Тележка-трансформер ТГК-3 — ТГК-3, трансформер Размер платформы — 350х410 Диаметр колес — 2×250/2×125 Грузоподъемность
Ярославль
Компании:
11 512
Товары и услуги:
26 585
Статьи и публикации:
696
Тендеры и вакансии:
140
Вход в личный кабинет
А ваша компания есть в справочнике?
Компании
Товары и услуги
Тендеры
Вакансии
Статьи и публикации
Купить
ТГК-3, трансформер Размер платформы — 350х410 Диаметр колес — 2×250/2×125 Грузоподъемность — 350
посмотреть все (14969)
Другие товары и услуги компании:
Тележка внутрикорпусная ТВК-1
Тележка предназначена для перевозки различных грузов: контейнеров с медикаментами, белья, одежды, матрацев, медицинской аппаратуры .
Тележка-трансформер ТГК-300
ТГК-300, трансформер Размер платформы — 350х570 Диаметр колес — 2×250/2×150 Грузоподъемность — 300
Тележка-трансформер ТГК-350
ТГК-350, трансформер Размер платформы — 500х200 Диаметр колес — 2×250/2×125 Грузоподъемность — 350
Тележка для уборки помещений ТУП
Тележка предназначена для внутрикорпусной транспортировки приспособлений и принадлежностей, для уборки помещений и сбора мусора.
13 358 р.
Тележка для перевозки больных внутрикорпусная ТПБВ-02 «Д»
Тележка для перевозки больных внутрикорпусная ТПБВ-2″Д» предназначена для перемещения пациентов внутри помещений в лечебных учреждениях.
43 263 р.
Тележка для перевозки больных внутрикорпусная ТПБВ-01 «Д»
Тележка для перевозки больных внутрикорпусная ТПБВ-01 «Д» предназначена для перемещения пациентов внутри помещений в лечебных учреждениях.
14 421 р.
Мебель, интерьер, товары для дома и офиса
Мебель Металлическая мебель
Информация о продавце
«МФ» ООО «Мебельная Фабрика»
+7 (906) 631-01-43
150049 г. Ярославль, ул. Лисицына, д. 3а, Литер В3, офис 201
www.mf76.ru
Торгово-производственная мебельная компания ООО «Мебельная фабрика» занимается многопрофильной поставкой мебели и комплектующих для офисных кресел и стульев по всей территории России.
Тележка для баллонов ТГК-П пропан + кислород, 2 б (2 колеса d 250мм пневм, 1 колесо d 160мм резина) , ТГК-П — в Санкт-Петербурге
Главная Каталог Грузоподъемное оборудование Складское оборудование Тележки ручные Тележка для баллонов ТГК-П пропан + кислород, 2 б (2 колеса d 250мм пневм, 1 колесо d 160мм резина)
*Предложение не является публичной офертой
Характеристики
Артикул
ТГК-П
Тип
для 2х баллонов
Габариты, мм
800х370х1430
Материал колес
Резина
Г/п,кг
435
Количество колес, шт
3
Объем, м3
0,42
Объем баллона, л
1х40 + 1х50
Диаметр передних колес, мм
250
Диаметр задних колес, мм
160
Бренд
TOR
Страна производства
Китай
Родина бренда
Россия
Вес, кг
16. 5
Рама тележки содержит 2 ложа: под кислородный (и подобные ему) баллон и под пропановый баллон до 50 л. Тележка очень простая по конструкции: прочная металлическая рама, 3 колеса одно из которых поворотное для удобства маневрирования, цепи для фиксации баллонов. Грузоподъемности 435 кг, хватает с большим запасом.
Тележка ТГК – П предназначена для одновременной перевозки 2 баллонов. Рама тележки содержит 2 ложа: под кислородный (и подобные ему) баллон и под пропановый баллон до 50 л. Тележка очень простая по конструкции: прочная металлическая рама, 3 колеса одно из которых поворотное для удобства маневрирования, цепи для фиксации баллонов. Грузоподъемности 435 кг, хватает с большим запасом. Приобретайте тележки в интернет-магазине vkomplekt.spb.ru, получайте гарантию от производителя. Все необходимые запасные части и колеса в наличии.
Паспорт Тележки для газовых баллонов
Каталог TOR Складская техника август 2019
Оформите заказ наТележка для баллонов ТГК-П пропан + кислород, 2 б (2 колеса d 250мм пневм, 1 колесо d 160мм резина)в удобной для Вас форме:
разместите заказ через корзину сайта;
заполните форму обратной связи;
свяжитесь с нашими менеджерами по тел. (812) 436-48-79, 436-48-81, 436-48-93;
Пять причин заказатьТележка для баллонов ТГК-П пропан + кислород, 2 б (2 колеса d 250мм пневм, 1 колесо d 160мм резина) в нашей компании:
Помощь в подборе оборудования. Техническое консультирование.
Наличие на складе. Минимальные сроки поставки.
Предоставление скидок оптовым заказчикам.
Организованная работа склада. Отгрузка без ожидания и очередей.
Доставка по России. Бесплатная доставка до транспортной компании.
← Тележка-трансформер ТТ-350, г/п 350кг. (2 колеса диам.250мм,2 колеса повортн.диам.125мм,лит.резина) Тележка для баллонов ГБ-2 кислородных, 2 баллона (2 колеса d 200мм, 1 пов.колесо d 160мм лит.рез) →
ADAPTALL BSP И МЕТРИЧЕСКАЯ РЕЗЬБА ИЗМЕРИТЕЛЬНЫЙ МАНОМЕТР — OneHydraulics
Наведите курсор на изображение, чтобы увеличить (фактический товар может отличаться от изображения)
Сэкономьте 3,87 $
Adapt AllSKU: TGK-01
Поделитесь этим продуктом
Техническая спецификация
Скачать техническое описание
Обычно отправляется в пределах
Тот же день
Расположение завода
Твинсбург, Огайо или Хьюстон, Техас
Форма
Набор
Страна выпуска
Канада
Длина
Н/Д
Набор для измерения резьбы BSPP и метрической системы представляет собой удобное и доступное решение для идентификации фитингов с метрической и британской резьбой в полевых условиях, магазине или магазине. Благодаря одному британскому инструменту (BSPP, BSPT, JIS) и одному метрическому инструменту (MM, DIN, Kobelco, Komatsu) в виниловом чехле этот инструмент позволяет определять внутреннюю резьбу, внешнюю резьбу, шаг резьбы, а также фаску и выступ. углы конуса, характерные для JIS, BSPP, DIN, Komatsu, Kobelco и 30/60 градусов в метрической системе. Доступно индивидуальное брендирование.
Метрическая/DIN трубка/Инструмент Kobelco/Komatsu ( x1): M6 x 0,75 M6 x 1,0 M8 x 0,75 M8 x 1,0 / LL04 M10 x 1,0 / LL06 M10 x 1,25 M12 x 1,0 / LL08 M12 x 1,5 / L06 M14 x 1,0 / LL10 M14 x 1,5 / L08 и S06 M16 x 1,0 / LL12 M16 x 1,5 / L10 и S08 M18 x 1,5 / L12 x 5 S2,9 M12 и S10 x 1,5 / L15 & S14 M24 X 1,5 / S16 M26 x 1,5 / L18 M27 x 2,0 M30 x 2,0 / L22 & S20 M33 x 2,0 M36 x 2,0 / L28 и S25
.
MM Между резьбами: 0,75 мм 1,0 мм 1,25 мм 1,5 мм 2,0 мм
Количество нитей на дюйм: 28 TPI 19 TPI 14 TPI 11 TPI
American ExpressApple PayDiners ClubDiscoverMeta PayGoogle PayMastercardShop PayVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Компания OneHydraulics стремится к 100% удовлетворенности клиентов при выполнении каждого заказа. Если вы не полностью удовлетворены своим заказом, пожалуйста, свяжитесь с нами прямо сейчас, чтобы мы могли сделать это правильно.
Товары, приобретенные на сайте onehydraulics. com с запасами в нашем офисе в Хьюстоне , можно вернуть в течение 30 дней с даты отправки. Товары, приобретенные со склада нашего производителя, могут облагаться сборами за пополнение запасов, как это определено нашими производителями. Прежде чем возвращать какие-либо продукты, уточните у OneHydraulics, требуется ли плата за пополнение запасов для возврата продукта.
Любое изделие, изготовленное по заказу заказчика, включая лебедки и другие изделия, изготавливаемые на заказ , может быть неотменяемой и невозвратной. OneHydraulics не будет принимать возврат этих товаров ни по какой причине. Если вам может потребоваться вернуть товар, который вы заказываете, пожалуйста, проверьте, может ли он быть возвращен до заказа.
Все товары должны быть возвращены в НОВОМ состоянии, в оригинальной упаковке. Мы не принимаем товары, которые были использованы или приобретены у другой компании. За все возвраты взимается плата за пополнение запасов, а стоимость доставки не возвращается. Если возврат требуется в результате ошибки, допущенной OneHydraulics (например, отправка не того товара и т. д.), вышеуказанные сборы могут не применяться. Свяжитесь со своим продавцом или напишите по адресу [email protected], чтобы мы могли немедленно исправить любые ошибки, связанные с вашим заказом.
Пожалуйста, ознакомьтесь с нашими Положениями и условиями, касающимися претензий по гарантии. Перед отправкой товара обратно в OneHydraulics вы должны сначала получить форму и номер разрешения на возврат товаров (RGA). Все возвраты должны быть отправлены с предоплатой, при этом номер RGA должен быть четко указан на внешней стороне транспортировочной коробки. Все элементы должны быть надлежащим образом упакованы, чтобы предотвратить их повреждение при отправке обратно в OneHydraulics. Невыполнение этого требования может привести к отказу в возврате. После нашей проверки вы будете уведомлены об утилизации продукта и о расходах, если таковые имеются. Продукты, возвращенные по заводской гарантии, должны сопровождаться отчетом, объясняющим неработоспособность или неисправность возвращенной детали. Пожалуйста, свяжитесь с OneHydraulics перед отправкой обратно какого-либо предмета, связанного с гарантийным случаем, так как эти предметы, возможно, придется отправить обратно непосредственно на завод.
Любой товар с пометкой «Окончательная распродажа» на веб-сайте не подлежит отмене и возврату. Любой товар, изготовленный по заказу клиента, не подлежит отмене и возврату. OneHydraulics не будет принимать возврат этих товаров ни по какой причине.
Преступление | Майами-Спрингс.com | Новости и события Майами-Спрингс
Поиск
1234…14 Страница 3 из 14
Поиск
Архивы
Архивы Выберите Месяц Декабрь 2022 (26) Ноябрь 2022 (42) Октябрь 2022 (44) Сентябрь 2022 (50) Август 2022 (54) Июль 2022 (40) Июнь 2022 (49) Май 2022 (49) Апрель 2022 (52) Март 2022 ( 45) февраль 2022 (35) январь 2022 (37) декабрь 2021 (30) ноябрь 2021 (34) октябрь 2021 (32) сентябрь 2021 (34) август 2021 (43) июль 2021 (29) июнь 2021 (26) май 2021 ( 25) апрель 2021 (33) март 2021 (27) февраль 2021 (30) январь 2021 (27) декабрь 2020 (24) ноябрь 2020 (30) октябрь 2020 (27) сентябрь 2020 (32) август 2020 (28) июль 2020 ( 32) июнь 2020 (48) май 2020 (55) апрель 2020 (69)) март 2020 г. (63) февраль 2020 г. (26) январь 2020 г. (25) декабрь 2019 г. (20) ноябрь 2019 г. (19) октябрь 2019 г. (32) сентябрь 2019 г. (33) август 2019 г. (45) июль 2019 г. (18) июнь 2019 г. (18) ) май 2019 (33) апрель 2019 (18) март 2019 (13) февраль 2019 (15) январь 2019 (25) декабрь 2018 (24) ноябрь 2018 (24) октябрь 2018 (23) сентябрь 2018 (17) август 2018 (24) ) июль 2018 г. (10) июнь 2018 г. (15) май 2018 г. (14) апрель 2018 г. (10) март 2018 г. (3) февраль 2018 г. (1) январь 2018 г. (5) декабрь 2017 г. (5) ноябрь 2017 г. (1) октябрь 2017 г. (6) ) Сентябрь 2017 г. (22) Август 2017 г. (4) Июль 2017 г. (2) Июнь 2017 г. (2) Май 2017 г. (2) Апрель 2017 г. (1) Март 2017 г. (2) Февраль 2017 г. (1) Январь 2017 г. (6) Декабрь 2016 г. (1) ) ноябрь 2016 г. (2) октябрь 2016 г. (2) сентябрь 2016 г. (2) август 2016 г. (2) июль 2016 г. (4) июнь 2016 г. (2) май 2016 г. (4) апрель 2016 г. (6) март 2016 г. (9)) Февраль 2016 г. (4) Январь 2016 г. (8) Декабрь 2015 г. (9) Ноябрь 2015 г. (10) Октябрь 2015 г. (15) Сентябрь 2015 г. (11) Август 2015 г. (6) Июль 2015 г. (7) Июнь 2015 г. (8) Май 2015 г. (9) ) Апрель 2015 г. (9) Март 2015 г. (3) Февраль 2015 г. (9) Январь 2015 г. (8) Декабрь 2014 г. (12) Ноябрь 2014 г. (7) Октябрь 2014 г. (11) Сентябрь 2014 г. (4) Август 2014 г. (2) Июль 2014 г. (9) ) Июнь 2014 г. (8) Май 2014 г. (12) Апрель 2014 г. (10) Март 2014 г. (9) Февраль 2014 г. (6) Январь 2014 г. (16) Декабрь 2013 г. (1) Ноябрь 2013 г. (2) Октябрь 2013 г. (3) Сентябрь 2013 г. (7) ) июль 2013 г. (4) май 2013 г. (1) апрель 2013 г. (10) март 2013 г. (5) февраль 2013 г. (1) январь 2013 г. (4) декабрь 2012 г. (2) октябрь 2012 г. (3) август 2012 г. (1) июль 2012 г. (6) ) апрель 2012 г. (7) февраль 2012 г. (2) январь 2012 г. (1) декабрь 2011 г. (1) октябрь 2011 г. (14) сентябрь 2011 г. (2) август 2011 г. (1) июль 2011 г. (6) апрель 2011 г. (4) март 2011 г. (2) ) Февраль 2011 г. (1) Январь 2011 г. (4) Декабрь 2010 г. (4) Ноябрь 2010 г. (7) Октябрь 2010 г. (3) Сентябрь 2010 г. (11) 2 августа 010 (1) июль 2010 г. (1) июнь 2010 г.
4-координатные фрезерные станки с ЧПУ. Описание устройства и работы
Главная » Блог » 4 координатный фрезерный станок с ЧПУ. Преимущества, сфера применения, особенности работы
Базовая комплектация фрезерного оборудования характеризуется 3 координатами: X, Y, Z. Для обработки плоских заготовок и листов этого достаточно. Но довольно часто может требоваться всесторонняя обработка заготовки, для которой необходим четырехкоординатный фрезерный станок.
Чтобы трехкоординатное оборудование получило еще одну координату, достаточно просто установить на него поворотное устройство. На таком станке можно выполнять круговую гравировку и фрезеровку. Поворотное устройство состоит из зажима (патрона) и бабки, имеющей цилиндрический наконечник.
Вращение заготовки осуществляется благодаря тому, что она зажимается в патроне, который подсоединен к валу двигателя. При этом патрон может быть неподвижным или двигаться под углом. С помощью направляющих будет перемещаться и сама бабка, подстраиваясь под длину заготовки.
Преимущества 4-координатных станков с ЧПУ
Главное достоинство такого оборудования заключается в расширенном функционале. Дополнительная ось позволяет обрабатывать заготовки круговым или спиральным методом. Поэтому на таких станках можно изготавливать детали со сложным контуром. Предприятие, купившее такое оборудование, сможет перейти на новое производственное направление и расширить ассортимент изготавливаемой продукции.
Сферы применения
Главной сферой применения 4-координатного станка является металлообработка. С помощью поворотного устройства можно изготавливать сложные детали для современного оборудования и техники и другие элементы необычной формы. Также дополнительная ось позволяет высверливать в изделии отверстия нестандартных конфигураций.
Кроме этого, четырехкоординатные фрезерные станки с ЧПУ нашли широкое применение в изготовлении сувенирной и рекламной продукции и даже детских игрушек и головоломок.
Также применяются они и для производства ювелирных украшений из цветных и благородных металлов и драгоценных камней. Незаменимыми 4-координатные устройства являются и при гравировке хрусталя, стекла и керамики.
Особенности работы
Многие технологические процессы на станках с ЧПУ и обрабатывающих центрах имеющих четырехкоординатную систему требуют применения смазочно-охлаждающих жидкостей (СОЖ) при обработке разных видов металлов. С их помощью происходит охлаждение режущего инструмента и заготовки, удаление стружки из зоны обработки.
Наша компания поставляет широкий спектр СОЖ для станков с ЧПУ из Германии, с завода Zeller+Gmelin. Специалисты ДивинойлРус помогут с подбором нужной охлаждающей жидкости для конкретного техпроцесса. Оформят покупку и отправят ваш заказ в доставку в кратчайшие сроки.
Вас заинтересуют
Ваш вопрос успешно отправлен. Спасибо!
Базовая комплектация фрезерного оборудования характеризуется 3 координатами: X, Y, Z. Для обработки плоских заготовок и листов этого достаточно. Но довольно часто может требоваться всесторонняя обработка заготовки, для которой необходим четырехкоординатный фрезерный станок.
Чтобы трехкоординатное оборудование получило еще одну координату, достаточно просто установить на него поворотное устройство. На таком станке можно выполнять круговую гравировку и фрезеровку. Поворотное устройство состоит из зажима (патрона) и бабки, имеющей цилиндрический наконечник.
Вращение заготовки осуществляется благодаря тому, что она зажимается в патроне, который подсоединен к валу двигателя. При этом патрон может быть неподвижным или двигаться под углом. С помощью направляющих будет перемещаться и сама бабка, подстраиваясь под длину заготовки.
Преимущества 4-координатных станков с ЧПУ
Главное достоинство такого оборудования заключается в расширенном функционале. Дополнительная ось позволяет обрабатывать заготовки круговым или спиральным методом. Поэтому на таких станках можно изготавливать детали со сложным контуром. Предприятие, купившее такое оборудование, сможет перейти на новое производственное направление и расширить ассортимент изготавливаемой продукции.
Сферы применения
Главной сферой применения 4-координатного станка является металлообработка. С помощью поворотного устройства можно изготавливать сложные детали для современного оборудования и техники и другие элементы необычной формы. Также дополнительная ось позволяет высверливать в изделии отверстия нестандартных конфигураций.
Кроме этого, четырехкоординатные фрезерные станки с ЧПУ нашли широкое применение в изготовлении сувенирной и рекламной продукции и даже детских игрушек и головоломок.
Также применяются они и для производства ювелирных украшений из цветных и благородных металлов и драгоценных камней. Незаменимыми 4-координатные устройства являются и при гравировке хрусталя, стекла и керамики.
Особенности работы
Многие технологические процессы на станках с ЧПУ и обрабатывающих центрах имеющих четырехкоординатную систему требуют применения смазочно-охлаждающих жидкостей (СОЖ) при обработке разных видов металлов. С их помощью происходит охлаждение режущего инструмента и заготовки, удаление стружки из зоны обработки.
Наша компания поставляет широкий спектр СОЖ для станков с ЧПУ из Германии, с завода Zeller+Gmelin. Специалисты ДивинойлРус помогут с подбором нужной охлаждающей жидкости для конкретного техпроцесса. Оформят покупку и отправят ваш заказ в доставку в кратчайшие сроки.
4-х-координатные фрезерные станки
Дополнительные статьи:
ОБЗОР ОБРАБАТЫВАЮЩИХ ЦЕНТРОВ СОБСТВЕННОГО ПРОИЗВОДСТВА
КРИТЕРИИ ВЫБОРА ФРЕЗЕРНОГО ОБОРУДОВАНИЯ
СРЕДНИЕ ФРЕЗЕРНЫЕ СТАНКИ
ВЕРТИКАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ
Фрезерные станки с числовым программным управлением выполняют обработку металлических деталей при помощи фрез преимущественно концевого и торцевого типа. Эти станки позволяют обрабатывать плоские и пространственные поверхности, в том числе весьма сложной формы. Жесткая конструкция обеспечивает высокую точность движению инструмента, а обширные технологические возможности — способность выполнить всю фрезерную обработку детали на одном станке. 4-х-координатный фрезерный станок является одним из наиболее продвинутых и универсальных станков фрезерной группы. На рабочий стол станка устанавливается дополнительное поворотное устройство, угол поворота которого задается и контролируется от ЧПУ. На нем обрабатываются следующие детали:
шнеки
валы;
диски;
штампы;
пресс-формы;
кулачки;
лопасти и т. д.
Помимо фрезерования с высокой точностью, на таких станках можно выполнить следующие операции:
сверление;
растачивание;
подрезка торцов;
нарезание резьбы.
При необходимости использования всей рабочей поверхности основного рабочего стола поворотный стол может быть временно снят.
Основная сфера использования станков этого вида — единичное, мелкосерийное и среднесерийное производство. Многокоординатные станки лучше всего показывают себя при изготовлении сложных деталей, с которыми плохо справляются обычные вертикальные и горизонтальные станки. Однако для больших партий деталей простой конструкции выгоднее использовать фрезерные станки с меньшим количеством координат. Также размер и масса обрабатываемых деталей на этих станках имеют ограничения.
Особенности 4-х-координатных фрезерных станков
4-х-координатные фрезерные станки снабжаются высокоуровневыми системами ЧПУ, которые позволяют использовать возможности оборудования в полной мере. На этих ЧПУ можно выполнять линейную, винтовую и круговую интерполяцию.
Если от станков требуется особо высокая точность, то на них устанавливают замкнутую систему управления и высокоточную измерительную линейку. Во фрезерных станках 4D шпиндель с инструментом имеет возможность движения по осям X, Y, Z, а стол — вращения вокруг своей горизонтальной оси. Система ЧПУ позволяет поворачивать эту ось под любым требуемым углом, отдельно или одновременно с перемещением основных осей станка. Шпиндель 4-х-координатных станков вращается с высокой скоростью, он совершает до 12 тысяч оборотов в минуту. Такая высокая скорость вращения позволяет обрабатывать алюминиевые детали. Также эти станки нуждаются в инструменте самого высокого качества. Большое значение приобретает сбалансированность инструмента. Если инструмент плохо сбалансирован, то качество обработки может значительно снизится и увеличится износ элементов шпинделя.
Конструкция фрезерных станков 4D
Фрезерный станок с четырьмя осями имеет стандартную компоновку. Справа от рабочей зоны располагается пульт управления ЧПУ. Рабочая зона имеет двери с прозрачными окнами, а узлы станка скрыты корпусом из тонкого листового металла. Станки 4D имеют жесткую и массивную станину из чугуна, на которой своим основанием закреплена колонна. Она представляет собой устойчивый корпус, отличающийся амортизацией колебаний, возникающих в процессе работы. На колонне находятся направляющие скольжения, которые имеют тефлоновое покрытие. Их конструкция обеспечивает устойчивость и амортизацию вибрации.
Рабочий стол 4-х-координатной фрезерной установки также изготовлены из чугуна. В результате этого получаются весьма прочные детали, с высокой жесткостью и стойкостью к истиранию. Направляющие обеспечивают устойчивость стола при обработке тяжелых или габаритных заготовок. Направляющие качения и высокоточные ШВП обеспечивают минимальный люфт. В поворотном стол используется редукция с червячной передачей. Точность позиционирования проверяется при помощи лазерного интерферометра.
Смазка всех направляющих и большинства движущихся узлов производится центральной смазочной системой, которая работает автоматически. Смазка элементов поворотного стола осуществляется окунанием в масло при вращении.
Шпиндельная бабка располагается на колонне и передвигается по оси Z по двум вертикальным направляющим. Внутри шпинельной бабки располагается шпиндель, который вращается двигателем Siemens. Передачу движения между шпинделем и двигателем производит зубчатый ремень. Фрезерные станки 4D снабжают датчиками, преимущественно фотоэлектрической конструкции, которые позволяют ЧПУ определить осей, чтобы обеспечить точное позиционирование режущей кромки инструмента относительно детали, для осуществления фрезерования, нарезания резьбы или выполнения других действий.
Шпиндельная бабка в станках 4D имеет сложную конструкцию и, как следствие, значительный вес и наклоняет колонну вперед. Поэтому для компенсации повышенной нагрузки на узлы станка используется противовес. Он уравновешивает шпиндельную бабку и снижает нагрузку на привод оси Z. В классической версии противовес соединяется со шпиндельной бабкой цепями и роликами. Он снабжен двумя направляющими, которые необходимы для устойчивости во время движения. В современных станках все чаще устанавливаются азотные цилиндры, при помощи давления газа компенсирующие вес шпиндельной бабки. Использование азотных цилиндров уменьшает вибрации при реверсе направления движения по вертикальной оси и позволяет увеличить скорости перемещения. В шпинделе установлены высокоточные радиально-упорные подшипники, которые предназначены для работы на высоких скоростях. Они хорошо воспринимают осевые и радиальные нагрузки. Шпиндель 4-х координатного станка работает следующим образом в зависимости от оборотов:
от 60 до 12000 об/мин в течение длительного времени. Отвод тепла осуществляется принудительным прокачиванием масла через рубашку шпинделя.
Все фрезерные станки в нашем каталоге могут быть опционально доукомплектованы опцией «поворотная ось». По всем вопросам можно обратиться к нашим менеджерам по телефонам 8 (4822) 620-620.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
2022 Лучшие 4-осевые фрезерные станки с ЧПУ и обзоры
Вы с нетерпением ждете планов комплекта 4-осевого фрезерного станка с ЧПУ своими руками или у вас возникла идея купить доступные 4-осевые фрезерные станки с ЧПУ для дерева, алюминия, камня, пластика, пены с небольшими бизнес, домашнее использование, школьное образование, хобби или промышленное производство? Ознакомьтесь с руководством по покупке нового 4-осевого и 4-осевого фрезерного станка с ЧПУ 2022 года для машинистов с ЧПУ, операторов, начинающих, производителей дерева, деревообработчиков, производителей металла, слесарей, производителей камня, каменщиков и производителей пенопласта. Осевые фрезерные станки с ЧПУ с индивидуальным 4-осевым и 4-осевым поворотным станком с ЧПУ, чтобы соответствовать вашим проектам, идеям и планам по 4-осевой или 4-осевой обработке.
Что такое 4-осевой фрезерный станок с ЧПУ?
4-осевой фрезерный станок с ЧПУ — это автоматический станок с ЧПУ, шпиндель которого вращается на 180° по оси X или оси Y для выполнения трехмерного дугового фрезерования и резки, который основан на обычном 3-осевом станке с ЧПУ.
4-осевой фрезерный станок с ЧПУ — это тип автоматизированного силового станка с контроллером ЧПУ для рельефной резьбы и резки листового металла, а также с добавлением четвертой оси (оси вращения) для фрезерования 3D-цилиндров.
Кроме того, 4-осевой станок с ЧПУ делится на четырехосный трехрычажный и четырехосный четырехрычажный станок с ЧПУ, не говоря уже о добавлении вращения, ось представляет собой четырехосный рычажный станок и Систему ЧПУ с вращающейся осью и четырехосевой связью можно назвать настоящим 4-осевым станком с ЧПУ. Благодаря вращательному движению 4-й оси вращения реализуется трехмерная обработка цилиндрических, дуговых и круговых поверхностей. Настоящий 4-осевой станок с ЧПУ может резать дерево, пенопласт, камень, белый мрамор, человеческое тело, статуи Будды, скульптуры, изделия ручной работы, мебель. 4 оси относятся к X-Y-Z-A, X-Y-Z-B или X-Y-Z-C, 4 оси связаны, четыре оси могут работать одновременно. Если станок имеет только три оси подачи (X, Y, Z), ось Y можно вручную заменить вращающейся осью, и это может быть не более трех осей. Это 4-осевой фрезерный станок с ЧПУ, а также обычная фальшивая четырехосевая. С точки зрения использования, он может обрабатывать плоскости, рельефы и цилиндры. Если станок имеет четыре оси подачи (X, Y, Z, A), он может обрабатываться с помощью четырехосевой навески и может обрабатывать плоскости, рельефы, цилиндры, нестандартные трехмерные модели и углы трехмерных моделей. 4-осевые фрезерные станки с ЧПУ также известны как 4-осевые фрезерные станки с ЧПУ, поворотные фрезерные станки с ЧПУ.
Области применения
• Столярные изделия: рельефная и полая резьба мебели из твердого дерева.
• Мебель: деревянные двери, шкафы, панели, офисная мебель, мебель из цельного дерева, двери и окна столов и стульев,
• Реклама: рекламные вывески, изготовление логотипов, резка акрила, лепка из пластмассы, различные материалы для оформления рекламы .
• Обработка панелей: изоляционные детали, пластифицированные заготовки, печатные платы, дорожки для боулинга, лестницы, специальные панели, препятствующие складыванию, эпоксидная смола, АБС, ПП, ПЭ и другие углеродные смеси.
• 4-осевой станок с ЧПУ применяется для резки алюминия, алюминиевых пластин, алюминиевых пластиковых пластин, алюминиевых сотовых пластин, алюминиевых профилей, процесса 3D-обработки, производства волновых досок, резки искусственных листов специальной формы, светодиодов, буквальной резки с неоновыми прорезями. , производство пресс-форм для пластиковых всасывающих коробов, акрил, медный лист, лист ПВХ, искусственный камень, резка и фрезерование листов МДФ и фанеры.
Характеристики
• Поддержка формата кода A/C и специального управления кодом M.
• Настраиваемый и редактируемый интерфейс ввода-вывода, предоставляющий пользователям широкий выбор платформ для разработки.
• Интеллектуальная функция памяти обработки, поддержка непрерывной резки с точкой останова.
• Повышенная помехоустойчивость, пройден ряд тестов CE.
• Функции резервного копирования и восстановления параметров эффективно предотвращают потерю важных параметров.
• Может выполнять обработку сложных заготовок, таких как цилиндры, призмы и многогранники.
• Используется в трехмерной резьбе по нефриту, трехмерной резьбе по камню, статуях Будды, лестничных столбах, диванах, ножках столов, лестничных балясинах, шпинделях.
Технические характеристики
Марка
STYLECNC
Размеры стола
2′ x 3′, 2′ x 4′, 4» x 4′, 4» x 4′, 5′ x 10′, 6′ x 12′
Вращающееся устройство, пылесборник, вакуумный насос, система охлаждения, серводвигатели, шпиндель Colombo
Плюсы и минусы
• Рассчитать траекторию резания при вращении без разворачивания поверхности.
• Нет необходимости многократно вращать заготовку и выполнять расчет траектории инструмента за один раз.
• Уменьшите припуск на чистовую обработку, и траекторию движения инструмента можно будет обрабатывать слоями.
• Реализовать обработку частичного вращения, можно установить диапазон углов и диапазон длины.
• В зависимости от точности приспособления при обработке неравномерно вращающихся заготовок обычно используется многосторонняя обработка с позиционированием вращения, и всегда есть соединения между различными направлениями обработки.
• Вращающаяся резьба без позиционирующих соединений использует интегральный метод вращения вала, и станок создает автоматически закрытый вращающийся путь резания.
3-осевой VS 4-осевой
3-осевой станок с ЧПУ имеет только три оси координат, X, Y и Z, в то время как 4-осевой комплект имеет на одну делительную головку больше, чем 3-осевой комплект. Делительная головка является распространенным аксессуаром, используемым для обработки сложных изделий. Лучший вспомогательный инструмент, управляемый операционной системой ЧПУ, может реализовать связь с другими осями. Он в основном используется для индексации и позиционирования обработки заготовок. Индексное устройство обычно располагается на шпинделе станка. В нормальных условиях станок с ЧПУ имеет три основные оси: X, Y и Z. Остальные оси вращения и подачи являются четвертой осью. Последний может реализовать позиционирование магазина инструментов, поворотное позиционирование поворотного стола и делительной головки, а также более продвинутые. Система также может выполнять операции интерполяции с базовой осью для реализации четырехосного и пятиосевого соединения.
3-осевой станок с ЧПУ не может обрабатывать многие поверхности, даже если он горизонтально вращается через стол. В этом отношении 4 оси лучше, чем 3 оси. С точки зрения программирования разница между 3 и 4 осями в основном одинакова. Оператор, который может работать на 3-осевом станке с ЧПУ, может быстро приступить к работе на 4-осевом станке с ЧПУ, и разница в работе не будет намного хуже.
4 оси VS 5 осей
Четырехосевая связь и пятиосная связь обычно относятся к количеству осей управления системой управления станком с ЧПУ. Четырехосевая связь должна сначала иметь четыре управляемые оси, и четыре оси могут одновременно управлять интерполированным движением, то есть четыре оси могут обеспечивать одновременное управление связью. Скорость движения при одновременном соединении является составной скоростью, а не отдельным управлением движением. Это точка в пространстве, которая перемещается по четырем осям одновременно, чтобы достичь другой точки в пространстве. Он перемещается из начальной точки в конечную точку и одновременно останавливается. Скорость движения каждой оси в середине является интерполяцией движения контроллера в соответствии с запрограммированной скоростью. Скорость каждой оси синтезируется внутри алгоритма. Для четырехосевого обрабатывающего центра это оси X, Y, Z плюс ось вращения A (также может быть ось B или ось C, определение осей A, B и C соответствует вращению вокруг X, Y и Ось Z соответственно Ось, как правило, четвертая ось — это ось A, которая вращается вокруг оси X, или ось B, которая вращается вокруг оси Y. Это зависит от положения установки четвертой оси на фактическом станке), и эта четвертая ось ось не только может двигаться независимо, но и может быть связана с другой осью или двумя осями или этими четырьмя осями одновременно. Некоторые станки имеют четыре оси, но они могут двигаться только независимо друг от друга. Их можно использовать только как индексные оси, то есть они будут остановлены и заблокированы после поворота на угол. Эта ось не участвует в процессе резки. Он используется только для индексации. Единственным типом можно назвать только четырехосную трехрычажную связь. Точно так же общее количество осей станка с четырехосным рычажным механизмом может быть более 4 осей, он может иметь пять или более осей, но максимальное количество осей рычажного механизма составляет четыре оси.
5-осевая обработка с ЧПУ означает, что на станке имеется не менее пяти осей координат (три линейные координаты и две координаты вращения), и он может обрабатываться одновременно под управлением системы числового программного управления. Рычажное соединение означает, что оси станка с ЧПУ одновременно достигают определенной заданной точки с определенной скоростью. Пятиосная связь — это все пять осей. 5-осевой станок с ЧПУ — это высокотехнологичный высокоточный станок, специально предназначенный для обработки сложных криволинейных поверхностей. Эта система станков полезна для авиационной, аэрокосмической, военной, научных исследований, точного оборудования, высокоточного медицинского оборудования и других отраслей промышленности.
Что такое 4-я ось (ось вращения)?
4-я ось также называется индексной головкой с ЧПУ, которая является принадлежностью станка, которая зажимает заготовку в патроне или между двумя центрами и заставляет ее вращаться, индексировать и позиционировать. Преимущество добавления 4-й оси к станку заключается в том, что это может сделать плоскость обработки инструмента более обширной и может уменьшить повторный зажим заготовки, повысить общую точность обработки заготовки, а также помочь упростить процесс и улучшить эффективность производства.
В частности, 4-я ось может выполнять задачи, которые 3-осевой станок с ЧПУ не может выполнять одновременно. Он может осуществлять многостороннюю обработку продукта посредством вращения, что значительно повышает эффективность обработки и уменьшает количество зажимов, сокращая время производства.
• Угол поворота позволяет обрабатывать несколько поверхностей одновременно, что повышает общую точность обработки заготовки, что выгодно для упрощения процесса и повышения эффективности производства.
• Три оси X, Y, Z представляют собой три линейные координаты перемещения, а 4-я ось обычно является осью вращения, что может привести к угловому смещению между инструментом и заготовкой, то есть оси инструмента и нормали к поверхности заготовки образуют угол. Одним можно расширить диапазон обработки, а другим улучшить условия обработки.
Как использовать ось вращения (4-я ось)?
Шаг 1. Поместите его непосредственно на платформу, чтобы козловую платформу нужно было поднять, а размер платформы не изменился при резке плоскости. Вращающийся вал можно надевать и снимать в любое время.
Шаг 2. Установите боковую часть платформы, диаметр вращающегося вала влияет на высоту гентри. Если диаметр большой, необходимо увеличить высоту портала. Если диаметр 10см, то не надо. .
Шаг 3. Столешница тонет, столешница тонет целиком, под платформу ставите поворотную ось, если вырезаете плоскость, ставите платформу на поворотную ось для резьбы.
В чем разница между 3-осевым, 4-осевым и 5-осевым фрезерованием?
В чем разница между 3-х, 4-х и 5-осевым фрезерованием?
10 ноя 2020 CloudNC
В CloudNC у нас есть ряд современных 3-осевых, 4-осевых и 5-осевых фрезерных станков. Как дизайнер, понимание того, на каком типе станка будет производиться ваша деталь, имеет решающее значение для оптимизации вашего проекта. При проектировании детали, обработанной на станке с ЧПУ, вы, возможно, не задумывались о том, на каком типе станка будет обрабатываться ваша деталь, но сложность и тип геометрии, которую вы можете спроектировать, будут разными для разных типов станков.
Основное различие между 3-осевой, 4-осевой и 5-осевой обработкой заключается в сложности движения заготовки и режущего инструмента относительно друг друга. Чем сложнее движение двух деталей, тем сложнее может быть геометрия конечной обрабатываемой детали.
3-осевая обработка
Самый простой вид обработки, при котором заготовка фиксируется в одном положении. Движение шпинделя доступно в линейных направлениях X, Y и Z.
3-осевая обработка
3-осевые станки обычно используются для обработки 2D- и 2,5D-геометрии. Обработка всех 6 сторон детали возможна при 3-осевой обработке, но для каждой стороны требуется новая установка крепления, что может быть дорогостоящим (подробнее об этом ниже). При установке одного приспособления можно обрабатывать только одну сторону детали.
Для каждой стороны детали требуется уникальная настройка
Многие сложные и практичные формы могут быть изготовлены с помощью 3-осевого фрезерования с ЧПУ, особенно при наличии станка с ЧПУ мирового класса. 3-осевая обработка лучше всего подходит для изготовления плоских фрезерованных профилей, сверления и резьбовых отверстий на одной линии с осью. Вырезы возможны при использовании фрез для Т-образных пазов и фрез типа «ласточкин хвост».
Однако иногда проектируемая деталь физически не может быть изготовлена на 3-осевом станке, или эта деталь может быть экономически более выгодна для обработки на 4- или 5-осевом станке.
Элементы, невозможные при 3-осевом фрезеровании, включают любые элементы, расположенные под углом к системе координат X-Y-Z, даже если сами элементы являются плоскими. Существует два типа угловых элементов, которые вы можете проектировать, и понимание различий между ними важно при проектировании деталей для фрезерной обработки с ЧПУ.
Угловой элемент
Этот элемент обрабатывается под углом к одной из осей X, Y или Z. Например, плоская фрезерованная поверхность ниже расположена под углом 45° к оси X, т.е. вращение оси А.
Фрезерованный элемент, расположенный под углом 45° в одной плоскости
Элемент со сложным углом
Элемент, обработанный под углом к двум осям. Например, плоская фрезерованная поверхность ниже обрабатывается под углом 45° к оси X и под углом 30° к оси Z.
Как угловые, так и составные угловые элементы не могут быть обработаны на 3-осевых станках с ЧПУ.
Фрезерованный составной угол в двух плоскостях: 45° вокруг оси X, 30° вокруг оси Z . Шпиндель имеет 3 линейные оси перемещения (X-Y-Z), как и при 3-х осевой обработке, плюс ось А происходит за счет вращения заготовки. Существует несколько различных механизмов для 4-осевых станков, но обычно они относятся к типу «вертикальной обработки», когда шпиндель вращается вокруг оси Z. Заготовка устанавливается по оси X и может вращаться вместе с приспособлением по оси A. При установке одной оснастки можно обрабатывать 4 стороны детали.
4-осевая обработка может использоваться как более экономически целесообразный способ обработки деталей, теоретически возможная на 3-осевом станке. Например, для детали, которую мы недавно обрабатывали, мы обнаружили, что использование 3-осевого станка потребовало бы двух уникальных приспособлений стоимостью 1000 и 800 фунтов стерлингов соответственно. Благодаря возможности обработки по оси А по 4 осям потребовалось только одно приспособление стоимостью 1000 фунтов стерлингов. Это также устранило необходимость замены приспособлений, что еще больше снизило затраты. Устранение риска человеческой ошибки означало, что мы обработали деталь с высоким качеством без необходимости проведения дорогостоящих исследований по обеспечению качества. Устранение необходимости замены приспособлений имеет дополнительное преимущество, заключающееся в том, что можно поддерживать более жесткие допуски между элементами на разных сторонах детали. Устранена потеря точности из-за фиксации и перенастройки.
Сложные профили, такие как выступы кулачка, можно обрабатывать на 4-осевом станке
Существует два типа 4-осевой обработки с ЧПУ: индексная и непрерывная.
Индекс 4-осевая обработка с ЧПУ — это когда 4-я ось (ось А) вращается, когда станок не режет материал. После выбора правильного вращения включается тормоз, и машина возобновляет резку.
При непрерывной 4-осевой обработке станок может резать материал одновременно с вращением по оси А. Это позволяет обрабатывать сложные дуги, такие как профиль выступов кулачка и спирали.
4-осевая обработка дает нам возможность обрабатывать угловые элементы, иначе это невозможно на 3-осевом станке. Имейте в виду, что 4-осевая обработка позволяет использовать одну ось вращения для каждой установки приспособления, поэтому все угловые элементы должны располагаться под углом относительно одних и тех же осей или должны быть установлены дополнительные приспособления.
Возможна спиральная обработка на 4-осевых станках
5-осевая обработка
Эти фрезерные станки с ЧПУ используют 2 из 3 возможных осей вращения, в зависимости от типа станка. Машина будет или используют вращение по оси A и оси C, или используют вращение по оси B и оси C. Вращение происходит либо заготовкой, либо шпинделем.
Существует два основных типа 5-осевых станков с ЧПУ, 3+2 станков и полностью непрерывных 5-осевых станков.
При 3+2-осевой обработке две оси вращения работают независимо друг от друга, что означает, что заготовку можно повернуть на любой составной угол по отношению к режущему инструменту для обработки элементов. Однако вращение двух осей одновременно с обработкой невозможно. Обработка 3+2 позволяет создавать очень сложные трехмерные формы. Полностью непрерывная 5-осевая обработка может одновременно вращать две оси вращения, одновременно с обработкой и линейным перемещением режущего инструмента в координатах XYZ.
5-осевая обработка
Непрерывная 5-осевая обработка может производить очень сложные 3D-формы, не только плоские составные угловые элементы, но и сложные криволинейные 3D-поверхности, что дает нам возможность производить детали, обычно предназначенные для процессов литья.
Сажалки для чеснока ЧСН-4УН, (далее сажалки) предназначены для рядовой посадки чеснока на предварительно обработанных и подготовленных грунтах. Обеспечивает быструю и качественную посадку откалиброванного чеснока с размером зубчиков 15-25 мм. Сажалка характеризуются высокой производительностью в два раза чем предыдущяя модель, простотой конструкции, удобством эксплуатации. Имеется возможность регулировки глубины посадки. Вибро дно. Могут агрегатироваться с трактором мощностью свыше 25 л.с,. Тел: 8-800-550-04-12 (звонок бесплатный) [email protected]
Всю технику можете посмотреть на нашем сайте https://tehchesnok.ru/
Подготовка к работе
Перед началом работы необходимо проверить прочность крепления всех узлов сажалок. Проверить вращение колес.
Подсоединить сажалку к трактору.
Проверить работу сажалок с пустым бункером. Засыпать в бункер предварительно откалиброванные зубки чеснока. Установить маркер. Основными ложками высаживается лук-севок, дополнительными чеснок и мелкий севок.
Высев бульбочек и других семян регулируется выдвижением квадрата на приводной звездочке высевающего механизма.
Комплект поставки
Сажалки поставляются в собранном виде.
В комплект поставки входит:
1. Сажалка- 1 шт.
2 .Комплект ложек- 57 шт.
3. Винт м8- 57 шт.
4. Шайба 8- 57 шт.
5. Инструкция по сборке и эксплуатации – 1 шт.
В комплект входят дополнительный комплект ложечек для посадки средней и мелкой фракции
Устанавливаются на основные ложечки. Емкость для внесения растворимых удобрений при посеве. Глубина посадки регулируется центральным винтом трактора или установкой сошников . Маркеры устанавливаются на глубину рыхления 5 см.
Техническое обслуживание и правила хранения
Своевременное и качественное техническое обслуживание обеспечивает бесперебойную работу сажалок и увеличивает срок службы. При подготовке к работе необходимо выполнять операции, указанные в разделе 3. После каждого окончания работы очищать сажалки от налипшего грунта и травы. При подготовке к хранению, кроме вышеперечисленных операций, снять цепь механизма привода барабана, промыть в дизельном топливе, смазать автолом. Венцы звёздочек смазать антикоррозийной смазкой.
Гарантийные обязательства
Гарантийный срок эксплуатации сажалок для чеснока один год со дня продажи.
Сведения о приемке
Сажалка для чеснока ЧСН-4У соответствует конструкторской документации и признана годной для эксплуатации.
Machine for planting garlic. The digger garlic and onions. cultivator of garlic. Calibration garlic. Purifier garlic. Garlic Planters Machines for Sale. Garlic harvesting.
Machine for planting garlic. The digger garlic and onions. cultivator of garlic. Calibration garlic. Purifier garlic. Garlic Planters Machines for Sale. secí stroj na česnek, sklizeň česneku, prořezávání česneku, výsadba česneku, pěstování česneku
Garlic planting machine. Garlic and onion digger. garlic cultivator. Calibration garlic. Garlic cleaner. Garlic planting machines for sale. Garlic harvesting. Garlic pruning. garlic cleaner. russian garlic
Maschine zum Pflanzen von Knoblauch. Graben Sie Knoblauch und Zwiebeln. grubber Knoblauch. Kalibrierender Knoblauch. Knoblauch-Reiniger. Maschinen zum Pflanzen von Knoblauch zum Verkauf. Knoblauch putzen. Knoblauch schneiden. knoblauch-Reiniger.
Сажалка чеснока в категории «Сельхозпродукция, техника и оборудование»
Сажалка для чеснока 1-рядная ручная «Ярило»
Под заказ
Доставка по Украине
5 200 грн
Купить
Garden Scout интернет-магазин
Сеялка для чеснока 4 ряд PREM сажалка чеснока
Доставка по Украине
21 500 грн
Купить
Kaweii
Сажалка чеснока для мототрактора трех рядная ЧСН-3
Доставка по Украине
10 899 грн
Купить
«Мототрактор» – мототрактора, трактора, мотоблоки, навесное оборудование и мотоциклы
Двухрядная сажалка для чеснока (мотоблочная)
Доставка по Украине
11 260 грн
Купить
Баклажан — товары для дома и семьи
Сажалка для чеснока на минитрактор ЧС8
На складе
Доставка по Украине
20 470 — 20 490 грн
от 2 продавцов
20 490 грн
Купить
ASMOTO С/х техника
Сажалка для чеснока на мототрактор ЧС4 (ЧСМТ-4)
На складе
Доставка по Украине
17 920 — 17 990 грн
от 2 продавцов
17 990 грн
Купить
ASMOTO С/х техника
Сажалка чеснока на мотоблок ЧС10
На складе
Доставка по Украине
10 380 — 10 390 грн
от 2 продавцов
10 390 грн
Купить
ASMOTO С/х техника
Сажалка для чеснока на минитрактор ЧСН-4
На складе
Доставка по Украине
18 690 грн
Купить
ASMOTO С/х техника
Сажалка для чеснока на мотоблок ЧСН-1
На складе
Доставка по Украине
4 590 грн
Купить
ASMOTO С/х техника
Сажалка для чеснока трехрядная ЧСН-3 мототракторная
Доставка по Украине
10 900 грн
Купить
АГРОВЕС — навесное оборудование для тракторов, мотоблоков и мототракторов
Луко-Чеснокосажалка ручная механическая сажалка для лука и чеснока
Доставка по Украине
1 799 грн
Купить
Интернет-магазин «Восторг»
Сажалка для чеснока 1-рядная ручная «Ярило»
Доставка по Украине
4 200 грн
Купить
AGROTITAN
Луко-Чесноко Сажалка, Сеялка для лука и чеснока ручная 1-рядная г. Винница
Доставка по Украине
1 645 грн
Купить
GazVodA
Сажалка для чеснока 1-рядная ЧСН-1 Володар
Доставка по Украине
4 630 грн
Купить
Garden Scout интернет-магазин
Сажалка для чеснока 2-х рядная ЧСН-2 Володар
Доставка по Украине
9 850 грн
Купить
Garden Scout интернет-магазин
Смотрите также
Сажалка для чеснока 4-х рядная ЧСН-4 Володар для мототрактора (1т)
Доставка по Украине
18 690 грн
Купить
Garden Scout интернет-магазин
Сажалка для чеснока 4-х рядная ЧСН-4 Володар для минитрактора (3т)
Доставка по Украине
18 690 грн
Купить
Garden Scout интернет-магазин
Сажалка для чеснока 1-рядная ЧСН-1 Володар
Доставка по Украине
4 630 грн
Купить
AGROTITAN
Сажалка для чеснока 2-х рядная ЧСН-2 Володар
Доставка по Украине
9 850 грн
Купить
AGROTITAN
Сажалка для чеснока 4-х рядная ЧСН-4 Володар для минитрактора (3т)
Доставка по Украине
18 690 грн
Купить
AGROTITAN
Сажалка для чеснока 3-х рядная ЧСН-3 Володар
Доставка по Украине
14 310 грн
Купить
AGROTITAN
Сажалка для чеснока на минитрактор ЧС5 (ЧСТ-6)
Доставка по Украине
28 240 — 28 290 грн
от 2 продавцов
28 240 грн
Купить
NAVISNE
Сажалка для чеснока на мототрактор ЧС12
Доставка по Украине
17 920 — 17 990 грн
от 2 продавцов
17 920 грн
Купить
NAVISNE
Чеснокосажалка для мотоблока, мототрактора 4М «Ярило»
Доставка по Украине
по 14 800 грн
от 2 продавцов
14 800 грн
Купить
NAVISNE
Сажалка для чеснока на мототрактор ЧСН-4
На складе
Доставка по Украине
18 690 грн
Купить
ASMOTO С/х техника
Сажалка для чеснока тракторная 4-рядная
Доставка по Украине
16 900 грн
Купить
АГРОВЕС — навесное оборудование для тракторов, мотоблоков и мототракторов
Сажалка для чеснока тракторная 6-рядная
Доставка по Украине
23 500 грн
Купить
АГРОВЕС — навесное оборудование для тракторов, мотоблоков и мототракторов
Сажалка для чеснока тракторная 4-рядная с ложками D34
Доставка по Украине
16 800 грн
Купить
АГРОВЕС — навесное оборудование для тракторов, мотоблоков и мототракторов
Сажалка для чеснока 4-х рядная ЧСН-4 тракторная
Доставка по Украине
14 200 грн
Купить
АГРОВЕС — навесное оборудование для тракторов, мотоблоков и мототракторов
Сажалка для чеснока и оборудование для выращивания чеснока
Сажалка для чеснока и оборудование для выращивания чеснока
Garmach поставляет машины для малых и средних ферм. Мы специализируемся на механических клубнепосадочных машинах.
Мы поставляем наши сеялки и сеялки на все континенты. Если вы ищете простую и удобную в использовании машину, вы обратились в нужную компанию.
Мы поставляем навесные машины, ручные сеялки и сеялки. Мы также предлагаем все машины для механической обработки чеснока.
Мы отправляем наши машины автомобильным, морским и воздушным транспортом. У нас многолетний опыт международной торговли.
Свяжитесь с нами, и мы посоветуем вам лучший станок для ваших нужд.
Здесь вы можете найти некоторые машины для чеснока:
Комбайн для уборки чеснока
Ножницы для чеснока
Прополочная машина для чеснока
Сеялки для лука-чеснока и шафрана
ЛЕНТОЧНАЯ СЕЯЛКА ДЛЯ ЧЕСНОКА MGP
Уборочные машины для чеснока
ЦЕПНАЯ САЖАЛКА ДЛЯ ЧЕСНОКА AGP
ЧЕСНОЧИСТКА
МАШИНЫ ДЛЯ СЕПАРАЦИИ ЧЕСНОКА
ERME МЕХАНИЧЕСКАЯ СЕЯЛКА ДЛЯ ЧЕСНОКА И ЛУКА PLMS
Механическая сажалка очень надежна, проста в использовании и требует минимального обслуживания. Легкий вес, он идеально подходит для небольших площадей и легких тракторов.
Тип: ПЛМС
Количество рядов: от 1 до 15 одиночных рядов.
Минимальное расстояние между рядами: 35см (стандартно для чеснока 45см).
Колея колес регулируется в зависимости от трактора.
Драйв …
Сеялка ручная для чеснока и лука ручная SLR-1/1ER SLR-1/1
Сеялка ручная SLR-1/2 предназначена для посева лука-севка, чеснока, луковиц тюльпанов и гладиуса, микротрубочек картофеля. Результаты работы в марте 2010 года показали, что ручная сеялка СЛР-1/2 может заменить 50 рабочих при посеве лука-севка и окупает себя за одну смену.
Технические данные ручной сеялки SLR-1/2 . ..
ЧЕСНОК ERME E600
Луковицы чеснока помещаются в бункер, ребристая подающая лента питает блок расщепления.
Чеснок разделен между двумя специально разработанными мягкими лентами. Щетки помогают завершить процесс расщепления перед оптимальной ручной отделкой. Всасывание удаляет всю кожицу и отходы, оставляя чистую гвоздику …
Чеснок разделяется между специально разработанной мягкой лентой и движущейся вверх и вниз верхней резиновой пластиной. Резиновые звездочки помогают завершить процесс расщепления до оптимальной ручной отделки. Всасывание удаляет все шкурки и отходы, оставляя чистую …
Сажалка для чеснока Garmach MGP-4R 4-х рядная ленточная
количество рядов
4
требуемая мощность трактора
28 кВт
рабочая ширина
980 мм
глубина посадки
Регулируется каждые 20 мм до макс. 160 мм
размеры (длина х ширина х высота)
2000/1550/950. ..
Сажалка для чеснока Garmach MGP-2R 2-рядная ленточная
Сажалка для чеснока представляет собой простую в использовании полностью механическую машину, предназначенную для малых и средних ферм.
Двухрядная сажалка для чеснока Garmach MGP-2R является универсальной сажалкой. Вы можете использовать его оба:
для посадки чеснока,
лук,
бобы,
шафран,
гладиолусы
и прочее…
МАШИНА ДЛЯ ПОСАДКИ ЧЕСНОКА GARMACH AGP-8R 8-РЯДНАЯ ЦЕПНАЯ
Сажалка для чеснока представляет собой простую в использовании полностью механическую машину, предназначенную для малых и средних ферм.
8-рядная сажалка для чеснока Garmach AGP-8R — универсальная сажалка. Вы можете использовать его оба:
для посадки чеснока,
лук,
бобы,
шафран,
гладиолусы
и другие клубни.
Простой …
МАШИНА ДЛЯ ПОСАДКИ ЧЕСНОКА GARMACH AGP-7R 7 РЯД ЦЕПНОГО ТИПА
Машина для посадки чеснока представляет собой простую в использовании полностью механическую машину, предназначенную для малых и средних ферм.
Семирядная чеснокопосадочная машина Garmach AGP-7R является универсальной сажалкой. Вы можете использовать его оба:
для посадки чеснока,
лук,
бобы,
шафран,
гладиолусы
и прочее…
МАШИНА ДЛЯ СЕПАРАЦИИ ЧЕСНОКА
размеры (длина x ширина x высота)
1200 х 580 х 1250 мм
Напряжение
230 В, 50 Гц
потребляемая мощность
0,55 кВт
производительность
до 500 кг/ч
скорость разделения
более 95 %
мощность воздуходувки
0,085 …
ЧЕСНОК ТЕРАДОР
Чеснок ТЕРАДОР
– Происхождение: белый Дром (Франция)
– Регенерированный сорт, без вирусов OYDV
– полуранний, средний остаток растения
– Белые луковицы с пурпурными отблесками от 12 до 17 бежевых зубчиков.
– Плантация: с сентября по декабрь
– Сбор урожая: с июня по …
ЧЕСНОК МЕССИДОР
Чеснок Мессидор
– Происхождение: белый Дром (Франция)
– Регенерированный сорт, без вирусов OYDV
– полуранний, средний остаток растения
– Белые луковицы от 10 до 15 бежевых гвоздик
– Плантация: с сентября по декабрь
– Сбор урожая: с июня по июль
– Адаптирован к . ..
ЧЕСНОЧНЫЙ ТЕРМИДРОМ
Чесночный Термидром
– Происхождение: белый Дром (Франция)
– Регенерированный сорт, без вирусов OYDV
– Ранний, средний покой растения
— Белая луковица от 10 до 15 бежевых гвоздик
– Плантация: с сентября по ноябрь
– Сбор урожая: с мая по июль
– Адаптирован к половине …
ЧЕСНОК МЕССИДРОМА
Чеснок мессидром
Отличный вкус
Белый с превосходным вкусом для всех кулинарных целей. Сорт Softneck. Посадка октябрь-январь. 2 луковицы (10-11 зубков на луковицу).
Французский сорт без вирусов — луковицы происходят из свободных от вирусов запасов, что гарантирует, что они вырастут в более здоровые растения и дадут больший урожай! …
GARLIC GERMIDOUR
Восхитительный мягкий вкус
Кожица с фиолетовыми прожилками и белой гвоздикой, мягкий вкус, легко хранить и резать для приготовления пищи. Сорт Softneck. Обладатель премии RHS Award of Garden Merit. 2 луковицы (10-11 зубков на луковицу).
Безвирусный французский сорт – луковицы происходят из безвирусного сырья, что гарантирует, что они вырастут более здоровыми …
Чесночный ароматизатор (розовый)
Чесночный ароматизатор (розовый)
Гвоздика долго хранится
Итальянский розовый сорт, производимый во Франции, созревает в конце июля. Луковицы с белой кожурой содержат по 9-16 симпатичных розовых гвоздик, которые хранятся долго после открытия. (выращено по-французски — hardneck)
Чеснок примерно такой же французский овощ, как…
САЖАЛКА ДЛЯ ЧЕСНОКА GARMACH AGP-3R
Машина для посадки чеснока AGP-3R очень проста, но полезна на вашей ферме. Сажалка для чеснока АГП-3Р – это полностью механическая машина, предназначенная для малых и средних фермерских хозяйств.
Сажалка для чеснока АГП-3Р – универсальная сажалка. Вы можете использовать его оба:
для посадки чеснока,
лук,
широкий …
СЕЯЛКА ДЛЯ ЧЕСНОКА GARMACH AGP-4R 4-РЯДНАЯ ЦЕПНОГО ТИПА
Сажалка для чеснока представляет собой простую в использовании полностью механическую машину, предназначенную для малых и средних ферм.
Четырехрядная сажалка для чеснока Garmach AGP-4R — универсальная сажалка. Вы можете использовать его оба:
для посадки чеснока,
лук,
бобы,
шафран,
гладиолусы
и другие клубни.
Простой …
САЖАЛКА ДЛЯ ЧЕСНОКА GARMACH AGP-5R 5-РЯДНАЯ ЦЕПНАЯ
Сажалка для чеснока представляет собой простую в использовании полностью механическую машину, предназначенную для малых и средних ферм.
5-рядная сажалка для чеснока Garmach AGP-5R — универсальная сажалка. Вы можете использовать его оба:
для посадки чеснока,
лук,
бобы,
шафран,
гладиолусы
и другие клубни.
Простой …
Однорядная уборочная машина для уборки чеснока Erme RE1
Решения, адаптированные к вашим потребностям, эффективные и точные, гарантирующие качество чеснока. С топпингом из листьев вы экономите время после сбора урожая.
Однорядный комбайн-ботвоудалитель идеально подходит для небольших ферм и адаптируется к большинству схем посадки.
Характеристики
Тип: . ..
САЖАЛКА ДЛЯ ЧЕСНОКА GARMACH MGP-5R 5-РЯДНАЯ ЛЕНТОЧНОГО ТИПА
Сажалка для чеснока представляет собой простую в использовании полностью механическую машину, предназначенную для малых и средних ферм.
5-рядная сажалка для чеснока Garmach MGP-5R — универсальная сажалка. Вы можете использовать его оба:
для посадки чеснока,
лук,
бобы,
шафран,
гладиолусы
и другие клубни.
Простая конструкция этой модели …
САЖАЛКА ДЛЯ ЧЕСНОКА РУЧНАЯ РОСТА УКВЛ-1
Описание
Сажалка для чеснока манула УКВЛ-1 позволяет осуществлять посадку на равных расстояниях и на заданную глубину.
Устройство предназначено для координированной посадки чеснока, лука и других клубнеплодов, а также на рассаду диаметром до 5 см. Используется для посадки как в открытый грунт, так и на кизяк…
Австралия
Бельгия
Brasil
Bulgaria
Cameroon
Canada
Croatia / Hrvatska
Česká republika
Denmark
Estonia / Eesti
Finland/Suomi
France
Germany
Greece
Hungary/Magyarország
Japan
Кения
Латвия / Латвия
Ливан
Молдова
Норвегия / Норвегия
Польша
Португалия
Румыния
Россия
Словенско
Южная Африка
Испания/Испания
Швеция/Швеция
Швейцария/Швейц
Нидерланды/Голландия
0 3 Бабимве
3 США
Подготовьтесь к посадке чеснока
В июньско-июльском номере я писал об уборке и лечении чеснока. Все, конечно, связано, и летние работы по выращиванию и сбору урожая связаны с осенними работами по посадке. Масштабы фермы, рынки и оборудование влияют на методы посадки от одной фермы к другой. В этой статье я расскажу, как выращивают чеснок в земле в хозяйствах разных размеров.
На моей собственной очень маленькой ферме я выращиваю 900 зубчиков чеснока на грядках шириной 66 дюймов в центре, четыре ряда на расстоянии 12 дюймов друг от друга. Я выращиваю сибирскую, которая является жесткой шеей, и безымянную красную мягкую шею. Я просто использую мотыгу для прокладки рядков SHW (с узкой заостренной стороной), чтобы открыть четыре борозды в грядке, а затем вдавливаю зубчики корнями вниз в дно борозды каждые 4 дюйма перед тем, как заполнить борозду обратно. Это небольшое расстояние, но я воспользуюсь возможностью весной собрать половину урожая в виде зеленого и свежего чеснока, прореживая каждое второе растение с помощью заостренной стальной лопатки для рассады.
Другие производители, с которыми я разговаривал для этой статьи, выращивают много сортов чеснока как для рынка, так и для продажи на семена. Чет Байлер на ферме Соломенной шляпы в Монтроузе, штат Колорадо, вручную сажает на очень узкие 6-дюймовые ряды, которые он отмечает с помощью инструмента, который он сделал из прикатывающих колес Earthway, кусочка резьбового стержня и ниппелей для прокладок. Чет сажает 70 000 гвоздик за сезон. Его маркер рядов также можно использовать для других культур, а с помощью ниппелей разного размера он может изменять расстояние в зависимости от культуры. В линии он также сажает примерно на 6 дюймов по слабым следам, оставленным ребрами на колесах.
В немного меньшем масштабе Аврам Друкер из Гарликаны в Южном Орегоне использует тарелку, чтобы установить интервал. Его копатель маркирует несколько рядов, а также несколько рядных растений одновременно, хотя он переключается на дизайн, который его друзья используют на своей ферме в Нью-Мексико, который маркирует только один ряд поперек грядки за раз. Однорядный инструмент намного легче и удобнее в использовании.
Фред Форсбург из Honeyhill Farm и Эд Фрейзер из Fraser’s Garlic Farm, оба в штате Нью-Йорк, уже много лет выращивают несколько акров чеснока для семян, прямых продаж и оптовых рынков. Они предпочитают гораздо более широкие промежутки, высаживая всего два ряда на грядки одинаковой ширины, с расстоянием между рядами 30 или 38 дюймов, чтобы соответствовать их конкретным культивирующим тракторам и орудиям. Фред сажает около 40 000 гвоздик, а Эд сажает около 150 000 гвоздик за сезон. Фред получил грант SARE на разработку посадочной платформы, которую он продолжает совершенствовать, но она очень проста по своей конструкции. Найдите в SARE проект FNE11-717, чтобы получить дополнительную информацию о проекте Фреда. Основная концепция заключается в том, что рабочие и их контейнеры с семенами сидят на платформе и сажают через отверстия в платформе прицепа. Трактор, который тянет прицеп, также открывает борозды, облегчая посадку глубоко и по прямой линии. Затем борозды заделываются окучником на панели инструментов Платформы или вторым проходом культиватора. Гидростатическая трансмиссия трактора позволяет ему двигаться со скоростью около 4 дюймов в секунду.
На ферме Итвелл в Калифорнии аналогичный прицеп имеет стойки для маркировки рядов, установленные на самих салазках. Также было бы легко установить лапы сзади, чтобы заполнить борозду по мере засевания. Использование трактора для посадки ускоряет работу и, что, возможно, более важно, гораздо более эргономично, облегчая обычную боль в спине при наклоне и перетаскивании ведра с семенами чеснока.
Посадочное приспособление типа салазок/прицепа позволяет аккуратно размещать зубки корневой пластиной вниз, что большинство производителей считают важным для головок чеснока правильной формы, особенно для сортов с твердой шейкой. Эд также использует двухрядную луковичную сажалку ERME для плотного посадки мягкого чеснока, который он продает как зеленый и свежий чеснок. Для этого чеснока он не возражает, если зубчики посажены на бок или даже иногда вверх ногами. Эд использует платформу Фреда для некоторых своих посадок.
«Я также езжу на старой рассадопосадочной машине New Idea в зависимости от наличия рабочей силы и если я сажаю один ряд на расстоянии 38 дюймов», — сказал Эд. «Еще один вариант для людей. Сейчас многие фермеры экспериментируют с посадкой в пластиковую мульчу на приподнятой или плоской грядке. Результаты были очень хорошими, и я могу попробовать некоторые из них в этом году».
Несколько лет назад я посетил большую ферму здесь, в Орегоне, которая разработала собственную сеялку для чеснока. Это тоже было устройство типа трейлера, но в нем были платформы для двух человек, на которых можно было стоять, и своего рода сортировочный лоток для каждого из них. Затем они помещали семена чеснока в прорезь сбоку лотка, откуда они падали на небольшой конвейер. На конвейере были отметки для размещения чеснока, и затем конвейер сбрасывал семена по трубе в борозду, которая открывалась башмаком, а затем закрывалась позади. Расстояние в ряду было довольно тесным, но также было всего два ряда на достаточно широкой грядке, что давало хороший приток воздуха в крону и пространство для распространения корней.
Все эти сажалки похожи на устройства для посадки картофеля, а более простые могут легко выполнять двойную функцию с небольшими изменениями в отношении ширины междурядий, глубины борозд и междурядий.
Выдавливание семян Разделение луковиц чеснока на зубчики известно как выталкивание чеснока. Все гроверы, с которыми я разговаривал, выбрасывали семена вручную. Некоторым нравится использовать ножи для масла или пластиковые скребки, чтобы пролезть между плотными зубчиками. Я всегда добивался успеха только руками, но хорошая сила пальцев действительно помогает. Эд описал мне устройство, которое есть у моего друга, которое представляет собой конус, к которому прижимается верхушка чеснока, чтобы сразу разделить всю головку. Как правило, при нарезании зубчиков они также измеряются. Большие зубчики используются для полноразмерных луковиц чеснока, а маленькие зубчики — для зеленого чеснока, который вырывается рано и используется как зеленый лук или зеленый лук.
Некоторые вредители и болезни могут распространяться через семена чеснока. В Нью-Йорке были серьезные проблемы с нематодой чесночного вздутия, которая попала из Канады на столовый чеснок, который затем, вероятно, использовался для посевного материала, который продолжал распространять проблему. В Колорадо Чет слышал о проблеме, но не видел ее там и отправлял образцы семян для тестирования. На Северо-Западе Аврама больше беспокоят луковичные клещи и фузариоз. Для решения этих проблем он замачивает семена в 10% отбеливателе на 10 минут, а затем деактивирует отбеливатель, промывая семена в ведре с горячей водой. Он также упоминает, что горячая вода или медицинский спирт являются альтернативными методами лечения. Он полностью просушивает семя перед посадкой. Эд Фрейзер предупреждает, что любую обработку горячей водой следует проводить контролируемым образом, потому что семена чеснока могут быть уничтожены водой с температурой выше 120°F. В любом случае, по его словам, в настоящее время в отрасли существует множество проблем с болезнями.
«Мы наблюдаем заражение курчавыми клещами пшеницы, фузариозной гнилью луковиц, белой гнилью, серой гнилью и некоторыми другими. Люди должны покупать семена из источника, который прошел лабораторные испытания. Это действительно помогло бы сократить распространение некоторых из этих заболеваний. Мы регулярно проверяем, что мы выращиваем и с чем работаем, что продается населению. Это делает клиента гораздо более счастливым».
Культивация Метод посадки оказывает некоторое влияние на инструменты, используемые для культивации, так же как и выбор мульчировать или не мульчировать. Мульчирование является обычной практикой на многих фермах, особенно при выращивании чеснока в небольших масштабах. Я работал на нескольких фермах, которые использовали листья для мульчирования, так как сезон сбора листьев хорошо совпадает с сезоном посадки чеснока. Листья являются отличным средством подавления сорняков, поскольку не содержат семян сорняков. Друзья на ферме Персефона в Ливане, штат Орегон, рассказали мне, что в течение многих лет им удавалось получать солому без сорняков в больших круглых тюках, которые они могли просто раскатывать в поле, чтобы покрыть посадки, что является относительно несложным способом разбрасывать мульчу без трактора. Если в соломе осталось какое-то количество семян или много семян сорняков, это может создать проблему с сорняками на поле. После того, как мульча уложена, невозможно использовать тракторы или даже мотыги для выкорчевывания сорняков, поэтому важно, чтобы мульча не содержала семян сорняков и наносилась толстым слоем.
Из-за затрат и труда, связанных с мульчей, многие фермеры, в том числе и я, предпочитают оставлять почву голой, что позволяет выращивать чеснок с помощью пламени и стали в течение всего вегетационного периода чеснока. Фред Форсбург использует стандартные орудия для выращивания кукурузы на своем Allis Chalmers CA для выращивания двухрядного чеснока. Он также использовал уксус для уничтожения сорняков, и его отчет SARE об этом методе доступен на его веб-сайте -honeyhillorganicfarm.com.
Эд Фрейзер меняет режим выращивания в зависимости от погоды и доступа к полям с техникой. Он использует сталь, а также уксус и пламя для борьбы с сорняками в чесноке. Он использует пламя, даже когда чеснок достигает высоты фута. Неся большой баллон с пропаном на тракторе, но идя с ручной палочкой от Flame Engineering рядом с трактором, он может направить пламя в сторону растения, уничтожая сорняки в полосе шириной 6 дюймов рядом с растением и в ряду. Он проходит по каждой стороне каждого ряда, как правило, в начале апреля, а иногда делает второй проход позже в течение сезона, в зависимости от плотности сорняков и его способности попасть в поле с окучивающими дисками или ножами. Пламя немного повреждает наружные листья, но твердая кутикула чеснока и хорошо защищенная растущая верхушка защищают растение от любого значительного повреждения пламенем.
Аналогично, в течение многих лет я поджигал свои посадки чеснока, когда они были на высоте 1-4 дюйма от земли, а озимые сорняки были еще маленькими. В основном я отказался от пламенной обработки в пользу обработки с помощью зубчатой прополочной машины Lely, которую можно использовать на легких почвах до тех пор, пока чеснок не достигнет высоты не менее 6-8 дюймов. Обработка с помощью зубьев также помогает разрыхлить уплотненную дождем почву здесь, на северо-западе, когда бывает сухая погода. Недостатком отказа от мульчирования является то, что значительная площадь поверхности почвы подвергается зимней погоде, поскольку чесночный навес не заполняется до апреля.
На ручных весах я использую четырехзубый культиватор с эффектом, подобным зубчатому прополочному устройству. Культиватор разрыхляет почву, которая слишком влажная, чтобы через нее могла пройти мотыга. Я также использую мотыгу Heron от Holdridge Enterprises, которая была разработана специально для чеснока. Лезвие из нержавеющей стали, которое режет как вперед, так и назад, гораздо менее подвержено засорению в наших мокрых пружинах и остается достаточно острым без реального обслуживания.
Ремонт бензопил Stihl в Казани — адреса и цены на ремонт бензопил Штиль
Сервисные центры
Ищем подходящие сервисные центры. секундочку…
Найден 21 сервисный центр
ИП Климаков А.В.
8 (843) 204-27-08
Ремонт бензопил Stihl
оплата картой
срочный ремонт
ул. Адоратского д. 3
Ремонтно-прокатная мастерская
8 (960) 043-86-14
Ремонт бензопилы Штиль
срочный ремонт
бесплатная диагностика
Кадышевская 2-я, 33
Авангард
8 (927) 408-40-63
Ремонт бензопилы Штиль
срочный ремонт
ул. Мусина 29
Зилант
8 (917) 897-80-99
Ремонт бензопилы Штиль
ул.Владимира Кулагина д.9
ИП Азимов И.К
8 (927) 033-44-50
Ремонт бензопил Stihl
срочный ремонт
выезд мастера
Четаева д.16
ServiceTools
8 (917) 256-24-10
Ремонт бензопил Stihl
срочный ремонт
бесплатная диагностика
ул. Урмале, д.9
Р-СЕРВИС
8 (965) 609-70-97
Ремонт бензопилы Штиль
оплата картой
Отправляем транспортной компанией СДЭК»>вызов курьера
бесплатная диагностика
Техническая ул., д.27
Мегават
8 (905) 375-47-56
Ремонт бензопилы Штиль
оплата картой
ул. журналистов 57
Ремонт бензо- и электроинструмента
8 (937) 625-33-39
Ремонт бензопил Stihl
бесплатная диагностика
Беломорская, 74
Механик
8 (937) 615-48-84
Ремонт бензопилы Штиль
Набережная, 5 к2
ТЕХНОБЫТСЕРВИС
8 (843) 245-46-99
Ремонт бензопил Stihl
оплата картой
срочный ремонт
выезд мастера
Доставка по городу 500 руб»>вызов курьера
бесплатная диагностика
ул. Ю. Фучика 52а
ул. Проспект Ямашева 54 к1
ул. Беломорская 6
Экспотен Сервис
8 (996) 335-70-75
Ремонт бензопил Stihl
вызов курьера
Победы проспект, 50Г
Аквастрой
8 (843) 258-11-20
Ремонт бензопилы Штиль
оплата картой
срочный ремонт
выезд мастера
ул. Тукая, д.115,к 1
ИП АВАН
8 (927) 492-93-22
Ремонт бензопил Stihl
Аксу 2в
ZIP-RV
8 (843) 259-25-90
Ремонт бензопил Stihl
Гвардейская 53, корпус 8
ул.Гвардейская 53, корпус 8
Дровосек
8 (843) 258-04-44
Ремонт бензопилы Штиль
оплата картой
Ломжинская, 16А
Ремонт Прокат инструмента
8 (999) 155-77-75
Ремонт бензопилы Штиль
оплата картой
срочный ремонт
бесплатная диагностика
Вишневского 8
максимого 5
зорге 33д
АВА сервис
8 (843) 248-57-66
Ремонт бензопил Stihl
срочный ремонт
выезд мастера
вызов курьера
в случае ремонта»> бесплатная диагностика
Серова ул., д.51/11
Сервис на Адоратского-63
8 (937) 615-03-00
Ремонт бензопил Stihl
ул. Адоратского д.63
ЛесПаркСад
8 (843) 297-61-45
Ремонт бензопил Stihl
оплата картой
выезд мастера
Ямашева 38
Загружается…
Быстрая заявка на ремонт бензопилы
Средние цены на ремонт бензопил в Казани
Профилактика (чистка, продувка и т.п.)
от 500 до 3 500 pyб.
Регулировка или ремонт карбюратора
от 500 до 3 200 pyб.
Замена поршневой или коленвала
от 900 до 3 900 pyб.
Замена винтов, гаек, свечи, фильтров и т.п.
от 300 до 5 300 pyб.
Указанные цены приблизительны. Окончательная стоимость зависит от многих факторов: распространённости модели, наличия запчастей, ремонтопригодности конкретной модификации и т.п. Также обязательно нужно уточнять у сервисного центра, включена ли стоимость запчастей в итоговую сумму: некоторые компании публикуют на сайте только стоимость работ, без учёта стоимости запчастей, а некоторые пишут полную стоимость.
Универсальный совет: всегда просите согласовывать с вами полную стоимость ремонта до начала любых работ. По закону сервисные центры и мастера обязаны это делать, но в стремлении заработать нечестно, игнорируют это требование. Честные работают только так: сначала согласованная сумма и состав работ, потом ремонт, потом оплата (возможно, частичная предоплата).
Учитывайте, что бесплатная диагностика бензопилы может оказаться платной, если вы откажетесь от ремонта в данном сервисном центре. Уточняйте этот момент отдельно до начала диагностики.
Ещё немного о ценах
Диагностика и ремонт Штиль 180
4.5/5 — (30 голосов)
Содержание:
Первичная диагностика Штиль 180.
Не вращается цепь. Соскакивает цепь.
Не подается масло на цепь.
Подсос воздуха в двигатель.
Ремонт стартера Штиль 180.
Элементы топливной системы.
Stihl MS-180 (Штиль 180) является одной из самых распространенных и полюбившихся бензопил на территории нашей страны. Достаточная мощность, простота и не прихотливость в эксплуатации, повсеместная доступность расходных материалов и запасных частей – те качества, за которые все ценят данную модель. Но даже самые надежные агрегаты со временем подвержены износу. Диагностика и ремонт Штиль 180 не будет проблемой. Во-первых, эта бензопила давно находится на рынке и достаточно изучена мастерами. Во-вторых, даже в самой глуши можно найти любую запчасть, в том числе недорогие заменители.
Первичная диагностика Штиль 180.
Объективно говоря, слабых мест в данной бензопиле немного. Поломки чаще всего вызваны неправильной эксплуатацией, либо в результате естественного износа. Залогом успеха долгой работы любого бензоинструмента, является правильная и аккуратная эксплуатация на протяжении всего срока службы, а именно
Использование свежей бензосмеси из качественного топлива АИ92 и оригинального масла Stihl.
Контроль и своевременная замена фильтров.
Контроль состояния пильной гарнитуры.
Аккуратное использование бензопилы в целом.
Прежде чем приступать к серьезному ремонту, рекомендуем начать с проверки простых, но важных элементов данной бензопилы:
Воздушный фильтр. От состояния воздушного фильтра зависит качество топливно-воздушной смеси, поступаемой в двигатель. Регулярно проверяйте состояние воздушного фильтра, при необходимости заменяйте на новый.
Топливный фильтр. Главный «защитник» топливной системы от возможных загрязнений поступаемых в топливную систему. Не стоит пренебрегать его чисткой или своевременной заменой на новый.
Свеча зажигания. Не подразумевает замены без необходимости. Но контроль зазора свечи, состояния электрода, никогда не будет лишним проверять ее периодически.
Рассмотрим другие возможные неисправности
1. Не вращается цепь. Соскакивает цепь.
Причина – износ ведущей звездочки.
Следует отметить, что процесс замены звездочки на штиль 180 очень простой. Необходимо открутить две гайки (п. 36) крепления крышки (п.34) и снять её, шину и цепь.
Далее снимаем стопорное кольцо (п.25) и шайбу (п.24).
Демонтируем старую звездочку (п.21), устанавливаем новую. Осматриваем подшипник звездочки (п.23), при его износе меняем на новый. Если он в хорошем состоянии – смазываем и устанавливаем на место.
Существуют два вида ведущих звездочек на Stihl MS 180 – цельная и разборная. По нашему опыту лучше использовать оригинальную заводскую цельную звездочку.
2. Неисправность — Не подается масло на цепь
Причина – неисправность элементов системы подачи масла
Пожалуй, главным недостатком данной пилы называют проблему с подачей масла. Но каких-то критичных неполадок не возникает, все «лечится» не сложным и не дорогим ремонтом.
Специальным стопором блокируем движение поршня в цилиндре (если такого не имеется – можно использовать плотную веревку с намотанными на ней узлами)
Ключом, который идет в комплекте, либо трещеткой с головкой на 19мм откручиваем сцепление (Резьба левая!)
Снимаем муфту сцепления и шайбу
Демонтируем привод маслонасоса (осматриваем скобу на ее «целостность» и привод на наличие резьбы – не должна быть «слизана»). При необходимости заменить привод и собрать в обратном порядке
Маслянный шланг, пожалуй, самое проблемное место в данной бензопиле.
Очень частые обращения в наш сервисный центр с диагнозом «протекает масло с пилы»
Со временем шланг может потерять свои качества и деформироваться либо разбухнуть, тем самым либо, не пропуская масло, либо масло может протекать в месте крепления шланга с корпусом.
Для замены шланга:
Откручиваем крышки бензо и маслобаков, извлекаем их из баков (необходимо для снятия стартера)
Откручиваем винты крепления стартера (их расположение указано стрелками)
Снимаем стартер.
Для снятия рукоятки – отверткой извлекаем заглушки из амортизаторов (указаны стрелкой на рис)
Выпрессовываем амортизаторы из корпуса рукоятки (не используйте острые предметы, чтобы не повредить их)
Отсоединяем тягу карбюратора и рукоятку от корпуса пилы
Стопором блокируем движение поршня в цилиндре
Головкой на 13 мм откручиваем гайку (но не до конца) Легким ударом молотка по гайке освобождаем маховик с коленвала.
Откручиваем гайку до конца, снимаем маховик
Извлекаем масляный шланг с посадочного места (располагается внизу пилы)
Извлекаем маслобак из корпуса вместе с маляным шлангом
Стягиваем масляный шланг из бензобака
Снимаем масляный фильтр (очищаем его от зягрязнений – при необходимости меняем на новый).
Устанавливаем данный фильтр на новый шланг
Устанавливаем новый масляный шланг в бак, обратите внимание – масляный фильтр должен расположиться в области (2)
Масляный бак устанавливаем в корпус пилы, контролируя посадку шланга в отверстие.
На прилегающую поверхность масляного шланга можно нанести небольшое количество герметика и закрепить его в посадочном месте.
Другие неисправности маслоподачи.
Маслонасос на MS 180, можно сказать «вечный», случаев выхода его из строя очень немного. Для его снятия необходимо разобрать пилу (указано выше) Закрутить в него винт м5 и аккуратно вытащить из корпуса для чистки или замены.
Новый маслонасос устанавливать прорезью согласно рисунку на корпусе пилы, на глубину 13-14мм. Еще раз хотелось бы сказать, что перед тем как решиться на замену маслонасоса (довольно дорогой запчасти), проверьте остальные элементы системы подачи масла
Сапун маслобака (п.20) со временем может забиться опилками или прочими загрязнениями, вследствие чего в баке не будет создаваться должного разряжения и могут возникнуть проблемы с подачей масла. Сапун можно продуть компрессором либо очистителем карбюратора. При необходимости сапун нужно заменить. Для чистки или замены сапуна необходимо снять стартер и аккуратно извлечь сапун из маслобака
Технологическая заглушка масляного канала (выд. стрелкой на рис.) Бывают случаи когда, она «теряется» на пилах. Из-за этого масло не подается на шину и цепь. В продаже этих заглушек нет, поэтому либо искать б/у либо придумать заглушку из винта, нарезав резьбу в отверстии метчиком м6.
3. Подсос воздуха в двигатель Штиль 180.
Стоит отметить, что многие владельцы пил, путают подсос воздуха с неисправностью карбюратора. Симптомы подсоса воздуха в двигатель – сильное завышение оборотов. Причем как кратковременное, так и постоянное. Либо пила просто отказывается заводиться.
В идеальном варианте проверить пилу на герметичность специальным инструментом, но стоимость такого инструмента очень высока, приобретение его для разового ремонта – нерентабельно.
Расскажем об основных «источниках» воздуха в двигатель.
Сальники коленчатого вала являются одной из самых частых причин подсоса воздуха в двигатель, пропускать они могут либо по причине естественного износа, либо по причине развалившихся подшипников коленвала.
Адаптер карбюратора со временем, либо при не квалифицированном ремонте поршневой группы, на нем могут образоваться трещины, порезы. В результате этого в двигатель будет подсасывать воздух
Редко, но встречаются такие случаи, когда болты крепления поддона к цилиндру откручиваются, разумеется, о нормальной работе двигателя не может быть и речи.
Потребуется полностью разобрать пилу и найти причину данной поломки (слабая затяжка винтов, выход из строя подшипников коленвала)
Как заменить данные запчасти, на этой пиле подробно рассказано в статье «Замена поршневой группы (поршня/поршневых колец/сальников/подшипников коленвала) бензопилы StihlMS-180 (180c)» описывать данный процесс в этом материале не будем.
4. Ремонт стартера Штиль 180.
Стартер на данных пилах установлен простой, но надежной конструкции. Поломки случаются крайне редко.
Выйти из строя может запускной канат, пружина (п.7), либо собачки стартера (п.4) или пружина собачек (п.6).
К счастью завод-изготовитель дает возможность купить абсолютно любую запчасть отдельно.
5. Элементы топливной системы.
Помимо топливного фильтра, о котором, мы упомянули в самом начале статьи, расскажем о других элементах топливной системы, которые могут повлиять на подачу смеси в двигатель.
Топливный шланг изготовлен из довольно качественного материала, но вследствие естественного износа на нем могут образоваться повреждения в виде трещин.
Из-за этого ухудшится подача топлива и возможны перебои в работе бензопилы.
Снимаем топливный шланг (п.2) с карбюратора, тягу газа (п.3).
Немного оттянув карбюратор на себя, снимаем тягу дроссельной заслонки (п.26)
Вынимаем из посадочного места вал переключения заслонки (п.25)
Демонтируем карбюратор штиль 180 (п.21)
Снимаем стартер.
Аккуратно извлекаем топливный шланг из бака, устанавливаем новый.
Здесь же в баке установлен сапун (п.20), который при попадании в него загрязнений может повлиять на подачу топлива в двигатель.
Необходимо извлечь его с бензобака и продуть компрессором.
Либо заменить на новый.
Ремонт Штиль 180 в домашних условиях вполне возможен. Конечно, для этого требуются определенные навыки, и если опыт нулевой, то лучше обратиться к квалифицированному мастеру. Если Вы хотите узнать больше о Stihl MS 180 — переходите по ссылкам ниже:
Статья: Замена поршневой на Штиль МС 180.
Статья: Обзор бензопилы Stihl MS 180 — Достоинства и недостатки
5
3
голоса
Рейтинг статьи
Поделиться в facebook
Facebook
Поделиться в vk
VK
Поделиться в odnoklassniki
OK
Поделиться в whatsapp
WhatsApp
Поделиться в twitter
Twitter
Сервис бензопил (мы обслуживаем и продаем только бензопилы STIHL) Douglasville Ace Hardware Douglasville, GA (770) 942-7044
Сервис бензопил (мы обслуживаем и продаем только бензопилы STIHL) Douglasville Ace Hardware Дугласвилл, Джорджия (770) 942-7044
org/BreadcrumbList»>
Дом
Услуги наружного энергетического оборудования
49,50 $
Douglasville Ace Hardware
6530 Church St
Дугласвилл, Г.А.
Сведения об услуге Запрос информации
Описание услуги
Запрос информации
Описание услуги
Общее обслуживание стоит 49,50 долларов США за работу плюс детали (воздушный фильтр, топливный фильтр, свеча зажигания, цепь и т. д.)
Общее обслуживание включает:
Замена топливного фильтра, свечи зажигания, заточка или замена цепи, очистка или замена воздушного фильтра, очистка ребер охлаждения, смазка подшипника сцепления, проверка троса стартера, проверка тормоза цепи, проверка на герметичность, проверка работы ходовых частей. любые корректировки по мере необходимости.
Эта общая услуга предназначена для работающей пилы. Если пила нуждается в ремонте из-за других неисправностей, ее необходимо осмотреть для определения стоимости ремонта.
Наши услуги:
Если у вас нет времени или вы не можете сделать это самостоятельно, мы здесь, чтобы помочь. Мы предлагаем ряд услуг, в том числе:
Общие услуги
• Изготовление ключей: Ежегодно мы изготавливаем тысячи ключей, в том числе ключи с транспондером и ключи с боковым подзаводом, а также дистанционные брелки. • Перекодировка замков: Приносите свои замки, и мы перекодируем их все. Мы можем перекодировать их на новый ключ. • Окна: Предлагаем резку стекла. • Скрининг: Мы являемся одним из немногих хозяйственных магазинов, которые заменят сетку на вашем окне или двери. Просто принесите рамку, а мы сделаем все остальное. • Заточка столовых приборов: Наши станки для заточки серии Pro добавят профессиональную заточку вашим столовым приборам. • Ремонт ламп: Принесите свои лампы для ремонта. • Заправки пропаном: Принесите свой пустой баллон и позвольте нам наполнить его.
Служба энергетического оборудования
• Заточка ножей: Позвольте нашим специалистам придать ножам вашей косилки профессиональную остроту. • Заточка цепной пилы: Наденьте цепь на пилу или снимите ее для заточки. • Получение и доставка оборудования: Услуги по вывозу и доставке начинаются от 39,50 долларов США и зависят от пробега. • Оборудование для газонов: Услуги по настройке общего оборудования для газонов начинаются от 49,50 долларов США плюс запчасти. Общие службы должны быть в рабочем состоянии на момент регистрации. — Обслуживание газонокосилок: Обслуживание газонокосилки составляет 79,50 долларов США плюс детали. — Обслуживание косилки-толкателя: Общее обслуживание косилки-толкателя стоит 49,50 долларов США за работу плюс детали. — Обслуживание триммера и кромкообрезного станка: Общее обслуживание триммера и кромкообрезного станка стоит 49,50 долларов США за работу плюс детали. — Zero-Turn Service: Общая стоимость работ по обслуживанию составляет 89,50 долларов США плюс запчасти. • Обслуживание воздуходувки Stihl: Общая стоимость обслуживания воздуходувки STIHL составляет 49,50 долларов США за работу плюс запчасти. • Обслуживание бензопил Stihl: Мы обслуживаем только бензопилы STIHL. Общее обслуживание стоит 49,50 долларов США за работу плюс запчасти.
Энергетическое оборудование Stihl | Новые продажи, обслуживание и ремонт
Зачем использовать STIHL
Начав скромно в центральной Германии, компания STIHL стала мировым лидером в производстве силового оборудования для наружного применения. Начав с одной цепной пилы, бренд STIHL стал синонимом профессиональных цепных пил и вскоре стал самым продаваемым брендом на планете. Титул, который компания держит по сей день.
С годами бренд расширился за счет триммеров для травы, кромкообрезных станков и воздуходувок. STIHL по-прежнему сохраняет заботу и преданность старинному качеству и инновациям, с которых все началось много десятилетий назад. С 1926 года по сегодняшний день компания STIHL продолжает устанавливать стандарты надежности энергетического оборудования для использования вне помещений.
Преимущество STIHL
Обеспечение качества
STIHL соответствует строгим стандартам производства и качества, установленным Международной организацией по стандартизации (ISO). Компания прошла квалификацию ISO 9001 и 14001 регистрации. Что это значит для тебя? Это означает, что STIHL производит и поставляет продукцию высочайшего качества клиентам по всему миру!
Местная поддержка и обслуживание
STIHL продает продукцию исключительно через сервисных дилеров, а не через крупные магазины. Эти дилеры являются экспертами в нашей продукции и могут помочь вам выбрать правильный STIHL для вас. Они также имеют широкий спектр аксессуаров для любой работы, с которой вы можете столкнуться. Мы прилагаем все усилия, чтобы поддержать наших дилеров, чтобы они могли поддержать вас!
Гарантия
Современные модели личные, семейные или домашние бензиновые использование
Инструменты с питанием от аккумулятора 3 года 2 года
Бензиновые бензопилы 1 год 3 месяца
120 Volt Electric Chainsaws 1 год 3 месяца
Tophank-Handle Tophank-Handle Top-Handle Tophandle. Бензопилы* – 3 месяца
Рекомендации по покраске 3D моделей (PLA, ABS, PETG, NYLON)
3DPrintStory
  
Обзоры
  
Рекомендации по покраске 3D моделей (PLA, ABS, PETG, NYLON)
Несмотря на экструдеры, которые способны работать с разными материалами и потрясающее разнообразие цветов пластиков для 3D печати, вы все равно рано или поздно захотите разукрасить некоторые из своих 3D моделей. Самая распространенная причина — улучшить внешний 3D модели, особенно если вы печатаете на FDM 3D принтере, где модель формируется постепенным наслаиванием материала. Именно FDM 3D принтеры формируют модель с характерными линиями вдоль оси Z.
При окончательной отделке 3D модели небольшие полости между слоями шлифуются, заполняются или и то, и другое. Результат — более гладкая поверхность. Покраска также может помочь защитить модель от окружающей среды.
Эта статья разделена на две части: первая познакомит вас с различными методами покраски 3D модели, а вторая (надеюсь) ответит на все ваши мелкие вопросы о технике раскрашивания и о том, как это лучше всего сделать. Читайте дальше, чтобы разобраться как улучшить свои 3D модели с помощью краски!
Грунт — лучший друг краски
Грунтование напечатанной модели улучшает адгезию краски. При любом способе окраски (кроме окрашивания нейлона) использование грунтовки — хорошая идея. Считается, что спрей-грунтовка — самый простой способ получить хорошие результаты. Процесс использования праймера очень прост:
Очистите и отшлифуйте вашу 3D модель.
Грунтовку наносите тонкими ровными слоями.
Отшлифуйте после нанесения первого и последнего слоев, чтобы поверхность была гладкой.
Дайте каждому слою высохнуть в соответствии с инструкциями, прилагаемыми к грунтовке.
Метод 1. Покраска с помощью кисти
Лучше всего подходит для: PLA, ABS, PETG пластиков.
Если вы раскрасите напечатанную на 3D принтере модель кистью, вы однозначно добьетесь эффекта неповторимой «ручной работы».
Сначала попробуйте несколько кистей, потому что легче добиться хорошего результата с помощью удобной кисти. Как правило, достаточно использовать только 1 или 2 разные плоские кисти.
Кисть
Выберите качественную кисть, достаточно жесткую, чтобы справиться с вязкостью краски, которую вы выбрали для работы.
Поэкспериментируйте с разными типами щетины и формами ручек, чтобы найти подходящую для вас.
Приостановите покраску, чтобы очистить кисть, как только краска начнет сохнуть. Естественно, кисть надо чистить после каждого использования. Не стоит оставлять высыхающую краску на щетине кисти.
Кисть после очистки надо хранить, держа на ручке, а не на щетина.
Краска
Когда дело доходит до рисования кистью, вам лучше использовать акриловые краски.
Процесс покраски
Очистите и отшлифуйте вашу напечатанную 3D модель.
Краску наносите тонкими ровными слоями.
Давайте время просохнуть отдельным слоям.
Метод 2. Покраска аэрозолем
Лучше всего подходит для: PLA, ABS, PETG пластиков.
Если вы хотите разукрасить напечатанную на 3D принтере модель равномерно, используя один цвет, то именно использование аэрозоля даст оптимальный результат.
Баллончик
Некоторые бренды предлагают насадки с разными характеристиками.
Перед использованием встряхивайте баллончик в соотвествии с рекомендациями производителя. Позволит краске выходить более равномерно.
Держите сопло в чистоте. Обычно это достигается путем небольшого распыления перевернутой банки в конце каждого сеанса.
Держите баллончик вдали от открытого огня и храните в прохладном месте. Не забывайте, что это контейнер под высоким давлением!
Краска
При поиске аэрозольной краски вы обнаружите, что существует множество ее разновидностей. Если вы хотите использовать определенный оттенок внимательно ознакамливайтесь с RAL, CMYK и RGB значениями на баллончике.
Процесс покраски
Очистите и отшлифуйте вашу напечатанную 3D модель.
Начните распыление, направив струю немного за край объекта, который вы хотите раскрасить.
Нанесите краску, распыляя на поверхность, которую вы хотите разукрасить, медленными ровными мазками.
Прекратите распыление, направив струю немного за пределы объекта, который вы хотите покрасить.
Дайте краске высохнуть.
Метод 3. Жидкий краситель (только нейлон)
Лучше всего подходит для: NYLON пластиков.
Вместо того, чтобы пытаться заставить краску прилипать к поверхности вашей напечатанной на 3D принтере модели из нейлона, рекомендуем вместо этого использовать жидкий краситель. Учтите, что это не будет работать с другими материалами. Хотя PLA гигроскопичен и впитывает некоторое количество воды из окружающей среды, его нельзя окрасить путем впитывания красителя. ABS и PETG тоже не подойдут для данной техники.
Для того, чтобы краска дала хороший выраженный цвет после впитывания, лучше использовать полупрозрачный или белый нейлоновый материал при 3D печати. Можно красить и более темные нейлоновые волокна, но цвет будет гораздо менее выраженным.
Краситель
У вас есть выбор из множества марок красителей, но MatterHackers, например, рекомендует Rit DyeMore. Но в целом, если краситель предназначен для синтетической ткани, то все будет в порядке.
Процесс окрашивания
Поскольку нейлон очень гигроскопичен, он впитывает воду даже на открытом воздухе. Вот почему надо всегда сушить нейлоновый материал перед 3D печатью. Мы рекомендуем красить готовую модель, а не без печати.
Применение
Прочтите инструкции производителя выбранного вами красителя. Если вкратце, то использование красителя — довольно простой метод:
Очистите вашу 3D модель. При шлифовании помните, что окрашивание не покрывает царапины и следы на поверхности вашей модели. Все будет видно даже после окрашивания.
Краситель смешать с водой и нагреть в кастрюле.
Используйте термометр, чтобы отслеживать температуру красителя. Следуйте инструкциям производителя, но поддерживайте температуру ниже температуры теплового отклонения филаментов.
Прикрепите груз к 3D принту и погрузите его в горшок с краской.
После окрашивания хорошо промойте его в ванне с прохладной водой.
Чтобы убедиться, что вы пролучите ожидаемый цвет, стоит сделать несколько тестовых покрасок.
Как определить, схватится ли краска с 3D моделью
Вероятно, наиболее важным фактором, заставляющим краску или жидкость по вашему выбору прилипать к твердой поверхности, является разница в поверхностной энергии между жидкостью и твердым телом. Всегда побеждает тот, у кого больше поверхностное натяжение (поверхностное натяжение имеет свою собственную единицу измерения, называемую динами, или динами на квадратный сантиметр).
Основное правило гласит, что поверхностное натяжение краски должно быть как минимум на 10 единиц ниже, чем у твердого материала для хорошей адгезии. Это означает, что у нас есть жидкость с высокой способностью смачивать твердое тело, и нам нужно смачивание.
Чтобы получить представление о том, насколько хорошо смачивается окрашиваемая поверхность, обратите внимание на форму капли жидкости на твердой поверхности:
Нанесите каплю краски или жидкости на поверхность 3D модели, которую хотите обработать.
Если жидкость образует шар, у нее слишком большое поверхностное натяжение, чтобы эффективно смачивать объект, и твердое тело не сможет «втянуть» жидкость на себя.
Если жидкость растекается по поверхности, образуя нечто вроде линзы, смачивание лучше.
Можно ли покрасить 3D модель из любого материала?
Покраска 3D моделей из PLA и ABS пластиков — довольно несложная задача.
С PETG могут возникнуть проблемы в плане долговечности покраски, но применяются те же методики, что и для PLA и ABS. Но если вам действительно нужен насыщенный яркий цвет, то лучше напечатать вашу 3D модель PETG в желаемом цвете и оставить все как есть.
Когда речь заходит о нейлоне, который используется для 3D печати, надо помнить, что краска схватывается хуже. В целом, можно рисовать акриловыми красками и на нейлоне, но это потребует некоторой термической обработки, чтобы максимизировать поверхностное натяжение и дать краске возможность намокнуть. Часто это делается с помощью открытого пламени или плазмы… В общем, в домашних условиях это выглядит непросто, так что лучше использовать красители.
Планирование перед 3D печатью
Для того, чтобы облегчить процесс чистовой обработки и покраски, перед 3D печатью вашей модели рекомендуем учесть следующее:
Более низкое разрешение 3D печати экономит время при печати, но увеличивает время обработки.
Учитывайте геометрию вашей модели. Ваши инструменты должны достать до того места, где вы хотите шлифовать или красить.
Нужны ли мельчайшие детали шлифовки, грунтовки или и того и другого? Если да, могут ли они справиться с этим, не сломавшись?
Если точность размеров важна для некоторых частей вашей 3D модели, вам, возможно, придется принять это во внимание при моделировании. Добавьте материал, который нужно отшлифовать до нужных размеров, или уменьшите размеры, чтобы освободить место для грунтовки и краски.
Грунтовка и краска добавляют толщину и могут полностью скрыть мелкие детали вашей модели.
Шлифовка удаляет материал и делает вашу 3D модель менее прочной.
Пункты для улучшения адгезии краски
И напоследок несколько простых шагов для улучшения адгезии краски:
При работе с напечатанной 3D моделью надевайте чистые перчатки, чтобы защитить кожу от химикатов, а поверхность модели — от кожного жира.
Перед шлифовкой удалите загрязнения, вы же не хотите, чтобы грязь попала в вашу модель. Часто для этого хорошо подходит изопропиловый спирт (медицинский спирт) на мягкой безворсовой тряпке.
Используйте обычный пылесос с мягкой и чистой щеткой для удаления частиц после шлифовки.
Отшлифуйте все шероховатости, которые добавились во время грунтовки.
Всегда тестируйте химические вещества, такие как краска, чистящие растворители, шлифовка или другие материалы и варианты обработки, прежде чем переходить к конечной модели, которую вы хотите облагородить.
3D печать (эксклюзив) на заказ в Москве
Описание
Брендинг и реклама – одни из самых широких сфер применения 3D-печати. Чаще всего аддитивные технологии используются при изготовлении сувенирной продукции, но понемногу этот подход адаптируется и к производству крупных форм: указателей, табличек, вывесок. 3D-печати сложно конкурировать с традиционными методами в этих сферах, но она успешно дополняет лазерную резку и фрезеровку там, где сложно или невозможно использовать листовые материалы.
Преимущества 3D-печати в рекламе
Упрощение производства. Многие манипуляции производятся вручную либо при помощи дорогостоящего оборудования (например, раскрой и склеивание боковых пластин). 3D-принтер сразу печатает корпус изделия, нужно только дополнить его лицевой частью.
Сочетание материалов. Оборудование можно заправить двумя нитями разной фактуры, что дает оригинальный эффект. Добавление устойчивых к ультрафиолету филаментов позволяет сэкономить на защитной обработке конструкции и продлить срок ее службы.
Минимизация человеческого фактора. Итог работы зависит не от мастерства и самочувствия сотрудника, а от качества сырья и печати.
Изготовление сложных форм. Объемные конструкции с выраженным рельефом сложно сделать из классических листовых материалов. 3D-печать предоставляет практически неограниченные возможности для дизайнерской фантазии.
Используемые технологии
В нашем производственном арсенале находится 3D-принтер марки Diamond-Tech 640 x 640, работающий с нитями PLA и PETg. Оборудование с одинаковым успехом справляется как с печатью миниатюрных букв высотой до 5 см, так и с производством объемных конструкций высотой до 0,6 м. Среди его особенностей:
точный расчет себестоимости работы и сроков изготовления заказа – принтер сразу указывает необходимый объем полимерной нити и длительность процесса;
возможность печати скошенных боковин – бортовых частей конструкции с разной площадью лицевой и задней части;
опция попеременной печати, при которой используются нити разных цветов;
совместимость со многими файловыми форматами, среди которых ARTCUT, STL, СDR и SVG.
Используя Diamond Tech для формовки бортиков, можно получить от двух до пяти световых полос в разнообразных комбинациях. В палитре – 3 непрозрачных варианта и свыше 50 светопроницаемых оттенков. Этого набора достаточно для производства как классических букв, так и оригинальных конструкций – например, вывесок со светящимися боковинами или контуражной подсветкой.
3D-печать с жидким акрилом
Инновационную технологию 3D-печати лучше всего дополняет еще один современный метод, основанный на использовании жидкого акрила. Объемные буквы отпечатывают на принтере Diamond Tech, задние стенки производят при помощи фрезеровки, а лицевую часть обрабатывают специальным составом.
Как это происходит:
Приготовленную для обработки заготовку фиксируют на одном из столов сушильной платформы. Рабочее поле представлено в двух типоразмерах: 1200*1500 мм с шестью ультрафиолетовыми лампами ТМ Philips и 1500*2340 мм с двенадцатью лампами в комплекте.
После заполнения бака сырьем в процесс включается автодозатор. На основании заданных параметров он отмеряет необходимый объем жидкого акрила и распределяет его по лицевой поверхности заготовки.
Под воздействием ультрафиолетовых ламп жидкий акрил принимает твердую форму. На отвердевание состава без цветного пигмента требуется около 60 минут. Если в растворе есть цветной пигмент, время увеличивается до 80 минут.
Залитая лицевая сторона отлично держится на поверхности без дополнительного крепления к боковинам. Хорошую адгезию обеспечивает материал нитей, используемых в 3D-принтере, и специальная краска, которой обрабатывается внутренняя сторона алюминиевого профиля. Последняя также обеспечивает равномерное распределение подсветки по всей площади конструкции.
Плюсы комбинации «жидкий акрил и Diamond Tech»
Технология минимизирует воздействие человеческого фактора, ускоряет процесс производства и сводит на нет появление брака. При отвердевании жидкий акрил образует гладкую и прочную поверхность без сколов и других дефектов. Готовые вывески по эффектности свечения лишь немного уступают неоновым.
Молочный цвет жидкого акрила выглядит гораздо ярче традиционного листового варианта за счет добавления транслютенов. Для создания различных оттенков производитель предлагает более 15 вариантов пигментных паст, которые смешиваются в разных пропорциях. Необходимый колер подбирается по заводской формуле, что исключает отхождения от заданного цвета.
Оставить заявку на изготовление вывески по технологии 3D печать можно по телефону в Москве +7 (495) 645-21-70.
Видео
3d печать объемных буквы, заливка жидким акрилом
3d печать интерьерной вывески
Изготовление световых букв на 3d принтере
Проекты
Интерьерная вывеска с объемными буквами — Calibri
25 летие компании Абрикос
Можете ли вы 3D-печатать прозрачный пластик
Многие потребительские товары, от чехлов для мобильных телефонов до кухонной техники, используют прозрачность, чтобы улучшить как функциональность, так и внешний вид. Но в отличие от других материалов, традиционно используемых при прототипировании — пенопласта, глины, ткани — с полностью прозрачными материалами сложно манипулировать.
Теперь, когда 3D-печать была определена как решение проблем проектирования, вам может быть интересно, можно ли 3D-печать прозрачных материалов так же, как вы можете печатать непрозрачные пластмассы и фотополимеры.
Краткий ответ? Да!
Технология 3D-печати из нескольких материалов делает создание нестандартных полупрозрачных и прозрачных деталей проще, чем когда-либо. Читайте дальше, чтобы узнать больше о прозрачных материалах, о том, как работает 3D-печать, и о возможных применениях.
В чем разница между прозрачными, полупрозрачными и непрозрачными материалами?
Непрозрачные материалы полностью блокируют прохождение света, то есть через них ничего не видно. Большинство материалов, таких как цветной пластик, дерево и металл, непрозрачны.
Полупрозрачные или полупрозрачные материалы пропускают свет, но через них обычно не видно четких форм. Примеры распространенных полупрозрачных материалов включают вощеную бумагу, прозрачную ткань и матовое стекло.
Прозрачные материалы пропускают достаточно света, чтобы можно было четко видеть объекты на другой стороне материала. Прозрачное стекло, вода и целлофан — все это примеры распространенных прозрачных материалов.
Дизайнеры используют все эти типы материалов — и любую непрозрачность между ними — для разработки продукта. Для некоторых приложений могут потребоваться полупрозрачные материалы, а для других могут потребоваться полностью прозрачные компоненты.
Как можно печатать прозрачные материалы на 3D-принтере?
Как и в случае большинства методов 3D-печати, все зависит от области применения. Для грубых прототипов или инструментов одним из вариантов является технология FDM и прозрачная нить. При тщательной шлифовке и/или покрытии можно добиться определенной степени прозрачности.
Однако для высококачественных моделей или деталей для конечного использования может потребоваться гладкая поверхность и настоящая прозрачность. Фотополимерные материалы, такие как Stratasys VeroClear™ и VeroUltraClear™, разработаны для получения гладкой поверхности и высокой светопроницаемости для превосходной четкости.
Можно ли печатать акрилом на 3D-принтере?
ПММА, также известный как акрил, представляет собой прозрачный термопласт, часто используемый в качестве более прочной альтернативы стеклу. Для 3D-печати VeroClear и VeroUltraClear имитируют физические свойства акрила и могут сочетаться с тысячами вариантов непрозрачных цветов для полного спектра цветных прозрачных пленок.
VeroClear обладает такими же механическими свойствами, что и акрил, но обладает хорошей прочностью, жесткостью и ударопрочностью. VeroUltraClear обеспечивает превосходную улучшенную прозрачность и более низкий индекс желтого цвета для действительно прозрачных деталей.
Рыба напечатана на 3D принтере.
Каково практическое применение прозрачных материалов?
Товары народного потребления.
Для потребительских товаров применение 3D-печатных прозрачных материалов безгранично.
Включите прозрачность в прототипы упаковки для косметики, кухонных принадлежностей и контейнеров для еды и напитков. Тонированные прозрачные компоненты помогают создать реализм модели, помогая дизайнерам увидеть, как их идеи воплощаются в жизнь.
Изделия медицинские.
Для моделей, которым необходимо имитировать стекло или прозрачные полимеры для очков, идеально подходят VeroClear и VeroUltraClear. Nidek Technologies, итальянская компания, специализирующаяся на исследованиях и разработках в области офтальмологии, использовала VeroClear для создания прототипа специального нового оптического устройства.
Медицинские модели.
Для хирургического обучения или подготовки анатомические модели с прозрачными компонентами или стенками полезны при изучении сложных анатомических структур, таких как сосудистые системы. Прозрачные 3D-печатные материалы позволяют создавать индивидуальную прозрачную геометрию, открывая ряд возможностей для медицинских исследований и ухода за пациентами.
3D-печать прозрачным пластиком может обеспечить совершенно новый способ проектирования, будь то потребительские товары или медицинские исследования. Имея возможность создавать полностью настраиваемые прозрачные детали, вы можете создавать модели, которые показывают внутренние механизмы, точно представляют конечный продукт или допускают функциональное тестирование в реальных условиях.
Чтобы узнать больше о возможностях прозрачной 3D-печати, посетите страницы материалов для VeroClear и VeroUltraClear.
3D-печать из прозрачного пластика? Имитация акрила с помощью VeroUltraClear
В наши дни существует множество прозрачных продуктов, от чехлов для мобильных телефонов до кухонных приборов, которые могут использоваться как в функциональных, так и в эстетических целях. Однако с полностью прозрачными материалами может быть сложно манипулировать, в отличие от типичных материалов для прототипирования, таких как пена, глина, ткань.
Создание прототипов чехлов для мобильных телефонов с разным уровнем прозрачности
Итак, вопрос в том, можем ли мы печатать прозрачные материалы на 3D-принтере так же, как мы печатаем непрозрачные пластмассы и фотополимеры, для решения дизайнерских задач?
Ну, ответ ДА !
Технология 3D-печати из нескольких материалов от Stratasys делает создание нестандартных полупрозрачных и прозрачных деталей проще, чем когда-либо. Давайте углубимся в материалы и практическое применение.
Прозрачный, полупрозрачный и непрозрачный – что их отличает?
Когда дело доходит до разработки продукта, дизайнеры требуют использования всех типов материалов и любой степени непрозрачности между ними. Некоторым приложениям может потребоваться полупрозрачность, в то время как другим может потребоваться полная прозрачность компонентов.
Непрозрачные материалы обычно блокируют прохождение света, то есть через них ничего не видно. Цветной пластик, дерево и металл составляют большинство непрозрачных материалов.
Полупрозрачные или полупрозрачные материалы пропускают свет, но обычно сквозь них не видны четкие формы. Вощеная бумага, прозрачная ткань и матовое стекло являются одними из распространенных полупрозрачных материалов
Прозрачные материалы пропускают достаточно света, чтобы можно было четко видеть объекты на другой стороне материала. Прозрачное стекло, вода и целлофан являются одними из распространенных прозрачных материалов.
Способы 3D-печати прозрачными материалами
Это действительно зависит от приложения.
Для черновых прототипов или оснастки одним из вариантов является технология FDM и прозрачная нить. При тщательной шлифовке и/или покрытии можно добиться определенной степени прозрачности.
Однако для высококачественных моделей или деталей для конечного использования может потребоваться гладкая поверхность и настоящая прозрачность. Фотополимерные материалы, такие как Stratasys VeroClear и VeroUltraClear обеспечивают гладкую поверхность и высокую светопропускную способность для превосходной четкости с использованием технологии PolyJet.
Можно ли печатать акрил на 3D-принтере?
Акрил или ПММА — это прозрачный термопласт, который часто используется в качестве более прочной альтернативы стеклу.
Для 3D-печати VeroClear и VeroUltraClear могут имитировать физические свойства акрила, а также в сочетании с тысячами вариантов непрозрачных цветов для полного спектра цветных прозрачных пленок.
VeroClear обладает механическими свойствами, сходными с акриловыми, но с хорошей прочностью, жесткостью и ударопрочностью. VeroUltraClear обеспечивает превосходную улучшенную прозрачность и более низкий показатель желтого цвета для действительно прозрачных деталей.
Практическое применение
3D-печать из прозрачного пластика может предложить совершенно новый способ проектирования, будь то потребительские товары или медицинские исследования.
Применения для потребительских товаров бесконечны. Включите прозрачность в прототипы упаковки для косметики, кухонных принадлежностей и контейнеров для еды и напитков. Тонированные прозрачные компоненты помогают создать реализм модели, помогая дизайнерам воплотить свои идеи в жизнь.
Для моделей, которые должны имитировать стекло или прозрачные полимеры для очков, VeroClear и VeroUltraClear являются идеальным выбором для таких медицинских устройств . Nidek Technologies, итальянская компания, специализирующаяся на исследованиях и разработках в области офтальмологии, использовала VeroClear для создания прототипа специального нового оптического устройства.
Анатомические модели с прозрачными компонентами или стенками полезны при обучении или подготовке к операции при изучении сложных анатомических структур, таких как сосудистая система. Прозрачные 3D-печатные материалы позволяют создавать индивидуальную прозрачную геометрию, открывая ряд возможностей для медицинских исследований и ухода за пациентами.
Координатный стол своими руками, простой мастер-класс и советы
Skip to content
Search for:
Главная » Столы » Самодельный
Самодельный
На чтение 8 мин. Просмотров 16.6k.
Для правильной эксплуатации сверлильного оборудования необходимо несколько дополнительных приспособлений, которые облегчат работу мастера и увеличат его эффективность. В частности, нужна специальная рабочая поверхность для оснащения станка, повышающая производительность устройства. Хороший координатный стол своими руками сделать не так уж и просто, однако это возможно. Опытный специалист соберет его, хорошо сэкономив деньги на покупке заводского оборудования.
Содержание
Преимущества и недостатки самостоятельного изготовления
Выбор конструкции
Материалы и механизмы конструктивных элементов
Основание
Привод
Направляющие
Устройство перемещения
Пошаговый алгоритм изготовления бытового стола с механическим приводом
Видео
Координатный стол представляет собой дополнительную конструкцию к фрезерному, сверлильному металло- или деревообрабатывающему станку. Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Самодельные координатные столы имеют достоинства:
небольшие габариты;
простую конструктивную форму;
управляются механическим способом;
используются в кустарном производстве.
Их главное достоинство – экономия денежных средств. Изготовление такой конструкции с нуля обойдется гораздо дешевле, чем покупка заводского манипулятора. Конечно, есть и ряд сложностей при самостоятельном изготовлении. Нужен подходящий чертеж, в соответствии с которым будет задана требуемая траектория движения заготовки. Если чьих-то наработок нет, то придется создавать его самостоятельно, но любая погрешность при черчении схемы даст о себе знать во время работы. Кроме того, стол, сделанный своими руками, подойдет только для мелкого производства, так как простейшие самодельные механизмы изнашиваются гораздо быстрее фабричных.
Для серийного производства деталей и их обработки подойдет только заводская модель координатного стола.
Простая конструктивная формаНебольшие габаритыУправление механическим способомЭкономия денежных средств
Выбор конструкции
При выборе конструкции нужно определиться с ее размерами. Если на координатный стол будет устанавливаться техника, обрабатывающая деталь, то его габариты должны быть учтены обязательно. Если он нужен для фиксации заготовки, то монтируется на станине сверлильного оборудования, а по ширине и длине составит около 35 х 35 см.
Различают столы и по типу крепления:
При изготовлении координатного стола своими руками конструкция оснащается механическим креплением. Это наиболее простое решение с точки зрения реализации, но оно имеет ряд недостатков. Например, часто приводит к погрешностям при обработке, и есть риск деформации поверхности изделия.
Вакуумный крепеж считается лучшим вариантом. С его помощью обеспечивается точное позиционирование заготовки на горизонтальной плоскости. При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).
Крепление под весом заготовки подходит, если при использовании сверлильного станка нужно обработать тяжелые детали. За счет своей массы базируемое изделие остается на том же месте даже при сильном воздействии.
От количества степеней свободы зависит функциональность стола:
Если она одна, то заготовку можно двигать только в одном направлении (это хороший вариант для обработки плоских изделий).
При наличии двух степеней становится возможным перемещение заготовки по X и Y координатам.
Если же их три, то движение детали может осуществляться вверх, вниз и по координате Z.
Если стол изготавливается для домашнего производства и обработки деталей, то использования двух степеней свободы более чем достаточно.
При изготовлении координатного стола своими руками важно определиться, для каких именно целей он будет использоваться.Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок. Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы.
МеханическоеВакуумноеКрепление под весом заготовки
Материалы и механизмы конструктивных элементов
От материала изделия зависит долговечность конструкции и себестоимость. Следует сразу решить, каким будет стол – стальным, алюминиевым или чугунным. Второй важный шаг – определиться с механизмом управления. Следует также решить, каким должен быть привод – механическим или электрическим. Третий шаг – выбрать направляющие. Это повлияет на точность обработки заготовок.
Основание
Для основы берутся следующие материалы:
Чугун. Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.
Сталь. Материал самый высокопрочный и долговечный. Главный его недостаток – это стоимость. Не каждый мастер сможет приобрести его.
Алюминий. С легким и мягким материалом проще работать. Он не такой дорогой, как сталь. Но для изготовления крупногабаритного стола не подойдет, так как не выдержит тяжелый вес больших заготовок. Для создания мини-оборудования это – идеальный вариант.
Если мастер обрабатывает заготовки из металла, то лучше делать стол из стали или чугуна. Правда, стоит сразу оценить свои затраты: возможно, приобретение готового манипулятора обойдется дешевле, что дорогого железа. Для работы с деревом или пластиком подойдет алюминиевая столешница.
ЧугунСтальАлюминий
Привод
Привод – это механизм управления, с помощью которого координатный стол будет менять свое положение. Он бывает:
Механическим. Его проще всего изготовить своими руками. Он позволяет существенно снизить себестоимость стола. За основу берется обычная винтовая или ременная передача – этого достаточно для налаживания мелкосерийного производства. Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
Электрическим. Гарантирует нулевую погрешность при выполнении рабочих операций, однако сделать его своими руками очень сложно. Часто встречается в заводских моделях столов. Если вблизи с рабочим местом нет собственного источника питания, этот вариант не подойдет.
В отдельную категорию координатных столов стоит отнести модели с ЧПУ (числовым программным управлением). Это высокотехнологичное оборудование, которое применяется крупными предприятиями для производства в огромных объемах. Их главные достоинства: хорошая производительность, а также полная или частичная автоматизация процесса. Недостатки: высокая стоимость, для некоторых деталей такой привод не подойдет.
МеханическийЭлектрическийС ЧПУ
Направляющие
Точность обработки заготовки зависит от этих элементов, поэтому их нужно подобрать правильно. Из числа тех, которые можно сделать своими руками, выделяют следующие:
Рельсовые. Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
Цилиндрические. Применение направляющих округлой формы чревато большим нагревом из-за трения. Для станков так называемой малой категории они подходят, но придется смазывать все механизмы вручную.
Направляющие изготавливают с кареткой и подшипниковыми узлами. Использование подшипников скольжения обеспечит высокую точность обработки детали. Применение опоры вала качения уменьшит трение и продлит срок службы манипулятора.
Подшипник качения может привести к появлению заметного люфта, что снижает точность обработки заготовки.
Каретка – это блок направляющих (узел механизма), который непосредственно по ним перемещается. Она может предусматривать увеличенные размеры фланца, что позволяет крепить ее с нижней стороны стола. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
Рельсовые направляющие и кареткаЦилиндрические
Устройство перемещения
Выбирая устройство перемещения, следует ответить на ряд вопросов:
Какой должна быть скорость обработки.
Какая точность позиционирования допустима при выполнении рабочих операций.
Насколько производительное оборудование будет использоваться.
Ременное устройство перемещения применяется при изготовлении самодельных координатных столов чаще всего. По стоимости оно обходится выгодно, однако имеет ряд недостатков. Ремень достаточно быстро изнашивается, а также может растянуться в ходе эксплуатации. Кроме того, из-за его проскальзывания снижается точность работы подвижного элемента.
Шарико-винтовая передача – более долговечный и надежный вариант. Несмотря на малые габариты устройства, у него хорошая нагрузочная способность, а перемещение осуществляется равномерно и с большой точностью. Плавный и практически бесшумный ход, а также высокое качество обработки поверхностей – далеко не все преимущества ШВП. Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Зубчато-реечные устройства обеспечивают высокую скорость и точность проводимых работ, выдерживают большие нагрузки, легко поддаются монтажу и надежны в эксплуатации. Погрешность при передаче зубчатой рейки предельно низкая. Если их размер не подошел, то они проходят операцию подгонки.
Ременная передачаШарико-винтоваяЗубчато-реечная
Пошаговый алгоритм изготовления бытового стола с механическим приводом
Чтобы изготовить координатный стол с самым простым, механическим приводом, необходимо следовать инструкции:
Нужно изготовить центральный узел стола в виде крестовины из металлических профилей 20 х 20 см (толщиной 2 мм). Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
На поверхности готовой крестовины собрать каретки с ходом 94 мм.
Профили обработать напильником, после чего в него вставить гайки М10.
На шпильках М10 произвести сборку рукояток с подшипниковым узлом.
Далее следует сварить два П-образных основания из уголка, а затем собрать всю конструкцию на болтах, которые были вкручены в запрессованные ранее гайки.
Все узлы, а также подвижные части протереть смазочным материалом.
Собранный столик нужно прикрепить к станине сверлильного станка.
Чтобы смазанные элементы конструкции были защищены от попадания стружки или других отходов при обработке заготовки, между координатным столом и станком желательно проложить фанеру. Габариты готового манипулятора составят 35 х 35 см, а толщина изделия – 6,5 см. Желательно, чтобы полная длина направляющих была около 30 см.
Изготовить центральный узел стола в виде крестовиныНа поверхности готовой крестовины собрать кареткиПрофили обработать напильником, вставить гайкиНа шпильках произвести сборку рукояток с подшипниковым узломСварить два П-образных основания из уголкаСобрать всю конструкциюВсе узлы, подвижные части протереть смазочным материаломПрикрепить к станине сверлильного станка
Видео
( 2 оценки, среднее 5 из 5 )
Поделится с друзьями
Adblock detector
Таблицы координат XY — Базус
Предыдущий
Следующий
Фиксированные двухкоординатные поперечные столы, предназначенные для использования на сверлильных и фрезерных станках, специальных узлах передачи и в любых механических приложениях, в которых необходимо контролировать перемещение по осям X-Y.
Двухосевой многофункциональный координатный стол XY с фиксированным основанием для профессионального использования.
Координатные столы серии MF, разработанные для точных работ, оптимальны для сверления, вертикального сверления, горизонтального сверления, фрезерования, сварки, систем переноса, держателей инструментов и любых других механических применений, где требуется точное управление по осям XY.
Надежная и надежная конструкция XY Crosstable позволяет выполнять большое количество операций, сохраняя при этом точность и повторяемость позиционирования при любом типе линейного позиционирования. Классика отрасли, гарантирующая долгий срок службы.
Все элементы ручных координатных столов серии MF изготовлены из чугуна (высококачественный стабилизированный серый чугун GG25), что придает ему исключительную механическую жесткость.
Двухосевой многофункциональный координатный стол XY с фиксированным основанием для профессионального использования на станках с охлаждающей жидкостью.
Предназначена для точных работ серия координатных столов MF DRILL аналогична серии MF, но для работ с применением охлаждающих жидкостей, сверл и т.д. В комплектацию DRILL входят: канавки для сбора хладагента, маховик большого диаметра, телескопические защиты на продольной оси для механизма гайки и шпинделя и регулируемого упора для перемещения по оси X.
Координатный стол MF DRILL оптимален для операций сверления, вертикального сверления, горизонтального сверления, фрезерования, сварки, систем переноса, держателей инструмента и для любого другого механического применения, где необходим точный контроль положения XY.
Надежная и надежная конструкция линейного стола позволяет выполнять большое количество операций, сохраняя при этом точность и повторяемость позиционирования при любом типе линейного позиционирования. Промышленный стандарт и прочный координатный стол, обеспечивающий длительный срок службы.
Все элементы ручных координатных столов серии MF DRILL изготовлены из чугунного сплава (высококачественный стабилизированный серый чугун GG25), что придает ему исключительную механическую жесткость.
Двухосевой многофункциональный координатный стол XY с поворотным основанием для профессионального использования.
Предназначен для высокоточных работ, где помимо точного контроля положения XY также необходимо угловое позиционирование. Применение в машинах для тампопечати, специальных машинах, фрезерных станках, позиционировании головок и любых других механических приложениях, где необходимо управление положением XY и углом G.
Нижнее основание позволяет выполнять угловое позиционирование на 360º путем ручного вращения стола XY относительно центральной оси. Он включает в себя гравировку градуированного сектора 180, чтобы можно было измерить угловое позиционирование.
Все элементы ручных координатных столов серии MG изготовлены из чугунного сплава (высококачественный стабилизированный серый чугун GG25), что придает ему исключительную механическую жесткость.
Легкий двухосевой координатный стол XY для профессионального использования.
Предназначен для высокоточных работ, где требуется точное управление по осям XY. Применяется для тампонных печатных машин, специальных машин, фрезерных станков, позиционирования головок и любого другого механического применения, где необходимо управление положением по осям XY.
Все элементы ручных координатных столов серии FL изготовлены из чугунного сплава (высококачественный стабилизированный серый чугун GG25), что придает ему исключительную механическую прочность.
Высокоточный XY двухосевой координатный стол.
Предназначен для полной регулировки и точных работ, где помимо точного контроля положения XY также необходимо угловое позиционирование. Применяется для тампонных печатных машин, специальных машин, фрезерных станков, позиционирования головок и любого другого механического применения, где необходимо управление положением XY и углом G.
Нижнее основание позволяет выполнять угловое позиционирование на 360º путем ручного вращения стола XY относительно центральной оси. Он включает в себя гравировку градуированного сектора 180º, чтобы можно было измерить размер углового позиционирования.
Все элементы ручных координатных столов серии GL изготовлены из сплава чугуна (высококачественный стабилизированный серый чугун GG25), что придает ему исключительную механическую жесткость.
Страница не найдена 404
Что случилось?
Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Двухсторонний рейсмусовый станок MB204 (KDE), China по выгодной цене на сайте Knavi с доставкой в любой регион.
MB204 | KDE
Серия: MB2
Размер заготовки 280мм x 390мм
Тип Двусторонний рейсмусовый станок
Толщина заготовки 5мм — 120мм
Скорость вращения шпинделя 7500об/мин
Цена и условия
Цена по запросу
Получить КП
* Цена рассчитана на основе параметров: конфигурация оборудования — стандартная, город доставки — Москва. Стоимость товара и условия продажи не являются публичной офертой.
Нажмите здесь
для ознакомления с текущей конфигурацией.
Характеристики
Общие характеристики
Тип
Двусторонний рейсмусовый станок
Производительность
Размер заготовки
280мм x 390мм
Толщина заготовки
5мм — 120мм
Макс. глубина строгания
2мм / 4мм
Подачи
Скорость подачи
6м/мин — 8м/мин
Инструмент
Скорость вращения шпинделя
7500об/мин
Двигатели и источник питания
Общая мощность двигателей
7кВт
Напряжение
380В / 50Гц
Габаритный размер и вес
Вес
450кг
Габаритная длина
950мм
Габаритная ширина
770мм
Габаритная высота
1180мм
*Технические характеристики могут быть изменены без предварительного уведомления.
Серия
MB203
MB203C
MB204
Общие характеристики
Тип
Двусторонний рейсмусовый станок
Двусторонний рейсмусовый станок
Двусторонний рейсмусовый станок
Производительность
Размер заготовки
280мм x 290мм
250мм x 300мм
280мм x 390мм
Толщина заготовки
5мм — 120мм
130мм
5мм — 120мм
Макс. глубина строгания
2мм / 4мм
3мм / 8мм
2мм / 4мм
Подачи
Скорость подачи
8м/мин — 10м/мин
7м/мин — 11м/мин
6м/мин — 8м/мин
Инструмент
Скорость вращения шпинделя
7500об/мин
6000об/мин
7500об/мин
Двигатели и источник питания
Общая мощность двигателей
5.2кВт
7кВт
7кВт
Напряжение
380В / 50Гц
380В / 50Гц
380В / 50Гц
Двусторонние рейсмусовые станки QUADRO 240, 263
Характеристики
Ширина строгания мм 445; 635
Скорость подачи м/мин 5 — 25
Мощность кВт 13; 18,5
Вес кг 2600; 3200
Задать вопрос менеджеру 8 (800) 505 89 91
Цена по запросу
Двусторонние рейсмусы QUADRO – надежное решение для тяжелой и интенсивной работы
Двустороннее строгание с высокой точностью мебельных щитов, бруса, досок и других заготовок
Конструктивные особенности
Нижний ножевой вал
Удобная замена ножей нижнего фуговального вала. Для этого вал выдвигается по направляющим.
Верхний ножевой вал
Удобный доступ к верхнему ножевому валу. При поднятой крышке срабатывает концевик и исключает запуск станка, что обеспечивает безопасную замену ножей.
Станина и стол станка
Выполнены литыми, что обеспечивает гашение вибраций и высокую точность обработки.
Подающий конвейер
Подача заготовки осуществляется конвейером с подпружиненными пальчиковыми прижимами. Каждый прижимной палец независимо от других подпружинен, а сама заготовка прижата на всем пути нахождения в станке. Также возможна одновременная подача нескольких разнотолщинных заготовок.
Система привода
Пульт управления
Подъёмные винты
Верхний ножевой вал и подающий транспортер поднимаются и опускаются на 4-х винтовых опорах, что исключает перекос и гарантирует высокую точность. От попадания пыли и грязи винты закрыты кожухами. Концевые выключатели ограничивают ход стола.
Привод нижнего ножевого вала
Осуществляется посредством 3-х клиновых ремней. Удобно расположен сбоку станка и оснащен рукояткой для быстрого снятия ремней. В соответствии с нормами безопасности привод закрыт кожухом.
Автоматическая централизованная система смазки конвейера
Централизованная система смазки станка
Обеспечивает смазку основных узлов и механизмов станка с помощью ручного насоса. Это существенно экономит время на обслуживание станка.
Настройка толщины съема фуговального вала
Осуществляется с помощью маховика. Отображение размера по миллиметровой шкале.
Настройки толщины съема рейсмусового вала
Секционный подающий вал
Перед рейсмусовым (верхним) ножевым валом заготовку подает секционный валец, что позволяет обрабатывать сразу несколько разнотолщинных заготовок.
Электрокомпоненты
В станке используются качественные электрокомпонты Schneider Electric и Siemens.
Дополнительные ролики
В комплект поставки входят 3 дополнительных поддерживающих ролика на выходе и один ролик на входе. Удобно при обработке длинномерных заготовок.
Аспирационные патрубки
Эксгаустерные отверстия на верхнем и нижнем ножевом валу Ø150 мм.
ЗИП
В комплекте со станком ключи, прессмасленка для обслуживания станка и руководство по эксплуатации.
Наши преимущества
Характеристики
Модель
Ширина обработки мм
Толщина обработки мм
Скорость подачи м/мин
Минимальная длина обработки мм
Скорость вращения ножевых барабанов об/мин
Мощность верхнего строгального вала кВт
Мощность нижнего строгального вала кВт
Мощность подачи кВт
Мощность подъема/опускания верхней траверсы кВт
Габаритные размеры (Д х Ш х В) мм
Вес кг
240
263
445
630
10 — 200
10 — 200
5 — 25
5 — 25
310
310
4800
4800
5,5
7,5
0,75
0,75
2830 х 940 х 1780
2900 x 1180 x 1830
2600
3200
Сервис
48ч
Качество и оперативность
Выезд на объект в течение 48 часов после обращения.
Умеренные цены
Одни из самых доступных цен на рынке
Pro
Высококвалифицированные специалисты
Штат фирмы укомплектован специалистами высочайшего уровня, способными не только устранить неполадку, но и проконсультировать по эксплуатационным качествам оборудования и дать рекомендации по его использованию.
Двусторонний строгальный станок серии
Super XP 25″ – Extrema Machinery Company
Подробности
Характеристики
Строгальный станок Super XP от Extrema имеет скорость подачи 20-130 футов/мин, систему карданного вала, сегментированные подающие ролики, 12 комплектов подающих роликов, подачу фуганкового типа, запатентованные верхние и нижние ножевые головки Super Slide out, пневматический прижим валы, станина с твердым хромированным покрытием, опционально длинный подающий стол, дисковые тормоза, массивная четырехстоечная система подъема и доступна с ножевыми головками Vector, Stealth, Mach или Straight Knife.
Запатентованные верхняя и нижняя режущие головки Super Slide , выдвижные ножевые головки
Сегментированный прижимной валик соответствует дереву вариаций без ущерба для прочности и долговечности
Подача фуганка
Скорость подачи 39 – 130 футов/мин
Цифровой контроллер толщины с ПЛК
Ножевые головки 6000 об/мин
Прижимные ролики с пневматическим приводом
Долговечная станина с твердым хромовым покрытием для повышенной прочности и плавной подачи
Прочная и надежная система карданного вала
Верхний и нижний подающие ролики с электроприводом обеспечивают превосходное сцепление с крупным материалом
Единственный рубанок на рынке с дисковыми тормозами
Предлагается с ножевыми головками VECTOR, MACH, STEALTH или с прямыми ножами
Массивная четырехстоечная система подъема
Плавный пуск звезда-треугольник
Централизованная система смазки
Амперметры нагрузки
Устройство автоматического измерения толщины для точной толщины позиционирование
Обнаружение прерывания по перегрузке
Блокировка высоты предотвращает перемещение ножевой головки во время работы машины
12 комплектов приводных роликов подачи для положительной тяги подачи
Мощная и гибкая система подачи
Высокие скорости подачи и производительность строгания делают секционный подающий ролик, пневматическую регулировку давления и опорные ролики с приводом от вала. Валы обеспечивают многолетнюю бесперебойную работу, а подающие ролики с пневматической нагрузкой позволяют выполнять регулировку для каждого применения. Сегментированные подающие ролики позволяют строгальному станку обрабатывать материал различной толщины.
Мощность: 50/40 л.с. Напряжение: 230 В / 460 В Фазы: 3 фазы
Ширина: 25 дюймов Верхний двигатель: 50 л.с. Нижний двигатель: 40 л.с. Подъемный двигатель: 2 л.с. Двигатель подачи: 5 л.с. Максимальная толщина: 8 дюймов Минимальная толщина: 3/8 дюйма Минимальная длина на складе: 15-1/2 дюйма Режущая головка об/мин: 6000 Доступ к верхнему резаку: Супер слайд Доступ к нижнему резцу: Super Slide Дисковые тормоза: Да Система подачи: Сегмент. Ролик Система привода: вал Скорость подачи: 39–130 фут/мин CFM Требования: 3000 АМП (220 В/440 В): 238 А / 119 А
Вес: 9610 фунтов
Вам также может понравиться
Строгальный станок
Super XP от Extrema имеет скорость подачи 20-130 футов/мин, систему карданного вала, сегментированные подающие ролики и многое другое.
Строгальный станок
Super XP от Extrema имеет скорость подачи 20-130 футов/мин, систему карданного вала, сегментированные подающие ролики и многое другое.
Подробности
Характеристики
Строгальный станок Super XP от Extrema имеет скорость подачи 20-130 футов/мин, систему карданного вала, сегментированные подающие ролики, 12 комплектов подающих роликов, подачу фуганкового типа, запатентованные верхние и нижние ножевые головки Super Slide out, пневматический прижим валы, станина с твердым хромированным покрытием, опционально длинный подающий стол, дисковые тормоза, массивная четырехстоечная система подъема и доступна с ножевыми головками Vector, Stealth, Mach или Straight Knife.
Запатентованные верхняя и нижняя режущие головки Super Slide , выдвижные ножевые головки
Сегментированный прижимной валик соответствует дереву вариаций без ущерба для прочности и долговечности
Подача фуганка
Скорость подачи 39 – 130 футов/мин
Цифровой контроллер толщины с ПЛК
Ножевые головки 6000 об/мин
Прижимные ролики с пневматическим приводом
Долговечная станина с твердым хромовым покрытием для повышенной прочности и плавной подачи
Прочная и надежная система карданного вала
Верхний и нижний подающие ролики с электроприводом обеспечивают превосходное сцепление с крупным материалом
Единственный рубанок на рынке с дисковыми тормозами
Предлагается с ножевыми головками VECTOR, MACH, STEALTH или с прямыми ножами
Массивная четырехстоечная система подъема
Плавный пуск звезда-треугольник
Централизованная система смазки
Амперметры нагрузки
Устройство автоматического измерения толщины для точной толщины позиционирование
Обнаружение прерывания по перегрузке
Блокировка высоты предотвращает перемещение ножевой головки во время работы машины
12 комплектов приводных роликов подачи для положительной тяги подачи
Мощная и гибкая система подачи
Высокие скорости подачи и производительность строгания делают секционный подающий ролик, пневматическую регулировку давления и опорные ролики с приводом от вала. Валы обеспечивают многолетнюю бесперебойную работу, а подающие ролики с пневматической нагрузкой позволяют выполнять регулировку для каждого применения. Сегментированные подающие ролики позволяют строгальному станку обрабатывать материал различной толщины.
Мощность: 50/40 л.с. Напряжение: 230 В / 460 В Фазы: 3 фазы
Ширина: 25 дюймов Верхний двигатель: 50 л.с. Нижний двигатель: 40 л.с. Подъемный двигатель: 2 л.с. Двигатель подачи: 5 л.с. Максимальная толщина: 8 дюймов Минимальная толщина: 3/8 дюйма Минимальная длина на складе: 15-1/2 дюйма Режущая головка об/мин: 6000 Доступ к верхнему резаку: Супер слайд Доступ к нижнему резцу: Super Slide Дисковые тормоза: Да Система подачи: Сегмент. Ролик Система привода: вал Скорость подачи: 39–130 фут/мин CFM Требования: 3000 АМП (220 В/440 В): 238 А / 119 А
Вес: 9610 фунтов
Вам также может понравиться
Страница не найдена 404
Что случилось?
Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Протестировать сейчас Machineseeker — Приложение !
⛽️ Рейсмусовый станок JET 230 В JWP-12L с доставкой по России. Цены и характеристики.
Оборудование для дерева — Строгальные станки — Рейсмусы — Рейсмусовый станок JET 230 В JWP-12L
PRO-AZS — Гипермаркет оборудования.
Рейсмусовый станок JET 230 В JWP-12L — переносной рейсмусовый станок популярного компактного класса, широко востребованный благодаря сочетанию мобильности, производительности, надежности и сравнительно невысокой цены. Конструкция удачно совмещает традиционные хорошо зарекомендовавшие себя решения с новыми. Например, подающий и принимающий валы теперь имеют покрытие из светлой резины – в случае пробуксовки они не будут оставлять черных следов. Механизм регулировки высоты строгальной части помимо традиционной регулировочной шкалы имеет индикатор отображения глубины съема. Подставив заготовку под его щуп можно узнать, какую толщину будут срезать ножи, и скорректировать этот параметр, если потребуется (максимальное рекомендованное значение 1,6 мм по всей ширине и 2,4 мм, если деталь менее 150 мм в поперечнике).
Строгальный барабан оснащен двумя двухсторонними лезвиями, при замене которых не требуется регулировать выступ, что существенно упрощает процедуру. В комплекте со станком поставляется магнитный держатель для облегчения установки и извлечения ножей.
Улучшенная конструкция системы аспирации обеспечивает эффективное удаление стружки как при подключении к строительному пылесосу через тонкий шланг (50 или 64 мм), так и при работе с вытяжными установками со 100-миллиметровым рукавом. В последнем случае адаптер обеспечивает дополнительный приток воздуха в систему, необходимый для ее нормального функционирования.
Технические характеристики рейсмусового станка JET JWP-12L
org/PropertyValue»> Рейсмус: Глубина строгания, мм 1.6
Рейсмус: Длина рабочего стола, мм 710
Длина ножа, мм 320
Ширина ножа, мм 12
Толщина ножа, мм 1,5
Габариты без упаковки, мм 500х710х465
Длина, мм 500
Ширина, мм 710
org/PropertyValue»> Высота, мм 465
Преимущества рейсмусового станка JET JWP-12L
JET 230 В JWP-12L защитный автомат отключения при перегрузке по току
Измеритель глубины строгания со стрелочным индикатором
Обрезиненные подающие валы
Регулировка высоты строгания вращающейся рукояткой
Откидные подающий и разгрузочный столы
Гарантия производителя 2 года на товары JET
Доставка по Москве и Московской Области
Доставка осуществляется в любой день по желанию клиента .
Стоимость доставки уточняйте у менеджеров по телефону +7 (495)127-70-05 или 8 (800) 511-88-23
Время доставки: В любой день недели в любое удобное для вас время
Доставка по Роcсии
Для отправки по России необходима предоплата. Отправка через транспортные компании: «Деловые линии», «ПЭК», «Желдорэкспедиция» и «КИТ». Доставка до других тк оплачивается отдельно и зависит от суммы заказа и расположения транспортной компании.
Отгрузка осуществляется в течении 3-5 рабочих дней с момента поступления денег на наш р/с. Стоимость доставки от Москвы до вашего города вы оплачиваете напрямую транспортной компании при получении товара у себя в городе.
При оформлении заказа просим вас указывать способ отправки груза. Стоимость доставки от Москвы до вашего города вы можете уточнить в транспортных компаниях. Для беспрепятственного получения товара в своем городе, просим вас указывать работающие телефоны.
Внимание частных лиц!
Для получения товара в транспортной компании у вас в городе просим вас указывать ваши паспортные данные для внесения их в транспортные документы.
Наличный расчет при самовывозе или курьерской доставке.
Безналичный расчет. Вы можете заказать счет на юридическое или физическое лицо.
Для выписки счета вам необходимо прислать реквизиты вашей организации или ФИО на zakaz@pro-azs. ru
При оплате по безналичному расчету мы предоставляем следующие финансовые документы: счет, накладную, счет-фактуру. Так же мы можем заключить договор на поставку. Цены при заказе по безналичному расчету указаны с НДС.
Рейсмусовый станок JET 230 В JWP-12L
Запрос успешно отправлен менеджеру магазина! Скоро вам перезвонят.
Переносной рейсмусовый станок JET JWP-12
Легкий и компактный рейсмусовый станок JET JWP-12 предназначен для индивидуального использования в столярных мастерских и «на выезде» в условиях стройки. Благодаря коллекторному мотору он весит всего 30 кг, обладая при этом мощностью 1,8 кВт. Двигатели этого типа требовательны к соблюдению температурного режима, поэтому JWP-12 оснащен датчиком перегрева, отключающим питание, когда нужен перерыв на охлаждение.
По качеству строгания станок не уступает стационарным моделям начального уровня, напротив, высокая скорость вращения ножевого вала делает его в ряде случаев более предпочтительным. Есть все стандартные системы, характерные и для стационарных аналогов: механизм автоподачи, подающий и разгрузочный столы с роликами (для удобства транспортировки и хранения они сделаны складными), ролики сверху корпуса для обратной подачи заготовки. Регулировку высоты ножевого вала, в зависимости от размера детали, производят единственной вращающейся рукояткой.
Накопленный опыт эксплуатации JWP-12 показал, что при соблюдении всего нескольких простых правил станок очень долговечен и надежен. Требуется лишь избегать работы без подключения к пылеотсосу и вовремя прочищать все механизмы от стружки.
Важное достоинство строгальных станков Jet на фоне аналогов других марок – надежное снабжение расходными материалами, в частности сменными ножами, причем модель JWP-12 изначально поставляется с запасным комплектом качественных лезвий из быстрорежущей стали.
ОСОБЕННОСТИ:
Система отключения при перегрузке
Регулировка высоты строгания вращающейся рукояткой
Откидные роликовые подающий и разгрузочный столы
Технические характеристики станка JET JWP-12:
Модель
JWP-12
Артикул (230 В)
10000840M
Потребляемая мощность
1,8 кВт
Тип двигателя
Коллекторный
Режим работы
Повторно кратковременный
Частота вращения строгального вала
9000 об/мин
Диаметр строгального вала
48 мм
Размер ножей (ДхШхТ)
319 х 18 х 3 мм
Количество ножей
2
Скорость подачи заготовки
7 м/мин
Максимальная ширина заготовки
318 мм
Максимальная высота заготовки
153 мм
Максимальная глубина строгания за один проход
2,5 мм
Максимально допустимая глубина строгания за один проход по всей ширине
1,0 мм
Минимальная длина заготовки
130 мм
Длина рейсмусового стола (с удлинителями)
295 (690) мм
Диаметр вытяжного штуцера
100 мм
Габаритные размеры (ДхШхВ)
580 х 560 х 465 мм
Вес
27 кг
Комплектация:
Два комплекта ножей из быстрорежущей стали (один установлен на валу)
Брошюра с полной информацией доступна по ЭТОЙ ССЫЛКЕ
Цифровое считывание для 15- и 20-дюймовых строгальных станков
709209
Регулируемая роликовая подставка 12,5 дюйма
Строгальный станок JET JWP-208-1 быстро и бесшумно превращает грубые пиломатериалы в гладкие доски с полной шириной строгания 20 дюймов. Его сверхпрочный чугун и сталь конструкция обеспечивает устойчивость и поддержку заготовки, а удобно расположенный двухскоростной редуктор позволяет быстро и легко регулировать скорость подачи. Эта машина означает бизнес с мощным Асинхронный двигатель мощностью 3 л.с. Вы по достоинству оцените наборы из трех стальных подающих и разгрузочных роликов, которые помогают предотвратить надоедливый бекас. Большой чугунный стол с гладкой, как стекло, поверхностью делает этот рубанок красивое дополнение к магазину. А поскольку строгальные станки поднимают много пыли, мы упростили сбор пыли с помощью эксклюзивного 4-дюймового пылесборника, расположенного под углом, чтобы шланг не мешал.
Четыре режущих ножа из быстрорежущей стали обеспечивают более быструю и плавную резку.
Прочная конструкция из чугуна и стали для дополнительной прочности и долговечности
Двухскоростной редуктор с автоматическим натяжителем цепи позволяет регулировать скорость подачи в соответствии с вашими потребностями.
Большой чугунный стол с прецизионной шлифовкой для точной поддержки заготовки
Мощный асинхронный двигатель TEFC мощностью 3 л.с. с трехклиновой ременной передачей для плавной и стабильной мощности
Комплекты из трех стальных подающих и разгрузочных роликов для предотвращения выстрелов из лука.
Позитивный зубчатый привод перемещает стол быстро и точно
Рабочий стол прецизионно отшлифован и отполирован для стабильной работы
Большой маховик с принудительной зубчатой передачей позволяет быстро и точно регулировать стол.
Шкала высоты с шагом 1/16 дюйма позволяет выполнять наиболее точную настройку для тонкой резки.
5-дюймовый пылесборник обеспечивает эффективный сбор стружки и пыли
Цельное сварное стальное основание обеспечивает надежную поддержку и устойчивость
Магнитное управление обеспечивает долгий срок службы и надежность
Строгальный станок с винтовой головкой JWP-208HH-1 быстро и бесшумно превращает грубые пиломатериалы в гладкие доски с полной шириной строгания 20 дюймов. Его сверхпрочный чугун и сталь конструкция обеспечивает устойчивость и поддержку заготовки, а удобно расположенный двухскоростной редуктор позволяет быстро и легко регулировать скорость подачи. Эта машина означает бизнес с мощным Асинхронный двигатель мощностью 5 л.с. в сочетании с корпусом режущей головки со спиральной вставкой 92 твердосплавных ножа, расположенных в шахматном порядке. Вы по достоинству оцените наборы из трех стальных подающих и разгрузочных роликов, которые помогают предотвратить раздражающие бекас. Большой чугунный стол с гладкой, как стекло, поверхностью делает этот станок прекрасным дополнением к магазину.
Особенности:
Спиральная режущая головка со сменными твердосплавными пластинами для превосходной обработки и более тихой резки
Прочная конструкция из чугуна и стали для дополнительной прочности и долговечности
Двухскоростной редуктор с автоматическим натяжителем цепи позволяет регулировать скорость подачи в соответствии с вашими потребностями.
Большой чугунный стол с прецизионной шлифовкой для точной поддержки заготовки
Мощный асинхронный двигатель TEFC мощностью 5 л.с. с трехклиновой ременной передачей для плавной и стабильной мощности
Привод с принудительной передачей перемещает стол быстро и точноЧугунные столы подачи и разгрузки поставляются со станком
Большой маховик с принудительной зубчатой передачей позволяет быстро и точно регулировать стол. Шкала высоты с шагом 1/16 дюйма позволяет выполнять самые точные операции. корректировки для тонкой резки
5-дюймовый пылесборник обеспечивает эффективный сбор стружки и пыли
Цельное сварное стальное основание обеспечивает надежную поддержку и устойчивость
Магнитное управление обеспечивает долгий срок службы и надежность
Характеристики
номер части
708544
Стиль (Тип)
Напольная модель
Размер ножа (Д х Ш х Т)
15 х 15 х 2,5
Скорость режущей головки (об/мин)
5000
Диаметр режущей головки (дюймы)
3-3/16
Количество ножей
92 четырехсторонних вставки
Максимальная глубина резания при полной ширине (дюймы)
3/32
Максимальная ширина строгания (дюймы)
20
Максимальная толщина строгания (дюймы)
8
Минимальная длина строгания (дюймы)
6-3/4
Скорость подачи (фут/мин)
24/31
Количество скоростей
2
Размер стола (Д x Ш) (дюймы)
25-3/4 х 20
Сбор пыли Минимальный требуемый CFM (CFM)
400
Внешний диаметр пылесборника (дюймы)
5
Мощность двигателя (л. с.)
5
Фаза двигателя (PH)
1
Напряжение двигателя (В)
230
Предустановленное напряжение (В)
230
Моторные усилители
27
ГАРАНТИЯ И ОБСЛУЖИВАНИЕ
WMH Tool Group, Inc. дает гарантию на каждый продаваемый продукт. Если один из наших инструментов нуждается в обслуживании или ремонте, обратитесь в один из наших авторизованных сервисных центров, расположенных по всему миру. Соединенные Штаты могут дать вам быстрое обслуживание. В большинстве случаев любой из этих авторизованных сервисных центров WMH Tool Group может предоставить разрешение на гарантийный ремонт, помощь в приобретении деталей или выполнение плановое техническое обслуживание и капитальный ремонт ваших инструментов Jet®. Чтобы узнать название авторизованного сервисного центра в вашем регионе, позвоните по телефону 1-800-274-6848.
15-дюймовый рубанок с прямыми ножами, CS JWP-15B
Новейший строгальный станок JWP-15B CS с прямыми ножами для точного строгания с легкостью справится с этой задачей и даст отличные результаты по разумной цене. Эта милая машина оснащена мощным 3-сильным двигателем с двухступенчатой коробкой передач для регулировки скорости подачи для получения более качественной обработанной поверхности. Инновационная система Precision Air Strut System обеспечивает постоянное восходящее давление на режущую головку, снижая вероятность срыва досок. Его прочный, как скала, стол изготовлен из чугуна и оснащен стальными удлинителями стола подачи/разгрузки, которые удобно складываются. А поскольку даже самый крутой рубанок — одна из самых грязных машин на планете, угловой 4-дюймовый пылесборник JET убирает шланг для пыли и упрощает подключение к системе сбора пыли в вашем магазине. Если вы они нужны, и вы можете идти.
Особенности:
Инновационная система прецизионных пневматических распорок обеспечивает постоянное восходящее давление на режущий аппарат, снижая вероятность срыва досок
Прямой режущий аппарат имеет три ножа из быстрорежущей стали, которые надежно фиксируются на месте, предотвращая смещение во время использования
Высокопрочный чугунный стол с прецизионной шлифовкой и четырехстоечной конструкцией обеспечивает максимальный контроль и поддержку при прохождении досок через станок
Мощный двигатель мощностью 3 л. с. с клиноременной передачей снижает вибрацию и шум при работе
Двойной регулятор скорости подачи для 16 футов в минуту или 20 футов в минуту, максимизирует эффективность резки
Максимальная глубина резания 1/8 дюйма, 6 дюймов, высота резания и 15 дюймов, ширина
Прочные складные столы подачи/разгрузки обеспечивают опору для заготовок и складывание для удобства
Большой маховик с зубчатым приводом легко перемещает головку до нужной толщины
Магнитный переключатель с зеленым индикатором безопасности, который загорается при подаче питания
4-дюймовый пылесборник подключается к системе удаления пыли и помогает поддерживать чистоту в цеху
Технические характеристики:
Скорость головки: 5200 об/мин
Максимальная глубина среза: 3/16 «
Скорость подачи: 16 п.д. — 20 пл. Ножи: 3
Максимальная толщина строгания: 6 дюймов
Диаметр режущего аппарата: 2-5/8 (68 мм)
Сила тока двигателя: 15
Пылесборник: 4 дюйма (102 мм)
Фаза двигателя: 1PH
4 90 Стол размер с удлинителями: 15 x 21,45″
Тип режущей головки: Прямой нож
Максимальная ширина строгания: 15 дюймов
Минимальная длина строгания: 21,5 дюйма
Напряжение: 230
Максимальная глубина резания по всей ширине: 1/8 дюйма
Сбор пыли Минимум CFM Требуется: 600 CFM
Информация о доставке/оплате
Все отправления должны быть проверены, и о любых повреждениях должно быть сообщено в течение 3 дней с момента получения Корректировка адреса и отмена могут быть невозможны после отправки заказа Запрошенные изменения могут повлечь за собой дополнительную плату Этот продукт поставляется напрямую от производителя:
Ваш заказ будет отправлен в течение 7-10 рабочих дней.
Перчатки универсальные комбинированные Gross Stylich L 90327
org/BreadcrumbList»>
Главная
Спецодежда и СИЗ
Перчатки
6 406 ₸
Описание
Обзор
Характеристики
Гарантия
Запасные части
Перчатки универсальные комбинированные Gross Stylich L 90327 — предназначены для выполнения строительных и бытовых работ. С внутренней стороны в перчатки вшиты специальные вкладки, препятствующие скольжению пальцев. Резиновое покрытие на внешней стороне перчаток обеспечивает термозащиту и не дает замерзнуть рукам в холодное время года.
Водонепроницаемые
нет
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
Часто задаваемые вопросы | Перчатка Gross
ИЗ ЧЕГО ИЗГОТОВЛЕНА ПЕРЧАТКА GROSS?
Перчатка Gross Glove изготовлена из растительного волокна, вискозы, что делает ее биоразлагаемой.
Перчатка Gross изготовлена с использованием специальной техники ткачества, которая является традиционным методом из Турции.
Уже более 500 лет турецкие народы проводят процедуру по уходу за кожей под названием «кесе», что означает «пилинг». Кесе Gross Glove разрыхляет верхний слой омертвевшей кожи, делая кожу более свежей и гладкой.
Для всех новых продуктов по уходу за кожей мы рекомендуем провести тест на пластырь, чтобы определить, что лучше всего подойдет именно вам.
ЧТО ДЕЛАЕТ ПЕРЧАТКИ GROSS ЭКОЛОГИЧЕСКИ ЧИСТЫМИ?
Перчатка Gross изготовлена из вискозы из растительных волокон, что делает ее биоразлагаемой.
Перчатка Гросс многоразовая.
Мы используем компостируемую и перерабатываемую упаковку.
КАКАЯ ЭКОЛОГИЧНАЯ УПАКОВКА ИСПОЛЬЗУЕТСЯ ДЛЯ ПЕРЧАТКИ GROSS?
Компания Gross Glove гордится тем, что работает с NoIssue для нашей упаковки.
Наш почтовик на 100 % пригоден для компостирования, изготовлен из комбинации биополимеров на основе кукурузы, компостируется за 6 месяцев (180 дней) и сертифицирован как для домашнего, так и для коммерческого компостирования.
Для получения дополнительной информации посетите сайт www.noissue.com.au
КАК ЧАСТО НУЖНО ИСПОЛЬЗОВАТЬ GROSS GLOVE?
Для достижения наилучших результатов рекомендуется использовать The Gross Glove один раз в неделю. Тем не менее, каждый организм уникален, поэтому для всех новых продуктов по уходу за кожей мы рекомендуем провести пробный тест, чтобы выяснить, что лучше всего подойдет именно вам.
МОЖНО ЛИ ИСПОЛЬЗОВАТЬ МЫЛО ИЛИ Жидкость для мытья тела с перчаткой GROSS?
Нет! Gross Glove активируется только горячей водой. Если вы не используете мыло или гель для душа, то для отшелушивания кожи потребуется трение.
МОГУ ЛИ Я ИСПОЛЬЗОВАТЬ ПЕРЧАТКУ GROSS НА ЛИЦЕ?
Если вы наносите The Gross Glove на лицо, рекомендуется применять очень мягкое давление.
МОГУ ЛИ Я ИСПОЛЬЗОВАТЬ ПЕРЧАТКУ GROSS НА АКНЕ ИЛИ РАНАХ?
Избегайте использования The Gross Glove на активных прыщах или ранах — отшелушивание этих областей может привести к переносу бактерий.
МОГУ ЛИ Я ИСПОЛЬЗОВАТЬ ПЕРЧАТКИ GROSS ПРИ ЗАГОРЕ?
Избегайте использования The Gross Glove на загорелой коже, так как это может вызвать дополнительное раздражение.
КАК ДОЛГО ХОДИТ ПЕРЧАТКА GROSS?
В целях гигиены рекомендуется заменять The Gross Glove каждые 6 месяцев.
КАК ПОДДЕРЖАТЬ ПЕРЧАТКУ GROSS В ЧИСТОТЕ?
После использования очистите The Gross Glove горячей водой и 100% натуральным мылом, если таковое имеется. Повесьте The Gross Glove в ванной на крючок для перчаток, чтобы она могла полностью высохнуть. Не стирайте в машине The Gross Glove.
НАСКОЛЬКО МОЯ КОЖА БУДЕТ «ШАРИКОМ» С ПЕРЧАТКОЙ GROSS
Это зависит от того, насколько сильно сухая кожа и/или продукты у вас могут быть. Мы будем рады увидеть результаты вашей кожи! #TheGrossGlove
ПРОВЕРЯЕТСЯ ЛИ ПЕРЧАТКА GROSS НА ЖИВОТНЫХ?
Абсолютно нет. Перчатка Gross изготовлена из 100% натуральных волокон и никогда не тестировалась на животных.
БОЛЬНО ЛИ ИСПОЛЬЗОВАТЬ ПЕРЧАТКУ GROSS?
Грубая перчатка никогда не повредит. Оказывайте сильное, но безболезненное давление длинными движениями из стороны в сторону, вверх и вниз. Никогда не трите The Gross Glove кругами.
КОГДА W БОЛЕЕ МОЙ ЗАКАЗ ПРИБЫТ?
ЗАКАЗЫ ПО АВСТРАЛИИ
Стандартная доставка (3-5 рабочих дней)
Экспресс-доставка (1-3 рабочих дня) также доступна
Все заказы отправляются почтой Австралии и полностью отслеживаются Вы можете проверить эту ссылку, чтобы узнать, сколько времени займет доставка в вашу страну.
Время международной доставки варьируется: https://auspost.com.au/about-us/news-media/important-updates/coronavirus/coronavirus-international-updates#prohibitions
Клиентам рекомендуется указать адрес доставки, по которому человек сможет принять вашу доставку с 9:00 до 17:00. В противном случае ваша посылка будет помещена в надежное место или перенаправлена в ближайшее почтовое отделение для получения Доставка в WA, TAS, NT и регионы может занять до 7 рабочих дней. Доставка в пиковые периоды, такие как государственные праздники, Рождество и рекламные периоды, может иметь более длительные сроки доставки.
СКОЛЬКО СТОИТ ДОСТАВКА?
ЗАКАЗЫ ПО АВСТРАЛИИ
Стандартная доставка БЕСПЛАТНА для всех заказов по Австралии
МЕЖДУНАРОДНЫЕ ЗАКАЗЫ
Стандартная доставка БЕСПЛАТНА для всех международных заказов на сумму более 70 долларов США в пункты назначения за пределами Австралии могут взиматься дополнительные налоги и/или таможенные сборы по прибытии. Пожалуйста, проверьте любые импортные сборы, за которые вы можете нести ответственность перед заказом.
Если посылка не получена из почтового отделения и не возвращена в штаб-квартиру The Gross Glove, вы должны оплатить соответствующие сборы за доставку, чтобы посылка была отправлена повторно.
КОГДА МОЙ ЗАКАЗ ОБРАБОТАН И ОТПРАВЛЕН?
Все заказы будут обработаны и отправлены в течение 48 часов. Заказы обрабатываются и отправляются только в рабочие дни.
*Обратите внимание: в периоды занятости/праздничных дней Почта Австралии может испытывать задержки.
КАК ПРОВЕРИТЬ СТАТУС ЗАКАЗА?
Чтобы получить обновленную информацию о своем заказе, отправьте электронное письмо по адресу [email protected], указав номер вашего заказа (#XXXX), который указан в вашем первоначальном подтверждении заказа по электронной почте. Мы ответим в течение 48 часов с обновлением.
КАКАЯ ПОЛИТИКА ВОЗВРАТА ПЕРЧАТКИ GROSS?
У нас есть 14-дневная политика возврата, что означает, что у вас есть 14 дней после получения товара, чтобы запросить возврат.
Чтобы иметь право на возврат, ваш товар должен быть в том же состоянии, в котором вы его получили, неиспользованным и в оригинальной упаковке. Вам также понадобится чек или подтверждение покупки.
Чтобы начать возврат, вы можете связаться с нами по адресу [email protected] и указать номер вашего заказа. Если ваш возврат будет принят, мы вышлем вам инструкции о том, как и куда отправить вашу посылку. Стоимость обратной доставки оплачивается клиентом. Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Мы сообщим вам, как только получим и проверим ваш возврат, и сообщим, был ли одобрен возврат или нет. В случае одобрения вам будет автоматически возвращен ваш первоначальный способ оплаты. Пожалуйста, помните, что вашему банку или компании-эмитенту кредитной карты может потребоваться некоторое время для обработки и отправки возврата.
Функциональные тесты перчаток — Центр защиты текстиля и комфорта
Помимо оценки комфорта/теплового стресса и термозащиты перчаток, TPACC проводит различные тесты для оценки функциональности систем перчаток. Ловкость измеряется с помощью доски, инструмента или теста на подъем. Способность к захвату оценивается либо с помощью тянущего, либо с помощью крутящего аппарата. Жесткость оценивают механической рукой. Все эти методы испытаний были разработаны для измерения перчаток, которые носят пожарные, но применимы к перчаткам любого типа.
Оценка ловкости
Модифицированный тест с перфорированной доской
Функциональный тест руки в перчатке (ASTM F2010, NFPA 1971) измеряет ловкость путем сравнения производительности руки в перчатке с производительностью голой руки во время задания на время с использованием модифицированного устройства с перчаткой. В этом тесте испытуемому предлагается взять 25 булавок из нержавеющей стали указательным и большим пальцами и поместить их в перфорированную доску. Субъект выполняет задание в перчатках и без них, и оценка ловкости рассчитывается в процентах путем сравнения времени выполнения задания в каждом состоянии. Для выполнения задания требуется как тонкая (кончик пальца), так и грубая (вся рука) ловкость, но тест больше ориентирован на мелкую ловкость.
Инструментальный тест
Инструментальный тест на ловкость (предложенный метод тестирования NFPA 1971) измеряет ловкость путем сравнения работы рук в перчатках с работой голых рук во время задания на определенное время с использованием ручных инструментов и тестовой доски. В этом тесте испытуемому предлагается взять болт, поместить болт через тестовую доску, надеть на болт гайку, затянуть гайку вручную, взять динамометрический ключ одной рукой и накидной ключ другой. и затяните гайку на болте с помощью динамометрического ключа до упора. Это делается для четырех гаек и болтов за испытание. Субъект выполняет задание в перчатках и без них, и оценка ловкости рассчитывается в процентах путем сравнения времени выполнения задания в каждом состоянии. Для выполнения задания требуется как тонкая (кончик пальца), так и грубая (вся рука) ловкость, но тест больше ориентирован на общую ловкость.
Тест на подъем
Тест на подъем на ловкость измеряет ловкость путем сравнения способности руки в перчатке со способностью голой руки схватить (кончиками пальцев) и поднять цилиндрический предмет, выступающий из плоской поверхности. В тесте на подъем на ловкость испытуемому предлагается поднять металлический цилиндр диаметром 2 дюйма через отверстие в верхней платформе, постепенно поднимая его на нижней платформе, пока он не выступит достаточно, чтобы цилиндр можно было захватить и поднять с нижней платформы. Субъект выполняет задание в перчатках и без них, и оценка ловкости рассчитывается в процентах путем сравнения высоты выступа, необходимой для выполнения задания в каждом состоянии. Этот тест предназначен для измерения мелкой ловкости (кончиков пальцев).
Оценка силы захвата
Тяговое усилие
Тест на сцепление NFPA 1971 измеряет сцепление, сравнивая способность руки в перчатке со способностью голой руки захватывать и тянуть предмет без соскальзывания. В тесте на хватку испытуемому предлагается приложить максимально возможную тяговую силу при последовательных рывках за веревку или шест, подключенный к устройству для измерения силы. Субъект выполняет задание в перчатках и без них, и рейтинг захвата рассчитывается в процентах путем сравнения пиковых усилий тяги, достигнутых в каждом состоянии.
Испытание на крутящий момент
Испытание на крутящий момент (предложенный NFPA 1971 метод испытаний) измеряет сцепление путем сравнения способности руки в перчатке со способностью голой руки схватить и повернуть тестовое удилище без проскальзывания.
Сведения о производителе рейсмусового деревообрабатывающего станка Корвет-21
Поставщиком рейсмусового деревообрабатывающего станка Корвет-21 является Энкор-Инструмент-Воронеж, ООО, основанное в 1992 году. Адрес сайта: http://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru.
Производитель — компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года.
Рейсмусовый деревообрабатывающий станок Корвет-21 предназначен для строгания заготовок из древесины в предварительно заданные размеры. Машина Корвет-21 не рассчитана на работу при непрерывном производстве.
На станках Корвет-21 не допускается обработка металлов, асбоцементных материалов, камня и подобных материалов, мягких пластмассовых и резиноподобных материалов.
Рейсмусовый станок Корвет-21 работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок Корвет-21 может эксплуатироваться в нормальных климатических условиях:
температура окружающей среды от 1 до 35 °C
относительная влажность воздуха до 80 % при температуре 25 °C
Корвет-21 Общий вид рейсмусового деревообрабатывающего станка
Машина состоит из следующих сборочных единиц и деталей:
Ограждения и защитный кожух (Рис 3, 4). Конструктивно машина собрана по жесткой пространственной схеме на литом основании (11) со стальными несущими колоннами (1) по углам. По колоннам (1) резьбовыми осями (2) при помощи коленчатой рукоятки (6) перемещается рабочая платформа (3). Сверху машина закрыта защитным кожухом (4), являющимся одновременно опорой для дополнительных роликов (5) и связывающим элементом для несущих колонн (1). Боковые стороны закрыты металлическими ограждениями (7) с выемками для переноски машины. Сзади рабочая зона машины закрывается от разлетающихся стружек защитным кожухом (12), конструкция которого позволяет использовать систему пылеотсоса.
Корвет-21 Электропривод и понижающий редуктор (рис. 3, 4, 4а)
Строгальный вал (13) с закрепленными на нем строгальными ножами приводится во вращение коллекторным двигателем через ременную передачу, рис. 4а. Конструктивно узел привода объединен в один блок и включает понижающий редуктор с цепной передачей (14) для перемещения заготовок в рабочую зону.
Ремень передачи, код (артикул) для заказа — 25601
Корвет-21 Ведущие и вспомогательные ролики
Подача обрабатываемой заготовки из древесины к вращающемуся строгальному валу (13) осуществляется автоматически через ведущие подпружиненные обрезиненные ролики (15), Рис 3, 4. Заготовки подаются к ведущим роликам по вспомогательным роликам (9), установленным на удлинителях рабочего стола (10). На верхнем ограждении машины для облегчения возврата предварительно обработанной заготовки на исходную позицию для повторного прогона предусмотрены дополнительные металлические ролики (5), Рис 3, 5.
Строгальный вал со строгальными ножами (13) (Рис. 4)
Строгальные ножи машины данного варианта комплектации – стальные, односторонние. Ножи фиксируются клиновыми планками с помощью 7 винтов (подробную информацию см. в разделе 12.2).
Рабочий стол, удлинители стола и рабочая платформа (Рис. 3, 5)
Рабочий стол (16) литого основания покрыт полированным стальным листом с невысокими боковыми ограничителями. Для обеспечения повышенной точности обработки заготовок машина снабжена откидывающимися удлинителями рабочего стола (10) с вспомогательными роликами (9), облегчающими продвижение и строгание заготовок.
Сетевой выключатель и тепловой прерыватель (Рис.
6)
Сетевой выключатель (17), помимо функции включения – выключения машины в штатном режиме, обеспечивает защитную функцию, предотвращая несанкционированное включение при отсутствии оператора, поскольку выключатель снабжен съемным ключом. Если вы намереваетесь оставить машину на длительное время и не имеете возможности ограничить к ней доступ посторонних лиц или детей, извлеките блокирующий ключ в положении выключателя «ВЫКЛ». Храните его в надежном месте в вашей мастерской. Для повторного включения машины установите блокирующий ключ и переведите выключатель в положение «ВКЛ».
Для защиты от перегрузок в машине предусмотрен прерыватель питания (18). При возникновении перегрузки срабатывает тепловое реле, кнопка поднимается над панелью, и электропитание машины прерывается. В этой ситуации подождите несколько минут, после чего нажмите кнопку, опустив ее в исходное положение.
ВНИМАНИЕ: Перед включением машины в электрическую сеть выключатель всегда должен находиться в положении «ВЫКЛ».
Основные операции рейсмуса Корвет-21
Предварительное строгание. Предварительное строгание необходимо для получения заготовки желаемой толщины и одновременного создания ровной поверхности, параллельной противоположной стороне заготовки.
Навык предварительного строгания состоит, главным образом, из правильной оценки глубины строгания в различных ситуациях. Вы должны учитывать не только ширину заготовки, но и твердость древесины, ее влажность, прямолинейность, направление слоев и их структуру.
Степень влияния этих факторов на качество законченной работы можно узнать только опытным путем. Во всех случаях рекомендуется при работе с новым видом древесины (или с древесиной, имеющей необычные свойства) сделать пробную обработку с использованием обрезков этого материала.
Всегда начинайте работу с легкого поверхностного прохода. Глубина строгания при последующих прогонах может быть увеличена до 2,5 мм (см. табл. 2). Помните, что малая глубина строгания создает более гладкую поверхность, чем большая.
Для установки глубины строгания поворачивайте коленчатую рукоятку (6). Значение глубины считывается по шкале (32). Устанавливаемое значение меняется на 2 мм с каждым оборотом ручки (6).
ВНИМАНИЕ: Никогда не устанавливайте глубину строгания более 2,5 мм за один прогон и не пытайтесь строгать заготовки длиной менее 130 мм. Внимательно следите за тем, чтобы обрабатываемая заготовка в процессе строгания перемещалась перпендикулярно роликам (15) подачи заготовки. Одновременная обработка нескольких (особенно коротких) заготовок ЗАПРЕЩЕНА, т. к. ролики (15) подачи заготовки могут не захватить самую тонкую из заготовок, и она будет с силой выброшена назад ножами (23) строгального вала (13). Невыполнение этих требований может привести к заклиниванию заготовки между роликами (15) подачи заготовки и элементами машины и, как следствие, к поломке звездочек и обрыву цепей привода (17) роликов (15) подачи заготовки, Рис. 4. Всегда защищайте лицо соответствующим защитным щитком или очками.
Не обрабатывайте заготовки толщиной менее 6 мм и более 153 мм.
Чистовое строгание и дополнительные операции. Если предстоит снять большое количество материала, коленчатой рукояткой (6) опустите рабочую платформу (3) (не более чем на 2,5 мм) и выполните проход.
Повторяйте эту операцию до достижения желаемой толщины.
Чистовое строгание, как и предварительная прогонка, наилучшим образом достигается малой глубиной строгания заготовки. Однако, на качество чистовой обработки оказывают влияние еще несколько факторов:
Опора роликовая
Для создания удобства при работе с машиной рекомендуем приобрести опору роликовую, которая облегчит работу с заготовками большой длины как при подаче заготовки на обработку, так и передаче готового изделия после обработки.
Корвет-21 станок рейсмусовый. Схема и детали сборки
Корвет-21 станок рейсмусовый. Схема и детали сборки. Смотреть в увеличенном масштабе
Суханов В.Г. Круглопильные станки для распиловки древесины, 1984
Фокин С.В., Шпортько О.Н. Деревообработка, Технологии и оборудование, 2017
Хилтон Билл Работы по дереву, Полное руководство по изготовлению стильной мебели для дома, 2017
Связанные ссылки. Дополнительная информация
Шевроле Корвет Стингрей 2023 года | Спортивный автомобиль
Вы находитесь на сайте Chevrolet. com (США). Закройте это окно, чтобы остаться здесь, или выберите другую страну, чтобы увидеть транспортные средства и услуги, характерные для вашего местоположения.
КанадаДругое
Продолжать
Корвет Корвет
64 500 долларов США † Стартовая рекомендованная розничная цена
64 500 долларов США † Стартовая рекомендованная производителем розничная цена
.
495
†
Макс. лошадиная сила
2,9 СЕКУНД
†
В наличии. 0–60 раз
194 миль/ч
†
Максимальная скорость гусеницы
Дома на мировой арене.
Оснащенный 6,2-литровым двигателем LT2 V8, этот шедевр со средним расположением двигателя может похвастаться впечатляющей родословной и является спортивным автомобилем, специально созданным для того, чтобы бросить вызов любому сопернику.
2022 КОРВЕТ
Модель с наивысшим рейтингом качества новых автомобилей †
Спортивный автомобиль премиум-класса с наивысшим рейтингом качества новых автомобилей, 2 года подряд †
Положись на это.
Создайте купе или кабриолет Corvette своей мечты с помощью конфигуратора Corvette.
Дизайн Ваш
ПРОИЗВОДИТЕЛЬНОСТЬ
Самый мощный серийный Stingray в истории.
Разгоняясь до четверти мили всего за 11,2 секунды с доступными 495 лошадиными силами, † двигатель LT2 V8 в Stingray спроектирован так, чтобы произвести впечатление практически на любого водителя.
8-СТУПЕНЧАТАЯ КОРОБКА ПЕРЕДАЧ С ДВОЙНЫМ СЦЕПЛЕНИЕМ
В НАЛИЧИИ 470 ФУНТ-ФУТОВ. КРУТЯЩИЙ МОМЕНТ †
ДОСТУПНО МАГНИТНОЕ СЕЛЕКТИВНОЕ УПРАВЛЕНИЕ ПОЕЗДКОЙ ТМ 4,0
8-СТУПЕНЧАТАЯ КОРОБКА ПЕРЕДАЧ С ДВОЙНЫМ СЦЕПЛЕНИЕМ
Этот безнаддувный двигатель V8 расположен позади водителя, передавая больше мощности на задние колеса, где это наиболее важно.
Больше производительности
ДИЗАЙН
ДИЗАЙН
Аэро через сердце обычного.
Аэро в сердце обычного.
Corvette восьмого поколения, дерзкий и захватывающий дух, представляет собой красиво вылепленный спортивный автомобиль со средним расположением двигателя и мощной аэродинамикой, разрезающий воздух с абсолютной точностью.
ПАКЕТ ВНУТРЕННЕЙ ОТДЕЛКИ STEALTH
ПРИБОРНАЯ ПАНЕЛЬ И ДВЕРИ, ОТДЕЛАННЫЕ ПО ЗАКАЗУ КОЖЕЙ
13 ВАРИАНТЫ ЦВЕТА САЛОНА
ПАКЕТ ВНУТРЕННЕЙ ОТДЕЛКИ STEALTH
ПРИБОРНАЯ ПАНЕЛЬ И ДВЕРИ, ОТДЕЛАННЫЕ ПО ЗАКАЗУ КОЖЕЙ
13 ВАРИАНТОВ ЦВЕТА ИНТЕРЬЕРА
К 70-ЛЕТИЮ ИЗДАНИЯ
Два уникальных цвета кузова — трикотаж White Pearl Metallic с доступными двойными гоночными полосами Satin Matrix Grey или Carbon Flash Metallic с доступными двойными гоночными полосами Satin Black Metallic
Уникальный керамический салон из белой кожи с красной строчкой и красными ремнями безопасности
70 th Юбилейный внешний значок
Кованые алюминиевые диски с 20 спицами, дизайн Carbon Flash, окрашенные Flash, с красной полосой
70 th Юбилейные центральные колпаки колес
Два уникальных цвета кузова — трикотаж White Pearl Metallic с двойными гоночными полосами Satin Matrix Grey или Carbon Flash Metallic с двойными гоночными полосами Satin Black Metallic
Уникальный керамический салон из белой кожи с красной строчкой и красными ремнями безопасности
70 th Юбилейный внешний значок
Кованые алюминиевые диски с 20 спицами, дизайн Carbon Flash, окрашенные Flash, с красной полосой
70 th Юбилейные центральные колпаки колес
Тормозные суппорты Edge Red
Двухцветные сиденья GT2 или доступные спортивные сиденья Competition
70 th Логотип Anniversary на сиденьях и порогах
Рулевое колесо с отделкой из замши и микрофибры с логотипом 70 летия
Индивидуальный набор чемоданов с логотипом 70 th Anniversary и красной строчкой
Табличка Special Edition и уникальная последовательность VIN
Тормозные суппорты Edge Red
Двухцветные сиденья GT2 или доступные спортивные сиденья Competition
70 th Юбилейный логотип на сиденьях и порогах
Рулевое колесо с отделкой из замши и микрофибры 70 th Юбилейный логотип
Индивидуальный набор чемоданов с логотипом 70 th Anniversary и красной строчкой
Табличка Special Edition и уникальная последовательность VIN
Галерея 32 Фото
Господство в деталях.
Кабриолет
Сверху вниз, действие вверх.
Самый гусеничный кабриолет Stingray с убирающейся крышей, органично вписывающейся в дизайн кузова. С открытой завесой вокруг пассажиров производительность остается высокой, когда верх опускается.
Колеса
Выберите свою стойку.
Четыре новых варианта кованых колесных дисков с 20 спицами, в том числе кованые алюминиевые диски Tech Bronze от Corvette Accessories, † , — это еще больше возможностей для персонализации вашего Stingray.
19-дюймовые передние/20-дюймовые задние кованые алюминиевые диски с 20 спицами и полированной механической обработкой
19-дюймовые передние/20-дюймовые задние 20-спицевые кованые диски из углеродного сплава с красной полосой и красной полосой
В наличии БЕСПРОВОДНАЯ ЗАРЯДКА МОБИЛЬНЫХ УСТРОЙСТВ †
В наличии АУДИОСИСТЕМА BOSE PERFORMANCE SERIES С 14 ДИНАМИКАМИ
Режимы драйвера
При повороте диска все меняется. Селектор режима вождения позволяет вам в электронном виде откалибровать до 12 переменных производительности на экране, чтобы подготовить ваш Stingray к любой дороге. Мой режим и режим Z позволяют еще больше персонализировать производительность, позволяя сохранять настройки между дисками.
Передний подъемник
Пусть ничто не встанет у вас на пути. Эта доступная система поднимает переднюю часть вашего Corvette почти на два дюйма менее чем за три секунды на низких скоростях, † , чтобы вы могли преодолевать низкие препятствия, такие как лежачие полицейские или крутые подъездные пути. А поскольку он запоминает до 1000 местоположений GPS, он без проблем работает в вашем мире.
Доступный регистратор производительности
Ваш цифровой тренер по вождению может регистрировать скорость разгона, торможения, выбор передачи и звук. Cosworth Toolbox анализирует показатели производительности и кругов, чтобы дать вам более глубокое представление о производительности на трассе и способах ее улучшения. Когда вы находитесь вдали от трассы, эта доступная функция действует как видеорегистратор с автоматической записью и оснащена режимом Valet Mode для наблюдения за использованием вашего Corvette, когда другие находятся за рулем, что позволяет вам спокойно передать свой автомобиль. разум.
Ваши любимые функции у вас под рукой.
Мобильное приложение myChevrolet Mobile App † теперь входит в стандартную комплектацию некоторых автомобилей Chevy. † Получите доступ ко всем нашим удаленным функциям и диагностическим ресурсам † на 3 года в рамках плана удаленного доступа. †
Больше преимуществ
Познакомьтесь со Стингреем.
Найдите ресурсы для владельцев, обучающие видео и многое другое.
Исследуйте
Корвет Консьерж
От обнаружения до доставки, мы здесь для вас на каждом этапе пути. Поговорите сейчас, напишите по адресу [email protected] или позвоните по телефону 1-866-424-3892, чтобы поговорить с консьержем или назначить встречу. Часы работы с 8 утра до 7 вечера. ET, с понедельника по пятницу.
ОТДЕЛКИ CORVETTE STINGRAY
ДОПОЛНИТЕЛЬНЫЕ ИНСТРУМЕНТЫ ДЛЯ ПОКУПОК
Шевроле MyWay
Chevy MyWay † — это виртуальная видеосвязь один на один, которая позволяет вам общаться в режиме реального времени со специалистом по продукту. Задавайте вопросы, получайте ответы и смотрите демонстрации функций, где бы вы ни находились.
Начните свой тур
Полный уход
Будьте спокойны, зная, что еще долго после того, как вы отправите свой новый Chevrolet с конвейера, вы будете защищены нашим комплексным пакетом услуг Complete Care.
Исследуйте
Шевроле MyWay
Chevy MyWay † — это виртуальная видеосвязь один на один, которая позволяет вам общаться в режиме реального времени со специалистом по продукту. Задавайте вопросы, получайте ответы и смотрите демонстрации функций, где бы вы ни находились.
Начните свой тур
Полный уход
Будьте спокойны, зная, что еще долгое время после того, как вы отправите свой новый Chevrolet с конвейера, вы будете защищены нашим комплексным пакетом услуг Complete Care.
Исследуйте
ВАМ ТАКЖЕ МОЖЕТ ПОНРАВИТЬСЯ
2023 КОРВЕТ Z06 НАЧИНАЯ ОТ: 105 300 долларов США †
/ НА ИЗОБРАЖЕНИИ: 119 150 долларов США †
Созданный специально для того, чтобы доминировать на трассе, Corvette Z06 2023 модельного года может похвастаться самым мощным в мире атмосферным двигателем V8.
2023 КАМАРО НАЧИНАЯ ОТ: 26 100 долларов США † / НА ИЗОБРАЖЕНИИ: 44 695 долларов США †
Camaro предлагает маневренность и поведение на дороге, которые невозможно игнорировать.
СТРОЙКА И ЦЕНА
Начните строить свой новый Corvette.
ПОДПИСАТЬСЯ НА ОБНОВЛЕНИЯ
Получить последние новости Corvette.
СДЕЛАТЬ ЗАПРОС
Свяжитесь с дилером, чтобы узнать цены и предложения.
Если вы хотите определить, подлежит ли отзыву ваш текущий автомобиль или автомобиль, который вы рассматриваете, посетите веб-сайт www.nhtsa.gov/recalls или позвоните по телефону (888) 327-4236.
Полная история Chevy Corvette: от C1 до C8
Наши автомобильные эксперты выбирают каждый продукт, который мы представляем. Мы можем зарабатывать деньги на ссылках на этой странице.
Посмотрите, как американский спортивный автомобиль превратился из круизера для загородных клубов в икону производительности.
По Грег Финк
Автомобиль и водитель
В начале 1950-х продажи Chevrolet переживали спад, и, как и многие в рядах отдела галстуков-бабочек, бренд-менеджер Томас Китинг стремился изменить курс. Его решение? Заказ спортивного автомобиля для фирменной таблички General Motors. Производимый под кодовым названием Project Opel, этот спортивный автомобиль был отчетливо американским взглядом на британские спортивные автомобили той эпохи, собранным из стеклопластикового кузова и 3,9-литрового двигателя. литровый (235 кубических дюймов) рядный шестицилиндровый двигатель в паре с двухступенчатой автоматической коробкой передач (правда). После своего дебюта, получившего теплый прием на выставке GM Motorama в 1953 году в Нью-Йорке, Corvette стал редким участником, который продолжал производиться для клиентов. Жаль, что среди покупателей не было большой страсти к 300 моделям Corvettes 1953 года, которые в конечном итоге построила Chevrolet, что стало неблагоприятным началом родословной, ставшей спортивным автомобилем Америки. Вы уже знаете, что у этой истории счастливый конец, но пролистайте, чтобы увидеть, как развивалась эта история:
Автомобиль и водитель
1 из 45
1953: Скромное начало
Chevrolet запускает Corvette в производство после дебюта модели на выставке GM Motorama в 1953 году. В двухместном родстере используются панели кузова из стекловолокна, а для мотивации используется проверенный временем шестицилиндровый двигатель Chevy Blue Flame. В то время как шестицилиндровый силовой агрегат производит 115 лошадей в седане Chevy, бренд-бабочка настраивает двигатель на 150 лошадей в Corvette. Единственная предлагаемая трансмиссия — двухступенчатая автоматическая коробка передач, все автомобили окрашены в белый цвет Polo White и имеют красный салон. Chevrolet производит 300 корветов за 19 лет.53 и продает только 183 из них. Возложите вину на то, что автомобиль недостаточно цивилизован, чтобы быть настоящим гранд-туристом, и недостаточно привлекателен, чтобы понравиться любителям спортивных автомобилей.
Автомобиль и водитель
2 из 45
1954–1955: «Найди меня в Сент-Луисе»
Первые несколько корветов производятся на небольшой сборочной линии во Флинте, штат Мичиган. Однако к концу 1953 года Chevrolet переносит производство своего спортивного автомобиля в Сент-Луис, штат Миссури. Corvette 1954 года добавляет три новых цвета окраски (черный, красный и синий) и заменяет предыдущий черный верх на коричневый. Переработанный распределительный вал добавляет пять лошадей к конюшне шестицилиндрового двигателя. Несмотря на эти улучшения, Chevrolet по-прежнему с трудом продает Corvette. Хотя завод в Сент-Луисе способен производить 10 000 корветов в год, он производит всего 3640 единиц за 19 лет.54.
Автомобиль и водитель
3 из 45
1954–1955 гг.: «Найди меня в Сент-Луисе» V-8 под капотом модели в порыве здравого смысла. Двигатель мощностью 195 л.с. сочетается с доступной трехступенчатой механической коробкой передач. Впервые Corvette предлагает водителям достойную производительность спортивного автомобиля.
Автомобиль и водитель
4 из 45
1956–1957: рождение легенды
Chevrolet полностью переделывает Corvette 1956 модельного года. Обновленная передняя часть напоминает купе Mercedes-Benz 300SL, а зубчатые бока придают автомобилю более характерный вид. V-8 остается прежним, но включает новую конструкцию распределительного вала, которая позволяет ему производить 210 лошадиных сил со стандартным четырехцилиндровым карбюратором Carter. Доступен второй карбюратор, который увеличивает мощность до 225 лошадей. Новые удобства включают внешние дверные ручки, окна, которые задвигаются в дверную панель (с 1953 по 1919 г. ).55 Corvettes имели съемные оконные занавески) и складную крышу с электроприводом.
Chevrolet
5 из 45
1956–1957: Рождение легенды Кабриолет разгоняется до 60 миль в час за 7,5 секунды — значительное улучшение по сравнению со старым шестицилиндровым автомобилем, которому требовалось более 11 секунд, чтобы разогнаться до отметки «миль в минуту». В 19 все становится еще лучше57, когда Chevrolet увеличивает рабочий объем V-8 до 4,6 литров (283 кубических дюйма) и добавляет в меню доступную систему впрыска топлива. В самом мощном состоянии двигатель развивает невероятные 283 лошадиные силы.
Автомобиль и водитель
6 из 45
1958–1960: Четыре на дороге
Corvette снова попадает под нож и появляется с обновленной передней частью с новой конструкцией сдвоенной фары для 1958 года. обновленный интерьер, в котором тахометр перемещается из центра приборной панели в место в поле зрения водителя, чуть ниже спидометра. Мощность также продолжает расти, и самый мощный Corvette выдает крутые 290 лошадей от его инжекторного V-8. В 1960 году эта цифра увеличилась до 315 пони.
Автомобиль и водитель
7 из 45
1961–1962: Последнее прощание
Chevrolet готовится попрощаться с Corvette первого поколения. Модернизированная задняя часть дебютирует в 1961 году и представляет теперь знаменитый дизайн спортивного автомобиля с четырьмя задними фонарями. В 1962 году Chevrolet засунул свой новый 5,4-литровый (327 кубических дюймов) V-8 под капот Corvette, где он развивает мощность до 360 лошадиных сил в максимальном состоянии.
Автомобиль и водитель
8 из 45
1963: Луч света
Chevrolet выпускает совершенно новый Corvette 1963 модельного года. Ласково известный как Sting Ray, Corvette второго поколения представляет модель с независимой задней подвеской и кузовом в стиле купе. Облегающий корпус снова сделан из стеклопластика. Дизайн с разделенным окном уникален для купе первого года выпуска. Шевроле 327 V-8 перенесен и может быть сопряжен либо с автоматической коробкой передач, либо с трех- или четырехступенчатой механической коробкой передач. В нашем тесте тогдашнего нового Corvette мы упрекнули Chevrolet за то, что он предложил что-то кроме четырехступенчатой механической коробки передач в автомобиле.
Chevrolet
9 из 45
1963: Z-0-6
Зная, что Corvette понравится гоночному сообществу, Chevrolet предлагает модель с готовым к гонкам пакетом, получившим название Regular Production Option (RPO) Z06. Пакет добавляет вакуумный усилитель тормозов, двойной главный цилиндр, барабанные тормоза с электроприводом со спеченными металлическими тормозными накладками, большие амортизаторы и увеличенный передний стабилизатор поперечной устойчивости. Ограниченный корветами, оснащенными самым мощным 360-сильным вариантом двигателя V-8 (стандартно 250 лошадей) и четырехступенчатой механической коробкой передач, РПО Z06 применяется всего к 199 Corvette в 1963 году.
Автомобиль и водитель
10 из 45
1965: Чем больше, тем лучше
Chevrolet отвечает на критику барабанных тормозов Corvette, оснащая автомобиль стандартными четырехколесными дисковыми тормозами для модели 1965 года. (Покупатели по-прежнему могут выбрать барабаны с кредитом в 64,50 доллара.) Усовершенствования тормозов — своевременная модернизация, поскольку Chevrolet также считает целесообразным подключить свой двигатель V-8 с большим блоком под капотом Corvette. Дополнительный двигатель объемом 6,5 литров (396 кубических дюймов) развивает чудовищные 425 лошадиных сил — эта цифра, как многие подозревают, недооценена.
Chevrolet
11 из 45
1966 год: (даже) больше значит (все еще) лучше
В 1966 году Chevrolet увеличивает диаметр цилиндра двигателя, впоследствии увеличивая рабочий объем до 7,0 литров (427 кубических дюймов). Более крупные ремни с большими блоками выдают заявленную мощность 425 лошадиных сил, а в 1967 году мощность увеличилась до 435 лошадей. Второй 427 V-8 добавляется к линейке Corvette в 1967 году. Названный L88, первоклассный восьмицилиндровый двигатель мощностью 430 лошадиных сил на бумаге. Однако реальное число ближе к 560 лошадиным силам. Всего 20 покупателей поставили галочку на мощный двигатель L88.
Автомобиль и водитель
12 из 45
1968–1971: Sharknado
После пяти лет выпуска C2 Corvette в 1968 году заменяется C3. В новом автомобиле использованы элементы дизайна концепт-кара Mako Shark II дизайнера Ларри Шиноды. Купе больше не предлагает формальную заднюю кладовую. Однако стиль кузова теперь включает съемные панели крыши. Несмотря на новую форму, основа Corvette третьего поколения почти идентична его предшественнику. Силовые агрегаты в значительной степени перенесены, хотя новая трехступенчатая автоматическая коробка передач заменяет предыдущую двухступенчатую.
Chevrolet
13 из 45. 350 кубических дюймов). Новый V-8, также рабочим объемом 5,7 литра, оказывается под капотом Corvette в 1970 году. Двигатель выдает 370 лошадиных сил — на 70 больше, чем у базовой силовой установки. Chevrolet также увеличивает объем более тяжелого V-8 с большим блоком до 7,4 литров с 7,0 литров. Этот двигатель объемом 454 кубических дюйма делает 390 лошадей и называется LS5.
Chevrolet
14 из 45
1968–1971: Sharknado
Мощность начинает падать в 1971 году, поскольку требования по октановому числу снижаются в рамках подготовки к предстоящему переходу на неэтилированный бензин. Новый 425-сильный двигатель V-8 с большим блоком представлен под маркой LS6. Мы тестируем четыре различных варианта трансмиссии спортивного автомобиля и обнаруживаем, что модель начального уровня мощностью 270 л.с. с трехступенчатой автоматической коробкой передач разгоняется до 60 миль в час за достаточно разумные 7,1 секунды. Между тем, топ-собаке LS6 требуется всего 5,3 секунды, чтобы сделать то же самое.
Автомобиль и водитель
15 из 45
1973–1976: Новый бампер, кто Dis?
В соответствии с федеральными стандартами безопасности Corvette 1973 года выпуска оснащен новым бампером с уретановым покрытием в цвет кузова. Крышка увеличивает вес автомобиля на 35 фунтов и способна выдерживать удары со скоростью до 5 миль в час, не повреждая фары или средства безопасности. Мощность продолжает падать, и Corvette 1973 года начального уровня выдает всего 190 лошадиных сил. Выбор самого мощного двигателя с большим блоком позволил получить в конюшню всего 275 лошадей. Chevy добавляет задний бампер в цвет кузова к Corvette в 1974. Двигатель с большим блоком взят от Corvette 1975 года, как и кузов кабриолета. Добавлены каталитические нейтрализаторы, а мощность 5,7-литрового V-8 начального уровня падает до 165 лошадиных сил, хотя для тех, кто ищет больше мощности, доступен вариант мощностью 205 л.с. На этот раз мы сравнили Corvette 1975 года с Bricklin SV-1 с крыльями чайки и обнаружили, что обе машины с передним расположением двигателя лишены «основных компонентов современного высокопроизводительного автомобиля».
Шевроле
16 из 45
1973–1976: Новый бампер, кто дис?
Модельный год 1976 представляет измененный воздухозаборник, который увеличивает мощность до 180 и 210 лошадиных сил соответственно. Corvette превосходит Dodge Dart Sport, Pontiac Firebird Trans Am, Chevrolet C-10 Silverado и Ford Mustang II Cobra II в сравнительном тесте и зарабатывает репутацию самого быстрого американского автомобиля, проданного в 1976 году. Мы также возим Corvette на Аляску и в сторону Северо-Западного прохода в год двухсотлетия США. Поездка изнурительна, а коренастые послепродажные шины автомобиля продолжают изрыгать грязь по корпусу Corvette, оставляя после себя «шрамы его противостояния с миром, для которого никто никогда не проектировал Stingray».
Автомобиль и водитель
17 из 45
1978–1982: Большая добыча
Chevrolet отмечает 25-летие Corvette, оснащая модель 1978 года новой задней частью в стиле фастбэк. Хотя большая стеклянная поверхность, расположенная в задней части Corvette, не открывается, она позволяет формировать багажное отделение позади сидений. Chevy использует Corvette 1978 года для участия в Indy 500, в результате чего было произведено 300 копий гоночных автомобилей Corvette.
Шевроле
18 из 45
1978–1982: Большая добыча
В 1979 году Corvette добавил в свои конюшни 5 пони с самым мощным двигателем мощностью 225 лошадиных сил. В нашем тестировании 3480-фунтовый спортивный автомобиль разгоняется до 60 миль в час за 6,6 секунды и преодолевает четверть мили за 15,3 секунды при скорости 95 миль в час. Редактор Рич Сеппос называет автомобиль «самым изысканным [Corvette] из когда-либо существовавших» и советует поклонникам Corvette «купить сейчас или молчать вечно». Несмотря на этот совет, Corvette далеко не идеален и не соответствует показателям, установленным Porsche 9.24 и Mazda RX-7, которые превзошли его в сравнительном тесте с шестью автомобилями. Chevy лучше всех справляется с Alfa Romeo Spider Veloce, Datsun 280ZX и Fiat Spider 2000.
Chevrolet
19 из 45 новый завод компании в Боулинг-Грин, Кентукки, а старый завод в Сент-Луисе, штат Миссури, официально отключен. Тем не менее, возраст спортивного автомобиля начинает сказываться, и Corvette финиширует последним в сравнительном тесте с пятью автомобилями, включая DeLorean, Datsun 280ZX Turbo, Porsche 9.11 SC и Ferrari 308GTSi. Chevy отмечает 1982 год как последний год выпуска Corvette третьего поколения. Модель далека от автомобиля 1968 года, а Corvette 1982 года продается строго с 200-сильным 5,7-литровым V-8 в паре с четырехступенчатой автоматической коробкой передач.
Автомобиль и водитель
20 из 45
1984–1985: C4 для 84-го года
Chevrolet пропускает 1983 модельный год и выпускает Corvette четвертого поколения как модель 1984 года. Спорткар был переработан с нуля и получил увеличенный дорожный просвет, но более низкий центр тяжести. 205-сильный V-8 объемом 350 кубических дюймов является единственным предлагаемым двигателем, который сочетается либо с четырехступенчатой автоматической коробкой передач, либо с механической коробкой передач Chevrolet «четыре плюс три», которая предлагает повышающую передачу для второй, третьей и четвертой передач. . Мы обнаружили, что автомобиль с автоматической коробкой передач способен разогнать купе с низкой посадкой до 60 миль в час за 6,7 секунды и преодолеть четверть мили за 15,1 секунды за 9 секунд.1 миль/ч. Несмотря на нашу любовь к механическим коробкам передач, мы называем самопереключающуюся коробку передач «вполне подходящим инструментом для получения статистики производительности».
Chevrolet
21 из 45
1984–1985: C4 для 84 года Американская машина, которая будет работать с лучшими в мире автомобилями — за небольшую часть их цены». Спортивный автомобиль занимает место в нашем списке до конца десятилетия.
Car and Driver
22 из 45
1986: Drop the Top
Кабриолет возвращается в модельный ряд Corvette в 1986 году. В честь этого события Chevrolet создает Corvette с откидным верхом, который будет опережать Indianapolis 500 1986 года.
0 Car and Driver3
23 из 45
1990: ZR-#1
Chevrolet производит 84 Corvette ZR-1 в 1989 году, ни один из которых не продается населению. ZR-1, наконец, поступает к дилерам в 1990 году и продается до 1995 модельного года. Модель может похвастаться 5,7-литровым двигателем V-8 с двумя верхними распредвалами, разработанным Lotus и построенным Mercury Marine. С 375 л.90 ZR-1 до 60 миль в час за 4,5 секунды и до максимальной скорости 175 миль в час. Чтобы соответствовать своим массивным задним колесам шириной 11 дюймов, ZR-1 носит специальные двери и задние панели кузова. Мы сравнили самый мощный Corvette с Porsche 911 Turbo в 1991 году и присудили золото американскому спортивному автомобилю, заявив, что «ZR-1 одержал победу над 911 Turbo по одной простой причине: он быстрее едет».
Автомобиль и водитель
24 из 45
1991–1992: переделан для 91-го года
Chevrolet слегка пересматривает внешний вид Corvette в 1991. Новые передняя и задняя облицовки и обновленные боковые жалюзи придают автомобилю более современный вид. Новый 5,7-литровый V-8 появляется под капотом Corvette в 1992 году. Получив название LT1, двигатель выдает комфортные 300 лошадиных сил — на 50 лошадиных сил больше, чем предыдущий двигатель L98 — и 330 фунт-фут крутящего момента. Контроль тяги является стандартным для всей линейки Corvette. В июле с конвейера Боулинг-Грин, штат Кентукки, сходит миллионный Corvette. Как ода оригинальному Corvette, миллионная модель представляет собой белый кабриолет с красным салоном.
Автомобиль и водитель
25 из 45
1996: Grander Corvette
Модельный год 1996 ознаменовался выпуском двигателя LT4, рассчитанного только на один год. Опциональный 5,7-литровый V-8 выдает 330 лошадиных сил и сочетается исключительно с шестиступенчатой механической коробкой передач. В 1996 году также появится специальная модель Grand Sport. Модель восходит к гоночным автомобилям Corvette Grand Sport 1960-х годов. Доступный исключительно в цвете Admiral Blue с более мощным двигателем LT4, Grand Sport предлагается как в кузове купе, так и в виде кабриолета. Кабриолет, однако, обходится без расклешенных задних крыльев купе.
Автомобиль и водитель
26 из 45
1997: Я получил C5 на нем
Corvette пятого поколения появляется в 1997 году. Несмотря на то, что он развивает стиль своего предшественника, последний Corvette представляет собой совершенно новое животное. Мощность обеспечивается новым двигателем Chevy LS1. Как и модели LT1 и LT4, объем двигателя LS1 составляет 5,7 литра. Мощность теперь составляет 345 лошадей, и эта мощность передается через четырехступенчатую автоматическую или шестиступенчатую механическую коробку передач. В отличие от прошлых Corvettes, в модели пятого поколения трансмиссия размещается в задней части автомобиля, напротив заднего дифференциала.
Chevrolet
27 из 45
1997: I Got C5 on It
С удлиненной почти на восемь дюймов колесной базой и шириной передней колеи на 4,4 дюйма и задней колеей на 2,9 дюйма новый Corvette и просторнее, и устойчивее, чем его предшественник. Он также легче старого автомобиля примерно на 80 фунтов. Кабриолет представлен в 1998 году, и вся модельная линейка Corvette восстанавливает свое место в нашем списке 10 лучших автомобилей после почти десятилетнего отсутствия.
Автомобиль и водитель
28 из 45
1999: Coupe Up
Chevrolet представляет купе Corvette с фиксированной крышей в 1999 году. Стиль кузова дополняет модели Corvette с кузовом хэтчбек и кабриолет. Купе с фиксированной крышей примерно на 12 процентов жестче своего собрата targa и почти на 80 фунтов легче. Это также самый дешевый вариант Corvette, который помогает автомобилю сохранить свое место в нашем списке 10 лучших автомобилей, где мы объявляем все три формы модели «утонченными, практичными спортивными автомобилями с характеристиками, которые просто не могут быть сравнимы по цене. .»
Автомобиль и водитель
29 из 45
2001: Zee-Oh-Six
Купе Corvette с фиксированной крышей породило высокопроизводительный Corvette Z06. Представленный в 2001 году с двигателем V-8 мощностью 385 лошадей, Z06 получил свое название от знаменитого пакета опций, готовых к гонкам, который Chevy впервые предложил на Corvette 1963 года. Наряду с добавленной мощностью Z06 урезает свой вес по сравнению со стандартным Corvette благодаря более тонким передним и задним стеклам и набору титановых глушителей. При весе 3126 фунтов первый Corvette Z06, который мы тестируем, весит на 54 фунта меньше, чем последний купе Corvette с фиксированной крышей, поступивший в наш офис.
Chevrolet
30 из 45
2001: Zee-Oh-Six
Улучшенное соотношение мощности и веса Z06 позволяет ему разгоняться до 60 миль в час всего за 4,3 секунды, что на полсекунды быстрее, чем у любого другого пятого автомобиля. Corvette нового поколения мы тестировали ранее. В следующем году Chevy превзошел сам себя и увеличил мощность Z06 до колоссальных 405 лошадей.

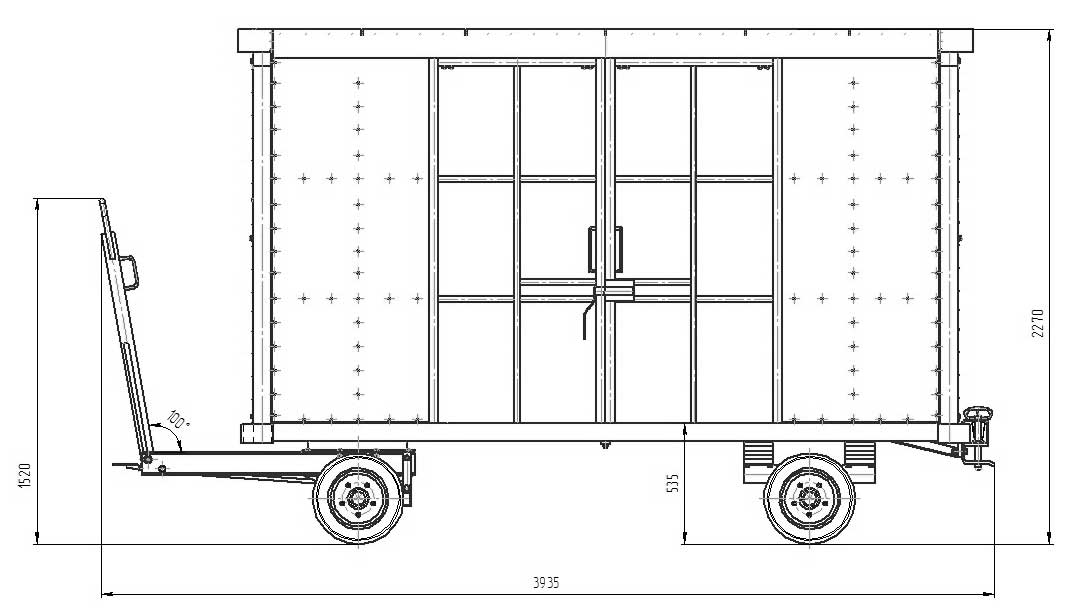
 5
5 (812) 436-48-79, 436-48-81, 436-48-93;
(812) 436-48-79, 436-48-81, 436-48-93; Благодаря одному британскому инструменту (BSPP, BSPT, JIS) и одному метрическому инструменту (MM, DIN, Kobelco, Komatsu) в виниловом чехле этот инструмент позволяет определять внутреннюю резьбу, внешнюю резьбу, шаг резьбы, а также фаску и выступ. углы конуса, характерные для JIS, BSPP, DIN, Komatsu, Kobelco и 30/60 градусов в метрической системе. Доступно индивидуальное брендирование.
Благодаря одному британскому инструменту (BSPP, BSPT, JIS) и одному метрическому инструменту (MM, DIN, Kobelco, Komatsu) в виниловом чехле этот инструмент позволяет определять внутреннюю резьбу, внешнюю резьбу, шаг резьбы, а также фаску и выступ. углы конуса, характерные для JIS, BSPP, DIN, Komatsu, Kobelco и 30/60 градусов в метрической системе. Доступно индивидуальное брендирование.
 com с запасами в нашем офисе в Хьюстоне , можно вернуть в течение 30 дней с даты отправки. Товары, приобретенные со склада нашего производителя, могут облагаться сборами за пополнение запасов, как это определено нашими производителями. Прежде чем возвращать какие-либо продукты, уточните у OneHydraulics, требуется ли плата за пополнение запасов для возврата продукта.
com с запасами в нашем офисе в Хьюстоне , можно вернуть в течение 30 дней с даты отправки. Товары, приобретенные со склада нашего производителя, могут облагаться сборами за пополнение запасов, как это определено нашими производителями. Прежде чем возвращать какие-либо продукты, уточните у OneHydraulics, требуется ли плата за пополнение запасов для возврата продукта. Если возврат требуется в результате ошибки, допущенной OneHydraulics (например, отправка не того товара и т. д.), вышеуказанные сборы могут не применяться. Свяжитесь со своим продавцом или напишите по адресу [email protected], чтобы мы могли немедленно исправить любые ошибки, связанные с вашим заказом.
Если возврат требуется в результате ошибки, допущенной OneHydraulics (например, отправка не того товара и т. д.), вышеуказанные сборы могут не применяться. Свяжитесь со своим продавцом или напишите по адресу [email protected], чтобы мы могли немедленно исправить любые ошибки, связанные с вашим заказом. Пожалуйста, свяжитесь с OneHydraulics перед отправкой обратно какого-либо предмета, связанного с гарантийным случаем, так как эти предметы, возможно, придется отправить обратно непосредственно на завод.
Пожалуйста, свяжитесь с OneHydraulics перед отправкой обратно какого-либо предмета, связанного с гарантийным случаем, так как эти предметы, возможно, придется отправить обратно непосредственно на завод. (63) февраль 2020 г. (26) январь 2020 г. (25) декабрь 2019 г. (20) ноябрь 2019 г. (19) октябрь 2019 г. (32) сентябрь 2019 г. (33) август 2019 г. (45) июль 2019 г. (18) июнь 2019 г. (18) ) май 2019 (33) апрель 2019 (18) март 2019 (13) февраль 2019 (15) январь 2019 (25) декабрь 2018 (24) ноябрь 2018 (24) октябрь 2018 (23) сентябрь 2018 (17) август 2018 (24) ) июль 2018 г. (10) июнь 2018 г. (15) май 2018 г. (14) апрель 2018 г. (10) март 2018 г. (3) февраль 2018 г. (1) январь 2018 г. (5) декабрь 2017 г. (5) ноябрь 2017 г. (1) октябрь 2017 г. (6) ) Сентябрь 2017 г. (22) Август 2017 г. (4) Июль 2017 г. (2) Июнь 2017 г. (2) Май 2017 г. (2) Апрель 2017 г. (1) Март 2017 г. (2) Февраль 2017 г. (1) Январь 2017 г. (6) Декабрь 2016 г. (1) ) ноябрь 2016 г. (2) октябрь 2016 г. (2) сентябрь 2016 г. (2) август 2016 г. (2) июль 2016 г. (4) июнь 2016 г. (2) май 2016 г. (4) апрель 2016 г. (6) март 2016 г. (9)) Февраль 2016 г. (4) Январь 2016 г. (8) Декабрь 2015 г. (9) Ноябрь 2015 г. (10) Октябрь 2015 г. (15) Сентябрь 2015 г.
(63) февраль 2020 г. (26) январь 2020 г. (25) декабрь 2019 г. (20) ноябрь 2019 г. (19) октябрь 2019 г. (32) сентябрь 2019 г. (33) август 2019 г. (45) июль 2019 г. (18) июнь 2019 г. (18) ) май 2019 (33) апрель 2019 (18) март 2019 (13) февраль 2019 (15) январь 2019 (25) декабрь 2018 (24) ноябрь 2018 (24) октябрь 2018 (23) сентябрь 2018 (17) август 2018 (24) ) июль 2018 г. (10) июнь 2018 г. (15) май 2018 г. (14) апрель 2018 г. (10) март 2018 г. (3) февраль 2018 г. (1) январь 2018 г. (5) декабрь 2017 г. (5) ноябрь 2017 г. (1) октябрь 2017 г. (6) ) Сентябрь 2017 г. (22) Август 2017 г. (4) Июль 2017 г. (2) Июнь 2017 г. (2) Май 2017 г. (2) Апрель 2017 г. (1) Март 2017 г. (2) Февраль 2017 г. (1) Январь 2017 г. (6) Декабрь 2016 г. (1) ) ноябрь 2016 г. (2) октябрь 2016 г. (2) сентябрь 2016 г. (2) август 2016 г. (2) июль 2016 г. (4) июнь 2016 г. (2) май 2016 г. (4) апрель 2016 г. (6) март 2016 г. (9)) Февраль 2016 г. (4) Январь 2016 г. (8) Декабрь 2015 г. (9) Ноябрь 2015 г. (10) Октябрь 2015 г. (15) Сентябрь 2015 г.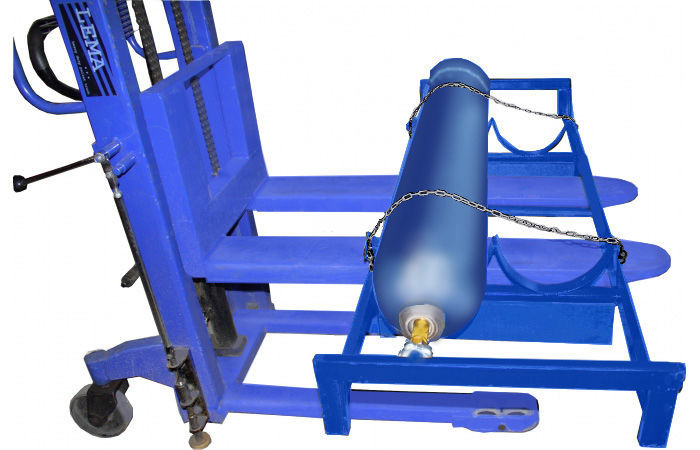 (11) Август 2015 г. (6) Июль 2015 г. (7) Июнь 2015 г. (8) Май 2015 г. (9) ) Апрель 2015 г. (9) Март 2015 г. (3) Февраль 2015 г. (9) Январь 2015 г. (8) Декабрь 2014 г. (12) Ноябрь 2014 г. (7) Октябрь 2014 г. (11) Сентябрь 2014 г. (4) Август 2014 г. (2) Июль 2014 г. (9) ) Июнь 2014 г. (8) Май 2014 г. (12) Апрель 2014 г. (10) Март 2014 г. (9) Февраль 2014 г. (6) Январь 2014 г. (16) Декабрь 2013 г. (1) Ноябрь 2013 г. (2) Октябрь 2013 г. (3) Сентябрь 2013 г. (7) ) июль 2013 г. (4) май 2013 г. (1) апрель 2013 г. (10) март 2013 г. (5) февраль 2013 г. (1) январь 2013 г. (4) декабрь 2012 г. (2) октябрь 2012 г. (3) август 2012 г. (1) июль 2012 г. (6) ) апрель 2012 г. (7) февраль 2012 г. (2) январь 2012 г. (1) декабрь 2011 г. (1) октябрь 2011 г. (14) сентябрь 2011 г. (2) август 2011 г. (1) июль 2011 г. (6) апрель 2011 г. (4) март 2011 г. (2) ) Февраль 2011 г. (1) Январь 2011 г. (4) Декабрь 2010 г. (4) Ноябрь 2010 г. (7) Октябрь 2010 г. (3) Сентябрь 2010 г. (11) 2 августа 010 (1) июль 2010 г. (1) июнь 2010 г.
(11) Август 2015 г. (6) Июль 2015 г. (7) Июнь 2015 г. (8) Май 2015 г. (9) ) Апрель 2015 г. (9) Март 2015 г. (3) Февраль 2015 г. (9) Январь 2015 г. (8) Декабрь 2014 г. (12) Ноябрь 2014 г. (7) Октябрь 2014 г. (11) Сентябрь 2014 г. (4) Август 2014 г. (2) Июль 2014 г. (9) ) Июнь 2014 г. (8) Май 2014 г. (12) Апрель 2014 г. (10) Март 2014 г. (9) Февраль 2014 г. (6) Январь 2014 г. (16) Декабрь 2013 г. (1) Ноябрь 2013 г. (2) Октябрь 2013 г. (3) Сентябрь 2013 г. (7) ) июль 2013 г. (4) май 2013 г. (1) апрель 2013 г. (10) март 2013 г. (5) февраль 2013 г. (1) январь 2013 г. (4) декабрь 2012 г. (2) октябрь 2012 г. (3) август 2012 г. (1) июль 2012 г. (6) ) апрель 2012 г. (7) февраль 2012 г. (2) январь 2012 г. (1) декабрь 2011 г. (1) октябрь 2011 г. (14) сентябрь 2011 г. (2) август 2011 г. (1) июль 2011 г. (6) апрель 2011 г. (4) март 2011 г. (2) ) Февраль 2011 г. (1) Январь 2011 г. (4) Декабрь 2010 г. (4) Ноябрь 2010 г. (7) Октябрь 2010 г. (3) Сентябрь 2010 г. (11) 2 августа 010 (1) июль 2010 г. (1) июнь 2010 г.

 Спасибо!
Спасибо!
 Дополнительная ось позволяет обрабатывать заготовки круговым или спиральным методом. Поэтому на таких станках можно изготавливать детали со сложным контуром. Предприятие, купившее такое оборудование, сможет перейти на новое производственное направление и расширить ассортимент изготавливаемой продукции.
Дополнительная ось позволяет обрабатывать заготовки круговым или спиральным методом. Поэтому на таких станках можно изготавливать детали со сложным контуром. Предприятие, купившее такое оборудование, сможет перейти на новое производственное направление и расширить ассортимент изготавливаемой продукции.
 Эти станки позволяют обрабатывать плоские и пространственные поверхности, в том числе весьма сложной формы. Жесткая конструкция обеспечивает высокую точность движению инструмента, а обширные технологические возможности — способность выполнить всю фрезерную обработку детали на одном станке. 4-х-координатный фрезерный станок является одним из наиболее продвинутых и универсальных станков фрезерной группы. На рабочий стол станка устанавливается дополнительное поворотное устройство, угол поворота которого задается и контролируется от ЧПУ. На нем обрабатываются следующие детали:
Эти станки позволяют обрабатывать плоские и пространственные поверхности, в том числе весьма сложной формы. Жесткая конструкция обеспечивает высокую точность движению инструмента, а обширные технологические возможности — способность выполнить всю фрезерную обработку детали на одном станке. 4-х-координатный фрезерный станок является одним из наиболее продвинутых и универсальных станков фрезерной группы. На рабочий стол станка устанавливается дополнительное поворотное устройство, угол поворота которого задается и контролируется от ЧПУ. На нем обрабатываются следующие детали: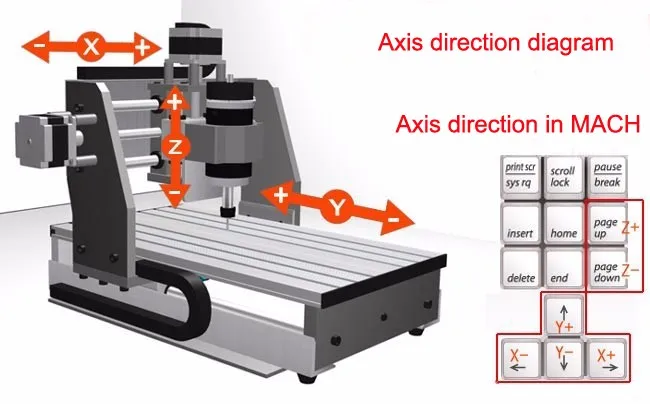
 Во фрезерных станках 4D шпиндель с инструментом имеет возможность движения по осям X, Y, Z, а стол — вращения вокруг своей горизонтальной оси. Система ЧПУ позволяет поворачивать эту ось под любым требуемым углом, отдельно или одновременно с перемещением основных осей станка. Шпиндель 4-х-координатных станков вращается с высокой скоростью, он совершает до 12 тысяч оборотов в минуту. Такая высокая скорость вращения позволяет обрабатывать алюминиевые детали. Также эти станки нуждаются в инструменте самого высокого качества. Большое значение приобретает сбалансированность инструмента. Если инструмент плохо сбалансирован, то качество обработки может значительно снизится и увеличится износ элементов шпинделя.
Во фрезерных станках 4D шпиндель с инструментом имеет возможность движения по осям X, Y, Z, а стол — вращения вокруг своей горизонтальной оси. Система ЧПУ позволяет поворачивать эту ось под любым требуемым углом, отдельно или одновременно с перемещением основных осей станка. Шпиндель 4-х-координатных станков вращается с высокой скоростью, он совершает до 12 тысяч оборотов в минуту. Такая высокая скорость вращения позволяет обрабатывать алюминиевые детали. Также эти станки нуждаются в инструменте самого высокого качества. Большое значение приобретает сбалансированность инструмента. Если инструмент плохо сбалансирован, то качество обработки может значительно снизится и увеличится износ элементов шпинделя. Справа от рабочей зоны располагается пульт управления ЧПУ. Рабочая зона имеет двери с прозрачными окнами, а узлы станка скрыты корпусом из тонкого листового металла. Станки 4D имеют жесткую и массивную станину из чугуна, на которой своим основанием закреплена колонна. Она представляет собой устойчивый корпус, отличающийся амортизацией колебаний, возникающих в процессе работы. На колонне находятся направляющие скольжения, которые имеют тефлоновое покрытие. Их конструкция обеспечивает устойчивость и амортизацию вибрации.
Справа от рабочей зоны располагается пульт управления ЧПУ. Рабочая зона имеет двери с прозрачными окнами, а узлы станка скрыты корпусом из тонкого листового металла. Станки 4D имеют жесткую и массивную станину из чугуна, на которой своим основанием закреплена колонна. Она представляет собой устойчивый корпус, отличающийся амортизацией колебаний, возникающих в процессе работы. На колонне находятся направляющие скольжения, которые имеют тефлоновое покрытие. Их конструкция обеспечивает устойчивость и амортизацию вибрации.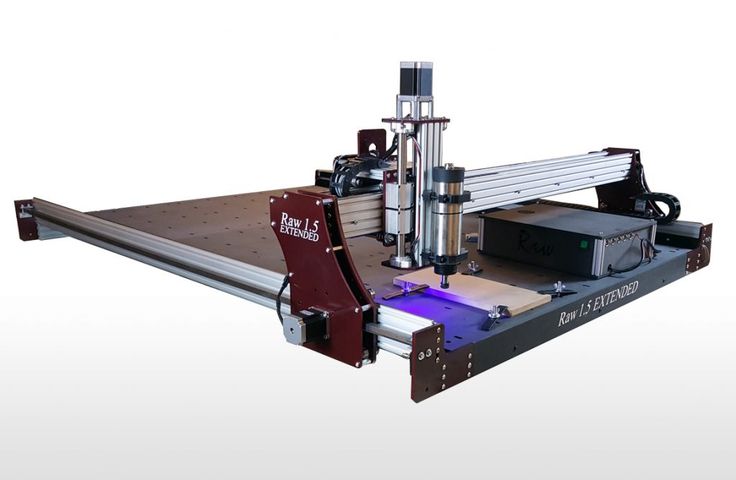
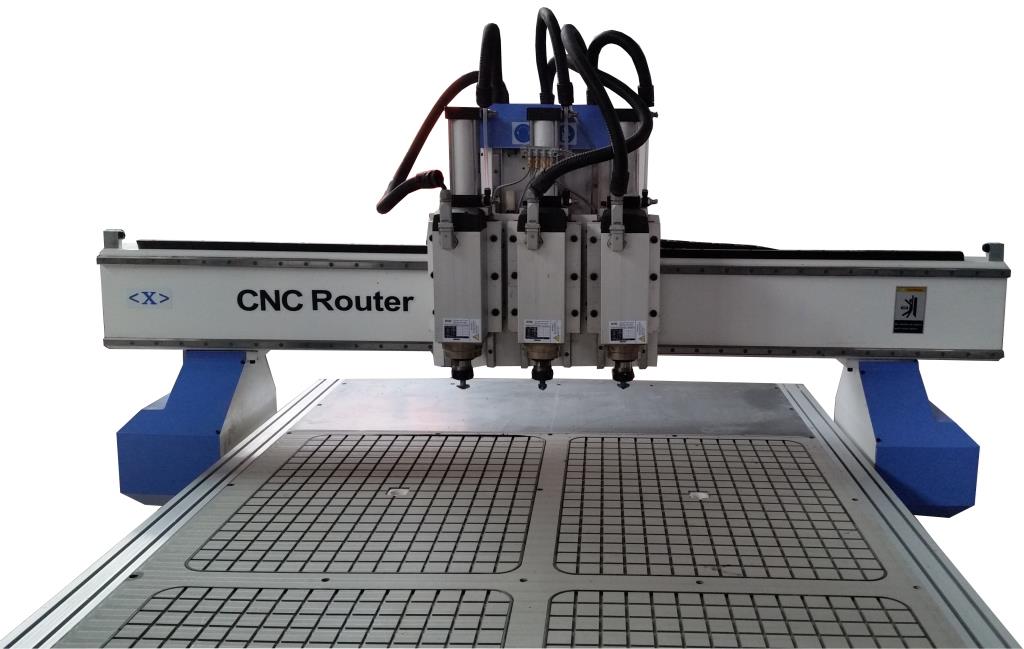 Поэтому для компенсации повышенной нагрузки на узлы станка используется противовес. Он уравновешивает шпиндельную бабку и снижает нагрузку на привод оси Z. В классической версии противовес соединяется со шпиндельной бабкой цепями и роликами. Он снабжен двумя направляющими, которые необходимы для устойчивости во время движения. В современных станках все чаще устанавливаются азотные цилиндры, при помощи давления газа компенсирующие вес шпиндельной бабки. Использование азотных цилиндров уменьшает вибрации при реверсе направления движения по вертикальной оси и позволяет увеличить скорости перемещения. В шпинделе установлены высокоточные радиально-упорные подшипники, которые предназначены для работы на высоких скоростях. Они хорошо воспринимают осевые и радиальные нагрузки. Шпиндель 4-х координатного станка работает следующим образом в зависимости от оборотов:
Поэтому для компенсации повышенной нагрузки на узлы станка используется противовес. Он уравновешивает шпиндельную бабку и снижает нагрузку на привод оси Z. В классической версии противовес соединяется со шпиндельной бабкой цепями и роликами. Он снабжен двумя направляющими, которые необходимы для устойчивости во время движения. В современных станках все чаще устанавливаются азотные цилиндры, при помощи давления газа компенсирующие вес шпиндельной бабки. Использование азотных цилиндров уменьшает вибрации при реверсе направления движения по вертикальной оси и позволяет увеличить скорости перемещения. В шпинделе установлены высокоточные радиально-упорные подшипники, которые предназначены для работы на высоких скоростях. Они хорошо воспринимают осевые и радиальные нагрузки. Шпиндель 4-х координатного станка работает следующим образом в зависимости от оборотов:
 Осевые фрезерные станки с ЧПУ с индивидуальным 4-осевым и 4-осевым поворотным станком с ЧПУ, чтобы соответствовать вашим проектам, идеям и планам по 4-осевой или 4-осевой обработке.
Осевые фрезерные станки с ЧПУ с индивидуальным 4-осевым и 4-осевым поворотным станком с ЧПУ, чтобы соответствовать вашим проектам, идеям и планам по 4-осевой или 4-осевой обработке.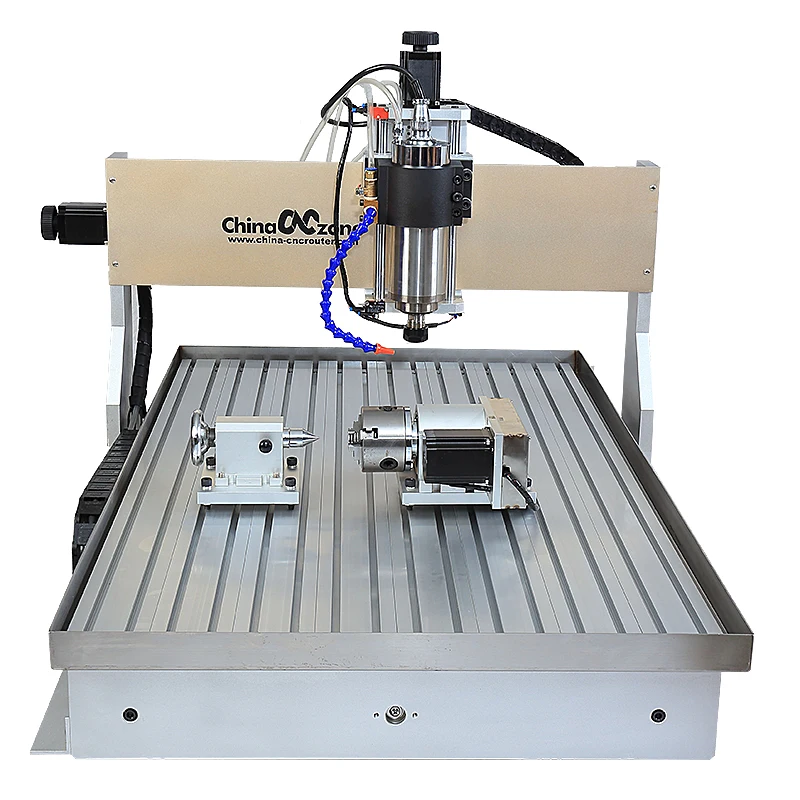 Благодаря вращательному движению 4-й оси вращения реализуется трехмерная обработка цилиндрических, дуговых и круговых поверхностей. Настоящий 4-осевой станок с ЧПУ может резать дерево, пенопласт, камень, белый мрамор, человеческое тело, статуи Будды, скульптуры, изделия ручной работы, мебель. 4 оси относятся к X-Y-Z-A, X-Y-Z-B или X-Y-Z-C, 4 оси связаны, четыре оси могут работать одновременно. Если станок имеет только три оси подачи (X, Y, Z), ось Y можно вручную заменить вращающейся осью, и это может быть не более трех осей. Это 4-осевой фрезерный станок с ЧПУ, а также обычная фальшивая четырехосевая. С точки зрения использования, он может обрабатывать плоскости, рельефы и цилиндры. Если станок имеет четыре оси подачи (X, Y, Z, A), он может обрабатываться с помощью четырехосевой навески и может обрабатывать плоскости, рельефы, цилиндры, нестандартные трехмерные модели и углы трехмерных моделей. 4-осевые фрезерные станки с ЧПУ также известны как 4-осевые фрезерные станки с ЧПУ, поворотные фрезерные станки с ЧПУ.
Благодаря вращательному движению 4-й оси вращения реализуется трехмерная обработка цилиндрических, дуговых и круговых поверхностей. Настоящий 4-осевой станок с ЧПУ может резать дерево, пенопласт, камень, белый мрамор, человеческое тело, статуи Будды, скульптуры, изделия ручной работы, мебель. 4 оси относятся к X-Y-Z-A, X-Y-Z-B или X-Y-Z-C, 4 оси связаны, четыре оси могут работать одновременно. Если станок имеет только три оси подачи (X, Y, Z), ось Y можно вручную заменить вращающейся осью, и это может быть не более трех осей. Это 4-осевой фрезерный станок с ЧПУ, а также обычная фальшивая четырехосевая. С точки зрения использования, он может обрабатывать плоскости, рельефы и цилиндры. Если станок имеет четыре оси подачи (X, Y, Z, A), он может обрабатываться с помощью четырехосевой навески и может обрабатывать плоскости, рельефы, цилиндры, нестандартные трехмерные модели и углы трехмерных моделей. 4-осевые фрезерные станки с ЧПУ также известны как 4-осевые фрезерные станки с ЧПУ, поворотные фрезерные станки с ЧПУ.
 , производство пресс-форм для пластиковых всасывающих коробов, акрил, медный лист, лист ПВХ, искусственный камень, резка и фрезерование листов МДФ и фанеры.
, производство пресс-форм для пластиковых всасывающих коробов, акрил, медный лист, лист ПВХ, искусственный камень, резка и фрезерование листов МДФ и фанеры. 5D-обработка, 93D-обработка0048
5D-обработка, 93D-обработка0048
 Лучший вспомогательный инструмент, управляемый операционной системой ЧПУ, может реализовать связь с другими осями. Он в основном используется для индексации и позиционирования обработки заготовок. Индексное устройство обычно располагается на шпинделе станка. В нормальных условиях станок с ЧПУ имеет три основные оси: X, Y и Z. Остальные оси вращения и подачи являются четвертой осью. Последний может реализовать позиционирование магазина инструментов, поворотное позиционирование поворотного стола и делительной головки, а также более продвинутые. Система также может выполнять операции интерполяции с базовой осью для реализации четырехосного и пятиосевого соединения.
Лучший вспомогательный инструмент, управляемый операционной системой ЧПУ, может реализовать связь с другими осями. Он в основном используется для индексации и позиционирования обработки заготовок. Индексное устройство обычно располагается на шпинделе станка. В нормальных условиях станок с ЧПУ имеет три основные оси: X, Y и Z. Остальные оси вращения и подачи являются четвертой осью. Последний может реализовать позиционирование магазина инструментов, поворотное позиционирование поворотного стола и делительной головки, а также более продвинутые. Система также может выполнять операции интерполяции с базовой осью для реализации четырехосного и пятиосевого соединения.
 Это зависит от положения установки четвертой оси на фактическом станке), и эта четвертая ось ось не только может двигаться независимо, но и может быть связана с другой осью или двумя осями или этими четырьмя осями одновременно. Некоторые станки имеют четыре оси, но они могут двигаться только независимо друг от друга. Их можно использовать только как индексные оси, то есть они будут остановлены и заблокированы после поворота на угол. Эта ось не участвует в процессе резки. Он используется только для индексации. Единственным типом можно назвать только четырехосную трехрычажную связь. Точно так же общее количество осей станка с четырехосным рычажным механизмом может быть более 4 осей, он может иметь пять или более осей, но максимальное количество осей рычажного механизма составляет четыре оси.
Это зависит от положения установки четвертой оси на фактическом станке), и эта четвертая ось ось не только может двигаться независимо, но и может быть связана с другой осью или двумя осями или этими четырьмя осями одновременно. Некоторые станки имеют четыре оси, но они могут двигаться только независимо друг от друга. Их можно использовать только как индексные оси, то есть они будут остановлены и заблокированы после поворота на угол. Эта ось не участвует в процессе резки. Он используется только для индексации. Единственным типом можно назвать только четырехосную трехрычажную связь. Точно так же общее количество осей станка с четырехосным рычажным механизмом может быть более 4 осей, он может иметь пять или более осей, но максимальное количество осей рычажного механизма составляет четыре оси.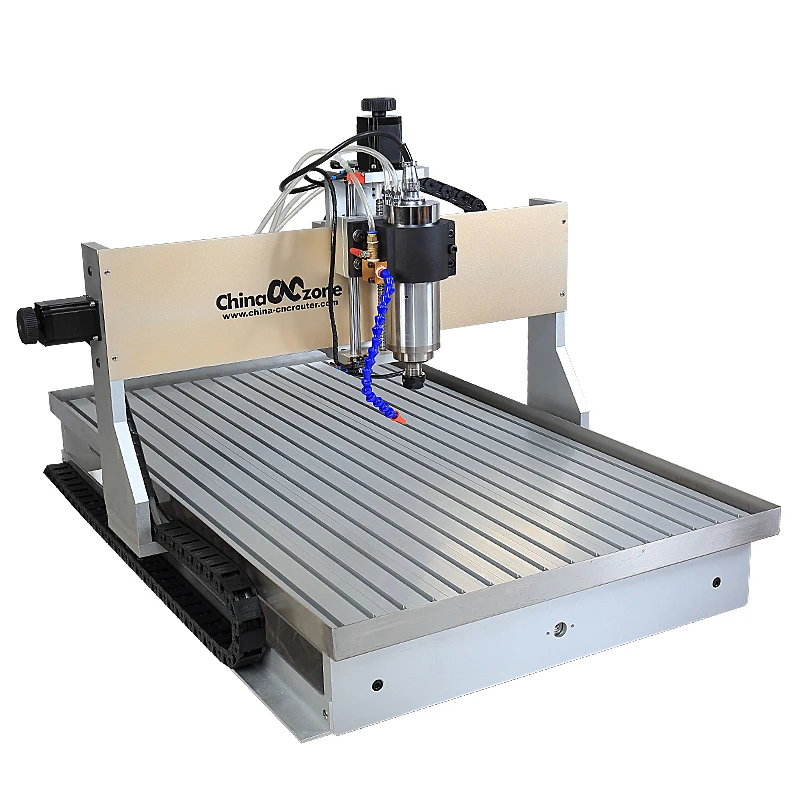 Рычажное соединение означает, что оси станка с ЧПУ одновременно достигают определенной заданной точки с определенной скоростью. Пятиосная связь — это все пять осей. 5-осевой станок с ЧПУ — это высокотехнологичный высокоточный станок, специально предназначенный для обработки сложных криволинейных поверхностей. Эта система станков полезна для авиационной, аэрокосмической, военной, научных исследований, точного оборудования, высокоточного медицинского оборудования и других отраслей промышленности.
Рычажное соединение означает, что оси станка с ЧПУ одновременно достигают определенной заданной точки с определенной скоростью. Пятиосная связь — это все пять осей. 5-осевой станок с ЧПУ — это высокотехнологичный высокоточный станок, специально предназначенный для обработки сложных криволинейных поверхностей. Эта система станков полезна для авиационной, аэрокосмической, военной, научных исследований, точного оборудования, высокоточного медицинского оборудования и других отраслей промышленности.
 Вращающийся вал можно надевать и снимать в любое время.
Вращающийся вал можно надевать и снимать в любое время.
 3-осевая обработка лучше всего подходит для изготовления плоских фрезерованных профилей, сверления и резьбовых отверстий на одной линии с осью. Вырезы возможны при использовании фрез для Т-образных пазов и фрез типа «ласточкин хвост».
3-осевая обработка лучше всего подходит для изготовления плоских фрезерованных профилей, сверления и резьбовых отверстий на одной линии с осью. Вырезы возможны при использовании фрез для Т-образных пазов и фрез типа «ласточкин хвост».
 Например, для детали, которую мы недавно обрабатывали, мы обнаружили, что использование 3-осевого станка потребовало бы двух уникальных приспособлений стоимостью 1000 и 800 фунтов стерлингов соответственно. Благодаря возможности обработки по оси А по 4 осям потребовалось только одно приспособление стоимостью 1000 фунтов стерлингов. Это также устранило необходимость замены приспособлений, что еще больше снизило затраты. Устранение риска человеческой ошибки означало, что мы обработали деталь с высоким качеством без необходимости проведения дорогостоящих исследований по обеспечению качества. Устранение необходимости замены приспособлений имеет дополнительное преимущество, заключающееся в том, что можно поддерживать более жесткие допуски между элементами на разных сторонах детали. Устранена потеря точности из-за фиксации и перенастройки.
Например, для детали, которую мы недавно обрабатывали, мы обнаружили, что использование 3-осевого станка потребовало бы двух уникальных приспособлений стоимостью 1000 и 800 фунтов стерлингов соответственно. Благодаря возможности обработки по оси А по 4 осям потребовалось только одно приспособление стоимостью 1000 фунтов стерлингов. Это также устранило необходимость замены приспособлений, что еще больше снизило затраты. Устранение риска человеческой ошибки означало, что мы обработали деталь с высоким качеством без необходимости проведения дорогостоящих исследований по обеспечению качества. Устранение необходимости замены приспособлений имеет дополнительное преимущество, заключающееся в том, что можно поддерживать более жесткие допуски между элементами на разных сторонах детали. Устранена потеря точности из-за фиксации и перенастройки.
 Машина будет или используют вращение по оси A и оси C, или используют вращение по оси B и оси C. Вращение происходит либо заготовкой, либо шпинделем.
Машина будет или используют вращение по оси A и оси C, или используют вращение по оси B и оси C. Вращение происходит либо заготовкой, либо шпинделем.


 Knoblauch putzen. Knoblauch schneiden. knoblauch-Reiniger.
Knoblauch putzen. Knoblauch schneiden. knoblauch-Reiniger. Винница
Винница Мы специализируемся на механических клубнепосадочных машинах.
Мы специализируемся на механических клубнепосадочных машинах. Легкий вес, он идеально подходит для небольших площадей и легких тракторов.
Легкий вес, он идеально подходит для небольших площадей и легких тракторов. ..
.. ..
..
 ..
..

 ..
.. Все, конечно, связано, и летние работы по выращиванию и сбору урожая связаны с осенними работами по посадке. Масштабы фермы, рынки и оборудование влияют на методы посадки от одной фермы к другой. В этой статье я расскажу, как выращивают чеснок в земле в хозяйствах разных размеров.
Все, конечно, связано, и летние работы по выращиванию и сбору урожая связаны с осенними работами по посадке. Масштабы фермы, рынки и оборудование влияют на методы посадки от одной фермы к другой. В этой статье я расскажу, как выращивают чеснок в земле в хозяйствах разных размеров.
 Однорядный инструмент намного легче и удобнее в использовании.
Однорядный инструмент намного легче и удобнее в использовании. Затем борозды заделываются окучником на панели инструментов Платформы или вторым проходом культиватора. Гидростатическая трансмиссия трактора позволяет ему двигаться со скоростью около 4 дюймов в секунду.
Затем борозды заделываются окучником на панели инструментов Платформы или вторым проходом культиватора. Гидростатическая трансмиссия трактора позволяет ему двигаться со скоростью около 4 дюймов в секунду. Для этого чеснока он не возражает, если зубчики посажены на бок или даже иногда вверх ногами. Эд использует платформу Фреда для некоторых своих посадок.
Для этого чеснока он не возражает, если зубчики посажены на бок или даже иногда вверх ногами. Эд использует платформу Фреда для некоторых своих посадок. Расстояние в ряду было довольно тесным, но также было всего два ряда на достаточно широкой грядке, что давало хороший приток воздуха в крону и пространство для распространения корней.
Расстояние в ряду было довольно тесным, но также было всего два ряда на достаточно широкой грядке, что давало хороший приток воздуха в крону и пространство для распространения корней. Большие зубчики используются для полноразмерных луковиц чеснока, а маленькие зубчики — для зеленого чеснока, который вырывается рано и используется как зеленый лук или зеленый лук.
Большие зубчики используются для полноразмерных луковиц чеснока, а маленькие зубчики — для зеленого чеснока, который вырывается рано и используется как зеленый лук или зеленый лук. В любом случае, по его словам, в настоящее время в отрасли существует множество проблем с болезнями.
В любом случае, по его словам, в настоящее время в отрасли существует множество проблем с болезнями. Друзья на ферме Персефона в Ливане, штат Орегон, рассказали мне, что в течение многих лет им удавалось получать солому без сорняков в больших круглых тюках, которые они могли просто раскатывать в поле, чтобы покрыть посадки, что является относительно несложным способом разбрасывать мульчу без трактора. Если в соломе осталось какое-то количество семян или много семян сорняков, это может создать проблему с сорняками на поле. После того, как мульча уложена, невозможно использовать тракторы или даже мотыги для выкорчевывания сорняков, поэтому важно, чтобы мульча не содержала семян сорняков и наносилась толстым слоем.
Друзья на ферме Персефона в Ливане, штат Орегон, рассказали мне, что в течение многих лет им удавалось получать солому без сорняков в больших круглых тюках, которые они могли просто раскатывать в поле, чтобы покрыть посадки, что является относительно несложным способом разбрасывать мульчу без трактора. Если в соломе осталось какое-то количество семян или много семян сорняков, это может создать проблему с сорняками на поле. После того, как мульча уложена, невозможно использовать тракторы или даже мотыги для выкорчевывания сорняков, поэтому важно, чтобы мульча не содержала семян сорняков и наносилась толстым слоем. Он также использовал уксус для уничтожения сорняков, и его отчет SARE об этом методе доступен на его веб-сайте -honeyhillorganicfarm.com.
Он также использовал уксус для уничтожения сорняков, и его отчет SARE об этом методе доступен на его веб-сайте -honeyhillorganicfarm.com.

 Отправляем транспортной компанией СДЭК»>вызов курьера
Отправляем транспортной компанией СДЭК»>вызов курьера Доставка по городу 500 руб»>вызов курьера
Доставка по городу 500 руб»>вызов курьера Тукая, д.115,к 1
Тукая, д.115,к 1 в случае ремонта»> бесплатная диагностика
в случае ремонта»> бесплатная диагностика
 Уточняйте этот момент отдельно до начала диагностики.
Уточняйте этот момент отдельно до начала диагностики. Во-первых, эта бензопила давно находится на рынке и достаточно изучена мастерами. Во-вторых, даже в самой глуши можно найти любую запчасть, в том числе недорогие заменители.
Во-первых, эта бензопила давно находится на рынке и достаточно изучена мастерами. Во-вторых, даже в самой глуши можно найти любую запчасть, в том числе недорогие заменители. От состояния воздушного фильтра зависит качество топливно-воздушной смеси, поступаемой в двигатель. Регулярно проверяйте состояние воздушного фильтра, при необходимости заменяйте на новый.
От состояния воздушного фильтра зависит качество топливно-воздушной смеси, поступаемой в двигатель. Регулярно проверяйте состояние воздушного фильтра, при необходимости заменяйте на новый. 36) крепления крышки (п.34) и снять её, шину и цепь.
36) крепления крышки (п.34) и снять её, шину и цепь.
 При необходимости заменить привод и собрать в обратном порядке
При необходимости заменить привод и собрать в обратном порядке

 стрелкой на рис.) Бывают случаи когда, она «теряется» на пилах. Из-за этого масло не подается на шину и цепь. В продаже этих заглушек нет, поэтому либо искать б/у либо придумать заглушку из винта, нарезав резьбу в отверстии метчиком м6.
стрелкой на рис.) Бывают случаи когда, она «теряется» на пилах. Из-за этого масло не подается на шину и цепь. В продаже этих заглушек нет, поэтому либо искать б/у либо придумать заглушку из винта, нарезав резьбу в отверстии метчиком м6.
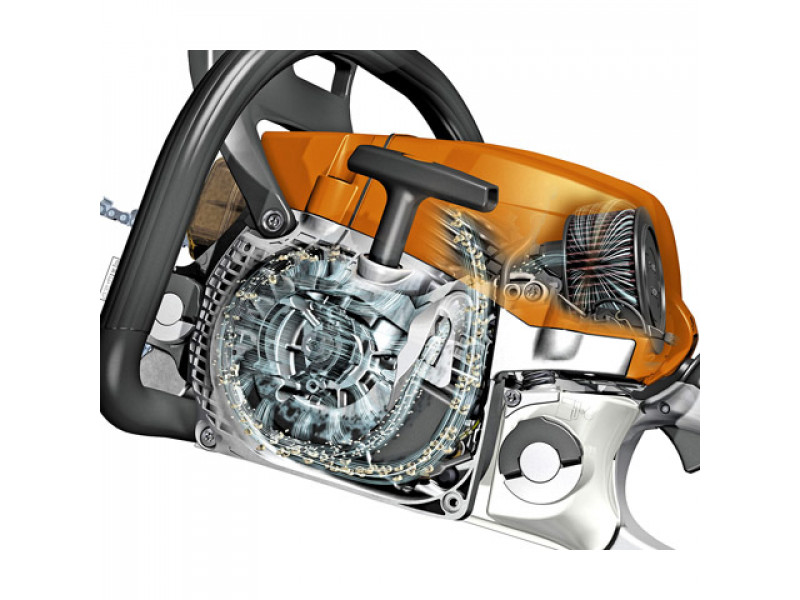
 8) адаптера воздушного фильтра (п.3) и снимаем его, снимаем воздухонаправляющую пластину (п.9)
8) адаптера воздушного фильтра (п.3) и снимаем его, снимаем воздухонаправляющую пластину (п.9) Если Вы хотите узнать больше о Stihl MS 180 — переходите по ссылкам ниже:
Если Вы хотите узнать больше о Stihl MS 180 — переходите по ссылкам ниже: org/BreadcrumbList»>
org/BreadcrumbList»> любые корректировки по мере необходимости.
любые корректировки по мере необходимости.

 Начав с одной цепной пилы, бренд STIHL стал синонимом профессиональных цепных пил и вскоре стал самым продаваемым брендом на планете. Титул, который компания держит по сей день.
Начав с одной цепной пилы, бренд STIHL стал синонимом профессиональных цепных пил и вскоре стал самым продаваемым брендом на планете. Титул, который компания держит по сей день. Эти дилеры являются экспертами в нашей продукции и могут помочь вам выбрать правильный STIHL для вас. Они также имеют широкий спектр аксессуаров для любой работы, с которой вы можете столкнуться. Мы прилагаем все усилия, чтобы поддержать наших дилеров, чтобы они могли поддержать вас!
Эти дилеры являются экспертами в нашей продукции и могут помочь вам выбрать правильный STIHL для вас. Они также имеют широкий спектр аксессуаров для любой работы, с которой вы можете столкнуться. Мы прилагаем все усилия, чтобы поддержать наших дилеров, чтобы они могли поддержать вас!

 Если вы хотите использовать определенный оттенок внимательно ознакамливайтесь с RAL, CMYK и RGB значениями на баллончике.
Если вы хотите использовать определенный оттенок внимательно ознакамливайтесь с RAL, CMYK и RGB значениями на баллончике. ABS и PETG тоже не подойдут для данной техники.
ABS и PETG тоже не подойдут для данной техники. Все будет видно даже после окрашивания.
Все будет видно даже после окрашивания.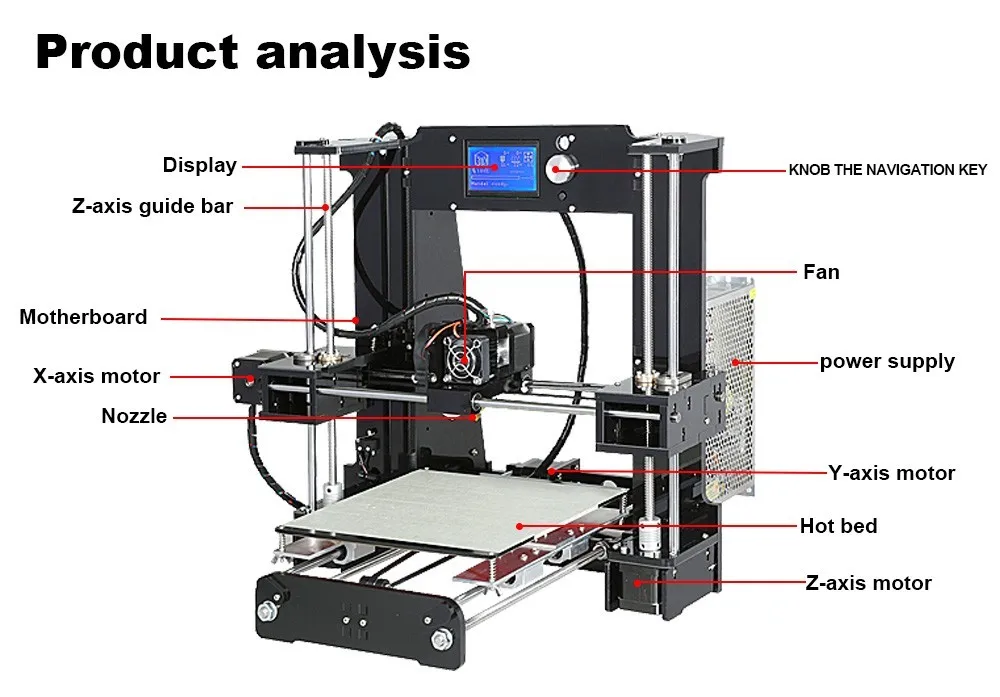 Это означает, что у нас есть жидкость с высокой способностью смачивать твердое тело, и нам нужно смачивание.
Это означает, что у нас есть жидкость с высокой способностью смачивать твердое тело, и нам нужно смачивание.
 Добавьте материал, который нужно отшлифовать до нужных размеров, или уменьшите размеры, чтобы освободить место для грунтовки и краски.
Добавьте материал, который нужно отшлифовать до нужных размеров, или уменьшите размеры, чтобы освободить место для грунтовки и краски.


 При отвердевании жидкий акрил образует гладкую и прочную поверхность без сколов и других дефектов. Готовые вывески по эффектности свечения лишь немного уступают неоновым.
При отвердевании жидкий акрил образует гладкую и прочную поверхность без сколов и других дефектов. Готовые вывески по эффектности свечения лишь немного уступают неоновым.

 Фотополимерные материалы, такие как Stratasys VeroClear™ и VeroUltraClear™, разработаны для получения гладкой поверхности и высокой светопроницаемости для превосходной четкости.
Фотополимерные материалы, такие как Stratasys VeroClear™ и VeroUltraClear™, разработаны для получения гладкой поверхности и высокой светопроницаемости для превосходной четкости.
 Прозрачные 3D-печатные материалы позволяют создавать индивидуальную прозрачную геометрию, открывая ряд возможностей для медицинских исследований и ухода за пациентами.
Прозрачные 3D-печатные материалы позволяют создавать индивидуальную прозрачную геометрию, открывая ряд возможностей для медицинских исследований и ухода за пациентами.
 Цветной пластик, дерево и металл составляют большинство непрозрачных материалов.
Цветной пластик, дерево и металл составляют большинство непрозрачных материалов. Фотополимерные материалы, такие как Stratasys VeroClear и VeroUltraClear обеспечивают гладкую поверхность и высокую светопропускную способность для превосходной четкости с использованием технологии PolyJet.
Фотополимерные материалы, такие как Stratasys VeroClear и VeroUltraClear обеспечивают гладкую поверхность и высокую светопропускную способность для превосходной четкости с использованием технологии PolyJet. 

 Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории. 
 При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).
При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).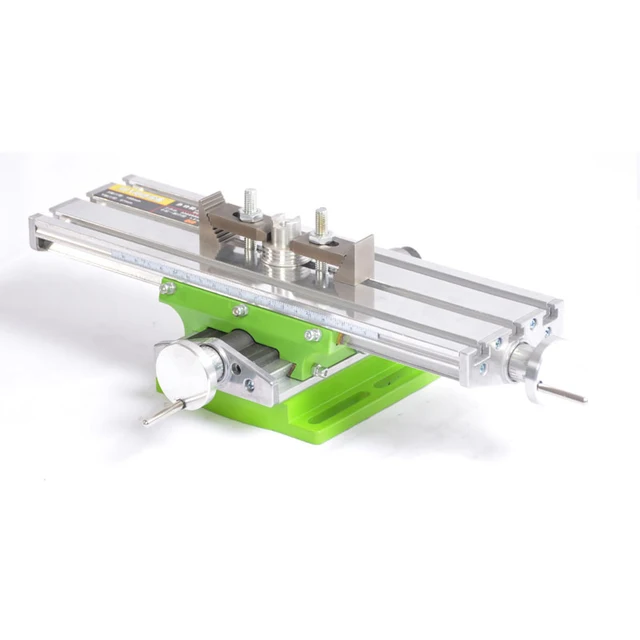 Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок. Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы.
Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок. Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы. 
 Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.  Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
Если же его нет вообще, то каретку располагают сверху (резьбовым методом).  Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см. 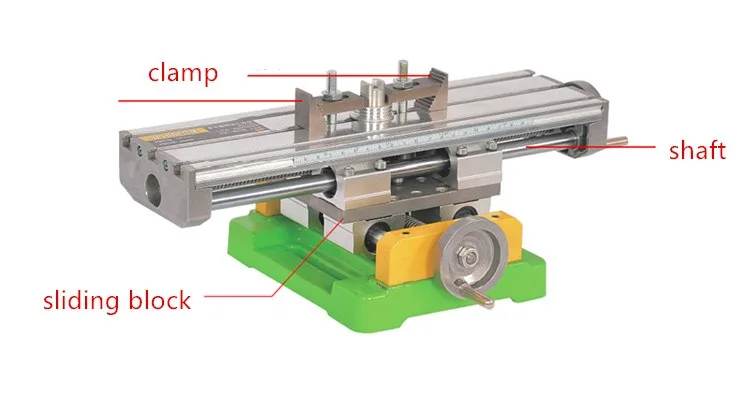



 Применяется для тампонных печатных машин, специальных машин, фрезерных станков, позиционирования головок и любого другого механического применения, где необходимо управление положением по осям XY.
Применяется для тампонных печатных машин, специальных машин, фрезерных станков, позиционирования головок и любого другого механического применения, где необходимо управление положением по осям XY.

 глубина строгания
глубина строгания Для этого вал выдвигается по направляющим.
Для этого вал выдвигается по направляющим. Концевые выключатели ограничивают ход стола.
Концевые выключатели ограничивают ход стола.


 Валы обеспечивают многолетнюю бесперебойную работу, а подающие ролики с пневматической нагрузкой позволяют выполнять регулировку для каждого применения. Сегментированные подающие ролики позволяют строгальному станку обрабатывать материал различной толщины.
Валы обеспечивают многолетнюю бесперебойную работу, а подающие ролики с пневматической нагрузкой позволяют выполнять регулировку для каждого применения. Сегментированные подающие ролики позволяют строгальному станку обрабатывать материал различной толщины.
 Валы обеспечивают многолетнюю бесперебойную работу, а подающие ролики с пневматической нагрузкой позволяют выполнять регулировку для каждого применения. Сегментированные подающие ролики позволяют строгальному станку обрабатывать материал различной толщины.
Валы обеспечивают многолетнюю бесперебойную работу, а подающие ролики с пневматической нагрузкой позволяют выполнять регулировку для каждого применения. Сегментированные подающие ролики позволяют строгальному станку обрабатывать материал различной толщины. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
 org/PropertyValue»>
org/PropertyValue»> 6
6 org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> Доставка до других тк оплачивается отдельно и зависит от суммы заказа и расположения транспортной компании.
Доставка до других тк оплачивается отдельно и зависит от суммы заказа и расположения транспортной компании. ru
ru Есть все стандартные системы, характерные и для стационарных аналогов: механизм автоподачи, подающий и разгрузочный столы с роликами (для удобства транспортировки и хранения они сделаны складными), ролики сверху корпуса для обратной подачи заготовки. Регулировку высоты ножевого вала, в зависимости от размера детали, производят единственной вращающейся рукояткой.
Есть все стандартные системы, характерные и для стационарных аналогов: механизм автоподачи, подающий и разгрузочный столы с роликами (для удобства транспортировки и хранения они сделаны складными), ролики сверху корпуса для обратной подачи заготовки. Регулировку высоты ножевого вала, в зависимости от размера детали, производят единственной вращающейся рукояткой. Его сверхпрочный чугун и сталь
Его сверхпрочный чугун и сталь
 футов/мин
футов/мин Его сверхпрочный чугун и сталь
Его сверхпрочный чугун и сталь
 с.)
с.)
 с. с клиноременной передачей снижает вибрацию и шум при работе
с. с клиноременной передачей снижает вибрацию и шум при работе
 Gross
Gross org/BreadcrumbList»>
org/BreadcrumbList»> С внутренней стороны в перчатки вшиты специальные вкладки, препятствующие скольжению пальцев. Резиновое покрытие на внешней стороне перчаток обеспечивает термозащиту и не дает замерзнуть рукам в холодное время года.
С внутренней стороны в перчатки вшиты специальные вкладки, препятствующие скольжению пальцев. Резиновое покрытие на внешней стороне перчаток обеспечивает термозащиту и не дает замерзнуть рукам в холодное время года.







 Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
 В этом тесте испытуемому предлагается взять болт, поместить болт через тестовую доску, надеть на болт гайку, затянуть гайку вручную, взять динамометрический ключ одной рукой и накидной ключ другой. и затяните гайку на болте с помощью динамометрического ключа до упора. Это делается для четырех гаек и болтов за испытание. Субъект выполняет задание в перчатках и без них, и оценка ловкости рассчитывается в процентах путем сравнения времени выполнения задания в каждом состоянии. Для выполнения задания требуется как тонкая (кончик пальца), так и грубая (вся рука) ловкость, но тест больше ориентирован на общую ловкость.
В этом тесте испытуемому предлагается взять болт, поместить болт через тестовую доску, надеть на болт гайку, затянуть гайку вручную, взять динамометрический ключ одной рукой и накидной ключ другой. и затяните гайку на болте с помощью динамометрического ключа до упора. Это делается для четырех гаек и болтов за испытание. Субъект выполняет задание в перчатках и без них, и оценка ловкости рассчитывается в процентах путем сравнения времени выполнения задания в каждом состоянии. Для выполнения задания требуется как тонкая (кончик пальца), так и грубая (вся рука) ловкость, но тест больше ориентирован на общую ловкость. Субъект выполняет задание в перчатках и без них, и оценка ловкости рассчитывается в процентах путем сравнения высоты выступа, необходимой для выполнения задания в каждом состоянии. Этот тест предназначен для измерения мелкой ловкости (кончиков пальцев).
Субъект выполняет задание в перчатках и без них, и оценка ловкости рассчитывается в процентах путем сравнения высоты выступа, необходимой для выполнения задания в каждом состоянии. Этот тест предназначен для измерения мелкой ловкости (кончиков пальцев).
 Паспорт, схемы, описание, характеристики
Паспорт, схемы, описание, характеристики Назначение, область применения
Назначение, область применения Станок рейсмус
Станок рейсмус Сверху машина закрыта защитным кожухом (4), являющимся одновременно опорой для дополнительных роликов (5) и связывающим элементом для несущих колонн (1). Боковые стороны закрыты металлическими ограждениями (7) с выемками для переноски машины. Сзади рабочая зона машины закрывается от разлетающихся стружек защитным кожухом (12), конструкция которого позволяет использовать систему пылеотсоса.
Сверху машина закрыта защитным кожухом (4), являющимся одновременно опорой для дополнительных роликов (5) и связывающим элементом для несущих колонн (1). Боковые стороны закрыты металлическими ограждениями (7) с выемками для переноски машины. Сзади рабочая зона машины закрывается от разлетающихся стружек защитным кожухом (12), конструкция которого позволяет использовать систему пылеотсоса. Заготовки подаются к ведущим роликам по вспомогательным роликам (9), установленным на удлинителях рабочего стола (10). На верхнем ограждении машины для облегчения возврата предварительно обработанной заготовки на исходную позицию для повторного прогона предусмотрены дополнительные металлические ролики (5), Рис 3, 5.
Заготовки подаются к ведущим роликам по вспомогательным роликам (9), установленным на удлинителях рабочего стола (10). На верхнем ограждении машины для облегчения возврата предварительно обработанной заготовки на исходную позицию для повторного прогона предусмотрены дополнительные металлические ролики (5), Рис 3, 5. 6)
6)


 Видеоролик
Видеоролик В. Деревообрабатывающие станки и инструменты, 2002
В. Деревообрабатывающие станки и инструменты, 2002 И. Рейсмусовые станки для обработки древесины, 1983
И. Рейсмусовые станки для обработки древесины, 1983 com (США). Закройте это окно, чтобы остаться здесь, или выберите другую страну, чтобы увидеть транспортные средства и услуги, характерные для вашего местоположения.
com (США). Закройте это окно, чтобы остаться здесь, или выберите другую страну, чтобы увидеть транспортные средства и услуги, характерные для вашего местоположения.
 КРУТЯЩИЙ МОМЕНТ †
КРУТЯЩИЙ МОМЕНТ † 


 Селектор режима вождения позволяет вам в электронном виде откалибровать до 12 переменных производительности на экране, чтобы подготовить ваш Stingray к любой дороге. Мой режим и режим Z позволяют еще больше персонализировать производительность, позволяя сохранять настройки между дисками.
Селектор режима вождения позволяет вам в электронном виде откалибровать до 12 переменных производительности на экране, чтобы подготовить ваш Stingray к любой дороге. Мой режим и режим Z позволяют еще больше персонализировать производительность, позволяя сохранять настройки между дисками. Когда вы находитесь вдали от трассы, эта доступная функция действует как видеорегистратор с автоматической записью и оснащена режимом Valet Mode для наблюдения за использованием вашего Corvette, когда другие находятся за рулем, что позволяет вам спокойно передать свой автомобиль. разум.
Когда вы находитесь вдали от трассы, эта доступная функция действует как видеорегистратор с автоматической записью и оснащена режимом Valet Mode для наблюдения за использованием вашего Corvette, когда другие находятся за рулем, что позволяет вам спокойно передать свой автомобиль. разум. Поговорите сейчас, напишите по адресу
Поговорите сейчас, напишите по адресу 


 литровый (235 кубических дюймов) рядный шестицилиндровый двигатель в паре с двухступенчатой автоматической коробкой передач (правда). После своего дебюта, получившего теплый прием на выставке GM Motorama в 1953 году в Нью-Йорке, Corvette стал редким участником, который продолжал производиться для клиентов. Жаль, что среди покупателей не было большой страсти к 300 моделям Corvettes 1953 года, которые в конечном итоге построила Chevrolet, что стало неблагоприятным началом родословной, ставшей спортивным автомобилем Америки. Вы уже знаете, что у этой истории счастливый конец, но пролистайте, чтобы увидеть, как развивалась эта история:
литровый (235 кубических дюймов) рядный шестицилиндровый двигатель в паре с двухступенчатой автоматической коробкой передач (правда). После своего дебюта, получившего теплый прием на выставке GM Motorama в 1953 году в Нью-Йорке, Corvette стал редким участником, который продолжал производиться для клиентов. Жаль, что среди покупателей не было большой страсти к 300 моделям Corvettes 1953 года, которые в конечном итоге построила Chevrolet, что стало неблагоприятным началом родословной, ставшей спортивным автомобилем Америки. Вы уже знаете, что у этой истории счастливый конец, но пролистайте, чтобы увидеть, как развивалась эта история: Единственная предлагаемая трансмиссия — двухступенчатая автоматическая коробка передач, все автомобили окрашены в белый цвет Polo White и имеют красный салон. Chevrolet производит 300 корветов за 19 лет.53 и продает только 183 из них. Возложите вину на то, что автомобиль недостаточно цивилизован, чтобы быть настоящим гранд-туристом, и недостаточно привлекателен, чтобы понравиться любителям спортивных автомобилей.
Единственная предлагаемая трансмиссия — двухступенчатая автоматическая коробка передач, все автомобили окрашены в белый цвет Polo White и имеют красный салон. Chevrolet производит 300 корветов за 19 лет.53 и продает только 183 из них. Возложите вину на то, что автомобиль недостаточно цивилизован, чтобы быть настоящим гранд-туристом, и недостаточно привлекателен, чтобы понравиться любителям спортивных автомобилей. Хотя завод в Сент-Луисе способен производить 10 000 корветов в год, он производит всего 3640 единиц за 19 лет.54.
Хотя завод в Сент-Луисе способен производить 10 000 корветов в год, он производит всего 3640 единиц за 19 лет.54. ).55 Corvettes имели съемные оконные занавески) и складную крышу с электроприводом.
).55 Corvettes имели съемные оконные занавески) и складную крышу с электроприводом. В 1960 году эта цифра увеличилась до 315 пони.
В 1960 году эта цифра увеличилась до 315 пони. В нашем тесте тогдашнего нового Corvette мы упрекнули Chevrolet за то, что он предложил что-то кроме четырехступенчатой механической коробки передач в автомобиле.
В нашем тесте тогдашнего нового Corvette мы упрекнули Chevrolet за то, что он предложил что-то кроме четырехступенчатой механической коробки передач в автомобиле.