Принтер омск: Купить 3D Принтеры в Омске по низким ценам
Ремонт принтеров, МФУ 🖨 в Омске — цены, адреса
Лазерные принтеры
Струйные принтеры
HP
Samsung
Brother
Kyocera
Epson
Canon
Xerox
Lexmark
Ricoh
Panasonic
OKI
Bixolon
Citizen
Fujifilm
Kodak
Ищем подходящие сервисные центры.
секундочку…
Найдено 99 сервисных центров
BoR`NeS
8 (913) 967-99-67
- Ремонт принтеров, МФУ всех производителей
- оплата картой
Фрунзе, 40
Itek
8 (962) 051-98-29
- Ремонт любых принтеров, МФУ
- оплата картой
Чередовая 10-я, 26Б
Навигатор
8 (3812) 48-94-59
- Ремонт принтеров, МФУ любых брендов
8 Марта, 8
Рица
8 (3812) 27-42-63
- Ремонт принтеров, МФУ всех брендов
Ватутина, 11в
PowerOn
8 (3812) 28-27-81
- Ремонт принтеров, МФУ любых брендов
Герцена, 29
ЛогиКом
8 (3812) 77-02-77
- Ремонт принтера, МФУ любого бренда
Перелёта, 18
Новый компьютер
8 (3812) 59-00-50
- Ремонт принтеров, МФУ всех брендов
Ленина, 10
Компания Биплан
8 (3812) 23-77-75
- Ремонт принтеров, МФУ всех производителей
ул. Орджоникидзе, д. 45
Орджоникидзе, д. 45
Торгово-сервисная фирма
8 (3812) 26-42-05
- Ремонт любых принтеров, МФУ
- оплата картой
22 Партсъезда, 5
ПК Сервис
8 (3812) 66-77-44
- Ремонт принтеров, МФУ всех производителей
ул. 4-я Поселковая 26 корпус 2
Компьютерная мастерская
8 (3812) 49-88-09
- Ремонт принтеров, МФУ всех производителей
Ватутина, 11в
Заправка картриджей OZK
- Ремонт принтеров, МФУ HP и Canon
- оплата картой
- срочный ремонт
- выезд мастера
- вызов курьера
- бесплатная диагностика
Маркса, 24
Print Live
8 (3812) 38-99-69
- Ремонт принтеров, МФУ всех брендов
Булатова, 101
Контакт на Булатова-101
8 (3812) 25-64-34
- Ремонт принтеров, МФУ любых брендов
Булатова, 101
СибРМ
8 (3812) 21-11-33
- Ремонт любых принтеров, МФУ
Краснофлотская, 24
ул. Проспект Мира 29
Проспект Мира 29
АбрисКОМ
8 (3812) 79-04-08
- Ремонт любых принтеров, МФУ
Северная 27-я, 48
Квиста Омск
8 (3812) 21-24-69
- Ремонт принтера, МФУ любого бренда
Красный Путь, 18
ИТ-сервис
8 (3812) 38-06-61
- Ремонт принтеров, МФУ любых брендов
Мира проспект, 49
Ааренса
8 (3812) 30-88-00
- Ремонт любых принтеров, МФУ
7-я линия, 180
Загружается…
Средние цены на ремонт принтеров, МФУ в Омске
Профилактика
от 1000 до 1 800 pyб.
Ремонт блока питания
от 1000 до 1 600 pyб.
Ремонт лазера
от 1000 до 1 700 pyб.
Ремонт механизмов
от 900 до 1 700 pyб.
Ремонт платы
от 1000 до 2 300 pyб.
Замена платы
от 1000 до 1 700 pyб.
Прошивка
от 1000 до 1 700 pyб.
Замена барабана
от 1100 до 2 500 pyб.
Ремонт редуктора
от 1000 до 1 500 pyб.
Устранение кода ошибки
от 900 до 1 500 pyб.
Замена фотобарабана
от 1200 до 2 000 pyб.
Ремонт лотка
от 900 до 1 500 pyб.
Заправка картриджа
от 1000 до 2 500 pyб.
Замена печатающей головки
от 1400 до 2 900 pyб.
Замена шлейфа
от 900 до 1 600 pyб.
Замена корпуса
от 1000 до 1 700 pyб.
Ремонт узла подачи бумаги
от 1200 до 2 000 pyб.
Ремонт узла проявки
от 1000 до 1 600 pyб.
Ремонт узла сканирования
от 1000 до 1 600 pyб.
Извлечение посторонних предметов
от 900 до 1 600 pyб.
Замена коротрона
от 900 до 1 300 pyб.
Замена фильтра
от 900 до 1 400 pyб.
Замена ракеля
от 800 до 1 200 pyб.
Ремонт узла охлаждения
от 900 до 1 700 pyб.
Ремонт оптической части
от 1000 до 1 600 pyб.
Замена датчиков
от 900 до 1 500 pyб.
Ремонт тормозных площадок
от 900 до 1 400 pyб.
Замена разъема
от 700 до 1 500 pyб.
Указанные цены приблизительны. Окончательная стоимость зависит от многих факторов: распространённости модели, наличия запчастей, ремонтопригодности конкретной модификации и т.п. Также обязательно нужно уточнять у сервисного центра, включена ли стоимость запчастей в итоговую сумму: некоторые компании публикуют на сайте только стоимость работ, без учёта стоимости запчастей, а некоторые пишут полную стоимость.
Универсальный совет: всегда просите согласовывать с вами полную стоимость ремонта до начала любых работ. По закону сервисные центры и мастера обязаны это делать, но в стремлении заработать нечестно, игнорируют это требование. Честные работают только так: сначала согласованная сумма и состав работ, потом ремонт, потом оплата (возможно, частичная предоплата).
Учитывайте, что бесплатная диагностика принтера, МФУ может оказаться платной, если вы откажетесь от ремонта в данном сервисном центре. Уточняйте этот момент отдельно до начала диагностики.
Ещё немного о ценах
Омск. Установка и настройка принтера. Подключение нового
Как подключить принтер в Омске?
В последние техногенные годы вряд ли возможно себе вообразить покупку нового компьютера без приобретения совместно принтера. Процедура установки принтера или МФУ является вроде бы довольно простой, и не требует специальной подготовки и знаний. Некоторые умения и навыки нужны, чтобы подключить принтер в Омске. Что мы делаем? — ставим принтер на ровной желательно устойчивой поверхности, подключаем к системному блоку, обыкновенно, используя кабель USB и присоединяем его к розетке или иному источнику питания. Дальше включаем комп, вставляем диск с драйвером и, согласно подсказкам на дисплее, устанавливаем драйвер и управляющую прогу от принтера.
Перед печатью пробной, она же первая, страницы, требуется небольшая настроечка — выбираем цветовые параметры, настраиваем ориентацию печати (альбомная или книжная) и количество страничек, после сего «нажимаете кнопку печати» и дожидаемся вывода пробной первой страницы. Предупреждаем, что настройка и установка принтера в Омске — это действие специфичное и зависит от конкретного устройства. Настройка принтера HP различна по аналогии от установочных манипуляций на Epson и Canon. Преимущественно пытайтесь использовать инструкцию для установки, какую вы легко найдёте в коробке аппарата или на ресурсе фирмы-производителя.
Где можно найти драйвер для установки принтера?
Прежде всего в поиске свежего драйвера надобно заглянуть на официальный сайт производителя. Ну а дальше же конечно скачать его оттуда и установить. Вероятно у вас возникнут некоторые непонимания этого действия, советуем воспользоваться сервисом наших проверенных мастеров в Омске, которые могут установить на ваш комп самую свежую версию, каковую как ни крути возможно взять только на интернет-ресурсах изготовителя.
Настройка Wi-Fi принтера в Омске
Эти и другие ошибки исправляем даже бесплатно по телефону, не расходуя время специалиста на выезд для кратковременной работы, но такая возможность доступна только постоянным клиентам. Просто наберите номер 8 800 775 14 20. Мы экономим время клиентов!
Как быть, если принтер не устанавливается?
Подводные камни при простейшей процедуре установки появляются достаточно часто, и вы не можете установить или настроить принтер в Омске. Обычно, такая ситуация возникает когда:
- Вы попытались установить драйвер нового агрегата при этом не удалив старый.
- Принтер HP вы подключили к системнику не дождавшись конца установки драйвера.
- Наличие старого диска с драйверами, например для XP, что естественно не подходит для Висты или Семёрки.
- Не получается настроить печать, когда принтер поставился.
В XP очень просто установить принтер по умолчанию. Откройте Панель управления, выберите «Принтеры и факсы» и в появившейся менюшке ищите принтер, который бы вы хотели сделать по умолчанию, кликните по нему правой кнопкой мышки и жмите «Установить по умолчанию». При любом раскладе, это обязательно приведёт к установке указанного принтера по умолчанию в регулировке печати. Но, если это не помогло, вам требуется произвести некоторую детальную настройку всех печатающих элементов системного блока.
При любом раскладе, это обязательно приведёт к установке указанного принтера по умолчанию в регулировке печати. Но, если это не помогло, вам требуется произвести некоторую детальную настройку всех печатающих элементов системного блока.
Как подключить сетевой принтер в Омске?
Подключение сетевого печатающего аппарата на предприятии прямо-таки в разы экономит бюджет. Настройка сетевого принтера производится через сетевой интерфейс. Обычно пользуются кабелем Ethernet, либо беспроводной технологией. Настройка сетевого WI-Fi принтера в Омске состоит из установки сетевых параметров так, чтоб он получал себе IP-адрес и его было бы видно с любой точки сети.
Ваша организация еще не имеет сетевого принтера или локальной корпоративной сети? Мы поможем вам! Наша мастерская в Омске может дать полный комплект услуг по подключению принтера, созданию и настройке корпоративной сети, а так же внедрению в неё сетевого МФУ. Обговорить реальность (или целесообразность) установки сетевого принтера у вас в организации всегда пожалуйста по телефону 8 800 775 14 20. Настраиваем СНПЧ.
Настраиваем СНПЧ.
Омская картографическая фабрика
Бовтенко Виктор Федорович , механик, старший начальник смены Омской картографической фабрики.
Призван в армию в 1941 году. Сталинский РВК г. Омска. Всю войну прослужил в 23-м объединенном ремонтном поезде, в 44-м стройбате. Занимался оперативным ремонтом вышедшей из строя военной техники.
Награжден медалью «За Победу над Германией».
Ваганов Евгений Аркадьевич , механик механического участка Омской картографической фабрики.
В 1943 году был призван в армию в Таре. Воевал в пехоте на 3-м Белорусском фронте. Ранен под Минском. В 1944 году его отправили на Забайкальский фронт. Он прослужил 5 лет в Порт-Артуре.
Боевые награды: Орден Красной Звезды, Отечественной войны II степени.
Диденко Павел Кириллович , механик Омской картографической фабрики.
Призван в армию 19 августа41. Сталинская РВК Омска. В феврале 1942 года после личного приема начальником училища полковником Гуртьевым зачислен курсантом Омского пехотного училища. В августе 1942 года курсанты училища ушли на фронт, не успев получить командирское звание.
В августе 1942 года курсанты училища ушли на фронт, не успев получить командирское звание.
В Пензенской области (станция Лужино) курсанты Омского стрелкового и Ульяновского стрелковых училищ вошли в состав 306-го стрелкового полка и убыли в Сталинград. Участвовал в этом полку 62-й стрелковой дивизии 10-й армии Донского фронта под командованием генерала Рокоссовского, где воевал до 20 октября 19 г.42, т.к. был ранен и эвакуирован в госпиталь 1154 Саратовской области, где пробыл до марта 1943 года. во второй раз и попал в Омский эвакогоспиталь. Находился в госпитале с июля по октябрь 1943 г., после чего был направлен в Ленинск-Кузнецкое пулеметное училище, которое окончил в ноябре 1944 г. В третий раз ушел на фронт подпоручиком во 2-й Белорусской Фронт 49армии, 380-й стрелковой дивизии, 1260-го стрелкового полка в должности командира пулеметного взвода. Он пробился через Беларусь и Польшу. Награжден орденом Красной Звезды.
С 18 по 23 апреля форсировал реку Одер (днём и ночью шёл непрерывный бой, описание которого невозможно), за что награжден орденом «Отечественной войны II степени».
Он был контужен. Переправившись через реку Одер, они обошли Берлин с севера и 2 мая 19 мая45, 3 км к северу от Магдебурга на реке Эльбе; они встретились с союзниками (американцами). Получил благодарность Верховного Главнокомандующего. Здесь он закончил войну полной победой!
В дальнейшем служил в центральной группе войск в Германии до февраля 1946 года, затем в Московском военном округе. В мае 1947 года он был уволен из армии по собственному желанию.
Награжден также орденом «Отечественной войны I степени», медалями «За оборону Сталинграда», «За победу над Германией».
Дорохов Василий Георгиевич , нормализатор, начальник Омской картографической фабрики
Омским военкоматом призван в армию в августе 1941 года. входит в состав бригады морской пехоты в должности командира взвода, а затем начальника артиллерийской разведки дивизии. В составе 250-й отдельной артиллерийской дивизии Артемовского участка береговой обороны принимал участие в войне с Японией.
Демобилизовался в апреле 1947 года.
Награжден медалью «За Победу над Японией», орденом «Отечественной войны II степени».
Дорохова Вера Никитична , комендант Омской картографической фабрики
Знаменским районным военным комиссариатом Иркутской области призвана в армию в июле 1942 года. Направлена на Тихоокеанский флот с назначением в 250-й отдельный артиллерийский дивизион Артемовского сектора береговой обороны в должности телефонистки-радистки. В составе этой дивизии она принимала участие в войне с Японией. Демобилизован 19 ноября.45.
Награждена орденом «Отечественной войны II степени», медалью «За Победу над Японией», юбилейными медалями.
Иван Качесов , до призыва в армию работал в типографии Государственной картографической фабрики 6.
Погиб на фронте.
Корольков Георгий Яковлевич , переписчик цеха № 2 Омской картографической фабрики сообщил:
«Я был призван в армию в июне 1944 г. Куйбышевским РВК г. Омска. Нас направили в Степанаван в 12-й отдельный автомобильный полк. После выпуска и принятия присяги нас направили в 22-й резервный полк. Я был шофером. 19 февраля45, нас отправили в Польшу в 209-м отдельном автомобиле 2-й Дальней бомбардировочной армии». Принимал участие в обслуживании самолетов с боекомплектом.
Куйбышевским РВК г. Омска. Нас направили в Степанаван в 12-й отдельный автомобильный полк. После выпуска и принятия присяги нас направили в 22-й резервный полк. Я был шофером. 19 февраля45, нас отправили в Польшу в 209-м отдельном автомобиле 2-й Дальней бомбардировочной армии». Принимал участие в обслуживании самолетов с боекомплектом.
После окончания войны награжден медалью «За Победа над Германией». В конце 1945 года его направили в в/ч 62459. В 1946 году нас эвакуировали из Польши на Украину в г. Белая Церковь, а через 5 лет нашу часть перевели в Прилуки, где я и закончил моей службы. В феврале 1953 года демобилизован в звании сержанта.0005
Награжден юбилейными медалями.
Мясников Эдуард Михайлович , типограф Омской картографической фабрики, сообщил:
Призван в Армию РВК г. Тара Омской области в ноябре 1943 г. Прибыл в Омск 20 ноября 1944 г. в Омскую 10-ю Стрелковый резервный полк, первый учебный батальон, рота автоматчиков. В мае 1944 года полк передислоцировался в Ялуторовск. В июле 1944 года мне присвоили звание сержанта.
В июле 1944 года мне присвоили звание сержанта.
19 октября45-го полк был расформирован и я прибыл в Омск, в 56-ю отдельную Пушкинскую Краснознамённую дивизию. В 1946 году ему было присвоено звание старшего сержанта, а в августе 1948 года — ротного фельдфебеля. С сентября 1950 по 1953 год он сверхурочно служил командиром взвода РП-46. Демобилизовался в августе 1953 года.
Награжден медалью «За Победу над Германией» и юбилейными медалями.
Прокопченко Алексей Прокопьевич , плоскорез Омской картографической фабрики.
Ушел на фронт добровольцем 14 июля 1941 года. Весь эшелон был направлен на Дальний Восток для прохождения военной подготовки и службы. В 1942 году после окончания полковой школы в звании старшего сержанта был направлен на 3-й Белорусский фронт под командование Черняховского. Боевое крещение получил в зенитно-пулеметной роте под Жлобином. Уже в составе 2-го Белорусского фронта старший сержант Прокопченко освободил города: Жлобин, Бобруйск, Барановичи, Пинск, прошел Польшу, взял Кенигсберг и Берлин (об этом теперь напоминают медали «За взятие Кенигсберга», «За Взятие Берлина»), освободил Прагу. Там я встретил победоносный май 45-го.
Там я встретил победоносный май 45-го.
Боевой путь воина отмечен орденами «Отечественной войны», «Боевой славы III степени», юбилейными медалями.
Шабалин Геннадий Петрович , фотограф Омской картографической фабрики
В декабре 1942 года призван в Красную Армию. С января 1943 года по июль 1943 года учился в Омском военно-стрелковом училище, откуда в составе всего училища ушел на фронт. По прибытии на фронт он попал в состав 21-й гвардейской бригады 1-й танковой армии, в составе которой прошел весь путь войны от Днепра до Эльбы. 19 августа44 года, он был ранен в Польше. После кратковременного лечения в военно-полевом госпитале снова вернулся в часть. За боевой период награжден медалями: «За боевые заслуги», «За отвагу», «За победу над Германией», орденом «Отечественной войны II степени».
После окончания войны был перебазирован на Восток, где и оставался до окончания службы. Демобилизовался в 1950 году.
Впоследствии награжден всеми юбилейными медалями и знаками, а также орденом «Отечественной войны I степени».
Шмонин Евгений Васильевич , начальник военизированной охраны Омской картографической фабрики
Горьковским РВК Омской области призван в Армию в начале 1944 года. Служил на 9-й Краснознамённой Забайкальской заставе. Округ.
В 1946 году был тяжело ранен в Маньчжурии и отправлен в госпиталь в Читу, где пробыл 1 год и 2 месяца. В 1948 году его отправили домой для окончательного лечения. Демобилизовался в 1949 году.
Награды: Медали «За победу над Японией», «За победу над Германией», «За отвагу», орден «Отечественной войны I степени», все памятные медали.
Чернухо Александр Петрович .
Александр Чернухо родился на Дону в многодетной семье. В 1918 году пошел добровольцем в Красную Армию, в рядах которой воевал с бандой Махно. После Гражданской войны работал председателем сельсовета в Сталинградской области. После окончания Ленинградского финансового института возглавил городской финансовый отдел Кизляра Орджоникидзевской области.
В 1942 году фашисты ворвались на Северный Кавказ. Ачикулакский РВК Ставропольского края вызвал Александра Чернухо на фронт. Его жена и трое детей остались дома.
С фронта Александр писал, что отказался от предложения учиться на командирских курсах, потому что тогда ему придется служить после окончания войны. «Лучше воевать рядовым, скорее встретимся», — закончил он письмо.
Умер от ран в госпитале Ростова-на-Дону в июне 1944 года. Похоронен в братской могиле в Нахичевань (пригород Ростова)
Его имя занесено в Книгу Памяти Ставропольского края
Кириченко Сергей Павлович .
Сергей родился и жил в Грозном. В первые дни войны его призвали на фронт. Воевал на Ленинградском фронте в составе артиллерии, в звании сержанта был тяжело ранен. Операция в прифронтовом госпитале спасла ему жизнь, после чего Сергея перевели в медучреждение Ленинграда… и началась блокада. Измученный войной и голодом, красноармеец выжил, был комиссован.
Сильные боли после тяжелой травмы сопровождали Сергея Павловича всю жизнь, но это не помешало ветерану окончить Грозненский нефтяной институт в 1949. Он выучился на нефтяника и занялся научной работой. В 1968 году Сергей Кириченко стал главным инженером Средневолжского научно-исследовательского института по переработке нефти, заведовал кафедрой в Техническом университете, занимался машинами и аппаратами химических производств. Его ученики и ученики работали в институте и на всех нефтеперерабатывающих заводах России.
С. П. Кириченко имеет правительственные награды, имеет более 20 авторских свидетельств и патентов, множество публикаций, награжден орденом Отечественной войны I степени.
Его имя занесено в Книгу Памяти Самарской области.
Опевалова Майна Александровна .
Майна родилась в городе Котельниково Волгоградской (Сталинградской) области. Она была еще ученицей, когда началась война.
В 1942 г. в г. Архипо-Осиповка Краснодарского края окончила военно-морское училище и с сентября 1942 г. по декабрь 1944 г. служила связистом в 57-й отдельной артиллерийской дивизии в Очемчире (Грузия). Меня неоднократно бомбили. С 19 декабряС 44 по март 1945 года служила в Поти, где выучилась на оператора радиолокационной установки. Дежурила в Туапсе, Сухуми и Батуми. С марта по ноябрь 1945 года служила на Дальнем Востоке в 72-й бригаде аэростатов заграждения радиотелеграфисткой, участвовала в войне с Японией.
по декабрь 1944 г. служила связистом в 57-й отдельной артиллерийской дивизии в Очемчире (Грузия). Меня неоднократно бомбили. С 19 декабряС 44 по март 1945 года служила в Поти, где выучилась на оператора радиолокационной установки. Дежурила в Туапсе, Сухуми и Батуми. С марта по ноябрь 1945 года служила на Дальнем Востоке в 72-й бригаде аэростатов заграждения радиотелеграфисткой, участвовала в войне с Японией.
Майна Александровна награждена орденом Отечественной войны II степени и медалями «За победу над Германией», «За оборону Кавказа», «За победу над Японией» и «300 лет Российскому флоту».
Имя занесено в Книгу Памяти Ставропольского края.
Чугунов Степан Сидорович .
Место призыва: Омская область, Зываевский РВК.
Рядовой 1274-го стрелкового полка 384-й стрелковой дивизии, служил в штабе дивизии.
Дивизия начала формироваться в августе 1941 года на территории Омской области, боевое крещение приняла 24 февраля 1942 года. К концу 1942 года дивизия потеряла 80% личного состава.
К концу 1942 года дивизия потеряла 80% личного состава.
Пропал без вести 05.03.1942 под Старой Руссой Ленинградской области (ныне Новгородская область). В отчете о безвозвратных потерях указано: «Оставлено на поле боя».
Иванов Федор Трофимович .
Место призыва: Омская область, Зываевский РВК.
Воевал с августа 1941 года. Закончил войну в Германии.
Наводчик, заместитель командира минометчиков 3-й батареи 60-й отдельной гвардейской минометной ордена Богдана Хмельницкого дивизии.
Награжден:
23 сентября 1941 г. — медаль «За отвагу».
29 апреля 1945 г. — орден Красной Звезды.
Омск Арт Омск Россия Омск Wall Art Омск Подарок Омск
Нажмите, чтобы увеличить
320 продаж
|
5 из 5 звезд
15,39 сингапурских долларов+
Загрузка
Мало на складе
Включены местные налоги (где применимо)
Размер
Выберите размер
6×4 дюйма/открытка (15,39 сингапурских долларов)
8×10 дюймов (17,10 сингапурских долларов)
8×12 дюймов (18,81 сингапурского доллара)
8,3×11,7 дюйма (18,81 сингапурского доллара)
11×14 дюймов (20,52 сингапурских долларов)
11,7×16,5 дюймов (22,24 сингапурских доллара)
12×16 дюймов (22,24 сингапурских доллара)
12×18 дюймов (25,66 сингапурских долларов)
16×20 дюймов (27,37 сингапурских долларов)
18×24 дюйма (30,79 сингапурских доллара). )
)
20×28 дюймов (32,51 сингапурского доллара)
20×40 дюймов (49,62 сингапурских долларов)
24×32 дюйма (53,05 сингапурских доллара)
24×36 дюймов (59,89 сингапурских долларов)
27×41 дюйм (63,32 сингапурских доллара)
28×40 дюймов (65,03 сингапурских долларов)
30×40 дюймов (80,43 сингапурских долларов)
32×47 дюймов (9 сингапурских долларов).4.13)
40×60 дюймов (111,25 сингапурских долларов)
48×72 дюйма (119,80 сингапурских долларов)
150×100 мм (15,39 сингапурских долларов)
200×250 мм (17,10 сингапурских долларов)
200×300 мм (18,81 сингапурских долларов)
210×297 мм (18,81 синг. долл.)
долл.)
280×355 мм (20,52 сингапурских долларов)
297×420 мм (22,24 сингапурских доллара)
300×400 мм (22,24 сингапурских доллара)
300×450 мм (25,66 сингапурских долларов)
400×500 мм (27,37 сингапурских доллара)
450×600 мм (30,79 сингапурских долларов)
500×700 мм (32,51 синг. долл.)
500×1000 мм (49 сингапурских долларов)0,62)
600×800 мм (53,05 сингапурских доллара)
600×900 мм (59,89 сингапурских долларов)
700×1050 мм (63,32 сингапурских доллара)
700×1000 мм (65,03 сингапурских долларов)
750×1000 мм (80,43 сингапурских долларов)
800×1200 мм (9 сингапурских долларов)4. 13)
13)
1000×1500 мм (111,25 сингапурских долларов)
1220×1830 мм (119,80 сингапурских долларов)
A4 (18,81 сингапурского доллара)
A3 (22,24 сингапурских доллара)
A2 (41,06 сингапурских долларов)
A1 (59,89 сингапурских долларов)
A0 (9 сингапурских долларов)4.13)
Выберите размер
Количество
12345678910
Исследуйте связанные категории и поиски
Внесен в список 20 августа 2022 г.
Один любимый
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже сделали это, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручная работа
не винтаж (20+ лет)
не ремесленные принадлежности
запрещено или с использованием запрещенных материалов
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила.

 Грунт ‑ акриловый KU-210X.
Грунт ‑ акриловый KU-210X. Это могут быть пластиковые окна, различные бытовые товары или бытовая техника, детали интерьера автомобиля, детали мотоциклов, игрушки, предметы канцтоваров, элементы декора и многое другое. По статистке, только за последний год у российской автомобильной промышленности выросла потребность в полимерной продукции (пластиках) до 180 тыс. тонн в год.
Это могут быть пластиковые окна, различные бытовые товары или бытовая техника, детали интерьера автомобиля, детали мотоциклов, игрушки, предметы канцтоваров, элементы декора и многое другое. По статистке, только за последний год у российской автомобильной промышленности выросла потребность в полимерной продукции (пластиках) до 180 тыс. тонн в год.
 Самое важное, что чаще всего и является проблемой при окраске пластика — это определение типа пластика, из которого сделана вещь и подбор для него нужного лакокрасочного материала. От того, какой тип пластика мы окрашиваем, и будет зависеть выбранная технология окраски. Пластик (пластмасса), а точнее некоторые его виды, обладают очень плохой возможностью сцепления будущего лакокрасочного покрытия с подложкой, поэтому чаще все требуется разрабатывать индивидуальные циклы окраски пластика с проведением дополнительных тестов на адгезию (сцепление) лакокрасочного материала.
Самое важное, что чаще всего и является проблемой при окраске пластика — это определение типа пластика, из которого сделана вещь и подбор для него нужного лакокрасочного материала. От того, какой тип пластика мы окрашиваем, и будет зависеть выбранная технология окраски. Пластик (пластмасса), а точнее некоторые его виды, обладают очень плохой возможностью сцепления будущего лакокрасочного покрытия с подложкой, поэтому чаще все требуется разрабатывать индивидуальные циклы окраски пластика с проведением дополнительных тестов на адгезию (сцепление) лакокрасочного материала.
 Узнать какой перед нами вид пластика позволит определенная маркировка на его поверхности. Например,
Узнать какой перед нами вид пластика позволит определенная маркировка на его поверхности. Например,
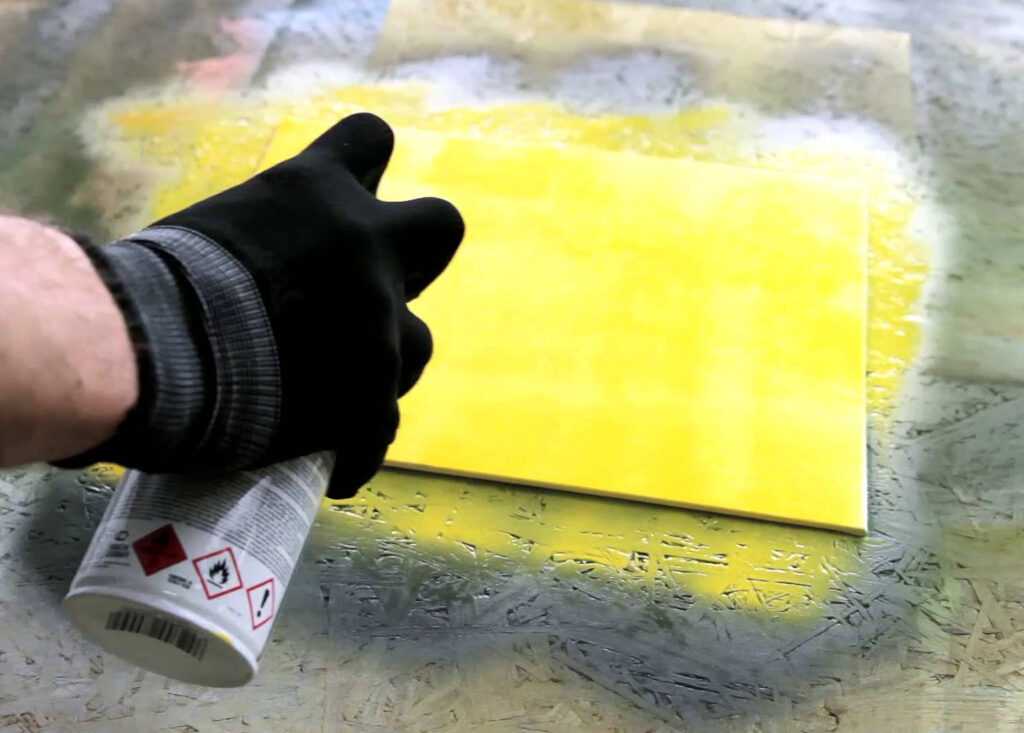 Окраска ПВХ не имеет никаких особых сложностей, сейчас существуют специальные лакокрасочные материалы (краски для пластика), которые можно наносить прямо на ПВХ-пластик без предварительного грунтования. Точный цикл окраски рассмотрим чуть ниже.
Окраска ПВХ не имеет никаких особых сложностей, сейчас существуют специальные лакокрасочные материалы (краски для пластика), которые можно наносить прямо на ПВХ-пластик без предварительного грунтования. Точный цикл окраски рассмотрим чуть ниже. Полистирол не рекомендуется для повторного использования и при горении выделяется ядовитый стирол. Чаще всего покраска деталей из полистирола не требуется.
Полистирол не рекомендуется для повторного использования и при горении выделяется ядовитый стирол. Чаще всего покраска деталей из полистирола не требуется.
 Специалисты компании «Системы индустриальных покрытий» разработали и протестировали максимально упрощенные циклы окраски в зависимости от вида окрашиваемого пластика.
Специалисты компании «Системы индустриальных покрытий» разработали и протестировали максимально упрощенные циклы окраски в зависимости от вида окрашиваемого пластика.



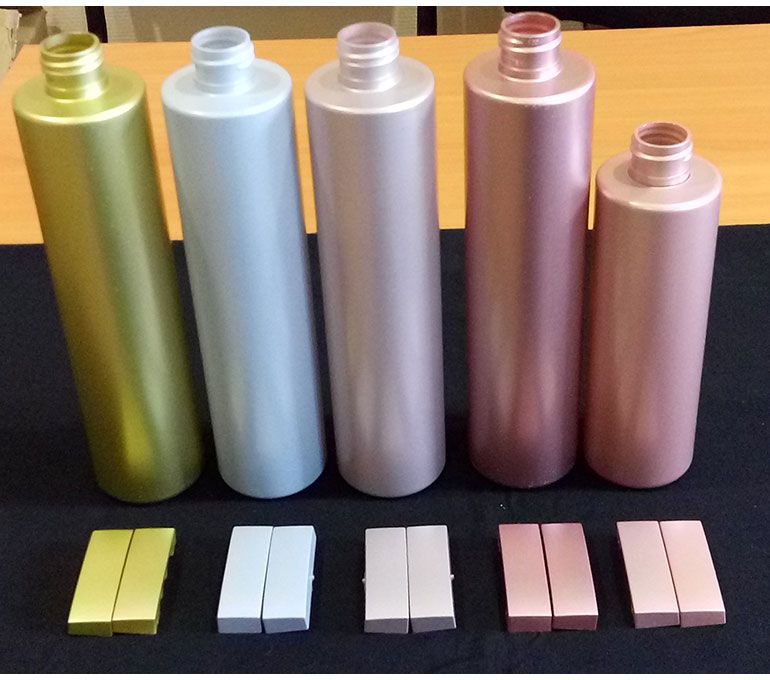
 Концентраты красителей, также называемые маточными смесями, представляют собой твердые или жидкие добавки для окраски пластмасс. Маточная смесь состоит из трех компонентов:
Концентраты красителей, также называемые маточными смесями, представляют собой твердые или жидкие добавки для окраски пластмасс. Маточная смесь состоит из трех компонентов: Цветные красители и пигменты, нанесенные на ваши полимерные смолы, могут вдохнуть жизнь в проект и привлечь нужных клиентов. Позвольте Chemworld International помочь в выборе правильных цветов для вашей компании, что значительно повысит вашу прибыль!
Цветные красители и пигменты, нанесенные на ваши полимерные смолы, могут вдохнуть жизнь в проект и привлечь нужных клиентов. Позвольте Chemworld International помочь в выборе правильных цветов для вашей компании, что значительно повысит вашу прибыль! Кроме того, Chemworld обслуживает индустрию, контактирующую с пищевыми продуктами, поставляя красители и пигменты, которые безопасны и одобрены FDA.
Кроме того, Chemworld обслуживает индустрию, контактирующую с пищевыми продуктами, поставляя красители и пигменты, которые безопасны и одобрены FDA.
 Хотя он редко стоит в верхней части списка соображений при планировании проекта, его следует решать на этапе выбора материала. Процесс требует нескольких важных шагов. Выбор цвета будет зависеть от факторов, в том числе от фактического используемого пластика и конечного применения, которые могут предъявлять требования к долговечности, факторам окружающей среды и стоимости.
Хотя он редко стоит в верхней части списка соображений при планировании проекта, его следует решать на этапе выбора материала. Процесс требует нескольких важных шагов. Выбор цвета будет зависеть от факторов, в том числе от фактического используемого пластика и конечного применения, которые могут предъявлять требования к долговечности, факторам окружающей среды и стоимости.
 Влияние красителей на свойства полимера также зависит от количества красителя.
Влияние красителей на свойства полимера также зависит от количества красителя. Поскольку большинство полимеров плохо смешиваются с другими полимерами, необходимо соблюдать осторожность, чтобы обеспечить совместимость материалов.
Поскольку большинство полимеров плохо смешиваются с другими полимерами, необходимо соблюдать осторожность, чтобы обеспечить совместимость материалов. Известно, что органические пигменты влияют на эти параметры на этапе охлаждения при переработке пластика, особенно при литье под давлением из ПЭВП.
Известно, что органические пигменты влияют на эти параметры на этапе охлаждения при переработке пластика, особенно при литье под давлением из ПЭВП. manufacturingtomorrow.com/article/2018/05/how-colourants-affect-plastic-characteristics/11518/
manufacturingtomorrow.com/article/2018/05/how-colourants-affect-plastic-characteristics/11518/ «Пластмассы, выглядящие как металлик, с новыми серебряными и цветными алюминиевыми пигментами». АНТЕК 1998.
«Пластмассы, выглядящие как металлик, с новыми серебряными и цветными алюминиевыми пигментами». АНТЕК 1998.
 В 2006 году процветающий тогда бизнес был продан компании Centaur Publications. С тех пор Энди продолжает публиковаться в Интернете, в том числе свои собственное название New Materials International (www.newmaterials.com). Он также является постоянным автором многих специализированных инженерных изданий в Великобритании и Европе, включая Controls, Drives & Automation (CDA), Engineering & Technology (E&T) и Environmental Technology.
В 2006 году процветающий тогда бизнес был продан компании Centaur Publications. С тех пор Энди продолжает публиковаться в Интернете, в том числе свои собственное название New Materials International (www.newmaterials.com). Он также является постоянным автором многих специализированных инженерных изданий в Великобритании и Европе, включая Controls, Drives & Automation (CDA), Engineering & Technology (E&T) и Environmental Technology.
 изм.
изм. 4
4



 в коробке
в коробке

 Пожалуйста, заполните поля правильными данными.
Пожалуйста, заполните поля правильными данными.
 На этом этапе вы и исполнитель определяете, что можно будет делать с помощью приложения, а как это будет устроено — определят уже разработчики и на другом этапе.
На этом этапе вы и исполнитель определяете, что можно будет делать с помощью приложения, а как это будет устроено — определят уже разработчики и на другом этапе. А чтобы понять это, нужно исследовать имеющийся проект.
А чтобы понять это, нужно исследовать имеющийся проект.
 Общие положения
Общие положения

 com/.
com/.



 2. Обработка персональных данных ограничивается достижением конкретных, заранее определенных и законных целей. Не допускается обработка персональных данных, несовместимая с целями сбора персональных данных.
2. Обработка персональных данных ограничивается достижением конкретных, заранее определенных и законных целей. Не допускается обработка персональных данных, несовместимая с целями сбора персональных данных. Хранение персональных данных осуществляется в форме, позволяющей определить субъекта персональных данных, не дольше, чем этого требуют цели обработки персональных данных, если срок хранения персональных данных не установлен федеральным законом, договором, стороной которого, выгодоприобретателем или поручителем по которому является субъект персональных данных. Обрабатываемые персональные данные уничтожаются либо обезличиваются по достижении целей обработки или в случае утраты необходимости в достижении этих целей, если иное не предусмотрено федеральным законом.
Хранение персональных данных осуществляется в форме, позволяющей определить субъекта персональных данных, не дольше, чем этого требуют цели обработки персональных данных, если срок хранения персональных данных не установлен федеральным законом, договором, стороной которого, выгодоприобретателем или поручителем по которому является субъект персональных данных. Обрабатываемые персональные данные уничтожаются либо обезличиваются по достижении целей обработки или в случае утраты необходимости в достижении этих целей, если иное не предусмотрено федеральным законом. 2. Также Оператор имеет право направлять Пользователю уведомления о новых продуктах и услугах, специальных предложениях и различных событиях. Пользователь всегда может отказаться от получения информационных сообщений, направив Оператору письмо на адрес электронной почты
2. Также Оператор имеет право направлять Пользователю уведомления о новых продуктах и услугах, специальных предложениях и различных событиях. Пользователь всегда может отказаться от получения информационных сообщений, направив Оператору письмо на адрес электронной почты 


 Субъект персональных данных и/или Пользователь обязан самостоятельно своевременно ознакомиться с указанными документами. Оператор не несет ответственность за действия третьих лиц, в том числе указанных в настоящем пункте поставщиков услуг.
Субъект персональных данных и/или Пользователь обязан самостоятельно своевременно ознакомиться с указанными документами. Оператор не несет ответственность за действия третьих лиц, в том числе указанных в настоящем пункте поставщиков услуг.

 Политика действует бессрочно до замены ее новой версией.
Политика действует бессрочно до замены ее новой версией.
 Семь различных сред обитания, связанных между собой, демонстрирует галерея «Болотистый и песчаный берег».
Семь различных сред обитания, связанных между собой, демонстрирует галерея «Болотистый и песчаный берег». На первом этаже посетители могут наблюдать за подводными играми этих забавных животных, а со второго этажа можно любоваться поведением выдр на суше. На первом этаже расположены и другие инфраструктурные объекты – уютное кафе, большой сувенирный магазин и тематическая книжная лавка. Но самое интересное развлечение первого этажа – интерактивный аттракцион «Приключение на рифе», имитирующий нахождение в подводной лодке в окружении многочисленных глубоководных обитателей. Второй этаж удивляет посетителей еще большим количеством красок, эмоций и впечатлений. Не может не вызвать восторга павильон с медузами. В нескольких огромных аквариумах с ярко-голубой подсветкой постоянно циркулирует вода – в этом медленном потоке неспешно перемещаются огромные медузы. Действо сопровождается завораживающим музыкальным оформлением – впечатления создается просто магическое!
На первом этаже посетители могут наблюдать за подводными играми этих забавных животных, а со второго этажа можно любоваться поведением выдр на суше. На первом этаже расположены и другие инфраструктурные объекты – уютное кафе, большой сувенирный магазин и тематическая книжная лавка. Но самое интересное развлечение первого этажа – интерактивный аттракцион «Приключение на рифе», имитирующий нахождение в подводной лодке в окружении многочисленных глубоководных обитателей. Второй этаж удивляет посетителей еще большим количеством красок, эмоций и впечатлений. Не может не вызвать восторга павильон с медузами. В нескольких огромных аквариумах с ярко-голубой подсветкой постоянно циркулирует вода – в этом медленном потоке неспешно перемещаются огромные медузы. Действо сопровождается завораживающим музыкальным оформлением – впечатления создается просто магическое! Что может быть интереснее, чем наблюдение за ярко-желтыми морскими коньками или неуклюжими пингвинами? Разве что только роскошный магазин игрушек и просторная игровая зона – и все это великолепие располагается на третьем этаже аквариума.
Что может быть интереснее, чем наблюдение за ярко-желтыми морскими коньками или неуклюжими пингвинами? Разве что только роскошный магазин игрушек и просторная игровая зона – и все это великолепие располагается на третьем этаже аквариума. Чтобы подробнее разглядеть каждую деталь, процесс демонстрируется на больших мониторах. Все происходящее сопровождается увлекательным повествованием.
Чтобы подробнее разглядеть каждую деталь, процесс демонстрируется на больших мониторах. Все происходящее сопровождается увлекательным повествованием. Погрузиться под воду и поплавать в компании рыбок могут даже дети – для юных посетителей аквариума возрастом от 8 до 13 лет предусмотрена услуга неглубокого погружения с аквалангом.
Погрузиться под воду и поплавать в компании рыбок могут даже дети – для юных посетителей аквариума возрастом от 8 до 13 лет предусмотрена услуга неглубокого погружения с аквалангом. Например, морских котиков, дельфинов и китов в аквариуме нет, но зато можно смело любоваться этими животными в естественной среде обитания на территории Бухты Монтерей.
Например, морских котиков, дельфинов и китов в аквариуме нет, но зато можно смело любоваться этими животными в естественной среде обитания на территории Бухты Монтерей.
 Сено от Shark Design создано из мягкой сетки, которая устраняет дискомфорт при одновременном снижении частоты укладки.
Сено от Shark Design создано из мягкой сетки, которая устраняет дискомфорт при одновременном снижении частоты укладки. Shark Design имеет очень хорошие позиции благодаря своему обширному опыту не только в разработке, но и в производстве. Мы посещаем их объекты в США, Гонконге и Китае, это чрезвычайно впечатляющая операция.
Shark Design имеет очень хорошие позиции благодаря своему обширному опыту не только в разработке, но и в производстве. Мы посещаем их объекты в США, Гонконге и Китае, это чрезвычайно впечатляющая операция.

 Границы знаний не могут существовать в нашем мире, потому что продукт, созданный без сплоченности, может иметь одну приятную особенность, но не может гарантировать успех.
Границы знаний не могут существовать в нашем мире, потому что продукт, созданный без сплоченности, может иметь одну приятную особенность, но не может гарантировать успех.




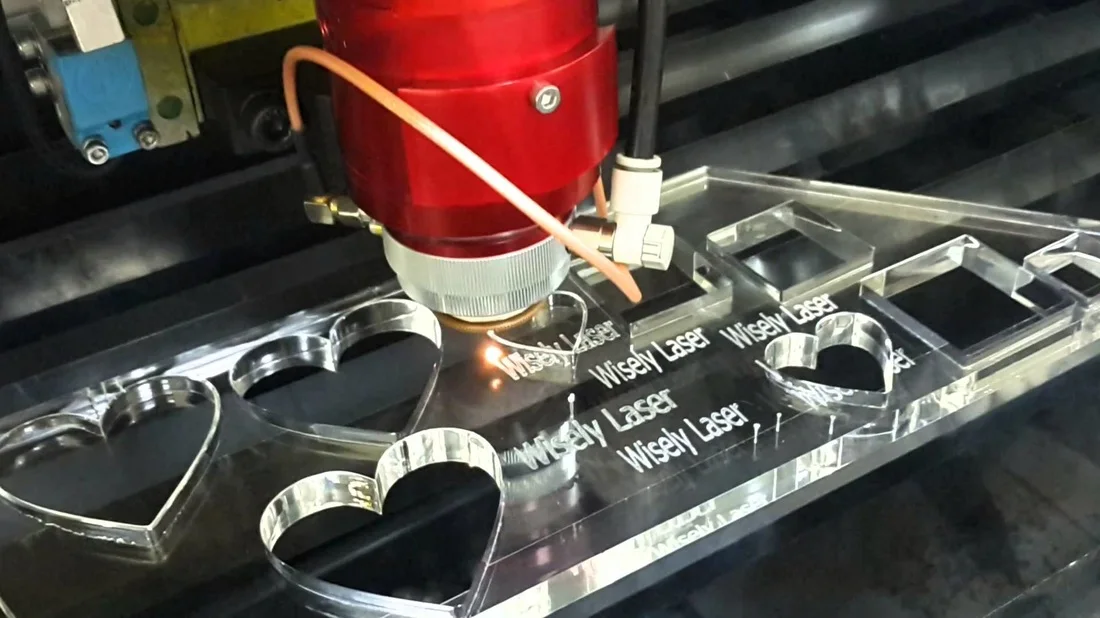 Это помогает избежать перегрева, плавления кромки и деформации подложки.
Это помогает избежать перегрева, плавления кромки и деформации подложки.
 А здесь мне из силикона новые нарезали, еще и лучше чем родные были. Потому что по размерам корпуса сделаны и силикон толще, чем был. Очень доволен и качеством обслуживания, и уплотнителями. Я просто менеджеру рассказал о проблеме, а он уже варианты решения подсказывал.
А здесь мне из силикона новые нарезали, еще и лучше чем родные были. Потому что по размерам корпуса сделаны и силикон толще, чем был. Очень доволен и качеством обслуживания, и уплотнителями. Я просто менеджеру рассказал о проблеме, а он уже варианты решения подсказывал.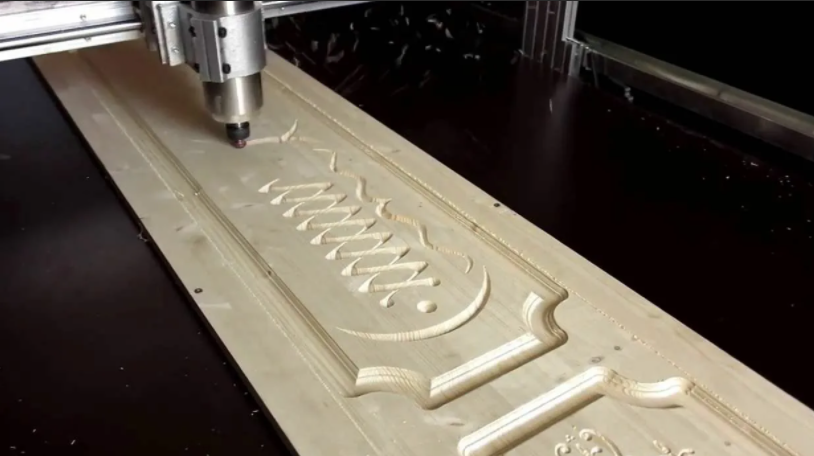 Макет был мой, по размерам все сошлось. Качество реза на пять из пяти, никакого расслоения по краям, никаких сколов. Торцы и грани просто идеального качества. Пожалел, что напуск на обработку напильником сколов оставил. Можете смело заказывать размер в размер. Делают качественно.
Макет был мой, по размерам все сошлось. Качество реза на пять из пяти, никакого расслоения по краям, никаких сколов. Торцы и грани просто идеального качества. Пожалел, что напуск на обработку напильником сколов оставил. Можете смело заказывать размер в размер. Делают качественно.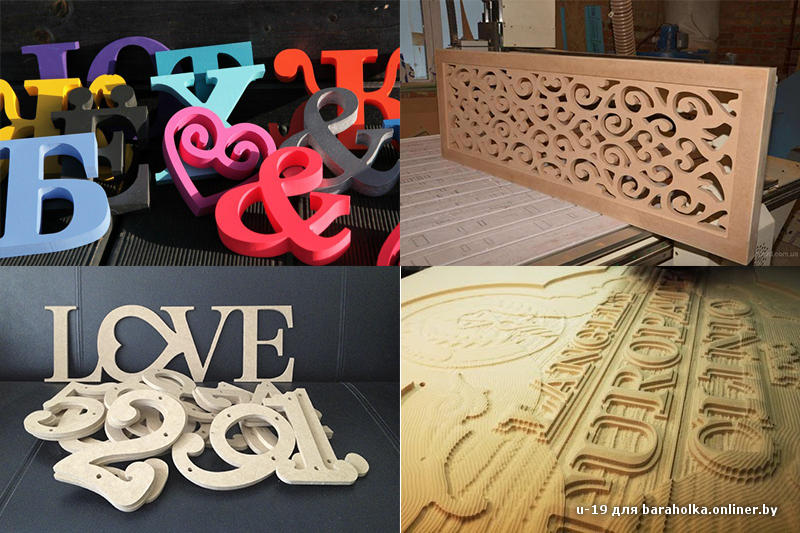
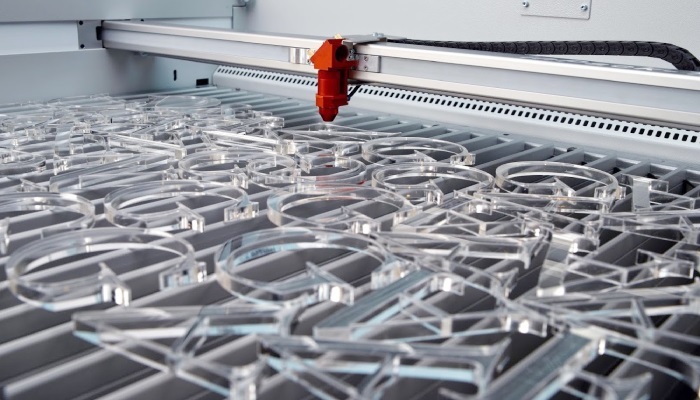
 Заготовки, выполненные с идеальной точностью, забираем в тот же день.
Заготовки, выполненные с идеальной точностью, забираем в тот же день. Понравилось удобство оформления заказа через сайт и быстрое его выполнение. Претензий не осталось, размеры соответствуют идеально.
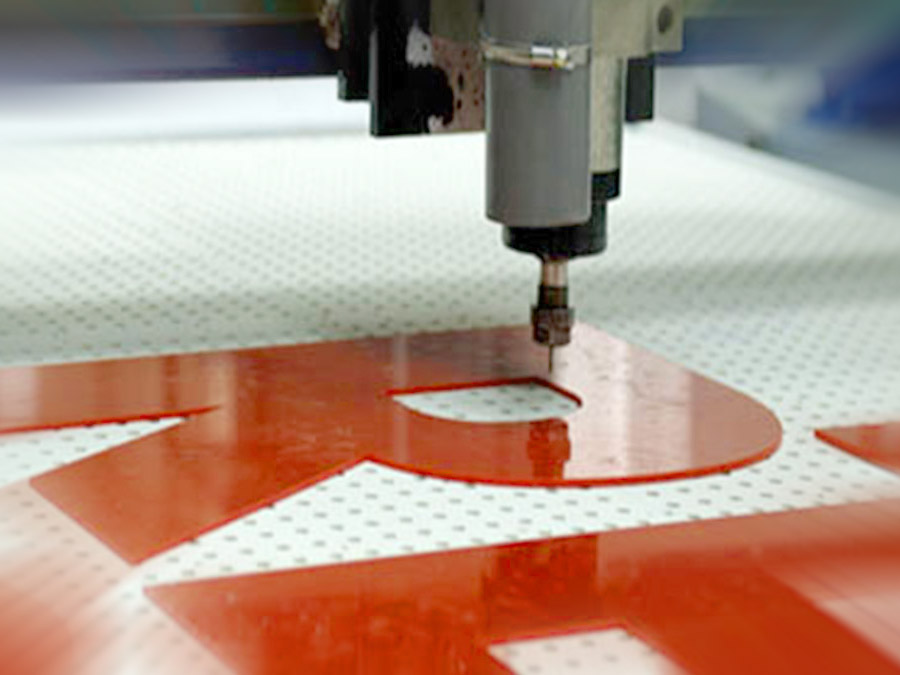
Понравилось удобство оформления заказа через сайт и быстрое его выполнение. Претензий не осталось, размеры соответствуют идеально. Режущий инструмент следует заданной траектории инструмента, руководствуясь цифровым файлом проекта, чтобы сформировать окончательную деталь. Обработка на станках с ЧПУ — популярный метод производства пластиковых компонентов. С помощью этого производственного процесса вы можете быстро создавать тысячи однородных и точных деталей с невероятно жесткими допусками.
Режущий инструмент следует заданной траектории инструмента, руководствуясь цифровым файлом проекта, чтобы сформировать окончательную деталь. Обработка на станках с ЧПУ — популярный метод производства пластиковых компонентов. С помощью этого производственного процесса вы можете быстро создавать тысячи однородных и точных деталей с невероятно жесткими допусками. В этой статье мы разберем каждый из них.
В этой статье мы разберем каждый из них. Для более точной окончательной обработки мы рекомендуем скорость подачи 0,005 IPR. Производственные группы также должны знать, что задние углы, передние углы и боковые углы будут меняться в зависимости от материала, используемого при токарной обработке с ЧПУ.
Для более точной окончательной обработки мы рекомендуем скорость подачи 0,005 IPR. Производственные группы также должны знать, что задние углы, передние углы и боковые углы будут меняться в зависимости от материала, используемого при токарной обработке с ЧПУ.
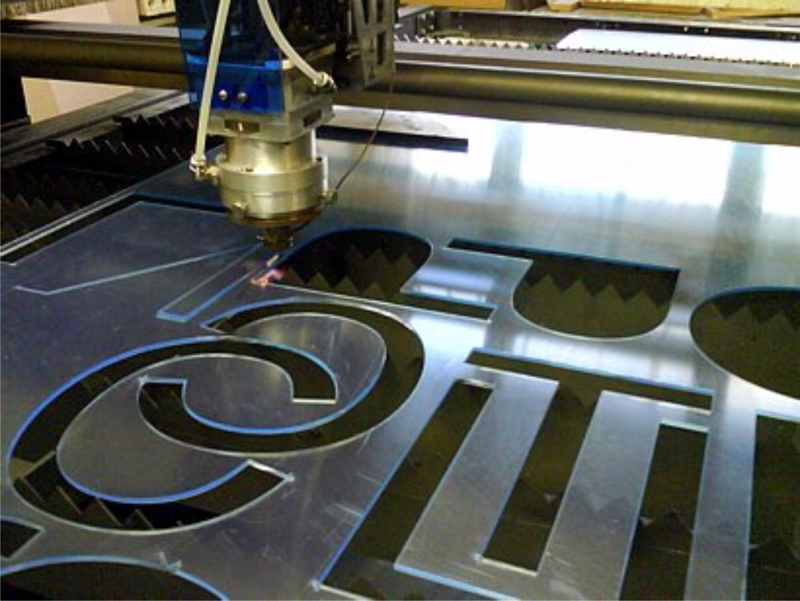
 Тупые сверла или сверла неправильной формы могут создавать слишком большую нагрузку на деталь, вызывая проблемы с инструментами и проблемы с производительностью. Для большинства термопластов мы рекомендуем использовать сверло от 90 до 118° с углом режущей кромки от 9 до 15°. Если вы сверлите акрилом, вам следует использовать передний угол 0°.
Тупые сверла или сверла неправильной формы могут создавать слишком большую нагрузку на деталь, вызывая проблемы с инструментами и проблемы с производительностью. Для большинства термопластов мы рекомендуем использовать сверло от 90 до 118° с углом режущей кромки от 9 до 15°. Если вы сверлите акрилом, вам следует использовать передний угол 0°. Но имейте в виду, что эти рекомендации — всего лишь рекомендации! В зависимости от сложности вашего проекта вам, возможно, потребуется скорректировать эти рекомендации в соответствии с вашими конкретными производственными требованиями.
Но имейте в виду, что эти рекомендации — всего лишь рекомендации! В зависимости от сложности вашего проекта вам, возможно, потребуется скорректировать эти рекомендации в соответствии с вашими конкретными производственными требованиями.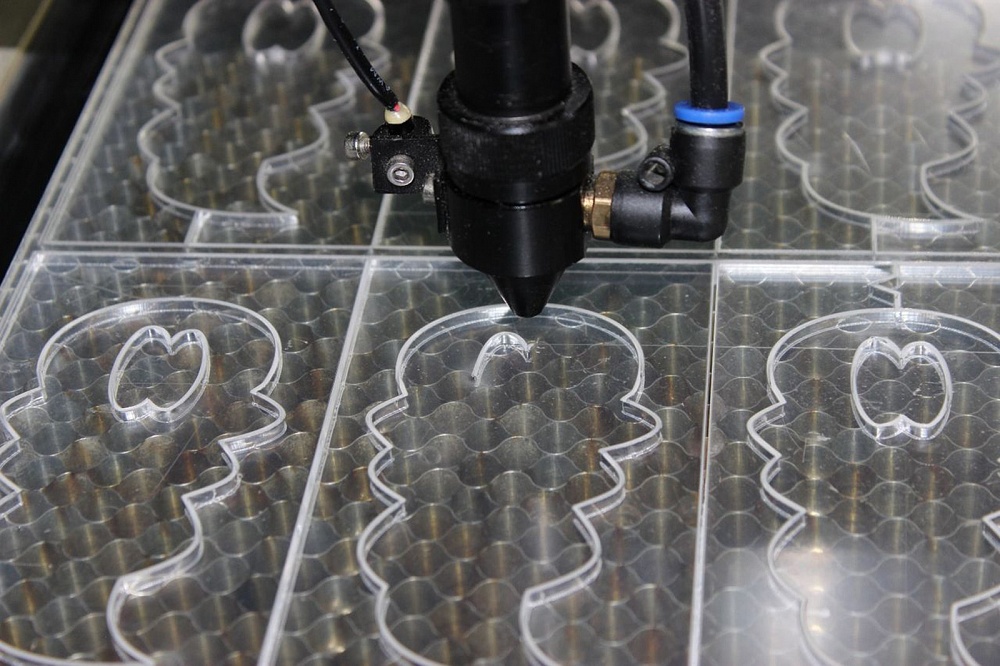
 части очень эффективно. Узнайте больше о наших услугах по обработке пластика с ЧПУ ниже.
части очень эффективно. Узнайте больше о наших услугах по обработке пластика с ЧПУ ниже.
 Лучшие и наиболее стабильные компоненты для точной фрезеровки пластика с ЧПУ производятся на предприятии Miller Plastics в Бергетстауне, штат Пенсильвания, недалеко от Питтсбурга.
Лучшие и наиболее стабильные компоненты для точной фрезеровки пластика с ЧПУ производятся на предприятии Miller Plastics в Бергетстауне, штат Пенсильвания, недалеко от Питтсбурга.
 изм.
изм. 4
4


 в коробке
в коробке
 Пожалуйста, заполните поля правильными данными.
Пожалуйста, заполните поля правильными данными.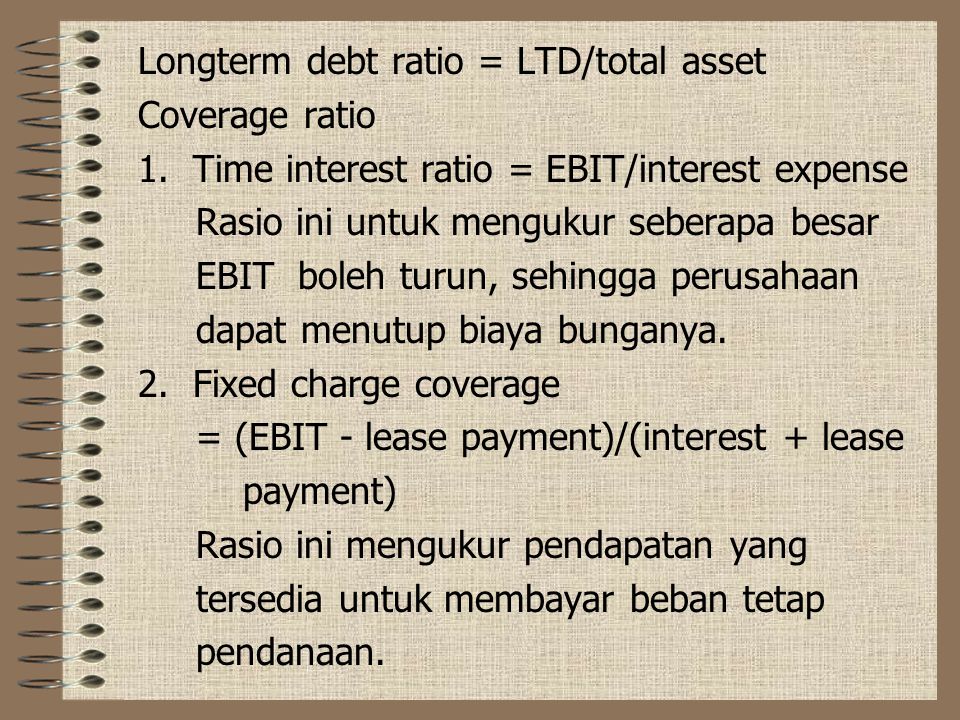
 м. (руб)
м. (руб)


 Две канавки обеспечат превосходную отделку кромки. Еще раз, попробуйте использовать большую биту.
Две канавки обеспечат превосходную отделку кромки. Еще раз, попробуйте использовать большую биту. Коническая бита для пластика будет иметь две канавки, не более. (Мой лучший совет по резьбе по пластику — вырезать твердые пластмассы с более высокой температурой плавления, такие как литой акрил, и держаться подальше от мягких пластмасс!)
Коническая бита для пластика будет иметь две канавки, не более. (Мой лучший совет по резьбе по пластику — вырезать твердые пластмассы с более высокой температурой плавления, такие как литой акрил, и держаться подальше от мягких пластмасс!) Вот несколько комбинаций для тестирования:
Вот несколько комбинаций для тестирования: С пластиком, который поставляется с защитным аэрозольным клейким покрытием, удобный вариант.
С пластиком, который поставляется с защитным аэрозольным клейким покрытием, удобный вариант. # 258, ЧПУ, Фрезерный станок с ЧПУ, Производитель, Сырье, Методы
# 258, ЧПУ, Фрезерный станок с ЧПУ, Производитель, Сырье, Методы
 Рекомендуемая нагрузка стружки для инструментов меньшего размера (1/8 дюйма и ниже) легче достигается даже при использовании концевых фрез с двумя канавками. Другим решением является использование еще более низких оборотов (ниже 10k), но это возможно только для владельцев шпинделей, а не для маршрутизаторов Makita/Dewalt.
Рекомендуемая нагрузка стружки для инструментов меньшего размера (1/8 дюйма и ниже) легче достигается даже при использовании концевых фрез с двумя канавками. Другим решением является использование еще более низких оборотов (ниже 10k), но это возможно только для владельцев шпинделей, а не для маршрутизаторов Makita/Dewalt.
 Глубина резания составляла 50% от диаметра концевой фрезы, т. е. 0,0625 дюйма/1,5875 мм, а шаг — 0,056 дюйма/1,4 мм.
Глубина резания составляла 50% от диаметра концевой фрезы, т. е. 0,0625 дюйма/1,5875 мм, а шаг — 0,056 дюйма/1,4 мм. Таким образом, необходимая скорость подачи составляла 0,002 дюйма × 2 канавки × 25 000 об/мин = 100 дюймов в минуту
Таким образом, необходимая скорость подачи составляла 0,002 дюйма × 2 канавки × 25 000 об/мин = 100 дюймов в минуту

 В том случае, когда при обработке образуются две поверхности резания, резание называется полузакрытым (образование четверти в брусках дверных коробок). Когда при обработке древесины получаются три поверхности, резание называется закрытым (выборка паза).
В том случае, когда при обработке образуются две поверхности резания, резание называется полузакрытым (образование четверти в брусках дверных коробок). Когда при обработке древесины получаются три поверхности, резание называется закрытым (выборка паза). При обработке шероховатость древесины зависит от направления волокон к обрабатываемой плоскости, толщины снимаемой стружки, величины угла заострения и скорости резания, числа резцов, качества их заточки, точности установки и др. Качественная поверхность получается при резании вдоль волокон, при подпоре волокон перед резцом и надламывании стружки. В рубанках волокна со стороны подошвы подпирает леток, а надламывается стружка стружколомом двойного ножа. При работе против слоя волокон получается большей частью нечистая поверхность (отщепы, отколы). На шероховатость поверхности древесины оказывает влияние и скорость резания. Под скоростью резания понимают скорость движения лезвия по траектории резания, а под скоростью подачи – скорость, с которой механизм подачи подает деталь к режущему инструменту. Резание древесины может производиться и при движении древесины относительно резца.
При обработке шероховатость древесины зависит от направления волокон к обрабатываемой плоскости, толщины снимаемой стружки, величины угла заострения и скорости резания, числа резцов, качества их заточки, точности установки и др. Качественная поверхность получается при резании вдоль волокон, при подпоре волокон перед резцом и надламывании стружки. В рубанках волокна со стороны подошвы подпирает леток, а надламывается стружка стружколомом двойного ножа. При работе против слоя волокон получается большей частью нечистая поверхность (отщепы, отколы). На шероховатость поверхности древесины оказывает влияние и скорость резания. Под скоростью резания понимают скорость движения лезвия по траектории резания, а под скоростью подачи – скорость, с которой механизм подачи подает деталь к режущему инструменту. Резание древесины может производиться и при движении древесины относительно резца. Как и в долотах, полотна стамесок изготавливают из инструментальной стали, рукоятки – из древесины дуба, клена, белой акации, ясеня. Деревянные рукоятки должны иметь колпачок. Режущая кромка (лезвие) должна быть остро заточена.
Как и в долотах, полотна стамесок изготавливают из инструментальной стали, рукоятки – из древесины дуба, клена, белой акации, ясеня. Деревянные рукоятки должны иметь колпачок. Режущая кромка (лезвие) должна быть остро заточена. Угол заострения равен 25 ± 5°. При работе стамеской удары киянкой или молотком наносят строго по центру.
Угол заострения равен 25 ± 5°. При работе стамеской удары киянкой или молотком наносят строго по центру.
 Опускать цепь нужно ровно, без толчков, чтобы она внедрялась в древесину постепенно. Скорость подачи цепи зависит от размеров выбираемых гнезд, твердости обрабатываемой древесины. При выходе цепи из гнезда необходимо следить за тем, чтобы на кромках не было заколов, вырывов, которые получаются при быстром вынимании цепи из гнезда.
Опускать цепь нужно ровно, без толчков, чтобы она внедрялась в древесину постепенно. Скорость подачи цепи зависит от размеров выбираемых гнезд, твердости обрабатываемой древесины. При выходе цепи из гнезда необходимо следить за тем, чтобы на кромках не было заколов, вырывов, которые получаются при быстром вынимании цепи из гнезда.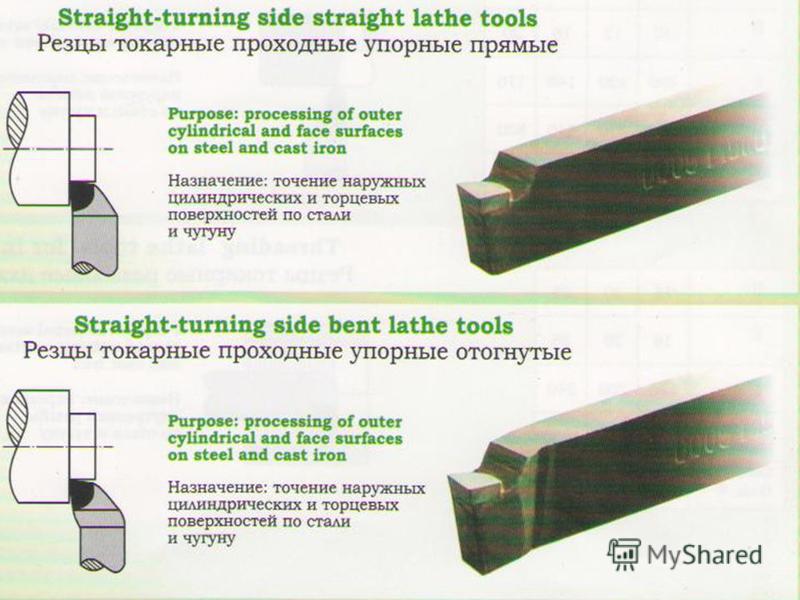 Если при долблении получается мелкая стружка в виде щепы, устанавливают новую цепь. Если гнездо в процессе долбления получается косым, надо выверить и укрепить отходящую в сторону линейку.
Если при долблении получается мелкая стружка в виде щепы, устанавливают новую цепь. Если гнездо в процессе долбления получается косым, надо выверить и укрепить отходящую в сторону линейку. ).
).
 Угол δ, образуемый передней поверхностью резца и плоскостью резания, называется углом резания. Задний угол α образуется между задней поверхностью резца и плоскостью резания. Передний угол γ образуется между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания.
Угол δ, образуемый передней поверхностью резца и плоскостью резания, называется углом резания. Задний угол α образуется между задней поверхностью резца и плоскостью резания. Передний угол γ образуется между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания.

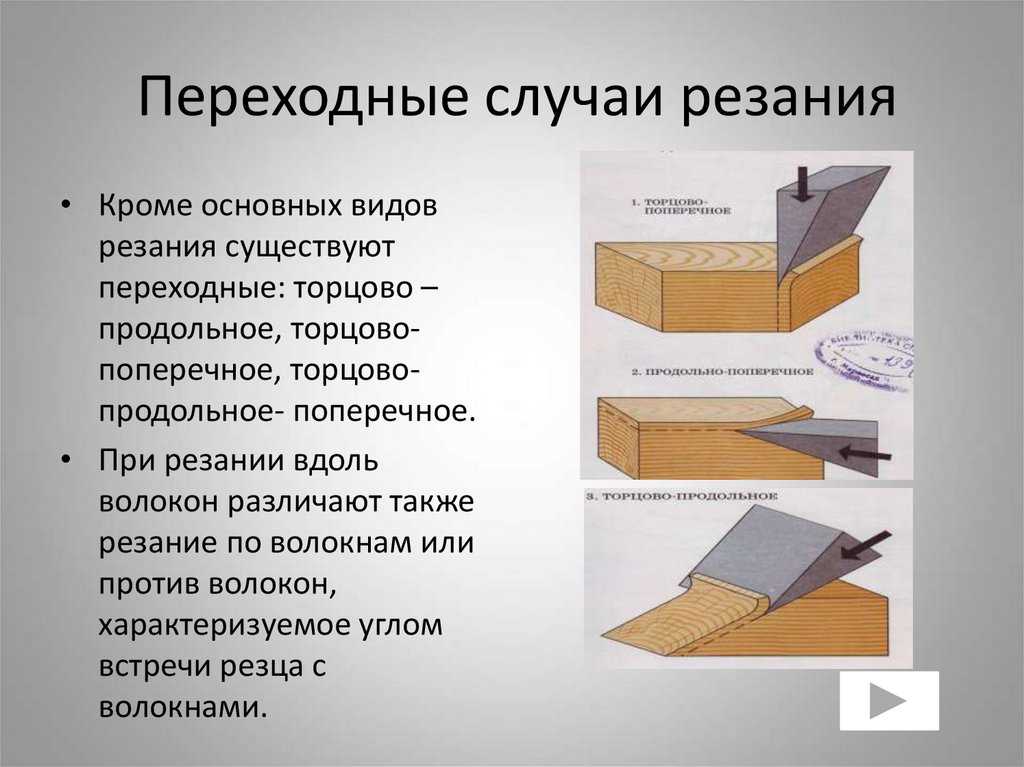
 Чтобы яснее представить сам процесс резания, его следует расчленить на элементы. Если в процессе обработки резцом образуется одна поверхность резания (рис. 7, з ) и стружка срезается со всей обрабатываемой поверхности, такое резание называется открытым. В том случае, когда при обработке образуются две поверхности резания (рис. 7, и ), резание называется полузакрытым (например, образование четверти в брусках дверных коробок). Когда при обработке древесины получаются три поверхности (рис. 7, к ), резание называется закрытым (например, выборка паза).
Чтобы яснее представить сам процесс резания, его следует расчленить на элементы. Если в процессе обработки резцом образуется одна поверхность резания (рис. 7, з ) и стружка срезается со всей обрабатываемой поверхности, такое резание называется открытым. В том случае, когда при обработке образуются две поверхности резания (рис. 7, и ), резание называется полузакрытым (например, образование четверти в брусках дверных коробок). Когда при обработке древесины получаются три поверхности (рис. 7, к ), резание называется закрытым (например, выборка паза).
 Обрабатывать древесину сосны легче, чем древесину березы, а древесину березы легче, чем древесину дуба, отсюда: чем больше плотность древесины, тем труднее ее обрабатывать. Меньше усилий затрачивается на обработку влажной древесины, так как ее сопротивление разрушению ниже, чем сухой.
Обрабатывать древесину сосны легче, чем древесину березы, а древесину березы легче, чем древесину дуба, отсюда: чем больше плотность древесины, тем труднее ее обрабатывать. Меньше усилий затрачивается на обработку влажной древесины, так как ее сопротивление разрушению ниже, чем сухой.
 Острый резец легко разрезает или разделяет волокна, и поверхность получается чистой.
Острый резец легко разрезает или разделяет волокна, и поверхность получается чистой.

 С помощью этого метода можно разрезать только одну деталь за раз. Небольшой угол позволит сделать более плотный шов.
С помощью этого метода можно разрезать только одну деталь за раз. Небольшой угол позволит сделать более плотный шов.
 (около 100 долларов США). Если вы планируете много работать со шпоном, это хорошая идея. В противном случае просто возьмите небольшой лоток с губкой и добавьте немного воды. Оторвите кусок скотча и проведите блестящей стороной по губке. Лента шпона используется на лицевой стороне вашей работы. Если вы используете вакуумный пресс, кусок ленты на обратной стороне (сторона, погруженная в клей) будет отображаться как горб на готовой стороне вашего проекта.
(около 100 долларов США). Если вы планируете много работать со шпоном, это хорошая идея. В противном случае просто возьмите небольшой лоток с губкой и добавьте немного воды. Оторвите кусок скотча и проведите блестящей стороной по губке. Лента шпона используется на лицевой стороне вашей работы. Если вы используете вакуумный пресс, кусок ленты на обратной стороне (сторона, погруженная в клей) будет отображаться как горб на готовой стороне вашего проекта. Молоток и гвоздодер.
Молоток и гвоздодер. Это отличный способ выбрать, откуда резать шпон, так как вы можете увидеть, как будет выглядеть радиальный рисунок. Когда вы двигаете зеркало, узор показывает вам удивительный набор возможностей.
Это отличный способ выбрать, откуда резать шпон, так как вы можете увидеть, как будет выглядеть радиальный рисунок. Когда вы двигаете зеркало, узор показывает вам удивительный набор возможностей. Посмотрите на себя ниже и свяжитесь с продавцами напрямую!
Посмотрите на себя ниже и свяжитесь с продавцами напрямую! SC3000 N671
SC3000 N671
 7кВт / триммер
7кВт / триммер с.): 1
с.): 1 ): 4.5
): 4.5 Легкость и простота эксплуатации является одним из неоспоримых преимуществ этого устройства.
Легкость и простота эксплуатации является одним из неоспоримых преимуществ этого устройства.

 Полезно понимать их различия, но ваш ландшафт нуждается как в долговечной красоте, здоровье, так и в безопасности вашей зелени. Профилактическая обрезка и обрезка имеют решающее значение для предотвращения травм, ограничения ответственности и подготовки к штормам. Наша команда обученных, вежливых специалистов готова проконсультировать вас и предложить решения, которые превзойдут ваши ожидания. Позвоните в компанию Caiman Lawn Care, чтобы получить квалифицированные услуги по стрижке и обрезке деревьев в округах Ли и Коллиер.
Полезно понимать их различия, но ваш ландшафт нуждается как в долговечной красоте, здоровье, так и в безопасности вашей зелени. Профилактическая обрезка и обрезка имеют решающее значение для предотвращения травм, ограничения ответственности и подготовки к штормам. Наша команда обученных, вежливых специалистов готова проконсультировать вас и предложить решения, которые превзойдут ваши ожидания. Позвоните в компанию Caiman Lawn Care, чтобы получить квалифицированные услуги по стрижке и обрезке деревьев в округах Ли и Коллиер. Обрезка также может включать в себя работу с больными частями. Какой бы ни была потребность, Caiman Lawn Care позаботится об этом за вас.
Обрезка также может включать в себя работу с больными частями. Какой бы ни была потребность, Caiman Lawn Care позаботится об этом за вас. Профессиональная компания по обрезке и обрезке деревьев может посоветовать вам, когда и как нужно обрезать или обрезать листву для оптимального развития. Экспертное обслуживание также является упреждающим шагом для снижения риска повреждения от гниения и накопления грибков.
Профессиональная компания по обрезке и обрезке деревьев может посоветовать вам, когда и как нужно обрезать или обрезать листву для оптимального развития. Экспертное обслуживание также является упреждающим шагом для снижения риска повреждения от гниения и накопления грибков.



 Обеспечьте достаточную поддержку двери, пока она полностью не зафиксируется.
Обеспечьте достаточную поддержку двери, пока она полностью не зафиксируется. 
 Надежно закрепите гвозди через упор, косяк, прокладки и шпильки через каждые 12–16 дюймов. Вставьте гвозди с помощью дырокола.
Надежно закрепите гвозди через упор, косяк, прокладки и шпильки через каждые 12–16 дюймов. Вставьте гвозди с помощью дырокола. Внимание! При снятии плиты с рамы для отделки снимите петли только с косяка, не снимайте петли с плиты.
Внимание! При снятии плиты с рамы для отделки снимите петли только с косяка, не снимайте петли с плиты. 





 Если этикетка рвется или прилипает, смочите ее мыльной водой и аккуратно соскоблите пластиковым шпателем. Упрямые этикетки можно смочить мыльной водой и накрыть полиэтиленовой пленкой на ночь. Аккуратно удалите пластиковым шпателем.
Если этикетка рвется или прилипает, смочите ее мыльной водой и аккуратно соскоблите пластиковым шпателем. Упрямые этикетки можно смочить мыльной водой и накрыть полиэтиленовой пленкой на ночь. Аккуратно удалите пластиковым шпателем. При использовании этих типов чистящих средств необходимо соблюдать особую осторожность. • Для масла и жира: попробуйте пищевую соду и воду
При использовании этих типов чистящих средств необходимо соблюдать особую осторожность. • Для масла и жира: попробуйте пищевую соду и воду д.)
д.)
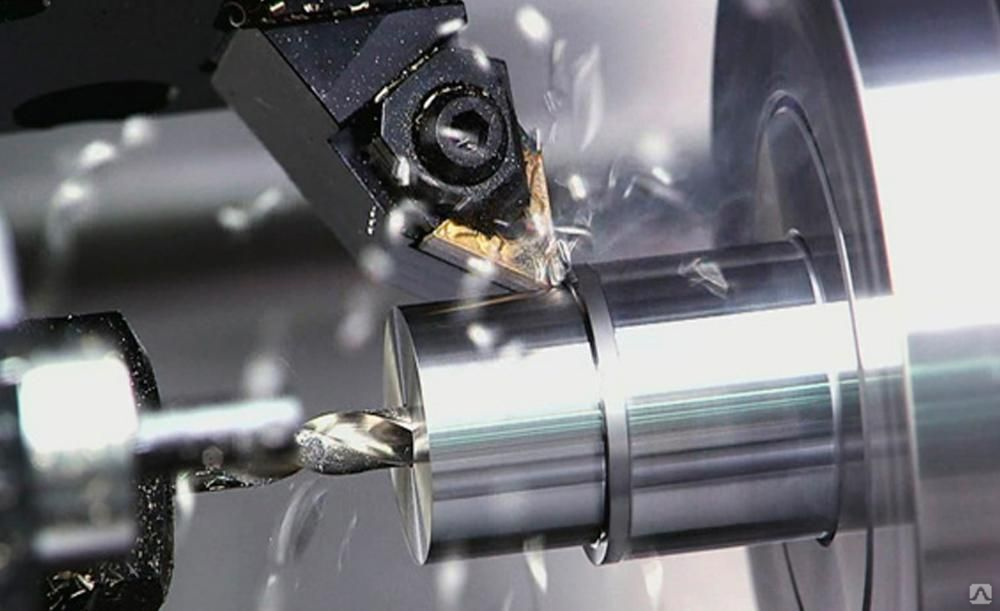
 Вращение заготовки зависит от подачи.
Вращение заготовки зависит от подачи.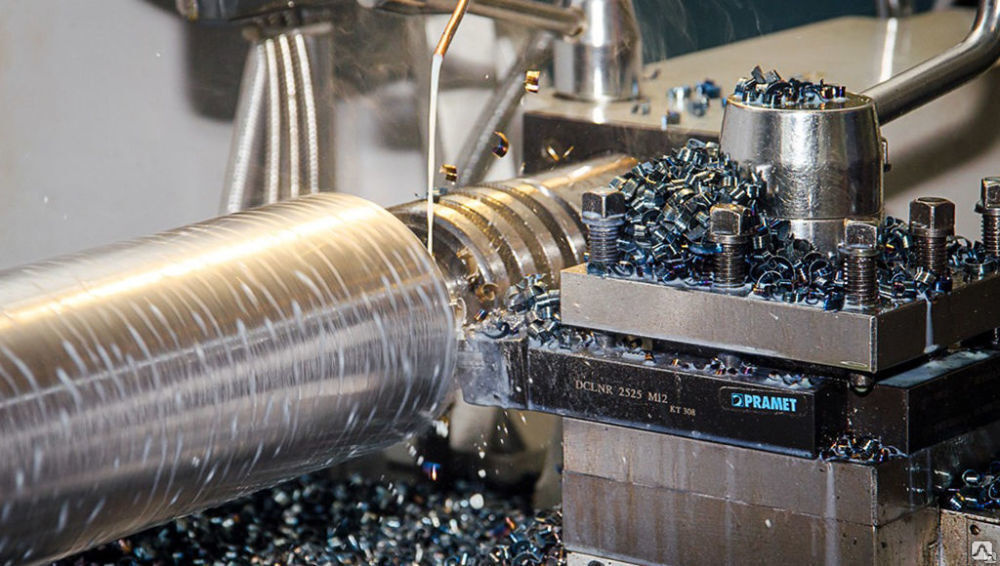 В результате неравномерного распределения массы некоторых участков (например, коренной шейки коленчатого вала или эксцентрикового кулачка) при точении возникают несбалансированные нагрузки, что отрицательно влияет на производительность. Данный негативный эффект легко устраняется при токарном фрезеровании благодаря малой окружной скорости заготовки.
В результате неравномерного распределения массы некоторых участков (например, коренной шейки коленчатого вала или эксцентрикового кулачка) при точении возникают несбалансированные нагрузки, что отрицательно влияет на производительность. Данный негативный эффект легко устраняется при токарном фрезеровании благодаря малой окружной скорости заготовки.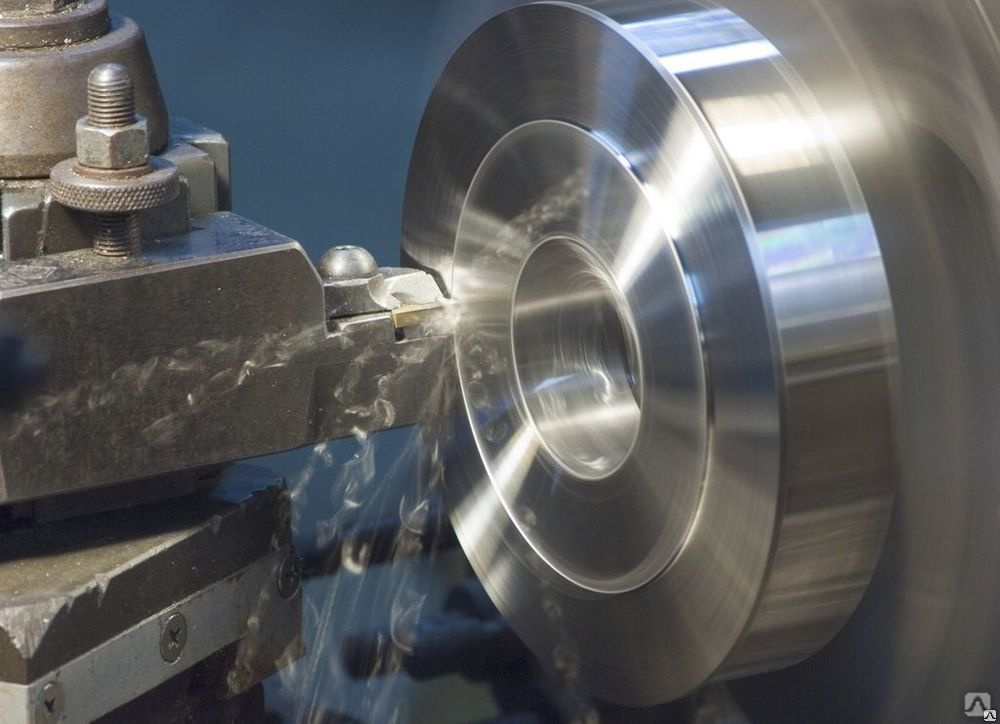 Как правило, окончательный профиль детали формируется устанавливаемой на фрезе зачистной пластиной (например, с геометрией Wiper). Вопросы применения токарного фрезерования, подбора инструмента и определения параметров резания требуют глубокого анализа в каждом конкретном случае.
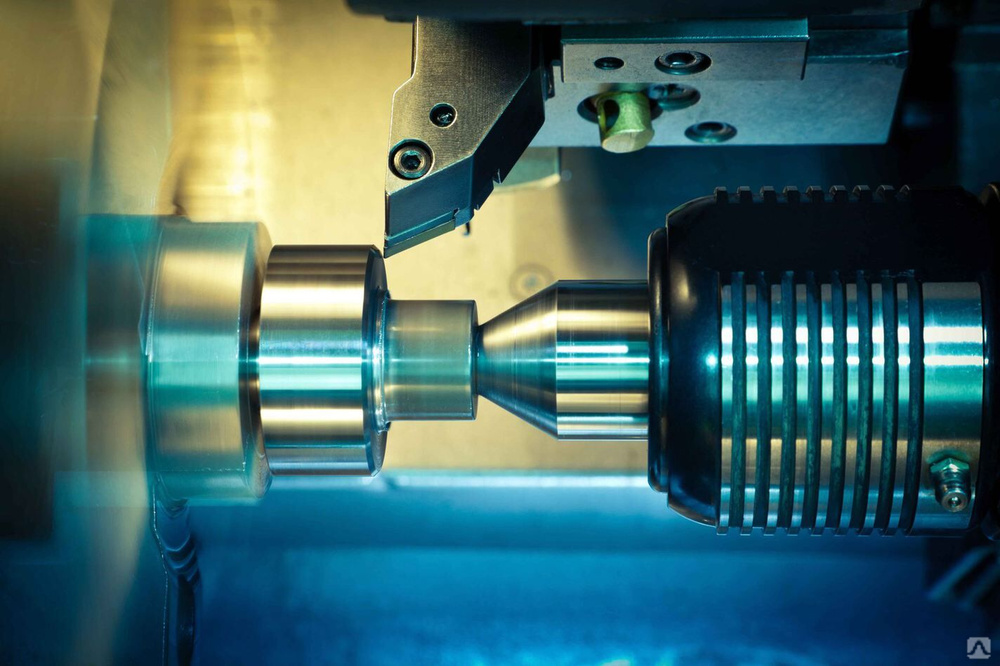
Как правило, окончательный профиль детали формируется устанавливаемой на фрезе зачистной пластиной (например, с геометрией Wiper). Вопросы применения токарного фрезерования, подбора инструмента и определения параметров резания требуют глубокого анализа в каждом конкретном случае. Чаще всего это поверхности цилиндрической формы, в том числе несоосные основной оси детали, также эксцентриковые кулачки и т.д. Также таким путем получают и сложные пятикоординатные поверхности типа турбинных лопаток и т.д.
Чаще всего это поверхности цилиндрической формы, в том числе несоосные основной оси детали, также эксцентриковые кулачки и т.д. Также таким путем получают и сложные пятикоординатные поверхности типа турбинных лопаток и т.д.

 Фрезерование: в чем отличие прецизионной обработки?
Фрезерование: в чем отличие прецизионной обработки?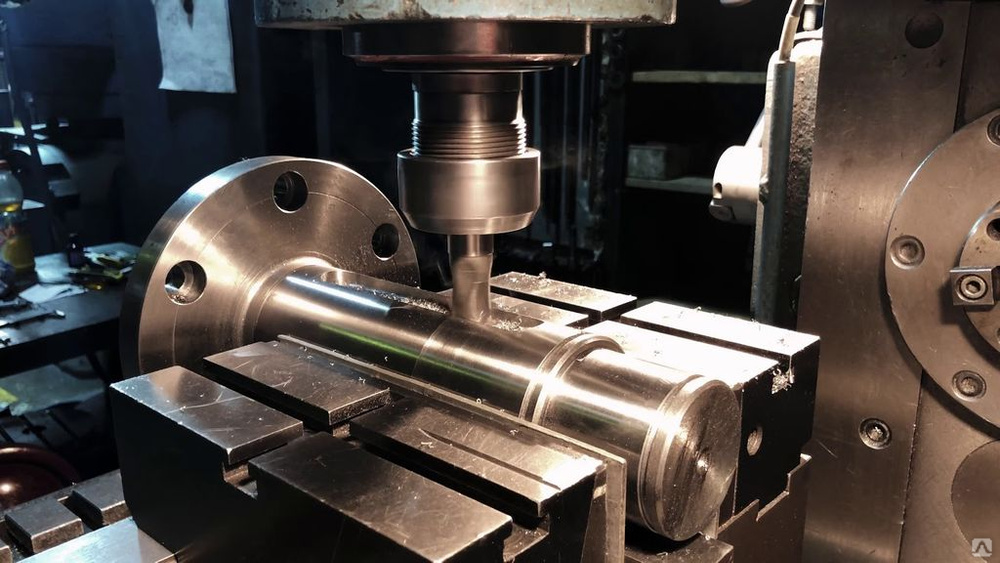 Оба процесса производят стружку отходов материала, поскольку инструменты обрабатывают требуемые элементы. Однако материал заготовки, методы обработки и инструменты отличаются друг от друга.
Оба процесса производят стружку отходов материала, поскольку инструменты обрабатывают требуемые элементы. Однако материал заготовки, методы обработки и инструменты отличаются друг от друга.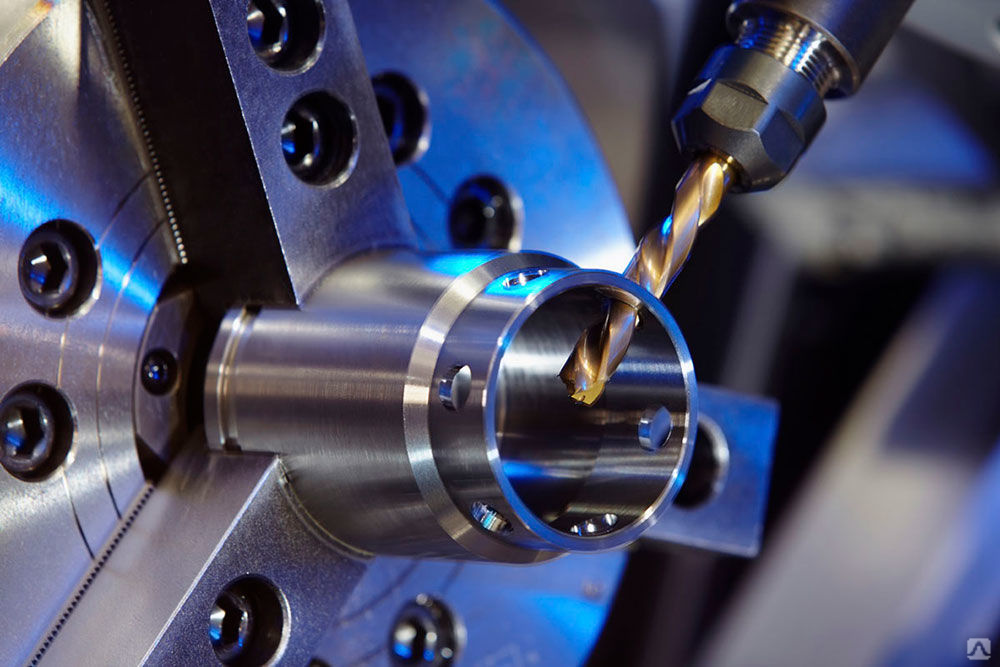
 В этой настройке деталь может быть частично обработана на главном шпинделе, перемещена на вспомогательный шпиндель и добавлены дополнительные элементы на другой конец компонента. Это позволяет сбрасывать деталь «полностью» со станка без дополнительного оборудования, необходимого для обработки всех элементов.
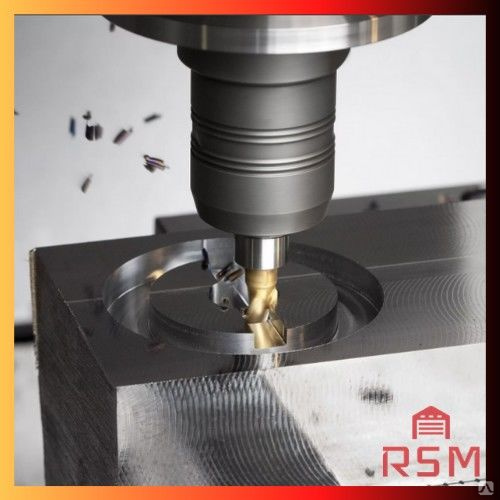
В этой настройке деталь может быть частично обработана на главном шпинделе, перемещена на вспомогательный шпиндель и добавлены дополнительные элементы на другой конец компонента. Это позволяет сбрасывать деталь «полностью» со станка без дополнительного оборудования, необходимого для обработки всех элементов. У фрезы может быть от 2 до 150 режущих поверхностей, а у некоторых и того больше.
У фрезы может быть от 2 до 150 режущих поверхностей, а у некоторых и того больше. Это зависит от размера детали, общей сложности и типа материала. Примером фрезерованных элементов на точеной детали может быть показанный здесь компонент. Деталь изготавливается на токарном станке с ЧПУ из круглого прутка. Большинство элементов обточены, а плоская часть выреза фрезерована.
Это зависит от размера детали, общей сложности и типа материала. Примером фрезерованных элементов на точеной детали может быть показанный здесь компонент. Деталь изготавливается на токарном станке с ЧПУ из круглого прутка. Большинство элементов обточены, а плоская часть выреза фрезерована.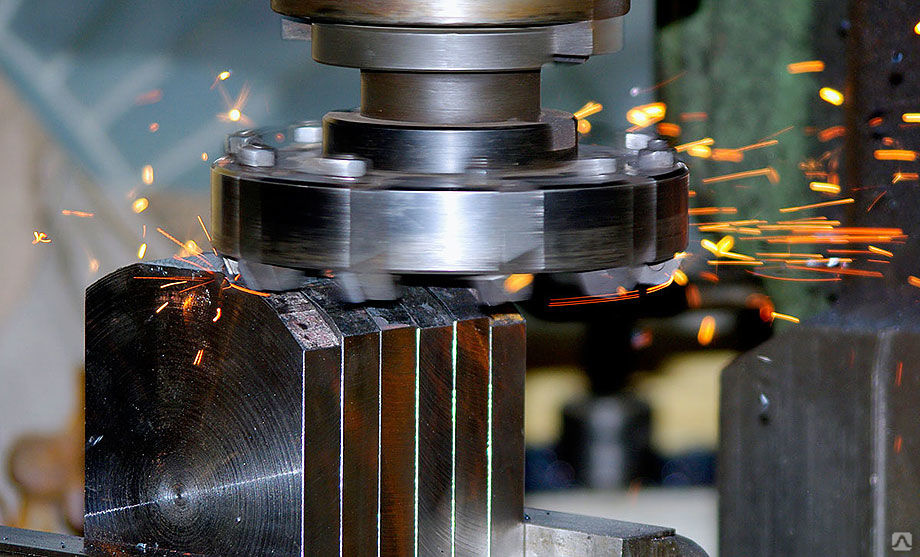
 Режущий инструмент обычно представляет собой одноточечный невращающийся инструмент, который перемещается вдоль заготовки и непрерывно удаляет слои материала в соответствии с проектом, пока он не примет желаемую форму.
Режущий инструмент обычно представляет собой одноточечный невращающийся инструмент, который перемещается вдоль заготовки и непрерывно удаляет слои материала в соответствии с проектом, пока он не примет желаемую форму.