Фрейзер по дереву своими руками: как сделать самодельный стационарный фрезер по дереву
Самодельный фрезерный станок по дереву, чертежи стационарного фрезера, установка шпинделя своими руками: фото и видео-уроки, цена
Статьи
Фрезерование древесины представляет собой технологичный процесс обработки посредством вращающихся резцов, которые позволяют отделять часть стружки. При этом данная операция может быть применена как к профильным, так и плоским поверхностям различных деталей. На концах элементов можно формировать всевозможные соединительные отверстия и гнезда.
На фото представлено устройство, сделанное самостоятельно.
Начальная информация о процессе
Прежде чем сооружать самодельные фрезерные станки по дереву, рекомендуется ознакомиться с данным способом обработки более подробно. В качестве основного элемента в данном случае выступает специальная насадка с большим количеством зубчиков.
В зависимости от ее типа можно произвести тот либо иной способ фрезерования:
- Концевая обработка направлена в первую очередь на то, чтобы сделать в детали канавку или паз определенного размера.

- Фасонная технология подразумевает проведение работ с профильными элементами вроде багетов, шестерней, а также оконных рам.
- Торцевая методика фрезерования, как правило, применима к максимально большим поверхностям.
Наглядно демонстрируется схема торцевого фрезерования.
Дополнение! Достаточно часто используются специализированные фрезы, позволяющие делать фигурный срез. При таком варианте можно легко осуществить раскрой материала с дополнительной обработкой крайней части.
Составные части устройства
Чтобы сделать своими руками непосредственно самодельный стационарный фрезерный станок по дереву, необходимо ознакомиться с основными компонентами данного механизма. Самостоятельное изготовление подобного приспособления для обработки поможет сэкономить, так как цена готовой продукции относительно высока.
Приводящий механизм
На этапе проектирования начинающий мастер должен решить, какой мощности двигатель будет использоваться. Если при эксплуатации не предполагается осуществлять глубокую выборку древесины, то можно обойтись мотором с мощностью не более 500 Вт. Однако на практике такие станки очень часто глохнут.
Если при эксплуатации не предполагается осуществлять глубокую выборку древесины, то можно обойтись мотором с мощностью не более 500 Вт. Однако на практике такие станки очень часто глохнут.
Рекомендуется взглянуть на чертежи самодельного фрезерного станка по дереву.
Оптимальный вариант заключается в применении двигателя, мощность которого колеблется в пределах 1-2 кВт. При наличии такого агрегата можно использовать практически любые типы фрез, осуществляя обработку древесины в стандартном режиме.
Для проведения работ может подойти как электрический лобзик по дереву, так и ручные инструменты, вроде дрели или болгарки.
При выборе двигателя немалую роль играет количество оборотов, производимое за одну минуту. Чем выше показатель, тем равномернее и чище будет срез. Лучше всего, если мотор рассчитан на подключение к бытовой сети с напряжением 220 вольт.
Регулировочный лифт
Когда изготавливается самодельный фрезер по дереву, определенное внимание следует уделить данному приспособлению. Лифт обычно состоит из корпуса, скользящих полозьев, каретки, резьбовой оси и винта для фиксации.
Лифт обычно состоит из корпуса, скользящих полозьев, каретки, резьбовой оси и винта для фиксации.
При включении устройства каретка должна двигаться вниз или вверх. Полозья выполняют функцию защитных ограничителей. Фиксирующий винт позволяет закрепить каретку в одном положении после выбора конкретной высоты. Что касается корпуса, то он удерживает полностью всю конструкцию.
Так выглядит самодельный шпиндель для фрезерного станка по дереву.
Подобное приспособление обеспечивает регулирование выхода сменной насадки непосредственно над поверхностью стола. Для удобства лифт снабжается специальными шестернями.
Опорная конструкция
Если нет готового стола, то его можно легко сделать из древесины. Хотя данный материал боится влаги, из него получаются достаточно долговечные и надежные конструкции. В ходе работ для создания основной плоскости могут использоваться древесные плиты различного типа.
Перед основными работами должны быть составлены чертежи самодельного фрезерного стола по дереву, на которых следует выделить наиболее важные места. При планировании нельзя забывать о технике безопасности. Требуется в обязательном порядке закрыть пространство вокруг вращающейся фрезы.
При планировании нельзя забывать о технике безопасности. Требуется в обязательном порядке закрыть пространство вокруг вращающейся фрезы.
Можно изготовить примерно такой стол для станка.
Изготовление насадки
При необходимости может использоваться самодельная фреза по дереву, позволяющая осуществлять несложные работы.
Детальная инструкция по изготовлению подобной насадки приведена ниже. Деталь будет изготавливаться непосредственно из полотнища резака поэтапно.
- Сначала делается отверстие точно в центральной части. Для этого используется сверло из твердых сплавов. Заусенцы и другие дефекты устраняются при помощи алмазного надфиля.
- Следом производится центрирование диска. Простым карандашом четко обрисовывается контур. Внешние края подравниваются на станке с установленным шлифовальным кругом.
- Далее проделываются зубчики с помощью отрезного круга. Их количество обычно составляет около 20 штук. Угол наклон прорезей должен соответствовать 30 градусам.

- На завершающей стадии подготовленная насадка устанавливается непосредственно на станок. Для тестирования можно использовать ненужную заготовку из дерева. Выборка древесины должна происходить равномерно.
Показан один из этапов изготовления детали.
Внимание! Самодельные фрезы по дереву для ручного фрезера или станка не рекомендуется подвергать термической обработке в домашних условиях, так как качество режущего элемента может только ухудшиться.
В качестве заключения
Отталкиваясь от вышеизложенной информации, многие начинающие мастера смогут самостоятельно соорудить незамысловатый деревообрабатывающий станок, который может применяться для осуществления несложных работ. Конечно же, сравниться с готовым оборудованием, например, качественной дисковой пилой по дереву, он не сможет, но производить нехитрые операции будет способен.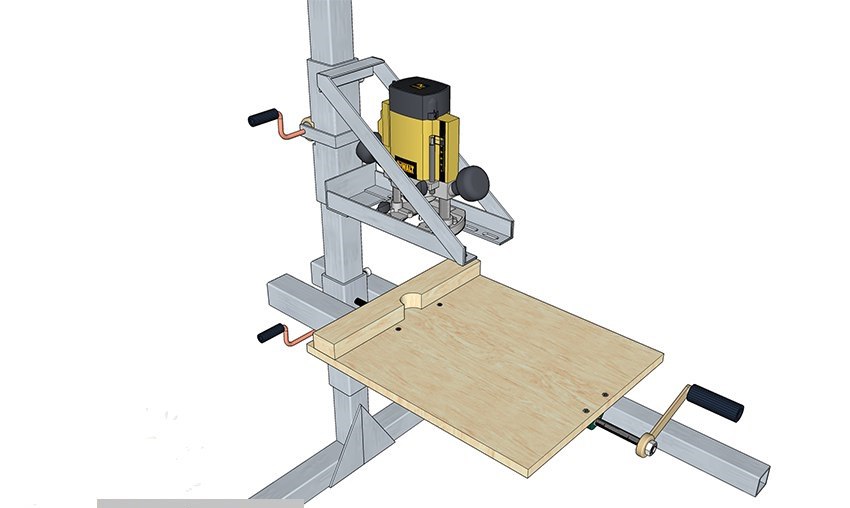 В качестве наглядного пособия желательно использовать специальное видео в этой статье.
В качестве наглядного пособия желательно использовать специальное видео в этой статье.
принцип работы, изготовление и подключение
В сегодняшнем обзоре редакции Homius мы расскажем о том, как в бытовых условиях сделать фрезерный станок по дереву самостоятельно, чтобы выполнять основные операции с изделиями. Отличием подобных станков станет многофункциональность, которая даст возможность обрабатывать металлические, деревянные и другие заготовки. Чтобы знать, как сделать фрезерный станок по дереву своими руками, следует ознакомиться с общими рекомендациями.
Фрезерный станок по дереву своими руками
ФОТО: remoo.ru
Содержание статьи
- 1 Фрезерный станок по дереву своими руками
- 2 Принцип функционирования
- 2.1 Копировально-фрезерный станок по дереву своими руками
- 3 Как выбрать мощность силового привода фрезерного станка по дереву для домашней мастерской
- 4 Самодельный фрезерный станок по дереву своими руками
- 4.
 1 Какие комплектующие элементы и материалы нужны в работе
1 Какие комплектующие элементы и материалы нужны в работе - 4.2 Изготовление станины
- 4.3 Изготовление столешницы
- 4.4 Подготовка места для монтажной пластины и изготовление основания
- 4.5 Изготовление упора и прижимной гребёнки
- 4.6 Выбор электрооборудования
- 4.7 Особенности подключения фрезерного станка к электропитанию
- 4.8 В каком порядке собираются комплектующие элементы
- 4.9 Дополнительные защитные элементы
- 4.
- 5 Фрезерный станок с ЧПУ по дереву своими руками – общее руководство
- 6 Как из дрели сделать фрезер по дереву
- 7 Как сделать самодельную фрезу по дереву своими руками
Фрезерный станок по дереву своими руками
Имея представление о всех достоинствах рассматриваемого приспособления, большинство домашних специалистов задают вопрос: «Как изготовить фрезерный станок, имея под рукой лишь доступные бюджетные запчасти?» Нужно тут же отметить, что создать подобное изделие не так сложно, как может показаться. Кроме того, можно наделить его опциями, присущими как фрезерному, так и токарному агрегату.
Кроме того, можно наделить его опциями, присущими как фрезерному, так и токарному агрегату.
Самостоятельное создание фрезерного станка по древесине
ФОТО: stanokgid.ru
Принцип функционирования
Фрезерные станки идеальны для точной обработки древесины. Технология будет схожа с работой скульптора, который отсекает ненужные части детали. В такой ситуации главные функции будет выполнять фреза.
Инструмент с заострёнными гранями будет вращаться на больших скоростях, что ускорит проведение операций
ФОТО: promzn.ru
Устройство приводится в действие с помощью электродвигателя. Чтобы обеспечить требуемую точность движений, используются специальные механические приспособления.
Копировально-фрезерный станок по дереву своими руками
Большое количество деталей, элементов мебели, прочих изделий нуждаются в фигурном высокоточном и аккуратном исполнении. В то же время, необходимо обеспечивать полную аналогию в целом тираже заготовок. Собственноручно достичь такого эффекта почти невозможно.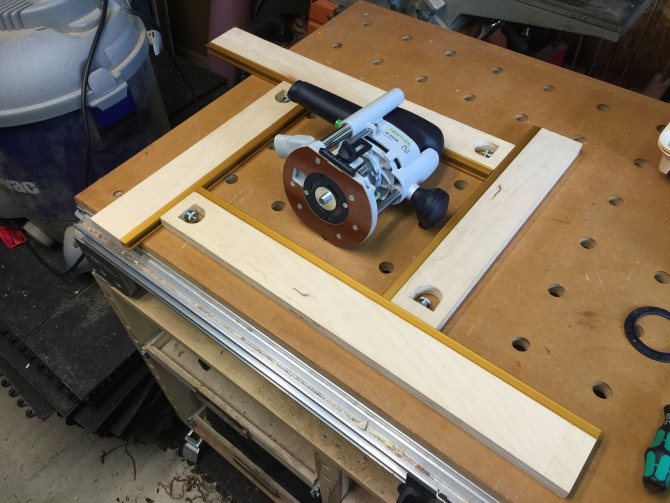 Для этого используется копировально-фрезерный станок.
Для этого используется копировально-фрезерный станок.
Несомненным достоинством такого приспособления станет то, что при простоте устройства, оно выполняет достаточно сложные узоры
ФОТО: youtube.com
Кроме того, прибор будет незаменимым для сверления отверстий под ряд элементов (под замок и ручки, формирование рамок для зеркал, прочие работы).
Чтобы все детали, заготовки и изделия получались идентичными, станок по древесине использует в работе шаблоны. Они являются объёмными образцами, выполняемыми из дерева, пластмассы и прочих материалов. Чтобы обеспечить высокоточное проведение работ, используют вакуумное прижимание заготовок и автоподачу шаблона.
Благодаря идеальному копированию границ шаблона, получатся идентичные готовые изделия со сложными узорами и отверстиями необходимой формы
ФОТО: met-all.org
Как выбрать мощность силового привода фрезерного станка по дереву для домашней мастерской
Профильными мастерами рекомендуется выбирать силовое устройство для оборудования такой категории с мощностью не менее 1,5 кВт. Когда планируется постоянно выполнять большие объёмы работ, этот показатель нужно увеличить в 4 раза.
Когда планируется постоянно выполнять большие объёмы работ, этот показатель нужно увеличить в 4 раза.
Мощные приборы выполняют собственные функции без перегрузки, что понижает вероятность поломки, увеличивает реальные сроки эксплуатации
ФОТО: orgstanki.ru
Стоимость подобного изделия сильно не увеличится. Но будет возможность установить крупную фрезу.
Также, чтобы правильно оценить стоимость, нужно принять во внимание и частоту вращения. Требуется учитывать, что при увеличении диаметра фрезы возрастёт и угловая скорость. Когда будет достигнут конкретный порог, трение увеличит температурные показатели, что приведёт к потемнению деревянного изделия.
Статья по теме:
Ручной фрезер по дереву: где используется данный прибор, какие разновидности существуют, основные узлы и конструктивные элементы, технические характеристики, виды фрез, а также лучшие модели, по мнению пользователей — в нашей публикации.
Самодельный фрезерный станок по дереву своими руками
Наиболее простой способ самостоятельно сделать фрезерный станок дома – сконструировать его из дрели, либо электромотора, который снят с другого изделия. Такой процесс не слишком трудоёмок, потому каждый специалист легко справится с его изготовлением. Понадобится электродвигатель, мощность которого не более 500 Вт, и подручные средства. Как привод можно использовать дрель. Тем не менее, чтобы изготовить токарный станок, понадобятся определённые умения.
Такой процесс не слишком трудоёмок, потому каждый специалист легко справится с его изготовлением. Понадобится электродвигатель, мощность которого не более 500 Вт, и подручные средства. Как привод можно использовать дрель. Тем не менее, чтобы изготовить токарный станок, понадобятся определённые умения.
Изготовление самодельного фрезерного станка
ФОТО: youtube.com
Какие комплектующие элементы и материалы нужны в работе
Силовые комплектующие конструкции оптимально делать из стали.
Подходят обычные уголки со стенками от 0,2 см и больше
ФОТО: prodiel.ru
Вместо сварного соединения комфортнее использовать винтовое. В такой ситуации упрощается разборка для продолжительного хранения или перемещения на другое место. Кроме того, легче заменяется вышедшая из строя деталь. Элементы из металла требуется защищать от коррозии с помощью последовательных слоёв грунтовки и краски.
Столешница, линейки и прочие части делаются из качественных сортов дерева, фанеры
ФОТО: papakarlo. kherson.ua
Подобные материалы могут разрушиться под действием высокой влажности во время перепада температуры. Это учитывается при размещении оборудования в неотапливаемой комнате.
Изготовление станины
Материалы для создания станины подбирают с учётом размеров двигателя, объёмов и параметров обрабатываемого материала. Её выполняют из древесины либо металла. Она имеет сборную либо литую конструкцию. Самостоятельная сборка фрезерного стола для станка по древесине возможна из различных комплектующих. Важно обеспечить необходимую жёсткость и устойчивость прибора.
Изготовление станины
ФОТО: youtube.com
Изготовление столешницы
Чтобы изготовить столешницу, понадобится прочная плита ДСП (от 2,5 см) с толстым слоем защиты. Подобные изделия имеют лучшую устойчивость к влиянию негативных внешних факторов, в сравнении с массивом из натуральной древесины. Применяя фрезеровку, создаются пазы. Внутрь выемок вставляются профили из металла.
Изготовление столешницы
ФОТО: youtube. com
Подготовка места для монтажной пластины и изготовление основания
Монтажная пластина является прямоугольником (зачастую выполняется из металла), в середине которого выпиливают отверстия для мотора. Её крепят к столешнице с задней стороны или «вешают» над ней. На данной стадии нужно определиться, где будет расположен мотор.
Изготовление основания
ФОТО: youtube.com
Изготовление упора и прижимной гребёнки
Чтобы зафиксировать обрабатываемые заготовки к станине, в обязательном порядке используются спецупоры и прижимные гребёнки. Они дают возможность закреплять деталь таким образом, чтобы к ней можно было подобраться для обработки с любых сторон. Для этого, на станине создают спецвыемки, куда крепят прижимы.
На сегодняшний день продают готовые наборы с фиксаторами для многих видов станков. Прихваты бывают различной формы: прямые и изогнутые, универсальные и вилкообразные. Но, чтобы самостоятельно собрать станок, зачастую используют угольники, опоры и прижимы, которые закрепляются к столешнице либо к направляющим.
Изготовление гребёнки
ФОТО: youtube.com
Выбор электрооборудования
Требования к мотору, переключателям и прочим элементам рассматриваются отдельно. Как и во время оценки материалов, требуется осуществлять выбор, отталкиваясь от условий, созданных в мастерской. Часть электроаппаратов и приборов выпускаются согласно нормам IP.
Подобная маркировка означает:
- «4» – предупреждение попадания в корпус фрагментов пыли с размером от 0,1 см и больше;
- «0» – отсутствует защита от влаги.
Выбор электрооборудования
ФОТО: stankiexpert.ru
Особенности подключения фрезерного станка к электропитанию
Фрезерные станки относят к сложной технике, подключение которой к питанию проводят по специальной схеме.
В промышленных цехах устанавливаются вертикальные фрезеры по древесине большой мощности
ФОТО: images.ru.prom.st
Часто пользователи сомневаются, есть ли надобность тянуть специальную линию для бытового прибора. Иное дело, когда внутрь гаража уже проведены 3 фазы. В такой ситуации, разумеется, целесообразно взять асинхронный трёхфазник с условием, что запитывающий кабель сможет выдержать нагрузки. Плавный запуск и остановка такого устройства, а также высокая мощность, дадут возможность функционировать практически с любыми образцами древесины.
Механизм управления часто оснащается антиаварийной защитой, его можно регулировать при помощи трансформатора и дополнительного выключателя
ФОТО: stankiexpert.ru
В каком порядке собираются комплектующие элементы
Сварка уголков из металла делается в металлообрабатывающей мастерской. Там заказывают гребёнки из стали и прочие сложные узлы. Сборка начинается с каркаса. На него устанавливается столешница и навесные детали. Устройство кладётся на бок. Подсоединяется электромотор и пылесосный шланг. Станок возвращается в рабочую позицию, включается в электросеть, проверяется его функциональность.
Деревянная столешница иногда трескается, что очень непрактично. Когда понадобится воспользоваться таким материалом, оптимально отыскать готовые изделия с водостойким напылением.
Дополнительные защитные элементы
Предварительно нужно продумать вспомогательные составляющие конструкции. Например, где будет расположен механизм очистки места реза от мусора. Требуется предусмотреть:
- опцию подсветки рабочего участка;
- доступность клавиш запуска и выключения устройства;
- защиту от мусора;
- доступность двигателя;
- направляющие и ограждающие мониторы;
- места для фиксации и прижима.
Сборка комплектующих
ФОТО: чпу-моделист.рф
Фрезерный станок с ЧПУ по дереву своими руками – общее руководство
С помощью спецсистемы приводов, фреза перемещается вертикально и горизонтально в пределах рабочей зоны. Точность перемещения обеспечивается использованием шаговых двигателей. Каждое действие управляется электроникой и специализированным ПО.
Чтобы изготовить фрезер с ЧПУ по древесине самостоятельно, требуются определённые навыки
ФОТО: stanokgid.ru
Чтобы сделать подобный станок, требуется воспользоваться некоторыми рекомендациями:
- для снижения нагрузок на опорную часть и шпиндель необходимо использовать качественный, хорошо заточенный инструмент с оптимальной скоростью работы;
- не всегда требуется покупать мощные шаговые электродвигатели. В данной ситуации они будут преодолевать относительно небольшое трение во время перемещения по направляющим. Чтобы уменьшить сопротивление, требуется соответствующая смазка;
- чтобы получить хорошую точность, подойдут шаговые электродвигатели с единичным шагом в 1,6º. Требуется надлежащим образом подобрать необходимую пару винтов;
- используя зубчатый ремень, добиться точности более 0,3−0,4 мм на длине 65−75 см крайне трудно. Винтовой привод легко решит данную проблему;
- оптимально использовать подшипники скольжения.
Шаговые двигатели
ФОТО: vseochpu.ru
Как из дрели сделать фрезер по дереву
Дрель является одним из наиболее часто встречающихся инструментов, выручающих в любых ситуациях.
Фрезер с дрелью решает различные задачи, в то же время, устройство можно разобрать
ФОТО: youtube.com
Подобное приспособление фактически ничего не стоит. Пользователю необходимо определиться с фиксацией и расположением его относительно рабочего участка. В определённых аспектах такое изделие заменит токарно-фрезерные приборы по древесине. Алгоритм сборки:
- Найти ненужную ручку от электроприбора, которая использовалась бы как комфортная рукоятка.
- Установка предварительно подготовленных фиксирующих элементов, закрепляющих дрель в устойчивой позиции.
- Дрель закрепляется в держателе при помощи спецуголков.
- Размечается оргстекло.
- Получается пластина.
- Станок устанавливается на опору.
- При помощи спецкрепежей закрепляется ещё одна пластина.
- Глубина фрезы регулируется при помощи спецзажима.
Подобное устройство даёт возможность выполнять фигурные и прямые резы, без особого труда сверлить нужные отверстия. Значительным недостатком станет то, что такой фрезер, который сделан из подручных средств, не имеет высокой прочности.
Скорость обрабатывания заготовок невысока
ФОТО: youtube.com
Чтобы увеличить скорость, можно заменить электродвигатель с дрели на перфораторный.
Статья по теме:
Ручной фрезер из обычной болгарки: необходимые материалы и инструменты, подобное пошаговое описание процесса изготовления изделия своими руками, проверка работоспособности инструмента, советы и рекомендации — читайте в публикации.
Как сделать самодельную фрезу по дереву своими руками
Каждое фрезеровальное устройство по древесине нуждается в особом наборе фрез. В некоторых случаях подбор становится сложной задачей. В такой ситуации можно изготовить фрезы самостоятельно.
Для изготовления собственного фрезерного инструмента зачастую используются обрезки арматуры
ФОТО: youtube.com
Стальные прутья также могут подойти. Основной трудностью станет то, что неровное покрытие арматуры требуется снимать на токарных станках.
На режущей части кромки изделия срезают половину диаметра. Меж частей заготовки с различными диаметрами будет сформирован постепенный переход. Затем, с уже обработанных изделий снимают ещё четверть диаметра и обтачивают плавный переход. После фрезе придают форму прямоугольника, для чего отрезают её нижнюю часть.
Фреза, сделанная самостоятельно
ФОТО: youtube.com
Статья по теме:
Фрезы для ручного фрезера по дереву: что такое и для чего она служит, конструктивные особенности, материалы изготовления, разновидности, средняя стоимость наборов фрез от различных производителей — в нашей публикации.
Качественный фрезер по древесине можно купить по доступной цене. Подобная техника подойдёт, чтобы выполнить рабочие операции дома. Однако, когда у пользователя имеются определённые навыки и материалы для собственноручной сборки прибора, то возможно сделать его самому. Самостоятельное создание такого станка по древесине является непростой задачей, тем не менее, полностью решаемой.
Если вам понравилась наша статья, обязательно оцените её. Кроме того, мы всегда рады ответить на ваши вопросы, которые можно оставить в форме обратной связи.
Watch this video on YouTube
Обсудить0
Предыдущая
Бытовая техникаКак пользоваться нивелиром: типы и особенности использования
Следующая
Бытовая техникаКак сделать металлоискатель своими руками: инструкция и принцип работы
Простые чертежи стола для фрезера своими руками
Обновлено: 29 июля 2019 г.
Стабильность, хранение и многое другое в этой таблице самодельных маршрутизаторов.
Следующий проект›
Семейный мастер на все руки
После того, как вы установите маршрутизатор на фрезерный стол, вы никогда не сможете его снять. Используйте эти простые чертежи фрезерного стола, чтобы построить этот фрезерный стол и изменить свой мир деревообработки.
Эксперты DIY журнала The Family Handyman Magazine
- Время
- Сложности
- Стоимость
- Много дней
- Промежуточный диапазон
- $ 101–250
Столковая DIE Rouder Table Table
9004 A HANTHELD ANMELDALILE IS ANTOLILLY ROUTILLY ROUTILLY VORLILLY VORLILLY VORLILLY VORLILLY VORLY ВЕРСОВАЯ В ВЗПРАВЛЕНИЕ. Но если перевернуть его вверх дном и установить под столом, тот же маршрутизатор способен выполнять совершенно новый набор задач. Я разработал этот фрезерный стол своими руками, чтобы он был прочным, устойчивым, простым в сборке и простым в использовании.
Столярные изделия — это сама простота. Только стыковые соединения и винты — никаких скосов, никакой суеты. Но не поймите меня неправильно. Простое не значит второсортное. Этот стол выдержит годы интенсивного использования и предлагает большинство функций, присущих моделям высокого класса.
Познакомьтесь с мастером по изготовлению ограждений для фрезерных столов
Дэйв Манкиттрик — полевой редактор и пилот авиакомпании, ставший профессиональным плотником.
8 Отличные характеристики фрезерного стола DIY
Двойной сбор пыли
Всасывает пыль сверху и снизу фрезы.
Суперхранилище
Храните свои фрезеры, насадки и аксессуары в одном удобном месте.
Безопасный и удобный переключатель
Внешний переключатель позволяет включать маршрутизатор, не открывая дверцу шкафа.
Полностью регулируемая направляющая
Простая, быстрая и надежная регулировка.
Подвижная, но прочная
Накладки для мебели из твердого пластика скользят по полу.
1: Двойной пылесборник Вакуумные порты в корпусе и ограждении обеспечивают всасывание как над, так и под фрезой, что делает этот фрезерный стол одним из самых чистых доступных станков.
2: Вместительное хранилище В большом и глубоком ящике можно хранить все фрезеры и аксессуары в одном удобном месте. Дверные держатели бит — просто обрезки дерева с просверленными отверстиями — позволяют мгновенно найти нужную биту.
3: Безопасный и удобный переключатель Внешний переключатель позволяет включать маршрутизатор, не открывая дверцу шкафа. При выполнении остановленных резов вы даже можете отключить его коленом, оставив обе руки свободными для удержания заготовки. Переключатель не является обязательным; можно использовать переключатель на роутере.
4: МДФ для устойчивости Корпус, верхняя часть и ограждение в основном изготовлены из МДФ, который получается плоским и остается плоским. МДФ тоже тяжелый. Дополнительный вес делает этот фрезерный стол устойчивым и гасит вибрацию фрезера.
5: Полностью регулируемая направляющая Скользящие поверхности направляющей позволяют регулировать ширину проема до 3 дюймов. Пара зажимов фиксирует упор в нужном положении — просто, быстро и надежно.
6: Прочная как камень крышка Верхняя часть представляет собой толстый сэндвич: 3/4 дюйма. МДФ между слоями 1/4 дюйма. оргалит. Он не будет деформироваться, провисать или сгибаться, независимо от того, что вы на него наткнетесь.
7: Прочные рабочие поверхности Древесина удивительно абразивна и стирает отделку и другие поверхности. Но ламинированная поверхность и поверхность упора на этом фрезерном столе останутся гладкими и гладкими в течение многих лет. Но ламинат не обязателен. Если вы пропустите это, вы сэкономите около 30 долларов и несколько шагов сборки.
8: Подвижный, но прочный Мебельные направляющие из твердого пластика позволяют легко перемещать этот фрезерный стол по полу. Но, в отличие от роликов, скользящие не будут шататься и не будут стоить вам целое состояние.
Как сделать фрезерный стол: Выбор фрезерного станка для стола
Неправильного фрезерного станка для стола не бывает. На протяжении многих лет я видел, как все виды фрезеров прекрасно работают на столах: большие, маленькие, модели с фиксированным основанием и погружные модели. Тем не менее, большинство серьезных плотников, которых я знаю, предпочитают фрезерные станки с фиксированным основанием в столах. И все согласны с тем, что чем больше, тем лучше; большинство профессионалов используют модель мощностью 3 л.с.
Если вы ищете новый фрезер, подумайте о «комбинированном комплекте» (один двигатель, фиксированное основание и погружное основание). Таким образом, вы можете установить одну базу на стол и быстро перенести двигатель на другую базу для ручного фрезерования. Также рассмотрите модель, которая позволяет регулировать высоту над столом. Вставив вал через столешницу, вы можете поднять или опустить фрезер. Очень точно, очень удобно. Craftsman, Milwaukee, Porter-Cable, Ridgid и Triton предлагают эту опцию на некоторых моделях. Дополнительные советы по покупке маршрутизатора см. в нашем обзоре маршрутизаторов среднего размера.
Тумба
Фото 1: Сборка тумбы
Соберите коробку тумбы, затем установите направляющие и дверцы ящиков. Петли типа «Wrap» облегчают подвешивание и регулировку дверей.
Я разработал этот фрезерный стол своими руками, чтобы его было легко собрать. В основном это вопрос вырезания деталей из списка вырезов и их сборки, как показано на рисунке А. Но прежде чем приступить к изготовлению шкафа, подумайте о высоте вашего стола. Я сделал свою высоту 34-1/4 дюйма, чтобы она соответствовала высоте моей настольной пилы. Таким образом, фрезерный стол может служить выходной опорой для пилы или наоборот. Если вы хотите сделать то же самое, вам, возможно, придется изменить высоту сторон и задней части.
Вырежьте все детали шкафа (детали A–G) и обвяжите их кромкой из твердой древесины (S–W). Я использовал клен. Приклеивая кромку, я использовал малярную ленту, чтобы удерживать ее на месте, пока клей не схватится, хотя были некоторые неподатливые места, где мне потребовалось дополнительное усилие зажимов. Кромка имеет две цели: она защищает края МДФ, которые склонны к сколам и вмятинам, и просто хорошо выглядит, когда фрезерный стол готов.
После того, как все детали были обрезаны, я собрал корпус с помощью винтов с шайбами. Вы можете использовать другие типы шурупов, но головки с шайбами избавляют от необходимости сверлить углубления с зенковкой, добавляют прочности и, как и окантовка, выглядят хорошо.
Важно : Перед тем, как прикрутить среднюю полку, измерьте высоту фрезера и убедитесь, что расположение полки позволяет снять двигатель фрезера с основания. Я разместил полку на расстоянии 12 дюймов от верха, но вашему маршрутизатору может потребоваться больше места. Это также может изменить высоту частей вашего ящика.
Когда шкаф готов, повесьте дверцы с помощью «накидных» петель (Фото 1). Доступно несколько стилей; просто обязательно используйте версию «с полным наложением», так как двери полностью закрывают передние края сторон. Я использовал петли под номером 00H5833 на leevalley. com. Прибейте мебельные направляющие, установите внешний выключатель и прорежьте одно отверстие для шнура питания, а другое чуть выше средней полки, размер которого соответствует размеру вакуумного шланга. Вам также придется вырезать отверстие в верхней части шкафа, но оставьте это на потом.
Столешница
Фото 2: Сделайте столешницу в виде «сэндвича»
Приклейте слои ДВП к обеим сторонам сердцевины МДФ. Сначала приклейте нижний слой, как показано здесь. Вы можете сжать детали вместе с платформой из МДФ, 2×4 и зажимами, как показано на рисунке, или с помощью штабелирования грузов на бутерброде.
Деталь «сэндвича» столешницы
Ниже показано, как использовать плиту из МДФ в качестве платформы для склеивания при использовании 2×4 и зажимов.
Фото 3: Обрезка верхней части
Отрежьте торчащую ДВП с помощью фрезы для обрезки заподлицо. Подшипник катится по сердечнику, направляя сверло так, что оно идеально бреет ДВП вместе с сердечником. Затем вырежьте отверстие для фрезера (см. Фото 5), добавьте верхний слой ДВП, как показано на Фото 2, и обрежьте его таким же образом.
Фото 4: Ламинирование столешницы
Оберните столешницу кромкой из твердых пород дерева, намажьте контактным клеем и уложите пластиковый ламинат. Скользящие палочки позволяют центрировать ламинат, прежде чем опустить его на поверхность. Как только ламинат соприкасается с верхом, он навсегда застревает; вторых шансов нет.
Фото 5: Установка основания фрезера
Снимите пластиковую пластину и ручки с основания фрезера и установите основание на столешницу. Отметьте места для винтов и просверлите отверстия, чтобы вы могли прикрутить основание к верху. Обязательно сориентируйте основание так, чтобы фиксатор глубины был обращен к передней части стола.
Думайте о верхней части как о бутерброде. Сердцевина МДФ (D) — это мясо, а 1/4-дюйм. оргалит (N) – это хлеб. Вот рецепт: во-первых, приклейте один слой ДВП (отрежьте примерно на 1/2 дюйма больше, чем окончательный размер) к основе МДФ (фото 2). Я спрессовал детали вместе, используя плиту МДФ в качестве платформы, 2х4 и зажимы. Это сложная склейка, и я настоятельно рекомендую сначала сделать пробный прогон со всеми зажимами.
Для более простого подхода используйте веса. Положите ДВП на идеально ровную прочную поверхность, нанесите клей и установите на него сердцевину МДФ. Затем установите гири на MDF — много гирь. Шесть 5-галлонных ведер воды прекрасно поместятся на бутерброде и придадут ему большой вес (только будьте осторожны, чтобы не пролить!).
Когда клей высохнет, обрежьте ДВП (фото 3) и прорежьте отверстие в ДВП и МДФ, используя основание фрезера в качестве шаблона, чтобы отметить отверстие. Вы можете центрировать отверстие в столешнице, как показано на рисунке А. Но мне нравится дополнительная опора перед фрезой, поэтому я центрировал отверстие в 8 дюймах от задней части столешницы. Когда вы прорежете отверстие, отцентрируйте столешницу на шкафу и проследите отверстие на столешнице шкафа. Затем вырежьте отверстие в верхней части шкафа как минимум на 1/2 дюйма больше, чем отверстие в столешнице. Теперь добавьте второй слой оргалита на столешницу. Но не проделывайте в нем дырку. Верхний слой ДВП образует рабочую поверхность и поддерживает фрезер.
Чтобы закончить столешницу, добавьте окантовку из твердой древесины, а затем пластиковый ламинат (фото 4). Обработайте край стола с помощью фрезы для снятия фаски, чтобы не сколоть хрупкий ламинат. Пока вы ламинируете верхнюю часть, продолжайте ламинировать и лицевую сторону забора. Если у вас есть лишний ламинат, сделайте дополнительные грани, чтобы потом заменить поврежденные.
Теперь все готово для установки маршрутизатора. Используя кольцевую пилу, просверлите отверстие под фрезу размером, подходящим для вашей самой большой фрезы. Затем отметьте и просверлите отверстия для винтов (фото 5), чтобы можно было прикрепить основание фрезера к столешнице. Когда вы просверлите в ламинате отверстия с зенковкой для головок шурупов, делайте это медленно и осторожно. Там чуть больше 1/4 дюйма материала; слишком глубоко, и у вас большие проблемы. С установленным основанием маршрутизатора столешница готова. Отцентрируйте его на шкафу и закрепите винтами, ввинченными изнутри шкафа.
Ограждение фрезерного стола
Фото 6: Изготовление сразу двух частей ограждения
Вырежьте отверстие в доске из МДФ, затем разрежьте доску пополам, чтобы получились две идеально подходящие детали: основание и рейка. Когда ограждение собрано, вырезы образуют отверстие для фрезы.
Фото 7: Прорезь в рейке ограждения
Просверлите пару отверстий в рейке ограждения, чтобы отметить концы каждой прорези. При выключенном фрезере установите рейку на фрезу. Включите фрезер и режьте, пока не дойдете до второго отверстия. Вырежьте каждый слот одинаково. Закрепите длинный деревянный лом в качестве временного забора.
Деталь прорези ограждения
Вот как использовать шланг, чтобы начать и остановить прорези прорезей.
Основание ограждения и направляющая изготовлены из цельного куска МДФ. Обрежьте эту заготовку до размера 8-5/8 x 32 дюйма и просверлите 3-дюймовое отверстие. отверстие в центре с помощью электролобзика или кольцевой пилы. Разорвите заготовку пополам, и обе части идеально совпадут (фото 6).
Теперь пришло время задействовать ваш новый стол! Вы будете использовать его, чтобы вырезать прорези в ограждении, которые позволяют граням ограждения скользить внутрь или наружу. Сначала отметьте место прорези на направляющей упора (рис. A). Затем просверлите отверстие диаметром 5/16 дюйма на обоих концах каждого паза. Патрон 5/16 дюйма. прямо вставьте в фрезер и поднимите его на высоту примерно 7/8 дюйма над столешницей. Установите направляющую на стол фрезера так, чтобы фреза выступала через первое отверстие слева от вас.
Закрепите временный упор, включите фрезер и толкайте ложу справа налево (фото 7), пока сверло не войдет в отверстие на другом конце. Выключите маршрутизатор и дайте биту полностью остановиться, прежде чем переходить к следующему слоту. (Разве вы не рады, что добавили этот внешний выключатель питания?) Соедините две половинки забора с помощью клея и винтов. Добавьте треугольные опоры забора (K) и пылесборник (P).
Для лицевых поверхностей забора требуется 3/4 дюйма. углубления для зенковки головок болтов с квадратным подголовком и 5/16-дюймов. отверстия для стержней болтов. Отверстия должны точно совпадать с прорезями на рейке ограждения, поэтому рекомендуется вырезать фальшивую поверхность ограждения из куска МДФ, просверлить отверстия и проверить соответствие. Если подгонка правильная, используйте подделку в качестве шаблона для сверления поверхностей забора. Болты на лицах, и ваш забор готов к действию.
Когда стол фрезерного станка имеет значение
Фрезер, установленный на столе, в некоторых случаях работает лучше, чем ручной фрезер: В некоторых ситуациях проще и быстрее толкать древесину через фрезер, чем толкать фрезер по дереву. В других ситуациях крепкий стол и упор дают больше контроля и точности.
Кроме того, есть работы, которые может выполнять только фрезерный стол: например, для изготовления дверей с фальшпанелями требуются большие фрезы, которые небезопасны в ручном фрезерном станке. Другие биты, такие как те, которые вырезают блокировку дверей или стыки ящиков, требуют точности, которую может предложить только фрезерный стол. Фрезерный стол также может формировать детали, которые слишком малы для ручной фрезеровки. Для любого типа работы фрезерный стол вместе с вашим магазинным пылесосом может дать вам гораздо лучший контроль над пылью, чем вы можете получить с помощью ручного фрезера.
Завершающие штрихи
Я изготовил коробку в последнюю очередь, чтобы использовать фрезерный стол для вырезания шпунтов глубиной 1/4 дюйма в боковинах ящика (BB). Но вы можете вообще пропустить шпунты и просто сделать переднюю и заднюю часть ящика (AA) на 1/2 дюйма короче. Я установил ящик на направляющие полного выдвижения, хотя другие стили также подойдут. Я покрыл ящики, дверцы и шкаф двумя слоями полиуретановой отделки внутри и снаружи. Затем я добавил дверные ручки и магнитные защелки и поздравил себя с отличным дополнением к моему деревянному магазину.
Вторым вариантом фрезерного стола может быть изготовление фрезерного стола из старой кухонной столешницы.
Рисунок A: изготовление фрезерного стола
Габаритные размеры: 34-1/4 фута в высоту, 32 фута в ширину и 23 фута в глубину.
Эти материалы доступны в большинстве центров домашнего ухода, хотя пластиковый ламинат может поставляться по специальному заказу.
Дополнительные материалы: столярный клей, винты с шайбой 2″, винты 1-5/8″, контактный клей, полиуретановое покрытие
Мы заказали на сайте rockler.com следующие позиции: предохранительный выключатель электроинструмента, № 20915; и мебельные направляющие для крепления гвоздями (упаковка из 4 шт.), № 18665.
Схема раскроя МДФ
Используйте эту схему, чтобы раскроить листы МДФ размером 4 x 8 x 3/4 фута.
Чертежи стола для настольного фрезерного стола
Необходимые инструменты для этого проекта ограждения стола для фрезерного стола своими руками
Подготовьте необходимые инструменты для этого самостоятельного изготовления стола для фрезерного станка перед началом работы — вы сэкономите время и нервы.
- Зажимы
- Сетевая дрель
- Зенковка
- Drill bit set
- Dust mask
- Extension cord
- Glue
- Hearing protection
- Jigsaw
- One-handed bar clamps
- Router
- Safety glasses
- Shop vacuum
- Table saw
- Tape measure
Необходимые материалы для этого проекта забора стола для фрезерования своими руками
Избегайте походов в магазин в последнюю минуту, подготовив все материалы заранее. Вот список.
- 1-5/8 дюйма. Винты
- 2 «Винты с шайбой
- Контактный цемент
- Глищики для гвозди на мебели. Популярные обучающие видео
ⓘ
8 бесплатных чертежей фрезерного стола своими руками, которые вы можете использовать прямо сейчас
К
Стейси Фишер
Стейси Фишер
Стейси Фишер — эксперт по рукоделию, шитью и экономным находкам.
Она делится своими знаниями о творениях своими руками, поиске халявы и составлении бюджета. Стейси была гостьей на «Шоу доктора Оз» и была представлена в журнале Woman’s World Magazine. У нее почти два десятилетия опыта написания и редактирования.Узнайте больше о The Spruce Crafts’
Редакционный процессОбновлено 27.10.22
sdigital/Getty Images
Эти бесплатные чертежи фрезерных столов помогут вам добавить важный компонент в вашу деревообрабатывающую мастерскую или гараж. Независимо от того, хотите ли вы построить настольный или отдельно стоящий фрезерный стол, вы найдете бесплатные планы в списке ниже.
Мало того, что эти фрезерные столы являются довольно быстрым и простым проектом по деревообработке, они также будут стоить вам гораздо меньше денег, чтобы построить фрезерный стол, чем если бы вы пошли в магазин и купили его.
Во всех приведенных ниже бесплатных планах маршрутизатора есть все необходимое для создания маршрутизатора. Есть пошаговые инструкции, схемы, цветные фотографии, видео, комментарии пользователей, списки вырезов, списки материалов и списки расходных материалов.
После того, как вы выбрали бесплатный план фрезерного стола, обязательно ознакомьтесь с другими нашими бесплатными планами деревообработки, чтобы вы могли построить свой собственный верстак, небольшую бесплатную библиотеку, подставку для оленей или стол для пикника.
01
от 08Ана Уайт
Вот бесплатный план стола маршрутизатора от Аны Уайт, который делает великолепный стол маршрутизатора с множеством ящиков для хранения вдоль передней части. Есть даже один ящик для фрез и еще один для хранения всех шнуров, чтобы они не мешали. Сбоку добавлены крючки, чтобы можно было хранить еще больше предметов.
Этот бесплатный план фрезерного стола включает в себя размеры, материалы, список инструментов, список вырезов, общие инструкции, схемы, цветные фотографии и советы от тех, кто использовал этот план.
Это сборка среднего уровня, на сборку которой у вас уйдут выходные или два.План фрезерного стола Патрика от Аны Уайт
02
от 08Популярная Деревообработка
Вот бесплатный план фрезерования от Popular Woodworking, который включает в себя все навороты купленного в магазине фрезерного стола, и его сборка обойдется вам менее чем в 200 долларов. Это намного меньше, чем покупка нового фрезерного стола! Ограждения, крепкая крыша и передняя панель шкафа — вот лишь некоторые из особенностей.
Цветные фотографии, пошаговые инструкции, список раскроя, покомпонентные схемы и схемы раскроя — все это включено в этот бесплатный план фрезерного стола.
Фрезерный стол краснодеревщика от Popular Woodworking
03
от 08Чистая деревообработка
Вот бесплатный план фрезерного стола от Fine Woodworking. Этот план позволит вам создать таблицу маршрутизаторов, которая имеет все необходимые вам функции, но ее можно легко разбить и сохранить, когда вы ее не используете.
Видео с практическими рекомендациями, письменные инструкции и цветные фотографии помогут вам завершить проект с помощью этого бесплатного плана стола маршрутизатора. Соберите этот маршрутизатор сегодня менее чем за 100 долларов.
Чертеж фрезерного стола Stow-and-Go от Fine Woodworking
04
от 08Семейный мастер на все руки
Вам понравится собирать этот фрезерный стол своими руками! Здесь нет скосов, только стыковые соединения и шурупы. Это делает проект намного проще. Такие функции, как двойной пылесборник, регулируемое ограждение и много места для хранения, делают этот маршрутизатор лучше остальных.
Несмотря на свое название, этот план стола маршрутизатора от Family Handyman умеренно сложен, но в нем есть множество инструкций и изображений, которые помогут вам в этом. Все необходимые инструменты и материалы перечислены для вас, чтобы вам не пришлось гадать или прикидывать, что вам нужно. Материалы для постройки должны стоить около 200 долларов.
Простой чертеж стола для фрезера своими руками от Family Handyman
05
от 08Стив Гортон / Getty Images
Планы Боба — отличное место, где можно найти планы, и теперь он создал бесплатный план стола маршрутизатора, который поможет вам выполнить работу. Столешница имеет размеры 22 x 16 дюймов и высоту 14 дюймов. Помимо стандартных функций фрезерного стола, есть ящик для сбора пыли, держатель бит и прорезь для углового упора.
Загрузите этот бесплатный план стола маршрутизатора, и вы получите список материалов, список поставок, схемы, письменные инструкции и шаблоны. После того, как вы закончите сборку основания фрезерного стола, вам нужно заняться ограждением фрезерного стола. Это отличное дополнение к столу, и оно нужно вам, чтобы по-настоящему получить максимальную отдачу от вашего маршрутизатора.
Бесплатный план стола для фрезерного станка по дереву от Bob’s Plans
06
от 08Наконечники для деревообработки
Если вы не большой строитель, но вам нужен фрезерный стол, этот план от Woodsmith может стать вашим спасением.
Как следует из названия, этот план стола маршрутизатора предполагает, что вы можете использовать мусорное ведро в качестве основы. После сборки верхней части фрезерного стола вы кладете ее на мусорное ведро, чтобы сразу получить основу, на которую можно собирать древесную стружку. Это отличная идея, и она действительно может сработать в крайнем случае.Здесь не так много пошагового плана, поэтому вам, возможно, придется импровизировать, позаимствовав план другого стола маршрутизатора на этой странице, но затем пропустив любые инструкции для основы.
План фрезерного стола для мусорных баков от Woodsmith
07
от 08Скотт Мур
Этот план фрезерного стола от Скотта Мура отличается от других, потому что вы можете получить план в виде файла SketchUp, чтобы улучшить или изменить его по своему желанию, а также просмотреть его в 3D. Это означает, что вы действительно можете составить план самостоятельно. И у этого стола-маршрутизатора есть много преимуществ, много места для хранения и привлекательная передняя панель, которая действительно выделяет его сама по себе.

 А также на страничках в соц. сетях В Контакте и Инстаграм
А также на страничках в соц. сетях В Контакте и Инстаграм
 Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров.
Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров.
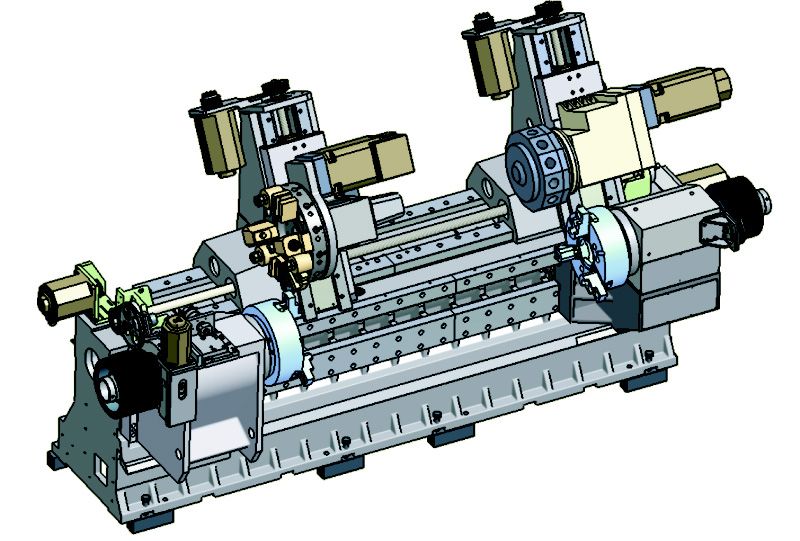
 ArtCAM Express позволяет делать гравировку, обработку металлов, резьбу по дереву и многое другое.
ArtCAM Express позволяет делать гравировку, обработку металлов, резьбу по дереву и многое другое.
 Режущий инструмент делает серию проходов по поверхности заготовки до тех пор, пока заготовка не станет похожа на желаемую деталь.
Режущий инструмент делает серию проходов по поверхности заготовки до тех пор, пока заготовка не станет похожа на желаемую деталь.
 Кроме того, различные режущие инструменты могут использоваться для выполнения различных операций, таких как черновая обработка и концевое фрезерование.
Кроме того, различные режущие инструменты могут использоваться для выполнения различных операций, таких как черновая обработка и концевое фрезерование.
 Если вы сомневаетесь, эксперт по механической обработке может помочь вам выбрать подходящую услугу по обработке с ЧПУ для вашего уникального проекта.
Если вы сомневаетесь, эксперт по механической обработке может помочь вам выбрать подходящую услугу по обработке с ЧПУ для вашего уникального проекта. Хотя использование этого широкого термина является обычным явлением и указывать точный метод производства не обязательно, обработка на станках с ЧПУ подразумевает два разных метода.
Хотя использование этого широкого термина является обычным явлением и указывать точный метод производства не обязательно, обработка на станках с ЧПУ подразумевает два разных метода.
 Допуски очень жесткие, поэтому добиться отличной чистоты поверхности легко.
Допуски очень жесткие, поэтому добиться отличной чистоты поверхности легко.
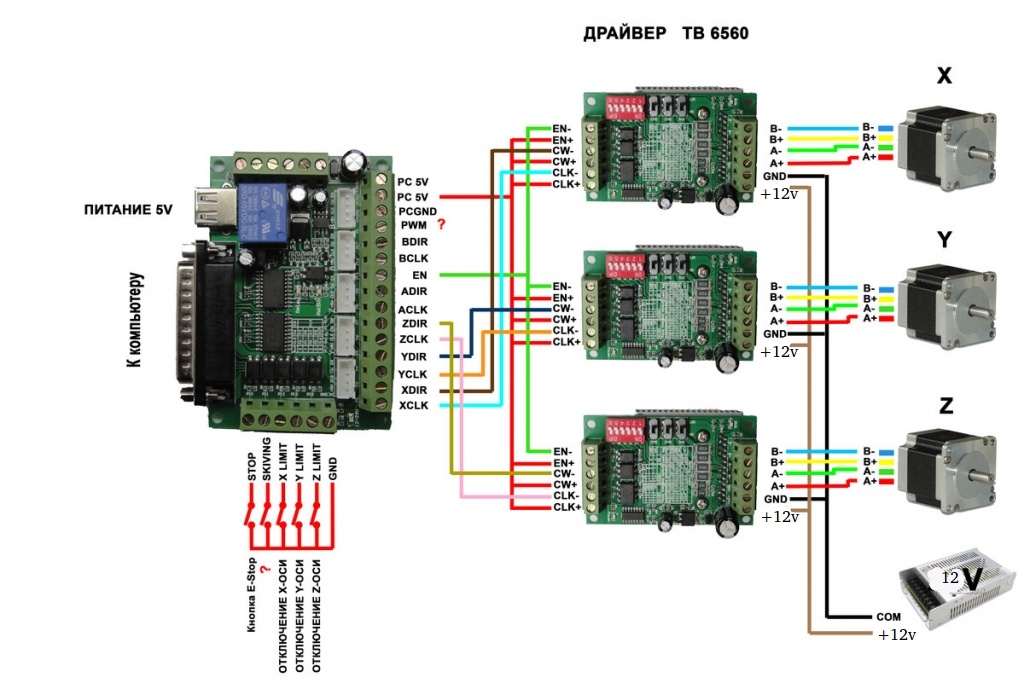 Эти концевые выключатели также используются для определения исходного положения машины.
Эти концевые выключатели также используются для определения исходного положения машины.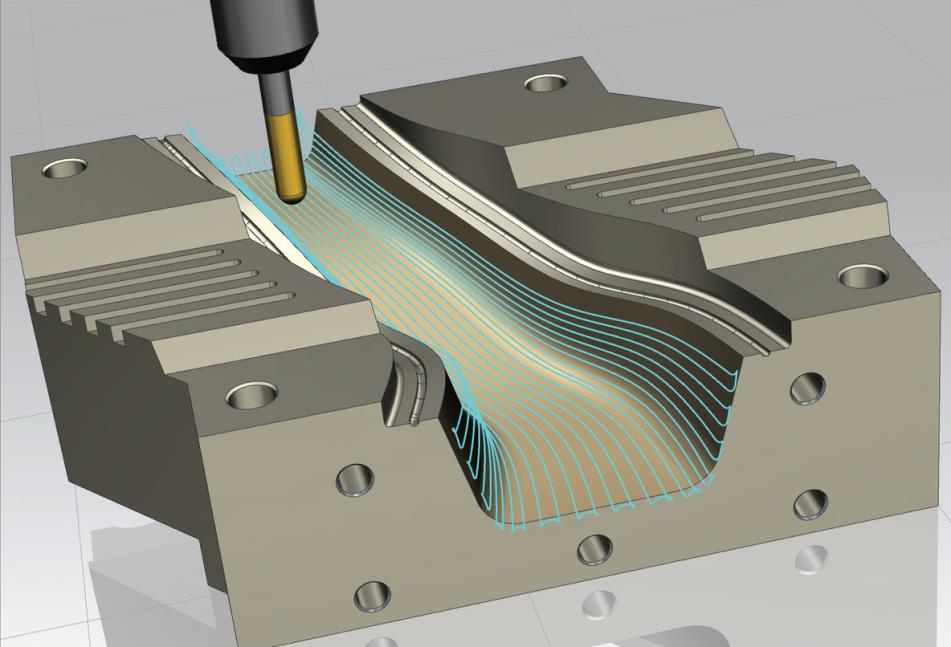
 Это изменение также будет отражено в программном обеспечении управления станком.
Это изменение также будет отражено в программном обеспечении управления станком.
 В разных источниках точка может называться нулевой, реперной или исходной.
В разных источниках точка может называться нулевой, реперной или исходной. Гораздо проще и надёжнее будет указать станку, откуда начинать перемещения, на этапе его запуска. Осложняется всё тем, что работа идёт не в одной системе координат, а сразу в трёх
Гораздо проще и надёжнее будет указать станку, откуда начинать перемещения, на этапе его запуска. Осложняется всё тем, что работа идёт не в одной системе координат, а сразу в трёх

 Готово, можно начинать работу.
Готово, можно начинать работу. Чтобы установить этот забор на точном расстоянии 4 дюйма от диска, критической точкой отсчета является край вашего пильного диска, где делается разрез. Именно из этого положения и производятся все измерения. Это ваша «нулевая» точка.
Чтобы установить этот забор на точном расстоянии 4 дюйма от диска, критической точкой отсчета является край вашего пильного диска, где делается разрез. Именно из этого положения и производятся все измерения. Это ваша «нулевая» точка. Как специалисты по дереву, мы должны быть квалифицированными, эффективными и точными в поиске, настройке и перемещении исходных точек.
Как специалисты по дереву, мы должны быть квалифицированными, эффективными и точными в поиске, настройке и перемещении исходных точек. Ваш чертеж САПР, установка ЧПУ и ваш материал должны совпадать. Место для этого — пересечение X, Y и Z. Исходная точка.
Ваш чертеж САПР, установка ЧПУ и ваш материал должны совпадать. Место для этого — пересечение X, Y и Z. Исходная точка. В-третьих, вам нужно работать в положениях по всей станине ЧПУ, чтобы часто перемещать нулевую точку. В-четвертых, как только вы соберете все это воедино, вы получите много преимуществ, если сможете многократно и точно устанавливать исходные точки.
В-третьих, вам нужно работать в положениях по всей станине ЧПУ, чтобы часто перемещать нулевую точку. В-четвертых, как только вы соберете все это воедино, вы получите много преимуществ, если сможете многократно и точно устанавливать исходные точки.
 Нет никаких сомнений в том, где начинается деталь на рабочей пластине. Однако что-то вроде фрезерного станка должно вычитать материал из внешнего объекта. Для этого машине необходимо понять положение запаса в физическом пространстве. Если бы это было так же просто, как вставить металлический блок в ваш ЧПУ и нажать «Пуск».
Нет никаких сомнений в том, где начинается деталь на рабочей пластине. Однако что-то вроде фрезерного станка должно вычитать материал из внешнего объекта. Для этого машине необходимо понять положение запаса в физическом пространстве. Если бы это было так же просто, как вставить металлический блок в ваш ЧПУ и нажать «Пуск». Давайте сначала начнем с основ декартовой системы координат.
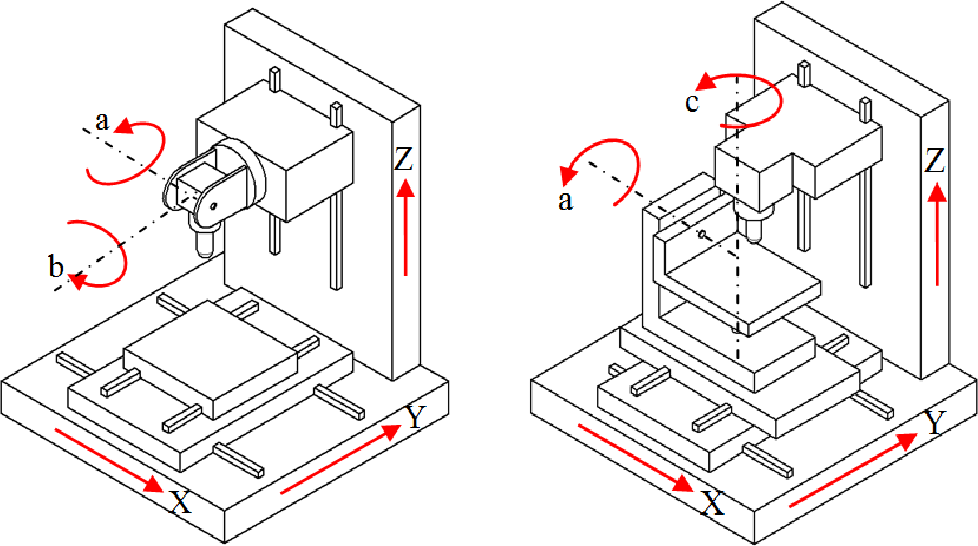
Давайте сначала начнем с основ декартовой системы координат. Держите руку ладонью вверх так, чтобы большой и указательный пальцы были направлены наружу, а средний палец был направлен вверх. Поместите руку перед станком с ЧПУ, выровняйте его со шпинделем, и вы увидите, что оси идеально выровнены.
Держите руку ладонью вверх так, чтобы большой и указательный пальцы были направлены наружу, а средний палец был направлен вверх. Поместите руку перед станком с ЧПУ, выровняйте его со шпинделем, и вы увидите, что оси идеально выровнены.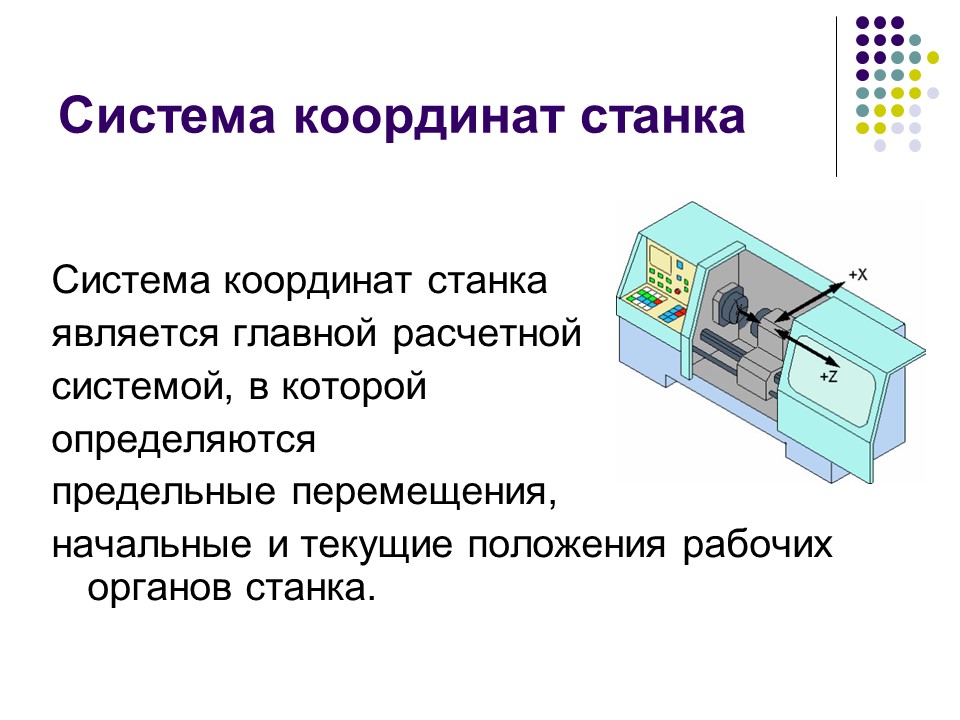 Будь то фрезерный станок, фрезерный станок или лазер, все они используют эту фундаментальную систему движения.
Будь то фрезерный станок, фрезерный станок или лазер, все они используют эту фундаментальную систему движения. Когда ваш ЧПУ загружается впервые, он понятия не имеет, где находится в физическом пространстве, и требует калибровки, чтобы ориентироваться.
Когда ваш ЧПУ загружается впервые, он понятия не имеет, где находится в физическом пространстве, и требует калибровки, чтобы ориентироваться.
 Как только исходная точка установлена, вам нужно будет найти ее внутри вашего станка с ЧПУ, используя искатель кромок, циферблатный индикатор, щуп или другой метод определения местоположения.
Как только исходная точка установлена, вам нужно будет найти ее внутри вашего станка с ЧПУ, используя искатель кромок, циферблатный индикатор, щуп или другой метод определения местоположения. Однако эти координаты всегда отличаются от координат станка, так как же ваш станок с ЧПУ согласует их? Со смещениями.
Однако эти координаты всегда отличаются от координат станка, так как же ваш станок с ЧПУ согласует их? Со смещениями. С запрограммированным смещением инструмента ваш станок с ЧПУ будет точно знать, насколько далеко каждый инструмент выступает от шпинделя. Существует несколько способов записать коррекцию инструмента:
С запрограммированным смещением инструмента ваш станок с ЧПУ будет точно знать, насколько далеко каждый инструмент выступает от шпинделя. Существует несколько способов записать коррекцию инструмента: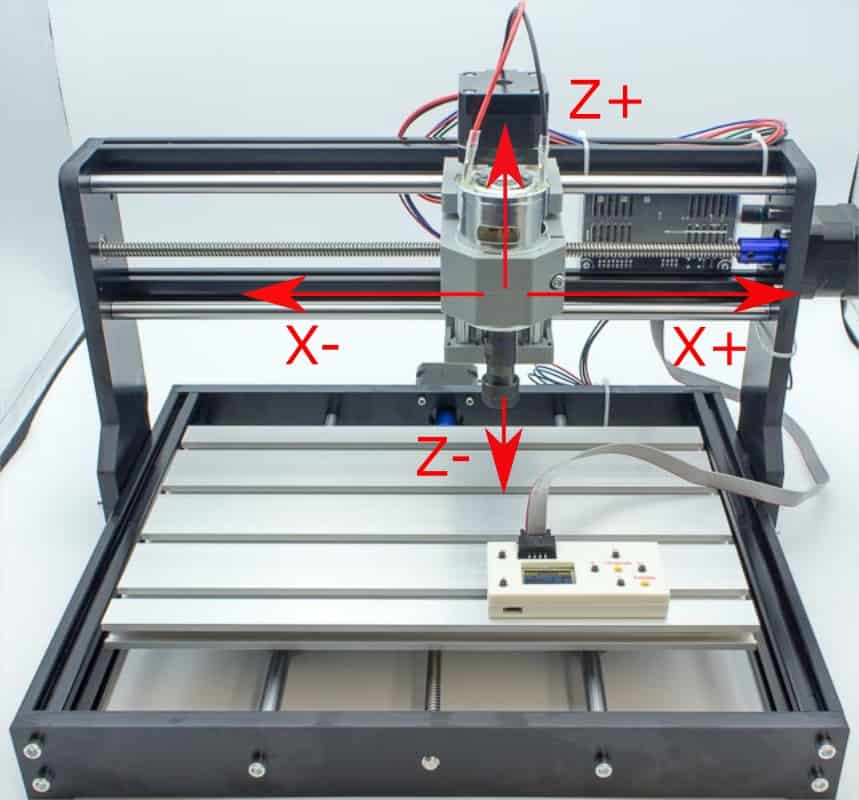 Теперь нам нужно использовать станок с ЧПУ, чтобы просверлить несколько отверстий, карманов и прорезей.
Теперь нам нужно использовать станок с ЧПУ, чтобы просверлить несколько отверстий, карманов и прорезей. Поскольку мы только что перевернули деталь на 180 градусов, внешний контур был симметричным, а предыдущие смещения по осям X и Y были повторяемыми, WCS не изменится. Мы также используем тот же инструмент, чтобы можно было использовать то же смещение по оси Z.
Поскольку мы только что перевернули деталь на 180 градусов, внешний контур был симметричным, а предыдущие смещения по осям X и Y были повторяемыми, WCS не изменится. Мы также используем тот же инструмент, чтобы можно было использовать то же смещение по оси Z. Это вращение не меняет XY-начало координат WCS. Однако теперь у нас меньше расстояние перемещения между нашим инструментом и деталью.
Это вращение не меняет XY-начало координат WCS. Однако теперь у нас меньше расстояние перемещения между нашим инструментом и деталью.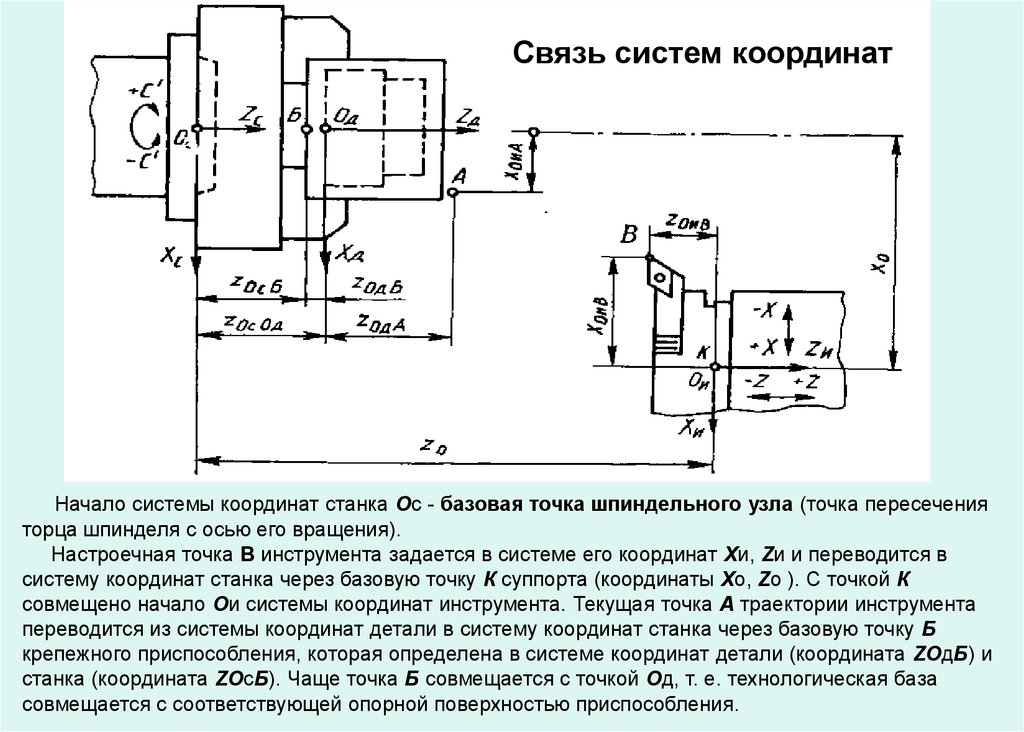
 com/index.php?route=product/category&path=63&limit=50″>Показать: 50
com/index.php?route=product/category&path=63&limit=50″>Показать: 50 com/index.php?route=product/category&path=63&sort=p.price&order=ASC»>Сортировка: Цена (низкая > высокая)
com/index.php?route=product/category&path=63&sort=p.price&order=ASC»>Сортировка: Цена (низкая > высокая) model&order=DESC»>Сортировка: Код Товара (Я — А)
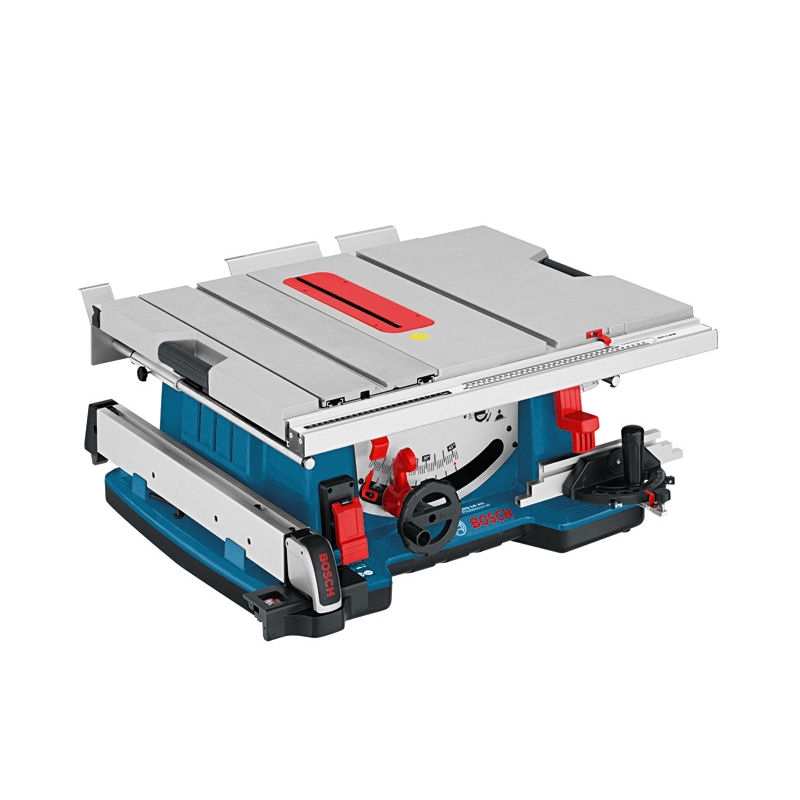
model&order=DESC»>Сортировка: Код Товара (Я — А) %%%rating_area%%%10. DeWALT DW745Это полностью безопасный станок, который отвечает большинству требований пользователей. Здесь есть несколько защитных функций, которые позволяют сохранить пальцы на руках. При возникновении любой внештатной ситуации загорается тот или иной датчик, поэтому можно оперативно предпринять необходимые действия. Если в станок попадает во время работы инородный предмет, то срабатывает аварийное выключение. Оборудование дорогое, однако его настоятельно рекомендуется покупать новичкам, которые не уверены в своих силах и не обладают большим опытом работы.
%%%rating_area%%%10. DeWALT DW745Это полностью безопасный станок, который отвечает большинству требований пользователей. Здесь есть несколько защитных функций, которые позволяют сохранить пальцы на руках. При возникновении любой внештатной ситуации загорается тот или иной датчик, поэтому можно оперативно предпринять необходимые действия. Если в станок попадает во время работы инородный предмет, то срабатывает аварийное выключение. Оборудование дорогое, однако его настоятельно рекомендуется покупать новичкам, которые не уверены в своих силах и не обладают большим опытом работы. Модель отличается высокой прочностью и комфортом. Пила может менять высоту и угол наклона при необходимости. Для управления предоставляются специальные рычаги, которые обладают измерительной шкалой. Многие используют это устройство в том числе на полупрофессиональной основе, потому что точность деревообработки высокая.
Модель отличается высокой прочностью и комфортом. Пила может менять высоту и угол наклона при необходимости. Для управления предоставляются специальные рычаги, которые обладают измерительной шкалой. Многие используют это устройство в том числе на полупрофессиональной основе, потому что точность деревообработки высокая. Они меняют угол, а также высоту, поэтому можно работать даже под открытым небом, если есть, от чего запитаться.
Они меняют угол, а также высоту, поэтому можно работать даже под открытым небом, если есть, от чего запитаться. Видео — Покупка, тест пилы Bosch PTS 106. DW 733 DeWaltЭто многофункциональный деревообрабатывающий станок с высокими показателями безопасности. Производитель – Германия, поэтому техника полностью соответствует стандартам ЕС. Здесь есть много различных датчиков, которые помогают пользователю своевременно предпринять необходимые действия при возникновении внештатной ситуации. Предусмотрено аварийное отключение.
Видео — Покупка, тест пилы Bosch PTS 106. DW 733 DeWaltЭто многофункциональный деревообрабатывающий станок с высокими показателями безопасности. Производитель – Германия, поэтому техника полностью соответствует стандартам ЕС. Здесь есть много различных датчиков, которые помогают пользователю своевременно предпринять необходимые действия при возникновении внештатной ситуации. Предусмотрено аварийное отключение. Используется две скорости вращения вала. Пользователи отмечают, что агрегат обладает отличной устойчивостью. Есть защита от закусывания с быстрым реверсом для возврата заготовки.
Используется две скорости вращения вала. Пользователи отмечают, что агрегат обладает отличной устойчивостью. Есть защита от закусывания с быстрым реверсом для возврата заготовки. Плюсывысокая производительность;простота эксплуатации;небольшие люфты;безопасное использование. Минусывысокая цена.Видео — Обзор Metabo DH 3303. BELMASH RT800Это изделие производится в Беларуси. Здесь сделан упор на чистоту: встроенный пылесос собирает опилки. Они хранятся под станиной. Там же можно дополнительно хранить инструмент, что актуально в условиях дефицита места в гараже. Дополнительные функции у этого фрезера отсутствуют. ЧПУ не поддерживается.
Плюсывысокая производительность;простота эксплуатации;небольшие люфты;безопасное использование. Минусывысокая цена.Видео — Обзор Metabo DH 3303. BELMASH RT800Это изделие производится в Беларуси. Здесь сделан упор на чистоту: встроенный пылесос собирает опилки. Они хранятся под станиной. Там же можно дополнительно хранить инструмент, что актуально в условиях дефицита места в гараже. Дополнительные функции у этого фрезера отсутствуют. ЧПУ не поддерживается. Фреза подъемная. В комплекте только одна фреза, поэтому для выполнения более сложных работ нужно покупать комплектующие дополнительно.
Фреза подъемная. В комплекте только одна фреза, поэтому для выполнения более сложных работ нужно покупать комплектующие дополнительно. Видео — Стол для ручного фрезера JET JRTЭто наиболее популярные деревообрабатывающие станки, которые присутствуют сегодня на рынке. Конечно, есть много других агрегатов, поэтому при выборе нужно обязательно изучать предложения на рынке и читать отзывы.Какой выбрать распиловочный станок по дереву в 2020 годуВсе распиловочные станки делятся на три типа:Деревообрабатывающие. Они позволяют распилить доску вдоль при помощи циркулярной пилы. Также можно делать фигурные вырезы и пропиливать пазы с их помощью.Фуговально-рейсмусовые. С их помощью можно получить полностью гладкую доску необходимого размера и толщины.Фрезерные. Их применяют для декорирования пиломатериала, а также в строительстве. Благодаря этим агрегатам удается создавать фигурные вырезы. Есть возможность подключения к ЧПУ.Таким образом, выбирать конкретно взятую модель необходимо, исходя из того, какая работа необходима.Видео — Как выбрать распиловочный станокКак правильно выбрать распиловочный станок для дома и дачиПри выборе станка стоит ответить на несколько вопросов:Зачем нужен данный агрегат?Какую сумму можно потратить на него?Как часто планируется работать?Исходя из этого можно найти оптимальный вариант.
Видео — Стол для ручного фрезера JET JRTЭто наиболее популярные деревообрабатывающие станки, которые присутствуют сегодня на рынке. Конечно, есть много других агрегатов, поэтому при выборе нужно обязательно изучать предложения на рынке и читать отзывы.Какой выбрать распиловочный станок по дереву в 2020 годуВсе распиловочные станки делятся на три типа:Деревообрабатывающие. Они позволяют распилить доску вдоль при помощи циркулярной пилы. Также можно делать фигурные вырезы и пропиливать пазы с их помощью.Фуговально-рейсмусовые. С их помощью можно получить полностью гладкую доску необходимого размера и толщины.Фрезерные. Их применяют для декорирования пиломатериала, а также в строительстве. Благодаря этим агрегатам удается создавать фигурные вырезы. Есть возможность подключения к ЧПУ.Таким образом, выбирать конкретно взятую модель необходимо, исходя из того, какая работа необходима.Видео — Как выбрать распиловочный станокКак правильно выбрать распиловочный станок для дома и дачиПри выборе станка стоит ответить на несколько вопросов:Зачем нужен данный агрегат?Какую сумму можно потратить на него?Как часто планируется работать?Исходя из этого можно найти оптимальный вариант. Необходимо понимать, что сегодня есть универсальные модели, которые позволяют объединить себе несколько агрегатов. Подобные устройства рекомендуется покупать, если пользователь не может однозначно сказать, как именно будет использовать станок.
Необходимо понимать, что сегодня есть универсальные модели, которые позволяют объединить себе несколько агрегатов. Подобные устройства рекомендуется покупать, если пользователь не может однозначно сказать, как именно будет использовать станок. Таким образом, выбирая станки из списка, который находится выше, можно приобрести качественное изделие, которое будет довольно долго работать в домашних условиях.Видео — Как выбрать циркулярную пилу для домашней мастерской
Таким образом, выбирая станки из списка, который находится выше, можно приобрести качественное изделие, которое будет довольно долго работать в домашних условиях.Видео — Как выбрать циркулярную пилу для домашней мастерской
 Особенно, когда это происходит в 5 раз быстрее*
Особенно, когда это происходит в 5 раз быстрее*
 © Copyright 2022, Robert Bosch Tool Corporation
© Copyright 2022, Robert Bosch Tool Corporation com
com
 2
2 N 1, 2).
N 1, 2). 2
2 3
3 5
5 6
6 (Измененная редакция, Изм. N 1, 2).
(Измененная редакция, Изм. N 1, 2).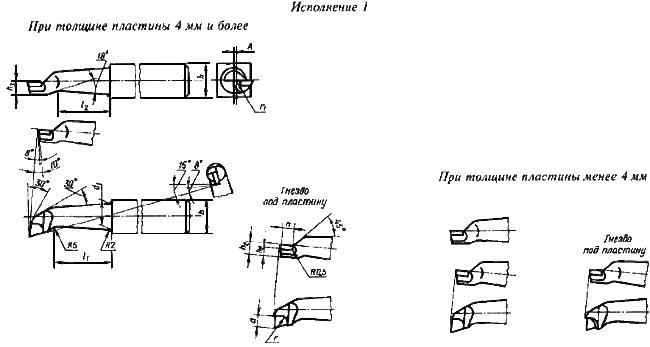 д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.
д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.
 Компания работает с любыми видами стекла – энергосберегающим, кварцевым, ламинированным, гнутым, армированным, оптическим и даже со смарт-стеклом. Ширина и размеры изделия никакого значения не имеют – профессиональное оборудование справится с любой задачей. Помимо обычной, линейной резки, специалисты создают из стекла настоящие фигурные шедевры. При помощи профессионального оборудования есть возможность проводить идеально точные разрезы. Стоимость работ зависит от характеристик хрупкого сырья, а также скорости, с которой клиент требует выполнить заказ. Для фирм, которые постоянно сотрудничают с нами или оформили крупный заказ, предусмотрены существенные скидки.
Компания работает с любыми видами стекла – энергосберегающим, кварцевым, ламинированным, гнутым, армированным, оптическим и даже со смарт-стеклом. Ширина и размеры изделия никакого значения не имеют – профессиональное оборудование справится с любой задачей. Помимо обычной, линейной резки, специалисты создают из стекла настоящие фигурные шедевры. При помощи профессионального оборудования есть возможность проводить идеально точные разрезы. Стоимость работ зависит от характеристик хрупкого сырья, а также скорости, с которой клиент требует выполнить заказ. Для фирм, которые постоянно сотрудничают с нами или оформили крупный заказ, предусмотрены существенные скидки.
 Если Вы предоставляете нам свою информацию, Вы имеете право, предварительно уведомив нас, проверить, изменить, исправить или удалить эту информацию. Мы оставляем за собой право выбора способа и метода проверки предоставленной Вами информации. Проверка производится в рамках действующего законодательства той страны, в пределах которой Вы воспользовались нашими услугами. Заполняя наши электронные формы, анкеты, передавая нам информацию иными способами, Вы соглашаетесь с нашей политикой конфиденциальности.
Если Вы предоставляете нам свою информацию, Вы имеете право, предварительно уведомив нас, проверить, изменить, исправить или удалить эту информацию. Мы оставляем за собой право выбора способа и метода проверки предоставленной Вами информации. Проверка производится в рамках действующего законодательства той страны, в пределах которой Вы воспользовались нашими услугами. Заполняя наши электронные формы, анкеты, передавая нам информацию иными способами, Вы соглашаетесь с нашей политикой конфиденциальности. Вы имеете право решить и уведомить нас, хотите ли вы получать такую информацию, с помощью запроса по электронной почте или по иным каналам связи, указанных на нашем сайте.
Вы имеете право решить и уведомить нас, хотите ли вы получать такую информацию, с помощью запроса по электронной почте или по иным каналам связи, указанных на нашем сайте.

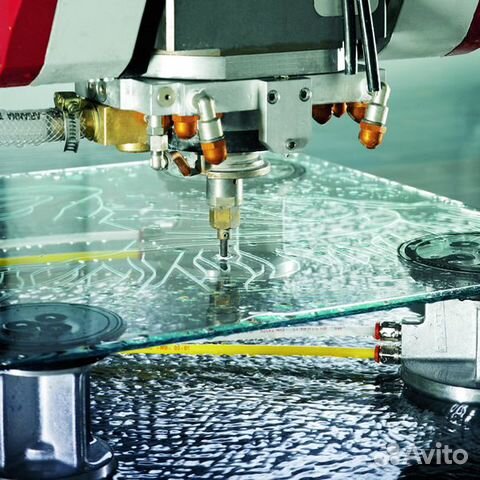
 Стекло является одним из тех материалов, которые относятся к широкому спектру материалов, которые можно легко резать гидроабразивной струей.
Стекло является одним из тех материалов, которые относятся к широкому спектру материалов, которые можно легко резать гидроабразивной струей. Все это возможно благодаря различным модификациям, которые могут быть реализованы.
Все это возможно благодаря различным модификациям, которые могут быть реализованы.

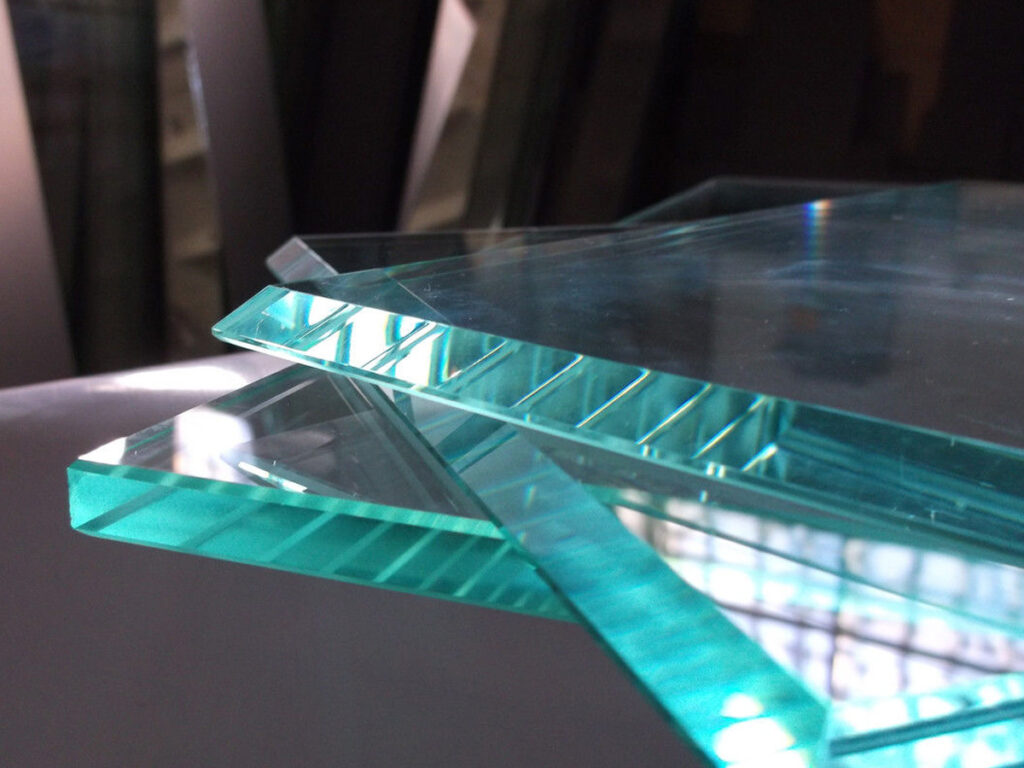
 Однако более экономичный, менее губительный способ резки зеркал отдается гидроабразивной струе.
Однако более экономичный, менее губительный способ резки зеркал отдается гидроабразивной струе.
 Однако после того, как гидроабразивные станки стали популярными на рынке, они не могли сделать свои работы лучше благодаря высокой точности и контролю, которые обеспечивают гидроабразивные станки.
Однако после того, как гидроабразивные станки стали популярными на рынке, они не могли сделать свои работы лучше благодаря высокой точности и контролю, которые обеспечивают гидроабразивные станки.
 Следовательно, это то, что также лучше оставить в руках машины, если вы ожидаете наилучших результатов. Проще говоря, не будет никаких сожалений, так как расслаивание можно контролировать на основе используемых вами настроек.
Следовательно, это то, что также лучше оставить в руках машины, если вы ожидаете наилучших результатов. Проще говоря, не будет никаких сожалений, так как расслаивание можно контролировать на основе используемых вами настроек. Что касается проделывания небольших отверстий в стекле, обычно уменьшают толщину струи гидроабразивной резки, используют абразивы и используют более низкое давление, чтобы сделать проколы без разрушения материала.
Что касается проделывания небольших отверстий в стекле, обычно уменьшают толщину струи гидроабразивной резки, используют абразивы и используют более низкое давление, чтобы сделать проколы без разрушения материала. Это даст время, чтобы абразивы и вода достигли достаточного давления для смешивания, прежде чем начнется процесс гидроабразивной резки стекла.
Это даст время, чтобы абразивы и вода достигли достаточного давления для смешивания, прежде чем начнется процесс гидроабразивной резки стекла.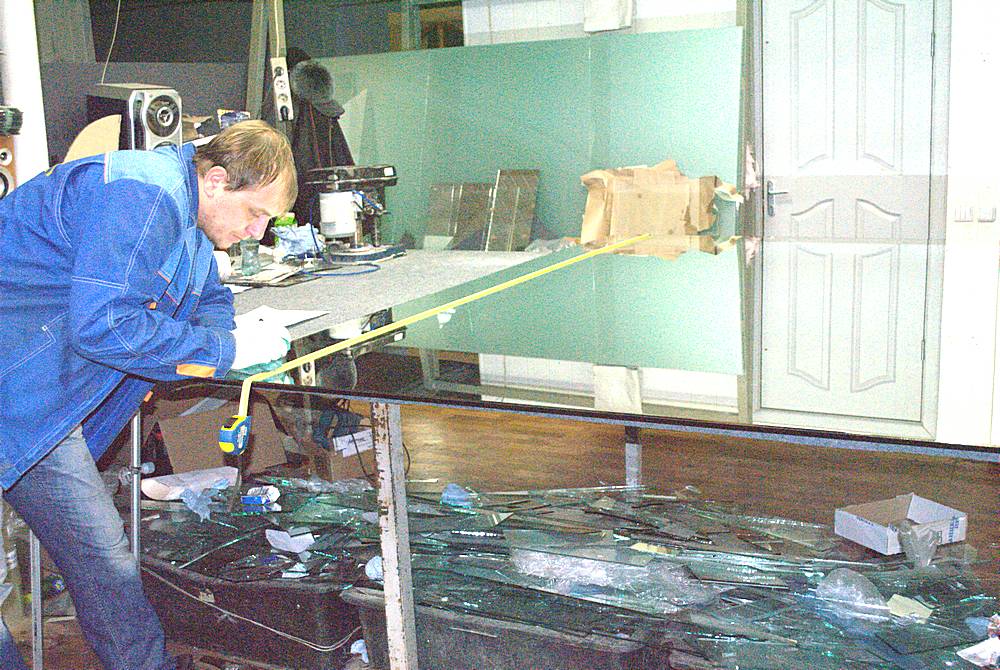





 Предварительно происходит заполнение специальных емкостей смазкой, из которых оно поступает к месту назначения. Для этого применяются простые по конструкции фитильные и капельные масленки, ввернутые в смазочные каналы. В капельных масленках интенсивность подачи масла можно регулировать специальным игольчатым устройством.
Предварительно происходит заполнение специальных емкостей смазкой, из которых оно поступает к месту назначения. Для этого применяются простые по конструкции фитильные и капельные масленки, ввернутые в смазочные каналы. В капельных масленках интенсивность подачи масла можно регулировать специальным игольчатым устройством.

 Какое масло для станков использовать?
Какое масло для станков использовать?

 Чем она выше, тем ниже расход масла.
Чем она выше, тем ниже расход масла. Наши системы смазки помогут продлить срок службы вашего оборудования и обеспечить его эффективную работу. Системы смазки, на которых мы специализируемся:
Наши системы смазки помогут продлить срок службы вашего оборудования и обеспечить его эффективную работу. Системы смазки, на которых мы специализируемся: процессы. Система смазки Single Line Resistance является решением для многих из этих потребностей.
процессы. Система смазки Single Line Resistance является решением для многих из этих потребностей. Система точно контролирует подачу масла в каждую точку подачи во время работы машины, сохраняя чистую масляную пленку между критическими поверхностями подшипников. Система смазки Single Line Resistance будет
Система точно контролирует подачу масла в каждую точку подачи во время работы машины, сохраняя чистую масляную пленку между критическими поверхностями подшипников. Система смазки Single Line Resistance будет Через равные промежутки времени форсунки попеременно включаются и выключаются. Когда система смазки достигает рабочего давления, из форсунок выбрасывается масло и смазка.
Через равные промежутки времени форсунки попеременно включаются и выключаются. Когда система смазки достигает рабочего давления, из форсунок выбрасывается масло и смазка.
 Эта система смазки устраняет остаточный снос «масляного тумана» или тумана во время работы, а усовершенствованная конструкция подает точное количество смазки
Эта система смазки устраняет остаточный снос «масляного тумана» или тумана во время работы, а усовершенствованная конструкция подает точное количество смазки Можно использовать смазку, используемую в других целях на заводе, поскольку в этой системе смазки можно использовать любую смазку.
Можно использовать смазку, используемую в других целях на заводе, поскольку в этой системе смазки можно использовать любую смазку. К счастью, существуют системы, предназначенные практически для любого применения, которые можно разделить на следующие типы:
К счастью, существуют системы, предназначенные практически для любого применения, которые можно разделить на следующие типы: 1).
1). Основное различие между этими двумя устройствами заключается в том, что дозатор имеет внутренний обратный клапан, который открывается под давлением. Дозатор подает отмеренное количество масла к компоненту.
Основное различие между этими двумя устройствами заключается в том, что дозатор имеет внутренний обратный клапан, который открывается под давлением. Дозатор подает отмеренное количество масла к компоненту. Когда смазка подается к подшипнику, пружина форсунки используется для повторного заполнения форсунки смазкой для следующего цикла смазки. Преимущество по сравнению с насосной системой заключается в том, что подача смазки к подшипнику происходит быстро и выигрывает от полного давления насоса.
Когда смазка подается к подшипнику, пружина форсунки используется для повторного заполнения форсунки смазкой для следующего цикла смазки. Преимущество по сравнению с насосной системой заключается в том, что подача смазки к подшипнику происходит быстро и выигрывает от полного давления насоса. Системы PDI представляют собой системы прямого вытеснения, рассчитанные на давление до 800 фунтов на квадратный дюйм. PDI и стандартные форсунки аналогичны по конструкции и работе. Конфигурации насосов могут иметь пневматический или электрический привод. Основные различия заключаются в максимальном давлении в системе и используемых сортах смазочных материалов. Дистрибьюторы поршней получили известность на некоторых автомобильных заводах из-за их низкой стоимости и гибкости в добавлении баллов.
Системы PDI представляют собой системы прямого вытеснения, рассчитанные на давление до 800 фунтов на квадратный дюйм. PDI и стандартные форсунки аналогичны по конструкции и работе. Конфигурации насосов могут иметь пневматический или электрический привод. Основные различия заключаются в максимальном давлении в системе и используемых сортах смазочных материалов. Дистрибьюторы поршней получили известность на некоторых автомобильных заводах из-за их низкой стоимости и гибкости в добавлении баллов. 3. Блок подачи MSP
3. Блок подачи MSP  Вопреки распространенному мнению, последовательная прогрессивная система подает смазку к одному компоненту за раз. Каждая секция намотанного питателя зависит от потока из предыдущей секции для смещения и вытеснения смазки. Другими словами, если одна катушка не сдвинется, ни одна из других катушек не сдвинется.
Вопреки распространенному мнению, последовательная прогрессивная система подает смазку к одному компоненту за раз. Каждая секция намотанного питателя зависит от потока из предыдущей секции для смещения и вытеснения смазки. Другими словами, если одна катушка не сдвинется, ни одна из других катушек не сдвинется. 4. Двухлинейный блок
4. Двухлинейный блок  Реле давления может быть установлено в конце каждого коллектора. Когда давление повышается, реле давления срабатывает и отправляет сигнал обратно на контроллер смазки. Это сместит электромагнитный реверсивный клапан. Перемещение клапана позволяет смазочному материалу поступать во второй коллектор, где процесс дублируется. Двухлинейные системы могут распределять большинство смазочных материалов, включая консистентную смазку NLGI 2. Пристальное внимание к размеру трубопровода важно, поскольку расход зависит от давления в системе и вязкости масла (консистенции смазки).
Реле давления может быть установлено в конце каждого коллектора. Когда давление повышается, реле давления срабатывает и отправляет сигнал обратно на контроллер смазки. Это сместит электромагнитный реверсивный клапан. Перемещение клапана позволяет смазочному материалу поступать во второй коллектор, где процесс дублируется. Двухлинейные системы могут распределять большинство смазочных материалов, включая консистентную смазку NLGI 2. Пристальное внимание к размеру трубопровода важно, поскольку расход зависит от давления в системе и вязкости масла (консистенции смазки). Кулачки активируют отдельные форсунки, обеспечивая принудительное вытеснение смазки. Форсунки с цветовой маркировкой позволяют легко идентифицировать подачу смазки. Многопортовые системы могут работать с электрическими насосами 12/24 В постоянного тока или 110 В переменного тока, гидравлическими или пневматическими насосами. Они компактны и просты в установке и популярны в грузовых автомобилях и внедорожниках.
Кулачки активируют отдельные форсунки, обеспечивая принудительное вытеснение смазки. Форсунки с цветовой маркировкой позволяют легко идентифицировать подачу смазки. Многопортовые системы могут работать с электрическими насосами 12/24 В постоянного тока или 110 В переменного тока, гидравлическими или пневматическими насосами. Они компактны и просты в установке и популярны в грузовых автомобилях и внедорожниках.
 Самый популярный сорт фанеры для производства мебели, игрушек, сувенирной продукции.
Самый популярный сорт фанеры для производства мебели, игрушек, сувенирной продукции. Даже его заводские возможности позволяют выполнять большинство строительных операций и соединений, причем, довольно сложных с технологической точки зрения. Эти возможности вполне достаточны для начинающих, профессионалы же сумели их существенно расширить при помощи некоторых самодельных приспособлений. В этой статье мы остановимся на некоторых их них и расскажем, какие операции теперь можно дополнительно выполнять с помощью ручного фрезера.
Даже его заводские возможности позволяют выполнять большинство строительных операций и соединений, причем, довольно сложных с технологической точки зрения. Эти возможности вполне достаточны для начинающих, профессионалы же сумели их существенно расширить при помощи некоторых самодельных приспособлений. В этой статье мы остановимся на некоторых их них и расскажем, какие операции теперь можно дополнительно выполнять с помощью ручного фрезера.
 Профиль можно делать без ограничения ширины досок за счет изменения расстояния между фрезой и линейкой. Специальный столик дает возможность на порядок расширить операции, выполняемые ручной фрезой, улучшить качество обрабатываемых деталей и существенно увеличить производительность. Если вы изготовили более сложный столик, то есть дополнительная возможность изменять угол наклона фрезы – выбор дизайнерских профилей обрабатываемых поверхностей значительно расширяется. Что это дает? Имея всего несколько стандартных фрез можно делать разнообразные профили. Каждая фреза, работающая под углом, создает совершенно новый профиль.
Профиль можно делать без ограничения ширины досок за счет изменения расстояния между фрезой и линейкой. Специальный столик дает возможность на порядок расширить операции, выполняемые ручной фрезой, улучшить качество обрабатываемых деталей и существенно увеличить производительность. Если вы изготовили более сложный столик, то есть дополнительная возможность изменять угол наклона фрезы – выбор дизайнерских профилей обрабатываемых поверхностей значительно расширяется. Что это дает? Имея всего несколько стандартных фрез можно делать разнообразные профили. Каждая фреза, работающая под углом, создает совершенно новый профиль. Для этого нужны лишь концевые фрезы, а нужный профиль достигается во время изменения угла их наклона. Станок позволит вам долбить отверстия под соединение шип/паз, можно фрезеровать филенки из различных материалов, можно сделать на торце детали шипы. Конечно, для этого придется сделать несколько специальных направляющих, но это не проблема даже для новичков.
Для этого нужны лишь концевые фрезы, а нужный профиль достигается во время изменения угла их наклона. Станок позволит вам долбить отверстия под соединение шип/паз, можно фрезеровать филенки из различных материалов, можно сделать на торце детали шипы. Конечно, для этого придется сделать несколько специальных направляющих, но это не проблема даже для новичков.
 Для этого вам надо изготовить шаблон, который будет служить упором для обрабатываемой детали. К качеству шаблона не предъявляются высокие требования, главное, чтобы деталь по нему скользила без заеданий.
Для этого вам надо изготовить шаблон, который будет служить упором для обрабатываемой детали. К качеству шаблона не предъявляются высокие требования, главное, чтобы деталь по нему скользила без заеданий. Еще один нюанс. Вы должны знать, что, чем ниже скорость вращения, тем меньше мощность двигателя фрезы. Это значит, что нужно чаще прерывать работы для остывания фрезера.
Еще один нюанс. Вы должны знать, что, чем ниже скорость вращения, тем меньше мощность двигателя фрезы. Это значит, что нужно чаще прерывать работы для остывания фрезера. 5мм | 1220 мм х 2440 мм | березовая | сорт 4/4 | НШ
5мм | 1220 мм х 2440 мм | березовая | сорт 4/4 | НШ
 5мм | 1500 мм х 3000 мм | березовая | сорт 3/4 | Ш1
5мм | 1500 мм х 3000 мм | березовая | сорт 3/4 | Ш1
 Иногда разбить целый лист фанеры толщиной 3/4 дюйма может быть немного… сложно. Я покажу вам , как легко и аккуратно вырезать фанерные листы , чтобы вы могли быстро перейти к самому интересному — строительству.
Иногда разбить целый лист фанеры толщиной 3/4 дюйма может быть немного… сложно. Я покажу вам , как легко и аккуратно вырезать фанерные листы , чтобы вы могли быстро перейти к самому интересному — строительству. а мне они очень нравятся)
а мне они очень нравятся) Или, если вы предпочитаете резать на земле, это тоже работает. НО, независимо от того, где вы решите вырезать свои листы, они должны лежать на каких-то жертвенных блоках отходов.
Или, если вы предпочитаете резать на земле, это тоже работает. НО, независимо от того, где вы решите вырезать свои листы, они должны лежать на каких-то жертвенных блоках отходов. Так что это то, что нужно учитывать для вашего собственного магазина, особенно если вы режете много фанеры.
Так что это то, что нужно учитывать для вашего собственного магазина, особенно если вы режете много фанеры. Салазки крепятся с помощью этих двух установочных винтов. Важно убедиться, что салазки прикреплены к основанию пилы под прямым углом, а не криво.
Салазки крепятся с помощью этих двух установочных винтов. Важно убедиться, что салазки прикреплены к основанию пилы под прямым углом, а не криво.


 Я размещаю коньки пилы так, чтобы этот разрез поддерживался, ИЛИ размещаю на них пару 2х4, как показано ниже.
Я размещаю коньки пилы так, чтобы этот разрез поддерживался, ИЛИ размещаю на них пару 2х4, как показано ниже.

 Просто почистите или сдуйте лишнюю пыль с планок и поверхности фанеры перед укладкой, и она прекрасно держится. Однако, если вы ХОТИТЕ зажать его, вы можете. Просто убедитесь, что зажим так, чтобы это не мешало резать.
Просто почистите или сдуйте лишнюю пыль с планок и поверхности фанеры перед укладкой, и она прекрасно держится. Однако, если вы ХОТИТЕ зажать его, вы можете. Просто убедитесь, что зажим так, чтобы это не мешало резать. Его вес удерживает его на месте большую часть времени. Однако, если вы отрежете достаточно, он, очевидно, будет меньше весить и будет легче смещаться при резке. Если ваша фанера двигается во время резки, вы можете попробовать пару вещей. Зажмите его, но поместите зажимы там, где они не будут мешать резке. Используйте резиновые «захваты» на дне, чтобы лист не скользил (например, это печенье Rockler). Или просто режете очень МЕДЛЕННО.
Его вес удерживает его на месте большую часть времени. Однако, если вы отрежете достаточно, он, очевидно, будет меньше весить и будет легче смещаться при резке. Если ваша фанера двигается во время резки, вы можете попробовать пару вещей. Зажмите его, но поместите зажимы там, где они не будут мешать резке. Используйте резиновые «захваты» на дне, чтобы лист не скользил (например, это печенье Rockler). Или просто режете очень МЕДЛЕННО.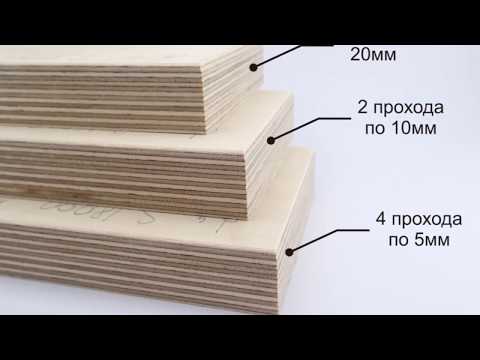 Конечно, твердая древесина стоит дороже, но она будет прочнее, с более гладкой поверхностью, и с ней будет проще работать. я использую Березовая фанера ¾″ 99% времени – СПЕЦИАЛЬНО ДЛЯ ШКАФОВ . А другой 1% — это когда кто-то конкретно запрашивает дуб для проекта мебели вместо березы.
Конечно, твердая древесина стоит дороже, но она будет прочнее, с более гладкой поверхностью, и с ней будет проще работать. я использую Березовая фанера ¾″ 99% времени – СПЕЦИАЛЬНО ДЛЯ ШКАФОВ . А другой 1% — это когда кто-то конкретно запрашивает дуб для проекта мебели вместо березы. Вам также не нужно бороться с большими, неудобными фигурами, подвергая риску свою спину. Просто используйте эти простые приемы, чтобы получить отличные результаты.
Вам также не нужно бороться с большими, неудобными фигурами, подвергая риску свою спину. Просто используйте эти простые приемы, чтобы получить отличные результаты.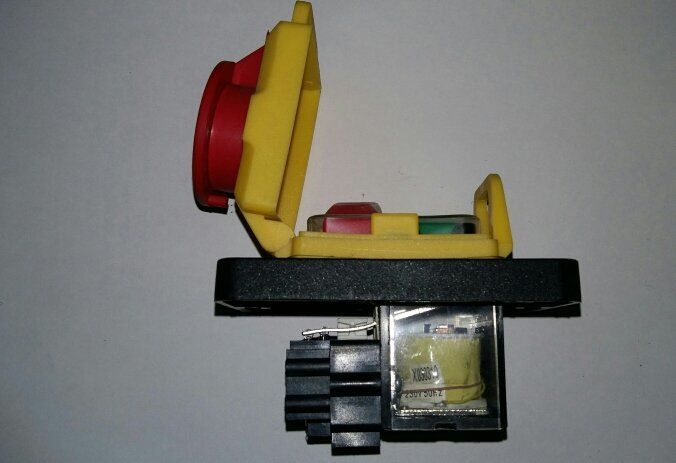 Миргород
Миргород 05 грн
05 грн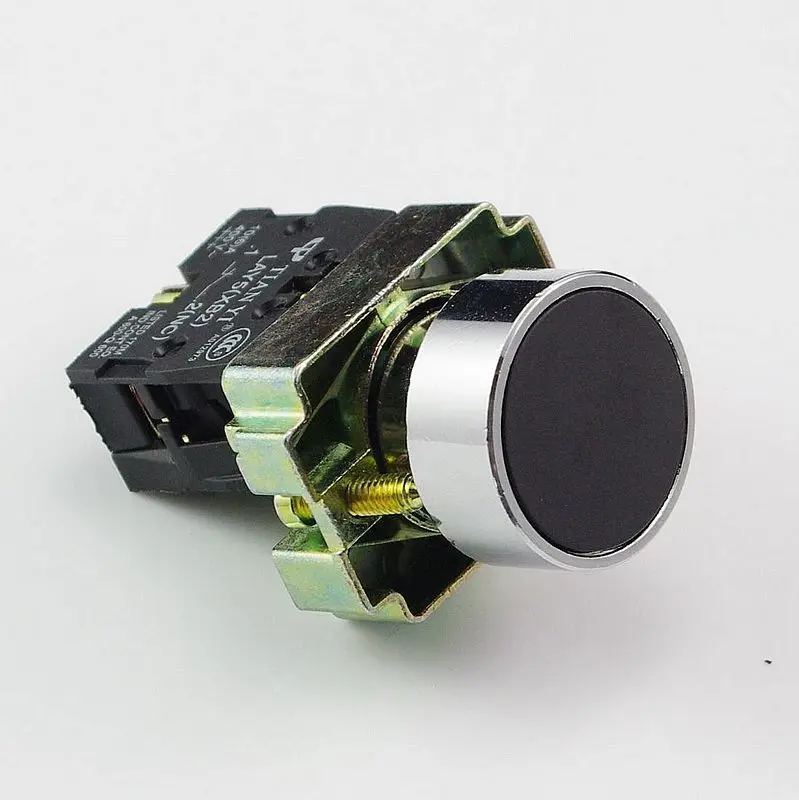

 Начинается процесс сварки, при котором происходит подача присадочной электродной проволоки. Сварочная головка совершает вокруг трубы полный поворот.
Начинается процесс сварки, при котором происходит подача присадочной электродной проволоки. Сварочная головка совершает вокруг трубы полный поворот.
 Одним из простейших методов пуска является включение пусковой кнопки или переключателя параллельно дросселю / д, с помощью которых кратковременно замыкают обмотку шл, подключая дроссель с емкостью Непосредственно к источ-нику питания. После отпускания кнопки происходит пуск стабилизатора, обычно уже после второй или третьей попытки. Здесь вместо пусковой кнопки использовано электромагнитное реле Р, подключаемое к емкости стабилизатора через выпрямитель В.
Одним из простейших методов пуска является включение пусковой кнопки или переключателя параллельно дросселю / д, с помощью которых кратковременно замыкают обмотку шл, подключая дроссель с емкостью Непосредственно к источ-нику питания. После отпускания кнопки происходит пуск стабилизатора, обычно уже после второй или третьей попытки. Здесь вместо пусковой кнопки использовано электромагнитное реле Р, подключаемое к емкости стабилизатора через выпрямитель В.
 Прерывистым включением пусковой кнопки поднимают ползуны в верхнюю крайнюю точку. После этого направляющие штампа смазывают тавотом, рабочие поверхности штампа и заготовку детали — специальной смазкой. Процесс изготовления деталей заканчивают пробной штамповкой 2 — 3 деталей и проверкой их геометрии по контрольному приспособлению.
Прерывистым включением пусковой кнопки поднимают ползуны в верхнюю крайнюю точку. После этого направляющие штампа смазывают тавотом, рабочие поверхности штампа и заготовку детали — специальной смазкой. Процесс изготовления деталей заканчивают пробной штамповкой 2 — 3 деталей и проверкой их геометрии по контрольному приспособлению.

 ВЫ РАБОТАЕТЕ НА СВОЙ РИСК. Я НЕ НЕСУ ОТВЕТСТВЕННОСТИ ЗА ВАШУ БЕЗОПАСНОСТЬ!
ВЫ РАБОТАЕТЕ НА СВОЙ РИСК. Я НЕ НЕСУ ОТВЕТСТВЕННОСТИ ЗА ВАШУ БЕЗОПАСНОСТЬ!



 Поместите их на конец стержня кнопки запуска с помощью медленно сохнущего суперклея. Потерпи. Вы пытаетесь добавить несколько тысячных дюйма. Лента непроводящая, не ломкая, не требует специальных инструментов и гораздо лучше фиксирует, чем обмотка. Кнопка недоступна как отдельная деталь, вы должны купить всю панель управления или сделать это легко. Кнопка, показанная на сайте Repair Clinic.com, — это кнопка сушки, внешний силуэт — это обратная сторона кнопки запуска, наконечник отсутствует и стоит более 30 долларов.
Поместите их на конец стержня кнопки запуска с помощью медленно сохнущего суперклея. Потерпи. Вы пытаетесь добавить несколько тысячных дюйма. Лента непроводящая, не ломкая, не требует специальных инструментов и гораздо лучше фиксирует, чем обмотка. Кнопка недоступна как отдельная деталь, вы должны купить всю панель управления или сделать это легко. Кнопка, показанная на сайте Repair Clinic.com, — это кнопка сушки, внешний силуэт — это обратная сторона кнопки запуска, наконечник отсутствует и стоит более 30 долларов. Затем я использовал инструмент для удаления прыщей у моей дочери-подростка, который прекрасно подходит вокруг кнопки питания и немного позади нее.
Затем я использовал инструмент для удаления прыщей у моей дочери-подростка, который прекрасно подходит вокруг кнопки питания и немного позади нее.
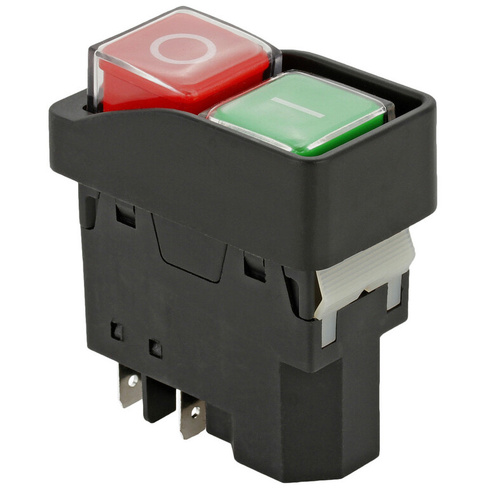






 патрона
патрона садовый ирструмент
садовый ирструмент хв. ГОСТ 1672-80
хв. ГОСТ 1672-80 винт. пл. ГОСТ 24637-81, ГОСТ 20537-75, ГОСТ 20538-75,
винт. пл. ГОСТ 24637-81, ГОСТ 20537-75, ГОСТ 20538-75, монтаж (полипропилен, нейлон)
монтаж (полипропилен, нейлон) /отв. тип1, исп1 (ГОСТ 18883-73)
/отв. тип1, исп1 (ГОСТ 18883-73) 1604PDER)
1604PDER) 15
15 IT IS DESIGNED FOR FASTENING INTERCHANGEABLE CUTTING INSERTS FROM ANY MATERIALS ON IT FOR METAL PROCESSING ON MILLING MACHINES.»> КОРПУС ФРЕЗЫ, ИНСТРУМЕНТ ДЛЯ ФРЕЗЕРОВАНИЯ МЕТАЛЛА, С РАБОЧЕЙ ЧАСТЬЮ ИЗ СТАЛИ, ДЛЯ ФРЕЗЕРНЫХ СТАНКОВ. ПРЕДНАЗНАЧЕН ДЛЯ КРЕПЛЕНИЯ НА НЕЕ СМЕННЫХ РЕЖУЩИХ ВСТАВОК ИЗ ЛЮБЫХ МАТЕРИАЛОВ ДЛЯ ОБРАБОТКИ МЕТАЛЛА НА ФРЕЗЕРНЫХ СТАНКАХ.
IT IS DESIGNED FOR FASTENING INTERCHANGEABLE CUTTING INSERTS FROM ANY MATERIALS ON IT FOR METAL PROCESSING ON MILLING MACHINES.»> КОРПУС ФРЕЗЫ, ИНСТРУМЕНТ ДЛЯ ФРЕЗЕРОВАНИЯ МЕТАЛЛА, С РАБОЧЕЙ ЧАСТЬЮ ИЗ СТАЛИ, ДЛЯ ФРЕЗЕРНЫХ СТАНКОВ. ПРЕДНАЗНАЧЕН ДЛЯ КРЕПЛЕНИЯ НА НЕЕ СМЕННЫХ РЕЖУЩИХ ВСТАВОК ИЗ ЛЮБЫХ МАТЕРИАЛОВ ДЛЯ ОБРАБОТКИ МЕТАЛЛА НА ФРЕЗЕРНЫХ СТАНКАХ. 9
9 0026 26.01.2022
0026 26.01.2022 ON INDUSTRIAL METAL CUTTING MACHINES
ON INDUSTRIAL METAL CUTTING MACHINES
 String not inc – Магазин Sweet Designs Shoppe
String not inc – Магазин Sweet Designs Shoppe
 Из-за природы полилактида эта формочка для печенья предназначена ТОЛЬКО ДЛЯ РУЧНОЙ СТИРКИ. Не используйте горячую воду для мытья, не замачивайте резаки и не используйте их для нарезки горячего теста для печенья. Избегайте любого контакта с теплом, иначе ваш резак для печенья растает.
Из-за природы полилактида эта формочка для печенья предназначена ТОЛЬКО ДЛЯ РУЧНОЙ СТИРКИ. Не используйте горячую воду для мытья, не замачивайте резаки и не используйте их для нарезки горячего теста для печенья. Избегайте любого контакта с теплом, иначе ваш резак для печенья растает.