2. Оснастка талевой системы – виды и методы оснастки.
Различают 2 вида оснастки прямую и крестовую. Применение того или иного вида оснастки зависит от расположения шкивов на кронблоке. В зависимости от нагрузки на крюке применяют 2х струнную 1*2, 4х струнную 2*3, 6 струнную 3*4 и 8 струнную 4*5.
Оснастку талевой системы могут выполнить 2е рабочих, один из них находиться наверху кронблочной площадки, а другой внизу на полу. Для оснастки используется пеньковый канат длиной равной двойной высоте мачты.
4. Обследование скважин – понятие и виды обследования. Билет №7-2.
5Тушение очагов загорания на установке.
Тушение мелких очагов пожара производят с помощью огнетушителей, песка, кошмы. Если загорание произошло на устье, то необходимо обязательно долить скважину до устья. Места за мазутности тушат забрасывая очага пожара песком или землей. В каждой бригаде КРС имеется табель боевого расчета согласно которому каждый член вахты действует. Если загорание произошло на площадке самого агрегата , то необходимо агрегат заглушить и перекрыть доступ диз. топлива к дизелю, а затем заниматься тушением.
БИЛЕТ №13
1.Назначение и устройство комплекса по очистке бурового раствора.
В настоящее время в бурении применяется в основном 3х ступенчатая система очистки: вибросито – гидроциклон – илоотделитель. Поступающий из скважины раствор поступает на вибрирующую раму с натянутой сеткой вибрационного сита. Очищенный от шлама раствор, поступает в емкость, а шлам сбрасывается за пределы ёмкости в отвал. Очищенный раствор из емкости забирается центробежным насосом и подается в конус гидроциклона. Так как врезка от ШН ( шламового насоса) сделана по касательной, то шлам ударяясь о стенки большего конуса под действием центробежной силы затем подает под действием силы тяжести и скапливается в нижней части и по мере накопления сбрасывается по желобу так же за пределы емкости. По такому же методу работает и илоотделитель очищая более мелкие частицы. В настоящее время начинают внедрять 4ю ступень очистки с помощью центрифуг, которая отделяет жидкость от шлама и высушивает его с целью его вызова и захоронения в могильниках.
2. Противовыбросовое оборудование, применяемое при крс.
В качестве противовыбросового оборудования в КРС применяются: плашечные малогабаритные превентеры, устьевые герметизаторы универсальные –УГУ-2 и перфорационные задвижки. УГУ-2 состоит из корпуса, представляющий собой катушку с 2я одинаковыми фланцами. Корпус УГУ -2 устанавливается на верхний фланец крестовины фонтанной арматуры. При возникновении нефтегазопроявлений межколонное пространство в корпусе УГУ-2 герметизируется резино-металлическим герметизатором, который собирается на насосно-компрессорной трубе и опускается в корпус УГУ-2.
3. Внутрискважинное оборудование – не значение, устройство. Билет №8-1.
4. Работы по устранению не герметичности обсадных колонн. Билет №8-2.
5. Классификация ожогов и первая доврачебная помощь пострадавшим от ожогов.
Рассказать по плакату.
БИЛЕТ №14
Виды такелажной оснастки, использование и применение
Что такое такелаж и где он применяется
Такелажем называется совокупность приспособлений для фиксации и перемещения грузов. Изначально этот термин был чисто судовым. С помощью такелажной оснастки крепились мачты, поднимались и спускались паруса. Сегодня этот термин используется гораздо шире. В смысле расположения. Теперь такелажник не обязательно трудится на судне или в порту. Единственное оставшееся прежним — назначение. В этом разделе перемен не произошло — поднять, опустить, переместить,закрепить.
Виды такелажной оснастки
Исходя из назначения, выделяют разновидности такелажа. Он делится на то, за что тянут, и то, куда привязывают. Проще: гибкие связи и опорные приспособления. Совсем просто: канаты, цепи, тросы, стропы, верёвки и петли, блоки, зажимы.
Ещё одна разновидность, не входящая в представленные — приспособления для натяжения. Служит для увеличения усилия крепящего троса, каната, цепи и устранения их провисания.
На профессиональном сленге перечисленные виды имеют специфические наименования.
Как работает такелаж
В исходном, каноническом варианте один конец каната (троса, цепи) крепится к перемещаемому грузу, за другой тянут. Если надо поднять груз, гибкую связь перекидывают через блок — опору с вращающимся шкивом. Имеется в виду необходимость управления перемещением снизу, с того уровня, на котором расположена кладь. Объединив несколько блоков — подвижных и зафиксированных, получают полиспаст, многократно увеличивающий прикладываемое усилие.
В другой версии груз не перемещается, а фиксируется на заданном месте. Канат, трос, цепь одним концом крепятся к опоре, другим — к клади. В вариациях он охватывает поклажу, а обоими концами фиксируется на опорной поверхности.
Как крепить такелажную оснастку
Для крепления такелажа на грузе и опоре должны предусматриваться специальные приспособления. Это петли, скобы, рым болты — ввинчиваются в предназначенные резьбовые отверстия. Если канат требуется перекинуть через опору без постоянного скольжения, вместо блоков используют коуши. Перед тем, как закрепить такелаж, требуется обеспечить достаточную силу прижима. Для усиления натяжения служат талрепы — корпус с резьбовыми отверстиями на противоположных сторонах. Резьбы правая и левая! В них ввинчивают стержни с крюками или петлями на концах.
Чтобы зафиксировать концы каната, троса предлагается ряд приспособлений — многоразовые (винтовые) или одноразовые (деформируемые) зажимы.
Как подобрать такелаж
Выбор зависит от поставленных задач. Нужно представить конечное решение. Лучше нарисовать схему планируемой запасовки концов. Затем определиться с типом — канаты, цепи, стропы. Далее выбирают виды крепежа.
Размеры такелажной оснастки выбирают, чтобы в петле размещалось требуемое количество нитей гибких связей. Для удобства величина прохода каната подбирается с запасом больше 2-3 диаметров.
Преимущества покупки такелажа в Rusconnect
Компания позиционирует себя одновременно как продавец и производитель такелажной оснастки. Значит, она полностью отвечает за качество — не возникнет проблемы разделения ответственности. Единая система производства и реализации — лучшая гарантия для потребителя.
Знать различные типы инструментов: прототип, мост и производство
Правильный выбор инструмента является важным шагом в производственном процессе. Инструментальная обработка — это не универсальная операция; Вопросы стоимости, цели и сроков необходимо решать, когда вы начинаете работать с партнером по инструментам.
Многие люди не понимают, что существует три различных типа классификации инструментов: инструменты для прототипов, мостовые инструменты и производственные инструменты. Как следует из их названий, каждый из них имеет свои преимущества и недостатки, которые делают его более подходящим для определенных этапов проекта.
И не заблуждайтесь, отсутствие надлежащих инструментов для вашего проекта может значительно повлиять на вашу прибыль (и вашего клиента). Читайте дальше, чтобы узнать, как наиболее эффективно настроить инструменты в соответствии с производственными потребностями.
Инструменты для литья под давлением для прототипов
Инструменты для прототипов — это отличный способ разработать и протестировать продукты на соответствие, форму и функциональность, и они лучше всего подходят для небольших тестовых запусков, пока вы еще экспериментируете с конструкциями.
Производственные инструменты могут быть очень дорогими. Инструментарий прототипа — это один из способов минимизировать первоначальные инвестиции при запуске новых проектов. Поскольку процесс проектирования и проверки обычно состоит из небольших тиражей, вам не нужны надежные инструменты, необходимые для крупносерийного производства. Кроме того, инструментарий прототипа может выявить проблемы с инструментами и производством, которые можно исправить при создании производственного инструментария.
Уроки, извлеченные на этапе прототипирования, становятся важными для более поздних этапов процесса создания инструментов. Хороший партнер по инструментам должен иметь возможность наблюдать за процессом прототипирования и определять, как он будет транслироваться в более крупном масштабе, а также любые корректировки, которые необходимо внести для обеспечения долгосрочного успеха.
Однако обратная сторона заключается в том, что прототипы — это инструменты обучения. Они могут не поставлять продукт, отвечающий всем требованиям качества. Несмотря на то, что инструментарий прототипа должен создавать продукт, напоминающий конечную продукцию, этот процесс является экспериментальным, и инструментарий не предназначен для полномасштабного использования в производстве.
Инструментальная оснастка для мостов
Инструментальная оснастка, связанная со средними производственными ценностями, может называться по-разному: инструментальная оснастка для мостов, пилотное производство и полуфабрикат, и это лишь некоторые из них. Нам нравится термин «инструментарий моста», потому что он отражает идею о том, что эта фаза образует мост между прототипированием и полным производством, переходя от небольших, ориентированных на тестирование объемов прототипирования к большим количествам, необходимым для полного производства.
Требования к инструментам для мостов не такие жесткие, как к инструментам, используемым в производстве, поэтому их можно построить быстрее и не требуют таких больших затрат времени и денег. По этой причине многие производители используют вспомогательные инструменты для поддержки наращивания объемов при создании производственных инструментов.
Поскольку мостовые инструменты по-прежнему быстры и экономичны, они также хорошо подходят для начальных производственных заказов, когда рентабельность инвестиций для конкретного продукта остается неясной.
Производственный инструмент
Изделие, которое было тщательно проверено на пригодность, форму и функционирование, готово к производству. Это фаза большого объема инструментов, разработанная для обеспечения эффективности и долгосрочного успеха.
Из трех типов инструментов, перечисленных здесь, производственный инструмент является наиболее точным, поскольку основное внимание уделяется конечному продукту и крупномасштабному использованию. Это также означает, что производственная оснастка дороже, чем прототипирование или мостовая оснастка, и поэтому требует наиболее значительных затрат времени и денег.
В Thogus мы специализируемся на производстве средних и больших объемов, но мы понимаем, что ваши потребности в инструментах не всегда начинаются с полного производства. Чтобы обеспечить соблюдение проектных затрат и сроков, мы сотрудничаем с экспертами, специализирующимися на изготовлении прототипов и формовании. Таким образом, мы предлагаем поддержку клиентов на каждом этапе производственного процесса.
Наибольшая ценность при реализации надлежащей стратегии в области инструментов заключается в минимизации общих затрат и времени выполнения заказов при одновременном переносе знаний, полученных при создании прототипов инструментов, в инструменты моста и на всем пути к производству. Наши партнерские отношения основаны на этом понимании, поэтому, несмотря на то, что мы сосредоточены на производстве, мы всегда общаемся с нашими партнерами, чтобы следить за процессом прототипирования для наших клиентов. Это гарантирует, что важные данные, собранные при создании прототипа, не будут потеряны и могут по-прежнему использоваться для поддержки эффективности и результативности на всех этапах производства.
Есть вопросы? Хотите обсудить варианты инструментов? Позвоните нам сегодня.
Категории
Инструменты
Опубликованы в:
Прототип инструмент Мостовой инструмент . все композитные процессы требуют какой-то формы, чтобы придать им форму. Вещи, которые придают композитным деталям их геометрию поверхности, обычно называют «формами», в то время как «инструмент» — это термин, который включает в себя формы, а также другие части сборки материалов, которые придают детали форму. Вы можете использовать термины взаимозаменяемо до определенного момента, но имейте в виду, что «инструментарий» является более общим.
«Деталь»
Мы собираемся использовать этот пример детали, чтобы посмотреть на типы инструментов — как работает процесс и как называются вещи. Эта часть — чистая выдумка, но она имеет черты, характерные для деталей, созданных с помощью составных процессов.
Типовая производственная оснастка: пробка/выкройка, а затем пресс-форма
Итак, у вас есть готовая форма, которую вы хотели бы сделать из композита. В большинстве случаев вы создадите объект именно такой формы, какой вы хотите видеть для новой детали, — точнее, формы его внешней блестящей поверхности. Вы можете сделать это из того, что лучше всего подходит — дерева, стекловолокна, металла, пластика или, в большинстве случаев, из смеси нескольких материалов. Вы называете эту фиктивную часть «вилкой» или «образцом». Он должен быть таким же красивым и блестящим, как вы хотите, чтобы финальная часть вышла — даже лучше! Он также должен включать в себя любые фланцы или установочные элементы, которые вам понадобятся для изготовления окончательной детали.
Форма слева — это заглушка со всеми фланцами, которые вам понадобятся для вашего вакуумного мешка или для небольшого помещения для обрезки после того, как вы изготовите детали. Посмотрите, как деталь находится «внутри» заглушки — на среднем изображении 3D-модель перекрывается с белой деталью, «прячущейся» внутри серой геометрии заглушки. Когда у вас есть заглушка, следующим шагом будет создание «формы» — это полость (или выпуклая форма), в которую будет ламинироваться деталь. Справа форма заламинирована поверх плунжера и добавлена небольшая «поддерживающая конструкция», чтобы сделать ее устойчивой и удобной в обращении.
Если все пойдет хорошо, пресс-форма примет все характеристики и блеск вилки, а затем позволит вам изготавливать новые детали, точно повторяющие исходную форму поверхности вилки.
Здесь слева форма снята с пробки. Он готов сделать части! В середине деталь была «заламинирована» в форме (на самом деле края должны быть удлинены и обрезаны — но здесь мы находимся в стране совершенства САПР), а затем извлечена из формы в крайнем правом углу. Когда вы проектируете пресс-формы, важно подумать о том, какая сторона вашей детали будет «стороной инструмента» или «лицевой стороной пресс-формы» детали. Это та сторона, которая встраивается непосредственно в форму и получается гладкой и красивой – и часто с гелькоутом. Верхнее из двух изображений деталей показывает «лицевую сторону пресс-формы», а нижнее — «заднюю часть» или, если вы упаковываете в вакуумный мешок, «сторону мешка» детали. Это часто немного неаккуратно, и, возможно, его нужно скрыть или доработать вручную. Возможны варианты обработки этой поверхности. Если это важно для ваших деталей, обратите внимание на «компрессионное литье», «RTM/VARTM» или «сплющенное литье».
Не забывайте, что на всех этих этапах необходимо использовать разделительный состав между заглушкой и формой, а затем между формой и изготавливаемыми деталями. Чтобы детали аккуратно «извлекались» из пресс-формы, нужно многое сделать, и антиадгезивные покрытия более подробно рассматриваются (будут) в других местах на этом сайте и во многих других местах. Всегда хорошо тестировать новые системы выпуска в ситуациях с низкими ставками. Я даже сделал «фиктивную поверхность» с такой же отделкой, как и у вилки при использовании новой системы выпуска — многие факторы будут играть роль, включая материалы, используемые для поверхности вашей вилки. Производители систем выпуска предоставят документацию и советы о том, как не облажаться — или, по крайней мере, с чего начать. Тем не менее, почти у всех производителей композитов есть страшные истории о драмах разделительного покрытия, которые приводят к потере времени и переделок в лучшем случае и к полной потере формы и детали в худшем случае. Не думайте, что это сработает — сначала проверьте!
Одноразовые изделия и ярлыки
Существуют ярлыки, которые часто имеют смысл для создания единичных изделий небольшого объема. Вы можете построить заглушку намеренно заниженной формы — форму «внутренней части» детали, а затем вручную доработать внешнюю часть вашей детали. Это часто называют «штамповкой», и при этом сторона формы детали остается блестящей. Это часто имеет смысл для больших одноразовых вещей, где мужская форма намного дешевле построить, чем женская – например, лодки. Я большой сторонник мужских пресс-форм для корпусов лодок, если вы делаете только одну!
Мужские формы
Итак… мужские формы против женских форм – это немного сбивает с толку, когда мы вводим в это части птиц и пчел… но это работает для трубных фитингов, так что мы пойдем с этим. По сути, охватываемая форма — это форма, в которой деталь создается «поверх» выпуклой поверхности:
Затем при необходимости можно вручную обработать (зачистить, загрунтовать и покрасить) верхнюю сторону детали. Термин «мужская лепка» подразумевает, что вы оба лепите по выпуклой форме, и что в этом есть какой-то недостаток, и что в идеале вы бы делали это по-другому — так быстрее или дешевле. Если бы вы сделали деталь именно так, даже если бы сделали тысячу штук, то просто назовите это «литьем».
Охватывающие формы
Охватывающие формы — это формы, в которых деталь создается внутри вогнутой поверхности. Для большинства форм, таких как детали автомобилей, крылья самолетов, велосипеды и лодки, внешняя поверхность — это поверхность, которая должна быть идеальной и блестящей. Обычно это женские фигурки. Вот наша деталь в женской форме:
Это выглядит точно так же, как наша оранжевая «производственная» форма сверху, но делается за один шаг путем механической обработки блока чего-то — МДФ, инструментальной доски, алюминия — чего-то, что можно сделать непосредственно к геометрии поверхности пресс-формы детали. На изображении справа показана одноразовая углеродная деталь в пресс-форме. Эта форма разделена сверху вниз и имеет металлические шарики для выравнивания.
Если вы изготавливаете формы из металла, они обычно обрабатываются непосредственно на этапе «формы», потому что вам не нужен этап заглушки. Металлические формы отлично подходят для небольших или крупных деталей. Посмотрите, как производители велосипедов изготавливают свои рамы — в этой отрасли используются очень умные металлические формы!
Тот факт, что поверхность инструмента является «мужской» или «женской», не имеет отношения к тому, является ли она заглушкой или формой, хотя иногда кажется, что так и должно быть. Для лодок «заглушка корпуса» очень похожа на «мужскую форму» — мужская форма просто меньше, чтобы учесть толщину корпуса, который будет построен поверх нее.
Подробная информация о выигрыше
Есть несколько основных моментов, которые необходимо учитывать при проектировании деталей для литья. Во-первых, геометрия детали должна позволить ей выйти из формы. Это то же самое, что и в литейных работах и литье под давлением — деталь должна иметь «тягу». Уклон — это небольшой угол по бокам вещей, который примерно совпадает с направлением, в котором вы должны тянуть деталь, чтобы высвободить ее из формы. Вот картинка:
D
Красные линии в середине показывают, что стороны детали расположены не точно вверх и вниз, а под углом 5 градусов к вертикали. Это означает, что как только деталь физически отделяется от формы, она сразу же становится все более и более свободной по мере дальнейшего отделения. Если бы не было угла наклона к сторонам формы, вам пришлось бы перетаскивать деталь вверх по сторонам формы, и любое отклонение или ошибка могли привести к застреванию детали. Есть случаи, когда вы можете игнорировать угол наклона, но в основном для одноразовых деталей, когда инструменты запутываются при освобождении детали. Если вам нужны параллельные стороны детали, вам следует рассмотреть возможность разделения формы на две части.
Также следует помнить о радиусах углов детали. Композиты не любят острых углов. Это можно сделать, но обычно путем обмана и «заполнения» острой области неструктурным материалом. Как правило, вы должны стрелять по как можно большему радиусу. Избегайте радиусов меньше толщины ламината, потому что они будут создавать жесткий угол внутри. В идеале следует использовать толщину ламината в два (или более) раза, чтобы учесть скользящие соединения.
Прочтите мою статью: СКОЛЬЗЯЩИЕ СОЕДИНЕНИЯ И ДЛЯ ЧЕГО ОНИ ВАМ НУЖНЫ!
Похоже, эта деталь предназначена для приклеивания к поверхности с помощью этих больших внешних фланцев. Видите, как фланец имеет одинаковую ширину? Это облегчает стрижку и выглядит красиво. Фланцы — отличный способ соединения композитных деталей без вторичного ламинирования. Подумайте о том, как ваши детали будут сочетаться друг с другом, и постарайтесь включить в формы как можно больше деталей, чтобы упростить соединение деталей во время сборки. Инструментальная обработка, вероятно, является наиболее важным аспектом проектирования процессов производства композитов.
Интеллектуальное зарядное устройство SPRINT-6 — Сваркатверь
3,100.00 ₽
Нашли дешевле? Снизим цену!
Количество Интеллектуальное зарядное устройство SPRINT-6
Категория: Misc
Товар доступен в наличии на складе.
Звоните 8 (4822) 75-22-53
Доставляем по всей России ТК
ОПЛАТА КУРЬЕРУ ПРИ ПОЛУЧЕНИИ!!!!
Интеллектуальное зарядное устройство SPRINT-6
Технические характеристики:
Ток зарядки
3-6
А
Потребляемая мощность
100
Вт
Напряжение
6/12
В
Емкость аккумулятора в режиме зарядки
(6V)7-65/(12V)14-130
А/ч
Ёмкость аккумулятора в режиме обслуживания
(6V)7-120/(12V)14-240
А/ч
Режим зарядки
Автоматический
Вес
1.1
кг
Производитель
Aurora
Дополнительная информация
Зарядное устройство, как следует из названия, призвано «оживить» севший аккумулятор автомобиля, и, в случае необходимости, поддержать уровень заряда АКБ. Зарядные устройства Aurora сделают жизнь водителя намного проще, всё что требуется от оператора- выбрать напряжение соответствующее напряжению аккумулятора, включить аппарат в сети и подключить «крокодилы». Встроенный микро процессор сделает всё остальное. Аппарат сам контролирует процесс и защищает аккумулятор от повышенного тока.
Полностью автоматическая 7-ступенчатая зарядка сохраняет аккумулятор в отличном состоянии с сохранением всех рабочих характеристик.
Первичная диагностика аккумулятора
Десульфатизация. Устраняется сульфатизация пластин аккумулятора (восстановление глубоко разряженных батарей).
Плавный старт. Проверяется способность батарей держать заряд.
Основная зарядка до 90% ёмкости батарей в несколько этапов, для максимального сохранения рабочих характеристик АКБ и продления срока его службы.
Поглощение. Зарядка плавно уменьшающимся током до 100% ёмкости батареи.
Отдых и диагностика способности батареи удерживать заряд.
Переход в буферный режим поддержания полной зарядки.
Все зарядные устройства Аврора могут работать с любым типом АКБ, как с обслуживаемыми свинцово-кислотными (WET) батареями, так и с не обслуживаемыми аккумуляторами с гелевым (GEL) или твёрдым электролитом (AGM).
Интеллектуальное зарядное устройство SPRINT может «реанимировать» сильно разряженные аккумуляторы с напряжением от 1,5В. Если АКБ выдаёт меньший вольтаж, — устройство определяет батарею, как нерабочую.
Преимущества зарядных устройств SPRINT:
микропроцессорное управление, полностью автоматическая зарядка
несколько степеней защиты: защита от смены полярности, от сверхтока, термозащита, защита от искр, защита от перезарядки батареи
высокая эффективность зарядки, максимально бережное отношение к аккумулятору
Внешний вид упаковки:
Кроме яркой индивидуальной упаковки, аппараты SPRINT упакованы в транспортировочную коробку по 8 шт. При оптовых закупках, просьба делать заказ кратно количеству устройств в коробке.
Видео презентация возможностей Sprint 4 и Sprint 6
Скачать руководство пользователя
Вы смотрите: Интеллектуальное зарядное устройство SPRINT-6 3,100.00 ₽
В корзину
Зарядное устройство Aurora Sprint-6
Назад Вперёд
Характеристики товара Зарядное устройство Aurora Sprint-6
Общие характеристики
Тип
зарядное устройство
Напряжение АКБ
6/12 В
Минимальная емкость АКБ
7 А·ч
Максимальная емкость АКБ
130 А·ч
Минимальный ток заряда
3 А
Максимальный ток заряда
6 А
Максимальная потребляемая мощность (зарядка)
100 Вт
Напряжение питания от сети
220 В
Автоматическое отключение зарядки
есть
Вес
1. 1 кг
Дополнительно
Гарантийный срок
12 мес.
Производитель
Китай
Метки:
Электроника
Автоэлектроника
Зарядные и пуско-зарядные устройства для аккумуляторов
Изображение
Зарядное устройство AutoExpert BC-20 зеленый Характеристики товара Зарядное устройство AutoExpert BC-20 зеленый
Общие характеристики Тип зарядное устройство Подходит для AGM/GEL аккумуляторов есть Напряжение АКБ 12 В Минимальная емкость АКБ 1.2 А·ч Максимальная емкость АКБ 120 А·ч Максимальный ток заряда 15 А Напряжение питания от сети 220 В Встроенный амперметр есть Вес 0.82 кг Дополнительно Гарантийный срок 12 мес. Производитель Китай
Отзывы :2шт.
Пуско-зарядное устройство Quattro Elementi Tech Boost 420 (771-459) Характеристики товара Пуско-зарядное устройство Quattro Elementi Tech Boost 420 (771-459)
Общие характеристики Тип пуско-зарядное устройство Напряжение АКБ 12/24 В Максимальный ток заряда 75 А Максимальный ток пуска 390 А Максимальная потребляемая мощность (запуск) 8500 Вт Максимальная потребляемая мощность (зарядка) 1400 Вт Напряжение питания от сети 220 В Встроенный амперметр есть Вес 23 кг. ..
Отзывы :0шт.
Зарядное устройство PATRIOT BCT-15 Boost Характеристики товара Зарядное устройство PATRIOT BCT-15 Boost
Общие характеристики Тип зарядное устройство Напряжение АКБ 12 В Минимальная емкость АКБ 30 А·ч Максимальная емкость АКБ 140 А·ч Максимальный ток заряда 12 А Напряжение питания от сети 220 В Встроенный амперметр есть Вес 4.3 кг Дополнительная информация ускоренный режим зарядки с повышенным током; защита от перегрузки, неправильной…
Отзывы :0шт.
Пуско-зарядное устройство Старт 700 Характеристики товара Пуско-зарядное устройство Старт 700 Трансформаторные пуско–зарядные устройства Общие характеристики Вес 27 кг Дополнительно Гарантийный срок 1 г. Производитель Россия
Отзывы :0шт.
Зарядное устройство Quattro Elementi i-Charge 4.1 (244-841) Характеристики товара Зарядное устройство Quattro Elementi i-Charge 4. 1 (244-841)
Общие характеристики Тип зарядное устройство Напряжение АКБ 6/12 В Максимальный ток заряда 4 А Напряжение питания от сети 220 В Вес 0.5 кг
Отзывы :0шт.
Pontiac OHC Six — мы делаем один!
| Практическое руководство — двигатель и трансмиссия
Стив Магнанте — ведущий «Золотой свалки» MotorTrend! Смотрите эпизоды в приложении MotorTrend, стоимость которого начинается с 4,99 долларов в месяц или 49,99 долларов в год после 14-дневной бесплатной пробной версии .
Под капотом каждого шестицилиндрового Pontiac 1966-1969 годов скрывается большой сюрприз. В отличие от обычных рядных шестерок с верхним расположением клапанов (OHV), используемых в остальной части Детройта, Pontiac представил Америке — и миру — технологию верхнего кулачка с ременным приводом (OHC).
Это было большое дело, которое до сих пор с нами. На самом деле, если вы открываете капот своего ежедневного водителя, высока вероятность того, что в смеси есть ремень ГРМ. До того, как Pontiac совершил прорыв в области ременного привода, конструкторы двигателей с верхним расположением распредвалов использовали распредвал(ы) с шумными цепями или шестернями, снижающими мощность. Но после того, как компания Pontiac разработала свой прочный, но гибкий приводной ремень из неопрена и нейлона, армированного стекловолокном (в сотрудничестве с U.S. Rubber Company), эта технология быстро распространилась по всему миру. К 1972, производители автомобилей от Chevrolet до Citron, от Peugeot до Porsche и от Ford до Ferrari выпустили двигатели SOHC и DOHC с ременным приводом.
Как бы круто это ни было, мы здесь, чтобы исследовать специальную версию маслкара OHC six, которая поставлялась с четырехцилиндровым карбюратором Rochester Quadrajet. Представьте себе шестицилиндровый двигатель объемом 230 кубов с установленным на заводе двигателем Q-Jet! Это должно быть что-то особенное, верно? Да, это
Pontiac назвал его Sprint Six. Доступно на любом Tempest или LeMan 1966-1969 годов (включая четырехдверные, но не универсалы) или 1967-1969 Firebirds, Sprint взял базовый карбюратор OHC six на 1 баррель, мягкий 0,400 / 0,400-дюймовый подъемный кулачок, сжатие 9: 1 и выпускной коллектор логарифмического типа и заменил его на Rochester Quadra-Jet 4-баррель, более горячий подъемник 0,438 / 0,438 дюйма, сжатие 10,5: 1 и отливки выпускного коллектора Ram Airstyle с одинарным выпускным трактом с высоким расходом.
В результате мощность базового двигателя увеличилась со 165 л.с. при 4700 об/мин и 216 Нм при 2600 об/мин до 215 л.с. у Sprint при 5200 об/мин и 240 Нм при 3800 об/мин. Чтобы обеспечить хорошо сбалансированный пакет, Pontiac сделал горячий четырехцилиндровый двигатель частью пакета Sprint, который включал в себя обязательную усиленную подвеску и шины, передачи 3,55: 1 (3,23: 1 с кондиционером) и стандартную безопасность. T-Track (Пончо-говорят от Пози). И, будучи Pontiac — создателем самосознающей машины изображения — пакет Sprint поставлялся с дерзкими горизонтальными полосами кузова и графикой.
Когда вы видели полосу «Sprint» или хромированную эмблему на крыле на Pontiac Tempest, LeMans или Firebird 1966–1969 годов, вы смотрели на самые экзотические рядные шестерки Detroit из всех. Pontiac охотно рекламировал способность Sprint развивать скорость до 6500 об/мин, соблазняя водителей наслаждаться самыми сладкими звуками по эту сторону Jaguar XKE в журналах, которые называли его «детенышем тигра».
Давайте исследуем внутреннюю работу Pontiac OHC Sprint Six в роли Донни Вуда и ребят из R.A.D. Auto Machine в Ладлоу, штат Массачусетс, выполните перестройку, после чего получите 216 л.с. при 5400 об/мин!
Износ отверстия привел к резке на 0,030 дюйма на фрезерном станке с ЧПУ Rottler F79-A компании R.A.D. Жизненные идентификационные цифры OHC выбиты на колодке рядом с цилиндром № 5 и читаются как «ZD670385». Это расшифровывается как Sprint 1967 года (четырехствольный) с трехступенчатой механической коробкой передач. Спринты можно было выполнять с двухступенчатой автоматической коробкой передач GM Super Turbine 300 (1966–1968), Turbo 350 (1969) и трех- или четырехступенчатой механической коробкой передач (1966–1969).
Trending Pages
Абсолютно новая Honda Accord 2023 года: цены практически не изменились, гибридная топливная экономичность растет
Электрический грузовик Ram 1500 борется с Ford, Chevy, Tesla с третьим рядом, дикими функциями
Вы AFEELA’n It? Над электромобилем Sony и Honda работают
Безумная коллекция редких мопаров направляется на аукцион!
Часы SE 2-го поколения 40 мм в торговом центре T-Mobile Fox Valley
Все локации
Торговый центр T-Mobile Fox Valley
Все продукты
Умные часы
Часы SE 2-го поколения 40 мм
Все продукты: T-Mobile Fox Valley Mall
Цвет:
Хранение:
32 ГБ
Варианты оплаты:
с рассрочкой на 24 месяца
Купить по полной цене
описание
Основные характеристики
Battery Standby Time
18 Hours
Display
Retina display
Display resolution
394 x 324 pixels
Other features
Call, Text and Email
Потоковая передача музыки, подкастов и аудиокниг
Возможность семейной установки
До 20% быстрее, чем предыдущая модель
Расширенные функции безопасности
Отслеживание ежедневной активности
Расширенное приложение для тренировок
Уведомления о сердечном ритме
Apple Pay
Водонепроницаемая конструкция
Отслеживание стадий сна
watchOS 9
3 месяца бесплатного использования Apple Fitness+
Основные функции, которые помогут вам оставаться на связи, оставаться активными, здоровыми и в безопасности. Идеально подходит для детей и пожилых людей, использующих Family Setup. 1
*Для Apple Watch SE требуется iPhone 8 или новее с iOS 16 или новее.
Откройте для себя совершенно новые 40-миллиметровые Apple Watch SE (2-го поколения), доступные на T-Mobile. Ознакомьтесь с функциями, спецификациями, обзорами и найдите доступные цвета корпуса и ремешка для продажи сегодня. Получите свои новые Apple Watch SE 2-го поколения (2022 г.) 40 мм в общенациональной сети 4G LTE от T-Mobile.
Нужна помощь в выборе подходящих Apple Watch? Ознакомьтесь с нашей сравнительной таблицей Apple Watch, чтобы помочь вам сделать выбор, основываясь на функциях и возможностях каждого смарт-часа.
Apple Watch SE 2-го поколения (2022 г.), 40 мм Краткие сведения
Когда были выпущены Apple Watch SE 2-го поколения, 40 мм? Apple Watch SE (2-го поколения) 40 мм были выпущены 16 сентября 2022 г.
Какие цвета доступны для Apple Watch SE 2-го поколения 40 мм? Apple Watch SE (2-го поколения) 40 мм доступны в нескольких цветах: прокрутите страницу вверх, чтобы узнать о цветах, имеющихся в наличии.
1 Не все функции будут доступны, если Apple Watch настроены через семейную настройку. Для сотовой связи требуется тарифный план беспроводной связи.
Место по объему выданных кредитов малому и среднему бизнесу
86-е место за 2021 год
Место в списке крупнейших банков по активам
СЕВЕРГАЗБАНК признан «Банком года для семей»
Для семей банк предоставляет не только классические банковские продукты, например, «семейную ипотеку», но и комплексные продукты для всех членов семей клиентов.
17 ноября 2022 года в Москве состоялась семнадцатая церемония вручения наград одной из старейших ежегодных премий финансового рынка «Финансовая элита России» по итогам 2021–2022 гг. На протяжении многих лет в рамках премии участники финансового рынка поощряются за следование высоким стандартам профессиональной деятельности. Одним из лауреатов премии в категории «Банки» стал СЕВЕРГАЗБАНК, отмеченный в номинации «Банк года для семей».
На протяжении многих лет слоган СЕВЕРГАЗБАНКА звучит как «Объединяя поколения». Это девиз и в определенном смысле философия, которой банк придерживается в своей деятельности, ставя во главу угла семейные ценности своих клиентов.
Для семей банк предоставляет не только классические банковские продукты, например, «семейную ипотеку», но и комплексные продукты для всех членов семей клиентов. В частности, при получении потребительского кредита можно подключить пакет услуг «Кредитные возможности» и сервис «Управляй ставкой». Это позволяет клиенту и членам его семьи, объединившись, получить скидку по процентной ставке в разы больше, чем если бы это делал один клиент самостоятельно. Так, при оплате товаров и услуг дебетовыми картами СЕВЕРГАЗБАНКА, которые выдаются бесплатно, процентная ставка по кредиту дополнительно снижается до минимального уровня 3,9% годовых.
В банке действует свой «Календарь праздников», по которому в определенный период, связанный с семейными праздничными датами, например, Днем знаний, Днем пожилого человека, Днем рождения клиента, воспользоваться продуктами банка можно на более выгодных условиях.
Программа «Семейная ипотека» СЕВЕРГАЗБАНКА не раз входила в топ-5 лучших ипотечных программ на российском рынке, по данным порталов Банки.ру, Выберу.ру, телеграм-канала «Ипотека и недвижимость». Кроме того, при получении любого вида ипотеки банк предлагает на специальных условиях кредит «Уютный дом» для целей благоустройства и повышения уровня жизни семьи.
Отдельное внимание уделяется спонсорским активностям, включая поддержку молодежного спорта в рамках организации ежегодных детско-юношеских соревнований — Открытого Кубка Вологодской области и СЕВЕРГАЗБАНКА по биатлону.
«Семья и семейные ценности не должны быть для банков абстрактными понятиями. Зачастую человек обращается в банк для решения не своих личных, а именно семейных финансовых задач, — комментирует Заместитель Председателя Правления СЕВЕРГАЗБАНКА Сергей Тишко. — СЕВЕРГАЗБАНК стремится учитывать это при разработке своих услуг и сервисов».
О Премии
Лауреаты XVII Премии «Финансовая элита России» — это лидеры отрасли, компании, которые в условиях экономической изоляции и беспрецедентных международных санкций, продолжают надежно и добросовестно выполнять взятые на себя обязательства. Более 30 наград «Гран-при», «Надежность», «Динамика развития», а также наград в индивидуальных, специальных и персональных номинациях были вручены на традиционной площадке премии в Культурном центре при МИД России. Лауреатами премии в других номинациях стали ВТБ, Совкомбанк, «Газпромбанк лизинг», «Сбербанк страхование», БКС и другие банки и компании. Церемонию провели ведущие телеканала «Россия 24» Александра Суворова и Дмитрий Щугорев.
Акционерное общество «СЕВЕРГАЗБАНК» (АО «БАНК СГБ»). Универсальная лицензия Банка России № 2816 от 26.03.2020.
Реклама
Алексей Шупик | Дрибббл
Посмотреть приложение Icons для путешествий
Приложение Icons для путешествий
Посмотреть мясной форум
Мясной форум
Посмотреть Севергазбанк
Севергазбанк
Посмотреть упаковку травяных жевательных резинок
Упаковка травяных жевательных резинок
Посмотреть упаковку травяных жевательных резинок
Упаковка травяных жевательных резинок
Посмотреть плакат Антон Чехов 160 лет
Плакат к 160-летию Антона Чехова
Посмотреть логотип Жанны
Логотип Жанны
Посмотреть страницу Жанны
Жанна пейдж
Посмотреть личный логотип
Персональный логотип
Посмотреть личный логотип
Персональный логотип
Зарегистрируйтесь, чтобы продолжить или войдите
Загрузка еще…
404
404
ИИН БИН Перечень
Универсальный полный поиск в BIN БИН
, известный как банковский идентификационный номер, подразумевает идентификацию клиентов с эмитентами. Эта географическая и финансовая взаимосвязь раскрывает важную информацию для борьбы с мошенничеством в коммерческих целях, но не менее актуальна для образовательных целей.
Не найден обработчик для GET /b/js-bank-severgazbank.html%3fhl%3dko org.springframework.web.servlet.NoHandlerFoundException: не найден обработчик для GET /b/js-bank-severgazbank.html%3fhl%3dko в org.springframework.web.servlet.DispatcherServlet.noHandlerFound(DispatcherServlet.java:1278) в org.springframework.web.servlet.DispatcherServlet.doDispatch(DispatcherServlet.java:1041) в org.springframework.web.servlet.DispatcherServlet.doService(DispatcherServlet.java:963) в org.springframework.web.servlet.FrameworkServlet.processRequest(FrameworkServlet.java:1006) в org.springframework.web.servlet.FrameworkServlet.doGet(FrameworkServlet.java:898) в javax.servlet.http.HttpServlet.service(HttpServlet.java:687) в org.springframework.web.servlet.FrameworkServlet.service(FrameworkServlet.java:883) в javax.servlet.http. HttpServlet.service(HttpServlet.java:790) в org.eclipse.jetty.servlet.ServletHolder.handle(ServletHolder.java:791) в org.eclipse.jetty.servlet.ServletHandler.doHandle(ServletHandler.java:550) в org.eclipse.jetty.server.handler.ScopedHandler.handle(ScopedHandler.java:143) в org.eclipse.jetty.security.SecurityHandler.handle(SecurityHandler.java:602) в org.eclipse.jetty.server.handler.HandlerWrapper.handle(HandlerWrapper.java:127) в org.eclipse.jetty.server.handler.ScopedHandler.nextHandle(ScopedHandler.java:235) в org.eclipse.jetty.server.session.SessionHandler.doHandle(SessionHandler.java:1624) в org.eclipse.jetty.server.handler.ScopedHandler.nextHandle(ScopedHandler.java:233) в org.eclipse.jetty.server.handler.ContextHandler.doHandle(ContextHandler.java:1435) в org.eclipse.jetty.server.handler.ScopedHandler.nextScope(ScopedHandler.java:188) в org.eclipse.jetty.servlet.ServletHandler.doScope(ServletHandler.java:501) в org.eclipse.jetty.server.session.SessionHandler.doScope(SessionHandler. java:1594) в org.eclipse.jetty.server.handler.ScopedHandler.nextScope(ScopedHandler.java:186) в org.eclipse.jetty.server.handler.ContextHandler.doScope(ContextHandler.java:1350) в org.eclipse.jetty.server.handler.ScopedHandler.handle(ScopedHandler.java:141) в org.eclipse.jetty.server.handler.ContextHandlerCollection.handle(ContextHandlerCollection.java:234) в org.eclipse.jetty.server.handler.HandlerCollection.handle(HandlerCollection.java:146) в org.eclipse.jetty.server.handler.HandlerWrapper.handle(HandlerWrapper.java:127) в org.eclipse.jetty.server.Server.handle(Server.java:516) на org.eclipse.jetty.server.HttpChannel.lambda$handle$1(HttpChannel.java:388) в org.eclipse.jetty.server.HttpChannel.dispatch(HttpChannel.java:633) в org.eclipse.jetty.server.HttpChannel.handle(HttpChannel.java:380) на org.eclipse.jetty.server.HttpConnection.onFillable(HttpConnection.java:279) в org.eclipse.jetty.io.AbstractConnection$ReadCallback.succeeded(AbstractConnection.java:311) на org.eclipse.jetty.io.
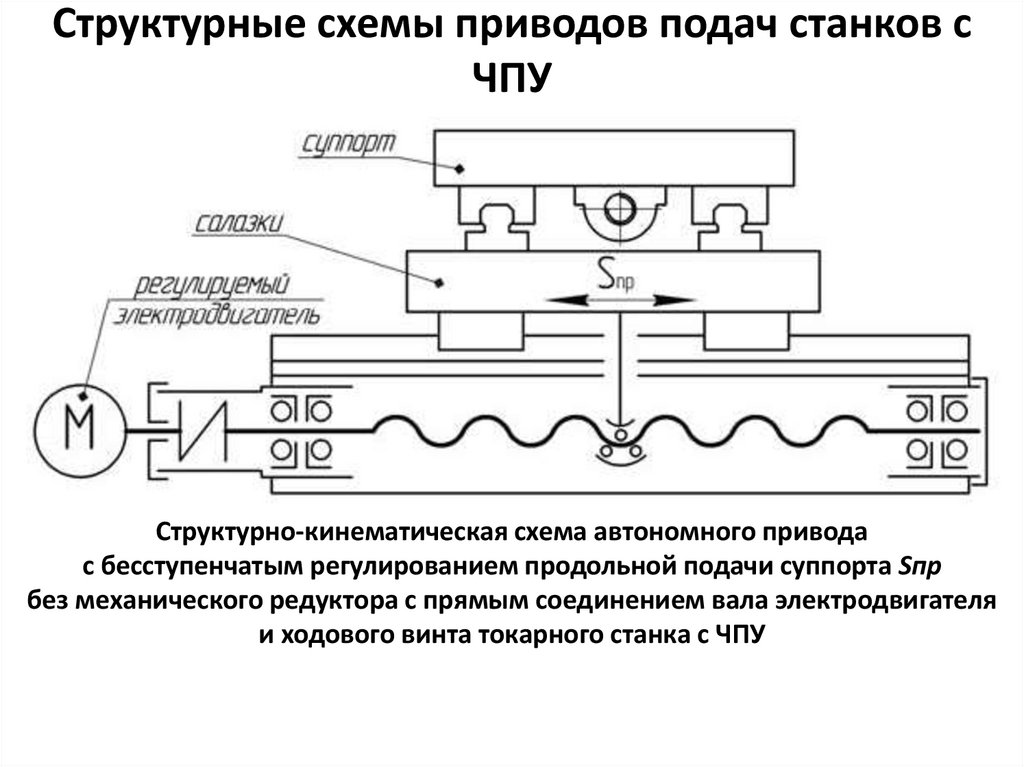
написание управляющей системы для работы фрезера по дереву
18.03.2020
Общие сведения
Предназначение
Программное обеспечение для плоской резки
Программы для металлообрабатывающих и деревообрабатывающих станков с ЧПУ для 3D-моделей
Специализированное ПО
Возможности программ
Процесс разработки программ для станков с ЧПУ
Разработка ЧПУ
Отладка ПО
Видео
Наличие пульта числового управления в оборудовании значительно ускоряет и упрощает производственный процесс металло- и деревообработки для оператора. Но от него требуется большей подготовки и понимания не только механики резки (фрезерования, точения), но и программной, компьютерной стороны вопроса. Сегодня в статье поговорим про написание управляющих программ для фрезерного станка с ЧПУ по дереву и металлу.
В начале XX века все устройства для обработки заготовок были механическими. То есть, конечно, был электропривод, но за движением всех составляющих следил механик. Это довольно сложная и почетная деятельность, для ее освоения необходимо профильное образование, а также значительный навык и опыт. Но классические модели имеют ряд недостатков:
Они недостаточно точны. Чтобы добиться высокого класса точности, требуется усердная, филигранная работа, а также безупречное состояние как самого оборудования, так и всех резцов – никаких вибраций, нечаянных движений.
Большое количество ошибок, дефектных деталей из-за человеческого фактора. Малый опыт или низкая коммуникация (не зря у всех токарей есть разряды), усталость, простая невнимательность – и уже целая заготовка уходит в отходы. Это экономически невыгодно.
Тяжелый физический труд. У каждой единицы оборудования должен стоять механик, который занимается множеством операций – от закрепления металла в тисках до управления резцом. Это постоянно напряженный труд, требующий внимания, силы и, еще раз повторим, опыта.
Низкая производительность. Скорость металлообработки недостаточно высока, потому что все делается вручную.
Вместе с первым созданием программ для ЧПУ станков появилось осознание того, что такой же объем работы можно сделать быстрее, без ошибок, с минимальными затратами человеческого ресурса.
Впервые в СССР программно-управляемые системы были внедрены в годы Великой Отечественной войны, в тот же период появились первые проблемы – недостаточная компетентность технического персонала, малое знание основ программирования и несовершенство оборудования.
Исправить эту проблему стало возможно с появлением достаточно адаптированных под пользователя рабочих компьютерных сред. Объясним на примере, как это взаимосвязано.
Инженер хочет создать металлический узел. Выполнить вручную его очень непросто, практически невозможно, поэтому он сперва заходит в программное обеспечение. Здесь он выполняет две пересекающиеся операции:
Сложные математические вычисления, которые направлены на проверку работоспособности узла.
Черчение.
Затем специалист, полностью справившись с первой задачей, изменяет формат документа и заканчивает его в числовой пульт управления оборудованием.
Теперь его работа невелика – поставить заготовку, наблюдать за правильным исполнением процесса, а после – снять и проверить образец. А встроенная программа для фрезеровки на ЧПУ сама выберет подходящую скорость и угол резания, режим, а также наиболее эффективный алгоритм движения.
Итак, чтобы создать любую сложную трехмерную деталь из металла, дерева, иного материала, необходимо воспользоваться компьютерным софтом с возможностью 3D-графики. Затем изображение требуется перевести в g-код. Важно, чтобы программное обеспечение соответствовало операционной системе, то есть ОС «тянула» программу. Например, большинство профессиональных CAD некорректно работают на привычном Windows, зато пойдут на Linux. Удобство (в основном отсутствие задержек, что очень важно) также зависит и от самого персонального компьютера.
Сперва в нескольких преимуществах отметим то, зачем нужны сами такие станки:
Они повышают эффективность и производительность всего предприятия в несколько раз.
Снижают вероятность дефектного образца.
Снимают большинство нагрузки с оператора, на нем остается более простая работа.
Увеличивают точность обрабатываемой детали.
И для того, чтобы была возможна такая система, просто необходима программа. Основная задача создания специализированного ПО – дать возможность фрезеровщику (токарю) отвлекаться от процесса, снизить его ответственность за результат. Теперь он не обязан непрерывно следить за каждым движением резца, сверла. Таким образом, софт включает комплекс команд, которые все вместе поступают на оборудование и влияют на то, какой процесс выполняется.
Так, команды автоматизируют ряд действий:
Выбор инструмента, его крепеж.
Фиксация и центровка заготовки.
Определение подходящего режима, скорости резания исходя из параметров материала и фрезы.
Движение режущей кромки. Причем минимальное, оптимальное расстояние определяется в зависимости от координат, в которых «нулевой» точкой становится конечное положение резца. То есть, нет необходимости всегда перед очередным проходом возвращаться к начальному участку.
Для каждого нового элемента необходимо написать новый код (чертеж), для чего требуется специализированное программное обеспечение. Если оно есть, а также присутствует базовый навык общения с графическим редактором, можно легко создавать новые команды для оборудования.
Двухмерное конструирование – более простая для резчика задача. Основной процесс, выполняемый на этом оборудовании – это раскрой материалов. От классической распиловки дерева или металла можно перейти к более сложным, фигурным рисункам. Особенно быстро и удобно это можно делать с помощью плазмореза. Но, как и для других элементов, необходимо использовать программу управления для работы на станках с ЧПУ фрезером по дереву или металлу в плоскости. ArtCAM – подходящий софт для этой задачи. Сам проект был создан в 2003 году, с тех пор только набирает популярность. К преимуществам следует отнести:
Возможность работать и в 3D, то есть для различных заготовок вам не нужно будет выбирать другое ПО.
Сохранение подготовленных ранее моделей.
Их интегрирование в сборку.
Импорт во всех основных форматах, которые применяют в CAD, а также, конечно, подходящий для станков с ЧПУ.
Опция «волшебная палочка» значительно облегчает выбор и выделение рабочей области.
Сокращенное время обработки команд на деревообрабатывающем и металлообрабатывающем оборудовании.
Возможность перемещения, поворота или копирования траектории движения.
Встроенная оптимизация подач.
Простой интерфейс и легкость обучения.
Кроме «Арткама», используют VISIO-2007 и Vectric 2dcut, Mach4. У последней преимущество в том, что ее можно использовать на привычной для всех ОС – Windows. А самые большие специалисты, которые уже чертят «с закрытыми глазами», вообще говорят, что можно сделать простенький раскрой в обычном встроенном «Блокноте», а потом перевести все это в командный код.
Большинство современного софта имеет инструменты работы с объемными деталями. Создание трехмерных моделей также называют прототипированием, то есть подготовкой прототипа. Перечислим профессиональное ПО, которое используется специалистами:
CADDS5;
PowerShape;
SolidEdge;
T-Flex CAD;
AutoCAD.
Практически везде в названии мелькает сочетание CAD, на русский язык аббревиатура переводится как САПР или система автоматизированного проектирования. Все вышеприведенные ПО объединены тем, что они обладают возможностью твердотельного проектирования, то есть такого, которое полностью имитирует работу с реальным образцом, будь то металл, дерево, пластик и другие. После моделирования можно сделать детальную визуализацию, а также тестовый запуск модели. И только после этого переходить к созданию на детали на оборудовании. Преимущества использования этого софта:
Максимальная реалистичность – это полезно в моментах, когда нужно презентовать свой проект.
Легко корректировать код, если были допущены ошибки или поменялись планы.
Автоматическое формирование чертежей.
Возможность использовать шаблоны.
Затрачивается минимальное количество времени.
Расскажем о составлении управляющей программы для токарного или фрезерного станка с ЧПУ на примере наиболее популярного программного обеспечения. Хотим отметить, что качество итогового результата зависит не только от того, насколько хороший софт выбран, но и, в большей степени, от самого металлообрабатывающего оборудования. Предлагаем заказывать станцию с числовым программным управлением от компании https://stanokcnc.ru/. Здесь представлен большой ассортимент возможностей и множество разновидностей, а также можно заказать создание аппаратов на заказ.
Mach4
Мы уже о ней упоминали, когда говорили о двухмерном моделировании. Но софт идеально подходит для проектирования 3D моделей. Он создавался не как CAD, а как специализированное ПО под задачи ЧПУ. Этим обусловлено то, насколько удобна программа для поставленных целей. Чтобы запустить ее на компьютер, там должна быть операционная система от «Майкрософт», что, к слову, является редким условием. ПК должен быть подсоединен к одному из станков:
фрезеровочный;
токарный;
зуборезный;
гравировочный.
К слову, можно использовать не только стационарный компьютер, но и ноутбук, что сильно облегчает задачу производителя. Несмотря на то что интерфейс англоязычный, есть инструкция, которая выполнена на русском.
NC Studio
Наиболее часто софт применяется в деревообрабатывающей промышленности. Управление происходит фрезерным станком по дереву. Часто с его помощью создается мебель. Перечислим основные преимущества системы:
Простой для понимания интерфейс.
Отличная графика.
Виртуальная симуляция ПО.
Прекрасно совмещается с основными САПР, поэтому файл можно «заливать» со сторонней среды проектирования.
Идеально подходит для освоения новичками.
Встроенная защита не позволяет несанкционированно изменить настройки.
EMC2
Основное достоинства софта – его бесплатное использование. Соответственно, функционал значительно ограничен. Но если нет потребности в промышленном производстве, а станок с ЧПУ находится в частных или малых коммерческих целях, то иногда достаточно бывает и этого ПО. Отметим, что оно устанавливается исключительно на LinuxCNC.
Числовой пульт управления может быть установлен практически на любом оборудовании, которое производит механическую обработку материала. Это такие задачи, как точение, фрезерование, сверление, отрезка, нарезание витков, вытачка пазов и многое другое. При этом работать можно с металлом, деревом, фанерой, бумагой и картоном, стеклом или оргстеклом, другими синтетическими полимерами. Обычно программное обеспечение пишут при:
серийном производстве, когда на аналогичный объем уйдет много времени в ручном исполнении;
потребности высокой точности;
особом, индивидуальном и очень сложном узле, который практически невозможно безошибочно выточить вручную.
Таким образом, применения оборудования настолько широко, что нет смысла перечислять отрасти. Практически в любом производстве, начиная от изготовления скрепок для бумаги, заканчивая строением космических кораблей, не обойтись без такого софта.
Перечислим поэтапно действия:
Сбор данных о необходимом узле и его производственных задачах.
Создание последовательно сперва эскиза, затем чертежа, 3D-модели.
Получение комплекса команд.
Коррекция кода и его эмуляция.
Тестовый запуск и производство.
На этапе сбора информации узнается, что это за элемент, где и при каких условиях будет осуществляться его эксплуатация, размеры, характер поверхности, в том числе шероховатость, а также припуски, которые крайне важны для точения.
Каждый отдельный станок имеет управляющие команды, они написаны в инструкции. Используя этот набор, необходимо закодировать весь макет под нужные имеющиеся опции. К ним могут быть отнесены следующие:
Запуск и отключение.
Выбор режущего инструмента.
Перемещение резца по двум и более плоскостям.
Определение режима и скорости резания.
Дополнительные механизмы, например, очистка от стружек или подача смазочной жидкости.
Введение данной программы может быть осуществлено двумя способами:
На персональном компьютере с помощью специализированного программного обеспечения кодировка происходит автоматически, затем уже готовый набор команд в коде с помощью записывающего устройства переносится на оборудование.
На самом станке есть стойка от пульта числового управления. Там можно ввести нужные команды.
Учтите факторы
Следует помнить о том, что чем сложнее устройство, тем больше нюансов использования. Важно учитывать:
Сколько одновременно может быть задействовано инструментов – количество параллельно выполняемых задач.
Какая рабочая мощность используется.
Скорость подачи. Если подобрать параметр выше рекомендуемого, это может привести к перегреву заготовки и режущей кромки, к дефектам и деформациям.
После каждого нового разработанного проекта необходимо его протестировать. Сперва на компьютере (поможет визуализация 3D макетов), затем на оборудовании при использовании ненужной заготовки. Если обнаружены проблемы, значит, имели место геометрические или технологические ошибки. Исправьте их и снова проведите тестовый запуск.
Мы рассказали, как сделать программу для станка ЧПУ. Узнаем больше из видеоматериала:
Управляющие программы для ЧПУ станков на заказ. Выгодно!
Ваш e-mail или телефон:
Файлы №1:
Файлы №2:
Файлы №3:
загрузить еще файлы
Ваше сообщение:
Для изготовления сложных деталей на станках с ЧПУ необходима специально написанная управляющая программа. Это набор команд для профессионального оборудования, следуя которым, станок без участия человека, вытачивает деталь.
Программы для создания моделей можно составлять самостоятельно при наличии квалифицированного оператора станка ЧПУ или заказывать в нашей студии.
Что прописывается в stl?
Станок с ЧПУ для автономной или полуавтономной работы должен учитывать и отслеживать сразу несколько параметров:
Включение и выключение аппарата, подбор и смену инструментов;
Траекторию движения рабочих инструментов;
Размещение деталей, их рапсоложение на рабочем поле;
Использование дополнительных возможностей оборудования.
Такой подход позволяет загружать станок почти на 100%, добиваясь максимальной эффективности. И как следствие, получать готовую деталь за меньшее количество времени, вырабатывать меньший ресурс техники, обеспечивая медленный износ режущего инструмента.
Как создается УП?
Управляющую программу можно создать на любом ПК с предустановленным соответствующим программным обеспечением, а затем перенести на станок. Или же, если позволяет оборудование, создать программу для изготовления модели непосредственно в интерфейсе станка. Большинство видов современного оборудования имеют человеко-машинный интерфейс. Весь этап программирования можно разделить на 3 этапа:
Получение информации о детали методом загрузки 3д модели. На этом этапе получают информацию, в том числе о типе материала, характеристиках готовой поверхности изделия, необходимости припусков и дополнительной обработки изделия;
Построение математической матрицы и подбор последовательных команд. Здесь определяется, какой инструмент будет использоваться, в какой последовательности, как будет расположена деталь, какая скорость вращения шпинделя, сколько проходов необходимо сделать;
Эмуляция кода и внесение корректировок. Этот этап необходим для исключения пересечений траекторий движения инструментов. А также недопущения ошибок при измерении деталей, указания оси координат.
После этого программу можно загружать в станок, настраивать оборудование, подбирать инструмент, после чего запускать производство пробной партии. В ходе работы могут быть выявлены ошибки программирования, которые необходимо исправить до запуска серии.
Программы для ЧПУ. Софт:
Для создания и обработки УП выпускается специализированный софт.
Наиболее популярны следующие программы:
PowerMill — ПО, разработанное Autodesk Inс, прекрасно подходит для программмирования траекторий для фрезерных ЧПУ,
ArtCAM — самый популярный вариант для создания моделей и разработки управляющей программы,
3DS MAX — вспомогательная программа CorelDRAW X7, чаще всего применяется непосредственно при разработке моделей,
Linux CNC — бесплатна, интуитивна понятна, подходит для разных станков с ЧПУ, тем не менее непопулярна из-за множества недостатков,
Math 3 — удобна наличием русифицированной версии, подходит для всех видов станков, даже для самодельных, этим и обусловлена высокая популярность данного ПО,
Все программы поддерживают формат 3D файлов STL и на основе заложенной информации после импорта строят математическую модель будущей детали. После преобразования изображения в G-коды, команды для двигателя станка с ЧПУ записываются в файл формата CNC. Именно его загружают в систему ЧПУ для изготовления детали.
Желательно приобретать лицензированный софт, в этом случае вы избежите проблем с зависанием.
Если 3D модель будущего изделия можно создать один раз, а затем использовать для изготовления деталей любого размера и из любого материала, то УП для станков с ЧПУ пишется каждый раз заново.
Даже если изменяются размеры изделия, выбирается другой материал или вносятся какие-либо корректировки, например, добавляется новый тип обработки – управляющую программу нужно будет менять.
Что делать, если вы далеки от программирования?
В этом случае стоит обратиться за помощью к специалистам.
Наша компания с 2005 года занимается разработкой и продажей 3D моделей в stl-формате для ЧПУ станков. В нашем штате трудятся опытные дизайнеры-моделлисты. В нашем каталоге насчитывается больше тысячи разнообразных 3д моделей, подходящих под запросы самых требовательных заказчиков. Также предоставляем услуги по изготовлению управляющих программ для чпу. Заказать УП предельно просто. Достаточно связаться с нами любым удобным для вас способом. Наши менеджеры ответят на все вопросы.
Программирование ЧПУ для начинающих | American Micro Industries
Руководство для начинающих по программированию ЧПУ
Опубликовано: 16 июля 2021 г. в Без рубрики
Программирование ЧПУ дает возможность превратить код в резьбу и многое другое. Программа направляет обрабатывающие инструменты, чтобы разрезать нужный материал до нужной формы. Однако из-за сложности инструментов и реакции машин на программу освоение этой формы программирования может занять годы. С большим количеством практики даже новички в программировании ЧПУ могут изучить основы и стать опытными операторами станков с ЧПУ.
Что такое программирование ЧПУ?
Программирование ЧПУ (программирование числового программного управления) используется производителями для создания кода, управляющего работой станка с ЧПУ. ЧПУ использует субтрактивный производственный процесс для вырезания частей основного материала для придания желаемой формы.
Станки с ЧПУ в основном используют G-коды и M-коды для управления процессом обработки. G-коды определяют позиционирование детали или инструментов. Эти коды подготавливают деталь к процессу резки или фрезерования. М-коды включают вращение инструментов и различные другие функции. Для таких характеристик, как скорость, номер инструмента, смещение диаметра фрезы и подача, система использует другие буквенно-цифровые коды, начинающиеся с S, T, D и F соответственно.
Какие существуют типы программирования ЧПУ?
Существует три основных типа программирования ЧПУ – ручное, автоматизированное производство (CAM) и диалоговое. У каждого есть уникальные плюсы и минусы. Начинающие программисты ЧПУ должны узнать, что отличает каждый тип программирования от других и почему важно знать все три метода.
Ручное программирование ЧПУ
Ручное программирование ЧПУ — самая старая и наиболее сложная разновидность. Этот тип программирования требует, чтобы программист знал, как будет реагировать машина. Им нужно визуализировать результат программы. Поэтому этот вид программирования лучше всего подходит для самых простых задач или когда специалисту необходимо создать узкоспециализированный дизайн.
Программирование CAM CNC
Программирование CAM CNC идеально подходит для тех, кому не хватает математических навыков. Программное обеспечение преобразует дизайн САПР в язык программирования ЧПУ и преодолевает многие математические трудности, необходимые при использовании метода ручного программирования. Этот подход представляет собой разумную золотую середину между уровнем знаний, необходимых для ручного программирования, и предельной простотой диалогового программирования. Однако, используя CAM для программирования, у вас есть больше возможностей по сравнению с последним, и вы можете автоматизировать большую часть процесса с помощью проектирования CAD.
Диалоговое или мгновенное программирование ЧПУ
Самым простым типом программирования для начинающих является диалоговое или мгновенное программирование. С помощью этой техники пользователям не нужно знать G-код для создания нужных разрезов. Диалоговое программирование позволяет пользователю вводить важные детали простым языком. Оператор также может проверить движения инструмента перед выполнением программы, чтобы обеспечить точность проекта. Недостатком этого метода является его неспособность приспособить сложные пути.
Как найти правильный тип программирования ЧПУ для ваших нужд
Лучший тип программирования ЧПУ для ваших нужд зависит от вашего уровня комфорта при работе с системой. Большинство новичков не захотят использовать ручное программирование из-за его сложности и высокой погрешности. Тем не менее, программирование CAM и разговорное программирование являются доступными вариантами для тех, кто входит в эту область. Для тех, кто хочет обрабатывать сложные конструкции, лучше подойдет CAM. Однако поначалу вы можете работать с диалоговым программированием, чтобы создавать простые формы и привыкать к тому, как программы взаимодействуют с машиной.
Какие виды программ доступны для ЧПУ?
Программное обеспечение, используемое для программирования ЧПУ , может включать системы автоматизированного проектирования (CAD), автоматизированного проектирования (CAE) и CAM.
Программное обеспечение САПР позволяет дизайнерам полностью работать на компьютере для моделирования своих проектов вместо использования бумаги. Однако дизайн, созданный с помощью программного обеспечения CAD, должен пройти через программу CAM для создания направлений станка с ЧПУ.
Как правило, программное обеспечение CAE представляет собой инструмент, который инженеры используют для точной настройки аспектов проектирования, таких как динамика потока и тепла, движение и оптимизация для конкретной функции.
Из трех CAM является наиболее важным для программирования ЧПУ. Это программное обеспечение преобразует проекты в программный код ЧПУ для управления станком.
Программирование ЧПУ для начинающих
Новичкам следует сначала найти программу, которую они могут использовать. Программное обеспечение CAD и CAM или программа, которая интегрирует эти две программы, будет достаточно для новичков. Однако, поскольку потребности у всех разные, лучшее программное обеспечение будет зависеть от того, что вам проще всего использовать. Изучите доступные варианты и по возможности запросите демонстрационные версии, чтобы найти программное обеспечение, с которым вы можете работать.
Не забывайте освежать навыки математики и компьютерного программирования, чтобы облегчить уроки, и поддерживайте регулярный график изучения и отработки методов программирования.
Насколько сложно программировать ЧПУ?
Новички часто хотят знать: «Насколько сложно программировать ЧПУ?» Ответ не так прост, как можно было ожидать. Большинство программистов, разбирающихся в математике и координатной геометрии, легко изучают основы. Однако овладение более продвинутыми функциями программирования ЧПУ требует усилий, практики и навыков. Если вы хотите достичь такого уровня знаний, продолжайте заниматься программированием и найдите курсы, которые помогут вам в этом.
Советы начинающим, чтобы добиться успеха
Новичкам следует начинать с простых небольших проектов. Попытка заняться негабаритными или тяжелыми проектами, которые требуют дополнительных действий во время программирования и настройки, может оказаться слишком сложной задачей. Добившись успеха в нескольких небольших проектах, вы сохраните мотивацию продолжать работу над более сложными проектами.
Не забудьте попросить о помощи. Если вы посещаете курсы программирования ЧПУ в колледже или университете, задавайте много вопросов. Многие онлайн-курсы по ЧПУ имеют форумы или функции чата, где вы можете получить полезные ответы. Используйте их, чтобы получить помощь, когда вы чувствуете, что застряли на проекте.
Как научиться программированию ЧПУ
Существует несколько онлайновых и личных ресурсов для изучения программирования ЧПУ. Поиск в Интернете может помочь вам найти ресурсы для обучения в вашем районе. Завершение формального класса поможет вам убедиться, что вы освоили основы, прежде чем переходить к более сложной работе над проектом.
Вы также можете найти книги и аналогичные ресурсы для самостоятельной работы по изучению программирования ЧПУ. Ищите работы, предназначенные для студентов или преподавателей, которые помогут им научиться программировать станки с ЧПУ. Одним из примеров является Учебник для чемпионатов SkillsUSA/VICA от Industrial Press, в котором дается вводный курс по программированию ЧПУ.
Запросите у American Micro Industries бесплатный расчет стоимости станков с ЧПУ.
В American Micro Industries мы не можем научить вас программированию ЧПУ, но мы можем помочь вам выполнить работу быстро, эффективно и точно. Доверьтесь нашим специалистам по механической обработке из American Micro Industries для самых ответственных проектов, которые произведут необходимые компоненты в соответствии с высокими техническими характеристиками. Если у вас есть вопросы, дополнительная информация или бесплатная цитата, свяжитесь с нами сегодня в American Micro Industries.
Программа ЧПУ
| Технический колледж Гринвилля
Узнайте о плате за обучение в весеннем семестре 0 долларов.
СЭКОНОМЬТЕ МНЕ ДЕНЬГИ
КАРЬЕРА, НА КОТОРУЮ МОЖНО ПОЛОЖИТЬСЯ
Выпускники находят работу в больших и малых механических мастерских и производственных компаниях в качестве операторов ЧПУ, программистов ЧПУ и машинистов.
Местные возможности
Получайте информацию о вакансиях и зарплатах в режиме реального времени с помощью Career Coach.
ЧТО ОЖИДАТЬ
ЧТО ВЫ НАУЧИТЕСЬ В ПРОГРАММЕ
Вы научитесь
программировать станки с ЧПУ вручную и на компьютере
работа с реальными машинами и проектами
уметь работать со станками с числовым программным управлением (ЧПУ) и системами автоматизированного черчения (САПР) благодаря большому практическому опыту
АККРЕДИТАЦИЯ И ПРОМЫШЛЕННЫЕ СВЯЗИ
Технический колледж Гринвилля признан компаниями северной части штата в качестве учебного центра для квалифицированных специалистов по металлообработке. Программы колледжа по технологиям станков и ЧПУ соответствуют академическим и квалификационным требованиям производителей северной части штата, таких как Drive Automotive, Bosch Rexroth, GE и National Tooling Association, все из которых одобрены Бюро учеников и обучения (BAT).
Технический колледж Гринвилля аккредитован Комиссией по колледжам Южной ассоциации колледжей и школ для присуждения степеней младшего специалиста и бакалавра. Вопросы об аккредитации Технического колледжа Гринвилля можно направлять в письменном виде в Комиссию по колледжам Южной ассоциации колледжей и школ по адресу: 1866 Southern Lane, Decatur, GA 30033-4097, по телефону (404) 679-4500 или используя доступную информацию. на веб-сайте SACSCOC (www.sacscoc.org).
ПРОГРАММА И КУРСЫ
Компьютерное числовое управление (ЧПУ) Программирование и операции Ассоциированный специалист по прикладным наукам
Эта программа обучает управлению станком, настройке инструментов, пределов и возможностей станка; создание, редактирование и отладка высокотехнологичных машинных программ; использование высококачественного программного обеспечения CAD/CAM; базовые 3-осевые и многоосевые обрабатывающие и токарные центры; и быстрое прототипирование.
Эта программа на получение степени младшего специалиста соответствует академическим требованиям отделения Южной Каролины Национальной программы обучения инструментальной и механической обработке.
Информация о программе ЧПУ из нашего текущего каталога »
Оператор станка с числовым программным управлением Сертификат в области прикладных наук
Эта программа обучает управлению станком, настройке инструментов, пределов и возможностей станка.
Данные оператора станка с ЧПУ из нашего текущего каталога »
ЦЕНТР ПРОИЗВОДСТВЕННЫХ ИННОВАЦИЙ
Центр производственных инноваций (CMI) технического колледжа Гринвилла предлагает привлекательную среду, которая дает студентам инструменты, необходимые для успешной карьеры в производственной сфере, а работодателям — квалифицированную рабочую силу, необходимую для коммерческого успеха. Ищите курсы по ЧПУ, станкостроению и мехатронике.
Фрезерный станок фп-17М Б/У — Биржа оборудования ProСтанки
Доска объявлений
Металлообработка
Фрезерное оборудование
Фрезерные станки с ЧПУ по металлу
Объявление не актуально!
фрезерный, с чпу, чпу старая, состояние не плохое,. возможность выбора из несколько станков.
Создано 22.03.2018 Изменено 22.03.2018
Станки по металлу
Фрезерный станок
Металлообрабатывающие станки
Настольный фрезер с ЧПУ по металлу
Похожие объявления
фрезерный станок 6Р81Ш
Состояние: Б/У Год выпуска: 1984
Нефтекамск (Россия)
70 000
Интересные статьи партнеров
Stankoff. RU на выставке Лесдревмаш 2022
Стол-подставка для токарного станка своими руками
Поступление оптоволоконных лазерных станков на наш склад в Казани
Запуск станка для земляков — пусконаладка гидравлического листогиба в Казани
Пусконаладка оптоволоконного лазерного станка для резки металла XTC-1530H/3000 IPG в Брянске
Полное руководство по 3D-печати [часть 1]
Оборудование для поддонов в наличии
Лазерная резка в судостроении: cостояние и развитие [Часть 2]
Snapmaker — 3D принтер, лазерный гравер и фрезер с ЧПУ в одном станке
Вы недавно смотрели
Все просмотренные объявления →
Станок вертикально-фрезерный с ЧПУ ФП-17НЦ
Главная /
Справочник
Станки советские, российские, импортные — справочная информация
Станки советские, российские, импортные — справочная информация
Станок вертикально-фрезерный с ЧПУ ФП-17НЦ
Станки предназначены для обработки деталей, ограниченных плоскими поверхностями или фасонными контурами с постоянным углом наклона образующих, типа балок, нервюр, лонжеронов, кронштейнов и других. На станках могут быть обработаны выпуклые и вогнутые повер
Технические характеристики станка ФП-17НЦ
Параметр
Значение
Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С)
Длина рабочей поверхности стола, мм
1600
Ширина стола, мм
500
Наибольшее перемещение по осям X,Y,Z, мм
1600_700_310
ЧПУ
NC110
Пределы частот вращения шпинделя Min/Max, об/мин.
15 — 2500
Мощность, кВт
30
Габариты, мм
5190_4565_3895
Масса, кг
18000
Начало серийного выпуска, год
Завод-производитель
Савма Савеловский машиностроительный завод СМЗ, ОАО
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок вертикально-фрезерный с ЧПУ ФП-17НЦ по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели ФП-17НЦ производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок вертикально-фрезерный с ЧПУ ФП-17НЦ составляет:
новые станки — 12 мес.,
после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок вертикально-фрезерный с ЧПУ ФП-17НЦ звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге +7 (812) 245-28-87 в Минске +375 (17) 276-70-09 в Екатеринбурге +7 (343) 289-16-76 в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре +7 (846) 201-07-64 в Перми +7 (342) 207-43-05 в Ростове-на-Дону +7 (863) 310-03-86 в Воронеже +7 (473) 202-33-64 в Красноярске +7 (391) 216-42-04
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок вертикально-фрезерный с ЧПУ ФП-17НЦ звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Популярные модели
PostBase mini
PostBase
® mini
Компактный дизайн, высокая производительность Наш компактный, экономичный счетчик почтовых расходов чрезвычайно удобен в использовании благодаря полноцветному сенсорному экрану. PostBase
® mini с элегантным и современным дизайном одновременно эффективен и привлекателен.
Запрос коммерческого предложения
брошюра
Postbase Mini Close Up
5 фунтов. Интегрированная шкала
чернильный картридж
Простой в использовании
ваш смартфон. Интуитивно понятное меню с пиктограммами делает работу простой и легкой. Кроме того, PostBase ® mini является первым счетчиком почтовых отправлений, совместимым с USPS ® IMI.
Настройте свой стиль
Встроенные 5-фунтовые весы доступны в 5 цветах, так что вы можете выбрать тот, который соответствует фирменному стилю вашей компании или вашему личному вкусу. Благодаря привлекательному дизайну PostBase ® mini органично вписывается в любой офис.
Удобный и профессиональный
PostBase ® mini разработан, чтобы быть мощным, но при этом бесшумным. Фактически, это самая тихая машина в своем классе. Мощный PostBase ® mini обрабатывает до 17 писем в минуту, а почтовые услуги доступны круглосуточно и без выходных, что позволяет вам обрабатывать почтовые отправления по вашему графику.
USPS
® Счетчик почтовых отправлений, одобренный IMI
PostBase ® mini представляет собой полностью цифровой, совместимый с Intelligent Mail Indicia (IMI) счетчик почтовых отправлений, полностью отвечающий всем стандартам и требованиям USPS ® . PostBase ® mini, оснащенный самой современной технологией IMI, включает в себя полный набор почтовых тарифов USPS ® и автоматические загрузки, чтобы гарантировать, что вы всегда будете иметь точные почтовые тарифы без каких-либо хлопот.
Измеряемые почты разблокируют почтовые скидки, сэкономив деньги на штампованной почте
, удобные для пользователя
Интуитивное, целостное меню делает операцию просто Логотип компании или сообщение для ваших клиентов с помощью Meter Ads
Удобно
Почтовые услуги доступны круглосуточно и без выходных, поэтому процесс рассылки укладывается в ваш график
Perfect Product Pairings
FP Parcel Shipping для комплексного почтового решения
В сочетании с PostBase ® mini FP Parcel Shipping является идеальным компаньоном для отправки посылок. Это онлайн-приложение для доставки на клиентском портале MyFP упрощает отправку посылок по почте и снижает затраты, обеспечивая при этом отслеживание и управление отправками.
Перейти на FP Parcel Shipping
Запросить цену
Отправить запрос на получение дополнительной информации, и мы свяжемся с вами вскоре
Источник свинца
Тип свинца
Свидец идентификатор цитаты
Страница
Существующий клиент FP? Не SAUE *
Фамилия *
Компания *
Номер телефона *
Почтовый индекс *
Адрес электронной почты *
Расчетная почта в месяц? Не уверен $0-99$100-249$250-499$500-999$1000+
В среднем, сколько писем/посылок вы отправляете каждый день?Не уверен Менее 2525-5050-100100-200200+
Современная российская прядильная машина – внешняя политика
Кажется странным оглянуться на два с лишним года назад – время, когда Россия уже фактически аннексировала Крым и потихоньку спровоцировала гражданскую войну на Украине – и думать о тех днях как о более простых временах.
Конечно, даже тогда они были не такими простыми: еще до того, как над восточной Украиной был сбит рейс 17 Malaysia Airlines, российские официальные лица уже публично лгали о роли своего спецназа в захвате Крыма. Поддерживаемые Кремлем СМИ уже начали распространять дикие слухи и фальшивые новости, такие как предполагаемое распятие трехлетнего мальчика украинскими войсками.
Но, оглядываясь назад, кажется, что крушение Mh27 — катастрофа, ужаснувшая мир и с тех пор ставшая предметом двух международных расследований, стремящихся установить хоть какое-то подобие правды, — стало моментом Рубикона для российской дезинформации. машина: впервые вся мощь государства была направлена на задачу убедить мир принять ложное повествование о событиях, несмотря на преобладание свидетельств обратного.
Если раньше Россия баловалась дезинформационной игрой, то последствия катастрофы Mh27 стали настоящим примером использования множества различных каналов связи для достижения общей цели: дискредитации всех тех, кто утверждал, что Россия сыграл определенную роль в нападении. Интернет-тролли, хакеры, прокремлевские СМИ, госслужащие, отставные солдаты, чиновники и анонимные программисты — все они объединили свои силы в совместной миссии по нападению на следователей и даже фальсификации улик. Это была дезинформационная операция беспрецедентного размаха и масштаба, положившая начало новой и крайне тревожной фазе того, что пресс-секретарь Кремля Дмитрий Песков с тех пор назвал «состоянием информационной войны России с законодателями моды в информационном пространстве».
Более того, с тех пор это не прекращалось: методы, использованные для атаки на расследование Mh27, с тех пор использовались для отрицания соучастия России в различных других инцидентах со смертельным исходом не только на Украине, но и в Сирии — не в последнюю очередь в недавнем уничтожении авиалайнера. Конвой с гуманитарной помощью Организации Объединенных Наций, который Россия в последующие дни пыталась заявить, был результатом артиллерийского обстрела поблизости повстанцами или, возможно, какой-то формой саботажа.
Крушение самолета Malaysia Airlines стало своего рода переломным моментом для общественного имиджа России. До катастрофы некоторые российские лидеры подвергались санкциям за незаконную аннексию Крыма, но Запад, и особенно Европейский Союз, не хотели идти дальше. Существовало ощущение, что проблемы Украины, по крайней мере частично, были созданы ею самой, и что нельзя допускать, чтобы локальный конфликт портил более широкие отношения. А вот сбитие гражданского авиалайнера с гибелью всех 298 человек на борту превратили локальную проблему в глобальную.
С самого начала Кремль считался главным сторонником и защитником сепаратистов на востоке Украины. Украинское правительство обвинило сепаратистов в сбитии Mh27, ошибочно полагая, что это военный транспорт, и обвинило Россию в поставке зенитно-ракетного комплекса «Бук». Эта версия нашла отклик на международной арене, где всего за четыре месяца до этого Россия незаконно аннексировала Крым.
Первые несколько дней реакция российского правительства казалась почти нерешительной. Его первые публичные заявления были, по меркам Кремля, практически сдержанными: в нем говорилось, что Украина должна сделать больше, чтобы остановить боевые действия, и призывали к международному расследованию. Мы можем только догадываться о разговорах, которые велись в Кремле в тот критический момент. Но через четыре дня после краха стало ясно, что Россия остановилась на новой стратегии. Он представит свою собственную теорию этого случая и будет придерживаться ее, какой бы невероятной она ни казалась. И если бы для этого требовалось использование государственных органов для сбора «доказательств», поддерживающих эту теорию, это тоже было бы сделано.
21 июля на часовом брифинге Минобороны России сделало ряд заявлений: во-первых, российский радар заметил украинский боевой самолет Су-25 вблизи Mh27; во-вторых, российские спутники засекли в этом районе украинские ракеты «Бук»; и в-третьих, видео, распространенное МВД Украины, на котором якобы показана установка «Бук» на территории, удерживаемой сепаратистами, на самом деле было снято на территории правительства. Тот факт, что эти утверждения указывали на противоречивые теории катастрофы — одна на самолет, другая на ракету — казался неважным. Несмотря на это, само правительство, государственные СМИ, интернет-тролли и даже подразделения Кремля, обычно не участвующие в информационной войне, такие как государственные производители оружия, бросились наперегонки, чтобы поддержать их.
Министерство пришло на июльское совещание, вооруженное «доказательством» своих противоречивых теорий. Во-первых, в поддержку версии о том, что Mh27 мог быть сбит украинским самолетом, в нем утверждалось, что российская авиация зафиксировала самолет Су-25 ВВС Украины, направлявшийся к Mh27, до крушения, и представила изображения, которые должны были показать его присутствие. Однако изображения были явно низкого качества, и наблюдатели быстро оспаривали их. В конечном счете, утверждение о том, что Mh27 был сбит другим самолетом, будет опровергнуто международными следователями, которые заявили, что не было никаких признаков других самолетов поблизости от места крушения. (Министерство, кажется, даже призналось в своей более ранней лжи в этом месяце — вроде того — когда оно объявило, что оно представило новые «радарные данные», показывающие, что ничто, даже ракета, вообще не приближалось к Mh27 с территории, удерживаемой сепаратистами. .)
Во-вторых, чтобы поддержать версию о том, что самолет сбила украинская, а не российская ракета, министерство обороны представило серию «спутниковых фотографий», которые должны были показать присутствие украинской системы «Бук» в район крушения. Они, опять же, имели низкое разрешение, что затрудняло оценку их достоверности; но анализ, проведенный группой журналистов-расследователей Bellingcat и Центром исследований в области нераспространения им. Джеймса Мартина при Миддлберийском институте международных исследований, последний из которых использовал программное обеспечение для судебной экспертизы, в конечном итоге показал, что изображения были изменены в цифровом виде.
В-третьих, чтобы помочь опровергнуть видео, опубликованное украинским правительством, на котором показана транспортировка установки «Бук» через сепаратистскую территорию, министерство предоставило предполагаемые «кадры» видео. Эти кадры были сфокусированы на рекламном щите, на котором якобы был виден адрес в городе Красноармейске, расположенном на подконтрольной правительству Украине. Исследование Bellingcat показало, что это тоже фейк.
Но такие расследования требуют времени: только в середине 2015 года опровержения начали набирать обороты. Тем временем кремлевская дезинформационная машина предприняла беспрецедентные усилия по продвижению как теорий «Су-25», так и «украинского Бука».
RT, финансируемая государством телекомпания, изо всех сил старалась предоставить Кремлю поддержку, сосредоточившись на первой. В нем был показан 23-минутный документальный фильм, демонстрирующий основное вооружение самолета ВВС Украины, в том числе боевые стрельбы, в ходе которых Су-25 обстрелял два приземлившихся самолета, чтобы сравнить выходные отверстия с теми, что были на Mh27. В нем был опубликован репортаж с участием неназванного механика на украинской авиабазе, который утверждал, что во время прохождения теста на детекторе лжи видел, как украинский истребитель взлетел с оружием и вернулся с ракетами класса «воздух-воздух», использованными в роковой день. И, отдельно, он связался с ошеломляющим количеством бывших российских военных чиновников, чтобы подтвердить, что Су-25 — маловысотный штурмовик — мог фактически сбить Mh27. Среди этих «экспертов» были генерал-лейтенант Александр Маслов, бывший заместитель командующего ПВО и Сухопутными войсками России; бывший командир авиационной дивизии генерал-майор Сергей Борисюк; и бывший главком ВВС России Владимир Михайлов.
Тем временем ряд бюджетников выстроились в очередь, чтобы подтвердить версию «украинского Бука». В июне 2015 года, когда RT все еще рекламировал историю с Су-25, государственная компания «Алмаз-Антей», производящая ракеты «Бук», провела пресс-конференцию, на которой заявила, что Mh27 действительно был сбит «Буком», но был обстрелян с территории, контролируемой украинским правительством, и из оружия, которое больше не используется Россией, но все еще используется в Украине. В октябре 2015 года компания подробно изложила эти утверждения, сославшись на баллистические испытания и полномасштабную, очень эффектную симуляцию боевой стрельбы, в ходе которой «Бук» подорвал фюзеляж самолета. Согласно этим «доказательствам», международные следователи ошиблись в отношении типа использованного «Бука», угла, под которым он приблизился к самолету, и места, с которого он был запущен. «Алмаз-Антей» придерживался своей версии на протяжении всего 2016 года и даже в этом месяце продолжает настаивать на своей версии событий.
Параллельно непризнанная армия комментаторов наводнила интернет-чаты комментариями в поддержку двух русских версий. Эти «тролли» варьировались от просто оскорбительных (автор выучил внушительное количество русских непристойностей в результате их внимания к его ленте в Твиттере) до дико конспирологических (например, предположение, что крушение Mh27 было заговором ЦРУ с целью расстрела вниз президента России Владимира Путина). Их поддерживала теневая группа хакеров, которые пытались проникнуть в электронную почту Bellingcat. Они даже были подкреплены нелепыми фальшивками, такими как просочившаяся «запись» некоторых из самых высокопарных «агентов ЦРУ», когда-либо позоривших попытку пропаганды.
Еще с советских времен власти в Москве не заходили так далеко, чтобы извратить ход правосудия; поэтому стоит спросить, почему они зашли так далеко и почему, начав, они решили повторить эту практику в Сирии.
Мы не можем знать, что говорили в Кремле в дни между авиакатастрофой и пресс-конференцией Минобороны. Что мы знаем точно, так это то, что сбитие Mh27 превратило войну в Украине, которая ранее была в основном дипломатической ответственностью, в потенциально политическую и, возможно, даже уголовную ответственность. Как бы отреагировали российские избиратели, если бы их правительство, всегда стремившееся изображать себя непогрешимым и воплощением национальной гордости, было бы признано виновным в пособничестве убийству 298 невинных людей? И как отреагирует международное сообщество, если будет найдена цепочка инстанций, ведущая обратно в Кремль?
В этом свете поучительно рассмотреть моменты, когда российская дезинформационная машина начала действовать в Сирии. В частности, она включалась на полную мощность каждый раз, когда происходил инцидент, который мог быть представлен или истолкован как военное преступление: бомбардировка больниц или мечетей или, совсем недавно, колонна с гуманитарной помощью.
Первый пример фальсификаций в стиле Mh27, используемых в Сирии, появился в конце октября 2015 года, через месяц после начала российской бомбардировки этой страны. Россию обвинили в нанесении удара по мечети в Джиср-эш-Шугур в сирийской провинции Идлиб 1 октября 2015 года, на второй день кампании.
В ответ министерство обороны назвало это заявление «розыгрышем» и опубликовало «спутниковые снимки», на которых видна неповрежденная мечеть с голубым куполом на западной окраине города вместе с большим текстовым полем, в котором она называлась «Мечеть Аль-Фарук Омар бин Аль-Хаттаб», охватывающая северную окраину. Опять же, это утверждение было усилено RT и интернет-порталом Sputnik, которые щедро освещали заявление министерства о том, что «западные СМИ продолжают публиковать фейки о якобы неизбирательном характере авиаударов, наносимых нашими силами».
И снова это «доказательство» позже было раскрыто в отчете, опубликованном Bellingcat, который показал, что название, приведенное МО, объединяет две отдельные мечети: одна, с голубым куполом, была мечетью Аль-Фарук, расположенной на западной окраина города, все еще нетронутая. Но мечеть, которая, как сообщается, была разрушена в результате российского авиаудара, называлась мечетью Омара бин Аль-Хаттаба, у нее был минарет вместо купола, и она находилась на северной окраине — или, по крайней мере, когда-то была. А место, где он находился, было аккуратно спрятано под текстовым полем министерства на опубликованных им фотографиях.
После публикации на этой неделе разоблачительного доклада Объединенной следственной группы (ССГ), международной целевой группы, занимающейся расследованием крушения Mh27, которая окончательно пришла к выводу, что ракета, сбившая самолет, была доставлена в Украину из России, все рычаги дезинформационной машины Кремля снова переключились на режим Mh27. Официальные кремлевские СМИ пытались заявить, что JIT «не связывает» крушение Mh27 с Россией. МИД России обвинил JIT в «политической мотивации». «Алмаз-Антей», вновь оказавшийся в центре внимания, провел собственный брифинг, транслировавшийся по RT, в котором разгромил выводы ССГ.
Что означают эти 3 буквы ЧПУ Что означают эти 3 буквы ЧПУ
Home » Pyroprinter блог | Статьи о станке выжигателе ЧПУ » Что означают эти 3 буквы ЧПУ
Статья для тех, кто только где-то краем уха слышал эту аббревиатура ЧПУ, но не знает что это такое. И посмотрим какие бывают ЧПУ станки.
Расшифровка ЧПУ
ЧПУ расшифровывается как Числовое Программное Управление. Обычно от этой расшифровки не сильно понятнее становится о чем все таки идет речь.
Это обозначает, что имеется какой-то код, загружаемый в программу, которая сообщает устройству куда, как нужно двигаться и что, когда включить.
Самый простой пример ЧПУ устройства, который есть почти у всех — это обыкновенный принтер. Программа для принтера обрабатывает заданное изображение и подаёт на Ваш принтер сигналы для того, что бы тот начал подачу бумаги, далее управляет движением печатающей головки и момент в который капля краски должна выпуститься из картриджа, что бы получилась картинка или текст. Конечно это объяснено сильно упрощено, но в общих чертах достаточно понятно.
По такому же принципу работают абсолютно все ЧПУ станки. В программу дают какой-то код и она управляет станком. Так работают фрезерные ЧПУ, лазерные ЧПУ, 3Д принтеры, лазерные маркеры, Пиропринтер, токарные ЧПУ и т.д.
В отличии от принтера, о котором говорили ранее, где есть цифровая картинка (а картинка это код) и движения головки стандартные в зависимости от габаритов листа (влево и вправо), профессиональные станки с ЧПУ управляются при помощи написанного для них кода. Поэтому и существуют такие профессии как оператор ЧПУ и инженер программист ЧПУ. Программист составляет по чертежу конструктора программы, а оператор загружает их в станок, если требуется меняет инструмент, устанавливает материал и следит за правильным исполнением этих программ.
Есть и более современные станки, которые код могут генерировать автоматически. Но для них все равно нужен оператор ЧПУ, человек который будет менять материал, следить за тем когда запустить, с какого места запустить и когда остановить.
Устройство станков ЧПУ
Станки бывают с разным количеством осей. Самое распространенное это 3 оси: ось X (влево вправо), ось Y (вперёд назад) и ось Z (вверх вниз).
Так же станки делятся на модели портального типа и с подвижным столом. Т.е. зависит от того что двигается материал или инструмент по материалу. Если смотреть на принтер, то в данном случае двигается материал, т.е. бумага. Но если материал тяжелый, проще что бы двигался сам инструмент по материалу.
Также станки отличаются по точности и по материалам с которыми могут работать.
Почему выгодно использовать ЧПУ
Все станки ЧПУ созданы для автоматизации процессов и ускорения этапов обработки материала. Так получаются автоматизированные производства, которые работают сильно быстрее чем в ручную.
Еще преимущество таких станков в том, что такой станок часто делает то, что очень сложно сделать вручную. Либо для этого нужно быть супер мастером своего дела.
Программа для управления ЧПУ
Самая распространенная для ЧПУ программа — это MACh4. Это ПО для управления станками можно назвать народным. Внешне программа выглядит сложно, подходит она для управления фрезерными станками.
Для управления ЧПУ Пиропринтер мы сами разрабатывали программу, поэтому она не имеет лишних не нужных для выжигания настроек, дабы не пугать пользователя станком.
Вернуться обратно на страницу с описание станка ->
Что такое станок с ЧПУ
Главная
Информация о продукции
Станки c ЧПУ
Что такое станок с ЧПУ
Что такое станок с ЧПУ
2017-02-06
Отвечая на вопрос что такое ЧПУ станок, следует определить его основное отличие от обычного оборудования. А это система числового программного управления (ЧПУ), которая позволяет выполнять работу по заданным параметрам с минимальными отклонениями. Полная автоматизация дает возможность изготавливать детали сложной конфигурации, при этом достигается высокая точность, качество поверхности, осуществление множества операций без участия человека и постоянный контроль за работой.
Что такое ЧПУ станок и его назначение
Оборудование с программным управлением проводит интерполяцию движения режущего инструмента, автоматически выполняет расчет и выполняет сложные операции в соответствии с технологическим процессом. Таким образом оператору необходимо задать требуемые параметры и закрепить заготовку, а система сама проведет позиционирование и осуществит обработку с высокой точностью и скоростью. В зависимости от применяемого режущего инструмента станок с ЧПУ может использоваться для обработки:
Область применения программируемых станков
Оборудование с ЧПУ используется для производства изделий в тяжелой промышленности, станкостроении, на мебельных фабриках. Станки используются для производства сувенирной продукции, мебели, элементов декора, деталей для машин и механизмов. Программируемое оборудование используется в рекламной сфере для изготовления логотипов, эмблем, элементов различных конструкций. Также установки применяются для изготовления пресс форм, штампов, клише, моделей, прототипов. Станки позволяют производить оригинальные элементы интерьера, иконы, портреты, гравированные доски, накладки, барельефы. Оборудование выпускается в различном исполнении, от чего зависит производительность, мощность и размеры обрабатываемых заготовок. Поэтому станки с ЧПУ используются в небольших мастерских, как самостоятельная производственная единица в в цехах или в составе технологической линии.
Преимущества станков с ЧПУ
Программируемое оборудование от нашей компании имеет ряд характерных особенностей, благодаря чему оно снискало популярность и востребованность. Различные предприятия оснащают свои производственные мощности высокотехнологичными установками, которые имеют следующие достоинства:
Современные станки с ЧПУ автоматически проводят контроль и диагностику своей работы, при возникновении отклонений или появлении неисправностей происходит уведомление оператора. Своевременная настройка и сервисное обслуживание оборудования обеспечивает большой ресурс, надежность и долговечность работы. Конструкция станков тщательно проработана и просчитана, поэтому риск отказов и поломок сведен до минимума. А система электронного управления обеспечивает постоянный контроль точности и качества обработки заготовок любой сложности.
Наша компания предлагает современные высокопроизводительные станки с ЧПУ, которые позволят в несколько раз увеличить эффективность использования производственных мощностей и ресурсов. Точность, качество обработки, скорость и технологичность дают возможность в короткие сроки окупается при номинальной загруженности оборудования. При этом установка не требует дорогостоящего ремонта, а лишь нуждается в недорогом периодическом обслуживании и надлежащем уходе.
ЧПУ станки — это современный инструмент для производства качественных изделий при минимальных затратах времени, ресурсов и сырья. В нашей компании можно купить станки с ЧПУ по доступных ценам от производителя, при этом клиентам гарантирован высокий уровень сервиса, доставка, наладка и гарантийное обслуживание, а также возможность модернизации и дополнительной комплектации в соответствии с технологическими требованиями.
Советуем прочитать:
Изготовление балясин из дерева Фрезеровка алюминия
Кодировщики станков с ЧПУ
| Quantum Devices
Энкодеры используются в станках с ЧПУ для обеспечения обратной связи по положению во время использования, чтобы убедиться, что станок работает с соответствующей скоростью и точностью для работы.
Энкодер — это электромеханическое устройство обратной связи по положению, которое преобразует данные о перемещении в электрические сигналы. Эта цифровая обратная связь используется контроллером машины для определения положения, скорости или направления, чтобы он мог выдавать команды для выполнения определенной функции.
Quantum Devices производит высококачественные высокопроизводительные инкрементальные оптические энкодеры, подходящие для широкого спектра приложений управления движением, включая обработку с ЧПУ.
Связаться с нами Купить в Интернете
Использование энкодеров в станках с ЧПУ
В станках с ЧПУ используются бесщеточные двигатели постоянного тока (BLCD), которые требуют электронной коммутации. Датчики вращения в станках с ЧПУ обеспечивают обратную связь в режиме реального времени об угле вала двигателя BLDC. Данные об угле поворота вала отправляются на сервопривод, который переключает токи, чтобы включать и выключать обмотки статора, вращая ротор.
Скорость шпинделя
Датчики вращения используются для контроля скорости шпинделя (обороты в минуту, об/мин) при обработке с ЧПУ. Точное управление скоростью шпинделя в зависимости от используемого инструмента и материалов имеет решающее значение, если вы хотите оптимизировать подачу и скорость, срок службы инструмента, качество обработки поверхности и энергоэффективность.
Серводвигатели
Серводвигатели обычно используются в токарных станках с ЧПУ и 3-осевой обработке для перемещения шпинделей и столов по осям X, Y и Z. Серводвигатель вращает вал ротора, который перемещает шпиндель или стол. Вращающиеся оптические энкодеры обеспечивают обратную связь о скорости и расстоянии перемещения вала, поскольку частота и число строк (разрешение) используются для расчета оборотов в минуту.
Точность
Индексные импульсы инкрементного энкодера обычно используются для точного возврата в исходное положение. Примером может служить ходовой винт, возвращающий каретку к концевому выключателю. Концевые выключатели по своей природе замыкаются в относительно неточных точках, что обеспечивает лишь приблизительную точку отсчета. Затем машина может вращать ходовой винт до тех пор, пока импульс Z не станет высоким. Для инкрементного энкодера с числом строк 5000 это будет означать точность в пределах 0,072 механического градуса (1/5000 оборота). Это число умножается на ход ходового винта.
Роботизированная обработка
Датчики вращения используются в мобильной робототехнике для получения данных о двигателе, коробке передач и скорости, ускорении и положении отдельных колес. Вращающиеся энкодеры также используются в приложениях роботизированной обработки, выступая в качестве вторичных энкодеров, установленных на каждом соединении для обеспечения обратной связи с серводвигателем, управляющим каждой осью. Это позволяет роботам точно выполнять задачи типа фрезерования и сверления в приложениях, где классический станок был бы несовместим с рабочей средой (например, при сборке крупных компонентов для самолетов).
Полностью закрытый поворотный энкодер модели QR145
Неблагоприятные условия
Рабочие зоны обрабатывающих центров и промышленные площадки, на которых выполняются операции механической обработки, часто имеют суровые условия окружающей среды. Компания Quantum Devices разработала полностью закрытый оптический поворотный энкодер, подходящий для суровых производственных условий, включая удары, вибрацию, влажность, электромагнитные помехи, пыль, масло, воду, металлическую стружку и другой мусор. энкодеры.
Дополнительные примеры применения поворотных энкодеров в станках с ЧПУ включают:
Токарный энкодер
Оптический энкодер для 5-осевой обработки
Инкрементальный энкодер для автоматики токарного станка
Датчик двигателя шпинделя с ЧПУ
Энкодер контроллера ЧПУ
Револьверный энкодер с ЧПУ
Импульсный энкодер с ЧПУ
Датчик двигателя с ЧПУ
Энкодер фрезерного станка
Датчик положения станка
Кодер машинного цикла
Инженеры Quantum Devices будут рады помочь вам выбрать лучший энкодер для вашего конкретного приложения с ЧПУ. Чтобы дать рекомендацию, нам потребуется конкретная информация, включая:
Разрешение/количество строк
Коммутация? (да/нет)
Количество полюсов
Тип вала (полый/сплошной)
Диаметр вала
Диаметр окружности болта
Тип крепления
Рабочее напряжение
Рабочая температура (диапазон)
Максимальная температура
Максимальное число оборотов в минуту
Описание приложения
Если кодировщик уже используется для вашего приложения, укажите марку и номер модели. Quantum Devices предлагает несколько вариантов прямой замены продуктов других производителей, а также мы можем предоставить индивидуальные конфигурации кодировщика.
Высокопроизводительные энкодеры для приложений с ЧПУ
Как производитель и поставщик оптических энкодеров, Quantum Devices предлагает решения для энкодеров для ряда приложений с ЧПУ, включая автоматизацию производства с ЧПУ и промышленное управление с ЧПУ.
Почему квантовые устройства?
Кодировщики Quantum Devices производятся в США, и у нас есть производственные мощности для удовлетворения как краткосрочных, так и долгосрочных потребностей. Постоянные инновации в нашей линейке продуктов обеспечивают повышенную точность, повторяемость и контроль ускорения/скорости. Что отличает нас от других производителей энкодеров, так это наша приверженность собственному проектированию и производству.
Компания Quantum Devices уже более трех десятилетий также производит собственные фотодиоды и стеклянные диски. Мы производим собственное литье под давлением и механическую обработку, чтобы контролировать качество и цепочку поставок полимерных корпусов и сопутствующих механически обработанных компонентов наших энкодеров. Каждый энкодер, отгружаемый с нашего вертикально интегрированного операционного предприятия в Висконсине, проходит строгий контроль качества и испытания, чтобы убедиться, что вся продукция на 100 % соответствует спецификациям.
Свяжитесь с Quantum Devices через Интернет, чтобы получить дополнительную информацию или запросить индивидуальный поворотный энкодер с ЧПУ.
Энкодеры для станков с ЧПУ
Перейти к содержимому
1 марта 2019 г.
Немногие механические системы зависят от сочетания скорости, точности и повторяемости больше, чем современный станок, особенно в эпоху многоосевых станков с ЧПУ и мелкосерийного производства мелких деталей. Металлообрабатывающая операция настолько прочна, насколько сильно ее самое слабое звено; одна бракованная деталь не только влечет за собой дополнительные материальные затраты, но также часто влияет на производительность и график каждого последующего процесса.
В большей степени, чем любой другой инструмент в станке, энкодеры обеспечивают надлежащее сочетание скорости, точности и повторяемости, обеспечивая обратную связь по положению с системой управления. Другими словами, они кодируют положение или движение на языке управления ЧПУ, который, в свою очередь, может понять оператор.
Являясь историческим лидером и новатором в области систем управления движением и систем ЧПУ, компания HEIDENHAIN имеет уникальную возможность предлагать решения для машиностроителей, а также варианты модернизации или дооснащения для конечных пользователей, оптимизирующие производительность металлообработки.
Обычно используемые энкодеры для управления станками с ЧПУ
Угловые энкодеры
Линейные, поворотные и угловые энкодеры используются для обратной связи в системах станков с ЧПУ, обмениваясь данными между системой управления и соответствующим двигателем. Каждый тип энкодера отслеживает разные элементы движения машины в зависимости от таких факторов, как требуемая точность и разнообразие направлений. Производительность станка в значительной степени зависит от этих различных энкодеров, обеспечивающих точные, синхронизированные показания обратной связи.
Угловые энкодеры
Угловые энкодеры измеряют взаимосвязь вращения между двумя деталями с чрезвычайной точностью, как правило, с точностью лучше ±10″ (угловых секунд). Компания HEIDENHAIN предлагает датчики угловых перемещений с точностью до ± 0,04″ (угловых секунд). Эти исключительные уровни точности делают угловые энкодеры важными при разработке многоосевых центров. Независимо от того, перемещаются ли они одновременно или независимо, такие компоненты, как поворотный стол и поворотная головка, часто используют этот тип энкодера.
Датчики вращения
Датчики вращения
Как и датчики угла, датчики вращения измеряют вращение. Однако они не так точны, как угловые энкодеры, обычно обеспечивая точность более ±10″ (угловых секунд). В то время как угловые энкодеры лучше всего подходят для позиционирования, угловые энкодеры часто больше подходят для управления скоростью. В станкостроении это делает их идеальными для контроля скорости вращения шпинделя в минуту (об/мин). Эта метрика необходима для понимания и оптимизации важных для затрат факторов, таких как скорость/подача, износ инструмента и потребление энергии.
Как поворотные и угловые энкодеры работают с серводвигателями
Более традиционные — и все еще очень популярные — 3-осевые обрабатывающие центры и токарные станки используют серводвигатели для перемещения столов (обычно заготовок) и шпинделей вдоль их линейных осей X, Y и Z. . Двигатель вращает винтообразный вал ротора, по которому движется стол или шпиндель; энкодер сообщает скорость и расстояние движения.
Во время длительных производственных циклов или резких переходов к черновой и чистовой операциям и от них могут возникать ошибки реверсирования или осевой сдвиг из-за теплового расширения; поскольку угловые и поворотные энкодеры не могут учитывать осевую деформацию, что может привести к несоответствию спецификации деталей, именно в этих сценариях эффективны линейные энкодеры.
Датчики линейных перемещений
Датчики линейных перемещений
Естественно, такие датчики измеряют расстояние по прямой. В приложениях для станков позиционирование является гораздо более важным фактором, чем скорость, поскольку грузы обычно перемещаются на такие короткие расстояния. Еще одно различие между открытыми и закрытыми энкодерами. Но закрытый вариант — единственный выбор для экстремальных условий в рабочей зоне обрабатывающего центра. Его герметичный блок установлен на небольшой каретке, которая соединена непосредственно с кареткой станка, двигаясь вместе со столом, защищая его чувствительные шкалы и сканирующие инструменты от стружки и охлаждающей жидкости и обеспечивая точное местоположение для управления.
Как энкодеры измеряют точность станков
Существует несколько основных способов, с помощью которых энкодер распознает и передает информацию о положении и скорости. По сути, энкодеры используют взаимосвязь между вариациями на неподвижном диске или шкале и вариациями, которые перемещаются вместе с нагрузкой. Существует два основных шаблона маркировки или градаций, которые называются инкрементными или абсолютными.
Эти маркировки распознаются либо по тому, как свет взаимодействует с ними в случае оптических энкодеров, либо по намагниченным рисункам, когда колебания сопротивления сигнализируют управляющим, магнитным энкодерам. В оптических энкодерах часто используются стеклянные шкалы, а в магнитных энкодерах — стальные.
Абсолютный энкодер
Абсолютные энкодеры имеют шкалы или колеса с более тонкой маркировкой или вариантами для считывания сканирующим механизмом. Для абсолютных энкодеров не требуется главная опорная точка. Другими словами, сразу после включения машины система управления получает и распознает конкретное положение. При использовании абсолютных энкодеров нет необходимости обнулять шпиндельную головку или рабочий стол перед началом работы.
Инкрементальный энкодер
Инкрементальные энкодеры работают так же, как и абсолютные энкодеры, но вместо уникальных меток, которые могут указывать точное положение, более однородные решетки сообщают относительное положение. Референтные метки по всему шаблону устанавливают абсолютное положение. В результате элементы машины, использующие этот тип энкодера, должны установить нулевую точку, прежде чем можно будет начать работу.
Многие энкодеры HEIDENHAIN включают референтные метки с дистанционным кодированием, которые размещаются индивидуально в соответствии с математическим алгоритмом. Электроника находит абсолютные референтные метки после прохождения двух последовательных референтных меток.
Специальные энкодеры для механической обработки
Основы энкодеров остаются неизменными, они измеряют вращательное и линейное перемещение и положение, но способы их применения меняются. По мере того как требования современного рынка усиливают давление на производителей в поисках эффективных способов производства сложных деталей, производственные процессы совершенствуются. Кодировщики и их приложения развиваются, чтобы преодолеть некоторые проблемы.
Роботизированная обработка
Кодировщики для роботизированной обработки
Требования к точности для роботов, используемых для широко распространенных операций, таких как сварка, сборка и сборка автомобилей, минимальны. Однако роботизированная обработка широко распространена в аэрокосмической промышленности, поскольку крупные детали, такие как фюзеляж самолета, не могут быть обработаны в рамках традиционного центра. Исторически сложилось так, что инструмент на конце шарнирного робота-манипулятора (центральная точка) должен располагаться с предельной точностью. Проблема усугубляется тем, что они часто включают шесть осей.
Дополнительные энкодеры, такие как HEIDENHAIN ECA 4000 с оптическим сканированием и угловой энкодер HEIDENHAIN ECI 4000 с индуктивным сканированием, устанавливаемые после каждой зубчатой передачи, могут регистрировать абсолютное положение каждого соединения. Это может помочь учесть ошибку нулевой позиции и люфт, которые приводят к неточности.
Энкодеры для тестирования и калибровки отклонения контура и положения станков
Калибровка станков имеет решающее значение для обработки высокоточных деталей, используемых, например, в часовой и оптической промышленности. Для обеспечения производительности машины усовершенствовалось калибровочное оборудование, в том числе появились датчики координатной сетки, которые крепятся непосредственно к рабочему столу для бесконтактного измерения динамики машины. Например, HEIDENHAIN KGM 282 измеряет с точностью ±1 мкм в направлениях X и Y, обеспечивая небольшой период сигнала 4 мкм.
Энкодеры для приложений функциональной безопасности
Энкодеры для приложений безопасности
Существует несколько факторов, влияющих на соображения промышленной безопасности: более быстрые, более мощные и гибкие машины, предсказуемое время безотказной работы и регулирование, и это лишь некоторые из них. В результате функциональная безопасность приобретает все большее значение при изготовлении и приобретении станков. Существует особый класс энкодеров специально для приложений, связанных с безопасностью, которые можно применять в соответствии с SIL 2 (согласно EN 61 508) или уровнем производительности «d» (согласно EN ISO 13849).) в сочетании с системой безопасного управления. Эти энкодеры уникально оборудованы для единообразной и превентивной диагностики, а также безопасного механического соединения.
Энкодеры оказывают сильное влияние на обрабатывающее оборудование.
Стремянка – это переносная или подвесная лестница, которая нужна для свободного доступа к потолку, при большой высоте стен, к кладовке, люстрам и для многих других целей. Тому, кто собирается делать ремонт в доме, в любом случае без нее будет очень трудно, или же придется пожертвовать удобством и своей безопасностью. В этом рейтинге представлены лучшие стремянки, которые не будет ошибкой купить по огромному ряду причин. ТОП хороших моделей составлялся на основании их безопасности, удобства и простоты применения, универсальности и других показателей.
Содержание
Стремянку какой фирмы лучше выбрать
В этом ТОПе описываются товары нескольких российских фирм, также сюда включена продукция немецких производителей. Речь идет и о бюджетных, и о премиальных компаниях, хотя есть варианты и из среднего ценового диапазона. Среди лучших фирм по производству стремянок можно особо выделить следующие:
Шток – российская торговая марка, появившаяся на рынке в 2002 году. Она специализируется на производстве электромонтажных инструментов, ориентированных на профессионалов. Однако в ассортименте бренда можно найти доступные в цене товары, подходящие и для домашнего использования. Ею предлагаются современные телескопические лестницы, актуальные для эксплуатации на стройплощадках. Изделия «Шток» имеют простой механизм складывания и надежны в работе.
Svelt – фирма много лет производит профессиональные лестницы европейского качества. Ее предложения отличаются многопозиционностью и универсальностью, подходят для применения в библиотеках, во время ремонта, на кухне и т.д. Они имеют усиленный каркас, прочные и просторные ступени, широкую платформу для инструментов. Конструкции компании безопасны для человека, так как ноги по ним не скользят, а алюминий спокойно выдерживает большие нагрузки.
Эйфель Гранит – российская фирма по производству лестничных изделий, которая позиционирует себя, как недорогой бренд безопасных и качественных конструкций для профессионального и домашнего применения. Модели компании имеют широкие, просторные, прочные и не скользкие ступени благодаря рифленой поверхности. Они отличаются хорошей устойчивостью и способностью выдерживать около 150 кг веса.
Новая высота – бюджетный бренд, под которым производятся вышки и лестницы для домашнего и коммерческого использования. В среднем, они состоят из 5 секций, соединенных между собой надежными креплениями. На одну из них приходится 2-5 ступеней, имеющих не скользкое покрытие и удобных даже для ног больших размеров. Их ширина составляет около 60 см, а высота – порядка 3 м. Основным материалом у компании является алюминий, отличающийся прочностью и долговечностью.
Алюмет – торговая марка предлагает купить хорошие стремянки, лестницы, вышки из алюминия. Они отличаются жесткостью креплений, хорошей устойчивостью, нескользкой поверхностью, простотой складывания. Также от аналогичных товаров их выгодно отличает небольшой вес, компактность размеров, достаточное количество ступеней с отличным покрытием и оптимальной шириной.
Вихрь – торговая марка электрооборудования, чаще всего применяющегося в быту. У нее есть в наличии как классические стремянки, так и лестницы. Изделия бренда изготавливаются из стали и пластика, служат годами и отличаются универсальностью в применении. Их рабочая высота составляет в среднем 2.6 м, что позволяет с комфортом монтировать, к примеру, натяжные потолки.
Nika – фирма выпускает как одно-, так и двухсторонние лестницы. Они имеют удобное расположение ступеней, для которых характерны оптимальные размеры и надежность креплений. Их количество в изделиях колеблется от 2 до 7 шт. Каждая конструкция оснащается прочным корпусом и опорой, делающей их устойчивыми на поверхности.
Krause-Werk GmbH & Co. KG. – немецкая фирма, производящая ручные и электроинструменты, технику для сада, строительное оборудование. У нее в наличии есть и вышки, и подмости, классические лестницы и стремянки. Главным их преимуществом является оптимальное соотношение цены и качества. Конструкции бренда безопасны для человека, устойчиво располагаются на полу и выдерживают нагрузку порядка 120 кг.
Wood Brothers – американская компания, занимающаяся выпуском продукции из дерева. Предлагает оригинальные решения, способные одновременно выполнять практическую и интерьерную роль.
Perilla – турецкий бренд с локализацией производства в России. Выпускает односторонние и двухсторонние модели разной высоты. При производстве используются качественный алюминиевый и стальной профиль.
Dogrular – турецкая компания, основанная в 1979 году. Производит несколько серий оборудования из алюминиевого профиля, выпускает лестницы-трансформеры для профессиональных работ. В каталоге – гладильные доски, бельевые сушилки и другой инвентарь.
Zalger – российская компания, выпускающая бытовые и профессиональные модели. При производстве используются долговечные материалы, а конструкция лестниц учитывает требования строителей и монтажников. Предприятие выпускает чехлы для различного оборудования, гладильные доски, тенты, напольные сушилки для белья.
Рейтинг лучших односторонних стремянок
В нашем ТОПе представлены модели, отобранные по результатам тщательного изучения характеристик товаров, вследствие их сравнения и анализа отзывов покупателей. Также на выбор номинантов повлияли результаты наших тестов. Вот какие параметры были использованы для включения в рейтинг тех или иных товаров:
Тип изделия – телескопическое, одностороннее, стул, приставное или трансформер;
Вес и размеры – влияют на особенности хранения и транспортировки;
Количество ступеней – определяют длину и сферу применения;
Материалы изготовления – производят алюминиевые, стальные модели;
Максимально возможная нагрузка – определяет вес мастера с комплектом инструмента.
При отборе товаров для рейтинга стремянок мы обращали внимание на их универсальность, возможность применения в различных областях, на безопасность и простоту использования, доступность на рынке, а также на соотношение цены и качества.
Лучшие телескопические стремянки
Такое изделие представляет собой лестницу, которая выдвигается телескопическим методом. Этот механизм позволяет спокойно увеличить данный показатель до определенного значения, а при ненадобности – сложить конструкцию обратно, что упрощает транспортировку. Ее применяют в области строительства и ремонта, в сфере клининга и в библиотеках. В этой категории рассматриваются две лучших модели такого типа.
Шток 2,0 м
Выдвижная стремянка бренда «Шток» предназначена для выполнения работ на высоте в среднем 4 м, в разложенном виде она достигает длины 3.4 м. Ее широко используют во время ремонта, в том числе и на коммерческих объектах. Благодаря двухстороннему расположению ступеней, которых у конструкции насчитывается в общей сложности 13 шт., можно одновременно работать двум людям.
Изготовлена складная лестница стремянка из дюралюминия и первичного пластика. В отзывах отмечают надежность опоры, гарантирующую устойчивость лестницы. Изделие подходит для пользователей весом до 150 кг. При необходимости можно доукомплектовать стремянку параллельным упором, который приобретается отдельно.
Достоинства:
Высота в сложенном виде – 0.68 м, изделие много места не занимает;
Антикоррозийное покрытие, увеличивающее срок службы конструкции;
Легко раскладывается и собирается;
Адекватный вес – 10.8 кг;
Ноги по поверхности не скользят;
Достаточно широкие ступени для комфортного расположения стоп.
Недостатки:
Нет чехла в комплекте.
Первое место в рейтинге стремянок досталось модели, которая отличается высокой надёжностью механизма складывания. На испытательном стенде оборудования легко выдержало 10 000 циклов раскладывания.
Svelt Scalissima R 10+10
Эту стремянку на фоне предыдущей выгодно выделяет наличие в самом верху платформы для инструментов. Она имеет хорошую рабочую длину – 4,5 м, поэтому может использоваться в помещениях с высокими потолками. Но ширина конструкции в 63 см может все-таки смутить человека с крупным телосложением, хотя для нее не проблема выдержать до 140 кг веса. Изделие выполнено из прочного алюминия, который спокойно реагирует на такие нагрузки и устойчив к воздействию негативных факторов окружающей среды.
Телескопическая лестница Svelt Scalissima R имеет 10 ступеней с одной стороны и столько же – с другой. Расстояние между двумя секциями не строго фиксированное, и это позволяет регулировать его под себя с учетом нужной высоты; они соединены достаточно широкой платформой. К низу стремянка немного расширяется, что делает подъем по ней более удобным. Но главная особенность этой модели заключается в способности к трансформации в обыкновенную приставную лестницу, что позволяет резко увеличить ее высоту.
Достоинства:
Во время использования фиксируется рычагом безопасности;
Складывается по принципу «сэндвича»;
Возможность регулировки положения в 3 позициях благодаря шарнирам;
Гарантия на 5 лет;
Перекладины наружных секций соединены со стойками посредством сварки;
Наибольшая нагрузка – 140 кг.
Недостатки:
Вес в 13.2 кг;
Человеку с невысоким ростом складывать ее самому не очень удобно. В отзывах пишут, что это лучшая алюминиевая стремянка еще и потому, что она не шатается и устойчиво стоит на твердой поверхности в силу надежных своих опор.
Лучшие приставные стремянки
Такие стремянки напоминают собой обыкновенную лестницу, которая может устанавливаться у стены под разными углами. Обычно их применяют для мытья окон и проведения мелких ремонтных работ на высоте до 3-5 м. Они изготавливаются из стали или алюминия, в эту категорию вошли 3 лучших модели этого типа.
Эйфель Гранит
Такая стремянка предназначена для выполнения недолговременных работ на высоте до 3.5 м. Конструкция хорошо проявила себя и на производстве, и в домашнем хозяйстве. Изделие имеет 7 ступеней, расположенных на удобном друг от друга для пользователя расстоянии. Они имеют устойчивую поверхность, по которой стопы не скользят, что снижает вероятность падения. Также здесь весьма кстати ее рифление, что исключает риск проскальзывания ног.
Изделие выполнено из алюминиевого профиля, который служит очень долго и устойчив к коррозии. Ножки укомплектованы прочными пластиковыми упорами, которые выдерживают температуру от -40 до +50 градусов. Ширина оптимальна – 34 см, есть место для «маневров».
Достоинства:
Завальцованность ступеней в направляющие;
Вес всего 3.36 кг;
Толстый профиль;
Выдерживает вес до 150 кг;
Компактность;
Может устанавливаться под любым углом наклона.
Недостатки:
Не складывается;
Нет стабилизаторов в комплекте.
При производстве используется восьмигранный алюминиевый профиль, которые обеспечивает дополнительную жёсткость конструкции.
Новая высота
Эта лестница максимально проста в исполнении и использовании. Она состоит из одной секции, поэтому много места в помещении не занимает. При длине в 3.15 м рабочая высота составляет более 4 м, что позволяет успешно применять ее для ремонтных работ. Благодаря прочному каркасу изделие выдерживает людей весом до 150 кг.
Конструкция состоит из 12 ступеней, расположенных на расстоянии в 26 см друг от друга. Благодаря этому пользоваться ею гораздо легче, чему также способствует малый вес изделия в 4.4 кг. Изготавливается из прессованного алюминиевого профиля. Производится на автоматизированных линиях, что минимизирует процент брака. Ступени крепятся методом многократной развальцовки. Опорные башмаки изготовлены из прочного пластика.
Достоинства:
Толстый профиль;
Материалы не ржавеют в условиях повышенной влажности;
Хорошая устойчивость;
Гарантия на 3 года;
Рифление на ступенях;
Легко становится под любым углом.
Недостатки:
Округлые ступеньки;
При большом размере ноги на платформе места для нее может оказаться маловато.
Лестница «Новая высота» не подходит для применения вдали от стен, например, при необходимости замены лампы. В этом случае стоит обратить внимание на стремянку с опорой из нашего рейтинга.
Alumet h3 5207
Переносная двухсекционная модель, изготовленная из анодированного алюминиевого профиля. Материал отличается прочностью, жёсткостью, повышенной устойчивостью к коррозии. Ступени вставлены в профиль методом разжимки и завальцовки. Отсутствие сварки и автоматизация процесса изготовления обеспечивает надёжность конструкции на протяжении всего срока службы.
Максимальная высота 2,87 метра, при использовании в качестве приставной модели параметр увеличивается до 3,72 м. Каждая секция имеет по 7 ступеней шириной 33 см. Весит оборудование 6,3 кг, что является низким показателем для своего класса. Ступеньки выполнены из рифлёного алюминиевого профиля, что гарантирует защиту от соскальзывания.
Достоинства:
Прочные пластиковые башмаки;
Хорошая устойчивость;
Выдерживает вес до 150 кг;
Низкая цена.
Недостатки:
Не обнаружены.
Универсальная конструкция делаете изделие актуальным для использования в частном доме. В сложенном состоянии занимает мало места, быстро раздвигается и складывается.
Лучшие стремянки-стулья
Такие мини-лестницы чаще всего покупают в кухню для облегчения доступа к верхним полкам. Также их можно использовать в частных библиотеках или в любых комнатах, где потолки высокие. Эти изделия могут быть деревянными и металлическими. В нашем рейтинге представлена одна такая модель с лучшими характеристиками.
SH. Wood Brothers
Деревянная стремянка 3 ступени изготовлена из массива сосны, который отличается высокой прочностью, устойчивостью к гниению. Дерево обработано лакокрасочным покрытием. Углы закруглённые, что защищает от травм при эксплуатации. Верхняя ступенька находится на высоте 70 см. В сложенном и развёрнутом состоянии занимает мало места.
Маленькая стремянка используется в бытовой сфере не только во время ремонта, но и в качестве декоративного элемента. Эффективно выполняет роль табурета за барной стойкой, подставки на кухне или в гардеробной. Можно использовать в ванной комнате и прихожей для установки предметов декора, хранения аксессуаров.
Достоинства:
Надёжный механизм раскладывания;
Универсальность;
Долговечное лакокрасочное покрытие;
Хорошая устойчивость.
Недостатки:
Высокая цена.
Несмотря на компактные размеры, изделие выдерживает нагрузку до 100 кг. Удобный формат делает оборудование интересным аксессуаром для декорирования помещений.
Лучшие стремянки-трансформеры
Такое название эти изделия получили из-за возможности изменения положения в нескольких позициях. Именно поэтому данные предложения особенно актуальны на строительных площадках и во время ремонта в доме с высокими потолками. Представляем вашему вниманию одну лучшую модель-трансформер.
Вихрь ЛТА 4х3
Прежде всего стремянка «Вихрь ЛТА 4х3» выделяется своими компактными размерами в собранном виде. Такой результат стал возможен благодаря 4 ее секциям, соединенных между собой прочными элементами. Конструкция легко раскладывается, фактически несколькими движениями, и без особых проблем собирается. При этом она отличается универсальностью – возможностью применения в качестве приставной лестницы и помоста.
Данная модель изготовлена из прочного алюминия и не боится нагрузок до 120 кг. Сама же она весит всего лишь 10.4 кг, что для такого типа совсем немного. Устойчивость конструкции обеспечивается широкой траверсой, которая равномерно распределяет нагрузку. Эта деталь является съёмной, что делает оборудование компактным при транспортировке. Многократная развальцовка делает крепление перекладин максимально надёжным.
Достоинства:
Удачное расположение ступеней;
Крупногабаритная опора внизу, придающая изделию большую устойчивость;
Максимальная рабочая высота – 3.3 м;
Надежное крепление башмаков-траверсов;
Шарнирные замки регулируются одной рукой;
Дополнительное усиление стойки в наиболее уязвимых местах.
Недостатки:
Максимально возможная нагрузка в положении помоста – 100 кг.
Перед добавлением этой модели в рейтинг лучших стремянок мы несколько раз тестировали ее при проведении ремонта и мытье окон. В обоих случаях к изделию нет претензий, стоять на нем удобно и безопасно за счет нескольких достаточно просторных ступеней.
Лучшие односторонние стремянки
Это классические лестницы с опорой, которые в среднем имеют от 5 до 12 ступеней. Обычно этот элемент довольно широкий и удобный для расположения стоп, а сверху часто есть платформы для размещения инструментов. Мы рассмотрели 11 самых интересных вариантов и из них на основании эффективности, простоты использования и универсальности выбрали 5 лучших модели.
Nika СМ6
Стремянка «Nika СМ6» является лучшей в рейтинге по соотношению цены и качества. Она сделана из высокопрочной стали, легко выдерживающей длительное воздействие повышенной влажности. По сравнению с приставными лестницами, эта модель имеет очень большие, широкие и удобные ступени для комфортной фиксации ног. Благодаря этому также гарантируется безопасность использования конструкции.
Сверху у нее есть просторная платформа для инструментов и ручка, за которую при необходимости можно держаться. Устойчивость ей придает крепкое основание с поперечными балками. Платформа имеет встроенные вставки, которые защищают от соскальзывания и падения, расположенных на ней инструментов, банок с краской.
Достоинства:
Выдерживает до 120 кг веса;
Высота площадки – 1.2 м;
Количество ступеней – 6 шт.;
Рабочая высота – 3.6 м;
Поверхность не скользкая из-за пластиковых вставок в опорах;
Надежный механизм фиксации.
Недостатки:
Толщина профиля – 1 мм.
Стремянка Nika СМ6 очень удобна при монтаже натяжных потолков или оклеивании стен обоями. Также ее можно использовать в саду для сбора урожая.
Krause Stabilo 124524
Эту модель можно назвать профессиональной, она подходит для применения на строительных площадках, хотя не будет лишней и в доме. Изделие выполнено из алюминия и имеет прочное развальцованное соединение ступенек с боковинами, что обеспечивает долгосрочность использования конструкции. К этому располагает и дополнительное усиление каркаса в местах повышенной нагрузки.
На болтах имеются противоскользящие опорные заглушки, а в металлических петлях можно фиксировать ремни для более безопасной работы. Ступени установлены методом развальцовки. Повышенная устойчивость обеспечивается поперечными распорками. Верхняя полка имеет крючок для подвешивания ведра. Площадка съёмная, её можно заменить на другой, более подходящий вариант платформы.
Достоинства:
Глубокий и просторный лоток для инструментов;
Качественные швы;
Устойчивость на поверхности;
Выдерживает до 150 кг веса;
Состоит из 5 ступеней, расположенных на удобном друг от друга расстоянии;
Весит 7 кг.
Недостатки:
Максимальная высота – 1.2 м;
Цена выше средней.
Удобная стремянка для профессиональной работы маляров и электриков имеет расширенную комплектацию, хорошую возможность для модернизации.
Perilla Class Plus 4
Российский завод выпускает лучшие стремянки для профессионального применения. Модель изготовлена из стали. Профиль обеспечивает жёсткость конструкции при небольшом весе изделия. Особенностью является наличие широких ступеней, что делает удобным подъём и спуск, длительную работу. Поверхность перекладин покрыта антискользящим пластиком, что обеспечивает максимальный уровень безопасности.
Верхняя перекладина сделана плоской для надёжной опоры на стену. От скольжения защищают пластиковые заглушки. Несмотря на небольшое число ступеней, рабочая высота составляет 2,91 м. Стальные элементы надёжно защищены от коррозии.
Достоинства:
Хорошая устойчивость;
Небольшие размеры в сложенном виде;
Надёжный складной механизм;
Привлекательная цена.
Недостатки:
Не обнаружены.
Использовать лестницу можно в самых сложных условиях. Рекомендуется для применения в быту, на строительной площадке, промышленных предприятиях.
Dogrular Class Plus (123303)
Модель разработана для домашнего ремонта, обслуживания административных и коммерческих зданий. Удобное оборудование для работы в небольшом складе с товарами народного потребления. Складная конструкция имеет три широкие ступени, покрытые антискользящим материалом. На верхней площадке можно установить ведро с краской, ящик с инструментами.
Максимальная высота 105 см, работать можно на уровне 3 метров. Профиль изготовлен из нержавеющей стали, устойчив к коррозии. Инвентарь можно использовать регулярно в помещениях с повышенной влажностью или на улице. Опорные башмаки изготовлены из прочного пластика, не скользят по напольному покрытию.
Достоинства:
Удобный для переноски формат;
Небольшой вес;
Занимает мало места при хранении;
Стабильно срабатывающий механизм раскладки.
Недостатки:
Низкая ручка для упора при работе на верхней площадке.
Модель нравится пользователям за устойчивость и удобный для работы в квартире или загородном доме размер.
Zalger 511-3
Российская компания предлагает складную лестницу для использования в квартирах, складских помещениях, административных зданиях. Профиль изготовлен из стали и защищён от коррозии порошковой краской. Каркас прочный, устойчивый к динамическим нагрузкам. У модели три широкие ступени с антискользящими ковриками. Высота верхней площадки 68 см, это позволяет работать на высоте 2,8-2,9 метра.
Устойчивость на скользком напольном покрытии обеспечивают опорные башмаки из пластика. Опорная сторона дополнительно усилена поперечиной, которая придаёт жёсткость конструкции. Механизм складывания ступеней отличается повышенной надёжностью. Конструкция рассчитана на нагрузку 120 кг.
Достоинства:
В сложенном состоянии длина 113 см;
Широкие ножки;
Хорошая устойчивость в рабочем положении;
Ступени надёжно зафиксированы в тетиве.
Недостатки:
Плохо закреплены башмаки;
Не хватает ручек для подъёма.
Большая часть отзывов – положительная, но не всем приходит лестница с комплектом башмаков из-за плохой фиксации этих комплектующих.
Как выбрать стремянку
Какую стремянку лучше купить для дома, строительной бригады, клининговой службы? Стоит выбрать вид оборудования, который лучше подходит для работы. Рекомендуется учитывать материал, из которого изготовлен инструмент, количество ступеней и надёжность конструкции. Это поможет выбрать модель, с помощью которой можно справиться с выполняемыми операциями на большой высоте.
Вид
Выпускают следующие виды стремянок:
Телескопические – комплектуются выдвижным механизмом. При небольшой длине в сложенном состоянии отличаются большой рабочей высотой;
Приставные – имеют простую конструкцию, во время работы опираются на стену. Не подходят для выполнения манипуляций посередине помещения;
Стремянки-стулья – имеют небольшую высоту, две-три ступени. Складной механизм упрощает транспортировку. Используются в офисах и в быту для доступа к верхним полкам;
Трансформеры – могут раскладывать в разных направлениях. Используются для выполнения сложных работ;
Односторонние – классические модели со ступенями с одной стороны;
Двухсторонние – ступени с двух сторон сходятся на рабочей площадке. Конструкция позволяет сократить количество перемещений, даёт возможность работать с помощником.
Все виды выпускаются разной высоты, что даёт возможность выбирать оборудование с учётом особенностей помещения, в котором планируются работы.
Материал
Первые стремянки изготавливали из дерева. Подобные конструкции имели большой вес и обладали низкой прочностью, требовали регулярного ухода и планового ремонта. Сегодня выпускают инвентарь из следующих материалов:
Алюминий – отличаются небольшим весом, высокой прочностью, устойчивостью к коррозии. Среди недостатков – низкая устойчивость к динамическим нагрузкам. Лестницы не рекомендуется перегружать: это приводит к ослаблению конструкции и механизмов;
Сталь – обладают повышенной устойчивостью, устойчивостью к ударной нагрузке, низкой ценой. Среди недостатков – низкая устойчивость к коррозии. Металл должен быть защищён эмалью, порошковой краской от воздействия внешней среды;
Нержавеющая сталь – сочетает преимущества предыдущего класса и устойчивость к коррозии. Недостаток – высокая цена.
Выпускают и комбинированные модели. Тетиву в них изготавливают из стали, ступени из дюралюминия. Это позволяет снизить вес, сохранив повышенную прочность.
Количество ступеней
От количества ступеней зависит высота, которая влияет на сферу применения. Модели с 2 поперечными перекладинами используют в быту для доступа к антресолям, верхним полкам. Три-четыре ступени – удобный формат для ремонта в квартире и помещениях с невысокими потолками. Для строительной площадки и обслуживания производства выпускают инвентарь с 5-8 ступенями. Для фасадных и клининговых работ лучше выбирать модели с 9-13 перекладинами для подъема на высоту до 6,5 метров.
Надежность
Обеспечивается противоскользящим рифлением ступеней или резиновыми ковриками на них, пластмассовыми башмаками на опорных точках. Лестница должна быть устойчива, все элементы – надёжно закреплены. Лучшие производители подтверждают качество своей продукции сертификатами.
Вопрос-ответ
Какая лучше стремянка: алюминиевая или стальная?
У стальных моделей выше несущая способность, они не гнутся при случайном падении или от удара молотка. Инвентарь из алюминия более лёгкий, что может стать критичным при использовании подростком, женщиной или пожилым человеком.
Как рассчитать высоту стремянки?
К высоте верхней рабочей площадки надо добавить два метра. Это даст высоту, до которой легко достанет человек среднего роста.
Что такое высота установки платформы стремянки?
Это максимальное расстояние от платформы до уровня пола. Это значение может быть меньше общей длины лестницы. Параметр учитывается при расчёте рабочей высоты.
Какую стремянку лучше купить
Какую стремянку купить для квартиры, а какая больше подойдёт для работы на строительной площадке? В этом разбирались эксперты команды VyborExperta.ru, опираясь на мнение профессионалов. Для бытового использования, например, на кухне или в библиотеке, лучше выбрать стремянку в виде стула. Если необходимо периодически мыть окна, что-то прибивать к стене и выполнять другие мелкие действия по ремонту, то можно ограничиться приставными конструкциями. При строительстве же и серьезной отделке больших площадей незаменимой будет полноценная лестница с одной или двумя рабочими сторонами.
Вот каким может быть выбор, в зависимости от ситуации:
Для оштукатуривания стен, облицовки плиткой или оклейки обоями можно использовать модель «Шток».
Заменить в квартире или доме лампочку в люстре, повесить гардины при высоких потолках, зафиксировать что-то на стене получится с помощью Svelt Scalissima R.
Если в команде работают два человека, то отделочные процедуры проще всего будет провести на Эйфель Гранит.
Сделать ремонт в загородном доме поможет Alumet h3 5207.
Облегчить процесс поклейки обоев сможет конструкция «Новая высота».
Добраться до антресолей и верхних полок можно с помощью Wood Brothers.
Если необходимо работать и со стенами, и с потолком, то незаменимым будет Вихрь ЛТА 4х3.
Достать нужные вещи из кладовки и заняться электропроводкой можно на Nika СМ6.
В библиотеке и для клининговых компаний будет очень полезным вариант Krause Stabilo 124524.
Выбор профессионального маляра и электрика — Perilla Class Plus 4.
Выбрать лучшую стремянку можно только после того, как удастся выяснить цель ее использования. Если есть необходимость проведения крупного ремонта, то экономить не стоит, здесь рекомендуется купить прочную, крупную конструкцию.
Лучшие Стремянки — Рейтинг 2022 года
Стремянка – это переносная или подвесная лестница, которая нужна для свободного доступа к потолку, при большой высоте стен, к кладовке, люстрам и для многих других целей. Тому, кто собирается делать ремонт в доме, в любом случае без нее будет очень трудно, или же придется пожертвовать удобством и своей безопасностью. В этом рейтинге представлены лучшие стремянки, которые не будет ошибкой купить по огромному ряду причин. ТОП хороших моделей составлялся на основании их безопасности, удобства и простоты применения, универсальности и других показателей.
Содержание
Стремянку какой фирмы лучше выбрать
В этом ТОПе описываются товары нескольких российских фирм, также сюда включена продукция немецких производителей. Речь идет и о бюджетных, и о премиальных компаниях, хотя есть варианты и из среднего ценового диапазона. Среди лучших фирм по производству стремянок можно особо выделить следующие:
Шток – российская торговая марка, появившаяся на рынке в 2002 году. Она специализируется на производстве электромонтажных инструментов, ориентированных на профессионалов. Однако в ассортименте бренда можно найти доступные в цене товары, подходящие и для домашнего использования. Ею предлагаются современные телескопические лестницы, актуальные для эксплуатации на стройплощадках. Изделия «Шток» имеют простой механизм складывания и надежны в работе.
Svelt – фирма много лет производит профессиональные лестницы европейского качества. Ее предложения отличаются многопозиционностью и универсальностью, подходят для применения в библиотеках, во время ремонта, на кухне и т.д. Они имеют усиленный каркас, прочные и просторные ступени, широкую платформу для инструментов. Конструкции компании безопасны для человека, так как ноги по ним не скользят, а алюминий спокойно выдерживает большие нагрузки.
Эйфель Гранит – российская фирма по производству лестничных изделий, которая позиционирует себя, как недорогой бренд безопасных и качественных конструкций для профессионального и домашнего применения. Модели компании имеют широкие, просторные, прочные и не скользкие ступени благодаря рифленой поверхности. Они отличаются хорошей устойчивостью и способностью выдерживать около 150 кг веса.
Новая высота – бюджетный бренд, под которым производятся вышки и лестницы для домашнего и коммерческого использования. В среднем, они состоят из 5 секций, соединенных между собой надежными креплениями. На одну из них приходится 2-5 ступеней, имеющих не скользкое покрытие и удобных даже для ног больших размеров. Их ширина составляет около 60 см, а высота – порядка 3 м. Основным материалом у компании является алюминий, отличающийся прочностью и долговечностью.
Алюмет – торговая марка предлагает купить хорошие стремянки, лестницы, вышки из алюминия. Они отличаются жесткостью креплений, хорошей устойчивостью, нескользкой поверхностью, простотой складывания. Также от аналогичных товаров их выгодно отличает небольшой вес, компактность размеров, достаточное количество ступеней с отличным покрытием и оптимальной шириной.
Вихрь – торговая марка электрооборудования, чаще всего применяющегося в быту. У нее есть в наличии как классические стремянки, так и лестницы. Изделия бренда изготавливаются из стали и пластика, служат годами и отличаются универсальностью в применении. Их рабочая высота составляет в среднем 2.6 м, что позволяет с комфортом монтировать, к примеру, натяжные потолки.
Nika – фирма выпускает как одно-, так и двухсторонние лестницы. Они имеют удобное расположение ступеней, для которых характерны оптимальные размеры и надежность креплений. Их количество в изделиях колеблется от 2 до 7 шт. Каждая конструкция оснащается прочным корпусом и опорой, делающей их устойчивыми на поверхности.
Krause-Werk GmbH & Co. KG. – немецкая фирма, производящая ручные и электроинструменты, технику для сада, строительное оборудование. У нее в наличии есть и вышки, и подмости, классические лестницы и стремянки. Главным их преимуществом является оптимальное соотношение цены и качества. Конструкции бренда безопасны для человека, устойчиво располагаются на полу и выдерживают нагрузку порядка 120 кг.
Wood Brothers – американская компания, занимающаяся выпуском продукции из дерева. Предлагает оригинальные решения, способные одновременно выполнять практическую и интерьерную роль.
Perilla – турецкий бренд с локализацией производства в России. Выпускает односторонние и двухсторонние модели разной высоты. При производстве используются качественный алюминиевый и стальной профиль.
Dogrular – турецкая компания, основанная в 1979 году. Производит несколько серий оборудования из алюминиевого профиля, выпускает лестницы-трансформеры для профессиональных работ. В каталоге – гладильные доски, бельевые сушилки и другой инвентарь.
Zalger – российская компания, выпускающая бытовые и профессиональные модели. При производстве используются долговечные материалы, а конструкция лестниц учитывает требования строителей и монтажников. Предприятие выпускает чехлы для различного оборудования, гладильные доски, тенты, напольные сушилки для белья.
Рейтинг лучших односторонних стремянок
В нашем ТОПе представлены модели, отобранные по результатам тщательного изучения характеристик товаров, вследствие их сравнения и анализа отзывов покупателей. Также на выбор номинантов повлияли результаты наших тестов. Вот какие параметры были использованы для включения в рейтинг тех или иных товаров:
Тип изделия – телескопическое, одностороннее, стул, приставное или трансформер;
Вес и размеры – влияют на особенности хранения и транспортировки;
Количество ступеней – определяют длину и сферу применения;
Материалы изготовления – производят алюминиевые, стальные модели;
Максимально возможная нагрузка – определяет вес мастера с комплектом инструмента.
При отборе товаров для рейтинга стремянок мы обращали внимание на их универсальность, возможность применения в различных областях, на безопасность и простоту использования, доступность на рынке, а также на соотношение цены и качества.
Лучшие телескопические стремянки
Такое изделие представляет собой лестницу, которая выдвигается телескопическим методом. Этот механизм позволяет спокойно увеличить данный показатель до определенного значения, а при ненадобности – сложить конструкцию обратно, что упрощает транспортировку. Ее применяют в области строительства и ремонта, в сфере клининга и в библиотеках. В этой категории рассматриваются две лучших модели такого типа.
Шток 2,0 м
Выдвижная стремянка бренда «Шток» предназначена для выполнения работ на высоте в среднем 4 м, в разложенном виде она достигает длины 3.4 м. Ее широко используют во время ремонта, в том числе и на коммерческих объектах. Благодаря двухстороннему расположению ступеней, которых у конструкции насчитывается в общей сложности 13 шт., можно одновременно работать двум людям.
Изготовлена складная лестница стремянка из дюралюминия и первичного пластика. В отзывах отмечают надежность опоры, гарантирующую устойчивость лестницы. Изделие подходит для пользователей весом до 150 кг. При необходимости можно доукомплектовать стремянку параллельным упором, который приобретается отдельно.
Достоинства:
Высота в сложенном виде – 0.68 м, изделие много места не занимает;
Антикоррозийное покрытие, увеличивающее срок службы конструкции;
Легко раскладывается и собирается;
Адекватный вес – 10. 8 кг;
Ноги по поверхности не скользят;
Достаточно широкие ступени для комфортного расположения стоп.
Недостатки:
Нет чехла в комплекте.
Первое место в рейтинге стремянок досталось модели, которая отличается высокой надёжностью механизма складывания. На испытательном стенде оборудования легко выдержало 10 000 циклов раскладывания.
Svelt Scalissima R 10+10
Эту стремянку на фоне предыдущей выгодно выделяет наличие в самом верху платформы для инструментов. Она имеет хорошую рабочую длину – 4,5 м, поэтому может использоваться в помещениях с высокими потолками. Но ширина конструкции в 63 см может все-таки смутить человека с крупным телосложением, хотя для нее не проблема выдержать до 140 кг веса. Изделие выполнено из прочного алюминия, который спокойно реагирует на такие нагрузки и устойчив к воздействию негативных факторов окружающей среды.
Телескопическая лестница Svelt Scalissima R имеет 10 ступеней с одной стороны и столько же – с другой. Расстояние между двумя секциями не строго фиксированное, и это позволяет регулировать его под себя с учетом нужной высоты; они соединены достаточно широкой платформой. К низу стремянка немного расширяется, что делает подъем по ней более удобным. Но главная особенность этой модели заключается в способности к трансформации в обыкновенную приставную лестницу, что позволяет резко увеличить ее высоту.
Достоинства:
Во время использования фиксируется рычагом безопасности;
Складывается по принципу «сэндвича»;
Возможность регулировки положения в 3 позициях благодаря шарнирам;
Гарантия на 5 лет;
Перекладины наружных секций соединены со стойками посредством сварки;
Наибольшая нагрузка – 140 кг.
Недостатки:
Вес в 13.2 кг;
Человеку с невысоким ростом складывать ее самому не очень удобно. В отзывах пишут, что это лучшая алюминиевая стремянка еще и потому, что она не шатается и устойчиво стоит на твердой поверхности в силу надежных своих опор.
Лучшие приставные стремянки
Такие стремянки напоминают собой обыкновенную лестницу, которая может устанавливаться у стены под разными углами. Обычно их применяют для мытья окон и проведения мелких ремонтных работ на высоте до 3-5 м. Они изготавливаются из стали или алюминия, в эту категорию вошли 3 лучших модели этого типа.
Эйфель Гранит
Такая стремянка предназначена для выполнения недолговременных работ на высоте до 3.5 м. Конструкция хорошо проявила себя и на производстве, и в домашнем хозяйстве. Изделие имеет 7 ступеней, расположенных на удобном друг от друга для пользователя расстоянии. Они имеют устойчивую поверхность, по которой стопы не скользят, что снижает вероятность падения. Также здесь весьма кстати ее рифление, что исключает риск проскальзывания ног.
Изделие выполнено из алюминиевого профиля, который служит очень долго и устойчив к коррозии. Ножки укомплектованы прочными пластиковыми упорами, которые выдерживают температуру от -40 до +50 градусов. Ширина оптимальна – 34 см, есть место для «маневров».
Достоинства:
Завальцованность ступеней в направляющие;
Вес всего 3.36 кг;
Толстый профиль;
Выдерживает вес до 150 кг;
Компактность;
Может устанавливаться под любым углом наклона.
Недостатки:
Не складывается;
Нет стабилизаторов в комплекте.
При производстве используется восьмигранный алюминиевый профиль, которые обеспечивает дополнительную жёсткость конструкции.
Новая высота
Эта лестница максимально проста в исполнении и использовании. Она состоит из одной секции, поэтому много места в помещении не занимает. При длине в 3.15 м рабочая высота составляет более 4 м, что позволяет успешно применять ее для ремонтных работ. Благодаря прочному каркасу изделие выдерживает людей весом до 150 кг.
Конструкция состоит из 12 ступеней, расположенных на расстоянии в 26 см друг от друга. Благодаря этому пользоваться ею гораздо легче, чему также способствует малый вес изделия в 4.4 кг. Изготавливается из прессованного алюминиевого профиля. Производится на автоматизированных линиях, что минимизирует процент брака. Ступени крепятся методом многократной развальцовки. Опорные башмаки изготовлены из прочного пластика.
Достоинства:
Толстый профиль;
Материалы не ржавеют в условиях повышенной влажности;
Хорошая устойчивость;
Гарантия на 3 года;
Рифление на ступенях;
Легко становится под любым углом.
Недостатки:
Округлые ступеньки;
При большом размере ноги на платформе места для нее может оказаться маловато.
Лестница «Новая высота» не подходит для применения вдали от стен, например, при необходимости замены лампы. В этом случае стоит обратить внимание на стремянку с опорой из нашего рейтинга.
Alumet h3 5207
Переносная двухсекционная модель, изготовленная из анодированного алюминиевого профиля. Материал отличается прочностью, жёсткостью, повышенной устойчивостью к коррозии. Ступени вставлены в профиль методом разжимки и завальцовки. Отсутствие сварки и автоматизация процесса изготовления обеспечивает надёжность конструкции на протяжении всего срока службы.
Максимальная высота 2,87 метра, при использовании в качестве приставной модели параметр увеличивается до 3,72 м. Каждая секция имеет по 7 ступеней шириной 33 см. Весит оборудование 6,3 кг, что является низким показателем для своего класса. Ступеньки выполнены из рифлёного алюминиевого профиля, что гарантирует защиту от соскальзывания.
Достоинства:
Прочные пластиковые башмаки;
Хорошая устойчивость;
Выдерживает вес до 150 кг;
Низкая цена.
Недостатки:
Не обнаружены.
Универсальная конструкция делаете изделие актуальным для использования в частном доме. В сложенном состоянии занимает мало места, быстро раздвигается и складывается.
Лучшие стремянки-стулья
Такие мини-лестницы чаще всего покупают в кухню для облегчения доступа к верхним полкам. Также их можно использовать в частных библиотеках или в любых комнатах, где потолки высокие. Эти изделия могут быть деревянными и металлическими. В нашем рейтинге представлена одна такая модель с лучшими характеристиками.
SH. Wood Brothers
Деревянная стремянка 3 ступени изготовлена из массива сосны, который отличается высокой прочностью, устойчивостью к гниению. Дерево обработано лакокрасочным покрытием. Углы закруглённые, что защищает от травм при эксплуатации. Верхняя ступенька находится на высоте 70 см. В сложенном и развёрнутом состоянии занимает мало места.
Маленькая стремянка используется в бытовой сфере не только во время ремонта, но и в качестве декоративного элемента. Эффективно выполняет роль табурета за барной стойкой, подставки на кухне или в гардеробной. Можно использовать в ванной комнате и прихожей для установки предметов декора, хранения аксессуаров.
Достоинства:
Надёжный механизм раскладывания;
Универсальность;
Долговечное лакокрасочное покрытие;
Хорошая устойчивость.
Недостатки:
Высокая цена.
Несмотря на компактные размеры, изделие выдерживает нагрузку до 100 кг. Удобный формат делает оборудование интересным аксессуаром для декорирования помещений.
Лучшие стремянки-трансформеры
Такое название эти изделия получили из-за возможности изменения положения в нескольких позициях. Именно поэтому данные предложения особенно актуальны на строительных площадках и во время ремонта в доме с высокими потолками. Представляем вашему вниманию одну лучшую модель-трансформер.
Вихрь ЛТА 4х3
Прежде всего стремянка «Вихрь ЛТА 4х3» выделяется своими компактными размерами в собранном виде. Такой результат стал возможен благодаря 4 ее секциям, соединенных между собой прочными элементами. Конструкция легко раскладывается, фактически несколькими движениями, и без особых проблем собирается. При этом она отличается универсальностью – возможностью применения в качестве приставной лестницы и помоста.
Данная модель изготовлена из прочного алюминия и не боится нагрузок до 120 кг. Сама же она весит всего лишь 10.4 кг, что для такого типа совсем немного. Устойчивость конструкции обеспечивается широкой траверсой, которая равномерно распределяет нагрузку. Эта деталь является съёмной, что делает оборудование компактным при транспортировке. Многократная развальцовка делает крепление перекладин максимально надёжным.
Достоинства:
Удачное расположение ступеней;
Крупногабаритная опора внизу, придающая изделию большую устойчивость;
Максимальная рабочая высота – 3.3 м;
Надежное крепление башмаков-траверсов;
Шарнирные замки регулируются одной рукой;
Дополнительное усиление стойки в наиболее уязвимых местах.
Недостатки:
Максимально возможная нагрузка в положении помоста – 100 кг.
Перед добавлением этой модели в рейтинг лучших стремянок мы несколько раз тестировали ее при проведении ремонта и мытье окон. В обоих случаях к изделию нет претензий, стоять на нем удобно и безопасно за счет нескольких достаточно просторных ступеней.
Лучшие односторонние стремянки
Это классические лестницы с опорой, которые в среднем имеют от 5 до 12 ступеней. Обычно этот элемент довольно широкий и удобный для расположения стоп, а сверху часто есть платформы для размещения инструментов. Мы рассмотрели 11 самых интересных вариантов и из них на основании эффективности, простоты использования и универсальности выбрали 5 лучших модели.
Nika СМ6
Стремянка «Nika СМ6» является лучшей в рейтинге по соотношению цены и качества. Она сделана из высокопрочной стали, легко выдерживающей длительное воздействие повышенной влажности. По сравнению с приставными лестницами, эта модель имеет очень большие, широкие и удобные ступени для комфортной фиксации ног. Благодаря этому также гарантируется безопасность использования конструкции.
Сверху у нее есть просторная платформа для инструментов и ручка, за которую при необходимости можно держаться. Устойчивость ей придает крепкое основание с поперечными балками. Платформа имеет встроенные вставки, которые защищают от соскальзывания и падения, расположенных на ней инструментов, банок с краской.
Достоинства:
Выдерживает до 120 кг веса;
Высота площадки – 1.2 м;
Количество ступеней – 6 шт.;
Рабочая высота – 3.6 м;
Поверхность не скользкая из-за пластиковых вставок в опорах;
Надежный механизм фиксации.
Недостатки:
Толщина профиля – 1 мм.
Стремянка Nika СМ6 очень удобна при монтаже натяжных потолков или оклеивании стен обоями. Также ее можно использовать в саду для сбора урожая.
Krause Stabilo 124524
Эту модель можно назвать профессиональной, она подходит для применения на строительных площадках, хотя не будет лишней и в доме. Изделие выполнено из алюминия и имеет прочное развальцованное соединение ступенек с боковинами, что обеспечивает долгосрочность использования конструкции. К этому располагает и дополнительное усиление каркаса в местах повышенной нагрузки.
На болтах имеются противоскользящие опорные заглушки, а в металлических петлях можно фиксировать ремни для более безопасной работы. Ступени установлены методом развальцовки. Повышенная устойчивость обеспечивается поперечными распорками. Верхняя полка имеет крючок для подвешивания ведра. Площадка съёмная, её можно заменить на другой, более подходящий вариант платформы.
Достоинства:
Глубокий и просторный лоток для инструментов;
Качественные швы;
Устойчивость на поверхности;
Выдерживает до 150 кг веса;
Состоит из 5 ступеней, расположенных на удобном друг от друга расстоянии;
Весит 7 кг.
Недостатки:
Максимальная высота – 1. 2 м;
Цена выше средней.
Удобная стремянка для профессиональной работы маляров и электриков имеет расширенную комплектацию, хорошую возможность для модернизации.
Perilla Class Plus 4
Российский завод выпускает лучшие стремянки для профессионального применения. Модель изготовлена из стали. Профиль обеспечивает жёсткость конструкции при небольшом весе изделия. Особенностью является наличие широких ступеней, что делает удобным подъём и спуск, длительную работу. Поверхность перекладин покрыта антискользящим пластиком, что обеспечивает максимальный уровень безопасности.
Верхняя перекладина сделана плоской для надёжной опоры на стену. От скольжения защищают пластиковые заглушки. Несмотря на небольшое число ступеней, рабочая высота составляет 2,91 м. Стальные элементы надёжно защищены от коррозии.
Достоинства:
Хорошая устойчивость;
Небольшие размеры в сложенном виде;
Надёжный складной механизм;
Привлекательная цена.
Недостатки:
Не обнаружены.
Использовать лестницу можно в самых сложных условиях. Рекомендуется для применения в быту, на строительной площадке, промышленных предприятиях.
Dogrular Class Plus (123303)
Модель разработана для домашнего ремонта, обслуживания административных и коммерческих зданий. Удобное оборудование для работы в небольшом складе с товарами народного потребления. Складная конструкция имеет три широкие ступени, покрытые антискользящим материалом. На верхней площадке можно установить ведро с краской, ящик с инструментами.
Максимальная высота 105 см, работать можно на уровне 3 метров. Профиль изготовлен из нержавеющей стали, устойчив к коррозии. Инвентарь можно использовать регулярно в помещениях с повышенной влажностью или на улице. Опорные башмаки изготовлены из прочного пластика, не скользят по напольному покрытию.
Достоинства:
Удобный для переноски формат;
Небольшой вес;
Занимает мало места при хранении;
Стабильно срабатывающий механизм раскладки.
Недостатки:
Низкая ручка для упора при работе на верхней площадке.
Модель нравится пользователям за устойчивость и удобный для работы в квартире или загородном доме размер.
Zalger 511-3
Российская компания предлагает складную лестницу для использования в квартирах, складских помещениях, административных зданиях. Профиль изготовлен из стали и защищён от коррозии порошковой краской. Каркас прочный, устойчивый к динамическим нагрузкам. У модели три широкие ступени с антискользящими ковриками. Высота верхней площадки 68 см, это позволяет работать на высоте 2,8-2,9 метра.
Устойчивость на скользком напольном покрытии обеспечивают опорные башмаки из пластика. Опорная сторона дополнительно усилена поперечиной, которая придаёт жёсткость конструкции. Механизм складывания ступеней отличается повышенной надёжностью. Конструкция рассчитана на нагрузку 120 кг.
Достоинства:
В сложенном состоянии длина 113 см;
Широкие ножки;
Хорошая устойчивость в рабочем положении;
Ступени надёжно зафиксированы в тетиве.
Недостатки:
Плохо закреплены башмаки;
Не хватает ручек для подъёма.
Большая часть отзывов – положительная, но не всем приходит лестница с комплектом башмаков из-за плохой фиксации этих комплектующих.
Как выбрать стремянку
Какую стремянку лучше купить для дома, строительной бригады, клининговой службы? Стоит выбрать вид оборудования, который лучше подходит для работы. Рекомендуется учитывать материал, из которого изготовлен инструмент, количество ступеней и надёжность конструкции. Это поможет выбрать модель, с помощью которой можно справиться с выполняемыми операциями на большой высоте.
Вид
Выпускают следующие виды стремянок:
Телескопические – комплектуются выдвижным механизмом. При небольшой длине в сложенном состоянии отличаются большой рабочей высотой;
Приставные – имеют простую конструкцию, во время работы опираются на стену. Не подходят для выполнения манипуляций посередине помещения;
Стремянки-стулья – имеют небольшую высоту, две-три ступени. Складной механизм упрощает транспортировку. Используются в офисах и в быту для доступа к верхним полкам;
Трансформеры – могут раскладывать в разных направлениях. Используются для выполнения сложных работ;
Односторонние – классические модели со ступенями с одной стороны;
Двухсторонние – ступени с двух сторон сходятся на рабочей площадке. Конструкция позволяет сократить количество перемещений, даёт возможность работать с помощником.
Все виды выпускаются разной высоты, что даёт возможность выбирать оборудование с учётом особенностей помещения, в котором планируются работы.
Материал
Первые стремянки изготавливали из дерева. Подобные конструкции имели большой вес и обладали низкой прочностью, требовали регулярного ухода и планового ремонта. Сегодня выпускают инвентарь из следующих материалов:
Алюминий – отличаются небольшим весом, высокой прочностью, устойчивостью к коррозии. Среди недостатков – низкая устойчивость к динамическим нагрузкам. Лестницы не рекомендуется перегружать: это приводит к ослаблению конструкции и механизмов;
Сталь – обладают повышенной устойчивостью, устойчивостью к ударной нагрузке, низкой ценой. Среди недостатков – низкая устойчивость к коррозии. Металл должен быть защищён эмалью, порошковой краской от воздействия внешней среды;
Нержавеющая сталь – сочетает преимущества предыдущего класса и устойчивость к коррозии. Недостаток – высокая цена.
Выпускают и комбинированные модели. Тетиву в них изготавливают из стали, ступени из дюралюминия. Это позволяет снизить вес, сохранив повышенную прочность.
Количество ступеней
От количества ступеней зависит высота, которая влияет на сферу применения. Модели с 2 поперечными перекладинами используют в быту для доступа к антресолям, верхним полкам. Три-четыре ступени – удобный формат для ремонта в квартире и помещениях с невысокими потолками. Для строительной площадки и обслуживания производства выпускают инвентарь с 5-8 ступенями. Для фасадных и клининговых работ лучше выбирать модели с 9-13 перекладинами для подъема на высоту до 6,5 метров.
Надежность
Обеспечивается противоскользящим рифлением ступеней или резиновыми ковриками на них, пластмассовыми башмаками на опорных точках. Лестница должна быть устойчива, все элементы – надёжно закреплены. Лучшие производители подтверждают качество своей продукции сертификатами.
Вопрос-ответ
Какая лучше стремянка: алюминиевая или стальная?
У стальных моделей выше несущая способность, они не гнутся при случайном падении или от удара молотка. Инвентарь из алюминия более лёгкий, что может стать критичным при использовании подростком, женщиной или пожилым человеком.
Как рассчитать высоту стремянки?
К высоте верхней рабочей площадки надо добавить два метра. Это даст высоту, до которой легко достанет человек среднего роста.
Что такое высота установки платформы стремянки?
Это максимальное расстояние от платформы до уровня пола. Это значение может быть меньше общей длины лестницы. Параметр учитывается при расчёте рабочей высоты.
Какую стремянку лучше купить
Какую стремянку купить для квартиры, а какая больше подойдёт для работы на строительной площадке? В этом разбирались эксперты команды VyborExperta.ru, опираясь на мнение профессионалов. Для бытового использования, например, на кухне или в библиотеке, лучше выбрать стремянку в виде стула. Если необходимо периодически мыть окна, что-то прибивать к стене и выполнять другие мелкие действия по ремонту, то можно ограничиться приставными конструкциями. При строительстве же и серьезной отделке больших площадей незаменимой будет полноценная лестница с одной или двумя рабочими сторонами.
Вот каким может быть выбор, в зависимости от ситуации:
Для оштукатуривания стен, облицовки плиткой или оклейки обоями можно использовать модель «Шток».
Заменить в квартире или доме лампочку в люстре, повесить гардины при высоких потолках, зафиксировать что-то на стене получится с помощью Svelt Scalissima R.
Если в команде работают два человека, то отделочные процедуры проще всего будет провести на Эйфель Гранит.
Сделать ремонт в загородном доме поможет Alumet h3 5207.
Облегчить процесс поклейки обоев сможет конструкция «Новая высота».
Добраться до антресолей и верхних полок можно с помощью Wood Brothers.
Если необходимо работать и со стенами, и с потолком, то незаменимым будет Вихрь ЛТА 4х3.
Достать нужные вещи из кладовки и заняться электропроводкой можно на Nika СМ6.
В библиотеке и для клининговых компаний будет очень полезным вариант Krause Stabilo 124524.
Выбор профессионального маляра и электрика — Perilla Class Plus 4.
Выбрать лучшую стремянку можно только после того, как удастся выяснить цель ее использования. Если есть необходимость проведения крупного ремонта, то экономить не стоит, здесь рекомендуется купить прочную, крупную конструкцию.
Ladders — Step : Ответы по охране труда
Ответы по охране труда Информационные бюллетени
Легко читаемые информационные бюллетени с вопросами и ответами, охватывающие широкий спектр тем по охране труда и технике безопасности на рабочем месте, от опасностей и болезней до эргономики и продвижения по службе. ПОДРОБНЕЕ >
Загрузите бесплатное приложение OSH Answers
Поиск по всем информационным бюллетеням:
Поиск
Введите слово, фразу или задайте вопрос
ПОМОЩЬ
Что делать при использовании стремянки?
Провести оценку рисков при работе на высоте. При работе на лестнице может потребоваться использование средств защиты от падения.
Проверьте грузоподъемность, указанную на стремянке. Оценка должна охватывать вес человека и вес инструментов, которые будут использоваться.
Используйте стремянку примерно на 1 м (3 фута) короче, чем самая высокая точка, до которой вам нужно добраться. Эта длина лестницы обеспечивает более широкое и устойчивое основание, а полку размещает на удобной для работы высоте.
Проверьте лестницу на наличие стоек, ослабленных или ржавых заклепок, дефектных скоб или деталей (включая противоскользящие ножки), которые находятся в плохом состоянии. Убедитесь, что на нем нет смазки, масла или других скользких веществ.
Полностью откройте распорки и полку стремянки и зафиксируйте скобы.
Проверить устойчивость. Убедитесь, что все ножки лестницы стоят на твердой, ровной и нескользкой поверхности.
Поместите стремянку под прямым углом к рабочему месту так, чтобы передняя или задняя часть ступеней были обращены к рабочему месту.
Держите стремянку рядом с работой.
Поднимайте и переносите лестницу при ее перемещении. Не толкайте и не тяните стремянки сбоку. Повторяющееся боковое движение может сделать лестницу неустойчивой, поскольку в этом направлении она слабее.
Лицом к стремянке при подъеме или спуске.
Держите тело по центру между боковыми поручнями. Лестница может стать неустойчивой, если ваше тело или оборудование, которое вы держите, выйдут за боковые поручни.
Работайте на подходящей для лестницы высоте. Вообще говоря, вы забрались слишком высоко, если ваши колени находятся выше верхнего края стремянки или если вы не можете удержаться на лестнице руками.
Крепко держитесь. Используйте обе руки при лазании.
Держите обе ноги на лестнице. Не стойте одновременно на лестнице и другом предмете (например, 1 ногой на лестнице и 1 ногой на другом предмете).
Каковы рейтинги стремянок и существует ли максимальная длина стремянки?
Стандарт Z11-18 Канадской ассоциации стандартов (CSA) рекомендует разную длину для различных категорий (или классов) стремянок.
Марка
Описание марки
Максимальная длина
1AA
Строительство и промышленное использование; специальное исполнение с грузоподъемностью 170 кг (375 фунтов)
6 м (20 футов)
1A
Строительство и промышленное использование; особо тяжелые условия с грузоподъемностью 136 кг (300 фунтов)
6 м (20 футов)
1
Строительство и промышленное использование; сверхмощный с грузоподъемностью 113 кг (250 фунтов)
6 м (20 футов)
2
Торговцы и фермеры; средняя нагрузка с грузоподъемностью 102 кг (225 фунтов)
3,6 м (12 футов)
3
Бытовой; легкая нагрузка с грузоподъемностью 91 кг (200 фунтов)
2 м (6,5 футов)
Как высоко должен стоять человек на стремянке?
Стандарт Канадской ассоциации стандартов (CSA) Z11-18 рекомендует различные уровни стояния в зависимости от размера стремянки. Обратите внимание, что это самые высокие рекомендуемые уровни. Люди должны стоять ниже на лестнице, если они чувствуют себя неуверенно.
Чего следует избегать при использовании стремянки?
Не переусердствуйте. При необходимости передвигайте стремянку.
Не «передвигайте» и не «ходите» по стремянке, стоя на ней.
Не вставайте, не взбирайтесь и не садитесь на верхнюю часть стремянки или полку для ведра.
Не перегружать. Стремянки предназначены для одного человека.
Не используйте стремянку в качестве распорки или в качестве опоры для рабочей платформы или доски.
Не поднимайтесь по стремянке, прислоненной к стене. Вместо этого используйте прямую лестницу.
Не используйте стремянки на скользких поверхностях.
Не используйте стремянки на мягком грунте, где одна ножка может погрузиться в землю глубже, чем другие.
Не устанавливайте стремянки на ящики, бочки, неустойчивые основания или на леса, чтобы получить дополнительную высоту.
Не взбирайтесь по задней части стремянки.
Не толкайте и не тяните стремянки в стороны.
Не используйте лестницы в проходах, дверных проемах, проездах или других местах, где человек или транспортное средство могут удариться о них. Установите подходящие барьеры или заприте двери.
Не носите с собой инструменты или оборудование во время подъема.
Последнее обновление документа: 27 июня 2022 г.
Добавьте значок на свой веб-сайт или в интранет, чтобы ваши сотрудники могли быстро найти ответы на свои вопросы по охране труда и технике безопасности.
Что нового
Ознакомьтесь с нашим списком «Что нового», чтобы узнать, что было добавлено или изменено.
Нужна дополнительная помощь?
Свяжитесь с нашей информационной линией безопасности
905-572-2981
Бесплатный номер 1-800-668-4284 (в Канаде и США)
Расскажите нам, что вы думаете
Как мы можем сделать наши услуги более полезными для вас? Свяжитесь с нами, чтобы сообщить нам.
Сопутствующие товары и услуги
Вас также могут заинтересовать следующие сопутствующие товары и услуги от CCOHS:
Отказ от ответственности
Несмотря на то, что предпринимаются все усилия для обеспечения точности, актуальности и полноты информации, CCOHS не гарантирует, не гарантирует, не заявляет и не ручается за правильность, точность или актуальность предоставленной информации. CCOHS не несет ответственности за любые убытки, претензии или требования, возникающие прямо или косвенно в результате любого использования или доверия к информации.
Для того чтобы приступить к производству тех или иных изделий, следует выполнить немало промежуточных действий. Пожалуй, наиболее важной стадией в подготовке к началу производства, можно назвать правильное изготовление оснастки, качество которой всецело зависит от умелого и грамотного ее проектирования.
Правильность расчетов важна абсолютно для любого вида производства. Что же касается такого ныне распространенного, как изготовление изделий и комплектующих из стеклопластика, то тут от точности выполненной оснастки действительно зависит очень многое, поскольку данную продукцию чаще всего производят при помощи методов вакуумной инфузии и RTM. Выходит, что еще на ступени проектирования можно задать идеально точные параметры будущего изделия.
Кто выполняет проектирование оснастки
На столь важном этапе технологической подготовки задействованы наиболее квалифицированные и опытные специалисты. Учитывая то, что подготовка оснастки проводится на основе Системы Автоматизированного Проектирования (CAM/CAE/CAD), то при помощи создания высокоточных математических моделей, можно добиться наиболее полной идентичности оснастки размерам заказчика. Часто все основные проектные работы проводятся при помощи автоматизированного программного обеспечения. Это полностью исключает наличие просчетов и обеспечивает в дальнейшем выпуск качественной продукции.
Существуют различные способы получения оснастки, включая традиционные механические. Однако современные компании, занимающиеся проектированием технологической оснастки, создают формы из модельного пластика при помощи точного оборудования с ЧПУ. Ориентиром для проведения работ служат выполненные на основе точнейших математических расчетов 3D модели будущего изделия. Это дает возможность за небольшой период времени проектировать и изготавливать очень сложную оснастку. Чаще всего такие расчеты выполняют сами подготовленные специалисты компании.
Как осуществляется проектирование оснастки
В зависимости от предоставленных заказчиком данных и желаемого результата, весь процесс по созданию проекта оснастки можно разделить на несколько этапов.
Заказчик предоставляет ТЗ или же оно составляется специалистами компании.
Заключается договор на проектные работы, а при необходимости, и на выполнение оснастки. В нем оговариваются условия и сроки.
Непосредственно выполняется проектирование оснастки.
Проверяются параметры оснастки и проводится ее анализ.
При необходимости возможна модернизация и доработка.
Проводится проектное согласование.
В результате заказчик получает полную чертежную документацию, выполненную соответственно ЕСКД и развернутый комплект математических моделей.
Если в заказе предусмотрено изготовления модельной оснастки, то компания-изготовитель предоставляет образцы готовой оснастки на основе подписанных актов. На этом этапе тоже возможна доработка.
С учетом совершенных компьютерных технологий можно предварительно спроектировать, а затем изготовить технологическую оснастку практически любой сложности. В процессе подготовки наряду с грамотным инженерно-техническим персоналом участвуют современные высокоточные программы. Такой тандем позволяет решать поставленные задачи на высочайшем техническом уровне.
Solid Edge: Проектирование оснастки
Статья о проектировании пресс форм
Solid Edge Mold Tooling: проектирование пресс форм
Оснастка в широком понимании этого слова представляет собой любые вспомогательные приспособления и устройства, необходимые в процессе изготовления какого-либо изделия. К оснастке можно отнести средства технологического оснащения (станочные приспособления), вспомогательные устройства для сборки и испытаний изделия, контрольно-измерительные приспособления, а также инструментальная оснастка для штамповки, литья пластиков и металлов под давлением. Примером оснастки может служить как очень простое устройство, состоящее из десятка-двух деталей, так и весьма сложное изделие, например, штамп последовательного действия. Но общим в проектировании всей номенклатуры оснастки, как простой, так и сложной, является наличие уже спроектированного основного изделия или его части в виде конструкторской документации и/или 3D моделей, служащих исходными данными для проектировщиков оснастки.
Очень часто в проектировании оснастки используется метод нисходящего проектирования, позволяющий начать проектирование оснастки с определения необходимых деталей, опорных поверхностей, служащих для закрепления детали или заготовки. Solid Edge в полной мере способствует использованию этого метода за счёт развитых средств работы в контексте сборки и создания необходимых межмодельных (транзитивных) связей.
Прежде всего, в сборку оснастки помещаются исходные данные в виде ассоциативной копии отдельной детали или сборочной единицы. Далее, создавая компоненты оснастки в контексте сборки с геометрией исходных данных, конструктор имеет возможность привязываться к этой геометрии за счёт ассоциативного проецирования рёбер в эскизы, транзитивного копирования тел/поверхностей или связывания ключевых переменных из компонентов исходных данных между проектируемыми компонентами оснастки. Возможность «замораживать» транзитивные связи, как отмечалось выше, позволяет управляемо проводить изменения, в случае, если исходные данные (геометрия основного изделия) изменены.
Таким образом, проектировщик оснастки может начинать работу даже в том случае, когда проектирование самого изделия ещё не завершено. За счёт постоянно поддерживаемых и управляемо обновляемых транзитивных связей, процесс внесения изменений прозрачен и быстр и позволяет фактически вести параллельную работу конструктора основного изделия и конструктора оснастки. Это позволяет существенно снизить временные затраты на выпуск конечного изделия и удешевить процесс проектирования и выпуск комплекта КД для всего изделия.
Штампы и пресс-формы являются особым классом инструментальной оснастки, исходными данными для проектирования которых является получаемая в процессе штамповки или литья деталь. Как правило, проектированию собственно прессформы предшествует этап подготовки модели отливаемой детали. На этом этапе проводится анализ уклонов детали и добавление этих уклонов, если таковые не были предусмотрены конструктором.
Незаменимым подспорьем при создании модели отливки являются развитые средства поверхностного моделирования. В частности, построение кривой изоклины и линейчатых поверхностей. Эти инструменты позволяют быстро создать модель отливки с гарантированным извлечением из пресс-формы за счёт придания особой формы поверхностей детали, прилегающих к плоскости разъёма.
Широкий набор средств проектирования сложных пластиковых деталей и инструментов поверхностного моделирования дополняется средствами полного цикла проектирования пресс-форм.
Solid Edge предлагает специальную среду проектирования одно- и многоместных пресс-форм для литья пластмасс под давлением. Эта среда носит название Mold Tooling и представляет собой мастерпроцесс, пошагово ведущий конструктора от определения детали до выпуска документации и ориентированный на быстрое достижение результата. Автоматическое и полуавтоматическое построение поверхности разъема и автоматическое построения форм-блоков матрицы и пуансона решает наиболее сложную задачу — построение формообразующих поверхностей. Однако прессформа — это не только матрица и пуансон.
Solid Edge использует набор каталогов стандартных комплектующих (HASCO, DME, Futaba, MISUMI и пр.) для автоматического и полуавтоматического создания всего механизма формы. Направляющие кольца, литниковые втулки, выталкиватели и прочие стандартные детали размещаются в оснастке формы одновременно с построением необходимых отверстий в плитах. Каждая стандартная деталь содержит информацию о способе своего размещения, например, в каких плитах выталкиватель располагается в плотном отверстии, в каких — с зазором, как обрезается выталкиватель по формообразующим поверхностям и пр. Литниковые каналы и каналы охлаждения строятся по простым конструктором в общей сборке прессформы. Система самостоятельно располагает их в соответствующих деталях оснастки согласно конфигурации, заданной пользователем. Ползуны (подвижные вставки) также строятся в полуавтоматическом режиме с использованием стандартных деталей из каталогов, либо добавляются в проект пресс-формы из существующих файлов на диске.эскизам, которые создаются конструктором в общей сборке прессформы. Система самостоятельно располагает их в соответствующих деталях оснастки согласно конфигурации, заданной пользователем. Ползуны (подвижные вставки) также строятся в полуавтоматическом режиме с использованием стандартных деталей из каталогов, либо добавляются в проект пресс-формы из существующих файлов на диске.
Модуль проектирования электродов Electrode Design для электроэрозионной обработки позволяет автоматизировать проектирование оснастки для производства пресс-форм. Этот модуль учитывает материал электрода и автоматически рассчитывает зазоры на обработку. Чертежи для обработки электродов и электроэрозионной обработки создаются в автоматизированном режиме.
Следует отметить, что приложения Mold Tooling и Electrode design не входят ни в один стандартный пакет Solid Edge и приобретаются отдельно. Они могут работать с любым пакетом, от Foundation до Premium. В некоторых случаях (например, простые одногнёздные формы с плоской поверхностью разъёма отливаемой детали) для проектирования пресс-форм целесообразно будет использование базового функционала Solid Edge проектирования в контексте сборки, т. к. названные приложения довольно существенно увеличивают стоимость рабочего места конструктора.
solid edge_пресс формы
услуги
безопастность
Ознакомьтесь с важными задачами проектирования инструмента в процессе производства
Главная
Инсайты
Знания
Проверьте важные цели проектирования инструмента в производственном процессе
Знания
Дисциплина проектирования инструментов имеет основополагающее значение для производства. Стоимость производства и конечного продукта сильно зависит от конструкции инструмента.
Опубликовано: 16 октября 2020 г.
Что такое проектирование оснастки?
Что такое штамповочный инструмент?
Общий процесс проектирования инструмента
Важные цели проектирования инструмента в производственном процессе
Конструкция инструмента влияет на стоимость несколькими способами. Во-первых, он определяет срок службы инструмента, то есть, как долго инструмент прослужит до того, как потребуется его замена. Во-вторых, это влияет на качество продукта, а любые затраты на низкое качество и затраты на доработку увеличивают общую стоимость конечного продукта. В-третьих, конструкция инструмента может влиять на время цикла производственного процесса, что позволяет нам производить больше или меньше единиц в заданное время. По этим причинам важно понимать основы проектирования инструментов.
В этой статье рассматриваются различные основные аспекты проектирования оснастки.
Что такое проектирование оснастки?
Проектирование оснастки — это специализированная область технологии производства, которая включает анализ, планирование, проектирование, конструирование и применение инструментов, методов и процедур, необходимых для повышения производительности производства.
Что такое штамп?
В статье «Конструкция пресс-формы — это ключ, эффективный способ снизить стоимость пресс-формы для литья под давлением» мы определили, что пресс-форма — это специализированный инструмент, который используется для придания формы или резки производственного материала. Материал включает в себя ткань, дерево, пластик, которые имеют заданную форму. Искусственные продукты массового производства требуют инструментов, подобных фасонным штампам, которые должны быть разработаны в текущих спецификациях, чтобы начать производственный процесс. Внешне спроектированные высекальные инструменты будут конструироваться вторичными объектами, которые привели к отказу, после чего целые партии продукции останутся отходами. Разработчик штампового инструмента должен поддерживать производителя от подготовительных работ до производственного процесса. Разработчики инструментов должны следовать нескольким вещам, прежде чем начать работу, это касается чертежей продукта, потенциала сглаживания и процесса проектирования. Разработчики инструментов будут защищать производителя разными способами; капитал и дополнительные усилия по обеспечению готовности продукта к машине до того, как он будет работать на прессе продукта. Конструкция оснастки играет жизненно важную роль на всех этапах производственного процесса. Как только производственный процесс будет завершен без каких-либо ошибок, дизайн для производителя даст гарантию качества и производительности материала. Progressive Die Design — один из лучших методов проектирования штампового инструмента. Обязательно используйте его в различных секторах производства.
Общий процесс проектирования инструмента
Разработчик инструмента должен следовать приведенному ниже процессу изготовления продукта.
Постановка и анализ проблемы
Разработчик инструмента может оценить состояние производственного продукта и проанализировать проблему в процессе производства. Разработчик инструмента должен предоставить производителю отчет о плане продукта с указанием плана и подробной структуры ожидаемого производителем продукта.
Анализ требований производителя
Разработчик инструмента должен спроектировать инструмент в соответствии с ожидаемыми требованиями производителя к продукту. Дизайнер может анализировать структуру, ощущение и т. д. продукта. Основным требованием производителя является снижение затрат и использование материалов, и в этих двух ограничениях инструмент должен быть спроектирован.
Разработка первоначальных идей и вариантов дизайна
Инструмент должен быть разработан и должен развивать первоначальные идеи для выпускаемой продукции. Разработчик инструмента должен также разработать альтернативный инструмент для того же продукта. Инструмент может быть использован или нет, но в целях безопасности разработчики должны подготовить аналогичный инструмент для любых вводов в заблуждение.
Доработка дизайнерских идей
Производитель дорабатывает ожидаемый продукт, разработчик инструмента должен завершить процесс проектирования инструмента на основе потребностей производителя. Если конструктор получит уверенность в том, что инструмент соответствует задумке производителя, процесс проектирования инструмента будет завершен.
Важные цели проектирования инструмента в производственном процессе
Снижение уровня затрат
Затраты на производство увеличат валовую прибыль компании. Производственные расходы, которые включают в себя материалы, сотрудников, стоимость оборудования и т. д., используются для расчета расходов компании. Конструкция инструмента снижает в целом себестоимость изготовления изделий. Он может производить части продукта с учетом стоимости. Это снижает стоимость специальных систем инструментов за счет эффективной разработки каждого продукта.
Быстрые результаты
Компания должна поддерживать хороший процесс в процессе производства. Для повышения производительности производители должны поддерживать хорошие связи со всеми людьми, связанными с разработкой продукта. Используя конструкцию инструмента, производитель может добиться максимальной производительности выпускаемой продукции. Производитель также получит детали продукта как можно быстрее. Производитель, который хорошо понимает, как изменение продукта влияет на все функциональные группы. Качество продукта: Качество – это доверие, которое гарантирует, что потребители получат товары без повреждений и удовлетворят их требования. Основной целью производителя является поддержание хорошего качества продукта. Конструкция инструмента успешно используется для непрерывной поставки качественного продукта с требуемой точностью. Качество продукта повышает лояльность клиентов, он получает повторные заказы вместе с новыми клиентами по рекомендациям. Сохранение или улучшение позиций производителя на рынке. Качественные результаты повышают безопасность и снижают риски ответственности.
Удобный для пользователя
Инструменты проектирования безопасны при утилизации, производитель может легко использовать их. Что касается разработки продукта, производитель считает, что проектирование инструмента позволяет легко спроектировать продукт в соответствии с ожиданиями. Производителю несложно изучить и контролировать процесс производства нового продукта. Производителю легко ориентироваться в процессе разработки продукта. Как продюсер, они не хотят, чтобы третьи лица имели доступ к производственной системе.
Заключение
Дизайн оснастки очень полезен производителям для разработки новых продуктов в заданное время. Существует несколько видов использования, таких как сокращение затрат, своевременные поставки, качество продукта и т. Д. Производители обычно зависят от сотрудников в разработке продукта, но они не могут предоставить результат вовремя из-за нехватки рабочей силы или проблем с оборудованием. и т. д., но, наконец, проектирование инструментов стало более полезным элементом в разработке продуктов. Производители чувствуют себя комфортно в использовании конструкции инструмента, они должны оправдать ожидания клиентов и завоевать лояльность на рынке.
Осциллограф — это диагностический прибор, отображающий электрические сигналы. Будь то простой или сложный продукт, он включает в себя электронные компоненты, а его конструкция, проверка и процесс отладки требуют осциллографа для анализа множества электрических сигналов, которые заставляют продукт просыпаться.
Заголовок
Знания
Что такое термомагнитная технология?
Магнитная запись с нагреванием (HAMR) — это технология, в которой лазерное тепло используется для предварительного нагрева высокостабильного носителя, что способствует магнитной записи данных.
Заголовок
Знания
Ключевые компоненты автомобильных полупроводников: ECU, MCU и датчик
Рынок автомобильных полупроводников по-прежнему настроен оптимистично. В настоящее время основные автомобильные полупроводниковые микросхемы включают микроконтроллеры (MCU), ИС управления питанием, контроллеры цифровых сигналов (DSP), датчики, силовые полупроводники, дискретные компоненты, микроэлектромеханические (MEMS), память, индивидуальные прикладные ИС (ASIC) и т. д. Цепочка поставок автомобильных чипов сложна и длинна. После шторма дефицита в 2021 году автопроизводители начали сокращать цепочку поставок полупроводников, надеясь сократить длинную цепочку. У некоторых автопроизводителей даже есть идея самостоятельно разрабатывать и проектировать автомобильные полупроводники.
Заголовок
Знания
Что такое обработка листового металла?
«Листовой металл» при обработке листового металла относится к тонким металлическим пластинам, которые можно обрабатывать путем растяжения, штамповки, гибки и т. д., а толщина обычно составляет менее 6 мм. Обычные материалы включают железные листы (черная сталь SPHC, холоднокатаная сталь SPCC, оцинкованная сталь SECC), стальной лист с горячим цинкованием SGCC), нержавеющая сталь (SUS304, SUS316), алюминий (AL5052), медь и т. д. Обработка листового металла отличается от других технологий обработки. Он включает в себя множество различных этапов, таких как: лазерная резка, перфорация NCT, резка, фальцовка, сварка, клепка и т. д. Конкретными производимыми продуктами обычно являются опорные рамы, кожухи оборудования, внутренние детали и некоторые функциональные объекты, такие как электронные панели управления, чехлы для медицинского оборудования, чехлы или детали для автоматических очистных машин в аэропортах, шкафы для снимков, чехлы и детали для оборудования для пищевой промышленности.
Заголовок
Знания
Что такое промышленный холодильник?
Охладитель — это устройство, используемое для охлаждения в процессе производства.
Заголовок
Знания
Как выбрать подходящую систему бесперебойного питания?
Источник бесперебойного питания (ИБП) — это устройство, которое непрерывно обеспечивает резервное питание переменного тока для устройств электрической нагрузки и поддерживает нормальную работу электроприборов, когда электросеть выходит из строя. Системы бесперебойного питания можно разделить на онлайновые, автономные и линейно-интерактивные. Требования к мощности каждого поля различны. Как выбрать подходящий?
Заголовок
Знания
Что такое анодирование?
Анодирование – это обработка, используемая для улучшения поверхностных свойств металлов. Он может улучшить внешний вид, долговечность, проводимость или другие свойства металлической поверхности и помочь защитить ее от износа и коррозии. Кроме того, его также можно использовать для изготовления материалов различной формы, таких как резиновые кольца, детали прессового типа или режущие инструменты для обрезки. Поэтому анодирование является распространенным методом металлообработки.
Заголовок
Знания
Что такое Пунш? Принцип удара, тип, введение материала
Штамповочная машина, также известная как штамповочная машина, представляет собой технологию формовочного процесса. Есть много его видов. Из-за различных структурных принципов цена и эффект обработки будут соответственно разными, но все они имеют что-то общее с точки зрения структурного состава. С быстрым развитием штамповочной промышленности конкуренция во всех сферах жизни растет, и она применяется в различных отраслях, таких как аэрокосмическая промышленность, образование, автозапчасти, оборудование для дайвинга и так далее. Далее будут представлены структура, тип и материал пуансона.
Заголовок
Знания
Введение в различные виды сварки
Сварка — это производственный процесс и технология, в которых используется тепло, высокая температура или высокое давление для соединения металлов или других термопластичных материалов, таких как пластмассы. По состоянию металла в процессе сварки и характеристикам процесса способы сварки можно разделить на три категории: сварка, сварка давлением и сварка пайкой.
Заголовок
Знания
Что такое чипформирование?
В процессе формирования стружки материалы разрезаются механическими средствами с использованием таких инструментов, как фрезы, пилы и токарные станки. Это неотъемлемая часть разработки машин и режущих инструментов.
Заголовок
Знания
Что такое сверлильный станок?
Расточной станок, устройство для получения ровных и точных отверстий в заготовке путем расширения существующих отверстий расточкой. Одноточечный инструмент прикреплен к вращающемуся шпинделю внутри расточной головки. Они могут копать все, от твердой породы, мягкой почвы до песка.
Заголовок
Знания
Что такое обработка шлифовального станка и его компоненты шлифовального станка?
Шлифовальный станок представляет собой широко используемый процесс абразивной обработки, при котором прялка покрывается крупными зернами. Вырезание кусков металлических или неметаллических материалов из заготовки, чтобы сделать поверхность плоской или гладкой.
IndustrySpider Man Spider Man Spider Man Spider Man Spider ManSpider Man Spider ManWolverineCaptain AmericaX-MenCrocodile
AreaAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBosnia & HerzegovinaBotswanaBrazilBritish Indian Ocean TerBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCayman IslandsCentral African RepublicChadChannel IslandsChileChinaChristmas IslandCocos IslandColombiaComorosCongoCook IslandsCosta RicaCote DIvoireCroatiaCubaCuracaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast ТиморЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузский Южный ТерГабонГамбияГрузияГерманияГанаГибралтарГреа t BritainGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuyanaHaitiHawaiiHondurasHong KongHungaryIcelandIndonesiaIndiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJordanKazakhstanKenyaKiribatiKorea NorthKorea SouthKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalaysiaMalawiMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMidway IslandsMoldovaMonacoMongoliaMontserratMoroccoMozambiqueMyanmarNambiaNauruNepalNetherland AntillesNetherlands (Holland, Europe)NevisNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorwayOmanPakistanPalau IslandPalestinePanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandPolandPortugalPuerto RicoQatarRepublic of MontenegroRepublic of SerbiaReunionRomaniaRussiaRwandaSt BarthelemySt EustatiusSt HelenaSt Kitts-NevisSt LuciaSt MaartenSt Pierre & MiquelonSt Vincent & GrenadinesSaipanSamoaSamoa AmericanSan MarinoSao Tome & PrincipeSaudi ArabiaSenegalSey chellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSpainSri LankaSudanSurinameSwazilandSwedenSwitzerlandSyriaTahitiTaiwanTajikistanTanzaniaThailandTogoTokelauTongaTrinidad & TobagoTunisiaTurkeyTurkmenistanTurks & Caicos IsTuvaluUgandaUnited KingdomUkraineUnited Arab EmiratesUnited States of AmericaUruguayUzbekistanVanuatuVatican City StateVenezuelaVietnamVirgin Islands (Brit)Virgin Islands (USA)Wake IslandWallis & Futana IsYemenZaireZambiaZimbabwe
Приостановить
тристик арку
Лорем ипсум
Долор сит амет
Мори лакус авг
скалярный
Сед Ронкус
максимус
Идентификатор Nunc
ниси коммодо
Проин ут гной
Прозрачный
Применить
Руководство по проектированию инструментов
Существует множество типов специализированных инструментов, используемых в производстве для изготовления всевозможных продуктов, от обуви до подводных лодок и всего, что между ними. Поскольку их разнообразие и область применения настолько широки, мы хотели бы сосредоточить наше внимание на формовочных инструментах и объяснить, чем они отличаются от других инструментов, имеющихся в фабричных условиях.
Формовочные инструменты используются для придания определенной формы сырьевому материалу. Физическая геометрия инструмента становится шаблоном, используемым для определения геометрии детали, которую он изготавливает.
А поскольку качество инструмента также напрямую влияет на время производственного цикла и стоимость проекта, важно, чтобы разработчики правильно проектировали инструмент на ранней стадии разработки.
Давайте подробнее рассмотрим, как это сделать.
Что такое производственная оснастка?
Здесь мы определим оснастку как любой из различных типов аксессуаров, приспособлений, приспособлений, штампов, пресс-форм, мельниц и резцов, которые придают геометрическую форму сырью, используемому для массового производства готовой продукции.
Некоторые типы инструментов являются общими, то есть они могут выполнять одну и ту же задачу на заготовке независимо от того, из какого материала сделана эта деталь или какой формы. Другие типы инструментов изготавливаются на заказ для выполнения определенной функции на одном готовом изделии или полуфабрикате.
Обратите внимание, что «инструменты» могут относиться к самим инструментам или к процессу их проектирования и изготовления. Инструменты настолько важны для конечного продукта, что «производитель инструментов и штампов» считается высшей формой профессии машиниста.
Формовочные инструменты, определяющие физическую геометрию изделия, отличаются от вспомогательных инструментов, таких как зажимные приспособления и зажимы. Хотя они также важны для многих операций, инструменты удержания и выравнивания сами по себе не зависят от формы деталей, которые они изготавливают, и дизайнеры продуктов обычно не имеют никакого влияния или контроля над их формой и функциями, за исключением особых случаев.
Удерживающие приспособления и зажимы обычно являются частью машин и оборудования общего назначения, принадлежащих изготовителю. Например, это не относится к изготовленному на заказ пресс-форме для литья пластмасс под давлением.
Такой инструмент обычно принадлежит заказчику и составляет значительную часть его общих производственных затрат. Вот почему разработчики продуктов имеют большой стимул удерживать эти затраты на как можно более низком уровне, а также обеспечивать наибольшую отдачу от своих инвестиций в инструменты.
Почему конструкция инструмента важна в производстве?
Каждый вид инструмента предназначен для выполнения определенной задачи на полуфабрикате. Возможное количество задач, по сути, бесконечно, но желаемый конечный результат универсален: работал ли инструмент так, как предполагалось, чтобы сделать функцию или выполнить задачу быстро, точно, в кратчайшие сроки и с наименьшими затратами?
Экономия производственного времени и снижение затрат отвечает интересам как производителя, так и конечного потребителя, но часто приходится идти на компромисс между скоростью, стоимостью, точностью и качеством. Это верно как для готовых деталей, так и для инструментов, используемых для их изготовления.
Таким образом, чтобы получить максимальную производительность от производственного инструмента, необходимо уделить пристальное внимание конструкции инструмента задолго до того, как он будет запущен в производство. Особое внимание на этапе проектирования — это единственный лучший способ обеспечить наилучшую производительность и сэкономить ненужные затраты, когда придет время изготовления деталей.
Каковы основы проектирования оснастки?
Невозможно охватить все решения по проектированию инструментов, которые разработчик продукта должен принять в сотрудничестве со своим поставщиком-производителем. Однако можно сузить этот выбор до нескольких дискретных категорий, применимых ко всем инструментам, независимо от их функции.
1. Инструментальный материал – Какой инструментальный материал лучше всего? Лучшим сырьем для изготовления производственного инструмента является тот, который обеспечивает наилучшую производительность для вашего приложения при наименьших затратах и в кратчайшие сроки. Поэтому все зависит от того, для чего вам нужен инструмент, для какого количества деталей, за какой период времени и с какой степенью точности.
Конечно, не каждый тип инструментального сырья подходит для любого применения. Например, алюминий можно использовать для изготовления совершенно приемлемых инструментов и штампов для форм для литья пластмасс под давлением. Однако алюминий ни в коем случае нельзя использовать для изготовления режущей фрезы для станка с ЧПУ.
Опять же, все дело в том, чтобы материал инструмента соответствовал предполагаемому применению. Большинство применений имеют ограниченный набор подходящих материалов, которые доказали свою ценность в течение многих лет практического опыта. Поэтому разработчики продуктов должны руководствоваться рекомендациями своих поставщиков производственных услуг.
2. Объем производства и долговечность — Если вы собираетесь производить большие объемы готовых деталей, вам нужен долговечный инструмент, если вы хотите избежать затрат на изготовление большого количества инструментов для одного производственного цикла. Это означает, что он должен быть изготовлен из прочного металла – под жестким в этом смысле понимается способность выдерживать повторяющиеся нагрузки и пластически деформироваться, не разрываясь и не изменяя своей формы навсегда.
Долговечные инструменты должны сохранять свои допуски в течение длительного времени, устойчивые к термическому, химическому и механическому разрушению. И да, долговечные инструменты дороже и требуют больше времени для изготовления, чем их недолговечные аналоги.
3. Допуск и точность – Если инструмент используется для изготовления очень точной готовой детали, то сам инструмент требует более тщательного изготовления. Это означает, что его изготовление будет более дорогим, и, возможно, его придется заменять или, по крайней мере, «настраивать» чаще, чтобы поддерживать эти допуски. Хорошо сделанные инструменты можно заточить, отремонтировать или откалибровать, чтобы продлить срок их службы.
4. Время цикла – Как часто будет использоваться инструмент в ходе обычного производственного цикла? Для формы для литья под давлением ответ может быть один раз каждые две минуты, хотя в течение этих двух минут форма будет подвергаться огромному давлению и нагреву. Если инструмент представляет собой что-то вроде швейной иглы, то он будет совершать миллионы циклов в день и будет делать это без жалоб, пока его не потребуется заменить.
Сокращение времени цикла до минимума равнозначно увеличению скорости обработки, и это может означать доведение инструмента до точки, в которой он начнет преждевременно изнашиваться или даже полностью сломаться.
Одним из лучших способов продлить срок службы инструмента и повысить скорость обработки является использование на инструменте тонкопленочного покрытия вторичного рынка. Хромирование, никелирование, физическое осаждение из паровой фазы, химическое осаждение из паровой фазы — все эти покрытия поверхности могут увеличить срок службы и производительность инструмента. Но они увеличивают расходы, поэтому эти затраты должны быть сбалансированы с более высокими показателями производительности.
5. Время смены инструмента — Одним из аспектов эффективности, который часто упускают из виду, является вопрос о том, сколько времени требуется для смены или замены инструмента на производственной машине. Это делается, когда инструмент нуждается в обслуживании или замене. Для перемещения больших инструментов, таких как пресс-формы для литья под давлением, используются подъемники и краны, поскольку они слишком велики и тяжелы для человека-оператора, а их замена может занять несколько часов.
Время смены инструмента является фактором затрат, поскольку рабочим по-прежнему платят каждую минуту, несмотря на то, что с конвейера не сходит ни одна деталь. По возможности, эффективность смены инструмента должна быть частью начального расчета конструкции.
Модульная оснастка
Еще один отличный способ сэкономить на затратах на производство оснастки — использовать модульную конструкцию. Это означает, что можно заменить только одну часть инструмента — режущее лезвие, штамп — в то время как остальная часть держателя инструмента остается на месте. Это повышает эффективность за счет сокращения времени простоя во время производственного цикла.
Типы инструментов
Ниже представлен обзор основных типов инструментов, которые можно найти в магазинах промышленного оборудования, таких как Star Rapid.
1. Режущие инструменты – Режущий инструмент используется для нарезки сырья на отдельные части или для субтрактивного удаления материала для придания ему формы. Некоторые режущие инструменты неподвижны, в то время как другие движутся против материала. Примеры включают концевые фрезы, фрезы, сверла, пилы, ножницы, ножи и шлифовальные круги.
2. Матрицы – Матрицы не удаляют материал, а придают ему различные формы. Это делается либо путем штамповки и прессования, либо в виде полой формы, в которую заливается жидкое сырье, а затем затвердевает. Примерами штампов являются прессы для буквенной печати, пуансоны, формы для вакуумного литья, штампы для литья по выплавляемым моделям и инструменты для тиснения/тиснения.
3. Формы для литья под давлением – Инструмент для литья под давлением представляет собой более специализированную форму штампа. Эти формовочные инструменты используются для литья под давлением металла или литья пластмасс под давлением.
8 составов и рецептов самодельной эмульсии, 19 аналогов и видео изготовления
ПРЕДУПРЕЖДАЕМ: ПРИМЕНЕНИЕ САМОДЕЛЬНЫХ СОЖ МОЖЕТ БЫТЬ ОПАСНО ДЛЯ ОБОРУДОВАНИЯ И ВАШЕГО ЗДОРОВЬЯ! АДМИНИСТРАЦИЯ САЙТА НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ЗА ВОЗМОЖНЫЕ ПОСЛЕДСТВИЯ! Применение смазочно-охлаждающих жидкостей (СОЖ) во время токарных работ:
продлевает срок службы инструмента и станка;
повышает класс чистоты обрабатываемых поверхностей;
позволяет вести высокоскоростную металлообработку.
В магазинах представлен широкий выбор СОЖ, но эмульсию для токарного станка можно приготовить и своими руками, причем по простым рецептам.
Самодельные аналоги СОЖ делают на основе масла (при необходимости лучшей смазки заготовки и инструмента) или воды (если требуются более высокие охлаждающие свойства).
На вопрос о том, из чего лучше самому приготовить СОЖ для станка, нет однозначного ответа. Например, дорогую смазку WD-40 для сверления алюминия можно заменить смесью керосина (70 %) и скипидара (30 %). При изготовлении эмульсий для обработки черных металлов нужно помнить о том, что в их составе обязательно должны быть ингибиторы коррозии.
Как самому сделать СОЖ на основе масла
Чтобы приготовить эмульсию на масляной основе своими руками, достаточно тщательно смешать три компонента – масло, воду и ПАВ (поверхностно-активное вещество).
На форумах по металлообработке предлагают и более сложные рецепты изготовления самодельных СОЖ для токарных станков. Например:
смешать по одному граненому стакану ароматизированного жидкого мыла, нерафинированного подсолнечного масла, керосина и кальцинированной соды + полстопки бельевого отбеливателя + четверть стопки Fairy, долить теплой водой до объема в 10 л и нагреть до 90 ° при непрерывном перемешивании. Полученный концентрат разводить водой в пропорции 1:3.
65 л воды +7 л солярки + 1 кусок натертого на терке 60% хозяйственного мыла + 1 пачка стирального порошка Пемос Автомат + 200г жидкости для мытья посуды Фери (Fairy) + 2 столовые ложки кальцинированной соды. После заливки в бак для СОЖ погонять помпу 10 минут – и самодельная эмульсия готова.
В рецептах самодельных эмульсий часто встречается индустриальное масло. Его можно заменить моторным.
Как самому приготовить СОЖ на водной основе
На изготовление самодельных СОЖ для токарного станка по этим рецептам вы потратите минимум времени и денег: все компоненты дешевые и доступные, быстро растворяются в теплой воде.
Состав
Весовое содержание, %
Применение
Сода кальцинированная
Вода (теплая)
1,5
98,5
Черновая обработка.
Растворы соды и тринатрий-фосфата оказывают одинаковое охлаждающее действие.
Сода кальцинированная
Нитрит натрия
Вода (теплая)
0,8
0,25
98,95
Тринатрий-фосфат
Вода (теплая)
1.5
98,5
Тринатрий-фосфат
Нитрит натрия
Вода (теплая)
0,8
0,25
98,95
Мыло специальное калийное
Сода кальцинированная техническая или тринатрийфосфат
Нитрит натрия
Вода (теплая)
0,5 — 1
0,5 — 0,75
0,25
98,75 — 98
Черновое и фасонное точение.
Мыло специальное калийное
Сода кальцинированная техническая
Вода (теплая)
4,0
1,5
94,5
Сода в составе СОЖ, изготовленной своими руками, выполняет две важные функции:
нейтрализует жесткость и снижает кислотность воды, за счет чего уменьшается риск коррозии металла заготовки, инструмента, деталей станка;
препятствует развитию бактерий и грибков, чем продлевает срок службы раствора.
Введение в рецепты нитрита натрия улучшает защиту металлов от коррозии.
Калийное мыло повышает смазывающие и очищающие характеристики самодельных аналогов водосмешиваемых СОЖ, оказывает дезинфицирующее действие. Его можно заменить любым водорастворимым мылом, не содержащим хлористых соединений (например, хозяйственным, натертым мелкой стружкой).
Чем можно заменить СОЖ
Точные аналоги современных эмульсий для станков приготовить своими руками невозможно, но ряд из них вполне реально заменить, воспользовавшись этой таблицей:
Здесь по пятибалльной шкале резание «всухую» — это 1 балл. Если применение заменителя СОЖ дает улучшение/ухудшение по сравнению с сухой обработкой, баллы добавляются/вычитаются.
Если вы решите заменить эмульсию в станке самодельным аналогом, тщательно промойте и продезинфицируйте бачок и систему подачи. Это необходимо, чтобы избежать проблем из-за совместимости составов, уничтожить бактерии, грибки и плесень. Для этой процедуры вы можете использовать системные очистители Oilcool XR.
Некоторые «домашние Кулибины» считают аналогами СОЖ тормозную жидкость и незамерзайку. Эти жидкости действительно обладают отличными охлаждающими и смазывающими свойствами, но содержат вещества (метанол, этиленгликоль, пропиленгликоль), которые могут вызвать тяжелое отравление, привести к инвалидности и даже летальному исходу. Поэтому заменять ими эмульсию для станка нельзя.
Что лучше: приготовить СОЖ самому или купить фабричную
Хоббийщики-металлообработчики упорно разрабатывают собственные рецепты изготовления эмульсий для станков по разным причинам: кто-то хочет создать аналог импортной СОЖ, которая исчезла из продажи, кому-то просто нравится самому достигать желаемых результатов.
Сделанные своими руками СОЖ дешевле фабричных, но проигрывают им по эксплуатационным характеристикам и сроку службы, а некоторые самодельные составы еще и весьма опасны для здоровья.
Сегодня российские предприятия производят полные аналоги СОЖ мировых брендов и публикуют таблицы взаимозаменяемости, с помощью которых можно самому выбрать качественную и недорогую эмульсию для токарного станка. Поэтому не стоит проводить рискованные домашние эксперименты с изготовлением составов по рецептам из интернета.
СОЖ — видео изготовления своими руками
Для тех, кто всё-таки решился сделать СОЖ самостоятельно, напоследок, предлагаем ознакомиться с одним из популярных видео по этой теме
Система подачи СОЖ для станков 1/4″ Loc-Line
Купить модульную систему для подачи СОЖ 1/4″ Loc-Line – значит, задать собственному производству самые высокие стандарты качества. Метод, при котором подача смазочно-охлаждающих жидкостей к месту обработки детали осуществляется через гибкий шарнирный рукав – прост, эффективен, безопасен.
Показывать: таблицей
Гибкие трубки 1/4″
Вентили 1/4″
Резьбовые соединители, переходники 1/4″
Наконечники 1/4″
Адаптеры 1/4″
Щипцы 1/4″
Наборы 1/4″
Система подачи СОЖ 1/4» Loc-Line разработаны с учетом использования в самых сложных условиях.
• Верхняя граница рабочих температур доступных трубкам СОЖ Loc-Line, может достигать значения в 77˚C, при точке плавления в 246˚C.
• Системы подачи СОЖ стойко переносят воздействие агрессивных химических составов – кислот, щелочей, растворителей.
• Диэлектрические свойства системы подачи СОЖ для токарного станка исключают электростатические явления. Это огромный плюс к сохранности электронной составляющей оборудования.
• Материал, из которого изготовлены элементы «Лок-Лайн» – это прочный полимер (пластик), идеально подходящий для подачи СОЖ на токарном станке еще и потому, что при контакте с деталью, инструментом или руками оператора не причиняет никакого ущерба.
ООО «ЮСМ Групп» гарантирует соответствие заявленным характеристикам набора 1/4″ Loc-Line.
Подача СОЖ на токарном станке определяется технологическим циклом. Обработка заготовок из металла приводит к намного большему нагреву, как самой детали, так и режущего инструмента, чем в ситуации с деталью из пластика.
При необходимости, конструкция «Лок-Лайн» позволяет легко умножить не только число сопел или резьбовых наконечников, направляющих поток СОЖ к точке нагрева, но и легко увеличить/уменьшить внутренний диаметр модульных шлангов (доступны размеры 1,4″, 1/2″, 3/4″). Система подачи СОЖ для токарного станка без труда монтируется на любую металлическую поверхность благодаря наличию магнитных креплений.
Условия продажи
Купить модульную систему для подачи СОЖ 1/4″ Loc-Line в Санкт-Петербурге, предлагает ООО «ЮСМ Групп». Один звонок и мы соберем конструкцию по индивидуальному заказу с учетом абсолютно всех деталей интересного заказчику проекта.
Система скидок, обязательная сертификация все товарной номенклатуры, отгрузка в течение одного дня и доставка по всей России – мы умеем делать свою работу!
ООО «ЮСМ Групп» – профессионалы для профессионалов!
типов охлаждающей жидкости для токарного станка
Опубликовано Penn Tool Co. , Inc. 25 августа 2021 г.
Типы охлаждающей жидкости для токарного станка
Операторы токарных станков знают, что их работа вызывает довольно много трения. На самом деле настолько, что они полагаются на охлаждающую жидкость для обеспечения безопасности своих операций.
СОЖ для токарной обработки имеет жизненно важное значение для минимизации трения, смывания деталей заготовки и предотвращения опасного накопления избыточного тепла. На самом деле правильная смазка защищает ваши заготовки и инструменты от коррозии.
Но как узнать, какая смазка лучше всего подходит для системы охлаждения вашего токарного станка? К счастью, специалисты Penn Tool Co. рассмотрели наилучшие варианты смазки вашего токарного станка.
Лучшие типы СОЖ для механической обработки
Видя разнообразие вариантов СОЖ в металлообрабатывающей и механической промышленности, вам может быть трудно решить, какой из них лучше. Начните с узкого круга задач и инструментов, которые вы используете.
Если вы ищете охлаждающую жидкость для токарного станка, вы уже сузили длинный список вариантов, но есть еще несколько вариантов. Два основных варианта охлаждающей жидкости при механической обработке:
Охлаждающие жидкости на масляной основе
Охлаждающие жидкости на химической основе
Каждый из них имеет свои уникальные качества, области применения и преимущества. Ниже мы обсудим эти различия, чтобы помочь вам найти идеальные системы охлаждения токарных станков для ваших операций.
СОЖ на основе растворимого масла
Охлаждающие жидкости на масляной основе являются одними из самых популярных охлаждающих жидкостей, которые люди используют при механической обработке. На самом деле, говоря об охлаждающих жидкостях при обработке, многие операторы часто в первую очередь думают о охлаждающих жидкостях на масляной основе.
Этот тип охлаждающей жидкости может иметь чистую масляную основу или эмульсию. Эмульсия представляет собой смесь воды и масла, и существует множество различных соотношений воды и масла в эмульсионных смесях охлаждающих жидкостей.
Машинные охлаждающие жидкости на масляной основе обеспечивают хорошую «подушку» между вашим инструментом и заготовкой. С другой стороны, они могут не так эффективно рассеивать тепло, как некоторые смазочные материалы на химической основе.
Охлаждающие жидкости на химической основе: синтетические жидкости и полусинтетические жидкости
Химические охлаждающие жидкости не так популярны для использования в металлообработке и механообработке. Люди часто используют химические охлаждающие жидкости в других областях, например, в автомобильной промышленности.
Антифриз является примером химической охлаждающей жидкости, которая работает с деталями двигателя. Химические охлаждающие жидкости для машин также включают различные синтетические и полусинтетические охлаждающие жидкости, которые люди чаще используют при механической обработке.
Как выбрать охлаждающую жидкость для токарного станка
Ваш выбор подходящей охлаждающей жидкости для вашего токарного станка зависит от нескольких факторов. Вам потребуются различные охлаждающие жидкости в зависимости от процесса обработки, который вы выполняете, и материалов, с которыми вы работаете.
Фрезерование, сверление, нарезание резьбы и токарная обработка — все процессы на токарных станках требуют уникальных типов СОЖ. Например, при сверлении латуни, бронзы и легированных сталей на токарном станке необходимо использовать растворимую масляную охлаждающую жидкость.
Однако при сверлении алюминия лучше всего использовать соотношение воды и растворимого масла 70-90%. Обязательно изучите, какие материалы наиболее совместимы с каждой охлаждающей жидкостью, прежде чем выбрать один из них.
Почему важно выбрать правильную охлаждающую жидкость для машин
Независимо от того, используете ли вы скоростной, автоматический или настольный токарный станок, вы должны обратить внимание на тип охлаждающей жидкости, в которой он нуждается.
Использование правильной охлаждающей жидкости имеет решающее значение для предотвращения пожаров, предотвращения перегрева вашего токарного станка и технического обслуживания инструмента.
Используйте это руководство по типам охлаждающей жидкости для токарного станка, чтобы понять, что лучше всего подходит для вашего оборудования.
Найдите лучшую охлаждающую жидкость для обработки в Penn Tool Co.
Правильная смазка предотвращает повреждение ваших инструментов, ошибки в заготовке и потенциальный вред операторам. Однако существует множество различных типов охлаждающей жидкости, которые можно использовать в системе охлаждения токарного станка.
С таким количеством разнообразных приложений часто может показаться сложным выбрать идеальное решение для ваших операций. К счастью, компания Penn Tool Co. имеет более чем 50-летний опыт работы в области механической обработки и производства.
Это означает, что у нас была возможность проводить тесты методом проб и ошибок, чтобы вам не пришлось этого делать. Чтобы воспользоваться преимуществами наших экспериментов и найти лучшую охлаждающую жидкость для токарных станков для вашего цеха, свяжитесь с нашей командой сегодня.
Система насоса охлаждающей жидкости — mikesworkshop
Система насоса охлаждающей жидкости.
Обычно при работе на токарном станке я использую кисть для нанесения охлаждающей жидкости/смазки на заготовку. Это хорошо работает для большинства работ, связанных с простыми токарными операциями. Однако для некоторых операций, таких как нарезание резьбы, кажется, что для подачи охлаждающей жидкости требуется третья рука, потому что две другие руки полностью заняты. Также легко забыть нанести смазку при выполнении сложных операций.
Я рассматривал возможность покупки системы охлаждения, но все коммерческие устройства кажутся слишком подходящими для использования на мини-токарном станке. Они были большими, для заполнения требовалось несколько литров охлаждающей жидкости, а скорость потока измерялась в литрах в минуту, в то время как потребность в охлаждающей жидкости на мини-токарном станке составляла порядка 10 мл в минуту.
Затем я начал выяснять, смогу ли я сделать простой и экономичный модуль. Критерии проектирования были следующие:
1. Блок должен быть небольшим и компактным — у меня только небольшая мастерская 2. Он должен легко сниматься со станка, когда он не требуется. 3. Количество охлаждающей жидкости в системе должно быть небольшим, не более 500 мл. 4. Расход охлаждающей жидкости должен быть переменным в пределах 0 — 100 мл/мин, т.е. от капельного до мелкоструйного 5. Должен быть безопасным. Это означает низковольтный насос и полностью закрытый двигатель. 6. Компоненты должны быть дешевыми и легкодоступными.
Я легко мог себе представить, какая система мне нужна. Небольшой резервуар с большим водосборным лотком помещался под токарный станок. СОЖ из резервуара будет подаваться к соплу, расположенному непосредственно над режущим инструментом. Затем излишки охлаждающей жидкости собираются в поддоне и стекают обратно в бачок. Все это звучит очень просто, но камнем преткновения на протяжении многих месяцев было то, что использовать в качестве насоса. Ответ смотрел мне в лицо каждый раз, когда я вел машину. Омыватель ветрового стекла оснащен небольшим компактным низковольтным насосом, способным подавать значительную струю жидкости. Единственные реальные вопросы, которые у меня возникали, заключались в том, совместим ли насос омывателя ветрового стекла с охлаждающими жидкостями на основе минерального масла и насколько он надежен, если будет работать непрерывно.
В одном из ящиков для мусора у меня лежала пара старых насосов омывателя ветрового стекла. Оба побывали в какой-то предыдущей службе. Я частично разобрал их и обнаружил, что один из них был насосом с резиновой крыльчаткой, а другой — шестеренчатым насосом. Я отказался от первого насоса на том основании, что резиновая крыльчатка, вероятно, не будет хорошо контактировать с охлаждающей жидкостью на масляной основе. Второй насос имел пластиковые шестерни, вероятно, ацеталь, и я решил испытать этот насос на предмет применения в качестве насоса охлаждающей жидкости. Первые испытания проводились с использованием воды и при номинальном напряжении поток составлял несколько литров в минуту. После нескольких минут работы двигатель был довольно горячим. В этом нет ничего удивительного, поскольку омыватели ветрового стекла предназначены для периодического использования. При снижении напряжения поток насоса уменьшился, и при 2 В подача по-прежнему превышала 100 мл/мин. При таком напряжении насос будет работать часами и не нагреваться. Тоже было практически бесшумно. Затем я заменил перекачиваемую жидкость на смесь 50% уайт-спирита и 50% моторного масла и настроил насос на 2 вольта на несколько часов. По истечении этого периода я снова разобрал насос и осмотрел шестерни и уплотнения на наличие признаков повреждения. Ни один из них не был очевиден, поэтому я решил, что насос может стать основой для моей системы охлаждения.
Чтобы установить водосборный лоток под токарный станок, его необходимо поднять, чтобы обеспечить зазор. Я уже делал это в рамках другой модификации, см. здесь .
Показывает бачок охлаждающей жидкости. Это небольшая посуда из нержавеющей стали диаметром 90 мм и высотой 45 мм, выполненная в виде контейнера для пищевых продуктов. Вмещает около 250 мл охлаждающей жидкости. В нижней части просверлено отверстие диаметром 6 мм. Латунный болт с шестигранной головкой M6 диаметром 25 мм был высверлен на 3 мм, а резьба отвернута примерно на 13 мм. Этот болт был пропущен через отверстие с использованием волокнистой шайбы в качестве уплотнения и затянут сбоку тарелки с помощью гайки M6.
Крупный план выпускного патрубка резервуара.
Противень для сбора представляет собой жестяной противень размером 320 x 230 x 13 мм. Он был просверлен в центре, а также в четырех точках вокруг центрального отверстия, как показано на рисунке.
Под поддоном прикручен круглый алюминиевый диск, который входит в верхнюю часть резервуара. Диск имеет толщину 12 мм, но центральная перемычка находится на 6 мм ниже верхней поверхности диска. Когда диск прикручен к нижней стороне поддона, центр поддона опускается, создавая неглубокое углубление, в котором собирается охлаждающая жидкость и стекает в резервуар.
Диск представлял собой алюминиевую отливку, которая затем была обработана с обеих сторон и по периметру.
В центральном отверстии диска имеется резьба M6, и он крепится к лотку с помощью винта M6.
Диск закрыт куском фильтровальной ткани. Это кусок нетканой ткани для уборки дома.
Резервуар плотно прилегает к фильтровальной ткани и удерживает ее на месте. При использовании этот узел переворачивается так, чтобы резервуар находился под лотком.
Здесь показан приемный лоток в положении под станиной станка с резервуаром под ним.
Узел сопла состоит из короткого отрезка квадратной латуни диаметром 12 мм, просверленного для установки короткой латунной трубки с наружным диаметром 5 мм для подачи охлаждающей жидкости. Он просверлен наполовину и имеет резьбу M5 для пластикового сопла. Эта насадка поставлялась как гибкий носик для масленки. (Еще одна жесткая насадка также была поставлена и использовалась вместе с масленкой). Гибкая трубка имеет внутри отрезок жесткой проволоки, позволяющей сгибать гибкую трубку в любом положении.
Латунный блок крепится к короткому отрезку стальной полосы толщиной 4 мм с помощью винтов с потайной головкой M3. В стальной полосе также просверлены отверстия для винта с накатанной головкой, который ввинчивается в тройниковую гайку.
Узел сопла крепится к Т-образному пазу в поперечном скольжении, при этом наконечник находится прямо над режущим инструментом.
Альтернативой использованию тройника для зажима сопла является прикрепление небольшого мощного неодимового магнита к латунному блоку. Это позволяет закрепить сопло либо на поперечном салазках, либо на верхнем салазках. Единственным недостатком такой конструкции является то, что магнит имеет тенденцию притягивать много стружки при обработке стали.
На этой фотографии показан насос. Он имеет маркировку SEIM и сделан во Франции.
Резервуар соединяется с входом насоса, а выход соединяется с насадкой. Первоначально для жидкостных линий использовалась прозрачная гибкая трубка из ПВХ. Однако при длительном контакте с минеральным маслом они становились твердыми и жесткими. Они были заменены трубками из нитрилового каучука, которые используются для топливопроводов дизельного топлива, которые гораздо более маслостойки. Это два лепестковых разъема в верхней части насоса для электропитания.
Электрика.
Насос подключен к штепсельному трансформатору постоянного тока (настенная бородавка в США). Это рассчитано на 9 В и 500 мА, что более чем достаточно для насоса. Штепсельный трансформатор подключен к диммеру лампы, чтобы обеспечить переменную подачу насоса. Электрическая схема показана ниже.
Лампа 40Вт включена в цепь для нагрузки диммера. Сам насос потребляет менее 1 Вт, а диммеры ламп требуют минимальной нагрузки (обычно 40 Вт) для правильной работы. При таком расположении скорость насоса может варьироваться, чтобы обеспечить что угодно: от медленной капельки до струи хладагента.
На практике диммер, розетка и лампа устанавливаются на небольшой доске над токарным станком. Эту розетку переменной мощности можно также использовать для подачи переменной мощности на другое оборудование, если это необходимо в рамках ограничений мощности диммера (250 Вт). не хватает рук или когда концентрация на обработке может привести к пренебрежению охлаждением и смазкой. Большая проблема с использованием системы при высоких расходах заключается в том, что охлаждающая жидкость имеет тенденцию разбрызгиваться повсюду, особенно если она работает близко к патрону.
Брызговик.
Чтобы свести к минимуму проблему разбрызгивания, был сконструирован брызгозащитный экран из плексигласа (оргстекло в США), см. выше. Защитный экран крепится к поперечным салазкам, так что после установки над инструментом он будет двигаться вместе с ним. Шейл был изготовлен путем нагревания полосы плексигласа 80 x 370 x 2,5 мм в бытовой печи, пока она не станет гибкой. Во время процесса нагрева она полностью поддерживалась на полосе из фибрового картона толщиной 1/8 дюйма. Когда она была гибкой, она была извлечена и обернута вокруг банки с краской (диаметром около 130 мм), чтобы придать изогнутую форму. Изогнутая полоса была привинчена к куску 12-миллиметровый квадратный стальной лист с использованием 13-миллиметрового алюминиевого листа для распределения напряжения вокруг винтов. 12-миллиметровый квадратный стальной лист был просверлен на 6-миллиметровом диаметре и стержень закреплен на месте с помощью Loctite. Был сделан простой кронштейн, чтобы прикрепить его к поперечный слайд
Примечание по охлаждающим жидкостям.
Я использовал охлаждающие жидкости на водной основе (растворимое масло, пена) на токарном станке, но я обнаружил, что это приводит к небольшой поверхностной коррозии направляющих, если токарный станок не будет тщательно очищен после использования. По этой причине я предпочитаю использовать охлаждающие жидкости на масляной основе. Обычно я использую смесь моторного масла SAE30, разбавленного 50/50 уайт-спиритом. Я считаю, что это хорошо работает для алюминия и стали.
Несколько улучшений.
Описанная выше система охлаждения работает хорошо. Единственная реальная проблема заключается в том, что подсунуть блок под токарный станок — грязное дело, потому что всегда было разлив масла. Чтобы преодолеть это, были внесены некоторые изменения.
В качестве резервуара использовался более мелкий лоток. Это была губка диаметром 200 мм. Форма имеет высоту около 30 мм, что позволяет ей легко проскользнуть под токарный станок. Банку приклеили к куску листовой стали 200 х 250 мм с помощью силиконового герметика, а на лист установили насос.
Насос был закреплен на листе с помощью двух винтов M3 с потайной головкой. Лист был перфорирован, чтобы сделать углубления для головок винтов, чтобы он лежал ровно под токарным станком
Использовался тот же лоток для сбора, что и ранее.
3.4. Составление структурной схемы станка и ее анализ
Структурная схема станка с автоматическим управлением представляет собой упрощенное изображение кинематической схемы и системы управления. На ней должны быть представлены кинематические группы, необходимые для осуществления рассмотренных переходов обработки. Особенностью такой структуры является возможность реализации простых и сложных исполнительных движений.
При этом механические связи (зубчатые и ременные передачи) указываются одинарными пунктирными линиями, а немеханические связи (электрические, оптические и др.) — двойными. На схеме показываются все датчики, управляющие и информационные связи. Датчики могут использоваться для контроля параметров движений или показателей качества деталей, диагностики и управления приводами станка.
Для решения практических задач целесообразно параллельно проводить также анализ другой современной модели аналогичного типоразмера, сравнивая между собой основные отличия станков.
При анализе структуры применительно к рассматриваемому переходу обработки для каждой кинематической группы определяются внутренние и внешние структурные связи, которые должны включать необходимую совокупность механических и немеханических связей.
Следует выявить элементы связей, обеспечивающих требуемые параметры исполнительных движений для изготовления заданной детали (или ее поверхности) Каждое исполнительное движение характеризуется параметрами пространства (координаты исходной и конечных точек, направление, скорость, траектория, длина пути) и времени (момент начала и характер движения в смысле его непрерывности).
Особое внимание следует обратить на структурные связи, определяющие показатели точности формы и размеров обработанной детали. Нужно установить факторы механических связей, оказывающие влияние на эти показатели.
При последующем анализе конструкции станка может анализироваться баланс отклонений параметров движений, обусловленных данными факторами.
4. Методика расчета настройки станков
Кинематическая настройка станков с ЧПУ для выполнения перехода обработки, как правило, осуществляется в автоматическом режиме с помощью системы управления с учетом заранее составленной программы.
Расчет кинематической настройки [1] предусматривает определение параметров органов станка, обеспечивающих необходимые исполнительные движения. Для этого рекомендуется использование приведенной ниже методики, позволяющей определить формулы настройки кинематических цепей и выявить особенности их расчета.
4.1 Определение исходных данных и их приведение
к виду, возможному для настройки
К исходным данным относятся элементы режима резания для переходов обработки [7], конструктивные параметры заготовки, детали и инструмента, необходимые для расчета настройки станка.
При выводе формул настройки учитываются требуемые параметры исполнительных движений и их размерности. В случае необходимости сложного исполнительного движения следует уточнить настраиваемый параметр, определяющий его траекторию.
При обработке фасонных поверхностей возникает необходимость обеспечения определенной и направленной по касательной к обрабатываемой поверхности результирующей подачи, которая реализуется за счет составляющих движений. При этом нужно выразить функциональные зависимости подач этих движений от требуемого контура детали.
Рекомендуется составить схему цикла относительных перемещений инструмента и детали (см. п. 5), которая позволяет установить необходимые рабочие и наладочные движения и их последовательность.
На этом этапе скорость резания приводится к частоте вращения детали или инструмента, а подача — к виду возможному для настройки. Если на станке предусмотрено ступенчатое регулирование частот вращения шпинделя и подач, указывается необходимость определения их ближайших меньших значений с учетом значений, обеспечиваемых станком.
Сведения о производителе токарно-винторезного станка 16К20
Производитель токарно-винторезного станка 16К20 — Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе «Красный пролетарий» им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП — Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
Технические характеристики, чертежи и описание узлов приведены на странице 16К20.
Токарно-винторезный станок 16К20 заменил в 1972 году легендарный, но устаревший станок 1К62. Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.).
В 1988 году токарный станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
Кинематическая схема станка 16к20 приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (z) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока и ступенчатой механической коробки скоростей. От электродвигателя Ml с nдв = 1460 об/мин (рис. 4.3) через клиноременную передачу с диаметром шкивов Ø 140 и Ø 268 мм вращается вал I коробки скоростей, на котором установлены свободно вращающиеся зубчатые колеса с числом зубьев z = 56 и z = 51 для прямого вращения шпинделя (по часовой стрелке) и z = 50 для обратного вращения (против часовой стрелки).
Включение прямого или обратного вращения шпинделя осуществляется с помощью двойной фрикционной муфты Мф1.
Вал III получает две скорости вращения через колеса z = 34 или z = 39.
Далее при помощи зубчатых колес z = 29, z = 21 или z = 38 и сцепляющихся с одним из соответствующих венцов z = 47, z = 55 или z = 38 и образующих тройной блок, приводится во вращение вал IV.
С вала IV вращение может передаваться непосредственно на шпиндель: через зубчатые колеса z = 60 или z = 30 на блок с z = 48, z = 60 или через валы V и VI, образующие вместе с зубчатыми колесами переборную группу. В этом случае вращение передается зубчатыми колесами z = 45 или z= 15 (на валу IV), сцепляющимися с одним из венцов блока z = 45, z = 60 (на валу V), и парами колес 18/72 и 30/60.
В шпиндельной бабке помимо коробки скоростей смонтирован перебор. Под перебором понимается дополнительная зубчатая передача, при помощи которой достигается увеличение количества скоростей шпинделя. Кроме того, наличие перебора позволяет получать низкие числа оборотов и соответственно высокие значения крутящих моментов на выходном валу коробки.
Минимальная и максимальная частоты прямого вращения шпинделя определяются:
где:
η — коэффициент проскальзывания ременной передачи, в расчетах принимают η = 0,985
nдв — скорость вращения электродвигателя nдв = 1460 об/мин
140/268 — отношение диаметра передающего шкива к диаметру принимающего. Диаметр ведущего шкива Ø 140, Диаметр ведомого шкива Ø 268 мм
Следует отметить, что при расчете частоты вращения шпинделя по уравнениям кинематических цепей коробки скоростей, результат может не совпадать с частотами вращения шпинделя, указанными в технических характеристиках станка, расчитанных теоретически по законам геометрического ряда (гост 8032-84).
Кинематические цепи прямого и обратного вращения шпинделя
В зависимости от вариантов включения зубчатых колес в коробке скоростей можно получить 22 различных значения частот вращения шпинделя.
Движение подач и резьбонарезание
Привод подач включает в себя следующие цепи и узлы (см.кинематическую схему):
Звено увеличения шага резьбы — обеспечивает увеличение выходной частоты вращения по отношению к частоте вращения шпинделя в соотношении: 1:2, 1:8, 1:32. Обеспечивает двойной блок в шпиндельной бабке при подкючении z = 45/45;
Механизм реверса — служит для изменение направления движения суппорта при одном и том же направлении вращении шпинделя. Осуществляется подкючением промежуточной шестерни — трензеля;
Гитара сменных колес — включает сменные шестерни K, L, M, N. Служит для сравнительно редкой перенастройки чисел оборотов;
Коробка подач — коробка подач получает движение от шпиндельной бабки через гитару и задаёт различные скорости вращения ходового вала и ходового винта;
Механизм подач — преобразует вращение ходового вала в поступательное движение суппорта продольное, поперечное или резцовых салазок. Ходовой винт при этом должен быть отключен.
Механизм подач при нарезании резьбы резцом — преобразует вращение ходового винта в поступательное продольное движение суппорта.
Кинематическая схема суппорта и фартука станка 16К20
Схема кинематическая суппорта и фартука токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Структурная схема подач и резьбонарезания токарно-винторезного станка 16к20
Структурная схема подач и резьбонарезания токарно-винторезного станка 16к20. Скачать в увеличенном масштабе
Движение подач заимствуется в шпиндельной бабке от шпинделя при работающей паре z = 60/60.
При необходимости увеличения шага движение заимствуется от вала III при включенной передаче z = 45/45. В этом случае подача и шаг резьбы увеличиваются в зависимости от положения блоков в 2; 8 и 32 раза.
Механизм реверса обеспечивает правое вращение ходового винта через пару z = 30/45, левое — через передачу z = 30/25·25/45.
В гитаре сменных колес K/L, M/N при отправке станка с завода устанавливают шестерни с числом зубъев z = 40/86, z = 86/64. Такая комбинация обеспечивает подачи, нарезание метрических и дюймовых резьб с шагами, величины которых указаны в талице закрепленной на станке.
Кинематическая цепь продольных и поперечных подач суппорта
Кинематическая цепь подачи согласовывает вращение шпинделя с перемещением суппорта в продольном или поперечном направлениях: за 1 оборот шпинделя суппорт должен переместиться на величину S.
Кинематическая цепь продольных подач суппорта
Уравнение кинематического баланса цепи продольной подачи имеет вид:
S = 1об.шп. · z1/z2 · π · m · z мм/об,
где:
z1/z2 — передаточное отношение привода подачи от шпинделя до реечного колеса;
Уравнение кинематической цепи для получения минимальной продольной подачи можно записать в следующем виде:
Кинематическая цепь поперечных подач суппорта
Уравнение кинематического баланса цепи поперечной подачи имеет вид:
S = 1об.шп. · z1/z2 · р мм/об,
где:
z1/z2 — передаточное отношение привода подачи от шпинделя до реечного колеса;
р — шаг ходового винта поперечной подачи, р = 5 мм
Полное уравнение кинематического баланса для цепи минимальной поперечной подачи:
Соответственно кинематическая цепь поперечной подачи согласовывает вращение шпинделя и поперечного ходового винта; величина поперечной подачи при одной и той же наладке станка составляет 1/2 продольной.
Уравнение кинематической цепи для получения максимально поперечной подачи можно записать в следующем виде:
В коробке подач токарно-винторезного станка 16к20 подачи расположены не по геометрическому ряду, поэтому настройку станка на необходимую подачу производят по таблицам, расположенным на панели передней бабки.
В случае нарезания точных резьб вращение может быть передано от гитары сменных колес непосредственно на ходовой винт с шагом t = 12 мм через валы XII, XVII, XXIII при включенных зубчатых муфтах М2 и М5, минуя механизм коробки подач.
Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.
Питчевая резьба задается диаметральным питчем П.
Формула для определения шага нарезаемой питчевой резьбы имеет вид:
Pп = (25,4 · π) / П мм,
где:
П — число питчей нарезаемой резьбы.
Таблица подач и шагов нарезаемой резьбы станка 16к20
Таблица подач и шагов нарезаемой резьбы токарно-винторезного станка 16к20. Скачать в увеличенном масштабе
Конструкция шпиндельной (передней) бабки с коробкой скоростей
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Числа оборотов шпинделя в минуту — прямое вращение (22 шт): 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600.
Числа оборотов шпинделя в минуту — обратное вращение (11 шт): 19-30-48-75-120-190-300-476-753-1200-1900.
Шпиндель и все валы установлены на опорах качения. В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики.
В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца.
Валы II…V коробки скоростей смонтированы на конических роликоподшипниках, что удобно для сборки и разборки; предварительный натяг регулируют нажимными винтами 3. Так как валы III и IV — длинные, для них предусмотрена средняя опора.
В левой части фрикционной муфты 13, реверсирующей движение шпинделя, находится большое число дисков, так как при прямом направлении вращения требуются большие крутящие моменты. Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Ступица колеса Z= 60 на валу III является диском ленточного тормоза; тяга механизма управления, устанавливая муфту в нейтральное положение, включает тормоз (нажимом на ролик 1).
Коробка подач станка — унифицированный узел 16Б20П.070 и является типовой конструкцией закрытой коробки с передвижными блоками.
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
Чертеж коробки подач токарного станка 16к20
1. Коробка подач токарно-винторезного станка 16К20. Скачать в увеличенном масштабе
Схема коробки подач токарного станка 16к20. Скачать в увеличенном масштабе
Регулировка коробки подач станка 16К20
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52.
Коробка передач (сменные шестерни, гитара)
Коробка передач служит для передачи вращения от выходного вала (ось I) шпиндельной бабки на выходной вал (ось II) коробки подач с помощью установки комбинаций сменных шестерен в соответствии со схемами таблицы (рис. 10). Станок можно налаживать на нарезание различных резьб.
Сменные шестерни К и N монтируются на шлицевых валах и закрепляются болтами 9 через шайбы 8.
Промежуточные шестерни L и М устанавливаются на шлицевой втулке 10 оси 13, закрепляемой при помощи ключа в требуемом месте паза кронштейна 3, который фиксируется гайкой 6.
На торцах сменных шестерен К, L, М, N нанесены (см. упаковочный лист), число зубьев z и модуль т.
При закреплении кронштейна 3 и оси 13 нужно установить сменные шестерни с минимальным радиальным зазором.
Нельзя забывать о регулярной смазке (см. п. 6.2. «Карта смазки») сменных шестерен и втулки 10, которая смазывается через колпачковую масленку 12.
Натяжение ремня привода быстрых перемещений суппорта осуществляется регулировочным винтом 3, который контрится гайкой 2.
При чистке ходового винта 13 и ходового вала 14 необходимо снять щитки 9 и 10. Для этого нужно отпустить винты 19 и вынуть щитки со стороны заднего кронштейна 18.
16К20 Ремонт токарно-винторезного станка 16К20. Часть 1. Общее описание и чертежи узлов
16К20 Ремонт токарно-винторезного станка 16К20. Часть 2. Технологический процесс ремонта станка
16К20 Ремонт токарно-винторезного станка 16К20. Часть 3. Сменяемые детали
[PDF] Блок-схема модели токарного станка
Идентификатор корпуса: 2586522
@inproceedings{Ebrahimi2002BlockDM,
title={Блок-схема модели токарного станка},
автор={Мохаммад Эбрахими},
год = {2002}
}
М. Эбрахими
Опубликовано в 2002 г.
Материаловедение, бизнес, информатика
В данной статье представлен компьютерный метод анализа и моделирования нелинейной математической модели токарного станка с ЧПУ. Производная модель состоит из контроллера, осевого привода и привода шпинделя токарного станка с ЧПУ и их соединения посредством процесса резки. Общая модель использует модульный мультимодельный подход для создания прототипа станка и его процесса.
wseas.us
Поддерживаемый Интернет Мониторинг состояния на основе модели
A. Lewlaski, H. Alhajjar, M. Alhamar, M. Ebrahimi
Информатика
2040 900 система мониторинга состояния использует Интернет, представлено в этой статье, а общее программное/аппаратное обеспечение для этой системы будет упоминаться здесь как переносное устройство MBCM, которое содержит автономную модель рассматриваемой системы.
Моделирование и симуляция процесса токарной обработки
А. Бдул, М. Брахирни
Материаловедение, бизнес
2004
Блок-схема модели процесса резания при токарной обработке была разработана с помощью аналитический подход для прогнозирования сил резания. Это дает фундаментальное представление о…
Резюме В статье описывается математическое моделирование и симуляция всего процесса фрезерования на фрезерном станке. Математическая модель включает: (a) модель динамики оси X…
Электрические приводы подачи станков
H. Gross
Материаловедение, машиностроение
1983
Частичное содержание : Привод подачи и контур управления положением. Поведение динамических систем. Построение и функционирование контура управления положением. Переходная характеристика возмущения. Требования к…
Комплексная динамическая модель сил резания для прогнозирования болтовни при повороте
B. Rao, Y. Shin
Материалы науки
1999
Процессы и оборудование
J. Tlustý
9009
. , Бизнес
1999
1. Управление производством. 2. Технические материалы и их свойства. 3. Первичная металлообработка. 4. Технология обработки металлов давлением. 5. Механика обработки металлов давлением. 6. Переработка полимеров. 7. Резка…
Статистическая теория устойчивости станков
М. Э. Баради
Материаловедение
1991
Вибрация станков по существу представляет собой статистическое явление. Динамические характеристики конструкции станка, а также динамические коэффициенты процесса резания являются статистическими…
Оценка составляющих неопределенности силы резания при токарной обработке
Д. Аксинте, В. Беллуко, Л. Шиффре
Business
2001
Модель разложения силы для одежды инструментов при повороте с помощью Grooved Rutrounts
K. EE, A. K. Balaji, P. X. Li, I. Jawahir
Материаловая наука
2001
9
Материало
Методы мониторинга износа и отказов инструмента при токарной обработке. Обзор
Мониторинг состояния инструмента с использованием многокомпонентных силовых систем
Модель декомпозиции усилия для износа инструмента при токарной обработке с канавчатым резанием
Джавахир
2002
онсеми
По технологии
Дискретные и силовые модули
МОП-транзисторы
Силовые модули
Карбид кремния (SiC)
Все остальные
Управление энергопотреблением
Устройства с питанием от PoE
Драйверы ворот
Преобразование переменного тока в постоянный
Все остальные
Формирование сигнала и управление
Датчики
Блок управления двигателем
Пользовательские и ASSP
Интерфейсы
Беспроводное подключение
Синхронизация, логика и память
Решением
Автомобильный
промышленный
Облако
5G и предприятия
Интернет вещей (IoT)
Мобильный
Узнайте больше о карбиде кремния
(SiC)
Полная экосистема деталей для поддержки широкой запрещенной зоны схемы питания, включая SiC-диоды, SiC-MOSFET и SiC-модули.
Посмотреть продукт
Быстрые ссылки:
Новые продуктыПродукт Услуги
Автомобильный ADASPowertrain, Safety and SecurityBody Electronics and LED LightingTechnologyЭлектрификация транспортных средств
промышленный Энергетическая инфраструктураТехнологииПромышленная автоматизацияУмные здания
5G и облачная мощь Телекоммуникационная инфраструктураМощность сервера
Интернет вещей (IoT) Возможности подключенияIoT Управление питаниемIoT Платформы прототипированияSensingTechnology
Медицинский Аудиология FocusClinical Point-of-CareПортативные медицинские устройстваМедицинские устройства визуализации
Аэрокосмическая промышленность и оборона Защита от несанкционированного доступа Active ShieldRad Hard Space & Hi-Rel ASICsRad Hard Aerospace ASIC
Товарищества
Партнерство Субару Экосистема Партнеры
Знакомство с датчиком дождя и освещенности решение!
Датчики дождя и света маленькие оптоэлектронные модули, обычно расположенные в задней части автомобиля зеркало.
Просмотр решения
Инструменты и программное обеспечение Инструмент рекомендаций по продукту+Интерактивные блок-схемыИнструменты оценки/разработкиВеб-дизайнер+Инструменты дизайнаStrata Developer StudioСимуляторы/модели SPICE
Ресурсы Библиотека видеоТехническая документацияБиблиотека ПОPower Webinars
Техническая поддержкаПоддержка продаж и распространенияЧасто задаваемые вопросы
Связаться с нами Услуги поставщика
Форумы сообщества Bluetooth с низким энергопотреблением
Вам нужна техническая поддержка?
Отправить Билет
Вы предпочитаете человека? Позвоните нам!
Америка: 011 421 33 790-2910
EMEA: 00421 33 790-2910
О онсеми Экосистемные партнерыКорпоративный информационный бюллетеньКачество и надежностьЛидерствоИнтеллектуальная собственностьМестоположения
Экологические, социальные и Управление Годовой отчет об устойчивом развитииРазнообразие, равенство и инклюзивность Программа Giving NowЭтика и соблюдение нормативных требованийСоциальная ответственность
Связаться с нами
События ВыставкиВебинары
Новости и СМИ Объявления для прессыВ новостяхБлогБиблиотека изображенийСМИ Контакты
Отношения с инвесторами СобытияУправлениеФинансыИнформация об акцияхНовостиРесурсы
Вы ищете, чем заняться? Присоединяйтесь к нам на выставке VISION!
4-6 октября 2022 г.
onsemi продемонстрирует свои интеллектуальные сенсорные решения для промышленных рынки. Наши специалисты будут доступны на стенде, чтобы обсудить и помочь вам поддержите ваше приложение и вызовы дизайна.
Считайте меня!
Поиск & Подать заявкуНачало карьерыОпыт карьерыКто мы
Стажировки Подать заявку на стажировкуЧасто задаваемые вопросыОтношения с университетами
Преимущества карьеры
Где мы
Наш инструмент интерактивных блок-схем так же прост в использовании, как 1, 2, 3. Благодаря огромному выбору диаграмм вы можете испытать всю широту ассортимента продуктов ON Semiconductor на четком и лаконичном системном уровне. блок-схема. Если вы новичок в ON Semiconductor или просто ищете вдохновение для своего следующего крупного проекта, ознакомьтесь с нашими интерактивными блок-схемами и создайте свою собственную спецификацию материалов (BOM) уже сегодня.
Для начала:
Выберите интересующую диаграмму в приложении,
Добавьте нужные детали из блоков,
Загрузите свой рабочий лист.
1 Выберите диаграмму по решению
2 Добавить деталь
Нажмите «□» рядом с продуктом, а затем нажмите кнопку «Добавить в рабочий лист».
3 Скачать рабочий лист
Предварительный просмотр рабочего листа:
Выберите, чтобы удалить
Блок приложений
Таксономия продуктов
Деталь
{}
*Создайте учетную запись и сохраните свои рабочие листы в MyON.
 Если
Если В настоящее время начинают
В настоящее время начинают Рассказать по плакату.
Рассказать по плакату.
 Если канат требуется перекинуть через опору без постоянного скольжения, вместо блоков используют коуши. Перед тем, как закрепить такелаж, требуется обеспечить достаточную силу прижима. Для усиления натяжения служат талрепы — корпус с резьбовыми отверстиями на противоположных сторонах. Резьбы правая и левая! В них ввинчивают стержни с крюками или петлями на концах.
Если канат требуется перекинуть через опору без постоянного скольжения, вместо блоков используют коуши. Перед тем, как закрепить такелаж, требуется обеспечить достаточную силу прижима. Для усиления натяжения служат талрепы — корпус с резьбовыми отверстиями на противоположных сторонах. Резьбы правая и левая! В них ввинчивают стержни с крюками или петлями на концах. Значит, она полностью отвечает за качество — не возникнет проблемы разделения ответственности. Единая система производства и реализации — лучшая гарантия для потребителя.
Значит, она полностью отвечает за качество — не возникнет проблемы разделения ответственности. Единая система производства и реализации — лучшая гарантия для потребителя.
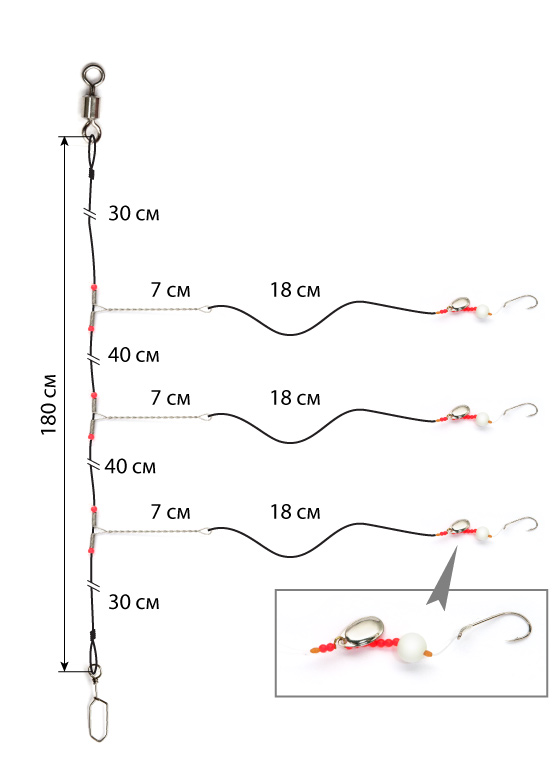
 По этой причине многие производители используют вспомогательные инструменты для поддержки наращивания объемов при создании производственных инструментов.
По этой причине многие производители используют вспомогательные инструменты для поддержки наращивания объемов при создании производственных инструментов. Чтобы обеспечить соблюдение проектных затрат и сроков, мы сотрудничаем с экспертами, специализирующимися на изготовлении прототипов и формовании. Таким образом, мы предлагаем поддержку клиентов на каждом этапе производственного процесса.
Чтобы обеспечить соблюдение проектных затрат и сроков, мы сотрудничаем с экспертами, специализирующимися на изготовлении прототипов и формовании. Таким образом, мы предлагаем поддержку клиентов на каждом этапе производственного процесса.
 В большинстве случаев вы создадите объект именно такой формы, какой вы хотите видеть для новой детали, — точнее, формы его внешней блестящей поверхности. Вы можете сделать это из того, что лучше всего подходит — дерева, стекловолокна, металла, пластика или, в большинстве случаев, из смеси нескольких материалов. Вы называете эту фиктивную часть «вилкой» или «образцом». Он должен быть таким же красивым и блестящим, как вы хотите, чтобы финальная часть вышла — даже лучше! Он также должен включать в себя любые фланцы или установочные элементы, которые вам понадобятся для изготовления окончательной детали.
В большинстве случаев вы создадите объект именно такой формы, какой вы хотите видеть для новой детали, — точнее, формы его внешней блестящей поверхности. Вы можете сделать это из того, что лучше всего подходит — дерева, стекловолокна, металла, пластика или, в большинстве случаев, из смеси нескольких материалов. Вы называете эту фиктивную часть «вилкой» или «образцом». Он должен быть таким же красивым и блестящим, как вы хотите, чтобы финальная часть вышла — даже лучше! Он также должен включать в себя любые фланцы или установочные элементы, которые вам понадобятся для изготовления окончательной детали. Справа форма заламинирована поверх плунжера и добавлена небольшая «поддерживающая конструкция», чтобы сделать ее устойчивой и удобной в обращении.
Справа форма заламинирована поверх плунжера и добавлена небольшая «поддерживающая конструкция», чтобы сделать ее устойчивой и удобной в обращении.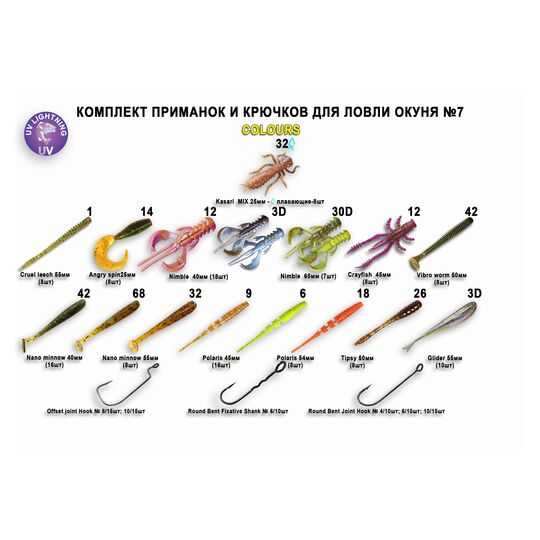 Это часто немного неаккуратно, и, возможно, его нужно скрыть или доработать вручную. Возможны варианты обработки этой поверхности. Если это важно для ваших деталей, обратите внимание на «компрессионное литье», «RTM/VARTM» или «сплющенное литье».
Это часто немного неаккуратно, и, возможно, его нужно скрыть или доработать вручную. Возможны варианты обработки этой поверхности. Если это важно для ваших деталей, обратите внимание на «компрессионное литье», «RTM/VARTM» или «сплющенное литье».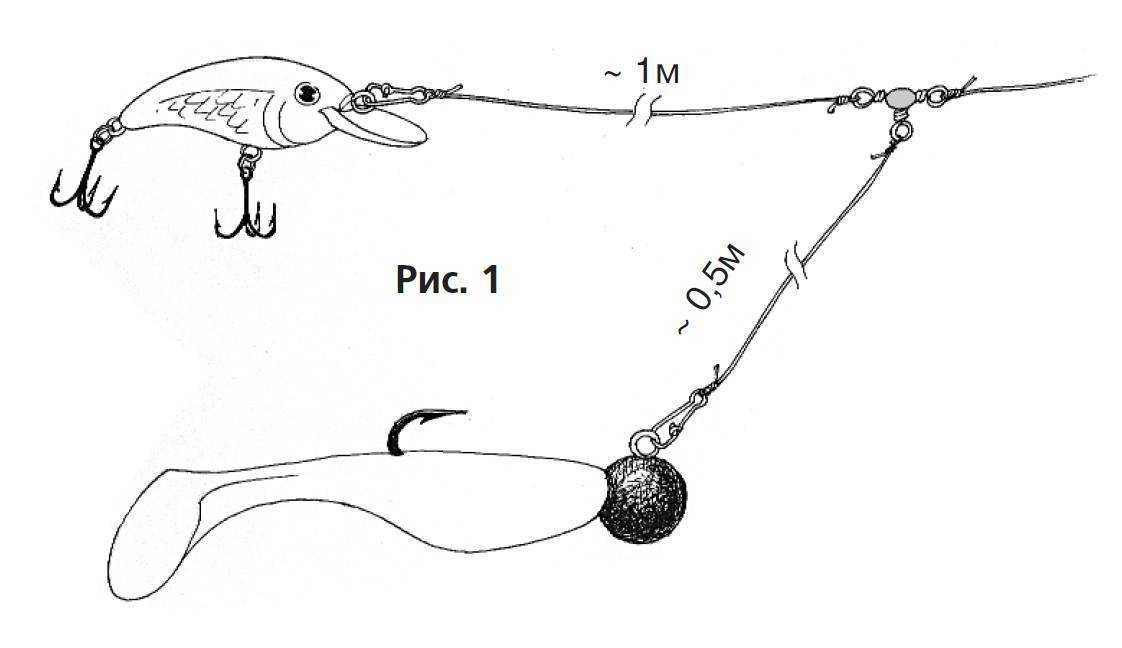 Тем не менее, почти у всех производителей композитов есть страшные истории о драмах разделительного покрытия, которые приводят к потере времени и переделок в лучшем случае и к полной потере формы и детали в худшем случае. Не думайте, что это сработает — сначала проверьте!
Тем не менее, почти у всех производителей композитов есть страшные истории о драмах разделительного покрытия, которые приводят к потере времени и переделок в лучшем случае и к полной потере формы и детали в худшем случае. Не думайте, что это сработает — сначала проверьте! По сути, охватываемая форма — это форма, в которой деталь создается «поверх» выпуклой поверхности:
По сути, охватываемая форма — это форма, в которой деталь создается «поверх» выпуклой поверхности: На изображении справа показана одноразовая углеродная деталь в пресс-форме. Эта форма разделена сверху вниз и имеет металлические шарики для выравнивания.
На изображении справа показана одноразовая углеродная деталь в пресс-форме. Эта форма разделена сверху вниз и имеет металлические шарики для выравнивания.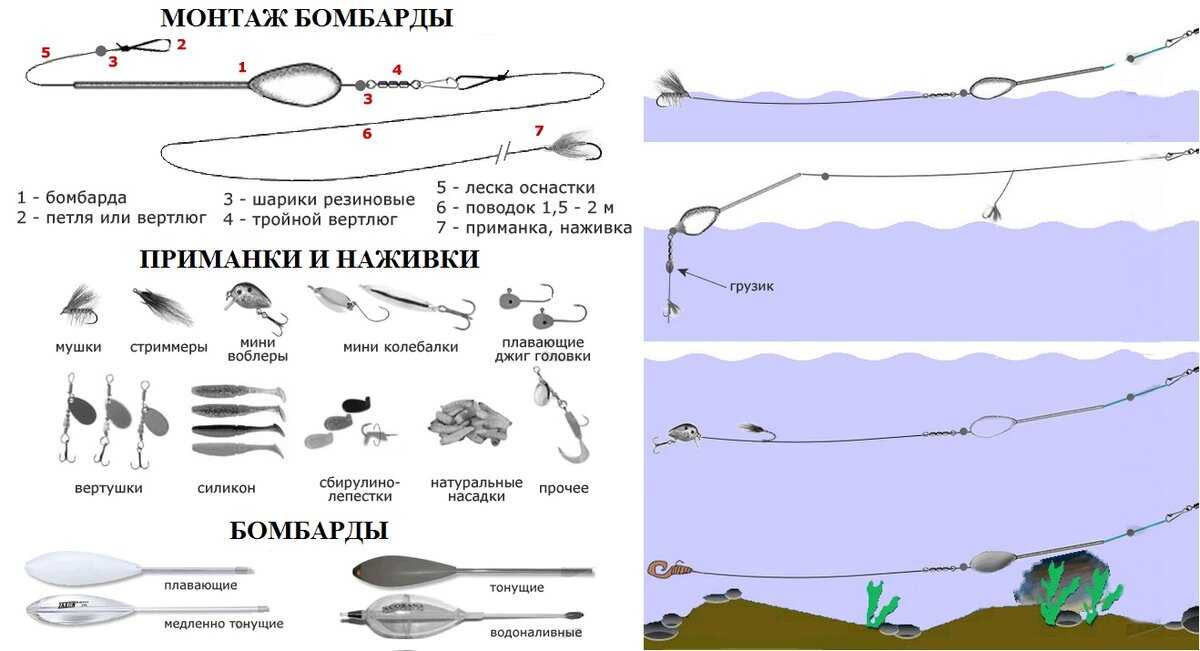 Во-первых, геометрия детали должна позволить ей выйти из формы. Это то же самое, что и в литейных работах и литье под давлением — деталь должна иметь «тягу». Уклон — это небольшой угол по бокам вещей, который примерно совпадает с направлением, в котором вы должны тянуть деталь, чтобы высвободить ее из формы. Вот картинка:
Во-первых, геометрия детали должна позволить ей выйти из формы. Это то же самое, что и в литейных работах и литье под давлением — деталь должна иметь «тягу». Уклон — это небольшой угол по бокам вещей, который примерно совпадает с направлением, в котором вы должны тянуть деталь, чтобы высвободить ее из формы. Вот картинка:


 При оптовых закупках, просьба делать заказ кратно количеству устройств в коробке.
При оптовых закупках, просьба делать заказ кратно количеству устройств в коробке. 1 кг
1 кг ..
.. 1 (244-841)
1 (244-841) На самом деле, если вы открываете капот своего ежедневного водителя, высока вероятность того, что в смеси есть ремень ГРМ. До того, как Pontiac совершил прорыв в области ременного привода, конструкторы двигателей с верхним расположением распредвалов использовали распредвал(ы) с шумными цепями или шестернями, снижающими мощность. Но после того, как компания Pontiac разработала свой прочный, но гибкий приводной ремень из неопрена и нейлона, армированного стекловолокном (в сотрудничестве с U.S. Rubber Company), эта технология быстро распространилась по всему миру. К 1972, производители автомобилей от Chevrolet до Citron, от Peugeot до Porsche и от Ford до Ferrari выпустили двигатели SOHC и DOHC с ременным приводом.
На самом деле, если вы открываете капот своего ежедневного водителя, высока вероятность того, что в смеси есть ремень ГРМ. До того, как Pontiac совершил прорыв в области ременного привода, конструкторы двигателей с верхним расположением распредвалов использовали распредвал(ы) с шумными цепями или шестернями, снижающими мощность. Но после того, как компания Pontiac разработала свой прочный, но гибкий приводной ремень из неопрена и нейлона, армированного стекловолокном (в сотрудничестве с U.S. Rubber Company), эта технология быстро распространилась по всему миру. К 1972, производители автомобилей от Chevrolet до Citron, от Peugeot до Porsche и от Ford до Ferrari выпустили двигатели SOHC и DOHC с ременным приводом. Доступно на любом Tempest или LeMan 1966-1969 годов (включая четырехдверные, но не универсалы) или 1967-1969 Firebirds, Sprint взял базовый карбюратор OHC six на 1 баррель, мягкий 0,400 / 0,400-дюймовый подъемный кулачок, сжатие 9: 1 и выпускной коллектор логарифмического типа и заменил его на Rochester Quadra-Jet 4-баррель, более горячий подъемник 0,438 / 0,438 дюйма, сжатие 10,5: 1 и отливки выпускного коллектора Ram Airstyle с одинарным выпускным трактом с высоким расходом.
Доступно на любом Tempest или LeMan 1966-1969 годов (включая четырехдверные, но не универсалы) или 1967-1969 Firebirds, Sprint взял базовый карбюратор OHC six на 1 баррель, мягкий 0,400 / 0,400-дюймовый подъемный кулачок, сжатие 9: 1 и выпускной коллектор логарифмического типа и заменил его на Rochester Quadra-Jet 4-баррель, более горячий подъемник 0,438 / 0,438 дюйма, сжатие 10,5: 1 и отливки выпускного коллектора Ram Airstyle с одинарным выпускным трактом с высоким расходом.

 Идеально подходит для детей и пожилых людей, использующих Family Setup. 1
Идеально подходит для детей и пожилых людей, использующих Family Setup. 1 

 10.2020
10.2020
 11.2018
11.2018
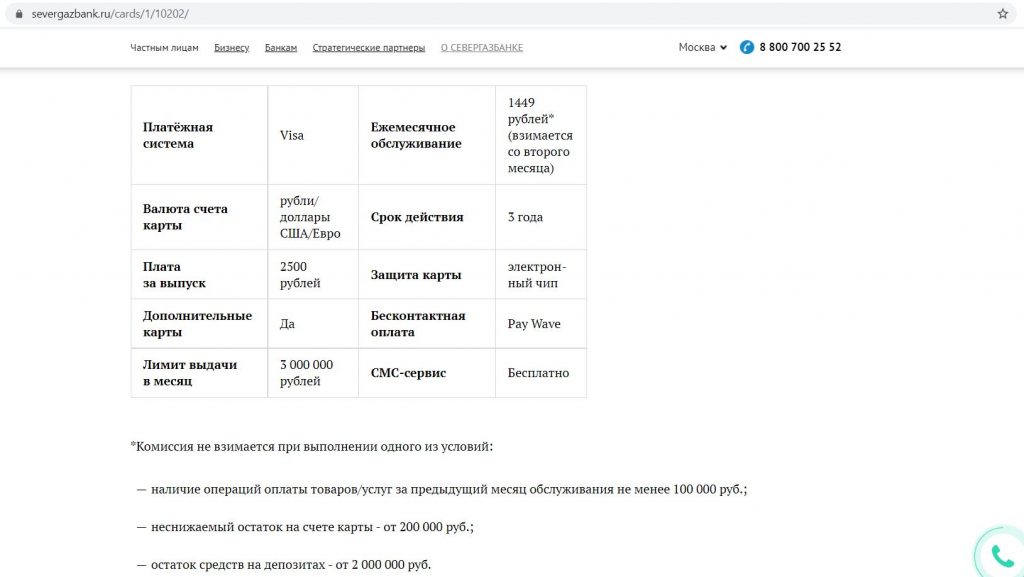 05.2017
05.2017
 10.2016
10.2016
 12.2014
12.2014
 11.2012
11.2012
 05.2010
05.2010

 Так, при оплате товаров и услуг дебетовыми картами СЕВЕРГАЗБАНКА, которые выдаются бесплатно, процентная ставка по кредиту дополнительно снижается до минимального уровня 3,9% годовых.
Так, при оплате товаров и услуг дебетовыми картами СЕВЕРГАЗБАНКА, которые выдаются бесплатно, процентная ставка по кредиту дополнительно снижается до минимального уровня 3,9% годовых.

 Эта географическая и финансовая взаимосвязь раскрывает важную информацию для борьбы с мошенничеством в коммерческих целях, но не менее актуальна для образовательных целей.
Эта географическая и финансовая взаимосвязь раскрывает важную информацию для борьбы с мошенничеством в коммерческих целях, но не менее актуальна для образовательных целей. HttpServlet.service(HttpServlet.java:790)
HttpServlet.service(HttpServlet.java:790) java:1594)
java:1594)
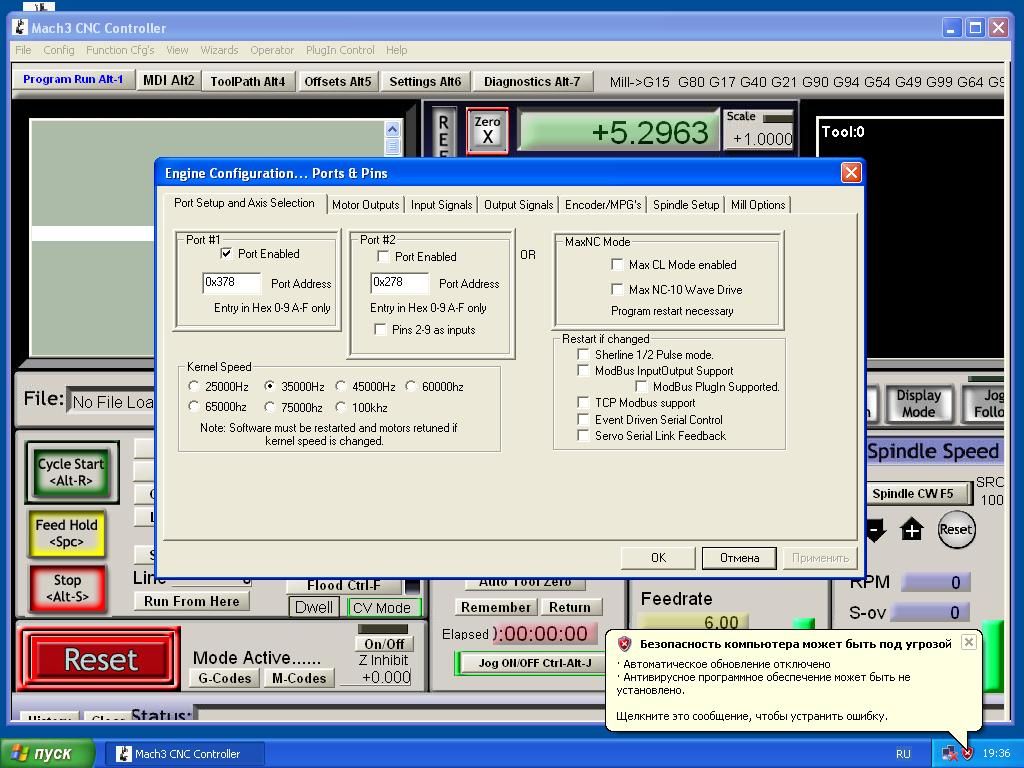

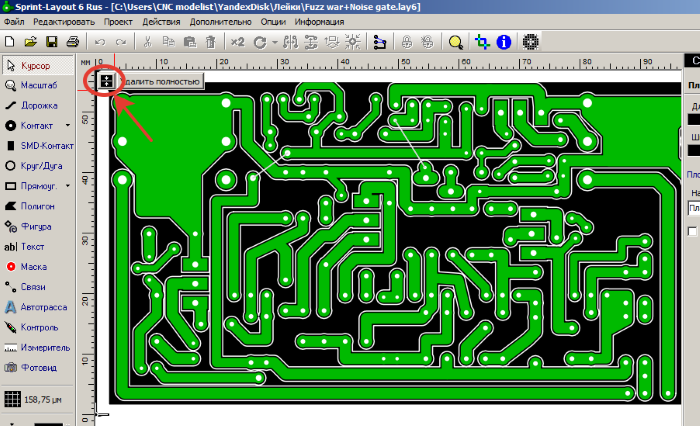
 Особенно быстро и удобно это можно делать с помощью плазмореза. Но, как и для других элементов, необходимо использовать программу управления для работы на станках с ЧПУ фрезером по дереву или металлу в плоскости. ArtCAM – подходящий софт для этой задачи. Сам проект был создан в 2003 году, с тех пор только набирает популярность. К преимуществам следует отнести:
Особенно быстро и удобно это можно делать с помощью плазмореза. Но, как и для других элементов, необходимо использовать программу управления для работы на станках с ЧПУ фрезером по дереву или металлу в плоскости. ArtCAM – подходящий софт для этой задачи. Сам проект был создан в 2003 году, с тех пор только набирает популярность. К преимуществам следует отнести:

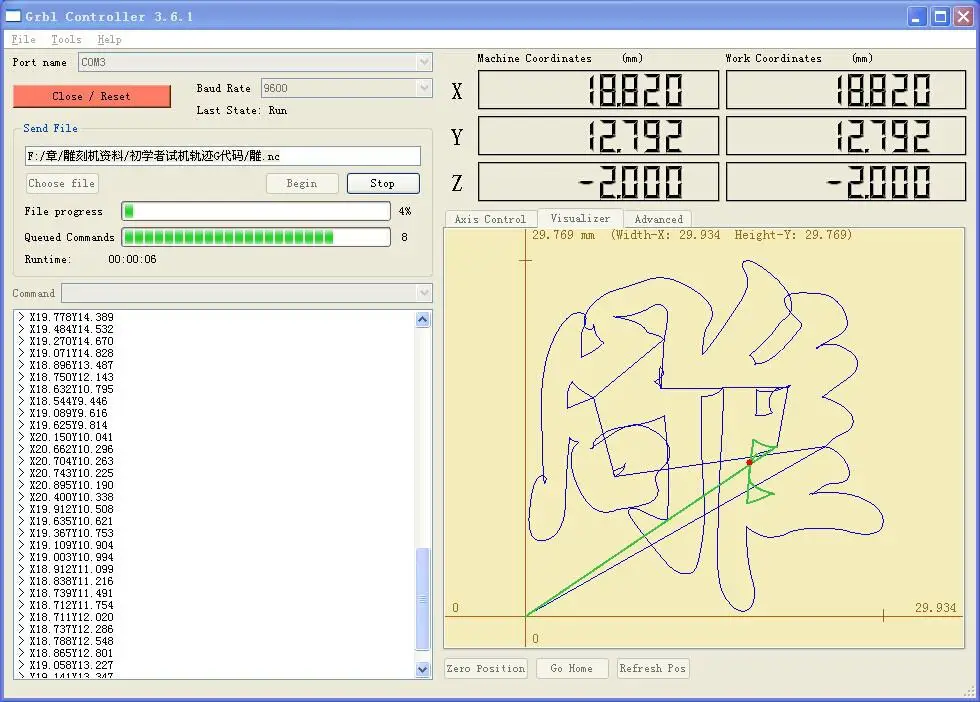 Все вышеприведенные ПО объединены тем, что они обладают возможностью твердотельного проектирования, то есть такого, которое полностью имитирует работу с реальным образцом, будь то металл, дерево, пластик и другие. После моделирования можно сделать детальную визуализацию, а также тестовый запуск модели. И только после этого переходить к созданию на детали на оборудовании. Преимущества использования этого софта:
Все вышеприведенные ПО объединены тем, что они обладают возможностью твердотельного проектирования, то есть такого, которое полностью имитирует работу с реальным образцом, будь то металл, дерево, пластик и другие. После моделирования можно сделать детальную визуализацию, а также тестовый запуск модели. И только после этого переходить к созданию на детали на оборудовании. Преимущества использования этого софта:
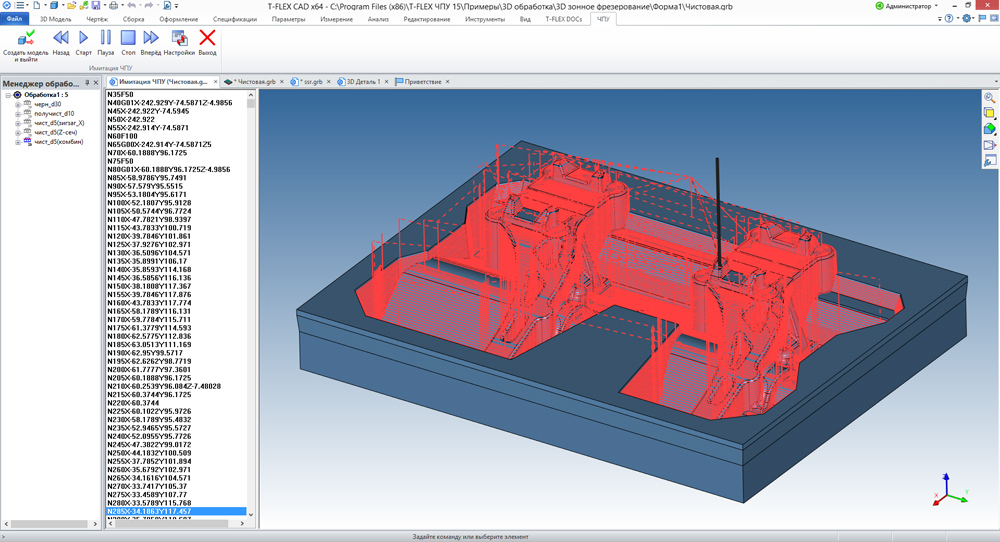 Предлагаем заказывать станцию с числовым программным управлением от компании https://stanokcnc.ru/. Здесь представлен большой ассортимент возможностей и множество разновидностей, а также можно заказать создание аппаратов на заказ.
Предлагаем заказывать станцию с числовым программным управлением от компании https://stanokcnc.ru/. Здесь представлен большой ассортимент возможностей и множество разновидностей, а также можно заказать создание аппаратов на заказ.
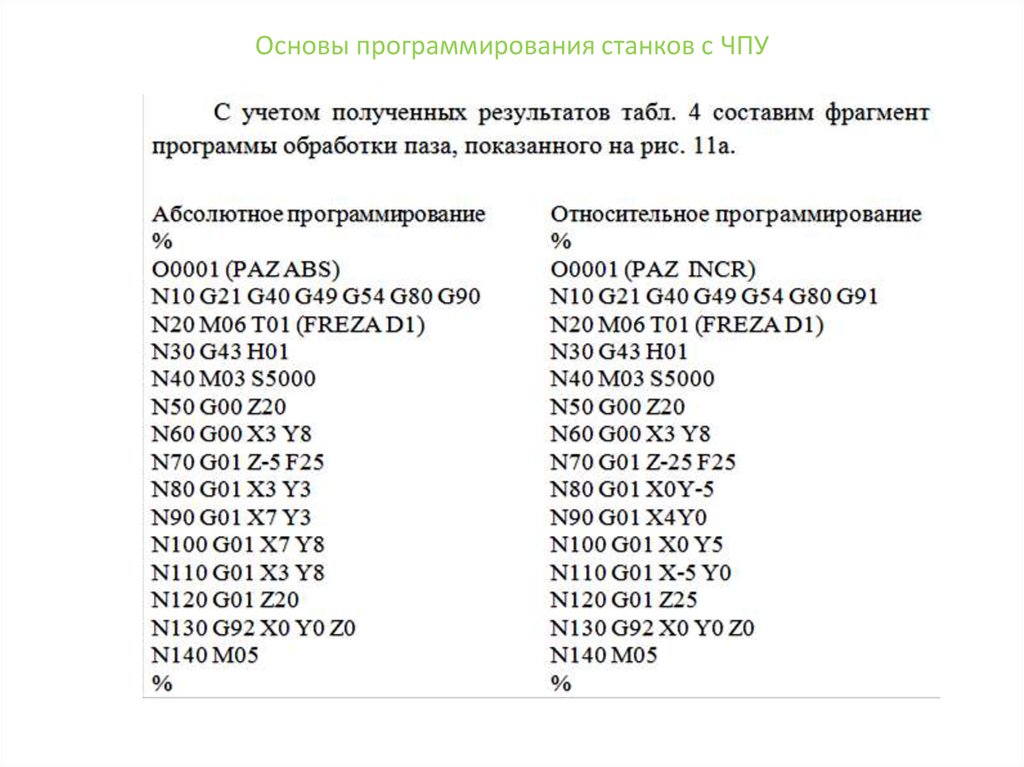
 Это такие задачи, как точение, фрезерование, сверление, отрезка, нарезание витков, вытачка пазов и многое другое. При этом работать можно с металлом, деревом, фанерой, бумагой и картоном, стеклом или оргстеклом, другими синтетическими полимерами. Обычно программное обеспечение пишут при:
Это такие задачи, как точение, фрезерование, сверление, отрезка, нарезание витков, вытачка пазов и многое другое. При этом работать можно с металлом, деревом, фанерой, бумагой и картоном, стеклом или оргстеклом, другими синтетическими полимерами. Обычно программное обеспечение пишут при:
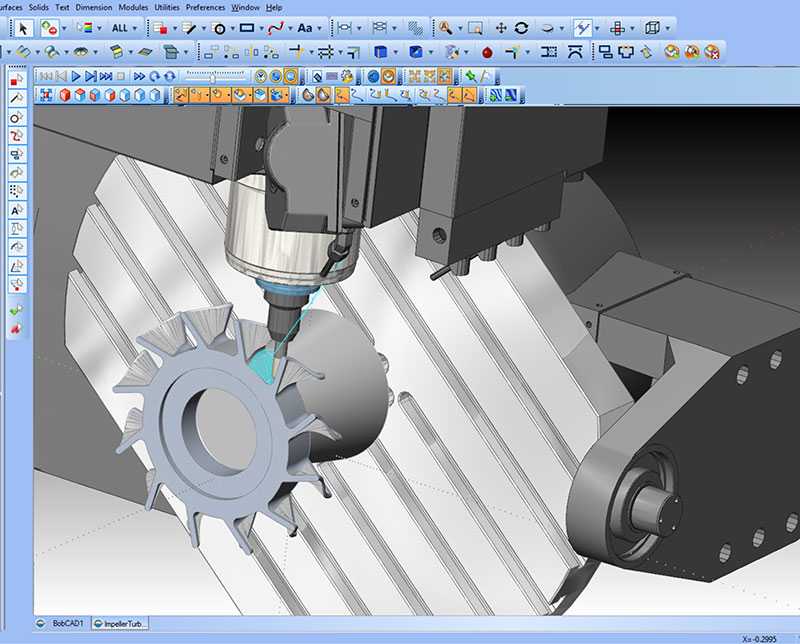
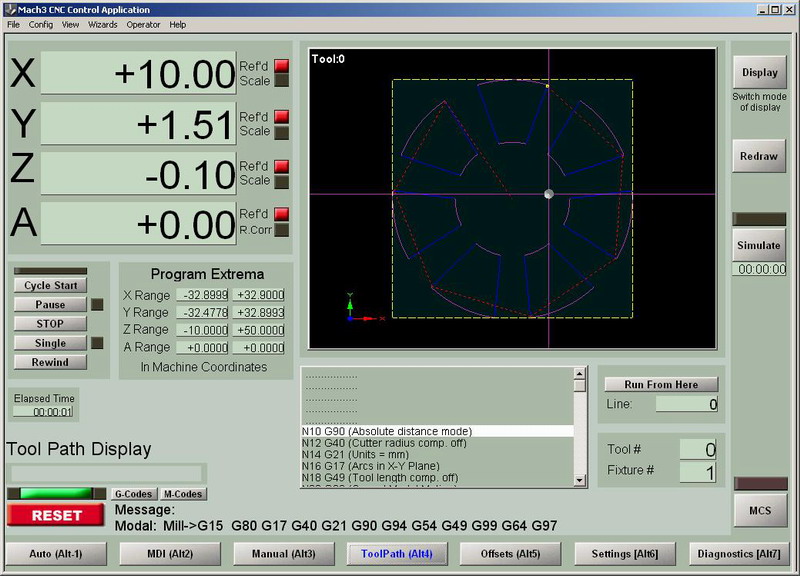
 Сперва на компьютере (поможет визуализация 3D макетов), затем на оборудовании при использовании ненужной заготовки. Если обнаружены проблемы, значит, имели место геометрические или технологические ошибки. Исправьте их и снова проведите тестовый запуск.
Сперва на компьютере (поможет визуализация 3D макетов), затем на оборудовании при использовании ненужной заготовки. Если обнаружены проблемы, значит, имели место геометрические или технологические ошибки. Исправьте их и снова проведите тестовый запуск.
 Этот этап необходим для исключения пересечений траекторий движения инструментов. А также недопущения ошибок при измерении деталей, указания оси координат.
Этот этап необходим для исключения пересечений траекторий движения инструментов. А также недопущения ошибок при измерении деталей, указания оси координат.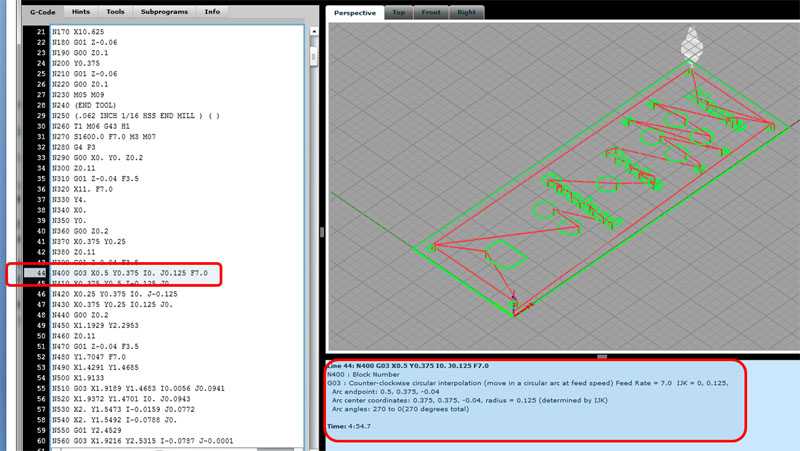
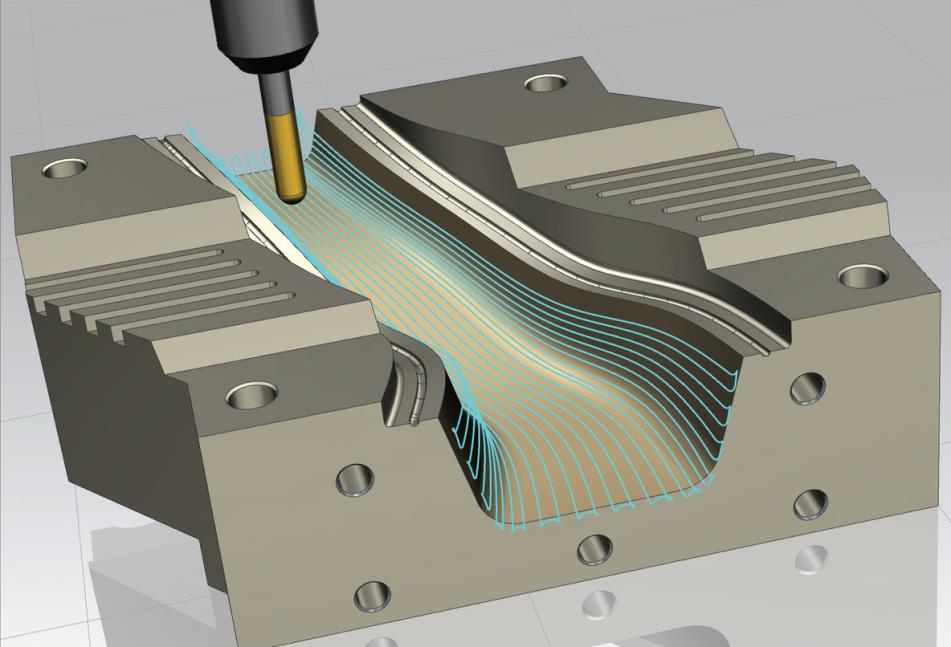 Однако из-за сложности инструментов и реакции машин на программу освоение этой формы программирования может занять годы. С большим количеством практики даже новички в программировании ЧПУ могут изучить основы и стать опытными операторами станков с ЧПУ.
Однако из-за сложности инструментов и реакции машин на программу освоение этой формы программирования может занять годы. С большим количеством практики даже новички в программировании ЧПУ могут изучить основы и стать опытными операторами станков с ЧПУ.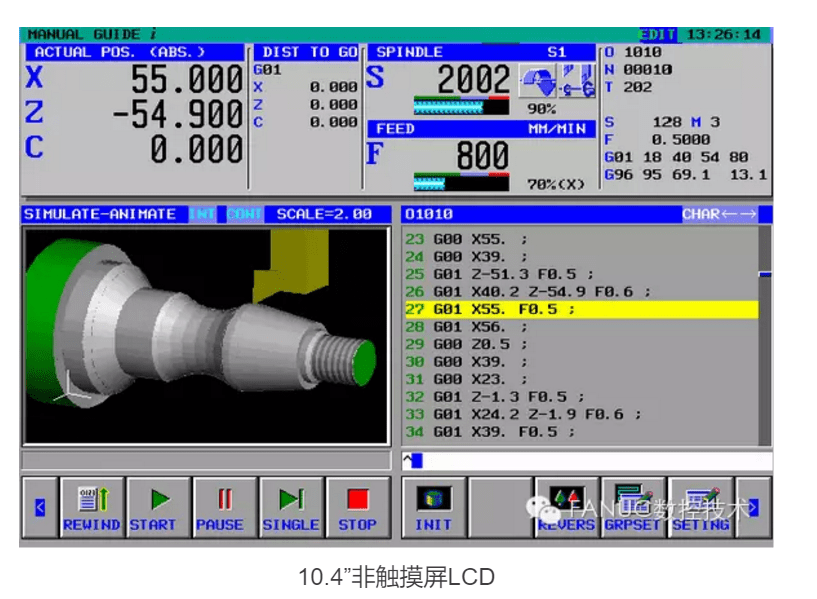
 Этот подход представляет собой разумную золотую середину между уровнем знаний, необходимых для ручного программирования, и предельной простотой диалогового программирования. Однако, используя CAM для программирования, у вас есть больше возможностей по сравнению с последним, и вы можете автоматизировать большую часть процесса с помощью проектирования CAD.
Этот подход представляет собой разумную золотую середину между уровнем знаний, необходимых для ручного программирования, и предельной простотой диалогового программирования. Однако, используя CAM для программирования, у вас есть больше возможностей по сравнению с последним, и вы можете автоматизировать большую часть процесса с помощью проектирования CAD.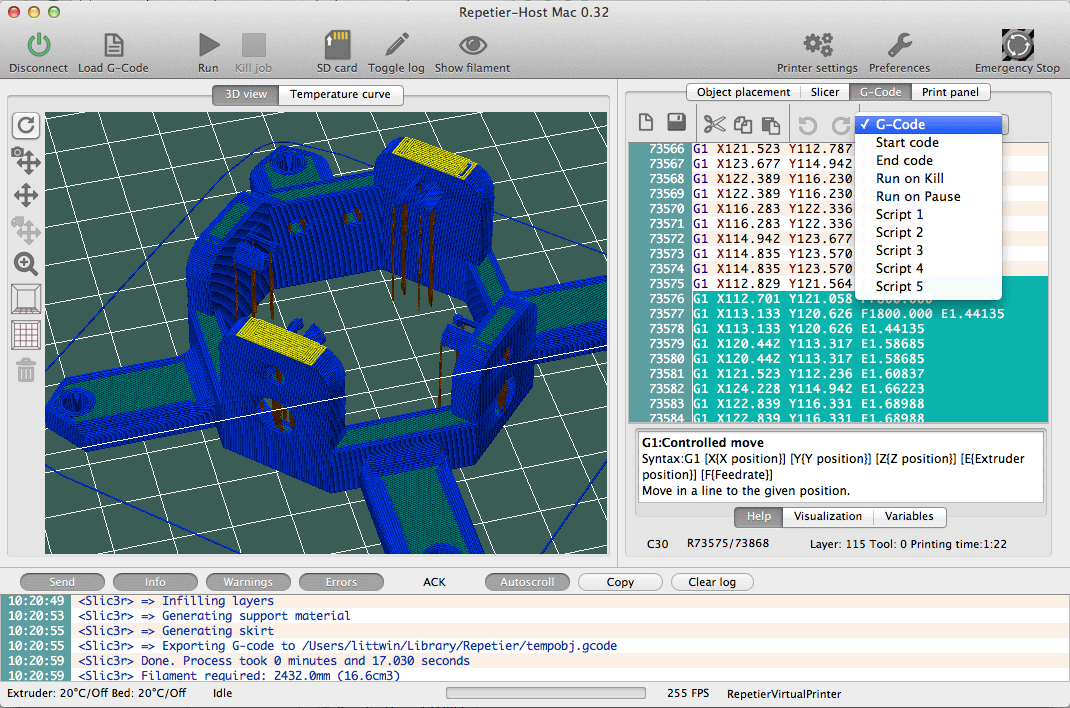 Большинство новичков не захотят использовать ручное программирование из-за его сложности и высокой погрешности. Тем не менее, программирование CAM и разговорное программирование являются доступными вариантами для тех, кто входит в эту область. Для тех, кто хочет обрабатывать сложные конструкции, лучше подойдет CAM. Однако поначалу вы можете работать с диалоговым программированием, чтобы создавать простые формы и привыкать к тому, как программы взаимодействуют с машиной.
Большинство новичков не захотят использовать ручное программирование из-за его сложности и высокой погрешности. Тем не менее, программирование CAM и разговорное программирование являются доступными вариантами для тех, кто входит в эту область. Для тех, кто хочет обрабатывать сложные конструкции, лучше подойдет CAM. Однако поначалу вы можете работать с диалоговым программированием, чтобы создавать простые формы и привыкать к тому, как программы взаимодействуют с машиной.
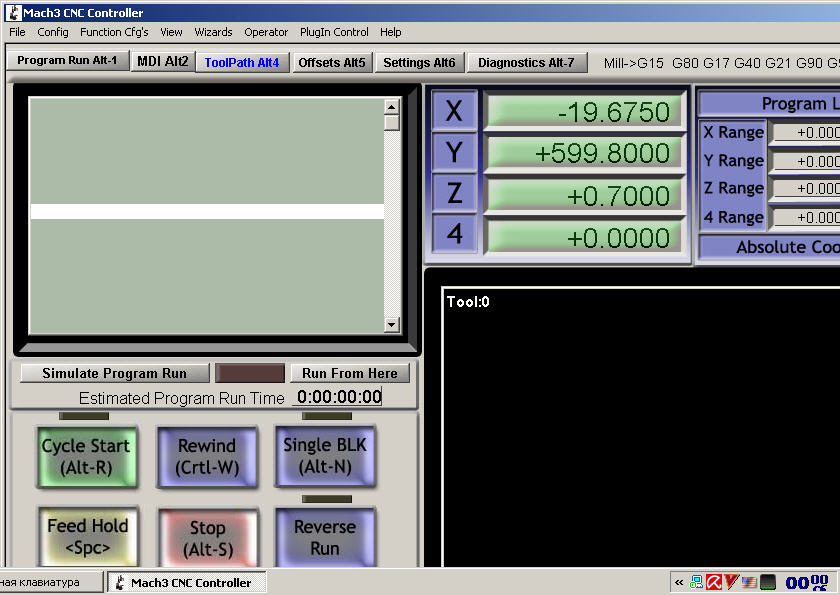
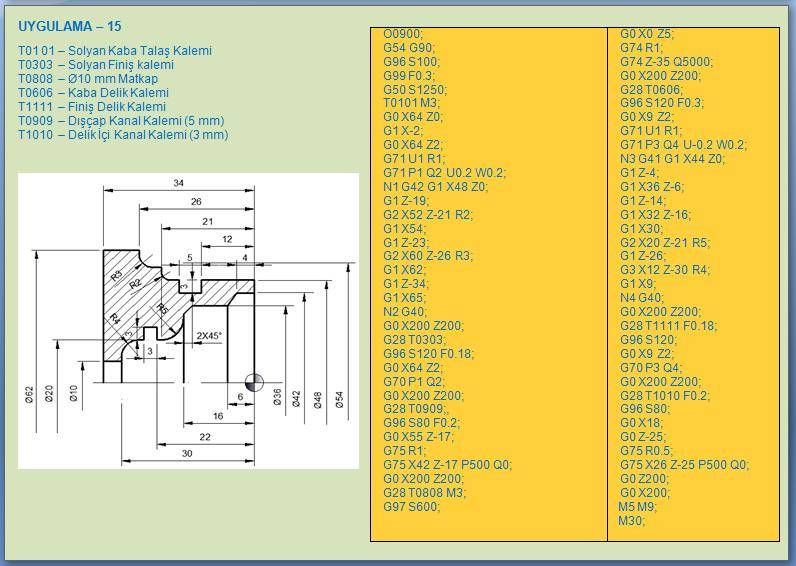 Многие онлайн-курсы по ЧПУ имеют форумы или функции чата, где вы можете получить полезные ответы. Используйте их, чтобы получить помощь, когда вы чувствуете, что застряли на проекте.
Многие онлайн-курсы по ЧПУ имеют форумы или функции чата, где вы можете получить полезные ответы. Используйте их, чтобы получить помощь, когда вы чувствуете, что застряли на проекте. В American Micro Industries мы не можем научить вас программированию ЧПУ, но мы можем помочь вам выполнить работу быстро, эффективно и точно. Доверьтесь нашим специалистам по механической обработке из American Micro Industries для самых ответственных проектов, которые произведут необходимые компоненты в соответствии с высокими техническими характеристиками. Если у вас есть вопросы, дополнительная информация или бесплатная цитата, свяжитесь с нами сегодня в American Micro Industries.
В American Micro Industries мы не можем научить вас программированию ЧПУ, но мы можем помочь вам выполнить работу быстро, эффективно и точно. Доверьтесь нашим специалистам по механической обработке из American Micro Industries для самых ответственных проектов, которые произведут необходимые компоненты в соответствии с высокими техническими характеристиками. Если у вас есть вопросы, дополнительная информация или бесплатная цитата, свяжитесь с нами сегодня в American Micro Industries.
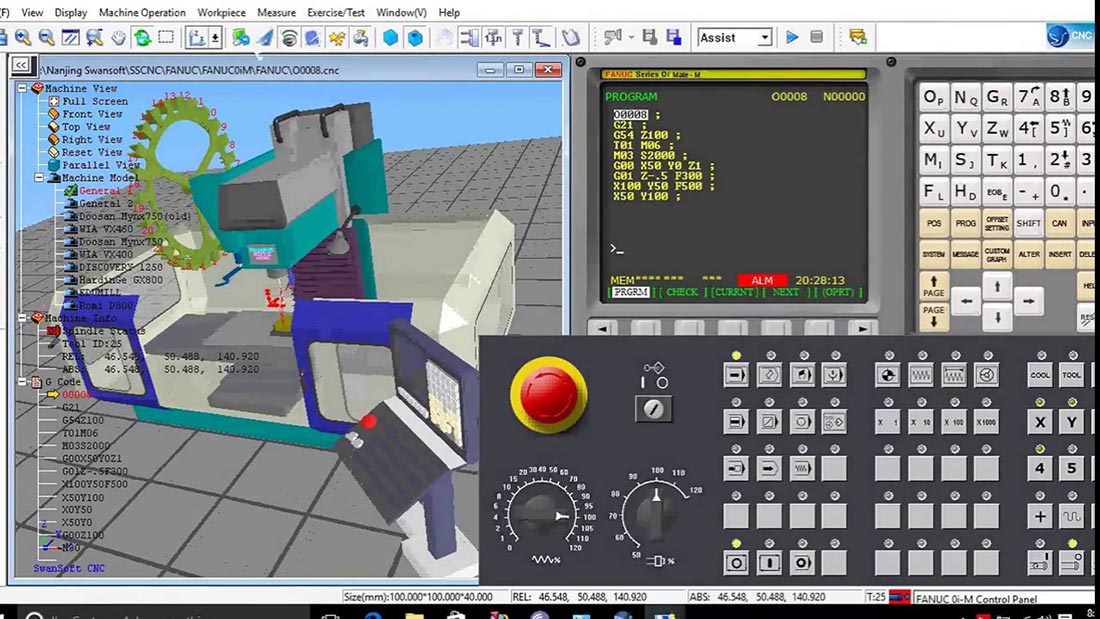
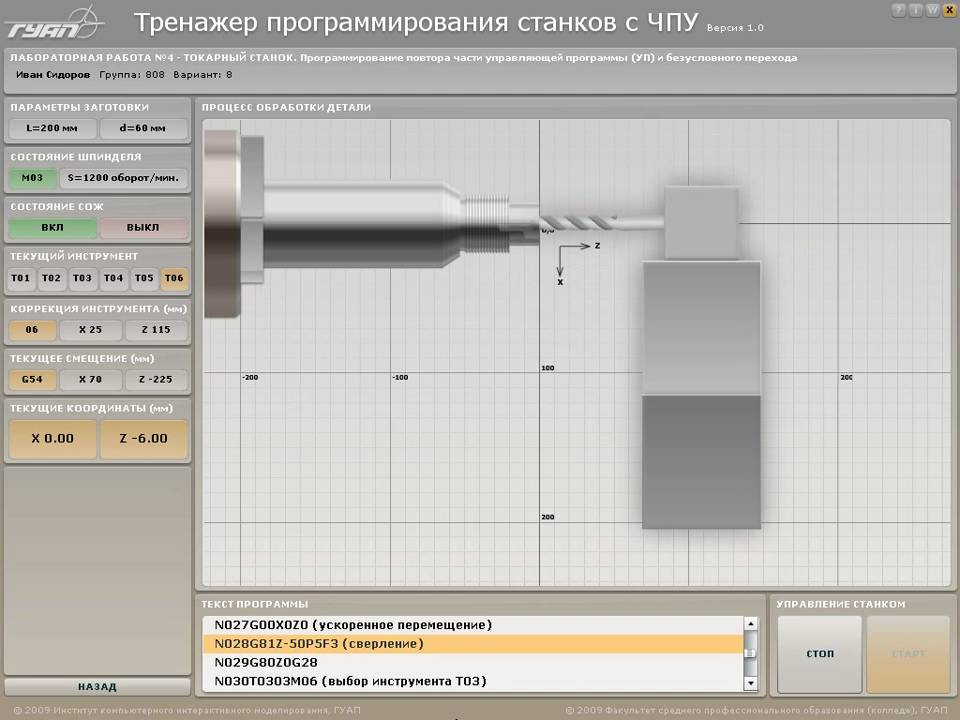
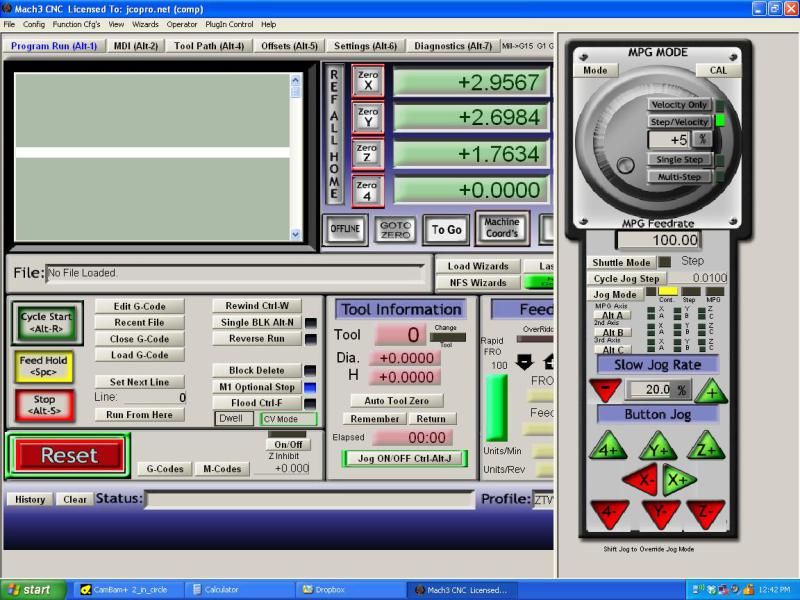

 Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
 Интегрированная шкала
Интегрированная шкала
 Это онлайн-приложение для доставки на клиентском портале MyFP упрощает отправку посылок по почте и снижает затраты, обеспечивая при этом отслеживание и управление отправками.
Это онлайн-приложение для доставки на клиентском портале MyFP упрощает отправку посылок по почте и снижает затраты, обеспечивая при этом отслеживание и управление отправками.
 Интернет-тролли, хакеры, прокремлевские СМИ, госслужащие, отставные солдаты, чиновники и анонимные программисты — все они объединили свои силы в совместной миссии по нападению на следователей и даже фальсификации улик. Это была дезинформационная операция беспрецедентного размаха и масштаба, положившая начало новой и крайне тревожной фазе того, что пресс-секретарь Кремля Дмитрий Песков с тех пор назвал «состоянием информационной войны России с законодателями моды в информационном пространстве».
Интернет-тролли, хакеры, прокремлевские СМИ, госслужащие, отставные солдаты, чиновники и анонимные программисты — все они объединили свои силы в совместной миссии по нападению на следователей и даже фальсификации улик. Это была дезинформационная операция беспрецедентного размаха и масштаба, положившая начало новой и крайне тревожной фазе того, что пресс-секретарь Кремля Дмитрий Песков с тех пор назвал «состоянием информационной войны России с законодателями моды в информационном пространстве».
 Его первые публичные заявления были, по меркам Кремля, практически сдержанными: в нем говорилось, что Украина должна сделать больше, чтобы остановить боевые действия, и призывали к международному расследованию. Мы можем только догадываться о разговорах, которые велись в Кремле в тот критический момент. Но через четыре дня после краха стало ясно, что Россия остановилась на новой стратегии. Он представит свою собственную теорию этого случая и будет придерживаться ее, какой бы невероятной она ни казалась. И если бы для этого требовалось использование государственных органов для сбора «доказательств», поддерживающих эту теорию, это тоже было бы сделано.
Его первые публичные заявления были, по меркам Кремля, практически сдержанными: в нем говорилось, что Украина должна сделать больше, чтобы остановить боевые действия, и призывали к международному расследованию. Мы можем только догадываться о разговорах, которые велись в Кремле в тот критический момент. Но через четыре дня после краха стало ясно, что Россия остановилась на новой стратегии. Он представит свою собственную теорию этого случая и будет придерживаться ее, какой бы невероятной она ни казалась. И если бы для этого требовалось использование государственных органов для сбора «доказательств», поддерживающих эту теорию, это тоже было бы сделано. Тот факт, что эти утверждения указывали на противоречивые теории катастрофы — одна на самолет, другая на ракету — казался неважным. Несмотря на это, само правительство, государственные СМИ, интернет-тролли и даже подразделения Кремля, обычно не участвующие в информационной войне, такие как государственные производители оружия, бросились наперегонки, чтобы поддержать их.
Тот факт, что эти утверждения указывали на противоречивые теории катастрофы — одна на самолет, другая на ракету — казался неважным. Несмотря на это, само правительство, государственные СМИ, интернет-тролли и даже подразделения Кремля, обычно не участвующие в информационной войне, такие как государственные производители оружия, бросились наперегонки, чтобы поддержать их. (Министерство, кажется, даже призналось в своей более ранней лжи в этом месяце — вроде того — когда оно объявило, что оно представило новые «радарные данные», показывающие, что ничто, даже ракета, вообще не приближалось к Mh27 с территории, удерживаемой сепаратистами. .)
(Министерство, кажется, даже призналось в своей более ранней лжи в этом месяце — вроде того — когда оно объявило, что оно представило новые «радарные данные», показывающие, что ничто, даже ракета, вообще не приближалось к Mh27 с территории, удерживаемой сепаратистами. .) Эти кадры были сфокусированы на рекламном щите, на котором якобы был виден адрес в городе Красноармейске, расположенном на подконтрольной правительству Украине. Исследование Bellingcat показало, что это тоже фейк.
Эти кадры были сфокусированы на рекламном щите, на котором якобы был виден адрес в городе Красноармейске, расположенном на подконтрольной правительству Украине. Исследование Bellingcat показало, что это тоже фейк. И, отдельно, он связался с ошеломляющим количеством бывших российских военных чиновников, чтобы подтвердить, что Су-25 — маловысотный штурмовик — мог фактически сбить Mh27. Среди этих «экспертов» были генерал-лейтенант Александр Маслов, бывший заместитель командующего ПВО и Сухопутными войсками России; бывший командир авиационной дивизии генерал-майор Сергей Борисюк; и бывший главком ВВС России Владимир Михайлов.
И, отдельно, он связался с ошеломляющим количеством бывших российских военных чиновников, чтобы подтвердить, что Су-25 — маловысотный штурмовик — мог фактически сбить Mh27. Среди этих «экспертов» были генерал-лейтенант Александр Маслов, бывший заместитель командующего ПВО и Сухопутными войсками России; бывший командир авиационной дивизии генерал-майор Сергей Борисюк; и бывший главком ВВС России Владимир Михайлов. Согласно этим «доказательствам», международные следователи ошиблись в отношении типа использованного «Бука», угла, под которым он приблизился к самолету, и места, с которого он был запущен. «Алмаз-Антей» придерживался своей версии на протяжении всего 2016 года и даже в этом месяце продолжает настаивать на своей версии событий.
Согласно этим «доказательствам», международные следователи ошиблись в отношении типа использованного «Бука», угла, под которым он приблизился к самолету, и места, с которого он был запущен. «Алмаз-Антей» придерживался своей версии на протяжении всего 2016 года и даже в этом месяце продолжает настаивать на своей версии событий.

 Но мечеть, которая, как сообщается, была разрушена в результате российского авиаудара, называлась мечетью Омара бин Аль-Хаттаба, у нее был минарет вместо купола, и она находилась на северной окраине — или, по крайней мере, когда-то была. А место, где он находился, было аккуратно спрятано под текстовым полем министерства на опубликованных им фотографиях.
Но мечеть, которая, как сообщается, была разрушена в результате российского авиаудара, называлась мечетью Омара бин Аль-Хаттаба, у нее был минарет вместо купола, и она находилась на северной окраине — или, по крайней мере, когда-то была. А место, где он находился, было аккуратно спрятано под текстовым полем министерства на опубликованных им фотографиях.
 Модели компании имеют широкие, просторные, прочные и не скользкие ступени благодаря рифленой поверхности. Они отличаются хорошей устойчивостью и способностью выдерживать около 150 кг веса.
Модели компании имеют широкие, просторные, прочные и не скользкие ступени благодаря рифленой поверхности. Они отличаются хорошей устойчивостью и способностью выдерживать около 150 кг веса.
 Конструкции бренда безопасны для человека, устойчиво располагаются на полу и выдерживают нагрузку порядка 120 кг.
Конструкции бренда безопасны для человека, устойчиво располагаются на полу и выдерживают нагрузку порядка 120 кг. Предприятие выпускает чехлы для различного оборудования, гладильные доски, тенты, напольные сушилки для белья.
Предприятие выпускает чехлы для различного оборудования, гладильные доски, тенты, напольные сушилки для белья.
 Изделие подходит для пользователей весом до 150 кг. При необходимости можно доукомплектовать стремянку параллельным упором, который приобретается отдельно.
Изделие подходит для пользователей весом до 150 кг. При необходимости можно доукомплектовать стремянку параллельным упором, который приобретается отдельно. Но ширина конструкции в 63 см может все-таки смутить человека с крупным телосложением, хотя для нее не проблема выдержать до 140 кг веса. Изделие выполнено из прочного алюминия, который спокойно реагирует на такие нагрузки и устойчив к воздействию негативных факторов окружающей среды.
Но ширина конструкции в 63 см может все-таки смутить человека с крупным телосложением, хотя для нее не проблема выдержать до 140 кг веса. Изделие выполнено из прочного алюминия, который спокойно реагирует на такие нагрузки и устойчив к воздействию негативных факторов окружающей среды.
 Также здесь весьма кстати ее рифление, что исключает риск проскальзывания ног.
Также здесь весьма кстати ее рифление, что исключает риск проскальзывания ног. При длине в 3.15 м рабочая высота составляет более 4 м, что позволяет успешно применять ее для ремонтных работ. Благодаря прочному каркасу изделие выдерживает людей весом до 150 кг.
При длине в 3.15 м рабочая высота составляет более 4 м, что позволяет успешно применять ее для ремонтных работ. Благодаря прочному каркасу изделие выдерживает людей весом до 150 кг.

 Эффективно выполняет роль табурета за барной стойкой, подставки на кухне или в гардеробной. Можно использовать в ванной комнате и прихожей для установки предметов декора, хранения аксессуаров.
Эффективно выполняет роль табурета за барной стойкой, подставки на кухне или в гардеробной. Можно использовать в ванной комнате и прихожей для установки предметов декора, хранения аксессуаров. Такой результат стал возможен благодаря 4 ее секциям, соединенных между собой прочными элементами. Конструкция легко раскладывается, фактически несколькими движениями, и без особых проблем собирается. При этом она отличается универсальностью – возможностью применения в качестве приставной лестницы и помоста.
Такой результат стал возможен благодаря 4 ее секциям, соединенных между собой прочными элементами. Конструкция легко раскладывается, фактически несколькими движениями, и без особых проблем собирается. При этом она отличается универсальностью – возможностью применения в качестве приставной лестницы и помоста.
 По сравнению с приставными лестницами, эта модель имеет очень большие, широкие и удобные ступени для комфортной фиксации ног. Благодаря этому также гарантируется безопасность использования конструкции.
По сравнению с приставными лестницами, эта модель имеет очень большие, широкие и удобные ступени для комфортной фиксации ног. Благодаря этому также гарантируется безопасность использования конструкции.




 Складной механизм упрощает транспортировку. Используются в офисах и в быту для доступа к верхним полкам;
Складной механизм упрощает транспортировку. Используются в офисах и в быту для доступа к верхним полкам; Лестницы не рекомендуется перегружать: это приводит к ослаблению конструкции и механизмов;
Лестницы не рекомендуется перегружать: это приводит к ослаблению конструкции и механизмов; Для фасадных и клининговых работ лучше выбирать модели с 9-13 перекладинами для подъема на высоту до 6,5 метров.
Для фасадных и клининговых работ лучше выбирать модели с 9-13 перекладинами для подъема на высоту до 6,5 метров._800x600_9cf.jpg)
 Такой тандем позволяет решать поставленные задачи на высочайшем техническом уровне.
Такой тандем позволяет решать поставленные задачи на высочайшем техническом уровне.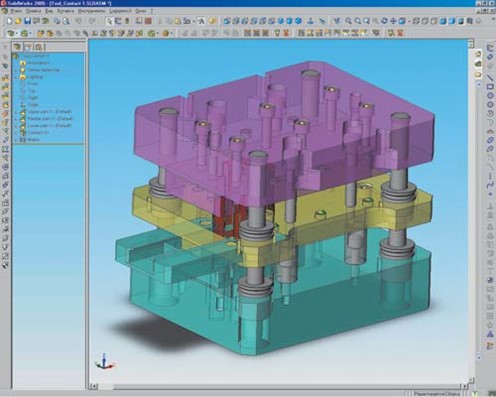
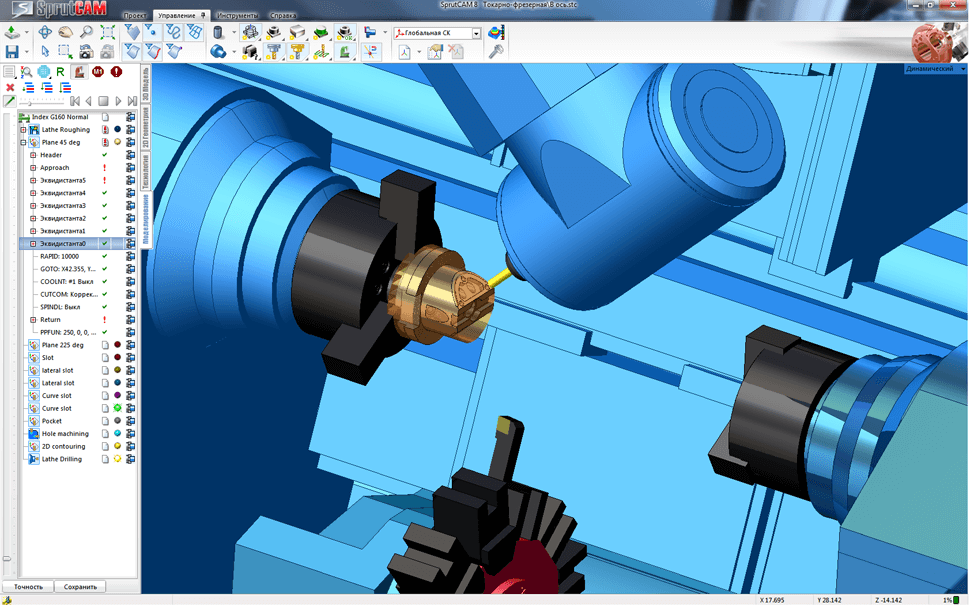
 В частности, построение кривой изоклины и линейчатых поверхностей. Эти инструменты позволяют быстро создать модель отливки с гарантированным извлечением из пресс-формы за счёт придания особой формы поверхностей детали, прилегающих к плоскости разъёма.
В частности, построение кривой изоклины и линейчатых поверхностей. Эти инструменты позволяют быстро создать модель отливки с гарантированным извлечением из пресс-формы за счёт придания особой формы поверхностей детали, прилегающих к плоскости разъёма.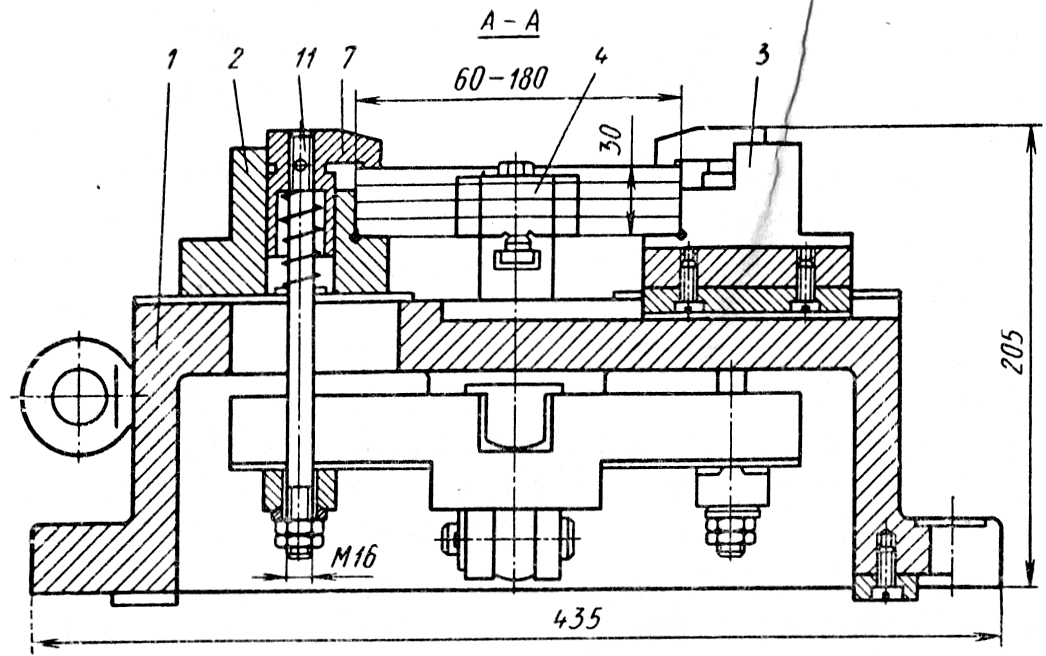
 Система самостоятельно располагает их в соответствующих деталях оснастки согласно конфигурации, заданной пользователем. Ползуны (подвижные вставки) также строятся в полуавтоматическом режиме с использованием стандартных деталей из каталогов, либо добавляются в проект пресс-формы из существующих файлов на диске.
Система самостоятельно располагает их в соответствующих деталях оснастки согласно конфигурации, заданной пользователем. Ползуны (подвижные вставки) также строятся в полуавтоматическом режиме с использованием стандартных деталей из каталогов, либо добавляются в проект пресс-формы из существующих файлов на диске. к. названные приложения довольно существенно увеличивают стоимость рабочего места конструктора.
к. названные приложения довольно существенно увеличивают стоимость рабочего места конструктора.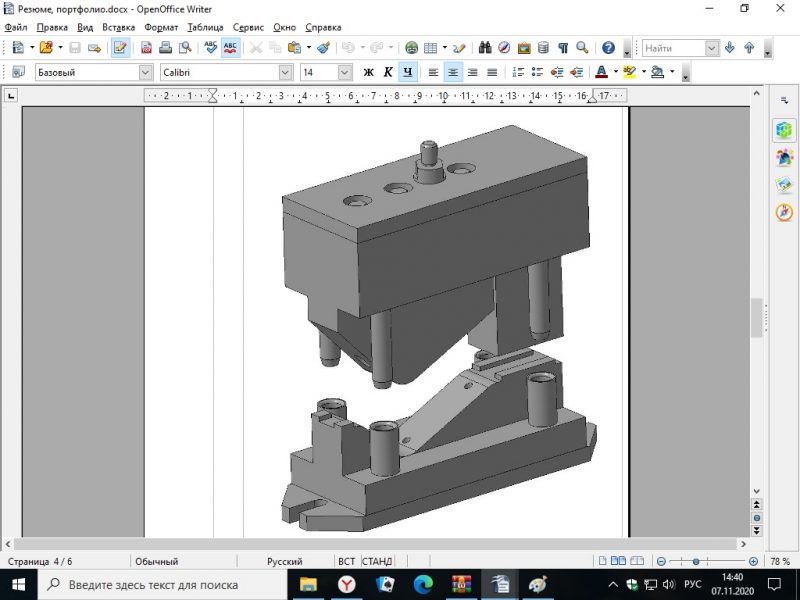 Во-первых, он определяет срок службы инструмента, то есть, как долго инструмент прослужит до того, как потребуется его замена. Во-вторых, это влияет на качество продукта, а любые затраты на низкое качество и затраты на доработку увеличивают общую стоимость конечного продукта. В-третьих, конструкция инструмента может влиять на время цикла производственного процесса, что позволяет нам производить больше или меньше единиц в заданное время. По этим причинам важно понимать основы проектирования инструментов.
Во-первых, он определяет срок службы инструмента, то есть, как долго инструмент прослужит до того, как потребуется его замена. Во-вторых, это влияет на качество продукта, а любые затраты на низкое качество и затраты на доработку увеличивают общую стоимость конечного продукта. В-третьих, конструкция инструмента может влиять на время цикла производственного процесса, что позволяет нам производить больше или меньше единиц в заданное время. По этим причинам важно понимать основы проектирования инструментов.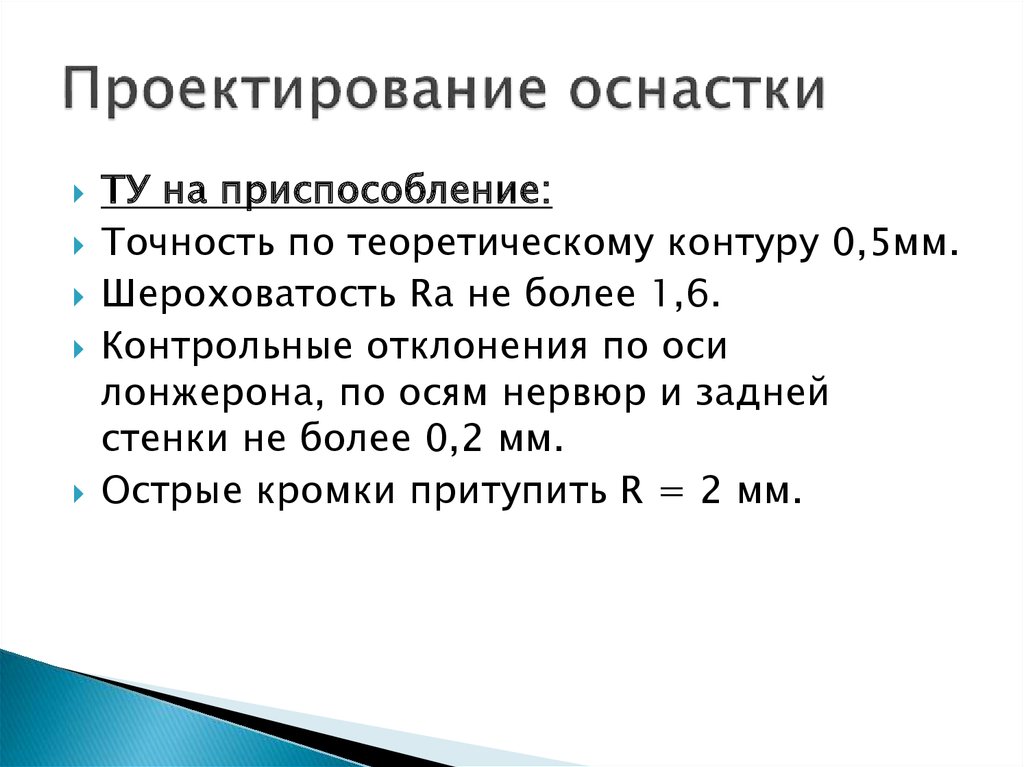 Материал включает в себя ткань, дерево, пластик, которые имеют заданную форму. Искусственные продукты массового производства требуют инструментов, подобных фасонным штампам, которые должны быть разработаны в текущих спецификациях, чтобы начать производственный процесс. Внешне спроектированные высекальные инструменты будут конструироваться вторичными объектами, которые привели к отказу, после чего целые партии продукции останутся отходами. Разработчик штампового инструмента должен поддерживать производителя от подготовительных работ до производственного процесса. Разработчики инструментов должны следовать нескольким вещам, прежде чем начать работу, это касается чертежей продукта, потенциала сглаживания и процесса проектирования. Разработчики инструментов будут защищать производителя разными способами; капитал и дополнительные усилия по обеспечению готовности продукта к машине до того, как он будет работать на прессе продукта.
Материал включает в себя ткань, дерево, пластик, которые имеют заданную форму. Искусственные продукты массового производства требуют инструментов, подобных фасонным штампам, которые должны быть разработаны в текущих спецификациях, чтобы начать производственный процесс. Внешне спроектированные высекальные инструменты будут конструироваться вторичными объектами, которые привели к отказу, после чего целые партии продукции останутся отходами. Разработчик штампового инструмента должен поддерживать производителя от подготовительных работ до производственного процесса. Разработчики инструментов должны следовать нескольким вещам, прежде чем начать работу, это касается чертежей продукта, потенциала сглаживания и процесса проектирования. Разработчики инструментов будут защищать производителя разными способами; капитал и дополнительные усилия по обеспечению готовности продукта к машине до того, как он будет работать на прессе продукта. 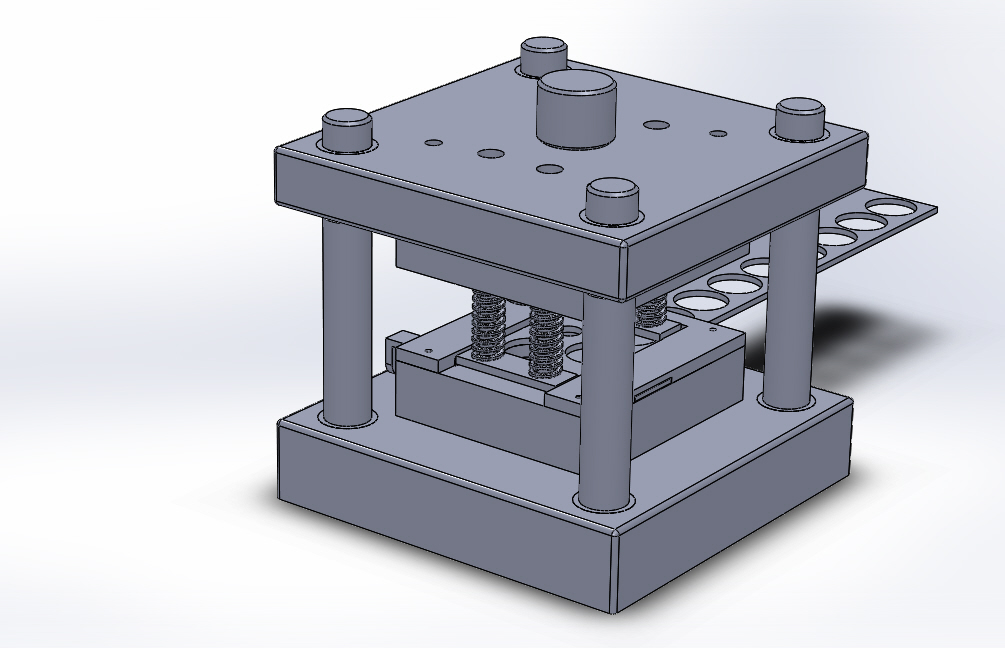 Как только производственный процесс будет завершен без каких-либо ошибок, дизайн для производителя даст гарантию качества и производительности материала. Progressive Die Design — один из лучших методов проектирования штампового инструмента. Обязательно используйте его в различных секторах производства.
Как только производственный процесс будет завершен без каких-либо ошибок, дизайн для производителя даст гарантию качества и производительности материала. Progressive Die Design — один из лучших методов проектирования штампового инструмента. Обязательно используйте его в различных секторах производства. д. продукта. Основным требованием производителя является снижение затрат и использование материалов, и в этих двух ограничениях инструмент должен быть спроектирован.
д. продукта. Основным требованием производителя является снижение затрат и использование материалов, и в этих двух ограничениях инструмент должен быть спроектирован.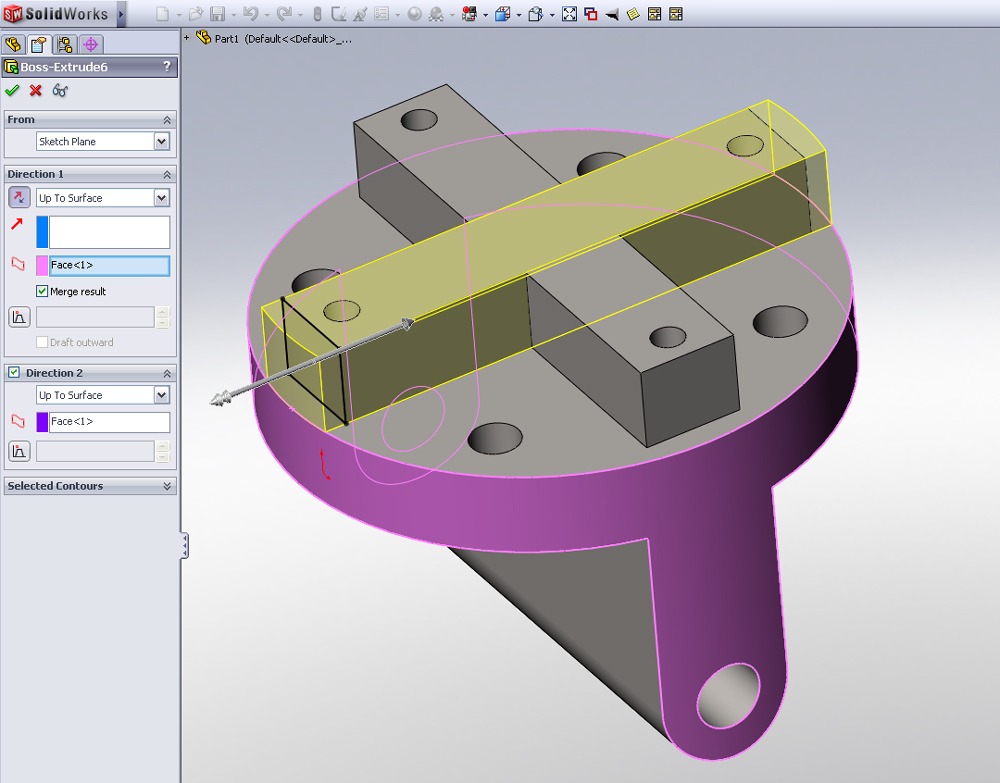 Производственные расходы, которые включают в себя материалы, сотрудников, стоимость оборудования и т. д., используются для расчета расходов компании. Конструкция инструмента снижает в целом себестоимость изготовления изделий. Он может производить части продукта с учетом стоимости. Это снижает стоимость специальных систем инструментов за счет эффективной разработки каждого продукта.
Производственные расходы, которые включают в себя материалы, сотрудников, стоимость оборудования и т. д., используются для расчета расходов компании. Конструкция инструмента снижает в целом себестоимость изготовления изделий. Он может производить части продукта с учетом стоимости. Это снижает стоимость специальных систем инструментов за счет эффективной разработки каждого продукта. Основной целью производителя является поддержание хорошего качества продукта. Конструкция инструмента успешно используется для непрерывной поставки качественного продукта с требуемой точностью. Качество продукта повышает лояльность клиентов, он получает повторные заказы вместе с новыми клиентами по рекомендациям. Сохранение или улучшение позиций производителя на рынке. Качественные результаты повышают безопасность и снижают риски ответственности.
Основной целью производителя является поддержание хорошего качества продукта. Конструкция инструмента успешно используется для непрерывной поставки качественного продукта с требуемой точностью. Качество продукта повышает лояльность клиентов, он получает повторные заказы вместе с новыми клиентами по рекомендациям. Сохранение или улучшение позиций производителя на рынке. Качественные результаты повышают безопасность и снижают риски ответственности.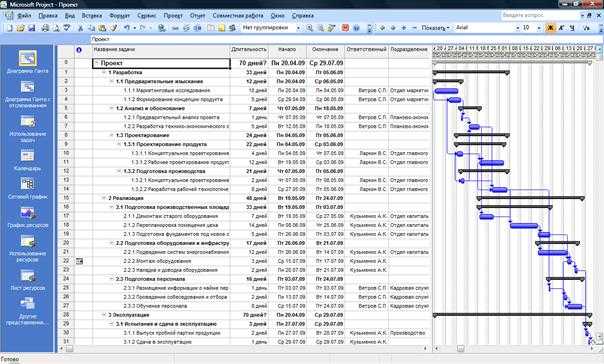 Существует несколько видов использования, таких как сокращение затрат, своевременные поставки, качество продукта и т. Д. Производители обычно зависят от сотрудников в разработке продукта, но они не могут предоставить результат вовремя из-за нехватки рабочей силы или проблем с оборудованием. и т. д., но, наконец, проектирование инструментов стало более полезным элементом в разработке продуктов. Производители чувствуют себя комфортно в использовании конструкции инструмента, они должны оправдать ожидания клиентов и завоевать лояльность на рынке.
Существует несколько видов использования, таких как сокращение затрат, своевременные поставки, качество продукта и т. Д. Производители обычно зависят от сотрудников в разработке продукта, но они не могут предоставить результат вовремя из-за нехватки рабочей силы или проблем с оборудованием. и т. д., но, наконец, проектирование инструментов стало более полезным элементом в разработке продуктов. Производители чувствуют себя комфортно в использовании конструкции инструмента, они должны оправдать ожидания клиентов и завоевать лояльность на рынке. Будь то простой или сложный продукт, он включает в себя электронные компоненты, а его конструкция, проверка и процесс отладки требуют осциллографа для анализа множества электрических сигналов, которые заставляют продукт просыпаться.
Будь то простой или сложный продукт, он включает в себя электронные компоненты, а его конструкция, проверка и процесс отладки требуют осциллографа для анализа множества электрических сигналов, которые заставляют продукт просыпаться. В настоящее время основные автомобильные полупроводниковые микросхемы включают микроконтроллеры (MCU), ИС управления питанием, контроллеры цифровых сигналов (DSP), датчики, силовые полупроводники, дискретные компоненты, микроэлектромеханические (MEMS), память, индивидуальные прикладные ИС (ASIC) и т. д. Цепочка поставок автомобильных чипов сложна и длинна. После шторма дефицита в 2021 году автопроизводители начали сокращать цепочку поставок полупроводников, надеясь сократить длинную цепочку. У некоторых автопроизводителей даже есть идея самостоятельно разрабатывать и проектировать автомобильные полупроводники.
В настоящее время основные автомобильные полупроводниковые микросхемы включают микроконтроллеры (MCU), ИС управления питанием, контроллеры цифровых сигналов (DSP), датчики, силовые полупроводники, дискретные компоненты, микроэлектромеханические (MEMS), память, индивидуальные прикладные ИС (ASIC) и т. д. Цепочка поставок автомобильных чипов сложна и длинна. После шторма дефицита в 2021 году автопроизводители начали сокращать цепочку поставок полупроводников, надеясь сократить длинную цепочку. У некоторых автопроизводителей даже есть идея самостоятельно разрабатывать и проектировать автомобильные полупроводники. д., а толщина обычно составляет менее 6 мм. Обычные материалы включают железные листы (черная сталь SPHC, холоднокатаная сталь SPCC, оцинкованная сталь SECC), стальной лист с горячим цинкованием SGCC), нержавеющая сталь (SUS304, SUS316), алюминий (AL5052), медь и т. д. Обработка листового металла отличается от других технологий обработки. Он включает в себя множество различных этапов, таких как: лазерная резка, перфорация NCT, резка, фальцовка, сварка, клепка и т. д. Конкретными производимыми продуктами обычно являются опорные рамы, кожухи оборудования, внутренние детали и некоторые функциональные объекты, такие как электронные панели управления, чехлы для медицинского оборудования, чехлы или детали для автоматических очистных машин в аэропортах, шкафы для снимков, чехлы и детали для оборудования для пищевой промышленности.
д., а толщина обычно составляет менее 6 мм. Обычные материалы включают железные листы (черная сталь SPHC, холоднокатаная сталь SPCC, оцинкованная сталь SECC), стальной лист с горячим цинкованием SGCC), нержавеющая сталь (SUS304, SUS316), алюминий (AL5052), медь и т. д. Обработка листового металла отличается от других технологий обработки. Он включает в себя множество различных этапов, таких как: лазерная резка, перфорация NCT, резка, фальцовка, сварка, клепка и т. д. Конкретными производимыми продуктами обычно являются опорные рамы, кожухи оборудования, внутренние детали и некоторые функциональные объекты, такие как электронные панели управления, чехлы для медицинского оборудования, чехлы или детали для автоматических очистных машин в аэропортах, шкафы для снимков, чехлы и детали для оборудования для пищевой промышленности.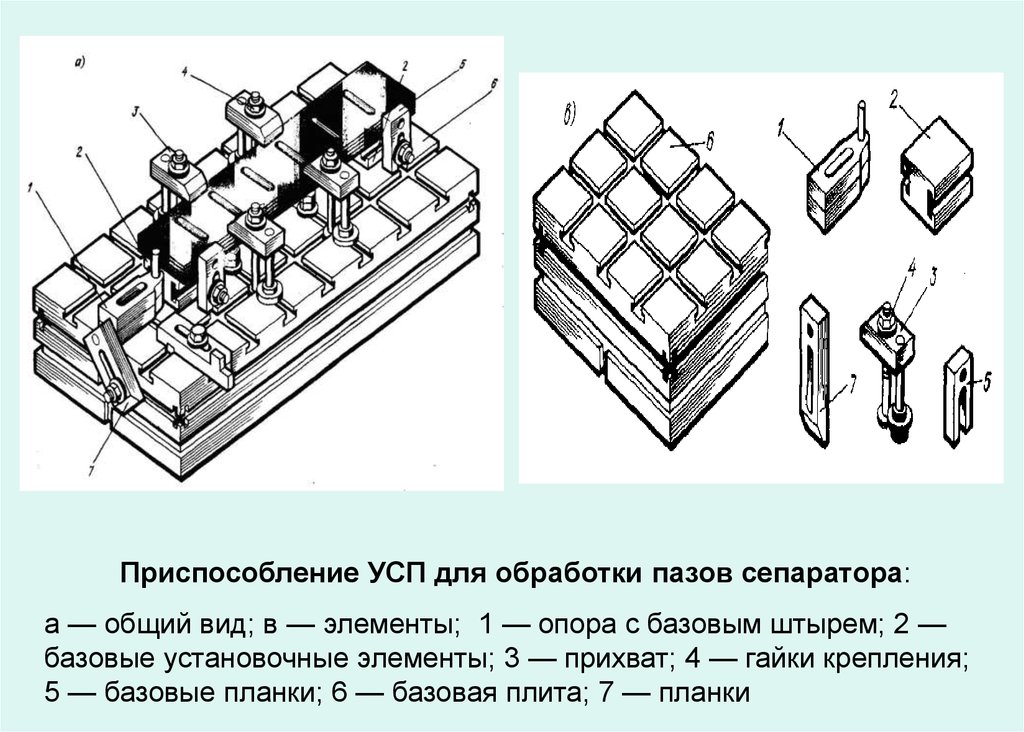
 Он может улучшить внешний вид, долговечность, проводимость или другие свойства металлической поверхности и помочь защитить ее от износа и коррозии. Кроме того, его также можно использовать для изготовления материалов различной формы, таких как резиновые кольца, детали прессового типа или режущие инструменты для обрезки. Поэтому анодирование является распространенным методом металлообработки.
Он может улучшить внешний вид, долговечность, проводимость или другие свойства металлической поверхности и помочь защитить ее от износа и коррозии. Кроме того, его также можно использовать для изготовления материалов различной формы, таких как резиновые кольца, детали прессового типа или режущие инструменты для обрезки. Поэтому анодирование является распространенным методом металлообработки. С быстрым развитием штамповочной промышленности конкуренция во всех сферах жизни растет, и она применяется в различных отраслях, таких как аэрокосмическая промышленность, образование, автозапчасти, оборудование для дайвинга и так далее. Далее будут представлены структура, тип и материал пуансона.
С быстрым развитием штамповочной промышленности конкуренция во всех сферах жизни растет, и она применяется в различных отраслях, таких как аэрокосмическая промышленность, образование, автозапчасти, оборудование для дайвинга и так далее. Далее будут представлены структура, тип и материал пуансона. После заливки в бак для СОЖ погонять помпу 10 минут – и самодельная эмульсия готова.
После заливки в бак для СОЖ погонять помпу 10 минут – и самодельная эмульсия готова.


 Поэтому заменять ими эмульсию для станка нельзя.
Поэтому заменять ими эмульсию для станка нельзя.

 , Inc. 25 августа 2021 г.
, Inc. 25 августа 2021 г. Начните с узкого круга задач и инструментов, которые вы используете.
Начните с узкого круга задач и инструментов, которые вы используете. Эмульсия представляет собой смесь воды и масла, и существует множество различных соотношений воды и масла в эмульсионных смесях охлаждающих жидкостей.
Эмульсия представляет собой смесь воды и масла, и существует множество различных соотношений воды и масла в эмульсионных смесях охлаждающих жидкостей.

 Чтобы воспользоваться преимуществами наших экспериментов и найти лучшую охлаждающую жидкость для токарных станков для вашего цеха, свяжитесь с нашей командой сегодня.
Чтобы воспользоваться преимуществами наших экспериментов и найти лучшую охлаждающую жидкость для токарных станков для вашего цеха, свяжитесь с нашей командой сегодня.
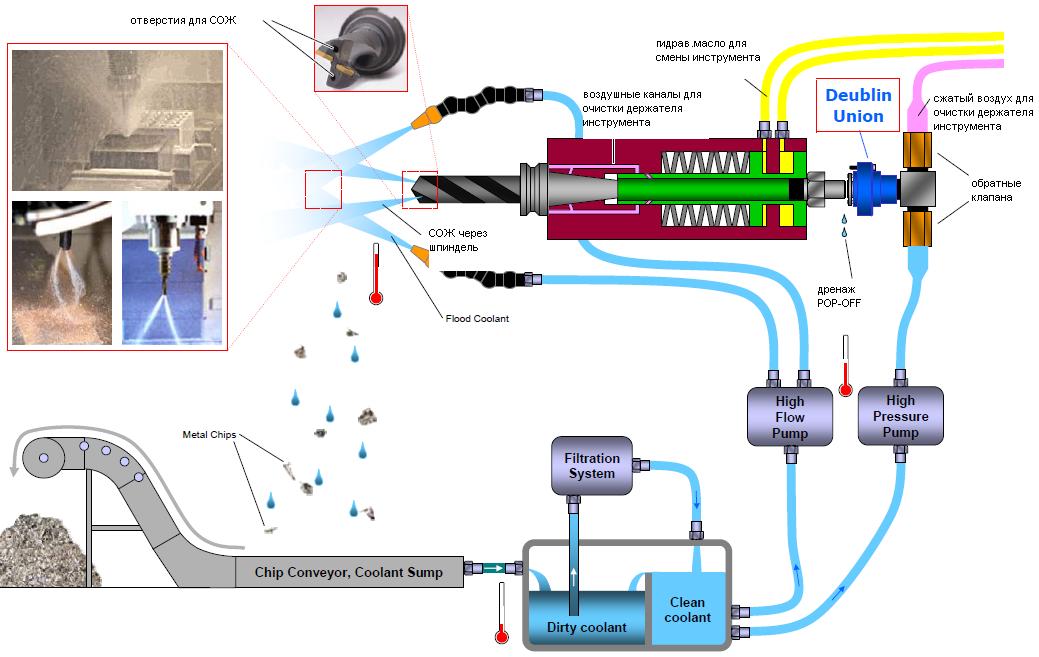 Ответ смотрел мне в лицо каждый раз, когда я вел машину. Омыватель ветрового стекла оснащен небольшим компактным низковольтным насосом, способным подавать значительную струю жидкости. Единственные реальные вопросы, которые у меня возникали, заключались в том, совместим ли насос омывателя ветрового стекла с охлаждающими жидкостями на основе минерального масла и насколько он надежен, если будет работать непрерывно.
Ответ смотрел мне в лицо каждый раз, когда я вел машину. Омыватель ветрового стекла оснащен небольшим компактным низковольтным насосом, способным подавать значительную струю жидкости. Единственные реальные вопросы, которые у меня возникали, заключались в том, совместим ли насос омывателя ветрового стекла с охлаждающими жидкостями на основе минерального масла и насколько он надежен, если будет работать непрерывно. После нескольких минут работы двигатель был довольно горячим. В этом нет ничего удивительного, поскольку омыватели ветрового стекла предназначены для периодического использования. При снижении напряжения поток насоса уменьшился, и при 2 В подача по-прежнему превышала 100 мл/мин. При таком напряжении насос будет работать часами и не нагреваться. Тоже было практически бесшумно. Затем я заменил перекачиваемую жидкость на смесь 50% уайт-спирита и 50% моторного масла и настроил насос на 2 вольта на несколько часов. По истечении этого периода я снова разобрал насос и осмотрел шестерни и уплотнения на наличие признаков повреждения. Ни один из них не был очевиден, поэтому я решил, что насос может стать основой для моей системы охлаждения.
После нескольких минут работы двигатель был довольно горячим. В этом нет ничего удивительного, поскольку омыватели ветрового стекла предназначены для периодического использования. При снижении напряжения поток насоса уменьшился, и при 2 В подача по-прежнему превышала 100 мл/мин. При таком напряжении насос будет работать часами и не нагреваться. Тоже было практически бесшумно. Затем я заменил перекачиваемую жидкость на смесь 50% уайт-спирита и 50% моторного масла и настроил насос на 2 вольта на несколько часов. По истечении этого периода я снова разобрал насос и осмотрел шестерни и уплотнения на наличие признаков повреждения. Ни один из них не был очевиден, поэтому я решил, что насос может стать основой для моей системы охлаждения. Вмещает около 250 мл охлаждающей жидкости. В нижней части просверлено отверстие диаметром 6 мм. Латунный болт с шестигранной головкой M6 диаметром 25 мм был высверлен на 3 мм, а резьба отвернута примерно на 13 мм. Этот болт был пропущен через отверстие с использованием волокнистой шайбы в качестве уплотнения и затянут сбоку тарелки с помощью гайки M6.
Вмещает около 250 мл охлаждающей жидкости. В нижней части просверлено отверстие диаметром 6 мм. Латунный болт с шестигранной головкой M6 диаметром 25 мм был высверлен на 3 мм, а резьба отвернута примерно на 13 мм. Этот болт был пропущен через отверстие с использованием волокнистой шайбы в качестве уплотнения и затянут сбоку тарелки с помощью гайки M6.
 (Еще одна жесткая насадка также была поставлена и использовалась вместе с масленкой). Гибкая трубка имеет внутри отрезок жесткой проволоки, позволяющей сгибать гибкую трубку в любом положении.
(Еще одна жесткая насадка также была поставлена и использовалась вместе с масленкой). Гибкая трубка имеет внутри отрезок жесткой проволоки, позволяющей сгибать гибкую трубку в любом положении. Он имеет маркировку SEIM и сделан во Франции.
Он имеет маркировку SEIM и сделан во Франции. При таком расположении скорость насоса может варьироваться, чтобы обеспечить что угодно: от медленной капельки до струи хладагента.
При таком расположении скорость насоса может варьироваться, чтобы обеспечить что угодно: от медленной капельки до струи хладагента. Шейл был изготовлен путем нагревания полосы плексигласа 80 x 370 x 2,5 мм в бытовой печи, пока она не станет гибкой. Во время процесса нагрева она полностью поддерживалась на полосе из фибрового картона толщиной 1/8 дюйма. Когда она была гибкой, она была извлечена и обернута вокруг банки с краской (диаметром около 130 мм), чтобы придать изогнутую форму. Изогнутая полоса была привинчена к куску 12-миллиметровый квадратный стальной лист с использованием 13-миллиметрового алюминиевого листа для распределения напряжения вокруг винтов. 12-миллиметровый квадратный стальной лист был просверлен на 6-миллиметровом диаметре и стержень закреплен на месте с помощью Loctite. Был сделан простой кронштейн, чтобы прикрепить его к поперечный слайд
Шейл был изготовлен путем нагревания полосы плексигласа 80 x 370 x 2,5 мм в бытовой печи, пока она не станет гибкой. Во время процесса нагрева она полностью поддерживалась на полосе из фибрового картона толщиной 1/8 дюйма. Когда она была гибкой, она была извлечена и обернута вокруг банки с краской (диаметром около 130 мм), чтобы придать изогнутую форму. Изогнутая полоса была привинчена к куску 12-миллиметровый квадратный стальной лист с использованием 13-миллиметрового алюминиевого листа для распределения напряжения вокруг винтов. 12-миллиметровый квадратный стальной лист был просверлен на 6-миллиметровом диаметре и стержень закреплен на месте с помощью Loctite. Был сделан простой кронштейн, чтобы прикрепить его к поперечный слайд По этой причине я предпочитаю использовать охлаждающие жидкости на масляной основе. Обычно я использую смесь моторного масла SAE30, разбавленного 50/50 уайт-спиритом. Я считаю, что это хорошо работает для алюминия и стали.
По этой причине я предпочитаю использовать охлаждающие жидкости на масляной основе. Обычно я использую смесь моторного масла SAE30, разбавленного 50/50 уайт-спиритом. Я считаю, что это хорошо работает для алюминия и стали.

 В случае необходимости
В случае необходимости
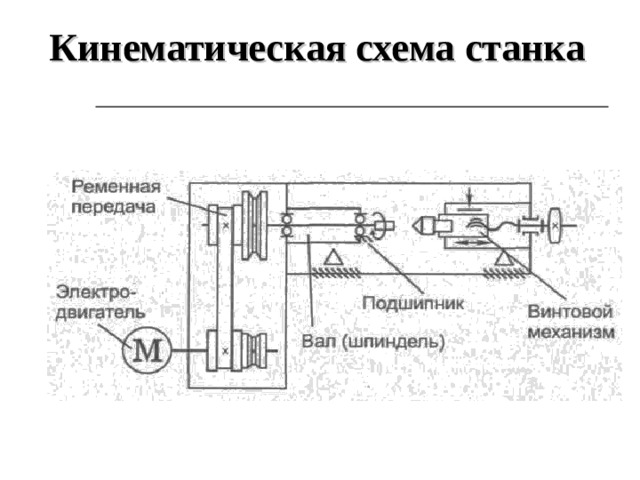
 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе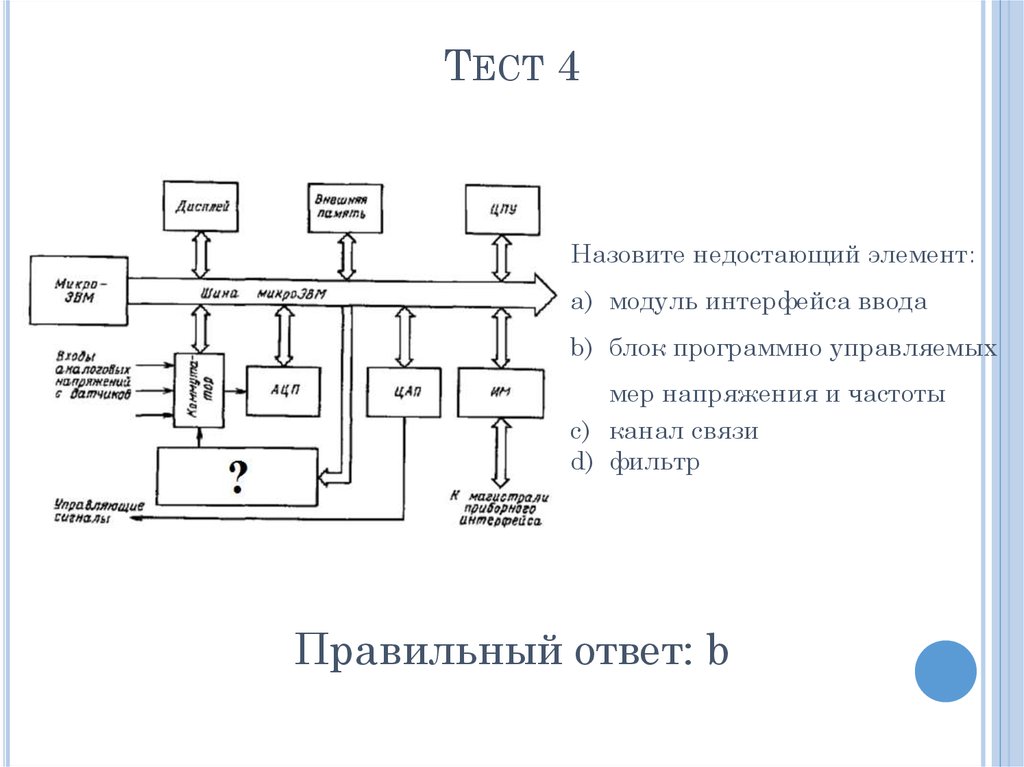 В этом случае вращение передается зубчатыми колесами z = 45 или z= 15 (на валу IV), сцепляющимися с одним из венцов блока z = 45, z = 60 (на валу V), и парами колес 18/72 и 30/60.
В этом случае вращение передается зубчатыми колесами z = 45 или z= 15 (на валу IV), сцепляющимися с одним из венцов блока z = 45, z = 60 (на валу V), и парами колес 18/72 и 30/60.
 Ходовой винт при этом должен быть отключен.
Ходовой винт при этом должен быть отключен.


 шп. · z1/z2 · Рх мм/об,
шп. · z1/z2 · Рх мм/об,
 Управление коробкой скоростей токарно-винторезного станка 16к20. Скачать в увеличенном масштабе
Управление коробкой скоростей токарно-винторезного станка 16к20. Скачать в увеличенном масштабе

 Коробка подач токарно-винторезного станка 16К20. Скачать в увеличенном масштабе
Коробка подач токарно-винторезного станка 16К20. Скачать в увеличенном масштабе 10). Станок можно налаживать на нарезание различных резьб.
10). Станок можно налаживать на нарезание различных резьб. Для этого нужно отпустить винты 19 и вынуть щитки со стороны заднего кронштейна 18.
Для этого нужно отпустить винты 19 и вынуть щитки со стороны заднего кронштейна 18.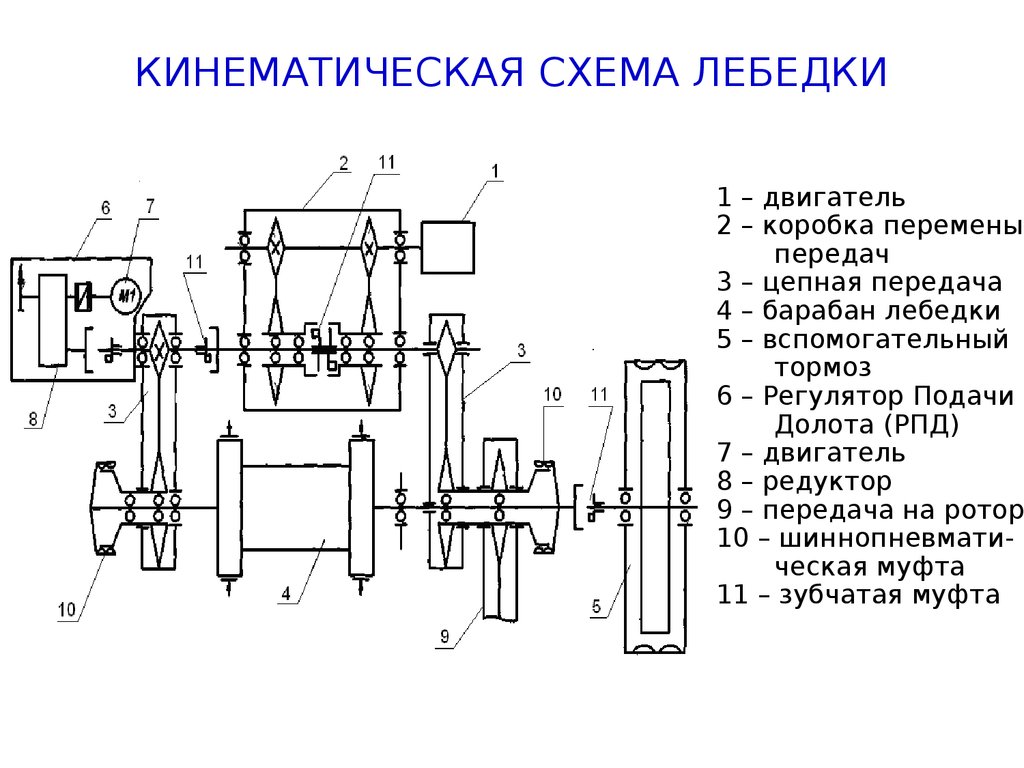 .1300
.1300 Подачи
Подачи .1,4
.1,4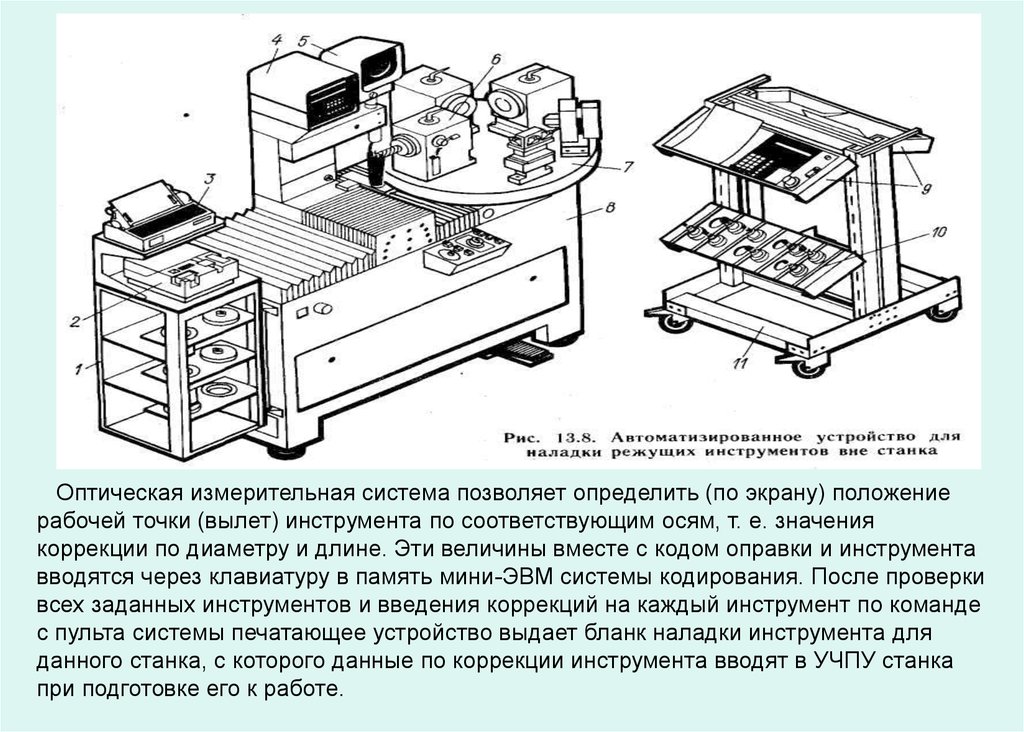 Руководство по эксплуатации, НИИМАШ, 1976
Руководство по эксплуатации, НИИМАШ, 1976 К. Металлорежущие станки, 1973
К. Металлорежущие станки, 1973 Эбрахими
Эбрахими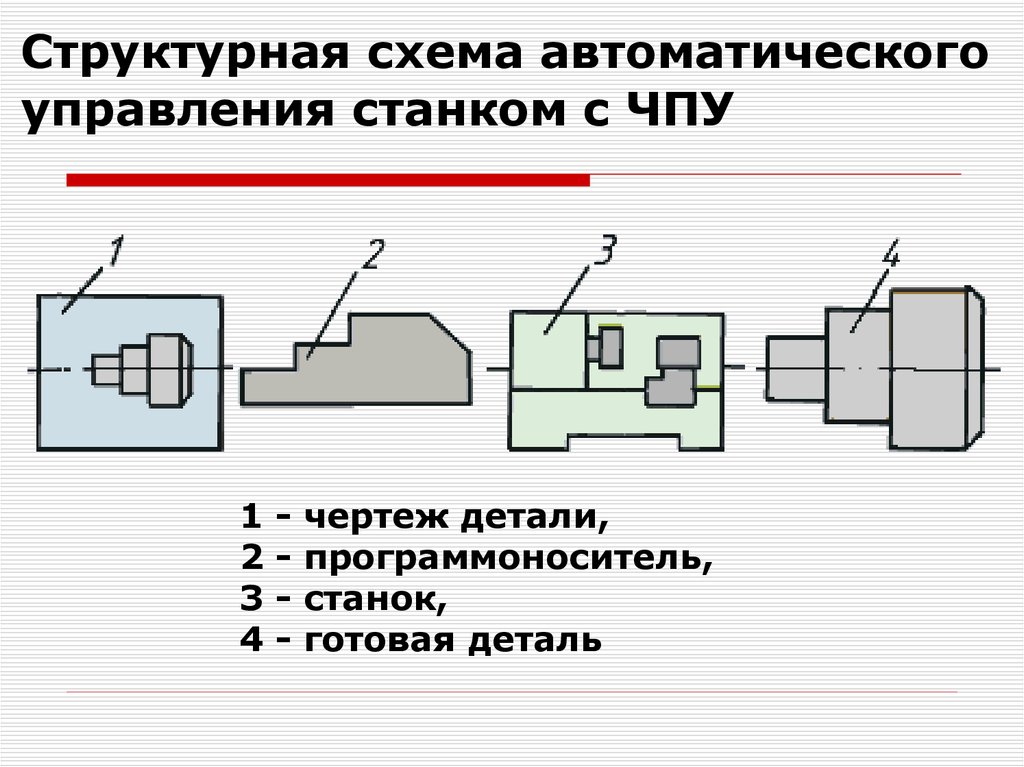 Бдул, М. Брахирни
Бдул, М. Брахирни Построение и функционирование контура управления положением. Переходная характеристика возмущения. Требования к…
Построение и функционирование контура управления положением. Переходная характеристика возмущения. Требования к… Аксинте, В. Беллуко, Л. Шиффре
Аксинте, В. Беллуко, Л. Шиффре
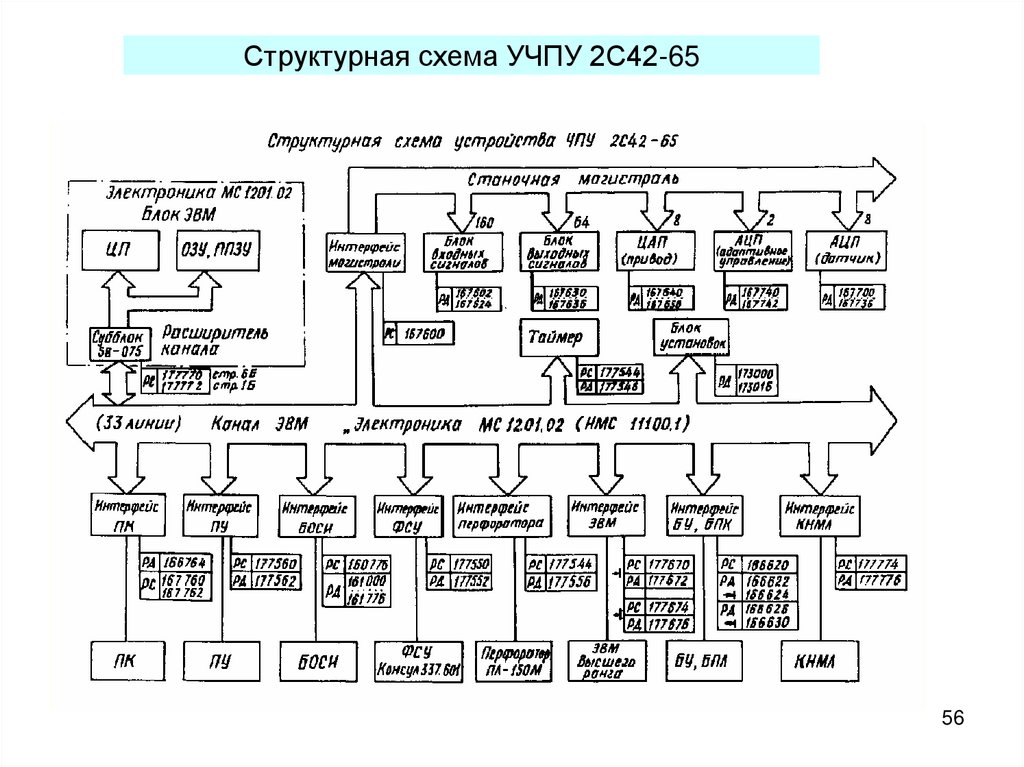
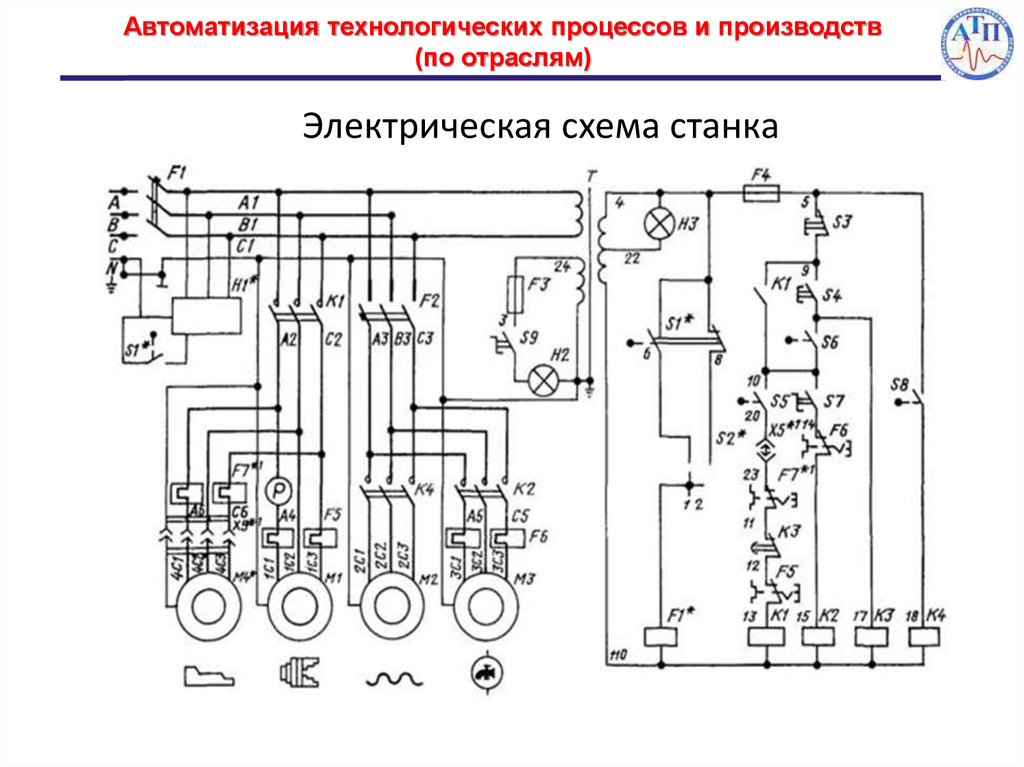
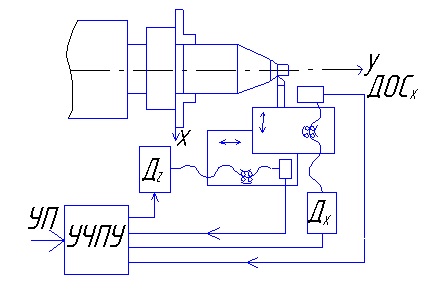 Благодаря огромному выбору диаграмм вы можете испытать всю широту ассортимента продуктов ON Semiconductor на четком и лаконичном системном уровне. блок-схема. Если вы новичок в ON Semiconductor или просто ищете вдохновение для своего следующего крупного проекта, ознакомьтесь с нашими интерактивными блок-схемами и создайте свою собственную спецификацию материалов (BOM) уже сегодня.
Благодаря огромному выбору диаграмм вы можете испытать всю широту ассортимента продуктов ON Semiconductor на четком и лаконичном системном уровне. блок-схема. Если вы новичок в ON Semiconductor или просто ищете вдохновение для своего следующего крупного проекта, ознакомьтесь с нашими интерактивными блок-схемами и создайте свою собственную спецификацию материалов (BOM) уже сегодня.