Benzin-Stromerzeuger sind mit leistungsstarken Synchron-Generatoren ausgestattet und eignen sich für den Einsatz von Baugeräten, Elektrowerkzeugen, Gartengeräten, und Schweißgeräten.
Durch den extra großen Tank haben Sie die Möglichkeit, sich bis zu 22 Stunden auf Ihre Arbeit, zum Beispiel auf der Baustelle zu konzentrieren, ohne einen Gedanken an das Nachtanken verschwenden zu müssen.
Die integrierte Ölmangel-Abschaltautomatik und der Generator-Überlastschutz sorgen dafür, dass Ihr Benzin-Stromerzeuger vor Beschädigungen geschützt ist, damit Sie lange Freude an Ihrem Gerät haben.
Alle Vorteile im Überblick:
Geprüfte Sicherheit
Этап V
ЛЕГКИЙ СТАРТ
Ölmangel- und Überlastschutz
Гросстанк
Lieferzeit: momentan ausverkauft
Технические данные
Тип генератора
Синхрон
Макс. мощность 1~ [кВА/кВт]
11,9/10,7
Dauerleistung 1~ [кВА/кВт]
10,0/9,1
Ненспаннунг [V]
230
Тип двигателя/система запуска
ХОНДА GX630 / 21 л.с.
Система запуска
E-Start, вкл. Аккумулятор
Kraftstoff / Tankinhalt (литр)
Бензин / 24
Laufzeit bei 75% Последнее [ч]
5,6
Schall-Leistungspegel LWA [дБ(A)]
96
Гевичт ок. [кг]
162
Масса Д x Ш x В [мм]
960 х 641 х 667
Стекдосен
1 x 230 В/16 A 1 x CEE 230 В/16 A 1 x CEE 230 В/32 A
Hier geht’s zu weiteren Produkt Info’s
Der Stromerzeuger wird ohne Betriebsstoffe ausgeliefert.
American ExpressGoogle PayKlarnaMaestroMastercardPayPalShop PaySOFORTVisa
Ihre Zahlungsinformationen werden sicher verarbeitet. Wir speichern keine Kreditkartendaten und haben keinen Zugriff auf Ihre Kreditkarteninformationen.
Widerrufsrecht Sie haben das Recht, binnen 30 Tagen ohne Angabe von Gründen diesen Vertrag zu widerufen. Die Widerrufsfrist beträgt 30 Tage ab dem Tag, an dem Sie oder ein von Ihnen benannter Dritter, der nicht der Beförderer ist, die letzte Ware in Besitz genommen haben bzw. шляпа. Um Ihr Widerrufsrecht auszuüben, müssen Sie uns (ENDRESS Elektrogerätebau GmbH, Neckartenzlinger Str. 39), 72658 Bempflingen, тел.: 07123 97 37 0, факс: 07123 97 37 50, электронная почта: info(at)endress-stromerzeuger.de) mittels einer eindeutigen Erklärung (z. B. ein mit der Post versandter Brief, Telefax oder Электронная почта) über Ihren Entschluss, diesen Vertrag zu widerufen, informieren. Sie können dafür das begefügte Muster-Widerrufsformular verwenden, das jedoch nicht vorgeschrieben ist. Das Muster-Widerrufsformular finden Sie hier: Muster-Widerrufsformular
Zur Wahrung der Widerrufsfrist reicht es aus, dass Sie die Mitteilung über die Ausübung des Widerrufsrechts vor Ablauf der Widerrufsfrist absenden.
Folgen des Widerrufs Wenn Sie diesen Vertrag widerufen, haben wir Ihnen alle Zahlungen, die wir von Ihnen erhalten haben, einschließlich der Lieferkosten (mit Ausnahme der zusätzlichen Kosten, die ungerbenerge sich, and daraus die von uns angebotene, günstigste Standardlieferung gewählt haben), unverzüglich und spätestens binnen 30 Tagen ab dem Tag zurückzuzahlen, an dem die Mitteilung über Ihren Widerruf dieses Vertrags bei uns eingegangen ist. Für diese Rückzahlung verwenden wir dasselbe Zahlungsmittel, das Sie bei der ursprünglichen Transaktion eingesetzt haben, es sei denn, mit Ihnen wurde ausdrücklich etwas anderes vereinbart; in keinem Fall werden Ihnen wegen dieser Rückzahlung Entgelte berechnet. Wir können die Rückzahlung verweigern, bis wir die Waren wieder zurückerhalten haben oder bis Sie den Nachweis erbracht haben, dass Sie die Waren zurückgesandt haben, je nachdem, welches der frühere Zeitpunkt ist. Sie haben die Waren unverzüglich und in jedem Fall spätestens binnen 30 Tagen ab dem Tag, an dem Sie uns über den Widerruf dieses Vertrags unterrichten, uns (ENDRESS Elektrogerätebau GmbH, Neckartenzlinger Str. 39, 72658 Bempflingen, тел.: 07123 97 37 0 , E-Mail: [email protected]) zurückzusenden oder zu übergeben. Die Frist ist gewahrt, wenn Sie die Waren vor Ablauf der Frist von 30 Tagen absenden. Sie tragen die unmittelbaren Kosten der Rücksendung der Waren. Sie müssen für einen Wertverlust der Waren nur aufkommen, wenn dieser Wertverlust auf einen zur Prüfung der Beschaffenheit, Eigenschaften und Funktionsweise der Waren nicht notwendigen Umgang mit ihnen zurückzuführen ist.
Hochwertiges Werkzeug und ein Günstiger Preis
ERSTKLASSIGE QUALITÄT VON TOOLTEAM
Bei ToolTeam erwarten Sie Markengeräte Deutscher und Internationaler Werkzeughersteller zu ehrlichen Preisen. Wir führen eine Vielzahl an bekannten Namen, darunter beispielsweise Werkzeug von Hazet oder Knipex sowie dem Traditionsunternehmen Kirschen aus Remscheid. Mit unserem umfangreichen Sortiment wakeern wir Geschäftskunden, Unternehmen, öffentliche Einrichtungen, Gewerbetreibende und Freiberufler. Auch Hobby-Anwender finden eine breitgefächerte Auswahl и erstklassigen Profiwerkzeugen in unserem Shop. Je nach Anwendungsbereich und Gewerk bietet ToolTeam eine erstklassige Auswahl an Profi-Werkzeug zu einem vernünftigen Preis bei schneller Lieferung. Da wir mit unseren Herstellen in ständigem Dialog stehen, zeigen wir Ihnen immer die aktuellsten Produkte, Neuheiten und Aktionen. Sehen Sie sich gerne um!
IMMER IM MITTELPUNKT: DER KUNDE
Um Ihnen ein einzigartiges Shopping-Erlebnis zu ermöglichen, bieten wir Ihnen einen qualifizierten Service und einen umfangreichen Support. Unser Team arbeitet für Sie täglich an der Erweiterung dieses im Internet einzigartigen Werkzeugsortiments. Selbstverständlich dürfen Sie mit einem einfachen, kundenfreundlichen Versand rechnen. Im Regelfall erhalten Sie unsere Ware innerhalb Deutschlands sogar frei Haus.
Neben Nischenprodukten und Spezialwerkzeug finden Sie bei uns einen großen Fundus and Werkstattausrüstung aus den Bereichen Holz, Metall, KFZ und Baugewerbe. Produktkataloge, Innovationen und Anwendungsbeispiele lassen sich in den herstellereigenen Markenwelten in vielen Sprachen aufrufen. Robuste Motorgeräte, langlebiges Handwerkzeug, starke Elektrowerkzeuge oder gleich die gesamte Grundausstattung für Ihren Betrieb – Hier werden Sie fündig!
Wir bauen unser weltweites Handelsnetzwerk stetig aus, um Ihnen optimale Lieferbedingungen ins Ausland zu ermöglichen. Über die Markenwelten der Hersteller beziehen Sie Ersatzteile und Zubehör mit wenigen Klicks von nahezu jedem Land der Erde. Über den Großhandel und eine direkte Anbindungen an die Lager der Hersteller erreichen wir eine möglichst kurze Lieferzeit und geringe Versandkosten. Hinzu kommt: In der EU zahlen Sie als Gewerbekunde mit gültiger Umsatzsteuer-ID nur den Nettowert.
HANDELSKONZEPT WERKZEUG
ToolTeam представляет собой современную ручную платформу, которая использует Kunden in Interaktion und Aufbau eine einmalige Kauferfahrung ermöglicht. Wir bieten unserer Klientel ein Vollsortiment aller namhaften Marken, spezifische Themenwelten, umfassende Transparenz und eine qualifizierte Fachberatung. Auf Seite der Internationalen Lieferanten funktioniert ToolTeam als Satellit hinsichtlich Markenpräsenz und Kundenkokontakt. Selbstverständlich stellen wir unseren Partnern die Nötige Expertise und Technology in vollem Umfang bereit: Mehrsprachigkeit, Marken-Shops und komplexe Abbildungen von Lagerhaltung und Abrechnungsstrukturen sind nur ein geringer Teil davon.
PVH UM DEN GLOBUS
Der Glaube an globale Märkte ist tief in der Unternehmenskultur von ToolTeam verrankert. Als dynamischer Branchenspezialist bieten wir Akteuren mit den unterschiedlichsten Anforderungen eine Plattform für den transnationalen Handel. Durch die internationale Ausrichtung von ToolTeam erschließen sich unseren Partnern weitreichende Absatzpotentiale und neue Kundengruppen. Damit nehmen wir in der Branche für Handwerksbedarf eine Vorreiterrolle ein. ToolTeam verschreibt sich stets dem bestmöglichen Angebot hinsichtlich Preis, Qualität und Sortiment. Der Ausbau internationaler Reichweite und die Pflege unseres weltweiten Lieferanten-Netzwerks bilden das Herzstück unserer Arbeit. Um diesem Anspruch gerecht zu werden, bieten wir eine Vielzahl integrierter Spezialllösungen. Eine umfassende Mehrsprachigkeit, verschiedene Währungen, die Berücksichtigung kultureller und ökonomischer Eigenheiten, sowie eine ausgeklügelte Systemperformanz seien nur auszugsweise genannt.
WERKZEUG-MARKENSHOPS
Auf einfache Weise bietet ToolTeam die Möglichkeit integrierter Shop-in-Shop-Systeme für Lieferanten. Diese Shops verstehen sich als eigene, virginelle Markenwelt innerhalb der ToolTeam-Landschaft и beherbergen das gesamte Produktportfolio des jeweiligen Partners. Unter Beibehaltung aller wichtigen Parameter, wie beispielsweise Corporate Design Richtlinien, entstehen individuelle Shops nach Wunsch. In der Darstellung wird sich an dem hauseigenen Produktkatalog des jeweiligen Lieferanten orientiert. Dieses Modell ist in der Werkzeugbranche derzeit einmalig. Die Markenpräsenz wird spürbar erhöht, Kundenkokontakte und Reichweite stark gesteigert. Anbieter kommunizieren direkt und erreichen die Zielgruppen über alle Handelsstufen hinweg. Zudem Profitieren Partner von zusätzlichen Werkzeugen zur Absatzsteigerung, beispielsweise die Integration des Sortiments in Themenwelten.
ПОДДЕРЖКА UNSER: ERFAHRUNG, DIE SICH AUSZAHLT
Für ToolTeam, которая включает в себя сервисное обслуживание и коммуникацию, необходимые для связи с компанией Bestandteil der Firmenwerte. Einen qualifizierten Service bei inhaltlichen oder technischen Fragen empfinden wir als Selbstverständlichkeit. Das золоченый nicht nur für den Dialog mit unseren Kunden.
Японцы облегчили переноску тяжёлых грузов, добавив в экзоскелет колёса
28 сентября 2021 14:56
Юлия Рудый
У устройства два режима работы, облегчающих передвижение человека.
Фото Atoun Panasonic.
Японские инженеры продолжают облегчать жизнь людей, переносящих тяжелые грузы. На этот раз они научили экзоскелет для нижней половины тела превращаться в «багги». И это не единственная его интересная особенность.
Переноска тяжёлого груза – всё ещё повседневная действительность для огромного количества людей. Японские инженеры хотят облегчить их жизнь. На этот раз они научили экзоскелет для нижней половины тела превращаться в тележку. И это не единственная его интересная особенность.
Ключевая проблема любого человека, который перемещает с места на место, к примеру, огромную коробку на складе – необходимость не просто нести груз, но и достаточно хорошо при этом ориентироваться в пространстве, не спотыкаясь о палеты и другие препятствия. Порой рабочему нужно подниматься по лестнице или же пройти по неровной поверхности.
Новый экзоскелет под названием Koma 1.5 облегчает все эти задачи. Представляя собой экзоскелет для нижней части тела, он может трансформироваться в своего рода «тележку».
Для этого пользователю нужно перейти из режима «двуногости» к режиму «багги». В этом случае из ног экзоскелета выдвигаются две штанги с моторизованными колесами (вторая пара колёс встроена в подошвы «ног»). Они позволяют с комфортом проехать по ровной поверхности.
Пользователь управляет перемещением с помощью двух рычагов.
Затем, снова перейдя в режим «двух ног», пользователь вполне может подняться по лестнице или пройти по пересечённой местности: техника следует за движением ноги человека, поднимая и опуская роботизированную ногу и облегчая переноску тяжёлого груза, так как принимает на себя его вес.
Устройство также может самостоятельно обнаруживать и избегать препятствия. Для этого оно оборудовано камерой и системой компьютерного зрения с искусственным интеллектом.
Необычный экзоскелет разрабатывается дочерней компанией Panasonic – Atoun. Пока не известно, когда устройство поступит в производство и, соответственно, поступит в продажу. Судя по всему, инженеры всё ещё работают над его улучшением.
Увидеть экзоскелет в действии можно в видео выше.
Ранее мы рассказывали о создании мягкого экзоскелета и экзоскелета для малышей с ДЦП, которые только учатся ползать, а также об инвалидном кресле, которое позволяет перемещаться по пересечённой местности.
Больше новостей из мира науки вы найдёте в разделе «Наука» на медиаплатформе «Смотрим».
наука техника Япония груз экзоскелеты общество новости робототехника
Ранее по теме
В России разрабатывают систему-аватар для управления роботами
Экзоскелеты и улучшение человека — последние разработки удивляют и интригуют
Парализованный пациент ходит, управляя экзоскелетом силой мысли.
Видео
Первый отечественный экзоскелет для промышленных предприятий превзошёл все аналоги
Экзоскелет для горнолыжников улучшит навыки катания
Российские студенты создали прототипы бионических протезов и мышечный электростимулятор
Студент ИТМО разработал активный экзоскелет, в котором можно без труда поднять до 80 килограммов
Студент факультета систем управления и робототехники Университета ИТМО Алексей Ледюков создал экзоскелет, который в перспективе сможет поднимать до 80 килограммов. При этом сам костюм получился довольно легким: в нем можно активно двигаться и даже бегать. В интервью ITMO.NEWS Алексей рассказал, как, еще будучи школьником, сделать свой первый экзокостюм в гараже из проволоки и чем разработка может быть полезна МЧС и страйкбольным фанатам.
— Расскажи, пожалуйста, как вообще появилась идея создать экзоскелет.
— Еще с восьмого класса я увлекался робототехникой — сам сделал радиоуправляемый танк. А потом захотел сконструировать что-то более сложное и решил попробовать сделать экзоскелет. Начал смотреть ролики на YouTube, сделал макет из бумаги. Мне помогал дедушка — с ним мы в гараже сварили первый каркас из проволоки. Вручную делали каждую деталь, замеряли, ставили метки маркером, потом приваривали. И так, постепенно, собирался первый «Франкенштейн». У того костюма везде были сварочные швы, так что смотрелся он жутковато. К тому же экзоскелету не хватало жесткости, так как он был сделан из вязальной проволоки. Когда я его разобрал, то увидел, что спина из-за нагрузок выгнулась.
Я учел эти ошибки при разработке второго костюма — усилил каркас, добавил новые точки подвижности. Всего с дедушкой мы сделали два варианта, я конструировал как пассивные, так и активные экзоскелеты. Сейчас я разрабатываю уже пятый активный костюм.
— А что представляют собой активные и пассивные экзоскелеты? Чем они отличаются?
— Активный экзоскелет совершает какую-то работу, он оснащен дополнительным источником энергии, за счет которого костюм и помогает человеку. Такие костюмы есть, например, в армии и на промышленном производстве. А пассивный костюм разгружает и лишь частично переносит вес, который берет на себя человек.
У существующих активных экзокостюмов есть проблема — они очень малоподвижны. Человек не может, например, бегать в промышленном костюме, он даже ходит в нем с трудом, поскольку конструкция очень массивная.
— Какой первый груз ты поднял, когда сконструировал свой экзоскелет? Какие были ощущения?
— Это был свинцовый аккумулятор для машины, он весил около 15–20 килограммов. Тяжесть, конечно, немного ощущалась, но основную нагрузку костюм брал на себя. Вообще, в экзоскелете чувствуешь себя примерно так же, как когда ты ведешь машину. Например, если какая-то гайка не закручена, ты тут же это ощутишь.
— В ИТМО ты поступал с этим проектом? Или только потом рассказал, что у тебя есть свой экзоскелет в шкафу?
— Еще учась в школе, я участвовал в Балтийском научно-инженерном конкурсе, Geek Picnic, учился в Академии цифровых технологий. Когда пришло время поступления в вуз, я выбирал между ИТМО и Политехом. В ИТМО проект заметили и пригласили меня, в итоге это и определило мой выбор.
— Каким был костюм тогда и что он представляет собой сейчас?
— У второго варианта экзокостюма было два главных недостатка — большой вес и малая подвижность в тазовой части. Поэтому я начал проектировать новый вариант, освоил 3D-моделирование.
У следующего прототипа уже можно было менять размер, подгонять его под определенного человека, были добавлены дополнительные оси вращения в спине, тазовой части, плечах. Костюм уже не сковывал человека, но по-прежнему был тяжелым из-за использования стального каркаса.
Третий вариант весил под 100 килограммов. А тот, что я разрабатываю сейчас, в собранном состоянии будет весить 40―45 килограммов. За счет уменьшения габаритов и использования композитов мне удалось снизить вес почти наполовину.
— Из чего сейчас состоит конструкция?
— Корпус сделан из углепластика, пневмопоршни — из стали и алюминия, подшипники — из закаленной стали. Держатели и закрывающие элементы выполнены из латуни, АБС-пластика и стеклопластика.
— Какие планы по дальнейшей модификации?
— Новая версия будет более эргономичной и технологичной. Раньше все формы печатались на 3D-принтере, затем сверху вручную наматывался углепластик и все это обрабатывалось бурмашиной. Новую модель мы планируем сделать с помощью литья. Создадим силиконовую форму, а в нее зальем двухкомпонентный пластик, армированный углеволокном.
— Расскажи подробнее, как работает костюм. Что ощущаешь, поднимая, например, 20-литровую канистру с водой?
— Когда человек поднимает руку или ногу, то срабатывают резистивные датчики давления, расположенные в определенных местах. Именно по ним вычисляется скорость и направление движения привода. Костюм не оказывает никакого сопротивления, он двигает приводы в ту же сторону, откуда идет сигнал от датчиков. Сигнал обрабатывается и открывает-закрывает клапаны, идущие к приводам экзокостюма. Затем, когда человек берет груз, изменяется вектор движения. Соответственно, костюм это «понимает» и старается компенсировать прикладываемое усилие. Когда в руке груз, то человек будет ощущать его, но при этом мышцы не будут напрягаться.
— Кто сможет носить костюм?
— Новая модель подойдет людям с ростом от 170 до 190 см.
— А где еще можно использовать разработку, помимо промышленности и армии?
— Еще одна сфера использования — МЧС. Этот костюм довольно подвижный, для заводских нужд такие характеристики не нужны, на производстве достаточно просто уметь поднимать грузы и быть достаточно мобильными.
А вот для сотрудников МЧС костюм будет хорошим подспорьем. Например, та же тяжелая техника не может проехать в разрушенное здание, пока спасатели не разберут завалы. Кроме того, костюм сам по себе будет служить защитой от падающих обломков или, допустим, высокой температуры, если сделать его огнеупорным.
В МЧС знают о нашей разработке — они предлагали протестировать экзоскелет на испытательном полигоне.
— Сколько человек сейчас входит в команду разработчиков? Кто и чем занимается?
Наша команда состоит из шести человек: каждый выполняет свою роль. Есть исполнители, генераторы идей и люди, которые эти идеи описывают и публикуют.
В перспективе мы планируем подать заявки на несколько грантов. Также в этом году хотим поучаствовать с проектом в Акселераторе ИТМО, а к лету выйти на мелкосерийное производство пассивных походных костюмов. Кроме того, у нас есть заказ разработать экзокостюм для страйкбола.
— А зачем в страйкболе такие разработки?
— Я сам удивился, когда ко мне обратились организации, занимающиеся поставкой снаряжения для страйкбола. Костюм может выполнять роль «танка», который не боится пуль. Это своего рода имитация прорыва периметра. Использование экзокостюма по сути позволит изменить саму концепции игры, которая строится на одном попадании.
— Рассматривал ли ты вариант сконструировать экзоскелет для людей с ограниченными возможностями?
— У меня нет таких планов. Существующие медицинские костюмы довольно хороши, их основная проблема — дороговизна. Поэтому разработчикам просто нужно найти способ удешевить их.
К началу
Экзоскелет Guardian® XO® с приводом от всего тела
Полнотелый экзоскелет
Познакомьтесь с Хранителем XO
Полнотелый экзоскелет Guardian XO — это первый в мире промышленный робот с батарейным питанием, сочетающий в себе человеческий интеллект, инстинкты и рассудительность с силой, выносливостью и точностью машин.
Промышленный экзоскелет Guardian XO, призванный изменить способ выполнения работы, увеличивает силу оператора, не ограничивая свободу движений, что повышает производительность и значительно снижает травматизм.
Расширение границ человеческого потенциала
Полноразмерный промышленный экзоскелет-робот Guardian XO, рожденный фундаментальной необходимостью безопасного повышения производительности труда людей, представляет собой идеальное сочетание человека и машины. Это революционизирует способ выполнения работы.
Уникально подходящий для более безопасного и продуктивного производства/сборки, строительства, выездного обслуживания и склада/логистики, Guardian XO позволяет одному человеку обеспечивать производительность многих, при этом значительно снижая риск производственного травматизма.
Скачать брошюру
Экзоскелет Guardian XO облегчает выполнение тяжелых задач, позволяя оператору безопасно поднимать и перемещать до 200 фунтов (90 кг) без усталости и напряжения.
Создан для дополнительной силы и выносливости
Моторизированная конструкция с полным телом снижает метаболические выбросы оператора и физическую нагрузку за счет разгрузки 100 % веса экзоскелета во время использования
0 кг) «подъемный зазор» для широкого спектра промышленных процессов
Роботизированный костюм увеличивает силу оператора до 20 раз (с максимальной полезной нагрузкой до 200 фунтов), а также может обеспечить более плавное подъемное движение за счет динамической компенсации силы тяжести. и инерция (до 100 фунтов на руку или 50 фунтов на руку при подъеме с полным выпрямлением)
Питание от батареи для мобильной работы и непрерывного использования
Встроенный источник питания обеспечивает почти непрерывную работу с батареями с возможностью горячей замены
Батарея с возможностью «горячей» замены увеличивает время безотказной работы и гибкость
XO ® Док-станция Pod облегчает зарядку батареи, а также простое надевание/снятие и настройку конфигураций для транспортировки/перевозки
Поддерживает модульность и выбирается пользователем концевые эффекторы
Усовершенствованные системы управления для повышения маневренности и мобильности
Система управления «Уходи с дороги» использует встроенные в робота датчики для устранения задержки, обнаруживая движения оператора в течение миллисекунд
24 степени свободы (DOF) позволяют оператору свободно и естественно перемещаться в неструктурированных средах, куда не могут попасть более крупные машины
дисплей диагностических уведомлений
Режим «свободные руки» позволяет оператору заблокировать руки скафандра и одновременно выполнять ловкие задачи, требующие участия человеческих рук, при переноске тяжелого груза
Эргономичные и безопасные функции для комфорта оператора и предотвращения травм
В случае внезапного отключения питания резервные аппаратные и программные ограничители обеспечивают «пассивное торможение» для предотвращения травм оператора. костюм можно надеть и снять без посторонней помощи менее чем за 30 секунд, с дополнительными приспособлениями для внезапного выхода
Возможность установки дополнительного индивидуального защитного снаряжения; также оснащен подъемной петлей для стыковки и крепления устройства защиты от падения (FPD)
Случаи использования
Экзоскелет Guardian XO оснащен уникальным оборудованием для повышения безопасности и эффективности труда в самых разных отраслях, включая:
Промышленное производство
Нефтегазовая промышленность
Морское судоходство
Строительство
Автомобильная промышленность
Военные и оборонные
Дистрибьюция и складирование
Авиация и аэрокосмическая промышленность
Свяжитесь с нами для демонстрации.
Давайте поговорим о том, как экзоскелет Guardian XO может помочь максимально увеличить потенциал вашей рабочей силы.
Связаться с нами
Очень ловкий мобильный робот Guardian® XT™
Телеуправляемый ловкий робот
Безопасное расширение человеческих возможностей в сложных промышленных условиях
Очень ловкий мобильный робот Guardian XT сочетает силу и точность робота с человеческим суждением и изобретательностью посредством дистанционного управления для беспрецедентной производительности и безопасности в опасных, сложных и неструктурированных промышленных средах.
Опубликовано в Инструменты и приспособления, Мастеру
Нередко, в ходе работы с дрелью появляется необходимость в изготовлении нескольких глухих отверстий одинаковой глубины и диаметра, например, при изготовлении стяжек-минификсов или при врезке чашечных петель. При этом сверло НИ В КОЕМ СЛУЧАЕ не должно пройти насквозь и показаться с обратной стороны — в противном случае, деталь будет испорчена.
Сегодня мы разберем приспособления, которые для этого используются.
Покупные ограничители с винтом (стопперы — так они называются по науке). Данное устройство представляет из себя толстую шайбу, которая фиксируется на сверле с помощью закручивающегося винта, который упирается в сверло и стопорит на нем шайбу-ограничитель. такие можно купить тут
Такие стопперы достаточно плохо фиксируются на винтовой части сверла за счет малой площади усилия. Еще одним вариантом таких шайб являются стопперы, диаметр отверстий точно соответствует диаметру сверла. Имеется так же пропил с одной стороны, который стягивается винтом, при этом диаметр отверстия уменьшается и сверло зажимается. купить тут
Такие ограничители чуть надежнее, но все-равно постепенно сползают при работе. Поэтому высок риск в итоге получить сквозное отверстие. Профессиональные мебельщики не очень жалуют такие ограничители именно за этот риск.
Отметка маркером или корректором (что лучше). Сверлим, пока не дойдет до отметки — на глаз.
Данный метод требует некоторой сноровки, но применяется значительно чаще.
Ограничитель из изоленты, если можно так сказать, более продвинутый метод. Уровень сверления отмечается клейкой лентой.
Казалось бы чего тут хитрого — сверли так же до отметки и все, но и в этом, казалось бы элементарном методе, есть своя хитрость. Нужно оставить свободный хвостик длиной около сантиметра. При сверлении этот хвостик мотается по кругу.
Как только хвостик начинает смахивать опилки, сверление необходимо прекращать — сверло достигло нужной глубины.
Ограничитель из пластиковой дюбель-пробки — пробка отрезается по нужному уровню. При этом один из ее концов упирается в патрон дрели, что делает дальнейшее сверление больше ограниченной глубины невозможным.
Эта методика применяется професионалами гораздо чаще, несмотря на их неказистый вид, благодаря высокой надежности.
Ограничитель из деревянного чопика. Не на все сверла получится натянуть пластмассовую пробку, из-за несоответствия диаметров. Поэтому нередко ограничители делаются из деревянных чурбачков. Принцип тот же.
Все эти методы совершенно не подходят для фрез Форстнера. Хотя есть вот такой вариант
Плюсы и минусы см вариант 1
Для них так же можно использовать стойки-направляющие на дрель, например, вот такая
Такие стойки не только задают ограничение глубины погружения сверла, но и выставляют дрель перпендикулярно поверхности (приведенная на фото модель позволяет делать это и под углом).
сверление
Ограничитель глубины в категории «Инструмент»
Сверло фреза Форстнера 35мм по дереву с ограничителем глубины ON
Доставка по Украине
687.94 грн
343.97 грн
Купить
Ограничители глубины сверления для сверл 8шт 3-16мм погружения ON
Доставка по Украине
373.12 грн
186.56 грн
Купить
Сверло фреза Форстнера 35мм по дереву с ограничителем глубины DS
Доставка по Украине
715.92 грн
357.96 грн
Купить
Ограничители глубины сверления для сверл 8шт 3-16мм погружения DS
Доставка по Украине
401.10 грн
200.55 грн
Купить
Набор ограничителей глубины сверления для сверл 8 шт, ограничители с глубиной погружения 3-16 мм
На складе
Доставка по Украине
125 грн
Купить
Сверло фреза Форстнера 35мм по дереву с ограничителем глубины CT
Доставка по Украине
708.93 грн
354. 46 грн
Купить
Интернет-магазин Carty
Ограничители глубины сверления для сверл 8шт 3-16мм погружения CT
Доставка по Украине
394.11 грн
197.05 грн
Купить
Интернет-магазин Carty
Ограничители глубины сверления 3-16мм для сверл 8 шт и шестигранник, Металлические кольца с фиксирующим винтом
На складе
Доставка по Украине
123 грн
Купить
LP Shopping
Ограничители глубины сверления для сверл 8шт 3-16мм погружения
На складе в г. Ровно
Доставка по Украине
125 грн
Купить
KRONS интернет- магазин
Сверло фреза Форстнера 35мм по дереву с ограничителем глубины
На складе в г. Ровно
Доставка по Украине
260 грн
Купить
KRONS интернет- магазин
Ограничители глубины сверления для сверл 8шт 3-16мм погружения
На складе в г. Ровно
Доставка по Украине
по 125 грн
от 13 продавцов
125 грн
Купить
Магазин «Панас»
Сверло фреза Форстнера 35мм по дереву с ограничителем глубины
На складе в г. Ровно
Доставка по Украине
260 грн
Купить
Магазин «Freedelivery»
Ограничители глубины сверления для сверл 8шт 3-16мм погружения
На складе в г. Ровно
Доставка по Украине
125 грн
Купить
Магазин «Freedelivery»
Набор ограничителей глубины сверления KWB 530300
Доставка по Украине
125 грн
Купить
220 Wolt
Набор ограничителей глубины для сверл 8 шт.
На складе
Доставка по Украине
165 грн
Купить
Дом торговли «Feller»
Смотрите также
Ограничители глубины сверления для сверл 8шт 3-16мм погружения
На складе в г. Ровно
Доставка по Украине
по 125 грн
от 2 продавцов
125 грн
Купить
Saga Market
Фреза Форстнера 35 мм с ограничителем глубины TCCN
На складе
Доставка по Украине
180 грн
Купить
Дом торговли «Feller»
Ограничители глубины сверления Kwb Ø 6, 8, 10 мм (530300)
Доставка из г. Киев
по 222 грн
от 2 продавцов
222 грн
Купить
Dreli-K3
Ограничитель глубины сверления для сверл 6, 8, 10мм Yato YT-44100
На складе
Доставка по Украине
66 грн
64.02 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Сверло фреза Форстнера 35мм по дереву с ограничителем глубины
Доставка по Украине
362 грн
338 грн
Купить
ІНТЕРНЕТ-МАГАЗИН «Доставлено «
Штангельциркуль электронный цифровой пластик без глубиномера 150 мм 0,1 мм
Доставка по Украине
299 грн
Купить
DimGazdu
Штангельциркуль электронный цифровой пластиковый без глубиномера 150 мм 0,1 мм
На складе
Доставка по Украине
299 грн
Купить
ST-market
Ограничитель глубины CMS-TS-55-R Festool 10002797
Под заказ
Доставка по Украине
1 193 грн
Купить
ООО «ИННОВАЦИОННЫЙ АЛЬЯНС»
Сверло фреза Форстнера 35мм по дереву с ограничителем глубины
На складе
Доставка по Украине
по 260 грн
от 14 продавцов
260 грн
Купить
PROMRV
Набор фрез Форстнера с ограничителем глубины(15 мм,20 мм,25 мм,30 мм,35 мм)
Доставка по Украине
450 грн
Купить
Торговый Дом Вербицкий
Фреза Форстнера 35мм с ограничителем глубины TCCN
Доставка по Украине
170 грн
Купить
Торговый Дом Вербицкий
Ограничитель глубины резания Husqvarna h48
Доставка по Украине
109 грн
Купить
Торговый Дом «Техникс»
Ограничитель глубины сверления.
На складе
Доставка по Украине
60 грн
Купить
Инструмент и сварка
Обмежувачі глибини свердління YATO для свердл Ø= 6, 8, 10 мм, 3 шт. з ключом
Услуга
66 грн
Магазин строительных материалов BAUMAR. Студия ремонта и дизайна
Моментные муфты Power Drill — Mach III
КАК ЭТО РАБОТАЕТ
Моментная муфта настроена на проскальзывание при указанном вами значении фунт-дюйм или фунт-фут. Это «настройка момента проскальзывания», которая может быть установлена на заводе перед поставкой или может быть установлена или отрегулирована в полевых условиях с помощью гаечного ключа.
Моментная муфта имеет вал с конусом Морзе № 3, который соединяется непосредственно с гнездом дрели.
При включении дрели крутящий момент передается до тех пор, пока не будет превышено значение момента проскальзывания. Затем он проскальзывает до тех пор, пока дрель не выключится, что предотвращает повреждение оборудования избыточным крутящим моментом или сотрясение оператора.
После проскальзывания муфты сброс не требуется.
ОГРАНИЧЕНИЯ
Настройка максимального момента проскальзывания: 2796 фунт-дюйм (233 фунт-фут)
Обратитесь в Mach III Engineering, если предполагаемое использование превышает 1750 об/мин.
ОПЦИИ
Выходные муфты доступны для различных геометрий и размеров; Смотри ниже.
Если размер муфты, размер отверстия или геометрия, которые вам нужны, не указаны в списке, можно изготовить муфты по индивидуальному заказу. Свяжитесь с Mach III Engineering, чтобы обсудить ваши потребности.
Варианты настройки
Все продукты Mach III можно настроить в соответствии с потребностями вашего приложения.
» />
Ресурсы
«/>
КАК ЗАКАЗАТЬ: БАЗОВЫЙ БЛОК + СОЕДИНЕНИЕ(И)
T4X2R-STH является базовым блоком.
Муфты крепятся к лицевой стороне базового блока, и многие из них взаимозаменяемы без полного снятия болтов.
Установка крутящего момента может быть выполнена на заводе. Все настройки крутящего момента +/- 10% от указанного значения.
» />
Артикул №
Максимум рекомендуемые Настройка крутящего момента (фунт-дюйм)
Ввод
Длина (дюймы)
Внешний диаметр (дюймы)
Детальный лист
Запросить 3D-модель CAD
T4X2R-STH
2796
№3 Конус Морзе
6,90
4,48
Просмотр PDF
Запрос
Варианты стальных муфт
Product Code
Output
Request 3D CAD Model
COUPL-030
0.750 Inch Bore with Standard Keyway
Request
COUPL-064
0. 750 Inch Square Nut
Request
COUPL-029
0.750 Inch Square Socket
Request
COUPL-067
0.8750 Inch Hex Socket
Request
COUPL-045
1.000 Inch Square Socket
Запрос
COUPL-031
Диаметр отверстия 1000 дюймов со стандартной шпоночной канавкой
0081
Request
COUPL-040
1.250 Inch Bore with Standard Keyway
Request
COUPL-053
1.375 Inch “D” Shaft
Request
COUPL-032
2.000 Inch Квадрат (подходит для рабочей гайки AWWA 2 дюйма)
Запрос
COUPL-057
2,250 дюйма Квадрат
Запрос
0 COUPL-0812
0 COUPL-0812
0081
Запрос
COUPL-063
Отверстие 30 мм со стандартным шпоночным пазом
Запрос
Варианты алюминиевых муфт
Код продукта
Выход
Запрос 3D CAD MODEL
COUPL-059
0,875 дюйма HEX
Запрос
475 дюйма HEX
0,875 дюйма HEX
475 дюйма
. 9008
8
.0081
Request
COUPL-058
2.000 Inch Square (Fits AWWA 2 Inch Operating Nut)
Request
COUPL-062
2.000 Inch Square Socket with 8 Inch Extension
Request
COUPL-061
2,0625-дюймовая шестигранная головка
Запрос
COUPL-056
2,250-дюймовый квадрат
Запрос
6
6
КАК T4X2R-STH СКОЛЬЗЯТ, ЧТОБЫ ПРЕДОТВРАТИТЬ ПЕРЕДАЧУ ИЗБЫТОЧНОГО КРУТЯЩЕГО МОМЕНТА
»
9/16-дюймовая буровая лопатка с ограничителем
Перейти к основному содержанию
Пожалуйста, включите JavaScript в вашем браузере для лучшего использования сайта!
Описание
Время обработки заказа
Клиенты, освобожденные от налогов
Возвращает
Сверло-лопатка 9/16 дюйма с ограничителем
Используется для сверления отверстий в полипропиленовой трубе K-Line через резьбовую втулку.
Время обработки заказа – это время, прошедшее с момента размещения вашего заказа до момента, когда он будет готов. не включает время доставки.
Заказы Отправлены: 1- 2 рабочих дней
Заказы подняты на местном уровне: 4 часы (если это затратывает время на заем после 5 часов. к 9утра на следующий рабочий день.)
Примечание: Рабочими днями являются понедельник-пятница, не включая праздничные дни в США.
Если вы являетесь клиентом из Техаса и освобождены от налогов по Сельскохозяйственному использованию , Перепродажа или по любой другой причине , выполните приведенные ниже действия, чтобы настроить для своего аккаунта клиента статус «освобождение от налогов».
1. Создайте учетную запись клиента для нашего интернет-магазина.
2. Отправьте копию действующего, заполненного и подписанного сертификата об освобождении от уплаты налогов по адресу: sales@atsirrigation. com. (Бланки техасских сертификатов об освобождении от сельскохозяйственной деятельности и техасских сертификатов о перепродаже расположены внизу этой страницы для вашего удобства.)
3. Как только мы получим вашу заполненную форму, мы установим для вашей учетной записи статус «освобожден от налогов» и сообщим вам по электронной почте, что она готова.
4. Теперь вы можете размещать заказы, используя созданную вами учетную запись, и с них не будет взиматься налог.
Если у вас есть какие-либо вопросы, позвоните нам по телефону 800-656-2197 или напишите нам по адресу [email protected].
Техасское свидетельство об освобождении от уплаты налога с продаж и использования
Техасское свидетельство об освобождении от налога с продаж и использования при перепродаже
Возврат Наша политика возврата действует в течение 30 дней. Если с момента покупки прошло 30 дней, к сожалению, мы не можем предложить вам возврат или обмен.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным и находиться в том же состоянии, в котором вы его получили.
Существуют определенные ситуации, когда возврат может быть предоставлен только частично: — Любой товар не в своем первоначальном состоянии, поврежден или отсутствует часть по причинам, не связанным с нашей ошибкой. – Любой товар, возвращенный более чем через 30 дней после размещения заказа.
Товары со скидкой Товары со скидкой возврату не подлежат. Возврату подлежат только товары по обычной цене.
Процедура возврата Если вы хотите вернуть товар(ы), и он соответствует всем нашим критериям возврата, свяжитесь с нами по адресу [email protected] и мы вышлем вам форму разрешения на возврат товара (RMA) на адрес быть заполнены и отправлены обратно к нам. Как только ваш RMA будет одобрен, мы вернем его вам, и вам нужно будет включить его копию в вашу обратную посылку, чтобы иметь право на возмещение.
Двигатель с вертикальным валом Champion G340VKE — от официального дилера ЧЕМПИОН в Москве
Бензиновый двигатель Champion G340VKE с вертикальным валом. Предназначен для установки и использования на газонокосилках, мотоблоках, культиваторах, снегоуборщиках, минитракторах и прочей тяжелой садовой техникой. Мощность двигателя — 11 л.с. с воздушным охлаждением, рабочий объем — 340 см³.
Особенности модели:
Мощный
Продуманная конструкция
Электрический стартер
Система запуска
Регулятор заряда АКБ
Воздушное охлаждение
Крышка-щуп
Трос-газа
Глушитель
Установка на разные типы бензотехники
Горизонтальное расположение коленчатого вала
Подробнее про двигатель Champion G340VKE
Двигатель Champion G340VKE построен по четырехтактной схеме, одноцилиндровый с воздушным охлаждением. Данная модель отличается высоким КПД и продолжительным ресурсом, поэтому экономично расходует топливо и редко нуждается в капитальных работах. Конструкция гарантирует низкий уровень шума, а также низкое потребление топлива. Более того, у двигателя низкая вибрация, а его выхлоп экологичнее, чем у двухтактных двигателей.
Двигатель оснащен регулятором заряда АКБ, крышкой-щупом маслозаливной горловины, разъемом для подключения выключателя зажигания и пробкой для слива масла. Частота вращения вала — 3600 об/минуту. Объем масла в картере двигателя — 1.1 литра. Фильтрация воздуха для камеры сгорания производится посредством бумажно-паралонового фильтра большой плоскости. Такой фильтр существенно продлевает ресурс двигателя, исключая попадание в него взвеси. Используйте неэтилированный бензин с октановым числом 92. Никогда не используйте старый или загрязненный бензин или топливную смесь для 2х-тактных двигателей.
Посадка вала — шпонка. Вращение вала происходит против часовой стрелки со стороны вала. Производитель рекомендует использовать масло Champion SAE30/ SAE10W-40/SAE5W-30. Правильный и своевременный уход за инструментом, необходимые условия использования и хранения надолго продлят его трудовую жизнь.
Поставляется без топливного бака!
Комплектация:
двигатель — 1 шт.
руководство по эксплуатации — 1 шт.
гарантийный талон — 1 шт.
коробка — 1 шт.
Наш магазин CHAMPION — официальный дилер в России. У нас вы найдете актуальную технику, которую можно купить по низкой цене и заказать быструю доставку по Москве и МО.
Все двигатели CHAMPION
Гарантия:
1 год
Страна производства:
Китай
Двигатели
Тип двигателя:
4-тактный, одноцилиндровый
Охлаждение:
воздушное
Расположение вала двигателя:
вертикальное
Тип вала:
шпонка
Тип стартера:
электрический
Мощность, кВт:
8. 1 кВт
Мощность, л.с.:
11 л.с.
Объем двигателя, см3:
340 см³
Диаметр вала, мм:
25.4 мм
Выход вала, мм:
64 мм
Расход топлива, г/кВт•ч:
374 г/кВт•ч
Объем масла в картере, л:
1.1 л
Максимальные обороты без нагрузки, об/мин:
3600 об./мин
Обороты холостого хода, об/мин:
1800 об./мин
Габариты
Вес:
28
Габариты и вес упаковки
Вес:
30.30 кг
Длина:
45. 00 см
Ширина:
49.00 см
Высота:
45.00 см
Двигатель Champion G-340VKE 13 л.с. с вертикальным валом
Главная / Каталог техники / Двигатели / Двигатели CHAMPION / Двигатель Champion G340VKE вертикальный вал (13 л.с.)
4-тактный двигатель Champion G340VKE с воздушным охлаждением, вертикальным валом и электростартером.
Такие мощные моторы как Чемпион 13 л.с. устанавливаются на минитракторы, газонокосилки, промышленные прессы, ленточные пилы. Используются как лодочные моторы.
Заводится мотор при помощи электростера 12В.
В комплект двигателя Чемпион с вертикальным валом не входят бензобак и аккумулятор.
Инструкция по эксплуатации двигателя Champion G340VKE
Деталировка двигателя Champion G340VKE
Технические характеристики
Мощность двигателя
13,0 л. с.
Тип двигателя
Бензиновый 4-тактный
Объём цилиндра
340 см3.
Объём масла в картере
1,1 л.
Система запуска
Электростартер
Диаметр выходного вала
25,4 мм. (1 дюйм)
Направление вращения вала
Против часовой стрелки
Расположение вала
Вертикальное
Расход топлива
374 г/кВт/ч.
Комплектация
Свечной ключ, инструкция по эксплуатации
Вес
27,6 кг.
Производитель
Champion
— Делать покупки по выгодным ценам можно не выходя из дома.
— Вы не рискуете потерять Ваши деньги, т.к. оплачиваете товар убедившись в том, что именно этот товар Вам необходим.
— По Вашему желанию технику проверят на работоспособность.
— Вы получите полную и грамотную консультацию по выбранному товару, техническим характеристикам и советы по использованию.
— Отправка заказов в другие города России транспортными компаниями.
— Гарантия на технику от 1 года до 5 лет.
— Мы работаем быстро и качественно. Наш тел. +7(963)723-00-43.
Выберите 2 или более продуктов для параллельного сравнения характеристик.
Выберите 2 или более продуктов для сравнения характеристик.0008
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями comparrishsion.compare
Выбрать 2 или более продуктов для боковых функций сравнение. 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного параллельное сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями Comparision. compare
Выберите 2 или более продуктов для боковых объектов сравнение. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций сравнение.Сравнить
Выбрать 2 или более продуктов для бок о бок по бок по сравнению с функциями.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
2
04 Выберите 2 или более продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями сравнения. Выберите 2 или более продуктов для параллельного сравнения функций. Сравнить
Показано 30 из 56
10 лучших мотоциклов Yamaha 2022 года
1
Yamaha A-S201 HiFi Stereo Vorverstärker (с Phono Eingang) Черный
Ямаха
Preise vergleichen (2)
Bei Amazon kaufen
Preise Vergleichen
Новый
€ 186,90
gebraucht
€ 179,00
2
Yamaha A-S301 Stereo Vollverstärker mit D/A Wandler черный
Ямаха
Preise vergleichen (2)
Bei Amazon kaufen
Preise Vergleichen
Ной
€ 398,00
gebraucht
€ 349,00
3
Yamaha Elektronik Europa GmbH Стереоприемник RS202D DAB, Schwarz
MeshLab является довольно популярной программой для манипуляции и визуализации трехмерных моделей, предоставляющий широкий набор инструментов. Он среди прочего предоставляет возможности по восстановлению и устранению проблем и ошибок в 3D моделях. О некоторых таких возможностях я бы хотел рассказать в статье. Кого заинтересовало, прошу под кат.
Довольно популярной проблемой при работе с 3D моделями является возникновение отверстий (holes, gaps). Такие проблемы возникают из-за несовершенной процедуры реконструкции сцены или недостаточной точности и качества 3D камер типа Microsoft Kinect.
Мы можем восстановить поврежденные поверхности моделей и закрыть дыры в программе Meshlab. Meshlab включает специальный фильтр для задачи закрытия отверстий в 3D моделях.
В начале откроем Meshlab и импортируем модель: File > Import Mesh.
Здесь показан пример модели с отверстием:
Применим фильтр. Откроем в верхнем меню Filters > Remeshing, Simplification … > Close Holes
Откроется диалог настройки параметров:
Введем значение для параметра Max size to be closed и нажмем Apply. В моем случае хороший результат дало значение 210.
Результат применения фильтра:
Выглядит неплохо, не правда ли?
Как мы видим не нужно писать специальный скрипт для закрытия отверстий. Все работает «из коробки».
Решение проблемы с дубликат вершины в модели
После применения фильтра Close Holes при экспорте модели в obj файл могут возникнуть вершины-дубликаты, т.е. вершины с одинаковыми координатами. Это может привести к некорректной обработке модели при использовании библиотек типа OpenMesh.
Давайте создадим obj файл со следующим содержимым:
v 0 0 0 v 1 0 0 v 0 1 0 v 1 1 0 f 0 1 2 f 1 2 3
Создадим скрипт test_duplicates.py с использованием библиотеки OpenMesh (туториалы по ней можно посмотреть здесь)
import openmesh as om
import numpy as np
mesh_3 = om.read_trimesh('duplicate_vert_test.obj')
print('Test duplicate vertices')
for i, vh in enumerate(mesh_3.vertices()):
print('Vertices adjacent to vertex ', i)
for vh_n in mesh_3. vv(vh):
print(vh_n.idx())
Запустим его
Vertices adjacent to vertex 0
2
1
Vertices adjacent to vertex 1
0
2
Vertices adjacent to vertex 2
1
0
Vertices adjacent to vertex 3
Vertices adjacent to vertex 4
Добавим дубликат вершины
v 0 0 0 v 1 0 0 v 0 1 0 v 1 1 0 v 1 0 0 f 0 1 2 f 4 2 3
Здесь мы добавили еще одну вершину с координатами 1 0 0.
Запустим скрипт еще раз
Vertices adjacent to vertex 0
Vertices adjacent to vertex 1
3
2
Vertices adjacent to vertex 2
1
3
Vertices adjacent to vertex 3
2
1
Vertices adjacent to vertex 4
Сейчас мы видим, что для вершины 0 нет соседних вершин, зато для вершины 3 появились две соседние вершины 2 и 1. Кажется, что вершина 4 перетянула к себе всех соседей вершины 0, с которой имеет одинаковые координаты.
Попробуем удалить дубликаты вершин на модели из примера выше. Импортируем модель:
Здесь мы видим множество цветных граней.
Применим специальный фильтр для удаления дубликатов вершин
Filters -> Cleaning and Repairing -> Remove duplicate Vertices
Результат применения фильтра:
Если мы применим фильтр на нашей первоначальной простой модели после экспорта модели мы получим obj файл следующего содержания
vn 0. 000000 -nan(ind) 0.000000 v 0.000000 0.000000 0.000000 vn 0.000000 0.000000 -0.785398 v 1.000000 0.000000 0.000000 vn 0.000000 0.000000 -0.785398 v 0.000000 1.000000 0.000000 vn 0.000000 0.000000 -1.570796 v 1.000000 1.000000 0.000000 # 4 vertices, 0 vertices normals f 4//4 2//2 3//3 # 1 faces, 0 coords texture
На этом все. Удачи в использовании MeshLab для манипуляции с 3D моделями и до новых встреч.
Немного о фотограмметрии или создании модели из фото
Продолжаю рассказывать о своих находках, может кому-нибудь пригодится.
Как-то раз мне понадобилось отсканировать керамическую фигурку для её увеличения и распечатки в пластике. Поиск в сети дал результат — материал ‘Создание 3D модели голени’. Там весьма подробно описан процесс, за что автору спасибо, но есть некоторые мелочи, которые позволяют значительно улучшить результат.
Для сканирования нашего объекта (возьмём безе, оно же меренги) понадобится:
— любой фотоаппарат (хватит и мобильника, но лучше зеркалка для того, чтобы обеспечить хорошую глубину резкости)
— Meshlab c официального сайта http://www. meshlab.net/ — open-source программа Visual-SFM (автор Changchang Wu) http://ccwu.me/vsfm/ , точно работает версия Windows 64 bit, Windows 64 bit Cuda не испытывал, у кого получится с ней или с другими, отпишитесь
— дополнительный софт к программе Visual SFM https://code.google.com/archive/p/osm-bundler/downloads, качать папку osm-bundler-pmvs2-cmvs-full-32-64.zip — поднос Снудда из Ikea чтобы удобно было крутить объект, если нет, то пойдет и лист А4 с напечатанным текстом
— желательно производительный компьютер, время обработки напрямую зависит от мощности системы
Порядок действий:
А) Установка софта
1. Качаем и ставим Мешлаб
2. Скачиваем Visual, распаковываем и кидаем на рабочий стол или в папку, ВЕСЬ путь к которой НЕ содержит кириллицу (софт не понимает ничего, кроме английского)
3. Скачиваем дополнительный софт к программе Visual SFM, распаковываем, переходим
Повторяем с содержимым из osm-bundler — osm-bundlerWin64 – software – bundler – bin и
osm-bundler — osm-bundlerWin64 – software – cmvs – bin
Там, где при копировании в папку VisualSFM_windows_64bit просит заменить уже существующие файлы, заменяем.
4. Опционально — чтобы ноут не перегрелся, Панель управленияВсе элементы панели управленияЭлектропитаниеИзменение параметров схемы — изменить дополнительные параметры питания – управление питанием процессора – выставить максимум на 90 процентов
Софт и железо готовы.
Б) Фотографирование
Здесь несколько особенностей:
1. Программа создает облако точек, чтобы «увидеть» одну и ту же точку на разных фотографиях, ей нужны контрастные переходы. Кто фотографировал, знает, что автофокус хорошо цепляется там, где изображение имеет цветовой и световой переход. Софт видимо работает так же, как и автофокус на камере. Поэтому идеальный вариант для фотограмметрии – объект с матовой цветной поверхностью. Черный не распознает, слишком темный тоже.
2. Если объект глянцевый как керамическая статуэтка – делаем его пятнистым и полосатым с помощью водорастворимого красителя (детские фломастеры для разукрашивания лица). Так программа сможет «ухватиться» за похожие точки на разных фотографиях.
3. Работает принцип – софт видит только то, что видим мы на фотографиях, если нужно проработать какую-то часть, то ее нужно отфотографировать поближе
4. Фотографии должны быть качественными, резкими, сделаны при хорошем освещении.
5. Фотографировать можно обходя объект по кругу или вращая его на подносе. При этом область вокруг объекта тоже должна вращаться (если положить на наш поднос подушку, которая полностью закроет поднос, софт ее не распознает – будет думать, что все фото сделаны из одной точки, нужна имитация «обхода» объекта)
Сам процесс:
Клеим А4 с текстом (чтобы софт видел основание) на поднос, ставим объект на поднос, закрепляем камеру на штативе или держим в руках, стоим на месте, фотографируем каждый раз вращая поднос на 7-10 градусов.
Если фигурка маленькая с простой геометрией (типа безе) для отличного качества хватает 50 фотографий. Если статуэтка – 80. Чем больше, тем лучше, но дольше просчет модели.
B) Работа в программе
1. Открываем VisualSFM, загружаем фотографии (open Multiimages), выбираем все нас интересующие. Ждём. Под кнопкой File есть пиктограмма листа бумаги – это лог программы, можно кликнуть и наблюдать за тем, что происходит
2. Жмём по очереди слева – направо кнопки. Ждём. Долго ждём. Минут 20-30.
3. В конце выбираем папку, куда сохранить проект (только латиница в пути папки!)
4. После просчета находим файл ply. в папке проекта.
5. Открываем файл в Мешлаб, чистим модель от ненужного – сначала выбираем (левая стрелка), потом удаляем (правая стрелка)
6. Создаем полнотелую модель из облака точек: Filters, Remeshing Simplification and Reconstraction, Screened poison Surface Reconstraction, откроется окно, Reconstraction depth меняем на 9 и жмём ок.
7. Дальше File — Export Mesh, сохраняем в stl.
8. Открываем в Repetier Host, увеличиваем по максимуму и сохраняем через Repetier Host в stl. Каким то образом при этом значительно уменьшается вес самого файла.
9. Если есть какие-то ненужные пузыри, то отрезаем в редакторе типа Netfabb.
Готово. Если есть рац.предложения, как сделать качественнее или быстрее, просьба написать в комментариях.
MeshLab
MeshLab система с открытым исходным кодом для обработки и редактирования 3D треугольных сетки. Предоставляет набор инструментов для редактирования, очистки, лечения, проверки, рендеринг, текстурирование и преобразование мешей. Он предлагает функции для обработки необработанных данных, полученных с помощью инструментов/устройств 3D-оцифровки, и для подготовка моделей к 3D печати.
Предыдущий Далее
Новости
Новая версия MeshLab и PyMeshLab: 2022.02
28/02/2022
Мы выпустили MeshLab и PyMesh2Lab с новыми улучшениями и исправлениями! Вы можете проверить больше подробности здесь и здесь.
Выпущены MeshLab и PyMeshLab 2021.10 29.10.2021
Выпущены MeshLab и PyMeshLab 2021.10, с множеством исправления и новые функции! Вы можете проверить больше подробности здесь и здесь.
Вышла MeshLab 2021.07 23.07.2021
Вышла MeshLab 2021.07! В этой версии мы представляем поддержку несколько форматов файлов (*.gltf, *.glb, *.nxs, *.nxz, *.e57) и совершенно новый плагин для точной логической сетки. Скачать можно в разделе загрузок, или на гитхабе страница выпуска.
Вы можете проверить все подробности о новом выпуске здесь.
MeshLab 2021.05 выпущен 27.05.2021
Вышла версия MeshLab 2021.05! Вы можете скачать в загрузке раздел или на гитхабе страница выпуска.
Вы можете проверить все подробности о новом выпуске здесь.
Вышла новая версия 2020.12!!
12.01.2020
Выпущен MeshLab 2020.12. С этой версией мы отклоняем meshlabserver в пользу PyMeshLab, наша новая библиотека Python для пакетной обработки сетки с использованием MeshLab фильтры. Мы также выпускаем новую версию, которая хранит данные с двойным точность. Для получения более подробной информации вы можете прочитать обсуждение на нашей странице GitHub.
Список изменений:
множество исправлений ошибок
Улучшения графического интерфейса
новая версия 2020.12d, хранящая данные с двойной точностью (бета!!)
MeshLab 2020.07 выпущен
07.06.2020
MeshLab 2020.07 вышел! Вы можете скачать в загрузке раздел или на гитхабе страница выпуска.
Список изменений:
новый плагин «Глобальная регистрация» на основе библиотеки OpenGR;
опция реверса колеса;
Snap-пакет
позволяет ассоциировать расширения файлов и открывать файлы на внешних дисках;
экспортер u3d стал более стабильным и работает на всех платформах;
удалена поддержка подключаемых модулей XML и зависимостей QtScript;
VisualSFM (и некоторые другие форматы) вывод *. nvm, *.rd.out проекты, поддерживаемые meshlabserver
различные исправления
MeshLab 2020.06 выпущен
06.01.2020
MeshLab 2020.06 вышел! Вы можете скачать в загрузке раздел или на гитхабе страница выпуска.
Список изменений: Из-за устаревания QtScript и всех связанных с ним проблем, мы отказываемся от поддержки плагинов XML из MeshLab, и поэтому все плагины XML были преобразованы в классические плагины в этой версии MeshLab. Задействованные плагины:
Экранированный Пуассон;
Мера;
Вороной;
Взаимная информация;
Скетчфаб;
В связи с этим переносом все старые сценарии .mlx MeshLab, включающие один из эти плагины могут не работать на MeshLab и MeshLabServer 2020. 06. Начиная с MeshLab 2020.07, подключаемые модули XML больше не будут компилироваться и они больше не могут быть загружены.
Новый MeshLab 2020.03 и автоматическое развертывание
26.03.2020
Мы рады сообщить, что вышла MeshLab 2020.03! Мы создали автоматическая система на нашем Репозиторий Github для автоматического выпуска версии MeshLab каждое первое число месяца. Ultimate-релиз можно найти в релизе страница.
Примечание для версии Windows: перед установкой MeshLab 2020.03, пожалуйста, удалите вручную любую старую версию MeshLab. Это известная ошибка установщик и будет исправлено как можно скорее в будущем версии.
SGP Software Award
06.06.2017
Мы с гордостью сообщаем, что 6 июля, в Симпозиум Eurographics по обработке геометрии (SGP), MeshLab была удостоена престижной награды Eurographics Software Award !
Награда вручена за » вклад в научного прогресса в обработке геометрии, сделав общедоступное программное обеспечение, которое другие могут воспроизвести результаты и в дальнейшем использовать их в своей исследовательской работе «.
MeshLab 2016 Выпущено
23.12.2016
Спустя очень долгое время огромный процесс переписывания, и сильно новые усилия наконец-то вышла новая версия MeshLab!
Полная переработка внутренней системы рендеринга. Огромный рендеринг скорость вперед!
Экранированная реконструкция поверхности Пуассона обновлена до самого Последняя версия.
Новые фильтры трансформации.
Новые способы получения метрической информации из ваших моделей.
Матрицы преобразования теперь используются более единообразно среди фильтры.
Альфа-значение теперь правильно используется всеми фильтрами, связанными с цветом.
Улучшение и устранение опечаток в различных текстах справки/описания.
Прямая загрузка моделей в SketchFab
Регистрация растра на 3D модели на основе 2D/3D переписки
Исправление ошибок почти во всех фильтрах.
Скачать
MeshLab 2022.02
28.02.2022
Вин 64 MacOS Linux AppImage Linux FlatPak Исходники Другие выпуски Образцы сеток
Функции
Поддержка
Мистер P. Учебники YouTube
Основы
В этом плейлисте показаны основные концепции 3D-модели. обработка в MeshLab.
Features
В этом плейлисте описаны интересные возможности MeshLab: редактировать, фильтры, украшения, которые могут быть полезны в вашем повседневная жизнь, связанная с «обработкой сетки».
3Д Сканирование конвейера
В этом плейлисте описаны основные этапы сканирования конвейер, выполненный с помощью MeshLab.
Очистка
В этом плейлисте описывается способ «очистить» сетку путем удаления нежелательная геометрия или атрибуты.
Вопросы и форум
Для вопросов, разъяснений и любых какие-то сомнения по поводу MeshLab и как получить наилучший результат с различными фильтрами используйте stackoverflow . Будьте конкретны и отмечайте свои вопросы с помощью MeshLab.
Поиск Вопрос Задать вопрос Вопрос
Отчет об ошибке
Пожалуйста, сообщите о github ТОЛЬКО ошибки и неисправность. Пожалуйста, не отправляйте файлы, так как проблемы с github вопросы о том, как использовать MeshLab.
Прежде чем выдавать ошибку, пожалуйста , внимательно прочитайте как сообщить об ошибке Сообщить об ошибке
Хвастовство
За то, что вы делитесь хорошими фотографиями, сообщаете об интересных опыт, благодарность (или порицание) разработчиков или просто хвастаясь своими последними результатами, следите за официальной Страница MeshLab в фейсбуке. Помните: не задавайте технические вопросы на Facebook. (фейсбук трудно найти и плохо индексировать: любой усилия, затраченные на ответы на технические вопросы, немного зря)
MeshLab на
Лицензирование
Источники MeshLab распространяются под лицензией GPL 3.0 Схема лицензирования. Название «MeshLab» Торговая марка EUIPO, принадлежащая CNR. логотипов MeshLab ( ) распространяются под номером Creative Commons Attribution-Sharealike 4.0 Международная лицензия и их можно свободно использовать внутри любого проекта викимедиа.
Ссылки
Самый простой способ выразить признательность системе MeshLab — это не забывайте цитировать его всякий раз, когда вы использовали некоторые из его функций.
Есть много публикаций, связанных с MeshLab, в случае сомнений используйте первое, но, пожалуйста, просмотрите список и процитируйте также все правильные.
Общая информация: MeshLab — это система с открытым исходным кодом, разработка которой с 2005 года ведется Лабораторией визуальных вычислений ISTI-CNR. Его скачали более 3 миллионов раз, и, согласно обновляемой статистике, в настоящее время им пользуются более 100 000 пользователей.
На этой странице представлены методы, которые могут быть полезны с точки зрения улучшения результатов или улучшения анализа. Используйте поиск по ключевым словам, чтобы прочитать эту страницу. См. базовую страницу рабочего процесса для получения информации об основных функциях.
VisualSFM
Как использовать параметры калибровки в VisualSFM (GUI)?
Откройте VisualSFM. В строке меню включите sfm > дополнительные функции > используйте общую калибровку. Установите параметры. В строке меню нажмите sfm > дополнительные функции > установите параметры калибровки (fx cx fy cy r)
Откройте ini-файл, рассчитайте и установите коэффициент.
Как рассчитать фокусное расстояние, учитывая размер изображения
fx/f2==w1/w2 (для расчета фокусного расстояния изображения другого размера)
сх=ширина/2
cy=высота/2
r обычно устанавливается равным 0.
Каковы возможные способы улучшения результатов 3D-реконструкции в VisualSFM?
1. Попробуйте «SfM->Дополнительные функции->Найти дополнительные точки», а затем «SfM->Возобновить SFM». Возможно, можно будет зарегистрировать еще несколько изображений.
2. В меню выберите SfM > попарное сопоставление > показать связующий лес. Нажмите Вверх и Вниз, чтобы увидеть, какие изображения зарегистрированы в одной модели. Таким образом, мы можем найти точку разъединения и сделать больше снимков.
Как создать плотную реконструкцию, которую можно использовать для реконструкции сетки в Meshlab?
Дважды щелкните значок приложения VisualSFM, чтобы открыть VisualSFM.
Выполните четыре шага ниже. Первые три шага такие же, как в основном рабочем процессе. Единственное отличие в шаге 4.
На шаге 4 нажмите (или Shift+щелчок) на кнопку, чтобы начать плотную реконструкцию. В появившемся окне назовите файл и нажмите «Сохранить». Поскольку мы не меняем параметры «Сохранить как тип», по умолчанию создается новая папка «yourfilename.nvm.cmvs». Процесс может занять несколько часов, в зависимости от количества изображений и функций.
Программное обеспечение Meshlab возьмет на себя отсюда. Подробности смотрите в разделах Meshlab.
Мешлаб
Как очистить облако точек в Meshlab?
Используйте для выбора нежелательной области. Вы также можете использовать для выбора точек на плоскости. Это полезно для удаления точек внутри модели. Например, салон автомобиля.
Нажмите Shift, чтобы вычесть выделение (отменить выделение). Нажмите Ctrl, чтобы добавить выделение (не очень легко управлять в режиме выбора плоскости, полезно при обычном выделении).
После выбора нажмите кнопку еще раз, чтобы выйти из режима выбора. Это для того, чтобы можно было повернуть модель и проверить, прежде чем удалять точки. Нажмите, чтобы удалить выбранную область. Повторяйте, пока этот слой не будет очищен.
Как подготовить сетку для 3D печати в Meshlab?
Файл, необходимый для 3D-принтера, должен быть в формате stl, размером не более 1000 КБ.
В Meshlab используйте Quadric Edge Collapse Decimation, чтобы упростить сетку. Ссылаться на: эту статью для получения дополнительной информации.
В меню выберите «Фильтры» > «Повторное создание сетки, упрощение и построение» > «Обнаружение свертывания квадратичных краев». Если ваша модель текстурирована, то тоже есть вариант (с текстурой)
1) Целевое количество лиц должно быть пропорционально желаемому размеру файла. Например, 19Файл 0000-faces имеет размер 9000kb. Таким образом, целевое количество лиц должно быть около 20000, чтобы уменьшить размер в 9 раз. В большинстве случаев модель на 20000 лиц будет стоить около 1000 бк.
2) Обязательно установите флажки: Сохранить нормаль, Сохранить топологию, Оптимальное положение qупрощенных вершин, Планарное упрощение, Очистка после упрощения.
3) Как обычно, перейдите в Файл > Экспортировать сетку как… Сохраните ее в .stl.
Как импортировать файл слоя ASCII в Meshlab?
При импорте появляется окно с запросом:
количество строк в заголовке: (в нашем случае 16)
разделение: (выберите ; или . или пробел)
разделение столбцов: x y z r g b nx ny nz отражательная способность (обратитесь к заголовку и найдите правильный, соответствующий порядку параметров в заголовке).
Примечания:
Откройте файл слоя ASCII в текстовом редакторе. Замените #QNAN на 0.
Замените все знаки точки запятыми, если происходит ERROR:unspect eof. Это может быть из-за проблем с локализацией.
Проверьте свои данные, если часть информации не отобразилась (например, цвет определенной части). Программа опускает неверные данные и не всегда сообщает об ошибке.
Как сделать замер в Meshlab?
Фильтр> Нормали, лекарства и ориентации> трансформировать масштаб
Нажмите crtl+H, чтобы вернуть изображение в окно.
Как выровнять и объединить (с фильтром Пуассона) облака точек в Meshlab?
Загрузите два меша, которые мы хотели выровнять. Нажмите кнопку «Выровнять» . Выберите основной слой сетки и установите его как Glue Here Mesh. Выберите слой, который необходимо выровнять, и щелкните Склеивание по точкам.
Выберите четыре точки, чтобы выровнять две сетки. (установите флажок слева, чтобы включить масштабирование.)
Нажмите Ok, когда закончите выбирать точки выравнивания. Проверьте результат. Повторяйте выравнивание, пока не получим удовлетворительный результат.
Перейдите в меню «Фильтр» > «Слой-сетка» > «Сгладить видимые слои». Теперь у нас должен быть один объединенный меш из выровненных. Перейдите в меню «Фильтр» > «Повторное создание сетки, упрощение и реконструкция» > «Реконструкция поверхности: Пуассон». Дайте правильное значение октодерева и разделите решатель. Подождите, пока он обработается. Сохраните его как AlignedMesh.ply.
Откройте новое рабочее место Meshlab, загрузите растровые файлы исходного основного слоя сетки (Открыть проект…). Затем импортируйте AlignedMesh.ply(Import mesh…). Теперь удалите модель облака точек.
Перейдите в Фильтры > Текстуры > Параметризация, текстурирование из зарегистрированных растров. Выберите файл textrue png ОБА основной сетки и сетки для выравнивания.
Сохраните работу.
Советы по объединению подробной более плотной сетки с менее плотной:
Так как одно из двух облаков точек недостаточно плотное для проведения выравнивания. В этом случае попробуйте увеличить номер октодерева, чтобы получить более плотную сетку. Практически,
1) Сделайте больше снимков через соответствующие промежутки времени и повторите реконструкцию.
2) Отсечь менее важную часть основных (больших) данных облака точек; чтобы памяти хватило на более плотную сетку.
Как сделать реконструкцию сетки в Meshlab?
Примечание. При работе в Meshlab сохраняйте свою работу после каждого шага в виде отдельного файла. Это защищает любое предыдущее редактирование. Это также предотвращает сбой Meshlab из-за выделения памяти. При сохранении своей работы всегда ставьте галочку для Color, Normal. Мы рекомендуем снять флажок для двоичного кодирования. Это сохранит всю информацию в формате ascii.
1. откройте файл и импортируйте нужный файл сетки из результата VisualSFM.
Откройте Meshlab, «Файл» > «Открыть проект» > перейдите к папке (ваше имя файла).nvm.cmvs > 00, дважды щелкните, чтобы открыть файл bundle.rd.out, затем дважды щелкните, чтобы открыть файл list.txt. Подождите несколько секунд, чтобы разрешить загрузку сетки.
Нажмите кнопку на панели инструментов, если диалоговое окно слоя не отображается по умолчанию. Удалите текущую сетку (щелкнув правой кнопкой мыши имя в диалоговом окне «Слой» справа).
Перейдите в File > Import Mesh… > перейдите к 00/models. Нажмите «Ctrl» на клавиатуре и выберите все файлы «option-xxxx.ply». Нажмите «Открыть», чтобы импортировать. Есть еще файлы слоев, такие как «option-0000.ply», «option-0001.ply», «option-0002.ply» и т. д. Загрузите их все.
2. Объедините все файлы option-xxxx.ply в Meshlab.
Примечание: это необязательно. Это облегчает последующую уборку. Но цвет может не отображаться после этого шага.
В меню «Фильтры» > «Сетчатый слой» > «Сгладить видимые слои». Отметьте все четыре поля.
Сохрани это.
3. Очистите сетку.
Чтобы получить хорошую реконструкцию сетки, нам нужно удалить нежелательные точки из основной сцены/объекта:
Окружение, не являющееся частью сцены/объекта
Отдельные точки, разбросанные по сцене/объекту
Шум
В диалоговом окне «Слой» щелкните, чтобы выбрать слой, который вы хотите очистить. Выбранный слой будет выделен.
На панели инструментов нажмите кнопку Выбрать вершины. Щелкните левой кнопкой мыши и перетащите отображаемые данные. Выбранные части становятся красными. Нажмите «Ctrl» и перетащите, чтобы добавить больше к выделенному; «Shift» и перетащите, чтобы удалить из выбранного. После выбора нажмите кнопку еще раз, чтобы выйти из режима выбора. Это для того, чтобы можно было повернуть модель и проверить, прежде чем удалять точки.
Нажмите, чтобы удалить выбранную область.
Повторяйте, пока этот слой не будет очищен.
Сохраните его либо в исходную сетку (просто нажав кнопку «Сохранить»), либо как новый файл сетки, используя «Файл»> «Экспортировать сетку как…».
Примечание. В Meshlab очень важно, чтобы слой сохранялся после каждого шага. В противном случае программа может вылететь из-за переполнения памяти.
Выберите (выделите) другой слой и повторите процесс. Пока не будут удалены все нежелательные характерные точки.
4. Настроить и вычислить нормали.
Примечание: это необязательно. Пропустите этот шаг при первой работе с результатами VisualSFM, так как выходные данные VisualSFM уже должны содержать обычную информацию. Старайтесь настраивать и вычислять нормали только тогда, когда результат реконструкции плохой из-за неправильного вычисления нормалей.
Чтобы получить правильные вершины нормалей для каждой стороны, вы можете разрезать модель на несколько частей. Вырежьте его таким образом, чтобы точки на каждой части требовали относительно одинаковых нормалей. При разрезании старайтесь, чтобы на соседних кусках были общие области, чтобы эти куски можно было слить в один слой. Вычислите нормали для каждой части. Перейдите в Рендер > показать нормальную вершину, а также показать arix. Выберите «Фильтры» > «Набор точек» > «Вычислить нормали для наборов точек». Отрегулируйте положение точки обзора до тех пор, пока поверхность не будет правильно распознана (большая часть нормальных вершин направлена вверх от поверхности объекта). Проверьте нормали Flip w.r.t. смотровая площадка.
После того, как каждый кусок получил правильные нормали. Используйте функцию выравнивания в Meshlab, чтобы объединить части вместе.
5. Реконструкция Пуассона.
В меню выберите «Фильтр» > «Наборы точек» > «Реконструкция поверхности: Пуассон». Установите параметры (12, 10, 2, 1). Применять. Дождитесь завершения процесса. Будет создан новый слой сетки Пуассона.
Примечание: Параметры (12,10,2,1) предназначены для оптимального результата. Уменьшите числа, например. (6,6,2,1), сэкономит время вычислений и ухудшит качество реконструкции.
Алгоритм поверхности Пуассона имеет тенденцию создавать объекты, похожие на пузыри. Вы можете удалить посторонние грани с помощью «Фильтры > Выделение > Выбрать грани с краями длиннее». Значение по умолчанию обычно удаляет большинство посторонних граней.
6. Экспортируйте пуассоновскую сетку.
В диалоговом окне «Слой» выберите/выделите слой сетки Пуассона. Сохраните его в той же папке, что и файлы option-xxxx.ply. Также сохраните проект.
При необходимости удалите предыдущие слои точек помутнения.
7. Очистите сетку, используя выделение и удаление (см. 3. Очистите сетку). Сохрани это .
8. Снимите коллектор Edges; вершины многообразия.
Перейдите в меню «Фильтры» > «Выделение» > «Выбрать не многообразные края» и нажмите кнопку «Удалить». Сохрани это .
Перейдите в меню «Фильтры» > «Выделение» > «Выбрать не многообразные вершины» и нажмите кнопку «Удалить». Сохрани это .
9. Создайте текстурированную сетку.
Фильтры > текстура > параметризация + текстурирование из зарегистрированного растра… Установите размер текстуры как 4096, чтобы получить лучшие результаты. Карта текстур по умолчанию называется «texture.png». Установите флажки, чтобы использовать толщину расстояния, использовать толщину границы изображения и использовать УФ-растяжение (необязательно). Нажмите «Применить». Дождитесь завершения. Сообщение о завершении доставляется в правом нижнем окне журнала.
После завершения выберите слой. Перейдите в File > Export Mesh… Сохраните его как mesh_textured.ply, чтобы отличить его от предыдущего пуассоновского меша (без текстуры). Он должен быть сохранен в том же каталоге, что и файл texture. png. Таким образом, безопасно сохранять все в (ваше имя файла).nvm.cmvs\00\models.
Параметр 4096 можно заменить на 2048 или 1024. Опять же, это ускоряет процесс и ухудшает результат.
10. Создайте цветную сетку.
Фильтр > Камера > Проецировать цвет активных растров на текущую сетку, заполняя текстуру. Переименуйте файл текстуры, размер пикселя как 4096 (опять же, как 2048 или 1024 альтернативно). Установите флажки, чтобы использовать вес угла, вес расстояния, вес границы изображения и вес деконтрибуции глубины. Применять.
Сохраните слой как mesh_colored.ply; также сохраните проект. Перейдите в файл > перезагрузите слой. Включите режим рендеринга текстуры (крайняя правая кнопка). Переключитесь в режим Smooth (вторая справа кнопка), чтобы увидеть цвет.
CloudCompare
Как визуализировать отсканированное облако точек в Cloudcompare?
В случае, если облако точек не содержит информации о цвете. Это может помочь визуализировать облако точек.
Выберите слой.
Правка > Цвет > Рампа высоты
Возможно, назначьте цвет по оси Y (или по оси X, или по оси Z). Попробуйте, чтобы найти лучший вид.
Как измерить расстояние/точность двух облаков точек?
1) Загрузите два слоя облака точек.
2) Нажмите клавишу Ctrl на клавиатуре и выберите оба слоя. Теперь вам нужно разрезать два слоя на одинаковые размеры. Нажмите на инструмент «сегмент» на панели инструментов. Нажмите, чтобы установить начальную точку, нажмите еще раз, чтобы установить другую точку. Когда вы закончите установку границы, щелкните правой кнопкой мыши, чтобы отпустить курсор. В строке меню сегмента выберите сохранение внутренней части многоугольника и примите изменения, нажав .
3) Нажмите клавишу Ctrl, чтобы выбрать новые сегментированные слои. На панели инструментов нажмите кнопку «Сравнить облако/расстояние до облака». В всплывающем окне проверьте правильность параметров на каждой вкладке. Обычно мы сохраняем «Общие параметры» со значением по умолчанию.
Мы можем изменить функции, которые хотим использовать, на вкладке «Локальное моделирование». Когда локальная модель не используется, расстояние от облака до облака — это просто расстояние до ближайшего соседа (с использованием своего рода алгоритма расстояния Хаусдорфа). Если эталонное облако имеет низкую плотность или имеет большие дыры, мы используем локальное моделирование. Все 3 модели основаны на наилучшей плоскости наименьших квадратов, которая проходит через ближайшую точку и ее соседей:
Плоскость наименьших квадратов: мы используем эту плоскость непосредственно для вычисления расстояний.
2D1/2-триангуляция: мы используем проекцию точек на плоскость для вычисления триангуляции Делоне (но мы используем исходные 3D-точки в качестве вершин сетки, чтобы получить 2,5D-сетку).
Функция высоты: название вводит в заблуждение, но сохранено для совместимости со старыми версиями. Фактически соответствующая модель представляет собой квадратичную функцию (6 параметров: Z = a.X2 + b.X + c.XY + d.Y + e.Y2 + f). В этом случае мы используем только нормаль плоскости, чтобы выбрать правильный размер для «Z».
Можно сказать, что локальные модели сортируются по возрастанию «верности» локальной геометрии (а также по увеличению времени вычислений). Следует также учитывать, является ли локальная геометрия в основном гладкой или с острыми краями. Потому что триангуляция Делоне — единственная модель, которая теоретически может представлять острые края (при условии, что у вас есть точки на краях), а квадратичная функция — единственная, которая может представлять гладкие/изогнутые поверхности. По умолчанию рекомендуется использовать квадратичную модель, поскольку она более универсальна.
ссылка: http://www.cloudcompare.org/doc/wiki/index.php?title=Cloud-to-Cloud_Distance 4) На третьей вкладке нажмите Compute, чтобы получить результат.
5) Вы можете просмотреть гистограмму, нажав кнопку «Показать гистограмму» на панели инструментов.
6) Сохраните сегментированные слои.
Как использовать гистограмму в CloudCompare?
Используйте для отображения дополнительных статистических результатов.
Прокрутите мышь, чтобы увеличить/уменьшить размер корзины. Перетащите полосу влево/вправо, чтобы просмотреть статистику для разных корзин. Это очень полезно для получения идеального размера / значения корзины, которое вы хотите.
Вы можете добавить больше опций для изменения параметров.
Например, скопируйте каталог файла mnv.ini. Затем поставьте еще один пробел и вставьте нужные параметры. Параметры можно найти в файле readme в корневой папке CMPMVS.
Нажмите Enter, чтобы запустить CMPMVS с вашими настройками.
Инструкция по настройке всей механики 3D-принтера: от ремней до скоростей
Качество напечатанных моделей напрямую зависит от механики принтера, а именно от её правильной настройки. Любые элементы принтера со временем изнашиваются, поэтому настройку принтера необходимо проводить хотя бы раз 5-6 кг отпечатанного филамента. С помощью коротких инструкций, описанных в этом гайде, вы сможете быстро и легко настроить механику вашего принтера: натяжение ремней, ток на двигателях, шаги двигателей, ускорение, рывки и скорость.
Что включает в себя механика
В 3D-принтерах любой конструкции всегда содержатся одни и те же вещи: Оси и направляющие, по которым перемещаются элементы принтера и двигатели с ремнями, которые приводят эти элементы в движение. В классической конструкции принтера есть как минимум 3 мотора (по одному на каждую ось), 3 направляющие (по одной на каждую ось) и плата электроники, которая управляет двигателями. Последнее можно с натяжкой назвать частью механики, но так как она управляет двигателями, она же косвенно влияет на качество модели.
Дефекты печати из-за неполадок в механике
Перед тем как менять что-либо в принтере, необходимо определиться, что именно нужно настроить. Зачастую дефекты видны визуально. В нашем блоге есть статья о большинстве дефектов печати, в которой подробно расписаны причины их появления. Далее список дефектов и с каким элементом механики они связаны:
Смещение слоёв — Ремни, Ток двигателей, Направляющие
Звон — Направляющие, Скорость
Неправильная геометрия модели — Направляющие, Шаги двигателей, ремни
Как можно увидеть, все вышеуказанные проблемы не мешают самому процессу печати, но результат оставляет желать лучшего. Иногда ошибки в механике могут полностью остановить работу принтера. Поэтому лучше не доводить ситуацию до крайностей и при появлении каких-либо проблем сразу начать проверку и настройку 3D-принтера.
Как сохранять настройки
Для исправления некоторых дефектов нужно изменять программные настройки принтера. Поэтому, перед регулировкой механики необходимо понять, как правильно сохранять настройки внутри принтера. Для этого есть 3 пути:
Все настройки находятся в соответствующем меню принтера
В зависимости от вашей прошивки, в данной инструкции будут указаны участки кода для прошивки MARLIN в файле configuration.h
Сначала мы вводим параметры в принтер, а затем сохраняем их в EEPROM — внутреннюю память микроконтроллера. Либо вставляем все необходимые настройки в начале GCODE. О том, как это сделать, читайте в нашей статье про работу с GCODE и создание макросов.
Для сохранения в EEPROM необходимо отправить принтеру команду изменения какого-либо значения (которую также можно вставить в начальный GCODE), а затем отправить команду M500 (сохранение нынешних параметров в постоянную память). В прошивке должна быть включена функция EEPROM, для этого необходимо убрать два слеша в строчке:
//#define EEPROM_SETTINGS
Какой бы из вариантов вы не выбрали, стоит быть осторожным при использовании любых команд. Вы не сможете как-либо навредить принтеру при изменении настроек, но если вы ошибетесь, то придется долго искать причину возможных дальнейших проблем.
Инструкции по настройке
Теперь можно приступать к настройке самого принтера. Если вы решили настроить сразу несколько параметров, то лучше использовать порядок регулировок как в статье, так как некоторые из настроек связаны друг с другом и при использовании неверного порядка, настраивая один элемент механики вы собьете настройки другого элемента. Например, нельзя настраивать шаги двигателя перед натяжкой ремней, так как изменившаяся длина ремней приведет к изменению “истинных” шагов на миллиметр двигателей. Также перед настройкой необходимо убедиться в отсутствии люфтов в раме принтера, затянуть все ремни.
Ремни
Первое, с чего следует начать настройку принтера,- это ремни. Они прямо влияют на геометрию модели и при слишком сильном натяжении именно они вызывают множество проблем: смещение слоев, изменение геометрии, рябь. Сначала стоит удостовериться в целостности ремня. Для этого просмотрите весь ремень, в особенности участки, где ремни изгибаются. Если ремень изжил своё, то можно увидеть увидеть участок ремня, где расстояние между зубцами сильно увеличилось и между ними видна металлическая проволока (корд). Это значит, что пришло время полностью менять ремень.
Порванный ремень с лопнувшими кордами
Если ремень цел или вы уже заменили его, то можно приступать к следующему шагу. В зависимости от конструкции вашего принтера, необходимо отодвинуть ролик, через который проходит ремень. Натяжение должно быть таким, чтобы каретка или стол двигались без усилий, но при этом при быстром передвижении ремень не должен проскакивать зубцы на шестерне двигателя. Настройте натяжку ремней на каждой оси принтера по данному методу.
Совет: если в вашем принтере из комплекта шел натяжитель ремня в виде пружины, крепящейся на самом ремне — уберите его. Из-за гибкости этого натяжителя будут возникать дефекты печати, например, торчащие углы на модели. Лучше настроить ремень без использования данного натяжителя.
Натяжитель ремня
Ток двигателей
Как мы знаем из школьного курса физики, мощность двигателя зависит от напряжения и силы тока. Так как напряжение на всей электронике принтера везде одинаково, то единственно, что можно изменить — ток на двигателе. Точнее следует сказать максимальный ток, который драйвер будет подавать на моторы. Для изменения этого предела необходимо залезть внутрь корпуса и найти плату принтера. На ней вы увидите драйвера принтера. Нас интересует маленький потенциометр на самом драйвере (на картинке ниже он указан как подстроечный резистор).
Пример расположения потенциометра на драйвере
Для настройки вам понадобится вольтметр и маленькая крестовая или плоская отвертка. Перед дальнейшими шагами необходимо рассчитать максимальный ток, подаваемый на моторы. Для разных драйверов используются разные формулы, самые популярные будут указаны в таблице ниже:
Название драйвера
Формула
Пояснения
A4988
Vref = Imax * 1,25 для R100
Vref = Imax * 2,5 для R050
Чтобы понять какую формулу использовать необходимо найти резистор с подписью R100 или R050 на драйвере. Они располагаются рядом с чипом драйвера.
DRV8825
Vref = Imax / 2
LV8729
Vref = Imax / 2
TMC2208
TMC2100
TMC2130
Vref = Imax * 1,41
Для всех драйверов одна формула
Значение максимального тока (Imax) зависит от двигателя, которым управляет драйвер. Это можно узнать из спецификации двигателя или по наклейки на нём. Далее указаны токи для самых популярных моделей двигателей:
17HS4401 — ток 1,7 А
17HS8401 — ток 1,8 А
17HS4402 — ток 1,3 А
Подставив значение в формулу, мы получим значение Vref для максимального тока, подаваемого на двигатель. Но при таком значении двигатель будет сильно греться, поэтому полученное значение Vref необходимо умножить на 0,7. Например, для двигателя с максимальным током в 1,5 А и драйвером TMC 2208:
Vref = 1,5 * 1,41 * 0,7 = 1,48 В
Теперь полученное значение можно использовать при настройке на самом принтере. Для этого отключите провода, идущие к моторам, включите принтер и поместите один щуп вольтметра в центр подстроечного резистора, а второй щуп к отрицательной клемме на блоке питания (также можно использовать отрицательную клемму на плате принтера и контакт на драйвере, обозначенный как GND). Вы увидите некоторое значение на экране вольтметра. Поверните подстроечный резистор по часовой стрелке, чтобы уменьшить значение Vref и против часовой, чтобы увеличить.
Внимание: не следует указывать значение Vref выше максимального рассчитанного для вашего двигателя! Иначе двигатель в скором времени сломается!
Когда вы настроите значение на драйверах, то можете выключить питание принтера, присоединить провода моторов и собрать корпус обратно. На этом настройку драйверов можно считать законченной.
Шаги двигателей
При настройке шагов двигателей вам понадобится линейка. Для удобства можно использовать программу Repetier-Host. Настройка для каждой из трех осей происходит по одному и тому же алгоритму:
Ставим каретку в нулевые координаты (Autohome или G28)
Передвигаем каретку на некоторое расстояние
Измеряем, на какое расстояние прошла каретка
Рассчитываем правильное количество шагов на миллиметр по формуле:
Истинные шаги на миллиметр = текущие шаги на миллиметр * указанное расстояние / пройденное расстояние
Например, в принтере было указано 100 шагов/мм, приказываем принтеру переместится на 80 мм, а принтер проходит 87,5 мм. Тогда правильное значение шагов на миллиметр будет равняться 100 * 80 / 87,5 = 91,42 шагов/мм. Для удобства измерений можно закрепить на столе линейку, а на каретке тонкий предмет, например, иголку или булавку. Тогда можно будет крайне точно измерить пройденное расстояние. Для измерения расстояния в экструдере используется частично отличающийся алгоритм:
Вставляем пластик в экструдер
Обрезаем его прямо у выходного отверстия
Отдаем принтеру команду вытянуть пластик на некоторое расстояние (минимум 100 миллиметров)
Снова обрезаем пластик
Измеряем длину полученного отрезка пластика
Используем формулу из предыдущего алгоритма
Далее данные настройки нужно вставить в прошивку в строке:
#define DEFAULT_AXIS_STEPS_PER_UNIT {X,Y,Z,E0}
Вместо X,Y,Z и E0 должны стоять значение шагов на миллиметр для каждой из осей соответственно. Иначе, необходимо вставить в начальный GCODE данную строку:
M92 Ennn Xnnn Ynnn Znnn
Вместо nnn в каждом из параметров необходимо подставить шаги на миллиметр для каждой оси. Если вы хотите настроить шаги только не для всех осей, то можно убрать ненужные параметры.
Ускорение
Данный параметр отвечает за скорость изменения скорости. То есть насколько быстро принтер будет изменять свою скорость. Это влияет на характер перемещения хотенда относительно стола. Если ускорение слишком маленькое, то принтер будет медленно печатать, если же оно слишком большое, то внешняя поверхность модели будет обладать визуальными дефектами: около каждого из углов будут видны угасающие волны как на картинке ниже.
Для настройки ускорения нужно следовать простым шагам:
Нарезать модель стандартного тестового кубика с толщиной стенок равной одному диаметру сопла, без заполнения и верхних слоев, дно 2-3 слоя;
Открыть GCODE файл в блокноте;
Найти команду G28 в самом начале и вставить после неё данные строки:
M201 X5000 Y5000
M204 P500 T500
Сохраните изменения, напечатайте модель по полученному GCODE и отметьте при каких параметрах P и T она печаталась;
Откройте тот же GCODE файл и измените значения P и T во второй строке, добавив к каждому из них по 500;
Повторите пункты 4-5 как минимум 3 раза;
В результате вы получите несколько тестовых кубиков, на части из которых будут видны волны у углов. Выберите кубик, напечатанный с наибольшими параметрами P и T, но чтобы на нём не было видно волн. Цифра в параметре P будет искомым значением ускорения. Чтобы сохранить данное значение необходимо найти в прошивке 2 строки:
#define DEFAULT_MAX_ACCELERATION {X,Y,Z,E0}
#define DEFAULT_ACCELERATION {nnn}
Вместо X и Y следует поставить ускорение, в два раза выше найденного ранее. А вместо nnn необходимо поставить найденное ранее значение ускорения. Иначе необходимо вставить строку в начальный GCODE:
M204 Pnnn Tnnn
В параметрах P и T нужно поставить значение найденного ускорения. После этого настройку ускорения можно считать завершенной.
Рывок
Рывком обозначается то, с какой скорости начинать ускорятся. Он влияет на модель схожим образом, как и ускорение: создает рябь около углов модели. Но также увеличивается выпячивание углов, если рывок слишком мал. Настройка рывка также схожа с настройкой ускорения:
Нарезать модель стандартного тестового кубика с толщиной стенок равной одному диаметру сопла, без заполнения и верхних слоев, дно 2-3 слоя.
Открыть GCODE файл в блокноте
Найти команду G28 в самом начале и вставить после неё данные строки:
M205 X5 Y5
Сохраните изменения, напечатайте модель по полученному GCODE и отметьте при каких параметрах X и Y она печаталась
Откройте тот же GCODE файл и измените значения X и Y во второй строке, добавив к каждому из них по 2
Повторите пункты 4-5 как минимум 3 раза
В результате у вас получится несколько кубиков. Найдите кубик на котором не будет ряби, напечатанный при наибольших параметрах X и Y. Это и будет значением рывков для вашего принтера. Чтобы сохранить их необходимо найти в прошивке строку:
#define DEFAULT_XJERK nnn
#define DEFAULT_YJERK nnn
Необходимо подставить значения рывков для осей X и Y соответственно. Иначе необходимо подставить в стартовый GCODE команду:
M205 Xnnn Ynnn
Вместо nnn нужно подставить значение рывка, найденное ранее. На этом завершается настройка рывков.
Скорость
На самом деле существует множество различных параметров скоростей, значения для которых сильно разнятся. Далее рассмотрим основные из них:
Этот параметр отвечает за перемещение сопла без выдавливания пластика. Значение находится в пределах от 80 до 120 мм/с. Ограничивается только максимальной скоростью, с которой могут вращаться двигатели. Не влияет на модель
Данная скорость важна, так как она косвенно влияет на адгезию модели к столу. Обычно находится в пределах от 15 до 30 мм/с
-Скорость печати внутренних стенок
Обычно ставится около 60 мм/с, влияет только на прочность модели. Зависит от максимального количества пластика, который может продавить экструдер через сопло
-Скорость печати внешних стенок
Обычно около половины от скорости печати внутренних стенок (30 мм/с). Влияет не только на прочность модели, но и на внешний вид: чем ниже данная скорость — тем ровнее будут стенки.
Стандартным значением является 80 мм/с, влияет только на прочность модели
Обычно выставляется от 20 до 40 мм/с, от неё зависит качество верхнего слоя модели: чем ниже значение — тем ровнее крышка.
Все вышеуказанные параметры подбираются экспериментальным путем. Обычно действует простое правило: выше скорость — ниже качество. Поэтому не стоит пытаться найти идеальное значение для всех ситуаций. Лучше найти значения для быстрой печати, качественной печати и среднее, которое будет использоваться для большинства моделей.
Проверка настроек
Последним этапом настроек любого из вышеописанных параметров будет проверка результата. Если вы записывали параметры в прошивке или сохраняли их в EEPROM, то можете использовать команду M503. Она выведет все настройки принтера на компьютер. Для проверки настроек на практике можно распечатать несколько тестовых моделей:
Классический Benchy
Простой калибровочный куб
Калибровочный кот
На каждой из вышеуказанных моделей будет хорошо видны дефекты, если они ещё остались после настройки механики.
Проблемы и настройки 3D-принтера, как улучшить качество 3D-печати
Проблемы и настройки 3D-принтера, как улучшить качество 3D-печати
Все обзоры
Уроки
Интересное
Wiki
3D Модели
Проблемы
Обзоры
Видео
09. 12.2021
Уроки
Direct экструдер с прямой подачей против Bowden боуденовского: в чем разница и какой лучше?
Direct и Bowden экструдер: в чем разница и какой лучше?…
28.10.2021
Уроки
Цена пластика для 3D-принтера почему дорого стоят? Ведь это просто пластмасса!
Чтобы поддерживать постоянное, стабильное и лучшее качество — необходимо промышленное…
28.10.2021
Уроки
Практическое руководство по печати шестеренок на 3D-принтере
Данный материал есть общее руководство по проектированию и печати на…
28.10.2021
Уроки
Meshmixer — обучающие материалы, уроки, видео инструкции
Если вы не пользовались Meshmixer ранее, вам также будет интересно…
28.10.2021
Уроки
Raft «Плоты», Brim «поля» и Skirt «юбки» – зачем они нужны и как их использовать в 3D-печати
Raft «Плоты», Brim «поля» и Skirt «юбки» – В сообществе…
28.10.2021
Уроки
Как распутать катушку филамента, если она запуталась или появились узлы
Жутко запутанная катушка филамента может полностью остановить любой процесс печати. ..
28.10.2021
Уроки
Как сушить филамент PLA, ABS и нейлон, если пластик впитал влагу, вот как спасти влажную катушку
Влага из воздуха может запросто разрушить ваш филамент для 3D-печати,…
28.10.2021
Уроки
PETG против PLA: в чем разница? Объясняем на пальцах
PETG, и PLA – это пластики полиэфирной группы. Как и…
28.10.2021
Уроки
5 простых советов по 3D-печати PETG и настройкам 3D-принтера
Как преуспеть в 3D-печати PETG? Вот наши пять простых советов…
28.10.2021
Уроки
Углеродное волокно Carbon Fiber для 3D-принтера
Недавно ряд производителей материалов для 3D-печати объявили о том, что…
1
2
3
…
6
Заказать обратный звонок
Телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар добавлен в корзину
Перейти в корзину
Товар добавлен в сравнение
Сравнить товары
В сравнении не может быть больше 4 товаров
Запросить КП
Название организации:
Ваш e-mail
Ваш телефон
Имя контакного лица:
Юридический адрес:
Комментарий:
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар в пути, узнайте когда поставка
Ваше имя:
Ваш e-mail
Ваш телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Связаться с нами
Как позвонить
По телефону +7(495)155-45-19. На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На странице товара, под названием товара 3 статуса:
В наличии – Товар у нас на складе. Оформляйте покупку кнопкой Купить.
Предзаказ – товар в пути, скоро доставка. Узнайте о сроках поставки, кликнув на ‘Сроки поставки’ или оформите покупку кнопкой Купить.
Под заказ – Товар привозится по вашему заказу по частичной предоплате. Оформляйте заказ по кнопке Заказать.
Как получить счёт на оплату для юридических лиц
Добавьте товары в корзину, перейдите к оформлению заказа. Способ оплаты: Организация → Укажите реквизиты → Получите счет на оплату
Как получить коммерческое предложение
На странице товара кликните по ссылке Запросить КП
Сколько стоит доставка
На странице товара блок Доставка. С точным расчетом стоимости и сроков в ваш город. На странице Доставка и оплата более подробно о всех способах доставки.
Если вы не нашли среди вопросов своего, обратитесь к нам через Whatsapp или Telegam
Заказ в один клик
Контактное лицо (ФИО):
Контактный телефон:
Email:
Как настроить свой первый 3D-принтер
В течение последних 10 лет 3D-печать была популярной модной фразой. Сторонники уже давно продвигают идею о том, что если вы придумали что-то новое или сломали что-то, что у вас есть, вы можете просто нажать кнопку на своем компьютере и распечатать новый за считанные минуты. Возможно, в какой-то момент эти идеи были преувеличены, но после того, как после многих лет скептицизма наконец-то появился принтер, кажется, что многие из ранних проблем с этими устройствами были решены. Я использую свой постоянно: от печати запасной части для лампы до изготовления корпуса небольшого робота-ракетоносца.
Сделайте свой выбор
Если вы выполните поиск в Интернете по запросу «3D принтер», вы найдете множество моделей по цене от менее 200 до более 1000 долларов. Конечно, между принтерами каждого ценового уровня есть некоторая разница в качестве, и вам следует учитывать такие характеристики, как разрешение, материалы, из которых он может печатать, скорость печати и область печати, которые определяют размер отпечатка. ты можешь сделать.
Ender 3, который стоит немногим более 200 долларов, является популярным выбором из-за его большой области печати 220 на 220 на 250 миллиметров, в то время как Prusa i3 MK3 — уважаемый принтер, который будет работать вы около 1000 долларов. Лично я купил Monoprice Select Mini 3D Printer V2, который является исключительно популярным малобюджетным принтером. Это довольно простой, с точки зрения функций, с относительно небольшой областью печати 120 на 120 на 120 миллиметров, но он стоил менее 200 долларов и работал очень хорошо для меня из коробки.
Приступая к работе
После распаковки принтера вам необходимо выровнять платформу, что просто означает регулировочные винты в каждом углу поверхности печати, чтобы убедиться, что она находится на постоянном расстоянии от кончика экструдера — части, которая печатает. Более мощные принтеры часто имеют функцию автоматического выравнивания, но Monoprice Select Mini ее не имеет.
Вместо этого мне пришлось переместить сопло экструдера — кончик узла экструдера, из которого вытекает расплавленная нить, — в положение рядом с четырьмя регулировочными винтами станины и повернуть их, пока оно не окажется на 0,05 миллиметра над станиной. Руководство предлагает измерить это, пытаясь подсунуть лист бумаги под него, и говорит, что если он скользит с небольшим сопротивлением, регулировка правильная.
Этот метод показался мне несколько случайным, поэтому я обратился к набору щупов. Это сработало хорошо, и мне не пришлось ничего настраивать в течение нескольких месяцев, но если у вас нет этих датчиков под рукой, бумажный метод, вероятно, сработает достаточно хорошо.
После выравнивания стола загрузите нить в экструдер. Это может означать возню с материалом до тех пор, пока он не будет подаваться правильно, и обрезка конца нити под углом может помочь в этом. Установите экструдер на правильную температуру для используемого материала, затем проталкивайте нить через экструдер, пока не увидите, как начинает появляться расплавленный пластик. Процедура настройки вашего принтера может отличаться, но после этого процесса вы будете готовы к печати.
Начать печать
3D-принтер, производящий основной корпус автомата для выдачи пуговиц. Jeremy S. Cook
Мой принтер поставляется с образцом модели на прилагаемой SD-карте, с которой можно начать, если вы хотите убедиться, что ваш принтер действительно работает. Лично меня не интересовал маленький пластиковый кот, и вместо этого я обратился к Thingiverse, чтобы найти небольшой корпус для проекта по электронике, над которым я работал.
Эти файлы обычно поставляются в формате стереолитографии (STL), и вам нужно будет загрузить их в программу нарезки, такую как Cura, чтобы создать фактический файл G-кода, который управляет вашим принтером.
Получение файлов в формате STL означает, что вы можете модифицировать загруженные вами модели, чтобы они соответствовали вашему принтеру, и настроить способ печати. Например, вам может понадобиться определенная толщина стенок, скорость печати или свойства заполнения (насколько твердой будет внутренняя часть вашего отпечатка), которые влияют на конечный продукт.
На Thingiverse и во многих других местах для скачивания доступно множество предметов для печати, но, на мой взгляд, настоящее волшебство 3D-печати происходит, когда вы создаете нестандартные детали. Лично я разрабатываю большинство своих проектов в Autodesk Fusion 360, но такие программы, как Tinker CAD и OpenSCAD, также являются популярными вариантами моделирования.
После многих лет работы над проектами с использованием более традиционных инструментов удивительно иметь возможность просто нажать кнопку, и мой принтер создаст деталь. В моем случае это обычно были кронштейны и небольшие прокладки для робототехники и других проектов, но и более декоративные элементы также довольно популярны, и их можно отделать и покрасить, чтобы они действительно выделялись.
Как настроить 3D-принтер в первый раз
Revolutionized поддерживается читателями. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнайте больше здесь.
Если вы только что принесли домой свой первый 3D-принтер или получили его в качестве долгожданного подарка на день рождения, вам наверняка интересно, как его настроить. Если вы впервые играете с 3D-принтером, не волнуйтесь — мы вас обеспечим. Вот несколько советов и приемов, которые помогут вам научиться настраивать 3D-принтер в первый раз. Кроме того, мы включили несколько идей печати проектов, которые можно попробовать, как только вы все настроите и запустите.
Какой тип комплекта у вас есть?
Во-первых, какой набор для 3D-печати у вас есть? Большинство комплектов выпускаются в одном из трех стилей — предварительно собранные, частично собранные или сделанные своими руками. Тип комплекта для печати, который у вас есть, будет определять, сколько работы потребуется для его настройки. Предварительно собранные комплекты готовы к использованию прямо из коробки. Хотя им может потребоваться небольшая настройка, прежде чем вы сможете начать печать — о чем мы поговорим подробнее через минуту — они, как правило, готовы к работе по принципу plug-and-play.
Частично собранные комплекты обычно разделены посередине и упакованы для экономии места. Обычно вам нужно соединить их болтами и выполнить несколько электрических соединений, прежде чем ваш новый принтер будет готов к использованию. Наборы для самостоятельной сборки требуют немного больше времени для сборки и, вероятно, займут у вас больше времени. Как только вы узнаете, какой тип комплекта у вас есть, перейдите к следующему шагу настройки 3D-принтера.
Следуйте инструкциям
Этот шаг может показаться здравым смыслом, но его стоит повторить: обязательно прочтите инструкции по сборке и настройке. Потратьте время, чтобы внимательно прочитать их, прежде чем начинать устанавливать связи или собирать вещи. Не пытайтесь ничего настраивать или играть с принтером, пока не получите всю возможную информацию. Сразу из коробки важно прочитать инструкцию. После того, как вы все собрали и откалибровали, вам не придется много настраивать.
Этот совет особенно важен, если у вас есть частично собранный или самодельный набор. Частью знания о том, как настроить 3D-принтер, является обязательное подключение всех проводов, балансировка устройства и его защита, прежде чем пытаться что-либо напечатать.
Не думайте, что он уже откалиброван
Если у вас есть полностью или частично собранный 3D-принтер, у вас может возникнуть соблазн начать печать, как только вы подключите его к компьютеру. Тем не менее, вы можете в конечном итоге потратить много нити, полагая, что ваш принтер уже полностью откалиброван. Даже если он должен быть откалиброван и готов к использованию, во время транспортировки все может сбиться. Если вы будете слишком грубы с ним, когда достанете его из коробки, все также может сместиться.
К счастью, инструкции по калибровке должны быть в вашем руководстве по эксплуатации. Просмотрите их и убедитесь, что все правильно откалибровано, прежде чем нажимать кнопку печати. Незначительные ошибки калибровки могут не вызвать проблем, но серьезные ошибки могут повредить ваше оборудование. Не печатайте на неоткалиброванном аппарате.
Убедитесь, что все ровно и уровень
Для этого шага вам понадобится уровень и Т-образный угольник или другие подобные инструменты. Если рамка не квадратная, а печатная платформа неровная, все в конечном итоге будет кривым и однобоким. Неровные машины также могут привести к тому, что горячая печатающая головка, та штука, которая плавит пластиковую нить, плавится в печатной платформе. Как бы вы ни смотрели на это, печать без квадратного и плоского принтера будет огромным беспорядком.
Вам не нужно много дополнительных инструментов, чтобы убедиться, что все выровнено, но если печатная платформа не выровнена, не так много способов исправить это, за исключением заказа новой печатной платформы и запуска с нуля. Некоторые принтеры поставляются с возможностью регулировки уровня платформы для печати, так что еще раз — проверьте свои инструкции.
Если принтер не имеет функции автоматического выравнивания, вам потребуется отрегулировать винты в каждом углу области печати. Цель состоит в том, чтобы поверхность и область печати находились на одинаковом расстоянии от экструдера. В вашем руководстве по печати должно быть больше подробностей об оптимальном расстоянии между поверхностью печати и экструдером.
Он также может содержать советы о том, как подобрать правильное расстояние. Одна из возможностей, предложенная по крайней мере одним производителем принтеров, — просунуть лист бумаги между поверхностью печати и экструдером. Если вы столкнулись с небольшим сопротивлением при скольжении, это хороший знак. Однако, поскольку модели принтеров различаются, всегда отдавайте предпочтение рекомендациям производителя принтера, а не более общим рекомендациям.
Смазывайте все в достаточной мере
В 3D-принтерах так много движущихся частей, что адекватная смазка необходима для нормальной работы.
Хорошее эмпирическое правило заключается в том, что компонент нуждается в смазке, если он движется по другой поверхности. Тем не менее, часть, получающая смазку, определяет лучший продукт для ее использования.
Одной из деталей, требующих смазки, является резьбовой стержень и гайка по оси Z, которые изменяют высоту сопла принтера. Направляющие осей X и Y вдоль печатающей головки и печатной платформы также нуждаются в смазке. Помимо обеспечения беспроблемного процесса печати, правильная смазка помогает предотвратить преждевременную поломку деталей.
Пригодность смазки для 3D-принтера зависит от того, насколько хорошо она защищает от неблагоприятного воздействия трения материалов друг о друга и помогает ли она компонентам принтера двигаться плавно во время работы. Поскольку он настолько популярен и широко доступен, некоторые люди задаются вопросом, можно ли использовать WD-40 в качестве смазки. Однако это не подходящий вариант, независимо от марки вашего принтера. Постоянное и чрезмерное использование продукта может даже повредить принтер.
Ознакомьтесь с руководством пользователя или инструкциями по настройке, чтобы узнать, какой тип смазки вам следует использовать, а также график технического обслуживания. Это один из тех вопросов, на который, если задать его 10 разным людям, вы получите 10 разных ответов. Поэтому всегда лучше обратиться к руководству пользователя.
Прежде чем начать печать, сдвиньте печатающую головку вдоль осей и управляйте другими движущимися частями, чтобы убедиться, что все движется плавно. Никакой шлифовки быть не должно. Вы заметите, если есть проблема, и всегда лучше выяснить это до того, как вы начнете печатать.
Установите желаемую скорость печати
Одним из основных преимуществ 3D-печати является то, что она намного быстрее, чем многие другие методы производства. Таким образом, многие люди по понятным причинам задаются вопросом, как скорость печати влияет на качество печати. Как правило, более низкая скорость печати приводит к более качественному результату. Однако особенности варьируются в зависимости от типов используемых материалов и того, что включает в себя проект печати.
Чем быстрее экструдер движется, тем больше его вибрация. Этот эффект вызывает снижение общего качества печати. Многие люди находят это особенно заметным на принтерах потребительского уровня. Производители обычно не делают их с расчетом на то, что люди будут пытаться печатать на очень высоких скоростях.
Вопрос не только в том, может ли принтер работать с определенной скоростью. Также существуют ограничения относительно скорости плавления печатной нити, что влияет на максимальную скорость потока экструдера. Различные нити обладают различными физическими и химическими свойствами. Таким образом, просто установить одинаковую скорость печати с двумя типами филамента не обязательно достаточно, чтобы получить одинаковый результат при каждой попытке.
Подача нити в экструдер
Нить оказывает существенное влияние на процесс печати. Прежде чем продолжить, ознакомьтесь с инструкциями, связанными с принтером и нитью. Некоторые люди рекомендуют сделать острый срез под углом на конце, который вы подаете в принтер, чтобы его было легче загружать. Некоторые модели принтеров поставляются с режущим инструментом. Нити также могут иметь круглые концы, и людям иногда труднее их нагружать. Сгибание и скручивание конца перед тем, как пропустить его, может помочь.
Протолкните нить через вход экструдера и продолжайте движение, пока не почувствуете небольшое сопротивление. Затем нить, вероятно, достигла сопла.
Выберите дизайн
Настройка завершена, все готово к печати. Следующее, что вам нужно сделать, это выбрать и создать дизайн. С помощью 3D-принтера можно сделать практически все — от штатива для телефона до крючка для сумки, чтобы вы могли унести все свои продукты за одну поездку. Существует множество вариантов, доступных бесплатно в Интернете, или вы можете создавать проекты в программе САПР.
Возможно, проще спросить, что вы не можете сделать с помощью 3D-принтера, чем перечислить, что вы можете создать с помощью этих устройств. Вы можете сделать все, что угодно, от гитар и объективов для фотоаппаратов до 3D-печатных моделей всего, что можно отсканировать. Это может даже включать рабочее оружие, если у вас есть нужные материалы. Даже НАСА использует 3D-принтеры для отправки моделей специализированных инструментов астронавтам на Международной космической станции.
Переходите от обучения настройке 3D-принтера к своему первому проекту
Наконец, когда вы все настроили и выбрали свой дизайн, все, что осталось сделать, это нажать «Печать»! Выполнение проектов 3D-печати может занять от нескольких часов до нескольких дней, так что наберитесь терпения. Вся ваша тяжелая работа будет стоить того.
Примечание редактора: эта статья была первоначально опубликована 21 января 2020 г. и была обновлена 26 августа 2022 г., чтобы предоставить читателям более актуальную информацию.
Caiman (Кайман) триммеры | Триммеры бензиновые Caiman в Москве
Главная
Производители
Триммеры
Сортировать по: Цене Мощности
Выводить по: 20 40 Все
CAIMAN VS300W-TU33 Luxe Триммер
бесплатная доставка
На заказ
1кВт / триммер
Добавить к сравнению
Перейти к сравнению
CAIMAN VS255W-EH025 Триммер
бесплатная доставка
На заказ
0.7кВт / триммер
Добавить к сравнению
Перейти к сравнению
CAIMAN VSP255S-TU26 Триммер
бесплатная доставка
На заказ
0. 7кВт / триммер
Добавить к сравнению
Перейти к сравнению
CAIMAN Bh3500AU Триммер
бесплатная доставка
На заказ
0.8кВт / триммер
Добавить к сравнению
Перейти к сравнению
CAIMAN VS430W-TB43 Триммер
бесплатная доставка
На заказ
1.3кВт / триммер
Добавить к сравнению
Перейти к сравнению
CAIMAN VSP255S-TU26 Luxe Триммер
бесплатная доставка
На заказ
1кВт / триммер
Добавить к сравнению
Перейти к сравнению
CAIMAN VS256W-TU26 Luxe Триммер
бесплатная доставка
На заказ
1кВт / триммер
Добавить к сравнению
Перейти к сравнению
CAIMAN VS256W-TU26 Триммер
бесплатная доставка
На заказ
0. 7кВт / триммер
Добавить к сравнению
Перейти к сравнению
CAIMAN VSP255S-EH025 Триммер
бесплатная доставка
На заказ
0.7кВт / триммер
Добавить к сравнению
Перейти к сравнению
CAIMAN V430W-TB43 Триммер
бесплатная доставка
На заказ
1.3кВт / триммер
Добавить к сравнению
Перейти к сравнению
Бензокоса Caiman WX21 PROMO
Дополнительные категории:
Печатать
Артикул: WX21PROMO
Есть в наличии
Характеристики
Тип двигателя: 2-х тактный
Мощность двигателя (л. с.): 1
Привод (вал): Жесткий вал
Легкий запуск двигателя: Нет
Вес (кг. ): 4.5
Все характеристики
Добавить к сравнению
Сравнить (0)
Бесплатная предпродажная подготовка
Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
34 000 руб
Предложить свою цену
Характеристики и описание: Бензокоса Caiman WX21 PROMO (WX21PROMO)
Бензокоса Caiman WX21PROMO – легкий, всего 4,5 кг, бензиновый триммер разработанный для бытового использования. Легкость и простота эксплуатации является одним из неоспоримых преимуществ этого устройства.
Коса оснащена двухтактным двигателем EE200 Professional. Мотор легко запускается, имеет небольшой вес и габариты. Кроме того, достоинством двигателя является простота конструкции и возможность оперативно выходить на высокие обороты.
Функция круиз-контроля дает возможность оператору зафиксировать оптимальные обороты двигателя, а при необходимости плавно увеличить или уменьшить скорость, что сэкономит 50%топлива.
Редуктор Hi-Speed, разработанный японским производителем дифференциалов повышенного трения, которые используются при производстве спортивных автомобилей, способен противостоять ежедневным многочасовым рабочим нагрузкам. Редуктор, при производстве которого использовались самые современные разработки, отличается высокой прочностью и надежностью. А подшипники, поддерживающие пару конических шестерен редуктора, устраняют вибрации в нем и увеличивают срок службы как самого узла, так и всей косы.
На Caiman WX21 PROMO установлен стальной кованый приводной вал Solid ShaftВал. По всей длине он поддерживается бронзовыми втулками в резиновых амортизаторах, а со стороны муфты – двойными шарикоподшипниками. Это значительно уменьшает механические вибрации штанги и темпы износа вала бензокосы.
Резьбовое соединение приводного вала с чашкой муфты сцепления обеспечивает его высокую надежность и сокращает пробуксовывание сцепления.
Кроме триммерной насадки Caiman WX21 PROMO укомплектована стальным диском-кусторезом Katana Blade, оснащенным наконечниками с победитовыми напайками, сочетающим высокую прочность, износостойкость. Используя диск, оператор справится с самой жесткой травой и кустарником.
Гарантия и сервис: Бензокоса Caiman WX21 PROMO
Отзывы о товаре: Бензокоса Caiman WX21 PROMO (WX21PROMO)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Ознакомиться с правилами публикации отзывов
Аксессуары : Бензокоса Caiman WX21 PROMO
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 880 36″
111 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 880 без шины
67 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила STIHL MS 462 20″ ES Light
95 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила STIHL MS 661 C-M 25″
114 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила Champion 240 16″
9 200 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 201 14″
40 090 руб
Снят с производства
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила Oleo-Mac GS 35C PS 16»
17 990 руб
Уточняйте наличие
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила Husqvarna 365 18″
78 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила Oleo-Mac 962 18″
31 990 руб
Уточняйте наличие
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 230 C-BE 16″
36 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 180 16″
23 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила Oleo-Mac 937 PS 16″
17 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 150 ТС-Е 12»
28 490 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 310 18″
59 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 361 18″
72 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила Husqvarna 120 Mark II 16″
19 990 руб
Добавить к сравнению
Сравнить (0)
Бензопила STIHL MS 201 TC-M 14″
48 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила Oleo-Mac 952 18″
30 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила STIHL MS 462 RHD 20″
153 990 руб
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бензопила Oleo-Mac 932C-14″
38 990 руб
Уточняйте наличие
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 170 14″
21 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 250 C-BE 16″
39 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила Husqvarna 572 XP 18″
116 000 руб
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила Husqvarna 445e 15″
43 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 193 С-Е 14″
26 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем посмотреть
Бензокоса Caiman WX21
36 000 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензокоса AL-KO BC 4125 II Comfort
8 790 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензокоса Champion T523-2
9 650 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Ранцевая бензокоса STIHL FR 131 T
89 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензокоса STIHL FS 55 C
28 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Услуги по обрезке деревьев: обрезка ветвей
Профессиональная обрезка деревьев, живых изгородей и кустарников на юго-западе Флориды
Обрезка деревьев и обрезка деревьев — это разные услуги, хотя они используют схожие методы. Полезно понимать их различия, но ваш ландшафт нуждается как в долговечной красоте, здоровье, так и в безопасности вашей зелени. Профилактическая обрезка и обрезка имеют решающее значение для предотвращения травм, ограничения ответственности и подготовки к штормам. Наша команда обученных, вежливых специалистов готова проконсультировать вас и предложить решения, которые превзойдут ваши ожидания. Позвоните в компанию Caiman Lawn Care, чтобы получить квалифицированные услуги по стрижке и обрезке деревьев в округах Ли и Коллиер.
Специалисты по обрезке деревьев
Обрезка похожа на обычный осмотр для поддержания внешнего вида. Эта услуга также снижает зарастание и риски для безопасности людей, инженерных коммуникаций и сооружений. Обрезка также помогает замедлить рост дерева.
Обрезка деревьев больше похожа на полноценную диагностику здоровья вашего дерева. Эта работа включает в себя обрезку определенных частей дерева, чтобы позволить солнечному свету достигать других его частей. Обрезка также может включать в себя работу с больными частями. Какой бы ни была потребность, Caiman Lawn Care позаботится об этом за вас.
Наши услуги
Компания Caiman Lawn Care имеет лицензию и застрахована на выполнение тщательной обрезки и стрижки деревьев с превосходным обслуживанием клиентов. Все услуги регулируются всеми применимыми ассоциативными и государственными нормами. Мы предлагаем решения, отвечающие вашим потребностям и бюджету, в том числе:
Удаление деревьев
Формирование кроны дерева
Обрезка и обрезка деревьев
Аварийная вырубка деревьев
Caiman Lawn Care предлагает опыт, необходимый для цветущего ландшафта. Наши профессиональные услуги по обрезке и обрезке помогут сохранить вашу зелень красивой, здоровой и безопасной.
Ландшафт Флориды требует глубокого понимания того, как на него влияет местный климат. Когда дело доходит до обрезки растительности, также важно учитывать такие факторы, как тип дерева, живой изгороди или кустарника, возраст дерева, диаметр и угол наклона ветвей, а также сезон покоя. Профессиональная компания по обрезке и обрезке деревьев может посоветовать вам, когда и как нужно обрезать или обрезать листву для оптимального развития. Экспертное обслуживание также является упреждающим шагом для снижения риска повреждения от гниения и накопления грибков.
Caiman Lawn Care, Inc., обслуживает Юго-Западную Флориду
Если вы ищете профессионального, недорогого и надежного специалиста по обрезке или обрезке деревьев в Юго-Западной Флориде, не ищите дальше. С 2014 года компания Caiman Lawn Care улучшает красоту жилых и коммерческих ландшафтов всех размеров на юго-западе Флориды. Свяжитесь с нами сегодня с любыми вопросами или для оценки и графика вашей обрезки, обрезки или другого проекта, связанного с ландшафтом. Для нашей квалифицированной команды нет больших и маленьких задач. Будем рады встретиться с вами на месте и сообщить точную цену. Позвольте Caiman Lawn Care обеспечить уход за вашими деревьями!
Тип конструкции: 3-слойная конструкция с 2 оболочками и сердцевиной
Вес продукта (фунты): 40 (фунты) lbs) max
Тип ворот: Двойные межкомнатные
Фурнитура: Направляющие и крепежные элементы входят в комплект
Тип текстуры: Гладкая
Карбюратор 2 совместимый
Инструкции по установке +
Необходимые материалы
Примечание! Следуйте всем инструкциям производителя материала для правильного использования и совместимости.
10d Финишные гвозди
Гвозди финишные 4d
Прокладки
Замазка для дерева
Наждачная бумага
Отделочные материалы
100% полиуретановый герметик (для двухсекционных рам)
Необходимые инструменты
Молоток
Рулетка
Универсальный нож
Уровень (рекомендуется минимум 4 фута)
Циркулярная пила или электролобзик (для обрезки косяков при необходимости)
Пробойник для гвоздей
Отвертки
Удалите транспортировочные материалы, такие как угловые крышки, транспортировочные блоки или прокладки. Примечание! Перед началом установки обязательно удалите транспортировочные зажимы или винты, проходящие через головку в плиту от двери.
Осмотрите дверь
Косметические повреждения.
Прямоугольность изделия (размеры по диагонали должны быть в пределах 1/4 дюйма).
Правильный продукт (размер, цвет, рисунок сетки, подача, остекление, требования по энергоэффективности и т. д.).
Правильная передача. Чтобы определить поворот двери (влево или вправо), встаньте лицом к двери с той стороны, где петли не видны. Правосторонние двери открываются направо, а левосторонние – налево. Если какое-либо из вышеперечисленных условий вызывает беспокойство, не устанавливайте дверь. Обратитесь к своему дилеру или дистрибьютору за рекомендациями.
Убедитесь, что ширина и высота дверной рамы на 1/2 дюйма меньше, чем примерная ширина/высота проема.
Убедитесь, что черновое отверстие имеет квадратную форму. Измерения (А) и (В) должны быть одинаковыми. Максимально допустимое отклонение от квадрата 1/4″.
Проверка угольника, уровня и отвеса
Убедитесь, что черновое отверстие расположено вертикально (C, E и D). Максимально допустимое отклонение 1/8″.
Подоконник не должен быть выпуклым или провисшим (D), а должен быть ровным или иметь уклон (положительный уклон) наружу.
Внешняя поверхность чернового отверстия должна находиться в одной плоскости (Е) с поворотом менее 1/8 дюйма от угла к углу.
Минимальные двойные шпильки должны использоваться во всех грубых отверстиях.
Жатка должна поддерживаться шпильками триммера.
Не устанавливайте дверь, если грубое открывание не соответствует указанным выше условиям. Для устранения проблем перед установкой может потребоваться профессиональная помощь.
ВАЖНО! Дверь следует отделывать либо до установки, либо сразу после (как удобнее). Примечание! При снятии плиты с рамы для отделки снимите петли только с косяка, не снимайте петли с плиты.
ДЛЯ МОДЕРНИЗАЦИИ УСТАНОВКИ
Для модернизации установки снимите старую дверь и обратитесь в местные органы управления отходами для надлежащей утилизации или переработки удаляемых продуктов.
Внимание! Во избежание травм используйте для установки как минимум двух человек. Обеспечьте достаточную поддержку двери, пока она полностью не зафиксируется.
Предварительно навесные двери представляют собой систему из одного или двух косяков. Двери с цельным косяком поставляются без накладок. Двустворчатые распашные двери состоят из двух секций. Внутренняя и внешняя отделка уже применена к основной раме. Секция рамы с предварительно навешенной дверью прибивается гвоздями, затем другая секция рамы с внешней отделкой вставляется с другой стороны и плотно прилегает к стене. Две секции собираются с помощью шпунтового соединения, которое закрывается дверным упором.
В системах с цельными косяками пропустите шаг 1 и начните с шага 2.
При установке системы из двух частей отделите узел отделки от секции рамы. Узел отделки может быть приклеен скотчем или прибит гвоздями, чтобы удерживать его на месте во время транспортировки. Компоненты рамы могут быть слегка загрунтованы или окрашены перед установкой, но подождите, пока установка не будет завершена, прежде чем наносить финишное покрытие.
Предварительно навешенные дверные рамы проходят ниже плиты, чтобы обеспечить различную высоту пола. Косяки можно обрезать по мере необходимости перед началом установки, однако не забудьте оставить достаточно места для прохождения воздуха под дверью в соответствии с нормами вентиляции.
Удалите всю упаковку или гвозди, которые удерживают дверцу закрытой.
Вставьте дверной блок в проем и выровняйте косяк со стороны петель. Используйте прокладки, закрепленные через косяк, и закрепите их гвоздями 10d на расстоянии примерно 2 дюйма от верха и 2 дюймов от низа косяка, чтобы выровнять и временно закрепить на месте.
Выровняйте сторону косяка с защелкой так же, как и шарнирный косяк. Убедитесь, что косяк не перекручен и расстояние между косяком и дверью одинаковое со всех сторон. При необходимости отрегулируйте сторону защелки косяка.
Подровняйте верхнюю часть косяка по центру проема и закрепите финишным гвоздем 10d.
Повторно проверьте квадрат, уровень и равномерное расстояние вокруг двери. Надежно закрепите гвозди через упор, косяк, прокладки и шпильки через каждые 12–16 дюймов. Вставьте гвозди с помощью дырокола.
Поместите накладку или задвиньте накладку в сборе (двухсекционный косяк) на место в раме. Аккуратно прибейте накладку с обеих сторон двери через каждые 12-16 дюймов, используя гвозди для отделки 4d.
После установки замените центральный винт (как показано) в двух верхних петлях (через створки по направлению к косяку) на прилагаемый винт №9.винты 2½».
УСТАНОВКА
Установите комплект замков согласно прилагаемым инструкциям.
Заполните все отверстия от гвоздей/шурупов и отшлифуйте.
При установке двухкомпонентной системы косяков нанесите полоску 100% полиуретанового герметика на все соединения и инструмент до получения гладкой поверхности.
Обработайте все шесть сторон дверной плиты, а также раму (если это еще не сделано). Внимание! При снятии плиты с рамы для отделки снимите петли только с косяка, не снимайте петли с плиты.
Защитите недавно установленные блоки от повреждений штукатуркой, краской и т. д., накрыв блок пластиком.
БЕЗОПАСНОСТЬ
Перед началом работы прочтите и полностью усвойте ВСЕ инструкции производителя. Несоблюдение надлежащих инструкций по установке и отделке может привести к отказу в гарантийных претензиях из-за проблем с эксплуатационными характеристиками.
Не работайте в одиночку. Требуются два и более человека. Используйте безопасные методы подъема.
Соблюдайте осторожность при обращении со стеклом. Разбитое или треснувшее стекло может привести к серьезной травме.
Носите защитное снаряжение (например, защитные очки, перчатки, наушники и т. д.).
Безопасно работайте с ручными/электроинструментами и следуйте инструкциям производителя по эксплуатации.
При повреждении существующей краски примите надлежащие меры предосторожности, если подозревается наличие свинцовой краски (обычно использовалась до 1979 года). Ваше региональное отделение EPA (www.epa.gov/lead) или Комиссия по безопасности потребительских товаров предоставляют информацию о правилах и защите от свинца.
ПРЕДУПРЕЖДЕНИЕ. При сверлении, пилении, шлифовке или механической обработке изделий из дерева образуется древесная пыль — вещество, известное в штате Калифорния как вызывающее рак. Используйте респиратор или другие средства защиты, чтобы избежать вдыхания древесной пыли. МАТЕРИАЛЫ И ОБРАБОТКА ДВЕРЕЙ
Дайте дверям акклиматизироваться к местным условиям в течение как минимум 24 часов перед отделкой.
Перед установкой убедитесь, что плита закреплена.
Соблюдайте инструкции производителя материала по обращению и нанесению.
Не нагружайте соединения, углы или рамы.
Храните дверь в сухом, хорошо проветриваемом помещении в вертикальном положении с наклоном для обеспечения циркуляции воздуха; не складывайте горизонтально и не волочите по полу.
Защищать от воздействия прямых солнечных лучей во время хранения.
Устанавливайте только в вертикальные стены и в сухих условиях.
ПРИ ТРАВМЕ НЕМЕДЛЕННО ОБРАТИТЕСЬ К ВРАЧУ!
(Нажмите, чтобы скачать)
Уход и обслуживание +
МЕРЫ ПРЕДОСТОРОЖНОСТИ, БЕЗОПАСНОСТЬ И ЧИСТКА РЕКОМЕНДАЦИИ
Никогда не смешивайте чистящие средства или растворители. Это может быть как опасно, так и неэффективно.
При использовании коммерческих чистящих или отделочных средств или растворителей внимательно прочитайте и соблюдайте инструкции по технике безопасности, предупреждения, предостережения и инструкции по утилизации на этикетках производителя. Наденьте соответствующие средства защиты (например, одежду, защитные очки, перчатки) и обеспечьте достаточную вентиляцию.
Немедленно убирайте разливы.
Большинство растворителей легко воспламеняются и/или токсичны, и с ними следует обращаться с особой осторожностью. Не используйте вблизи открытого огня, искр или электрических двигателей.
РЕКОМЕНДАЦИИ
Не мойте двери под давлением и не используйте садовый шланг; это может привести к нарушению герметичности стеклопакетов и проникновению воды внутрь конструкции.
Избегайте использования металлических инструментов, бритвенных лезвий или других острых предметов и абразивных чистящих средств. Они могут повредить поверхности дверей, поцарапать стекло и удалить покрытия.
Не допускайте попадания агрессивных чистящих средств на дверные поверхности. Немедленно промойте и высушите.
Не позволяйте чистящим средствам скапливаться или собираться на краях стекла рядом с материалами остекления.
Избегайте чистки под прямыми солнечными лучами или при слишком высоких или слишком низких температурах.
Избегайте чрезмерного трения и чрезмерной очистки. • Не трите.
Очистите и промойте одну область за раз.
Очищать два раза в год (ежемесячно в прибрежных районах) или по мере загрязнения.
Не рекомендуется применять на стекле тонировочные материалы и пленки, приобретенные на вторичном рынке, поскольку они могут повредить стекло и/или герметик.
МАТЕРИАЛЫ
Детский шампунь или мягкое мыло и вода. • Несколько чистых, мягких, неабразивных, впитывающих безворсовых сухих салфеток (очистка).
Коммерческие средства для чистки стекол или растворители.
Пластиковая пленка (для удаления этикеток).
Высококачественный герметик (100 % полиуретан, если он окрашен, и 100 % силикон, если его оставить открытым).
ИНСТРУМЕНТЫ
Щетка с мягкой щетиной
Распылитель
Губка
Пластиковый шпатель (для удаления краски или этикеток)
ОСНОВНЫЕ ПРОВЕРКИ И ОБСЛУЖИВАНИЕ
КОНТРОЛЬ ПЛИТЫ И РАМЫ
Осматривать ежегодно (из-за коррозионной среды прибрежных районов осматривать ежемесячно).
Осмотрите стойки и поручни на наличие повреждений (чрезмерная деформация, трещины или сколы на деревянных или стеклопластиковых поверхностях, вмятины или царапины на металлических поверхностях).
Немедленно устраняйте царапины или трещины на окрашенных или обработанных поверхностях. При необходимости отполируйте поверхности, когда они выцветают, трескаются, отслаиваются, расщепляются и т. д.
Осмотрите деревянные двери с перекладинами и перилами на наличие кривых панелей и/или стоек. По ним можно аккуратно постучать деревянным бруском и резиновым молотком, пока они не станут прямыми. Панели также могут образовывать «светлые линии» по периметру от усадки. Эти области должны быть подкрашены соответствующей отделкой. Оставьте дверь «подготовиться» в теплой, сухой среде на 24 часа перед подкрашиванием, чтобы получить наилучшие результаты.
Проверьте стекло на наличие трещин. Если треснуло, позвоните нам или вашему местному поставщику стекла для замены.
Для стеклопакетов проверьте наличие влаги или запотевания между стеклами (чаще всего это происходит холодным утром). Это может быть признаком нарушения герметичности, позвоните нам для получения рекомендаций.
ОБЩАЯ УБОРКА
Приготовьте чистящий раствор (1 чайная ложка детского шампуня или мягкого мыла на один галлон воды).
Промойте поверхность чистой водой сверху вниз.
№
Нанесите чистящий раствор с помощью губки или мягкой щетки с равномерным давлением сначала горизонтально, затем вертикально.
Незамедлительно тщательно промойте чистой водой (может помочь протирание губкой во время промывки; не позволяйте чистящему раствору высохнуть на поверхности или собираться и образовывать лужи).
Протрите насухо безворсовой тканью.
При необходимости повторите описанные выше действия до очистки. 6. Протрите дверь отдельной тряпкой.
СНЯТИЕ НАКЛЕЙКИ
Медленно снимите с одного угла. Если этикетка рвется или прилипает, смочите ее мыльной водой и аккуратно соскоблите пластиковым шпателем. Упрямые этикетки можно смочить мыльной водой и накрыть полиэтиленовой пленкой на ночь. Аккуратно удалите пластиковым шпателем.
УДАЛЕНИЕ КРАСКИ
Смочите высохшие капли латексной краски теплой водой с раствором детского шампуня. По поводу масляной краски проконсультируйтесь со специалистом по окраске. 2. Протрите влажной тканью или губкой. При необходимости 3. Аккуратно соскоблите пластиковым шпателем. Повторите замачивание и очистите. 4. При необходимости повторите
УДАЛЕНИЕ УСТОЙЧИВЫХ ПЯТЕН
Могут потребоваться коммерческие чистящие средства для стекла. • Нанесите небольшое количество непосредственно на пятно. Не проливайте и не капайте на стекло. • Для некоторых стойких пятен могут потребоваться более сильные чистящие средства, содержащие активные химические вещества, такие как денатурированный спирт или ацетон. При использовании этих типов чистящих средств необходимо соблюдать особую осторожность. • Для масла и жира: попробуйте пищевую соду и воду
.
Очистка и смазка помогают поддерживать и восстанавливать бесперебойную работу подвижных частей, таких как петли и замки, и в большинстве случаев обеспечивают некоторую защиту от коррозии.
Очищайте поверхность двери и обслуживайте фурнитуру всякий раз, когда двери не открываются или закрываются должным образом, или не реже двух раз в год (ежемесячно для прибрежных районов):
Удалите грязь/мусор с помощью мягкого мыла и воды и промойте дочиста
Затяните ослабленные винты
Замените поврежденное оборудование
МЕРЫ ПРЕДОСТОРОЖНОСТИ
Следующие вещества могут повредить защитное покрытие.
Не использовать:
Очистители на основе уксуса (только для стекла)
Чистящие средства на основе цитрусовых (лимон и т. д.)
Смывки для краски
Средства для мытья окон
Промывка кирпича/сайдинга
Любые другие промышленные или абразивные чистящие средства
Смазывайте петли светлым маслом (маслом 3-In-One® или эквивалентным) ежегодно или при появлении шума.
Нанесите на замок шпоночного паза графитовую смазку.
СКЛАДНЫЕ ДВЕРИ
Гусеницы и подшипники Протрите видимые поверхности гусениц влажной мягкой тканью с мягким моющим средством, затем вытрите насухо чистой тканью. С помощью подходящего аппликатора нанесите небольшое количество прозрачного вазелина или аналогичной смазки в местах прохождения опорных колес, чтобы она равномерно распределилась по гусенице. Нанесите дополнительную смазку вокруг подшипников. Смазка снижает износ, улучшает работу и защищает от коррозии. В тяжелых условиях нанесите тонкий слой WD40®.
Вешалки, шарниры и кронштейны
Открытые поверхности следует протереть теплой мыльной водой и мягкой тряпкой, а затем промыть перед нанесением нового защитного средства для поверхности.
что это такое, для чего нужен, фиксация и устройство с фото и картинками
18.03.2020
Устройство и характеристики
Принцип работы шпинделя и из чего он состоит
Применение шпинделя: для чего он нужен
Классификация шпинделей по типу, размеру и диаметру
Выбор типа шпинделя
Выбор вида охлаждения
Выбор скорости и мощности
Как изготовить своими руками шпиндель по картинке
Обслуживание
Давно занимаетесь металлообработкой или только начинаете изучать теорию? Мы поможем разобраться с базовыми навыками. В статье расскажем о шпинделе станка: что это такое, покажем фото держателя инструмента и поговорим о том, как с ним работать.
Обработка металла на станках получила широкую распространенность. Это и не удивительно, с появлением машинизированного оборудования значительно, в разы увеличилась производительность труда, а сам процесс изготовления металлических изделий стал намного проще – рабочие тратят меньше времени на один производственный цикл.
Создание станочного оборудования также обеспечило:
Более высокое качество деталей, хороший класс точности.
Снижение итоговой стоимости всех работ.
Увеличение скорости производства.
Практически ни один станок не обходится без фиксации шпинделя – что это расскажем на примере токарного аппарата. Это элемент, который отвечает за крепкую и надежную установку на одном месте заготовки. Если брать в качестве образца токаря, то он крепит металлический брусок или вал между двумя бабками, с одной из сторон которой установлен такой держатель. Вторая очень простая иллюстрация – это дрель. Здесь для того, чтобы удержать сверло или другой инструмент, тоже нужно монтировать его внутрь шпинделя.
Само слово имеет немецкое происхождение. Spindel – это веретено, то есть то, что имеет возможность вращаться в разные стороны. Конструктивно это вал. Сам термин в основном применяется в таких направлениях как станкостроение, металлообработка и деревообработка, соответственно. Это крайне важный элемент, без него не может быть представлена работа ни единого устройства. Задача детали – передавать усилие, которое генерирует электродвигатель, к обрабатываемой заготовке из металла или дерева, пластмасса. На вал крепится приспособление для центрирования и зажима данного бруска.
Объясним еще раз на простом примере, чтобы понять, что есть две основные цели – вращаться и держать заготовку. В токарном станке есть шпиндель. С одной стороны прикреплено зубчатое колесо, посредством него происходит передача усилия. Со второго края вала расположен подшипник. На него прикрепляется патрон для зажима.
Но, казалось бы, зачем еще он нужен, если можно присоединять металлический или деревянный образец непосредственно к коробке передач, редуктору? Дело в том, что эти части станка не приспособлены к повышенным вибрациям и высоким нагрузкам, они просто сломаются от них. А вот вал может стать посредником, который и принимает на себя все механические (и термические) воздействия. К тому же, на одной его стороне есть патрон, который имеет элементы крепления – резьбу, шлицы, пазы, то есть универсально подходят под конкретную цель крепежа.
Какие можно назвать особенности устройства шпинделя:
Крепление осуществляется с помощью подшипника качения. Это прочный узел, стандартный, но он тоже имеет различные исполнения. Например, одни могут иметь устойчивость к вибрации, другие – более дешевую стоимость. Намного лучше работают станки, оснащенные системой подачи охлаждающей и смазывающей жидкости, потому что в таком случае подшипники меньше испытывают напряжение и трение, тем самым значительно увеличивая срок годности.
Основное вращательное движение вал получает от асинхронного двигателя. Он устанавливается в корпусе оборудования – обычно в правой бабке. Сперва электродвигатели питались только от трехфазных источников и устанавливались непосредственно на производствах. Считалось, что они обладали более высокой мощностью. Но сейчас производят аппаратуру, которая питается от 220 В, поэтому может быть размещена и в обычных условиях – часто токарные или фрезеровочные установки стоят в гаражах и иных «домашних» постройках для личного пользования.
Шпиндель может получать вращательное движение напрямую от электродвигателя, но чаще – через дополнительный узел, например, ремень. Ременная передача удобна – эта деталь недорого стоит, легко крепится, а также проста в использовании, но на очень высоких оборотах она может проскальзывать. В таких случаях, когда нужна большая скорость, устанавливают зубчатые колеса, шестерни.
Основное крепление, которое находится с края вала, – это цанговый патрон. Это позволяет осуществить надежное крепление хвостовика любого диаметра. Практически все инструменты для резки по металлу, для сверления оснащены таким наконечником (хвостом), а если нет, то крепить приходится по внешнему краю, что намного менее надежно и допускает значительные расхождения и вибрации.
Очень важно при промышленном производстве – наличие системы охлаждения на токарных или фрезерных станках. Она играет большое значение – продлевает максимальный период эксплуатации, а также время беспрерывной металлообработки.
Самые сложные шпиндели – у аппаратуры с ЧПУ. Дело в том, что наличие пульта числового управления делает возможным изготовление деталей с максимальной точностью. Это, в свою очередь, требует минимальных вибраций. Такую качественную аппаратуру можно заказать через интернет на сайте компании https://stanokcnc.ru/. Здесь представлены качественные станки для обработки металлических заготовок.
Степень фиксации вала напрямую зависит от скорости вращения. Чем она выше, тем более надежно должно происходить крепление.
Практически все оборудование с данным элементом заключается в применении режущей кромки по подготовленному материалу. Конструктивная особенность вала в том, что можно производить надежную фиксацию инструмента в одном из режимов работы станка – в силовом или скоростном. Во втором случае основная задача аппарата заключается в том, чтобы в максимально короткие сроки срезать верхний слой с поверхности обрабатываемой заготовки. У скоростного принципа работы есть свои особенные черты:
Увеличивается производительность. Перед тем как просто выбрать высокую частоту вращения, необходимо провести измерения и занести все параметры в технологическую карту.
Максимальное распространение данный вариант получил в случае финишного точения или при тонкой фрезерной обработки, поскольку нужно снимать только крайне тонкий слой на высокой скорости.
Наиболее частый тип исполнения – это асинхронный двигатель с ременной или зубчатой передачей.
Но иногда элемента-посредника попросту нет. Но из-за этого нельзя давать на аппарат слишком большое усилие, это грозит перегрузкой мотора. Но это еще и существенно уменьшает минимальные размеры всей установки, поэтому технология прямого подключения применяется в различных ручных электроинструментах.
Вторая категория – силовые аппараты – имеют следующие характерные черты изготовления и эксплуатации:
Между резцом (сверлом) и самим крепежным устройством электрошпинделя необходимо вставлять втулки – это прокладки конической формы, которые существенно увеличивают положительные качества изделия и снижают вибрации, хорошо влияют на прочность. Их необходимо выбирать в зависимости от хвостовика – диаметра и типа.
Не рекомендуется подключение напрямую к мотору, так как переменная нагрузка выводит его из строя. Основной способ передач – клиноременная или с помощью шестерен.
Для начала отметим, что сфера использования настолько широка, насколько много различного оборудования для металлообработки и обработки дерева, пластика. Если основное назначение детали заключается в том, чтобы держать оснастку, то и, соответственно, применение исходит из особенностей инструментария:
Каждый электроинструмент, имеющий насадку, не обходится без электрошпинделя в качестве держателя.
Необходим узел для фрезерных и токарных станков – они, в свою очередь, имеют очень широкое распространение, так как с их помощью можно создать многочисленные изделия.
Фиксация проката для его обработки – это еще одно назначение.
Но самой главной функцией остается фиксация оснастки. Причем надежность крепления такая высокая, что она позволяет достигать максимальных вращений и предельной осевой нагрузки на вал.
Есть различные основания для классифицирования. Первая, она же, пожалуй, основная, – это то, для какого оборудования предназначен узел. Безусловно, для разных станков и электрооборудования необходимы различные приборы.
Второй принцип различения – это типоразмер. Аппараты бывают разных размеров, предназначены для промышленного использования и частного применения. В связи с этим и расходные детали нужны самые разные – покрупнее помельче. Если вы хотите заменить шпиндель на собственном станке, то обязательно при покупке необходимо указать номер своего оборудования, название и год выпуска (могут быть разные модификации).
Ну и последняя, но не по назначению, классификация – по виду. Валы могут быть:
Коллекторные. Это устройство, включающее цанговый валец высокоскоростного типа. Основные сферы использования – фрезерные станки, а также операции по нанесению гравировки.
Специализированные на высоких оборотах. Они позволяют достигать значительной скорости металлообработки, поэтому повышается производительность. Но так как хорошее качество может быть достигнуто только при большой точности, то применяются высокоскоростные модели в основном только на оборудовании с ЧПУ. Купить такие станки можно на сайте https://stanokcnc.ru/.
Конструкция со встроенным охлаждением. Охлаждающая система может подавать через деталь или жидкость, или холодный воздух. Это повышает скорость резания и степень шероховатости поверхности, а трение становится меньше, поэтому и износ тоже приходит позже.
Есть и еще одна классификация – по производителю. Конечно, европейское изготовление более предпочтительно, чем китайское. В Европе часто используют фарфоровые подшипники, которые дают очень положительные качества работы.
Теперь представим конкретные разновидности, отметим их достоинства и характерные черты. Их следует учитывать при подборе детали.
Со встроенным электромотором (электрошпиндели)
Они:
Способствуют развитию очень высоких скоростей. При стандартных 18 000 – 24 000 оборотов в минуту, некоторые модели могут поддерживать и рабочие 120 тысяч об/мин.
Очень хорошо режут на больших скоростных режимах.
Имеют ограничения в нагрузках – оно продиктовано использованием небольших шариковых подшипников.
Не приспособлены для обратного хода. Отсутствие такой функции сильно затрудняет создание некоторых элементов, например, нарезку резьбы.
В качестве фиксаторов наиболее часто применяются конусы или цанговые зажимы.
Механические с внешним приводом
Они:
Имеют дело с намного меньшими скоростями. Стандартном можно считать от 300 до 8 000 оборотов в минуту. Это обусловлено тем, что довольно трудно привести в движение все подшипники, шестерни и прочие передающие движение элементы
Жесткость и нагрузочная способность больше. Почему? потому что можно использовать не только шарикоподшипники, но и более устойчивые – роликовые. Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов.
Есть обратная связь – при условии установки мотора с энкодером.
Применяются инструментальные конусы вместо цанг – последние не отвечают требованиям по жесткости фиксации.
Охлаждать зону вращения требуется, чтобы увеличить срок эксплуатации. Есть два типа.
Водяное (жидкостное)
Отличия:
Они очень тихие – жидкость поступает почти бесшумно. Но при этом есть еще один громкий звук от движения крыльчатки.
Наличие контура, которые включает систему трубок, емкость, помпу. Нужно постоянно контролировать подачу влаги и ее температуру.
Может работать на низких оборотах.
Воздушное
Отличительные черты:
Сильный и не самый приятный звук.
Может происходить разлет стружек под воздействием струи воздуха.
Необходимо с одинаковыми промежутками заниматься прочисткой рубашки, где забиваются частички металла.
Требуется очень тщательно следить за температурой, идеально – установить датчик с сигналом, потому что весь аппарат очень чувствителен к перегреву.
В результате рекомендуем применять воздушный вариант при работе с мягкими материалами, но когда заготовка из прочного металла, лучше применять жидкостное охлаждение.
Параметры напрямую зависят от того – как и что нужно резать. Алгоритм определения режима приблизительно такой:
Оценивается твердость материала и поставленная задача (сверление, пазы, разрезание и пр.).
Выбирается фреза.
Под инструмент и процедуру подстраивается диапазон скоростей.
Отсюда – максимальное и минимальное вращение.
Если вы не боитесь самостоятельно создать изделие по готовым образцам из интернета. Для этого обычно требуются точные расчеты и наличие токарного оборудования. Приведем пример чертежа с размерами:
Основные требования к эксплуатации:
Своевременная очистка от стружки или система стружкоотведения.
Оснащение охлаждением зоны резания.
Подбор и фиксация хвостовика по размерам.
Нельзя вставлять сломанный инструмент.
Устраняем излишнюю вибрацию.
Мы рассказали об одной из наиболее важных частей станка. Будьте внимательны при выборе и использовании.
Шпиндель токарного станка: устройство, ремонт, виды
Шпиндельный узел (ШУ, коробка скоростей) замкнута в литой чугунный картер. Главным элементом считается шпиндель, как звено станка. Это трубчатый полый вал со сквозным отверстием, на концах которого крепятся зажимные элементы или режущий инструмент. На опорах и посадочных гнездах коробки чаще используются подшипники качения. К ним предъявляются серьезные требования по соблюдению точности посадочного места. Иначе неизбежна деформация подшипниковых колец с негативными последствиями.
При малых скоростях, агрегат получает обороты от шестерни, сидящей на валу. Высокие скорости вращения достигаются от приводного шкива и ремня. Передняя опора компенсирует осевую нагрузку, причем задняя остается не закрепленной. Такой подход положительно выявляет жесткость, уменьшая нагрев, а также возможную деформацию правой шейки шпинделя.
Оглавление:
Характеристики
Ремонт
Сфера использования
Отличительные особенности
Описание и виды
Отличаются по назначению, размерам, мощности, способу привода, классу чистоты, типу опор.
Использование шпиндельной бабки привязано к быстроходности, точности поверхности заготовки, производительности токарного станка. Показатель низкого качества обработки свидетельствует о малых оборотах, изношенности гнезда, рабочего инструмента (резца), отсутствия балансировки ШУ.
Техническая характеристика шпиндельного узла ориентирована нарезать винтовую резьбу разного профиля, шага. Оборудование растачивает, сверлит заготовки любой твердости, включая каленный прокат.
Технической особенностью устройства считается точение метрической, модульной, других профилей резьбы необходимого шага. Параметры, характеризующие шпиндель:
Диаметр обрабатываемого изделия, Д.
Высота центров, ВЦ — означает половину (0,5Д), которая может разместиться над станиной.
Расстояние между центрами, РМЦ — расстояние между центром задней (подвижной) бабки и кулачками патрона.
Шпиндель токарно-винторезного станка имеет правую и заднюю опоры. Первая входит в радиальный двухрядный роликовый, а задняя сидит на двух упорных шариковых подшипниках. Валы входят в конические ролики качения и получают обороты от клиноременного шкива. Конструктивная простота шпиндельного узла определяется количеством подшипников, надежной фиксацией, герметичностью элементов уплотнения.
Ремонт
Ремонт заключается в точном восстановлении шеек шпинделя. При наличии заусениц, шейки посадочных мест подвергаются проточке, шлифовке, полированию (желательно пастой ГОИ) мелкозернистой наждачной бумагой, смачивая поверхности маслом.
Посадочные места подшипников склонны к ослаблению, если не сказать изнашиванию. Приемлемый вариант реставрации: хромировка, лучше металлическое напыление требуемой высоты. Не возбраняется растачивать шейку настолько, чтоб впрессовать на нее стальную горячую втулку. После обкатки подшипники проверяют на предмет биения.
Конус шпинделя нарезается на станке. По окончании операции его шлифуют наждачным полотном. Ремонт детали выполняется при наличии станков: токарного, вертикально-фрезерного, круглошлифовального. Внутренний диаметр шпинделя привязан к РМЦ и большим размерам обработки, особенно, изделий трубного сортамента. Такие машины целесообразно приобрести для использования в нефтяной, геологоразведочной отраслях.
Шпиндель, как элемент токарного станка, состоит из полого ступенчатого вала. На торце его монтируется патрон или вспомогательные планшайбы для установки, фасонных изделий нестандартной формы.
Назначение
Точение наружной цилиндрической, конусной поверхности изделия, расточка внутренней оболочки. Помимо металлических материалов токарь торцует цилиндры, конуса, нарезает резьбу на древесном, композитном сырье. Вкупе со специальными навесными устройствами токарный станок выполняет также операции сверления, шлифования, фрезерования.
При этом, узел настроен на переменный режим работы, но высокой производительности с учетом применения твердосплавных инструментов (резцов).
Технологические характеристики оборудования среднего класса обеспечены достаточным уровнем автоматизации и, как следствие, качеством конечной продукции.
Шпиндельные бабки применяются в сфере энергетической, машиностроительной, авиастроения, изготовления колесных пар железнодорожного подвижного состава, турбин, конструкций прокатных станов. Продукцию этого ряда можно и желательно купить у солидных поставщиков.
Отличия
Опоры на подшипниках качения. Не подвергаются нагреву, поскольку охлаждаются жидкой смазкой. Процесс упреждает тепловую деформацию от нагрева.
Аэростатические посадочные места имеют электрический или воздушный привод. Работают с высокими скоростями, что повышает эксплуатационные характеристики обработки внутренних поверхностей.
Гидростатические опорные шейки. Характеризуются отсутствием выработки при постоянных нагрузках. Фактором тому служит отсутствие контактов в металлических сочленениях шпинделя.
Магнитные опоры. Отличаются продолжительным периодом эксплуатации под нагрузкой, без смазки. Устройство работает под воздействием магнитного поля, обеспечивая устойчивость шпинделя в заданном положении.
Стоимость описанных выше агрегатов варьируют в зависимости от диаметра заготовки, ВЦ, РМЦ, других опций.
Что такое шпиндель токарного станка? (с изображением)
`;
Промышленность
Факт проверен
Эрик Таллберг
Шпиндель токарного станка является «рабочей частью» токарного станка. Токарные станки используются для резки, придания формы и обработки дерева или металла и бывают самых разных конфигураций и размеров. Шпиндель обычно располагается на левом конце станины станка, если смотреть с точки зрения оператора.
Цель шпинделя состоит в том, чтобы удерживать и вращать обрабатываемый материал, не допуская чрезмерной вибрации или трепета во время процесса обработки. Биты или режущие инструменты могут быть встроены в токарный станок, установлены в качестве аксессуара или переносятся вручную. Токарный шпиндель, следовательно, является частью машины, которая делает ее токарной.
Шпиндель токарного станка обычно состоит из пластины или диска, закрепленного на валу или с интегрированным валом, и снабженного патроном, предназначенным для захвата конкретного обрабатываемого материала. Заготовка, подлежащая обработке на токарном станке, помещается встык, обычно горизонтально, над станиной станка, при этом один конец вставляется в патрон шпинделя, а другой — в свободно вращающуюся заднюю бабку, расположенную на противоположном конце станины от шпинделя.
Шпиндель и задняя бабка смещаются друг к другу, что приводит к заклиниванию бабки. Токарный станок запускается, и шпиндель начинает быстро вращаться. Затем режущие долота входят в зацепление с заготовкой, и вращение материала осуществляется за счет того, что стационарные долота режут и придают форму материалу, который удерживается и вращается шпинделем.
Во всех современных токарных станках ось шпинделя с соответствующей передачей, подшипниками, регулировочными винтами и, во многих случаях, двигателем находится в передней бабке. По сути, передняя бабка представляет собой корпус, защищающий закрытые механизмы от загрязнения и повреждений. Корпус передней бабки также защищает оператора от травм из-за неправильной эксплуатации или неисправности станка.
Токарные станки по металлу, которые используются для точной обработки металлических заготовок при больших объемах операций, представляют собой большие машины и, по необходимости, имеют большие мощные шпиндели, которые вращаются с помощью электродвигателей. Такие тяжелые шпиндели лучше выдерживают большие нагрузки и деформации, связанные с обработкой металлического пакета. Металлообрабатывающие станки также доступны для дома или небольшого цеха, но используются только для очень небольших объемов и легких операций, поскольку шпиндели и подшипники, которые принимают на себя основную нагрузку в процессе обработки, значительно уменьшены.
Токарный станок по дереву и его токарный шпиндель не обязательно должны быть такими большими или прочными, поэтому, за исключением крупносерийного производства, такие станки меньшего размера обычно подходят для домашней мастерской.
Вам также может понравиться
Рекомендуется
КАК ПОКАЗАНО НА:
Токарный шпиндель
: как это работает?
Шпиндель токарного станка является одним из наиболее важных компонентов токарного станка, который определяет его возможности обработки.
Вращает заготовку, в то время как режущий инструмент перемещается по осям X и Z для выполнения требуемой операции обработки.
В этой статье содержится подробное руководство по шпинделю токарного станка и его различным аспектам, таким как конструкция, типы и назначение.
Я также расскажу о вероятных проблемах, с которыми вы можете столкнуться при работе со шпинделем токарного станка, и о том, что следует учитывать при покупке шпинделя.
Что в этой статье?
Шпиндель токарного станка
Компоненты шпинделя токарного станка
Типы шпинделей токарных станков
Ручной и токарный шпиндели с ЧПУ
Общие термины, используемые со шпинделями токарных станков
Проблемы с токарными шпинделями
Что следует учитывать при покупке токарного шпинделя
Заключительные мысли
90 Часто задаваемые вопросы (Q
Часто задаваемые вопросы)
MellowPine поддерживается считывателем. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Что такое токарный шпиндель?
Шпиндель токарного станка (Источник: Rockler)
Шпиндель токарного станка является важным вращающимся компонентом передней бабки токарного станка. В нем находится вал шпинделя, который передает вращательное движение на патрон, тем самым вращая заготовку. Как правило, токарные станки позволяют изменять скорость вращения шпинделя в соответствии с требованиями обработки.
Обычно он состоит из компонентов из высокоуглеродистой хромсодержащей стали или мартенситной нержавеющей стали, которые обеспечивают жесткость и обеспечивают высокое усилие резания во время операции обработки.
Шпиндель токарного станка проходит через переднюю бабку и передает вращательное движение от первичного двигателя к оси, на которой закреплена бабка, через промежуточную систему привода.
Для выполнения требуемой операции обработки режущий инструмент создает большую силу резания, тем самым удаляя материал с заготовки.
В зависимости от типа токарного станка шпиндель может быть высокоскоростным (токарные станки по дереву) или мощным шпинделем (токарные станки по металлу).
Кроме того, токарные станки также могут иметь многошпиндельную конфигурацию, которая может использоваться для выполнения нескольких операций обработки за один проход.
Компоненты шпинделя токарного станка
Четыре основных компонента шпинделя токарного станка — это вал шпинделя, двигатель, подшипники и корпус шпинделя.
Вал шпинделя
Вал шпинделя
Вал шпинделя является основным компонентом шпинделя токарного станка. С одной стороны он соединяется с первичным двигателем (двигателем), а с другой обеспечивает возможность установки удерживающего устройства.
Этот вал имеет секции разного диаметра, которые служат для крепления различных компонентов шпинделя. Максимальный внешний диаметр может варьироваться до 10 дюймов (250 мм).
На переднем конце вала шпинделя находится патрон, удерживающий заготовку.
Приводной двигатель
Шпиндель токарного станка, соединенный с двигателем
Традиционные токарные станки состояли из двигателей внутреннего сгорания для привода их шпинделей.
Однако с развитием технологий электродвигатели заменили двигатели, чтобы обеспечить лучший контроль скорости и устранить нежелательные выбросы.
Передача движения от двигателя к валу шпинделя осуществляется двумя способами.
Внешний двигатель соединен с валом шпинделя с помощью зубчатой передачи или системы ременной передачи. В этой конфигурации двигатель может быть размещен вне корпуса шпинделя.
Эти двигатели обычно представляют собой асинхронные двигатели с фиксированной скоростью, а зубчатый механизм обеспечивает изменение скорости.
В то время как внутренние двигатели размещены в корпусе шпинделя и напрямую соединены со шпинделем, что устраняет необходимость в трансмиссии или соединительной системе.
Обычно это асинхронные или синхронные двигатели со встроенными электронными частотно-регулируемыми приводами, такими как ЧРП HUANYANG, для изменения скорости вращения.
Внутренние двигатели обычно используются в небольших токарных станках, таких как токарные станки по дереву.
Подшипники
Шпиндель обычно состоит из двух комплектов радиально-упорных шарикоподшипников, которые удерживают шпиндель и воспринимают как радиальные, так и осевые нагрузки.
Один комплект подшипников расположен рядом с патроном, а другой рядом с двигателем.
Подшипники между валом шпинделя и корпусом противодействуют силам реакции, создаваемым двигателем, и минимизируют выделение тепла из-за трения, тем самым увеличивая срок службы шпинделя.
Корпус шпинделя
Корпус шпинделя
Корпус — это подкомпонент, который охватывает и поддерживает все остальные компоненты шпинделя.
Это может быть встроенная часть корпуса токарного станка, отдельный индивидуальный корпус или картриджное крепление фланцевого типа.
Корпус должен быть конструктивно прочным, чтобы выдерживать усталость, вибрации и случайные высокие нагрузки.
Крепление заготовки
Варианты крепления заготовки к шпинделю токарного станка
Планшайба может быть закреплена на валу шпинделя для установки ложи. Это круглая чугунная пластина, на которой закреплены заготовки.
Заготовку можно прикрепить к лицевой панели с помощью таких крепежных элементов, как гайки с Т-образными пазами, которые входят в соответствующие пазы, или болты, которые входят в резьбовые отверстия лицевой панели.
Кулачковые патроны, такие как 3-х и 4-х кулачковые, чаще всего используются для установки заготовки на шпиндель токарного станка.
В ручных патронах вы вручную затягиваете или ослабляете кулачки патрона с помощью гаечного ключа. В то время как в механических патронах движение кулачков внутрь и наружу контролируется автоматически.
Аналогичным образом, цанги могут использоваться для удержания относительно небольших заготовок и обычно используются в токарных станках с токарными станками.
Он быстрый и простой в эксплуатации, но в отличие от кулачковых патронов подходит только для узкого диапазона размеров заготовок.
Другим распространенным вариантом крепления является шпиндель. Он обычно используется в токарных станках по дереву.
Цилиндры шпинделя представляют собой удлиненные стержни с заостренным профилем и острыми зубьями, которые впиваются в заготовку и прочно удерживают ее.
Используется одновременно с противошпинделем, прикрепленным к подвижной задней бабке, которая оказывает давление на поверхность, затягивая захват заготовки.
Типы шпинделей токарных станков
Шпиндель с ременным приводом
Токарный станок с ременным приводом шпинделя (Источник: Supertechmachines)
Шпиндель с ременным приводом состоит из шпинделя, подшипниковых валов, заключенных в корпус шпинделя, и внешнего двигателя, приводящего систему в действие через система ременных шкивов.
Двигатель может иметь разную мощность и крутящий момент, а обычная скорость составляет от 12 000 до 15 000 об/мин.
Изменение скорости шпинделя этого типа достигается за счет изменения конфигурации ремня с меньшего шкива на больший шкив или наоборот.
Этот тип шпинделя сравнительно дешевле и имеет простую конструкцию.
Шпиндель с зубчатым приводом
Как и шпиндель с ременным приводом, шпиндель с зубчатым приводом состоит из шпинделя и подшипниковых валов, заключенных в корпус шпинделя. Внешний двигатель приводит в действие шпиндель через зубчатую передачу.
Мощность и крутящий момент можно изменять путем изменения передаточного числа, и, как правило, эти шпиндели могут иметь максимальную скорость около 24 000 об/мин.
Преимущества этой конфигурации включают высокий КПД, более широкий диапазон скоростей и передачу высокого крутящего момента.
Шпиндели с ременным и зубчатым приводом идеально подходят для операций, связанных с вращением больших и тяжелых заготовок.
В этих приводных системах снижение числа оборотов приводит к увеличению крутящего момента и наоборот.
Шпиндель с прямым приводом
Токарный станок с шпинделем с прямым приводом (Источник: Rockler)
В шпинделях с прямым приводом двигатель напрямую соединен со шпинделем, что устраняет необходимость в системе ремня или зубчатой передачи.
Двигатель имеет ограниченную мощность и крутящий момент, а скорость варьируется от 20 000 до 60 000 об/мин.
Эта конфигурация более эффективна, поскольку мощность передается непосредственно на шпиндель без потерь энергии.
Точность позиционирования выше, возможен более широкий диапазон скоростей. Кроме того, шпиндель работает тише и имеет более длительный срок службы.
Система прямого привода обеспечивает быструю регулировку скорости, что делает ее идеальной для применений, где решающим фактором является регулировка скорости, например, при деревообработке.
Некоторые из распространенных применений — обработка более мягких материалов, отделка и шлифовка деревянных заготовок и т. д.
Шпиндель токарного станка с ручным управлением и шпиндель станка с ЧПУ
Раньше шпиндели токарных станков имели только одну скорость работы, что ограничивало их использование для обработки различных типов материалов.
Современные шпиндели токарных станков имеют такие функции, как переменная скорость резания, режим управления положением и режим реверса.
Переменная скорость резания достигается за счет использования потенциометра для изменения сопротивления и, соответственно, изменения напряжения на двигателе.
Скорость вращения шпинделя на токарных станках с ручным управлением можно изменять путем изменения конфигурации зубчатой передачи (шестеренчатый и ременной привод) или с помощью переключателей управления (прямой привод).
По сравнению с токарными станками с ручным управлением, в токарных станках с ЧПУ запрограммированный G-код автоматически изменяет скорость вращения шпинделя в процессе обработки.
Токарные станки с ЧПУ также имеют режим управления положением, при котором шпиндель вращается для точного позиционирования для различных операций, таких как нарезание резьбы, монтаж и демонтаж заготовки.
В реверсивном режиме направление вращения шпинделя меняется на противоположное путем переключения полярности напряжения, подаваемого на двигатель.
Важным применением реверсивного режима является обработка правой и левой резьбы или отверстий.
Термины, связанные со шпинделем токарного станка, которые необходимо знать
Конус шпинделя
Конус шпинделя представляет собой коническую область, расположенную на внутренней поверхности шпинделя.
Патрон, который захватывает ложу, расположен на этой конической поверхности. Вы монтируете заготовку на эту поверхность.
Грязный, поврежденный или смещенный конус шпинделя снижает точность обработки и качество поверхности.
Биение шпинделя
Биение шпинделя относится к неточностям из-за того, что шпиндель не вращается вокруг своей первоначальной (идеальной) оси вращения.
Это может привести к очень неточной обработке поверхностей, чрезмерному удалению стружки и чрезмерному износу режущего инструмента.
Исправления возможных проблем при работе со шпинделем токарного станка0241
Регулировка скорости вращения шпинделя. Проверить эксцентриситет вала шпинделя. Анализ вибрации.
Шум подшипника
Взаимодействие сепаратора и подшипника. Пронзительный свистящий шум из-за чрезмерной предварительной нагрузки. Щелчки из-за бринеллирования.
Анализ вибрации для анализа состояния подшипника. Определите, произошла ли остаточная деформация ступени стопорного кольца шпинделя.
Шумный ремень
Износ зуба, разрыв при растяжении, неправильное натяжение ремня.
Отрегулируйте натяжение ремня, проверьте наличие утечек охлаждающей жидкости или масла, удалите загрязнения и, в идеале, замените изношенный ремень новым.
Плохое качество поверхности
Смещение наконечника. Чрезмерный или неудовлетворительный поток СОЖ. Неудовлетворительная скорость вращения шпинделя.
Убедитесь, что всплывающая подсказка выровнена. Убедитесь, что подача смазочно-охлаждающей жидкости не перекрыта, а скорость потока регулируется. Используйте оптимальные скорости вращения шпинделя в соответствии с требованиями к материалу и качеству поверхности
Превышена нагрузка на инструмент
Режущий инструмент/вставка повреждены. Предельная нагрузка на инструмент задана неправильно. Экстремальные скорости подачи.
Замените изношенный инструмент новым. Правильно откалибруйте датчики и приборы токарного станка. Используйте более консервативную скорость подачи
Проблемы со шпинделем токарного станка и их решения
Вибрация, шум подшипников и шум ремня — наиболее распространенные проблемы, которые могут возникнуть в шпинделях.
Анализатор вибрации определяет и отслеживает уровни и характер вибрации, что помогает определить, находится ли вибрация в допустимых пределах.
Бринеллирование — это износ внутренних дорожек качения подшипников из-за чрезмерных нагрузок, которые также могут привести к нежелательным вибрациям.
Что следует учитывать при покупке шпинделя токарного станка
Мощность шпинделя
Мощность шпинделя определяет максимальный съем материала в единицу времени.
Мощный шпиндель обеспечивает высокое усилие резания, позволяя выполнять глубокие пропилы, тем самым увеличивая скорость съема материала.
Однако скорость съема материала также зависит от типа инструмента, используемой охлаждающей жидкости и скорости вращения шпинделя.
Как правило, для обработки металлов, таких как сталь, требуется шпиндель большей мощности, тогда как в случае обработки неметаллов, таких как дерево, предпочтительнее использовать шпиндель меньшей мощности.
Скорость вращения шпинделя
Скорость вращения шпинделя определяет число оборотов заготовки.
Для токарной обработки больших заготовок (как правило) требуется высокий крутящий момент и низкоскоростная конфигурация, тогда как для небольших заготовок, таких как деревянные чаши, требуется высокоскоростная и низкоскоростная конфигурация.
Высокоскоростные шпиндели, обычно используемые в токарных станках по дереву, имеют максимальную скорость около 24 000 об/мин.
Однако токарные станки по металлу, подходящие для обработки таких материалов, как термопласты, сталь и другие черные металлы, требуют скорости вращения шпинделя от 6000 до 15000 об/мин.
Кроме того, разные инструменты оптимально работают в разных диапазонах скоростей. Поэтому важно убедиться, что выбранный вами шпиндель обеспечивает оптимальный диапазон скоростей.
Размер шпинделя и качество сборки
Размер токарных станков прямо пропорционален размеру шпинделя.
Для больших токарных станков требуется больший шпиндель, чтобы выдерживать тяжелые заготовки и соответствующие им нагрузки.
Шпиндели являются одним из основных источников вибрации в токарных станках, поэтому предпочтительнее использовать более прочный и жесткий корпус шпинделя.
Алюминиевый шпиндель рекомендуется для гравировки и обработки мягких материалов, тогда как стальной или чугунный шпиндель идеально подходит для тяжелых условий эксплуатации, таких как обработка твердых металлов.
Шпиндель переменного тока или шпиндель постоянного тока
Шпиндели постоянного тока сравнительно дешевле и безопаснее в использовании, что делает их идеальными для токарных станков для любителей.
Коллекторные двигатели постоянного тока более доступны по цене по сравнению с бесщеточными двигателями, но создают более сильные вибрации и требуют периодической замены щеток.
В то время как бесщеточные двигатели обеспечивают равномерную мощность, тем самым обеспечивая более гладкую поверхность.
Скоростью шпинделя постоянного тока можно управлять с помощью схемы ШИМ (широтно-импульсной модуляции), которая проще и дешевле по сравнению со схемой управления скоростью для шпинделей переменного тока.
Однако крутящий момент на шпинделях постоянного тока оптимален только в узком диапазоне скоростей, что делает их идеальными для операций, требующих ограниченного диапазона скоростей.
Кроме того, шпиндели постоянного тока лучше подходят для приложений с низким энергопотреблением, поскольку они работают при более низком напряжении.
Шпиндели переменного тока имеют более широкий диапазон скоростей, могут использоваться для приложений с большой мощностью и лучше контролируют скорость при использовании с частотно-регулируемыми приводами. Единственным сдерживающим фактором в данном случае является высокая стоимость.
Подшипники шпинделя
Подшипники играют решающую роль в определении биения и стабильности вала шпинделя. Большие шпиндели для мощных приложений требуют больших подшипников.
При вращении шпинделя подшипники упираются в стену. Этот эффект преобладает в высокоскоростных приложениях, что приводит к сильному нагреву. Поэтому для таких применений рекомендуется использовать керамические подшипники.
Для обработки твердых материалов следует использовать подшипники с предварительным натягом, так как они достаточно жесткие для выполнения резов на заготовке.
Механизм охлаждения
Шпиндели с водяным охлаждением имеют более длительный срок службы и идеально подходят для приложений с высокой мощностью, требующих 24 000 об/мин или более.
Эти шпиндели полностью герметичны и поэтому работают тише.
Обычно шпиндель с водяным охлаждением идеально подходит для операций, требующих длительной обработки.
Основным недостатком использования шпинделей с водяным охлаждением является влияние климатических условий, так как при низких температурах вода может замерзнуть и заклинить шпиндель.
Шпиндели с воздушным охлаждением идеально подходят для приложений, требующих высокого крутящего момента и конфигурации с низкой скоростью.
Однако использование вентилятора приводит к шумной работе.
Заключительные мысли
Шпиндель токарного станка является сердцем токарного станка, так как он отвечает за вращательное движение заготовки.
Шпиндели с ременным и зубчатым приводом идеально подходят для глубоких пропилов в твердых материалах, тогда как шпиндели с прямым приводом рекомендуются для обработки более мягких материалов, таких как дерево.
При выборе шпинделя для токарных станков по дереву рекомендуются высокие обороты и низкий крутящий момент, тогда как для токарных станков по металлу идеален выбор конфигурации шпинделя с низкими оборотами и высоким крутящим моментом.
Защитить органы дыхания необходимо всем, кто работает на вредных производствах, а также в условиях пожароопасности и гражданской обороне. Пары, газы (аммиак, угарный и др.), промышленная пыль, краски — все это может привести к опасным заболеваниям, если не позаботиться о правильной и эффективной защите. Полумаски со сменными фильтрами позволяют улучшить качество вдыхаемого человеком воздуха и уменьшить риск отравления ядовитыми химикатами.
На сегодняшний день использование защитной полумаски со сменными фильтрами актуально не только в производстве, но и в быту. Такие респираторы люди приобретают на время проведения ремонтных и строительных работ в помещении. Их удобство заключается в том, что при необходимости фильтрующий элемент может быть заменен на любой подходящий по характеристикам.
Компания «Бриз-Кама» предлагает недорого купить респираторы, самоспасатели, фильтры для противогазов и другие современные средства индивидуальной защиты высокого качества, а также различные дополнительные комплектующие. Все изделия, представленные в нашем каталоге являются простыми для использования, не затрудняют дыхания и надежно защищают от вредных воздействий пыли и газов.
Преимущества полумасок и сменных фильтров
Во всех сферах производства полумаски со сменными фильтрующими элементами применяются в обязательном порядке. Данное средство защиты имеет множество преимуществ:
Удобная форма, благодаря которой не создается дискомфортных ощущений при ношении устройства.
Плотное прилегание полумаски к лицу обеспечивает надежную защиту. Современные органические материалы не препятствуют теплообмену и не вызывают кожной аллергии.
Каждая модель прошла обязательную государственную сертификацию и соответствует действующим постановлениям правительства РФ, поэтому является совершенно безопасной для использования.
Универсальность. Такая полумаска может оснащаться фильтрами разного типа (противоаэрозольный, с активированным углем и другими сорбентами, противогазовые и др. ) которые продаются отдельно, благодаря чему один и тот же респиратор можно применять в различных условиях.
Купить полумаску от компании «Бриз-Кама»
В нашем интернет-магазине вы можете купить полумаску от надежного производителя и по доступной цене. В каталоге компании представлен широкий ассортимент продукции для защиты органов дыхания. Для того чтобы оформить заказ, обращайтесь по указанным на сайте телефонам или воспользуйтесь специальной формой и оставить свои контактные данные для связи.
Стоит помнить, что при покупке защитной полумаски и фильтров следует учитывать их конструктивные особенности и принцип действия, а также эксплуатационные характеристики. Для тех, кто затрудняется сделать выбор в пользу той или иной модели наши работники готовы предоставить грамотную консультацию и ответить на все необходимые вопросы.
Респираторы со сменными фильтрами
Респираторы со сменными фильтрами
Избранное(0 шт. )
Корзина(0 шт.)
Сбросить все
быстрый просмотр
Полумаска серии 3M™ 7500 (7503)
Рес 037.03
быстрый просмотр
Держатель фильтра 3M™ 502
Рес 059
быстрый просмотр
Респиратор БРИЗ-3201 (РУ) А1Р1D
Рес 005.01
быстрый просмотр
Фильтр БРИЗ-3201 (РУ) А1Р1D
Рес 007.01
быстрый просмотр
Респиратор БРИЗ-3201 (РУ) К1Р1D
Рес 005.03
быстрый просмотр
Фильтр БРИЗ-3201 (РУ) К1Р1D
Рес 007.03
быстрый просмотр
Респиратор БРИЗ-2201 (РПГ) А1
Рес 006.01
быстрый просмотр
Фильтр БРИЗ-2201 (РПГ) А1
Рес 008. 01
быстрый просмотр
Фильтр БРИЗ-2201 (РПГ) К1
Рес 008.03
быстрый просмотр
Респиратор БРИЗ-1201 (Ф-62ш)
Рес 009
быстрый просмотр
Держатель предфильтра 3M™ 501
Рес 025
быстрый просмотр
Фильтр 3M™ 6057
Рес 036
быстрый просмотр
Фильтр БРИЗ-1201 (Ф-62ш)
Рес 010
быстрый просмотр
Респиратор БРИЗ-2201 (РПГ) К1
Рес 006.03
быстрый просмотр
Предфильтр 3M™ 5911
Рес 024
быстрый просмотр
Маска серии 3M™ 6000 (6800)
Рес 019.02
быстрый просмотр
Маска серии 3M™ 6000 (6900)
Рес 019. 03
быстрый просмотр
Держатель предфильтра UNIX
Рес 110
быстрый просмотр
Полумаска UNIX 1000
Рес 100
быстрый просмотр
Маска панорамная UNIX 5000
Рес 099
быстрый просмотр
Фильтр UNIX 502 A2
Рес 101
быстрый просмотр
Фильтр UNIX 521 A1B1E1
Рес 102
быстрый просмотр
Фильтр UNIX 531 A1B1E1K1
Рес 103
быстрый просмотр
Фильтр UNIX 512 K2
Рес 104
быстрый просмотр
Фильтр UNIX 522 A2B2E2
Рес 105
быстрый просмотр
Фильтр UNIX 203 P3
Рес 106
быстрый просмотр
Предфильтр UNIX P1
Рес 107
быстрый просмотр
Предфильтр UNIX P2
Рес 108
быстрый просмотр
Предфильтр UNIX P3
Рес 109
быстрый просмотр
Фильтры Elipse P3 RD с защитой от запаха (SPR336IDUD)
Рес 132
Расширенный размерный ряд
Сменный фильтр — Etsy.
de
Etsy больше не поддерживает более старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 521 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
Сменные фильтры для лицевой маски iFLYSmart
Перейти к содержимому
Гарантия
Мы обеспечиваем наш багаж 25-летней гарантией. Если что-то случится, мы с вами на каждом этапе пути.
Возврат
Не совсем то, что вы ожидали?
Вы можете вернуть или обменять свой багаж в течение 15 дней с момента покупки, если ваш багаж не использовался.
Часто задаваемые вопросы
Как подключить аккумулятор к порту USB?
Просто расстегните молнию вашего багажа, найдите незаметный карман для электроники за USB-портом и подключите аккумулятор к нашему USB-кабелю.
Как открыть замок TSA?
Весь наш багаж с замками TSA настроен на 0-0-0. Чтобы разблокировать застежки-молнии, убедитесь, что код установлен на 0-0-0, и нажмите на защелку вверх. Защелка находится непосредственно под самым нижним «0».
Входит ли зарядка аккумуляторов в багаж iFLY Smart?
Нет, батарейки в комплект не входят. Вы можете подключить личную батарею к USB-порту и проводу, которые встроены в багаж iFLY Smart.
 В некоторых модификациях производится останов двигателя при низком давлении/уровне масла в двигателе. Компания Эль Индустрия настоятельно рекомендует Вам на 100% не надеяться на масляный датчик, т.к. бывают моменты, когда последний не срабатывает!
В некоторых модификациях производится останов двигателя при низком давлении/уровне масла в двигателе. Компания Эль Индустрия настоятельно рекомендует Вам на 100% не надеяться на масляный датчик, т.к. бывают моменты, когда последний не срабатывает! 5 кВт
5 кВт 5 л/час
5 л/час
 1 Mb
1 Mb geko.by»
geko.by»
 мощность 1~ [кВА/кВт]
мощность 1~ [кВА/кВт] [кг]
[кг] шляпа.
шляпа.  Für diese Rückzahlung verwenden wir dasselbe Zahlungsmittel, das Sie bei der ursprünglichen Transaktion eingesetzt haben, es sei denn, mit Ihnen wurde ausdrücklich etwas anderes vereinbart; in keinem Fall werden Ihnen wegen dieser Rückzahlung Entgelte berechnet. Wir können die Rückzahlung verweigern, bis wir die Waren wieder zurückerhalten haben oder bis Sie den Nachweis erbracht haben, dass Sie die Waren zurückgesandt haben, je nachdem, welches der frühere Zeitpunkt ist.
Für diese Rückzahlung verwenden wir dasselbe Zahlungsmittel, das Sie bei der ursprünglichen Transaktion eingesetzt haben, es sei denn, mit Ihnen wurde ausdrücklich etwas anderes vereinbart; in keinem Fall werden Ihnen wegen dieser Rückzahlung Entgelte berechnet. Wir können die Rückzahlung verweigern, bis wir die Waren wieder zurückerhalten haben oder bis Sie den Nachweis erbracht haben, dass Sie die Waren zurückgesandt haben, je nachdem, welches der frühere Zeitpunkt ist. 
 Unser Team arbeitet für Sie täglich an der Erweiterung dieses im Internet einzigartigen Werkzeugsortiments. Selbstverständlich dürfen Sie mit einem einfachen, kundenfreundlichen Versand rechnen. Im Regelfall erhalten Sie unsere Ware innerhalb Deutschlands sogar frei Haus.
Unser Team arbeitet für Sie täglich an der Erweiterung dieses im Internet einzigartigen Werkzeugsortiments. Selbstverständlich dürfen Sie mit einem einfachen, kundenfreundlichen Versand rechnen. Im Regelfall erhalten Sie unsere Ware innerhalb Deutschlands sogar frei Haus. Hinzu kommt: In der EU zahlen Sie als Gewerbekunde mit gültiger Umsatzsteuer-ID nur den Nettowert.
Hinzu kommt: In der EU zahlen Sie als Gewerbekunde mit gültiger Umsatzsteuer-ID nur den Nettowert. Durch die internationale Ausrichtung von ToolTeam erschließen sich unseren Partnern weitreichende Absatzpotentiale und neue Kundengruppen. Damit nehmen wir in der Branche für Handwerksbedarf eine Vorreiterrolle ein.
Durch die internationale Ausrichtung von ToolTeam erschließen sich unseren Partnern weitreichende Absatzpotentiale und neue Kundengruppen. Damit nehmen wir in der Branche für Handwerksbedarf eine Vorreiterrolle ein.  Unter Beibehaltung aller wichtigen Parameter, wie beispielsweise Corporate Design Richtlinien, entstehen individuelle Shops nach Wunsch. In der Darstellung wird sich an dem hauseigenen Produktkatalog des jeweiligen Lieferanten orientiert. Dieses Modell ist in der Werkzeugbranche derzeit einmalig. Die Markenpräsenz wird spürbar erhöht, Kundenkokontakte und Reichweite stark gesteigert. Anbieter kommunizieren direkt und erreichen die Zielgruppen über alle Handelsstufen hinweg. Zudem Profitieren Partner von zusätzlichen Werkzeugen zur Absatzsteigerung, beispielsweise die Integration des Sortiments in Themenwelten.
Unter Beibehaltung aller wichtigen Parameter, wie beispielsweise Corporate Design Richtlinien, entstehen individuelle Shops nach Wunsch. In der Darstellung wird sich an dem hauseigenen Produktkatalog des jeweiligen Lieferanten orientiert. Dieses Modell ist in der Werkzeugbranche derzeit einmalig. Die Markenpräsenz wird spürbar erhöht, Kundenkokontakte und Reichweite stark gesteigert. Anbieter kommunizieren direkt und erreichen die Zielgruppen über alle Handelsstufen hinweg. Zudem Profitieren Partner von zusätzlichen Werkzeugen zur Absatzsteigerung, beispielsweise die Integration des Sortiments in Themenwelten.

 Видео
Видео В интервью ITMO.NEWS Алексей рассказал, как, еще будучи школьником, сделать свой первый экзокостюм в гараже из проволоки и чем разработка может быть полезна МЧС и страйкбольным фанатам.
В интервью ITMO.NEWS Алексей рассказал, как, еще будучи школьником, сделать свой первый экзокостюм в гараже из проволоки и чем разработка может быть полезна МЧС и страйкбольным фанатам.
 Тяжесть, конечно, немного ощущалась, но основную нагрузку костюм брал на себя. Вообще, в экзоскелете чувствуешь себя примерно так же, как когда ты ведешь машину. Например, если какая-то гайка не закручена, ты тут же это ощутишь.
Тяжесть, конечно, немного ощущалась, но основную нагрузку костюм брал на себя. Вообще, в экзоскелете чувствуешь себя примерно так же, как когда ты ведешь машину. Например, если какая-то гайка не закручена, ты тут же это ощутишь. Костюм уже не сковывал человека, но по-прежнему был тяжелым из-за использования стального каркаса.
Костюм уже не сковывал человека, но по-прежнему был тяжелым из-за использования стального каркаса.
 Этот костюм довольно подвижный, для заводских нужд такие характеристики не нужны, на производстве достаточно просто уметь поднимать грузы и быть достаточно мобильными.
Этот костюм довольно подвижный, для заводских нужд такие характеристики не нужны, на производстве достаточно просто уметь поднимать грузы и быть достаточно мобильными. Кроме того, у нас есть заказ разработать экзокостюм для страйкбола.
Кроме того, у нас есть заказ разработать экзокостюм для страйкбола.

 костюм можно надеть и снять без посторонней помощи менее чем за 30 секунд, с дополнительными приспособлениями для внезапного выхода
костюм можно надеть и снять без посторонней помощи менее чем за 30 секунд, с дополнительными приспособлениями для внезапного выхода
 При сверлении этот хвостик мотается по кругу.
При сверлении этот хвостик мотается по кругу.
 46 грн
46 грн Ровно
Ровно Киев
Киев


 750 Inch Square Nut
750 Inch Square Nut 9008
9008
 com. (Бланки техасских сертификатов об освобождении от сельскохозяйственной деятельности и техасских сертификатов о перепродаже расположены внизу этой страницы для вашего удобства.)
com. (Бланки техасских сертификатов об освобождении от сельскохозяйственной деятельности и техасских сертификатов о перепродаже расположены внизу этой страницы для вашего удобства.)


 1 кВт
1 кВт 00
00 с.
с.

 compare
compare Сравните
Сравните Сравните
Сравните
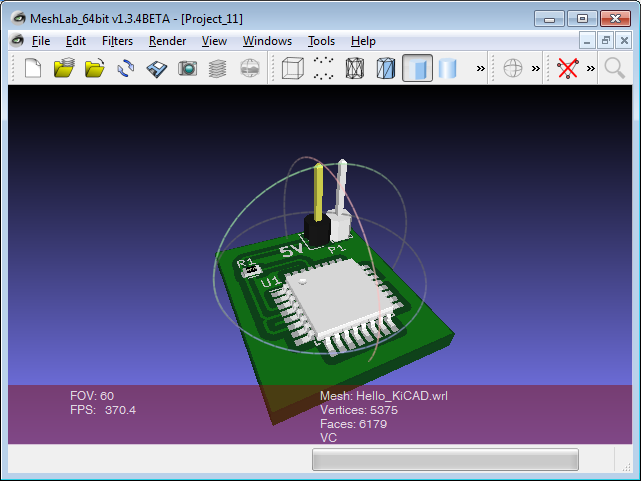 vv(vh):
print(vh_n.idx())
vv(vh):
print(vh_n.idx()) 000000 -nan(ind) 0.000000
000000 -nan(ind) 0.000000 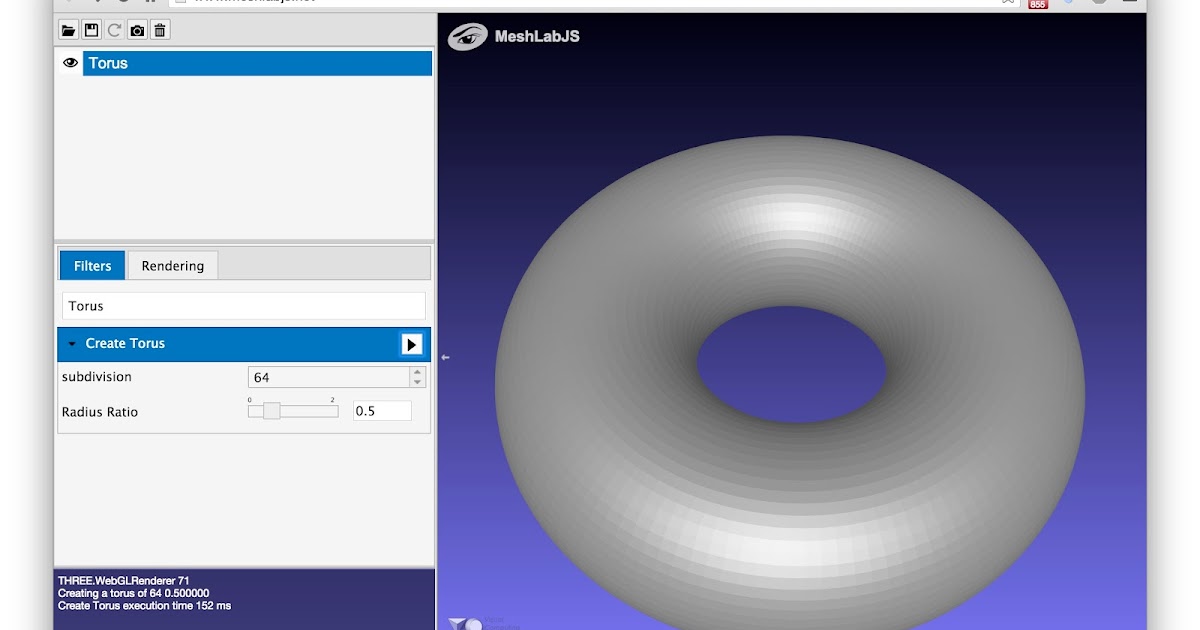 meshlab.net/
meshlab.net/
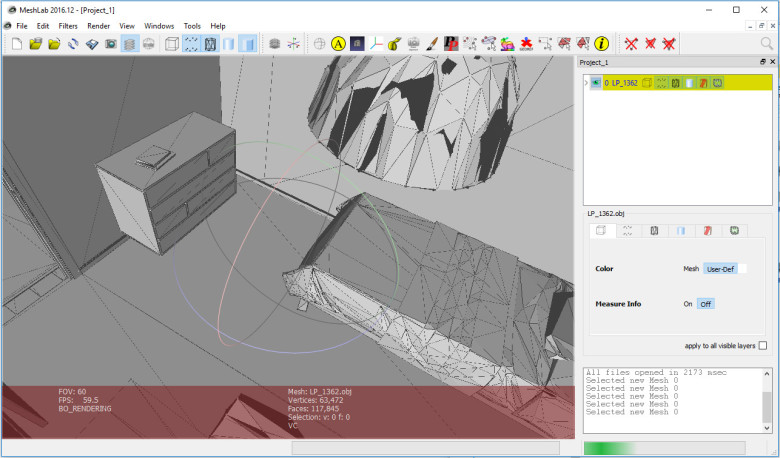
 Открываем VisualSFM, загружаем фотографии (open Multiimages), выбираем все нас интересующие. Ждём. Под кнопкой File есть пиктограмма листа бумаги – это лог программы, можно кликнуть и наблюдать за тем, что происходит
Открываем VisualSFM, загружаем фотографии (open Multiimages), выбираем все нас интересующие. Ждём. Под кнопкой File есть пиктограмма листа бумаги – это лог программы, можно кликнуть и наблюдать за тем, что происходит Каким то образом при этом значительно уменьшается вес самого файла.
Каким то образом при этом значительно уменьшается вес самого файла.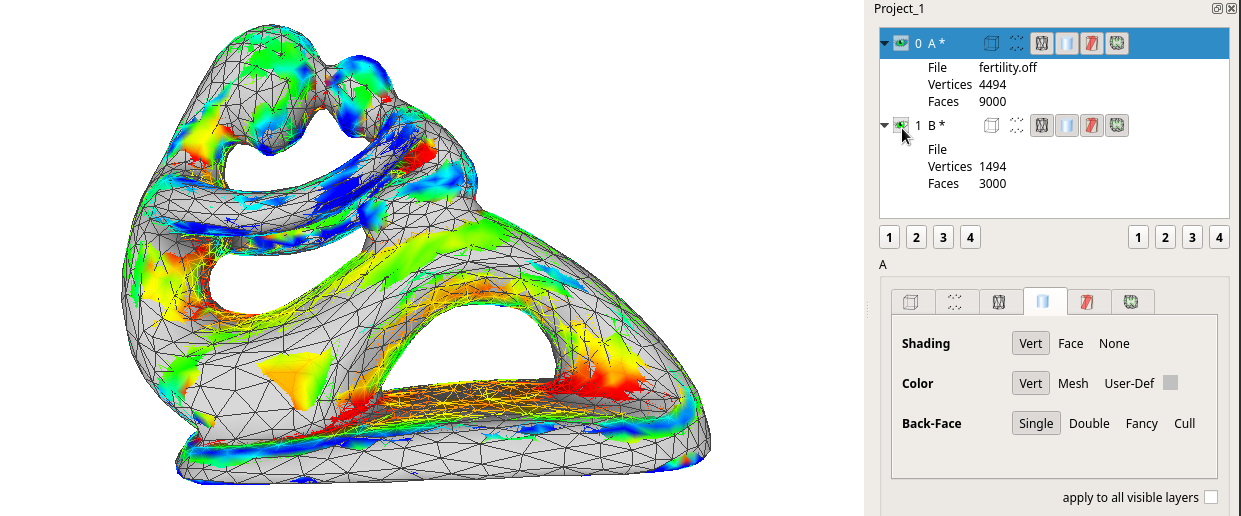

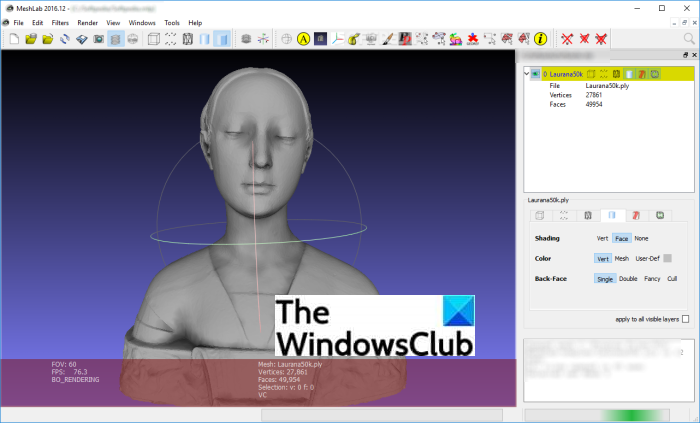 nvm, *.rd.out
nvm, *.rd.out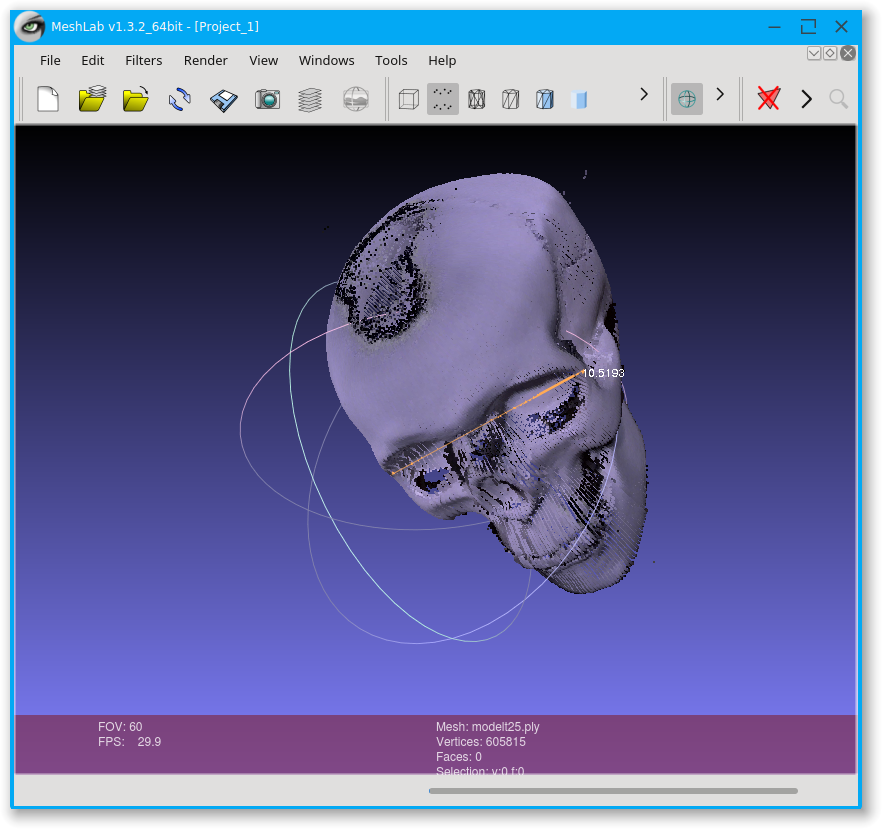 06.
06.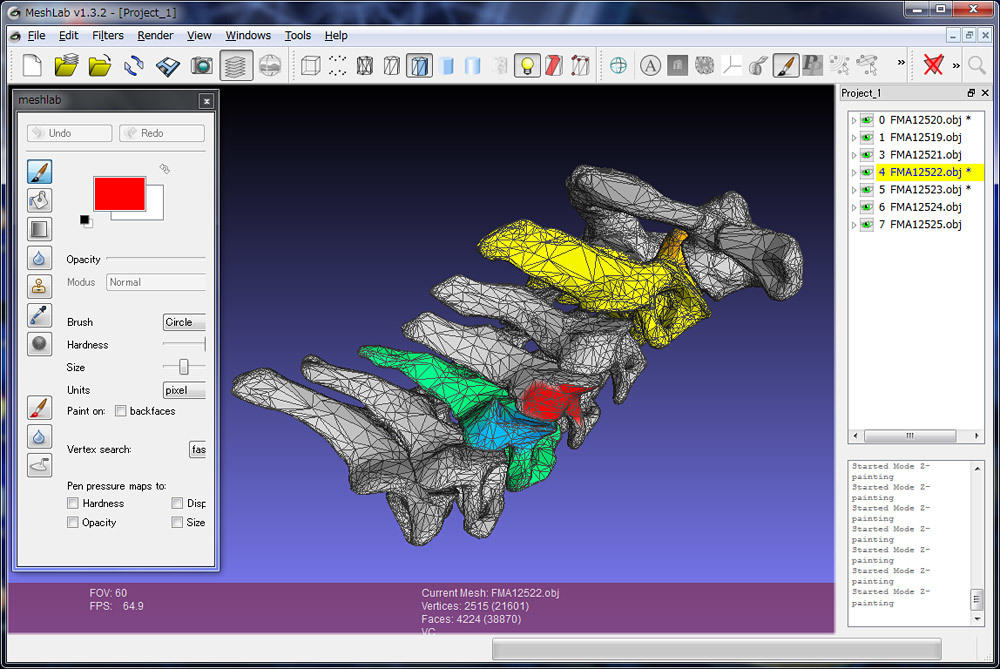
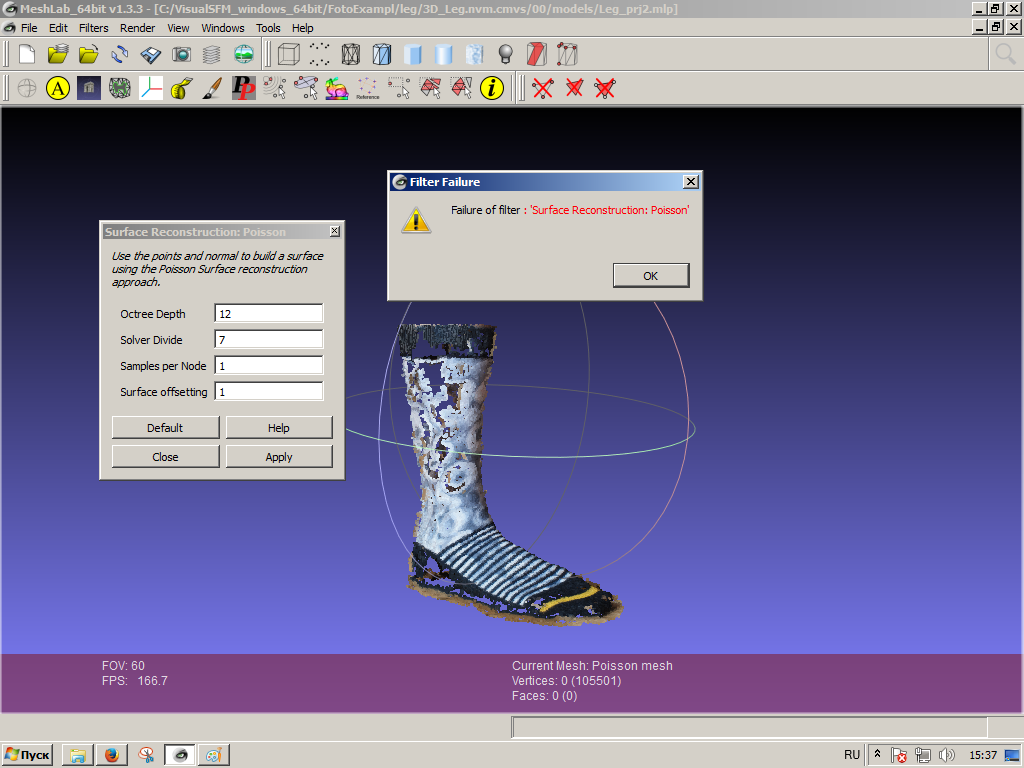



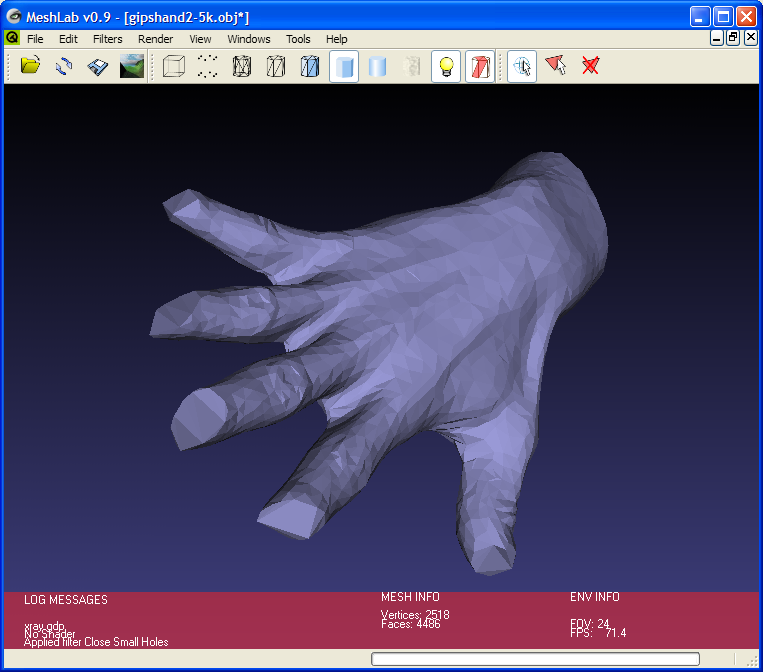 Возможно, можно будет зарегистрировать еще несколько изображений.
Возможно, можно будет зарегистрировать еще несколько изображений. Подробности смотрите в разделах Meshlab.
Подробности смотрите в разделах Meshlab. Ссылаться на:
Ссылаться на: или пробел)
или пробел) Выберите слой, который необходимо выровнять, и щелкните Склеивание по точкам.
Выберите слой, который необходимо выровнять, и щелкните Склеивание по точкам. Выберите файл textrue png ОБА основной сетки и сетки для выравнивания.
Выберите файл textrue png ОБА основной сетки и сетки для выравнивания.
 Это облегчает последующую уборку. Но цвет может не отображаться после этого шага.
Это облегчает последующую уборку. Но цвет может не отображаться после этого шага. Это для того, чтобы можно было повернуть модель и проверить, прежде чем удалять точки.
Это для того, чтобы можно было повернуть модель и проверить, прежде чем удалять точки.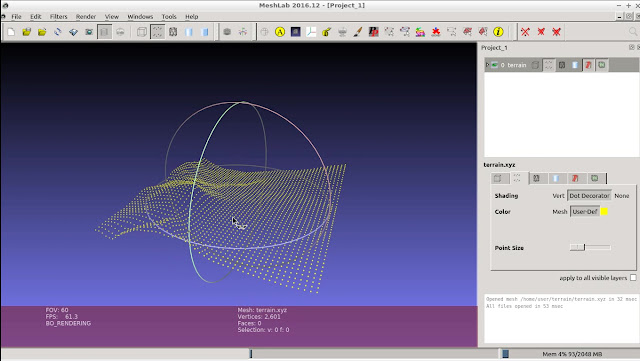
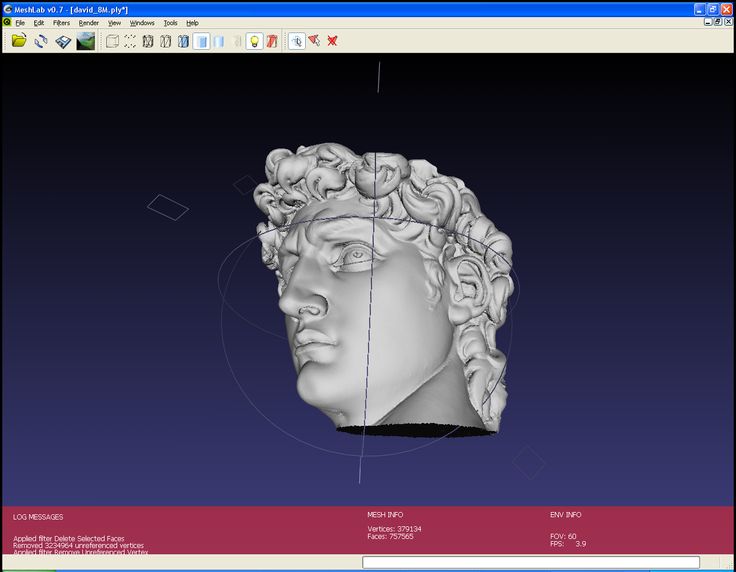 Установите параметры (12, 10, 2, 1). Применять. Дождитесь завершения процесса. Будет создан новый слой сетки Пуассона.
Установите параметры (12, 10, 2, 1). Применять. Дождитесь завершения процесса. Будет создан новый слой сетки Пуассона.
 png. Таким образом, безопасно сохранять все в (ваше имя файла).nvm.cmvs\00\models.
png. Таким образом, безопасно сохранять все в (ваше имя файла).nvm.cmvs\00\models.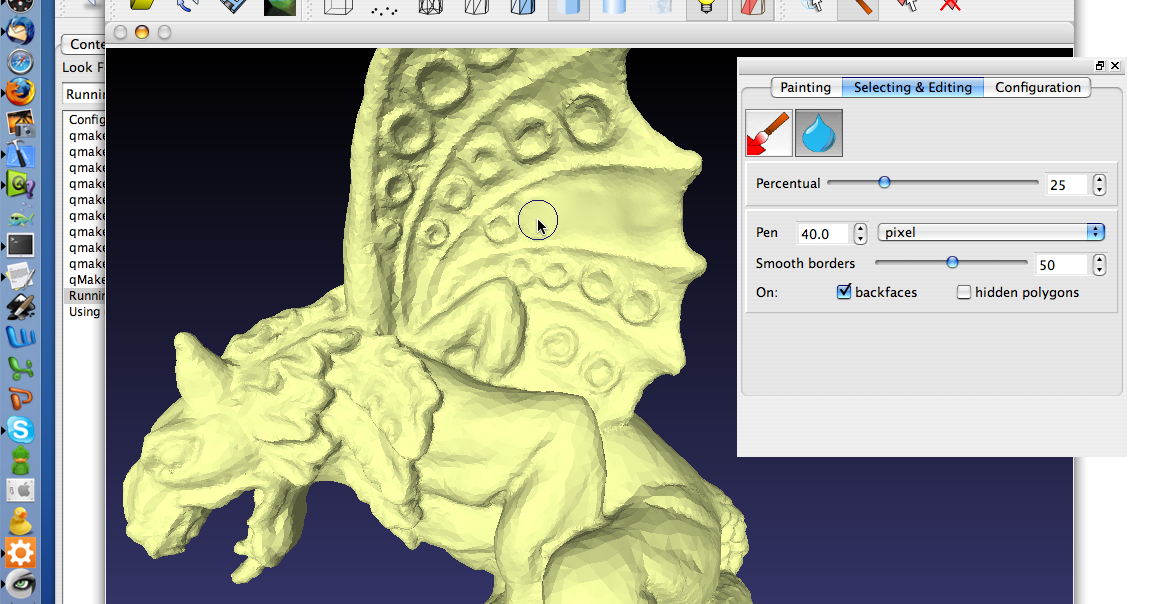 Это может помочь визуализировать облако точек.
Это может помочь визуализировать облако точек. Обычно мы сохраняем «Общие параметры» со значением по умолчанию.
Обычно мы сохраняем «Общие параметры» со значением по умолчанию. Фактически соответствующая модель представляет собой квадратичную функцию (6 параметров: Z = a.X2 + b.X + c.XY + d.Y + e.Y2 + f). В этом случае мы используем только нормаль плоскости, чтобы выбрать правильный размер для «Z».
Фактически соответствующая модель представляет собой квадратичную функцию (6 параметров: Z = a.X2 + b.X + c.XY + d.Y + e.Y2 + f). В этом случае мы используем только нормаль плоскости, чтобы выбрать правильный размер для «Z».

 В прошивке должна быть включена функция EEPROM, для этого необходимо убрать два слеша в строчке:
В прошивке должна быть включена функция EEPROM, для этого необходимо убрать два слеша в строчке:
 Настройте натяжку ремней на каждой оси принтера по данному методу.
Настройте натяжку ремней на каждой оси принтера по данному методу.

 Они располагаются рядом с чипом драйвера.
Они располагаются рядом с чипом драйвера.
 Но при таком значении двигатель будет сильно греться, поэтому полученное значение Vref необходимо умножить на 0,7. Например, для двигателя с максимальным током в 1,5 А и драйвером TMC 2208:
Но при таком значении двигатель будет сильно греться, поэтому полученное значение Vref необходимо умножить на 0,7. Например, для двигателя с максимальным током в 1,5 А и драйвером TMC 2208:
 На этом настройку драйверов можно считать законченной.
На этом настройку драйверов можно считать законченной.
 Для удобства измерений можно закрепить на столе линейку, а на каретке тонкий предмет, например, иголку или булавку. Тогда можно будет крайне точно измерить пройденное расстояние. Для измерения расстояния в экструдере используется частично отличающийся алгоритм:
Для удобства измерений можно закрепить на столе линейку, а на каретке тонкий предмет, например, иголку или булавку. Тогда можно будет крайне точно измерить пройденное расстояние. Для измерения расстояния в экструдере используется частично отличающийся алгоритм:
 Иначе, необходимо вставить в начальный GCODE данную строку:
Иначе, необходимо вставить в начальный GCODE данную строку:
 Выберите кубик, напечатанный с наибольшими параметрами P и T, но чтобы на нём не было видно волн. Цифра в параметре P будет искомым значением ускорения. Чтобы сохранить данное значение необходимо найти в прошивке 2 строки:
Выберите кубик, напечатанный с наибольшими параметрами P и T, но чтобы на нём не было видно волн. Цифра в параметре P будет искомым значением ускорения. Чтобы сохранить данное значение необходимо найти в прошивке 2 строки:

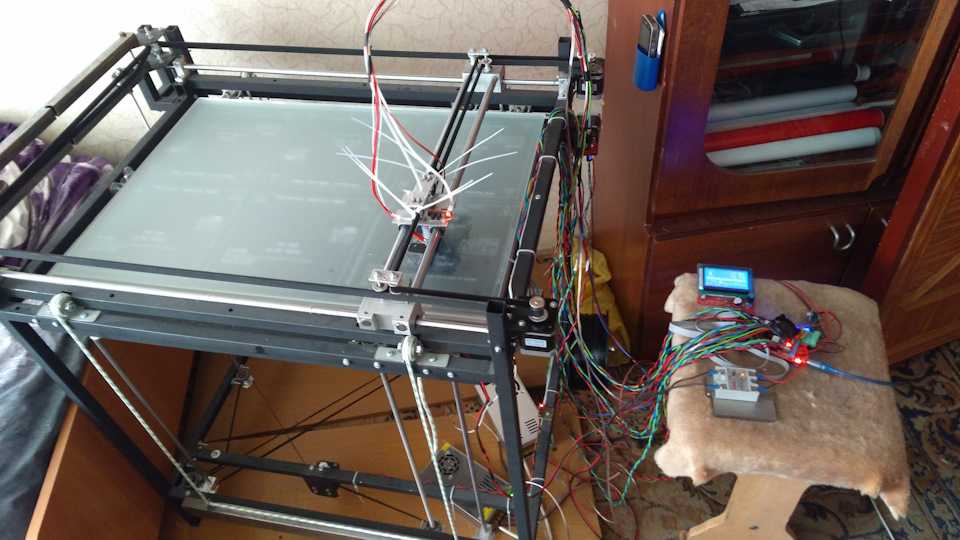 Иначе необходимо подставить в стартовый GCODE команду:
Иначе необходимо подставить в стартовый GCODE команду:
 Влияет не только на прочность модели, но и на внешний вид: чем ниже данная скорость — тем ровнее будут стенки.
Влияет не только на прочность модели, но и на внешний вид: чем ниже данная скорость — тем ровнее будут стенки.

 12.2021
12.2021 ..
..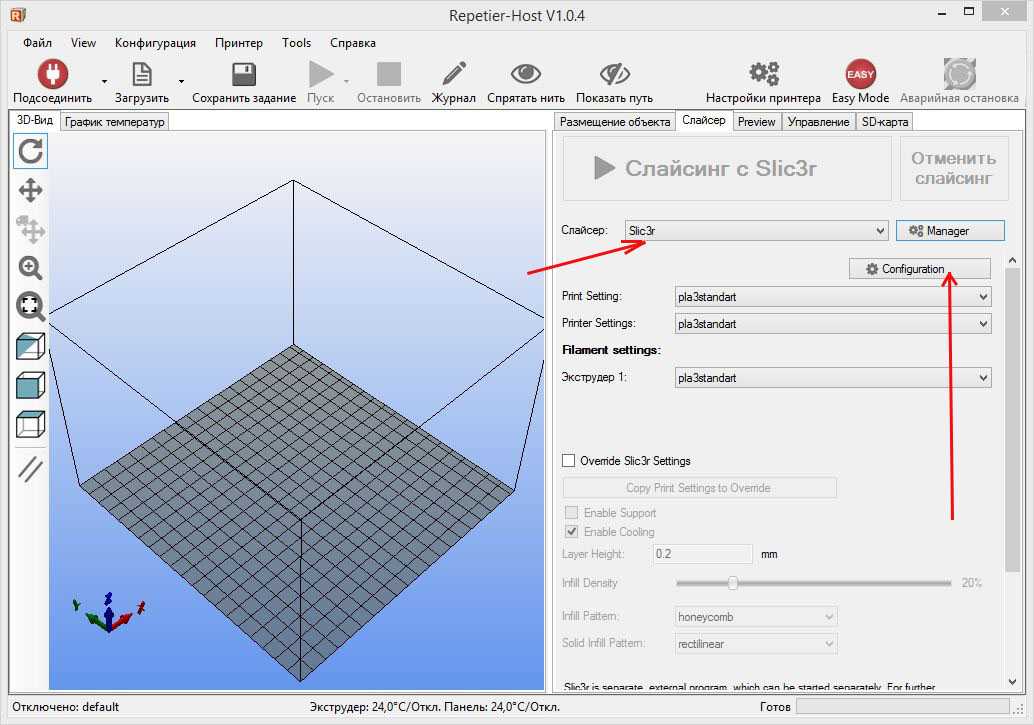 На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
 Сторонники уже давно продвигают идею о том, что если вы придумали что-то новое или сломали что-то, что у вас есть, вы можете просто нажать кнопку на своем компьютере и распечатать новый за считанные минуты. Возможно, в какой-то момент эти идеи были преувеличены, но после того, как после многих лет скептицизма наконец-то появился принтер, кажется, что многие из ранних проблем с этими устройствами были решены. Я использую свой постоянно: от печати запасной части для лампы до изготовления корпуса небольшого робота-ракетоносца.
Сторонники уже давно продвигают идею о том, что если вы придумали что-то новое или сломали что-то, что у вас есть, вы можете просто нажать кнопку на своем компьютере и распечатать новый за считанные минуты. Возможно, в какой-то момент эти идеи были преувеличены, но после того, как после многих лет скептицизма наконец-то появился принтер, кажется, что многие из ранних проблем с этими устройствами были решены. Я использую свой постоянно: от печати запасной части для лампы до изготовления корпуса небольшого робота-ракетоносца. Лично я купил Monoprice Select Mini 3D Printer V2, который является исключительно популярным малобюджетным принтером. Это довольно простой, с точки зрения функций, с относительно небольшой областью печати 120 на 120 на 120 миллиметров, но он стоил менее 200 долларов и работал очень хорошо для меня из коробки.
Лично я купил Monoprice Select Mini 3D Printer V2, который является исключительно популярным малобюджетным принтером. Это довольно простой, с точки зрения функций, с относительно небольшой областью печати 120 на 120 на 120 миллиметров, но он стоил менее 200 долларов и работал очень хорошо для меня из коробки.
 Лично меня не интересовал маленький пластиковый кот, и вместо этого я обратился к Thingiverse, чтобы найти небольшой корпус для проекта по электронике, над которым я работал.
Лично меня не интересовал маленький пластиковый кот, и вместо этого я обратился к Thingiverse, чтобы найти небольшой корпус для проекта по электронике, над которым я работал./91f3dfd02cdc286.s.siteapi.org/img/70095ab103eae1c6a64808b85496f592e398cf55.jpg)
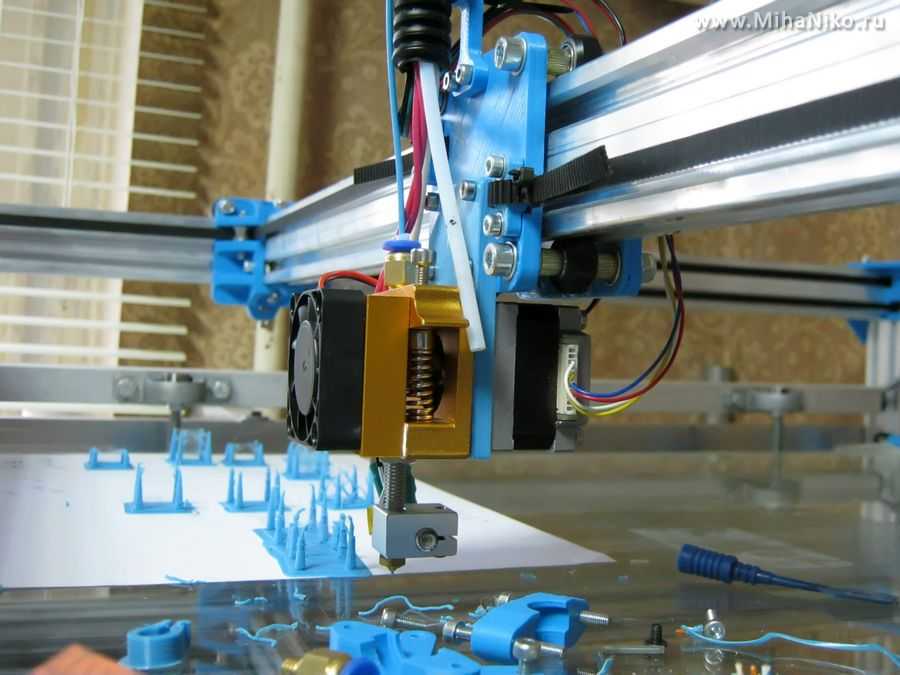 Наборы для самостоятельной сборки требуют немного больше времени для сборки и, вероятно, займут у вас больше времени. Как только вы узнаете, какой тип комплекта у вас есть, перейдите к следующему шагу настройки 3D-принтера.
Наборы для самостоятельной сборки требуют немного больше времени для сборки и, вероятно, займут у вас больше времени. Как только вы узнаете, какой тип комплекта у вас есть, перейдите к следующему шагу настройки 3D-принтера.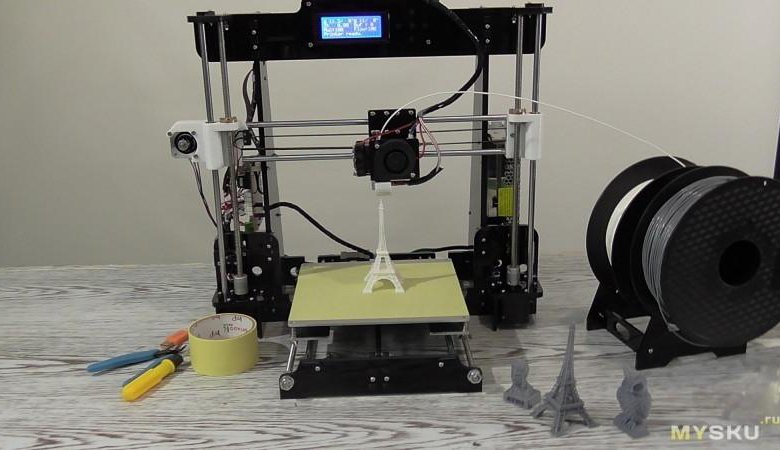 Тем не менее, вы можете в конечном итоге потратить много нити, полагая, что ваш принтер уже полностью откалиброван. Даже если он должен быть откалиброван и готов к использованию, во время транспортировки все может сбиться. Если вы будете слишком грубы с ним, когда достанете его из коробки, все также может сместиться.
Тем не менее, вы можете в конечном итоге потратить много нити, полагая, что ваш принтер уже полностью откалиброван. Даже если он должен быть откалиброван и готов к использованию, во время транспортировки все может сбиться. Если вы будете слишком грубы с ним, когда достанете его из коробки, все также может сместиться.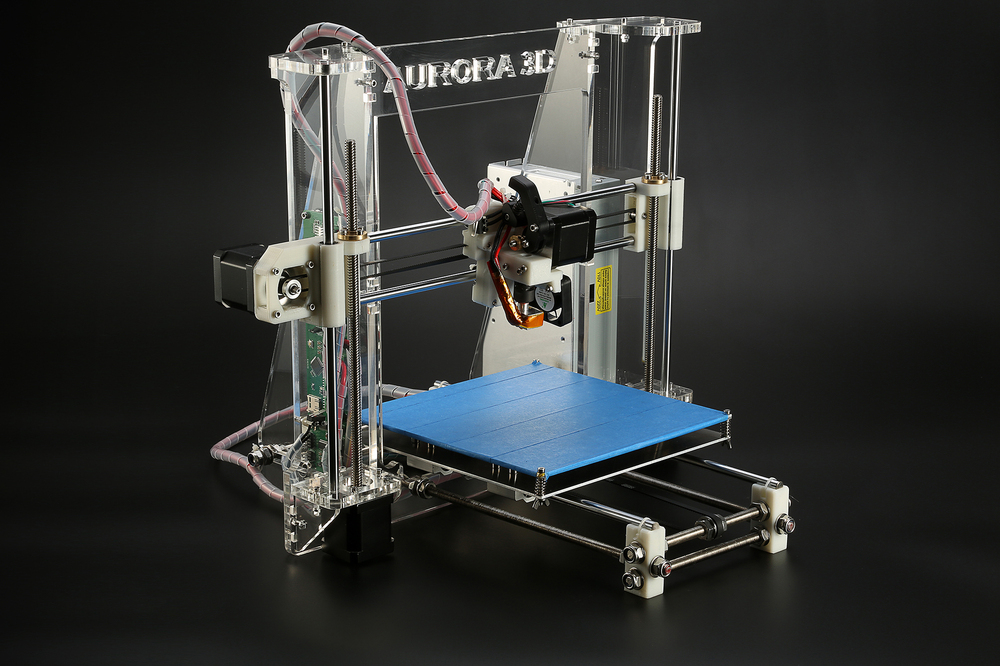 Как бы вы ни смотрели на это, печать без квадратного и плоского принтера будет огромным беспорядком.
Как бы вы ни смотрели на это, печать без квадратного и плоского принтера будет огромным беспорядком. Если вы столкнулись с небольшим сопротивлением при скольжении, это хороший знак. Однако, поскольку модели принтеров различаются, всегда отдавайте предпочтение рекомендациям производителя принтера, а не более общим рекомендациям.
Если вы столкнулись с небольшим сопротивлением при скольжении, это хороший знак. Однако, поскольку модели принтеров различаются, всегда отдавайте предпочтение рекомендациям производителя принтера, а не более общим рекомендациям. Поскольку он настолько популярен и широко доступен, некоторые люди задаются вопросом, можно ли использовать WD-40 в качестве смазки. Однако это не подходящий вариант, независимо от марки вашего принтера. Постоянное и чрезмерное использование продукта может даже повредить принтер.
Поскольку он настолько популярен и широко доступен, некоторые люди задаются вопросом, можно ли использовать WD-40 в качестве смазки. Однако это не подходящий вариант, независимо от марки вашего принтера. Постоянное и чрезмерное использование продукта может даже повредить принтер. Таким образом, многие люди по понятным причинам задаются вопросом, как скорость печати влияет на качество печати. Как правило, более низкая скорость печати приводит к более качественному результату. Однако особенности варьируются в зависимости от типов используемых материалов и того, что включает в себя проект печати.
Таким образом, многие люди по понятным причинам задаются вопросом, как скорость печати влияет на качество печати. Как правило, более низкая скорость печати приводит к более качественному результату. Однако особенности варьируются в зависимости от типов используемых материалов и того, что включает в себя проект печати.

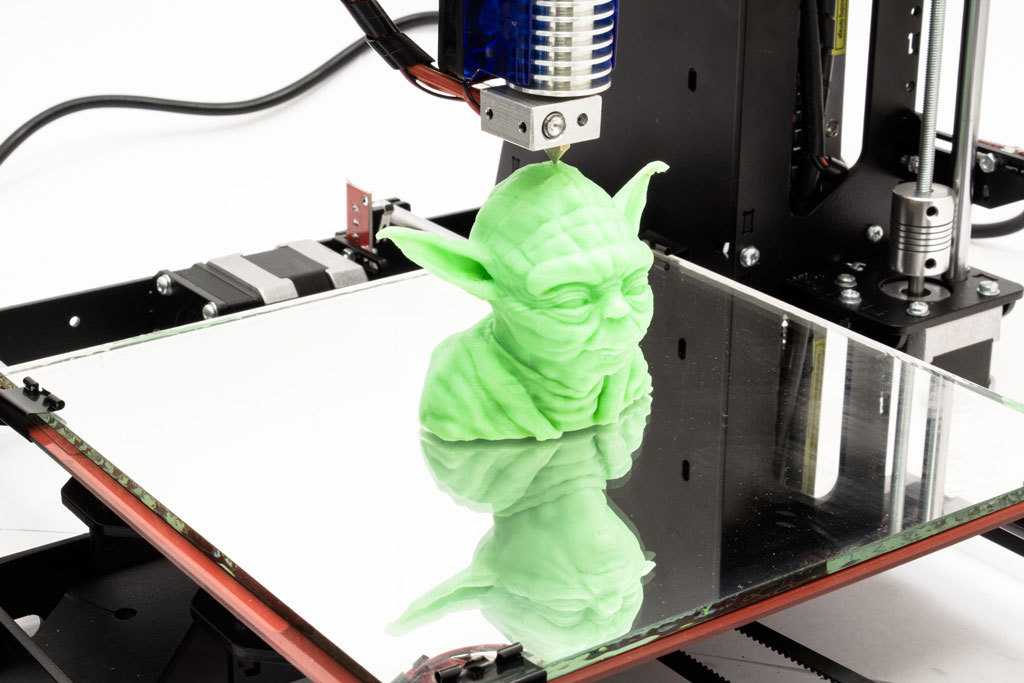
 7кВт / триммер
7кВт / триммер с.): 1
с.): 1 ): 4.5
): 4.5 Легкость и простота эксплуатации является одним из неоспоримых преимуществ этого устройства.
Легкость и простота эксплуатации является одним из неоспоримых преимуществ этого устройства.

 Полезно понимать их различия, но ваш ландшафт нуждается как в долговечной красоте, здоровье, так и в безопасности вашей зелени. Профилактическая обрезка и обрезка имеют решающее значение для предотвращения травм, ограничения ответственности и подготовки к штормам. Наша команда обученных, вежливых специалистов готова проконсультировать вас и предложить решения, которые превзойдут ваши ожидания. Позвоните в компанию Caiman Lawn Care, чтобы получить квалифицированные услуги по стрижке и обрезке деревьев в округах Ли и Коллиер.
Полезно понимать их различия, но ваш ландшафт нуждается как в долговечной красоте, здоровье, так и в безопасности вашей зелени. Профилактическая обрезка и обрезка имеют решающее значение для предотвращения травм, ограничения ответственности и подготовки к штормам. Наша команда обученных, вежливых специалистов готова проконсультировать вас и предложить решения, которые превзойдут ваши ожидания. Позвоните в компанию Caiman Lawn Care, чтобы получить квалифицированные услуги по стрижке и обрезке деревьев в округах Ли и Коллиер. Обрезка также может включать в себя работу с больными частями. Какой бы ни была потребность, Caiman Lawn Care позаботится об этом за вас.
Обрезка также может включать в себя работу с больными частями. Какой бы ни была потребность, Caiman Lawn Care позаботится об этом за вас. Профессиональная компания по обрезке и обрезке деревьев может посоветовать вам, когда и как нужно обрезать или обрезать листву для оптимального развития. Экспертное обслуживание также является упреждающим шагом для снижения риска повреждения от гниения и накопления грибков.
Профессиональная компания по обрезке и обрезке деревьев может посоветовать вам, когда и как нужно обрезать или обрезать листву для оптимального развития. Экспертное обслуживание также является упреждающим шагом для снижения риска повреждения от гниения и накопления грибков.



 Обеспечьте достаточную поддержку двери, пока она полностью не зафиксируется.
Обеспечьте достаточную поддержку двери, пока она полностью не зафиксируется. 
 Надежно закрепите гвозди через упор, косяк, прокладки и шпильки через каждые 12–16 дюймов. Вставьте гвозди с помощью дырокола.
Надежно закрепите гвозди через упор, косяк, прокладки и шпильки через каждые 12–16 дюймов. Вставьте гвозди с помощью дырокола. Внимание! При снятии плиты с рамы для отделки снимите петли только с косяка, не снимайте петли с плиты.
Внимание! При снятии плиты с рамы для отделки снимите петли только с косяка, не снимайте петли с плиты. 





 Если этикетка рвется или прилипает, смочите ее мыльной водой и аккуратно соскоблите пластиковым шпателем. Упрямые этикетки можно смочить мыльной водой и накрыть полиэтиленовой пленкой на ночь. Аккуратно удалите пластиковым шпателем.
Если этикетка рвется или прилипает, смочите ее мыльной водой и аккуратно соскоблите пластиковым шпателем. Упрямые этикетки можно смочить мыльной водой и накрыть полиэтиленовой пленкой на ночь. Аккуратно удалите пластиковым шпателем. При использовании этих типов чистящих средств необходимо соблюдать особую осторожность. • Для масла и жира: попробуйте пищевую соду и воду
При использовании этих типов чистящих средств необходимо соблюдать особую осторожность. • Для масла и жира: попробуйте пищевую соду и воду д.)
д.)
 Это крайне важный элемент, без него не может быть представлена работа ни единого устройства. Задача детали – передавать усилие, которое генерирует электродвигатель, к обрабатываемой заготовке из металла или дерева, пластмасса. На вал крепится приспособление для центрирования и зажима данного бруска.
Это крайне важный элемент, без него не может быть представлена работа ни единого устройства. Задача детали – передавать усилие, которое генерирует электродвигатель, к обрабатываемой заготовке из металла или дерева, пластмасса. На вал крепится приспособление для центрирования и зажима данного бруска.
 К тому же, на одной его стороне есть патрон, который имеет элементы крепления – резьбу, шлицы, пазы, то есть универсально подходят под конкретную цель крепежа.
К тому же, на одной его стороне есть патрон, который имеет элементы крепления – резьбу, шлицы, пазы, то есть универсально подходят под конкретную цель крепежа.
 Но сейчас производят аппаратуру, которая питается от 220 В, поэтому может быть размещена и в обычных условиях – часто токарные или фрезеровочные установки стоят в гаражах и иных «домашних» постройках для личного пользования.
Но сейчас производят аппаратуру, которая питается от 220 В, поэтому может быть размещена и в обычных условиях – часто токарные или фрезеровочные установки стоят в гаражах и иных «домашних» постройках для личного пользования.
 Во втором случае основная задача аппарата заключается в том, чтобы в максимально короткие сроки срезать верхний слой с поверхности обрабатываемой заготовки. У скоростного принципа работы есть свои особенные черты:
Во втором случае основная задача аппарата заключается в том, чтобы в максимально короткие сроки срезать верхний слой с поверхности обрабатываемой заготовки. У скоростного принципа работы есть свои особенные черты:



 Конечно, европейское изготовление более предпочтительно, чем китайское. В Европе часто используют фарфоровые подшипники, которые дают очень положительные качества работы.
Конечно, европейское изготовление более предпочтительно, чем китайское. В Европе часто используют фарфоровые подшипники, которые дают очень положительные качества работы.




 Передняя опора компенсирует осевую нагрузку, причем задняя остается не закрепленной. Такой подход положительно выявляет жесткость, уменьшая нагрев, а также возможную деформацию правой шейки шпинделя.
Передняя опора компенсирует осевую нагрузку, причем задняя остается не закрепленной. Такой подход положительно выявляет жесткость, уменьшая нагрев, а также возможную деформацию правой шейки шпинделя.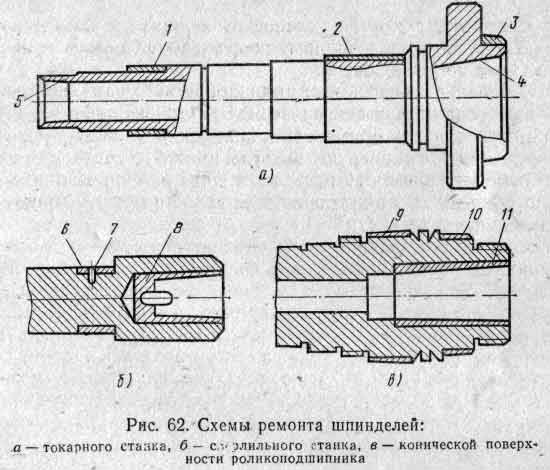 Параметры, характеризующие шпиндель:
Параметры, характеризующие шпиндель:
 Помимо металлических материалов токарь торцует цилиндры, конуса, нарезает резьбу на древесном, композитном сырье. Вкупе со специальными навесными устройствами токарный станок выполняет также операции сверления, шлифования, фрезерования.
Помимо металлических материалов токарь торцует цилиндры, конуса, нарезает резьбу на древесном, композитном сырье. Вкупе со специальными навесными устройствами токарный станок выполняет также операции сверления, шлифования, фрезерования.
 Заготовка, подлежащая обработке на токарном станке, помещается встык, обычно горизонтально, над станиной станка, при этом один конец вставляется в патрон шпинделя, а другой — в свободно вращающуюся заднюю бабку, расположенную на противоположном конце станины от шпинделя.
Заготовка, подлежащая обработке на токарном станке, помещается встык, обычно горизонтально, над станиной станка, при этом один конец вставляется в патрон шпинделя, а другой — в свободно вращающуюся заднюю бабку, расположенную на противоположном конце станины от шпинделя.
 Такие тяжелые шпиндели лучше выдерживают большие нагрузки и деформации, связанные с обработкой металлического пакета. Металлообрабатывающие станки также доступны для дома или небольшого цеха, но используются только для очень небольших объемов и легких операций, поскольку шпиндели и подшипники, которые принимают на себя основную нагрузку в процессе обработки, значительно уменьшены.
Такие тяжелые шпиндели лучше выдерживают большие нагрузки и деформации, связанные с обработкой металлического пакета. Металлообрабатывающие станки также доступны для дома или небольшого цеха, но используются только для очень небольших объемов и легких операций, поскольку шпиндели и подшипники, которые принимают на себя основную нагрузку в процессе обработки, значительно уменьшены.



 В этой конфигурации двигатель может быть размещен вне корпуса шпинделя.
В этой конфигурации двигатель может быть размещен вне корпуса шпинделя.
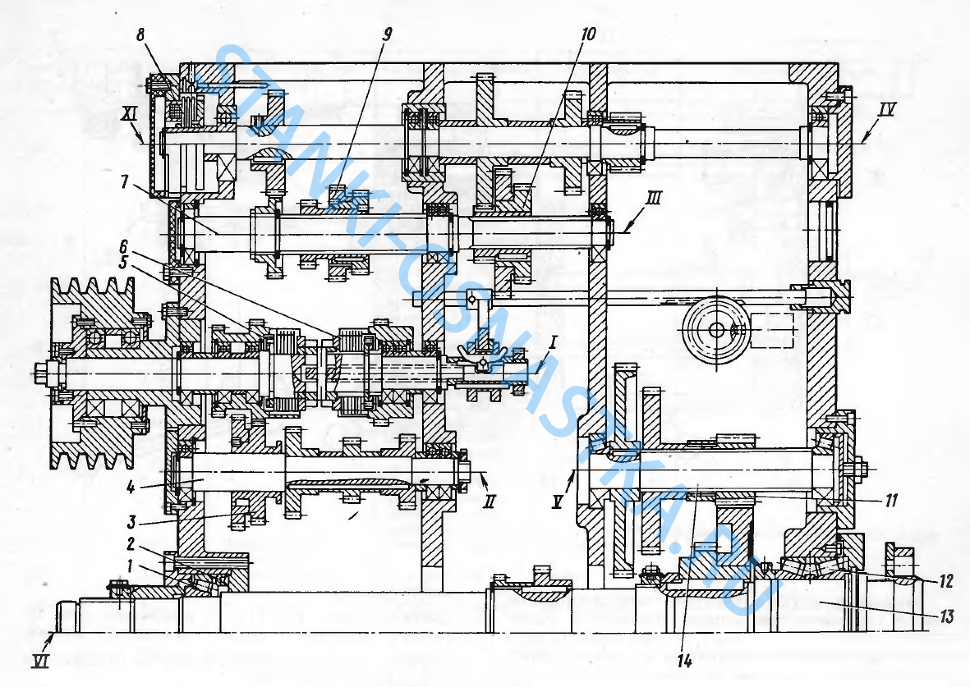


 д.
д.






 Единственным сдерживающим фактором в данном случае является высокая стоимость.
Единственным сдерживающим фактором в данном случае является высокая стоимость.

 ) которые продаются отдельно, благодаря чему один и тот же респиратор можно применять в различных условиях.
) которые продаются отдельно, благодаря чему один и тот же респиратор можно применять в различных условиях. )
) 01
01 03
03 de
de Если что-то случится, мы с вами на каждом этапе пути.
Если что-то случится, мы с вами на каждом этапе пути.