TJ220DW5C дизельный генератор Teksan 160 кВт В кожухе на двигателе Doosan
Общие характеристики
Бренд станции Teksan
Мощность, кВт 160
Напряжение (В) 400/230 В
Исполнение В кожухе
Мощность номинальная, кВа 200
Мощность максимальная, кВт 176
Мощность максимальная, кВА 220
Количество фаз 3
Производитель контроллера Teksan
Объем топливного бака 330
Серия Teksan
Коэффициент мощности 0.8
Частота, Гц 50
Номинальный ток (А) 288
Объём системы охлаждения (л) 48.5
Расход топлива при 75% мощности л/ч 31.7
Расход топлива при 100% мощности л/ч 43.1
Система аварийной остановки да
Датчик уровня топлива да
Отключатель АКБ да
Глушитель да
Габаритные размеры (Д;Ш;В; мм) 3860х1200х1850
Масса, кг 2374
Комплектация Полная
Производитель двигателя Doosan
Двигатель
Производитель / Модель DOOSAN P086TI
Мощность номинальная, кВт 177
Количество цилиндров 6
Расположение цилиндров Рядное
Тактность двигателя 4
Рабочий объём двигателя (л) 8. 1
Частота вращения коленвала (об/мин) 1500
Диаметр цилиндра (мм) 111
Ход поршня (мм) 139
Регулятор оборотов Электронный
Напряжение бортового электрооборудования, (В) 24
Удельный расход топлива (г/кВт*ч) 205
Тип топливного фильтра Фильтроэлемент (одноразовый)
Рекомендуемый тип масла SAE 15W40
Тип масляного фильтра Фильтроэлемент (одноразовый)
Удельный расход масла (г/кВт*ч) 0.5
Ёмкость масляной системы (л) 15.5
Вентилятор, (мм), тип Осевой
Масса, кг 790
Вид топлива Дизельное
Габаритные размеры (Д;Ш;В; мм) 1242x918x1100
Генератор
Производитель / Модель генератора CROMPTON GREAVES / G1R250LD
Постоянная мощность (кВт) 160
Система возбуждения SHUNT
Тип генератора Синхронный
Напряжение (В) 400/230
Номинальный ток (А) 288
Количество фаз 3
КПД, % 93
Шаг обмотки 2\3
Количество опорных подшипников 1
Степень изоляции H
Фактор мощности (cos) 0. 8
Точность регулировки напряжения (± %) 1.5
Регулятор напряжения Да
Гарантия, срок (мес) 12
Контроллер
Производитель / Модель контроллер Teksan / TJ-509T
Язык интерфейса контроллера Русский
Потребляемая мощность, Вт 3
Сигнал тревоги — неудачный запуск ДГУ да
Звуковой сигнал общей аварии да
Сигнал тревоги — общее предупреждение да
Контроль напряжения АКБ да
Частотомер да
Счетчик часов наработки да
Индикация уровня топлива в баке Опция
Индикация силы тока да
Индикация числа оборотов двигателя да
Индикация последовательности чередования фаз —
Индикация температуры охлаждающей жидкости —
Индикация давления масла да
Индикация напряжения аккумулятора (В) да
Индикация активной мощности по 3ф. (кВт) да
Индикация мощности (кВт) да
Индикация мощности (кВа) да
Каждый генератор, вне зависимости от исполнения, укомплектован:
Дизельным двигателем с радиатором
Автоматом защиты генератора
Аккумуляторной батареей
Глушителем
Электростартером
Зарядным генератором
Встроенным в раму топливным баком
Синхронным генератором
Цифровым контроллером с ЖК дисплеем
Документацией (паспорт, гарантийный талон, руководство по эксплуатации, сертификат, декларация соответствия)
Деятельность производственных предприятий и организация деятельности коммерческих компаний, где отсутствует возможность присоединения к центральной электросети, происходит с помощью ДЭС. На сайте нашей компании можно заказать дизельную установку Teksan на базе мотора Doosan, предназначенную для непрерывной работы.
Устройство Teksan отличается повышенной мощностью 160 кВт и устойчивыми параметрами напряжения 400/230 В. Характеристики установки позволяют снабжать электричеством для работы реагирующих на скачки показателей устройств и специализированной техники. У производителя генераторов «Юг-Энерго» имеются электрогенераторы Teksan в типовой сборке, а также мы принимаем заказы на установки с дополнительным оснащением. Автоматический ввод резерва, автозапуск, шумопоглощающие еврокожухи – указанные функции повышают эффективность установки, адаптируя его к условиям эксплуатации.
Купить электростанцию в городе Крансодар можно сделав заказ на сайте. Компания «Юг-Энерго» гарантирует высокое качество генераторного оборудования, долгое время работы, так как в производстве используются передовые технологии. Для получения бесплатной консультации звоните специалисту по телефону, указанному на сайте.
Генератор TEKSAN TJ220DW5C
Цена указана для комплектации: Кожух (капот)+заводской АВР.
Стандартное оборудование
Двигатель
Генераторы Teksan соответствуют стандартам ISO 8528, ISO 3046, BS 5514, DIN 6271 и включают в себя двигатели мирового технологического уровня, обеспечивающих низкий расход топлива, точную регулировку скорости, с монтированным насосом топлива, регулятором частоты механического или электронного типа.
Альтернатор
В продукции ТЕКСАНА используются альтернаторы, прошедшие все опытные этапы, соответствующие стандартам IEC 60034-1; CEI EN 60034-1; BS 4999-5000; VDE 0530, NF 51-100,111; OVEM-10, NEMA MG 1.22., не требующие обслуживания, с регулятором напряжения электронного типа, обеспечивающим точное регулирование напряжения высококачественный альтернатор, предпочитаемый во всем мире благодаря своей производительности и прочности.
Контрольная панель
Контрольные панели, используемые в стандартных генераторных установках Teksan обеспечивают легкость и безопасность использования. Легкий мониторинг состояния генератора посредствам измеренных и статистических параметров, рабочих режимов, сигналов и предупреждений. Панель с электронным модулем контроля и кнопкой экстренной остановки на передней стороне изготовлена из стального листа и покрашена в электростатической порошковой краской. Наряду с качественным стандартными панелями, компания Teksan предоставляет клиентам панели особого дизайна и решений по требованиям заказчика.
Шасси и топливный бак
Благодаря прочной структуре и виброгасителям, обеспечивающим характеристики и прочность к нагрузкам, минимизируется уровень вибрации генераторной установки. Все шасси укреплены рым-болтами. Наряду со стандартными шасси, произведенными Teksan, компания разрабатывает специальные решения, обеспечивающие легкость транспортировки и установки в зависимости от требований клиента. В генераторных установках мощностью менее 1600 кВа топливный бак интегрирован в шасси. В генераторных установках мощностью более 1600кВа топливный банк прямоугольного типа предоставляется отдельно к генераторной установке. Во всех типах топливных баков имеется индикатор уровня.
Система охлаждения
Качественные Радиаторы промышленного типа, расширительный бак и охлаждающий вентилятор, Сходящие в состав генератора, обеспечивают постоянство температуры генераторной установки.
Кабины генераторных установок TEKSAN соответствуют следующим характеристикам:
Соответствие директивам 2000/14/EC, Сертифицированный уровень шума
2-х или 4-х точечное транспортирование в зависимости от размера кабины
Глушитель шума на выхлопе, встроенный внутри кабины
Кнопка экстренной остановки внутри кабины
Усовершенствованные каналы воздухозаборника, обеспечивающие однородное охлаждение внутри кабины
Выход воздуха радиатора и выход выхлопных газов, встроенный по направлению вверх
Верхняя крышка кабины, обеспечивает наполнение воды и антифриза в радиатор
Коррозионностойкие краски
Повышенная звукоизоляции
Демонтируемые детали обеспечивают легкость обслуживания и транспортировки
Наряду со стандартными размерами кабин компания TEKSAN осуществляет производство кабин с требуемым заказчику уровнем шума и размерами.
Панель передачи сеть-генератор | Изолированные кабины в соответствии с требованиями уровня шума | Сейсмические решения | Прицеп | Дистанционный мониторинг
Особенности контроллера: TJ-509-T
TJ-509T – генераторный контролер будущего поколения с надежной и низкой себестоимостью дизайна, с множеством функций, с обширными средствами связи.
В промышленной категории прибор соответствует самым жестким мировым стандартам безопасности, вибрации, EMC и экологичности. Обновление программного обеспечения может быть выполнено через порт USB. Мониторинг и программирование осуществляется через USB, RS485, Ethernet и GPRS на компьютере Windows.
Программное обеспечение Rainbow Scada предоставляет возможность неограниченного мониторинга и контроля с одного центра.
Функции:
AMF устройство непрерывного перехода
ATS устройство непрерывного перехода
Устройство дистанционного запуска•
Устройство ручного запуска
Контроллер двигателя
Дистанционный мониторинг и контроль
Экран осциллографа с формой волны V & I
Анализ V & I гармоники
Трансформатор тока генератора или нагрузки
Связь:
Ethernet
GSM-GPRS
Встроенный веб-сервер
Веб-мониторинг
Веб-программирование
GSM-SMS
Е-почта
Modbus RS-485
Modbus TCP/IP
SNMP
Доступ к USB (опционально)
USB Device
RS-485
RS-232
J1939-CANBUS
Инструкция к TJ220DW5C: Скачать
TJ221DW5L
Фильтр продукта
Группа продуктовДизель-генераторные установкиАренда генераторных установокГенераторные установки на природном газеГенераторные установки на биогазеРешения для центров обработки данныхОсветительные мачты
50 Гц60 Гц
Марка двигателя
Запрос информации
org/BreadcrumbList»>
Главная >
Генератор >
Дизель-генераторные установки >
tj220dw-400-1
Общий
Двигатель
Генератор
Оборудование
Документация
400 В переменного тока
Выходная мощность
Мощность в режиме ожидания (ESP)
кВА
220
кВт
176
Основная мощность (PRP)
кВА
200
кВт
160
Размер
Ш x Д x В (мм)
Вес (кг)
Топливный бак (л)
Шум дБ(А) на 7 м
Навес
1200 х 3860 х 1850
2378
330
71
Открытая платформа
1200x2700x1650
1837
330
н/д
Фильтр продукта
Группа продуктовДизель-генераторные установкиАренда генераторных установокГенераторные установки на природном газеГенераторные установки на биогазеРешения для центров обработки данныхОсветительные мачты
Мотор: Teksan jeneratör setlerinde ISO 8528, ISO 3046, BS 5514, DIN 6271 standartlarına uygun, düşük yakıt sarfiyatlı, hassas hız ayarı ve düzeni sağlayan, yakıt pompasına monteli, mekanik veya elektronik tip governörlü dünyanın önde gelen son teknoloji ürünü motor markaları kullanılmaktadır.
Генератор: Teksan ürünlerinde gerekli tüm test ashamalarından geçmiş, IEC 60034-1; CEI EN 60034-1; БС 4999-5000; VDE 0530, NF 51-100,111; ОВЭ М-10, НЭМА МГ 1.22. standartlarına uygun, bakım gerektirmeyen yataklama sistemine sahip, hassas voltaj ayarı sağlayan elektronik tip voltaj regülatörlü, son teknoloji ürünü, tüm dünyada kalite, yüksek verimli ve dayanıklılığıyla tercih edilen lider alternatör markaları kullanılmaktadır.
Контроль Паносу: Teksan jeneratör setlerinde kullanılan standard kontrol panoları rahat ve güvenli kullanım sağlar. Tüm ölçülmüş ве istatistiksel parametreler, çalışma modları, uyarı ve alarmlar ile jeneratörün durumu kontrol panolarından kolaylıkla izlenebilir. Ön yüzünde elektronik kontrol modülü ve acil durdurma butonu bulunan panelin metal gövdesi çelik sacdan imal edilip elektrostatik toz boya ile boyanmıştır. Teksan, kaliteli standard panolarinın yanı sıra müşterilerinin özel isteklerine uygun pano tasarım ve çözümleri de sunmaktadır.
Шаси ве Якит Депосу: Jenerator setinin yükünü taşıyacak özellik ve dayanıklılıkta çelikten imal edilen sert yapısal tasarımı ve anti-vibrasyon takozları sayesinde titreşim seviyesini Minimuma indirgemektedir. Şasilerin hepsi kaldırma mapaları icherir. Tamamı Teksan tarafından uretilen standart shasiler haricinde müşteri talepleri doğrultusunda tasarlanan özel çözümler taşıma ve yerleştirmede büyük kolaylık sağlar. 1600 kVA’dan küçük güçteki jeneratör setlerinde yakıt deposu şasiye entegre olarak uretilmektedir. 1600 kVA’dan büyük güçteki jeneratör setlerinde dikdörtgen tip yakıt tankı jeneratör seti ile ayrı sağlanır. Her tipteki yakıt deposunda seviyesi göstergesi bulunmaktadır.
Soğutma Sistemi: Kaliteli endüstriyel наконечник radyatör, genleşme tankı ve soğutucu fandan oluşan sistem jeneratör ekipmanlarının uygun ısı derecesinde sabit kalmasını sağlar.
Kabin boyutlarına göre 2 veya 4 noktadan taşıma imkanı
Kabin içinde gizli egzoz susturucu
Kabin üzerinde yer alan acil stop butonu
Kabin içinde homojen soğutma sağlayabilmek için geliştirilmiş hava emiş kanalları
Yukarıya doğru dizayn edilmiş radyatör hava çıkışı ve egzoz gaz çıkışı
Radyatöre kolaylıkla su ve antifriz doldurulmasını sağlayan kabin üstü kapak
Korozyona ve paslanmaya karşı güçlendirilmiş boya sistemi
Ses izolasyonu açısından geliştirilmiş Performans
Kolay bakım ve taşıma imkanı veren demonte parçalar
Опсиёнел Экипманлар:
Orta gerilim alternatörü
Remote radyatör uygulamaları
Otomatik yakıt dolum sistemi
Yakıt tankı, yağ karteri, pano, alternatör sargı ısıtıcıları
Çift AVR ve PMG’li alternatör
Senkronizasyon sistemleri
Jeneratör çıkış şalteri
Şebeke -jeneratör transfer panosu
Özel ses seviyesi taleplerine uygun izolasyonlu kabinler
Sismik çözümler
Römork
Uzaktan izleme
Kontrol Cihazı Özellikleri: TJ-509-T:
TJ-509T, güvenilir ve düşük maliyetli tasarımı ile birçok fonksiyonu içerisinde barındıran, genish haberleşme imkanlarına sahip gelecek nesil jeneratör kontrol cihazıdır.
Сварочный инвертор TIG TECH TIG 200 P AC/DC (E101)
TECH TIG 200 P AC/DC (E101)
Рекомендованная розничная цена 109 440 ₽ / шт
Артикул 00000090962
1 шт / Коробка
Технические характеристики
Отличительными особенностями аппарата являются
Режим импульсной сварки с регулируемым базовым и максимальным током и частотой импульса
Сварка алюминия на переменном токе
ММА сварка с регулировкой форсажа дуги
Регулировка баланса полярности
Режим работы 2Т и 4Т
Подключение педали и пульта ДУ
TECH TIG 200 P AC/DC (E101) работает от однофазной питающей сети 220 В
Многофункциональный сварочный аппарат с режимом аргонодуговой сварки (TIG) на постоянном (DC) и переменном токе (AC), ручной дуговой сварки (MMA) на постоянном (DC) и переменном токе (AC) и импульсные режимы для TIG сварки позволяют получить сварочный процесс более контролируемым, и как следствие уменьшить деформации металла после сварки
Аппарат позволяет сваривать низкоуглеродистые, легированные, нержавеющие, медные, латунные и разнородные стали и сплавы, а также алюминий и его сплавы
Широкий выбор функций и параметров сварки позволяет получить сварное соединение высокого качества
Аппарат TECH TIG 200 P AC/DC (E101) имеет удобную систему управления
Кнопка переключения режимов импульсного и безымпульсного
Кнопка выбора способа сварки AC и DC
Выбор способов сварки
Выбор режима сварки 2Т и 4Т
Кнопка включения аппарата
Дисплей индикации параметров сварки
Индикатор сети
Индикатор перегрева
Регулятор предварительного продува газа
Регулятор пикового тока
Регулятор базового тока
Регулятор времени спада тока
Регулятор продува газа после сварки
Регулятор баланса полярности
Регулятор заполнения импульса
Регулятор частоты импульса
Регулятор форсажа дуги
Производительная система вентиляции
Система охлаждения сварочного аппарата обеспечивает максимальный обдув греющихся компонентов, что обеспечивает бесперебойную устойчивую работу при температуре 25° без отключения по перегреву
Комплект поставки:
Горелка в сборе TECH TS 26, 4 м— 1 шт.
Клемма заземления в сборе 200 А, 3 м— 1 шт.
Комплект ЗИП— 1 шт.
Паспорт и Руководство по эксплуатации— 1 шт.
Сварочное оборудование Сварог, сертифицированное НАКС, может быть использовано для сварки ответственных конструкций с особыми требованиями к сварному шву
Сварог в реестре аттестованного сварочного оборудования ссылка>>
На сегодняшний день Сварог № 1 по количеству аттестованного сварочного оборудования в сравнении с брендами-конкурентами
Аппараты НАКС КСМ (Конструкции Стальных Мостов)
Более 30 моделей сварочных инверторов Сварог аттестовано НАКС
Аргонодуговая сварка TIG
цены, оптом в ПТК 005.300.471
Артикул: 005.300.471
Аппарат для аргонодуговой сварки постоянным (DC) и переменным током (AC). Сварка в импульсном режиме. Функция ручной дуговой сварки (MMA). Гарантия 5 лет.
Гарантия 5 лет
ПТК RILON TIG 200 P AC/DC GDM – это обновленная линейка аппаратов для аргонодуговой сварки неплавящимся вольфрамовым электродом с завода RILAND. Аппараты позволяют производить сварку постоянным током, используя инверторную технологию преобразования и управления сварочным током на базе мощных IGBT транзисторов. Применение передовых инверторных технологий позволило увеличить КПД до 80% и увеличить производительность сварки на 30%.
Аппарат предназначен для сварки постоянным и переменным током TIG AC/DC. При постоянном токе (DС) используется неплавящийся электрод (вольфрам). Данный режим позволяет сваривать сталь, никель, медь и их сплавы. На переменном токе (AC) возможна сварка алюминия и его сплавов.
Аппарат оснащен импульсной сваркой для работы с тонколистовым металлом. Функция предотвращает прожигание металла и его деформацию.
Наличие дополнительной функции ручной дуговой сварки (MMA), где могут использоваться электроды диаметром от 1,5 до 5,0 мм.
Особенности ПТК RILON TIG 200 P AC/DC GDM:
Сварка на постоянном и переменном токе с импульсом.
Наличие PULSE режима для работы с металлами разных толщин.
Наличие продувки газом перед сваркой и после.
Высокочастотный поджиг дуги.
Возможно переключение режимов работы сварочной горелки. Функция применима при сварке коротких или длинных швов — 2Т/4Т/SPOT.
Дополнительная функция ручной дуговой сварки MMA.
В режиме MMA есть функция VRD, регулируемый горячий старт и форсаж дуги.
Диапазон регулировки частоты в режиме PULSE AC/DC, Гц:
0–200/0–5
Напряжение холостого хода TIG VRD, В:
17
Напряжение холостого хода ММА, В:
56
Напряжение холостого хода ММА VRD, В:
17
Продувка газа перед сваркой, сек:
0,1–9,9
Постпродувка газа, сек:
0,1–9,9
Максимальная потребляемая мощность, кВт:
5,07
Коэффициент мощности:
0,7
ПВ, %:
60
КПД, %:
80
Способ возбуждения дуги TIG:
Бесконтактный
Диаметр электрода TIG, мм:
1,0–4,0
Диаметр электрода MMA, мм:
1,5–5,0
Степень изоляции:
F
Класс защиты:
IP21S
Вес нетто, кг:
6,4
Габариты аппарата, мм:
315х138х245
Вес брутто, кг:
10,4
Размеры индивидуальной упаковки, мм:
390х370х325
Наличие импульсной сварки:
Да
Наличие режима сварки AC/DC:
Да
Наличие функции MMA:
Да
Наличие функции VRD в режиме ММА:
Да, фиксированная
Наличие функции Hot Start:
Да, регулируемая
Наличие функции Arc Force:
Да, регулируемая
Документы
220 вольт
TIG 200
220 вольт
AC/DC
Для алюминия
Импульсные
200 ампер
RILON
Похожие товары
Сопутствующие товары
Артикул: 005. 010.514
Фиксатор магнитный МФ-625
Магнитный фиксатор МФ-625 для надежной и точной фиксации металлических изделий при проведении сварочных работ. Углы – 30°, 45°, 60°, 75°, 90°, 135°.
Tig 200P AC/DC Tig Импульсный сварочный аппарат для алюминия
Название по умолчанию — $899,99
Описание продукта
МОЩНЫЙ СВАРОЧНЫЙ АППАРАТ 7-В-1 ПЕРЕМЕННОГО/ПОСТОЯННОГО ТОКА: Сварочный аппарат может выполнять сварку в режимах TIG AC Square/TIG AC Triangular/TIG AC Pulse Square/TIG AC Pulse Triangular/TIG DC Pulse/TIG DC/ СТИК Методы. AC TIG используется для тонкой сварки различных алюминиевых сплавов, сплавов магния и других цветных металлов. DC TIG обеспечивает низкотемпературный контроль, необходимый для точной сварки различных сталей, нержавеющей стали, углеродистой стали, меди и т. д. Режим Stick экономит затраты на защитный газ, щелкнув переключатель, чтобы выполнить ремонт ограждений и оборудования с помощью сварки MMA до 160 ампер.
ЗАПАТЕНТОВАННАЯ ТЕХНОЛОГИЯ DASH-ARC: Уникальный патент на технологию DASH-ARC увеличивает скорость зажигания дуги с 200 мс до 40 мс, вероятность успешного зажигания дуги составляет 99,99%, что повышает эффективность сварки и улучшает результаты сварки. Цифровая технология регулирования постоянного тока обеспечивает низкий уровень шума и высокое стабильное качество дуги в полной спецификации. он также защищает вольфрам от повреждений.
ИМПУЛЬСНАЯ, КВАДРАТНАЯ И ТРЕУГОЛЬНАЯ ФОРМА ВОЛНЫ: Сварочный аппарат TIG переменного/постоянного тока оснащен импульсной функцией для предотвращения возгорания материалов и минимизации деформации материала из-за чрезмерного подвода тепла, а также способствует умеренному осаждению присадочного металла для равномерного внешнего вида валика, а также уменьшает треугольную волну. подвод тепла эффективно, поэтому форма сварного шва быстро, предотвращает деформацию сварного шва, удобна для сварки тонкого металла; Прямоугольная волна может быстро переключать полярность, динамическая дуга для стабильной сварочной ванны, мощная способность очищать пленку оксида алюминия, что обеспечивает более точную и стабильную сварку алюминия или алюминиевого сплава. Независимо от уровня вашего мастерства, вы не будете разочарованы.
НАБОР ЦИФРОВЫХ ПАРАМЕТРОВ СВАРКИ
: Цифровая система управления MCU делает эту машину более надежной и стабильной, такие параметры, как предварительный поток, начальный ток, подъем, пиковый ток, базовый ток, наклон вниз, ток кратера, постпоток, импульс режим работы, частота переменного тока, баланс переменного тока, частота импульсов легко регулируются, а также методы управления горелкой TIG 2T/4T/точечной сварки и дистанционного управления ножной педалью (не входят в комплект), которые улучшают качество сварки.
БОЛЬШОЙ СВЕТОДИОДНЫЙ ДИСПЛЕЙ И КОМПАКТНОСТЬ: удобный и простой интерфейс позволяет операторам легко и эффективно настраивать его, данные и динамический выходной ток будут отображаться немедленно. Всплеск, выдерживающий IGBT, экономит место и вес, это всего 12 кг (26,5 фунтов) . Никакого переноса тяжестей!
ОБНОВЛЕНИЕ БЕЗОПАСНОСТИ: VRD, перегрузка по току, перенапряжение, перегрузка по току, перегрузка, функция защиты от перегрева, при возникновении указанных проблем загорается сигнальная лампа на передней панели и отключается выходной ток. Он может самозащититься и продлить срок службы.
ТЕПЛОЕ ОБСЛУЖИВАНИЕ И БЕЗ ПРОБЛЕМ ГАРАНТИЯ: каждый из наших сварочных аппаратов прошел различные авторитетные лабораторные испытания в моделировании чрезвычайно суровых условий, прежде чем покинуть наш завод, который соответствует высоким стандартам. Если у вас есть какие-либо вопросы, пожалуйста, не стесняйтесь обращаться в нашу службу поддержки клиентов. , которые дают полезные советы и ноу-хау для устранения неполадок каждой модели ARCCAPTAIN для достижения оптимальной производительности.
Технические параметры
Название проекта
Блок
Значение
Напряжение питания
В переменного тока
AC110В±15%
AC220В±15%
Входная частота
Гц
50
Номинальный входной ток
А
33@ТИГ 35@ММА
Мощность источника питания
кВА
6. 0@ВИГ 7.5@ММА
Диапазон выходного тока (ВИГ)
А
10~120 (110 В)
10~200 (220 В)
Диапазон выходного тока (MMA)
А
10~110(110В)
10~160(220В)
Диапазон силы дуги
А
0~40
Диапазон тока горячего пуска
А
0~80
Напряжение холостого хода
В
60
Номинальное рабочее напряжение
В
18@TIG 26.4@MMA
Выходная частота переменного тока
Гц
20~250
Весы переменного тока
%
20~60
Уровень фона
А
10~200
Частота импульсов
Гц
0,5~200 (постоянный ток)
0,5~25 (перем. ток)
Импульсный коэффициент заполнения
%
5~95
Время предварительной подачи
С
0~5
Время продувки
С
0~15
Время нарастания
С
0~15
Время падения
С
0~15
Пульт дистанционного управления
—
Да
Режим запуска дуги
—
ВЧ дуговой стартер
Эффективность (%)
%
80
Рабочий цикл (%)
%
ВИГ: 200@25% —
ММА: 160@25%
Коэффициент мощности
—
0,70
Тип охлаждения
—
С воздушным охлаждением
Диапазон рабочих температур
°С
—10~+40
Диапазон температур хранения
°С
—25~+55
Класс защиты
—
ИП21С
Класс изоляции
—
Б
Часто задаваемые вопросы
Можно ли сваривать алюминий с помощью сварочного аппарата ARCCAPTAIN
Мы не рекомендуем использовать сварочный аппарат ARC, MIG для сварки алюминия, который не будет работать хорошо. Лучше сваривать алюминий с помощью Аппарат для сварки TIG на переменном токе или аппарат для импульсной сварки MIG .Конечно, вы можете сваривать алюминий с помощью сварочного аппарата MIG с катушечным пистолетом.
Где я могу скачать руководство пользователя
Здесь вы можете скачать руководства пользователя для всех моделей продуктов.
Какой тип шпульного пистолета мне нужен для MIG200
1. Ваш шпульный пистолет должен быть с евросоединением, чтобы соответствовать MIG200.
2. Убедитесь, что на вашем пистолете есть 4-контактный штекер для авиации. В противном случае вам необходимо купить 4-контактный штекер самостоятельно. Рекомендуемый тип 4-контактного штекера: SP21 Series
ЕВРО розетка, 4-контактная авиационная вилка
Отверстие 1 соединяется с катушкой «+», отверстие 2 соединяется с катушкой «-«. ВИЛКА ДОЛЖНА ПОДХОДИТЬ К РОЗЕТКЕ. Необходимо заменить вилку горелки на 4-контактную.
Можете ли вы предоставить графитовый вкладыш для сварки алюминия вместо использования отдельного шпульного пистолета?
В настоящее время наш сварочный аппарат mig200 поддерживает графитовую футеровку. Вам необходимо найти графит подходящего размера и заменить приводной ролик.
Вы также можете подключить катушечную горелку для сварки алюминия. Но если вы хотите получить лучшую производительность сварки. Для сварки алюминия лучше использовать сварочный аппарат переменного/постоянного тока.
Если мне нужны детали продуктов. Где я могу это найти?
Arccaptain продает большинство деталей для нашего продукта, таких как горелка TIG, сварочная проволока, сварочный рюкзак и т. д., которые можно купить непосредственно на официальном сайте по доступной цене.
Какой тип горелки TIG подходит для машины Arccaptain
Mig200 поддерживает горелку TIG типа WP-17V 35-50.
MIG130 поддерживает горелку TIG типа WP-17V 10-25.
ARC200 поддерживает горелку TIG типа WP-17V 35-50.
ARC160 поддерживает горелку TIG типа WP-17V 10-25.
Каковы рекомендуемые усилители для электродов по типу и диаметру
Вы можете прочитать направляющую диаграмму здесь
Что является самым тонким до густых стали и алюминия может быть сталь 1–6 мм.
Аппарат MIG200 может сваривать алюминий толщиной от 1 до 5 мм.
Таблица размеров стандартной контактной насадки MIG
Вы можете прочитать руководство здесь .
Можно ли сваривать алюминий с помощью аппарата для безгазовой сварки MIG
Хотя можно сваривать алюминий с помощью аппарата для безгазовой сварки MIG, обычно это не рекомендуется, поскольку это может привести к плохому качеству сварных швов и повреждению сварочного оборудования. Это связано с тем, что алюминий является металлом с высокой проводимостью и требует большого количества тепла для правильной сварки, чего может быть трудно достичь с помощью безгазовой сварки MIG. Кроме того, сварка алюминия безгазовым сварочным аппаратом MIG может привести к таким проблемам, как пористость, несплавление и деформация.
Как правило, при сварке алюминия рекомендуется использовать специальный аппарат для сварки TIG или MIG с катушечным пистолетом и соответствующим защитным газом (например, аргоном), поскольку эти методы обеспечивают лучший контроль над подводом тепла и обеспечивают высокое качество сварных швов. Если вам нужно сварить алюминий с помощью безгазовой сварки MIG, важно использовать надлежащие методы и оборудование, чтобы обеспечить успешную сварку.
Информация о доставке
Большинство товаров обычно доставляются в течение 7-10 рабочих дней. Ваше электронное письмо с подтверждением доставки будет содержать ваш номер для отслеживания и детали заказа. Если у вас есть какие-либо вопросы, наша команда также доступна 7 дней в неделю и доступна в 9.0027 [email protected]
Китайский производитель сварочных аппаратов, инверторный аппарат, поставщик запасных частей для сварки
Компания ООО РЕСУРС ТОЧНОСТИ, адрес: г. Москва, ул. Бардина, д. 4 стр. 6 пом. I этаж А1 ком. 18 зарегистрирована 17.09.2009. Организации присвоены ИНН 7728710344, ОГРН 1097746545610, КПП 773601001. Основным видом деятельности является производство прочих машин специального назначения, всего зарегистрировано 27 видов деятельности по ОКВЭД. Связи с другими компаниями отсутствуют. Количество совладельцев (по данным ЕГРЮЛ): 1, генеральный директор — Горохов Владимир Степанович. Размер уставного капитала 10 000₽. Компания ООО РЕСУРС ТОЧНОСТИ принимала участие в 8 тендерах. В отношении компании нет исполнительных производств. ООО РЕСУРС ТОЧНОСТИ участвовало в 3 арбитражных делах: в 3 в качестве ответчика. Реквизиты ООО РЕСУРС ТОЧНОСТИ, юридический адрес, официальный сайт и выписка ЕГРЮЛ доступны в системе СПАРК (демо-доступ бесплатно).
Полная проверка контрагентов в СПАРКе
Неоплаченные долги
Арбитражные дела
Связи
Реорганизации и банкротства
Прочие факторы риска
Полная информация о компании ООО РЕСУРС ТОЧНОСТИ
299₽
Регистрационные данные компании
Руководитель и основные владельцы
Контактная информация
Факторы риска
Признаки хозяйственной деятельности
Ключевые финансовые показатели в динамике
Проверка по реестрам ФНС
Купить
Пример
999₽
Включен мониторинг изменений на год
Регистрационные данные компании
История изменения руководителей, наименования, адреса
Заявки с указанием корпоративных email рассматриваются быстрее.
Вход в систему будет возможен только с IP-адреса, с которого подали заявку.
Компания
Телефон
Вышлем код подтверждения
Эл. почта
Вышлем ссылку для входа
Нажимая кнопку, вы соглашаетесь с правилами использования и обработкой персональных данных
✅ ООО «РЕСУРС ТОЧНОСТИ», 🏙 Москва (OГРН 1097746545610, ИНН 7728710344, КПП 773601001) — 📄 реквизиты, 📞 контакты, ⭐ рейтинг
Краткая справка
ООО «РЕСУРС ТОЧНОСТИ» было зарегистрировано 17 сентября 2009 (существует 13 лет) под ИНН 7728710344 и ОГРН 1097746545610. Юридический адрес 119334, Москва, Бардина улица, дом 4, строение 6, пом i эт а1 ком 18. Руководитель ГОРОХОВ ВЛАДИМИР СТЕПАНОВИЧ. Основной вид деятельности ООО «РЕСУРС ТОЧНОСТИ»: 28.9 Производство прочих машин специального назначения. Телефон, адрес электронной почты, адрес официального сайта и другие контактные данные ООО «РЕСУРС ТОЧНОСТИ» отсутствуют в ЕГРЮЛ.
Информация на сайте предоставлена из официальных открытых государственных источников.
Наименование
Полное наименование
ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ «РЕСУРС ТОЧНОСТИ»
Сокращенное наименование
ООО «РЕСУРС ТОЧНОСТИ»
Основной вид деятельности ООО «РЕСУРС ТОЧНОСТИ»
28.9 Производство прочих машин специального назначения
Перейти ко всем видам деятельности
Данные из реестра МСП
По состоянию на 10 декабря 2020 категория субъекта — Микропредприятие. Среднесписочная численность работников — 6 человек. Дата включения в реестр — 01 августа 2016.
Основные реквизиты ООО «РЕСУРС ТОЧНОСТИ»
Регистрационные номера
ОГРН
1097746545610
ИНН
7728710344
КПП
773601001
Номера и коды статистики
ОКПО
62787246
ОКАТО
45293558000
ОКОГУ
4210014
ОКТМО
45398000000
ОКФС
16
Контакты ООО «РЕСУРС ТОЧНОСТИ»
Основной адрес
119334, Россия, Москва, Бардина улица, дом 4, строение 6, пом i эт а1 ком 18
Зарегистрирован 17 сентября 2009
Перейти ко всем адресам
Телефоны
+7 (495)… показать
Электронная почта
gorohov@r… показать
Руководители
Генеральный директор
ГОРОХОВ ВЛАДИМИР СТЕПАНОВИЧ
С 17 сентября 2009
• ИНН 773604984606
Перейти к связанным компаниям
Учредитель ООО «РЕСУРС ТОЧНОСТИ»
ГОРОХОВ ВЛАДИМИР СТЕПАНОВИЧ
С 17 сентября 2009 • Доля 10,0 тыс ₽ • ИНН 773604984606
Перейти к связанным компаниям
Регистрация в фондах
ПФР № 087705032623
07 октября 2020
ФСС № 773403871577341
18 сентября 2009
Производитель деталей для чистовой вырубки | Precision Resource
Precision Resource — динамично развивающаяся компания, занимающаяся чистовой вырубкой, которая предоставляет решения для критически важных компонентов для производителей по всему миру. Стремясь к инновациям в чистовой обработке и обладая непревзойденным набором возможностей вторичной обработки, мы являемся производителем деталей для чистовой обработки, который предлагает нашим клиентам превосходные производственные решения.
Узнать больше
Прокрутить вниз
Precision Resource стремится удовлетворить наших клиентов, выполняя все наши обязательства. Мы добиваемся этого, управляя нашими операциями с дисциплинированным соблюдением наших систем качества, уделяя особое внимание постоянному совершенствованию и интеграции новых технологий в наши процессы. Результатом является отличное качество и производительность доставки.
Мы являемся признанным лидером в разработке технологий чистовой вырубки, ежедневно производя для наших клиентов миллионы полностью готовых компонентов – вовремя, готовых к сборке. Если вы ищете производителя чистовых заготовок, кровно заинтересованного в вашем дальнейшем успехе, свяжитесь с нами сегодня — мы готовы помочь.
Связаться с нами →
Умнее.
Быстрее. Лучше. Каждый день.
Precision Resource является признанным лидером в разработке технологии тонкой вырубки. Благодаря нашим более чем 100 прессам для чистовой вырубки и обширным возможностям вторичной отделки мы ежедневно производим миллионы полностью готовых компонентов для наших клиентов — вовремя, готовых к сборке.
Свяжитесь с нами →
Призыв к действию
Все электронные сообщения в или из Precision Resource (включая все дочерние и аффилированные компании, использующие домен Precisionresource.com) регулируются этими условиями.
1. Предполагаемые получатели
Электронные сообщения от Precision Resource предназначены только для лица или лиц, которым адресованы сообщения. В отсутствие конкретных указаний такие сообщения не предназначены и не одобрены для пересылки, копирования, размещения на каком-либо веб-сайте или раскрытия любому неавторизованному получателю, и на них не может полагаться какое-либо лицо, кроме предполагаемого адресата. Лицам, получающим электронные сообщения, которые не являются получателями, указанными отправителем Precision Resource, предлагается удалить сообщение, не просматривая его содержание, не копируя и не пересылая сообщение, и как можно скорее уведомить отправителя Precision Resource о получении и удалении сообщения. .
2. Юридическая сила
Электронные сообщения предназначены для удобного обмена информацией, но не предназначены для создания каких-либо юридических обязательств для Precision Resource.
Ни один сотрудник, представитель или агент Precision Resource не уполномочен заключать какое-либо юридически обязывающее соглашение или делать какие-либо юридически обязывающие заверения или гарантии от имени Precision Resource посредством электронной связи (кроме санкционированных транзакций EDI) без явного письменного подтверждение должностного лица или директора Precision Resource. Получатель электронного сообщения не может полагаться на любое заявление об обратном. Любые электронные сообщения, отправленные в Precision Resource с намерением юридически обязывать Precision Resource каким-либо образом, не имеют юридической силы. Стандартные положения и условия Precision Resource
, доступные на сайте www.precisionresource.com, применяются ко всем электронным сообщениям.
3. Конфиденциальная и конфиденциальная информация
Любая информация, содержащаяся в электронных сообщениях и любых приложениях к ним, относящаяся к деятельности Precision Resource или любого из ее сотрудников, акционеров, клиентов или поставщиков, является конфиденциальной и может быть конфиденциальной.
Любая такая информация не может быть раскрыта какой-либо третьей стороне или использована для каких-либо целей, кроме целей, предусмотренных отправителем Precision Resource, и подпадает под действие положений о конфиденциальности, содержащихся в Стандартных положениях и условиях Precision Resource, доступных на сайте www.precisionresource. ком. Непреднамеренное неправильное направление электронного сообщения, содержащего конфиденциальную или привилегированную информацию, не является отказом от прав Precision Resource в отношении такой конфиденциальности (включая коммерческую тайну) или привилегии. Любое электронное сообщение от отправителя Precision Resource его юрисконсульту или от него, включая штатного юрисконсульта, считается подпадающим под действие конфиденциальности адвоката и клиента, даже если в таких сообщениях копируются другие лица.
4. Взгляды и мнения.
Информация, взгляды и мнения, содержащиеся в электронном сообщении, выражают мнение отправителя и не обязательно мнение Компании. Политика Precision Resource запрещает использование электронных средств связи любым оскорбительным, незаконным или дискриминационным образом, а также ущемлением или нарушением прав других лиц. Любые сообщения, противоречащие такой политике, не санкционированы Precision Resource и не входят в круг обязанностей отправителя. Компания не несет никакой ответственности в отношении любого такого сообщения. Переписка по электронной почте с Precision Resource может контролироваться для обеспечения соответствия внутренним политикам.
5. Характер электронных коммуникаций; Принятие риска.
Электронное общение по своей природе сопряжено с риском. Электронные сообщения не являются безопасными и не могут гарантировать отсутствие ошибок, поскольку они могут быть перехвачены, задержаны, неправильно направлены, изменены, искажены, потеряны или уничтожены. Кроме того, несмотря на то, что Precision Resource принимает разумные и обычные меры для обеспечения того, чтобы исходящие электронные сообщения не были заражены вирусами, такое заражение остается возможным. Получатель должен проверять любые электронные сообщения и любые вложения на наличие вирусов. Precision Resource не несет ответственности за любые перехваченные, задержанные, неправильно направленные, исправленные, измененные, поврежденные, потерянные или уничтоженные сообщения, любые ошибки или упущения в содержании любого электронного сообщения или любой ущерб, вызванный вирусами, возникшими в результате электронных сообщений от Precision. Ресурс.
Любое физическое или юридическое лицо, участвующее в электронном общении с Precision Resource, принимает на себя все вышеперечисленные риски и настоящие Условия в силу участия в таком общении.
Карьера | Precision Resource
Текущие возможности
Мы всегда ищем лучшие и самые яркие умы, чтобы присоединиться к нашей семье. Мы работаем над тем, чтобы добиться совершенства во всем, что мы делаем, и если вы так же относитесь к своей работе, мы хотим услышать от вас.
Ниже приведен список всех открытых позиций. Или вы можете использовать функцию поиска, щелкнув «Дополнительно», чтобы найти работу в определенном месте или в соответствии с вашими профессиональными интересами. Вы также можете отправить свое резюме без подачи заявки на конкретную вакансию, нажав ссылку «Отправить резюме».
Если вы являетесь квалифицированным лицом с инвалидностью или ветераном-инвалидом, вы имеете право запросить разумное приспособление для участия в подаче заявки/процессе найма в Precision Resource. Если вы не можете или ограничены в своих возможностях использовать или получать доступ к нашей карьерной странице в результате вашей инвалидности, вы можете запросить разумные приспособления, позвонив по соответствующему номеру телефона, указанному на странице «Контакты».
Спасибо за интерес к Precision Resource!
Все электронные сообщения в или из Precision Resource (включая все дочерние и аффилированные компании, использующие домен PrecisionResource.com) регулируются настоящими условиями.
1. Предполагаемые получатели
Электронные сообщения от Precision Resource предназначены только для лица или лиц, которым адресованы сообщения. В отсутствие конкретных указаний такие сообщения не предназначены и не одобрены для пересылки, копирования, размещения на каком-либо веб-сайте или раскрытия любому неавторизованному получателю, и на них не может полагаться какое-либо лицо, кроме предполагаемого адресата. Лицам, получающим электронные сообщения, которые не являются получателями, указанными отправителем Precision Resource, предлагается удалить сообщение, не просматривая его содержание, не копируя и не пересылая сообщение, и как можно скорее уведомить отправителя Precision Resource о получении и удалении сообщения. .
2. Юридическая сила
Электронные сообщения предназначены для удобного обмена информацией, но не предназначены для создания каких-либо юридических обязательств для Precision Resource.
Ни один сотрудник, представитель или агент Precision Resource не уполномочен заключать какое-либо юридически обязывающее соглашение или делать какие-либо юридически обязывающие заверения или гарантии от имени Precision Resource посредством электронной связи (кроме санкционированных транзакций EDI) без явного письменного подтверждение должностного лица или директора Precision Resource. Получатель электронного сообщения не может полагаться на любое заявление об обратном. Любые электронные сообщения, отправленные в Precision Resource с намерением юридически обязывать Precision Resource каким-либо образом, не имеют юридической силы. Стандартные положения и условия Precision Resource
, доступные на сайте www.precisionresource.com, применяются ко всем электронным сообщениям.
3. Конфиденциальная и конфиденциальная информация
Любая информация, содержащаяся в электронных сообщениях и любых приложениях к ним, относящаяся к деятельности Precision Resource или любого из ее сотрудников, акционеров, клиентов или поставщиков, является конфиденциальной и может быть конфиденциальной.
Любая такая информация не может быть раскрыта какой-либо третьей стороне или использована для каких-либо целей, кроме целей, предусмотренных отправителем Precision Resource, и подпадает под действие положений о конфиденциальности, содержащихся в Стандартных положениях и условиях Precision Resource, доступных на сайте www.precisionresource. ком. Непреднамеренное неправильное направление электронного сообщения, содержащего конфиденциальную или привилегированную информацию, не является отказом от прав Precision Resource в отношении такой конфиденциальности (включая коммерческую тайну) или привилегии. Любое электронное сообщение от отправителя Precision Resource его юрисконсульту или от него, включая штатного юрисконсульта, считается подпадающим под действие конфиденциальности адвоката и клиента, даже если в таких сообщениях копируются другие лица.
4. Взгляды и мнения.
Информация, взгляды и мнения, содержащиеся в электронном сообщении, выражают мнение отправителя и не обязательно мнение Компании. Политика Precision Resource запрещает использование электронных средств связи любым оскорбительным, незаконным или дискриминационным образом, а также ущемлением или нарушением прав других лиц. Любые сообщения, противоречащие такой политике, не санкционированы Precision Resource и не входят в круг обязанностей отправителя. Компания не несет никакой ответственности в отношении любого такого сообщения. Переписка по электронной почте с Precision Resource может контролироваться для обеспечения соответствия внутренним политикам.
5. Характер электронных коммуникаций; Принятие риска.
Электронное общение по своей природе сопряжено с риском. Электронные сообщения не являются безопасными и не могут гарантировать отсутствие ошибок, поскольку они могут быть перехвачены, задержаны, неправильно направлены, изменены, искажены, потеряны или уничтожены.
Работа деревообрабатывающей линии по производству паркета с системой «CLICK».
Линия показана без защитного кожуха, для наглядности происходящих процессов.
Автоматический станок NORTEC с поворотной пилой для паркета Автоматическая линия производства паркетной/инженерной доски Производство паркета с системой «CLICK» Пилорама тонкого распила NORTEC-MM-15 Заточный станок для тонких рамных пил Nortec-MM-10
Другие группы видео
Выставки
Выставка «ЛесДревМаш 2018» Выставка WOODEX 2019
Ламинирование, каширование, облицовка и окутывание панелей и профиля
Автоподатчик BARBERAN ящичного профиля в линию окутывания Линия BARBERAN для окутывания ящичного профиля Линия по нанесению прозрачных PET пленок на ламинированные панели (№2). Hessan (КНР). Линия по нанесению прозрачных PET пленок на ламинированные панели (№1). Hessan (КНР). Станок для давления структуры на панелях и профилях Станок для давления структуры на погонаже Линия BARBERAN для окутывания пленками с ВЫСОКОГЛЯНЦЕВОЙ отделкой Линия Barberan изготовления и окутывания шпоном L-образного наличника Линия 2-сторонней ламинации панелей, с автоматической подачей панелей и штабелированием готовых панелей. Barberan (Испания). Линия 1-сторонней ламинации панелей, с автоматическим наложением листового и рулонного материала. Barberan (Испания). Линия для ламинации панелей листовым и рулонным материалом ITS. Barberan (Испания). Компактный ламинатор Compact Line. Barberan (Испания). Линия ламинации дверных панелей с использованием клеев ПВА. KL-1400 Barberan (Испания). Линия по окутыванию элементов царговых дверей. Barberan (Испания). Станок для окутывания профилей RP-30-modular. Barberan (Испания).
Лесопильное оборудование
Автоматическая многопильная торцовка Лесопильная линия для коротких полубревен NORTEC (Тайвань) Ленточный делитель тяжелого класса NORTEC (Тайвань) Горизонтальные ленточные пилорамы
Оборудование для ПВХ и алюминиевого профиля
Станок с ЧПУ для зачистки углов после сварки ПВХ профиля (Турция) Оборудование для обрезки под 45 градусов и присадки алюминиевого профиля Автоматическая линия V235NC-ALU для торцовки AL профилей (OMGA, Италия)
Оборудование для производства фасадов
Многофункциональный станок А1 для обработки элементов рамочных фасадов под 90° и 45° с круглым шипом Станок Е45 для обработки элементов рамочных фасадов под 45° с круглым шипом Станок TF2 односторонней обработки элементов рамочных фасадов под 45° с шипом ENDMASTER-P base. line. Пневматический сборочный пресс для фасадов и ящиков Станок для двусторонней обработки элементов рамочных фасадов Rapid 3000 EssePigi (Италия) Электромеханический сборочный пресс для фасадов проходного типа Линия AM3 для автоматической сборки рамочных фасадов различного типа Линия AM1 для автоматической сборки рамочных фасадов Станок для двусторонней обработки элементов рамочных фасадов RAPID 3000 FV3 EssePigi (Италия) Оборудование KOCH для производства рамочных фасадов разного типа
Паркет
Автоматический станок NORTEC с поворотной пилой для паркета Автоматическая линия производства паркетной/инженерной доски Производство паркета с системой «CLICK» Пилорама тонкого распила NORTEC-MM-15 Заточный станок для тонких рамных пил Nortec-MM-10
Сушильные камеры
ООО «КарелЮгЛес» г. Касли ООО «РостАгро» г. Бийск ИП «Денисов ЮА» г. Ульяновск ООО «Ирбис»
Токарные станки
Токарный станок с ЧПУ CENTAURO T-STAR
Оборудование для производства багета, багетных рамок и решеток
Двухсторонний калибровально шлифовальный станок NORTEC Станок для шлифования рельефных поверхностей, модель P6 (2 часть) Станок для шлифования рельефных поверхностей, модель Р6 Профилешлифовальный станок MM-S4 W8 Профилешлифовальный станок MM-S3 W8 Шлифовка и сатинирование металлических заготовок Шлифовка и калибровка фибро-цементных плит Замена шлифовального инструмента на станке Nortec Шлифовальный станок Nortec
Лесопильное оборудование StrojCAD. Словакия
DKP6 Бревнопильный двухдисковый станок углового пиления D9 Автоматический бревнопильный двухдисковый комплекс с интегрированной программой оптимизации раскроя бревен и сортировкой пиломатериала D9 Автоматический бревнопильный двухдисковый комплекс. Цех в Германии.
Высокопроизводительное лесопильное оборудование BRENTA LBL. Франция
Высокопроизводительные лесопильные заводы BRENTA. Ленточная пилорама XBE с пилением в две стороны Автоматическая подача не обрезного пиломатериала на кромко-обрезной станок OXIA-Brenta Брусовальная линия CDS-Brenta
Многопильные станки
Кромкообрезной станок MRS с плавающей пилой Плитный многопил Nortec S-1350-X3 Многопильный станок с неограниченной шириной раскроя Многопильный станок серии UDKD (Ustunkarli)
Покрасочные камеры
Окрасочные камеры ОКВ открытого типа, серия «ПРОФИ»
Линии оптимизации и выборки дефектов
NORTEC S-600 торцовочный станок с серво управлением подачи Линия оптимизации NORTEC (Тайвань) Линии оптимизации и выборки дефектов OMGA T 521 SNC и T 521 OPT Линия оптимизации и выборки дефектов OMGA T 2006 OPT Линия оптимизации и выборки дефектов OMGA Т522 Линия оптимизации и выборки дефектов OMGA T 2020 NC Линии оптимизации чешско-швейцарской производственной компании Stori Mantel Загрузчик для линии оптимизации T 2006 OMGA Линия оптимизации поперечного раскроя с цифровым управл. Supercut 500
Четырехсторонние станки
NORTEC GA-623H со скоростью строгания 150 м/мин Четырехсторонний станок Nortec GS 623 Четырехсторонний станок NORTEC GS 523 Четырёхсторонний станок для строгания КОРОТКИХ ЗАГОТОВОК ОТ 120 мм Четырехсторонние станки серии GS и GN для строгания коротких заготовок с высокой точностью Nortec GA-723-CE с системой PowerLock Высокоскоростной четырехсторонний станок NORTEC с автоматической системой загрузки-выгрузки NORTEC GHХ 1023. Скорость строгания 350 м\мин
Линии сращивания древесины
Полуавтоматическая линия сращивания FJS-20ACH-S (Тайвань) 8 тактов\мин. Полуавтоматическая линия сращивания FJS-20ACH (Тайвань) 4 такта\мин. Автоматическая линия сращивания FJF-20 AH-S (Тайвань) 6 тактов\мин. Работа пресса (8-10 тактов/мин) Автоматическая линия сращивания с одним шипорезом, поворотным столом (сервопривод) Шипорезный станок 25 RCS с поворотным столом (сервопривод) Линия с сервоприводами Автоматическая линия сращивания YNF FJS-20 AH hydraulic (5 тактов/мин) Полуавтоматическая линия сращивания YNF с двумя шипорезами Шипорезный станок 25 RCS с поворотным столом (гидропривод)
Оборудование для производства мебели
Полуавтоматический кромкооблицовочный станок MFB4023 Высокопроизводительный Центр с ЧПУ NA-48P с быстрой сменой инструмента Четырехшпиндельный фрезерный станок с ЧПУ NORTEC 484 Трех-шпиндельный сверлильно-пазовальный станок с ЧПУ Nortec DOM 3 Сверлильно-присадочный станок SCM advance 21 Двухпильный усозарезной станок для багета модели PRISMA MAXI Сверлильно-пазовальный станок Nortec M120 Cверлильно-пазовальный многошпиндельный станок Nortec M33L Фрезерно-копировальный станок NORTEC-1400-AT Автозагрузчик для двустороннего шипорезного станка Автоматический станок для сверления, клеенанесения и забивки шкантов SPRINT-200 Форматно-раскроечный станок SI 400 Nova. SCM (Италия) Фрезерный станок с ЧПУ эконом класса Обрабатывающий центр с ЧПУ Pratix S. SCM (Италия) Обрабатывающий центр с ЧПУ Tech Z5. SCM (Италия) Фуговальный станок F41 elite s Кромкооблицовочный станок ME-25 Кромкооблицовочный станок SCM K400 Кромкооблицовочный станок Olimpic-К 800 Кромкооблицовочный станок Olimpic-К 260 evo
Оборудование для шпона
Сушильная камера для шпона роликового типа (КНР) Станок для дублирования шпона FH-300 (Китай) Ребросклеивающий станок для шпона LINEA1000Plus Станок для дублирование шпона RCN-400/2 Barberan
Оборудование для производства дверей и окон
Линия NORTEC форматирования и профилирования дверных полотен DB – фрезерный станок с ЧПУ со Сверлильным блоком для столярных изделий, дверной коробки. DA – фрезерный станок с ЧПУ для столярных изделий, дверной коробки и дверей Станок для производства телескопического наличника «ЭКОНОМ» (Ульяновск, 2022 г) NORTEC-600A – кромкооблицовочный станок с прифуговкой для дверей с притвором (Тайвань) Станки для телескопического наличника, СЕРИЯ ZT и СЕРИЯ Z с блоком точной торцовки и блоком прифуговки. Производство Турция Centauro Alfa TWIN — на производстве Станок для телескопического наличника, КОМПАКТ. Производство Турция Станок для склеивания планок Станок для телескопического наличника, ПРОФИЛЕР. Производство Турция. Станок для телескопического наличника, ЭКОНОМ. Производство Турция. Электромеханический сборочный пресс для дверей проходного типа Трёхшпиндельный фрезерный станок с ЧПУ NM-483 Станок с ЧПУ RAPID CNC для обработки элементов царговых дверей и дверной коробки Станок для термопечати на кромке панелей, модель NORTEC-7000 Двухсторонний шипорез с блоками сверления в торцы заготовки, NORTEC-46SB NORTEC-350A — кромкооблицовочный станок для дверей с притвором (Тайвань) Faster 1T — фрезерный станок для столярных изделий, окон и дверей Centauro Alfa TWIN — 2-х сторонний фрезерный станок с ЧПУ для столярных изделий, дверей и их элементов Centauro Alfa — фрезерный станок с ЧПУ для столярных деталей, окон и дверей Универсальный станок с ЧПУ HORIZON OMNIA для обработки элементов царговых дверей и дверной коробки Оборудование для производства царговых (сборных) дверей Станок для синхронной двухсторонней обработки дверной панели DOORMATIC Станок для обработки дверных коробок и полотен с ЧПУ. HORIZON PLUS + DOOR PANEL KIT Линия проходного типа для обработки дверных коробок на базе станка с ЧПУ HORIZON PLUS
Окрасочное оборудование KA-MA
Покрасочный станок CEVVAL Кромкошлифовальный станок модели KR KZM 5 Линия УФ покраски панелей с разворотом на 180 градусов Покрасочный станок KR BM 1000 KR BM 1700 (Видео 3) Шлифовальный станок KR YZM 1300 (Видео 2) Шлифовальный станок KR YZM 1300 (Видео 1) KR BM 1700 (Видео 2) KR BM 1700 (Видео 1) Станок для покраски фасадов KR BM 600 KR BM 1700 Линия УФ покраски фасадов Линия УФ покраски дверей
Оборудование для лакирования и печати
Автоматический станок для окраски панелей, модель РРА 1300 (Производство Китай) Линия вальцового нанесения УФ — отверждаемых материалов NORTEC W4 Станок Barberan 3D-Embossing для нанесения декоративной 3D-текстуры Цифровой принтер Barberan JETMASTER-210 Цифровой принтер Barberan JETMASTER-C-420 Цифровой принтер Barberan JETMASTER-630 Линия нанесения высокоглянцевых лаковых покрытий BARBERAN
Прессовое оборудование
Мембранно-вакуумный пресс Master COMPACT Автоматический мембранно-вакуумный пресс Роторный пресс для бруса и щита серия ПГР-3 Гидравлический пресс АНТЕЙ с автоматической загрузкой-выгрузкой Мембранно-вакумный пресс Master Гидравлический пресс для щита с 2-мя рабочими полями ПГВ 2-3000
Оборудование для домостроения
Станок для оцилиндровки бревен Roundtec Линия сращивания Joint Фрезерный станок для склеивания Joint 3020 Дождевой клеенаносящий станок BJ 300 BV MAXI 6-ти осевой центр с ЧПУ Routech OIKOS Многоцелевой центр с ЧПУ TECHNO BLOCK-HOUSE Многоцелевой центр с ЧПУ TECHNO PF Многоцелевой центр с ЧПУ TECHNO PМ Многоцелевой центр с ЧПУ TECHNO TURN Центр с ЧПУ для производства стеновых панелей TECHNO WALL
Оборудование для производства поддонов
Высокопроизводительная линия SMHC, 2000 паллетов в смену Комплексные линии Stori Mantel для производства паллетов Технология SMPT производства негабаритных паллетов Линия для обработки поддонов SMOP
Оборудование для утилизации древесных отходов
Дробилка древесных отходов SG strojrna. Чехия
Линия отделки паркета CEFLA SmartParquet
Линия отделки паркета CEFLA SmartParquet | NOINER
+7 (495) 199-79-79
Главная › Оборудование › Линия отделки паркета CEFLA SmartParquet
Задать вопрос ведущему специалисту: +7 (495) 199-79-79
Узнать цену
Комплексное решение для отделки паркетной доски.
Smartparquet – это модульное решение для отделки паркетных досок (шириной до 600 мм), идеально подходящее для нанесения натуральных масел, УФ- отверждаемых масел и покрытий, уретановых масел, традиционных восков, морилок и красителей.
Smartparquet 600 мм – это модульное решение последнего поколения для обработки паркетных досок шириной до 600 мм, на которые сейчас существует устойчивый рыночный спрос.
Материалы для окраски
Древесина и древесные материалы
LVT/SPC
Описание
Smartparquet – это гибкая модульная технология, идеально подходящая для отделки паркета. Доступен в двух конфигурациях: 300 и 600 мм. Исключительно гибкая и модульная конструкция в соответствии с циклами обработки, идеально подходит для средних и малых партий продукции, и может быть установлена в небольших производственных помещениях. Обе версии Smartparquet могут быть укомплектованы для выполнения всех следующих этапов обработки:
Нанесение: одним или двумя валами.
Втирание: с помощью вращающихся дисков и/или абразивных щеток для облегчения проникновения продукта в обрабатываемую панель.
Отверждение: с помощью УФ сушки с одним или несколькими одноламповыми узлами в зависимости от химических характеристик ЛКМ и типа процесса (желирование или полное отверждение). Обе версии имеют панель управления с сенсорным дисплеем и удобным интерфейсом.
Технические особенности
Максимально модульное и гибкое решение по отношению к рабочим циклам.
Доступен в двух вариантах, 300 и 600 мм, для более широких паркетных досок.
Способен выполнять все фазы обработки – нанесение, втирание и отверждение, занимая небольшое пространство.
КОНФИГУРАЦИИ
300 мм: модульное решение с моноблочной конвейерной системой, которая может быть оснащена всеми технологиями, необходимыми для отделки паркетных досок шириной до 300 мм.
600 мм: модульное решение, разделенное на отдельные блоки, которые могут быть оснащены всеми технологиями, необходимыми для отделки паркетных досок шириной до 600 мм. Укомплектован быстросъемными щетками и валами.
This site is protected by reCAPTCHA and the Google Privacy Policyand Terms of Service apply.
Что такое формат файла паркета? Варианты использования и преимущества
Содержание
Apache Parquet — формат файлов, широко используемый инженерами данных. Он предлагает гибкость, масштабируемость и имеет открытый исходный код. В качестве формата файла по умолчанию для SQLake он позволяет инженерам данных создавать потоковые или пакетные конвейеры петабайтных данных, которые являются надежными и управляемыми. Если вы хотите лично испытать мощь SQLake и Parquet, зарегистрируйтесь сейчас, чтобы начать создавать конвейеры данных.
С момента своего первого появления в 2013 году Apache Parquet получил широкое распространение в качестве бесплатного формата хранения данных с открытым исходным кодом для быстрого выполнения аналитических запросов. Когда AWS объявила об экспорте озера данных, они охарактеризовали Parquet как : «в 2 раза быстрее выгружается и потребляет до 6 раз меньше места для хранения в Amazon S3 по сравнению с текстовыми форматами» . Преобразование данных в форматы столбцов, такие как Parquet или ORC, также рекомендуется как средство повышения производительности Amazon Athena.
Понятно, что Apache Parquet играет важную роль в производительности системы при работе с озерами данных.
На самом деле Parquet является одним из основных форматов файлов, поддерживаемых Upsolver SQLake, нашей платформой, полностью основанной на SQL, для преобразования данных в движении. Он может вводить и выводить файлы Parquet и использует Parquet в качестве формата хранения по умолчанию. Вы можете бесплатно выполнить образцы шаблонов пайплайна или начать создавать свои собственные в Upsolver SQLake.
Теперь давайте подробнее рассмотрим, что такое Parquet на самом деле и почему он важен для хранения и аналитики больших данных.
Основное определение: что такое паркет Apache?
Apache Parquet — это формат файла, разработанный для поддержки быстрой обработки сложных данных, с несколькими примечательными характеристиками:
1. Столбчатый: В отличие от форматов на основе строк, таких как CSV или Avro, Apache Parquet является столбцовым. ориентированный — это означает, что значения каждого столбца таблицы хранятся рядом друг с другом, а не со значениями каждой записи:
2. Открытый исходный код: Parquet является бесплатным для использования и имеет открытый исходный код под лицензией Apache Hadoop, и совместим с большинством платформ обработки данных Hadoop. Цитируя веб-сайт проекта, «Apache Parquet… доступен для любого проекта… независимо от выбора платформы обработки данных, модели данных или языка программирования».
3. Самоописание : В дополнение к данным файл Parquet содержит метаданные, включая схему и структуру. В каждом файле хранятся как данные, так и стандарты, используемые для доступа к каждой записи, что упрощает разделение служб, которые записывают, хранят и читают файлы Parquet.
Преимущества паркетного столбчатого хранения – зачем его использовать?
Приведенные выше характеристики формата файлов Apache Parquet создают несколько явных преимуществ, когда речь идет о хранении и анализе больших объемов данных. Рассмотрим некоторые из них более подробно.
Сжатие
Сжатие файла — это действие по уменьшению размера файла. В Parquet сжатие выполняется столбец за столбцом, и он создан для поддержки гибких параметров сжатия и расширяемых схем кодирования для каждого типа данных — например, для сжатия целочисленных и строковых данных может использоваться различное кодирование.
Данные паркета могут быть сжаты с использованием следующих методов кодирования:
Кодирование по словарю: включается автоматически и динамически для данных с небольшим количеством уникальных значений.
Упаковка битов: Хранение целых чисел обычно выполняется с выделенными 32 или 64 битами на целое число. Это позволяет более эффективно хранить небольшие целые числа.
Кодирование длины цикла (RLE): , когда одно и то же значение встречается несколько раз, одно значение сохраняется один раз вместе с количеством вхождений. В Parquet реализована комбинированная версия упаковки битов и RLE, в которой переключение кодирования обеспечивает наилучшие результаты сжатия.
Производительность
В отличие от форматов файлов на основе строк, таких как CSV, Parquet оптимизирован для повышения производительности. При выполнении запросов в вашей файловой системе на основе Parquet вы можете очень быстро сосредоточиться только на соответствующих данных. Кроме того, объем сканируемых данных будет намного меньше, что приведет к меньшему использованию операций ввода-вывода. Чтобы понять это, давайте немного глубже рассмотрим структуру файлов Parquet.
Как мы упоминали выше, Parquet — это самоописываемый формат, поэтому каждый файл содержит как данные, так и метаданные. Файлы паркета состоят из групп строк, верхнего и нижнего колонтитула. Каждая группа строк содержит данные из одних и тех же столбцов. Одни и те же столбцы хранятся вместе в каждой группе строк:
Эта структура хорошо оптимизирована как для быстрой обработки запросов, так и для малого количества операций ввода-вывода (минимизация объема сканируемых данных). Например, если у вас есть таблица с 1000 столбцов, к которой вы обычно будете запрашивать только небольшое подмножество столбцов. Использование файлов Parquet позволит вам получить только необходимые столбцы и их значения, загрузить их в память и ответить на запрос. Если бы использовался формат файла на основе строк, такой как CSV, вся таблица должна была бы быть загружена в память, что привело бы к увеличению ввода-вывода и снижению производительности.
Эволюция схемы
При использовании форматов файлов со столбцами, таких как Parquet, пользователи могут начать с простой схемы и постепенно добавлять в схему дополнительные столбцы по мере необходимости. Таким образом, пользователи могут получить несколько файлов Parquet с разными, но взаимно совместимыми схемами. В этих случаях Parquet поддерживает автоматическое слияние схем между этими файлами.
Открытый и непатентованный код
Apache Parquet является частью экосистемы Apache Hadoop с открытым исходным кодом. Усилия по разработке вокруг него активны, и он постоянно совершенствуется и поддерживается сильным сообществом пользователей и разработчиков.
Хранение данных в открытых форматах позволяет избежать привязки к поставщику и повысить гибкость по сравнению с проприетарными форматами файлов, используемыми во многих современных высокопроизводительных базах данных. Это означает, что вы можете использовать различные механизмы запросов, такие как Amazon Athena, Qubole и Amazon Redshift Spectrum, в рамках одной и той же архитектуры озера данных, а не привязываться к конкретному поставщику базы данных.
Хранилище, ориентированное на столбцы, и хранилище на основе строк для аналитических запросов
Данные часто генерируются и легче концептуализируются в строках. Мы привыкли думать в терминах электронных таблиц Excel, где мы можем видеть все данные, относящиеся к конкретной записи, в одной аккуратной и упорядоченной строке. Однако для крупномасштабных аналитических запросов столбчатое хранилище имеет значительные преимущества в отношении стоимости и производительности.
Сложные данные, такие как журналы и потоки событий, должны быть представлены в виде таблицы с сотнями или тысячами столбцов и многими миллионами строк. Хранение этой таблицы в формате на основе строк, таком как CSV, будет означать:
Запросы будут выполняться дольше, поскольку необходимо сканировать больше данных, а не только запрашивать подмножество столбцов, которые нам нужны для ответа на запрос (что обычно требует агрегирования). в зависимости от измерения или категории)
Хранилище будет более дорогостоящим, поскольку файлы CSV не сжимаются так эффективно, как Parquet 9.0060
Столбцовые форматы обеспечивают лучшее сжатие и повышенную производительность, а также позволяют запрашивать данные по вертикали — столбец за столбцом.
Чтобы узнать, как Parquet сравнивается с другими форматами файлов, ознакомьтесь с нашим сравнением Parquet, Avro и ORC.
Хотя это неполный список, есть несколько явных признаков того, что вам следует хранить данные в Parquet:
Когда вы работаете с очень большими объемами данных . Паркет создан для производительности и эффективного сжатия. Различные сравнительные тесты, в которых сравнивалось время обработки SQL-запросов в форматах Parquet и таких форматах, как Avro или CSV (включая один, описанный в этой статье, а также этот), обнаружили, что запросы Parquet приводят к значительно более быстрым запросам.
Когда в вашем полном наборе данных много столбцов, но вам нужен доступ только к подмножеству . Из-за растущей сложности бизнес-данных, которые вы записываете, вы можете обнаружить, что вместо сбора 20 полей для каждого события данных вы теперь фиксируете более 100. Хотя эти данные легко хранить в озере данных, для их запроса потребуется сканирование значительного объема данных, если они хранятся в форматах на основе строк. Столбчатая и самоописывающая природа Parquet позволяет вам извлекать только те столбцы, которые необходимы для ответа на конкретный запрос, уменьшая объем обрабатываемых данных.
Если вы хотите, чтобы несколько служб использовали одни и те же данные из хранилища объектов . В то время как поставщики баз данных, такие как Oracle и Snowflake, предпочитают, чтобы вы хранили свои данные в проприетарном формате, который могут читать только их инструменты, современная архитектура данных смещена в сторону отделения хранилища от вычислений. Если вы хотите работать с несколькими аналитическими службами для решения различных задач, вам следует хранить данные в Parquet. (Подробнее об архитектуре конвейера данных)
Пример: Parquet, CSV и Amazon Athena
Мы рассмотрели этот пример более подробно на нашем недавнем вебинаре с Looker. Смотреть запись здесь.
Чтобы продемонстрировать влияние столбцового хранилища Parquet по сравнению с альтернативами на основе строк, давайте посмотрим, что происходит, когда вы используете Amazon Athena для запроса данных, хранящихся в Amazon S3, в обоих случаях.
С помощью Upsolver мы передали набор данных журналов сервера в формате CSV на S3. В обычной архитектуре озера данных AWS Athena будет использоваться для запроса данных непосредственно из S3. Затем эти запросы можно визуализировать с помощью интерактивных инструментов визуализации данных, таких как Tableau или Looker.
Мы протестировали Athena на том же наборе данных, который хранится как сжатый CSV и как Apache Parquet .
Это запрос, который мы выполнили в Athena:
SELECT tags_host AS host_id, AVG(fields_usage_active) as avg_usage
ОТ server_usage
СГРУППИРОВАТЬ ПО tags_host
ИМЕЕТ AVG (fields_usage_active)> 0
LIMIT 10
И результаты:
CSV
Паркет
Столбцы
Время запроса (секунды)
735
211
18
Отсканированные данные (ГБ)
372,2
10,29
18
Сжатые CSV: Сжатый CSV состоит из 18 столбцов и весит 27 ГБ на S3. Athena должна сканировать весь CSV-файл, чтобы ответить на запрос, поэтому мы будем платить за 27 ГБ отсканированных данных. При более высоких масштабах это также отрицательно скажется на производительности.
Parquet: Преобразовывая наши сжатые файлы CSV в Apache Parquet, вы получаете аналогичный объем данных в S3. Однако, поскольку Parquet является столбцовым, Athena нужно считывать только те столбцы, которые имеют отношение к выполняемому запросу — небольшое подмножество данных. В этом случае Athena должна была просканировать 0,22 ГБ данных, поэтому вместо оплаты 27 ГБ отсканированных данных мы платим только за 0,22 ГБ.
Достаточно ли паркета?
Использование паркета — хорошее начало; однако на этом оптимизация запросов к озеру данных не заканчивается. Вам часто нужно очищать, обогащать и преобразовывать данные, выполнять соединения с высокой кардинальностью и внедрять множество передовых методов, чтобы обеспечить быстрые и экономичные ответы на запросы.
SQLake — новейшее предложение Upsolver. Он позволяет создавать и запускать надежные самоорганизующиеся конвейеры данных для потоковой передачи и пакетных данных с помощью интерфейса, полностью основанного на SQL. Вы можете использовать SQlake для упрощения конвейеров озера данных, автоматического приема данных в виде оптимизированного Parquet и преобразования потоковых данных с помощью функций, подобных SQL или Excel. Попробуйте бесплатно в течение 30 дней. Кредитная карта не требуется. Вы также можете запланировать демонстрацию, чтобы узнать больше.
Следующие шаги
Ознакомьтесь с некоторыми из этих передовых методов работы с озером данных.
Прочтите о создании конвейеров приема больших данных
Узнайте о преимуществах хранения вложенных данных в формате Parquet.
Ознакомьтесь с нашим новым руководством по безопасным озерам данных, соответствующим требованиям.
Опубликовано в: Блог , Облачная архитектура
Что такое Apache Parquet?
Что такое паркет?
Apache Parquet — это формат файлов данных с открытым исходным кодом, ориентированный на столбцы, разработанный для эффективного хранения и извлечения данных. Он обеспечивает эффективное сжатие данных и схемы кодирования с повышенной производительностью для обработки больших объемов сложных данных. Apache Parquet разработан как общий формат обмена как для пакетных, так и для интерактивных рабочих нагрузок. Он похож на другие форматы файлов колоночного хранилища, доступные в Hadoop, а именно RCFile и ORC.
Характеристики паркета
Свободный формат файла с открытым исходным кодом.
Языковой агностик.
Формат на основе столбцов — файлы организованы по столбцам, а не по строкам, что экономит место для хранения и ускоряет выполнение аналитических запросов.
Используется для сценариев использования аналитики (OLAP) , обычно в сочетании с традиционными базами данных OLTP.
Высокоэффективное сжатие и распаковка данных .
Поддерживает сложные типы данных и расширенные вложенные структуры данных.
Преимущества паркета
Подходит для хранения любых больших данных (таблицы структурированных данных, изображения, видео, документы).
Экономия места в облачном хранилище за счет использования высокоэффективного сжатия по столбцам и гибких схем кодирования для столбцов с различными типами данных.
Увеличение пропускной способности данных и производительности за счет таких методов, как пропуск данных, когда запросы, извлекающие определенные значения столбца, не должны считывать всю строку данных.
Apache Parquet реализован с использованием алгоритма измельчения и сборки записей, который поддерживает сложные структуры данных, которые можно использовать для хранения данных. Parquet оптимизирован для работы со сложными большими объемами данных и предлагает различные способы эффективного сжатия и кодирования данных. Этот подход лучше всего подходит для тех запросов, которым необходимо прочитать определенные столбцы из большой таблицы. Parquet может читать только необходимые столбцы, что значительно минимизирует ввод-вывод.
Преимущества хранения данных в столбцовом формате:
Столбчатое хранилище, такое как Apache Parquet, предназначено для повышения эффективности по сравнению с файлами на основе строк, такими как CSV. При запросе столбцового хранилища вы можете очень быстро пропустить нерелевантные данные. В результате запросы агрегирования занимают меньше времени по сравнению с базами данных, ориентированными на строки. Такой способ хранения привел к экономии оборудования и минимизации задержки при доступе к данным.
Паркет Apache создается с нуля. Следовательно, он может поддерживать расширенные вложенные структуры данных. Структура файлов данных Parquet оптимизирована для запросов, обрабатывающих большие объемы данных, в диапазоне гигабайт для каждого отдельного файла.
Parquet поддерживает гибкие параметры сжатия и эффективные схемы кодирования. Поскольку тип данных для каждого столбца очень похож, сжатие каждого столбца является простым (что делает запросы еще быстрее). Данные могут быть сжаты с использованием одного из нескольких доступных кодеков; в результате разные файлы данных могут быть сжаты по-разному.
Apache Parquet лучше всего работает с интерактивными и бессерверными технологиями, такими как AWS Athena, Amazon Redshift Spectrum, Google BigQuery и Google Dataproc.
Разница между Parquet и CSV
CSV — это простой и распространенный формат, который используется многими инструментами, такими как Excel, Google Sheets и многими другими. Несмотря на то, что файлы CSV являются форматом по умолчанию для конвейеров обработки данных, у них есть некоторые недостатки:
Amazon Athena и Spectrum будут взимать плату в зависимости от объема данных, просканированных за один запрос.
Google и Amazon будут взимать плату в соответствии с объемом данных, хранящихся на GS/S3.
Плата за Google Dataproc зависит от времени.
Компания Parquet помогла своим пользователям сократить требования к хранилищу как минимум на одну треть для больших наборов данных, кроме того, значительно сократилось время сканирования и десериализации, а значит, и общие затраты. В следующей таблице сравниваются экономия и ускорение, полученные при преобразовании данных в Parquet из CSV.
При покупке пластика фирмы Greg для моего 3D принтера стал вопрос о годных катушек на которые было бы удобно насаживать бухты пластика (которые заказывать выгодней, нежели вместе с катушкой), а также хорошую устойчивость при длительном использовании.
На ресурсах я встречал множество вариантов которые были или очень тяжелыми или наоборот достаточно хрупкими при использовании. В итоге немного поразмышляв я решил совместить идею резьбового соединения (чтобы катушка была из 2-х половинок, стараясь как можно меньше израсходовать пластика) и форму стандартной катушки для пластика, немного добавив от себя пафоса на тему логотипа производителя пластика. В итоге получилась вот такая модель (ссылка на катушку) :
Спустя некоторое время как я ее выложил начал переделывать катушку с учетом критики, которую получил в мой адрес и сделал простой рисунок стенок (чтобы уменьшить время печати), добавил ребра жесткости на стенки. Итог получилась катушка практически не уступающая по прочности стандартной заводской (ссылка на катушку):
Примерно через неделю решил еще раз переделать катушку опираясь на просьбы людей которые поступили в мой адрес. В итоге было увеличено посадочное отверстие до 40 мм, а также уменьшено расход пластика без потери прочности самой катушки (ссылка на катушку):
Так же я опираясь на принцип чем проще тем лучше подготовил модель поддержки для этих катушек, которая состоит из 2-х частей и очень хорошо себя проявила (ссылка на поддержку катушки):
И наконец как бонус подготовил наборную катушку на 3 деления, которая собирается как ‘Лего’, для остатков пластика (ссылка на наборную катушку):
Надеюсь моя статья пригодится, желаю всем удачи и добра.
Подпишитесь на автора
Подписаться
Не хочу
34
Комментарии к статье
Еще больше интересных статей
9
Подпишитесь на автора
Подписаться
Не хочу
Всем привет! Недавно ко мне обратился ко мне человек с просьбой скинуть ему исходник одной из опубли. ..
Читать дальше
1
Подпишитесь на автора
Подписаться
Не хочу
Обратился ко мне товарищ с просьбой намоделить что-нибудь интересное, в стиле советпанк или киберком…
Читать дальше
178
Подпишитесь на автора
Подписаться
Не хочу
Всем доброго дня!
Часто натыкаясь в объявлениях о просьбе замоделить что-то простое…
Читать дальше
Как распутать катушку филамента, если она запуталась или появились узлы
Жутко запутанная катушка филамента может полностью остановить любой процесс печати и пожрать время. Если катушки используются или хранятся неправильно, такое может случиться с любым материалом, на любой втулке. Только вот не надо сразу хвататься за голову: если делать все как полагается, то не придется разматывать всю катушку по всей комнате, чтобы потом наматывать этот филамент обратно, причем правильно.
В этой статье мы объясним, во-первых, что на самом деле является причиной запутывания катушек, появления на них узлов. Мы также расскажем, как этого избежать, и, если это случилось, как с этим бороться, не прерывая процесса печати.
Так из-за чего же они запутываются?
Вопреки распространенному мнению, узелки не могут возникать от некачественной или перекрестной намотки. Геометрический факт состоит в том, что невозможно намотать нитку таким образом, чтобы получилась петля. Представьте себе хлопковую нитку и как она наматывается на катушку – добиться узла невозможно!
Не допускайте, чтобы витки были неплотными: они будут провисать, наползать друг на друга, перепутываться.
На этом этапе реальная причина узлов – неплотная намотка (или сыграл человеческий фактор, или транспортировка была неправильной, или даже хранили неправильно), намотка, при которой некоторые витки филамента растянулись и сдвинулись, образовав плотную косичку.
Теперь, если вы попытаетесь размотать катушку, нить запутается довольно быстро; впрочем, может пройти и довольно много времени, пока петля не затянется и катушка не заблокируется в процессе печати. Тут самое неприятное в том, что, если уж на катушке петли есть, то не известно, когда они затянутся.
Профилактика – лучшее лечение
Поскольку сложно предсказать, когда нитка запутается, в первую очередь надо принять меры, чтобы этого не могло произойти. Когда вы открываете только что купленную или полученную катушку, убедитесь, что концы филамента закреплены. Разматывание можно заблокировать либо через направляющие с торцов катушки, либо – в случае некоторых хрупких материалов – втулками-затычками.
Ясное дело, когда вы отрезаете кончик нитки (который выходит из направляющего отверстия, который запачкан клеем от ленты и т.п.), очень важно держать нитку натянутой, и чтобы она была натянута и при подаче в принтер. Не оставляйте никаких провисших витков – тогда и не запутается ничего.
Если уж так вышло, что вы храните катушку на боку, убедитесь хотя бы, что филамент туго натянут.
Кроме того, некоторые шпиндели или отсеки для филамента допускают слишком свободное вращение катушек, быстрее, чем это нужно принтеру. В результате косичка филамента начинает вращаться по барабану. Важно, чтобы шпиндель или отсек для катушки не допускал слишком свободного ее вращения. Со шпинделями в большинстве случае все в порядке, но описанная ситуация встречается при наличии подшипников или когда сила трения слишком мала. Если ваша катушка вращается слишком свободно, попробуйте слегка (чтобы только не поцарапать механизм подачи) притормозить ее резиновой втулкой или чем-нибудь еще, что немного увеличит трение.
Если вы в данный момент с филаментом не работаете, вы должны его правильно хранить. Перед тем как заблокировать нить через направляющие или фиксаторами (которые можно распечатать, как здесь ), плотно натяните филамент вокруг катушки, так, чтобы не было никаких свободных витков. Это гарантирует вам, что катушка в процессе хранения не подразмотается.
Вполне универсальный фиксатор от Walter с Thingiverse
Также рекомендуется хранить катушки филамента в вертикальном положении, не на боку. Это потому, что, если на катушке есть нетугие витки, на боку они будут стремиться упасть, что может позже, при печати, привести к запутыванию. По этой же причине всегда лучше использовать катушки с вертикальной подачей.
Как распутывать
Если в процессе печати появился узел, казалось бы, все пропало, если только принтер нельзя поставить на паузу и заправить его снова. Между тем существует менее радикальный метод, позволяющий распутать филамент, когда печать уже идет.
Лучше всего этот метод работает тогда, когда между катушкой и фидером достаточно много материала. Сперва надо снять катушку и придвинуть ее к фидеру так, чтобы образовался свободный участок нити. Теперь косичку или узел можно вытянуть из катушки, оставив достаточно большой конец, чтобы снова подать его в фидер. Получается так же (если только проблема не на самом конце), как если бы вы остановили печать, и удалили часть филамента.
Когда все распутано, катушка возвращается на место. При этом надо убедиться, что она вращается не слишком свободно, а то все опять повторится сначала.
Да, так бывает: малые промахи приводят к большим последствиям. Хочется надеяться, что это небольшое руководство послужит тем источником знаний, который навсегда избавит вас от проблем с запутанностью филамента. Если вы считаете, что так оно и есть, не стесняйтесь делиться этой информацией, чтобы упростить жизнь всем.
HOME — 3D Inductors
3D INDUCTORS
Революционное решение для индукции.
ПРИСОЕДИНЯЙТЕСЬ К РЕВОЛЮЦИИ
3D INDUCTORS
Никаких паяных соединений, никакой пористости чистая медь
Сделайте свою индукционную закалку более прибыльной
более прибыльной
Мир индукции и аддитивного производства также актуален для мира индукции и аддитивного производства. GH — первая группа индукционного нагрева , в которой с 2014 года используются сотни катушек, напечатанных на 3D-принтере .
Наш опыт в области индукции и проверенная на практике и запатентованная технология катушки для 3D-печати (3DPCoil), основанная на EBM, делают катушки индуктивности GH 3D самой надежной инвестицией.
3D Индукторы
Уникальная
Pure Copper 3D -печатная технология
Стоимость производства деталей и сравнение TCO
3D Inductors
Традиционные inductors
4
3D Inductors
Традиционные индукторы
.0003
Total Cost of Ownership decrease
Lower Inventory
Minimized Stoppages
DESIGN
FLEXIBILITY
Continuous improvement
Complex shapes
Cooling optimization
TOTALLY
REPEATABLE
Simplified changeovers
Planned production
Идентичные катушки индуктивности
Преимущества
Прогресс — это не иллюзия… он случается.
ПРОИЗВОДСТВО ЧАСТЕЙ
СНИЖЕНИЕ ЗАТРАТ
Чрезвычайное увеличение циклов нагрева с тем же индуктором . Минимум двукратный объем производства.
Снижена стоимость одной детали и запаса индуктора. Общая стоимость владения (TCO) индукционной установки сведена к минимуму.
ВЫСОКАЯ
СРОК СЛУЖБЫ
Прочность по сравнению с существующими методами изготовления катушек:
3D-печать без спаек и утечек.
Улучшенное внутреннее охлаждение благодаря гибкости конструкции.
Сырье из чистой меди.
ОСТАНОВКИ И
ПЕРЕКЛЮЧЕНИЯ СНИЖЕНЫ К МИНИМУМУ
Поскольку срок службы индуктора намного выше, а индукторы идентичны, простои закалочной машины сокращаются, переналадка упрощается, а планирование производства более контролируемо. Ремонтопригодны как традиционные катушки.
ПОЛНОСТЬЮ
ПОВТОРЯЕМОСТЬ
Всегда одна катушка:
Промышленный процесс. Никакого влияния человека.
От файла проекта CAD до прямой печати.
Без пористости
НЕПРЕРЫВНОЕ
УЛУЧШЕНИЕ
Первоначальная конструкция 3DPCoil может быть оптимизирована после каждой замены благодаря промышленному процессу и гибкости конструкции змеевика.
Возможно усиление зон высокой интенсивности, корректировка профилей и т.д.
ДИЗАЙН
ГИБКОСТЬ
Чего не достигают традиционные паяные катушки:
Плавка порошка вместо механической обработки труб
Изменение внутренней и внешней геометрии
Больше, чем просто печать
Мы сопровождаем вас в процессе внедрения 3D-индукторов в ваши производственные линии .
Обладая более чем полувековым опытом в области решений для индукционных процессов, мы можем помочь вам помимо поставки индуктора. Мы можем моделировать, проектировать, производить, тестировать и работать с вами над постоянным улучшением индукторов и процессов.
«Впечатляющий срок службы»
«Мы добились значительного увеличения срока службы катушки индуктивности, в три раза превышающего тот, который у нас был. С другой стороны, гибкость конструкции для внесения улучшений позволила нам постоянно совершенствоваться без зависимости от человеческого фактора. .»
Хосе Чиприано Техедор, бывший руководитель производства коленчатых валов в Renault
«3DPCoil позволил нам стандартизировать процесс регулировки и создать протокол, чтобы любой оператор мог с гарантией отрегулировать индуктор. Модификация катушки была немыслима, бывший производитель не дал нам решения»
Роберто ОртегаИндуктор, инженер Renault
Предыдущий
Следующий
ТОЧКИ ВСТРЕЧИ
Мы хотели бы узнать, чем вы можете быть полезны вместе. Мы можем либо посетить вашу компанию через нашу сеть, либо встретиться на следующих мероприятиях.
Предыдущий
Следующий
Есть вопросы?
Мы хотим проконсультировать вас лично относительно ваших потребностей
3D ИНДУКТОРЫ — 3D индукторы
КАК МЫ ЭТО СДЕЛАЛИ
3D ИНДУКТОР МЕТОД ИЗГОТОВЛЕНИЯ
Оригинальное и уникальное аддитивное производство змеевиков из чистой меди ElectronM0019 (ЭлектронМ0019)
Такая технология, обычно называемая «3D-печать», упрощает и сокращает производственный процесс за счет прямого изготовления по проекту САПР из материала чрезвычайной плотности. Эта технология применяется в других отраслях, таких как аэрокосмическая промышленность и ортопедические имплантаты с использованием материалов из титана или кобальт-хрома, где решающее значение имеет достижение свойств материала.
Метод состоит из нескольких этапов, целью которых является гарантировать качество индуктора с помощью технологии 3D-печати.
Когда катушка была напечатана ранее Процесс такой же, за исключением первой фазы, в которой нет необходимости, поскольку она регистрируется из первого приложения. Повторяющиеся катушки можно воспроизвести быстро и с абсолютной точностью.
Процесс печати EBM
Катушки наращиваются, слой за слоем, из металлического порошка, расплавляемого мощным электронным лучом. Каждый слой расплавляется до точной геометрии, заданной 3D-моделью CAD.
Сначала тонкий слой частиц металлического порошка осаждается на рабочей пластине, а затем сплющивается. Порошок предварительно нагревают до очень высоких температур.
На следующем этапе электронный пучок фокусируется и управляется в направлении X-Y с помощью электромагнитной катушки, чтобы избирательно расплавить частицы порошка на верхней части рабочей пластины.
В результате создается нужный раздел и одновременно он сплавляется с предыдущим слоем. Затем создается новый слой, и шаги повторяются до завершения катушки.
Опционально поверхность рулона может быть улучшена с помощью пескоструйной обработки, классической ручной отделки или механической последующей обработки.
Рабочая пластина с 3D-печатными катушками из чистой меди
Схема основных блоков в машине EBM
Технические преимущества
По сравнению с другими методами 3D-печати.
Чистота материала
Основным материалом является медь на 99,99% с более высокой чистотой, чем у любой электролитической медной трубы, доступной на рынке. Нет дополнительных элементов.
Более быстрое изготовление
Высокая плотность энергии, используемая для плавления, позволяет меньше времени плавить каждый слой, что делает этот метод более быстрым, чем другие аддитивные методы изготовления. в производстве благодаря вакуумной атмосфере.
Очень высокие механические характеристики
Расплавленный материал предварительно нагревается, что обеспечивает чрезвычайно высокие механические свойства по сравнению с с другими аддитивными технологиями.
Уменьшение внутренних напряжений
Однородная тепловая среда обеспечивает отсутствие внутренних напряжений в печатных индукторах.
Реактивные материалы
Высокая химическая чистота означает лучшие проводящие свойства.
Эффективность преобразования энергии 65%
Большая часть энергии, используемой лучом, поглощается медью. Более высокая эффективность, чем у других технологий 3D-печати.
Переработка
Большая часть частиц металлического порошка (97%), которые не использовались в процессе, может быть восстановлена и использована снова.
Примеры клиентов
Примеры полевых катушек
Полная адаптация к сложным деталям и чрезвычайно долгий срок службы, до 400% больше в некоторых случаях, являются основными преимуществами.
Удобная торцовочная пила с обновлённой жёсткой и компактной конструкцией для работы с древесиной, пластиком и тонкостенным алюминием (при установке соответствующих дисков). Подвижная голова позволяет обрабатывать заготовки шириной до 305 мм. Торцовочные пилы ЗУБР ПРОФЕССИОНАЛ — надёжный и точный инструмент
Применение
Для прямого, косого, под наклоном и комбинированного пиления заготовок из древесины и ее производных (в том числе с пластиковыми покрытиями), а также тонкого алюминиевого профиля
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Увеличенная ширина пиления благодаря сдвижной голове диска и диску максимального диаметра
Обновлённая конструкция позволяет сэкономить место в мастерской
LED-подсветка с указанием линии реза.
Блокировка шпинделя для простой замены диска
Автоматически закрывающийся защитный кожух защищает оператора от травм и повреждений
Фиксирующийся в любом положении поворотный стол и удобная регулировка наклона облегчают установку угла пиления
Специальный сплав обеспечивает легкость и прочность конструкции и, соответственно, точность пиления
Эффективный пылеотвод способствует более чистой работе
Струбцина в комплекте для надежного удержания заготовки
Удлинительные опоры стола предотвращают опрокидывание отпиленной заготовки, что повышает безопасность
Описание
Удобная торцовочная пила с обновлённой жёсткой и компактной конструкцией для работы с древесиной, пластиком и тонкостенным алюминием (при установке соответствующих дисков). Подвижная голова позволяет обрабатывать заготовки шириной до 305 мм. Торцовочные пилы ЗУБР ПРОФЕССИОНАЛ-надёжный и точный инструмент.
Применение
Для прямого, косого, под наклоном и комбинированного пиления заготовок из древесины и ее производных (в том числе с пластиковыми покрытиями), а также тонкого алюминиевого профиля
На электроинструмент «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
Похожие товары
16 980 ₽
В наличии
Купить в 1 клик
New!
19 580 ₽
В наличии
Купить в 1 клик
Распродажа
67 819 ₽
31 160 ₽
В наличии
Купить в 1 клик
23 452 ₽
10 940 ₽
В наличии
Купить в 1 клик
New!
21 619 ₽
10 890 ₽
В наличии
Купить в 1 клик
17 722 ₽
8 810 ₽
В наличии
Купить в 1 клик
10 628 ₽
4 890 ₽
В наличии
Купить в 1 клик
7 284 ₽
3 280 ₽
В наличии
Купить в 1 клик
New!
5 070 ₽
3 867 ₽
Осталась 1 штука
Купить в 1 клик
New!
2 894 ₽
1 630 ₽
В наличии
Купить в 1 клик
seaside 216sa — паркет для виндсерфинга: Shaw Wood Flooring
Инвентарь от echo Bison Turf Equipment, Inc. — Tonawanda Tonawanda, NY (716) 876-2000
Дом
результаты поиска
Сортировать по: Best MatchRecommendedPrice: от низкой до высокойPrice: от высокой до низкойPopularityYear: Newest FirstYear: Oldest FirstStock Number: от Low к HighStock Number: от High до LowUsage: от High до LowUsage: от Low к HighModel Name: A-ZModel Name: Z-AMMost Discount
Выбранная комбинация фильтров не дает результатов. Удалите некоторые фильтры или начните новый поиск.
Очистить все фильтры
Применяемые фильтры
эхо Торговая марка
Торговая марка
Штиль (553)
Торо (505)
ЭХО (300)
Куб Кадет (219)
Косилки Spartan (169)
SnowEx (129)
Синдайва (104)
Арктический секционный сно-толкатель (3)
Куб Кадет (219)
ЭХО (300)
ЭГО (56)
завидовать (3)
Маленькое чудо (44)
Другое (2)
Снегоуборщики ProTech (41)
Синдайва (104)
СноуЭкс (129)
Сноуратор (1)
Спартанские косилки (169)
Штиль (553)
Торо (505)
ТИМ (71)
Вентрак (57)
Цена
Мин.
Макс.
{«item»: «», «locationid»: «», «itemUrl»: «»}
[]
Ошибка при отправке этой формы.
{«item»: «», «locationid»: «», «itemUrl»: «»}
[]
Ошибка при отправке этой формы.
Bison Turf Equipment, Inc. — Tonawanda заботится о вашей конфиденциальности. Посмотреть политику конфиденциальности
Контактная информация
Транспортное средство или оборудование, которые вас интересуют:
Торговая информация
{«item»: «», «locationid»: «», «itemUrl»: «»}
[]
Ошибка при отправке этой формы.
Bison Turf Equipment, Inc. — Tonawanda заботится о вашей конфиденциальности. Посмотреть политику конфиденциальности
Главная > Каталог > Инструменты и техника > Пневматические инструменты > Аксессуары для пневмоинструментов
Фильтр влагоотделитель редуктор для пневмоинструмента Patriot FR 180 700л/мин
Код товара:
1134234
Производитель:
PATRIOT
Код производителя:
830901002
Наличие:
Ожидается *
* Товар будет доступен для заказа в течении нескольких дней
Цена: 640 ₽
Цена указана при покупке за наличный расчёт. Предложение не являются публичной офертой.
Характеристики
EAN код
4610032711117
Тип
Фильтр влагоотделитель редуктор
Назначение
для пневмоинструмента
Описание
Фильтр влагомаслоотделитель с регулятором давления Patriot FR 180 для очистки от влаги, масла и пыли сжатого воздуха, поступающего от компрессора к пневмоинструменту.
Максимальное давление
8 Бар
Посадочный размер (для коннектора)
1/4 «
Потребление воздуха
700 л/мин
Вес нетто
0. 25 кг
Особенности
Степень фильтрации: 40 мкм.
Внимание! Внешний вид товара, комплектация и характеристики могут изменяться производителем без предварительных уведомлений.
Проверяйте заявленные характеристики на официальных сайтах производителей.
Статус рейса Ryanair FR180 сегодня
Рейс FR180 из Вены в Салоники, Греция
Международный рейс Ryanair FR180 из Вена (VIE) Австрия в Салоники (SKG) Греция, выполняемый Ryanair. Запланированное время вылета из международного аэропорта Вены: 07:05 04 апреля 2023 г. Европа/Вена, запланированное время прибытия в международный аэропорт Салоников: 09:55 04 апреля 2023 г. Европа/Афины. Продолжительность полета 1 час 50 минут .
FR180 — RYR180 Ryanair (Франция)
VIE Вена Австрия
SKG Салоники Греция
Прибытие вовремя
Отправление Международный аэропорт Вены
IATA: VIIEICAO: LOWW
Запланировано
07:05 04 апреля 2023
Актуально 07:01 04 апреля 2023
С72
Прибытие Международный аэропорт Салоников
IATA: SKGICAO: LGTS
Запланировано
09:55 04 апреля 2023
Актуально 09:45 04 апреля 2023
С72
Деталь FR180
Тип: международный рейс
Продолжительность полета: 1 час 50 минут
Дальность полета: 986 км / 613 миль
Авиакомпания
Райанэйр
ИАТА: FR
ИКАО:
рупий
Дни работы: пятница, воскресенье
Пассажирские услуги
Тип услуги: Обычный пассажир
Мест: 189
Грузоподъемность: 8,7 тонны
Пассажирские классы: Эконом
Более детально
Самолет: Airbus A320-214
Позывной: F-LWSK4
Часовой пояс отправления: Европа/Вена
Часовой пояс прибытия: Европа/Афины
Текущее время в Вене: вторник 2023-04-04 15:27
Текущее время в Салониках: вторник 2023-04-04 16:27
Рейсы Ryanair из Вены в Салоники
Рейсы Ryanair из Салоников в Вену
Ответы на часто задаваемые вопросы
Сколько лететь из Вены в Салоники?
В среднем беспосадочный перелет занимает 1 час 50 минут , с дальностью полета 986 км (613 миль) .
Обгонные прямые фрезы представляют собой фрезы цилиндреиазличных диаметров с прямыми ножами. В отличие от пазовых фрез обгонные (они же копировальные) снабжены подшипником, чтобы работать с шаблоном.
Обгонные фрезы с подшипником
В случае, если необходимо провести копировальную работу с заготовкой по имеющемуся шаблону, хорошо подходят специальные обгонные фрезы, снабженные подшипником. С их помощью очень просто проводить обработку торцов изделий или их кромок. В результате обработанная часть кромки будет выглядеть аккуратной, ровной и гладкой.
Фрезы данного типа могут быть нескольких вариантов — как с верхним подшипником, так и с нижним. Кроме того, встречаются модели, снабженные сразу двумя подшипниками сразу.
Фреза обгонная с верхним подшипником
В данном случае мы получаем специальную фрезу, хорошо подходящую для фрезерного станка. Чаще всего данный вариант применяется для обработки поверхностей и может поставляться даже в комплектах, что существенно упрощает ведение необходимых работ на производстве. Концевые варианты подходят в случаях работы на ЧПУ.
Фреза обгонная с нижним подшипником
Этот тип фрезы предназначен для проведения торцевания изделий, которые изготовлены из древесного массива. Также можно использовать для проведения финишного реза уже ламинированных деталей. С помощью нижнего подшипника можно использовать саму фрезу в тех случаях, когда возникает необходимость работать по имеющемуся шаблону. Также с ее помощью легко проводится одинаковая прямая или даже криволинейная обработка заготовки.
Фрезы обгонные со сменными ножами
Этот вариант режущего элемента дороже стандартного, поскольку имеет возможность проводить смену износившейся или затупившейся рабочей режущей части. Притом все это делается очень быстро, что позволяет проводить замену даже на рабочем месте. Стоит отметить, что если режущая часть изготовлена из твердосплавного материала, то ее требуется перетачивать значительно реже, чем в случае аналогов из других материалов.
Купить обгонную фрезу
Фрезы такого типа представлены на страницах нашего интернет-магазина «FREZA. RU». Мы предлагаем нашим клиентам приобрести самые качественный инструмент, разработанный популярными мировыми производителями. Также можем обеспечить:
Быструю обработку всех заказов и доставку товаров по всей территории России;
Наличие магазина в Москве и Санкт-Петербурге, а не только в интернете;
Работаем с 2015-го года, так что хорошо разбираемся в рынке и потребностях наших клиентов;
Способны обеспечить помощь в выборе подходящего режущего инструмента;
Предлагаем полный набор отгрузочных документов к каждой покупке.
Позвоните, если у вас остались вопросы или требуется помощь в выборе подходящей фрезы.
Обгонная фреза СМТ
Итальянский производитель СМТ предлагает покупателям только качественные обгонные фрезы, полностью отвечающие всем мировым стандартам качества. Стоит отметить, что производство фрез такого производителя уже налажено не только в Италии, но также Испании и США. Компания работает на этом рынке более 50 лет, что позволило накопить опыт достаточный, для создания долговечного и надежного инструмента.
Фреза обгонная Dimar
Этот производитель является ведущим в мире, к тому же он работает с 1960-го года. Главная особенность бренда — использование самых современных технических разработок и новшеств в производстве режущего инструмента. Все инструменты имеют очень высокое качество и отличаются надежностью, что делает их подходящим вариантом для выбора профессионалов или на массовом производстве мебели.
Фрезы с верхним шарикоподшипником
Фрезы с верхним шарикоподшипником Обрезные фрезы часто используются для обрезки краев поверхностных слоев, приклеенных к подложке, таких как шпон или пластиковый ламинат, чтобы получить точно обработанный край. Кольцевой подшипник контактирует с краем материала подложки, а фреза, имеющая тот же диаметр, что и кольцевой подшипник, аккуратно обрезает любые нахлесты, оставляя ровную кромку.
№ 361075 с длиной реза 13 мм и №. 361076 с длиной реза 19mm специально созданы для шаблона стола Incra Router Table.
Эти фрезы Sistemi Klein имеют наконечник из карбида вольфрама (TCT).
Фрезы для обрезки с верхним шарикоподшипником и хвостовиком 6 мм
Диаметр метра D
Резка Длина B
Всего Длина Д
Номер зубьев Z
Хвостовик диаметр S
Материал
Цена Кода
19 мм
11 мм
56 мм
2
6 мм
ТСТ
Срок доставки 2 недели!
Бестелл №. 361078Цена ∗ € 33,68
12,7 мм
13 мм
50 мм
2
6 мм
ТСТ
Цена ∗ 23,18 €
12,7 мм
19 мм
57 мм
2
6 мм
ТСТ
Срок доставки 2 недели!
Бестелл №. 361076Цена ∗ € 24,49
12,7 мм
25,4 мм
63 мм
2
6 мм
ТСТ
Цена ∗ 23,43 €
12,7 мм
32 мм
69 мм
2
6 мм
ТСТ
Цена ∗ 27,46 €
16 мм
25,4 мм
63 мм
2
6 мм
ТСТ
Цена ∗ 24,27 €
19 мм
25,4 мм
63 мм
2
6 мм
ТСТ
Цена ∗ 27,45 €
12,7 мм
32 мм
69 мм
2
6 мм
ТСТ
Цена ∗ 27,46 €
Фрезы с верхним шарикоподшипником и хвостовиком 8 мм
Диаметр метр D
Резка Длина B
Всего Длина Д
Номер зубьев Z
Хвостовик диаметр S
Материал
Цена Кода
16 мм
32 мм
69 мм
2
8 мм
ХМ
Срок доставки 2 недели!
Бестелл №. 361079Цена ∗ € 34,81
Зап. Детали для фрез с верхним шарикоподшипниковым хвостовиком 6 мм
Пункт
Изображение
Размеры d = внутри D = снаружи B = толщина.
Цена Кода
Шарикоподшипник
d = 6,4 мм D = 12,7 мм B = 4,7 мм
Цена ∗ 5,61 €
Шарикоподшипник
d = 6,4 мм D = 15,8 мм B = 5 мм
Цена ∗ 5,61 €
Шарикоподшипник
d = 6,4 мм D = 19 мм B = 7,1 мм
Цена ∗ 5,83 €
Стопорное кольцо
d = 6,3 мм D = 11 мм B = 6 мм
Цена ∗ 2,86 €
Установочный винт для стопорного кольца
D = 3,1 мм L = 2,4 мм Резьба: #5-40 UNC (1/8 дюйма)
Цена ∗ 1,54 €
Примечание, относящееся к установочному винту: Вам потребуется шестигранный ключ на 1/16 дюйма.
Примечание, относящееся к шарикоподшипнику: Диаметр хвостовика фрезы в области шарикоподшипника и установочного винта составляет 6,3 мм.
Фрезы для обрезки с верхним шарикоподшипником и хвостовиком 12 мм
Диаметр метра D
Резка Длина B
Всего длина л
Номер зубьев Z
Хвостовик диаметр S
Материал
Цена Кода
19 мм
11 мм
64 мм
2
12 мм
ТСТ
Цена ∗ 34,83 €
25,4 мм
11 мм
64 мм
2
12 мм
ТСТ
Цена ∗ 39,66 €
38 мм
16 мм
69 мм
2
12 мм
ТСТ
Цена ∗ 50,57 €
19 мм
25,4 мм
77 мм
2
12 мм
ТСТ
Цена ∗ € 31,26
25,4 мм
45 мм
95 мм
2
12 мм
ТСТ
Срок доставки 2 недели!
Бестелл №. 361431Цена ∗ € 50,23
Сменный шарикоподшипник Подходит для фрез с шарикоподшипником 361435.
Артикул
Изображение
Размеры d = внутри D = снаружи B = толщина.
Цена Кода
Шарикоподшипник
d=12,7 мм D=19 мм B=4,0 мм
Цена ∗ 11,22 €
Подшипник GMN США | Прецизионные подшипники, обжимные муфты и уплотнения
GMN Bearing USA
Прецизионные подшипники, обжимные муфты и бесконтактные уплотнения доступны для OEM-производителей, центров технического обслуживания и дистрибьюторов в Северной Америке.
Свяжитесь с нами О нас
Мы поставляем изготовленные GMN прецизионные подшипники, обжимные муфты и бесконтактные уплотнения OEM-производителям, ремонтным мастерским и дистрибьюторам в Северной Америке.
Радиально-упорные подшипники
Однорядные. Поддерживает высокие рабочие скорости, большие нагрузки и жесткие допуски. Возможные варианты материала шарика: подшипниковая сталь 52100 или керамика.
Радиально-упорные контакты >
Радиальные подшипники (радиальные подшипники)
Хорошо подходят для небольших помещений и когда осевые нагрузки перемещаются в двух направлениях. Материал шарика доступен из подшипниковой стали 52100 или керамики.
Радиальные подшипники >
Односторонняя обжимная муфта
Переносит грузы в одном направлении. Найдите подходящую муфту для блокировки обратного хода, индексации или обгонной муфты из нашего большого ассортимента продукции.
Кулачковая муфта >
Бесконтактные лабиринтные уплотнения
Защитите прецизионный подшипник от мелких и крупных загрязнений окружающей среды и брызг жидкостей.
Лабиринтные уплотнения >
Вся продукция GMN производится в Германии. GMN Bearing USA — единственный авторизованный главный дистрибьютор GMN в США.
Статьи, руководства и калькуляторы
Повышайте производительность, эффективность и надежность, получая актуальную информацию о вращающихся компонентах.
Статьи
Советы, рекомендации и новая техническая информация – все в одном месте.
Направляющие
Направляющие для установки, точной предварительной нагрузки, допусков и многого другого.
Калькуляторы
Калькуляторы для диагностики проблем или поиска подходящего подшипника.
Нужен быстрый расчет?
Отправьте нам всю информацию: тип продукта, номер продукта, размеры (внутренний диаметр, внешний диаметр, ширина), и мы быстро свяжемся с вами.
Получите быстрый расчет стоимости
Чем мы отличаемся
Быстрый ответ
Ответы на все запросы принимаются в течение одного рабочего дня, и большинство заказов отправляются в день заказа.
Получите быстрый расчет стоимости
Поддержка на уровне экспертов
Наши инженеры-механики и специалисты по поддержке продаж ответят на ваши самые сложные вопросы.
О нас
Качество 360°
Мы поддерживаем один из самых высоких стандартов качества в отрасли. Качество 360° охватывает весь жизненный цикл нашей продукции GMN, от получения до отгрузки.
Качество 360°
Самые последние статьи
Подшипник GMN Обжимная муфта FE 8000 в США для стартеров турбин – Технический документ
Резюме Компания по производству турбинных стартеров обратилась в GMN Bearing USA с целью увеличить крутящий момент и срок службы обжимной муфты (также… [Подробнее…] об обжимной муфте FE 8000 от GMN Bearing USA в применении в турбостартерах — Информационный документ
Обгонные обгонные муфты для печатных и перерабатывающих машин
GMN Обгонные обгонные муфты Keep It Tight для печатных и гибких обрабатывающих машин Сделать запрос В мире… [Подробнее. ..] об обгонных обжимных муфтах для печатных и перерабатывающих машин
Обращение ко всем ротационным высекальным машинам
GMN Bearing Прецизионные подшипники США обеспечивают скрупулезное и быстрое производство Наши долговечные радиально-упорные подшипники увеличивают скорость, в то время как… [Подробнее…] о вызове всех ротационных высекальных прессов
«Помнить о зазоре» для ротационных высекальных прессов
GMN Bearing США Прецизионные подшипники производства США обеспечивают тщательное и быстрое производство Наши долговечные радиально-упорные подшипники увеличивают скорость, в то время как… [Подробнее…] о «Учете зазора» для ротационных высекальных прессов
Когда «достаточно близко» просто не получится: пример из практики
Радиально-упорные подшипники GMN Bearing USA для прецизионных ротационных высекальных прессов повышают производительность, качество и обеспечивают более длительный срок службы деталей.
Ударная дрель и перфоратор похожи внешне, и это вводит в заблуждение многих покупателей. Кажется, что инструменты не отличаются друг от друга или отличаются незначительно. Это не так. Дрель и перфоратор ‒ разные инструменты, выполняющие разные задачи. Эта статья поможет понять, когда стоит приобрести перфоратор, а когда достаточно ударной дрели.
Ударный механизм
Ударная функция в дрели не является основной. Но она поможет быстрее и с меньшими усилиями просверлить отверстие в бетонной стене, когда вы захотите повесить полку или карниз. При этом у дрели нет ударного механизма. Внутри корпуса находятся шестеренки, которые соприкасаются зубцами и отскакивают друг от друга при проворачивании. Этот отскок и является ударом. Он настолько незначительный, что лишь немного усиливает давление на материал. Чтобы добиться большего эффекта, пользователю нужно прижимать дрель собственным весом. Руки от этого быстро устают.
При частом и интенсивном использовании ударная функция дрели ослабевает. Поэтому, если вам постоянно приходится сверлить материалы тверже металла и дерева, стоит купить перфоратор.
Долбление и сверление в твердых материалах ‒ основные задачи перфоратора. Инструмент оснащен полноценным ударным механизмом, позволяющим работать не прикладывая особых усилий. Вам не придется придавливать инструмент собственным весом ‒ в отличие от дрели он сам выполнит всю работу. Но у перфоратора есть другой недостаток ‒ вибрация, которая также может приводить к утомлению.
Перфораторы с лучшей, на наш взгляд антивибрационной системой:
BOSCH GBH 2-28F SDS plus
MAKITA HR 2811FT SDS plus
Материал
Перфоратор с легкостью пробивает самый прочный бетон, и чем мощнее модель, тем проще бур входит в материал. В то же время инструмент годится для работ по хрупким материалам, например, керамике, но только в режиме безударного сверления.
Ударная дрель отлично справляется с деревом и металлом, некоторыми нетвердыми марками бетона. Материалы вроде железобетона и тому подобных инструменту не под силу ‒ не хватит мощности.
Возможности
Может ли дрель заменить перфоратор и наоборот? В исключительных случаях инструменты могут выполнять функции друг друга. Как мы уже говорили, дрель вполне годится для того, чтобы проделать несколько отверстий в твердой стене. А некоторые модели перфораторов предназначены в том числе для сверления. Для этого к инструменту через переходник присоединяют сверлильный патрон.
Лучшие перфораторы с функцией сверления (сверлильный патрон входит в комплект поставки):
BOSCH GBH 2-28F SDS plus
MAKITA HR 2470FT SDS plus
Перфоратор не используют для точного сверления. Особенность его конструкции такова, что насадки фиксируются в нем не жестко, из-за чего невозможно получить отверстие точного диаметра.
Дрели обладают дополнительным преимуществом ‒ с соответствующими насадками их используют в качестве миксера для размешивания строительных материалов
Предлагаем лучшие дрели для размешивания:
BOSCH GSB 16RE (БЗП)
METABO SBE 760 (БЗП)
MAKITA HP 2050
Выводы
Итак, мы выяснили, что разница между перфоратором и ударной дрелью есть, и она существенная. Главный вопрос, на который нужно ответить, прежде чем отправиться в магазин: с каким материалом в основном вы будете работать? Если берете инструмент для сверления по твердому бетону, штробления стен, скалывания плитки и других сложных работ, вам однозначно нужен перфоратор. Если основная задача сводится к сверлению дерева, металла и лишь иногда бетона, подойдет ударная дрель.
Другие статьи по теме
Как выбрать перфоратор: рекомендации, нюансы
Перфоратор – не только мощный ударный инструмент для бурения бетонных стен, но и универсальный домашний помощник. Используя разнообразную оснастку мы можем использовать перфоратор для сверления отверстий, смешивания растворов, монтажа гипсокартона и вырезания подрозетников, а при наличии режима удара – для полноценных отбойных работ (например, демонтажа плитки).
«Пистолетный» vs «бочковой», или К чему приводят ошибки при подборе перфоратора
В многочисленных статьях на тему «Как выбрать перфоратор» приведены различные параметры, на которые необходимо обратить внимание, если вы захотели приобрести этот инструмент. Чтобы убедиться в этом, достаточно пройти по ссылке. В этой статье хочется сказать о другом. Когда-то с одним из наших консультантов произошла история, заставившая написать о различиях перфораторов с вертикальной и горизонтальной компоновкой. Но обо всем по порядку.
Рейтинг перфораторов, которые оценят ваши соседи
Основная проблема покупки инструмента в интернет-магазине – слишком большой ассортимент и отсутствие возможности проверить агрегат в деле до покупки. Сузить круг претендентов помогают отзывы и консультация с сотрудником магазина, однако не все покупатели готовы тратить свое время на поиск дополнительной информации. Чтобы упростить задачу выбора, мы составили рейтинг лучших перфораторов по количеству продаж и мнению наших покупателей.
Ломать — не строить. Отличия перфоратора от отбойного молотка
Потребность в отбойных работах возникает не так редко, как может показаться на первый взгляд. Переезд в новую квартиру, покупка дачного дома и их последующий ремонт и перепланировка ставят многих перед необходимостью обновить свой парк инструментов. И если профессионалы более‐менее четко понимают назначение и возможности тех или иных инструментов, то у рядового пользователя неизбежно появляется вопрос, что купить: перфоратор с функцией отбойного молотка или полноценный ударный инструмент? Попробуем разобраться вместе! <br>
Принцип работы отбойного молотка
Отбойный молоток необходим для выполнения профессиональных строительных работ. С его помощью мастера выполняют проемы в стенах из кирпича или бетона или полное ее разрушение, а также используют для разрушения промерзшего грунта, скальной породы, удаления асфальта.
Какая разница между перфоратором и ударной дрелью
О таком инструменте как перфоратор сегодня слышали практически все люди, особенно если они живут в новостройке. Но далеко не все знают о том, что грохот за стеной нередко производится не перфоратором, а ударной дрелью.
Оба эти инструмента способны высверливать отверстия в камне. Оба они схожи между собой. Однако есть между ними некоторые принципиальные отличия, которые определяют их назначение и не делают их полностью взаимозаменяемыми.
Всё дело в устройстве механизмов у этих инструментов и стоящих перед ними задачах. Основное назначение дрели — это именно сверление, удар тут выступает как дополнительная возможность, упрощающая работу с твёрдыми материалами.Перфоратор же, наоборот, является потомком отбойных молотков и основная функция для него — это именно удар, сверление тут вторично.
Эти особенности накладывают отличия и на внешний вид инструмента. Обычно перфораторы массивнее, часто они имеют более мощный двигатель с вертикальным расположением. Это сдвигает центр тяжести и упрощает работу с тяжёлым инструментом. У большинства же дрелей расположение двигателя горизонтальное, они имеют пистолетную компоновку. В целом устройство дрели более простое.
При этом, из-за особенностей конструкции, функция удара у дрели слабее, чем у перфоратора. К тому же частое её использование приводит к быстрому износу инструмента.
Важно отметить и ещё один момент — в случае с ударной дрелью можно использовать обычные свёрла, например, для работы с деревом. В случае же с перфоратором обычно потребуется специальный переходник, который увеличит размеры инструмента и сделает его ещё более тяжёлым.
Как видим, вопрос «что лучше, перфоратор или ударная дрель» неверен в своей сути. Это разные инструменты, предназначенные для решения разных задач. Соответственно, и выбор зависит от того, для чего именно вам необходим инструмент. Если ваша задача состоит в том, чтобы делать отверстия в дереве, металле и газоблоке, а сверление кирпича или бетона выполняется лишь эпизодически (например, для того чтобы подвесить новую полочку), то незачем приобретать перфоратор. Ударной дрели для этого будет более чем достаточно, нет смысла переплачивать. Да и работать в большинстве случаев будет удобнее.
Но если стоит задача в частом сверлении множества отверстий большого диаметра, в том числе и с использованием коронок, а также долблении полостей и штроб в бетоне, то ответ будет прямо противоположным, тут однозначно нужен перфоратор. Можно сказать и по-другому — перфоратор является профессиональным инструментом, для домашнего мастера больше подойдёт ударная дрель.
Впрочем, возможны ситуации, когда лучше приобрести недорогой перфоратор, чем дорогую ударную дрель. По этой причине, если у вас возникли сомнения относительно правильности вашего выбора, то лучшим шагом будет обратиться к более опытным пользователям, которые смогут дать вам хороший совет. Например, к консультантам из нашего магазина.
15.11.2019
Поделиться
Электродрели (электрические дрели)300
Электрические перфораторы254
14.11.2022
Краткий обзор продукции DeWALT
11.11.2022
Какими бывают масла для двухтактных двигателей?
08.11.2022
Инструменты Rothenberger
04.11.2022
Воздуходув: плюс – чистота, минус – мусор
01.11.2022
Краткий обзор продукции Makita
28.10.2022
Как продлить жизнь инструменту?
25. 10.2022
Топ-5 насосных станций
21.10.2022
Выбираем лазерный нивелир
18.10.2022
Самые лёгкие «болгарки» с диаметром диска 125 мм
14.10.2022
Обзор фрезерных станков
11.10.2022
Садовый инструмент Fiskars
07.10.2022
Абсолютная безопасность при работе с УШМ Metabo
Ударный шуруповерт
и перфоратор — в чем разница?
Популярная викторина, знаток: каковы основные различия между ударным шуруповертом и перфоратором? Если вы в тупике, вы не одиноки. Ответ: механизмов и приложений. Давайте перейдем к вопросу об ударном шуруповерте и перфораторе прямо сейчас.
Ударный инструмент против механизмов ударной дрели
Механизм ударного инструмента
Конструкция молота и наковальни помогает ударным инструментам выполнять свои задачи. У большинства ударов есть два молотка, хотя у некоторых есть три. Когда двигатель инструмента вращает подпружиненную пластину молотка, пружина сжимается, и пластины молотка и наковальни раздвигаются. На долю секунды возникает пространство между пластинами и потенциальная энергия пружины.
В этом пространстве пластины молотка и наковальни скользят друг мимо друга только для того, чтобы снова с силой удариться друг о друга за счет кинетической энергии пружины. Это создает большой крутящий момент (и небольшое усилие, направленное вниз), когда молотки ударяют по наковальням и передают энергию через сверло, чтобы повернуть крепеж. Ударный инструмент быстро повторяет этот процесс. Мы смотрим на ударов в минуту (IPM) или ударов в минуту (BPM) для измерения частоты ударов в цифрах, которые достигают 4000 IPM в ударном драйвере на 18 В.
Механизм ударной дрели
В какой-то степени механизм ударной дрели представляет собой разницу скорее в степени, чем в характере. Но разница приводит к поступательному усилию и меньшему крутящему моменту, чем у ударного шуруповерта.
Изображение предоставлено raphtec.wordpress.com
Ударная дрель также использует две пластины, но молоток и наковальня заменены механизмом, который выглядит так, как две шашки складываются вместе ( король мой!) .
Здесь есть и другие отличные изображения.
Когда вы начинаете сверлить, зубья скользят вверх и поверх противоположных зубьев или подшипников, создавая движение, толкающее вперед и скользящее назад. Это переводит долото в функцию откалывания , в то время как пластины, сцепляясь на доли секунды, прежде чем снова разойтись, быстро поворачивают долото.
Скорость удара перфоратора обычно составляет десятки тысяч ударов в минуту (точка предпочтения — мы предпочитаем удары в минуту для ударных инструментов и ударов в минуту для перфораторов, хотя некоторые производители отличаются). Некоторые легко превышают 30 000 ударов в минуту.
Применение ударного шуруповерта в сравнении с перфоратором
Применение ударного шуруповерта
Механизм ударного шуруповерта создает вращательные удары, которые отлично подходят для закручивания винтов всех видов и болтов с шестигранной головкой. Импульсный крутящий момент может приводить в действие и удалять жесткие крепежные детали, когда статический крутящий момент сверла может привести к его кулачковому срабатыванию или полной остановке.
Вы также можете использовать ударный инструмент для сверления с шестигранным хвостовиком, но это не оптимально. Форм-фактор короткого ударного шуруповерта достаточно отличается от ударной дрели (которая выглядит как обычная дрель/шуруповерт), поэтому вы можете легко заметить разницу.
Когда вы достигаете предела возможностей ударного гайковерта, вы переходите к ударному гайковерту.
Нравится ударный двигатель? Makita XDT16 недавно выиграл наш лучший обзор сравнения ударных шуруповертов!
Применение ударной дрели
Ударные дрели — это подходящий инструмент для сверления отверстий в каменной кладке (кирпич, камень, блоки, бетон) для установки анкеров и создания отверстий для выпускных коробок. При использовании сверла по каменной кладке перфоратор стружится при вращении, чтобы протолкнуть материал. Его более компактная и легкая конструкция по сравнению с перфоратором делает его хорошим выбором для сверления отверстий диаметром до 1/2 дюйма или около того в кирпичной кладке, но он не включает пылеуловитель, чтобы вы не вдыхали кварцевую пыль.
Традиционная ударная дрель , а не подходящий инструмент для заворачивания шурупов. Как мы только что упоминали, ударные дрели часто выглядят так же, как традиционная дрель. Однако большинство современных аккумуляторных перфораторов позволяют выбирать между режимами сверления, привода и ударной дрели, поэтому вы можете выполнять все три функции с помощью одного инструмента.
Модернизация перфоратора до перфоратора
Когда вы достигаете предела возможностей перфоратора, пора переходить на перфоратор. Люди иногда путают перфоратор и перфоратор, даже используя название для 9Перфоратор 0003. Перфоратор, правда, тоже для каменной кладки, но он крупнее, для более крупной работы и с другим механизмом: поршень и давление воздуха. Подробнее об этом в следующей статье!
Мы надеемся, что наш экспресс-курс по сравнению ударного шуруповерта и перфоратора был вам полезен. Не стесняйтесь задавать нам любые вопросы в комментариях ниже, и мы сделаем все возможное, чтобы помочь вам!
Нравится перфоратор, описанный в этой статье? Это Макита XPH07!
9Ударная дрель 0000 против ударного шуруповерта: в чем разница?
Как домашний мастер, задумывались ли вы о том, использовать или арендовать перфоратор или ударный инструмент? Здесь мы объясняем, как легко принять это решение.
Наши редакторы и эксперты тщательно отбирают каждый продукт, который мы представляем. Мы можем получать комиссию от ваших покупок.
Ударные дрели и ударные инструменты — это инструменты, которые чаще всего путают с новичками. Путаница понятна. Ведь и те и другие громкие, с бойковым механизмом и приводными застежками.
Правда в том, что эти инструменты на самом деле разные. Хотя они могут звучать и выглядеть одинаково и даже иметь некоторые общие функции, у них есть свои сильные и слабые стороны.
На этой странице
Что такое перфоратор?
Ударная дрель — это электрическая дрель, используемая для сверления отверстий в твердых поверхностях. Ударные дрели выглядят и действуют как традиционные электрические дрели, со стандартными патронами, спусковыми крючками и регуляторами скорости, но они крупнее и мощнее. Кроме того, как и стандартная дрель, ударная дрель вращается по часовой стрелке и против часовой стрелки.
Имеет дополнительную настройку «молоток», которая активирует механизм внутри дрели. «Молоток» ударяет по задней части патрона. Эти удары, также известные как «удары», направляют удар по длине сверла в просверливаемый материал. Это действие пробивает биту вперед с каждым ударом. Некоторые перфораторы могут производить до 48 000 ударов в минуту (BPM)!
Вообще говоря, перфораторы стоят от 100 до 250 долларов за модели с батарейным питанием. Модели со шнуром стоят от 75 до 200 долларов. Благодаря современным достижениям в области литий-ионных технологий модели с батарейным питанием популярны благодаря своей портативности, хотя некоторые проводные модели обладают большей мощностью.
Что такое ударный инструмент?
Ударная отвертка — это электроинструмент, используемый для забивания крепежных деталей, таких как винты и болты.
Эти инструменты оснащены быстросменными патронами на шарикоподшипниках, а не патронами с кулачками, которые используются в обычных дрелях. В этих специальных патронах нельзя использовать стандартные сверла с круглым хвостовиком, но они совместимы с шестигранным хвостовиком, быстросменными, ударопрочными отвертками или сверлами. Ударные шуруповерты также обычно короче и прочнее стандартных дрелей.
Ударные шуруповерты могут вращать крепеж по часовой стрелке или против часовой стрелки, как стандартная дрель, и на высоких скоростях. Однако, как только ударный инструмент почувствует определенное сопротивление крепежной детали, он автоматически активирует вращающуюся ударную наковальню. Удары наковальней известны как «удары», и некоторые водители предлагают до 4000 ударов в минуту (IPM)!
Каждый удар приводит к вращению сверла с дополнительным крутящим моментом, что позволяет инструменту заворачивать более длинные и крупные крепежные детали, чем без наковальни.
Кроме того, скорость ударного шуруповерта может быть обманчива. Эти инструменты не вращаются в устойчивом, постоянном направлении. На самом деле они немного продвигают биту вперед, прежде чем быстро повернуть ее назад. Полезно думать об этом как о двух шагах вперед и шаге назад. Это помогает предотвратить соскальзывание кончика отвертки, что приводит к меньшему количеству сорванных креплений. Это происходит так быстро, что незаметно.
Аккумуляторные ударные инструменты обычно стоят от 100 до 200 долларов. Сетевые модели встречаются редко.
Перфоратор против ударного шуруповерта: для чего они используются?
Как перфораторы, так и ударные инструменты могут служить множеству целей, но они подходят для неспецифического применения.
Использование перфоратора
Если вы пробовали просверлить отверстие в кирпиче, плитке или бетоне, вы знаете, насколько сложной может быть эта работа. Это ситуации, когда перфоратор может быть незаменим. При активированной функции молотка дрель вбивает кончик сверла вперед в материал, быстро справляясь с монотонной задачей.
Некоторые распространенные области применения перфораторов включают:
Начало и просверливание отверстия на скользкой плитке или стеклянной задней стенке.
Сверление бетона подвала для крепления пиломатериалов.
Сверление отверстий в бетонных ступенях для крепления поручней.
Подвесные настенные крепления для телевизора, полки или картины на кирпичных стенах.
Сверление отверстий в полу гаража для постоянного крепления стоек для электроинструментов к земле.
Сверление отверстий для крепления кронштейнов механической системы к бетонному полу подсобного помещения.
Примечание. Для сверления поверхностей каменной кладки перфоратором требуются специальные сверла для каменной кладки.
Ударный шуруповерт использует
Ударные гайковерты предназначены для размещения как можно большего количества ударов в маленьком инструменте. Они полезны для закручивания небольших крепежных деталей на высоких скоростях, а также для закручивания более длинных крепежных деталей без поломки гаечных ключей или головок.
Типичные области применения ударных винтовертов включают:
Вкручивание шурупов меньшего размера в плотную или толстую древесину. (Они раскололи бы тонкое дерево.)
Быстрое завинчивание длинных и прочных шурупов, например, при подвешивании шкафов или других тяжелых предметов .
Крепление обрешетки настила стяжными болтами.
Заворачивание шурупов в узких местах, например, между балками или стойками или внутри шкафов.
Ударная дрель и ударный шуруповерт: основные отличия
Вот основные различия между ударными дрелями и ударными шуруповертами:
Ударные шуруповерты должны использовать биты с шестигранным хвостовиком, готовые к удару, в то время как ударные дрели подходят ко всем битам.
Ударные шуруповерты обычно намного меньше, короче и легче перфораторов, что делает их более полезными в тесных или неудобных местах.
Перфораторы часто имеют настройки скорости и крутящего момента, тогда как ударные инструменты имеют чувствительные к давлению триггеры для контроля скорости.
Пользователи могут выбирать, когда использовать настройку ударника на перфораторе, но ударные инструменты включают свою ударную наковальню автоматически.
Ударные шуруповерты обеспечивают лучший контакт с крепежом, чем перфоратор, даже при отключенной настройке ударника.
Том Скализи
Том Скализи — автор и писатель, специализирующийся на строительстве и благоустройстве дома.
✅ Юстировка лазерного станка. Настройка зеркал лазера с нуля своими руками
Простой и быстрый тест на выравнивание
Принцип выравнивания
Выравнивание зеркал
Выравнивание первого зеркала
От первого зеркала ко второму
От второго зеркала к третьему
Выравнивание трубки
Вертикальное выравнивание
Заключение
Юстировка – это проверка и наладка оптического тракта лазерного луча. Приведение и настройка механизмов станка в рабочее состояние, обеспечивающее точность и безопасность их действия. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передает его через сопло на материал. Юстировка необходима для того, чтобы лазерная головка при движении имела одинаковую силу луча. Чтобы луч точно приходил на третье звено и в фокусирующую точку линзы, необходимо его постоянно регулировать.
Оптический тракт состоит из трех составляющих:
Излучатель – стеклянная трубка СО2, из выходного отверстия которой выходит луч.
Лазер оказывается на 1 зеркале и переходит на 2.
2 зеркало прикреплено к порталу и передвигается с ним вдоль оси y.
В станках для лазерной маркировки применяется конфигурация с парящей оптикой. В задней части станка трубка неподвижна, луч направлен на режущую головку с помощью нескольких зеркал. Через некоторое время эксплуатации они сдвигаются. Это способствует потере производительности и смене цвета. Цвет может стать черным, а рез слишком толстым.
В нашей статье описаны действия необходимые для юстировки станка и обеспечения высокого уровня производительности работы и мощности резки. При первой попытке это может оказаться довольно трудной задачей, поэтому мы рекомендуем ознакомиться с данной процедурой заранее во избежание ошибок при работе с лазерным станком.
Рис. 1. Юстировка лазерного станка
Юстировку можно рассмотреть как четыре отдельные процедуры:
Проверка выравнивания: Выяснение того, нужно ли выравнивать лазер или нет;
Выравнивание зеркал: Убедиться, что они расположены под правильным углом;
Выравнивание трубки: Убедиться, что луч направляется в зеркала правильно;
Вертикальное выравнивание: Проверить, что срезы находятся перпендикулярно материалу.
Если вы заметили, что ваш лазерный станок теряет мощность или неправильно режет в одном определенном углу рабочего стола, возможно, станок сместился в сторону от центровки. Этот простой тест можно использовать для проверки выравнивания станка. Для проведения этого теста лазерный резак, система охлаждения (чиллер), насосы и вентиляторы должны быть включены.
Оторвите небольшую полоску малярного скотча и сложите ее 2-3 раза, чтобы не было видно липкой стороны. Оторвите еще одну полоску и вставьте сложенную ватку в ее середину. Так вы получите точку, в которую можно целиться лазерным лучом. Сложенный скотч достаточно толстый, а середина не липкая, поэтому его можно наклеивать не оставляя следов.
Рис. 2. Полоска малярного скотча для создания мишени
Закройте крышку лазерного резака, подведите лазерную головку к правому верхнему углу и нажмите тестовую кнопку.
Если удерживать кнопку слишком долго, можно поджечь скотч. Если вы чувствуете, что мишень слишком сильно обгорает от тестовых точек, вы можете просто наложить сверху еще один слой. Продолжайте наращивать слои скотча по мере необходимости. Подведите лазерную головку к переднему правому углу рабочего стола и создайте еще одну контрольную точку на целевой мишени. Повторите это для переднего левого и заднего левого углов рабочей зоны, а затем верните головку в правый верхний угол, чтобы вы могли видеть полученные метки.
Рис. 3. Создание контрольной точки на целевой мишени
Очень важно, чтобы эти четыре точки находились на мишени в одном и том же месте. Если точка находится в том же положении, но не в центре скотча, это означает, что зеркала расположены правильно, а для лазерной трубки необходимо выравнивание.
Рис. 4. Создание еще одной контрольной точки на целевой мишени
Точность — это попадание в намеченную цель (мишень). В случае выравнивания зеркала лазера точность означает попадание в центровую точку.
Рис. 5. Точность попадания лазерного луча в центр зеркала
Для зеркал 1 и 2 точность (попадание точки в одно и то же место на зеркале каждый раз) гораздо важнее точности (попадание точки в центр зеркала). Попадание точки в одно и то же место показывает, что лазерный луч параллелен оси в том направлении, в котором он движется. Однако для третьего зеркала нам нужны и точность, и аккуратность, поскольку лазерный луч должен пройти через фокусирующую линзу и сопло лазерной головки.
Перед началом юстировки, нужно снять боковой кожух, крышку, кожух заднего отсека с трубкой.
Попытка отрегулировать только одно зеркало может лишь усугубить ситуацию, так как настройка должна быть последовательной от первого этапа до последнего.
Все три зеркала CO2 станка очень похожи и юстировка происходит одинаково. Они удерживаются в центре крепления с помощью небольшого стопорного кольца. В разных углах крепления находятся 3 регулировочных болта, они имеют стопорные узлы, которые должны плотно прилегать к раме, это предотвращает самостоятельное вращение болтов при движении резака.
Есть 2 длинных болта с пружинами на них, они удерживают зеркало плотно к ручкам регулировки. От регулировки угла наклона зависит положение луча. Малярный скотч с мишенью находящийся перед следующем зеркалом, покажет тестовую точку в другом месте после настройки его положения.
Рис. 6. Регулировка угла наклона
Регулировку следует производить так, чтобы положение мишени было на максимально далеком расстоянии, так как маленькие отклонения в зеркале увеличиваются на расстоянии, и выравнивание будет более точным.
Рис.7. Регулировка положения мишени
Есть и другой способ регулировки. Если вы повернете обе нижние ручки на пол-оборота влево, вы заметите, что тестовая точка опустилась на несколько мм. Вы должны убедиться, что повернули обе ручки на одинаковую величину, иначе луч будет смещаться влево или вправо одновременно.
Рис. 8. Настройка ручек
Знание того, на сколько поворачивать каждую ручку, является ключом к точному выравниванию лазера и чем чаще вы будете это делать, тем легче будет процесс юстировки. Если точка не передвинулась достаточно далеко или движется в неправильном направлении, вы можете просто попробовать еще раз. Не забывайте продолжать добавлять скотч, если целевая точка выглядит сожженной.
Подойдите к лазеру и сделайте следующее:
Установите портал на полпути между передней и задней частями станка;
Подведите режущую головку к крайней правой стороне;
Поместите кусок ленты для мишени над отверстием перед зеркалом 3;
Выстрелите одной пробной точкой в ленту и сделайте отметку, чтобы знать, где начался луч;
Поверните верхнюю ручку регулировки зеркала 2 на пол-оборота вправо и посмотрите, где появится новая точка.
Медленно поворачивайте ручку обратно, пока точка снова не окажется в том же положении.
Рис. 9. Отработка регулировки на зеркалах 2 и 3
На зеркалах 2 и 3 удобно отрабатывать регулировки, так как они оба легко доступны в передней части станка.
Луч может не попадать в центральную точку, но достаточно того, чтобы он проходил 1 и 2 зеркало на максимальной мощности. Попасть в центр необходимо только для 3
В лазерном резаке 3 зеркала, выравнивание следует выполнять на каждом по порядку. Любые выполненные регулировки повлияют на все зеркала, которые находятся дальше по пути лазера, поэтому изменения, сделанные на 1, повлияют на 2 и 3.
Проверяется попадание луча в одну точку в двух крайних положениях перемещения портала по оси Y. Действие осуществляется несколько раз, чтобы убедиться, что зеркало выставлено точно и луч остается на месте.
Проверить зеркало 1 очень просто: сложите скотч с мишенью и наклейте ее перед ним. На ленте должна появиться точка примерно посередине зеркала 1. Точка должна быть овальной формы, которая образуется, когда круглый луч попадает на зеркало под углом.
Этот тест часто можно провести, не обходя лазер сзади, можно просто протянуть руку назад и приложить скотч к зеркалу.
Если точка не попадает на середину, возможно, потребуется регулировка высоты лазерной трубки, о которой мы расскажем далее. Если точка находится в пределах 10 мм от середины, вы можете выровнять зеркала без регулировки трубки.
На максимальной мощности след от луча не должен выходить за границы рамки
Рис. 10. Проверки первого зеркала
Зеркало 2 закреплено на левой стороне станка и перемещается только вперед и назад. Сверните скотч с мишенью и прикрепите ее перед зеркалом 2. Подведите лазерную головку к задней части машины и нажмите кнопку, чтобы получить точку на мишени, запишите, где находится эта точка.
Подведите лазерную головку к передней части машины и поставьте вторую точку. При выравнивании станка обе точки должны находиться в одинаковом положении. Зеркало можно отрегулировать с передней части станка, но если вы не уверены, проще стоять за станком и смотреть вперед.
Рис. 11. Луч, отраженный от зеркала 1, будет падать на зеркало 2, если зеркало 1 повернуть вокруг осей x и y на углы θ и ψ соответственно. Оба угла влияют на каждую координату (x2 , y2 , z2 ) центра зеркала 2. Вращение зеркала 1 вокруг оси x ограничено диапазоном перемещения регулятора угла наклона крепления, что ограничивает возможности положения и высоты зеркала 2.
Настройте зеркало 1 так, чтобы точка находилась в одном и том же месте спереди и сзади. Не имеет значения, если эта точка не находится точно посередине зеркала 2. Не забывайте добавлять слои скотча, если мишень начинает гореть.
Рис. 11. Проверка и настройка второго зеркала
Зеркало 2 — 3 — это почти то же самое, что и зеркало 1 — 2, просто доступ к нему немного проще. Сверните немного скотча для мишени и прикрепите ее над отверстием перед зеркалом 3. Установив портал посередине лазера, отведите лазерную головку до упора в левую часть машины и нажмите кнопку, чтобы на ленте появилась точка, запомните, где она находится. На скотче останется отпечаток сопла и след от луча. При верной центровки на материале останется круглая точка от луча.
Рис. 12. Проверка и настройка луча от второго к третьему зеркалу
Если после выравнивания точка не находится в центре зеркала 3, вы можете произвести окончательную настройку, изменив способ, которым трубка направляет луч на зеркало 1. Лазерная трубка поддерживается двумя монтажными кронштейнами, эти кронштейны полностью регулируемые и могут использоваться для регулировки трубки.
Рис.13. Выравнивание трубки
В боковой части каждого кронштейна трубки есть 2 винта, при ослаблении которых кронштейн может перемещаться вверх и вниз, а также влево и вправо. Поднятие кронштейна в задней части трубки заставит лазерный луч опуститься вниз. Перемещение заднего кронштейна влево приведет к перемещению тестовой точки вправо.
Чтобы выровнять лазер по центру зеркала 3, положите кусок скотча с мишенью перед 3 и подведите головку к переднему правому углу. Это положение наиболее удалено от трубки, поэтому любые движения будут усиливаться на этом расстоянии. Отрегулируйте угол трубки так, чтобы тестовая точка находилась прямо в центре отверстия. Вы можете фактически игнорировать зеркала 1 и 2, если точка должна быть ниже на ленте мишени, поднимите заднюю часть трубки в 1.
Рис.14. Выравнивание трубки лазерного станка
На последнем этапе нужно проверить положение луча. Луч должен находиться перпендикулярно материалу, это позволит получить хороший вертикальный срез. Процесс очень похож на юстировку других частей, только в этот раз вместо скотча с мишенью нужно нанести точки на обрезки материала.
Рис. 15. Создание тестовой точки для регулировки станка
Принцип настройки остается прежним, изменяется лишь направление луча: из горизонтальной плоскости в вертикальную
Для установки лазера на необходимый уровень над материалом, примените инструмент для установки высоты. Далее нужно запустить лазер и создать точку на поверхности, близкую к тестовой, по которой будет выравниваться станок. Красная точка должна быть направлена на эту единственную тестовую точку, вручную отрегулируйте красную точку, пока она не будет направлена на точку резки.
Вертикальное выравнивание может быть немного сложным. Можно настроить луч так, что он ударится о конус воздушного помощника, не дойдя до материала. При полной потере лазерного луча необходимо снять конус, чтобы проследить его направление. При неудачной настройке вы можете все вернуть в прежнее положение. Для этого необходимо повернуть ручку регулировки в обратном направлении.
Рис. 16. Вертикальное выравнивание
При верном выполнении всех действий у вас будет полностью настроенный и выровненный лазерный резчик. Данные станки очень хорошо сохраняют свою центровку, но ее необходимо проверять через каждые 40 часов работы и проводить юстировку.
Юстировка зеркал, настройка лазерного станка с нуля
Юстировка – настройка оптического тракта лазерного луча. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передающую его на материал. Задача юстировки: достичь, чтобы при передвижении лазерной головки над рабочим столом луч имел одинаковую эффективность, приходил на третье зеркало и в линзу в фокусирующую точку.
Что будет, если юстировка сделана неправильно или сбилась?
Материал не прорежется.
Скорость работы станка упадет.
Снижется качество.
Края реза будут горелыми или под углом.
Гравировка получится мутной.
В большинстве случаев некачественной резки виновата плохая юстировка.
Проверить ее просто. Если при нажатии кнопки Pulse и подаче импульса, на материале остается пятно не круглой формы, маленькое или размытое, требуется проверить юстировку.
Проверять юстировку лучше ежедневно перед началом работы. Обязательно – если появились признаки нарушения качества реза. Проверка занимает 5-7 минут, позволяя гарантировать качественную резку и отсутствие брака.
Важно во время работы соблюдать технику безопасности. Нежелательно смотреть на лазерный луч без специальных защитных очков. Попадание рук в зону работы лазера недопустимо.
Устройство оптического тракта
Оптический тракт можно условно разбить на участки:
Лазерный излучатель – стеклянная трубка СО2, из выходного отверстия которой выходит луч.
Луч попадает на первое статичное зеркало, передается на второе.
Второе зеркало закреплено на портале, вместе с ним передвигаясь вдоль оси у.
На станках с большой площадью рабочего поля, чтобы сократить длину оптического тракта, лазерная трубка устанавливается на портале.
Третье зеркало передает луч на линзу, фокусирующую и посылающую его через сопло на материал.
Перед началом юстировки, нужно снять боковой кожух, крышку, кожух заднего отсека с лазерной трубкой. Работать удобнее вдвоем, чтобы не бегать от пульта к лазеру. Другой вариант: установить контроллер, поддерживающий возможность работы по локальной сети. Его подключают к компьютеру с Wi-Fi и управляют движениями станка.
Установка лазерной трубки
Трубка устанавливаться параллельно столу, что облегчает юстировку. Если она стоит под углом 2-4 градуса, это не ошибка. Если станок работает с помпой, неизбежны пузыри, лучше сделать уклон для облегчения их выхода. Однако, если у станка есть чиллер, то пузыри не образуются.
Понадобится малярный скотч. Его используют в 2-4 слоя, чтобы он не загорался, и наклеивают на зеркало.
У некоторых станков нет такой рамочки вокруг зеркала, как на станке Wattsan 6090. В этом случае для защиты от клея скотча используют монету.
Устанавливается мощность 19-20%. В меню в строке Laser set, выставляется для контроля импульса режим Manual – ручной, 50 мсек. При нажатии кнопки «Pulse» будут возникать импульсы, которые оставят небольшой отпечаток на малярном скотче и предотвратят воспламенение.
Лазерная трубка устанавливается в нижнее положение, наклеивается малярный скотч, проглаживается пальцем, чтобы были видны границы рамки. Проверяется попадание лазера в зеркало нажатием кнопки «Pulse».
При необходимости регулируется положение лазерной трубки. У станка Wattsan 6090 для этого предусмотрено удобное колесико и шкала, с помощью которых легко выравнивать положение задней и передней части трубки.
Лучу не обязательно попадать в самый центр, достаточно того, что он целиком приходит в первое и второе зеркало на максимальном режиме, когда мощность порядка 99%. Важно попасть в центр только третьего зеркала.
После того, как трубка выставлена в правильном положении, ее необходимо зафиксировать предусмотренными для этой цели болтами. Положение трубки обычно фиксируется один раз. При дальнейшей проверке юстировки достаточно контролировать положение зеркал.
Настройка первого зеркала
Крепление состоит из двух частей: у одной рамки винты с пружинками, на второй закреплено зеркало. Вторая рамка всегда старается прижаться к первой пружинами. Латунные винты регулируют угол наклона, отталкивая рамку с разных сторон.
Верхний винт регулирует угол наклона по вертикали, а правый и левый – по горизонтали и диагонали. Чем больше поле станка, тем более чувствительно отклоняется лазер при повороте винта.
Зеркало регулируется винтами до тех пор, пока весь луч не будет на него попадать, не задевая крепление даже на максимальной мощности.
Проверяется попадание луча в одну точку в двух крайних положениях перемещения портала по оси Y. Операция повторяется несколько раз, чтобы убедиться, что зеркало выставлено правильно и луч не уходит.
На максимальной мощности след от луча не должен выходить за границы рамки.
Настройка второго зеркала
Первая проверка производится на ближней дистанции, чтобы луч не мог уйти за границы рамки.
Принцип регулировки тот же, что и на предыдущем этапе. При необходимости можно все три регулировочных винта подкрутить на одинаковое число оборотов, тем самым подвинуть рамку строго по горизонтали.
Настройка проводится аналогично предыдущему разу, но теперь важно, чтобы луч приходил в центр.
Обязательно несколько раз поверить попадание лазера в одну точку в крайних положениях.
Для точной корректировки попадания в центр третьего зеркала, проще не начинать двигать второе и первое, а немного сместить лазерную трубку. Ослабив стопорные винты и немного смещая ее, можно за несколько минут отрегулировать точность попадания луча в нужную точку.
Проверяется попадание лазера в одну точку по всем зеркалам в крайних положениях.
Настройка третьего зеркала – выставление вертикальности луча
Понадобится прозрачный скотч и кусочек фанеры.
Принцип настройки остается неизменным, меняется только направление лазерного луча: из горизонтальной плоскости в вертикальную.
Когда отпечаток стал круглым, на сопло наклеивается прозрачный скотч. Выставляется минимальная мощность, порядка 10%, нажимается Pulse.
На скотче останется отпечаток сопла и след от луча. Отверстие должно оказаться точно в центре сопла. Корректируется положение зеркала. Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение.
После правильной центровки луча на материале остается маленькая круглая точка.
Важно после проведения юстировки затянуть все контрящие гайки! При закручивании винты нужно придерживать рукой, чтобы случайно не сместить их. После затяжки еще раз проверяется точность юстировки.
Часто возникающие проблемы
Если рез не вертикальный, а под углом, значит плохо отрегулировано третье зеркало. Нужно повторить юстировку.
Если в разных местах стола разный рез, нужно проверить: кривизну материала, ровность установки стола.
Если при работе в одном углу материал некачественно прорезается, виновата неправильная установка станка – неровно выставлены ножки. Такая проблема характерна для самодельных или дешевых станков. У качественных станков, таких как Wattsan, есть рама, поэтому неполадок не возникает.
Видео: Правильная юстировка лазерного станка с нуля.
Подробная инструкция, как настроить лазерный станок.
Как выровнять машины — Выравнивание валов
В промышленности требования к центровке многочисленны. От центровки валов до центровки спутниковых антенн и центровки валков инженеры и техники получают выгоду от широкого спектра технологий и методов для выполнения своих задач по измерению и центровке. В разделе «Как выровнять машины — Выравнивание валов» мы представляем вам основы центровки валов и муфт, а также обзор методов и инструментов для центровки валов. Кроме того, мы содержит следующие ссылки на другие информационные статьи, которые могут быть полезны вам и коллективу вашего предприятия:
Центровка валов
Одним из очень распространенных применений в промышленности является центровка муфт или валов. Нажмите здесь, чтобы прочитать о том, как выровнять машины — Выравнивание валов
Возвращение к основам центровки машин
Сегодня производителям доступно множество вариантов инструментов и решений для центровки, поэтому важно понимать некоторые основные принципы выравнивания машин, чтобы вы могли принятие обоснованного решения при выборе наилучшего решения для вашей конкретной машины или производственной линии. Нажмите здесь, чтобы прочитать о том, как выровнять машины — возвращение к основам.
Как часто требуется проверка центровки машины?
К сожалению, простого ответа нет. Существует ряд факторов, которые могут повлиять на выравнивание вашего оборудования, и их следует учитывать при создании плана проверки выравнивания машины на вашем предприятии. В этом посте мы приводим три основных фактора, которые могут определить, как часто необходимы проверки центровки, и обсуждаем причины, по которым нет установленных правил, которые можно применять. Нажмите здесь, чтобы узнать, как часто вам нужна проверка центровки машины.
Точное выравнивание трансмиссии
Соосность имеет решающее значение для всех типов приводов, независимо от того, приводятся ли они в действие ремнями, цепями, шестернями или валами. Выполнение точной центровки приводного оборудования помогает исключить катастрофические отказы, которые могут привести к незапланированным простоям, потерям ценного производственного времени, дополнительным трудозатратам собственных сотрудников или подрядчиков, а также затратам на компоненты. Нажмите здесь, чтобы узнать, почему точное выравнивание трансмиссии имеет решающее значение для эффективности вращающегося оборудования.
Вопросы по настройке бумагоделательной машины
Мы составили обширный сборник статей о выравнивании бумагоделательных машин. Нажмите здесь, чтобы получить ответы на вопросы о выравнивании бумагоделательной машины.
Типы центровки валов.
Одним из наиболее распространенных применений в промышленности является центровка муфт или валов. Для технического обслуживания и экономических целей было бы очень непрактично, чтобы насос и двигатель были сконструированы с использованием общего вала. Двигатели (или приводная часть силовой установки) обычно автономны и легко заменяемы. Тем не менее, это оставляет косяк в трансмиссии. Если бы соосность между компонентами была идеальной с самого начала и оставалась идеальной в течение всего срока службы компонентов, тогда не было бы никаких проблем. Однако при наличии несоосности жесткая муфта чрезвычайно подвержена усталостному разрушению из-за большого количества циклов изгиба, которым подвергаются валы. По этой причине между компонентами машин обычно используются гибкие муфты. Муфты представляют собой механические устройства с движущимися частями, которые активируются при каждом цикле. В зависимости от типа муфты (обычно определяемой требованиями к скорости и нагрузке) допуски могут сильно различаться. Некоторые муфты более щадящие в радиальном направлении, в то время как другие могут выдерживать большее угловое смещение. Вообще говоря, чем больше несоосность, тем больше будут перемещения деталей внутри муфты и, следовательно, тем больше будет износ.
Результаты центровки муфты с помощью лазерной системы центровки валов Fixturlaser XA.
Понятно, что чем лучше выверка, тем дольше срок службы муфты. Несмотря на то, что муфты существуют для уменьшения потребности в идеальном выравнивании, по большей части очень важно, чтобы привод и приводные механизмы внутри машинных приводов были выровнены, чтобы обеспечить срок службы муфты. Выравнивание муфты может быть достигнуто различными способами, включая механические, оптические и лазерные. Механические методы с использованием циферблатных индикаторов, параллельных стержней и щупов проверены и проверены в бою.
Выверка муфты механическими методами.
Однако они на 100 % полагаются на интерпретацию данных человеком и могут занимать много времени. Оптические методы часто используются, когда компоненты разделены ограждениями и/или большими расстояниями, или задействованы большие смещения (как в случае валов с карданным шарниром). Оптические методы требуют определенного опыта и на 100% зависят от людей, которые интерпретируют данные и рассчитывают выравнивание. Сегодня лазерные системы центровки валов чаще всего используются для центровки различных типов промышленных валов и приводных систем. Операторам нужно только ввести геометрические параметры и, как правило, частично повернуть компоненты, чтобы компьютер мог рассчитать выравнивание и корректирующие параметры.
Свяжитесь с нами
Если у вас есть какие-либо вопросы по содержанию этого сообщения или вы хотите поговорить с любым из наших специалистов по точной центровке и измерениям, не стесняйтесь заполнить контактную форму ниже. Конечно, вы также можете позвонить нам по телефону 603-332-9641.
Азбука центровки машин
Специалисты по техническому обслуживанию имеют упрощенный взгляд на несоосность машин (насосов, двигателей, вентиляторов и т. д.). Есть две вещи, которые они хотят знать: как определить, что не так, и как это исправить.
В этой статье сначала обсуждается, как выяснить, что не так, когда вращающиеся валы работают неправильно, а затем предлагаются способы устранения проблемы.
Что такое смещение?
Когда два вращающихся вала не находятся на одной линии друг с другом — будь то смещение или угловой зазор в муфте — результатом является несоосность. Несоосность механизмов распространена во вращающихся машинах и обычно является основной причиной отказа машины.
Простое выявление проблем соосности в механизмах, таких как двигатели, насосы, вентиляторы и воздуходувки, раньше занимало значительное время и требовало квалифицированного специалиста. Но современные технологии позволяют быстрее и проще выявлять эти проблемы. И как только они будут диагностированы, появятся лучшие инструменты для решения этих проблем и достижения точной центровки оборудования.
Что вызывает смещение?
ИЗОБРАЖЕНИЕ 1: На этих диаграммах показаны четыре основных типа несоосности машины. (Изображения предоставлены компанией Fluke)
Итак, что в первую очередь вызывает смещение вращающихся валов? Это основные триггеры:
оседание опорной плиты, приводящее к размягчению опоры
деформация вала, вызванная кручением при запуске
недостаточные или некачественные измерения центровки из-за человеческого фактора
деформация трубы, приводящая к параллельному и угловому смещению
тепловое расширение, при котором одна часть оборудования может двигаться пропорционально другой
Несоосность осевых линий вала может привести к колебанию и вибрации вала, что приведет к повреждению уплотнения и разрушению подшипников и муфты. Выявление несоосности и основных причин крайне важно, если машина должна достичь ожидаемого срока службы.
4 Типы смещения
Эксперты обычно согласны с этими четырьмя типами центровки:
Вертикальное смещение Несоосность возникает, когда центральные линии двух валов, подлежащих центрированию, параллельны друг другу, но центральные линии смещены по вертикали.
Несоосность смещения по горизонтали похожа на несоосность смещения по вертикали, но возникает в горизонтальной плоскости.
Вертикальное угловое смещение — это угловое смещение двух валов в вертикальной плоскости.
Горизонтальное угловое смещение аналогично вертикальному угловому смещению, но происходит в горизонтальной плоскости.
Проблема выравнивания почти всегда представляет собой сочетание углового смещения и смещения в обеих плоскостях. Это сложное несоответствие.
4 способа обнаружения проблем с перекосом вала
1. Диагностика с помощью лазерной системы центровки вала
Проверка перекоса вала часто является первым действием, когда в машине возникает проблема. Лазерная система центровки валов определяет несоосность муфты и рассчитывает соответствующее движение машины, которое должно быть выполнено у ее основания. Лазерные системы обеспечивают точные и точные измерения в режиме реального времени, которые точно сообщают пользователям, когда достигается выравнивание.
В отличие от трех других подходов, описанных ниже, лазерные системы центровки валов позволяют пользователям как диагностировать, так и устранять проблемы соосности.
Лазерные системы могут быть двух- или однолазерными. Однако система выравнивания с двумя лазерами не так эффективна, как система с одним лазером. Часто техническим специалистам трудно удерживать линию до детектора при исправлении углового смещения. К сожалению, по мере увеличения расстояния измерения растет и сложность. В результате технические специалисты должны перезапустить измерения, которые требуют от них остановки, ослабления ножек, перемещения машины и повторного затягивания ножек — и все это без гарантии того, что детектор окажется в пределах досягаемости. С каждым повторением время обработки увеличивается, а вероятность ошибки возрастает.
Система юстировки с одним лазером устраняет эти проблемы с системой с двумя лазерами. Он более эффективно решает большинство проблем соосности валов, от простых до сложных, таких как вертикальные фланцевые машины с прямоугольными редукторами. Система с одним лазером использует две плоскости оптического детектора в одном датчике, что избавляет техника от необходимости выполнять грубую настройку только для того, чтобы оба лазера попали в цель.
ИЗОБРАЖЕНИЕ 2: Выравнивание валов и двигателей внутри таких промышленных машин, как эти, имеет решающее значение для предотвращения незапланированных простоев.
2. Анализ вибрации
Из-за скорости, с которой современные устройства сбора данных могут обрабатывать сигналы трехосных датчиков, мониторинг и анализ вибрации становятся все более распространенным явлением. Каждая машина имеет свой нормальный уровень вибрации, но бывают случаи, когда вибрация машины увеличивается или превышает допустимые параметры.
Некоторые из причин увеличения вибрации включают люфт, резонанс, дисбаланс и, конечно же, несоосность. Вибрацию чаще всего измеряют с помощью акселерометров, за которыми следуют датчики приближения или датчики скорости. После того, как эти сигналы будут получены с помощью коллектора данных и датчиков, аналитик вибрации может дополнительно диагностировать неисправности машины.
3. Термография
Термография может обеспечить раннее обнаружение проблем соосности путем выявления аномальных горячих точек. Несоосность может привести к увеличению трения внутри машины и соответствующему повышению температуры. Тепловизор обнаруживает и измеряет инфракрасную энергию объекта и преобразует инфракрасные данные в электронное изображение, показывающее видимую температуру его поверхности.
4. Анализ масла
Если с помощью анализа масла выявляется ненормальное состояние или параметр, могут быть предприняты незамедлительные действия для выявления основной причины или принятия мер по устранению возникающей неисправности. Анализ масла может помочь обнаружить несоосность, предоставляя данные об общем состоянии актива, масла и загрязняющих веществ. Поскольку анализ масла может быть сложным, многие организации пользуются услугами специализированных компаний.
Несоосность вызывает множество симптомов, а также серьезные проблемы с механизмами. Внедрение профилактического технического обслуживания для проверки точной центровки оборудования сэкономит деньги и время. Выравнивание валов также повышает энергоэффективность, увеличивает время безотказной работы и максимизирует производительность.
ИЗОБРАЖЕНИЕ 3: Система лазерной центровки с адаптивными функциями.
Лазерная центровка валов для исправления перекоса
Специалисты по техническому обслуживанию регулярно сталкиваются с уникальными проблемами центровки, начиная от базовых работ по центровке и заканчивая более сложными задачами. А поскольку современные машины и проблемы с их несоосностью различаются, командам требуются аппаратные и программные системы соосности, которые могут адаптироваться практически к любой ситуации в полевых условиях. Команды также нуждаются в инструментах, которые адаптируются к опыту и уровням навыков разных членов команды, особенно когда опытные сотрудники уходят или уходят на пенсию, а новички берут на себя их обязанности.
Такая гибкость обеспечивается передовыми лазерными системами центровки валов, содержащими программное обеспечение и другие функции, которые позволяют им адаптироваться к ситуации, активу и уровню пользовательского опыта. Эти системы максимально увеличивают время производства и минимизируют незапланированные простои без ущерба для простоты использования. Лазерная система выравнивания с адаптивными функциями устраняет человеческий фактор, обеспечивая новый уровень точности и скорости. Вот два компонента, на которые стоит обратить внимание:
1. Однолазерная технология . В системе с одним лазером пользователям нужно настроить только один датчик и один лазер. Это не только быстрее, чем в системе с двумя лазерами, но также устраняет многие неудобства и риски неточностей, возникающие при работе с двумя лазерами, работающими в противоположных направлениях. Технология с одним лазером позволяет быстро выполнять задачи центровки и повышает точность.
2. Интеллектуальное программное обеспечение. Правильные программные инструменты помогают командам по техническому обслуживанию, предоставляя им полезную информацию в режиме реального времени и отфильтровывая некачественные измерения. Это программное обеспечение учитывает ситуацию и доставляется по мере выполнения работы. Он динамически реагирует на все, что связано с процессом выравнивания, и обеспечивает прогнозную аналитику, позволяющую техническим специалистам оценивать различные возможные варианты действий, прежде чем приступать к трудоемкой задаче по перемещению машины.
Используя эти две технологии, бригады техобслуживания могут выполнить обещание адаптивного согласования во всех трех критических областях, характерных для каждой задачи согласования: актив, ситуация и бригада техобслуживания.
Адаптация к активу. Базовые системы лазерной центровки не предназначены для поддержки широкого спектра критических типов вращающихся активов, и их может быть сложно использовать с ними. Этот недостаток создает дорогостоящую и трудоемкую проблему для заводов, которые полагаются на эти активы или специализированные, но стандартные конфигурации активов. Когда системы лазерной центровки поддерживают широчайший спектр активов и конфигураций, как это делают адаптивные системы центровки, они устраняют необходимость обхода вручную и проблемы с неточностями, характерные для неадаптивных систем.
Адаптация к ситуации. Возможно, самым важным свойством адаптивного выравнивания является его способность адаптироваться к множеству различных переменных, включая степень угла поворота, скорость и равномерность, при этом обеспечивая плавное, быстрое и точное выравнивание. Это позволяет техническим специалистам любого уровня квалификации проводить высококачественные измерения, следуя инструкциям и советам, отображаемым на экране. Программное обеспечение одновременно оценивает множество факторов качества в режиме реального времени и обеспечивает мгновенную обратную связь.
 1
1 8
8 На сайте нашей компании можно заказать дизельную установку Teksan на базе мотора Doosan, предназначенную для непрерывной работы.
На сайте нашей компании можно заказать дизельную установку Teksan на базе мотора Doosan, предназначенную для непрерывной работы.
 Легкий мониторинг состояния генератора посредствам измеренных и статистических параметров, рабочих режимов, сигналов и предупреждений. Панель с электронным модулем контроля и кнопкой экстренной остановки на передней стороне изготовлена из стального листа и покрашена в электростатической порошковой краской. Наряду с качественным стандартными панелями, компания Teksan предоставляет клиентам панели особого дизайна и решений по требованиям заказчика.
Легкий мониторинг состояния генератора посредствам измеренных и статистических параметров, рабочих режимов, сигналов и предупреждений. Панель с электронным модулем контроля и кнопкой экстренной остановки на передней стороне изготовлена из стального листа и покрашена в электростатической порошковой краской. Наряду с качественным стандартными панелями, компания Teksan предоставляет клиентам панели особого дизайна и решений по требованиям заказчика. Во всех типах топливных баков имеется индикатор уровня.
Во всех типах топливных баков имеется индикатор уровня.

 Мониторинг и программирование осуществляется через USB, RS485, Ethernet и GPRS на компьютере Windows.
Мониторинг и программирование осуществляется через USB, RS485, Ethernet и GPRS на компьютере Windows. org/BreadcrumbList»>
org/BreadcrumbList»> «>
«>


 Аппараты позволяют производить сварку постоянным током, используя инверторную технологию преобразования и управления сварочным током на базе мощных IGBT транзисторов. Применение передовых инверторных технологий позволило увеличить КПД до 80% и увеличить производительность сварки на 30%.
Аппараты позволяют производить сварку постоянным током, используя инверторную технологию преобразования и управления сварочным током на базе мощных IGBT транзисторов. Применение передовых инверторных технологий позволило увеличить КПД до 80% и увеличить производительность сварки на 30%.
 com/embed/k2EsdgmoOtM» allow=»autoplay; encrypted-media» allowfullscreen=»» loading=»lazy»>
com/embed/k2EsdgmoOtM» allow=»autoplay; encrypted-media» allowfullscreen=»» loading=»lazy»>  010.514
010.514
 Независимо от уровня вашего мастерства, вы не будете разочарованы.
Независимо от уровня вашего мастерства, вы не будете разочарованы. Он может самозащититься и продлить срок службы.
Он может самозащититься и продлить срок службы. 0@ВИГ 7.5@ММА
0@ВИГ 7.5@ММА ток)
ток) Лучше сваривать алюминий с помощью Аппарат для сварки TIG на переменном токе или аппарат для импульсной сварки MIG .Конечно, вы можете сваривать алюминий с помощью сварочного аппарата MIG с катушечным пистолетом.
Лучше сваривать алюминий с помощью Аппарат для сварки TIG на переменном токе или аппарат для импульсной сварки MIG .Конечно, вы можете сваривать алюминий с помощью сварочного аппарата MIG с катушечным пистолетом.

 Кроме того, сварка алюминия безгазовым сварочным аппаратом MIG может привести к таким проблемам, как пористость, несплавление и деформация.
Кроме того, сварка алюминия безгазовым сварочным аппаратом MIG может привести к таким проблемам, как пористость, несплавление и деформация. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
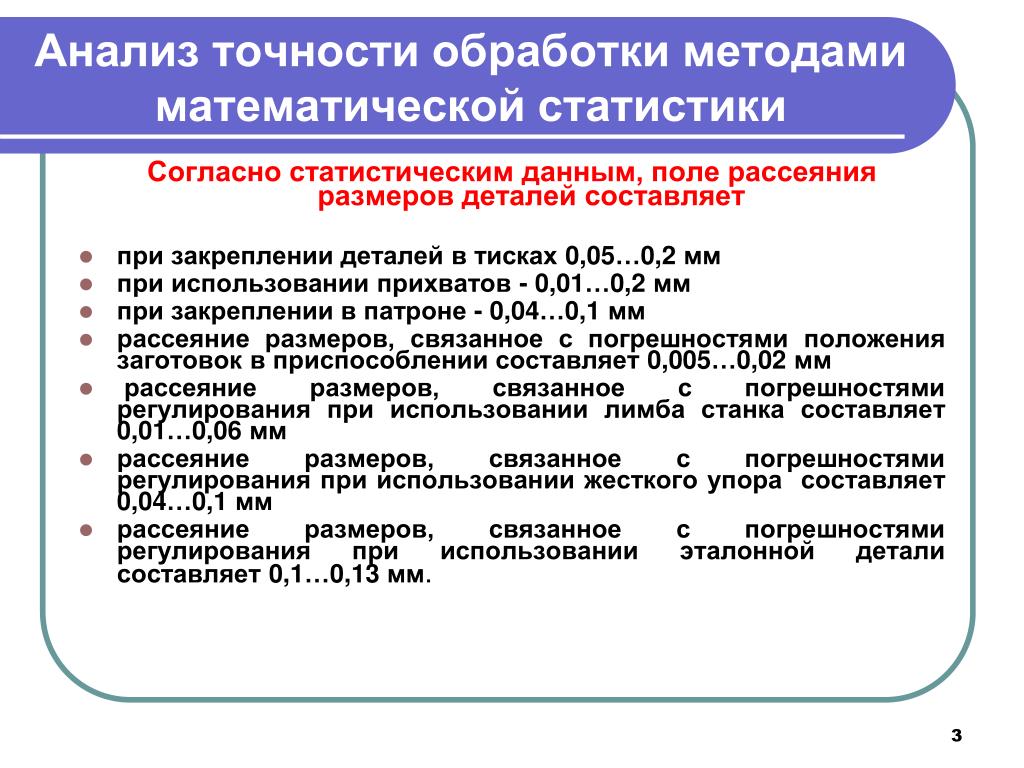
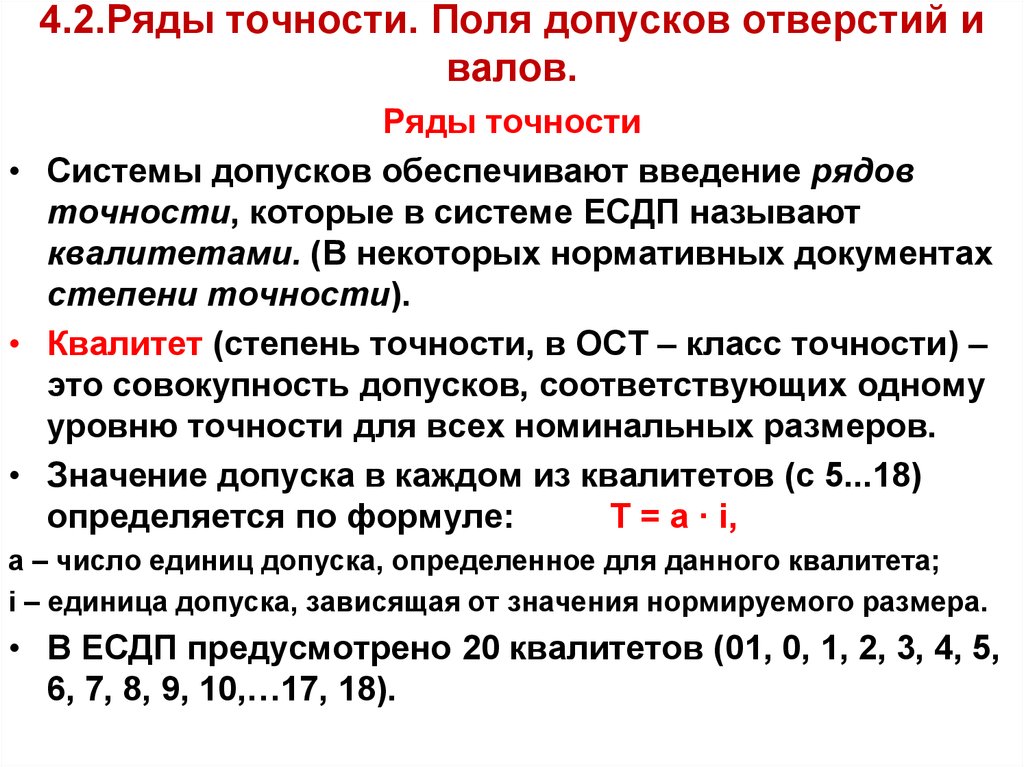
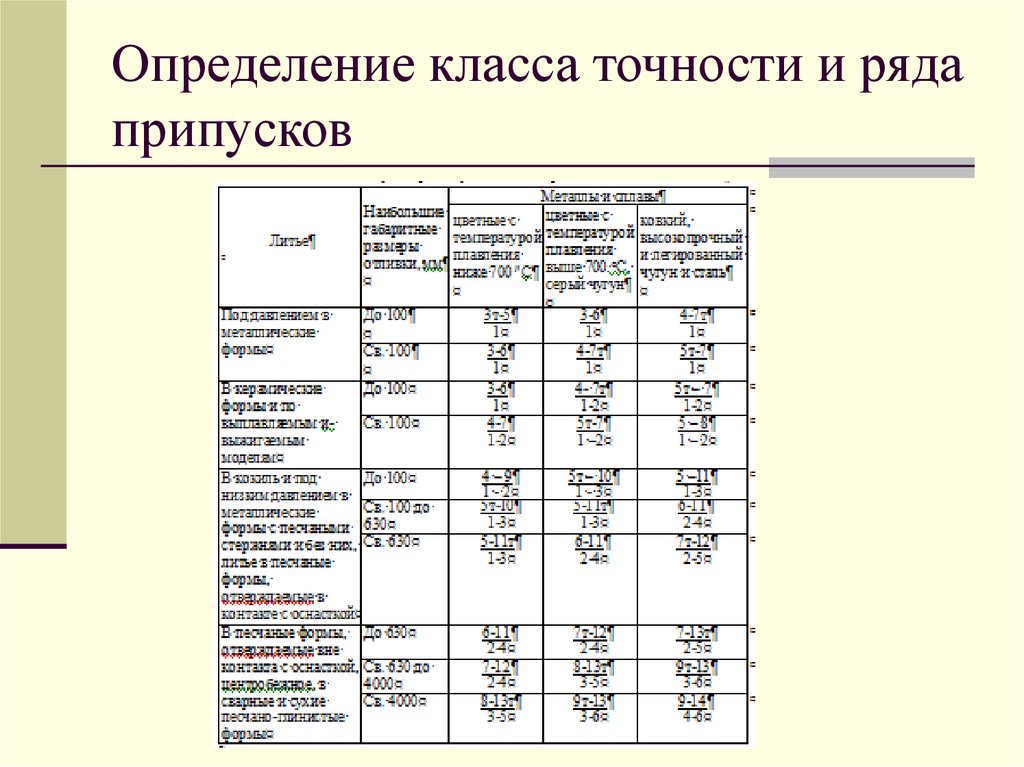 Стремясь к инновациям в чистовой обработке и обладая непревзойденным набором возможностей вторичной обработки, мы являемся производителем деталей для чистовой обработки, который предлагает нашим клиентам превосходные производственные решения.
Стремясь к инновациям в чистовой обработке и обладая непревзойденным набором возможностей вторичной обработки, мы являемся производителем деталей для чистовой обработки, который предлагает нашим клиентам превосходные производственные решения.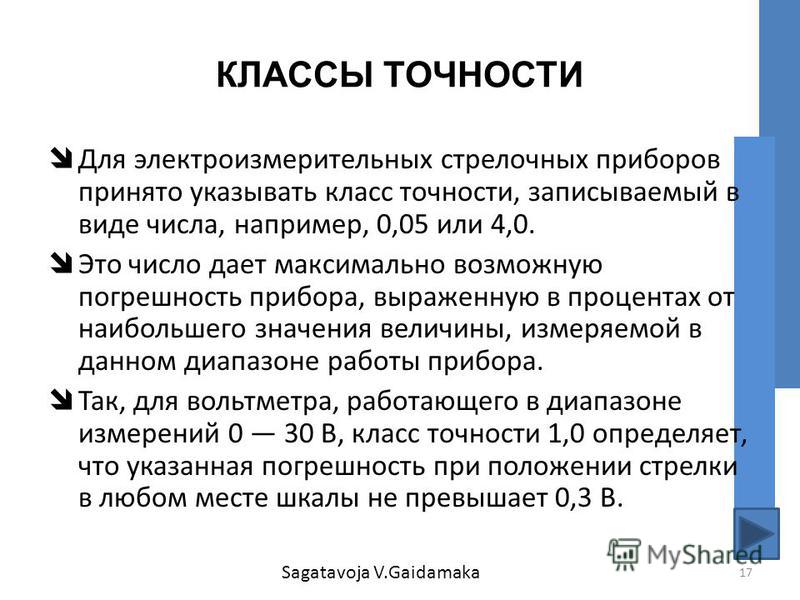 Быстрее. Лучше. Каждый день.
Быстрее. Лучше. Каждый день.  Лицам, получающим электронные сообщения, которые не являются получателями, указанными отправителем Precision Resource, предлагается удалить сообщение, не просматривая его содержание, не копируя и не пересылая сообщение, и как можно скорее уведомить отправителя Precision Resource о получении и удалении сообщения. .
Лицам, получающим электронные сообщения, которые не являются получателями, указанными отправителем Precision Resource, предлагается удалить сообщение, не просматривая его содержание, не копируя и не пересылая сообщение, и как можно скорее уведомить отправителя Precision Resource о получении и удалении сообщения. . Любые электронные сообщения, отправленные в Precision Resource с намерением юридически обязывать Precision Resource каким-либо образом, не имеют юридической силы. Стандартные положения и условия Precision Resource
Любые электронные сообщения, отправленные в Precision Resource с намерением юридически обязывать Precision Resource каким-либо образом, не имеют юридической силы. Стандартные положения и условия Precision Resource ком. Непреднамеренное неправильное направление электронного сообщения, содержащего конфиденциальную или привилегированную информацию, не является отказом от прав Precision Resource в отношении такой конфиденциальности (включая коммерческую тайну) или привилегии. Любое электронное сообщение от отправителя Precision Resource его юрисконсульту или от него, включая штатного юрисконсульта, считается подпадающим под действие конфиденциальности адвоката и клиента, даже если в таких сообщениях копируются другие лица.
ком. Непреднамеренное неправильное направление электронного сообщения, содержащего конфиденциальную или привилегированную информацию, не является отказом от прав Precision Resource в отношении такой конфиденциальности (включая коммерческую тайну) или привилегии. Любое электронное сообщение от отправителя Precision Resource его юрисконсульту или от него, включая штатного юрисконсульта, считается подпадающим под действие конфиденциальности адвоката и клиента, даже если в таких сообщениях копируются другие лица. Компания не несет никакой ответственности в отношении любого такого сообщения. Переписка по электронной почте с Precision Resource может контролироваться для обеспечения соответствия внутренним политикам.
Компания не несет никакой ответственности в отношении любого такого сообщения. Переписка по электронной почте с Precision Resource может контролироваться для обеспечения соответствия внутренним политикам.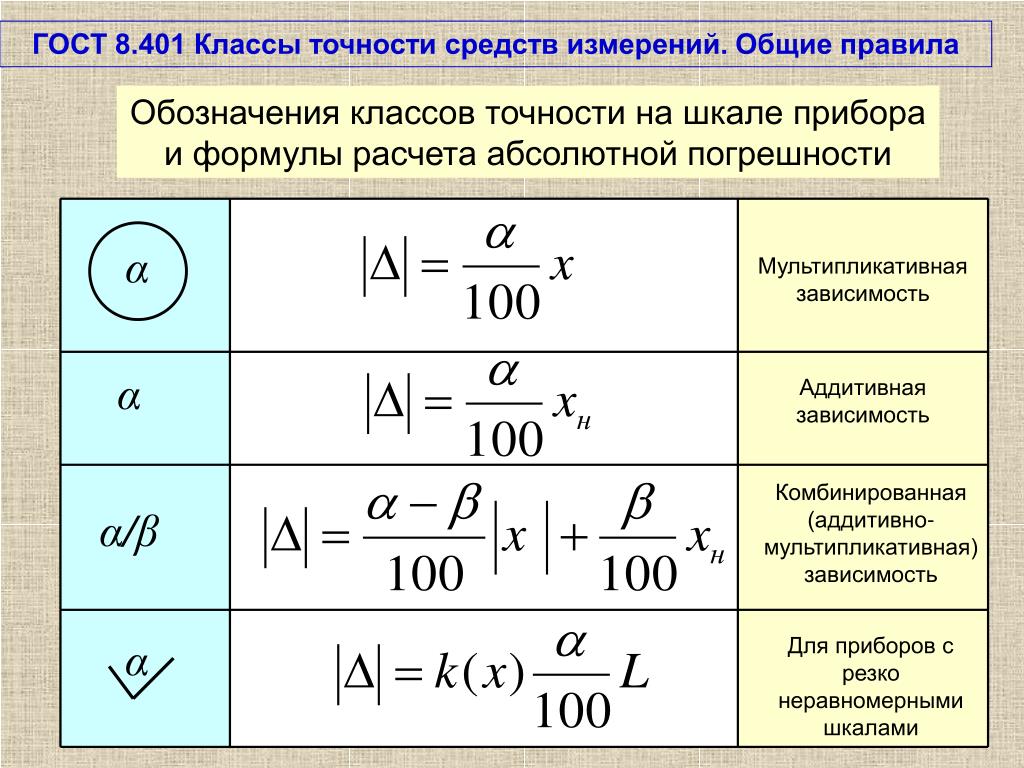 Ресурс.
Ресурс.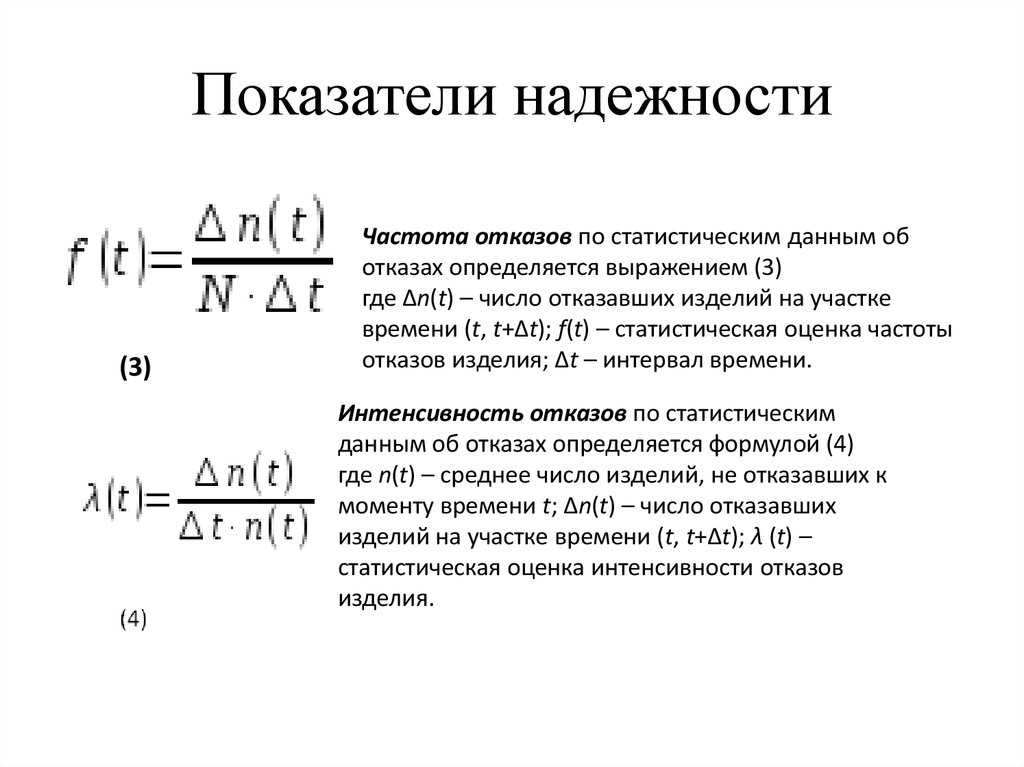 Если вы не можете или ограничены в своих возможностях использовать или получать доступ к нашей карьерной странице в результате вашей инвалидности, вы можете запросить разумные приспособления, позвонив по соответствующему номеру телефона, указанному на странице «Контакты».
Если вы не можете или ограничены в своих возможностях использовать или получать доступ к нашей карьерной странице в результате вашей инвалидности, вы можете запросить разумные приспособления, позвонив по соответствующему номеру телефона, указанному на странице «Контакты». .
.
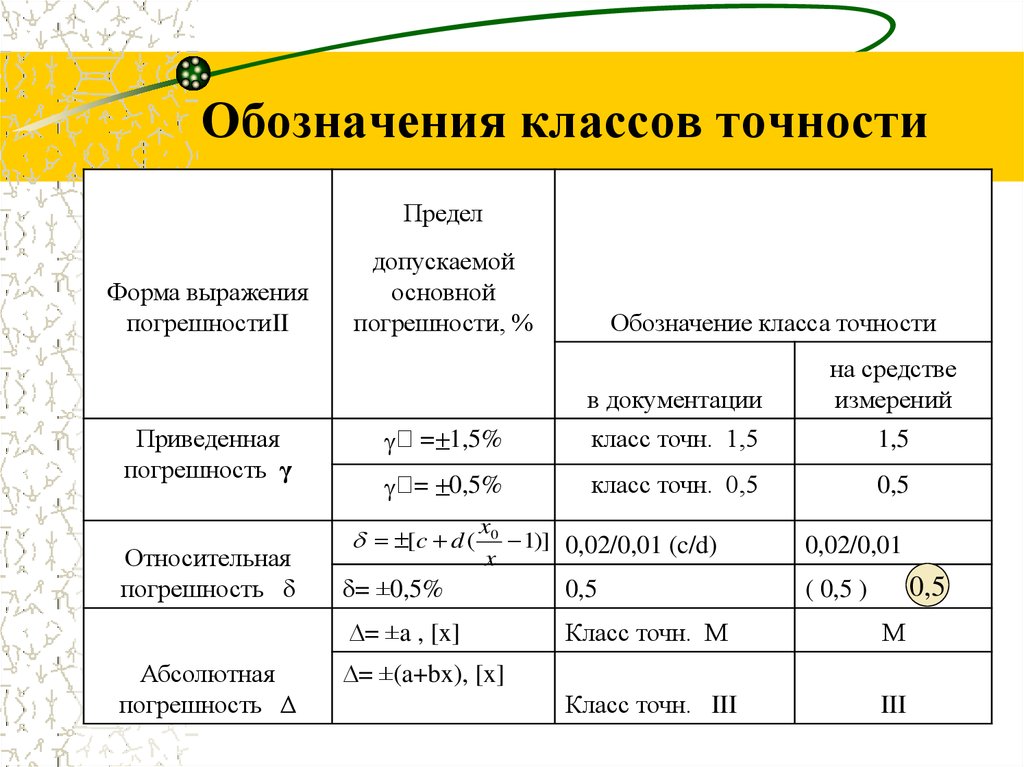
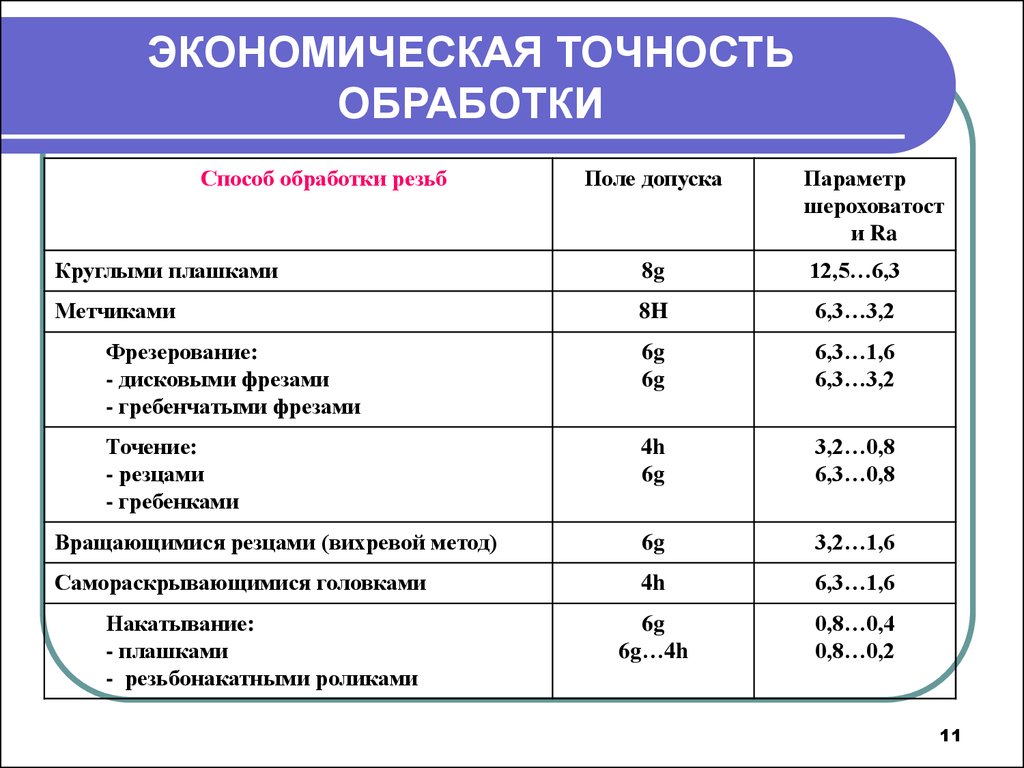
 line.
line.  Ульяновск ООО «Ирбис»
Ульяновск ООО «Ирбис» Цех в Германии.
Цех в Германии.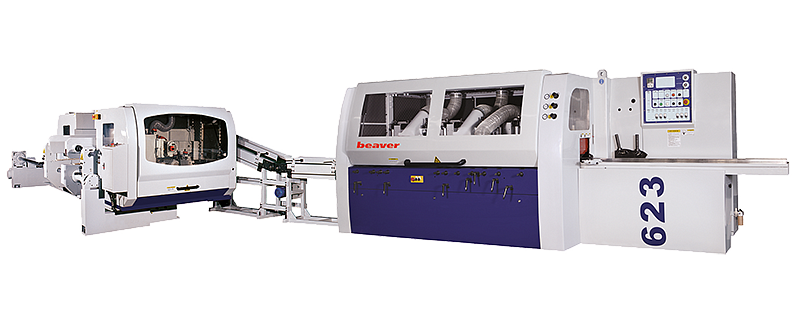 Supercut 500
Supercut 500 SCM (Италия)
SCM (Италия) Производство Турция
Производство Турция HORIZON PLUS + DOOR PANEL KIT
HORIZON PLUS + DOOR PANEL KIT Чехия
Чехия Доступен в двух конфигурациях: 300 и 600 мм. Исключительно гибкая и модульная конструкция в соответствии с циклами обработки, идеально подходит для средних и малых партий продукции, и может быть установлена в небольших производственных помещениях.
Доступен в двух конфигурациях: 300 и 600 мм. Исключительно гибкая и модульная конструкция в соответствии с циклами обработки, идеально подходит для средних и малых партий продукции, и может быть установлена в небольших производственных помещениях.
 Он предлагает гибкость, масштабируемость и имеет открытый исходный код. В качестве формата файла по умолчанию для SQLake он позволяет инженерам данных создавать потоковые или пакетные конвейеры петабайтных данных, которые являются надежными и управляемыми. Если вы хотите лично испытать мощь SQLake и Parquet, зарегистрируйтесь сейчас, чтобы начать создавать конвейеры данных.
Он предлагает гибкость, масштабируемость и имеет открытый исходный код. В качестве формата файла по умолчанию для SQLake он позволяет инженерам данных создавать потоковые или пакетные конвейеры петабайтных данных, которые являются надежными и управляемыми. Если вы хотите лично испытать мощь SQLake и Parquet, зарегистрируйтесь сейчас, чтобы начать создавать конвейеры данных. 
 Открытый исходный код: Parquet является бесплатным для использования и имеет открытый исходный код под лицензией Apache Hadoop, и совместим с большинством платформ обработки данных Hadoop. Цитируя веб-сайт проекта, «Apache Parquet… доступен для любого проекта… независимо от выбора платформы обработки данных, модели данных или языка программирования».
Открытый исходный код: Parquet является бесплатным для использования и имеет открытый исходный код под лицензией Apache Hadoop, и совместим с большинством платформ обработки данных Hadoop. Цитируя веб-сайт проекта, «Apache Parquet… доступен для любого проекта… независимо от выбора платформы обработки данных, модели данных или языка программирования».  В Parquet сжатие выполняется столбец за столбцом, и он создан для поддержки гибких параметров сжатия и расширяемых схем кодирования для каждого типа данных — например, для сжатия целочисленных и строковых данных может использоваться различное кодирование.
В Parquet сжатие выполняется столбец за столбцом, и он создан для поддержки гибких параметров сжатия и расширяемых схем кодирования для каждого типа данных — например, для сжатия целочисленных и строковых данных может использоваться различное кодирование.
 Например, если у вас есть таблица с 1000 столбцов, к которой вы обычно будете запрашивать только небольшое подмножество столбцов. Использование файлов Parquet позволит вам получить только необходимые столбцы и их значения, загрузить их в память и ответить на запрос. Если бы использовался формат файла на основе строк, такой как CSV, вся таблица должна была бы быть загружена в память, что привело бы к увеличению ввода-вывода и снижению производительности.
Например, если у вас есть таблица с 1000 столбцов, к которой вы обычно будете запрашивать только небольшое подмножество столбцов. Использование файлов Parquet позволит вам получить только необходимые столбцы и их значения, загрузить их в память и ответить на запрос. Если бы использовался формат файла на основе строк, такой как CSV, вся таблица должна была бы быть загружена в память, что привело бы к увеличению ввода-вывода и снижению производительности. Усилия по разработке вокруг него активны, и он постоянно совершенствуется и поддерживается сильным сообществом пользователей и разработчиков.
Усилия по разработке вокруг него активны, и он постоянно совершенствуется и поддерживается сильным сообществом пользователей и разработчиков.
 Паркет создан для производительности и эффективного сжатия. Различные сравнительные тесты, в которых сравнивалось время обработки SQL-запросов в форматах Parquet и таких форматах, как Avro или CSV (включая один, описанный в этой статье, а также этот), обнаружили, что запросы Parquet приводят к значительно более быстрым запросам.
Паркет создан для производительности и эффективного сжатия. Различные сравнительные тесты, в которых сравнивалось время обработки SQL-запросов в форматах Parquet и таких форматах, как Avro или CSV (включая один, описанный в этой статье, а также этот), обнаружили, что запросы Parquet приводят к значительно более быстрым запросам. В то время как поставщики баз данных, такие как Oracle и Snowflake, предпочитают, чтобы вы хранили свои данные в проприетарном формате, который могут читать только их инструменты, современная архитектура данных смещена в сторону отделения хранилища от вычислений. Если вы хотите работать с несколькими аналитическими службами для решения различных задач, вам следует хранить данные в Parquet. (Подробнее об архитектуре конвейера данных)
В то время как поставщики баз данных, такие как Oracle и Snowflake, предпочитают, чтобы вы хранили свои данные в проприетарном формате, который могут читать только их инструменты, современная архитектура данных смещена в сторону отделения хранилища от вычислений. Если вы хотите работать с несколькими аналитическими службами для решения различных задач, вам следует хранить данные в Parquet. (Подробнее об архитектуре конвейера данных) Затем эти запросы можно визуализировать с помощью интерактивных инструментов визуализации данных, таких как Tableau или Looker.
Затем эти запросы можно визуализировать с помощью интерактивных инструментов визуализации данных, таких как Tableau или Looker. При более высоких масштабах это также отрицательно скажется на производительности.
При более высоких масштабах это также отрицательно скажется на производительности. Вы можете использовать SQlake для упрощения конвейеров озера данных, автоматического приема данных в виде оптимизированного Parquet и преобразования потоковых данных с помощью функций, подобных SQL или Excel. Попробуйте бесплатно в течение 30 дней. Кредитная карта не требуется. Вы также можете запланировать демонстрацию, чтобы узнать больше.
Вы можете использовать SQlake для упрощения конвейеров озера данных, автоматического приема данных в виде оптимизированного Parquet и преобразования потоковых данных с помощью функций, подобных SQL или Excel. Попробуйте бесплатно в течение 30 дней. Кредитная карта не требуется. Вы также можете запланировать демонстрацию, чтобы узнать больше. Он обеспечивает эффективное сжатие данных и схемы кодирования с повышенной производительностью для обработки больших объемов сложных данных. Apache Parquet разработан как общий формат обмена как для пакетных, так и для интерактивных рабочих нагрузок. Он похож на другие форматы файлов колоночного хранилища, доступные в Hadoop, а именно RCFile и ORC.
Он обеспечивает эффективное сжатие данных и схемы кодирования с повышенной производительностью для обработки больших объемов сложных данных. Apache Parquet разработан как общий формат обмена как для пакетных, так и для интерактивных рабочих нагрузок. Он похож на другие форматы файлов колоночного хранилища, доступные в Hadoop, а именно RCFile и ORC.
 Parquet может читать только необходимые столбцы, что значительно минимизирует ввод-вывод.
Parquet может читать только необходимые столбцы, что значительно минимизирует ввод-вывод. Поскольку тип данных для каждого столбца очень похож, сжатие каждого столбца является простым (что делает запросы еще быстрее). Данные могут быть сжаты с использованием одного из нескольких доступных кодеков; в результате разные файлы данных могут быть сжаты по-разному.
Поскольку тип данных для каждого столбца очень похож, сжатие каждого столбца является простым (что делает запросы еще быстрее). Данные могут быть сжаты с использованием одного из нескольких доступных кодеков; в результате разные файлы данных могут быть сжаты по-разному.

 youtube.com/embed/mzHnZxcEWBA?enablejsapi=1&widgetid=1″ allowfullscreen=»1″>
youtube.com/embed/mzHnZxcEWBA?enablejsapi=1&widgetid=1″ allowfullscreen=»1″>  ..
..
 Тут самое неприятное в том, что, если уж на катушке петли есть, то не известно, когда они затянутся.
Тут самое неприятное в том, что, если уж на катушке петли есть, то не известно, когда они затянутся. В результате косичка филамента начинает вращаться по барабану. Важно, чтобы шпиндель или отсек для катушки не допускал слишком свободного ее вращения. Со шпинделями в большинстве случае все в порядке, но описанная ситуация встречается при наличии подшипников или когда сила трения слишком мала. Если ваша катушка вращается слишком свободно, попробуйте слегка (чтобы только не поцарапать механизм подачи) притормозить ее резиновой втулкой или чем-нибудь еще, что немного увеличит трение.
В результате косичка филамента начинает вращаться по барабану. Важно, чтобы шпиндель или отсек для катушки не допускал слишком свободного ее вращения. Со шпинделями в большинстве случае все в порядке, но описанная ситуация встречается при наличии подшипников или когда сила трения слишком мала. Если ваша катушка вращается слишком свободно, попробуйте слегка (чтобы только не поцарапать механизм подачи) притормозить ее резиновой втулкой или чем-нибудь еще, что немного увеличит трение. Это потому, что, если на катушке есть нетугие витки, на боку они будут стремиться упасть, что может позже, при печати, привести к запутыванию. По этой же причине всегда лучше использовать катушки с вертикальной подачей.
Это потому, что, если на катушке есть нетугие витки, на боку они будут стремиться упасть, что может позже, при печати, привести к запутыванию. По этой же причине всегда лучше использовать катушки с вертикальной подачей.



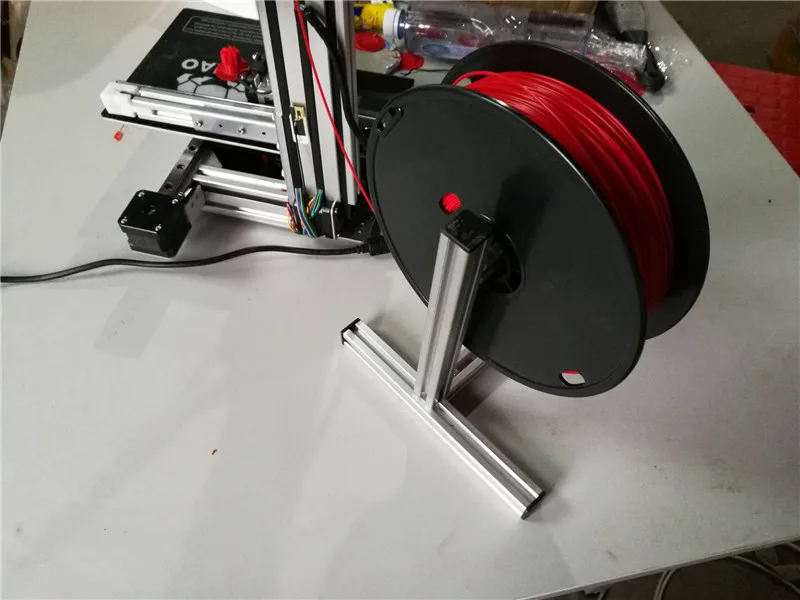 .»
.» Эта технология применяется в других отраслях, таких как аэрокосмическая промышленность и ортопедические имплантаты с использованием материалов из титана или кобальт-хрома, где решающее значение имеет достижение свойств материала.
Эта технология применяется в других отраслях, таких как аэрокосмическая промышленность и ортопедические имплантаты с использованием материалов из титана или кобальт-хрома, где решающее значение имеет достижение свойств материала.
 в производстве благодаря вакуумной атмосфере.
в производстве благодаря вакуумной атмосфере. 
 8
8 94 МБ)
94 МБ) Подвижная голова позволяет обрабатывать заготовки шириной до 305 мм. Торцовочные пилы ЗУБР ПРОФЕССИОНАЛ-надёжный и точный инструмент.
Подвижная голова позволяет обрабатывать заготовки шириной до 305 мм. Торцовочные пилы ЗУБР ПРОФЕССИОНАЛ-надёжный и точный инструмент. Type «single_plank»}}
Type «single_plank»}} 1.Source «расширить»}}
1.Source «расширить»}} Source «расширить»}}
Source «расширить»}} — Tonawanda Tonawanda, NY (716) 876-2000
— Tonawanda Tonawanda, NY (716) 876-2000

 25 кг
25 кг
 / D12,7 h23 A+6° TL X6
/ D12,7 h23 A+6° TL X6 D6.3519 . 8
D6.3519 . 8 D16 h26. TL-60. d8
D16 h26. TL-60. d8 D19 h23 TL-58. d 12
D19 h23 TL-58. d 12 D16 h29 . 8
D16 h29 . 8 .. D10 h22 d6
.. D10 h22 d6 D16 h50 H84,5 . 8
D16 h50 H84,5 . 8 D12,7 h22 TL56 . 8
D12,7 h22 TL56 . 8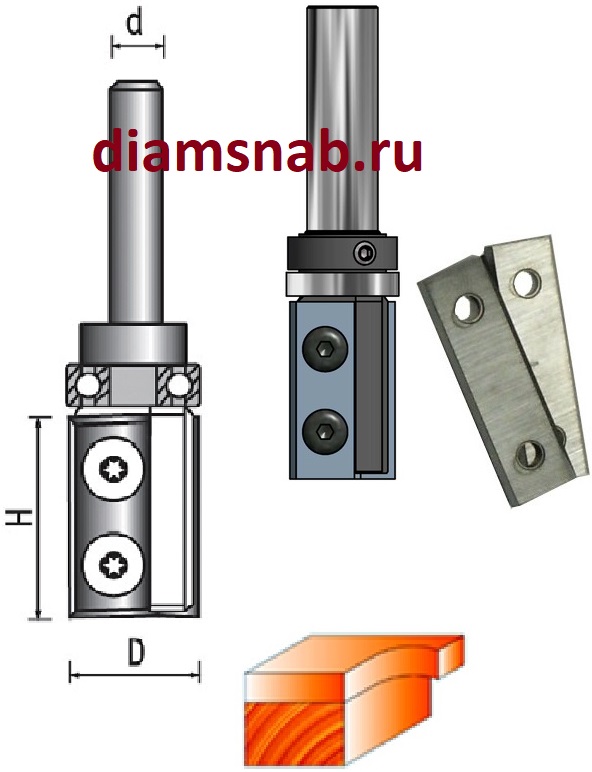 / D16 h40 A+6° TL75 X8
/ D16 h40 A+6° TL75 X8 D19 h48 . 8
D19 h48 . 8 Globus D16 h40 Z2 . 8
Globus D16 h40 Z2 . 8 D15,8 h36 . 8
D15,8 h36 . 8 D21 H50 . 12
D21 H50 . 12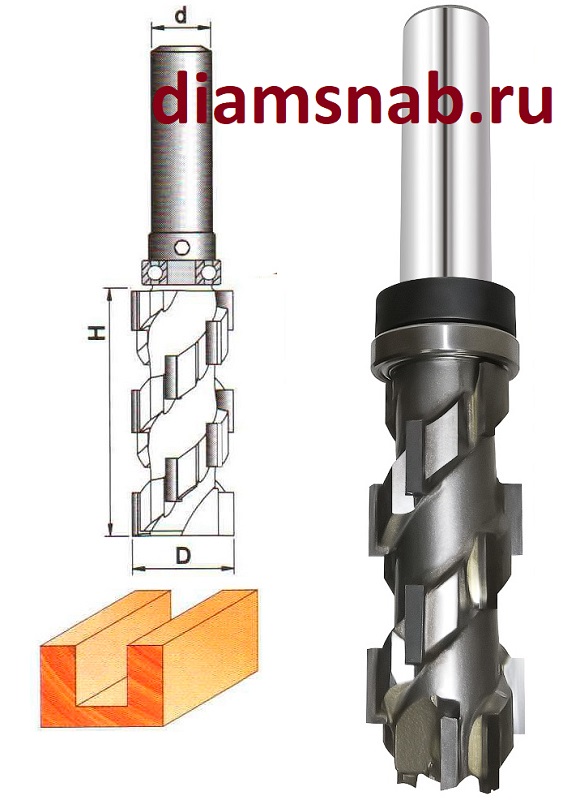 . / D19 H50 A0° TL97 d12
. / D19 H50 A0° TL97 d12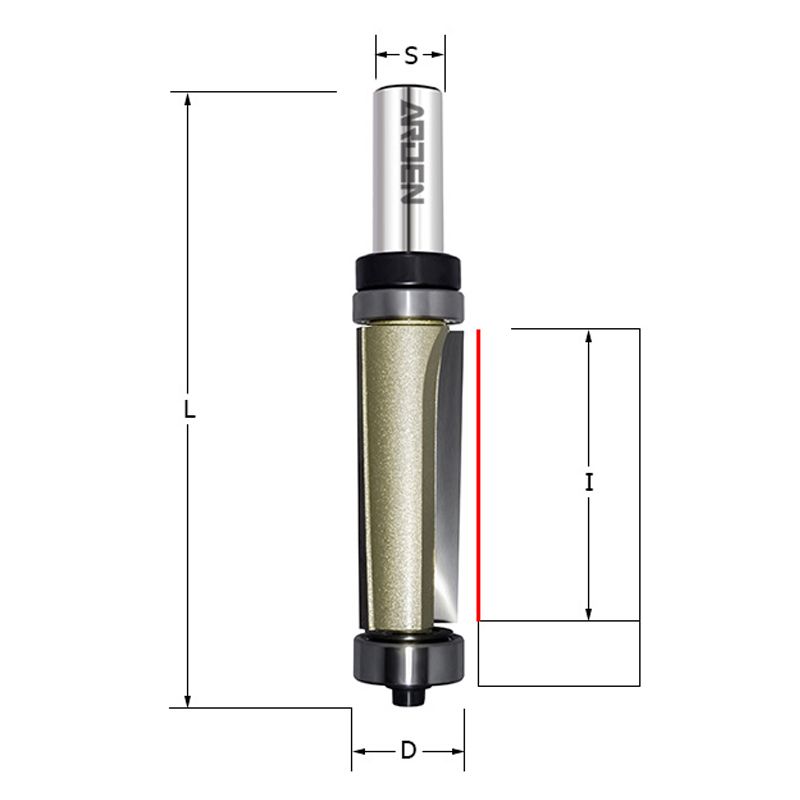 . D4.8 h22 . 6 WPW
. D4.8 h22 . 6 WPW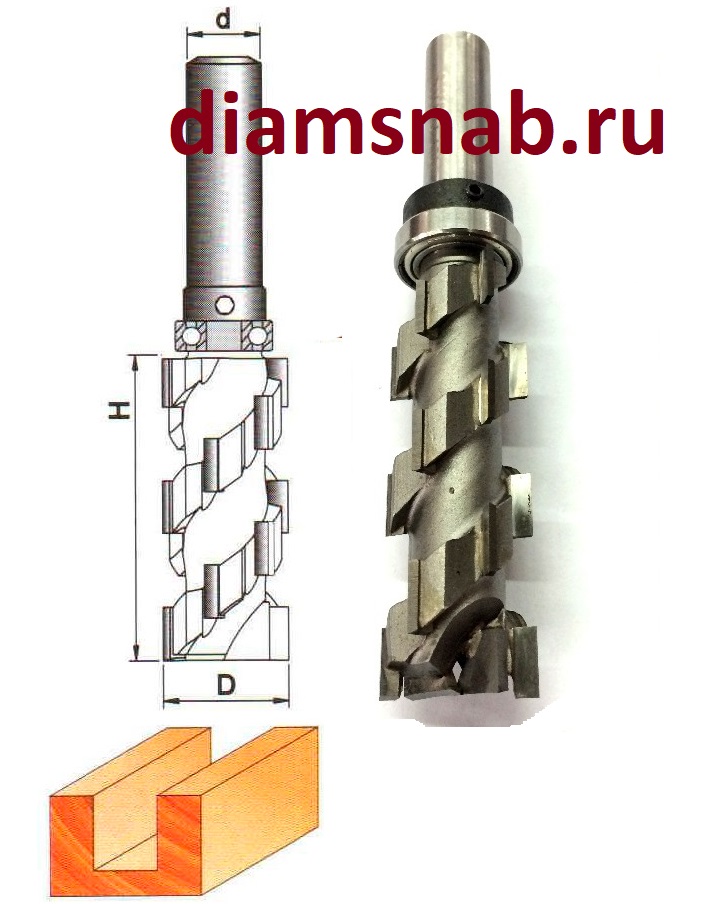 В отличие от пазовых фрез обгонные (они же копировальные) снабжены подшипником, чтобы работать с шаблоном.
В отличие от пазовых фрез обгонные (они же копировальные) снабжены подшипником, чтобы работать с шаблоном.
 RU». Мы предлагаем нашим клиентам приобрести самые качественный инструмент, разработанный популярными мировыми производителями. Также можем обеспечить:
RU». Мы предлагаем нашим клиентам приобрести самые качественный инструмент, разработанный популярными мировыми производителями. Также можем обеспечить: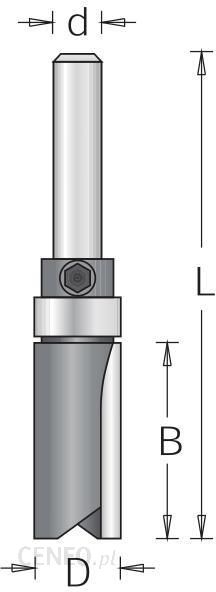 Компания работает на этом рынке более 50 лет, что позволило накопить опыт достаточный, для создания долговечного и надежного инструмента.
Компания работает на этом рынке более 50 лет, что позволило накопить опыт достаточный, для создания долговечного и надежного инструмента.
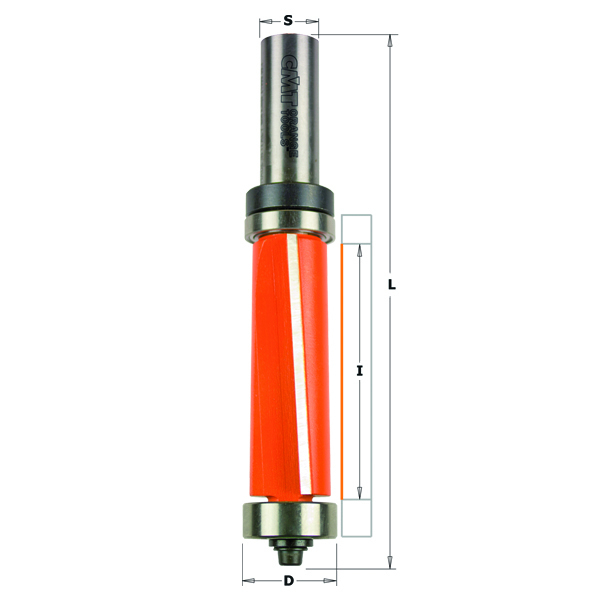 361076Цена ∗ € 24,49
361076Цена ∗ € 24,49 361079Цена ∗ € 34,81
361079Цена ∗ € 34,81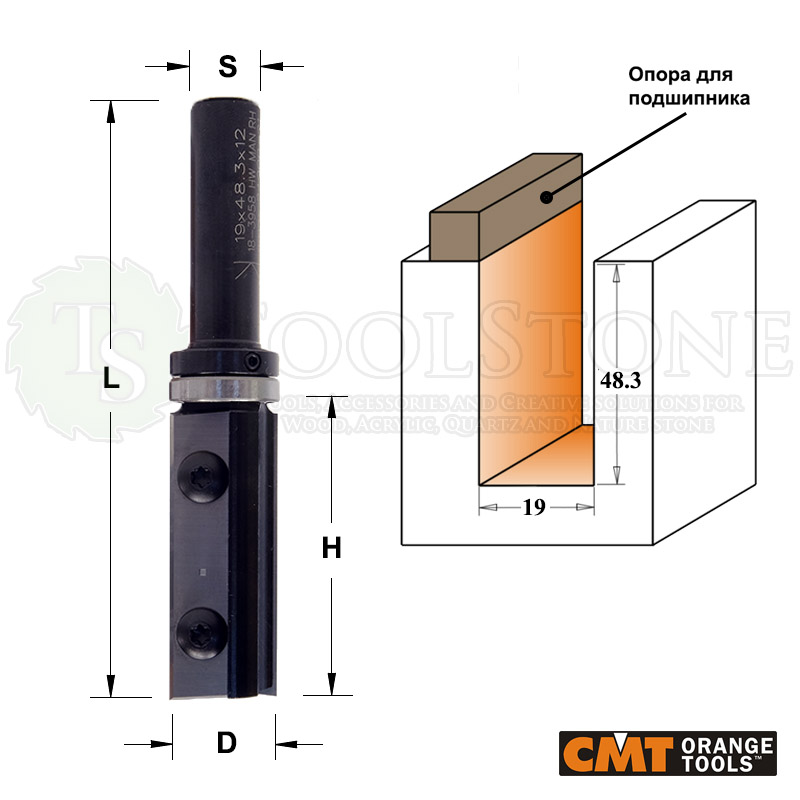
 361431Цена ∗ € 50,23
361431Цена ∗ € 50,23
 GMN Bearing USA — единственный авторизованный главный дистрибьютор GMN в США.
GMN Bearing USA — единственный авторизованный главный дистрибьютор GMN в США. 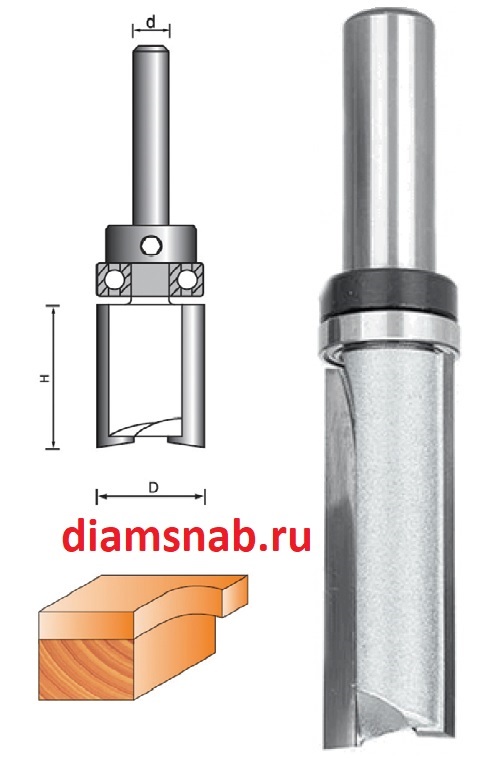
 ..] об обгонных обжимных муфтах для печатных и перерабатывающих машин
..] об обгонных обжимных муфтах для печатных и перерабатывающих машин

 Главный вопрос, на который нужно ответить, прежде чем отправиться в магазин: с каким материалом в основном вы будете работать? Если берете инструмент для сверления по твердому бетону, штробления стен, скалывания плитки и других сложных работ, вам однозначно нужен перфоратор. Если основная задача сводится к сверлению дерева, металла и лишь иногда бетона, подойдет ударная дрель.
Главный вопрос, на который нужно ответить, прежде чем отправиться в магазин: с каким материалом в основном вы будете работать? Если берете инструмент для сверления по твердому бетону, штробления стен, скалывания плитки и других сложных работ, вам однозначно нужен перфоратор. Если основная задача сводится к сверлению дерева, металла и лишь иногда бетона, подойдет ударная дрель. Чтобы убедиться в этом, достаточно пройти по ссылке. В этой статье хочется сказать о другом. Когда-то с одним из наших консультантов произошла история, заставившая написать о различиях перфораторов с вертикальной и горизонтальной компоновкой. Но обо всем по порядку.
Чтобы убедиться в этом, достаточно пройти по ссылке. В этой статье хочется сказать о другом. Когда-то с одним из наших консультантов произошла история, заставившая написать о различиях перфораторов с вертикальной и горизонтальной компоновкой. Но обо всем по порядку. И если профессионалы более‐менее четко понимают назначение и возможности тех или иных инструментов, то у рядового пользователя неизбежно появляется вопрос, что купить: перфоратор с функцией отбойного молотка или полноценный ударный инструмент? Попробуем разобраться вместе!
И если профессионалы более‐менее четко понимают назначение и возможности тех или иных инструментов, то у рядового пользователя неизбежно появляется вопрос, что купить: перфоратор с функцией отбойного молотка или полноценный ударный инструмент? Попробуем разобраться вместе!
 В случае же с перфоратором обычно потребуется специальный переходник, который увеличит размеры инструмента и сделает его ещё более тяжёлым.
В случае же с перфоратором обычно потребуется специальный переходник, который увеличит размеры инструмента и сделает его ещё более тяжёлым.
 10.2022
10.2022 У большинства ударов есть два молотка, хотя у некоторых есть три. Когда двигатель инструмента вращает подпружиненную пластину молотка, пружина сжимается, и пластины молотка и наковальни раздвигаются. На долю секунды возникает пространство между пластинами и потенциальная энергия пружины.
У большинства ударов есть два молотка, хотя у некоторых есть три. Когда двигатель инструмента вращает подпружиненную пластину молотка, пружина сжимается, и пластины молотка и наковальни раздвигаются. На долю секунды возникает пространство между пластинами и потенциальная энергия пружины.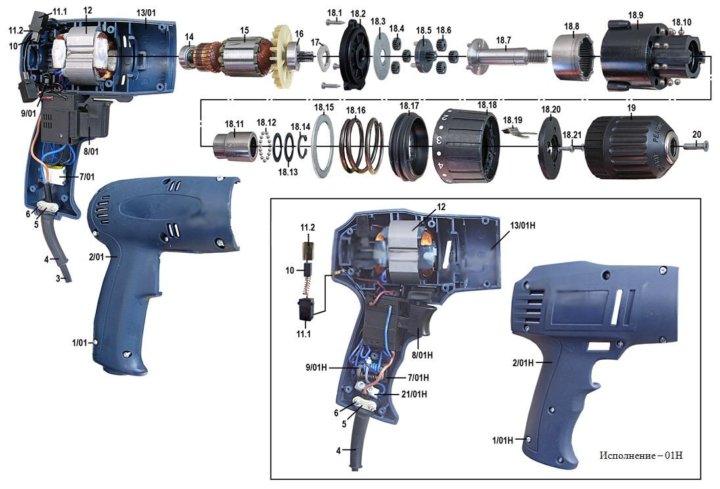 Но разница приводит к поступательному усилию и меньшему крутящему моменту, чем у ударного шуруповерта.
Но разница приводит к поступательному усилию и меньшему крутящему моменту, чем у ударного шуруповерта.
 При использовании сверла по каменной кладке перфоратор стружится при вращении, чтобы протолкнуть материал. Его более компактная и легкая конструкция по сравнению с перфоратором делает его хорошим выбором для сверления отверстий диаметром до 1/2 дюйма или около того в кирпичной кладке, но он не включает пылеуловитель, чтобы вы не вдыхали кварцевую пыль.
При использовании сверла по каменной кладке перфоратор стружится при вращении, чтобы протолкнуть материал. Его более компактная и легкая конструкция по сравнению с перфоратором делает его хорошим выбором для сверления отверстий диаметром до 1/2 дюйма или около того в кирпичной кладке, но он не включает пылеуловитель, чтобы вы не вдыхали кварцевую пыль.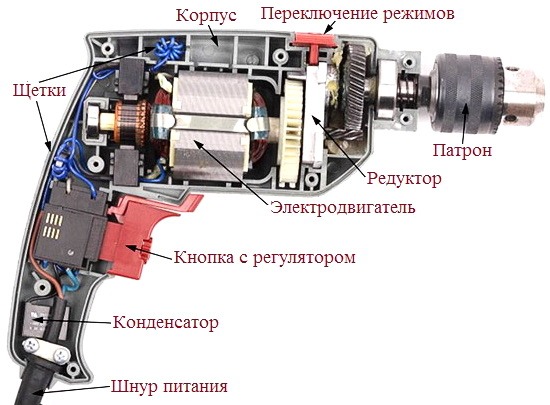 Подробнее об этом в следующей статье!
Подробнее об этом в следующей статье! Хотя они могут звучать и выглядеть одинаково и даже иметь некоторые общие функции, у них есть свои сильные и слабые стороны.
Хотя они могут звучать и выглядеть одинаково и даже иметь некоторые общие функции, у них есть свои сильные и слабые стороны. Модели со шнуром стоят от 75 до 200 долларов. Благодаря современным достижениям в области литий-ионных технологий модели с батарейным питанием популярны благодаря своей портативности, хотя некоторые проводные модели обладают большей мощностью.
Модели со шнуром стоят от 75 до 200 долларов. Благодаря современным достижениям в области литий-ионных технологий модели с батарейным питанием популярны благодаря своей портативности, хотя некоторые проводные модели обладают большей мощностью. Удары наковальней известны как «удары», и некоторые водители предлагают до 4000 ударов в минуту (IPM)!
Удары наковальней известны как «удары», и некоторые водители предлагают до 4000 ударов в минуту (IPM)!




 Так вы получите точку, в которую можно целиться лазерным лучом. Сложенный скотч достаточно толстый, а середина не липкая, поэтому его можно наклеивать не оставляя следов.
Так вы получите точку, в которую можно целиться лазерным лучом. Сложенный скотч достаточно толстый, а середина не липкая, поэтому его можно наклеивать не оставляя следов. Если точка находится в том же положении, но не в центре скотча, это означает, что зеркала расположены правильно, а для лазерной трубки необходимо выравнивание.
Если точка находится в том же положении, но не в центре скотча, это означает, что зеркала расположены правильно, а для лазерной трубки необходимо выравнивание. 


 На ленте должна появиться точка примерно посередине зеркала 1. Точка должна быть овальной формы, которая образуется, когда круглый луч попадает на зеркало под углом.
На ленте должна появиться точка примерно посередине зеркала 1. Точка должна быть овальной формы, которая образуется, когда круглый луч попадает на зеркало под углом. При выравнивании станка обе точки должны находиться в одинаковом положении. Зеркало можно отрегулировать с передней части станка, но если вы не уверены, проще стоять за станком и смотреть вперед.
При выравнивании станка обе точки должны находиться в одинаковом положении. Зеркало можно отрегулировать с передней части станка, но если вы не уверены, проще стоять за станком и смотреть вперед. Установив портал посередине лазера, отведите лазерную головку до упора в левую часть машины и нажмите кнопку, чтобы на ленте появилась точка, запомните, где она находится. На скотче останется отпечаток сопла и след от луча. При верной центровки на материале останется круглая точка от луча.
Установив портал посередине лазера, отведите лазерную головку до упора в левую часть машины и нажмите кнопку, чтобы на ленте появилась точка, запомните, где она находится. На скотче останется отпечаток сопла и след от луча. При верной центровки на материале останется круглая точка от луча.
 Далее нужно запустить лазер и создать точку на поверхности, близкую к тестовой, по которой будет выравниваться станок. Красная точка должна быть направлена на эту единственную тестовую точку, вручную отрегулируйте красную точку, пока она не будет направлена на точку резки.
Далее нужно запустить лазер и создать точку на поверхности, близкую к тестовой, по которой будет выравниваться станок. Красная точка должна быть направлена на эту единственную тестовую точку, вручную отрегулируйте красную точку, пока она не будет направлена на точку резки. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передающую его на материал. Задача юстировки: достичь, чтобы при передвижении лазерной головки над рабочим столом луч имел одинаковую эффективность, приходил на третье зеркало и в линзу в фокусирующую точку.
Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передающую его на материал. Задача юстировки: достичь, чтобы при передвижении лазерной головки над рабочим столом луч имел одинаковую эффективность, приходил на третье зеркало и в линзу в фокусирующую точку.
 Его подключают к компьютеру с Wi-Fi и управляют движениями станка.
Его подключают к компьютеру с Wi-Fi и управляют движениями станка. Проверяется попадание лазера в зеркало нажатием кнопки «Pulse».
Проверяется попадание лазера в зеркало нажатием кнопки «Pulse».

 Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение.
Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение. Подробная инструкция, как настроить лазерный станок.
Подробная инструкция, как настроить лазерный станок. Нажмите здесь, чтобы прочитать о том, как выровнять машины — возвращение к основам.
Нажмите здесь, чтобы прочитать о том, как выровнять машины — возвращение к основам. Нажмите здесь, чтобы узнать, почему точное выравнивание трансмиссии имеет решающее значение для эффективности вращающегося оборудования.
Нажмите здесь, чтобы узнать, почему точное выравнивание трансмиссии имеет решающее значение для эффективности вращающегося оборудования. По этой причине между компонентами машин обычно используются гибкие муфты. Муфты представляют собой механические устройства с движущимися частями, которые активируются при каждом цикле. В зависимости от типа муфты (обычно определяемой требованиями к скорости и нагрузке) допуски могут сильно различаться. Некоторые муфты более щадящие в радиальном направлении, в то время как другие могут выдерживать большее угловое смещение. Вообще говоря, чем больше несоосность, тем больше будут перемещения деталей внутри муфты и, следовательно, тем больше будет износ.
По этой причине между компонентами машин обычно используются гибкие муфты. Муфты представляют собой механические устройства с движущимися частями, которые активируются при каждом цикле. В зависимости от типа муфты (обычно определяемой требованиями к скорости и нагрузке) допуски могут сильно различаться. Некоторые муфты более щадящие в радиальном направлении, в то время как другие могут выдерживать большее угловое смещение. Вообще говоря, чем больше несоосность, тем больше будут перемещения деталей внутри муфты и, следовательно, тем больше будет износ. Механические методы с использованием циферблатных индикаторов, параллельных стержней и щупов проверены и проверены в бою.
Механические методы с использованием циферблатных индикаторов, параллельных стержней и щупов проверены и проверены в бою. Конечно, вы также можете позвонить нам по телефону 603-332-9641.
Конечно, вы также можете позвонить нам по телефону 603-332-9641. И как только они будут диагностированы, появятся лучшие инструменты для решения этих проблем и достижения точной центровки оборудования.
И как только они будут диагностированы, появятся лучшие инструменты для решения этих проблем и достижения точной центровки оборудования. Выявление несоосности и основных причин крайне важно, если машина должна достичь ожидаемого срока службы.
Выявление несоосности и основных причин крайне важно, если машина должна достичь ожидаемого срока службы. Диагностика с помощью лазерной системы центровки вала
Диагностика с помощью лазерной системы центровки вала  С каждым повторением время обработки увеличивается, а вероятность ошибки возрастает.
С каждым повторением время обработки увеличивается, а вероятность ошибки возрастает.
 Анализ масла может помочь обнаружить несоосность, предоставляя данные об общем состоянии актива, масла и загрязняющих веществ. Поскольку анализ масла может быть сложным, многие организации пользуются услугами специализированных компаний.
Анализ масла может помочь обнаружить несоосность, предоставляя данные об общем состоянии актива, масла и загрязняющих веществ. Поскольку анализ масла может быть сложным, многие организации пользуются услугами специализированных компаний.  Команды также нуждаются в инструментах, которые адаптируются к опыту и уровням навыков разных членов команды, особенно когда опытные сотрудники уходят или уходят на пенсию, а новички берут на себя их обязанности.
Команды также нуждаются в инструментах, которые адаптируются к опыту и уровням навыков разных членов команды, особенно когда опытные сотрудники уходят или уходят на пенсию, а новички берут на себя их обязанности. Технология с одним лазером позволяет быстро выполнять задачи центровки и повышает точность.
Технология с одним лазером позволяет быстро выполнять задачи центровки и повышает точность. Этот недостаток создает дорогостоящую и трудоемкую проблему для заводов, которые полагаются на эти активы или специализированные, но стандартные конфигурации активов. Когда системы лазерной центровки поддерживают широчайший спектр активов и конфигураций, как это делают адаптивные системы центровки, они устраняют необходимость обхода вручную и проблемы с неточностями, характерные для неадаптивных систем.
Этот недостаток создает дорогостоящую и трудоемкую проблему для заводов, которые полагаются на эти активы или специализированные, но стандартные конфигурации активов. Когда системы лазерной центровки поддерживают широчайший спектр активов и конфигураций, как это делают адаптивные системы центровки, они устраняют необходимость обхода вручную и проблемы с неточностями, характерные для неадаптивных систем.