Вакуумные столы для фрезерных станков: Вакуумные столы для станков с ЧПУ
Вакуумные столы для фрезерных станков
Фрезерный станок с ЧПУ является многофункциональным, универсальным оборудованием, в котором механическая обработка совмещена с программным управлением.
Если говорить подробнее, то универсальность подразумевает под собой работу с обширным списком материалов (металлы, дерево, пластмассы, камень, резина и т.д.), а многофункциональным фрезер можно назвать из-за большого спектра выполняемых операций, что обусловлено разнообразием режущего инструмента.
В зависимости от установленной в цангу фрезы, станок может резать, торцевать, сверлить, шлифовать, фрезеровать материалы, делать в них пазы и совершать еще множество манипуляций.
Как и все современное оборудование, фрезерные станки оснащены электронными компонентами, которые отвечают за весь функционал. Автоматизация станков многократно увеличила их рабочие характеристики, а также качественные и экономические показатели производства.
Особенностью фрезерной обработки является прямое воздействие режущего инструмента на поверхность материала, что может привести к смещению заготовки, если она не закреплена надлежащим образом. В свою очередь, малейший сдвиг станет причиной брака, так как весь программный цикл будет выполнен с ошибкой.
В свою очередь, малейший сдвиг станет причиной брака, так как весь программный цикл будет выполнен с ошибкой.
Чтобы исключить этот фактор, материал надежно фиксируют на рабочей поверхности, используя для этого различные варианты крепежной оснастки. Это могут быть струбцины, магнитные или пневмоприжимы, но самым лучшим фиксатором заслуженно считается вакуумный стол.
В число его достоинств входят такие факторы, как:
- универсальность в плане материалов это значит, что с его помощью можно крепить любые заготовки за исключением сильно пористых, которые будут пропускать воздух;
- отсутствие повреждений на поверхности заготовок в процессе прижима, тогда как струбцины, например, могут оставлять после себя царапины или сколы;
- выравнивание материалов;
- равномерность фиксации по всей плоскости;
- одновременный прижим нескольких заготовок;
- качественное удержание заготовок со сложным контуром (острые углы, скругления и т.
 д.)
д.)
Фрезерный станок с вакуумным столом Wattsan М1 1325
Как работает вакуумный стол
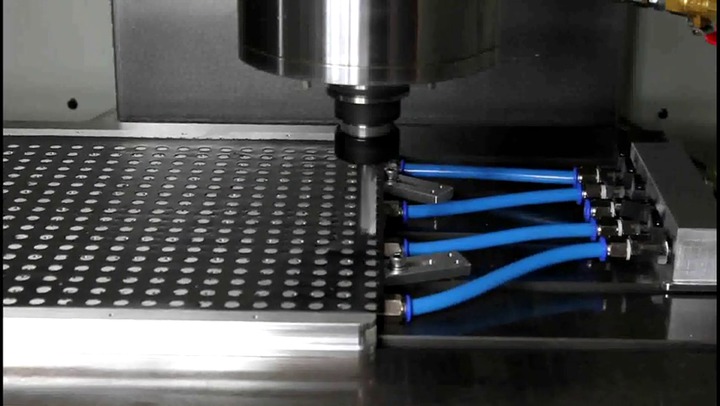
Принцип действия вакуумного стола заключается в создании безвоздушного пространства между нижней частью материала и рабочей поверхностью станка. Получившийся вакуум надежно фиксирует заготовку, не позволяя ей сдвинуться с места под воздействием усилия фрезы.
Добиться такого эффекта позволяет особая конструкция стола, который представляет собой плоскость равномерно распределенными по ней небольшими отверстиями и выступающими ячейками, между которыми есть небольшие промежутки.
Заготовка кладется на поверхность и обхватывается по контуру специальным уплотнительным шнуром, который прокладывается в канавки — это исключает проникновение воздуха извне. После этого через штуцер к столу подсоединяют один или несколько шлангов и начинают откачивать воздух вакуумным насосом, в результате чего заготовка притягивается к поверхности.
Виды вакуумных приспособлений для фрезерного оборудования
Прижимные устройства, работающие по принципу удаления воздушной прослойки, используются во многих производственных сферах и позволяют работать с материалами, различными по плотности, толщине, структуре и т. д.
д.
В зависимости отрешаемых задач, вакуумные столы делятся на несколько типов, каждый из которых имеет свои характерные отличия.
- Решетчатый наиболее распространенный тип поверхности. Сама плата выполнена из алюминия, а ее поверхность представляет собой решетку из квадратов с бороздками между ними, вкоторые прокладывается уплотнительный шнур. Бывают сплошные и модульные, которые стыкуются между собой при помощи соединительных втулок в один большой стол.
- VAC-MAT специальное покрытие из жесткого полимера для алюминиевых столов, состоящее из большого количества изолированных ячеек. Удобно тем, что позволяет создавать в материалах сквозные отверстия. Конструкция матов такова, что даже при повреждении одного из отсеков в остальных сохраняется вакуум. Полимерные коврики являются расходным элементом и после многократного контакта с режущим инструментом меняются на новые.
- Пористые— поверхность вакуумной плиты покрыта блоком из пористого материала.
 Это могут быть крупицы спеченных металлов (бронза, алюминий) или просто спрессованное пористое сырье. Столы такого типа используются для высокоточной обработки и позволяют фрезеровать очень хрупкие или тонкие материалы и заготовки, вплоть до фольги.
Это могут быть крупицы спеченных металлов (бронза, алюминий) или просто спрессованное пористое сырье. Столы такого типа используются для высокоточной обработки и позволяют фрезеровать очень хрупкие или тонкие материалы и заготовки, вплоть до фольги. - Шлицевые— рабочая зона стола покрыта узкими прорезями, поэтому такие устройства идеальны для обработки заготовок малого размера. Часто используются в комплекте с полимерными ковриками (высота 3мм), которые позволяют сверлить насквозь материалы для 2,5мм толщиной.
- FLIP-POD— плиты с подставками-присосками, которые могут выдвигаться вверх или опускаться в глубину стола, обеспечивая ровную поверхность. Предназначены для работы с массивными заготовками или материалами больших размеров. Удобство такой конструкции заключается в отсутствии уплотнительных элементов, обеспечивающих вакуум, поэтому в промежутках между клапанами заготовки можно резать, сверлить, торцевать и т.д.
Вывод
Как видно из вышесказанного, вакуумные столы являются универсальными прижимными устройствами, лишенными недостатков. Единственным препятствием для их использования может стать достаточного большая стоимость такой крепежной оснастки.
Единственным препятствием для их использования может стать достаточного большая стоимость такой крепежной оснастки.
Как своими руками сделать вакуумный стол для ЧПУ — MULTICUT
Обновлено: 06.12.2022
Надежное закрепление заготовки — гарантия точности и качества гравировальной или фрезерной обработки.
Каждый станок ЧПУ комплектуется универсальным рабочим столом, предназначенным для установки заготовок различной конфигурации. Для этого в них предусмотрены продольные пазы, в которые заводятся зажимные винты. С их помощью заготовка прижимается к поверхности стола и впоследствии не смещается от усилий, создаваемых вращающейся фрезой.
Стандартные рабочие столы станков с подвижным порталом не подходят для обработки крупногабаритных листов МДФ, фанеры, пластиков, композиционных материалов. Часть обрабатываемой поверхности перекрывается зажимными планками, и есть риск повредить заготовку при затяжке винта. Часто проблемы возникают с тонкими листами: из-за низкой жесткости они деформируются при касании фрезы. Многие производители машиностроительного оборудования комплектуют фрезерные станки вакуумными столами. Чаще всего это приспособление предлагают в качестве дополнительной опции, и стоимость его достаточно высока.
Многие производители машиностроительного оборудования комплектуют фрезерные станки вакуумными столами. Чаще всего это приспособление предлагают в качестве дополнительной опции, и стоимость его достаточно высока.
Принцип работы и конструкции вакуумных столов
Принцип работы вакуумного стола для станка состоит в откачивании воздуха из пространства, образованного его рабочими камерами и заготовкой. Он играет роль своеобразной присоски.
Будущая деталь удерживается в стационарном положении за счет разницы между атмосферным давлением и давлением внутри рабочих камер.
Существует несколько разновидностей вакуумных столов для станков с ЧПУ:
- Решетчатые. Рабочие камеры образованы продольными и поперечными канавками, которые образуют замкнутый контур. Для фиксации заготовок, не перекрывающих «поле» используется О-образный уплотнитель. Он укладывается в канавки по контуру зоны зажимания.
- Желобковые (шлицевые).
 Имеют только продольные канавки. Используются для изготовления мелких деталей с невысокими тангенциальными усилиями при обработке, например, сверления и фрезерования печатных плат, электронных компонентов, гравировки. Требуют применения предварительно подготовленных промежуточных матов, «запирающих» рабочую зону.
Имеют только продольные канавки. Используются для изготовления мелких деталей с невысокими тангенциальными усилиями при обработке, например, сверления и фрезерования печатных плат, электронных компонентов, гравировки. Требуют применения предварительно подготовленных промежуточных матов, «запирающих» рабочую зону. - Пористые. Металлические вставки с микропористой структурой равномерно распределяют усилие прижатия по всей плоскости заготовки. На таких столах обрабатывают тонкие материалы вплоть до фольги.
- VAC-MAT. Рабочая поверхность разделена на множество вакуумных камер, что позволяет выполнять сквозное сверление, фрезерование окон и обход по контуру. Вставки VAC-MAT являются расходным материалом и заменяются по мере износа.
- FLIP-POD. Система состоит из отдельных присосок с высоким разрежением и рассчитана на крепление массивных заготовок с шероховатой поверхностью.
Пройти тест
Порядок изготовления
Чтобы сделать работоспособный вакуумный стол своими руками, потребуется только найти заготовку соответствующего размера. Оборудование для этого у вас уже есть – это портальный фрезерный станок. Предлагаем рассмотреть самодельный вакуумный стол решетчатого типа как наиболее простой в изготовлении. В перспективе можно купить адаптер-плату и работать с полимерными матами VAC-MAT.
Оборудование для этого у вас уже есть – это портальный фрезерный станок. Предлагаем рассмотреть самодельный вакуумный стол решетчатого типа как наиболее простой в изготовлении. В перспективе можно купить адаптер-плату и работать с полимерными матами VAC-MAT.
Проектирование и выбор заготовки
Чтобы сделать вакуумный стол для ЧПУ своими руками, чертежи придется разрабатывать самостоятельно, производитель станка вряд ли поделится ими. Однако основные размеры все же можно взять из каталогов. За образец можно взять любой из продуктов компании Witte Barskamp KG, которая изготавливает вакуумные столы для фрезерных станков с ЧПУ.
Они делают решетчатые плиты с шагом сетки 12,5 мм, шириной канавки 4 мм, толщиной 32,5, 38 и 48 мм. Ширина от края плиты до оси первой канавки составляет полшага (6,25 мм). Горизонтальные размеры можно выбирать произвольно, исходя из габаритов обрабатываемых деталей.
Производитель предлагает модульные плиты, однако владельцы фрезерных станков предпочитают делать цельные конструкции с несколькими вакуумными зонами (замкнутыми контурами).
В качестве самых бюджетных материалов используется фанера 16-20 мм или ламинированные листы ДСП. Если нет финансовых ограничений, можно приобрести текстолитовую или дюралевую плиту (Д16Т, Д16АТ) 8-12 мм.
Выравнивание заготовки
Первоначально заготовку для вакуумного стола ЧПУ необходимо сделать идеально плоской, чтобы впоследствии обрабатываемые детали не копировали неровности при зажатии. Для этого по обеим поверхностям нужно сделать 1-2 прохода чистовой спиральной фрезой диаметром 20 мм до полного касания.
Нарезка канавок
Канавки фрезеруют в соответствии с выбранной схемой. Ширина канавки должна соответствовать диаметру уплотняющего шнура, поэтому его лучше заказать заранее. Что касается глубины, то здесь придется экспериментировать: сделать глубину 2,5-2,7 мм, а затем при необходимости углубить. В зависимости от жесткости и пористости уплотнения сжимаются по-разному.
Нужно добиться, чтобы в рабочем состоянии шнур не выступал над рабочей поверхностью, при этом не было потерь вакуума.
Изготовление трассы
Для изготовления вакуумной трассы подойдет ПВХ-труба диаметром 25 или 32 мм, и если в штатном столе предусмотрены сквозные отверстия, патрубки подводятся через них снизу (к каждому контуру). Если рабочий стол сплошной, то вакуумную плиту придется делать из двух частей (в виде бутерброда), герметизировать стык и подавать трассу с торца.
На каждую ветвь вакуум-провода стоит установить шаровой вентиль, чтобы задействовать только те зоны, на которые попадает заготовка. Трасса соединяется в единый коллектор и подключается к вакуумному насосу.
Сверление отверстий
В плите необходимо сделать отверстия следующего назначения:
- Для подвода вакуума по 1 для каждой зоны — на пересечении канавок.
- Для крепления к штатному столу — по центрам выступающих квадратов. Количество отверстий нужно выбирать исходя из жесткости вакуумной плиты. Если она дюралевая, можно обойтись без сверления, а крепить только края.
 Отверстия должны быть потайными: чтобы гайка полностью утопала. Зажимной винт также не должен выступать над поверхностью.
Отверстия должны быть потайными: чтобы гайка полностью утопала. Зажимной винт также не должен выступать над поверхностью. - Для фиксации заготовки с торцов — по центрам квадратов. В эти отверстия нужно запрессовать гайки (снизу). В дюралевом столе просто нарезают резьбу. При обработке заготовки небольшой площади усилия прижатия часто бывает недостаточно для надежного удержания. Чтобы предотвратить сдвиг, ее фиксируют планками с пазовыми отверстиями.
Посмотреть конструкции дополнительного крепежа можно на сайтах производителей оснастки для станков.
Выбор насоса
Чтобы сделанный своими руками вакуумный стол работал не хуже «заводского», этому вопросу нужно уделить максимум внимания. Если сетка в плите сделана точно по образцу, достаточно посмотреть, какой насос рекомендует производитель «оригинала». В противном случае придется экспериментировать или заказывать расчет.
При выборе исполнения насоса стоит обратить внимание на вихревые воздуходувки. Это наиболее бюджетное оборудование, в котором кроме как подшипников нет других изнашивающихся элементов. Оно не требует обязательного отключения при достижении максимального разрежения, отличается компактностью и простотой в установке.
Это наиболее бюджетное оборудование, в котором кроме как подшипников нет других изнашивающихся элементов. Оно не требует обязательного отключения при достижении максимального разрежения, отличается компактностью и простотой в установке.
Один из важных этапов конструирования, который не был упомянут в статье, — это составление сметы расходов. Однако именно по окончании работы над сметой можно точно решить, попробовать собрать вакуумный стол для ЧПУ своими руками или же проще и выгоднее выйдет заказать готовое изделие.
Вакуумные столы для станков MULTICUT
Предприятие MULTICUT – один из ведущих российских производителей фрезерно-гравировальных станков с ЧПУ и шипорезно-долбежных координатных установок с программным управлением. Компания предлагает широкий ассортимент станков, в задачи которых входит раскрой листовых материалов и производство мебельных фасадов.
Одно из основных преимуществ оборудования — интегрированный вакуумный прижим в базовой комплектации стола. Он состоит из системы трубопроводов, запорной арматуры и каналов на рабочей поверхности. Вакуумным прижимом оснащены следующие серии станков:
Он состоит из системы трубопроводов, запорной арматуры и каналов на рабочей поверхности. Вакуумным прижимом оснащены следующие серии станков:
- 3000;
- 3200;
- 4000;
- 4400;
- 5000.
Модель вакуумного насоса подбирается техническими специалистами MULTICUT в соответствии с требуемым усилием прижатия.
Читайте также
Обновлено: 06.04.2023
Описание основных преимуществ станков с ЧПУ
Опыт предприятий, которые полностью модернизировали свои механические участки, отказавшись от ручного управления в пользу программного, говорит о том, что использование станков с ЧПУ дает реальные преимущества. В данной статье мы не будем приводить точных экономических расчетов, но приведем не менее весомые аргументы, почему вкладывать деньги в покупку современного высокопроизводительного оборудования — во всех отношениях правильный выбор.
Подробнее
Обновлено: 25.03.2023
Выбор шпинделя для фрезерного станка с ЧПУ
Шпиндель — важная часть технологических машин, в частности фрезеров. Как правильно выбрать шпиндель для станка с ЧПУ? Разбираемся в этой статье.
Подробнее
Обновлено: 25.03.2023
G-коды для программирования станков с ЧПУ
Для управления автоматизированными обрабатывающими центрами применяется язык программирования, созданный специально для этих целей, — G-Code.Система G-кодов для управления оборудованием с ЧПУ и 3D-принтерами представляет собой высокоуровневый язык.
Подробнее
Обновлено: 25.03.2023
3D-моделирование на станках с ЧПУ
Современные производственные процессы позволяют существенно ускорять и повышать точность изготовления изделий сложной формы. При помощи специальных программ для 3Д-моделирования на русском языке осуществляется быстрое прототипирование детали. Разработка его осуществляется профильными организациями.
Подробнее
Обновлено: 01. 04.2023
04.2023
Оснастка фрезерного станка с ЧПУ
Производственные технологии прошлого имели ряд недостатков: в процессе работы заготовку необходимо было переустанавливать. Нужно было снять деталь с фрезерного станка, изменить ее положение и заново отрегулировать исходные размеры заготовок. В настоящее время процедура оснастки фрезерных станков облегчена…
Подробнее
Возврат к списку
Поделиться:
Вакуумные столы для обрабатывающих центров с ЧПУ и фрезерных станков с ЧПУ
Поиск метода закрепления деталей на столе обрабатывающего центра был проблемой еще до изобретения ЧПУ в 1940-х годах. В течение многих лет существует большой интерес к технологии вакуумных столов или вакуумных прижимных приспособлений для закрепления материала. Традиционные вакуумные системы, однако, имеют множество ограничений, которые часто делают эту технологию непригодной для удерживания деталей.
Ограничения традиционного вакуумного стола:
- Мелкие детали не имеют достаточной площади поверхности, чтобы вакуум мог их удерживать
- Детали со сквозными прорезями вызывают потерю вакуумного всасывания
- Детали, которые не являются плоскими, либо не могут удерживаться, либо требуют дополнительного времени на настройку, которое часто слишком велико, особенно в сценариях с коротким тиражом или небольшим объемом
Успешный дизайн вакуумного стола с ЧПУ:
Конструкция вакуумного стола состоит из вакуумного патрона, воздухопроницаемого жертвенного слоя и мощного вакуумного насоса.
К счастью, компания DATRON разработала уникальный вакуумный стол, который решает все эти традиционные ограничения вакуумных столов. Вот как было преодолено каждое из упомянутых выше ограничений.
Удержание мелких деталей с помощью вакуумного стола
Одно из самых больших ограничений традиционной технологии вакуумных столов заключается в том, что детали часто слишком малы или не имеют достаточной площади поверхности, чтобы вакуум мог надежно удерживать их на столе. Именно такая ситуация была представлена DATRON, когда производитель ножей обратился к нам с требованием как о высокоскоростном обрабатывающем центре, так и о эффективных средствах удерживания рукояток ножей во время процесса фрезерования. Сложность усугублялась тем, что линейка продуктов имела множество размеров и форм и постоянно менялась.
Вакуумный стол с партией ручек для ножей Harley, выточенных из алюминиевого листа.
Решение для вакуумного стола, которое мы поставили, было вдохновлено элементами, используемыми в вакуумных столах для гораздо больших форматов столов фрезерного типа. В этих крупномасштабных системах используется проницаемая древесноволокнистая плита с большим вакуумным потоком, чтобы удерживать или закреплять большие листы для механической обработки. Наш меньший вакуумный стол, сделанный из алюминия, имеет плотную сетку маленьких отверстий в верхней пластине. Специальная тонкая проницаемая подложка сверху обеспечивает равномерное распределение вакуума и позволяет нам удерживать гораздо меньшие детали, чем обычные или более крупные вакуумные столы. В случаях, когда детали особенно малы, у нас есть специальная версия проницаемой подложки с легкой липкой поверхностью (вроде клея на стикере Post-It), которой достаточно для закрепления деталей. Сочетание конструкции нашего вакуумного стола, материала подложки и мощного вакуумного насоса, разработанных для обеспечения безопасности деталей ножей для одного клиента, в последующие годы в конечном итоге стало неотъемлемым аксессуаром ЧПУ для многих других клиентов и различных приложений.
В этих крупномасштабных системах используется проницаемая древесноволокнистая плита с большим вакуумным потоком, чтобы удерживать или закреплять большие листы для механической обработки. Наш меньший вакуумный стол, сделанный из алюминия, имеет плотную сетку маленьких отверстий в верхней пластине. Специальная тонкая проницаемая подложка сверху обеспечивает равномерное распределение вакуума и позволяет нам удерживать гораздо меньшие детали, чем обычные или более крупные вакуумные столы. В случаях, когда детали особенно малы, у нас есть специальная версия проницаемой подложки с легкой липкой поверхностью (вроде клея на стикере Post-It), которой достаточно для закрепления деталей. Сочетание конструкции нашего вакуумного стола, материала подложки и мощного вакуумного насоса, разработанных для обеспечения безопасности деталей ножей для одного клиента, в последующие годы в конечном итоге стало неотъемлемым аксессуаром ЧПУ для многих других клиентов и различных приложений.
Нож Harley Davidson с рукоятью, изготовленной на фрезерном станке DATRON с вакуумным креплением стола.
Фрезерование сквозных отверстий в деталях, удерживаемых на вакуумном столе
Еще одна распространенная проблема, связанная с обычными вакуумными столами, заключается в том, что при резке листового материала происходит потеря вакуума. Если открытые отверстия допускают слишком большую потерю вакуума и детали выпадают, это часто приводит к повреждению режущего инструмента, обрабатываемой детали и даже оборудования с ЧПУ. С вакуумными столами DATRON вы можете иметь до 40% открытой площади и при этом удерживать свои детали. Это, конечно, зависит от детали, но, как правило, у вас не возникает проблем со сквозными отверстиями или разрезами профиля. Это обеспечивает гибкость и эффективность вырезания каждой детали печеньем без специальных выступов, винтов или дополнительных операций по удалению деталей с листа. В случае с производителем ножей они обычно кладут лист алюминия размером 24 x 36 дюймов из алюминия 1/8 дюйма, запускают машину, и в течение нескольких часов они просто собирают более 100 готовых деталей. сдвинув проницаемый лист с вакуумного стола. Проницаемая подложка также позволяет полностью прорезать материал без механической обработки поверхности вакуумного стола. Замена листов обычно занимала меньше минуты, поэтому практически не было потерь производственного времени из-за замены нового материала.
сдвинув проницаемый лист с вакуумного стола. Проницаемая подложка также позволяет полностью прорезать материал без механической обработки поверхности вакуумного стола. Замена листов обычно занимала меньше минуты, поэтому практически не было потерь производственного времени из-за замены нового материала.
Вакуумный стол для мелких деталей, вырезанных из большого листа материала.
Удержание неплоских деталей с помощью вакуумного стола
Но не все материалы идеально плоские. Большинство машинистов никогда не подумали бы о том, чтобы удерживать слегка деформированный материал или предметы, такие как алюминиевый профиль с выступающей кромкой, с помощью обычной вакуумной системы. Однако вакуумные столы DATRON также подходят для более толстой версии проницаемого материала подложки, который мы называем Magic Board. При толщине 1/8 дюйма Magic Board по-прежнему обеспечивает адекватное вакуумное всасывание, обеспечивая при этом гибкость для фрезерования в нем специальных карманов или контуров, которые подходят для неплоских деталей. Фрезерование карманов или полостей в материале также может использоваться для закрепления или обнаружения вложения ранее существовавших деталей. Кроме того, дополнительная толщина этой подложки также снижает риск разрезания вакуумного стола при использовании режущих инструментов, таких как сверла или резьбовые фрезы, которые должны проникать в заготовку дальше, чем обычно.
Фрезерование карманов или полостей в материале также может использоваться для закрепления или обнаружения вложения ранее существовавших деталей. Кроме того, дополнительная толщина этой подложки также снижает риск разрезания вакуумного стола при использовании режущих инструментов, таких как сверла или резьбовые фрезы, которые должны проникать в заготовку дальше, чем обычно.
Вакуумный настольный диффузор (называемый Magic Board) – воздухопроницаемый жертвенный слой между материалом и вакуумным патроном.
Сокращение времени настройки с помощью вакуумного стола Закрепление
Традиционные системы вакуумных столов часто тратят много времени на настройку задания, прежде чем приступить к циклу обработки. Работа с вырезанием прокладочного материала и его правильным размещением для соответствующих деталей часто занимает очень много времени и утомительна. В некоторых случаях необходимо разработать специальные специальные столы с дополнительными винтами, установочными штифтами, направляющими, дополнительными зажимами и т. д., чтобы удерживать детали должным образом или в правильных местах. В тех случаях, когда обычный вакуумный стол не работает, бесчисленные часы наклеивания двухстороннего скотча иногда являются методом, используемым для закрепления деталей. Это может создать всевозможные проблемы, такие как попадание охлаждающей жидкости на клей, попадание клея на детали или простое отклеивание ленты.
д., чтобы удерживать детали должным образом или в правильных местах. В тех случаях, когда обычный вакуумный стол не работает, бесчисленные часы наклеивания двухстороннего скотча иногда являются методом, используемым для закрепления деталей. Это может создать всевозможные проблемы, такие как попадание охлаждающей жидкости на клей, попадание клея на детали или простое отклеивание ленты.
Вакуумный стол под названием QuadraMate объединяет четыре сегмента 12″ x 18″ для вакуумного крепления размером 24″ x 36″.
В системе с проницаемым субстратом обычно не требуется настройка. Довольно часто вы просто загружаете нужный материал, включаете вакуумный насос и сразу же начинаете обработку. Это экономит много часов времени наладки в течение производственной недели и снижает вероятность брака деталей из-за неправильной наладки. Вакуумный стол DATRON представляет собой революционную и уникальную конструкцию, которая значительно сокращает время производства во многих областях применения. Это также обеспечивает большую гибкость и, в некоторых случаях, возможность обрабатывать детали, которые в противном случае были бы невозможны. Это часто снижает процент отбраковки деталей и улучшает качество деталей. От небольших тонких деталей, которые невозможно установить механически, до деталей с произвольными внешними контурами, вакуумный стол DATRON предлагает уникальные преимущества обработки, обеспечивающие конкурентное преимущество.
Это также обеспечивает большую гибкость и, в некоторых случаях, возможность обрабатывать детали, которые в противном случае были бы невозможны. Это часто снижает процент отбраковки деталей и улучшает качество деталей. От небольших тонких деталей, которые невозможно установить механически, до деталей с произвольными внешними контурами, вакуумный стол DATRON предлагает уникальные преимущества обработки, обеспечивающие конкурентное преимущество.
Посмотрите, как работает вакуумный стол DATRON:
Купить вакуумные столы
Наш широкий ассортимент продукции с ЧПУ производится в Германии и соответствует нашей страсти к качеству и точности.
Посмотрите наши вакуумные столы, вакуумные насосы, алюминиевые пластины с Т-образными пазами, стальные пластины с Т-образными пазами, вакуумные подушки, решетчатые пластины с резьбой
, а также нашу серию DIY VacEasy и стартовые наборы.
В сочетании с нашим превосходным обслуживанием клиентов вакуумные столы USA
являются лучшим выбором для всех ваших потребностей в фрезеровании и производстве с ЧПУ.
Нужен специальный вакуумный стол или плита с Т-образными пазами?
Позвоните нам сейчас по телефону: +1 949 541 8801
Напишите нам: [email protected]
Популярные категории
Наборы для ЧПУ «Сделай сам»
Наши стартовые наборы «Все в одном» содержат все необходимое для начала работы..
Посмотреть продукты
Разъемы
Доступны разъемы для вакуумных столов, насосов и зажимных систем…
Посмотреть продукты
Гайки с Т-образным пазом
Гайки с Т-образным пазом из стали или алюминия, подходящие для нашей стали T-. .
.
Посмотреть продукты
Вакуумный пресс
Наши новые вакуумные прессы состоят из мембраны, которую можно использовать автономно..
Посмотреть продукты
Читайте и смотрите видео о наших продуктах в действии.
Узнайте о нашей технологии вакуумного зажима
Статьи базы знаний
Все, что нужно знать о технологии вакуумного зажима, наших продуктах и услугах.
- Помощь и поддержка
- Видео
- Последний
19 Сен
Гэвин
0
17850
Какой вакуумный насос следует использовать?
Это, наверное, самый распространенный вопрос, который мне задают, и он может сбить с толку.
Вот 3 основных принципа, которые вы можете использовать, чтобы определить, какой вакуумный насос будет соответствовать вашим потребностям:
Какой размер вакуумной та..
Читать далее
19 Сен
Гэвин
0
16586
Какой вакуумный стол мне нужен?
Это очень частый вопрос, который мне задают.
Простой ответ: это просто зависит от того, что вы обрабатываете с ЧПУ, и каких результатов вы хотите достичь.
Существует множество столов, подходящих для различных типов о..
Читать далее
19 Сентябрь
администратор
0
15428
Как работает вакуумный зажим?
Основные принципы вакуумного зажима
Прежде всего находим нормальное атмосферное давление воздуха внутри и снаружи вакуума
таблица, которая удерживает примерно 1 бар. Далее некоторое оборудование (или т..
Далее некоторое оборудование (или т..
Читать далее
30 сент.
Гэвин
0
13035
Вакуумный стол — серия ST
Наши вакуумные столы серии ST имеют простую конструкцию из полиэтилена и алюминиевого проката и лучше всего подходят для обработки дерева и пластика с ЧПУ.
Зажимные отверстия для болтов M6 с шагом 50 мм.
Читать далее
30 сент.
Гэвин
0
14752
Вакуумный стол — серия GAL
Вакуумные зажимные столы серии GAL изготовлены из цельного алюминия.
Использование толстого, прочного литого алюминия позволяет получить вакуумный стол, который обеспечивает высокий уровень стабильности в сочетании с исключительными..
Читать далее
30 сент.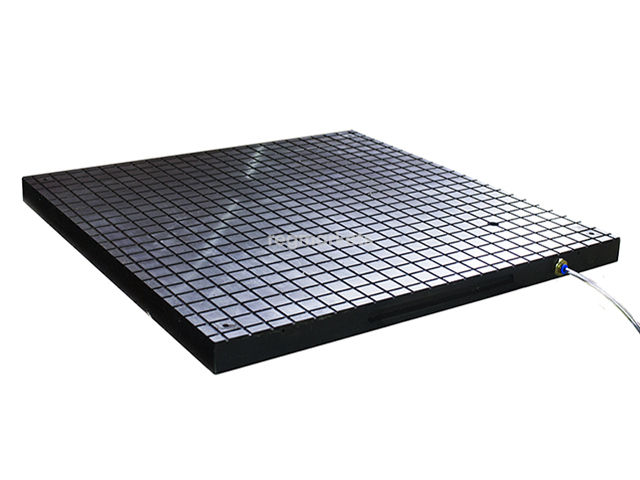
Гэвин
0
11117
Усилители усилия смыкания
Наши усилители усилия смыкания обеспечивают широкий спектр применения и увеличивают усилие смыкания вакуумных столов. Добавить в воду температурой 60-70 градусов Цельсия.
Усилитель зажимного усилия (CFB) легко монтируется..
Читать далее
30 сент.
Гэвин
0
10814
ЧПУ для самостоятельного изготовления — серия VacEasy
Наше решение для ЧПУ серии VacEasy упрощает вакуумный зажим, резку и ЧПУ-обработку дерева, пластика или легкого металла.
Может использоваться как на местном верстаке, так и в ремесленн..
Читать далее
30 сент.
30 сент.
Гэвин
0
13035
Вакуумный стол — серия ST
Вакуумные столы серии ST имеют простую конструкцию из полиэтилена и алюминиевого проката и лучше всего подходят для обработки дерева и пластика с ЧПУ.
Зажимные отверстия для болтов M6 с шагом 50 мм.
Читать далее
30 сент.
Гэвин
0
14752
Вакуумный стол — серия GAL
Вакуумные зажимные столы серии GAL изготовлены из цельного алюминия.
Использование толстого, прочного литого алюминия позволяет получить вакуумный стол, который обеспечивает высокий уровень стабильности в сочетании с исклю..
Читать далее
30 сент.
Гэвин
0
11117
Усилители усилия смыкания
Наши усилители усилия смыкания обеспечивают широкий спектр применения и увеличивают усилие смыкания вакуумных столов.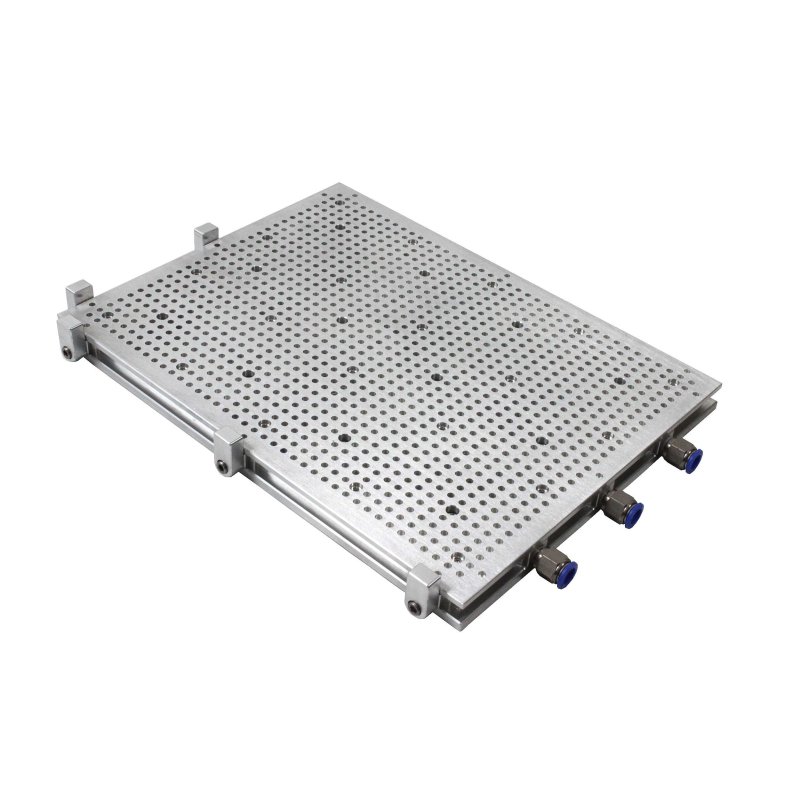

 Так, станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Так, станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
 стали прибывать строительные материалы, техника и рабочие.
стали прибывать строительные материалы, техника и рабочие. Один из таких станков использовался в ремонтно-механическом цехе ГЗФС. Когда горьковские станкостроители отмечали 40-летие своего предприятия, станок-ветеран был установлен на вечное хранение на постаменте в цехе.
Один из таких станков использовался в ремонтно-механическом цехе ГЗФС. Когда горьковские станкостроители отмечали 40-летие своего предприятия, станок-ветеран был установлен на вечное хранение на постаменте в цехе.
 Уже значительная экономия времени. Раньше на плиту я ставил две станины, а теперь до 10 шт. (сколько уместится), в зависимости от положения детали. Я работаю не одним комплектом инструмента, а несколькими и размещаю его на плите так, чтобы избежать хождения за ним вокруг плиты и не терять на это времени. Если я провожу риску (линию), идя от одного конца плиты к другому, то на обратном пути я работаю следующим инструментом, который я специально положил на том конце. Таким образом я максимально использую время, уплотняя его так, чтобы все мои движения согласовались с работой»
Уже значительная экономия времени. Раньше на плиту я ставил две станины, а теперь до 10 шт. (сколько уместится), в зависимости от положения детали. Я работаю не одним комплектом инструмента, а несколькими и размещаю его на плите так, чтобы избежать хождения за ним вокруг плиты и не терять на это времени. Если я провожу риску (линию), идя от одного конца плиты к другому, то на обратном пути я работаю следующим инструментом, который я специально положил на том конце. Таким образом я максимально использую время, уплотняя его так, чтобы все мои движения согласовались с работой»

 Это был первый в мире станок таких размеров с полностью автоматизированным управлением. На нем можно было обрабатывать детали весом до 120 тонн.
Это был первый в мире станок таких размеров с полностью автоматизированным управлением. На нем можно было обрабатывать детали весом до 120 тонн. Так, станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Так, станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году. Все рабочие первой смены собрались в цеховом пролете на митинг.
Все рабочие первой смены собрались в цеховом пролете на митинг.

 заводы Группы произвели 40% от российского выпуска металлорежущих станков).
заводы Группы произвели 40% от российского выпуска металлорежущих станков). Гамма станков производства ГЗФС
Гамма станков производства ГЗФС Общие сведения
Общие сведения Стол перемещается только в продольном и поперечном направлениях.
Стол перемещается только в продольном и поперечном направлениях. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
 Завод мощностью 400 тысяч тонн семян в год расположен в центре области, где производят подсолнечник — основное сырье для потребительских товаров НМЖК: майонезов и соусов. Строительство и запуск Сорочинского маслоэкстракционного завода — системный проект, логически замыкающий интеграционную цепочку между производителями масличных культур, переработчиками сельхозпродукции и потребителями масла и шрота в регионе.
Завод мощностью 400 тысяч тонн семян в год расположен в центре области, где производят подсолнечник — основное сырье для потребительских товаров НМЖК: майонезов и соусов. Строительство и запуск Сорочинского маслоэкстракционного завода — системный проект, логически замыкающий интеграционную цепочку между производителями масличных культур, переработчиками сельхозпродукции и потребителями масла и шрота в регионе. Завод составит единый комплекс с Сорочинским элеватором, который уже входит в группу компаний. В церемонии приняли участие губернатор Оренбургской области Юрий Берг, глава Сорочинска Петр Стрельников и председатель совета директоров ГК «НМГК» Николай Нестеров.
Завод составит единый комплекс с Сорочинским элеватором, который уже входит в группу компаний. В церемонии приняли участие губернатор Оренбургской области Юрий Берг, глава Сорочинска Петр Стрельников и председатель совета директоров ГК «НМГК» Николай Нестеров. Начинается процесс построения вертикально интегрированного холдинга.
Начинается процесс построения вертикально интегрированного холдинга.
 Установлена вторая линия дробления, возведена трансформаторная подстанция, установлены три линии рафинирования масла.
Установлена вторая линия дробления, возведена трансформаторная подстанция, установлены три линии рафинирования масла. осуществлялось в течение трех лет. Первая очередь Куйбышевского жирового комбината мощностью 6000 тонн в год была введена в эксплуатацию в 1919 году.49.
осуществлялось в течение трех лет. Первая очередь Куйбышевского жирового комбината мощностью 6000 тонн в год была введена в эксплуатацию в 1919 году.49. Горьком с включением мыловодородного завода, завода карбоновых кислот и дробильного цеха.
Горьком с включением мыловодородного завода, завода карбоновых кислот и дробильного цеха.
 , разработка и внедрение автомобилей скорой помощи нового поколения «ГАЗель» и «Соболь» для медицинских учреждений России.
, разработка и внедрение автомобилей скорой помощи нового поколения «ГАЗель» и «Соболь» для медицинских учреждений России. ).
).



 Инвестировано более 55 миллиардов рублей
Инвестировано более 55 миллиардов рублей
 Ориентировочная стоимость бренда — 38,5 млрд руб.
Ориентировочная стоимость бренда — 38,5 млрд руб.
 На международной выставке IAA-2016 в Ганновере компания впервые представила автомобили семейства NEXT.
На международной выставке IAA-2016 в Ганновере компания впервые представила автомобили семейства NEXT. В 2014-2021 годах ГАЗ занимал первое место еще 6 раз.
В 2014-2021 годах ГАЗ занимал первое место еще 6 раз.
 Его маршрут пролегает от Монако до Дакара. В состав команды входят две спортивные «ГАЗели NEXT» и два внедорожника «Садко NEXT».
Его маршрут пролегает от Монако до Дакара. В состав команды входят две спортивные «ГАЗели NEXT» и два внедорожника «Садко NEXT».
 Горьковский автозавод запустил первый в России мобильный «Кванториум» в партнерстве с правительством Нижегородской области. Мобильный учебный комплекс на базе «ГАЗель NEXT» используется для проведения тренингов и практических занятий в малых городах и отдаленных сельских районах.
Горьковский автозавод запустил первый в России мобильный «Кванториум» в партнерстве с правительством Нижегородской области. Мобильный учебный комплекс на базе «ГАЗель NEXT» используется для проведения тренингов и практических занятий в малых городах и отдаленных сельских районах.
 В основе конструкции новой модели лежит унифицированная электрическая платформа для создания всех типов легких коммерческих автомобилей, в том числе бортовых грузовиков, микроавтобусов, фургонов и различной специальной техники.
В основе конструкции новой модели лежит унифицированная электрическая платформа для создания всех типов легких коммерческих автомобилей, в том числе бортовых грузовиков, микроавтобусов, фургонов и различной специальной техники.




 Благодаря быстросъемному креплению пилки не приходится возиться с шестигранником, а линейная балансировка делает работу максимально эффективной.
Благодаря быстросъемному креплению пилки не приходится возиться с шестигранником, а линейная балансировка делает работу максимально эффективной.

 Особенно привлекательной для покупателей является длина хода –26 см, что не встречается у других электролобзиков с такой ценой. Внимание стоит уделить и рукоятке – грибовидная форма делает инструмент хорошо управляемым и маневренным.
Особенно привлекательной для покупателей является длина хода –26 см, что не встречается у других электролобзиков с такой ценой. Внимание стоит уделить и рукоятке – грибовидная форма делает инструмент хорошо управляемым и маневренным. Мощный двигатель и длина хода в26 смповышают эффективность каждого движения работника. Замена пилки и изменение наклона платформы производится без дополнительного инструмента, одним нажатием кнопки.
Мощный двигатель и длина хода в26 смповышают эффективность каждого движения работника. Замена пилки и изменение наклона платформы производится без дополнительного инструмента, одним нажатием кнопки.
 Чем больше частота ходов, тем быстрее распил и чище линия реза. Сравниваемые модели практически не отличаются по этому показателю. Makita и Bosch имеют максимальную частоту хода 3100 ход/мин, а от Metabo – 3000 ход/мин. Такая частота хода вполне обеспечивает быстрое и чистое пиление.
Чем больше частота ходов, тем быстрее распил и чище линия реза. Сравниваемые модели практически не отличаются по этому показателю. Makita и Bosch имеют максимальную частоту хода 3100 ход/мин, а от Metabo – 3000 ход/мин. Такая частота хода вполне обеспечивает быстрое и чистое пиление.





 Также будет больше надрывов (расколотая древесина, которая расщепляется вдоль линии разреза) на верхней части древесины.
Также будет больше надрывов (расколотая древесина, которая расщепляется вдоль линии разреза) на верхней части древесины.
 Как правило, чем выше сила тока, тем мощнее инструмент. У большинства современных электролобзиков ток составляет от 5,0 до 7,0 ампер.
Как правило, чем выше сила тока, тем мощнее инструмент. У большинства современных электролобзиков ток составляет от 5,0 до 7,0 ампер. Для пил с U-образным хвостовиком иногда требуются инструменты для замены полотна, что делает их гораздо менее популярными после изобретения лезвий с Т-образным хвостовиком.
Для пил с U-образным хвостовиком иногда требуются инструменты для замены полотна, что делает их гораздо менее популярными после изобретения лезвий с Т-образным хвостовиком. Например, многие лобзики имеют встроенную светодиодную подсветку, которая освещает линию реза и позволяет пользователю видеть, где он пилит, что является одним из наиболее важных аспектов безопасности электроинструмента.
Например, многие лобзики имеют встроенную светодиодную подсветку, которая освещает линию реза и позволяет пользователю видеть, где он пилит, что является одним из наиболее важных аспектов безопасности электроинструмента. Тем не менее, эти куски могут приземлиться на линию разреза, что ухудшает видимость, поэтому некоторые модели оснащены пылеуловителями, которые сдувают небольшие куски с линии разреза. Хотя лобзики создают минимальный беспорядок, для рабочего места без опилок ищите модель, которая присоединяется к пылесосу.
Тем не менее, эти куски могут приземлиться на линию разреза, что ухудшает видимость, поэтому некоторые модели оснащены пылеуловителями, которые сдувают небольшие куски с линии разреза. Хотя лобзики создают минимальный беспорядок, для рабочего места без опилок ищите модель, которая присоединяется к пылесосу.


 Покупка «голого» инструмента снижает стоимость и предотвращает накопление ненужных зарядных устройств. Ryobi PBLJS01B — это чуть ли не самый бюджетный бесщеточный лобзик на рынке, а это означает, что встроенный цифровой двигатель более эффективно потребляет энергию от аккумулятора, что обеспечивает почти на 80 процентов более длительное время работы от того же литий-ионного блока питания
Покупка «голого» инструмента снижает стоимость и предотвращает накопление ненужных зарядных устройств. Ryobi PBLJS01B — это чуть ли не самый бюджетный бесщеточный лобзик на рынке, а это означает, что встроенный цифровой двигатель более эффективно потребляет энергию от аккумулятора, что обеспечивает почти на 80 процентов более длительное время работы от того же литий-ионного блока питания 0 градусов при установке на максимальную орбиту. Опилки также, казалось, собирались прямо на лезвии, из-за чего было труднее увидеть линию разреза.
0 градусов при установке на максимальную орбиту. Опилки также, казалось, собирались прямо на лезвии, из-за чего было труднее увидеть линию разреза. Эта проводная модель оснащена двигателем на 5,0 ампер (более мощным, чем протестированная нами более дорогая Makita), который производит до 3000 ударов в минуту с помощью чувствительного к давлению триггера. А благодаря замене лезвий без инструментов замена U-образных лезвий выполняется быстро и просто.
Эта проводная модель оснащена двигателем на 5,0 ампер (более мощным, чем протестированная нами более дорогая Makita), который производит до 3000 ударов в минуту с помощью чувствительного к давлению триггера. А благодаря замене лезвий без инструментов замена U-образных лезвий выполняется быстро и просто. 0016
0016 Он также показал отличную видимость лезвия. Предупреждение: хотя переключатель питания легко доступен как левшам, так и правшам, для отключения питания требуется удержание в течение 1 секунды, к чему нужно привыкнуть.
Он также показал отличную видимость лезвия. Предупреждение: хотя переключатель питания легко доступен как левшам, так и правшам, для отключения питания требуется удержание в течение 1 секунды, к чему нужно привыкнуть. com
com
 Регулировка наклона без инструментов надежно фиксируется.
Регулировка наклона без инструментов надежно фиксируется.

 Затем мы повторили тест с лезвием под углом 45 градусов, поворачивая пилу на плавных кривых во время резки. Мы отметили, насколько быстро пила прорезала материал, сколько образовалось стружки и насколько хорошо работала воздуходувка инструмента (при наличии). В промежутках между каждым тестом мы отмечали легкость или сложность замены лезвия.
Затем мы повторили тест с лезвием под углом 45 градусов, поворачивая пилу на плавных кривых во время резки. Мы отметили, насколько быстро пила прорезала материал, сколько образовалось стружки и насколько хорошо работала воздуходувка инструмента (при наличии). В промежутках между каждым тестом мы отмечали легкость или сложность замены лезвия.
 В нашем тестировании только DeWalt DW331K и Milwaukee 6268-21 постоянно выполняли точные перпендикулярные разрезы благодаря направляющему ролику, расположенному близко к обуви (основанию или подножке). Лезвия на других пилах отклонялись незначительно, при наибольшем отклонении до 1 ⁄ 8 » в 1 1 ⁄ 2 » — толстая ложа, за счет направляющих роликов, которые качались из стороны в сторону или позволяли отвалу выскакивать из них.
В нашем тестировании только DeWalt DW331K и Milwaukee 6268-21 постоянно выполняли точные перпендикулярные разрезы благодаря направляющему ролику, расположенному близко к обуви (основанию или подножке). Лезвия на других пилах отклонялись незначительно, при наибольшем отклонении до 1 ⁄ 8 » в 1 1 ⁄ 2 » — толстая ложа, за счет направляющих роликов, которые качались из стороны в сторону или позволяли отвалу выскакивать из них. Каждая пила имеет перед лезвием защитный пластиковый или проволочный кожух, который иногда ухудшает обзор, особенно когда на кожухах скапливается пыль. Мы предпочитаем пилы с передним расположением лезвий, когда нам не нужно наклоняться, чтобы заглянуть под корпус пилы, но это только часть преимущества. Пилы со встроенной воздуходувкой должны удалять пыль с линии пропила, чтобы вы могли резать более аккуратно. Все, кроме DeWalt DW317K, показано ниже , есть эта функция.
Каждая пила имеет перед лезвием защитный пластиковый или проволочный кожух, который иногда ухудшает обзор, особенно когда на кожухах скапливается пыль. Мы предпочитаем пилы с передним расположением лезвий, когда нам не нужно наклоняться, чтобы заглянуть под корпус пилы, но это только часть преимущества. Пилы со встроенной воздуходувкой должны удалять пыль с линии пропила, чтобы вы могли резать более аккуратно. Все, кроме DeWalt DW317K, показано ниже , есть эта функция. Некоторые пилы имеют пылесборники в качестве стандартных или дополнительных принадлежностей, но мы сочли их неэффективными и неуклюжими при подключении к магазинному пылесосу.
Некоторые пилы имеют пылесборники в качестве стандартных или дополнительных принадлежностей, но мы сочли их неэффективными и неуклюжими при подключении к магазинному пылесосу. Этот дополнительный уровень контроля позволяет снизить скорость лезвия в середине резки, например, вблизи перехода или сложного поворота; с другими пилами скорость остается такой же, как установлено на циферблате, независимо от того, как сильно вы нажимаете на курок.
Этот дополнительный уровень контроля позволяет снизить скорость лезвия в середине резки, например, вблизи перехода или сложного поворота; с другими пилами скорость остается такой же, как установлено на циферблате, независимо от того, как сильно вы нажимаете на курок.
 JPG
JPG У нее одна из самых удобных рукояток, и это единственная пила с регулятором скорости на передней панели для легкого доступа и обзора. В нем отсутствует спусковой крючок с переменным управлением, но он плавный. Вы не получите пластиковую накладку без царапин для металлической колодки, а зажим лезвия оказался самым сложным в эксплуатации.
У нее одна из самых удобных рукояток, и это единственная пила с регулятором скорости на передней панели для легкого доступа и обзора. В нем отсутствует спусковой крючок с переменным управлением, но он плавный. Вы не получите пластиковую накладку без царапин для металлической колодки, а зажим лезвия оказался самым сложным в эксплуатации. jpg
jpg


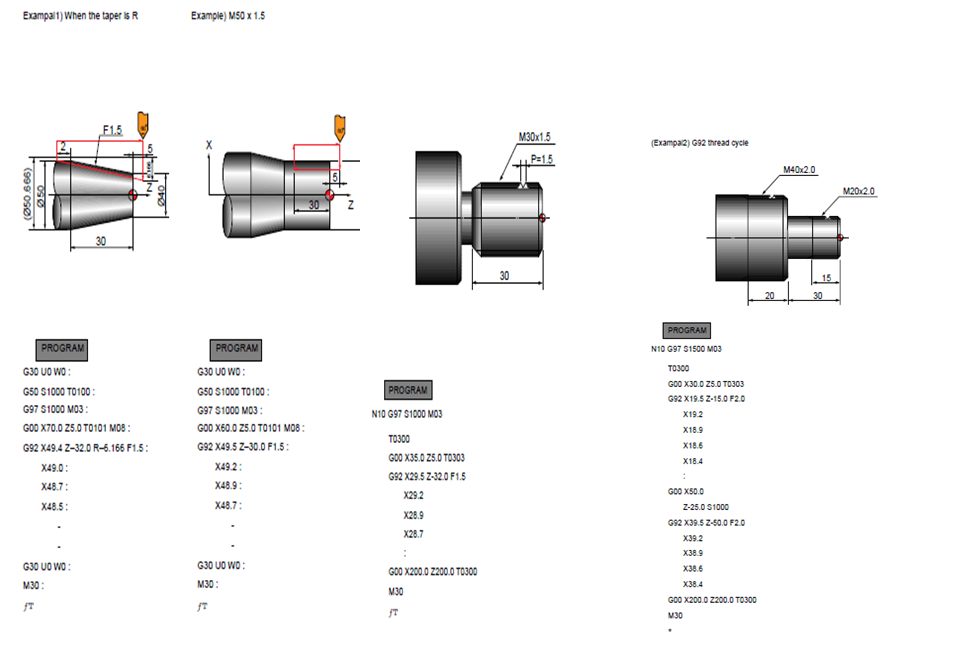
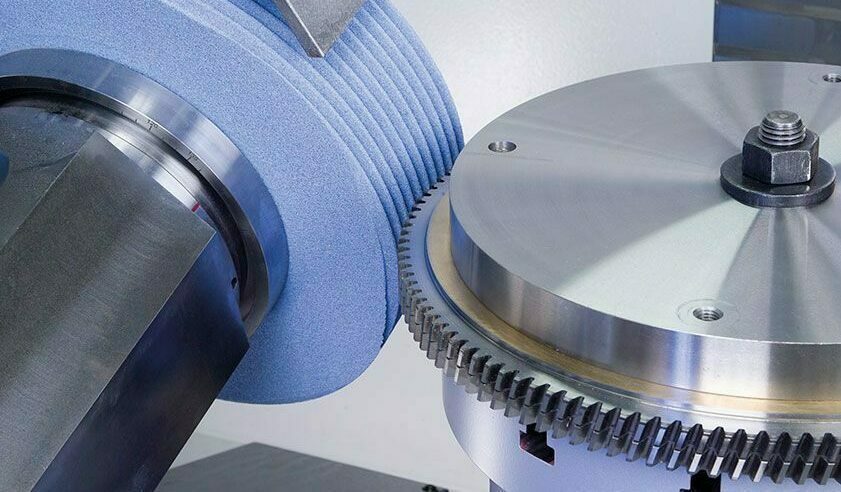
 5 | Подтверждение постоянной частоты вращения; задание подачи инструмента в мм/об
5 | Подтверждение постоянной частоты вращения; задание подачи инструмента в мм/об
 ..4), которые размещены в таблице CYCLE97 после остальных параметров:
..4), которые размещены в таблице CYCLE97 после остальных параметров: Профилем цилиндрической резьбы называется сечение ее витка плоскостью, проходящей через ось цилиндра (т. е. диаметральной плоскостью), на котором образована резьба.
Профилем цилиндрической резьбы называется сечение ее витка плоскостью, проходящей через ось цилиндра (т. е. диаметральной плоскостью), на котором образована резьба.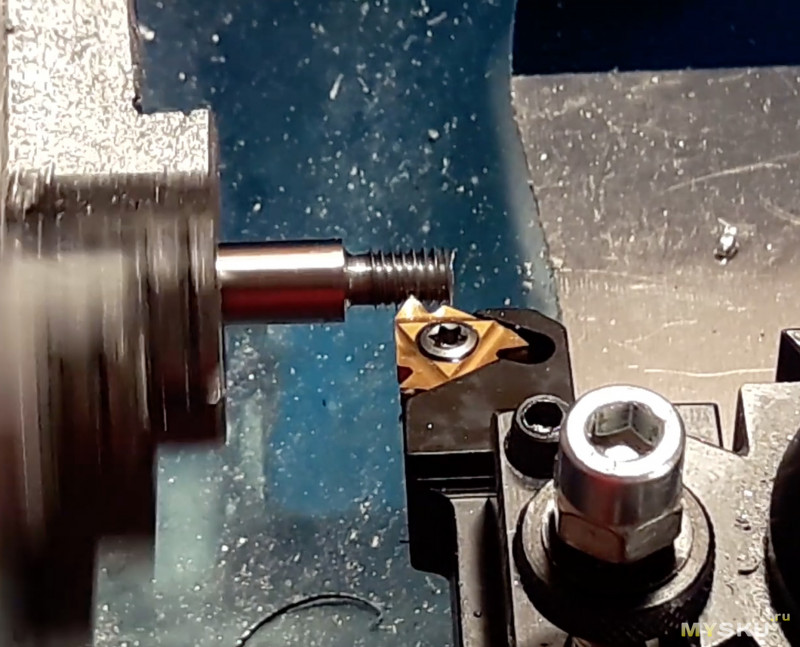 Для болта наружный диаметр соответствует диаметру по вершинам профиля (рис. 3, а), измеренному перпендикулярно к оси резьбы, а для гайки — по впадинам профиля (рис. 3, б).
Для болта наружный диаметр соответствует диаметру по вершинам профиля (рис. 3, а), измеренному перпендикулярно к оси резьбы, а для гайки — по впадинам профиля (рис. 3, б). Углом подъема называется угол, образованный направлением резьбового выступа резьбы с плоскостью, перпендикулярной к его оси.
Углом подъема называется угол, образованный направлением резьбового выступа резьбы с плоскостью, перпендикулярной к его оси.
 Параметры соотношения имеют прямую связь с размером нарезаемой резьбы.
Параметры соотношения имеют прямую связь с размером нарезаемой резьбы.
 При скручивании благодаря канавкам возрастают показатели устойчивости и надежности.
При скручивании благодаря канавкам возрастают показатели устойчивости и надежности.

 Сверлить отверстие, глубина которого больше длины резьбы, не потребуется – это преимущество перед метчиком.
Сверлить отверстие, глубина которого больше длины резьбы, не потребуется – это преимущество перед метчиком.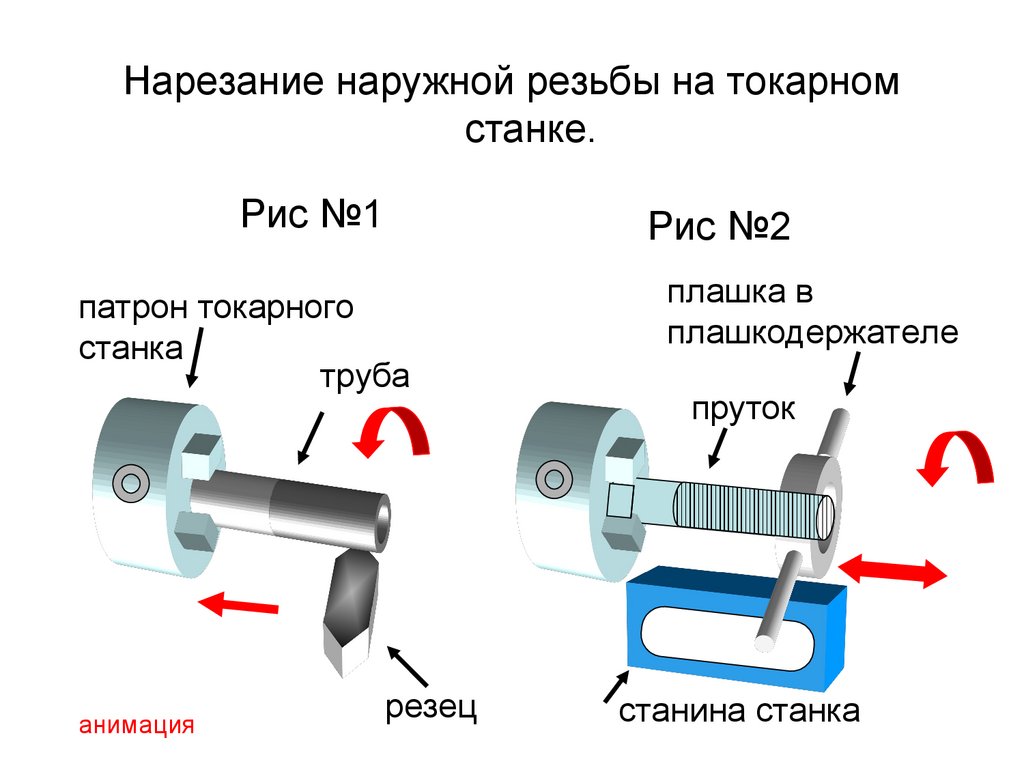
 Они принимают и фиксируют винтовую и болтовую резьбу. Вы найдете более подробную информацию о внешней и внутренней резьбе позже в этом совете по проектированию.
Они принимают и фиксируют винтовую и болтовую резьбу. Вы найдете более подробную информацию о внешней и внутренней резьбе позже в этом совете по проектированию. Меньше забот всегда хорошо, верно?
Меньше забот всегда хорошо, верно?
 Место и метод производства могут ограничивать право на участие некоторых нитей.
Место и метод производства могут ограничивать право на участие некоторых нитей.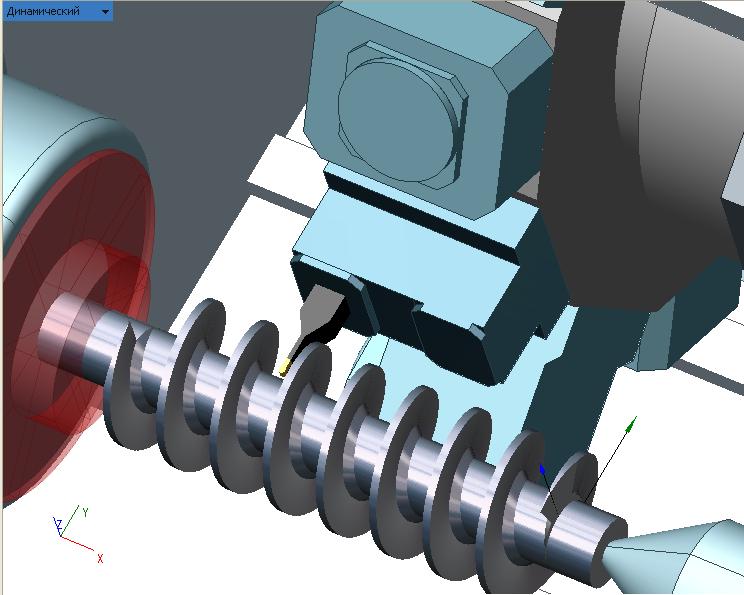 Пока потоки не пересекаются (см. изображение 3), выбор потоков с обеих сторон обычно допустим.
Пока потоки не пересекаются (см. изображение 3), выбор потоков с обеих сторон обычно допустим.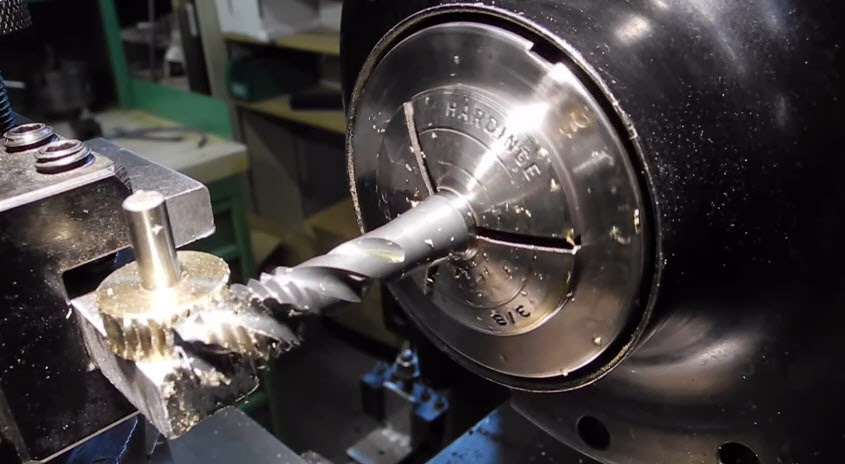 Избавьте себя от некоторых проблем: убедитесь, что направляющее отверстие любого резьбового элемента соответствует меньшему диаметру вашей резьбы. Большинство программ САПР имеют встроенные мастера, помогающие в этом процессе.
Избавьте себя от некоторых проблем: убедитесь, что направляющее отверстие любого резьбового элемента соответствует меньшему диаметру вашей резьбы. Большинство программ САПР имеют встроенные мастера, помогающие в этом процессе.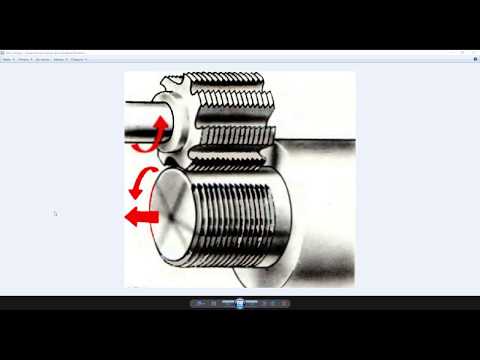 Фрезерование наружной резьбы производится в два этапа. Первый набор нитей проходит наполовину вокруг вашей выточенной детали, после чего следует фрезерование резьбы с другой стороны. Две стороны встречаются вдоль центральной линии вашей детали. Этот процесс хорошо подходит для резьбы 1/2 дюйма, но мы рекомендуем нарезать резьбу, чтобы удалить лишний материал или сгладить несоответствия при нарезании резьбы.
Фрезерование наружной резьбы производится в два этапа. Первый набор нитей проходит наполовину вокруг вашей выточенной детали, после чего следует фрезерование резьбы с другой стороны. Две стороны встречаются вдоль центральной линии вашей детали. Этот процесс хорошо подходит для резьбы 1/2 дюйма, но мы рекомендуем нарезать резьбу, чтобы удалить лишний материал или сгладить несоответствия при нарезании резьбы. После того, как вы получите расценки на токарную обработку, у вас будет возможность выбрать подходящий размер резьбы.
После того, как вы получите расценки на токарную обработку, у вас будет возможность выбрать подходящий размер резьбы. Каждая подходящая функция выделена, и вы можете вручную выбирать потоки.
Каждая подходящая функция выделена, и вы можете вручную выбирать потоки. STL; мы не рекомендуем загружать файлы в формате .STL для обработанных деталей, потому что наше программное обеспечение не может распознавать такие элементы, как пилотные отверстия в этом формате. По возможности следует использовать нейтральный формат файла, такой как .IGES или .STEP.
STL; мы не рекомендуем загружать файлы в формате .STL для обработанных деталей, потому что наше программное обеспечение не может распознавать такие элементы, как пилотные отверстия в этом формате. По возможности следует использовать нейтральный формат файла, такой как .IGES или .STEP.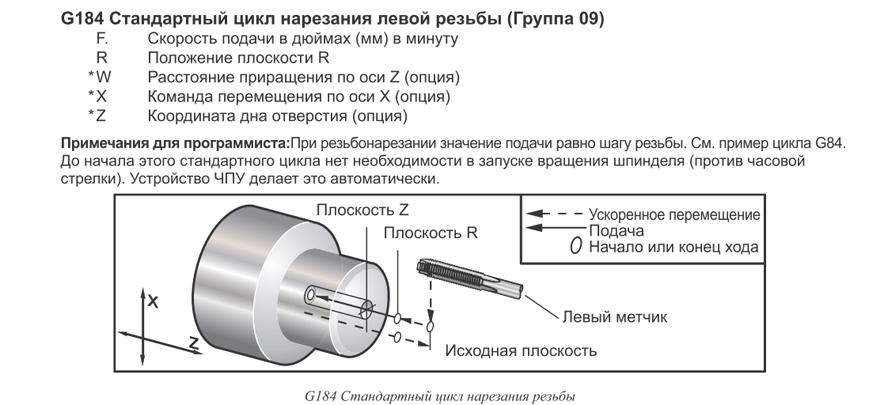 Помните, что вы должны удалить резьбу, чтобы наше программное обеспечение могло в цифровом виде просмотреть внешний диаметр и определить необходимый тип резьбы.
Помните, что вы должны удалить резьбу, чтобы наше программное обеспечение могло в цифровом виде просмотреть внешний диаметр и определить необходимый тип резьбы.



 2 Срок действия акции в розничных магазинах с 21 по 22 апреля включительно.
2 Срок действия акции в розничных магазинах с 21 по 22 апреля включительно.
 Бонусы становятся активны на 16 день с дня покупки. Воспользоваться бонусами можно в течение 14 дней с момента активации бонусов.
Бонусы становятся активны на 16 день с дня покупки. Воспользоваться бонусами можно в течение 14 дней с момента активации бонусов.

 Ярославль, Силикатное ш., 15
Ярославль, Силикатное ш., 15
 с.)
с.) 0Ф
0Ф 00
00
 Разновидности и характеристики станков для обработки дерева и металла. Техника безопасности.
Разновидности и характеристики станков для обработки дерева и металла. Техника безопасности. Используемые инструменты, подробная инструкция, как выбрать паз фрезером.
Используемые инструменты, подробная инструкция, как выбрать паз фрезером. Понятно, что их интересует схема этого устройства.
Понятно, что их интересует схема этого устройства.
 Главные преимущества оборудования. Основные способы фрезеровки.
Главные преимущества оборудования. Основные способы фрезеровки. Этот материал стоит недорого, работать с ним легко, к тому же, он обладает высокой прочностью и может переносить большие нагрузки.
Этот материал стоит недорого, работать с ним легко, к тому же, он обладает высокой прочностью и может переносить большие нагрузки. Виды, конструктивные элементы, требования к станкам. Сборка своими руками.
Виды, конструктивные элементы, требования к станкам. Сборка своими руками. Станок с ЧПУ превратит сырье в конечный продукт, следуя этим инструкциям. Прелесть программирования ЧПУ в том, что оно позволяет машинам выполнять повторяющиеся операции. Таким образом, меньше отходов (как материальных, так и временных), меньшие операционные расходы и более высокая потенциальная норма прибыли помогают предприятиям расширяться и процветать.
Станок с ЧПУ превратит сырье в конечный продукт, следуя этим инструкциям. Прелесть программирования ЧПУ в том, что оно позволяет машинам выполнять повторяющиеся операции. Таким образом, меньше отходов (как материальных, так и временных), меньшие операционные расходы и более высокая потенциальная норма прибыли помогают предприятиям расширяться и процветать. Этот компьютер управляет движением оси станка.
Этот компьютер управляет движением оси станка. Эти машины могут создавать вращающиеся профили, как токарные станки.
Эти машины могут создавать вращающиеся профили, как токарные станки. Просмотрите следующие три лучших учебных ресурса, чтобы узнать, как Fusion 360 разделяет стратегии траекторий для фрезерования на 2D, 3D и многоосевые.
Просмотрите следующие три лучших учебных ресурса, чтобы узнать, как Fusion 360 разделяет стратегии траекторий для фрезерования на 2D, 3D и многоосевые.


 Autodesk предлагает ряд продуктов с различными возможностями для удовлетворения потребностей различных отраслей и приложений.
Autodesk предлагает ряд продуктов с различными возможностями для удовлетворения потребностей различных отраслей и приложений. Узнайте больше на https://www.autodesk.com/products/powermill/overview
Узнайте больше на https://www.autodesk.com/products/powermill/overview 
 Это «автономное» программирование позволяет разрабатывать процесс обработки вне физического станка, а это означает, что проблемы можно смоделировать и избежать задолго до того, как они будут запущены на реальном станке. Использование программного обеспечения CAM играет важную роль, помогая производителям лучше использовать свое оборудование с ЧПУ и избегать дорогостоящих простоев оборудования, которые в противном случае были бы вызваны ненужным вводом данных.
Это «автономное» программирование позволяет разрабатывать процесс обработки вне физического станка, а это означает, что проблемы можно смоделировать и избежать задолго до того, как они будут запущены на реальном станке. Использование программного обеспечения CAM играет важную роль, помогая производителям лучше использовать свое оборудование с ЧПУ и избегать дорогостоящих простоев оборудования, которые в противном случае были бы вызваны ненужным вводом данных. Программное обеспечение CAM имеет возможность экспортировать эти траектории в программы ЧПУ, которые содержат M-код и G-коды, подходящие для работы на конкретном станке с ЧПУ. Программное обеспечение CAM лучше всего подходит для более сложной геометрии или приложений, таких как программирование одновременных 5-осевых станков.
Программное обеспечение CAM имеет возможность экспортировать эти траектории в программы ЧПУ, которые содержат M-код и G-коды, подходящие для работы на конкретном станке с ЧПУ. Программное обеспечение CAM лучше всего подходит для более сложной геометрии или приложений, таких как программирование одновременных 5-осевых станков.  Проверьте это в
Проверьте это в Он предоставляет интегрированные CAD и CAM, инструменты программирования ЧПУ для 2D, 2.5D, 3-осевой, 3+2 и 5-осевой обработки. Существует ряд вариантов подписки, в том числе бесплатный вариант для личного использования, коммерческая подписка (49 долларов США).5 в год), а также ряд расширений для доступа к дополнительным технологиям для удовлетворения потребностей более сложных приложений (например, генеративный дизайн или многоосевая обработка с ЧПУ).
Он предоставляет интегрированные CAD и CAM, инструменты программирования ЧПУ для 2D, 2.5D, 3-осевой, 3+2 и 5-осевой обработки. Существует ряд вариантов подписки, в том числе бесплатный вариант для личного использования, коммерческая подписка (49 долларов США).5 в год), а также ряд расширений для доступа к дополнительным технологиям для удовлетворения потребностей более сложных приложений (например, генеративный дизайн или многоосевая обработка с ЧПУ). Узнайте больше на https://www.autodesk.com/products/featurecam/overview
Узнайте больше на https://www.autodesk.com/products/featurecam/overview CAD расшифровывается как «Компьютерное проектирование».
CAD расшифровывается как «Компьютерное проектирование».
 Станки с ЧПУ используют разные диалекты языка программирования под названием «G-Code».
Станки с ЧПУ используют разные диалекты языка программирования под названием «G-Code». Во-вторых, вы можете получить сертификат или степень младшего специалиста по работе с ЧПУ и программированию. Вы также можете получить степень бакалавра в области станкостроения, промышленной автоматизации или промышленной инженерии, и все они должны включать хотя бы некоторую подготовку в области программирования с ЧПУ.
Во-вторых, вы можете получить сертификат или степень младшего специалиста по работе с ЧПУ и программированию. Вы также можете получить степень бакалавра в области станкостроения, промышленной автоматизации или промышленной инженерии, и все они должны включать хотя бы некоторую подготовку в области программирования с ЧПУ.

 Очень часто приходится обрабатывать такие «безродные» ПВХ-материалы, у которых отсутствует маркировка, а значит ни тип, ни производитель, не известны. Некачественная панель обычно имеет более низкую плотность, чем «благородный» ПВХ. В результате резки «воздушной» панели на привычных режимах появляется ворс по краям.
Очень часто приходится обрабатывать такие «безродные» ПВХ-материалы, у которых отсутствует маркировка, а значит ни тип, ни производитель, не известны. Некачественная панель обычно имеет более низкую плотность, чем «благородный» ПВХ. В результате резки «воздушной» панели на привычных режимах появляется ворс по краям. Во-вторых, объёмные буквы могут иметь совсем небольшой размер, но зато сложные, фигурные очертания. В этом случае обычные фрезы для резки ПВХ уже не подходят. Приходятся использовать конические граверы, да ещё оптимизировать управляющую программу для организации спирального врезания по краям надписи и получения наклонного торца у «буковок».
Во-вторых, объёмные буквы могут иметь совсем небольшой размер, но зато сложные, фигурные очертания. В этом случае обычные фрезы для резки ПВХ уже не подходят. Приходятся использовать конические граверы, да ещё оптимизировать управляющую программу для организации спирального врезания по краям надписи и получения наклонного торца у «буковок». В этом случае необходимо клеить скотч в два слоя: первый — для удержания букв внутри матрицы (так сказать, «технологический» слой). А второй — непосредственно для крепления заготовки на рабочем столе. Чтобы повысить качество готовых изделий следует также применять встречное фрезерование — и в самом конце организовать «финишный проход» (ещё одни этап обработки уже «по вырезанному», для удаления фрезой остатков стружки и лохмотьев по краям букв).
В этом случае необходимо клеить скотч в два слоя: первый — для удержания букв внутри матрицы (так сказать, «технологический» слой). А второй — непосредственно для крепления заготовки на рабочем столе. Чтобы повысить качество готовых изделий следует также применять встречное фрезерование — и в самом конце организовать «финишный проход» (ещё одни этап обработки уже «по вырезанному», для удаления фрезой остатков стружки и лохмотьев по краям букв). TOPINCITY.ru > Фрезы > Специальные фрезы для определённых применений > Резка акрилов/пластмасс/композитов/алюминия
TOPINCITY.ru > Фрезы > Специальные фрезы для определённых применений > Резка акрилов/пластмасс/композитов/алюминия 5/1h4L40
5/1h4L40 0/1_h22
0/1_h22 175/1h25L40
175/1h25L40 175/1_h52
175/1_h52 0/1_h42
0/1_h42 0/1_h42
0/1_h42 0/1_h62
0/1_h62 175_h7
175_h7 0_h27
0_h27 0F DLC
0F DLC 175F DLC K44UF
175F DLC K44UF 0F_h25 ZrN
0F_h25 ZrN
 Оба варианта помогут обеспечить блестящий рез мягких пластиков.
Оба варианта помогут обеспечить блестящий рез мягких пластиков.
 Поместите точку, которую вы хотите отрезать на лезвии, в губки трубореза, затем сожмите рукоятки вместе и вращайте резак вокруг трубы.
Поместите точку, которую вы хотите отрезать на лезвии, в губки трубореза, затем сожмите рукоятки вместе и вращайте резак вокруг трубы.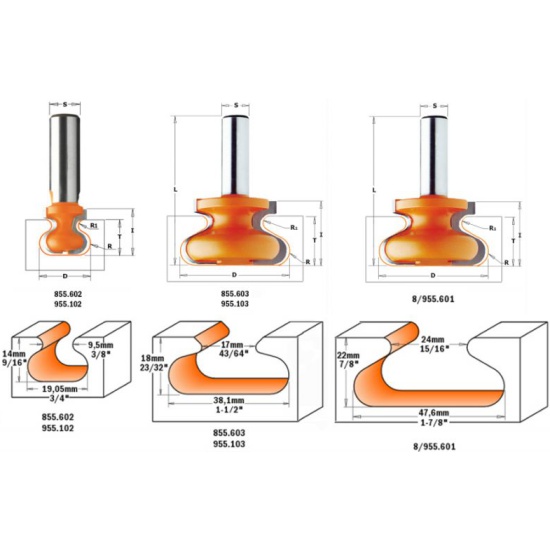

 Он также оснащен храповым механизмом, который позволяет быстро и легко резать трубы, что идеально подходит для тех, кто хочет быстро выполнить работу.
Он также оснащен храповым механизмом, который позволяет быстро и легко резать трубы, что идеально подходит для тех, кто хочет быстро выполнить работу. Это незаменимый режущий инструмент для разнорабочих, сантехников, электриков и автомехаников. Резак обычно используется для резки большинства видов пластика (ПВХ, ХПВХ, ПП, РЕХ, ПЭ, резиновый шланг) и многослойных труб.
Это незаменимый режущий инструмент для разнорабочих, сантехников, электриков и автомехаников. Резак обычно используется для резки большинства видов пластика (ПВХ, ХПВХ, ПП, РЕХ, ПЭ, резиновый шланг) и многослойных труб.
 Для его работы необходимы приспособления – трафареты, по очертанию которых будет создаваться абрис предмета.
Для его работы необходимы приспособления – трафареты, по очертанию которых будет создаваться абрис предмета.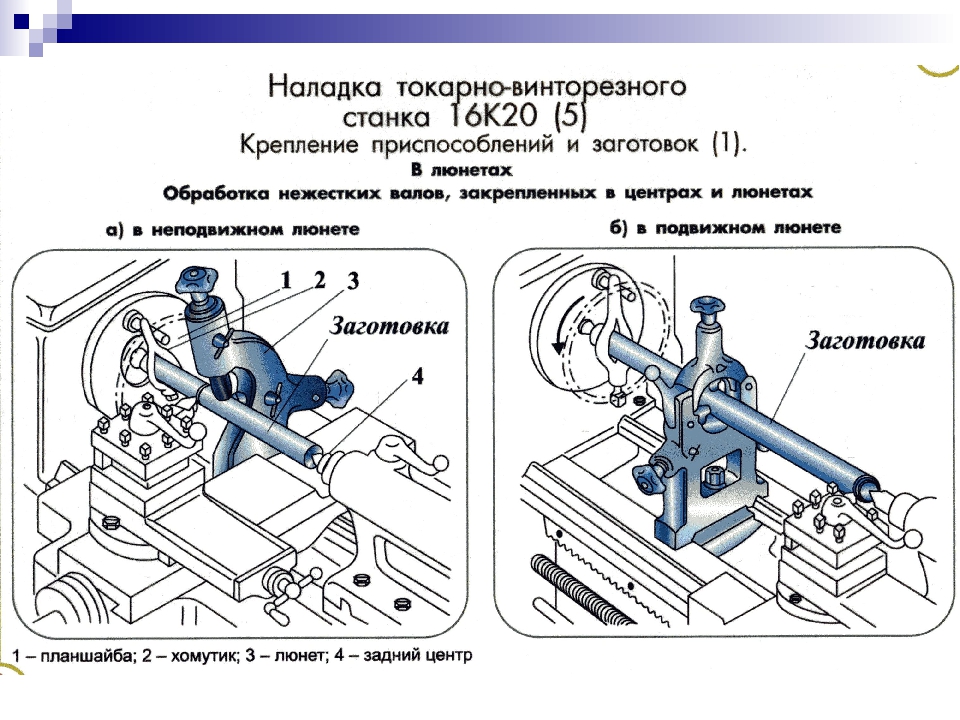 Для этого на корпусе должны быть соответствующие монтажные отверстия. Токарный станок по дереву может весить от 18 кг до 90 кг. Чем значение веса больше, тем меньше будет ощущаться вибрация. Это удобно. Но для домашних мастеров покупать габаритные токарные станки – невыгодно. Можно обойтись мини-станком.
Для этого на корпусе должны быть соответствующие монтажные отверстия. Токарный станок по дереву может весить от 18 кг до 90 кг. Чем значение веса больше, тем меньше будет ощущаться вибрация. Это удобно. Но для домашних мастеров покупать габаритные токарные станки – невыгодно. Можно обойтись мини-станком. Если выбрать токарный станок от именитых и надежных брендов, то очень мощный двигатель также имеет шумозащиту. Для более детального ознакомления мы подготовили самые важные технические характеристики токарных станков. Они напрямую указывают на их рабочий потенциал.
Если выбрать токарный станок от именитых и надежных брендов, то очень мощный двигатель также имеет шумозащиту. Для более детального ознакомления мы подготовили самые важные технические характеристики токарных станков. Они напрямую указывают на их рабочий потенциал.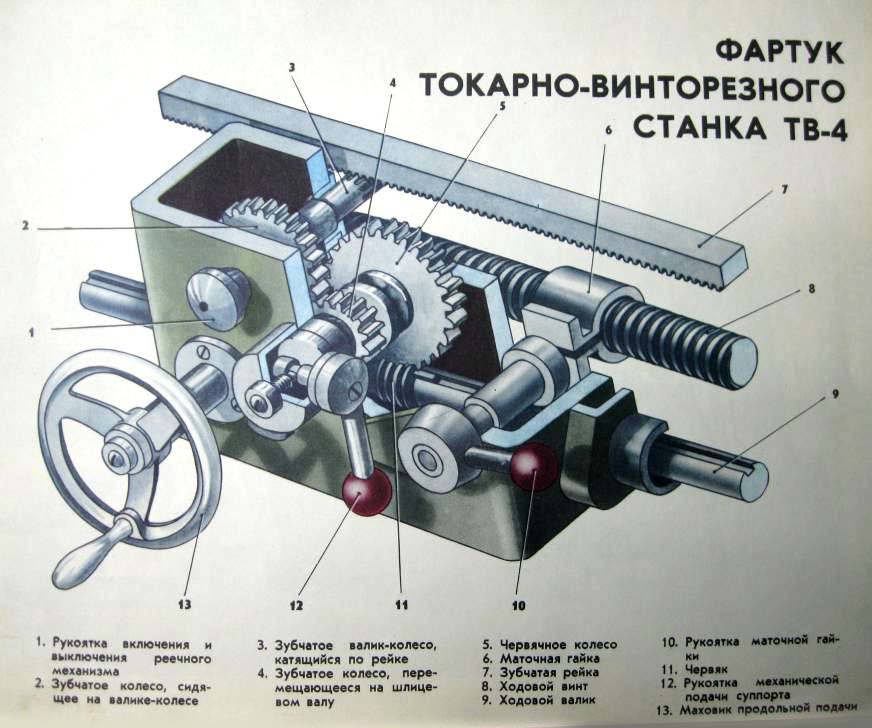

 Расчет расхода материала
Расчет расхода материала Сложность его устройства может существенно отличаться. Поэтому на отдельных устройствах можно сделать гораздо больше операций и с более высоким качеством.
Сложность его устройства может существенно отличаться. Поэтому на отдельных устройствах можно сделать гораздо больше операций и с более высоким качеством. Она скользит на продольных салазках станины и используется в качестве дополнительного упора. Задняя бабка оснащается пинолем. Тот представляет собой свободно вращающийся конус. Он поджимается к детали, чем предотвращает ее биение при прикладывании резца.
Она скользит на продольных салазках станины и используется в качестве дополнительного упора. Задняя бабка оснащается пинолем. Тот представляет собой свободно вращающийся конус. Он поджимается к детали, чем предотвращает ее биение при прикладывании резца.
 Его можно использовать для точения, растачивания, обрезки, подравнивания торца и нарезания резьбы. Устройства этого типа не отличаются большим размером. За счет этого они зачастую не могут использоваться для обработки крупных заготовок. Часто такие станки используют в ремонтных мастерских, так как они не занимают много места, и работают с деталями не крупнее необходимых.
Его можно использовать для точения, растачивания, обрезки, подравнивания торца и нарезания резьбы. Устройства этого типа не отличаются большим размером. За счет этого они зачастую не могут использоваться для обработки крупных заготовок. Часто такие станки используют в ремонтных мастерских, так как они не занимают много места, и работают с деталями не крупнее необходимых. Однако лоботокарные станки имеют широкий захват. За счет этого они зачастую могут зажать для обработки деталь, ширина которой превосходит длину.
Однако лоботокарные станки имеют широкий захват. За счет этого они зачастую могут зажать для обработки деталь, ширина которой превосходит длину. Устройство может оснащаться одним или несколькими шпинделями. За счет этого оно способно использоваться для одновременной обработки нескольких одинаковых деталей.
Устройство может оснащаться одним или несколькими шпинделями. За счет этого оно способно использоваться для одновременной обработки нескольких одинаковых деталей.
 Токарный станок может быть ручным или управляемым ЧПУ. В последнем случае устройство выполняет точную сложную работу согласно чертежу проекта. Также на удобство работы со станком влияет применяемый в нем способ регулировки положения пиноля. Он может настраиваться вручную, путем вращения регулировочной ручки. Также пиноль может управляться электрическим приводом.
Токарный станок может быть ручным или управляемым ЧПУ. В последнем случае устройство выполняет точную сложную работу согласно чертежу проекта. Также на удобство работы со станком влияет применяемый в нем способ регулировки положения пиноля. Он может настраиваться вручную, путем вращения регулировочной ручки. Также пиноль может управляться электрическим приводом.









 gov
gov

 Он не включает в себя выполнение действий, когда все тело находится в движении.
Он не включает в себя выполнение действий, когда все тело находится в движении.
 Обычные занятия часто связаны с офисной работой, бухгалтерским учетом, математикой/статистикой, информационными технологиями, финансами или человеческими ресурсами.
Обычные занятия часто связаны с офисной работой, бухгалтерским учетом, математикой/статистикой, информационными технологиями, финансами или человеческими ресурсами.



 Ассортимент включает в себя различные марки, длины и мощности. Ниже представлен наш актуальный выбор бывших в употреблении токарных станков. Наши бренды включают, но не ограничиваются: Hurco, Doosan, Okuma, Mazak и многие другие. Если вы не нашли токарного станка, который вы ищете, пожалуйста, свяжитесь с нами!
Ассортимент включает в себя различные марки, длины и мощности. Ниже представлен наш актуальный выбор бывших в употреблении токарных станков. Наши бренды включают, но не ограничиваются: Hurco, Doosan, Okuma, Mazak и многие другие. Если вы не нашли токарного станка, который вы ищете, пожалуйста, свяжитесь с нами! Передняя бабка удерживает зубчатую передачу, патрон, рычаги управления скоростью передачи, регуляторы подачи и главный шпиндель. Токарный станок будет вращать материал в шпинделе, в то время как режущий инструмент будет резать заготовку. Некоторыми преимуществами использования токарного станка являются точность и возможность выполнять повторяемые производственные задания.
Передняя бабка удерживает зубчатую передачу, патрон, рычаги управления скоростью передачи, регуляторы подачи и главный шпиндель. Токарный станок будет вращать материал в шпинделе, в то время как режущий инструмент будет резать заготовку. Некоторыми преимуществами использования токарного станка являются точность и возможность выполнять повторяемые производственные задания. Револьверные токарные станки могут иметь несколько инструментов для растачивания, сверления, торцевания или нарезания резьбы.
Револьверные токарные станки могут иметь несколько инструментов для растачивания, сверления, торцевания или нарезания резьбы.
 Для внешней стороны вашего дома у нас есть фурнитура для гаража и ворот, а также детали и крышки для водостоков. Мы также можем нарезать ключи, поставить номера домов и сделать таблички «продается». Другими словами, в Tague Lumber самый широкий выбор фурнитуры для строителей в районе Филадельфии.
Для внешней стороны вашего дома у нас есть фурнитура для гаража и ворот, а также детали и крышки для водостоков. Мы также можем нарезать ключи, поставить номера домов и сделать таблички «продается». Другими словами, в Tague Lumber самый широкий выбор фурнитуры для строителей в районе Филадельфии. Мы предлагаем огромный выбор петель от Baldwin, Hager и Soss, а также нажимные и тяговые пластины, дверные засовы, защитные пластины и защелки, дверные упоры и держатели — плюс фурнитура для раздвижных и складных дверей. Компания L.E. Johnson хорошо известна своими комплектами для двустворчатых, раздвижных и карманных дверей. В соответствии с высоко стилизованным видом амбарных дверей, мы добавили Flat Track от Leather Neck, который идеально подходит для уникальных внутренних и наружных применений. Убедитесь, что ваши двери завершены порогами и погодозадерживающими элементами от Pemko и Hager. Tague Lumber также предлагает стальные и пластиковые входные двери от Karp.
Мы предлагаем огромный выбор петель от Baldwin, Hager и Soss, а также нажимные и тяговые пластины, дверные засовы, защитные пластины и защелки, дверные упоры и держатели — плюс фурнитура для раздвижных и складных дверей. Компания L.E. Johnson хорошо известна своими комплектами для двустворчатых, раздвижных и карманных дверей. В соответствии с высоко стилизованным видом амбарных дверей, мы добавили Flat Track от Leather Neck, который идеально подходит для уникальных внутренних и наружных применений. Убедитесь, что ваши двери завершены порогами и погодозадерживающими элементами от Pemko и Hager. Tague Lumber также предлагает стальные и пластиковые входные двери от Karp. У нас есть шпаклевка и смесь для швов, лента для швов и сетка от FibaTape и USG. На странице » Инструменты» вы найдете все инструменты, которые могут вам понадобиться для следующих работ:
У нас есть шпаклевка и смесь для швов, лента для швов и сетка от FibaTape и USG. На странице » Инструменты» вы найдете все инструменты, которые могут вам понадобиться для следующих работ:
 Мы также поставляем рулоны материалов, необходимых для защиты полов, покрытия крыш и таких продуктов, как Tyvek, чтобы обернуть ваш дом. Также ознакомьтесь с нашей страницей » Строительные материалы», где представлены товары, необходимые для строительства и ремонта дома.
Мы также поставляем рулоны материалов, необходимых для защиты полов, покрытия крыш и таких продуктов, как Tyvek, чтобы обернуть ваш дом. Также ознакомьтесь с нашей страницей » Строительные материалы», где представлены товары, необходимые для строительства и ремонта дома. Шпатлевки и клеи)
Шпатлевки и клеи)









 Without these cookies, services like shopping baskets and e-billing cannot be provided.
Without these cookies, services like shopping baskets and e-billing cannot be provided. These cookies don’t collect information that identifies you. All information these cookies collect is aggregated and therefore anonymous.
These cookies don’t collect information that identifies you. All information these cookies collect is aggregated and therefore anonymous. Одеяло на выписку утеплённое, наполнитель холлофайбер 300 гр/м. Зимний конверт на выписку украшен милыми ушками «Зайка». Внутренний подклад одеяла для малышей 100% хлопок. Наружная сторона конверта в коляску выполнена из мягкого плюша минки, невероятно нежная и приятная на ощупь. Тёплое одеяло на выписку трансформируется в конверт, который можно зафиксировать красивым бантом на резинке. Глубокий капюшон конверта для новорождённого защитит от ветра и холода. Одеяло конверт удобно использовать в коляске и дома. Конверт в комплекте с бантом будет нарядным вариантом для выписки малыша из роддома.
Одеяло на выписку утеплённое, наполнитель холлофайбер 300 гр/м. Зимний конверт на выписку украшен милыми ушками «Зайка». Внутренний подклад одеяла для малышей 100% хлопок. Наружная сторона конверта в коляску выполнена из мягкого плюша минки, невероятно нежная и приятная на ощупь. Тёплое одеяло на выписку трансформируется в конверт, который можно зафиксировать красивым бантом на резинке. Глубокий капюшон конверта для новорождённого защитит от ветра и холода. Одеяло конверт удобно использовать в коляске и дома. Конверт в комплекте с бантом будет нарядным вариантом для выписки малыша из роддома. 74 кг.
74 кг. 74 кг.
74 кг. 74 кг.
74 кг. 00 долларов США
00 долларов США 00 долларов США
00 долларов США