Видимо, вы попали на страницу, которой либо нет, либо давно удалили. Начните поиск сначала!
Заказать обратный звонок
Телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар добавлен в корзину
Перейти в корзину
Товар добавлен в сравнение
Сравнить товары
В сравнении не может быть больше 4 товаров
Запрос счёта или коммерческого предложения
Название организации:
Ваш e-mail
Ваш телефон
Имя контакного лица:
Юридический адрес:
Комментарий:
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар в пути, узнайте когда поставка
Ваше имя:
Ваш e-mail
Ваш телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Связаться с нами
Как позвонить
По телефону +7(495)155-45-19. На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На странице товара, под названием товара 3 статуса:
В наличии – Товар у нас на складе. Оформляйте покупку кнопкой Купить.
Предзаказ – товар в пути, скоро доставка. Узнайте о сроках поставки, кликнув на ‘Сроки поставки’ или оформите покупку кнопкой Купить.
Под заказ – Товар привозится по вашему заказу по частичной предоплате. Оформляйте заказ по кнопке Заказать.
Как получить счёт на оплату для юридических лиц
Добавьте товары в корзину, перейдите к оформлению заказа. Способ оплаты: Организация → Укажите реквизиты → Получите счет на оплату
Как получить коммерческое предложение
На странице товара кликните по ссылке Запросить КП
Сколько стоит доставка
На странице товара блок Доставка. С точным расчетом стоимости и сроков в ваш город. На странице Доставка и оплата более подробно о всех способах доставки.
Если вы не нашли среди вопросов своего, обратитесь к нам через Whatsapp или Telegam
Заказ в один клик
Контактное лицо (ФИО):
Контактный телефон:
Email:
Краткий обзор Anycubic Mega-S
Подробная информация
8. 2/ 10
Рейтинг
Общие характеристики
Технология печати
FDM/FFF/PJP
Область применения
для дома/DIY
Конструкция
открытая камера
Материал для печати
ABS, PLA, Wood, HIPS
Ширина рабочего пространства
210 мм
Высота рабочего пространства
205 мм
Глубина рабочего пространства
210 мм
Особенности
подогреваемый стол, дисплей, регулировка скорости
Подключение
USB, SD
Скорость печати (скорость экструдера)
100 мм/сек
Количество экструдеров
1
Точность печати X, Y
0.002 мм
Точность позиционирования Z
0.0125 мм
Диаметр филамента
1.75 мм
Мин. толщина слоя
50 мкм
Макс. толщина слоя
300 мкм
Макс. температура стола
110 °C
Макс. температура экструдера
260 °C
Диаметр сопла
0.4 мм
Формат файлов 3D-модели
STL, GCODE, OBJ, AMF
Ширина
405 мм
Высота
453 мм
Глубина
410 мм
Вес
11 кг
Дополнительная информация
возобновление печати после потери питания
Цвет
черный
Оценка 4
Достоинства: Штампованная рама
Maxim S.
17 марта 2021, Москва и Московская область
\ Опыт использования: несколько месяцев
Оценка 5
Достоинства: Отличный принтер за такие деньги!
Недостатки: Оригинальная прошивка не предусматривает печать с компьютера, но по большому счету это и не нужно. С компьютера могут быть прерывания если он засыпает или обновляется.
Комментарий: В комплектации есть все и даже больше: запасной хотенд например. Конечно, после сборки нужно подтянуть ремни, а если использовать дешевый российский пластик, нужно доработать систему охлаждения (оригинальный пластик или eSun печатаются без доработки прекрасно). Валы это конечно не рельсы, но я прекрасно понимаю стоимость принтера на рельсах, а качество печати Mega-S меня очень устраивает. Спасибо Anycubic!
Алексей
3 марта 2021, Москва и Московская область
\ Опыт использования: несколько месяцев
Оценка 5
Достоинства: Цена, хорошая механика, работает с множеством программ, простота в эксплуатации. Легко настраивается. В комплекте есть запасные детали и флешка.
pipopirania
24 февраля 2021, Владивосток
\ Опыт использования: менее месяца
Оценка 3
Достоинства: Быстрая сборка, оригинальное стекло ultrabase, хотэнд V5 + еще один про запас, редукторный экструдер типа Титан, датчик обрыва филамента.
Недостатки: «Казаться, но не быть» — девиз данного принтера. Сборка на валах и линейных подшипниках, два шаговых винта оси Z — все это, по идее, должно обеспечивать быструю и качественную печать. Но здесь все наоборот. Валы меньше номинала на 5-10 соток, китайские подшипники ощутимо на них люфтят, да и передвигаются по ним с рывками и биением. Отверстия в алюминиевой раме под калибровочные винты стола гораздо большего диаметра, отчего стол гуляет во всех направлениях. Приводные ремни шаговых двигателей не имеют стационарных систем натяжения, а фиксируются обычными нейлоновыми стяжками. Охлаждение хотэнда реализовано не самым лучшим образом, из-за чего весь поток воздуха направлен на печатаемую деталь. Стационарный раструб кулера охлаждения детали также направлен не туда, куда нужно. Корпус редукторного экструдера — пластиковый, ведущая шестерня — тоже. К тому же, инженеры Anycubic посчитали, что теперь полноразмерный шаговый двигатель экструдера тут ни к чему и установили его версию поменьше. Есть проблемы с платой Trigorilla — для подключения к компьютеру, возможно, потребуется ее перепрошить. Также при печати может проявиться эффект микро-притормаживаний хотэнда, что свидетельствует о недостаточной вычислительной способности платы, ввиду целого ряда причин. Глюки с SD картой, периодически не видит на ней файлы. Форматирование карты перед печатью данную проблему решает. Держатель катушки филамента адаптирован под узкие бобины. П.С. Наши не влезают. Охлаждение драйверов шаговых двигателей и самого блока питания — также под замену на что-то более тихое и совершенное. Датчик обрыва филамента — вещь полезная и очень нужная, хотя погодите-ка… В итоге получаем посредственное качество печати со смещением слоев и прочими артефактами, которое никак не улучшить без дополнительных капиталовложений.
Виктор Т
3 февраля 2021, Москва и Московская область
\ Опыт использования: менее месяца
Оценка 5
Достоинства: Хорошо упакован. За свою цену вполне себе хорош. Откалибровал платформу и сразу напечатал деталь с поддержками. Совсем неплохо
Недостатки: Пока недостатков не обнаружил за эту цену. Сопло не более 260 гр, но и цена соответствует. Да и хз, нужно ли больше
Комментарий: Понравилась сама платформа, прилипает пластик хорошо
rocker63632
3 января 2021, Москва и Московская область
\ Опыт использования: менее месяца
Оценка 5
Достоинства: Качество, надежность, цена, щедрая гарантия производителя при покупке в Китае!
Недостатки: Шумные драйвера
Комментарий: Удивительно выносливый принтер, сочетает в себе дешевизну и отличное качество печати всеми пластиками кроме высокотемпературных. Работает уже год, почти круглосуточно. Недавно развалились подшипники в экструдере, китайцы выслали новый экструдер по гарантии!!! Очень много дельных доработок уже придумано и выложено в интернет. После доводки, едва ли уступает принтерам за 100+тр по возможностям печати (скорость, качество). Принтер легко печатает соплом в 0.8мм даже на стоковом хотэнде.
Печатал на нем модели весом больше 1кг и продолжительностью более 50 часов, на скорости 100мм/с.
В общем, настоятельно рекомендую.
night a.
1 января 2021
\ Опыт использования: более года
Оценка 5
Достоинства: Очень, очень хороший принтер с простой настройкой! Главное провести правильную калибровку стола, для чего его нужно сначала разогреть, так как, подозреваю, стол при нагрева деформируется, что позволяет легче снять деталь после печати.
Недостатки: Ничего) ну может шумные моего DLP-принтера photon.
Дмитрий Расторгуев
2 ноября 2020, Москва и Московская область
\ Опыт использования: несколько месяцев
Оценка 5
Достоинства: Готов к работе почти сразу, очень простой софт. Стол-ультрабаза просто шикарен, очень хорошо держит PLA и PETG, ABS не пробовал. Даже без клея пока стол горячий деталь невозможно отодрать, а как остынет сама отщёлкивается.
Недостатки: Для сносной печати придётся немного проапгрейдить. Пишут, что стол кривой, у моего образца он тоже сначала был выпуклый в центре, но при нагревании выпрямляется, так что калибровать уровень необходимо под нагревом. Стоковое охлаждение очень плохое.
Комментарий: Если руки откуда надо растут лучше ender 3 взять, у него и стол больше и сообщество масштабнее. В целом неплохо печатает если с настройками разобраться. Обязательно необходимо откалибровать, самый прямой способ для этого по ссылке https://teachingtechyt.github.io/calibration.html 10.10.2020. Произвёл апгрейд принтера. Распечатал и установил новую печатную голову, установил мощное охлаждение и драйвера двигателей 2209. Качество печати стало изумительное.
Юрий К.
10 октября 2020, Сыктывкар
\ Опыт использования: несколько месяцев
Оценка 5
Достоинства: Всем
Недостатки: нету точно!
Комментарий: Шикарный принтер за свои деньги, собирается 5 минут , отлично печатает, доставили меньше, чем за неделю, эникубиксупер!
9 мая 2020, Москва и Московская область
\ Опыт использования: менее месяца
Оценка 5
Достоинства: Цены. Принтер лучше заказывать с Китая, цена была чуть больше 14 тысяч. Принтер хорошего качества ,быстро собирается, первая печать шла уже после 30 мин после приёма.
Недостатки: Писк при запуске (музыка).
Комментарий: Через месяц перестал липнуть пластик. Протёр спиртом теперь всё отлично!
Иван Телицин
20 февраля 2020, Москва и Московская область
\ Опыт использования: несколько месяцев
Anycubic Mega-S выбран в рейтинг:
Обзор 3D-принтера Anycubic i3 Mega S
Добро пожаловать в блог Top 3D Shop, где вы найдете ответ на любой вопрос о технологиях, оборудовании и программном обеспечении для 3D-печати. Мы стремимся предоставить вам самую актуальную и полезную информацию о 3D-печати, чтобы помочь вам принять правильное решение, прежде чем вкладывать свои с трудом заработанные деньги в тот или иной продукт. Для сегодняшнего обзора мы выбрали широко разрекламированный 3D-принтер Anycubic i3 Mega S, который полюбился потребителям во всем мире благодаря хорошей производительности, превосходному качеству печати и феноменальной доступности. Давайте углубимся в детали и выясним, что делает эту машину такой популярной.
Источник: anycubic.com
А если быть более точным, то мы расскажем вам о модификациях, сделанных в популярном недорогом 3D-принтере Anycubic i3 Mega S. Предыдущая версия — Anycubic i3 Mega — имеет заработал репутацию удобного, надежного, высокоточного и в то же время экономичного принтера для домашнего использования или мелкосерийного производства. Версия Mega S мало чем от нее отличается. Например, экструдер теперь оснащен питателем типа «Титан», держатель катушки входит в комплект поставки и крепится к раме принтера. Но обо всем по порядку.
Функция
Значение
Технология печати
ФДМ
Поддерживаемые материалы
PLA, ABS, дерево, HIPS, Flex и другие
Объем сборки
210 × 210 × 205 мм
Количество экструдеров
1
Диаметр резьбы
1,75 мм
Диаметр сопла
0,4 мм
Скорость перемещения экструдера
100 мм/с
Скорость печати
20-100 мм/сек (рекомендуемая скорость 60 мм/сек)
XY точность позиционирования
0,0125 мм
Точность позиционирования по оси Z
0,002 мм
Рабочая температура окружающей среды
8-40 °С
Температура экструдера
макс. 260 °C
Связь
SD-карта, USB-кабель
Температура кровати
макс. 110 °C
Блок питания
110 В/220 В перем. тока, 50–60 Гц, 12 В пост. тока
Толщина слоя
0,05-0,30 мм
Программное обеспечение
Cura, Simplify3D, Repetier-HOST
Форматы ввода
STL, OBJ, DAE, АМФ
Вес
11 кг
Размеры
405 × 410 × 453 мм
Что в коробке
Комплект поставки большой, тяжелый и содержит все детали и аксессуары, необходимые для начала процесса 3D-печати и проведения технического обслуживания/ремонта, если это необходимо. 3D-принтеры стоимостью менее 300 долларов редко поставляются с такой богатой комплектацией, поэтому Anycubic i3 Mega S действительно выдающийся в этом контексте. В список предоставляемых деталей входят шестигранники, гаечные ключи, отвертка, игла для чистки сопла, SD-карта с картридером, пассатижи, широкий скребок (отлично заточенный, что нечасто увидишь), пара резиновых перчаток и USB-кабель для подключения к ПК.
Источник: electromaker.io
Этот комплект не будет полным без запасного концевого выключателя, дополнительного полностью собранного хотэнда (с насадкой, терморезистором, нагревателем и тефлоновой трубкой) и 1-килограммовая катушка PLA-филамента.
Источник: youtube.com
Принтер поставляется практически в полной комплектации.
Источник: electromaker.io
Источник: olx.ua
Сам принтер состоит из двух основных частей: блока управления с размещенной на нем станиной и вертикальной рамы с экструдером и всей осью Z.
Весь процесс сборки будет включать вкручивание 8 болтов и…
Источник: Pinterest. ru
…подключение трех проводов к блоку управления.
Источник: china-gadgets.com
После этого остается провести единственную манипуляцию – закрепить держатель катушки с нитью на вертикальной раме и все, принтер готов к работе.
Вертикальная рама цельнометаллическая, что обеспечивает отличную жесткость всей конструкции. Блок управления также размещен в металлическом корпусе. Блок управления стоит на резиновых ножках. В целом конструкция принтера довольно прочная, ничего не болтается и не болтается.
Источник: Thingiverse.com
Принтер имеет кинематику типа Prusa. Такая кинематика означает, что нагретый слой расположен вдоль оси Y и движется вперед и назад. Ось X — это каретка экструдера, которая перемещается влево и вправо. И есть также ось X, которая полностью поднимается, в конечном итоге приводя к оси Z.
Все оси перемещаются на 8-мм валах и линейных подшипниках. Поговорим о каждой оси подробнее.
Ось X
Источник: drucktipps3d.de
Каретка экструдера перемещается по двум 8-мм валам на двух линейных подшипниках LM8LUU.
Ось Y
Источник: drucktipps3d.de
Станина также перемещается по двум 8-мм валам с тремя подшипниками LM8UU — два установлены с одной стороны, а один — с другой. Каркас кровати изготовлен из цельного куска металла. Рама очень прочная; нет ни малейшего изгиба или каких-либо других дефектов конструкции. Сама кровать с подогревом; максимальная температура 110 градусов. По сути, нагревательный элемент представляет собой алюминиевую пластину, поверхность которой покрыта оригинальным стеклом Ultrabase. Ultrabase — собственная разработка Anycubic, известная своими впечатляющими качественными характеристиками. Другие производители 3D-принтеров тщетно пытаются создать что-то подобное, но оригинальное стекло Ultrabase по-прежнему не имеет себе равных. Сверху стекло покрыто специальным перфорированным слоем. В большинстве случаев объекты идеально прилипают к стеклянной платформе «Ultrabase» во время печати. Также очень легко отсоединить и убрать полученные объекты с платформы после того, как кровать остынет. Тем не менее, нить из АБС-пластика является известным источником проблем, и если вы используете эту нить с Anycubic i3 Mega S, будьте готовы к тому, что вам понадобится дополнительный клей.
Ось Z
Источник: drucktipps3d.de
Ось Z оснащена двумя двигателями, двумя валами и двумя винтовыми направляющими. Он также имеет два концевых выключателя и два болта с каждой стороны для калибровки. При выполнении начальной калибровки необходимо добиться горизонтального положения оси Z один раз при срабатывании обоих концевых выключателей. В дальнейшем, даже если по какой-то причине ось будет перекошена, она все равно будет возвращаться в горизонтальное положение при каждой парковке. И печать всегда будет начинаться с выровненной оси Z.
Экструдер
Источник: drucktipps3d. de
Хотя оси XYZ в версии Mega S остались без изменений, экструдер претерпел некоторые модификации. Тем не менее, у него все еще есть хотэнд V6 Bowden. Снаружи каретка помещена в металлический корпус, где также спрятаны хотэнд, его вентилятор радиатора, вентилятор области печати и распределительный щит.
Источник: drucktipps3d.de
А вот механизм подачи заменен на аналог Титана. Это означает, что нить подается не непосредственно шкивом двигателя, а через шестерню. Это обеспечивает более высокий крутящий момент, значительно повышенную точность подачи нити, а также лучшее пластическое давление в механизме.
Источник: drucktipps3d.de
Экструдер также оснащен датчиком конца нити. Если нить внезапно закончится, принтер автоматически остановится и будет ждать, пока вы вставите новую катушку. Мы много раз печатали с помощью Anycubic i3 Mega S, и ни разу не было ложного срабатывания датчика накаливания.
Источник: china-gadgets. com
Управление принтером осуществляется через сенсорный экран, который для большего удобства расположен спереди под небольшим углом. Отзывчивость сенсора в порядке, нажатия пальцев фиксируются быстро и корректно, лишних срабатываний замечено не было.
В экранном меню есть почти все, что нужно: автоматический предварительный подогрев для филаментов PLA и ABS, простой нагрев до необходимой температуры, охлаждение, управление осями, автодом осей, загрузка/выгрузка филамента и все. К сожалению, в меню сенсорного экрана нет более продвинутых настроек, таких как изменение разгона и рывка, управление вентилятором охлаждения или помощник по калибровке. Во время печати можно изменить только температуру и общую скорость печати. Нет настроек обдува и обдува, что тоже немного неудобно.
Файлы на печать можно отправлять как через SD-карту, так и через USB-кабель.
Что касается нарезки моделей, Anycubic рекомендует использовать слайсер Cura 15.04.6. Это давно устаревшая версия Cura, которая имеет довольно ограниченную функциональность по сравнению с более поздними версиями. На данный момент последней версией является Cura 4.5, которую можно загрузить с веб-сайта Ultimaker. Хотя заявлено, что стандартный профиль слайсера поддерживает Anycubic i3 Mega, он также совместим с Mega S. Если вы предпочитаете другие слайсеры (Simplify3D, Slic3r, IdeaMaker, Kiss), вы также можете смело использовать их, потому что этот принтер использует стандартный gcode. для печати.
Теперь заглянем внутрь блока управления.
Источник: drucktipps3d.de
Блок управления открыть несложно – достаточно только отложить принтер в сторону, открутить десять болтов и снять нижнюю крышку. Вся электроника машины сосредоточена в этом блоке.
Источник: drucktipps3d.de
Что касается блока питания, то он на 12 вольт и 25 ампер, что мало по сравнению с сегодняшним днем, но вполне достаточно для принтера с таким объемом сборки. Все провода со стороны блока питания плотно окружены клеммными зажимами и аккуратно разделены.
Источник: drucktipps3d.de
Принтер поставляется с платой управления Trigorilla 1.1. Он работает на 8-битном чипе Atmega2560. Драйверы шагового двигателя A4988 дешевые и шумные, но мощные и надежные. Удивительно, но драйвера на плате съемные, то есть при желании и соответствующих навыках можно потом заменить эти драйвера на более качественные и тихие.
Источник: drucktipps3d.de
На принтере установлена фирменная экранная плата Anycubic.
Если вы любитель модернизации, у вас есть теоретическая возможность подключить второй экструдер, так как на плате машины достаточно портов для ваших экспериментов по доработке. Однако без необходимых знаний и практики мы настоятельно рекомендуем воздержаться от вмешательства в конструкцию принтера. Вы должны понимать, что любые попытки модернизировать этот и без того отличный принтер будут связаны с необходимостью изменения схемы подключения двигателей, перенастройки прошивки, полной переделки каретки экструдера и протяжки проводов. В общем, это не так просто, как кажется, но в теории такие апгрейды можно реализовать.
Шаговые двигатели принтера не имеют маркировки, поэтому об их характеристиках ничего сказать невозможно.
Сценарий использования
Проверьте некоторые из моделей, напечатанных с использованием Anicubic i3 Mega S.
Источник: Instagram.com
Источник: Instagram.com
9999999999999999999999. : instagram.com
Источник: instagram.com
Плюсы и минусы
Вот наш вердикт 3D-принтеру Anycubic i3 Mega S.
Давайте сначала разберемся с минусами. К счастью, их немного:
Веер не очень силен и его можно улучшить. Готовые модели доступны на Thingiverse, ими может воспользоваться каждый.
Несмотря на заявления производителя, печать гибкими нитями — сложная задача, результаты которой едва ли оправдывают ожидания.
Неравномерное наслоение (неровная поверхность отпечатков). Ось Z двигается без глюков, конечная высота моделей правильная. Возможно, несогласованность слоев связана с неправильными настройками PID экструдера.
Плюсы:
Рама принтера жесткая, качественная, не болтается и не болтается.
Идеальная поверхность кровати. Оригинальная простыня Ultrabase действительно обеспечивает сверхтонкую адгезию. PETG и PLA липнут к нему безупречно; вновь созданные объекты могут быть легко удалены после печати.
Плата управления поставляется со съемными драйверами шагового двигателя. Это отличное решение. Если один из драйверов выйдет из строя, вам не придется менять всю плату. Достаточно просто заменить неисправный драйвер, благо драйверы для A4988 стоят довольно дешево. При желании и наличии соответствующих навыков можно заменить драйверы на современные, более тихие и точные.
Сенсорный экран очень удобный, отзывчивый, со всеми необходимыми настройками.
Датчик обрыва нити накала работает корректно и никогда не срабатывает ошибочно.
Функция возобновления печати гарантирует, что аппарат продолжит печать, как запрограммировано, после включения питания. Эта функция будет особенно полезна для тех, кто живет в районе с частыми отключениями электроэнергии.
Механизм подачи титанового типа. Хотя печать гибкими пластиками проблематична, этот механизм подачи очень удобен в любом случае. Он имеет высокий крутящий момент и значительно более точен по сравнению с механизмами с прямой подачей.
Элементы кинематики (валы, направляющие, подшипники) качественные и очень хорошо подходят друг к другу. Люфтов и закусываний нет.
Простая сборка и установка. Вам нужно будет только закрепить 8 болтов и прикрутить держатель катушки, чтобы собрать свою первую модель на Anycubic i3 Mega S.
Синхронизация двигателей оси Z с двумя концевыми выключателями. Решение спорное, но автоматическое выравнивание оси при нажатии кнопки Home на сенсорном экране очень удобно.
Большое сообщество поклонников Anycubic по всему миру. Существует множество проверенных временем модификаций и решений по улучшению этого принтера.
Итог
Учитывая тот факт, что его цена составляет менее 300 долларов, принтер, безусловно, предлагает хорошее соотношение цены и качества, такие качественные продукты в сегменте доступных 3D-принтеров — редкое явление. Anycubic i3 Mega S плохо подходит для профессиональной или промышленной 3D-печати, однако малый бизнес, а также домашние хозяйства могут получить от этой машины большую прибыль. Принтер можно приобрести в Top 3D Shop.
AnyCubic Mega S 3D Printer
Бренд
AnyCubic
Тип машины
Машина
3д принтер
Технология
FDM (моделирование методом наплавления)
Материалы
PLA, ABS, дерево PLA, резиноподобный (TPU), PETG
179,00 $
О Mega S
Mega-S — это 3D-принтер FDM от китайского производителя Anycubic, опытного поставщика недорогих машин. Mega-S имеет довольно распространенную декартову конструкцию рамки и ключевые функции для достойного качества печати. Он имеет средний объем сборки 16,14 x 15,9.5 x 17,83 дюйма (210 x 210 x 205 мм) и модульной конструкции, что позволяет относительно быстро настроить машину. Mega-S — это улучшенная версия i3 Mega, однако основные различия между ними включают держатель нити и титаноподобный экструдер.
Характеристики:
Простота сборки;
Функция возобновления печати;
Обнаружение обрыва нити накала;
Печатная форма Ultrabase;
Цветной сенсорный экран 3,5 дюйма;
Металлический каркас;
Улучшенный экструдер Titan.
Проверить цену на Affiliate
Amazon
Mega-S имеет стильный дизайн и поначалу ничем не выделяется. Тем не менее, многие пользователи считают эту машину очень надежным компаньоном и предпочитают ее аналогичным принтерам. Давайте поближе познакомимся с Mega-S.
Металлический каркас и двойная направляющая по оси Y
Нестабильная рама и шаткая ось Z — это некоторые из распространенных проблем, с которыми сталкиваются энтузиасты FDM-печати. Mega-S имеет цельнометаллический каркас, что повышает устойчивость конструкции. Кроме того, стоит отметить, что печатная платформа управляется двумя направляющими, а не одной, что делает движение по оси Y более плавным. Электроника также заключена в металл и помещена под печатную платформу.
Anycubic Ultrabase
Эта платформа для печати собственной разработки стала основным элементом FDM-принтеров Anycubic. Благодаря текстуре пористого стекла пластина помогает отпечаткам прилипать и легко снимается после остывания платформы.
Титаноподобный экструдер
Mega-S имеет немного другой тип экструдера, похожий на Титан, что означает, что нить сначала проходит через шестерни. Это изменение помогает подавать нить и печатать более равномерно.
Отключение нити накала и питания
Mega-S сообщит вам, когда у вас закончится нить. Он также возобновит печать после отключения электроэнергии, если это произойдет. Эти функции довольно стандартны для современных FDM-принтеров, однако все же стоит упомянуть, тем более что они без сбоев работают на Mega-S.
Съемные драйвера материнской платы
Приятная мелочь, что драйвера можно снимать с материнской платы. Для опытных пользователей это означает более легкую модернизацию или более дешевое обслуживание в случае поломки одного из драйверов.
Самонаведение по оси Z
Mega-S не имеет автоматической или даже полуавтоматической калибровки, но синхронизирует обе стороны оси Z. После первоначальной настройки ось Z будет выравниваться после каждого возврата в исходное положение.
Некоторые небольшие недостатки
В машине нет существенных проблем или проблемных функций. Однако некоторые детали можно улучшить. Например, питание для Mega-S составляет всего 12 В, что мало по сравнению с другими современными моделями на рынке, но достаточно для машины такого размера. Драйверы для Mega-S надежные, но громкие, поэтому пользователи, обеспокоенные шумом, могут захотеть обновить их в будущем. Основным недостатком Mega-S являются довольно слабые вентиляторы охлаждения. Прямо из коробки они не обеспечивают надлежащего охлаждения детали при более высоких скоростях печати. Именно эту деталь лучше сначала доработать, особенно если вы планируете работать в основном с PLA пластиками. С другой стороны, Mega-S почти идентичен i3 Mega, а это означает, что все обновления (которых много благодаря популярности этого принтера) взаимозаменяемы.
Усовершенствования и обновления Mega-S:
Anycubic i3 Mega X-Carriage [MK4] от ML3DPrinting — включает в себя целую кучу полезных вещей для натяжителей осей, сенсорного датчика (для выравнивания платформы) и воздуховода охлаждающего вентилятора.
Anycubic i3 Mega Tool Rig от mjuddi — простой держатель инструментов для печати необходимых документов.
Фрезерные станки по металлу PROMA (Чехия) по низкой цене
Главная
/
Станки
/
По металлу
/
Фрезерные
/ PROMA (Чехия)
Чешские фрезерные станки PROMA предназначены для выполнения всех видов металлообрабатывающих работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами, а также сверлами. Применяются для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, спиралей, моделей штампов, пресс-форм и других деталей из стали, чугуна, цветных металлов, их сплавов и других материалов.
Активные фильтры: Снять все активные фильтры
Бренд: PROMA (Чехия)
Сортировать по:
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Код товара: 680
71 000 p
Нет в наличии
Фрезерный станок по металлу Proma FPX-20E
Длина стола240 мм
Ширина стола145 мм
Конус шпинделяMT2
Мощность 0.15 кВт
Напряжение220В
Масса50 кг
Код товара: 35618
88 750 p
Нет в наличии
Фрезерный станок FPV-25LP
Длина стола460 мм
Ширина стола112 мм
Конус шпинделяMT3
Мощность 0. 55 кВт
Напряжение220В
Масса80 кг
Код товара: 1974
190 067 p
Нет в наличии
Вертикально-фрезерный станок PROMA FP-25
Длина стола590 мм
Ширина стола195 мм
Конус шпинделяMT3
Мощность 1.10 кВт
Напряжение380В
Масса195 кг
Код товара: 9873
164 081 p
Нет в наличии
Универсальный фрезерный станок PROMA FVV-30
Длина стола460 мм
Ширина стола120 мм
Конус шпинделяMT3
Мощность 0.50 кВт
Напряжение220В
Масса95 кг
Код товара: 34058
78 242 p
Нет в наличии
Фрезерное устройство FZ-25E для установки на токарный станок PROMA
Универсальный фрезерный станок PROMA FHV-50PD с УЦИ
Длина стола800 мм
Ширина стола240 мм
Конус шпинделяMT4
Мощность 1.50 кВт
Напряжение380В
Масса700 кг
Код товара: 42021
2 179 771 p
Нет в наличии
Универсальный фрезерный станок PROMA FVV-210 с УЦИ
Длина стола1600 мм
Ширина стола360 мм
Конус шпинделя7:24 NO:50
Мощность 9.50 кВт
Напряжение380В
Масса2750 кг
Код товара: 11992
896 730 p
Нет в наличии
Универсальный фрезерный станок PROMA FHX-50PD с УЦИ
Длина стола1120 мм
Ширина стола280 мм
Конус шпинделяMT4
Мощность 2. 20 кВт
Напряжение380В
Масса1120 кг
Код товара: 9874
248 500 p
Нет в наличии
Фрезерный станок PROMA FP-25A
Длина стола700 мм
Ширина стола160 мм
Конус шпинделяMT3
Мощность 1.00 кВт
Напряжение220В
Масса198 кг
Код товара: 1977
628 563 p
Нет в наличии
Универсальный фрезерный станок PROMA FHV-50P
Длина стола800 мм
Ширина стола240 мм
Конус шпинделяMT4
Мощность 1.50 кВт
Напряжение380В
Масса700 кг
Код товара: 1979
1 263 729 p
Нет в наличии
Универсальный фрезерный станок PROMA FNS–55PD с УЦИ
Длина стола1370 мм
Ширина стола250 мм
Конус шпинделяISO40
Мощность 2.25 кВт
Напряжение380В
Масса1180 кг
Код товара: 1980
1 423 337 p
Нет в наличии
Фрезерный станок PROMA FVV-125PD с УЦИ
Длина стола1120 мм
Ширина стола260 мм
Конус шпинделяISO40
Мощность 2. 20 кВт
Напряжение380В
Масса1660 кг
Код товара: 1981
2 086 690 p
Нет в наличии
Фрезерный станок по металлу VISPROM FVV-200
Длина стола1500 мм
Ширина стола360 мм
Конус шпинделяISO50
Мощность 9.50 кВт
Напряжение380В
Масса2650 кг
Код товара: 672
427 988 p
Нет в наличии
Фрезерный настольный станок PROMA FP-48SP
Длина стола800 мм
Ширина стола240 мм
Конус шпинделяMT4
Мощность 1.50 кВт
Напряжение380В
Масса310 кг
Код товара: 37041
1 257 055 p
Нет в наличии
Универсальный фрезерный станок VISPROM FHX-70PD с УЦИ
Длина стола1370 мм
Ширина стола320 мм
Конус шпинделяISO40
Мощность 4.40 кВт
Напряжение380В
Масса1500 кг
Код товара: 34054
1 436 046 p
Нет в наличии
Универсальный фрезерный станок VISPROM FVX-125W
Длина стола1120 мм
Ширина стола260 мм
Мощность 2. 20 кВт
Напряжение380В
Масса1350 кг
Код товара: 37039
1 005 644 p
Нет в наличии
Универсальный фрезерный станок VISPROM FHX-55PD с УЦИ
Длина стола1370 мм
Ширина стола305 мм
Конус шпинделяISO40
Мощность 2.25 кВт
Напряжение380В
Масса1380 кг
Код товара: 1975
503 887 p
Нет в наличии
Фрезерный настольный станок PROMA FP-48SPN с цифровым измерением
Длина стола800 мм
Ширина стола240 мм
Конус шпинделяMT4
Мощность 1.50 кВт
Напряжение380В
Масса390 кг
Код товара: 1982
5 612 692 p
Нет в наличии
Универсальный фрезерный станок PROMA FH-150
Длина стола1400 мм
Ширина стола400 мм
Конус шпинделяISO50
Мощность 7.50 кВт
Напряжение380В
Масса3860 кг
Код товара: 35621
3 483 757 p
Нет в наличии
Вертикальный фрезерный станок по металлу FH-170
Длина стола1700 мм
Ширина стола400 мм
Конус шпинделяISO50
Мощность 15. 00 кВт
Напряжение220В
Масса4850 кг
Код товара: 35620
2 218 466 p
В наличии 1 шт.
Станок вертикально-фрезерный FH-100
Длина стола1320 мм
Ширина стола320 мм
Конус шпинделяISO50
Мощность 7.50 кВт
Напряжение220В
Масса2800 кг
Код товара: 38225
178 281 p
Нет в наличии
Вертикальный фрезерный станок Proma FPV-20
Длина стола550 мм
Ширина стола130 мм
Конус шпинделяMT3
Мощность 0.60 кВт
Напряжение220В
Масса82 кг
Код товара: 37043
419 042 p
Нет в наличии
Вертикальный фрезерный станок по металлу VISPROM FPV-50
Длина стола800 мм
Ширина стола240 мм
Конус шпинделяMT4
Мощность 1.50 кВт
Напряжение380В
Масса500 кг
Код товара: 38059
242 181 p
Нет в наличии
Вертикальный фрезерный станок Proma FPV-32
Длина стола700 мм
Ширина стола180 мм
Конус шпинделяMT3
Мощность 0. 75 кВт
Напряжение220В
Масса190 кг
Код товара: 35619
186 943 p
Нет в наличии
Фрезерный станок FP-20A
Длина стола595 мм
Ширина стола140 мм
Конус шпинделяMT3
Мощность 0.75 кВт
Напряжение220В
Масса101 кг
Код товара: 1976
862 082 p
Нет в наличии
Вертикальный фрезерный станок PROMA FHV-50VD с УЦИ
Длина стола800 мм
Ширина стола240 мм
Конус шпинделяMT4
Мощность 1.50 кВт
Напряжение380В
Масса700 кг
Сортировать по:
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Международная промышленная Группа компаний PROMA-group была создана в 1992 году в Чехии, а в 2003 году вышла на российский рынок и открыла свое представительство в Москве и Санкт-Петербурге.
Станочное оборудование марки PROMA® предназначено для широкого круга потребителей — от небольших бытовых и частных мастерских до ремонтно-инструментальных вспомогательных и опытных производств промышленных предприятий различной отраслевой направленности. Своей главной задачей компания ставит обеспечение качества и надежности станков. Одним из основных направлений развития является расширение сервисных услуг: качественное гарантийное и постгарантийное обслуживание, снабжение запасными частями и расходными материалами.
Тип внутреннего или наружного конуса шпинделя. Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существуют много стандартов на различные конусы, различающиеся по конусности и исполнению.
Диаметр сквозного цилиндрического отверстия в шпинделе. Используется для сквозного крепления заготовки через шпиндель станка.
ЧПУ
Fanuc Siemens
Регулировка частоты вращения шпинделя
Спупенчатая — путем перекидывания ремня на шкивах станка, Бесступенчатая в варианте с электронной регулировкой или механический вариатор
Ступенчатая Бесступенчатая
Мощность
до кВт
Напряжение
Напряжение питания 220/380 вольт
380В 220В
Масса
В наличии
Вверх
Станок фрезерный Proma FH-150 | Цена
Технические характеристики
Напряжение
В
400
Потребляемая мощность
Вт
7500
Макс. диаметр сверления
мм
50
Макс. диаметр дисковой фрезы
мм
125
Диапазон оборотов шпинделя
об/мин
40-1800 (6ст.)
Угол наклона шпиндельной головки
градусов
±45
Диапазон подач
мм/мин.
48-1670
Размер стола
мм
1400х400
Конус шпинделя
ISO50
Ход шпинделя
мм
105
Высота между шпинделем и столом
мм
150 — 650
Вылет шпинделя
мм
520
Продольный ход стола
мм
800
Поперечный ход стола
мм
400
Вертикальный ход шпиндельной бабки
мм
500
Т-образный паз стола
мм
18
Габаритные размеры
мм
2290х1770х2120
Масса
кг
3860
Описание
Фрезерный станок Proma FH-150 это универсальный фрезерный станок, с помощью которого выполняется фрезерование, сверление, обработка осевым режущим инструментом отверстий, пазов, тел вращения, уступов, зубьев зубчатых колес, резьбовых соединений, внутренних и наружных фасонных и плоских поверхностей. Данное оборудование применяется в цехах и ремонтных мастерских, в серийном производстве, а также в единичном производстве тяжелых крупногабаритных деталей. Максимальный диаметр дисковой фрезы составляет 125 мм, максимальный диаметр сверления — 50 мм.
Особенности фрезерного станка Proma FH-150:
опорное основание выполнено из чугуна и обеспечивает устойчивость станка;
мощность главного шпинделя 7,5 кВт, скорость вращения 1800 об/мин;
автоматическая вертикальная подача стола в 3-ех направлениях;
размер рабочего стола 1400х400 мм;
станок оборудован устройством цифрового измерения по 3-ем осям;
имеется рабочее освещение;
наличие системы охлаждения СОЖ.
Основные узлы и детали фрезерного станка Proma FH-150:
Плоскошлифовальные станки предназначены для точного шлифования плоских и вращающихся поверхностей. Используется найти их в малых и средних средах. Их преимуществом является автоматический рабочий стол с гидравлической подачей, магнитный держатель и разделительный…
Плоскошлифовальные станки
Плоскошлифовальные станки предназначены для точного шлифования плоских и вращающихся поверхностей. Используется найти их в малых и средних средах. Их преимуществом является автоматический рабочий стол с гидравлической подачей, магнитный держатель и разделитель…
Фрезерование
Фрезерные станки предназначены для широкого спектра обычных и прецизионных фрезерных операций. Прочная конструкция обеспечивает достаточное качество обработки стальных материалов, железа, цветных металлов и других материалов практически во всех операциях…
Комбинированные токарные станки
Комбинированные токарные станки используются для обработки заготовок из металлов, пластмасс и дерева. Обеспечить соответствующие условия резания для экономичной обработки всех широко используемых материалов из алюминия и его сплавов и не…
Заточка инструментов
Заточка цилиндрических шлифовальных инструментов и деталей со лбом (резцы, цилиндрические хвостовики, некоторые формы и др.). Заточка сверла по диаметру и головке (без хорошего зазора).
Ленточные пилы по металлу
Ленточные пилы по металлу используются для резки всех широко используемых материалов алюминия и его сплавов, а также цветных металлов до высокопрочных сталей. Они отличаются прочной конструкцией и высокой производительностью при сохранении небольшого …
Радиально-сверлильные станки
Радиально-сверлильные станки предназначены для обработки металлических и неметаллических деталей. Станки предназначены для общего применения: сверление, протяжка, развертывание, нарезание резьбы и др.
Станки токарные по металлу
Станки токарные универсальные, предназначены для обработки заготовок из металлов, пластмасс и дерева. Обеспечить соответствующие условия резания для экономичной обработки всех широко используемых материалов из алюминия и его сплавов…
Кромка электрофильтра
Лезвия электрофильтра — отличные помощники в мастерской для очень точной, быстрой и безопасной работы. Характерной особенностью является простота и удобство эксплуатации.
Станки настольные и сверлильные
Станки настольные и сверлильные предназначены для сверления и растачивания древесины. В шпинделях установлены шариковые подшипники и установлены конусы Mk II и Mk IV, в которые можно вставить сверлильный патрон или инструмент напрямую. Рабочий стол может быть …
Промышленные электродрели
Промышленные электродрели Акции предназначены для тяжелых работ в серийном производстве. Базовым оснащением промышленных дрелей Акции являются мощные шестиполюсные двигатели. Буры промышленные предназначены для установки на …
Электродрели с автопосувьем
Электродрели Promos предназначены в первую очередь для нарезания резьбы, сверления и развертывания металлических заготовок. Шпиндельно-сверлильный станок Promos оснащен конусом Морзе 4, в который можно установить шиповидный сверлильный патрон или инструмент непосредственно. ..
Threading
Threading помогает многим установщикам. Нарезание резьбы — это на самом деле устройство, которое помогает нарезать резьбу на трубах, по которым течет вода. Нарезка чаще всего приводится в действие электродвигателем, очень редко двигателем внутреннего сгорания …
Аксессуары
Челни Бруски
Отбортовочные станки
Frekvenční měniče
Одсаваче
Пасове Бруски
Тиски
Закружовачкий профиль
Mitsubishi ASX445 Фрезерная акция
Бесплатная фреза 2″ или 2-1/2″ при покупке 20 пластин Бесплатная фреза 3″ или 4″ при покупке 30 пластин
Точная, но недорогая пластина литого типа с положительным углом 20 градусов. Навинчивающийся тип. Широкий выбор стружколомов и сплавов. Высокая жесткость благодаря использованию твердосплавной прокладки. Макс. глубина резания = 0,236 дюйма
Рекламные комплекты Mitsubishi ASX445 / SEMT13T3:
902
Артикул
Описание
Д2
L1
D9
L7
Д8
Ш1
L8
2″ диам. — $295,00
MITSMILLINGPROMO-S2
ПРОМО-КОМПЛЕКТ MCU — КАЖДЫЕ 20 ЗАКАЗАННЫХ ЕД. ВКЛЮЧАЮТ 20 ВСТАВОК MIT 189780 (SEMT13T3AGSN-JM VP15TF) И 1 MIT 156187 ( 2″ ДИАМ.
2,513
1,575
3/4
.748
.415
.313
.187
2,5″ диам. — $295,00
MITSMILLINGPROMO-S2.5
ПРОМО-КОМПЛЕКТ MCU — КАЖДЫЕ 20 ЗАКАЗАННЫХ ЕД. ВКЛЮЧАЮТ 20 ВСТАВОК MIT 189780 (SEMT13T3AGSN-JM VP15TF) И 1 MIT 156195 ( 2-1/2″ ДИАМ. ASX445RAT 90 CH ASX445RAT № 150545RAT 90
3.009
1,575
3/4
.748
.415
.313
.187
Диаметр 3 дюйма — 442,50 долл. США
MITSMILLINGPROMO-S3
ПРОМО-КОМПЛЕКТ MCU — КАЖДЫЕ ЗАКАЗАННЫЕ 30 ЕД. ВКЛЮЧАЮТ 30 ШТ. MIT 189780 ВСТАВКИ (SEMT13T3AGSN-JM VP15TF) И 1 ШТ.
Нарезание резьбы на токарном станке с ЧПУ: резцы, особенности
На станках с ЧПУ часто выполняют нарезание резьбы инструментом со сменными пластинами. Пластины могут быть рассчитаны на нарезание разных типов соединения (например, дюймовое, метрическое и другие). Параметры соотношения имеют прямую связь с размером нарезаемой резьбы.
Общая глубина резания делится на несколько проходов. Так увеличивают показатели надежности выполнения рабочего процесса. Этими мерами обеспечивается стойкость верхней части резьбовой пластины от перегрузки. Чтобы выполнить профильное нарезание резьбы, чаще всего, токарь выполняет на станке 6 проходов.
Специфика формирования резьбы
Технология точения:
Эффективный способ получения резьбы.
Подходит для формирования винтового соединения любого профиля.
Простая методика обработки, которая досконально изучена.
Высокое качество поверхности после выполнения мероприятия.
Нарезание на станках с ЧПУ происходит с использованием стандартных циклов.
Выполнить задачу можно в глубоком отверстии в случае интеграции в рабочий процесс оправок, предотвращающих вибрации.
Технология фрезерования резьбы:
Фрезерование производится в неподвижных деталях, которые не вращаются при обработке.
Широкие возможности в сфере обработки деталей с большим вылетом или тонкими стенками открываются благодаря довольно низкому значению усилия резания.
Винтовое соединение можно создать впритык к уступу или дну отверстия, при этом требуется канавка для вывода инструмента.
Резьбофрезерование в деталях, обладающих крупными габаритами, из-за чего отсутствует возможность их установки на токарное оборудование.
Фрезерование позволяет формировать профиль в течение одного прохода благодаря перемещению инструмента по винтовой интерполяции.
Виды метчиков
Метчики, обладающие прямой стружечной канавкой, используются на производстве чаще других видов обрабатывающего инструмента. Они актуальны в случае, когда обрабатываются заготовки из твердых материалов, например, чугун или сталь.
Метчики с подточкой спирального типа выделяются прямыми канавками небольшого размера. Инструмент этой категории проталкивает стружку вперед. При скручивании благодаря канавкам возрастают показатели устойчивости и надежности.
Когда нужно обработать алюминий, бронзу или другой материал, возникает необходимость в снижении трения на обрабатываемой поверхности.
В достижении оптимального результата эффективен будет метчик, обладающий расположением зубьев в шахматном порядке. Данное исполнение инструмента упрощает процесс подачи СОЖ в зону резания.
Метчик, в котором канавки для отвода стружки находятся на территории заборной части инструмента на рабочем участке обладает спиральной подточкой, позволяющей выдавливать вперед стружку. Такой инструмент по конструкционным свойствам является самым жестким. Его рационально использовать при обработке отверстий, где глубина равна 1,5 диаметра.
Особенности и преимущества метчиков-раскатников (бесстружечных):
Резьба формируется за счет пластической деформации. При раскатывании не образуется стружка, что обеспечивает высокую стабильность и надежность технологического процесса по сравнению с нарезанием.
Одни и те же раскатники могут применяться для работы в глухих и сквозных отверстиях.
Метчики-раскатники позволяют получать резьбу в отверстиях большей глубины по сравнению с режущими метчиками; имеют больший ресурс и работают при более высоких скоростях.
Получившаяся поверхность имеет меньшую шероховатость за счёт выглаживания.
Приспособление является стержнем с резьбой метчика, но без канавок для отвода стружки. В раскатнике также имеются заборный и калибрующий участок. При выполнении рабочего процесса инструмент вращается вокруг своей оси, а также осуществляет принудительную подачу вдоль оси пропорционально шагу нарезаемой резьбы.
Фрезерование не стало распространенной технологией. Подобное решение – альтернатива метчикам и токарным инструментам.
Выполнение операции по технологии фрезерования резьбы:
Фреза обладает формой, позволяющей выполнять формирование резьбы впритык к дну отверстия глухого типа. Сверлить отверстие, глубина которого больше длины резьбы, не потребуется – это преимущество перед метчиком.
Благодаря выполнению программирования с учетом радиуса инструмента удается соблюдать допустимые отклонения при выполнении рабочего процесса.
Важные моменты при фрезеровании:
Определение диаметра фрезы. Качество готовой резьбы можно получить благодаря фрезе меньшего диаметра.
Направление перемещения. На основании определения траектории движения инструмента происходит формирование левой или правой резьбы при попутном или встречном фрезеровании.
При выполнении резания следует обеспечивать плавный ход фрезы. При врезании и отводе инструмента траектория подвода/отведения инструмента должна программироваться исходя из конкретных условий обработки детали.
Подача на зуб должна находиться в правильно определенном интервале значений скоростей резания для работающего инструмента.
Припуск лучше распределить на несколько проходов в случае формирования резьбы в материалах высокого уровня твердости, а также в материалах, которые трудно поддаются обработке.
При работе желательно не использовать СОЖ.
инженер поможет — Нарезание резьбы на станке с ЧПУ
Наиболее распространенные инструменты для получения внутренней резьбы на станках с СЧПУ – это метчики и фрезы. Сложность получения резьбы с помощью фрезы связана со сложностью программирования интерполирующего движения, поэтому чем проще система ЧПУ, тем чаще используются метчики.
Принцип получения резьбы фрезерованием
При фрезеровании профиль резьбы формируется с помощью движения специальной фрезы по винтовой линии. Подача в этом случае должна совпадать с шагом метчика.
Технология получения резьбы фрезерованием
Сверлят отверстие
Резьбовая фреза опускается в отверстие на нужную глубину резьбы и врезается по дуге 90° на глубину. Фреза при врезании поднимается на ¼ шага резьбы (участок 1-2).
Ось фрезы М делает оборот на диаметре m (участок 2-3) при этом фреза одновременно поднимается на шаг резьбы Р и выходит из профиля по дуге 90° (участок 3-4).
В случае, если глубина резьбы в полученном ранее отверстии больше длины режущей части фрезы, то обработку на участке 2-3 повторяется несколько раз.
Есть несколько типов резьбовых фрез используемых для нарезания резьбы в станках с ЧПУ
твердосплавные фрезы резьбовые фрезы со сменными пластинами комбинированные резьбовые фрезы — это фрезы позволяющие сначала сверлить отверстие под резьбу, а потом фрезеровать резьбу
Поэтому есть 2 основных технологии получения резьбы фрезами
Получение резьбы одним инструментом
Получение резьбы несколькими режущими инструментами
Виды метчиков для нарезания резьбы
Метчики с прямыми стружечными канавками
Метчик с прямыми канавками это самый широко используемый вид метчика. Этот метчик применяется для материалов, которые дают короткую стружку, например для стали или чугуна.
Метчики с шахматным зубом
Использование метчика с шахматным зубом уменьшает трение и сопротивление процессу резания, что очень важно при обработкетруднообрабатываемых материалах (алюминии и бронзе). Шахматное расположение зубьев у метчика облегчает доступ СОЖ в зону резания.
Метчики со спиральной подточкой
Метчик со спиральной подточкой имеет прямые неглубокие стружечные канавки. Спиральная подточка предназначена для выталкивания стружки вперед. Сравнительно неглубокие стружечные канавки гарантируют максимальную прочность метчика на скручивание. Они также облегчают подвод СОЖ в зону резания. Этот тип метчиков рекомендуется для обработки сквозных отверстий.
Метчики со стружечными канавками только на заборной части
Режущая часть данного метчика имеет аналогичную спиральную подточку, предназначенную для выталкивания стружки вперед. Этот метчик имеет чрезвычайно жесткую конструкцию. Рекомендуется для обработки отверстий глубиной до 1.5 х 0.
Метчики со спиральными зубьями
Метчики со спиральными зубьями предназначены в основном для нарезания резьбы в глухих отверстиях. Спиральная стружечная канавка выталкивает стружку назад, что предотвращает пакетирование стружки на дне отверстия или в стружечных канавках. Поэтому спиральная канавка у метчика снижает риск поломки или повреждения метчика.
Бесстружечные метчики (раскатники)
Бесстружечные метчики отличаются от обычных тем, что образуют профиль резьбы за счет пластической деформации , а не за счет снятия стружки. Рекомендуются для материалов с высокой пластичностью. Такие материалы имеют предел прочности не более 1200 Н/ммг, а относительное удлинение не менее 10%.
Бесстружечные метчики можно использовать в обычных условиях, но лучшие результаты они показывают при обработке вертикальных глухих отверстий. Выпускаются также с внутренним подводом СОЖ.
Резьбонарезные фрезы имеют огромное преимущество при обработке глухих отверстий. Метчику всегда нужен зазор между дном отверстия и торцом метчика из-за заборного конуса метчика. Поэтому метчик не нарезает резьбу в глухом отверстии. Использование фрезы решет эту проблему, так как расстояние от торца фрезы до первой режущей резьбовой кромки очень мало. Также большим преимуществом фрез для резьбы является возможность изменять параметры резьбы, что не возможно при использовании метчика. Эта возможность существенно снижает затраты на нарезание резьбы.
Запомните, что подача равна при работе метчиком оборотам шпинделя умноженным на шаг резьбы. Резьба может срезается при остановке шпинделя перед реверсом — ось Z уже остановилась, а вот шпиндель по инерции делает ещё какую-то часть оборота. При нарезании резьбы метчиком в стали при этом обрывает метчик, а Д16Т мягче и поэтому резьбу слизывает. Поэтому для нарезания резьбы на станке с ЧПУ нужно использовать специальный патрон — плавающий или его еще называют компенсирующий. Этот патрон имеет подпружиненную часть с цангой, которая может перемещается относительно неподвижной на несколько миллиметров вдоль оси патрона в обоих направлениях.
Привожу общие указания по нарезанию резьбы метчиками
Результат любой операции по нарезанию резьбы зависит от ряда факторов, каждый из которых, в конечном счете, влияет на качество готовой детали.
1. Выберите правильную конструкцию метчика для данного обрабатываемого материала и типа отверстия.
2. Убедитесь, что деталь надежно закреплена — перемещения в процессе обработки могут привести к поломке метчика или плохому качеству резьбы.
3. Выберите правильный размер сверла из соответствующих таблиц. Диаметр необходимого сверла также указан на страницах каталога с метчиками. Помните, что для метчиков-раскатников необходимы сверла других диаметров. Всегда контролируйте наклеп обрабатываемого материала.
4. Выберите правильное значение скорости резания, как показано в каталоге режущего метчиков.
5. Используйте СОЖ, соответствующую выполняемой операции.
6. При нарезании резьбы на станках с ЧПУ проверьте значение подачи, указанное в программе. При использовании резьбонарезного патрона значение подачи на оборот должно составлять от 95 до 97 % от шага для самозатягивания метчика.
7. По возможности используйте качественные патроны с компенсацией для ограничения крутящего момента, которые гарантируют осевое перемещение метчика и устанавливают его прямо в отверстии. Также это предохранит метчик от поломки при случайном столкновении одном отверстия.
8. Убедитесь в том, что метчик плавно входит в отверстие, прерывистая подача может привести к колоколообразной форме начальных витков.
Нарезание резьбы для станков с ЧПУ
Включение резьбы в ваши детали иногда может полностью разрушить ваши сборки. Существует множество правил проектирования, и точность, необходимая для изготовления резьбы, значительна. Кроме того, эти функции требуют дополнительного внимания и осторожности, чтобы убедиться, что они работают так, как задумано. Соберите их правильно, и сборка может длиться годами. Сделано неправильно, и вас ждет мир боли.
Внешняя и внутренняя резьба
Это довольно просто, но важно. Простой способ запомнить эту разницу состоит в том, что вы найдете наружную резьбу на винтах и болтах — это внешнюю по отношению к оборудованию. Внутренняя резьба находится внутри основной детали. Они принимают и фиксируют винтовую и болтовую резьбу. Вы найдете более подробную информацию о внешней и внутренней резьбе позже в этом совете по проектированию.
На этом рисунке показаны три различных типа отверстий, которые возможны на токарных деталях.
Шаг резьбы
Когда мы говорим о резьбе на болтах и винтах, это не универсальный сценарий. В дополнение к метрической резьбе существует три основных типа британской резьбы, которые являются частью серии Unified Thread.
UNC (крупный шаг): 20 витков на дюйм (tpi)
UNF (мелкий шаг): 28 т/д
UNEF (очень мелкий шаг): 32 т/д
Обратите внимание, что для добавления шага резьбы UNEF требуется наша служба точной обработки, доступная через нашу систему ценообразования. Например, если вы хотите использовать винт #4-40, вы знаете, что винт #4 с диаметром резьбы 0,11 дюйма (2,794 мм) имеет 40 витков на дюйм, что означает очень мелкий шаг.
Хорошей новостью является то, что когда вы используете нашу систему для сопоставления определенного типа винта с отверстием, желаемый шаг резьбы приходит сам собой. Меньше забот всегда хорошо, верно?
Где разместить нить?
Действительно, резьбу можно разместить практически в любом месте, которое имеет смысл для токарной или фрезерованной детали и потребностей вашей сборки. Пока область, в которой будет проходить резьба, доступна для нашего оборудования, все в порядке, но если есть препятствия, наше программное обеспечение для анализа конструкции сообщит вам, что нарезание резьбы в этом месте невозможно, но это всегда хорошая идея, чтобы следовать нашим рекомендациям, чтобы держать вас в курсе.
Несмотря на то, что ограничений по размещению, когда речь идет о резьбе, не так много, важно учитывать глубину внутренней резьбы. Если глубина резьбы превышает максимальную глубину инструмента, нам, возможно, придется просверлить отверстие с обеих сторон, чтобы завершить процесс. Когда это произойдет, важно знать, что ваши потоки не будут непрерывными от одного конца до другого, но есть варианты, которые мы рассмотрим в следующем разделе.
В точеных деталях имеется три типа отверстий, которые можно использовать для внутренней резьбы:
По оси: отверстия, которые проходят прямо через центр точеной детали, начиная с одного конца
Осевые: отверстия, которые начинаются с одного конца детали, но не проходят идеально через центр
Радиальные: отверстия, проходящие через внешнюю дугу точеной детали
Слева направо на изображениях 1, 2 и 3 показаны три метода приближения к максимальной глубине резьбы.
Внутренняя резьба
Внутренняя резьба нарезается с помощью однолезвийного резьбонарезного инструмента, а не традиционного метчика. В деталях с внутренними отверстиями, требующими нарезания резьбы, фактическую резьбу необходимо удалить из модели CAD, оставив только направляющий диаметр. Наше программное обеспечение для анализа конструкции распознает отверстие для нарезания резьбы, если:
он попадает в диапазон диаметров требуемой резьбы и,
находится на одной из трех основных осей для фрезерования или,
перпендикулярно оси вращения для токарной обработки
Protolabs поддерживает отверстия с правой резьбой на обрабатываемых деталях для резьбы UNC и UNF в диапазоне от #2 до метрической резьбы до 1/2 дюйма, также доступны метрические резьбы в диапазоне от M2 до M12. Место и метод производства могут ограничивать право на участие некоторых нитей.
При обработке отверстий с внутренней резьбой отверстие может быть длиннее, чем позволяют наши инструменты для нарезания резьбы. В этом случае у вас есть несколько вариантов в зависимости от ваших потребностей:
При длинном сквозном отверстии, превышающем максимальную досягаемость, выберите отверстие с той стороны, с которой вы предполагаете закручивать винт (см. рис. 1 из трех- иллюстрацию панели выше). Если ваш винт должен полностью пройти через деталь, вам также придется пропустить метчик через отверстие (во вторичном процессе), чтобы завершить его.
Вы также можете выбрать обе стороны элемента для нарезания резьбы (см. изображение 2 на иллюстрации выше), но обратите внимание на максимальную глубину резьбы, так как они перекрывают друг друга в отверстии. Это вызывает опасения при нарезании резьбы на элементах с обеих сторон, потому что вы рискуете получить перекрестную резьбу, и винт может не полностью пройти через деталь. Пока потоки не пересекаются (см. изображение 3), выбор потоков с обеих сторон обычно допустим.
Готовая деталь с наружной резьбой, обработанная на токарном станке (см. ниже раздел «Внешняя резьба»).
Одно важное соображение касается различных диаметров резьбы. Есть три параметра, о которых вы должны подумать: большая (широкая) резьба, второстепенная (узкая) резьба и диаметр направляющего отверстия, в которое войдет ваша резьба.
Если в ваших проектах указано, что изготовитель должен выфрезеровывать направляющее отверстие того же диаметра, что и основная (более широкая) резьба, используемое вами оборудование никогда не войдет в отверстие должным образом. Он просто упадет, и в момент, который действительно выбьет вас из колеи, винт, вероятно, будет бесконечно вращаться в отверстии. Его нити не за что было бы зацепиться. В этот момент вашим единственным выбором будет использование более крупного оборудования, которое может быть функционально неприемлемым или несовместимым с вашим дизайном. Избавьте себя от некоторых проблем: убедитесь, что направляющее отверстие любого резьбового элемента соответствует меньшему диаметру вашей резьбы. Большинство программ САПР имеют встроенные мастера, помогающие в этом процессе.
Модель CAD иллюстрирует вид фрезерованной наружной резьбы с полученными радиусами, выделенными желтым цветом. Это будет только для фрезерованных деталей.
Внешняя резьба
Отличительной особенностью наружной резьбы на токарных деталях является то, что резьба может увеличивать длину детали, если ваши детали подходят для токарной обработки. Мы используем специальный инструмент для нарезания резьбы с выбором размеров резьбы, глубины и размещения в геометрии детали. Тем не менее, наш усовершенствованный процесс токарной обработки предлагает наружную резьбу по центральной линии детали и приводной инструмент, который позволяет нарезать резьбу во внутренних отверстиях, если они соответствуют тем же правилам, что и фрезерование.
Мы предлагаем наружную резьбу для осевых, осевых и радиальных отверстий. Фрезерование наружной резьбы производится в два этапа. Первый набор нитей проходит наполовину вокруг вашей выточенной детали, после чего следует фрезерование резьбы с другой стороны. Две стороны встречаются вдоль центральной линии вашей детали. Этот процесс хорошо подходит для резьбы 1/2 дюйма, но мы рекомендуем нарезать резьбу, чтобы удалить лишний материал или сгладить несоответствия резьбы.
Нарезку наружной резьбы меньшего размера, такую как #6-32, гораздо труднее изготовить с помощью шаровой или плоской концевой фрезы, поскольку в основании резьбы останется больший радиус из-за слишком малого шага. Вам нужно нарезать резьбу плашкой для нарезки резьбы, чтобы удалить оставшийся материал. На многих деталях останется радиус от 0,008 дюйма (0,2032 мм) до 0,016 дюйма (0,4064 мм).
Так же, как и внутренняя резьба, проектирование внешней резьбы требует, чтобы резьба была удалена из модели CAD, чтобы наше программное обеспечение могло ее распознать. Кроме того, смоделируйте наружную резьбу для фрезерования; не моделируйте их для поворота. После того, как вы получите расценки на токарную обработку, у вас будет возможность выбрать подходящий размер резьбы.
Как добавить многопоточность в свои котировки
В нашей системе котировок добавление многопоточных функций довольно просто. Наше программное обеспечение распознает дыры, которые потенциально могут включать в себя потоки, а затем спрашивает вас, какое оборудование с резьбой вы хотите использовать там. Этот образец цитаты показывает, как легко добавить резьбовые элементы к вашим деталям после того, как вы определились со спецификациями дизайна. В качестве потенциально удобной экономии времени у вас будет возможность задать для всех отверстий в вашем САПР одинаковую обработку резьбы в UNC, UNF или метрической системе, или вы можете выбрать каждое отдельно. Небольшое предупреждение: массовое задание может привести к тредам там, где вы их не ожидаете.
В нашей системе легко выбрать как внутреннюю, так и внешнюю резьбу для элементов детали. На вкладке «Назначение потоков» вашего предложения вы увидите полностью интерактивную модель, которая позволяет вам выбирать, какие функции потоков доступны. Каждая подходящая функция выделена, и вы можете вручную выбирать потоки.
Если нужной вам резьбы нет в наличии, вам может потребоваться перепроверить диаметр ваших элементов, чтобы убедиться, что они соответствуют рекомендациям по нарезанию резьбы. Обратите внимание, что при просмотре наших таблиц нарезания резьбы вы можете переключаться между параметрами фрезерования и токарной обработки на каждой вкладке, чтобы проверить доступность резьбы для каждого метода изготовления. Все темы должны быть выбраны и сохранены, прежде чем приступить к заказу. Если вы в какой-либо момент измените производственный процесс или материал, снова проверьте вкладку «Назначение резьбы», так как выбор может измениться.
Многие пакеты САПР позволяют отображать элементы резьбы несколькими различными способами, включая сверление метчиком, косметическую резьбу или по основному диаметру резьбы. Мы предлагаем выбирать диаметр пилота, если он рассчитан примерно на 75% от диаметра резьбы.
Файл САПР должен быть представлен в формате, отличном от .STL; мы не рекомендуем загружать файлы в формате .STL для обработанных деталей, потому что наше программное обеспечение не может распознавать такие элементы, как пилотные отверстия в этом формате. По возможности следует использовать нейтральный формат файла, такой как .IGES или .STEP.
Для фрезерованных деталей, требующих наружной резьбы, вы должны спроектировать резьбу на своей детали, как это было бы в нашей стандартной процедуре фрезерования, в которой используются шаровые и плоские концевые фрезы. Как указывалось ранее, этот метод не является предпочтительным для изготовления резьбы, так как вам может потребоваться выполнить вторичный процесс чеканки режущего штампа по резьбе, чтобы обеспечить правильную сборку деталей.
На токарных деталях нарезание наружной резьбы значительно улучшается, поскольку деталь вращается вокруг центра, а острый однолезвийный резьбонарезной инструмент может нарезать качественную резьбу. Конструкция наружной точеной резьбы аналогична конструкции внутреннего отверстия. Помните, что вы должны удалить резьбу, чтобы наше программное обеспечение могло в цифровом виде просмотреть внешний диаметр и определить необходимый тип резьбы.
Если у вас возникли проблемы с получением руководства, щелкните здесь, чтобы загрузить его.
CNC Machining Design Guide
В этом руководстве по CNC-обработке вы узнаете, как создавать эффективные, технологичные металлические и пластмассовые детали для прототипирования и производства.
United States of AmericaAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Мальвинские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГуин eaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana ОстроваНорвегияОманПакистанПалауПалестина, Государство ПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСен-БартельмиСент-Элена, остров Вознесения и Тристан-да-Кунья aint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSuriNameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, Объединенная Республика ТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияМалые отдаленные острова СШАУругвайУзбекистанВануатуВенесуэла, Боливарианская РеспубликаВьетнамВиргинские острова, Британские Виргинские острова, СШАЗамбабаУоллис и ФутунаЗападная Сага0003
Я согласен получать сообщения электронной почты, содержащие обновления службы и советы по дизайну от Protolabs и ее дочерних компаний.
Вставки: альтернативы нарезанию резьбы
Для большинства металлических деталей нарезание резьбы — отличный способ добиться прочного соединения между элементами сборки. Но иногда этого недостаточно, особенно для деталей из более слабых материалов, таких как пластик и алюминий. Вот тут и пригодятся вставки. Например, если вы работаете с пластиковыми деталями, важно помнить, что их резьба неизбежно будет изнашиваться гораздо быстрее, чем резьба на металлических деталях. Решение? Рассмотрите возможность установки специальных катушек в пластиковых деталях для увеличения срока службы деталей. Эти прочные маленькие диски позволяют получить прочную резьбу даже на более слабом материале. По сути, вы создадите отверстие в нужном месте, а позже сможете добавить вставки к своим деталям. Существует достаточная гибкость, поскольку вставки катушек доступны с резьбой UNC и UNF в диапазоне от #2 до 1/2 дюйма и метрической резьбой от M2 до M12. Мы высверлим отверстие в соответствии с вашими требованиями и подготовим его для установки вставки. Protolabs оптимизирован для вставок марки HeliCoil, и мы признаем стандартные размеры и длину.
Связывание нитей вместе
Protolabs предлагает резьбовые элементы для фрезерованных деталей из пластика и металла, а резьбовые элементы для точеных деталей в настоящее время доступны только для металлических материалов. Мы можем разместить резьбу UNC, UNF и метрическую резьбу вместе со вставками для катушек (но не поставляем и не устанавливаем вставки для катушек). Если у вас остались вопросы о многопоточности, не стесняйтесь обращаться к инженеру по приложениям по адресу [email protected] или по телефону 877-479-3680.
Нарезание резьбы для литья под давлением
В то время как резьба действительно была разработана для металлических деталей, мы каждый день видим примеры в литых деталях.
Разработка резьбы для формованных деталей требует внесения некоторых изменений в вашу стратегию проектирования, чтобы эти более мягкие материалы по-прежнему могли обеспечивать прочную резьбу.
Наш совет по дизайну формованных нитей охватывает эту тему, чтобы помочь вам преодолеть препятствия.
Цикл резьбы G76
Приведенный выше видеоурок является частью серии видеороликов, которые я сделал для Практического механика, доступных здесь
При обработке резьбы на токарном станке с ЧПУ у нас есть несколько вариантов. В зависимости от версии элементов управления FANUC мы можем используйте одну строку кода или две. Оба метода используют команду G76 и содержат информацию, которая сообщает органам управления машины детали нити, которую мы хотим обрезать. Нарезание резьбы также можно выполнить с помощью G-кода G32 и G92. мы возьмем посмотрите, как они работают вместе с более распространенным G76.
Этот цикл содержит много информации в строке G76. Размер X — это внутренний диаметр резьбы, расстояние между нижней частью зуба резьбы и центральной линией, умноженное на 2. Размер Z — это расстояние до конца резьбы от нулевой точки. Мы предполагаем, что база находится на передней грани детали в нашем примере.
«I» сообщает станку величину конусности, применяемую к резьбе по всей длине. Нам часто нужно добавить конус, чтобы иметь возможность нарезать параллельную резьбу, особенно если это длинная резьба небольшого диаметра. Это связано с отражением материала. Это регулируется во время настройки, если резьбовой калибр затянут или ослаблен на одном конце резьбы. Это значение также можно использовать для нарезания конической резьбы, если это необходимо.
Значение «K» используется, чтобы сообщить органам управления глубину зуба резьбы. Эту информацию можно найти в таблицах потоков, таких как таблицы, доступные в моей бесплатной электронной книге.
‘D’ Обозначает глубину первого надреза, глубина автоматически уменьшается по мере нарезания резьбы из-за того, что при каждом проходе удаляется больше материала. При использовании одной строки G76 органы управления обрабатывают это с помощью встроенных функций.
«А» определяет угол зуба резьбы. Например, стандартная метрическая резьба составляет 60 градусов, а дюймовая резьба BSF — 55 градусов.
Наконец, буква «F» используется для указания шага резьбы. Расстояние между каждым зубом.
Двухстрочный метод G76 дает нам немного больше контроля над нарезанием резьбы, некоторые версии элементов управления FANUC позволяют нам использовать этот стиль нарезания резьбы.
Слово «P» дает нам три команды в одной, каждое значение представляет собой двузначное число. Первый определяет количество пружинных проходов, которые сделает машина после того, как резьба будет нарезана на нужную глубину. Это улучшает чистоту поверхности и повторяемость, помогая нашей резьбе оставаться в пределах допусков на многих деталях. Второе значение определяет угол скоса на конце резьбы, а третье — угол зубьев резьбы (т. е. 60 градусов для метрической резьбы или 55 градусов для резьбы BSF).
Слово «Q» определяет наш минимальный разрез. Это делается для того, чтобы машина не начинала резать 0,001 мм по мере приближения к диаметру сердцевины.
«R» — это количество материала, которое мы оставляем перед выполнением чистового прохода.
X и Z — диаметр стержня резьбы и конечная точка резьбы от базы соответственно.
Слово «P» во второй строке обозначает глубину резьбы в микронах, а буква «Q» определяет глубину первого надреза.
Наконец, мы сообщаем системе управления шаг резьбы, используя значение «F». При активной G76 станок знает, что мы используем подачу за оборот, а не подачу за минуту.
G-код нарезания резьбы G32 не является постоянным циклом. Он используется как способ зафиксировать вращение патрона в соответствии с шагом ходового винта, чтобы мы могли полностью контролировать глубину каждого прохода. Это больше похоже на команду G01, где каждая строка должна быть запрограммирована отдельно, но позволяет нам установить высоту тона. Это классифицируется как модельная операция. G32 также можно использовать для торцевой резьбы.
Пример: G00 X8.0 Z5.0; (Исходное положение) G32 X5.0 F0.8; (глубина и шаг первого прохода резьбы) Z-15.0; (Конечная точка резьбы по оси Z) G00 X8.
Токарная резьба на станке — особенности нарезания резьбы, настройка станка, особенности нарезания трубной и конусной резьбы
Нарезание резьбы — одна из наиболее распространенных операций в металлообработке. Для ее выполнения в несерийном производстве используются универсальные токарно-винторезные станки. Эти станки работают с заготовками в виде тел вращения и небольшими деталями несимметричной формы, которые можно установить на планшайбе станка. В других случаях резьбу получают фрезерованием, накатыванием и прочими способами.
Нарезание резьбы на токарном станке
Для формирования резьбы на токарном станке используют режущие инструменты, вершина которых перемещается с постоянной скоростью вдоль оси вращающейся заготовки. При этом на поверхности заготовки образуется винтовая линия. Наклон винтовой линии к плоскости, перпендикулярной центральной оси заготовки, зависит от соотношения скорости вращения шпинделя и скорости перемещения инструмента и обозначается углом подъема винтовой линии.Расстояние между двумя соседними одинаковыми элементами резьбы, измеренное вдоль оси, называется шагом резьбы.
При углублении инструмента в заготовку по винтовой линии образуется поверхность с такой же формой, как и у вершины инструмента. Профилем резьбы называется контур сечения резьбы на плоскости, проходящей через ее ось вращения. В зависимости от профиля резьбы делятся на треугольные, трапециевидные, прямоугольные и круглые, которые используются крайне редко. Резьба с прямоугольным профилем является упорной, она применяется для резьбовых пар, работающих под значительной нагрузкой.
В зависимости от формы базовой поверхности, резьбы разделяются на цилиндрические и конические. Конические резьбы используются в масляных, водяных, топливных и воздушных системах, словом там, где требуется герметичность соединения. По виду базовой поверхности резьбы можно разделить на внешние и внутренние.
По направлению различают левые и правые резьбы, правая резьба закручивается при вращении по часовой стрелки, а левая — против. По количеству нитей резьбы выделяют однозаходные и многозаходные. Многозаходные резьбы позволяют пройти большее расстояние за один оборот. Количество заходов можно определить, взглянув на торец детали. В зависимости от единиц измерения выделяют метровые и дюймовые резьбы.
Нарезание резьбы резцами
Нарезание токарной резьбы резцами является наиболее распространенным способом. Оно применяется для создания наружной и внутренней резьбы. Для создания резьбы используются резцы призматической, стержневой и призматической формы. Их размеры и формы близки к аналогичным показателям фасонных резцов. Для наружной резьбы используются прямые и отогнутые резцы, для внутренней при небольшом диаметре отверстия применяются изогнутые резцы, а при большом диаметре — прямые резцы, закрепленные на оправке. Мелкие отверстия выполнить резцом невозможно. В глухих отверстиях при выполнении резцом резьбы предусматривается выточка для его выхода и фаски на кромках отверстия.
Большой выбор резцов и другого режущего инструмента для токарных станков можно найти в Разделе «Режущего инструмента для токарных станков».
Резцы для нарезания резьбы имеют в качестве режущей кромки пластины из быстрорежущих сталей и твердых сплавов. Для предварительных операций применяются пластины из сплавов Т15К6, Т14К8 и их аналоги, а для чистовых — Т30К4 и Т15К6. В обработке чугунных заготовок высокую эффективность показывают элементы из сплавов В2К, ВК3М, ВК4, ВК6М.
Нарезание внутренней резьбы
Для внутренней резьбы помимо резцов используются метчики и гребенки. Метчик представляет собой инструмент в виде стержня с резьбой, выполненный из закаленной стали. На поверхности стрежня вдоль его оси имеются фрезерованные канавки, благодаря которым резьба имеет режущие кромки. Хвостовая часть метчика имеет квадратное сечение, которое позволяет закрепить его в патроне или воротке.
В ходе нарезания резьбы металл не только срезается в стружку, но и пластически деформируется из-за врезания инструмента, и внутренний диаметр отверстия увеличивается. С учетом этой особенности диаметр отверстия под резьбу рассчитается путем вычитания из наружного диаметра метчика шага резьбы.
Существует множество различных метчиков, из которых распространение получили гаечные, ручные и машинные. Для нарезания резьбы при помощи метчика деталь закрепляется на станке, в ней сверлится отверстие и шпиндель настраивается на требуемое число оборотов. Метчик, установленный в задней бабке, за счет движения пиноли вводится в отверстие, и деталь совершает вращение.
Нарезание конусной резьбы
Из конических резьб наиболее широко используется стандартная, имеющая профиль, симметричный по отношению к нормали к оси конуса. Для нарезания такой резьбы используются те же методы, что и для обычной цилиндрической резьбы.
Для наружной конической резьбы производится обточка по наружному диаметру на конус. Это легко выполнить резьбовыми резцами на токарно-винторезном станке при помощи копировальной линейки, однако этот способ отличается низкой производительностью.
На токарно-револьверных станках нарезание конической резьбы выполняется при помощи плашек. Если требуется получить высокоточную резьбу, то используются резьбонарезные головки с плашками различной формы. В ходе выполнения операции плашки автоматически раздвигаются.
Также для конической резьбы применяются накатные ролики, которые позволяют выполнить накатывание резьбы. Для внутренней конической резьбы используются метчики специальной конструкции.
Настройка токарного станка для нарезания резьбы
Для выполнения токарной резьбы с заданными параметрами необходимо точно настроить станок. В первую очередь требуется связать вращение шпинделя с перемещением суппорта. Продольная подача за оборот шпинделя должна равняться шагу резьбы.
Токарно-винторезные станки позволяют настроить подачу резца за счет сцепления зубчатых колес их гитары подачи и коробки подачи. Имеется большое количество комбинаций сцепления этих колес, что позволяет настроить станок на любую нарезаемую резьбу.
Не режется резьба на токарном станке с ЧПУ — основные ошибки
1. не режет совсем (горит пуск – оси не едут – скорее всего нет ответа о скорости вращения шпинделя от датчика или не запущено вращение шпинделя)
2. не попадает в витки (наличие большого механического люфта, проскальзывание датчика энкодера или его кинематики)
3. режет резьбу с шагом, отличающимся от заданного (проверяем цикл резьбонарезания, максимальную скорость подачи при резьбонарезании, работа в мм)
Общие проверки
-проверить программу нарезания резьбы, заход и отход согласно руководству по эксплуатации (текст предоставить для анализа)
-(шаг резьбы, мм) * (кол-во оборотов шпинделя об/мин) не должно превышать максимальной скорости рабочей подачи по оси (P1430) => уменьшить скорость вращения шпинделя (проблема возникает при нарезании крупной резьбы с шагом больше 8-10 мм)
— проверить крепление электрических кабелей (разъемов) и самих кабелей от энкодера до ЧПУ
-проверить крепление энкодера на шпиндельной бабке, муфты энкодера, шестерни на валу энкодера в шпиндельной бабке
-Проверить параметр и установленное значение импульсов датчика шпинделя за 1 оборот. P3720=4096 импульсов
* параметры указаны для ЧПУ Fanuc 0i серии
Нарезание резьбы на токарном станке — как нарезать внутреннюю и наружную резьбу резцом, метчиком и плашкой
Соблюдая постоянную скорость подачи на станке по длине вращающегося прутка, инструмент врезается в него своей вершиной и нарезает винтовой канал (рис. 1).
Рис. 1. Схема нарезания наружной резьбы:
а – схема движения инструмента и заготовки; б – нарезание однозаходной резьбы резцом
Величина наклона линии винтового канала к плоскости, которая перпендикулярная центру вращения прутка, находится в зависимости от того, с какой частотой вращается патрон с прутком и подается резец. Эта величина получила название µ – угол, под каким поднимается винтовая линия (рис. 2).
Рис. 2. Геометрия винтовой линии:
µ — угол наклона винтовой линии; P – шаг винтовой линии; L – длина окружности шага винтовой линии
Измеренное вдоль прутка расстояние между гребнями винтовых линий, имеет название Р – шаг винтовой линии. Развернутый на плоскости отрезок с поверхности прутка имеет вид прямоугольного треугольника АБВ. Из него определяется:
tgµ=P/(πd),
где d – сечение прутка по внешней поверхности резьбы.
Углубляя резец в тело прутка, по ходу заготовки вырезается винтовая канавка. Ее внутренняя конфигурация повторяет форму режущей кромки инструмента. Резьбой называется винтообразная линия, образующаяся на поверхности тел вращения. С ее помощью соединяются, уплотняются либо обеспечиваются какие-либо перемещения частей деталей и узлов механизмов. Резьба бывает конической и цилиндрической.
Разный профиль резьбы используется для резьбовых соединений, различных друг от друга. Резьбовой профиль – это контур диаметра в плоскости, которая пересекает ее центр. Большое распространение получили резьбы, имеющие следующие профили:
прямоугольный;
трапецеидальный;
остроугольный.
Резьба может быть левой и правой. Болты с правой резьбой закручивают, вращая по часовой стрелке, болты с левой резьбой закручивают, вращая против часовой стрелки. Бывают многозаходные и однозаходные резьбы. Однозаходные выполнены одной сплошной нитью резьбы. Многозаходные резьбы имеют несколько сплошных ниток.
Нитки резьбы располагаются эквидистантно. На торце гайки либо болта, в начале резьбы, хорошо видны все нитки и их количество (рис. 3, а и б). Многозаходные резьбы имеют шаг Р и ход Рₓ. Ход по ГОСТ 11708-82 – длина, отмеренная вдоль линии, которая параллельная резьбовой оси, между произвольной точкой на стороне сбоку резьбы и средней точкой, которая получается от передвижения начальной точки посередине винтового канала с углом 360˚ между сопрягаемыми точками того же витка и той же нитки резьбы.
На многозаходной резьбе ход равняется шагу, умноженному на количество заходов:
Рₓ=kР,
где k – количество заходов.
Рис. 3. Многозаходная резьба:
А – двухзаходная; б – трехзаходная; Phи P = шаг и ход резьбы
Создание резьбы с помощью резцов
Резцы получили всеобщее признание в качестве лучшего инструмента для нарезания резьб – как внутренней так и наружной на токарно-винторезных станках (рис. 4). Для нарезания резьбы используются резцы:
круглые;
призматические;
стержневые.
Геометрия инструментов – аналогичная фасонным. Резцами, имеющими углы вершины ε=60˚±10′ метрической резьбы и ε=55˚±10′ дюймовой резьбы. Поскольку суппорт станка, перемещаясь, допускает погрешности, они приводят к возрастанию резьбового угла. По этой причине часто используют резцы, имеющие угол ε=59˚30′ .
На его вершине имеется либо фаска либо скругление. Это зависит от конфигурации впадины резьбы, которую нарезают.
Рис. 4. Упрощенная кинематическая схема нарезания резьбы на токарно-винтовом станке:
1 – заготовка; 2 – суппорт; 3 – ходовой винт; M – электродвигатель; d1, d2 – диаметры шкивов; P – шаг ходового винта; z1, …, z10 – шестерни; n – частота вращения заготовки; Ds – направление движения подачи
Резцы для нарезания резьб оснащаются специальными пластинами. Их предварительно изготавливают из твердых сплавов и быстрорежущих сталей. Детали обрабатываются до состояния, когда внешнее сечение меньше внешнего сечения резьбы, которая будет нарезаться.
У метрических резьб сечением до 30 мм такая разбежность будет равняться 0,14…0,28 мм, сечением до 48 мм – 0,17…0,34 мм, сечением до 80 мм – 0,2…0,4 мм. Металл обрабатываемой детали в процессе нарезания резьбы подвергается деформации. Из-за этого внешнее сечение резьбы увеличивается. Поэтому сечение заготовки уменьшено.
Для нарезания особо точной резьбы в отверстии, данную операцию совершают после его растачивания. Обычную резьбу выполняют после того, как будет просверлено отверстие. Формула для сечения отверстия для резьбы, в миллиметрах:
d˳=d-P,
где d – внешнее сечение резьбы, мм; Р – шаг резьбы, мм.
Сечение отверстия для резьбы рекомендуется делать немного больше, чем ее внутреннее сечение. В процессе обработки заготовки и нарезания резьбы материал повергается деформациям. Поэтому сечение отверстия становится меньше. Вследствие этого значение вышеприведенной формулы необходимо увеличить.
Увеличение производится на 0,2…0,4 мм в процессе работы с вязкими металлами – сталь, латунь и на 0,1…0,02 мм при обработке хрупких металлов – бронзы и чугуна. Часто резьбу заканчивают специальной канавкой для выхода инструмента. Это может быть обязательным условием чертежно-технической документации.
Диаметр внутри канавки рекомендуется делать меньше на 0,1…0,3 мм, чем внутреннее сечение резьбы. Ширина канавки b=(2…3)Р. Во время изготовления шпилек, болтов, резьбовых валов часто во время отвода резца наблюдается сбег резьбы. Чтобы выполнить нарезание резьбы точнее и удобнее, в торце заготовки делают выступ протяженностью 2…3 мм.
Сечение выступа равняется внутреннему сечению резьбы. Этой меткой засекают последний проход инструмента. Нарезав резьбу, выступ обрезают. Точность, с которой установлен резец по отношению к линии центровки, во многом влияет на качество резьбы в целом. Необходимо правильное расположение инструмента, соблюдая биссектрису угла в профиле резьбы перпендикулярно к осевой линии заготовки.
Для этого существует специальный шаблон. Он прикладывается к уже обработанной поверхности заготовки вдоль осевой линии станка. Совмещаются два профиля – шаблона и резца. По величине зазора между ними определяют точность крепления резца. Инструменты для нарезания резьб крепятся строго на центровочной линии станков.
Резцами на токарно-винторезных станках нарезают резьбы в течение нескольких проходов. Пройдя один раз, инструмент отводят назад. Новый проход делают после того, как установят требуемую глубину выборки металла по нониусу ходового винта поперечного хода суппорта.
Нарезая резьбу с шагом до 2 мм, подачу необходимо выставить 0,05…0,2 мм за каждый проход. Нарезая резьбу сразу двумя кромками резания, наматывающаяся на резец стружка снижает качество и чистоту работы.
С целью предотвращения спутывания стружки, начиная рабочий проход, резец необходимо смещать на величину 0,1…0,15 мм по очереди влево и вправо. Эта операция достигается движением суппорта, расположенного сверху. При этом деталь обрабатывается одной кромкой резания. Черновых проходов необходимо 3…6, чистовых – 3.
Как нарезать резьбу метчиком и плашкой
Внешнюю резьбу на шпильках, болтах, винтах, резьбовых валах нарезают плашками. Перед этим часть заготовки, где будет нарезаться резьба, подвергают предварительной обработке. Сечение поверхности обработки оставляют немного меньшим, чем внешнее сечение резьбы. У метрической резьбы сечением 6…10 мм должна быть разность 0,1…0,2 мм, сечением 11…18 мм – 0,12…0,24 мм, сечением 20…30 мм – 0,14…0,28 мм.
Чтобы облегчить заход, на торце заготовки снимается фаска, которая должна соответствовать высоте профиля резьбы. Плашка закрепляется в специальном патроне. Патрон устанавливается в пиноль задней бабки либо гнездо револьверной головки. Нарезание резьб плашками производится со скоростью v=3…4 м/мин для стальных деталей, 2…3 м/мин для чугунных, 10…15 м/мин для латунных.
Метрические резьбы внутри деталей сечением до 50 мм нарезаются метчиками. В токарных станках используются машинные метчики. Данная технология позволяет выполнять работы по нарезанию резьбы за один проход. В вязких и твердых металлах практикуют нарезание резьб комплектами из метчиков.
Комплекты состоят из двух, трех либо нескольких метчиков одновременно. Если используются два метчика, то первый из них (черновой) осуществляет 75% от всего объема работы. Чистовой метчик подгоняет резьбу до необходимых параметров. В комплекте, состоящем из 3-х метчиков первый (черновой) изготавливает 60% всего объема, второй (получистовой) – 30%, третий (чистовой) – 10%.
Все метчики из комплектов различаются по величине заборной кромки. Наибольшая длина у заборной кромки чернового метчика. Устанавливая метчик в револьверную головку, на хвостовик закрепляют с помощью винта специальное кольцо. Этим кольцом метчик держится в патроне по аналогии с плашкой.
Резьбонарезные винторезные головки используют при необходимости нарезания внутренних и наружных резьб. Головки работают на станках: токарных автоматах, токарно-револьверных и токарных станках. Хвостовиком резьбонарезная головка крепится в пинолях задней бабки либо револьверной головке.
Для винторезных головок используют круглые, тангенциальные, радиальные гребенки. Закончив нарезание резьбы, гребенки раздвигаются в автоматическом режиме. При осуществлении обратного хода они не взаимодействуют с резьбой.
Наружная резьба чаще всего выполняется головкой, имеющей круглые гребенки. Она имеет простое устройство, с возможностью множественных переточек. Ее стойкость намного выше, чем тангенциальной и радиальной. По конструктивным особенностям и принципу работы различия незначительные.
Внутренняя резьба обычно нарезается резьбонарезными головками с установленными гребенками призматического типа. Кромки для резания у них находятся на одном сечении. Имеется конус для захода в резьбу. Количество гребенок в одном комплекте соответствует величине головки.
В рабочем комплекте гребенки смещены относительно друг друга. Смещение соответствует углу подъема винтовой линии резьбы нарезания. Обрабатывая червяки и винты с длинной резьбой, повышают производительность, используя резцовые головки, закрепляя их на суппорте станка.
Контроль состояния резьб при нарезании
Резьбовым шаблоном проверяется шаг резьбы. Инструмент состоит из пластины 2 с вырезанными на ней зубцами (рис. 5). Шаг резьбы нанесен на плоскую часть шаблона. Набор всех шаблонов с дюймовыми и метрическими резьбами помещен в кассету 1. Этими шаблонами проверяется только шаг резьбы.
Рис. 5. Резьбовой шаблон:
1 – кассета; 2 – пластина
Правильность выполненной на детали внутренней и наружной резьбы комплексно оценивают с помощью резьбовых калибров (рис. 6). Резьбовые калибры разделяют на:
проходные, имеющие полный профиль резьбы и являющиеся как бы прототипом детали резьбового соединения;
непроходные, контролирующие только средний диаметр резьбы и имеющие укороченный профиль.
Рис. 6. Резьбовые калибры:
А – предельная резьбовая роликовая скоба; б – проходное кольцо; в – резьбовой калибр; г – непроходное кольцо
Шаг резьбы, внутренний, средний и наружный диаметр проверяют резьбовыми микрометрами (рис. 7). Прибор имеет посадочные отверстия в пятке и шпинделе, в них закрепляют комплекты со сменными вставками. Они соответствуют параметрам резьб, которые необходимо измерять. Чтобы удобнее было работать, инструмент закрепляется в стойке и настраивается по эталону либо образцу.
Рис. 7. Измерение резьбовым микрометром
Перед контролем проверяемые детали необходимо очистить от стружки и грязи. В процессе контроля следует осторожно обращаться с калибрами, чтобы на их рабочей резьбовой поверхности не появились забоины и царапины.
Нарезание резьбы – Производственные процессы 4-5
После прохождения этого модуля вы сможете:
• Опишите процедуру врезки.
• Определите число оборотов для нарезания резьбы.
• Опишите начинку и полировку.
• Опишите усовершенствованную заготовку.
Нарезание резьбы
Нарезание резьбы — это процесс нарезания резьбы внутри отверстия, чтобы можно было вкрутить в отверстие винт с головкой под ключ или болт. Также его используют для изготовления резьбы на гайках.
Нарезание резьбы можно выполнять на токарном станке с механической подачей или вручную. Независимо от метода отверстие должно быть просверлено метчиком соответствующего размера и скошено на конце.
Надлежащая практика
Использование направляющих
Направляющие метчика
являются неотъемлемой частью удобного и прямого метчика. При использовании токарного или фрезерного станка метчик уже прямой и центрированный. Будьте осторожны при ручном выравнивании метчика, так как направляющая метчика под углом 90° намного точнее, чем человеческий глаз.
Использование масла
При сверлении и нарезании резьбы очень важно использовать масло. Он предотвращает визг сверла, делает рез более гладким, очищает от стружки и предотвращает перегрев сверла и ложи.
Клевание
Сверление помогает предотвратить перегрев и поломку бит при их использовании для сверления или нарезания резьбы. Сверление с просверливанием включает частичное просверливание детали, затем ее отвод для удаления стружки, одновременно позволяя детали остыть. Обычной практикой является поворот рукоятки на полный оборот, а затем на пол-оборота назад. Всякий раз, когда сверло или метчик выворачиваются, удалите как можно больше стружки и добавьте масло на поверхность между сверлом или метчиком и заготовкой. Процедура ручного постукивания 1. Выберите размер сверла из таблицы. При выборе размера метчика в первую очередь следует смотреть на эту диаграмму
1. Выберите размер сверла из таблицы.
При выборе размера метчика в первую очередь нужно смотреть на эту таблицу.
2. При необходимости добавьте фаску к отверстию перед нарезанием резьбы. Фаски и зенкеры — это дополнительные функции, которые иногда необходимы для винтов. Для достижения наилучших результатов скорость вращения шпинделя должна быть в пределах от 150 до 250 об/мин.
3. Получите направляющую для крана. Теперь отверстие готово для резьбы. Для этого используйте метчики и направляющие блоки возле ручных фрез. Направляющие блоки будут иметь несколько отверстий для метчиков разного размера. Выберите тот, который ближе всего к размеру используемого метчика, и поместите его над просверленным отверстием.
4. Коснитесь блока. Отбейте метчик ключами. Слегка надавите, повернув ключ на полный оборот, а затем на пол-оборота. Клювайте на нужную глубину.
5. Завершите кран. Если метчик не идет дальше или достигнута нужная глубина, сбросьте давление на метчике; он, вероятно, достиг дна. Выньте кран из отверстия.
Дальнейшее нажатие может сломать кран. Чем меньше кран, тем больше вероятность, что он сломается.
Рисунок 1. Коснитесь
Процедура:
1. Установите заготовку в патрон.
2. Торцовое и центрирующее сверло.
3. Выберите подходящее сверло для метчика.
4. Пример: ¼ – 20 unc использовалось сверло № 7.
5. Установите токарный станок на правильную скорость и просверлите метчиком требуемую глубину. Используйте большое количество смазочно-охлаждающей жидкости.
6. Примечание: заготовка будет вращаться при нарезании резьбы с использованием мощности токарного станка. Используйте очень низкую скорость вращения шпинделя. (от 40 до 60 об/мин) и большое количество смазочно-охлаждающей жидкости.
7. Снимите фаску с края отверстия.
Заготовка должна быть заполнена на токарном станке только для удаления небольшого количества припуска, удаления прижогов или скругления острых углов. Заготовку всегда следует обтачивать до размера примерно от 0,002 до 0,003 дюйма, если поверхность должна быть обработана напильником. Держите ручку напильника в левой руке, чтобы избежать травм при шлифовке на токарном станке, чтобы руки и кисти не касались вращающегося патрона.
Процедура:
1. Установите скорость вращения шпинделя примерно в два раза выше, чем при токарной обработке.
2. Установите заготовку в патрон, смажьте и отрегулируйте мертвую точку заготовки.
3. Переместите каретку как можно дальше вправо и снимите стойку инструмента (при необходимости)
4. Отсоедините ходовой винт и подающий стержень.
5. Выберите правильный файл для использования.
6. Запустите токарный станок.
7. Возьмитесь за ручку напильника в левой руке и поддерживайте острие напильника пальцем правой руки.
8. Слегка надавите и протолкните файл вперед на всю его длину. Ослабьте давление на возвратную ставку.
9. Перемещайте напильник примерно на половину ширины напильника для каждого прохода и продолжайте напильник, используя от 30 до 40 ходов в минуту, пока поверхность не будет обработана.
Рисунок 2. Подача документов
При заточке на токарном станке следует соблюдать следующие правила техники безопасности.
• Закатать рукава.
• Не используйте напильник без правильно установленной ручки.
• Снимите часы и кольца.
• Не давите на файл слишком сильно.
• Чаще очищайте напильник щеткой для напильника. Втирайте немного мела в зубья напильника, чтобы предотвратить засорение и облегчить очистку.
После того, как заготовка была отшлифована, отделка может быть улучшена путем полировки абразивной тканью.
Процедура:
1. Выберите тип и сорт абразивной ткани, для получения желаемого результата используйте кусок длиной от 6 до 8 дюймов и шириной 1 дюйм.
2. Настройте токарный станок на высокую скорость (около 800-1000 об/мин).
3. Отсоедините подающий стержень и ходовой винт.
4. Смажьте и отрегулируйте мертвую точку.
5. Запустите токарный станок.
6. Держите абразивную ткань на заготовке.
7. Правой рукой плотно прижмите ткань к заготовке, крепко удерживая другой конец наждачной бумаги левой рукой.
8. Медленно перемещайте ткань вперед и назад вдоль заготовки.
Рисунок 3. Полировка
При полировке на токарном станке необходимо соблюдать следующие меры безопасности:
1. Закатать рукава.
2. Заправьте любую свободную одежду
Для обычной отделки используйте наждачную ткань с зернистостью от 80 до 100. Для получения более качественной поверхности используйте абразивную ткань с более мелкой зернистостью.
Некоторые детали могут быть неправильной формы, поэтому для их правильной фиксации перед обработкой требуются специальные инструменты.
1. Деталь нельзя установить в цангу или патрон при резке по всему наружному диаметру заготовки.
2. Детали со сквозными отверстиями должны быть запрессованы на оправку токарного станка (конический вал) и затем зажаты на оправке, а не на самой детали.
3. Если отверстие слишком большое, использование токарной оправки не обеспечит достаточной поддержки детали. Вместо этого используйте внешние губки, чтобы захватить внутренний диаметр детали.
4. Детали со сложной геометрией, возможно, потребуется прикрепить к планшайбе, которая затем будет установлена на шпиндель.
СТАНОК ОБОРУДОВАНИЯ:
В следующей таблице представлено краткое сравнение сильных и слабых сторон различных способов удержания заготовки на токарном станке:
Метод
Точность
Повторяемость
Удобство
Цанги
Быстрота, высокая точность, высокая повторяемость, хороший захват, маловероятно повреждение заготовки, охват захвата на большой площади. Дорогие патроны и цанги. Работает с ограниченной длиной. Заготовка должна быть круглой и почти точно соответствовать размеру цанги.
3-х кулачковый патрон с мягкими кулачками
Для больших заготовок 3-х кулачковые патроны с мягкими кулачками являются нормой в мире ЧПУ.
3-кулачковый самоцентрирующийся патрон с жесткими кулачками
Обычный, дешевый, простой. Низкая точность, низкая повторяемость, если вы снимаете заготовку, а потом кладете ее обратно.
4-кулачковый патрон
Средний
Индивидуальная регулировка кулачков может занять много времени, но обеспечит высокую точность. Может удерживать детали со смещением для поворота кулачков или эксцентриков. Может содержать неправильные формы и квадратные или прямоугольные запасы.
6-кулачковый самоцентрирующийся патрон
Средний
Средний
Лучше всего подходит для работы с тонкими стенками или для захвата готовых краев заготовки. Очевидно, хорошо для шестигранного запаса.
Токарная обработка планшайбы
Зависит от установки
Средний
Отлично подходит для неправильных форм. Включает в себя зажимы, такие как фрезерная установка. Могут потребоваться противовесы, чтобы сохранить равновесие.
Поворот между центрами
Высокая точность, позволяет вставлять деталь между центрами с очень высокой повторяемостью.
Постоянное точение торца
Современная альтернатива повороту между центрами. Вместо использования токарных упоров, которые довольно сложны в настройке, система постоянного торца использует гидравлическую или другую силу для захвата и привода конца шпинделя.
Раздвижные беседки
Они работают изнутри наружу, а не снаружи внутрь, но в остальном очень похожи на цанги.
В методе описывается конкретный метод или инструмент, который необходимо использовать.
Точность описывает, насколько точно будет удерживаться заготовка или насколько близко к концентричности она будет перемещаться со шпинделем перед выполнением каких-либо резов.
Повторяемость описывает, насколько легко извлечь заготовку, а затем снова точно вставить ее.
1. Какой размер сверла использовать для метчика ½-20?
2. Для чего нужна фаска?
3. Какое число оборотов лучше всего подходит для нарезания резьбы?
4. Какую скорость шпинделя мы устанавливаем для подачи?
5. Какова цель полировки?
6. Абразивная ткань с какой зернистостью лучше всего подходит для обычной отделки?
7. Для каких работ лучше всего подходят трехкулачковые патроны?
8. Каковы особенности трехкулачкового патрона?
9. Объясните разницу между трехкулачковым и четырехкулачковым патроном.
10. Каковы преимущества и недостатки сборного патрона?
Что такое нарезание резьбы и нарезание резьбы на токарном станке с ЧПУ | Разница между нарезанием резьбы и резьбой узнать о программировании нарезания резьбы
на токарном станке с ЧПУ и о том, как нарезать резьбу на токарном станке, а также о разнице между нарезанием резьбы и нарезанием резьбы.
Прочтите также: Таблица размеров метчиков
Что такое процесс постукивания?
Нарезание резьбы в производстве — это процесс нарезания резьбы внутри отверстия, которое необходимо просверлить метчиком и снять фаску на конце, используемое для ввинчивания винтов или болтов в отверстие. Процесс нарезания резьбы — это высокоэффективный, производительный, экономичный и простой метод нарезания резьбы, особенно для небольших резьб, он также может нарезать резьбу на гайках.
Метчик — это режущий инструмент для нарезания резьбы, заводится в отверстие и нарезает резьбу по мере ее прохождения. Существует много типов резьбонарезных инструментов, выберите правильный метчик в зависимости от типа отверстия, в которое вы хотите нарезать резьбу. Метчики можно разделить на ручные и силовые. Ручные метчики являются наиболее распространенными типами метчиков, включая конусный метчик, нижний метчик и пробковый метчик. Метчики с электроприводом — это типы, которые следует выбирать для приложений с ЧПУ или ручной механической обработки, включая метчик со спиральной канавкой (метчик с наконечником пистолета или метчик с закругленной головкой), метчик со спиральной канавкой (метчик пистолета), метчик с фасонным или накатным метчиком и т. д.
Нарезание резьбы на токарном станке с ЧПУ
Нарезание резьбы – это обычная операция на станках с ЧПУ, G-код G84 обычно используется для программирования нарезания резьбы. Существует два способа программирования нарезания резьбы на токарном станке с ЧПУ: циклы нарезания резьбы, которые могут использовать возможности жесткого нарезания резьбы вашей станок с ЧПУ; и подробное программирование, когда головка для нарезания резьбы или держатель метчика для натяжения-сжатия должны использоваться на станках, не оснащенных системой жесткого нарезания резьбы.
Как стучать по токарному станку?
Нарезание резьбы можно выполнять на токарном станке вручную или с механической подачей. Использование низкой скорости вращения шпинделя и смазочно-охлаждающей жидкости полезно для процесса. Процедура нарезания резьбы на токарном станке следующая:
1. Установите заготовку в патрон и закрепите ее
2. Выберите подходящее сверло для метчика, поверните и отцентрируйте сверло
3. Установите правильную скорость токарного станка, просверлите метчиком на требуемую глубину
4. Снимите фаску с кромки отверстия
Здесь вы можете ознакомиться с нарезанием резьбы метчиком на токарных станках:
Разница между нарезанием резьбы и нарезанием резьбы
1. Метчики и плашки могут использоваться в качестве режущих инструментов для нарезания резьбы. Процесс нарезания резьбы метчиком называется нарезанием резьбы, а процесс с использованием штампа — нарезанием резьбы.
Омск. Установка и настройка принтера. Подключение нового
Как подключить принтер в Омске?
В последние техногенные годы вряд ли возможно себе вообразить покупку нового компьютера без приобретения совместно принтера. Процедура установки принтера или МФУ является вроде бы довольно простой, и не требует специальной подготовки и знаний. Некоторые умения и навыки нужны, чтобы подключить принтер в Омске. Что мы делаем? — ставим принтер на ровной желательно устойчивой поверхности, подключаем к системному блоку, обыкновенно, используя кабель USB и присоединяем его к розетке или иному источнику питания. Дальше включаем комп, вставляем диск с драйвером и, согласно подсказкам на дисплее, устанавливаем драйвер и управляющую прогу от принтера.
Перед печатью пробной, она же первая, страницы, требуется небольшая настроечка — выбираем цветовые параметры, настраиваем ориентацию печати (альбомная или книжная) и количество страничек, после сего «нажимаете кнопку печати» и дожидаемся вывода пробной первой страницы. Предупреждаем, что настройка и установка принтера в Омске — это действие специфичное и зависит от конкретного устройства. Настройка принтера HP различна по аналогии от установочных манипуляций на Epson и Canon. Преимущественно пытайтесь использовать инструкцию для установки, какую вы легко найдёте в коробке аппарата или на ресурсе фирмы-производителя.
Где можно найти драйвер для установки принтера?
Прежде всего в поиске свежего драйвера надобно заглянуть на официальный сайт производителя. Ну а дальше же конечно скачать его оттуда и установить. Вероятно у вас возникнут некоторые непонимания этого действия, советуем воспользоваться сервисом наших проверенных мастеров в Омске, которые могут установить на ваш комп самую свежую версию, каковую как ни крути возможно взять только на интернет-ресурсах изготовителя.
Настройка Wi-Fi принтера в Омске
Эти и другие ошибки исправляем даже бесплатно по телефону, не расходуя время специалиста на выезд для кратковременной работы, но такая возможность доступна только постоянным клиентам. Просто наберите номер 8 800 775 14 20. Мы экономим время клиентов!
Как быть, если принтер не устанавливается?
Подводные камни при простейшей процедуре установки появляются достаточно часто, и вы не можете установить или настроить принтер в Омске. Обычно, такая ситуация возникает когда:
Вы попытались установить драйвер нового агрегата при этом не удалив старый.
Принтер HP вы подключили к системнику не дождавшись конца установки драйвера.
Наличие старого диска с драйверами, например для XP, что естественно не подходит для Висты или Семёрки.
Не получается настроить печать, когда принтер поставился.
В XP очень просто установить принтер по умолчанию. Откройте Панель управления, выберите «Принтеры и факсы» и в появившейся менюшке ищите принтер, который бы вы хотели сделать по умолчанию, кликните по нему правой кнопкой мышки и жмите «Установить по умолчанию». При любом раскладе, это обязательно приведёт к установке указанного принтера по умолчанию в регулировке печати. Но, если это не помогло, вам требуется произвести некоторую детальную настройку всех печатающих элементов системного блока.
Как подключить сетевой принтер в Омске?
Подключение сетевого печатающего аппарата на предприятии прямо-таки в разы экономит бюджет. Настройка сетевого принтера производится через сетевой интерфейс. Обычно пользуются кабелем Ethernet, либо беспроводной технологией. Настройка сетевого WI-Fi принтера в Омске состоит из установки сетевых параметров так, чтоб он получал себе IP-адрес и его было бы видно с любой точки сети.
Ваша организация еще не имеет сетевого принтера или локальной корпоративной сети? Мы поможем вам! Наша мастерская в Омске может дать полный комплект услуг по подключению принтера, созданию и настройке корпоративной сети, а так же внедрению в неё сетевого МФУ. Обговорить реальность (или целесообразность) установки сетевого принтера у вас в организации всегда пожалуйста по телефону 8 800 775 14 20. Настраиваем СНПЧ.
Ремонт принтеров, МФУ 🖨 в Омске — цены, адреса
Лазерные принтеры
Струйные принтеры
HP
Samsung
Brother
Kyocera
Epson
Canon
Xerox
Lexmark
Ricoh
Panasonic
OKI
Bixolon
Citizen
Fujifilm
Kodak
Ищем подходящие сервисные центры. секундочку…
Найдено 100 сервисных центров
BoR`NeS
8 (913) 967-99-67
Ремонт любых принтеров, МФУ
оплата картой
Фрунзе, 40
Сервис на 10 лет Октября-174
8 (3812) 34-45-70
Ремонт принтеров, МФУ любых брендов
10 лет Октября, 174
Гребенщиков А.В.
8 (3812) 59-56-42
Ремонт любых принтеров, МФУ
Учебная, 83
Сибирские Мастера
8 (923) 766-18-61
Ремонт принтера, МФУ любого бренда
оплата картой
срочный ремонт
выезд мастера
вызов курьера
бесплатная диагностика
ул. Масленникова, 41
Серова, 12
Паутина
8 (3812) 38-99-98
Ремонт принтеров, МФУ любых брендов
Серова 19А
Ирина-Сервис
8 (913) 658-46-28
Ремонт любых принтеров, МФУ
Карбышева 25
Квиста Омск
8 (3812) 21-24-69
Ремонт принтеров, МФУ всех производителей
Красный Путь, 18
PowerOn
8 (3812) 28-27-81
Ремонт принтера, МФУ любого бренда
Герцена, 29
Компания КВК
8 (3812) 38-04-23
Ремонт принтеров, МФУ всех брендов
Орджоникидзе, 198
Спектрон
8 (3812) 49-60-83
Ремонт принтеров, МФУ любых брендов
Заводская, 1
Компания Биплан
8 (3812) 23-77-75
Ремонт принтеров, МФУ всех производителей
ул. Орджоникидзе, д. 45
Апрель-Сервис
8 (3812) 25-36-79
Ремонт принтеров, МФУ любых брендов
Булатова, 100
ПРОФ ПРИНТ
8 (908) 111-74-71
Ремонт любых принтеров, МФУ
оплата картой
срочный ремонт
вызов курьера
бесплатная диагностика
БУЛЬВАР ПОБЕДЫ 10
Компания ЮВА
8 (3812) 79-00-07
Ремонт принтеров, МФУ любых брендов
вызов курьера
ул. 12-го Декабря, д. 117, корп. 1
СибРМ
8 (3812) 21-11-33
Ремонт принтера, МФУ любого бренда
оплата картой
вызов курьера
Краснофлотская, 24
ул. Проспект Мира 29
Сервис на Андрианова-18
8 (908) 804-60-33
Ремонт принтеров, МФУ всех брендов
Андрианова, 18
ЛогиКом
8 (3812) 77-02-77
Ремонт принтера, МФУ любого бренда
Перелёта, 18
Техгород
8 (913) 146-05-26
Ремонт принтеров, МФУ всех производителей
Булатова, 100
АН2
8 (3812) 59-15-36
Ремонт принтеров, МФУ всех брендов
Поселковая 4-я, 26/2
Загружается. ..
Средние цены на ремонт принтеров, МФУ в Омске
Профилактика
от 1000 до 1 800 pyб.
Ремонт блока питания
от 1000 до 1 600 pyб.
Ремонт лазера
от 1000 до 1 700 pyб.
Ремонт механизмов
от 900 до 1 700 pyб.
Ремонт платы
от 1000 до 2 300 pyб.
Замена платы
от 1000 до 1 700 pyб.
Прошивка
от 1000 до 1 700 pyб.
Замена барабана
от 1100 до 2 500 pyб.
Ремонт редуктора
от 1000 до 1 500 pyб.
Устранение кода ошибки
от 900 до 1 500 pyб.
Замена фотобарабана
от 1200 до 2 000 pyб.
Ремонт лотка
от 900 до 1 500 pyб.
Заправка картриджа
от 1000 до 2 500 pyб.
Замена печатающей головки
от 1400 до 2 900 pyб.
Замена шлейфа
от 900 до 1 600 pyб.
Замена корпуса
от 1000 до 1 700 pyб.
Ремонт узла подачи бумаги
от 1200 до 2 000 pyб.
Ремонт узла проявки
от 1000 до 1 600 pyб.
Ремонт узла сканирования
от 1000 до 1 600 pyб.
Извлечение посторонних предметов
от 900 до 1 600 pyб.
Замена коротрона
от 900 до 1 300 pyб.
Замена фильтра
от 900 до 1 400 pyб.
Замена ракеля
от 800 до 1 200 pyб.
Ремонт узла охлаждения
от 900 до 1 700 pyб.
Ремонт оптической части
от 1000 до 1 600 pyб.
Замена датчиков
от 900 до 1 500 pyб.
Ремонт тормозных площадок
от 900 до 1 400 pyб.
Замена разъема
от 700 до 1 500 pyб.
Указанные цены приблизительны. Окончательная стоимость зависит от многих факторов: распространённости модели, наличия запчастей, ремонтопригодности конкретной модификации и т.п. Также обязательно нужно уточнять у сервисного центра, включена ли стоимость запчастей в итоговую сумму: некоторые компании публикуют на сайте только стоимость работ, без учёта стоимости запчастей, а некоторые пишут полную стоимость.
Универсальный совет: всегда просите согласовывать с вами полную стоимость ремонта до начала любых работ. По закону сервисные центры и мастера обязаны это делать, но в стремлении заработать нечестно, игнорируют это требование. Честные работают только так: сначала согласованная сумма и состав работ, потом ремонт, потом оплата (возможно, частичная предоплата).
Учитывайте, что бесплатная диагностика принтера, МФУ может оказаться платной, если вы откажетесь от ремонта в данном сервисном центре. Уточняйте этот момент отдельно до начала диагностики.
Ещё немного о ценах
C11CC24001 | LX-350 Ударно-матричный принтер | Ударная точечная матрица | Принтеры | Для работы
Отзывы
Рейтинг 5 из 5 к Гарт816 из отличная замена старому LX-800, нуждавшемуся в ремонте Он только что прибыл, так что это не долгосрочный отчет; но он быстрее, чем старые, и печатает так же красиво или лучше, чем они. Люди, ставящие этой модели низкие оценки, не понимают, что такое матричный ударный принтер и для чего он нужен. Мне это нужно для программирования, для использования непрерывной фальцованной бумаги, чтобы не было разрывов страниц и полей в худших местах моего исходного кода, как в большинстве домашних и офисных принтеров; и для другого использования мне нужно иметь возможность напечатать строку и увидеть ее, не выталкивая страницу, через несколько минут напечатать еще одну строку прямо под ней и т. д., и мне нужно иметь возможность подавать ее прямым текстом, а не подавать все как графика. Это не для печати веб-страниц и изображений. Я использую параллельный интерфейс и не использую программное обеспечение драйвера принтера. Я сам ввожу ему коды управления, а не использую программное обеспечение драйвера. Я собирался отремонтировать свой старый Epson T-1000 и/или LX-800, а потом обнаружил, что могу получить этот LX-350 не дороже той цены, которую я ожидал за ремонт. Пока я очень доволен этим. Мне пришлось скачать справочник команд с http://www.epson.ru/upload/iblock/057/esc-p.pdf, так как этой информации не было в руководстве. К счастью, команды идентичны во всех 9-игольчатые принтеры; но мне пришлось выучить несколько, к которым я не мог получить доступ с помощью кнопок на передней панели этой модели. (Вероятно, есть способ, но я пока не знаю, как это сделать.)
Дата публикации: 2022-08-24
Оценка 1 из 5 к Одержимая точечная матрица из Не совместим с Windows 10 Я не мог заставить его печатать правильно. Я вернул продукт после нескольких часов потраченного впустую времени, пытаясь загрузить драйверы. Он не совместим с Microsoft Windows 10.
Дата публикации: 2020-01-24
Рейтинг 5 из 5 к Макель из Я приветствую Epson за поддержку устаревших интерфейсов. Не понимаю резкой критики этого продукта. Если вам нужна красивая графика и четкий текст, купите лазерный или струйный принтер. Еще в восьмидесятых, когда я купил свой Epson, матричный принтер был единственным доступным принтером. В наши дни лазерные и струйные принтеры продаются абсурдно дешево, поэтому они могут зацепить вас расходными материалами. Я оставил свой матричный Epson восьмидесятых годов для печати этикеток, задача, с которой он превосходно справляется. Я благодарен Epson за то, что они все еще производят этот продукт, поддерживая устаревшие интерфейсы по доступной цене для рынка, который, безусловно, должен быть очень ограниченным, потому что, если мой выйдет из строя, мне нужно будет заменить его на этот.
Дата публикации: 01.09.2019
Оценка 1 из 5 к бсоз от жует бумагу Каждый раз, когда он жует бумагу, вы должны толкать бумагу, он не может схватить саму бумагу. Текст выглядит криво.
Дата публикации: 21 августа 2018 г.
Оценка 2 из 5 к прикол от Отлично подходит для документов; Паршиво для веб-страниц и форм Мне очень нравится принтер для документов, тем более, что он имеет порт USB и может быть подключен к роутеру для удаленной печати. Печать веб-страниц и форм, таких как 1099р ужасен. Печать не читаемая. Я перепробовал все комбинации настроек на панели управления. Шрифт и качество печати (количество точек на дюйм) в настройках принтера на моем компьютере. Я не вижу никакой разницы в удобочитаемости независимо от того, какую комбинацию я использую. Я купил принтер в первую очередь потому, что моя жена любит распечатывать рецепты из интернета. Принтер для этого практически бесполезен. Ниже я рекомендую печатать предметы, для которых я купил принтер.
Дата публикации: 04.02.2017
Оценка 1 из 5 к Отмечено от Худшая покупка когда-либо Я заказал отремонтированный блок, думая, что он будет в идеальном состоянии. После трех дней попыток заставить его работать должным образом, я отказался от него. Я следил за всей информацией в руководстве, но оно все еще не распечатывается идеально или четко. Поскольку это «отремонтированное» устройство, я не могу вернуть его для возврата денег, поэтому я потерял 130 долларов, которые он мне стоил. Кроме этого, у меня никогда не было других проблем с покупкой у Epson.
Дата публикации: 07.10.2016
Рейтинг 5 из 5 к Аноним из Большой! Настоящая рабочая лошадка, делает то, что заявлено. Это совсем не шумно. Собираемся заказать еще 3 в офис.
Дата публикации: 07.10.2016
Оценка 1 из 5 к Чамаз из Не впечатлен Два новых ленточных принтера Epson LX350 куплены за последние две недели, два неисправных принтера. Это говорит о хреновом качестве этих принтеров.
Дата публикации: 13 мая 2016 г.
Оценка 4 из 5 к Деб из ЛЮБЛЮ EPSON, но отсутствует устройство для подключения к ПК ПОСТОЯННЫЙ ПОКУПАТЕЛЬ МФУ и УДАРНЫХ принтеров EPSON на протяжении 20 лет. Принтер отличный, ну, когда я одолжил USB-кабель, чтобы подключить его, он отлично работал и был удобен в инструкциях по настройке. Последовательный разъем не подходил к принтеру (был слишком мал для подключения). Я хотел бы, чтобы компания удостоверилась, что все устройства для подключения поставляются с принтерами, чтобы другие не столкнулись с этой проблемой. Предпочтение отдавалось разъему USB. Сейчас принтер по-прежнему отличный. Печатает быстро и т.д. печать страницы-разделителя, которая не нужна. Мы все печатаем одно и то же (счета!)
Дата публикации: 20.07.2015
Оценка 1 из 5 к Аноним из
Этот принтер в половине случаев работает ужасно, я не могу прочитать цифры, и дело не в ленте.
Дата публикации: 30.03.2015
Лучшие цены на Zebra ZD220 в Омске, настольный принтер ZD230
Описание:
Настольные принтеры Zebra серии ZD220 дают вам больше. Качественная разработка Zebra, надежная работа и базовые функции по доступной цене — как на момент покупки, так и на протяжении всего жизненного цикла. Эти принтеры могут похвастаться конструкцией с двойными стенками и цельнометаллическими печатающими головками — компонентами, которые нечасто встречаются в базовом принтере. Благодаря лучшим в отрасли готовым решениям их легко установить и начать печать. Основные функции включают USB-подключение для универсального взаимодействия, а также один светодиодный индикатор состояния и одну кнопку для подачи/паузы для удобства работы. Благодаря широкой сети партнеров Zebra, которым доверяют, поддержка легко доступна. Кроме того, они соответствуют требованиям ENERGY STAR® для снижения эксплуатационных расходов.
Настольный принтер ZD220 доступен в моделях с прямой термопечатью и термопереносом. Разработанный с качеством Zebra, он обеспечивает надежную работу по доступной цене. Этот принтер предлагает основные функции, которые вам нужны, и все это поддерживается сервисом и поддержкой Zebra.
Получите конкурентное преимущество с Zebra.
Особенности:
Основные функции для простого управления
Этот 4-дюймовый принтер печатает этикетки быстро, со скоростью до 4 дюймов в секунду, чтобы ваши рабочие процессы не останавливались. Увеличенная память позволяет хранить больше шрифтов и графики. Один светодиодный индикатор и одна кнопка для подачи/паузы упрощают работу и определяют состояние принтера. Выберите одну из моделей прямой термопечати или термопереноса и добавьте дополнительный съемник, устанавливаемый на заводе. ZD220 оснащен базовым набором программных приложений Print DNA на базе Link-OS® Basic, что обеспечивает экономичную и надежную печать.
При поддержке службы поддержки Zebra по всему миру
Получите быстрый доступ к услугам по ремонту, технической поддержке с агентом и поддержке программного обеспечения в любой точке мира через Zebra и ее надежную сеть, насчитывающую более 10 000 партнеров.
Как покрасить пластик из баллончика. Выбираем материалы KUDO
Процесс окрашивания пластика из аэрозольного баллона имеет свои особенности. В первую очередь они касаются выбора материалов и подготовки поверхности. Разберем процесс шаг за шагом.
Какие пластики можно красить, а какие нет?
Практически невозможно окрасить изделия из полиэтилена, тефлона, силикона и полипропилена – краска на них попросту не ложится либо держится очень слабо. Остальные пластики как правило можно окрасить. Но следует иметь в виду, что существуют десятки тысяч разных пластиков, и некоторые из них могут преподнести сюрприз. Поэтому, если имеете дело с каким-то материалом впервые, лучше всего провести пробное окрашивание на небольшом участке.
Подготовка поверхности. Грунтование
По возможности, если пластик достаточно твердый, поверхность лучше заматировать при помощи специальной абразивной губки. Адгезия к матовой поверхности всегда будет выше, чем к глянцевой. Выбор грунта зависит от вида эмали, которую предполагается наносить на пластик и от состояния поверхности.
Если планируется использование акриловой эмали или грунт-эмали, можно обойтись без использования Активатора адгезии KU-6000 – акриловые материалы имеют хорошую адгезию к пластикам и высокую эластичность. Но использование Активатора адгезии ситуацию не испортит, а лишь дополнительно улучшит. Активатор наносят в один тонкий слой.
Если предполагается использовать алкидные эмали, применение Активатора адгезии KU-6000 становится обязательным. Без него адгезия алкидных материалов к пластику будет невысокой. К тому же алкидные эмали менее эластичны, поэтому покрывать ими пластик рекомендуется только в случае крайней необходимости. Например, когда требуется обеспечить высокую стойкость к воздействию растворителей и к истиранию.
Если поверхность имеет мелкие дефекты в виде царапин или другие неглубокие повреждения, на нее нужно нанести акриловый грунт-наполнитель KU-220X или универсальный акриловый грунт KU-210X достаточно толстым слоем. После высыхания грунт-наполнитель следует отшлифовать мелкой наждачной бумагой.
Нанесение эмали – окрашивание
Окрашивать пластиковые поверхности можно акриловыми, алкидными и эфироцеллюлозными (автомобильная база металлик) эмалями. Но вначале нужно обратить внимание на грунт-эмаль для пластика KU-60XX. Как видно из названия, ее можно использовать и в качестве грунта, и в качестве финишного покрытия. Её можно нанести непосредственно на пластик (можно и на Активатор адгезии, и на акриловый грунт) в несколько слоев. И всё, матовое покрытие, соответствующее одному из цветов RAL, готово. Но если подходящего цвета в палитре грунта-эмали нет, можно поверх нее нанести ту эмаль, которая больше всего понравилась.
Лучше всего для нанесения на пластик подойдут акриловые материалы: универсальная быстросохнущая высокоглянцевая и матовая эмаль RAL KU-AXXXX и эмаль шелковисто-матовая SATIN RAL.
Акриловые металлики SILVER GRAIN FINISH, REFLECTIVE FINISH, MIRROR FINISH, хоть и отличаются по типу пигмента (подробнее о типах пигментов здесь) наносят только на предварительно загрунтованные поверхности. Грунт ‑ акриловый KU-210X.
Алкидные краски в баллончиках наносить на пластик можно только по Активатору адгезии KU-6000. Алкидные эмали имеют особенности при нанесении, сушке и полимеризации, поэтому вначале рекомендуем почитать о них вот здесь.
Эфироцеллюлозную автомобильную эмаль металлик также наносят на акриловый грунт. Про ремонтную окраску автомобильного пластика можно прочтитать в этой статье
Финишное покрытие – Нанесение лака
Обязательно покрывать лаком нужно только автомобильный металлик на эфироцеллюлозной основе. Лучше всего подойдет 1К акриловый автомобильный лак KU-9010, также можно использовать универсальные акриловые KU-9002 и KU-9004 (глянцевый и матовый).
Для придания глянца и дополнительной защиты можно покрыть лаком матовые акриловые эмали, но это не обязательно.
Алкидную эмаль покрывать лаком не стоит – она сама дает достаточный глянец и по прочности превосходит акриловый лак.
Окраска пластиков | Технологии покраски различных видов пластика
На сегодняшний день на индустриальном рынке, да и просто в повседневной жизни представлено множество различных товаров, вещей или деталей, выполненных из пластика (пластмассы). Это могут быть пластиковые окна, различные бытовые товары или бытовая техника, детали интерьера автомобиля, детали мотоциклов, игрушки, предметы канцтоваров, элементы декора и многое другое. По статистке, только за последний год у российской автомобильной промышленности выросла потребность в полимерной продукции (пластиках) до 180 тыс. тонн в год.
Множество предприятий производят свои товары из пластика, так как данный материал считается наиболее экономичным, пластичным и эргономичным, например, чем дерево или металл. Многие производят товары уже из цветного пластика (т.е. закупают пластик или изделия из него уже в определенном цвете), но такой вид закупок ограничивает выбор потребителя и поэтому перед производителем встает задача в покраске изделий из пластика в зависимости от потребностей клиента и тенденций на рынке.
Окраска изделий из такого материала как пластик не очень простое дело. Самое важное, что чаще всего и является проблемой при окраске пластика — это определение типа пластика, из которого сделана вещь и подбор для него нужного лакокрасочного материала. От того, какой тип пластика мы окрашиваем, и будет зависеть выбранная технология окраски. Пластик (пластмасса), а точнее некоторые его виды, обладают очень плохой возможностью сцепления будущего лакокрасочного покрытия с подложкой, поэтому чаще все требуется разрабатывать индивидуальные циклы окраски пластика с проведением дополнительных тестов на адгезию (сцепление) лакокрасочного материала.
Виды пластиков и возможные проблемы с адгезией ЛКМ
При окраске пластика наибольшие трудности будут создавать поверхности неполярных масс. Неполярные массы имеют очень пористую химически инертную поверхность с низким поверхностным натяжением. Чем ниже это поверхностное натяжение, тем хуже будет окрашиваться пластик, так как будет абсолютно отсутствовать адгезия (сцепление) этой поверхности с лакокрасочным материалом.
Поэтому изначально необходимо разобрать виды существующих пластиков и определить, какие виды пластика и обладают этим нежелательным свойством.
Вообще, пластмасса (пластик) – это материал, основной составной частью которого являются такие высокомолекулярные органические соединения, которые образуются в результате синтеза или же превращений природных продуктов. При переработке в определенных условиях они, как правило, проявляют пластичность и способность к формованию или деформации. Для различного вида производства пластик является наиболее удобным материалом, так как он обладает высокой прочностью, но при нагревании становится довольно пластичным, что позволяет за этот промежуток времени «слепить» из него практически все, что угодно.
Давайте разберем несколько основных видов пластика, чаще всего используемых в индустриальном производстве. Узнать какой перед нами вид пластика позволит определенная маркировка на его поверхности. Например,
PET или PETE – полиэтилентерефталат (или просто полиэтилен). Данный вид пластика используют для изготовления обивок, упаковок, одноразовых стаканов. Такой вид пластика не рекомендуется для изготовления детских игрушек и для дальнейшей переработки, поэтому окраска пластика вида PET, в основном, на производстве не требуется. Если все же такая задача встала перед производителем, то здесь будет необходима специальная консультация технического специалиста ЛКП для разработки индивидуальной системы окраски и предварительных тестов и испытаний.
PVC или V – поливинилхлорид (или просто ПВХ). Данный вид пластика используется для производства пластиковых окон, жалюзи, мебели, труб, различного химического оборудования и много другого.Окраска ПВХ не имеет никаких особых сложностей, сейчас существуют специальные лакокрасочные материалы (краски для пластика), которые можно наносить прямо на ПВХ-пластик без предварительного грунтования. Точный цикл окраски рассмотрим чуть ниже.
РР – полипропилен – из полипропилена изготавливаю трубы, детские игрушки, контейнеры, детали для автомобильной промышленности. Полипропилен является практически безвредным видом пластика. Из всех видов пластика полипропилен имеет самую низкую поверхностную энергию, поэтому изделия из полипропилена являются самыми труднооркашиваемыми. При окраске полипропилена необходимо использовать специальный грунт-активатор для пластика, а затем наносить на поверхность краску для пластика.
PS – полистирол – этот вид пластика используется для изготовления сэндвич-панелей, строительных плит, столовых приборов, лоточков для продуктов, чашек. Полистирол не рекомендуется для повторного использования и при горении выделяется ядовитый стирол. Чаще всего покраска деталей из полистирола не требуется.
РС / PA / OTHER – поликарбонат, полиамид и другие виды пластмасс. Используются для изготовления радиодеталей, аппаратуры, точных деталей для машин. При окраске данных видов пластика трудностей у производителя так же не возникнет, можно наносить краску для пластика прямо на поверхность, при этом только хорошо обезжирив детали.
ABS – пластик – очень востребованный вид пластика в производстве, используется для изготовления корпусов мобильных телефонов, чехлов, электронных приборов, бытовой техники. АБС-пластик обладает очень высокими эксплуатационными показателями, а именно механической стойкостью и защищенностью от факторов внешней среды. ABS – пластик так же может быть окрашен абсолютно в любой цвет без лишних сложностей, краска для пластика ложиться на поверхность тоже без предварительного грунтования.
Стеклопластик – уникальный вид пластика с очень низкой тепплопроводимостью (как у дерева), повышенной прочностью (как у стали), атмосферной устойчивостью и биологической стойкостью. Из стеклопластика изготавливают оконные и дверных профиля, бассейны, лодки, обвесы для легковых и грузовых автомобилей и много другое. После придания определенной формы деталям из стеклопластика, на их поверхности появляются глубокие поры, поэтому окраска таких изделий должна проходить в несколько этапов, возможно даже с двойным грунтованием поверхности.
Профессиональные технологии окраски основных видов пластика
После того, как будет определен вид пластика можно приступать к подбору цикла окраски пластмассовых поверхностей. На производственных участках покраски, время, затрачиваемое на окраску одной детали, является одним из важных факторов при выборе технологии окраски. Специалисты компании «Системы индустриальных покрытий» разработали и протестировали максимально упрощенные циклы окраски в зависимости от вида окрашиваемого пластика.
Окраска пластиков вида PVC (ПВХ) , PC (поликарбонат) , ABS-пластика, PA (полиамид)
При окраске данных видов пластика будут использоваться краски для пластика с прямой адгезией к поверхности. Перед окрашиванием необходимо тщательно обезжирить поверхность специальным составом и окрасить пластиковую поверхность в 1 слой.
Система окраски:
Обезжиривание обезжиривателем для пластика PLASTIC CLEANER 00617 + Глянцевая краска для пластика ALCEA 5820в 1 слой или Матовая эмаль для пластика ALCEA 5821 в 1 слой
Краска для пластика может быть представлена в любом солид-цвете (24750 цветов) или в эффектных цветах металлик, ксералик или перламутр.
Окраска полипропилена (РР)
Для окраски полипропилена и других сложных видов пластика была разработана система окраски с использованием грунта-активатора для улучшения адгезии (сцепления) будущего лакокрасочного материала с пластиковой поверхностью.
Система окраски полипропилена:
Обезжиривание обезжиривателем для пластика PLASTIC CLEANER 00617 + Грунт-активатор для окраски полипропилена ALCEA 05752 в 1 слой +
Глянцевая краска для пластика ALCEA 5820 в 1 слой или Матовая эмаль для пластика ALCEA 5821 в 1 слой.
Окраска стеклопластика или поверхностей из гелькоат
При окраске стеклопластика или поверхностей из гелькоат будут использоваться специализированные лакокрасочные материалы с повышенной адгезией к этому виду подложки.
Системы окраски стеклопластика или гелькоат:
Обезжиривание обезжиривателем для пластика PLASTIC CLEANER 00617 + Акриловая эмаль ACRYL 2K 29143 (LS143) с прямой адгезией к пластиковой поверхности в 1 слой
Обезжиривание обезжиривателем для пластика PLASTIC CLEANER 00617 + Матовая акриловая краска ACRYL 2K MATT 29152 (LS152) с прямой адгезией к пластиковой поверхности в 1 слой
Обезжиривание обезжиривателем для пластика PLASTIC CLEANER 00617 + Акриловая сильно-матовая эмаль ACRYL 2K MATT 7% GLOSS 29153 (LS153) с прямой адгезией к пластиковой поверхности в 1 слой.
Тестирование данных циклов окраски основных видов пластика, используемого в производстве, показали наилучшие показатели адгезии, показатели износостойкости ЛКП при эксплуатации изделий, наиболее короткое время, затрачиваемое на окраску одного изделия из пластика.
Окраска различных видов пластика одна из самых сложных задач, стоявших перед производителями и их окрасочными цехами, но на данный момент опыт технических специалистов, множественные тестирования и качественные инновационные лакокрасочные материалы позволяют сделать этот процесс наименее трудозатратным.
Исходя из всего вышесказанного, стоит запомнить, что самым важным моментом при покраске пластика будет являться определение вида окрашиваемого пластика. Ничего невозможного нет и избежание нежелательных результатов в покраске пластика можно на самых ранних этапах. Если Вы нуждаетесь в помощи в подборе наиболее подходящей системы окраски пластиковых изделий, звоните нам 8-812-902-50-28 и наши специалисты наиболее подробно расскажут Вам о возможных вариантах окраски пластиковых деталей в зависимости от Ваших потребностей и потребностей Вашего производства.
Выбор красителей для пластика — Центр знаний Prospector
Поделитесь этой статьей:
Влияние красителей на пластмассовые детали, изготовленные методом литья под давлением, является комплексным. Хотя он редко стоит в верхней части списка соображений при планировании проекта, его следует решать на этапе выбора материала. Процесс требует нескольких важных шагов. Выбор цвета будет зависеть от факторов, в том числе от фактического используемого пластика и конечного применения, которые могут предъявлять требования к долговечности, факторам окружающей среды и стоимости.
Соответствующие свойства пластика включают скорость течения расплава, температуру плавления или обработки, прозрачность, структуру (кристаллическую или аморфную), а также используемые армирующие материалы и наполнители.
Красители могут быть красителями или пигментами. Пигменты не растворяются в пластике, тогда как красители растворяются в пластике и легко смешиваются. Они используются для окрашивания прозрачных пластиков и там, где требуется мощное тонирование. Красители дают яркий цвет, но не скрывают дефекты поверхности так, как это делают пигменты. Красители также имеют тенденцию плохо работать на открытом воздухе.
Пигменты частично растворимы (органические) или нерастворимы (неорганические). Органические пигменты более эффективны, чем неорганические, в отношении окрашивающей способности и силы окрашивания, создавая более яркие и глянцевые цвета при более низком процентном содержании (обычно 0,2-0,5% по сравнению с примерно 2%). Их также можно использовать для окраски прозрачных пластиков. Неорганические пигменты менее склонны к миграции, чем красители и органические пигменты, поэтому они используются для окрашивания пластмасс, требующих высокой степени укрывистости. Неорганические пигменты также обладают превосходной термостойкостью и устойчивостью к атмосферным воздействиям по сравнению с красителями и органическими пигментами. Однако некоторые неорганические вещества воспринимаются как опасные для здоровья, и в результате промышленность смещается в сторону органических пигментов.
Влияние красителей на свойства полимера
Добавление красителей в пластмассу может повлиять на свойства пластиковой детали, поэтому важно учитывать совместимость между химическим составом полимера и химическим составом красителя. Влияние красителей на свойства полимера также зависит от количества красителя.
Некоторые соединения в красителях могут нарушить химический состав полимера и ослабить исходные свойства, такие как ударопрочность. Высокая температура, используемая в процессе литья под давлением, также может влиять на степень воздействия красителя на полимер. Сам краситель также должен выдерживать высокую температуру обработки. Отдельный краситель может воздействовать на один полимер иначе, чем на другой. На взаимодействие между полимером и красителем также могут влиять другие добавки. Например, поликарбонат, не подверженный влиянию красителя, может иметь другую реакцию на него при добавлении антипирена.
Существует также несколько различных методов окрашивания пластмасс, включая маточную смесь, компаундирование, поверхностное покрытие и сухое смешивание. Используемый метод может влиять на механические свойства пластика. Например, в методе маточной смеси гранулы натурального цвета смешивают с маточной смесью гранул с высоким содержанием пигмента. Поскольку большинство полимеров плохо смешиваются с другими полимерами, необходимо соблюдать осторожность, чтобы обеспечить совместимость материалов.
Различные красители могут по-разному воздействовать на полимер. Прозрачные цвета могут быть получены с помощью красителей, которые могут меньше влиять на структуру полимера, чем пигменты, используемые в непрозрачных цветах. Пигменты состоят из частиц, и размер этих частиц может влиять на характеристики материала. Таким образом, литье одной и той же детали в разные цвета может привести к разным размерам деталей, что может быть важно, если критически важны очень жесткие допуски.
Нужна помощь в исследовании?
Prospector поможет ускорить ваши исследования с помощью технических спецификаций и доступа к поставщикам оборудования со всего мира.
Создайте бесплатную учетную запись сегодня!
Коробление
Степень кристалличности и скорость кристаллизации определяют конечные свойства пластмассовой детали. Известно, что органические пигменты влияют на эти параметры на этапе охлаждения при переработке пластика, особенно при литье под давлением из ПЭВП.
Прозрачность
Обычно прозрачность улучшается за счет максимально возможного уменьшения размера частиц пигмента. Это достигается путем окружения частиц сразу после их образования покрытием, препятствующим росту кристаллов. Наиболее распространенными продуктами, используемыми для этого покрытия, являются канифоль или производные канифоли. Процесс диспергирования также может влиять на прозрачность, поскольку он включает в себя разрушение агломератов частиц до отдельных первичных частиц.
Харрис, Рональд М. Технология окраски пластмасс. Нью-Йорк: Библиотека дизайна пластмасс, 19.99.
Кану, Рекс С., Томас Х. Споттс, Майкл Чезебро. «Влияние некоторых органических и неорганических пигментов на свойства растяжения и удара полипропилена, полученного литьем под давлением». Международный журнал современной инженерии, осень 2001 г. http://www.ijme.us/issues/fall2001/articles/polyпропилен.htm
Зенон В. Уикс-младший, Фрэнк Н. Джонс, С. Питер Паппас. Органические покрытия: наука и техника. 2-е изд. Нью-Йорк: Уайли, 19 лет.99.
Ким, Дэ-Джин, Кван-Хо Со, Ки-Хон Хон, Сан-Юл Ким. «Влияние диспергаторов на дисперсность и механические свойства технического углерода/ПЭТФ». Полимерная инженерия и наука 39.3 (1999): 1548-2634.
Банг, Ханс-Хеннинг. «Пластмассы, выглядящие как металлик, с новыми серебряными и цветными алюминиевыми пигментами». АНТЕК 1998.
Взгляды, мнения и технические анализы, представленные здесь, принадлежат автору или рекламодателю и не обязательно принадлежат ULProspector.com или UL. Появление этого контента в Центре знаний UL Prospector не означает одобрения со стороны UL или ее дочерних компаний.
Весь контент защищен авторским правом и не может быть воспроизведен без предварительного разрешения UL или автора контента.
Содержимое доступно только в информационных и образовательных целях. Хотя редакторы этого сайта могут время от времени проверять точность его содержания, мы не несем ответственности за ошибки, допущенные автором, редакцией или любым другим участником.
UL не делает никаких заявлений и не дает гарантий в отношении точности, применимости, пригодности или полноты содержимого. UL не гарантирует производительность, эффективность или применимость сайтов, перечисленных или связанных с каким-либо контентом.
Поделитесь этой статьей:
Энди Пай — технолог, технический писатель, журналист и редактор, живущий в Лондоне, Англия, недалеко от линии Гринвичского меридиана. Первоначально получив квалификацию металлурга в Кембриджском университете, Энди некоторое время работал консультантом, где специализировался на передовых композитах, заменителях асбеста и методологии выбора материалов, по которым он опубликовал несколько книг и технических статей.
С начала 1980-х он редактировал многие из ведущих производственных и инженерных изданий в Великобритании, сначала начав работать техническим журналистом в области проектирования. Известный как «Человек-материаловед», он рассказал о многих ранних инновациях в инженерных пластмассах. В 1985 году его повысили до редактора, а затем он стал редактором журналов Engineering (1992) и Industrial Technology (1994).
В 1999 году вместе с бывшими коллегами он основал компанию Pro-Talk, которая основала первые онлайн-издания для инженеров в Европе. В 2006 году процветающий тогда бизнес был продан компании Centaur Publications. С тех пор Энди продолжает публиковаться в Интернете, в том числе свои собственное название New Materials International (www.newmaterials.com). Он также является постоянным автором многих специализированных инженерных изданий в Великобритании и Европе, включая Controls, Drives & Automation (CDA), Engineering & Technology (E&T) и Environmental Technology.
Поскольку технологические компании стремятся управлять своими собственными веб-сайтами, они осознают необходимость развития своих ресурсов для написания и редактирования. Теперь Энди работает напрямую с компаниями производственного сектора, предоставляя через эту среду техническое содержание своим нынешним и потенциальным клиентам. Работая с конечными пользователями, PR-агентствами и дизайнерами веб-сайтов, этот бизнес быстро растет, и Энди активно формирует команду опытных писателей, чтобы удовлетворить спрос на тематические статьи, новости и технические документы.
Руководство по красителям для пластика для деталей, отлитых под давлением
Во многих случаях — возможно, даже в большинстве случаев — стандартная коричневая или полупрозрачная окраска смолы для литья под давлением прекрасно соответствует требованиям к готовой детали. Для внутренних деталей, мелких компонентов и т. п. функция гораздо важнее, чем внешний вид детали. Однако иногда эстетика и законченный вид детали играют большую роль, и эта стандартная, непривлекательная окраска просто не подходит. Возможно, деталь является внешним компонентом. Возможно, он создается для цветной сборки. Или вы просто хотите как-то выделиться среди конкурентов.
К счастью для таких случаев, есть варианты добавления оттенков и цветов к вашим литьевым деталям с помощью красителей и концентратов для пластика. Это добавки к основной смоле, используемой при литье под давлением, и они значительно расширяют эстетические возможности ваших деталей. Вот несколько советов, которые следует иметь в виду при рассмотрении вариантов красителей для пластиковых смол:
1) Знайте процесс: Литье под давлением обычно начинается с базовой смолы в виде небольших «бусинок», крошечных затвердевших частиц вашего материала выбор. Базовая смола загружается в бункер, расплавляется при высокой температуре до жидкой формы, а затем впрыскивается в форму, где она охлаждается и возвращается в твердое состояние. Краситель для пластика следует добавлять на первом этапе процесса в виде так называемой смеси «соли и перца» (поскольку обычно более светлые кусочки твердой базовой смолы комбинируются с более темными «шариками» красителя).
Этот процесс обычно обеспечивает наилучшее смешивание красителя с базовой смолой, а это означает, что готовая деталь будет иметь однородный вид без завихрений, неравномерности цвета или тона или неправильного подбора цвета. Однако даже при следовании этому процессу другие магазины могут совершать ошибки, приводящие к непригодным для использования деталям (дополнительную информацию см. ниже).
2) Опасения по поводу внешнего вида: Смешивание красителя и основной смолы обычно выполняется вручную, и это нормально — считается, что этот процесс дает не лучшие и не худшие результаты, чем машинное смешивание. Несмотря на то, что процесс плавления и впрыскивания позаботится о большей части работы по смешиванию красителя и основы, все же важно выбрать поставщика, обладающего опытом для надлежащего приготовления смеси, и знать, что смесь должна содержать.
3) Различия между красителями: Как и базовые смолы, не все красители на основе смол создаются одинаково. Красители разного качества могут давать разные результаты при использовании с разными смолами, создавая несовершенный внешний вид или, что еще хуже, ухудшая функциональность готовой детали. Вот некоторые качества красителей, на которые следует обратить внимание:
• Материал-носитель: «носитель» красителя — это то, что связывает его или удерживает вместе. Это посторонний материал в том смысле, что он не служит никакой другой цели, кроме этой; тем не менее, это может сыграть большую роль во внешнем виде и качестве готового продукта. См. пункты ниже для получения дополнительной информации.
• Соотношение смешивания: В зависимости от вашего красителя, носителя и основной смолы, существует определенное соотношение, которое должно быть в исходной смеси — обычно от 3 до 5 фунтов красителя на 100 фунтов основной смолы. Также важно отметить процент материала-носителя в красителе — этот материал обычно составляет от 1 до 3 процентов готового продукта. Если это соотношение отключено, вы можете столкнуться с проблемами внешнего вида, такими как завихрения, полосы и неровности. Неправильный микс также может привести к неожиданным проблемам с производительностью готового продукта.
• Красящий материал: как и в случае с материалом-носителем, важно убедиться, что ваш красящий материал совместим с основной смолой.
4) Совместимость смол: Упоминалось выше, но важно уделить этому вопросу отдельное внимание, чтобы глубже понять, почему так важна совместимость смол, красителей и носителей.
Смолы, как правило, разрабатываются для определенного набора эксплуатационных характеристик, которые часто регулируются на молекулярном уровне. Введение постороннего элемента в смесь смолы — в данном случае двух элементов, красителя и носителя — может повлиять на ожидаемые характеристики, особенно если материалы отрицательно реагируют друг на друга.
Например, несовместимые красящие материалы могут изменить верхний и нижний допустимые пределы температуры смолы. Они могут изменить гибкость и твердость смолы, а также заставить ее по-разному реагировать на влагу и влажность. Несовместимые смеси смол и красителей могут легче сохнуть и могут быть более подвержены отслаиванию и растрескиванию — в лучшем случае это косметическая проблема, а в худшем — неминуемая опасность.
Помимо реакций между материалами, физическая смесь также может изменить свои свойства, как правило, многими из тех же способов, что и выше. По сути, базовая смола разбавляется красителем, поэтому важно либо спланировать и скорректировать рецептуру для этого, либо убедиться, что краситель и смола совместимы и будут обеспечивать ожидаемые результаты при совместном использовании.
5) Сертифицированное или другое градуированное использование: В качестве еще одного конкретного примера того, почему важно точно знать, что входит в смесь красителя и смолы, давайте рассмотрим использование в сертифицированных или градуированных ситуациях — например, в медицинских целях или пищевых продуктах. оценка. Другие сертификаты, такие как качество, безопасность и экологичность, также могут подпадать под эту категорию.
Как указано выше, одни только носители могут составлять от 1 до 3 процентов готового продукта, помимо красителя. Свойства, придаваемые таким количеством материала, могут повлиять на получение, например, сертификата безопасности или нет — процесс, который может занять годы. Также важно выбрать поставщика, который может помочь вам рассмотреть медицинские или пищевые качества смеси красителей, а также провести исследования, чтобы убедиться, что ваш продукт по-прежнему будет соответствовать этим параметрам, если это необходимо.
6) Соответствие Pantone: И последний момент, о котором следует подумать, возвращаясь к чисто эстетическому аспекту добавления красителей в ваши изделия, изготовленные методом литья под давлением: насколько конкретный цвет вам нужен? Многие магазины просто предложат вам «синий», «желтый» и т. д. Однако, если вы имеете в виду определенный внешний вид, имейте в виду, что сопоставление Pantone с красителями с точностью до 1% является вариантом в более опытных учреждениях, таких как RevPart.
Золотая жила — фьюзинг, новейшая технология красоты в стекольном мире!
Фьюзинг – это особый метод обработки стекла для создания витражей. В этой технике для сотворения шедевров используют только стекло. Никаких соединительных материалов, ни клея, ни металлического каркаса. Кусочки разноцветного стекла спекаются между собой в установленном тепловом режиме. Именно эта отличительная черта делает изделия неотразимыми и безупречными. В наше время есть умельцы, способные сотворить такие чудеса даже в микроволновой печи.
В прошлом веке, в Германии была изобретена такая техника. Но разные источники приписывают фьюзингу более ранний период рождения. Некоторые историки утверждают, что таким видом искусства владели ещё древние греки. Сегодняшние возможности развития техники, позволяют в домашних условиях создавать стекольные изделия в небольших печах. Что подтверждает желание потребителей украшать свои владения такими красивейшими витражными элементами.
Стоит ли строить бизнес на фьюзинге
Как доказывает практика, освоить фьюзинг под силу каждому желающему мастеру. Данная техника не особенно сложна, в отличие от витражей Тиффани. Для творческих людей, с большим воображением, здесь есть где разгуляться. Те экспозиции, которые получаются в результате, просто завораживают и притягивают, как магнит всех мастеров декоративно-прикладного искусства. Увлекают и заставляют тысячи людей по всему миру творить красоту таким методом.
На территории России, это направление ещё не стало столь популярным. Но мастера стеклянного искусства всё больше и больше используют фьюзинг. Самородки среди частных умельцев создают панно, часы, декоративную посуду, бижутерию, элементы интерьера, отделку для мебели, зеркал и т.д. Всё это получается по истине восхитительно и неповторимо!
Стоит заметить, что в личном порядке построить бизнес в таком ремесле не просто. Этот вид мастерства ещё не настолько раскручен, но ценители красоты уже испытывают огромный интерес к таким украшениям. Поэтому это направление выделяется на фоне других. Тем более, что некоторые работы, произведенные с помощью фьюзинга имеют высокую цену. И достойно зарекомендовали себя на Западе, где пользуются большим спросом.
Одними из самых популярных и прибыльных являются мастер-классы по фьюзингу и изготовление праздничных ёлочных украшений.
Наряду с этим, на Западе очень ценятся небольшие стеклянные элементы в виде орнаментов. Их используют в окнах, дверях, витражах. Такая красота очень эффектно смотрится в отделке двери, облагораживая её внешний вид. Используя небольшую декоративную вставку можно создать шедевр из простой двери. Световые блики, преломляются через цветные фрагменты и наполняют помещение необыкновенными разноцветными переливами.
Орнаменты для дверей. Фьюзинг-декоры.
Одним из разновидностей фьюзинга стали объемные картины из жидкого стекла, созданные в стиле абстрактного искусства и минимализма. В частных владениях редко можно увидеть такие картины. А вот крупные компании могут позволить себе такую роскошь и украсить офис. Выказав свой вкус с помощью ярких красок, игры цвета, в практически живых произведениях, созданных методом фьюзинга.
Американская и Европейская индустрии уже давно поставили производство таких картин и дверных элементов на поток, что приносит немалую прибыль владельцам данного бизнеса.
Фьюзинг в комбинированном витраже.
Желание получить наиболее восхитительные и реалистичные витражи, мастера стали использовать комбинированную технику в работе, сочетая в витражах и Тиффани и Фьюзинг. С помощью фьюзинга формируются отдельные крупные детали, акценты для сотворения сюжета узора. А техника Тиффани дает большие просторы для мастера, желающего создать шедевр. Все эти фрагменты становятся частью витража и запаиваются в полотно изделия, занимая своё почётное место. Хитросплетение данных техник дает дизайнеру буквально безбрежные возможности для работы в этом направлении.
Риск, который всякий раз рядом! Не все стекла идентично могут быть полезны.
Для плавки и спекания возможно применить каждое стеклышко, в том числе и простое оконное или же бутылочное. Однако, если понадобится объединить какое-нибудь количество в один лист стекла в работе, то очень важно совместимы ли они между собой. Всевозможный хим состав витражного стекла определяет различное телесное поведение стекла при нагревании и остывании в границах конкретных температурных режимов. Сопоставимость стекол значит, что в спеченных стеклах впоследствии остывания не станет напряжений. К чему же это может привести?
Дело в том, что впоследствии спекания стекло произведено из нескольких слоев и напряжения меж данными слоями имеют все шансы привести к растрескиванию первого из слоев или же всего изделия, а временами и к разрушению всего изделия. В случае если напряжения великоваты — это это разрушение имеет возможность принять форму взрыва с почти всеми разлетающимися маленькими стеклянными осколками с наточенными краями.
Существуют стандарты витражного стекла. Применяя стекла, отвечающие строго одному и тому же эталону, возможно уверенно делать составляющие и получать необходимый итог с первого раза. Разделяют четыре крупные группы стекол, выпускаемых (или пригодных) для фьюзинга:
флоат с COE 82-84
стекло COE 9
сиcтема 96
стекло с COE 10
Какое же стекло для фьюзинга представлено в нашем интернет-магазине?
Мы предлагаем приобрести стекло, соответствующее международным стандартам категории Spectrum System 96 от зарубежных производителей. Эта группа стекол полностью совместимых между собой с СОЕ 96. Завод Spectrum показал себя как один из наилучших изготовителей стекла (при чем не лишь только для фьюзинга!).
В магазине стекла представлены в листах, стоимость указана за один килограмм. Благодаря такому подходу мастерам удобно приобретать стекла в нарезку. Что существенно упрощает перевозку и сбережение в домашних условиях.
Приобретайте стекло и другие товары для фьюзинга в нашем магазине по ссылкам ниже:
Стекло для фьюзинга
Бой стекла для фьюзинга
Печки для фьюзинга в микроволновке
Печи для спекания и моллирования стекла
Керамические формы и бумага для фьюзинга
Краски, инструменты и химия для спекания стекла
Фьюзинг — что это такое? Как подобрать инструменты, материал и оборудование. Рекомендации и советы по работе в технике фьюзинга.
Одной из разновидностей витражного мастерства является фьюзинг. Это методика, которая создает разные изделия из разноцветных кусочков стекла, спекаются между собой, образуя изделие. Еще древние египтяне создавали такие изделия, которые были в гробницах. Начиная с 1990 года, германцы стали использовать обработку стекла с помощью техники горячей эмали. Итак, метод запекания разноцветных кусков стекла в печи с высокой температурой, уложенных в определенный рисунок, носит название фьюзинга.
Очень часто люди путают фьюзинг и витраж, хотя это разные методики, ведь в фьюзинге никакого металлического профиля не используют, ведь кусочки стекла между собой связываются путем сплавления. Помимо этого, есть такое отличие этих двух методик – в фьюзинг создается акварельный эффект, а в витраже каждый кусочек четко отделяется. В связи с тем, что между кусочками стекла никаких швов нет, никакой опасности для такого изделия воды нет.
Фьюзинг в интерьере. Рис.1
Если посмотреть на объемы фьюзинг, то изображения в этой методике получаются объемными и рельефными. Это расширяет сферу их использования – от декора дома (витражи в окнах, дверях, столешницы, абажур) до декоративных изделий и украшений.
Основа технологии фьюзинга связана с тем, что под воздействием высоких температур стекло может расплавляться и превращаться в жидкость, что дает возможность сплавлять множество элементов в единое целое. Для получения качественного изображения стоит отдавать предпочтение хорошему стеклу (учитывать коэффициент температурного расширения, свойство стекла не изменять цвет во время раскалывании и стойкость его к помутнению при термической обработке).
Нагревание стекла при температуре от 650 до 9200 С с учетом типа процедуры
Выдержка стекла в определенном температурном режиме некоторое время для получения стекла с гладкой и плоской поверхностью
Быстрое охлаждение – резкое снижение температуры в печи до уровня, не ниже температуры отжига
Отжиг стекла начинается при 5800 С с момента, когда стекло становится обычного цвета
Охлаждение стекла до температуры воздуха.
Особенности и техника фьюзинга
Декоративные элементы. Рис.2
Прежде чем приступить к изготовлению, важно определиться с тем, каким будет композиция – плоская или объемная. В наше время используют несколько техник по изготовлению фьюзинга:
плоскостное спекание стоит на первом месте по распространенности. Суть его заключается в том, что на плоский лист стекла (подложка) укладывают композицию и разноцветного стекла и помещают в печь для запекания. В результате получается плоское изображение, с помощью которого создаются различные объемные композиции или которое может использоваться в качестве самостоятельного украшения
комбинированное причесывание – это техника, которая подразумевает изменение формы изделия с помощью специального инструментария на стадии, когда изделие еще горячее. Преимущество данной техники в том, что можно устранить все нюансы и дефекты сразу
Огневое полирование, помимо гладкости, придает изделию округлые края и блеск
Формование – техника, предусматривающая повторное воздействие стекла высоким температурам, что позволяет придать изделию некую форму
Техника Пате де вер использует на этапе отливки пищевую соду для покрытия изделия небольшими пузырьками. Картина в технике фьюзинг. Рис.3
Заниматься фьюзингом можно не только на производстве, но и в домашних условиях. Но специалисты рекомендуют новичкам не забывать об основных требованиях для получения качественного изображения:
держать изделия определенное время на максимальной температуре для создания гладкости и плоскости изделию
снижать уровень температуры важно быстро для того, чтобы стекло не почернело. Это удается достичь при резком открывания двери печи
сразу после того, как стекло приобрело свой цвет, снять с него напряжение и в итоге изделие приобретет необходимую форму и прочность
до остывания изделие находится в печке для профилактики образования хрупкого стекла.Тарелка в технике фьюзинг. Рис.4
Благодаря методике фьюзинга удается осуществить качественное и красивое декорирование стекла, создать неповторимые стеклянные композиции, элементы декора и украшения.
Что такое плавленое стекло [+Как плавить стекло]
перейти к содержанию
Сплавление стекла и оплавление стекла
By Kristin Arzt
Руководство по спеканию стекла | Описание плавленого стекла
Плавленое стекло предлагает множество возможностей для создания как функциональных предметов, так и произведений искусства с цветом и формой. Плавление стекла научит вас тому, как стекло напрямую взаимодействует с теплом, и как безопасно разрезать стекло и сплавить его в одно целое.
Что такое сплавление стекла?
Плавление стекла — это процесс соединения совместимых листовых стекол в печи до тех пор, пока стекло не расплавится при температуре примерно 1490 градусов по Фаренгейту. Это дает вам возможность создавать красочные, динамичные произведения искусства из стекла, которые совершенно уникальны. В отличие от многих других форм стекла, фьюзинг стекла дает вам столько времени, сколько вам нужно, чтобы воплотить свои проекты в жизнь, поскольку вы работаете со стеклом, пока оно холодное.
Что такое плавленое стекло?
Плавленое стекло относится к любому куску стекла, полученному после нагревания двух или более кусков стекла вместе в печи.
Искусство сплавления стекла
Плавленое стекло используется для изготовления тарелок, плиток, чаш, украшений, настенных ковров и других художественных изделий. Вам нужна только печь и несколько простых инструментов, чтобы создать готовое изделие из плавленого стекла. В более широком масштабе выдувание стекла используется для изготовления сосудов и других форм, которые нелегко изготовить в печи. Для выдувания стекла требуется большая печь для плавления стекла и другое оборудование для завершения процесса. Литое стекло использует форму для создания трехмерной скульптуры, которая обжигается в печи, а затем подвергается холодной обработке с помощью оборудования для шлифовки и полировки. При обработке стекла пламенем используется горелка для изготовления готового изделия из стекла, но размер ограничен меньшими объектами.
Как плавить стекло
Если у вас есть надлежащее оборудование и безопасность в студии, у вас есть безграничные возможности того, что вы можете создать из плавленого стекла. У вас есть возможность совместить его с плоским или добавить текстуру, смешанную технику и многое другое. Фьюзинг стекла также является первым шагом в создании динамических художественных работ из стекла. Ниже вы найдете основные шаги по началу работы с фьюзингом стекла.
Шаг 1: Подготовьте рабочее место
Соберите материалы и инструменты, необходимые для резки стекла. Подготовьте полку для печи с помощью промывки для печи или выстелите полку бумагой для обжига.
Шаг 2: Подготовьте стакан
Вырежьте стакан нужной формы. Вы можете зашлифовать края, чтобы создать более четкие линии, но это необязательно. Убедитесь, что стекло чистое, на нем нет пятен или отпечатков пальцев. Если ваше стекло грязное, когда его отправляют в печь, на стекле могут образоваться пятна, оставив след на изделии.
Шаг 3: Соберите стекло
Соберите изделие в печи, убедившись, что изделие не находится слишком близко к краю полки или соседних изделий. Если вы собираете стекло в сложную конструкцию, мы рекомендуем соединить части вместе с небольшим количеством клея. Если нанести слишком много, после обжига останутся следы, но небольшое прикосновение поможет сохранить ваш дизайн неповрежденным при транспортировке изделия в печь.
Шаг 4: Обожгите изделие
Обожгите печь до соответствующей температуры и графика обжига. Прежде чем вынуть изделие из печи, убедитесь, что стекло полностью остыло.
Шаг 5: Полюбуйтесь своим стеклом!
Полюбуйтесь своим шедевром из плавленого стекла! Если ваше плавленое стекло собирается упасть, проверьте края на наличие шероховатостей или острых точек. Если вы обнаружите какие-либо острые края, которые необходимо отшлифовать, начните с задней стороны с помощью шлифовальной машины или алмазного круга для рук, прежде чем продвигаться вперед.
Этап 6: Факультативное оседание стекла
Если изделие должно оседать, осторожно поместите его на форму и обожгите до температуры оседания. В противном случае произведение закончено и готово к показу или использованию. Убедитесь, что вы моете вручную расплавленное стекло и обращаетесь с ним осторожно.
Примеры плавления стекла в тигле
Даниэль Штаубер: «Flow Fuse #3»
Даниэль использовал узорчатую плавку потока для получения этой модели. Полоски стекла укладываются друг на друга и помещаются в печь на перемычке, и стекло нагревается до тех пор, пока оно не соединится и не создаст единый расплавленный кусок.
Джанет Хейберт: «Зонтик из магнолии»
Джанет расплавила, а затем опустила стекло, чтобы создать узоры и глубину в этом изделии. Она также включила медные украшения.
Работа ученицы для начинающих
Эта работа была сделана в тигле для начинающих на уроке сплавления и оплавления стекла I класса Горнила.
Как начать плавить стекло
Существует ряд онлайн-ресурсов, но в конечном счете лучший способ научиться — это пройти очное обучение. Прохождение урока фьюзинга стекла под руководством опытного художника по стеклу необходимо как для вашей безопасности, так и для создания работы самого высокого качества. Имейте в виду, что когда вы только начинаете, личный урок будет дешевле, чем создание настоящей студии для фьюзинга дома. Из-за высоких затрат на создание собственной студии рекомендуется начать с личного занятия.
Научитесь сплавлять стекло в Крусибле
На занятиях в Крусибле вы можете научиться нагревать и придавать стеклу форму в сильном огне печи, чтобы создавать произведения искусства или практические предметы, такие как тарелки и миски. Индивидуальные занятия научат сочетать цвета, рисовать на стекле и использовать переработанные материалы для создания красивых и экологически чистых произведений искусства. Если вы хотите придать стеклу новую форму или объединить красочные узоры и формы, The Crucible поможет вам. Мы предлагаем различные курсы: от более коротких 3-часовых дегустаторов, чтобы дать вам краткое введение в искусство фьюзинга стекла, до более углубленных интенсивов, таких как фьюзинг стекла и Slumping I. Как только вы освоите основы, вы можете выбрать уровень — до стекла, формованного в печи, или попробуйте самоуправляемую лабораторию по плавлению и оседанию стекла.
Часто задаваемые вопросы о сплавлении стекла
Какое стекло лучше всего подходит для сплавления стекла?
Известково-натриевое стекло обычно используется для плавления из-за температурного диапазона печи и большого количества вспомогательного стекла, доступного для дизайнерского применения. К ним относятся фритта (измельченное стекло), стрингеры (стеклянные нити) и дихроичное стекло (металл, сплавленный со стеклом в вакуумной камере). Флоат-стекло (оконные стекла) также можно сплавлять, но его коэффициент расширения (COE) отличается от натриево-известкового стекла, а это означает, что температура и время плавления будут различаться.
При какой температуре плавится стекло?
Известково-натриевое стекло плавится при температуре от 1350 до 1500 градусов по Фаренгейту. Плавится флоат-стекло на 50 градусов сильнее, чем известково-натриевое стекло.
Можно ли плавить стекло дома?
Да, если у вас есть подходящая печь и компьютеризированный контроллер или пирометр, показывающий температуру печи. Кроме того, в домашней студии полезно иметь режущие инструменты и шлифовальный станок для стекла.
Сколько времени требуется для плавления стекла?
В зависимости от стекла, размера и толщины изделия на изготовление небольших изделий может уйти от трех до четырех часов, а на более крупные — до 13-14 часов. После плавления стекло необходимо медленно охладить и отжечь при температуре 900–1000 градусов по Фаренгейту, чтобы снять напряжение, возникающее в процессе обжига.
Продолжить знакомство с направляющими в стекле
Изучите основные распространенные методы эмалирования, с чего начать и что получится с эмалированием, от украшений до ванн!. ..
Подробнее →
Узнайте, как создавать формы и отливать собственные произведения искусства из стекла. Получите инсайдерскую информацию в нашем отделе литья стекла и холодной обработки….
Читать далее →
Изучите стеклоэмалирование путем сплавления стекла с металлом при высокой температуре и эмалируйте все, от драгоценных украшений до промышленных ванн!…
Подробнее →
Узнайте, какие именно инструменты и расходные материалы вам потребуются, чтобы начать сплавление стекла. Получите подробную информацию в нашем отделе сплавления и оплавления стекла….
Подробнее →
Узнайте, какие именно инструменты и расходные материалы вам потребуются, чтобы начать опускать стекло. Получите инсайдерскую информацию в нашем отделе сплавления и оплавления стекла….
Читать далее →
Узнайте, какие техники вам нужно изучить и как начать работать с лэмпворком. Узнайте больше о любимых советах нашего отдела огневой обработки….
Читать далее →
Это руководство имеет одобрение эксперта
Джанет Хиберт, руководитель отдела плавки и оплавления стекла
Джанет посвятила последние 35 лет изучению сложных и захватывающих возможностей витражей и обожженного в печи стекла. «Энтузиазм видеть, как другие разделяют мою страсть к стеклу, вознаграждает и вдохновляет», — поделилась Джанет.
Сообщите мне о плавке стекла
Вы можете научиться плавить стекло
В Горниле еженедельно проводятся новые занятия по плавке стекла.
Фьюзинг и фьюзинг стекла II
Этот урок — отличный способ продолжить изучение фьюзинга и фьюзинга стекла. Вы спроектируете и создадите свои собственные формы для оседания, используя различные материалы, такие как глина, волокно,…
Узнать больше и зарегистрироваться →
Лаборатория сплавления и оплавления стекла
Лабораторные занятия — это большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкции не предоставляются…
Узнать больше и зарегистрироваться →
Плавление и оплавление стекла I
Войдите в мир художественного стекла! Мы сосредоточимся на техниках слияния и сглаживания, которые предлагают множество возможностей для создания цвета и формы. Вы изучите основы…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: фьюзинг стекла
3-часовой дегустатор — отличный способ изучить новую форму искусства без более глубокого изучения полного курса. После базового ознакомления со стеклом и тепловым взаимодействием, резки стекла,…
Узнать больше и зарегистрироваться →
Подвески из плавленого стекла
Научитесь работать с плавким стеклом, дихроичным стеклом и серебряной фольгой, чтобы создавать красивые подвески в этом трехчасовой мастер-класс. Студенты должны будут сделать несколько маленьких стеклянных…
Узнать больше и зарегистрироваться →
Настенная ваза из плавленого стекла
Создайте настенную вазу из разноцветного стекла, волокнистой бумаги, порошкового стекла и медной проволоки. Каждый учащийся научится делать карманы из двух слоев стекла и создавать…
Узнать больше и зарегистрироваться →
Наклейки из плавленого стекла
Ваши собственные фотографии, рисунки и изображения могут быть вплавлены в стекло. Принесите jpeg в мастерскую, и мы напечатаем их на специальной бумаге для декалей, которая затем обжигается на стекле, превращаясь в…
Узнать больше и зарегистрироваться →
Youth Glass Fusing I
Создавайте разнообразных существ и среды обитания как из теплого, так и из холодного стекла. Учащиеся узнают, как резать, придавать форму и украшать стекло с помощью различных инструментов, форм и машин….
Узнать больше и зарегистрироваться →
Youth Glass Fusing II
Учащиеся будут развивать свои навыки, чтобы исследовать свойства стекла, обожженного в печи, и узнайте, как ведет себя стекло в печи в этом продолжающемся уровневом классе. Проекты включают стеклянную…
Узнать больше и зарегистрироваться →
ПРОФЕССИОНАЛЬНОЕ СТЕКЛО
2022-03-28T11:51:10-07:00
Ссылка для загрузки страницы
Перейти к началу
Простые инструкции для начинающих
10 комментариев
Простые инструкции по плавлению
Плавление стекла — одна из самых простых и увлекательных техник для начинающих.
Из него можно сделать множество вещей… украшения, тарелки, подставки, ловушки для солнца, циферблаты… или небольшие окна и панно для дома.
Вы также можете делать много разных творческих вещей. Вы можете плавить его плоско или с текстурой. Вы можете смешивать большие формы с маленькими кусочками стеклянной фритты. Есть порошки золотой слюды, декали и радужные поверхности. Можно создавать пузыри, добавлять проволоку, использовать трафареты. Список бесконечен.
Пейзаж фьюзинг с самодельной фриттой
Что такое фьюзинг?
– Плавление – это нагревание двух или более кусков стекла в печи для их плавления.
– Температура плавления стекла от 1400F/760C до 1500F/815C.
Верхний нагрев зависит от типа обжигаемого стекла и желаемого результата.
Представьте, что вы делаете альбомную панель, как показано выше. Чтобы сохранить текстуру на холмах, важно не переплавить ее. Эта панель была обожжена на нижнем конце шкалы плавления. Это называется предохранитель прихваточный ’.
Более высокая температура может быть использована, если вы хотите получить гладкую поверхность, например, для подставки. Это называется «полный предохранитель ».
Сад из фьюзингового стекла с окрашенными деталями
Перед началом работы
Легкоплавкое стекло
Тип стекла, которое вы используете для фьюзинга, очень важен. Это должно быть стекло, которое не разобьется при нагревании и охлаждении в печи.
К сожалению, это означает, что все ваши остатки от других проектов, вероятно, не будут пригодны для слияния.
Все части должны быть совместимы друг с другом для успешного слияния.
Самые популярные серии, называемые «плавким стеклом», производятся компаниями Bullseye и Spectrum. Spectrum называет свой диапазон взрывателей «Система 96».
Если обжечь один квадратный лист листового стекла толщиной 1/8 (3 мм) в печи, его края сожмутся, и он уже не будет точно квадратным.
Зажгите три слоя (3/8 дюйма/9 мм), и квадрат станет округленным и больше, поскольку объем стекла плавится и выталкивается наружу.
Два слоя? Идеальный. Стекло остается прежнего размера и имеет квадратную форму.
Плавленая зебра с бесплатной рамкой из художественного стекла
Что вам нужно
Ассортимент плавкого стекла, шаблон, стеклорез, плоскогубцы, чистящее средство, защитные очки, совок и щетка, доступ к печи.
Дополнительно: шлифовальная машина
Как сплавить стекло
Если вы новичок, лучше всего начать с чего-нибудь небольшого и простого. Подставки — хорошая идея. Имейте в виду, что лучше всего использовать два слоя, и придумайте что-нибудь подходящее.
Рекомендуется положить фигуры под верхний слой, чтобы получить ровную поверхность. Это называется «, закрывающий ».
Если у вас есть меньшие фигуры сверху, вы можете получить некоторую текстуру в месте их соединения.
– Будьте проще, особенно если вы никогда раньше не резали художественное стекло.
— На этом этапе не беспокойтесь о том, чтобы сделать все идеально. На данном этапе речь идет больше об изучении поведения стекла в процессе сплавления и овладении каждым шагом.
— Если вы не чувствуете себя способным что-то спроектировать самостоятельно, то здесь есть несколько бесплатных шаблонов, которые помогут вам начать.
Осенний пейзаж слитный и раскрашенный
2. Резка и очистка художественного стекла
– Здесь есть целая страница о том, как резать стекло, где описаны все этапы. Он включает в себя рисунки, фотографии и видео, чтобы помочь вам.
— Когда вы будете довольны тем, что обрезали все по размеру, очистите каждую деталь моющим средством и высушите.
— Любое масло или отпечатки пальцев будут постоянно гореть, если вы не сделаете это тщательно.
3. Загрузка печи
– Поместите подставки в печь либо на бумагу из тонкого огнеупорного керамического волокна Bullseye, либо на полку печи, окрашенную матовым лаком.
– Выступают в качестве разделителя и предотвращают прилипание стекла к полке.
Береговая линия с проволокой
4. График обжига печи
Имейте в виду, что эта программа может быть только отправной точкой, так как каждая печь имеет свой характер и ведет себя по-разному.
Это общий график полного проплавления двух слоев художественного стекла площадью до 1 фута (30 кв. см).
Сегмент 1 – Нагрейте печь со скоростью около 400F/222C в час до 1100F/600C
Сегмент 2 – Замедлите скорость нагрева примерно до 200F/111C в час. Это помогает предотвратить попадание пузырьков между слоями.
Сегмент 3. Поддерживайте температуру на уровне 1240F/670C в течение 30 минут. Не беспокойтесь об этом замачивании, если вы хотите пузырей.
Сегмент 4 — Разожгите как можно быстрее до 1480F/804C.
Сегмент 5 – Замачивание на 10 минут.
Сегмент 6 – максимально быстро до температуры отжига, рекомендованной производителем (900F/482C для Bullseye, 950F/510C для Spectrum)
Сегмент 7 – Выдержка при температуре отжига в течение 30 мин.
Сегмент 8 – Охлаждение до комнатной температуры со скоростью около 200F/111C в час.
Дерево сплавлено и собрано из проволоки
5. Когда я смогу открыть печь?
Нетерпение раскололо многие шедевры!
Лучше подождать, пока печь не достигнет комнатной температуры, но вы можете немного ускорить процесс, «раскрыв» печь (немного приоткрыв дверцу) при температуре около 200F/90C.
Ната Хаммер. ТСЖ «Золотые купола»: Московский комикс
Издательство «Время», 2012 г.
Известный на всю Москву жилой комплекс, где волею застройщика и московского правительства обитают власть предержащие и власть охраняющие, крупные дельцы и мелкие проходимцы, самородные таланты и их бесталанные поклонники, иностранные шпионы и патриотичные следопыты, живет весьма бурной жизнью. И если чего не хватало его обитателям для полноты ощущений, так это только потопа. Но вот волею высших природных сил, умноженной на вполне земную жадность и разгильдяйство, потоп случился, залив подвалы и окрестности и обнажив все острые углы человеческих взаимоотношений. Автор убедительно просит читателей не ассоциировать себя, своих соседей, друзей и недругов с кем-либо из многочисленных персонажей повести. На классический вопрос: «Над кем смеетесь?» автор твердо отвечает: «Только не над вами!».
Стасик въехал в паркинг и лихо погнал «крузер» по
винтовому спуску на минус второй. Моделька, сидящая
сбоку, запищала, изображая ужас и восхищение
одномоментно. «Господи, какие же они все одинаковые», —
мельком подумал Стасик. Машину остановил прямо у
выхода в подъезд, носом к двери. Представил, сколько
времени Моделька будет шагать на высоченных копытцах
от парковочного места, и сжалился над собой. На баллоны
давило уже не первый день. Жена на сносях загорала в
Майами, готовясь произвести ему наследника. Наконец-то
наследника. Стасику стукнуло сорок, он уже был дважды
разведен, но сына пока не случилось. И некому было гордо
передать красивую фамилию Подлипецкий,
родоначальником которой он, Стасик, являлся. До
восемнадцати лет фамилию Стас носил другую —
Плешивцев. С раннего детства качал мускулатуру и
оттачивал язык, чтобы давать отпор в саду и школе
вредным сверстникам, пытавшимся его дразнить его же
фамилией. Заявление о желании сменить фамилию
написал загодя — чтобы в армию уйти уже Подлипецким. Скульптурно сложенный и бойкий, он был замечен
комиссией и служить угодил в Кремлевский полк. Из Москвы в родной Новолипецк уже
не вернулся. Провел жирную черту между прошлым и будущим, за которой оставил отца-
металлурга, чей мозг не выдержал температуры доменной печи и огня перестройки, и мать,
удачно вышедшую вторым браком за директора местного спиртзавода. Новому окружению
представлялся сиротой, что не мешало регулярно получать денежные переводы «до
востребования» от матушки на московском Главпочтамте. Документы подал в строительный, но
сопромат вкупе с беспокойным фарцовочным промыслом встали железобетонным барьером на
пути к заветному диплому. Впрочем, никакому не заветному. На … никому он не был нужен в
веселые девяностые. Тогда и за Кремлевскую стену можно было перекинуться без оного, были бы
акробатические способности да улыбка чеширского кота. Улыбка у Стаса была очаровательная.
Зубы белые, как у звезд, только натуральные. Все портило красное пятно на правом виске. Так
что к фотографам Подлипецкий всегда поворачивался левым боком. Моделька выпорхнула из
джипа, лихо приземлившись своими цокалками. Они прошли к лифту. Лифт задумчиво
перебирался с этажа на этаж, останавливаясь на каждом. Черт побери, попали на ночной вывоз
мусора! Стас застонал. Представил, как перед ними распахнутся двери лифта, набитого
вонючими мешками. Решительно схватил Модельку за узкое запястье и повел к лестнице, мимо
оскалившегося ряда черных «мерсов» и «бумеров». Из динамиков сочилась убаюкивающая
мелодия «Релакс-радио». Девушка вдруг заверещала как укушенная, показывая наманикюренным
пальчиком в глубь мотоциклетного ряда телетусовщика Тима Бухту, в отрочестве Тимофея
Бухтиярова. На мощном «харлее» верхом сидела упитанная
крыса, впившись зубами в обивку сиденья. Стасик представил
щупленького коротконогого Тимона на месте крысы и
расхохотался. Ему полегчало в физиологическом смысле. Однако, черт возьми, развели тут гадюшник. Заселили по
укромным подвальным закуткам обслугу из нелегалов. Скоротараканы через вентиляцию полезут. Продавать надо хату
срочно. Пока амбьянс не запаршивел окончательно. Положа рукна сердце, гадюшник развели не без его попустительспредседатель товарищества Боря Иванько выбрал затридорого
клининговую компанию, он, Стасик, член правления ТСЖ, поднял
одобряющую руку. Живи и дай жить другим. Иванько потом
поменял свой старый «мерс» на новую модель, клининговая
компания наняла по дешевке нелегалов и рассовала их с
разрешения Иванько по углам, где их непросто было бы сыскать
ментам и санитарной инспекции. Написано на двери: «Насосная»,
и гул агрегатов слышен. А что внутри насосной есть еще отсек и
что там могут обитать люди — тут надо острый нюх иметь.
Особенно если этот нюх предварительно ублажен конь ячком и конвертом в карман, на всякий
случай. Успокоив девушку: «Ты что, крыс не видала в своем Урюпинске?», Стас открыл дверь на
лестницу и, вздохнув, стал подниматься. Моделька ковыляла за ним. Преодолев четыре марша
ступенек, они вышли в холл. Охранник при звуке шагов с трудом отлепил голову от стола и
попытался сфокусироваться. «Свои, — процедил Стасик, — приятных снов». — «Да не… —
промямлил охранник, — я только…» Подлипецкий его уже не слышал. Пассажирский лифт стоял
на пятнадцатом этаже. «Везет мне сегодня», — подумал Стасик, нажимая на кнопку. Лифт
спускался неспешно, с достоинством. Входная стеклянная дверь подъезда открылась, и в холл
вошла Алла Пакостинен, известная правозащитница личной выгоды в рамках ареала своего
проживания, жилого комплекса «Золотые Купола».
«Кому не спится в ночь глухую, — пропел про себя Стасик и про себя же чертыхнулся. — Как же
некстати». Их пути уже пересекались на тропе войны. Пару лет назад Стасик по заданию свыше
приложил свои пиаровские силы на сметение Алчной Алки с поста председателя правления ТСЖ.
— Здравствуйте, Станислав, — нехорошо улыбнулась Алла. — Что супруга, не родила еще?
— Отчего же вам не спится, Алла?— не отвечая на вопрос, поинтересовался Подлипецкий. — Не
дщерь ли свою разыскиваете по постелям окрестных джигитов?
— Хам! — выдохнула Алла.
Стасик услужливо ткнул кнопку уже стоявшего здесь после выгрузки мусора грузового лифта,
рыцарским жестом впустил разъяренную Алку в этот ароматный мир и помахал рукой.
— Высокие у вас тут отношения, — позволила себе высказаться Моделька, когда грузовой лифт с
пунцовой от злости Аллой закрыл свои двери.
— Алла хер, ком алла хер, — перекроил Стасик известное выражение.
— Чей хер? — не поняла Моделька.
— Чей угодно, — лаконично ответил Стасик, чтобы не загружать птичий мозг Модельки
лингвистическими экскурсами. Но эта пакостная Алка успела-таки опустить его приподнятое
настроение. Секса больше не хотелось. — Знаешь что, — сказал он вспотевшей на покорении
лестницы Модельке. — Прими душ и ложись спать. У меня тут дело образовалось. Та захлопала
нарощенными ресницами.
— Какое дело в три часа ночи?
— Такое дело, что не твоего ума дело, — неудачно скаламбурил Стасик. — Блин, теряю
хохмаческую квалификацию.
— А как же с рекомендацией фотографу? Ты же сказал, ее нужно заслужить.
— С утра обслужишь и заслужишь, — обнадежил Стасик.
— Ладно, где ванная?
Стасик ткнул пальцем.
— Шикарненько, — пропела Моделька, ступая на мраморный,
но теплый пол залитого мягким светом гостевого санузла,
включила воду и замурлыкала: — Девушке из высшего
общества трудно избежать одиночества… Стасик
ухмыльнулся и открыл ноутбук. Не признаваться же этой
фитюльке, что общение с Аллой отбивает всякую похоть, и не
только у него. Молодой резвый жеребец кавказских кровей
Шамиль, на которого положила глаз Алкина дочка Вера, с
хохотом сообщил ему как-то в хамаме, что, когда смотрит на
дочку, у него встает, а когда на маму — падает. Подлипецкий
углубился в контракт на размещение рекламы на строящихся
зданиях корпорации «Ремикс». Заморочка теперь с этими
зданиями. После хамских посланий Сени Аполлонского
новому мэру заказчики ринулись срывать рекламу с объектов
«Ремикса» чуть ли не своими руками. Ну и рвите, хоть в
клочья. Контракт поведения застройщика не оговаривает. А
теперь они хотят, чтобы оговаривал. Ну уж нет — поведение
Аполлонского непредсказуемо, как стихия. Никто же не
берется предотвратить землетрясение А Сеню даже
экстрасенсы по большой траектории обходят, бес в нем, говорят, бес. Стасик застучал по
клавишам. Моделька тихо посапывала. За окном светало. Впрочем, в Стасикином кабинете света
хватало и днем, и ночью. Мощные прожекторы от круглосуточной стройки по соседству
обеспечивали Стасику круглогодичный полярный день на среднерусской возвышенности. «Чертов
палец», как прозвали высокую закорючку обитатели «Золотых куполов», рос как на дрожжах и уже
закрывал и утреннее солнце, и шпили сталинских высоток — вид, за который Стасик приплатил
пачку грина при покупке. Даже буйной фантазии Стаса не хватило тогда, чтобы вообразить, что на
загаженном соседним гаражным кооперативом клочке-пятачке у крутого склона, из-под которого
вытекала из трубы безымянная речка-вонючка, можно впаять такого монстра. А вот у вельможной
пани Пановской хватило. «Вот поэтому она на думской сцене солирует, а ты, Стасик, взираешь на
ее творение из оркестровой ямы», — уязвил самого себя Подлипецкий.
Занимательно и познавательно (про стасиков): filibuster60 — LiveJournal
Социальные психологи утверждают: человеку спокойнее, когда рядом живут тараканы*. С внезапным исчезновением этих насекомых связаны городские легенды: тараканы передохли из-за завышенного радиоактивного фона или не вынесли ядовитых выбросов с заводов — а значит, и люди под угрозой. О том, стоит ли беспокоиться, если усатые соседи вдруг покидают наши дома, а также о мутантах и гостиничных американских тараканах «РР» поговорил с Александром Антроповым, кандидатом биологических наук, старшим научным сотрудником отдела энтомологии Зоологического музея МГУ.
Действительно ли в России сейчас идёт депопуляция тараканов или всё это домыслы? Можно, конечно, сказать, что депопуляция идёт. Но это будет чисто человеческий взгляд. С точки зрения биологии нет никакой массовой тараканьей гибели. Да, эти насекомые покинули большинство квартир, но где-то остались, а куда-то вернулись. И это не значит, что у кого-то дома как мёдом намазано, поэтому все тараканы срочно перекочевали туда. Они ведь не только мигригуют в другие квартиры, но и заселяют канализационные и водопроводные каналы, коллекторы. А вот зоологи из Челябинской области вполне серьёзно предлагали занести чёрного таракана в Красную книгу как вымирающий вид. Но ведь не занесли ещё. Может быть, в Челябинске положение критическое, но в целом по России чёрные тараканы живут довольно распространённо. Всех, конечно, специально никто не пересчитывал, но службы, занимающиеся дезинсекцией, всё-таки периодически ведут учёт и тоже утверждают, что популяция не сокращается. Те регионы, где раньше обитали в основном чёрные тараканы в больших количествах (Ставропольский край, Краснодар, ту же Челябинскую область), стали заселять рыжие тараканы — их ещё называют прусаками. Чёрные просто придирчивее к условиям, им нужно больше влаги и тепла. Они сейчас и в Москве есть — живут в основном на первых этажах домов, в подвалах которых не очень целые трубы отопления. Рыжие устойчивее ко всяческим лишениям, хорошо приспосабливаются, поэтому живут где угодно и являются доминантным видом: теснят сородичей. Получается, Россия для прусских? Но всё равно — есть же у нас в стране какие-то другие виды тараканов, кроме рыжих и чёрных? На Дальний Восток как-то завозили японских тараканов, но они стабильной популяции не дали. Ещё туркестанские тараканы появлялись, но с ними тоже всё плохо, им здесь не понравилось. Изначально тараканы расползлись по миру ещё во время Великого переселения, то есть мигрировали вместе с людьми. И много тараканов пришло в Европу, Россию и Америку из Азии. Потом они адаптировались в каждой стране и теперь отличаются друг от друга так же, как разные народы, — привычками, пристрастиями в еде, климатическими предпочтениями. А в России среди синантропных тараканов (то есть живущих не в дикой природе, а с человеком) помимо тех двух видов совсем немного. Это мебельный таракан, такой некрупный. Встречается ещё реже чёрного. И, пожалуй, последний — американский таракан, он большой, около пяти сантиметров, и тёмный. Как ни странно, весь центр Москвы поражён именно этим видом. Живут они, конечно, не в квартирах, а под ними, в коммуникациях и канализации. Там, где постоянно есть вода и относительно тепло. Они и здесь, у нас в музее, живут, и в элитных отелях — «Националь», «Метрополь», и в гостинице «Москва». Я тоже недавно на Ленинском проспекте такого таракана встретила. Вокруг него люди столпились — глазели. Да-да, там как раз гостиница «Спутник», они живут в подвальных помещениях. Моя жена, специалист именно по синантропным тараканам, как-то осматривала все центральные гостиницы Москвы, вычисляла места расселения американцев. Давно они к нам попали? Точно никто не знает. Но есть предположения, что их завезли, когда в 1940-е годы в Советский Союз из США по ленд-лизу поставляли продовольствие. А в 1950-е годы они уже расплодились и заняли все места обитания, где остаются до сих пор. Дальше не расползаются — велика конкуренция с другими видами. Вот и живут в центре столицы. Всего видов тараканов около четырёх с половиной тысяч, а домашних в наших широтах как-то совсем немного. Может быть, диких больше? Вольно живущих в России ещё меньше. Есть лапландские тараканы, даже в лесах Подмосковья они встречаются, и в средней полосе России. Ещё бывают тараканы степные — они живут в основном в азиатской части страны. И, пожалуй, самые интересные из всех — реликтовые. У них семьи с очень сложным иерархическим подчинением. Во главе стоит самка, которая воспитывает потомство. Такой уклад связан с образом питания: они едят разлагающуюся древесину, а у детёнышей нет ферментов для переваривания целлюлозы. Поэтому взрослые тараканы приходят, можно сказать, в детский сад, где за потомством присматривает самка, и делятся с малышами микробиомом — содержимым своего кишечника, чтобы дать им жизненно необходимые ферменты. Поэтому, чтобы сохранять популяцию, эти насекомые вынуждены жить именно семьями. Такая передача содержимого кишечника от взрослых особей молодым — вовсе не уникальная история, так же делают термиты. Которых совсем недавно отнесли к одному с тараканами подотряду. Именно. Раньше их различали, но теперь оказалось, что тараканы и термиты очень схожи по биохимии, и по многим признакам являются близкими родственниками. Хотя у термитов всё гораздо сложнее — помимо семейной организации у них есть ещё и кастовая иерархия. А у тараканов, конечно, кастовости никакой. Но они ведь живут семьями. И при таком образе жизни, когда они постоянно пытаются слинять от человека, чтобы не оказаться застуканными на месте, хорошо бы иметь особь-разведчика, как у муравьёв или пчёл! У остальных видов тараканов семейственности как таковой нет, но специфическое поведение присутствует. Да, у пчёл, например, есть разведчики, которые находят источник пищи, а потом сообщают остальным, куда за ним лететь (причём информацию передают через танец). У муравьёв тоже есть разведчики, собиратели, солдаты. Муравьи-разведчики дают сородичам знать, куда идти за едой, оставляя химические метки на земле. Примерно так же технически, но с другим смыслом происходит и у тараканов. Самцы у них активнее самок; мало того, встречаются гиперактивные особи, поведением напоминающие свободный электрон. Те самые, что мечутся по кухне, — вроде бы и собираются улизнуть, спрятаться, но не делают этого, продолжая носиться в поисках интересной еды. Так вот, они тоже оставляют химические метки, и потом по этим следам пищу находят другие самцы и самки. Однако бешеные таракашки делают это не специально, исключительно для себя стараются. Самки, впрочем, недалеко ушли, тоже эгоистки! Когда у них созревает оотека (мешочек, где находятся яйца), многие самки эту оотеку сбрасывают где попало и бегут себе дальше — свободные девушки. Ещё тараканы грешат каннибализмом — едят себе подобных и не переживают. С голодухи могут сожрать неокрепшую личинку или труп сородича; иногда самцы поедают друг друга. Как такового территориального деления и деления на семьи и группы у них нет, поэтому к появлению коллег из соседской квартиры тараканы относятся по-разному. Могут подружиться и ходить в гости, а может и конфликт возникнуть. Самцы могут подраться, в результате кто-то окажется съеденным. Жестокие они насекомые, и никто им не нужен. И люди им не нужны стали — поуходили букашки из квартир. Ага, а люди по ним, видимо, сильно скучают, беспокоятся и придумывают абсурдные объяснения. Говорят, что с появлением сотовой связи и всяких там микроволновых печей в городах повысился радиационный фон. Но это всё ерунда: во-первых, ни мобильники, ни печки уровень радиации не завышают, во-вторых, даже если бы и завысили, тараканам на это наплевать. Они выдерживают дозу облучения, которая от 6 до 15 раз превышает допустимую для человека. В глубокой древности, в Юрском периоде, когда только появились первые тараканы, радиоактивный фон на Земле был на несколько порядков выше, чем сейчас. Они к радиации адаптируются. С радиацией понятно. Но есть же более убедительное предположение — появление новых инсектицидов, проще говоря, ядов для травли насекомых… Вся эта химия, на которую грешат люди, что якобы она убила тараканов, — ерунда. У них очень быстро развивается резистентность к всевозможным отравляющим веществам, так что ядом с ними бороться очень сложно. Раньше были хлорорганика, фосфорорганика (например, дихлофос), потом стали применять перитроиды, это инсектициды на основе далматской ромашки. Но вышло так, что плохо от них становилось не тараканам, а самим людям, потому что это вещество — сильный аллерген. Сейчас применяют новое поколение препаратов на основе актиномицетов — примитивных грибов. В общем, мы меняем-меняем-меняем средства, а они ко всем приспосабливаются; разработаем что-то новое — и к этому привыкнут. Ещё это связано с большим репродуктивным потенциалом: быстро они размножаются и в больших количествах. А тараканы-мутанты существуют? Был забавный случай: тогдашний мэр Лужков инспектировал Неглинку (точнее, коллектор, в который эта речка загнана). Залезли чиновники в трубу и там увидели белого американского таракана, ну, огромного такого. А он прыгнул в воду и уплыл. Вот тогда все начали в голос кричать: «В Москве живут белые тараканы-мутанты»! Глупости, это был самый обычный американский таракан, большой, но для него это нормальный размер. А с цветом тоже ничего необычного. Он даже не альбинос, как некоторые думают, замечая белых тараканов. Просто все тараканы линяют, сбрасывают старую оболочку и отращивают новый толстый хитиновый панцирь. Так вот, пока он ещё не отрос, таракан мягонький такой, светлый. А потом пигмент накапливается, таракан постепенно темнеет и начинает жить полноценной тараканьей жизнью. Так что если встретишь необычного, на свой субъективный взгляд, таракана, не стоит думать, что он мутант: это вполне может быть линяющая особь или случайно завезённый откуда-то представитель незнакомого нам вида. Есть хоть что-нибудь, к чему не адаптируются эти неубиваемые насекомые? Мало чем убить можно, да. Разве что тапком да холодом. Раньше на Руси с ними только холодом и боролись: зимой прекращали топить печь, открывали все окна и двери и на день так оставляли. А жару они терпят до 55 градусов. Наши тараканы уходят из жилищ не из-за радиации, отравы, холода или жары, а из-за улучшения условий жизни. Вот припомните, исход тараканов из домов начался, когда все люди массово понаделали евроремонты, поставили новую сантехнику. А ведь для таракана важно, чтобы был постоянный источник воды и умеренно тёплая температура. Причём источник — это не кувшин с водой, который стоит в кухне открытый, и они все туда ходят, как на водопой, а плохая сантехника, чтобы под раковиной подтекало. Это увеличивает влажность в доме и способствует произрастанию плесени, а тараканы её очень любят. Так что вытеснили тараканов из квартир люди, сами того не осознавая. Мораль такова: если вы заметили, что дома появились тараканы, а вы не очень хотите с ними сожительствовать, то пора поменять сантехнику или сделать ремонт. Зачем вообще нужны тараканы? Почему природа их так хорошо защитила, дала кучу способностей, которые вполне могут позволить им пережить человечество? Тараканы — это источник пищи для других насекомых, для птиц, ящериц, ежей. Даже синантропные, когда уходят из домов, становятся добычей диких животных. Но есть одно насекомое, которое охотится прицельно на тараканов, тоже очень древнее, — это Ampulex compressa, изумрудная тараканья оса. Очень красивая, с металлическим блеском, действительно изумрудного цвета. Такие осы не строят гнёзд, а ловят тараканов, убивают их, откладывают в них личинки, засовывают в кору дерева и летят себе дальше. Правда, этих ос очень мало — как в нашей стране, так и на Земле вообще. А ещё зря люди думают, что тараканы бесполезны. Так как большинство видов тараканов всеядны, они уничтожают гниющие останки животных и растений, поедают и перерабатывают помойки, отходы человеческой жизнедеятельности. Конечно, их тараканы утилизируют не в одиночку, но свой вклад вносят. Когда в Австралию впервые завезли скот для создания хозяйств, на этом континенте не было достаточного количества насекомых, потребляющих фекалии животных. Поэтому туда специально отправили жуков-навозников и тараканов. А какую пользу они приносят науке? Ну, энтомологи в связи с тараканами уже изучили всё, что хотели, поэтому сейчас открытия — это только новые виды. Но другие учёные на крупных тараканах, мадагаскарских, исследуют нервную чувствительность и химическую восприимчивость. Изучают тараканьи сенсиллы — это такие волоски у основания ножек, способные различать химические вещества. Вживляют всякие электроды и проводят опыты, связанные с работой нервной системы. Ещё тараканчиков, особенно пепельных, выращивают в лабораториях для кормления некоторых животных. А вообще вред или польза — понятие не биологическое, а социальное. Что такое вредные насекомые? Понятно, когда мы говорим о паразитах, которые нам докучают и заражают чем-то. А на тараканов хоть и грешат, мол, переносят заразу, пока этого никто не доказал. Да, у них на лапках пару раз находили яйца гельминтов и какие-то нехорошие бактерии, но ведь многие из нас подолгу жили с тараканами или до сих пор живут, и ничего, никто ещё от такого соседства не умер…
Алена Лесняк
======== * Ну, не знаю; кому как, а лично мне спокойнее, когда без тараканов. Социальный энтомолог может говорить что угодно о безвредности тараканов с точки зрения неперенесения ими всякой заразы, но наносимый ими персонально мне эстетический вред перечёркивает всю их декларируемую пользу по части перерабатывания каких-то там отходов и прочего кормления полезных животных. Помню, по ночам порой было слышно, как они своими дивизиями нахально маршируют. Или проснёшься среди ночи, пойдёшь на кухню покурить, а там у них строевой смотр, ногу поставить некуда… Жуть египетская, и хорошо, что в далёком прошлом. Где-то читал, что если они в трёхкомнатной кваритре живут, то их популяция насчитывает н менее 40-45 тысяч (!!!). Живут себе спокойненько под палубой и в щелях, жрут свою любимую плесень и не светятся; а те батальоны, что шарятся по камбузу, это всего лишь спецназ ГРУ разведчики и неуёмные искатели приключений. Ты стоишь, куришь, а оно сидит на верхнем углу холодильника и на тебя нагло так лыбится, вот-вот бросится… И бросались, кстати, хоть летать и не умеют. Жуткое ощущение %))) Это прусаки, понятно; чёрных на Камчатке я не видел, и слава Богу. Про пятисантиметровых американцев уж и не говорю. Убиться можно… Кстати, есть мнение, что их исход из Вилючинска (относительный, конечно) обязан сокращению кораблей 4-й и 5-й ТОГЭ, откуда офицеры и мичмана их регулярно приносили домой в портфелях и одежде, подпитывая сокращённую очередными химикатами популяцию новыми свежими особями. На кораблях-то они шиш когда переведутся, но в 94-95-м корабли сократили (остался только «Крылов», который тоже скоро порежут). Плюс евросантехника, конечно. Чугунные трубы всегда отпотевали, возле них обязательно была влага, а теперь шиш, всё сухо. Исчезли — и на фиг, на фиг. Рыжие усатые морды… 8=) ЗЫ. А пригонят к нам «мистраль» — и опять они появятся =((( Повторяю ещё раз: не нужны нам в Вилючинске «мистрали».
Дэвид Стасиак Профиль фотографа-мужчины — Сиракузы, Нью-Йорк, США — 29 фотографий
Давид Стасиак Фотограф-мужчина
Сиракузы, Нью-Йорк, США
Посмотреть фото (29)
Модель Mayhem #:
4588
Последнее действие:
14 ноября, 2022
Опыт:
.
Искусство Косплей Dance Editorial Erotic Fashion Fit Modeling Fitness Glamour Lifestyle Lingerie Parts Modeling Pinup Pregnancy Promotional Modeling Runway Sports Stunt Swimwear Underwater
See Less
брэннаведен
Модель
Миннидаймонд
Модель
миссшло
Модель
Кэт Дин
Модель
Аконнор38
Модель
Виктория Пруденс
Модель
Ms_M
Модель
Д Е В И
Модель
Непослушный Ники
Модель
Мэддиган
Модель
Рейган_
Модель
Посмотреть всех друзей (13422)
Удивительные глаза
8 Фото
Горячие выстрелы
16 Фото
очень жарко
7 Фото
См. меньше
Обо мне
Опытный фотограф в центральном районе Нью-Йорка. В настоящее время я ищу моделей, которые помогут мне обновить мое портфолио. Посетите мой Instagram по адресу: https://www.instagram.com/davidstasiak/ Посетите мой Facebook по адресу: https://www.facebook.com/david.stasiak.940 , чтобы увидеть больше фотографий.
Подробнее
См. меньше
Проверенные кредиты (3)
Работали с Давидом Стасиаком? Поделитесь своим опытом и станьте проверенным!
Добавить кредиты
«Мне нравится работать с Дэвидом! Он отличный фотограф и очень спокойный/уважительный». Читать меньше
… Подробнее
Старлайт Барби
· Модель
Посмотреть зачисленные фотографии
Работали вместе 2-10 раз; Последнее: июль 2020 г.
Читать меньше
… Подробнее
Эмбер Дж. Стоуэлл
· Модель
Посмотреть зачисленные фотографии
Работали вместе 1 раз; Последнее: сентябрь 2017 г.
«ОТЛИЧНЫЙ фотограф. ОЧЕНЬ профессиональный. ОЧЕНЬ рекомендую.» Читать меньше
… Подробнее
Тиффет
· Модель
Посмотреть зачисленные фотографии
Работали вместе 1 раз; Последнее: ноябрь 2012 г.
Увидеть еще 5
См. меньше
См. все Подтвержденные кредиты (3)
Теги
Натти_Ретушер · Ретушер
Здравствуйте, меня зовут Нати Перебийнис, я из Украины. Я ретушер.
Я видел ваши фотографии, они мне очень понравились. Могу предложить свои услуги по ретуши. В моем аккаунте вы можете увидеть мое портфолио.
Пишите, если вам интересно такое предложение. Могу сделать 1 пробное фото.
Мой адрес электронной почты: [электронная почта защищена] Мой веб-сайт:
https://nati-rh. site/
13.10.2022
Песчаный_Ретушь · Ретушер
Здравствуйте.
Мне понравилась ваша работа.
Может быть, когда-нибудь у нас будет возможность сделать что-нибудь интересное.
Я работаю над расширением своей сети для развития своего бизнеса.
Пожалуйста, позвоните мне, если вам понадобится помощь в ретуши ваших снимков.
22.08.2022
innaretouch97 · Ретушер
Здравствуйте, меня зовут Инна, я ретушер, хочу предложить вам свои услуги по ретуши. Мой контактный адрес электронной почты: [email protected]
25-06-2022
Язловецкая Ретушер · Ретушер
Здравствуйте!
Я Настя, ретушер из Украины.
Ваша работа потрясающая!
Если вы заняты работой, буду рад помочь вам отретушировать ваши фотографии!
Мой адрес электронной почты: [email protected]
21-06-2022
АлисаРетушь · Ретушер
Здравствуйте, у вас очень красивое портфолио, я ретушер, если вам нужна моя помощь, буду рад вам помочь. мой адрес электронной почты: [email protected]
04-04-2022
См. все теги (555)
Модели, включающие суперспирализацию топологических доменов, воспроизводят несколько известных особенностей интерфазных хромосом
1 Центр интегративной геномики, Университет Лозанны, 1015 Лозанна, Швейцария, Vital-IT Group, SIB Швейцарский институт биоинформатики, 1015 Лозанна, Швейцария и Лаборатория физики элементарных частиц и космологии, Институт теоретической физики, Политехническая школа Федеральная служба Лозанны EPFL, 1015 Лозанна, Швейцария.
1 Центр интегративной геномики, Университет Лозанны, 1015 Лозанна, Швейцария, Vital-IT Group, SIB Швейцарский институт биоинформатики, 1015 Лозанна, Швейцария и Лаборатория физики элементарных частиц и космологии, Институт теоретической физики, Политехническая школа Федеральная служба Лозанны EPFL, 1015 Лозанна, Швейцария.
PMID:
24366878
PMCID:
PMC3950722
DOI:
10.1093/нар/гкт1353
Абстрактный
Понимание структуры интерфазных хромосом необходимо для выяснения регуляторных механизмов экспрессии генов. В последние годы высокопроизводительное секвенирование ДНК расширило возможности методов захвата конформации хромосом (3C), которые предоставляют информацию о взаимной пространственной близости хромосомных локусов. С 2012 г. известно, что весь хроматин в интерфазных хромосомах организован в области с сильно повышенной частотой внутренних контактов. Эти области со средним размером ∼1 Мб были названы топологическими доменами. Более поздние исследования показали наличие неограниченной суперспирализации в интерфазных хромосомах. Используя моделирование броуновской динамики, мы показываем здесь, что, включив суперспирализацию в модели топологических доменов, можно воспроизвести и, таким образом, дать возможные объяснения некоторых экспериментально наблюдаемых характеристик интерфазных хромосом, таких как их сложные карты контактов.
Цифры
Рисунок 1.
Модели с сильной суперспирализацией…
Рисунок 1.
Модели, предполагающие сильную сверхспирализацию отдельных топологических доменов, резюмируют экспериментальные данные 3C.…
Фигура 1.
Модели, предполагающие сильную суперспирализацию отдельных топологических доменов, резюмируют экспериментальные данные 3C. ( A , B ) Карты контактов, полученные для смоделированных хроматиновых волокон, состоящих из двух топологических доменов A и B с размерами, соответствующими 800 и 400 kb, которые были слабо (панель A) или сильно суперскручены (панель B) (с ΔLk от — 1 или -8 на 400 КБ соответственно). На двух чертежах схематично представлены две системы. ( C , D ) Сравнение средних профилей вероятности контакта для локусов, расположенных в тех же или соседних топологических доменах для смоделированных хроматиновых волокон, состоящих из слабо или сильно суперскрученных топологических доменов (панели C и D соответственно) с экспериментальными данными 3C . Обозначения AA, BB и AB обозначают внутри- и междоменные контакты соответственно для моделируемых топологических доменов. Точки экспериментальных данных 3C (показаны в виде графиков рассеяния на C – D) соответствуют контактам внутри и между топологическими областями E, F и H, представленными на рисунке 1 Nora 9.0302 и др. (3). Пунктирная линия указывает наклон, соответствующий показателю α, равному -0,6.
Рисунок 2.
Простые петлевые модели топологических…
Рисунок 2.
Простые петлевые модели топологических доменов не повторяют данные 3C. (…
Фигура 2.
Простые петлевые модели топологических доменов не повторяют данные 3C. ( A ) Карты контактов, полученные для простой петлевой модели двух топологических доменов с размерами, соответствующими 800 и 400 кб соответственно. ( B ) Профили вероятности контакта, полученные при моделировании топологических доменов в виде несверхспиральных петель (обозначенных сплошными линиями), и данные 3C для отдельных топологических доменов E, F и H, представленные на рисунке 1 Nora et al. (3). Обратите внимание, что в отличие от модели, представленной на рис. 1, простые петлевые модели не могут воспроизвести экспериментальные данные.
Рисунок 3.
Моделирование показывает локальное уплотнение…
Рисунок 3.
Моделирование показывает локальное уплотнение отдельных топологических доменов. Снимок из запуска моделирования…
Рисунок 3.
Моделирование показывает локальное уплотнение отдельных топологических доменов. Снимок из запуска моделирования, который предоставил данные для рисунка 1B. Один фрагмент хроматина, состоящий из двух суперскрученных топологических доменов с размерами, соответствующими 800 и 400 т.п.н., моделировался при периодических граничных условиях. Для большей наглядности одна из периодических копий моделируемого фрагмента, состоящего из двух сверхскрученных топологических доменов, частично «извлекается» из сильно скученного расплава, состоящего из других периодических копий той же молекулы. На изображении показаны восемь периодически повторяющихся копий реального окна моделирования. Обратите внимание на локальное уплотнение отдельных сверхскрученных топологических доменов.
Рисунок 4.
Переходные граничные элементы объясняют…
Рисунок 4.
Временные граничные элементы объясняют подструктуру контактных карт. ( А , Б…
Рисунок 4.
Временные граничные элементы объясняют подструктуру контактных карт. ( A , B ) Карты контактов, полученные после моделирования участка хромосомы, который в первом случае (A) образует три сверхскрученных топологических домена (где первый примерно в два раза больше второго), а во втором случае (B ) образует два сверхскрученных домена, так как в этом случае активен один переходный граничный элемент. ( C ) Комбинированная матрица контактов, соответствующая ситуации, когда переходный граничный элемент активен 50% времени. На схематических рисунках представлены ситуации, соответствующие соответствующим картам контактов.
Рисунок 5.
Модель большой хромосомы…
Рисунок 5.
Модель большого фрагмента хромосомы, состоящего из суперскрученных топологических доменов, резюмирует…
Рисунок 5.
Модель большого фрагмента хромосомы, состоящего из суперскрученных топологических доменов, повторяет экспериментально наблюдаемые изменения экспоненты α по мере увеличения геномного разделения между контактирующими областями. ( A ) Профиль контактного распада, полученный при моделировании большого фрагмента хромосомы размером ∼60 Мб (синяя линия), наложен на экспериментально определенные профили контактного распада, извлеченные из данных 3C, собранных Dixon et al. (2). Экспериментальные профили даны для нескольких разных хромосом размером ~60 Мб, которые были проанализированы в разных клеточных линиях. Каждая красная линия соответствует данной хромосоме и данной клеточной линии. Экспериментальные профили были перемасштабированы таким образом, чтобы частота контактов, наблюдаемая при разделении локусов в 200 т.п.н., соответствовала вероятности контактов, наблюдаемой при моделировании для расстояний, соответствующих 200 т.п.н. Смоделированный профиль начинается с размера пяти шариков, так как ниже этого числа крупная зернистость не подходит для адекватной оценки контактных частот. Смоделированный профиль показан до 25 Мб, так как за пределами этого масштаба на значения сильно повлияло недостаточное время моделирования. Толщина синей линии больше, чем одна планка погрешности стандартного отклонения, рассчитанная с использованием метода блокировки (27). Пунктирные черные и серые линии указывают наклоны, соответствующие показателям α -0,6 и -1,4 соответственно. (B) Схематическое изображение большого фрагмента хромосомы, состоящего из суперскрученных доменов разного размера и разной степени суперспирализации. Ожидается, что в больших масштабах такой фрагмент будет вести себя как эластичный родовой полимер (показан толстой серой трубкой).
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Транскрипционно-индуцированная суперспирализация как движущая сила экструзии петель хроматина при образовании ТАД в интерфазных хромосомах.
Рако Д., Бенедетти Ф., Дорье Дж., Стасяк А. Рако Д. и соавт. Нуклеиновые Кислоты Res. 2018 28 февраля; 46 (4): 1648-1660. дои: 10.1093/нар/gkx1123. Нуклеиновые Кислоты Res. 2018.
PMID: 29140466 Бесплатная статья ЧВК.
Влияние суперспирализации на контакты энхансер-промотор.
Бенедетти Ф., Дорье Дж., Стасяк А. Бенедетти Ф. и др. Нуклеиновые Кислоты Res. 2014;42(16):10425-32. дои: 10.1093/нар/гку759. Epub 2014 14 августа. Нуклеиновые Кислоты Res. 2014.
PMID: 25123662 Бесплатная статья ЧВК.
Вероятности образования петель в модельных интерфазных хромосомах.
Роза А., Беккер Н.Б., Эверэрс Р. Роза А и др. Biophys J. 2 июня 2010 г.; 98 (11): 2410-9. doi: 10.1016/j.bpj.2010.01.054. Биофиз Дж. 2010.
PMID: 20513384 Бесплатная статья ЧВК.
Являются ли TAD сверхскрученными?
Рако Д., Бенедетти Ф., Дорье Дж., Стасяк А. Рако Д. и соавт. Нуклеиновые Кислоты Res. 2019 25 января; 47 (2): 521-532. doi: 10.1093/nar/gky1091. Нуклеиновые Кислоты Res. 2019.
PMID: 30395328 Бесплатная статья ЧВК.
Обзор.
Хроматиновые домены: единица организации хромосом.
Диксон Дж.Р., Горкин Д.Ю., Рен Б. Диксон Дж. Р. и соавт. Мол Ячейка. 2016 2 июня; 62 (5): 668-80. doi: 10.1016/j.molcel.2016.05.018. Мол Ячейка. 2016.
PMID: 27259200 Бесплатная статья ЧВК.
Обзор.
Посмотреть все похожие статьи
Цитируется
Опосредованная транскрипцией суперспирализация регулирует сворачивание генома и образование петель.
Негембор М.В., Мартин Л., Кастельс-Гарсия А., Гомес-Гарсия П.А., Викарио К., Карневали Д., Аль-Хай Абед Дж., Гранадос А., Себастьян-Перес Р., Соттиле Ф., Солон Дж., Ву К.Т., Лакадамьяли М., Косма М. П. . Негембор М.В. и соавт. Мол Ячейка. 2021 5 августа; 81 (15): 3065-3081.e12. doi: 10.1016/j.molcel.2021.06.009. Epub 2021 22 июля. Мол Ячейка. 2021.
PMID: 34297911 Бесплатная статья ЧВК.
Упрощение топологии ДНК с помощью топоизомераз.
Ханке А., Зиральдо Р., Левене С.Д. Ханке А. и др. Молекулы. 2021 3 июня; 26 (11): 3375. doi: 10,3390/молекулы26113375. Молекулы. 2021.
PMID: 34204901 Бесплатная статья ЧВК.
Обзор.
Полногеномное профилирование выявляет функциональное взаимодействие состава последовательности ДНК, транскрипционной активности и позиционирования нуклеосом в управлении суперспирализацией ДНК и дестабилизацией спирали в С. Элеганс .
Красовский К., Гош Р.П., Мейер Б. Дж. Красовский К. и др. Геном Res. 2021 24 июня; 31 (7): 1187-202. doi: 10.1101/гр.270082.120. Онлайн перед печатью. Геном Res. 2021.
PMID: 34168009 Бесплатная статья ЧВК.
Моделирование 3D генома растений.
Ди Стефано М., Нютцманн Х.В. Ди Стефано М. и др. Ядро. 2021 дек;12(1):65-81. дои: 10.1080/19491034.2021.1927503. Ядро. 2021.
PMID: 34057011 Бесплатная статья ЧВК.
Топологическая настройка подвижности ДНК в запутанных растворах суперскрученных плазмид.
Смрек Дж., Гарамелла Дж., Робертсон-Андерсон Р., Микьелетто Д. Смрек Дж. и соавт. Научная реклама 2021 12 мая; 7 (20): eabf9260. doi: 10.1126/sciadv.abf9260. Печать 2021 Май. Научная реклама 2021.
PMID: 33980492 Бесплатная статья ЧВК.
Просмотреть все статьи «Цитируется по»
использованная литература
Секстон Т., Яффе Э., Кенигсберг Э., Бантиньи Ф., Леблан Б., Хойхман М., Парринелло Х., Танай А., Кавалли Г. Принципы трехмерной укладки и функциональной организации генома дрозофилы. Клетка. 2012; 148:458–472.
—
пабмед
Dixon JR, Selvaraj S, Yue F, Kim A, Li Y, Shen Y, Hu M, Liu JS, Ren B. Топологические домены в геномах млекопитающих, идентифицированные путем анализа взаимодействий хроматина. Природа. 2012; 485:376–380.
—
ЧВК
—
пабмед
Нора Э. П., Лажуа Б.Р., Шульц Э.Г., Джорджетти Л., Окамото И., Слуга Н., Пиолот Т., ван Беркум Н.Л., Мейсиг Дж., Седат Дж. и др. Пространственное разделение регуляторного ландшафта центра Х-инактивации. Природа. 2012; 485:381–385.
—
ЧВК
—
пабмед
Хоу С., Ли Л., Цинь З.С., Корсес В.Г. Плотность генов, транскрипция и инсуляторы способствуют разделению генома дрозофилы на физические домены. Мол. Клетка. 2012; 48: 471–484.
Токарная резьба на станке — особенности нарезания резьбы, настройка станка, особенности нарезания трубной и конусной резьбы
Нарезание резьбы — одна из наиболее распространенных операций в металлообработке. Для ее выполнения в несерийном производстве используются универсальные токарно-винторезные станки. Эти станки работают с заготовками в виде тел вращения и небольшими деталями несимметричной формы, которые можно установить на планшайбе станка. В других случаях резьбу получают фрезерованием, накатыванием и прочими способами.
Нарезание резьбы на токарном станке
Для формирования резьбы на токарном станке используют режущие инструменты, вершина которых перемещается с постоянной скоростью вдоль оси вращающейся заготовки. При этом на поверхности заготовки образуется винтовая линия. Наклон винтовой линии к плоскости, перпендикулярной центральной оси заготовки, зависит от соотношения скорости вращения шпинделя и скорости перемещения инструмента и обозначается углом подъема винтовой линии.Расстояние между двумя соседними одинаковыми элементами резьбы, измеренное вдоль оси, называется шагом резьбы.
При углублении инструмента в заготовку по винтовой линии образуется поверхность с такой же формой, как и у вершины инструмента. Профилем резьбы называется контур сечения резьбы на плоскости, проходящей через ее ось вращения. В зависимости от профиля резьбы делятся на треугольные, трапециевидные, прямоугольные и круглые, которые используются крайне редко. Резьба с прямоугольным профилем является упорной, она применяется для резьбовых пар, работающих под значительной нагрузкой.
В зависимости от формы базовой поверхности, резьбы разделяются на цилиндрические и конические. Конические резьбы используются в масляных, водяных, топливных и воздушных системах, словом там, где требуется герметичность соединения. По виду базовой поверхности резьбы можно разделить на внешние и внутренние.
По направлению различают левые и правые резьбы, правая резьба закручивается при вращении по часовой стрелки, а левая — против. По количеству нитей резьбы выделяют однозаходные и многозаходные. Многозаходные резьбы позволяют пройти большее расстояние за один оборот. Количество заходов можно определить, взглянув на торец детали. В зависимости от единиц измерения выделяют метровые и дюймовые резьбы.
Нарезание резьбы резцами
Нарезание токарной резьбы резцами является наиболее распространенным способом. Оно применяется для создания наружной и внутренней резьбы. Для создания резьбы используются резцы призматической, стержневой и призматической формы. Их размеры и формы близки к аналогичным показателям фасонных резцов. Для наружной резьбы используются прямые и отогнутые резцы, для внутренней при небольшом диаметре отверстия применяются изогнутые резцы, а при большом диаметре — прямые резцы, закрепленные на оправке. Мелкие отверстия выполнить резцом невозможно. В глухих отверстиях при выполнении резцом резьбы предусматривается выточка для его выхода и фаски на кромках отверстия.
Большой выбор резцов и другого режущего инструмента для токарных станков можно найти в Разделе «Режущего инструмента для токарных станков».
Резцы для нарезания резьбы имеют в качестве режущей кромки пластины из быстрорежущих сталей и твердых сплавов. Для предварительных операций применяются пластины из сплавов Т15К6, Т14К8 и их аналоги, а для чистовых — Т30К4 и Т15К6. В обработке чугунных заготовок высокую эффективность показывают элементы из сплавов В2К, ВК3М, ВК4, ВК6М.
Нарезание внутренней резьбы
Для внутренней резьбы помимо резцов используются метчики и гребенки. Метчик представляет собой инструмент в виде стержня с резьбой, выполненный из закаленной стали. На поверхности стрежня вдоль его оси имеются фрезерованные канавки, благодаря которым резьба имеет режущие кромки. Хвостовая часть метчика имеет квадратное сечение, которое позволяет закрепить его в патроне или воротке.
В ходе нарезания резьбы металл не только срезается в стружку, но и пластически деформируется из-за врезания инструмента, и внутренний диаметр отверстия увеличивается. С учетом этой особенности диаметр отверстия под резьбу рассчитается путем вычитания из наружного диаметра метчика шага резьбы.
Существует множество различных метчиков, из которых распространение получили гаечные, ручные и машинные. Для нарезания резьбы при помощи метчика деталь закрепляется на станке, в ней сверлится отверстие и шпиндель настраивается на требуемое число оборотов. Метчик, установленный в задней бабке, за счет движения пиноли вводится в отверстие, и деталь совершает вращение.
Нарезание конусной резьбы
Из конических резьб наиболее широко используется стандартная, имеющая профиль, симметричный по отношению к нормали к оси конуса. Для нарезания такой резьбы используются те же методы, что и для обычной цилиндрической резьбы.
Для наружной конической резьбы производится обточка по наружному диаметру на конус. Это легко выполнить резьбовыми резцами на токарно-винторезном станке при помощи копировальной линейки, однако этот способ отличается низкой производительностью.
На токарно-револьверных станках нарезание конической резьбы выполняется при помощи плашек. Если требуется получить высокоточную резьбу, то используются резьбонарезные головки с плашками различной формы. В ходе выполнения операции плашки автоматически раздвигаются.
Также для конической резьбы применяются накатные ролики, которые позволяют выполнить накатывание резьбы. Для внутренней конической резьбы используются метчики специальной конструкции.
Настройка токарного станка для нарезания резьбы
Для выполнения токарной резьбы с заданными параметрами необходимо точно настроить станок. В первую очередь требуется связать вращение шпинделя с перемещением суппорта. Продольная подача за оборот шпинделя должна равняться шагу резьбы.
Токарно-винторезные станки позволяют настроить подачу резца за счет сцепления зубчатых колес их гитары подачи и коробки подачи. Имеется большое количество комбинаций сцепления этих колес, что позволяет настроить станок на любую нарезаемую резьбу.
Не режется резьба на токарном станке с ЧПУ — основные ошибки
1. не режет совсем (горит пуск – оси не едут – скорее всего нет ответа о скорости вращения шпинделя от датчика или не запущено вращение шпинделя)
2. не попадает в витки (наличие большого механического люфта, проскальзывание датчика энкодера или его кинематики)
3. режет резьбу с шагом, отличающимся от заданного (проверяем цикл резьбонарезания, максимальную скорость подачи при резьбонарезании, работа в мм)
Общие проверки
-проверить программу нарезания резьбы, заход и отход согласно руководству по эксплуатации (текст предоставить для анализа)
-(шаг резьбы, мм) * (кол-во оборотов шпинделя об/мин) не должно превышать максимальной скорости рабочей подачи по оси (P1430) => уменьшить скорость вращения шпинделя (проблема возникает при нарезании крупной резьбы с шагом больше 8-10 мм)
— проверить крепление электрических кабелей (разъемов) и самих кабелей от энкодера до ЧПУ
-проверить крепление энкодера на шпиндельной бабке, муфты энкодера, шестерни на валу энкодера в шпиндельной бабке
-Проверить параметр и установленное значение импульсов датчика шпинделя за 1 оборот. P3720=4096 импульсов
* параметры указаны для ЧПУ Fanuc 0i серии
Нарезание резьбы на токарном станке — как нарезать внутреннюю и наружную резьбу резцом, метчиком и плашкой
Соблюдая постоянную скорость подачи на станке по длине вращающегося прутка, инструмент врезается в него своей вершиной и нарезает винтовой канал (рис. 1).
Рис. 1. Схема нарезания наружной резьбы:
а – схема движения инструмента и заготовки; б – нарезание однозаходной резьбы резцом
Величина наклона линии винтового канала к плоскости, которая перпендикулярная центру вращения прутка, находится в зависимости от того, с какой частотой вращается патрон с прутком и подается резец. Эта величина получила название µ – угол, под каким поднимается винтовая линия (рис. 2).
Рис. 2. Геометрия винтовой линии:
µ — угол наклона винтовой линии; P – шаг винтовой линии; L – длина окружности шага винтовой линии
Измеренное вдоль прутка расстояние между гребнями винтовых линий, имеет название Р – шаг винтовой линии. Развернутый на плоскости отрезок с поверхности прутка имеет вид прямоугольного треугольника АБВ. Из него определяется:
tgµ=P/(πd),
где d – сечение прутка по внешней поверхности резьбы.
Углубляя резец в тело прутка, по ходу заготовки вырезается винтовая канавка. Ее внутренняя конфигурация повторяет форму режущей кромки инструмента. Резьбой называется винтообразная линия, образующаяся на поверхности тел вращения. С ее помощью соединяются, уплотняются либо обеспечиваются какие-либо перемещения частей деталей и узлов механизмов. Резьба бывает конической и цилиндрической.
Разный профиль резьбы используется для резьбовых соединений, различных друг от друга. Резьбовой профиль – это контур диаметра в плоскости, которая пересекает ее центр. Большое распространение получили резьбы, имеющие следующие профили:
прямоугольный;
трапецеидальный;
остроугольный.
Резьба может быть левой и правой. Болты с правой резьбой закручивают, вращая по часовой стрелке, болты с левой резьбой закручивают, вращая против часовой стрелки. Бывают многозаходные и однозаходные резьбы. Однозаходные выполнены одной сплошной нитью резьбы. Многозаходные резьбы имеют несколько сплошных ниток.
Нитки резьбы располагаются эквидистантно. На торце гайки либо болта, в начале резьбы, хорошо видны все нитки и их количество (рис. 3, а и б). Многозаходные резьбы имеют шаг Р и ход Рₓ. Ход по ГОСТ 11708-82 – длина, отмеренная вдоль линии, которая параллельная резьбовой оси, между произвольной точкой на стороне сбоку резьбы и средней точкой, которая получается от передвижения начальной точки посередине винтового канала с углом 360˚ между сопрягаемыми точками того же витка и той же нитки резьбы.
На многозаходной резьбе ход равняется шагу, умноженному на количество заходов:
Рₓ=kР,
где k – количество заходов.
Рис. 3. Многозаходная резьба:
А – двухзаходная; б – трехзаходная; Phи P = шаг и ход резьбы
Создание резьбы с помощью резцов
Резцы получили всеобщее признание в качестве лучшего инструмента для нарезания резьб – как внутренней так и наружной на токарно-винторезных станках (рис. 4). Для нарезания резьбы используются резцы:
круглые;
призматические;
стержневые.
Геометрия инструментов – аналогичная фасонным. Резцами, имеющими углы вершины ε=60˚±10′ метрической резьбы и ε=55˚±10′ дюймовой резьбы. Поскольку суппорт станка, перемещаясь, допускает погрешности, они приводят к возрастанию резьбового угла. По этой причине часто используют резцы, имеющие угол ε=59˚30′ .
На его вершине имеется либо фаска либо скругление. Это зависит от конфигурации впадины резьбы, которую нарезают.
Рис. 4. Упрощенная кинематическая схема нарезания резьбы на токарно-винтовом станке:
1 – заготовка; 2 – суппорт; 3 – ходовой винт; M – электродвигатель; d1, d2 – диаметры шкивов; P – шаг ходового винта; z1, …, z10 – шестерни; n – частота вращения заготовки; Ds – направление движения подачи
Резцы для нарезания резьб оснащаются специальными пластинами. Их предварительно изготавливают из твердых сплавов и быстрорежущих сталей. Детали обрабатываются до состояния, когда внешнее сечение меньше внешнего сечения резьбы, которая будет нарезаться.
У метрических резьб сечением до 30 мм такая разбежность будет равняться 0,14…0,28 мм, сечением до 48 мм – 0,17…0,34 мм, сечением до 80 мм – 0,2…0,4 мм. Металл обрабатываемой детали в процессе нарезания резьбы подвергается деформации. Из-за этого внешнее сечение резьбы увеличивается. Поэтому сечение заготовки уменьшено.
Для нарезания особо точной резьбы в отверстии, данную операцию совершают после его растачивания. Обычную резьбу выполняют после того, как будет просверлено отверстие. Формула для сечения отверстия для резьбы, в миллиметрах:
d˳=d-P,
где d – внешнее сечение резьбы, мм; Р – шаг резьбы, мм.
Сечение отверстия для резьбы рекомендуется делать немного больше, чем ее внутреннее сечение. В процессе обработки заготовки и нарезания резьбы материал повергается деформациям. Поэтому сечение отверстия становится меньше. Вследствие этого значение вышеприведенной формулы необходимо увеличить.
Увеличение производится на 0,2…0,4 мм в процессе работы с вязкими металлами – сталь, латунь и на 0,1…0,02 мм при обработке хрупких металлов – бронзы и чугуна. Часто резьбу заканчивают специальной канавкой для выхода инструмента. Это может быть обязательным условием чертежно-технической документации.
Диаметр внутри канавки рекомендуется делать меньше на 0,1…0,3 мм, чем внутреннее сечение резьбы. Ширина канавки b=(2…3)Р. Во время изготовления шпилек, болтов, резьбовых валов часто во время отвода резца наблюдается сбег резьбы. Чтобы выполнить нарезание резьбы точнее и удобнее, в торце заготовки делают выступ протяженностью 2…3 мм.
Сечение выступа равняется внутреннему сечению резьбы. Этой меткой засекают последний проход инструмента. Нарезав резьбу, выступ обрезают. Точность, с которой установлен резец по отношению к линии центровки, во многом влияет на качество резьбы в целом. Необходимо правильное расположение инструмента, соблюдая биссектрису угла в профиле резьбы перпендикулярно к осевой линии заготовки.
Для этого существует специальный шаблон. Он прикладывается к уже обработанной поверхности заготовки вдоль осевой линии станка. Совмещаются два профиля – шаблона и резца. По величине зазора между ними определяют точность крепления резца. Инструменты для нарезания резьб крепятся строго на центровочной линии станков.
Резцами на токарно-винторезных станках нарезают резьбы в течение нескольких проходов. Пройдя один раз, инструмент отводят назад. Новый проход делают после того, как установят требуемую глубину выборки металла по нониусу ходового винта поперечного хода суппорта.
Нарезая резьбу с шагом до 2 мм, подачу необходимо выставить 0,05…0,2 мм за каждый проход. Нарезая резьбу сразу двумя кромками резания, наматывающаяся на резец стружка снижает качество и чистоту работы.
С целью предотвращения спутывания стружки, начиная рабочий проход, резец необходимо смещать на величину 0,1…0,15 мм по очереди влево и вправо. Эта операция достигается движением суппорта, расположенного сверху. При этом деталь обрабатывается одной кромкой резания. Черновых проходов необходимо 3…6, чистовых – 3.
Как нарезать резьбу метчиком и плашкой
Внешнюю резьбу на шпильках, болтах, винтах, резьбовых валах нарезают плашками. Перед этим часть заготовки, где будет нарезаться резьба, подвергают предварительной обработке. Сечение поверхности обработки оставляют немного меньшим, чем внешнее сечение резьбы. У метрической резьбы сечением 6…10 мм должна быть разность 0,1…0,2 мм, сечением 11…18 мм – 0,12…0,24 мм, сечением 20…30 мм – 0,14…0,28 мм.
Чтобы облегчить заход, на торце заготовки снимается фаска, которая должна соответствовать высоте профиля резьбы. Плашка закрепляется в специальном патроне. Патрон устанавливается в пиноль задней бабки либо гнездо револьверной головки. Нарезание резьб плашками производится со скоростью v=3…4 м/мин для стальных деталей, 2…3 м/мин для чугунных, 10…15 м/мин для латунных.
Метрические резьбы внутри деталей сечением до 50 мм нарезаются метчиками. В токарных станках используются машинные метчики. Данная технология позволяет выполнять работы по нарезанию резьбы за один проход. В вязких и твердых металлах практикуют нарезание резьб комплектами из метчиков.
Комплекты состоят из двух, трех либо нескольких метчиков одновременно. Если используются два метчика, то первый из них (черновой) осуществляет 75% от всего объема работы. Чистовой метчик подгоняет резьбу до необходимых параметров. В комплекте, состоящем из 3-х метчиков первый (черновой) изготавливает 60% всего объема, второй (получистовой) – 30%, третий (чистовой) – 10%.
Все метчики из комплектов различаются по величине заборной кромки. Наибольшая длина у заборной кромки чернового метчика. Устанавливая метчик в револьверную головку, на хвостовик закрепляют с помощью винта специальное кольцо. Этим кольцом метчик держится в патроне по аналогии с плашкой.
Резьбонарезные винторезные головки используют при необходимости нарезания внутренних и наружных резьб. Головки работают на станках: токарных автоматах, токарно-револьверных и токарных станках. Хвостовиком резьбонарезная головка крепится в пинолях задней бабки либо револьверной головке.
Для винторезных головок используют круглые, тангенциальные, радиальные гребенки. Закончив нарезание резьбы, гребенки раздвигаются в автоматическом режиме. При осуществлении обратного хода они не взаимодействуют с резьбой.
Наружная резьба чаще всего выполняется головкой, имеющей круглые гребенки. Она имеет простое устройство, с возможностью множественных переточек. Ее стойкость намного выше, чем тангенциальной и радиальной. По конструктивным особенностям и принципу работы различия незначительные.
Внутренняя резьба обычно нарезается резьбонарезными головками с установленными гребенками призматического типа. Кромки для резания у них находятся на одном сечении. Имеется конус для захода в резьбу. Количество гребенок в одном комплекте соответствует величине головки.
В рабочем комплекте гребенки смещены относительно друг друга. Смещение соответствует углу подъема винтовой линии резьбы нарезания. Обрабатывая червяки и винты с длинной резьбой, повышают производительность, используя резцовые головки, закрепляя их на суппорте станка.
Контроль состояния резьб при нарезании
Резьбовым шаблоном проверяется шаг резьбы. Инструмент состоит из пластины 2 с вырезанными на ней зубцами (рис. 5). Шаг резьбы нанесен на плоскую часть шаблона. Набор всех шаблонов с дюймовыми и метрическими резьбами помещен в кассету 1. Этими шаблонами проверяется только шаг резьбы.
Рис. 5. Резьбовой шаблон:
1 – кассета; 2 – пластина
Правильность выполненной на детали внутренней и наружной резьбы комплексно оценивают с помощью резьбовых калибров (рис. 6). Резьбовые калибры разделяют на:
проходные, имеющие полный профиль резьбы и являющиеся как бы прототипом детали резьбового соединения;
непроходные, контролирующие только средний диаметр резьбы и имеющие укороченный профиль.
Рис. 6. Резьбовые калибры:
А – предельная резьбовая роликовая скоба; б – проходное кольцо; в – резьбовой калибр; г – непроходное кольцо
Шаг резьбы, внутренний, средний и наружный диаметр проверяют резьбовыми микрометрами (рис. 7). Прибор имеет посадочные отверстия в пятке и шпинделе, в них закрепляют комплекты со сменными вставками. Они соответствуют параметрам резьб, которые необходимо измерять. Чтобы удобнее было работать, инструмент закрепляется в стойке и настраивается по эталону либо образцу.
Рис. 7. Измерение резьбовым микрометром
Перед контролем проверяемые детали необходимо очистить от стружки и грязи. В процессе контроля следует осторожно обращаться с калибрами, чтобы на их рабочей резьбовой поверхности не появились забоины и царапины.
Я использовал нарезную головку Procunier со своим сверлильным станком, получая отличные результаты, и планировал использовать ее на токарном станке — в задней бабке — пока не подумал — на токарном станке она не сработает.
Так вот, мне любопытно, как на токарном станке делают метчики, особенно с маленькими метчиками. 6-32, 8-32 и т.д. не было бы обидно, если бы мне понадобился еще один инструмент
У. Дж. Хартсон
Чугун
#2
Для метчиков меньшего размера я использую сверлильный патрон в задней бабке, чтобы начать метчик прямо, а затем закончить вручную. Поверните патрон вручную, при этом передняя бабка находится в нейтральном положении.
Курт Вестфолл
Нержавеющая сталь
#3
Я сделал это, но не таким маленьким нажатием, я оставляю заднюю бабку разблокированной, сильно нажимаю на нее, чтобы начать, и быстро переключаю задний ход. Я думаю, что с таким небольшим ударом я бы повернул головку вручную, чтобы начать отвод и закончить его вручную.
Уинфилд
Горячекатаный
#4
Для нарезания резьбы я использую направляющую Fisher, удерживаемую в задней бабке токарного станка. см. http://www.littlemachineshop.com/products/product_view.php?ProductID=1963
Дон Клемент Бегущий Спрингс, Калифорния
Эван
Титан
#5
Я делаю то же самое, что и WJHartson. Однако, если мне нужно сделать много мелких деталей из алюминия, а отверстие сквозное, тогда я постукиваю под напряжением. С небольшим краном, например, 6-32, вы можете ожидать, что он иногда сломается, может быть. Это действительно зависит от качества метчика и материала. Я пользуюсь кранами Dormer, ни разу не сломал ни одного при постукивании вручную. Вбиваю под напряжение только в том случае, если последствия сломанного крана небольшие. У меня тоже есть метчик 2-56. Теперь этот заставляет меня нервничать, стоит 24 доллара.
Дуг
Алмаз
#6
Вы можете легко нарезать резьбу на токарном станке так же, как мы это делаем на винтовых автоматах и токарных станках с ЧПУ.
Получите РАЗБЛОКИРОВОЧНЫЙ держатель крана. Он отпускает метчик для свободного вращения при достижении заданной глубины. Затем вы поворачиваете шпиндель в обратном направлении, спусковой механизм снова схватывает и вывинчивает метчик.
Для этого на маленьком токарном станке установите держатель метчика по центру стойки инструмента. Установите резьбовые шестерни на соответствующий шаг.
Для 6-32 вы, очевидно, установите коробку передач на 32 шага. Подайте метчик под напряжением, когда он достигнет необходимой глубины, отключите подачу ходового винта, остановив движение каретки. Шпиндель будет по-прежнему вращаться, что немного больше само подаст метчик, после чего метчик отпустится и будет вращаться свободно. Выключите шпиндель, переключите шпиндель на реверс, затяните ходовой винт, запустите шпиндель, и метчик выкрутится.
Если это звучит немного фальшиво, будьте уверены, это не так. По сути, именно так мы нарезаем тысячи и тысячи отверстий на ЧПУ. Поломка метчика минимальна, используя фасонные метчики, мы сделали до 4000 отверстий 10-32 в освинцованной стали, пока метчик просто не износился.
Единственным отличием выполнения этого на ЧПУ является то, что все происходит автоматически под управлением программы. С ручным токарным станком вы должны сделать работу самостоятельно.
Кроме того, для небольших отверстий используйте метчики, не допускайте забивания стружки в глухих отверстиях.
На ebay постоянно появляются держатели кранов. Ищите среди прочих бренды Hardinge, B&S и Somma.
[Это сообщение было отредактировано Дугом (отредактировано 15.03.2004).]
устройство
Горячекатаный
#7
по какой-то причине 6-32 метчики сломаются в 10 раз чаще, чем метчики любого другого размера. ….должно быть геометрия или резьба на диаметр и канавка…кто знает….мой метчик в моем хардинге все время… если я беспокоюсь, я не сильно затягиваю патрон на метчике… если я все еще беспокоюсь, я начну, а затем закончу его ручным метчиком…. глухие отверстия — худшее, особенно с метчик, который пытается протолкнуть стружку вперед… Если я постучу по планке, я просто позволю станку тянуть за собой заднюю бабку… через отверстия и жидкость для постукивания… нет проблем…. поверьте мне, жидкость для врезки НАМНОГО лучше, чем смазочно-охлаждающая жидкость… есть разница…удачи…боб
матовый_иссерсштедт
Алмаз
#8
Dvice,
При нарезании резьбы в глухом отверстии метчиком со спиральной головкой я стараюсь не нарезать слишком глубоко, прежде чем переключиться на донный 4-канавочный метчик.
В противном случае скрученный чип или 2 прочно вдавятся в дно отверстия, что потребует зубочисток, яркого света и упражнений на ваш самый лучший словарный запас.
Если вы немного остановитесь, вы сможете извлечь скрученные чипсы без особых усилий.
Конечно, это медленный метод, требующий 2 нажатий, но удовольствие от использования спиральной точки компенсирует дополнительное время ИМХО….
-Matt
Стивен Томас
Алмаз
#9
, если вы делаете глухие отверстия, стоит иметь метчики со спиральной канавкой, IMO.
Если я нарезаю резьбу на токарном станке, то обычно это вторая операция с револьверной головкой и освобождением держателя метчика. Но иногда используйте TS на обычном токарном станке и зажимайте метчик в патроне Джейкобса.
На самом деле, я не понимаю, почему сверлильная головка не работает в TS, но никогда не пробовала. Когда вы толкаете TS вперед, когда торсионный стержень упирается где-то в сторону направляющих, он должен зацепиться и постучать. Когда вы перестаете толкать, кажется, что подача должна прекратиться, и кран просто вращается вместе с работой, если я что-то не упустил. Могут быть некоторые проблемы с запуском крана, если выступ достаточен для того, чтобы кран свисал далеко от центра, прежде чем встать на место.
Теперь надо как-нибудь попробовать.
smt
[Это сообщение было отредактировано stephen thomas (отредактировано 15-03-2004).]
[Это сообщение было отредактировано stephen thomas (отредактировано 15-03-2004).]
Грег Б
Горячекатаный
#10
Что я делаю, и это работает не на всех токарных станках, так это выворачиваю шток задней бабки до упора, пока винт не выйдет из зацепления. Обычно в канале ствола остается пара дюймов или больше поршня, но теперь он может свободно скользить вперед и назад. Вставьте метчик в патрон задней бабки, отодвиньте TS примерно на 1/4 дюйма от заготовки и зафиксируйте его. Запустите токарный станок и перемещайте плунжер вручную, пока метчик не начнет ввинчиваться в отверстие. желаемой глубины, поверните токарный станок в обратном направлении, и метчик вывернется обратно.0093 Просто как пирог. Грег Б.
Джо Майклс
Алмаз
#11
В моей мастерской есть токарный станок Southbend Heavy 10″. Я много нарезаю на нем резьбу под нагрузкой в размерах до 4-40. Любые размеры от 5/8-11 до 4-40, если я нарезаю резьбу. он в токарном станке нарезается под действием силы. Для резьбы около 3/8 дюйма и менее мой метод заключается в том, чтобы поставить шкив шпинделя токарного станка в «прямое» положение с штифтом задней шестерни «внутрь» и установить плоский ремень в положение для самую низкую скорость, оставляя ремень провисшим. Я помещаю метчик в сверлильный патрон в заднюю бабку и оставляю основание задней бабки незажатым к направляющим. Затем я запускаю двигатель токарного станка в прямом направлении и правой рукой двигаю заднюю бабку вверх, а левой рукой воздействую на рычаг натяжителя ремня. Как только шпиндель начинает вращаться, я прикасаюсь метчиком к просверленному отверстию в изделии. Кран начинает резать. Я «передергиваю» рычаг натяжителя ремня ровно настолько, чтобы все вращалось. Если кран загружается, я ослабляю ремень. Я никогда не тяну рычаг в полностью натянутое положение. Как только груз на кране начинает проскальзывать ремень (при легком или частичном натяжении), я ослабляю ремень, поднимаю руку и останавливаю двигатель. Затем я переворачиваю шпиндель, «распушиваю» натяжитель и выдвигаю его обратно, чтобы убрать стружку. Несколько «входов и выходов» под напряжением позволят врезать большинство отверстий почти на полную глубину резьбы. Делаю глухие отверстия, заканчивая донным метчиком. Когда я достигаю почти полной глубины глухих отверстий, я заканчиваю, оставляя ремень натянутым и поворачивая шпиндель вручную. Для любой дыры, которая либо просверлена насквозь, либо достаточно глубока, чтобы впустить кран с запасом места, я вхожу и выхожу под напряжением. Для более тяжелых размеров резьбы, таких как 1/2-13 или 5/8-11, я использую своего рода самодельный держатель метчика для задней бабки, который точно входит в зацепление с квадратными хвостовиками метчика. Все, что крупнее 3/8-16, может проскальзывать в кулачках старого патрона Jacobs. На более крупных нитях я обкатываю с помощью заднего привода, все еще «оглаживая» натяжитель ремня. Я (стучу по дереву) никогда не ломал метчик этим методом. Я думаю, что хитрость заключается в том, чтобы просто не становиться слишком резким или резвым и позволить вещам идти своим чередом.
Мне рассказали об этом методе старые мастера, которые делали это на токарных станках с приводом от трансмиссионного вала. По-видимому, им рассказали проверенный метод «натягивания ремней», чтобы вручную повернуть шпиндель, чтобы запустить метчики. Это стало довольно старым в спешке, если было много отверстий, которые нужно было открыть. Как рассказали мне старые ребята, они полагали, что нарезание резьбы можно делать на токарном станке. У старых токарных станков были промежуточные валы, и «зажатие» шпинделя часто сводилось к переключению ремня с «свободного» на «натянутый» шкив. Если бы у переключателя ремня была вилка, а стержень переключателя ремня не был слишком неряшливым, человек мог бы контролировать ремень и степень его проскальзывания или зацепления. В противном случае он просто залезал на венец тугого шкива. Тщательно работая с переключателем ремня, часто можно было сделать то, что равносильно «ослаблению» сцепления при запуске автомобиля или грузовика на холме. Эти старые ребята сделали это, когда метчики на токарных станках под напряжением, и я попробовал это на своем 10-дюймовом токарном станке Southbend около 18 лет назад. Гораздо проще использовать рычаг натяжителя ремня на Southbend. который приносил из дома стекающее сало, чтобы использовать его в качестве смазочно-охлаждающей жидкости для врезки. Я использую купленную в магазине жидкость для врезки.0007
Джон Боландер
Нержавеющая сталь
#12
Я рекомендую метчики с конусом Морзе. Они входят в квадрат и разделены, чтобы сжимать метчик, как цангу.
На моем Chicom 12×36 я постоянно отключаю питание. Я просто не могу автоматически реверсировать шпиндель. Я должен позволить ему остановиться, а затем дать задний ход. В противном случае он начнет назад вперед. Я недостаточно умен, чтобы понять, что не так с управлением двигателем. Действительно подтянул мой сфинктер в первый раз, когда я это сделал. Постукивание по силе полезно для прострации.
Джон
торкер
Чугун
№13
Раньше я все постукивал вручную. У меня была пара сотен резьб 3/4X16 и 5/8X18 с правой и левой резьбой. Ручное постукивание стало очень старым, очень быстро. Теперь я делаю их все на своем SB9. Это все сквозные отверстия BTW. Так просто, что больно. Прикрепите к станине кусок UHMW площадью 1 кв. дюйм, чтобы вороток скользнул, ввинтите мертвую точку в центральное отверстие метчика, установите токарный станок на самую медленную скорость задней передачи. Проверните заднюю бабку, чтобы она соответствовала скорости, и удерживайте противоположная ручка для первого дюйма, затем держите ее рукой, чтобы закончить. Я люблю постукивать сейчас.. приберегите ее, когда я хочу расслабиться. Кажется, я видел это в книге о токарных станках SB. Russ
Каппуллен
Пластик
№14
Для нарезания резьбы в небольших отверстиях на токарном станке размером 8-32 и меньше я использую пальчиковый патрон, чтобы метчику не приходилось тянуть за собой заднюю бабку. крышка
Рид
Пластик
№15
Возможно, это будет интересно. Я сделал один немного по-другому, используя головку рукоятки крана вместо патрона, но с той же идеей обеспечить постукивание под нагрузкой, позволяя вашей руке быть сцеплением.
Рид… приятно видеть, что вы в полной мере использовали принцип KISS! Мне это нравится. Русь
Эван
Титан
# 17
Отличная идея. Я собираюсь построить один.
Что такое нарезание резьбы и нарезание резьбы на токарном станке с ЧПУ | Разница между нарезанием резьбы метчиком и нарезанием резьбы0458 что такое нарезание резьбы
и его инструмент, узнайте о программировании нарезания резьбы на токарном станке с ЧПУ и как нарезать резьбу на токарном станке, а также о разнице между нарезанием резьбы и нарезанием резьбы.
См. также: Таблица размеров метчиков
Что такое процесс нарезания резьбы?
Нарезание резьбы в производстве — это процесс нарезания резьбы внутри отверстия, которое необходимо просверлить метчиком и снять фаску на конце, используемое для вкручивания винтов или болтов в отверстие. Процесс нарезания резьбы — это высокоэффективный, производительный, экономичный и простой метод нарезания резьбы, особенно для небольших резьб, он также может нарезать резьбу на гайках.
Метчик — это режущий инструмент для нарезания резьбы, закручивается в отверстие и нарезает резьбу по ходу дела. Существует много типов резьбонарезных инструментов, выберите правильный метчик в зависимости от типа отверстия, в которое вы хотите нарезать резьбу. Метчики можно разделить на ручные и силовые. Ручные метчики являются наиболее распространенными типами метчиков, включая конусный метчик, нижний метчик и пробковый метчик. Метчики с электроприводом — это типы, которые следует выбирать для приложений с ЧПУ или ручной механической обработки, включая метчик со спиральной канавкой (метчик с наконечником пистолета или метчик с закругленной головкой), метчик со спиральной канавкой (метчик пистолета), метчик с фасонным или накатным метчиком и т. д.
Нарезание резьбы на токарном станке с ЧПУ
Нарезание резьбы – это обычная операция на станках с ЧПУ, G-код G84 обычно используется для программирования нарезания резьбы. Существует два способа программирования нарезания резьбы на токарном станке с ЧПУ: циклы нарезания резьбы, которые могут использовать возможности жесткого нарезания резьбы вашей станок с ЧПУ; и подробное программирование, когда головка для нарезания резьбы или держатель метчика для натяжения-сжатия должны использоваться на станках, не оснащенных системой жесткого нарезания резьбы.
Как стучать по токарному станку?
Нарезание резьбы можно выполнять на токарном станке вручную или с механической подачей. Использование низкой скорости вращения шпинделя и смазочно-охлаждающей жидкости полезно для процесса. Процедура нарезания резьбы на токарном станке следующая:
1. Установите заготовку в патрон и зафиксируйте ее
2. Выберите подходящее сверло для метчика, поверните и отцентрируйте сверло
3. Установите нужную скорость токарного станка, просверлите метчиком на требуемую глубину
4. Снимите фаску с кромки отверстия
Здесь вы можете ознакомиться с нарезанием резьбы метчиком на токарных станках:
Разница между нарезанием резьбы и нарезанием резьбы
1. Метчики и плашки могут использоваться в качестве режущих инструментов для нарезания резьбы. Процесс нарезания резьбы метчиком называется нарезанием резьбы, а процесс с использованием штампа — нарезанием резьбы.
2. Нарезание резьбы — это процесс нарезания внутренней резьбы, такой как резьба внутри гайки, а нарезание резьбы — это обычно процесс нарезания внешней резьбы, например, резьбы на внешней стороне болтов.
3. При нарезании резьбы для каждого размера отверстия требуется метчик разного размера, но при нарезании резьбы можно использовать один инструмент для резьбофрезерования, чтобы сделать отверстия различных размеров.
Текст в интерфейсах: проектирование | Shark Develop
Что и когда говорить пользователю, о чем промолчать и почему все поля обязательные? В этой статье мы расскажем, как работать с текстами в интерфейсах мобильных приложений.
Самый однозначный носитель смысла среди инструментов дизайнера — это текст. Есть ещё иконки и иллюстрации, но они, как иероглифическое письмо: ёмкие, компактные и не очень понятные. Их можно сравнить с жестами в устной речи. С их помощью можно передать эмоции, подбодрить или послать собеседника. Но, например, объяснить, что активировать банковскую карту сейчас не получится из-за сбоя на сервере, будет нелегко.
1. Понять, кто и в какой ситуации будет пользоваться приложением
В большинстве случаев нам везёт с аудиторией: это люди, давно и хорошо знакомые с интерфейсами, поэтому им не нужно объяснять, что делать с полями ввода и чекбоксами. Но, например, пожилым людям потребуются дополнительные подсказки. А дошкольникам тексты лучше озвучивать и сопровождать иллюстрациями.
Важно учесть контекст использования. Приложения для водителей должны не отвлекать от дороги и быть предельно понятны даже утомленному пробками и детскими криками отцу семейства по пути на дачу вечером в пятницу.
На этом этапе мы определяемся со стилем коммуникации и тем, насколько подробные тексты понадобятся. Поговорите с потенциальными пользователями, всегда можно предположить, кто и как будет пользоваться приложением, но откуда вам знать, что в голове у этих людей?
После анализа результатов интервью можно придумать самого сложного персонажа в самой непростой ситуации и проектировать приложение для него.
Давайте разберём пример: проработаем сценарий оформления заказа для приложения доставки пиццы. Наш пользователь — 28-летний Василий. Характер прескверный, не женат. Он живёт во Фрязино, работает в Москве. Сегодня вечер пятницы. Василий после работы выпил немало пива с коллегами. Сейчас он возвращается домой на электричке, в которой не всегда хорошо ловит интернет, и хочет есть.
2. Выписать всё, что может пригодиться
Для этого нужно побеседовать с клиентом, побеседовать с пользователями, проанализировать конкурентов, пофантазировать самому. С пиццей у нас получилось так.
Василий хочет, чтобы пицца приехала к нему домой именно тогда, когда он сам туда доберется. Он хочет, чтобы она была горячая, и чтобы ему положили побольше салфеток. Платить Василию удобнее всего через Apple Pay, потому что набирать номер карты лень.
Бизнес (пиццерия) заинтересован в том, чтобы Василий сделал заказ как можно быстрее и оплатил заранее.
Чтобы Василий сделал заказ быстрее, можно спросить у него только номер телефона, а детали потом уточнит оператор колл-центра. Но если Василий делает заказ в первый раз, а приложение не просит адрес, платить заранее он вряд ли захочет. Поэтому ввод адреса оставим, но сделаем его необязательным.
Если не спросить у Василия время доставки, курьер может привезти пиццу не вовремя и ему придётся ждать под дверью. Про время надо спросить.
Василий хочет оплатить пиццу через Apple Pay, но не все с ними солидарны. Во-первых, не у всех смартфоны поддерживают Apple / Google / Samsung Pay, а во-вторых, при первом заказе люди опасаются предоплат — вдруг вообще не привезут. Получается, что в приложении нужны, как минимум, четыре способа оплаты: Apple / Google / Samsung Pay, картой в приложении, картой курьеру и наличными.
Чтобы ускорить оформление заказа, можно поле со способом оплаты предзаполнить. Для постоянных пользователей все просто — можно сохранить последний выбранный способ. Если же мы о Василии ничего не знаем, предположение можно построить на данных о посетителях пиццерии.
Ресторану нужно будет связаться с клиентом, а чтобы быть вежливыми — спросить, как его зовут. Это лучше сделать в самом начале: во-первых, знакомиться лучше перед тем, как говорить про деньги, а во-вторых, по телефону можно узнать пользователя, восстановить историю его взаимоотношений с пиццерией и предзаполнить часть полей формы.
Но прежде чем раскрывать пользователю информацию об истории заказов, нужно убедиться, что этот номер принадлежит ему. Самый простой способ — отправить SMS c кодом подтверждения. Но даже если номер действительно его, нельзя показывать информацию о заказах старше полугода — за это время у номера мог смениться хозяин.
Итого, в форме оформления заказа нужны следующие поля:
Имя и телефон клиента.
Способ получения заказа: доставка или самовывоз (мы разберем только доставку, потому что Василию нужна именно она).
Время доставки: чем скорее, тем лучше, или к указанному времени.
Адрес доставки.
Способ оплаты.
Так форма будет смотреться на экране. Для начала поделим оформление заказа на 2 шага. На первом проверим, знаком ли нам пользователь, на втором узнаем, как он хочет получить и оплатить заказ.
3. Убираем то, без чего можно обойтись
Лучше не перегружать экран и подбирать максимально лаконичные формулировки. Главное при сокращении — не потерять смысл.
В черновике нас смущают повторы «доставки», «при получении» и формулировка «Способ оплаты» (хоть это и не критично, но выглядит слишком формально). Переформулируем все три подзаголовка в одном стиле, уберем «при получении» из оплаты наличными — всё равно иначе деньги передать невозможно:
Теперь нас смущает только «Укажите адрес». Можно заменить его на подсказку о том, что именно придётся указать:
Мы вынесли указание адреса доставки на отдельный экран, чтобы не перегружать текущий.
Чтобы курьер доставил пиццу, нужно узнать название города, улицы, номер дома и, если есть, квартиры или офиса. Найти подъезд и этаж курьер сможет и самостоятельно. Но на поиск и вычисление потребуется время, оно же — деньги.
Чтобы избежать ошибок при указании адреса, можно использовать справочник адресов Яндекса или Google. В этом случае можно вводить город, улицу и дом в одно поле — справочник не даст ошибиться с форматом данных, а подсказки ускорят ввод. Один минус — чем популярнее будет приложение, тем дороже обойдется использование справочника.
Форма получилась большая, но убрать из неё нечего. Что делать?
Один приём мы уже использовали — поделили её на 2 шага. Второй способ сработает при повторном заказе — можно запоминать введённые данные и показывать поля предзаполненными.
4. Заботимся и объясняем
Основной сценарий продуман, теперь нужно подумать о том, что может пойти не так? Лучшая отработка негативных сценариев — невозможность допустить ошибку. Например, если доставка ограничена по времени, не давайте пользователю выбрать дату и время, когда курьер не работает.
Превышен лимит неактивности → Просто верните человека на предыдущий шаг.
Неверный формат данных → Показывайте сразу правильную клавиатуру.
Если предотвратить ошибку невозможно, формулируйте оповещения на понятном человеку языке и объясняйте, что произошло, в чем причина и что сделать. Как правило заботливое сообщение об ошибке занимает больше места, чем «роботизированное», но люди не будут на нас в обиде.
Сервер не отвечает →
Если сервер недоступен из-за того, что у пользователя пропало соединение с интернетом, так и говорим → Нет соединения с интернетом. Проверьте настройки сети.
Если сервер недоступен по собственным мотивам, единственный вариант, продумать автоматическое решение проблемы и подсказать, как можно решить её прямо сейчас. → Нет связи с сервером. Не закрывайте приложение, и ваш заказ отправится автоматически, как только мы устраним неполадку. Или позвоните нам по телефону +7 (495) 999-99-99 — и мы оформим заказ.
Неверный номер телефона →
Если не хватает цифры → Не хватает цифры
Иногда пользователь сознательно «допускает ошибку». Например, не указывает номер телефона или пишет случайный набор цифр, потому что не хочет, чтобы ему лишний раз звонили. Постарайтесь найти в этом пользу для человека и расскажите о ней. → По такому номеру курьер не дозвонится, если не сможет вас найти.
5. Перечитываем
Когда экран готов, перечитываем текст с начала до конца. Хороший интерфейс будет звучать как диалог между заботливым оператором и пользователем. Если «диалог» не складывается — возвращаемся к предыдущим шагам.
6. Тестируем на людях
Когда мы довольны результатом, пора проверить интерфейс на целевой аудитории. Лучше всего собрать прототип с нажимаемыми кнопочками (в InVision, Marvel, Flinto и т.п.) и дать нескольким людям из целевой аудитории задание пройти целевой сценарий — заказать пиццу с доставкой на дом в 20:00. На что нужно обратить внимание:
Легко ли пользователям? Всё ли им понятно?
Где у них возникают проблемы? Почему?
Нравится ли им тон общения, который вы выбрали?
Что нельзя делать:
подсказывать, куда нажать,
выражать свои эмоции, когда у человека что-то не получается,
задавать вопросы, пока он не закончил.
Дайте задачу, потом внимательно наблюдайте, как человек с ней справляется, а в конце задайте вопросы.
Если несколько человек спотыкаются на одних и тех же моментах или большинство раздражает стиль коммуникации, возвращаемся на первый шаг и ищем ошибку.
7. Определяем правила
Когда вы определились с тем, что сказать, нужно понять, как говорить с пользователем. Уместны ли шутки, нужны ли подсказки, как обращаться к Василию и как объяснить ему, почему пиццерия вдруг перестала принимать заказы на время футбольного матча.
Источник: redmadrobot.ru
Оптовые поставки торгового и компьютерного оборудования
Оптовая продажа электронного торгового оборудования – наше основное направление работы. Осуществляем поставку оборудования для магазинов и складов по Москве и России. Долговременное сотрудничество с ведущими производителями Zebra, Champtek, Honeywell, CipherLab, Zebex, Citizen, Datacard, TSC, CAS позволяют предложить Вам низкие цены, а также широкий выбор торгового оборудования на заказ.
Кассовое POS-оборудование Сканеры штрих-кода Терминалы сбора данных Принтеры этикеток, штрих-кодов Инфокиоски и прайсчекеры Весы Расходные материалы
Фирма ШАРК является поставщиком компьютерной техники, серверного и сетевого оборудования, оргтехники и периферии от мировых производителей Hewlett Packard, HPE, DELL, Lenovo, ASUS, D-Link, APC.
Компьютеры (системные блоки и ноутбуки) Сервера Системы хранения данных Сетевое оборудование (активное и пассивное) Источники бесперебойного питания Мониторы Оргтехнику (принтеры, сканеры, МФУ и расходные материалы к ним) Программное обеспечение
Специалисты нашей компании осуществляют проектирование, монтаж и наладку беспроводной (Wi-Fi) и проводной (СКС) инфраструктуры, систем контроля и управления доступом (СКУД), систем видеонаблюдения не только по всей России, но теперь и на Крымском полуострове. Подробнее информация по телефонам: +7 495-234-17-83 Поплевин Андрей (Россия) +7 985-239-63-09 Поваляев Сергей (Крым)
Технический отдел группы компаний ШАРК готов провести любые работы по поддержанию эффективной и бесперебойной работы Вашего торгового оборудования, включая регулярное техническое обслуживание, гарантийный и постгарантийный ремонт техники.
Абонентское обслуживание, а также ремонт компьютеров и оргтехники Ремонт сканеров штрих-кода, терминалов сбора данных, принтеров этикеток
РАСПРОДАЖА
складских остатков компьютерной техники и комплектующих по невысоким ценам более подробная информация у наших менеджеров по телефону +7 495-234-17-83
скачать список распродажи
Наши клиенты
Используя передовые технологии, Фирма ШАРК предлагает как универсальные отраслевые решения, так и специализированные, обеспечивающие наиболее эффективную работу предприятия Заказчика. Среди наших клиентов такие компании, как: ГК Х5 Retail Group ООО «МВМ» (М.Видео, Эльдорадо) ГК Дикси Л’Этуаль Сеть магазинов Верный СИБИНТЕК АО Военторг ООО Военторг-Ритейл РН-БУРЕНИЕ FM Logistic Глория Джинс Благодаря высокой квалификации наших сотрудников и достойному уровню сервиса, многие предприятия, однажды обратившись в Фирму ШАРК, становятся постоянными клиентами нашей компании. Мы постоянно и активно развиваемся и с уверенностью смотрим в будущее, открывая для своих клиентов новые горизонты и возможности!
Реализуем проекты подключения POS-оборудования под ключ
Специалисты Фирмы ШАРК успешно реализовали более 40 проектов открытия магазинов франчайзи «Пятерочка», включающих установку POS-оборудования и систему видеонаблюдения.
Кассовые комплексы включили в себя:
POS-компьютер POSCenter Z1: процессор J4125, оперативная память 8Гб, SSD диск 2.5 128 Гб
монитор кассира POSCenter 10″
программируемая клавиатура POSCenter S67B
денежный ящик Kasrow
дисплей покупателя PCP220
Установка и настройка оборудования на одном объекте происходит оперативно, и занимает у наших технических специалистов 2-3 дня.
Центр технического обслуживания входит в группу компаний ШАРК Основное направление работы — обслуживание электронного торгового оборудования Наши специалисты готовы провести любые работы по поддержанию эффективной и бесперебойной работы вашего оборудования, включая регулярное техническое обслуживание, гарантийный и постгарантийный ремонт техники
на сайт Касспромсервис
Международная компания по промышленному дизайну и разработке продуктов – Shark Design
Мы разрабатываем, производим инновационные продукты и запускаем мощные рекламные и маркетинговые кампании для вашего бизнеса.
Идея
Концепции, мозговой штурм, доработки и яркие моменты
Дизайн
Эскизы, 3D, материализация концепций и моменты ясности
Разработка
Проектирование, оснастка и сборка вашего видения
30002 Контроль качества, инспекции, логистика и управление ими
Изобретение продуктов премиум-качества и эффективных маркетинговых решений
Мы существуем для того, чтобы поддерживать изобретателей всего мира в создании продуктов, отвечающих их значимому потенциалу. Shark Design превращает ваши инновации в высокофункциональные продукты с большим влиянием на рынке. Мы знаем продукты, и мы знаем, что сплоченность в их создании имеет решающее значение, поэтому наш дизайн, производство и маркетинг существуют как единое целое.
Дизайн продукта
Узнать больше >
Графический дизайн
Узнать больше >
Дизайн приложений
Узнать больше >
Производство
Узнать больше >
Интеллектуальная собственность
Узнать больше >
Дизайн упаковки
Узнать больше >
Анимация
Узнать больше >
Распределение
Узнать больше >
Машиностроение
Узнать больше >
Веб-сайты
Узнать больше >
Доставка
Узнать больше >
Блокчейн + NFT
Узнать больше >
01
Design Awards
02
Производство
03
Устойчивые материалы
04
Международная команда
Дизайн для производства
Конец окон производственный (DFM) проект от ранних стадий эскизов, 3D-чертежей, оснастки до производственной сборки и до окончательного контроля качества и отгрузки.
Разработка концепции
Разработка концепции
Реализация концепции
Тестирование
Следите за нами в Instagram | @ШАРКДИЗАЙН
Просмотреть все
Наши специализированные маркетинговые услуги обеспечивают как онлайн, так и оффлайн экспозицию. Наши услуги, включая дизайн маркетинговых материалов, разработку веб-сайтов, управление социальными сетями и т. д.
Руководство по воплощению вашей идеи с помощью Shark Design
Электронная книга Shark Design охватывает все, что вам нужно знать о превращении вашей идеи в успешный дизайн, от исследования рынка, проектирования продукта и проектирования до прототипирования, производства, продаж и маркетинга.
Скачать сейчас
Hangover Haynets
Hangover Haynets облегчают владельцам кормление лошадей благодаря более здоровому режиму медленной подачи с запатентованной конструкцией для легкого наполнения и без традиционного вреда для зубов лошадей. Сено от Shark Design создано из мягкой сетки, которая устраняет дискомфорт при одновременном снижении частоты укладки.
Прочитать весь пример из практики
Электрический самокат
Электросамокат премиум-класса для ежедневных поездок на работу, обеспечивающий плавную и безопасную езду. Он может похвастаться мощностью до 500 Вт, что позволяет с легкостью преодолевать бездорожье. Самокат обеспечивает увеличенный запас хода, высокую скорость, но при этом остается складным и легким благодаря системе двойной подвески.
Прочитать весь пример из практики
Snail Snacker
Snail Snacker позволяет маленьким детям самостоятельно учиться, наслаждаясь питательными закусками. Щелканье губ и спрятанные лакомства побуждают маленьких детей узнавать цвета и тренировать мелкую моторику. Он поставляется с 8 разделами, которые родители могут предварительно заполнить для маленьких детей.
Прочитать полный пример из практики
Просмотреть все примеры из практики
Эндрю Босуэй
Менеджер по разработке продуктов, 4Ocean
Shark Designs внимание к деталям и исполнение на высшем уровне управление от стадии проектирования до доставки нам в течение четырех месяцы.
Тоби Дерингер
Президент компании Mascotte
Оливер — один из самых инновационных разработчиков продуктов, который с особой точностью создает лучшие в своем классе продукты. Его дизайнерская компания и деловые навыки находятся на исключительном международном уровне, и с ним всегда очень приятно работать.
Майами, США
Студия дизайна
Гонконг
Производство
Вьетнам и Китай
Производственные мощности
Дубай, ОАЭ
Развитие бизнеса
Расширение нашего глобального присутствия с помощью нового офиса в Дубае
Имея офисы в США, Великобритании и Восточной Азии, Shark Design продолжит предоставлять профессиональные услуги по продажам, маркетингу и разработке продуктов клиентам, базирующимся в главном деловом центре ОАЭ.
Познакомьтесь с основателем
Оливер Эванс
Уроженец Лондона Оливер Эванс является основателем, креативным директором и генеральным директором Shark Design, отмеченной наградами международной дизайнерской производственной фирмы с офисами в Гонконге, Шэньчжэне (Китай), Майами (США). ), Лондон (Великобритания) и Дубай (ОАЭ).
В 2000 году в возрасте 18 лет Оливер основал свою первую компанию в английской столице по импорту электрических скутеров из Тайваня. Позже он разработал технологию самобалансировки электродвигателей, и теперь ему принадлежит несколько патентов на свои изобретения.
Нужна помощь? Свяжитесь с нами по электронной почте.
Мы проектируем и разрабатываем продукты, обеспечивающие коммерческий успех.
Связаться с нами
Ведущая компания по дизайну и разработке продуктов – Shark Design
Целостный сквозной дизайн продукта
Shark Design предоставляет комплексные решения для проектирования и разработки продуктов с помощью нашей эклектичной команды опытных профессионалов.
Наши инженеры-механики тесно сотрудничают с любопытными креативщиками, которые сидят рядом с нашими специалистами по маркетингу. Наша продукция отличается высочайшим качеством и вызывает большой интерес на рынке, потому что наши основы основаны на экспертных знаниях в различных областях, но на поверхности переплетаются друг с другом. Границы знаний не могут существовать в нашем мире, потому что продукт, созданный без сплоченности, может иметь одну приятную особенность, но не может гарантировать успех.
Наши команды дизайнеров опираются на принципы машиностроения и промышленной инженерии, чтобы выполнить высокофункциональный первый проект, что приводит к меньшему количеству изменений, а наши команды по маркетингу присутствуют на протяжении всего процесса, чтобы получить всестороннее знание продукта, чтобы найти оптимальные маркетинговые перспективы.
Global Sharks
Наши офисы разбросаны по всему миру из США, Великобритании, Европы, Ближнего Востока и Азии. Мы международная компания, которая понимает силу оптимизации различных рынков по всему миру. Наш диапазон минимизирует производственные затраты и максимизирует маркетинговые знания для наших инновационных клиентов.
Теперь обслуживаем регион Персидского залива с новым офисом в Дубае ОАЭ.
Цепочка поставок
Эффективное управление нашими более чем 500 поставщиками путем обеспечения соблюдения ими наших строгих стандартов политики и компонентов качества позволяет нам работать бесперебойно и каждый раз обеспечивать качественные результаты для наших клиентов.
Производственное предприятие
У нас есть все наши собственные производственные мощности для контроля всех аспектов разработки продукта, включая цепочку поставок, материалы, контроль качества, проверки, отгрузку и этическую рабочую среду.
Офисы и помещения
Ведущая международная компания по производству дизайна
Гонконг
Capital Tower, Tower A
21st Floor, Suite B
38 Wai Yip Street
3 Kowl0003
United States
1111 Brickell Ave, 10th Floor
Miami
FL 33131
USA
United Kingdom
25 Sackville St
London
W1S 3AX
United Kingdom
China
88 First Haide Road
7/F, Tower A
SCC
Shenzhen
Dubai
City Walk.
Корпус 13А.
Блок 3, улица Счастья,
Аль Васл. — Дубай
Вьетнам
4-6/F, 59A
PHố Lý THAI Tổ, Street
Hà nội, 100000
Вьетнам
John Gennaro
Президент, Twin Stars
9000 3
9000 3
9000 3
9000 3 9000 3 9000 3
9000 3
9000 3
9000.
9000. OLIVE деталь не имеет себе равных. Shark Design имеет очень хорошие позиции благодаря своему обширному опыту не только в разработке, но и в производстве. Мы посещаем их объекты в США, Гонконге и Китае, это чрезвычайно впечатляющая операция.
Эндрю Босуэй
Менеджер по разработке продуктов, 4Ocean
Shark Designs уделяет внимание деталям и исполнению на высшем уровне, позволяя выполнять все этапы от проектирования до доставки нам в течение четырех месяцев.
Тоби Дерингер
Президент компании Mascotte
Оливер — один из самых инновационных разработчиков продуктов, который с особой точностью создает лучшие в своем классе продукты. Его дизайнерская компания и деловые навыки находятся на исключительном международном уровне, и с ним всегда очень приятно работать.
 На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться: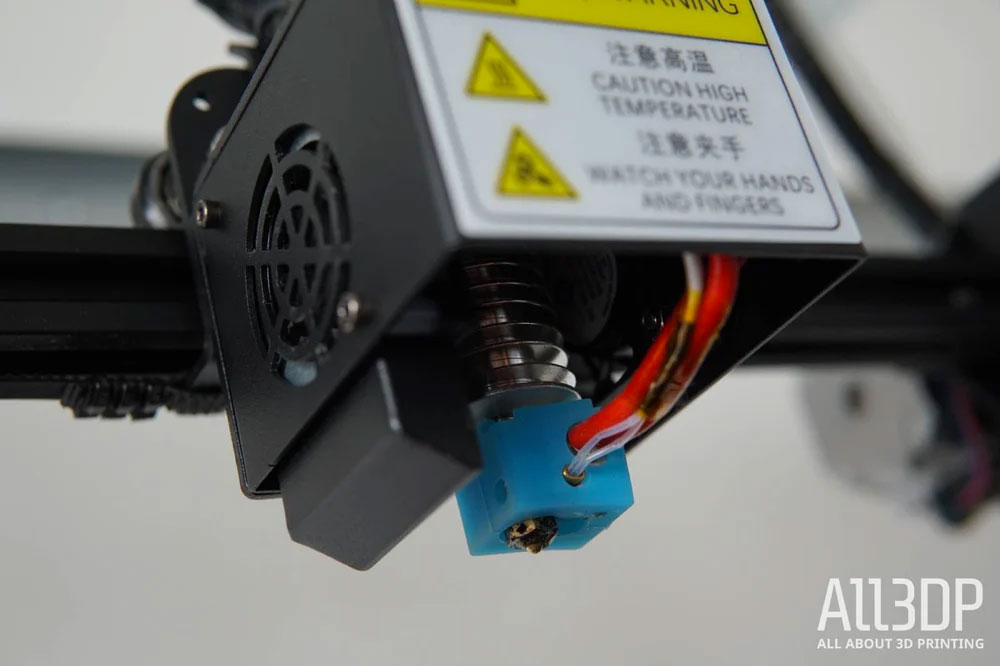
 2/ 10
2/ 10 толщина слоя
толщина слоя С компьютера могут быть прерывания если он засыпает или обновляется.
С компьютера могут быть прерывания если он засыпает или обновляется. Легко настраивается. В комплекте есть запасные детали и флешка.
Легко настраивается. В комплекте есть запасные детали и флешка.
 Форматирование карты перед печатью данную проблему решает.
Форматирование карты перед печатью данную проблему решает. За свою цену вполне себе хорош. Откалибровал платформу и сразу напечатал деталь с поддержками. Совсем неплохо
За свою цену вполне себе хорош. Откалибровал платформу и сразу напечатал деталь с поддержками. Совсем неплохо
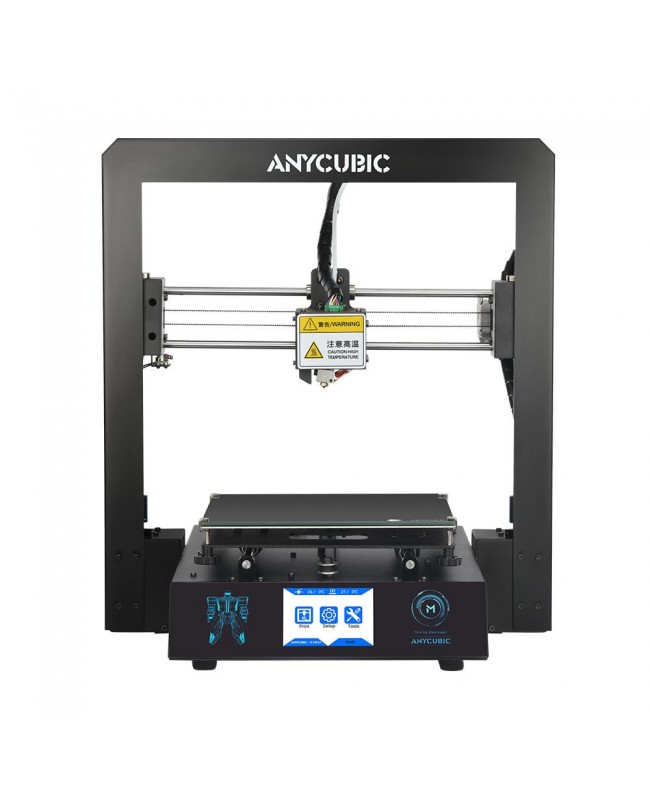
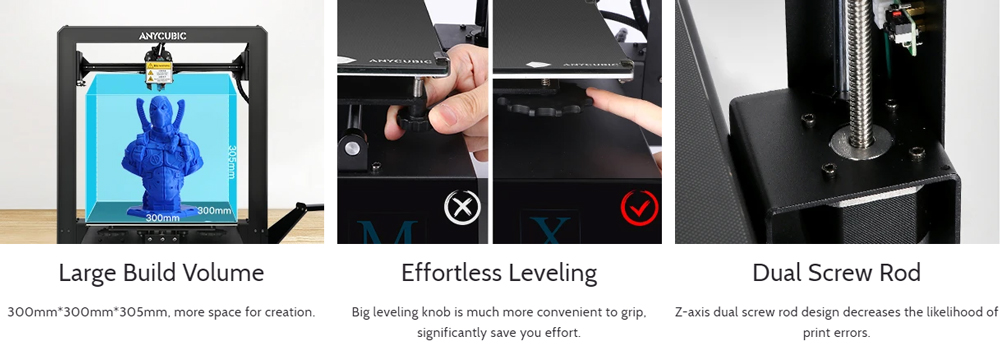
 Принтер лучше заказывать с Китая, цена была чуть больше 14 тысяч. Принтер хорошего качества ,быстро собирается, первая печать шла уже после 30 мин после приёма.
Принтер лучше заказывать с Китая, цена была чуть больше 14 тысяч. Принтер хорошего качества ,быстро собирается, первая печать шла уже после 30 мин после приёма. Мы стремимся предоставить вам самую актуальную и полезную информацию о 3D-печати, чтобы помочь вам принять правильное решение, прежде чем вкладывать свои с трудом заработанные деньги в тот или иной продукт. Для сегодняшнего обзора мы выбрали широко разрекламированный 3D-принтер Anycubic i3 Mega S, который полюбился потребителям во всем мире благодаря хорошей производительности, превосходному качеству печати и феноменальной доступности. Давайте углубимся в детали и выясним, что делает эту машину такой популярной.
Мы стремимся предоставить вам самую актуальную и полезную информацию о 3D-печати, чтобы помочь вам принять правильное решение, прежде чем вкладывать свои с трудом заработанные деньги в тот или иной продукт. Для сегодняшнего обзора мы выбрали широко разрекламированный 3D-принтер Anycubic i3 Mega S, который полюбился потребителям во всем мире благодаря хорошей производительности, превосходному качеству печати и феноменальной доступности. Давайте углубимся в детали и выясним, что делает эту машину такой популярной. Но обо всем по порядку.
Но обо всем по порядку.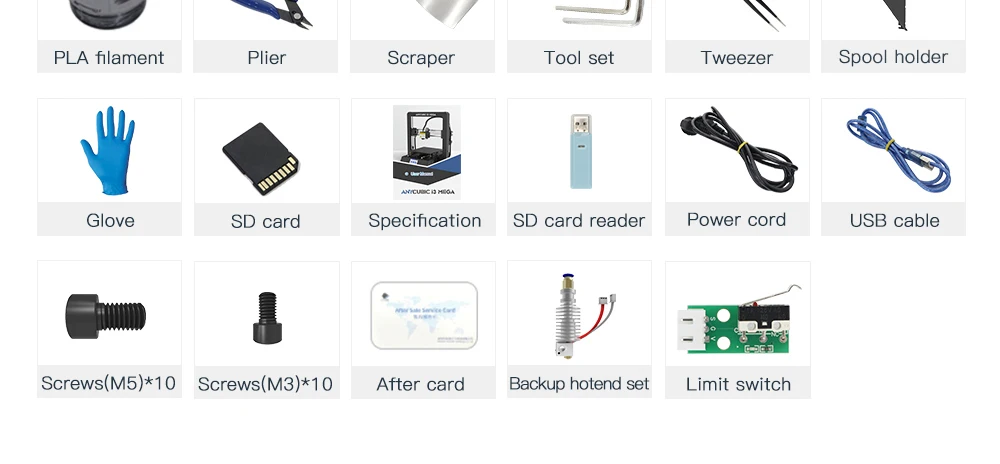 260 °C
260 °C В список предоставляемых деталей входят шестигранники, гаечные ключи, отвертка, игла для чистки сопла, SD-карта с картридером, пассатижи, широкий скребок (отлично заточенный, что нечасто увидишь), пара резиновых перчаток и USB-кабель для подключения к ПК.
В список предоставляемых деталей входят шестигранники, гаечные ключи, отвертка, игла для чистки сопла, SD-карта с картридером, пассатижи, широкий скребок (отлично заточенный, что нечасто увидишь), пара резиновых перчаток и USB-кабель для подключения к ПК. ru
ru 
 В большинстве случаев объекты идеально прилипают к стеклянной платформе «Ultrabase» во время печати. Также очень легко отсоединить и убрать полученные объекты с платформы после того, как кровать остынет. Тем не менее, нить из АБС-пластика является известным источником проблем, и если вы используете эту нить с Anycubic i3 Mega S, будьте готовы к тому, что вам понадобится дополнительный клей.
В большинстве случаев объекты идеально прилипают к стеклянной платформе «Ultrabase» во время печати. Также очень легко отсоединить и убрать полученные объекты с платформы после того, как кровать остынет. Тем не менее, нить из АБС-пластика является известным источником проблем, и если вы используете эту нить с Anycubic i3 Mega S, будьте готовы к тому, что вам понадобится дополнительный клей. de
de  com
com  На данный момент последней версией является Cura 4.5, которую можно загрузить с веб-сайта Ultimaker. Хотя заявлено, что стандартный профиль слайсера поддерживает Anycubic i3 Mega, он также совместим с Mega S. Если вы предпочитаете другие слайсеры (Simplify3D, Slic3r, IdeaMaker, Kiss), вы также можете смело использовать их, потому что этот принтер использует стандартный gcode. для печати.
На данный момент последней версией является Cura 4.5, которую можно загрузить с веб-сайта Ultimaker. Хотя заявлено, что стандартный профиль слайсера поддерживает Anycubic i3 Mega, он также совместим с Mega S. Если вы предпочитаете другие слайсеры (Simplify3D, Slic3r, IdeaMaker, Kiss), вы также можете смело использовать их, потому что этот принтер использует стандартный gcode. для печати. В общем, это не так просто, как кажется, но в теории такие апгрейды можно реализовать.
В общем, это не так просто, как кажется, но в теории такие апгрейды можно реализовать.


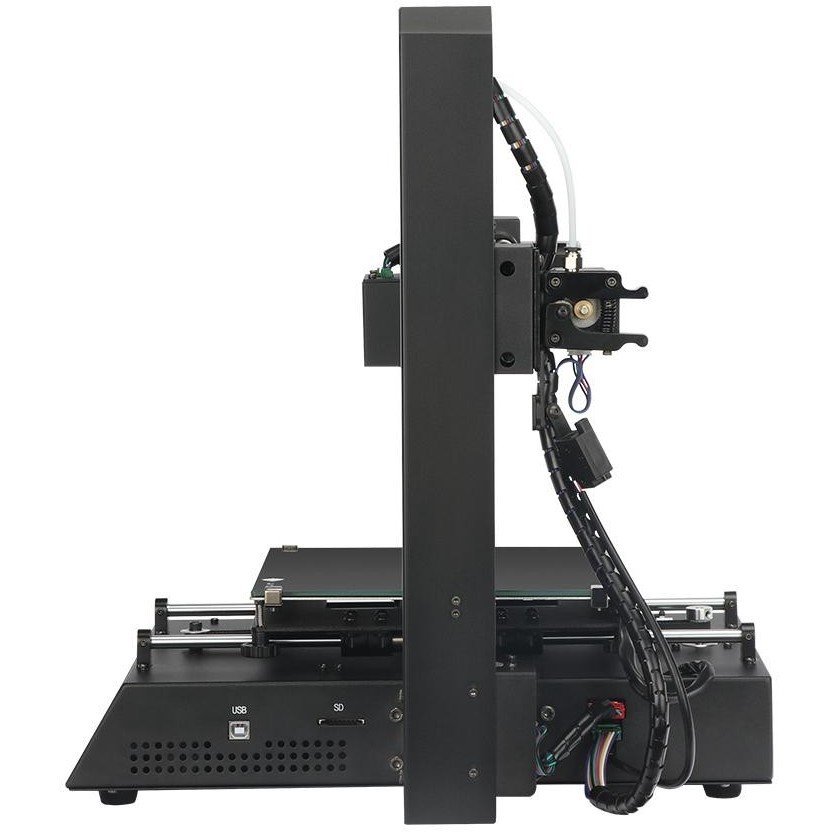 Mega-S имеет довольно распространенную декартову конструкцию рамки и ключевые функции для достойного качества печати. Он имеет средний объем сборки 16,14 x 15,9.5 x 17,83 дюйма (210 x 210 x 205 мм) и модульной конструкции, что позволяет относительно быстро настроить машину. Mega-S — это улучшенная версия i3 Mega, однако основные различия между ними включают держатель нити и титаноподобный экструдер.
Mega-S имеет довольно распространенную декартову конструкцию рамки и ключевые функции для достойного качества печати. Он имеет средний объем сборки 16,14 x 15,9.5 x 17,83 дюйма (210 x 210 x 205 мм) и модульной конструкции, что позволяет относительно быстро настроить машину. Mega-S — это улучшенная версия i3 Mega, однако основные различия между ними включают держатель нити и титаноподобный экструдер.
 Он также возобновит печать после отключения электроэнергии, если это произойдет. Эти функции довольно стандартны для современных FDM-принтеров, однако все же стоит упомянуть, тем более что они без сбоев работают на Mega-S.
Он также возобновит печать после отключения электроэнергии, если это произойдет. Эти функции довольно стандартны для современных FDM-принтеров, однако все же стоит упомянуть, тем более что они без сбоев работают на Mega-S. Драйверы для Mega-S надежные, но громкие, поэтому пользователи, обеспокоенные шумом, могут захотеть обновить их в будущем. Основным недостатком Mega-S являются довольно слабые вентиляторы охлаждения. Прямо из коробки они не обеспечивают надлежащего охлаждения детали при более высоких скоростях печати. Именно эту деталь лучше сначала доработать, особенно если вы планируете работать в основном с PLA пластиками. С другой стороны, Mega-S почти идентичен i3 Mega, а это означает, что все обновления (которых много благодаря популярности этого принтера) взаимозаменяемы.
Драйверы для Mega-S надежные, но громкие, поэтому пользователи, обеспокоенные шумом, могут захотеть обновить их в будущем. Основным недостатком Mega-S являются довольно слабые вентиляторы охлаждения. Прямо из коробки они не обеспечивают надлежащего охлаждения детали при более высоких скоростях печати. Именно эту деталь лучше сначала доработать, особенно если вы планируете работать в основном с PLA пластиками. С другой стороны, Mega-S почти идентичен i3 Mega, а это означает, что все обновления (которых много благодаря популярности этого принтера) взаимозаменяемы.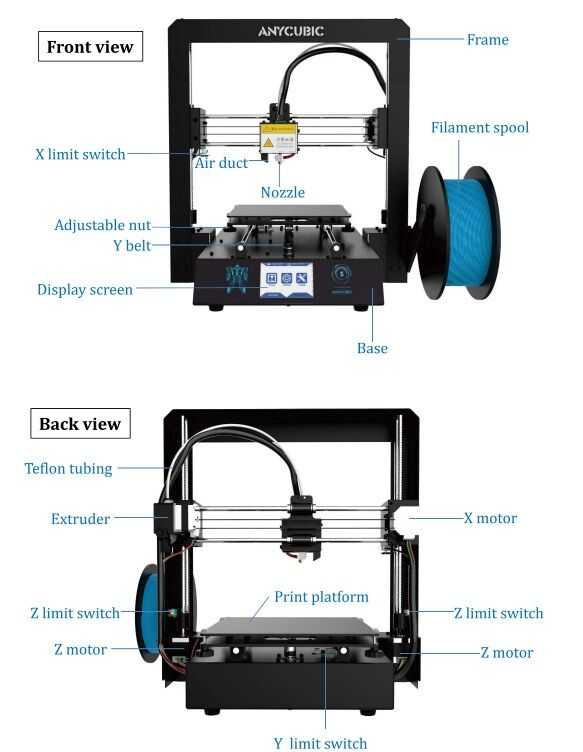
 55 кВт
55 кВт 50 кВт
50 кВт 20 кВт
20 кВт 20 кВт
20 кВт 20 кВт
20 кВт 00 кВт
00 кВт 75 кВт
75 кВт
 Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существуют много стандартов на различные конусы, различающиеся по конусности и исполнению.
Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существуют много стандартов на различные конусы, различающиеся по конусности и исполнению. диаметр сверления
диаметр сверления Данное оборудование применяется в цехах и ремонтных мастерских, в серийном производстве, а также в единичном производстве тяжелых крупногабаритных деталей. Максимальный диаметр дисковой фрезы составляет 125 мм, максимальный диаметр сверления — 50 мм.
Данное оборудование применяется в цехах и ремонтных мастерских, в серийном производстве, а также в единичном производстве тяжелых крупногабаритных деталей. Максимальный диаметр дисковой фрезы составляет 125 мм, максимальный диаметр сверления — 50 мм.
 Используется найти их в малых и средних средах. Их преимуществом является автоматический рабочий стол с гидравлической подачей, магнитный держатель и разделитель…
Используется найти их в малых и средних средах. Их преимуществом является автоматический рабочий стол с гидравлической подачей, магнитный держатель и разделитель…
 Характерной особенностью является простота и удобство эксплуатации.
Характерной особенностью является простота и удобство эксплуатации. ..
..
 — $295,00
— $295,00  ASX445RAT 90 CH ASX445RAT № 150545RAT 90
ASX445RAT 90 CH ASX445RAT № 150545RAT 90
 Они актуальны в случае, когда обрабатываются заготовки из твердых материалов, например, чугун или сталь.
Они актуальны в случае, когда обрабатываются заготовки из твердых материалов, например, чугун или сталь.
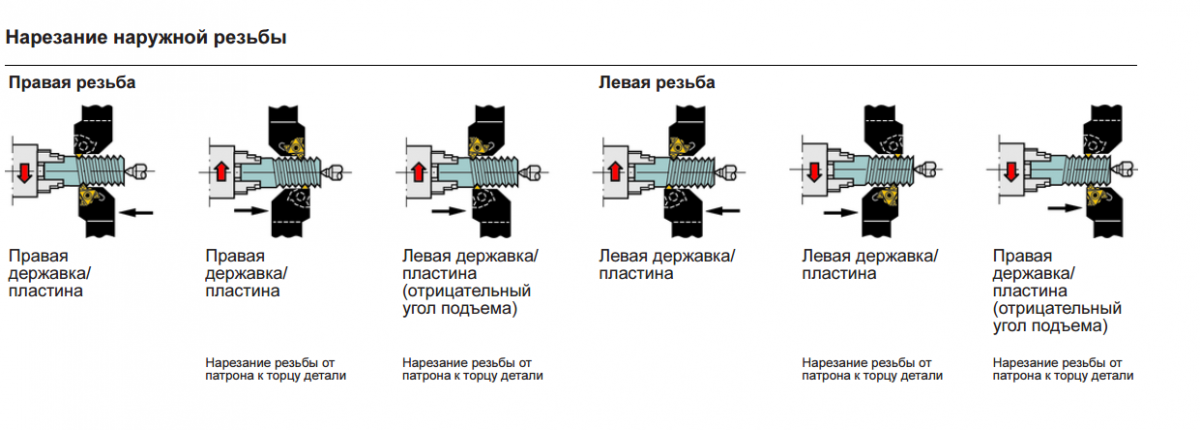
 Подобное решение – альтернатива метчикам и токарным инструментам.
Подобное решение – альтернатива метчикам и токарным инструментам.

 Фреза при врезании поднимается на ¼ шага резьбы (участок 1-2).
Фреза при врезании поднимается на ¼ шага резьбы (участок 1-2). Этот метчик применяется для материалов, которые дают короткую стружку, например для стали или чугуна.
Этот метчик применяется для материалов, которые дают короткую стружку, например для стали или чугуна. Рекомендуется для обработки отверстий глубиной до 1.5 х 0.
Рекомендуется для обработки отверстий глубиной до 1.5 х 0.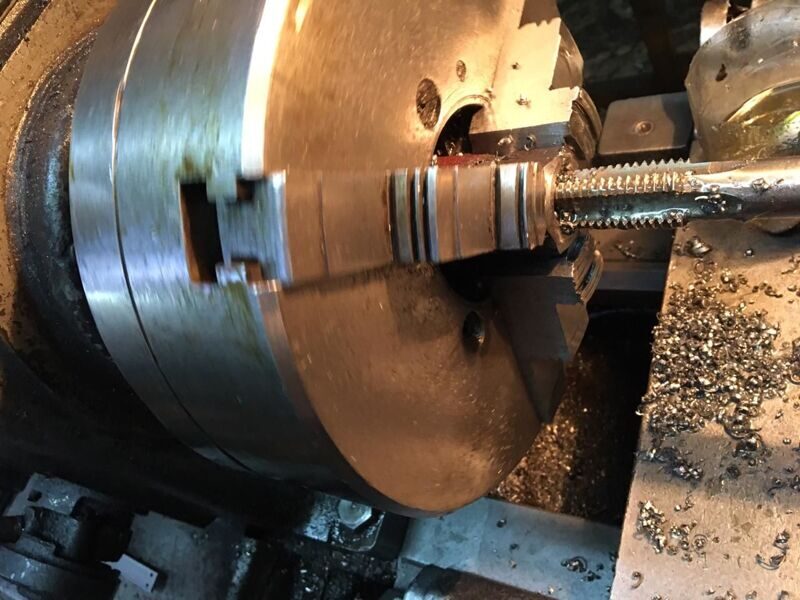 Метчику всегда нужен зазор между дном отверстия и торцом метчика из-за заборного конуса метчика. Поэтому метчик не нарезает резьбу в глухом отверстии. Использование фрезы решет эту проблему, так как расстояние от торца фрезы до первой режущей резьбовой кромки очень мало. Также большим преимуществом фрез для резьбы является возможность изменять параметры резьбы, что не возможно при использовании метчика. Эта возможность существенно снижает затраты на нарезание резьбы.
Метчику всегда нужен зазор между дном отверстия и торцом метчика из-за заборного конуса метчика. Поэтому метчик не нарезает резьбу в глухом отверстии. Использование фрезы решет эту проблему, так как расстояние от торца фрезы до первой режущей резьбовой кромки очень мало. Также большим преимуществом фрез для резьбы является возможность изменять параметры резьбы, что не возможно при использовании метчика. Эта возможность существенно снижает затраты на нарезание резьбы.
 При использовании резьбонарезного патрона значение подачи на оборот должно составлять от 95 до 97 % от шага для самозатягивания метчика.
При использовании резьбонарезного патрона значение подачи на оборот должно составлять от 95 до 97 % от шага для самозатягивания метчика.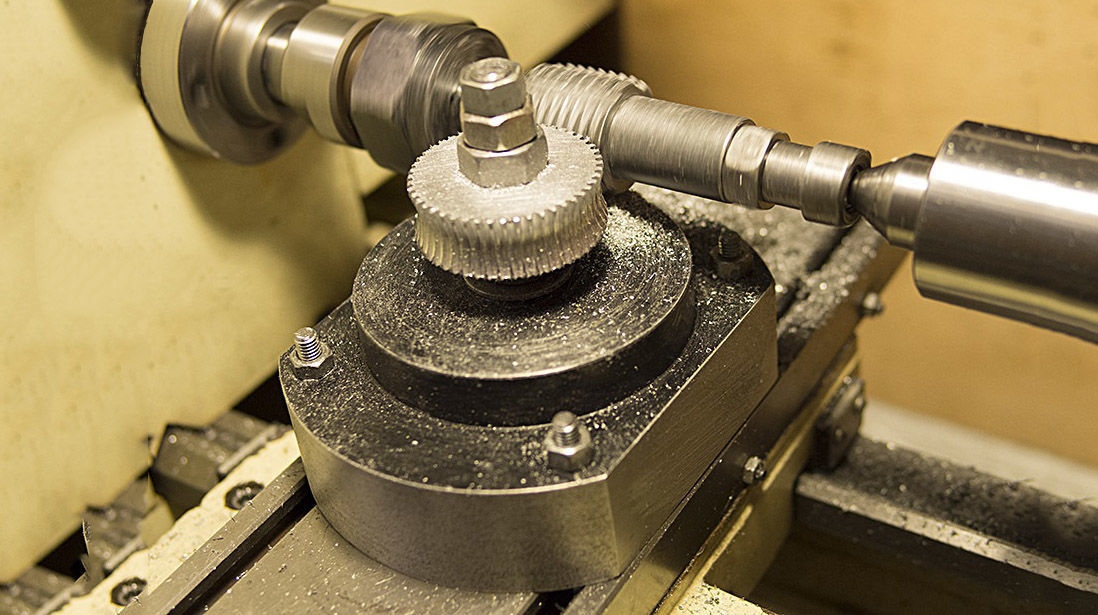
 Например, если вы хотите использовать винт #4-40, вы знаете, что винт #4 с диаметром резьбы 0,11 дюйма (2,794 мм) имеет 40 витков на дюйм, что означает очень мелкий шаг.
Например, если вы хотите использовать винт #4-40, вы знаете, что винт #4 с диаметром резьбы 0,11 дюйма (2,794 мм) имеет 40 витков на дюйм, что означает очень мелкий шаг. Если глубина резьбы превышает максимальную глубину инструмента, нам, возможно, придется просверлить отверстие с обеих сторон, чтобы завершить процесс. Когда это произойдет, важно знать, что ваши потоки не будут непрерывными от одного конца до другого, но есть варианты, которые мы рассмотрим в следующем разделе.
Если глубина резьбы превышает максимальную глубину инструмента, нам, возможно, придется просверлить отверстие с обеих сторон, чтобы завершить процесс. Когда это произойдет, важно знать, что ваши потоки не будут непрерывными от одного конца до другого, но есть варианты, которые мы рассмотрим в следующем разделе. Наше программное обеспечение для анализа конструкции распознает отверстие для нарезания резьбы, если:
Наше программное обеспечение для анализа конструкции распознает отверстие для нарезания резьбы, если: рис. 1 из трех- иллюстрацию панели выше). Если ваш винт должен полностью пройти через деталь, вам также придется пропустить метчик через отверстие (во вторичном процессе), чтобы завершить его.
рис. 1 из трех- иллюстрацию панели выше). Если ваш винт должен полностью пройти через деталь, вам также придется пропустить метчик через отверстие (во вторичном процессе), чтобы завершить его.
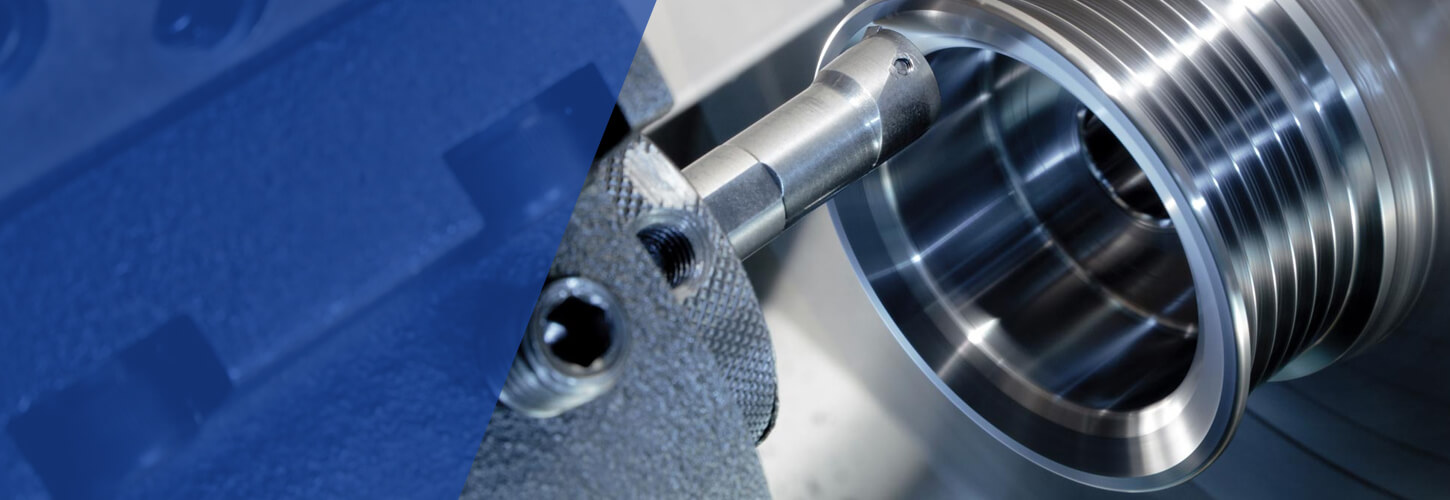 Мы используем специальный инструмент для нарезания резьбы с выбором размеров резьбы, глубины и размещения в геометрии детали. Тем не менее, наш усовершенствованный процесс токарной обработки предлагает наружную резьбу по центральной линии детали и приводной инструмент, который позволяет нарезать резьбу во внутренних отверстиях, если они соответствуют тем же правилам, что и фрезерование.
Мы используем специальный инструмент для нарезания резьбы с выбором размеров резьбы, глубины и размещения в геометрии детали. Тем не менее, наш усовершенствованный процесс токарной обработки предлагает наружную резьбу по центральной линии детали и приводной инструмент, который позволяет нарезать резьбу во внутренних отверстиях, если они соответствуют тем же правилам, что и фрезерование. Вам нужно нарезать резьбу плашкой для нарезки резьбы, чтобы удалить оставшийся материал. На многих деталях останется радиус от 0,008 дюйма (0,2032 мм) до 0,016 дюйма (0,4064 мм).
Вам нужно нарезать резьбу плашкой для нарезки резьбы, чтобы удалить оставшийся материал. На многих деталях останется радиус от 0,008 дюйма (0,2032 мм) до 0,016 дюйма (0,4064 мм). В качестве потенциально удобной экономии времени у вас будет возможность задать для всех отверстий в вашем САПР одинаковую обработку резьбы в UNC, UNF или метрической системе, или вы можете выбрать каждое отдельно. Небольшое предупреждение: массовое задание может привести к тредам там, где вы их не ожидаете.
В качестве потенциально удобной экономии времени у вас будет возможность задать для всех отверстий в вашем САПР одинаковую обработку резьбы в UNC, UNF или метрической системе, или вы можете выбрать каждое отдельно. Небольшое предупреждение: массовое задание может привести к тредам там, где вы их не ожидаете. Все темы должны быть выбраны и сохранены, прежде чем приступить к заказу. Если вы в какой-либо момент измените производственный процесс или материал, снова проверьте вкладку «Назначение резьбы», так как выбор может измениться.
Все темы должны быть выбраны и сохранены, прежде чем приступить к заказу. Если вы в какой-либо момент измените производственный процесс или материал, снова проверьте вкладку «Назначение резьбы», так как выбор может измениться. Как указывалось ранее, этот метод не является предпочтительным для изготовления резьбы, так как вам может потребоваться выполнить вторичный процесс чеканки режущего штампа по резьбе, чтобы обеспечить правильную сборку деталей.
Как указывалось ранее, этот метод не является предпочтительным для изготовления резьбы, так как вам может потребоваться выполнить вторичный процесс чеканки режущего штампа по резьбе, чтобы обеспечить правильную сборку деталей.
 Protolabs оптимизирован для вставок марки HeliCoil, и мы признаем стандартные размеры и длину.
Protolabs оптимизирован для вставок марки HeliCoil, и мы признаем стандартные размеры и длину.
 2 Z-18.0 I-0.1 K900 D100 A60 F1.5;
2 Z-18.0 I-0.1 K900 D100 A60 F1.5; 
 2
2 

 По количеству нитей резьбы выделяют однозаходные и многозаходные. Многозаходные резьбы позволяют пройти большее расстояние за один оборот. Количество заходов можно определить, взглянув на торец детали. В зависимости от единиц измерения выделяют метровые и дюймовые резьбы.
По количеству нитей резьбы выделяют однозаходные и многозаходные. Многозаходные резьбы позволяют пройти большее расстояние за один оборот. Количество заходов можно определить, взглянув на торец детали. В зависимости от единиц измерения выделяют метровые и дюймовые резьбы.
 С учетом этой особенности диаметр отверстия под резьбу рассчитается путем вычитания из наружного диаметра метчика шага резьбы.
С учетом этой особенности диаметр отверстия под резьбу рассчитается путем вычитания из наружного диаметра метчика шага резьбы.

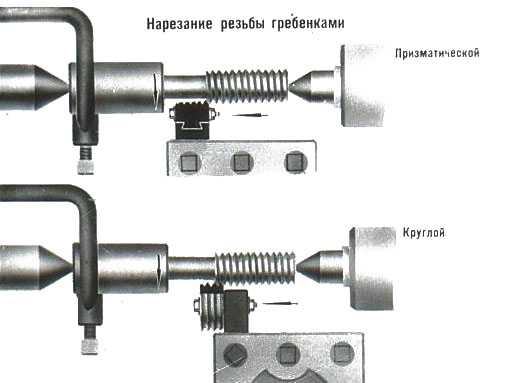 P3720=4096 импульсов
P3720=4096 импульсов Развернутый на плоскости отрезок с поверхности прутка имеет вид прямоугольного треугольника АБВ. Из него определяется:
Развернутый на плоскости отрезок с поверхности прутка имеет вид прямоугольного треугольника АБВ. Из него определяется:
 Болты с правой резьбой закручивают, вращая по часовой стрелке, болты с левой резьбой закручивают, вращая против часовой стрелки. Бывают многозаходные и однозаходные резьбы. Однозаходные выполнены одной сплошной нитью резьбы. Многозаходные резьбы имеют несколько сплошных ниток.
Болты с правой резьбой закручивают, вращая по часовой стрелке, болты с левой резьбой закручивают, вращая против часовой стрелки. Бывают многозаходные и однозаходные резьбы. Однозаходные выполнены одной сплошной нитью резьбы. Многозаходные резьбы имеют несколько сплошных ниток.
 3. Многозаходная резьба:
3. Многозаходная резьба:
 4. Упрощенная кинематическая схема нарезания резьбы на токарно-винтовом станке:
4. Упрощенная кинематическая схема нарезания резьбы на токарно-винтовом станке:
 Обычную резьбу выполняют после того, как будет просверлено отверстие. Формула для сечения отверстия для резьбы, в миллиметрах:
Обычную резьбу выполняют после того, как будет просверлено отверстие. Формула для сечения отверстия для резьбы, в миллиметрах:
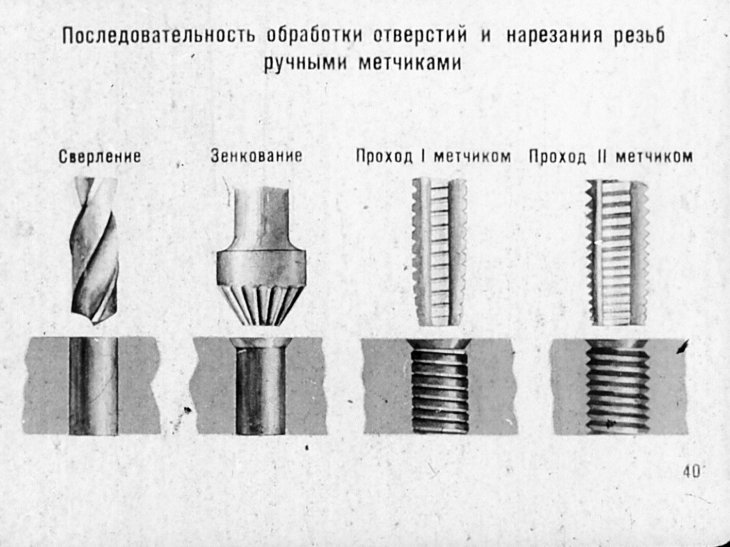 Во время изготовления шпилек, болтов, резьбовых валов часто во время отвода резца наблюдается сбег резьбы. Чтобы выполнить нарезание резьбы точнее и удобнее, в торце заготовки делают выступ протяженностью 2…3 мм.
Во время изготовления шпилек, болтов, резьбовых валов часто во время отвода резца наблюдается сбег резьбы. Чтобы выполнить нарезание резьбы точнее и удобнее, в торце заготовки делают выступ протяженностью 2…3 мм.
 Пройдя один раз, инструмент отводят назад. Новый проход делают после того, как установят требуемую глубину выборки металла по нониусу ходового винта поперечного хода суппорта.
Пройдя один раз, инструмент отводят назад. Новый проход делают после того, как установят требуемую глубину выборки металла по нониусу ходового винта поперечного хода суппорта.
 У метрической резьбы сечением 6…10 мм должна быть разность 0,1…0,2 мм, сечением 11…18 мм – 0,12…0,24 мм, сечением 20…30 мм – 0,14…0,28 мм.
У метрической резьбы сечением 6…10 мм должна быть разность 0,1…0,2 мм, сечением 11…18 мм – 0,12…0,24 мм, сечением 20…30 мм – 0,14…0,28 мм.
 Чистовой метчик подгоняет резьбу до необходимых параметров. В комплекте, состоящем из 3-х метчиков первый (черновой) изготавливает 60% всего объема, второй (получистовой) – 30%, третий (чистовой) – 10%.
Чистовой метчик подгоняет резьбу до необходимых параметров. В комплекте, состоящем из 3-х метчиков первый (черновой) изготавливает 60% всего объема, второй (получистовой) – 30%, третий (чистовой) – 10%.
 Головки работают на станках: токарных автоматах, токарно-револьверных и токарных станках. Хвостовиком резьбонарезная головка крепится в пинолях задней бабки либо револьверной головке.
Головки работают на станках: токарных автоматах, токарно-револьверных и токарных станках. Хвостовиком резьбонарезная головка крепится в пинолях задней бабки либо револьверной головке.



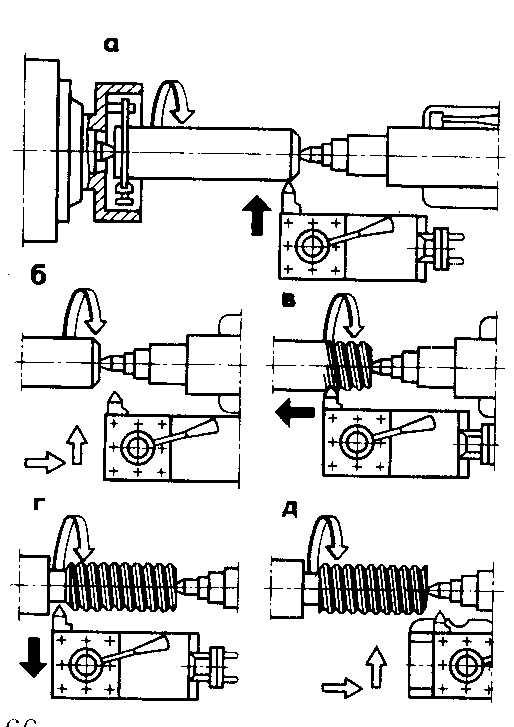


 Держите ручку напильника в левой руке, чтобы избежать травм при шлифовке на токарном станке, чтобы руки и кисти не касались вращающегося патрона.
Держите ручку напильника в левой руке, чтобы избежать травм при шлифовке на токарном станке, чтобы руки и кисти не касались вращающегося патрона.

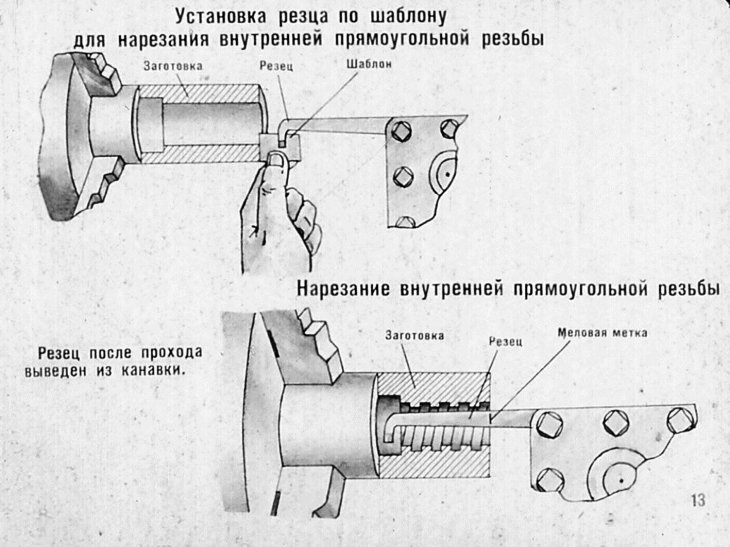

 Очевидно, хорошо для шестигранного запаса.
Очевидно, хорошо для шестигранного запаса.

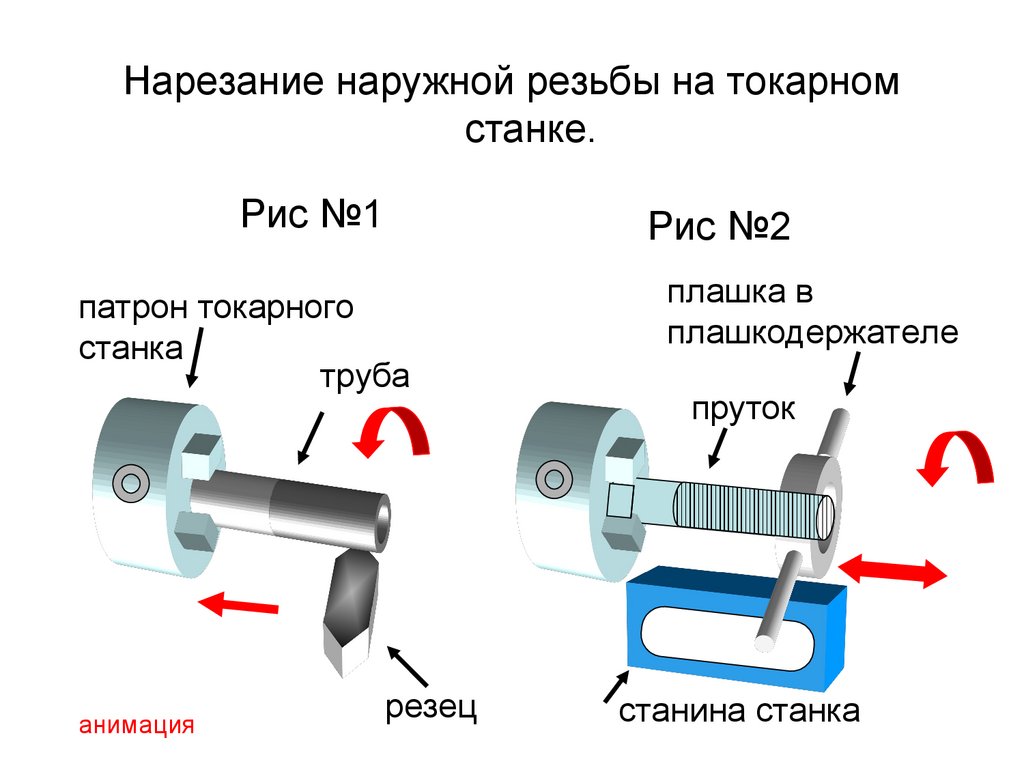 Существует много типов резьбонарезных инструментов, выберите правильный метчик в зависимости от типа отверстия, в которое вы хотите нарезать резьбу. Метчики можно разделить на ручные и силовые. Ручные метчики являются наиболее распространенными типами метчиков, включая конусный метчик, нижний метчик и пробковый метчик. Метчики с электроприводом — это типы, которые следует выбирать для приложений с ЧПУ или ручной механической обработки, включая метчик со спиральной канавкой (метчик с наконечником пистолета или метчик с закругленной головкой), метчик со спиральной канавкой (метчик пистолета), метчик с фасонным или накатным метчиком и т. д.
Существует много типов резьбонарезных инструментов, выберите правильный метчик в зависимости от типа отверстия, в которое вы хотите нарезать резьбу. Метчики можно разделить на ручные и силовые. Ручные метчики являются наиболее распространенными типами метчиков, включая конусный метчик, нижний метчик и пробковый метчик. Метчики с электроприводом — это типы, которые следует выбирать для приложений с ЧПУ или ручной механической обработки, включая метчик со спиральной канавкой (метчик с наконечником пистолета или метчик с закругленной головкой), метчик со спиральной канавкой (метчик пистолета), метчик с фасонным или накатным метчиком и т. д.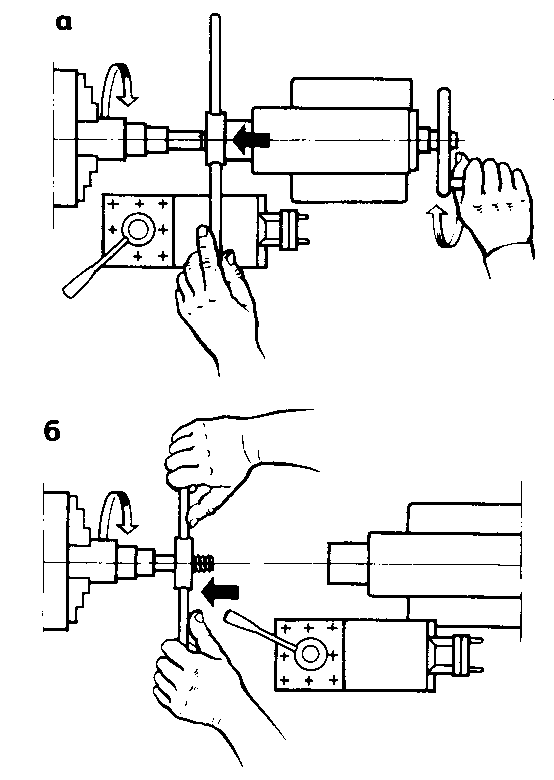

 Просто наберите номер 8 800 775 14 20. Мы экономим время клиентов!
Просто наберите номер 8 800 775 14 20. Мы экономим время клиентов! Но, если это не помогло, вам требуется произвести некоторую детальную настройку всех печатающих элементов системного блока.
Но, если это не помогло, вам требуется произвести некоторую детальную настройку всех печатающих элементов системного блока.
 Масленникова, 41
Масленникова, 41 Орджоникидзе, д. 45
Орджоникидзе, д. 45 12-го Декабря, д. 117, корп. 1
12-го Декабря, д. 117, корп. 1 ..
..
 По закону сервисные центры и мастера обязаны это делать, но в стремлении заработать нечестно, игнорируют это требование. Честные работают только так: сначала согласованная сумма и состав работ, потом ремонт, потом оплата (возможно, частичная предоплата).
По закону сервисные центры и мастера обязаны это делать, но в стремлении заработать нечестно, игнорируют это требование. Честные работают только так: сначала согласованная сумма и состав работ, потом ремонт, потом оплата (возможно, частичная предоплата). Люди, ставящие этой модели низкие оценки, не понимают, что такое матричный ударный принтер и для чего он нужен. Мне это нужно для программирования, для использования непрерывной фальцованной бумаги, чтобы не было разрывов страниц и полей в худших местах моего исходного кода, как в большинстве домашних и офисных принтеров; и для другого использования мне нужно иметь возможность напечатать строку и увидеть ее, не выталкивая страницу, через несколько минут напечатать еще одну строку прямо под ней и т. д., и мне нужно иметь возможность подавать ее прямым текстом, а не подавать все как графика. Это не для печати веб-страниц и изображений. Я использую параллельный интерфейс и не использую программное обеспечение драйвера принтера. Я сам ввожу ему коды управления, а не использую программное обеспечение драйвера. Я собирался отремонтировать свой старый Epson T-1000 и/или LX-800, а потом обнаружил, что могу получить этот LX-350 не дороже той цены, которую я ожидал за ремонт. Пока я очень доволен этим.
Люди, ставящие этой модели низкие оценки, не понимают, что такое матричный ударный принтер и для чего он нужен. Мне это нужно для программирования, для использования непрерывной фальцованной бумаги, чтобы не было разрывов страниц и полей в худших местах моего исходного кода, как в большинстве домашних и офисных принтеров; и для другого использования мне нужно иметь возможность напечатать строку и увидеть ее, не выталкивая страницу, через несколько минут напечатать еще одну строку прямо под ней и т. д., и мне нужно иметь возможность подавать ее прямым текстом, а не подавать все как графика. Это не для печати веб-страниц и изображений. Я использую параллельный интерфейс и не использую программное обеспечение драйвера принтера. Я сам ввожу ему коды управления, а не использую программное обеспечение драйвера. Я собирался отремонтировать свой старый Epson T-1000 и/или LX-800, а потом обнаружил, что могу получить этот LX-350 не дороже той цены, которую я ожидал за ремонт. Пока я очень доволен этим. Мне пришлось скачать справочник команд с http://www.epson.ru/upload/iblock/057/esc-p.pdf, так как этой информации не было в руководстве. К счастью, команды идентичны во всех 9-игольчатые принтеры; но мне пришлось выучить несколько, к которым я не мог получить доступ с помощью кнопок на передней панели этой модели. (Вероятно, есть способ, но я пока не знаю, как это сделать.)
Мне пришлось скачать справочник команд с http://www.epson.ru/upload/iblock/057/esc-p.pdf, так как этой информации не было в руководстве. К счастью, команды идентичны во всех 9-игольчатые принтеры; но мне пришлось выучить несколько, к которым я не мог получить доступ с помощью кнопок на передней панели этой модели. (Вероятно, есть способ, но я пока не знаю, как это сделать.) Текст выглядит криво.
Текст выглядит криво.


 Разработанный с качеством Zebra, он обеспечивает надежную работу по доступной цене. Этот принтер предлагает основные функции, которые вам нужны, и все это поддерживается сервисом и поддержкой Zebra.
Разработанный с качеством Zebra, он обеспечивает надежную работу по доступной цене. Этот принтер предлагает основные функции, которые вам нужны, и все это поддерживается сервисом и поддержкой Zebra.

 Грунт ‑ акриловый KU-210X.
Грунт ‑ акриловый KU-210X. Это могут быть пластиковые окна, различные бытовые товары или бытовая техника, детали интерьера автомобиля, детали мотоциклов, игрушки, предметы канцтоваров, элементы декора и многое другое. По статистке, только за последний год у российской автомобильной промышленности выросла потребность в полимерной продукции (пластиках) до 180 тыс. тонн в год.
Это могут быть пластиковые окна, различные бытовые товары или бытовая техника, детали интерьера автомобиля, детали мотоциклов, игрушки, предметы канцтоваров, элементы декора и многое другое. По статистке, только за последний год у российской автомобильной промышленности выросла потребность в полимерной продукции (пластиках) до 180 тыс. тонн в год.
 Самое важное, что чаще всего и является проблемой при окраске пластика — это определение типа пластика, из которого сделана вещь и подбор для него нужного лакокрасочного материала. От того, какой тип пластика мы окрашиваем, и будет зависеть выбранная технология окраски. Пластик (пластмасса), а точнее некоторые его виды, обладают очень плохой возможностью сцепления будущего лакокрасочного покрытия с подложкой, поэтому чаще все требуется разрабатывать индивидуальные циклы окраски пластика с проведением дополнительных тестов на адгезию (сцепление) лакокрасочного материала.
Самое важное, что чаще всего и является проблемой при окраске пластика — это определение типа пластика, из которого сделана вещь и подбор для него нужного лакокрасочного материала. От того, какой тип пластика мы окрашиваем, и будет зависеть выбранная технология окраски. Пластик (пластмасса), а точнее некоторые его виды, обладают очень плохой возможностью сцепления будущего лакокрасочного покрытия с подложкой, поэтому чаще все требуется разрабатывать индивидуальные циклы окраски пластика с проведением дополнительных тестов на адгезию (сцепление) лакокрасочного материала.
 Узнать какой перед нами вид пластика позволит определенная маркировка на его поверхности. Например,
Узнать какой перед нами вид пластика позволит определенная маркировка на его поверхности. Например,
 Окраска ПВХ не имеет никаких особых сложностей, сейчас существуют специальные лакокрасочные материалы (краски для пластика), которые можно наносить прямо на ПВХ-пластик без предварительного грунтования. Точный цикл окраски рассмотрим чуть ниже.
Окраска ПВХ не имеет никаких особых сложностей, сейчас существуют специальные лакокрасочные материалы (краски для пластика), которые можно наносить прямо на ПВХ-пластик без предварительного грунтования. Точный цикл окраски рассмотрим чуть ниже. Полистирол не рекомендуется для повторного использования и при горении выделяется ядовитый стирол. Чаще всего покраска деталей из полистирола не требуется.
Полистирол не рекомендуется для повторного использования и при горении выделяется ядовитый стирол. Чаще всего покраска деталей из полистирола не требуется.
 Специалисты компании «Системы индустриальных покрытий» разработали и протестировали максимально упрощенные циклы окраски в зависимости от вида окрашиваемого пластика.
Специалисты компании «Системы индустриальных покрытий» разработали и протестировали максимально упрощенные циклы окраски в зависимости от вида окрашиваемого пластика.



 Они используются для окрашивания прозрачных пластиков и там, где требуется мощное тонирование. Красители дают яркий цвет, но не скрывают дефекты поверхности так, как это делают пигменты. Красители также имеют тенденцию плохо работать на открытом воздухе.
Они используются для окрашивания прозрачных пластиков и там, где требуется мощное тонирование. Красители дают яркий цвет, но не скрывают дефекты поверхности так, как это делают пигменты. Красители также имеют тенденцию плохо работать на открытом воздухе.
 Используемый метод может влиять на механические свойства пластика. Например, в методе маточной смеси гранулы натурального цвета смешивают с маточной смесью гранул с высоким содержанием пигмента. Поскольку большинство полимеров плохо смешиваются с другими полимерами, необходимо соблюдать осторожность, чтобы обеспечить совместимость материалов.
Используемый метод может влиять на механические свойства пластика. Например, в методе маточной смеси гранулы натурального цвета смешивают с маточной смесью гранул с высоким содержанием пигмента. Поскольку большинство полимеров плохо смешиваются с другими полимерами, необходимо соблюдать осторожность, чтобы обеспечить совместимость материалов.
 steinwall.com/wp-content/uploads/2016/05/Colour-in-Plastic-Parts-Part-3.pdf
steinwall.com/wp-content/uploads/2016/05/Colour-in-Plastic-Parts-Part-3.pdf «Влияние диспергаторов на дисперсность и механические свойства технического углерода/ПЭТФ». Полимерная инженерия и наука 39.3 (1999): 1548-2634.
«Влияние диспергаторов на дисперсность и механические свойства технического углерода/ПЭТФ». Полимерная инженерия и наука 39.3 (1999): 1548-2634. UL не гарантирует производительность, эффективность или применимость сайтов, перечисленных или связанных с каким-либо контентом.
UL не гарантирует производительность, эффективность или применимость сайтов, перечисленных или связанных с каким-либо контентом.

 Базовая смола загружается в бункер, расплавляется при высокой температуре до жидкой формы, а затем впрыскивается в форму, где она охлаждается и возвращается в твердое состояние. Краситель для пластика следует добавлять на первом этапе процесса в виде так называемой смеси «соли и перца» (поскольку обычно более светлые кусочки твердой базовой смолы комбинируются с более темными «шариками» красителя).
Базовая смола загружается в бункер, расплавляется при высокой температуре до жидкой формы, а затем впрыскивается в форму, где она охлаждается и возвращается в твердое состояние. Краситель для пластика следует добавлять на первом этапе процесса в виде так называемой смеси «соли и перца» (поскольку обычно более светлые кусочки твердой базовой смолы комбинируются с более темными «шариками» красителя). Несмотря на то, что процесс плавления и впрыскивания позаботится о большей части работы по смешиванию красителя и основы, все же важно выбрать поставщика, обладающего опытом для надлежащего приготовления смеси, и знать, что смесь должна содержать.
Несмотря на то, что процесс плавления и впрыскивания позаботится о большей части работы по смешиванию красителя и основы, все же важно выбрать поставщика, обладающего опытом для надлежащего приготовления смеси, и знать, что смесь должна содержать. Также важно отметить процент материала-носителя в красителе — этот материал обычно составляет от 1 до 3 процентов готового продукта. Если это соотношение отключено, вы можете столкнуться с проблемами внешнего вида, такими как завихрения, полосы и неровности. Неправильный микс также может привести к неожиданным проблемам с производительностью готового продукта.
Также важно отметить процент материала-носителя в красителе — этот материал обычно составляет от 1 до 3 процентов готового продукта. Если это соотношение отключено, вы можете столкнуться с проблемами внешнего вида, такими как завихрения, полосы и неровности. Неправильный микс также может привести к неожиданным проблемам с производительностью готового продукта.
 оценка. Другие сертификаты, такие как качество, безопасность и экологичность, также могут подпадать под эту категорию.
оценка. Другие сертификаты, такие как качество, безопасность и экологичность, также могут подпадать под эту категорию.
 Поэтому это направление выделяется на фоне других. Тем более, что некоторые работы, произведенные с помощью фьюзинга имеют высокую цену. И достойно зарекомендовали себя на Западе, где пользуются большим спросом.
Поэтому это направление выделяется на фоне других. Тем более, что некоторые работы, произведенные с помощью фьюзинга имеют высокую цену. И достойно зарекомендовали себя на Западе, где пользуются большим спросом. В частных владениях редко можно увидеть такие картины. А вот крупные компании могут позволить себе такую роскошь и украсить офис. Выказав свой вкус с помощью ярких красок, игры цвета, в практически живых произведениях, созданных методом фьюзинга.
В частных владениях редко можно увидеть такие картины. А вот крупные компании могут позволить себе такую роскошь и украсить офис. Выказав свой вкус с помощью ярких красок, игры цвета, в практически живых произведениях, созданных методом фьюзинга.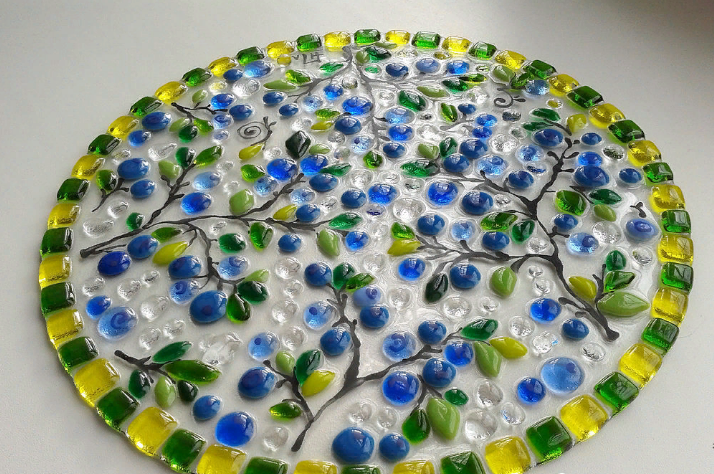


 Помимо этого, есть такое отличие этих двух методик – в фьюзинг создается акварельный эффект, а в витраже каждый кусочек четко отделяется. В связи с тем, что между кусочками стекла никаких швов нет, никакой опасности для такого изделия воды нет.
Помимо этого, есть такое отличие этих двух методик – в фьюзинг создается акварельный эффект, а в витраже каждый кусочек четко отделяется. В связи с тем, что между кусочками стекла никаких швов нет, никакой опасности для такого изделия воды нет.
 Картина в технике фьюзинг. Рис.3
Картина в технике фьюзинг. Рис.3
 В отличие от многих других форм стекла, фьюзинг стекла дает вам столько времени, сколько вам нужно, чтобы воплотить свои проекты в жизнь, поскольку вы работаете со стеклом, пока оно холодное.
В отличие от многих других форм стекла, фьюзинг стекла дает вам столько времени, сколько вам нужно, чтобы воплотить свои проекты в жизнь, поскольку вы работаете со стеклом, пока оно холодное.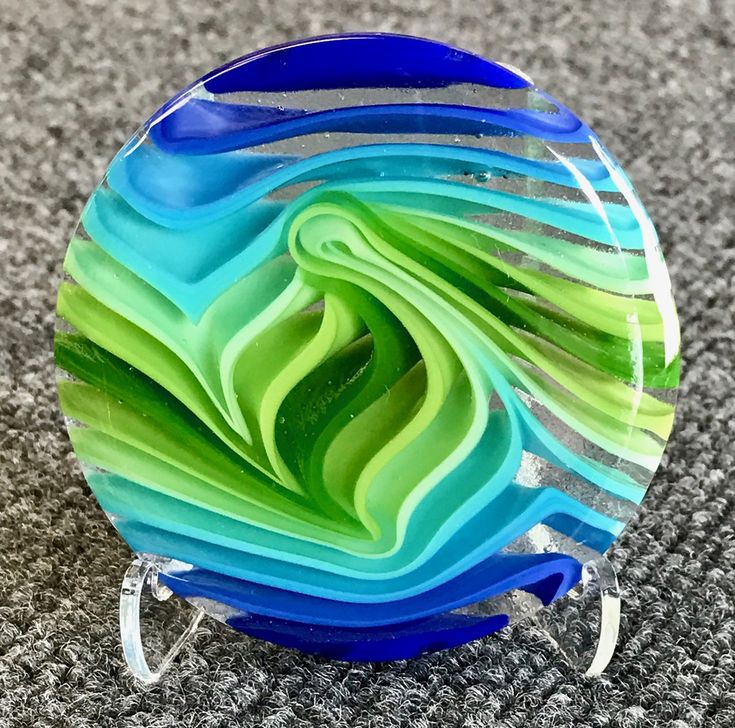 При обработке стекла пламенем используется горелка для изготовления готового изделия из стекла, но размер ограничен меньшими объектами.
При обработке стекла пламенем используется горелка для изготовления готового изделия из стекла, но размер ограничен меньшими объектами. Убедитесь, что стекло чистое, на нем нет пятен или отпечатков пальцев. Если ваше стекло грязное, когда его отправляют в печь, на стекле могут образоваться пятна, оставив след на изделии.
Убедитесь, что стекло чистое, на нем нет пятен или отпечатков пальцев. Если ваше стекло грязное, когда его отправляют в печь, на стекле могут образоваться пятна, оставив след на изделии. Если вы обнаружите какие-либо острые края, которые необходимо отшлифовать, начните с задней стороны с помощью шлифовальной машины или алмазного круга для рук, прежде чем продвигаться вперед.
Если вы обнаружите какие-либо острые края, которые необходимо отшлифовать, начните с задней стороны с помощью шлифовальной машины или алмазного круга для рук, прежде чем продвигаться вперед. Она также включила медные украшения.
Она также включила медные украшения. Если вы хотите придать стеклу новую форму или объединить красочные узоры и формы, The Crucible поможет вам. Мы предлагаем различные курсы: от более коротких 3-часовых дегустаторов, чтобы дать вам краткое введение в искусство фьюзинга стекла, до более углубленных интенсивов, таких как фьюзинг стекла и Slumping I. Как только вы освоите основы, вы можете выбрать уровень — до стекла, формованного в печи, или попробуйте самоуправляемую лабораторию по плавлению и оседанию стекла.
Если вы хотите придать стеклу новую форму или объединить красочные узоры и формы, The Crucible поможет вам. Мы предлагаем различные курсы: от более коротких 3-часовых дегустаторов, чтобы дать вам краткое введение в искусство фьюзинга стекла, до более углубленных интенсивов, таких как фьюзинг стекла и Slumping I. Как только вы освоите основы, вы можете выбрать уровень — до стекла, формованного в печи, или попробуйте самоуправляемую лабораторию по плавлению и оседанию стекла.
 ..
..
 Инструкции не предоставляются…
Инструкции не предоставляются… Каждый учащийся научится делать карманы из двух слоев стекла и создавать…
Каждый учащийся научится делать карманы из двух слоев стекла и создавать…

 Подставки — хорошая идея. Имейте в виду, что лучше всего использовать два слоя, и придумайте что-нибудь подходящее.
Подставки — хорошая идея. Имейте в виду, что лучше всего использовать два слоя, и придумайте что-нибудь подходящее. Резка и очистка художественного стекла
Резка и очистка художественного стекла  см).
см).

 Все портило красное пятно на правом виске. Так
Все портило красное пятно на правом виске. Так

 Моделька ковыляла за ним. Преодолев четыре марша
Моделька ковыляла за ним. Преодолев четыре марша


 — Блин, теряю
— Блин, теряю
 Молодой резвый жеребец кавказских кровей
Молодой резвый жеребец кавказских кровей
 «Чертов
«Чертов
 О том, стоит ли беспокоиться, если усатые соседи вдруг покидают наши дома, а также о мутантах и гостиничных американских тараканах «РР» поговорил с Александром Антроповым, кандидатом биологических наук, старшим научным сотрудником отдела энтомологии Зоологического музея МГУ.
О том, стоит ли беспокоиться, если усатые соседи вдруг покидают наши дома, а также о мутантах и гостиничных американских тараканах «РР» поговорил с Александром Антроповым, кандидатом биологических наук, старшим научным сотрудником отдела энтомологии Зоологического музея МГУ.
 Ещё туркестанские тараканы появлялись, но с ними тоже всё плохо, им здесь не понравилось.
Ещё туркестанские тараканы появлялись, но с ними тоже всё плохо, им здесь не понравилось.
 Ещё бывают тараканы степные — они живут в основном в азиатской части страны. И, пожалуй, самые интересные из всех — реликтовые. У них семьи с очень сложным иерархическим подчинением. Во главе стоит самка, которая воспитывает потомство. Такой уклад связан с образом питания: они едят разлагающуюся древесину, а у детёнышей нет ферментов для переваривания целлюлозы. Поэтому взрослые тараканы приходят, можно сказать, в детский сад, где за потомством присматривает самка, и делятся с малышами микробиомом — содержимым своего кишечника, чтобы дать им жизненно необходимые ферменты. Поэтому, чтобы сохранять популяцию, эти насекомые вынуждены жить именно семьями. Такая передача содержимого кишечника от взрослых особей молодым — вовсе не уникальная история, так же делают термиты.
Ещё бывают тараканы степные — они живут в основном в азиатской части страны. И, пожалуй, самые интересные из всех — реликтовые. У них семьи с очень сложным иерархическим подчинением. Во главе стоит самка, которая воспитывает потомство. Такой уклад связан с образом питания: они едят разлагающуюся древесину, а у детёнышей нет ферментов для переваривания целлюлозы. Поэтому взрослые тараканы приходят, можно сказать, в детский сад, где за потомством присматривает самка, и делятся с малышами микробиомом — содержимым своего кишечника, чтобы дать им жизненно необходимые ферменты. Поэтому, чтобы сохранять популяцию, эти насекомые вынуждены жить именно семьями. Такая передача содержимого кишечника от взрослых особей молодым — вовсе не уникальная история, так же делают термиты. Хотя у термитов всё гораздо сложнее — помимо семейной организации у них есть ещё и кастовая иерархия. А у тараканов, конечно, кастовости никакой.
Хотя у термитов всё гораздо сложнее — помимо семейной организации у них есть ещё и кастовая иерархия. А у тараканов, конечно, кастовости никакой. Так вот, они тоже оставляют химические метки, и потом по этим следам пищу находят другие самцы и самки. Однако бешеные таракашки делают это не специально, исключительно для себя стараются.
Так вот, они тоже оставляют химические метки, и потом по этим следам пищу находят другие самцы и самки. Однако бешеные таракашки делают это не специально, исключительно для себя стараются. Говорят, что с появлением сотовой связи и всяких там микроволновых печей в городах повысился радиационный фон. Но это всё ерунда: во-первых, ни мобильники, ни печки уровень радиации не завышают, во-вторых, даже если бы и завысили, тараканам на это наплевать. Они выдерживают дозу облучения, которая от 6 до 15 раз превышает допустимую для человека. В глубокой древности, в Юрском периоде, когда только появились первые тараканы, радиоактивный фон на Земле был на несколько порядков выше, чем сейчас. Они к радиации адаптируются.
Говорят, что с появлением сотовой связи и всяких там микроволновых печей в городах повысился радиационный фон. Но это всё ерунда: во-первых, ни мобильники, ни печки уровень радиации не завышают, во-вторых, даже если бы и завысили, тараканам на это наплевать. Они выдерживают дозу облучения, которая от 6 до 15 раз превышает допустимую для человека. В глубокой древности, в Юрском периоде, когда только появились первые тараканы, радиоактивный фон на Земле был на несколько порядков выше, чем сейчас. Они к радиации адаптируются. Но вышло так, что плохо от них становилось не тараканам, а самим людям, потому что это вещество — сильный аллерген. Сейчас применяют новое поколение препаратов на основе актиномицетов — примитивных грибов. В общем, мы меняем-меняем-меняем средства, а они ко всем приспосабливаются; разработаем что-то новое — и к этому привыкнут. Ещё это связано с большим репродуктивным потенциалом: быстро они размножаются и в больших количествах.
Но вышло так, что плохо от них становилось не тараканам, а самим людям, потому что это вещество — сильный аллерген. Сейчас применяют новое поколение препаратов на основе актиномицетов — примитивных грибов. В общем, мы меняем-меняем-меняем средства, а они ко всем приспосабливаются; разработаем что-то новое — и к этому привыкнут. Ещё это связано с большим репродуктивным потенциалом: быстро они размножаются и в больших количествах. Просто все тараканы линяют, сбрасывают старую оболочку и отращивают новый толстый хитиновый панцирь. Так вот, пока он ещё не отрос, таракан мягонький такой, светлый. А потом пигмент накапливается, таракан постепенно темнеет и начинает жить полноценной тараканьей жизнью.
Просто все тараканы линяют, сбрасывают старую оболочку и отращивают новый толстый хитиновый панцирь. Так вот, пока он ещё не отрос, таракан мягонький такой, светлый. А потом пигмент накапливается, таракан постепенно темнеет и начинает жить полноценной тараканьей жизнью. А ведь для таракана важно, чтобы был постоянный источник воды и умеренно тёплая температура. Причём источник — это не кувшин с водой, который стоит в кухне открытый, и они все туда ходят, как на водопой, а плохая сантехника, чтобы под раковиной подтекало. Это увеличивает влажность в доме и способствует произрастанию плесени, а тараканы её очень любят.
А ведь для таракана важно, чтобы был постоянный источник воды и умеренно тёплая температура. Причём источник — это не кувшин с водой, который стоит в кухне открытый, и они все туда ходят, как на водопой, а плохая сантехника, чтобы под раковиной подтекало. Это увеличивает влажность в доме и способствует произрастанию плесени, а тараканы её очень любят. Очень красивая, с металлическим блеском, действительно изумрудного цвета. Такие осы не строят гнёзд, а ловят тараканов, убивают их, откладывают в них личинки, засовывают в кору дерева и летят себе дальше. Правда, этих ос очень мало — как в нашей стране, так и на Земле вообще.
Очень красивая, с металлическим блеском, действительно изумрудного цвета. Такие осы не строят гнёзд, а ловят тараканов, убивают их, откладывают в них личинки, засовывают в кору дерева и летят себе дальше. Правда, этих ос очень мало — как в нашей стране, так и на Земле вообще. Изучают тараканьи сенсиллы — это такие волоски у основания ножек, способные различать химические вещества. Вживляют всякие электроды и проводят опыты, связанные с работой нервной системы. Ещё тараканчиков, особенно пепельных, выращивают в лабораториях для кормления некоторых животных.
Изучают тараканьи сенсиллы — это такие волоски у основания ножек, способные различать химические вещества. Вживляют всякие электроды и проводят опыты, связанные с работой нервной системы. Ещё тараканчиков, особенно пепельных, выращивают в лабораториях для кормления некоторых животных. Помню, по ночам порой было слышно, как они своими дивизиями нахально маршируют. Или проснёшься среди ночи, пойдёшь на кухню покурить, а там у них строевой смотр, ногу поставить некуда… Жуть египетская, и хорошо, что в далёком прошлом.
Помню, по ночам порой было слышно, как они своими дивизиями нахально маршируют. Или проснёшься среди ночи, пойдёшь на кухню покурить, а там у них строевой смотр, ногу поставить некуда… Жуть египетская, и хорошо, что в далёком прошлом. На кораблях-то они шиш когда переведутся, но в 94-95-м корабли сократили (остался только «Крылов», который тоже скоро порежут). Плюс евросантехника, конечно. Чугунные трубы всегда отпотевали, возле них обязательно была влага, а теперь шиш, всё сухо.
На кораблях-то они шиш когда переведутся, но в 94-95-м корабли сократили (остался только «Крылов», который тоже скоро порежут). Плюс евросантехника, конечно. Чугунные трубы всегда отпотевали, возле них обязательно была влага, а теперь шиш, всё сухо. меньше
меньше Стоуэлл
Стоуэлл site/
site/ мой адрес электронной почты: [email protected]
мой адрес электронной почты: [email protected]

 Более поздние исследования показали наличие неограниченной суперспирализации в интерфазных хромосомах. Используя моделирование броуновской динамики, мы показываем здесь, что, включив суперспирализацию в модели топологических доменов, можно воспроизвести и, таким образом, дать возможные объяснения некоторых экспериментально наблюдаемых характеристик интерфазных хромосом, таких как их сложные карты контактов.
Более поздние исследования показали наличие неограниченной суперспирализации в интерфазных хромосомах. Используя моделирование броуновской динамики, мы показываем здесь, что, включив суперспирализацию в модели топологических доменов, можно воспроизвести и, таким образом, дать возможные объяснения некоторых экспериментально наблюдаемых характеристик интерфазных хромосом, таких как их сложные карты контактов. ( A , B ) Карты контактов, полученные для смоделированных хроматиновых волокон, состоящих из двух топологических доменов A и B с размерами, соответствующими 800 и 400 kb, которые были слабо (панель A) или сильно суперскручены (панель B) (с ΔLk от — 1 или -8 на 400 КБ соответственно). На двух чертежах схематично представлены две системы. ( C , D ) Сравнение средних профилей вероятности контакта для локусов, расположенных в тех же или соседних топологических доменах для смоделированных хроматиновых волокон, состоящих из слабо или сильно суперскрученных топологических доменов (панели C и D соответственно) с экспериментальными данными 3C . Обозначения AA, BB и AB обозначают внутри- и междоменные контакты соответственно для моделируемых топологических доменов. Точки экспериментальных данных 3C (показаны в виде графиков рассеяния на C – D) соответствуют контактам внутри и между топологическими областями E, F и H, представленными на рисунке 1 Nora 9.0302 и др.
( A , B ) Карты контактов, полученные для смоделированных хроматиновых волокон, состоящих из двух топологических доменов A и B с размерами, соответствующими 800 и 400 kb, которые были слабо (панель A) или сильно суперскручены (панель B) (с ΔLk от — 1 или -8 на 400 КБ соответственно). На двух чертежах схематично представлены две системы. ( C , D ) Сравнение средних профилей вероятности контакта для локусов, расположенных в тех же или соседних топологических доменах для смоделированных хроматиновых волокон, состоящих из слабо или сильно суперскрученных топологических доменов (панели C и D соответственно) с экспериментальными данными 3C . Обозначения AA, BB и AB обозначают внутри- и междоменные контакты соответственно для моделируемых топологических доменов. Точки экспериментальных данных 3C (показаны в виде графиков рассеяния на C – D) соответствуют контактам внутри и между топологическими областями E, F и H, представленными на рисунке 1 Nora 9.0302 и др. (3). Пунктирная линия указывает наклон, соответствующий показателю α, равному -0,6.
(3). Пунктирная линия указывает наклон, соответствующий показателю α, равному -0,6. По количеству нитей резьбы выделяют однозаходные и многозаходные. Многозаходные резьбы позволяют пройти большее расстояние за один оборот. Количество заходов можно определить, взглянув на торец детали. В зависимости от единиц измерения выделяют метровые и дюймовые резьбы.
По количеству нитей резьбы выделяют однозаходные и многозаходные. Многозаходные резьбы позволяют пройти большее расстояние за один оборот. Количество заходов можно определить, взглянув на торец детали. В зависимости от единиц измерения выделяют метровые и дюймовые резьбы.
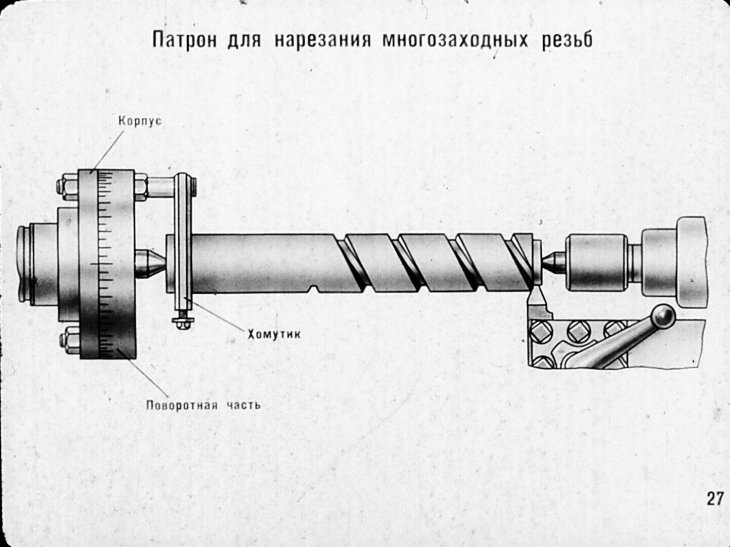

 P3720=4096 импульсов
P3720=4096 импульсов Развернутый на плоскости отрезок с поверхности прутка имеет вид прямоугольного треугольника АБВ. Из него определяется:
Развернутый на плоскости отрезок с поверхности прутка имеет вид прямоугольного треугольника АБВ. Из него определяется:
 Болты с правой резьбой закручивают, вращая по часовой стрелке, болты с левой резьбой закручивают, вращая против часовой стрелки. Бывают многозаходные и однозаходные резьбы. Однозаходные выполнены одной сплошной нитью резьбы. Многозаходные резьбы имеют несколько сплошных ниток.
Болты с правой резьбой закручивают, вращая по часовой стрелке, болты с левой резьбой закручивают, вращая против часовой стрелки. Бывают многозаходные и однозаходные резьбы. Однозаходные выполнены одной сплошной нитью резьбы. Многозаходные резьбы имеют несколько сплошных ниток.
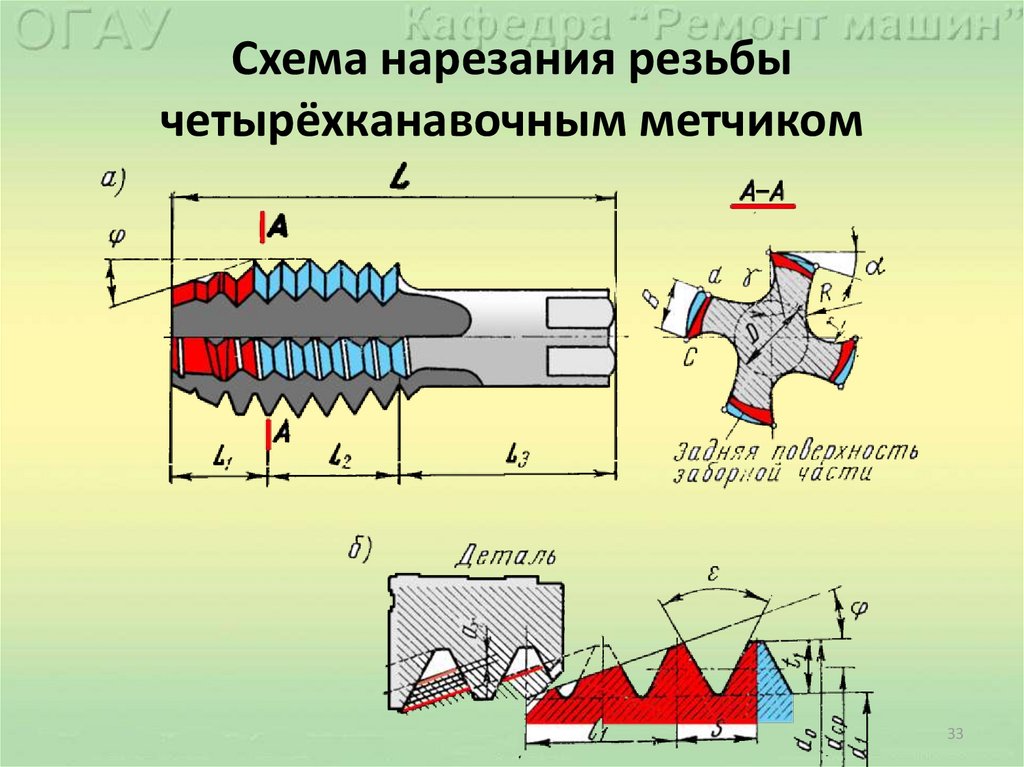 3. Многозаходная резьба:
3. Многозаходная резьба:
 4. Упрощенная кинематическая схема нарезания резьбы на токарно-винтовом станке:
4. Упрощенная кинематическая схема нарезания резьбы на токарно-винтовом станке:
 У метрической резьбы сечением 6…10 мм должна быть разность 0,1…0,2 мм, сечением 11…18 мм – 0,12…0,24 мм, сечением 20…30 мм – 0,14…0,28 мм.
У метрической резьбы сечением 6…10 мм должна быть разность 0,1…0,2 мм, сечением 11…18 мм – 0,12…0,24 мм, сечением 20…30 мм – 0,14…0,28 мм.
 Чистовой метчик подгоняет резьбу до необходимых параметров. В комплекте, состоящем из 3-х метчиков первый (черновой) изготавливает 60% всего объема, второй (получистовой) – 30%, третий (чистовой) – 10%.
Чистовой метчик подгоняет резьбу до необходимых параметров. В комплекте, состоящем из 3-х метчиков первый (черновой) изготавливает 60% всего объема, второй (получистовой) – 30%, третий (чистовой) – 10%.
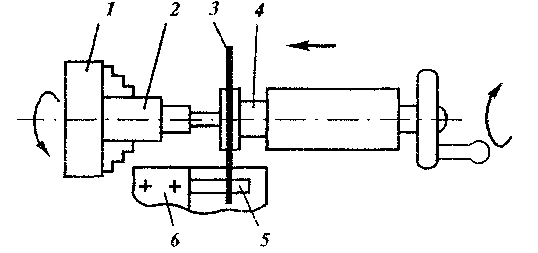 Головки работают на станках: токарных автоматах, токарно-револьверных и токарных станках. Хвостовиком резьбонарезная головка крепится в пинолях задней бабки либо револьверной головке.
Головки работают на станках: токарных автоматах, токарно-револьверных и токарных станках. Хвостовиком резьбонарезная головка крепится в пинолях задней бабки либо револьверной головке.
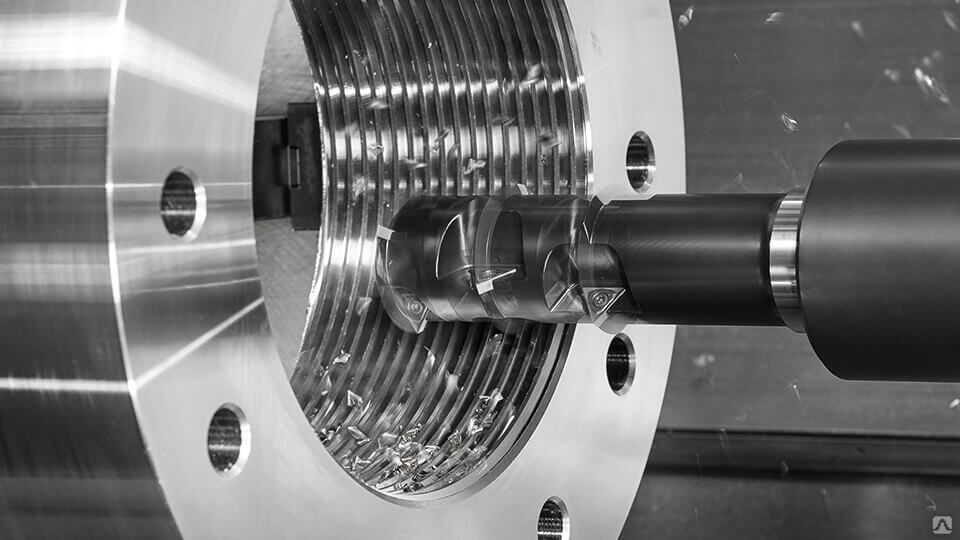

 Поверните патрон вручную, при этом передняя бабка находится в нейтральном положении.
Поверните патрон вручную, при этом передняя бабка находится в нейтральном положении.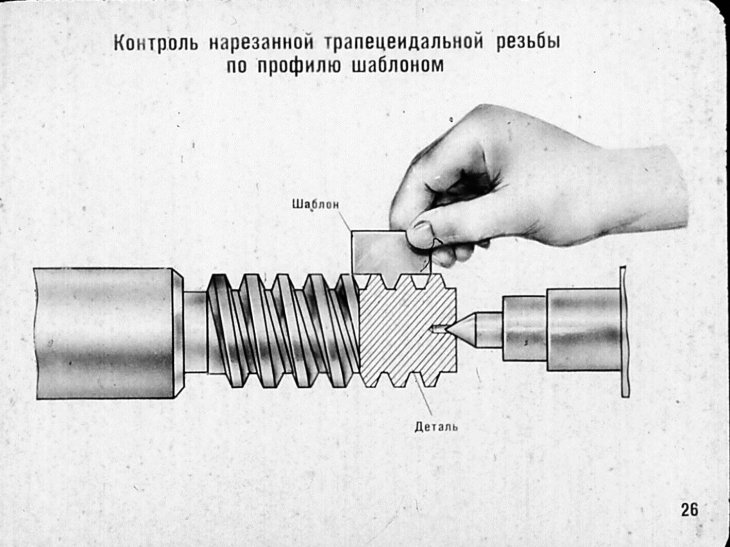 Это действительно зависит от качества метчика и материала. Я пользуюсь кранами Dormer, ни разу не сломал ни одного при постукивании вручную. Вбиваю под напряжение только в том случае, если последствия сломанного крана небольшие. У меня тоже есть метчик 2-56. Теперь этот заставляет меня нервничать, стоит 24 доллара.
Это действительно зависит от качества метчика и материала. Я пользуюсь кранами Dormer, ни разу не сломал ни одного при постукивании вручную. Вбиваю под напряжение только в том случае, если последствия сломанного крана небольшие. У меня тоже есть метчик 2-56. Теперь этот заставляет меня нервничать, стоит 24 доллара. Затем вы поворачиваете шпиндель в обратном направлении, спусковой механизм снова схватывает и вывинчивает метчик.
Затем вы поворачиваете шпиндель в обратном направлении, спусковой механизм снова схватывает и вывинчивает метчик.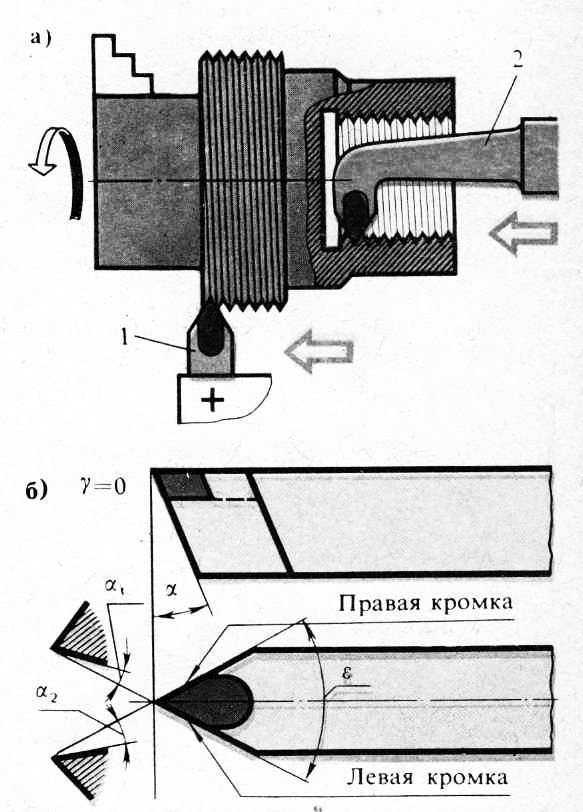

 Но иногда используйте TS на обычном токарном станке и зажимайте метчик в патроне Джейкобса.
Но иногда используйте TS на обычном токарном станке и зажимайте метчик в патроне Джейкобса. Все, что крупнее 3/8-16, может проскальзывать в кулачках старого патрона Jacobs. На более крупных нитях я обкатываю с помощью заднего привода, все еще «оглаживая» натяжитель ремня. Я (стучу по дереву) никогда не ломал метчик этим методом. Я думаю, что хитрость заключается в том, чтобы просто не становиться слишком резким или резвым и позволить вещам идти своим чередом.
Все, что крупнее 3/8-16, может проскальзывать в кулачках старого патрона Jacobs. На более крупных нитях я обкатываю с помощью заднего привода, все еще «оглаживая» натяжитель ремня. Я (стучу по дереву) никогда не ломал метчик этим методом. Я думаю, что хитрость заключается в том, чтобы просто не становиться слишком резким или резвым и позволить вещам идти своим чередом. В противном случае он просто залезал на венец тугого шкива. Тщательно работая с переключателем ремня, часто можно было сделать то, что равносильно «ослаблению» сцепления при запуске автомобиля или грузовика на холме. Эти старые ребята сделали это, когда метчики на токарных станках под напряжением, и я попробовал это на своем 10-дюймовом токарном станке Southbend около 18 лет назад. Гораздо проще использовать рычаг натяжителя ремня на Southbend. который приносил из дома стекающее сало, чтобы использовать его в качестве смазочно-охлаждающей жидкости для врезки. Я использую купленную в магазине жидкость для врезки.0007
В противном случае он просто залезал на венец тугого шкива. Тщательно работая с переключателем ремня, часто можно было сделать то, что равносильно «ослаблению» сцепления при запуске автомобиля или грузовика на холме. Эти старые ребята сделали это, когда метчики на токарных станках под напряжением, и я попробовал это на своем 10-дюймовом токарном станке Southbend около 18 лет назад. Гораздо проще использовать рычаг натяжителя ремня на Southbend. который приносил из дома стекающее сало, чтобы использовать его в качестве смазочно-охлаждающей жидкости для врезки. Я использую купленную в магазине жидкость для врезки.0007 Они входят в квадрат и разделены, чтобы сжимать метчик, как цангу.
Они входят в квадрат и разделены, чтобы сжимать метчик, как цангу.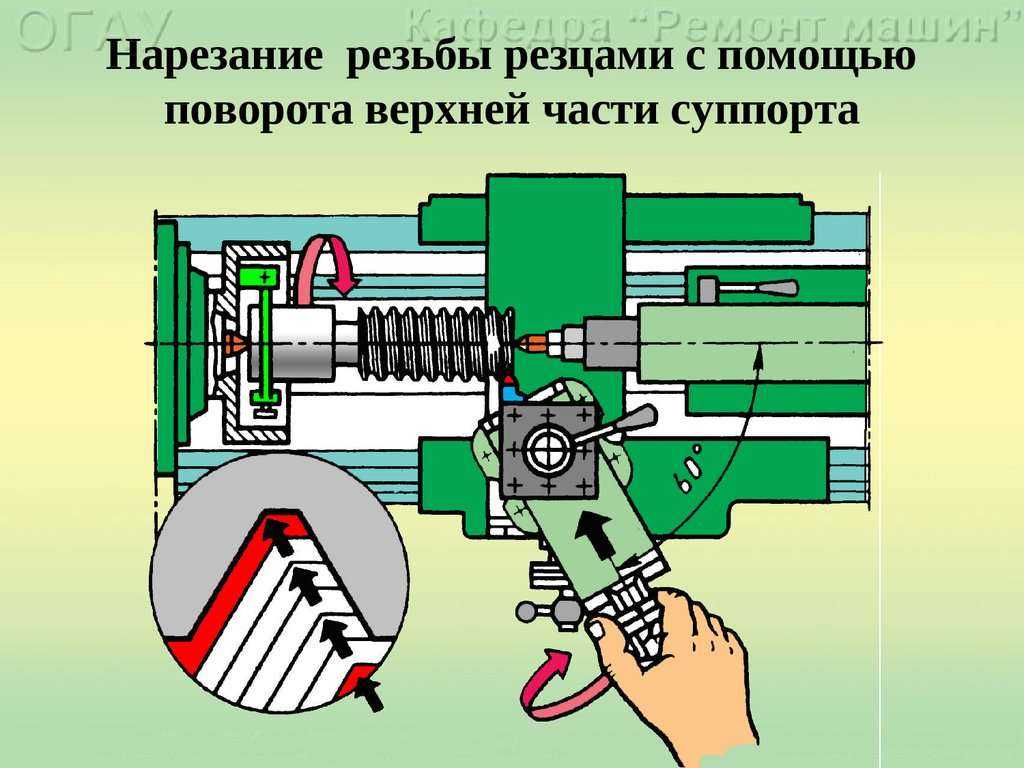 Ручное постукивание стало очень старым, очень быстро. Теперь я делаю их все на своем SB9. Это все сквозные отверстия BTW. Так просто, что больно. Прикрепите к станине кусок UHMW площадью 1 кв. дюйм, чтобы вороток скользнул, ввинтите мертвую точку в центральное отверстие метчика, установите токарный станок на самую медленную скорость задней передачи. Проверните заднюю бабку, чтобы она соответствовала скорости, и удерживайте противоположная ручка для первого дюйма, затем держите ее рукой, чтобы закончить. Я люблю постукивать сейчас.. приберегите ее, когда я хочу расслабиться. Кажется, я видел это в книге о токарных станках SB.
Ручное постукивание стало очень старым, очень быстро. Теперь я делаю их все на своем SB9. Это все сквозные отверстия BTW. Так просто, что больно. Прикрепите к станине кусок UHMW площадью 1 кв. дюйм, чтобы вороток скользнул, ввинтите мертвую точку в центральное отверстие метчика, установите токарный станок на самую медленную скорость задней передачи. Проверните заднюю бабку, чтобы она соответствовала скорости, и удерживайте противоположная ручка для первого дюйма, затем держите ее рукой, чтобы закончить. Я люблю постукивать сейчас.. приберегите ее, когда я хочу расслабиться. Кажется, я видел это в книге о токарных станках SB. 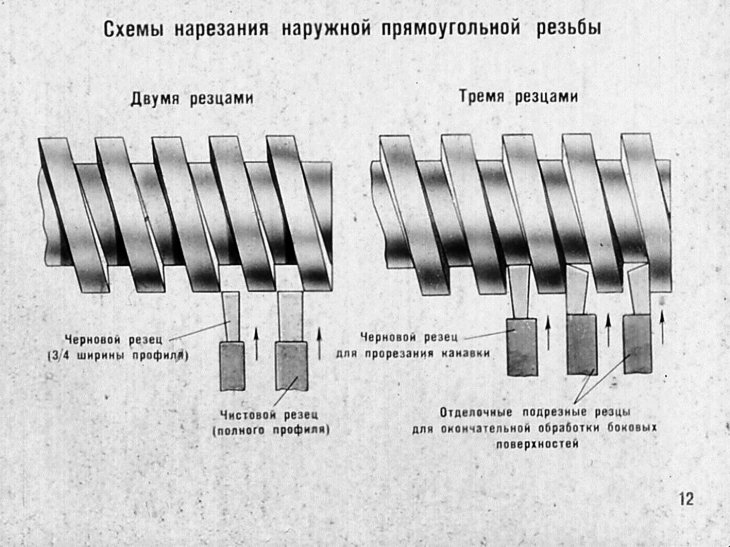

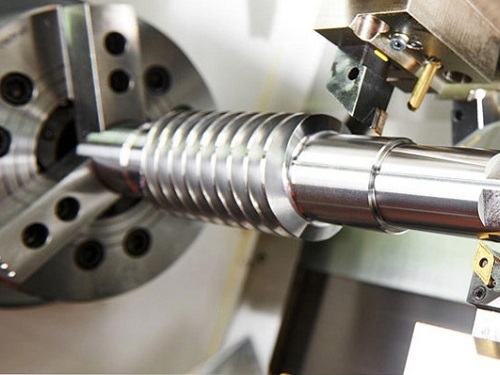 д.
д.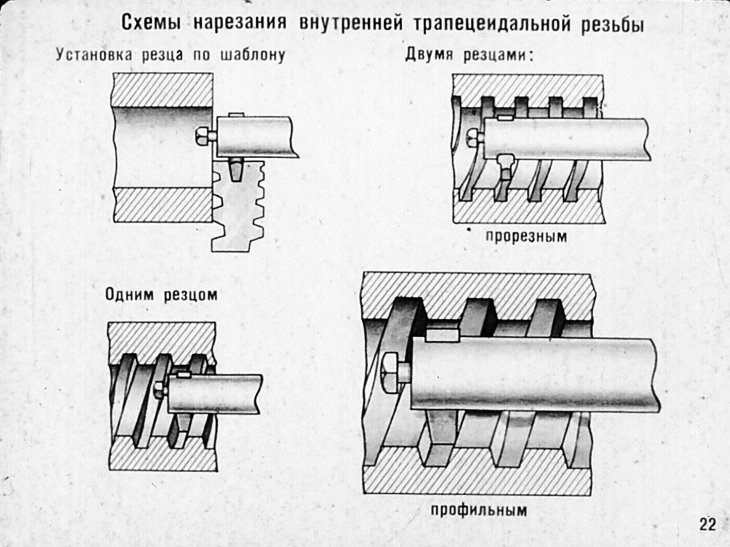


 Главное при сокращении — не потерять смысл.
Главное при сокращении — не потерять смысл. Один минус — чем популярнее будет приложение, тем дороже обойдется использование справочника.
Один минус — чем популярнее будет приложение, тем дороже обойдется использование справочника.
 Хороший интерфейс будет звучать как диалог между заботливым оператором и пользователем. Если «диалог» не складывается — возвращаемся к предыдущим шагам.
Хороший интерфейс будет звучать как диалог между заботливым оператором и пользователем. Если «диалог» не складывается — возвращаемся к предыдущим шагам.


 Мы постоянно и активно развиваемся и с уверенностью смотрим в будущее, открывая для своих клиентов новые горизонты и возможности!
Мы постоянно и активно развиваемся и с уверенностью смотрим в будущее, открывая для своих клиентов новые горизонты и возможности!

 Сено от Shark Design создано из мягкой сетки, которая устраняет дискомфорт при одновременном снижении частоты укладки.
Сено от Shark Design создано из мягкой сетки, которая устраняет дискомфорт при одновременном снижении частоты укладки.


 Границы знаний не могут существовать в нашем мире, потому что продукт, созданный без сплоченности, может иметь одну приятную особенность, но не может гарантировать успех.
Границы знаний не могут существовать в нашем мире, потому что продукт, созданный без сплоченности, может иметь одну приятную особенность, но не может гарантировать успех.

