Опыт использованияНесколько днейМенее месяцаНесколько месяцевБольше года
Наличие в магазинах
Способы получения товара:
Доставка
Забрать из наших магазинов (с проверкой на месте)
Забрать сегодня 0 Заказать в точку самовывоза 12
Елизаровская, 192029, г. С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н Пн-Пт: с 10:00 до 20:00 Выходные: с 10:00 до 19:00
Купчино, 192281, г.С-Пб, ул.Малая Балканская, д.26, лит.А, пом.14Н с 10:00 до 20:00 ежедневно Выходные: с 10:00 до 20:00
Ладожская, 195279, г.С-Пб., Ириновский пр-кт, дом №29, корп.1, лит.А, пом.3Н Будни: 10:00-20:00 Сб: с 10:00 до 19:00 ВС выходной
Нарвская, 198095, г. С-Пб, ул. Маршала Говорова, д.37, лит.А По будням: с 09.00 до 20.00 Сб: с 10:00 до 20:00 Вс выходной
Измайловская, г. Москва., ул. Первомайская дом 4 с Пн — Пт с 10:00 до 20:00, Сб, Вс с 10:00 до 19:00
Удельная, 194214, г.С-Пб., Скобелевский проспект, дом 17, Лит.Б, пом.2Н с 10:00 до 20:00 ежедневно Выходные: с 10:00 до 20:00
Ленинский проспект, 198216, г. С-Пб., пр.Народного ополчения, д.22 По будням: с 10.00 до 20.00 Выходные: с 10:00 до 20:00
188307, Лен. обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4 с Пн — Пт с 09:00 до 19:00, Сб, с 10:00 до 19:00 Вс выходной
1188541, Лен. обл., г.Сосновый Бор, ул.Красных Фортов, дом №10А, лит.А, пом.1 Будни: 10:00-20:00 Сб: с 10:00 до 19:00 Вс: с 10:00 до 18:00
Новгородская обл. , г.Великий Новгород, ул.Октябрьская, д.9 к1 Пн-Пт: с 9:00 до 19:00, Сб: с 9:00 до 18:00, Вс: выходной
173008, Новгородская обл., г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3 Пн-Пт: с 10:00 до 20:00, Сб, Вс с 10:00 до 18:00
11 магазинов с товаром в наличии
Online покупка выгоднее
Возврат и обмен товаров
Гарантия на товары
Поддержка собственного сервисного центра
Заказать обратный звонок
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Сообщить об ошибке
Неверная картинка товара Ошибка в описании Ошибка в названии
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Нашли дешевле? Снизим цену!
У Вас есть желание купить товар в нашем интернет-магазине, но у конкурентов предложение с более низкой ценой? Сообщите нам об этом, заполнив эту форму.
Мы сможем снизить цену, если лучшая цена указана на сайтах интернет-магазинов «Все инструменты», «220 Вольт», «Ситилинк», «DNS», «OZON», «Беру.ру» и товар имеется в наличии в СПб и ЛО.
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
История просмотра
0.2
Станок расклепочный в категории «Дом и сад»
Станок заклепочно-расклепочный для цепей
Доставка по Украине
4 365.90 грн
Купить
Магазин запчастей Remontnik
Расклёпочный станок для цепей Saber
На складе
Доставка по Украине
1 550 грн
Купить
TopToolDnepr
Расклёпочный станок для цепей Saber
На складе
Доставка по Украине
1 550 грн
Купить
TOOLDNEPR
Станок расклепочный Tecomec(Italy) для разъединения пильных цепей
Доставка по Украине
2 292 грн
Купить
Офіційний дилер Oleo-Mac в Україні — Logman.com.ua
Расклёпочный станок для цепей Saber.(484214530754)
Доставка по Украине
1 784 грн
Купить
Интернет-магазин ЭлектроХаус
Расклёпочный станок для цепей Saber.(15216464901754)
Доставка по Украине
1 785 грн
1 553 грн
Купить
Интернет-магазин ЭлектроХаус
Расклёпочный станок для цепей Saber. (484214530756)
Доставка по Украине
1 782.50 грн
1 550 грн
Купить
Интернет магазин «pro100market»
Расклёпочный станок для цепей Saber.(15216464901756)
Доставка по Украине
1 784 грн
1 552 грн
Купить
Интернет магазин «pro100market»
Расклёпочный станок для цепей Saber.(484214530755)
Доставка по Украине
1 783 грн
1 551 грн
Купить
Интернет магазин «Домовичок»
Расклёпочный станок для цепей Saber.(15216464901755)
Доставка по Украине
1 784 грн
1 552 грн
Купить
Интернет магазин «Домовичок»
Втулка для расклепочного и заклепочного станка Stihl оригинал 58057548400
Доставка по Украине
484.04 грн
Купить
Интернет магазин «Детали». Запчасти для электро и бензоинструмента
Станок для розклепования цепей Tecomec/Текомек
Доставка по Украине
2 500 грн
Купить
Офіційний дилер Oleo-Mac в Україні
Станок для розклепования цепей Tecomec/Текомек
Доставка по Украине
2 500 грн
Купить
Офіційний дилер Oleo-Mac в Україні
Станок розклепочный и склепочный Tecomec/Текомек (комплект 2в1)
Доставка по Украине
4 799 грн
Купить
Офіційний дилер Oleo-Mac в Україні
Станок розклепочный и склепочный для цепей Tecomec/Текомек (комплект 2в1)
Доставка по Украине
4 799 грн
Купить
Офіційний дилер Oleo-Mac в Україні
Смотрите также
Станок для расклепки/выпресовывания пильной цепи/звена Tecomec (STIHL/Oregon) розклепування 1020961
Доставка по Украине
2 514 грн
Купить
Офіційний дилер Oleo-Mac в Україні — Logman. com.ua
Конус/шип Tecomec для расклепки пильных цепей
Доставка по Украине
152 грн
Купить
Офіційний дилер Oleo-Mac в Україні — Logman.com.ua
Розклепочный станок для цепей Tecomec/Текомек
Доставка по Украине
2 500 грн
Купить
Офіційний дилер Oleo-Mac в Україні
Станок для розклепування ланцюгів Tecomec/Текомек
Доставка по Украине
2 500 грн
Купить
Офіційний дилер Oleo-Mac в Україні
Станок для розклепування та скльопування ланцюгів Tecomec/Текомек (комплект 2в1)
Доставка по Украине
4 799 грн
Купить
Офіційний дилер Oleo-Mac в Україні
Станок для розклепування та скльопування ланцюгів Tecomec/Текомек (комплект 2в1)
Доставка по Украине
4 799 грн
Купить
Офіційний дилер Oleo-Mac в Україні
Станок для розклепування ланцюгів Tecomec
Доставка по Украине
2 500 грн
Купить
Офіційний дилер Oleo-Mac в Україні
Станок для заклепки и расклёпки цепей комплект TECOMEC
На складе в г. Ужгород
Доставка по Украине
7 790 грн
Купить
WZR MARKET
Станок для расклёпки цепей TECOMEC
На складе в г. Ужгород
Доставка по Украине
3 567 грн
Купить
WZR MARKET
Станок для заклепки цепей TECOMEC
На складе в г. Ужгород
Доставка по Украине
3 913.50 грн
Купить
WZR MARKET
Станок для расклепки цепи WINZOR
На складе в г. Ужгород
Доставка по Украине
2 384.20 грн
Купить
WZR MARKET
Станок для расклепки цепи бензопил и электропил Tecomec
Доставка по Украине
2 514 грн
Купить
Магазин инструмента Лес и Сад
TECOMEC Комплект станков для изготовления цепей для бензопил
Доставка по Украине
6 382 грн/комплект
Купить
Бензотехника Atlant
YurGen Расклёпочный станок для цепей Saber.
Недоступен
1 550 грн
Смотреть
YurGen
Объяснение заклепочных станков
: как сделать лучший выбор для ваших нужд
Заклепочные станки представляют собой современную альтернативу ручному клепанию, делая процесс намного проще, стабильнее и дешевле. Неудивительно, что бесчисленное множество отраслей давно отказались от ручной клепки в пользу клепальных машин. Но поскольку в настоящее время доступно так много различных типов заклепочных станков, выбор правильного оборудования для ваших конкретных потребностей может быть сложной задачей. В сегодняшней статье мы обсудим различные типы клепальных машин и способы их оценки в зависимости от конкретных требований вашего бизнеса.
Нажмите, чтобы развернуть
При выборе клепального станка вам сначала нужно решить, хотите ли вы ручную или автоматическую подачу. Как вы могли догадаться, клепальные станки с ручной подачей требуют некоторого руководства со стороны человека — обычно с помощью ручного рычага или педали, которые используются в сочетании с механизмом, обеспечивающим начальное установочное усилие. Машины с автоматической подачей не требуют оператора, вместо этого они полагаются на подающий канал и бункер для выполнения действий саморегулирующимся образом. Если вы знакомы с пневматическими системами, вы поймете, что автоматические клепальные машины часто используют аналогичные технологии (например, пневматические цилиндры) для работы.
После того, как вы определите, сколько человеческого взаимодействия потребуется для выполнения этих функций, вы сможете более внимательно изучить группы и конкретные типы доступных машин. По сути, есть две большие группы клепальных машин — орбитальные (также известные как радиальные) и ударные.
Главной особенностью орбитального клепального станка является вращающийся формовочный инструмент, который при постепенном опускании придает заклепке желаемую форму. Орбитальные машины обеспечивают больший контроль над конечным продуктом и идеально подходят для проектов, содержащих хрупкие компоненты. Хотя время цикла при использовании этой машины немного больше, результаты, как правило, более долговечны.
Ударные клепальные машины работают, приводя заклепку в движение вниз под действием силы, так что материалы могут быть соединены вместе. Это движение вниз сталкивает материалы вместе и прижимает конец заклепки к формовочному инструменту (называемому набором роликов). Набор роликов заставляет заклепку расширяться наружу и, таким образом, соединяет два материала вместе. Эти машины работают очень быстро (намного быстрее, чем орбитальные машины), что делает их привлекательными для компаний с большими объемами производства, которые хотят снизить свои затраты. Хотя ударная клепка обычно является полуавтоматическим процессом, ее можно интегрировать с автоматизированными улучшениями. Они могут содержать пневматические компоненты или могут работать без них, в зависимости от типа машины.
Клепальные машины всех типов используются в самых разных областях, начиная от изделий из кожи и мобильных телефонов и заканчивая компонентами для самолетов и поездов. В конечном счете, ваш выбор заклепочного станка часто будет зависеть от требуемой степени автоматизации, желаемой скорости и рассматриваемых материалов. То, что идеально подходит для хрупких материалов и небольших заклепок, вероятно, не будет идеальным для чрезвычайно прочных металлов, требующих дополнительной силы.
Теперь, когда у вас есть лучшее представление об основных типах клепальных станков, вы сможете связаться с вашим ресурсом по пневматическим прессам и другому оборудованию, чтобы обсудить лучший тип и модель для вашей организации.
Клепальные станки BalTec для холодной штамповки
Клепальные станки
BalTec предлагает идеальный клепальный станок для любого применения благодаря гибким и модульным конфигурациям — для процессов клепки, соединения и формовки!
Наша продукция используется везде, где требуются высококачественные соединения и соединения. Различные конфигурации обеспечивают максимальную гибкость и легко адаптируются. Основой всех станков является базовый узел, который производит высококачественные соединения либо радиальной клепкой, орбитальной клепкой, либо роликовой формовкой. Мы предлагаем широкий спектр решений и разрабатываем процессы для различных приложений соединения с высоким спросом. Мы достигаем этого благодаря нашему обширному опыту работы с различными формовочными технологиями.
Стандартные клепальные станки
Изображение
Настольные клепальные станки
Клепальные станки RN и EN представляют собой полные рабочие станции с устойчивыми литыми колоннами и столами. Они имеют кнопку запуска двумя руками, включая предохранительное реле, регулировку высоты и зажим, RN 081 — RN 331 и EN-типы являются стандартными пневматическими клепальными машинами, а RN 381 включает стандартный гидравлический пакет и рабочую лампу. RN предназначен для радиальной клепки, а EN предназначен для орбитальной клепки.
Изображение
Клепальные станки с пьедесталом
Станки RNS представляют собой полную рабочую станцию, специально разработанную для обработки высоких или длинных деталей. Рабочий стол регулируется, а клепальный узел остается фиксированным. В комплект входят стабильная литая колонна и стол, а также кнопка запуска двумя руками, включая защитное реле. Машины RNS 081 – RNS 331 включают стандартный пневматический пакет. Машины RNS 381 – RNS 481 включают стандартный гидравлический пакет.
Изображение
С делительно-поворотным столом
Эти клепальные станки RNR представляют собой полные рабочие станции и поставляются с: колонной и подъемной пластиной, электрическим поворотным делительно-поворотным столом с 6 станциями (дополнительно с 4), защитным кожухом, двуручными кнопками, включая предохранительное реле или ножную педаль, с пневматическим выбросом клепаные детали по запросу, стандартная пневматика и рабочая лампа.
Изображение
Двойные клепальные станки
Станки РНД представляют собой полную рабочую станцию: две клепальные машины, собранные на одной раме (настольная модель: РНД 081 – РНД 231, отдельно стоящая рабочая станция: РНД 281 – РНД 331).
Высокая скорость удаления материала благодаря новому двигателю – на 25% более высокая способность к перегрузкам в сравнении с предшественником. Увеличение срока службы угольных щеток на 20% по сравнению с предыдущей моделью благодаря более тесному контакту угольных щеток с двигателем и уменьшению нагрева системы. Комфортная работа благодаря снижению вибрации инструмента, что позволяет удобно держать инструмент в руках в течение долгого рабочего времени.
Надежность и универсальность
новый корпус редуктора и детали высокого качества обеспечивают надежность, улучшенная система охлаждения гарантирует увеличение срока службы инструмента.
Гарантия На все инструменты, проданные с 01. 02.2023, действует стандартная гарантия: -Для профессиональных электроинструментов и измерительной техники гарантийный срок составляет один год. -Для садовой техники, электроинструментов и измерительной техники для домашних мастеров гарантийный срок составляет два года. Продленная гарантия (12 мес. + 24 мес.) сохраняется для всех инструментов, приобретенных до 01.02.2023. Для обладателей сертификата на продленную гарантию, полученного при регистрации инструмента, гарантия будет предоставлена по предъявлению сертификата. Пользователям, приобретавшим инструменты в 2022 году, продление гарантии предоставляется автоматически. В случае необходимости воспользоваться гарантией достаточно предъявить чек о покупке или гарантийный талон с датой оформления в 2022 году. Соответствующая информация для пользователей размещена на страницах сайта производителя. Приостановка действия услуги связана с технической невозможностью осуществлять необходимую регистрацию пользователей. Данная приостановка не влияет на основную гарантию, предоставляемую согласно законодательству РФ. Компания ООО «Роберт Бош» продолжает выполнять все гарантийные обязательства в полном объеме. О возобновлении оказания услуги продленной гарантии будет сообщено дополнительно.
Тип инструмента
Профессиональный.
Режим работы
6-8 часов в день. 60 мин работы/10-15 минут отдых.
Характеристики
Артикул
06018C10R0
Тип товара
Шлифмашина угловая
Бренд
Bosch
Использование
Профессиональное
Мощность (Вт)
2200
Диаметр диска, мм
230
Применение
Универсальное
Макс. обороты, об/мин
6500
Питание
От сети
Вид обрабатываемого материала
Металл, Универсальный, Камень
Напряжение, В
220
Посадочный диаметр, мм
22,2
Размер
Большие
Резьба шпинделя
М14
Тип двигателя
Щеточный
Диаметр, мм
230
Быстрозажимная гайка SDS
Нет
Защита от перегрева
Нет
Плавный пуск
Нет
Регулировка частоты вращения
Нет
Электронная регулировка числа оборотов
Нет
Поддержание оборотов под нагрузкой
Нет
Бесключевая замена оснастки
Нет
Защита от непреднамеренного включения
Нет
Блокировка шпинделя
Да
Поворотная основная рукоятка
Бочка
Суперфланец
Нет
Выключатель
Фиксируемый выключатель
Модель
GWS 2200
Длина сетевого кабеля, м
2,4
Габариты, мм
475х140х110
Гарантия, мес
12
Упаковка
Коробка
Дополнительная комплектация
Дополнительная рукоятка
Страна-производитель
Россия
Вес, кг
6,4
Отзывы покупателей
Станьте первым, кто оставил отзыв об этом товаре
Вопросы и ответы
Станьте первым, кто задал вопрос об этом товаре
Сертификаты
Вам могут понадобиться
Диски алмазные
Круги отрезные по камню
Круги отрезные по металлу
Круги зачистные по металлу
Насадки для электроинструмента
Переходники, адаптеры, держатели
Коронки
Сетевые фильтры
Удлинители бытовые
Защита рук
Защита лица, глаз, головы
Защита органов дыхания
Защита органов слуха
Маркеры, карандаши, мел
Рулетки
Уровни
Пояса, ремни, сумки
Мешки, пакеты, коробки, стретч
Укрывные материалы
Укрывные пленки
Пылесосы
Демисезонная спецодежда
Рабочая обувь, наколенники
102180
Доставим
Сегодня
158 шт
Смотреть на карте
Диск алмазный по бетону Bosch Professional (2608602200) 230×22,2×2,3 мм сегментный сухой рез
Цена за шт
2 990 ₽
3 080 ₽
За баллы:
747,25
В корзину
639407
Доставим
Сегодня
194 шт
Привезем в партнерские пункты выдачи
06/04 после 10:00
при заказе до 05/04 до 11:59
Смотреть на карте
Диск алмазный по бетону Kronger Universal 230×22,2×2,5 мм сегментный сухой рез
Цена за шт
2 190 ₽
2 256 ₽
За баллы:
547,25
В корзину
102178
Доставим
Сегодня
831 шт
Привезем в партнерские пункты выдачи
06/04 после 10:00
174 шт
при заказе до 05/04 до 11:59
Смотреть на карте
Диск алмазный по бетону КМ 230×22,2×2,6 мм сегментный сухой рез
Цена за шт
За баллы:
109
В корзину
102195
Доставим
Сегодня
Привезем в партнерские пункты выдачи
06/04 после 10:00
при заказе до 05/04 до 11:59
Смотреть на карте
Диск алмазный по керамике КМ 230×22,2×2,4 мм сплошной мокрый рез
Цена за шт
За баллы:
212,50
В корзину
154671
Доставим
Сегодня
1130 шт
Привезем в партнерские пункты выдачи
06/04 после 10:00
226 шт
при заказе до 05/04 до 11:59
Смотреть на карте
Диск алмазный по бетону Практика (036-315) 230×22,2×2,4 мм сегментный сухой рез
Цена за шт
За баллы:
173,50
В корзину
659608
Доставим
Сегодня
579 шт
Привезем в партнерские пункты выдачи
06/04 после 10:00
121 шт
при заказе до 05/04 до 11:59
Смотреть на карте
Диск алмазный по бетону 230×22,2×2,6 мм сегментный сухой рез
Цена за шт
За баллы:
122,25
В корзину
Похожие товары
127610
Доставим
Сегодня
Смотреть на карте
Шлифмашина угловая электрическая Makita 9069 2000 Вт d230 мм
Цена за шт
10 504 ₽
За баллы:
2 625,75
В корзину
504702
Доставим
Сегодня
Смотреть на карте
Шлифмашина угловая электрическая DeWalt DWE490 2000 Вт d230 мм
Шлифмашина угловая электрическая Bosch GWS 2200 (06018C10R0) 2200 Вт d230 мм в Москве представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить шлифмашина угловая электрическая Bosch GWS 2200 (06018C10R0) 2200 Вт d230 мм в интернет-магазине Петрович в Москве.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар шлифмашина угловая электрическая Bosch GWS 2200 (06018C10R0) 2200 Вт d230 мм действительны в Москве.
GWS 2200 06018C10R0 предназначена для резки, зачистки и шлифовки металлический изделий, изделий из камня и других строительных материалов Углошлифовальная машина оснащена мощным двигателем «Чемпион» на 2200 Вт для исключительной производительности Защита от непреднамеренного включения предотвращает самопроизвольный запуск инструмента после прерывания подачи тока Угловая шлифовальная машина имеет устойчивый к проворачиванию защитный кожух, который обеспечивает надёжную защиту от осколков шлифкруга в случае его разрушения Данная ушм отличается высокой производительностью съема Оптимальное удобство использования болгарки достигается благодаря сбалансированному весу и эргономичной конструкции Предохранительный выключатель Tricontrol обеспечивает повышенную безопасность оператора Углошлифмашина GWS 2200 06018C10R0 — надежный инструмент для ежедневных работ! GWS 2200 — сетевая углошлифовальная машина с новым мощным двигателем, обеспечивающим лучшую в своем классе производительность и высокую скорость удаления материала при металлообработке. Диаметр диска 230 мм. Модифицированное охлаждение всей системы гарантирует долгий срок службы инструмента. Улучшенный контакт угольных щеток с двигателем продлевает срок их службы.
Под заказ: доставка до 14 дней 8994 ₽
Песочный
Черемыкино
Под заказ: доставка до 14 дней 9982 ₽
Васкелово
Грузино
Ново-Токсово
Токсово
Под заказ: доставка до 14 дней 9506 ₽
Волхов
Кингисепп
Кириши
Сланцы
Под заказ: доставка до 14 дней 9078 ₽
Бокситогорск
Выра
Вырица
Заполье
Колпино
Колтуши
Лосево
Морозова
Отрадное
Романовка
Сосново
Сосновый Бор
Тосно
Ульяновка
В наличии 9982 ₽
Мурино (1)
В наличии 8850 ₽
Лодейное Поле (1)
В наличии 9506 ₽
В наличии 8994 ₽
Гатчина (1)
Коммунар (1)
В наличии 9078 ₽
Зеленогорск (1)
Кировск (1)
Луга (1)
Приозерск (1)
Псков (1)
Рощино (1)
Всеволожск (1)
Сестрорецк (1)
Сиверский (1)
Тихвин (2)
Характеристики
Размеры
Диаметр диска:
230 мм
Длина:
574 мм
Ширина:
190 мм
Высота:
118 мм
Вес, объем
Вес нетто:
6. 4 кг
Другие параметры
Производитель:
Bosch Power Tools
Страна происхож.:
Россия
Торговая марка:
Bosch Professional
Частота вращения, об/мин:
6500
Мощность, Вт:
2200
Напряжение, В:
220-240 B
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Углошлифмашина Bosch GWS 2200. 230мм. 2200 Вт. М-14. 6500 об/мин на сайте носят информационный характер и не являются публичной офертой, определенной п.2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Углошлифмашина Bosch GWS 2200. 230мм. 2200 Вт. М-14. 6500 об/мин в магазине Выборг вы можете в интернет-магазине «ВИМОС».
Компания Инструмент 91 — отзывы, фото, цены, телефон и адрес — Услуги для бизнеса — Москва
+7 (909) 164-43-… — показать
Нет оценок
/Нет отзывов
Откроется через 9 ч. 36 мин.
Описание
Компания Инструмент 91 предлагает услуги для бизнеса.
Каждому руководителю (не важно, производственное предприятие или услуги для малого бизнеса) важно найти надёжного поставщика и быть уверенным, что не будет сбоев в работе. Работая с юрлицами и предпринимателями и осознавая особенную степень ответственности в таком партнерстве, компания Инструмент 91 старается выполнять договорённости профессионально и вовремя, так как их интересует возможность постоянного сотрудничества. Обратитесь к специалистам компании Инструмент 91, чтобы получить необходимую информацию по предлагаемым товарам или услугам.
Организация располагается по адресу: Россия, Московская область, Мытищи, Осташковское шоссе, вл1Б ст20, ближайшая станция метро — Медведково. График работы: Пн-сб: 10:00 — 18:00. Телефон: 79091644343.
Обновлено 2 октября 2022
Телефон
+7 (909) 164-43-… — показать
+7 (495) 369-56-… — показать
до м. Медведково — 1.5 км
Проложить маршрут
На машине, пешком или на общественном транспорте… — показать как добраться
Время работы
Пн-сб: 10:00—18:00
Компания в сети
instrument91.ru
Вы владелец?
Получить доступ
Получить виджет
Сообщить об ошибке
Другие организации, которые мы рекомендуем
Специалисты компании Инструмент 91
Работаете здесь или знаете кто здесь работает? Добавьте специалиста, и он появится здесь, а еще в каталоге специалистов. Подробнее о преимуществах размещения
Похожие услуги для бизнеса
Часто задаваемые вопросы о Компании Инструмент 91
📍 По какому адресу можно найти Компанию Инструмент 91?
Адрес Компании Инструмент 91: Россия, Московская область, Мытищи, Осташковское шоссе, вл1Б ст20.
☎️ Как связаться с Компанией Инструмент 91?
Номер для принятия звонков: +7 (909) 164-43-43.
🕖 В каком графике работает эта организация? org/Answer»> Режим работы Компании Инструмент 91: Пн-сб: 10:00 — 18:00.
🧾 Как можно посмотреть услуги и цены в данном заведении?
Это можно сделать на странице с услугами и ценами Компании Инструмент 91.
✔️ Насколько достоверна информация на данной странице?
Zoon.ru делает всё возможное, чтобы размещать максимально точную и свежую информацию о заведениях. Если вы видите неточность и/или являетесь владельцем этого заведения, то воспользуйтесь формой обратной связи.
Наборы профессиональных инструментов «GoodKing» в Москве
Превосходное качество, большой срок службы, подходит для различных видов работ
ХИТ ПРОДАЖ
82 Предмета
Подходит для ремонта двигателя
КУПИТЬ
В наличии
be/kcfwAcw8V7M» aria-hidden=»true»/>
Набор инструментов 53 предмета GOODKING 10053-B
В наличии
Набор инструментов 44 предмета 1/2 дюйма GOODKING 10044-K
В наличии
Набор инструментов 46 предметов GOODKING 10046-B
В наличии
Набор инструментов 46 предметов 1/4 дюйма GOODKING 10046-K
В наличии
Набор инструментов 32 предмета GOODKING 10032-B
В наличии
Набор инструментов 53 предмета 1/4 дюйма GOODKING 10053-K
В наличии
Набор инструментов 150 предметов GOODKING 10150-K
В наличии
Набор инструментов 121 предмет GOODKING 10121-K
В наличии
be/kcfwAcw8V7M» aria-hidden=»true»/>
Набор инструментов 61 предмет 1/2, 1/4 дюйма GOODKING 10061-K
ХИТ ПРОДАЖ
В наличии
Набор инструментов 82 предмета 1/2, 1/4 дюйма GOODKING 10082-K
Другие инструменты ❯❯
Отличное качество, большой срок службы, подходит для различных видов работ
ХИТ ПРОДАЖ
117 Предметов
Мощный кобальтовый шуруповерт
Надежный и быстрый
Повышает эффективность работы
КУПИТЬ
В наличии
Штангенциркуль электронный GOODKING CA-10150
В наличии
Набор инструментов с аккумуляторной дрелью-шуруповертом 116 предметов GOODKING K5-20117
В наличии
Набор инструментов с аккумуляторной дрелью-шуруповертом 127 предметов GOODKING K5-20128
В наличии
Набор инструментов с аккумуляторной дрелью-шуруповертом 128 предметов GOODKING K5-2012802
В наличии
Набор инструментов с аккумуляторной дрелью-шуруповертом 117 предметов GOODKING K5-2011702
В наличии
Набор инструментов с аккумуляторной дрелью-шуруповертом 90 предметов GOODKING K5-20091
В наличии
Набор инструментов с аккумуляторной дрелью-шуруповертом 91 предмет GOODKING K5-2009102
В наличии
Набор инструментов с аккумуляторной дрелью-шуруповертом 35 предметов GOODKING K5-20036
В наличии
Набор инструментов с аккумуляторной дрелью-шуруповертом 36 предметов GOODKING K5-2003602
В наличии
Набор инструментов с сетевой ударной дрелью 36 предметов GOODKING K5-21036
Другие инструменты ❯❯
Отличное качество, большой срок службы, подходит для различных видов работ
ХИТ ПРОДАЖ
46 Предметов
Многофункциональный и надежный
КУПИТЬ
В наличии
be/kcfwAcw8V7M» aria-hidden=»true»/>
Рулетка измерительная 5м GOODKING L-10005
В наличии
Рулетка измерительная 7.5м GOODKING L-10075
New!
В наличии
Набор аксессуаров для шуруповёрта (9 шт.) GOODKING M2-C00009
New!
В наличии
Набор отверток GOODKING OY-10009
New!
В наличии
Набор плашек и метчиков 32 предмета GOODKING PM-10032
В наличии
Рулетка измерительная 3м GOODKING L-10003
В наличии
Разводной ключ GOODKING K-10001
В наличии
Набор инструментов 30 предметов GOODKING D-10030
В наличии
Набор инструментов 46 предметов GOODKING D-10046
В наличии
Пила ручная 180 мм JNTRD S-10180
Другие инструменты ❯❯
Отличное качество, большой срок службы, подходит для различных видов работ
ХИТ ПРОДАЖ
150 Предметов
Подходит для дома и автосервиса
КУПИТЬ
New!
В наличии
be/kcfwAcw8V7M» aria-hidden=»true»/>
Набор инструментов 187 предметов GOODKING B-10187
В наличии
Набор многофункциональных инструментов 86 предметов GOODKING M-10086
В наличии
Набор многофункциональных инструментов 85 предметов GOODKING M-10085
В наличии
Набор многофункциональных инструментов 131 предмет GOODKING M-10131
В наличии
Набор многофункциональных инструментов 137 предметов GOODKING M-10137
В наличии
Набор многофункциональных инструментов 150 предметов 1/2, 3/8, 1/4 дюйма GOODKING M-10150
В наличии
Набор бит 54 предмета GOODKING K-10054
В наличии
Набор многофункциональных инструментов 151 предмет 1/2, 1/4 дюйма GOODKING M-10151
В наличии
be/kcfwAcw8V7M» aria-hidden=»true»/>
Набор многофункциональных инструментов 141 предмет 1/2, 1/4 дюйма GOODKING M-10141
В наличии
Набор многофункциональных инструментов 110 предмет 1/2, 1/4 дюйма GOODKING M-10110
Другие инструменты ❯❯
Новинки
New!
В наличии
Набор инструментов 187 предметов GOODKING B-10187
Набор инструментов SATAGOOD G-10059 (17 предм.)
New!
Набор инструментов 399 предметов GOODKING B-10399
Хороший выбор профессионального инструмента от производителя GOODKING
Мы работаем по всей России, а также по странам СНГ, выполняя самую быструю доставку в любой населенный пункт.
Профессионализм—это когда по взгляду напарника… понимаешь…что ты ему дал не тот инструмент…Так и у нас друзья! Хоть мы и молодая компания, но из большого количества инструментов представленных GOODKING мы выбрали самые ходовые наборы в соотношении цена-качество и привезли их в Россию. Нам важно что бы Вам было удобно и комфортно работать нашими инструментами. Так же для Вашего удобства у нас есть группа в социальной сети «Вконтакте», где Вы можете задавать любые интересующие Вас вопросы по товарам, новинкам, доставке, а так же о скидках, акциях и спецпредложениях.
Заказать обратный звонок
Выступление Metallica в Москве в 1991 году перед 1,6-миллионной толпой
Некоторые концерты вошли в историю, и московский фестиваль «Монстры рока» 1991 года не стал исключением. Известный как один из крупнейших концертов, когда-либо проводившихся, с огромным количеством посетителей 1,6 миллиона человек, он стал самым важным выступлением для хэви-метал группы Metallica. Рекордные толпы в тот день, как полагают, были замечены только в четырех других случаях, когда Жан-Мишель Жарр возглавлял таблицу лидеров в 1997 с концертом, который, как ни странно, проходил в Москве и собрал более 3 миллионов зрителей. Просто взгляните на этот снимок с воздуха толпы, когда играла Metallica:
Monsters of Rock — это серия рок-концертов, которая впервые началась в 1980 году. То, что задумывалось как разовое мероприятие, вскоре стало ежегодным праздником хэви-метала. , набирает обороты и посещаемость и путешествует по миру. 1991 год стал историческим годом для Москвы, принимавшей этот год, с серией событий, которые в конечном итоге привели к распаду Советского Союза и их коммунистическому правлению.
Проведение первого в стране бесплатного рок-концерта под открытым небом на Тушинском аэродроме имело огромное значение для жителей России. Именно эти факторы делают выступление Monsters of Rock любимым моментом тура вокалиста, гитариста и автора песен Metallica Джеймса Хэтфилда.
Электрический состав в тот день состоял из AC/DC, The Black Crowes и Mötley Crüe, но именно Metallica привлекла и украла сердца более 1,6 миллионов поклонников хэви-метала. На видеозаписи культового выступления, спустя десять лет после создания группы, можно увидеть вертолеты, пытающиеся успокоить возбужденных рок-фанатов. В толпе есть удивительное место военных, сбрасывающих форму и дающих волю мелодиям с трясущимися головами.
Под рев миллионов голосов Metallica открыли свой сет синглом с пятого студийного альбома «Enter Sandman». Оттуда, от сет-листа из десяти песен до выхода на бис, группа из четырех человек отдала все силы с заразительной энергией, которая распространилась по всему аэродрому.
Спектакли, которые были свидетелями в тот день в Москве, были увековечены год спустя с выходом фильма «Для тех, кто о роке: Монстры в Москве», в котором представлены эпические выступления участников концерта. Популярность легендарных 19 MetallicaВыступление 91 живет и по сей день, видео набрало более 26 миллионов просмотров на YouTube, и вы точно не пожалеете об этом просмотре.
Категории Интересное
Pantera Взгляните на легендарное шоу Monsters of Rock 1991 года в России
28 сентября 1991 года Pantera отыграли одно из самых легендарных выступлений в своей легендарной карьере: культовый сет грув-металлического джаггернаута на московском фестивале Monsters of Rock. Рок, первый рок-фестиваль под открытым небом, когда-либо проводившийся в бывшем Советском Союзе. Выйдя задолго до хедлайнеров Metallica и AC/DC, техасцы вышли на сцену перед полумиллионом фанатов (и полчищами российской военной полиции) и затмили всех.
Джейсон Ньюстед, в то время басист Metallica, признает это. «[Pantera] раздавила всех ублюдков», — сказал он недавно в подкасте Talk Tomey . «Они должны были встать в 8:30 утра, чтобы начать работу. Они, вероятно, поспали полтора часа, если что, и они сразу же вошли и начали с нами пиво и все такое… чтобы они смогли это осуществить! И это было так прекрасно!»
В 2012 году Revolver поговорили с вокалистом Pantera Филипом Ансельмо, басистом Рексом Брауном и барабанщиком Винни Полом об истории их шедевра, Вульгарное проявление силы . Глядя на то, как они работали в студии над альбомом, когда взяли перерыв, чтобы сыграть «Монстров рока», эпическое выступление подошло к нашей беседе. Читайте их воспоминания ниже.
ВИННИ ПОЛ Мы были в студии максимум два месяца и пять недель до записи, [ в сентябре 1991 ], нам позвонил наш парень из A&R, Марк Росс, и он сказал: «Привет, ребята. , у нас есть большие возможности. Как бы вы, ребята, хотели бы выступить на разогреве у Metallica и AC/DC в России?» Мы такие: «Ну, мы в процессе записи». И он говорит: «Чувак, не парься. Сделай перерыв». Мы были не на гастролях, а в студии, так что мы немного волновались, что наших отбивных может не быть, в итоге это была самая удивительная вещь. Это был фестиваль «Монстры рока», и это был первый западный концерт там.
ДЖО ДЖИРОН (ФОТОГРАФ) Так как он никогда не был в России, Даймбэг не был уверен, что сможет достать виски, поэтому он принес бутылку жидкости для полоскания рта Listerine и наполнил ее виски. Он не знал, сможет ли он найти там что-нибудь выпить.
PHILIP ANSELMO Мы вышли в 2 часа дня, и это была самая невероятная, огромная сцена, на которой мы когда-либо были. Взгляд в толпу ослеплял. Это была не толпа, это был чертов океан. И как только мы вышли на сцену, чувак, мы чертовски ладили. Мы были чертовой машиной. Мы были готовы к войне и несли ее вам.
ПОЛ Мы были так же хороши, как и все, кто играл в тот день, и публика относилась к нам как к Led Zeppelin, хотя большинство из них никогда о нас не слышали. Они даже не слышали о Metallica и AC/DC, потому что их музыка в то время была доступна только на черном рынке. Я гулял по Красной площади и купил у какого-то чувака целую армейскую форму за 10 долларов. Рубли ничего не стоили. Смешно, какой бедной, коррумпированной и разоренной была вся страна. Нам дали палатку для ночлега и полбутылки текилы, и это все, что мы получили в тот день, и это нас устраивало. Мы были так счастливы просто быть там. Они сняли документальный фильм о рок-музыке под названием 9.0031 Для тех, кто собирается качаться , и каждый раз, когда я это вижу, у меня мурашки по коже.
РЕКС БРАУН Это был большой толчок, и это дало нам представление о том, где мы хотели быть.
Шпильки для опалубки: характеристики, технология монтажа, цены
Заливая конструкции монолитного типа, строители пользуются опалубками, без которых данный вид работ выполнить невозможно. Именно опалубочная конструкция придает бетонной массе необходимые формы и параметры. Чтобы щиты не разваливались под давлением растворной массы, их следует надежно фиксировать. Специалисты рекомендуют использовать специальные приспособления, носящие название «шпилька для опалубки».
Области применения
Шпильками для опалубки параллельным способом соединяются опалубочные щиты, удерживающие собой напирающую бетонную массу. Необходимо отметить, что такой крепеж для опалубки воспринимает на себя значительную долю создаваемого давления. На сегодняшний день этот вариант подстраховки бетонируемой конструкции считается наиболее легким в исполнении и надежным.
Фундаментная шпилька должна обладать способностью выдерживать максимальные нагрузки, и по этой причине для ее изготовления используют высококачественную сталь.
Расчет количества стяжек
Рассмотрим пример расчета необходимого количества стяжек. Условимся использовать пластиковые анкера с желобами для крепления композитной ленточной арматуры. Сначала необходимо посчитать периметр фундамента. Для фундамента с периметром 20 метров (10×10 м), с учетом минимального шага 20 см потребуется 100 стяжек для одного ряда. В среднем для фундамента высотой 60 см достаточно трех рядов стяжек, а значит, максимальное количество стяжек будет равняться 300. Посмотрите видео, как сделать стяжку опалубки фундамента.
Это количество можно уменьшить, разредив шаг стяжек до 40 см, в зависимости от максимального расстояния, указанного производителем. Кроме того, можно просчитать давление на одну стяжку с учетом массы бетона. Тяжелый бетон оказывает давление 370 килограмм на метр погонный. Такая масса воздействует на нижнюю часть фундамента высотой 60 см и шириной 25 см. Это значение легко посчитать для другого типа бетона или фундамента других размеров по формуле AxBxC, где А – ширина фундамента в см, В – высота в см, С – плотность бетона в кг/см3. Полученное значение покажет давление на погонный метр основания фундамента.
Изменяя расстояние между стяжками можно подобрать оптимальное соотношение шага анкеров и нагрузки на отдельный анкер. Для предотвращения разрушения опалубки не рекомендуется превышать предельную нагрузку на один анкер. Оставляя запас 10-20% от предельной прочности анкера, вы сэкономите без плачевных последствий для будущей конструкции. Таким же образом рассчитываются второй и третий ряды стяжек, а также металлические анкера.
Виды шпилек
Для крепления щитов опалубки существует несколько видов шпилек:
тип «А» – сплошная шпилька. Основное отличие заключается в том, что элемент имеет одинаковые диаметры резьбы и абсолютно гладкие части. Применяется для фланцевого соединения труб и арматуры;
тип «Б» – различается меньшим значением диаметра гладких частей, если сравнивать с резьбой. Данный вариант применяют для соединений арматуры и турбин.
При стяжке опалубочной конструкции шпильки с целью защиты от воздействия бетонной смеси защищаются трубами ПВХ.
Шпильки для опалубки с гайками аренда в Москве, цены
Не секрет, что монолитное строительство позволяет возводить самые прочные здания. Оно дает возможность воплощать различные идеи и получать сооружения любой пространственной конфигурации. Для таких строительных работ не требуется большое количество материалов: нужны только бетон и арматура. Поэтому обустройство конструкции выполняется очень быстро и без значительных трудозатрат.
Шпилька для опалубки
Одним из основных элементов при такой технологии строительства являются опалубочные шпильки. Они представляют собой специальные стяжки, монтируемые на палубные листы и необходимые для их надежного закрепления. Благодаря шпилькам листы выдерживают разные типы нагрузок, при этом не деформируясь и не разъезжаясь.
Шпилька для опалубки — это универсальный крепежный материал, включающий в себя следующие детали: стяжку, гайки и шайбу. Они выполняются из высококачественной стали, что позволяет им с легкостью переносить любые растяжения с использованием горячего и холодного проката.
Как правило, длина шпильки составляет от 0.5 до 6 м, максимальный диаметр — 17 мм. Гайки, включенные в набор деталей, производятся из чугуна, который иногда могут оцинковывать для защиты от коррозии. Фиксация опалубки шпильками выполняется быстрее и качественнее, чем любыми другими существующими технологиями.
Монтаж крепежей для опалубки
Технология крепления опалубки шпильками используется не только в крупномасштабном промышленном строительстве. Она востребована и при возведении частных домов, поэтому мы расскажем, как самостоятельно устанавливать крепление для опалубки со всеми ее комплектующими.
Установка шпилек
Как известно, опалубка может быть съемной и несъемной, поэтому техника ее установки отличается. Самым существенным различием является то, что несъемную опалубку после завершения работ оставляют в основании фундамента, а съемную демонтируют и используют повторно. Несъемную опалубку зачастую фиксируют регулируемыми пенопластовыми стяжками, также может быть использован полистирол или другой утеплитель.
Что касается съемной технологии, здесь крепеж выполняется за счет опалубочных шпилек, которые еще называют «анкерные пруты». Такой вид стяжки — наиболее надежный и не требует больших трудозатрат, поэтому каждый умелец может собственноручно обустроить фундамент своего дома при помощи опалубочной шпильки. Для этого нужно:
Под стену определенной толщины подготавливаются отверстия для монтажа пластиковых трубок для шпилек. Это делается, чтобы упростить их изъятие после высыхания бетона;
В трубки устанавливаются шпильки и с разных сторон опалубки затягиваются гайками. Размер при этом должен соблюдаться с точностью в 0,5 см;
При помощи винтовых растяжек стену с обеих сторон выравнивают до проектного положения;
Равномерно заливают бетон, контролируя уровень залитого раствора недопущения недолива или перелива;
После того, как залитая смесь застынет на 60-70%, гайки ослабляют, слегка проливают водой и затем полностью демонтируют для последующего использования.
Преимущества крепления опалубки шпильками
Технология крепления опалубки шпильками создана для комфортного использования в сфере строительства. Принимая в расчет ее функции, можно выделить главные преимущества:
Надежность конструкции, достигаемая за счет применения прочных материалов, например, стали;
Скорость и высокотехнологичность. Простота всех деталей позволяет использовать технологию людям, не имеющим большого опыта в строительстве;
Универсальность. Опалубочные шпильки производятся с расчетом как на большие объемы бетонирования, так и на менее объемные работы.
Аренда пластиковой опалубки
Аренда стальной опалубки
Аренда опалубки стен
Есть вопросы?
Мы обязательно ответим.
Патент США на стальную стойку и систему для бетонной опалубки. Патент (Патент № 10 280 615, выдан 7 мая 2019 г.) использовать в качестве бетонной опалубки.
ПРЕДПОСЫЛКИ
Бетонные стены широко используются во всех типах строительных конструкций по всему миру. Стены жесткости из бетона представляют собой экономичное средство для создания противопожарных систем бокового сопротивления строительных конструкций. Для изготовления бетонных стен, балок и колонн используется опалубка, которая сохраняет залитому бетону желаемую форму. Опалубку обычно снимают с бетона после того, как он затвердеет, и опалубку используют повторно.
В прошлом бетонные стены формировались из досок или фанеры, прикрепленных к вертикальным и горизонтальным разнесенным конструктивным элементам, которые придавали форму влажному бетону. Когда бетон заливается, и он влажный, для типичной стены высотой 10 футов и толщиной 10 дюймов давление на нижние внутренние поверхности формы может превышать 350 фунтов на квадратный дюйм. Опалубка должна быть прочной, чтобы выдерживать присущие ей высокие давления и злоупотребления, чтобы заливка бетона не вырывалась наружу. Обычно две противоположные стороны или поверхности стены опалубки связывают вместе металлическими компонентами, такими как стержни с резьбой или проволока. Шпалы проходят снаружи одной стены к внешней стороне противоположной стены после того, как шпалы пропущены через стены и вертикальные или горизонтальные элементы конструкции и закреплены, чтобы сдерживать стены опалубки относительно друг друга, пока бетон влажный. Иногда металлические связи остаются на месте после заливки стены.
Хотя обычная опалубка для бетонных стен уже много лет хорошо работает, у нее есть некоторые недостатки. Если пространство между соседними зданиями тесное, опалубку можно оставить на месте после завершения строительства. Хотя конструктивно это работает, это не особенно эстетично. Кроме того, установка опалубки на месте может занять много времени, а на оживленном строительном рынке может быть трудно получить опалубку. Наличие профессий опалубки может существенно повлиять на ход работ на стройплощадке.
Соответственно, было бы выгодно предложить альтернативу опалубочным системам предшествующего уровня техники.
РЕЗЮМЕ
Настоящее изобретение относится к системе шпилек опалубки. Система стоек опалубки включает в себя множество стоек, верхний швеллер, нижний швеллер и множество горизонтальных и вертикальных стержней. По крайней мере, одна из множества стоек является опалубочной. Опалубочная стойка включает в себя стенку и пару фланцев. Стенка имеет противоположные боковые части, проходящие от верха стойки опалубки до нижней части стойки опалубки, и множество боковых разнесенных соединителей, проходящих между противоположными боковыми частями. Противоположные боковые части и боковые разнесенные соединители образуют множество разнесенных отверстий. Отверстия выполнены с возможностью протекания через них бетона. Пара фланцев проходит в основном ортогонально от противоположных боковых частей стенки.
Множество стоек имеют противоположные стороны, и система стоек опалубки может дополнительно включать обшивку, прикрепленную по крайней мере к одной ее поверхности. В качестве альтернативы обшивка может быть прикреплена к обеим противоположным сторонам. Обшивка может быть конструкционной плитой, заполненной пеной панелью с металлом с обеих сторон или гофрированной стеной. Гофрированная стенка может включать в себя профилированную полосу из поролона.
Система стоек опалубки может быть установлена за пределами площадки.
Отверстия в корпусе могут быть прямоугольными. Отверстия в стенке каждой стойки опалубки могут дополнительно иметь по меньшей мере по одной выемке для установки арматурных стержней. В качестве альтернативы отверстия в стенке каждой стойки опалубки могут иметь множество канавок для размещения арматурных стержней. В стойке опалубки также могут быть предусмотрены отверстия для стяжек, расположенные рядом с каждой из выемок, для установки стяжки из арматурного стержня.
Настоящее изобретение также относится к стойке опалубки. Шпилька опалубки имеет стенку и пару фланцев. Стенка имеет противоположные боковые части, проходящие от верхней части до нижней части стойки опалубки, и между ними проходит множество боковых разнесенных соединителей. Противоположные боковые части и боковые разнесенные соединители образуют множество разнесенных отверстий. Отверстия выполнены с возможностью протекания через них бетона. Пара фланцев проходит в основном ортогонально от противоположных боковых частей стенки.
Каждое из множества разнесенных отверстий может включать в себя по меньшей мере одну выемку, образованную в нем, сконфигурированную для размещения арматурного стержня. Альтернативно, каждое из множества разнесенных отверстий может включать в себя множество канавок. Каждая выемка может иметь пару отверстий для стяжек арматурных стержней рядом с ней.
Полотно может быть удалено на 70-90% для образования множества разнесенных отверстий. Более конкретно, полотно может быть удалено на 85% для образования множества разнесенных отверстий.
Стойка опалубки может включать пару противоположных выступов, отходящих внутрь от пары фланцев.
Настоящее изобретение также относится к способу изготовления стойки опалубки, имеющей заданную форму, которая включает в себя стенку, имеющую по меньшей мере одно отверстие, сформированное в ней и выполненное с возможностью протекания через нее бетона. Способ включает этапы:
пробивания по меньшей мере первого отверстия в куске стального листового материала;
пробивка второго отверстия в куске стального листа таким образом, чтобы второе отверстие соединилось с первым отверстием с образованием двойного пробивного отверстия;
придание листовому материалу заданной формы.
Способ может дополнительно включать стадию пробивки третьего отверстия в листовом материале таким образом, чтобы третье отверстие соединилось с двойным пробивным отверстием с образованием тройного пробивного отверстия.
Способ может дополнительно включать этап пробивки отверстия для образования одного пробивного отверстия, расположенного на расстоянии от первого отверстия.
Этапы можно повторить для создания множества разнесенных отверстий.
Заданной формой может быть С-образный элемент, имеющий стенку и противоположные фланцы. С-образный элемент может дополнительно включать противоположные выступы, отходящие внутрь от фланцев.
Дальнейшие функции будут описаны или станут очевидными в ходе следующего подробного описания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Теперь варианты осуществления будут описаны только в качестве примера со ссылкой на прилагаемые чертежи, на которых:
РИС. 1 представляет собой вид в перспективе опалубки известного уровня техники;
РИС. 2 представляет собой вид в разрезе опалубки предшествующего уровня техники, показанной на фиг. 1;
РИС. 3 представляет собой вид в перспективе известного шипа с небольшими квадратными отверстиями, разнесенными в осевом направлении вдоль перемычки,
РИС. 4 представляет собой вид в перспективе другой шпильки известного уровня техники, показывающий, как правило, треугольные отверстия, расположенные в осевом направлении вдоль перемычки,
,
. На фиг. 5 представляет собой вид в перспективе другой шпильки предшествующего уровня техники, показывающий, как правило, большие прямоугольные отверстия, расположенные на расстоянии друг от друга в осевом направлении вдоль перемычки.
РИС. 6 представляет собой вид в перспективе стойки опалубки с множеством прямоугольных отверстий, расположенных на расстоянии друг от друга вдоль стенки, для использования в системе опалубки;
РИС. 7 представляет собой вид в перспективе альтернативной стойки опалубки с обычно прямоугольным отверстием в стенке для использования в системе опалубки;
РИС. 8 — вид в перспективе стойки опалубки со сплошной стенкой для использования в опалубочной системе;
РИС. 9 — вид в перспективе короткой стойки опалубки с обычно прямоугольным отверстием в стенке для использования в системе опалубки;
РИС. 10 — вид сверху на опалубочную стойку, показанную на фиг. 6;
РИС. 11 — вид сверху на направляющую опалубки для использования в опалубочной системе;
РИС. 12 представляет собой увеличенный вид спереди прямоугольного отверстия, используемого в стойках опалубки для использования в системе опалубки;
РИС. 13 представляет собой увеличенный вид верхней части обычно прямоугольного отверстия на фиг. 12, показывающий арматуру в каждом углу;
РИС. 14 представляет собой увеличенный вид верхнего угла обычно прямоугольного отверстия, показанного на ФИГ. 12 и 13, показывающие арматурный стержень и анкерную стяжку;
РИС. 15 — стена опалубочной системы, вид сверху;
РИС. 16 представляет собой вид спереди стены опалубочной системы по фиг. 15;
РИС. 17 представляет собой увеличенный вид спереди угла стены на фиг. 16;
РИС. 18 представляет собой увеличенный вид в разрезе угла стены, показанной на фиг. 17;
РИС. 19 представляет собой вид сверху угла стены, показанной на ФИГ. 17 и 18;
РИС. 20 — вид в горизонтальном разрезе части стены опалубочной системы с бетоном внутри;
РИС. 21 — вид сбоку в разрезе стены в системе опалубки в разобранном виде;
РИС. 22 — вид сбоку в разрезе стены в системе опалубки;
РИС. 23 — вид сбоку стены в системе опалубки и верхнего этажа;
РИС. 24 представляет собой вид сверху дырокола с одним отверстием для использования со шпильками, показанными на ФИГ. 7 и 9;
РИС. 25 представляет собой вид сверху на дырокол, аналогичный показанному на фиг. 24, но с двойным дыроколом;
РИС. 26 представляет собой вид сверху дырокола, подобного показанному на ФИГ. 24 и 25, но с тройным дыроколом;
РИС. 27 — вид сбоку множества профилегибочных станций;
РИС. 28 — вид сбоку на линию дырокола; и
РИС. 29представляет собой вид сверху на линию перфорации на фиг. 27.
ПОДРОБНОЕ ОПИСАНИЕ
Типичная опалубочная система предшествующего уровня техники показана на фиг. 1 и 2. Система предшествующего уровня техники показывает деревянную систему, которую возводят, а затем заполняют бетоном, извлекают из затвердевшего бетона и затем перемещают в новое место для повторного заполнения. Типичные валковые шпильки предшествующего уровня техники показаны на фиг. 3, 4 и 5. Эти стойки обычно используются для стен, в которых доски прикреплены к одной или обеим сторонам или поверхностям. Эти шпильки обычно не предназначены для несущих стен, заполненных бетоном.
Шпильки, показанные на РИС. 6-9 предназначены для использования в системе несъемной опалубки, предназначенной для заполнения бетоном. Несъемные шпильки опалубки изготавливаются из гнутых элементов каркаса из легкой стали. Стойки опалубки могут иметь несколько различных конфигураций в зависимости от того, где каждая из них расположена в системе стен опалубки. В системе опалубочных стоек используется множество разнесенных стоек и вертикальных и горизонтальных арматурных стержней. Конкретная используемая шпилька будет зависеть от того, где она находится в системе шпилек опалубки.
Опалубочная шпилька 20 показана на РИС. 6 будет промежуточной стойкой опалубки. Стойка 20 опалубки обычно представляет собой С-образную стойку, имеющую стенку 22 , противоположные полки 24 и противоположные выступы 26 , как лучше всего видно на фиг. 10. Противоположные фланцы 24 проходят в целом ортогонально к стенке 22 . Кромки 26 проходят внутрь от фланцев 24 и обычно ортогонально им. В опалубке шпилька 20 имеется множество больших прямоугольных отверстий 28 , расположенных на расстоянии друг от друга и образованных в перемычке 22 . Ленточный материал удаляется таким образом, чтобы при заполнении бетоном бетон мог свободно течь между и через отверстия 28 в стойках. Отверстия 28 имеют такую конфигурацию, что от 70% до 90%, а предпочтительно около 85% материала полотна удаляется там, где бетон находится по обе стороны от стойки, так что в бетоне сохраняется непрерывность. В отличие от стоек предшествующего уровня техники, которые не позволяют бетону свободно течь между ними, стена будет фактически разбита на несколько узких отсеков между стойками.
Решетка 22 имеет противоположные боковые части 32 , проходящие от верхней части стойки опалубки до нижней части стойки опалубки, и множество боковых разнесенных соединителей 34 , проходящих между противоположными боковыми частями. Противоположные боковые части , 32, и боковые разнесенные соединители , 34, образуют множество разнесенных отверстий , 28, , и отверстия выполнены с возможностью протекания через них бетона.
Альтернативная стойка опалубки 30 показана на РИС. 7. Опалубочная стойка 30 аналогична опалубочной стойке 20 , но имеет только одно отверстие 28 . Опалубочная стойка 30 имеет поперечное сечение, подобное сечению опалубочной стойки 20 , показанного на фиг. 10 и описано выше. Специалистам в данной области техники понятно, что количество отверстий , 28, и положение отверстий , 28, могут варьироваться в зависимости от того, где в стене расположены структурные балки, двери или окна или другие проемы.
Короткая стойка опалубки 50 показана на РИС. 9. Опалубочная стойка 50 аналогична опалубочной стойке 20 , но короче. Опалубочная стойка 50 имеет поперечное сечение, аналогичное поперечному сечению опалубочной стойки 20 , показанной на фиг. 10 и описано выше. Специалистам в данной области техники понятно, что длина короткой стойки опалубки 50 может варьироваться в зависимости от местоположения. Стойка короткой опалубки 50 имеет как минимум одно отверстие 28 сформирован в нем. Количество отверстий 28 может варьироваться в зависимости от длины короткой стойки опалубки 50 . Кроме того, размер отверстий 28 может варьироваться, чтобы через них мог проходить бетон и удалялось от 70 до 90%, а предпочтительно 85% материала. Показанные здесь отверстия 28 обычно имеют прямоугольную форму и могут различаться по длине. Однако специалистам в данной области техники будет понятно, что другие формы отверстий также будут работать.
РИС. 8 показан торцевой стержень опалубки 40 . Концевая стойка опалубки 40 аналогична стойке опалубки 20 , но со сплошной стенкой 22 . Стойка опалубки 40 имеет поперечное сечение, аналогичное поперечному сечению стойки 20 опалубки, показанной на РИС. 10 и описано выше. Стойка торцевой опалубки 40 похожа на обычную стойку, но используется в конце системы стоек опалубки для бетона.
Ссылаясь на РИС. 12, 13 и 14, отверстие 28 в шпильках опалубки имеется множество пуговиц 62 , разнесенных по периметру отверстия. Выемки имеют такую форму, чтобы в них помещался арматурный стержень , 66, (арматурный стержень), показанный на ФИГ. 13 и 14. Например, обычно прямоугольное отверстие 28 может иметь выемки 62 в каждом его углу, а также выемки 62 , расположенные на расстоянии друг от друга по бокам, сверху и снизу. Рядом с каждым углублением 62 может быть пара отверстий для стяжек 64 сконфигурирован для приема арматурных стяжек 68 . Выемки 62 расположены так, чтобы удерживать арматурный стержень в точном месте, обычно устроенном таким образом, чтобы арматурный стержень можно было установить для создания непрерывных прямоугольных балок и колонн по всей стене. Расположение отверстий 28 и выемок 62 сконфигурировано таким образом, что описываемая здесь система стоек опалубки может быть спроектирована как типичная бетонная стена с общепринятыми принципами проектирования бетона во всем мире. Например, ямки 62 расположены по углам обычно прямоугольных отверстий 28 . Кроме того, канавки разнесены по бокам, сверху и снизу отверстий 28 .
Пример системы опалубочных стоек показан в общем виде под номером 100 на РИС. 16. Система опалубочных стоек 100 включает в себя множество опалубочных стоек. В показанном здесь примере на противоположных концах стены установлены две торцевые стойки опалубки 40 . Пара опалубочных шпилек 30 располагаются по обе стороны от проема. Несколько коротких опалубочных стоек 50 расположены над проемом. Несколько опалубочных стоек 20 расположены между опалубочной стойкой 30 и концевой опалубочной стойкой 40 . Несколько вертикальных стержней располагаются между стойками опалубки 20 , 30 , 40 и 50 . Через отверстия 9 проходит множество горизонтальных арматурных стержней.0003 28 в соседних шпильках опалубки. Вертикальные стержни и горизонтальные стержни могут быть связаны вместе. Кроме того, хомуты из арматуры 70 можно использовать в сочетании с горизонтальными или вертикальными арматурными стержнями. Система опалубки состоит из нижней направляющей 60 и верхней направляющей 80 . Верхняя направляющая 80 и нижняя направляющая 60 обычно имеют С-образную форму, как показано на фиг. 11. Верхняя направляющая 80 имеет множество отверстий 28 , выполненный в нем аналогично шпильке опалубки 20 . Аналогично, нижняя направляющая 60 может иметь множество отверстий 28 , образованных в ней. Отверстия 28 в верхней направляющей 80 обеспечивают доступ к внутренней части стен, чтобы в них можно было залить бетон. Дополнительные отверстия 28 в верхней направляющей 80 позволяют проходить через них арматурным стержням 66 , чтобы их можно было привязать к арматурным стержням 66 вышележащей стены.
Система стоек опалубки 100 , показанная на РИС. 16, может использоваться с множеством различных несущих стен. Например, как показано на фиг. 20 его можно использовать со структурной плитой 82 или с панелью, заполненной пеной, с металлом с обеих сторон 84 . В качестве альтернативы стена может включать гофрированную стенку 86 с профилированной полосой из пенорезины 88 , совмещенной с ней, как показано на ФИГ. 21 и 22. Полоски из поролона 88 размещаются между шпильками 22 и настилом 86 , чтобы предотвратить заполнение объема бетоном и обеспечить возможность соединения с ним винтами. Гипсокартон или другие стеновые панели 92 могут крепиться к настилу или гофрированной стене 86 . В качестве альтернативы стеновые панели 92 могут быть прикреплены к гофрированной стене 86 с помощью упругих каналов 93 . Добавление устойчивых каналов обеспечивает некоторое снижение шума.
Специалистам в данной области техники понятно, что к системе стоек 9 опалубки можно прикрепить различные типы листов.0003 100 . Как описано выше, обшивка может быть конструкционной плитой 82 , заполненной пеной панелью с металлом по обеим сторонам 84 , гофрированной стеной 86 с профилированной полосой из пенорезины 88 по совмещению с ней или другими стеновыми системами. Все возможные покрытия похожи тем, что все они имеют достаточную прочность, чтобы удерживать бетон.
Система опалубочных стоек 100 может использоваться для возведения стены и может использоваться в сочетании со стальными балками 94 и стальной настил типа «ласточкин хвост» 96 , как показано на РИС. 23. Балка, показанная на фиг. 23 приведен только в качестве примера, и специалистам в данной области техники будет понятно, что могут работать и другие типы балок, такие как, например, стальные балки с открытой перемычкой или балки с плоской перемычкой.
Штыри 62 были разработаны, в частности, для облегчения возведения стены, создания балок и колонн. Предусмотрена возможность крепления арматуры к штырям 62 с проволочными стяжками или гибкими петлями. Эта технология опалубки закрепляет арматурный стержень 66 в точном месте и обеспечивает идеальный способ установки арматурного стержня в опалубочной системе за пределами площадки. Описанная выше обшивка также может быть прикреплена к системе стоек опалубки 100 за пределами площадки. Обшивка может быть прикреплена к одной или обеим сторонам или поверхностям системы стоек опалубки. Кроме того, к системе стоек опалубки 100 можно прикрепить полную или частичную обшивку. Понятно, что при сборке опалубочной системы 100 вне строительной площадки это уменьшит или устранит потребность в торговле опалубкой на строительной площадке. Кроме того, прикрепив часть или всю обшивку за пределами площадки, потребность в этих работах на месте также уменьшится.
Преимущество этой системы опалубочных стоек 100 заключается в том, что перед заливкой опалубки можно установить каркас пола в качестве защиты от зимних условий. При использовании металлического профиля для настила 86 под настилом в местах стоек можно разместить профилированную полосу из пеноматериала 88 , чтобы можно было легко установить гипсокартон и другие крепления без сверления бетона.
Специалистам в данной области техники будет понятно, что описанная здесь система допускает массовую настройку. С помощью описанной здесь системы архитектор, инженер или другой проектировщик может спроектировать бетонную стену, а с помощью системы опалубочных стоек 100 они могут затем спроектировать специальные стойки, необходимые для возведения стены. После того, как конкретные шпильки были разработаны, их можно изготовить.
Ссылаясь на ФИГ. 24-26 показаны три различных возможных отверстия, которые можно сделать с помощью одного пуансона. ИНЖИР. 24 показано отверстие 28 из цельного пуансона. Как обсуждалось выше, отверстие 28 имеет выемки 62 по бокам. В показанном здесь варианте осуществления с одним пуансоном 110 имеется только одна выемка 62 вдоль боковой стороны. В качестве альтернативы отверстие 28 может быть двойным отверстием 112 с двумя прорезями 62 по бокам. В варианте с двойным пуансоном 112 верхняя часть 114 первого пуансона совмещена с нижней 116 второго удара. Другое альтернативное отверстие 28 показано на фиг. 26 с тройным дыроколом 118 . В тройном отверстии 118 имеются три отверстия 62 по бокам. Как обсуждалось выше в отношении двойного пуансона 112 , верхняя часть 114 первого пуансона совмещена с нижней частью 116 второго пуансона, а верхняя часть второго пуансона 120 совмещена с нижней частью 9. 0003 122 третьего удара. Специалист в данной области техники может видеть, что благодаря этой функции пробивки отверстий может быть выполнено почти любое требуемое отверстие.
Геометрия штампа для пробивки отверстий была разработана для обеспечения индивидуальной настройки в соответствии с такими элементами, как окна, двери, балки и колонны. Штифт изготавливается в массовом порядке, так что одна матрица может производить отверстия разных размеров в зависимости от особенностей стен, таких как окна, двери и конструктивные элементы, такие как балки.
В качестве примера, различные описанные стойки опалубки могут быть изготовлены в процессе профилирования, показанном в целом под номером 130 . В процессе профилирования листовой материал проходит через серию профилегибочных станций 132 . На одной из станций формируются оппозитные выступы 26 . На другом участке выполнены противоположные фланцы 24 . На другой станции пробиты отверстия 28 . Станция пробивки отверстий обычно показана под номером 9.0003 134 на РИС. 28. Станция для пробивки отверстий 134 включает дырокол 136 . Форма отверстия описана выше в отношении. Листовой материал 138 проходит под дыроколом 136 , и в заданном месте для конкретного формируемого элемента дырокол 136 пробивает отверстие. Листовой материал продолжает двигаться через станцию до тех пор, пока не потребуется пробить следующее отверстие. Различные примеры перфорированных отверстий можно увидеть на фиг. 29. Листовой материал, как правило, представляет собой холоднокатаную сталь, которая первоначально подается на процесс профилирования в рулоне 140 .
Вообще говоря, описанные здесь системы относятся к металлическим стойкам и системам с металлическими стойками. Различные варианты осуществления и аспекты раскрытия будут описаны со ссылкой на подробности, обсуждаемые ниже. Следующее описание и чертежи иллюстрируют раскрытие и не должны рассматриваться как ограничивающие раскрытие. Описаны многочисленные конкретные детали, чтобы обеспечить полное понимание различных вариантов осуществления настоящего раскрытия. Однако в некоторых случаях общеизвестные или общепринятые детали не описываются, чтобы обеспечить краткое обсуждение вариантов осуществления настоящего раскрытия.
Используемые здесь термины «содержит» и «содержащий» следует толковать как включающие и неограниченные, а не исключающие. В частности, при использовании в описании и формуле изобретения термины «содержит» и «содержащий» и их варианты означают, что включены определенные признаки, этапы или компоненты. Эти термины не следует интерпретировать как исключающие наличие других функций, шагов или компонентов.
Опалубка (опалубка) для различных конструктивных элементов — балок, плит и т. д.
🕑 Время прочтения: 1 минута
Бетонные опалубки (опалубки) необходимы для свежебетонных конструкций, таких как стены, плиты, балки, колонны, фундаменты и т. д. Требования к опалубке для различных элементов конструкции различны, и они называются в зависимости от типа конструктивный элемент. Опалубка (опалубка) представляет собой временную форму для поддержки свежего бетона при размещении в элементе конструкции до тех пор, пока бетон не затвердеет. Это помогает элементу конструкции набрать достаточную прочность, чтобы выдерживать собственную нагрузку и нагрузку от других элементов. Есть много типы конструктивной опалубки или опалубки в зависимости от их материала, их использования и типа конструктивных элементов. Они могут быть названы на основе этого. Однако основное функционирование опалубки остается прежним.
Содержимое:
Типы опалубки (опалубки) в зависимости от элемента конструкции:
Опалубка для фундамента – опалубка для фундамента
Опалубка для колонн – опалубка для строительства бетонных колонн
Опалубка для стен – опалубка для строительства стен из железобетона
Опалубка перекрытий – опалубка для строительства железобетонных плит
Опалубки используются при строительстве железобетонных фундаментов, колонн, плит, стен и т. д., и они называются следующим образом:
Опалубка фундамента – опалубка для фундамента
Опалубка для колонн – опалубка для строительства железобетонных колонн
Стеновые опалубки – опалубка для стен из железобетона
Опалубка перекрытий – опалубка для строительства железобетонных плит
Опалубка фундамента – опалубка для фундамента
Первый этап любой бетонной конструкции начинается с возведения фундамента. Фундамент может быть под колонны или стены. Таким образом, исходя из типа элемента конструкции, проектируются форма и размер фундамента. Таким образом, размер и форма опалубки зависят от типа и размера фундамента.
Компоненты опалубки фундамента:
0478
Опалубка для колонн – опалубка для строительства бетонных колонн
Железобетонные формы колонн подвергаются боковому давлению из-за их небольшого поперечного сечения, большой высоты и относительно высоких скоростей укладки бетона. Таким образом, необходимо обеспечить плотные стыки и прочную анкерную опору опалубки. По мере увеличения размеров бетонной колонны необходимо увеличивать жесткость опалубки за счет увеличения толщины обшивки или добавления вертикальных ребер жесткости для предотвращения прогиба обшивки.
Стеновые опалубки – опалубка для железобетонных стен
Опалубка для строительства стен подвергается относительно меньшему боковому давлению, чем опалубки колонн, из-за их большой площади поперечного сечения.
Компоненты стеновых опалубок:
Панельная обшивка – Используется для придания формы стене и удержания бетона до его застывания.
Стойки — для поддержки обшивки или вальса путем формирования каркаса, чтобы удерживать формы на одном уровне и поддерживать стойки.
Подкосы – используются для предотвращения прогиба опалубки под действием бокового давления и удержания опалубки в вертикальном положении.
Стяжки и распорки – используются для удержания сторон форм на правильном расстоянии друг от друга.
Рис. Компоненты стеновой опалубки
Опалубка перекрытий – опалубка для возведения железобетонных плит
Опалубка для железобетонных плит зависит от типа возводимых плит. Плиты перекрытия могут быть конструкционными плитами, поддерживаемыми стальным или бетонным конструкционным каркасом, или плитами на уровне земли. Конструкция опалубки зависит от типа плиты. 9Сборка опалубки перекрытий 0477 осуществляется следующим образом:
Позиционирование балки или опалубки внизу.
Боковая опалубка балки перекрывает нижнюю опалубку и опирается на оголовки берегов и стороны опалубки колонны.
Боковые опалубки удерживаются на месте рейками, прибитыми к оголовкам с помощью гвоздей с двойной головкой.
У больших балок боковые формы должны быть усилены по вертикали, чтобы предотвратить коробление.
При построении опалубки балки и балки каждая часть должна быть удалена, не нарушая остальную часть опалубки; сбрасываемая опалубка начнется со сторон балки и балки, затем опалубки колонн и, наконец, нижней части балки и балки.
Рис. Компоненты опалубки несущих плит
Опалубка для плит на грунте — это формы для бетонных плит, укладываемых на уклон. Эти опалубки для плит обычно довольно просты, так как бетон укладывается на уплотненную землю или выровненное основание из гравия. Таким образом, не требуется опоры для бетона на дне.
Рис. Компоненты опалубки для перекрытий
Сборка опалубки для перекрытий выполняется следующим образом:
Опалубка из досок, фанеры или стали используется для формирования / поддержки открытых краев бетона.
Эти формы удерживаются на месте с помощью деревянных штифтов.
Скорость вращения фрезы по металлу и иные параметры резания устанавливаются
индивидуально для каждой операции.
Содержание
Скорость вращения фрезы по металлу
Частота вращения фрезы по металлу
На что влияет скорость резания
Подача фрезы
Ширина фрезерования
Полезные советы по выбору режимов резания
Выбор режима резания в зависимости от материала заготовки
Где купить фрезы по металлу
Это:
частота вращения фрезы по металлу;
подача;
ширина фрезерования.
Детально рассмотрим выбор каждого параметра.
Частота вращения фрезы по металлу (скорость резания)
Это самый важный параметр фрезерования. В зависимости от него определяется, за какой период с поверхности заготовки будет снят слой металла определенной толщины. В первую очередь, частота вращения фрезы по металлу зависит от характеристик заготовки. Расскажем об особенностях обработки некоторых материалов.
Алюминиевые сплавы. Они распространены максимально широко. Причем существует множество вариантов исполнения. От них зависят эксплуатационные характеристики материалов и параметры их обработки. Частота вращения фрез по металлу при обработке сплавов на основе алюминия варьируется в пределах от 200 до 420 м/мин. Кстати, у алюминия низкая температура плавления. При высоких скоростях резания поверхности становятся пластичными.
Латунь. Этот сплав широко применяется при производстве запорной арматуры. Латунь отличается высокой мягкостью. Поэтому для резания этого сплава устанавливают скорость резания в диапазоне от 130 до 320 м/мин.
Бронза. Это еще более мягкий сплав. Для него скорость резания подбирается в диапазоне от 90 до 150 м/мин.
Нержавеющая сталь. Для работы с этим материалом устанавливают минимальную скорость резания. Она варьируется в пределах от 45 до 95 м/мин.
Скорость резания фрезы по металлу при работе с иными материалами также варьируется, изучите информацию в таблице.
Изображение №1: таблица режимов фрезерования при обработке различных материалов
На что влияет скорость резания
От скорости резания фрезы по металлу зависят качество обработки заготовок, производительность, а также степень износа инструмента. Расскажем обо всем в деталях.
Производительность. Чем выше скорость резания, тем выше производительность оборудования. Это особенно важно при серийном и массовом производстве.
Качество получаемой поверхности. Чем выше скорость резания фрезы по металлу, тем лучше качество. Именно поэтому при финишной обработке устанавливают максимально допустимое значение. Получается требуемая шероховатость. При черновой обработке — наоборот, устанавливают низкую скорость резания.
Скорость износа инструмента. Чем выше скорость резания фрезы по металлу, тем сильнее она изнашивается. Ухудшаются точность и производительность. Для продления сроков службы фрез используют смазывающе-охлаждающие жидкости.
Фотография №1: фрезерование со смазывающе-охлаждающей жидкостью
Подача фрезы
Подачу фрезы по металлу выбирают в зависимости от следующих параметров резания.
Толщина металла, снимаемая за один проход.
Производительность оборудования для фрезерования.
Качество обработки заготовки.
Скорость резания фрезы по металлу и подача связаны между собой. Расскажем об основных моментах.
Уменьшение подачи. Приводит к возможности повышения скорости резания. Это улучшает качество обрабатываемых поверхностей. При чистовом фрезеровании заготовок устанавливаются минимальная подача и максимальная скорость резания. При соблюдении всех правил получаются практически зеркальные поверхности.
Увеличение подачи. Скорость резания снижается. Это связано с увеличением осевой нагрузки при снятии больших слоев металла за проходы. При увеличении подачи выше допустимого значения инструмент может поломаться.
Ширина фрезерования
Расскажем о важных особенностях выбора ширины фрезерования.
При увеличении ширины фрезерования возрастает количество металла, снимаемого за один проход. Это приводит к уменьшению скорости резания и износу инструмента.
Ширину фрезерования выбирают в зависимости от диаметров инструментов.
От ширины фрезерования также зависит число проходов. Все рассчитывается индивидуально.
На диаграмме ниже представлено соотношение ширины фрезерования и диаметра фрезы.
Изображение №2: диаграмма соотношения ширины фрезерования и диаметра фрезы
Полезные советы по выбору режимов резания
На выбор скорости резания фрезы по металлу, подачи и ширины обработки также оказывают влияние следующие моменты.
Габариты заготовок. Для обработки больших деталей используют инструменты с максимальным показателем износостойкости. Они не перегреваются при высоких нагрузках.
Тип применяемого оборудования. При обработке деталей на станках с ЧПУ устанавливаются более высокие параметры. Это связано с технологическим возможностями оборудования. При обработке деталей на обычных станках мастера устанавливают более низкую скорость резания фрез.
Материал фрезы. Также оказывает сильное влияние на выбор режимов резания. Для обработки большинства заготовок на высокой скорости используют инструменты, изготовленные из качественной быстрорежущей стали (Р6М5К5 и пр.). Твердосплавные фрезы применяют при резании труднообрабатываемых материалов.
Характеристики фрезы. К самым важным относятся диаметр инструмента и угол заточки режущей кромки. С увеличением диаметра скорость резания фрезы по металлу снижается.
Качество фрезерования. При черновой обработке заготовок устанавливают малую скорость резания, но применяется большая подача. При чистовом фрезеровании — все наоборот.
Поставленная задача. К примеру, при фрезеровании канавок и различных технологических отверстий режимы резания выбираются индивидуально.
Процесс охлаждения. При использовании СОЖ можно увеличить скорость резания и подачу.
Выбор режима резания в зависимости от материала заготовки
Выбор режима резания предполагает учет следующих особенностей материалов заготовок.
Степень обрабатываемости. Она, главным образом, зависит от пластичности материалов.
Твердость. С ее увеличением сложность обработки возрастает.
Дополнительные технологии обработки заготовок. Это закалка, отпуск, ковка и пр. Они изменяют твердость и иные характеристики материалов.
В размещенной ниже таблице приведены стандартные режимы резания при обработке различных материалов.
Изображение №3: стандартные режимы фрезерования
Где купить фрезы по металлу
Заказать фрезы по металлу для выполнения различных операций вы можете непосредственно у нас. Всегда в наличии инструменты следующих типов.
Дисковые.
Торцевые.
Концевые.
Угловые.
Цилиндрические.
Червячные.
Шпоночные и т. д.
Купить необходимые приспособления вы можете на сайте или по телефону. Ждем ваших заказов.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
4 октября 2022
Фрезерование уступов и пазов
23 сентября 2022
Как пользоваться мультиметром
20 июня 2022
Полировка металла
8 марта 2022
Полировка металла на производстве и в быту
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Режимы резания в зависимости от материала и используемой фрезы
Приведенная ниже таблица содержит справочную информацию параметров режима резания, взятые из практики производства. От этих режимов рекомендуется отталкиваться при обработке различных материалов со схожими свойствами, но не обязательно строго придерживаться их.
Необходимо учитывать, что на выбор режимов резания, при обработке одного и того же материала одним и тем же инструментом, влияет множество факторов, основными из которых являются:
жесткость системы Станок – Приспособление – Инструмент – Деталь,
охлаждение инструмента,
стратегия обработки,
высота слоя снимаемого за проход и
размер обрабатываемых элементов.
Обрабатываемый материал
Тип работы
Тип фрезы
Частота, об/мин
Подача (XY), мм/мин
Примечание
Акрил
V-гравировка
V-образный гравер d=6 мм. , A=90, 60 град., T=0.2 мм
18000-24000
500-1500
По 0.2-0.5 мм за проход.
Раскрой Выборка
Фреза спиральная 1-заходная d=3.175 мм или 6 мм
18000-20000
2500-3500
Встречное фрезерование. Не более 3-5 мм за проход. Желательно использовать СОЖ.
ПВХ до 10 мм
Раскрой Выборка
Фреза спиральная 1-заходная d=3.175 мм или 6 мм
18000-20000
3000-5000
Встречное фрезерование.
Двухслойный пластик
Гравировка
Конический гравер, плоский гравер
18000-24000
1000-2000
По 0.3-0,5 мм за проход. Шаг не более 50% от пятна контакта (T).
Композит
Раскрой
Фреза спиральная 1-заходная d=3.175 мм или 6 мм
18000-20000
3000-3500
Встречное фрезерование.
Дерево ДСП
Раскрой Выборка
Фреза спиральная 1-заходная d=3.175 мм или 6 мм
18000-22000
2500-3500
Встречное фрезерование. По 5 мм за проход (подбирать, чтобы не обугливалось при резке поперек слоев).
Фреза спиральная 2-заходная компрессионная d=6 мм
18000-2000
3000-4000
Не более 10 мм за проход.
Гравировка
Фреза спиральная 2-заходная круглая d=3.175 мм
До 15000
1500-2000
Не более 5 мм за проход.
Конический гравер d=3.175 мм или 6 мм
18000-24000
1500-2000
Не более 5 мм за проход (в зависимости от угла заточки и пятна контакта). Шаг не более 50% от пятна контакта (T).
V-гравировка
V-образный гравер d=6 мм. , A=90, 60 град., T=0.2 мм
До 15000
1500-2000
Не более 3 мм за проход.
МДФ
Раскрой Выборка
Фреза спиральная 1-заходная с удалением стружки вниз d=6 мм
20000-21000
2500-3500
Не более 10 мм за проход. При выборке шаг не более 45% от d.
Фреза спиральная 2-заходная компрессионная d=6 мм
20000-21000
2500-3500
Не более 10 мм за проход.
Латунь ЛС 59 Л-63
бронза БрАЖ
Раскрой фрезеровка
Фреза спиральная 2-заходная d=2 мм
15000
500-1200
По 0,5 мм за проход. Желательно использовать СОЖ.
Гравировка
Конический гравер A=90, 60, 45, 30 град.
До 24000
500-1200
По 0. 3 мм за проход. Шаг не более 50% от пятна контакта (T). Желательно использовать СОЖ.
Дюралюминий, Д16, АД31
Раскрой фрезеровка
Фреза спиральная 1-заходная d=3.175 мм или 6 мм
12000-18000
800-1500
По 0,2-0,5 мм за проход. Желательно использовать СОЖ.
Магний
Гравировка
Конический гравер A=90, 60, 45, 30 град.
12000-15000
500-700
По 0,5 мм за проход. Шаг не более 50% от пятна контакта (T).
* Фрезерной обработке лучше всего подвергать пластики полученные литьем, т.к. у них более высокая темпера плавления.
* При резке акрила и алюминия желательно для охлаждения инструмента использовать смазывающую и охлаждающую жидкость (СОЖ), в качестве СОЖ может выступать обыкновенная вода или универсальная смазка WD-40 (в баллончике).
* При резке акрила, когда подсаживается (притупляется) фреза, необходимо понизить обороты до момента пока не пойдет колкая стружка (осторожнее с подачей при низких оборотах шпинделя — вырастает нагрузка на инструмент и соответственно вероятность его сломать).
* Для фрезеровки пластиков и мягких металлов, наиболее подходящими являются однозаходные (однозубые) фрезы (желательно с полированной канавкой для отвода стружки). При использовании однозаходных фрез создаются оптимальные условия для отвода стружки и соответственно отвода тепла из зоны реза.
* При фрезеровке рекомендуется применять такую стратегию обработки, при которой идет беспрерывный съем материала со стабильной нагрузкой на инструмент.
* При фрезеровке пластиков, для улучшения качества реза, рекомендуется использовать встречное фрезерование.
* Для получения приемлемой шероховатости обрабатываемой поверхности, шаг между проходами фрезы/гравера необходимо делать равным или меньше рабочего диаметра фрезы(d)/пятна контакта гравера (T).
* Для улучшения качества обрабатываемой поверхности желательно не обрабатывать заготовку на всю глубину сразу, а оставить небольшой припуск на чистовую обработку.
* При резке мелких элементов необходимо снизить скорость резания, чтобы вырезанные элементы не откалывались в процессе обработки и не повреждались.
Расчётные параметры — хорошо, но учесть полностью всё, практически не возможно. Существуют более полные формулы по расчётам режимов резания, в которых используют десятки параметров. Такие формулы применяют в массовом производстве, да и то, с последующей корректировкой. В единичном производстве применяют справочные таблицы и упрощенные формулы с обязательной корректировкой под конкретные условия. Накопленный опыт, позволяет быстро выбирать рациональные режимы резания.
Теоретические основы по выбору режимов резания
Скорость вращения и скорость подачи — это основные параметры для установки режимов резанья.
Скорость вращения (n) — зависит от характеристик шпинделя, инструмента и обрабатываемого материала. Для большинства современных шпинделей обороты варьируются в диапазоне 12 000 — 24 000 об/мин (для высокоскоростных 40 000 — 60 000 об/мин).
Скорость вращения вычисляется по формуле:
d – диаметр режущей части инструмента (мм) П – число Пи, постоянная величина = 3.14 V – скорость резания (м/мин) — это путь пройденный точкой режущей кромки фрезы в единицу времени
Для расчетов скорость резания (V) берут из справочных таблиц в зависимости от обрабатываемого материала.
Часто начинающие фрезеровщики путают скорость резанья (V) со скоростью подачи (S), но на деле это совершенно разные параметры!
Примечание: Для фрез с малым диаметром режущей части, расчетная скорость вращения (n) может оказаться значительно выше максимальной скорости вращения шпинделя, поэтому для дальнейшего расчета скорости подачи (S) необходимо брать фактическую, а не расчетную величину скорости вращения (n).
Скорость подачи (S) – это скорость перемещения фрезы, вычисляется по формуле:
fz — подача на один зуб фрезы (мм) z — количество зубьев n- скорость вращения (об/мин) Скорость врезания по оси Z (Sz) берется как 1/3 от скорости подачи по оси XY (S)
Таблица выбора скорости резания (V) и подачи на зуб (fz)
Обрабатываемый материал
Скорость резания (V), м/мин
Подача на зуб (fz), мм В зависимости от диаметра фрезы d
0.5мм
1-2мм
3-4мм
5-6мм
8-10мм
12-16мм
Пластик
300-400
0.02
0.06
0.15
0.20
0.30
0.40
Оргстекло
100-150
0. 02
0.05
0.10
0.18
0.25
0.30
Дерево
200-450
0.02
0.035
0.055
0.09
0.12
0.18
Алюминий
80-100
0.01
0.02
0.035
0.04
0.075
0.12
Латунь, Бронза
100-120
0.01
0.02
0.03
0.04
0.07
0.10
Магний
150-180
0.01
0.02
0.035
0.04
0.075
0.12
Сталь
35-50
0. 005
0.01
0.015
0.02
0.03
0.05
Чугун
40-60
0.005
0.015
0.02
0.03
0.04
0.06
Титан
20-30
0.005
0.01
0.02
0.03
0.04
0.07
Термопласты
50-150
0.1
0.03
0.05
0.06
0.07
0.08
Стеклопластик
100-150
0.1
0.03
0.04
0.08
0.10
0.12
Примечание:Если система СПИД (Станок-Приспособление-Инструмент-Деталь) с низкой жесткостью, то величину скорости резания выбираем ближе минимальным значениям, если система СПИД имеет среднюю и высокую жесткость, то соответственно и величину выбираем ближе к средним и максимальным значениям.
Общие рекомендации по подбору фрез
Фрезы подбирайте по принципу – наименьшая рабочая длина и наибольший рабочий диаметр необходимый для выполнения конкретной работы (фрезы с избыточной длиной и минимальным диаметром менее жесткие и склоны к образованию вибраций). Также при выборе диаметра фрезы учитывайте возможности станка, т.к. при использовании большого диаметра фрезы у шпинделя и привода станка может не хватить мощности
Правильно выбирайте конфигурацию фрезы. Стружечная канавка должна быть больше, чем объем снимаемого материала. Если стружка не будет свободно эвакуироваться из зоны резания, она забьет канал и инструмент начнет продавливать материал, а не резать его.
При обработке мягких материалов и материалов склонных к налипанию рекомендуется применять 1-заходные фрезы. Для обработки материалов средней жесткости рекомендуется применять 2-заходные фрезы. При обработке жестких материалов рекомендуется применять 3-х и более заходные фрезы.
Скорости резки — LittleMachineShop.com
Определить скорость шпинделя для точения, фрезерования, сверления и развертывания с эти диаграммы и калькуляторы скорости резки.
Токарная обработка
Фрезерование Сверление и развертывание верхний
Скорость вращения регулируется в соответствии с подачей мини-токарного станка (0,004 об/об), глубина резания 0,040 и стойкость инструмента 180 минут.
Материал
Обозначение AISI/SAE/ASTM
Быстрорежущая сталь Футов в минуту
Карбид Футов в минуту
Необрабатываемые углеродистые стали (ресульфурированные)
1212, 1213, 1215
270 — 290
820 — 1045
Необрабатываемые углеродистые стали без обработки
1108, 1109, 1115, 1117, 1118, 1120, 1126, 1211
215 — 235
950
Необрабатываемые углеродистые стали без обработки
1132, 1137, 1139, 1140, 1144, 1146, 1151
70 — 215
670 — 800
Необрабатываемые простые углеродистые стали (свинцовый)
• Определите скорость вращения для различных материалов и диаметров.
• Опишите федерацию для токарной обработки.
• Опишите скорость настройки.
• Опишите канал настроек.
Чтобы эффективно управлять любым станком, оператор должен понимать важность скорости резания и подачи. Много времени может быть потеряно, если станки не настроены на правильную скорость и подачу заготовки.
Чтобы устранить эту потерю времени, мы можем и должны использовать рекомендуемые скорости съема металла, которые были исследованы и протестированы производителями стали и режущего инструмента. Мы можем найти эти скорости резания и скорости съема металла в нашем приложении или в Справочнике по машинному оборудованию.
Мы можем управлять подачей на токарном станке с помощью сменных шестерен в быстросменном редукторе. Наш учебник рекомендует, когда это возможно, делать только два прохода для приведения диаметра к размеру: черновой проход и чистовой проход.
По моему опыту, я сделал как минимум три пореза. Один для быстрого удаления лишнего материала: черновой рез, один рез для окончательной обработки и учета давления инструмента и один для чистовой обработки.
Если бы вы целый день резали нить: изо дня в день. Вы можете настроить токарный станок только на два прохода. Один разрез для удаления всего материала, кроме 0,002 или 0,003, и последний разрез для сохранения размера и отделки. Это делается все время в некоторых магазинах сегодня.
Замечали ли вы, что когда вы делаете очень маленький проход на токарном станке от 0,001 до 0,002, качество отделки обычно оставляет желать лучшего, а на черновом проходе, сделанном до этого очень легкого прохода, качество отделки было хорошим? Причина этого в том, что при выполнении чистовых пропилов желательно некоторое давление инструмента.
дюймов в минуту = дюймов в минуту
об/мин =
оборотов в минуту
Подача = IPM
#T = количество зубьев фрезы
Подача/зуб = количество стружки на зуб, разрешенное для материала
Стружка/зуб = допустимая подача на зуб для материала
Скорость подачи = ChipTooth × #T × RPM
Пример: Материал = Алюминий 3-дюймовая фреза, 5 зубцов Нагрузка на стружку = 0,018 на зуб Об/мин = 3000 дюймов в секунду = 0,018 × 5 × 3000 = 270 дюймов в минуту
1. Скорость резания определяется как скорость (обычно в футах в минуту) инструмента, когда он режет заготовку.
2. Скорость подачи определяется как расстояние, пройденное инструментом за один оборот шпинделя.
3. Скорость подачи и скорость резания определяют скорость съема материала, потребляемую мощность и чистоту поверхности.
4. Подача и скорость резания в основном определяются разрезаемым материалом. Кроме того, следует учитывать глубину реза, размер и состояние станка, а также жесткость станка.
5. Черновая обработка (глубина резания от 0,01 до 0,03 дюйма) для большинства алюминиевых сплавов выполняется со скоростью подачи от 0,005 дюйма в минуту (дюйм/мин) до 0,02 дюйма в минуту, а чистовая обработка (глубина от 0,002 дюйма до 0,012 дюйма) cut) работает со скоростью от 0,002 до 0,004 дюймов в минуту.
6. По мере уменьшения мягкости материала скорость резания увеличивается. Кроме того, по мере того, как материал режущего инструмента становится прочнее, скорость резания увеличивается.
7. Помните, что на каждую тысячную глубину резания диаметр заготовки уменьшается на две тысячные.
Сталь Железо Алюминий Свинец
Рис. 1. Увеличение скорости резания в зависимости от твердости обрабатываемого материала
Углеродистая сталь Быстрорежущая сталь Карбид
Рис. 2. Увеличение скорости резания в зависимости от твердости режущего инструмента
Скорости резания:
Рабочая скорость резания токарного станка может быть определена как скорость, с которой точка на рабочей окружности проходит мимо режущего инструмента. Скорость резания всегда выражается в метрах в минуту (м/мин) или в футах в минуту (фт/мин). Промышленность требует, чтобы операции обработки выполнялись как можно быстрее; поэтому текущие скорости резания должны использоваться для типа разрезаемого материала. Если скорость резания слишком высока, кромка режущего инструмента быстро ломается, что приводит к потере времени на восстановление инструмента. При слишком низкой скорости резания будет потеряно время на операцию обработки, что приведет к низкой производительности. На основе исследований и испытаний, проведенных производителями стали и режущего инструмента, см. таблицу скоростей резания токарных станков ниже. Перечисленные ниже скорости резания быстрорежущей стали рекомендуются для эффективного съема металла. Эти скорости могут незначительно варьироваться в зависимости от таких факторов, как состояние машины, тип обрабатываемого материала и наличие песка или твердых пятен в металле. Число оборотов, на которое должен быть установлен токарный станок для резки металлов, следующее:
Для определения числа оборотов токарного станка при выполнении на нем операций:
Формула: об/мин = (CuttingSpeed x 4) / диаметр
Сначала мы должны определить рекомендуемую скорость резания для материала, который мы собираемся обрабатывать.
Научитесь пользоваться Справочником по машинному оборудованию и другими соответствующими источниками для получения необходимой информации.
ПРИМЕР: С какой скоростью должно вращаться сверло диаметром 3/8 дюйма при сверлении мягкой стали?
Из рекомендуемой скорости резания из наших раздаточных материалов для занятий используйте скорость резания 100 для низкоуглеродистой стали.
(100 x 4) / 0,375 = 1066 об/мин
Каким было бы число оборотов в минуту, если бы мы обрабатывали на токарном станке заготовку диаметром 0,375 из мягкой стали?
об/мин = 100 х 4 / 1,00 = 400 об/мин
Рекомендуемая скорость резания для шести материалов в об/мин
Эти диаграммы предназначены для инструментов HSS. При использовании карбида нормы могут быть увеличены.
Подача токарного станка:
Подача токарного станка — это расстояние, на которое режущий инструмент продвигается по длине заготовки за каждый оборот шпинделя. Например, если токарный станок настроен на подачу 0,020 дюйма, режущий инструмент будет перемещаться по длине заготовки на 0,020 дюйма за каждый полный оборот, который делает заготовка. Подача токарного станка зависит от скорости ходового винта или подающего стержня. Скорость регулируется переключением передач в быстросменном редукторе.
По возможности следует делать только два разреза, чтобы получить разрез по диаметру. Поскольку цель чернового реза — быстрое удаление лишнего материала, качество поверхности не имеет большого значения. Следует использовать грубый корм. Чистовая обработка используется для доведения диаметра до нужного размера и получения хорошего качества поверхности, поэтому следует использовать мелкую подачу.
Рекомендуемые подачи для резки различных материалов при использовании режущего инструмента из быстрорежущей стали указаны в таблице ниже. Для обработки общего назначения рекомендуется подача от 0,005 до 0,020 дюйма для черновой обработки и подача от 0,012 до 0,004 дюйма для чистовой обработки.
Чтобы выбрать правильную скорость подачи для сверления, необходимо учитывать несколько факторов.
1. Глубина отверстия – удаление стружки
2. Тип материала – обрабатываемость
3. Охлаждающая жидкость – поток, туман, кисть
4. Размер сверла
5. Насколько сильна установка?
6. Чистота отверстий и точность
Подачи для токарной обработки:
Для механической обработки общего назначения используйте рекомендуемую скорость подачи 0,005–0,020 дюйма на оборот для черновой обработки и 0,002–0,004 дюйма на оборот для чистовой обработки.
Подача различных материалов (с использованием режущего инструмента из быстрорежущей стали)
Установка скоростей на токарном станке:
Токарные станки предназначены для работы на различных скоростях вращения шпинделя для обработки различных материалов. Там скорости измеряются в RPM (обороты в минуту) и изменяются коническими шкивами или уровнями шестерен. На одном токарном станке с ременным приводом различные скорости достигаются за счет замены плоского ремня и заднего зубчатого привода. На одном редукторном токарном станке скорости изменяются путем перемещения рычагов скорости в соответствующие положения в соответствии с таблицей оборотов, закрепленной на токарном станке (чаще всего на шпиндельной бабке). Перемещая положение рычага, положите одну руку на планшайбу или патрон и медленно сформируйте планшайбу рукой. Это позволит рычагам зацепить зубья шестерни без столкновения. Никогда не меняйте скорость, когда токарный станок работает на станках, оснащенных приводами с регулируемой скоростью, скорость изменяется путем поворота рукоятки во время работы станка.
Настройка подачи:
Подача на токарном станке или расстояние, на которое каретка проходит при обороте шпинделя, зависит от скорости стержня подачи или ходового винта. Это контролируется переключением передач в быстросменном редукторе. Этот быстросменный редуктор получает привод от шпинделя передней бабки через концевую зубчатую передачу. Таблица подач и резьбы, установленная на передней части быстросменного редуктора, указывает различные подачи и метрические шаги или резьбу на дюйм, которые можно получить, установив рычаги в указанные положения.
Чтобы установить скорость подачи для токарного станка Acura:
Пример:
1. Выберите нужную скорость подачи на диаграмме (см. рис. 2)
2. Выберите федерацию 0,007 – LCS8W (см. рис. 2)
3. L = рычаг выбора высокого/низкого уровня (см. рис. 3)
4. C = выберите «Диапазоны подачи» и измените значение на C на этом рычаге (см. рис. 3)
5. S = выберите диапазоны подачи и измените значение S на этом рычаге (см. рис. 3)
6. 8 = Выберите коробку передач и измените значение на 8 на этом рычаге (см. рис. 3)
7.W = Выберите диапазоны подачи и измените значение W на этом рычаге (см. рис. 3). Перед включением станка убедитесь, что все рычаги полностью зацеплены, повернув вручную шпиндель передней бабки, и убедитесь, что стержень подачи вращается.
1. Что такое IMP и RPM?
2. Какова формула скорости подачи?
3. Каким было бы число оборотов в минуту, если бы мы обтачивали заготовку диаметром 1,00 дюйма из низкоуглеродистой стали с помощью режущего инструмента из быстрорежущей стали?
4. Каким было бы число оборотов в минуту, если бы мы обтачивали заготовку диаметром 1,00 дюйма, изготовленную из низкоуглеродистой стали, с помощью твердосплавного режущего инструмента?
5. Скорость резки углеродистой стали и диаметр обрабатываемой детали составляет 6,00”. Найдите правильное число оборотов.
Как получить максимальную эффективность при 5 осевой обработки
Важность 5-осевого управления и программного обеспечения
Предотвращение аварий в 5-осевой обработке
Проверка инструмента на 5-осевом станке
5-осевая обработка: Соответствует ли принципу «сделать за 1 раз»?
Техника обработки при 5-осевом фрезеровании
Всем привет, Друзья! С Вами 3DTool!
Каталог фрезерных станков с чпу
Каталог лазерных станков с чпу
Каталог лазерных маркеров
Это может прозвучать странно, но если бы художник эпохи Возрождения мог обменять свой молоток и зубило на компьютерное числовое программное управление (ЧПУ) и подходящие станки, у нас были бы тысячи статуй Давида, вырезанные из множества различных материалов.
Независимо от того, лепите ли вы шедевр из мрамора или фрезеруете лопасти турбиона из титана, основной принцип один и тот же: начинаете с цельного куска материала и удаляете ненужные части, пока не останется целевой объект. Конечно, этапы этого процесса намного сложнее, особенно для 5-осевой обработки на ЧПУ.
Что такое 5-осевая обработка на станке с ЧПУ?
Говоря простыми словами, 5-осевая обработка — это использование ЧПУ для перемещения детали или режущего инструмента по пяти различным осям одновременно. Такая обработка позволяет изготавливать очень сложные детали, и именно поэтому она особенно популярна, например, в аэрокосмической отрасли или машиностроении.
Однако, несколько факторов способствовали широкому применению 5-осевой обработке больше всего. Среди них:
Максимальная приближенность к принципу – одна обработка за одну установку (иногда называемой «сделано за один раз»), что сокращает время выполнения и повышает эффективность.
Удобство доступа к сложным частям геометрии изделия и возможность избежать столкновения с держателем инструмента благодаря возможности наклонять режущий инструмент или стол.
Оптимизация и улучшение срока службы инструмента станка и времени цикла обработки. Это достигается путем наклона инструмента / стола, в результате чего поддерживается оптимальное положение и траектория резки .
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Оси чпу станка в 5 координатной системе?
Мы все знаем историю о Ньютоне и яблоке, но есть аналогичная апокрифическая история о математике и философе Рене Декарте.
Декарт лежал в постели (как обычно делают математики и философы), когда заметил, как по его комнате летает муха. Он понял, что может описать положение мухи в трехмерном пространстве комнаты, используя всего три числа, представленные переменными X, Y и Z.
Это декартова система координат, и она используется уже больше трех столетий после смерти ученого. Таким образом, координаты X, Y и Z — это три из пяти осей в 5-осевой обработке.
А что же насчет двух других осей?
Представьте себе поближе муху Декарта в полете. Вместо того, чтобы описывать только её положение как точку в трехмерном пространстве, мы можем описать её ориентацию. Представьте себе, что муха крутиться во время движения так же, как крутится самолет во время крена. Данное вращение описывается четвертой осью A: поворотная ось (вращение вокруг оси X)
Продолжая сравнение с самолётом, тангаж (наклон) мухи описывается пятой осью, B: ось вращения вокруг Y.
Проницательные читатели, без сомнения, сделают вывод о существовании шестой оси C, которая вращается вокруг оси Z. Это рыскание (поворот) мухи в нашем примере.
Если вам сложно представить шесть осей, описанных выше, вот схема:
Оси A, B и C расположены в алфавитном порядке, чтобы соответствовать осям X, Y и Z. Хотя существуют 6-осевые станки с ЧПУ, конфигурации с 5- осью являются более распространенными, поскольку добавление шестой оси обычно дает не очень много дополнительных преимуществ.
Последнее замечание о соглашениях по маркировке осей: в вертикальном обрабатывающем станке оси X и Y находятся в горизонтальной плоскости, а ось Z — в вертикальной плоскости. В горизонтальном обрабатывающем станке оси Z и Y меняются местами. Смотрите схему ниже:
Конфигурации 5 осевых станков
Конфигурация 5-осевого станка определяет, какие две из трех осей вращения он использует.
Например, машина c цапфой с вращающимся столом работает с осью A (вращается вокруг оси X) и с осью C (вращается вокруг оси Z), тогда как машина с инструментом на шарнире работает с осью B (вращается вокруг оси Y) и оси C (вращается вокруг оси Z).
Внутренний вид цапфы 5-осевого вертикального обрабатывающего центра.
Вращение осей в станках с цапфой обеспечивается посредством движения стола, тогда как в станках шарнирного вращения, дополнительные оси обеспечиваются поворотом шпинделя. Оба вида станков имеют свои уникальные преимущества. Например, станки с цапфой вмещают больший объем обрабатываемой детали, поскольку нет необходимости компенсировать пространство, занимаемое вращающимся шпинделем. С другой стороны, машины шарнирного вращения могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
Видео о преимуществах станков с шарнирной головой:
Сколько же осей обработки вам нужно ?
Возможно, вы видели ссылки на обрабатывающие центры, предлагающие семь, девять или даже одиннадцать осей. Несмотря на то, что множество дополнительных осей могут показаться сложным, объяснение такой ошеломляющей геометрии на самом деле довольно просто.
«Когда вы имеете дело со станками, которые имеют, скажем, более одного вращающегося шпинделя, у вас уже есть больше осей», — объяснил Майк Финн, менеджер по разработке промышленных приложений в Mazak America.
«Например, у нас есть станки со вторыми шпинделями и нижними револьверными головками. На этих станках будет несколько осей: верхняя револьверная головка будет иметь 4 оси, а нижняя револьверная головка имеет 2 оси, а затем у вас есть противоположные шпиндели, которые также имеют 2 оси. Итого в таких станках может быть до 9 осей», — продолжил Финн.
«Детали, которые вы делаете, по-прежнему 5-осевые», — добавляет Уэйд Андерсон, специалист по продажам продукции в Okuma America.
«Такой компонент, как аэрокосмический клапан, может быть сделан на нашем вертикальном центре MU-5000, который представляет собой 5-осевую машину. Или мы могли бы выполнить эту деталь на многоосном станке, который имеет вращающуюся ось B и два шпинделя для двух осей C, плюс X, Y и Z. Есть также более низкая револьверная головка, которая дает вам второй X и Z. Все эти модификации дают большее количество осей, но сама деталь имеет всю ту же пяти-осевую геометрию» — пояснил Андерсон.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Так сколько осей вам нужно?
Как часто бывает в производстве, ответ на этот вопрос зависит от вашего конкретного случая. Финн привел следующий пример:
«Лопатка турбины — это поверхность свободной формы и может она быть довольно сложной. Наиболее эффективный способ выполнить обработку лопасти, подобной этой, — использовать 5-осевую обработку инструментом по спирали вокруг аэродинамического профиля лезвия. Конечно, можно использовать и 3х-осевую обработку, если вы выставите лопасть на определенную позицию, а затем используете три линейные оси для обработки поверхности, но обычно это не самый эффективный способ».
Андерсон соглашается: «Геометрия детали скажет вам, нужна ли вам конфигурация с 3, 4 или 5 осями».
5-осевой вертикальный обрабатывающий центр.
Однако важно помнить, что количество нужных вам осей зависит не только от детали. «Выбор конфигурации в основном диктуется самой деталью, но нужно не забывать и того, что хочет заказчик», — сказал Андерсон.
Заказчик может принести деталь, скажем, титановую аэрокосмическую скобу, и я могу сказать: «Это идеальная деталь для 5-осевого обрабатывающего станка », но они могут планировать в будущем делать детали, которые будут работать лучше на одном из MULTUS U. Эта многофункциональная машина не может быть оптимизирована так же, как 5-осевой обрабатывающий центр, но она может предоставить заказчику возможность выполнять множество видов других работ, что является частью их долгосрочного плана».
«Еще одна вещь, которую следует учитывать, — это размер рабочей зоны», — добавил Финн.
«Какой максимальный размер детали вы можете вставить в станок и при этом выполнять смену инструмента и смену деталей? В этом заключается понимание возможностей машины и того, что она сможет и не сможет сделать».
Зачем использовать 5-осевую обработку?
Попытка выбрать между 3-осевой обработкой и 5-осевой обработкой — это то же самое, что попытаться выбрать между гамбургером из Макдональдса или стейком BBQ на косточке; если цена — ваша единственная забота, тогда, очевидно, вы выбираете первый вариант.
Однако дилемма становится намного более сложной при сравнении 5-осевой и 3 + 2-осевой.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
5 осей против 3 + 2 оси станка
Важно различать 5-осевую обработку и 3 + 2-осевую обработку.
Первая — также называемая непрерывной или одновременной 5-осевой обработкой — включает в себя постоянную регулировку режущего инструмента по всем пяти осям, чтобы наконечник оставался оптимально перпендикулярным к детали.
Полная 5-осевая демонстрационная часть из алюминия. Время цикла: 13 минут.
Вторая – так же называемая 5-сторонней или позиционной5-осевой обработкой – представляет собой выполнение 3-осевой программы с режущим инструментом, зафиксированным под углом, определяемым двумя осями вращения. Механическая работа, которая включает в себя переориентацию инструмента по осям вращения между вырезами, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
Демонстрационная часть с 3 + 2 осями из алюминия. Время цикла: 7 минут.
Основным преимуществом непрерывной 5-осевой обработки по сравнению с 5-осевой индексацией является скорость, так как последняя требует остановки и запуска между переориентацией инструмента, тогда как 5-осевая не делает этого.
Однако всегда есть возможность получить одинаковые результаты при использовании непрерывной или индексированной 5-осевой оси.
Стоит также отметить, что преимущество в скорости ведет к увеличению движущихся частей, что означает повышенный износ, а также к большей потребности в обнаружении возможности столкновения деталей. Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Сравним технологию 5-осевой обработки и 3D-печати
3D-печать или аддитивное производство — актуальная тема в мире производства сейчас, особенно в сравнении с технологиями выборки, такими как 5-осевая обработка.
Хотя иногда предполагается, что эти два метода конкурируют (поскольку фанаты 3D-печати утверждают, что данная технология скоро разрушит всю обрабатывающую промышленность), правильнее будет думать, что аддитивные и субстрактивные технологии производства дополняют друг друга.
Станок INTEGREX i-400AM от Mazak сочетает в себе аддитивное производство и 5-осевую обработку.
«Я не думаю, что аддитивное производство полностью захватит рынок, но я думаю, что теперь появилась возможность для разработки деталей, которые не могли быть созданы в прошлом», — сказал Финн.
«Конечно, есть и останутся детали, требующие обработки выборкой. Например, детали с очень жестким допуском на круглость».
«Можно напечатать почти полностью готовый элемент, но для достижения необходимого допуска этот элемент все же может потребоваться обработать на станке», — добавил Финн.
Означают ли это, что будущее производство будет представлять собой гибрид 3D — принтер / 5-осевой ЧПУ станок?
Андерсон не уверен в этом: «Реальное применение 3D-печати вне лабораторной среды заключается не в том, чтобы использовать машину комбинированного стиля, а, в том, чтобы, например, 3D-принтер с технологией SLS сделал то, что он делает лучше всего, и фрезерный станок сделал то, что делает лучше всего, работая над общим результатом посредством автоматизации».
Причина существования двух отдельных машин, в данном случае, сводится к управлению порошком и стружкой внутри машины.
«Количество порошка, которое вы пропускаете при лазерном спекании, например, на 13кг детали, может составлять 70–140 кг», — сказал Андерсон.
«Если это входит в машину, где все объединено, то не существует проверенного способа заново использовать весь этот порошок».
Другими словами, вопросы, касающиеся взаимосвязи 3D-печати с 5- осевой обработкой, чаще всего касаются сотрудничества технологий, нежели конкуренции. «Я думаю, что аддитивное производство может уменьшить количество черновой обработки, которая необходима», — заключил Финн.
Каталог 3D принтеров
Как получить максимальную эффективность при 5 осевой обработки.
Нередко 5-осевые возможности используются недостаточно.
«Некоторые могут иметь станок, но могут не понимать, что он из себя представляет в полном объеме. Либо у них может не быть программного обеспечения, необходимого для создания программы резки, которая бы использовала все возможности машины», — заметил Финн.
Андерсон соглашается: «Это душераздирающее зрелище для компании, подобной нашей. Когда мы видим компанию, которая идет ва-банк, получает оборудование, устанавливают его. По разным причинам они приобретают многофункциональный станок с 5 или более осями и используют его как 3-осевой станок. Это происходит постоянно».
Схема горизонтального обрабатывающего центра Okuma MU-10000H.
«Во многом это зависит от персонала», — добавил Андерсон. «Требуется обучение и понимание того, как использовать машину. Иногда трудно думать об обработке детали с верхним, нижним, главным шпинделем и вспомогательным шпинделем, и все в процессе, одновременно.»
«Есть много компаний, разрабатывающих программное обеспечение, которые намного лучше справляются с этим, но освоить его сложно», — заключил Андерсон.
Важность 5-осевого управления и программного обеспечения
Несмотря на то, что наличие оператора с нужным набором навыков является основным фактором, позволяющим максимизировать возможности 5-осевого станка, управление и программное обеспечение станка также важны.
«Когда вы выполняете высокоскоростную 5-осевую обработку, сервоприводы на станке и время отклика очень важны, чтобы избежать короткого замыкания или перерегулирования при обработке», — сказал Финн. «Контроллер в станке должен уметь обрабатывать данные достаточно быстро, чтобы траектория движения была четкой, плавной, равномерной. Нужно избегать резких движений, которые могут вызвать повреждения заготовки».
Mazak’s MAZATROL SmoothX с ЧПУ.
«Аналогично, программное обеспечение, которое создает 5-осевые программы, должно быть способно создавать хороший плавный код, чтобы станок мог двигаться плавно», — заключил Финн.
Выбор правильного пакета CAD / CAM необходим для получения максимальной отдачи от вашего станка.
«Если вы, например, занимаетесь аэрокосмическими деталями, вы должны работать с программными пакетами высокого класса», — сказал Андерсон.
«Если вы просто делаете небольшие алюминиевые формы компонентов для литья под давлением в автомобильной компании, или все, что вы делаете, это сверлите пару отверстий в корпусе двигателя, это совсем другая история».
«Если, же вы режете детали, которые требуют системы CAM для создания программ резки, вы должны инвестировать в систему CAM, которая дополняет возможности станка», — добавил Финн.
Предотвращение аварий в 5-осевой обработке.
Когда дело доходит до создания 5-осевых траекторий, обычно существует дилемма между работой на более высоких скоростях и подачами и минимизацией риска столкновений. К счастью, сегодня на рынке есть ряд программных инструментов, которые могут помочь решить ее.
«С нашим программным обеспечением по предотвращению столкновений вы можете загрузить трехмерную модель детали и инструментов, и программа просчитает на каждое движение инструмента вероятность столкновения с чем-либо», — сказал Андерсон.
«При условии, что ваше устройство смоделировано правильно, система уловит столкновение до того, как оно произойдет».
Система предотвращения столкновений Okuma работает в режиме реального времени.
«Существует программное обеспечение, которое будет выполнять моделирование работы станка», — прокомментировал Финн.
«Так что это важно, особенно когда дело касается дорогих запасных частей. Вам не нужно столкновение, которое может привести к тому, что вы сломаете деталь, либо кто-то получит травму или повредит станок».
«Vericut предлагает программное обеспечение для виртуального 3D-мониторинга, которое будет делать то же самое, только на автономном компьютере», — добавил Андерсон. «Таким образом, вместо того, чтобы работать в режиме реального времени на элементах управления станка, вы запускаете свою программу обработки деталей через Vericut, и она проверит все траектории и убедится, что станок будет делать то, что, как вы думаете, он должен сделать».
Проверка инструмента на 5-осевом станке.
Высокая производительность является преимуществом 5-осевой обработки, но она также увеличивает риск ошибок, таких как использование сломанного или неправильного инструмента. Одним из способов минимизации этих ошибок является выбор системы проверки инструмента, например лазер BLUM, на DMG MORI DMU 50C:
5-осевая обработка: Соответствует ли принципу «сделать за 1 раз» ?
Понятие «сделано за раз» — конечная цель в производстве: вы загружаете кусок материала в станок, запускаете программу и снимаете полностью готовую деталь.
Как и возможность минимизировать время подготовки, задача принципа «сделано за раз» — имеет смысл, даже если в конкретном случае она практически не достижима.
При этом 5-осевая обработка приближает нас к цели «сделано за раз» больше, чем любой другой процесс; даже детали после 3D-печати требуют пост-обработки. В этом контексте основным ограничением 5-осевой обработки являются зажимные приспособления.
«Большая часть движений 5-осевой работы лежит вокруг зажимного механизма», — сказал Андерсон. «У меня может быть лучшая машина в мире, но если мое зажимное приспособление паршивое, я никогда не получу того, что задумывал».
По словам Финна, ключ к преодолению данного слабого места лежит в использовании станков с более чем пятью осями:
«Например, станок INTEGREX может быть оснащен противоположными поворотными шпинделями и нижней режущей револьверной головкой. Таким образом, детали можно разрезать на одном шпинделе, а затем перенести на противоположный шпиндель для обработки оставшейся части детали. Так что, по сути, вы можете загрузить кусок сырой заготовки, и в конце снять готовую деталь».
Техника обработки при 5-осевом фрезеровании
5-осевая обработка обеспечивает значительные преимущества, включая сокращение времени выполнения заказа, повышение эффективности и увеличение срока службы инструмента. Однако важно понимать, что для достижения этих преимуществ требуется нечто большее, чем просто покупка новейшего 5-осевого обрабатывающего центра.
Овладение искусством 5- осей требует учета множества факторов. На эту тему Андерсон сказал так:
«Когда вы смотрите на проблемы, с которыми сталкиваются клиенты, очень редко это касается обработки детали. Как правило, проблема, которая их тормозит, заключается не в создании идеи, а в чем-то другом. Это наличие, обучение и тренировка персонала, правильный подход операторов к машине или понимание до начала работы, что у них будет достаточно инструментов в запасе, чтобы закончить деталь, которую начали. Сторонние составляющие бизнеса тормозят больше, чем фактическое создание».
Что ж, а на этом у нас все! Надеемся эта статья была для Вас полезна!
Заказать 5-ти координатный фрезерный ЧПУ станок, 3D-принтер, или расходные материалы, задать свои вопросы и узнать статус Вашего заказа, вы можете
5-осевая обработка предоставляет бесконечные возможности для эффективной обработки деталей размеров и форм. Термин «5-осевой» относится к числу направлений, в которых может двигаться режущий инструмент. На 5-осевом обрабатывающем центре режущий инструмент перемещается по линейным осям X, Y и Z, а также вращается по осям A и B, чтобы приближаться к заготовке с любого направления. Другими словами, вы можете обрабатывать пять сторон детали за один установ.
РУКОВОДСТВО ПО ВЫБОРУ 5-ОСЕВОГО И МНОГОЗАДАЧНОГО СТАНКА
При одновременной 5-осевой обработке три линейные оси станка (X, Y и Z) и две оси вращения (A и B) включаются одновременно для выполнения сложной обработки деталей. При 3 + 2 станок выполняет программу 3-осевого фрезерования с блокировкой режущего инструмента в наклонном положении с использованием двух осей вращения. Этот процесс, также известный как 5-осевая позиционная обработка, опирается на четвертую и пятую оси для ориентации режущего инструмента в фиксированном положении, а не для непрерывного манипулирования им в процессе обработки.
Наша одновременная 5-осевая технология расширяет границы типов геометрии деталей, которые вы можете обрабатывать. Предоставляя вам возможность производить очень сложные компоненты за одну установку, наши 5-осевые станки дают волю воображению ваших инженеров и переопределяют ваши общие возможности.
Обработка сложных форм за один установ для повышения производительности
Экономьте время и деньги за счет меньшей подготовки крепежа
Повышение производительности и денежного потока при одновременном сокращении времени выполнения заказов
Более высокая точность детали, поскольку заготовка не перемещается между несколькими рабочими станциями
Возможность использования более коротких режущих инструментов для повышения скорости резания и снижения вибрации инструмента
Добейтесь превосходной чистоты поверхности и общего качества деталей
Мы предлагаем самый передовой и полный в отрасли выбор 5-осевых конфигураций станков, чтобы обеспечить вам наилучшую стоимость владения, а также бесконечные возможности обработки деталей.
Имея так много вариантов 5-осевой обработки, важно инвестировать только в технологии и возможности, применимые к вашим конкретным приложениям. Чтобы помочь вам определить наиболее подходящее и экономичное решение для ваших капиталовложений, мы разработали руководство по выбору 5-осевого решения, которое проведет вас через процесс принятия решения в три простых шага.
Скачать руководство по выбору
5-осевые фотографии
Свяжитесь с местным представителем Mazak или посетите один из наших технологических центров , чтобы определить, какой обрабатывающий центр Mazak лучше всего соответствует вашим потребностям в обработке деталей.
Повышение скорости и гибкости. Горизонтальные 5-осевые обрабатывающие центры Makino обеспечивают глобальное конкурентное преимущество. Наша точность и автоматизация обеспечивают более высокую производительность при самых низких затратах на деталь. Фрезерный станок с ЧПУ 5-осевой
Там, где встречаются сложность и жесткость
Независимо от того, режете ли вы алюминий, сталь или титан или изготавливаете сложные детали с большим съемом металла, 5-осевой горизонтальный обрабатывающий центр Makino может стать вашим лучшим решением. В зависимости от геометрии ваших деталей использование процессов пятиосевой обработки, вероятно, может сократить как время настройки, так и время выполнения заказа, расширив ваши возможности для захвата будущей работы. А благодаря более эффективной обработке стружки и, вероятно, более высокой жесткости, чем вертикальные станки, переход на горизонтальную обработку с ЧПУ может изменить ваше производство.
Makino выводит 5-осевую горизонтальную обработку на новый уровень с нашим новым станком a500Z. Мы предлагаем:
Высокая жесткость, обусловленная уникальной конструкцией станка a500Z с двойным наклоном и трехточечным нивелированием, Makino разработала высокопроизводительные многоосевые фрезерные станки с ЧПУ, обеспечивающие максимальный съем металла и минимизирующие затраты на скоропортящиеся инструменты.
Высокая точность благодаря встроенному активному контролю температуры, включая охлаждение сердечника шарико-винтовой передачи, охлаждение осей вращения с прямым приводом и охлаждение кожуха шпинделя.
Готовность к автоматизации с функциями, упрощающими интеграцию в системы прямой роботизированной загрузки или систему обработки поддонов MMC2 от Makino. При интеграции в автоматизированную систему вы можете рассчитывать на коэффициент использования шпинделя до 95% и полностью автоматическую работу в ночное время и в выходные дни.
Выберите свой горизонтальный обрабатывающий центр
Makino 1-Series
Все горизонтальные обрабатывающие центры Makino серии 1 могут быть сконфигурированы для полноценной 5-осевой горизонтальной обработки, что идеально подходит для высокопроизводительного производства автомобильных или аэрокосмических компонентов. Низкие эксплуатационные расходы, простота установки и очень жесткая платформа с трехточечным выравниванием, в которой используются проверенные системы поддержки, такие как шпиндели, устройство смены инструмента и устройство смены поддонов, все в стандартной комплектации.
Серия Makino MAG
5-осевые горизонтальные обрабатывающие центры Makino серии MAG — идеальный выбор для обработки средних и крупных алюминиевых компонентов планера. Непревзойденная скорость съема алюминиевого металла и превосходные возможности удаления стружки подняли планку производительности и эффективности.
Макино серии T
Станки Makino серии T с технологиями обработки титана TI ADVANTIGE™ обеспечивают в четыре раза более высокую производительность и до девятикратный срок службы инструмента по сравнению с традиционным фрезерованием титана. Охлаждение большого объема под высоким давлением отводит тепло от титана, поддерживая целостность режущего инструмента. Серия отличается уникальным сочетанием большого диапазона движения осей и технологий активного демпфирования.
Макино серии G
Сократите время производственного процесса, не добавляющее ценности, за счет объединения операций шлифования, фрезерования и сверления на одном станке. Горизонтальные обрабатывающие центры Makino серии G способны выполнять все эти операции с труднообрабатываемыми сплавами на основе никеля. Запатентованный процесс шлифования VIPER подает охлаждающую жидкость через поры стекловидного шлифовального круга для контроля температуры.
Серия MCD Макино
Благодаря уравновешенной коробчатой конструкции станки Makino серии MCD предназначены для крупногабаритной обработки твердых металлов, таких как нержавеющая сталь и титан, для аэрокосмической промышленности и других сложных применений. Эти 5-осевые горизонтальные обрабатывающие центры в виде цапф поддерживаются рядом вариантов шпинделей, а уникальные поворотные оси с двойным приводом позволяют выполнять обработку с высоким усилием при движении вращающегося станка.
узнать больше
1-я серия
a500Z
Благодаря уникальной конструкции с двойным наклоном для повышения жесткости, a500Z максимально увеличивает скорость съема металла и увеличивает срок службы инструмента. Z-образный тип подходит для деталей сложной геометрической формы. Долговечные, высокопроизводительные шпиндели повышают производительность, а контроль температуры активных компонентов станка улучшает…
Метрика Английский
поддон:
500 мм
19,7 «
x:
730 мм
28,7″
Y:
750 мм
29,5 «
Z:
500 ММ -7002
500 ММ -7002
500 ММ. 19,7 » — 27,6″
Rapid Traverse:
60 000 мм/мин
2 362 IPM
Максимальный заготовка:
Ø 630 мм x 500 мм.0010
a800Z
Компания Makino рада объявить о новейшем пополнении в семействе высокопроизводительных горизонтальных обрабатывающих центров — пятиосевом a800Z.
Метрическая система Английский
Поддон:
630 мм
24,8 дюйма
X:
1280 мм
50,4 дюйма
Y:
1,200 мм
47,2 «
Z:
1120 мм — 1 325 мм
44,1″ — 52,2 «
Rapid Travers:
60000 мм/мин
2,36262.
Ø 1000 мм x высота 800 мм
Ø 39,4” x 31,5” высота
a51nx-5XU
Что отличает a51nx-5XU от других небольших 5-осевых станков, так это интегрированная автоматизация обработки деталей со встроенной системой хранения деталей/приспособлений в сочетании с горизонтальной ориентацией шпинделя для легкого удаления стружки.
Метрическая система English
Pallet:
BBT50 Tool holder
BBT50 Tool holder
X:
580 mm
22.8″
Y:
640 mm
25.2″
Z:
500 mm
19.7 »
Ускоренный ход:
60 000 мм/мин
2 362 дюймов в минуту
a61nx-5E
Пятиосевой горизонтальный обрабатывающий центр a61nx-5E создан специально для высокоэффективной обработки алюминия малых и средних размеров, сложных пятиосевых компонентов и монолитных аэрокосмических деталей.
MAG1 идеально подходит для высокопроизводительной обработки алюминиевых монолитных деталей аэрокосмической отрасли толщиной менее 1,5 м. MAG1 можно интегрировать в систему Makino MMC-2, что позволяет работать без присмотра круглосуточно и без выходных.
Обладая большим ходом и размером поддона по сравнению с MAG1, MAG3 оснащен шпинделем 33 000 об/мин / 130 кВт с высокой скоростью перемещения станка, что позволяет максимально увеличить возможности съема металла. MAG3 может быть интегрирован с автоматической системой перемещения и хранения поддонов для продолжительных периодов работы без присмотра.
Метрическая система Английский
Pallet:
3,000 x 1,500 mm
118.1″ x 59.1″
X:
3,000 mm
118.1″
Y:
1,500 mm
59″
Z:
1,000 mm
29.5″
Rapid Traverse:
X: 62,700 mm/min Y&Z 58,000 mm/min
X: 2,468 ipm Y&Z 2,283 ipm
Maximum Workpiece:
3,000 x 1,500 x 750 mm
118.1″ x 59″ х 29,5″
MAG3.EX
Обладая большей осью X и поддоном, чем у MAG3, 5-осевой станок MAG3.EX специально разработан для высокопроизводительной обработки сложных алюминиевых монолитных деталей для производства аэрокосмических деталей. MAG3.EX может быть интегрирован с автоматической системой перемещения и хранения поддонов в течение длительного…
Метрическая система Английский
Поддон:
3 500 x 1 500 мм
137″ x 78.7″
X:
4,000 mm
157.5″
Y:
1,500 mm
59.1″
Z:
1,000 mm
39.4″
Rapid Traverse:
X: 62 700 мм/мин Y & z 58 000 мм/мин
x: 2 468 IPM Y & Z 2 283 IPM
Максимальный заготовка:
4000 x 1500 x 750 мм
157,4 «x 59» x 29,5 «
MAG3.W
5-осевой горизонтальный обрабатывающий центр MAG3.W с большей, чем у MAG3.EX, осью Y еще больше расширяет рабочий диапазон для обработки сложных алюминиевых монолитных деталей. MAG3.W может быть интегрирован с автоматической системой перемещения и хранения поддонов для продолжительных периодов работы без присмотра.
Метрическая система Английский
Поддон:
3 500 x 1 500 мм
137,8 «x 59,1»
x:
4000 мм
157,5 «
Y:
1,800 мм
70,9″
Z:
1000 MM
39,4 «
9000. мм/мин
1000 дюймов/мин
Максимальная заготовка:
4000 x 1800 x 500 мм
157,5″ x 70,9″ x 19,7″
MAG A6
MAG A6 Создан для аэрокосмической обработки Благодаря большему ходу и размеру поддона по сравнению с более мелкими членами семейства MAG, MAG A6 оснащен шпинделем 33 000 об/мин / 130 кВт с высокой скоростью перемещения машины, чтобы максимизировать возможности съема металла. MAG A6 может быть интегрирован с автоматической системой перемещения поддонов…
Метрическая система English
Pallet:
6,000 x 2,000 mm
236.0″ x 78.7″
X:
6,200 mm
244.1″
Y:
2,200 mm
86.6″
Z:
650 mm
25,6″
Ускоренный ход:
65 000 мм/мин (X, Y и Z)
5 560 дюймов в минуту (X, Y и Z)
Максимальное количество обрабатываемых деталей:
6000 мм X 2200 мм x 500 мм (с ограничениями)
236″ X 86,6″ x 19,7″ (с ограничениями)
MAG A6.H
MAG A6.H Создан для аэрокосмической обработки Благодаря большему ходу и размеру поддона по сравнению с более мелкими членами семейства MAG, MAG A6.H оснащен шпинделем 33 000 об/мин / 130 кВт с высокой скоростью перемещения машины, чтобы максимизировать возможности съема металла. MAG A6.H может быть интегрирован с автоматической системой перемещения поддонов…
Метрическая система English
Pallet:
6,000 x 2,300 mm
236.0″ x 90.6″
X:
6,200 mm
244.1″
Y:
2,500 mm
98.4″
Z:
650 mm
25,6″
Ускоренный ход:
65 000 мм/мин (X, Y и Z)
5 560 дюймов в минуту (X, Y и Z)
Максимальное количество обрабатываемых деталей:
6000 мм X 2500 мм x 500 мм (с ограничениями)
236″ X 98,4″ x 19,7″ (с ограничениями)
MAG A8
MAG A8 Создан для аэрокосмической обработки Благодаря большему ходу и размеру поддона по сравнению с более мелкими членами семейства MAG, MAG A8 оснащен шпинделем 33 000 об/мин / 130 кВт с высокой скоростью перемещения, что позволяет максимально увеличить возможности съема металла. MAG A8 может быть интегрирован с автоматической системой перемещения поддонов…
Метрическая система English
Pallet:
8,000 x 2,000 mm
315.0″ x 78.7″
X:
8,200 mm
322.8″
Y:
2,200 mm
86.6″
Z:
650 mm
25,6″
Ускоренный ход:
65 000 мм/мин (X, Y и Z)
5 560 дюймов в минуту (X, Y и Z)
Максимальное количество обрабатываемых деталей:
8000 мм X 2200 мм x 500 мм (с ограничениями)
315″ X 86,6″ x 19,7″ (с ограничениями)
MAG A8.H
MAG A8.H Создан для аэрокосмической обработки Благодаря большему ходу и размеру поддона по сравнению с меньшими членами семейства MAG, MAG A8.H объединяет шпиндель 33 000 об/мин / 130 кВт с высокой скоростью движения машины, чтобы максимизировать возможности съема металла. MAG A8.H может быть интегрирован с автоматической системой перемещения поддонов…
Метрическая система English
Pallet:
8,000 x 2,300 mm
315.0″ x 90.6″
X:
8,200 mm
322.8″
Y:
2,500 mm
98.4″
Z:
650 mm
25,6″
Ускоренный ход:
65 000 мм/мин (X, Y и Z)
5 560 дюймов в минуту (X, Y и Z)
Максимальное количество обрабатываемых деталей:
8000 мм X 2500 мм x 500 мм (с ограничениями)
315″ X 98,4″ x 19,7″ (с ограничениями)
MAG A12-MAG A20.H
MAG A12 — MAG 20.H Создан для аэрокосмической обработки MAG A12 — MAG 20.H с большим ходом и размером поддона по сравнению с меньшими членами семейства MAG оснащен шпинделем 33 000 об/мин / 130 кВт с высокой скоростью перемещения, что позволяет максимально увеличить возможности съема металла. MAG A12 — MAG 20.H можно интегрировать…
Метрическая система Английский
Поддон:
До 20 000 x 2300 мм
до 787,4 «x 90,6»
x:
До 20 200 мм
до 795,3 «
Y:
до 2 500 ММ
. До 98,4″
Z:
До 650 мм
До 25,6″
Ускоренный ход:
65000 мм/мин (X,Y и Z)
2,560 ZPM (X9, YPM)0003
Максимальная заготовка:
До 20 000 мм X 2 300 мм x 500 мм (с ограничениями)
До 787,4″ X 90,6″ x 19,7″ (с ограничениями)
Серия MCD
MCD1516-5XA
Станок MCD1516-5XA в стандартной комплектации поставляется со шпинделем со скоростью вращения 6000 об/мин для облегчения тяжелой обработки крупных заготовок диаметром до 2 метров и весом до 2,3 тонны.
Горизонтальный обрабатывающий центр MCD2016-5XA с большей осью x, чем у MCD1516-5XA для больших заготовок, специально разработан для 5-осевой пресс-формы Горизонтальный обрабатывающий центр -5XA специально разработан для 5-осевой обработки пресс-форм….
Метрическая система Английский
Поддон:
1000 мм
39,4 «
X:
2000 мм
78,7″
Y:
1600 мм
63,0 «
Z:
1300 мм
51. 2″
51.2 » мин.
630 дюймов/мин
Максимальная заготовка:
ø2000 x 1520 мм R
Ø78,7″ x 60″ R
MCD2016-5XB
Создан для крупногабаритной 5-осевой обработки деталей Горизонтальный обрабатывающий центр MCD2016-5XB специально разработан для 5-осевой обработки деталей, обеспечивая многостороннее позиционирование крупных заготовок и одновременное 5-осевое управление для высокоскоростной и высокоточной обработки. Он поставляется с несколькими вариантами шпинделя…
Метрическая система Английский
Поддон:
1800 x 1000 мм
70,9 «x 39,4»
x:
2000 мм
78,7 «
Y:
1600 мм
63,0″
63,0 «
16002 мм
63. 0″
51,2 дюйма
Ускоренный ход:
16 000 мм/мин
630 IPM
Максимальное количество обрабатываемых деталей:
1100 мм x 2000 мм x 640 мм (с ограничениями)
43,3″ x 78,7″ x 25,2″ (с ограничениями)
MCD2516-5XB
Обладая самой большой осью X в серии, MCD2516-5XB обеспечивает многостороннюю индексацию крупных заготовок и одновременное управление по 5 осям для высокой скорости и высокой точности. Термический стабилизатор и термокамера Makino обеспечивают более высокую точность и более продолжительное время непрерывной высококачественной обработки.
Метрика Английский
поддон:
1800 x 1000 мм
70,8 «x 39,4»
x:
2500 мм
98,4 «
Y:
1600 мм
63,0″
63,0 «
16002 мм
98,0″
.
51,2 «
Rapid Traverse:
16 000 мм/мин
630 дюймов/мин
Максимальный заготовка:
2700 x 1600 мм R
106.3″ x 63 «R
900 мм
106.3″0098 Серия N
N2-5XA / Версия B
5-осевой горизонтальный обрабатывающий центр N2-5XA специально разработан для высокопроизводительной обработки компактных заготовок, что делает его идеальным для обработки различных типов заготовок медицинского рынка.
Метрическая система Английский
Поддон:
200 мм Ø
7,87 «Ø
x:
300 мм
11,8″
y:
300 мм
11,8 «
Z:
230 ММ
9000.1000
9000. 1000″
Z:
230 MM
9000 2 9000 «
:
42 000 мм/мин (X&Y), 56 000 мм/мин (Z)
1 653 дюймов/мин (X&Y), 2 205 дюймов/мин (Z)
Максимальная заготовка:
300 мм ø 00 x SR270 мм (с ограничениями) 11,8″ ø x SR10,6″ (с ограничениями)
Конус шпинделя:
HSK – A40
HSK – A40
Серия T
Makino T1
5-осевой горизонтальный обрабатывающий центр T1 предлагает производительность и возможности для обработки любой формы и любого материала. Шпиндель мощностью 107 кВт со скоростью вращения 12 000 об/мин хорошо работает с широким спектром материалов, от титана до твердых сталей и алюминия.
Метрическая система Английский
Pallet:
1,000 mm
39.37″
X:
1,500 mm
59. 1″
Y:
1,300 mm
51.2″
Z:
2,000 mm
78.7″
Ускоренный ход:
25 000 мм/мин
984,3 дюйма/мин
Максимальная заготовка:
ø1 500 мм x 1 500 мм
ø59″ x 59″
T2
Горизонтальный обрабатывающий центр T2 значительно повышает эффективность фрезерования титана, сочетая в себе стандартный интерфейс HSK-A125, шпиндель 1500 Нм с системами активного демпфирования и термостабилизации для достижения высокой производительности съема металла при исключительной стойкости инструмента и стабильности процесса. 5-осевая конфигурация…
Метрическая система Английский
Поддон:
1000 мм x 1250 мм
39.4″ x 49.2″
X:
2,000 mm
78.7″
Y:
2,000 mm
78. 7″
Z:
1,800 mm
70.8″
Rapid Traverse:
20 000 мм/мин
787 дюймов/мин
Максимальное количество обрабатываемой детали:
ø1 900 x 2 000 мм
ø74,8″ x 78,7″
T4
5-осевой горизонтальный обрабатывающий центр с большим ходом T4 сочетает в себе стандартный интерфейс HSK-A125, шпиндель 1500 Н·м с системами активного демпфирования и термостабилизации для достижения высокой производительности съема металла при исключительной стойкости инструмента и стабильности процесса.
Метрическая система Английский
Поддон:
4000 x 1500 мм
157,5 «x 59,1»
x:
4,200 мм
165,3 «
Y:
2000 мм
98,8
9000 2
9000 2
9000 2 9000 2
9000 2 9000 2 9000 2
9000 2
.
39,4″
Ускоренный ход:
16 000 мм/мин
630 дюймов/мин
Максимальное количество обрабатываемых деталей:
4 000 x 1 500 x 700 мм
157,4 х 59,0 х 27,4 дюйма
Рекомендуемый контент
Makino.Артикул
Производство с защитой от пандемии
Влияние COVID было широко распространено и ощущалось во всех аспектах производства. Многим компаниям пришлось значительно сократить персонал либо из-за карантина, либо из-за снижения рабочего потока. Сосредоточившись на безопасности персонала, ограничив количество сотрудников в офисе и в цехе, многие…
Новости
Makino представляет U6 H.E.A.T. Extreme Wire EDM с использованием первой в своем роде технологии проволоки с покрытием диаметром 0,016 дюйма
Новый станок удваивает скорость черновой обработки без увеличения производственных затрат
Чтобы быть конкурентоспособными на рынке, производители должны постоянно выявлять возможности для повышения эффективности и увеличения производительности, сохраняя при этом высочайший уровень качества.
Студио модерна Украина — Отзывы сотрудников компании
Другие названия: Top Shop, ТОВ «Студио Модерна» Сфера деятельности: Торговля: Бытовая техника, аудио-видео, мобильные телефоны Сайт: www.studio-moderna.com Телефоны: 492 – 81 — 00 Страна: Украина Регионы работы: Киев, Полтава Рейтинг компании:
Рейтинг 3,49/5,0
Просмотры: 94839 Описание деятельности:
Компания работает как call-центр.
Продаёт множество товаров начиная от паровых утюгов и заканчивая сковородками.
Форма подписки на обновления
Укажите свой адрес электронной почты для подписки на новые отзывы и комментарии о компании Студио модерна
Ваша электронная почта
Отзывы о компании «Студио модерна» Всего: 88
Фильтр по региону: Все Киев Полтава
13.
03.22 00:29
Автор: Макс, г. Полтава
…
Боляшкину на лбу мёртвом вырезать УВОЛЕН ПО СТАТЬЕ и не надо разводить людей. я смотрю деньги меняют..но не людей. ВАША ТРУДОВАЯ УЕДЕТ В КИЕВ, НАЗАД НЕ ПРИЕДЕТ И ВЫ ОБНАРУЖИТЕ ЧТО УВОЛЕНЫ ПО СТАТЬЕ. ТЫ…»
Оценка компании:
Рейтинг 1.0/5,0
Читать подробнее »
27.09.21 18:49
Автор: Виктория, г. Киев
Положительных сторон нет.
Во первых товар у них реально ужасного качества. Себе стоимость товара будет в серднем 100-200 гривен,это самое дешевое китайское дерьмо. По началу тебе рассказывают что это не обман, это горячая база…»
Оценка компании:
Рейтинг 1.0/5,0
Полезность: (1 — 0) = +1
Читать подробнее »
14.07.21 10:51
Автор: Богдан, г. Киев
график работы 5/2 6 часов в день
отличные супервайзеры
отсутствие вменяемого обучения через три дня изучения товаров сразу ставят на линию(обучение не оплачивают!!!)
отсутствие коллектива 95% работают из дома, офис пустой
штрафы на каждом шагу(опоздание 5-10…»
Оценка компании:
6 из 5″>Рейтинг 1.6/5,0
Читать подробнее »
15.03.21 22:53
Автор: Вероника, г. Киев
Мне нравится эта работа, конечно, когда только пришла сюда, уже через неделю хотела увольняться, но меня уговорили остаться, и я ни дня не пожалела, что осталась. Сейчас уже втянулась, изучила много информации, теперь могу ответить на любой вопрос клиента. На счет оплаты, все стабильно, без задержек, даже в период пандемии.
нет
Оценка компании:
Рейтинг 5.0/5,0
Читать подробнее »
09.03.21 21:40
Автор: Киев»>Дарья, г. Киев
Работаю здесь не первый год, за это время изучила много новой и полезной информации. Начальство относится к работникам с уважением, в непонятной ситуации помогают, оплата своевременная и часто с премиями. Отпуск регулярно отдают, причем стараются учесть пожелания работников, относительно поры года. Мне все нравится
нет
Оценка компании:
Рейтинг 5.0/5,0
Читать подробнее »
08.12.20 11:57
Автор: Аноним, г. Киев
— — — —
Не купуйте у цій компанії, товари вкарай низької якості, персонал нав’язливий і безтолковий
Оценка компании:
0 из 5″>Рейтинг 3.0/5,0
Читать подробнее »
16.11.20 19:42
Автор: Александра Логвинова, г. Киев
Удобный и комфортный для меня график. Никогда не было проблем, если нужен выходной. Платят стабильно, а если ещё и с заказами всё хорошо, то надбавка не плохая. Работаю около года, на работу иду с удовольствием.
Не всегда звонят адекватные люди
Оценка компании:
Рейтинг 5.0/5,0
Читать подробнее »
04.08.20 14:01
Автор: Аноним, г. Киев
немає
Ніколи не купуйте в топ шоп нічого.Всі товари вкрай низької якості. Менеджери просто дурять, розказуючи про функції товарів, які абсолютно не відповідають дійсності. А коли Вам говорять про повернення товару, не вірте!!!!. У Вас його ніхто не прийме і грошей Вам ніхто не поверне.
Оценка компании:
Рейтинг 3.0/5,0
Читать подробнее »
16.07.20 12:03
Автор: Максим Пасько, г. Полтава
их нету.
Это кидалы. Товар отстойный с возвратом. БУДЕТЕ ПОКУПАТЬ ЗА СВОИ ДЕНЬГИ МАТРАС, ЕСЛИ ЕГО НЕ ЗАБЕРУТ НА ПОЧТЕ. ***ТРУДОВУЮ УВЕЗЛИ В КИЕВ, НАЗАД НЕ ВЕРНУЛИ**** ОКАЗАЛОСЬ ПОСЛЕ ЕЩЁ И ПО СТАТЬЕ УВОЛИЛИ. покупайте у них матрасы дальше. ЭТО ПОДТВЕРДИТ НЕ ОДИН ЧЕЛОВЕК, если что=)
Оценка компании:
Рейтинг 1.0/5,0
Полезность: (1 — 1) = 0
Читать подробнее »
29.11.19 13:43
Автор: ivan ivan9505, г. Киев
Працюю в компанії трохи більше 3 років, менеджером з продажів. Працювати комфортно, робота в компанії подобається, моя задача розповідати людям про товар,спілкуватися з клієнтами, допомагати їм зробити покупку, якщо все робити правильно рівень з /п високий, виплачується завжди вчасно. Умови для роботи дуже задовільні і колектив приємний.
нет
Оценка компании:
0 из 5″>Рейтинг 5.0/5,0
Читать подробнее »
1
2
3
4
5
6
7
8
9
»
…
Последняя »
отзывы сотрудников о работодателе, отзывы о работе
Виктор (Соискатель)
Город: Москва
10:28 13.06.2019
Плюсы в работе
Полностью отсутствуют.
Отрицательные стороны
Приходил на позицию технического специалиста. Работодатель по телефону сказал, что готов обучать. В итоге, дали анкету, где я ответил не на все вопросы. После целый час начальник IT-отдела задавал каверзные вопросы, возникло ощущение, что им нужен человек с опытом работы лет в 20 и знаниями, как у Билла Гейтса за зарплату в 40к.
Да, и ещё. Очень далеко находятся от метро.
Крайне не рекомендую подобное для трудоустройства.
Предложенная з/п: белая
Соответствие з/п рынку: ниже рынка
Общее впечатление: не рекомендую
Все отзывы с этого IP адреса
Соц. пакет:
Карьерный рост:
Сотрудник HR:
Ответить
Марина (Соискатель)
Город: Москва
13:04 16.03.2019
Плюсы в работе
Их нет
Отрицательные стороны
Пригласили на собеседование, после этого на стажировку, в этот день отменила все свои планы и дела, приехала в магазин
Сказали, что поиск на вакансию давно закрыт, пыталась дозвониться до отдела подбора персонала, но безрезультатно
На вас всем плевать)
Предложенная з/п: белая
Соответствие з/п рынку: ниже рынка
Общее впечатление: не рекомендую
Соц.пакет:
Карьерный рост:
Сотрудник HR:
Посмотреть ответы (1)
Надежда (Соискатель)
Город: Москва
04:12 22.01.2019
Плюсы в работе
Приятные hr сотрудники, белая зп. Директор салона адекватная девушка.
Отрицательные стороны
Отправила отклик в данную компанию, пригласили на собеседование, приятная девушка Анна, предложила в этот же день съездить в салон, куда и была открыта вакансия дабы поговорить с управляющей магазина. Ок, съездила-пригласили на 2 пробных дня по 4 часа. (Скажу про себя: слава богу внешность у меня приятная, продажник отличный, что я впринципе доказала на деле). В офис по мне отправили положительный отзыв и сообщили, что готовы взять меня в штат, но нужно ещё встретиться с директором розничной сети. (Понятия не имею зачем…) ок, на следующий день приехала к назначенному времени. Директор Татьяна оказалась на редкость неприятной особой. Начиная от снисходительной улыбочки, до чуть ли не закапывания глаз от моих ответов. По итогу по мне пришёл отказ. Честно не знаю, что ей во мне не понравилось, на пробных днях продавала отлично. Опять же выгляжу хорошо.
По итогу хотелось бы, чтобы до Татьяны мой отзыв дошёл. Уважаемая Татьяна, Вы принимаете людей на должность продавца, с зп около 40 т.р. А не коммерческого директора с окладом 300. Будьте проще, дорогая.
Показать полностью
Предложенная з/п: белая
Соответствие з/п рынку: ниже рынка
Общее впечатление: не рекомендую
Соц. пакет:
Карьерный рост:
Сотрудник HR:
Ответить
Светлана (Бывший сотрудник)
Город: Санкт-Петербург
06:18 19.12.2018
Плюсы в работе
Полностью официальное трудоустройство, вся зарплата- белая.
Неотгуленные отпуска не сгорают, переносятся на следующий год, при увольнении выплачиваются.
Все переработки оплачиваются по повышенной ставке. (Утренние, вечерние, ночные часы)
Зарплата без задержек.
Никаких проблем с документами, справками.
Корпоративная скидка всем сотрудникам.
Очень развитая корпоративная культура.
Отрицательные стороны
Из минусов- незначительные:
В СПб походом в налоговую ,(замена фискальника) занимаются управляющие- это немного муторно.
Муторно идет оформление допрасходов (такси) обычно выходят из положения- проставляя часами.
Проверка психологом с исп.полиграфа. я проходила 2-ды. Успешно. Но сейчас считаю это вмешательством в личную жизнь.
Если ты не прошел стажировку, то оплата происходит по пониженой ставке- но это и понятно. Линейного персонала всегда не хватает и уж если вас не взяли, то продавец вы явно полудохлый.
Зарплата: белая
Соответствие рынку: рыночное
Общее впечатление: рекомендую
Все отзывы с этого IP адреса
Все отзывы с этого компьютера
Коллектив:
Руководство:
Условия труда:
Соц.пакет:
Карьерный рост:
Ответить
Катерина (Соискатель)
Город: Москва
00:10 25.10.2018
Плюсы в работе
*не смогла их найти потому что даже о собесе
Отрицательные стороны
Отправили мне приглашение на работу, звоните по такому-то номеру
Сначала звонила им несколько раз и никто не брал трубку
Потом несколько раз была музыка «ожидайте ответа»
И в конце концов «номер не обслуживается»
Неделю я им пыталась дозвониться, как можно проявлять такое хамское отношение к соискателям?
Предложенная з/п: белая
Соответствие з/п рынку: рыночное
Общее впечатление: не рекомендую
Соц. пакет:
Карьерный рост:
Сотрудник HR:
Посмотреть ответы (1)
ММ (Соискатель)
Город: Санкт-Петербург
19:22 17.10.2018
Плюсы в работе
Написали красивую вакансию
Отрицательные стороны
Обещают дать обратную связь и забивают. Неуважают соискателей! (Менеджер Екатерина) по ее работе можно сделать вывод, что все что здесь пишут- правда!!! Отправляйте резюме даже не сомневайтесь, НО сразу забывайте про это, вам все равно не позвонят. Я звонила сама два раза и мне обещали в течении одного- двух дней обратную связи. И не посчитали нужным ее предоставить. Потрачено.
Предложенная з/п: белая
Соответствие з/п рынку: ниже рынка
Общее впечатление: не рекомендую
Соц.пакет:
Карьерный рост:
Сотрудник HR:
Ответить
Катя (Сотрудник)
Город: Москва
09:02 12.10.2018
Плюсы в работе
Дружный коллектив
Отрицательные стороны
Никому не советую идти в эту компанию!
Работала недолго, график жёсткий, зарплата по факту складывается из-за переработок. Ночные смены оплачиваются не по правилам. Уборку каждое утро в магазине делали сами.
Директор в моем магазине была деревенская сука. (не ругательство, а характеристика). Постоянно всех обсуждала. Врала офису про сотрудников и положение вещей в магазине. Никакой системы в работе, только хаос.
Руководство (офис) тешит свое эго вместо продуктивной работы. Имеет отдельную от реальности картинку происходящего. Мозг выносило каждый приезд. Работать было невозможно.
Итого, самая неадекватная компания в моей жизни. Не пробуйте! Ищите другие места! Удачи.
Зарплата: белая
Соответствие рынку: ниже рынка
Общее впечатление: не рекомендую
Коллектив:
Руководство:
Условия труда:
Соц.пакет:
Карьерный рост:
Посмотреть ответы (1)
Александра (Соискатель)
Город: Санкт-Петербург
09:48 05.10.2018
Плюсы в работе
Иногда берут трубку, когда звонишь им САМА
Отрицательные стороны
Отправляла резюме на вакансию Менеджер по персоналу в СПб. Т.к. мое резюме неделю висело не просмотренное, решила позвонить сама. Итог: звонила я 3 раза (на 4 не дозвонилась) и каждый раз мне ставили срок в два дня на обратную связь. И, конечно же, никто не удосужился ни позвонить, ни отписаться. Полное неуважение к соискателям и некомпетентность отдела персонала (менеджер Екатерина). Пустая трата времени. (вакансия все еще висит)
Предложенная з/п: белая
Соответствие з/п рынку: ниже рынка
Общее впечатление: не рекомендую
Соц.пакет:
Карьерный рост:
Сотрудник HR:
Ответить
Ольга (Соискатель)
Город: Москва
15:55 01.10.2018
Плюсы в работе
Ни каких.
Отрицательные стороны
Ужасный магазин. Проходила три полных дня, а потом написали смс,что я им не подошла. На мой вопрос — Кто мне заплатит деньги за эти три дня? Мне ответили,что я не прошла проверку службы безопасности,а по поводу оплаты сказали что ни кто не оплатит.Типа договор расторгнут.Короче люди кто собираеться устраиваться в этот магазин не советую. Магазин находиться в ТЦ XL — 3 город Мытищи.
Предложенная з/п: белая
Соответствие з/п рынку: ниже рынка
Общее впечатление: не рекомендую
Соц.пакет:
Карьерный рост:
Сотрудник HR:
Посмотреть ответы (1)
Анастасия (Соискатель)
Город: Москва
07:25 08.08.2018
Плюсы в работе
Удобный график, высокая, белая з/п, хороший офис, приветливые сотрудники HR
Отрицательные стороны
Пришла на собеседование на руководящую должность, первый этап прошёл успешно и меня пригласили на втрой, с территориальным директором и тут я увидела некомпетентность в подборе персонала, Татьяна Петрова после собеседования вынесла вердикт в виде отказа, пояснив это тем, что я Слишком Амбициозна и в ближайшем будущем она мне не предложит карьерного роста, так как некуда повышаться, она там одна. Так же Татьяна пояснила, что ей нужен сотрудник, который идёт в компанию сидеть в одном магазине и развивать только его, а по мне это очень странно!! Т. е. если рассуждать, то я должна была прийти к ней на собеседование и сказать, что я хочу отсидеться на одном месте и развитие мне не интересно! Как такой руководитель может заниматься подбором и заполняемость торговых точек, раз он подбирает только сотрудников, которым должно быть не интересно их будущее развитие, как собственное, так и развитие своих сотрудников.
Так же Татьяна ожидала увидеть сотрудника, который будет намного старше, чем ее персонал, в частности администраторы магазина, тогда вопрос, с чего Татьяна решила, что я не могу обучать персонал и не смогу управлять людьми, старше меня по возрасту?? С каких пор возраст стал ключевым фактором, для отказа? Тогда у меня встречный вопрос, почему такие взрослые сотрудники, под которых ищут управляющего, до сих пор сидят на своей должности и им не дают расти?
Я написала такой отзыв, не потому что обиделась что меня не взяли, а потому что я впервые услышала такую глупую фразу: «Вы нам не подходите, потому что Вы слишком амбициозны»
!!!
Показать полностью
Предложенная з/п: белая
Соответствие з/п рынку: выше рынка
Общее впечатление: не рекомендую
Соц. пакет:
Карьерный рост:
Сотрудник HR:
Ответить
Мария (Соискатель)
Город: Москва
16:33 20.07.2018
Плюсы в работе
Раньше была фанатом topshop, почти все вещи былы оттуда
Отрицательные стороны
Решила туда устроиться, потому что нравилась эстетика бренда. Вакансия появилась в удачном месте от дома, отзвонилась актуально ли, сказали да, приходите.
Что в итоге? В топшопе работают РАСИСТЫ.
Подошла в магазин, сказала что по поводу вакансии. Сотрудник попросил подождать и пошёл за менеджером. Через минут 15 мне говорят что у них нету никаких вакансий. Видимо если ты неславянской внешности, то дорога тебе туда закрыта.
Покупать теперь я там точно ничего не буду, потому что бренд неэтичный и практикуют sweatshop производство.
Предложенная з/п: серая
Соответствие з/п рынку: ниже рынка
Общее впечатление: не рекомендую
Соц.пакет:
Карьерный рост:
Сотрудник HR:
Ответить
аноним (Бывший сотрудник)
Город: Москва
19:00 28. 05.2018
Плюсы в работе
было но очень давно
Отрицательные стороны
Как на центральном складе стала руководить Кудряшова Светлана Владимировна всё стало плохо. Полный развал так было задумано.Как в недрила программу WMS сразу денег не стало а начальство довольно что внедрила программу сразу начали пропадать вещи и с нас начали выщитывать за них а руководству хорошо.Программа не ошибаться. Кудряшова внедрила новую программу wms которая работает плохо по сравнению с navign.
Прибавки не сопоставимы с твоей работой .Отношение руководителей к сотрудникам похабное. Кудряшова нас за людей не считает.Руководители центрального склада сидят ровно бояться за своё место тёпленькие а о складе им на плевать главное план им сделать.Хотели прибавить и забыли это им и не нужно и так работают. Хочу выделить особенно старшего смены на слада хранение Ч Сашу(ч*о) больше его не как назвать.Как он стал старшим смены палец о палец не ударил о кладовщиках. Ему это не нужно он боится начальство главное чтоб ему было хорошо либездить перед всеми руководителями.Он как (П*********А)и все знают на складе и молчат. Жадный насчёт денег.Кто работал на складе стар.смены и заступался за кладовщиков их проста убирали. А ему так хорошо.Ему начальство скажет или прикажет он будет пол мыть не может им нечего сказать. Руководство обещает много только от них не дождёшся. Скажу что один негатив и не справедливость.Раньше был склад так склад а сейчас одно название.Я рад что ушёл из этого дурдома.
Показать полностью
Зарплата: белая
Соответствие рынку: рыночное
Общее впечатление: не рекомендую
Коллектив:
Руководство:
Условия труда:
Соц.пакет:
Карьерный рост:
Посмотреть ответы (1)
Аноним (Бывший сотрудник)
Город: Москва
23:54 14.03.2018
Плюсы в работе
Нет
Отрицательные стороны
Бегите от туда . Не тратьте своё время !!!! Бнс полное х. ..!!!!!! За дня на стажировке выплатили 500 р всего . Люди , они на вас зарабатывают …пока была там 2 дня, уже пришло где-то 6 человек на стажировку . Проходимость большая . Схема у них хитрая конечно . Пришёл глупышка , в надежде работать здесь и тд , отпахал стажировку и все «вы нам не подходите « выплатили копейки , дальше следующий также .
Зарплата: белая
Соответствие рынку: ниже рынка
Общее впечатление: не рекомендую
Все отзывы с этого IP адреса
Коллектив:
Руководство:
Условия труда:
Соц.пакет:
Карьерный рост:
Посмотреть ответы (1)
Алина (Бывший сотрудник)
Город: Москва
00:35 03.01.2018
Плюсы в работе
Официальное трудоустройство. Оплата стажировки
Отрицательные стороны
Довольно много. Проходила стажировку в ТОП ШОП НА ЦВЕТНОМ совершенно недавно. Пришла в надежде и хорошем настроении с целью далтнейшей работы. Со своими обязанностями справлялась, делала продажи, которые как оказалось даже не учитывались после в мою пользу. Сперва познакомилась с админом Марией. Она все приятно рассказала и показала, но на следуюший день я познакомилась с управляющей Ольгой и мое мнение об этом человеке резко стало негативным. Она отвратительно общается со своими сотрудниками, ощущается негативная энергетика от нее, очень сложно было с ней находиться, как управляющая так себе. Что самое интересное заметила, когда я хотела сделать продажу, она мне сказала чтобы я шла и поправляла зал. Что за глупости?? Ведь нужно продавать, а уже после поправлять вещи, а после еще и добавила мол почему так мало чеков и т.д. да и не только это. Много было других еще моментов. К тому же сама в рабочее время находилась в других магазинах и что-то кажется приобретала. Прошу офисных менеджеров обратить на эту женщину внимание и налпмнить ей о нормах и правилах работы управления. А то она видимо забылась совсем, а то и вовсе ее убрать из этого магазина.так она не много не соответсвует и часто переходила на личности, как мною было часто услышано.
Показать полностью
Зарплата: белая
Соответствие рынку: рыночное
Общее впечатление: не рекомендую
Все отзывы с этого IP адреса
Коллектив:
Руководство:
Условия труда:
Соц.пакет:
Карьерный рост:
Посмотреть ответы (1)
Мария (Бывший сотрудник)
Город: Москва
22:56 20.12.2017
Плюсы в работе
Регулярная зарплата
Отрицательные стороны
Работала в Топ Шоп на Цветном.попалась управляющая Ольга. Понять не могу кто и для чего ее туда заснул. Отвратительный руководитель и человек. Одни планы в глазах.хотя сама как продавец 0!! А чего то еще требует!!Из-за нее многие уволились!! Уберите ее от туда!!!! Она не достойна там быть.именно она вызывает негативную атмосферу в коллективе!! Прошу услышать меня!!
Зарплата: белая
Соответствие рынку: рыночное
Общее впечатление: не рекомендую
Все отзывы с этого IP адреса
Коллектив:
Руководство:
Условия труда:
Соц. пакет:
Карьерный рост:
Ответить
Инкогнито (Бывший сотрудник)
Город: Москва
00:19 24.10.2017
Плюсы в работе
Компания полностью белая! коллектив супер! В этой компании я выросла, спасибо за предоставленный опыт. В компании предусмотрено обучение, тестирование. Скидки 50% на все бренды компании. Сменный график. Хорошие впечатления от отдела персонала и при приеме и при увольнении. Компания заботиться о своих сотрудниках (!) теперь я это поняла , отработав в других компаниях. С удовольствием вернулась бы.
Отрицательные стороны
Мотивация вроде как поменялась, хорошо кто устроился до 2014 г , сейчас ставка в час упала ((. Ну кризис, что ж. Сокращение штата вроде произошло. Весь день на ногах, устаешь , но это второстепенно и не главное.
Зарплата: белая
Соответствие рынку: рыночное
Общее впечатление: рекомендую
Все отзывы с этого IP адреса
Коллектив:
Руководство:
Условия труда:
Соц. пакет:
Карьерный рост:
Ответить
Аноним (Бывший сотрудник)
Город: Санкт-Петербург
16:14 06.07.2017
Плюсы в работе
Работала в Calvin Klein Питерлэнд продавцом-консультантом полгода. Коллектив отличный, работать было приятно, была возможность самой выбрать график работы в соответствие с планом на месяц, девочки всегда могли подменить, если вдруг что, руководство было очень понимающем.
Отрицательные стороны
Но само расположение магазина ужасное.Поток людей очень маленький, а тем более в магазин, в котором средняя цена за джинсы 10 тыс, мало кто заходил, хотя были постоянники. Планы на магазин давали большие, справлялись только в скидки. Почасовая ставка в принципе не маленькая, как и везде, но в связи с отсутствием покупателей зарплата была очень маленькая ( у меня в среднем 13000 за 90 часов в месяц, у кассиров в среднем 22000 за 2/2 по 12 часов в день, админы больше 30-35 тыс не получали, даже в скидки). Если ищете ненапряжную работу, чтобы была возможность совмещать с учебой, то такой вариант вам подходит, но больших денег не заработаете, даже если вы супер продавец.
Зарплата: белая
Соответствие рынку: рыночное
Общее впечатление: рекомендую
Коллектив:
Руководство:
Условия труда:
Соц.пакет:
Карьерный рост:
Ответить
Виталий (Бывший сотрудник)
Город: Санкт-Петербург
21:37 14.04.2017
Плюсы в работе
Коллектив
Отрицательные стороны
Добрый день! Расскажу свою историю стажировки в магазине Calvin Klein в ТРЦ «Галерея».
Когда я оставлял анкету, на кассе присутствовал директор магазина Елена. После заполнения анкеты, она провела мини-инструктаж по структуре магазина, и рассказала про специфику работы в зале. На первый взгляд, мне показалось, что Елена разговаривала со мной в надменном тоне, но я надеялся что ошибаюсь, и надеялся что мне действительно показалось. Далее, мне назначили первый день стажировки. В первый день все было хорошо, я даже осуществил пару продаж и познакомился с коллективом, коллектив кстати в магазине отличный, и каждый всегда мог прийти на помощь. В конце дня администратор мне назначил второй день стажировки. Во второй стажировочный день, я работал с директором магазина Елена, как раз с той, с которой познакомился при заполнении анкеты. В течении рабочего дня, у меня возникали вопросы по работе с товаром, как и у любого стажера. Когда я обратился за помощью к «директору магазина», с вопросом «где находятся брюки в зале?», на что был ответ «Ищи» и это было сказано в безразличной форме, т.е. человек вообще не хотел даже смотреть в мою сторону (с учетом того, что я работал с покупателем, и клиент очень торопился, поэтому у меня не было времени искать данную вещь. Я полагаю что для данного человека, стажеры это что то незамечаемое, никчемное. После данного отношения, мне не хотелось даже подходить к этому человеку. Не
понимаю, как человек, с такой манерой общения, стал «руководителем», но это уже работа кадрового отдела. В конце стажировочного дня, Елена устроила допрос, и снова этот надменный тон, и снова это неприязненное отношение, тут не то что отвечать не хотелось, тут не хотелось даже находиться в помещении с данным человеком, т. к. ни о каком профессионализме со стороны Елены речи быть не может. Допрос закончился довольно быстро и соответственно, когда этот человек в приказном тоне говорил «Найди мне такую то вещь», искать это не хотелось. В итоге знакомства с директором магазина, я даже был рад что не подхожу на должность продавца-консультанта, да если бы даже мне сказали выходить на работу в данном магазине, то соответственно вывод напрашивается сам, я бы этого не сделал. Хочу предостеречь ребят, которые будут устраиваться в Галерее, в данный магазин, подумайте десятки раз, перед тем как тратить время, и если вам нравится грубое, непрофессиональное обращение со стороны руководства, то вам понравится, но таких людей, я думаю нет. Поэтому учитесь на чужих ошибках, т.к. это действительно была ошибка, и зря потраченное время.
Показать полностью
Зарплата: белая
Соответствие рынку: рыночное
Общее впечатление: не рекомендую
Коллектив:
Руководство:
Условия труда:
Соц. пакет:
Карьерный рост:
Ответить
Покупатель (Соискатель)
Город: Москва
16:24 14.04.2017
Плюсы в работе
нет
Отрицательные стороны
Доброго время суток.
Я покупатель. Если читают отзывы работадатель. то думаю примут меры.
ТЦ Вегас. была в магазине. очень сильно меня возмутило хамство администратора Дарьи к своим сотрудникам. С таким отношением к своим коллегам скоро в магазине не будут работать ни сотрудники и разбегутся все покупатели. Компания потеряет свои не полученную прибыль.
Предложенная з/п: белая
Соответствие з/п рынку: ниже рынка
Общее впечатление: не рекомендую
Все отзывы с этого IP адреса
Соц.пакет:
Карьерный рост:
Сотрудник HR:
Ответить
Георгий (Соискатель)
Город: Москва
15:35 16.03.2017
Плюсы в работе
К достоинствам можно лишь отнести, что сотрудники хорошие. Во время стажировки старались помогать, объясняли все. Ребятам респект.
Отрицательные стороны
Взяли меня на стажировку в Кельвин Метрополис. Директор магазина сука. Продавцы консультанты ее ненавидят просто. Со мной она меня вела достойно, ничего не могу скзать. Во-первых, насторожило то, что мне сказали типа как у меня получится совмещать сессии с работой. Я им сказал, что совместить возможно все. Где-то с ребятам поменяюсь, где-то сдам позже, хотя по закону они обязаны меня отпустить на сессию. Отстажировался у них 2 дня по 5 часов. Не буду говорить, сумел ли я себя проявить или нет, со стороны себя не могу оценивать. Я старался, конечно. В конце второго дня мне сказали, что у них есть еще один стажер. Они на него посмотрят и обязательно позвонят мне с ответом, берут или не берут. Прошла неделя. От них ни сообщения, ни звонка. Каждый день им звоню в офис, просто ради интереса уже. Они трубку не берут. Ну что за детский сад в конце концов, мы все взрослые люди. Это деловые отношения, и если человек вам не подходит, то хотя бы ради приличия позвоните и скажите, что бла бла бла, извините. Хорошо, что я еще с предыдущей работы не уволился, а то бедные ребята ведь сидят и ждут чуда. В конечном итоге могу сказать, что работодателя не рекомендую. С таким отношением только жалко этих бедных ребят, которые там работают.
Показать полностью
Предложенная з/п: белая
Соответствие з/п рынку: ниже рынка
Общее впечатление: не рекомендую
Соц.пакет:
Карьерный рост:
Сотрудник HR:
Ответить
Руководство для владельцев магазинов по отзывам сотрудников
Управление магазином
Один из наиболее частых вопросов, который мы слышим от владельцев магазинов, касается того, как часто они должны проводить обзоры сотрудников. Я хотел бы использовать эту статью, чтобы не только ответить на этот вопрос, но и предоставить вам руководство, которое позволит вам проводить проверки, которые сделают ваших сотрудников счастливыми и продуктивными.
Прежде всего, давайте начнем с новых сотрудников. С каждым новым сотрудником во время его ориентации вы должны четко обозначить цели компании, их личные цели, цели должности, минимальные уровни приемлемой производительности и относительные сроки. Вам также нужно будет сообщить сотруднику, как вы будете контролировать и измерять его производительность, и как вы будете проверять их работу, а также соблюдение ими политики компании. Для каждого нового сотрудника самым критическим периодом будут первые 9 лет.0 дней; именно в течение этого испытательного периода вы должны оценить и принять решение относительно того, подходят ли они для вашей компании. Вот почему мы в Elite считаем крайне важным проверять своих сотрудников как можно чаще в течение первых 90 дней.
Со всеми новыми сотрудниками я настоятельно рекомендую в течение первой недели проводить короткий 15-минутный обзор в конце каждого дня. Этот обзор в конце дня должен включать быстрое обсуждение того, что они сделали и узнали в течение дня, вы должны спросить, есть ли у них какие-либо вопросы, и вы должны предоставить им обзор ваших ожиданий на следующий день. После того, как первая неделя подошла к концу, вы должны планировать проведение еженедельных обзоров сотрудника в конце каждой недели в течение следующих трех недель. В конце первого месяца вы должны сказать новому сотруднику, что вы будете проводить обзоры в конце каждого месяца для первых 9 человек.0 дней. И, наконец, по истечении первых 90 дней (испытательного периода) мы рекомендуем планировать проверки каждые 6 месяцев.
Секреты хороших обзоров? На самом деле их несколько. Прежде всего, вам нужно отслеживать и измерять все, чтобы вы могли хорошо подготовиться к каждому обзору и в положении, когда вы можете говорить с уверенностью, а не просто сообщать о своих общих впечатлениях о работе сотрудника. Во-вторых, вы должны сообщить всем сотрудникам о предстоящих проверках за неделю до даты проверки и предоставить им документ, в котором изложено, что будет рассмотрено во время проверки. Как минимум, этот документ должен включать их конкретные цели работы, минимальные уровни приемлемой производительности и все относительные сроки. В идеале это также будет включать их документально подтвержденную производительность и исторические показатели, точки соответствия политикам вашей компании и их конкретному описанию работы, их личные цели и их продвижение, когда речь идет об их наборе навыков. Наконец, у вас должен быть список любых конкретных достижений, которые вы можете отметить и похвалить, а также ваши записи из последней проверки сотрудника, которые должны включать пункты соглашения и действия.
Во всех случаях обзоры должны быть случайными, и вы должны убедиться, что вас не будут прерывать. В Elite мы используем нашу стратегию обзора 50/25/25, что означает, что первая половина обзора посвящена обзору сотрудника, 25% времени посвящена сотруднику, оценивающему нашу компанию, а оставшиеся 25% время выделено сотруднику, проверяющему того, кто проводит проверку. Во время ваших обзоров вы всегда должны получать информацию от сотрудников, спрашивая их, как, по их мнению, они работают в каждой категории, и, при необходимости, вы должны спрашивать их, как, по их мнению, они могут лучше всего улучшить. По завершении обзора вы должны обсудить свои договоренности и действия с сотрудником, а затем предоставить ему письменную копию согласованных договоренностей, ваших ожиданий, соответствующих действий и сроков.
Этот метод требует времени? Да, но вы можете быть уверены, что это не займет столько времени, сколько требуется для решения проблем сотрудников, возникающих из-за недостатка общения, или для поиска новых сотрудников, когда вы теряете те бесценные звезды… которые у вас уже есть. .
Наши бесплатные советы предназначены для того, чтобы предоставить владельцам магазинов постоянный поток идей и лучших практик, которые помогут им оставаться впереди своих конкурентов. Находите это полезным? Свяжитесь с нами, используя форму ниже, чтобы узнать, как мы можем помочь вашему бизнесу стать еще лучше.
Элитный контрольный список для обнаружения потерянных продаж в автомастерских
Продажи, управление магазином
Если ваш магазин не обеспечивает продаж, которые вам нужны, вы можете воспользоваться этим простым в использовании контрольным списком Elite, чтобы увидеть, где вы можете терять продажи, прежде чем вы начнете накачивать больше своих заработанные деньги в ваши рекламные кампании.
Продолжай читать
Работа в Stop & Shop: отзывы сотрудников и культура
Культура в Stop & Shop
Информация предоставлена компанией
Честность всегда поступать правильно;. Имейте смелость веселиться!
Честность всегда поступать правильно;.
Обзор Stop & Shop
Компания Stop & Shop Supermarket Company LLC насчитывает около 60 000 сотрудников и управляет 398 магазинами в Массачусетсе, Коннектикуте, Род-Айленде, Нью-Йорке и Нью-Джерси. Компания помогает местным сообществам бороться с голодом, борется с детским раком и способствует общему здоровью и благополучию, уделяя особое внимание образовательным программам и программам поддержки детей. Стремясь быть устойчивой компанией, Stop & Shop является членом Совета по экологическому строительству США и программы Smart Way Агентства по охране окружающей среды; получила сертификаты LEED (EB) для 54 существующих магазинов; и был признан EPA за превосходное управление энергопотреблением в своих хранилищах. Stop & Shop является компанией Ahold. Персонал Stop & Shop имеет необычайно разное демографическое происхождение. В компании 47,2% женщин и 34,8% представителей этнических меньшинств. Сотрудники Stop & Shop несколько чаще являются членами Демократической партии, чем Республиканской партии: 64,0% сотрудников идентифицируют себя как члены Демократической партии. Несмотря на свои политические разногласия, сотрудники Stop & Shop, кажется, довольны. Компания отлично удерживает сотрудников: сотрудники обычно остаются на 4,5 года. Средний сотрудник Stop & Shop зарабатывает 30 866 долларов в год. Для сравнения, некоторые из его самых высокооплачиваемых конкурентов, такие как The Great Atlantic & Pacific Tea Company, Rite Aid и Wakefern Food Corporation, платят 49 долларов.852 доллара США, 37 918 долларов США и 37 001 доллар США соответственно. Компания Stop & Shop, базирующаяся в Массачусетсе, является лидером отрасли с 82 001 сотрудником и годовым доходом в размере 15,2 миллиарда долларов.
Миссия Организации
Мы считаем, что предоставление безопасных, полезных и высококачественных продуктов питания в чистых, современных и привлекательных магазинах является основой доверия потребителей.
Команда компании Stop & Shop
Рейтинг компаний Stop & Shop
Компания Stop & Shop занимает 15-е место в списке лучших розничных компаний штата Массачусетс. Списки лучших мест работы Zippia содержат непредвзятую оценку компаний, основанную на данных. Рейтинги основаны на правительственных и частных данных о заработной плате, финансовом состоянии компании и разнообразии сотрудников.
#15 в списке лучших розничных компаний для работы в Массачусетсе
#7 в списке лучших розничных компаний для работы в Куинси, Массачусетс
#3 в списке лучших розничных компаний для работы в Куинси, Массачусетс 1
#9 в крупнейших компаниях Массачусетса
#2 в крупнейших компаниях Куинси, Массачусетс
Узнайте больше о том, как мы оцениваем компании.
Заработная плата Stop & Shop
Средний заработок сотрудников
Rite Aid
$ 37 918
Wholesale Club BJ
$ 31,123
Stop & Shop
$ 30,866
KOHL’s
$ 30,490 9000 3
Пяти нижних. Оценка разнообразия
Мы рассчитали оценку разнообразия компаний, измерив множество факторов, включая этническое происхождение, гендерную идентичность и языковые навыки их сотрудников.
Stop & Shop Гендерное распределение
Женщины
Резюме исследования. Используя базу данных из 30 миллионов профилей, Zippia оценивает демографию и статистику для Stop & Shop. Наши оценки проверяются на соответствие BLS, переписи населения и текущим данным о вакансиях. После обширных исследований и анализа команда Zippia по обработке и анализу данных обнаружила, что:
47% сотрудников Stop & Shop составляют женщин , а 53% мужчин.
Наиболее распространенной этнической принадлежностью в Stop & Shop являются белые (65%), за ними следуют латиноамериканцы или латиноамериканцы (18%) и черные или афроамериканцы (9%).
18% сотрудников Stop & Shop — латиноамериканцы или латиноамериканцы.
9% сотрудников Stop & Shop чернокожие или афроамериканцы.
Средний сотрудник Stop & Shop зарабатывает 30 866 долларов в год.
Сотрудники Stop & Shop чаще всего являются членами демократической партии.
В среднем сотрудники Stop & Shop работают в компании 4,5 года.
Biggest Stop & Shop Locations
Rank
City
Job Count
1
Quincy, MA
11
2
Boston, MA
8
3
Framingham, MA
6
4
Jersey City, NJ
4
5
Yonkers, NY
4
6
Providence, RI
4
7
Attleboro, MA
4
8
West Babylon, NY
4
9
Hempstead, NY
3
10
Worcester, MA
3
Вакансии от компаний, которые могут вам понравиться
Do you At?
Помогите нам сделать эту компанию более прозрачной.
Работники Stop & Shop Политическая принадлежность
Сотрудники Stop & Shop, скорее всего, являются членами Демократической партии. Самое крупное пожертвование, сделанное сотрудником Stop&Shop политической партии, было Бетти Той. Бетти Той пожертвована 17 011 долларов Республиканской партии.
Parties
Democratic Party
64.7 %
—
Republican Party
35.3 %
—
Employee Political Donations
Name
Job Title
Party
Donation
Бетти Той
Кассир
Республиканская партия
$17 011
Эдуардо Гонсалвес
Служащий
Republican Party
$5,993
Annette Corcoran
Requirements Manager
Republican Party
$5,500
Frank Cappellino
Dairy Clerk
Democratic Party
$1,970
James Yost
Porter
Республиканская партия
$1,765
Майкл Чепиль
Секретарь
Республиканская партия
$1,700
Devin Congema
Retail Sales Merchandiser
Republican Party
$1,225
Janine Mudge
Marketing Manager
Democratic Party
$1,200
Chanel Prunier
Consultant
Republican Party
1000 долларов
ТИМ Махони
Помощник по недвижимости
Демократическая партия
1000 долларов
Показать больше
Stop & Shop Видеоролики о трудоустройстве
Тур по питанию в Stop and Shop
Stop & Shop Финансовые показатели
9. 8
Мы рассчитали несколько показателей эффективности компаний по 900 факторам. , включая доход, долговечность и показатели фондового рынка.
Как бы вы оценили культуру компании Stop & Shop?
Вы работали в Stop & Shop? Помогите другим соискателям, оценив Stop & Shop.
Дочерние компании Stop & Shop
Дочерние компании Stop & Shop включают King Kullen. Сотрудники материнской компании Stop & Shop зарабатывают в среднем 30 866 долларов, тогда как сотрудники King Kullen зарабатывают в среднем 27 270 долларов.
King Kullen
Диапазон зарплат 24k — 30k 27k $27,270
24k $
30k $
Stop & Shop Конкуренты
Конкуренты Stop & Shop включают The Great Atlantic & Pacific Tea Company, Ritefer Food Corporation и Wakefer Food. Заработная плата в The Great Atlantic & Pacific Tea Company в среднем выше, чем в других подобных компаниях, где средняя зарплата составляет 49 долларов.852 в год. Заработная плата в Rite Aid составляет в среднем 37 918 долларов в год, а в Wakefern Food Corporation — 37 001 доллар в год.
Сколько сотрудников работает в компании Stop & Shop?
В Stop & Shop работает 82 001 сотрудник.
Сколько денег приносит Stop & Shop?
Stop & Shop приносит доход в размере 15,2 миллиарда долларов.
В какой отрасли работает Stop & Shop?
Stop & Shop работает в сфере розничной торговли.
Какова миссия Stop & Shop?
Декларация миссии Stop & Shop: «Мы считаем, что предоставление безопасных, полезных, высококачественных продуктов питания в чистых, современных и привлекательных магазинах является основой доверия потребителей».
Что за компания Stop & Shop?
Stop & Shop является частной компанией.
Кто является конкурентом Stop & Shop?
Конкурентами Stop & Shop являются BJ’s Wholesale Club, Rite Aid, The Great Atlantic & Pacific Tea Company, Big Y World Class Market, Kohl’s, Five Below, ShopRite, Wakefern Food Corporation, Shaw’s Supermarket, Hy-Vee, Safeway, Wegmans. Продовольственные рынки, Кинг Каллен, Харрис Титер, Shop Rite, Jewel-Osco, Giant Eagle, Market Basket, Lowes Foods, King Soopers/City Market.
Кто работает в Stop & Shop?
Семья Рабиновиц (основатель)
Вы исполнительный директор, руководитель отдела кадров или бренд-менеджер в Stop & Shop?
Заявить права и обновить профиль своей компании на Zippia можно бесплатно и просто.
Zippia предоставляет подробную информацию о Stop & Shop, включая зарплаты, политические взгляды, данные о сотрудниках и многое другое, чтобы информировать соискателей о Stop & Shop. Данные о сотрудниках основаны на информации от людей, которые сами сообщили о своей прошлой или текущей работе в Stop & Shop. Данные на этой странице также основаны на источниках данных, собранных из общедоступных и открытых источников данных в Интернете и других местах, а также на частных данных, которые мы получили по лицензии от других компаний. Источники данных могут включать, помимо прочего, BLS, документы компаний, оценки, основанные на этих документах, документы H2B и другие общедоступные и частные наборы данных. Несмотря на то, что мы предприняли попытки обеспечить правильность отображаемой информации, Zippia не несет ответственности за какие-либо ошибки или упущения или за результаты, полученные в результате использования этой информации. Никакая информация на этой странице не была предоставлена или одобрена Stop & Shop.
Поликлиника № 3 Управления делами Президента РФ, 2 отзыва | Москва, Грохольский переулок, д. 31
Поликлиники взрослые
Поликлиника № 3 Управления делами Президента РФ в Москве: проверенных 2 отзыва пациентов о клинике, 62 медицинских направления, телефон +7 (495) 982-10-00, официальный сайт клиники www. pudp.ru, актуальный адрес — Москва, Грохольский переулок, д. 31
Обновлено 04.04.2023
Написать отзыв
Читать отзывы
Поиск программ ДМС в клинике Поликлиника № 3 Управления делами Президента РФ: 6 вариантов
Направления
Репродуктология Реабилитация Терапия Неврология Медицинский осмотр Акушерство Аллергология-иммунология Андрология Артрология Вертебрология Гастроэнтерология Гематология Гинекология Дерматология Диетология Дневной стационар Забор, криоконсервация и хранение половых клеток и тканей репродуктивных органов Инфекционные болезни Кардиология Кинезиология Колопроктология Косметология Лабораторная диагностика Лечебная физкультура Магнитно-резонансная томография Маммология Мануальная терапия Медицинский массаж Нефрология Общая врачебная практика Онкология Оториноларингология Офтальмология Пародонтология Профилактическая стоматология Профпатология Процедурный кабинет Психотерапия Пульмонология Радиология Ревматология Рентгенология Рефлексотерапия Скорая и неотложная медицинская помощь Спортивная медицина Стоматологическая диагностика Стоматологическая имплантология Стоматологическая ортопедия Стоматология Сурдология Терапевтическая стоматология Травматология и ортопедия Ультразвуковая диагностика Урология Физиотерапия Флебология Функциональная диагностика Хирургическая стоматология Хирургия Эндокринология Эндоскопия Эстетическая стоматология
Еще 57
Фотографии
«Поликлиника № 3» — это одно из крупнейших многопрофильных лечебно-профилактических учреждений системы Кремлевской медицины. Располагается в Грохольском переулке. В поликлинике оказывают лечебно-диагностическую, консультативную, реабилитационную и профилактическую медицинскую помощь.
Пациентам предлагается получить консультацию, пройти диагностику и лечение по следующим медицинским направлениям: аллергология, акушерство и гинекология, урология, гематология, оториноларингология, стоматология, пульмонология, хирургия, флебология и проч. Имеется услуга вызова врача на дом.
Все врачи «Поликлиники № 3» являются высококвалифицированными специалистами, регулярно повышающими свой профессиональный уровень.
Лицензия
Л041-00110-77/00575027 от 18.10.201
Врачи Поликлиники № 3 Управления делами Президента РФ
Шарапова Елена Ивановна
Главный врач
Андреевская Елена Михайловна
Заместитель главного врача по медицинской части
Публикации
Медицинские программы
Программы обследования позвоночника
Производитель стерильных, инъекционных и парентеральных препаратов
Инновационный, ориентированный на систему и ориентированный на качество производитель окончательно стерилизованных, а также асептически наполненных инъекционных препаратов в ампулах. В наши планы на будущее входит развитие производственных мощностей для производства флаконов (жидких и лиофилизированных), шприцев и картриджей с предварительным наполнением.
Подробнее
Инновационный, ориентированный на систему и ориентированный на качество производитель окончательно стерилизованных, а также асептически наполненных инъекционных препаратов в ампулах. В наши планы на будущее входит развитие производственных мощностей для производства флаконов (жидких и лиофилизированных), шприцев и картриджей с предварительным наполнением.
Исследуйте
Farbe Firma Pvt. Ltd. является одним из ведущих производителей препаратов для инъекций и парентерального введения в Индии. Мы производим широкий спектр инъекционных препаратов в ампулах, флаконах и лиофилизированной форме.
Мы являемся сертифицированным производителем WHO-GMP для контрактного производства, разработки рецептур и услуг по разработке, а также для производства с кредитной лицензией. Farbe firma as CDMO / CMO
Услуги контрактного производства
Составление и разработка
Ампулы с жидкостью
Лиофилизированные флаконы
Флаконы с жидкостью
О компании
Изучение производства
Политика качества
Контрактное производство
Партнерство по контрактному производству и разработке рецептур
Farbe Firma Pvt. Ltd. является одним из избранных партнеров для отличных производственных партнерских отношений для ваших инъекционных составов для нерегулируемых, полурегулируемых и регулируемых рынков.
От разработки рецептуры до производства инъекционных препаратов и упаковки в соответствии с правилами, мы сотрудничаем с владельцами ведущего бренда, чтобы поставлять инъекционные продукты самого высокого качества по всему миру.
Быстрый запрос Контакт для производства инъекционных препаратов
Мы являемся сертифицированным производителем контрактного производства, услуг по составлению рецептур и разработке, а также производства с кредитной лицензией.
Расследование
Новости и достижения
14 18 февраля
Сертификат ВОЗ-GMP
Мы с гордостью сообщаем, что получили сертификат ВОЗ-GMP
28 нояб. 17
CPHI Mumbai 2017
Место проведения: Бомбейский выставочный центр, Контакт: уточняется
15 нояб. 17
Farbe Firma Global
Farbe Firma собирается создать новую международную бизнес-команду для своего глобального рынка.
Давай встретимся по номеру
404 — СТРАНИЦА НЕ НАЙДЕНА
Почему я вижу эту страницу?
404 означает, что файл не найден. Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке.
Другие возможные причины
Вы можете получить ошибку 404 для изображений, поскольку у вас включена защита от горячих ссылок, а домен отсутствует в списке авторизованных доменов.
Если вы перейдете по временному URL-адресу (http://ip/~username/) и получите эту ошибку, возможно, проблема связана с набором правил, хранящимся в файле .htaccess. Вы можете попробовать переименовать этот файл в .htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.
Также возможно, что вы непреднамеренно удалили корневую папку документа или вам может потребоваться повторное создание вашей учетной записи. В любом случае, пожалуйста, немедленно свяжитесь с вашим веб-хостингом.
Вы используете WordPress? См. Раздел об ошибках 404 после перехода по ссылке в WordPress.
Как найти правильное написание и папку
Отсутствующие или поврежденные файлы
Когда вы получаете ошибку 404, обязательно проверьте URL-адрес, который вы пытаетесь использовать в своем браузере. Это сообщает серверу, какой ресурс он должен использовать попытка запроса.
http://example.com/example/Example/help.html
В этом примере файл должен находиться в public_html/example/Example/
Обратите внимание, что в этом примере важен CaSe . На платформах с учетом регистра e xample и E xample не совпадают.
Для дополнительных доменов файл должен находиться в папке public_html/addondomain.com/example/Example/, а имена чувствительны к регистру.
Неработающее изображение
Если на вашем сайте отсутствует изображение, вы можете увидеть на своей странице поле с красным цветом X , где отсутствует изображение. Щелкните правой кнопкой мыши на X и выберите «Свойства». Свойства сообщат вам путь и имя файла, который не может быть найден.
Это зависит от браузера. Если вы не видите на своей странице поле с красным X , попробуйте щелкнуть правой кнопкой мыши страницу, затем выберите «Просмотр информации о странице» и перейдите на вкладку «Мультимедиа».
http://example.com/cgi-sys/images/banner.PNG
В этом примере файл изображения должен находиться в папке public_html/cgi-sys/images/ пример. На платформах, которые обеспечивают чувствительность к регистру PNG и png — это разные местоположения.
Ошибки 404 после перехода по ссылкам WordPress
При работе с WordPress ошибки 404 Page Not Found часто могут возникать при активации новой темы или изменении правил перезаписи в файле .htaccess.
Когда вы сталкиваетесь с ошибкой 404 в WordPress, у вас есть два варианта ее исправления.
Вариант 1. Исправьте постоянные ссылки
Войдите в WordPress.
В меню навигации слева в WordPress нажмите Настройки > Постоянные ссылки (Обратите внимание на текущую настройку. Если вы используете пользовательскую структуру, скопируйте или сохраните ее где-нибудь.)
Выберите По умолчанию .
Нажмите Сохранить настройки .
Верните настройки к предыдущей конфигурации (до того, как вы выбрали «По умолчанию»). Верните пользовательскую структуру, если она у вас была.
Нажмите Сохранить настройки .
Во многих случаях это сбросит постоянные ссылки и устранит проблему. Если это не сработает, вам может потребоваться отредактировать файл .htaccess напрямую.
Вариант 2. Измените файл .htaccess
Добавьте следующий фрагмент кода в начало файла .htaccess:
# BEGIN WordPress RewriteEngine On RewriteBase / 9index.php$ — [L] RewriteCond %{REQUEST_FILENAME} !-f RewriteCond %{REQUEST_FILENAME} !-d RewriteRule . /index.php [L]
# Конец WordPress
Если ваш блог показывает неправильное доменное имя в ссылках, перенаправляет на другой сайт или отсутствуют изображения и стиль, все это обычно связано с одной и той же проблемой: в вашем блоге WordPress настроено неправильное доменное имя.
Как изменить файл .htaccess
Файл .htaccess содержит директивы (инструкции), которые сообщают серверу, как вести себя в определенных сценариях, и напрямую влияют на работу вашего веб-сайта.
Перенаправление и перезапись URL-адресов — это две очень распространенные директивы, которые можно найти в файле .htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
Возможно, вам потребуется отредактировать файл .htaccess в какой-то момент по разным причинам. В этом разделе рассказывается, как редактировать файл в cPanel, но не о том, что нужно изменить. статьи и ресурсы для этой информации.)
Существует множество способов редактирования файла .htaccess
Отредактируйте файл на своем компьютере и загрузите его на сервер через FTP
Использовать режим редактирования программы FTP
Используйте SSH и текстовый редактор
Используйте файловый менеджер в cPanel
Самый простой способ отредактировать файл . htaccess для большинства людей — через диспетчер файлов в cPanel.
Как редактировать файлы .htaccess в файловом менеджере cPanel
Прежде чем что-либо делать, рекомендуется сделать резервную копию вашего веб-сайта, чтобы вы могли вернуться к предыдущей версии, если что-то пойдет не так.
Откройте файловый менеджер
Войдите в cPanel.
В разделе «Файлы» щелкните значок File Manager .
Установите флажок для Корень документа для и выберите доменное имя, к которому вы хотите получить доступ, из раскрывающегося меню.
Убедитесь, что установлен флажок Показать скрытые файлы (dotfiles) «.
Нажмите Перейти . Файловый менеджер откроется в новой вкладке или окне.
Найдите файл .htaccess в списке файлов. Возможно, вам придется прокрутить, чтобы найти его.
Известно, что обязательным условием для 3D-печати является наличие 3D-модели, по которой принтер будет выращивать трехмерный объект. Но, даже смоделировав предмет, не стоит со стопроцентной уверенностью полагать, что дело сделано, и скоро принтер выдаст вам готовое изделие. Дело в том, что не все модели пригодны для 3D-печати. Есть определенные требования к размерам, толщинам и дизайну моделей – причем эти требования варьируются в зависимости от используемого материала и принтера. Кроме этих индивидуальных характеристик, есть и общие требования, которые отличают модели для печати от других 3D-моделей. И сейчас мы подробнее расскажем о том, как подготовить модель для 3D-печати.
Прежде всего, нужно помнить, что для 3D-печати подходят файлы формата STL (для одноцветных моделей) и WRL (для цветной 3D-печати из гипса). Практически все программы для 3D-моделирования позволяют экспортировать модели в STL, поэтому с этим не должно возникнуть проблем. Также следует учитывать, что для онлайн-загрузки на нашем сайте принимаются файлы размером не более 50 МБ каждый, а также расширенный список форматов, которые автоматически экспортируются в STL: STP, STEP, OFF, OBJ, PLY и непосредственно STL. Если размер файла составляет больше 50 МБ, то нужно отправлять модель на наш электронный адрес: [email protected]. Кстати, один из наиболее простых способов уменьшения объема модели и размера файла — создание полых 3D-моделей, о том, как это работает, мы уже писали в нашем блоге.
Перед тем как начать создавать модель для 3D-печати, важно понять, из какого материала вы хотите печатать изделие. У каждого материала есть свои индивидуальные особенности для 3D-моделирования — максимальный и минимальный размеры модели, толщины стенок, расстояние между подвижными частями и т.д. Подробнее узнать о требованиях для того или иного материла можно в соответствующем разделе на нашем сайте.
Если вы воспользуетесь онлайн-загрузкой модели на нашем сайте, то произойдёт автоматическая проверка на стандартные ошибки 3D-моделирования. Проверка моделей проходит мгновенно, и если ошибки, препятствующие 3D-печати, не были обнаружены, то сразу после загрузки модель появится в вашем личном кабинете в разделе «Мои модели». Если же модель не прошла проверку, то вы увидите уведомление о невозможности загрузить файл, тогда вам нужно будет ещё раз проверить и доработать модель.
Какие самые распространенные ошибки встречаются при моделировании для 3D-печати?
Инвертированные нормали — неправильно ориентированные нормали.Нормали всегда должны быть направлены наружу, они определяют границы объекта и позволяют программному обеспечению 3D-принтера понять, где внутренняя, а где внешняя поверхность модели. Если хоть одна из нормалей направлена в обратную сторону и противоречит другой нормали, то это вызывает сбой при 3D-печати, поскольку принтер не может различить лицевую и изнаночную сторону объекта.
Неманифолдная геометрия — неманифолдность 3D-модели является обязательным условием для 3D-печати. Суть этого понятия заключается в том, что у каждого ребра 3D-модели должно быть ровно две грани.
В данное понятие обычно включаются следующие ошибки:
o Меш с дырками — проблема “незакрытой” полигональной сетки. Помните основное правило 3D моделирования: ваша модель должна быть «водонепроницаемой» или «герметичной».Если образуется дырка, это значит, что у какого-то ребра не хватает одной грани, следовательно модель неманифолдна, а значит не подходит для 3D-печати.
o Наличие внутренних полигонов. Внутри модели, например внутри стенок, не должно быть граней.
o Общие ребра. Ошибка возникает, когда к одному ребру прикреплено более двух полигонов. Каждое ребро в вашей 3Д модели должно объединять только две смежные грани.
o Совпадающие ребра. Возникают, когда два отдельных ребра созданы в одном и том же месте и при этом не соединены, такие ребра должны объединяться в одно общее ребро.
o Нахлест полигонов. Образуется, когда создается полигон поверх уже существующего. Пересекающиеся грани могут сбить с толку слайсер — программу, которая по слоям переводит 3Dмодель в управляющий код для 3Д принтера.
o Нулевая толщина полигона. Во избежание такой ошибки убедитесь в том, что каждый полигон имеет заданную толщину.
Как можно исправить стандартные ошибки 3D моделирования?
Для этого достаточно воспользоваться программой Netfabb, которая с более чем 95%-ой вероятностью исправит все ошибки. Скачать Netfabb можно здесь либо воспользоваться онлайн-версией программы.
А об основных принципах работы с Netfabb читайте в разделе “Уроки” нашего блога.
Основы 3D-моделирования для 3D-печати / Хабр
KolianM
Работа с 3D-графикой *Прототипирование *3D-принтеры DIY или Сделай сам
3D-модель, которая в дальнейшем будет распечатана на 3D-принтере отличается от 3D-модели, разработанной для литья или фрезерования. Связано это с техническими особенностями 3D-принтера, из которых нужно либо выжать максимум пользы, либо подстроиться под недостатки печати.
Из оговорок, отмечу, что данные рекомендации относятся в основном к методу 3D-печати FDM(FFF), при котором пластиковый пруток топится подвижным экструдером, формирующим деталь слой за слоем.
Разработка 3D-модели начинается с создания эскиза. Это может быть рисунок на бумаге, материальный прототип, мысленный образ и пр. На что важно обратить внимание при создании такого эскиза и самой модели разберем подробно.
Прочность детали
Здесь и дальше по тексту есть несколько подпунктов, которые необходимо учитывать одновременно, держать в голове с самого начала.
Помнить про слоистость или анизотропность материала: сломать деталь по слоям гораздо проще, чем поперек. Это нужно учитывать заранее, задавшись расположением 3D-модели на столе 3D-принтера.
Добавлять скругления. Ножка табуретки и столешница в месте стыка должны иметь скругленный угол. При этом, чем больше радиус скругления, тем прочнее ножка будет закреплена на столешнице. Аналогично для различных корпусных деталей. Моделируем коробку? Все прямые углы скругляем. При этом неважно, в какой они плоскости. Даже там, где нужен прямой угол, делаем радиус 0,5 мм. Принтер легче пройдет такой участок, чем нескругленный, не будет удара от резкой остановки экструдера, деталь не покачнется и прочие плюсы.
Толщина стенок и заполнение. Максимальная прочность при 100% заполнении — это факт, но если нужно облегчить деталь или сэкономить пластик, можно сделать в настройках печати гораздо большую толщину стенки, при этом заполнение выставить гораздо ниже. Это работает с деталями, имеющими отверстия под крепеж. При создании машинного кода для принтера абсолютно все внешние стенки толстые, поэтому крепеж будет окружен надежным толстым слоем пластика вашей детали.
Поддержка. Данный элемент влияет на прочность тем, что не всегда слои, опирающиеся на поддержку, идеальны по структуре. Это можно решать увеличением толщины стенки, заполнением, но лучше поддержку вообще не делать. Поддержка добавляется слайсером в зависимости от угла между стенкой детали и плоскостью стола. Часто по умолчанию стоит 60 градусов, иногда 45. Этот параметр подбирается экспериментально для каждого 3D-принтера. Проверить это можно с помощью специальных тестовых деталей. Например, https://www.thingiverse.com/thing:2806295 — не забудьте выключить поддержку, чтобы проверить реальное качество 3D-печати в её отсутствии. Например, вам нужно напечатать Т-образный соединитель для трубок. Литые изделия делают Т-образной формы. 3D-печать заставляет делать изделие L или даже Λ-образным. Во втором случае можно даже избежать поддержки, а деталь будет прочнее из-за слоев, расположенных под углом 45 градусов к трубкам. Мы, в мастерской настроили слайсеры для каждой машины и спрашиваем клиента о прочностных требованиях, и, в зависимости от этого, выбираем 3D-принтер для печати.
Геометрические ограничения
Толщина стенки ограничивается снизу размером сопла 3D-принтера. Его диаметр постоянный и в подавляющем большинстве случаев равен 0,4 мм. Меньшая толщина — долгая 3D-печать для большинства деталей. Больше сопло — менее прочны связи между слоями, сильнее видны ступеньки между слоями. И вообще, толщина стенки должна быть кратна 0,4 мм, тогда 3D-принтер сможет аккуратно сделать стенку за два прохода (0,8мм), за 3 прохода (1,2 мм) и т.д. Другие толщины заставят 3D-принтер оставить пробел или перелив, что негативно влияет на прочность и внешний вид напечатанной детали.
3D-Печать тонких цилиндров и «иголок». Для 3D-печати таких изделий нужны особые настройки 3D-принтера: низкая скорость 3D-печати, давать время на остывание, иначе такая структура будет гнуться. Вертикально стоящих тонких элементов лучше избегать всеми силами. Даже если они будут напечатаны, то будут очень хрупкими. Их имеет смысл оставлять только для декоративных целей, но надо быть готовым, что их качество будет хуже качества других элементов 3D-детали.
3D-Печать отверстий. Замечу, что если отверстие прямое и сквозное, то его можно рассверлить, если оно изогнутое и требует поддержки, то может получиться так, что достать поддержку будет невозможно.
При 3D-моделировании важно учитывать габаритные размеры 3D-принтера. Мы используем удобные 3D-принтеры, стол 250х250 мм, диагональ 353 мм. Вот сюда и нужно вписывать габариты, по возможности. Иначе надо заказывать либо промышленный 3D-принтер с большой зоной печати, либо использовать склейку, но лучше сборку, так процесс сборки будет контролируем разработчиком, а не мастером 3D-печати.
Большая площадь основания может повлечь за собой отклеивающиеся от стола края. Мы используем специальный клей, но и это не всегда помогает. К нам периодически обращаются с жалобой на коллег по цеху, что для них такие «мелкие» дефекты, как загнутый край не является причиной для перезапуска 3D-печати, забирайте как есть. Но инженер, который 3D-моделирует деталь, может и сам это учитывать в работе, и делать либо сборки, либо тонкостенные плоские 3D-детали, у которых «не хватит сил» сжать внешний контур и поднять, как следствие, край.
Высокие и тонкие «башни» могут плохо получаться из-за вибраций, возникающих при работе 3D-принтера ближе к вершине, также возможны сдвиги слоев.
Размеростабильность, точность
Точная 3D-печать — довольно редкая птица. Не хочу тут говорить инженерным языком, но вероятность того, что сложная составная конструкция соберется с первого раза очень низкая. Тут скорее нужно учитывать то, что можно потом механически доработать детали.
Отверстия под крепеж лучше делать с запасом 0,5 мм по диаметру. Прочности это не убавит, болтаться крепеж тоже не будет из-за сил затяжки, но вот если сделать без запаса, однозначно придется рассверливать. Уменьшить размер большого вала, >10мм шкуркой гораздо проще, чем обрабатывать отверстие, под которое требуется огромное сверло, врезающееся в пластиковые стенки и ломающее деталь, или застревающие в нем. Также важно учесть, что при сверлении пластик расплавляется и сверло может в него вплавиться так, что извлечь невозможно. Бывали случаи.
Термоусадка не всегда компенсируется, точнее, её очень сложно поймать, она неодинакова по разным направлениям, поэтому учитывать её крайне сложно. Проще напечатать пробный вариант, а потом внести коррективы.
Если важен внешний вид
Думайте о том, как мастер будет ориентировать деталь на столе 3D-принтера. 3D-печать идет по слоям, что ярко проявляется при печати поверхностей, отстоящих от горизонтали стола на небольшой угол. Шкурить придется долго и мучительно, потому что придется срезать эту «лестницу» до самых глубоких впадин «ступенек». Лучше располагать такие поверхности или горизонтально, например, положить на стол, или увеличивать угол. В ряде случаев, даже добавление поддержки, портящей изнаночную ненужную сторону, позволяет сэкономить время и силы на постобработку.
Поддержка. Во-первых, поверхность, которую она поддерживает, имеет значительно больше дефектов, чем без нее. Во-вторых, тонкая и высокая поддержка — слабая, шаткая, что приводит к тому, что поддерживающая деталь может иметь серьезные дефекты, либо не получиться вовсе.
Улучшение качества первого слоя. Нужно добавить фаску. Даже там, где не нужен острый угол рекомендую добавить фаску 0,5 мм. Она не будет явно видна, однако кромка получится аккуратной.
О чем надо знать, чтобы не ошибиться при заказе 3D-печати
Если важен внешний вид
Расположение детали на столе. Помним про анизотропию.
Толщина стенки и заполнение. На что тут можно напороться: заполнение — клеточки 20%, которые либо видно сквозь тонкую внешнюю стенку, либо заполнение незначительно утягивает внешнюю стенку при усадке, но при этом визуально легко определить, что внутри есть поддержка. Тут помогает в первую очередь увеличение толщины внешней стенки, либо увеличение плотности заполнения. Учитывайте это при заказе.
Постобработка
Устранение ступенчатости достигается механическим и химическим методом. Возможно использование шпаклевки. Доступна окраска акриловыми красками. Если деталь имеет сложную цветовую структуру, то мы используем принтер ProJet 4500, работающий по другой технологии. Он склеивает частички порошка клеем с цветными чернилами. Получается неплохо.
Мораль
В заключение хочется отметить, что указанные рекомендации и наработанный опыт позволит производить детали методом 3D-печати, которые по своим свойствам не будут уступать литым, что позволяет при наличии настроенного принтера и небольших объемах производства экономить значительные средства. По своему опыту отмечу, что возиться с принтером, отлаживать его, знать «все трещинки» — отдельная тема, о которой поведаю позднее. А в завершении я бы хотел попросить читателя выссказать мнение в опросе.
Только зарегистрированные пользователи могут участвовать в опросе. Войдите, пожалуйста.
Нужно ли покупать 3D-принтер, или стоит отдать на аутсорс?
66.67% Лучше все контролировать самому, моделирвоание и печать 60
21. 11% Я моделирую, а печатают пусть те, кто этим живет 19
10% Я предпочитаю моделирование и печать отдавать узкопрофильным специалистам 9
14.44% Не верю в 3D-печать, стараюсь вовсе избегать 13
Моделирование для 3D-печати: советы Джереми Ортиса
_Мы пригласили дизайнера и цифрового скульптора Джереми Ортиса (@zbrushninja) поделиться своими главными советами по моделированию для 3D-принтера Form 1+.
Я родом из традиционной лепки с использованием глины и воска. Для меня использование ZBrush настолько хорошо имитирует лепку из этих традиционных материалов, что почти все мои традиционные навыки и техники были напрямую перенесены в цифровую среду. Меня сразу же зацепило это новое средство цифровой глины.
Как цифровой дизайнер, я знал, что если я хочу иметь возможность перенести свои скульптуры ZBrush в реальный мир, мне нужен принтер с высоким разрешением, который мог бы запечатлеть мелкие детали моих скульптур, чтобы я мог использовать свои отпечатки в качестве шаблонов для лепки. или непосредственно в виде единичных серийных прототипов. Form 1+ — единственный настольный 3D-принтер, который предлагает уровень детализации, позволяющий эффективно и точно воспроизводить мои скульптуры с превосходным уровнем детализации и качеством, не уступающим промышленным стереолитографическим принтерам. Все это по цене, которая была в рамках моего бюджета.
Бюст дракона Джереми Ортиса, 3D-печать из серой смолы на форме 1+.
Только когда я держал в руке отпечаток головы дракона высотой 20 мм, с деталями настолько мелкими, что на нем были видны точки карандаша, лезвия X-acto и отпечатки пальцев кажутся огромными, что я поразился тому, насколько мощный инструмент я был в моем распоряжении.
Вот 7 советов, которые я считаю полезными при проектировании и моделировании для 3D-печати. Я лично использую ZBrush и Maya для своей работы, но эти советы должны работать в большинстве программ для 3D-моделирования.
1. Сохраняйте коллектор деталей Создателям моделей, занимающимся анимацией, иллюстрацией или играми, важно помнить одну важную вещь: ваши 3D-модели должны состоять из водонепроницаемых многообразных объемных частей. Всегда проверяйте модель на наличие артефактов, незакрепленных граней или несвариваемых краев и вершин.
Это означает: — Без одномерных плоскостей, оболочек или выдавленных ребер — Без двусторонних граней — Без самопересекающихся граней — Без открытых отверстий — Нет несваренных вершин или ребер
PreForm, бесплатно загружаемое программное обеспечение Formlabs для 3D-печати, имеет автоматические инструменты, обеспечивающие водонепроницаемость вашей модели.
2. Печать нескольких объектов Должна ли моя деталь быть одной непрерывной сеткой? Это вопрос, который возникает у многих начинающих моделистов при создании для 3D-печати. Простой ответ заключается в том, что непрерывная сетка не требуется. Вы можете создавать отпечатки из перекрывающихся или пересекающихся объектов, если все задействованные компоненты являются составными частями.
3. Знайте область построения При проектировании детали учитывайте область построения. Однако объем сборки вашего принтера не должен ограничивать размер вашей окончательной модели. Будь креативным! Продуманная планировка области сборки поможет вам получить более крупные отпечатки. Например, расстояние по диагонали сверху вниз в области сборки даст вам самый длинный размер сборки вашего принтера.
4. Мелкий шрифт и преувеличенные детали При лепке мелких деталей часто бывает очень полезно немного преувеличить детали. Это означает создание деталей поверхности с более глубокими надрезами и более выраженной текстурой поверхности. Если возможно, сделайте тонкие детали немного толще, чтобы обеспечить их четкую печать.
5. Экономия материала Создание полой модели с использованием функций оболочки и логических значений, доступных в вашем программном обеспечении для моделирования, сэкономит вам полимерный материал. Обязательно сделайте достаточно большое «вентиляционное отверстие», которое соединяется с полой областью снаружи вашей модели, это позволит вытекать неотвержденному материалу.
6. Хорошо очистить После того, как печать закончена, вы должны замочить готовый отпечаток в IPA на 12-15 минут. Я считаю, что ближе к концу замачивания вы можете слегка потереть свою часть рукой в перчатке, чтобы помочь разрушить и удалить любую смолу, прилипшую к поверхности вашего отпечатка. Использование мягкой кисти также помогает достичь областей, недоступных для рук, этот дополнительный шаг помогает получить качественную отделку вашего отпечатка.
7. Аккуратно удаляйте опоры Не торопитесь при удалении опорного материала. Спешка в этом процессе может испортить безупречный отпечаток. Использование ножа X-acto для надрезания линии в точке соединения обеспечит более чистый разрыв. Мягко покачивайте более толстые опоры, не тяните и не применяйте чрезмерную силу.
Узнайте больше о технологии SLA
Сейчас: что такое 3D-печать?
Урок 4: Что такое 3D-печать?
/en/thenow/what-are-self-driven-cars/content/
Что такое 3D-печать?
3D-печать — это процесс, при котором цифровая модель превращается в осязаемый твердый трехмерный объект, обычно путем наложения множества последовательных тонких слоев материала. 3D-печать так быстро стала популярной, потому что она делает производство доступным для большего числа людей, чем когда-либо прежде. Отчасти это связано с ценой (стартовая цена базового 3D-принтера составляет около 300 долларов), а также с небольшими размерами принтеров по сравнению с традиционным производством.
Посмотрите видео ниже, чтобы узнать о процессе 3D-печати.
Как это работает?
Сначала делается виртуальный дизайн объекта. Этот дизайн будет работать как чертеж для 3D-принтера. Виртуальный дизайн выполняется с использованием программного обеспечения автоматизированного проектирования (САПР), типа программного обеспечения, которое может создавать точные чертежи и технические иллюстрации. Виртуальный дизайн также можно создать с помощью 3D-сканера, который создает копию существующего объекта, фотографируя его под разными углами.
После создания виртуальной модели ее необходимо подготовить к печати. Это делается путем разбиения модели на множество слоев с помощью процесса, называемого нарезкой. При нарезке модель разрезается на сотни или даже тысячи тонких горизонтальных слоев с помощью специального программного обеспечения.
После того, как модель была нарезана, срезы готовы для загрузки на 3D-принтер. Это делается с помощью USB-кабеля или соединения Wi-Fi для перемещения нарезанной модели с компьютера на 3D-принтер. Когда файл загружается на 3D-принтер, он считывает каждый фрагмент модели и печатает его слой за слоем.
Как печатаются вещи?
3D-принтер начнет печатать слои материала в процессе, известном как экструзия материала. В зависимости от типа 3D-принтера и используемого материала существует несколько методов экструзии материала.
Чаще всего 3D-принтер имеет сопло, выбрасывающее полужидкий материал, такой как расплавленный пластик, металл или цемент. Экструзионное сопло может перемещаться как в горизонтальном, так и в вертикальном направлениях, поскольку оно точно размещает материал, следуя схеме цифровой модели слой за слоем.
Этот процесс повторяется до тех пор, пока 3D-принтер не воспроизведет каждый слой цифровой модели с экструдированным материалом.
Посмотрите замедленное видео ниже, чтобы увидеть 3D-принтер в действии.
Какие вещи можно делать с помощью 3D-принтеров?
Почти все, что вы можете себе представить, можно превратить в дизайн, который можно распечатать на 3D-принтере. 3D-принтеры помогают дизайнерам, инженерам и даже обычным людям создавать сложные объекты способами, на которые не были способны прежние методы производства. 3D-принтеры используются для создания игрушек, чехлов для телефонов, инструментов, одежды, столов, ламп, гончарных изделий, произведений искусства и даже автомобилей.
Медицина также находит новые способы использования 3D-печати для помощи пациентам. Теперь врачи могут печатать медицинские 3D-модели, которые настолько точны, что хирурги могут по существу тренироваться на 3D-модели пациента, прежде чем фактически оперировать этого пациента. 3D-печатные модели также используются для создания менее дорогих, более прочных и более подходящих протезов для людей, потерявших конечности.
Плечевые ремни для триммера, газонокосилки или мотокосы
включи воображение защити жизнь
Polski
English
Deutsch
Français
Español
Italiano
x
КАТЕГОРИИ
Все категории
Средства индивидуальной защиты
Дополнительные аксессуары
Сиденья для работ на высоте
Гамаки
Альпинистическое снаряжение
Чехлы и подкладки
Лямки для транспортировки тяжестей
Плечевые ремни для триммера, газонокосилки или мотокосы
Краски и аппликаторы
Вентиляторы
Остальное
Амортизаторы и стропы
Лестницы, леса и мобильные платформы
Каски, защита зрения и слуха
Веревки
Палатки, ширмы и ограждения
Защита края и защита веревок от перетирания
Пояса и снаряжение для работы в подпоре
Анкерные устройства и точки крепления
Страховочные привязи, защитная одежда
Когти монтерские
Снаряжение для подвешивания анкерных линий
Устройства для подъема и спуска
СИЗ втягивающего типа и СИЗ ползункового типа
Карабины
Страховочные комплекты
Фильтр
Цвет
желтый
RX 501
Ремень для правшей для триммера, газонокосилки или мотокосы
RX 502
Ремень для левшей для триммера, газонокосилки или мотокосы
RX 510
Ремень для триммера, газонокосилки или мотокосы
Плечевой ремень для триммера Makita (351509010)
Ремень для удобной работы электрическим или бензиновым триммером, кусторезом.
Технические характеристики
Основные Подробные
Тип
ремень
Назначение
для мотокос
Кол-во в комплекте, шт.
1
Комплектация
Разгрузочный жилет — 1 шт.
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
6 лучших поясов для триммера в 2023 году — Торохтий Тяжелая атлетика
Наступили праздники, и после обжорства печеньем, мясом и всякими вкусняшками к январю нам всем предстоит похудеть. Решив сделать это, иногда просто усердно работать в тренажерном зале недостаточно, и вам нужен дополнительный толчок, чтобы получить желаемые результаты. Один из лучших способов избавиться от жира на животе — это использовать пояс для талии — аксессуар, который поможет вам больше потеть в тех областях, где вы хотите избавиться от жира. Но поскольку на рынке доступно множество вариантов, вам, вероятно, будет интересно, какой из них выбрать. Вот почему в этой статье мы рассмотрим шесть лучших ремней для триммера, чтобы помочь вам сделать наилучший выбор.
Обзор пяти лучших утяжеленных жилетов для кроссфита
Как и почти любой продукт, существует множество брендов, которые производят и продают поясные ремни для тренировок. И, конечно же, все они заявляют, что производят лучший триммер для талии для женщин, который только можно найти на рынке. Тем не менее, титул «лучший спортивный тренажер для талии» может быть присвоен только нескольким ремням на рынке, и мы рассмотрим их в тексте ниже.
Начнем.
Product
Total
Design
Compression
Durability
Price/ Quality
Sweet Sweat
37
9
m","3":1}»> 9.5
9.5
9
ActiveGear
36.5
9
9
9
9.5
Perfotek
5"}»> 36.5
9
9
9
9.5
Moolida
36
9
9
9
9
McDavid
5"}»> 35.5
9
9
9
8.5
Русалка
35
9
9
8
9
Подписывайтесь!
Узнать больше отзывов о тренажерах, спецпредложений и скидки от разных магазинов.
Каковы преимущества использования поясных ремней для триммера?
Теперь, когда мы рассмотрели лучшие продукты, представленные в настоящее время на рынке, давайте обсудим, почему вам стоит задуматься о приобретении пояса для похудения. В конце концов, есть много способов похудеть, и даже больше, которые нацелены именно на те области на бедрах и животе, где скапливается жир, от которого вы отчаянно пытаетесь избавиться. Так что же делает пояса для триммера такими особенными? Давайте учиться вместе.
Помогает больше потеть
Основная причина, по которой люди выбирают талию с узким поясом, заключается в том, что они помогают им больше потеть. Когда вы носите его, температура вашего тела во время упражнений становится еще выше, а корсет помогает вам поддерживать эту высокую температуру на протяжении всей тренировки, тем самым помогая вам больше потеть.
Теперь, как это поможет вам похудеть? Что ж, когда ваша общая температура тела выше, это позволяет вам больше потеть и избавляться от лишней воды, а это означает, что 30-минутная тренировка с поясом может стать намного эффективнее. Это также помогает вам выглядеть менее одутловатым, так как лишняя вода может сделать нас очень раздутыми.
Поддерживает спину
Вероятно, когда вы слышите фразу «пояс для похудения», вы не думаете ни о каких проблемах со спиной. Тем не менее, физиотерапевты и хиропрактики часто советуют пациентам с травмами позвоночника и спины использовать триммеры для талии и компрессионные повязки. В основном это связано с тем, что эти предметы помогают поддерживать спину, выпрямляя ее и поддерживая правильную осанку пациента.
Наряду с этим компрессия считается одним из важнейших факторов восстановления после травм спины, что является еще одной причиной, по которой многие физиотерапевты рекомендуют ее своим пациентам. Круто то, что вы можете носить триммер для талии, даже когда вы не тренируетесь — например, когда вы делаете работу по дому или даже в офисе.
Когда вам нужен поясной триммер?
Как правило, пояс-триммер лучше всего носить во время кардиотренировок и некоторых тренировок с тяжелой атлетикой. Это связано с тем, что их основная функция заключается в повышении температуры тела и поддержании ее на высоком уровне в течение всей тренировки, что помогает сжигать больше калорий за меньшее время. Сказав это, лучше всего выбрать пояс для похудения, когда вы выполняете стационарное кардио и в течение более длительного периода времени. Во время занятий HIIT или CrossFit ношение пояса-триммера может сделать всю тренировку более неудобной, а также не столь эффективной, потому что, как правило, эти тренировки связаны с повышенным сердечным ритмом на протяжении всей их продолжительности.
Однако некоторые люди предпочитают носить пояс для похудения даже во время регулярных тренировок в тренажерном зале. Они считают, что это помогает поддерживать тепло в нижней части спины, обеспечивая при этом некоторую поддержку и сохраняя правильную осанку.
photo by sarah_fitmom24
Что искать в ремнях для триммера?
До сих пор мы обсуждали лучшие на рынке триммеры для талии, преимущества их ношения и необходимость их использования. Теперь пришло время поговорить о том, что вам нужно искать в поясе для похудения, прежде чем вы решите, какой из них купить. Ниже мы поговорим о наиболее важных факторах, которые следует учитывать при выборе триммера для талии.
Дизайн
Что касается дизайна, вам нужен ремень, который закрывает всю талию и нижнюю часть спины. Таким образом, вы не только будете больше потеть, но и будете чувствовать себя более комфортно. Кроме того, очень важно найти ремень, который можно плотно застегнуть — вы не хотите, чтобы он свободно сидел, так как это не поможет вам сжечь больше калорий, и вы будете чувствовать себя очень неудобно во время тренировки. Наконец, когда дело доходит до структуры, очень важно учитывать гибкость — хороший пояс для похудения должен быть гибким и подстраиваться под форму вашего тела.
Сопротивление
Другим важным фактором является хорошая посадка. Вся идея пояса для обрезки талии заключается в том, чтобы создать компрессию вокруг талии и нижней части спины, поэтому вам нужно найти ремень, который подходит достаточно туго. Все, что слишком свободно, просто не стоит того, чтобы его брать. Здесь наиболее важной частью является поиск ремня, изготовленного из высококачественных материалов, и убедитесь, что он подходит вам по размеру. Большинство представленных на рынке утягивающих средств для талии бывают разных размеров, и они также регулируются, но если они слишком велики с самого начала, регулировка не сильно вам поможет.
Долговечность
Когда вы решите потратить заработанные деньги на фитнес-аксессуар, убедитесь, что его хватит на несколько тренировок. Когда дело доходит до поясов для похудения талии, важно искать те, которые сделаны из высококачественных материалов — 100% неопрен без латекса является обязательным. Вы должны убедиться, что материал не скользкий и не впитывает ваш пот, иначе вам придется довольно быстро менять его из-за неприятного запаха, который начнет появляться.
Цена/Качество
Многие считают, что чем дороже, тем лучше качество. Но, на самом деле, это часто не так. Когда дело доходит до аксессуаров для фитнеса, во многих случаях вы платите больше денег за бренд, чем за продукт. Мы советуем не поддаваться маркетингу и вместо этого выбрать высококачественный ремень, даже если он не имеет известной торговой марки.
Как пользоваться поясным триммером?
К счастью для всех нас, ношение и использование ремня для триммера на талии не является сложной задачей. На самом деле, чтобы надеть и снять его, нужно всего несколько шагов. Давайте посмотрим на них.
Шаг 1: Наденьте ремень на голую кожу живота и разместите его закрывающим механизмом вперед.
Шаг 2: После этого возьмитесь за оба конца и оберните, пока не почувствуете, что посадка достаточно плотная. (Вы должны иметь возможность правильно вдыхать и выдыхать во время ношения, поэтому попробуйте сделать это, чтобы найти правильную посадку).
Шаг 3: Убедившись, что вы нашли правильное сжатие, зафиксируйте ремень, используя его механизм (обычно замок и крючок).
С этого момента вы можете начать тренировку. В конце, когда вы снимаете ремень, вы можете либо вытереть пот, либо просто постирать его, если вы не собираетесь его использовать в ближайшее время.
Работают ли поясные ремни для триммера?
Ремни для триммера талии не волшебным образом избавят вас от жира. Это не волшебные устройства, и если кто-то вам так говорит, значит, он лжет. Тем не менее, поясные триммеры помогают сжигать больше пота, избавляются от лишней воды во время тренировки и, наряду со сбалансированным питанием, могут помочь вам уменьшить жировые отложения и талию и достичь желаемого телосложения.
Почему кроссфит носит жилеты?
Ношение пояса для похудения само по себе не поможет вам похудеть. Однако, если вы сочетаете ношение пояса с дефицитом калорий и несколькими кардиотренировками в неделю, вы обязательно увидите, как жир на животе тает.
Можно ли носить пояс для живота во время сна?
Обычно не рекомендуется носить ремень на талии во время сна. Это связано с тем, что ношение его ночью может негативно сказаться на правильном пищеварении и привести к кислотному рефлюксу. Это, скорее всего, заставит вас чувствовать себя некомфортно и, таким образом, повлияет на качество вашего сна.
В заключение
Как видите, при правильном использовании пояса-триммеры могут быть чрезвычайно полезными. Они не только помогают вам больше потеть и тренироваться более эффективно, но также могут использоваться для поддержки спины и обеспечения правильной осанки во время тренировки. Если нам нужно порекомендовать только один продукт из всего, что мы рассмотрели в этой статье, это будет пояс для триммера Sweet Sweat ‘Pro-Series’. У него отличная цена, очень высокое качество и дополнительный неопрен, который они добавляют, который помогает вам больше потеть, обеспечивая лучшую поддержку. Прочитав это, что вы думаете о ремнях для триммера? У вас есть такой, и вы им пользуетесь? Дайте нам знать в комментариях ниже.
Ссылки:
Руководство пациента по компрессионному перелому поясничного отдела // Университет Мэриленда: https://www.umms.org/ummc/health-services/orthopedics/services/spine/patient-guides/lumbar-compression- переломы
ЧТО ТАКОЕ СТАБИЛЬНОЕ КАРДИО? // GAIAM: https://www.gaiam.com/blogs/discover/what-is-steady-state-cardio.html
Тощий на замораживании жира // Harvard Health Publishing: https://www.health .harvard.edu/blog/the-skinny-on-freezing-fat-2020031218990
Ремень-триммер для талии — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
 325″, 3/8″, 0.404″+пробойник +наковальня
325″, 3/8″, 0.404″+пробойник +наковальня , г.Великий Новгород, ул.Октябрьская, д.9 к1
, г.Великий Новгород, ул.Октябрьская, д.9 к1 С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н
С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н С-Пб, ул. Маршала Говорова, д.37, лит.А
С-Пб, ул. Маршала Говорова, д.37, лит.А С-Пб., пр.Народного ополчения, д.22
С-Пб., пр.Народного ополчения, д.22

 (484214530756)
(484214530756) com.ua
com.ua Ужгород
Ужгород Неудивительно, что бесчисленное множество отраслей давно отказались от ручной клепки в пользу клепальных машин. Но поскольку в настоящее время доступно так много различных типов заклепочных станков, выбор правильного оборудования для ваших конкретных потребностей может быть сложной задачей. В сегодняшней статье мы обсудим различные типы клепальных машин и способы их оценки в зависимости от конкретных требований вашего бизнеса.
Неудивительно, что бесчисленное множество отраслей давно отказались от ручной клепки в пользу клепальных машин. Но поскольку в настоящее время доступно так много различных типов заклепочных станков, выбор правильного оборудования для ваших конкретных потребностей может быть сложной задачей. В сегодняшней статье мы обсудим различные типы клепальных машин и способы их оценки в зависимости от конкретных требований вашего бизнеса. Если вы знакомы с пневматическими системами, вы поймете, что автоматические клепальные машины часто используют аналогичные технологии (например, пневматические цилиндры) для работы.
Если вы знакомы с пневматическими системами, вы поймете, что автоматические клепальные машины часто используют аналогичные технологии (например, пневматические цилиндры) для работы. Это движение вниз сталкивает материалы вместе и прижимает конец заклепки к формовочному инструменту (называемому набором роликов). Набор роликов заставляет заклепку расширяться наружу и, таким образом, соединяет два материала вместе. Эти машины работают очень быстро (намного быстрее, чем орбитальные машины), что делает их привлекательными для компаний с большими объемами производства, которые хотят снизить свои затраты. Хотя ударная клепка обычно является полуавтоматическим процессом, ее можно интегрировать с автоматизированными улучшениями. Они могут содержать пневматические компоненты или могут работать без них, в зависимости от типа машины.
Это движение вниз сталкивает материалы вместе и прижимает конец заклепки к формовочному инструменту (называемому набором роликов). Набор роликов заставляет заклепку расширяться наружу и, таким образом, соединяет два материала вместе. Эти машины работают очень быстро (намного быстрее, чем орбитальные машины), что делает их привлекательными для компаний с большими объемами производства, которые хотят снизить свои затраты. Хотя ударная клепка обычно является полуавтоматическим процессом, ее можно интегрировать с автоматизированными улучшениями. Они могут содержать пневматические компоненты или могут работать без них, в зависимости от типа машины.
 Основой всех станков является базовый узел, который производит высококачественные соединения либо радиальной клепкой, орбитальной клепкой, либо роликовой формовкой. Мы предлагаем широкий спектр решений и разрабатываем процессы для различных приложений соединения с высоким спросом. Мы достигаем этого благодаря нашему обширному опыту работы с различными формовочными технологиями.
Основой всех станков является базовый узел, который производит высококачественные соединения либо радиальной клепкой, орбитальной клепкой, либо роликовой формовкой. Мы предлагаем широкий спектр решений и разрабатываем процессы для различных приложений соединения с высоким спросом. Мы достигаем этого благодаря нашему обширному опыту работы с различными формовочными технологиями. Рабочий стол регулируется, а клепальный узел остается фиксированным. В комплект входят стабильная литая колонна и стол, а также кнопка запуска двумя руками, включая защитное реле. Машины RNS 081 – RNS 331 включают стандартный пневматический пакет. Машины RNS 381 – RNS 481 включают стандартный гидравлический пакет.
Рабочий стол регулируется, а клепальный узел остается фиксированным. В комплект входят стабильная литая колонна и стол, а также кнопка запуска двумя руками, включая защитное реле. Машины RNS 081 – RNS 331 включают стандартный пневматический пакет. Машины RNS 381 – RNS 481 включают стандартный гидравлический пакет.
 Компания ООО «Роберт Бош» продолжает выполнять все гарантийные обязательства в полном объеме. О возобновлении оказания услуги продленной гарантии будет сообщено дополнительно.
Компания ООО «Роберт Бош» продолжает выполнять все гарантийные обязательства в полном объеме. О возобновлении оказания услуги продленной гарантии будет сообщено дополнительно. 1.2.00) 2100 Вт d230 мм
1.2.00) 2100 Вт d230 мм Диаметр диска 230 мм. Модифицированное охлаждение всей системы гарантирует долгий срок службы инструмента. Улучшенный контакт угольных щеток с двигателем продлевает срок их службы.
Диаметр диска 230 мм. Модифицированное охлаждение всей системы гарантирует долгий срок службы инструмента. Улучшенный контакт угольных щеток с двигателем продлевает срок их службы. 4 кг
4 кг


 Подробнее о преимуществах размещения
Подробнее о преимуществах размещения org/Answer»>
org/Answer»> be/kcfwAcw8V7M» aria-hidden=»true»/>
be/kcfwAcw8V7M» aria-hidden=»true»/> be/kcfwAcw8V7M» aria-hidden=»true»/>
be/kcfwAcw8V7M» aria-hidden=»true»/> be/kcfwAcw8V7M» aria-hidden=»true»/>
be/kcfwAcw8V7M» aria-hidden=»true»/> be/kcfwAcw8V7M» aria-hidden=»true»/>
be/kcfwAcw8V7M» aria-hidden=»true»/> be/kcfwAcw8V7M» aria-hidden=»true»/>
be/kcfwAcw8V7M» aria-hidden=»true»/>
 Рекордные толпы в тот день, как полагают, были замечены только в четырех других случаях, когда Жан-Мишель Жарр возглавлял таблицу лидеров в 1997 с концертом, который, как ни странно, проходил в Москве и собрал более 3 миллионов зрителей. Просто взгляните на этот снимок с воздуха толпы, когда играла Metallica:
Рекордные толпы в тот день, как полагают, были замечены только в четырех других случаях, когда Жан-Мишель Жарр возглавлял таблицу лидеров в 1997 с концертом, который, как ни странно, проходил в Москве и собрал более 3 миллионов зрителей. Просто взгляните на этот снимок с воздуха толпы, когда играла Metallica: Именно эти факторы делают выступление Monsters of Rock любимым моментом тура вокалиста, гитариста и автора песен Metallica Джеймса Хэтфилда.
Именно эти факторы делают выступление Monsters of Rock любимым моментом тура вокалиста, гитариста и автора песен Metallica Джеймса Хэтфилда. youtube.com/embed/C0xcvOEXqrk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/C0xcvOEXqrk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> 
 Как бы вы, ребята, хотели бы выступить на разогреве у Metallica и AC/DC в России?» Мы такие: «Ну, мы в процессе записи». И он говорит: «Чувак, не парься. Сделай перерыв». Мы были не на гастролях, а в студии, так что мы немного волновались, что наших отбивных может не быть, в итоге это была самая удивительная вещь. Это был фестиваль «Монстры рока», и это был первый западный концерт там.
Как бы вы, ребята, хотели бы выступить на разогреве у Metallica и AC/DC в России?» Мы такие: «Ну, мы в процессе записи». И он говорит: «Чувак, не парься. Сделай перерыв». Мы были не на гастролях, а в студии, так что мы немного волновались, что наших отбивных может не быть, в итоге это была самая удивительная вещь. Это был фестиваль «Монстры рока», и это был первый западный концерт там. youtube.com/embed/aDACorIaxNw?wmode=opaque&controls=1&rel=0″ name=»Pantera — Domination (Live Video)» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/aDACorIaxNw?wmode=opaque&controls=1&rel=0″ name=»Pantera — Domination (Live Video)» frameborder=»0″ allowfullscreen=»»> 
 Полученное значение покажет давление на погонный метр основания фундамента.
Полученное значение покажет давление на погонный метр основания фундамента. Применяется для фланцевого соединения труб и арматуры;
Применяется для фланцевого соединения труб и арматуры;
 Она востребована и при возведении частных домов, поэтому мы расскажем, как самостоятельно устанавливать крепление для опалубки со всеми ее комплектующими.
Она востребована и при возведении частных домов, поэтому мы расскажем, как самостоятельно устанавливать крепление для опалубки со всеми ее комплектующими. Это делается, чтобы упростить их изъятие после высыхания бетона;
Это делается, чтобы упростить их изъятие после высыхания бетона; Опалубочные шпильки производятся с расчетом как на большие объемы бетонирования, так и на менее объемные работы.
Опалубочные шпильки производятся с расчетом как на большие объемы бетонирования, так и на менее объемные работы. Когда бетон заливается, и он влажный, для типичной стены высотой 10 футов и толщиной 10 дюймов давление на нижние внутренние поверхности формы может превышать 350 фунтов на квадратный дюйм. Опалубка должна быть прочной, чтобы выдерживать присущие ей высокие давления и злоупотребления, чтобы заливка бетона не вырывалась наружу. Обычно две противоположные стороны или поверхности стены опалубки связывают вместе металлическими компонентами, такими как стержни с резьбой или проволока. Шпалы проходят снаружи одной стены к внешней стороне противоположной стены после того, как шпалы пропущены через стены и вертикальные или горизонтальные элементы конструкции и закреплены, чтобы сдерживать стены опалубки относительно друг друга, пока бетон влажный. Иногда металлические связи остаются на месте после заливки стены.
Когда бетон заливается, и он влажный, для типичной стены высотой 10 футов и толщиной 10 дюймов давление на нижние внутренние поверхности формы может превышать 350 фунтов на квадратный дюйм. Опалубка должна быть прочной, чтобы выдерживать присущие ей высокие давления и злоупотребления, чтобы заливка бетона не вырывалась наружу. Обычно две противоположные стороны или поверхности стены опалубки связывают вместе металлическими компонентами, такими как стержни с резьбой или проволока. Шпалы проходят снаружи одной стены к внешней стороне противоположной стены после того, как шпалы пропущены через стены и вертикальные или горизонтальные элементы конструкции и закреплены, чтобы сдерживать стены опалубки относительно друг друга, пока бетон влажный. Иногда металлические связи остаются на месте после заливки стены. Хотя конструктивно это работает, это не особенно эстетично. Кроме того, установка опалубки на месте может занять много времени, а на оживленном строительном рынке может быть трудно получить опалубку. Наличие профессий опалубки может существенно повлиять на ход работ на стройплощадке.
Хотя конструктивно это работает, это не особенно эстетично. Кроме того, установка опалубки на месте может занять много времени, а на оживленном строительном рынке может быть трудно получить опалубку. Наличие профессий опалубки может существенно повлиять на ход работ на стройплощадке. Противоположные боковые части и боковые разнесенные соединители образуют множество разнесенных отверстий. Отверстия выполнены с возможностью протекания через них бетона. Пара фланцев проходит в основном ортогонально от противоположных боковых частей стенки.
Противоположные боковые части и боковые разнесенные соединители образуют множество разнесенных отверстий. Отверстия выполнены с возможностью протекания через них бетона. Пара фланцев проходит в основном ортогонально от противоположных боковых частей стенки. В качестве альтернативы отверстия в стенке каждой стойки опалубки могут иметь множество канавок для размещения арматурных стержней. В стойке опалубки также могут быть предусмотрены отверстия для стяжек, расположенные рядом с каждой из выемок, для установки стяжки из арматурного стержня.
В качестве альтернативы отверстия в стенке каждой стойки опалубки могут иметь множество канавок для размещения арматурных стержней. В стойке опалубки также могут быть предусмотрены отверстия для стяжек, расположенные рядом с каждой из выемок, для установки стяжки из арматурного стержня. Альтернативно, каждое из множества разнесенных отверстий может включать в себя множество канавок. Каждая выемка может иметь пару отверстий для стяжек арматурных стержней рядом с ней.
Альтернативно, каждое из множества разнесенных отверстий может включать в себя множество канавок. Каждая выемка может иметь пару отверстий для стяжек арматурных стержней рядом с ней.
 1 представляет собой вид в перспективе опалубки известного уровня техники;
1 представляет собой вид в перспективе опалубки известного уровня техники; 7 представляет собой вид в перспективе альтернативной стойки опалубки с обычно прямоугольным отверстием в стенке для использования в системе опалубки;
7 представляет собой вид в перспективе альтернативной стойки опалубки с обычно прямоугольным отверстием в стенке для использования в системе опалубки; 12 и 13, показывающие арматурный стержень и анкерную стяжку;
12 и 13, показывающие арматурный стержень и анкерную стяжку; 7 и 9;
7 и 9; Эти шпильки обычно не предназначены для несущих стен, заполненных бетоном.
Эти шпильки обычно не предназначены для несущих стен, заполненных бетоном. 10. Противоположные фланцы 24 проходят в целом ортогонально к стенке 22 . Кромки 26 проходят внутрь от фланцев 24 и обычно ортогонально им. В опалубке шпилька 20 имеется множество больших прямоугольных отверстий 28 , расположенных на расстоянии друг от друга и образованных в перемычке 22 . Ленточный материал удаляется таким образом, чтобы при заполнении бетоном бетон мог свободно течь между и через отверстия 28 в стойках. Отверстия 28 имеют такую конфигурацию, что от 70% до 90%, а предпочтительно около 85% материала полотна удаляется там, где бетон находится по обе стороны от стойки, так что в бетоне сохраняется непрерывность. В отличие от стоек предшествующего уровня техники, которые не позволяют бетону свободно течь между ними, стена будет фактически разбита на несколько узких отсеков между стойками.
10. Противоположные фланцы 24 проходят в целом ортогонально к стенке 22 . Кромки 26 проходят внутрь от фланцев 24 и обычно ортогонально им. В опалубке шпилька 20 имеется множество больших прямоугольных отверстий 28 , расположенных на расстоянии друг от друга и образованных в перемычке 22 . Ленточный материал удаляется таким образом, чтобы при заполнении бетоном бетон мог свободно течь между и через отверстия 28 в стойках. Отверстия 28 имеют такую конфигурацию, что от 70% до 90%, а предпочтительно около 85% материала полотна удаляется там, где бетон находится по обе стороны от стойки, так что в бетоне сохраняется непрерывность. В отличие от стоек предшествующего уровня техники, которые не позволяют бетону свободно течь между ними, стена будет фактически разбита на несколько узких отсеков между стойками. Противоположные боковые части , 32, и боковые разнесенные соединители , 34, образуют множество разнесенных отверстий , 28, , и отверстия выполнены с возможностью протекания через них бетона.
Противоположные боковые части , 32, и боковые разнесенные соединители , 34, образуют множество разнесенных отверстий , 28, , и отверстия выполнены с возможностью протекания через них бетона. Опалубочная стойка 50 имеет поперечное сечение, аналогичное поперечному сечению опалубочной стойки 20 , показанной на фиг. 10 и описано выше. Специалистам в данной области техники понятно, что длина короткой стойки опалубки 50 может варьироваться в зависимости от местоположения. Стойка короткой опалубки 50 имеет как минимум одно отверстие 28 сформирован в нем. Количество отверстий 28 может варьироваться в зависимости от длины короткой стойки опалубки 50 . Кроме того, размер отверстий 28 может варьироваться, чтобы через них мог проходить бетон и удалялось от 70 до 90%, а предпочтительно 85% материала. Показанные здесь отверстия 28 обычно имеют прямоугольную форму и могут различаться по длине. Однако специалистам в данной области техники будет понятно, что другие формы отверстий также будут работать.
Опалубочная стойка 50 имеет поперечное сечение, аналогичное поперечному сечению опалубочной стойки 20 , показанной на фиг. 10 и описано выше. Специалистам в данной области техники понятно, что длина короткой стойки опалубки 50 может варьироваться в зависимости от местоположения. Стойка короткой опалубки 50 имеет как минимум одно отверстие 28 сформирован в нем. Количество отверстий 28 может варьироваться в зависимости от длины короткой стойки опалубки 50 . Кроме того, размер отверстий 28 может варьироваться, чтобы через них мог проходить бетон и удалялось от 70 до 90%, а предпочтительно 85% материала. Показанные здесь отверстия 28 обычно имеют прямоугольную форму и могут различаться по длине. Однако специалистам в данной области техники будет понятно, что другие формы отверстий также будут работать. 8 показан торцевой стержень опалубки 40 . Концевая стойка опалубки 40 аналогична стойке опалубки 20 , но со сплошной стенкой 22 . Стойка опалубки 40 имеет поперечное сечение, аналогичное поперечному сечению стойки 20 опалубки, показанной на РИС. 10 и описано выше. Стойка торцевой опалубки 40 похожа на обычную стойку, но используется в конце системы стоек опалубки для бетона.
8 показан торцевой стержень опалубки 40 . Концевая стойка опалубки 40 аналогична стойке опалубки 20 , но со сплошной стенкой 22 . Стойка опалубки 40 имеет поперечное сечение, аналогичное поперечному сечению стойки 20 опалубки, показанной на РИС. 10 и описано выше. Стойка торцевой опалубки 40 похожа на обычную стойку, но используется в конце системы стоек опалубки для бетона. Рядом с каждым углублением 62 может быть пара отверстий для стяжек 64 сконфигурирован для приема арматурных стяжек 68 . Выемки 62 расположены так, чтобы удерживать арматурный стержень в точном месте, обычно устроенном таким образом, чтобы арматурный стержень можно было установить для создания непрерывных прямоугольных балок и колонн по всей стене. Расположение отверстий 28 и выемок 62 сконфигурировано таким образом, что описываемая здесь система стоек опалубки может быть спроектирована как типичная бетонная стена с общепринятыми принципами проектирования бетона во всем мире. Например, ямки 62 расположены по углам обычно прямоугольных отверстий 28 . Кроме того, канавки разнесены по бокам, сверху и снизу отверстий 28 .
Рядом с каждым углублением 62 может быть пара отверстий для стяжек 64 сконфигурирован для приема арматурных стяжек 68 . Выемки 62 расположены так, чтобы удерживать арматурный стержень в точном месте, обычно устроенном таким образом, чтобы арматурный стержень можно было установить для создания непрерывных прямоугольных балок и колонн по всей стене. Расположение отверстий 28 и выемок 62 сконфигурировано таким образом, что описываемая здесь система стоек опалубки может быть спроектирована как типичная бетонная стена с общепринятыми принципами проектирования бетона во всем мире. Например, ямки 62 расположены по углам обычно прямоугольных отверстий 28 . Кроме того, канавки разнесены по бокам, сверху и снизу отверстий 28 . 16. Система опалубочных стоек 100 включает в себя множество опалубочных стоек. В показанном здесь примере на противоположных концах стены установлены две торцевые стойки опалубки 40 . Пара опалубочных шпилек 30 располагаются по обе стороны от проема. Несколько коротких опалубочных стоек 50 расположены над проемом. Несколько опалубочных стоек 20 расположены между опалубочной стойкой 30 и концевой опалубочной стойкой 40 . Несколько вертикальных стержней располагаются между стойками опалубки 20 , 30 , 40 и 50 . Через отверстия 9 проходит множество горизонтальных арматурных стержней.0003 28 в соседних шпильках опалубки. Вертикальные стержни и горизонтальные стержни могут быть связаны вместе. Кроме того, хомуты из арматуры 70 можно использовать в сочетании с горизонтальными или вертикальными арматурными стержнями.
16. Система опалубочных стоек 100 включает в себя множество опалубочных стоек. В показанном здесь примере на противоположных концах стены установлены две торцевые стойки опалубки 40 . Пара опалубочных шпилек 30 располагаются по обе стороны от проема. Несколько коротких опалубочных стоек 50 расположены над проемом. Несколько опалубочных стоек 20 расположены между опалубочной стойкой 30 и концевой опалубочной стойкой 40 . Несколько вертикальных стержней располагаются между стойками опалубки 20 , 30 , 40 и 50 . Через отверстия 9 проходит множество горизонтальных арматурных стержней.0003 28 в соседних шпильках опалубки. Вертикальные стержни и горизонтальные стержни могут быть связаны вместе. Кроме того, хомуты из арматуры 70 можно использовать в сочетании с горизонтальными или вертикальными арматурными стержнями. Система опалубки состоит из нижней направляющей 60 и верхней направляющей 80 . Верхняя направляющая 80 и нижняя направляющая 60 обычно имеют С-образную форму, как показано на фиг. 11. Верхняя направляющая 80 имеет множество отверстий 28 , выполненный в нем аналогично шпильке опалубки 20 . Аналогично, нижняя направляющая 60 может иметь множество отверстий 28 , образованных в ней. Отверстия 28 в верхней направляющей 80 обеспечивают доступ к внутренней части стен, чтобы в них можно было залить бетон. Дополнительные отверстия 28 в верхней направляющей 80 позволяют проходить через них арматурным стержням 66 , чтобы их можно было привязать к арматурным стержням 66 вышележащей стены.
Система опалубки состоит из нижней направляющей 60 и верхней направляющей 80 . Верхняя направляющая 80 и нижняя направляющая 60 обычно имеют С-образную форму, как показано на фиг. 11. Верхняя направляющая 80 имеет множество отверстий 28 , выполненный в нем аналогично шпильке опалубки 20 . Аналогично, нижняя направляющая 60 может иметь множество отверстий 28 , образованных в ней. Отверстия 28 в верхней направляющей 80 обеспечивают доступ к внутренней части стен, чтобы в них можно было залить бетон. Дополнительные отверстия 28 в верхней направляющей 80 позволяют проходить через них арматурным стержням 66 , чтобы их можно было привязать к арматурным стержням 66 вышележащей стены. 16, может использоваться с множеством различных несущих стен. Например, как показано на фиг. 20 его можно использовать со структурной плитой 82 или с панелью, заполненной пеной, с металлом с обеих сторон 84 . В качестве альтернативы стена может включать гофрированную стенку 86 с профилированной полосой из пенорезины 88 , совмещенной с ней, как показано на ФИГ. 21 и 22. Полоски из поролона 88 размещаются между шпильками 22 и настилом 86 , чтобы предотвратить заполнение объема бетоном и обеспечить возможность соединения с ним винтами. Гипсокартон или другие стеновые панели 92 могут крепиться к настилу или гофрированной стене 86 . В качестве альтернативы стеновые панели 92 могут быть прикреплены к гофрированной стене 86 с помощью упругих каналов 93 . Добавление устойчивых каналов обеспечивает некоторое снижение шума.
16, может использоваться с множеством различных несущих стен. Например, как показано на фиг. 20 его можно использовать со структурной плитой 82 или с панелью, заполненной пеной, с металлом с обеих сторон 84 . В качестве альтернативы стена может включать гофрированную стенку 86 с профилированной полосой из пенорезины 88 , совмещенной с ней, как показано на ФИГ. 21 и 22. Полоски из поролона 88 размещаются между шпильками 22 и настилом 86 , чтобы предотвратить заполнение объема бетоном и обеспечить возможность соединения с ним винтами. Гипсокартон или другие стеновые панели 92 могут крепиться к настилу или гофрированной стене 86 . В качестве альтернативы стеновые панели 92 могут быть прикреплены к гофрированной стене 86 с помощью упругих каналов 93 . Добавление устойчивых каналов обеспечивает некоторое снижение шума.


 ИНЖИР. 24 показано отверстие 28 из цельного пуансона. Как обсуждалось выше, отверстие 28 имеет выемки 62 по бокам. В показанном здесь варианте осуществления с одним пуансоном 110 имеется только одна выемка 62 вдоль боковой стороны. В качестве альтернативы отверстие 28 может быть двойным отверстием 112 с двумя прорезями 62 по бокам. В варианте с двойным пуансоном 112 верхняя часть 114 первого пуансона совмещена с нижней 116 второго удара. Другое альтернативное отверстие 28 показано на фиг. 26 с тройным дыроколом 118 . В тройном отверстии 118 имеются три отверстия 62 по бокам. Как обсуждалось выше в отношении двойного пуансона 112 , верхняя часть 114 первого пуансона совмещена с нижней частью 116 второго пуансона, а верхняя часть второго пуансона 120 совмещена с нижней частью 9.
ИНЖИР. 24 показано отверстие 28 из цельного пуансона. Как обсуждалось выше, отверстие 28 имеет выемки 62 по бокам. В показанном здесь варианте осуществления с одним пуансоном 110 имеется только одна выемка 62 вдоль боковой стороны. В качестве альтернативы отверстие 28 может быть двойным отверстием 112 с двумя прорезями 62 по бокам. В варианте с двойным пуансоном 112 верхняя часть 114 первого пуансона совмещена с нижней 116 второго удара. Другое альтернативное отверстие 28 показано на фиг. 26 с тройным дыроколом 118 . В тройном отверстии 118 имеются три отверстия 62 по бокам. Как обсуждалось выше в отношении двойного пуансона 112 , верхняя часть 114 первого пуансона совмещена с нижней частью 116 второго пуансона, а верхняя часть второго пуансона 120 совмещена с нижней частью 9. 0003 122 третьего удара. Специалист в данной области техники может видеть, что благодаря этой функции пробивки отверстий может быть выполнено почти любое требуемое отверстие.
0003 122 третьего удара. Специалист в данной области техники может видеть, что благодаря этой функции пробивки отверстий может быть выполнено почти любое требуемое отверстие. На другой станции пробиты отверстия 28 . Станция пробивки отверстий обычно показана под номером 9.0003 134 на РИС. 28. Станция для пробивки отверстий 134 включает дырокол 136 . Форма отверстия описана выше в отношении. Листовой материал 138 проходит под дыроколом 136 , и в заданном месте для конкретного формируемого элемента дырокол 136 пробивает отверстие. Листовой материал продолжает двигаться через станцию до тех пор, пока не потребуется пробить следующее отверстие. Различные примеры перфорированных отверстий можно увидеть на фиг. 29. Листовой материал, как правило, представляет собой холоднокатаную сталь, которая первоначально подается на процесс профилирования в рулоне 140 .
На другой станции пробиты отверстия 28 . Станция пробивки отверстий обычно показана под номером 9.0003 134 на РИС. 28. Станция для пробивки отверстий 134 включает дырокол 136 . Форма отверстия описана выше в отношении. Листовой материал 138 проходит под дыроколом 136 , и в заданном месте для конкретного формируемого элемента дырокол 136 пробивает отверстие. Листовой материал продолжает двигаться через станцию до тех пор, пока не потребуется пробить следующее отверстие. Различные примеры перфорированных отверстий можно увидеть на фиг. 29. Листовой материал, как правило, представляет собой холоднокатаную сталь, которая первоначально подается на процесс профилирования в рулоне 140 . Следующее описание и чертежи иллюстрируют раскрытие и не должны рассматриваться как ограничивающие раскрытие. Описаны многочисленные конкретные детали, чтобы обеспечить полное понимание различных вариантов осуществления настоящего раскрытия. Однако в некоторых случаях общеизвестные или общепринятые детали не описываются, чтобы обеспечить краткое обсуждение вариантов осуществления настоящего раскрытия.
Следующее описание и чертежи иллюстрируют раскрытие и не должны рассматриваться как ограничивающие раскрытие. Описаны многочисленные конкретные детали, чтобы обеспечить полное понимание различных вариантов осуществления настоящего раскрытия. Однако в некоторых случаях общеизвестные или общепринятые детали не описываются, чтобы обеспечить краткое обсуждение вариантов осуществления настоящего раскрытия. д. Требования к опалубке для различных элементов конструкции различны, и они называются в зависимости от типа конструктивный элемент.
д. Требования к опалубке для различных элементов конструкции различны, и они называются в зависимости от типа конструктивный элемент. д., и они называются следующим образом:
д., и они называются следующим образом: Таким образом, необходимо обеспечить плотные стыки и прочную анкерную опору опалубки.
Таким образом, необходимо обеспечить плотные стыки и прочную анкерную опору опалубки.


 Латунь отличается высокой мягкостью. Поэтому для резания этого сплава устанавливают скорость резания в диапазоне от 130 до 320 м/мин.
Латунь отличается высокой мягкостью. Поэтому для резания этого сплава устанавливают скорость резания в диапазоне от 130 до 320 м/мин.
 Чем выше скорость резания, тем выше производительность оборудования. Это особенно важно при серийном и массовом производстве.
Чем выше скорость резания, тем выше производительность оборудования. Это особенно важно при серийном и массовом производстве.


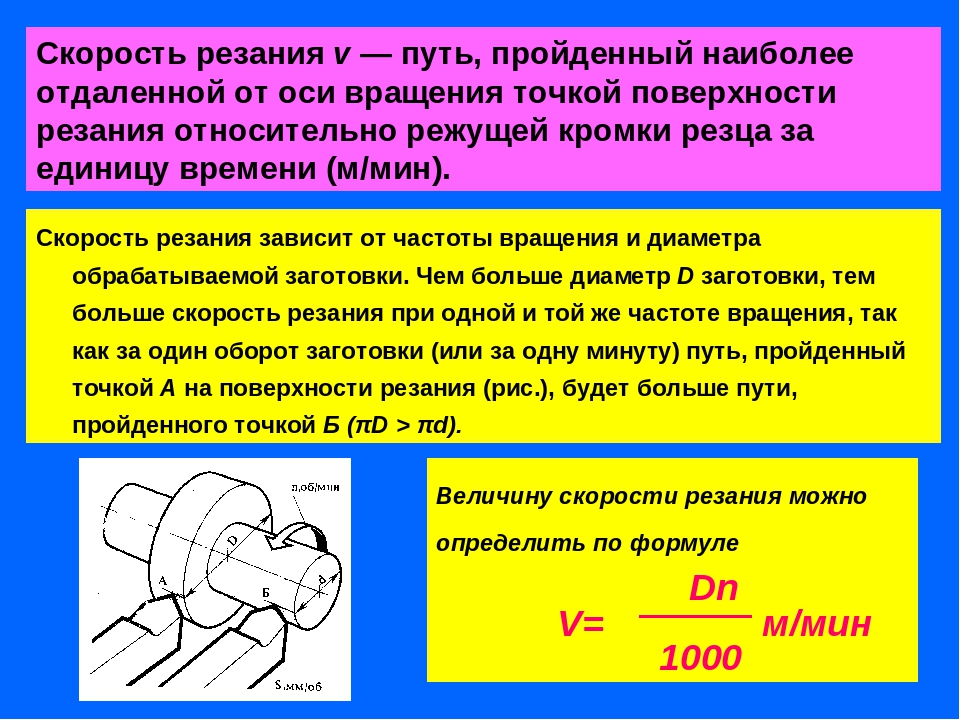
 С увеличением диаметра скорость резания фрезы по металлу снижается.
С увеличением диаметра скорость резания фрезы по металлу снижается.

 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. , A=90, 60 град., T=0.2 мм
, A=90, 60 град., T=0.2 мм
 , A=90, 60 град., T=0.2 мм
, A=90, 60 град., T=0.2 мм 3 мм за проход.
3 мм за проход.
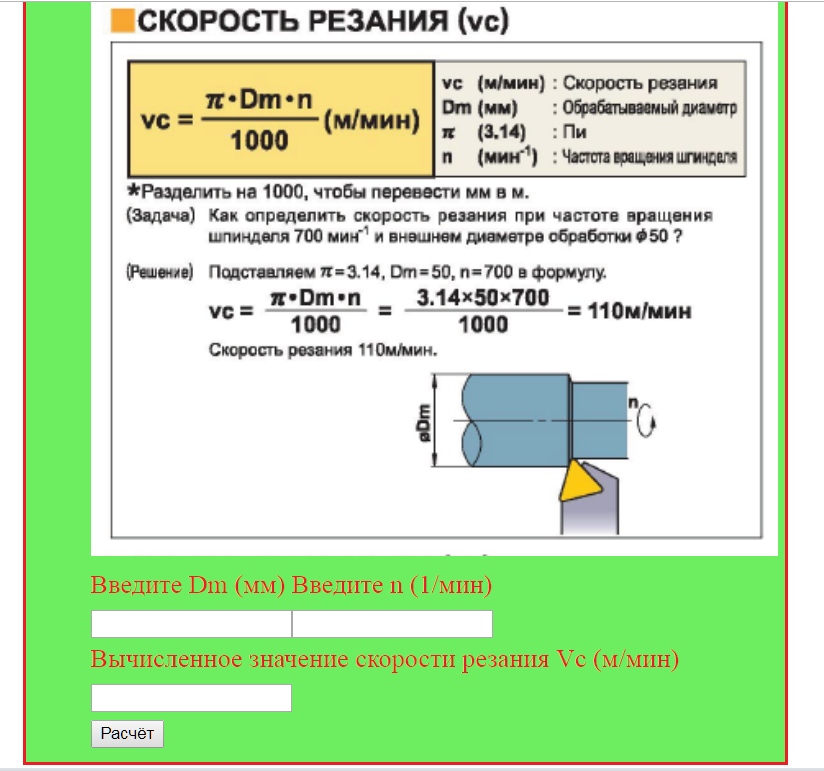

.thumb.jpg.1d165c314089e277c01ccf829de547f5.jpg)
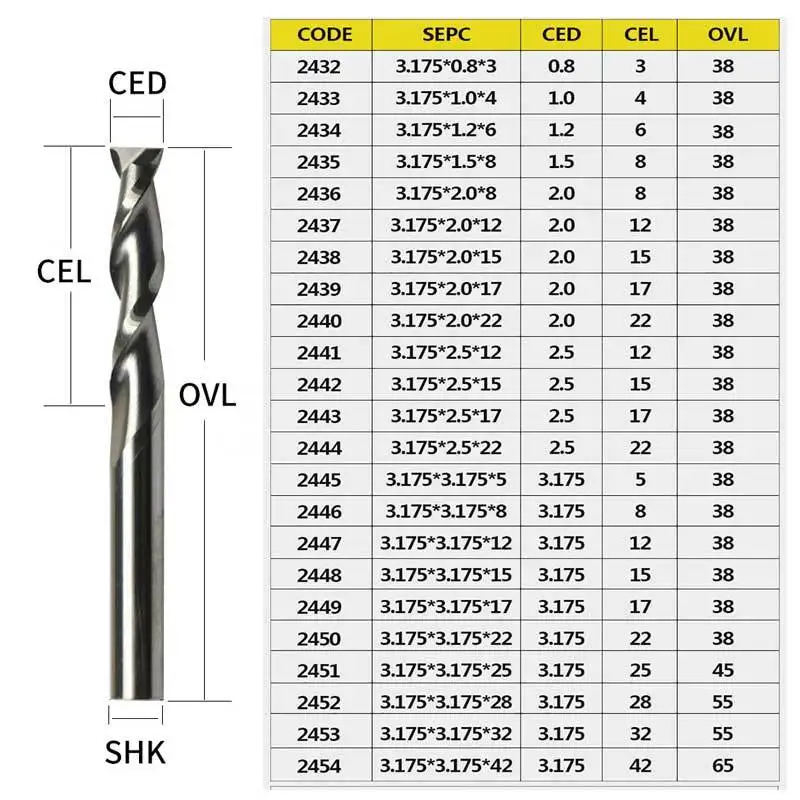 02
02 005
005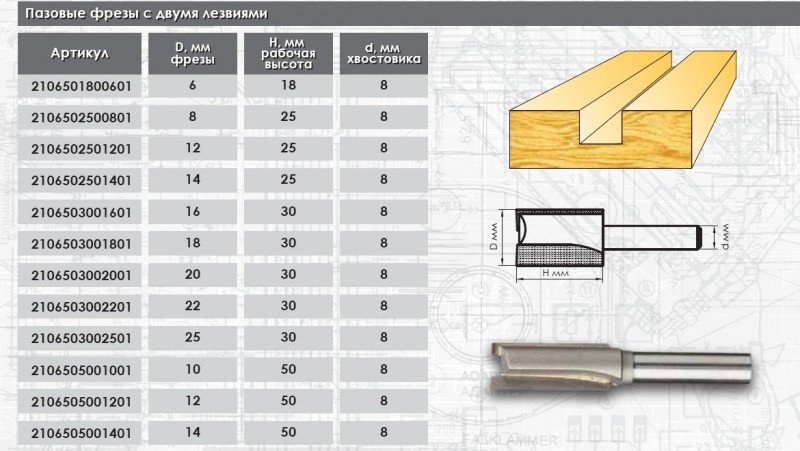




 Это делается все время в некоторых магазинах сегодня.
Это делается все время в некоторых магазинах сегодня.

 На основе исследований и испытаний, проведенных производителями стали и режущего инструмента, см. таблицу скоростей резания токарных станков ниже. Перечисленные ниже скорости резания быстрорежущей стали рекомендуются для эффективного съема металла. Эти скорости могут незначительно варьироваться в зависимости от таких факторов, как состояние машины, тип обрабатываемого материала и наличие песка или твердых пятен в металле. Число оборотов, на которое должен быть установлен токарный станок для резки металлов, следующее:
На основе исследований и испытаний, проведенных производителями стали и режущего инструмента, см. таблицу скоростей резания токарных станков ниже. Перечисленные ниже скорости резания быстрорежущей стали рекомендуются для эффективного съема металла. Эти скорости могут незначительно варьироваться в зависимости от таких факторов, как состояние машины, тип обрабатываемого материала и наличие песка или твердых пятен в металле. Число оборотов, на которое должен быть установлен токарный станок для резки металлов, следующее:
 Поскольку цель чернового реза — быстрое удаление лишнего материала, качество поверхности не имеет большого значения. Следует использовать грубый корм. Чистовая обработка используется для доведения диаметра до нужного размера и получения хорошего качества поверхности, поэтому следует использовать мелкую подачу.
Поскольку цель чернового реза — быстрое удаление лишнего материала, качество поверхности не имеет большого значения. Следует использовать грубый корм. Чистовая обработка используется для доведения диаметра до нужного размера и получения хорошего качества поверхности, поэтому следует использовать мелкую подачу.

 S = выберите диапазоны подачи и измените значение S на этом рычаге (см. рис. 3)
S = выберите диапазоны подачи и измените значение S на этом рычаге (см. рис. 3)
 Устройство станка с чпу 5 осей.
Устройство станка с чпу 5 осей.

 Он понял, что может описать положение мухи в трехмерном пространстве комнаты, используя всего три числа, представленные переменными X, Y и Z.
Он понял, что может описать положение мухи в трехмерном пространстве комнаты, используя всего три числа, представленные переменными X, Y и Z.
 Это рыскание (поворот) мухи в нашем примере.
Это рыскание (поворот) мухи в нашем примере.

 С другой стороны, машины шарнирного вращения могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
С другой стороны, машины шарнирного вращения могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
 На этих станках будет несколько осей: верхняя револьверная головка будет иметь 4 оси, а нижняя револьверная головка имеет 2 оси, а затем у вас есть противоположные шпиндели, которые также имеют 2 оси. Итого в таких станках может быть до 9 осей», — продолжил Финн.
На этих станках будет несколько осей: верхняя револьверная головка будет иметь 4 оси, а нижняя револьверная головка имеет 2 оси, а затем у вас есть противоположные шпиндели, которые также имеют 2 оси. Итого в таких станках может быть до 9 осей», — продолжил Финн.
 Финн привел следующий пример:
Финн привел следующий пример:


 Механическая работа, которая включает в себя переориентацию инструмента по осям вращения между вырезами, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
Механическая работа, которая включает в себя переориентацию инструмента по осям вращения между вырезами, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
 Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.

 Либо у них может не быть программного обеспечения, необходимого для создания программы резки, которая бы использовала все возможности машины», — заметил Финн.
Либо у них может не быть программного обеспечения, необходимого для создания программы резки, которая бы использовала все возможности машины», — заметил Финн.


 К счастью, сегодня на рынке есть ряд программных инструментов, которые могут помочь решить ее.
К счастью, сегодня на рынке есть ряд программных инструментов, которые могут помочь решить ее.

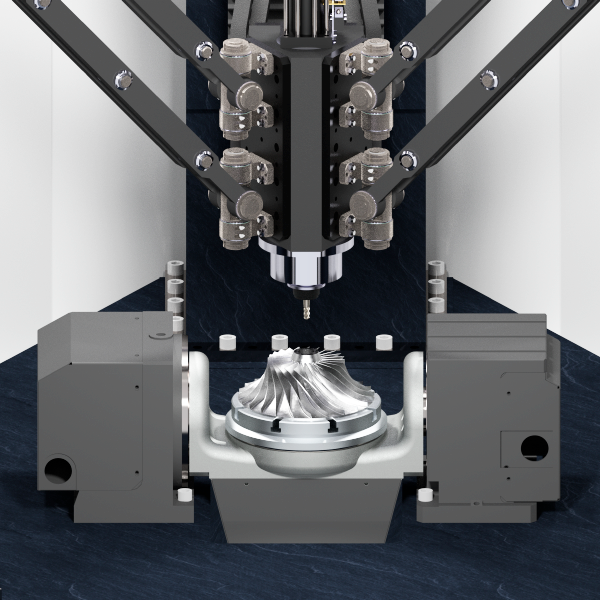
 Таким образом, детали можно разрезать на одном шпинделе, а затем перенести на противоположный шпиндель для обработки оставшейся части детали. Так что, по сути, вы можете загрузить кусок сырой заготовки, и в конце снять готовую деталь».
Таким образом, детали можно разрезать на одном шпинделе, а затем перенести на противоположный шпиндель для обработки оставшейся части детали. Так что, по сути, вы можете загрузить кусок сырой заготовки, и в конце снять готовую деталь».
 Это наличие, обучение и тренировка персонала, правильный подход операторов к машине или понимание до начала работы, что у них будет достаточно инструментов в запасе, чтобы закончить деталь, которую начали. Сторонние составляющие бизнеса тормозят больше, чем фактическое создание».
Это наличие, обучение и тренировка персонала, правильный подход операторов к машине или понимание до начала работы, что у них будет достаточно инструментов в запасе, чтобы закончить деталь, которую начали. Сторонние составляющие бизнеса тормозят больше, чем фактическое создание».
 Термин «5-осевой» относится к числу направлений, в которых может двигаться режущий инструмент. На 5-осевом обрабатывающем центре режущий инструмент перемещается по линейным осям X, Y и Z, а также вращается по осям A и B, чтобы приближаться к заготовке с любого направления. Другими словами, вы можете обрабатывать пять сторон детали за один установ.
Термин «5-осевой» относится к числу направлений, в которых может двигаться режущий инструмент. На 5-осевом обрабатывающем центре режущий инструмент перемещается по линейным осям X, Y и Z, а также вращается по осям A и B, чтобы приближаться к заготовке с любого направления. Другими словами, вы можете обрабатывать пять сторон детали за один установ. Предоставляя вам возможность производить очень сложные компоненты за одну установку, наши 5-осевые станки дают волю воображению ваших инженеров и переопределяют ваши общие возможности.
Предоставляя вам возможность производить очень сложные компоненты за одну установку, наши 5-осевые станки дают волю воображению ваших инженеров и переопределяют ваши общие возможности.
 Мы предлагаем:
Мы предлагаем:  Низкие эксплуатационные расходы, простота установки и очень жесткая платформа с трехточечным выравниванием, в которой используются проверенные системы поддержки, такие как шпиндели, устройство смены инструмента и устройство смены поддонов, все в стандартной комплектации.
Низкие эксплуатационные расходы, простота установки и очень жесткая платформа с трехточечным выравниванием, в которой используются проверенные системы поддержки, такие как шпиндели, устройство смены инструмента и устройство смены поддонов, все в стандартной комплектации.
 Z-образный тип подходит для деталей сложной геометрической формы. Долговечные, высокопроизводительные шпиндели повышают производительность, а контроль температуры активных компонентов станка улучшает…
Z-образный тип подходит для деталей сложной геометрической формы. Долговечные, высокопроизводительные шпиндели повышают производительность, а контроль температуры активных компонентов станка улучшает…

 MAG3 может быть интегрирован с автоматической системой перемещения и хранения поддонов для продолжительных периодов работы без присмотра.
MAG3 может быть интегрирован с автоматической системой перемещения и хранения поддонов для продолжительных периодов работы без присмотра. MAG3.EX может быть интегрирован с автоматической системой перемещения и хранения поддонов в течение длительного…
MAG3.EX может быть интегрирован с автоматической системой перемещения и хранения поддонов в течение длительного…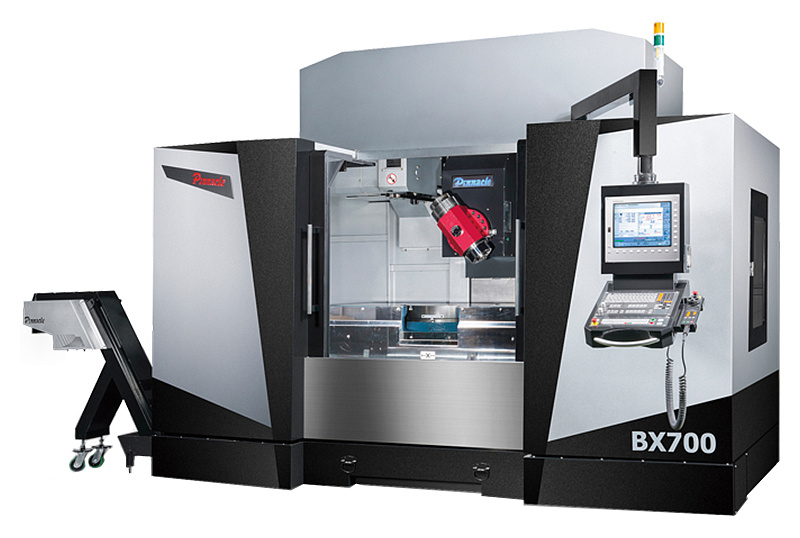
 MAG A6 может быть интегрирован с автоматической системой перемещения поддонов…
MAG A6 может быть интегрирован с автоматической системой перемещения поддонов… MAG A6.H может быть интегрирован с автоматической системой перемещения поддонов…
MAG A6.H может быть интегрирован с автоматической системой перемещения поддонов… MAG A8 может быть интегрирован с автоматической системой перемещения поддонов…
MAG A8 может быть интегрирован с автоматической системой перемещения поддонов… MAG A8.H может быть интегрирован с автоматической системой перемещения поддонов…
MAG A8.H может быть интегрирован с автоматической системой перемещения поддонов… MAG A12 — MAG 20.H можно интегрировать…
MAG A12 — MAG 20.H можно интегрировать…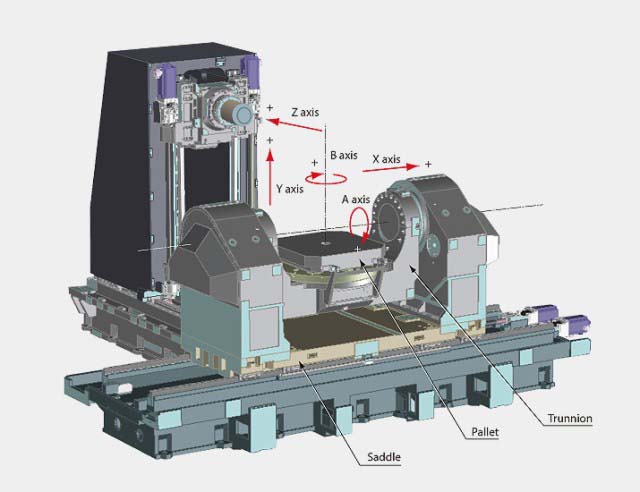
 2″
2″ 0″
0″
 1000″
1000″ 1″
1″ 7″
7″

 Себе стоимость товара будет в серднем 100-200 гривен,это самое дешевое китайское дерьмо. По началу тебе рассказывают что это не обман, это горячая база…»
Себе стоимость товара будет в серднем 100-200 гривен,это самое дешевое китайское дерьмо. По началу тебе рассказывают что это не обман, это горячая база…» 6 из 5″>Рейтинг 1.6/5,0
6 из 5″>Рейтинг 1.6/5,0 Киев»>Дарья,
Киев»>Дарья, 0 из 5″>Рейтинг 3.0/5,0
0 из 5″>Рейтинг 3.0/5,0 Киев
Киев покупайте у них матрасы дальше. ЭТО ПОДТВЕРДИТ НЕ ОДИН ЧЕЛОВЕК, если что=)
покупайте у них матрасы дальше. ЭТО ПОДТВЕРДИТ НЕ ОДИН ЧЕЛОВЕК, если что=)
 0 из 5″>Рейтинг 5.0/5,0
0 из 5″>Рейтинг 5.0/5,0 пакет:
пакет: Ок, съездила-пригласили на 2 пробных дня по 4 часа. (Скажу про себя: слава богу внешность у меня приятная, продажник отличный, что я впринципе доказала на деле). В офис по мне отправили положительный отзыв и сообщили, что готовы взять меня в штат, но нужно ещё встретиться с директором розничной сети. (Понятия не имею зачем…) ок, на следующий день приехала к назначенному времени. Директор Татьяна оказалась на редкость неприятной особой. Начиная от снисходительной улыбочки, до чуть ли не закапывания глаз от моих ответов. По итогу по мне пришёл отказ. Честно не знаю, что ей во мне не понравилось, на пробных днях продавала отлично. Опять же выгляжу хорошо.
Ок, съездила-пригласили на 2 пробных дня по 4 часа. (Скажу про себя: слава богу внешность у меня приятная, продажник отличный, что я впринципе доказала на деле). В офис по мне отправили положительный отзыв и сообщили, что готовы взять меня в штат, но нужно ещё встретиться с директором розничной сети. (Понятия не имею зачем…) ок, на следующий день приехала к назначенному времени. Директор Татьяна оказалась на редкость неприятной особой. Начиная от снисходительной улыбочки, до чуть ли не закапывания глаз от моих ответов. По итогу по мне пришёл отказ. Честно не знаю, что ей во мне не понравилось, на пробных днях продавала отлично. Опять же выгляжу хорошо.  пакет:
пакет:
 пакет:
пакет: Ночные смены оплачиваются не по правилам. Уборку каждое утро в магазине делали сами.
Ночные смены оплачиваются не по правилам. Уборку каждое утро в магазине делали сами.  Т.к. мое резюме неделю висело не просмотренное, решила позвонить сама. Итог: звонила я 3 раза (на 4 не дозвонилась) и каждый раз мне ставили срок в два дня на обратную связь. И, конечно же, никто не удосужился ни позвонить, ни отписаться. Полное неуважение к соискателям и некомпетентность отдела персонала (менеджер Екатерина). Пустая трата времени. (вакансия все еще висит)
Т.к. мое резюме неделю висело не просмотренное, решила позвонить сама. Итог: звонила я 3 раза (на 4 не дозвонилась) и каждый раз мне ставили срок в два дня на обратную связь. И, конечно же, никто не удосужился ни позвонить, ни отписаться. Полное неуважение к соискателям и некомпетентность отдела персонала (менеджер Екатерина). Пустая трата времени. (вакансия все еще висит) Магазин находиться в ТЦ XL — 3 город Мытищи.
Магазин находиться в ТЦ XL — 3 город Мытищи. е. если рассуждать, то я должна была прийти к ней на собеседование и сказать, что я хочу отсидеться на одном месте и развитие мне не интересно! Как такой руководитель может заниматься подбором и заполняемость торговых точек, раз он подбирает только сотрудников, которым должно быть не интересно их будущее развитие, как собственное, так и развитие своих сотрудников.
е. если рассуждать, то я должна была прийти к ней на собеседование и сказать, что я хочу отсидеться на одном месте и развитие мне не интересно! Как такой руководитель может заниматься подбором и заполняемость торговых точек, раз он подбирает только сотрудников, которым должно быть не интересно их будущее развитие, как собственное, так и развитие своих сотрудников.  пакет:
пакет: 05.2018
05.2018 Ему это не нужно он боится начальство главное чтоб ему было хорошо либездить перед всеми руководителями.Он как (П*********А)и все знают на складе и молчат. Жадный насчёт денег.Кто работал на складе стар.смены и заступался за кладовщиков их проста убирали. А ему так хорошо.Ему начальство скажет или прикажет он будет пол мыть не может им нечего сказать. Руководство обещает много только от них не дождёшся. Скажу что один негатив и не справедливость.Раньше был склад так склад а сейчас одно название.Я рад что ушёл из этого дурдома.
Ему это не нужно он боится начальство главное чтоб ему было хорошо либездить перед всеми руководителями.Он как (П*********А)и все знают на складе и молчат. Жадный насчёт денег.Кто работал на складе стар.смены и заступался за кладовщиков их проста убирали. А ему так хорошо.Ему начальство скажет или прикажет он будет пол мыть не может им нечего сказать. Руководство обещает много только от них не дождёшся. Скажу что один негатив и не справедливость.Раньше был склад так склад а сейчас одно название.Я рад что ушёл из этого дурдома. пакет:
пакет: пакет:
пакет:
 В конце дня администратор мне назначил второй день стажировки. Во второй стажировочный день, я работал с директором магазина Елена, как раз с той, с которой познакомился при заполнении анкеты. В течении рабочего дня, у меня возникали вопросы по работе с товаром, как и у любого стажера. Когда я обратился за помощью к «директору магазина», с вопросом «где находятся брюки в зале?», на что был ответ «Ищи» и это было сказано в безразличной форме, т.е. человек вообще не хотел даже смотреть в мою сторону (с учетом того, что я работал с покупателем, и клиент очень торопился, поэтому у меня не было времени искать данную вещь. Я полагаю что для данного человека, стажеры это что то незамечаемое, никчемное. После данного отношения, мне не хотелось даже подходить к этому человеку. Не
В конце дня администратор мне назначил второй день стажировки. Во второй стажировочный день, я работал с директором магазина Елена, как раз с той, с которой познакомился при заполнении анкеты. В течении рабочего дня, у меня возникали вопросы по работе с товаром, как и у любого стажера. Когда я обратился за помощью к «директору магазина», с вопросом «где находятся брюки в зале?», на что был ответ «Ищи» и это было сказано в безразличной форме, т.е. человек вообще не хотел даже смотреть в мою сторону (с учетом того, что я работал с покупателем, и клиент очень торопился, поэтому у меня не было времени искать данную вещь. Я полагаю что для данного человека, стажеры это что то незамечаемое, никчемное. После данного отношения, мне не хотелось даже подходить к этому человеку. Не  к. ни о каком профессионализме со стороны Елены речи быть не может. Допрос закончился довольно быстро и соответственно, когда этот человек в приказном тоне говорил «Найди мне такую то вещь», искать это не хотелось. В итоге знакомства с директором магазина, я даже был рад что не подхожу на должность продавца-консультанта, да если бы даже мне сказали выходить на работу в данном магазине, то соответственно вывод напрашивается сам, я бы этого не сделал. Хочу предостеречь ребят, которые будут устраиваться в Галерее, в данный магазин, подумайте десятки раз, перед тем как тратить время, и если вам нравится грубое, непрофессиональное обращение со стороны руководства, то вам понравится, но таких людей, я думаю нет. Поэтому учитесь на чужих ошибках, т.к. это действительно была ошибка, и зря потраченное время.
к. ни о каком профессионализме со стороны Елены речи быть не может. Допрос закончился довольно быстро и соответственно, когда этот человек в приказном тоне говорил «Найди мне такую то вещь», искать это не хотелось. В итоге знакомства с директором магазина, я даже был рад что не подхожу на должность продавца-консультанта, да если бы даже мне сказали выходить на работу в данном магазине, то соответственно вывод напрашивается сам, я бы этого не сделал. Хочу предостеречь ребят, которые будут устраиваться в Галерее, в данный магазин, подумайте десятки раз, перед тем как тратить время, и если вам нравится грубое, непрофессиональное обращение со стороны руководства, то вам понравится, но таких людей, я думаю нет. Поэтому учитесь на чужих ошибках, т.к. это действительно была ошибка, и зря потраченное время. Ребятам респект.
Ребятам респект. Хорошо, что я еще с предыдущей работы не уволился, а то бедные ребята ведь сидят и ждут чуда. В конечном итоге могу сказать, что работодателя не рекомендую. С таким отношением только жалко этих бедных ребят, которые там работают.
Хорошо, что я еще с предыдущей работы не уволился, а то бедные ребята ведь сидят и ждут чуда. В конечном итоге могу сказать, что работодателя не рекомендую. С таким отношением только жалко этих бедных ребят, которые там работают. Вам также нужно будет сообщить сотруднику, как вы будете контролировать и измерять его производительность, и как вы будете проверять их работу, а также соблюдение ими политики компании. Для каждого нового сотрудника самым критическим периодом будут первые 9 лет.0 дней; именно в течение этого испытательного периода вы должны оценить и принять решение относительно того, подходят ли они для вашей компании. Вот почему мы в Elite считаем крайне важным проверять своих сотрудников как можно чаще в течение первых 90 дней.
Вам также нужно будет сообщить сотруднику, как вы будете контролировать и измерять его производительность, и как вы будете проверять их работу, а также соблюдение ими политики компании. Для каждого нового сотрудника самым критическим периодом будут первые 9 лет.0 дней; именно в течение этого испытательного периода вы должны оценить и принять решение относительно того, подходят ли они для вашей компании. Вот почему мы в Elite считаем крайне важным проверять своих сотрудников как можно чаще в течение первых 90 дней. В конце первого месяца вы должны сказать новому сотруднику, что вы будете проводить обзоры в конце каждого месяца для первых 9 человек.0 дней. И, наконец, по истечении первых 90 дней (испытательного периода) мы рекомендуем планировать проверки каждые 6 месяцев.
В конце первого месяца вы должны сказать новому сотруднику, что вы будете проводить обзоры в конце каждого месяца для первых 9 человек.0 дней. И, наконец, по истечении первых 90 дней (испытательного периода) мы рекомендуем планировать проверки каждые 6 месяцев. Наконец, у вас должен быть список любых конкретных достижений, которые вы можете отметить и похвалить, а также ваши записи из последней проверки сотрудника, которые должны включать пункты соглашения и действия.
Наконец, у вас должен быть список любых конкретных достижений, которые вы можете отметить и похвалить, а также ваши записи из последней проверки сотрудника, которые должны включать пункты соглашения и действия.
 Stop & Shop является компанией Ahold. Персонал Stop & Shop имеет необычайно разное демографическое происхождение. В компании 47,2% женщин и 34,8% представителей этнических меньшинств. Сотрудники Stop & Shop несколько чаще являются членами Демократической партии, чем Республиканской партии: 64,0% сотрудников идентифицируют себя как члены Демократической партии. Несмотря на свои политические разногласия, сотрудники Stop & Shop, кажется, довольны. Компания отлично удерживает сотрудников: сотрудники обычно остаются на 4,5 года. Средний сотрудник Stop & Shop зарабатывает 30 866 долларов в год. Для сравнения, некоторые из его самых высокооплачиваемых конкурентов, такие как The Great Atlantic & Pacific Tea Company, Rite Aid и Wakefern Food Corporation, платят 49 долларов.852 доллара США, 37 918 долларов США и 37 001 доллар США соответственно. Компания Stop & Shop, базирующаяся в Массачусетсе, является лидером отрасли с 82 001 сотрудником и годовым доходом в размере 15,2 миллиарда долларов.
Stop & Shop является компанией Ahold. Персонал Stop & Shop имеет необычайно разное демографическое происхождение. В компании 47,2% женщин и 34,8% представителей этнических меньшинств. Сотрудники Stop & Shop несколько чаще являются членами Демократической партии, чем Республиканской партии: 64,0% сотрудников идентифицируют себя как члены Демократической партии. Несмотря на свои политические разногласия, сотрудники Stop & Shop, кажется, довольны. Компания отлично удерживает сотрудников: сотрудники обычно остаются на 4,5 года. Средний сотрудник Stop & Shop зарабатывает 30 866 долларов в год. Для сравнения, некоторые из его самых высокооплачиваемых конкурентов, такие как The Great Atlantic & Pacific Tea Company, Rite Aid и Wakefern Food Corporation, платят 49 долларов.852 доллара США, 37 918 долларов США и 37 001 доллар США соответственно. Компания Stop & Shop, базирующаяся в Массачусетсе, является лидером отрасли с 82 001 сотрудником и годовым доходом в размере 15,2 миллиарда долларов.


 8
8



 pudp.ru,
pudp.ru, Располагается в Грохольском переулке. В поликлинике оказывают лечебно-диагностическую, консультативную, реабилитационную и профилактическую медицинскую помощь.
Располагается в Грохольском переулке. В поликлинике оказывают лечебно-диагностическую, консультативную, реабилитационную и профилактическую медицинскую помощь. В наши планы на будущее входит развитие производственных мощностей для производства флаконов (жидких и лиофилизированных), шприцев и картриджей с предварительным наполнением.
В наши планы на будущее входит развитие производственных мощностей для производства флаконов (жидких и лиофилизированных), шприцев и картриджей с предварительным наполнением.

 Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке.
Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке. Это сообщает серверу, какой ресурс он должен использовать попытка запроса.
Это сообщает серверу, какой ресурс он должен использовать попытка запроса.


 htaccess для большинства людей — через диспетчер файлов в cPanel.
htaccess для большинства людей — через диспетчер файлов в cPanel.
 Проверка моделей проходит мгновенно, и если ошибки, препятствующие 3D-печати, не были обнаружены, то сразу после загрузки модель появится в вашем личном кабинете в разделе «Мои модели». Если же модель не прошла проверку, то вы увидите уведомление о невозможности загрузить файл, тогда вам нужно будет ещё раз проверить и доработать модель.
Проверка моделей проходит мгновенно, и если ошибки, препятствующие 3D-печати, не были обнаружены, то сразу после загрузки модель появится в вашем личном кабинете в разделе «Мои модели». Если же модель не прошла проверку, то вы увидите уведомление о невозможности загрузить файл, тогда вам нужно будет ещё раз проверить и доработать модель. Суть этого понятия заключается в том, что у каждого ребра 3D-модели должно быть ровно две грани.
Суть этого понятия заключается в том, что у каждого ребра 3D-модели должно быть ровно две грани.
 Связано это с техническими особенностями 3D-принтера, из которых нужно либо выжать максимум пользы, либо подстроиться под недостатки печати.
Связано это с техническими особенностями 3D-принтера, из которых нужно либо выжать максимум пользы, либо подстроиться под недостатки печати. Ножка табуретки и столешница в месте стыка должны иметь скругленный угол. При этом, чем больше радиус скругления, тем прочнее ножка будет закреплена на столешнице. Аналогично для различных корпусных деталей. Моделируем коробку? Все прямые углы скругляем. При этом неважно, в какой они плоскости. Даже там, где нужен прямой угол, делаем радиус 0,5 мм. Принтер легче пройдет такой участок, чем нескругленный, не будет удара от резкой остановки экструдера, деталь не покачнется и прочие плюсы.
Ножка табуретки и столешница в месте стыка должны иметь скругленный угол. При этом, чем больше радиус скругления, тем прочнее ножка будет закреплена на столешнице. Аналогично для различных корпусных деталей. Моделируем коробку? Все прямые углы скругляем. При этом неважно, в какой они плоскости. Даже там, где нужен прямой угол, делаем радиус 0,5 мм. Принтер легче пройдет такой участок, чем нескругленный, не будет удара от резкой остановки экструдера, деталь не покачнется и прочие плюсы. Данный элемент влияет на прочность тем, что не всегда слои, опирающиеся на поддержку, идеальны по структуре. Это можно решать увеличением толщины стенки, заполнением, но лучше поддержку вообще не делать. Поддержка добавляется слайсером в зависимости от угла между стенкой детали и плоскостью стола. Часто по умолчанию стоит 60 градусов, иногда 45. Этот параметр подбирается экспериментально для каждого 3D-принтера. Проверить это можно с помощью специальных тестовых деталей. Например, https://www.thingiverse.com/thing:2806295 — не забудьте выключить поддержку, чтобы проверить реальное качество 3D-печати в её отсутствии. Например, вам нужно напечатать Т-образный соединитель для трубок. Литые изделия делают Т-образной формы. 3D-печать заставляет делать изделие L или даже Λ-образным. Во втором случае можно даже избежать поддержки, а деталь будет прочнее из-за слоев, расположенных под углом 45 градусов к трубкам. Мы, в мастерской настроили слайсеры для каждой машины и спрашиваем клиента о прочностных требованиях, и, в зависимости от этого, выбираем 3D-принтер для печати.
Данный элемент влияет на прочность тем, что не всегда слои, опирающиеся на поддержку, идеальны по структуре. Это можно решать увеличением толщины стенки, заполнением, но лучше поддержку вообще не делать. Поддержка добавляется слайсером в зависимости от угла между стенкой детали и плоскостью стола. Часто по умолчанию стоит 60 градусов, иногда 45. Этот параметр подбирается экспериментально для каждого 3D-принтера. Проверить это можно с помощью специальных тестовых деталей. Например, https://www.thingiverse.com/thing:2806295 — не забудьте выключить поддержку, чтобы проверить реальное качество 3D-печати в её отсутствии. Например, вам нужно напечатать Т-образный соединитель для трубок. Литые изделия делают Т-образной формы. 3D-печать заставляет делать изделие L или даже Λ-образным. Во втором случае можно даже избежать поддержки, а деталь будет прочнее из-за слоев, расположенных под углом 45 градусов к трубкам. Мы, в мастерской настроили слайсеры для каждой машины и спрашиваем клиента о прочностных требованиях, и, в зависимости от этого, выбираем 3D-принтер для печати.

 Бывали случаи.
Бывали случаи.
 Доступна окраска акриловыми красками. Если деталь имеет сложную цветовую структуру, то мы используем принтер ProJet 4500, работающий по другой технологии. Он склеивает частички порошка клеем с цветными чернилами. Получается неплохо.
Доступна окраска акриловыми красками. Если деталь имеет сложную цветовую структуру, то мы используем принтер ProJet 4500, работающий по другой технологии. Он склеивает частички порошка клеем с цветными чернилами. Получается неплохо. 11%
11% Меня сразу же зацепило это новое средство цифровой глины.
Меня сразу же зацепило это новое средство цифровой глины.
 Печать нескольких объектов
Печать нескольких объектов  Это означает создание деталей поверхности с более глубокими надрезами и более выраженной текстурой поверхности. Если возможно, сделайте тонкие детали немного толще, чтобы обеспечить их четкую печать.
Это означает создание деталей поверхности с более глубокими надрезами и более выраженной текстурой поверхности. Если возможно, сделайте тонкие детали немного толще, чтобы обеспечить их четкую печать.
 Это делается с помощью USB-кабеля или соединения Wi-Fi для перемещения нарезанной модели с компьютера на 3D-принтер. Когда файл загружается на 3D-принтер, он считывает каждый фрагмент модели и печатает его слой за слоем.
Это делается с помощью USB-кабеля или соединения Wi-Fi для перемещения нарезанной модели с компьютера на 3D-принтер. Когда файл загружается на 3D-принтер, он считывает каждый фрагмент модели и печатает его слой за слоем.

 У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
 Но поскольку на рынке доступно множество вариантов, вам, вероятно, будет интересно, какой из них выбрать. Вот почему в этой статье мы рассмотрим шесть лучших ремней для триммера, чтобы помочь вам сделать наилучший выбор.
Но поскольку на рынке доступно множество вариантов, вам, вероятно, будет интересно, какой из них выбрать. Вот почему в этой статье мы рассмотрим шесть лучших ремней для триммера, чтобы помочь вам сделать наилучший выбор. m","3":1}»> 9.5
m","3":1}»> 9.5 5"}»> 36.5
5"}»> 36.5 5"}»> 35.5
5"}»> 35.5 В конце концов, есть много способов похудеть, и даже больше, которые нацелены именно на те области на бедрах и животе, где скапливается жир, от которого вы отчаянно пытаетесь избавиться. Так что же делает пояса для триммера такими особенными? Давайте учиться вместе.
В конце концов, есть много способов похудеть, и даже больше, которые нацелены именно на те области на бедрах и животе, где скапливается жир, от которого вы отчаянно пытаетесь избавиться. Так что же делает пояса для триммера такими особенными? Давайте учиться вместе. Тем не менее, физиотерапевты и хиропрактики часто советуют пациентам с травмами позвоночника и спины использовать триммеры для талии и компрессионные повязки. В основном это связано с тем, что эти предметы помогают поддерживать спину, выпрямляя ее и поддерживая правильную осанку пациента.
Тем не менее, физиотерапевты и хиропрактики часто советуют пациентам с травмами позвоночника и спины использовать триммеры для талии и компрессионные повязки. В основном это связано с тем, что эти предметы помогают поддерживать спину, выпрямляя ее и поддерживая правильную осанку пациента. Сказав это, лучше всего выбрать пояс для похудения, когда вы выполняете стационарное кардио и в течение более длительного периода времени. Во время занятий HIIT или CrossFit ношение пояса-триммера может сделать всю тренировку более неудобной, а также не столь эффективной, потому что, как правило, эти тренировки связаны с повышенным сердечным ритмом на протяжении всей их продолжительности.
Сказав это, лучше всего выбрать пояс для похудения, когда вы выполняете стационарное кардио и в течение более длительного периода времени. Во время занятий HIIT или CrossFit ношение пояса-триммера может сделать всю тренировку более неудобной, а также не столь эффективной, потому что, как правило, эти тренировки связаны с повышенным сердечным ритмом на протяжении всей их продолжительности. Ниже мы поговорим о наиболее важных факторах, которые следует учитывать при выборе триммера для талии.
Ниже мы поговорим о наиболее важных факторах, которые следует учитывать при выборе триммера для талии. Здесь наиболее важной частью является поиск ремня, изготовленного из высококачественных материалов, и убедитесь, что он подходит вам по размеру. Большинство представленных на рынке утягивающих средств для талии бывают разных размеров, и они также регулируются, но если они слишком велики с самого начала, регулировка не сильно вам поможет.
Здесь наиболее важной частью является поиск ремня, изготовленного из высококачественных материалов, и убедитесь, что он подходит вам по размеру. Большинство представленных на рынке утягивающих средств для талии бывают разных размеров, и они также регулируются, но если они слишком велики с самого начала, регулировка не сильно вам поможет. Мы советуем не поддаваться маркетингу и вместо этого выбрать высококачественный ремень, даже если он не имеет известной торговой марки.
Мы советуем не поддаваться маркетингу и вместо этого выбрать высококачественный ремень, даже если он не имеет известной торговой марки. В конце, когда вы снимаете ремень, вы можете либо вытереть пот, либо просто постирать его, если вы не собираетесь его использовать в ближайшее время.
В конце, когда вы снимаете ремень, вы можете либо вытереть пот, либо просто постирать его, если вы не собираетесь его использовать в ближайшее время. Это связано с тем, что ношение его ночью может негативно сказаться на правильном пищеварении и привести к кислотному рефлюксу. Это, скорее всего, заставит вас чувствовать себя некомфортно и, таким образом, повлияет на качество вашего сна.
Это связано с тем, что ношение его ночью может негативно сказаться на правильном пищеварении и привести к кислотному рефлюксу. Это, скорее всего, заставит вас чувствовать себя некомфортно и, таким образом, повлияет на качество вашего сна. Прочитав это, что вы думаете о ремнях для триммера? У вас есть такой, и вы им пользуетесь? Дайте нам знать в комментариях ниже.
Прочитав это, что вы думаете о ремнях для триммера? У вас есть такой, и вы им пользуетесь? Дайте нам знать в комментариях ниже.